Главная Сварочное оборудование Ручная дуговая сварка (ММА) Сварочный инвертор ПТК МАСТЕР MMA 200
Рейтинг:
(1 голос)
РАСПРОДАЖА ОСТАТКОВ
2 года гарантия
5 100.00 ₽
6 000.00 ₽
Количество:
Быстрый заказ
Артикул: 005.100.102
ПТК
ПТК МАСТЕР MMA 200 – инверторный аппарат для ручной дуговой сварки металлов на прямой и обратной полярностях покрытым электродом. Аппарат работает от сети с напряжением 220В.
К сравнению
Поделиться
Предыдущий Следующий
ПТК МАСТЕР MMA 200 – инверторный аппарат для ручной дуговой сварки металлов на прямой и обратной полярностях покрытым электродом. Аппарат работает от сети с напряжением 220В. Подойдет для сварочных работ дома и на даче. Уменьшенные габариты и вес аппарата не вызовут затруднений при транспортировке и хранении. Инвертор обеспечивает ровный сварочный шов, имеет эффективную систему охлаждения и встроенную функцию автоматической защиты от перегрева.
Особенности: Аппараты обеспечивают ровный сварочный шов и стабильную дугу. Сварка металлов на прямой и обратной полярностях. Эффективная система охлаждения. Функция автоматической защиты от перегрева. Гарантия 2 года.
Комплектация: Инверторный аппарат ручной дуговой сварки – 1 шт. Электрододержатель (кабель 2 метра) – 1 шт. Клемма заземления (кабель 2 метра) – 1 шт. Руководство по эксплуатации – 1 шт.
Напряжение питающей сети, В: 220±10%
Частота питающей сети, Гц: 50
Потребляемый ток, А: 25,6
Потребляемая мощность, кВт: 5,6
Сварочный ток, А: 30–200
Рабочее напряжение, В: 21,2–26,6
Напряжение холостого хода, В: 56 ПВ, %: 60
Сварочный ток при ПН 60%, А: 200
Сварочный ток при ПН 100%, А: 160
КПД, %: 85
Диаметр электрода, мм: 1,5–5,0
Класс изоляции: F
Класс защиты: IP21S
Вес нетто, кг: 3,7
Габариты аппарата, мм: 288х127х260
Вес брутто, кг: 5,7
Размеры индивидуальной упаковки, мм: 420х215х315
теги:
ИНВЕРТОРЫ ARC, ПТК
Рекомендуемые
Быстрый просмотр
Перчатки хб с латексом, 2-й облив Стандарт
Быстрый просмотр
Электроды для ручной дуговой сварки и наплавки БУЛАТ-1 4. 0x450 мм 6кг
По умолчаниюНазвание (А — Я)Название (Я — А)Цена (низкая > высокая)Цена (высокая > низкая)Модель (А — Я)Модель (Я — А)
Сварочная камера FWE (Гибкая )
Сварочная камера FWEСварочная камера разработана для тех случаев, когда не может быть применена жесткая камера. Камера применяется, когда требуется сварить изделие из сплавов с химически активными элементами в нагретом с..
Цена по запросу Без НДС: Цена по запросу
Сварочный аппарат (Инверторный источник) Monster 160W
Сварочный аппарат (Инверторный источник) серии Monster 160W является сварочным выпрямителем инверторного типа и предназначен для ручной аргонодуговой сварки неплавящимся вольфрамовым электродом (TIG DC сварка) в непрерыв..
Цена по запросу Без НДС: Цена по запросу
Сварочный аппарат — инвертор ZM 165T
Сварочный аппарат — инвертор ZM 165TИнвертор ZM 165T это упрощенная и облегченная модель весом чуть более 5 кг сварочного аппарата серии Monster 160W. Она востребована в том случае, если предполагается выполнять про..
Цена по запросу Без НДС: Цена по запросу
Сварочный аппарат инверторный ZM 205T
Сварочный аппарат инверторный ZM 205TСварочный аппарат ZM 205T является модификацией сварочного аппарата ZM 175T. Аппарат может использоваться для сварки на токах до 200 Ампер и обладает улучшенной изоляцией электронных ..
Цена по запросу Без НДС: Цена по запросу
Сварочный инвертор TIG ZM 175T
Сварочный инвертор TIG ZM 175T Сварочный инвертор TIG ZM 175T — это профессиональный сварочный аппарат для аргонодуговой сварки любых сталей и сплавов металлов свариваемых на постоянном токе прямой полярности. Данны..
Цена по запросу Без НДС: Цена по запросу
Алюминиевая лента подкладочная 80 А ALAT 25 м x 75 мм x 0,1 мм 34202250 Z-Master
Алюминиевая лента подкладочная ALAT 25m x 75 mm x 0,1 mm 34202250 Z-MasterАлюминиевая лента подкладочная ALAT длиной 25 метров является самосклеивающейся лентой шириной 75 мм по центру которой приклеена полоса из специал. .
Цена по запросу Без НДС: Цена по запросу
Мульти функциональный Сварочный Аппарат ZM 305 U MIG/MAG/TIG/MMA 02033059 Z-Master
Мульти функциональный Сварочный Аппарат ZM 305 U MIG/MAG/TIG/MMAСварочный аппарат ZM 305 U ─ это обновленная модель сварочного аппарата серии Monster 250MW, в которой были улучшены эксплуатационные характеристики за счет..
Цена по запросу Без НДС: Цена по запросу
Редуктор газовый универсальный Ar/CO2 с 2-мя FAR-1 на 15L и 30L
Редуктор газовый универсальный Ar/CO2 с 2-мя FAR-1 на 15L и 30L Редуктор газовый универсальный одноступенчатый с двумя FAR-1 предназначен для регулировки и поддержания расхода газа подаваемого из баллона с аргоном, углек..
Цена по запросу Без НДС: Цена по запросу
Сварочная водорастворимая пленка AWSFK 20×1 м
Сварочная водорастворимая пленка AWSFK 20×1 мАртикул водорастворимой пленки: 34300200Описание сварочной водорастворимой пленки:Водорастворимая пленка предназначена для создания заглушек на торцах труб, обечаек, профилей . .
Цена по запросу Без НДС: Цена по запросу
Сварочный аппарат Monster 250MW 02032599 Z-Master
СНЯТ С ПРОИЗВОДСТВА. ЗАПАСНЫЕ ЧАСТИ ДОСТУПНЫ ДЛЯ ЗАКАЗА. Сварочный аппарат Monster 250MW 02032599 Z-MasterМногофункциональный cварочный аппарат серии Monster 250MW является сварочным выпрямителем инверторного типа и пре..
Цена по запросу Без НДС: Цена по запросу
Алюминиевая лента 160 А подкладочная AMAT 12,5 m x 75 mm x 0,1 mm 34203125 Z-Master
Алюминиевая лента подкладочная AMAT 12,5 m x 75 mm x 0,1 mm 34203125 Z-MasterАлюминиевая лента подкладочная AMAT длиной 12,5 метров является самосклеивающейся лентой шириной 75 мм по центру которой приклеена полоса ..
Цена по запросу Без НДС: Цена по запросу
Инверторный сварочный TIG источник Monster 200W
Сварочный аппарат Monster 200W не поставляется в настоящее времяДоступна аренда!Инверторный сварочный аргонодуговой аппарат Monster 200WИнверторный сварочный TIG источник Monster 200W Сварочный аппарат (Инверторный. .
Цена по запросу Без НДС: Цена по запросу
Монитор продувки PurgEye 100 IP65 API0100
Монитор продувки PurgEye 100 IP65 — Анализатор остаточного кислородаОписание монитора продувки PurgEye 100 IP65:Монитор PurgEye 100 IP65 — анализатор остаточного кислорода, был специально разработан для применения в свар..
Цена по запросу Без НДС: Цена по запросу
Сварочный защитный экран плоский ATSF001
Сварочный защитный экран плоский ATSF001 Защитная насадка на горелку TIG (защитный сварочный экран TIG/MIG/PAW) предназначен для создания инертной атмосферы при сварке таких активных металлов, как титан, цирконий, молибд..
Цена по запросу Без НДС: Цена по запросу
Сварочная подкладочная лента 240 А AHAT 12,5 м x 75 мм 34204125 Z-Master
Алюминиевая сварочная подкладочная лента AHAT 12,5 m x 75 mm x 0,1 mm 34204125 Z-MasterАлюминиевая сварочная подкладочная лента AHAT длиной 12,5 метров является самоклеющаяся лентой шириной 75 мм по центру. .
Цена по запросу Без НДС: Цена по запросу
Сварочное оборудование и сварочные машины
категории товаров
Ассортимент продукции
Инновации продукта
Экологические преимущества
Качество продукции
Центр поддержки
Инверторные сварочные аппараты ММА
Диапазон просмотра
Сварочные аппараты TIG
Диапазон просмотра
Сварочные аппараты MIG со ступенчатым напряжением R-Design
Диапазон просмотра
Инверторное сварочное оборудование MIG
Диапазон просмотра
Инверторное многофункциональное сварочное оборудование
Диапазон просмотра
Многопроцессорные инверторы Pulse-Expert
Диапазон просмотра
Оборудование для дуговой сварки под флюсом
Диапазон просмотра
Услуги по валидации сварочного оборудования в соответствии с BS EN 50504
Диапазон просмотра
Контроль качества сварочного оборудования
Диапазон просмотра
Инверторный сварочный аппарат MasterWeld MW3050 с системой отвода дыма при сварке горелки
пункты на странице 24487296
Ассортимент сварочного оборудования и сварочных аппаратов MasterWeld производится в Европе в соответствии со стандартами EN 60974-1, EN 60974-5 и EN 60974-10. Эти сварочные аппараты представляют собой уникальное сочетание лидирующих на рынке технологий, непревзойденного качества сборки и непревзойденной привлекательности для сварщиков.
Для получения полной технической поддержки по сварочному оборудованию MasterWeld посетите раздел веб-сайта Свяжитесь с нами .
Мы разместили файлы cookie на вашем устройстве, чтобы сделать этот веб-сайт лучше.
инвертор переменного тока постоянного тока TIG 250 сварочный аппарат MASTER TIG-250AC | Все продукты
подробности
видео
ХАРАКТЕРИСТИКИ
ВАМ ТАКЖЕ МОЖЕТ ПОНАДОБИТЬСЯ
РОДСТВЕННЫЕ МОДЕЛИ
ДЕТАЛИ
Комплексное решение для сварки TIG
TIG AC/DC и MIX TIG
MASTERTIG-250AC
TIG DC — имеет функцию проплавления для импульсной сварки и точно контролирует подачу тепла.
AC TIG — с 2 видами сигналов переменного тока (прямоугольная и синусоидальная волна) и 3 типами регуляторов формы сигнала переменного тока (баланс, частота и амплитуда).
MIX TIG- имеет как переменный, так и постоянный ток в одном рабочем цикле, лучшую концентрацию дуги и более глубокое проплавление.
Надежная и мощная конструкция — 250 А при рабочем цикле 60 %, подходит для работы в мастерской.
Advanced Pulse Controls
Функция импульсной сварки TIG переключает силу тока с высокой (пиковой) на низкую (фоновую) с заданной скоростью (PPS). Импульсный режим может уменьшить подводимое тепло за счет снижения средней силы тока, улучшения контроля сварочной ванны, проплавления и деформации.
Панель управления Описание
1. Процесс сварки
DC TIG/AC TIG/MIX TIG/DC MMA
2. Управление Pulser
3. Типы WaveseShape AC
Advanced Squarewave
Sin TIG
5. Форма волны переменного тока
Диапазон частот переменного тока 20 Гц~200 Гц
Чистая ширина переменного тока (баланс переменного тока) +40~-40
Управляет шириной конуса дуги. Увеличение частоты переменного тока обеспечивает более сфокусированную дугу с улучшенным контролем направления.
Примечание. Уменьшение частоты переменного тока смягчает дугу и расширяет сварочную ванну для более широкого валика сварного шва.
Регулятор баланса переменного тока
Управляет очисткой дуги. Регулировка % EN волны переменного тока регулирует ширину зоны травления, окружающей сварной шов.
Примечание. Установите регулятор баланса переменного тока на адекватное действие очистки дуги по бокам и перед сварочной ванной. Баланс переменного тока должен быть точно настроен в зависимости от того, насколько тяжелыми или толстыми являются оксиды.
Контроль амплитуды
Регулирует соотношение силы тока EN и EP для точного управления подводом тепла к изделию и электроду.
Примечание. Сила тока EN регулирует уровень провара, в то время как сила тока EP значительно влияет на действие очистки дуги наряду с контролем баланса переменного тока.
Уникальная MIX TIG
MIX TIG — это уникальная технология TOPWELL, которая сочетает переменный ток и постоянный ток в одном рабочем цикле. Это сохраняет преимущества и уменьшает недостатки друг друга. Использование технологии MIX TIG обеспечивает превосходную концентрацию дуги и отличные характеристики сварки, особенно для толстых листов.
Листогибы — виды, получаемые изделия, брак и неисправности
18 февраля 2021 г.
Листогиб — это станок, как следует из названия, предназначенный для гибки листового металла. Обычно имеются в виду листогибы с поворотной балкой, которые изгибают лист на заданный угол путем поднятия гибочной балки. Поэтому к листогибам нельзя отнести листогибочные прессы — выполняя ту же работу, что и листогибы, они производят гибку путем вдавливания листа в матрицу, что кардинально меняет схему работы и технологические возможности.
Строго говоря, к листогибам относятся вальцы, которые осуществляют радиусную гибку листа, однако они отличаются как конструкцией, так и производимыми изделиями, поэтому мы их рассмотрим в отдельной статье.
Важнейшей конструктивной особенностью листогибочных станков является точки крепления прижимной балки. В зависимости от этого, они делятся на два вида:
Проходные — имеют узлы крепления прижимной балки по краям станка, что позволяет обрабатывать лист неограниченную глубину, однако ограничивает ширину обрабатываемого листа расстоянием между этими креплениями. Поскольку прижимная балка ничем не поддерживается посередине, такие листогибы выполняются из стали, обладающей достаточной прочностью, чтобы избежать быстрой деформации балок под рабочей нагрузкой. При этом, стальные проходные станки с небольшой массой (наиболее популярные модели — ЛБМы) оснащаются тягами, позволяющими регулировать одну или несколько балок, компенсируя изгиб и продлевая жизнь станка. Это немаловажная опция, поскольку замена балок на новые по цене вполне сравнима с покупкой нового станка. К машинам этого типа относятся большинство российских, европейских, китайских и турецких станков, таких как ЛГС-26, Schechtl, Sorex, Ilmaksan, Stalex и Jouanel.
Непроходные — узлы крепления («прижимные станции») равномерно расположены по всей длине прижимной балки, что обеспечивает равномерный прижим, а также возможность работы с листом, превышающим габариты станка. Существенным минусом является то, что размеры листа ограничены глубиной подачи — продвинуть заготовку на любую глубину не получится. Этот параметр колеблется от скромных 380 мм у довольно старой модели Tapco Pro 14, до 585 мм. у «Алюбендера». Правда, надо помнить, что увеличение глубины подачи увеличивает и плечо, на которое приходится усилие при гибке, а значит, более «вместительные» листогибы, при прочих равных, окажутся менее долговечными. К станкам проходной группы, помимо Tapco, относятся еще одни мобильные листогибы из США — VanMark, а также их китайские клоны.
Хорошо видны прижимные станции непроходного листогиба Тапко — они обеспечивают хороший прижим по всей длине, но не ограничивают глубину подачи листа.
Из конструктивных особенностей следуют особенности применения:
Мобильные листогибы удобно использовать при перемещении с объекта на объект, в виду относительно небольшого веса. Если алюминиевые листогибы Tapco можно переносить прямо на руках, то мобильные листогибы LBM передвигаются за счет небольших колесиков, а для погрузки на «Газель» требуются усилия не менее 4х человек.
Даже трехметровый стальной мобильный листогиб весит около 300 кг и может перемещаться усилиями 4 работников
Цеховые листогибы отличаются массивностью конструкции. Выполненные с большим запасом прочности, они обладают солидным ресурсом, но и перемещаются с места на место только в исключительных случаях. Из механических к такому типу относятся, к примеру, листогибы Mazanek и Ilmaksan, а также все электромеханические и гидравлические листогибы.
Цеховой листогиб отличается массивной конструкцией и не предназначен для перемещений
По типу привода и устройству балок выделяют такие виды листогибов:
Механические — работают благодаря мускульной силе оператора. Их преимуществом является, во-первых, цена, а во вторую — неприхотливость и простота эксплуатации. Они единственные, кто может работать и на объекте, и в неотапливаемом цеху, и требовать при этом минимум обслуживания. По тому, как приводится в действие прижимная балка, механические листогибы разделяют на два типа:
Ручной привод — большинство моделей. Удобен в случаях, когда лист обладает значительными габаритами, особенно, если он требует работы двух операторов;
Ножной привод — используется как основной в некоторых сегментных моделях (например, Stalex PBB), а также может быть заказан как опция (например, в Sorex ZRS/LBM).
Простота и надежность ручного листогиба делают его самым популярным типом листогибочных машин
Электромагнитные — довольно редкие листогибы, позволяющие гнуть изделия практически любой формы. Роль прижимной балки в них выполняют массивные стальные планки, прижимаемые мощным электромагнитом расположенным в основной балке. Отсутствие прижимных станций, а также полная свобода в размещении сегментов прижимной балки позволяет выполнять очень сложные гибы, включая, к примеру, замкнутые контуры. Сам гиб выполняется за счет мускульной силы оператора, что полностью оправдано для такого типа станков, предназначенных для сложной и небыстрой работы в условиях цеха.
Хорошо видна свободно лежащая прижимная сегментная балка — главная особенность электромагнитного листогиба
Электромеханические — как следует из названия, отличаются наличием электропривода прижимной и гибочной балок. Это позволяет кардинально снизить утомляемость оператора, что благоприятно сказывается на производительности при серийном производстве. По максимальной толщине металла электромеханические листогибы не имеют выигрыша перед тяжелыми механическими моделями.
Электропривод позволяет значительно расширить возможности электромеханических станков, в основном, в части производительности при работе с толщинами от 0,7 мм
Гидравлические — наиболее сложные, дорогие и производительные листогибы. Способны гнуть металл толщиной 4-5 мм, при этом последовательность и число гибов могут быть занесены в память устройства ЧПУ. Это делает их незаменимыми станками при крупносерийном производстве. За счет более удобного и быстрого позиционирования листа, они превосходят листогибочные прессы в производительности, уступая им в разнообразии форм гиба. Достаточно редкий вид станков, имеющих, однако, свою нишу. Как и прессы, требуют квалифицированного обслуживания, качественных расходников (масло, фильтры) и не могут работать в неотапливаемых помещениях.
Гидравлический листогиб — редкая, но производительная машина.
Сегментные — отличаются наличием одной, двух или всех трех балок, собранных из небольших отрезков-сегментов. Устанавливая зазоры между ними, можно делать гибы в непараллельных плоскостях, изготавливая кассеты, поддоны или корпуса для техники. По типу привода могут быть любыми.
Сегментная балка позволяет гнуть деталь без смятия перпендикулярной плоскости, которая проходит в промежуток между настраиваемыми сегментами
Пневматические листогибы — на данный момент, представлены липецкой продукцией ЛГСП. В отличие от сверхпопулярной модели ЛГС-26, встречается гораздо реже, по причине как более высокой цены, так и довольно ограниченного ассортимента изготавливаемых изделий, а также капризности пневматического привода.
Пневматический листогиб ЛГСП липецкого производства
Для облегчения работы и расширения возможностей ручного листогиба, он может, в зависимости от конструкции, комплектоваться аксессуарами и дополнительными устройствами:
Отрезной нож для листогиба позволяет заменить гильотину по металлу, выполняя раскрой листа до 0. 55 мм непосредственно на станке. Часто производители заявляют толщину металла до 0.8 мм, но при такой толщине нож идет тяжело, на металле образуются волны, даже после регулировки. Зато при оптимальной длине хороший нож обеспечивает такое же качество реза, как и механические ножницы, и имеет сравнимый ресурс 90, после исчерпания которого можно заменить режущие ролики или заново отшлифовать штатные (это приведет к снятию закаленного слоя и снижению ресурса, но как временная мера активно применяется).
Отрезной роликовый нож для листогиба LBM
Фальцедогибающая машинка — позволяет догибать лист до 180 градусов, прокатывая его между сходящимися парами роликов, например, для создания капельника на отливе. Часто этой машинкой пренебрегают при работе, особенно это касается наемных рабочих на строительных объектах, предпочитающих, для скорости, догибать лист с помощью прижимной балки. Разумеется, такая техника работы приводит к преждевременному износу станка. Фальцедогибающая машинка не нужна для алюминиевых листогибов Tapco и Van Mark, позволяющих догибать штатным способом с помощью гибочной балки (требуется только вынуть согнутый за первый проход лист и вставить его в специальные пазы), а для всех остальных листогибов — очень ценное дополнение.
Фальцедогибающая машинка производства фирмы Sorex (Польша)
Угломер — обычный угломер в виде шкалы с нанесенными градусами, как правило, идет в штатной комплектации. За доплату польские станки можно оснастить диском с жидкостью внутри («гидравлический угломер»), которые находятся прямо перед глазами оператора и тем самым ускоряют работу на станке.
Компенсаторы усилия — вне зависимости от конструкции (пружинные штанги или противовесы), компенсаторы усилия гиба позволяют снизить нагрузку на руки и спину оператора, снижая усилия при работе с механическим листогибом. Являются штатным аксессуаром для цеховых станков из Китая и Турции, на «поляков» ставятся, как правило, за доплату.
Ограничитель угла гиба — полезная опция, позволяющая даже начинающему оператору выдавать именно такой угол, какой нужно. На листогибах Sorex имеется четырехпозиционный ограничитель, позволяющих выбирать до 4 различных углов.
Стол задней поддержки — поддерживает лист при работе с большими длинами на проходных листогибах. Часто имеет ограничители глубины подачи, упрощающие позиционирование листа.
Отрасли
Листогибы используются в областях, где требуется штучное либо мелкосерийное производство изделий из листового металла. По отзывам людей, работающих на листогибах, вот наиболее популярные отрасли и получаемые изделия:
Кровельные работы
Конек большой
Конек малый
Конек прямоугольный
Ендова малая нижняя
Ендова большая нижняя
Планка торцевая
Фальш-ендова
Планка карнизная
Конек большой с зигом
Планка завершающая
Наличник
Угол наружный большой
Угол внутренний
Угол внутренний
Производство вентиляции
Вентиляционные короба
Крестовины
Отводы прямоугольных воздуховодов
Адаптеры на кондиционеры и камеры статического давления
Производство доборных элементов
Откосы из листового металла
Отливы для окон
Ветровые планки
Мелкосерийное производство металлических изделий
Металлические корпуса для электрики, щиты и ящики
Кабельные лотки
Металлические поддоны
Стеновые панели и элементы для них.
Страны-производители
На российском рынке встречаются станки всех основных стран-производителей, имеющих свою специфику:
Россия — отечественные производители выпускают дешевые листогибы (такие как ЛГС-26), выгодно отличающиеся по цене от конкурентов, что и является их главным преимуществом. По отзывам клиентов, это относительно надежные, но простые и не самые комфортные станки.
Польша — известна своими аналогами знаменитого листогиба Schehtl LBX, что позволило предложить относительно недорогие и качественные мобильные листогибы типа Sorex ZRS, MetalMaster LBM или Bertech ZRD. Еще одним известным польским брендом является Mazanek, сделавший себе имя на тяжелых ручных станках, позволяющих работать с металлом большой толщины. К сожаление, из-за роста цены в последнее время, эти станки доступны в России под заказ.
США — американские листогибы отличаются собственной уникальной конструкцией. Алюминиевые непроходные листогибы Tapco и Van Mark сложно перепутать с европейскими моделями. Их достоинствами является высокая мобильность, деликатное отношение к листу и высокое качество сборки, а к недостаткам — относительно небольшой ресурс и высокая цена.
Китай — как и положено «мировой кузнице», выпускает все возможные варианты листогибочного оборудования. Алюминиевый Alubender, имеющий поразительное сходство со станками Tapco, большой выбор механических, электромеханических и электромагнитных листогибов TTMC, большая часть сегментных листогибов — все это китайская продукция, выпускаемая под контролем таких известных марок, как Stalex, MetalMaster или Proma.
Турция занимает видное место в производстве оборудования для вентиляции, соответственно, турецкие листогибы предлагаются как составная часть цеха по производству вентиляции. Тяжелые и надежные цеховые листогибы, типа Ilmaksan CM, могут заменить собой электромеханических собратьев или аналогичные машины марки Mazanek.
Брак и некондиция
Хотя станки поставляются с завода уже настроенными, мало купить листогиб, чтобы просто начать работу. Основные поломки листогибов связаны с неправильной работой, игнорированием инструкций по эксплуатации, а часто — с неправильной настройкой и перенастройкой станка. Если новый станок позволяет какой-то время беспроблемно работать на нем, то покупка листогиба б/у требует хорошего понимания самых распространенных видов поломок и брака и способов их устранения:
Изогнутая линия гиба («сабля») — получается при деформированных балках либо при гибе слишком толстого металла. На станках, имеющих регулировку тягами, надо выгнуть прижимную балку в обратную от «сабли» сторону, в остальных поможет только замена деформированных балок.
Смещение заготовки при гибе — этот эффект вызван слабым прижимом металла. Требуется отрегулировать эксцентрики прижима или прижимные кулачки согласно инструкции.
Угол загиба меньше, чем показывает угломер — это обычная ситуация, поскольку металл отыгрывает несколько градусов после гиба. Опытным путем установите, сколько именно градусов не хватает до нужного значения после гиба, и внесите поправку при следующих операциях.
Царапины и вмятины — эти повреждения не могут быть приемлемы на оцинковке или кровельном железе, особенно в заметных местах (отливы, откосы). Рекомендуется или использовать станки с алюминиевыми балками (такими как Tapco), либо тщательно следить за прижимными поверхностями, при необходимости шлифуя их. Также встречается «ноу-хау» в виде отклейки прижимных поверхностей пластырем, для деликатной работы с легкоповреждаемыми материалами.
Ваше имя*
Ваш телефон
Возраст
Полезные материалы по листогибам: обзоры, инструкции, рекомендации
Сегментный ручной листогиб Decker S-2150
DeckerS-2150 оснащен одной сегментной балкой — прижимной. Несмотря на простоту конструкции, это вполне функциональное устройство. С помощью DeckerS-2150 можно изготавливать коробчатые конструкции с загибом стенок только в одну сторону и высотой бортов до 60 мм: лотки, поддоны, колпаки, части вентиляционной системы, световые рекламные короба и простые фасадные кассеты с открытым креплением.
Модельный ряд ручных листогибов Decker
Модельный ряд продукции под брендом Decker можно условно поделить на несколько групп ручных листогибов. В этих группах оборудование объединено по принципу работы и особенностям конструкции.
Ручные листогибы Decker X5 и Metalmaster LBM: отличия и сходства
На рынке оборудования широкое распространение получили ручные полнопроходные листогибочные станки. «Полнопроходные» означает, что подача листов металла осуществляется без ограничения, что позволяет производить изделия с неограниченной шириной.
Причины быстрой окупаемости листогибов Decker
С появлением на рынке большого количества моделей разного оборудования, изготовление многих деталей из металла стало доступным видом деятельности. Раньше различные профили производились только в промышленных масштабах, а сейчас этим занимаются и небольшие компании. Произошло это благодаря наличию недорогих, надежных и быстро окупаемых станков. Больше всего под вышеперечисленные требования подходят листогибы Decker.
Виды листогибов
Мелкосерийное, штучное изготовление изделий из металлических листов обычно осуществляют на небольших станках, листогибах. Независимо от модели все эти устройства работают по принципу холодной деформации металла, без его предварительного нагрева. Процесс сгибания в упрощенном виде сводится к прессованию листового материала между деталями с определенной формой.
Что такое листогиб
Штучное или мелкосерийное производство изделий из листового металла обычно осуществляется «на местах» – на строительных площадках, в цехах мастерских. Такой подход удешевляет их за счет отсутствия затрат на доставку, хранение. И позволяет изготавливать любое количество деталей «по запросу». Выполняются работы на листогибочных станках.
Супермастер Decker SU
Имеет три сегментных балки: прижимную, основную, гибочную.
Настройся на лучшее: листогиб DECKER Х5
В настоящее время очень популярен ручной листогиб DeckerX5 с рабочими длинами 2150, 2650 и 3150 мм. Это полнопроходной универсальный гибочный станок с большим количеством настроек, способный обрабатывать листовую сталь толщиной до 0,8 мм и окрашенный металл, не повреждая его.
Как правильно выбрать листогиб
В настоящее время купить ручной листогиб – не проблема. Но как сделать правильный выбор?
Листогибы от ведущих производителей станочного оборудования
Для производства различных металлических профилей применяются листогибочные станки. С их помощью можно придавать заготовке требуемую форму, а так же производить резку металлопроката роликовым ножом.
Зажимные устройства: правила и типы | Светильники | Станки
РЕКЛАМА:
В этой статье мы обсудим:- 1. Значение зажимного устройства 2. Основные правила зажимного устройства 3. Типы.
Значение зажимного устройства:
Зажимное устройство предназначено для удержания заготовки в правильном относительном положении в приспособлении и для обеспечения того, чтобы заготовка не смещалась под действием сил резания. Он также необходим для прижима кондуктора к работе.
Наиболее эффективная схема зажима означает, что зажим должен быть адекватным, и в то же время конструкция зажимного устройства должна быть такой, чтобы время работы шаблона или приспособления было минимально возможным. Таким образом, для высоких темпов производства необходимы быстродействующие зажимы, тогда как простые зажимы могут подойти для небольших партий работ.
РЕКЛАМА:
При разработке эффективных зажимных устройств необходимо учитывать следующие моменты:
(i) По возможности следует избегать вращательного или возвратно-поступательного движения зажима. Однако если движение зажима необходимо, то следует использовать только движение с прямым направлением.
(ii) Должны быть приняты меры для подъема зажима от изделия или иного освобождения его при снятии зажимной нагрузки. Этого можно добиться, используя пружины сжатия.
Основные правила зажимного устройства:
Зажим предотвращает смещение или вытягивание детали из шаблона/ приспособления во время обработки:
РЕКЛАМА:
(i) Зажимы всегда должны соприкасаться с заготовкой в ее наиболее жесткой точке, чтобы избежать изгиба или повреждения детали силой зажима. Если усилие зажима в любой точке может согнуть деталь, она должна быть соответствующим образом закреплена в этой точке (см. рис. 28.33).
(ii) Зажимы должны быть расположены таким образом, чтобы они не мешали работе станка/инструмента и позволяли оператору работать легко и безопасно.
(iii) Силы инструмента, возникающие при резании, должны помогать удерживать заготовку, а не поднимать или наклонять ее. Силы инструмента должны быть направлены на твердую часть корпуса инструмента.
РЕКЛАМА:
(iv) Тип и величина зажимного усилия (сила, необходимая для удержания детали на локаторах), необходимая для удержания детали, обычно определяется силой инструмента, воздействующей на деталь, и способом расположения детали и детали в инструменте. Давление зажима должно быть достаточным только для удержания детали на локаторах. Локаторы должны выдерживать большую часть тяги. Ни в коем случае нельзя ожидать, что зажимы будут удерживать всю тягу.
Типы зажимных устройств:
Теперь мы изучим различные типы зажимов и методы зажима. Разработчик инструмента должен выбрать зажим, который проще и удобнее в использовании, а также наиболее эффективен.
1. Рычаг ременных зажимов:
Это самое популярное зажимное устройство, используемое в мастерских и инструментальных цехах приспособлений и приспособлений.
Рис. 28.34 (б), (в) и (г) показаны зажимы рычажного типа, в которых компоновка основана на рис. 28.34 (а). В них при откручивании гайки пружина толкает хомут вверх. Зажим имеет продольный паз, чтобы его можно было отодвинуть от изделия. Операцию зажима можно ускорить, если вместо шестигранной гайки использовать резьбовую рукоятку или быстродействующий стопорный кулачок. Механическое преимущество,
РЕКЛАМА:
Расстояние между реакцией зажима и усилием зажима (a):
Это расстояние «а» никогда не должно превышать расстояние «b». Разница между этими тремя вариантами обусловлена различными способами формирования пятки. На рис. 28.34 (б) хомут выкован, неся собственную пяту.
РЕКЛАМА:
Зажимы этого типа поворачиваются, чтобы очистить работу, когда последний снимается с приспособления. На рис. 28.34 (в) показан рычажный зажим, направляемый свободной пяткой, вбитой в приспособление. Шпилька, повернутая на конце пятки, проходит через продолговатый паз и свободно входит в шпоночный паз в прижимной планке.
Это предусмотрено для того, чтобы при ослаблении гайки зажим можно было отвести назад, чтобы облегчить установку компонента в приспособление. Пружины сжатия под зажимами предназначены для зажима гайки, чтобы освободить оператора от необходимости поднимать зажим и маневрировать им во время работы. На рис. 28.34 (d) корпус приспособления отлит, образуя цельную пятку.
На рис. 28.35 показаны шарнирный зажим, скользящий зажим и зажим с защелкой.
Точка опоры расположена так, что прижимная планка всегда параллельна основанию инструмента.
Зажим для ремня может приводиться в действие вручную или с механическим приводом. К ручным устройствам относятся шестигранные гайки, ручные ручки и кулачки (см. рис. 28.36).
Удерживающая способность хомута для ремня определяется размером резьбового элемента, скрепляющего хомут.
2. Винтовые зажимы:
Они широко используются для приспособлений и приспособлений. Они имеют более низкие затраты. Однако скорость их работы довольно низкая. Базовый винтовой зажим использует крутящий момент, развиваемый винтовой резьбой, для удержания детали на месте. Это делается прямым давлением или воздействием на другой зажим. (См. рис. 28.37).
Имеются варианты зажима винтового типа. Было разработано множество типов коммерческих зажимов, которые включают в себя преимущества винтового зажима и уменьшают его недостатки. Эффективность винтового зажима можно повысить, используя поворотные зажимы, крючковые зажимы и быстродействующие ручки. Поворотные зажимы сочетают в себе винтовой зажим с поворотным рычагом, который поворачивается на монтажной шпильке.
Быстродействующие ручки сделаны так, что при сбросе давления их можно наклонить и соскользнуть со шпильки (см. рис. 28.38). Ручка надвигается на шпильку до тех пор, пока она не коснется детали. Затем его наклоняют, чтобы зацепить резьбу, и поворачивают до упора.
3. Кулачковые зажимы:
Кулачковые зажимы
при правильном выборе и использовании обеспечивают быстрый, эффективный и простой способ удержания работы (см. рис. 28.39). Из-за их конструкции и основных принципов работы использование кулачковых зажимов в некоторых типах инструментов ограничено.
4. Шарнирные зажимы:
В них используются откидные крышки для загрузки и выгрузки компонентов. Как правило, зажим выполнен за одно целое с откидной крышкой. На рис. 28.40 показано устройство с использованием комбинации шарнирного хомута и шарнирного болта.
Этот тип зажима часто требуется, когда необходимо полностью убрать зажим и болт для загрузки компонента. Кожух кондуктора сконструирован таким образом, что предусмотрены выступы для размещения шарнирных штифтов. В целях экономии времени оператора для удержания шайбы под гайкой используется цилиндрическая пружина.
На рис. 28.41 показано устройство, в котором установлен кулачок крюка, который позволяет выполнять работу быстрее. Он подходит только для легкого зажима. Зажимной рычаг шарнирно закреплен на прижимной планке, которая, в свою очередь, шарнирно закреплена на приспособлении. Вдоль зажимной планки устанавливается плавающая подушка, которая удерживает заготовку, а затем зажимной рычаг прижимается к штифту или другому упору, прикрепленному к приспособлению.
На рис. 28.42 показан широко используемый тип зажима, особенно на сверлильных станках, где сверление должно производиться из предварительно просверленного отверстия. Компонент надевается на установочный штифт, а зажимная пластина поворачивается в положение под гайкой.
Важной особенностью является то, что после того, как зажим снят или откинут, компонент может свободно проходить над гайкой, что означает, что стопорной гайке требуется около одного оборота, чтобы освободить или зафиксировать зажим, и, следовательно, он быстро действует. В невыпадающем С-образном зажиме он остается прикрепленным к приспособлению и, следовательно, не может быть потерян, тогда как С-образная шайба может быть прикреплена к приспособлению с помощью цепи.
5. Двухсторонние зажимы:
На рис. 28.43 показан пример быстрого зажима в двух направлениях одним винтом. Зажимное усилие прикладывается к верхней и одной стороне заготовки. Зажим имеет быстродействующее действие.
При таком расположении длина рычагов должна быть примерно такой, чтобы каждый зажим прикладывал одинаковое усилие в его зажимном положении. Верхний зажим имеет прорезь на конце, так что весь его зажимной механизм можно было высвободить из работы.
На рис. 28.44 показан другой способ зажима в двух направлениях.
6. Клиновые зажимы:
На рис. 28.45 показана работа зажимов с клиновым приводом, в которых горизонтальное перемещение клина вызывает восходящее вертикальное зажимное усилие на заготовку. Клин может приводиться в действие либо вручную с помощью винта или кулачка, либо с помощью пневматического или гидравлического цилиндра, и в этом случае возможен автоматический зажим заготовки как часть полностью автоматического машинного цикла.
Клинья с углом 1 – 4° являются самоудерживающимися и нормально удерживают работу без дополнительных приспособлений. Большие угловые (саморасцепляющиеся) клинья используются там, где требуется большое перемещение. В этих клиновых зажимах требуется другое удерживающее устройство (привод или винт), чтобы удерживать и заклинивать заготовку на месте.
7. Кулачковые зажимы:
Они обеспечивают быстрый, эффективный и простой способ приостановки работы. Если кулачковые зажимы оказывают давление непосредственно на изделие и изделие подвергается вибрации, зажим может ослабнуть, и такой зажим не следует использовать.
Кулачковые зажимы прямого давления должны быть расположены таким образом, чтобы противостоять естественным тенденциям зажима смещать или перемещать заготовку, когда зажим задействован. Чтобы предотвратить это движение, зажим всегда располагается таким образом, чтобы при приложении давления заготовка вдавливалась в локаторы.
Преимущества кулачкового действия можно получить при непрямом методе зажима, используя кулачковое действие, а не винтовую резьбу для связывания ленточных зажимов. (См. рис. 28.46). В этом методе снижается возможность ослабления или смещения изделия во время зажима.
Существует три основных типа кулачков, используемых в зажимных механизмах: плоские эксцентриковые, плоские спиральные и цилиндрические.
Плоские эксцентриковые кулачки проще всего изготовить, и они могут работать в любом направлении от их центрального положения. Основной эксцентриковый кулачок блокируется, когда кулачок достигает своего высокого центрального положения. Это ограничивает полный диапазон захвата довольно небольшой областью. Движение за пределы этого высокого центрального положения автоматически ослабляет зажим. По этой причине эксцентриковые кулачки и кулачки спирального типа не держат.
Плоские спиральные кулачки являются наиболее распространенным типом кулачковых зажимов, используемых для приспособлений и приспособлений. Коммерческие кулачковые зажимы используют спиральную конструкцию, а не эксцентриковую, из-за ее превосходных удерживающих свойств и более широкого диапазона фиксации (см. рис. 28.47).
Цилиндрические кулачки также используются во многих зажимных приспособлениях и приспособлениях. Цилиндрические кулачки приводят в действие зажим за выступ или через канавку, прорезанную на поверхности цилиндра.
Как правило, для зажима используется эксцентрик, но там, где диапазон блокировки поверхности ограничен, это может быть опасно, и в этом случае следует избегать несчастных случаев, так как профиль кулачка, имеющий достаточную длину поверхности блокировки и положительный угол блокировки, должен быть трудоустроенным. Рис. 28.48, 28.49, 28.50, ниже показаны различные устройства, использующие кулачковые зажимы.
Устройство, показанное на рис. 28.48, используется для крепления компонентов, положение зажимаемой поверхности которых не сильно различается. Зажатие происходит быстро, а затяжка и разблокировка выполняются движением зажимного рычага вниз и вверх.
Контур кулачка может быть как эксцентричным, так и спиральным. Обнаружено, что эксцентриковые кулачки расшатываются от вибрации и не фиксируются должным образом; хотя у них есть преимущество в простоте изготовления.
Величина эксцентриситета должна быть такой, чтобы подъем кулачка был не слишком быстрым, и за счет постепенного увеличения кулачка должно быть получено достаточное механическое преимущество. Чтобы эксцентриковый кулачок оставался заблокированным после зажима заготовки, отношение его диаметра к эксцентриситету должно поддерживаться в пределах от 14 до 16.
В случае со спиральным кулачком нормальная реакция проходит через точку поворота и, таким образом, обеспечивает определенное блокирующее действие, которое невозможно с эксцентриковым кулачком. В конструкции спирального кулачка важны две вещи: ход и подъем кулачка.
Ход кулачка указывает на градусы, на которые следует повернуть рукоятку, чтобы получить желаемый подъем: подъем — это расстояние, необходимое для блокировки. Обычно угол наклона составляет 90° и 10° в обе стороны, поскольку предусмотрена возможность неточной сборки.
Подъем не должен быть слишком быстрым, иначе блокировка будет неудобна для оператора, а кулачковая конструкция также станет больше. Слишком маленький подъем также нежелателен, что создает проблемы, когда заготовка различается по размеру.
На рис. 28.49 торец бобышки на зажиме расположен под углом для удерживания заготовки, кулачок и поверхность зажима прижимают заготовку сбоку к ее местоположению.
На рис. 28.50 показан кулачковый хомут, рекомендованный для легких применений, при котором сохраняется точность размеров.
8. Перекидные зажимы:
Это быстродействующие зажимы. Они имеют естественную способность двигаться совершенно свободно от работы, что позволяет быстрее вставлять / вынимать детали. Удерживающая сила для переключения зажимов по сравнению с усилием приложения очень высока. На рис. 28.51 показаны четыре основных действия зажима, а именно. удерживайте, тяните, сжимайте и действуйте по прямой линии.
Шарнирно-рычажные зажимы работают на системе рычагов и трех точек поворота. Когда зажим заблокирован, шарниры находятся почти на одной линии, центральный шарнир находится немного ниже центра, чтобы обеспечить надежное запирание. (См. рис. 28.52). В убранном состоянии шкворни и рычаги располагаются, как показано на рис. (28.52) (б).
Эти зажимы можно использовать по-разному со специальными креплениями, шпинделями, ручками и т. д.
9. Силовой зажим:
Зажимы с силовым приводом могут работать с гидравлическим, пневматическим или воздушно-гидравлическим усилителем.
Силовые зажимы лучше контролируют давление зажима. Износ подвижных частей зажима меньше, рабочие циклы становятся быстрее. Скорость производства и эффективность выше, но первоначальная стоимость высока. На рис. 28.53 показано типичное применение силовых клещей.
10. Патроны и тиски:
Имеющиеся в продаже патроны и тиски с небольшими модификациями кулачков в соответствии с работой могут использоваться для различных целей. Пустые губки тисков и пустые зажимные губки можно легко модифицировать, чтобы они соответствовали практически любым требованиям по зажиму.
Можно сэкономить много времени и денег и повысить эффективность работы, используя стандартные патроны и тиски для специальных инструментов.
11. Немеханический зажим:
Немеханические зажимы, такие как магнитные и вакуумные зажимы, используются для удержания деталей, которые трудно удерживать другими устройствами из-за их размера, формы или хрупкости. Магнитные патроны могут использовать либо постоянные магниты, либо электромагниты.
Магнитные патроны, очевидно, подходят для деталей из черных металлов. Для других материалов необходимо использовать механические устройства вместе с магнитными зажимными патронами. Магнитные патроны и аксессуары доступны в различных стилях и формах.
Для немагнитных деталей подходят вакуумные зажимные приспособления. Вакуумные патроны выравнивают зажимное усилие по всей зажимной поверхности. Вакуумные патроны подходят практически для любой операции обработки, особенно там, где требуется равномерный зажим. Для зажима мелких деталей открытые порты патрона можно закрыть маской или закрыть, затянув специальные винты для деталей.
Главная ›› Промышленное проектирование ›› Станки ›› Приспособления ›› Зажимные устройства
Зажимное устройство — Demmeler Maschinenbau 9№ 0001
Быстросъемные шампуры Demmeler обладают важными преимуществами. Несмотря на использование принципа коленного рычага, зажимной рычаг открывается достаточно далеко, чтобы полностью обнажить заготовку, чтобы ее можно было легко снять с приспособления или вставить в него. Зажимной рычаг с зажимным винтом перемещается к заготовке лишь небольшим поворотом зажимного рычага. Затраты энергии на рычаг многократно увеличиваются на прижимном рычаге. Это делает быстросъемные шампуры эргономичными и безопасными в обращении. В повторяющихся процессах пневматические зажимы идеально подходят для быстрого зажима. Их легко транспортировать, и поэтому их можно быстро адаптировать к меняющимся задачам.
Система:
Зажим с резьбовой втулкой
Длинная направляющая зажима с монтажной резьбой и гайкой
Цена по запросу
плюс НДС
Зажим с адаптером и винтом с потайной головкой
С адаптером и винтом с потайной головкой для системного отверстия D28
Цена по запросу
плюс НДС
Универсальный зажим
Включает универсальный упор с резьбой для смещения шарнирно-рычажного зажима
Цена по запросу
плюс НДС
2-точечный зажим с адаптером
Позиционирование и фиксация за один шаг, прочная и стабильная конструкция
Цена по запросу
плюс НДС
Вертикальный зажим с адаптером и винтом с потайной головкой
С открытым опорным рычагом и горизонтальной ножкой
Цена по запросу
плюс НДС
Зажим вертикальный с универсальным упором
Включает универсальный упор с резьбой для смещения вертикального шарнирного зажима
Цена по запросу
плюс НДС
Зажим горизонтальный с универсальным упором
Цена по запросу
плюс НДС
Адаптер для шарнирно-рычажных зажимов с винтом с потайной головкой
Адаптер для обычных быстросъемных шампуров
Цена по запросу
плюс НДС
Пневматический зажим S
Пневматический цилиндр простого действия, с возвратной пружиной сжатия и 3/2-ходовым клапаном
Цена по запросу
плюс НДС
Пневматический зажим XL
С втягиванием пружины сжатия
Цена по запросу
плюс НДС
Коллектор с ручным клапаном
10-контактный клапанный блок с обратным клапаном 1/8”, ручной клапан: 3/2-ходовой клапан 1/8”
Цена по запросу
плюс НДС
Усилитель давления
Для удвоения или учетверения усилия пневматического зажима, включая муфты и шланги
Цена по запросу
плюс НДС
Магнитный зажим D28
Прямое использование во всех системных отверстиях, удерживающая сила ~ 70 Н
Здравствуйте! При нагревании трубопроводы системы теплоснабжения имеют свойство удлиняться. И то, насколько они увеличатся по длине, будет зависеть от их начальных габаритов, от материала, из которого они изготовлены, и температуры вещества, транспортируемого по трубопроводу. В потенциале изменение линейных размеров трубопроводов может привести к разрушению резьбовых, фланцевых, сварных соединений, повреждению иных элементов. Разумеется, при конструировании трубопроводов учитывается то, что они удлиняются при нагревании и укорачиваются при наступлении низких температур.
Самокомпенсация теплотрасс и дополнительные компенсирующие элементы
Существует в сфере теплоснабжения такое явление, как самокомпенсация. Под этим понимается способность трубопровода самостоятельно, без помощи специальных устройств и приспособлений, компенсировать те изменения размеров, которые происходят в результате теплового воздействия, за счёт упругости металла и геометрической формы. Самокомпенсация возможна только при наличии в трубопроводной системе изгибов либо поворотов. Но не всегда при проектировании и монтаже имеется возможность для создания большого количества таких «естественных» компенсаторных механизмов. В таких случаях актуально подумать над созданием и установкой дополнительных компенсаторов. Они бывают следующих типов:
• П-образные;
• линзовые;
• сальниковые;
• волнистые.
Способы изготовления П-образных компенсаторов
В данной статье мы подробно поговорим о П-образных компенсаторах, которые на сегодняшний день являются самыми распространёнными. Данные изделия, покрытые полиэтиленовыми оболочками, можно применять на технологических трубопроводах всех типов. По сути, они являются одним из методов самокомпенсации — на коротком отрезке создаётся несколько изгибов в виде буквы «П», а затем трубопровод продолжает идти по прямой. Такие П-образные конструкции делаются из цельных изогнутых труб, из отрезков труб или отводов, которые сваривают между собой. То есть изготавливают их из того же самого материала, из той же марки стали, что и трубы.
Экономичней всего гнуть компенсаторы из одной цельной трубы. Но если общая длина изделия составляет более 9 метров, то их следует изготовлять из двух, трёх или семи частей.
• В случае, если компенсатор нужно изготовить из двух составных частей, то шов располагается на так называемом вылете.
• Трёхчастная конструкция предполагает, что гнутую «спинку» изделия будут создавать из цельного куска трубы, а потом к ней приварят два прямых отвода.
• Когда частей предполагается семь, то четыре из них должны быть коленцами, а остальные три — патрубками.
Важно помнить и то, что радиус сгиба отводов при заготовке компенсаторов из прямых частей должен быть равен четырём наружным диаметрам трубы. Это можно выразить следующей несложной формулой: R=4D.
Из скольких бы частей не изготавливался описываемый компенсатор, сварной шов всегда желательно располагать на прямом участке отвода, который будет равен диаметру трубы (но не менее 10 сантиметров). Впрочем, бывают ещё и крутозагнутые отводы, где прямые элементы отсутствуют вовсе — в таком случае можно отойти от вышеуказанного правила.
Достоинства и недостатки рассматриваемых изделий
Компенсаторы данного типа специалисты рекомендуют применять для трубопроводов небольшого диаметра — до 600 миллиметров. Участки в виде больших букв «П» на данных трубопроводах при возникновении каких-либо колебаний эффективно гасят их за счёт изменения своего положения по продольной оси. Это как бы не позволяет колебаниям «продвигаться» по теплотрассе дальше. В трубопроводах, требующих разбора для того, чтобы произвести очистку, П-образные компенсаторы дополнительно снабжают присоединительными деталями на фланцах.
П-образные изделия хороши тем, что они не нуждаются в контроле в период эксплуатации. Это их отличает от изделий сальникового типа, для обслуживания которых нужны специальные камеры ответвлений. Однако для обустройства П-образных компенсаторов требуется некоторое пространство, а в плотно застроенном городе оно находится не всегда.
У рассматриваемых компенсаторов, разумеется, есть не только достоинства, но и недостатки. Самый очевидный из них такой – для изготовления компенсаторов дополнительно расходуются трубы, а они стоят денег. Кроме того, установка данных компенсаторов ведёт к тому, что увеличивается общее сопротивление движению жидкости-теплоносителя. Плюс ко всему такие компенсаторы отличают значительные размеры, и потребность в специальных опорах.
Расчёты для П-образных компенсаторов
В России по-прежнему не стандартизированы параметры для П-образных компенсаторов. Их производят в соответствии с нуждами проекта и по тем данным, которые в этом проекте прописываются (тип, размеры, диаметр, материал и т. д.). Но всё-таки определять габариты П-образного компенсатора наобум, конечно, не следует. Специальные расчёты помогут узнать те габариты компенсатора, которые окажутся достаточными для компенсации деформаций теплотрассы из-за температурных перепадов.
При подобных расчётах, как правило, принимаются следующие условия:
• трубопровод изготовлен из стальных труб;
• по нему течёт вода либо пар;
• давление внутри трубопровода не превышает 16 бар;
• температура рабочей среды не более 2000 градусов по Цельсию
• компенсаторы симметричны, длина одного плеча строго равна длине второго плеча;
• трубопровод находится в горизонтальном положении;
• на трубопровод не действует давление ветра и прочие нагрузки.
Как мы видим, здесь берутся идеальные условия, что, разумеется, делает конечные цифры весьма условными и приблизительными. Но такие расчёт всё равно позволяют снизить риск повреждений трубопровода при эксплуатации.
И ещё одно важное дополнение. При расчётах изменения трубопровода под воздействием тепла за основу берётся наибольшая температура перемещаемой воды или пара, а температура окружающей среды, наоборот, выставляется минимальная.
Сборка компенсаторов
Собирать компенсаторы необходимо на стенде или на абсолютно ровной твёрдой площадке, на которой удобно будет производить сварочные работы и подгонку. Начиная работы, нужно точно нанести ось будущего П- участка и установить контрольные маячки для элементов компенсатора.
После изготовления компенсаторов нужно также проверить их размеры — отклонение от намеченных линий должно не превышать четырёх миллиметров.
Монтаж П-образных компенсаторов
Место для П-образных компенсаторов обычно выбирается с правой стороны теплопровода (если смотреть от источника тепла к конечному пункту). Если же справа нет необходимого пространства, то возможно (но лишь в качестве исключения) устроить вылет для компенсатора слева, не меняя в целом расчётные габариты. При таком решении с внешней стороны будет находиться обратный трубопровод, и размеры его окажутся чуть больше тех, что требовались согласно предварительным вычислениям.
Пуск теплоносителя всегда создаёт в трубах из металлов значительное напряжение. Чтобы справиться с ним, П-образный компенсатор в процессе монтажа следует растянуть по максимуму – это увеличит его эффективность. Растяжку делают после установки и фиксации опор с обеих сторон от компенсатора. Трубопровод при растяжке в зонах его приваривания к опорам должен оставаться строго неподвижным. П-образные компенсаторы сегодня растягивают при помощи талей, домкратов и прочих подобных приспособлений. Величину предварительной растяжки компенсирующего элемента (или величину его сжатия) следует обязательно указать в паспорте на теплотрассу и проектных документах.
Если планируется расположение П-образных элементов группами на нескольких трубопроводах, идущих параллельно, то растяжку заменяют такой процедурой, как натяжка труб в «холодном» состоянии. Подобный вариант предполагает и особый порядок проведения монтажных процедур. В данном случае компенсатор прежде всего следует установить на опоры и сварить стыки.
Но при этом в одном из стыков должен остаться зазор, который будет соответствовать заданной растяжке П-компенсатора. Для того, чтобы избежать снижения компенсационной способности изделия и предотвратить перекосы, для натяжения следует воспользоваться стыком, который будет находиться от оси симметрии компенсатора на расстоянии от 20 до 40 трубных диаметров.
Установка опор
Особо стоит сказать об установке опор для П-компенсаторов. Их необходимо смонтировать так, чтобы трубопровод перемещался лишь вдоль продольной оси и никак иначе. В таком случае компенсатор примет на себя все возникающие продольные колебания.
Сегодня для одного П-компенсатора необходимо устанавливать не менее трёх качественных опор. Две из них следует располагать под теми участками компенсатора, которые состыкуются с основным трубопроводом (то есть под двумя вертикальными палочками буквы «П»). Допустимо также монтировать опоры на самом трубопроводе поблизости от компенсатора. Причём между краем опоры и сварным стыком должно быть хотя бы на полметра. Ещё одна опора создаётся под спинкой компенсатора (горизонтальной палочкой в букве «П»), как правило, на особой подвеске.
Если теплотрасса имеет уклон, то боковые части П-образных элементов должны располагаться строго по уровню (то бишь уклон должен соблюдаться). В большинстве случаев компенсаторы в виде буквы «П» устанавливаются горизонтально. Если же компенсатор устанавливается в вертикальном положении внизу обязательно должна быть организована соответствующая дренажная система.
Какие данные о компенсаторах нужно занести в паспорт теплотрассы?
По окончании монтажа П-образного компенсатора в паспорт теплопровода вносятся такие сведения:
• технические параметры компенсатора, предприятие-изготовитель и год производства;
• расстояние меж опорами, производимая компенсация и величина растяжения;
• температура окружающей атмосферы в период, когда проводились работы, и дата установки.
Что касается, например, компенсирующей способности П-образного изделия, то она имеет чёткую зависимость от ширины, от радиуса изгибов и вылета.
Энергетика. ТЭС и АЭС | Всё о тепловой и атомной энергетике
Статьи
Первое впечатление о квартире сложится у посетителей мгновенно, как только они попадут в прихожую.
Статьи
Многие владельцы собственного жилья сталкивались с такой распространенной процедурой, как окрашивание деревянного пола. Этот
Статьи
Монолитный плитный фундамент – оптимальное решение для нестабильных грунтов Когда речь идет о строительстве
Статьи
Зарождающаяся мода на предметы искусства, скульптуры и декоративные фигурки в интерьере становится очень и
Новости АЭС
Последнее время цены на газ значительно увеличились процедура сертификации оборудования усложнилась. Поэтому установка газобаллонного
Новости АЭС
Инвестирование в криптовалюту — отличный вариант вложения средств. С каждым днем ее стоимость только
Новости АЭС
В настоящее время многие семьи не имеют своего жилья и не могут его купить
Новости энергетической отрасли
Большая часть населения во время каких-либо проблем задумываются о том, что им стоит все-таки
Новости ТЭС
Спрей ИРС-19 – местное иммуностимулирующее средство. Изготовителем лекарства является фармацевтическое учреждение France Mulan Laboratories.
Энергетика США
Форекс https://forex-review.ru/, как крупнейший рынок в мире, привлекает своим блеском и размером. Можно сказать,
Новости ТЭС
Стеновые панели декоративного типа – материал, пользующийся огромной популярностью. Действительно, с их помощью можно
Энергетика США
Сейчас все более популярные стают солнечные батареи отзывы о которых довольно хорошие и позитивные.
Новости АЭС
Мало кто задумывается, что в современном обществе огромное значение имеет такой женский аксессуар, как
Энергетика США
Компаний, которые выступают в роли посредника, и открывают своим клиентам доступ к торговле на
Новости ТЭС
Как выбрать входную металлическую дверь? Советы профессионала Начинать ремонт в квартире, купленной на вторичном
Новости ТЭС
Почему не рекомендуется снимать жилье в Екатеренбурге https://etagiekb. ru/realty_rent/ в новостройках. Новостройки— это свежий ремонт,
Новости ТЭС
Галогенные лампы — универсальный источник света с большой яркостью и качественной цветопередачей. Сферы применения
Зарубежные ТЭС
Многие предприятия продолжают усердно работать над усовершенствованием разработки осовремененных приборов для диагностики. Так, например,
Новости
Сегодня интернет открывает невероятно огромные возможности своим пользователям в плане заработка. К примеру, совершать
Новости
Как выбрать лучший онлайн-курс английского Решили начать изучать английский онлайн? Хотите, чтобы все ваши
Без рубрики
Трансформаторы – это устройства, которые преобразуют электрическую энергию и обычно устанавливаются в общественных зданиях,
Без рубрики
ООО “Сервомеханизмы” предлагает технику линейного перемещения, а кроме того все сопутствующие товары – двигатели
Новости
Что нужно знать о ленточной библиотеке Объемы информационных данных возрастают в геометрической прогрессии ежеминутно.
Статьи
Уже давно человечество ведёт поиск альтернативных источников энергии. Одно из самых эффективных изобретений в
Статьи
Большинство преимуществ Onecoin на фоне остальных криптовалют основаны на том, что их разработчики постарались
Статьи
В последние годы наша страна активно развивается. Вместе с ней развиваются компании с мировым
Статьи
Уже многие десятилетия электродуговая сварка остаётся оптимальным способом создания неразборных стальных конструкций. При этом
Статьи
HangzhouHideaPowerMachineryCo., Ltd или сокращенно Hidea (Хайди) – это один из наибольших создателей моторов для
Статьи
В сфере энергетики изменения не наступают мгновенно, однако замещение ископаемого топлива уже началось. В
Статьи
Вроде на дворе уже давно как двадцать первый век, цивилизации развиваются, прогресс мчится паровозом
видов, производители, описание и отзывы. Компенсаторы для трубопроводов из полипропилена
Эксплуатация многих устройств, узлов связи и механизмов предъявляет высокие требования к материалам и конструкциям, применяемым в таких системах. Вибрация, избыточное давление и влажность с температурой также оказывают негативное влияние. Для минимизации явлений, способствующих деформации материалов, технологи предусматривают интеграцию компенсаторов. Особенно подобные дополнения распространены в системах отопления и водоснабжения. В частности, для таких нужд используется компенсатор трубопровода, продлевающий срок службы линии связи. Вариантов конструкций таких элементов множество, но все они подчинены одной задаче — снижению нагрузок и вредных воздействий на трубы.
Принцип работы
Для понимания функций, выполняемых компенсатором, необходимо сказать о естественных процессах, происходящих в трубопроводе при его эксплуатации. Дело в том, что под воздействием высоких температур труба удлиняется. И наоборот, при охлаждении принимает обычное состояние. Если леска имеет надежную фиксацию в двух точках, то существует вполне реальный риск механической деформации материала. Чтобы этого не произошло, в конструкцию вводят компенсатор трубопровода, принимающий на себя все нагрузки от естественных деформирующих процессов. Можно сказать, что имеется локальная концентрация удлинений и сужений на определенных участках, где установлены компенсирующие устройства. Что происходит с этим элементом? На него действуют несколько сил, в том числе поперечные и продольные силы. При этом компенсатор может изгибаться и принимать различные формы. Но в любом случае это должен быть надежный элемент, способный нести ответственную службу, сохраняя герметичность труб.
Разновидность компенсаторов
Существуют две основные классификации таких устройств — по конструкции и по материалам. В этом случае дизайн может влиять на выбор материала производителем. Итак, на сегодняшний день существуют следующие виды трубных компенсаторов, различающихся по конструктивным особенностям: сильфонные, трубчатые, сальниковые и чечевицеобразные. Каждый из этих вариантов обеспечивает выполнение функций по уменьшению деформации, но имеет особое устройство и, как следствие, рекомендации по применению. Классификация по материалам не столь широка. На данный момент чаще используются металлические, резиновые и полипропиленовые модели. А теперь можно более подробно рассмотреть разновидности компенсаторов.
Трубчатые модели
Это самый простой вид компенсатора, который также называют П-образным. К его особенностям относится возможность использования эффекта самокомпенсации трубы. Эта способность линии обычно достигается за счет особой конструкции коммуникаций. Итак, что же дает на практике установка компенсаторов на П-образные трубопроводы? В первую очередь следует отметить, что их можно использовать даже при условии высокого уровня температурных показателей. Таким образом, трубный компенсатор позволяет защитить конструкцию в самых тяжелых условиях эксплуатации и при повышенном давлении. Отчасти этому способствует надежное устройство самой детали – при производстве элемента используется изогнутая труба или несколько фрагментов гнутых отводов, соединенных сваркой. Но есть и минусы у этого вида. В большинстве случаев это массивные комплектующие, для производства которых требуется соответствующее количество расходных материалов. Соответственно, это не самое дешевое решение проблемы деформации на трубопроводах.
Модели линз
В данном случае линза представляет собой сварную конструкцию, в которой используются две металлические тонкостенные детали. Именно благодаря им происходит безвредное деформационное сжатие. Как правило, линзовые компенсаторы трубопроводов применяют не поодиночке, а последовательно. Это может быть ряд последовательных элементов, каждый из которых воспринимает свою компенсирующую нагрузку. Внутри элемента предусмотрены специальные стекла, с помощью которых можно ослабить сопротивление движению воды. Для обеспечения выхода конденсата в нижних частях таких линз также предусмотрены дренажные штуцеры. Такие модели эффективны в том смысле, что позволяют рационально использовать как потенциал самого компенсатора, так и ресурс трубопровода за счет подбора оптимального количества элементов.
Упаковочная коробка
Конструкция представляет собой комбинацию двух сопел, соединенных между собой. Точнее, они интегрируются друг в друга. Для повышения уплотнительной функции производители снабжают устройства с сальниковыми уплотнениями упаковочной книжкой. В результате такая система позволяет обеспечить достаточно высокий компенсирующий эффект, обладая при этом малыми габаритами. Однако в технологических коммуникациях такие модели практически не используются из-за сложности герметизации уплотнительными прокладками. Сальниковые компенсаторы лучше использовать для трубопроводов отопления и других коммуникаций, где не ожидается интенсивного износа уплотнителя. Важно помнить, что повреждение сальника будет означать нарушение герметичности, что особенно недопустимо в трубопроводах, по которым транспортируются горючие и ядовитые среды.
Компенсаторы сильфонные
Один из самых практичных и долговечных компенсаторов. Его отличают небольшие габариты, наличие в конструкции высококачественной нержавеющей стали, а также само устройство, которое рассчитано на прием динамических и статических нагрузок. Также к преимуществам таких устройств можно отнести отсутствие жестких требований к прокладке, обслуживанию и установке специальных камер. Вне зависимости от условий эксплуатации сильфонные компенсаторы трубопроводов способны справляться как с гидроударными, так и с вибрационными нагрузками, сохраняя целостность коммуникаций. Кстати, по сроку службы устройства соответствуют самим трубам, поэтому преждевременной замены не требуется. Рабочий диапазон температур составляет от 0 до 1000 °С, что также ставит сильфонные компоненты в ряд наиболее экономичных компенсаторов.
Резиновые модели
Модели этого типа изготовлены из эластомеров и отличаются армированием кордом. Обычно резиновые компенсаторы применяют для работы в жидких средах. Собственно, исходя из характеристик теплоносителя и следует выбирать эластомер. Например, наиболее популярным является этилен-пропиленовый или бутадиен-нитрильный каучук. В первом случае устройство предполагается использовать в водной среде, а второй вариант предназначен для работы с нефтепродуктами. Не все компенсаторы для трубопроводов способны работать с кислотами и щелочами. Резиновые модели, предназначенные для агрессивных сред, изготавливаются из специального материала под названием гипалон. Для повышения стойкости к химическому воздействию производители предусматривают материал компенсатора и тефлоновое напыление. Технологи заботятся и о конструктивной функциональности резинотехнических изделий, снабжая их всевозможными шатунами и угловыми упорами.
Преимущества моделей из полипропилена
Изделия данного типа предназначены для обслуживания пластиковых труб, которые имеют множество отличий от металлических аналогов. В частности, компенсаторы для полипропиленовых трубопроводов обеспечивают защиту от смещения и растяжения под воздействием температурных колебаний и гидроударов. Такие устройства можно использовать как в коммуникациях холодного водоснабжения, так и в системах горячего водоснабжения. Диапазон назначения компенсаторов по типам объектов также не ограничен. Их устанавливают на сантехнику административных зданий, в жилых домах и на предприятиях.
Хотя композиты и пластики являются наиболее технологичными материалами на данный момент, их нельзя назвать безоговорочными лидерами с точки зрения инженерных и эксплуатационных разработок. Тем не менее компенсаторы для полипропиленовых трубопроводов имеют массу преимуществ. Например, их отличает простое устройство и простота монтажа. К несомненным достоинствам самого материала относится небольшой вес. В результате компенсаторы обеспечивают надежность работы трубопровода без нарушений и деформаций.
Производители
На внутреннем рынке в основном представлена продукция российских предприятий, которая отличается доступной ценой и относительно хорошими рабочими качествами. Например, компания «Арматэк» специализируется на резиновых вибровставках — это компенсаторы, которые отличаются небольшими размерами и универсальностью прокладки. Довольно много производителей активно осваивают сегмент сильфонных моделей. Компенсаторы этого типа хорошего качества выпускают компании Compens и Metalcomp. Если компенсатор для трубопровода необходимо дополнить другой арматурой и, в частности, металлорукавами, то стоит обратиться к ассортименту владимирского завода «ВЗР». Конечно, отечественный производитель не в состоянии полностью покрыть весь спрос. Особенно в передовых разработках и технических новинках российские предприятия отстают от зарубежных коллег. В связи с этим стоит отметить фирмы «Апель» и «АНТ», которые не только производят, но и поставляют из Европы качественные компенсаторы известных марок.
Монтаж компенсаторов
Монтаж устройств целесообразно начинать с составления схемы трубопровода. На нем отмечаются точки, где будут располагаться компенсаторы. Для правильного определения этих площадей необходимо учитывать два основных фактора: изменение температуры на всем протяжении линии, а также расстояние от мест крепления труб. Обычно элементы устанавливаются посередине между двумя точками крепления. Непосредственно монтаж трубных компенсаторов обычно осуществляется сваркой. Для упрощения этой операции устройство снимается, а фиксирующая клетка перемещается. К свободному концу компенсатора и подготовленному участку трубопровода крепится специальное монтажное приспособление, с помощью которого приспособление натягивается до места соединения с трубой. После этого заваривается стык и с компенсатора снимается приспособление для установки.
Отзыв о компенсаторах
Наличие дополнительной арматуры требует дополнительных затрат. Этот фактор вынуждает многие обслуживающие организации заранее рассчитывать сеть связи с возможностью самокомпенсации. И все же пользователи, решившие поставить на трубопровод специальный компенсатор, отзывы о его пользе в основном положительные. Сегодня нельзя в полной мере оценить его действие, так как практически все трубопроводы снабжаются такими устройствами. Но есть и критические мнения. Они обычно связаны с необходимостью расчетов, ошибки в которых часто приводят к несчастным случаям. В плане долговечности компенсаторов тоже не все гладко. Многие рекомендуют не экономить и сразу приобретать прочные и эффективные модели сильфонов.
Как бороться с расширением и сжатием тепловых труб
Для материалов естественно расширяться при нагревании и сжиматься при холоде, и трубы не защищены от законов природы. Тепловое расширение и сжатие трубопровода является одной из самых больших динамических сил, действующих на трубопроводы.
Поскольку по трубопроводным системам часто передаются горячие жидкости, необходимо тщательно учитывать тепловое расширение и связанные с этим напряжения, чтобы избежать проблем. Силы, создаваемые тепловым расширением, могут быть достаточно большими, чтобы вызвать изгиб и коробление трубы, повреждение насосов, клапанов, трубных хомутов и креплений и даже разрыв трубы или повреждение стальной или бетонной конструкции здания.
В этом блоге мы рассмотрим некоторые факторы, которые необходимо учитывать при работе с тепловым расширением труб, а также рассмотрим основы того, как рассчитать скорость теплового расширения в трубопроводных системах, что имеет решающее значение для работы. какие продукты необходимы для решения проблемы.
Но сначала вот видео, которое иллюстрирует, насколько значительным может быть тепловое расширение, а также некоторые способы борьбы с ним.
Что вызывает тепловое расширение?
Изменения температуры вызывают изменение формы, площади или объема объекта или вещества. Трубы обычно расширяются при нагревании и сжимаются при охлаждении. Это вызвано расширением молекулярной структуры из-за увеличения кинетической энергии при более высокой температуре, что заставляет молекулы больше двигаться.
Степень теплового расширения обычно зависит от трех ключевых факторов:
Материал трубы – разные материалы расширяются с разной скоростью. Таким образом, разные типы пластиковых труб (например, ПП, ПВХ, ПЭ и т. д.) и разные типы металлических труб (например, стальные, медные, железные) будут иметь разные коэффициенты расширения. Поэтому важно рассчитать скорость расширения для каждого отдельного типа устанавливаемой трубы.
Длина трубы – чем длиннее длина трубы, тем больше она будет расширяться и сужаться.
Минимальная и максимальная температура – диапазон температур, которым будет подвергаться труба, или, другими словами, разница между самой низкой и самой высокой температурой, которой будет подвергаться труба.
В приведенной ниже таблице приведен пример скорости расширения для 50-метровых труб при перепаде температур +50°. Как видите, пластиковые трубы обычно расширяются значительно больше, чем металлические. Например, полиэтиленовая труба длиной 50 м при перепаде температур +50° расширится на 500 мм.
Проектирование систем трубопроводов с учетом теплового расширения
Крайне важно, чтобы вопросы расширения и сжатия трубопроводов учитывались на этапе проектирования проекта во избежание возникновения серьезных проблем.
Такие проблемы, как извилистые трубы или нагрузка на соединения труб, могут в конечном итоге привести к утечкам или разрывам труб и всем связанным с этим повреждениям, которые может вызвать неисправность.
Итак, каковы решения проблемы теплового расширения труб?
Расширение и сжатие трубы обычно можно компенсировать двумя способами:
Естественным путем с использованием существующих изгибов или компенсационных петель
Конструктивно, например, с помощью компенсаторов
Использование изгибов и компенсационных петель
Часто предпочтительнее компенсировать расширение естественным образом с помощью компенсационных петель, так как компенсационные швы создают значительные нагрузки на трубопроводную систему. Компенсационные петли компенсируют тепловые перемещения за счет установки секций трубопровода, которые проходят перпендикулярно системе трубопроводов. Хотя эти петли являются полужесткими, они допускают некоторое перемещение, тем самым снижая стрессовые нагрузки на анкерные точки в системе трубопроводов. Точка фиксации используется для обеспечения того, чтобы расширение было направлено на петлю расширения, где сила и движение контролируются.
Крепления для труб или «направляющие» между точкой крепления и компенсационным контуром только направляют трубу в правильном направлении. При использовании компенсационной петли важно расстояние между первым направляющим зажимом и петлей. Чем меньше расстояние, тем больше будет сила изгиба трубы. Эта сила передается на точку крепления.
Компенсационные петли могут занимать много места в системе трубопроводов, поэтому чаще всего используются в наружных системах. В более ограниченных пространствах можно сделать гибкие петли, в которых для каждой ветви петли используются гофрированные металлические шланги. Эти гибкие петли более компактны, чем петли для труб, но требуют структурных опор для предотвращения провисания. Такие петли обычно используются там, где требуется сейсмическая защита.
Использование компенсаторов для компенсации теплового смещения
Если нет места для компенсационного контура, следует использовать компенсатор, допускающий осевое смещение. Примером такого продукта могут быть компенсаторы.
При использовании компенсатора необходимо учитывать давление в трубе. Например, стандартная труба 200НБ с осевым сильфоном создает усилие более 2,5 тонн. Труба остается выровненной, но в других местах действуют огромные силы.
В результате создаваемых огромных сил хорошая точка крепления необходима для эффективной работы сильфонной системы. При неправильной поддержке и установке вдоль всей системы трубопроводов сильфонная система все равно может выйти из строя.
Соблюдение простых правил обеспечивает эффективную установку сильфонной системы с использованием первичных направляющих и анкеров.
Точки привязки:
Иногда конструкции могут быть перепроектированы и по-прежнему терпят неудачу, если не применяются фундаментальные принципы. Дизайн должен быть простым и соответствовать основным правилам дизайна, упомянутым выше. Приведенный ниже дизайн представляет собой простое и эффективное решение.
Железо и сталь — это материал из которого изготовлен скелет современной технологической цивилизации. Но — увы! — и у стальной основы нашей цивилизации есть свое уязвимое место. Оно называется коррозия, от которой железо и сталь не имеют той естественной защиты, какой является оксидная пленка для многих цветных металлов — олова, цинка или алюминия.
Сталь нуждается в защите от коррозии — и лучшей защитой для нее будет цинкование. (или оцинковка). Оцинкованный лист прослужит гораздо дольше обычного стального.
Почему именно цинк?
Прежде всего потому, что цинк достаточно распространен и недорог, сам по себе коррозии практически не поддается, плавится при не очень высокой температуре (около 420 градусов, что гораздо ниже температуры плавления железа), обладает приемлемой прочностью. И при этом — что важно! — имеет стационарный электрический потенциал -0,76 В., то есть гораздо более отрицательный, чем у железа.
Благодаря этому своему свойству, цинк, даже при нарушении целостности покрытия и под воздействием электролитов, будет в возникающих электрохимических реакциях играть роль анода. То есть станет медленно растворяться, защищая этим от электрохимической коррозии стальную основу конструкции. В общем — даешь цинковые покрытия! Вот только какими способами их наносить? Это достаточно интересный вопрос, поскольку способов таких несколько — и у каждого из них есть свои плюсы и минусы. Рассмотрим их…
Горячее цинкование
Это самый, на первый взгляд, простой и надежный метод создания цинковой пленки на изделиях их чугуна и стали: эти предметы просто погружают в расплав цинка, а потом вынимают уже покрытыми слоем цинка толщиной от 40 до 80 микрон — то есть достаточно плотным и износостойким.
Однако не все так просто: для того, чтобы цинковая пленка надежно «зацепилась» на поверхности черного металла, эта поверхность должна быть тщательно очищена и офлюсована (то есть покрыта составом, который должен предотвратить ее окисление до соприкосновения с расплавом цинка, и обеспечить надежную адгезию цинковой пленки).
При этом нужно иметь в виду, что расплавленный цинк застывает довольно быстро и может поэтому образовывать наплывы до 1 мм. толщиной, что нежелательно в тех случаях, когда на поверхность оцинкованных изделий есть резьба. Кроме того, сама технология накладывает ограничения на размеры изделий, которые мы хотим оцинковать таким способом — они не могут быть больше, чем ванны с расплавом цинка (а они не могут очень большими по определению).
Холодный метод цинкования
В отличии от горячего цинкования, его холодный вариант никак не связан с размерами цинкуемых деталей и поверхностей, поскольку он состоит в нанесении на них электролитических растворов цинка в различных летучих жидкостях. Такие растворы (гальванол, цинотан, цинотерн, цинкнол) наносятся на стальную поверхность из пульверизатора: растворитель высыхает, а цинковое покрытие остается — причем «садится» оно на поверхность стали очень надежно, с высокой адгезией. При этом покрываемую поверхность не нужно флюсовать, ее достаточно просто очистить от ржавчины и грязи.
Холодный метод цинкования хорош своей простотой
и применимостью для работ на открытом воздухе. Но внешний вид покрытой таким способом стали будет просто матово-серым без металлического блеска.
Поэтому холодное цинкование лучше всего использовать как «покрытие под покраску».
Гальванический метод цинкования
Зато гальванический метод цинкования придает оцинкованой поверхности чрезвычайно привлекательный вид.
Он состоит в том, что через ванну с электролитом течет ток, причем анодом служат цинковые пластины, а катодом — изделия из стали. Под действием тока цинк растворяется в электролите, и его ионы оседают на железе. В результате получается тонкая (от 4 до 20 микрон) пленка, которая не только защищает сталь от коррозии, но и придает поверхности эстетичный внешний вид. Поверхность, покрытая гальваническим цинком может приобрести (в зависимости от своей толщины) сине-голубой, светло-серый или матово-белый металлический блеск. Главными достоинствами такого покрытия будет равномерность его толщины по всей покрываемой поверхности.
Но за этими плюсами идут и свои минусы: тонкое и красивое гальваническое покрытие будет не стойким к истиранию, а увеличение его толщины будет чревато тем, что сталь в процессе гальваники может приобрести заодно и т.н. «водородную хрупкость». Тем не менее, гальваническое цинкование. в силу своей малой себестоимости очень часто используется для антикоррозионной защиты разных видов крепежа, металлических изделий и декоративных элементов.
Термодиффузное цинкование
Главного недостатка гальванического цинкования — «водородной хрупкости» позволяет избежать технология термодиффузионного цинкования.
Она основана на том, что цинк при определенных условиях может испаряться с поверхности цинксодержащего порошка и проникать в поверхностные слои железа, так что в результате образуется сложный сплав цинка с железом.
Такая диффузия становится возможной при
высокой (от 290 до 400 градусов) температуре и наличии электрического потенциала, при котором стальные изделия являются анодом.
Процесс термодиффузии производится во вращающемся контейнере при пониженном давлении (0,1 атмосферы) в восстановительной водородной атмосфере. На термодиффузное цинкование каждой партии крепежных метизов требуется от 90 до 180 минут.
В результате эти детали приобретут мышино-серый цвет — но вместе с ним и повышенную прочность поверхности и отменную устойчивость к коррозии ( в 3-5 раз лучшую, чем при гальваническом цинковании и в полтора-два — чем при горячей оцинковке).
При этом равномерность покрытия будет идеальной, а про адгезию такого покрытия говорить и смысла нет — оно просто «сливается» с черным металлом, так что отделить ее от него просто невозможно. Конечно, внешний вид оцинкованных таким способом метизов, большого эстетического удовольствия не доставляет, но от болтов, гаек, пружин и шурупов особой красоты и не требуется.
Недостаток же у термодиффузного цинкования только один, но существенный — в силу особенностей технологии применять ее можно только в отношении небольших по размеру предметов.
Газо-термическая оцинковка
В последнее время все более широко начинает использоваться еще один вариант нанесения цинкового покрытия — газо-термический. В этом случае цинк в виде тонкой проволоки или порошка подается к соплу специальной горелки, расплавляется в потоке раскаленного газа и мельчайшими каплями оседает на поверхность стального или чугунного изделия.
В принципе, такой метод можно было бы считать разновидностью горячего цинкования, если бы только капли расплавленного цинка, ударяясь о поверхность металла не деформировались, создавая «чешуйчатое» пористое покрытие.
Такое покрытие требует дополнительного слоя краски для заполнения микропор в слое цинка.
Это, конечно, недостаток, но зато такие комбинированные покрытия отличаются отличной адгезией и обладают устойчивостью в самых неблагоприятных условиях эксплуатации (в морской воде, частых атмосферные осадках, кислой среде и т.д.), где они могут сохраняться до 30 лет.
ХХI век – это век трубопроводов. Труб для нефте- и газотранспортных…
ЧИТАТЬ ДАЛЕЕ
Сортамент металлопроката: основные виды, определения и ГОСТы
Сортамент металлопроката, выпускаемого современной промышленностью …
ЧИТАТЬ ДАЛЕЕ
Швеллер — использование и нагрузка
Швеллер — это один из видов фасонного стального проката. В поперечн…
ЧИТАТЬ ДАЛЕЕ
Назад
Вперёд
Недостаточно прав для комментирования
Спасибо за обращение! Заявка отправлена.
Что дает металлам цинковое покрытие? Как цинк защищает от коррозии?
Цинкование – самый эффективный метод защиты
Цинкование – это покрытие различных металлических поверхностей слоем цинка с целью защиты от коррозии. То, что именно цинкование является наиболее эффективным методом в борьбе с ржавчиной выяснили давно, более 200 лет назад. При проведении исследований различных методов именно цинкование показывало самые долгосрочные результаты – более 50 лет металлы, покрытые слоем цинка, не ржавеют.
С тех пор специалисты в области антикоррозии применяют цинкование различными способами. Изначально это было горячее цинкование, затем гальваническое, диффузионное, газодинамическое. Но в 80-х годах XX века произошел определенный прорыв в этой области, появился новый метод – холодное цинкование.
Холодное цинкование – наиболее удобный, экономичный и долговечный способ нанесения цинкового покрытия. Он заключается в покрытии подготовленной поверхности металла составом с очень высоким (96-98%) содержанием цинка, а так же различных добавок. Наносить состав для холодного цинкования можно с помощью обычной кисти или валика прямо на месте эксплуатации конструкции, то есть ее не нужно никуда отвозить. Результатом такой защиты является отсутствие коррозии на протяжении 25-50 лет, причем металлы под защитой холодного цинкования коррозируют в 3 раза медленнее, чем защищенные другими способами, несмотря на тот же цинк в составе (по проведенным исследованиям Фулмеровского центра). В чем же секрет?
Как работает покрытие цинком?
Железо при взаимодействии с влагой и кислородом окисляется. При этом на поверхности образуется непрочная, рыхлая пленка, которая постепенно превращается в ржавчину. Такая ненадежная защита продолжает пропускать влагу и кислород вглубь железа и разрушать его. Но цинк, олово и алюминий при взаимодействии с влагой и кислородом образуют прочную пленку, не пропускающую разрушения дальше. Именно поэтому с помощью тонкого слоя этих металлов защищают другие металлы, более подверженные коррозии.
Цинк выделяется среди этой группы прочных металлов тем, что обеспечивает дальнейшую защиту от влаги и кислорода даже при повреждении покрытия, в то время как защита олова или алюминия при нарушении целостности слоя слабеет или даже начинает способствовать коррозии.
Цинк защищает металлы сразу двумя способами — барьерным (пассивным) и катодным (также называемым активным, протекторным или электрохимическим).
Катодная защита подразумевает, что цинк при нанесении на железо образует с ним гальваническую пару, в которой железо — менее активный металл, а цинк — более активный. При контакте с влагой и кислородом цинк-анод вступает в реакцию первым, жертвует свои электроны на борьбу с коррозией, а железо — катод принимает электроны, защищается и остается практически не тронутым ржавчиной. Защитный процесс продолжается до полного истощения слоя цинка.Одного слоя в 40-60 мкм хватает на 10-25 лет.
Сразу 2 способа защиты, которые сменяют друг друга, очень пригождаются металлам с первого дня эксплуатации. Дело в том, что любое покрытие составом не герметично на 100%, а имеет дефекты и поры. Цинковое покрытие также может пропускать некоторое количество кислорода на начальном этапе использования. Именно тогда оно защищает металлы от ржавчины протекторным или электрохимическим способом. В процессе эксплуатации происходит уплотнение структуры покрытия, полное растворение цинковых соединений и вступает в силу барьерная защита, как при горячем цинковании. Если целостность покрытия будет нарушена (царапины, механические повреждения, разъедание химикатами), то за работу снова возьмется катодная защита.
Не просто цинк – или почему холодное цинкование защищает дольше?
На практике, цинковое покрытие – самое надежное и долговечное. Однако, одно цинковое покрытие, другому рознь. Вы можете приобрести краску с цинком, правильно ее нанести, но защита не прослужит десятки лет. Потому что цинк, добавленный в краску, не будет работать таким способом. Такую длительную защиту (25-50 лет) дают только составы для холодного цинкования. Почему же холодное цинкование долговечнее других цинковых способов обработки?
Холодное цинкование обеспечивает те же защитные характеристики, как и другие методы, например, горячее цинкование. Но, в отличие от них гораздо проще наносится на месте эксплуатации конструкций, меньше стоит и дольше служит.
В составах для холодного цинкования содержится 96 и более % цинка, чистотой 99,995%. То есть почти на 100% без примесей! А чем выше концентрация цинка и его чистота – тем дольше прослужит покрытие. Именно это позволяет «холодному» покрытию коррозировать максимально медленно, по сравнению с другими методами оцинковки. Частицы цинка в составе защищены смолами – это еще повышает защитные характеристики покрытия. Кроме того, минимальный размер частиц (от 12-15 мкм, до 3-5 мкм в разных составах) и их овальная форма образуют прочное электрохимическое соединение с металлом. Благодаря этому, даже царапины и повреждения на поверхности покрытия не приводят к его отслаиванию, сохраняя отличную адгезию. Так могут только активные покрытия с катодной защитой. А просто покрытия, в которых добавлен цинк – так не могут.
Даже такой проверенный метод цинкования, как горячий, немного уступает холодному цинкованию. Потому что при горячем цинковании используются составы с содержанием цинка 80-85% с чистотой до 98%. Смолы, защищающие цинк, там отсутствуют, так как не выдерживают нагрева до 400°С и все равно потеряют защитные свойства. К тому же, не каждую конструкцию можно разобрать, перевезти и поместить в горячую ванну с цинком.
Сколько прослужит цинковая защита, нанесенная холодным способом?
Сроки действия покрытий, нанесенных методом холодного цинкования, отличаются в зависимости от условий эксплуатации и толщины слоя, а так же от степени очистки поверхности металла. Загрязненная атмосфера, влияние различных химикатов, бензина, солей, щелочей и нефтепродуктов могут незначительно, но ускорить истощение покрытия. Срок действия покрытия, эксплуатируемого на открытом воздухе, всегда меньше, чем более бережное использование внутри помещений.
Сроки, гарантированные производителем для состава холодного цинкования Барьер-цинк:
Зависимость толщины слоя и срока службы покрытия Барьер-цинком:
40 мкм: 7-10 лет;
60 мкм: 10-20 лет;
80 мкм: 14-25 лет;
100 мкм: 18-25 лет;
120 мкм: более 20 лет.
Стоит отметить, что это сроки, которые гарантирует производитель. Реальные сроки службы покрытия в 1,5-2,5 раза превышают гарантийные. К тому же срок службы такого покрытия всегда можно продлить, в любой момент, добавив еще слой и сделав его толще.
На нашем сайте представлены и другие цинкосодержащие грунтовки, обеспечивающие надежную и долговечную защиту металла от коррозии. Например, Барьер-Грунт — однокомпонентный антикоррозийный грунт с цинком для защиты металла в различных средах (почве, воде, атмосфере).
Есть вопросы по выбору состава? Обращайтесь в представительство в вашем городе:
в Санкт-Петербурге: +7 (812) 603-41-53, +7 (921) 927-58-47
в других городах: 8 (800) 707-53-17
e-mail: info@terazinc. ru
Краска с высоким содержанием цинка | Американская ассоциация гальванистов
Дом » Коррозия » Защита и предотвращение коррозии стали » Цинковые покрытия » Краска с высоким содержанием цинка
Цинкование, обычно называемое неправильным термином «холодное цинкование», представляет собой нанесение кистью или распылением цинковой пыли, смешанной с органическими или неорганическими связующими. Перед нанесением сталь должна быть очищена пескоструйной очисткой почти до белого металла (SSPC-SP 10), промышленной пескоструйной очисткой (SSPC-SP 6) или до белого металла (SSPC-SP 5). Цинковая пыль должна быть смешана с полимерсодержащим носителем и постоянно перемешиваться во время нанесения для получения однородной смеси и надлежащей адгезии.
Краски с высоким содержанием цинка содержат 65-95% металлического цинка в сухой пленке, обычно 92-95%. Краски можно наносить кистью или распылять на сталь. При нанесении распылением линии подачи должны быть максимально короткими, чтобы предотвратить оседание цинковой пыли и неравномерность пленочного покрытия. Цинковое окрашивание можно наносить как в цехе, так и в полевых условиях.
Краску с высоким содержанием цинка можно наносить на сталь любого размера и формы, хотя на более сложные изделия нанесение затруднено. Краски с высоким содержанием цинка также широко используются в качестве грунтовок для высокоэффективных двух- и трехслойных систем и для ремонта покрытий, нанесенных методом горячего цинкования. В мягких условиях неорганическая цинковая краска может использоваться отдельно для защиты от коррозии, но в более жестких условиях ее следует наносить сверху для продления срока службы. Ограничения для краски с высоким содержанием цинка включают стоимость жизненного цикла, сложность нанесения, отсутствие однородности покрытия (особенно на углах и краях) и требование чистой стальной поверхности.
Как и все лакокрасочные покрытия, обогащенная цинком краска представляет собой поверхностное покрытие, механически связанное со сталью с давлением в несколько сотен фунтов на квадратный дюйм (psi). Краски с высоким содержанием цинка бывают органическими, состоящими из эпоксидных смол, хлорированных углеводородов и других полимеров; или неорганические на основе органических алкилсиликатов. Органические или неорганические краски наносятся на толщину сухой пленки от 2,5 до 3,5 мил (64-90 мкм).
Одной из общих черт всех цинковых покрытий является обеспечиваемая катодная защита. Однако лакокрасочные покрытия с высоким содержанием цинка отличаются от других тем, что в них используется связующий материал для приклеивания частиц цинка. Чтобы катодная защита была возможной, концентрация цинковой пыли должна быть достаточно высокой, чтобы обеспечить проводимость между частицами цинка и сталью. Это еще одна причина, по которой во время нанесения важно постоянное перемешивание и однородность смеси. Возникает вопрос, возможна ли вообще катодная защита, если частицы цинка инкапсулированы в связующее, а связующее является непроводящим.
Неорганические и органические краски с высоким содержанием цинка несколько различаются по своим характеристикам. Неорганические краски с высоким содержанием цинка, которые прилипают к стали с умеренной химической реактивностью, обладают хорошей стойкостью к растворителям и могут выдерживать температуры примерно до 700 F (375 C). Неорганические краски, богатые цинком, не мелятся, не отслаиваются и не образуют пузырей, легко свариваются и обеспечивают более простую очистку, чем органические краски. Плотность неорганических красок с высоким содержанием цинка составляет примерно половину плотности цинка на тысячу единиц покрытия, нанесенного методом горячего цинкования.
Свойства органических красок с высоким содержанием цинка зависят от системы растворителей. Можно наносить несколько слоев в течение 24 часов без образования трещин. Краски с высоким содержанием органического цинка не обладают такой же термостойкостью, как неорганические цинковые, поскольку они ограничены 200-300 F. Они также подвержены разрушению под действием ультрафиолета (солнечного света) и не так эффективны в отношении коррозионной стойкости, как неорганические.
Оцинкованная и оцинкованная сталь: в чем разница? | Сообщения в блоге
Дата публикации: 29 апреля, 2021 | Категория: Сообщения в блогах, Металлообработка | теги: производство, Материалы, Металлообработка
Влага может нанести ущерб многим изделиям из стали. Например, изделия из углеродистой стали подвержены окислению при воздействии влаги. Когда влага оседает на поверхности изделия из углеродистой стали, она может вызвать химическую реакцию, известную как окисление, которая разъедает материал, из которого оно изготовлено. Для защиты от окисления некоторые изделия изготавливаются либо из оцинкованной, либо из оцинкованной стали.
Что такое оцинкованная сталь?
Оцинкованная сталь относится к стали, обработанной слоем цинка. Он имеет тонкий слой, но сплошной слой цинка на поверхности, защищая, таким образом, стальную основу продукта. Цинк, конечно же, обеспечивает более высокий уровень защиты от окисления по сравнению с необработанной сталью. Цинк, по сути, корродирует со скоростью примерно 1/30 скорости сырой и необработанной стали. Таким образом, оцинкованная сталь естественно устойчива к повреждениям, связанным с окислением, таким как ржавчина и коррозия.
Существуют различные способы изготовления оцинкованной стали. Один из наиболее распространенных методов включает погружение стального изделия в раствор электролита. Раствор электролита содержит частицы цинка, которые прилипают к поверхности стального изделия. На емкость для купания подается электрический ток. При воздействии этого электрического тока частицы цинка притягиваются к поверхности стального изделия.
Что такое оцинкованная сталь?
Оцинкованная сталь, с другой стороны, относится к оцинкованной стали. Как и цинкование, гальванизация — это процесс обработки металла, который защищает его от окисления. Как и при цинковании, гальванизация предполагает использование цинка. Как оцинкованная сталь, так и оцинкованная сталь имеют защитный слой цинка.
Удельный и объемный вес грунта: определение и формулы расчетов
Качество и характеристики грунтов имеют важнейшее значение при планировании и проведении любых земляных или строительных работ. Основными физическими показателями, которые характеризуют свойства почв, считается их удельный и объемный вес, вес под водой и в высушенном состоянии. Наибольшую роль играют первые три характеристики, именно их чаще всего используют в различных инженерных расчетах.
Без знаний о весе грунта нельзя вычислить его механические свойства, что делает невозможным любое строительство. Ошибки при оценке характеристик почвы способны привести к разрушению зданий и сооружений.
Удельный вес: общая информация
Удельный вес грунта – это отношение его массы к объему. Данный показатель высчитывается по формуле:
γ = P/V, где γ – означает удельный вес, Р – массу, а V – объем исследуемого образца.
Как правило, в расчетах используют удельный вес для сухого грунта. Перед взвешиванием из почвы удаляют всю влагу с помощью длительного нагревания до температуры 100-105° С. Для этой процедуры применяются специальные сушильные шкафы.
Объем образца вычисляется путем погружения его в воду и последующего подсчета объема вытесненной жидкости. Образцы мягких грунтов предварительно парафинируют, а затем из полученного результата вычитают объем парафина. Также объем проб вычисляют с помощью пикнометрического метода, путем вытеснения газа или гидростатическим взвешиванием. Чаще всего для подобных расчетов используется пикнометр.
Методы для вычисления веса породы делятся на полевые и лабораторные. К первой группе относят различные способы, с помощью которых можно определить характеристики грунта в условиях его залегания. Вторая группа обычно работает с небольшими образцами породы, уже извлеченными из массива.
В полевых условиях данную характеристику грунтов часто измеряют с помощью специального кольца с острой режущей гранью. Оно имеет диаметр 15 см и высоту 5-10 см. Это очень простой и удобный метод. Подобное кольцо вдавливается в почву, а затем извлекается и взвешивается.
Для выражения удельного весе применяют разные единицы измерения, но чаще всего используют г/см3 или т/м3.
От чего зависят показатели веса?
Удельный вес почвы зависит от ее геологического состава и содержания в ней органических соединений и растительных остатков. Последние имеют низкую плотность, поэтому чем больше органики в породе, тем она получается легче. Грунты, которые содержат много гумуса, обычно отличаются небольшим весом. На данную характеристику также значительно влияет наличие в почвах тяжелых минералов.
У большинства грунтов вес колеблется в диапазоне от 2,5 до 2,8 г/см3. У основных пород он несколько выше, чем у кислых. Вес последних приближается к весу кварца. К породам с большим удельным весом (плотностью) относятся: кварциты, мрамор, диориты, граниты, гнейсы, базальты, порфириты, кремень, ангидриты. Имеют низкий показатель удельного веса известняки, туф, торф, пемза, шлаки.
Ниже представлены значения удельного веса для наиболее распространенных видов почв.
Тип
Удельный вес, т/м3
Возможные отклонения
в %
в т/м3
Песок
2,66
0,36
0,01
Суглинок
2,71
0,74
0,02
Глина
2,74
0,99
0,027
Чернозем
1,45
3,45
0,05
Супесь
2,7
0,63
0,017
Объемный вес: общая информация
Кроме удельного веса грунта, существует еще и объемный, под которым подразумевается его масса в единице объема. Это очень важный физический параметр почвы, определяющий ее текстурные, а также структурные особенности. Он зависит от минерального состава, структуры почвы, ее пористости, влажности.
Данный показатель у скальных пород очень близок к удельному. Причина этому – их низкая пористость и большое количество тяжелых элементов в составе. Так, например, у изверженных пород его значение составляет 2,5-3,5.
Объемный вес применяется при расчетах давления грунтов на подпорные стенки и другие конструкции, а также при вычислении устойчивости откосов, оползневых склонов, других аналогичных объектов. Также данная величина используется при вычислениях других характеристик грунтов: пористости, массы скелета почвы.
Грунт – это многокомпонентная дисперсная система, в состав которой, кроме твердых частиц, входят еще и поры, заполненные жидкостью и воздухом. В качестве жидкости чаще всего выступает свободная и связанная вода, а также различные растворы на ее основе. По этой причине масса почвы – это величина переменная, она повышается или уменьшается вместе с уровнем влажности. Поэтому выделяют два вида объемного веса, для грунта влажного и сухого.
В первом случае имеется в виду вес некоторого объема почвы с ненарушенной структурой, который содержит природную влагу. Он высчитывается по формуле:
γ = γс (1+W), где γс – это вес грунта без воды, а W – его влажность.
В практических вычислениях обычно используется объемный вес грунта с влажностью. Чаще всего именно эта характеристика встречается в технической литературе и справочниках.
Сухой вес – масса почвы, из которой при нагревании полностью удалена вода. Характеристика высчитывается по формуле:
γ = γуд (1-n), где γуд – это удельный вес почвы, а n – ее пористость.
Значения для разных грунтов
Ниже указана данная характеристика для разных типов почв. В таблице указаны средние показатели. Следует отметить, что вес одинаковых грунтов с разной пористостью может значительно отличаться.
Тип
Коэффициент пористости
Объемный вес, т/м3
Глина
0,5
0,6
0,8
1,1
1,8-2,1
1,7-2,1
1,7-1,9
1,6-1,8
Песок:
пылеватый
мелкий
средний
крупный
—
1,8-2,05
1,6-2
1,6-1,9
1,75-1,85
Супесь
0,5
0,7
1,7-2
1,5-1,9
Суглинок
0,5
0,7
1,0
1,8-2,05
1,75-1,95
1,7-1,8
Торф
—
0,55-1,02
Под коэффициентом пористости понимается соотношение твердых частиц грунта и его воздушных пор.
Вес грунта под водой
Важной характеристикой почвы является ее удельный вес в водной среде. Здесь речь идет о грунте, который полностью насыщен влагой. Так бывает при его залегании ниже уровня грунтовых вод. В таких условиях вес породы уменьшается на количество воды, которую вытеснили твердые частицы. Здесь действует закон Архимеда, известный всем нам еще со школьной скамьи.
Данную характеристику можно высчитать по двум формулам:
γгр = (γуд -1)×(1-n) или γгр = (γуд – γв)/(1+ε), где γгр – это вес почвы, которая находится в воде, γв – масса воды, а ε – показатель пористости породы. Последняя характеристика является практически постоянной.
Вес почвы, которая насыщена водой, чрезвычайно важен. Его значение применяется при вычислениях устойчивости оснований, фундаментов сооружений, расчетах откосов, при прогнозировании деформационных процессов и других измерениях.
При проведении подобных вычислений необходимо знать плотность породы. Ее можно высчитать с помощью простых формул или измерить. Чтобы высчитать плотность, необходимо знать массу и объем почвы.
Для инструментального определения данной величины используются пикнометр. Этот прибор выглядит, как небольшая стеклянная колба с узким горлышком и боковой шкалой. С его помощью можно очень точно определять плотность твердых и жидких веществ.
Для чего нужны данные характеристики?
Объемный и удельный вес грунтов – это чрезвычайно важные характеристики, без которых невозможно любое строительство. Они во многом определяют механику почв и их прочностные свойства. Без знания этих параметров нельзя заложить фундамент или другой объект. Кроме того, данные свойства определяют, как грунт поведет себя при воздействии на него низких температур, температурных колебаний, замачивания.
Исходя из прочности грунта, можно высчитать массу строительных элементов, которые он в состоянии выдержать. Неправильная оценка механических свойств почвы способна привести к деформации сооружения, а то и к его полному разрушению. Считается, что более 50% аварий насыпей, дорог, мостов, зданий и плотин – это следствие ошибок, допущенных при геологических изысканиях и расчетах характеристик грунта.
Расчет массы почвы может пригодится не только профессиональным строителям, но и обычным обывателям. Например, при постройке дачи или дома с помощью указанных выше формул и значений можно посчитать тоннаж автотранспорта. Застройщики-любители обычно не пользуются сложными расчетами, а просто берут усредненные значения для каждого грунта, которое можно найти в справочниках.
Удельный вес металлов
Все тела, имеющие одинаковый объем, но произведенные из различных веществ, имеют различную массу, которая находится в прямой зависимости от его объема. Отношение объема сплава к его массе — плотность — является постоянной величиной, которая будет характерной для данного вещества. А удельный вес — это сила тяжести непосредственно взятого за основу объема данного вещества. Другими словами, удельным весом металла называется вес единицы объема безусловного плотного (непористого) материала. Для обозначения удельного веса следует массу сухого материала поделить на его объем в полностью плотном состоянии. Все известные и применяемые в промышленностиметаллы обладают определенными физико-механическими свойствами, которые, собственно говоря, и определяют их удельный вес.Металлы обладают характерными свойствами, среди которых можно назвать высокую прочность, тепло- и электропроводность, пластичность. Химические свойства и удельный вес цветных металлов
Наименование цветного металла
Химическое обозначение
Атомный вес
Температура плавления, °C
Удельный вес, г/куб.см
Цинк (Zinc)
Zn
65,37
419,5
7,13
Алюминий (Aluminium)
Al
26,9815
659
2,69808
Свинец (Lead)
Pb
207,19
327,4
11,337
Олово (Tin)
Sn
118,69
231,9
7,29
Медь (Сopper)
Cu
63,54
1083
8,93
Титан (Titanium)
Ti
47,90
1668
4,505
Никель (Nickel)
Ni
58,71
1455
8,91
Магний (Magnesium)
Mg
24
650
1,74
Ванадий (Vanadium)
V
6
1900
6,11
Вольфрам (Wolframium)
W
184
3422
19,3
Хром (Chromium)
Cr
51,996
1765
7,19
Молибден (Molybdaenum)
Mo
92
2622
10,22
Серебро (Argentum)
Ag
107,9
1000
10,5
Тантал (Tantal)
Ta
180
3269
16,65
Золото (Aurum)
Au
197
1095
19,32
Платина (Platina)
Pt
194,8
1760
21,45
Удельный вес наиболее распространенных марок стали
Наименование (тип стали)
Марка или обозначение
Удельный вес (г/см3)
Сталь нержавеющая конструкционная криогенная
12Х18Н10Т
7,9
Сталь нержавеющая коррозионно-стойкая жаропрочная
08Х18Н10Т
7,9
Сталь конструкционная низколегированная
09Г2С
7,85
Сталь конструкционная углеродистая качественная
10,20,30,40
7,85
Сталь конструкционная углеродистая
Ст3сп, Ст3пс
7,87
Сталь инструментальная штамповая
Х12МФ
7,7
Сталь конструкционная рессорно-пружинная
65Г
7,85
Сталь инструментальная штамповая
5ХНМ
7,8
Сталь конструкционная легированная
30ХГСА
7,85
Удельный вес стали различных марок
Наименование (тип стали)
Марка или обозначение
Удельный вес (г/см3)
никельхромовая сталь
ЭИ 418
8,51
хромомарганцовоникелевая сталь
Х13Н4Г9 (ЭИ100)
8,5
хромистая сталь
1Х13 (ЭЖ1)
7,75
2Х13 (ЭЖ2)
7,70
3Х13 (ЭЖ3)
7,70
4Х14 (ЭЖ4)
7,70
Х17 (ЭЖ17)
7,70
Х18 (ЭИ229)
7,75
Х25 (ЭИ181)
7,55
Х27 (Ж27)
7,55
Х28 (ЭЖ27)
7,85
хромоникелевая сталь
0Х18Н9 (ЭЯ0)
7,85
1Х18Н9 (ЭЯ1)
7,85
2Х18Н9 (ЭЯ2)
7,85
Х17Н2 (ЭИ268)
7,75
ЭИ307
7,7
ЭИ334
8,4
Х23Н18 (ЭИ417)
7,9
хромокремнемолибденовая сталь
ЭИ107
7,62
хромоникельвольфрамовая сталь
ЭИ69
8,0
хромоникельвольфрамовая с кремнием сталь
Х25Н20С2 (ЭИ283)
8,0
хромоникелькремнистая сталь
ЭИ72
7,7
прочая особая сталь
ЭИ401
7,9
ЭИ418
8,51
ЭИ434
8,13
ЭИ435
8,51
ЭИ437
8,20
ЭИ415
7,85
Удельный вес стали углеродистой и легированной
Наименование (тип стали)
Марка или обозначение
Удельный вес (г/см3)
высокоуглеродистая сталь
70 (ВС и ОВС)
7,85
среднеуглеродистая сталь
45
7,85
малоуглеродистая сталь
10 и 10А; 20 и 20А
7,85
малоуглеродистая электро-техническая (железо типа Армко) сталь
А и Э; ЭА; ЭАА
7,8
хромистая сталь
15ХА
7,74
хромоалюминиевомолибденовая азотируемая сталь
38ХМЮА
7,65
хромомарганцовокремнистая сталь
25ХГСА
7,85
хромованадиевая сталь
30ХГСА
7,85
20ХН3А
7,85
40ХФА
7,80
50ХФА
7,74
Разница между удельным весом и удельным весом
Home / Наука и природа / Наука / Физика / Разница между удельным весом и удельным весом
Опубликовано Admin
Удельный вес против удельного веса
Удельный вес и удельный вес — две широко используемые величины. Эти две концепции широко используются в таких областях, как механика, термодинамика, механика жидкости, аэродинамика и различных других областях. Очень важно иметь правильное понимание этих концепций, чтобы преуспеть в областях, в которых эти концепции используются. В этой статье мы собираемся обсудить, что такое удельный вес и удельный вес, их сходство, определения удельного веса и удельного веса, их применение и, наконец, разницу между удельным весом и удельным весом.
Удельный вес
Удельный вес определяется как масса единицы объема данного материала, деленная на массу единицы объема эталонного материала. Плотность материала говорит вам, насколько плотно упакованы молекулы и насколько они тяжелые. Плотность определяется как масса вещества в единице объема. Математически это записывается как плотность = масса/объем. В большинстве случаев эталонным материалом является воздух для газов и вода для жидкостей. Удельный вес также зависит от давления и температуры. Удельный вес используется в простых отраслях промышленности, таких как производство молока и каучука, для определения качества сырья. Пикнометр является одним из многих различных инструментов, используемых для определения удельного веса. Он также известен как бутылка с удельным весом. Удельный вес – это безразмерная величина, которая изменяется от нуля до бесконечности. Но оно само не может иметь нулевое значение. Удельный вес также имеет форму, называемую кажущимся удельным весом. Удельный вес также известен как относительная плотность, которая определяется как плотность данного материала / плотность эталонного материала.
Удельный вес
Удельный вес — это похожее по звучанию слово удельный вес, но это две совершенно разные величины. Вес определяется как сила, действующая на массу из-за гравитационного поля другого объекта. Поскольку вес — это сила, его измеряют в ньютонах. Удельный вес определяется как вес единицы объема материала. Греческая буква гамма (γ) используется для обозначения удельного веса. Единицами удельного веса являются ньютоны на квадратный метр. Размеры удельного веса [масса] [длина] -2 [время] -2 . Удельный вес также равен плотности материала, умноженной на напряженность гравитационного поля, действующего на объект. Удельный вес зависит от гравитационного поля.
В чем разница между удельным весом и удельным весом?
• Удельный вес является безразмерной величиной, тогда как удельный вес имеет размеры.
• Удельный вес материала не зависит от гравитационного поля, но удельный вес материала зависит от гравитационного поля.
• Удельный вес — это сравнение двух материалов, а удельный вес — нет. Другими словами, удельный вес является относительной величиной, тогда как удельный вес является абсолютной величиной.
Рубрики: Физика С тегами: кажущийся удельный вес, гравитация, относительная плотность, удельный вес, удельный вес, Вес
Об авторе: Администратор
Исходя из инженерного образования, включая развитие человеческих ресурсов, имеет более 10 лет опыта в разработке и управлении контентом.
Плотность в сравнении с удельным весом и удельным весом
Плотность определяется как массы на единицу объема . Масса — это свойство, а единицей плотности в системе СИ является [ кг/м 3 ].
Плотность может быть выражена как
ρ = M /V = 1 /ν [1]
, где ρ = плотность [кг /м 3 ], [SLUGS /FT 3 ] M ], SLUGS /FT 3 ] M ], = масса [кг], [слаги] V = объем [м 3 ], [фут 3 ] ν = удельный объем [м 3 /кг], [фут 3 /слаг]
Что такое вес и что такое масса? — разница между весом и массой
Имперские (США) единицы измерения плотности: часто используемые. Обратите внимание, что существует разница между фунт-силой (фунт f ) и фунт-масса (lb m ) . Слизней можно умножить на 32,2 , чтобы получить примерное значение в фунтах массы (фунт м ) .
1 СЛУГ = 32,174 фунта M = 14,594 кг
1 кг = 2,2046 фунт M = 6,8521×10 -2 SLUGS
. DEENGEL OF WATE ft 3
См. также Конвертер величин – масса и Конвертер величин – плотность
На атомарном уровне — частицы плотнее упакованы внутри вещества с большей плотностью. Плотность — это физическое свойство, постоянное при данной температуре и давлении, которое может быть полезно для идентификации веществ.
Ниже на этой странице: Удельный вес (относительная плотность), Удельный вес для газов, Удельный вес, Примеры расчетов
См. также: Плотность некоторых распространенных материалов 1, 68 и 680 атм, СИ и имперские единицы Воздух – плотность, удельный вес и коэффициент теплового расширения – изменения в зависимости от температуры и давления, СИ и имперские единицы Как измерить плотность жидких нефтепродуктов для определения материала Пример 3: плотность для расчета объемной массы
Удельный вес (относительная плотность) — SG — это безразмерный единица, определенная как соотношение плотности вещества к плотности воды — при указанной температуре и может быть выражен как
SG = ρ Суть / ρ H3O [2]
, где / ρ H3O [2]
, где / ρ H3O [2]
, где / ρ H3O SG = удельный вес вещества ρ вещество = плотность жидкости или вещества [кг/м 3 ] ρ h3O = плотность воды – обычно при температуре 4 o C [кг/м 3 ]
В качестве эталона обычно используется плотность воды при 4 o C (39 o F), поскольку вода в этой точке имеет самую высокую плотность 1000 кг/м 3 или 1,940 порций/фут 3 .
Поскольку удельный вес — SG — безразмерный, он имеет одинаковое значение в системе СИ и в имперской английской системе (BG). SG жидкости имеет то же числовое значение, что и ее плотность, выраженная в г/мл или мг/м 3 . Вода обычно также используется в качестве эталона при расчете удельного веса твердых веществ.
См. также Теплофизические свойства воды — Плотность, Температура замерзания, Температура кипения, Скрытая теплота плавления, Скрытая теплота испарения, Критическая температура…
Пример 4: Удельный вес железа
Удельный вес некоторых распространенных материалов
Вещество
Удельный вес — SG —
Acetylene
0.0017
Air, dry
0.0013
Alcohol
0.82
Aluminum
2.72
Brass
8. 48
Кадмий
8,57
Хром
7,03
Медь
0
0
0033
Carbon dioxide
0.00198
Carbon monoxide
0.00126
Cast iron
7.20
Hydrogen
0.00009
Lead
11.35
Mercury
13.59
Никель
8,73
Азот
0,00125
Нейлон
1,110340049
Oxygen
0.00143
Paraffin
0.80
Petrol
0.72
PVC
1.36
Rubber
0.96
Steel
7.82
Олово
7.28
Цинк
7.12
Вода (4 или
C)
0034 1,00
Вода, море
1,027
Дерево, Дуб
0,77
Обратно к вершине
9009
— до вершины
— до вершины
9009
. как отношение плотности газа к плотности воздуха — при заданной температуре и давлении.
Удельный вес можно рассчитать как
SG = ρ GAS / ρ воздух [3]
, где SG = удельный вес газа ρ Газ = плотность газа [кг / м 3 ] ρ воздух = плотность воздуха (нормально в NTP — 1,204 [кг/м 3 ])
NTP — Нормальная температура и давление — определяется как 20 o C (293,15 K, 68 o F) и 1 атм3 (101,32 кН/25). кПа, 14,7 фунт/кв. дюйм, 0 фунт/кв.
См. также Теплофизические свойства воздуха — плотность, вязкость, критическая температура и давление, тройная точка, энтальпии и энтропии, теплопроводность и диффузность, ……
Вернуться к началу
Удельный вес определен как вес на единицу объема . Вес составляет сил . Единицей СИ для удельного веса является [Н/м 3 ]. Имперская единица измерения [lb/ft 3 ].
Удельный вес (или сила на единицу объема) может быть выражен как
γ = ρ A G [4]
, где γ = удельный вес (N/M 3 ], [LB/FT 3 ] ρ = плотность [кг/м 3 ]. , [slugs/ft 3 ] a g = ускорение свободного падения (9,807 [м/с 2 ], 32,174 [фут/с 2 ] при нормальных условиях) 90 90910 9008 вес и что такое масса? — разница между весом и массой
Example 5: Specific Weight of Water
Specific Weight for Some common Materials
Product
Specific Weight — γ —
Imperial Units (lb/ft 3 )
SI Units (kN/m 3 )
Aluminum
172
27
Brass
540
84. 5
Carbon tetrachloride
99.4
15.6
Copper
570
89
Ethyl Alcohol
49.3
7.74
Gasoline
42.5
6,67
Глицерин
78,6
12,4
Керосин
50
509 09 09
Mercury
847
133.7
SAE 20 Motor Oil
57
8.95
Seawater
63.9
10.03
Stainless Steel
499 — 512
78 — 80
Вода
62,4
9,81
.0097
Свойства материала
Вернуться к началу
Примеры
Пример 1. Плотность мяча для гольфа
Мяч для гольфа имеет диаметр 42 мм и массу 45 г. Объем мяча для гольфа можно рассчитать как
Если мы взглянем на плотности некоторых обычных жидкостей, то обнаружим, что этиловый спирт или этанол имеет плотность 789 кг/м 3 . Жидкость может быть этиловым спиртом!
Пример 3: Плотность для расчета объемной массы
Плотность титана 4507 кг/м 3 . Массу 0,17 м 3 объема титана можно рассчитать как
м = 0,17 [м 3 ] * 4507 [кг/м 3 ] = 766,2 [кг]
Примечание! — имейте в виду, что существует разница между «объемной плотностью» и фактической «плотностью твердого вещества или материала».
Очень часто, выполняя рельефное изображение на деревянной поверхности, мастера, дабы облегчить себе задачу, используют специальные бормашинки с различными насадками. В качестве этого оборудования можно использовать как стоматологический бор, так и специальные ручные граверы для определенного рода материала (стекло, дерево, металл). Резьба по дереву при помощи обычного гравера как раз для начинающих мастеров требует определенных навыков и несет некоторые сложности.
Самая первая проблема, с которой вам придется столкнуться — это выбор бормашинки из огромного множества вариантов, представленных на современном рынке.
Учимся резьбе по дереву гравером для начинающих своими руками
Как правильно выбрать бормашинку?
На смотря на великое разнообразие бормашин, представленных на рынке, выбрать подходящую, зная необходимые технические характеристики, не так уж и сложно. Основными критериями выбора являются мощность двигателя, определяющая количество оборотов бура в минуту, и крутящий момент.
Выбирая бормашину, вам всегда придется делать выбор между способностью выдерживать большие нагрузки и способностью работать длительное время на высоких оборотах, ибо ни одна машина, к сожалению, не совмещает в себе два этих важных качества. Именно по этой причине наилучшим вариантом становится приобретение двух бормашин с разными техническими характеристиками.
Самым оптимальным вариантом для резьбы по дереву станут:
Мощная бормашина с усиленным наконечником.
Компактный микромотор, способный работать на высоких оборотах.
Если вы очень любите экономить, а так же ладите с техническим оборудованием, то первую бормашину можете собрать самостоятельно: для этого необходимо взять мотор от стиральной машины или любой другой двигатель достаточной мощности и, при помощи ременной передачи, подсоединить к рукаву от бормашины. Все данное действо требует сноровки и некоторых умений, к тому же сам рукав и наконечник всё равно придется покупать.
Технические бормашины.
Российское производство выпускает достаточно мощные безрукавные бормашины “Профиль” с педалью — Эта модель очень надежна и позволяет выполнять невероятно широкий ряд технических операций: сверление, шлифование и многое многое другое, не смотря на низкие обороты.
Годами завоевывала свой авторитет на рынке бормашины фирмы Foredom SR из США (можете наблюдать этот аппарат на фото ниже). Очень надежная в работе, даже при высоких нагрузках. Все запчасти можно приобрести практически в любом магазине, торгующем инструментами для ювелиров. Выбор насадок очень велик и разнообразен: от силовых цанговых, до удобных быстросъёмных.
Микромоторы.
Микромоторы Это своеобразные мини бормашины — они более компактны и обходятся без гибкого вала. Двигатель у них крепится непосредственно позади наконечника. Такие машины очень удобно использовать для самой тонкой работы, именно для этих целей они очень удобны.
Среди Российских следует выделить бормашину ДПМ 25-2 со специализированным медицинским наконечником. Она очень удобно сидит в руке, боры меняются легко и быстро, а цена для машинки с такими характеристиками совершенно не высока. Но все же следует заметить, что медицинский наконечник не предназначен для больших нагрузок, а потому при слишком частом использовании может быстро выйти из строя. Микромотор не подлежит ремонту, поскольку стираемые со временем угольные щётки невозможно заменить. Таким образом временами придется менять двигатель или приобретать новую бормашину целиком. В остальном это очень не плохой, бюджетный и удобный вариант. Так же можно поискать неплохие аналоги родом из Кореи.
Слудеющие бормашины привлекают своим функционалом и надёжностью, но в России бормашины Marathon или Strong стоят дороговато. Они имеют очень высокие показатели по оборотам и мощности — до 30000 об/мин и мощность 65Вт. Для микромотора эти показатели очень достойные. Лучшие мастера работают именно с такими бормашинами.
Нужно отметить, приведённые выше микромоторы пригодны только для маленьких боров и небольших бор фрез. Используя на них крупные фрезы, вы существенно уменьшите ресурс инструмента и срок его службы. Именно по этой причине необходимо иметь в своём арсенале не менее двух видов бормашин.
Обычно бормашинка комплектуется гибким валом.Им удобно пользоваться, выполняя мелкие детали в резьбе. Однако при использовании гибкого вала, бормашинка теряет половину мощности.
Советы по выполнению резьбы.
Итак, резьбу лучше всего делать на породах дерева с монолитной структурой: это липа, бук, ольха, груша. Сосна, ясень и дуб менее пригодны для этой цели.
Первым шагом следует перенести эскиз на доску и заштриховать фон , который вы будете убирать.
Картинку по контору следует обводить маленьким буром с круглым звездчатым сечением. После чего весь фон забивается таким же буром, разве что большего диаметра, для более скорого выполнения работы.
Для того, чтобы выбирать фон в большом объеме, удобно пользоваться насадкой- ограничителем, который идет в комплекте с бормашинкой.
Глубину прорезания нужно предварительно отрегулировать и потренироваться на лишнем кусочке дерева.
После полного прорезания фона его шлифуют шкуркой.
После этого прорезаются детали на самом рисунке.
После завершения работы следует отшлифовать всю картину и покрыть морилкой, после чего пройтись шкуркой, чтобы морилка осталась лишь в тех местах, где фон ниже.
Видео по теме статьи
На видео-уроках ниже вы увидите пару примеров того, как мастера работают с граверами по дереву, а так же обзоры на бормашинки некоторых производителей.
Гравер используется для того, чтобы нанести орнамент, узор или какой-либо рисунок на деревянную поверхность. Гравер ручного типа предназначен для резьбы по дереву на глубине от 0,5 мм до 2 мм. Также имеются граверы и лазерного типа. Они представляют из себя многофункциональные 3D принтеры. Сегодня мы поговорим о резьбе по дереву гравером для начинающих.
Немного о главном
Резьба по дереву данным способом проходит в несколько этапов:
В первую очередь необходимо подготовить эскиз для работы. Его можно найти в интернете и распечатать, или же нарисовать самим (если имеются такие навыки).
Перенести готовый эскиз на подготовленную поверхность. Для удобства лучше всего воспользоваться копировальной бумагой.
Производим обработку в черновом варианте.
Обводим по контуру.
Производим окрашивание изделия.
Покрываем лаком и дожидаемся полного высыхания.
Это стандартная технология по работе с гравером. Подходит для работы любой сложности, а самое главное — понятна будет даже для начинающего мастера.
В основном гравер продается уже в своей полной комплектации, но производители также создали и другие дополнительные устройства, которые могут пригодиться при работе.
Основные инструменты, которые требуются в дополнении к ручному граверу:
Рукоятка эргономичная, требуется для удобной работы. Так как сам инструмент не имеет такого приспособления, а значит и работа будет сложной и неудобной;
Цанги;
Приставка фрезерная — аналогичная деталь речного фрезера, только в данном случае она маленького размера;
Штатив — требуется для работы с гибким валом;
Приставка угловая — уменьшает угол вращения на 90 градусов, помимо этого его конструкция очень жесткая.
Говоря про затраты на данный инструмент, если приобретать исключительно гибкий вал и штатив, то цена будет не такой уж и большой. Если же покупать полностью все оборудование, то в данном случае ценовой вопрос значительно вырастает.
Если вы начинающий в данном ремесле, то лучше всего будет приобрести минимальный набор, у которого будет средняя комплектация без всяких излишек. Это необходимо для того, чтобы более детально понять, какие же насадки будут использоваться во всех видах работ.
Покупать дорогостоящее оборудование не стоит, порой обычный дешевый китайский набор даже лучше работает, чем дорогостоящий и фирменный.
В любом случае, решение остается за вами при выборе гравера.
Готовимся к Пасхе
Работа по дереву — очень нелегкое занятие, благодаря которому получаются произведения искусств. Это говорится лишь про ручную резьбу по дереву, потому что ни одна в мире машина не сравнится с ручной работой. Почему? Человек, работая и создавая свой шедевр руками, вкладывает в свою работу много сил, времени, ну и конечно же самое главное — свою душу. Порой достаточно взглянуть на поделку и понимаешь, с каким настроением мастер ее создавал, что было у него в душе в тот момент. Ведь настроение и эмоции полностью передаются к создаваемому изделию.
Сегодня вашему вниманию предлагается рассмотреть пошаговую инструкцию по украшению яиц из дерева. Основным инструментом, конечно же, будет гравер.
Итак, для работы потребуются следующие инструменты и материалы:
Гравер;
Насадка для шлифовки;
Заготовленные деревянные изделия;
Простой черный карандаш;
Бумага наждачная;
Морилка;
Лак;
Кисточки для нанесения;
Стирательная резинка.
Пошаговая инструкция по работе.
Деревянный изделия необходимо немного зашкурить наждачной бумагой. Поверхность должна быть ровной. После чего выбираем рисунок и переносим его на заготовку. Делать это требуется аккуратно.
В гравер устанавливаем насадку для шлифовки и начинаем делать насечки, как показано на фото.
На больших оборотах деревянное изделие может немного подгорать. Чтобы этого не происходило, необходимо двигать гравер вперед и назад по предполагаемому рисунку.
После работы с гравером необходимо убрать все карандашные линии стирательной резинкой. Должно получиться так, как на картинке:
Остается лишь дело за малым. Теперь необходимо раскрасить наши яичные сувениры. В данном случае можно использовать морилку, причем разных оттенков. Кисточкой наносим на готовое изделие, убираем в сторону до полного высыхания. После чего проходим немного наждачкой, тем самым создаем необычный эффект. Теперь необходимо покрыть лаком, ждем полного высыхания. Это лишь пример. Насколько хватит вашей фантазии, зависит только от вас. Пробуйте, экспериментируйте, тогда вы станете настоящим мастером в резьбе по дереву гравером.
Вот и все, мастер-класс подошел к концу, наши сувениры на Пасху полностью готовы. Помимо всего вышесказанного, вашему вниманию предлагается ознакомиться с видео-уроками для того, чтобы полностью разобраться в данном ремесле.
Видео по теме статьи
Резьба по дереву для начинающих | Дремель
Не терпится заняться творчеством в мастерской? Делаете ли вы небольшой ремонт дома, деревянную ложку или космический корабль, резьба по дереву требует терпения, инструментов и времени. Это руководство по резьбе по дереву для начинающих должно помочь вам начать работу, от выбора подходящего дерева до выбора подходящих аксессуаров Dremel.
1 8
Выберите основные инструменты для резьбы по дереву
В этом нет ничего особенного. Вот что вам понадобится, если вы только начинаете:
A Разделочный нож
Специальные ножи, предназначенные для строгания, как правило, имеют фиксированные лезвия и более длинные ручки. Инвестируйте в хороший нож – он того стоит.
Топор
У вас есть шанс стать лесорубом, потому что топор — необходимый инструмент. Возьмите небольшой топор, который вы можете легко схватить.
Точильный камень
Резьба по дереву в конечном итоге затупит любое лезвие, поэтому хороший керамический точильный камень необходим. Наклоните лезвие под углом 10-20 градусов и проведите им вперед и назад по точильному камню.
2 8
Выберите инструменты Dremel для резьбы по дереву
3 8
Выберите инструменты Dremel для сглаживания
Для сглаживания можно использовать EZ SpeedClic: Абразивные полировальные круги для финишной обработки различной зернистости. Диапазон между 180-280 должен быть хорош для небольших проектов. Чтобы удерживать и использовать колеса, вам также понадобится оправка. В частности, оправка EZ SpeedClic (SC402) для шлифовальных кругов и оправка 401 для полировальных кругов.
4 8
Знай лучшую древесину для резьбы по дереву
Если вы только начинаете заниматься резьбой по дереву, лучше выбрать мягкую древесину, такую как береза, липа, сосна, ива или конский каштан. Их легче вырезать. Вскоре, когда вы станете более опытными, вы сможете использовать березовый кап, вишню, клен, яблоню, грушу, маслину или грецкий орех. Все они содержат красивые узоры и цвета и добавят новые элементы в ваш дизайн.
5 8
Знайте, чего следует избегать при выборе дерева для резьбы
Если вы покупаете древесину в магазине для рукоделия, скорее всего, вы не найдете в ней много годичных колец или сучков. Однако, если вы получаете его на лесопилке, это может быть большей проблемой. Помните, что если вы новичок в резьбе по дереву, вам может быть сложно вырезать эти естественные образования. Получите самую чистую древесину и вернитесь к сложным вещам позже. Практика делает совершенным.
6 8
Примите необходимые меры предосторожности
Всегда держите ножи острыми
Заточка ножей не только облегчает работу, но и делает ее более безопасной. Скорее всего, вы поранитесь тупым лезвием, чем острым.
Носите перчатку
Всегда надевайте ее на руку, не держащую разделочный нож. Кожаные рабочие перчатки не только защитят ваши руки, но и будут более устойчивы к повреждениям и прослужат дольше.
Носите защитные очки
Неприятно, когда древесная стружка попадает в глаза, поэтому берегите свое драгоценное зрение и всегда надевайте хорошие защитные очки, когда пилите, рубите или используете насадки Dremel.
Пылезащитная маска
Всегда надевайте пылезащитную маску, чтобы не вдыхать пыль, образующуюся при резке, резке, шлифовке или полировке.
7 8
Сначала потренируйтесь рисовать свой дизайн
Ваша деталь для резьбы по дереву может меняться по ходу работы, но в начале важно придерживаться совершенствования ее основной формы. Перед тем, как начать строгать, слегка обведите рисунок карандашом. Оставаться в пределах линий вашего рисунка поможет вам не сбиться с пути, когда появятся топор и разделочный нож.
8 8
Уделите время резьбе по дереву
Во время ваших проектов по резьбе по дереву будут моменты, когда вам захочется ускорить процесс; особенно процесс сушки. Но не торопитесь и старайтесь получать удовольствие от каждого шага процесса. Резьба по дереву — это не то хобби, с которым можно торопиться, и когда вы держите в руках готовую работу, вы будете рады, что потратили на это время.
К настоящему времени вы, вероятно, взволнованы, чтобы начать свой первый проект резьбы по дереву. Взгляните на наше 10-шаговое руководство по вырезанию деревянной ложки. Или прочтите: Как избежать неудач при резьбе по дереву.
17 Проекты Dremel по резьбе по дереву (с иллюстрациями)
Dremel — это вращающийся инструмент. Он поставляется с широким ассортиментом насадок и головок, а также доступно множество других, которые могут еще больше расширить полезность и возможности ручного инструмента. Это не только отличное устройство для самостоятельного изготовления, идеально подходящее для резки, шлифовки и пиления, а также для работы в труднодоступных местах, но оно также может значительно сократить время, необходимое для строгания, вырезания и вырезания привлекательных и художественных рисунков.
Являетесь ли вы опытным резчиком, ищущим свой следующий проект, или только начинаете с Dremel в руках, приведенные ниже 17 проектов научат вас создавать изделия из дерева с помощью Dremel и идеально подходят для столяров Dremel. с некоторыми изменениями вы можете превратить любой из них в новое дополнение к вашему дому или красивый подарок ручной работы для кого-то из ваших близких.
Помимо некоторых идей для декоративной резьбы, мы также включили такие предметы, как шкатулки для безделушек и открывалки для писем. Они отлично выглядят и служат истинной цели.
1. Маленькая сова
Совы — популярная тема для резьбы по дереву, и в этом конкретном примере сова вырезана так, как будто она сидит на дереве, из которого она вырезана. Затемнение глаз можно получить с помощью наконечника VersaTip или наконечников для пирографии, доступных для Dremel и позволяющих прожигать и обжигать дерево.
2. Череп
Существует множество примеров резных черепов, созданных с помощью Dremel. Запавшие глазницы, рот и даже впалый нос идеально подходят для узкого конца дремеля. Хотя существует множество вариантов, этот пример, вырезанный из желудя, возможно, является самым впечатляющим в своем роде.
3. Медведь
Еще один медведь, который извлекает выгоду из возможностей пирографии Dremel, резной медведь вызывает много эмоций, учитывая, что это буквально деревянное лицо. Сохраняйте свои тренировочные предметы, и вы не только сможете увидеть, как развиваются ваши навыки, но и завести семью резных медведей.
4. Дракон
Дракон Дремеля использует несколько различных техник резьбы. Вы должны вырезать основные формы, вырезать некоторые сложные детали, а затем создать оспины, которые образуют чешую дракона. Добавьте детали с тонкой штриховкой, и у вас будет великолепный резной дракон, а также деталь, которая позволяет вам практиковаться и даже демонстрировать свои таланты в резьбе.
5. Улитка
Самое замечательное в Dremel то, что он достаточно мал для создания миниатюрных фигурок, но при этом не слишком мал, чтобы приносить пользу. Эта резьба в виде улитки и гриба будет отлично смотреться в прихожей загородного коттеджа.
6. Вуд-спирит
Как и в случае с совой, создание древесного духа с помощью дремеля и вырезания куска дерева почти симпатично. Это отличный способ попрактиковаться в своих навыках резьбы по дереву, а также получить привлекательную резьбу по дереву.
7. Подвеска Pagan
После того, как вы освоите дремель и его насадки, вы сможете приступить к созданию собственных дизайнов. Хотите ли вы новый кулон, украшение или декоративный элемент, который будет висеть на стене в вашем доме, вы получите еще большее чувство удовлетворения от осознания того, что вы сделали его своими руками.
8. Дерево
Природные объекты, такие как деревья, являются хорошими объектами, потому что они выигрывают от грубых краев и более прочного дизайна, а не от первозданной и исключительной отделки. Это дерево и так прекрасно выглядит, но если вы хотите, вы можете потратить немного больше времени, чтобы придать ему более полированный вид.
9. Шкатулка для безделушек
В этой коробочке для безделушек используется переработанная древесина, а на крышке выгравирована ручная гравировка с помощью Dremel. Это подарок на помолвку, день рождения или свадьбу, но вы можете побаловать себя и сделать свою собственную шкатулку для безделушек, в которой будут храниться и защищаться такие предметы, как украшения. Узнайте, как сделать шкатулку для брелоков Dremel здесь!
10. Нож для писем
Нож для писем — традиционный подарок. Хотя мы можем полагаться на электронную почту, мессенджеры и социальные сети для передачи наших сообщений, открывалка для писем по-прежнему является отличным подарком для тех, кто все еще полагается на бумажные письма. Он также станет отличным украшением стола и идеальным подарком для тех, кто только начинает новую работу или занимается собственным бизнесом.
11. Рукоять топора
Плакат утверждает, что это их первая попытка сделать нож, что делает его еще более впечатляющим. Изготовленная из алюминия и дуба, рукоятка была вырезана с помощью Dremel, который также можно использовать для создания зазубрин и других отметин на самом лезвии благодаря гибкости инструмента.
12. Знак с гравировкой
Узнайте, как сделать собственный деревянный знак с гравировкой с помощью Dremel, от самой компании. Вы можете создать свой собственный дизайн и сделать что-то для дома, офиса или в подарок близкому человеку.
13. Деревянная ложка
Деревянная ложка выглядит очень просто. В конце концов, это всего лишь кусок выдолбленного дерева, а Dremel — идеальный инструмент для этой работы. После того, как вы закончите вырезать ложку, вы можете даже использовать Dremel, чтобы вырезать и выгравировать рисунок на ручке, если хотите. Узнайте, как сделать деревянную ложку дремель здесь!
14. Миска для шерсти
Чаша для шерсти или пряжи имеет вырез сбоку. Клубок шерсти находится внутри миски, а конец продевается через отверстие. Когда вы тянете, шерстяной клубок остается в миске и предлагается вам через щель. С помощью Dremel вы можете превратить практически любую деревянную или бамбуковую миску в миску для пряжи.
15. Подставка для сервировки
Посмотреть этот пост в Instagram
Пост, которым поделился MyCept (@myceptpk)
Сервировочная подставка может защитить стол или поверхность под ним и даст вам возможность быстро поставить горячую сковороду. Поскольку он будет занимать центральное место на обеденном столе, есть все основания убедиться, что это красивая и красивая сервировочная подставка. Если вы вырезали его самостоятельно, то он станет началом разговора, а не просто фокусом вашего стола.
16. Разделочная доска
Разделочные доски хорошего качества изготавливаются из массивных кусков дерева. Они обработаны маслом и рассчитаны на долгие годы, хотя иногда им может потребоваться обработка, чтобы гарантировать, что они прослужат вечно. Вырезать рисунок или надпись на разделочной доске так же просто, как и на любом куске дерева, но после этого обязательно нанесите воск, чтобы предотвратить появление пятен и повреждений.
17. Дворовые кости
Дворовые кости — это игральные кости для дворов. Они прекрасно выглядят, особенно окрашенные, но по своей сути они просто деревянные кубики. В этом случае вы можете использовать насадку фрезера, чтобы сделать неглубокие канавки для цифр, и даже использовать пироголовки, чтобы прожечь точки более темным цветом.
Оборудование для производства блоков, шлакоблоков и арболитовых блоков
Добро пожаловать на производство Блокпресс.Ру!
Вот уже на протяжении 7-ми лет мы изготавливаем оборудование для производства строительных стеновых блоков. Наши станки работают во многих городах России и на деле зарекомендовали себя с хорошей стороны.
На протяжении этого времени у нас сформировалась опытная команда профессионалов в своем деле из людей единомышленников, которые прошли через процесс тестирования и модернизации, в котором что-то доделывали, что-то переделывали и сейчас мы имеем оборудование для производства блоков, которое работает, делает хорошо и приносит людям пользу.
Мы выпускаем станки для производства шлакоблоков, керамзитоблоков и арболита для частных застройщиков и малого бизнеса.
Изготовление блоков в домашних условиях.
С нашими вибростанками для производства блоков вы сможете построить себе дом, гараж, хозяйственные постройки и многое другое с применением различных материалов и изготовить шлакоблок в таких пропорциях смеси, которые вам необходимы.
Производство блоков для населения.
Наше оборудование идеально подходит для частных предпринимателей и тем, кто только начинает осваивать это направление деятельности. Благодаря высокому ресурсу, удобству работы и точной геометрии наших станков для производства блоков, вы можете изготавливать блоки высокого качества способные конкурировать на рынке с крупными производителями, при этом затратив на оборудование не большую цену.
Оборудование для производства блоков, что можете производить?
На нашем оборудовании вы можете изготавливать стеновые блоки, такие как: Шлакоблоки, Шлакобетонные блоки, Керамзитоблоки, Керамзитобетонные блоки, Опилкоблоки, Опилкобетонные блоки, Арболитовые блоки, Бетонные блоки Также можете заказать станок под свои размеры блоков.
Наши производственные возможности.
За годы работы нашей команды, мы смогли создать целый парк металлообрабатывающего оборудования. Мы имеем у себя на производстве промышленные токарные станки малой и большой группы, фрезерные станки, сверлильные станки, плазменную резку, все виды сварки и различное сопутствующее оборудование.
Благодаря большому вложению в наше производство как сил, так и средств, на сегодняшний день мы изготавливаем все детали у себя, поэтому можем предложить станки для производства блоков лучшего качества и по самой лучшей цене на рынке.
Почему стоит купить станок для изготовления шлакоблока у нас?
Разрабатываем, создаем и испытываем лично мы. Нам важно, чтобы наши станки были лучшими. Это наше дело, и оно нам нравится.
Большие производственные возможности, благодаря которым мы можем сделать многое и по лучшей цене.
Вы приобретаете станок на прямую у производителя.
Гарантия на оборудование 1 год.
Доставка в регионы России
Станок для производства блоков в категории «Сельхозпродукция, техника и оборудование»
Полуавтоматический станок для производства (изготовления) круглых дорожных знаков РД 1200 PsTech
Под заказ
Доставка по Украине
250 000 грн
Купить
PSTech™ Ukraine | ПСТ Украина
Станок для резки блоков бензиновый Masalta MB14
На складе
Доставка по Украине
51 252 грн
45 761 грн
Купить
Болгарка — интернет-магазин инструментов
Станки для производства прямоугольных воздуховодов
Доставка по Украине
18 000 грн
Купить
ООО «БОНА ТРЕЙД». Системы ограждений, элементы безопасности кровли, станки для листового металла
Думаете, что не можете позволить себе делать блоки и брусчатку самостоятельно? Подумайте еще раз.
За более чем восемь десятилетий работы, охватывающих три поколения, компания Global Machine Market заработала безупречную репутацию поставщика превосходного оборудования для производства бетонных блоков и ландшафтного дизайна. Мы начали свою деятельность в 1936 году как Fleming Mfg. Company, с годами росли и вышли на глобальный машинный рынок в 1997.
Имея долгую историю честности, добросовестности и семейных традиций, мы с гордостью служим сообществу производителей бетона, поставляя высококачественные машины и системы для производства бетонных блоков, а также восстановленные и бывшие в употреблении продукты по конкурентоспособным ценам. Наша цель — предоставить производителям бетона инструменты, необходимые им для развития своего бизнеса и удовлетворения рыночного спроса. Мы предлагаем ряд доступных вариантов и квалифицированную консультацию от нашей квалифицированной команды.
Если вы работаете с бетоном и нуждаетесь в качественном, индивидуальном оборудовании и системах, которые будут лучше служить вашей компании, Global Machine Market здесь для вас. Мы готовы поставить передовое оборудование, необходимое вам для производства бетонных блоков и кирпичей для мощения, что выведет вашу работу на новый уровень.
Как мировой эксперт по машинам для производства бетонных блоков может помочь вам вырастить бетон
Наличие подходящего оборудования для вашего бетонного бизнеса может стать разницей между ростом и медленной смертью бизнеса. На Global Machine Market мы являемся мировыми экспертами в области оборудования для производства бетона. Являясь самым надежным поставщиком машин для производства бетонных блоков, мы предлагаем проверенную систему для быстрого и экономичного запуска производства бетонных изделий.
Если вы ищете машину для производства бетонных блоков на продажу, миксеры, машины для укладки тротуарной плитки или тротуарной плитки, у нас есть то, что вам нужно, по цене, которую вы можете себе позволить. Мы предлагаем различные ценовые диапазоны на новые машины и подержанные машины для производства бетонных блоков. Мы также предлагаем специальные пресс-формы, поэтому вы можете быть уверены, что производители машин для производства бетонных блоков предлагают высочайшее качество и индивидуальные варианты.
Наши сотрудники помогли бесчисленному количеству производителей бетона расширить свой бизнес, просто помогая им приобрести правильное оборудование. Позвольте нашим специалистам по бетону помочь вам избавиться от догадок при выборе новейших машин для производства бетона.
Новые машины для производства блоков
Самая технологичная и доступная машина для производства блоков на рынке. Станки позволяют производить самые разнообразные бетонные изделия. От строительных блоков, элементов ландшафта, бордюрных камней, блоков подпорных стен, блокирующих уличных брусчаток и многого другого.
Бывшие в употреблении машины для производства бетонных блоков
Мы предлагаем широкий ассортимент бывшего в употреблении оборудования по очень доступным ценам для отдельных или комплексных систем для производства бетонных изделий и товарного бетона. Вы можете выбрать из бывших в употреблении заводов по производству строительных блоков и брусчатки, смесителей, бетонных заводов и многого другого.
Формы для производства блоков и тротуарной плитки
Формы Global известны во всем мире своей исключительной точностью, устойчивостью и долговечностью. Мы известны как превосходный производитель стандартных и специальных форм для производства бетонных изделий. Кроме того, наша команда занимается воплощением ваших проектов или идей в реальность. Устанавливая отраслевой стандарт в течение многих лет, каждый член нашей команды стремится предоставить вам превосходный продукт.
Получите БЕСПЛАТНОЕ руководство по 25 советам
В течение нескольких минут вы будете использовать эти простые и бесплатные методы для роста и расширения своего конкретного бизнеса.
ЗАКАЗАТЬ СЕЙЧАС
Бетономешалки и силосы
Мы можем предоставить полные индивидуальные решения для конкретных потребностей вашего бетонного завода, предлагая несколько типов смесителей, которые наилучшим образом подходят для ваших задач. Процесс интегрирует смесители со специально разработанными бункерами для инертных материалов, конвейерами, силосами для цементных инертных материалов, изготовленными по индивидуальному заказу и запрограммированными средствами управления ПЛК в соответствии с требованиями вашего завода.
Машины для мокрого литья плит
Самые простые и полностью автоматические системы, доступные сегодня для производства мокрых литых изделий из плит, кромкообрезных станков и многого другого. Оборудование Global для мокрого литья предлагается индивидуально или в одном из трех уровней сложности производства.
Новые и бывшие в употреблении системы бетонных блоков для любых целей
Если вы только начинаете бетонный бизнес, хотите расшириться или готовы заменить или модернизировать низкокачественное оборудование, у Global Machine Market есть варианты на любой вкус и бюджет. Мы предлагаем как новые, так и бывшие в употреблении системы производства бетонных блоков. Наше оборудование идеально подходит для производства собственных строительных блоков и брусчатки, блоков подпорных стен и бетонных блоков всех типов, включая стандартные формы, а также специальные продукты.
Подробнее
Мы рады предоставить качественное оборудование и комплексные системы для следующих отраслей:
Бетонное строительство
Камень и карьер
Сборный железобетон
Кирпичная кладка и фасады
Бетонный строительный блок
Мы сотрудничаем с известными и надежными производителями бетонного оборудования и поставляем превосходную продукцию, предназначенную для улучшения производственных возможностей и повышения производительности. Мы понимаем, насколько важна производительность, когда речь идет о производстве бетона, и наши партнеры тщательно проверяются для вашей защиты и спокойствия.
Если вы выберете Global Machine Market в качестве предпочтительного поставщика систем машин для бетона, вы получите не только качественное оборудование, но и богатство наших знаний и опыта, подкрепленных более чем 80-летним опытом работы в отрасли. Мы всегда рады ответить на ваши вопросы и проблемы или порекомендовать продукты, наиболее подходящие для ваших операционных потребностей, целей и бюджета.
Комплексные и удобные бетонные системы
На Global Machine Market мы предлагаем оборудование для производства бетона поштучно или готовые решения для новых систем производства бетонных блоков, которые включают в себя все оборудование, необходимое для создания готового продукта. Вам нужна бетономешалка, плита, блок или асфальтоукладчик? Мы вас прикрыли. После того, как мы поможем вам выбрать лучшее новое или бывшее в употреблении оборудование для вашей работы, мы предоставим вам все необходимое, чтобы начать работу.
Что делает наш подход к бетонным системам таким привлекательным, так это тот факт, что мы предлагаем все оборудование, необходимое для запуска предприятия по производству продукции с нуля. Это означает, что мы можем помочь вам спланировать совершенно новую настройку или просто предоставить отдельные элементы, которые вам не хватает или которые необходимо заменить. Мы также понимаем, что не каждый бизнес имеет неограниченный бюджет, поэтому мы предлагаем как новое, так и подержанное оборудование в различных ценовых категориях.
Если вы не можете позволить себе купить новое, вы можете выбрать один из трех уровней подержанного снаряжения. На уровне I вы получите полностью отремонтированное оборудование, готовое к работе. Наше оборудование Уровня II состоит из блоков, которые находятся в хорошем рабочем состоянии. Уровень III — это оборудование «как есть», которое может потребовать определенных знаний и труда для самостоятельного ремонта. Ваш бюджет, предпочтения и возможности определят, какой вариант соответствует вашим конкретным потребностям.
Как работают наши системы
Независимо от того, заинтересованы ли вы в подержанном оборудовании или готовы перейти на новые бетонные системы, важно понимать основы работы систем для производства бетонных блоков. Таким образом, вы можете быть уверены, что приобретете именно то оборудование, которое вам нужно больше всего.
Процесс изготовления бетонных блоков или брусчатки начинается с бетономешалки, которая смешивает такие материалы, как цемент, заполнитель и воду. После того, как бетон идеально перемешан, он передается в блок-машину, где формы для изделий режут и формируют бетонные блоки или кирпичи для мощения. Эти блоки выходят из машин на производственных поддонах, которые передаются в камеру отверждения, где точные уровни температуры и влажности создают прочный и долговечный конечный продукт. Затем отвержденные блоки укладываются друг на друга или укладываются на поддоны для хранения и возможного распределения.
Подробнее
Для этого процесса требуется большое количество оборудования, включая складское оборудование, машины, конвейеры и многое другое, которые работают в унисон для быстрого и эффективного производства больших объемов готовых бетонных изделий. Global Machine Market поставляет все необходимое, вплоть до сменных форм для производства блоков, поэтому вы можете создавать бетонные изделия различных размеров, форм и цветов.
Продукция, ставшая возможной благодаря машинам для изготовления бетонных блоков
Бетонные изделия всегда рядом с нами — на дорогах, на парковках и даже на заднем дворе. Вот некоторые продукты, которые ваша компания может производить с помощью подходящего оборудования и систем для производства бетона:
Блокировочная брусчатка и плиты
Строительные блоки
Блоки облицовочного камня
Прокладки блока переменного тока
Блоки из литого камня
Блоки подпорной стены
Блоки защиты от эрозии
Ландшафтные блоки
Безрастворные строительные блоки
Независимо от того, хотите ли вы снизить производственные затраты на товары, которые вы уже производите, или вы хотите расширить свой бизнес, чтобы начать производство бетона собственными силами, подходящее оборудование от Global Machine Market предоставит вам возможности для повышения эффективности вашей работы, снижения затрат и увеличения рентабельность. Мы поможем вам найти идеальные решения для оборудования и даже предлагаем возможность персонализации с помощью специальных пресс-форм.
Преимущества владения новыми или бывшими в употреблении бетонными системами
Удобные и универсальные системы производства бетонных блоков предлагают производителям бетона ряд преимуществ, начиная с возможности производить широкий спектр полезных продуктов, просто заменяя формы. Когда вы можете удовлетворить спрос клиентов на различные размеры, формы, цвета и текстуры бетонных изделий для различных нужд, у вас есть наилучшие шансы обеспечить удовлетворенность клиентов.
Кроме того, перемещение внутри компании может значительно снизить затраты. Благодаря качественному оборудованию и экспертной поддержке Global Machine Market вы сможете увеличить объем и скорость производства и свести к минимуму отходы материалов. Это создает экономию, которую вы можете передать клиентам, и вы увеличите прибыль в процессе.
Привет, меня зовут Билл Флеминг
Я изготовитель оборудования 3-го поколения и уже более 36 лет помогаю новым и существующим производителям бетона стать более успешными. Я известен во всем мире как мировой эксперт в поставке и знании машин и установок для производства бетонных блоков.
Я помог тысячам производителей бетона заработать много денег, поставляя им правильное оборудование, услуги и консультации, которые помогли им развить свой бизнес. Моя цель состоит в том, чтобы вы стали лучшим производителем ваших бетонных изделий и делали это с наименьшим количеством разочарований и затрат на развитие своего бизнеса.
Я могу помочь вам стать более успешным в вашем бизнесе по производству бетонных изделий. И да, у нас есть проверенная система для того, чтобы ваш завод по производству бетонных изделий был успешно запущен.
Вот шаги для начала работы:
Узнайте, какие типы машин для производства блоков у меня есть в наличии … и какие из них подходят именно вам, чтобы помочь вам развивать свой бизнес и быстрее зарабатывать деньги.
Получите прямые цены на новые, отремонтированные или подержанные машины для производства бетонных блоков и сопутствующее оборудование, необходимое для настройки всего завода, чтобы вы могли создать реалистичный бизнес-план.
Работайте с нами, самым надежным поставщиком бетонных машин в США . Вы получите подходящее оборудование, простое и доступное в использовании, чтобы начать производство бетонных изделий.
СЕКРЕТЫ ДЛЯ ПОКУПАТЕЛЕЙ
Руководство по покупке единственной блочной машины Вам когда-нибудь понадобится
Закажите бесплатную копию сегодня!
Получить сейчас
Если это то, что вы ищете, мы можем вам помочь.
Если вы хотите зарабатывать больше денег, производя бетонные блоки, брусчатку, плиты и подпорные стеновые блоки, у вас есть только одно препятствие: найти правильный бетонный завод, который будет производить необходимое вам количество и качество продукции.
Мы делаем это проще для вас с помощью нашего проверенного четырехэтапного процесса, который экономит ваше время и нервы.
Шаг первый: Мы предоставляем самую важную информацию, которая вам нужна, в форме нашего специального отчета: » Единственное руководство по изготовлению блоков, которое вам когда-либо понадобится. ”
Шаг второй : После того, как вы прочитаете этот отчет и если вы готовы, мы проведем телефонный разговор, чтобы лучше понять вашу текущую ситуацию и потребности. И мы подробно изучим ваши варианты, включая диапазон цен. Плата за эту встречу не взимается.
Шаг третий : Я начну работать с вами, чтобы определить лучшую машину для производства бетонных блоков и установку для вашей ситуации. Кроме того, мы можем вместе разработать бизнес-план и, в конечном итоге, предоставить практическую помощь и обслуживание людей для настройки и обучения ваших людей для вашего завода по производству бетонных изделий.
Шаг четвертый : Вам будет предоставлена постоянная поддержка и советы, чтобы ответить на любые ваши вопросы, устранить неполадки и обеспечить, чтобы ваш завод по производству бетонных изделий работал и приносил вам прибыль.
Сделайте первый шаг.
ПОЛУЧИТЕ БЕСПЛАТНУЮ БУКЛЕТ ПРЯМО СЕЙЧАС!
Через несколько дней после того, как вы получите отчет, мы свяжемся с вами, чтобы узнать, есть ли у вас какие-либо вопросы, и спросить, не хотите ли вы назначить время для вашей бесплатной встречи. И, конечно же, вы не получите от меня никакого давления или навязывания.
А пока не стесняйтесь просматривать веб-сайт и узнавать больше о нашей линейке машин. Вы всегда можете позвонить мне по телефону 314-960-0540.
С наилучшими пожеланиями, Билл Флеминг Президент, Global Machine Marketing Copyright 2015 Global Machine Market | Все права защищены
Выберите Global Machine Market для вашего бетонного оборудования
На Global Machine Market мы работаем уже некоторое время. В результате мы предлагаем беспрецедентные отраслевые знания и технические знания. Мы тщательно проверяем производителей оборудования, чтобы гарантировать высочайшее качество оборудования. Мы стремимся предлагать конкурентоспособные цены для работы с любым бюджетом.
Наша разнообразная линейка продуктов предназначена для удовлетворения любых производственных потребностей, независимо от того, ищете ли вы отдельные машины или целую установку периодического действия. Благодаря экспертным советам и исключительному обслуживанию и поддержке клиентов Global Machine Market предлагает все необходимое для запуска, расширения или модернизации вашего производства бетона и многого другого. Свяжитесь с нами сегодня!
Ссылка для загрузки страницы
Перейти к началу
новых блочных машин | Новые машины для производства бетонных блоков
Какая машина для производства строительных блоков поможет вам получить наибольшую прибыль?
Получите необходимые ответы от мирового эксперта, который поможет вам выбрать правильный станок для производства бетонных блоков!
Вы хотите приобрести новую машину для производства бетонных блоков и машину для укладки брусчатки?
Вы владелец завода по производству бетона и готовы расширить свой бизнес или заменить устаревшую машину для производства бетонных блоков, чтобы сохранить существующую мощность. Вы рассмотрели варианты машин для производства бетонных блоков и асфальтоукладчиков, и их очень много.
«Мы увеличили общий объем продаж на 25%!»
«Благодаря честному совету Билла и хорошему надежному оборудованию мы добавили новую производственную линию по производству бетонных перемычек. Я рекомендую всем, кто занимается производством бетона, работать с Биллом!»
Некоторые бетонные машины производятся в Индии и Китае, а у других есть красивые видео, а кто настоящий а кто нет? Это сбивает с толку! Первым шагом в этом процессе является определение того, какой размер операции у вас есть в настоящее время и где вы хотите быть в будущем. Работа машин по производству бетонных блоков осуществляется на разных уровнях производства и инвестиций.
Готовы ли вы найти уровень, на котором должна быть ваша компания, и что потребуется, чтобы вывести ваше предприятие на новый уровень? Нажмите на любой из пяти уровней ниже, чтобы узнать больше.
Уровень I – Продвинутый профессионал
Уровень II — Производитель ветеранов
Уровень III — Средний производственный выбор автомобиля для покупки
Изучение вопроса о покупке автомобиля похоже на исследование оборудования для производства бетонных блоков. Если вы просто спросите цену или каталог машины для производства бетонных блоков, это еще больше вас запутает. Это похоже на то, как если бы вы пришли на автомобильную стоянку и сказали: «Назовите мне цену автомобиля», а на стоянке стоит 200 автомобилей. Мы не можем начать перечислять все оборудование и опции для бетонных блоков на этом веб-сайте, иначе вы в конечном итоге полностью запутаетесь.
Вы можете думать об этом таким образом, чтобы определить, какой уровень подходит для вашего бизнеса по производству бетонных блоков. Все автомобили могут двигаться по дороге со скоростью 55 миль в час; однако, возможно, вам нужна машина, которая может двигаться со скоростью 100 или 150 миль в час в течение всего дня. Может быть, вам не нужны шесть мест и большой мотор. Может ли подержанный или подержанный автомобиль заставить вас двигаться со скоростью 55 миль в час при таком уровне инвестиций и ваших потребностях? То же самое относится и к выбору оборудования для производства бетонных блоков.
Три совета, которые помогут вам определиться с выбором:
Первый совет — решить, какие продукты вы хотите производить на машине для производства бетонных блоков. Бетонные блоки и брусчатка бывают сотен форм, размеров и длин.
Второй совет: узнайте, сколько единиц в день вы планируете продавать в обычный день, неделю или месяц.
Третий совет — найти баланс между тем, что вам нужно, вашими финансовыми возможностями и бюджетом проекта.
Таким образом, ваша цель — определить, какой уровень бизнеса и машина для производства бетонных блоков лучше всего подходит для вашей компании, чтобы получать максимальную прибыль и расти.
Я имею в виду производство бетонных изделий и машин для производства бетонных блоков с пятью уровнями инвестиций и производства.
Диаметр условного прохода — это условный диаметр Ду или номинальный DN, основная размерная характеристика труб, деталей трубопроводов и запорной арматуры, условно выражена в миллиметрах или в дюймах (для резьбовых соединений).
Эта величина не равна наружному или внутреннему диаметру, не имеет конкретной единицы измерения и указывается, например, как Ду 50 или DN 50. Условный проход примерно соответствует диаметру просвета присоединяемого элемента трубопровода. Т.е. это усредненное значение, принятое для удобства заказа трубопроводной арматуры и подобных изделий.
Наружный диаметр dн — измеряется в миллиметрах и регламентируется действующими стандартами (ГОСТ, DIN и тп.).
Описание диаметров стальных труб в миллиметрах и дюймах
Одна из разновидностей металлопроката — стальные трубы. Они широко используются в химической, газовой, нефтяной промышленности, энергетике и других отраслях.
Незаменимы при прокладке систем водоснабжения.
Производится продукция из разных марок стали в зависимости от эксплуатационного предназначения.
Металлопрокат классифицируется:
по способу изготовления;
по размерам;
по точности обработки.
Сортамент стальных труб
Диаметр стальных труб
Номинальный диаметр трубопровода при проектировании
Как определить размер трубопровода
Сортамент стальных труб
Стальные профильные трубы имеют разные виды сечения: круглые, овальные, квадратные и прямоугольные. Для каждого вида сечения имеется свой стандарт. Сечение позволяет выдерживать большие нагрузки, поэтому металлопрокат используется в несущих конструкциях.
Другой элемент металлопроката — стальные электросварные трубы. Для их изготовления используется листовой прокат из углеродистой стали. Изделия имеют прямой сварной шов по всей длине. Они находят своё применение при прокладке трубопроводов. Для продукции с круглым сечением применяется ГОСТ 10705–80 и ГОСТ 10704–91 , для элементов с квадратным и прямоугольным сечением — ГОСТ 8639–82 и ГОСТ 8645–68 .
Стальные бесшовные трубы позволяют выдерживать значительные перепады температур и давления. Новейшие технологии позволяют получить продукцию без продольных швов, при их изготовлении по ГОСТ 8732–78 используются углеродистые, легированные и конструкционные стали.
Стальные трубы ВГП — сварные водогазопроводные, они используются в системах теплофикации, водоснабжения и газоснабжения.
Лежалая продукция и бывшая в употреблении — б/у — значительно дешевле новых изделий, она не имеет хорошего товарного вида, но зато подходит в качестве дешёвого опорного элемента в строительстве.
Диаметр стальных труб
По диаметру сортамент подразделяется на трубы с малым диаметром от 10 до 108 мм, средние от 110 до 530 мм и трубы с большим диаметром от 530 до 1420 мм.
В домах жилого назначения в основном применяют изделия малого диаметра. В системе городского водопровода применяют продукцию среднего размера. Она же используется в водоводах нефтяной промышленности, при добыче сырой нефти. По технологии нефтедобычи, вода нагнетается в скважины, нефтепродукты, имеющие меньший удельный вес, вытесняются с нижней границы насыщения до поверхности. При монтаже магистральных нефтепроводов и газопроводов используются элементы проката большого размера.
Удивительно, как много возникает вопросов при монтаже трубной системы у исполнителей. Человеку непосвящённому это покажется странным. Что может быть проще, взял две трубы, нарезал резьбу и прикручивай. На деле не всё так просто, как кажется поначалу.
Основная характеристика — диаметр. Именно эта величина входит в математические формулы для расчёта различных величин. Но, собираясь приобрести изделия металлопроката, покупатель видит несколько параметров продукции в спецификации к товару вместе с другими характеристиками.
Современные ГОСТы классифицируют виды трубопроката по специфике применения, в них указывается химический состав металла и технология для отдельных видов продукции, применяемая при их изготовлении. Для отличия изготовитель наносит обозначение несмываемой краской на поверхность изделий. В техническом паспорте, который предоставляется при приобретении партии товара, указываются дополнительные параметры, полученные в результате испытаний.
Различают диаметр наружный — Dн, внутренний — Dв и условный — Dу. Если с первыми двумя параметрами более или менее понятно, то последний вызывает вопросы у покупателей.
Наружный диаметр получается при суммировании размера внутреннего сечения с удвоенной толщиной стенок. Этот параметр всегда остаётся неизменной величиной, а вот внутренний размер Dв может отличаться.
Для измерения проходимости трубопровода применяют параметр — условный проход. Чтобы его определить, нужно из диаметра наружного, напротив, вычесть удвоенную толщину стенки. Измеряют диаметр труб в дюймах и миллиметрах.
Толщина стенки изделия определяет прочность и объём металлопроката. Соответствует разнице между диаметром наружным и внутренним.
Условный проход, или номинальный диаметр, используется как характеристика, позволяющая определить пропускную способность труб для их подгонки при монтаже. Другое название параметра — просвет. Измеряется без учёта толщины стенок изделий.
Номинальный диаметр трубопровода при проектировании
Чтобы системы трубопроводов были герметичны, элементы подбирают по величине условного прохода. Таким образом, имея понятие о величине внутреннего условного прохода каждого изделия, можно максимально точно спроектировать трубопровод, используя продукцию разных отраслей, определив внутреннее давление рабочей среды и пропускную способность сети. Это важно для систем канализации и других магистралей.
На этом-то этапе и начинается путаница. Трубы, изготовляемые из разных материалов, имеют свою маркировку. Например, для стального проката и чугунных изделий указывается внутренний диаметр или условный проход, но в некоторых случаях стальные трубы маркируются по внешнему. Металлопрокат из меди, полимерная продукция — по внешнему параметру.
Причём величина номинального прохода может быть одинаковой для изделий разного внутреннего диаметра.
Кроме того, диаметры труб в советских ГОСТах измеряются в миллиметрах, за границей применяют для измерения дюйм. При переводе величин из одной в другую выясняется некоторое несовпадение размеров.
1 дюйм равён 25,4 мм.
Если размер измеряется в дюймах, существует своя маркировка: полдюймовая труба обозначается Ду15, Ду20 — три четверти дюйма, Ду25 — дюймовая труба, Ду32 — дюйм с четвертью, Ду40 — полтора дюйма, Ду50 — двухдюймовка.
Теперь на примере посмотрим, как могут отличаться размеры труб в миллиметрах и дюймах при сопоставлении российского стандарта и евростандарта в сравнительной таблице. Например, берём диаметр три четверти, т. е. Ду20. По российским стандартам ему будут соответствовать трубы с диаметром 25−28, по евростандарту — 26,9. Причём толщина стенок изделий тоже различна: в стандартах РФ — 1,5−2 мм; в евростандарте — 1,6 мм.
При проектировании трубопроводов опираются на внутренний условный диаметр, это позволяет точно рассчитать пропускную способность магистрали при заданном внутреннем давлении. Подбирается соединяющая арматура и фитинги, при этом усредняются значения внутреннего размера и округляются до стандарта в большую сторону.
Такой подход при проектировании позволяет комбинировать продукцию, изготовленную из различных материалов.
Если размер стальных труб даётся в дюймах, а медные или алюминиевые — в миллиметрах, то размер при переводе дюймов в миллиметры округляется в большую сторону.
Так уж исторически сложилось, что имперская система измеряет водогазопроводные трубы в дюймах, а остальные виды трубной продукции измеряются в метрической системе миллиметрами.
Дюйм трубный — ещё одна единица измерения, её величина равна 33,249 мм. Дюйм трубный учитывает внутренний диаметр с удвоением толщины стенки трубы.
Как определить размер трубопровода
Иногда возникает вопрос, как определить диаметр элементов трубопровода, уже установленного, с тем чтобы произвести реконструкцию трубной системы. С помощью штангенциркуля определяем размер внешнего сечения и по диаметру стальных труб (таблица ГОСТ) определяем соответствующее ему значение параметра условного внутреннего. При отсутствии штангенциркуля используем сантиметровую ленту для определения окружности длины и путём нехитрых вычислений, с использованием числа пи, рассчитываем внешний диаметр. Дальше действуем по изложенному выше алгоритму.
Данные о трубах – Сталь – Размер железной трубы (IPS)
Данные о трубах – Сталь – Размер железной трубы (IPS) | Тейлор Уолрейвен
Номинальный размер трубы в дюймах
Номинальный размер трубы мм
Внешний диаметр в дюймах
Внешний диаметр мм
Номер расписания
Толщина стенки в дюймах
Вес трубы фунт/фут
Вес воды фунт/фут
1/2″
15
0,84
21
10С
0,083
0,67
0,15
40/СТАНД.
0,109
0,85
0,13
80/XS
0,147
1,09
0,10
160
0,187
1,30
0,07
ХХ
0,294
1,72
0,02
3/4 дюйма
20
1,05
27
10С
0,083
0,86
0,27
5С
0,065
0,68
0,29
40/СТАНД./40S
0,113
1,13
0,21
80/ХС/80С
0,154
1,47
0,19
160
0,218
1,94
0,13
ХХ
0,308
2,44
0,06
1″
25
1,315
33
5С
0,065
0,87
0,48
10С
0,109
0,87
0,41
40/СТАНД. /40S
0,133
1,40
0,37
80/ХС/80С
0,179
1,68
0,31
160
0,250
2,17
0,23
ХХ
0,358
2,84
0,12
1-1/4 дюйма
32
1,66
42
5С
0,065
1.11
0,80
10С
0,109
1,81
0,71
40/СТАНД./40S
0,140
2,27
0,65
80/ХС/80С
0,191
3,00
0,56
160
0,250
3,77
0,46
ХХ
0,382
5,22
0,27
1-1/2″
40
1,9
48,3
5С
0,065
1,28
0,65
10С
0,109
2,09
0,96
40/СТАНД. /40S
0,145
2,72
0,88
80/ХС/80С
0,200
3,63
0,77
160
0,281
4,87
0,61
ХХ
0,400
6,41
0,41
2 дюйма
50
2,375
60,3
0,065
0,065
1,28
1,71
10С
0,109
2,64
1,58
40/СТАНД./40S
0,154
3,65
1,45
80/ХС/80С
0,218
5,02
1,28
160
0,343
7,45
0,97
ХХ
0,436
9.03
0,77
2-1/2 дюйма
65
2,875
73
5С
0,083
2,48
2,50
10С
0,120
3,53
2,36
40/СТАНД. /40S
0,203
5,79
2,07
80/ХС/80С
0,276
7,66
1,84
160
0,375
10.01
1,54
ХХ
0,552
13,70
1,07
3 дюйма
80
3,5
89
5С
0,083
3,03
3,78
10С
0,120
4,33
3,61
40/СТАНД./40S
0,216
7,58
3,20
80/ХС/80С
0,300
10,25
2,86
160
0,438
14,33
2,34
ХХ
0,600
18,58
1,80
3-1/2 дюйма
90
4
102
5С
0,083
3,03
3,78
10С
0,120
4,33
3,61
40/СТАНД. /40S
0,216
7,58
3,20
80/ХС/80С
0,300
10,25
2,86
4 дюйма
100
4,5
114
5С
0,083
3,91
6,39
10С
0,120
5,61
6,17
LW
0,188
8,66
5,78
40/СТАНД./40S
0,237
10,79
5,51
80/ХС/80С
0,337
14,99
4,98
120
0,438
19.00
4,47
160
0,531
22,51
4,02
ХХ
0,674
27,54
3,38
5 дюймов
125
5,563
141
5С
0,109
6,38
9,71
10С
0,134
7,77
9,53
40/СТАНД. /40S
0,258
14,62
8,66
80/ХС/80С
0,375
20,78
7,88
120
0,500
27.04
7,06
160
0,625
32,97
6,33
ХХ
0,750
38,55
5,61
6 дюймов
150
6.625
168
5С
0,109
7,58
13,96
10С
0,134
9,29
13,74
LW
0,219
14,99
13.02
40/СТАНД./40S
0,280
18,98
12,51
80/XS/80S
0,432
28,58
11,29
120
0,562
36,40
10,29
160
0,718
45,30
9. 16
ХХ
0,864
53,17
8,16
8 дюймов
200
8.625
219
5С
0,109
9,91
24.04
10С
0,148
13,40
23,59
LW
0,219
19,66
22,94
20
0,250
22,37
22,45
30
0,277
24,70
22.15
40/СТАНД./40S
0,322
28,55
21,65
60
0,406
35,60
20,58
80/ХС/80С
0,500
43,40
19,80
100
0,593
50,90
18,80
120
0,718
60,60
17,60
140
0,812
67,80
16,70
ХХ
0,875
72,40
16. 10
160
0,906
74,70
15,80
10 дюймов
250
10,75
273
5С
0,134
9,91
37,40
10С
0,165
18,70
36,90
LW
0,219
24,70
36.10
20
0,250
28.00
35,70
30
0,307
34,20
34,90
40/СТАНД./40S
0,365
40,48
34.10
60/ХС/80С
0,500
54,70
32,30
80
0,593
64,30
31.10
100
0,718
76,90
29,50
120
0,843
89,20
27,90
140
1. 000
104.10
26.00
160
1,125
115,70
24,60
12 дюймов
300
12,75
324
5С
0,156
21.00
52,60
10С
0,180
24.20
52,20
20/ДВ
0,250
33,40
51,00
30
0,330
43,80
49,70
СТАНД./40S
0,375
49,60
49,00
40
0,406
53,50
48,50
XS/80S
0,500
65,40
47,00
60
0,562
73,20
46,00
80
0,687
88,50
44,00
100
0,843
107,20
41,60
120
1. 000
125,50
39,30
140
1,125
139,70
37,50
160
1,312
160,30
34,90
14 дюймов
350
14
356
5С
0,156
23.10
63,70
10С
0,188
27,70
63.10
10 (ДВ)
0,250
36,70
62,00
20
0,312
45,70
60,80
30/СТД
0,375
54,60
59,70
40
0,438
63,40
58,60
XS
0,500
72.10
57,50
60
0,593
84,90
55,80
80
0,750
106. 10
53.10
100
0,937
130,80
50,00
120
1,093
150,70
47,50
140
1.250
170,20
45,00
160
1.406
189.10
42,60
16 дюймов
400
16
406
5С
0,169
27,90
83,50
10С
0,188
31,80
83,00
10 (ДВ)
0,250
42.10
81,70
20
0,312
52,40
80,40
30/СТД
0,375
62,60
79.10
40/XS
0,500
82,80
76,50
60
0,656
107,50
73,40
80
0,843
136,50
69,70
100
1,031
164,80
66. 10
120
1,218
192,30
62,60
140
1,438
223,70
58,60
160
1,596
245,10
55,58
18 дюймов
450
18
457
5С
0,165
31,40
106,20
10С
0,188
35,80
105,60
10 (ДВ)
0,250
47,40
104.10
20
0,312
59.00
102,70
СТД
0,375
70,60
101.20
30
0,438
82,20
99,70
XS
0,500
93,50
98,30
40
0,562
104,70
96,90
60
0,750
138,20
92,60
80
0,937
170,80
88,40
100
1,156
208,00
83,70
120
1,375
244,20
79. 10
140
1,562
274,30
75,30
160
1,781
308,50
70,90
20 дюймов
500
20
508
5С
0,188
39,80
131,00
10С
0,218
46.10
130,20
10 (ДВ)
0,250
52,70
129,30
20/СТД
0,375
78,60
126,00
30/XS
0,500
104.10
122,80
40
0,593
122,90
120,40
60
0,812
166,40
114,80
80
0,937
208,90
109,40
100
1,281
256,10
103,40
120
1. 500
296,40
98,30
140
1.750
341,09
92,60
160
1,968
379,10
87,80
22 дюйма
550
22
559
10 (ДВ)
0,250
58.10
129,30
СТД
0,375
86,60
153,60
XS
0,500
114,80
150,00
24 дюйма
600
24
610
5С
0,218
55,40
188,80
10 (ДВ)/10S
0,250
63,40
187,80
20/СТД
0,375
94,60
183,80
XS
0,500
125,50
179,90
30
0,562
140,70
178,00
40
0,687
171. 10
174.10
60
0,968
238.10
165,60
80
1,218
296,40
158.10
100
1,531
367,40
149,10
120
1,812
429,40
141,20
140
2,062
483,20
134,30
160
2,343
542.00
126,90
26 дюймов
650
26
650
СТД
0,375
102,60
216,80
XS
0,500
136,20
212,50
28 дюймов
700
28
711
СТД
0,375
110,70
252,50
XS
0,500
146,90
247,90
30 дюймов
750
30
762
5С
0,250
79,40
296. 00
10 (ДВ)/10S
0,312
98,90
293,50
СТД
0,375
118,70
291,00
20/XS
0,500
157,60
286,00
30
0,625
196.10
281.10
32 дюйма
800
32
813
СТД
0,375
126,70
332.10
XS
0,500
168,20
326,80
34 дюйма
850
34
864
СТД
0,375
134,70
376,00
XS
0,500
178,90
370,30
36 дюймов
900
36
914
СТД
0,375
142,70
422,60
XS
0,500
189,60
416,60
42 дюйма
1050
42
1067
СТД
0,375
166,70
578,70
XS
0,500
221,60
571,70
48 дюймов
1200
48
1219
СТД
0,375
190,80
252,50
XS
0,500
253,70
247,90
В чем разница между стальной трубой и стальной трубой? Часть I
В чем разница между стальной трубой и стальной трубой? Часть I
Зайдите практически на любой стальной склад, производителя или OEM-производителя, и вы увидите множество различных изделий из стали. Одними из самых распространенных предметов являются трубы и трубки. Стальные трубы и трубы отлично подходят для множества различных применений — от разбрызгивателя над головой, защищающего вас от вреда, до замечательных архитектурных сооружений, ожидающих изучения. Подожди… ты что-то там поймал?! Это два совершенно разных приложения, которые часто объединяют в одну категорию. Но почему? Пришло время отправиться в путешествие по трубам… э-э, по трубопроводу, чтобы выяснить, в чем именно разница между трубами и трубками. В этой серии из трех частей мы сначала подробно рассмотрим каждый продукт, а затем посмотрим, как эти два продукта сочетаются друг с другом.
Что такое стальные трубы?
Стальные трубы можно найти везде, куда ни глянь, и каждый (даже тот, кто не работает в сталелитейной промышленности) знает, что такое труба. Трубы круглой формы используются в качестве сосудов для безопасной транспортировки жидкостей и газов на большие расстояния. Кроме того, трубы используются как над землей, так и под землей в самых разных областях. Некоторые из распространенных применений, в которых используются стальные трубы, включают:
Противопожарные спринклеры
Нефть и газ
Химические заводы
Сантехника
ОВКВ
Оросительные системы
Как вы обычно заказываете стальную трубу?
Стальная труба заказана или указана по размеру «NPS» или «Номинальный размер трубы» и «График». Номинальный размер трубы был установлен в 1927 году Американской ассоциацией стандартов вместо «размера железной трубы». Эта система определяет толщину стенки на основе меньших шагов между размерами и «График» для указания номинальной толщины стенки. Для размеров труб 12 дюймов и меньше размер приблизительно относится к внутреннему диаметру (ID) самой трубы. Таким образом, хотя вы можете подумать, что труба диаметром 1 дюйм на самом деле имеет наружный диаметр 1 дюйм, этот 1 дюйм ближе к внутреннему диаметру трубы. На самом деле размеры в спецификации обозначают толщину стенок, поэтому в спецификации 5 толщина стенки будет меньше, чем в спецификации 40.
Все становится немного «серым», когда вы переходите к большим размерам труб, таким как 10 дюймов и выше. Например, для больших размеров (больше 12 дюймов) NPS, который раньше был ближе к внутреннему диаметру трубы, как мы только что узнали, теперь равен внешнему диаметру трубы. Почему это? Когда был создан стандарт, NPS был привязан к одному и тому же внутреннему диаметру на основе стандартной толщины стенки в то время. По мере их развития, в зависимости от процессов и приложений, внутренние диаметры развились до такой степени, что внутренний диаметр и внешний диаметр были связаны лишь косвенно.
Как насчет расписаний?
В зависимости от размера, который вы ищете, стальная труба вызывается со спецификациями. Кроме того, его можно назвать стандартным стеновым (STD), особо прочным или сверхтяжелым (XS или XH), а также двойным сверхпрочным или двойным сверхтяжелым (XXS или XXH). Эти термины, которые были в первоначальных размерах железных труб (IPS), до сих пор являются частью языка стальных труб, который используется сегодня.
Откровенно говоря, обозначения расписания были введены в надежде постепенно отказаться от этой терминологии. Поскольку они все еще используются сегодня, некоторые расписания не всегда совпадают с прежними «стандартными» и «XS». Например, номинальный размер трубы 12 дюймов sch 40 представляет собой круглую трубу с наружным диаметром 12,75 дюйма и толщиной стенки 0,406 дюйма. Но стандартный (STD) график, или 40, имеет толщину стенки 0,375 дюйма. В случае сомнений всегда лучше обратиться к таблице размеров труб, чтобы убедиться, что вы заказываете и получаете нужный размер.
Стандартные размеры стальных труб
Некоторые из наиболее распространенных размеров труб, которые вы можете заказать:
Номинальный размер трубы
Внешний диаметр (дюймы)
СЧ 40
СЧ 80-х
½
.84
.109
. 147
¾
1,05
.113
.154
1
1,315
.133
.179
1 ¼
1,66
.140
.191
1 ½
1,9
.145
.200
2
2,375
.154
.218
2 ½
2,875
.203
.276
3
3,5
.216
.300
3,5
4
.226
.318
4
4,5
.237
.337
5
5,563
.258
.375
6
6,625
.280
.432
8
8,625
.322
.500
10
10,75
.365
.500
Трубы обычно имеются в наличии двух длин – 21 фут и 42 фута.
Каковы общие характеристики стальных труб?
Если вам нужна стальная труба для транспортировки жидкостей, химикатов или газов, в дополнение к заказу определенного NPS и графика, вы должны учитывать желаемую спецификацию. Фактически, некоторые из наиболее распространенных спецификаций труб включают:
ASTM A53
API 5л
АСТМ А587
АСТМ А795
Они обычно изготавливаются различными производителями с использованием метода ERW или электросварки сопротивлением.
Через стальной трубопровод
Поскольку мы достигли конца этого трубопровода, в следующий раз нас ждет больше. Мы рассмотрим, что такое стальная труба.
Партнерство с Contractors Steel
Знаете ли вы, что когда вы сотрудничаете с Contractors Steel, у вас есть доступ к ВСЕ наших вычислительных возможностей? Сюда входят:
Обработка пластин, включая лазерную и кислородную обработку
Выравнивание катушки
Пресс-тормоз
Распиловка
Угловой мастер
Т-образный разрез
Листопрокатный станок
Питон
и многое другое!
Что наиболее важно, на любом из наших складов мы храним только стальную продукцию высочайшего качества, все подтверждено отчетами об испытаниях материалов с завода.
Сверла и буры используются для формирования отверстий в разнообразных типах поверхностей. Существуют определенные отличия между ними, поэтому в данном обзоре мы разберемся, когда лучше использовать бур, а когда сверло.
Использование сверла
Сверла подходят для создания новых глухих и сквозных отверстий и увеличения диаметра уже существующих. Выделяют несколько разновидностей сверл:
Спиральные сверла — по дереву, металлу, камню. Наиболее распространенный вид сверл. Их конструктивная особенность заключается в наличии желоба в виде штопора. Спиральные сверла подходят для сверления отверстий на плоских поверхностях.
Стальные сверла – отличный вариант для дерева и пластика. Это недорогие изделия, которые применяются для мягких материалов. В некоторых случаях стальное сверло может работать с кирпичом или металлом, но быстро истирается. Соответственно, на многоразовое применение можно не рассчитывать.
Сверла из быстрорежущей стали немного жестче и могут быстрее и без затупления просверливать более твердые материалы. В их составе содержатся термостойкие сплавы, выдерживающие высокие температуры.
Титановые сверла. За счет титанового покрытия имеют золотой цвет. Титан используется для сверления твердых материалов. Такие сверла не будут полезными при работе с деревом или пластиком.
Сверла для каменной кладки имеют уплотненный штопор. Наконечник имеет форму стрелы. Они обычно используются в перфораторах для шлифования кирпичной кладки при прорезании ее. Такие сверла лучше всего делают отверстия в каменных основаниях.
Бур и его особенности
Буры используют в случаях, когда нужно просверлить отверстие большего размера, чем предусмотрено стандартным сверлом. Выделяют следующие виды буров:
лопаточные буры по бетону: имеют широкую плоскую форму. Они используются для быстрого высверливания больших круглых отверстий в дереве. При работе с такими инструментами не забудьте подложить древесину под заготовку. Так, вы предотвратите раскалывание;
кольцевые: они, как и лопаточные буры, используются для создания отверстий по дереву, но могут обрабатывать и пластик металл. Кольцевые буры прорезают древесину, поэтому при работе нужно быть аккуратными;
буры Форстнера имеют круглую плоскую режущую кромку, окружающую короткую центральную направляющую точку. Эти буры могут вырезать отверстия под углом и даже сверлить отверстия внахлест. Используются для максимально точных отверстий;
буры для шлифовального камня помогают шлифовать, снимать заусенцы и полировать шероховатые поверхности;
буры с зенковкой похожи на стрелы из-за конусообразного наконечника с рифлением.
Как работать с буром и сверлом: правила
Во избежание несчастных случаев и поломок, важно придерживаться нескольких простых правил в работе с инструментом. Рассмотрим несколько основных:
Закрепите заготовку сверла ломом. Это позволит свести к минимуму раскалывание при поломке сверла. Этот пункт не распространяется на спиральные сверла.
Сверло должно проделывать отверстие постепенно. Не применяйте силу, пытаясь проделать работу быстрее, чем может сверло. Чаще всего это приводит к перегреву и даже сгоранию инструмента.
Проверяйте надежность закрепленной головки. По возможности используйте сверлильный станок и закрепите просверливаемую деталь на нем. При использовании переносного сверла зажмите заготовку и удерживайте сверло двумя руками.
Перед началом работ сверло надежно фиксируется в патроне дрели, бур – перфоратора.
При бурении нельзя оставлять незащищенными глаза, используйте специальные очки.
Удаляйте стружку из отверстия во время сверления. При работе с металлом, не забывайте, что его стружка очень острая.
Помните, что после сверления бетона сверло будет горячим. Сразу лучше не пытаться вытащить его из инструмента, чтобы не получить ожог.
Используйте только острые насадки, буры и сверла, чтобы не допустить поломки самого инструмента и выполнить работу.
При выборе буров для бетона, лучше остановиться на моделях из быстрорежущей стали.
Вывод: чем отличается сверло от бура для бетона
Сверло используют для дрели, буры – для перфораторов. Если рассматривать две технологии, бурение и сверление, первый метод превосходит с точки зрения механики. В процессе сверления ударная функция считается второстепенной. В перфораторах она выходит на первый план. Долбление сопровождается высокой скоростью. Также перфоратор и буры предназначены для более прочных материалов, поэтому способны решить задачи, с которыми не справится сверло. В этом их основное отличие.
Чем отличается сверло от бура
Сверло – инструмент для создания отверстий или углублений в различных материалах. Чаще всего применяют в дрелях с вращательной или ударно-вращательной функциями и не подходят для перфораторов. Бур – инструмент для бурения отверстий, применяется в перфораторах и не предназначен для работы со сверлом.
С точки зрения механики перфоратор превосходит в значительной степени дрель с ударно-вращательной функцией. Основное назначение дрели – сверление, а ударная функция является дополнительной. В перфораторе, наоборот, главной является ударная функция (долбление), но и функция сверления имеет более высокую скорость, чем дрель, так как перфоратор предназначен для работы с очень твердыми и плотными материалами. Все эти различия влияют на выбор между сверлом и буром. На первый взгляд, буры внешне похожи на сверла с твердосплавными напайками для ударных дрелей, но применение сверл в перфораторе невозможно, как и применение буров в дрели. Это обусловлено конструктивными особенностями патрона, бур закрепляется в специальном патроне перфоратора (нежесткое крепление для быстрой смены бура), а сверло закрепляется в кулачковом патроне дрели (жесткое крепление).
Основные различия сверл и буров:
1
Сверла классифицируют по обрабатываемому материалу.
Сверло по металлу изготавливают из высокопрочной быстрорежущей стали с последующей обработкой или без нее. Нанесение защитного покрытия увеличивает скорость реза и срок службы сверла.
Помимо покрытия, сверла отличает и тип хвостовика, который может быть конусным (1) или цилиндрическим (2). Конические (конус Морза) используют на металлообрабатывающем производстве.
Сверла по металлу, как наиболее прочные, используют в качестве универсальных для сверления разных материалов.
Для мягких металлов подходят сверла с углом заточки в 80–90°. Чугун и сталь требуют сверл с углом заточки не меньше 116°. Для работы с закаленной сталью и аналогичными твердыми металлами необходимы профессиональные сверла, заточенные под углом 130–140°.
Сверла по дереву имеют другую конструкцию. Для повышения эффективности при работе с мягким волокнистым материалом их снабжают самоцентрирующейся головкой.
Сверление небольших отверстий производят спиральными сверлами (1), а для выполнения глубоких отверстий применяют витые односпиральные с острой кромкой (2). Хвостовики таких сверл чаще всего имеют цилиндрическую форму.
Для сверления глубоких и широких отверстий в дереве (диаметром 10–60 см) используется перьевое сверло соответствующего диаметра.
Для сверления кирпича, керамики, бетона применяют сверла с твердосплавной вставкой и цилиндрическим хвостовиком.
Сверление производят дрелью в ударно-вращательном режиме.
2
Бур в отличие от сверла может иметь головку с несколькими режущими кромками разной формы. По конфигурации заточки буры бывают классические (пластина имеет крест-накрест ровные режущие плоские передние и задние грани) и центрирующие (пластина имеет геометрию, исключающую увод бура внутри отверстия от оси начального положения).
Режущие грани бура могут быть не только линейной формы, но и, например, волнистой с центрирующим шипом и крайними режущими выступами: такой вариант снимает твердый материал слоями, что является способом уменьшения нагрузки на перфоратор. Существуют и самозатачивающиеся коронки с правильно подобранным углом заточки, необходимые в условиях агрессивного бурения (например, абразивных пород). Спиральная канавка бура служит для отвода отходов сверления и отличается формой спирали: производительность ее тем выше, чем круче навивка. Перфоратор используют для работ с твердыми материалами: бетонными и кирпичными стенами.
Отличается и хвостовик бура: он имеет цилиндрическую форму, но с выступами или выемками, обеспечивающими захват бура и его надежное удержание в патроне. Такая конструкция обусловлена большей мощностью удара у перфоратора, что требует также и большей прочности самого бура.
Наибольшее распространение получили буры SDS-plus для легких перфораторов и SDS-max для более мощных.
Тип патрона перфоратора аналогичен по названию и строению с тем или иным типом хвостовика бура. Патроны отличаются размером, диаметром хвостовика, числом и размером выемок фиксации и передачи вращения, а следовательно, допустимыми нагрузками и силой удара. В перфораторах применяются различные виды патронов системы SDS в зависимости от условий проводимых работ и нагрузок или мощности самих инструментов. Патронам соответствуют свои буры, различные по форме хвостовиков.
10 типов сверл и способы их использования
Сверла предназначены для сверления отверстий и забивания крепежных деталей, но они могут делать гораздо больше.
Вот краткое изложение различных типов упражнений для улучшения дома.
Каждый редакционный продукт выбирается независимо, хотя мы можем получать компенсацию или партнерскую комиссию, если вы покупаете что-то по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
1 / 11
через amazon.com
Выбор сверла
Сверло всегда было важным инструментом для деревообработки. Сегодня электрическая дрель незаменима для всех, кто закручивает шурупы для установки, обслуживания и ремонта в доме.
Конечно, существует множество типов дрелей, и не все они работают как отвертки. Те, что есть, могут быть использованы для множества других функций. Несколько лайфхаков включают в себя смешивание краски, змеевидные водостоки, шлифовку мебели и даже чистку фруктов!
Помимо вращения сверла для сверления, завинчивания шурупов и других функций, некоторые дрели обладают ударным действием для сверления бетона. Некоторые дрели позволяют сверлить отверстия и вкручивать шурупы в местах, куда даже отвертка не влезет.
Поскольку им не требуется столько энергии, как другим инструментам, электрические дрели стали одними из первых аккумуляторных инструментов. Сегодня портативность делает аккумуляторные дрели более популярными, чем сетевые. Но все еще есть много работ, требующих дополнительного крутящего момента, который может развить только сетевой инструмент. В этих двух категориях вы найдете именно то, что вам нужно для сверления и вождения.
Общие характеристики дрели
Будь то сетевая или беспроводная дрель, каждая дрель обладает многими одинаковыми функциями.
Патрон: Удерживает сверло. Старые патроны нужно было затягивать ключом (который было легко потерять), но большинство современных патронов можно затягивать вручную. Дрель с патроном с приводным валом со шлицем (SDS) удерживает долото, совместимое с SDS, без затягивания. Просто вставьте биту и начните сверлить.
Губки: Часть патрона, которая крепится к бите. Сверла различаются по тому, насколько надежно губки удерживают сверло.
Двигатель: Многие из новых аккумуляторных дрелей оснащены бесщеточными двигателями, которые развивают больший крутящий момент, потребляют меньше энергии и обеспечивают более компактную конструкцию. Сетевые дрели имеют более мощные двигатели, чем беспроводные. чтобы они могли выполнять более сложную работу.
Реверс с регулируемой скоростью (VSR): VSR входит в стандартную комплектацию большинства дрелей. Триггер регулирует скорость вращения сверла, а отдельная кнопка — для реверсивного вращения. Последний пригодится для выкручивания винтов и небольшого вытягивания после того, как он сделал свою работу.
Вспомогательная рукоятка: Вы обнаружите, что она проходит перпендикулярно корпусу сверла на мощных дрелях для тяжелых работ, таких как сверление бетона.
Светодиодный направляющий фонарь: Кому не нравится дополнительный свет во время работы? Светодиодная направляющая лампа является почти стандартной функцией аккумуляторных дрелей-шуруповёртов.
2 / 11
через amazon.com
Ручная дрель
Когда-то плотники использовали сверла с насадкой. Для более легких работ производители придумали модель с зубчатым приводом. Сейчас с этими задачами справляются более эффективные и простые в использовании дрели, но людям, работающим с ювелирными изделиями и монтажными платами, по-прежнему нужна точность и чувствительность ручной дрели.
Если вы любитель или вам нравится возиться со схемами, эта ручная дрель Mudder высоко ценится за точное использование. Он поставляется с широким выбором бит для различных целей.
Купить сейчас
3 / 11
через amazon.com
Сетевая дрель
Нужно быть бумером, чтобы помнить времена, когда все электродрели были сетевыми. Сегодня вам нужна сетевая дрель только тогда, когда дела идут плохо и вам нужна дополнительная мощность.
Рабочая лошадка DeWalt DWD210G 1/2-inch Electric Drill может удовлетворить эту потребность. 10-амперный двигатель развивает превосходный крутящий момент для сверления и завинчивания, 1/2-дюймовый патрон подходит для тяжелых бит, а съемная рукоятка дает вам возможность нажимать на плотный материал и неподатливые болты.
Купить сейчас
4 / 11
через homedepot.com
Аккумуляторная дрель-шуруповерт
Аккумуляторные дрели варьируются от легких для работы по дому до рабочих лошадок для подрядчиков в тяжелом строительстве. Различия в мощности происходят из-за аккумуляторов.
Даже если вы считаете, что вам не нужна дрель для интенсивного использования, лучше иметь мощную сетевую дрель, чем дрель, которая замерзнет, когда понадобится, чтобы выкрутить застрявший винт. Аккумуляторная дрель Ryobi 18V 1/2 дюйма обладает мощностью в легком, удобном для переноски корпусе. Он поставляется с очень важным светодиодом, который будет направлять вас во время работы.
Купить сейчас
5 / 11
через amazon.com
Ударная дрель
Ударная дрель создает колебательные ударные действия при вращении сверла. Они отлично подходят для сверления кирпича, раствора и бетонных блоков. В крайнем случае просверлит залитый бетон.
Компактная ударная дрель DeWalt DCD996B оснащена бесщеточным двигателем, а батарея на 20 В обеспечивает дополнительный удар, необходимый для сверления в тяжелых условиях. Как и у большинства качественных аккумуляторных дрелей, у этой есть подсветка. 1/2-дюймовый патрон принимает тяжелые биты и надежно удерживает их.
Купить сейчас
6 / 11
через homedepot.com
Перфоратор
Перфоратор — это не то же самое, что перфоратор. Он предлагает такое же ударное действие, но производится поршнем в валу сверла. Этот инструмент работает быстрее, чем перфоратор. Это то, что вам нужно для тяжелых работ, таких как разрушение старого бетона или установка крепежа в бетоне для подпорных стен и заборов.
Эта перфораторная дрель Bosch оснащена патроном SDS для быстрой смены бит.
Купить сейчас
7 / 11
через amazon.com
Ударная отвертка
Ударная отвертка используется исключительно для завинчивания болтов, винтов и других крепежных изделий. Подпружиненный механизм сцепления за патроном увеличивает крутящий момент долота с регулярными приращениями. Это делает закручивание длинных шурупов и выкручивание застрявших намного проще, чем если бы вы делали это с помощью обычной дрели.
Модель Ryobi One+ часто поставляется в качестве дополнения при покупке аккумуляторной дрели Ryobi, что делает ее красивой комплектацией. Он оснащен 1/4-дюймовым патроном SDS, который подходит для любого типа отвертки.
Купить сейчас
8 / 11
через amazon. com
Угловая дрель
Когда патрон направлен перпендикулярно корпусу, эта дрель подходит для труднодоступных мест. №
Это бесценный инструмент для самостоятельной работы с электрикой, сантехникой и столярными работами в условиях ограниченного пространства. Если вам нужно просверлить отверстие в стене шкафа для новой сливной линии посудомоечной машины или отверстие в стойке для установки новых электрических проводов, вы будете рады, что у вас есть один из них.
DeWalt 20V Max сочетает в себе удобство аккумуляторной дрели с мощностью сетевой дрели, поэтому он может выполнять сложные работы.
Купить сейчас
9 / 11
через amazon.com
Сверлильный станок
Если вы работаете с металлом и другими материалами в магазине, вы не можете делать все с помощью ручной дрели. Иногда вам нужна точность и стабильность стационарного инструмента.
Сверлильный станок позволяет закреплять заготовку на месте и постепенно опускать сверло, контролируя скорость вращения. Это обеспечивает точность и повторяемость операций сверления.
Сверлильный станок Wen 1412 оснащен рабочим освещением, лазерной системой выравнивания и наклонным рабочим столом, позволяющим сверлить отверстия под точным углом. Также имеется датчик регулировки глубины.
Купить сейчас
10 / 11
через homedepot.com
Земляной бур
Если вам нужно просверлить отверстия в земле, вам понадобится земляной бур. Это полезно, помимо прочего, для рытья ям для столбов для заборов и обработки почвы для посадки растений.
Это то место, где беспроводные технологии действительно полезны, потому что шнуры часто непрактичны на открытом воздухе. Аккумуляторный шнек Ryobi 40V оснащен бесщеточной технологией и мощным аккумулятором, поэтому он обладает всей необходимой вам мощностью.
Купить сейчас
11 / 11
через homedepot.com
Шуруповерт
Шуруповерт выглядит как дрель. Но, как ударный шуруповерт, он закручивает только винты. Это более специализированный инструмент, чем ударный шуруповерт, потому что вы используете его только для закручивания шурупов в гипсокартоне. Он автоматически устанавливает их на нужной глубине для грунтовки, не ломая гипсокартонную бумагу.
Если вы много работаете с гипсокартоном, хорошим выбором будет такой инструмент, как аккумуляторный шуруповерт Makita 18V. Вы можете использовать его где угодно и выполнять работу намного быстрее.
В магазин
Семейный мастер на все руки
Первоначально опубликовано: 18 февраля 2022 г.
Крис Дезиэль
Крис Дезиэль работает в сфере строительства более 30 лет. Он помог построить небольшой город в пустыне Орегона с нуля и помог основать две компании по ландшафтному дизайну. Работал плотником, сантехником, мебельщиком. Дезиэль пишет статьи о «сделай сам» с 2010 года и работал онлайн-консультантом, в последнее время — в службе Pro Referral компании Home Depot. Его работы были опубликованы на Landlordology, Apartments.com и Hunker. Дезиэль также публикует научные материалы и является заядлым музыкантом.
официальный интернет -магазин Staples®
Staples® Office Office Online
Skip к основному контенту
Skip To Coneер
30%Back in All Ink и тонер
Business Advantage
Стейплс. идеальные отпечатки каждый раз
Независимо от того, работаете ли вы дома или в офисе, убедитесь, что каждый отпечаток идеален, выбрав правильный принтер и чернила для задания. Для частой печати или печати больших объемов выберите сверхемкий принтер или картриджи повышенной емкости, чтобы сэкономить время и деньги. У Staples есть лучшие бренды, технологии и чернильные картриджи, которые вам нужны:
У нас есть широкий выбор принтеров HP, включая фотопринтеры HP, струйные принтеры HP и лазерные принтеры HP. У вас уже есть принтер HP? Не забудьте запастись самыми популярными струйными картриджами HP, включая HP 952, HP 63 и HP 902.
Просмотрите наш выбор принтеров Brother, включая лазерные принтеры Brother, струйные принтеры Brother и фотопринтеры Brother. Если вам нужны чернила, запаситесь самыми популярными чернильными картриджами Brother, включая тонер Brother LC103, Brother LC201 и Brother TN350.
Staples предлагает принтеры Epson, которые вам нужны, в том числе струйные принтеры Epson, фотопринтеры Epson и матричные принтеры Epson. Если у вас уже есть принтер Epson, не забудьте приобрести самые популярные картриджи Epson, включая Epson 252, Epson 127 и Epson 220.
Если вы ищете принтер Canon, у нас есть полный выбор, включая лазерные принтеры Canon, фотопринтеры Canon и струйные принтеры Canon. Не нужен новый принтер Canon? Обязательно поймайте чернила, которые вам нужны; наши самые популярные чернильные картриджи Canon включают Canon 245, Canon 240 и Canon CLI-251.
Независимо от ваших потребностей в печати, у нас есть подходящие принтеры, чернила и тонер для работы.
Подходящая бумага для любой работы
Куда бы ни привел вас ваш бизнес, мы предоставим вам подходящую бумагу для работы. Для меню, вывесок, приглашений или поделок выбирайте картон. Сделайте свои презентации уникальными или сохраните воспоминания с помощью качественной фотобумаги для вашего принтера. Для всех ваших потребностей в ведении заметок у нас есть блокноты, папка-наполнитель и многое другое. Не знаете, что взять? Подберите универсальную бумагу, которую можно использовать для копирования, печати или быстрого написания письма.
Наведите порядок с помощью папок с файлами
Папки Manila являются классическим офисным продуктом по той причине, что у них так много применений, от медицинских кабинетов до школ и повседневного ведения домашнего хозяйства.
Обывателю может показаться, что таинственные цифры на шляпках болтов и гаек не несут никакой полезной информации. Но на самом деле, они очень важны. Непонятные знаки — это маркировка технических характеристик метиза. Дополнительно она дает информацию о том, кто является изготовителем изделия.
Маркировка класса прочности болтов
Долгое время в нашей стране все метизы производились по ГОСТу 22353-77, но сегодня его правила больше не актуальны. Все технические характеристики болтов соответствуют ГОСТу Р 52644-2006. Однако в закромах дедушкиных балконов, а также на складах и в мастерских по-прежнему встречаются болты со старой маркировкой. И встречаются порой в промышленных масштабах. Поэтому скажем пару слов о советском ГОСТе и о том, что значила старая маркировка.
Она представлена двумя частями: буквы в верхней части и цифры внизу. Буквами обозначено клеймо завода, на которым был изготовлен метиз, например, WT, Ч, L, OC, D и другие. Следом обычно идут цифры, отражающие временное сопротивление метиза в МПа, поделенное на десять. Дальше снова буквы, по которым мы можем определить уровень сопротивления крепежа агрессивным условиям окружающей среды. Например, ХЛ будет обозначать, что болт предназначен для холодных климатических условий. Цифры внизу обозначают номер плавки.
Иногда на болтах можно встретить стрелку, указывающую в направлении «против часовой». Это значит, что у вас в руках метиз с левой резьбой. Если резьба правая, то обозначение просто отсутствует.
Современная маркировка болтов по прочности
Новый ГОСТ мало что поменял как в расположении символов, так и в их смысловой нагрузке. Вверху мы по-прежнему можем увидеть клеймо изготовителя. Следом идет номер плавки.
Внизу обозначен класс прочности метиза согласно новому ГОСТу. Здесь же можно обнаружить букву S, которая говорит, что перед нами высокопрочный болт с головкой в виде шестигранника с увеличенным размером. Обозначение класса сопротивляемости вредному атмосферному влиянию также осталось. Оно идет последним.
Маркировочные обозначения
Если вы не профессиональный строитель, не стоит углубляться в дебри классификаций болтов. Важно знать, что, как уже было сказано, цифры на головке болта значат класс прочности. Обычно это две цифры, написанные через точку, например, 3.6 или 10.9.
Первая цифра обозначает нагрузку на резьбовое соединение, которое может выдержать метиз. Если точнее, то это одна сотая номинальной величины предела прочности метиза на разрыв. Измерение осуществляется в МПа.
Пример: если на болте вы видите 8.8, это значит, что предел прочности болта на разрыв будет 8×100 = 800 МПа.
Следующая цифра указывает на отношение предела текучести к пределу прочности, умноженному на десять. Из двух цифр вы сможете вычислить предел текучести материала. Для этого их умножают друг на друга, а потом — еще на десять.
Пример: возвращаемся к тем же самым 8.8. 8×8 х 10 = 640 Н/м.
Важно понимать, что предел максимальной рабочей нагрузки болта и есть предел текучести. Рассчитывая соединение болтом по заданной нагрузке, используют коэффициент 0,5-0,6 от предела текучести. К примеру, если болт М14 класса прочности 8.8 имеет площадь сечения около одного квадратного сантиметра, а диаметр тела — около 12 мм, то предел его прочности на разрыв будет 8 тонн, предел текучести — 6,4 тонны, а расчетная нагрузка 6,4×0,5 = 3,2 т.
Маркировка болтов из нержавеющей стали
Среди обозначений на болте, сделанном из нержавеющей стали, на первое место ставят маркировку самой стали, А2 или А4. Следом идет предел прочности, например, 50, 60, 70 и т. д. Эти числа также обозначают одну десятую от предела прочности углеродистой стали, измеряемых в МПа.
Маркировка прочности гаек
Для гаек характерны те же самые правила, что и для болтов. Сама маркировка расположена по борту гайки. Она подается в сокращенном виде, поэтому полное обозначение нужно смотреть на упаковке.
Первым делом, идет наименование изделия, затем класс точности. Но он, однако, указывается далеко не всегда, так как в конце описания идет госстандарт, согласно которому изготовлен этот тип гайки, где и прописана вся нужная информация. Далее указан тип резьбы: К — коническая, Т — трапециевидная, М — метрическая. Здесь же прописан диаметр гайки в миллиметрах. Иногда в этом месте также дают шаг резьбы в миллиметрах, который указывается только в тех случаях, если резьба очень мелкая и направление резьбы, если оно левое.
Следом идет класс прочности и значение покрытия в микронах, указываемое в виде цифры от единицы до тринадцати. И наконец, государственный стандарт, о котором уже упоминалось выше.
Гайки имеют семь классов прочности: 4, 5, 6, 8, 9, 10, 12. Как и в случае с болтом, класс прочности обозначает одну сотую предела прочности, что является рекомендуемым значением для равномерного распределения давления на крепеж.
Но есть и отличия от маркировки болтов: указанные классы прочности годятся только для стандартных и высоких гаек. На боку низкой гайки вы увидите другие обозначения: 04 и 05. Они говорят, что этот метиз не предназначен для высоких нагрузок.
расшифровка обозначений, что означают цифры на головках изделий, крепость и прочность
Использование крепежных элементов — стандартная практика при сборке большинства современных изделий, применяемых в бытовой или производственной сфере. Важным фактором является грамотный выбор с учетом технических характеристик. Крепления должны выдерживать не только механическую нагрузку, возникающую после окончательной установки, но и справляться с влиянием внешних факторов, обеспечивая прочность, безопасность и надежность эксплуатации. Для простоты ориентирования в разнообразии существующих видов существует маркировка болтов — расшифровка обозначений позволяет уточнить свойства метизов.
Общее представление
Металлические крепежи, изготавливаемые в соответствии с нормами ГОСТ, отличаются по многим параметрам — начиная с диаметра и размера резьбы, и заканчивая классом материала. Информация, необходимая для понимания специфики конкретного изделия, наносится на головку или шляпку. Перед выбором нужно рассчитать прочностные показатели, уточнить химический состав и устойчивость к воздействию отдельных категорий веществ, а также принять во внимание особые требования, связанные с условиями эксплуатации.
Как маркируются болты
Условные обозначения регламентированы государственным стандартом, впервые принятым еще в 1977 году. Последнее обновление нормативных положений датируется 2006 г., однако, как показывает практика, в обращении по-прежнему находится достаточно много креплений старого образца — а это значит, что для полноценной работы требуется навык чтения не только новой, но и предшествовавшей маркировки.
Базовая кодификация метизов предусматривает использование цифровых и буквенных обозначений. Для продукции, выпускаемой отечественными производителями, характерным признаком считается следующий алгоритм: буквы располагаются в верхней части, тогда как цифры на болтах наносятся непосредственно под ними.
Первый ГОСТ, № 22353-77, предусматривает особый порядок расшифровки. Сначала, как правило, идет клеймо изготовителя — у каждого завода имеется собственный опознавательный символ, в качестве которого используются элементы латинского или кириллического алфавита. Числовой ряд, в свою очередь, начинается с показателя сопротивления. После цифровой комбинации также может быть указана маркировка ХЛ, обозначающая, что метиз относится к категории изделий, выдерживающих низкотемпературный режим без потери прочностных характеристик. На моделях с нестандартной резьбой наносится небольшая стрелка, направленная против часового хода.
Изменения, содержащиеся в рамках ГОСТ Р 52644, утвержденного в 2006 году, предусматривают указание цифрами параметров крепости болтов — в соответствии с обновленной таблицей норм, — а также климатической сферы эксплуатации, номера партии, прочности и габаритов. Для обозначения последних применяется стандартная метрическая система — так, к примеру, маркер 16х32 означает, что сечение метиза составляет 16, а длина — 32 мм.
Готовые решения для всех направлений
Ускорь работу сотрудников склада при помощи мобильной автоматизации. Навсегда устраните ошибки при приёмке, отгрузке, инвентаризации и перемещении товара.
Узнать больше
Мобильность, точность и скорость пересчёта товара в торговом зале и на складе, позволят вам не потерять дни продаж во время проведения инвентаризации и при приёмке товара.
Узнать больше
Обязательная маркировка товаров — это возможность для каждой организации на 100% исключить приёмку на свой склад контрафактного товара и отследить цепочку поставок от производителя.
Узнать больше
Скорость, точность приёмки и отгрузки товаров на складе — краеугольный камень в E-commerce бизнесе. Начни использовать современные, более эффективные мобильные инструменты.
Узнать больше
Повысь точность учета имущества организации, уровень контроля сохранности и перемещения каждой единицы. Мобильный учет снизит вероятность краж и естественных потерь.
Узнать больше
Повысь эффективность деятельности производственного предприятия за счет внедрения мобильной автоматизации для учёта товарно-материальных ценностей.
Узнать больше
Первое в России готовое решение для учёта товара по RFID-меткам на каждом из этапов цепочки поставок.
Узнать больше
Исключи ошибки сопоставления и считывания акцизных марок алкогольной продукции при помощи мобильных инструментов учёта.
Узнать больше
Получение сертифицированного статуса партнёра «Клеверенс» позволит вашей компании выйти на новый уровень решения задач на предприятиях ваших клиентов. .
Узнать больше
Используй современные мобильные инструменты для проведения инвентаризации товара. Повысь скорость и точность бизнес-процесса.
Узнать больше
Показать все решения по автоматизации
Чтение маркировки
Порядок расположения числовых и буквенных значений определяется нормами стандарта. Благодаря этому, расшифровка технических спецификаций, используемых при реализации строительных, монтажных и производственных проектов, становится значительно проще. Специалист, разбирающийся в том, что означают цифры на головке болта, без труда сможет понять, о каких конкретно креплениях идет речь и по каким критериям необходимо отбирать материал.
Для наглядности стоит разобрать обозначения крепежа, технические характеристики которого выражены с помощью маркировки следующего вида: A2M12x1,50 LH-4gx60.66. C.097. Важно подчеркнуть, что, в соответствии с заданной последовательностью, первым в обязательном порядке указывается фактическое наименование. Это касается всех маркируемых изделий рассматриваемой категории, так что в нашем случае перед буквенно-числовой комбинацией будет расположено слово «болт».
В остальном принцип чтения будет выглядеть следующим образом:
Первой по порядку идет буква А, определяющая класс точности метиза. Существующая градация предусматривает деление на три группы (А, В, С), так что в данном примере речь идет о лучшем варианте из возможных.
Цифра 2 характеризует формат исполнения. Стандарты включают в себя 4 возможных разновидности, при этом первая из них не используется при маркировке.
Литера М обозначает тип резьбы, нанесенной на стержневую часть крепежа. Есть три разновидности — коническая, трапециевидная и метрическая, о которой и идет речь в этом примере.
Число 12 — миллиметровый диаметр стержня. Любопытно, что сочетание маркеров М12 свойственно только изделиям А-класса.
1,50 — значение, характеризующее резьбовой шаг. При этом в тех случаях, когда комбинация габаритов является типовой, внесение в описание не считается обязательным условием.
Аналогично предыдущему пункту, отметка LH, свидетельствующая о том, что нанесена левая нарезка, относится к категории особых. Если обработка произведена стандартным образом, обозначение исключается из общего перечня.
Маркировка 4g на головке болта обозначает, что точность резьбы находится на базовом уровне. Максимально возможный показатель по применяемой шкале — 8.
Цифра 60 — длина метиза в миллиметровом выражении.
Число 66 — прочностная характеристика, для разделения которой с предыдущим значением используется точка.
С — марка стального сплава, выбранного при изготовлении. Конкретно этот маркер применяется при производстве крепежей из «спокойной» стали, тогда как буквой А обозначаются «автоматные» изделия.
097 — покрытие элемента. Существует тринадцать возможных вариантов, среди которых девятка — это оцинковка. 7 в данном случае — толщина внешнего слоя в микронах, равная семи мкм.
Обозначение на головке болта, соответствующее единому стандарту — практичный и удобный способ, позволяющий быстро и точно выбрать необходимые изделия. Стоит отметить, что продукция европейских и американских производителей имеет иное описание, в том числе — использующее дюймы в качестве базовой величины, так что для ее прочтения потребуется воспользоваться переводной таблицей.
Особенности маркирования высокопрочных метизов
Крепежи, относящиеся к классу 8.8 (либо выше), представляют группу прочных элементов, в отношении которых предъявляются особые требования. Это касается и буквенно-числовых обозначений — так, в соответствии с ГОСТ от 2006 г. маркировка на шляпке болтов из углеродистой стали будет выглядеть как W11.14 8.8S ХЛ, где:
W — клеймо завода-изготовителя.
11.14 — номер партии плавки.
8.8 — параметр, в котором произведение первой цифры и 100 дает величину предельной нагрузки для резьбы, тогда как второе число обозначает десятикратно увеличенное соотношение пределов текучести и прочности.
S — соответствие категории высокопрочных креплений с большой шестигранной головкой.
ХЛ — допустимость эксплуатации при низких температурах.
Таким образом, расшифровка значений, используемых при маркировке, также не представляет особой сложности — даже с учетом различий между старым и новым стандартами.
Какие обозначения наносятся на нержавеющие болты
А вот в случае с метизами, для изготовления которых применяются аустенитные стали, буквенно-числовой код будет отличаться от предыдущего варианта. Подобные изделия обычно маркируются как А2-50 или А4-60, с возможным добавлением клейма производителя в начале. Буква А и число после нее характеризует конкретную марку сплава, тогда как вторая группа цифр представляет собой значение, равное одной десятой предела прочности, установленного для моделей углеродистого типа. Так, нанесенный на креплениях маркер А4-80 будет свидетельствовать, что они изготовлены из нержавеющего материала с добавлением молибдена, и способны выдержать механическую нагрузку до 800 Мпа, соответствуя по своим характеристикам элементам из углеродной стали категории 8.8.
Маркировка класса болтов
В содержании ГОСТ 1759. 4-87 (а также ИСО 898/1-78) присутствует понятие прочностного маркирования. В данном случае количество факторов, влияющих на технические параметры, достаточно разнообразно — тип стали, термическая обработка, наличие добавок, а также вид покрытия, применяемого для повышения эксплуатационных свойств. Классификация предусматривает числовые обозначения, при необходимости разделяемые точкой для простоты чтения документации.
Современные требования
Обновленные стандарты, определяющие, что означают цифры и буквы в маркировке на шляпке болтов, мало чем отличаются от предыдущей редакции как в плане смысла, так и с точки зрения расположения элементов. Добавление прочностных характеристик, а также иных нюансов, связанных с эксплуатационными свойствами, не рассматривается специалистами в качестве радикального изменения — однако тем, чья профессиональная деятельность плотно связана проектированием и сборкой, важно уметь читать не только старый, но и новый формат.
Маркировочные обозначения
Показатель класса — две цифры, написанные через точку, или последовательно — является одной из наиболее значимых характеристик. Первое число используется для описания 1/100 номинальной величины прочностного предела крепежа, измеряемой в Мпа, второе — демонстрирует соотношение границ текучести и прочности, которое нужно умножить на 10 для получения итогового значения. Это, по сути, и есть максимальная рабочая нагрузка используемого метиза — при расчете соединений применяют коэффициент 0,5-0,6, исключающий превышение допустимой нормы.
Что значат цифры на болтах из нержавеющей стали
Аустенитные изделия маркируются с указанием конкретного типа сплава (А2, А4), а также одной десятой доли от предельного показателя (50, 60, 70), характерного для углеродистых составов.
Маркировка гаек
В случае с элементами данной категории применяется аналогичный принцип обозначения, однако, ввиду ограниченности свободного места, информация располагается на боковой стороне, и подается в сокращенном формате. Для полного прочтения понадобится заводская упаковка и сопроводительная спецификация.
Порядок маркирования остается неизменным — наименование, уровень точности, тип резьбы, диаметр, шаг и направление (при нестандартной нарезке), прочностная характеристика и толщина покрытия в микронах. При этом в конце описания проставляется ГОСТ, которому соответствует технология изготовления конкретной модели, из-за чего не все указанные пункты в обязательном порядке включаются в обозначение.
Готовые решения для всех направлений
Ускорь работу сотрудников склада при помощи мобильной автоматизации. Навсегда устраните ошибки при приёмке, отгрузке, инвентаризации и перемещении товара.
Узнать больше
Мобильность, точность и скорость пересчёта товара в торговом зале и на складе, позволят вам не потерять дни продаж во время проведения инвентаризации и при приёмке товара.
Узнать больше
Обязательная маркировка товаров — это возможность для каждой организации на 100% исключить приёмку на свой склад контрафактного товара и отследить цепочку поставок от производителя.
Узнать больше
Скорость, точность приёмки и отгрузки товаров на складе — краеугольный камень в E-commerce бизнесе. Начни использовать современные, более эффективные мобильные инструменты.
Узнать больше
Повысь точность учета имущества организации, уровень контроля сохранности и перемещения каждой единицы. Мобильный учет снизит вероятность краж и естественных потерь.
Узнать больше
Повысь эффективность деятельности производственного предприятия за счет внедрения мобильной автоматизации для учёта товарно-материальных ценностей.
Узнать больше
Первое в России готовое решение для учёта товара по RFID-меткам на каждом из этапов цепочки поставок.
Узнать больше
Исключи ошибки сопоставления и считывания акцизных марок алкогольной продукции при помощи мобильных инструментов учёта.
Узнать больше
Получение сертифицированного статуса партнёра «Клеверенс» позволит вашей компании выйти на новый уровень решения задач на предприятиях ваших клиентов. .
Узнать больше
Используй современные мобильные инструменты для проведения инвентаризации товара. Повысь скорость и точность бизнес-процесса.
Узнать больше
Показать все решения по автоматизации
Классы прочности резьбовых крепежных изделий
Согласно типовой классификации, для гаек выделяют семь категорий (4, 5, 6, 8, 9, 10, 12), которые, как и в случае с метизами, обозначают 1/100 от общего предельного значения, определяемого при расчете давления на конструкцию. При этом существуют и различия — в частности, указанные категории применимы только в отношении деталей со стандартным и завышенным профилем, тогда как на борта низких моделей наносятся обозначения 04 и 05, указывающие, что данный вариант не подходит для эксплуатации в условиях повышенной нагрузки.
Значимость правильного выбора крепежа
Продукция, предлагаемая современными производителями, отличается между собой с точки зрения технических и функциональных характеристик. Болты, шпильки, винты, гайки — для решения каждой конкретной задачи требуется соответствующая комплектация. Основные показатели зависят от марки стали, использованной для изготовления — при подборе подходящего варианта стоит уделить особое внимание параметрам, которые обеспечивает тот или иной сплав, а также условиям и при предельной нагрузке, способной возникнуть в процессе применения креплений.
Нюансы, связанные с маркировкой
Общепринятые нормы, на которых основываются государственные стандарты, соответствуют системе, разработанной Международной организацией по стандартизации. Помимо уже рассмотренных особенностей и требований, существует еще несколько правил, которые должны учитываться изготовителями крепежных элементов:
Болты и винты, имеющие в диаметре более 6 мм, маркируются в обязательном порядке, тогда как для изделий с меньшим сечением процедура носит добровольный характер.
Буквенно-числовое обозначение не наносится на метизы с крестообразным или прямым шлицем, а также на крепежи, изготовленные без применения штамповки, тогда как шестигранники с любой формой головки должны обозначаться во всех случаях.
Для маркирования используется торец или боковая часть шляпки, при этом во втором варианте применяется метод нанесения углубленных знаков. В отношении выпуклых элементов применяются ограничения, напрямую связанные с диаметром резьбы — максимально допустимое значение составляет 0,3 мм.
Геометрия различных типов резьбового крепежа регламентируется отдельными стандартами, требующими строгого соблюдения.
Плюсы и минусы соединения по резьбе
К числу преимуществ, обуславливающих востребованность в быту и промышленности изделий с нанесенной резьбой, относят:
Универсальность и надежность.
Прочностные характеристики.
Устойчивость к осевым и поперечным нагрузкам.
Простоту монтажа и разбора.
Доступную стоимость организации работ.
Из недостатков можно отметить разве что повышенное напряжение на участке профиля впадины, обуславливающее необходимость грамотного выбора методики нанесения маркировки. Соответствие нагрузок сокращает риск произвольного откручивания или разрыва.
Виды резьбового крепления
Рассматриваемый принцип соединения элементов основан на использовании как минимум двух деталей, на первую из которых нанесена внешняя, а на вторую — внутренняя резьба. При этом выделяют следующие типы конфигураций:
Болтовая — формирование сквозных отверстий с последующей вставкой стержня, затягиваемого с обратной стороны.
Винтовая — в этом случае в качестве фиксатора выступает само основание, каналы в котором подготавливаются заранее, или — при использовании саморезов — формируются в процессе интеграции.
С помощью шпилек — один из концов вворачивается в узловую деталь, а на второй специальным образом накручивается соответствующая гайка.
Как правильно затягивать и откручивать болт
Стандартный набор домашних инструментов, используемых при работе с соединительными элементами, представляет собой комплект гаечных ключей — торцевого, рожкового или накидного типа. Однако в тех случаях, когда речь идет о профессиональном производстве или ремонте, рекомендуется использовать пневматическое или динамометрическое оборудование, позволяющее выставить нужный уровень затяжки.
Заключение
Расшифровка обозначений маркировки болтов и гаек упрощает выбор подходящих крепежей и исключает вероятность технических ошибок, способных привести к серьезным проблемам в процессе эксплуатации оборудования. Учитывая постепенный переход различных отраслей на единую систему учета «Честный знак», следует заранее позаботиться об обеспечении условий, позволяющих работать с маркированными товарами. Готовые решения, предлагаемые компанией «Клеверенс», помогают оптимизировать бизнес-процессы и снизить издержки, связанные с рутинными операциями.
Количество показов: 4136
Знакомство с маркировкой и классами гаек и болтов
Почему гайки и болты имеют маркировку?
При покупке гаек и болтов вы могли заметить, что на головке крепежа выгравированы маркировки. Эти маркировки имеют определенное назначение, которое поможет вам глубже понять застежку. Маркировка указывает на марку, материал и размер крепежной детали.
Производитель инструмента гравирует эти маркеры, чтобы клиенты знали, что они покупают и используют. Каждый производитель должен нанести уникальный маркер, характерный для его бренда. Фирменный маркер особенно полезен, так как позволяет отследить крепеж до производителя в случае обнаружения дефекта. Посмотрите видео ниже, чтобы узнать больше!
Общая маркировка на гайках и болтах
Когда дело доходит до гаек и болтов, вы можете встретить множество маркировок. Общие маркеры включают буквы, цифры, тире, косые черты, точки и многое другое. Многие гайки и болты соответствуют стандартам SAE или метрическим стандартам, что обеспечивает прочность и надежность.
SAE и метрическая маркировка
Маркировка головок болтов SAE
Общество автомобильных инженеров создало систему оценок для определения ценной информации о крепеже. Классы крепежа могут указывать на то, из какого материала он сделан, диапазон его твердости и прочностные характеристики. В классах SAE используется имперская система измерения. Имперская система измерения использует дюймы.
Стандарт SAE J429 предъявляет особые требования к болтам, винтам, шпилькам, шпилькам и U-образным болтам диаметром до 1-1/2 дюйма. Болты, соответствующие стандартам SAE J429, имеют радиальные линии, выгравированные на головке болта.
класса 2, 5 и 8 являются наиболее распространенными классами крепежа в соответствии со стандартом Общества автомобильных инженеров. Чем выше класс, тем прочнее материал, из которого состоит застежка. Класс также представляет собой предел прочности при растяжении, предел текучести и расчетную нагрузку крепежа.
SAE класс 2
Не имеет маркировки радиальной линии
Самый низкий класс SAE с наименьшей прочностью
Изготовлен из низко- или среднеуглеродистой стали
SAE класс 5
Выгравированы три радиальные линии
Средний уровень прочности
Изготовлен из углеродистой стали средней закалки и отпуска
SAE класс 8
Выгравированы шесть радиальных линий
Самый высокий класс SAE с максимальной прочностью
Изготовлен из легированной углеродистой стали средней закалки и отпуска
Маркировка головок метрических болтов
Метрические классы устанавливаются ISO (Международной организацией по стандартизации). Метрическая маркировка состоит из двух чисел, разделенных точкой. Цифры выгравированы на верхней или боковой части головки болта. Общие классы показателей – 5,8, 8,8, 10,9.и 12.9. Чем выше цифры, тем прочнее материал крепления.
Число перед десятичной запятой, умноженное на 100, дает приблизительную минимальную прочность болта на растяжение. Число после запятой, умноженное на 10, даст приблизительный процент предела текучести по отношению к минимальному пределу прочности.
Маркировка головок болтов из нержавеющей стали 304
Метрические болты из нержавеющей стали 304 имеют маркировку на головке болта A2-70. A2 представляет нержавеющую сталь 304, а 70 представляет прочность на растяжение. Прочность на растяжение соответствует 700 МПа для нержавеющей стали общего назначения. Число после A2 будет варьироваться в зависимости от прочности болта на растяжение. Нержавеющая сталь 304 имеет достойную коррозионную стойкость.
Маркировка головок болтов из нержавеющей стали 316
Метрические болты из нержавеющей стали 316 имеют маркировку на головке болта A4-70. A4 представляет нержавеющую сталь 316, а 70 представляет прочность на растяжение. Прочность на растяжение соответствует 700 МПа морской нержавеющей стали. Число после A4 будет варьироваться в зависимости от прочности болта на растяжение.
Нержавеющая сталь марки 316 обладает высокой коррозионной стойкостью. Болт из нержавеющей стали 316 обычно используется вблизи соленой воды и во множестве других наружных работ.
Прочность на растяжение
Прежде чем использовать какой-либо крепеж, важно знать его прочность на растяжение, испытательную нагрузку и предел текучести, чтобы крепеж не сломался и не потерял свою эластичность во время использования.
Прочность на растяжение — это величина напряжения или нагрузки, которую крепежный элемент может выдержать со стороны материала до того, как он растянется и сломается. Прочность на растяжение проверяется приложением механических нагрузок к крепежному элементу. Это давление определяет его устойчивость. Понимание прочности на растяжение невероятно важно при выборе оборудования, чтобы было ясно, достаточно ли оно прочно для приложения.
Пробная нагрузка
Пробная нагрузка — это предел диапазона упругости болта. Если болт натянут сверх установленной расчетной нагрузки, его нельзя использовать, так как он испытывает пластическую деформацию. Если он натянут в пределах установленной пробной нагрузки и сохранил свой первоначальный размер и форму, его можно использовать повторно. Как только пробная нагрузка превышена, он начинает поддаваться и терять пластичность.
Предел текучести
Наконец, предел текучести — это максимальное усилие, которое крепеж может выдержать до того, как его форма будет достаточно деформирована. Любая деформация, вызванная напряжением, превышающим предел текучести, приводит к тому, что оборудование не подлежит восстановлению.
Таблица маркировки головок болтов
Болты США
Маркировка головки
Марка
и материал
Диапазон номинальных размеров (дюймы)
Механические свойства
Пробная нагрузка (psi)
Мин. Предел текучести (psi)
Мин. Прочность на растяжение (psi)
307А
Низкоуглеродистая сталь
от 1/4″ до 4″
Н/Д
Н/Д
60 000
Без маркировки
Класс 2
Низко- или среднеуглеродистая сталь
от 1/4″ до 3/4″
55 000
57 000
74 000
От 3/4″ до 1-1/2″
33 000
36 000
60 000
3 радиальные линии
5 класс
Среднеуглеродистая сталь, закаленная и отпущенная
от 1/4″ до 1″
85 000
92 000
120 000
От 1 дюйма до 1-1/2 дюйма
74 000
81 000
105 000
6 радиальных линий
8 класс
Среднеуглеродистая легированная сталь, закаленная и отпущенная
от 1/4″ до 1-1/2″
120 000
130 000
150 000
Марка A325
Углеродистая или легированная сталь с бором или без него
от 1/2″ до 1-1/2″
85 000
92 000
120 000
Нержавеющая сталь Маркировка варьируется
Нержавеющая сталь 18-8 и 316
Сплав стали с хромом и никелем
Все размеры до 1 дюйма
Н/Д
20 000 Мин. 65 000 тип.
65 000 Мин. 100 000 – 150 000 Типовое значение
651 Кремниевая бронза
Сплав в основном меди и олова с небольшим количеством кремния
от 1/4″ до 3/4″
Н/Д
55 000
70 000
от 7/8″ до 1-1/2″
Н/Д
40 000
55 000
Алюминий 2024
Алюминиевый сплав с медью, магнием и марганцем; термообработка на твердый раствор и старение
Все размеры
Н/Д
36 000
55 000
Метрические болты
Маркировка головки
Класс и Материал
Диапазон номинальных размеров (мм)
Механические свойства
Пробная нагрузка (МПа)
Мин. Предел текучести (МПа)
Мин. Прочность на растяжение (МПа)
Класс 8.8
Среднеуглеродистая сталь, закаленная и отпущенная
Все размеры менее 16 мм
580
640
800
16–72 мм
600
660
830
Класс 10.9
Легированная сталь, закаленная и отпущенная
5 мм — 100 мм
830
940
1040
Класс 12.9
Легированная сталь, закаленная и отпущенная
1,6 мм — 100 мм
970
1100
1220
Обычно штамп А-2 или А-4
A-2 и A-4 нержавеющая сталь
Сплав стали с хромом и никелем
Все размеры до 20 мм
Н/Д
210 Мин. 450 Стандартный
500 мин. 700 Стандартный
Прочность на растяжение: Максимальная нагрузка при растяжении (растягивании), которую может выдержать материал до разрыва или разрушения.
Предел текучести: Максимальная нагрузка, при которой материал проявляет определенную остаточную деформацию.
Пробная нагрузка: Осевая растягивающая нагрузка, которую изделие должно выдерживать без признаков постоянной деформации.
1 МПа = 1 Н/мм 2 = 145 фунтов/дюйм 2
Маркировка винтов
Многие винты имеют единую маркировку, позволяющую легко определить размер винта. Винты Conquest, например, имеют длину в десятичной форме для дюймов, проштампованную на головке винта. Кроме того, шурупы для бетона Conquest помечены символом щита, отштампованным на головке шурупа, который представляет бренд Conquest.
Маркировка клинового анкера
Маркировка клиновых анкеров для бетона отличается от маркировки винтов. Клиновые анкеры Conquest, например, имеют буквенную маркировку на головке анкера. Буква означает длину застежки. Ознакомьтесь с техническими характеристиками клиновых анкеров Conquest, чтобы узнать, что означают буквы в размерах длины. Клиновые анкеры Conquest также имеют щит Conquest, отштампованный на зажиме в нижней части застежки.
Быстро найти. Получите это быстро.
Fasteners Plus содержит различные винты, соединители, анкеры, гвозди, электроинструменты и многое другое! Размещайте заказы на FastenersPlus.com, и наша преданная команда отправит вам качественную продукцию. Если у вас есть какие-либо вопросы о вариантах крепежа, обращайтесь к нашим экспертам по продуктам по телефону (888) 794-1590 или по электронной почте [email protected].
О крепеже плюс
Компания Fasteners Plus, основанная в 2005 году, является признанным лидером в области крепления с помощью шурупов и прочего. Благодаря превосходному опыту покупок в Интернете, отраслевым экспертам, доступным по телефону, и расположению в центре Среднего Запада, USCC стремится предоставить вам то, что вы хотите, когда вам это нужно. Для получения дополнительной информации посетите сайт www.fastenersplus.com
Идентификаторы класса/прочности головки болта
15 февраля 2019 г. | Автор: Henry’s Automotive Warehouse |Категории: Информация о продукте, Технические статьи
Обычно класс или прочность болта можно определить, взглянув на маркировку на его головке. Английские болты (USS или SAE) классифицируются по классам от 2 до 8, где класс представляет собой прочность в дюймах. Чем выше класс, тем прочнее болт. Английские болты имеют радиальные линии на головке, чтобы определить марку или класс прочности. Количество линий на головке болта на 2 меньше фактического класса. Так, например, болт класса 5 будет иметь только 3 радиальные линии на головке. Болт класса 8 будет иметь 6 радиальных линий на головке. Метрические болты немного более прямолинейны, обычно их номер класса прочности проштампован прямо на головке болта. На лицевой стороне некоторых метрических гаек также указан номер класса прочности. На приведенной ниже диаграмме показаны примеры английской и метрической маркировки болтов и гаек.
1. Английский болт класса 2
2. Английский болт класса 5 3. Английский болт класса 7 4. Английский болт класса 8 5. Метрическая гайка класса 9 6. Метрический болт класса 4.6 7. Метрический класс класса 4.8 Bolt 8. Class 5.8 Metric Bolt 9. Class 8.8 Metric Bolt 10. Class 9.8 Metric Bolt 11. Class 10.8 Metric Bolt
US (English) Bolts
Марка и материал
Диапазон номинальных размеров (дюймы)
Испытательная нагрузка (psi)
Мин. Предел текучести (psi)
Мин. Tensile Strength (psi)
Grade 2 — Low or medium carbon steel
1/4″ — 3/4″
55,000
57,000
74,000
3-4″ — 1-1 /2″
33 000
36 000
60 000
Класс 5 — Среднеуглеродистая сталь, закаленная и отпущенная
1/4″ — 1″
85,000
92,000
120,000
1″ — 1-1/2″
74,000
81,000
105,000
Grade 8 — Medium carbon alloy Сталь, закаленная и закаленная
1/4 » — 1-1/2″
120 000
130 000
150 000
класс A325 — углерода или сталь Allooy с OR BORON 9019
1/325 — углеродный или сталь Allooy с OR BORON 9019
121.151511211. 115 — Углероп Или Сталь с OR BORON
1212121.151511151. 1 1,25 — углеродный или стальная сталь с OR BORON
. -1/2″
85 000
92,000
120,000
18-8 Stainless — Steel alloy with 17-19% Chromium and 8-13% Nickel
Up to 1″
20,000 Minimum 65,000 Typical
65,000 Minimum 100,000-150,000 Типичный
Метрические болты
Класс и материал
.0473 Мин. Предел текучести (МПа)
Мин. Tensile Strength (MPa)
Class 8.8 — Medium carbon steel, quenched and tempered
Up to 16mm
580
640
800
16-72mm
600
660
830
Класс 10.9 — Легированная сталь, закаленная и отпущенная
5-100 мм
830
940
1040
класс 12,9-сплавная сталь, закаленная и смягченная
 Инвертор обеспечивает ровный сварочный шов, имеет эффективную систему охлаждения и встроенную функцию автоматической защиты от перегрева.
Инвертор обеспечивает ровный сварочный шов, имеет эффективную систему охлаждения и встроенную функцию автоматической защиты от перегрева. 0x450 мм 6кг
0x450 мм 6кг ) (511.0315/СХ0521) Foxweld BNK
) (511.0315/СХ0521) Foxweld BNK Она востребована в том случае, если предполагается выполнять про..
Она востребована в том случае, если предполагается выполнять про.. .
. .
. .
. .
. Эти сварочные аппараты представляют собой уникальное сочетание лидирующих на рынке технологий, непревзойденного качества сборки и непревзойденной привлекательности для сварщиков.
Эти сварочные аппараты представляют собой уникальное сочетание лидирующих на рынке технологий, непревзойденного качества сборки и непревзойденной привлекательности для сварщиков.





 Из механических к такому типу относятся, к примеру, листогибы Mazanek и Ilmaksan, а также все электромеханические и гидравлические листогибы.
Из механических к такому типу относятся, к примеру, листогибы Mazanek и Ilmaksan, а также все электромеханические и гидравлические листогибы.
 Это позволяет кардинально снизить утомляемость оператора, что благоприятно сказывается на производительности при серийном производстве. По максимальной толщине металла электромеханические листогибы не имеют выигрыша перед тяжелыми механическими моделями.
Это позволяет кардинально снизить утомляемость оператора, что благоприятно сказывается на производительности при серийном производстве. По максимальной толщине металла электромеханические листогибы не имеют выигрыша перед тяжелыми механическими моделями.
 55 мм непосредственно на станке. Часто производители заявляют толщину металла до 0.8 мм, но при такой толщине нож идет тяжело, на металле образуются волны, даже после регулировки. Зато при оптимальной длине хороший нож обеспечивает такое же качество реза, как и механические ножницы, и имеет сравнимый ресурс 90, после исчерпания которого можно заменить режущие ролики или заново отшлифовать штатные (это приведет к снятию закаленного слоя и снижению ресурса, но как временная мера активно применяется).
55 мм непосредственно на станке. Часто производители заявляют толщину металла до 0.8 мм, но при такой толщине нож идет тяжело, на металле образуются волны, даже после регулировки. Зато при оптимальной длине хороший нож обеспечивает такое же качество реза, как и механические ножницы, и имеет сравнимый ресурс 90, после исчерпания которого можно заменить режущие ролики или заново отшлифовать штатные (это приведет к снятию закаленного слоя и снижению ресурса, но как временная мера активно применяется). Фальцедогибающая машинка не нужна для алюминиевых листогибов Tapco и Van Mark, позволяющих догибать штатным способом с помощью гибочной балки (требуется только вынуть согнутый за первый проход лист и вставить его в специальные пазы), а для всех остальных листогибов — очень ценное дополнение.
Фальцедогибающая машинка не нужна для алюминиевых листогибов Tapco и Van Mark, позволяющих догибать штатным способом с помощью гибочной балки (требуется только вынуть согнутый за первый проход лист и вставить его в специальные пазы), а для всех остальных листогибов — очень ценное дополнение.

 Их достоинствами является высокая мобильность, деликатное отношение к листу и высокое качество сборки, а к недостаткам — относительно небольшой ресурс и высокая цена.
Их достоинствами является высокая мобильность, деликатное отношение к листу и высокое качество сборки, а к недостаткам — относительно небольшой ресурс и высокая цена. Основные поломки листогибов связаны с неправильной работой, игнорированием инструкций по эксплуатации, а часто — с неправильной настройкой и перенастройкой станка. Если новый станок позволяет какой-то время беспроблемно работать на нем, то покупка листогиба б/у требует хорошего понимания самых распространенных видов поломок и брака и способов их устранения:
Основные поломки листогибов связаны с неправильной работой, игнорированием инструкций по эксплуатации, а часто — с неправильной настройкой и перенастройкой станка. Если новый станок позволяет какой-то время беспроблемно работать на нем, то покупка листогиба б/у требует хорошего понимания самых распространенных видов поломок и брака и способов их устранения:

 Произошло это благодаря наличию недорогих, надежных и быстро окупаемых станков. Больше всего под вышеперечисленные требования подходят листогибы Decker.
Произошло это благодаря наличию недорогих, надежных и быстро окупаемых станков. Больше всего под вышеперечисленные требования подходят листогибы Decker.

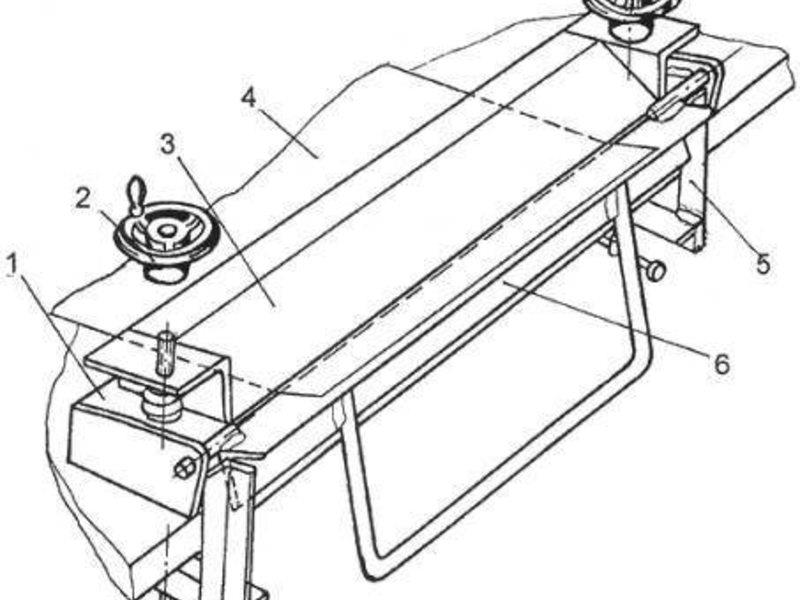 Однако если движение зажима необходимо, то следует использовать только движение с прямым направлением.
Однако если движение зажима необходимо, то следует использовать только движение с прямым направлением. Силы инструмента должны быть направлены на твердую часть корпуса инструмента.
Силы инструмента должны быть направлены на твердую часть корпуса инструмента. 28.34 (б), (в) и (г) показаны зажимы рычажного типа, в которых компоновка основана на рис. 28.34 (а). В них при откручивании гайки пружина толкает хомут вверх. Зажим имеет продольный паз, чтобы его можно было отодвинуть от изделия. Операцию зажима можно ускорить, если вместо шестигранной гайки использовать резьбовую рукоятку или быстродействующий стопорный кулачок. Механическое преимущество,
28.34 (б), (в) и (г) показаны зажимы рычажного типа, в которых компоновка основана на рис. 28.34 (а). В них при откручивании гайки пружина толкает хомут вверх. Зажим имеет продольный паз, чтобы его можно было отодвинуть от изделия. Операцию зажима можно ускорить, если вместо шестигранной гайки использовать резьбовую рукоятку или быстродействующий стопорный кулачок. Механическое преимущество,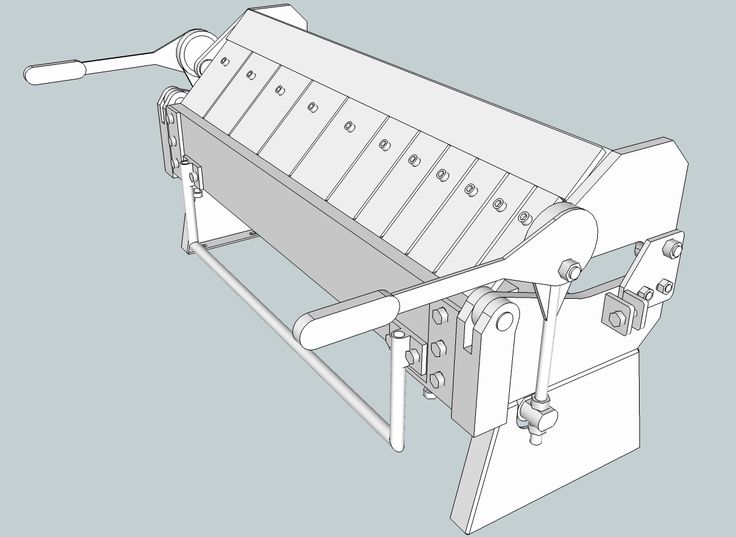
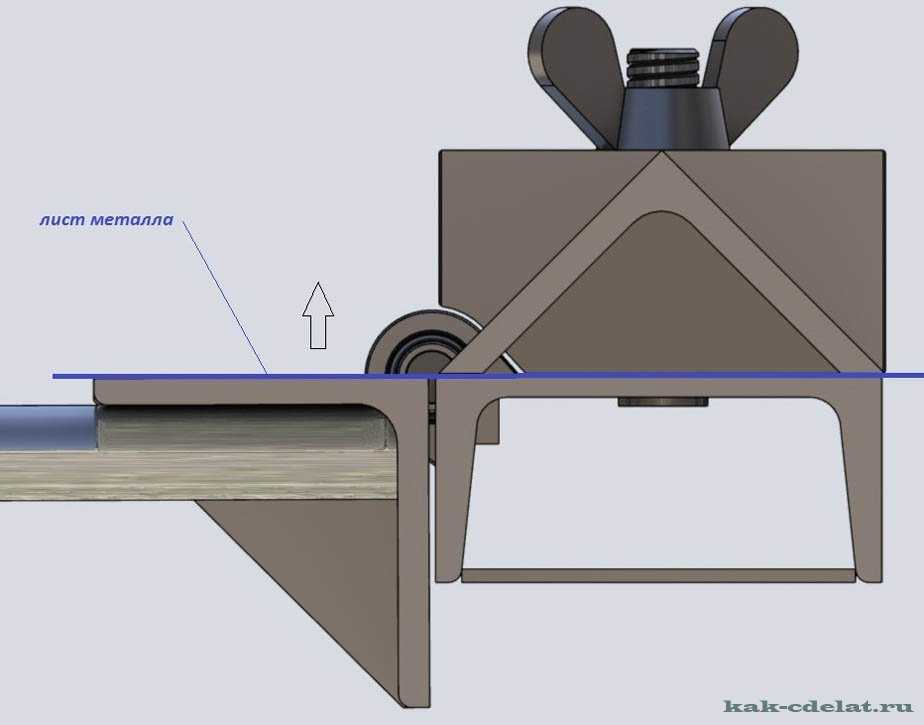 Однако скорость их работы довольно низкая. Базовый винтовой зажим использует крутящий момент, развиваемый винтовой резьбой, для удержания детали на месте. Это делается прямым давлением или воздействием на другой зажим. (См. рис. 28.37).
Однако скорость их работы довольно низкая. Базовый винтовой зажим использует крутящий момент, развиваемый винтовой резьбой, для удержания детали на месте. Это делается прямым давлением или воздействием на другой зажим. (См. рис. 28.37). рис. 28.39). Из-за их конструкции и основных принципов работы использование кулачковых зажимов в некоторых типах инструментов ограничено.
рис. 28.39). Из-за их конструкции и основных принципов работы использование кулачковых зажимов в некоторых типах инструментов ограничено. Вдоль зажимной планки устанавливается плавающая подушка, которая удерживает заготовку, а затем зажимной рычаг прижимается к штифту или другому упору, прикрепленному к приспособлению.
Вдоль зажимной планки устанавливается плавающая подушка, которая удерживает заготовку, а затем зажимной рычаг прижимается к штифту или другому упору, прикрепленному к приспособлению. 28.43 показан пример быстрого зажима в двух направлениях одним винтом. Зажимное усилие прикладывается к верхней и одной стороне заготовки. Зажим имеет быстродействующее действие.
28.43 показан пример быстрого зажима в двух направлениях одним винтом. Зажимное усилие прикладывается к верхней и одной стороне заготовки. Зажим имеет быстродействующее действие. Большие угловые (саморасцепляющиеся) клинья используются там, где требуется большое перемещение. В этих клиновых зажимах требуется другое удерживающее устройство (привод или винт), чтобы удерживать и заклинивать заготовку на месте.
Большие угловые (саморасцепляющиеся) клинья используются там, где требуется большое перемещение. В этих клиновых зажимах требуется другое удерживающее устройство (привод или винт), чтобы удерживать и заклинивать заготовку на месте. (См. рис. 28.46). В этом методе снижается возможность ослабления или смещения изделия во время зажима.
(См. рис. 28.46). В этом методе снижается возможность ослабления или смещения изделия во время зажима. рис. 28.47).
рис. 28.47). Обнаружено, что эксцентриковые кулачки расшатываются от вибрации и не фиксируются должным образом; хотя у них есть преимущество в простоте изготовления.
Обнаружено, что эксцентриковые кулачки расшатываются от вибрации и не фиксируются должным образом; хотя у них есть преимущество в простоте изготовления.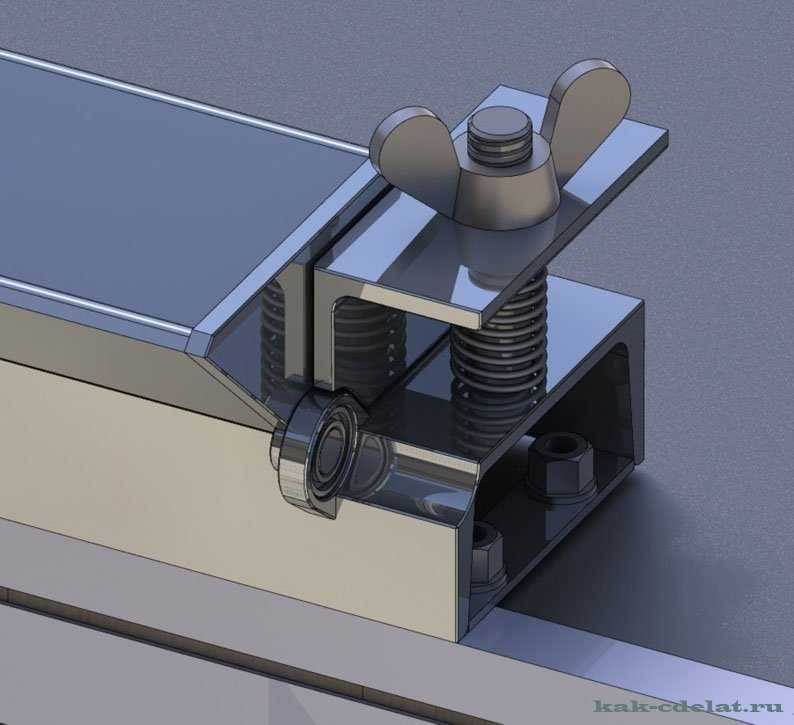
 Когда зажим заблокирован, шарниры находятся почти на одной линии, центральный шарнир находится немного ниже центра, чтобы обеспечить надежное запирание. (См. рис. 28.52). В убранном состоянии шкворни и рычаги располагаются, как показано на рис. (28.52) (б).
Когда зажим заблокирован, шарниры находятся почти на одной линии, центральный шарнир находится немного ниже центра, чтобы обеспечить надежное запирание. (См. рис. 28.52). В убранном состоянии шкворни и рычаги располагаются, как показано на рис. (28.52) (б). Пустые губки тисков и пустые зажимные губки можно легко модифицировать, чтобы они соответствовали практически любым требованиям по зажиму.
Пустые губки тисков и пустые зажимные губки можно легко модифицировать, чтобы они соответствовали практически любым требованиям по зажиму. Вакуумные патроны подходят практически для любой операции обработки, особенно там, где требуется равномерный зажим. Для зажима мелких деталей открытые порты патрона можно закрыть маской или закрыть, затянув специальные винты для деталей.
Вакуумные патроны подходят практически для любой операции обработки, особенно там, где требуется равномерный зажим. Для зажима мелких деталей открытые порты патрона можно закрыть маской или закрыть, затянув специальные винты для деталей. Их легко транспортировать, и поэтому их можно быстро адаптировать к меняющимся задачам.
Их легко транспортировать, и поэтому их можно быстро адаптировать к меняющимся задачам.
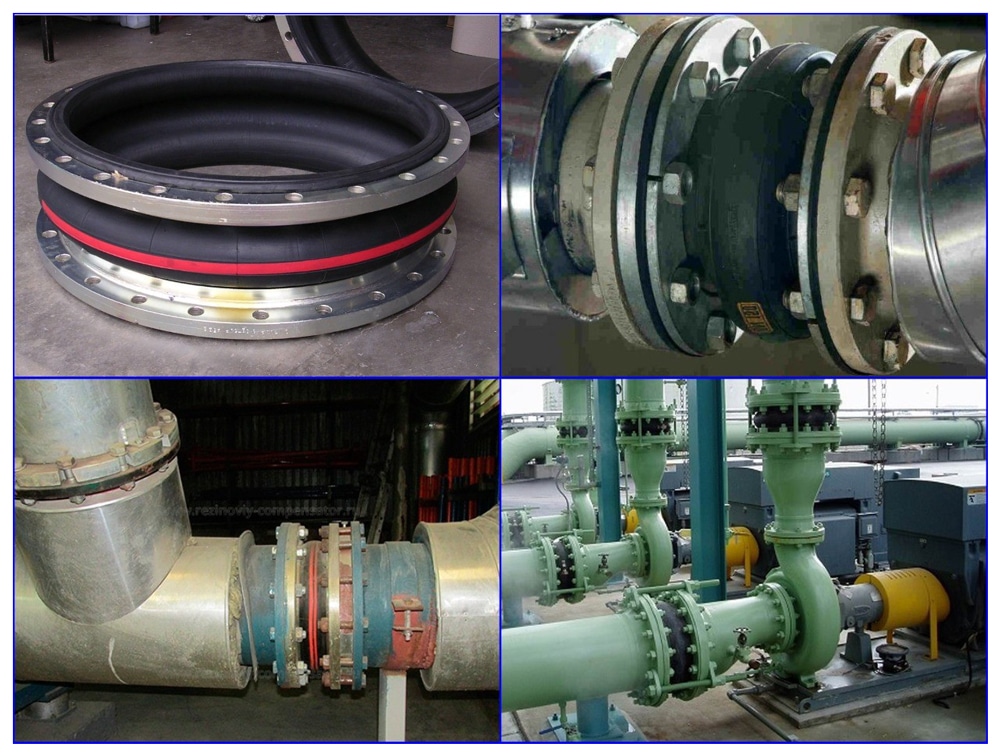 То есть изготавливают их из того же самого материала, из той же марки стали, что и трубы.
То есть изготавливают их из того же самого материала, из той же марки стали, что и трубы. Впрочем, бывают ещё и крутозагнутые отводы, где прямые элементы отсутствуют вовсе — в таком случае можно отойти от вышеуказанного правила.
Впрочем, бывают ещё и крутозагнутые отводы, где прямые элементы отсутствуют вовсе — в таком случае можно отойти от вышеуказанного правила.


 Причём между краем опоры и сварным стыком должно быть хотя бы на полметра. Ещё одна опора создаётся под спинкой компенсатора (горизонтальной палочкой в букве «П»), как правило, на особой подвеске.
Причём между краем опоры и сварным стыком должно быть хотя бы на полметра. Ещё одна опора создаётся под спинкой компенсатора (горизонтальной палочкой в букве «П»), как правило, на особой подвеске.
/f4758b65510ae91.s.siteapi.org/img/9b0e612ac7673de1992b1a0292068d3600c4c290.jpg) С каждым днем ее стоимость только
С каждым днем ее стоимость только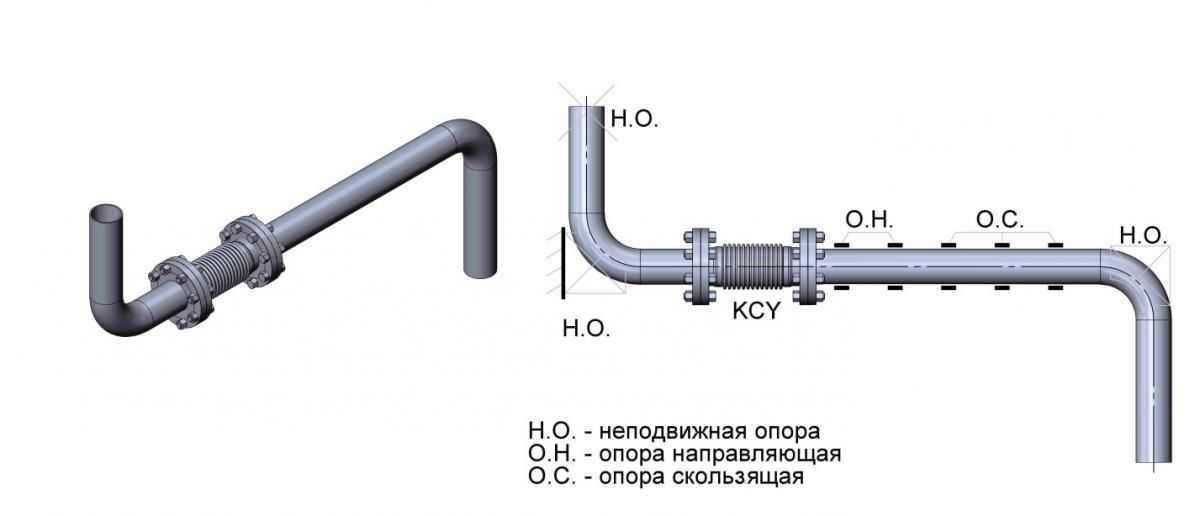 ru/realty_rent/ в новостройках. Новостройки— это свежий ремонт,
ru/realty_rent/ в новостройках. Новостройки— это свежий ремонт,
 Вибрация, избыточное давление и влажность с температурой также оказывают негативное влияние. Для минимизации явлений, способствующих деформации материалов, технологи предусматривают интеграцию компенсаторов. Особенно подобные дополнения распространены в системах отопления и водоснабжения. В частности, для таких нужд используется компенсатор трубопровода, продлевающий срок службы линии связи. Вариантов конструкций таких элементов множество, но все они подчинены одной задаче — снижению нагрузок и вредных воздействий на трубы.
Вибрация, избыточное давление и влажность с температурой также оказывают негативное влияние. Для минимизации явлений, способствующих деформации материалов, технологи предусматривают интеграцию компенсаторов. Особенно подобные дополнения распространены в системах отопления и водоснабжения. В частности, для таких нужд используется компенсатор трубопровода, продлевающий срок службы линии связи. Вариантов конструкций таких элементов множество, но все они подчинены одной задаче — снижению нагрузок и вредных воздействий на трубы. Можно сказать, что имеется локальная концентрация удлинений и сужений на определенных участках, где установлены компенсирующие устройства. Что происходит с этим элементом? На него действуют несколько сил, в том числе поперечные и продольные силы. При этом компенсатор может изгибаться и принимать различные формы. Но в любом случае это должен быть надежный элемент, способный нести ответственную службу, сохраняя герметичность труб.
Можно сказать, что имеется локальная концентрация удлинений и сужений на определенных участках, где установлены компенсирующие устройства. Что происходит с этим элементом? На него действуют несколько сил, в том числе поперечные и продольные силы. При этом компенсатор может изгибаться и принимать различные формы. Но в любом случае это должен быть надежный элемент, способный нести ответственную службу, сохраняя герметичность труб. На данный момент чаще используются металлические, резиновые и полипропиленовые модели. А теперь можно более подробно рассмотреть разновидности компенсаторов.
На данный момент чаще используются металлические, резиновые и полипропиленовые модели. А теперь можно более подробно рассмотреть разновидности компенсаторов. Соответственно, это не самое дешевое решение проблемы деформации на трубопроводах.
Соответственно, это не самое дешевое решение проблемы деформации на трубопроводах. Точнее, они интегрируются друг в друга. Для повышения уплотнительной функции производители снабжают устройства с сальниковыми уплотнениями упаковочной книжкой. В результате такая система позволяет обеспечить достаточно высокий компенсирующий эффект, обладая при этом малыми габаритами. Однако в технологических коммуникациях такие модели практически не используются из-за сложности герметизации уплотнительными прокладками. Сальниковые компенсаторы лучше использовать для трубопроводов отопления и других коммуникаций, где не ожидается интенсивного износа уплотнителя. Важно помнить, что повреждение сальника будет означать нарушение герметичности, что особенно недопустимо в трубопроводах, по которым транспортируются горючие и ядовитые среды.
Точнее, они интегрируются друг в друга. Для повышения уплотнительной функции производители снабжают устройства с сальниковыми уплотнениями упаковочной книжкой. В результате такая система позволяет обеспечить достаточно высокий компенсирующий эффект, обладая при этом малыми габаритами. Однако в технологических коммуникациях такие модели практически не используются из-за сложности герметизации уплотнительными прокладками. Сальниковые компенсаторы лучше использовать для трубопроводов отопления и других коммуникаций, где не ожидается интенсивного износа уплотнителя. Важно помнить, что повреждение сальника будет означать нарушение герметичности, что особенно недопустимо в трубопроводах, по которым транспортируются горючие и ядовитые среды. Также к преимуществам таких устройств можно отнести отсутствие жестких требований к прокладке, обслуживанию и установке специальных камер. Вне зависимости от условий эксплуатации сильфонные компенсаторы трубопроводов способны справляться как с гидроударными, так и с вибрационными нагрузками, сохраняя целостность коммуникаций. Кстати, по сроку службы устройства соответствуют самим трубам, поэтому преждевременной замены не требуется. Рабочий диапазон температур составляет от 0 до 1000 °С, что также ставит сильфонные компоненты в ряд наиболее экономичных компенсаторов.
Также к преимуществам таких устройств можно отнести отсутствие жестких требований к прокладке, обслуживанию и установке специальных камер. Вне зависимости от условий эксплуатации сильфонные компенсаторы трубопроводов способны справляться как с гидроударными, так и с вибрационными нагрузками, сохраняя целостность коммуникаций. Кстати, по сроку службы устройства соответствуют самим трубам, поэтому преждевременной замены не требуется. Рабочий диапазон температур составляет от 0 до 1000 °С, что также ставит сильфонные компоненты в ряд наиболее экономичных компенсаторов. Не все компенсаторы для трубопроводов способны работать с кислотами и щелочами. Резиновые модели, предназначенные для агрессивных сред, изготавливаются из специального материала под названием гипалон. Для повышения стойкости к химическому воздействию производители предусматривают материал компенсатора и тефлоновое напыление. Технологи заботятся и о конструктивной функциональности резинотехнических изделий, снабжая их всевозможными шатунами и угловыми упорами.
Не все компенсаторы для трубопроводов способны работать с кислотами и щелочами. Резиновые модели, предназначенные для агрессивных сред, изготавливаются из специального материала под названием гипалон. Для повышения стойкости к химическому воздействию производители предусматривают материал компенсатора и тефлоновое напыление. Технологи заботятся и о конструктивной функциональности резинотехнических изделий, снабжая их всевозможными шатунами и угловыми упорами. Их устанавливают на сантехнику административных зданий, в жилых домах и на предприятиях.
Их устанавливают на сантехнику административных зданий, в жилых домах и на предприятиях. Компенсаторы этого типа хорошего качества выпускают компании Compens и Metalcomp. Если компенсатор для трубопровода необходимо дополнить другой арматурой и, в частности, металлорукавами, то стоит обратиться к ассортименту владимирского завода «ВЗР». Конечно, отечественный производитель не в состоянии полностью покрыть весь спрос. Особенно в передовых разработках и технических новинках российские предприятия отстают от зарубежных коллег. В связи с этим стоит отметить фирмы «Апель» и «АНТ», которые не только производят, но и поставляют из Европы качественные компенсаторы известных марок.
Компенсаторы этого типа хорошего качества выпускают компании Compens и Metalcomp. Если компенсатор для трубопровода необходимо дополнить другой арматурой и, в частности, металлорукавами, то стоит обратиться к ассортименту владимирского завода «ВЗР». Конечно, отечественный производитель не в состоянии полностью покрыть весь спрос. Особенно в передовых разработках и технических новинках российские предприятия отстают от зарубежных коллег. В связи с этим стоит отметить фирмы «Апель» и «АНТ», которые не только производят, но и поставляют из Европы качественные компенсаторы известных марок. Непосредственно монтаж трубных компенсаторов обычно осуществляется сваркой. Для упрощения этой операции устройство снимается, а фиксирующая клетка перемещается. К свободному концу компенсатора и подготовленному участку трубопровода крепится специальное монтажное приспособление, с помощью которого приспособление натягивается до места соединения с трубой. После этого заваривается стык и с компенсатора снимается приспособление для установки.
Непосредственно монтаж трубных компенсаторов обычно осуществляется сваркой. Для упрощения этой операции устройство снимается, а фиксирующая клетка перемещается. К свободному концу компенсатора и подготовленному участку трубопровода крепится специальное монтажное приспособление, с помощью которого приспособление натягивается до места соединения с трубой. После этого заваривается стык и с компенсатора снимается приспособление для установки.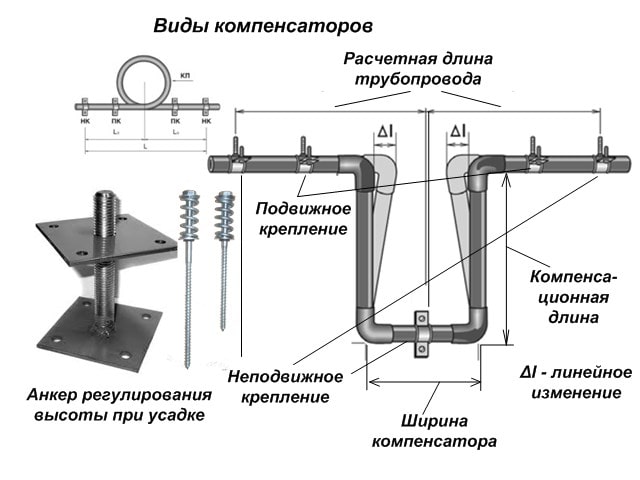 В плане долговечности компенсаторов тоже не все гладко. Многие рекомендуют не экономить и сразу приобретать прочные и эффективные модели сильфонов.
В плане долговечности компенсаторов тоже не все гладко. Многие рекомендуют не экономить и сразу приобретать прочные и эффективные модели сильфонов.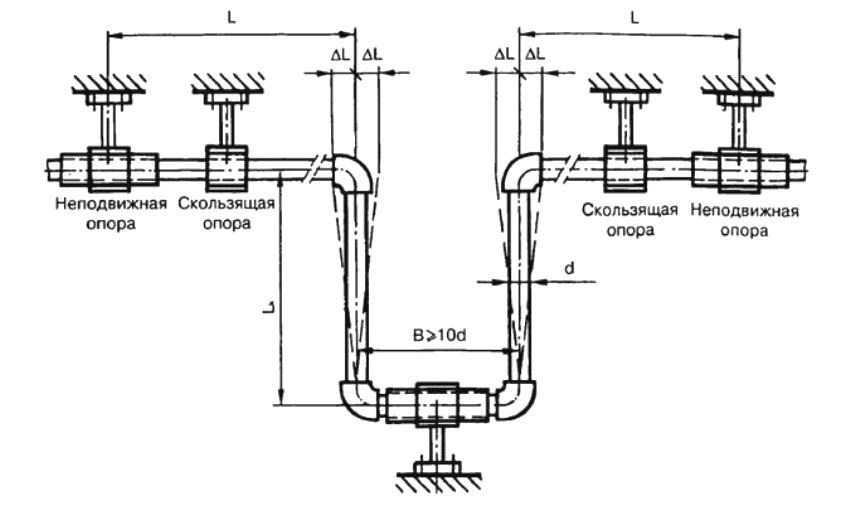 какие продукты необходимы для решения проблемы.
какие продукты необходимы для решения проблемы. Таким образом, разные типы пластиковых труб (например, ПП, ПВХ, ПЭ и т. д.) и разные типы металлических труб (например, стальные, медные, железные) будут иметь разные коэффициенты расширения. Поэтому важно рассчитать скорость расширения для каждого отдельного типа устанавливаемой трубы.
Таким образом, разные типы пластиковых труб (например, ПП, ПВХ, ПЭ и т. д.) и разные типы металлических труб (например, стальные, медные, железные) будут иметь разные коэффициенты расширения. Поэтому важно рассчитать скорость расширения для каждого отдельного типа устанавливаемой трубы.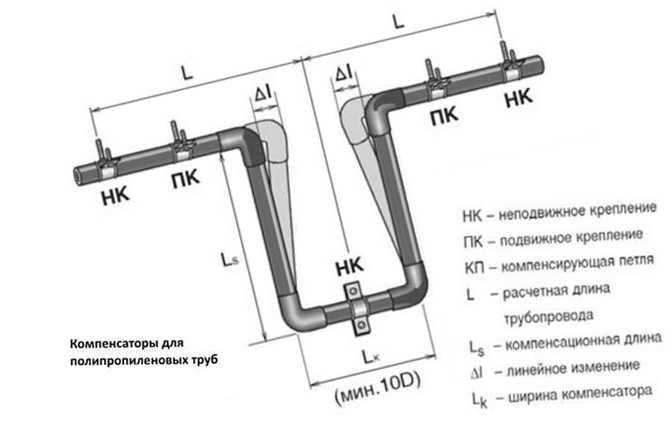
 Точка фиксации используется для обеспечения того, чтобы расширение было направлено на петлю расширения, где сила и движение контролируются.
Точка фиксации используется для обеспечения того, чтобы расширение было направлено на петлю расширения, где сила и движение контролируются. Примером такого продукта могут быть компенсаторы.
Примером такого продукта могут быть компенсаторы.





 youtube.com/embed/yvCEVwbaD_U?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/yvCEVwbaD_U?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen»>  ..
.. ..
.. ..
.. ..
.. ..
.. ..
..
 Наносить состав для холодного цинкования можно с помощью обычной кисти или валика прямо на месте эксплуатации конструкции, то есть ее не нужно никуда отвозить. Результатом такой защиты является отсутствие коррозии на протяжении 25-50 лет, причем металлы под защитой холодного цинкования коррозируют в 3 раза медленнее, чем защищенные другими способами, несмотря на тот же цинк в составе (по проведенным исследованиям Фулмеровского центра). В чем же секрет?
Наносить состав для холодного цинкования можно с помощью обычной кисти или валика прямо на месте эксплуатации конструкции, то есть ее не нужно никуда отвозить. Результатом такой защиты является отсутствие коррозии на протяжении 25-50 лет, причем металлы под защитой холодного цинкования коррозируют в 3 раза медленнее, чем защищенные другими способами, несмотря на тот же цинк в составе (по проведенным исследованиям Фулмеровского центра). В чем же секрет?
 Дело в том, что любое покрытие составом не герметично на 100%, а имеет дефекты и поры. Цинковое покрытие также может пропускать некоторое количество кислорода на начальном этапе использования. Именно тогда оно защищает металлы от ржавчины протекторным или электрохимическим способом. В процессе эксплуатации происходит уплотнение структуры покрытия, полное растворение цинковых соединений и вступает в силу барьерная защита, как при горячем цинковании. Если целостность покрытия будет нарушена (царапины, механические повреждения, разъедание химикатами), то за работу снова возьмется катодная защита.
Дело в том, что любое покрытие составом не герметично на 100%, а имеет дефекты и поры. Цинковое покрытие также может пропускать некоторое количество кислорода на начальном этапе использования. Именно тогда оно защищает металлы от ржавчины протекторным или электрохимическим способом. В процессе эксплуатации происходит уплотнение структуры покрытия, полное растворение цинковых соединений и вступает в силу барьерная защита, как при горячем цинковании. Если целостность покрытия будет нарушена (царапины, механические повреждения, разъедание химикатами), то за работу снова возьмется катодная защита.  Почему же холодное цинкование долговечнее других цинковых способов обработки?
Почему же холодное цинкование долговечнее других цинковых способов обработки? Так могут только активные покрытия с катодной защитой. А просто покрытия, в которых добавлен цинк – так не могут.
Так могут только активные покрытия с катодной защитой. А просто покрытия, в которых добавлен цинк – так не могут. 
 ru
ru Цинковое окрашивание можно наносить как в цехе, так и в полевых условиях.
Цинковое окрашивание можно наносить как в цехе, так и в полевых условиях..jpg) Краски с высоким содержанием цинка бывают органическими, состоящими из эпоксидных смол, хлорированных углеводородов и других полимеров; или неорганические на основе органических алкилсиликатов. Органические или неорганические краски наносятся на толщину сухой пленки от 2,5 до 3,5 мил (64-90 мкм).
Краски с высоким содержанием цинка бывают органическими, состоящими из эпоксидных смол, хлорированных углеводородов и других полимеров; или неорганические на основе органических алкилсиликатов. Органические или неорганические краски наносятся на толщину сухой пленки от 2,5 до 3,5 мил (64-90 мкм). Неорганические краски с высоким содержанием цинка, которые прилипают к стали с умеренной химической реактивностью, обладают хорошей стойкостью к растворителям и могут выдерживать температуры примерно до 700 F (375 C). Неорганические краски, богатые цинком, не мелятся, не отслаиваются и не образуют пузырей, легко свариваются и обеспечивают более простую очистку, чем органические краски. Плотность неорганических красок с высоким содержанием цинка составляет примерно половину плотности цинка на тысячу единиц покрытия, нанесенного методом горячего цинкования.
Неорганические краски с высоким содержанием цинка, которые прилипают к стали с умеренной химической реактивностью, обладают хорошей стойкостью к растворителям и могут выдерживать температуры примерно до 700 F (375 C). Неорганические краски, богатые цинком, не мелятся, не отслаиваются и не образуют пузырей, легко свариваются и обеспечивают более простую очистку, чем органические краски. Плотность неорганических красок с высоким содержанием цинка составляет примерно половину плотности цинка на тысячу единиц покрытия, нанесенного методом горячего цинкования.
 Цинк, по сути, корродирует со скоростью примерно 1/30 скорости сырой и необработанной стали. Таким образом, оцинкованная сталь естественно устойчива к повреждениям, связанным с окислением, таким как ржавчина и коррозия.
Цинк, по сути, корродирует со скоростью примерно 1/30 скорости сырой и необработанной стали. Таким образом, оцинкованная сталь естественно устойчива к повреждениям, связанным с окислением, таким как ржавчина и коррозия.
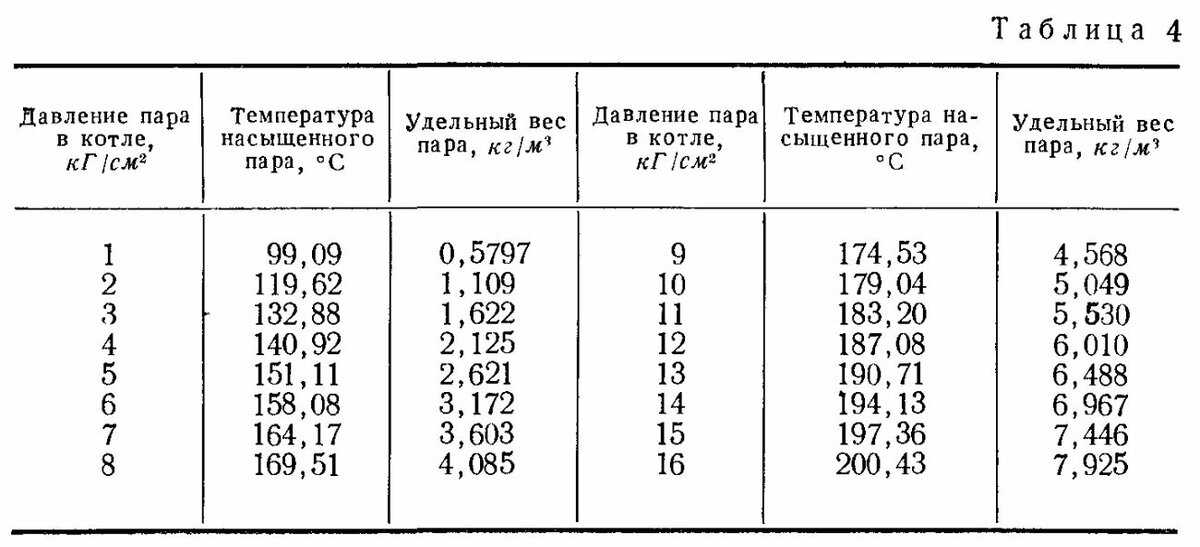

 Это очень важный физический параметр почвы, определяющий ее текстурные, а также структурные особенности. Он зависит от минерального состава, структуры почвы, ее пористости, влажности.
Это очень важный физический параметр почвы, определяющий ее текстурные, а также структурные особенности. Он зависит от минерального состава, структуры почвы, ее пористости, влажности. Поэтому выделяют два вида объемного веса, для грунта влажного и сухого.
Поэтому выделяют два вида объемного веса, для грунта влажного и сухого.
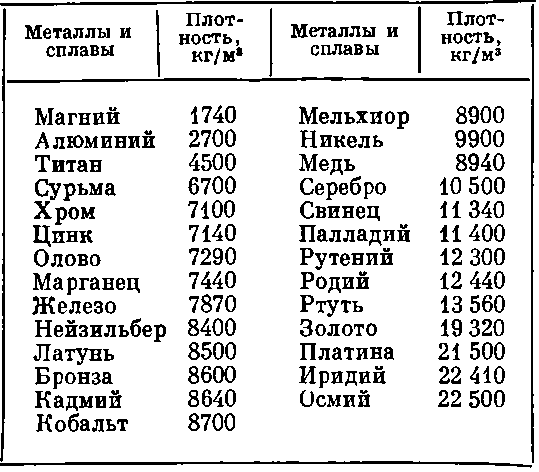 Ее можно высчитать с помощью простых формул или измерить. Чтобы высчитать плотность, необходимо знать массу и объем почвы.
Ее можно высчитать с помощью простых формул или измерить. Чтобы высчитать плотность, необходимо знать массу и объем почвы.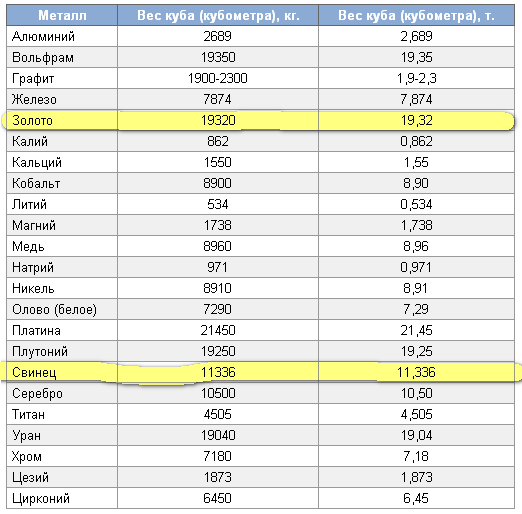 Считается, что более 50% аварий насыпей, дорог, мостов, зданий и плотин – это следствие ошибок, допущенных при геологических изысканиях и расчетах характеристик грунта.
Считается, что более 50% аварий насыпей, дорог, мостов, зданий и плотин – это следствие ошибок, допущенных при геологических изысканиях и расчетах характеристик грунта.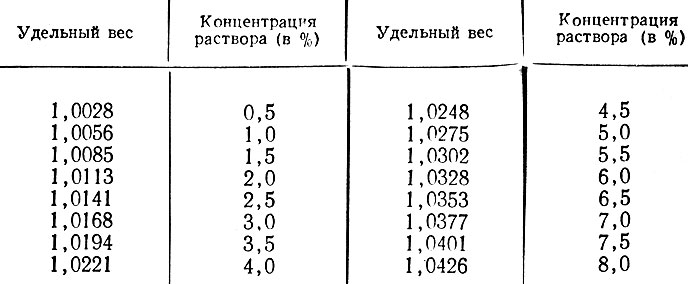 Для обозначения удельного веса следует массу сухого материала поделить на его объем в полностью плотном состоянии.
Для обозначения удельного веса следует массу сухого материала поделить на его объем в полностью плотном состоянии. В большинстве случаев эталонным материалом является воздух для газов и вода для жидкостей. Удельный вес также зависит от давления и температуры. Удельный вес используется в простых отраслях промышленности, таких как производство молока и каучука, для определения качества сырья. Пикнометр является одним из многих различных инструментов, используемых для определения удельного веса. Он также известен как бутылка с удельным весом. Удельный вес – это безразмерная величина, которая изменяется от нуля до бесконечности. Но оно само не может иметь нулевое значение. Удельный вес также имеет форму, называемую кажущимся удельным весом. Удельный вес также известен как относительная плотность, которая определяется как плотность данного материала / плотность эталонного материала.
В большинстве случаев эталонным материалом является воздух для газов и вода для жидкостей. Удельный вес также зависит от давления и температуры. Удельный вес используется в простых отраслях промышленности, таких как производство молока и каучука, для определения качества сырья. Пикнометр является одним из многих различных инструментов, используемых для определения удельного веса. Он также известен как бутылка с удельным весом. Удельный вес – это безразмерная величина, которая изменяется от нуля до бесконечности. Но оно само не может иметь нулевое значение. Удельный вес также имеет форму, называемую кажущимся удельным весом. Удельный вес также известен как относительная плотность, которая определяется как плотность данного материала / плотность эталонного материала. Поскольку вес — это сила, его измеряют в ньютонах. Удельный вес определяется как вес единицы объема материала. Греческая буква гамма (γ) используется для обозначения удельного веса. Единицами удельного веса являются ньютоны на квадратный метр. Размеры удельного веса [масса] [длина] -2 [время] -2 . Удельный вес также равен плотности материала, умноженной на напряженность гравитационного поля, действующего на объект. Удельный вес зависит от гравитационного поля.
Поскольку вес — это сила, его измеряют в ньютонах. Удельный вес определяется как вес единицы объема материала. Греческая буква гамма (γ) используется для обозначения удельного веса. Единицами удельного веса являются ньютоны на квадратный метр. Размеры удельного веса [масса] [длина] -2 [время] -2 . Удельный вес также равен плотности материала, умноженной на напряженность гравитационного поля, действующего на объект. Удельный вес зависит от гравитационного поля.
 Обратите внимание, что существует разница между фунт-силой (фунт f ) и фунт-масса (lb m ) . Слизней можно умножить на 32,2 , чтобы получить примерное значение в фунтах массы (фунт м ) .
Обратите внимание, что существует разница между фунт-силой (фунт f ) и фунт-масса (lb m ) . Слизней можно умножить на 32,2 , чтобы получить примерное значение в фунтах массы (фунт м ) .
 48
48 как отношение плотности газа к плотности воздуха — при заданной температуре и давлении.
как отношение плотности газа к плотности воздуха — при заданной температуре и давлении. Имперская единица измерения [lb/ft 3 ].
Имперская единица измерения [lb/ft 3 ].  5
5 Использование плотности для идентификации материала
Использование плотности для идентификации материала 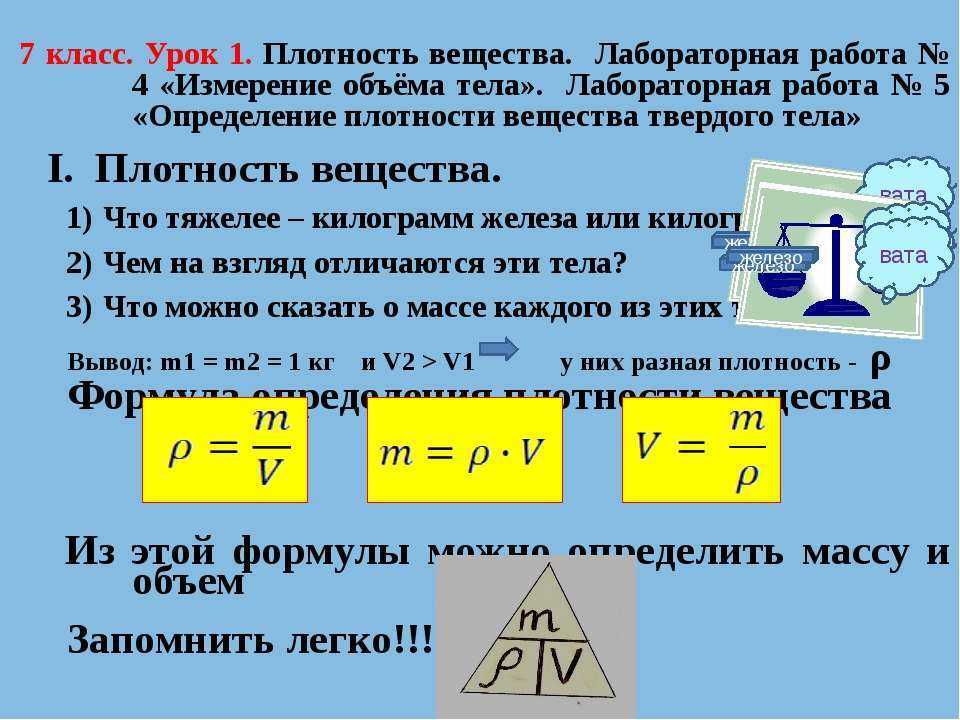



 youtube.com/embed/tu02LFXQckk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/tu02LFXQckk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 

 Почему? Человек, работая и создавая свой шедевр руками, вкладывает в свою работу много сил, времени, ну и конечно же самое главное — свою душу. Порой достаточно взглянуть на поделку и понимаешь, с каким настроением мастер ее создавал, что было у него в душе в тот момент. Ведь настроение и эмоции полностью передаются к создаваемому изделию.
Почему? Человек, работая и создавая свой шедевр руками, вкладывает в свою работу много сил, времени, ну и конечно же самое главное — свою душу. Порой достаточно взглянуть на поделку и понимаешь, с каким настроением мастер ее создавал, что было у него в душе в тот момент. Ведь настроение и эмоции полностью передаются к создаваемому изделию. Делать это требуется аккуратно.
Делать это требуется аккуратно.
 Это руководство по резьбе по дереву для начинающих должно помочь вам начать работу, от выбора подходящего дерева до выбора подходящих аксессуаров Dremel.
Это руководство по резьбе по дереву для начинающих должно помочь вам начать работу, от выбора подходящего дерева до выбора подходящих аксессуаров Dremel. Диапазон между 180-280 должен быть хорош для небольших проектов. Чтобы удерживать и использовать колеса, вам также понадобится оправка. В частности, оправка EZ SpeedClic (SC402) для шлифовальных кругов и оправка 401 для полировальных кругов.
Диапазон между 180-280 должен быть хорош для небольших проектов. Чтобы удерживать и использовать колеса, вам также понадобится оправка. В частности, оправка EZ SpeedClic (SC402) для шлифовальных кругов и оправка 401 для полировальных кругов. Помните, что если вы новичок в резьбе по дереву, вам может быть сложно вырезать эти естественные образования. Получите самую чистую древесину и вернитесь к сложным вещам позже. Практика делает совершенным.
Помните, что если вы новичок в резьбе по дереву, вам может быть сложно вырезать эти естественные образования. Получите самую чистую древесину и вернитесь к сложным вещам позже. Практика делает совершенным.
 Или прочтите: Как избежать неудач при резьбе по дереву.
Или прочтите: Как избежать неудач при резьбе по дереву.
 Сохраняйте свои тренировочные предметы, и вы не только сможете увидеть, как развиваются ваши навыки, но и завести семью резных медведей.
Сохраняйте свои тренировочные предметы, и вы не только сможете увидеть, как развиваются ваши навыки, но и завести семью резных медведей.
 Узнайте, как сделать шкатулку для брелоков Dremel здесь!
Узнайте, как сделать шкатулку для брелоков Dremel здесь!
 Поскольку он будет занимать центральное место на обеденном столе, есть все основания убедиться, что это красивая и красивая сервировочная подставка. Если вы вырезали его самостоятельно, то он станет началом разговора, а не просто фокусом вашего стола.
Поскольку он будет занимать центральное место на обеденном столе, есть все основания убедиться, что это красивая и красивая сервировочная подставка. Если вы вырезали его самостоятельно, то он станет началом разговора, а не просто фокусом вашего стола.
 Системы ограждений, элементы безопасности кровли, станки для листового металла
Системы ограждений, элементы безопасности кровли, станки для листового металла Киев
Киев
 Киев
Киев Киев
Киев
 На Global Machine Market мы являемся мировыми экспертами в области оборудования для производства бетона. Являясь самым надежным поставщиком машин для производства бетонных блоков, мы предлагаем проверенную систему для быстрого и экономичного запуска производства бетонных изделий.
На Global Machine Market мы являемся мировыми экспертами в области оборудования для производства бетона. Являясь самым надежным поставщиком машин для производства бетонных блоков, мы предлагаем проверенную систему для быстрого и экономичного запуска производства бетонных изделий.
 Кроме того, наша команда занимается воплощением ваших проектов или идей в реальность. Устанавливая отраслевой стандарт в течение многих лет, каждый член нашей команды стремится предоставить вам превосходный продукт.
Кроме того, наша команда занимается воплощением ваших проектов или идей в реальность. Устанавливая отраслевой стандарт в течение многих лет, каждый член нашей команды стремится предоставить вам превосходный продукт. Оборудование Global для мокрого литья предлагается индивидуально или в одном из трех уровней сложности производства.
Оборудование Global для мокрого литья предлагается индивидуально или в одном из трех уровней сложности производства. Мы понимаем, насколько важна производительность, когда речь идет о производстве бетона, и наши партнеры тщательно проверяются для вашей защиты и спокойствия.
Мы понимаем, насколько важна производительность, когда речь идет о производстве бетона, и наши партнеры тщательно проверяются для вашей защиты и спокойствия.

 Global Machine Market поставляет все необходимое, вплоть до сменных форм для производства блоков, поэтому вы можете создавать бетонные изделия различных размеров, форм и цветов.
Global Machine Market поставляет все необходимое, вплоть до сменных форм для производства блоков, поэтому вы можете создавать бетонные изделия различных размеров, форм и цветов. Мы поможем вам найти идеальные решения для оборудования и даже предлагаем возможность персонализации с помощью специальных пресс-форм.
Мы поможем вам найти идеальные решения для оборудования и даже предлагаем возможность персонализации с помощью специальных пресс-форм. Я известен во всем мире как мировой эксперт в поставке и знании машин и установок для производства бетонных блоков.
Я известен во всем мире как мировой эксперт в поставке и знании машин и установок для производства бетонных блоков.
 ”
”  И, конечно же, вы не получите от меня никакого давления или навязывания.
И, конечно же, вы не получите от меня никакого давления или навязывания. Благодаря экспертным советам и исключительному обслуживанию и поддержке клиентов Global Machine Market предлагает все необходимое для запуска, расширения или модернизации вашего производства бетона и многого другого. Свяжитесь с нами сегодня!
Благодаря экспертным советам и исключительному обслуживанию и поддержке клиентов Global Machine Market предлагает все необходимое для запуска, расширения или модернизации вашего производства бетона и многого другого. Свяжитесь с нами сегодня! Вы рассмотрели варианты машин для производства бетонных блоков и асфальтоукладчиков, и их очень много.
Вы рассмотрели варианты машин для производства бетонных блоков и асфальтоукладчиков, и их очень много.
 Может быть, вам не нужны шесть мест и большой мотор. Может ли подержанный или подержанный автомобиль заставить вас двигаться со скоростью 55 миль в час при таком уровне инвестиций и ваших потребностях? То же самое относится и к выбору оборудования для производства бетонных блоков.
Может быть, вам не нужны шесть мест и большой мотор. Может ли подержанный или подержанный автомобиль заставить вас двигаться со скоростью 55 миль в час при таком уровне инвестиций и ваших потребностях? То же самое относится и к выбору оборудования для производства бетонных блоков.

 Они находят своё применение при прокладке трубопроводов. Для продукции с круглым сечением применяется ГОСТ 10705–80 и ГОСТ 10704–91 , для элементов с квадратным и прямоугольным сечением — ГОСТ 8639–82 и ГОСТ 8645–68 .
Они находят своё применение при прокладке трубопроводов. Для продукции с круглым сечением применяется ГОСТ 10705–80 и ГОСТ 10704–91 , для элементов с квадратным и прямоугольным сечением — ГОСТ 8639–82 и ГОСТ 8645–68 .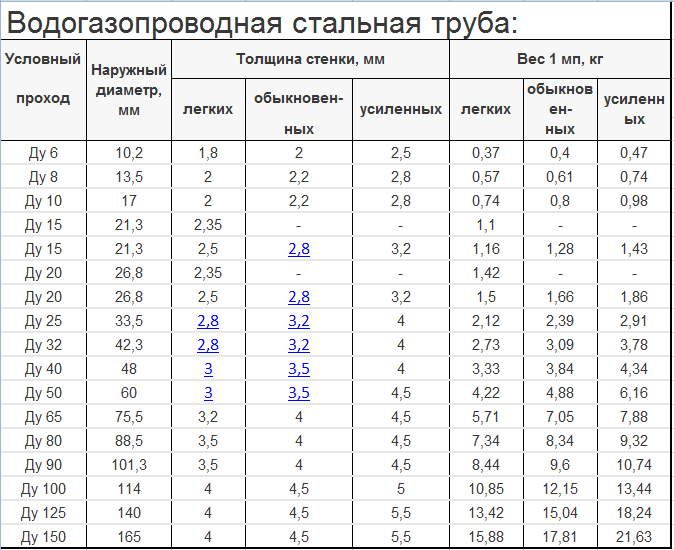

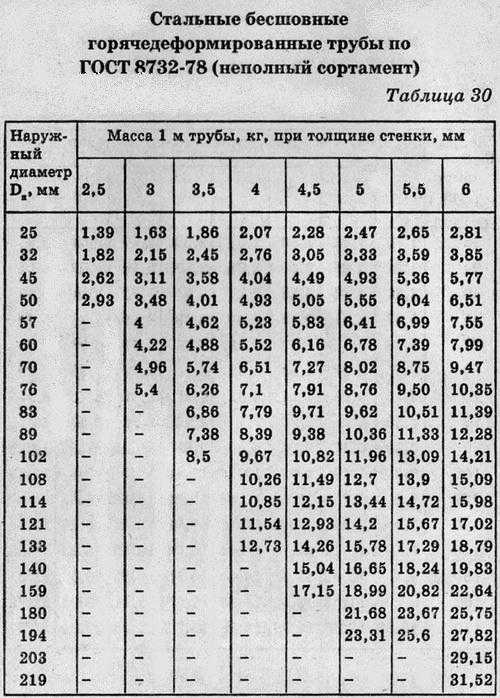 Измеряют диаметр труб в дюймах и миллиметрах.
Измеряют диаметр труб в дюймах и миллиметрах. Например, для стального проката и чугунных изделий указывается внутренний диаметр или условный проход, но в некоторых случаях стальные трубы маркируются по внешнему. Металлопрокат из меди, полимерная продукция — по внешнему параметру.
Например, для стального проката и чугунных изделий указывается внутренний диаметр или условный проход, но в некоторых случаях стальные трубы маркируются по внешнему. Металлопрокат из меди, полимерная продукция — по внешнему параметру.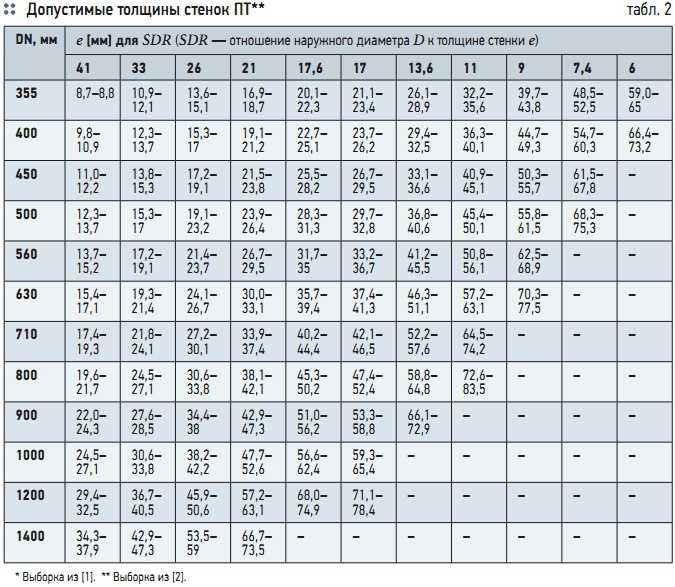 е. Ду20. По российским стандартам ему будут соответствовать трубы с диаметром 25−28, по евростандарту — 26,9. Причём толщина стенок изделий тоже различна: в стандартах РФ — 1,5−2 мм; в евростандарте — 1,6 мм.
е. Ду20. По российским стандартам ему будут соответствовать трубы с диаметром 25−28, по евростандарту — 26,9. Причём толщина стенок изделий тоже различна: в стандартах РФ — 1,5−2 мм; в евростандарте — 1,6 мм.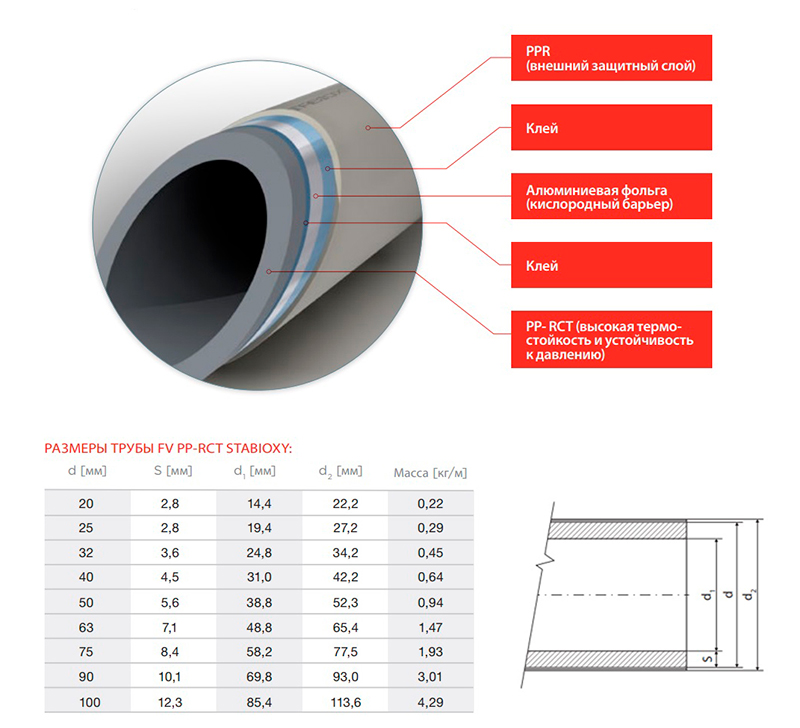 Дюйм трубный учитывает внутренний диаметр с удвоением толщины стенки трубы.
Дюйм трубный учитывает внутренний диаметр с удвоением толщины стенки трубы.
 /40S
/40S /40S
/40S /40S
/40S /40S
/40S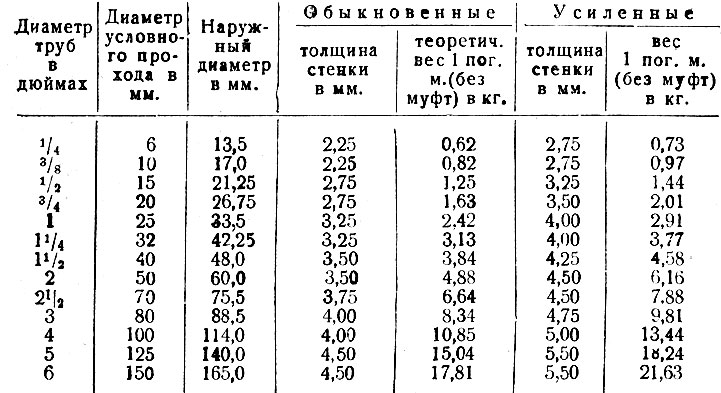 /40S
/40S 16
16 10
10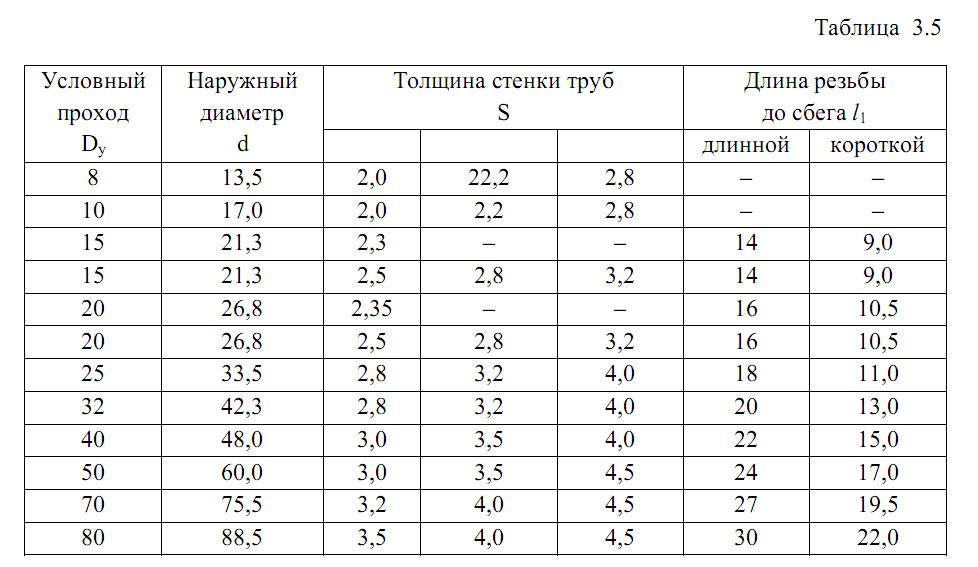 000
000 000
000 10
10 10
10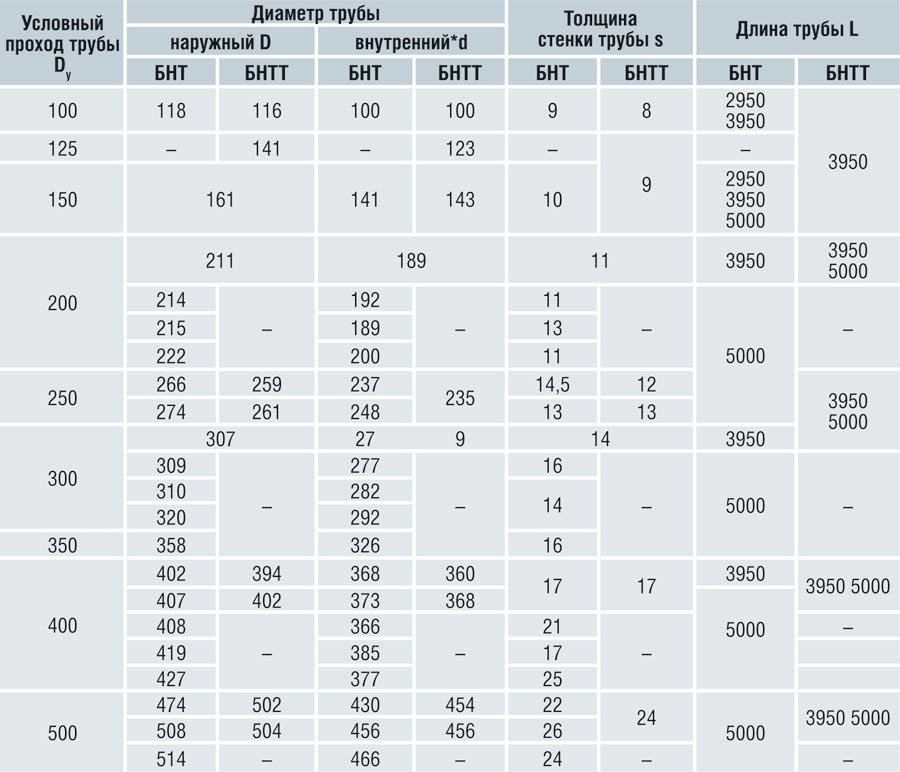 10
10 500
500 10
10 00
00 Одними из самых распространенных предметов являются трубы и трубки. Стальные трубы и трубы отлично подходят для множества различных применений — от разбрызгивателя над головой, защищающего вас от вреда, до замечательных архитектурных сооружений, ожидающих изучения. Подожди… ты что-то там поймал?! Это два совершенно разных приложения, которые часто объединяют в одну категорию. Но почему? Пришло время отправиться в путешествие по трубам… э-э, по трубопроводу, чтобы выяснить, в чем именно разница между трубами и трубками. В этой серии из трех частей мы сначала подробно рассмотрим каждый продукт, а затем посмотрим, как эти два продукта сочетаются друг с другом.
Одними из самых распространенных предметов являются трубы и трубки. Стальные трубы и трубы отлично подходят для множества различных применений — от разбрызгивателя над головой, защищающего вас от вреда, до замечательных архитектурных сооружений, ожидающих изучения. Подожди… ты что-то там поймал?! Это два совершенно разных приложения, которые часто объединяют в одну категорию. Но почему? Пришло время отправиться в путешествие по трубам… э-э, по трубопроводу, чтобы выяснить, в чем именно разница между трубами и трубками. В этой серии из трех частей мы сначала подробно рассмотрим каждый продукт, а затем посмотрим, как эти два продукта сочетаются друг с другом. Некоторые из распространенных применений, в которых используются стальные трубы, включают:
Некоторые из распространенных применений, в которых используются стальные трубы, включают:
 147
147
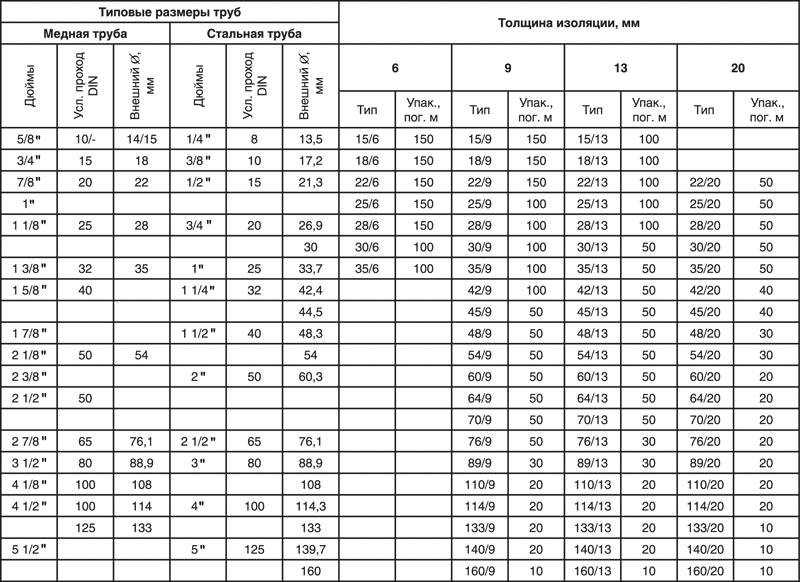
 При работе с такими инструментами не забудьте подложить древесину под заготовку. Так, вы предотвратите раскалывание;
При работе с такими инструментами не забудьте подложить древесину под заготовку. Так, вы предотвратите раскалывание; Это позволит свести к минимуму раскалывание при поломке сверла. Этот пункт не распространяется на спиральные сверла.
Это позволит свести к минимуму раскалывание при поломке сверла. Этот пункт не распространяется на спиральные сверла.


 Для повышения эффективности при работе с мягким волокнистым материалом их снабжают самоцентрирующейся головкой.
Для повышения эффективности при работе с мягким волокнистым материалом их снабжают самоцентрирующейся головкой. По конфигурации заточки буры бывают классические (пластина имеет крест-накрест ровные режущие плоские передние и задние грани) и центрирующие (пластина имеет геометрию, исключающую увод бура внутри отверстия от оси начального положения).
По конфигурации заточки буры бывают классические (пластина имеет крест-накрест ровные режущие плоские передние и задние грани) и центрирующие (пластина имеет геометрию, исключающую увод бура внутри отверстия от оси начального положения). Такая конструкция обусловлена большей мощностью удара у перфоратора, что требует также и большей прочности самого бура.
Такая конструкция обусловлена большей мощностью удара у перфоратора, что требует также и большей прочности самого бура.
 Вот краткое изложение различных типов упражнений для улучшения дома.
Вот краткое изложение различных типов упражнений для улучшения дома. Некоторые дрели позволяют сверлить отверстия и вкручивать шурупы в местах, куда даже отвертка не влезет.
Некоторые дрели позволяют сверлить отверстия и вкручивать шурупы в местах, куда даже отвертка не влезет.

 Сегодня вам нужна сетевая дрель только тогда, когда дела идут плохо и вам нужна дополнительная мощность.
Сегодня вам нужна сетевая дрель только тогда, когда дела идут плохо и вам нужна дополнительная мощность. Он поставляется с очень важным светодиодом, который будет направлять вас во время работы.
Он поставляется с очень важным светодиодом, который будет направлять вас во время работы. Этот инструмент работает быстрее, чем перфоратор. Это то, что вам нужно для тяжелых работ, таких как разрушение старого бетона или установка крепежа в бетоне для подпорных стен и заборов.
Этот инструмент работает быстрее, чем перфоратор. Это то, что вам нужно для тяжелых работ, таких как разрушение старого бетона или установка крепежа в бетоне для подпорных стен и заборов. com
com Это обеспечивает точность и повторяемость операций сверления.
Это обеспечивает точность и повторяемость операций сверления. Но, как ударный шуруповерт, он закручивает только винты. Это более специализированный инструмент, чем ударный шуруповерт, потому что вы используете его только для закручивания шурупов в гипсокартоне. Он автоматически устанавливает их на нужной глубине для грунтовки, не ломая гипсокартонную бумагу.
Но, как ударный шуруповерт, он закручивает только винты. Это более специализированный инструмент, чем ударный шуруповерт, потому что вы используете его только для закручивания шурупов в гипсокартоне. Он автоматически устанавливает их на нужной глубине для грунтовки, не ломая гипсокартонную бумагу. Его работы были опубликованы на Landlordology, Apartments.com и Hunker. Дезиэль также публикует научные материалы и является заядлым музыкантом.
Его работы были опубликованы на Landlordology, Apartments.com и Hunker. Дезиэль также публикует научные материалы и является заядлым музыкантом. У вас уже есть принтер HP? Не забудьте запастись самыми популярными струйными картриджами HP, включая HP 952, HP 63 и HP 902.
У вас уже есть принтер HP? Не забудьте запастись самыми популярными струйными картриджами HP, включая HP 952, HP 63 и HP 902.

 Вверху мы по-прежнему можем увидеть клеймо изготовителя. Следом идет номер плавки.
Вверху мы по-прежнему можем увидеть клеймо изготовителя. Следом идет номер плавки.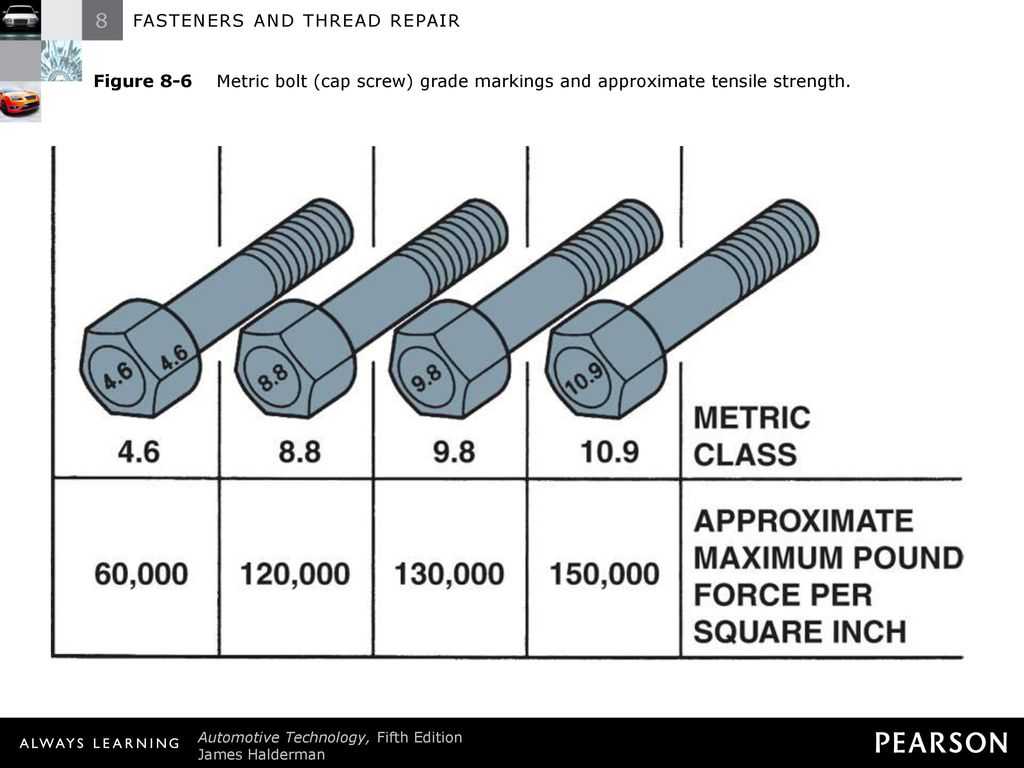
 д. Эти числа также обозначают одну десятую от предела прочности углеродистой стали, измеряемых в МПа.
д. Эти числа также обозначают одну десятую от предела прочности углеродистой стали, измеряемых в МПа. И наконец, государственный стандарт, о котором уже упоминалось выше.
И наконец, государственный стандарт, о котором уже упоминалось выше. Для простоты ориентирования в разнообразии существующих видов существует маркировка болтов — расшифровка обозначений позволяет уточнить свойства метизов.
Для простоты ориентирования в разнообразии существующих видов существует маркировка болтов — расшифровка обозначений позволяет уточнить свойства метизов.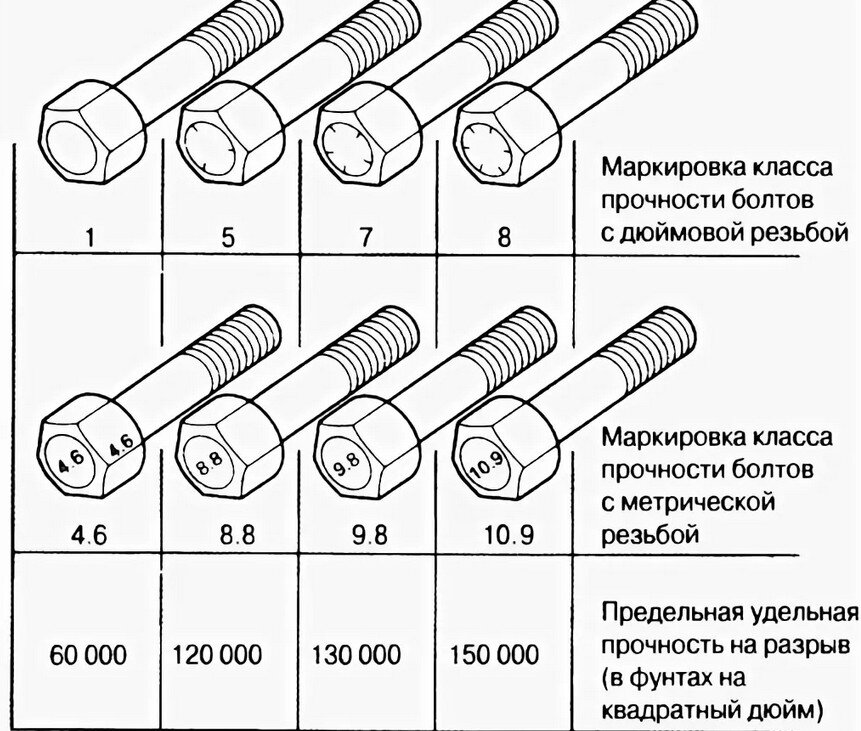
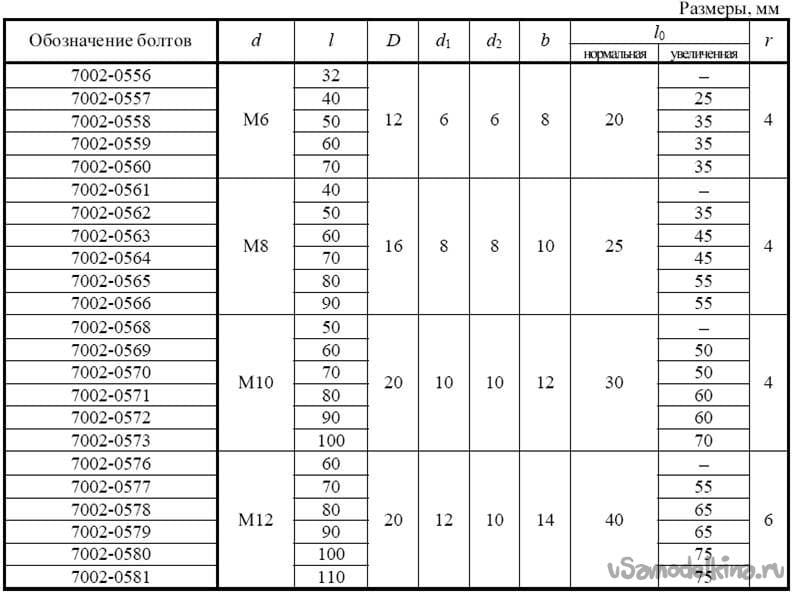 Для обозначения последних применяется стандартная метрическая система — так, к примеру, маркер 16х32 означает, что сечение метиза составляет 16, а длина — 32 мм.
Для обозначения последних применяется стандартная метрическая система — так, к примеру, маркер 16х32 означает, что сечение метиза составляет 16, а длина — 32 мм. Начни использовать современные, более эффективные мобильные инструменты.
Начни использовать современные, более эффективные мобильные инструменты. .
. Это касается всех маркируемых изделий рассматриваемой категории, так что в нашем случае перед буквенно-числовой комбинацией будет расположено слово «болт».
Это касается всех маркируемых изделий рассматриваемой категории, так что в нашем случае перед буквенно-числовой комбинацией будет расположено слово «болт».
 Стоит отметить, что продукция европейских и американских производителей имеет иное описание, в том числе — использующее дюймы в качестве базовой величины, так что для ее прочтения потребуется воспользоваться переводной таблицей.
Стоит отметить, что продукция европейских и американских производителей имеет иное описание, в том числе — использующее дюймы в качестве базовой величины, так что для ее прочтения потребуется воспользоваться переводной таблицей.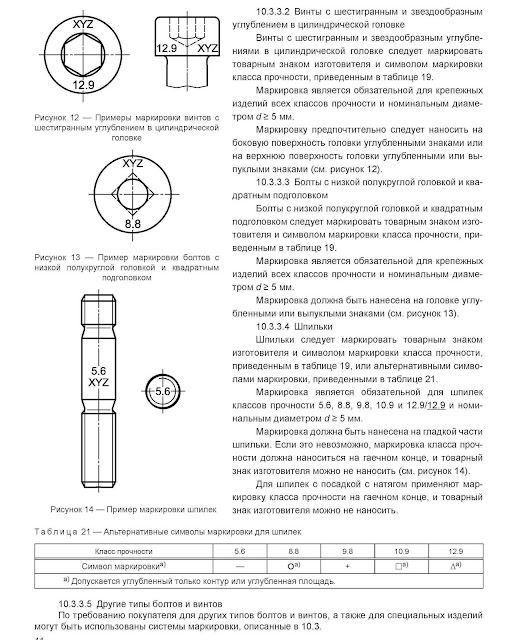
 4-87 (а также ИСО 898/1-78) присутствует понятие прочностного маркирования. В данном случае количество факторов, влияющих на технические параметры, достаточно разнообразно — тип стали, термическая обработка, наличие добавок, а также вид покрытия, применяемого для повышения эксплуатационных свойств. Классификация предусматривает числовые обозначения, при необходимости разделяемые точкой для простоты чтения документации.
4-87 (а также ИСО 898/1-78) присутствует понятие прочностного маркирования. В данном случае количество факторов, влияющих на технические параметры, достаточно разнообразно — тип стали, термическая обработка, наличие добавок, а также вид покрытия, применяемого для повышения эксплуатационных свойств. Классификация предусматривает числовые обозначения, при необходимости разделяемые точкой для простоты чтения документации.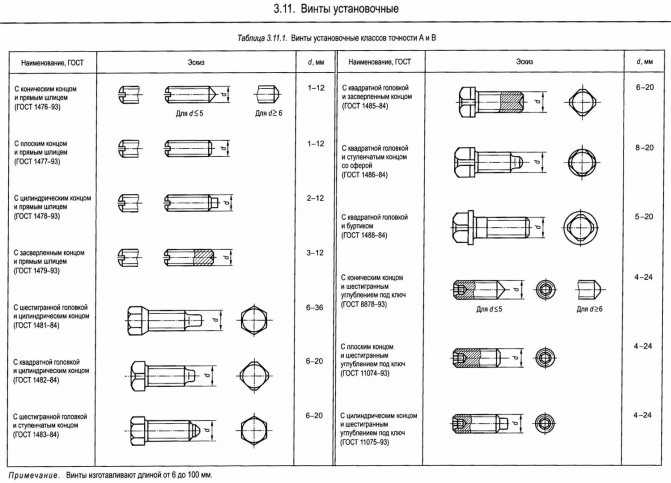 Первое число используется для описания 1/100 номинальной величины прочностного предела крепежа, измеряемой в Мпа, второе — демонстрирует соотношение границ текучести и прочности, которое нужно умножить на 10 для получения итогового значения. Это, по сути, и есть максимальная рабочая нагрузка используемого метиза — при расчете соединений применяют коэффициент 0,5-0,6, исключающий превышение допустимой нормы.
Первое число используется для описания 1/100 номинальной величины прочностного предела крепежа, измеряемой в Мпа, второе — демонстрирует соотношение границ текучести и прочности, которое нужно умножить на 10 для получения итогового значения. Это, по сути, и есть максимальная рабочая нагрузка используемого метиза — при расчете соединений применяют коэффициент 0,5-0,6, исключающий превышение допустимой нормы. При этом в конце описания проставляется ГОСТ, которому соответствует технология изготовления конкретной модели, из-за чего не все указанные пункты в обязательном порядке включаются в обозначение.
При этом в конце описания проставляется ГОСТ, которому соответствует технология изготовления конкретной модели, из-за чего не все указанные пункты в обязательном порядке включаются в обозначение.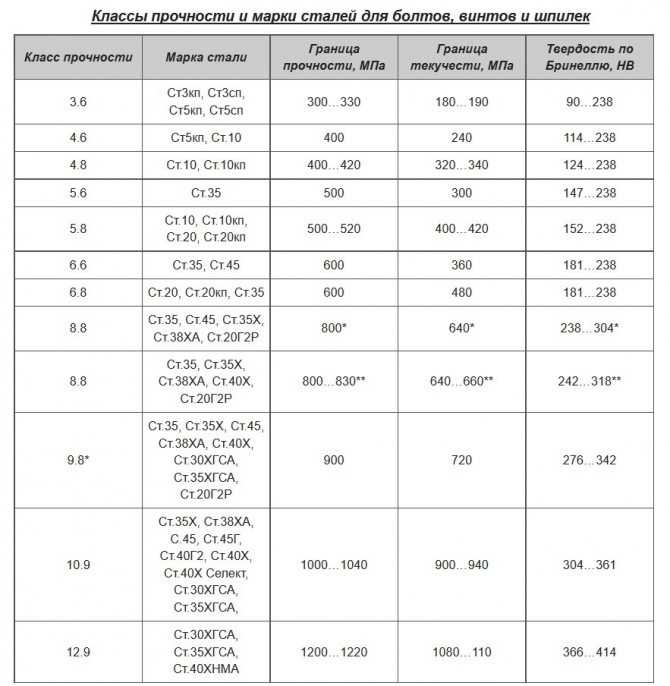 Начни использовать современные, более эффективные мобильные инструменты.
Начни использовать современные, более эффективные мобильные инструменты. .
. Болты, шпильки, винты, гайки — для решения каждой конкретной задачи требуется соответствующая комплектация. Основные показатели зависят от марки стали, использованной для изготовления — при подборе подходящего варианта стоит уделить особое внимание параметрам, которые обеспечивает тот или иной сплав, а также условиям и при предельной нагрузке, способной возникнуть в процессе применения креплений.
Болты, шпильки, винты, гайки — для решения каждой конкретной задачи требуется соответствующая комплектация. Основные показатели зависят от марки стали, использованной для изготовления — при подборе подходящего варианта стоит уделить особое внимание параметрам, которые обеспечивает тот или иной сплав, а также условиям и при предельной нагрузке, способной возникнуть в процессе применения креплений.
 Соответствие нагрузок сокращает риск произвольного откручивания или разрыва.
Соответствие нагрузок сокращает риск произвольного откручивания или разрыва.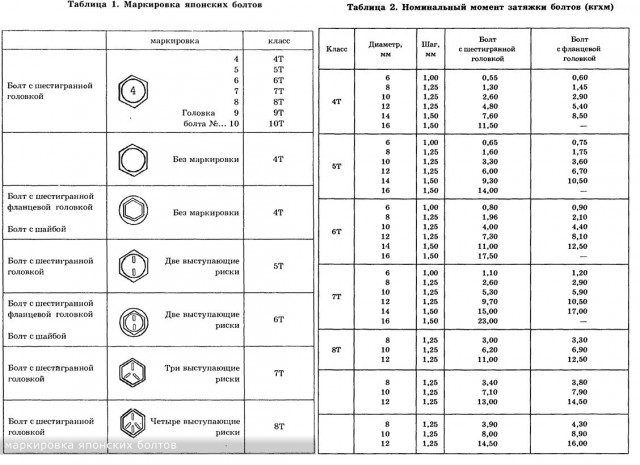 Однако в тех случаях, когда речь идет о профессиональном производстве или ремонте, рекомендуется использовать пневматическое или динамометрическое оборудование, позволяющее выставить нужный уровень затяжки.
Однако в тех случаях, когда речь идет о профессиональном производстве или ремонте, рекомендуется использовать пневматическое или динамометрическое оборудование, позволяющее выставить нужный уровень затяжки. Эти маркировки имеют определенное назначение, которое поможет вам глубже понять застежку. Маркировка указывает на марку, материал и размер крепежной детали.
Эти маркировки имеют определенное назначение, которое поможет вам глубже понять застежку. Маркировка указывает на марку, материал и размер крепежной детали.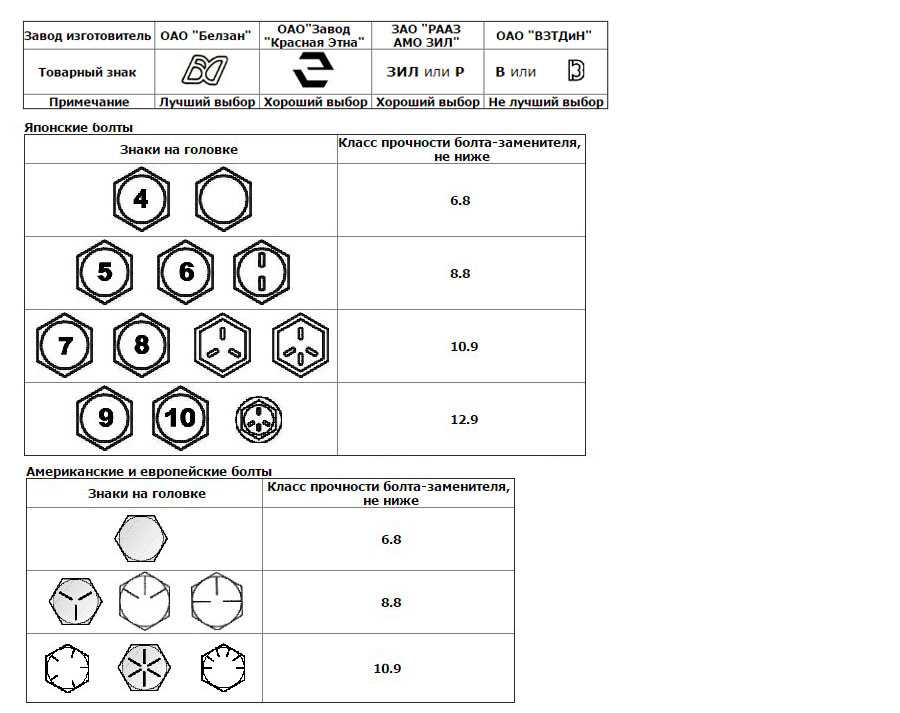
 Метрическая маркировка состоит из двух чисел, разделенных точкой. Цифры выгравированы на верхней или боковой части головки болта. Общие классы показателей – 5,8, 8,8, 10,9.и 12.9. Чем выше цифры, тем прочнее материал крепления.
Метрическая маркировка состоит из двух чисел, разделенных точкой. Цифры выгравированы на верхней или боковой части головки болта. Общие классы показателей – 5,8, 8,8, 10,9.и 12.9. Чем выше цифры, тем прочнее материал крепления.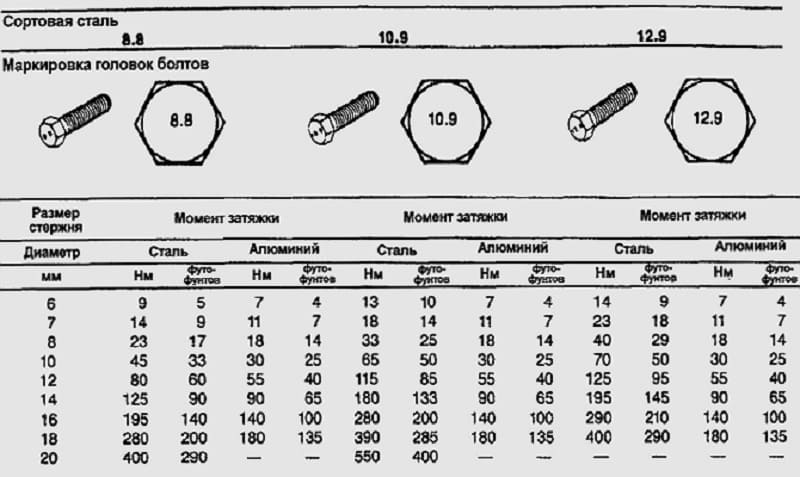 A4 представляет нержавеющую сталь 316, а 70 представляет прочность на растяжение. Прочность на растяжение соответствует 700 МПа морской нержавеющей стали. Число после A4 будет варьироваться в зависимости от прочности болта на растяжение.
A4 представляет нержавеющую сталь 316, а 70 представляет прочность на растяжение. Прочность на растяжение соответствует 700 МПа морской нержавеющей стали. Число после A4 будет варьироваться в зависимости от прочности болта на растяжение. Понимание прочности на растяжение невероятно важно при выборе оборудования, чтобы было ясно, достаточно ли оно прочно для приложения.
Понимание прочности на растяжение невероятно важно при выборе оборудования, чтобы было ясно, достаточно ли оно прочно для приложения.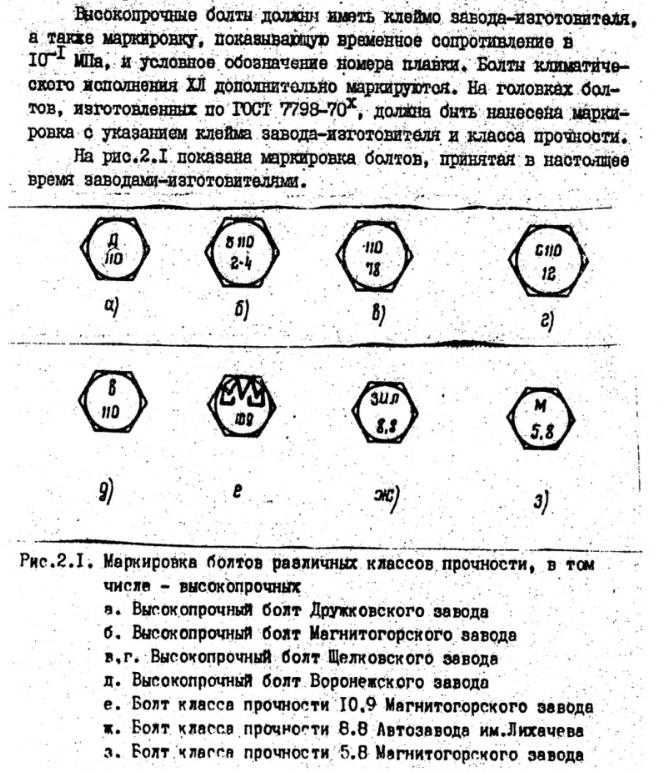 Предел текучести
Предел текучести 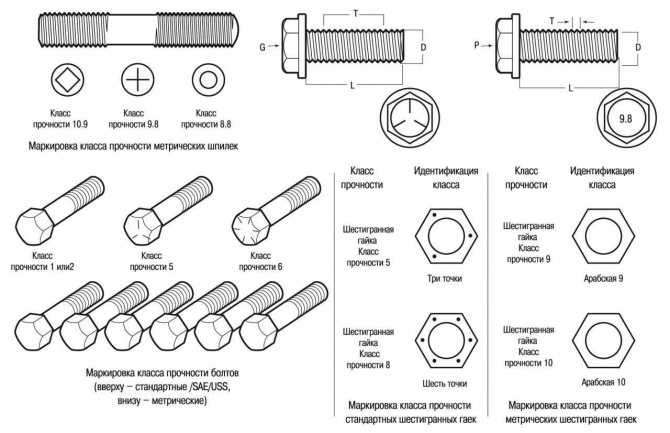 65 000 тип.
65 000 тип.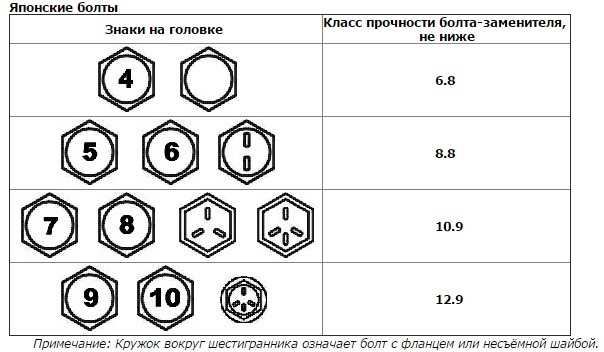 Прочность на растяжение
Прочность на растяжение 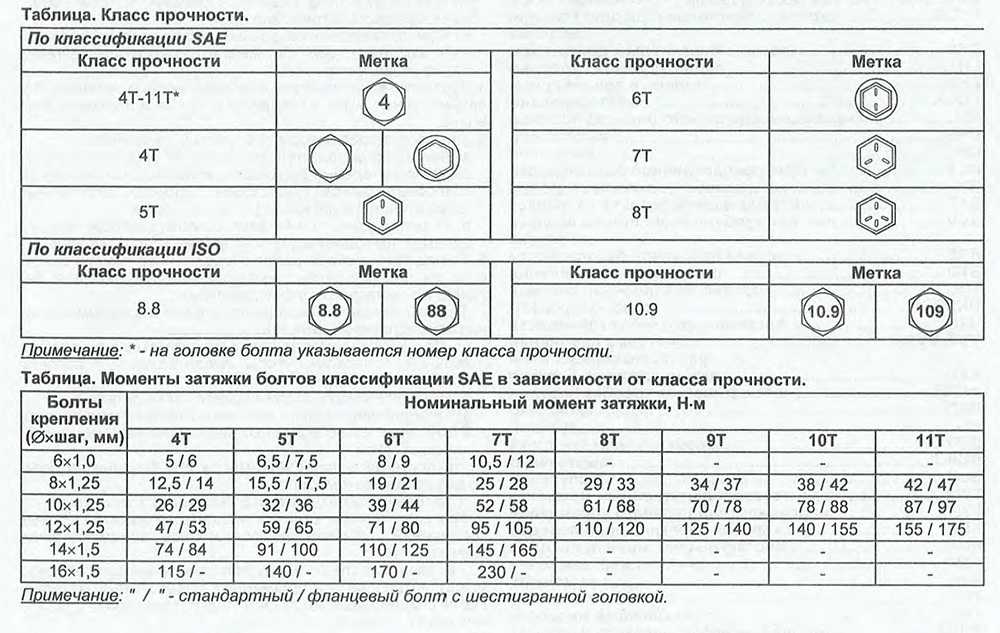
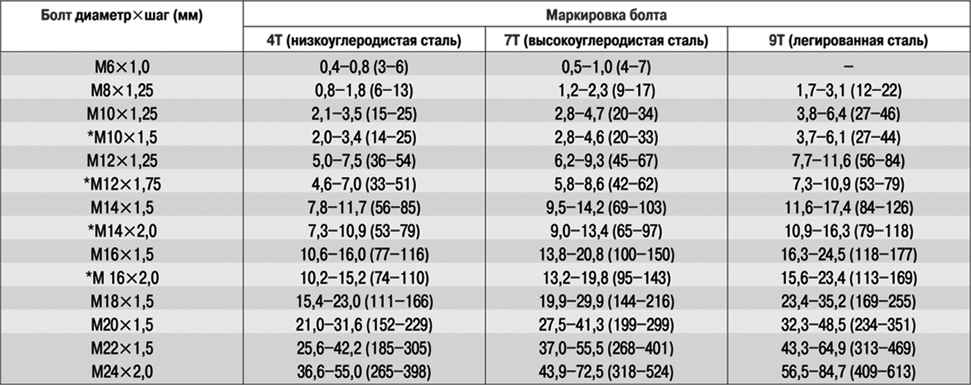 Клиновые анкеры Conquest, например, имеют буквенную маркировку на головке анкера. Буква означает длину застежки. Ознакомьтесь с техническими характеристиками клиновых анкеров Conquest, чтобы узнать, что означают буквы в размерах длины. Клиновые анкеры Conquest также имеют щит Conquest, отштампованный на зажиме в нижней части застежки.
Клиновые анкеры Conquest, например, имеют буквенную маркировку на головке анкера. Буква означает длину застежки. Ознакомьтесь с техническими характеристиками клиновых анкеров Conquest, чтобы узнать, что означают буквы в размерах длины. Клиновые анкеры Conquest также имеют щит Conquest, отштампованный на зажиме в нижней части застежки. Благодаря превосходному опыту покупок в Интернете, отраслевым экспертам, доступным по телефону, и расположению в центре Среднего Запада, USCC стремится предоставить вам то, что вы хотите, когда вам это нужно. Для получения дополнительной информации посетите сайт www.fastenersplus.com
Благодаря превосходному опыту покупок в Интернете, отраслевым экспертам, доступным по телефону, и расположению в центре Среднего Запада, USCC стремится предоставить вам то, что вы хотите, когда вам это нужно. Для получения дополнительной информации посетите сайт www.fastenersplus.com Метрические болты немного более прямолинейны, обычно их номер класса прочности проштампован прямо на головке болта. На лицевой стороне некоторых метрических гаек также указан номер класса прочности. На приведенной ниже диаграмме показаны примеры английской и метрической маркировки болтов и гаек.
Метрические болты немного более прямолинейны, обычно их номер класса прочности проштампован прямо на головке болта. На лицевой стороне некоторых метрических гаек также указан номер класса прочности. На приведенной ниже диаграмме показаны примеры английской и метрической маркировки болтов и гаек. Предел текучести (psi)
Предел текучести (psi) 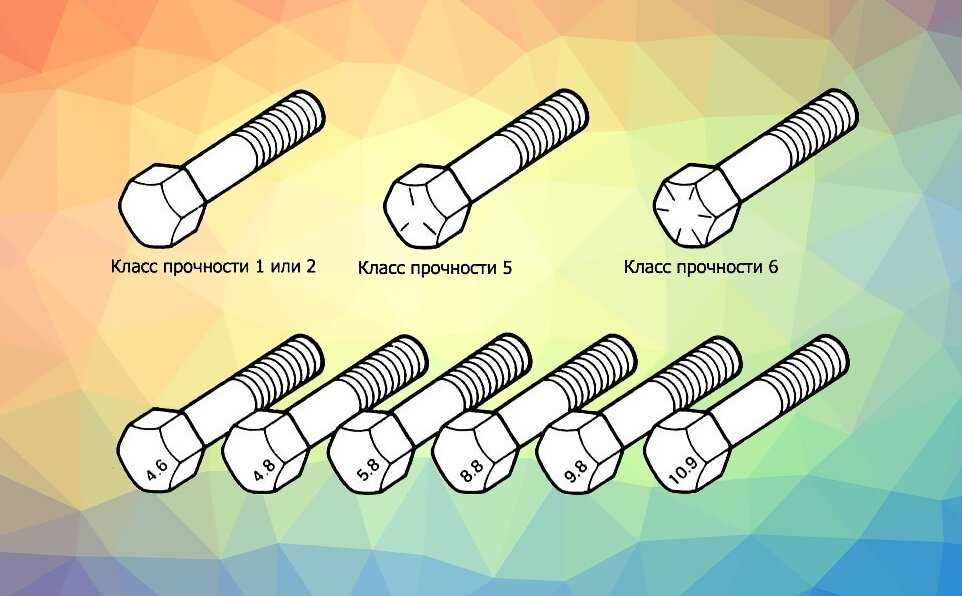 -1/2″
-1/2″