Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Все риски за использование информаци с сайта посетители берут на себя. Проект TehTab.ru является некоммерческим, не поддерживается никакими политическими партиями и иностранными организациями.
Подбор диаметров сверл под резьбу
Содержание
1 Рекомендации по созданию
2 Выбор сверл для нарезания
3 Приспособления для формирования резьбы в изделии
При создании разъемных соединений оптимальным вариантом является резьбовое сочленение. Такие элементы используются повсеместно. С метизами, обладающими внешней резьбой проблем не существует. Они распространены в свободной продаже и их легко подобрать под свои нужды. При необходимости создании внутренней нарезки все несколько сложнее. Не везде, где необходимо она имеется. Поэтому приходится прибегать к самостоятельной нарезке вручную или с применением станков. Далее разберем, как правильно подобрать диаметр сверла под резьбу и приведем таблицы с этими данными.
Содержание
Рекомендации по созданию
Выбор сверл для нарезания
Приспособления для формирования резьбы в изделии
Рекомендации по созданию
Можно выделить несколько видов:
Наружную;
Внутреннюю.
Соединения подобного типа используются почти повсеместно. Они позволяют придавать вращению деталям поступательные движения. В любом оборудовании и механизмах применяются подобные сочленения.
Можно также выделить следующие группы:
Однозаходовые;
Многозаходовые;
По направлению движения направляющего типы:
Левые;
Правые.
По существующей системе размеров также существуют:
Трубные;
Метрические;
Дюймовые.
Метрическая резьба характеризуется особым профилем, который обладает формой треугольника. Угол — 60°. Замер размеров производится в миллиметрах. В процессе создания больших шагов маркировка производится цифрами с включением буквенных обозначений. Цифровые данные показывают размер наружного диаметра. В любом техническом чертеже можно найти характеристики вида «М4, М6, М8» и аналоги. При обозначении метрической резьбы с нестандартными шагами, то дополнительно вводится цифра, обозначающая размер шага. В этом случае данные выглядят так – М8х0,8.
Соответственно с данными таблицы диаметров сверл под резьбу (далее приведен перечень формата «резьба – размер сверла»):
М5 – 0,42 см;
М4 – 0,33 см;
М8 – 0,67 см;
М12 – 0,96 см.
Под нарезку М6 подойдет отверстие диаметром 0,5 см. Для резьбы М3 сверло должно быть диаметром 0,21 см.
Вычислить размер отверстия можно по формуле, однако обычно используют специально разработанные таблицы диаметров сверл под резьбу. Так получается гораздо удобнее и быстрее, чем каждый раз считать все в своем уме.
Дюймовая обладает иным углом профиля. Он составляет 55°. Диаметр отверстий указывается в дюймах, а число ниток определяет шаг.
Трубная имеет отличие в первоначальном диаметре, который основывается на размере трубного отверстия. При обработке таких материалов нарезку выполняется лишь наружная.
Выбор сверл для нарезания
Для создания внутренней резьбы своими силами необходимо в заготовке создать отверстие, диаметром соответствующее инструменту для последующего нарезания. Любое отверстие обязано точно соответствовать размерам режущего инструмента. Как раз по этой причине следует точно подбирать размер сверла под последующую резку.
Сейчас проблем с поиском подходящего диаметра сверла не существует. Строительный рынок предлагает любые модификации сверл, начиная минимальными и заканчивая наиболее крупными. Исходя из конкретной задачи, можно создавать отверстия необходимых диаметров под те или иные нужды.
Приспособления для формирования резьбы в изделии
Чтобы нарезать внутри заготовки, требуется метчик. Это приспособление, напоминающее винт, обладающее углублениями, которые заострены. Стержень может являться коническим или цилиндровым. Канавки расположены продольным образом, разделяют резьбовое соединение на элементы, которые называются гребнями. Гребневые края представляют собою рабочие части.
Чтобы канавка была чистой, слой стали требуется убирать постепенно. Для этого понадобится одно приспособление, имеющее большую длину, или несколько соответствующих инструментов.
Единичные метчики также можно купить. Обычно их задействуют для восстановления испорченной резьбы. Чтобы нарезать новую, берут комплект. По данной причине метчики зачастую предоставляются потребителям по две штуки. Один предназначается для чернового обрабатывания, второй – для чистового. Первый создает углубление малого размера, Второй – проводит его очистку и увеличение. Изготавливаются и трехпроходные приспособления. Они монтируются в воротки. Устройство воротков бывает различным. Их размер должен находиться в соответствии с размером сверла.
В комплекте все предметы имеют метки. Они наносятся на хвостовики. Различия между рисками таковы:
у метчика №1 верха зубьев подрезаны, гребенки достаточно длинны. Наружный радиус несколько меньше, чем у иных приспособлений в комплекте;
у метчика №2 заборная область покороче, гребни подлиннее. Его размер больше, чем у метчика №1;
метчик №3 имеет полные гребни зубцов. Его величина должна быть такой же, как и у формируемой резьбы.
Метчики бывают трубные (маркируются символом «G», предназначаются для формирования нарезки в трубных изделиях) и метрические (предназначаются для нарезания метрических типов).
Качество нарезки прямо зависимо от показателей метчика. Он должен быть сделан из высококачественного материала, располагать достаточной остротой. Чтобы продлить время применения приспособления и сделать выше параметры нарезки, задействуют смазывающее средство. Зачастую для того чтобы обучиться нарезанию, бывает достаточно трех-пяти попыток.
Работая со сверлом и резьбовым соединением необходимо с тщательностью выбирать характеристики инструмента, т.к. только в этом случае гарантируется качественный результат. Для этого и предлагаем соответствующие таблицы с необходимыми данными под все размеры.
т.р. база знаний | Размеры резьбы и зазоры отверстий
База знаний TR | Размеры резьбы и зазоры отверстий
Рекомендации по размеру сверла и зазору отверстия.
Все размеры носят рекомендательный характер и указаны в мм.
Метрическая резьба
Резьба
Размер сверла для нарезания стандартной метрической резьбы
Размер сверла для нарезания мелкой метрической резьбы
Зазорное отверстие
М1
0,75
—
1,2
M1.2
0,95
—
1,4
M1.4
1.1
—
1,6
М1,6
1,5
—
1,8
М1,8
1,4
—
2
М2
1,6
—
2,4
M2.2
1,7
—
2,8
М2,5
2
—
2,9
М3
2,5
—
3,4
М3,5
2,9
—
3,9
М4
3,3
—
4,5
М5
4. 2
—
5,5
М6
5
—
6,6
М8
6,8
7
9
М10
8,5
8,8
11
M12
10,2
10,8
13,5
М14
12
12,5
15,5
М16
14
14,5
17,5
М18
15,5
16,5
20
М20
17,5
18,5
22
M22
19,5
20,5
24
M24
21
22
26
М27
24
25
30
М30
26,5
28
33
Унифицированные потоки
Размер винта
нитей на дюйм
Резьбовое отверстие
Зазорное отверстие
Алюминий, латунь, пластик
Черные материалы
Все материалы
Узкая посадка
Свободная посадка
Размер сверла
Размер сверла
Размер сверла
Размер сверла
0
80
3/64
55
52
50
1
64
53
1/16
48
46
72
53
52
2
56
50
49
43
41
64
50
48
3
48
47
44
37
35
56
45
43
4
40
43
41
32
30
48
42
40
5
40
38
7/64
30
29
44
37
35
6
32
36
32
27
25
40
33
31
8
32
29
27
18
16
36
29
26
10
24
25
20
9
7
32
21
18
12
24
16
12
2
1
28
14
10
32
13
9
1/4
20
7
7/32
Ф
Х
28
3
1
32
7/32
1
5/16
18
Ф
Дж
Р
Q
24
я
32 сентября
32
32 сентября
л
3/8
16
5/16
В
Вт
х
24
В
С
32
32. 11
Т
7/16
14
У
25/64
29/64
15/32
20
25/64
13/32
28
Д
З
1/2
13
27/64
29/64
33/64
17/32
20
29/64
15/32
28
15/32
15/32
16 сентября
12
31/64
33/64
37/64
19/32
18
33/64
17/32
24
33/64
17/32
5/8
11
17/32
16 сентября
41/64
21/32
18
37/64
19/32
24
37/64
19/32
16. 11
24
41/64
21/32
45/64
23/32
3/4
10
21/32
16/11
49/64
25/32
16
16/11
45/64
20
45/64
23/32
13/16
20
49/64
25/32
53/64
27/32
7/8
9
49/64
51/64
57/64
29/32
14
13/16
53/64
20
53/64
27/32
15/16
20
57/64
29/32
61/64
31/32
1
8
7/8
59/64
1-1/64
1-1/32
12
15/16
61/64
20
61/64
31/32
1-1/16
18
1. 000
1-1/64
1-5/64
1-3/32
1-1/8
7
63/64
1-1/32
1-9/64
1-5/32
12
1-3/64
1-5/64
18
1-1/16
1-5/64
1-3/16
18
1-1/8
1-9/64
1-13/64
1-7/32
1-1/4
7
1-7/64
1-5/32
1-17/64
1-9/32
12
1-11/64
1-13/64
18
1-3/16
1-13/64
1-5/16
18
1-1/4
1-17/64
1-21/64
1-11/32
1-3/8
6
1-7/32
1-17/64
1-25/64
1-13/32
12
1-19/64
1-21/64
18
1-5/16
1-21/64
1-7/16
18
1-3/8
1-25/64
1-29/64
1-15/32
1-1/2
6
1-11/32
1-25/64
1-33/64
1-17/32
12
1-27/64
1-7/16
18
1-7/16
1-29/64
1-9/16
18
1-1/2
1-33/64
1-37/64
1-19/32
1-5/8
18
1-9/16
1-37/64
1-41/64
1-21/32
1-11/16
18
1-5/8
1-41/64
1-45/64
1-23/32
1-3/4
5
1-9/16
1-5/8
1-49/64
1-25/32
Размер сверла для нарезания резьбы M5?
студент123
Известный член
#1
Мне нужно просверлить и нарезать резьбу в macine класса ali для болта M5 , поиск в Интернете говорит, что используйте отверстие 4,2 мм. Мои сверла работают на 4 мм, а затем на 4,5 мм не видят прямого британского эквивалента 4,2 мм.
лучше использовать сверло 4 или 4,5 мм для сверления отверстия?
Майк
ДжимМ
Известный член
#2
Обычно я использую размер 4,5 мм, и до сих пор у меня не было никаких проблем. На самом деле я думаю, что размер 4,5 мм подойдет для M5 с мелким шагом
HTH
Jim
тел
Известный член
#3
Вы сойдете с 4,5 мм для M5, но вам действительно нужно получить правильные 4,2 мм. Фактически, лучшая инвестиция, которую может сделать любая мастерская, имеющая дело с метрической резьбой, — это набор сверл 1–5,9 x 0,1 шага.
Боб Уорд
Известный член
#4
Вы не производите детали для адронного коллайдера, поэтому сверло диаметром 4,5 мм будет работать, как было сказано.
Лично я бы купил сверло диаметром 4,2 мм, так как вы находитесь в Великобритании, и у вас не должно возникнуть проблем с его поиском.
Оловянный сокол
Известный член
#5
распечатать копию этого http://littlemachineshop.com/Reference/TapDrillSizes.pdf Жестяная банка
Голубой чип
Известный член
#6
студент123 сказал:
Мне нужно просверлить и нарезать резьбу в Macine Grade Ali для болта M5 , поиск в Интернете говорит, что используйте отверстие 4,2 мм. Мои сверла работают на 4 мм, а затем на 4,5 мм не видят прямого британского эквивалента 4,2 мм.
лучше использовать сверло 4 или 4,5 мм для сверления отверстия?
Майк
Нажмите, чтобы развернуть…
Майк
Это источник в Великобритании, я считаю, что они очень выгодны по цене. Вы можете просто получить индивидуальные размеры для постукивания по мелкой метрике. Хотя лучше бы достал комплект как говорит Тел. Вы обнаружите, что некоторые материалы стучат лучше, если размер на одну десятую или около того больше номинального размера. http://www.axminster.co.uk/axminster-packs-of-5-ground-hss-drill-bits-prod20559/ Дэйв БК
Нед Ладд
Известный член
#7
Привет, Майк, Имперский эквивалент 4,2 мм — сверло номер 19. Лично я бы использовал 4,3 или номер 18 (зацепление резьбы 80%), но подойдет любой размер до 4,5 мм (60%), в зависимости от материала и области применения. Если вы стремитесь к 75-80% вовлеченности, особенно в тредах небольшого размера, вы будете ломать меньше кранов, не то чтобы кто-то на этом сайте достаточно неуклюж, чтобы сломать любой, конечно. Нед
Лью_Меррик_PE
Гость
#8
Привет, Майк, 9 лет0003
Если вы зайдете на сайт http://www. scribd.com/Lew Merrick, вы найдете документ Рекомендации по пилотным отверстиям , в котором приведены уравнения для расчета различных посадок пилотных отверстий (метчиков) и их влияния на прочность. сустава. Предполагается, что «стандартное» сверло для метчика создает резьбовое отверстие с зацеплением на 75% от полной резьбы. Это соглашение основано на обеспечении максимального срока службы метчика в большинстве случаев наряду с общепринятой допустимой осевой нагрузкой в соединении. Если используется фактическое 75% полного зацепления резьбы, то соединение имеет резьбу 9.На 0 % прочнее соединения со 100 % резьбовым зацеплением.
Стандартная резьба M5 более формально определяется как резьба M5 X с шагом 0,8 мм. В этом случае направляющее отверстие ø4,5 мм создаст соединение с зацеплением на 48% полной резьбы. Это будет соединение, которое на 53% прочнее, чем соединение со 100% резьбовым зацеплением при осевой нагрузке. Это будет лучший , который вы можете получить от соединения, поскольку другие факторы (качество метчика, качество настройки резьбонарезания и т. д.) ухудшат его значение.
Да, более чем в 90% случаев использование сверла с увеличенным (согласно таблице) метчиком будет работать нормально. Проблема в том, что настоящий ответ требует понимания применения и загрузки сустава. В вашу пользу работает то, что в большинстве конструкций используются винты/болты значительно большего размера, чем требуется на самом деле. Типичный винт M5 с пределом текучести 1100 МПа не поддастся, пока к нему не будет приложено усилие 13,8 кН. Конструкторы часто используют «оценку на глаз», а не смотрят на фактические нагрузки. Это приводит к условиям (1) использования резьбы гораздо большего размера, чем необходимо; или (2) выход из строя резьбы (обычно, когда винт или болт переходит в режим изгиба).
Jasonb
Победитель проекта месяца!!!
#9
Размер 11/64 будет разумным дробным размером, если у вас нет сверл с буквами/цифрами.
Джейсон
Арнольдб
Известный член
#10
Майк, тебе дали много хороших советов.
Кстати, большую часть времени я также использую метрическую систему. Я рано узнал, что места, где я могу купить метчики, также продают подходящие сверла для метчиков, и я стараюсь покупать сверла для метчиков нужного размера (или пару для метчиков <4 мм), когда покупаю метчики. Затем я храню метчики и сверла вместе, отдельно от моих «обычных» сверл. Это избавляет от многих разочарований, когда дело доходит до постукивания.
Кроме того, это хорошо работает и для сверл для разверток; для своих разверток до 8 мм я покупаю высококачественные сверла, размер которых на 0,1 мм меньше, и проверяю их на сверление по размеру (не больше), а затем храню их вместе с развертками. Свыше 8 мм я использую сверла на 0,2 мм меньше, т.е. сверло 9,8 мм для развертки 10 мм. Это также избавит вас от многих разочарований в дальнейшем.
С уважением, Арнольд
Лью_Меррик_PE
Гость
#11
арнольдб сказал:
Затем я храню метчики и сверла вместе, отдельно от моих «обычных» сверл. Это избавляет от многих разочарований, когда дело доходит до постукивания.
Кроме того, это хорошо работает и для сверл для разверток; для своих разверток до 8 мм я покупаю высококачественные сверла, размер которых на 0,1 мм меньше, и проверяю их на сверление по размеру (не больше), а затем храню их вместе с развертками. Свыше 8 мм я использую сверла на 0,2 мм меньше, т.е. 9Сверло 0,8 мм для развертки 10 мм. Это также избавит вас от многих разочарований в дальнейшем.
Нажмите, чтобы развернуть…
Хотя я живу и работаю почти исключительно в дюймовом мире, это очень хороший совет. Почти все мои краны живут в деревянных лотках с поликарбонатной (лексановой — акриловой было бы лучше, но у меня есть клиент, для которого я все время делаю шаблоны из поликарбоната, и у меня осталось много мелких деталей) сдвижной крышкой. Каждый лоток предназначен для стандартного метчика, пробки, донышка и спирального метчика (как минимум) с «скользящей верхней стороной», направленной так, чтобы прозрачная крышка хорошо подходила. На всех четырех сторонах лотка есть фирменная информация о кране (выжигание по дереву), поэтому я могу идентифицировать их, когда они стоят на полке.
В таком же наборе лотков я храню свои метчики с удлиненным подрезом. Любой, кто не использовал их, будет приятно удивлен, когда дело дойдет до нарезки глубоких отверстий — вы можете сделать это глубже, чем разумно, когда вам нужно. Поскольку эти метчики обычно имеют длину 6 или 8 дюймов (150 или 200 мм), держать их со «стандартными» метчиками нецелесообразно.
Я думал сделать то же самое со своими развертками, но это нецелесообразно для меня. Сегодня утром я развёртывал алюминий (7075-T6), а сегодня днём буду развёртывать нержавеющую сталь 303. Для разных материалов нужны разные припуски. Если бы я работал с более узким диапазоном материалов, это, вероятно, сработало бы.
студент123
Известный член
#12
Мужчины,
Спасибо за множество замечательных ответов. Я выбрал 4,5 мм: сначала просверлил центр, затем 2 мм пилот (может быть, перебор?), затем 4,5 мм, затем нарезал резьбу. Работал нормально.
Майк
рози
Известный член
№13
Привет всем Как правило, чтобы найти размер отверстия для метрических метчиков, нужно вычесть шаг из диаметра метчика. например, сверло M5x.7 = 4,3
классификация и эксплуатационные свойства – ООО «Север-М»
Купить ЦПС необходимо для любых строительных работ. Цемент — это основа строительства, поэтому выбору цементно-песчаной смеси, из которой он делается, нужно уделить особое внимание.
Существует несколько видов цемента, каждый из которых обладает своими особенностями:
Портландцемент. ЦПС СПб с преобладанием алита. Один из самых распространенных видов цемента, существует масса его разновидностей.
Магнезиальный цемент. В основе смеси лежит магнезит.
Глиноземный цемент. В смеси преобладает алюминатная фаза. Такой материал быстро застывает на открытом воздухе, в сухом виде обладает высокой прочностью.
Смешанный цемент. Смесь получается путем соединения вышеперечисленных видов цементов, нередко добавляются шлаки, воздушные вяжущие, минеральные примеси.
Кислотоупорный цемент. Главным элементом смеси является гидросиликат натрия, кремнефтористый натрий, кварцевый песок.
Когда хотят купить ЦПС, обычно подразумевают один из видов портландцемента. Хотя на сегодняшний день существует более 30 видов цементов, портландцемент является наиболее распространенным.
Маркировка ЦПС
Чтобы купить ЦПС для конкретных работ, необходимо знать их эксплуатационные особенности. Вот самые часто используемые марки цементно-песчаных смесей:
ЦПС М-100. Смесь для ручного оштукатуривания и финишной отделки с добавлением речного песка и карбонатной извести.
ЦПС М-150. Самая популярная смесь для любых отделочных работ.
ЦПС М-200. Смесь, обладающая сходными с ЦПС М-150 характеристиками, но более прочная, поэтому лучше подходит для бетонирования, используется при укладке бетонных блоков.
ЦПС М-300 Пескобетон. В составе содержит мелкозернистый бетон, используется для создания ударопрочных бетонных стяжек, фундаментов промышленных зон и бетонных стен.
ЦПС М-400 Сухой бетон. В составе смеси содержатся пластификаторы, снижающие пористость материала, сохраняя при этом подвижность и морозостойкость скрепляемой массы.
При покупке цемента необходимо учитывать предел эксплуатационной нагрузки. Его легко увидеть по маркировке. Например, у ЦПС М 150 предел эксплуатационной нагрузки 150 кг на каждый кубический сантиметр.
Преимущества цемента ЦПС М 150
Если необходимо купить ЦПС для отделочных работ, то выбор в большинстве случаев делается в пользу ЦПС М-150. Данная смесь подходит для шпатлевания, заделки щелей, бетонирования лестниц, устранения неровностей потолков и стен. Также цемент такого типа незаменим во время кладочных и монтажных работ. Лучше всего ЦПС М-150 ложится на кирпичные, цементно-песчаные и цементно-известковые основания.
Производство сухой строительной смеси ЦПС М-150 ведется в соответствии с ГОСТ 28013-98.
Есть возможность купить ЦПС данного типа нескольких разновидностей:
Универсальная смесь. Разработана для заделки швов в бетоне, для создания легких фундаментов и бетонирования пола.
Штукатурная смесь. Идеальна для финишной внутренней отделки вручную.
Монтажно-укладочная смесь. Создана для бетонирования лестниц и укладки бетонных блоков.
Хотя ЦПС М-150 применяется очень широко, есть и ограничения, которых стоит придерживаться при работе со смесью. Не рекомендуется наносить готовый цемент на кафельную плитку, а также поверхности, покрытые красками или лаком. Сцепление с этими материалами плохое, поэтому высохшая смесь может просто отвалиться. Перед нанесением необходимо убедиться, что поверхность прочная, сухая, чистая и обезжиренная.
Песчано-цементная смесь (М-150) | ООО «Гефест Груп» Южно-Сахалинск
Сахалинская область, Анивский район, с. Троицкое, здание западнее ул. Новотроицкая ,12 А [email protected]
Сухая строительная песчано-цементная смесь «Гефест» для внутренних и наружных работ. Предназначена для ремонтно-строительных работ: заделки выбоин, кирпичной кладки, выравнивания поверхностей из кирпича, выравнивания полов и т.п. Изготовлено в соответствии с ГОСТ 31189.
Ед. изм.
Цена от 1 меш.
Цена от 120 меш.
Цена от 400 меш.
мешок (25 кг.)
300 ₽
— ₽
договорная
Характеристики
Свойство
Значение
Вяжущий компонент
цемент
Внешний вид сухой смеси
серая сыпучая однородная смесь
Влажность сухой смеси
0,1%
Максимальная фракция заполнителя
0,63 мм
Расход воды для затворения:
на 1 кг смеси
0,15–0,17 л
на 25 кг смеси
3,75–4,25 л
Время пригодности растворной смеси к использованию
30 минут
Марка по прочности на сжатие
М 150
Высыхание
через 24 часа
Температура применения
от +5 до +30°С
Слой нанесения
3–50 мм
Прочность сцепления раствора с бетонным основанием
0. 5 Мпа
Расход материала при слое 1 мм
1,5–1,6 кг/м²
Описание
Цементно-песчаные смеси относятся к дешевым, или экономичным, материалам, позволяющим выполнить ремонтно-строительные работы с небольшими материальными затратами. До недавнего времени строители покупали элитные строительные смеси для выполнения финишных отделочных работ, в то время как самый простой строительный раствор из песка и цемента для черновых и общестроительных работ готовили сами. Сейчас культура строительства выросла настолько, что ни одна стройка не обходится без готовой сухой цементно-песчаной смеси. Помимо удобства в применении, ПЦС позволяют повысить качество черновых работ, поскольку соотношение песка и цемента в них оптимально и стабильно.
Зимой необходимо добавлять в растворы противоморозную добавку, позволяющую выполнять кладочные и штукатурные работы при температуре до минус 15°С.
Подготовка основания
Основание должно быть прочным, сухим, очищенным от пыли, извести, жиров, краски и отслоений. Основание предварительно обработать грунтовкой.
Приготовление раствора
Всыпать сухую смесь в чистую воду комнатной температуры, перемешивая механически до получения густой однородной массы. Готовая смесь сохраняет свои свойства в течение 30 минут. Количество воды для затворения указано в таблице.
Температура растворной смеси и окружающей среды в процессе проведения работ должна быть от +5 до +30°С.
Упаковка и хранение
Поставляется в мешках по 25 кг.
Срок хранения в сухом помещении в закрытой упаковке 6 месяцев со дня изготовления.
Рекомендации
Кроме изложенной на упаковке информации о способах применения материала, при работе с ним следует руководствоваться инструкциями по ведению общестроительных работ и технике безопасности в строительстве.
Портландская известь и песчаный раствор
Строительный / ненесущий раствор для кирпичной и блочной кладки
ТИП M (PL-02), ТИП S (PL-03), ТИП N (PL-04), ЦВЕТ (PL-05)
SPEC MIX® Кладочный раствор с портланд-известью и песком представляет собой сухую предварительно смешанную растворную смесь, содержащую портландцемент, гашеную известь и сухой кладочный песок, разработанную для превосходного сцепления, удержания воды и долговечности плит. Доступны растворы типа M, типа S и типа N, которые соответствуют стандартам ASTM C 270, ASTM C 1714 и CSA A179.требования. SPEC MIX Portland Lime & Sand доступен в стандартных или нестандартных цветах. Кроме того, доступны специальные составы смесей для конкретных применений или свойств, стандартный раствор Portland Lime & Sand разработан так, чтобы быть совместимым с характеристиками указанной кладочной единицы. Приемлем для всех типов каменной кладки с представлением по запросу. Его можно использовать выше или ниже класса, если он изготовлен в соответствии с соответствующей спецификацией.
SPEC MIX Portland Lime & Sand производится в соответствии со строгими производственными стандартами, и при каждой партии осуществляется полный контроль качества. Цифровая распечатка, отображающая правильные пропорции для каждой партии, может храниться в качестве постоянной записи. Каждый производитель SPEC MIX подтверждает, что кладочная продукция SPEC MIX разработана в соответствии со спецификациями проекта и применимыми стандартами ASTM, TMS и CSA.
Портландцементный, известково-песчаный раствор SPEC MIX® поставляется в упаковках по 80 фунтов (36,3 кг) для удобной загрузки вручную или в многоразовых мешках по 3000 фунтов (1360,8 кг) для использования с различными растворами SPEC MIX®. силосные системы.
УЗНАТЬ БОЛЬШЕ ЗДЕСЬ
ПОРТЛАНДСКАЯ ИЗВЕСТЬ И ПЕСОК — РАСЧЕТНЫЙ ДОХОД
Типы раствора M, S, N
Мешки 80 фунтов
Мешки 3000 фунтов
Блок 4 дюйма
14–16
525–600
Блок 6 дюймов
11–13
450–500
8-дюймовый блок
10–12
400–450
10-дюймовый блок
10–12
400–450
Блок 12 дюймов
9–11
350–400
Модульный кирпич
37 — 39
1400 — 1475
Большой кирпич
31 — 33
1 175 — 1 250
Большой кирпич
25 — 27
950 — 1,025
Вспомогательный кирпич
22 — 24
850 — 925
Вышеупомянутые показатели являются приблизительными и зависят от методов труда, условий на месте и дизайна работы. Выходы включают типичные отходы. В некоторых областях, таких как Флорида, Калифорния, Орегон, Вашингтон, урожайность выше благодаря местным материалам и методам. Пожалуйста, свяжитесь с вашим местным представителем для получения более подробной информации об урожайности в вашем регионе.
ASTM C 270 ХАРАКТЕРИСТИКИ СПЕЦИФИКАЦИИ (подготовлено в лаборатории)
Тип
Минимальная прочность на сжатие через 28 дней, МПа
Водоудержание, не менее %
Содержание воздуха, не более %
М
2 500
75
12
С
1 800
75
12
Н
750
75
14*
*При включении конструктивной арматуры в цементно-известковый раствор максимальное содержание воздуха должно составлять 12%
CSA A 179 ХАРАКТЕРИСТИКИ СВОЙСТВ (подготовлено в лаборатории)
Тип
Минимальная прочность на сжатие через 28 сут, МПа
Водоудержание, минимум %
Содержание воздуха, максимум %
М
17,5 МПа
70
18
S
12,5 МПа
70
18
Н
5 МПа
70
18
Полный контроль качества в каждой упаковке
Составы смесей, испытанные в лаборатории ASTM C 270
Предварительно смешанный с песком для минимизации трудозатрат
Консистенция от партии к партии, каждый день
Отличная удобоукладываемость и срок службы платы>
На площадке не осталось куч песка или отходов
Тип раствора должен соответствовать конкретному используемому элементу кладки. Разработчик должен оценить взаимодействие типа раствора и указанного элемента кладки. То есть блоки каменной кладки, имеющие высокую начальную скорость впитывания, будут иметь большую совместимость с раствором, обладающим высокой водоудерживающей способностью. Материальные свойства раствора, которые влияют на структурные характеристики каменной кладки, — это прочность на сжатие, прочность сцепления и эластичность. Поскольку прочность кладочного раствора на сжатие, как правило, менее важна, чем прочность сцепления, удобоукладываемость и водоудерживающая способность, последним свойствам следует уделить основное внимание при выборе раствора. Выбирайте строительный раствор на основе проектных требований и с учетом положений норм и спецификаций, на которые распространяется строительный раствор.
Образец предлагаемого продукта будет предоставлен производителем для архитектурного утверждения и испытаний, если это необходимо. Подготовка панели со всеми материалами и системами, используемыми в окончательном проекте, является обязательной. Сохраните макет или полевой образец до завершения проекта.
Дайте раствору высохнуть не менее 7 дней, но не более 28 дней перед очисткой. Проконсультируйтесь с производителем блоков каменной кладки и чистящих химикатов для получения дальнейших инструкций по обеспечению надлежащих процедур мытья.
Очищайте каменную кладку только запатентованным национальным чистящим средством (в соответствии с инструкциями производителя) или питьевой водой. Продукты SPEC MIX должны храниться сухими, накрытыми и защищенными от непогоды и других повреждений.
SPEC MIX Portland Lime & Sand Mortar доступен в упаковках по 80 фунтов (36,2 кг) для удобной ручной загрузки или в многоразовых мешках по 3000 фунтов (1360,7 кг) для использования с различными силосными системами SPEC MIX. При использовании силосной системы, как только объемные мешки с раствором доставляются на проектную площадку, переносной бункер загружается вилочным погрузчиком, и продукт дозируется в механический смеситель периодического действия. (См. руководство по эксплуатации силоса.)
НОСИТЕ НЕПРОНИЦАЕМЫЕ ПЕРЧАТКИ , например, из нитрила. 1. Смешивание лучше всего выполнять с помощью механического миксера, чтобы обеспечить оптимальную удобоукладываемость и производительность. 2. Используйте чистую питьевую воду; добавьте количество воды, соответствующее оптимальной удобоукладываемости, которое обеспечивает достаточное количество воды для удовлетворения начальной скорости впитывания каменной кладки. 3. Время смешивания составляет от четырех до пяти минут при использовании механического смесителя периодического действия и должно оставаться постоянным от партии к партии. 4. Придерживайтесь одних и тех же процедур смешивания для обеспечения согласованности на протяжении всего проекта. 5. Инструментальный раствор для швов, когда поверхность твердая. Следите за тем, чтобы время обработки было постоянным. 6. Замешивать раствор вручную только с письменного разрешения специалиста, который должен описать процедуры. 7. Используйте раствор в течение 2,5 часов после первого смешивания. 8. Повторный отпуск раствора производить только при потере воды затворения из-за испарения. 9. По возможности не разбавляйте окрашенные кладочные растворы SPEC MIX добавлением дополнительного количества воды; повторная закалка может повлиять на стабильность цвета.
Бетон: основная смесь
Бетон: основная смесь
Общее руководство для учителя по приготовлению бетона
Физические свойства плотности и прочности бетона частично определяются пропорциями трех ключевых ингредиентов: воды, цемента и заполнителя. Вы можете выбрать пропорции ингредиентов по объему или по весу. Пропорционирование по объему менее точно, однако из-за временных ограничений периода обучения этот метод может быть предпочтительным.
Базовую растворную смесь можно приготовить, используя объемные пропорции 1 вода : 2 цемент : 3 песок. Большинство студенческих мероприятий можно проводить с использованием этой базовой смеси. Еще одно «старое практическое правило» для смешивания бетона: 1 цемент: 2 песка: 3 гравия по объему. Смешайте сухие ингредиенты и медленно добавляйте воду, пока бетон не станет пригодным для обработки. Эта смесь может нуждаться в модификации в зависимости от заполнителя, используемого для получения бетона с нужной удобоукладываемостью. Смесь не должна быть слишком жесткой или слишком неряшливой. Трудно сформировать хорошие образцы для испытаний, если он слишком жесткий. Если он слишком неаккуратный, вода может отделиться (вытечь) из смеси.
Помните, что ключевой ингредиент — вода. Слишком много воды делает бетон слабым. Слишком мало воды приводит к тому, что бетон становится непригодным для обработки.
Предложения:
Если используются заранее определенные количества, метод изготовления бетона заключается в сухом смешивании твердых частиц с последующим медленным добавлением воды (с добавками, если они используются).
Обычно добавки растворяют в воде для замеса перед добавлением в бетон. Исключение составляет суперпластификатор.
Формы могут быть изготовлены из многих материалов. Цилиндрические формы могут быть пластиковыми или бумажными трубками, изоляцией труб, чашками и т. д. Бетон должен легко удаляться из форм. Для лабораторных испытаний использовалась изоляция труб из хозяйственного магазина. С этим вспененным материалом было легко работать, и его можно было использовать повторно с добавлением ленты. Дно форм можно заклеить скотчем, закупорить, установить на стеклянные пластины и т. д. В качестве форм для лодок или каноэ можно использовать небольшие пластиковые лотки для взвешивания или банановые тарелки Dairy Queen.
Если проводятся испытания на сжатие, может быть интересно нанести универсальный индикатор на поврежденную поверхность и отметить любые изменения цвета изнутри наружу. Вы можете увидеть желтоватую поверхность из-за карбонизации CO 2 в атмосфере. Внутренняя часть может быть синей из-за гидроксида кальция.
Чтобы ответить на пресловутый вопрос: «Правильно ли это?» можно провести тест на осадку. Испытание на осадку включает заполнение бетонной смесью перевернутого бездонного конуса. Пенопластовый или бумажный стаканчик с удаленным дном может стать хорошим бездонным конусом. Не забудьте утрамбовать бетон несколько раз при заполнении конуса. Осторожно снимите конус, подняв его прямо вверх. Поместите конус рядом с кучей бетона. Свая должна быть примерно от 1/2 до 3/4 высоты конуса для бетонной смеси с хорошей удобоукладываемостью. (СМ. СХЕМУ)
Чтобы укрепить образцы и способствовать гидратации, замочите бетон в воде (после того, как он затвердеет).
Влажный песок может нести значительное количество воды, поэтому для компенсации необходимо уменьшить количество воды в смеси.
Пузырьки воздуха в формах станут слабыми местами во время испытаний на прочность. Их можно устранить:
я. укладка бетона.
ii. Постукивание по бокам формы при заполнении формы.
III. «прокалывание» бетона внутри формы тонким шпателем.
Выбираем поверхностный и погружной насос для дачи и сада
Отсутствие водопровода и канализации – серьезная проблема, которая способная осложнить жизнь владельцу дачи. Таскание ведер с водой – утомительное занятие, даже в случае если колодец находится в нескольких метрах от дома. Однако решить эту проблему достаточно просто: необходимо всего лишь купить водяной насос
Все водяные насосы можно разделить по способу установки на два вида: погружные и поверхностные.
1. Поверхностный насос
01732-20 Насос садовый Gardena 4000/5Comfort
Поверхностный насос – это вид насосов, который для работы не требует погружения в воду. На поверхности располагается насос, а в воду опускается водозаборный шланг. Данный вид насоса прост в обслуживании, однако поднять воду с большой глубины невозможно. Максимальная глубина, с которой поверхностный насос способен закачать воду – около 8-9 метров. Поэтому для забора воды из глубокого колодца или скважины он непригоден, с этой задачей справится погружной насос. Поверхностный насос идеально подходит для полива огорода; для откачивания воды из подвала используется дренажный насос.
Центробежные поверхностные насосы имеют небольшую глубину забора воды, отлично подходят для взятия питьевой воды из неглубокого колодца или забора воды для полива из пруда и скважины, если до зеркала воды около 5 метров, либо насос автоматический.
01481-29 Насос напорный Gardena
автоматич. 4000/4 electronic plus, 800Вт
Устройство поверхностного насоса
Центробежный поверхностный насос – это устройство, которое работает за счет расположенных внутри него колес, которые нагнетают давление. За счет расположенного корпусе рабочего вала происходит вращение колес. Вал в свою очередь опирается на подшипники. В результате чего, вода на входе в центробежный поверхностный насос и на выходе из него имеет различные скорость и давление.
Устройство вихревых поверхностных насосов похоже на центробежные. В корпусе центробежного насоса расположена ось, на которой крепится рабочее колесо. На колесе расположены специальные лопатки, которые передают энергию от вращающейся оси воде.
Советы по выбору поверхностного насоса
При покупке поверхностного насоса, необходимо знать, на какие характеристики агрегата стоит обратить внимание, чтобы правильно сделать выбор. В первую очередь необходимо определить с какой целью вы хотите приобрести насос. Поверхностный насос с небольшой производительностью идеально подойдет для полива огорода. Если же вы хотите организовать индивидуальную водопроводную систему, то выбирайте высокую производительность насоса. Производительность 1 м3/час подойдет для полива огорода.
Покупая насос, очень важно знать глубину его всасывания. В среднем максимальная глубина всасывания поверхностного насоса составляет 8 метров. Соотношение вертикаль-горизонталь для поверхностного насоса равна 1:3. Соответственно 8 метров по вертикали – это 24 метра по горизонтали. Зная это соотношение, вы можете рассчитать максимальную глубину всасывания на вашем участке.
Кроме того следует определить максимальный напор поверхностного насоса. Для этого нужно рассчитать расстояние от расположения поверхностного насоса до самой дальней точки вашего участка, где требуется подача воды. Также если вы знаете, что напряжение в сети на вашей даче бывает низким, то приобретайте стабилизатор, который требуется по необходимым параметрам. Иначе в момент, когда напряжение в сети низкое, производительность насоса может быть ниже необходимой вам.
2. Погружной насос
01461-20 Насос погружной
высокого давления
Gardena 5500/3 Classic 900Вт
Погружной бытовой насос погружается в воду целиком (вибрационный) или частично (цетробежный). Погружной насос позволяет закачать воду с большой глубины, в том числе из скважин. Глубина погружения подобного насоса может достигать 300 метров, что является основным плюсом данного насоса. Главный минус данного вида насосов в относительно сложном техническом обслуживании.
Устройство погружного насоса
Погружные насосы обладают прочным герметичным корпусом, который защищает механизм насоса от коррозии. Бытовые погружные насосы делятся на два вида: центробежные насосы и вибрационные насосы.
Вибрационные насосы не рекомендуется закладывать вблизи песчаного дна, так как они создают вибрации. Вибрация насоса передается на дно и стенки скважины, поэтому если дно песчаное, то это приведет к поднятию песка. Поэтому вода, которую вы получите, будет с примесью песка, а также резиновая мембрана будет разъедена песком.
Центробежные погружные насосы нагнетают воду за счет вращения колеса с лопостями. Благодаря центробежной силе колеса вода отбрасывается на стенки насоса, откуда она втягивается плавающими колесами и с увеличенным давлением подается на выход.
Виды погружных насосов
Погружные насосы используются для различных целей. Выделяют следующие виды погружных насосов: вибрационный, дренажные, центробежный и фекальный.
8737 PN ProraB Насос дренажный
Вибрационный погружной насос идеально подходит для перекачки чистой воды, которая не содержит различных примесей типа песка, ила, водорослей, поэтому рекомендуется располагать их хотя бы в метре от дна водоема. Данный тип насоса применяется для закачивания воды для поливки огорода или индивидуального водопровода. Кроме того, колодезные насосы могут работать при частом погружении.
Дренажный погружной насос предназначен для закачки чистой или загрязненной воды. Данный насос выдержит работу, даже при наличии в воде песка, водорослей, мелкого мусора. Дренажный погружной насос позволяет закачать воду для полива огорода из ближайшей канавы или же выкачивать воду, которая скопилась в погребе или подвале, что наиболее востребовано во время весенних паводков. Также при необходимости дренажный насос можно использовать и для откачки воды из бассейна, и для забора воды из открытых водоемов.
Центробежный скважинный погружной насос необходим для подачи воды с большой глубины, до 30 метров. Скважинные погружные насосы подойдут для подачи воды с содержанием механических примесей, поэтому он может работать в известняковой и песчаной воде. Скважинные насосы обладают вытянутой формой и небольшим диаметром. Главный их недостаток в высокой стоимости. Однако скважинные насосы имеют большую силу напора и производительность, поэтому смогут обеспечить водой загородный дом даже в том случае, когда источник воды расположен достаточно далеко.
Фекальный погружной насос используется для перекачивания канализационных вод. Данный тип насоса пропускает более крупные частицы, чем дренажный насос. Для этих целей фекальный погружной насос дополнительно оснащен режущей насадкой. Фекальные насосы обычно используются в тех случаях, когда невозможно организовать самосточную систему канализации. Кроме того, этот вид насосов не нужно вытаскивать, они могут подолгу оставаться в яме, продолжая работать от поплавка.
Советы по выбору погружного насоса
Выбирать погружной насос необходимо, исходя из нужной вам производительности и напора. Эти параметры нужно предварительно рассчитать.
Для расчета производительности требуется определить потребление воды, например на полив 1 кв.м газона требуется 3-6 литров в сутки.
Напор – это высота, на которую насос способен поднять воду. Для того, чтобы рассчитать необходимый напор нужно знать высоту, на которую будет подниматься вода и длину горизонтального пути воды. Считается, что на каждые 10 метров горизонтального трубопровода теряется 1 метр напора.
В сети магазинов «Удачная техника» вы сможете приобрести поверхностные и погружные насосы только самых известных, надежных и хорошо зарекомендовавших себя брендов:
Awelco – итальянская компания, которая более 20 лет занимается производством насосного оборудования. Погружные насосы «Awelco» изготавливаются по самым современным технологиям и отличаются безупречным качеством и доступными ценами.
Karcher – немецкая компания, которая с 1935 года существует на рынке и отлично себя зарекомендовала. Продукция этого бренда отличается высоким качеством, эргономичностью, экономичностью и экологичностью.
Джилекс – российский бренд, который выпускает погружные насосы с 1993 года. Продукция этого бренда отличается высоким качеством и доступными ценами. Постоянные работы по усовершенствованию насосов позволяют компании «Джилекс» успешно конкурировать с западными фирмами.
Ergus – бренд, который принадлежит крупнейшему холдингу Италии TEC.LA, основанный в 1993 году. Погружные насосы этого бренда мобильны, неприхотливы и просты использовании. Отличаются долговечностью, устойчивостью к перепадам напряжения и экологичностью.
Prorab – российский бренд, который существует на рынке с 1994 года и успел завоевать любовь и доверие потребителей. Продукция этой марки отличится надежностью, долговечностью, безупречным качеством и доступной ценой.
Gardena – всемирноизвестная немецкая компания, основанная в 1961 году, которая входит в шведскую корпорацию Husqvarna, которая славится своей репутацией надежного и квалифицированного партнера. Насосы Gardena отличаются высокой мощностью, надежностью и долговечностью. К тому же продукция этого бренда является наилучшим соотношением цена-качество.
Speroni – итальянский бренд, основанный в 1946 году. Насосы этого бренда отлично зарекомендовали себя на рынке, они отличаются высоким качеством, надежностью, эргономичностью, а также компактными размерами и небольшой массой, что позволяет установить насос непосредственно на трубопроводе.
Насосы Водолей (Промэлектро-Харьков) — все модели и цены на ВОДОМАСТЕР.РУ
Интернет-магазин «Водомастер.ру» ценит доверие своих клиентов и заботится о сохранении их личных (персональных) данных в тайне от мошенников и третьих лиц. Политика конфиденциальности разработана для того, чтобы личная информация, предоставленная пользователями, были защищены от доступа третьих лиц.
Основная цель сбора личных (персональных) данных – обеспечение надлежащей защиты информации о Пользователе, в т.ч. его персональных данных от несанкционированного доступа и разглашения третьим лицам, улучшение качества обслуживания и эффективности взаимодействия с клиентом.
1. ОСНОВНЫЕ ПОНЯТИЯ
Сайт – интернет магазин «Водомастер.ру», расположенный в сети Интернет по адресу: vodomaster.ru
Пользователь – физическое или юридическое лицо, разместившее свою персональную информацию посредством любой Формы обратной связи на сайте с последующей целью передачи данных Администрации Сайта.
Форма обратной связи – специальная форма, где Пользователь размещает свою персональную информацию с целью передачи данных Администрации Сайта.
Аккаунт пользователя (Аккаунт) – учетная запись Пользователя позволяющая идентифицировать (авторизовать) Пользователя посредством уникального логина и пароля. Логин и пароль для доступа к Аккаунту определяются Пользователем самостоятельно при регистрации.
2. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Настоящая Политика в отношении обработки персональных данных (далее – «Политика») подготовлена в соответствии с п. 2 ч .1 ст. 18.1 Федерального закона Российской Федерации «О персональных данных» №152-ФЗ от 27 июля 2006 года (далее – «Закон») и описывает методы использования и хранения интернет-магазином «Водомастер.ру» конфиденциальной информации пользователей, посещающих сайт vodomaster.ru.
2.2. Предоставляя интернет-магазину «Водомастер.ру» информацию частного характера через Сайт, Пользователь свободно, своей волей дает согласие на передачу, использование и раскрытие его персональных данных согласно условиям настоящей Политики конфиденциальности.
2.3. Настоящая Политика конфиденциальности применяется только в отношении информации частного характера, полученной через Сайт. Информация частного характера – это информация, позволяющая при ее использовании отдельно или в комбинации с другой доступной интернет-магазину информацией идентифицировать персональные данные клиента.
2.4. На сайте vodomaster.ru могут иметься ссылки, позволяющие перейти на другие сайты. Интернет-магазин не несет ответственности за сведения, публикуемые на этих сайтах, и предоставляет ссылки на них только в целях обеспечения удобства пользователей. При этом действие настоящей Политики не распространяется на иные сайты. Пользователям, переходящим по ссылкам на другие сайты, рекомендуется ознакомиться с политикой конфиденциальности, размещенной на таких сайтах.
3. УСЛОВИЯ, ЦЕЛИ СБОРА И ОБРАБОТКИ ПЕРСОНАЛЬНЫХ ДАННЫХ ПОЛЬЗОВАТЕЛЕЙ
3.1. Персональные данные Пользователя такие как: имя, фамилия, отчество, e-mail, телефон, адрес доставки, skype и др., передаются Пользователем Администрации Сайта с согласия Пользователя.
3.2. Передача персональных данных Пользователем через любую размещенную на сайте Форму обратной связи, в том числе через корзину заказов, означает согласие Пользователя на передачу его персональных данных.
3.3. Предоставляя свои персональные данные, Пользователь соглашается на их обработку (вплоть до отзыва Пользователем своего согласия на обработку его персональных данных), в целях исполнения интернет-магазином своих обязательств перед клиентом, продажи товаров и предоставления услуг, предоставления справочной информации, а также в целях продвижения товаров, работ и услуг, а также соглашается на получение сообщений рекламно-информационного характера и сервисных сообщений.
3.4. Основными целями сбора информации о Пользователе являются принятие, обработка и доставка заказа, осуществление обратной связи с клиентом, предоставление технической поддержки продаж, оповещение об изменениях в работе Сайта, предоставление, с согласия клиента, предложений и информации об акциях, поступлениях новинок, рекламных рассылок; регистрация Пользователя на Сайте (создание Аккаунта).
3.5. Регистрация Пользователя на сайте vodomaster.ru не является обязательной и осуществляется Пользователем на добровольной основе.
3.6. Интернет-магазин не несет ответственности за сведения, предоставленные Клиентом на Сайте в общедоступной форме.
4. ОБРАБОТКА, ХРАНЕНИЕ И ЗАЩИТА ПЕРСОНАЛЬНОЙ ИНФОРМАЦИИ ПОЛЬЗОВАТЕЛЕЙ САЙТА
4.1. Администрация Сайта осуществляет обработку информации о Пользователе, в т.ч. его персональных данных, таких как: имя, фамилия, отчество, e-mail, телефон, skype и др., а также дополнительной информации о Пользователе, предоставляемой им по своему желанию: организация, город, должность, и др.
4.2. Интернет-магазин вправе использовать технологию «cookies». «Cookies» не содержат конфиденциальную информацию и не передаются третьим лицам.
4.3. Интернет-магазин получает информацию об ip-адресе Пользователя сайта vodomaster.ru и сведения о том, по ссылке с какого интернет-сайта он пришел. Данная информация не используется для установления личности Пользователя.
4.4. При обработке персональных данных пользователей интернет-магазин придерживается следующих принципов:
Обработка информации осуществляется на законной и справедливой основе;
Информация не раскрываются третьим лицам и не распространяются без согласия субъекта Данных, за исключением случаев, требующих раскрытия информации по запросу уполномоченных государственных органов, судопроизводства;
Определение конкретных законных целей до начала обработки (в т.ч. сбора) информации;
Ведется сбор только той информации, которая является необходимой и достаточной для заявленной цели обработки;
Обработка информации ограничивается достижением конкретных, заранее определенных и законных целей;
4. 5. Персональная информация о Пользователе хранятся на электронном носителе сайта бессрочно.
4.6. Персональная информация о Пользователе уничтожается при желании самого Пользователя на основании его официального обращения, либо по инициативе администратора Сайта без объяснения причин, путём удаления информации, размещённой Пользователем.
4.7. Обращение об удалении личной информации, направляемое Пользователем, должно содержать следующую информацию:
для физического лица:
номер основного документа, удостоверяющего личность Пользователя или его представителя;
сведения о дате выдачи указанного документа и выдавшем его органе;
дату регистрации через Форму обратной связи;
текст обращения в свободной форме;
подпись Пользователя или его представителя.
для юридического лица:
запрос в свободной форме на фирменном бланке;
дата регистрации через Форму обратной связи;
запрос должен быть подписан уполномоченным лицом с приложением документов, подтверждающих полномочия лица.
4.8. Интернет-магазин обязуется рассмотреть и направить ответ на поступившее обращение Пользователя в течение 30 дней с момента поступления обращения.
4.9. Интернет-магазин реализует мероприятия по защите личных (персональных) данных Пользователей в следующих направлениях:
предотвращение утечки информации, содержащей личные (персональные) данные, по техническим каналам связи и иными способами;
предотвращение несанкционированного доступа к информации, содержащей личные (персональные) данные, специальных воздействий на такую информацию (носителей информации) в целях ее добывания, уничтожения, искажения и блокирования доступа к ней;
защита от вредоносных программ;
обнаружение вторжений и компьютерных атак.
5. ПЕРЕДАЧА ПЕРСОНАЛЬНЫХ ДАННЫХ
5.1. Интернет-магазин «Водомастер.ру» не сообщает третьим лицам личную (персональную) информацию о Пользователях Сайта, кроме случаев, предписанных Федеральным законом от 27.07.2006 г. № 152-ФЗ «О персональных данных», или когда клиент добровольно соглашается на передачу информации.
5.2. Условия, при которых интернет-магазин «Водомастер.ру» может предоставить информацию частного характера из своих баз данных сторонним третьим лицам:
в целях удовлетворения требований, запросов или распоряжения суда;
в целях сотрудничества с правоохранительными, следственными или другими государственными органами. При этом интернет-магазин оставляет за собой право сообщать в государственные органы о любой противоправной деятельности без уведомления Пользователя об этом;
в целях предотвращения или расследования предполагаемого правонарушения, например, мошенничества или кражи идентификационных данных;
5.3. Интернет-магазин имеет право использовать другие компании и частных лиц для выполнения определенных видов работ, например: доставка посылок, почты и сообщений по электронной почте, удаление дублированной информации из списков клиентов, анализ данных, предоставление маркетинговых услуг, обработка платежей по кредитным картам. Эти юридические/физические лица имеют доступ к личной информации пользователей, только когда это необходимо для выполнения их функций. Данная информация не может быть использована ими в других целях.
6. БЕЗОПАСНОСТЬ БАНКОВСКИХ КАРТ
6.1 При оплате заказов в интернет-магазине «Водомастер.ру» с помощью кредитных карт все операции с ними проходят на стороне банков в специальных защищенных режимах. Никакая конфиденциальная информация о банковских картах, кроме уведомления о произведенном платеже, в интернет-магазин не передается и передана быть не может.
7. ВНЕСЕНИЕ ИЗМЕНЕНИЙ И ДОПОЛНЕНИЙ
7.1. Все изменения положений или условий политики использования личной информации будут отражены в этом документе. Интернет-магазин «Водомастер.ру» оставляет за собой право вносить изменения в те или иные разделы данного документа в любое время без предварительного уведомления, разместив обновленную версию настоящей Политики конфиденциальности на Сайте.
Погружные скважинные насосы | Zoeller At Home
Струйные насосы
Погружные насосы для 4-дюймовых скважин. 100% заводские испытания.
Найти ближайшего дилера Купить сейчас в Lowe’s
Особенности и преимущества
Погружные скважинные насосы
Погружные насосы для скважин 4″.
Что такое погружной скважинный насос?
Погружной скважинный насос находится под землей и полностью в водоеме. Он полагается на воду под давлением, а не на всасывание для перемещения воды на поверхность. Насос отправляет лишнюю воду в надземный резервуар высокого давления, который обычно является частью водопроводной системы вашего дома. Насос работает, когда он полностью покрыт водой. Крыльчатки перемещают воду в наземный накопительный бак, а затем вода поступает в домашнюю водопроводную систему с переходником, регулирующим доступ к колодцу.
В отличие от струйного насоса, погружной насос не поставляется с напорным баком. Он включает в себя двигатель насоса, внутренний обратный клапан и водяной насос. Основное различие между струйными и погружными насосами заключается в том, что последние выталкивают воду вверх, а струйные насосы тянут. Для толкания требуется меньше энергии, поэтому для глубокой скважины лучше подойдет погружной насос.
Вы можете решить, какой тип вам нужен, в зависимости от того, насколько глубок ваш колодец. Вообще говоря, 25 футов считается мелким. Если это от 25 до 400 футов в длину, погружной насос может быть лучшим выбором. Вы можете посмотреть отчет бурильщика скважины, чтобы получить точную информацию об измерениях.
Особенности наших погружных скважинных насосов
С помощью этих погружных скважинных насосов вы можете брать воду из скважины для дома или фермы.
Эти насосы устанавливаются под землей и могут качать воду с глубины до 100 метров. Наши погружные скважинные насосы также оценят универсальность и ценность:
Эти насосы мощностью 1/2, 3/4 и 1 л. с. могут подавать воду со скоростью до 26 галлонов в минуту для небольших и средних домов.
Эти насосы рассчитаны на 115 или 230 вольт по 2-х или 3-х проводной схеме (плюс заземление). Для работы трехпроводных насосов требуется блок управления (приобретается отдельно).
Прочный корпус насоса имеет выпускное отверстие 1-1/4″ и проушину для страховочного троса для опускания насоса в скважину.
Инструкции и удобное краткое руководство включены для простоты установки и эксплуатации.
100% заводские испытания
Ограниченная гарантия сроком на 1 год
Блоки управления для скважинных насосов
Преимущества погружных скважинных насосов
Выбирая погружной насос, вы получаете множество преимуществ, в том числе:
Они прекрасно себя чувствуют в любом климате, включая горный и сухой.
Они работают на большой глубине.
Они самовоспламеняются, что ускоряет процесс.
Они потребляют меньше энергии, потому что для использования погружных насосов требуется меньше энергии, поскольку они полагаются на толкание и гравитацию для перемещения воды.
Почти не требуют обслуживания.
Их хватает на десятилетия, пока уровень отложений в вашей воде низкий.
Свяжитесь с Zoeller дома, чтобы совершить покупку сегодня
Zoeller at Home — это семейный бизнес, и нам нравится иметь с вами дело. Наши продукты известны своим превосходным мастерством и надежностью. Мы также предоставляем исключительное обслуживание клиентов, чтобы помочь вам каждый день. Разместите заказ на наши погружные скважинные насосы сегодня или свяжитесь с нашей командой, чтобы узнать больше.
Технические характеристики продукта
Деталь №
HP
галлонов в минуту
Вольт
Провод
Выпуск
Глубина скважины
Требуется блок управления
1450-0009
1/2
12
230
3
1-1/4″
125
1010-2336
1450-0010
1/2
12
115
2
1-1/4″
125
Не требуется
1450-0011
1/2
12
230
2
1-1/4″
125
Не требуется
1451-0006
3/4
12
230
3
1-1/4″
250
1010-2337
1451-0007
3/4
12
230
2
1-1/4
250
Не требуется
1452-0005
1
12
230
3
1-1/4″
325
1010-2338
1452-0006
1
12
230
2
1-1/4″
325
Не требуется
1452-0007
1
18
230
3
1-1/4″
150
1010-2338
1452-0008
1
18
230
2
1-1/4″
150
Не требуется
1453-0004
1
26
230
2
1-1/4″
80
Не требуется
Документы поддержки
Погружные скважинные насосы
Погружные насосы для скважин диаметром 4″.
Что такое погружной скважинный насос?
Погружной скважинный насос находится под землей и полностью в водоеме. Он полагается на воду под давлением, а не на всасывание для перемещения воды на поверхность. Насос отправляет лишнюю воду в надземный резервуар высокого давления, который обычно является частью водопроводной системы вашего дома. Насос работает, когда он полностью покрыт водой. Крыльчатки перемещают воду в наземный накопительный бак, а затем вода поступает в домашнюю водопроводную систему с переходником, регулирующим доступ к колодцу.
В отличие от струйного насоса, погружной насос не поставляется с напорным баком. Он включает в себя двигатель насоса, внутренний обратный клапан и водяной насос. Основное различие между струйными и погружными насосами заключается в том, что последние выталкивают воду вверх, а струйные насосы тянут. Для толкания требуется меньше энергии, поэтому для глубокой скважины лучше подойдет погружной насос.
Вы можете решить, какой тип вам нужен, в зависимости от того, насколько глубок ваш колодец. Вообще говоря, 25 футов считается мелким. Если это от 25 до 400 футов в длину, погружной насос может быть лучшим выбором. Вы можете посмотреть отчет бурильщика скважины, чтобы получить точную информацию об измерениях.
Особенности наших погружных скважинных насосов
С помощью этих погружных скважинных насосов вы можете брать воду из скважины для дома или фермы.
Эти насосы устанавливаются под землей и могут качать воду с глубины до 100 метров. Наши погружные скважинные насосы также оценят универсальность и ценность:
Эти насосы мощностью 1/2, 3/4 и 1 л.с. могут подавать воду со скоростью до 26 галлонов в минуту для небольших и средних домов.
Эти насосы рассчитаны на 115 или 230 вольт по 2-х или 3-х проводной схеме (плюс заземление). Для работы трехпроводных насосов требуется блок управления (приобретается отдельно).
Прочный корпус насоса имеет выпускное отверстие 1-1/4″ и проушину для страховочного троса для опускания насоса в скважину.
Инструкции и удобное краткое руководство включены для простоты установки и эксплуатации.
100% заводские испытания
Ограниченная гарантия сроком на 1 год
Блоки управления для скважинных насосов
Преимущества погружных скважинных насосов
Выбирая погружной насос, вы получаете множество преимуществ, в том числе:
Они прекрасно себя чувствуют в любом климате, включая горный и сухой.
Они работают на большой глубине.
Они самовоспламеняются, что ускоряет процесс.
Они потребляют меньше энергии, потому что для использования погружных насосов требуется меньше энергии, поскольку они полагаются на толкание и гравитацию для перемещения воды.
Почти не требуют обслуживания.
Их хватает на десятилетия, пока уровень отложений в вашей воде низкий.
Свяжитесь с Zoeller дома, чтобы совершить покупку сегодня
Zoeller at Home — это семейный бизнес, и нам нравится иметь с вами дело. Наши продукты известны своим превосходным мастерством и надежностью. Мы также предоставляем исключительное обслуживание клиентов, чтобы помочь вам каждый день. Разместите заказ на наши погружные скважинные насосы сегодня или свяжитесь с нашей командой, чтобы узнать больше.
Деталь №
HP
галлонов в минуту
Вольт
Провод
Выпуск
Глубина скважины
Требуется блок управления
1450-0009
1/2
12
230
3
1-1/4″
125
1010-2336
1450-0010
1/2
12
115
2
1-1/4″
125
Не требуется
1450-0011
1/2
12
230
2
1-1/4″
125
Не требуется
1451-0006
3/4
12
230
3
1-1/4″
250
1010-2337
1451-0007
3/4
12
230
2
1-1/4
250
Не требуется
1452-0005
1
12
230
3
1-1/4″
325
1010-2338
1452-0006
1
12
230
2
1-1/4″
325
Не требуется
1452-0007
1
18
230
3
1-1/4″
150
1010-2338
1452-0008
1
18
230
2
1-1/4″
150
Не требуется
1453-0004
1
26
230
2
1-1/4″
80
Не требуется
Печатные платы Погружные скважинные насосы
Проблема со скважиной Кому звонить Что делать — информация для бурильщика скважин, монтажника насосов, сантехника или специалиста по очистке воды Требования к хранению Требования к утилизации
Выпуск скважины
Электрические насосы и двигатели, а также различные бытовые приборы чтобы оперировать. Сюда входят погружные скважинные насосы, которые можно найти в некоторых жилых питьевых колодцах. До запрета на производство печатных плат в 1978 году почти все конденсаторы были заполнены ПХБ. После запрета конденсаторы должны были маркироваться при изготовлении этикеткой «Без ПХД». Любой небольшой конденсатор, не имеющий такой маркировки, в соответствии с федеральным законодательством ДОЛЖЕН считаться содержащим ПХБ.
Погружные насосы двухпроводной конструкции, изготовленные до запрета 1978 г., вероятно, содержат ПХД-конденсатор. Есть несколько производителей и моделей, которые довольно хорошо задокументированы, но любой насос той эпохи вызывает подозрение. Скважинные насосы могут выйти из строя по разным причинам, включая возраст (проверьте рекомендуемый производителем срок службы), коррозию и удары молнии. Если конденсатор печатной платы пропускает печатные платы, масляная охлаждающая жидкость внутри двигателя насоса загрязняется. Если двигатель поврежден или уплотнение двигателя выходит из строя, охлаждающее масло, загрязненное ПХБ, может вытечь в скважину. Это может происходить медленно, с течением времени или может произойти сразу. Затем нефть поднимется к верхней части обсадной трубы и всплывет на поверхность воды. Во многих случаях насос будет продолжать работать какое-то время, а масло и вода, загрязненные ПХБ, будут поступать через бытовую сантехнику.
Если вы подозреваете, что ваш скважинный насос выпустил масло в скважину, немедленно прекратите его использование. Свяжитесь с агентствами из прилагаемого списка и вашим специалистом по обслуживанию скважин. Скважину необходимо открыть, чтобы проверить наличие следов масла и осмотреть насос на наличие утечек. Кроме того, необходимо получить образцы для анализа ПХД. Если колодец загрязнен, его и водопровод необходимо очистить перед повторным использованием.
Из-за риска для здоровья, связанного с ПХБ, важно убедиться, что из вашей системы удалены все загрязнения ПХД. Существуют различные пути воздействия. К ним относятся посуда, вымытая водой, душ, одежда, выстиранная водой, приготовление пищи или питье воды, а также горячая вода для образования паров. Чтобы быть в безопасности, консервативный подход состоит в том, чтобы считать любой маслянистый остаток или запах, исходящий из кранов или туалетов, загрязнением ПХБ, пока не будет установлено обратное.
К кому обращаться
Департамент энергетики и защиты окружающей среды штата Коннектикут:
Программа PCB (860) 424-4177
Программа питьевой воды (860) 424-3705
Ваш специалист по обслуживанию скважин:
Бурильщик
Установщик насосов
Сантехник
Специалист по очистке воды
Местный отдел здравоохранения:
Что делать: информация для бурильщика скважин, монтажника насосов, сантехника или специалиста по очистке воды
Процедура очистки колодцев и трубопроводов, загрязненных ПХБ-маслом, в основном такая же, как и для «чистого» масла, за исключением некоторых требований, касающихся хранения и утилизации, которые поясняются далее в этом документе. Специалист по обслуживанию скважины должен следовать процедуре, описанной здесь:
Шаг 1 Удалите неисправный насос из скважины. Поместите его в одобренную DOT 55-галлонную бочку для утилизации. Дайте воде в колодце оставаться неподвижной в течение как минимум 24 часов.
Этап 2 Удалите всю свободно плавающую нефть с поверхности воды в колодце с помощью желонки и/или маслопоглощающей прокладки или бона. Поместите его в барабан с насосом.
Шаг 3 Убедитесь, что в сантехнических приборах, таких как водонагреватель или унитаз, нет плавающего масляного слоя. Если есть, удалите маслоабсорбирующей салфеткой.
Шаг 4 Налейте в колодец примерно 8 унций жидкости для мытья посуды на 100 галлонов объема колодца. (Примите, что 1,5 галлона/фут воды для скважины диаметром 6 дюймов и 53 галлона/фут для скважины диаметром 36 дюймов.) Моющее средство следует предварительно смешать с небольшим количеством горячей воды, чтобы убедиться, что оно создает максимальное пенообразование.
Шаг 5 Осуществите рециркуляцию воды из колодца с помощью садового или другого шланга, подсоединенного к нагруднику, одновременно направляя воду обратно в колодец. Дайте ему взболтаться в течение 1 часа. В случае малодебитного колодца или в период засухи обязательно примите меры предосторожности, чтобы колодец не пересыхал. В некоторых случаях может потребоваться сократить время перемешивания. Поместите шланг в барабан для утилизации, когда закончите.
Шаг 6 Промойте стенки колодца чистым или новым садовым шлангом, желательно оснащенным напорной насадкой.
Шаг 7 Если бытовая сантехника не была загрязнена, пропустите шаг 7 и перейдите к шагу 8. Если бытовая сантехника также загрязнена, пропустите мыльную колодезную воду через водопроводную систему в течение 3-4 часов, пока она не исчезнет. мыльный. Этого можно добиться, включив все краны (не так долго, чтобы колодец пересыхал) и периодически смывая туалеты. Включите краны горячей и холодной воды, чтобы промыть и водонагреватель. Если после шага 7 вода все еще остается мыльной, закройте краны и перейдите к шагу 8.
Этап 8 Перекачайте мыльную воду прямо из колодца в городскую канализацию или, если это невозможно, пропустите шланг, чтобы вода могла сбрасываться прямо в септик.
Этап 9 Возьмите пробу воды непосредственно из колодца, затем надлежащим образом закройте колодец (например, хлорированием и т. д.). Также следует взять пробу из бытового крана.
Шаг 10 Запустите пустые загрузки в посудомоечную и стиральную машины, используя только обычное мыло для каждой из них.
Домовладелец должен отправить пробы воды в лабораторию для анализа ПХБ, чтобы подтвердить успешность очистки и безопасность воды. Они также должны связаться с уполномоченным перевозчиком, чтобы организовать надлежащую утилизацию бочки с отходами ПХД (см. требования к хранению, перечисленные ниже).
Требования к хранению
Федеральное законодательство о ПХД требует соблюдения особых процедур хранения отходов ПХД.
Такие предметы должны быть помещены в одобренную DOT 55-галлонную бочку.
Барабан должен быть помечен соответствующей печатной платой.
Кроме того, на барабане должна быть указана дата первого сбора материалов в барабан.
Барабан можно хранить не более 30 дней перед утилизацией.
Его следует хранить в безопасном месте во избежание актов вандализма или обращения с ним детьми. Это поможет предотвратить возможное воздействие на людей или окружающую среду.
Требования к утилизации
Как EPA, так и штат Коннектикут требуют надлежащей утилизации отходов ПХБ. Существуют ограничения на то, какие предприятия могут принимать отходы ПХД. Меры по надлежащей утилизации должны быть приняты через разрешенный транспортировщик отходов ПХД .
Инверторные сварочные аппараты – какой лучше (отзывы)
Eurolux IWM190
Ресанта САИ-190
FUBAG IR 160
FUBAG IR 200
Eurolux IWM160
FUBAG IR 220
Ресанта САИ-220
Aurora INTER 202
Ориентироваться только на технические характеристики и заверения продавца при выборе сварочного аппарата для дома не совсем правильно: так вам будет сложно понять, насколько рассматриваемое оборудование надежно и удобно в работе. Инверторные сварочные аппараты лучше выбирать, прочитав отзывы пользователей конкретных моделей, только так можно точно определить, какой из инверторов лучше.
В небольшом обзоре, представленном ниже, мы предлагаем вам познакомиться с отзывами об инверторных аппаратах, популярных в нашей стране как среди профессионалов, так и у домашних мастеров.
Eurolux IWM190
Инвертор сварочный IWM-190
Виктор Н.
Появились лишние деньги, и я решил для дома купить сварочный аппарат. Выбор пал на инвертор данной модели – из-за невысокой стоимости и приличных заявленных характеристик. Пользуюсь этим инвертором уже несколько месяцев, пока доволен. В основном использую электроды 2,5 и 3 мм, дуга зажигается хорошо, аппарат сильно не греется, даже после продолжительной работы. Примерно после месяца эксплуатации на инверторе перегорела перемычка на минусовой клемме, но потом я уже сам понял, что это произошло потому, что я плохо крепил минусовой кабель. Теперь креплю максимально надежно, а также регулярно зачищаю клеммы напильником, проблем никаких не возникает. Конечно, не очень радуют короткие родные провода, но заменить их при необходимости не составит особого труда.
Сергей А.
В сварке я неважный специалист, поэтому присматривал себе именно инвертор (читал много отзывов, в которых люди отмечали, что для работы на таком оборудовании не требуется высокая квалификация). Изначально искал сварочный аппарат бюджетного уровня, не сильно мощный, но и не слабый. У Eurolux IWM190 очень понравился дизайн, а также то, что у него лучше, чем у других моделей, вентилируется корпус. Да и мощность этого инвертора меня вполне устраивала. Что хочу сказать: аппарат варит отлично, даже электродами 5 мм, с резкой тоже справляется на ура. Часто использую инвертор для сварочных работ на приусадебном участке, поэтому приходится пользоваться длинной переноской. Здесь тоже не могу сказать ничего плохого, аппарат работает, швы получаются надежными и красивыми. Дуга зажигается отлично, функции «Антизалипание» и «Быстрый старт» очень помогают в работе.
Владимир, Псков
Подыскивал себе «Ресанту», потом изучил характеристики этого сварочного аппарата и отзывы на него. По сути, они аналоги, но Eurolux дешевле, что и предопределило мой выбор. Сразу скажу, я не пожалел, аппарат отличный, дуга зажигается легко, не греется, можно работать с разными электродами. Поскольку я выбирал инвертор для дома, характеристик этой модели мне вполне хватает. Не знаю, верить продавцу или нет, но он мне сказал, что и с ремонтом этого сварочного аппарата тоже не возникает никаких проблем.
Плюсы:
компактность;
небольшой вес;
экономичное потребление электроэнергии;
невысокая цена;
легкий розжиг сварочной дуги и ее стабильное горение;
мощная вентиляция.
Минусы:
короткие провода, идущие в комплекте с инвертором;
сильный шум при работе за счет использования в конструкции мощных вентиляторов.
Ресанта САИ-190
Инверторный аппарат для электродуговой сварки Ресанта-190А
Игорь Хромов
Когда возникла необходимость приобрести сварочный аппарат, решил выбрать себе САИ-190, ориентируясь как на его характеристики, так и на отзывы пользователей. Сразу понравилась аккуратная сборка инвертора, отсутствие в конструкции неразборных модулей, а также то, что трансформатор прикреплен к плате винтами (это большой плюс). Порадовали и компактные размеры, и цена этого аппарата. Работаю с инвертором дома, где напряжение часто падает до 175–180 В, в таких ситуациях он меня ни разу не подводил.
Андрей С.
Купил данный сварочный аппарат, когда дома потребовалось варить забор. Выбрать его решил по нескольким причинам: невысокая цена, приличный сварочный ток, компактный и легкий. Производитель заявляет, что на таком инверторе можно варить даже электродами 5 мм, но я не пробовал, сварил весь забор троечкой. Впечатления от работы на аппарате самые положительные: варит отлично, дуга зажигается легко, шов получается качественный и красивый. В общем, если решите выбрать сварочный инвертор Ресанта САИ-190, всем рекомендую!
Купцов Илья
Впервые познакомился с этим сварочным инвертором на работе, где за смену сжигал на нем по пачке электродов. Трудились на нем в две смены – и ничего, работает и работает. Поэтому, когда встал вопрос, какой аппарат выбрать для дома, даже не задумывался, купил именно САИ-190. Живу в деревне, напряжение в нашей сети редко бывает нормальным, обычно 180–190 В. Из всего оборудования, на котором я варил на таком напряжении, лучше этого пока не встречал. Выставляю ток 120 А, беру электроды 3 мм – и никаких проблем, варит!
Плюсы:
небольшой вес и компактные габариты;
наличие функций «Горячий старт», «Форсирование дуги», «Антизалипание»;
удобный наплечный ремень;
высокое качество сборки;
плавность и точность регулировки.
Минусы:
слишком чувствительный регулятор;
короткие силовые кабели;
резкое снижение эффективности сварки при падении напряжения в сети ниже 160 В;
невысокое значение периода непрерывной работы.
FUBAG IR 160
Аппарат инверторный для MMA сварки Fubag-160
Петр Иванович
Варю время от времени, когда дома или на даче надо что-то отремонтировать. Раньше брал инвертор у знакомых, им как раз и оказался FUBAG IR 160, поэтому, решив приобрести сварочный аппарат для себя, выбрал именно его. Чем он мне понравился – так это своей простотой, на нем очень легко работать даже неопытному сварщику. Большая мощность мне не нужна, поэтому его возможностей мне вполне хватает. Несмотря на то, что на вид он достаточно хрупкий, нагрузки выдерживает приличные, на нем можно долго работать, и он не подведет. Большими плюсами этого сварочного инвертора являются компактные габариты и легкий вес.
Аркадий, Тверь
Приобрел этот инвертор полгода назад, при этом не стал ориентироваться на отзывы, а послушал консультанта в магазине. При выборе меня прельстило то, что сама торговая марка немецкая, а собирается сам аппарат во Франции, что уже является показателем европейского качества. Конечно, от любого российского инвертора этот сварочный аппарат отличается своим стильным дизайном и продуманностью конструкции. Но и в плане надежности он на высоте. Я использую его для дома, но друзья брали его у меня для своего небольшого производства. Думал, что спалят, – нет, вернули как новенький. В общем, если вас интересует универсальный, надежный и удобный инвертор, берите этот, не пожалеете.
Николай М.
Решил тоже оставить свой отзыв на FUBAG IR 160, так как работаю на нем уже почти год и могу судить о его плюсах и минусах. Радует, что первых в нем намного больше, чем последних. Если вы выполняете сварку преимущественно электродами 3 и 4 мм, то берите этот инвертор, с ними он работает замечательно. Из достоинств данного аппарата можно отметить следующие: удобная и точная регулировка сварочного тока, приличное значение продолжительности непрерывной работы, качественная вентиляция внутренних элементов, компактность, удобство работы, наличие дополнительных опций («Антизалипание» и др.). Из минусов, которые я заметил: во-первых, как и у всех инверторов – короткие провода, электродами толще 4 мм работать достаточно сложно, во-вторых, на мой взгляд, не очень прочный корпус.
Плюсы:
компактность и легкий вес;
наличие в комплекте удобного ремня и кейса для переноски и хранения;
удобство и точность регулировки сварочного тока;
наличие дополнительных опций и функции аварийного отключения при перегреве;
практически бесшумная работа вентиляторов.
Минусы:
короткие силовые провода;
не очень прочный корпус;
отсутствие сервисных центров для ремонта и технического обслуживания в небольших городах.
FUBAG IR 200
Сварочный инвертор Fubag-IR-200
Виталий Попов
Этот сварочный аппарат купил случайно, когда понадобилось сварить на даче каркас для теплицы. Начал работать на старом трансформаторе, но только намучился: то электрод залипнет, то прожоги получаются, когда ток увеличишь. Понял, что проблема в недостаточном напряжении в сети. Когда все это мне надоело, поехал в магазин за инвертором. Выбора особо не было, взял то, что предложили: FUBAG IR 200. Честно говоря, ни разу не пожалел, что таким случайным образом я стал обладателем этого отличного сварочного инвертора. К слову сказать, весь каркас теплицы в тот день я сварил уже до вечера. А все потому, что работать на таком оборудовании – одно удовольствие. Дуга зажигается мгновенно, иногда и электродом особо стучать не надо, варить можно даже на небольшом токе и при значительных скачках напряжения в сети, регулировка тока удобная, точная и простая. Были бы еще у этого инвертора родные провода подлиннее, то цены бы ему не было. Хотя заменить провода на более длинные – это не проблема.
Иван Д.
Варю часто, пользуюсь инвертором и дома, и на работе (предоставляю услуги по монтажу заборов и других конструкций из металла). Лучше такого сварочного аппарата в плане универсальности и надежности, пожалуй, пока не встречал. Варит он отлично даже электродами пятеркой, швы в любом положении получаются качественные, работать можно долго, не опасаясь перегрева. Есть, конечно, небольшие минусы, о которых написано во многих отзывах, но они очень незначительные, по сравнению с достоинствами данного сварочного аппарата.
Воронов С.
Так вышло, что я учился варить на этом инверторе. На обучение ушло минимум времени, что объясняется простотой и характеристиками аппарата. Думаю, если бы обучение проходило на сварочных устройствах старого типа, то я бы прожег кучу металла и израсходовал не одну пачку электродов. Сейчас использую этот аппарат в бытовых целях, а также выполняю небольшие заказы по сварке. О том, чтобы выбрать какой-нибудь другой инвертор, даже и не помышляю. FUBAG IR 200 меня полностью устраивает по всем параметрам. С его помощью можно варить как тонкие, так и толстые детали, выполнять резку, создавать красивые швы в любых пространственных положениях.
youtube.com/embed/C7CM1ZiW10I»/>
Плюсы:
возможность использования электродов любого диаметра;
простота управления и обслуживания;
компактность и легкий вес;
наличие дополнительных опций.
Минусы:
короткие провода;
отсутствие в комплекте наплечного ремня;
шумная работа вентиляторов.
Eurolux IWM160
Максимальный сварочный ток для этого инвертора составляет 160 А
Алексей А.
Думая в свое время над тем, какой сварочный аппарат приобрести для работы, я оценивал рассматриваемые модели по их компактности и функциональности. По роду деятельности мне приходится постоянно перемещаться по рабочей площадке и выполнять сварку различных металлических конструкций. В итоге я предпочел EUROLUX IWM160 и за полгода работы на нем нисколько не пожалел о выборе. Аппарат очень легкий, его практически не чувствуешь на плече, при этом работает отлично даже с электродами диаметром 4 мм. Особенно мне нравится работать на таком инверторе тонкими электродами на небольших токах. По сути, если под рукой нет полуавтомата, то данный аппарат его с успехом может заменить при сварке листового металла. Для использования на открытом воздухе этот инвертор удобен еще и потому, что в его корпус, даже если он окажется под дождем, не зальется вода. В общем, для сварки легких конструкций лучше этого инвертора сложно найти.
Александр, Воронеж
Несмотря на то, что этот сварочный аппарат очень небольшой, смотрится как игрушка и не отличается выдающейся мощностью, я с успехом использую его в своей производственной деятельности (я кузнец-сварщик). Когда при монтаже готовой конструкции приходится много перемещаться по рабочей площадке и варить в разных положениях, лучше аппарата не найти. Конечно, для массивных конструкций такой инвертор слабоват, но для работы с электродами 3 мм – самое то. Радует и надежность EUROLUX IWM160, он прекрасно работает и в жару, не отключаясь от перегрева.
Кирилл
Если бы меня раньше спросили, какой сварочный аппарат выбрать для домашней мастерской, я бы не знал, что ответить. Сейчас мой ответ будет однозначным: EUROLUX IWM160. Этот аппарат экономичный, надежный и очень удобный в работе, я даже сына научил на нем работать, настолько он простой в управлении и хорошо держит дугу. Поскольку дома я практически не варю массивные детали и не разрезаю их при помощи сварки, то мощности данного инвертора мне вполне хватает. Работаю им уже год, все родное, ничего не менял.
Плюсы:
компактность и легкий вес;
наличие в комплекте удобного наплечного ремня;
надежность;
простота использования.
Минусы:
короткие провода;
неудачное расположение гарантийной наклейки (ее легко случайно задеть).
FUBAG IR 220
Инвертор сварочный Fubag-220
Олег Донсков
Этим мощным сварочным аппаратом я очень доволен. По-моему, он умеет все и при любом напряжении. Электроды можно использовать любые, никаких проблем не возникнет. С тройкой и четверкой он вообще справляется на половине возможного тока. Даже при интенсивной и длительной сварке аппарат не перегревается, что особенно важно для работы сварщика. Особенно радуют дополнительные функции, благодаря которым дуга легко зажигается, стабильно горит, а электрод не прилипает. Правда, коротковаты провода, но это я не считаю большим недостатком.
Клюев Д.
Этот инвертор мне посоветовал купить знакомый, у него такой же и он год им пользуется без особых проблем. Испытания провел на даче: варил ворота. Впечатления – супер! Дуга зажигается моментально, горит стабильно, ничего не перегревается и не отключается. Варит, режет, пониженное напряжение для него не помеха. В общем, рекомендую всем.
Плюсы:
мощный и надежный;
возможность применения электродов любого диаметра;
эффективная работа при пониженном напряжении сети;
небольшой вес, компактность.
Минусы:
короткие провода;
шумный вентилятор;
отсутствие в комплекте кейса для хранения и ремня для переноски.
Ресанта САИ-220
Инвертор для ручной сварки Ресанта-220А в кейсе
Коваленко Иван
В целом неплохой сварочный аппарат. Работали с ним на стройке, иногда по 5 часов без перерыва и на разных типах конструкций – не перегрелся. И лампочка на панели не загоралась. Серьезный минус, который я заметил, – это то, что возле электронной платы нет усиливающих пластин, поэтому при падении она может легко треснуть, и вам придется ее менять, а стоит это недешево. Если говорить в общем, то дуга зажигается легко, стабильна, при понижении напряжения инвертор работает нормально. Но мне кажется, он не для крупных строек – или упадет, или сгорит на массивных конструкциях.
Владимир Т.
Отличный вариант для дома, дачи и небольшого производства. Единственное – надо сразу удлинить провода (родные слишком короткие), но не забывайте, что сечение длинных проводов должно быть больше. На своем участке варил им все: и трубы, и листовой металл, и уголки. Работает замечательно, дуга стабильна, электроды не залипают.
Плюсы:
мощность и надежность;
удобство в работе и обслуживании;
компактность и легкий вес.
Минусы:
короткие провода;
отсутствие усиления электронной платы металлическими пластинами.
Aurora INTER 202
Сварка инверторным аппаратом Aurora-202
Сергеев Руслан
Брал данный аппарат из чисто практических соображений: в схеме используются японские транзисторы, максимальная сила сварочного тока приличная – 200 А, работать можно при значительной минусовой температуре (до –20 градусов). В целом инвертором доволен: дуга горит стабильно, электроды не залипают, швы получаются плотные и качественные. Немного не нравится дизайн корпуса и отсутствие дополнительных настроек, но в целом устраивает.
Николай К.
Работаю на этом инверторе в гараже, где напряжение сети часто снижено. Что могу сказать: если напряжение 160 В и выше, то аппарат работает отлично, ниже 140 В – проблематично, только тонкими электродами и нетолстый металл. Радует, что при длительной работе аппарат не сильно греется, вентиляция у него отличная. Настроек, как по мне, можно было бы добавить, но для домашнего использования вполне подойдет, да и для небольшого производства тоже.
Плюсы:
надежность;
достаточно высокий период непрерывной работы;
простота настроек;
широкий диапазон температурного использования;
хорошая вентиляция.
Минусы:
короткие провода;
отсутствие дополнительных настроек;
низкая эффективность при работе на напряжении ниже 140 В.
В заключение предлагаем вам посмотреть видеообзор шести моделей сварочных инверторов, некоторые из которых не попали в данную статью, а также наглядный сравнительный тест нескольких моделей инверторных аппаратов.
Отзывы о Сварочных инверторах от покупателей и мастеров, какую модель лучше выбрать
Главная
Отзывы
О Сварочных инверторах
Solaris
Telwin
Patriot
WATT
Aurora
Bort
ELAND
Kolner
Skiper
Kirk
Mitech
Spec
Fubag
Ресанта
HUGONG
DGM
Brado
Wester
Mikkeli
AURORA
HDC
Edon
Redbo
СВАРОГ
Eurolux
AuroraPRO
Торус
Darc
Favourite
Аврора
Показать все
Сортировать по рейтингу
P
Достоинства:
Прекрасный аппарат ни разу не сработала защита,легко снимаются боковые панели для продува от пыли,так же прекрасно работает с длинными проводами
Недостатки:
Недостактов нету,короткие провода не в счет,это же не промышленая модель,кому надо и сам может заменить в случае необходимости как Я
Комментарий:
Мне нечего добавить,аппарат супер!!!Приобрел еще полуавтомат этой же марки (250А) все сделано профессионально для работы.
Достоинства:
рукав 5м., удобная горелка с встроенной кнопкой, зажим массы
Недостатки:
отсутствие вилки
Комментарий:
Купил данный аппарат, попробовал на швеллере №18 режет замечательно.Правда пришлось поставить диф на 25А . Грат убирается легко,рез остается чистый.Не помешали бы направляющие для ровного реза. Очень доволен, особенно порадовала цена.
Достоинства:
Легкий, производительный для металлов толщиной до 3 миллиметров
Недостатки:
Нет вилки
Комментарий:
За 20 дней работы резка зарекомендовала себя с лучшей стороны. Ей намного работать легче, чем пневмолобзиком и намного удобнее, чем сабельной пилой. За 1 день я понял принцип работы: как настраивать силу тока для определенной толщины металла. При перепаде напряжения модель ведет себя стабильно. Рекомендую.
Достоинства:
Качество сборкиГарантия 24 месяцаДлина проводов
Недостатки:
нет вилки
Комментарий:
Инвертором после покупки и использования доволен. Дугу держит и зажигает нормально, хорошо варит с отрывом, очень легко и быстро зажигается при подносе к шву. Качество сборки очень хорошее- все прикручено и не болтается. Кейс отличный- думал еще -стоит ли переплачивать- оно того стоило.В общем идеальная модель для дома, гаража или дачи.
G
Достоинства:
Выше.
Недостатки:
Пока нет.
Комментарий:
Аппарат по первому впечатлению мне очень понравился,просто нет слов. Купил и на работе потестил чуть чуть.Кабеля 3 метра. Кнопка включения спереди на панели.Покрашен как напыление типа противовандальное. Клема и косичка на массу медные. Кабеля на массу и электрододержатель мягкие.Сечение 16мм.кв.Кабель сетевой тоже мягенький и длинный.Ручка для ношения аппарата не алюминий- металл.Регулировки тока четкие.Теперь как работает…Вентилятор работает тихо,электроды тройку понятное дело без проблем, четверку тоже тянет не плохо даже местами перебор.Сваривал 12швеллер и пришлось ток до 150 убавииь а то стенку4мм вертикальный шов прожигал и текло.Т.е мощи у него хватает…Нижнее положение тоже хорошо.Варит очень мягинько и если подобрать ток а индикаторный дисплей позволяет очень точно его под себя подстроить,например 46 ампер и потом легко можно быстро опять этот ток выставить.Класс!!! На металле толщиной 1мм электродом 2,5 мм УОНИ питерские варил вертикал при 46амперах.Почти не прожигает т.е если электро 2мм и ток подобрать то 1мм листы без проблем.Когдато варил тсс саи-200 аппаратами работали в две смены и они никогда не отключались, сваривали трубы,горели только вилки сетевые. Этот митечь тоже самое плюс дисплей и большие раземы.Фото ниже.
Достоинства:
см. выше
Недостатки:
см. выше
Комментарий:
Небольшой, легкий, добротные провода и держатели. Сразу чувствуется что купил ВЕЩЬ! а не дешевую подделку. Далее о достоинствах и недостатке в комментарии.Достоинства:1. Превосходно варит в любых положениях шва.2. Легкое зажигание дуги.3. Неприхотлив к разным электродам. 4. Малый вес.5. Процесс сварки с этим аппаратом может освоить даже новичок, никогда не державший «держак» в руках.Недостатки:1.Коротковаты сварочные провода: масса и провод с электрододержателем — 3м всего, хотелось бы по 5метров. Хотя аппарат достаточно легкий и переносится без проблем, возможно, я просто привык к старым 50 килограммовым аппаратам, которые почти не перемещаются во время работы…
Достоинства:
100% меня устроил!!!
Недостатки:
Всегда товар берите у проверенных продавцов!!!
Комментарий:
Купил на рынке этот аппарат в 2011 летом. Так от нечего делать и чисто из интереса как такие чемоданьчики вообще варят. Раньше варил только саками и станциями. Для дома нормальный, для колымов — тоже. Ребята брали на мост (раньше мосты строили) аврал был — без проблем. Единственное что можно сказать не в пользу — варить не будешь на максимуме долго т.к. греется и отключается. Переварил тракторную телегу, котёл для бани, столбики варил для забора и ворот, машины варил … Мне нравится.
D
Достоинства:
Очень легкий розжиг, стабильный, надежный
Недостатки:
Нет
Комментарий:
Сварочник взял где-то год назад, сам тоже не профи, варю недавно. Перед покупкой брал у друга какой-то зеленый маленький , — варил ворота и лестницу . Вроде понравилось варить, решил взять себе такой, но знакомые отговорили, насоветовали брать или Эланд или Солярис, в магаз пришел за 250-кой решил взять с запасом, но был только этот и поменьше. Взял ММА-200 и вот что могу сказать –это небо и земля, этот аппарат летает, как будто на Ямахе мчишь по корту, розжиг легкий, дуга стабильная, металл режет, пользуюсь удлинителем метров 15 – без проблем и это при постоянных просадках напряжения. Но разница конечно даже мне , непрфессионалу сразу ощущается. Я щас прям бегу поварить, как к молодой любовнице)))))
Достоинства:
Сварка на малых токах. Отличная сварка электродом. Качественный рукав.
Недостатки:
Пока нет.
Комментарий:
Просто шикарный аппарат. Проволокой на малых токах варит отлично (для меня это очень важно)! Тонкий металл не прожигает. Электрод пробовал 3.2 мм, запаса мощности выше крыши.
Достоинства:
Хороший аппарат
Недостатки:
Пока нет
Комментарий:
Очень компактный аппарат,можно носить на плече. При все этом со своей задачей справляется на УРА!!!легко тянет электроды 3.5
Комментарий:
Сломался на 5 электроде. Сдал обратно в магазин благо в Эльдорадо это можно сделать в течении месяца.
Комментарий:
Для небольших габаритов справляется отлично!!Варит,режет,всё отлично!!!Рекомендую!!!
1
2
3
4
5
. ..
9
Отзывы о других товарах
Шины (88859)
Мобильные телефоны (45580)
Ноутбуки (40568)
Наушники и гарнитуры (23756)
Персональные компьютеры (22302)
Люстры (21200)
Стиральные машины (18465)
Холодильники (18265)
Плитка (17476)
Телевизоры (13061)
Кабели, шлейфы и переходники (12030)
Пылесосы (11935)
Мыши (11360)
Электрочайники (10863)
Матрасы (9383)
Товары для лыжного спорта (9184)
USB Flash (8681)
Люстры и светильники (8280)
Комплектующие к шинным и струнным системам (7402)
Бра (6330)
Все категории
Инвертор
или трансформаторный сварочный аппарат: что лучше для ваших нужд?
Последнее обновление
Электросварочные аппараты используются уже более 100 лет. Как и любая технология, сварочные аппараты в настоящее время значительно усовершенствованы по сравнению с предыдущими десятилетиями.
Впрочем, нельзя не упомянуть и о олдскульной надежности. У многих профессионалов в области сварки есть выбор, когда дело доходит до трансформаторных или инверторных сварочных аппаратов.
Однако ваши предпочтения должны зависеть от того, какой из них лучше подходит для текущей работы. Чтобы помочь вам, мы собрали всю необходимую информацию о сварочных аппаратах, чтобы вы могли лучше понять, как они работают, и, наконец, выбрать тот, который подходит вам лучше всего. Вот инверторные и трансформаторные сварочные аппараты в деталях. Читать дальше!
Обзор инверторного сварочного аппарата
Кредит: Рижка Назар, Shutterstock
Как это работает?
Инверторный сварочный аппарат преобразует переменный ток в более низкое полезное выходное напряжение. Например, от источника питания 240 В переменного тока до выходной мощности 20 В постоянного тока. Приборы на основе инвертора используют пару электронных частей для преобразования энергии.
Напротив, традиционные приборы на основе трансформатора в основном полагаются на один большой трансформатор для управления напряжением. Инвертор работает за счет увеличения частоты первичного источника питания с 50 Гц до 20 000–100 000 Гц.
Это делается с помощью электронных кнопок, которые включают и выключают питание быстро (до одной миллионной секунды). Используя этот способ управления источником питания до того, как он попадет в трансформатор, размер трансформатора может быть значительно уменьшен.
Отличительные особенности
Более высокая эффективность
Инверторный сварочный аппарат позволяет регулировать профиль сварного шва в соответствии с требуемой толщиной. Инверторные сварочные аппараты улучшают внешний вид сварного шва и в то же время сохраняют качество сварки.
Механизм инверторного сварочного аппарата очень эффективен и не нагревается даже при длительной работе. Обычно они используют минимальное количество фильтрующего металла. Они эффективно снижают тепловложение и обеспечивают превосходную производительность.
Эффективность и энергосбережение
Инверторные сварочные аппараты не только энергоэффективны, но и не требуют напряжения и не требуют затрат. Эти инверторные сварочные аппараты являются идеальной заменой традиционным сварочным аппаратам, когда речь идет о выработке тепла и потреблении энергии.
Инверторный сварочный аппарат имеет выходную мощность до 93% по сравнению с обычными сварочными аппаратами. Уровень производства обычных сварщиков составляет 60%. Инвертор значительно уменьшает трансформатор и размер реактора, а также вес сварочного аппарата.
Сопоставимые потери мощности (в основном потребление энергии в проводнике и потери в магнитном сердечнике) также значительно снижены.
Охлаждающее устройство
Эти великолепные инверторные сварочные аппараты оснащены внутренним охлаждающим вентилятором. Он уменьшает рабочее тепло и предотвращает выделение дополнительного тепла. С помощью охлаждающих вентиляторов машины не только перестают перегреваться, но и приводят к увеличению продолжительности жизни устройств.
Авторы и права: Сергей Храмов, Shutterstock
Выходное напряжение и текущая стабильность
Многие традиционные сварочные аппараты используют переменный ток (AC), и поэтому эти устройства не обеспечивают непрерывный ток и выходную мощность.
В таком случае дугам этих машин требуется несколько повторных зажиганий, от 100 до 120 раз в секунду. В отличие от обычных сварочных аппаратов, инверторный сварочный аппарат не требует много времени для выработки тепла.
Эти машины могут поддерживать постоянный ток. Он останавливает нестабильность напряжения и температуры, так как эти машины защищены от помех. По сути, сварочные аппараты имеют защиту от помех и имеют меньшую вероятность перепадов температуры и колебаний напряжения.
Поскольку направление тока и напряжение часто меняются, в традиционных инверторных сварочных аппаратах используется переменный ток. Дугу можно гасить и зажигать до 120 раз в секунду. Дуга не постоянна и горит стабильно. Это приводит к длительному времени нагрева. И его прочность уменьшает сварной шов.
IGBT Techniques
Эти инверторные сварочные аппараты могут быстро набирать мощность с помощью любого устройства управления током. Это возможно благодаря технологии биполярных транзисторов с изолированным затвором. Выключатель инверторного сварочного аппарата также работает быстро и потребляет меньше энергии для выполнения последней операции.
Компактная и легкая модель
Благодаря минималистичному дизайну инверторный сварочный аппарат можно использовать практически везде. По сравнению с другими обычными сварочными аппаратами эти сварочные аппараты компактны. Вы можете разместить их в любом компактном месте благодаря компактной конструкции устройства.
Конструкция достаточно компактна, чтобы ее можно было полностью хранить в ограниченном пространстве. Вес и размер трансформатора будут значительно уменьшены, поскольку частота инверторного сварочного аппарата намного выше, чем рабочая частота.
Точно так же значительное увеличение размера, веса реактора и рабочей частоты будет значительно сведено к минимуму.
Плюсы
Низкое энергопотребление.
Обеспечивает превосходный контроль над электрической дугой.
Поставляется с охлаждающим вентилятором для защиты деталей от нагрева.
Он портативный.
Минусы
Менее долговечны по сравнению с обычными трансформаторными сварочными аппаратами.
Дорогие затраты на ремонт.
Обзор трансформаторного сварочного аппарата
Авторы и права: Владимир Ненезич, Shutterstock
Как это работает?
Сварочные аппараты-трансформеры представляют собой более традиционный вариант сварки. Эти высокопроизводительные устройства являются рабочей лошадкой отрасли и требуют питания от сети. Они в основном используются для промышленной сварки стержней. Они бывают размеров от 250А до 600А при 415В.
Сварщик трансформатора позволяет сварщику выбирать выходной ток, перемещая обмотку ближе или дальше от вторичной обмотки. Он также может перемещать магнитный шунт внутри и снаружи сердечника трансформатора, используя последовательный реактор насыщения с переменным подходом последовательно с выходом вторичного тока, или просто позволяя сварщику выбирать выходное напряжение, касаясь вторичной обмотки трансформатора. трансформатор.
Эти приборы трансформаторного типа обычно наиболее экономичны.
Отличительные особенности
Особенностью трансформаторного сварочного аппарата является то, что на электрод подается переменный ток. Это означает, что преобразование активировано. За счет этого увеличивается разбрызгивание металла, что, в свою очередь, влияет на качество шва.
КПД трансформатора составляет около 80%, так как большая часть энергии уходит на нагрев «железа» прибора. Устройства делятся на бытовые, выдающие ток до 200 Ампер, профессиональные и полупрофессиональные, до 300 Ампер, и еще один, превышающий 300 Ампер.
При использовании прибора в бытовых условиях используется однофазный электрический ток 220 вольт. Однако большинство экспертных устройств часто используют трехфазный ток 380 вольт.
Надежность
Многие спорят о надежности сварщика. В течение почти столетия трансформаторные сварочные аппараты подвергались всестороннему изучению и разработке для производства надежных и прочных машин, в то время как инверторным сварочным аппаратам уделялось такое же внимание всего 30 лет.
Трансформаторные сварочные аппараты более надежны по сравнению с лучшими инверторными сварочными аппаратами. Однако в последние годы разрыв значительно сократился. Те дни в 1990-х годах, когда сбои инверторов вызывали кошмары, прошли.
Предоставлено: kofana12, Shutterstock
Возможные ограничения
Общая тенденция заключается в том, что трансформаторные сварочные аппараты более просты, но надежны, в то время как инверторные сварочные аппараты могут интегрировать множество различных процедур с меньшей надежностью.
Другое соображение заключается в том, как устройство будет ограничивать вас в среднесрочной и долгосрочной перспективе. Если за этими устройствами правильно ухаживать, они могут прослужить значительное количество времени. Если у вас есть трансформаторный сварочный аппарат, он будет тяжелее и менее многофункциональным по сравнению с инверторным сварочным аппаратом.
Хотели бы вы приобрести дополнительное оборудование, чтобы иметь такую же производительность, как инверторный сварочный аппарат? Или вам нужна надежность сварочного аппарата на основе трансформатора, но также нужно что-то, что вы можете носить с собой в качестве резервного, обеспечиваемого инверторным сварочным аппаратом?
Время простоя
Несколько областей применения могут привести к преждевременному выходу из строя инверторных сварочных аппаратов, например, наличие дополнительных загрязняющих веществ в воздухе и высокая влажность. Производители попытались создать продукты, которые более гибки из-за экологических проблем.
Однако они всегда более склонны к неудачам. Если ваша машина выйдет из строя, вы не сможете использовать ее, пока она не будет устранена. Но как это повлияет на вашу повседневную деятельность? Если вы просто любитель, это не будет сдерживать важные проекты и не повлияет на ваш доход.
Несмотря на то, что ваша машина имеет решающее значение для бесперебойной работы вашего бизнеса, вы должны учитывать влияние простоя, который у вас будет. Если окружение, в котором вы находитесь, способствует преждевременному выходу из строя и находится вне вашего контроля, стоит иметь более надежное устройство, которое проще по сравнению с универсальным устройством, которое не будет работать.
В таком случае лучше всего подойдет трансформаторный сварочный аппарат, так как он долговечен, надежен и редко выходит из строя.
Область применения
Трансформаторные сварочные аппараты представляют собой непритязательные устройства и используются почти во всех областях человеческой деятельности, где необходимы сварочные соединения черных металлов.
Приспособления применяются для следующих целей:
Ремонт и прокладка трубопроводов.
Сварка сантехнических трубопроводов.
Крепление металлоконструкций на стройке.
Соединение листовых материалов как встык, так и внахлест.
Плюсы
Начальная стоимость низкая.
Идеально подходит для ремонта фермы.
Сварочный аппарат не требует технического обслуживания.
Текущие расходы также относительно низки.
Это очень надежно.
Минусы
Зажечь дугу сложно.
Чувствителен к снижению напряжения в сети.
Сварочный аппарат с инвертором и трансформатором: что подходит именно вам?
Хотя инверторные сварочные аппараты имеют преимущества перед трансформаторными сварочными аппаратами, не все из них могут быть вам полезны. Окончательный выбор в конечном итоге сводится к предпочтениям пользователя.
Мы предоставили вам всю необходимую информацию, чтобы помочь вам принять во внимание ваши требования и выяснить, что подходит именно вам. Кроме того, мы составили список различий между инверторными и трансформаторными сварочными аппаратами с учетом таких факторов, как долговечность, вес, стоимость и многое другое.
Начинаем прямо сейчас!
Стойкость
Трансформаторы по своей природе имеют более высокие рабочие циклы. Поэтому теоретически они могут решать более тяжелые задачи, чем инверторные сварочные аппараты. На данный момент инверторы новые в магазинах и, следовательно, их долговечность сомнительна.
Прямо сейчас мы знаем о долговечности трансформаторных сварочных аппаратов, поскольку они используются достаточно долго, чтобы проанализировать и повысить их надежность. Тем не менее, инверторная технология невероятно увлекательна, поскольку вы можете упаковать много энергии в небольшой легкий корпус.
Затраты
Уже давно ведутся споры о ценах на инверторные и трансформаторные сварочные аппараты. Многие трансформаторные сварочные аппараты являются экономичными, когда речь идет о первоначальных затратах.
Но в долгосрочной перспективе инверторный сварочный аппарат сэкономит вам много денег. Все это сводится к стоимости с течением времени. Начнем с того, что инверторные сварочные аппараты потребляют меньше энергии. Хотя точная стоимость, как правило, завышена, многие профессионалы согласны с тем, что вы можете сэкономить около 10% на счетах за электроэнергию.
Инверторные сварочные аппараты также используют меньше расходных материалов и сварочного газа благодаря повышенной стабильности дуги. Со временем не будет безумием говорить, что сварочные аппараты окупят себя.
Вес
По сравнению с трансформаторными сварочными аппаратами инверторные сварочные аппараты имеют малый вес. Они даже вдвое меньше нескольких машин-трансформеров. Если вы выполняете стационарные работы на большой площади, большой, здоровенный трансформаторный сварочный аппарат не будет проблемой.
Однако, если вы собираетесь перемещать свой сварочный аппарат или помещение ограничено, лучшим выбором будет инверторный сварочный аппарат.
Стабильность и эффективность
За последние 50 лет трансформаторные сварочные аппараты прошли долгий путь. Используя сварочный аппарат высшего качества, вы можете достичь привлекательного уровня эффективности, сохраняя при этом относительно стабильную дугу.
Впрочем, по сравнению с инверторными сварочными аппаратами это пустяки. Большинство инверторных сварочных аппаратов в два раза эффективнее трансформаторных сварочных аппаратов. Например, по сравнению со сварочным аппаратом с трансформатором инверторный сварочный аппарат использует половину ампер для получения аналогичного количества вольт.
Благодаря этому большинство инверторных сварочных аппаратов могут работать от обычной домашней розетки, поэтому вам не нужно покупать генератор или большую розетку на 220 В.
Долгое время инверторные сварочные аппараты использовали постоянный ток (DC). Хотя у них была более стабильная дуга, чем у обычных сварочных аппаратов с трансформатором постоянного тока, для сварочных аппаратов переменного тока был доступен только один вариант.
В настоящее время инверторные сварочные аппараты могут использовать как постоянный, так и переменный ток. А поскольку инверторные сварочные аппараты более эффективны, они могут генерировать более стабильную дугу. Из-за этого инверторные сварочные аппараты являются лучшим выбором, когда речь идет об эффективности и стабильности.
Качество выполненных сварных швов
Поскольку мы обсуждаем сварочные аппараты, давайте перейдем к сути сварки и обсудим дугу и сварные швы. Если вы из тех сварщиков, которые целый день работают со спокойной сталью, каждый день, вам не нужно искать трансформаторный сварочный аппарат.
Однако мы живем в мире, который требует идеальной сварки в любом положении и на любом материале. Инверторные сварщики начинают блистать в этом требовательном мире. Поскольку инверторные сварочные аппараты можно запрограммировать на выполнение любых задач, теперь мы видим, как усовершенствованная импульсная сварка MIG работает так же, как высококвалифицированная сварка TIG.
Программное обеспечение и усовершенствованная электроника открывают мир, который коренным образом изменил возможности сварочного аппарата. Иногда даже средний сварщик выглядит довольно хорошо.
Когда речь идет о качестве сварки и инновациях, инверторный сварочный аппарат — лучший выбор. Тем не менее, вы все еще можете сохранить его простым для стали.
Рабочий цикл
Как правило, инверторные сварочные аппараты могут достигать гораздо более высоких рабочих циклов благодаря размеру трансформатора. Хотя мелкие детали инверторного сварочного аппарата быстро нагреваются, их можно охладить гораздо быстрее и проще.
Однако в традиционных трансформаторных сварочных аппаратах детали намного крупнее и, следовательно, сохраняют тепло и долго остывают.
См. также: Что такое отводы на сварочном трансформаторе?
Использование мощности генератора
Эффективность означает, что использование мощности генератора более возможно при использовании инверторных сварочных аппаратов, которые могут работать от портативных генераторов меньшего размера. С обычными трансформаторными сварочными аппаратами это невозможно.
Тем не менее, вы должны помнить, что существует опасность, связанная с использованием энергии от генератора.
Функциональность
По сравнению с традиционными трансформаторными сварочными аппаратами производительность высококачественных инверторных сварочных аппаратов значительно выше. Это особенно заметно при сварке электродом (MMA), при которой операторы считают, что сварка проще и им не нужно «бороться» с дугой.
Главным образом, это связано с тем, что инверторные сварочные аппараты могут иметь более высокое напряжение холостого хода и интегрировать такие функции, как Anti-Stick, Arc Force и Hot Start. Основным примером этого является сварка тонких материалов: с использованием традиционного сварочного аппарата это печально известно сложно, если не непрактично.
Однако при использовании инверторных сварочных аппаратов с неограниченной регулировкой силы тока и стабильной дугой мощность может быть значительно снижена, так что, например, стальной лист толщиной 1,6 мм или отрезки трубы можно сваривать значительно проще и контролируемее.
Авторы и права: Супавит Сретбхакди, Shutterstock
Что такое технология IGBT?
Инициалы IGBT означают «Биполярные транзисторы с изолированным затвором». Это высокоскоростные коммутационные устройства, используемые во всех сварочных аппаратах для бессварочной сварки, которые упрощают регулирование напряжения.
Некоторые инверторные сварочные аппараты используют более старую технологию MOSFET или транзисторы. Технология IGBT обеспечивает значительные преимущества по сравнению с MOSFET. Возможно, решающим преимуществом является то, что IGBT менее подвержены колебаниям мощности генератора и сети, что делает их более надежными и менее уязвимыми к отказам или повреждениям.
Когда использовать инверторный сварочный аппарат
Когда использовать сварочный аппарат-трансформер
Внутри в регулируемой среде
В пыльной и грязной среде
Вы можете использовать его на различных типах недрагоценных металлов
Вы можете использовать его на одном и том же металле изо дня в день
Заключение
За последние 15 лет инверторные сварочные аппараты претерпели быстрые изменения. Они постоянно улучшают как функциональность, так и стоимость. Однако это не означает, что мы должны похоронить трансформаторные сварочные аппараты, поскольку они также занимают важное место в отрасли.
В конечном итоге все сводится к индивидуальному взвешенному решению, зависящему от множества факторов.
Инверторный или трансформаторный сварочный аппарат: что подходит именно вам?
Стойкость
Затраты
Вес
Стабильность и эффективность
Качество производимых сварных швов
Рабочий цикл
Использование мощности генератора
Функциональность
Что такое технология IGBT?
Заключение
8 Лучших Сварщиков Ручной (Дуговой) сварки
Последнее обновление:
Отказ от ответственности: Weldguru. com поддерживает наших читателей отраслевыми знаниями & исследовательская работа. Вы поддерживаете нас через наши тщательно отобранные продукты со ссылками, которые могут заработать нам комиссию.
Сварка электродом – это самый важный навык сварщика.
Поскольку это так важно для отрасли, вам лучше уметь делать это хорошо.
Но чтобы быть хорошим дуговым сварщиком, у вас должен быть отличный сварочный аппарат.
Должен иметь глубокое проплавление, управляемые характеристики дуги и легкое прикосновение.
Взгляните на эти реальные дуговые сварщики и обожгите немного металла по старинке.
Быстрое сравнение
Товар
Изображение
Товар
Подробности
Лучший комбинезон для большинства людей
Хобарт Stickmate 160i
Горячий старт
7018 электроды хорошо держат
Двойной вход напряжения 120/240 В
Проверить цену
через Northerntool
Отличный недорогой вариант
ДаСварочный аппарат TIG-205DS
Включает педаль
Двойной вход 120/240
Несколько инверторов
Проверить цену
через YESWELDER
Forney Easy Weld 180 ST
Легкий
Двойной вход 120/240 В
Подходит для генераторов
Проверить цену
через Амазон
Уважаемый классический
Линкольн AC-225
Чрезвычайно прочный
Технология плавной дуги
Бестселлер Линкольна
Проверить цену
через Northerntool
Превосходная опция Stick & TIG
PrimeWeld TIG225X
Стабильное качество дуги
Отличное обслуживание клиентов
Хорошо известное качество сборки
Проверить цену
через Амазон
ЛОТОС LTPDC2000D
Мультипроцесс
Мощность 200 А
Вход 120/240 В
Проверить цену
через Амазон
Everlast PowerARC 160STH
Stick и TIG DC
Всего 14 фунтов
5-летняя гарантия
Проверить цену
через Амазон
Титановый стержень 225
Стержни Burns 6010
Тепловая перегрузка
15-225 ампер
Проверить цену
через грузовой порт
Лучший аппарат для дуговой и электродуговой сварки с отзывами
Вот список некоторых из лучших аппаратов для дуговой / дуговой сварки, которые мы нашли на рынке:
1.
Hobart Stickmate 160i Arc Welder
4-дюймовая стальная пластина
Работает от входного напряжения 120 и 240 В
Выходная мощность 160 А
Дуговая сварка постоянным током
5 лет гарантии
Плюсы
Впечатляющие отзывы
Весит менее 20 фунтов
Технология горячего старта
Бесступенчатая регулировка силы тока
Широкий диапазон выходного тока 20–160 А
Регулируемый плечевой ремень
Минусы
Разработано в США, но произведено в Китае
Только до 20 ампер
Обзор
Hobart — один из старейших американских сварочных брендов, известный своей прочной конструкцией и отличными характеристиками. Hobart Stickmate 160i обеспечивает хорошую производительность, но следует отметить, что он построен в Китае. Хобарт уверяет клиентов, что машина соответствует строгим стандартам Хобарта. Некоторые покупатели отмечают, что китайский сварочный аппарат можно купить вдвое дешевле, чем Hobart. Чего не может предложить китайский бренд, так это общенациональной сети дилерских центров и сервисных центров.
Пользователи хвалят Hobart Stickmate 160i за плавную работу. Расширенная гарантия свидетельствует об уверенности Hobart в его качестве. Благодаря инверторной мощности Stickmate 160i весит менее двадцати фунтов, он достаточно легкий, чтобы его можно было передвигать по рабочему месту с помощью прилагаемого регулируемого плечевого ремня (полный обзор здесь).
Hobart Stickmate 160i имеет бесступенчатую регулировку тока, которая может регулировать выходную мощность с шагом до 1 ампера. Hobart Stickmate 160i, способный работать от 120 или 240 вольт, удобен и мощен. Он способен сваривать сталь толщиной до 3/8 дюйма, а широкий диапазон вариантов тока достигает 20 ампер.
Последняя цена на Northerntool
2. Аппарат для дуговой сварки YesWelder TIG-205DS
Высокочастотный запуск дуги без касания
ЖК-индикатор силы тока
Технология мягкого переключения IGBT
Автоматическая компенсация настроек
Автоматический контроль температуры
Pros
Контроль скачков силы тока
Подходит для генераторов.
Двойной вход напряжения 110/220 В.
Несколько инверторов
Горелка TIG WP-17
Минусы
Индикация тока показывает высокий уровень
Источник 120 с адаптером 220
Обзор
YesWelder TIG-205DS — это сварочный аппарат с двойным напряжением питания 120 или 240 вольт. Он имеет мощность 120 стержней до 140 ампер, 145 ампер на TIG. На 240 у палки верхний конец 180 ампер, у TIG 205 ампер. Нижний предел с TIG или палкой составляет 15 ампер. Этот сварочный аппарат оснащен цифровым ЖК-дисплеем (по мнению некоторых владельцев, показания которого слишком высоки) и автоматической компенсацией колебаний мощности.
Ручка позволяет сваривать сталь толщиной до 3/8 дюйма и листовой металл до 22 калибра. Одной из особенностей YesWelder TIG-205DS является адаптер питания для изменения входного напряжения. Большинство машин с двойным напряжением по умолчанию работают от 240 вольт с адаптером для подключения к 120 вольт. Этот сварочный аппарат работает от 120 вольт, с адаптером для подключения к 240 вольтам.
YesWelder TIG-205DS имеет пылезащитную крышку на элементах управления, что приятно. Что касается сварки TIG, то здесь есть высокотехнологичные функции, такие как высокочастотный запуск дуги, технология плавного переключения для стабильности дуги и защита от перегрузки. Этот аппарат поставляется с 13-футовой горелкой TIG, 10-футовым зажимом для жала и адаптером от 120 до 240.
Вы можете получить скидку 10% на этот YesWelder, используя код купона: WELDGURU10
Последняя цена на YESWELDER
3. Forney Easy Weld 180 ST Arc Welder
3
Инверторная технология IGBT
8-футовые соединения
Палочка постоянного тока и TIG постоянного тока
5-летняя гарантия
Pros
Лист 18 калибра до 1/2 дюйма стали
Аппарат для дуговой сварки двойного назначения с возможностью TIG
Запуск дуги подъемного типа
Весит 14 фунтов
Широкий выход 10–180 А
Минусы
Не совместим с ножной педалью TIG
Без горелки TIG
Обзор
Forney Easy Weld 180 ST — это легкий сварочный аппарат постоянного тока с инверторным питанием, который также обеспечивает возможность сварки TIG постоянным током. Он разработан с учетом мощности генератора, устойчив к колебаниям «грязной мощности», которые распространены в источниках питания генератора. Это машина с двойным входным напряжением, которую можно подключить к источнику питания на 120 или 240 вольт.
Компания Forney разработала аппарат для дуговой сварки Easy Weld 180 ST с высокочастотным запуском горелки TIG подъемного типа, чтобы свести к минимуму загрязнение вольфрамового элемента и сократить расход расходных материалов. К сожалению, вам придется покупать горелку TIG и газовый регулятор отдельно, если вы хотите выполнять сварку TIG. Эта машина не совместима с педалью ножного управления.
Этот аппарат для дуговой сварки/ВИГ обеспечивает очень широкий выходной ток от 10 до 180 А. Forney Easy Weld 180 ST способен сваривать сталь толщиной до 1/2 дюйма, несмотря на то, что весит всего 14 фунтов. Минимальный предел тока в 10 ампер отлично подходит для сварки листового металла толщиной 18 мм для кузовных работ. На Forney Easy Weld 180 ST предоставляется 5-летняя гарантия.
Последняя цена на Amazon.
Сертификат ISO 9001
Самая продаваемая дуговая машина Lincoln
Вход 240 В
Ток от 40 до 225 А
Pros
15-футовый электродный зажим
Исторический стиль «надгробие»
10-футовый кабель зажима заземления
Лист 16 калибра на пластину 1/4 дюйма
Технология Smooth Arc
Минусы
Не высокотехнологичные
Вес 99 фунтов
Обзор
Аппарат для дуговой сварки на переменном токе Lincoln AC-225 — бестселлер Lincoln Electric за всю историю существования компании. Есть примеры на работе, которые буквально работают десятилетиями. Он хорошо известен как надежный, прочный сварочный аппарат, который приносит домой бекон. Технология Lincoln Smooth Arc обеспечивает более легкий запуск, чем большинство сварочных аппаратов переменного тока, и поддерживает оптимальные характеристики дуги.
Хотя в этой машине нет высокотехнологичных наворотов, как в современных машинах, ее простая конструкция означает, что она может выдержать износ в условиях мастерской. Сварочный аппарат переменного тока Lincoln AC-225 изготовлен с использованием трансформаторного источника питания вместо более современного инверторного питания, что почти не оставляет проблем. Это делает эту модель тяжелой, хотя и весит 99 фунтов.
Аппарат дуговой сварки на переменном токе Lincoln AC-225 многими профессиональными сварщиками считается лучшим из когда-либо созданных сварочных аппаратов. Этот сварочный аппарат имеет огромное количество восторженных владельцев и безупречную репутацию в отрасли. Он может сваривать листы толщиной от 1/16 дюйма до стальных листов толщиной 1/4 дюйма. Элементы управления просты, это американское производство и ISO 9.001 сертифицирован. Если вы не возражаете против веса, это сделка, которую нельзя пропустить.
Последняя цена на Northerntool
5. Сварочный аппарат PrimeWeld TIG225X
Горелка CK17 производства США
Запуск дуги без касания
Выход от 10 до 225 А
Металлическая педаль
Вход 120/240
Плюсы
Много довольных пользователей
Включает регулятор
Широтно-импульсная модуляция
Stick и AC/DC TIG
Частота импульсов 200 Гц
3 года гарантии
Минусы
Ножная педаль немного чувствительна
Недорогой регулятор
Обзор
Аппарат для сварки TIG Primeweld TIG225X — это хорошо зарекомендовавший себя аппарат для сварки TIG на переменном/постоянном токе с расширенными функциями, включая возможность работы в качестве сварочного аппарата на постоянном токе. Это сварочный аппарат двойного напряжения, который работает на 120 или 240 вольт. Он имеет 12,5-футовый электродный зажим для электродуговой сварки, также называемой ручной дуговой сваркой или сваркой ММА. Заземление также составляет 12,5 футов.
При использовании режима ручки PrimeWeld TIG225X производит 120 ампер при 12 вольтах. Когда он работает на 240 вольт, у вас есть 180 ампер на выходе. Такой сок сваривает пластины до 3/8 дюйма при 180 амперах, 1/4 дюйма при 140 амперах. Нижний предел в 10 ампер на любом источнике позволит вам сваривать листовой металл 24-го калибра с помощью тонкой палки и правильных настроек.
Конечно, при работе с листовым металлом TIG является королем, и PrimeWeld TIG225X действительно подходит для этой задачи. Этот сварочный аппарат имеет расширенные функции TIG на переменном токе, такие как широтно-импульсная модуляция, горелка CK17 и функция баланса переменного тока для регулировки времени, затрачиваемого на каждую сторону цикла переменного тока, очищая сварочную ванну от загрязнений.
Последняя цена на Amazon.
Режет сталь толщиной до ½ дюйма
Сварка стали толщиной до 1/2 дюйма.
Выход дуги до 200 А
Двойной вход напряжения — 120 или 240
Pros
Рабочий цикл 60 процентов
Многопроцессорная машина
13-футовые кабели
Широкий диапазон силы тока от 15 до 200 А
Запуск высокочастотной дуги
Минусы
Без педали для сварки ВИГ
Недорогой регулятор
Обзор
LOTOS LTPDC2000D — это больше, чем сварочный аппарат дуговой сварки на 200 А. Он также может выполнять работу TIG на 15–200 ампер и включает в себя плазменный резак на 50 ампер, который может проходить через сталь толщиной 1/2 дюйма. Он имеет двойное входное напряжение, что позволяет подключать его дома или в коммерческих условиях с входной мощностью 120 или 240 вольт.
Эта многопроцессорная тройная угроза разработана с высокочастотным запуском дуги, что позволяет легко разжечь дугу. Часть сварочного аппарата включает в себя технологию «мягкой дуги» для легкого запуска. Высокочастотный запуск дуги также обеспечивает функцию вспомогательной дуги на аппарате для сварки TIG и плазменном резаке.
Это означает, что дуга не запускается от прикосновения, что позволяет сэкономить на расходных материалах, поскольку горелка TIG никогда не касается поверхности, что устраняет основную причину загрязнения вольфрамового электрода. Одним из недостатков является то, что этот сварочный аппарат не оснащен педалью управления нагревом TIG.
В режимах сварки и сварки TIG ток может достигать 200 ампер, что достаточно для сварки стали толщиной 1/2 дюйма. На Lotos LTPDC2000D распространяется годовая гарантия.
Последняя цена на Amazon
7. Сварочный аппарат Everlast PowerARC 160STH
Легкий и портативный
Инверторная технология IGBT
Палочка постоянного тока 160 А и TIG
5-летняя гарантия
Весит 14 фунтов
Плюсы
Лист 24 калибра, сталь толщиной до 1/2 дюйма
Аппарат для дуговой сварки двойного назначения с возможностью TIG
Запуск дуги подъемного типа
8-футовый кабель электрода
Широкий выходной ток 10–180 А
Минусы
Без горелки или регулятора TIG
Нельзя использовать педаль
Обзор
Everlast PowerARC 160STH — это мощный и легкий аппарат для сварки электродом на постоянном токе, предлагающий функции дуговой сварки и TIG на постоянном токе.
Эта машина имеет двойной вход напряжения, который позволяет подключаться к домашней сети 120 вольт или к более мощным розеткам 240 вольт. Эта машина поставляется с плечевым ремнем, чтобы облегчить передвижение по рабочей площадке, оставляя ваши руки свободными для работы с кабелями и аксессуарами.
Everlast PowerARC 160 STH поставляется с 8-футовым зажимом электрода, а также с 12-футовой горелкой TIG и регулятором подачи аргона. Однако одним из недостатков этой машины с точки зрения TIG является то, что она не совместима с ножной педалью управления нагревом TIG. Вместо этого запатентованная горелка Everlast SV17 TIG оснащена регулируемым ручным регулятором температуры.
Обладая очень широким диапазоном выходных токов 10–160 А, Everlast PowerARC 160STH достаточно универсален и может сваривать тонкий листовой металл от 18 калибра до стального листа толщиной до 1/2 дюйма. В комплект входит чехол для переноски горелки TIG и принадлежностей. Everlast предоставляет 5-летнюю гарантию на PowerARC 160 STH.
Последняя цена на Amazon
8. Titanium Stick 225 Arc Welder
Весит менее 17 фунтов
Двойной источник питания 120–240 В
Защита от перегрузки по току
Выход от 15 до 225 А
Сварка стали толщиной до 1/4 дюйма
Pros
Защита от тепловой перегрузки
Технология Easy Start
Компактный размер
Стержни Burns 6010 и 6011
Бесступенчатая регулировка мощности
Минусы
Провода немного дешевы
Отчеты об отключении отведений
Обзор
Аппарат для дуговой сварки Titanium Stick 225 — компактный, мощный и легкий. Поводки имеют длину 10 футов для хорошей досягаемости. Некоторые владельцы думали, что они могут быть более качественными, сообщая об улучшении производительности после их замены. Это может быть связано с сообщениями о том, что поводки иногда отключаются при подергивании.
Проведенные исследования свидетельствуют, что циркуляционные насосы для отопительных систем в основном имеют слишком большую мощность и работают с очень низким эксплуатационным коэффициентом полезного действия (КПД). Главные причины этого явления: неправильный отбор мощности и плохое гидравлическое регулирование. Последствия: слишком большие затраты электрической энергии, неравномерное распределение тепловой энергии и лишний шум. Если бы параметры определялись точно и циркуляционные насосы, представленные на рынке, использовались правильно, можно было бы сэкономить до 60% электроэнергии.
Уже достаточно распространенным стало мнение о том, что в системах отопления, а также при использовании больших электрических и осветительных приборов существуют большие возможности сбережения энергии. Пока циркуляционные насосы работают без перебоев, пользователи уделяют мало внимания этим важным функциональным составляющим систем. Если же насос выходит из строя, его можно быстро заменить. Достаточно обратить внимание на список насосов, предлагаемых производителями, и на номинальные показатели, необходимые для подключения. В основном именно так и делают, забывая о необходимых расчетах. Редко кто задумывается над тем, чтобы оптимально встроить циркуляционный насос к существующую систему.
Циркуляционные насосы имеют избыток мощности
Слишком мало внимания обращают на то, сколько энергии потребляют циркуляционные насосы. Учитывая их электрическую мощность они кажутся экономными, однако находятся в постоянной эксплуатации и поэтому существенно увеличивают потребление электроэнергии. Часто случается, что доля отопительных насосов в общем объеме потребляемой электроэнергии в домах на одну или две семьи составляет более 10%, а в много квартирных домах – 5-10%.
Анализ, проведенный в рамках швейцарской программы «импульс», показал, что на эксплуатацию циркуляционных насосов приходится около 3.5% общего потребления электрической энергии. Этот результат совпадает с результатами исследований, которые были проведены в Германии, где приведена доля составляет около 15 млрд кВт/ч в год. Было также определено, что циркуляционные насосы в основном имеют избыток мощности, поэтому работают с гораздо худшим эксплуатационным коэффициентом полезного действия, чем тот, который возможен при условии правильного определения параметров. Без всякой необходимости количество потребляемой энергии, как правило, резко увеличивается из-за превышения давления и объема транспортируемого потока. Это может, в частности, приводить к возникновению шумов в клапанах термостатов отопительных элементов.
Исследователи предполагают, что относительный потенциал сбережения энергии составляет более 60%, но воспользоваться им можно при условии правильного определения размеров и мощности циркуляционных насосов и при условии их правильной эксплуатации. При этом речь не идет о каких-то «революционных» технических новациях. Реализация возможностей энергосбережения обусловливается лишь использованием точных методов определения параметров, отбором наиболее экономичных насосов и их рациональным использованием.
Так, например, было выяснено, что помпы очень часто находятся в режиме эксплуатации даже тогда, когда отопительный сезон закончился. Во многих установках циркуляционные насосы всегда работают с высокой мощностью не только днем, но и ночью, что вообще не имеет смысла. Кажется, что на действующих помпах редко проверяют число оборотов или применить более целесообразную регулировку.
Некачественное гидравлическое регулирование
В различных исследованиях было достигнуто общему выводу о том, что важной причиной неудовлетворительного определения параметров насосов является отсутствие гидравлического регулирования соответствующих отопительных установок. Плохие гидравлические показатели наблюдаются не только на многих небольших установках, которые в количественном отношении преобладают, но и на больших. Наряду с потребителями, которые получают мало тепловой энергии, существует много потребителей, которым ее подается слишком много. Чтобы выровнять положение, установки работают с увеличенным давлением и большим объемом транспортируемого потока.
Изучение проблем, возникающих в сфере теплоснабжения, показало, что производители отопительных систем и проектировщики очень быстро поддаются соблазну решить гидравлические проблемы и исправить недостатки тепловых схем с помощью увеличения мощности помпы. Если системы хорошо отрегулированы, то каждый эксплуатационный узел будет получать максимальный объем транспортируемой воды необходимый для его работы. После регулировки установки и при условии правильного выбора режима отопления станет очевидным, насколько низким может быть необходимый объем транспортируемого потока. Но еще и до сих пор многочисленные производители отопительных систем не осуществляют регулирование систем.
Наименьшая помпа мощностью 5-20 Вт – это реальность
Более 80% всех отопительных установок находятся в собственных и многоквартирных домах. При типичной потребности в тепловой энергии, что составляет 20 кВт (для домов на одну семью, построенных в прошлые годы), и при привычном регулировании системы на 70/50 градусов С за условий номинальной нагрузки необходимый объем транспортируемой воды составляет менее 1000 л/ч. В новых домах нужна разве что половина, то есть 10 кВт и 500 л/ч. Однако на рынке вряд ли удастся найти циркуляционные насосы, наилучший режим работы которых составляет менее 1500 литров в час.
Вместе с тем швейцарские инженеры показали производителям помп, что можно сделать. Ими был разработан циркуляционный насос, способность к адаптации которого (5-20 Вт) и коэффициент полезного действия (до 40%) намного превышают аналогичные показатели всех имеющихся ныне помп. На рынке почти бесполезно искать циркуляционные насосы с потреблением мощности, меньше 20 Вт. Самый высокий коэффициент полезного действия малых насосов с мощностью до 100 Вт составляет 3-20%. В установках с мощностью на контуре системы отопления до 25 кВт (дома для одной семьи, распределение по квартирах в многоквартирных домах и т.д.) эксплуатационный коэффициент полезного действия колеблется между 1% и 10%, что связано с неудовлетворительной адаптацией.
Но даже если помпы в данном случае работают с наивысшим для них коэффициентом полезного действия, то часто не хватает качественного гидравлического регулирования (большой расход воды) или установлены компоненты со слишком большой потерей давления и напорные клапаны (они часто приходят на помощь в случае выявления гидравлических недостатков).
Эффективные помпы – это довольные клиенты
Пока на рынке не будут предлагаться мини помпы, не стоит ожидать в установках для домов на одну семью (в отличие от крупных установок) достижения целевой отметки экономии, равной Рэи < 1 Л/е / 1 Щпегт. Тем важнее создавать во время проектирования или усовершенствования систем отопления или во время замены циркулярных насосов все предпосылки для того, чтобы по крайней мере имеющиеся помпы могли работать с максимальной эффективностью при благоприятных гидравлических условиях. Уже благодаря этому в большинстве случаев удается значительно уменьшить потребление циркуляционными насосами электрической энергии.
Подход, который предполагает оптимизацию гидравлических условий и параметров работы систем отопления, при планировании инвестиций оказывается более выгодным с экономической точки зрения, чем решение проблемы наугад. При этом можно достичь существенного уменьшения потребления энергии, что полезно и для вашего кошелька, и для окружающей среды. Пользователи систем отопления имеют дополнительный выигрыш: они имеют возможность избавиться от лишнего шума, растет качество теплоснабжения. А довольные клиенты – это ценный основной капитал для каждой фирмы, которая занимается проектированием и выполнением соответствующих работ.
Новые записи на inbud.ru
Какова потребляемая мощность насоса, как ее рассчитать
Насос является основным элементом отопительной системы. Главная задача устройства – обеспечить принудительную циркуляцию воды по замкнутому контуру. Работа насоса позволяет ускорить перемещение теплоносителя в системе и сделать процесс циркуляции жидкой среды более продуктивным. Есть разные типы оборудования, независимо от их вида, достигается КПД процесса. Но возникает вопрос, какова потребляемая мощность насоса, как ее рассчитать, что сделать, чтобы потребление электричества было умеренным.
Потребление
Насосы
Энергоемкость насосной станции определяется исходя из ее мощности. Производители предлагают насосы разной мощности: от шестисот ватт до полутора киловатт. Это приборы для бытового использования, более мощные системы предназначены для производственного использования. Производительность насоса зависит от объемов перекачиваемой воды и напора.
Насосные оборудования разного типа имеют свои особенности и технические характеристики. Рассмотрим разновидности приборов более детально.
Вопрос энергосбережения становится все более актуальным. Экономить и уменьшать расходы возможно не только с помощью экономных ламп, но и за счет применения энергосберегающих приборов и устройств. Насос циркуляционного типа относится к данной категории. Он применяется для принудительной циркуляции носителя в закрытой системе. Благодаря беспрерывному движению температура носителя остается высокой и не тратится большое количество энергии на повторный нагрев. Это приводит к экономии ресурса.
В конце девяностых прошлого столетия была разработана шкала, позволяющая определить классность энергопотребления. Каждый прибор получил буквенное обозначение от А до G. Техника с маркировкой А считается максимально экономичной, буква G указывает на большое потребление энергии. Но установленная маркировка постоянно совершенствуется: можно встретить обозначение А+, А++ и даже А+++. Что касается насосных станций, в настоящее время они маркируются только буквой А.
Преимуществом циркуляционного насоса является его низкое энергопотребление.
Это объясняется постоянным совершенствованием и улучшением качества работы устройства. В частности, в гидравлике и электродвигателе. К преимуществам циркулярного насоса относят:
очень быстрый прогрев системы;
высокая эффективность системы;
надежность работы;
простота в эксплуатации.
Существует несколько разновидностей циркуляционного насоса. Они разделяются по принципу работы на мокрые и сухие. Каждый из них имеет свои особенности и преимущества. Устройства способны перекачивать жидкость от двух до ста десяти градусов тепла. Электроника позволяет автоматически регулировать давление в системе. Автоматика помогает усилить точность насоса, реагировать на изменения в отопительной системе.
Лучшими фирмами, предлагающими циркулярные станции, являются Вило и Грундфос.
Предназначение грундфос насоса grundfos – использование в разных системах отопления и для теплого пола. Обогрев, применение циркуляционных насосов для отопления отлично себя зарекомендовало.
Чтобы произвести расчет мощности потребляемой насосами компании, необходимо знать типоразмер устройства: он колеблется в пределах от пяти – двадцати ватт до тридцати двух – шестидесяти ватт. Снизить количество потребляемой электроэнергии возможно за счет применения магнитных роторов, частотного преобразователя, компактного статора.
Характеристика насосов
Вычислить потребление энергии циркулярного насосного оборудования можно путем математических расчетов. Специалисты сравнив энергозатратность обычного циркуляционного насоса и оборудования Альфа2, компании Грундфос, сделали вывод, что последний экономичнее более чем в три раза.
Заслуживает внимания и циркуляционный насос немецкой компании Вило. Преимущества насоса wilo в невысокой потребляемой мощности. Модель расходует от трех до двадцати ватт в час. Класс энергопотребления – А. Данные о текущем расходе энергии и наработанных киловаттах отображаются на удобном дисплее. Насосное оборудование предназначено для отопления и кондиционирования.
Количество потребляемой электроэнергии зависит от типа насосной станции и варьируется в промежутках от половины до полутора киловатт в час. Общее количество израсходованного ресурса зависит от интенсивности использования насосной установки. Чтобы прибор справлялся со своей задачей, необходимо грамотно подобрать оборудование, учитывая конкретную задачу, для которой подбирается оборудование.
В центробежных циркуляционных насосах для продвижения жидкости используется центробежная сила, которая возникает под воздействием рабочего поршня на жидкость. Основное назначение центробежного насоса – обеспечение полива на приусадебных участках. Но кроме этого, перекачиваются агрессивные и абразивные жидкости. Устройства характеризуются продолжительным сроком службы, высоким КПД. Чтобы определить мощность скважинного насоса, нужно рассчитать, какое количество ватт затрачивается за час работы и умножить на время работы за месяц.
Тепловой насос – прекрасное решение для отопления дома. Климат-контроль — самые комфортные характеристики данного типа оборудования. Он незаменим, если в доме нет централизованного газового отопления.
Мощность теплового насоса – основополагающая техническая характеристика.
Она выбирается с учетом теплопотерь, но производить подобные расчеты должен специалист. Существуют специальные формулы, помогающие правильно выбрать оборудование.
Потребление электроэнергии
Нередко можно услышать, что насос потребляет много сколько же это на самом деле?
Циркулярные насосы не поднимают воду из глубины, а просто обеспечивают ее движение в закрытой системе. По этой причине устройства выдают высокую производительность при невысокой мощности, как правило, это шестьдесят – сто ватт. Это примерно столько же, сколько потребляет обычная лампа накаливания.
Потребление электроэнергии насосом, его размер, зависит от многих параметров. Можно найти энергосберегающие модели с электронным наполнением. Они оборудованы электронным частотным регулированием и относятся к А-классу. Устройства способны автоматически налаживать мощность в случае отклонения параметров в сети. Несмотря на более высокую их стоимость, окупается прибор очень быстро.
Прежде, чем мы узнаем, сколько расходуем квт и рассчитаем потребление электроэнергии насосом, необходимо получить информацию о тепловой мощности прибора. Приняты такие показатели:
частный дом небольшого размера – сто киловатт (0,1 киловатт) на квадратный метр;
квартира в многоэтажном доме – семьдесят ватт на квадратный метр;
производственные помещения – от тридцати до пятидесяти ватт на метр квадратный.
Самостоятельно рассчитать нужную тепловую мощность необходимо с учетом назначения, степени теплоизоляции. В интернете предоставлено множество удобных и понятных таблиц.
Рассчитать, сколько электричества потребляет насос, сложно. Учитывается масса аспектов. За час обычный насос потребляет около четырех ватт, за сутки устройство потребляет от сорока до восьмидесяти ватт. Показатели могут увеличиваться или уменьшаться в зависимости от погоды, степени утепления помещения, интенсивности использования.
Правильно подобрать насос можно с учетом таких параметров: производительность, напор, конструкция, эффективность работы. Если затрудняетесь, какому устройству отдать предпочтение, обратитесь за помощью к специалисту.
Рециркуляционные насосы и энергия | PlotWatt
Рециркуляционные насосы и энергия | УчастокВатт
Автор: Люк Фишбэк
Когда в моем доме недавно перестал работать рециркуляционный насос горячей воды, я задумался над тем, имеет ли смысл эта, казалось бы, идея экономии воды. В этом посте я представлю свою логику, чтобы не исправлять это.
Чтобы мы все пришли к единому мнению, небольшое справочное пособие: рециркуляционный насос — это довольно распространенный способ мгновенного (или почти мгновенного) получения горячей воды по всему дому. Он, как правило, используется в больших домах, где водонагреватель может находиться далеко от душа или раковины. Этот насос непрерывно проталкивает воду из водонагревателя по линиям горячей воды в доме, а затем обратно в бак водонагревателя. Он предотвращает охлаждение воды в трубах, что ускоряет подачу горячей воды в душе и кране. Эти насосы позиционируются как водосберегающие устройства, потому что они избавляют домовладельцев от необходимости запускать воду в течение длительного времени, прежде чем принять душ или воспользоваться раковиной. Хотя я не могу спорить с тем удобством, которое они обеспечивают, оказывается, они не так высоко оценивают экономию воды.
Мой рециркуляционный насос постоянно потреблял 150 Вт электроэнергии 24/7. Это то же самое, что 3,6 киловатт-часа в день (150 Вт * 24 часа / 1000 = 3,6 кВт-ч). Для производства электричества требуется много воды. В среднем по всем нашим источникам электроэнергии требуется около 2 галлонов воды на каждый киловатт-час произведенной электроэнергии. В основном это потери воды при испарительном охлаждении. Таким образом, даже без учета всей энергии, необходимой для поддержания температуры воды, уже требуется 7,2 галлона воды в день только для питания насоса. Позвольте мне прояснить, эти 7,2 галлона воды не отображаются в вашем счете за воду, они используются во время выработки электроэнергии для питания вашего насоса. Для получения дополнительной информации об этом, проверьте ссылку «2 галлона воды» выше.
Теперь, если я отсоединяю насос, вода в моем душе нагревается на 45 секунд дольше, когда душ работает на полную мощность (около 2 галлонов в минуту). Поэтому каждый раз, когда я принимаю душ, я использую дополнительно 1,5 галлона воды. Чтобы оправдать мой рециркуляционный насос как водосберегающее устройство, мне пришлось бы принимать душ (или делать другие подобные вещи с горячей водой) 5 раз в день… и это даже не учитывая энергию, затрачиваемую на нагрев рециркуляционной воды.
Просто чтобы проверить это, давайте быстро оценим дополнительную энергию, используемую для нагрева всей этой рециркулируемой воды. В предыдущем тесте мы подсчитали, что в трубе между моим душем и обогревателем было около 1,5 галлонов воды. Таким образом, мы говорим о 3 галлонах или около того общей воды, которая должна быть постоянно теплой (водопроводы в душ и из душа). Даже в изолированных трубах, вероятно, разумно предположить, что вода должна проходить через каждый час или около того, чтобы поддерживать ее достаточно горячей. Поскольку вода, которая повторно подается в водонагреватель, не совсем холодная, давайте добавим коэффициент выдумки и скажем, что нам нужно нагревать только эквивалент 1 дополнительного галлона каждый час или 24 дополнительных галлона в день. На 24 дополнительных галлона горячей воды каждый день этот рециркуляционный насос, возможно, удвоил мой счет за горячую воду! Ух ты! Жаль, что у меня нет мониторинга газа в реальном времени, чтобы проверить экономию…
Если у вас есть рециркуляционный насос и вы не можете жить без удобства, которое он предоставляет, подумайте хотя бы о том, чтобы поставить его на таймер, чтобы он не работал круглосуточно… в конце концов, вам действительно нужна горячая вода, доступная в 3 часа ночи или в ты на работе? Простой праздничный световой таймер сделает свое дело.
Зарегистрируйтесь сейчас!
Это бесплатно и займет всего минуту. Вы можете сразу увидеть возможности экономии энергии.
Электрические циркуляционные насосы | Bola Systems
Циркуляторы – электрические устройства, обеспечивающие циркуляцию жидкости в системах отопления. Циркуляционные насосы иногда также могут использоваться для рециркуляции горячей воды, а также охлаждающей жидкости в системах кондиционирования воздуха. Они также используются в солнечных или геотермальных системах.
Подходит для применения не только в частных домах, но и в офисных зданиях. Если правильно совместить выбранную систему распределения тепла и правильный насос, можно добиться идеальной функциональности и в то же время высокой эффективности.
Подходят для однотрубных и двухтрубных систем отопления, а также для домов с комбинированным теплым полом и радиаторами. В этом случае насосы должны быть настроены на постоянный расход и переменный перепад давления на радиаторах.
Переменный перепад давления (Δp-v): Применяется в двухтрубных системах отопления с радиаторами для снижения шума на термостатических клапанах. По мере уменьшения расхода в трубопроводе напор насоса снижается вдвое. За счет уменьшения требуемой производительности насоса экономится электроэнергия. Когда вы открываете и закрываете радиаторы, ваш насос меняет напор, то есть давление, что приводит к экономии энергии.
Постоянный Перепад давления (Δp-c): Постоянный напор поддерживается независимо от производительности насоса. Он используется для напольного отопления и всех применений без переменных характеристик (например, накопительные баки), а также для однотрубных систем отопления с радиаторами. (Поддерживает одинаковое давление и изменяет расход в соответствии с открытыми контурами пола = экономия)
Постоянная скорость (I, II, III): Насос работает нерегулируемым образом с тремя предустановленными фиксированными скоростями. Такая настройка подходит для приложений с постоянным сопротивлением устройства. Таким образом, например, насосные баки или системы радиаторов, которые никогда не закрываются.
Как выбрать подходящий циркуляционный насос?
Для начала нужно определиться с его назначением — будет ли он использоваться только для отопления или еще и для рециркуляции воды. Другими важными параметрами являются диаметр трубы и используемая резьба, расход, способ регулирования мощности и требование к максимальному напору насоса. Напор для циркуляционных насосов дается в закрытой системе, поэтому существует другой метод расчета, чем для садовых насосов, где контролируется только вертикальная высота. В этом случае расчет ведется по потерям давления отдельных элементов системы отопления.
Информация о типе насоса
Тип определяет ключевые технические параметры. В качестве примера разберем насос Grundfos ALPHA 1L 25-40 180 . В данном случае это насос серии ALPHA L в облегченном исполнении, т. е. без Autoadapt, номер 25 Номинальный диаметр (DN) всасывающего и напорного патрубков [мм] (15 = 1″, 20 = 1 1/4″, 25 = 1 1/2″, 32 = 2″). Значение 40 определяет напор (дм). В данном случае это 4 метра в высоту при атмосферном давлении. Последнее значение 180 указывает конструктивную длину насоса в мм (между портами [мм]).
Все продаваемые нами насосы соответствуют требованиям директивы EuP. Современные продукты, так называемые «EuP ready», имеют до десяти раз более низкое энергопотребление по сравнению со старыми решениями с фиксированной мощностью — сегодня обычно до 4 Вт. В ЕС ежегодно продается около 14 миллионов циркуляционных насосов, из которых 23 млрд кВт·ч электроэнергии сэкономлено к 2020 году благодаря введению нового стандарта.
Хотя изменение стандарта означало некоторое увеличение стоимости новых типов электронных циркуляционных насосов, они представляют собой инвестиции с быстрой окупаемостью благодаря значительно более низким эксплуатационным расходам и минимальной частоте отказов. Кроме того, качественный циркуляционный насос можно очень просто и быстро заменить.
Из-за качества и долговечности продукции мы продаем циркуляционные насосы только проверенных производителей: Grundfos — традиционный датский производитель, а Wilo — немецкий специалист, производящий большую часть своей продукции на собственных заводах. По нашему опыту, жалобы на обоих производителей не превышают 1% проданных изделий.
Замена новой модели
Из-за того, что сегодня появилось новое поколение более энергоэффективных насосов, во многих случаях мы не можем предоставить тот же насос, который вы использовали до сих пор. Однако для обоих наших брендов мы предлагаем качественные, но значительно более энергосберегающие замены:
Grundfos:
Серия ИБП Grundfos была заменена серией ALPHA 1L 32 90HA30 32 ALPHA 1L 9030 32 A серия с АВТОАДАПТ .
Серия Grundfos MAGNA была заменена серией MAGNA 1 или интеллектуальным насосом MAGNA 3 .
Серия Grundfos UPE заменена серией MAGNA 3 .
Wilo:
Серия Wilo STAR-RS заменена серией Yonos PICO или Stratos PICO .
Серия Wilo STAR-E заменена серией Yonos PIC O или Stratos PICO .
Серия Wilo TOP-S/E/RS/RL/D заменена серией Yonos MAXO или Stratos .
Если вы ищете замену старому или электронному насосу или насосу другой марки, вы можете найти соответствующие продукты на веб-сайте Grundfos.
Подходит для отопления частных домов
Современные технологии, гарантирующие равномерное распределение тепла
Бесшумная работа и экономия затрат на отопление 7-20%
Подходит для отопления коттеджей
Низкое энергопотребление (класс A)
Теплоизоляция
Для чистой воды из колодцев и резервуаров
Насос диаметром 5 дюймов сертифицирован для питьевой воды
Современная наука различает такие понятия, как вес и масса. Это происходит в первую очередь потому, что вес является силовой характеристикой, т.е. мерой воздействия на опору или подвес. Масса же, напротив, — это мера инертности тела. Все это мы пишем для того, чтобы в ходе чтения данной статьи у вас не возникло вопросов о том, чем же отличается вес швеллера и его масса. Для простоты мы рассматриваем здесь только те ситуации, когда данные два параметра равнозначны.
В случае с профилями масса зависит от следующих параметров:
Формы;
Металла;
Размеров.
Форма и размеры
Говоря про форму, нужно уточнить, что профили бывают нескольких типов, например, классические и перфорированные.
Металлические конструкции могут быть изготовлены не только из стали, поэтому, когда речь идет о других сплавах, это будет указано отдельно. Мы уточняем данный момент, поскольку вес швеллера 12, выполненного из алюминия будет в несколько раз ниже, чем в том случае, когда используется сталь.
Вес моделей швеллеров
В обычном случае масса профиля рассчитывается достаточно просто, но только если его форма простая. Т.е. мы рассматриваем равнополочное изделие, внутренние грани стенок которого расположены параллельно друг другу. Существуют еще и неравнополочные профили, для которых вычисление массы несколько усложняется, однако самый непростой вариант – это наклонные грани внутренних стенок. Такое изделие получается очень массивным, однако это компенсируется повышенной прочностью, благодаря большому объему металла.
Вес швеллера 10 может варьироваться от 3 до 12.7 кг в зависимости от его габаритов. В данном случае такой большой разброс обеспечивается за счет различной высоты стенок. Она стартует с отметки 40 мм и может достигать 160 мм, за счет чего образуется очень глубокий профиль. Толщина тоже не остается постоянной и изменяется от 2 до 6 мм.
Если рассматривать все номера гнутого профиля, то можно сказать, что минимальной массой обладает швеллер с соотношением h:b:s 25:26:2 мм. Вес такого профиля едва превышает 1 кг. С другой стороны размерной линейки находится номер 41, который может быть представлен в виде аналогичного соотношения 410:65:6 мм и масса всего одного метра будет уже 24.38 кг.
Более высокий номер швеллера не означает, что данное изделие будет более тяжелым. Вес швеллера 20 будет меньше, чем у номера 21, только в том случае, если размеры стенок и толщина изделия будут одинаковыми, в противном случае даже №20 сможет обойти 21 профиль.
Масса горячекатаных профилей стартует с 4.84 кг для изделия 5У, габариты которого могут быть представлены, как 50:32:4.4 мм, а длина составляет 1 м. При высоте стенки в 40 мм и наличии наклона внутренних граней получается вес в 48.3 кг на 1 м. Это обусловлено тем, что на такой швеллер расход метала очень большой, а его размеры 400:115:8 мм.
Металл
Обычно, когда говорят про табличное значение массы или веса профилей, примеры которых мы привели в предыдущем пункте, подразумевают некоторую абстрактную сталь, имеющую плотность 7. 85 единиц и длину изделия 1 м. В реальности же дело обстоит несколько иначе, поскольку для изготовления профилей могут использоваться самые разные сплавы.
Одним из интересных для различных ненагруженных конструкций вариантов является алюминий. Это достаточно распространенный сегодня серебристо-белый металл, плотность которого 2.7 единицы. Очевидно, что вес швеллера 14 из такого материала будет намного легче стали, другое дело, что создавать настолько большие конструкции из алюминия не всегда целесообразно.
Как конструкционный материал алюминий очень привлекателен не только своим малым весом, но и тем, что легко поддается штамповке, а также не требует какой-то дополнительной защиты. Конечно, в ходе технологического процесса изготовление профилей из этого металла сопровождается различными процедурами, позволяющими несколько увеличить прочность изделия.
Стальные швеллеры
С другой стороны сталь используется даже чаще, чем алюминий, а наиболее распространенными вариантами являются углеродистые и низколегированные её разновидности. Качество углеродистых сталей определяется наличием в них примесей. Наиболее опасными являются сера и фосфор. Из-за серы возникает красноломкость металла, а из-за фосфора – хрупкость. Для обычной стали эти компоненты не могут превышать 0.05%. Внутри такой группы масса 1 м3 меняется незначительно, поэтому влиянием примесей на вес швеллера можно пренебречь. В таком случае используется маркировка металла «Ст». Более качественная разновидность уже имеет обозначение «Сталь», а содержание S и P составляет менее 0.035%. Существует еще две разновидности таких сплавов высококачественная и особого качества, в которых доля вредных примесей менее 0.025% и 0.015% соответственно. Для стали высокого качества используется маркировка «А» в конце марки, а для более высокого качества «Ш».
Тип стали влияет на массу метра профиля. Например, вес швеллера 16, выполненного из углеродистой стали будет отличен от результата, полученного при использовании легированного сплава.
Легированная сталь – это сплав, который кроме основных примесей содержит ряд элементов, которые вводятся в определенных количествах. Это легирующие добавки, на роль которых выбирают хром, медь, связанный азот, никель или ванадий. Все легированные стали разделяются на 3 категории:
низколегированные;
среднелегированные;
высоколегированные.
В первом случае речь идет всего о 2.5% примесей, во втором их может быть до 10%, а высоколегированные составы часто имеют 50% примесей.
Подводя итоги, отметим, что мы рассмотрели большую часть факторов, оказывающих влияние на вес швеллера. Нужно также отметить, что при взвешивании партии потребуется учитывать небольшие отклонения, вызванные различными погрешностями, о чем четко прописано в соответствующем государственном стандарте.
Вес швеллера стального
Расчет массы погонного метра швеллера неравнополочного из стали различных марок по техническим нормам
Равнополочный
Неравнополочный
Профиль металлический гнутый, напоминающий букву «П» в сечении с неравнополочными полками по бокам
В закладки
Длина
м.
Общий вес
кг.
Цена за 1 метр
$
Price per ton
$
Error report
4.8 of 5, Total ratings: 51
About
Name
Channel weight (Unequal)
Requirements
Javascript
ОС
Windows, Android, OSX, Linux
Категория
Бизнес, образование
Цена
7
7 0
0074
Таблицы массы и размеров швеллера неравнополочного по различным стандартам из разных марок стали
Швеллеры представляют собой С-образные профили с коническими фланцами, которые утончаются на конце и утолщаются к стенке. Швеллеры представляют собой универсальные структурные секции, которые можно использовать во многих приложениях.
Если вы не видите здесь то, что вам нужно, свяжитесь с нами, и мы можем получить это для вас быстро !
Марки: ASTM A36, CSA 40. 20/40.21 44W
Применение:
Поперечные балки для прицепов
Опорные рамы
Прихватки
Лестничные косоуры
Перейти к: Структурные каналы, Каналы размеров стержней, Корабельные каналы
Извините! Страница, которую Вы ищете, не может быть найдена.
Возможно, запрашиваемая Вами страница была перенесена или удалена. Также возможно, Вы допустили небольшую опечатку при вводе адреса – такое случается даже с нами, поэтому еще раз внимательно проверьте правильность ввода адреса еще раз.
Если это не помогло, то можете сделать следующее:
— Переходите на главную страницу – там Вы также сможете найти много полезной информации
— Можете воспользоваться картой сайта для поиска нужного раздела
О компании
Компания ГРАС
О заводе
Готовые проекты
Новости
Тендеры
Вакансии
Пресса о нас
Поставщикам
Отзывы
Партнеры
Охрана труда
Каталог
Газобетонные блоки
Стеновые блоки
Перегородочные блоки
Армированные газобетонные перемычки
П-образные блоки
О-Блоки ТМ ГРАС
Газобетонная крошка ТМ ГРАС
Клей для газобетона
Клей-пена ГРАС
Сухие смеси
Сопутствующие материалы и инструменты
Акции
Где купить
Розница
Опт
Условия доставки
Способы оплаты
О газобетоне
Статьи
Частые вопросы
Достоинства
Видео
Характеристики
Сертификаты
Технологии
Техническая поддержка
7 историй
Сферы применения
Контакты
Обратный звонок
Телефон*
Нажимая на кнопку «Перезвоните мне», я даю согласие на обработку персональных данных
Получить консультацию
Ф. И.О.*
Телефон*
Ваш вопрос*
Нажимая на кнопку «Отправить», я даю согласие на обработку персональных данных
Добавить отзыв
Ф.И.О.*
Телефон*
Текст отзыва*
Нажимая на кнопку «Отправить», я даю согласие на обработку персональных данных
Войти
Пароль
Забыли свой пароль?
Нажимая на кнопку «Войти», я даю согласие на обработку персональных данных
Впервые на нашем сайте? Зарегистрируйтесь – это недолго!
Регистрация
Логин *
Пароль *
E-mail *
* — поля, обязательные для заполнения
Нажимая на кнопку «Зарегистрироваться», я даю согласие на обработку персональных данных
Напомнить пароль
E-mail
Написать ген. директору
Прежде чем Вы перейдёте далее выберите, пожалуйста, Ваш регион*:
* В зависимости от региона, цены на продукцию, доставку и иные услуги, могут отличаться
Ошибка 404 — страница не найдена
Ошибка 404 — страница не найдена
Извините! Страница, которую Вы ищете, не может быть найдена.
Возможно, запрашиваемая Вами страница была перенесена или удалена. Также возможно, Вы допустили небольшую опечатку при вводе адреса – такое случается даже с нами, поэтому еще раз внимательно проверьте правильность ввода адреса еще раз.
Если это не помогло, то можете сделать следующее:
— Переходите на главную страницу – там Вы также сможете найти много полезной информации
— Можете воспользоваться картой сайта для поиска нужного раздела
О компании
Компания ГРАС
О заводе
Готовые проекты
Новости
Тендеры
Вакансии
Пресса о нас
Поставщикам
Отзывы
Партнеры
Охрана труда
Каталог
Газобетонные блоки
Стеновые блоки
Перегородочные блоки
Армированные газобетонные перемычки
П-образные блоки
О-Блоки ТМ ГРАС
Газобетонная крошка ТМ ГРАС
Клей для газобетона
Клей-пена ГРАС
Сухие смеси
Сопутствующие материалы и инструменты
Акции
Где купить
Розница
Опт
Условия доставки
Способы оплаты
О газобетоне
Статьи
Частые вопросы
Достоинства
Видео
Характеристики
Сертификаты
Технологии
Техническая поддержка
7 историй
Сферы применения
Контакты
Обратный звонок
Телефон*
Нажимая на кнопку «Перезвоните мне», я даю согласие на обработку персональных данных
Получить консультацию
Ф. И.О.*
Телефон*
Ваш вопрос*
Нажимая на кнопку «Отправить», я даю согласие на обработку персональных данных
Добавить отзыв
Ф.И.О.*
Телефон*
Текст отзыва*
Нажимая на кнопку «Отправить», я даю согласие на обработку персональных данных
Войти
Пароль
Забыли свой пароль?
Нажимая на кнопку «Войти», я даю согласие на обработку персональных данных
Впервые на нашем сайте? Зарегистрируйтесь – это недолго!
Регистрация
Логин *
Пароль *
E-mail *
* — поля, обязательные для заполнения
Нажимая на кнопку «Зарегистрироваться», я даю согласие на обработку персональных данных
Напомнить пароль
E-mail
Написать ген. директору
Прежде чем Вы перейдёте далее выберите, пожалуйста, Ваш регион*:
* В зависимости от региона, цены на продукцию, доставку и иные услуги, могут отличаться
Передовые технологии бетона: Газобетон и пенобетон
Запуская любое производство пенобетона и пенобетона, необходимо учитывать спрос на пенобетон и газобетон, стоимость оборудования и технологическую сложность плюс сырье. Это, по словам Елизаветы из Inntechgroup, современного российского предприятия, которое проектирует и производит оборудование для неавтоклавного газобетона.
Спрос на пенобетон и газобетон
Оба материала обладают высокой текучестью, малым собственным весом, минимальным расходом заполнителя, контролируемой низкой прочностью и отличными теплоизоляционными свойствами. Так что существенной разницы между газоблоками и пенобетонными блоками для заказчика нет.
Стоимость оборудования
Поиск строительства. Uganda Zanzibar North Africa Algeria Egypt Libya Morocco Sudan Tunisia Southern Africa Angola Botswana Eswatini Gambia Lesotho Madagascar Malawi Mauritius Mozambique Namibia South Africa Zambia Zimbabwe West Africa Benin Burkina Faso Cameroon Cape Verde Equatorial Guinea Ghana Guinea Ivory Coast Liberia Mali Mauritania Niger Nigeria Senegal Sierra Leone TogoAmericas Brazil Канада Колумбия Гавайи Перу США Алабама Аризона Арканзас Калифорния Чикаго Колорадо Коннектикут Флорида Георгия, штат Иллинойс, штат Индиана Айова, Канзас Кентукки Лас -Вегас, штат Мэриленд Массачусетс Майами Мичиган Миннесота Миссиспи, Миссорина, Нью -Хенс, Нью -Ганс, Нью -Хэндсина, Нью -Хенс, Нью -Хэндсина, Нью -Хэндсина, Нью -Хэндсина, Нью -Хэзио, Нью -Хэндсина, Нью -Хэзио. Texas Utah Virginia Washington West Virginia Wisconsin WyomingAustralasia Abu Dhabi Afghanistan Australia Azerbaijan Bahrain Bangladesh Cambodia China Hong Kong India Indonesia Iran Iraq Israel Japan Jordan Kazakhstan Kuwait Laos Lebanon Malaysia Myanmar Nepal Norway Oman Pakistan Palestine Philippines Qatar Saudi Arabia Se RBIA Сингапур Южная Корея Тайвань Таиланд Турция Оаэ Узбекистан Вьетнамероп Албания Австрия Чешская Республика Дания Финляндия Франция Германия Греция Венгрия Италия Латвия Нидерланды Норвегия Румыния Россия Шотландия Швейна Швейцальская Швейцария Узбекистаннайрби 9 Румыния. 0022
Сектор
Все секторассоциациям Церкви/мечети/храмы Центр обработки данных Остеры Отели Промышленные торговые центры/парки Музеи/театры Офисы. Аэропорты Мосты Железная дорога Дороги Морские порты ТуннельТуннельОбращение с отходамивода и канализация Резервуары Поставка
Рассмотрим подробнее оборудование, которое используется для производства пено- и газобетонных блоков.
Смеситель
Смеситель, предназначенный для производства пенобетона, технически сложнее. Процесс смешивания происходит под давлением с помощью пеногенераторов или в открытом смесителе с помощью насоса героторного типа. Необходимо поддерживать один и тот же уровень давления, но это приводит к чрезмерному износу наполнителей, сальника и т. д. Насос героторного типа более дорогой и технически сложный. Положительным моментом является медленная скорость процесса смешивания и меньшая нагрузка на подшипниковый узел, также вы можете заливать смесь в формы по шлангам на расстоянии. 9Смесители 0040, предназначенные для газобетона, имеют более простую конструкцию и более удобны в эксплуатации, так как перемешивают жидкую смесь. Все, что вам нужно, это просто снабдить миксер маленькими лопастями и высокой скоростью для правильного процесса смешивания. Нет напора и специальных сливных устройств – смесь сливается самотеком. Но есть недостаток – необходимо организовать перемещение форм или миксера, так как нет возможности заливать смесь в формы на расстоянии
Формы
Основными требованиями к формам являются точность размеров, качественные замки, предотвращающие протечки, и гладкая поверхность. Формы изготовлены из тонкостенного листового металла с каркасом из профильных труб. Эти формы легкие, простые в использовании, передвижные и их производство не требует больших вложений.
Кассетные формы пользуются популярностью у производителей пенобетона. Эти формы изготавливаются рабочими перед процессом заливки, что занимает много времени. К материалам, используемым для изготовления этих форм, предъявляются строгие требования, так как они напрямую влияют на геометрию блоков и скорость их изготовления. Поэтому формы изготавливают из толстостенного металла, что делает их тяжелее и дороже. Кроме того, сначала эти формы обеспечивают отличную геометрию блоков, но в дальнейшем деформации становятся неустранимыми.
Дозирующая система
Существуют различные виды дозирующих систем как для газобетона, так и для пенобетона. У них схожие характеристики, поэтому существенной разницы нет.
Отрезное устройство
При использовании кассетных форм для пенобетона вам не нужно будет резать массив. Но некоторые производители используют технологию резки как для пенобетона, так и для газобетона. Пенобетону требуется больше времени для набора достаточной прочности перед расформовкой, это занимает от 8 до 20 часов в зависимости от использования нагревательных приборов. Что касается газобетона – его можно резать уже через 1,5 – 3 часа после заливки. Есть еще одно отличие в технологии резки: газобетон режут струнными пилами вручную или на автоматическом отрезном станке. Для резки пенобетона необходимо использовать циркулярные или ленточные пилы. Разумеется, устройство для резки струны стоит меньше, чем комплект пил, к тому же пилы имеют ускоренный износ.
Читайте также: Применение стеклопластиков для усиления бетона
Технологическая сложность и стоимость сырья
Безусловно, основное отличие пенобетона от газобетона заключается в технологии производства. Пенобетон получают путем смешивания песка, цемента, воды и пенообразователя. Пена подается пеногенератором непосредственно в смеситель с заданной частотой и весом. В процессе смешивания частицы цемента и песка обволакивают пузырьки пены. Смесь заливают в собранную и смазанную форму. Масса набирает прочность на отрыв в течение 12-24 часов.
Основные технологические трудности. Поддержание того же качества пены требует вашего постоянного внимания. Нестабильная пена вызывает нестабильную плотность продукта. Но главная трудность заключается в медленном развитии силы. Производство пенобетона требует использования холодной воды, так как горячая вода разрушает пену. Но холодная вода не способствует набору прочности, к тому же сам пенообразователь замедляет схватывание цемента. Так что развитие отрывной прочности займет 24 часа, дальнейшее развитие прочности также происходит очень медленно. Эти факторы напрямую влияют на расход цемента.
Газобетон. Основными компонентами для производства газобетона также являются песок, цемент, вода. Эти компоненты смешиваются и в последний момент добавляется пенообразователь – алюминиевая пудра. Смесь заливается в форму и начинается реакция. Пузырьки воздуха образуются в результате химической реакции и взрывают газобетонную смесь. Через 20-30 минут реакция прекращается и массив начинает набирать отрывную прочность. Для производства используется горячая вода, ее температура составляет около 40-60 С. При реакции также выделяется тепло, так что температура массива составляет около 50-60 С, что обеспечивает быстрое развитие прочности. Через 2-3 часа массив следует разрезать на блоки.
Основные технологические трудности. Основная сложность заключается в разработке соответствующего технологического процесса и состава в зависимости от вашего сырья. Какого-то уникального состава для газобетона не существует. Факторами, влияющими на процесс, являются вода, ее количество, щелочность, количество алюминиевой пудры. Как правило, поставщики оборудования предоставляют полный комплекс услуг по обучению и технологическому регламенту для каждого клиента индивидуально. Резюме.
Для ваших клиентов нет разницы, пеноблок это или газобетонный блок, они будут сравнивать качество и цену. Поскольку качество такое же, они выберут более дешевый.
Производителям следует иметь в виду, что оборудование для пенобетона технически сложнее, кассетные формы дороже, а из-за медленной циркуляции вам потребуются большие количества. Оборудование для производства газобетона обойдется дешевле из-за меньшего расхода металла. К тому же оборудование для газобетона многофункционально — вы можете производить блоки любых размеров! Вам также потребуется меньшее количество цемента (экономия 20%), так что себестоимость газобетонных блоков намного меньше, поэтому продукт более конкурентоспособен! А конкурентоспособность продукта – это полдела для любого производителя стройматериалов.
Газобетон или пенобетон в чем разница
Прежде чем строить дом, нужно определиться из чего его строить. Именно от выбранного материала зависит, насколько прочным и удобным получится дом. Хорошие стены и тепло не будут пускать наружу, а в комнаты не пускать посторонние шумы. И они должны быть экологически чистыми и пожаробезопасными. Сейчас на пике популярности легкие и прочные ячеистые материалы для стен. Часто застройщик долго размышляет, что купить: газобетон или пенобетон – в чем между ними разница. На первый взгляд его вообще нет. Давайте посмотрим поближе.
Содержание:
Мы понимаем терминологию
Особенности производства пеноблоков и газоблоков
Сравните характеристики пенобетона и газобетона
Мы понимаем терминологию
Ячеистыми бетонами называют легкие материалы на основе цемента. Их особенностью является наличие многочисленных ячеек, благодаря чему материал приобретает множество полезных свойств – как физических, так и механических. Газобетон имеет несколько разновидностей. Помимо вышеперечисленных пенобетона и газобетона, есть, например, газо- и золобетон. Пористый бетон может подвергаться автоклавной и неавтоклавной обработке.
По способу образования этих ячеек такие материалы, как:
Газобетон;
Пенобетон;
Пенобетон.
По способу твердения поризованные бетоны делятся на:
Автоклавный метод заключается в твердении материала при повышенном давлении в герметичной емкости, в которую добавляют насыщенный водяной пар.
Неавтоклавный метод предполагает затвердевание материала в естественной среде. В этом случае он прогревается с помощью электричества. Возможна также обработка бетона насыщенным водяным паром. Но, в отличие от предыдущего метода, давление не повышается.
Пенобетон и газобетон довольно существенно отличаются друг от друга. Они имеют различный состав и характеристики. И в эксплуатации оба материала проявляют себя очень по-разному.
Особенности производства пеноблоков и газоблоков
1. Для изготовления пенобетона смешать цементную основу со специальными добавками. Они необходимы для вспенивания массы. Эти пенообразователи бывают как на основе синтетических веществ, так и органических. Вспененная масса попадает в специальные формы, где затвердевает в естественной среде. В результате получаются пенобетонные блоки. Материал, называемый монолитным, заливают не в формы, а в опалубку. После застывания съемная опалубка разбирается. Несъемная опалубка остается на месте.
Конструкция из пенобетона.
2. Между пенобетоном и газобетоном есть существенная разница. Последний, в отличие от пенобетона, можно изготовить только в производственных условиях. Для того чтобы он вспенился, не нужны специальные химические добавки. Газобетон состоит из природных веществ – воды, цемента, извести и гипса. Также в него добавляют некоторое количество алюминия – в виде порошка или пасты. Именно это вещество способствует газообразованию.
Газобетон производится в специальной емкости — автоклаве. Для придания материала прочности на него воздействуют высоким давлением и температурой, а также водяным паром. В процессе производства происходит химическая реакция между компонентами, и образуется вещество с новыми свойствами. А его кристаллическая решетка похожа на решетку некоторых органических веществ. Это, например, силикаты кальция, в частности тоберморит. Химическая реакция сопровождается выделением водорода – именно этот газ делает материал пористым и заполняет эти самые поры.
Конструкция из газобетона.
Когда газобетон окончательно затвердеет, его пора резать на аккуратные одинаковые блоки. Для этого используются струны, обеспечивающие практически идеальный ровный рез. Благодаря этому при кладке блоков из газобетона швы получаются очень тонкими. Так можно избежать мостиков холода, по которым на улицу может уйти много тепла.
Видео: Производство и отличия газобетона от пенобетона
Сравните характеристики пенобетона и газобетона
ГОСТы на изготовление и того, и другого материала одинаковы. Отклонения от них не допускаются. Казалось бы, характеристики обоих ячеистых бетонов должны совпадать. На самом деле различия существуют.
Влагопоглощение и морозостойкость
На эти два параметра влияет разница в технологии производства. Так, газобетон впитывает воду, как губка. Из-за этого во время морозов он проявляет себя не лучшим образом. У пенобетона водопоглощение значительно ниже. Но следует помнить, что обычно стены из ячеистых материалов не оставляют «как есть» — их покрывают защитным слоем. Это может быть штукатурка, сайдинг или облицовка плиткой. Так что на практике можно не учитывать разницу в водопоглощении. Но вы можете знать, что газобетон здесь проигрывает.
Видео: Газобетон заливающий или плавающий
Что прочнее
Плотность обоих поризованных бетонов может варьироваться от 300 до 1200 килограммов на кубический метр. Если сравнить газобетон и пенобетон одинаковой плотности, то окажется, что последний менее надежен и прочен. Кроме того, прочность этого материала напрямую зависит от качества пенообразователей. Так как хороший пенообразователь имеет высокую цену, некоторые производители хитрят и заменяют его более дешевым. Прочность пенобетона нестабильна по всей поверхности блока. А вот газобетонный блок однороден и одинаково проявляется во всех точках.
Экологическая безопасность
При производстве автоклавного газобетона происходит реакция между известью и алюминием. Выделяющийся при этом водород далеко не полностью выделяется при затвердевании материала. Часть этого газа (впрочем, совсем немного) может выйти и во время строительства, и позже, когда стены дома уже сложены. Но водород не является ядовитым газом, поэтому не оказывает токсического действия на организм человека. Пенообразователи, как белковые, так и искусственные, также не содержат вредных веществ. Кроме того, поры пенобетона закрыты и герметичны. Получается, что оба эти материала не имеют существенных экологических недостатков, и этот параметр не может быть определяющим при выборе того или иного материала.
Видео: Правда ли, что газобетон ядовит и запрещен в Европе
Какой материал более склонен к усадке
В стене, облицованной пеноблоками, могут возникнуть трещины. Ведь показатель усадки для этого материала составляет от 1 до 3 мм/м. Газобетонные блоки практически не трескаются, так как этот же параметр для них составляет не более 0,5 мм/м.
Теплоудерживающая способность
Чем плотнее структура газобетона, тем хуже его теплоизоляционная способность. Поэтому пенобетон с низкой плотностью является лучшим теплоизолятором, чем газобетон. А вот несущие стены из него выложить нельзя — недостаточно прочный. Поэтому необходимо использовать более плотный материал, но стенки делать толще, ведь его теплопроводность выше. Например, для Новосибирска стены дома из пеноблоков D600 должны быть не тоньше 65 сантиметров. Тогда в доме будет достаточно тепло.
Если в тех же условиях класть стены из газобетона, то они получатся не толще 45 или 50 сантиметров. И плотности в этом случае будет достаточно D 400 или D 500. Как видите, газобетон гораздо лучше способен удерживать тепло, и стена из него получается легче и прочнее. Однако, газобетон или пенобетон использовать для своего дома, решать вам.
Огнестойкость
Оба материала хорошо себя зарекомендовали в этом отношении. А еще эти ячеистые бетоны хорошо пропускают воздух, а также содержат только вещества природного происхождения. Они легкие и простые в эксплуатации. Что касается морозостойкости, то газобетон в этом плане надежнее вдвое, а иногда и втрое.
Сравните стоимость
Пенобетон существенно дешевле — примерно на 20 процентов. Ведь комплектующие для его изготовления не очень дорогие, а оборудование не сложное. Но при строительстве его может понадобиться больше, чем газобетона. Поэтому не стоит смотреть только на цену кубометра материала – сначала просчитайте весь проект будущего дома.
Немаловажно и то, что на клеевую смесь укладывается газобетон, а для пеноблоков вполне подойдет и недорогой цементный раствор. Правда, с клеем укладка проходит быстрее, и его понадобится гораздо меньше, чем цементной смеси. В итоге получается, что стоимость укладки пеноблоков (включая все материалы) превышает стоимость укладки газоблоков.
Свойства кислорода. Вес 1 м3 кислорода. Вес жидкого кислорода. Способы получения кислорода.
При нормальном давлении и нормальной температуре кислород – прозрачный газ без цвета, запаха и вкуса. Он не горит, но активно поддерживает горение.
Вес 1 м3 кислорода.
При 0° G и давлении 760 мм рт. ст 1 м3 кислорода весит 1,43 кг. При охлаждении до температуры —186° и нормальном атмосферном давлении кислород превращается в прозрачную легко испаряющуюся жидкость голубоватого цвета
Вес жидкого кислорода.
Один литр жидкого кислорода весит 1,13 кг и при испарении дает около 800 л газа.
Кислород энергично соединяется почти со всеми элементами, за исключением благородных металлов (золота, серебра, платины и др.), редких газов (гелия, аргона, неона и др. ) и фтора.
Сжатый кислород (свыше 30 кг/см2) при соприкосновении с маслами и жирами мгновенно их окисляет с выделением большого количества тепла, которое способствует воспламенению масла или жира и может привести к взрыву.
Особенно активно соединяются с кислородом металлы. На их свойстве сгорать в струе чистого кислорода и основан процесс кислородной резки.
Также читайте:Устройство кислородного баллона. Вентиль на кислородный баллон. Техника безопасности при работе с кислородным баллоном.
Способы получения кислорода.
Существует несколько способов получения кислорода. Наиболее распространенным и дешевым является способ получения кислорода из атмосферного воздуха методом глубокого охлаждения. Атмосферный воздух служит основным источником получения технического кислорода.
Воздух содержит 78% азота, 21 % кислорода и 1 % аргона и других примесей.
Согласно ГОСТ 5583—58 газообразный технический кислород, применяемый для газопламенной обработки металлов и для медицинских целей, должен иметь чистоту: 99,5% (высший сорт), 99,2% (1-й сорт) и 98,5% (2-й сорт). Примесь в количестве 0,5—1,5% в основном состоит из азота и аргона.
Для получения кислорода существуют специальные установки, в которых очищенный и осушенный воздух путем сжатия и охлаждения превращается в жидкость.
Жидкий воздух разделяется на кислород и азот. Способ разделения основан на том, что жидкие азот и кислород кипят и испаряются при различной температуре: азот при температуре —196°С, а кислород при температуре —183°С. При превращении воздуха в жидкость и последующем испарении первым начинает испаряться азот, имеющий более низкую температуру кипения, чем кислород.
При кислородной резке используется газообразный кислород. Поэтому жидкий кислород при помощи специальных аппаратов — газификаторов — превращается в газообразное состояние и в таком виде поступает к месту потребления по газопроводу или в специальных баллонах.
Кислород может подаваться к потребителям и в жидком состоянии. Транспортирование жидкого кислорода намного дешевле и безопаснее по сравнению с газообразным. Жидкий кислород хранится и транспортируется в специальных сосудах – танках.
Статья оказалась Вам полезной?! Не забудь поделится с друзьями в социальных сетях!!!
Редуктор для газового баллона. Назначение и принцип действия редуктора газового баллона.
Резка металла газом. Резка на природном газе.
Технология кислородной резки высокоуглеродистой и легированной стали.
описание, расшифровка, аналоги, характеристики, химический состав
Содержание
1 Описание
2 Расшифровка стали 20
3 Заменители и аналоги
4 Химический состав, % (ГОСТ 19281-2014)
5 Термообработка Стали 20
6 Механические свойства
7 Механические свойства поковок (ГОСТ 8479-70)
8 Механические свойства стали после ХТО
9 Предел выносливости (n = 107)
10 Механические свойства при повышенных температурах
11 Ударная вязкость KCU
12 Технологические свойства
13 Температура критических точек, °С
14 Узнать еще
Описание
Сталь 20 относится к конструкционным углеродистым качественным сталям. Применяется для изготовления деталей, требующих большой вязкости и не подвергающихся при эксплуатации напряжениям. В частности эта сталь применяется для изготовления неогневой аппаратуры нефтеперерабатывающих заводов: реакционных камер, эвапораторов, ректификационных колонн, газосепараторов, корпусов теплообмеников и других сосудов, а также приварных фланцев. В нефтяном машиностроении изготавливают сердечники поршней грязевых насосов, сухари кованных бурильных ключей, оси, соединительные муфты, пальцы крецкопфов и шестерни привода насоса компрессоров, различные болты, гайки, винты, шпильки, вилки, рычаги, шайбы и т.д.
После нормализации или без термообработки из стали 20 изготавливают крюки кранов, муфты, вкладыши подшипников и другие детали, работающие при температуре от -40 до 450 °С под давлением, после ХТО — шестерни, червяки и другие детали, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины.
Расшифровка стали 20
Число 20 указывает среднее содержание углерода в сотых долях процента, т.е. содержание углерода в стали 20 равно 0,2%.
Если сталь имеет обозначение 20А, то буква «А» в конце марки указывает, что сталь относится к категории высококачественной
Заменители и аналоги
Стали заменители:
сталь 15
сталь 25
Иностранные аналоги:
С22 — Германия DIN
1. 0402 — Евронормы (EN)
1020 — США (AISI, ASTM)
XC18, AF 40 C20, AF 42 — Франция (AFNOR)
050A20- Великобритания BS
S 20 — Япония JIS
12024 — Чехия (CSN)
20 — Польша(PN/H)
Химический состав, % (ГОСТ 19281-2014)
C, углерод
Mn, марганец
Si, кремний
P, фосфор
S, сера
Cr, хром
Ni, никель
Cu, медь
As, мышьяк
не более
0,17-0,24
0,17-0,37
0,35-0,65
0,25
0,04
0,035
0,25
0,25
0,08
Термообработка Стали 20
Для повышения поверхностной твердости и, следовательно, увеличения стойкости против износа детали, изготовленные из стали 20, в ряде случаев подвергаются цементации или цианированию (например, пальцы крейцкопфов, шестерни, оси).
Цементация производится при температуре 910—930 °С; цементованные изделия закаливаются с температуры 780—800° С в воде и отпускаются при 150—180 °С. Цианируют, как правило, в ваннах из расплавленных солей, содержащих 20—25% цианистого натрия, при температуре 820—850 °С в течение 20-40 мин. При таком режиме цианирования можно получить цианированный глубиной 0,2—0,3 мм. После цианирования и закалки с отпуском при 150-180 °С изделия имеют твердость на поверхности HRC 62—64.
Механические свойства
ГОСТ
Состояние поставки
σв, МПа,
δ5, %
Ψ, %
Твердость HB, не более
не менее
ГОСТ 1050-88
Сталь калиброванная:
горячекатаная, кованая и серебрянка 2-й категории после нормализации
410
25
55
—
5-й категории после нагартовки
490
7
40
—
5-й категории после отжига или высокого отпуска
390
21
50
—
ГОСТ 10702-78
Сталь калиброванная и калиброванная со специальной отделкой:
после отпуска или отжига
390-490
—
50
163
после сфероидизирующего отжига
340-440
—
50
163
нагартованная без термообработки
490
7
40
207
ГОСТ 1577-93
Полоса нормализованная или горячекатаная
410
25
55
—
ГОСТ 4041-71 (образцы поперечные)
Лист термообработанный 1 и 2-й категории
340-490
28
—
127
Механические свойства поковок (ГОСТ 8479-70)
Термообработка
Сечение, мм
КП
σ0,2, МПа,
σв, МПа,
δ5, %
Ψ, %
KCU, Дж/см2
Твердость HB, не более
не более
Нормализация
До 100
175
175
350
28
55
64
101-143
100-300
350
24
50
59
101-143
300-500
350
22
45
54
101-143
500-800
350
20
40
49
101-143
До 100
195
195
390
26
55
59
111-156
100-300
390
23
50
54
111-156
До 100
215
215
430
24
53
54
123-167
100-300
430
20
48
49
123-167
Закалка + отпуск
100-300
245
245
470
19
42
39
143-179
Механические свойства стали после ХТО
Режим ХТО
Сечение, мм
σ0,2, МПа,
σв, МПа,
δ5, %
Ψ, %
KCU, Дж/см2
Твердость HB, не более
не более
Цементация при 920- 950 °С, охл. на воздухе; закалка с 800-820 °С в воде; отпуск при 180- 200 “С, охл. на воздухе
50
290-340
490-590
18
45
54
HRCэ 156 — сердцевины; НВ 55-63 — поверхности
Предел выносливости (
n = 107)
Характеристики прочности
σ-1, МПа
τ-1, МПа
σ0,2 = 320 МПа, σв = 500 МПа,
206
—
σ0,2 = 310 МПа, σв = 520 МПа,
245
—
σ0,2 = 280 МПа, σв = 490 МПа,
225
—
—
127*1
—
σ0,2 = 280 МПа, σв = 420 МПа,
193
—
—
255
127*2
*1 — Нормализация при 910 °С, отпуск при 620 °С. *2 — Цементация при 930 °С, отпуск при 190 °С.
Температура ковки, °С: начала 1280, конца 750. Охлаждение на воздухе. Свариваемость — сваривается без ограничений, кроме деталей после ХТО. Способы сварки: РДС, АДС под флюсом и газовой защитой, КТС. Обрабатываемость резанием — Kv тв.сп = 1,7 и Kv б.ст = 1,6 в горячекатаном состоянии при НВ 126—131 и σв =450—490 МПа. Флокеночувствительность — не чувствительна. Склонность к отпускной хрупкости — не склонна.
Температура критических точек, °С
Ac1
Ac3
Ar3
Ar1
735
850
835
680
характеристики и расшифовка, применение и свойства стали
Стали
Стандарты
Всего сталей
Страна
Стандарт
Описание
js_elem_311113″>
Россия
ГОСТ 1050-2013
Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
Россия
ГОСТ 2284-79
Лента холоднокатаная из углеродистой конструкционной стали. Технические условия
Механические свойства стали 20
Температура, °C
Модуль упругости, 10-5 MPa
Коэффициент температурного расширения, 10-6/°С
Теплопроводность, Вт/м·°С
Плотность, г/см3
Удельная теплоемкость, Дж/кг·°С
Электросопротивление, Ом·м
20
2,13
-
52
7,8
-
-
100
2,03
11,6
50,6
7,8
486
219
200
1,99
12,6
48,6
7,8
498
292
300
1,90
13,1
46,2
7,7
514
381
400
1,82
13,6
42,8
7,7
533
487
500
1,72
14,1
39,1
7,7
555
601
600
1,60
14,6
35,8
7,6
584
758
700
-
14,8
32
7,6
636
925
800
-
12,9
-
7,6
703
1094
900
-
-
-
7,6
703
1135
1000
-
-
-
-
695
-
Свойства по стандарту ГОСТ 1050-2013
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
> 245
> 410
> 25
> 55
Свойства по стандарту
ГОСТ 2284-79
Сортамент
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Лента отожженная
-
310-540
18
Лента нагартованная
-
490-830
-
×
Отмена Удалить
×
Выбрать тариф
×
Подтверждение удаления
Отмена Удалить
×
Выбор региона будет сброшен
Отмена
×
×
Оставить заявку
×
Название
Отмена
×
К сожалению, данная функция доступна только на платном тарифе
Выбрать тариф
т.
р. Decode Pro 110 Dark Combo – Дироял
20315
Обычная цена
227,99 евро
/
Доставка может быть бесплатной, проверьте здесь.
Другие версии
4x110_ r0ck3R_ 3x125_ D3c0D3_ 3x125asy_ 2×110/ 2x90_ GR1ND8L0CK. Декодирование выполнено успешно. Пришло время поприветствовать эту революционную концепцию рамы и подшипников, разорвав цепи, оставив выбор настройки за вами. Лицензированный стандарт крепления TRINITY для превосходного контроля и максимально низкого центра тяжести. Качественные рамы для скоростного городского и уличного катания с максимальным размером колес 3×125 или 4×110 мм. Просто лезвие. Этот комбинированный комплект поставляется с 20-ю комплектами подходящих подшипников IQON Decode GOLD и всем необходимым оборудованием, готовым к работе. #РАСШИРЕННАЯМОБИЛЬНОСТЬ
В комплекте: 1 пара рам, 20 подшипников IQON GOLD, 6 стальных коромысла 1 мм, 10 проставок AL 10,25, 10 одинарных алюминиевых осей torx T25, 6 шайб толщиной 1 мм, 6 винтов 10 мм, 6 винтов 12 мм, 6 винтов 15 мм, 1 инструмент IQON
двойная ось, сталь, 8 мм, T25, коромысло 1 мм / одинарная ось T25
Регулируемый из стороны в сторону:
правда
Регулировка спереди назад:
правда
Марка подшипника:
ИКОН
Стандарт:
Расшифровать ЗОЛОТО
Материал:
хромовая сталь
Марка подшипника:
ИКОН
Стандарт подшипника:
Расшифровать ЗОЛОТО
Материал подшипника:
хромистая сталь
Щит подшипника:
RZ сталь с односторонним резиновым покрытием
Смазка подшипников:
смазка
Аксессуары в комплекте:
1 пара рам, 20 шт. подшипников IQON GOLD, 6 осей коромысел стали 1 мм, 10 проставок AL 10,25, 10 одинарных алюминиевых осей Torx T25, 6 шайб толщиной 1 мм, 6 винтов 10 мм, 6 винтов 12 мм, 6 винтов 15 мм, 1 IQON инструмент
Быстрый просмотр
Decode CERAM1K 12set
114,99 EUR
Быстрый просмотр
Decode CERAM1K 16set
149,99
евро
Быстрый просмотр
Decode GOLD 12set
27,50 EUR
Быстрый просмотр
Расшифровка ЗОЛОТА 16set
34,99
евро
В настоящее время нет в наличии
Decode Grindblock L
19,99 евро
Посмотреть все продукты
Спиральные прокладки: расшифровка цветов
Декабрь 2021
/ Спирально-навитые прокладки: расшифровка цветов
спирально-навитые прокладки
цветов
ПТФЭ
сплав
20
титан
никель
монель
инконексо
хастеллой
углеродистая сталь
нержавеющая сталь
слюда
керамика
графит
Расшифровка цветов
Цвет спиральной прокладки имеет значение! Согласно отраслевым стандартам, прокладки должны иметь цветовую маркировку. Это помогает быстро и легко определить, из чего сделана прокладка. У прокладок со спиральной навивкой есть два разных цвета: цвет внешнего края и цветная полоса вдоль края. Используя нашу цветовую шкалу ниже, вы можете увидеть различные доступные материалы.
В нефтегазовой отрасли вы, вероятно, уже видели эти прокладки. Внешний край обычно желтый (304 SS), зеленый (316 SS) или оранжевый (монель). Все эти материалы отлично подходят для этого типа промышленности, поскольку они обеспечивают герметизацию при высоких температурах и давлениях. Полоска обода обычно серого цвета (графит) и используется во многих различных отрасли .
Внешний обод
Титан
Титан
обладает превосходными коррозионными свойствами при повышенных температурах, работе с окислителями, азотной кислотой и щелочными растворами. Этот материал выдерживает температуру 2012ºF (1100ºC) с твердостью 90 HRB. Внешний цвет ободка фиолетовый.
Никель
Никель
обладает отличной стойкостью к щелочным растворам. Этот материал может выдерживать температуры до 1112ºF (600ºC). Внешний цвет обода красный.
Монель
Монель обладает отличной стойкостью к большинству кислот и щелочей, за исключением сильно окисляющих кислот. Этот материал может выдерживать температуры до 1500ºF (815ºC) с твердостью 70 HRB. Монель состоит из 67% никеля и 30% меди. Внешний цвет обода оранжевый.
Инконель
Inconel может выдерживать температуры до 1832ºF (1000º). Этот материал обладает высокой устойчивостью к коррозии. Может выдерживать давление до 5800 фунтов на квадратный дюйм в условиях сильной жары. Внешний цвет ободка — золотой.
Хастеллой Б
Hastelloy B может выдерживать температуры до 1832ºF (1000ºC). Этот материал обладает отличной стойкостью к точечной коррозии, коррозии, растрескиванию под напряжением и термической стабильностью. Тем не менее, будет подвергаться коррозии в окислительных средах. Внешний цвет ободка коричневый.
Хастеллой С
Hastelloy C может выдерживать температуры до 1832ºF (1000ºC). Считается одним из самых коррозионностойких сплавов. Хорошо подходит для химической и нефтехимической переработки, целлюлозно-бумажной промышленности и отходов оборудования. Внешний цвет обода светло-коричневый.
Углеродистая сталь
Углеродистая сталь
выдерживает температуру до 932ºF (500ºC). Этот материал в основном используется в производстве прокладок с рубашкой и кольцевых соединений. Углеродистая сталь имеет низкую коррозионную стойкость, этот материал нельзя использовать в воде, разбавленных кислотах или солевых растворах. Внешний цвет обода серебристый.
Сплав 20
Alloy 20 может выдерживать температуры до 1400ºF (760ºC). Этот материал был специально разработан для применений, требующих устойчивости к серной кислоте. Ally 20 имеет уровень твердости 150 HRB. Внешний цвет обода черный.
Нержавеющая сталь 304
Нержавеющая сталь
304 выдерживает температуру до 1004ºF (540ºC). Этот материал имеет твердость 68 HRB и в основном используется в производстве промышленных прокладок из-за его превосходной коррозионной стойкости, низкой стоимости и доступности. Он рассчитан на максимальную температуру 1004ºF (540ºC), но непрерывная рабочая температура ограничена 788ºF (420ºC). Этот сплав состоит из 18% хрома (Cr) и 8% никеля (Ni). Внешний цвет обода желтый.
Нержавеющая сталь 316
Нержавеющая сталь
316 рассчитана на температуру до 1472ºF (800ºC). Этот материал имеет твердость 68 HRB и обладает отличной коррозионной стойкостью. Этот сплав состоит из 18% никеля (Ni), 13% хрома (Cr) и 2% молибдена (Mo). Нержавеющая сталь 316 рассчитана на максимальную температуру 800ºC, но непрерывную рабочую температуру 760ºC. Внешний цвет ободка светло-зеленый.
Нержавеющая сталь 321
Нержавеющая сталь
321 рассчитана на температуру до 1598ºF (870ºC). Этот материал имеет твердость 68 HRB, а химический состав снижает межкристаллитные осадки и коррозию. Этот сплав состоит из 18% хрома (Cr) и 10% никеля (Ni), стабилизированного титаном (Ti). Внешний цвет венчика темно-зеленый.
Нержавеющая сталь 347
Нержавеющая сталь
347 рассчитана на температуру до 1598ºF (870ºC). Этот материал имеет твердость 68 HRB, а химический состав снижает отложение карбонатов и межкристаллитную коррозию. Этот сплав состоит из 18% хрома (Cr) и 8% никеля (Ni), стабилизированного кальцием (Ca) и танталом (Ta). Внешний цвет обода светло-голубой.
Цвет полос
Слюда
Слюда
рассчитана на температуру до 1832ºF (1000ºC). Этот материал изготавливается из листов слюды с неорганическим связующим. Этот наполнитель устойчив к большинству химических веществ, таких как растворители, кислоты, щелочи, углеводороды и органические продукты. Как правило, слюда не обладает отличной герметизирующей способностью и обычно окаймляется гибким графитом. Вместе эти материалы обеспечивают гибкость и устойчивость к высоким температурам. Цвет полос розовый.
Керамика
Керамика
рассчитана на температуру до 1994ºF (1090ºC). Этот наполнитель используется в высокотемпературных ситуациях. Цвет полос светло-зеленый.
ПТФЭ (политетрафторэтилен)
ПТФЭ рассчитан на температуру до 500ºF (260ºC). Этот наполнитель должен быть заключен во фланец с канавками или во внутреннее кольцо, чтобы повысить долговечность и избежать коробления. Цвет полос белый.
Флекс Графит
Flex Graphite рассчитан на температуру до 842ºF (450ºC). Этот наполнитель используется в основном на нефтеперерабатывающих, химических, нефтехимических и целлюлозно-бумажных производствах. Известно, что гибкий графит обладает «пожаробезопасными» свойствами и используется с легковоспламеняющимися продуктами, такими как топливо и углеводороды. Цвет полос серый.
APG хочет быть вашим поставщиком прокладок
Прокладки бывают разных форм, размеров и из разных материалов, и вы можете не знать, с чего начать при покупке необходимых вам продуктов! АПГ поможет! С 1943 года мы предоставляем нашим клиентам высококачественные продукты, в которых они нуждаются, а также помощь в выборе конкретного продукта и материала, которые лучше всего подходят для их применения. Купите наш выбор прокладок прямо сейчас, и если у вас есть вопросы, пожалуйста, не стесняйтесь свяжитесь с нами или загляните в нашу базу знаний , чтобы найти правильный ответ. Мы надеемся превзойти ваши ожидания как в качестве, так и в обслуживании.
Рекомендуемые артикулы
9 наиболее распространенных типов прокладок
Если вы когда-либо покупали прокладки, вы знаете, что они определенно не подходят всем. Существуют разные материалы, размеры и даже разные типы…
Знакомство: спирально-навитые прокладки
Спирально-навитые прокладки были разработаны для удовлетворения высоких требований нефтеперерабатывающей промышленности. Эта прокладка широко используется во многих отраслях промышленности, таких как нефтяная, газовая…
Написал:
Написал
Мэтью Миллер. Специалист по цифровому маркетингу LinkedIn
Пожалуйста, заполните эту форму, чтобы с вами связался эксперт
Обзор Web 2.0 от APG, практическое руководство и дальнейшие действия!
В течение последних нескольких месяцев мы усердно работали за кулисами, работая над следующей итерацией веб-сайта APG. С тех пор, как мы запустили Web 1.0, мы наблюдаем огромный ежемесячный рост числа подключений к веб-сайтам, размещенных онлайн-заказов и общего числа веб-сайтов 9.0003
Подробнее.
РЕСУРС
Программа предварительной оценки веб-сайта APG
Наш веб-сайт — это инструмент и ресурс для вас и вашего бизнеса, позволяющий создать более компетентную команду по продажам с помощью нашей Базы знаний, создать портал полного самообслуживания для ваших отделов закупок и бухгалтерского учета, используя процесс оформления заказа и My Раздел счета,
Подробнее.
БЛОГ
Знакомство с материалами уплотнительных колец: Фторсиликон
Фторсиликон, FVMQ представляет собой соединение, содержащее трифторпропил, метил, винил и комбинацию силикона, что придает ему сверхвозможности. Как и силикон, фторсиликон имеет отличную остаточную деформацию при сжатии и стабилен при экстремальных температурах. В отличие от силикона, это
Подробнее.
БЛОГ
Процесс вулканизации уплотнительных колец
Здесь, в APG, у нас есть специальная команда, обладающая многолетним опытом и знаниями в области уплотнительных колец, которая всегда готова вулканизировать любое нестандартное уплотнительное кольцо, когда оно вам больше всего нужно. Процесс вулканизации состоит из использования кордового материала, клея, тепла и давления для объединения
Подробнее.
РЕСУРС
Для чего предназначено смотровое стекло?
Смотровые стекла представляют собой прозрачное промышленное стекло, которое используется для наблюдения за уровнем жидкостей или газов внутри трубы, резервуара или котла.
Аббревиатура ПНД в расшифровке означает полиэтилен низкого давления. Технологический процесс производства основан на применении шнекового экструдера. В результате получается гибкая и легкая труба, устойчивая к коррозии. Область применения обширна: газопровод, водопровод, канализация. Также в трубах ПНД прокладывают различные кабели и используют их как обсадные гильзы при обустройстве скважин. В этом материале рассмотрим, как правильно соединить трубы ПНД.
Способы соединения ПНД труб
Если задать специалисту вопрос, как соединить трубу ПНД, он, наверное, улыбнется. Процесс стыковки настолько прост, что его способен выполнить любой. Различают два типа соединения виниловых труб: разъемное и неразъемное. Первый вариант происходит с помощью фитингов и доступен для выполнения в домашних условиях. Второй основан на пайке пластика и чаще всего применяется на производстве.
Неразъемная стыковка ПНД труб
Неразъемные соединения обычно используют во время строительства напорных трубопроводов и при необходимости укладки цельной магистрали без разъемного фитинга. Существуют два вида соединения труб ПНД с применением сварки.
Сварка электромуфтами
Соединение двух одинаковых по диаметру элементов трубопровода электромуфтовой сваркой сваркой считается самым простым способом неразъемной стыковки. Для выполнения работ нужен специальный фитинг — муфта. Внутри этой детали вмонтирован нагревательный элемент — спираль. После подачи напряжения нагреватель расплавляет внутреннюю стенку муфты и поверхность трубы ПНД. В результате происходит надежное сваривание двух заготовок одного диаметра между собой.
Процесс пайки состоит из следующих действий:
два конца труб одинакового диаметра зачищают от грязи и обезжиривают;
заготовки вставляют в муфту соответствующего диаметра, после чего обеспечивают неподвижность соединяемого узла.
На муфте есть две клеммы. К ним подсоединяют провода от источника питания. После подачи тока происходит плавление пластика, вследствие чего получается прочное соединение. Использовать сваренную заготовку можно после полного остывания стыка.
Стыковка контактной сваркой
Второй способ неразъемного соединения основан на использовании специального оборудования — паяльника. Контактной сваркой соединяют элементы пластикового трубопровода диаметром от 50 мм и более. Достоинство способа в дешевизне. Если при монтаже магистрали требуется сделать много стыков, выгоднее купить паяльник. Этот инструмент доступен в цене и может пригодиться в будущем для сварки различных труб и гибких шлангов.
Выполняется соединение контактной сваркой по следующему принципу:
в зажимах станка фиксируют две заготовки одинакового диаметра;
после центровки труб приступают к нагреву их концов до начала плавления пластика;
паяльник убирают, а концы расплавленных заготовок плотно соединяют с помощью зажимного станка.
После охлаждения получается монолитный шов, не уступающий по прочности стенке пластиковой трубы.
Разъемная стыковка ПНД труб
В домашних условия хозяину достаточно знать, как соединить трубы ПНД фитингами, ведь разъемное соединение намного удобнее, чем пайка. Кстати, самый простой способ стыковки называется «в раструб». Он применим при укладке канализации из полиэтилена низкого давления и основан на введении одного конца полипропиленовой трубы в раструб второй заготовки. Для уплотнения стыка используют силиконовые или резиновые манжеты.
Соединение труб фитингами
Перед тем, как рассказать, как правильно соединить трубы ПНД для водопровода фитингами, рассмотрим, что собой представляет эта деталь. Разъемные фитинги предназначены для соединения элементов трубопровода диаметром до 50 мм. Производитель выпускает колена, тройники, крестовины и ровные переходники. Существуют два типа фитингов из ПВХ:
компрессионные — для стыковки заготовок одинакового диаметра;
редукционные — для стыковки заготовок разного диаметра.
Как соединяют трубы ПНД с пластмассовыми фитингами? Устройство и принцип использования зажимов одинаков. Фитинг состоит из корпуса, внутрь которого вводят два конца заготовки. Зажимной гайкой-крышкой затягивают соединение, накручивая ее на корпус фитинга по резьбе. Уплотнительное кольцо обеспечивает герметичность стыка. Зная, как соединять трубы ПНД фитингами, можно стыковать трубы, изготовленные из других материалов, например, полипропилена или металлопластика.
Соединение труб ПНД фланцами
Для стыковки пластикового трубопровода с насосным оборудованием, металлической запорной арматурой или соединения магистрали большого диаметра применяют фланцы. Разъемный узел состоит из двух частей:
компрессионный фланец предназначен для фиксации на трубе ПНД;
монтажным фланцем зажимают первую деталь, фиксируя болтами к аналогичному элементу на запорной арматуре или насосе.
Принцип фиксации фланца на трубе из полиэтилена одинаков, как и в случае с компрессионной муфтой.
*Для соединения ПНД 160 мм без сварки, используйте фланцы.
Как видите, проводить соединение водопроводных ПНД труб можно даже самостоятельно в домашних условиях без специальных знаний. Нужно только правильно подобрать способ стыковки с учетом озвученных преимуществ и недостатков.
Монтаж труб ПНД
Содержание статьи
Способы соединения пнд труб
Стыковка ПНД труб на сварку
Компрессионное соединение труб ПНД
Фланцевое соединение пнд труб
Соединение пнд труб должно быть герметичным, прочным и эластичным. Ведь ПНД арматура используется и в газопроводах, и в водопроводах, и в системах отвода стоков. Причем все трубопроводы из полиэтилена низкого давления можно проложить и над землей, и под землей.
А качественное соединение ПНД труб является залогом и прочности, и пропускной способности газовых, водопроводных и канализационных трубопроводов. Поэтому в данной статье мы рассмотрим лишь самые результативные технологии, гарантирующие высокое качество стыковки.
Соединение пнд труб встык
↑
СПОСОБЫ СОЕДИНЕНИЯ ПНД ТРУБ
Полимерные трубопроводы можно стыковать двумя способами:
На сварку, используя прямоточные муфты или монтажные утолщения (раструбы).
На обжимные фитинги – особые соединительные элементы или полимеров или металла.
Электромуфтовая сварка ПНД труб
Причем первый способ — монтаж на сварку – дает возможность сформировать лишь неразъемное соединение. А соединение пнд труб фитингами позволяет создать разъемный узел, облегчающий демонтаж и монтаж арматуры при ремонте.
При этом с помощью фитингов или полимерных муфт с металлическими втулками можно стыковать не только полимерные трубы, но и ПНД арматуру со стальными, медными или алюминиевыми аналогами.
И далее по тексту мы рассмотрим типовые способы стыковки на сварку и на муфту.
↑
СТЫКОВКА ПНД ТРУБ НА СВАРКУ
Существует три способа сборки ПНД трубопроводов на сварку:
Монтаж встык, когда разогретые торцы труб соединяют с помощью термической сварки давлением.
Монтаж в раструб, когда разогретое плечо (гладкий торец) вставляют в прогретое монтажное утолщение (раструб).
Монтаж на электромуфту, когда трубы закладывают в прямоточную муфту (или отвод, или тройник), внутри которой установлена легкоплавкая спираль, разогревающая место стыковки после подключения к сварочному трансформатору.
Вышеописанные варианты основаны на термопластичной природе полиэтилена низкого давления. Ведь полимерные волокна, из которых состоит структура ПНД, распадаются на отдельные молекулы при температуре выше 175 градусов Цельсия. И «собираются» в полимерные цепочки при понижении температуры.
Поэтому, разогревая тело трубы или фитинга до указанной температуры и соединяя разогретые элементы перед остыванием, можно добиться возникновения межмолекулярных связей между материалом двух деталей.
При этом таким образом можно обустроить не только стык полиэтиленовой арматуры, но и соединение труб пвх и пнд типов. Правда ПВХ торец придется монтировать на клей.
Словом, все три способа стыковки основываются на общем физическом процессе.
Но реализуются эти технологии совершенно по-разному:
Соединение в сварной раструб
Так, для монтажа встык нужно сделать следующее: подрезать торцы под прямым углом, вставить трубы в направляющие, подвести и прижать торцы к нагревательному элементу. Ну а после разогрева нагревательный элемент убирается, а торцы спрессовываются с помощью направляющих, в конструкцию которых входят винтовые домкраты.
Соединение в сварной раструб реализуется так: трубу надевают на ниппель (раструбом) и муфту (гладким торцом) сварочного паяльника, который разогревает место стыка. После этого элементы сопряжения демонтируются с нагревательных калибров и спрессовываются руками.
Электросварная муфта для соединения пнд труб предполагает следующий порядок стыковки: трубы обрезаются, их поверхности обезжириваются, после чего торцы монтируют в электромуфту, к клеммам которой присоединяют провода от сварочного трансформатора. Включив трансформатор, можно активировать легкоплавкую спираль, которая размягчит поверхность трубы и муфты. Ну а после отключения трансформатора труба и муфта остынут, образуя надежное соединение.
↑
КОМПРЕССИОННОЕ СОЕДИНЕНИЕ ТРУБ ПНД
Помимо электромонтажных муфт в процессе сборки ПНД трубопроводов можно использовать еще и компрессионные (обжимные) фитинги. Суть процесса монтажа заключается в механической фиксации тела трубы на ниппеле фитинга (муфты). Причем такую фиксацию можно обустроить за счет уплотнительного кольца или эластичности самого тела трубы.
Компрессионное соединение труб ПНД
И в первом случае монтаж осуществляется следующим образом:
Трубу обрезают, муфту разбирают, отсоединяя контргайку и демонтируя уплотнительное кольцо.
Трубу калибруют и надевают на нее контргайку и кольцо.
В итоге, контргайка давит на кольцо, а оно, в свою очередь, прижимает трубу к ниппелю муфты. Причем, один торец такой муфты может быть компрессионным, а другой – резьбовым. Фитинги такой конструкции используют в процессе монтажа в арматуру запорной или контрольно-регулирующей арматуры с резьбовыми штуцерами или стороннего оборудования. Например, с помощью такой муфты можно обустроить соединение трубы пнд с насосом (компрессором), расширительным бачком, обратным клапаном.
Во втором случае монтаж происходит так:
Трубу расширяют эспандером – особым инструментом, растягивающим тело арматуры в зоне монтажного торца.
Муфту раскручивают, надевая монтажную гайку на трубу.
Растянутый торец трубы надевают на ниппель муфты.
Контргайку затягивают на резьбовом сгоне корпуса муфты.
После этого тело трубы вернется к первичному диаметру (эффект обратной усадки), прижимаясь к ниппелю муфты.
↑
ФЛАНЦЕВОЕ СОЕДИНЕНИЕ ПНД ТРУБ
Кроме компрессионных муфт в полиэтиленовых трубопроводах используются еще и фланцевые фитинги. Основная задача такой арматуры — соединение пнд труб с металлическими аналогами.
Причем сама фланцевая муфта состоит из двух узлов – компрессионного фланца и монтажного фланца. Первый узел используется для фиксации полимерного участка стыка – он работает по принципу компрессионной муфты. Второй узел – это обычный фланец, габариты которого нормированы. И этот фланец можно соединить на болты или шпильки с аналогичной деталью, зафиксированной на торце стального трубопровода.
В итоге, в границах одного корпуса существуют как бы две муфты – компрессионная (для монтажа ПНД трубы) и фланцевая (для монтажа металлической арматуры). И такое решение дает возможность использовать фланцевые муфты даже в напорных трубопроводах среднего и высокого давления.
↑
Переходные фитинги из полиэтилена высокой плотности | Трубы и фитинги из ПЭНД
ПЕРЕХОДНЫЕ ФИТИНГИ ИЗ ПЭНД
HDPE, Inc. предлагает полную линейку переходных фитингов, которые обеспечивают соединение между полиэтиленом высокой плотности и другими типами материалов для труб. Эти фитинги устраняют необходимость в трудоемких стяжках, обвязках и/или упорных блокировках, предотвращая отделение трубы под действием гидравлического давления и/или движения грунта.
Переходные фитинги доступны для труб большинства распространенных размеров. Каждый переход содержит короткий отрезок трубы из полиэтилена высокой плотности на одном конце для соединения с секцией трубы из полиэтилена высокой плотности. Другой конец может состоять из различных материалов, от ПВХ до стали, в зависимости от материала, соединяемого с трубой из полиэтилена высокой плотности.
Чтобы узнать больше о технических характеристиках HDPE, доступности и системных фитингах, свяжитесь со специалистом по продукту сегодня .
Этот переходник позволяет соединить трубу DI с трубой из полиэтилена высокой плотности. Вращающийся кольцевой сальник этого переходного адаптера позволяет приспособить сборку к любой ориентации болтовых отверстий в существующей металлической трубе MJ или фитингах, к которым он подключен. Эта конструкция была принята для пластиковой трубы как простой переход между трубой из полиэтилена высокой плотности и металлической трубой DI.
Изделия для перехода из ковкого чугуна в ПЭВП включают:
Анкерные фитинги DI-MJ
Комплект переходников MJ
DI — MJ Сальник и комплект принадлежностей
6-дюймовая катушка гидрантного якоря DIPS
Катушка гидранта DIPS 8″
Гидрант/поворотный/параллельный тройник
Гидрант со смещением и золотником на уровне класса
Упорный изолятор
Комплект адаптеров Bell MJ
Принадлежности адаптера Bell MJ
Для получения помощи по спецификациям и доступности, свяжитесь со специалистом по продукту сегодня .
Этот переходник позволяет соединить трубу из ПВХ с гладким концом с трубой из полиэтилена высокой плотности.
Изделия для перехода из ПВХ в ПЭВП включают:
Анкер для шлицевого соединения из ПВХ
Переход IPS HDPE на SCH 40/80 PVC
Информация о HDPE и ребрах жесткости
Клиновые расширяющиеся элементы жесткости для HDPE
Комплект адаптеров Bell MJ
Принадлежности адаптера Bell MJ
Для получения помощи по спецификациям и доступности, свяжитесь со специалистом по продукту сегодня .
Этот переходник позволяет соединить стальную трубу с гладким концом с трубой из полиэтилена высокой плотности. Эти переходные фитинги прошли 100% испытания после сборки и имеют индивидуальный серийный номер. Концы обычно поставляются под сварку с подготовкой фаски и внешней эпоксидной смолой. Резьбовые концы также доступны либо с внутренним внешним эпоксидным покрытием, либо с внешним эпоксидным покрытием. Конструкция включает двойные уплотнительные кольца для обеспечения герметичности. Защитные рукава доступны и рекомендуются для предотвращения чрезмерного сдвига грунта в жестких соединениях.
Компания HDPE, Inc. предоставляет большинство размеров и конфигураций переходов из стали в полиэтилен высокой плотности, включая нормальный размер IPS.
Практический пример: очистка стоков
Цель Муниципалитет Центральной Флориды столкнулся с высоким уровнем расточительного накопления питательных веществ в большом ручье и озере. Из-за этого водоросли и другие биологические образования угрожали рыбе и природной экосистеме этих водоемов. Чтобы противостоять этому, они искали решение для фильтрации этих питательных веществ таким образом, чтобы оказывать сильное воздействие на окружающую среду с небольшим, более естественным привлекательным следом.
Решение Заказчик обратился к ведущему инженеру-экологу, который предложил более экологичное решение по очистке стоков с использованием трубы из полиэтилена высокой плотности в качестве коллектора системы фильтрации. Трубы и фитинги из полиэтилена высокой плотности предложили проекту превосходную способность противостоять коррозии и агрессивным химическим веществам, простоту использования и изготовления, а также превосходную гибкость.
Результат Как только система была установлена компанией HDPE, Inc., результаты сразу же стали очевидны. Измерения качества воды стали экологически удовлетворительными; рост водорослей стабилизировался и в конечном итоге начал отступать. Экономия материальных затрат в сочетании с долгосрочной экономией на техническом обслуживании оказались положительным фактором для муниципального и окружного бюджета.
Как я могу соединить другие материалы с трубой из ковкого чугуна? — МакВейн Дуктайл
31. 07.2019 В технической документации по установке
Ковкий чугун (труба DI) был впервые использован в Соединенных Штатах еще в 1950-х годах. Поскольку железные трубы были одним из первых материалов для труб, которые использовались в современных водопроводных и канализационных системах, большинство первых фитингов и муфт были разработаны для использования на трубах из серого литья, а затем на трубах из ковкого чугуна.
Таким образом, подсоединение трубопровода из другого материала к трубе прямого ввода очень просто на стороне пластичного фитинга. Наиболее важный элемент, который следует учитывать, находится на другой стороне материала соединения.
Следующая информация обычно относится к напорным трубам диаметром от трех дюймов и более. Это также относится к соединению трубы в линию, а не к отводу или ответвлению.
Труба DI может быть легко соединена с другими материалами в системах, работающих под давлением, с использованием очень распространенных фитингов и некоторых специальных фитингов или муфт.
Механические соединительные фитинги
Одним из наиболее распространенных способов соединения трубы НВ с другой трубой является использование механических соединительных фитингов (MJ). Поскольку труба DI изготавливается в соответствии с отраслевым стандартом «Внешний диаметр» (OD), независимо от производителя, все трубы DI будут иметь одинаковый внешний диаметр для каждого размера.
Поскольку фитинги MJ изначально были разработаны для использования на трубе с прямым входом, никаких особых требований к фитингу со стороны трубы с прямым входом не требуется.
При использовании фитингов MJ на другой трубе, если наружный диаметр трубы не соответствует размеру трубы из ВЧШГ, необходимо использовать специальные переходные прокладки, чтобы компенсировать разницу наружных диаметров труб.
Как уже упоминалось выше, при соединении труб из ПВХ, труб IPS HDPE или стальных труб необходимы специальные переходные прокладки. OD можно найти с помощью стандартных отраслевых таблиц OD. Ссылка на наружный диаметр, если не фактический наружный диаметр, также должна быть четко обозначена на новой трубе.
Маркировка наружного диаметра трубы
При подсоединении к любой трубе из ПВХ особое внимание необходимо уделить тому, чтобы при выполнении соединения был известен тип трубы из ПВХ и последующие наружные диаметры.
Руководство Ассоциации труб из ПВХ, «Определение типов диаметров для ПВХ», , является хорошим источником информации о том, с каким типом трубы и, как следствие, наружным диаметром вы можете столкнуться.
Если на фитинге используется ограничитель, необходимо соблюдать особую осторожность, чтобы убедиться, что правильный ограничитель используется на трубе из соответствующего материала. Использование ограничителя DI на трубе из ПВХ может повредить трубу. Использование ограничителя из ПВХ на трубе DI может не обеспечить надлежащий крутящий момент, необходимый для фиксации трубы.
Труба из полиэтилена высокой плотности (ПЭВП)
При подсоединении трубы из полиэтилена высокой плотности из ПЭВП потребуется переходник MJ или внутренний «усилитель жесткости» во «внутреннем диаметре» (ID) трубы из ПЭВП для поддержки MJ компрессионное соединение. Размер этого ребра жесткости должен быть основан на (внутреннем диаметре) или толщине стенки, или DR используемой трубы из полиэтилена высокой плотности.
Некоторыми типичными примерами установок с использованием различных труб в фитингах MJ может быть соединение на пожарном стояке в здании или переход к HDPE, используемому для наклонно-направленного бурения, и обратно. Трубу также можно переходить с одного типа на другой на клапане MJ, так же, как и на фитинге MJ.
Переходные муфты
Существует множество производителей, которые производят все типы муфт, хомутов, ограничителей, фитингов и устройств, которые могут соединять трубу НВ с любым другим типом материала трубопровода или необходимым фитингом. Большинство муфт, которые изготавливаются в отрасли водоснабжения, изначально были разработаны для использования сначала на трубах с однократным впрыском, а затем и на других материалах.
Устанавливаемая муфта должна сначала соответствовать номинальному размеру трубы и иметь правильный «диапазон» для соединяемых труб. Наружный диаметр трубы должен находиться в пределах «минимального и максимального» диапазона наружного диаметра муфты.
Это относится и к стороне из ковкого чугуна. Единственным соображением, о котором следует помнить, является проверка наружного диаметра трубы прямого впрыска, чтобы убедиться, что труба находится в правильном диапазоне наружного диаметра.
Это особенно важно, если у вас труба большого диаметра или если вы обрезали соединяемую трубу. При обрезке трубы диаметром 14 дюймов и больше следует по возможности использовать трубу с пометкой «калиброванная» и убедитесь, что любые разрезы находятся на расстоянии не менее 2 футов от раструба. Это должно гарантировать, что внешний диаметр трубы находится в пределах спецификации.
Если возможно, проверьте трубу в полевых условиях с помощью ленты для наружного диаметра. Вы также можете «проверить в полевых условиях» трубу, к которой вы собираетесь подсоединить муфту , надев сальник MJ на трубу, к которой вы подсоединяете муфту/фитинг. Как только это будет сделано, вы просто подсоедините и затяните муфту / фитинг в соответствии с рекомендациями производителя.
Материал, используемый на другой стороне муфты, а также рекомендации производителей муфт определяют, какие шаги необходимо предпринять для соединения труб из другого материала.
Опять же, наружный диаметр другой трубы должен соответствовать минимальному и максимальному диапазону этой стороны муфты. В зависимости от материала могут также потребоваться вставки ребер жесткости.
Если для этого соединения необходимо использовать фиксацию, как указано выше, могут потребоваться различные методы фиксации со стороны трубы прямого впрыска, а также со стороны «другого» материала муфты.
Соединение с фланцами
Фланцевые переходники, переходники фланцевых муфт, EZ Flange, Uni-Flange и другие продукты могут использоваться для соединения трубы прямого впрыска с фланцевым соединением.
Опять же, муфта или переходник должны быть правильного размера и диапазона для трубы прямого впрыска. Эти устройства могут поставляться в конфигурациях с ограничениями и без ограничений.
У каждого производителя есть свои особые инструкции по сборке и затягиванию соединения для муфты на используемом типе трубы. Обязательно следуйте рекомендациям производителя для своего продукта и используемой трубы.
Вставка трубы DI в раструб трубы из ПВХ (размер DI PVC) или вставка трубы DI OD PVC в раструб трубы DI технически должна работать, если другие средства недоступны.
Для этого применения следует учитывать, что отметки глубины на вставляемой трубе должны быть скорректированы с учетом глубины раструба, в который вставляется «другая» труба.
Если возникнут проблемы с соединением после установки, производители двух труб не смогут помочь с соединением их материала с другим материалом.
И, наконец, когда требуется ограничение, метод ограничения одного производителя может не применяться к материалу другого производителя. Например, ограничительная прокладка DI может не работать с трубой из ПВХ, которая предназначена для работы с трубой DI.
При соединении трубы DI с существующей стальной трубой, бетонной напорной трубой, трубой переменного тока или другой трубой может потребоваться открыть существующую трубу для определения типа, размера, наружного диаметра и, если возможно, производителя существующей трубы. Для многих типов труб потребуются изготовленные на заказ муфты для соединения с DI (или любой другой) трубой.
В некоторых случаях изготовителю труб может потребоваться изготовить этот переходник. Есть много производителей муфт, которые могут изготовить муфты для точного материала, который вы соединяете, после того, как вы определили тип, размер и внешний диаметр соединяемого материала.
Я перечислил несколько компаний, производящих стандартные и специальные муфты, изготавливаемые на заказ, которые подойдут для любого вашего применения. Ваш местный торговый представитель McWane или дистрибьютор McWane сможет помочь вам найти наилучший вариант при подключении DI к трубам из других материалов. При установке любой трубы следует руководствоваться рекомендациями производителя трубы И производителя муфты/фитинга.
Ссылки
Графики и ссылки в этой статье получены от: DIPRA, PPI, Uni-Bell, Tyler/Union, Romac, JCM и Ebaa Iron. Другими производителями муфт и соединений для различных труб являются, среди прочих, Smith-Blair, Ford Meter Box, Power-Seal, Robar, Nova-Siria, Hymax, Krausz и Teekay.
Нужна помощь в реализации проекта водной инфраструктуры?
McWane Ductile предлагает своим клиентам множество услуг, выходящих далеко за рамки производства труб из ВЧШГ. От проектирования до установки , мы гордимся тем, что предоставляем образование и обучение для специалистов в области водоснабжения и водоотведения. Вместе мы строим железные прочные коммунальные предприятия для поколений!
Ознакомьтесь со всеми нашими цифровыми предложениями:
Железный крепкий блог
Карманный инженер McWane
Взаимодействуйте с нами в LinkedIn
Следуйте за нами на Facebook
Подпишитесь на нас в Твиттере
Джефф Хендерсон
Джефф Хендерсон — менеджер по работе с национальными клиентами McWane Ductile. Он имеет более чем 40-летний опыт работы в области водопроводных, промышленных и ирригационных трубопроводов и продаж труб и фитингов, а также решений. Джефф работал с американскими и международными производителями труб, дистрибьюторами, проектировщиками и установщиками, используя трубы из многих материалов, включая ковкий чугун, ПВХ, HDPE, профильную стенку, сталь, AC, PCCP и другие, размером от ½ дюйма до более 2500 мм. (100 дюймов) в диаметре. С Джеффом можно связаться по адресу Jeff.Henderson@McWaneDuctile.
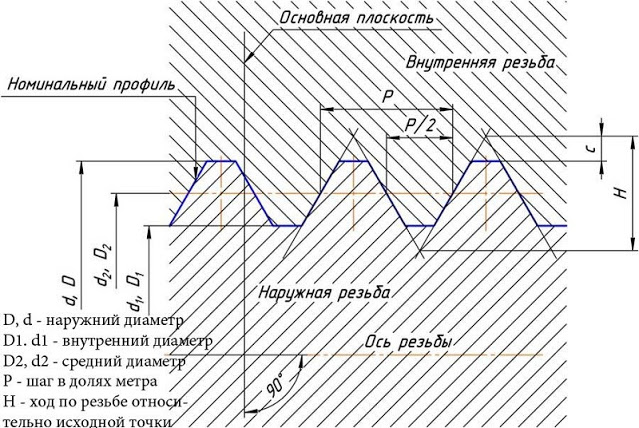 откл.
откл. 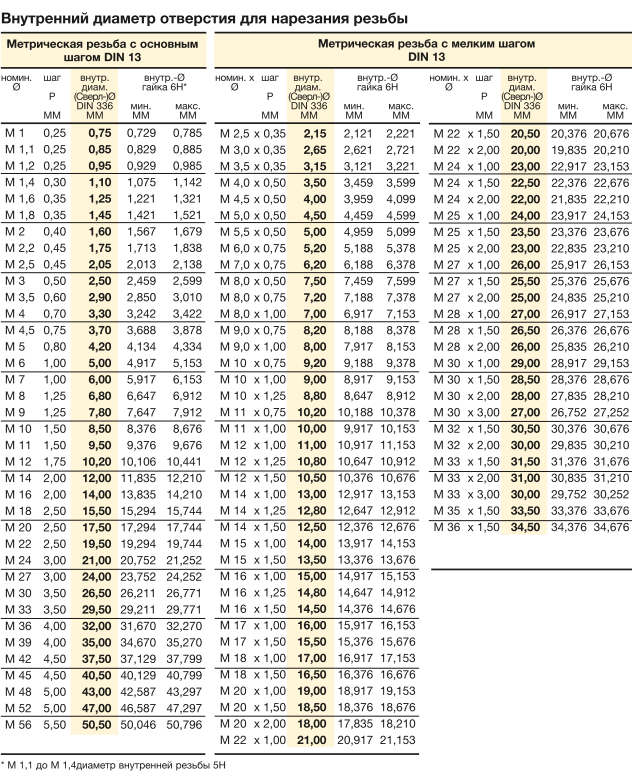 ru:
ru: Такие элементы используются повсеместно. С метизами, обладающими внешней резьбой проблем не существует. Они распространены в свободной продаже и их легко подобрать под свои нужды. При необходимости создании внутренней нарезки все несколько сложнее. Не везде, где необходимо она имеется. Поэтому приходится прибегать к самостоятельной нарезке вручную или с применением станков. Далее разберем, как правильно подобрать диаметр сверла под резьбу и приведем таблицы с этими данными.
Такие элементы используются повсеместно. С метизами, обладающими внешней резьбой проблем не существует. Они распространены в свободной продаже и их легко подобрать под свои нужды. При необходимости создании внутренней нарезки все несколько сложнее. Не везде, где необходимо она имеется. Поэтому приходится прибегать к самостоятельной нарезке вручную или с применением станков. Далее разберем, как правильно подобрать диаметр сверла под резьбу и приведем таблицы с этими данными.
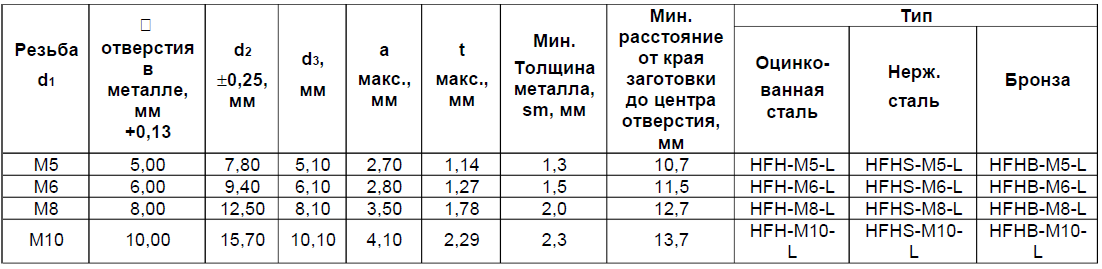

 Строительный рынок предлагает любые модификации сверл, начиная минимальными и заканчивая наиболее крупными. Исходя из конкретной задачи, можно создавать отверстия необходимых диаметров под те или иные нужды.
Строительный рынок предлагает любые модификации сверл, начиная минимальными и заканчивая наиболее крупными. Исходя из конкретной задачи, можно создавать отверстия необходимых диаметров под те или иные нужды. Один предназначается для чернового обрабатывания, второй – для чистового. Первый создает углубление малого размера, Второй – проводит его очистку и увеличение. Изготавливаются и трехпроходные приспособления. Они монтируются в воротки. Устройство воротков бывает различным. Их размер должен находиться в соответствии с размером сверла.
Один предназначается для чернового обрабатывания, второй – для чистового. Первый создает углубление малого размера, Второй – проводит его очистку и увеличение. Изготавливаются и трехпроходные приспособления. Они монтируются в воротки. Устройство воротков бывает различным. Их размер должен находиться в соответствии с размером сверла.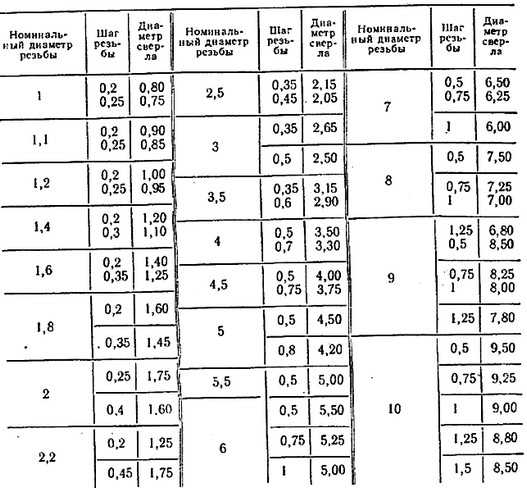

 2
2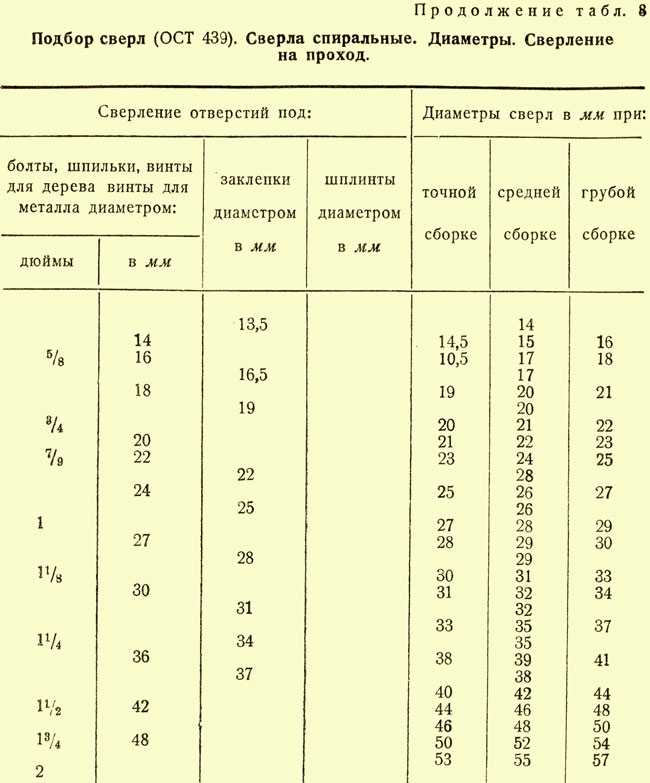 11
11 11
11 000
000
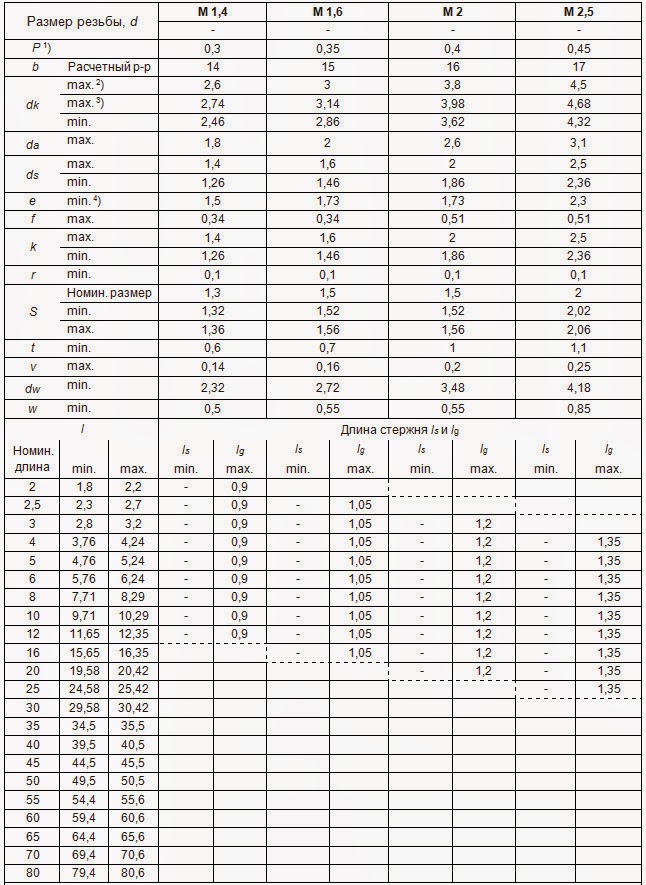 Мои сверла работают на 4 мм, а затем на 4,5 мм
Мои сверла работают на 4 мм, а затем на 4,5 мм  scribd.com/Lew Merrick, вы найдете документ Рекомендации по пилотным отверстиям , в котором приведены уравнения для расчета различных посадок пилотных отверстий (метчиков) и их влияния на прочность. сустава. Предполагается, что «стандартное» сверло для метчика создает резьбовое отверстие с зацеплением на 75% от полной резьбы. Это соглашение основано на обеспечении максимального срока службы метчика в большинстве случаев наряду с общепринятой допустимой осевой нагрузкой в соединении. Если используется фактическое 75% полного зацепления резьбы, то соединение имеет резьбу 9.На 0 % прочнее соединения со 100 % резьбовым зацеплением.
scribd.com/Lew Merrick, вы найдете документ Рекомендации по пилотным отверстиям , в котором приведены уравнения для расчета различных посадок пилотных отверстий (метчиков) и их влияния на прочность. сустава. Предполагается, что «стандартное» сверло для метчика создает резьбовое отверстие с зацеплением на 75% от полной резьбы. Это соглашение основано на обеспечении максимального срока службы метчика в большинстве случаев наряду с общепринятой допустимой осевой нагрузкой в соединении. Если используется фактическое 75% полного зацепления резьбы, то соединение имеет резьбу 9.На 0 % прочнее соединения со 100 % резьбовым зацеплением. д.) ухудшат его значение.
д.) ухудшат его значение.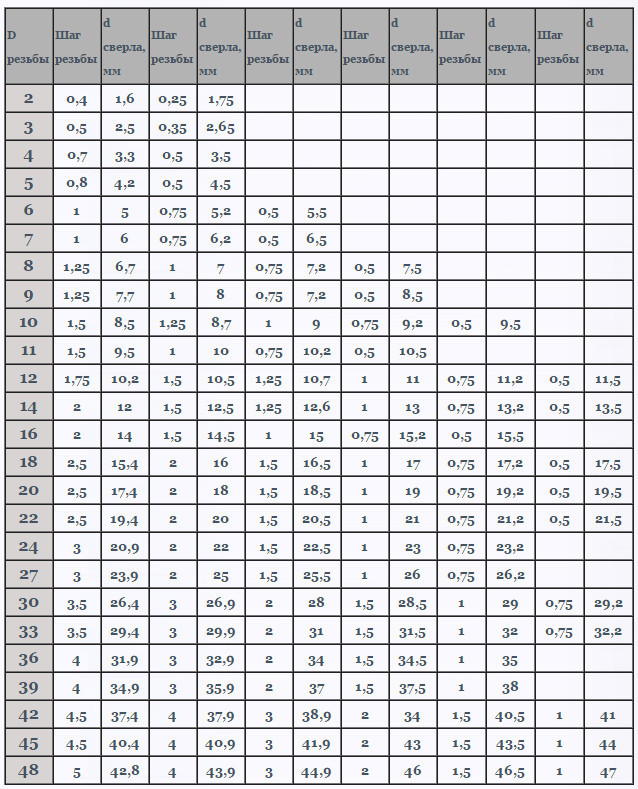 Затем я храню метчики и сверла вместе, отдельно от моих «обычных» сверл. Это избавляет от многих разочарований, когда дело доходит до постукивания.
Затем я храню метчики и сверла вместе, отдельно от моих «обычных» сверл. Это избавляет от многих разочарований, когда дело доходит до постукивания. На всех четырех сторонах лотка есть фирменная информация о кране (выжигание по дереву), поэтому я могу идентифицировать их, когда они стоят на полке.
На всех четырех сторонах лотка есть фирменная информация о кране (выжигание по дереву), поэтому я могу идентифицировать их, когда они стоят на полке.


 5 Мпа
5 Мпа Основание предварительно обработать грунтовкой.
Основание предварительно обработать грунтовкой. youtube.com/embed/llzXrPxi23M» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/llzXrPxi23M» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»> 
 Выходы включают типичные отходы. В некоторых областях, таких как Флорида, Калифорния, Орегон, Вашингтон, урожайность выше благодаря местным материалам и методам. Пожалуйста, свяжитесь с вашим местным представителем для получения более подробной информации об урожайности в вашем регионе.
Выходы включают типичные отходы. В некоторых областях, таких как Флорида, Калифорния, Орегон, Вашингтон, урожайность выше благодаря местным материалам и методам. Пожалуйста, свяжитесь с вашим местным представителем для получения более подробной информации об урожайности в вашем регионе. Разработчик должен оценить взаимодействие типа раствора и указанного элемента кладки. То есть блоки каменной кладки, имеющие высокую начальную скорость впитывания, будут иметь большую совместимость с раствором, обладающим высокой водоудерживающей способностью. Материальные свойства раствора, которые влияют на структурные характеристики каменной кладки, — это прочность на сжатие, прочность сцепления и эластичность. Поскольку прочность кладочного раствора на сжатие, как правило, менее важна, чем прочность сцепления, удобоукладываемость и водоудерживающая способность, последним свойствам следует уделить основное внимание при выборе раствора. Выбирайте строительный раствор на основе проектных требований и с учетом положений норм и спецификаций, на которые распространяется строительный раствор.
Разработчик должен оценить взаимодействие типа раствора и указанного элемента кладки. То есть блоки каменной кладки, имеющие высокую начальную скорость впитывания, будут иметь большую совместимость с раствором, обладающим высокой водоудерживающей способностью. Материальные свойства раствора, которые влияют на структурные характеристики каменной кладки, — это прочность на сжатие, прочность сцепления и эластичность. Поскольку прочность кладочного раствора на сжатие, как правило, менее важна, чем прочность сцепления, удобоукладываемость и водоудерживающая способность, последним свойствам следует уделить основное внимание при выборе раствора. Выбирайте строительный раствор на основе проектных требований и с учетом положений норм и спецификаций, на которые распространяется строительный раствор. Сохраните макет или полевой образец до завершения проекта.
Сохраните макет или полевой образец до завершения проекта. (См. руководство по эксплуатации силоса.)
(См. руководство по эксплуатации силоса.)
 Еще одно «старое практическое правило» для смешивания бетона: 1 цемент: 2 песка: 3 гравия по объему. Смешайте сухие ингредиенты и медленно добавляйте воду, пока бетон не станет пригодным для обработки. Эта смесь может нуждаться в модификации в зависимости от заполнителя, используемого для получения бетона с нужной удобоукладываемостью. Смесь не должна быть слишком жесткой или слишком неряшливой. Трудно сформировать хорошие образцы для испытаний, если он слишком жесткий. Если он слишком неаккуратный, вода может отделиться (вытечь) из смеси.
Еще одно «старое практическое правило» для смешивания бетона: 1 цемент: 2 песка: 3 гравия по объему. Смешайте сухие ингредиенты и медленно добавляйте воду, пока бетон не станет пригодным для обработки. Эта смесь может нуждаться в модификации в зависимости от заполнителя, используемого для получения бетона с нужной удобоукладываемостью. Смесь не должна быть слишком жесткой или слишком неряшливой. Трудно сформировать хорошие образцы для испытаний, если он слишком жесткий. Если он слишком неаккуратный, вода может отделиться (вытечь) из смеси. Исключение составляет суперпластификатор.
Исключение составляет суперпластификатор. Испытание на осадку включает заполнение бетонной смесью перевернутого бездонного конуса. Пенопластовый или бумажный стаканчик с удаленным дном может стать хорошим бездонным конусом. Не забудьте утрамбовать бетон несколько раз при заполнении конуса. Осторожно снимите конус, подняв его прямо вверх. Поместите конус рядом с кучей бетона. Свая должна быть примерно от 1/2 до 3/4 высоты конуса для бетонной смеси с хорошей удобоукладываемостью. (СМ. СХЕМУ)
Испытание на осадку включает заполнение бетонной смесью перевернутого бездонного конуса. Пенопластовый или бумажный стаканчик с удаленным дном может стать хорошим бездонным конусом. Не забудьте утрамбовать бетон несколько раз при заполнении конуса. Осторожно снимите конус, подняв его прямо вверх. Поместите конус рядом с кучей бетона. Свая должна быть примерно от 1/2 до 3/4 высоты конуса для бетонной смеси с хорошей удобоукладываемостью. (СМ. СХЕМУ)

 Соответственно 8 метров по вертикали – это 24 метра по горизонтали. Зная это соотношение, вы можете рассчитать максимальную глубину всасывания на вашем участке.
Соответственно 8 метров по вертикали – это 24 метра по горизонтали. Зная это соотношение, вы можете рассчитать максимальную глубину всасывания на вашем участке. Глубина погружения подобного насоса может достигать 300 метров, что является основным плюсом данного насоса. Главный минус данного вида насосов в относительно сложном техническом обслуживании.
Глубина погружения подобного насоса может достигать 300 метров, что является основным плюсом данного насоса. Главный минус данного вида насосов в относительно сложном техническом обслуживании.
 Также при необходимости дренажный насос можно использовать и для откачки воды из бассейна, и для забора воды из открытых водоемов.
Также при необходимости дренажный насос можно использовать и для откачки воды из бассейна, и для забора воды из открытых водоемов. Кроме того, этот вид насосов не нужно вытаскивать, они могут подолгу оставаться в яме, продолжая работать от поплавка.
Кроме того, этот вид насосов не нужно вытаскивать, они могут подолгу оставаться в яме, продолжая работать от поплавка. Погружные насосы «Awelco» изготавливаются по самым современным технологиям и отличаются безупречным качеством и доступными ценами.
Погружные насосы «Awelco» изготавливаются по самым современным технологиям и отличаются безупречным качеством и доступными ценами. Продукция этой марки отличится надежностью, долговечностью, безупречным качеством и доступной ценой.
Продукция этой марки отличится надежностью, долговечностью, безупречным качеством и доступной ценой. Политика конфиденциальности разработана для того, чтобы личная информация, предоставленная пользователями, были защищены от доступа третьих лиц.
Политика конфиденциальности разработана для того, чтобы личная информация, предоставленная пользователями, были защищены от доступа третьих лиц. Логин и пароль для доступа к Аккаунту определяются Пользователем самостоятельно при регистрации.
Логин и пароль для доступа к Аккаунту определяются Пользователем самостоятельно при регистрации.


 5. Персональная информация о Пользователе хранятся на электронном носителе сайта бессрочно.
5. Персональная информация о Пользователе хранятся на электронном носителе сайта бессрочно.
 № 152-ФЗ «О персональных данных», или когда клиент добровольно соглашается на передачу информации.
№ 152-ФЗ «О персональных данных», или когда клиент добровольно соглашается на передачу информации. Эти юридические/физические лица имеют доступ к личной информации пользователей, только когда это необходимо для выполнения их функций. Данная информация не может быть использована ими в других целях.
Эти юридические/физические лица имеют доступ к личной информации пользователей, только когда это необходимо для выполнения их функций. Данная информация не может быть использована ими в других целях. 100% заводские испытания.
100% заводские испытания.
 с. могут подавать воду со скоростью до 26 галлонов в минуту для небольших и средних домов.
с. могут подавать воду со скоростью до 26 галлонов в минуту для небольших и средних домов.

 Вообще говоря, 25 футов считается мелким. Если это от 25 до 400 футов в длину, погружной насос может быть лучшим выбором. Вы можете посмотреть отчет бурильщика скважины, чтобы получить точную информацию об измерениях.
Вообще говоря, 25 футов считается мелким. Если это от 25 до 400 футов в длину, погружной насос может быть лучшим выбором. Вы можете посмотреть отчет бурильщика скважины, чтобы получить точную информацию об измерениях.
 Наши продукты известны своим превосходным мастерством и надежностью. Мы также предоставляем исключительное обслуживание клиентов, чтобы помочь вам каждый день. Разместите заказ на наши погружные скважинные насосы сегодня или свяжитесь с нашей командой, чтобы узнать больше.
Наши продукты известны своим превосходным мастерством и надежностью. Мы также предоставляем исключительное обслуживание клиентов, чтобы помочь вам каждый день. Разместите заказ на наши погружные скважинные насосы сегодня или свяжитесь с нашей командой, чтобы узнать больше. Сюда входят погружные скважинные насосы, которые можно найти в некоторых жилых питьевых колодцах. До запрета на производство печатных плат в 1978 году почти все конденсаторы были заполнены ПХБ. После запрета конденсаторы должны были маркироваться при изготовлении этикеткой «Без ПХД». Любой небольшой конденсатор, не имеющий такой маркировки, в соответствии с федеральным законодательством ДОЛЖЕН считаться содержащим ПХБ.
Сюда входят погружные скважинные насосы, которые можно найти в некоторых жилых питьевых колодцах. До запрета на производство печатных плат в 1978 году почти все конденсаторы были заполнены ПХБ. После запрета конденсаторы должны были маркироваться при изготовлении этикеткой «Без ПХД». Любой небольшой конденсатор, не имеющий такой маркировки, в соответствии с федеральным законодательством ДОЛЖЕН считаться содержащим ПХБ. Это может происходить медленно, с течением времени или может произойти сразу. Затем нефть поднимется к верхней части обсадной трубы и всплывет на поверхность воды. Во многих случаях насос будет продолжать работать какое-то время, а масло и вода, загрязненные ПХБ, будут поступать через бытовую сантехнику.
Это может происходить медленно, с течением времени или может произойти сразу. Затем нефть поднимется к верхней части обсадной трубы и всплывет на поверхность воды. Во многих случаях насос будет продолжать работать какое-то время, а масло и вода, загрязненные ПХБ, будут поступать через бытовую сантехнику. Чтобы быть в безопасности, консервативный подход состоит в том, чтобы считать любой маслянистый остаток или запах, исходящий из кранов или туалетов, загрязнением ПХБ, пока не будет установлено обратное.
Чтобы быть в безопасности, консервативный подход состоит в том, чтобы считать любой маслянистый остаток или запах, исходящий из кранов или туалетов, загрязнением ПХБ, пока не будет установлено обратное. Специалист по обслуживанию скважины должен следовать процедуре, описанной здесь:
Специалист по обслуживанию скважины должен следовать процедуре, описанной здесь:
 Включите краны горячей и холодной воды, чтобы промыть и водонагреватель. Если после шага 7 вода все еще остается мыльной, закройте краны и перейдите к шагу 8.
Включите краны горячей и холодной воды, чтобы промыть и водонагреватель. Если после шага 7 вода все еще остается мыльной, закройте краны и перейдите к шагу 8. 

 У Eurolux IWM190 очень понравился дизайн, а также то, что у него лучше, чем у других моделей, вентилируется корпус. Да и мощность этого инвертора меня вполне устраивала. Что хочу сказать: аппарат варит отлично, даже электродами 5 мм, с резкой тоже справляется на ура. Часто использую инвертор для сварочных работ на приусадебном участке, поэтому приходится пользоваться длинной переноской. Здесь тоже не могу сказать ничего плохого, аппарат работает, швы получаются надежными и красивыми. Дуга зажигается отлично, функции «Антизалипание» и «Быстрый старт» очень помогают в работе.
У Eurolux IWM190 очень понравился дизайн, а также то, что у него лучше, чем у других моделей, вентилируется корпус. Да и мощность этого инвертора меня вполне устраивала. Что хочу сказать: аппарат варит отлично, даже электродами 5 мм, с резкой тоже справляется на ура. Часто использую инвертор для сварочных работ на приусадебном участке, поэтому приходится пользоваться длинной переноской. Здесь тоже не могу сказать ничего плохого, аппарат работает, швы получаются надежными и красивыми. Дуга зажигается отлично, функции «Антизалипание» и «Быстрый старт» очень помогают в работе.
 Порадовали и компактные размеры, и цена этого аппарата. Работаю с инвертором дома, где напряжение часто падает до 175–180 В, в таких ситуациях он меня ни разу не подводил.
Порадовали и компактные размеры, и цена этого аппарата. Работаю с инвертором дома, где напряжение часто падает до 175–180 В, в таких ситуациях он меня ни разу не подводил. Живу в деревне, напряжение в нашей сети редко бывает нормальным, обычно 180–190 В. Из всего оборудования, на котором я варил на таком напряжении, лучше этого пока не встречал. Выставляю ток 120 А, беру электроды 3 мм – и никаких проблем, варит!
Живу в деревне, напряжение в нашей сети редко бывает нормальным, обычно 180–190 В. Из всего оборудования, на котором я варил на таком напряжении, лучше этого пока не встречал. Выставляю ток 120 А, беру электроды 3 мм – и никаких проблем, варит! Раньше брал инвертор у знакомых, им как раз и оказался FUBAG IR 160, поэтому, решив приобрести сварочный аппарат для себя, выбрал именно его. Чем он мне понравился – так это своей простотой, на нем очень легко работать даже неопытному сварщику. Большая мощность мне не нужна, поэтому его возможностей мне вполне хватает. Несмотря на то, что на вид он достаточно хрупкий, нагрузки выдерживает приличные, на нем можно долго работать, и он не подведет. Большими плюсами этого сварочного инвертора являются компактные габариты и легкий вес.
Раньше брал инвертор у знакомых, им как раз и оказался FUBAG IR 160, поэтому, решив приобрести сварочный аппарат для себя, выбрал именно его. Чем он мне понравился – так это своей простотой, на нем очень легко работать даже неопытному сварщику. Большая мощность мне не нужна, поэтому его возможностей мне вполне хватает. Несмотря на то, что на вид он достаточно хрупкий, нагрузки выдерживает приличные, на нем можно долго работать, и он не подведет. Большими плюсами этого сварочного инвертора являются компактные габариты и легкий вес. Я использую его для дома, но друзья брали его у меня для своего небольшого производства. Думал, что спалят, – нет, вернули как новенький. В общем, если вас интересует универсальный, надежный и удобный инвертор, берите этот, не пожалеете.
Я использую его для дома, но друзья брали его у меня для своего небольшого производства. Думал, что спалят, – нет, вернули как новенький. В общем, если вас интересует универсальный, надежный и удобный инвертор, берите этот, не пожалеете.
 Понял, что проблема в недостаточном напряжении в сети. Когда все это мне надоело, поехал в магазин за инвертором. Выбора особо не было, взял то, что предложили: FUBAG IR 200. Честно говоря, ни разу не пожалел, что таким случайным образом я стал обладателем этого отличного сварочного инвертора. К слову сказать, весь каркас теплицы в тот день я сварил уже до вечера. А все потому, что работать на таком оборудовании – одно удовольствие. Дуга зажигается мгновенно, иногда и электродом особо стучать не надо, варить можно даже на небольшом токе и при значительных скачках напряжения в сети, регулировка тока удобная, точная и простая. Были бы еще у этого инвертора родные провода подлиннее, то цены бы ему не было. Хотя заменить провода на более длинные – это не проблема.
Понял, что проблема в недостаточном напряжении в сети. Когда все это мне надоело, поехал в магазин за инвертором. Выбора особо не было, взял то, что предложили: FUBAG IR 200. Честно говоря, ни разу не пожалел, что таким случайным образом я стал обладателем этого отличного сварочного инвертора. К слову сказать, весь каркас теплицы в тот день я сварил уже до вечера. А все потому, что работать на таком оборудовании – одно удовольствие. Дуга зажигается мгновенно, иногда и электродом особо стучать не надо, варить можно даже на небольшом токе и при значительных скачках напряжения в сети, регулировка тока удобная, точная и простая. Были бы еще у этого инвертора родные провода подлиннее, то цены бы ему не было. Хотя заменить провода на более длинные – это не проблема. Варит он отлично даже электродами пятеркой, швы в любом положении получаются качественные, работать можно долго, не опасаясь перегрева. Есть, конечно, небольшие минусы, о которых написано во многих отзывах, но они очень незначительные, по сравнению с достоинствами данного сварочного аппарата.
Варит он отлично даже электродами пятеркой, швы в любом положении получаются качественные, работать можно долго, не опасаясь перегрева. Есть, конечно, небольшие минусы, о которых написано во многих отзывах, но они очень незначительные, по сравнению с достоинствами данного сварочного аппарата. youtube.com/embed/C7CM1ZiW10I»/>
youtube.com/embed/C7CM1ZiW10I»/>
 Особенно мне нравится работать на таком инверторе тонкими электродами на небольших токах. По сути, если под рукой нет полуавтомата, то данный аппарат его с успехом может заменить при сварке листового металла. Для использования на открытом воздухе этот инвертор удобен еще и потому, что в его корпус, даже если он окажется под дождем, не зальется вода. В общем, для сварки легких конструкций лучше этого инвертора сложно найти.
Особенно мне нравится работать на таком инверторе тонкими электродами на небольших токах. По сути, если под рукой нет полуавтомата, то данный аппарат его с успехом может заменить при сварке листового металла. Для использования на открытом воздухе этот инвертор удобен еще и потому, что в его корпус, даже если он окажется под дождем, не зальется вода. В общем, для сварки легких конструкций лучше этого инвертора сложно найти.
 По-моему, он умеет все и при любом напряжении. Электроды можно использовать любые, никаких проблем не возникнет. С тройкой и четверкой он вообще справляется на половине возможного тока. Даже при интенсивной и длительной сварке аппарат не перегревается, что особенно важно для работы сварщика. Особенно радуют дополнительные функции, благодаря которым дуга легко зажигается, стабильно горит, а электрод не прилипает. Правда, коротковаты провода, но это я не считаю большим недостатком.
По-моему, он умеет все и при любом напряжении. Электроды можно использовать любые, никаких проблем не возникнет. С тройкой и четверкой он вообще справляется на половине возможного тока. Даже при интенсивной и длительной сварке аппарат не перегревается, что особенно важно для работы сварщика. Особенно радуют дополнительные функции, благодаря которым дуга легко зажигается, стабильно горит, а электрод не прилипает. Правда, коротковаты провода, но это я не считаю большим недостатком.
 На своем участке варил им все: и трубы, и листовой металл, и уголки. Работает замечательно, дуга стабильна, электроды не залипают.
На своем участке варил им все: и трубы, и листовой металл, и уголки. Работает замечательно, дуга стабильна, электроды не залипают. Немного не нравится дизайн корпуса и отсутствие дополнительных настроек, но в целом устраивает.
Немного не нравится дизайн корпуса и отсутствие дополнительных настроек, но в целом устраивает.

 Ей намного работать легче, чем пневмолобзиком и намного удобнее, чем сабельной пилой. За 1 день я понял принцип работы: как настраивать силу тока для определенной толщины металла. При перепаде напряжения модель ведет себя стабильно. Рекомендую.
Ей намного работать легче, чем пневмолобзиком и намного удобнее, чем сабельной пилой. За 1 день я понял принцип работы: как настраивать силу тока для определенной толщины металла. При перепаде напряжения модель ведет себя стабильно. Рекомендую. Дугу держит и зажигает нормально, хорошо варит с отрывом, очень легко и быстро зажигается при подносе к шву. Качество сборки очень хорошее- все прикручено и не болтается. Кейс отличный- думал еще -стоит ли переплачивать- оно того стоило.В общем идеальная модель для дома, гаража или дачи.
Дугу держит и зажигает нормально, хорошо варит с отрывом, очень легко и быстро зажигается при подносе к шву. Качество сборки очень хорошее- все прикручено и не болтается. Кейс отличный- думал еще -стоит ли переплачивать- оно того стоило.В общем идеальная модель для дома, гаража или дачи. Купил и на работе потестил чуть чуть.Кабеля 3 метра. Кнопка включения спереди на панели.Покрашен как напыление типа противовандальное. Клема и косичка на массу медные. Кабеля на массу и электрододержатель мягкие.Сечение 16мм.кв.Кабель сетевой тоже мягенький и длинный.Ручка для ношения аппарата не алюминий- металл.Регулировки тока четкие.Теперь как работает…Вентилятор работает тихо,электроды тройку понятное дело без проблем, четверку тоже тянет не плохо даже местами перебор.Сваривал 12швеллер и пришлось ток до 150 убавииь а то стенку4мм вертикальный шов прожигал и текло.Т.е мощи у него хватает…Нижнее положение тоже хорошо.Варит очень мягинько и если подобрать ток а индикаторный дисплей позволяет очень точно его под себя подстроить,например 46 ампер и потом легко можно быстро опять этот ток выставить.Класс!!! На металле толщиной 1мм электродом 2,5 мм УОНИ питерские варил вертикал при 46амперах.Почти не прожигает т.е если электро 2мм и ток подобрать то 1мм листы без проблем.Когдато варил тсс саи-200 аппаратами работали в две смены и они никогда не отключались, сваривали трубы,горели только вилки сетевые.
Купил и на работе потестил чуть чуть.Кабеля 3 метра. Кнопка включения спереди на панели.Покрашен как напыление типа противовандальное. Клема и косичка на массу медные. Кабеля на массу и электрододержатель мягкие.Сечение 16мм.кв.Кабель сетевой тоже мягенький и длинный.Ручка для ношения аппарата не алюминий- металл.Регулировки тока четкие.Теперь как работает…Вентилятор работает тихо,электроды тройку понятное дело без проблем, четверку тоже тянет не плохо даже местами перебор.Сваривал 12швеллер и пришлось ток до 150 убавииь а то стенку4мм вертикальный шов прожигал и текло.Т.е мощи у него хватает…Нижнее положение тоже хорошо.Варит очень мягинько и если подобрать ток а индикаторный дисплей позволяет очень точно его под себя подстроить,например 46 ампер и потом легко можно быстро опять этот ток выставить.Класс!!! На металле толщиной 1мм электродом 2,5 мм УОНИ питерские варил вертикал при 46амперах.Почти не прожигает т.е если электро 2мм и ток подобрать то 1мм листы без проблем.Когдато варил тсс саи-200 аппаратами работали в две смены и они никогда не отключались, сваривали трубы,горели только вилки сетевые. Этот митечь тоже самое плюс дисплей и большие раземы.Фото ниже.
Этот митечь тоже самое плюс дисплей и большие раземы.Фото ниже. 4. Малый вес.5. Процесс сварки с этим аппаратом может освоить даже новичок, никогда не державший «держак» в руках.Недостатки:1.Коротковаты сварочные провода: масса и провод с электрододержателем — 3м всего, хотелось бы по 5метров. Хотя аппарат достаточно легкий и переносится без проблем, возможно, я просто привык к старым 50 килограммовым аппаратам, которые почти не перемещаются во время работы…
4. Малый вес.5. Процесс сварки с этим аппаратом может освоить даже новичок, никогда не державший «держак» в руках.Недостатки:1.Коротковаты сварочные провода: масса и провод с электрододержателем — 3м всего, хотелось бы по 5метров. Хотя аппарат достаточно легкий и переносится без проблем, возможно, я просто привык к старым 50 килограммовым аппаратам, которые почти не перемещаются во время работы… Так от нечего делать и чисто из интереса как такие чемоданьчики вообще варят. Раньше варил только саками и станциями. Для дома нормальный, для колымов — тоже. Ребята брали на мост (раньше мосты строили) аврал был — без проблем. Единственное что можно сказать не в пользу — варить не будешь на максимуме долго т.к. греется и отключается. Переварил тракторную телегу, котёл для бани, столбики варил для забора и ворот, машины варил … Мне нравится.
Так от нечего делать и чисто из интереса как такие чемоданьчики вообще варят. Раньше варил только саками и станциями. Для дома нормальный, для колымов — тоже. Ребята брали на мост (раньше мосты строили) аврал был — без проблем. Единственное что можно сказать не в пользу — варить не будешь на максимуме долго т.к. греется и отключается. Переварил тракторную телегу, котёл для бани, столбики варил для забора и ворот, машины варил … Мне нравится. Перед покупкой брал у друга какой-то зеленый маленький , — варил ворота и лестницу . Вроде понравилось варить, решил взять себе такой, но знакомые отговорили, насоветовали брать или Эланд или Солярис, в магаз пришел за 250-кой решил взять с запасом, но был только этот и поменьше. Взял ММА-200 и вот что могу сказать –это небо и земля, этот аппарат летает, как будто на Ямахе мчишь по корту, розжиг легкий, дуга стабильная, металл режет, пользуюсь удлинителем метров 15 – без проблем и это при постоянных просадках напряжения. Но разница конечно даже мне , непрфессионалу сразу ощущается. Я щас прям бегу поварить, как к молодой любовнице)))))
Перед покупкой брал у друга какой-то зеленый маленький , — варил ворота и лестницу . Вроде понравилось варить, решил взять себе такой, но знакомые отговорили, насоветовали брать или Эланд или Солярис, в магаз пришел за 250-кой решил взять с запасом, но был только этот и поменьше. Взял ММА-200 и вот что могу сказать –это небо и земля, этот аппарат летает, как будто на Ямахе мчишь по корту, розжиг легкий, дуга стабильная, металл режет, пользуюсь удлинителем метров 15 – без проблем и это при постоянных просадках напряжения. Но разница конечно даже мне , непрфессионалу сразу ощущается. Я щас прям бегу поварить, как к молодой любовнице)))))
 При все этом со своей задачей справляется на УРА!!!легко тянет электроды 3.5
При все этом со своей задачей справляется на УРА!!!легко тянет электроды 3.5 ..
.. Например, от источника питания 240 В переменного тока до выходной мощности 20 В постоянного тока. Приборы на основе инвертора используют пару электронных частей для преобразования энергии.
Например, от источника питания 240 В переменного тока до выходной мощности 20 В постоянного тока. Приборы на основе инвертора используют пару электронных частей для преобразования энергии.

 По сути, сварочные аппараты имеют защиту от помех и имеют меньшую вероятность перепадов температуры и колебаний напряжения.
По сути, сварочные аппараты имеют защиту от помех и имеют меньшую вероятность перепадов температуры и колебаний напряжения. Вы можете разместить их в любом компактном месте благодаря компактной конструкции устройства.
Вы можете разместить их в любом компактном месте благодаря компактной конструкции устройства. Эти высокопроизводительные устройства являются рабочей лошадкой отрасли и требуют питания от сети. Они в основном используются для промышленной сварки стержней. Они бывают размеров от 250А до 600А при 415В.
Эти высокопроизводительные устройства являются рабочей лошадкой отрасли и требуют питания от сети. Они в основном используются для промышленной сварки стержней. Они бывают размеров от 250А до 600А при 415В.

 Производители попытались создать продукты, которые более гибки из-за экологических проблем.
Производители попытались создать продукты, которые более гибки из-за экологических проблем.
 Кроме того, мы составили список различий между инверторными и трансформаторными сварочными аппаратами с учетом таких факторов, как долговечность, вес, стоимость и многое другое.
Кроме того, мы составили список различий между инверторными и трансформаторными сварочными аппаратами с учетом таких факторов, как долговечность, вес, стоимость и многое другое.



 С обычными трансформаторными сварочными аппаратами это невозможно.
С обычными трансформаторными сварочными аппаратами это невозможно.
 Они постоянно улучшают как функциональность, так и стоимость. Однако это не означает, что мы должны похоронить трансформаторные сварочные аппараты, поскольку они также занимают важное место в отрасли.
Они постоянно улучшают как функциональность, так и стоимость. Однако это не означает, что мы должны похоронить трансформаторные сварочные аппараты, поскольку они также занимают важное место в отрасли. com поддерживает наших читателей отраслевыми знаниями
com поддерживает наших читателей отраслевыми знаниями Hobart Stickmate 160i Arc Welder
Hobart Stickmate 160i Arc Welder Чего не может предложить китайский бренд, так это общенациональной сети дилерских центров и сервисных центров.
Чего не может предложить китайский бренд, так это общенациональной сети дилерских центров и сервисных центров.
 Этот сварочный аппарат работает от 120 вольт, с адаптером для подключения к 240 вольтам.
Этот сварочный аппарат работает от 120 вольт, с адаптером для подключения к 240 вольтам. Он разработан с учетом мощности генератора, устойчив к колебаниям «грязной мощности», которые распространены в источниках питания генератора. Это машина с двойным входным напряжением, которую можно подключить к источнику питания на 120 или 240 вольт.
Он разработан с учетом мощности генератора, устойчив к колебаниям «грязной мощности», которые распространены в источниках питания генератора. Это машина с двойным входным напряжением, которую можно подключить к источнику питания на 120 или 240 вольт.
 Сварочный аппарат переменного тока Lincoln AC-225 изготовлен с использованием трансформаторного источника питания вместо более современного инверторного питания, что почти не оставляет проблем. Это делает эту модель тяжелой, хотя и весит 99 фунтов.
Сварочный аппарат переменного тока Lincoln AC-225 изготовлен с использованием трансформаторного источника питания вместо более современного инверторного питания, что почти не оставляет проблем. Это делает эту модель тяжелой, хотя и весит 99 фунтов. Это сварочный аппарат двойного напряжения, который работает на 120 или 240 вольт. Он имеет 12,5-футовый электродный зажим для электродуговой сварки, также называемой ручной дуговой сваркой или сваркой ММА. Заземление также составляет 12,5 футов.
Это сварочный аппарат двойного напряжения, который работает на 120 или 240 вольт. Он имеет 12,5-футовый электродный зажим для электродуговой сварки, также называемой ручной дуговой сваркой или сваркой ММА. Заземление также составляет 12,5 футов.
 Часть сварочного аппарата включает в себя технологию «мягкой дуги» для легкого запуска. Высокочастотный запуск дуги также обеспечивает функцию вспомогательной дуги на аппарате для сварки TIG и плазменном резаке.
Часть сварочного аппарата включает в себя технологию «мягкой дуги» для легкого запуска. Высокочастотный запуск дуги также обеспечивает функцию вспомогательной дуги на аппарате для сварки TIG и плазменном резаке.

 Этот результат совпадает с результатами исследований, которые были проведены в Германии, где приведена доля составляет около 15 млрд кВт/ч в год. Было также определено, что циркуляционные насосы в основном имеют избыток мощности, поэтому работают с гораздо худшим эксплуатационным коэффициентом полезного действия, чем тот, который возможен при условии правильного определения параметров. Без всякой необходимости количество потребляемой энергии, как правило, резко увеличивается из-за превышения давления и объема транспортируемого потока. Это может, в частности, приводить к возникновению шумов в клапанах термостатов отопительных элементов.
Этот результат совпадает с результатами исследований, которые были проведены в Германии, где приведена доля составляет около 15 млрд кВт/ч в год. Было также определено, что циркуляционные насосы в основном имеют избыток мощности, поэтому работают с гораздо худшим эксплуатационным коэффициентом полезного действия, чем тот, который возможен при условии правильного определения параметров. Без всякой необходимости количество потребляемой энергии, как правило, резко увеличивается из-за превышения давления и объема транспортируемого потока. Это может, в частности, приводить к возникновению шумов в клапанах термостатов отопительных элементов.

 В новых домах нужна разве что половина, то есть 10 кВт и 500 л/ч. Однако на рынке вряд ли удастся найти циркуляционные насосы, наилучший режим работы которых составляет менее 1500 литров в час.
В новых домах нужна разве что половина, то есть 10 кВт и 500 л/ч. Однако на рынке вряд ли удастся найти циркуляционные насосы, наилучший режим работы которых составляет менее 1500 литров в час.
 Пользователи систем отопления имеют дополнительный выигрыш: они имеют возможность избавиться от лишнего шума, растет качество теплоснабжения. А довольные клиенты – это ценный основной капитал для каждой фирмы, которая занимается проектированием и выполнением соответствующих работ.
Пользователи систем отопления имеют дополнительный выигрыш: они имеют возможность избавиться от лишнего шума, растет качество теплоснабжения. А довольные клиенты – это ценный основной капитал для каждой фирмы, которая занимается проектированием и выполнением соответствующих работ. Но возникает вопрос, какова потребляемая мощность насоса, как ее рассчитать, что сделать, чтобы потребление электричества было умеренным.
Но возникает вопрос, какова потребляемая мощность насоса, как ее рассчитать, что сделать, чтобы потребление электричества было умеренным. Это приводит к экономии ресурса.
Это приводит к экономии ресурса. Они разделяются по принципу работы на мокрые и сухие. Каждый из них имеет свои особенности и преимущества. Устройства способны перекачивать жидкость от двух до ста десяти градусов тепла. Электроника позволяет автоматически регулировать давление в системе. Автоматика помогает усилить точность насоса, реагировать на изменения в отопительной системе.
Они разделяются по принципу работы на мокрые и сухие. Каждый из них имеет свои особенности и преимущества. Устройства способны перекачивать жидкость от двух до ста десяти градусов тепла. Электроника позволяет автоматически регулировать давление в системе. Автоматика помогает усилить точность насоса, реагировать на изменения в отопительной системе.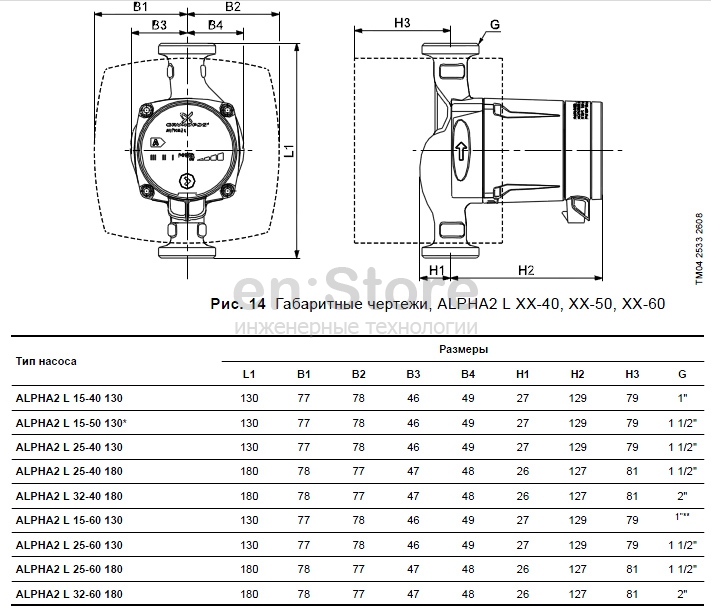 Специалисты сравнив энергозатратность обычного циркуляционного насоса и оборудования Альфа2, компании Грундфос, сделали вывод, что последний экономичнее более чем в три раза.
Специалисты сравнив энергозатратность обычного циркуляционного насоса и оборудования Альфа2, компании Грундфос, сделали вывод, что последний экономичнее более чем в три раза. Основное назначение центробежного насоса – обеспечение полива на приусадебных участках. Но кроме этого, перекачиваются агрессивные и абразивные жидкости. Устройства характеризуются продолжительным сроком службы, высоким КПД. Чтобы определить мощность скважинного насоса, нужно рассчитать, какое количество ватт затрачивается за час работы и умножить на время работы за месяц.
Основное назначение центробежного насоса – обеспечение полива на приусадебных участках. Но кроме этого, перекачиваются агрессивные и абразивные жидкости. Устройства характеризуются продолжительным сроком службы, высоким КПД. Чтобы определить мощность скважинного насоса, нужно рассчитать, какое количество ватт затрачивается за час работы и умножить на время работы за месяц.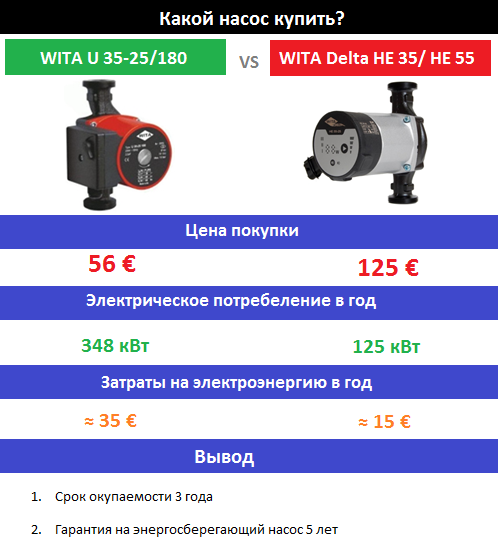 По этой причине устройства выдают высокую производительность при невысокой мощности, как правило, это шестьдесят – сто ватт. Это примерно столько же, сколько потребляет обычная лампа накаливания.
По этой причине устройства выдают высокую производительность при невысокой мощности, как правило, это шестьдесят – сто ватт. Это примерно столько же, сколько потребляет обычная лампа накаливания.
 В этом посте я представлю свою логику, чтобы не исправлять это.
В этом посте я представлю свою логику, чтобы не исправлять это. Это то же самое, что 3,6 киловатт-часа в день (150 Вт * 24 часа / 1000 = 3,6 кВт-ч). Для производства электричества требуется много воды. В среднем по всем нашим источникам электроэнергии требуется около 2 галлонов воды на каждый киловатт-час произведенной электроэнергии. В основном это потери воды при испарительном охлаждении. Таким образом, даже без учета всей энергии, необходимой для поддержания температуры воды, уже требуется 7,2 галлона воды в день только для питания насоса. Позвольте мне прояснить, эти 7,2 галлона воды не отображаются в вашем счете за воду, они используются во время выработки электроэнергии для питания вашего насоса. Для получения дополнительной информации об этом, проверьте ссылку «2 галлона воды» выше.
Это то же самое, что 3,6 киловатт-часа в день (150 Вт * 24 часа / 1000 = 3,6 кВт-ч). Для производства электричества требуется много воды. В среднем по всем нашим источникам электроэнергии требуется около 2 галлонов воды на каждый киловатт-час произведенной электроэнергии. В основном это потери воды при испарительном охлаждении. Таким образом, даже без учета всей энергии, необходимой для поддержания температуры воды, уже требуется 7,2 галлона воды в день только для питания насоса. Позвольте мне прояснить, эти 7,2 галлона воды не отображаются в вашем счете за воду, они используются во время выработки электроэнергии для питания вашего насоса. Для получения дополнительной информации об этом, проверьте ссылку «2 галлона воды» выше.


 Такая настройка подходит для приложений с постоянным сопротивлением устройства. Таким образом, например, насосные баки или системы радиаторов, которые никогда не закрываются.
Такая настройка подходит для приложений с постоянным сопротивлением устройства. Таким образом, например, насосные баки или системы радиаторов, которые никогда не закрываются. е. без Autoadapt, номер 25 Номинальный диаметр (DN) всасывающего и напорного патрубков [мм] (15 = 1″, 20 = 1 1/4″, 25 = 1 1/2″, 32 = 2″). Значение 40 определяет напор (дм). В данном случае это 4 метра в высоту при атмосферном давлении. Последнее значение 180 указывает конструктивную длину насоса в мм (между портами [мм]).
е. без Autoadapt, номер 25 Номинальный диаметр (DN) всасывающего и напорного патрубков [мм] (15 = 1″, 20 = 1 1/4″, 25 = 1 1/2″, 32 = 2″). Значение 40 определяет напор (дм). В данном случае это 4 метра в высоту при атмосферном давлении. Последнее значение 180 указывает конструктивную длину насоса в мм (между портами [мм]). Кроме того, качественный циркуляционный насос можно очень просто и быстро заменить.
Кроме того, качественный циркуляционный насос можно очень просто и быстро заменить.

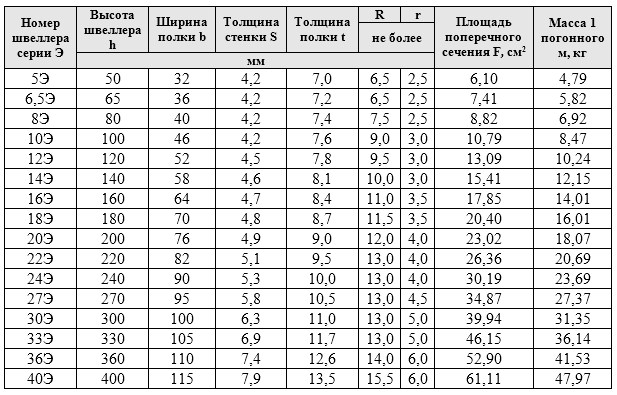 Это происходит в первую очередь потому, что вес является силовой характеристикой, т.е. мерой воздействия на опору или подвес. Масса же, напротив, — это мера инертности тела. Все это мы пишем для того, чтобы в ходе чтения данной статьи у вас не возникло вопросов о том, чем же отличается вес швеллера и его масса. Для простоты мы рассматриваем здесь только те ситуации, когда данные два параметра равнозначны.
Это происходит в первую очередь потому, что вес является силовой характеристикой, т.е. мерой воздействия на опору или подвес. Масса же, напротив, — это мера инертности тела. Все это мы пишем для того, чтобы в ходе чтения данной статьи у вас не возникло вопросов о том, чем же отличается вес швеллера и его масса. Для простоты мы рассматриваем здесь только те ситуации, когда данные два параметра равнозначны.
 Вес такого профиля едва превышает 1 кг. С другой стороны размерной линейки находится номер 41, который может быть представлен в виде аналогичного соотношения 410:65:6 мм и масса всего одного метра будет уже 24.38 кг.
Вес такого профиля едва превышает 1 кг. С другой стороны размерной линейки находится номер 41, который может быть представлен в виде аналогичного соотношения 410:65:6 мм и масса всего одного метра будет уже 24.38 кг. 85 единиц и длину изделия 1 м. В реальности же дело обстоит несколько иначе, поскольку для изготовления профилей могут использоваться самые разные сплавы.
85 единиц и длину изделия 1 м. В реальности же дело обстоит несколько иначе, поскольку для изготовления профилей могут использоваться самые разные сплавы.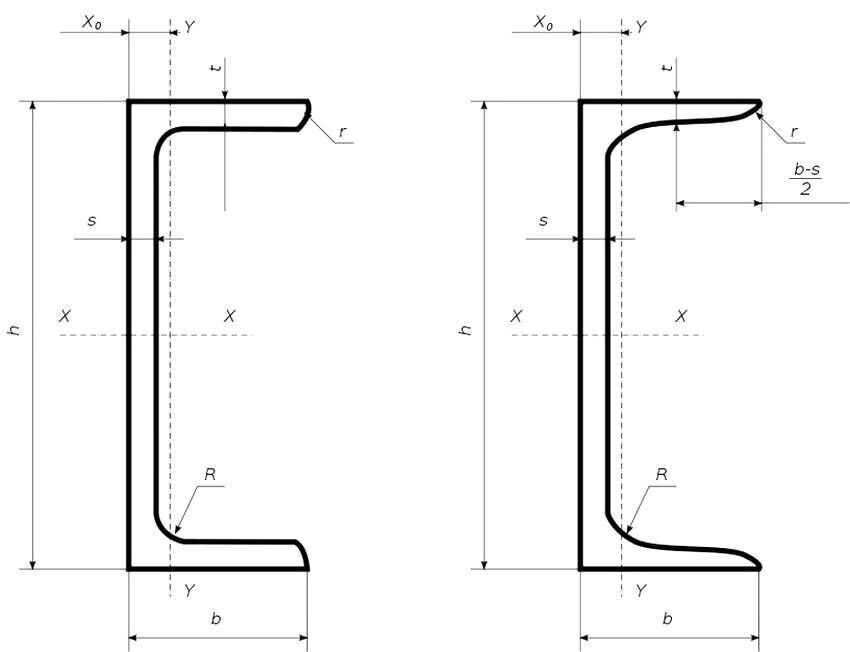 Качество углеродистых сталей определяется наличием в них примесей. Наиболее опасными являются сера и фосфор. Из-за серы возникает красноломкость металла, а из-за фосфора – хрупкость. Для обычной стали эти компоненты не могут превышать 0.05%. Внутри такой группы масса 1 м3 меняется незначительно, поэтому влиянием примесей на вес швеллера можно пренебречь. В таком случае используется маркировка металла «Ст». Более качественная разновидность уже имеет обозначение «Сталь», а содержание S и P составляет менее 0.035%. Существует еще две разновидности таких сплавов высококачественная и особого качества, в которых доля вредных примесей менее 0.025% и 0.015% соответственно. Для стали высокого качества используется маркировка «А» в конце марки, а для более высокого качества «Ш».
Качество углеродистых сталей определяется наличием в них примесей. Наиболее опасными являются сера и фосфор. Из-за серы возникает красноломкость металла, а из-за фосфора – хрупкость. Для обычной стали эти компоненты не могут превышать 0.05%. Внутри такой группы масса 1 м3 меняется незначительно, поэтому влиянием примесей на вес швеллера можно пренебречь. В таком случае используется маркировка металла «Ст». Более качественная разновидность уже имеет обозначение «Сталь», а содержание S и P составляет менее 0.035%. Существует еще две разновидности таких сплавов высококачественная и особого качества, в которых доля вредных примесей менее 0.025% и 0.015% соответственно. Для стали высокого качества используется маркировка «А» в конце марки, а для более высокого качества «Ш».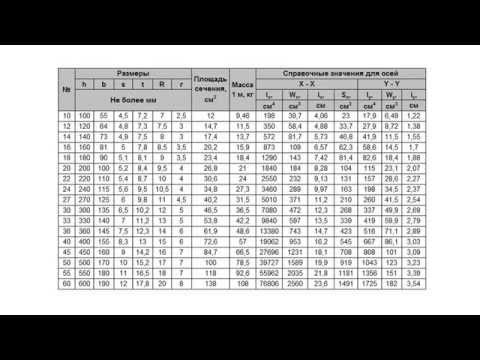 Это легирующие добавки, на роль которых выбирают хром, медь, связанный азот, никель или ванадий. Все легированные стали разделяются на 3 категории:
Это легирующие добавки, на роль которых выбирают хром, медь, связанный азот, никель или ванадий. Все легированные стали разделяются на 3 категории:

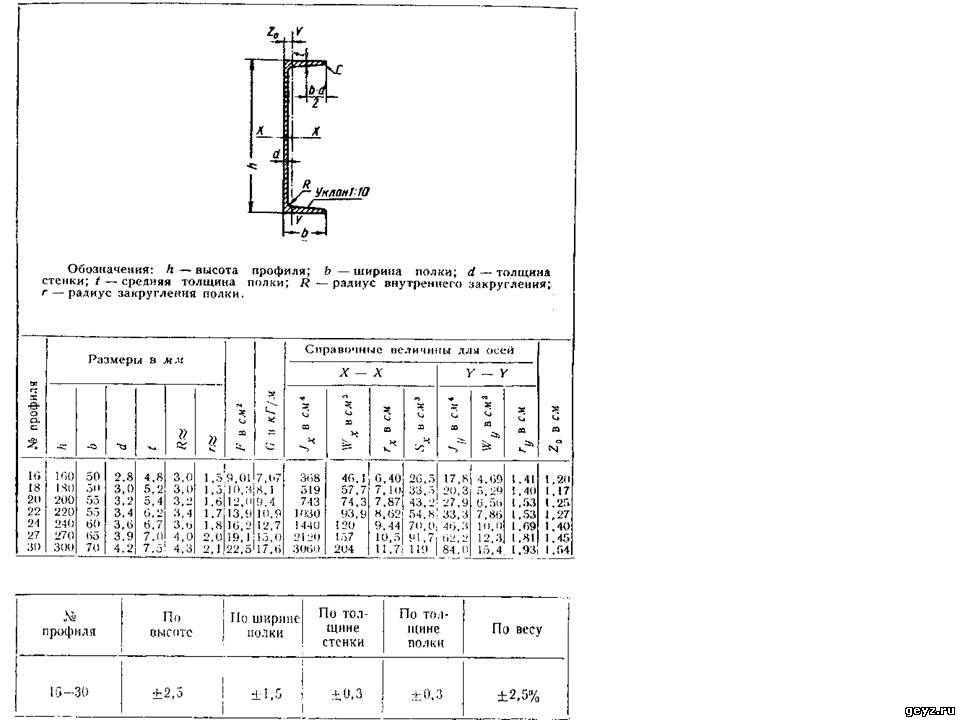
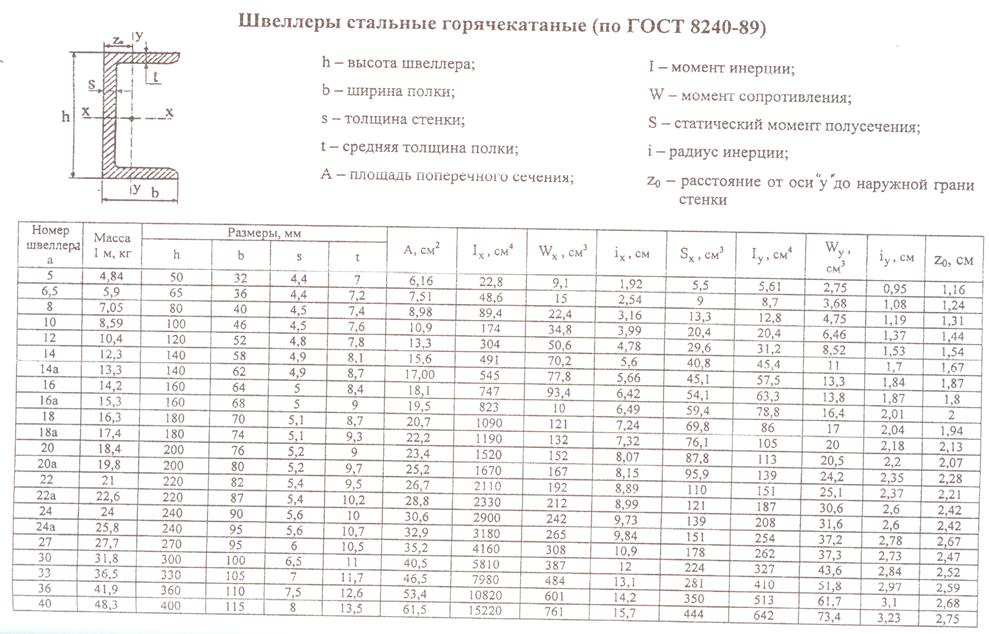 82006.82006.82006.
82006.82006.82006.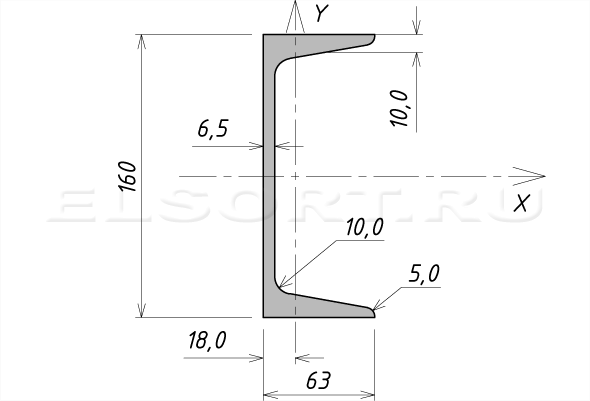
 48800 4800 4800 4800 4800 4800 4800 4800 4.4800.48800 4.48800 4.4800 4.48800 4.4800 4.4800 4.48800 4.48800 4.48800 4.48800 4.48800 4.48800 4.48800 4.48800 4.48800 4.48800 4.48800 4.4800 4.48800 4.48800 4.48800 4.488. 40047
48800 4800 4800 4800 4800 4800 4800 4800 4.4800.48800 4.48800 4.4800 4.48800 4.4800 4.4800 4.48800 4.48800 4.48800 4.48800 4.48800 4.48800 4.48800 4.48800 4.48800 4.48800 4.48800 4.4800 4.48800 4.48800 4.48800 4.488. 40047
 78006.78006.78006.78006.78006.78006.78006.78006.78006.78006.78006.78006.78006.78006.78006.78006.78006.78006.78006.78006.
78006.78006.78006.78006.78006.78006.78006.78006.78006.78006.78006.78006.78006.78006.78006.78006.78006.78006.78006.78006.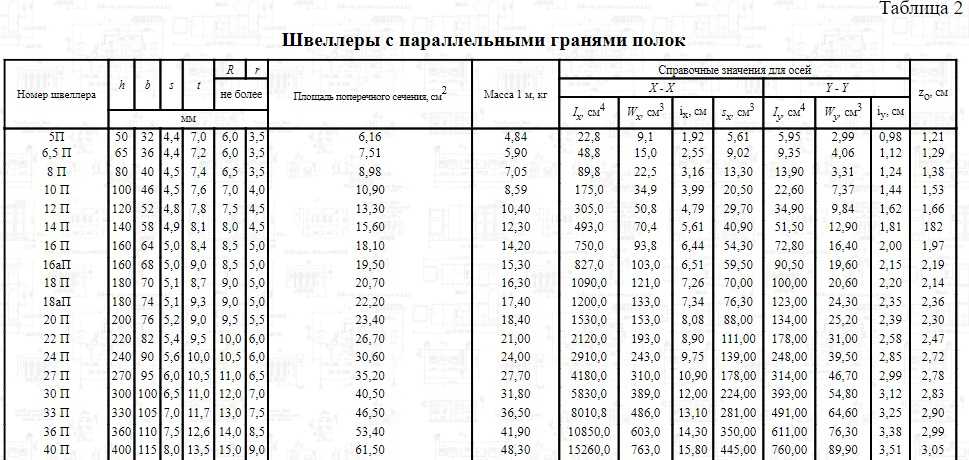 44006 6.44006 6.44006 6.44006 6.44006 6.44006 6.44006 6.44006 6.44006 6.44006 6.44006..
44006 6.44006 6.44006 6.44006 6.44006 6.44006 6.44006 6.44006 6.44006 6.44006 6.44006..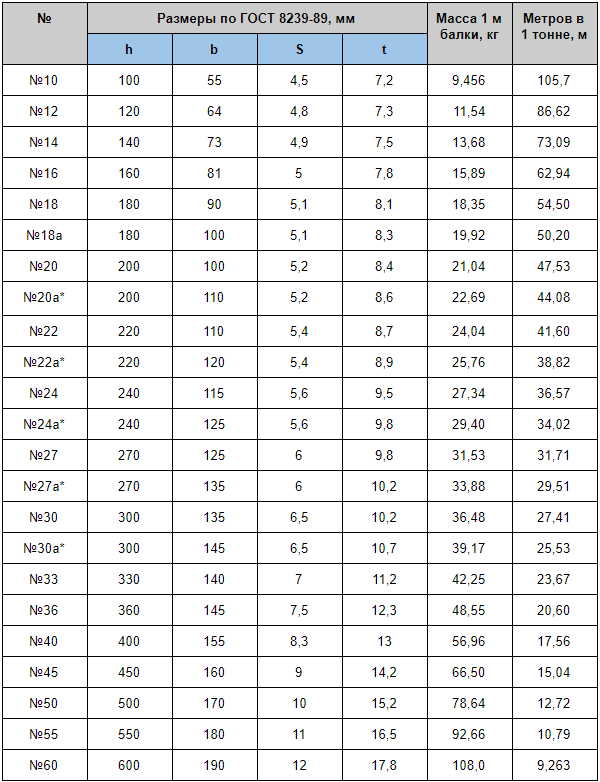 7600 kg.
7600 kg.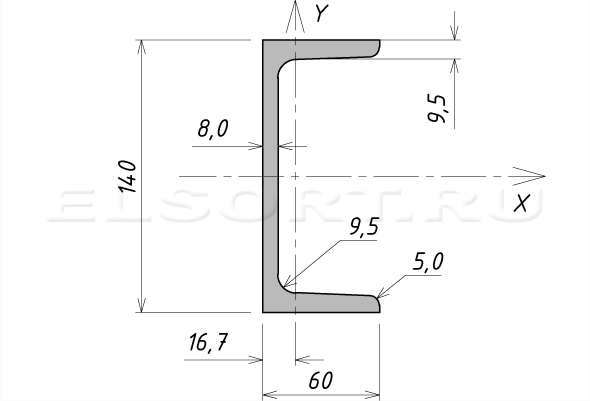 31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006. 8
31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006 8.31006. 8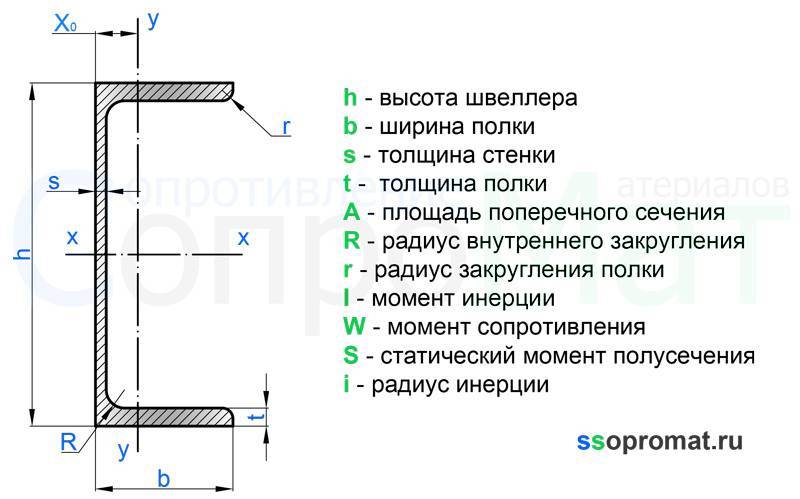

 20/40.21 44W
20/40.21 44W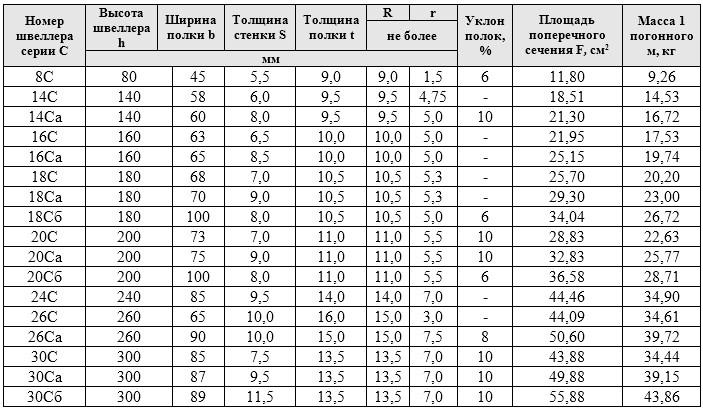 30
30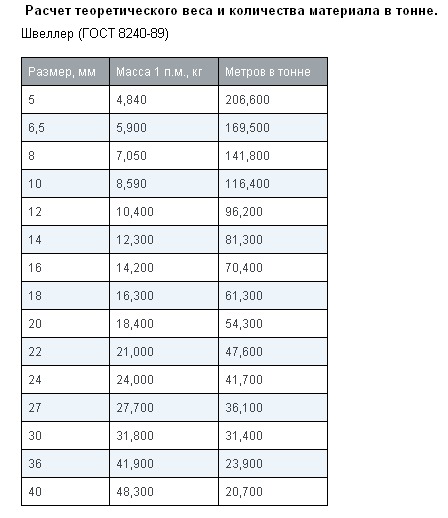 00
00

 директору
директору И.О.*
И.О.* директору
директору Uganda Zanzibar North Africa Algeria Egypt Libya Morocco Sudan Tunisia Southern Africa Angola Botswana Eswatini Gambia Lesotho Madagascar Malawi Mauritius Mozambique Namibia South Africa Zambia Zimbabwe West Africa Benin Burkina Faso Cameroon Cape Verde Equatorial Guinea Ghana Guinea Ivory Coast Liberia Mali Mauritania Niger Nigeria Senegal Sierra Leone TogoAmericas Brazil Канада Колумбия Гавайи Перу США Алабама Аризона Арканзас Калифорния Чикаго Колорадо Коннектикут Флорида Георгия, штат Иллинойс, штат Индиана Айова, Канзас Кентукки Лас -Вегас, штат Мэриленд Массачусетс Майами Мичиган Миннесота Миссиспи, Миссорина, Нью -Хенс, Нью -Ганс, Нью -Хэндсина, Нью -Хенс, Нью -Хэндсина, Нью -Хэндсина, Нью -Хэндсина, Нью -Хэзио, Нью -Хэндсина, Нью -Хэзио. Texas Utah Virginia Washington West Virginia Wisconsin WyomingAustralasia Abu Dhabi Afghanistan Australia Azerbaijan Bahrain Bangladesh Cambodia China Hong Kong India Indonesia Iran Iraq Israel Japan Jordan Kazakhstan Kuwait Laos Lebanon Malaysia Myanmar Nepal Norway Oman Pakistan Palestine Philippines Qatar Saudi Arabia Se RBIA Сингапур Южная Корея Тайвань Таиланд Турция Оаэ Узбекистан Вьетнамероп Албания Австрия Чешская Республика Дания Финляндия Франция Германия Греция Венгрия Италия Латвия Нидерланды Норвегия Румыния Россия Шотландия Швейна Швейцальская Швейцария Узбекистаннайрби 9 Румыния.
Uganda Zanzibar North Africa Algeria Egypt Libya Morocco Sudan Tunisia Southern Africa Angola Botswana Eswatini Gambia Lesotho Madagascar Malawi Mauritius Mozambique Namibia South Africa Zambia Zimbabwe West Africa Benin Burkina Faso Cameroon Cape Verde Equatorial Guinea Ghana Guinea Ivory Coast Liberia Mali Mauritania Niger Nigeria Senegal Sierra Leone TogoAmericas Brazil Канада Колумбия Гавайи Перу США Алабама Аризона Арканзас Калифорния Чикаго Колорадо Коннектикут Флорида Георгия, штат Иллинойс, штат Индиана Айова, Канзас Кентукки Лас -Вегас, штат Мэриленд Массачусетс Майами Мичиган Миннесота Миссиспи, Миссорина, Нью -Хенс, Нью -Ганс, Нью -Хэндсина, Нью -Хенс, Нью -Хэндсина, Нью -Хэндсина, Нью -Хэндсина, Нью -Хэзио, Нью -Хэндсина, Нью -Хэзио. Texas Utah Virginia Washington West Virginia Wisconsin WyomingAustralasia Abu Dhabi Afghanistan Australia Azerbaijan Bahrain Bangladesh Cambodia China Hong Kong India Indonesia Iran Iraq Israel Japan Jordan Kazakhstan Kuwait Laos Lebanon Malaysia Myanmar Nepal Norway Oman Pakistan Palestine Philippines Qatar Saudi Arabia Se RBIA Сингапур Южная Корея Тайвань Таиланд Турция Оаэ Узбекистан Вьетнамероп Албания Австрия Чешская Республика Дания Финляндия Франция Германия Греция Венгрия Италия Латвия Нидерланды Норвегия Румыния Россия Шотландия Швейна Швейцальская Швейцария Узбекистаннайрби 9 Румыния. 0022
0022 д. Насос героторного типа более дорогой и технически сложный. Положительным моментом является медленная скорость процесса смешивания и меньшая нагрузка на подшипниковый узел, также вы можете заливать смесь в формы по шлангам на расстоянии. 9Смесители 0040, предназначенные для газобетона, имеют более простую конструкцию и более удобны в эксплуатации, так как перемешивают жидкую смесь. Все, что вам нужно, это просто снабдить миксер маленькими лопастями и высокой скоростью для правильного процесса смешивания. Нет напора и специальных сливных устройств – смесь сливается самотеком. Но есть недостаток – необходимо организовать перемещение форм или миксера, так как нет возможности заливать смесь в формы на расстоянии
д. Насос героторного типа более дорогой и технически сложный. Положительным моментом является медленная скорость процесса смешивания и меньшая нагрузка на подшипниковый узел, также вы можете заливать смесь в формы по шлангам на расстоянии. 9Смесители 0040, предназначенные для газобетона, имеют более простую конструкцию и более удобны в эксплуатации, так как перемешивают жидкую смесь. Все, что вам нужно, это просто снабдить миксер маленькими лопастями и высокой скоростью для правильного процесса смешивания. Нет напора и специальных сливных устройств – смесь сливается самотеком. Но есть недостаток – необходимо организовать перемещение форм или миксера, так как нет возможности заливать смесь в формы на расстоянии
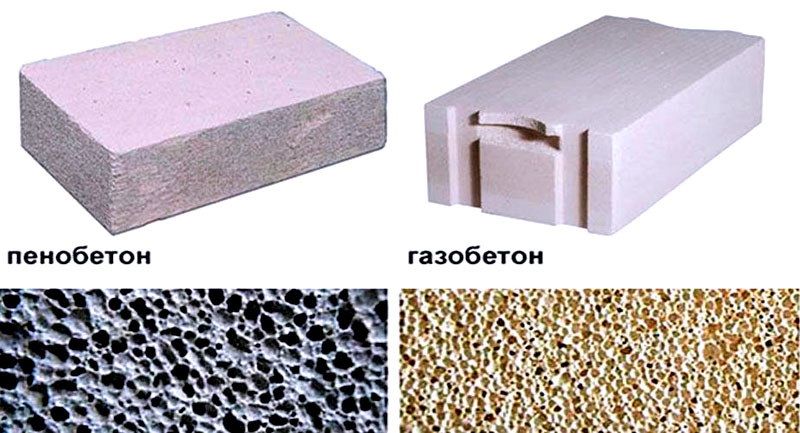
 Смесь заливают в собранную и смазанную форму. Масса набирает прочность на отрыв в течение 12-24 часов.
Смесь заливают в собранную и смазанную форму. Масса набирает прочность на отрыв в течение 12-24 часов. Через 20-30 минут реакция прекращается и массив начинает набирать отрывную прочность. Для производства используется горячая вода, ее температура составляет около 40-60 С. При реакции также выделяется тепло, так что температура массива составляет около 50-60 С, что обеспечивает быстрое развитие прочности. Через 2-3 часа массив следует разрезать на блоки.
Через 20-30 минут реакция прекращается и массив начинает набирать отрывную прочность. Для производства используется горячая вода, ее температура составляет около 40-60 С. При реакции также выделяется тепло, так что температура массива составляет около 50-60 С, что обеспечивает быстрое развитие прочности. Через 2-3 часа массив следует разрезать на блоки.
 Часто застройщик долго размышляет, что купить: газобетон или пенобетон – в чем между ними разница. На первый взгляд его вообще нет. Давайте посмотрим поближе.
Часто застройщик долго размышляет, что купить: газобетон или пенобетон – в чем между ними разница. На первый взгляд его вообще нет. Давайте посмотрим поближе.

 У пенобетона водопоглощение значительно ниже. Но следует помнить, что обычно стены из ячеистых материалов не оставляют «как есть» — их покрывают защитным слоем. Это может быть штукатурка, сайдинг или облицовка плиткой. Так что на практике можно не учитывать разницу в водопоглощении. Но вы можете знать, что газобетон здесь проигрывает.
У пенобетона водопоглощение значительно ниже. Но следует помнить, что обычно стены из ячеистых материалов не оставляют «как есть» — их покрывают защитным слоем. Это может быть штукатурка, сайдинг или облицовка плиткой. Так что на практике можно не учитывать разницу в водопоглощении. Но вы можете знать, что газобетон здесь проигрывает.
 Ведь показатель усадки для этого материала составляет от 1 до 3 мм/м. Газобетонные блоки практически не трескаются, так как этот же параметр для них составляет не более 0,5 мм/м.
Ведь показатель усадки для этого материала составляет от 1 до 3 мм/м. Газобетонные блоки практически не трескаются, так как этот же параметр для них составляет не более 0,5 мм/м.

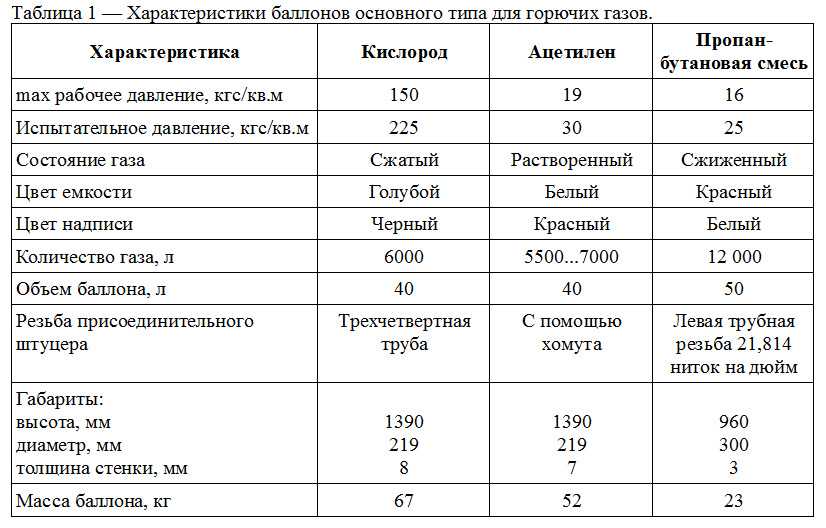 ) и фтора.
) и фтора.

 Вентиль на кислородный баллон. Техника безопасности при работе с кислородным баллоном.
Вентиль на кислородный баллон. Техника безопасности при работе с кислородным баллоном.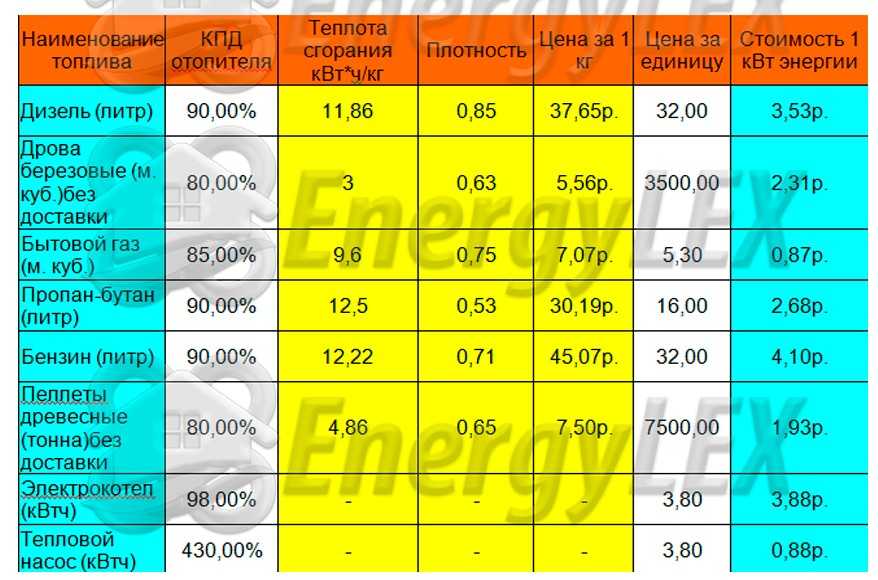 076
076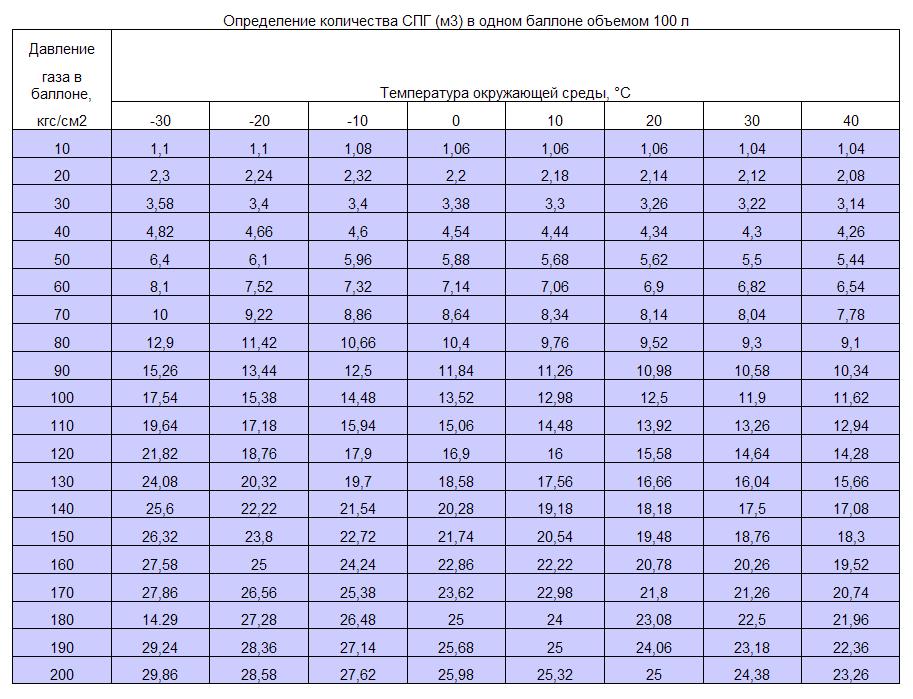 4291
4291 футов)
футов)  2349
2349 футов)
футов) 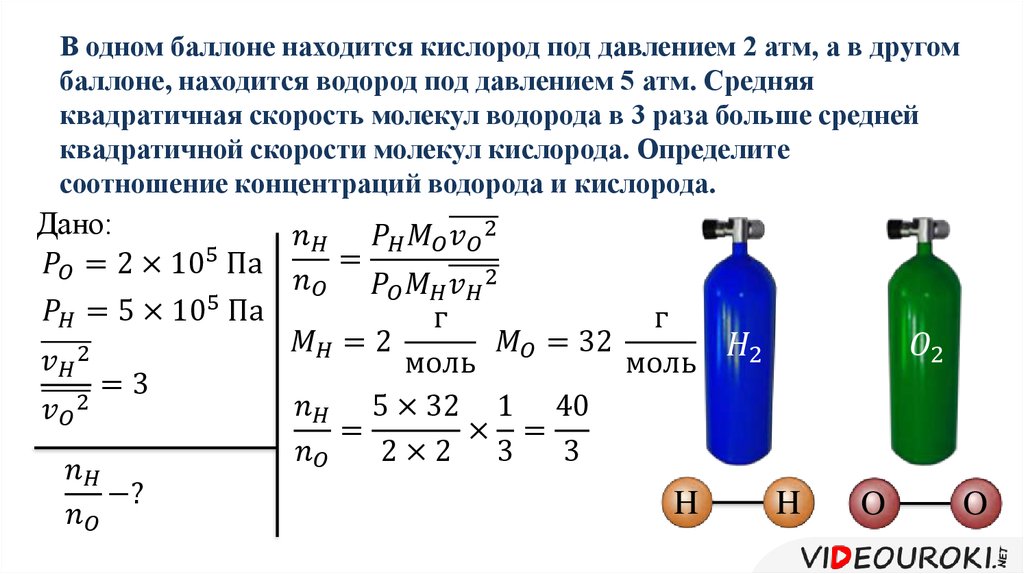 куб. фут газа
куб. фут газа 000
000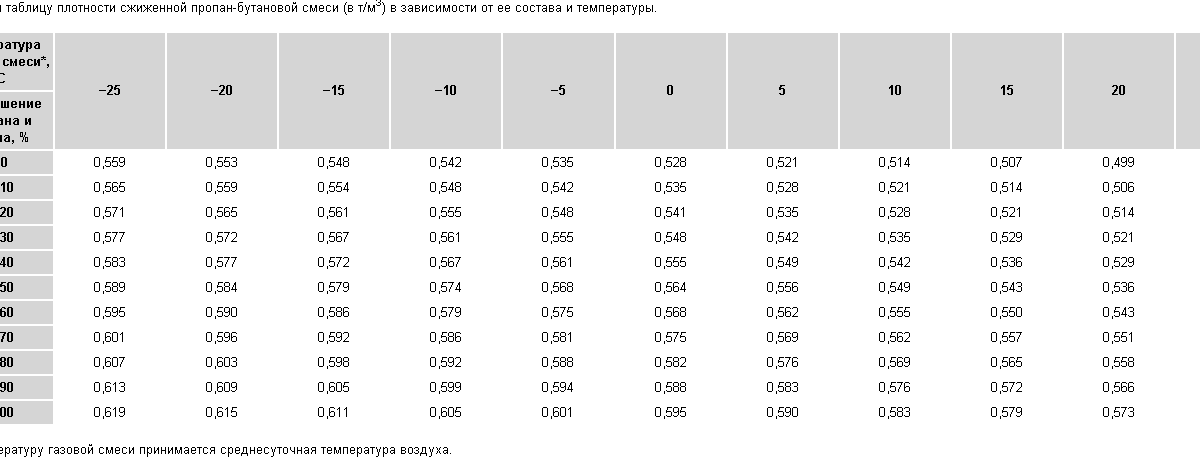
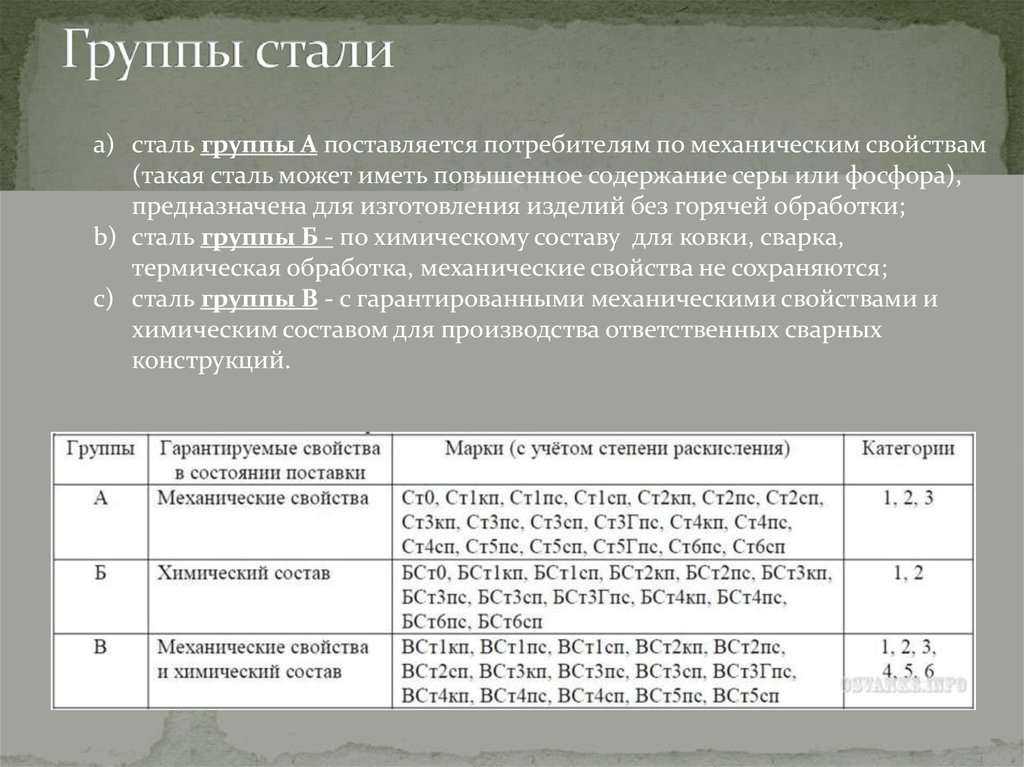 0402 — Евронормы (EN)
0402 — Евронормы (EN)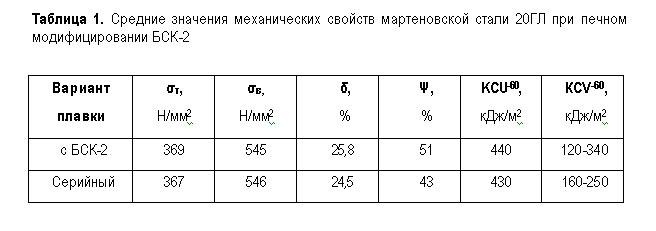
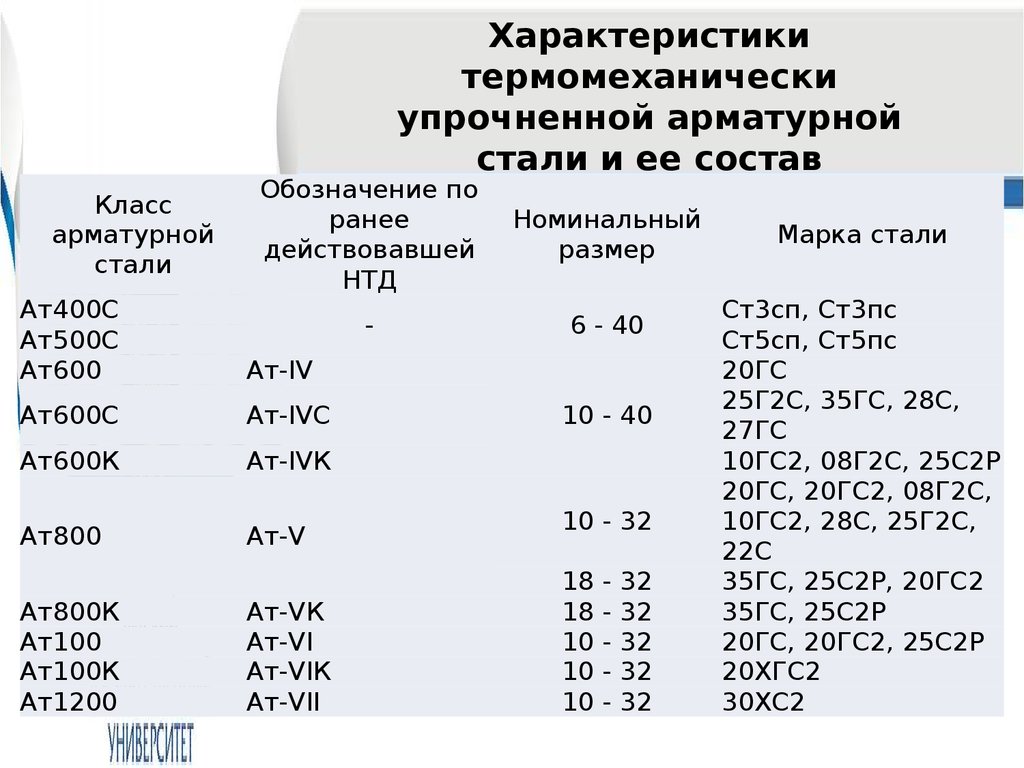 на воздухе; закалка с 800-820 °С в воде; отпуск при 180- 200 “С, охл. на воздухе
на воздухе; закалка с 800-820 °С в воде; отпуск при 180- 200 “С, охл. на воздухе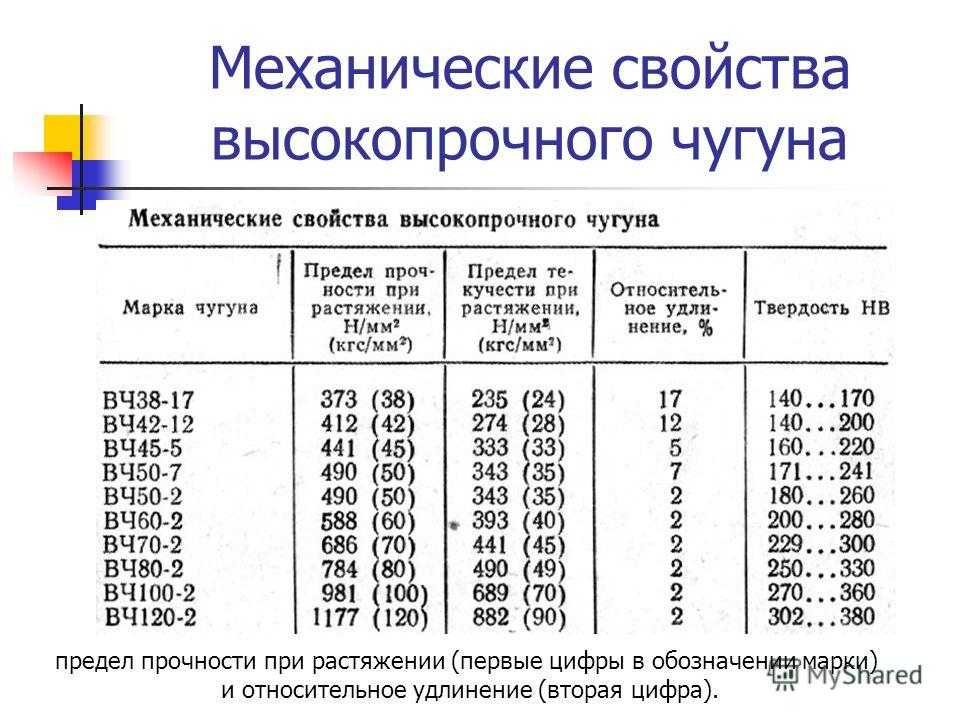
 σ4001/10000 = 98 МПа;
σ4001/10000 = 98 МПа;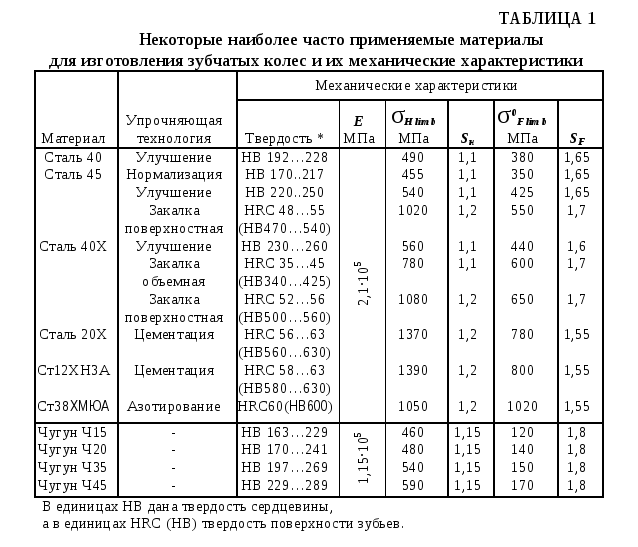 js_elem_311113″>
js_elem_311113″> р. Decode Pro 110 Dark Combo
р. Decode Pro 110 Dark Combo 335 мм (4×110)
335 мм (4×110) подшипников IQON GOLD, 6 осей коромысел стали 1 мм, 10 проставок AL 10,25, 10 одинарных алюминиевых осей Torx T25, 6 шайб толщиной 1 мм, 6 винтов 10 мм, 6 винтов 12 мм, 6 винтов 15 мм, 1 IQON инструмент
подшипников IQON GOLD, 6 осей коромысел стали 1 мм, 10 проставок AL 10,25, 10 одинарных алюминиевых осей Torx T25, 6 шайб толщиной 1 мм, 6 винтов 10 мм, 6 винтов 12 мм, 6 винтов 15 мм, 1 IQON инструмент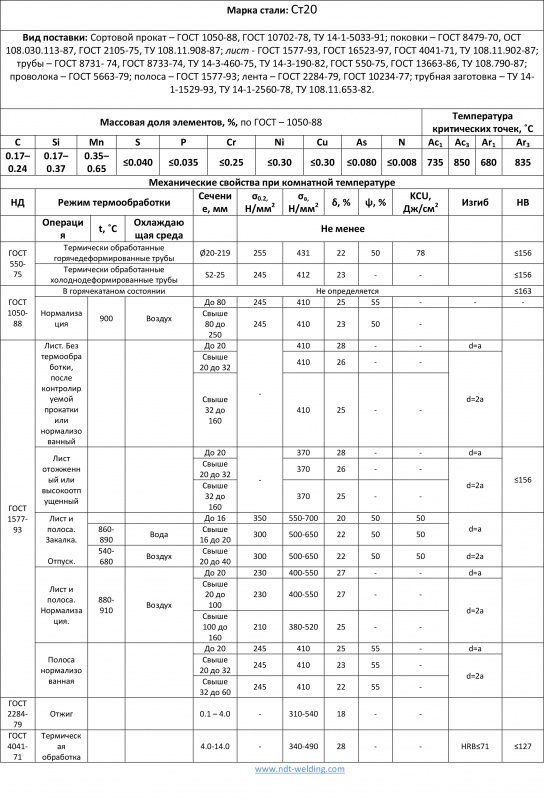 Это помогает быстро и легко определить, из чего сделана прокладка. У прокладок со спиральной навивкой есть два разных цвета: цвет внешнего края и цветная полоса вдоль края. Используя нашу цветовую шкалу ниже, вы можете увидеть различные доступные материалы.
Это помогает быстро и легко определить, из чего сделана прокладка. У прокладок со спиральной навивкой есть два разных цвета: цвет внешнего края и цветная полоса вдоль края. Используя нашу цветовую шкалу ниже, вы можете увидеть различные доступные материалы. Внешний цвет ободка фиолетовый.
Внешний цвет ободка фиолетовый.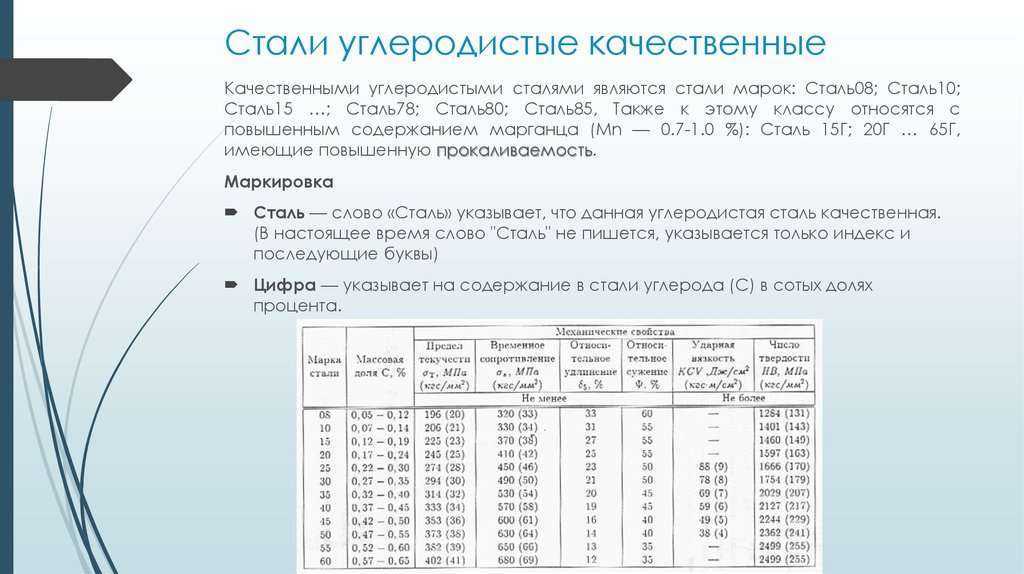 Внешний цвет ободка — золотой.
Внешний цвет ободка — золотой. Этот материал в основном используется в производстве прокладок с рубашкой и кольцевых соединений. Углеродистая сталь имеет низкую коррозионную стойкость, этот материал нельзя использовать в воде, разбавленных кислотах или солевых растворах. Внешний цвет обода серебристый.
Этот материал в основном используется в производстве прокладок с рубашкой и кольцевых соединений. Углеродистая сталь имеет низкую коррозионную стойкость, этот материал нельзя использовать в воде, разбавленных кислотах или солевых растворах. Внешний цвет обода серебристый.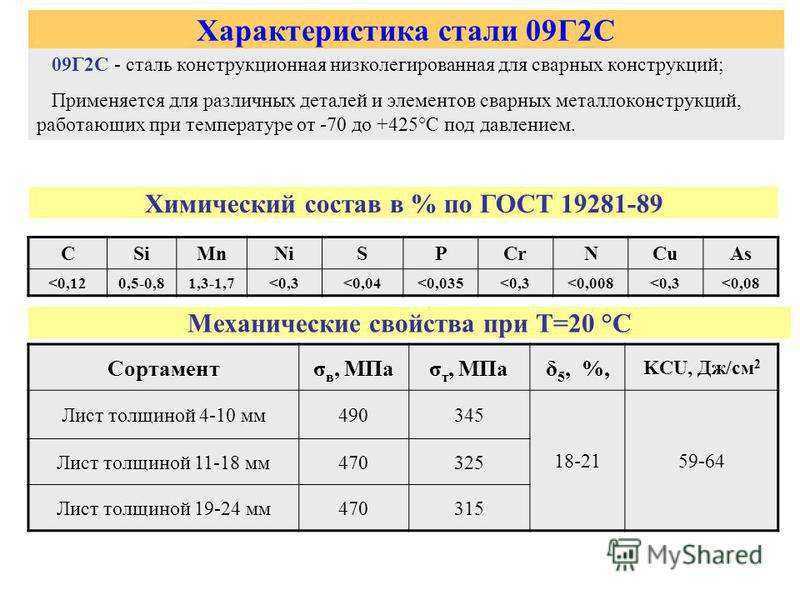 Он рассчитан на максимальную температуру 1004ºF (540ºC), но непрерывная рабочая температура ограничена 788ºF (420ºC). Этот сплав состоит из 18% хрома (Cr) и 8% никеля (Ni). Внешний цвет обода желтый.
Он рассчитан на максимальную температуру 1004ºF (540ºC), но непрерывная рабочая температура ограничена 788ºF (420ºC). Этот сплав состоит из 18% хрома (Cr) и 8% никеля (Ni). Внешний цвет обода желтый.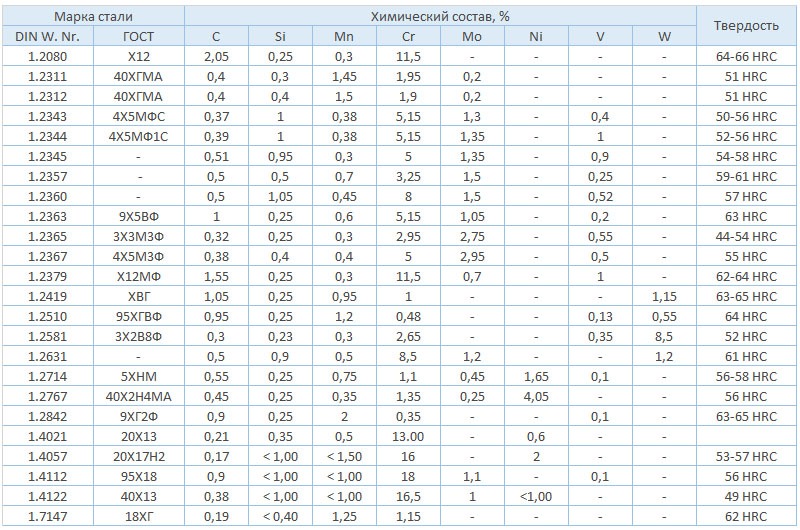 Этот сплав состоит из 18% хрома (Cr) и 10% никеля (Ni), стабилизированного титаном (Ti). Внешний цвет венчика темно-зеленый.
Этот сплав состоит из 18% хрома (Cr) и 10% никеля (Ni), стабилизированного титаном (Ti). Внешний цвет венчика темно-зеленый.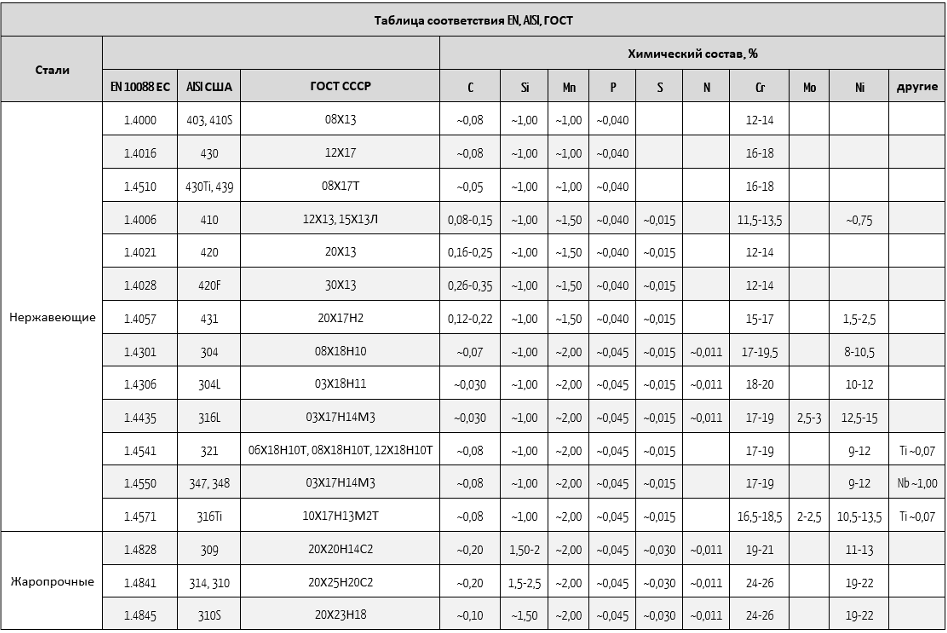 Как правило, слюда не обладает отличной герметизирующей способностью и обычно окаймляется гибким графитом. Вместе эти материалы обеспечивают гибкость и устойчивость к высоким температурам. Цвет полос розовый.
Как правило, слюда не обладает отличной герметизирующей способностью и обычно окаймляется гибким графитом. Вместе эти материалы обеспечивают гибкость и устойчивость к высоким температурам. Цвет полос розовый. Этот наполнитель используется в основном на нефтеперерабатывающих, химических, нефтехимических и целлюлозно-бумажных производствах. Известно, что гибкий графит обладает «пожаробезопасными» свойствами и используется с легковоспламеняющимися продуктами, такими как топливо и углеводороды. Цвет полос серый.
Этот наполнитель используется в основном на нефтеперерабатывающих, химических, нефтехимических и целлюлозно-бумажных производствах. Известно, что гибкий графит обладает «пожаробезопасными» свойствами и используется с легковоспламеняющимися продуктами, такими как топливо и углеводороды. Цвет полос серый. Мы надеемся превзойти ваши ожидания как в качестве, так и в обслуживании.
Мы надеемся превзойти ваши ожидания как в качестве, так и в обслуживании.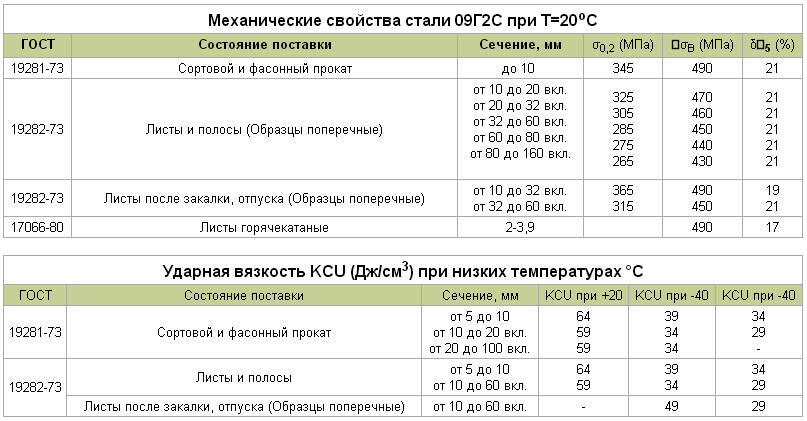 С тех пор, как мы запустили Web 1.0, мы наблюдаем огромный ежемесячный рост числа подключений к веб-сайтам, размещенных онлайн-заказов и общего числа веб-сайтов 9.0003
С тех пор, как мы запустили Web 1.0, мы наблюдаем огромный ежемесячный рост числа подключений к веб-сайтам, размещенных онлайн-заказов и общего числа веб-сайтов 9.0003 Как и силикон, фторсиликон имеет отличную остаточную деформацию при сжатии и стабилен при экстремальных температурах. В отличие от силикона, это
Как и силикон, фторсиликон имеет отличную остаточную деформацию при сжатии и стабилен при экстремальных температурах. В отличие от силикона, это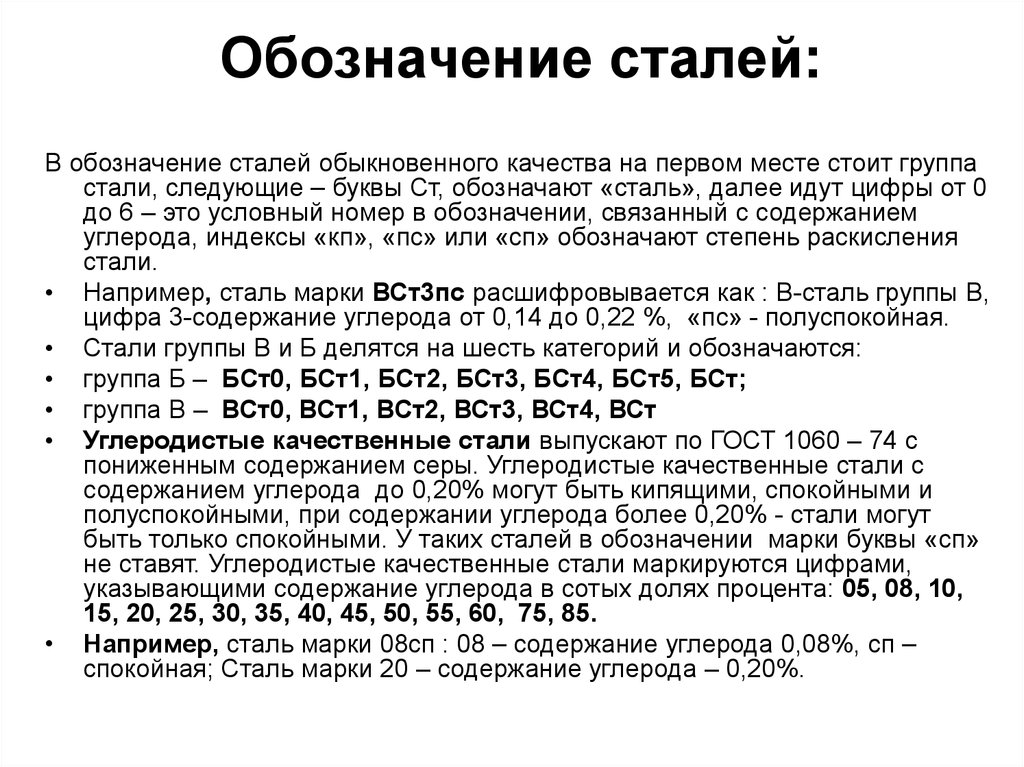

 Кстати, самый простой способ стыковки называется «в раструб». Он применим при укладке канализации из полиэтилена низкого давления и основан на введении одного конца полипропиленовой трубы в раструб второй заготовки. Для уплотнения стыка используют силиконовые или резиновые манжеты.
Кстати, самый простой способ стыковки называется «в раструб». Он применим при укладке канализации из полиэтилена низкого давления и основан на введении одного конца полипропиленовой трубы в раструб второй заготовки. Для уплотнения стыка используют силиконовые или резиновые манжеты. Уплотнительное кольцо обеспечивает герметичность стыка. Зная, как соединять трубы ПНД фитингами, можно стыковать трубы, изготовленные из других материалов, например, полипропилена или металлопластика.
Уплотнительное кольцо обеспечивает герметичность стыка. Зная, как соединять трубы ПНД фитингами, можно стыковать трубы, изготовленные из других материалов, например, полипропилена или металлопластика.



 Включив трансформатор, можно активировать легкоплавкую спираль, которая размягчит поверхность трубы и муфты. Ну а после отключения трансформатора труба и муфта остынут, образуя надежное соединение.
Включив трансформатор, можно активировать легкоплавкую спираль, которая размягчит поверхность трубы и муфты. Ну а после отключения трансформатора труба и муфта остынут, образуя надежное соединение.
 Основная задача такой арматуры — соединение пнд труб с металлическими аналогами.
Основная задача такой арматуры — соединение пнд труб с металлическими аналогами. Эти фитинги устраняют необходимость в трудоемких стяжках, обвязках и/или упорных блокировках, предотвращая отделение трубы под действием гидравлического давления и/или движения грунта.
Эти фитинги устраняют необходимость в трудоемких стяжках, обвязках и/или упорных блокировках, предотвращая отделение трубы под действием гидравлического давления и/или движения грунта. Эта конструкция была принята для пластиковой трубы как простой переход между трубой из полиэтилена высокой плотности и металлической трубой DI.
Эта конструкция была принята для пластиковой трубы как простой переход между трубой из полиэтилена высокой плотности и металлической трубой DI.
 Из-за этого водоросли и другие биологические образования угрожали рыбе и природной экосистеме этих водоемов. Чтобы противостоять этому, они искали решение для фильтрации этих питательных веществ таким образом, чтобы оказывать сильное воздействие на окружающую среду с небольшим, более естественным привлекательным следом.
Из-за этого водоросли и другие биологические образования угрожали рыбе и природной экосистеме этих водоемов. Чтобы противостоять этому, они искали решение для фильтрации этих питательных веществ таким образом, чтобы оказывать сильное воздействие на окружающую среду с небольшим, более естественным привлекательным следом.  Экономия материальных затрат в сочетании с долгосрочной экономией на техническом обслуживании оказались положительным фактором для муниципального и окружного бюджета.
Экономия материальных затрат в сочетании с долгосрочной экономией на техническом обслуживании оказались положительным фактором для муниципального и окружного бюджета.  07.2019
07.2019

 Использование ограничителя DI на трубе из ПВХ может повредить трубу. Использование ограничителя из ПВХ на трубе DI может не обеспечить надлежащий крутящий момент, необходимый для фиксации трубы.
Использование ограничителя DI на трубе из ПВХ может повредить трубу. Использование ограничителя из ПВХ на трубе DI может не обеспечить надлежащий крутящий момент, необходимый для фиксации трубы. Большинство муфт, которые изготавливаются в отрасли водоснабжения, изначально были разработаны для использования сначала на трубах с однократным впрыском, а затем и на других материалах.
Большинство муфт, которые изготавливаются в отрасли водоснабжения, изначально были разработаны для использования сначала на трубах с однократным впрыском, а затем и на других материалах. Это должно гарантировать, что внешний диаметр трубы находится в пределах спецификации.
Это должно гарантировать, что внешний диаметр трубы находится в пределах спецификации. 


 Вместе мы строим железные прочные коммунальные предприятия для поколений!
Вместе мы строим железные прочные коммунальные предприятия для поколений! 