Где ставить обратный клапан и фильтр грубой очистки в системе водоснабжения: tvin270584 — LiveJournal
При проектировании системы водоснабжения и отопления квалифицированные специалисты обязательно включают в список необходимого оборудования обратный клапан и фильтр грубой очистки. Они напрямую влияют на работу прочей трубопроводной арматуры и устройств, определяют срок их службы, а значит и работоспособность системы в целом. В этой статье мастерсантехник расскажет где ставить обратный клапан и фильтр грубой очистки в системе водоснабжения.
Как работает обратный клапан и где его необходимо устанавливать
Основанная функция любого обратного клапана – препятствовать изменению направления движения среды в системе на противоположное. В системе водоснабжения или отопления он не позволяет воде уходить обратно по трубопроводу после прекращения её подачи.
Простейший муфтовый обратный клапан представляет собой устройство, состоящее из корпуса и находящейся в нем подпружиненной заслонки, полностью перекрывающей проходное отверстие. Когда же с обратной стороны на запорный элемент оказывается определенное давление, удерживающая её пружина сжимается, а заслонка смещается, открывая проход. После снижения давления он вновь перекрывается. Заслонка может быть выполнена в виде смещающегося в сторону диска, состоять из двух отдельных пластин или иметь форму шара, однако общий принцип действия остается неизменным.
Установка обратного клапана в системах водоснабжения и отопления необходима в следующих случаях:
На выходе насоса или насосной станции и на входе идущего к ней из скважины шланга;
На вводе в бак водонагревателя;
На связанных в единую систему трубопроводах горячего и холодного водоснабжения;
На каждом контуре многоконтурной системы отопления;
Перед счетчиком воды.
Стоящий на входе в насосную станцию клапан препятствует уходу воды обратно в скважину – в этом случае вновь потребовалось бы заполнять насос водой вручную. Клапан на выходе в свою очередь не позволяет опустеть водопроводу. Обратный клапан на вводе в бойлер удерживает накопившуюся в его баке нагревшуюся воду, не давая поступать в трубопровод с холодной водой. Установка обратного клапана перед счетчиком препятствует корректировке его показаний, поэтому данное требование часто предъявляют снабжающие организации. В системах отопления устройство необходимо для предотвращения изменения направления потока теплоносителя, в том числе в контур с меньшим давлением.
Зачем нужно ставить фильтр грубой очистки и как он устроен
Фильтр грубой очистки – это элемент трубопроводной арматуры, предназначенный для удаления крупных механических примесей из среды, проходящей по трубопроводу. В системе водоснабжения он используется в первую очередь для улавливания элементов самого трубопровода – окалины, ржавчины, а также образовавшихся в трубах окаменелостей и крупных песчинок. В большинстве случаев этого вполне достаточно для того, чтобы обеспечить необходимое качество для бытовых нужд и предотвратить выход из строя оборудования.
В системах водоснабжения фильтры устанавливают обычно перед:
Запорной и регулирующей арматурой;
Водомерами и другими КИП;
Котлами и иным оборудованием для нагрева воды.
В зависимости от типа фильтрующего элемента различают сетчатые, дисковые и картриджные фильтры грубой очистки. Фильтрующий элемент обычно представляет собой сетчатый материал, с ячейками определенной величины – именно они определяют пропускную способность фильтра. Не прошедшие через него частицы отсеиваются и скапливаются в специальном ответвлении – грязевике. По расположению грязевика они бывают прямыми и косыми (угловыми), а по типу крепления – фланцевыми и муфтовыми.
Вне зависимости от конструкции все фильтры грубой очистки обслуживаемые. При этом в большинстве из них необязательно менять фильтрующий элемент – достаточно извлечь его из корпуса, удалить из него скопившиеся там отложения и промыть, а затем установить вновь.
Видео
В сюжете — Как установить универсальный фильтр грубой очистки
В продолжение темы посмотрите также наш обзор Схема подключения водонагревателя к водопроводу
Источник http://santekhnik-moskva.blogspot.com/2019/07/Gde-stavit-obratnyy-klapan-i-filtr-gruboy-ochistki-v-sisteme-vodosnabzheniya.html
Обратный клапан на насосную станцию — установка обратного клапана до или после насоса
24 Марта 2022
Просмотров: 2856877542
Время чтения: 16 минут
Содержание
Целевое назначение обратного клапана насоса
Основные виды обратных клапанов
Основные правила установки
Обратный клапан идет до или после насоса?
Как узнать, работает ли обратный клапан?
Часто задаваемые вопросы
Ключевые правила выбора обратного клапана для насоса
Коротко о главном
Ключевым правилом корректного функционирования насосных систем является правильный подбор обратного клапана для помпы. При выборе клапана для своего оборудования следует обратить внимание на виды клапанов и сферы их применения.
Вариант обратного клапана
Целевое назначение обратного клапана насоса
Основное назначение клапана – автоматическое открывание для создания и поддержания ровного напора и автоматическое возвращение в положение закрытия, что служит для предотвращения обратного потока при выключенной помпе. Также существует дополнительная функция, которая обычно не упоминается – минимизация потребления энергии. Также важный момент: защита клапаном насосной системы и трубопровода от возможных резких перепадов давления, которые могут быть вызваны внезапным закрытием.
Каждый проектировщик насосной станции, скорее всего, встречался с проблематикой захлопывания клапана, вызванного внезапной остановкой обратного потока через закрывающий обратный клапан для насосной станции. Чтобы избежать подобного неожиданного закрытия, клапан должен обеспечивать очень быстрое закрытие либо медленно закрываться с помощью устройств масляного бачка. Существует три основные категории этой детали: обратные клапаны с подъемным механизмом, поворотные обратные клапаны и обратные клапаны с помощью дроссельной заслонки.
Соединение труб
Основные виды обратных клапанов
Оптимальным решением для использования с насосами, как правило, выступает клапан, который имеет минимальные потери на трение. Потери на трение представляют собой снижение напора воды, что бывает обусловлено эффектом вязкости в трубопроводе. Монтажники в большинстве случаев рекомендуют использовать элементы, которые обеспечивают минимизацию трения в трубопроводе и, как следствие, не оказывают негативного влияния на напор воды.
Еще одним популярным выбором выступают краны шарового типа и задвижки. Шаровые или дисковые краны представляют собой клапаны, основной составляющей которых является сферический диск с отверстием (как правило, посередине). Они способствуют контролю над силой напора, проходящего через насос. Они могут обеспечить идеальное перекрытие потока.
Шаровой клапан чугунный
Задвижки – это комплектующие, механизм открытия которых связан с использованием защелки или клина, которые поднимаются или опускаются, пропуская напор воды или перекрывая его. Они не рекомендованы для использования с целью обеспечения регулирования потока.
Задвижка, фланцевый тип
Еще один вид – соленоидные (электромеханические устройства, которые управляются электрическим током с использованием соленоида или спиральной катушки). Данный тип комплектующих может представлять опасность для работоспособности и целостности насосов, изготовленных из пластика. Это связано с высокой скоростью их закрытия. Высока вероятность того, что они могут спровоцировать гидравлический удар. Гидравлический удар представляет собой скачок давления, возникающий при необходимости жидкости резко остановиться или внезапно сменить направление. В результате может произойти поломка задней части насосного аппарата. Рекомендация при использовании электромагнитного клапана: необходимо увеличить промежуток времени, который необходим для его закрытия. Таким образом будет минимизирована возможность возникновения гидроудара и последующих повреждений оборудования.
Соленоидный вид
Клапаны обеспечивают поддержку и регулировку функционирования помпы. Обязательно необходимо правильно подобрать оборудование, делая акцент на условиях эксплуатации.
Процесс организации системы отопления и/или водоснабжения/водоотведения требует обратного клапана насосной станции, однако нужно понять, какой именно необходимо установить. Каждая его разновидность направлена на достижение определенных целей. Среди типов выделяют подъемный и поворотный.
Конструкция обратного клапана
Подъемный тип
Они, как правило, целесообразны для установки в многоквартирных домах, на промышленных объектах (в частности, электростанциях) и в системах водоснабжения/водоотведения. У них отсутствуют внешние движущиеся части. Данный тип отличается низкой стоимостью и высокой надежностью. При длительном использовании на протяжении нескольких лет клапаны тратят больше энергии, что связано с постоянным нахождением диска в водном потоке, что в свою очередь обуславливает его износ и снижение первоначальных эксплуатационных характеристик.
Популярными являются бесшумные типы. Бесшумный обратный клапан имеет важное отличие – тихое закрытие. Напор сдвигает диск, в результате создается ровное движение жидкости. При остановке насоса пружина сдвигает диск в седло, прежде чем напор станет противоположным. Данный механизм действия и обеспечивает бесшумное закрытие. Этот тип комплектующих обычно применяется в системах с очищенной водой, которая подается под высоким напором. Еще один вариант – обратные клапаны сопла, которые похожи на предыдущий вариант. Широко распространены для применения в системах с высоким давлением. В бытовых условиях использование нецелесообразно. Они нужны для промышленного и коммерческого использования (в частности, в сфере энергетики).
Клапан обратный подъемный фленцевый
Поворотный тип
Их, как правило, целесообразно использовать в системах водоснабжения/водоотведения. Отличаются простотой использования, компактностью и экономичностью. Данные устройства укомплектованы шариком с резиновым покрытием. Данный шарик входит/выходит из седла в зависимости от перемещения потока воды в одну или другую сторону.
Шар проходит относительно продолжительный путь, когда насос отключается. В связи с этим у данных комплектующих прослеживается высокая тенденция к захлопыванию, если напор достаточно высокий. Существует несколько разновидностей данного типа.
Обратные клапаны поворотного типа – одни из наиболее распространенных комплектующих данной категории при использовании в системах для перекачки как очищенных, так и сточных вод. Они являются автоматическими, для функционирования не предполагается наличие внешнего источника питания, работа зависит от направления потока жидкости.
Клапан обратный шаровой
Клапаны с двойным диском. Отличается вафельной конструкцией с двумя дисками, которые имеют D-образную форму. Диски поворачиваются в сторону при движении потока воды через клапан. Обладает отличными противозадирными показателями, однако он не рекомендуется для использования со сточными водами. Из недостатков: подверженность вибрации и преждевременному износу с потерей первоначальных эксплуатационных характеристик.
Клапан обратный межфланцевый
Традиционный обратный клапан качели – самый часто встречающийся. Используется как в системах водоснабжения, так и канализации. Отличительные особенности: металлические либо упругие седла имеют угол поворота 60-90 градусов. К недостатку можно отнести: тенденция хлопать, обусловленная большим ходом, трением в набивке и инерцией диска. В отдельных случаях применяются воздушные подушки, позволяющие значительно снизить звуковые эффекты. Хотя некоторые считают, что рычаг и пружина – лучший аксессуар, поскольку они позволяют клапану закрываться быстрее.
С наклонным диском. По конструкции практически схож с традиционным за одним отличием: возможность потока жидкости курсировать по обе стороны диска. Данное обстоятельство способствует тому, что у системы практически полностью отсутствуют потери напора при работе. Не рекомендуется к использованию со сточными водами, так как штифты могут собирать мусор. Подходит для эксплуатации с чистой водой или очищенными сточными водами.
Основные правила установки
Обратные клапаны предотвращают отток воды в противоположном направлении и способствуют защите оборудования и прочих составляющих системы водоснабжения/водоотведения/отопления: трубопроводов, насосов и компрессоров. Однако для адекватного функционирования нужно обеспечить правильный монтаж комплектующих. Если установка была проведена с ошибками и недочетами, в системе могут появиться утечки, что приведет к нарушению целостности всей системы.
Вариант установки
Поворотные клапаны, двухдисковые, бесшумные подпружиненные – регулируют поток жидкости, но имеют разный механизм этой регулировки. Поворотные работают благодарю диску, поворачивающемуся внутрь/наружу относительно напора жидкости. Двухстворчатые функционируют за счет пружины, закрывающей две «двери» для остановки потока. Подпружиненные с осевым потоком отличаются комплексной конструкцией диска и штока, дополнительно используются пружины сжатия, закрывающие клапан до изменения направления напора на противоположное. Последнее важно, так как данная конструкция при быстром закрытии в то же время снижает возможность возникновения гидравлического удара – критическая неисправность, которая может произойти при внезапном отключении насоса или резком закрытии клапана.
Схема насосной станции
Установка этой детали рекомендуется, если есть вероятность возникновения обратного потока жидкости, которая транспортируется по трубопроводу, что может спровоцировать повреждение системы. Иногда высокое скопление конденсата может вызвать гидроудар. Монтаж обратных клапанов на трубопроводах, собирающих конденсат, предотвращает поломки благодаря автоматическому предотвращению обратного потока.
Важно! Правильно подобранный и установленный обратный клапан защищает всю гидросистему.
Гидравлический удар
Чтобы воспользоваться всеми достоинствами элемента, необходимо следовать правилам монтажа. Даже небольшая ошибка способна значительно снизить эффективность всей системы, а порой вызвать повреждения, ведущие к сложному и дорогостоящему ремонту. Важно обращать внимание на следующее:
Правильный выбор детали. Если установленный клапан не подходит по размеру к трубопроводу, не совместим с материалом или ориентацией трубы, не соответствует направлению движения жидкости и скорости напора, весь процесс водоснабжения/водоотведения будет неэффективен. Также появится риск преждевременного износа и отказа от работы его составляющих.
Место установки относительно насоса. Это один из наиболее важных моментов. Не все комплектующие способны функционировать в вертикальной гидросистеме. Также стоит учитывать, чтобы клапан был расположен на расстоянии, которое не меньше 5 диаметров трубы от следующих элементов: колена, тройники, фитинги, иные клапаны. Это может спровоцировать турбулентность.
Деталь должна быть правильно сориентирована. Для этого нужно проверить направление стрелки потока (она может быть нарисована на самой детали или сопровождающей бирке; также можно узнать в инструкции). Эта стрелка определяет нужное положение детали относительно направления движения жидкости в трубопроводе.
Обратный клапан для канализации
Обратный клапан идет до или после насоса?
На насосах с крыльчаткой обычно устанавливаются внешние обратные клапаны, чтобы предотвратить потерю воды или ненужное давление напора на крыльчатке. На всасывающей стороне насоса должны быть установлены сетчатые фильтры, чтобы предотвратить попадание мусора в насос.
Насос должен быть спроектирован таким образом, чтобы он мог преодолевать энергию, необходимую для полного открытия обратного клапана.
Обратный клапан до насоса
Чаще всего такой клапан используется для удержания воды в насосе при отключении двигателя. По существу, он обычно располагается на входящей всасывающей трубе перед фильтрующим насосом.
Он может быть установлен на горизонтальных или вертикальных участках трубопровода с направлением потока вверх. Монтаж для вертикальной установки имеет решающее значение.
Принцип работы
Как узнать, работает ли обратный клапан?
Для этого следует положить руку на него и приложить ухо к нему, если температура жидкости позволяет сделать это. Любой звук текущей жидкости указывает на утечку. Правильно работающий клапан издает только негромкий щелчок. Это указывает на то, что деталь закрывается и препятствует течению воды в обратном направлении.
Клапаны обеспечивают регулировку потока воды через помпу. Они поддерживают правильное давление в системе, что является превентивной мерой от возможной поломки. Для правильного функционирования системы к насосу любого типа рекомендуется подсоединить два клапана. Один из них монтируется на входе (всасывании), а второй располагается на выходе (зона нагнетания).
Важно соблюдать рекомендованные расстояния до насоса, что позволит обеспечить длительный срок службы системы. Это можно определить, используя в качестве меры ширину каждого клапана. Например, если помпа имеет входное отверстие диаметром 2,5 сантиметров и выходное 1,25 сантиметров, то клапан целесообразно установить на расстоянии не менее 25 сантиметров со стороны всасывания и 12,5 сантиметров в зоне нагнетания.
Вариант установки двух обратных клапанов: до и после насоса
Чтобы контролировать напор в насосной системе, всегда нужно регулировать течение жидкости с помощью клапана, который расположен на стороне выпуска. Если для решения данного вопроса пользователь будет использовать клапан, который расположен на всасывающей стороне, подобные манипуляции могут значительно увеличить вероятность того, что оборудование выйдет из строя. Данное обстоятельство будет связано с тем, что уровень воды, которая поступает в насос, по объему меньше, чем количество вытесняемой жидкости. Таким образом, оборудование начинает частично работать всухую. Максимально опасна такая работа для оборудования, которое имеет магнитный привод.
Клапан на стороне всасывания следует закрывать только при выключенном насосе. При запуске клапан на выходе не должен быть полностью открыт, он должен быть частично закрыт для создания дополнительного противодавления.
Часто задаваемые вопросы
Какой тип клапанов лучше всего подходит для использования в водных системах? Рекомендуются подпружиненные обратные клапаны. Но все зависит от индивидуальных особенностей системы.
К примеру обратный клапан пружинный Comap 1270.
Пружинный вариант
Где следует разместить обратный клапан в системах водоснабжения и колодцев?
Некоторые эксперты рекомендуют несколько обратных клапанов, в то время как другие приводят разумные аргументы в пользу установки только одного клапана в водных системах. Но некоторая путаница, вероятно, возникает из-за того, что не все водопроводчики или установщики колодцев говорят об одних и тех же условиях установки. Если мы говорим об одном и том же устройстве и ситуации, и если скважинный насос сам по себе не имеет внутреннего обратного клапана, обычное место для него находится над землей. Обратный клапан устанавливается на трубопроводе на дне скважины во всех установках для неглубоких скважин, в установках струйных насосов для глубоких скважин и в некоторых установках для погружных насосов для глубоких скважин.
Дополнительные обратные клапаны могут быть установлены на трубопроводе скважины внутри нее в пределах 7,5 м от дна скважины и под водой, то есть ниже верхней границы уровня статического напора воды в скважине. Часто он устанавливается рядом с концом входящего трубопровода скважины прямо перед однолинейным струйным насосом над землей, особенно если струйный насос не имеет собственного рабочего внутреннего обратного клапана (как многие из них).
Схема установки
В каком направлении должен быть установлен обратный клапан? Что указывает стрелка на нем?
Стрелка на корпусе указывает направление потока воды через него. Так, например, если клапан установлен на трубе из колодца между ним и напорным баком для воды или водяным насосом, стрелка будет указывать на напорный бак или насос.
Вариант расположения стрелки
Обратный клапан должен быть горизонтальным или вертикальным?
Подпружиненные будут работать либо в горизонтальном, либо в вертикальном положении. Клапан полагается на давление пружины, чтобы закрыть клапан, а не на силу тяжести. Если используется обратный клапан гравитационного типа или поворотного типа, его также можно установить вертикально или горизонтально. Обратный клапан самотечного или поворотного типа, установленный вертикально, предполагает, что вода течет вверх по трубопроводу, и стрелка на корпусе должна указывать вверх.
Горизонтальный и вертикальный монтаж
youtube.com/embed/bdLeUr1Jli0?rel=0″>
Ключевые правила выбора обратного клапана для насоса
Чтобы обратный клапан соответствовал конкретному применению, необходимо определить несколько рабочих параметров. Эти критерии играют роль в процессе выбора:
Начальные затраты. Затраты на приобретение клапана могут сильно различаться и также должны включать отчисления на установку. Первоначальная стоимость должна учитывать длину прокладки необходимого трубопровода, а также стоимость установки и опор.
Расходы на техническое обслуживание. Обычно можно с уверенностью сказать, что чем больше движущихся частей в клапане, тем больше потребность в обслуживании. Рекомендуемый производителем план технического обслуживания следует пересмотреть и учесть в стоимости срока службы детали.
Траты на электроэнергию. Стоимость энергии, затраченной некоторыми клапанами, может быть намного выше их первоначальной цены.
Невзрывные характеристики. Важно, чтобы характеристика закрытия клапана соответствовала динамике насосной системы.
Пример установки
Совместимость с жидкостями, потому что линейная среда имеет решающее значение для выбора. Чем выше концентрация взвешенных твердых частиц, тем больше внимания требуется при выборе.
Коротко о главном
При выборе и установке обратного клапана важно учитывать индивидуальные особенности насосной системы. Рекомендуется обратиться к сертифицированному проектировщику, чтобы достичь оптимальной производительности системы и минимизировать затраты. В большинстве случаев наиболее целесообразно использовать два клапана: до и после насоса. При наличии этой детали в самом насосе можно обойтись одним обратным клапаном. Выбирая вариант установки с одним клапаном, наиболее целесообразно делать акцент на его монтаже на всасывающей трубе до насоса. При этом следует соблюдать рекомендуемое расстояние до насосного оборудования.
Выбрать комплектующие для насоса Вы можете тут
Какое количество клапанов выбрали вы при установке их в систему? Где вы их расположили – до или после насоса?
Автор
Поляков Сергей
Специальность: Инженер
Все статьи
Поделиться
Поделиться
Что делает обратный клапан водяной скважины и почему это важно? — Skillings & Sons, LLC
Важно понимать компоненты, из которых состоит система водоснабжения вашего дома, чтобы обслуживать ее и обеспечить безопасное поступление чистой пресной воды в ваш дом. Наряду с ежегодным тестированием для обеспечения здоровья вашей воды, важна ежегодная проверка компонентов ваших колодцев. Как домовладелец, безопасная эксплуатация вашего колодца является важным элементом для здоровья, безопасности и удобства вашей семьи.
Обратные клапаны являются важным компонентом каждой водяной системы с погружным насосом. Почему обратные клапаны важны? Во-первых, они позволяют вашей системе водоснабжения поддерживать давление, когда насос отключается. Они также предотвращают обратное вращение, тягу вверх и помогают свести к минимуму гидравлический удар (подробнее об этом позже!).
Имеется несколько различных конструкций обратных клапанов. Давайте посмотрим, какой тип обратного клапана может подойти именно вам, и еще немного о преимуществах их правильной эксплуатации.
Что делает водяной обратный клапан?
Обратные клапаны предназначены для пропуска воды в одном направлении и являются обязательным требованием для всех установок с погружными насосами. Их работа заключается в том, чтобы предотвратить слив воды из колонны над насосом и в напорном баке обратно в скважину при отключении насоса.
Некоторые погружные насосы имеют встроенные обратные клапаны и подходят для работы без внешнего обратного клапана, если насос не установлен слишком глубоко. Если вы не уверены, проконсультируйтесь со своим специалистом по воде из колодца или производителем насоса о правильном применении и установке ваших насосов.
Типы обратных клапанов
Существует несколько различных типов обратных клапанов, и они имеют специфическое применение. С погружными насосами следует использовать подпружиненные тарельчатые обратные клапаны со штоком или клеткой.
Эти типы предназначены для быстрого закрытия, когда поток воды останавливается и начинает двигаться в обратном направлении при отключении насоса. Обратные клапаны поворотного типа не подходят для этой функции, потому что они реагируют слишком медленно. Чтобы быть эффективным для этого приложения, ваш обратный клапан должен работать быстро. Когда насос останавливается, происходит внезапное изменение направления потока до того, как поворотный клапан успевает закрыться. Это может вызвать внезапное изменение скорости воды, создающее гидравлический удар.
Размер и установка обратного клапана имеют решающее значение. Они должны быть надлежащего размера, чтобы соответствовать условиям расхода и давления насоса. Номинальное давление обратного клапана должно превышать максимальное выходное давление насоса. Лучшее решение – проконсультироваться со специалистом по колодезной воде. Они могут убедиться, что у вас есть подходящий клапан для вашей скважины и что он установлен правильно.
Условия, контролируемые вашим обратным клапаном
Наряду с удержанием давления воды в вашей системе, ваш обратный клапан способствует бесперебойной и безопасной работе вашей системы водоснабжения, продлевая срок ее службы и предотвращая обратное вращение, взброс и гидравлический удар. Вот несколько условий, которые помогают контролировать обратные клапаны.
Обратное вращение
Если у вас нет обратного клапана или он неисправен, вода в отводной трубе и системе будет течь обратно, когда насос остановится. Это может привести к вращению насоса в неправильном направлении при возврате воды в источник. Если двигатель вашего насоса запустится во время этого, это создаст большую нагрузку, которая может привести к поломке вала насоса или повреждению упорного подшипника двигателя.
Напор
Без обратного клапана или протекающего клапана вода будет стекать обратно в колодец, как обратное вращение. Насос запустится в условиях пониженного напора, что может привести к увеличению усилия на крыльчатке/валу в сборе. Повторяющаяся тяга вверх при каждом пуске может привести к преждевременному износу и выходу из строя либо насоса, либо двигателя, либо того и другого.
Гидравлический молот
Вода, текущая по вашей водопроводной системе, имеет вес и скорость (кинетическую энергию). Когда насос останавливается, вода продолжает движение. Его энергия должна быть каким-то образом поглощена. Обычно эту функцию выполняет напорный бак. Однако, если в вашей системе есть протекающие, медленно действующие или слишком мало обратных клапанов, вода будет двигаться в обратном направлении. Когда он останавливается, быстрое рассеивание энергии может вызвать гидравлический удар. Этот гидравлический удар может иметь достаточную силу, чтобы расколоть трубы, сломать соединения и повредить насос.
Использование высококачественного подпружиненного обратного клапана является важным элементом безопасной работы системы водоснабжения вашего дома. В Skillings & Sons мы предлагаем экспертные консультации по правильному размеру, размещению и установке обратных клапанов для вашей системы водоснабжения. Мы защищаем системы водоснабжения наших клиентов в Нью-Гемпшире и Массачусетсе уже более 40 лет. Если у вас есть какие-либо вопросы или вам нужна проверка вашей скважины, свяжитесь с нами. Мы всегда здесь, чтобы помочь!
Как обратные клапаны влияют на давление воды в системе трубопроводов?
Обратные клапаны, также известные как «односторонние» клапаны, представляют собой однонаправленные клапаны с автономным управлением, которые позволяют жидкости течь в одном направлении, тем самым уменьшая или предотвращая обратный поток. Они созданы с учетом некоторых ключевых факторов, таких как колебательный характер узла закрытия и изменения давления в потоке жидкости при закрытии ограничителя потока. Одним из наиболее важных соображений, которые необходимо учитывать при установке обратного клапана, является ориентация, в которой он должен быть установлен.
В различных типах обратных клапанов используются различные аксессуары, такие как петли, поршни, экраны и заслонки. Однако, говоря упрощенно, используется какая-то заслонка, позволяющая потоку в одном направлении и ограничивающая его в другом, отсюда и название «односторонний клапан». То, как заслонка прилегает к потоку жидкости, отличается от большинства обратных клапанов. Он может поддерживаться пружиной (двухстворчатые обратные клапаны), силой тяжести (поворотные обратные клапаны) или их комбинацией. Типы обратных клапанов включают шаровые обратные клапаны, обратные клапаны Y-образного типа, которые иногда используются в сочетании с поворотным или шаровым обратным клапаном, и донные клапаны, которые включают экран и, как следует из названия, используются в конце трубопровод или его основание.
Расход воды и давление в трубопроводных системах
Давление воды обычно определяется как сила, действующая на воду, чтобы протолкнуть ее через трубопровод. Оно может быть создано естественным образом (гравитация) или искусственно (насосы). С другой стороны, расход воды — это количество воды, протекающей по трубе в любой момент времени. Чтобы понять их взаимосвязь, возьмем в рассмотрение диаметр трубы. При том же источнике более широкая труба позволит пройти через нее большему количеству воды, но вода будет течь медленнее из-за меньшего давления, оказываемого на нее. Однако, чем больше количество протекающей воды, тем больше будет давление, и наоборот. Таким образом, соотношение расход-давление не является простым.
Вы должны знать давление открытия водяного обратного клапана, который собираетесь использовать. Это точное давление воды на входе, при котором клапан «раскрывается», пропуская измеримый поток жидкости. На давление срабатывания влияет сила, необходимая для открытия обратного клапана, которая может зависеть от натяжения пружины или веса заслонки, приводимой в действие силой тяжести.
В то время как общее использование системы играет существенную роль в перепаде давления на обратном клапане, на этот расчет влияют три ключевых фактора, относящихся к реализации самого клапана: удельный вес жидкости, скорость потока среды и коэффициент расхода, также известный как характеристика Cv, конкретного рассматриваемого клапана. Увеличение скорости потока среды через клапан приведет к более высокому перепаду давления. Точно так же увеличение удельного веса протекающей среды также приведет к более высокому перепаду давления. И наоборот, больший коэффициент расхода соответствует меньшему перепаду давления.
Как правило, водяные обратные клапаны с гравитационной опорой, такие как обратные клапаны с поворотным и наклонным диском, лучше всего использовать в горизонтальном положении и в условиях низкого давления воды, поскольку усилие, необходимое для открытия ограничительной заслонки, ничтожно мало. Однако они могут быть проблематичными в вертикальных приложениях. Однако клапаны, использующие усилие пружины, требуют для работы более высокого давления воды, поскольку они обладают способностью более жесткого сопротивления обратному потоку и могут быть прикреплены в любом положении. Ограничительные водяные обратные клапаны являются наиболее оптимальными для ситуаций с изменением давления воды благодаря их многопружинным узлам, которые дают вам возможность установить давление срабатывания по вашему выбору.
Сопутствующие товары
[[3115, 104, 193]]
Проблемы с обратными клапанами возможность серьезного повреждения трубопроводной системы.
В зависимости от жидкости, проходящей через клапан, минералы и твердые частицы могут скапливаться на клапане и вокруг него, особенно на закрывающем узле, препятствуя правильному закрытию клапана и блокируя обратный поток. Это сведет на нет всю цель установки обратного клапана. Следовательно, следует уделять внимание проточной среде, а обратные клапаны следует обслуживать или заменять соответственно.
Химическая совместимость является еще одним важным фактором. Материал обратного клапана, как корпуса, так и седла клапана, должен быть совместим с протекающей через него средой. Несовместимость может привести к полному разрушению клапана. Например, соленая вода в системе трубопроводов может повредить стальные обратные клапаны, но она совместима с клапанами из полипропилена.
Обратный поток также может стать проблемой, если обратный клапан закрывается недостаточно быстро или если его размер слишком велик. Точно так же, если клапан открывается недостаточно быстро, поток воды (или другой среды) может быть полностью ограничен, что приведет к увеличению давления воды и повреждению насосов и других фитингов в системе трубопроводов.
Гидравлический удар является одной из наиболее распространенных проблем, с которыми сталкиваются трубопроводные системы, и представляет собой важный фактор, который следует учитывать при выборе соответствующего обратного клапана для применения.
Гидравлический удар возникает, когда какой-либо воздействующий фактор, такой как отключение насоса или закрытие места использования, заставляет текущую среду останавливаться или менять направление, создавая гидравлическую ударную волну, которая распространяется по трубопроводу, потенциально повреждая оборудование, приборы или даже сам трубопровод. Выбор правильного обратного клапана для применения, подверженного гидравлическим ударам, может помочь смягчить эти вредные выбросы.
Почему клапаны выходят из строя – и как их исправить
Как было сказано выше, неисправный обратный клапан может нанести огромный ущерб трубопроводному оборудованию. Однако клапаны имеют явные признаки, которые, если обратить на них внимание, могут предотвратить повреждение с течением времени.
Первыми признаками, на которые следует обратить внимание, являются чрезмерный шум, вибрация и износ внутренних компонентов клапана. Обратный поток и, в экстремальных условиях, гидравлический удар также являются явными признаками неисправности клапана. Сначала этих проблем можно избежать, но также могут потребоваться корректирующие вмешательства.
Чтобы предотвратить выход из строя клапанов, важно учитывать соответствующие размеры, скорость реакции и химическую совместимость. Установка фильтров, где это возможно, также поможет предотвратить накопление и увеличить срок службы вашего обратного клапана.
В дополнение к мерам профилактического обслуживания, описанным выше, могут также потребоваться корректирующие меры, если клапан не подлежит ремонту. Замена клапана на новый того же типа может быть уместной, но иногда возникает необходимость полностью заменить клапан на другой, возможно, из-за соображений, касающихся размера, типа, закрывающего узла или скорости реакции.
Как правильно выполнить ремонт болгарки Bosch своими руками
Особенности конструкции угловой шлифовальной машины Bosch
Необходимый для ремонта инструмент
Разборка болгарки Бош своими руками
Как снять ведомую шестерню
Как снять ведущую шестерню болгарки Bosch
Как снять подшипники с ротора болгарки Bosch
Возможные электрические неисправности
Простые неисправности электрической части болгарки Bosch
Проверка электродвигателя
Как определить неисправность ротора
Ремонт статора
Перегрев статора и короткое замыкание ротора
Неисправности регуляторов оборотов
Механические повреждения
Сборка болгарки
Какую смазку использовать для болгарки Bosch
Сборка ротора
Сборка редуктора
Видео ремонта болгарки Bosch
Сборка болгарки бош
Как заменить подшипники на болгарке Bosch
Ремонтирую Bosch GWS 20 230
Углошлифовальные машины (УШМ, болгарки) под немецким брендом Bosch отличаются высоким качеством, надежностью и долговечностью. Главное конкурентное преимущество углошлифовальных машин Bosch заключено в широком использовании инновационных технологий при изготовлении изделия.
Но и немецкое качество не может устоять от русской небрежности. Неправильное использование инструмента, несвоевременная замена смазки, угольных щеток, подшипников приводит к выходу инструмента из строя.
Для того, чтобы выполнить ремонт угловой шлифовальной машины Бош, можно пойти двумя путями: отдать болгарку в сервисный центр или выполнить ремонт болгарки Bosch своими руками.
Первый вариант более затратный и не всегда качественный. Второй вариант может быть осуществлен только при наличии у потребителя большого желания во всем разобраться самостоятельно.
Схема болгарки Бош поможет выполнить ремонт самостоятельно.
Болгарки Bosch условно делятся на маломощные до 1000 Вт, и мощные свыше 1000 Вт имеют маркировку GWS 7-125, GWS 20-230 или другие.
Расшифровывается
Первая цифр 20 и более указывает на мощность инструмента более 1000 Вт. Вторая цифра 230 удостоверяет, что это максимальный диаметр отрезного круга.
Первая цифра до 20 свидетельствует о мощности инструмента до 1000 Вт, а вторая о максимальном диаметре отрезного круга до 125 мм.
Особенности конструкции угловой шлифовальной машины Bosch
Особенность конструкции болгарки Bosch представлена в применении в редукторе в качестве опорного подшипника ведомой косозубой шестерни игольчатого подшипника.В перфораторах Bosch ведомая шестерня на валу шпинделя крепится прессованием.
В болгарках Бош малой мощности, в которых в редукторах ставятся прямозубые шестерни, предусмотрена установка регулировочных прокладок. Такая конструкция позволяет восстанавливать работоспособность контакта шестеренок, уменьшая толщину прокладки. Косозубые шестерни при высоких оборотах инструмента изнашиваются значительно меньше прямозубых.
Среда работы болгарок чаще всего представляет собой запыленное пространство. Пыль представляет основную опасность, приводящую к выходу из строя электроинструмента, влюбчивая и болгарки.
Необходимый для ремонта инструмент
Чтобы произвести ремонт болгарки Bosch, без инструмента не обойтись. Сразу оговоримся, если у вас есть шуруповерт, то это значительно ускорит процесс разборки и сборки инструмента.
Но можно обойтись и набором отверток, предпочтительнее с храповым механизмом. Не обойтись и без рожкового ключа, которым будете отвинчивать гайку крепления ведущей косозубой шестерни.
Для демонтажа подшипников лучше иметь специальный съемник.
Диагностику электрической части можно провести при помощи тестера или прибора определения короткого замыкания витков.
Особенно он полезен тем, что позволяет определить неисправность ротора или статора, не снимая узел.
Схема болгарки Бош поможет выполнить ремонт самостоятельно, а настоящая инструкция поможет достойно справиться с любой проблемой.
Разборка болгарки Бош своими руками
Для владельца электроинструмента знание его устройства и умение разбирать является обязательной задачей.
Знание порядка разборки болгарки позволяет самостоятельно выполнять такие работы, как замена смазки, смена подшипников и угольных щеток.
Чтобы отсоединить корпус редуктора поз.821 от корпуса статора поз.888, надо разобрать(снять) корпус ручки болгарки поз.24.
Эту операция необходимо выполнить, чтобы достать угольные щетки поз.810, держащие коллектор ротора.
На втором этапе открутите 4(четыре) винта поз.61, крепящих корпуса редуктора и статора.
Вытащив ротор совместно с редуктором, приступайте к разборке редуктора.
Ремонт болгарки Бош начинается с разборки редуктора поз.821. Разборка редуктора начинается с выкручивания 4(четыре) винтов поз.60. Как правило, на заводе винты вкручены на герметике. Придется приложить определенные усилия.
Сразу отметим! У болгарок Bosch малой мощности в редукторе используются прямозубые шестерни. У болгарок мощностью свыше 1000 Вт в редукторах применяются косозубые шестерни.
Чтобы снять шестерню, надо воспользоваться прессом или съемником. Но использование съемника затруднительно, поскольку требует применения специальных тонких губок.
Прежде чем снимать косозубую шестерню, проверьте люфт зубчатого соединения, целостность зубьев, пятно контакта.
На валу шпинделя поз.26 напрессован подшипник поз.50. Если подшипник имеет большой люфт, шумит при прокручивании, высохла смазка, его предпочтительнее заменить.
Чтобы снять подшипник, необходимо снять шестерню, стопорное кольцо и демонтировать подшипник. Если при демонтаже узла вала ротора подшипник остается в корпусе редуктора, демонтаж подшипника выполняется при помощи молотка и мягкой наставки.
Как снять ведущую шестерню болгарки Bosch
Ведущая шестерня поз.27 снимается с вала ротора в следующей последовательности:
зажмите рукой ротор и при помощи рожкового ключа открутите против часовой стрелки гайку поз.45.;
Если шестерни сильно изношены (зализаны), имеются сколы зубьев, то они подлежат замене. Причем, замена шестеренок всегда производится в паре.
В болгарках Bosch малой мощности в качестве опорного подшипника в редукторе используется игольчатый подшипник.
Ремонт ушм bosch своими руками выполняйте строго прилагаемой инструкции. Если вам потребуется извлечь игольчатый подшипник из корпуса, без сообразительности здесь не обойтись. Его демонтаж выполняется только при разрушении.
Чтобы достать разрушенную обойму подшипника, можно воспользоваться проверенным способом.
Подбирается метчик диаметром, немного большим внутреннему диаметру обоймы разрушенного игольчатого подшипника. Метчик закрепляется в патроне шуруповерта и вкручивается осторожно на малых оборотах в обойму. Когда метчик дойдет до дна корпуса редуктора, он начнет поднимать обойму.
Кроме игольчатого подшипника вала шпинделя, в болгарках Бош применяются еще два подшипника, устанавливаемые на валу ротора.
Как снять подшипники с ротора болгарки Bosch
Для демонтажа подшипников с ротора поз.803 болгарки Бош рекомендуется использовать съемники.
Подшипник поз.15 возле коллектора снимается легко, а вот для снятия подшипника поз.14 со стороны крыльчатки осложняется тем, что надо выполнить ряд подготовительных операций.
Подшипник поз.15 закрыт мягким резиновым гнездом. Аналогичная резиновая защита поз.33 закрывает и подшипник поз.14.
Для демонтажа подшипника поз.14 надо открутить гайку поз.45, снять прямозубую шестерню поз.17 и пластиковую защиту поз.33. Применяя съемник можно легко демонтировать подшипник с вала ротора.
А если нет съемника? На выручку придут тиски, две металлические полосы и молоток с наставкой из мягкого металла.
Возможные электрические неисправности
Неисправности электрической части болгарки Bosch условно можно разделить на простые и сложные.
Простые неисправности электрической части болгарки Bosch
Если Вы включили болгарку, а она отказывается работать, начните искать неисправность с обрыва провода подачи питания. Чаще всего обрыв провода проявляется в месте входа в болгарку или в вилку. Не допускайте скруток, это приведет к короткому замыканию в инструменте.
Для определения такой неисправности необходимо вскрыть крышки ручки болгарки. В болгарках Bosch до 1000 Вт крышка крепится одним винтом в торце. У болгарок Бош свыше 1000 Вт крышка ручки крепится несколькими винтами.
При помощи тестера прозвоните цепи питания от входной вилки поз.5 до выключателя. При целой цепи переходите к проверке работы выключателя. В болгарках Bosch применяются простые выключатели, управляемые рычагом включения.
Но электрические контакты выключателя подгорают и становятся причиной отказа работы болгарки. Восстанавливать контакты пластмассового выключателя нецелесообразно, надо менять на новый.
Если выключатель цел, при помощи тестера проверьте наличие цепи от каждого штырька вилки до каждой угольной щетки. При целых цепях болгарка должна включаться. Если не вращается, то неисправность по механической части. Возможно заклинивание шестеренок или разрушение подшипников.
Проверка электродвигателя
Если ваша болгарка Бош набирает обороты вне зависимости от вас, начинает сильно греться, искрить, надо обратить внимание на целостность обмоток ротора, статора.
Непроизвольный набор оборотов ушм указывает на неисправность обмоток статора. Целостность обмоток проверяется тестером, а короткое замыкание между витками проверяется специальным прибором.
Как определить неисправность ротора
Ремонт ротора представляет собой сложный технологический процесс, доступный мастерам с прямыми руками.
На неисправность ротора указывает падение оборотов двигателя, появление у одной из щеток длинного искрящегося следа. Это первый признак короткого замыкания витков обмотки якоря.
Ремонт ротора предпочтительно выполнить в специальных мастерских. А можно перемотать и самостоятельно, если вы решили сами произвести ремонт болгарки Bosch своими руками.
Темный цвет обмотки ротора и подгоревшие ламели коллектора указывают на короткое замыкание в цепях ротора. Неисправность устраняется только заменой на новый ротор.
Ремонт статора
Ремонт углошлифовальной машины bosch включает в себя и восстановление статора. Основным признаком выхода из строя статора является самопроизвольное увеличение оборотов работающей болгарки, которые невозможно уменьшить регулировками.Подгоревшая обмотка статора меняет цвет, становится темнее. Сердечник статора от высокой температуры также темнеет.
Статор перематывать проще, хотя и здесь надо соблюдать определенные правила и последовательность.
Если вы сняли крышку корпуса статора, внимательно осмотрите состояние угольных щеток и ламелей коллектора ротора.
Длина угольных щеток не должна быть менее 8 мм. Кстати, в болгарках Бош применяются угольные щетки с «выстрелом», устройством, останавливающем работу болгарки при минимальной длине угольной щетки.
Ламели коллектора не должны иметь следов нагара или износа. Нагар легко удаляется при помощи ваты, смоченной в спирте.
Перегрев статора и короткое замыкание ротора
Неисправности регуляторов оборотов
В болгарках серии Бош, особенно малой мощности, установлены регуляторы частоты вращения. Доступ к регулятору частоты вращения осуществляется путем вскрытия ручки корпуса статора, держащейся на одном торцевом винту.
Диапазон частоты вращения регулятора можно выставлять потенциометром, скрытым в панели ручки.
Неисправный регулятор снимать достаточно легко, поскольку крепится только на направляющей.
Ремонт регулятора оборотов ушм представляет собой сложный процесс, выполнение которого требует не только специальных знаний, но инструментов и оснастки.
Если регулятор оборотов вышел из строя, а нового нет, то отсоедините подводящие провода и установите перемычку.
Красным показана перемычка, устанавливаемая при выходе из строй регулятора оборотов.
Механические повреждения
Угловая шлифовальная машина Bosch предназначена для выполнения отрезных, шлифовальных, полировальных работ. Работа инструмента в пыли при больших нагрузках особенно пагубно влияет на долговечность редуктора, а именно его шестеренок.
Кроме износа и поломки зубьев шестеренок, к механическим неисправностям можно отнести разрушение подшипников и корпуса. Ремонт болгарки Бош в части замены вышедших из строя подшипников, восстановления корпуса выполнить несложно, если есть желание и потребность.
Сборка болгарки
Сборку болгарки начинают с обследования всех деталей, узлов, подшипников, шестеренок.
Предварительно подготовьте рабочее место с правильным и хорошим освещением, уложите инструменты, смазочные материалы, салфетки.
Какую смазку использовать для болгарки Bosch
Ремонт ушам Bosch будет не качественный, если вы не поменяете при его исполнении смазку. Для качественной смазки узлов болгарки Бош рекомендуется использовать те смазочные материалы, которые предлагает производитель инструмента. Но их высокая цена заставляет искать другой выход, и он есть.
Отечественные производители смазочных материалов разработали специальные смазки для редукторов и узлов болгарок.
По качеству они ничем не уступают зарубежным смазкам, а стоят значительно дешевле. Единственный минус, наши смазки требуют более частой смены.
А можно воспользоваться смазкой, сделанной своими руками.
Сборка ротора
Сборка ротора состоит в запрессовке на него подшипников, установки крыльчатки. Смазанные подшипники напрессовываются на вал при помощи деревянной наставки. Подшипник возле коллектора закрывается резиновой защитой. Это общий алгоритм сборки вала ротора.
В отдельных моделях болгарки Bosch есть свои особенности.
Сборка редуктора
Сборка редуктора начинается с установки в его корпус вала ротора. Когда вал вставлен в корпус, на вал надевается ведущая шестерня, шайба и фиксирующая гайка. Корпус редуктора со вставленным валом необходимо разместить в корпусе статора.
Когда вы вставите в гнездо подшипник коллектора, придавите корпус редуктора к корпусу статора. Проверьте легкость вращения ротора в подшипниках.
В крышке корпуса редуктора смонтирован узел шпинделя с насаженным подшипником и шестеренкой.
Осталось вставить крышку на место и проверить качество вращения вала шпинделя. Если вал вращается легко от руки, модно закручивать винты, крепящие крышку корпуса ротора. Предварительно винты смазываются герметиком.
Это общий алгоритм сборки редуктора. У некоторых моделей ремонт редуктора болгарки Бош незначительно отличается.
Выводы:
Зная общую схему болгарок Bosch, можно смело браться за разборку инструмента для смазки;
Умение проводить ремонт болгарки Bosch своими руками позволит продлить жизнь инструменту, самостоятельно заменить смазку, угольные щетки;
Соблюдая режим работы и технологического обслуживания инструмента, вы продлите его безотказную работу на долгие годы.
Успехов в работе!
Видео ремонта болгарки Bosch
Сборка болгарки бош
Как заменить подшипники на болгарке Bosch
Ремонтирую Bosch GWS 20 230
принцип действия и поломки УШМ
Болгарка – это полезный инструмент, без которого невозможно выполнить многие строительные и отделочные работы. Она носит и другое название – угловая шлифовальная машина. Любая модель, включая Bosch (Бош), Диолд, Зубр, Интерскол (Interskol), Макита (Makita HN GA), Метабо, Спарк, Штурм (Sturm), Хитачи, может выйти из строя: работать с перебоями либо сломаться полностью. Нередко причина поломки заключается в плохом качестве комплектующих деталей или небрежной эксплуатации. В некоторых случаях можно отремонтировать инструмент своими руками, но надо знать, как разобрать болгарку, провести диагностику, выяснить причину, а если возможно, приступить к ремонту.
Содержание
Рейтинг надежных болгарок
Как разобрать болгарку
Типичные неисправности болгарок и методы диагностики и ремонта
Выход из строя кнопки управления
Диагностика кнопки пуска и регулятора оборотов
Неисправности механической части УШМ
Разбор и ремонт редуктора
Поломка кнопки фиксации шпинделя
Проверка статора
Не развивает обороты и дымит
Не работает электродвигатель
Болгарка сильно греется
Топ-10 надежных и качественных болгарок
Makita GA5030, 720 Вт, 125 мм
Metabo W 650-125, 650 Вт, 125 мм
BOSCH GWS 9-125 S, 900 Вт, 125 мм
ВИХРЬ УШМ-125/800 (2020), 800 Вт, 125 мм
ЗУБР УШМ-П125-850, 850 Вт, 125 мм
BOSCH GWS 660-125, 660 Вт, 125 мм
Hammer USM 900 E, 950 Вт, 125 мм
Bort BWS-1000-125, 1000 Вт, 125 мм
Интерскол УШМ-125/1100Э, 1100 Вт, 125 мм
ЗУБР УШМ-125-800 М3, 800 Вт, 125 мм
Рейтинг надежных болгарок
Место
Модель
1.
Makita GA5030, 720 Вт, 125 мм
Цены
Обзор
2.
Metabo W 650-125, 650 Вт, 125 мм
Цены
Обзор
3.
BOSCH GWS 9-125 S, 900 Вт, 125 мм
Цены
Обзор
4.
ВИХРЬ УШМ-125/800 (2020), 800 Вт, 125 мм
Цены
Обзор
5.
ЗУБР УШМ-П125-850, 850 Вт, 125 мм
Цены
Обзор
6.
BOSCH GWS 660-125, 660 Вт, 125 мм
Цены
Обзор
7.
Hammer USM 900 E, 950 Вт, 125 мм
Цены
Обзор
8.
Bort BWS-1000-125, 1000 Вт, 125 мм
Цены
Обзор
9.
Интерскол УШМ-125/1100Э, 1100 Вт, 125 мм
Цены
Обзор
10.
ЗУБР УШМ-125-800 М3, 800 Вт, 125 мм
Цены
Обзор
Как разобрать болгарку
Перед тем как инструменту окончательно сломаться, можно наблюдать:
сильную вибрацию;
включение двигателя с низким гудением;
искрение щеток коллектора;
дым и запах из корпуса;
треск внутри редуктора;
существенную вибрацию корпуса при выполнении работ;
подклинивание подшипников.
Перед тем как разобрать УШМ нужно изучить правила, которые следует соблюдать. Первым делом отключить инструмент от сети. Работы выполнять на хорошо освещенном столе. Не нарушать порядок разборки, чтобы было понятно, как потом собирать.
Разобрать УШМ можно самостоятельно, главное помнить порядок сборки
Типичные неисправности болгарок и методы диагностики и ремонта
Чаще всего в угловых шлифовальных машинах марки Деволт, Декстер, Борт, Хилти, Мак Алистер и других возникают следующие неисправности:
Не включается прибор. Это может случиться из-за того, что в розетке отсутствует питание, сломалась кнопка, стерлись щетки либо отошли контакты.
Не работает мотор, хотя ток поступает. Вероятнее всего сломалась кнопка.
Искрение во время работы и появление запаха гари. Стерлись и выработали свой ресурс графитовые щетки, что привело к низкому качеству контакта.
Появление треска и посторонних звуков после запуска двигателя. Это свидетельствует об износе шестерней или подшипников. Необходимо разобрать инструмент и обследовать механические детали.
Часто встречающаяся проблема – обрыв питающего кабеля на выходе. Неисправность определяют при помощи мультиметра или индикаторной отвертки.
Если все вышеперечисленные поломки не подтверждаются, значит возникли более серьезные неисправности, например, вышел из строя:
датчик управляющей электроники;
коллектор;
якорь или статор.
Встречаются ситуации, когда заклинивает подшипник, деформируется корпус, ломаются либо стираются зубья шестеренки редуктора.
Выход из строя кнопки управления
В конструкции угловой шлифовальной машины может быть установлена обычная кнопка или с плавным пуском. В первом варианте часто засоряются либо окисляются контакты. Для приведения в рабочее состояние эти маленькие детали зачищают наждачной бумагой. В кнопке, где регулируются обороты, часто повреждаются контактные пластины. Устройство для проверки целостности подлежит разборке. При обнаружении повреждений меняют пусковой узел.
Для проверки кнопки ее прозванивают, предварительно разобрав корпус
Диагностика кнопки пуска и регулятора оборотов
Чтобы добраться до кнопки, разбирают корпус в нижней части. Неисправность выявляют при помощи мультиметра. На нем выставляют режим прозвонки, щупами прикасаются к контактам на кнопке, которую держат в нажатом положении. Если прибор издает характерный писк, значит инструмент исправен. Причину надо искать в другом. Если при нажатии на нее, тестер не подает никаких звуков, кнопку меняют на аналогичную. Она состоит из маленьких элементов, которые при разборе рассыпаются, поэтому самому отремонтировать не получится.
Неисправность регулятора скорости вращения определяются следующим образом. При вращении колесика он меняет количество оборотов шпиндели либо этого не происходит. Если опыт в ремонтировании этих механизмов отсутствует, лучше приобрести и поставить новый.
Неисправности механической части УШМ
Механические неисправности намного проще определить и устранить, даже не разбирая корпус. Их можно выявить, внимательно прислушиваясь к работе инструмента. При неисправности в редукторном узле будут слышны хруст и стук. Поломавшаяся кнопка фиксации шпинделя не даст зафиксировать насадку.
К механическим повреждениям относится полное разрушение или износ подшипников. Если появилась такая проблема, корпус станет сильно нагреваться, вибрировать, наблюдается повышенный шум. Демонтировать подшипники можно и не имея съемника. Вначале их нагревают, а потом аккуратно выбивают. Новые подшипники обязательно смазывают литолом.
В результате длительного использования угловой шлифовальной машины изнашиваются или ломаются зубья шестерни редуктора. Это видно невооруженным глазом. Маленький износ исправляют надфилем. Если зубья сильно износились, шестерню меняют.
Редуктор и подшипник углошлифовальной машинки
Разбор и ремонт редуктора
Осмотреть шестерни редуктора можно будет после отделения его от привода и полной разборки. Визуально определяют степень износа зубьев. В процессе работы они стачиваются и выкрашиваются. Если шестерня уже отработала свой срок, ставят новую. Не стоит оставлять немного поистертые и не совсем сточенные, даже единожды завальцованные кромки шестерен восстановить никак не получится. Они в любом случае будут проскальзывать. При сильно изношенных зубьях угловая шлифовальная машина при включении будет издавать свистящий звук. Шестеренки меняют в паре. Чтобы редуктор работал как можно дольше и без перебоев, необходимо чтобы в нем имелось достаточное количество смазки, а также проводилась ее своевременная замена.
Поломка кнопки фиксации шпинделя
Эта деталь нужна для того, чтобы быстро снять рабочий инструмент. Кнопка крепления шпинделя может сломаться, если внутрь фиксатора попадет пыль, из-за которой происходит износ его штока. Она ломается, когда во время вращения диска на нее нажимают. Отремонтировать невозможно, меняют полностью.
Кнопку необходимо нажимать только, когда болгарка полностью остановится.
Проверка статора
Чтобы проверить статор, между его обмоткой и сердечником измеряют сопротивление. Его не должно быть, потому что в нормальном режиме медная проволока не связана с сердечником. Если сопротивление имеется, значит нарушена изоляция медной проволоки.
Для проверки сопротивления в обмотке щупами тестера касаются выводных контактов. Сопротивление в двух обмотках должно совпадать. Если во время измерения прибор не показывает абсолютно ничего, это говорит о повреждении медной обмотки. Большое значение свидетельствует о нарушении изоляционного слоя.
Обязательно осматривают статор. Его необходимо ремонтировать, если на проволоке имеется нагар. Статор можно перемотать, но только если стальные пластины целые. Если решено выполнить эту работу самостоятельно, то вначале срезают лобовые части обмотки, убирают все остатки. Затем по шаблону делают новую обмотку, из проволоки той же толщины, что и прежняя, идентичную по числу витков, с такой же плотностью.
Если у мотора выработан большой ресурс, то специалисты советуют заменить статор или якорь, либо даже сам двигатель.
Не развивает обороты и дымит
Причины того, что болгарка не набирает обороты, могут быть разные:
Загрязнение коллектора пылью. Их надо убрать спиртом.
Неисправность электрического провода из-за механического повреждения или постоянных сгибов. Под нагрузкой кабель греется, обороты мотора падают.
Поломка блока регулировки оборотов. Для проверки работы устройства двигатель подключают напрямую мимо регулятора.
Если аккумуляторная болгарка не смогла набрать величину рабочих оборотов, может быть разряжены батареи. Если причина не в них, возможно неисправны щеткодержатели. При проникновении внутрь щеточно-коллекторного узла непонятной маслянистой жидкости, щетки разрушаются, а пластиковая конструкция щеткодержателей оплавляется. Перед тем как устанавливать новый узел крепления щеток, тщательно убирают со статора и ротора графитовую пыль от разрушенных щеток. Наждачным полотном обязательно зачищают поверхность коллектора, и хорошо бы заполировать. Постоянство оборотов рабочего вала шпинделя зависит и от того, есть ли неисправности в компонентах электрической части угловой шлифовальной машины.
К задымлению и полному прекращению работы болгарки приводит сгоревшая обмотка статора. То, что он пришел в негодность видно по горелой изоляции и обрывам проводов. Вместо него ставят новый. А закопченный ротор нужно диагностировать с помощью тестера.
Инструмент может перегреться, если мастер будет увлечен шлифовкой металлических заготовок или обработкой камня. Из-под кожуха появится едкий вонючий дым, который исходит от горевших обмоток якоря. Это плавится их изоляционный слой, который не в состоянии выдержать такие температурные нагрузки. При возникновении едкого запаха необходимо незамедлительно выключить инструмент, вытащить сетевой кабель из розетки.
Разбирать болгарку разрешается только после того как полностью остынет корпус, прекратит выделяться неприятный запах.
Не работает электродвигатель
Может произойти так, что при подаче напряжения на мотор, он не вращается. В таком случае проверяют в каком состоянии находятся подшипники и щетки. Первые заклинивают, вторые западают. Запавшие щетки тщательно очищают, гнезда, в которых они находятся, продувают. Также проверяют уплотнительные резинки на крышках, закрывающих гнезда. Как раз они изолируют коллектор и щетки от попадания пыли.
Двигатель может останавливаться из-за подшипников. Их снимают с вала ротора, ремонтируют либо меняют. В некоторых случаях, чтобы старый подшипник стал нормально работать, достаточно его промыть и смазать.
Электродвигатель угловой шлифовальной машины часто отказывается работать, если инструмент часто используют в пыльных местах, кладут на землю. Попадающая внутрь пыль оказывает негативное влияние на состояние обмотки. Высокие нагрузки, в особенности для маломощной болгарки, оборачиваются выходом из строя мотора. Через вентиляционные места поступает воздух, который охлаждает двигатель, поэтому их надо регулярно чистить от пыли.
Неправильный режим работы УШМ приводит к перегрузке двигателя, его сильному нагреванию и перегоранию обмоток.
Причиной не включения мотора может быть поломка крыльчатки, которая его охлаждает. Она установлена на роторе на стороне, противоположной к коллектору. Сломанную крыльчатку надо вытащить, поставить новую.
Корпус двигателя болгарки
Болгарка сильно греется
Основная причина сильного нагревания корпуса болгарки – это неграмотная эксплуатация инструмента. Увеличение рабочей нагрузки на электрический двигатель абсолютно не влияет на скорость его вращения, потому что в ней установлен асинхронный тип мотора. Некомпетентный пользователь часто работает инструментом неограниченное время, не делая перерывов, что не допускается.
В инструкции каждой модели болгарки указано время, в течении которого она может работать под нагрузкой, в основном не более 7 минут. Потом надо дать ей отдохнуть либо поработать на холостом ходу. Угловая шлифовальная машина будет сильно нагреваться, если нарушено соотношение рекомендуемых рабочих циклов и пауз.
Необходимо правильно останавливать угловую шлифовальную машину. После того как отключают кнопку-пуск, ждут, когда двигатель остановится полностью. Еще вращающийся инструмент, положенный на пыльный пол или землю, через вентиляционные отверстия засасывает мельчайшую пыль, которая попадает в двигатель, где стирает защитный слой изоляции.
Из-за плохо контактирующих соединений электрических частей корпус будет сильно нагреваться. В результате наблюдаются отклонения номинальных показателейэлектрических параметров, что приводит к образованию увеличенной силы искры.
Отгоревшие контакты на держателях щетки также приводят к нагреванию болгарки. Это может произойти потому, что было нарушено расположение щеток, из-за чего образовалось много графитовой пыли, на коллекторном узле создалось дополнительное сопротивление. Контакты надо надежно закрепить, а расположение направляющих для щеток выправить.
Каждый владелец должен знать, как ее разбирать, это нужно для периодического проведения профилактического обслуживания инструмента, которое заключается в:
своевременной замене изношенных деталей и механизмов;
очищении узлов;
полной замене смазки.
Необходимо соблюдать требования к эксплуатации и хранению. Не допускать длительных нагрузок, особенно это касается бытовых домашних моделей болгарок. Если выполнять основные рекомендации специалистов, следовать прилагаемой инструкции, то это поможет существенно увеличить срок эксплуатации угловой шлифовальной машины.
Топ-10 надежных и качественных болгарок
Makita GA5030, 720 Вт, 125 мм
Эта модель марки Макита оснащена опциями: фиксация шпинделя, блокировка кнопки включения. Есть дополнительная рукоятка и сетевой шнур длиной 2.5 м.
Болгарка с функцией – фиксация шпинделя. Есть возможность блокировать кнопку включения. Длина сетевого кабеля – 2.5 м. В комплект входит: защитный кожух, ключ под 2 отверстия, дополнительная рукоятка.
Перегрев статора и короткое замыкание ротора youtube.com/embed/qf87E4LaDC8″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Неисправность регулятора скорости
Механическое повреждение
Сборка кофемолки
Какая смазка используется для болгарок Bosch
ротор в сборе
шестерня в сборе
Видео ремонт болгарки Bosch
Сборка болгарки Bosch
Как заменить подшипники болгарки Bosch
Ремонт Bosch GWS 20 230
Угловые шлифовальные машины (УШМ, болгарка) немецкой марки Bosch отличаются высоким качеством, надежностью и долговечностью. Основное конкурентное преимущество УШМ Bosch заключается в широком использовании инновационных технологий при производстве продукции.
Но немецкое качество не может устоять перед российской небрежностью. Неправильное использование инструмента, несвоевременная замена смазки, угольных щеток, подшипников приводит к выходу из строя инструмента.
Для того, чтобы выполнить ремонт УШМ Бош, можно пойти двумя путями: отдать болгарку в сервисный центр или отремонтировать болгарку Бош своими руками.
Первый вариант дороже и не всегда качественный. Второй вариант может быть реализован только при наличии у потребителя большого желания во всем разобраться самому.
Приводные шлифовальные машины Bosch выполнит ремонт самостоятельно.
Кофемолки Bosch делятся на маломощные до 1000 Вт и мощные свыше 1000 Вт GWS имеют маркировку 7-125, GWS 20-230 или другие.
расшифровывается как
Первые цифры 20 и более указывают на мощность инструмента 1000 Вт. Вторая цифра 230 удостоверяет, что это максимальный диаметр отрезного круга.
Первая цифра до 20 свидетельствует о мощности инструмента 1000 Вт, а вторая о максимальном диаметре режущего круга до 125 мм.
Особенности конструкции УШМ Bosch
Особенность конструкции болгарки Bosch представлена в применении в качестве зубчатого подшипника ведомой косозубой шестерни игольчатого подшипника.В перфораторах Bosch ведомая шестерня на валу шпинделя фиксируется за счет сжатия.
Болгарка Bosh малой мощности, в которой шестерни размещены в прямозубых зубчатых колесах, приспособлены для регулировочных шайб. Такая конструкция позволяет восстановить контакт шестерен, уменьшив толщину прокладки. Косозубые шестерни при высоких скоростях инструмента изнашиваются значительно меньше, чем прямозубые.
Среди работ болгар чаще всего пыльное пространство. Пыль является основной опасностью, приводящей к выходу из строя силовых, вальцев и мясорубок.
Необходимые инструменты для ремонта
Для ремонта болгарки Bosch без инструмента не обойтись. Во-первых, если у вас Cordless, это значительно ускорит разборку и сборку инструмента.
А можно обойтись набором отверток, желательно с трещоткой. Не обойтись без гаечного ключа, который приведет к откручиванию гайки косозубой шестерни.
Для демонтажа подшипников лучше иметь специальный съемник.
Диагностику электрической части можно проводить с помощью тестера или Прибора, определяющего короткое замыкание обмоток.
Особенно удобен для тех, что позволяет выявить проблемы с ротором или статором, не снимая агрегат.
Привод болгарки Bosch выполнит ремонт своими руками, и эта инструкция достойно справится с любой проблемой.
Разборка болгарки Bosch своими руками
Для питания ее владельца знания и умение разбирать устройство является обязательным заданием.
Знания по разборке болгарки позволяют самостоятельно проводить такие работы, как замена смазки, замена подшипников и угольных щеток.
Чтобы отсоединить корпус редуктора поз.821 поз.888 от корпуса статора, необходимо разобрать(снять) корпус ручки болгарки поз.24.
Эту операцию необходимо выполнить, чтобы достать угольные щетки поз.810, удерживающие коллектор ротора.
На втором этапе открутить 4(четыре) винта поз.61, крепящие кожух редуктора и статор.
Стянув ротор вместе с шестерней, приступайте к разборке редуктора.
Ремонт болгарки Бош начинается с разборки редуктора поз. 821. Демонтаж коробки передач начинается с закручивания 4(четырех) болтов поз.60. Обычно заводские саморезы прикручиваются на герметик. Нам придется приложить некоторые усилия.
Обратите внимание! У болгар маломощной коробки передач Bosch используется прямозубая шестерня. Болгары имеют мощность более 1000 Вт, в редукторах используются косозубые передачи.
Снятие ведомой шестерни
После снятия крышки шестерни можно достать косозубый редуктор на 26.
Для снятия шестерни необходимо использовать пресс или съемник. А вот использование стриппера затруднительно, так как требует применения специальных тонких губок.
Перед снятием косозубой шестерни проверьте соединение шестерни с люфтом, целостность зубьев, пятно контакта.
На валу шпинделя подшипник запрессован на 26 поз.50. Если подшипник имеет большой люфт, шум при прокручивании, сухую смазку, то предпочтительнее заменить.
Чтобы снять подшипник, необходимо снять шестерню и снять стопорное кольцо подшипника. Если при разборке вала ротора подшипниковый узел остался в корпусе редуктора, разборку подшипника производят с помощью молотка и мягкой наставки.
Как снять шестерню болгарки Bosch
Шестерня поз.27 снимается с вала ротора в следующей последовательности:
затяните кронштейн ротора и с помощью ключа отверните против часовой стрелки гайку поз.45.;
Если шестерни изношены (зализаны), имеют сколы зубьев, то их необходимо заменить. И замена шестерен всегда производится парами.
В болгарке малой мощности Bosch в качестве опорного подшипника используется игольчатый подшипник в редукторе.
Ремонт УШМ bosch своими руками строго следуйте прилагаемой инструкции. Если нужно вынуть игольчатый подшипник из корпуса, без сообразительности не обойтись. Его демонтаж осуществляется только при разрушении.
Чтобы загубить обойму подшипника, можно воспользоваться проверенным способом.
Выбранный диаметр метчика, чуть больший внутренний диаметр обоймы разрушенного игольчатого подшипника. Метчик фиксируется в патронной отвертке и аккуратно на малой скорости закручивается в обойме. Когда кран достигнет дна корпуса редуктора, он начнет поднимать клетку.
Кроме игольчатого подшипника шпиндельного вала, в болгарке Bosch применены еще два подшипника, закрепленные на валу ротора.
Как снять подшипники с ротора болгарки Bosch
Для разборки подшипника ротора поз.803 болгарки Bosch рекомендуются съемники.
Подшипник поз.15 возле коллектора снимается легко, но для того, чтобы снятие подшипника поз.14 с крыльчатки усложнялось, необходимо выполнить ряд подготовительных операций.
Подшипник поз.15 закрытая мягкая резиновая втулка. Аналогичная защита поз.33 и резиновые крышки подшипников поз.14.
необходимо демонтировать подшипник поз. 14, открутить гайку поз.45, снять цилиндрическую шестерню поз.17 и пластиковую защиту поз.33. Применив съемник, можно легко снять подшипник с вала ротора.
А если не стриптизерша? На помощь приходят тиски, две металлические планки и молоток с наставкой из мягкого металла.
Возможные электрические неисправности
Неисправности электрошлифмашины Bosch можно разделить на простые и сложные.
Если вы включаете болгарку, а она отказывается работать, начинайте искать проблему с обрыва проводов питания. Чаще всего обрыв провода проявляется в месте входа в болгарку или в штекер. Избегайте перекручивания, это приведет к короткому замыканию в приборе.
Для определения такой поломки необходимо открыть крышку рукоятки болгарки. Крышка Bosch на болгарку 1000 Вт крепится одним винтом на конце. У болгарки над Bosh 1000 W ручка крышки крепится несколькими винтами.
С помощью тестера прозвонив цепь питания от ввода до вилки выключателя поз.5. Когда цепь сработает, проверьте работу переключателя. В шлифовальных машинах Bosch использовался простой переключатель, управляемый рычагом переключения.
А вот контакты электрического выключателя подгорают и становятся причиной выхода из строя болгарки. Восстановление контактов пластикового переключателя нецелесообразно, его следует заменить на новый.
Если выключатель исправен, с помощью тестера проверьте непрерывность каждого штырька вилки до каждой угольной счетки.При всей болгарской цепи следует включать. Если не вращать, выход из строя механической части. Возможно заедание шестерен или выход из строя подшипников.
Проверка двигателя
Если ваша болгарка Бош растет независимо от вас, начинает греться, искрить, то необходимо обратить внимание на целостность обмоток ротора, статора.
Непроизвольная установка скорости LBM указывает на неисправность в обмотках статора. Целостность обмоток проверяют тестером, а КЗ между витками проверяют специальным прибором.
Как определить неисправность ротора
Ремонт ротора сложный процесс, Доступный мастерам с прямыми руками.
На неисправность ротора указывает падение оборотов двигателя, появление искрящегося следа одной из длинных щеток. Это первый признак короткого замыкания витков обмотки якоря.
Ремонт ротора желательно производить в специальных мастерских. А можно перемотать и самостоятельно, если вы решили отремонтировать своими руками болгарки Bosch.
Темный цвет обмотки ротора и сгоревшие стержни коллектора указывают на короткое замыкание в цепи ротора. Устранить неисправность можно только заменой ротора на новый.
Ремонт статора
Ремонт Угловая машина Bosch включает в себя статор и восстановление. Основным признаком выхода из строя статора является самопроизвольное увеличение скорости вращения болгарки, что невозможно уменьшить регулировками. Подгоревшая обмотка статора меняет цвет, темнеет. Сердечник статора от высокой температуры также темнеет.
Перемотка статора проще, хотя здесь необходимо соблюдать определенные правила и последовательность.
Если вы сняли крышку корпуса статора, внимательно осмотрите состояние угольных щеток и ламелей коллектора ротора.
Длина угольной щетки должна быть менее 8 мм. кстати, в болгарке угольные щетки BOSCH используются для «стрельбы», приспособление, останавливающее болгарку при минимальной длине угольной щетки.
Пластинчатый коллектор не должен иметь следов нагара или износа. Нагар легко удаляется ватой, смоченной в спирте.
Перегрев статора и короткое замыкание ротора
Неисправность регулятора скорости
У кофемолок серии Bosch, особо малой мощности, установлены регуляторы скорости. Доступ к регулятору скорости осуществляется путем открытия рукоятки корпуса статора, чтобы сохранить те же винты с головкой под ключ.
Диапазон регулирования скорости можно установить с помощью потенциометра, скрытого в ручке.
Неисправный регулятор снимается достаточно легко, так как крепится только к рейке.
Ремонт УШМ регулирование скорости сложный процесс, для осуществления которого требуются не только специальные знания, но и инструменты и оборудование.
Если регулятор скорости вышел из строя, а нового нет, отсоедините линии питания и перемычку.
Красным цветом показана перемычка, установленная на выходе системы регулирования скорости.
Механические повреждения
Угловая шлифовальная машина Bosch предназначена для выполнения отрезных, шлифовальных, полировальных работ. Работа инструмента в пыли под большой нагрузкой особенно пагубно сказывается на долговечности зубчатого колеса, а именно его шестерни.
Помимо износа зубьев шестерен, к механическим неисправностям может относиться разрушение подшипников и корпусов. Ремонт болгарки Бош по замене вышедших из строя подшипников, восстановление корпуса выполнить несложно, если есть желание и необходимость.
Сборка болгарки
Сборка болгарки начинается с осмотра всех деталей, узлов, подшипников, шестерен.
Имея первое рабочее место с правильным и хорошим освещением, вложить инструменты, смазку, салфетки.
Какую смазку использовать для болгарки Bosch
Ремонт ушей Bosch не будет качественным, если при его замене будет выполняться смазка. Для качественной смазки станков Bosch рекомендуется использовать смазочные материалы, которые предлагает производитель инструмента. Но их высокая цена заставляет искать другой выход, и он есть.
Отечественные производители смазочных материалов разработали специальную смазку для коробок передач и узлов Болгар.
По качеству не уступают зарубежным смазкам, а стоят значительно дешевле. Единственная проблема, наша смазка требует более частой замены.
А можно использовать смазку, сделанную своими руками.
ротор в сборе
ротор в сборе запрессован в подшипники, установка крыльчатки. Смазанные подшипники запрессовываются на вал с помощью деревянной наставки. Подшипник возле резервуара закрыт резиновой защитой. Это общий алгоритм сборки вала ротора.
В некоторых моделях болгарки Bosch есть свои особенности.
Шестерня в сборе
Шестерня в сборе начинается с установки в корпус вала ротора. Когда вал вставляется в корпус, на вал надевается шестерня, шайба и стопорная гайка. вставленный вал корпуса редуктора должен быть помещен в корпус статора.
При вставке в резервуар с пазовым подшипником прижмите корпус редуктора к корпусу статора. Проверьте легкость подшипника ротора.
Шпиндель в сборе, установленный в крышке корпуса редуктора, с установленным подшипником и шестерней.
Осталось вставить крышку и проверить качество вала шпинделя. Если вал легко вращается рукой, модно подкрутить винты, крепящие крышку корпуса ротора. Предварительно смазанный винтовой герметик.
Это стандартный алгоритм сборки шестерни. Для некоторых моделей ремонт зубчатых шлифовальных машин Bosch немного отличается.
выводов:
Зная общую схему болгарки Bosch, можно смело браться за разборку инструмента смазкой;
Возможность ремонта своими руками болгарки Bosch позволит продлить срок службы инструмента, самостоятельно заменить смазку, угольные щетки;
Наблюдая за эксплуатацией и обслуживанием технологического инструмента, вы продлите безаварийную работу на долгие годы.
Удачи в работе!
Видео ремонт болгарки Bosch
Сборка кофемолки Bosch
Как заменить подшипники кофемолки Bosch
Ремонт Bosch GWS 20 230
Ремонт кофемолки | Как ремонтировать мелкую бытовую технику
Искать ВСЕ ремонты:
Ах, аромат свежемолотого кофе с утра! В этом руководстве по ремонту кофемолки рассказывается, как работает кофемолка, что часто выходит из строя, как определить проблему с кофемолкой и какие детали и инструменты вам потребуются для ее устранения. Затем в нем даются простые пошаговые инструкции по разборке кофемолки и отсылаются к инструкциям по проверке и ремонту двигателя. Вам также может понадобиться ремонт электрического шнура и ремонт выключателя.
Как работает кофемолка?
Кофемолка — это небольшой электрический прибор, который измельчает кофейные зерна вращающимся лезвием. Небольшой универсальный двигатель вращает вал в центре кофемолки. Вал вращает лезвие, которое разрезает кофейные зерна на мелкие кусочки. Размер кусочков, называемых гущей, зависит от времени работы кофемолки, а также от остроты лезвия.
Что может пойти не так с кофемолкой?
Кофемолки относительно просты. Наиболее распространенная проблема заключается в том, что они забиваются землей, что замедляет работу двигателя. Кроме того, может закоротить электрический шнур, перегореть термоограничитель или перестать вращаться вал двигателя. Кроме того, переключатель может выйти из строя, а лезвие может погнуться или затупиться.
Наконечник Fix-It
Содержите кофемолку в чистоте. Протирайте лезвие и чашу небольшой тряпкой после каждого использования. Будьте осторожны, потому что лезвие острое. Что бы вы ни делали, не погружайте кофемолку в воду, потому что вы испортите двигатель.
Как определить неисправность кофемолки?
Помимо звука Армагеддона, ваша кофемолка может еще больше сообщить вам о проблемах — ее симптомы могут подсказать возможные решения.
Если кофемолка не работает при включении, убедитесь, что в розетке есть питание, затем проверьте электрический шнур.
Если кофемолка работает с перебоями или не останавливается, переключатель может быть засорен или поврежден. Отключите кофемолку от сети и счистите все остатки с выключателя тонкой щеткой. Нажмите на переключатель несколько раз зубочисткой. Если проблема не устранена, разберите кофемолку, чтобы очистить ее, и осмотрите переключатель на наличие поломок, которые можно исправить.
Доступ к большинству кофемолок можно получить, сняв крепления на основании устройства.
Если кофемолка не работает, вал двигателя может замерзнуть. Разберите кофемолку, очистите вал и смажьте каждую опору одной или двумя каплями легкого машинного масла. Вращайте вал, чтобы равномерно распределить масло.
Если кофемолка по-прежнему не работает, возможно, перегорел термоограничитель. Если вы не можете легко найти запасной термоограничитель, может быть более рентабельным заменить кофемолку.
Если кофемолка вибрирует, лезвие может быть погнуто. Осмотрите лезвие и замените его, если оно повреждено или затупилось. Другой причиной вибрации может быть изношенный подшипник двигателя. Отключите кофемолку от сети и снимите пластину доступа. Подшипник неисправен, если вал двигателя двигается при движении вперед и назад; заменить мясорубку.
Внимание!
Никогда не запускайте кофемолку с пустой чашей, поскольку лезвие может вращаться слишком быстро и повредить двигатель. Кроме того, не используйте кофемолку более 30 секунд за один раз, иначе двигатель может перегреться.
Что нужно для ремонта кофемолки?
Поиск запасных частей для кофемолок может быть сложной задачей, особенно для кофемолок других производителей, потому что сначала нужно выяснить, кто на самом деле сделал устройство. Обратитесь к производителю или поставщику запасных частей. Инструменты, которые вам понадобятся для разборки и очистки, включают следующие:
Отвертки
Маленькие плоскогубцы
Кисть или баллончик с воздухом
Каковы шаги по ремонту кофемолки?
Иногда можно проверить двигатель, пока он еще находится в устройстве. Вы также можете проверить электрический шнур.
Ремонт кофемолки требует разборки и проверки компонентов, а также очистки.
Разборка кофемолки:
Отключите кофемолку от сети. Выверните винты под устройством, чтобы освободить опорную плиту. Снимите лезвие, зажав его толстым полотенцем, одновременно поворачивая другой конец вала двигателя против часовой стрелки с помощью отвертки или небольших плоскогубцев.
Уже давно мужчины стали думать о том, как создать собственную печь для плавки металла в домашних условиях. Она должна быть портативной и соответствовать всем условиям. На производстве установлены печи для плавки большого количества металла. В домашних условиях можно собрать печь для плавки до пяти килограмм алюминия. Рассмотрим, как сделать плавильню в домашних условиях. Плавка металла в домашних условиях.
Поиск данных по Вашему запросу:
Как самому сделать медь
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Как сделать бронзу – основные этапы производства
Медные клеммы для аккумулятора
Чем покрыть медь чтобы не окислялась?
Превращаем алюминий в медь!
Как сделать медь тяжелее
Мои рецепты патины
Плавка металла в домашних условиях
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: как сделать медные гвозди или заклепки
Как сделать бронзу? Этот вопрос стоит перед многими мастерами, желающими проявить себя в художественном литье, или людьми, решившими повысить свой уровень образованности в работе с различными металлическими сплавами. Чтобы ответить на этот вопрос, необходимо для начала разобраться что такое бронза, из чего она состоит и только потом подробно рассмотреть весь процесс плавки этого материала. Бронза итал. Вместо него в сплав могут быть введены кремний, свинец, алюминий, бериллий и другие металлы, кроме никеля и цинка, хотя иногда и они вводятся в небольших пропорциях.
Бронзовый сплав имеет свои достоинства и недостатки. К положительным техническим характеристикам можно отнести:. По названию добавляющегося металла происходит название полученного бронзового сплава. При изготовлении бронзы могут легироваться другие металлы, например, никель, свинец, фосфор и мышьяк.
Это делают для придания металлу дополнительных технических свойств. Многокомпонентные бронзы считаются более сложными и имеют улучшенные технические характеристики. Также процесс изготовления бронзы предусматривает получение первичного или вторичного материала. Открытие бронзового сплава сыграло большую роль в развитии человеческой эпохи.
Конец 4 тысячелетия до н. Открытие было настолько значимым в истории, что ознаменовало собой начало целой исторической эпохи — Бронзового века. Изготовить бронзу в древние времена было невероятно сложно, что подтверждают попытки получения металла в настоящее время в домашних условиях. Изготовить бронзу можно путем плавки основного компонента меди и дополнительного, например, олова, в стальной или чугунной вращающейся втулке с помощью электрической дуги.
При плавлении оловянных бронз образуются оксиды при непосредственном взаимодействии меди и олова, что снижает технические свойства полученного сплава.
Химическая реакция с образованием паров фосфорного ангидрида позволяет провести процесс удаления неметаллических включений в меди. Фосфор — это недорогой раскислитель, значительно снижающий хорошее свойство меди электропроводность. Поэтому иногда для избежания этого эффекта используются более дорогие компоненты в качестве раскислителя.
К ним можно отнести кальций, литий и калий. Процесс плавления, чтобы получить бронзу, делают под слоем древесного угля или его смеси с содой — флюса, и он проходит в несколько общих этапов:. Оловянные бронзы более просты в процессе выплавки и менее склонны к перегреву, чем алюминиевые. Чтобы изготовить алюминиевую бронзу, необходимо не только следить за температурой, но и хорошо размешать сплав перед заливкой в формы. Это делается из-за большой разницы в плотности сплавляемых компонентов, ведь медь и алюминий могут расслоиться.
Поэтому сам процесс немного видоизменяется:. Бериллиевая бронза выплавляется по общим этапам в индукционных печах. В процессе применяют графитовые тигли. Высокая токсичность получаемой пыли и паров при изготовлении этого вида бронзы требует проведения выплавки в отдельных изолированных помещениях с мощной системой вентиляции. Кремнистые бронзы получают в электрических индукционных печах с применением древесного угля.
Как и для алюминиевых, для кремниевых сплавов важен контроль за температурой плавления. Конечный продукт сплава представляет собой металлическую чушку, причем вес ее обычно не более 42 кг. Все чушки, получившиеся в результате разовой плавки, относят к одной партии, вес партии не ограничивается.
Необходимость изготовления бронзы обусловлена широкой сферой применения. В этой статье мы рассмотрим различные механические трубогибы, которые можно использовать руками, применяя только мускульную Статья подскажет вам, какое специальное оборудование имеет смысл приобрести, если вы планируете производить работы по Как сделать бронзу — основные этапы производства Как сделать бронзу? Содержание Что такое бронза?
Классическая технология изготовления бронзы Изготовление неоловянных бронз. Рекомендуемые организации. Трубогиб ручной ТР и другие марки — рассматриваем типы этого приспособления В этой статье мы рассмотрим различные механические трубогибы, которые можно использовать руками, применяя только мускульную Виды сварочных аппаратов — обзор популярных моделей Статья подскажет вам, какое специальное оборудование имеет смысл приобрести, если вы планируете производить работы по
Медные клеммы для аккумулятора
НА днях писал статью про окисления клемм аккумулятора , почитайте достаточно полезная. Сегодня немного хочу продолжить эту темы и рассказать про такой доступный тюнинг — как установка медных клемм аккумулятора. Зачем и какая от этого польза, читайте дальше …. Все просто — медь сама по себе лучший проводник. А поэтому, такие клеммы улучшают передачу тока от аккумулятора устройствам автомобиля.
Сплав меди с оловом (бронзу) научились делать около трех тысяч лет назад , из него получалось хорошее оружие. Бронза сразу стала популярной.
Чем покрыть медь чтобы не окислялась?
Все размещаемые материалы отражают исключительно мнения их авторов и могут не совпадать с мнением Администрации форума ХоумДистиллер. Форум самогонщиков, пивоваров, виноделов Оборудование Оборудование самогонщика. Для изготовления понадобиться кое какой инструмент: Молотки, киянки, ножницы по металлу, газовая горелка и кислород, и пропан , что-то типа верстака и деревянный пенёк в котором нужно сделать сферическое углубление я делал при помощи обычной болгарки , кусок трубы диам. Медный лист марки М1 Мягкая! Каждый это решит для себя сам. Тонкую медь проще выстучать и дешевле стоит! Хочу предупредить тех, кто захочет сделать Аламбик, медь от 1мм и выше без навыков очень трудно поддается обработке, руки немного пройдется поломать! Конструкцию можно упростить и сделать проще, без выстукивания. Медная трубка 10мм, длинна 2,м, для спирали змеевика. Трубку надо покупать, для воды, а не для кондиционера!
Превращаем алюминий в медь!
Медь — надежный и долговечный материал, из которого с давних времен изготавливается скатная кровля. Медный настил в наши дни можно увидеть на крышах исторических и современных общественных зданий, а также частных домов и коттеджей. Красота и практичность меди сделали ее одним из элитных кровельных материалов. В чем же уникальность этого материала и почему он идеально подходит для устройства кровли? Давайте разберемся вместе.
Добывать и плавить медь люди научились с древности. Уже в то время элемент находил широкое применение в быту и из него делали различные предметы.
Как сделать медь тяжелее
Сдавая металолом меди , многие ожидают от продажи больших сумм и хорошего заработка. Вместо планируемой суммы им предлагают меньшую, что вызывает не только возмущение, но и недоверие к пункту приема цветного металлолома. Причиной данной проблемы является ошибочное принятие лома за медь. Заблуждение в первую очередь вызывается цветом изделий, стружки, металлических отходов. Латунь по цветовому признаку напоминает медь, так как она присутствует в латунном составе. Исходя из этого вытекает закономерность: чем больше процентное содержание Cu в сплаве, тем более выраженным будет красновато-коричневый цвет.
Мои рецепты патины
Работа с металлом. В этой статье я вам расскажу как можно изготовить медное кольцо своими руками. Так как у меня не было толстой меди для изготовления кольца, я вырезал 3 полоски, чтобы спаять их вместе. Перед пайкой необходимо тщательно очистить поверхность медных полосок. На поверхность полосок кисточкой наносим флюс, который предотвращает окисление меди и препятствует вытеканию припоя.
Дмитрий, Вы забыли уточнить — из чего Вы собираетесь получать медь? Есть в нашем мире непреодолимые законы упрощённо один из них звучит так.
Плавка металла в домашних условиях
Как самому сделать медь
Вот недавно обнаружил как можно сделать чистый медный купорос. И решил сделать его побольше. Выходит он почти бесплатно. Давайте немного поговорим о самом медном купоросе.
Как сделать бронзу? Этот вопрос стоит перед многими мастерами, желающими проявить себя в художественном литье, или людьми, решившими повысить свой уровень образованности в работе с различными металлическими сплавами. Чтобы ответить на этот вопрос, необходимо для начала разобраться что такое бронза, из чего она состоит и только потом подробно рассмотреть весь процесс плавки этого материала. Бронза итал. Вместо него в сплав могут быть введены кремний, свинец, алюминий, бериллий и другие металлы, кроме никеля и цинка, хотя иногда и они вводятся в небольших пропорциях. Бронзовый сплав имеет свои достоинства и недостатки.
Автор: antiglobalwarming , 3 февраля в Общий.
Когда разговор заходит о сварке меди, то необходимо понимать, что этот металл обладает уникальными свойствами. А именно: отличной пластичностью, высокой теплопроводностью и электропроводностью, высочайшей коррозионной стойкостью. Плюс великолепные эстетические качества. Поэтому медь сегодня используется в самых разных сферах. А так как с ней всем приходится встречаться часто, то велика вероятность, что и процессом сварки этого металла будет интересоваться большой круг людей. Поэтому вопрос, а может ли проводиться сварка меди в домашних условиях, сегодня интересует многих.
Перевел SaorY для mozgochiny. Доброго времени суток, мозготаланты! Сделать металлическую розу из листовой меди можно очень быстро и легко, используя при этом минимум подручных инструментов, и сейчас я расскажу как именно. Меня всегда интересовала работа с металлом, но постоянно не было времени или подходящих инструментов, чтобы сделать что-либо.
Превращаем алюминий в медь!
Эта работа была прислана на наш «бессрочный» конкурс статей.
Здравствуй, о оверклокер!!!
Тебе не даёт покоя мысль о том, что твой проц или видюха раскалены до предела? Есть только два выхода: убиться или охладиться. Я расскажу о втором. Да к тому же я расскажу не о совсем традиционном методе охлаждения. Я расскажу, как сделать медь из алюминия.
Сразу предупреждаю: материал чисто теоретический, я не проделывал этого дома (да и где бы то ни было), поэтому никакой ответственности я НЕ несу. Я хочу описать способ химического превращения алюминиевого радиатора в медный (начинай вспоминать химию). Нам понадобится вот что (ниже объясню подробнее):
Радиатор алюминиевый — 1 шт.
Купорос медный — полкило больше, чем достаточно.
Кислота или щёлочь (желательно кислота) — половина литра — больше, чем достаточно (будет раствор)
Ёмкость, устойчивая к воздействию кислоты.
Прибор для нагревания (газовая плита вполне подойдёт).
Оверклокер со своим собственным мозгом (головным), прямыми руками и немного свободного времени.
Где достать?
(1) ты можешь найти в комповом магазе или использовать свой старый. В цветочном или хозяйственном магазине ты найдёшь (2). В качестве (3) можно использовать уксусную кислоту, которою ты можешь найти в бутылке с надписью «уксус» или в продуктовом магазине (рекомендую второй вариант, так как в уксусе кислоты максимум 9%, а в кислоте — ближе к ста). Если найдёшь более сильную кислоту (серную, соляную и пр.) — хорошо, но будь аккуратнее (позже расскажу, почему). (4) — может быть стеклянной или керамической, но не пластиковой (металлическую тоже лучше не использовать). (5) дожен быть у тебя дома на кухне. (6) — ты (по идее), найти ты себя можешь там, где ты сейчас находишься.
План действий:
рекомендации
Подготовить растворы кислоты и купороса (отдельно). Опустить радиатор в кислоту, чтобы снять защитную плёнку с металла. Опустить радиатор в купорос, после чего на нём выделится медь. Подготовить радиатор к использованию. Всё.
Теория:
Любишь химию? Впрочем, это совершенно неважно. Химия — наука страшная, потому что тебе может оторвать руки, ноги, голову и прочие выступающие части тела. .. Шутка 😉 Сначала расскажу тебе немного о растворах.
Раствор кислоты не стоит делать очень насыщенным, особенно если кислота сильная (неорганическая). Если же использовать уксусную кислоту (её легче достать), то можно сильно не разбавлять. Дело в том, что кислота нужна для того, чтобы снять с металла оксидную плёнку, которая мешает взаимодействовать металлу с медным купоросом, который представляет из себя соль (кристаллогидрат, но об этом позже). Вот пример взаимодействия оксида алюминия с кислотой (в данном случае с соляной):
Al2O3 + 6HCl = 2AlCl3 + 3H2O
Формула уксусной кислоты: CH3COOH — на всякий случай.
Сначала была кислота и оксид, а стала вода и соль. Главное, что мне хотелось бы сказать — не передержите радиатор в кислоте, ведь сам металл тоже взаимодействует с кислотой, а этого нам не надо. Сначала поэкспериментируй с отдельными кусками алюминия, чтобы на глаз определить скорость протекания реакции. Замечу, что оксид алюминия — амфотерный оксид, то есть взаимодействует как с кислотами, так и с щелочами. Можешь попробовать щёлочь, но я бы не рекомендовал, а вот по какой причине: Твой радиатор, скорее всего, сделан не из чистого алюминия, а из сплава. Алюминий слишком мягкий, поэтому, скорее всего он сплавлен со сталью (железом). Оксид железа не будет взаимодействовать со щёлочью, так как, по-моему, он слабо амфотерный, либо вообще основный (реагирует только с кислотами). При взаимодействии медного купороса с железом пройдёт тот же процесс, что и при взаимодействии с алюминием, поэтому желанного результата (получение меди) мы всё равно достигнем.
Ещё хотел бы предостеречь: НЕ надо использовать концентрированную (более 60%) серную или азотную кислоту — железо и алюминий в них пассивируются (образуется защитная плёнка). Разбавлять серную кислоту тоже занятие не из приятных (не знаю, как насчёт азотной): она взаимодействует с водой (гидролиз), при этом шипя, булькая и брызгаясь. Если надумаешь разбавлять, то вливай кислоту в воду, а не наоборот. Кислота тяжелее, поэтому реакция будет проходить не на поверхности воды, а поглубже, тогда брызг не будет. Да, кстати, если реакция оксида с кислотой проходит очень уж медленно, то надо всё это дело нагреть. Принцип Вант-Гоффа: При повышении температуры на каждые 10 градусов скорость реакции возрастает в 2-4 раза.
Вот тебе ещё полезная вещь — электрохимический ряд напряжений металлов:
Правило, которое должен знать каждый: Металл, стоящий в электрохимическом ряду напряжений металлов левее, вытесняет из растворов солей металл, стоящий правее. Мы имеем дело с алюминием и с железом (со степенью окисления 2+), которые стоят намного левее меди. Они будут вытеснять медь из медного купороса, а она будет выделяться на радиаторе. Реакции с металлами, стоящими в ряду напряжений в самом начале, будут проходить НУ ОЧЕНЬ активно. .. Иногда со взрывом… Это НЕ шутка! Хотя вряд ли ты найдёшь литиевый радиатор.
И ещё. Помни: медный купорос это кристаллогидрат, то есть его молекулы связаны с молекулами воды, хотя вещество в твёрдом состоянии:
CuSO4 * 5H2O
Поэтому разбавляй не очень сильно, ведь воды и так уже много. Реакции с алюминием и железом проходят вот так:
3CuSO4 + Al = Al(SO4)3 + 3Cu
2CuSO4 + Fe = Fe(SO4)2 + 2Cu
В этих реакциях без нагрева не обойтись. Надо кипятить радиатор 😉 ! Шутка, конечно же! А вот подогреть немного можно. А что делать? Только так можно ускорить процесс. Если немного отшлифовать поверхность радиатора (создать шероховатости), то меди выделится немного больше, хотя лучше подобной чушью не заниматься (микрограммы не играют роли).
Важно: Я искренне надеюсь на то, что тем, кто захочет проделать какие-либо из описанных мною реакций, не придёт в голову мысль вмешиваться в ход реакции руками или другими выступающими частями тела, о которых я писал выше. Химия — наука, не терпящая баловства! Ну вот уже и мораль прочитал 😉 .
Что дальше?
Если результат устраивает, то можешь тестировать заново рождённый радиатор, а можешь подшлифовать его или сделать что-нибудь в этом роде, если уж сильно хочется. Я уже говорил о том, что сначала надо проводить опыты над отдельными кусками алюминия (или железа), а уж потом переходить на радиатор. Кстати, перед опытами необходимо снять или счистить с радиатора неметаллические части (вентилятор, провода, термодатчики, термопаста) 😉
Что получилось?
Я уверен, что все оверклокеры знакомы с радиаторами из алюминия, в которых имеется медный пятак-вставка в подошве. В покрытом по моему способу слоем меди радиаторе (именно слоем, ведь изнутри он не реагировал) принцип охлаждения примерно такой же. Так вот, если сравнивать радиаторы со вставкой с тем, что по идее должно получиться после прочтения данного текста, то можно сказать о преимуществах и недостатках того, о чём я писал:
Преимущества:
Металлы плотнее соединены между собой, следовательно, тепло лучше передаётся между ними и они не распадаются (вставки-пятаки могут выпадать, а в моём способе слои металлов соединены химическим путём гораздо прочнее).
Имеется не только маленькое круглое пятно меди на подошве, а весь радиатор покрыт равномерным (при правильном проведении реакций) слоем меди, что благоприятно сказывается на температурном режиме охлаждаемого девайса.
Тепло хорошо проводится в рёбрах радиатора (если они были достаточно тонкие, то могли даже полностью стать медными), что обеспечивает (при хорошем продуве) сильную отдачу тепла, что нам и нужно.
Моим способом можно даже «сварить» две металлические детали, плотно прижав их друг к другу при проведении реакции в купоросе.
Недостатки:
Радиатор не полностью медный (как и в радиаторах с медными пятаками)
Может получиться не совсем ровная поверхность радиатора, если реакции проходили бурно (например, в кипящей воде), хотя это исправимо.
ВЫВОД:
Возможно, существенного улучшения ситуации с охлаждением и не произойдёт, но мне кажется, что пара-тройка градусов выигрыша тоже неплохо (искренне надеюсь на то, что этот выигрыш будет больше). Весь материал чисто теоретический и направлен на общее развитие умственных способностей оверклокера. Просто должно быть приятно осознание того, что всё сделано своими руками и продумано не хуже, чем у производителей радиаторов с медными вставками.
Послесловие…
Надеюсь, что интересно было не только мне. Весь материал придуман лично мною, поэтому, если мои идеи каким-либо образом совпадают или пересекаются с чужими, то довожу до общего сведения, что я ни у кого не воровал идеи, а это просто совпадение. Прошу прощения, если я допустил какие-либо ошибки или неточности в тексте.
Желаю успехов оверклокерам в их нелёгком деле!
<$ C R ! P T ! N>
Мне показалась очень интересной сама идея, поэтому статья опубликована, хотя я далёк от уверенности, что всё задуманное можно воплотить в жизнь. Автор не зря несколько раз подчёркивал, что материал чисто теоретический и прежде чем «варить» свой алюминиевый радиатор, нужно потренироваться на алюминиевых кусочках. Я бы даже посоветовал предварительно хорошенько разобрать статью с теоретической точки зрения, прежде чем переходить к практическим экспериментам. Самое первое предположение, которое приходит в голову, что радиатор покроется тончайшим слоем меди, если замещение всё же пойдёт, после чего реакция прекратится. Впрочем, полагаю, что хорошо разбирающиеся в химии читатели найдут ещё множество причин, по которым подобное превращение алюминиевого радиатора в медный невозможно. Предлагаю обсудить статью в конференции.
Doors4ever
Подпишитесь на наш канал в Яндекс.Дзен или telegram-канал @overclockers_news — это удобные способы следить за новыми материалами на сайте. С картинками, расширенными описаниями и без рекламы.
Старожилы утяжелили медь… | Форумы Hearth.com Главная
Статус
Закрыто для дальнейших ответов.
#1
В такие времена, как сейчас, многие из нас ищут способы вторичной переработки и позволяют одному платить за другое…. Давным-давно некоторые старожилы тоже так делали…..
На одном из форумов металлодетекторов, который я читал, молодой парень сказал, что знает старого мусорщика, который собирал медные радиаторы круглый год. Казалось, что в самые холодные зимние дни в году его и его загруженный до краев старый пикап отправят на свалку. Поскольку это случается только раз в году, никто ничего об этом не подумал, кроме того, что парню действительно нужны деньги на мазут и продукты…
Старый мусорщик нанял этого юного старшеклассника на несколько лет, чтобы он коси траву и помогай убирать вокруг своего дома. Когда мальчику пришлось косить большие кучи старых автомобильных радиаторов, сваленных в кучу, он спросил, почему он всегда так долго ждал, чтобы продать медь. Старик хрипло сказал: «…Потому что зимой они весят больше».
Повзрослев, юноша вернулся в свой родной город с визитом на праздники. В небольшой беседе перед дровяной печью старого ломовика они говорили о том, что цены на медь продолжают расти, а ребята, которые продают лом, продолжают собирать все, что могут найти. Когда они не могут, некоторые прибегают к краже, и как некоторые из продавцов и покупателей остаются незамеченными и делают другие вещи, чтобы сделать их более ценными… Откинувшись на спинку своего старого деревянного стула, возраст догнал старик, и, подперев ноги, он говорил о «Старых добрых днях». Через какое-то время в его хрипловатом голосе, казалось, проступила гордость, старый мусорщик выпустил кошку из мешка… «Я всегда подозревал, насколько точны на самом деле весы свалки, поэтому я обыграл их в их же игре. .»
Судя по всему, старый скребок добавлял воду из-под крана и давал ей замерзнуть в радиаторах, прежде чем их забирали и взвешивали на морозных весах свалки. ..
При восьми фунтах на галлон воды старый скрепер был Правильно. Зимой радиаторы весят больше….
Мне было интересно, к чему ты клонишь, теперь я понял. Я думал, вы объясните, как масса меди каким-то образом изменяется при более низких температурах. Это довольно забавно.
Переключить подпись
Nic
PE Vista Classic Husqvarna 372XP Husqvarna 55 Rancher Huskee 22-тонный сплиттер
#3
Похожая история о покупке балансовой древесины и биомассы круглый год для бумажной фабрики, особенно зимой. Мельница, на которой я когда-то работал, была «на грани» и очень сильно сократила штат сотрудников. Вместо того, чтобы сотрудник завода контролировал процесс разгрузки, дальнобойщики проезжали через весы, а затем выгружали свои грузы с помощью одного из двух разных гидравлических самосвалов, которые не были видны оператору весов. Закончив, они переезжали через весы и получали оплату за свой груз. Иногда зимой, особенно после снежной бури, мы получали много снега и льда с небольшим количеством стружки, чтобы все выглядело хорошо. Оператор мельницы иногда ловил его, но в большинстве случаев этого не происходило, так как несколько раз его брали в руки разные люди, лежавшие на земле. Летом у некоторых дальнобойщиков были газовые насосы, которые они использовали для смачивания дров. В сухой день было довольно очевидно увидеть грузовик, из которого стекает вода, и иногда человек получал предупреждение.
Переключить подпись
Дровяной котел Burnham, безнапорное хранилище на 550 галлонов, VC Defiant (в основном на пенсии), солнечная горячая вода с питанием от фотоэлектрических модулей, 4770 Вт электрической сети с солнечной связью, низкотемпературный мини-сплит-тепловой насос и Unimog для перевозки древесины
#4
Держу пари, что торговцы металлоломом тоже знают все уловки и соответственно устанавливают свои цены. Если вы не жульничаете, вы, вероятно, теряете несколько долларов. :лол:
Переключить подпись
Steve Бывший владелец Northeast Fireview с камином в Лас-Вегасе, штат Невада MS 362 и целый набор других инструментов для обработки дерева, которые нуждаются в упражнении.
Статус
Закрыто для дальнейших ответов.
Разделитель логов не работает — что может быть не так?
Сварливый папа
Механизм
2
3
Ответы
71
просмотров
2К
Механизм
Берега реки
HVAC — мини-сплит или полная традиционная система — не то, чтобы это имело значение, потому что никто не хочет делать работу…
GrumpyDad
Сделай сам и Общие советы по работе без очага
Ответы
13
просмотров
365
DIY и общие советы по работе без очага
Сварливый папа
Мошенники с дровами?
крон
Дровяной сарай
2
Ответы
34
просмотров
3К
Дровяной сарай
Макс В
Нужна помощь, только что установил пеллетную печь, иногда дым идет в комнату
каальжан
Гранулятор — Пеллетные и многотопливные печи
Ответы
11
просмотров
1К
Гранулятор — Пеллетные и многотопливные печи
mtnbiker727
VC Здравый нуб с дровяной печью здесь с вопросами
Poconojoe
Vermont Castings и старые модели CDW Dutchwest
Ответы
8
просмотров
819
Vermont Castings и CDW Dutchwest более старые модели
Poconojoe
Делиться:
Фейсбук
Реддит
Пинтерест
Тамблер
WhatsApp
Эл. адрес
Делиться
Ссылка на сайт
Джо расскажет вам, как сделать дополнительное оборудование на медной проволоке
Опубликовано: 4 ноября 2015 г.
В эти выходные еще одна субботняя акция! Специальное предложение этой недели — ИЗОЛИРОВАННЫЙ ПРОВОД.
Принесите шнуры категории 5 категории 6 от предметов домашнего обихода, удлинители, провода низкого напряжения и получите дополнительно 0,10 долл. США за фунт. только в субботу. Пожалуйста, убедитесь, что вы взяли с собой купоны. Вы можете распечатать их с нашего веб-сайта или отправить по электронной почте, или вы можете прийти в магазин и забрать их. Часть выручки будет передана в фонд St. Jude.
Небольшой совет для вас, ребята, убедитесь, что вы отрезали тяжелый адаптер и тяжелые вилки от ваших проводов! Тяжелые переходники покупаются как отдельная категория, которая намного ниже изолированного провода. Если к проводу по-прежнему подключены тяжелые адаптеры, класс проводов будет понижен, и дополнительные 10 центов не будут начисляться.
Обязательно посетите страницу YouTube, чтобы узнать, какой провод я здесь описываю, чтобы вы могли правильно отделить его и подготовить к работе, когда приедете.
Удачной утилизации!
~ Джо ~
Имя *
Фамилия *
Электронная почта *
Телефон
Адрес
Изображения
Загружено файлов на данный момент. (Нажмите кнопку выше, чтобы загрузить больше изображений)
загрузка изображений…
Ознакомьтесь с другими новостями, ценами и купонами ниже:
Утилизация карбида и вольфрама: что нужно знать
28 февраля 2022 г.
Изделия из редкой нержавеющей стали и сплавы Существует множество вариантов изделий из редкой нержавеющей стали, таких как инконель, хастеллой, молибден и т. д., но мы собирались коснуться…
ПОДРОБНЕЕ
5 советов для посещения Rockaway Recycling
15 января 2021 г.
Ниже мы собрали некоторые из наших советов о вашем первом или сотом визите, когда вы приносите свой металлолом в Rockaway Recycling.
Таблица веса круглых стальных труб, с наружным диаметром 800 мм
Толщина стенки, мм
Вес метра, кг
Метров в тонне
Толщина стенки, мм
Вес метра, кг
Метров в тонне
5,00
98,02
10,20
32
606,04
1,65
5,50
107,76
9,28
34
642,25
1,56
6,00
117,48
8,51
35
660,27
1,51
6,50
127,19
7,86
36
678,25
1,47
7,00
136,89
7,31
38
714,05
1,40
7,50
146,57
6,82
40
749,66
1,33
8,00
156,25
6,40
42
785,08
1,27
8,50
165,91
6,03
45
837,82
1,19
9,00
175,55
5,70
48
890,13
1,12
9,50
185,19
5,40
50
924,75
1,08
10,00
194,81
5,13
56
1027,43
0,97
11,00
214,02
4,67
58
1061,27
0,94
12
233,18
4,29
60
1094,90
0,91
13
252,30
3,96
63
1144,99
0,87
14
271,36
3,69
65
1178,13
0,85
15
290,37
3,44
66
1194,63
0,84
16
309,34
3,23
70
1260,13
0,79
17
328,25
3,05
75
1340,89
0,75
18
347,11
2,88
80
1420,42
0,70
19
365,93
2,73
82
1451,88
0,69
20
384,70
2,60
85
1498,71
0,67
21
403,41
2,48
90
1575,77
0,63
22
422,08
2,37
95
1651,60
0,61
23
440,70
2,27
100
1726,20
0,58
24
459,27
2,18
105
1799,56
0,56
25
477,79
2,09
110
1871,69
0,53
26
496,26
2,02
115
1942,59
0,51
28
533,05
1,88
120
2012,26
0,50
30
569,65
1,76
Общая таблица сортамента составлена на основе данных из ГОСТ в которых удалось обнаружить возможность изготовления труб диаметром 800 миллиметров. А так же, на основе данных продавцов трубопроката. Представлена теоретическая масса масса труб из сплава стали с удельным весом 7850 кг/м3.
Следует учесть факторы влияющие на вес:
Прямошовные трубы + 1% к весу за счёт усиления шва
Двухшовные +1,5% к весу труб за счёт усиления шва
Спиральношовные +3% к весу за счёт усиления шва
Оцинкованные +1,5%/+3% к весу труб
На колебания веса влияют фактические предельные отклонения по толщине стенки, которые могут составлять +-12% в зависимости от ГОСТа и класса точности изделия. Следует помнить, что это теоретически допустимо и возможно на практике, но факт в любом случае выявляет измерение. Допустимо отклонение диаметра в пределах 2,5-4 мм для трубы с внешним диаметром 800 миллиметров в зависимости от ГОСТ и класса точности.
Можно предположить, что такие колебания имеют переменный характер от трубы к трубе и уравновешивают друг друга в той или иной степени, выравнивая вес партии тем самым. Но вместе с тем имеется шанс крайних отклонений в одну или другую сторону.
Масса трубы вычисляется по формуле:
M = 0,02466 * S(Dн — S), где
Dн — наружный диаметр, мм
S — толщина стенки, мм
Категории труб определяют отношением внешнего диаметра Dн к толщине стенки s. Таким образом трубы считаются:
Особотонкостенные при Dн/s более 40
Тонкостенные при Dн/s = от 12,5 до 40
Толстостенные при Dн/s = от 6 до 12,5
Особо толстостенные при Dн/s = до 6
Для круглых труб диаметром 800 миллиметров, удалось обнаружить следующий, наиболее часто применимый список стандартов ГОСТ:
ГОСТ 8696-74 Трубы стальные электросварные со спиральным швом общего назначения
*Отказ от ответственности. Теоретические данные приведены в ознакомительных целях и могут содержать ошибку. Рекомендуется уточнить информацию у продавца или производителя.
Трубный калькулятор для расчета веса стальной трубы. Варианты расчета для круглой квадратной и прямоугольной труб из различных металлов.
На данный момент трубный калькулятор может выполнять следующие расчеты: вес погонного метра профильной трубы, квадратной, прямоугольной и круглой электросварной трубы стальной. Также можно рассчитать вес трубы из других металлов, и задать длину трубы в метрах.
Расчет ведется по формуле m = ro / 7850 * 0.0157 * S * (2 * a – 2.86 * S) * L, где m – вес трубы, ro – плотность материала (углеродистая сталь – 7850 кг/м³).
Расчитать вес стальной трубы вы можете используя формулу m = ro / 7850 * 0.0157 * S * (2 * a – 2.86 * S) * L, либо пользуясь трубным калькулятором.
m – вес трубы.
ro – плотность материала (углеродистая сталь – 7850 кг/м³).
Таблица веса трубы стальной водогазопроводной.
Диаметр ДУ, мм (дюйм)
Наружный диаметрdн, мм
Легкие
Обычные
Усиленные
Толщина стенкиs, мм
Масса 1м, кг
Метров в тонне
Толщина стенкиs, мм
Масса 1м, кг
Метров в тонне
Толщина стенкиs, мм
Масса 1м, кг
Метров в тонне
Вес погонного метра стальной трубы в таблице является теоретическим. Фактическое значение может отличаться на 4-8%. Для перевода метров в кг. трубы, нужно умножить значение веса погонного метра в таблице на общую длину трубного проката.
Стандартное обозначение диаметра труб в сортаменте (см. таблицу):
Внутренний диаметр – основная размерная характеристика труб и соединительных частей (фитингов) к ним.
Наружный диаметр труб (в таблице — dn).
Условный диаметр трубы (в таблице — Dy, Ду) – это номинальный размер внутреннего диаметра в мм. либо его округленное значение в дюймах.
Толщина стенки, мм. (в таблице S).
Как определить вес одного метра трубы: таблицы, нормы и формулы
Трубы, в том числе и стальные, применяются в хозяйственных или жилых зданиях и сооружениях. Как правило, это основной компонент систем водоснабжения, канализации и отопления. Кроме того, стальные трубы могут использоваться и для других целей, например, для устройства пневмотрубной системы на промышленном предприятии или в качестве несущих и вспомогательных строительных конструкций, кабельных каналов и т.п.
Однако важно учитывать один нюанс, чтобы закупить необходимое количество труб при строительстве или ремонте. Трубопроводы измеряются метрами, как на чертежах, так и в жизни, а продаются такие изделия тоннами с заводов и металлобаз. Поэтому, чтобы количество закупаемого материала не было значительно меньше или больше необходимого, необходимо как можно точнее рассчитать, сколько и каких труб необходимо закупить, то есть перевести из метров в тонн или наоборот.
Теоретическая масса стальной трубы
Эта задача может показаться слишком сложной, но на самом деле это не так, так как в Украине и других странах существуют стандарты, по которым производятся стальные трубы. В них указаны требования к продукции и материалам, из которых изготавливается трубная продукция: плотность, толщина стенки трубы и другие существенные параметры. Таким образом, становится проще определить вес трубы/трубы, то есть перевести метры в килограммы.
Основным стандартом Украины на производство электросварных труб и строительных профилей является ДСТУ EN 10214. Однако применяются и несколько других нормативных документов:
ГОСТ 10704. Трубы прямошовные пильные. Ассортимент продукции
ГОСТ 10705. Трубы стальные электросварные. Технические характеристики
ГОСТ 10706. Трубы прямошовные пильные. Технические характеристики
ГОСТ 8733. Трубы стальные бесшовные холоднодеформированные и теплодеформированные
ГОСТ 8734. Трубы стальные бесшовные холоднодеформированные и др.
Все вышеперечисленные ГОСТы будут отменены в Украине в середине 2022 года, оставаясь при этом в силе в СНГ.
Как определить вес круглой трубы?
Таблицы расчета теоретического веса стальных труб разработаны в соответствии с данными стандартами EN 10219-2 и другими документами.
Размеры и вес труб согласно EN 10219-2
Наружный диаметр, мм
Толщина стенки, мм
Масса 1 метра трубы, кг
21,3
2,0
0,95
21,3
2,5
1,16
21,3
3,0
1,35
26,9
2,0
1,23
26,9
2,5
1,50
26,9
3,0
1,77
33,7
2,0
1,56
33,7
2,5
1,92
33,7
3,0
2,27
42,4
2,0
1,99
42,4
2,5
2,46
42,4
3,0
2,91
42,4
4,0
3,79
48,3
2,0
2,28
48,3
2,5
2,82
48,3
3,0
3,35
48,3
4,0
4,37
48,3
5,0
5,34
60,3
2,0
2,88
60,3
2,5
3,56
60,3
3,0
4,24
60,3
4,0
5,55
60,3
5,0
6,82
76,1
2,0
3,65
76,1
2,5
4,54
76,1
3,0
5,41
76,1
4,0
7,11
76,1
5,0
8,77
76,1
6,0
10,4
76,1
6,3
10,8
88,9
2,0
4,29
88,9
2,5
5,33
88,9
3,0
6,36
88,9
4,0
8,38
88,9
5,0
10,3
88,9
6,0
12,3
88,9
6,3
12,8
101,6
2,0
4,91
101,6
2,5
6,11
101,6
3,0
7,29
101,6
4,0
9,63
101,6
5,0
11,9
101,6
6,0
14,1
101,6
6,3
14,8
114,3
2,5
6,89
114,3
3,0
8,23
114,3
4,0
10,9
114,3
5,0
13,5
114,3
6,0
16,0
114,3
6,3
16,8
114,3
8,0
21,0
139,7
3,0
10,1
139,7
4,0
13,4
139,7
5,0
16,6
139,7
6,0
19,8
139,7
6,3
20,7
139,7
8,0
26,0
139,7
10,0
32,0
168,3
3,0
12,2
168,3
4,0
16,2
168,3
5,0
20,1
168,3
6,0
24,0
168,3
6,3
25,2
168,3
8,0
31,6
168,3
10,0
39,0
177,8
4,0
17,1
177,8
5,0
21,3
177,8
6,0
25,4
177,8
6,3
26,6
177,8
8,0
33,5
177,8
10,0
41,4
177,8
12,0
49,1
177,8
12,5
51,0
193,7
4,0
18,7
193,7
5,0
23,3
193,7
6,0
27,8
193,7
6,3
29,1
193,7
8,0
36,6
193,7
10,0
45,3
193,7
12,0
53,8
193,7
12,5
55,9
219,1
4,0
21,2
219,1
5,0
26,4
219,1
6,0
31,5
219,1
6,3
33,1
219,1
8,0
41,6
219,1
10,0
51,6
219,1
12,0
61,3
219,1
12,5
63,7
244,5
5,0
29,5
244,5
6,0
35,3
244,5
6,3
37,0
244,5
8,0
46,7
244,5
10,0
57,8
244,5
12,0
68,8
244,5
12,5
71,5
273,0
5,0
33,0
273,0
6,0
39,5
273,0
6,3
41,4
273,0
8,0
52,3
273,0
10,0
64,9
273,0
12,0
77,2
273,0
12,5
80,3
323,9
5,0
39,3
323,9
6,0
47,0
323,9
6,3
49,3
323,9
8,0
62,3
323,9
10,0
77,4
323,9
12,0
92,3
323,9
12,5
96,0
355,6
5,0
43,2
355,6
6,0
51,7
355,6
6,3
54,3
355,6
8,0
68,6
355,6
10,0
85,2
355,6
12,0
102
355,6
12,5
106
355,6
16,0
134
355,6
20,0
166
406,4
6,0
59,2
406,4
6,3
62,2
406,4
8,0
78,6
406,4
10,0
97,8
406,4
12,0
117
406,4
12,5
121
406,4
16,0
154
406,4
20,0
191
406,4
25,0
235
457,0
6,0
66,7
457,0
6,3
70,0
457,0
8,0
88,6
457,0
10,0
110
457,0
12,0
132
457,0
12,5
137
457,0
16,0
174
457,0
20,0
216
457,0
25,0
266
457,0
30,0
316
508,0
6,0
74,3
508,0
6,3
77,9
508,0
8,0
98,6
508,0
10,0
123
508,0
12,0
147
508,0
12,5
153
508,0
17,4
16,0
508,0
20,0
241
508,0
25,0
298
508,0
30,0
354
610,0
6,0
89,4
610,0
6,3
93,8
610,0
8,0
119
610,0
10,0
148
610,0
12,0
177
610,0
12,5
184
610,0
16,0
234
610,0
20,0
291
610,0
25,0
361
610,0
30,0
429
711,0
6,0
104
711,0
6,3
109
711,0
8,0
139
711,0
10,0
173
711,0
12,0
207
711,0
12,5
215
711,0
16,0
274
711,0
20,0
341
711,0
25,0
423
711,0
30,0
504
762,0
6,0
112
762,0
6,3
117
762,0
8,0
149
762,0
10,0
185
762,0
12,0
222
762,0
12,5
231
762,0
16,0
294
762,0
20,0
366
762,0
25,0
454
762,0
30,0
542
813,0
8,0
159
813,0
10,0
198
813,0
12,0
237
813,0
12,5
247
813,0
16,0
314
813,0
20,0
391
813,0
25,0
486
813,0
30,0
579
914,0
8,0
179
914,0
10,0
223
914,0
12,0
267
914,0
12,5
278
914,0
16,0
354
914,0
20,0
441
914,0
25,0
548
914,0
30,0
654
1016,0
8,0
199
1016,0
10,0
248
1016,0
12,0
297
1016,0
12,5
309
1016,0
16,0
395
1016,0
20,0
491
1016,0
25,0
611
1016,0
30,0
729
1067,0
10,0
261
1067,0
12,0
312
1067,0
12,5
325
1067,0
16,0
415
1067,0
20,0
516
1067,0
25,0
642
1067,0
30,0
767
1168,0
10,0
286
1168,0
12,0
342
1168,0
12,5
356
1168,0
16,0
455
1168,0
20,0
566
1168,0
25,0
705
1219,0
10,0
298
1219,0
12,0
357
1219,0
12,5
372
1219,0
16,0
475
1219,0
20,0
591
Формула расчета теоретического веса круглой трубы:
Чтобы не тратить лишнее время на поиск нужных параметров в таблицах, существует еще один способ перевода метров в килограммы. Для расчета теоретического веса метровой трубы используется специальная формула.
В упрощенном виде это выглядит так:
м = ρ*X, где:
м – расчетный вес 1 м трубы
ρ — плотность материала (в зависимости от марки стали)
X – сечение трубы
Существуют различные формулы для популярных типов стальных труб. Например, при расчете веса круглой стальной трубы учитываются такие геометрические характеристики, как наружный диаметр и толщина стенки. Примерный вес одного метра круглой трубы можно рассчитать по следующей формуле:
м = π * (D — Sw) * Sw * ρ, где:
π – число, равное 3,14
D – наружный диаметр трубы
Св. – толщина стенки
ρ — плотность материала/удельный вес
Однако следует иметь в виду, что это только приблизительные оценки. На самом деле в реальном производстве возможны определенные стандартно предусмотренные допуски на размеры, а фактическая плотность стали может значительно отличаться от теоретической в результате выбранной изготовителем системы легирования. Если в малых объемах эта погрешность практически незаметна, то в крупнотоннажных заказах она достигает десятков и сотен килограммов.
Кроме того, вес труб, у которых диаметр и толщина стенки совпадают, может варьироваться в зависимости от способа производства. Трубы бывают бесшовные и сварные, а сварные трубы, в свою очередь, различаются по типу сварного соединения: одношовные, двухшовные, прямошовные и спиральношовные.
Технология производства также влияет на выбор марки стали (и сварочных материалов в случае сварки трубы) и, следовательно, на ее плотность.
Кроме того, использование защитного покрытия может повлиять на конечный вес продукта. Например, при расчете веса оцинкованной трубы необходимо учитывать толщину слоя цинка и разницу между плотностью покрытия и стальной основы.
Зная формулы и основные параметры труб, можно провести обратный расчет, то есть рассчитать примерную длину труб исходя из веса изделия.
Пример расчета веса круглой трубы:
Как определить вес одного метра трубы из углеродистой стали со следующими параметрами:
наружный диаметр 70 мм
толщина стенки 3 мм
плотность 7850 кг/м3
м = 3,14*(0,07 — 0,003)*0,003*7,850=4,956 кг
В соответствии со справочными таблицами масса одного погонного метра трубы должна быть 4,96 кг. Поэтому формула дает достаточно точный результат.
И это еще не все. Формулы, таблицы, ГОСТы и другие способы определения веса метровой трубы служат лишь вспомогательным средством и, похоже, рассчитаны на тех, кто любит проводить время с калькулятором, чертежами и формулами.
Цифровизация также достигла области преобразования длины трубы в вес. Существует множество сайтов и мобильных приложений, где всего в несколько кликов можно узнать вес труб, необходимых для ремонта нескольких десятков метров городского водопровода или прокладки нового многокилометрового водопровода. газопровод к перспективному месторождению природного газа. Это означает, что отдел продаж сталеплавильного предприятия сможет быстро и точно перевести необходимый заказчику объем из метров в килограммы и установить четкие параметры производства стальной заготовки, стальной заготовки для бесшовной трубы или полосы. для сварной трубы.
Расчет веса трубы — металлические и неметаллические
Поделиться с:
Если вы занимаетесь трубопроводами, вы не можете игнорировать термин вес трубы. Независимо от того, занимаетесь ли вы компоновкой, напряжением, материалом, конструкцией или чем-то еще, вам потребуется узнать вес трубы.
Вес трубы напрямую зависит от толщины стенки трубы и материала конструкции. Толщина стенки и материал трубы, которые будут использоваться, зависят от конструктивных параметров, учитываемых при проектировании системы трубопроводов в соответствии с приложениями.
Чем толще стенка, тем больше будет вес трубы. Чем больше вес, тем больше жесткость и меньше гибкость. Следовательно, расчет веса трубы помогает не только определить вес трубы, но также помогает понять силу, необходимую для правильной поддержки трубы.
Труба высокого давления может лопнуть, если она не изготовлена из надлежащего материала и не имеет надлежащей опоры в требуемом месте и на требуемом участке. Разные материалы имеют разное соотношение прочности и веса.
Не волнуйтесь, это очень легко вычислить.
В этой статье мы изучим расчет веса трубы для металлических и неметаллических труб.
Содержание
Методы расчета веса трубы
Я собираюсь разработать два метода расчета веса трубы:
Согласно ASME B36.10
Общий метод такой же выход. Но сам метод 1 st ограничен только металлическими трубами и 2 9Метод 1919 и лучше всего подходит как для металлических, так и для неметаллических материалов.
Расчет веса трубы в соответствии с ASME B36.10/ASME B36.19
В соответствии с пунктом 5 ASME B36.10/ASME B36.19 приведенная ниже формула используется для расчета веса трубы.
Примечание: Эта формула предназначена для трубы с гладким концом. Для трубы со скосом и резьбой удаленный материал из трубы должен быть минус для точного веса.
Где,
Вт ре = Номинальная масса гладкого конца (кг/м)
D = Внешний диаметр трубы (мм), доступно в ASME B36.10
t = Толщина стенки трубы (мм), доступно по графику в ASME B36. 10
Пример-1
Рассчитаем вес трубы из углеродистой стали диаметром 8 дюймов согласно стандарту Schedule STD
Рис. 1: Скриншот ASME B36.10
219,11мм
t = 8,18мм
Подставим эти значения в формулу
W PE = 0,0246615 (D-T) T
= 0,02466615 (219,11-8,18) 8,18
W PE = 42,55 кг/м
, если вы увидите, что на фиг. 1 расчетное значение и значение, указанное в таблице, совпадают.
W pe = 42,55 кг/м на 1 метр трубы, для любой длины трубы умножьте это значение на n число длины.
Этот метод применим для сварных и бесшовных труб из кованой стали (ASME B36.10) и труб из нержавеющей стали (ASME B36.19).) оба .
Общий метод расчета веса трубы
Общая формула для расчета массы любого объекта:
Масса = Объем x Плотность Ур. 1
Для расчета веса трубы будем использовать ту же формулу. Просто нам нужно знать плотность конкретного материала и формулу объема трубы.
Формула для расчета объема трубы
Где
P v = Объем трубы (мм 3 )
D = наружный диаметр трубы (мм)
d = (D-2t), внутренний диаметр трубы (мм)
t = толщина трубы (мм)
L 90 длина (м)
Пример-2
Давайте рассчитаем вес 8-дюймовой трубы из углеродистой стали стандарта Schedule STD (взяв тот же размер и график, что и в примере 1, чтобы перепроверить правильность обоих методов).
У нас есть,
D = 219,1 мм
t = 8,18 мм
d = (219,1 – 2×8,18) = 202,74 мм
L = 1000 мм
Теперь подставьте эти значения в уравнение. 2
P v = 5420270,23 мм 3 =0,00542027 м 3
Мы знаем, что плотность углеродистой стали 7850 кг/м 1
Масса = Объем x Плотность = 0,00542027 x 7850 = 42,55 кг/м
Здесь мы видим, что вес трубы, рассчитанный обоими методами, одинаков.
Блоки из ячеистого бетона, автоклавный газобетон или пенобетон
Главная / Информация /
Блоки из ячеистого бетона — это строительный материал, представляющий из себя искусственный камень с пористой структурой и низким коэффициентом теплопроводности. При их изготовлении используется цемент, песок, вода и газообразующие смеси (алюминий и известь для газобетона) или пенообразователь (для пенобетона).
Свое широкое применение блоки из ячеистого бетона нашли в сфере теплоизоляционного и конструкционного строительства. Они используются для утепления стен, перекрытий, а также закладки проемов при постройке сооружений из монолита.
Качество и технические условия производства блоков определяются ГОСТом 25458–89 от 1 января 1990 года. Сейчас этот документ носит чисто рекомендательный характер.
Виды блоков из ячеистого бетона
В настоящее время используются два вида блоков из ячеистого бетона, это пенобетонные и газобетонные блоки (автоклавные и неавтоклавные).
Пенобетонные блоки
Отличаются пористой структурой и низкой плотностью. Их производство начинается с изготовления раствора цемента, воды и песка. Все компоненты отправляют в смеситель, куда также добавляют пенообразователь — вещество, с помощью которого блок приобретает пористость. Полученный состав заливают в форму, где в течение 10 часов происходит его набухание и окончательное схватывание.
Газобетонные блоки (автоклавные)
Отличаются пористой структурой и высокой прочностью. При их производстве главным критерием является правильный химический процесс, а не добавление пенообразователя. При изготовлении газобетонных блоков готовится раствор портландцемента, содержащий трехкальцевый алюминат, негашеную известь, чистый песок и воду. Полученный портландцемент вместе с алюминиевой пудрой или алюминиевой пастой помещают в смеситель, где совершается тщательное перемешивание. Далее раствор заливается в формы и настаивается несколько часов. После этого блоки отправляют в автоклав, разогретый до 200 oC под давлением 10–12 бар, где возникают поры и происходит процесс окончательного схватывания бетона.
При производстве газобетонных блоков (неавтоклавных) специальный раствор после тщательного перемешивания оставляют в обычных условиях до полного затвердевания.
Технология производства является главным критерием определения качества блоков из ячеистого бетона.
Свойства блоков из ячеистого бетона
Из-за применения автоклавной обработки, газобетонные блоки имеют правильные геометрические формы, что позволяет им плотно прилегать друг к другу с зазором не более 1 мм.
Пенобетонные же блоки либо заливаются в кассеты, и тогда четких геометрических пропорций достичь не удается, либо вырезаются нужными размерами из пенобетонного массива.
Блоки из ячеистого бетона разделяются на марки от D300 до D1200. Эти цифры обозначают плотность блока, то есть D300 имеет плотность в 300 кг/м³. Всегда обращайте внимание на заявленную плотность, так как она может не соответствовать реальной. Многие малые фирмы и частные лица в целях экономии пренебрегают технологиями производства и качеством конечного продукта. Особенно это проявляется в производстве пенобетонных блоков, которые требует лишь наличия смесителя.
Также следует знать, что прочность блоков (газобетонных и пенобетонных) с одинаковой плотностью различается. Допустим, газобетонный автоклавный блок D500 имеет прочность в два раза больше, чем пенобетонный блок той же марки. Газобетонный блок неавтоклавный по прочности сравним с пенобетонным.
Из всех заявленных марок блоков из ячеистого бетона в ГОСТе 25458–89, самыми популярными являются D400 и D500. Реже попадаются D300 и D600. Остальные виды блоков в настоящее время практически не производятся.
Ячеистый бетон YTONG. Блоки из ячеистого бетона по цене производителя
В прошлом году в г. Можайске (Московская обл.) был введен в строй новый завод по производству автоклавного газобетона марки YTONG® — самое крупное и современное предприятие по производству материалов этого типа в РФ.
Ячеистый бетон давно известен в нашей стране и пользуется заслуженной популярностью у российских строителей и проектировщиков. Но мало кто знает, что этот замечательный материал был изобретен в начале прошлого века шведским архитектором Акселем Эрикссоном, а бренд YTONG® («Итонг») стал родоначальником промышленного производства газобетона автоклавного твердения. Впоследствии эта марка вошла в состав корпорации Xella (Германия) — одной из ведущих компаний в мире в области производства и поставок строительных материалов. О масштабах деятельности корпорации красноречиво говорит тот факт, что около 7 тыс. сотрудников Xella работают более чем в 30 странах мира, а объем продаж компании в 2007 году превысил 1,3 млрд евро. На всех континентах имя компании ассоциируется с инновационными технологиями и компетентностью, а также продуктами и услугами высочайшего качества, чему в немалой степени способствует наличие собственного Центра технологий и исследований, одного из самых современных в мире.
Бренд YTONG® занимает лидирующие позиции на мировом рынке автоклавного газобетона, что обусловлено почти 80-летним опытом успешного применения материала этой марки.
Блоки YTONG® производятся на заводах концерна Xella по самым передовым технологиям на современном оборудовании, что обеспечивает неизменно высокое качество продукции и постоянство технических характеристик от партии к партии. Динамично развивающийся строительный рынок России представляет огромный интерес для всех, без исключения, производителей строительных материалов, поэтому нет ничего удивительного в том, что руководством концерна было принято решение об организации производства ячеистого бетона в нашей стране. Производственная мощность Можайского завода, первого предприятия Xella в РФ, в настоящее время составляет около 400 тыс. м3 газобетонных блоков в год, а к 2009 году будет увеличена до 500 тыс. м3. Немецкая основательность и, безусловно, высокое качество выпускаемой продукции давно уже стали «визитной карточкой» компании Xella, поэтому совершенно не важно в какой стране произведен тот или иной продукт. Подход к организации технологического процесса и контролю качества одинаков на всех предприятиях концерна, и ЗАО «Кселла-Аэроблок-Центр», а именно так официально именуется Можайский завод, — не является исключением. Блоки YTONG® выпускаются в соответствии с собственным заводским стандартом СТО 73045594-001-2008, требования которого превосходят требования к качеству действующего в нашей стране ГОСТ 21520-89 «Блоки из ячеистых бетонов стеновые мелкие» (табл. 1). Компания Xella всегда стремится к тому, чтобы ее продукты в полной мере соответствовали климатическим условиям страны-потребителя, поэтому в разработке заводского стандарта принимали участие не только немецкие инженеры, но и специалисты НИИЖБ. Качество продукции марки YTONG® находится на неизменно высоком уровне, что обеспечивается жестким пооперационным контролем и периодическими испытаниями в Центре технологий и исследований Xella.
Преимущества YTONG® Низкая теплопроводность ячеистого бетона позволяет возводить из блоков YTONG® однослойные (без дополнительного утепления) стены, полностью отвечающие современным требованиям, предъявляемым к теплоизоляционным характеристикам ограждающих конструкций жилых и общественных зданий. При равных тепловых параметрах масса стен из ячеистого бетона в несколько раз меньше, чем у стен из традиционных материалов, что позволяет существенно сократить расходы на устройство фундамента и несущих конструкций. Кроме того, ограждающие конструкции из блоков YTONG® удовлетворяют требованиям по энергосбережению при существенно меньшей толщине, что обеспечивает экономию строительных материалов и позволяет увеличить полезную площадь внутренних помещений. Сравнительно большие габариты газобетонных блоков и их малый вес способствуют сокращению сроков строительных работ (до 4 раз), снижают уровень трудозатрат и позволяют отказаться от использования тяжелой подъемной техники. Из приведенной таблицы видно, что геометрические размеры изделий YTONG® выдерживаются с очень большой точностью. Это дает возможность укладывать блоки не на обычные кладочные растворы, а на тонкослойные клеевые составы, обеспечивающие толщину швов 1–3 мм, и, как следствие, максимально возможное термическое сопротивление ограждающей конструкции. Проведенные исследования показывают, что при кладке стеновых ограждений из ячеистых блоков увеличение толщины швов до 10 мм приводит к снижению среднего термического сопротивления конструкции приблизительно на 20%, а устройство швов толщиной 20 мм снижает этот показатель более чем на 30%. Высокая точность геометрии блоков позволяет без особых трудозатрат получать очень ровную поверхность, что обеспечивает значительную экономию штукатурных смесей, как фасадных, так и внутренних.
Следует отметить, что, приобретая продукцию под маркой YTONG®, строитель получает КОМПЛЕКСНЫЕ РЕШЕНИЯ в виде марочных инструментов, раствора YTONG® для тонкошовной кладки, а также решения в области логистики и консультации специалистов компании, что гарантирует максимально высокое качество строительства. Несмотря на принадлежность к категории бетона, YTONG® легко обрабатывается при помощи обычного ручного инструмента. Его можно пилить, сверлить и штробить, вырезать элементы сложной формы и т. п., что позволяет реализовывать самые сложные архитектурные проекты, к числу которых относится, например, знаменитый «Кривой дом» (Польша, г. Сопот). Ячеистый бетон производится из натуральных ингредиентов (песок, известь и вода) с добавкой небольшого количества цемента, поэтому блоки YTONG® во всем мире признаны экологически чистым строительным материалом. В сравнении с неавтоклавным газобетоном автоклавная технология YTONG® не только ускоряет процесс твердения смеси и в несколько раз уменьшает усадку, но и значительно увеличивает прочность материала, что позволяет возводить из него несущие стены зданий высотой до 3 этажей. Малый вес и высокие тепло- и звукоизоляционные свойства блоков YTONG® делают их идеальным материалом для устройства внутренних перегородок и заполнения стеновых проемов многоэтажных зданий каркасной конструкции. Популярность ячеистого бетона в коттеджном строительстве также легко объяснима. Дело в том, что система YTONG® позволяет строить однослойные стены, полностью отвечающие требованиям СНиП II-3-79* «Строительная теплотехника», без дополнительного утепления. Однородные ограждающие конструкции из этого материала, покрытые тонким слоем минеральной штукатурки, обладают высокой паропроницаемостью (способностью «дышать»), легкостью и прочностью. По совокупности этих параметров, а также с точки зрения комфорта проживания дома из блоков YTONG® можно сравнивать только с традиционными деревянными домами из бревна или бруса. При этом YTONG® превосходит дерево по следующим показателям: быстрота возведения, более длительный срок службы (бетон не разрушается под воздействием влаги, УФ-излучения и биологических факторов), пожаробезопасность и, что немаловажно, сравнительно низкая стоимость.
Автоклавный газобетон
Автоклавный газобетон (AAC) изготавливается из мелких заполнителей, цемента и расширительного агента, благодаря которому свежая смесь поднимается, как тесто для хлеба. Фактически, этот тип бетона содержит 80 процентов воздуха. На заводе, где он производится, материал формуется и разрезается на блоки точного размера.
Затвердевшие блоки или панели из ячеистого бетона автоклавного твердения соединяются тонкослойным раствором. Компоненты можно использовать для стен, полов и крыш. Легкий материал обеспечивает превосходную звуко- и теплоизоляцию и, как и все материалы на основе цемента, является прочным и огнестойким. Чтобы быть долговечным, газобетон требует определенного типа отделки, такой как модифицированная полимером штукатурка, натуральный или искусственный камень или сайдинг.
Ключевые аспекты газобетона, будь то проектирование или строительство с его помощью, описаны ниже:
Преимущества
Автоклавный газобетон сочетает в себе изоляционные и конструкционные свойства в одном материале для стен, полов и крыш. Его легкий вес / ячеистые свойства позволяют легко резать, брить и придавать форму, легко принимать гвозди и шурупы, а также позволяют прокладывать его для создания пазов для электрических кабелепроводов и водопроводных труб меньшего диаметра. Это обеспечивает гибкость дизайна и конструкции, а также возможность легкой настройки в полевых условиях.
Долговечность и стабильность размеров. Материал на основе цемента, AAC устойчив к воде, гниению, плесени, плесени и насекомым. Блоки имеют точную форму и соответствуют жестким допускам.
Превосходная огнестойкость: газобетопласт толщиной восемь дюймов достигает четырехчасового рейтинга (фактические характеристики превышают этот показатель и соответствуют требованиям испытаний на срок до восьми часов). А поскольку он негорючий, он не горит и не выделяет токсичных паров.
Малый вес означает, что R — значения для газобетонных блоков сравнимы с обычными каркасными стенами, но они имеют более высокую теплоемкость, обеспечивают воздухонепроницаемость и, как только что было отмечено, не горючи. Этот легкий вес также обеспечивает высокое звукопоглощение для уединения, как от внешних шумов, так и от других комнат при использовании в качестве внутренних перегородок.
Но материал имеет некоторые ограничения. Он не так широко доступен, как большинство бетонных изделий, хотя его можно доставить куда угодно. Если это должно быть отправлено, его легкий вес выгоден. Поскольку его прочность ниже, чем у большинства бетонных изделий или систем, в несущих конструкциях его обычно необходимо армировать. Он также требует защитной отделки, поскольку материал пористый и может испортиться, если оставить его открытым.
Размеры
Доступны как блоки, так и панели. Блоки укладываются аналогично обычной кладке, но с использованием тонкослойного раствора, а панели стоят вертикально, охватывая всю высоту этажа. Для конструктивных нужд внутри секции стены размещаются залитые, армированные ячейки и балки. (Вогнутые углубления вдоль вертикальных краев могут создать цилиндрическую сердцевину между двумя соседними панелями.) Для обычных применений вертикальная ячейка размещается в углах, по обе стороны от отверстий и на расстоянии от 6 до 8 футов вдоль стены. Газобетон имеет средний вес около 37 фунтов на кубический фут (pcf), поэтому блоки можно размещать вручную, но для панелей из-за их размера обычно требуется небольшой кран или другое оборудование.
3 Блоки крупнее и легче традиционной бетонной кладки:
Высота: стандартная 8 дюймов
Ширина: 24 дюйма в длину
Толщина: 4, 6, 8, 10 и 12 дюймов
Блок размером 8 на 24 дюйма весит около 33 фунтов;
Специальные формы:
U-образные соединительные балки или перемычки доступны толщиной 8, 10 и 12 дюймов.
Блоки с гребнем и пазом доступны у некоторых производителей, и они соединяются с соседними блоками без строительного раствора по вертикальным краям.
Полые блоки для создания вертикальных армированных ячеек цементного раствора.
Установка, соединения и отделка
Из-за сходства с традиционной бетонной кладкой, автоклавные газобетонные блоки (блоки) могут быть легко установлены бетонщиками. Иногда к монтажу привлекаются плотники. Панели тяжелее из-за своего размера и требуют использования крана для установки. Производители предлагают обучающие семинары, и обычно достаточно иметь одного или двух опытных установщиков для небольших проектов. В зависимости от выбранного типа отделки их можно приклеивать напрямую или механически на лицевую сторону газобетона. Блок
Первый ряд уложен и выровнен. Блоки укладываются вместе с тонкослойным раствором в бегущей связке с перекрытием не менее 6 дюймов.
Стены выровнены, выровнены и выровнены резиновым молотком.
Отверстия и нечетные углы вырезаются ручной или ленточной пилой.
Определены места армирования, размещены арматурные стержни и выполняется заливка раствором. Затирку необходимо подвергнуть механической вибрации, чтобы закрепить ее.
Связующие балки размещаются в верхней части стены и могут использоваться для крепления тяжелых крепежных элементов.
Панели
Панели размещаются по одной, начиная с угла. Панели укладываются в слой тонкослойного раствора, а вертикальная арматура прикрепляется к дюбелям, выступающим от пола, до укладки соседней панели.
Сверху создается непрерывная соединительная балка либо из фанеры и газобетона, либо из блока связующей балки.
Отверстия могут быть вырезаны заранее или в полевых условиях.
Соединения
Каркас/каркас крыши соединяется с обычной верхней пластиной или стропами, встроенными в связующую балку.
Каркас перекрытия крепится стандартными ригелями, прикрепленными к стороне сборки газобетона рядом с связующей балкой.
Напольные системы из газобетона ложатся непосредственно на стены из газобетона.
Элементы из конструкционной стали большего размера устанавливаются на сварные пластины или пластины болтов, вставленные в соединительную балку.
Отделка
Отделка типа Stucco производится специально для AAC. Эти модифицированные полимером пластыри защищают от проникновения воды, но пропускают пары влаги для воздухопроницаемости.
Обычные сайдинговые материалы механически крепятся к поверхности стены. Если желательна задняя вентиляция материала сайдинга, следует использовать полоски обшивки.
Кирпичная фанера может быть непосредственно приклеена к поверхности стены или может быть выполнена в виде полых стен. Виниры прямого нанесения обычно представляют собой легкие материалы, такие как искусственный камень.
Экологичность и энергоэффективность
Автоклавный пенобетон предлагает как материальные, так и эксплуатационные аспекты с точки зрения устойчивости. Что касается материала, он может содержать переработанные материалы, такие как летучая зола и арматура, что может способствовать получению кредитов в системе LEED® или других экологических рейтинговых системах. Кроме того, он включает в себя такое большое количество воздуха, что содержит меньше сырья на единицу объема, чем многие другие строительные продукты. С точки зрения производительности система ведет к плотным ограждающим конструкциям. Это создает энергоэффективную оболочку и защищает от нежелательных потерь воздуха. Физические испытания показывают экономию тепла и охлаждения примерно на 10-20 процентов по сравнению с обычной рамной конструкцией. В постоянно холодном климате экономия может быть несколько меньше, потому что этот материал имеет меньшую теплоемкость, чем другие типы бетона. В зависимости от расположения производства относительно проектной площадки, газобетон также может вносить вклад в кредиты местных материалов в некоторых рейтинговых системах экологичного строительства.
Производство и физические свойства
Сначала в суспензию смешивают несколько ингредиентов: цемент, известь, воду, мелкомолотый песок и часто летучую золу. Добавляется расширительный агент, такой как алюминиевый порошок, и жидкая смесь отливается в большую заготовку. Когда суспензия вступает в реакцию с расширительным агентом с образованием пузырьков воздуха, смесь расширяется. После первоначального затвердевания полученный «торт» разрезают проволокой на блоки или панели точного размера, а затем запекают (автоклавируют). Тепло помогает материалу быстрее отверждаться, поэтому блоки и панели сохраняют свои размеры. Армирование размещается внутри панелей перед отверждением.
Этот производственный процесс позволяет получить легкий негорючий материал со следующими свойствами:
Плотность: от 20 до 50 фунтов на кубический фут (pcf) — он достаточно легкий, чтобы плавать в воде
Прочность на сжатие: от 300 до 900 фунтов на квадратный дюйм (psi)
Допустимое напряжение сдвига: от 8 до 22 фунтов на квадратный дюйм
Термическое сопротивление: от 0,8 до 1,25 на дюйм. толщины
Класс звукопередачи (STC): 40 для толщины 4 дюйма; 45 для толщины 8 дюймов
Автоклавный газобетон
В настоящее время нет торговой ассоциации, представляющей отрасль автоклавного газобетона. Производство AAC все еще существует в Северной Америке. Мы предлагаем вам поискать в Интернете представителей дилеров, которые могут помочь вам с возможным наличием продукта в вашем регионе.
Проекты газобетона
Повесть о трех городах: универсальность газобетона для жилых помещений
Использование автоклавного ячеистого бетона (АГБ) дает множество преимуществ. Возможно, в подтверждение универсальности AAC три описанных здесь жилых проекта совершенно разные, но их объединяет общая тема безопасности. Большой дом на одну семью в лесу, строительством которого занимается сам владелец; скромный дом на одну семью в лесистой местности, спроектированный архитектором, стремящимся к экологически чистому и здоровому образу жизни; и крупная застройка вдоль побережья Мексиканского залива Луизианы, требующая превосходной устойчивости к погодным условиям.
Handal Home, Мэриленд: простота и безопасность
Расположенный в лесу на юге Мэриленда, этот большой дом (6800 квадратных футов) столкнулся с рядом проблем при строительстве. Поэтому владелец, который сам руководит строительством, хотел простую систему. Это оказались 12-дюймовые блоки AAC. Ему нужны были их теплоизоляционные и негорючие свойства, чтобы противостоять лесным условиям дома, которые включали низкие температуры и, возможно, пожароопасность. Простота газобетона, по его словам, позволяет ему за один шаг построить структурную стену, которая изолирована, устойчива к термитам и готова к отделке. Он не хотел крепить сайдинг, предпочитая вместо него отделку прямого действия: гипсовую штукатурку внутри и лепнину снаружи.
Дом Додсона: Здоровый и безмятежный
Несколько лет назад, когда архитектор Элис Додсон выбрала AAC для строительства собственного дома, отчасти это было сделано по соображениям здоровья и окружающей среды. Давний сторонник устойчивого развития, она также уже следила за Bau-biologie. Относительно неизвестная в Соединенных Штатах, но хорошо зарекомендовавшая себя в Европе среди архитекторов и специалистов в области здравоохранения, Bau-biologie представляет собой строительную биологию или строительство для жизни. Это произошло после того, как быстрое строительство в послевоенной Германии привело к тому, что мы сейчас называем синдромом больного здания. Поэтому тогда, как и сейчас, она искала здоровые строительные решения. С этой целью она выбрала газобетонные блоки и панели, чтобы создать воздухопроницаемые каменные стены, не выделяющие летучих органических соединений (ЛОС). Это создает экологически чистое здание с успокаивающим и тихим интерьером. А так как ее муж-пожарный участвовал в процессе строительства, иметь негорючий материал было просто необходимо.
Оболочка из газобетона также обеспечивает хорошую теплоизоляцию и теплоизоляцию. Благодаря энергоэффективной оболочке, дополненной солнечными батареями и дровяной печью, счета за газ в течение первого года составили всего 100 долларов за дом площадью 4000 квадратных футов. Дом может оставаться теплым в течение двух-трех дней даже после отключения электричества. Додсону нравится, как с помощью деревообрабатывающих инструментов из материала можно вылепить различные формы и элементы, такие как колонны и камины, и он продолжает выступать за газобетон с клиентами, которые ценят его универсальность и эстетический потенциал.
Роща на заливном пляже: безопасность и устойчивость к погодным условиям
Эта история успеха произошла в результате разрушений, вызванных ураганом Катрина. The Grove at Inlet Beach, первый жилой комплекс с высокой плотностью застройки во Флориде Панхандл, предназначен для того, чтобы выдерживать будущие проблемы с погодой и безопасностью на побережье Мексиканского залива. Все стены, полы и потолки этих домов для одной семьи сделаны из панелей и блоков AAC. Превосходный рейтинг огнестойкости (четыре часа для четырех дюймов) был ключом к одобрению местного зонирования, и в результате нет никаких проблем с возгоранием конструкции. Когда приходят ураганы, эти конструкции подготовлены к ветру со скоростью 150 миль в час (миль в час) (категория 4) и при надлежащем усилении могут быть спроектированы так, чтобы выдерживать ветер со скоростью 200 миль в час и более (категория 5). Дома из газобетонных блоков также не разрушаются наводнениями: они устойчивы к подъему воды, гниению, плесени и плесени, их можно чистить, перекрашивать и вновь открывать для жителей — перестройка не требуется.
Как будто безопасности и устойчивости к атмосферным воздействиям недостаточно, чтобы выбрать AAC для собственного дома, застройщик рассчитывает сэкономить 35 процентов на счетах за коммунальные услуги и 65 процентов на страховых взносах.
Комфорт бетона
Некоторые постояльцы отеля в Джорджии сегодня спят лучше благодаря автоклавному газобетону (AAC). Примерно в часе езды от Атланты, на небольшом участке, расположенном рядом с межштатной автомагистралью, расположенном в Форсайте, штат Джорджия, Comfort Suites, возникло несколько проблем. А высокая стоимость земли делает все более распространенным строительство на участках, которым свойственны такие проблемы, как шум, неровная местность или минимальные отступы. Поэтому разработчики обратились к бетонной системе, чтобы удовлетворить свои потребности в качественном проекте — в данном случае это прочное, тихое, четырехэтажное здание рядом с оживленным шоссе.
Подробнее об AAC.
Отказ от ответственности
Список организаций и информационных ресурсов не является ни одобрением, ни рекомендацией Ассоциации портландцемента (PCA). PCA не несет никакой ответственности за выбор перечисленных организаций и продуктов, которые они представляют. PCA также не несет ответственности за ошибки и упущения в этом списке.
Автоклавный газобетон (AAC) — этот старый дом
Этот дом из газобетона в средиземноморском стиле в Найсвилле, Флорида, отделан штукатуркой непосредственно на стене, обрешетка не требуется.
Фото Рика Оливье
Со хлопком Крис Поут зажигает факел из пропана и подносит пламя к тому, что выглядит как двойной ломтик белого хлеба. «Посмотрите на это», — говорит строитель из Северной Флориды, и его голос раскрывает его австралийские корни. Он поджаривает одну сторону материала, называемого автоклавным газобетоном (AAC), до тех пор, пока он не станет вишнево-красным, а затем предлагает другую сторону посетителю. Тост классный. И он легкий — примерно в два раза легче бетона, для замены которого он был изобретен. «Это только начало», — с ухмылкой говорит Поат. Некоторые называют автоклавный газобетон (AAC) почти идеальным строительным материалом. Запатентовано в 1924 шведского архитектора, AAC состоит из обычных ингредиентов: портландцемента, извести, кварцевого песка или летучей золы, воды и небольшого количества алюминиевой пудры. Материал звукоизолирующий, энергосберегающий, устойчивый к огню, гниению и термитам, его можно резать ручной пилой и ваять в архитектурные детали. Европейцы построили миллион домов и зданий из газобетона, но попытки внедрить его здесь терпели неудачу до недавнего времени, когда энергетические проблемы и высокие цены на пиломатериалы начали открывать глаза на его возможности.
В шотландских бермудах, развевающихся на загорелых ногах, Поат выпрыгивает из фургона у дома, который его фирма Advanced Coastal Construction строит из AAC. В тени залива Чоктоватчи во Флориде 92 градуса по Фаренгейту, но когда Поат заходит в недостроенный дом, температура становится намного ниже, а строительный шум наверху почти не проникает через 10-дюймовые панели пола из газобетона, армированного сталью. Панели изготовлены немецким производителем Hebel, который в 1996 году открыл первый в этой стране завод по производству газобетонных блоков. (Конкурент Ytong открыл здесь завод газобетона в 1997.) Владелец дома, Ричард Гренамьер, давно хотел дом AAC. «Я читал об этом много лет назад, но это было недоступно, — говорит он. «Друг заказал блок Hebel из Германии для строительства своего дома в Таллахасси. Я был взволнован, когда увидел вывески Hebel». Что замедлило появление AAC в Соединенных Штатах, так это нежелание некоторых каменщиков осваивать новые рабочие навыки, говорит Боб Шулдес, инженер-консультант из Portland Cement Association, который изучал историю материала. Но понаблюдайте за работой каменщика Марка Харрисона, и трудно понять, почему. «Это легко», — говорит он, вырезая блок по размеру на большой ленточной пиле и прикрепляя его к стене высотой по пояс в другом доме во время тура Поата. Харрисон кладет шпатель, чтобы взять один из блоков AAC. При длине 24 дюйма он больше обычного бетонного блока и при весе около 30 фунтов легче, но поскольку он прочный, Харрисону приходится работать двумя руками. Американские каменщики привыкли хватать паутину бетонного блока и поднимать ее на место одной рукой. Харрисон не против работать двумя руками, но некоторые каменщики никогда не привыкают к этой разнице.
Строитель Майк Хавинкин прогоняет газобетонный блок через ленточнопильный станок, деревообрабатывающий инструмент. Этот конкретный блок будет использоваться в выравнивающем слое, первом ряду газобетона поверх фундамента. Но сначала Хавинкин вырезает паз для стального арматурного стержня с резьбой.
Фото Рика Оливье
Газобетон
поднимается быстрее, чем традиционный бетонный блок. И когда он стоит на месте, он крепкий, с достаточной прочностью на сжатие, чтобы поддерживать себя на высоте трех или четырех этажей. По словам партнера Poate Крейга Коула, с помощью стяжек на крыше через каждые 12 футов и по углам AAC соответствует местным требованиям к ветровой нагрузке в 130 миль в час. Более высокие требования к ветровой нагрузке требуют только более толстых стен, говорит архитектор Джайлс Бланден, спроектировавший в этом году дом, построенный из газобетона в Чапел-Хилл, Северная Каролина: «У нас была одна стена высотой 14 футов, поэтому мы проконсультировались с инженером и сделали его толщина составляет 10 дюймов вместо 8 дюймов. Поскольку AAC все еще неизвестен, Hebel и Ytong предлагают инженерную помощь проектировщикам и строителям. Компании также обучают торговцев.
Бланден, который проявляет особый интерес к энергоэффективному строительству, говорит, что ячеистые пространства AAC обеспечивают отличную изоляцию. Расчеты Хебеля показывают, что 8-дюймовая стена из газобетона имеет значение R 11, но из-за уменьшенной инфильтрации воздуха и повышенной тепловой массы она превосходит стену из каркаса с рейтингом R-30. «Вы получаете эффект маховика от его массы — снижение колебаний температуры, потому что он медленно нагревается или охлаждается», — говорит Бланден. Хебель говорит, что его стены в два с половиной раза более герметичны, чем стандартные деревянные рамы или бетонные блоки, и, по словам Крейга Коула, на самом деле настолько герметичны, что возникает еще одна проблема: балансировка кондиционирования воздуха. «В доме площадью 2800 квадратных футов будет прохладно до тех пор, пока влажность не начнет накапливаться до того, как включится кондиционер», — говорит Коул. «Поэтому мы уменьшили мощность кондиционера на тонну и добавили гигростат, так что либо температура, либо влажность запускают устройство». Недостатки AAC в основном связаны с его новизной. Хотя его можно привинтить и прибить гвоздями так же легко, как дерево, крепление часто не такое прочное — шурупы могут соскочить, а гвозди — скрутиться. Помогают пластиковые анкеры, и компания Hebel разработала специальные гвозди с большой головкой и квадратным стержнем, обладающие лучшей удерживающей способностью. Небольшие дефекты можно заполнить раствором с жидким затвердеванием, но он капает и растекается, поэтому для более крупного ремонта требуется более густой раствор. Поскольку вода скапливается в открытых порах материала, газобетон нельзя оставлять незавершенным более чем на несколько дней.
Здесь, в северной Флориде, одноэтажный дом со стенами Hebel стоит примерно на 2,5 процента дороже, чем сопоставимый каркасный дом с оштукатуренными шестидюймовыми стенами, говорит Коул. Но экономия энергии компенсирует разницу менее чем за пять лет, говорит он.
Станки с программным управлением представляют собой современное высокотехнологичное оборудование, функционирующее самостоятельно. За все рабочие процессы отвечают импульсы, посылаемые контроллерами к двигателям и исполнительным элементам. Весь пакет действий, от точки старта до точки завершения работы, прописан в специальной программе, которая заранее создана на компьютере, после чего сохранена в формате, подходящем для аппаратов с ЧПУ, и загружена в память устройства. Фактически, создание УП, ее перенос на станок, укладка материала и запуск оборудования — это и есть все действия, которые выполняет человек, обслуживающий компьютеризированные станки. Дальше требуется лишь периодически следить за ходом выполнения работ и собрать заготовки после завершения процесса.
Отсутствие так называемого человеческого фактора при выполнении операций и полностью автоматическое управление станками обеспечивают многократное повышение эффективности производства, увеличивают скорость и точность обработки, позволяют выпускать совершенно идентичные партии заготовок и изделий. Эти и многие другие достоинства станков с ЧПУ обеспечили им заслуженное уважение и сделали востребованными во всех областях, связанных с обработкой материалов и созданием товаров, предназначенных для производственных целей, повседневного использования, оказания услуг и прочего.
Несмотря на то, что все современные станки управляются с компьютера (ноутбука, стойки с экраном и кнопками), они радикально отличаются между собой по назначению, инструменту, типу сырья для работы и еще некоторым факторам.
Наиболее часто используется пять разновидностей станочного оборудования, и, если распределить их по степени популярности, список будет выглядеть следующим образом:
Фрезерные станки
Многочисленная группа оборудования, предназначенная для выполнения различных операций с большим ассортиментом материалов. Это могут быть металлы, дерево, пластики, воск, пенопласт, гипс, кожа, камень, стекло и т. д. Рабочий инструмент (фреза) выполнен из металла и оснащен остро заточенными гранями, кромками или зубцами.
На фрезере можно сверлить, фрезеровать, гравировать, зенкеровать, пазовать, торцевать, шлифовать поверхности, растачивать отверстия, нарезать зубцы и выполнять еще множество операций инструментами, подходящими для этих целей.
Станки такого плана широко используют в металлообработке, работе с камнем, ювелирном деле, рекламном бизнесе, но особенно популярны они во всех сферах, связанных с обработкой древесины. Мебельное производство, изготовление лестниц, беседок, входных и межкомнатных дверей, выпуск изделий бытового и декоративно-прикладного характера, создание интерьерных украшений (большие и малые статуи, настенные панно с 3D-барельефами и тому подобное), производство подарков, сувениров и прочих изделий.
Лазерно-гравировальное оборудование
Лазерные аппараты являются главными конкурентами фрезерных станков и активно борются с ними за первое место в списке лидеров. Небольшое отставание объясняется лишь ощутимой пока еще разницей в стоимости между двумя типами устройств.
Достоинств у станков лазерной группы намного больше, чем у фрезеров. Сюда входит более высокая скорость, прецизионная, то есть, абсолютная точность обработки, единый режущий инструмент для всех типов операций, бесшумность и безотходность, отсутствие физического контакта с поверхностью, более широкий спектр материалов.
Главным и единственным инструментом лазерных станков выступает поток частиц высокой температуры. Линза, помещенная в инструментальную головку над рабочей поверхность, фокусирует поток в тончайший лазерный луч с малым диаметром и очень большой концентрацией мощности в зоне обработки. На поверхности материала лазер выглядит как крохотная точка, однако малые габариты совсем не мешают лучу мгновенно прожигать насквозь древесину, металлы и стекло. Помимо этих поверхностей лазерные станки подходят для обработки бумаги, картона, тканей и нетканых материалов, меха, пленки, пластмасс, ферронита и паронита, резины и т. д. Луч может не только резать, но и сверлить, гравировать, маркировать материалы, а, если говорить об оптоволоконных устройствах, то даже сваривать металлические поверхности.
Сфера применения лазерного оборудования с ЧПУ не менее широка, чем у фрезерных аппаратов и включает в себя те же самые области, дополненные легкой промышленностью, упаковочным и сувенирным производством, изготовлением печатей, уплотнительных прокладок, электронных плат, виниловых наклеек и т. д.
Режущие плоттеры с ЧПУ
Станки-плоттеры с компьютерным управлением стали настоящим спасением для типографских мастерских, швейных ателье и прочих предприятий, работа которых связана с раскроем тонких и деликатных материалов. Это могут быть виниловые пленки, кожа, бумага, картон, ткани и прочие им подобные поверхности.
Особенностью плоттеров, которые называют также каттерами, является режущий инструмент, который и дал оборудованию второе название. Он представляет собой острейший нож, закрепленный над рабочей зоной, который, в зависимости от типа, может перемещаться только в горизонтальной плоскости, совершать возвратно-поступательные движения или вращаться во всех направлениях.
Плоттерное оборудование предназначено для работы с листовыми и рулонными материалами и используется для обычного и сложноконтурного раскроя, вырезания аппликаций, узоров, надписей и виниловых наклеек.
ЧПУ станки для начинающих — какой выбрать? Основные советы по выбору ЧПУ станков
Основные виды ЧПУ станков. Какой выбрать?
Что такое ЧПУ? Какие бывают виды станков с ЧПУ и как они работают?
В этом разделе мы ответим на все эти вопросы и сравним механическую обработку при помощи ЧПУ станков с другими технологиями производства, чтобы помочь вам найти лучшее решение для себя.
Что такое ЧПУ
Обработка с ЧПУ (числовое программное управление) — это технология выборки материала. Что означает — детали создаются путем удаления материала из цельного блока, называемого заготовкой, с использованием различных режущих инструментов.
Это принципиально иной способ изготовления по сравнению с аддитивной 3D-печатью или технологией литья. Механизм выборки материала имеет как конструктивные ограничения, так и свои преимущества. Подробнее об этом, ниже.
Обработка на ЧПУ оборудовании – это в первую очередь цифровая технология. С её помощью, можно производить высокоточные детали с превосходными физическими свойствами непосредственно из файла CAD. Благодаря высокому уровню автоматизации, ЧПУ обработка является конкурентоспособной по цене, как для изготовления единичных деталей, так и для организации мелкосерийного производства.
Почти любой материал можно обработать на ЧПУ станке. Наиболее распространенные примеры — металлы (алюминиевые и стальные сплавы, латунь и т.д.), пластмассы, такие как АБС или нейлон. Композитные материалы и дерево тоже можно обрабатывать.
Основной процесс ЧПУ обработки можно разбить на 3 этапа. Сначала инженер проектирует модель CAD детали. Затем оператор станка превращает файл CAD в G-код и настраивает станок. Наконец, система ЧПУ выполняет все операции обработки. Конечно, для этого требуется некий контроль за выполняемыми действиями машины.
Краткая история ЧПУ станков
Самым ранним из когда-либо обнаруженных механически обработанных предметов, была чаша, найденная в Италии. Её изготовили в 700 г. до н.э., с помощью токарного станка
Попытки автоматизировать механическую обработку начались в 18 веке. Тогда станки были чисто механическими и работали на пару
Первая программируемая машина была разработана в конце 40-х годов в Массачусетском Технологическом Университете. Для её работы использовали перфокарты, чтобы кодировать каждое движение
Распространение компьютеров в 50-х и 60-х годах коренным образом изменило обрабатывающую промышленность
Сегодня станки с ЧПУ являются передовыми роботизированными системами с многоосевым и мультиинструментальным оборудованием, в том числе с автоматической сменой инструмента, без остановки в работе
Виды станков с ЧПУ
В этом руководстве мы сосредоточимся на станках, которые обрабатывают материал с помощью режущих инструментов. Они являются наиболее распространенными и имеют самый широкий спектр применения. Так же существуют и другие станки с ЧПУ. Лазерные, плазменные и EDM — Электроэрозионные.
3-х осевые станки с ЧПУ
Фрезерные и токарные станки с ЧПУ служат примерами 3-осевых систем. Эти «базовые» станки позволяют перемещать режущий инструмент по трем линейным осям относительно заготовки (влево-вправо, назад-вверх и вверх-вниз).
Фрезерные с ЧПУ
Заготовка удерживается неподвижно прямо на станине станка или в тисках.
Материал удаляется из заготовки с помощью режущих инструментов — фрез или свёрл, которые вращаются с высокой скоростью;
Инструменты прикреплены к шпинделю, который может двигаться вдоль трех линейных осей.
3-осевые фрезерные станки с ЧПУ — самые широко известные. Их используют в основном для производства самых распространенных геометрий. Относительно просты в программировании и эксплуатации, поэтому затраты на обработку, относительно невелики.
Доступ к инструменту, при фрезеровке с ЧПУ ограничен конструкцией. Поскольку есть только три оси для работы, некоторые области заготовки могут быть недоступны. В целом – это не большая проблема, если заготовку нужно вращать только один раз. Но если требуется несколько вращений, затраты на обработку могут быстро увеличиться.
Каталог Фрезерных станков с ЧПУ 3-х осевых
Плюсы
Может производить большинство деталей с простой геометрией;
Высокая точность и жесткие допуски.
Минусы
Есть ограничения по фрезерованию скрытых полостей и сложной геометрии;
Заготовка удерживается на шпинделе при вращении с высокой скоростью.
Режущий инструмент или центральное сверло обрабатывает внешний или внутренний периметр детали, образуя геометрию.
Инструмент не вращается. Он движется радиально и продольно.
Токарные станки с ЧПУ широко используются, потому что с их помощью можно производить детали с гораздо большей скоростью и с меньшими затратами на единицу, чем на таких же станках без поворотного устройства. Это особенно актуально для больших объемов работы.
Основное ограничение конструкции токарных станков с ЧПУ заключается в том, что они могут изготавливать только детали с цилиндрическим профилем (например, винты или шайбы). Чтобы преодолеть это ограничение, детали часто подвергаются фрезерной обработке с ЧПУ на отдельном этапе. В качестве альтернативы, используются 5и-осевые токарно-фрезерные станции с ЧПУ. С их помощью можно добиться нужных результатов за один процесс.
Каталог токарных станков с ЧПУ
Плюсы
Самая низкая стоимость за деталь на выходе, чем при других способах обработки с ЧПУ;
Очень высокие производственные возможности.
Минусы
Может производить только детали с радиальной симметрией и простой геометрией
5-осевая обработка с ЧПУ
Многоосевые станки с ЧПУ бывают трех вариантов: 5-осевые индексированные фрезерные станки, 5-осевые фрезерные станки с непрерывной обработкой и токарно-фрезерные с рабочим инструментом.
Эти системы, по сути, являются станками с дополнительными степенями свободы. Например, 5-осевые фрезерные станки с ЧПУ позволяют вращать станину станка или головку инструмента (возможно, сразу всё вместе), в дополнение к трем линейным осям перемещения.
Широкие возможности этих машин влекут за собой их повышенную стоимость. Они требуют как специализированной техники, так и операторов с экспертными знаниями. Для очень сложных или оптимизированных по топологии металлических деталей приоритетнее будет 3D печать.
Индексируемое 5-осевое фрезерование с ЧПУ
Во время обработки режущий инструмент может двигаться только вдоль трех линейных осей.
Между операциями платформа и головка инструмента могут вращаться, давая доступ к заготовке под другим углом.
Индексированные 5-осевые фрезерные системы с ЧПУ также известны как 3+2 фрезерные станки. Они используют две дополнительные степени свободы, только между операциями обработки для вращения заготовки.
Основным преимуществом этих систем является то, что они устраняют необходимость ручного перемещения заготовки.Таким образом, детали с более сложной геометрией могут быть изготовлены быстрее и с большей точностью, чем на 3-осевом станке с ЧПУ. Хотя им не хватает возможностей для непрерывных операций.
Плюсы
Исключает необходимость ручного перемещения
Производит детали со сложной геометрией быстрее и с большей точностью, чем на 3-х осевом станке
Минусы
Более высокая стоимость, чем 3-осевая обработка с ЧПУ
Невозможно воссоздать мелкие детали на заготовке
Непрерывное 5-осевое фрезерование с ЧПУ
Режущий инструмент может перемещаться вдоль трех линейных и двух осей вращения относительно заготовки.
Все пять осей могут двигаться одновременно во время всех операций обработки.
5-осевые фрезерные системы с ЧПУ, работающие непрерывно, имеют архитектуру, аналогичную индексируемым 5-осевым фрезерным станкам. Однако они позволяют перемещать все пять осей одновременно во время всех операций обработки.
Таким образом, можно изготавливать детали со сложной, органичной геометрией, которые невозможно изготовить с таким уровнем точности при помощи другой технологии. Эти передовые возможности стоят дорого, так как не дёшево само оборудование, и для работы на нём требуются высококвалифицированные кадры.
Плюсы
Такие станки производят сложные детали с точностью, которой невозможно добиться при использовании другого оборудования
Очень гладкие органичные поверхности с минимальными следами обработки
Минусы
Крайне высокая стоимость
Всё ещё есть ограничения по фрезерованию скрытых полостей и сложной геометрии
Фрезерные токарные станции с ЧПУ
Заготовка прикреплена к шпинделю, который может либо вращаться с высокой скоростью (например, в качестве токарного станка), либо располагать его под точным углом (как 5-осевой фрезерный станок с ЧПУ).
Токарные и фрезерные инструменты используются для выборки материала из заготовки, образующей деталь.
Фрезерные токарные станции с ЧПУ — это, в основном, токарные станки оснащенные фрезерными инструментами. Их разновидностью служат токарно-фрезерные станции швейцарского типа, которые обычно имеют более высокую прецессию.
В токарных станках используются преимущества, как высокой производительности токарной обработки, так и геометрической гибкости фрезерования. Они идеально подходят для изготовления деталей с «рыхлой» осевой симметрией (например, распредвалы и центробежные рабочие колеса) при гораздо более низкой стоимости, чем другие 5-осевые системы обработки.
Плюсы
Самая низкая стоимость среди 5-осевых систем обработки с ЧПУ
Высокие производственные возможности и свобода дизайна
Минусы
Всё ещё есть ограничения по фрезерованию скрытых полостей и сложной геометрии
Больше всего подходит для деталей с цилиндрическим контуром
Подведём итог
3-осевые фрезерные станки с ЧПУ производят детали с относительно простой геометрией и превосходной точностью и по низкой цене;
Токарные станки с ЧПУ обладают самой низкой стоимостью, но подходят только для деталей с радиальной геометрией;
Индексируемые 5-осевые фрезерные станки с ЧПУ производят детали с элементами, которые не выровнены с одной из основных осей быстро и с очень высокой точностью;
Непрерывные 5-осевые фрезерные станки с ЧПУ производят детали с очень сложной, «органической» геометрией и гладкими контурами, но очень дорогостоящие;
Токарно-фрезерные станции с ЧПУ объединяют преимущества токарной и фрезерной обработки в единую систему для производства сложных деталей по более низкой цене, чем другие 5-осевые системы с ЧПУ.
Что такое станок с ЧПУ?
История станков с ЧПУ
Джон Т. Парсонс (1913–2007) из корпорации Parsons в Траверс-Сити, штат Мичиган, считается пионером числового программного управления, предшественником современного станка с ЧПУ. За свою работу Джона Парсонса называют отцом 2-й промышленной революции. Ему нужно было производить сложные лопасти для вертолетов, и он быстро понял, что будущее производства за подключением машин к компьютерам. Сегодня детали, изготовленные на станках с ЧПУ, можно найти практически в каждой отрасли. Благодаря станкам с ЧПУ у нас есть менее дорогие товары, более сильная национальная оборона и более высокий уровень жизни, чем это возможно в неиндустриальном мире. В этой статье мы рассмотрим происхождение станков с ЧПУ, различные типы станков с ЧПУ, программы для станков с ЧПУ и общие методы работы мастерских с ЧПУ.
Машины встречают компьютер
В 1946 году слово «компьютер» означало вычислительную машину с перфокартой. Несмотря на то, что корпорация Parsons ранее производила только один воздушный винт, Джон Парсонс убедил Sikorsky Helicopter в том, что они могут производить чрезвычайно точные шаблоны для сборки и изготовления винтов. В конце концов он изобрел компьютерный метод с перфокартами для вычисления точек на лопасти несущего винта вертолета. Затем он попросил операторов повернуть колеса в этих точках на фрезерном станке в Цинциннати. Он провел конкурс на название этого нового процесса и дал 50 долларов тому, кто придумал «Числовое управление» или NC.
В 1958 году он подал заявку на патент на подключение компьютера к машине. Его патентная заявка поступила на три месяца раньше, чем в Массачусетском технологическом институте, который работал над начатой им концепцией. Массачусетский технологический институт использовал его концепции для создания оригинального оборудования, а лицензиат г-на Парсонса (Bendix) передал сублицензию IBM, Fujitusu и GE, среди прочих. Концепция NC медленно приживалась. По словам г-на Парсонса, люди, продающие эту идею, были компьютерщиками, а не производителями. Однако к началу 1970-х армия США сама популяризировала использование компьютеров с ЧПУ, производя их и сдавая в аренду многочисленным производителям. Контроллер ЧПУ развивался параллельно с компьютером, повышая производительность и автоматизируя производственные процессы, особенно механическую обработку.
Что такое обработка с ЧПУ?
Станки с ЧПУ производят детали по всему миру практически для всех отраслей промышленности. Они создают вещи из пластика, металлов, алюминия, дерева и многих других твердых материалов. Слово «ЧПУ» означает числовое программное управление, но сегодня все называют его ЧПУ. Итак, как вы определяете станок с ЧПУ? Все автоматизированные машины управления движением имеют три основных компонента: функцию управления, систему привода/движения и систему обратной связи. Обработка с ЧПУ — это процесс использования станка с компьютерным управлением для изготовления детали из твердого материала различной формы
ЧПУ зависит от цифровых инструкций, обычно создаваемых в программах автоматизированного производства (CAM) или автоматизированного проектирования (CAD), таких как SolidWorks или MasterCAM. Программное обеспечение записывает G-код, который может прочитать контроллер станка с ЧПУ. Компьютерная программа на контроллере интерпретирует конструкцию и перемещает режущие инструменты и/или заготовку по нескольким осям, чтобы вырезать из заготовки желаемую форму. Автоматизированный процесс резки намного быстрее и точнее, чем ручное перемещение инструментов и заготовок, которое осуществляется с помощью рычагов и шестерен на старом оборудовании. Современные станки с ЧПУ содержат несколько инструментов и выполняют множество типов разрезов. Количество плоскостей движения (осей), а также количество и типы инструментов, к которым станок может обращаться автоматически в процессе обработки, определяют, насколько сложной заготовкой может быть обработано ЧПУ.
Как использовать станок с ЧПУ
Операторы станков с ЧПУ должны получить навыки как в программировании, так и в металлообработке, чтобы в полной мере использовать возможности станка с ЧПУ. Профессионально-технические училища и программы ученичества часто запускают студентов на ручных токарных станках, чтобы они почувствовали, как резать металл. Машинист должен уметь представлять все три измерения. Сегодня программное обеспечение делает изготовление сложных деталей проще, чем когда-либо, потому что форма детали может быть нарисована виртуально, а затем программа может предложить траектории движения инструмента для изготовления этих деталей.
Тип программного обеспечения, обычно используемого в процессе обработки с ЧПУ
Компьютерное черчение (САПР)
Программное обеспечение САПР является отправной точкой для большинства проектов с ЧПУ. Существует множество различных программных пакетов САПР, но все они используются для создания проектов. Популярные программы САПР включают AutoCAD, SolidWorks и Rhino3D. Существуют также облачные CAD-решения, и некоторые из них предлагают возможности CAM или интегрируются с программным обеспечением CAM лучше, чем другие.
Автоматизированное производство (CAM)
Станки с ЧПУ часто используют программы, созданные программным обеспечением CAM. CAM позволяет пользователям настраивать «дерево заданий» для организации рабочего процесса, задавать траектории движения инструментов и запускать симуляции резки до того, как станок начнет настоящую резку. Часто программы CAM работают как надстройки к программному обеспечению CAD и генерируют G-код, который сообщает инструментам ЧПУ и движущимся частям заготовки, куда двигаться. Мастера в программном обеспечении CAM упрощают программирование станков с ЧПУ. Популярное программное обеспечение CAM включает Mastercam, Edgecam, OneCNC, HSMWorks и Solidcam. Согласно отчету за 2015 год, на Mastercam и Edgecam приходится почти 50% рынка CAM-систем высокого класса.
Что такое распределенное числовое управление?
Прямое числовое управление, которое стало распределенным числовым управлением (DNC)
Прямое числовое управление использовалось для управления программами ЧПУ и параметрами станка. Это позволяло программам перемещаться по сети с центрального компьютера на бортовые компьютеры, известные как блоки управления машинами (MCU). Первоначально называвшийся «Direct Numeric Control», он обходился без бумажной ленты, но когда компьютер вышел из строя, все его машины вышли из строя.
Распределенное числовое управление использует сеть компьютеров для координации работы нескольких станков путем передачи программы на ЧПУ. В памяти ЧПУ хранится программа, и оператор может собирать, редактировать и возвращать программу.
Современные программы ЧПУ могут выполнять следующие действия:
Редактирование — запуск одной программы ЧПУ во время редактирования других
Сравнение — сравнение исходных и отредактированных программ ЧПУ и просмотр изменений инструмент ломает программу можно остановить и перезапустить с того места где она остановилась
Отслеживание заданий — операторы могут синхронизировать задания и отслеживать настройку и время выполнения, например,
Расширенные экранные интерфейсы — обработка одним касанием
Расширенное управление базой данных — Организует и хранит данные там, где их можно легко получить
Сбор производственных данных (MDC)
Программное обеспечение MDC может включать в себя все функции программного обеспечения DNC, а также собирать дополнительные данные и анализировать их на предмет общей эффективности оборудования (OEE). Общая эффективность оборудования зависит от следующего: Качество — количество продуктов, соответствующих стандартам качества, из всех произведенных продуктов Доступность — процент запланированного времени, в течение которого указанное оборудование работает или производит детали Производительность — фактическая скорость работы по сравнению с запланированной или идеальной работой скорость оборудования.
OEE = Качество x Доступность x Производительность
OEE — ключевой показатель производительности (KPI) для многих механических мастерских.
Решения для мониторинга машин
Программное обеспечение для мониторинга машин может быть встроено в программное обеспечение DNC или MDC или приобретаться отдельно. С помощью решений для мониторинга машин машинные данные, такие как настройка, время выполнения и время простоя, автоматически собираются и объединяются с человеческими данными, такими как коды причин, чтобы обеспечить как историческое, так и реальное время понимание того, как выполняются задания. Современные станки с ЧПУ собирают до 200 типов данных, а программное обеспечение для мониторинга станков может сделать эти данные полезными для всех, от цеха до верхнего этажа. Такие компании, как Memex, предлагают программное обеспечение (Tempus), которое берет данные с любого типа станков с ЧПУ и вводит в стандартизированный формат базы данных, который можно отображать в виде понятных диаграмм и графиков. Стандарт данных, используемый большинством решений для мониторинга машин, получивших распространение в США, называется MTConnect. Сегодня многие новые станки с ЧПУ оснащены средствами для предоставления данных в этом формате. Старые машины по-прежнему могут предоставлять ценную информацию с помощью адаптеров. Мониторинг станков для станков с ЧПУ стал популярным всего за последние несколько лет, и постоянно разрабатываются новые программные решения.
Какие существуют типы станков с ЧПУ?
Сегодня существует бесчисленное множество различных типов станков с ЧПУ. Станки с ЧПУ — это станки, которые режут или перемещают материал, как запрограммировано на контроллере, как описано выше. Тип резки может варьироваться от плазменной резки до лазерной резки, фрезерования, фрезерования и токарной обработки. Станки с ЧПУ могут даже поднимать и перемещать детали на сборочной линии.
Ниже приведены основные типы станков с ЧПУ:
Токарные станки: Этот тип ЧПУ поворачивает заготовку и перемещает режущий инструмент к заготовке. Базовый токарный станок является 2-осевым, но можно добавить гораздо больше осей, чтобы увеличить сложность резки. Материал вращается на шпинделе и прижимается к шлифовальному или резьбовому инструменту, который придает желаемую форму. Токарные станки используются для изготовления симметричных объектов, таких как сферы, конусы или цилиндры. Многие станки с ЧПУ многофункциональны и сочетают в себе все виды резки.
Фрезерные станки: Фрезерные станки с ЧПУ обычно используются для резки больших размеров дерева, металла, листов и пластика. Стандартные фрезерные станки работают с 3-осевыми координатами, поэтому они могут резать в трех измерениях. Однако вы также можете купить 4,5 и 6-осевые станки для прототипов моделей и сложных форм.
Фрезерование: Ручные фрезерные станки используют маховики и ходовые винты для соединения режущего инструмента с заготовкой. Вместо этого на фрезерном станке с ЧПУ ЧПУ перемещает высокоточные шарико-винтовые пары в точные запрограммированные координаты. Фрезерные станки с ЧПУ бывают самых разных размеров и типов и могут работать на нескольких осях.
Плазменные резаки : Плазменный резак с ЧПУ использует для резки мощный лазер. Большинство плазменных резаков вырезают запрограммированные формы из листа или пластины.
3D-принтер: 3D-принтер использует программу, чтобы сообщить ему, куда положить небольшие кусочки материала для создания желаемой формы. 3D-детали строятся слой за слоем с помощью лазера для затвердевания жидкости или питания по мере роста слоев.
Станок для захвата и размещения: Станок с ЧПУ для захвата и размещения работает аналогично фрезерному станку с ЧПУ, но вместо резки материала машина имеет множество небольших насадок, которые захватывают компоненты с помощью вакуума, перемещают их в нужное место и укладывают. их вниз. Они используются для изготовления столов, компьютерных материнских плат и других электрических сборок (среди прочего).
Станки с ЧПУ могут многое. Сегодня компьютерные технологии можно поставить на почти вообразимую машину. ЧПУ заменяет человеческий интерфейс, необходимый для перемещения деталей машины для получения желаемого результата. Сегодняшние ЧПУ способны начать с исходного материала, такого как блок стали, и изготовить очень сложную деталь с точными допусками и удивительной повторяемостью.
Собираем все воедино: как станки с ЧПУ изготавливают детали
Работа с ЧПУ включает в себя как компьютер (контроллер), так и физическую настройку. Типичный процесс механического цеха выглядит следующим образом:
Инженер-конструктор создает проект в программе САПР и отправляет его программисту ЧПУ. Программист открывает файл в программе CAM, чтобы выбрать необходимые инструменты и создать программу ЧПУ для ЧПУ. Он или она отправляет программу ЧПУ на станок с ЧПУ и предоставляет оператору список правильной настройки инструмента. Оператор установки загружает инструменты в соответствии с указаниями и загружает сырье (или заготовку). Затем он или она запускает образцы деталей и измеряет их с помощью инструментов контроля качества, чтобы убедиться, что станок с ЧПУ изготавливает детали в соответствии со спецификацией. Как правило, оператор наладки предоставляет первую часть изделия в отдел качества, который проверяет все размеры и подписывает установку. Станок с ЧПУ или связанные с ним станки загружены достаточным количеством сырья для изготовления желаемого количества деталей, а оператор станка следит за тем, чтобы станок продолжал работать, изготавливая детали в соответствии со спецификацией. и имеет сырье. В зависимости от задания часто можно запускать станки с ЧПУ «отбоя» без присутствия оператора. Готовые детали автоматически перемещаются в указанную зону.
Современные производители могут автоматизировать почти любой процесс при наличии достаточного времени, ресурсов и воображения. Сырье может быть отправлено в машину, а готовые детали могут быть упакованы и готовы к работе. Производители полагаются на широкий спектр станков с ЧПУ, чтобы делать вещи быстро, точно и экономично.
Все, что вам нужно знать о станках с ЧПУ
История
Станки с ЧПУ представляют собой электромеханические устройства, которые манипулируют механическими инструментами с помощью входных данных компьютерного программирования. Название «ЧПУ» на самом деле означает компьютерное числовое управление. Он представляет собой один из двух стандартных методов (другими являются технологии 3D-печати, такие как SLA, SLS/SLM и FDM) для создания прототипов из файла цифрового программного обеспечения. Компании, занимающиеся проектированием и созданием прототипов, могут использовать станки с ЧПУ для фрезерования и обработки различных материалов, включая дерево, металлы и пластмассы.
Одна минута о программном обеспечении ЧПУ от экспертов:
Первые станки с ЧПУ были разработаны в 1940-х и 1950-х годах и основывались на обычной технологии хранения телекоммуникационных данных, известной как «перфорированная лента» или «перфорированная бумажная лента». Технология перфоленты давно устарела, поскольку носитель данных быстро перешел на аналоговую, а затем цифровую компьютерную обработку в 1950-х и 1960-х годах. По мере внедрения новых технологий и увеличения мощности цифровой обработки станки с ЧПУ продолжают повышать свою эффективность.
Как это работает
В общем, механическая обработка — это способ преобразования готового изделия (обычно это прототип детали) с использованием контролируемого процесса удаления материала. Подобно другой технологии разработки прототипов, FDM (3D-печать), ЧПУ использует цифровые инструкции из файлов автоматизированного производства (CAM) или автоматизированного проектирования (CAD), таких как Solidworks 3D. Хотя CAM или CAD не запускают сам станок с ЧПУ, они предоставляют ЧПУ дорожную карту для изготовления конструкций. Станок с ЧПУ интерпретирует дизайн как инструкции по вырезанию деталей-прототипов.
Возможность программирования компьютерных устройств для управления станками быстро повышает производительность цеха за счет автоматизации высокотехнологичных и трудоемких процессов. Автоматизированная резка повышает как скорость, так и точность создания прототипов деталей, особенно когда материал имеет решающее значение (например, в случае с полипропиленом).
Часто процессы механической обработки требуют использования нескольких инструментов для выполнения требуемых надрезов (например, сверл разного размера). Станки с ЧПУ обычно объединяют инструменты в общие блоки или ячейки, из которых машина может рисовать. Базовые машины перемещаются по одной или двум осям, в то время как усовершенствованные машины перемещаются в поперечном направлении по осям x, y, продольно по оси z и часто вращательно вокруг одной или нескольких осей. Многоосевые станки способны автоматически переворачивать детали, что позволяет удалять материал, который ранее находился «из-под». Это избавляет рабочих от необходимости переворачивать материал прототипа и позволяет выполнять резку со всех сторон без ручного вмешательства. Полностью автоматизированные разрезы, как правило, более точны, чем при ручном вводе данных. Тем не менее, иногда отделочные работы, такие как травление, лучше выполнять вручную и простыми разрезами, которые потребуют обширных проектных работ для программирования машины для автоматизации.
Типы станков с ЧПУ
Когда вы решаете, какие станки с ЧПУ добавить в свою операцию, необходимо учитывать некоторые соображения. Станки с ЧПУ обычно относятся к одной из двух основных категорий: традиционные технологии обработки и новые технологии обработки. Каждый тип дает вам преимущества и недостатки. Вы должны учитывать особые потребности вашего проекта при выборе типа станка с ЧПУ для добавления в вашу мастерскую. Следующая инфографика показывает некоторые сходства и различия между обычными и новыми станками с ЧПУ:
Традиционные технологии:
Сверла: Сверла работают, вращая сверло и перемещая его вокруг и в контакте с неподвижным блоком исходного материала. Сверла с ЧПУ помогают делать точные отверстия там, где они вам нужны.
Токарные станки: Токарные станки, в значительной степени обратные сверлам, вращают блок материала против сверла (вместо того, чтобы вращать сверло и контактировать с материалом). Токарные станки обычно вступают в контакт с материалом, перемещая режущий инструмент в поперечном направлении, пока он постепенно не коснется вращающегося материала. Токарные станки, используемые в основном для металлов и дерева, удаляют ненужный лишний материал и оставляют после себя красивый и, в конечном счете, более полезный компонент.
Фрезерные станки: Фрезерные станки, вероятно, являются наиболее распространенными сегодня станками с ЧПУ. Они связаны с использованием вращающихся режущих инструментов для удаления материала со склада. Они могут выполнять различные функции, включая сверление, растачивание, нарезание зубчатых колес и создание пазов в заданном куске материала.
Новые технологии:
Электрическая и/или химическая обработка: Существует ряд новых технологий, в которых используются специальные методы резки материала. Примеры включают электронно-лучевую обработку, электрохимическую обработку, электроэрозионную обработку (EDM), фотохимическую обработку и ультразвуковую обработку. Большинство этих технологий являются узкоспециализированными и используются в особых случаях для массового производства с использованием определенного типа материала.
Другие материалы для резки: Существует ряд других новых технологий, в которых для резки материала используются разные материалы. Примеры включают машины для лазерной резки, машины для газокислородной резки, машины для плазменной резки и технологию гидроабразивной резки. В последние годы эти машины приобрели популярность в различных отраслях промышленности; однако они по-прежнему являются узкоспециализированным оборудованием.
Используемые материалы
В станке с ЧПУ можно использовать практически любой материал — все зависит от области применения. Станки с ЧПУ обеспечивают универсальность производства для реализации различных проектов. Обычные материалы включают такие металлы, как алюминий, латунь, медь, сталь, титан, дерево, пенопласт, стекловолокно и пластмассы, такие как полипропилен.
Применение для быстрого прототипирования
Станки с ЧПУ стали первым значительным прорывом в области быстрого прототипирования. До числового управления (в случае технологии перфоленты) и компьютерного числового управления (с аналоговыми и цифровыми вычислениями) детали приходилось обрабатывать вручную. Это неизменно приводило к большей погрешности в конечных продуктах-прототипах и даже больше, если и когда машины использовались вручную для крупномасштабного производства. Станки с ЧПУ помогли революционизировать способность производственного мира быстро создавать прототипы различных материалов, деталей и других машин благодаря повышенной точности, которую они обеспечивают.
Заявка на производство
Многие новые специальные станки с ЧПУ созданы специально для нишевых производственных процессов. Например, электрохимическая обработка используется для резки высокопрочных металлических изделий, что невозможно иначе. Обычные станки с ЧПУ более приспособлены и обычно используются для разработки прототипов, чем для производства.
Что лучше? ЧПУ или 3D-печать?
По правде говоря, это зависит от материала, сложности детали и экономических факторов. Технология 3D-печати, такая как машины FDM, создает детали снизу вверх. Они могут создавать сложные формы и внутренние компоненты несколько быстрее, чем станок с ЧПУ. 3D-печать предоставляет разработчикам и производителям продуктов определенную степень гибкости и творчества, которую станки с ЧПУ не могут предложить с помощью обычных средств.
Напротив, обычные станки с ЧПУ несколько ограничены доступными инструментами и осями вращения, которые может использовать станок. Хотя они все еще могут использоваться с различными материалами, эти машины ограничены относительно строгим набором ограничений в отношении того, как они могут взаимодействовать с различными материалами.
Виды и типы резьбовых шпилек — все о их применении
Содержание:
Особенности конструкции резьбовых шпилек
Материалы изготовления резьбовых шпилек
Виды шпилек резьбовых
Шпильки для деталей с гладкими отверстиями
Шпильки с ввинчиваемым концом
Фланцевые шпильки
Приварные шпильки
Закладные шпильки (фундаментные болты)
Резьбовые шпильки (DIN 975)
Применения резьбовых шпилек
Как выбрать резьбовую шпильку?
Резьбовая шпилька широко используется для крепления различных металлоконструкций, гарантирует высокую надежность и прочность соединения.
Шпильки выпускаются в соответствии с ГОСТ 22042, ГОСТ 22032, DIN 972, DIN 976 и другим стандартам, регламентирующим конструкционные параметры, геометрические размеры и материал изготовления.
Особенности конструкции резьбовых шпилек
Шпилька — стальной резьбовой пруток без оголовка на конце. Это позволяет стягивать различные детали между собой, накручивая гайки с обоих концов, вкручивать шпильки в резьбовые отверстия. Резьба может быть нанесена как на все тело изделия, так и на ее часть. Существует несколько типов конструкций резьбовых шпилек, различающихся по диаметру и исполнению.
Для каждого вида шпилек имеется три класса точности. Диаметр изделий может составлять от 6 до 48 мм. Длина регламентируется ГОСТ или требованиями заказчика.
Материалы изготовления резьбовых шпилек
В зависимости от условий эксплуатации и типа изделий шпильки могут изготавливаться из углеродистой, легированной и нержавеющей стали. Шпильки с ввинчиваемым концом и метизы, предназначенные для стяжки изделий с гладкими отверстиями, производятся из 20Х13, 14Х17Н2, 30ХМА и т. п.
Шпильки, применяемые с деталями из стали или титанового сплава, изготавливаются из 09Г2С. При работе с фланцевыми соединениями стоит выбирать шпильки из стали 35, 40Х или 09Г2С. Подробнее материалы изложены в соответствующих ГОСТ на изготовление шпилек разных конструкций.
Виды шпилек резьбовых
Резьбовые шпильки могут иметь разную конструкцию. Но в большинстве типов применяется два стандарта:
Диаметр гладкой части равен диаметру резьбовой.
Диаметр гладкой части меньше резьбовой.
Шпильки для деталей с гладкими отверстиями
Этот тип изделий регламентируется ГОСТ 22042. Размер шпильки зависит от ее диаметра — параметры занесены в соответствующую таблицу. В ее верхней строке указывается диаметр резьбы. Если он занесен в скобки, то это — нежелательный размер, но не запрещенный.
Диаметр изделий составляет от 6 до 48 мм, шаг резьбы — крупный или мелкий, длина — до 500 мм. Шпильки этой конструкции изготавливаются из углеродистой, легированной стали или бронзы. Применяются в строительстве, для бытовых нужд.
Шпильки с ввинчиваемым концом
Шпильки с ввинчиваемым концом изготавливаются в соответствии с требованиями ГОСТ 22032, ГОСТ 22038, ГОСТ 22034. Они могут иметь резьбу как по всей части, так и на отдельном конце прутка, отличаться по длине и диаметру.
По ГОСТ 22038 выпускаются шпильки для деталей из легких сплавов, по ГОСТ 22034 — метизы, предназначенные для ввинчивания в бронзовые и стальные изделия. Наиболее распространенный стандарт — ГОСТ 22032, в котором указываются параметры стальных шпилек, вкручиваемых в металлические, латунные и титановые заготовки.
Эти изделия могут иметь крупный и мелкий шаг резьбы с разных сторон, диаметр от 3 до 48 мм.
Фланцевые шпильки
Фланцевые шпильки — специальный тип метизов, предназначенный для соединения трубопроводов (газовых, турбинных, паровых), работающих при температуре до 650 °С. Их параметры занесены в ГОСТ 9066. Выделяют пять типов изделий:
С равным диаметром резьбы и гладкой части.
Диаметр резьбовой части больше гладкой.
С наличием четырехгранного выступа и осевого отверстия.
С осевым отверстием по длине и выступом цилиндрической формы.
С отверстием по всей длине, диаметром резьбы больше, чем на гладкой части.
Приварные шпильки
Приварные шпильки предназначены для приварки к стальным изделиям. Они выпускаются по ГОСТ Р 55738 в трех исполнениях: для газовой сварки, дуговой сварки и контактной сварки.
Закладные шпильки (фундаментные болты)
Закладные шпильки применяются для монтажа изделий к бетонным и монолитным основаниям. Они отличаются изогнутой формой и фиксируются в монолит на этапе его создания. Параметры изделий указываются в ГОСТ 24379.
Резьбовые шпильки (DIN 975)
Резьбовые шпильки, указанные в стандарте DIN 975, отличаются наличием резьбы по всей длине изделия. Их применяют для потолочных креплений вентиляции, воздуховодов и т. п. В качестве материала выступает углеродистая, нержавеющая сталь. Шпильки выпускаются длиной в 1 или 2 м, диаметр — М4-М36.
Применения резьбовых шпилек
Шпильки резьбовые используются в различных областях производства, строительства.
Их применяют в машиностроении, для фиксации крупногабаритного оборудования и станков. В машиностроении и строительстве наиболее часто используют шпильки с ввинчиваемым концом, благодаря их конструктивным особенностям — один конец ввинчивается, а второй — затягивается гайкой.
Шпильки применяют для фиксации трубопроводных систем, вентиляции, отопления и т. п. Они используются для стягивания фланцевых соединений трубопроводов, расположенных на улице. Специальные шпильки предназначены для магистральных систем, работающих при высокой температуре до 650 °С.
На шпильки часто устанавливаются билборды. Для этого применяют закладные изделия, которые монтируют в бетон. К ним крепят станицу щита.
Как выбрать резьбовую шпильку?
Все шпильки рассчитаны на работу с конкретной нагрузкой. И их несущая способность напрямую зависит от их конструктива, материала, размера и т. п.
Несущая способность резьбовой шпильки, выдерживающей нагрузку в плоскости, зависит от глубины ее ввинчивания. На грузоподъемность также оказывает влияние шаг резьбы.
При перпендикулярно направленной нагрузке несущая способность шпилек определяется сопротивлением материала на изгиб и срез. На этот параметр влияет материал и диаметр прутка, при этом длина резьбовой части особого значения не имеет.
При подборе материала для шпильки следует учитывать параметры окружающей среды и воздействия на шпильку. Стоит помнить и о том, что контакт разнородных материалов приводит к возникновению электрохимической коррозии.
особенности конструкции и ее применение
Оглавление
Все о резьбовых шпильках и их эксплуатации.
Особенности конструкции и применения резьбовых шпилек
Конструкция
Размеры
Применение
Виды резьбовых шпилек
Шпильки для деталей с гладкими отверстиями
Шпильки с ввинчиваемым концом
Фланцевые шпильки
Приварные шпильки
Закладная шпилька
Анкерная шпилька
Материалы изготовления
Повышение уровня прочности резьбовых шпилек
Защита и повышение уровня износостойкости резьбовых шпилек
Трубопроводы
Уличные объекты
Химическая промышленность
Заключение
На любых строительных объектах применяются десятки видов крепежа, в том числе резьбовые шпильки. Это высокопрочное соединение, позволяющее стянуть две детали, и не требующее наружной фиксации с одной из сторон. Существует несколько видов шпилек, отличающихся по конструкции, размеру и форме. Каждый элемент имеет строгую регламентацию по изготовлению, утвержденную Государственным стандартом. В этой статье мы рассмотрим основные виды крепежа, а также разберемся, какие шпильки следует использовать в той или иной ситуации.
Особенности конструкции и применения резьбовых шпилек
По сути, шпилька – это металлический пруток с резьбой по всей длине или его части. Конструкция позволяет скреплять модули, и не имеет оголовка на конце, то есть ее можно вкручивать в имеющуюся на детали резьбу, или пропускать сквозь конструкцию, производя стяжку, накручивая гайку с одной или двух сторон шпильки. Применяются крепежи во всех сферах строительства и машиностроения, чем и обусловлено широкое разнообразие такого, казалось бы, простого элемента.
Конструкция
Шпилька – это обобщенное название крепежа, имеющего характерные особенности, такие как отсутствие оголовка на конце, а также обязательное наличие резьбы. Сама резьбы при этом может быть нанесена как на всю поверхность модуля, так и на его отдельную часть. Кроме того, отличается размер конструкции и диаметр резьбы. Исходя из этого, несложно понять, что разнообразие шпилек очень большое, и не существует единого норматива, по которому необходимо изготавливать шпильки. Для каждой модели есть свой стандарт, строго прописывающий особенности конструкции.
Важно! Для каждого типа шпильки существует два ГОСТа, различающихся по классу точности исполнения. Класс А – это шпильки с высоким классом точности, а Б – это крепеж с допустимыми погрешностями.
Каждый тип конструкции мы подробно рассмотрим ниже, но с самого начала необходимо понимать, что несмотря на простоту изделия, это крепеж, берущий на себя высокую нагрузку, и изготовление шпилек на заказ подразумевает, что они будут строго соответствовать нормам, как по размеру, так и по используемым при производстве материалам.
Размеры
Размер шпилек подбирается в зависимости от технических требований возводимого объекта. Государственные стандарты устанавливают диаметральный диапазон крепежа в пределах от 6 до 48 миллиметров. При этом длина самой шпильки и ее резьбы не регламентируются, и они могут быть изготовлены согласно требованиям заказчика, то есть инженера, ответственного за строительный объект.
Применение
Сфера применения резьбовых шпилек обширна, и не ограничивается строительством. Например, этот крепеж также применяется в машиностроении и при установке крупногабаритных станков. Для крепления станка к поверхности, в постамент на этапе заливки устанавливают специальные фундаментные шпильки, имеющие некоторые особенности конструкции.
В машиностроении чаще применяются шпильки с ввинчиваемым наконечником. Они же, но, как правило, большего размера и диаметра применяются в строительстве. Особенность таких шпилек заключается в том, что один из наконечников, самостоятельно ввинчивается в основание, а прикрепляемый объект уже притягивается гайкой.
Также шпильки используют при монтаже трубопроводов и вентиляционных систем. Здесь используются фланцевые соединения. Их конструкция практически не отличается от шпилек с ввинчиваемым наконечником, за исключением одного нюанса, который мы подробно рассмотрим ниже.
Виды резьбовых шпилек
Так как резьбовая шпилька – это не единичное изделие, и в зависимости от поставленной задачи и типа различается много вариантов этого крепежа, единого ГОСТа не существует. Требования к разным элементам также отличаются, поэтому каждый тип шпильки необходимо рассмотреть более подробно, с учетом особенностей конструкции и прочих технических нюансов.
И перед тем, как перейти к подробному описанию, необходимо сделать уточнение, что в большинстве типов шпилек используется два стандарта:
С диаметром гладкой части равным диаметру резьбового соединения;
И диаметром гладкой части, меньшего размера по отношению к резьбовому соединению.
Использование типа конструкции обуславливается особенностью возводимого объекта или конкретными требованиями к метизу.
Шпильки для деталей с гладкими отверстиями
В ситуациях, когда необходимо соединить два модуля, не имеющих собственной резьбы, используются шпильки для деталей с гладкими отверстиями. Их конструкция и размер регламентируются ГОСТом 22042-76. Согласно этому документу, метиз изготавливается в диаметральном диапазоне от 2 до 48 миллиметров. При этом размер самой шпильки напрямую зависит от ее диаметра. Нормы производства указаны в таблице:
Рассмотрим для примера 100 миллиметровую шпильку. Ее размер указан в крайнем левом столбце.
Важно! В таблице, в верхней строке указаны диаметры резьбовой части. Если размер помещен в скобки, такое значение считается нежелательным в производстве, но не запрещено стандартом.
Видим, что максимальный диаметр метиза с такой длиной – 18 миллиметров, а минимальный три. При длине шпильки 100, и диаметре 18, то есть наиболее крупный размер, длина резьбового наконечника должна составлять 42 миллиметра. В сумме это дает 84, то есть гладкая часть метиза посередине остается всего 16 миллиметров.
Следует отметить, что шпильки таких размеров редко применяются в крупном строительстве, для таких объектов также имеется свой норматив:
В первой таблице есть ступенчатые колонки. Они означают, что при таком соотношении длины к диаметру, используется накатка резьбы по всей длине метиза. Также подобная накатка может производиться на любой шпильке по желанию заказчика. Стандарт это допускает.
По сути, главная и единственная особенность шпилек для соединения деталей с гладкими отверстиями заключается в том, что на концах метиза имеются одинаковые по длине резьбовые соединения. Если их размер отличается, это уже совершенно другой тип конструкции.
Шпильки с ввинчиваемым концом
Шпильки с ввинчиваемым концом представляют собой метиз, на концах которого имеется резьба, но в отличие от предыдущей модели, здесь она может отличаться как по длине, так и по диаметру, а также шагу. Эти шпильки применяются в условиях, когда у одной детали есть собственное резьбовое соединение, то есть их применение допустимо только в случаях, когда одна из деталей изготовлена из металла.
При этом, в зависимости от металла, применяются разные шпильки, и их конструкция строго регламентируется. Существует несколько стандартов (в скобках указан номер ГОСТа):
Шпильки для деталей из легких сплавов (22038-36 – 22040-76). Здесь два стандарта, различие между которыми заключается в допустимости к использованию метизов в стальных деталях и деталях из бронзы.
Шпильки, ввинчиваемые в детали из серого или ковкого чугуна (22034-76 – 22036-76). Метизы, изготовленные по этим стандартам допускается вкручивать в изделие из стали и бронзы, а различие между гостами касается длины наконечников.
Шпильки, вкручиваемые в стальные, бронзовые, латунные изделия, а также в детали изготовленные на основе титановых сплавов (22032-76).
Каждый ГОСТ имеет собственную расчетную таблицу, показывающую максимально и минимально допустимый размер резьбовой части метиза при его диаметре и общей длине. Длина резьбовых наконечников отличается, но имеет прямую зависимость от ввинчиваемой части. Проще говоря, если диаметр ввинчиваемого наконечника составляет 20 миллиметров, то использование второго окончания диаметром, скажем, 3 миллиметра не допустимо. Подробнее о допусках и особенностях соотношения можно почитать в ГОСТах. Описывать все нюансы таких шпилек здесь не имеет смысла, так как каждый стандарт имеет свои нюансы и подробные расчеты.
Фланцевые шпильки
Фланцевые шпильки предназначены для соединения паровых, газовых и турбинных трубопроводов с эксплуатационными нормами от 0 до 650 градусов. Их размер и конструкция детально описаны в ГОСТ 9066-75, где различают пять типов метизов:
Шпилька с одинаковым диаметром резьбы и гладкой части. Подробно эти метизы мы рассматривали как соединения для деталей с гладкими отверстиями.
Шпилька, где диаметр резьбовых наконечников больше диаметра гладкой части.
Шпилька с четырехгранным выступом и осевым отверстием по всей длине.
Шпилька с отверстием по всей длине и цилиндрическим выступом.
Шпилька с осевым отверстием по длине метиза и диаметрам резьбы, большим диаметра гладкой части.
Каждый метиз имеет собственную таблицу допуска, которую можно изучить в тексте ГОСТа, так как приводить их здесь не имеет смысла.
Важно! Шпильки 4 и 5 типов предназначены для затягивания в разогретом виде. Метизы с 1 по 3 монтируются на холодную.
Ключевая особенность фланцевых шпилек заключается в их использовании на объектах с повышенным температурным режимом. Все перечисленные типы предназначены для соединения трубопроводов, нагревающихся до температуры до 650 градусов. При этом стандартизация самих шпилек не имеет отношения к фланцам. У них свои нормативы и требования. По сути, конструкция фланцевых моделей не отличается от обычных шпилек, но требования к их изготовлению более высокие.
Приварные шпильки
Данный тип шпильки используется в ситуациях, когда есть возможность соединить метиз с основанием путем сварки, то есть деталь, к которой крепится шпилька, изготовлена из металла. Конструкцию метиза описывает ГОСТ Р 55738-2013, в котором на начальном этапе разделяют три вида изделий по методу приваривания:
Сварка в газовой, защищенной среде или с использованием специального керамического кольца.
Дуговая сварка с размыканием цепи.
Сварка с плавлением наконечника, то есть контактная.
В первом варианте допускается использование шпилек с наружной и внутренней резьбой, без резьбы, а также шпилек-опор. Маркируются они двумя латинскими буквами, где вторая буква D. Дуговая сварка с размыканием цепи маркируется литерой S, и допускается использование шпилек с наружной и внутренней резьбой, а также без нее. Третий метод позволяет использовать метизы из второй категории, а маркируются шпильки латинской буквой Т. ГОСТ подробный и описывает все типы сварки при использовании различных шпилек, поэтому приводить его полностью мы не будем.
Закладная шпилька
Этот метиз используется для фиксации деталей к бетонным и монолитными основаниям. Резьбовая шпилька имеет изогнутую или прямую форму, и чаще всего устанавливается в монолит на этапе его изготовления. Неправильна форма конструкции позволяет более плотно зафиксировался в основании, и исключает вероятность схождения метиза с посадочного места.
Размер и форма фундаментных или закладных шпилек регламентируется стандартом под номером 24379.1-2012, где их именуют фундаментными болтами. Формы, размеры, а также типы таких конструкций мы рассматривать не будем, так как на нашем сайте есть отдельная статья, посвященная этой теме. Отметим лишь, что монтаж таких шпилек возможен как на этапе производства монолита, так и в готовый бетонный блок. К каждому типу крепежа стандарт предъявляет свои требования, подробно описанные в его тексте.
Анкерная шпилька
Анкер – самостоятельный метиз, позволяющий произвести крепеж к монолитному блоку после этапа его производства. Так как в бетоне невозможно нарезать резьбу, применяется анкер, где одной из главных деталей является шпилька. Здесь это центральный элемент, на который накручивается гайка. Шпилька располагается в кожухе, разжимаемом каплевидным окончанием шпильки.
По сути, анкерная шпилька – это элемент с полной резьбой по всей поверхности и крупным окончанием. Как отдельный элемент она не используется, но упоминать ее необходимо.
Материалы изготовления
Государственный стандарт регламентирует не только конструкцию и размер шпильки, но марку стали, из которой она изготавливается. В зависимости от типа метиза и его назначения, используемые стали отличаются, но в большинстве случаев применяются одни и те же марки. Например, для изготовления шпилек с ввинчиваемым концом или для деталей с гладкими отверстиями применяются марки:
Ст. 20Х13;
Ст. 14Х17Н2;
Ст. 12Х18Н10Т;
Ст. 30ХМА;
Ст. 25Х1МФ;
Ст. 20ХН3А и т.д.
Это касается метизов, используемых при вкручивании в легкие сплавы, а также в чугун и сплавы на основные бронзы. Шпильки для стальных деталей и титановых сплавов изготавливаются также из марки ст.09Г2С. В случае с фланцевыми шпильками необходимо уделить повышенное внимание качеству стали и использовать для изготовления: Ст. 35, Ст. 40Х, Ст. 09Г2С и т.д.
Повышение уровня прочности резьбовых шпилек
Понятие высокопрочная шпилька не описывается в государственном стандарте и является условным. Зато, ГОСТ четко определяет марки сталей и делит их по классу прочности. Высокопрочными метизами принято считать изделия с классом от 8 и выше. Для их изготовления применяют углеродистые, легированные и нержавеющие марки.
По техническим характеристикам такие шпильки имеют ряд особенностей:
Повышенная устойчивость к перепадам температуры;
Устойчивость к экстремальным температурам;
Устойчивость к химическому воздействию;
Повышенная прочность на излом и разрыв;
Устойчивость к физической деформации.
Достижение таких результатов прочности достигается применением альтернативных марок сталей. В случае с легированными марками применяются:
35Х,
40Х,
45Х,
35ХГСА,
14Х17Н2,
20х13,
20хн3а.
Углеродистая сталь – 10, 20 и 35 марки, а также нержавейка 12Х18Н9Т и 12Х18Н10Т.
В качестве меры по повышению прочности метиза применяется его закалка, то есть обработка высокими температурами с последующим резким остыванием. Это делает шпильку более прочной на разрыв и излом, но и одновременно более хрупкой, так как пропадает запас допустимой деформации.
Защита и повышение уровня износостойкости резьбовых шпилек
Резьбовые шпильки часто эксплуатируются в агрессивной среде, и так как изготавливаются они из металла, если не рассматривать высокопрочные метизы, то естественно, что рано или поздно они начинают подвергаться коррозии. Наиболее распространенный способ защиты – цинкование, когда на поверхность изделия гальваническим методом наносится слой цинка, не подверженного воздействию природных факторов.
Важно! Нанесение на поверхность шпильки защитной краски, даже полимерной, не имеет смысла, так как при накручивании на резьбу гайки она будет полностью или частично уничтожена, что сведет к минимуму ее защитные качества.
Для нанесения цинкового слоя используется метод гальваники, и он является наиболее прочным и долговечным. При воздействии на металл электрического тока, атомы защитного покрытия проникают в саму структуру метиза, то есть покрытие становится не поверхностным, а глубоким. Такие шпильки можно использовать с агрессивной среде, и вариантов их применения довольно много.
Трубопроводы
С помощью резьбовых шпилек производят фланцевые соединения трубопроводов, находящихся на улице или подвергающихся воздействию природы. Например, в уличных магистральных сетях. Также они используются на объектах с высоким температурным режимом. В ГОСТ есть отдельный раздел, описывающий высокопрочные шпильки, способные работать и не терять своих качеств даже при нагреве до 650 градусов. Для менее агрессивных условий, то есть при нагреве до 300 градусов включительно, используются обычные шпильки с защитным слоем.
Уличные объекты
Вариантов использования шпилек на улице много, и один из них – это установка рекламных билбордов. Здесь используются закладные модели, монтируемые в бетонное основание непосредственно на этапе его заливки. К этим шпилькам крепится станина рекламного щита, и несложно догадаться, что на такой крепеж будет постоянно оказываться негативное воздействие влаги и осадков, а в Москве и других крупных городах, еще и химических реагентов. Конкретных рекомендаций к таким объектам нет, однако, если необходимо сделать прочное и долговечное крепление, имеет смысл установить именно шпильки с защитным покрытием, цена на которые выше, но приложат они гораздо дольше и не потребуют замены, неизбежно влекущей за собой полный демонтаж бетонной конструкции.
Химическая промышленность
Оснащение химических производств имеет свой регламент и требования к крепежным изделиям. Описывать его не имеет смысла, но из-за постоянного воздействия агрессивных сред на метизы, здесь используют исключительно защищенные шпильки с покрытием. Причем в ряде случаев это покрытие может быть не цинковым, а, например, хромовым или медным. Все зависит от конкретных требований объекта.
Заключение
Сегодня, любой строительный магазин предлагает огромный ассортимент шпилек, и если мы говорим о частном строительстве небольшого объекта, то делать их на заказ не имеет смысла. Подобрать подходящий по размеру метиз труда не составит, чего не скажешь о более сложных моделях, например, с нестандартными размерами или изготовленные со специальным защитным покрытием. Здесь уже не обойтись без индивидуального заказа. К счастью и с этим проблем нет никаких.
Вернуться обратно
ОПУБЛИКОВАТЬ В СОЦ.СЕТЯХ
Типы крепежных элементов: болт с резьбой, шпильки с подрезкой и настенные шпильки [с иллюстрациями]
Типы крепежных элементов
Что такое крепежный элемент?
Типы креплений шпилек: Болт с резьбой, шпильки с подрезкой, настенные шпильки: — Шпильки вместе с резьбой или резьбой с запатентованным замком используются для надежной блокировки от проворачивания и ослабления. Замок помогает при сборке и разборке контргаек на шпильках и особенно важен там, где требуется поддерживать предварительное напряжение для борьбы с усталостными разрушениями. Шпильки, на которые наносится герметик, помогают предотвратить утечку жидкости через отверстия в пористых материалах.
Стойкой называется вертикальный элемент каркаса, который образует части стены или перегородки. Их также называют стеновыми стойками, поскольку они являются основным компонентом каркасной конструкции и чаще всего изготавливаются из дерева. Однако, говоря о стальных шпильках, они становятся все более популярными, особенно для ненесущих стен, а также для брандмауэров.
Также встречаются стойки, несущие нагрузку вертикальных конструкций, таких как часть перегородки, которая может рассматриваться как не несущая. Обнаружено, что они обычно зажаты между верхней и нижней пластинами, которые расположены на одинаковом расстоянии друг от друга. Это расстояние может регулироваться размером, а также способностью охвата облицовочного материала или материала оболочки.
Классификация стержней
Стойки также могут использоваться для крепления окон, дверей, изоляции, внутренней отделки, коммуникаций и т. д. шпильки могут быть соединены вместе.
Шпилька может быть просто частью стержня с резьбой, который напоминает крепежный винт без головки, в то время как некоторые шпильки имеют головки, которые могут быть встроены на постоянной основе, чтобы они также были прикреплены к нему. Шпильки обычно проектируются таким образом, что они могут быть постоянно прикреплены к одной части и обеспечивают средства крепления к другой части в сочетании с гайкой. Этот тип шпильки также может быть сварным, обжатым или склеенным.
На сегодняшний день существует четыре основных классификации шипов, которые хорошо известны человечеству. Прокрутите вниз, чтобы узнать больше об этих классификациях в деталях.
Резьбовой штифт или сальник относится к типу, который имеет посадку с натягом на одном конце и свободно вращающуюся резьбу на другом конце.
Двусторонняя шпилька относится к типу шпилек со свободной резьбой на обоих концах.
Шпилька с тремя болтами упоминается как тот тип, который в основном используется в местах с высокими температурами или давлением.
Шпильки общего назначения.
Различные типы шпилек
Обычно шпильки используются для крепления пластин с помощью молотка и гвоздя, а затем с помощью пистолета для гвоздей. Существуют некоторые современные методы, такие как винтовые крепления, зажимы и стяжки, которые можно использовать для повышения устойчивости к некоторым ветровым и сейсмическим воздействиям. Существуют различные типы шипов, о которых пользователь должен знать, чтобы выбрать наиболее подходящий шип для требований площадки. Прокрутите вниз, чтобы узнать больше об этих типах в деталях.
1. Деревянные стойки: (Типы крепежных деталей)
Деревянные стойки довольно просты в использовании, так как они легкие, легко адаптируются и могут быть облицованы и заполнены различными материалами в для придания различных отделок и свойств. Этот тип материала должен быть подготовлен или выструган, чтобы стена имела постоянную толщину вместе с ее параллельными гранями.
Пользователь должен позаботиться о том, чтобы деревянные стойки были полностью высушены перед установкой, иначе после высыхания они могут сжаться или скрутиться. Чтобы гарантировать это, они не становятся влажными, поэтому перед использованием их следует тщательно хранить на месте.
Другие шпильки могут иметь резьбу на обоих концах. В некоторых случаях оба они предназначены для установки гаек, которые называются шпильками. В качестве альтернативы шпилька может иметь самонарезающую резьбу на одном конце, предназначенную для постоянного ввинчивания в деталь вместе с машинной резьбой на другом конце для установки гайки. Некоторые распространенные типы шпилек включают в себя:
2. Шпилька с полной резьбой: ( Типы крепежных деталей шпильки )
Шпилька с полной резьбой относится к типу шпильки, который по существу представляет собой просто отрезок резьбового стержня. Очень важно знать, что термин «шпилька» или «шпилька» аналогичен стержню с резьбой. Эти типы шпилек обычно можно использовать для скрепления крупных деталей вместе с гайками на определенном конце, чтобы образовать болт. Существуют и другие виды использования этого типа шпилек, чтобы обеспечить регулируемый элемент для конструкций и машин. Гайки могут перемещаться на большое расстояние вместе со стержнем, что также создает большую силу.
3. Болты со шпильками: (Типы крепежных деталей)
Болты со шпильками на конце резьбы называются болтами с короткой резьбой на одном конце и предназначены для вкручивания в резьбовое отверстие. . Они также имеют хвостовик и более длинную резьбу на другом конце для установки гайки.
4. Двусторонние шпильки: (Типы шпилек)
Двусторонние шпильки относятся к болтам с одинаковой длиной резьбовых концов на каждой стороне, предназначенных для крепления гаек вместе с хвостовик посередине.
5. Сварные болты Шпильки: (Типы шпилек)
Сварными болтами называют те болты, которые имеют полноразмерную машинную резьбу с тонкой широкой головкой для облегчения сварки. , в основном в стальной конструкции, которая обеспечивает постоянно прикрепленную шпильку.
6. Клинч-шпилька: (Типы шпильки-застежки)
Клинч-шпильки — это те шпильки, которые имеют небольшую конусообразную головку вместе с зубьями, предназначенную для постоянного вдавливания в листовой металл один раз. затянут.
7. Связующий стержень: (Типы креплений стержня)
Связующий стержень определяется как полноразмерная резьба с плоской широкой головкой, в основном с отверстиями в головке, предназначенная специально для соединения с композитом. части, чтобы обеспечить постоянную металлическую шпильку.
8. Дюбельные шпильки: (Типы крепежных деталей)
Дюбельные шпильки также называются дюбельными винтами и относятся к тем типам шпилек, которые имеют шуруп для дерева на одном конце и крепежный винт на другом. Они специально разработаны для постоянного ввинчивания в древесину в качестве шпильки и для крепления детали с помощью гайки. Для затягивания используется гнездо на одном конце крепежного винта или шестигранная форма с двумя витками резьбы.
Королевские шпильки называются шпильками, которые определяют ширину чернового отверстия. Это шпильки, которые проходят от подошвы к верхней пластине и могут быть разнесены, чтобы можно было установить шпильки домкрата.
10. Штифты домкрата: (Типы крепежа шпильки)
По обеим сторонам шпильки, обращенной к отверстию, к шпильке крепятся каркасы. Это шпильки, которые также называются триммерами или шпильками триммера, а также их функцией поддержки верхней части двери или оконного проема, который называется заголовком.
Деформируемые шпильки также известны как перемычки, которые должны выдерживать на себе вес здания. Каркас должен иметь короткую длину гвоздя, а также материал размером два на четыре на высоте 16 дюймов с зазором между перемычкой и верхней пластиной стены. Их можно назвать калеками или калеками.
12. Седельные шпильки: (Типы крепежных деталей)
Седельные шпильки также называются шпильками подоконников, которые называются горизонтальными шпильками и образуют дно оконного проема. Это шпильки, которые обычно тонкие и необходимы для каркаса стоек и балок. Седловые шпильки бывают длинными, иногда такими же длинными, как каркас воздушного шара, где шпильки выступают, чтобы нести гроссбух, несущий балки.
Тем не менее, баллонное обрамление было объявлено незаконным в новом строительстве различных юрисдикций по соображениям пожарной безопасности, так как открытые полости в стенах могут быть причиной быстрого распространения огня, например, из подвала на чердак. Плиты и площадки в каркасе платформы используются для обеспечения автоматического тушения пожара внутри стен и поэтому считаются органами пожарной безопасности достаточно безопасными. Поскольку эти шпильки тоньше и легче, они прилипают к строительным технологиям, которые легко резать и переносить, и они быстрее по сравнению с деревянным каркасом.
Еще немного о шпильках
Шпильки традиционно изготавливаются из дерева, обычно имеют размер 2×4 или 2×6, тогда как они считались историческими размерами, которые были уменьшены в размерах и также могут использоваться в местах, где достаточно мало места.
Размеры стоек на современном рынке составляют пиломатериалы размером 1,5 x 3,5 дюйма или 38 мм × 89 мм, которые можно разместить на расстоянии 16 дюймов от центра обоих блоков, а иногда также на расстоянии 12 дюймов или 24 дюйма. Пользователь должен следить за тем, чтобы древесина была сухой во время ее использования, иначе могут возникнуть проблемы, поскольку шипы сжимаются или скручиваются по мере высыхания. Это были проблемы, с которыми часто сталкивались деревянные стойки, поэтому стальные стойки приобрели огромную популярность, особенно для ненесущих стен, которые требуются в большинстве брандмауэров.
В зависимости от формы шпильки делятся на три основных типа:
Шпилька с полной резьбой
Резьбовая шпилька
Двухсторонняя шпилька
9004 Приложения.
1. Шпильки с полной резьбой
Шпильки с полной резьбой относятся к шпилькам, имеющим полное покрытие резьбой тела шпильки для полного зацепления сопрягаемых гаек или аналогичных деталей.
2. Резьбовые шпильки
Резьбовые шпильки на крайних концах корпуса с неравной длиной зацепления резьбы.
3. Двусторонняя шпилька
Двусторонними шпильками называются шпильки с одинаковой длиной резьбы на обоих концах. Помимо этого, существуют различные шпильки для фланцев, которые представляют собой шпильки с полной резьбой со скошенными концами, однако шпильки с двойным концом имеют уменьшенный хвостовик для специальных болтовых соединений.
Что касается шпилек с неполной резьбой, то существует два типа таких шпилек: шпильки с полным корпусом и шпильки с подрезкой.
Шпильки полнотелые
Шпильки с выточкой
нить. Однако они отличаются от шпилек с подрезкой тем, что имеют хвостовик, равный делительному диаметру резьбы. В полнотелой шпильке напряжения оказываются больше в резьбе, чем в стержне. Это помогает сохранить зернистость стали и даже улучшить ее в некоторых случаях. Полнотелые шпильки также называются нарезанными нитями, которые значительно слабее, поскольку металл удаляется, чтобы создать нить, которая нарушает зерно стали. Нарезанная резьба в основном подходит для многих применений, даже когда накатанная резьба может быть немного прочнее.
5. Шпильки с выточкой
Шпильки с выточкой, также известные как катаная резьба, относятся к тем, которые также прочнее из-за скрученного металла в большой диаметр. Шпильки с подрезкой специально разработаны для лучшего распределения осевых напряжений. Шпильки с подрезкой в основном требуются в местах, где шпилька подвергается усталостным нагрузкам. Крепежные изделия серийного производства, которые на простом языке можно назвать стандартными болтами и шпильками, обычно прокатывают, а штучные детали с нестандартными характеристиками и малыми партиями чаще всего вырезают.
Что такое шпилька? и другие настенные шпильки, о которых вы должны знать
Эмили Медлок | Опубликовано Отзыв от Lance Crayon
Купить сейчас
Что такое шпилька? Вы слышали это слово, но, возможно, вы не знаете, что оно означает. Мы не только ответим на этот вопрос, но также рассмотрим различные типы шпилек, используемых сегодня в домостроении.
Мы также покажем вам лучшие на рынке инструменты для поиска шипов и расскажем, как они работают и чем они хороши.
Возведение стены — одна из важнейших частей строительства дома. Стены предлагают поддержку и обеспечивают структуру.
Многие доски составляют жилую стену. Однако сегодня мы сосредоточимся только на одной части стены. Всякий раз, когда вы узнаете это, вы можете перейти к другим частям раздела.
Что такое шпилька?
Шпильки используются для наружных и внутренних стен. В строительстве стойка представляет собой доску, которая простирается от верха до низа стены и обеспечивает поддержку. Они бывают цельными и имеют размер 2×4 или 2×6.
Несущие шпильки более важны. В конце концов, несущие стены поддерживают весь дом, в отличие от перегородок, которые только разделяют комнаты и не обеспечивают структурную целостность.
Что такое искатель шипов?
Устройство для поиска стержней — лучший способ найти стержни в закрытой стене. Вам нужно знать, где доски дома, если вы хотите установить окно или дверь. Вы также должны знать, где находятся шпильки при работе с анкерами для гипсокартона.
Анкеры для гипсокартона позволяют крепить легкие предметы к гипсокартону без шпилек. Более тяжелые предметы выдернут анкер и повредят стену. В большинстве случаев искатель шипов может обнаруживать скрытые доски и издает звуковой сигнал, когда находит их. Он также имеет красный лазер, который вспыхивает и позволяет вам отмечать стену так далеко, как вы хотите.
Лучшие искатели шипов 2022
Вот некоторые из лучших искателей шипов на 2022 год, которые облегчают поиск тех, которые расположены странно. Потому что, хотя вы можете «постучать по дереву», чтобы попытаться найти шпильки, мы все знаем, что это не так просто, как кажется. Это может заставить человека чувствовать себя разочарованным. Искатель стержней пригодится, если вам нужно найти стальные стержни, обрамляющие наружные стены.
Примечание. Расстояние между шпильками обычно составляет 16 дюймов. Но так как не все длины стен делятся на 16, трудно определить, с какой стороны начинаются шпильки. Вот почему так важно использовать искатель шипов, даже если вы знаете правило 16 дюймов.
Электронный датчик Tavol 4 в 1
Этот искатель шипов Tavol поистине удивителен. Первоначально он стоит около 50 долларов, но если вам повезет, вы можете найти его в продаже менее чем за 25 долларов. Это самый продаваемый искатель шипов и самый популярный искатель шипов в целом.
Этот искатель имеет четыре режима, что позволяет ему обнаруживать дерево, балки, балки, металлы, провода переменного тока и глубоко укоренившиеся объекты за полом, потолком, стеной. Это больше, чем на шаг выше вашего стандартного искателя шипов.
Pros
4 в 1 Умножение плюс глубокое обнаружение
Автоматическая калибровка и эргономическая сцепление для удобного использования
Профессиональный дизайн с высочайшим качеством
Cons
. Производство
9
77S 9009
. Производство
9
77S 9009
. Производство
9
777.s 9009
. Слабое обнаружение
Магнитный искатель StudBuddy
StudBuddy — самый дешевый и простой искатель, который вы можете купить. Это идеальный небольшой подарок или чулок, так что купите несколько из них, если вы их купите. Он может найти деревянные или металлические шпильки и может оставаться на месте в качестве маркера. Правда в том, что StudBuddy работает как металлоискатель, обнаруживая шурупы или гвозди. Таким образом, вам может потребоваться толкнуть его вверх и вниз, чтобы обнаружить доску.
Pros
Подходит для всех видов гипсокартона. Не предназначен для использования на реечных и оштукатуренных стенах.
Находит деревянные и металлические стойки за гипсокартоном, находя гвозди и шурупы в стойках.
Батарейки не требуются. Вешается на стену без помощи рук при наличии шпилек.0009
Еще один отличный выбор от Tavol , этот удивительный искатель не такой первоклассный, как его родственный искатель шипов, но это хороший вариант. Это один из самых дешевых искателей шипов Tavol, но он по-прежнему предлагает комбинацию 4-в-1, которую предлагает дорогой.
Он также имеет классическую зазубренную верхнюю часть, которая позволяет лучше видеть, где находится доска, и дает вам возможность пометить ее карандашом или гвоздем. И не забывайте знаменитый лазер, который дает вам прямую линию до самого верха.
Pros
Five different scanning modes
Auto-calibration and ergonomic grip
Professional Design with Top Quality
Cons
Inconsistent stud locator
Not easy to use
Zircon Stud Finder
Посмотреть в галерее
Циркон — отличная и доступная марка, доступная в большинстве розничных магазинов. Вы, вероятно, можете пойти и купить этот точный искатель сегодня. Он отлично держится и работает точно так же, как вы ожидаете от искателя шипов.
Это отличный вариант для начинающих, учитывая его цену и простоту использования. Он работает от батареек и для работы ему требуется 9 В, который не входит в комплект. Так что не забудьте взять один из них, пока вас нет дома.
Pros
Эргономически разработанные GRIP
Автоматически исправляет общие ошибки пользователей
Найти шпильки и металл при избегании электрических опасностей
Cons
Cons
.0030
Inconsistent
BLACK+DECKER SF100 Wood Stud Finder
Посмотреть в галерее
Если вы энтузиаст Black+Decker , у которого все есть в оранжево-черном цвете, то вам нужно это для вашей коллекции. Он не только отлично работает, но и отлично выглядит.
Инструмент Black+Decker использует лазерную технологию не только для создания прямой линии для их поиска, но и в качестве уровня. Вы можете использовать его как линейный лазерный уровень как горизонтально, так и вертикально. Это больше, чем 2-в-1.
Pros
LEDs flash and the device beeps when studs are located
Ergonomic design
AA Batteries included
Cons
Overpriced
Inconsistent
What Is A Jack Stud?
Посмотреть в галерее
Нажимные шпильки расположены по обеим сторонам окон и дверных коробок. Они поддерживают вышеприведенный заголовок и будут той же высоты, что и дверь при использовании в качестве двери. При использовании для поддержки оконных рам все обстоит иначе.
Когда шпилька вставляется в оконную раму, она достигает высоты оконной рамы, но обычно достигает пола. Это обеспечивает наибольшую поддержку, так как высота одного окна не будет стабильной.
Что такое калека?
Что такое калека? Каленая шпилька предназначена для оконных и дверных коробок. Иногда в стене есть отверстия, например, в зоне для завтрака или над арками в домах с открытой планировкой. Кривые шпильки поддерживают верхние слои в стене над ними.
На коротких участках стены, как над, так и под окнами, размещается гибкая стойка. Их также размещают над дверными проемами. Без них доски прогибались бы или падали, так как рамы были бы ненадежными.
Что такое королевский конный завод?
Посмотреть в галерее
Королевский шпиль поддерживает домкрат. Он проходит вдоль шпильки домкрата снаружи и достигает только верха и низа. Его работа состоит в том, чтобы поддерживать шпильку домкрата и любые шпильки, которые проходят по этому пути, чтобы поддерживать всю раму.
Для каждой установленной распорной шпильки требуется шпилька. Каждая из них будет привинчена или прибита гвоздями непосредственно к опорной стойке, а также к верхней и нижней доскам, которые крепятся к потолку и полу.
Что такое настенные перемычки?
Что касается технических перемычек, то, говоря о возведении стены или перегородки, можно предположить, что рассматриваемое слово относится к оконной или дверной перемычке. Это доска, которая идет над окном или дверью.
Однако не та доска, которая идет под окном, так как она считается подоконником. Слово, с которым мы все более знакомы.
Что такое настенные панели?
Посмотреть в галерее
Настенные панели – это самая верхняя и самая нижняя горизонтальные панели в перегородке. Без них вам пришлось бы прикручивать доски к потолку и полу. Но с ними можно вкрутить в них доски.
Теперь у вас есть целая стена, обрамленная пластинами, что позволяет легко установить стену и прикрутить ее к полу и потолку. Вы можете думать о настенных панелях как о верхних и нижних «заголовках».
Часто задаваемые вопросы (FAQ)FAQ
Могу ли я использовать Samsung 5G Galaxy Note 20, чтобы найти настенную стойку?
Да, можно, и на самом деле это довольно просто. Все, что вам нужно сделать, это загрузить Walabot DIY Plus Wall Scanner, бесплатное приложение, доступное в магазине Google Play. После того, как вы загрузили приложение, все, что вам нужно сделать, это нажать кнопку и начать искать шпильки в стенах вашего дома.
Нужен ли мне поиск шипов?
Нет, вам не нужен искатель гвоздей, чтобы найти доску в стене. Вы можете просто постучать по стене, научившись отличать звук пустотелой стены от звука стены со шпилькой. Однако это не так, поскольку ваш разум может сыграть с вами злую шутку.
Вы также можете допустить ошибку и просверлить дыру в стене, которую потом придется залатать. Это становится более сложным, когда вы не можете подобрать краску, которую вы использовали в первый раз.
Всегда ли розетки на шпильках?
Да, как правило, электрические розетки устанавливаются рядом со стойкой. Однако в квартирах может быть что-то другое: там могут быть металлические шпильки. Их намного сложнее найти, постучав.
Можно ли использовать обычный магнит в качестве искателя шипов?
Неодимовый магнит не может найти древесину, но он может найти стальные винты, которые крепят гипсокартон к деревянным стойкам.
В какую сторону бегут шипы?
Важно знать о балках: они проходят в одном направлении по всему дому.
Удаление ржавчины с металла лимонной кислотой в домашних условиях
Удалить ржавчину с металлических поверхностей можно разными способами. Для этого существуют специальные средства, но не всегда они есть под рукой. В таких случаях хорошо помогает лимонная кислота против ржавчины. От давней глубокой коррозии она, возможно, не спасет, но в более простых случаях выручит вас и сэкономит бюджет. Главное, действовать быстро, чтобы сохранить разрушающуюся поверхность.
Содержание
Почему появляется ржавчина
В чем польза лимонной кислоты в борьбе против ржавчины
Как удалять ржавчину с металла с помощью лимонной кислоты
Какие еще есть способы для борьбы с коррозией
Как предупредить повторную коррозию
Почему появляется ржавчина
Любой металл рано или поздно покрывается ржавчиной
Изначально в природе металлы добываются не в чистом виде, а в виде химических соединений: карбонатов, оксидов, сульфидов, гидроксидов. Это соединения содержат углерод, кислород, серу, воду и прочие компоненты.
Если бы металлы были изначально чистыми, ржавчина была бы им не страшна. Но таких ископаемых раз, два и обчелся – это золото, серебро, платина. Они не стремятся к созданию соединений, поэтому практически не взаимодействуют с окружающей средой, она не имеет на них большого влияния. Остальные металлы рано или поздно подвергаются коррозии, с которой приходится бороться.
Есть масса способов удалить ржавчину в домашних условиях, от дорогих профессиональных до более простых, для которых нужен всего лишь один компонент.
В чем польза лимонной кислоты в борьбе против ржавчины
Лимонная кислота помогает не только в приготовлении блюда, но и успешно применяется в качестве надежного и эффективного очищающего средства.
Она имеет массу преимуществ, поэтому в быту без нее просто не обойтись:
Качественно приводит в порядок все разновидности металлических поверхностей, устраняя следы ржавчины.
Не разрушает слой краски или лака.
Не загрязняет окружающую среду.
Экономно расходуется.
Обходится намного дешевле, чем готовые средства, приобретенные в магазине.
Лимонная кислота удаляет ржавчину даже на рельефных изделиях
Лимонная кислота устраняет следы коррозии даже в самых труднодоступных местах. Это особенно важно, если изделие имеет сложную конструкцию или есть опасность сломать хрупкие детали. При механической обработке избавиться от ржавчины так же эффективно не получится.
Удалять следы нужно сразу, как только они обнаружены. На начальной стадии повреждения домашние средства, вроде лимонной кислоты, наиболее эффективны. Если процесс зашел слишком далеко, придется использовать более агрессивные составы.
После применения лимонки достаточно слить использованный раствор в раковину и промыть небольшим количеством проточной воды. Это поможет еще и трубы прочистить от жирного налета и известковых отложений.
Правила безопасности
Лимонная кислота по-разному влияет на организм, поэтому нужно быть осторожнее с ее применением. В сухом виде и в концентрированном растворе, попав в глаза или на кожу, состав может спровоцировать сильное раздражение или серьезный химический ожог.
Опаснее всего для здоровья, если вещество попадет внутрь в большом количестве. При появлении подобных симптомов нужно срочно обратиться в лечебное учреждение:
раздражение слизистой оболочки желудка;
сильные боли в эпигастральной области;
непрекращающийся кашель;
рвота с примесью крови;
потеря сознания;
слабость.
Также нельзя вдыхать лимонную кислоту – от этого могут пострадать дыхательные пути.
Хранить порошок нужно в безопасном месте и соблюдать меры предосторожности во время работы с ним.
Как удалять ржавчину с металла с помощью лимонной кислоты
Перед применением любых составов для удаления коррозии, нужно подготовить поверхность механическими способами. Снимите тонкий слой ржавчины при помощи грубой шкурки, затем пройдитесь более мелкой наждачной бумагой. Остатки, которые въелись в металл, можно удалить специальными веществами.
Безопасные средства и инструменты
Чтобы победить ржавчину на металлических поверхностях, необходимы подручные материалы:
тряпки из натуральных волокон;
мочалки, губки, которые хорошо впитывают влагу;
удобные щетки, предназначенные для чистки металла;
средства для обезжиривания поверхностей;
скребки;
Также приготовьте емкость, в которой будут лежать металлические предметы во время процесса восстановления.
Чтобы обезопасить кожу, следует заранее запастись резиновыми перчатками и позаботиться о защитных очках для глаз.
Пошаговая инструкция по удалению ржавчины с металла
Перед применением лимонной кислоты нужно удалить верхний слой ржавчины жесткой щеткой
Прежде чем приступить к процедуре, нужно тщательно очистить от грязи поврежденную поверхность, удалить остатки жира специальным составом. Затем щеткой или скребком обработать проблемные места.
Приготовить очищающий раствор по такому рецепту:
Наполнить подходящую емкость теплой водой.
Добавить лимонную кислоту. На 100 мл воды потребуется 60–80 г кислоты.
Это рецепт концентрированного состава. Если коррозия незначительна, можно поэкспериментировать и немного изменить пропорции.
Далее поместить металлические изделия в раствор. О том, что реакция началась, известят небольшие пузырьки, появившиеся на поверхности. Процесс должен длиться в течение 30–60 мин, но если поверхность слишком повреждена, лучше процедуру продлить до 2 и более часов.
Как только ржавчина осталась на поверхности раствора, следует промыть изделие под проточной водой, тщательно высушить. Желательно не протирать, так как раствор полезен тем, что оставляет на металле защитное покрытие – оксидную пленку. Чтобы она была более действенной, можно использовать моторное масло. Эффективны также подсолнечное, кукурузное и оливковое.
Коррозия повреждает не только металл, но и другие материалы, например, керамику или ткань. В подобных случаях поможет другой раствор. Нужно добавить 50 г кислоты в 250 мл любой разновидности уксуса. Обработка вещей, кроме металлических, длится не больше 10 мин. Металлические поверхности должны находиться в таком растворе до 2 часов.
Когда восстановленные металлические изделия высохнут, их можно обработать пастой Гои. Для этого пригодится шерстяная тряпочка. Если пасты нет, достаточно просто отполировать поверхности войлоком.
Чего нельзя делать при удалении ржавчины
Ни в коем случае, не рекомендуется варить металлические предметы в растворе с лимонкой. Может произойти окисление.
После обработки нельзя промывать изделия содовым раствором. Это в будущем ускорит появление коррозии на уже очищенный поверхностях. Лучше всего покрыть предмет силиконом. В таком случае он дольше прослужит.
Какие еще есть способы для борьбы с коррозией
Для борьбы с коррозией есть различные способы.
Химический
При этом используют растворители на природной или химической основе, особенно с повышенной концентрацией щелочи. Вещество наносят тонким слоем на место, пораженное коррозией. Далее ждут в течение 30 мин, пока пройдет реакция. В конце обработанную поверхность вытирают насухо.
Термический
Кислородно-ацителеновая горелка удалит ржавчину термическим способом
Для этого метода необходимо использование кислородно-ацителеновой горелки. Он позволяет выжигать пораженные места, но вместе с краской.
Механический
Задействуют различные приспособления, которые помогут снять налет: щетки, скребки, наждак, шлифовальную машинку. Это должны быть предметы с абразивными свойствами.
В более сложных случаях, когда слой коррозии слишком толстый, применяются:
орбитальная шлифмашина с абразивными кругами;
пескоструйный аппарат;
электродрель с насадками;
болгарка.
Для последних инструментов нужны специальные навыки и обязательно соблюдение техники безопасности.
Перечисленные методы необходимо применять только в хорошо проветриваемых помещениях.
Не все металлические поверхности можно очистить механическим или термическим способами. Чтобы не ошибиться и не испортить изделие, обратите внимание на надписи или нем. Если есть специальные символы, запрещающие механическую обработку, используйте другой метод.
Как предупредить повторную коррозию
Избежать возвращения ржавчины можно, только если поверхность была предварительно хорошо вычищена. После такой процедуры изделие нужно тщательно просушить и покрыть его защитным слоем. Обычно для этого предметы погружаются в расплавленный металл или обрабатываются гальванопластическим путем в соответствующей ванне.
Хорошо защищают от ржавчины такие вещества:
Цинк. Один из лучших вариантов. Оцинкованное железо часто встречается под названием гальванизированного. Наиболее эффективна холодная электролитическая оцинковка. При нарушении целостности защитного слоя ржавление железа идет очень быстро, т. к. при этом на металле образуется гальваническая кора и кислород.
Олово. Предохраняет хорошо, но только если железо нигде не обнажено.
Свинец. Эффективно защищает от соляной и серной кислоты. Листы, покрытые свинцом, применяются для создания кровли химических и газовых заводов.
Медь и никель. Предохраняют лишь при значительной толщине слоя.
Даже несмотря на защитное покрытие, любые металлические предметы рано или поздно начинают ржаветь. Насколько быстро это произойдет, зависит от условий эксплуатации. Чтобы они всегда сохраняли свой первозданный вид, необходим правильный уход.
Металлические поверхности нужно регулярно чистить, но избегать при этом частого применения сильных кислот или щелочей.
Лимонная кислота послужит хорошим профилактическим средством. Раствором на ее основе можно протирать многие поверхности, включая кафельную плитку, эмалированные принадлежности, сантехнику, краны и смесители, шланги и трубы. В случаях, когда абразивные средства противопоказаны, лучшего состава, чем лимонная кислота, не найти. К тому же она устраняет неприятные запахи.
Как быстро убрать ржавчину с металла? Тестирую 4 способа, ищу самое эффективное средство
Всем привет! Решил провести эксперимент по удалению ржавчины с металла без каких-либо сильных кислот или специальных реактивов, используя самые обычные и дешевые средства, которые есть практически у каждого дома или, по крайней мере, их легко можно купить в любом магазине. Всего я испытал 4 средства и в ходе эксперимента мне удалось не только развенчать один миф, но и найти самое эффективное и быстрое средство от ржавчины, которое может очистить металл в течение 1 часа!
В качестве подопытных образцов я взял болты с гайками, которые имели приблизительно одинаковую степень поражения ржавчиной.
Ржавые болты с гайками
Образцы поместил в стеклянные банки с испытуемыми веществами и засек время начала проведения эксперимента, о результатах которого вы узнаете ниже.
4 средства от ржавчины — эксперимент
Эксперимент проходил при одинаковой температуре.
1. Coca-Cola
Уже давно слышал, что с помощью Кока-колы можно не только легко очистить различные поверхности, но и удалить ржавчину с металла. Конечно же, я решил это проверить. Как вы смогли догадаться, в первой банке находится именно этот чудо напиток.
Coca-Cola как средство от ржавчины — правда или вымысел?
Увы, но это средство меня разочаровало. Не знаю, как Кола справляется с чисткой ванн или раковин, но спустя даже двое суток, она так и не смогла удалить ржавчину с образца. На болте с гайкой осталось ровно столько же ржавчины сколько ее было в начале. Может просто Кока-кола уже не та, что раньше?
Образец после очистки Колой — ржавчина осталась
Развенчав миф с Колой, перейдем к действительно рабочим способам борьбы со ржавчиной. Посмотрим какой из них самый эффективный и узнаем можно ли убрать ржавчину всего за 1 час!
2. Лимонная кислота
Во второй банке находилась лимонная кислота, замешанная с водой в пропорциях 1 к 4 (на 200 гр воды — 50 гр лимонной кислоты), но думаю можно сделать раствор и послабее. Практически сразу после того, как я поместил образец в банку с лимонной кислотой, начала проходить слабая реакция и на поверхности болта с гайкой стали появляться небольшие пузырьки.
Периодически я доставал образец, и проверял как вещество справляется со ржавчиной. Когда прошло 23 — 24 часа, раствор приобрел слегка желтоватый оттенок и уже было видно, что на болте с гайкой нет и следа от ржавчины. Единственное, металл немного потемнел и стал матовым, но после легкой чистки щеткой по металлу появился блеск.
Лимонная кислота хорошо справилась со ржавчиной, но на это ушли целые сутки, а хотелось бы как-то ускорить этот процесс, поэтому продолжаем эксперимент.
3. Уксусная кислота 70 %
Следующее испытуемое вещество — это уксусная кислота. Банку необходимо было накрыть крышкой, вед уксус выделяет очень резкий запах. После погружения образца в банку, никакой реакции не происходило, но через несколько часов вещество заметно изменило цвет и стало розовато-коричневым, что явно указывало на то, что кислота постепенно борется со ржавчиной.
Спустя 20 часов образцы полностью очистились от ржавчины и в отличие от лимонной кислоты, металл практически не потемнел. После механической чистки появился характерный блеск и болт с гайкой стали как новые.
Результат получился очень хороший, но на борьбу со ржавчиной вновь ушли практически сутки. К тому же, большим недостатком очистки уксусной кислотой, является ее резкий запах, который чувствовался даже с закрытой банкой, поэтому испытания пришлось проводить в хорошо проветриваемом помещении.
4. Самый быстрый и эффективный способ
Наконец-то мы подошли к самому интересному — веществу, которое сможет удалить ржавчину на много быстрее и не менее эффективно, чем лимонная или уксусная кислоты. Ради интереса я поместил в 4 банку болт с гайкой, на которых слой ржавчины был немного больше, чем на предыдущих образцах. Уже через 5 — 10 минут началась очень бурная реакция и испытуемое вещество, в прямом смысле слова, начало кипеть.
Как убрать ржавчину за 1 час?
Банка нагрелась и через 40 минут раствор существенно изменил цвет, став похожим на Колу.
Спустя 40 минут раствор потемнел
Спустя 1 час реакция полностью завершилась. Достав образец из банки, я не увидел и следа от ржавчины. Немного лишь потемнел сам металл, как и в случае с лимонной кислотой. Учитывая, что на этом образце было больше всего ржавчины, думаю результат просто отличный, а самое главное — ржавчину удалось убрать всего в течение часа!
Какое же средство способно так быстро и эффективно убрать ржавчину? Все очень просто! Ингредиенты для приготовления этой смеси есть практически в каждом доме и состоит она из 1 части перекиси водорода, 1/3 части лимонной кислоты и 1/10 обычной пищевой соли (на 100 мл перекиси берем 35 — 40 гр лимонной кислоты и 7 — 10 гр соли).
Перекись водорода, лимонная кислота и пищевая соль — эффективное средство от ржавчины
Удаление ржавчины с инструментов без скребка — простое руководство
С помощью одного натурального ингредиента легко удалить ржавчину с инструментов, сильно проржавевших антиквариата и других металлических предметов.
Читайте дальше, чтобы узнать, как удалить ржавчину с помощью этого простого метода: замочите ржавый инструмент в лимонной кислоте на несколько часов, достаньте его из воды и протрите инструмент, чтобы удалить ржавчину из щелей. Смазка локтя не нужна!
В этой статье я покажу, как этот метод удаляет ржавчину быстрее, , чем уксус, легче, , чем чистка, и , естественно, – без агрессивных химикатов в едких средствах для удаления ржавчины.
Через несколько месяцев после того, как я продал свою первую лошадь, я шел по пастбищу и нашел подкову, которую он потерял год назад. Глядя на него, я подумал, что это будет хороший подарок на память — и что-то, что я мог бы использовать для создания конного проекта с сентиментальной ценностью, — но он был покрыт слоями ржавчины.
Всю зиму я экспериментировал с лимонной кислотой, чтобы счистить ржавчину с садовых инструментов, которые я из-за своей рассеянности склонен оставлять без присмотра. Как оказалось, основная комбинация лимонной кислоты, воды и времени полностью удаляет ржавчину с металла. Я был очень взволнован, особенно после того, как безуспешно пытался удалить ржавчину с инструментов с помощью едких химикатов. Лимонная кислота, распространенный ингредиент в рецептах консервирования, представляет собой органическую кислоту, немного более сильную, чем уксус, в зависимости от концентрации, в которой вы ее смешиваете.0003
Обновление 2022: Мне очень понравилось читать ваши отзывы об этой статье, и многие из вас сочли это руководство полезным! Человек из комментариев предложил заменить лимонную кислоту уксусом и вымачивать немного дольше, но мои тесты показали, что это на самом деле не работает и стоит немного дороже.
Следующий раздел может содержать партнерские ссылки. Как партнер Amazon, мы зарабатываем на соответствующих покупках.
Принадлежности, необходимые для удаления ржавчины без скрабирования:
Ведро или пластиковый контейнер, достаточно большой, чтобы вместить ваши ржавые предметы
Очень горячая вода
Средство для обработки поверхности необработанного металла. Масло или прозрачный лак работ.
Чистая лимонная кислота . Вы можете купить ее везде, где продаются консервные материалы, однако цена на лимонную кислоту, продаваемую для консервирования, включает огромную наценку в размере . По состоянию на весну 2021 года лимонная кислота марки Ball стоит более 1 доллара за унцию, но 5-фунтовый пакет пищевой лимонной кислоты стоит 25 центов за унцию.
(Для продуктов, которые нельзя замачивать, обратите внимание на мягкое моющее средство Bar Keeper’s Friend)
Мой совет: заказывайте оптом и не беспокойтесь о том, что его слишком много — это ОЧЕНЬ удобно для уборки! Столовая ложка лимонной кислоты отлично подходит для повышения моющего средства для посудомоечных машин, удаления накипи в кофеварках, удаления грязи с кастрюль и сковородок, удаления пятен от жесткой воды и общей уборки. Вы также можете использовать его при приготовлении пищи: замачивайте нарезанные яблоки в слабом растворе лимонной кислоты, чтобы предотвратить потемнение, или добавляя столовую ложку в костный бульон в начале процесса приготовления, чтобы помочь разрушить кости и передать питательные вещества в бульон.
Инструкции:
Приготовить кислотную ванну
Звучит сильно, но лимонная кислота в следующей концентрации очень безопасна — чуть сильнее, чем обычный домашний уксус. Аккуратно высыпьте порошкообразную лимонную кислоту в ведро. Я добавляю около 1/3 стакана порошкообразной лимонной кислоты на галлон воды , но вы можете использовать немного больше или меньше в зависимости от того, насколько ржавый ваш объект и как быстро вам нужны результаты.
Наполните ведро очень горячей водой и перемешайте до полного растворения порошка лимонной кислоты в воде. На дне ведра не должно оставаться песка.
Погрузите ржавый предмет в раствор
Будьте осторожны, чтобы не разбрызгать раствор лимонной кислоты, поместите ржавый предмет в раствор. На этом изображении я очищаю найденную старую подкову от ржавчины и добавляю несколько ржавых болторезов.
Позвольте ржавому предмету пропитаться
Через 10–15 минут вы увидите, как на поверхности предмета образуются пузырьки, поскольку кислота вступает в реакцию со ржавчиной и создает крошечные пузырьки газа. Когда пузырьки поднимутся на поверхность и вода станет желтой, вы поймете, что решение работает.
Продолжайте замачивать предмет, пока не увидите видимых результатов. Некоторые предметы будут избавлены от ржавчины в течение нескольких часов, в то время как для других может потребоваться целый день или несколько замачиваний. Через день вы, возможно, захотите снова смешать раствор лимонной кислоты, потому что он будет медленно терять кислотность по мере разрушения ржавчины. Если вы, как и я, являетесь поклонником мгновенного удовлетворения, вы можете немного почистить, чтобы ускорить процесс.
Ускорьте процесс удаления ржавчины с помощью (необязательно) скраба
Продолжайте замачивать предмет, пока не увидите видимые результаты. Через день вы можете захотеть снова смешать раствор лимонной кислоты (он будет медленно терять кислотность по мере того, как разрушает ржавчину). ускорить процесс.
На изображении выше показано, как выглядели мои ржавые предметы после 2 часов пребывания в растворе и быстрого протирания бумажным полотенцем.
Перемешать и повторно замочить при необходимости
Чтобы удалить всю ржавчину, абсолютно не оттирая, просто перемешайте и замочите до тех пор, пока не останется ржавчины (может потребоваться протереть тряпкой или промыть под проточной водой, чтобы удалить отслоившиеся частицы ржавчины из канавок).
Когда раствор будет готов, его можно слить в канализацию – химическая реакция растворения ржавчины нейтрализует кислоту, делая ее безвредной для большинства бытовых труб (если какие-либо кусочки ржавчины откололись и осели на дне трубы). ведро, НЕ выбрасывайте их в канализацию, а вместо этого выбросьте в мусор).
Запечатайте металл без ржавчины
Когда вы довольны новой отделкой вашего объекта, полностью высушите его. Металл может казаться «грязным» и при прикосновении оставлять на руках темные следы — это нормально для стали и железа без защитного покрытия. Убедитесь, что объект полностью высох (10 минут в 300-градусной печи прекрасно работают, если предмет на 100% состоит из металла, без пластиковых ручек или термочувствительных частей), а затем добавьте защитное покрытие.
ВАЖНО: Вы ДОЛЖНЫ защитить отделку. Если оставить без покрытия, незащищенный металл почти мгновенно снова заржавеет. Чтобы предотвратить образование новой ржавчины, вы можете нанести прозрачное покрытие / лак, сбрызнуть растительным маслом и вытереть излишки или перейти к моему руководству по созданию отделки под старинное золото (которая отлично выглядит и предотвращает ржавчину).
Раствор лимонной кислоты постепенно желтеет по мере растворения ржавчины.
Чистка необязательна, но значительно ускоряет процесс. Кислота размягчится до того, как полностью растворит ржавчину, так что большая часть ржавчины может быть легко удалена через час или два пребывания в растворе.
Ржавые подковообразные и болторезы после замачивания в течение 1 часаПодковорезные и болторезы из голой стали без ржавчины после очистки.
После протирания бумажным полотенцем 30-секундная чистка стальной щеткой дала впечатляющий результат, показанный выше пропустил абразивный скраб)
На этой фотографии вы можете видеть желтый оттенок, который приобретает раствор во время работы, а также разрыхленный осадок ржавчины, который осядет в ведре.
Если вы почистили подкову или удила на память, у меня есть несколько руководств о том, как отобразить их в моем посте: Как установить подкову на память. Или вам может понравиться мой совет по ценообразованию старинных металлических предметов для киоска блошиного рынка.
Обновление 2022 г.: уксус и лимонная кислота
тестирование лимонной кислоты и белого уксуса
С момента публикации эта статья путешествовала по всему миру и собрала множество отзывов — многие советы «просто использовать уксус» были сопоставимой техникой. Недавно я решил провести параллельное сравнение уксуса и лимонной кислоты на своей кухне. Не повторяя весь процесс удаления ржавчины (трудно сравнить с тщательным изучением, так как нет двух абсолютно одинаковых объектов ржавчины), я заказал несколько полосок для тестирования pH.
Чтобы стать «лучшим» раствором для удаления ржавчины, победитель должен иметь 1. более высокую кислотность, 2. более низкую стоимость или 3. и то, и другое. Я подозревал, что лимонная кислота победит с большим отрывом, но мой эксперимент продолжался.
Я смешал один стакан раствора лимонной кислоты в концентрации, рекомендованной выше (0,33 стакана на галлон, или, в данном случае, соотношение уменьшено до 1 ч. неразбавленный белый уксус.
РЕЗУЛЬТАТ № 1: КИСЛОТНОСТЬ
При рекомендуемом разбавлении раствор лимонной кислоты немного более кислый, чем уксус – соответствует шкале в моем наборе для тестирования pH при pH 3 по сравнению с дистиллированным белым уксусом известной марки при pH 4. (Интересно, что, согласно данным из Интернета, pH дистиллированного белого уксуса должен быть между 2-3, что означает, что либо мой фирменный уксус был слабым, либо, что более вероятно, мой набор для тестирования pH не был точным в лаборатории. Даже если это так, я ожидаю значения по отношению к другим значениям, считанным с помощью тех же тест-полосок, должны давать точные сравнения)
Но как они соотносятся с точки зрения стоимости? Читайте дальше
Добавление 3 чайных ложек порошка лимонной кислоты на 1 стакан воды снижает уровень pH на один пункт.
РЕЗУЛЬТАТ № 2: Стоимость уксуса по сравнению с лимонной кислотой
На один галлон чистящего раствора (достаточно, чтобы очистить инструмент среднего размера или несколько подков) вам понадобится либо 1 галлон уксуса, либо 1/3 стакана лимонной кислоты, смешанной с водопроводной водой. (Чтобы упростить расчеты, скажем, 0,5 стакана активированной лимонной кислоты)
В крупных продуктовых магазинах галлон уксуса стоит около 3-4 долларов.
В настоящее время лимонная кислота наливом (5 фунтов) стоит 15 долларов за 5 фунтов. Напиток с лимонной кислотой весит около 2 чашек на фунт. Таким образом, пакеты весом 5 фунтов содержат 10 чашек, что приводит к стоимости примерно 1,50 доллара за чашку порошка. Таким образом, половина чашки, необходимая для приготовления галлона раствора для удаления ржавчины, стоит около 75 центов
Таким образом, обработка лимонной кислотой от ржавчины стоит менее 75 центов за галлон, уксус стоит 3-4 доллара за галлон. Учитывая, что раствор лимонной кислоты сильнее и, следовательно, действует быстрее, это лучший выбор для удаления ржавчины с помощью замачивания без скрабирования.
☕ Сайт Hawk-Hill.com поддерживается читателями. Если этот урок сэкономил вам время или деньги, подумайте о том, чтобы поблагодарить автора, купив кофе на Ko-fi.
Использование лимонной кислоты для удаления ржавчины с вещей, которые нельзя замачивать.
Несмотря на то, что это руководство представляет собой простой и быстрый способ удаления ржавчины с инструментов без очистки, у него есть свои ограничения. большие и громоздкие предметы нельзя бросать в ведро для замачивания.
Недавно я столкнулся с этой проблемой в коттедже Hawk Hill и нашел решение, которое стоит добавить в качестве обновления к этому сообщению. В коттедже есть только одна полноценная ванная комната, но о, это великолепная ванная! Большой световой люк открывается над душем, чтобы добавить вид на небо и качающиеся деревья, видимые из душа. Недавно отремонтированный и чистый ярко-белый, единственным бельмом на глазу в этой ванной комнате было уродливое красное пятно ржавчины в ванне.
Даже профессиональная уборщица, нанятая для уборки коттеджа до моего въезда, не могла вывести это уродливое красное пятно из ванны. Однако я решил, что будет . Поэтому я решил поэкспериментировать с различными чистящими средствами.
Я не буду перечислять мой список чистящих средств для ванны и плитки, которые я пробовал для удаления пятна ржавчины в моей ванне, но достаточно сказать, что их было больше, чем несколько (и много усилий!) Ни одно из них даже не коснулось моего пятна ржавчины.
Однако однажды, когда я читал инструкцию на бутылке мягкого очищающего средства Bar Keeper’s Friend, я заметил, что среди основных ингредиентов указана лимонная кислота. Я подумал: «Может ли это быть моим решением?» Bar Keepers Friend, так как это густая, вязкая жидкость, может оставаться на месте при нанесении на пятно (вместо того, чтобы стекать, как жидкость, или сразу же высыхать, как другие чистящие средства).
Взволнованный возможностью проверить мою теорию, однажды вечером перед сном я надел перчатку и вылил небольшую лужу друга бармена на ржавое пятно моей ванны. Я вообще не скребла, просто капнула небольшое количество этого лимоннокислотного чистящего средства прямо на пятно и надеялась на лучшее.
На следующее утро — мне не понравится — я проснулась взволнованная, чтобы помыть душ! (Возможно, это было впервые для меня) Я схватил маленькую щетку и начал аккуратно счищать корку, в которую за ночь высох Друг бармена. К моему удовольствию, я обнаружил, что уродливое красное пятно ржавчины полностью растворилось за ночь после замачивания в чистящем средстве, содержащем лимонную кислоту. Мне даже не приходилось тереть, за исключением небольшого количества жира, необходимого для удаления высушенного чистящего средства из ванны.
К сожалению, так как я попробовал этот проект по прихоти — без особой надежды на успех, я не задокументировал этот успех удаления ржавчины, но вы можете поспорить, что я посмотрю на пятно ржавчины, чтобы продемонстрировать, как работает вязкий очиститель. содержащие лимонную кислоту, могут удалить ржавчину с поверхностей, которые нельзя замачивать.
327,4К акции
Поделиться
Твит
окислительно-восстановительный — Уксусная (уксус) и лимонная кислота в качестве средства для удаления ржавчины
Давным-давно я работал над созданием средств для удаления ржавчины с железа. Нам нужно было учитывать токсичность, коррозионную активность, стоимость, утилизацию отходов, эффективность, скорость, повреждение (непроржавевшего) металла и мгновенное ржавление (быстрое ржавление после смывания очистителя).
Ржавчина — это не просто химическое соединение. Обычно это гидраты $\ce{FeO}$ и $\ce{Fe2O3}$ (а их куча, даже если исключить гидроксиды).
Таким образом, поскольку разные кислоты будут оказывать разное воздействие на разные химические вещества, вы не обязательно сможете найти одно волшебное средство для всех без исключения типов ржавчины. Чем сильнее кислота, тем сильнее будет атакован металл, если только не используется пассивация (есть два типа химической и электрической). Также часто используются амины. Сильные кислоты Соляная, серная, азотная кислоты более агрессивны, чем более слабые органические кислоты. Морское желе (с которым я работал) использует фосфорную кислоту, но, как вы заметили, она покрывает сталь/железо. Эти минеральные кислоты могут быть опасны, и их нельзя просто выбросить, когда они закончатся.
Есть альтернативы. Один из приемов состоит в том, чтобы перевести хлорид, сульфат или нитрат в раствор с помощью соединения, отличного от кислоты. Например, добавление хлорида натрия к раствору лимонной кислоты должно сделать лимонную кислоту более агрессивной, но не изменит рН. (Одна из причин этого заключается в том, что $\ce{FeCl3}$ более растворим, чем цитрат железа.)
В некоторых антиобледенителях используются нитраты или хлорид кальция, которые также могут быть эффективными, и, конечно, в некоторых удобрениях также используются нитраты ( даже некоторые для комнатных растений). Итак, если вы предпочитаете не работать с сильными кислотами (если вы не осторожный человек, вам не следует с ними работать), вы можете попробовать этот подход.
Насколько я знаю, единственной другой кислотой, обычно используемой для удаления ржавчины, является щавелевая кислота. Я думаю, что моющее средство Zud использует его, если вы можете его найти. Это яд, так что не облизывайте пальцы, пока не вымоете их (да, даже если предположить, что вы НАДЕЛИ перчатки!). Я не думаю, что это намного лучше, чем лимонная кислота. На самом деле, я бы предположил, что это хуже с точки зрения удаления ржавчины.
Азотную кислоту, вероятно, будет трудно найти/купить. Соляная кислота доступна (последний раз, когда я смотрел) в Home Depot и т. Д. (Посмотрите на чистящие средства, очистители канализации и очистители цемента). Серная кислота тоже. Он также используется в качестве аккумуляторной кислоты, но я не уверен, что вы можете купить его в магазине автозапчастей без свинца. Сделай , а не , покупайте все, что содержит свинец! Не используйте ничего (например, старую аккумуляторную кислоту) со свинцом (Pb). Не трогай… Ты понял, да? Наконец, посмотрите на таблицу значений pKa для кислот.
Единственными другими ионами, с которыми я мог бы поиграть, были бы йодид и бромид, и, может быть, фторид, просто для усмешек и смешков. Я понятия не имею, где ты их взял. (некоторые чистящие средства для алюминия (Aluminum Jelly?) содержат фториды). Подсказка: одна из причин, по которой лимонная кислота работает довольно хорошо, заключается в том, что соль, которую она образует, более растворима, чем что-то вроде фосфата железа, поэтому она покидает поверхность, позволяя проводить дальнейшую атаку.
Высокоскоростные универсальные шпиндели, приводимые в движение подачей СОЖ под давлением.
Подробнее
Оснастка токарных и фрезерных станков с ЧПУ
Технологическая оснастка – это набор решений по закреплению детали или инструмента на станке, от рационального выбора которой зависит не только производительность операции, но и ее успех.
Виды технологической оснастки фрезерных станков
Инструментальная оснастка фрезерных станков – это все, что используется для закрепления инструмента во фрезерном станке (цанговые патроны, силовые фрезерные патроны, термооправки, гидропатроны, оправки для торцевых фрез, сверлильные патроны, патроны с креплением Weldon и Whistle-Notch, держатели дисковых фрез, метчиковые патроны и др).
Станочные приспособления для фрезерных станков – это различные виды тисков (в том числе тиски для 5-осевой обработки), стационарные трехкулачковые патроны, прижимы, системы базирования с нулевой точкой (Zero-Point), вакуумные столы, магнитные плиты, универсальные сборочные приспособления.
Для подбора фрезерной инструментальной оснастки необходимо знать:
тип посадки в станке (например, конус BT40 или HSK-A63),
тип посадки со стороны инструмента (например, Weldon или с помощью ER цанг),
основные геометрические параметры – вылет оправки, диаметр корпуса. Это далеко не все параметры, которые необходимы для грамотного подбора, но они являются минимально необходимыми.
Виды технологической оснастки токарных станков
Станочная оснастка – это ручные и механизированные токарные патроны, кулачки к токарным патронам, токарные цанговые патроны для станков с ЧПУ, вращающиеся и упорные центры, люнеты, гидроцилинры.
Инструментальная оснастка – это устройство, в которое входят приводные блоки, держатели с креплением VDI и BMT, а также держатели со специальным видом крепления. Оснастка представляет собой определенный набор приспособлений, благодаря которому осуществляется крепление и монтаж заготовок, сборка конструкций и их транспортировка. От качества и правильности выбора этой оснастки зависит точность изготавливаемых деталей, а также производительность оборудования, стойкость инструмента.
Для подбора токарной инструментальной оснастки нужно знать:
тип посадки со стороны станка,
тип посадки со стороны инструмента,
основные геометрические параметры подбираемой оснастки.
Использование технологической оснастки для модернизации станков
Для расширения функционала станков используется такая оснастка как угловые и ускорительные головки, а также поворотные столы. Данная оснастка, как правило, обходится дешевле, чем еще один станок с необходимым функционалом.
Что следует знать о модульной оснастке для станков с ЧПУ?
Это такая оснастка, благодаря которой можно собрать инструментальную сборку нужной конфигурации, подобно конструктору LEGO. Правильный выбор модулей позволяет значительно сэкономить на покупке оснастки и повысить производительность за счет сокращения времени на переналадку, так как в большинстве своем данный вид оснастки быстросъемный.
Мы предлагаем широкий ассортимент оснастки для станков с ЧПУ, который позволит полностью оснастить как токарный, так и фрезерный станок.
Мы предлагаем не столько конкретную оснастку, а комплексное техническое решение, направленное на повышение эффективности производства.
Применяются только современные и высокопроизводительные решения.
Тесное взаимодействие наших технических специалистов с клиентом, совместный поиск наиболее подходящего решения, индивидуальный подход к каждому клиенту.
Мы получили Ваше сообщение и свяжемся с Вами в ближайшее время.
Запросить коммерческое предложение
Название Организации*
Ваш город*
Телефон*
Ваш адрес Email*
Комментарий
Cогласен на обработку персональных данных и политику обработки персональных данных (подробнее)
Оснастка для фрезерных, сверлильных и токарных станков
Оснастка для фрезерных, токарных и сверлильных станков
Важнейшим элементом корректной работы производства является надежная и полноценная оснастка всех механизмов и станков на предприятии. Завод Фрезерных Станков предлагает купить оснастку для фрезерных, токарных и сверлильных установок от производителя. Сделать правильный выбор можно, ознакомившись с каталогом и подробным описанием каждого, представленного на сайте устройства.
Переходные втулки
Этот тип оснастки предназначен для металлорежущих станков и рассчитан на установку инструмента с различными типами конусов Морзе. Цель применения переходной втулки – установка на шпиндель станка инструмента любой геометрической формы.
Внешне переходная втулка представляет собой полую деталь небольшого размера. Форма конусообразная, внутри есть овальное отверстие. Что касается конусов, их во втулке два — наружный и внутренний. В зависимости от того, под какой стандарт расточен конус, втулка имеет свой номер (от 0 до 7 соответственно). Переходная втулка позволяет максимально быстро снимать и устанавливать инструмент, и соответственно также быстро переходить к следующей операции.
Важно: Основная сфера применения переходных втулок – разнообразные станки для резки металла, а конкретно фрезерные станки. Для этого типа оборудования такой вид оснастки обязателен. Втулка позволяет устанавливать свёрла, зенкеры, оправы, развертки самого разного диаметра.
Оправки фрезерные длинные
Оправка необходима для того, чтобы шпиндель фрезерного станка мог сообщать вращательный момент установленному инструменту. Оправка фрезерная состоит из двух элементов – для крепления к шпинделю и для закрепления на оправке фрезы. Конструктивно это выглядит следующим образом:
Конический хвостовик.
Крепление для обрабатывающего инструмента.
Принцип работы заключается в 3 ключевых моментах:
Оправка монтируется к шпинделю и центруется.
Обрабатывающий инструмент вставляется в рабочую часть.
Станок запускается для дальнейшей обработки при непосредственном использовании фрезы.
Важно: При помощи оправки вращательный момент можно понижать или передавать напрямую от шпинделя без изменений.
Оправки фрезерные длинные чаще всего используют на горизонтальных фрезерных станках.
Преимущества использования оправок многочисленны, а именно:
Высокая производительность работы на автоматических и полуавтоматических станках.
Точность обработки.
Простота крепления.
Возможность обработки широким разнообразием инструментов.
Доступная цена.
Удобство в эксплуатации.
Защита шпинделя от механических повреждений.
Патроны цанговые
Цанговый патрон представляет собой зажимной механизм, рассчитанный на закрепление режущих элементов, вращающихся на большой скорости.
Важно: Такие устройства часто называют самозажимными, благодаря тому, что они не требуют дополнительного инструментария, в числе которого шпильки, винты и другое.
Купить цанговый патрон необходимо для закрепления деталей на токарных станках. Для полноценной работы подобная оснастка просто необходима. Устройство может иметь разную форму и габариты в зависимости от того, какую конкретно заготовку требуется закрепить.
Цанговые самозажимные патроны используются во всех видах станков, как в специализированных, так и в универсальных. Основное преимущество этих устройств – конструкция, обеспечивающая высокое усилие самого патрона, в том числе и в случаях, когда значение крутящего момента невелико.
Важно: Особое внимание, прежде чем купить цанговый патрон, требуется уделять тому, чтобы основные его элементы были созданы исключительно из закаленной стали. Только тогда оснастка прослужит долго и докажет свою высокую надежность.
Приобрести оснастку
ДЗФС предлагает купить оснастку от производителя по самой выгодной цене. Мы предлагаем только соответствующую всем ГОСТам продукцию и качество, проверенное десятилетиями роботы на отечественном рынке. Также у нас можно приобрести многочисленные виды фрезерных станков и другое оборудование по доступной цене. За консультацией вы можете обращаться на горячую линию или же написав письмо на наш электронный ящик: [email protected]
Фрезы и инструменты – типы и их назначение (с изображениями)
Обработка на станках с ЧПУ – широко распространенная субтрактивная технология производства. Системы числового программного управления предлагают меньшую потребность в рабочей силе и более высокий уровень автоматизации.
Одним из таких автоматизированных методов изготовления является фрезерование с ЧПУ. Это процесс, при котором фрезы удаляют материал, что делает его противоположным токарной обработке с ЧПУ.
Фрезерные центры выполняют не только резку в автоматическом режиме, но и смену инструмента. Например, в процессе создания готового изделия из блока металла используются различные инструменты.
Итак, давайте посмотрим, какие фрезерные инструменты используются на станках и каково назначение каждого из них.
я Какие существуют типы фрез?
II Какие материалы используются для режущих инструментов?
III Выбор правильного станка
Какие существуют типы фрез?
Наиболее распространенные типы фрез:
Концевая фреза
Торцевая фреза
Резак для шариков
Слябовый стан
Боковой резак
Фреза для эвольвентных зубьев
Резак для мух
Полая фреза
Кожуховая мельница
Черновая концевая фреза
Фреза «ласточкин хвост»
Нож для резки ерша
Во-первых, мы должны начать с одного из основных вопросов.
В чем разница между концевым и торцевым фрезерованием?
Это две наиболее распространенные операции фрезерования, в каждой из которых используются различные типы фрез – фреза и торцевая фреза. Разница между концевым и торцевым фрезерованием заключается в том, что концевая фреза использует как торец, так и стороны фрезы, тогда как торцевое фрезерование используется для горизонтальной резки.
Концевая фреза
Эти инструменты обычно имеют плоское дно, но не всегда. Также доступны круглые и радиусные фрезы. Концевые фрезы похожи на сверла в том смысле, что они могут резать в осевом направлении. Но преимущество для фрезерования заключается в возможности боковой резки.
Торцевые фрезы не могут резать в осевом направлении. Вместо этого режущие кромки всегда расположены по бокам режущей головки. Режущие зубья представляют собой сменные твердосплавные вставки.
Это продлевает срок службы инструмента при сохранении хорошего качества резки.
Шарикорез
Шарикорезы, также известные как шаровые мельницы, имеют полусферические режущие наконечники. Цель состоит в том, чтобы сохранить угловой радиус для перпендикулярных граней.
Слябовый станок
Слябовый станок не так распространен в современных обрабатывающих центрах с ЧПУ. Скорее, они до сих пор используются с ручными фрезерными станками для быстрой обработки больших поверхностей. По этой же причине фрезерование слябов часто называют плоскостным фрезерованием.
Сама плита вращается в горизонтальном положении между шпинделем и опорой.
Торцовая фреза
Предшественник концевой фрезы. Бокорезы имеют зубья как по окружности, так и с одной стороны. Это делает функциональность очень похожей на концевые фрезы, но их популярность с годами уменьшилась с развитием других технологий.
Фреза для эвольвентных зубчатых колес
Имеется специальный режущий инструмент для фрезерования эвольвентных зубчатых колес. Существуют различные фрезы для изготовления шестерен с определенным количеством зубьев.
Фрезы
Эти инструменты выполняют те же функции, что и торцевые фрезы. Они состоят из центрального корпуса, который удерживает одну или две насадки (двусторонние фрезы).
Торцевые фрезы лучше подходят для качественной резки. Кусачки для мух просто дешевле, а режущие насадки часто изготавливаются слесарем в магазине, а не покупаются в магазинах.
Полые фрезы в основном противоположны торцевым фрезам. Здесь заготовка подается во внутреннюю часть фрезы для получения цилиндрического результата.
Концевая фреза для черновой обработки
Как следует из названия, это в значительной степени концевые фрезы с небольшой разницей. Черновая концевая фреза имеет зазубренные зубья. Это ускоряет процесс резки по сравнению с обычной концевой фрезой.
Отрезанные кусочки металла меньше, чем обычно, и поэтому их легче очистить. Несколько зубьев входят в контакт с заготовкой одновременно. Это уменьшает вибрацию и вибрацию, которые в противном случае могли бы быть больше из-за зазубренных зубьев.
Фрезы по дереву
Фрезы по дереву или шпоночные пазы используются для вырезания шпоночных пазов на детали, например валы. Режущие инструменты имеют зубья, перпендикулярные внешнему диаметру, для создания подходящих пазов для деревянных шпонок.
Резьбовая фреза
Название этого инструмента говорит все, что вам нужно знать о его назначении. Резьбовые фрезы используются для изготовления резьбовых отверстий.
Операции по нарезанию резьбы обычно выполняются на буровом оборудовании. Однако использование резьбовой фрезы более стабильно и имеет меньше ограничений в отношении окружающей среды.
Какие материалы используются для режущих инструментов?
Как видите, существует множество различных станков для самых разных целей. То же самое относится и к материалам, используемым для изготовления этих инструментов.
Давайте углубимся в изучение наиболее распространенных материалов для фрез.
Углеродистая сталь
Самый дешевый из всех. И именно поэтому он до сих пор находит применение. Поскольку углеродистая сталь не очень долговечна, она подходит только для низкоскоростных операций.
Углеродистая сталь теряет свою твердость при температуре 200°C. Это является причиной более низких скоростей – чтобы сохранить низкий эффект нагрева.
Быстрорежущая сталь
Быстрорежущая сталь, разновидность инструментальных сталей, содержит несколько легирующих элементов, которые обеспечивают лучшую реакцию на нагрев и износ, чем обычная углеродистая сталь. В то время как жизненный цикл такого инструмента увеличивается, растет и стоимость.
Теряет свою твердость при 600°C. Поэтому для этих инструментальных сталей подходят более высокие скорости фрезерования.
Цементированные карбиды
Этот материал тверже, чем быстрорежущая сталь, но характеристики ударной вязкости не столь впечатляющие. Более высокая твердость обеспечивает лучшую защиту от износа, но более низкие уровни прочности делают его немного более восприимчивым к растрескиванию и сколам.
Максимальная рабочая температура составляет 900°C.
Режущая керамика
Режущая керамика даже тверже, чем цементированные карбиды, но уступает им по ударной вязкости. Для производства этих инструментов с различными свойствами используются как оксид алюминия, так и нитрид кремния.
Режущие керамические инструменты склонны к растрескиванию при работе с твердыми материалами и при высоких температурах. Поэтому они не очень подходят, например, для обработки стали. В противном случае следует ожидать короткого срока службы инструмента.
Выбор подходящего станка
Как и принято в производстве, выбор метода или инструмента сводится к балансу между скоростью, стоимостью и качеством. Стоимость зависит как от цены инструмента, так и от износа результатов механической обработки, а также от времени (скорости) изготовления деталей.
Выбор материала инструмента
Обычные углеродистые стали обычно не подходят из-за их ограниченных возможностей. Поэтому HSS (быстрорежущая сталь) является самым недорогим материалом для выполнения работы. В то же время его скорость износа означает, что в долгосрочной перспективе есть варианты получше.
Кобальтсодержащие HSS, например, подходят для еще более быстрого фрезерования. Это делает их достаточно подходящими для большинства работ.
Твердый сплав — это еще один шаг к высокопроизводительному фрезерованию благодаря вышеупомянутым свойствам таких фрезерных станков. В долгосрочной перспективе они являются более экономичным выбором, хотя первоначальные затраты выше.
Диаметр
Это очень просто. Инструмент большого диаметра способен быстрее фрезеровать деталь. Ограничения применяются в зависимости от геометрии конечной детали.
Например, если необходимы определенные внутренние радиусы, инструмент не может отклоняться от них. В то же время вы можете использовать большой инструмент для фрезерования большей его части и применять меньший инструмент для обработки внутренних углов.
Покрытие инструмента
Для защиты инструмента от износа доступны различные покрытия. Например, покрытие из нитрида титана увеличивает срок службы инструмента, но также и его стоимость.
Такое покрытие снижает липкость режущего материала, что может быть проблемой при работе с алюминием. Следовательно, в процессе резки требуется меньше смазки.
Количество канавок
Канавки на фрезе. Большее количество канавок обеспечивает более высокую скорость подачи, поскольку снимается меньше материала.
Одновременно увеличивается общий диаметр фрезы. Это оставляет меньше места для стружки.
Угол спирали
Угол спирали вместе со скоростью вращения шпинделя определяет скорость резания или скорость подачи. Более крутой угол подходит для более мягких материалов и металлов.
Правильный выбор фрезы для вашей работы требует понимания материалов, параметров и, безусловно, некоторого опыта. Окончательный результат зависит от этих вариантов, и оператор должен понимать, какие фрезы подходят для резки различных сред.
Правильный выбор обеспечивает высокую подачу и, следовательно, более короткое время резания, а также меньшие затраты.
Выбирая услуги по обработке с ЧПУ, убедитесь, что у них есть все необходимые инструменты для изготовления ваших деталей.
Фрезерные инструменты | Современный механический цех
Фрезерование — это сложный процесс удаления металла, который обычно включает подачу зажатой заготовки в линейном направлении во вращающуюся фрезу с несколькими зубьями. Из-за большого разнообразия доступных машин, средств управления и инструментов фрезерование является одним из предпочтительных универсальных методов обработки. Он предлагает превосходную эффективность обработки, хорошее качество поверхности, большую гибкость и высокую степень точности. В то время как точение часто используется для создания круглых поверхностей с одной режущей кромкой, фрезерование обычно использует несколько режущих кромок в одном инструменте для создания плоских поверхностей, уступов, пазов и контурных поверхностей. Существует множество типов станков, используемых для выполнения фрезерных операций, в том числе станки с ручным управлением, числовым программным управлением и специальные специализированные станки.
Почему пластины из CBN без связующего обрабатывают титан быстрее
Новая формула кубического нитрида бора может стать более надежной альтернативой цементированному карбиду, поскольку требования к чистовой обработке становятся все более высокими.
Фрезерные инструменты: необходимая литература
Технология режущего инструмента помогает выполнять механическую обработку с минимальными затратами времени
Эти функции могут помочь улучшить стабильность режущего инструмента, стандартизировать производительность резания и продлить срок службы инструмента, что позволяет мастерским уверенно работать без присмотра.
Общие сведения об инструментах для фрезерования круговых сегментов
Кругло-сегментная фреза представляет собой класс фрезерных инструментов, в которых программное обеспечение CAM является ключевым для эффективного использования инструмента. Режущие профили, расположенные под нужными углами, обеспечивают сокращение времени цикла обработки контурных заготовок, таких как пресс-формы. Инженер компании CAM обсуждает роль этого инструмента.
Новый фрезерный станок 101: что требуют клиенты
Часть 5. Для W Machine Works в Сан-Фернандо изготовленная на заказ модификация цельной концевой фрезы WIDIA-Hanita VariMILL II оказалась особенно эффективной при черновой и получистовой обработке нержавеющих сталей, жаропрочных сплавов, сплавов на основе никеля и углерода. , и титан.
Новое фрезерование 101: выбор инструментальных материалов и покрытий
Часть 4. Появление новых материалов для заготовок стимулирует разработку новых материалов для режущих инструментов и покрытий инструментов. Это, в свою очередь, стимулирует разработку новых процессов и методов измельчения.
Новое фрезерование 101: что такое фрезерование тогда и сейчас (плюс глоссарий терминов фрезерования)
Часть 1. Лучшее понимание фрезерных инструментов, их возможностей и оптимальных условий их применения всегда полезно. Непрерывное совершенствование фрезерных инструментов в условиях меняющихся требований клиентов, усовершенствованные материалы для заготовок и постоянная потребность в повышении производительности при одновременном снижении затрат делают это сегодня еще более важным.
ПОСЛЕДНИЕ ФРЕЗЕРНЫЕ ИНСТРУМЕНТЫ Новости и обновления
ПОСМОТРЕТЬ ВСЕ ФРЕЗЕРНЫЕ ИНСТРУМЕНТЫ СТАТЬИ
Walter расширяет линейку твердосплавных фрез и сверл
Высокопроизводительные твердосплавные концевые фрезы обеспечивают увеличенный срок службы инструмента
10 советов для титана
Круглые фрезерные пластины для обработки штампов и пресс-форм
Walter запускает новую линейку твердосплавных фрезерных пластин с покрытием PVD
Комбинированная фрезерная головка и шпиндель обеспечивают идеальное вращение
A New Milling 101: Силы измельчения и формулы
Концевая фреза с четырьмя зубьями поставляется в небольшом корпусе
Универсальный фрезерный станок повышает производительность и стоимость работ с клапанами
Новые модульные опции инструмента для фрезерования малых шпинделей
Метрические концевые фрезы с алмазным покрытием для обработки графитовых электродов
Walter выпускает профильную фрезу
ПОСМОТРЕТЬ ВСЕ СТАТЬИ О ФРЕЗЕРНЫХ ИНСТРУМЕНТАХ
Часто задаваемые вопросы: Фрезерные инструменты
Что такое фрезерование?
По своей сути фрезерование представляет собой соединение вращающегося инструмента с зажатой и неподвижной заготовкой, в отличие от токарной обработки, когда инструмент неподвижен, а обрабатываемый материал вращается. Фактически, заготовка имеет движение подачи, передаваемое станком. Встреча вращательного движения фрезы и режущей кромки инструментов вызывает колебания сил резания: вибрацию, тепло и, если все идет хорошо, стружку.
Источник: Новое фрезерование 101: что такое фрезерование тогда и сейчас (плюс глоссарий терминов фрезерования)
Что такое фрезерный станок?
Фрезерные станки могут иметь либо вертикальную, либо горизонтальную ориентацию шпинделя, и, как правило, торцевое фрезерование обрабатывает плоские поверхности, но многоосевые станки с ЧПУ позволяют выполнять трехмерные движения. Тем не менее, существует четыре основных категории фрезерования: торцевое фрезерование, фрезерование периферии, фрезерование пазов и специальные приложения.
Источник: Новое фрезерование 101: что такое фрезерование тогда и сейчас (плюс глоссарий терминов фрезерования)
Каковы основные категории фрезерования?
Торцевое фрезерование: Используется для создания плоской поверхности (торца) на заготовке. Плоскость резания обычно перпендикулярна оси вращения, а фрезы чаще всего имеют один ряд пластин, разработанных с широким диапазоном геометрий резания, пластин, углов подъема и монтажных приспособлений.
Фрезерование периферии: Создает первичную поверхность, параллельную вращению шпинделя. Иногда создается вторичная поверхность. Плоскость сечения обычно параллельна оси вращения.
Фрезерование пазов: Используется для изготовления паза или канала в заготовке. Существует два основных типа фрез для пазов: дисковые фрезы и концевые фрезы. Дисковые фрезы могут быть из быстрорежущей стали, твердосплавными напайками и со сменными пластинами. Обычно они используются в операциях, перпендикулярных вращению шпинделя.
Специальные области применения: Включает копировальное фрезерование, плунжерное фрезерование, врезание под углом, винтовую и круговую интерполяцию, трохоидальную и другие операции.
Источник: Новое фрезерование 101: что такое фрезерование тогда и сейчас (плюс глоссарий терминов фрезерования)
Поставщики фрезерных инструментов
Сузить по категории фрезерных инструментов
Токарно-фрезерные станки с ЧПУ
Фрезы
Фрезерные головки/насадки
Фрезерные станки станины
Фрезерные станки, графит
Фрезерные станки, колено и колонна, без ATC
Фрезерные станки, строгальные станки, портального и мостового типа
Фрезерные станки, универсальные
ЧТЕНИЕ 6 МИНУТ
Совершенствование материалов позволило создать керамическую концевую фрезу, которая хорошо работает при более низких скоростях резания и конкурирует с твердосплавными в широком диапазоне областей применения. Ваш магазин может начать использовать керамические инструменты.
#обработка титана
Питер Зелински
Главный редактор, Цех современного машиностроения
Как справиться с фрезерованием сложных угловых карманов с помощью двух инструментов
Фрезерование глубокого кармана с узким радиусом закругления сопряжено с уникальными трудностями, но использование как сверла с плоским дном, так и чистового инструмента с заостренным концом может помочь.
#Основы
Сменные фрезерные пластины рассчитаны на долгий срок службы
Kennametal представила фрезерные пластины с повышенной износостойкостью и повышенным сроком службы.
Пятиосевая технология превращает сварные детали в монолитные цельные детали
Переход от сварки к пятиосевой обработке позволил Barbco преобразовать свои сварные детали в монолитные цельные детали с повышенной прочностью и повторяемостью.
Выбор сплава твердого сплава: руководство
Без международного стандарта для обозначения марок карбида или областей применения пользователи должны полагаться на относительные суждения и базовые знания для достижения успеха.
#Основы
Widia представляет цельную платформу для торцевого фрезерования
Фрезерная платформа WCE от Widia дебютирует с WCE4, геометрией с четырьмя зубьями, которая сочетает в себе передовые функции с универсальным сплавом.
Алюминиевый швеллер, наряду с тавровой и двутавровой балками и уголком, представляет стандартный алюминиевый профиль. Швеллер алюминиевый П-образный (или швеллер алюминиевый П-профиль) с прямыми внешними гранями можно считать классическим швеллером. «ГОСТ 14350-80. Профили проката гнутые. Термины и определения» «расшифровывает» слово швеллер как «…профиль, образованный стенкой и двумя полками, расположенными по одну сторону от стенки под прямым углом». Иногда вопреки этому определению, швеллером — например, швеллер алюминиевый Ш-образный или Ш-алюминиевый швеллер — называют алюминиевый профиль, сечение которого фактически повторяет букву «Ш».
Помимо стандартных алюминиевых профилей, существует огромное разнообразие нестандартных с ассиметричным фигурным сечением и различными соотношениями ширины и толщины полок. Оно во многом обусловлено технологическими возможностями алюминия и алюминиевых сплавов, позволяющими с помощью горячего прессования получать самые сложные и замысловатые конфигурации профилей, находящих все более широкое применение в самых разных областях технологий. От наукоемких и очень ответственных, например самолетостроения, до более «демократичных» — производства бытовой техники и отделки интерьеров жилых и общественных зданий.
Технология производства алюминиевого швеллера
Нормативными документами предусмотрено немало марок алюминия и его сплавов, используя которые, изготавливают профиль, в т. ч. швеллер алюминиевый (ГОСТ 13623-90, ГОСТ 13624-90, ГОСТ Р 50066-92, ГОСТ 8617-81 [СТ СЭВ 3843-82, СТ СЭВ 3844-82]). Это алюминий марок А0, А5, А6, АД, АД0, АД1, АДС. И алюминиевые сплавы — 1915, 1925, 1925С, 1935, АВ, АВД1, АД31, АД33, АД35, АК4, АК6, АКМ, АМг2, АМг3, АМг3С, АМг5, АМг6, АМц, АМцС, В95, ВД1, Д1, Д16.
Одними из самых востребованных являются швеллер алюминиевый АД31 и АМг5. Если требуется повышенная прочность, применяют алюминиевые швеллеры из сплавов Д1, Д16, В95.
Наиболее распространенным способом изготовления алюминиевого профиля является прессование или экструзия. Материал заготовки, помещенный в замкнутую емкость, продавливается через технологическое отверстие и благодаря высокой пластичности алюминия повторяет его форму. Преимуществом прессования перед другими методами (штамповкой, прокатом) является возможность получать изделия значительной длины, — алюминиевый швеллер, размеры площади поперечного сечения которого составляют от 1,5 до 200 см2, может отпускаться потребителям в отрезках длиной до 10 метров. Другие, положительные стороны прессованных алюминиевых профилей — при необходимости очень сложное сечение (для алюминиевого швеллера — это не столь актуально), точные размеры и высокое качество поверхности.
Последнее — очень важно, поскольку алюминиевый швеллер может выполнять не только функции конструктивного элемента, но и служить для отделки интерьера и фасадов. Поэтому с одной стороны он должен иметь привлекательный внешний вид, а с другой — обладать улучшенными антикоррозийными качествами.
Достаточно часто используется анодирование — покрытие поверхности анодно-оксидной пленкой. Швеллер алюминиевый анодированный отличается улучшенными электроизоляционными свойствами и не накапливает статическое электричество. Другие варианты обработки поверхности — жидкие лакокрасочные материалы и порошковое полимерное покрытие.
Задача термической обработки — улучшить физико-механические показатели материала, из которого выполнен алюминиевый швеллер. В результате воздействия высоких температур происходят изменения кристаллической решетки алюминиевого сплава, приводящие к повышению его прочности, ради чего, правда, приходится поступиться какой-то частью пластичности. При обработке алюминиевых сплавов, возможно использование холодного метода упрочнения — приводящей к уплотнению и упрочнению структуры нагартовки (наклепа).
«Чистый» алюминий термическими методами не укрепляют. Без термической обработки изготавливают и часть швеллеров из алюминиевых сплавов, но очень часто она в технологическом процессе используется. Материал в алюминиевых швеллерах, изготовленных из сплавов АМг, может иметь отожженное состояние. В швеллерах из сплавов АД — закаленное (полностью или частично) естественно или искусственно состаренное. В профиле из дуралюминов (Д1, Д16) — отожженное, а также закаленное и естественно состаренное.
О классификации и обозначениях алюминиевых швеллеров
Информация о том, какое состояние имеет материал алюминиевого швеллера, приводится в обозначающей его аббревиатуре. В соответствии с «ГОСТ 8617-81 (СТ СЭВ 3843-82, СТ СЭВ 3844-82). Профили прессованные из алюминия и алюминиевых сплавов» отсутствие каких-то специальных, помимо названия марки алюминия или сплава букв, говорит о том, что термическая обработка отсутствует. Профили отожженные обозначаются буквой «М»; закаленные и естественно состаренные — «Т»; закаленные и искусственно состаренные — «Т1»; не полностью закаленные и искусственно состаренные — «Т5».
Марка алюминия или его сплава и состояние материала — не единственные составляющие наименования изделия. Алюминиевые швеллеры классифицируются по прочности: с нормальным уровнем прочности (тогда специального символа нет) и повышенной прочности (в обозначении присутствуют две буквы «ПП», например, Д16. Т.ПП.).
Еще один повод классифицировать алюминиевые швеллеры — назначение. Согласно ГОСТ 8617-81 оно может быть общим или электротехническим.
Для электротехнических профилей важным является показатель электрического сопротивления. У швеллеров из алюминия сопротивление постоянному току, пересчитанное на сечение 1 мм2, при длине 1 м и температуре 20OC не должно превышать 0,0290 Ом. Для швеллеров из алюминиевых сплавов марок АД31 и АД31Е в зависимости от состояния материала этот показатель составляет от 0,0310 до 0,0350 Ом. В условном обозначении профилей электротехнического назначения дополнительно указываются буквы ЭН после шифра или номера профиля, например, 440036 ЭН.
Шифр, который имеет швеллер алюминиевый, дает подробную информацию о его размерах. Их можно найти в таблицах соответствующих ГОСТов, например, в «ГОСТ 13623-90 Профили прессованные прямоугольные равнополочного швеллерного сечения из алюминиевых и магниевых сплавов. Сортамент».
В прайсах, которые находят поисковые системы на запросы «алюминиевый швеллер Москва», «алюминиевый швеллер СПб», «купить алюминиевый швеллер СПб» информация о швеллере может быть подана в более простой форме. Совсем коротко — «швеллер алюминиевый 20» или «швеллер 10 алюминиевый», т. е., швеллер шириной 20 или 10 мм. Большее количество цифр означает, что указаны размеры не только стенки, но и полок. Либо одной цифрой сразу двух полок (алюминиевый швеллер 60х40), либо каждой в отдельности — швеллер алюминиевый 50х50х50. А если поставщик приводит информацию о толщине металла в мм, цифр еще больше — алюминиевый швеллер 20х40х20х2 или швеллер алюминиевый 80х40х4.
А для того, кто ищет алюминиевый швеллер в розницу, важной может быть длина отрезка — швеллер АД31Т1 40х80х40х4х6000.
Преимущества алюминиевого швеллера и область использования
Таковых немало. Часть из них обусловлена без преувеличения уникальными свойствами самого алюминия и его сплавов, а часть — особенностями геометрии швеллера.
В числе первых наиболее очевидным является сочетание легкости и прочности, которым никакой другой металл похвастать не может. Изготовленный из высокопрочных сплавов алюминиевый швеллер, вес которого почти втрое меньше, чем у швеллера из стали, совсем немного уступает ему по величине предела прочности.
Другие достоинства алюминиевого швеллера — пластичность, хорошая механическая обрабатываемость, а для многих марок сплавов — свариваемость. Все вместе это означает, что алюминиевый швеллер — чрезвычайно технологичный металлопрокат, легкий не только в буквальном смысле, что важно при его транспортировке, но в обработке и монтаже.
Еще одно преимущество алюминиевого швеллера — коррозионная устойчивость. Это важно при использовании на открытом воздухе, например устройстве фасадов. При необходимости и без того немалые способности противостоять воздействию внешней среды, усиливают с помощью наружных покрытий.
Нередко побудительным мотивом швеллер алюминиевый купить являются не физико-механические и химические свойства алюминия, а его внешний вид. Алюминию, чуть более столетия назад считавшемуся драгоценным металлом, присуща строгая красота, которая может быть умножена окрашиванием, анодированием, полировкой поверхности. Это делает интерьерные конструкции, изготовленные с применением алюминиевых профилей, внешне привлекательными и органичными во всем разнообразии стилевых решений, а не только в прямолинейном и рациональном «Хай-теке».
В отдельных приложениях могут быть востребованы такие свойства алюминиевого швеллера как высокие электропроводность и теплопроводность.
Алюминий — экологически безопасный материал, не выделяющий при эксплуатации вредных веществ (что не всегда справедливо для еще одного перспективного материала — полимеров). А также пожаробезопасный и в отличие от стали ненамагничивающийся и не дающий искр.
Геометрия швеллерного сечения только усиливает механические свойства алюминия. По несущей способности, устойчивости к деформациям и прочности алюминиевый швеллер может соперничать с трубным прокатом. Вместе с коррозионной устойчивостью это предопределяют еще одно несомненное достоинство алюминиевого швеллера — надежность и долговечность в т. ч. в условиях перепадов температур и повышенной влажности.
Трудно не обратить внимания, на предусмотренный нормативными документами широкий ассортимент профиля под названием «алюминиевый швеллер» (ГОСТ 8617-81, ГОСТ 13623-90 и другие). А это залог того, что при решении любой задачи, получится найти изделие наилучшим образом подходящее по размерам, массе и другим параметрам.
Благодаря совершенствованию технологий, алюминий (а значит и изделия из него) еще на заре XX столетия, многократно превосходившие по своей стоимости сталь и стальной прокат, сегодня существенно сократили эту дистанцию. Существует примерно шестикратная ценовая разница между тонной стали и алюминия. Но в конкуренции двух металлов часто побеждает алюминиевый швеллер, цена за метр которого с учетом разницы в плотности алюминия и стали, не так уж намного опережает стоимость его стального аналога. А среди других цветных металлов в качестве конструкционного материала алюминий вообще вне конкуренции.
На фоне огромного потенциала достоинств алюминия профили из него все чаще предпочитают не только в ситуациях, когда использование стали категорически неприемлемо (в авиастроении, например), но и там, где стальной металлопрокат применялся и продолжает применяться. Лучше всего это иллюстрирует строительная отрасль, где алюминиевые конструкции, в т. ч. алюминиевые швеллеры год от года используются во все больших объемах.
Использование алюминиевых швеллеров
Строительство — один из главных потребителей алюминия (до четверти его суммарного мирового производства), в т. ч. в форме алюминиевого профиля, который используют для изготовления строительных конструкций и формирования каркасов, для монтажа облицовочных материалов. «Классические» примеры — вентилируемые фасады снаружи дома и подвесные потолки внутри него.
Алюминиевые профили, вообще и алюминиевый швеллер в частности, уже сегодня позволяют эффективно с оптимальной себестоимостью решать широкий круг инженерных задач, и с полным правом считаются одним из наиболее перспективных конструкционных и отделочных материалов в строительных технологиях.
Один из идеологов архитектуры будущего, промышленный дизайнер и футуролог Жак Фреско предполагал, что алюминий в форме крупных модулей, изготовленных методом экструзии, уже в ближайшем будущем станет одним из главных строительных материалов.
Но и сейчас швеллер алюминиевый (а еще говорят П-образный профиль или швеллер алюминиевый Ш-образный, который можно рассматривать как швеллер с дополнительным ребром жесткости) применяют для изготовления дверных (двери входные, межкомнатные, противопожарные) и оконных блоков, ограждений, светопрозрачных конструкций, фасадного остекления. Есть даже специальный нормативный документ — «ГОСТ 22233-2001. Профили прессованные из алюминиевых сплавов для светопрозрачных ограждающих конструкций. Технические условия», в котором говорится и об алюминиевых швеллерах.
Алюминиевый швеллер используют не только в строительстве стационарных сооружений, но и легких сборно-разборных конструкций, например, ангаров и временных зданий, а также для изготовления каркасов киосков и торговых павильонов, офисных и сантехнических перегородок.
Замена алюминиевыми швеллерами стальных металлоизделий позволяет сделать строительную конструкцию легче, а значит, снизить нагрузку на фундамент, тем самым, уменьшив затраты на его устройство. Минимизация нагрузки на фундамент и другие конструктивные части строения, часто жизненно необходима при реконструкции ветхих старинных зданий, которые могут не выдержать тяжести стали.
Но только строительной отраслью использование алюминиевого швеллера не исчерпывается.
Алюминиевый швеллер подходит для использования в конструкциях сложной формы и конфигурации, а в силу особенностей своей геометрии — для стыковки элементов при выполнении монтажных работ.
Алюминиевый швеллер применяют для изготовления рекламных щитов и выставочных стендов, торгового и складского оборудования, а также мебели. В частности, раздвижных дверей шкафов-купе.
Нашлось ему место и в высокотехнологичных направлениях машиностроения, в частности самолето- и вертолетостроении, строительстве судов, изготовлении автомобилей, а также электротехнической промышленности.
Алюминиевый швеллер, составляющий всего лишь сегмент алюминиевых профилей, служит наглядной иллюстрацией огромных возможностей металла, с которым человечество познакомилось, казалось бы, совсем недавно, но как много уже успело вместе с ним достигнуть.
Алюминиевые каналы и экструдированные алюминиевые каналы
Прессованные алюминиевые каналы
Eagle Moldings предлагает множество стилей экструдированных алюминиевых каналов и алюминиевых профилей, включая архитектурные алюминиевые каналы, C-образные каналы, Z-каналы, U-образные каналы, направляющие направляющих, шляповидные каналы, гайки и алюминиевые U-образные каналы. Мы храним наши каналы в стандартной заводской отделке и во многих анодированных отделках, или мы можем предложить порошковое покрытие по запросу. Наши каналы из анодированного алюминия обладают высокой устойчивостью к коррозии, их легко обрабатывать, резать, формовать или сваривать. Все наши экструдированные алюминиевые каналы имеют высокое соотношение прочности и веса, устойчивы к растрескиванию под напряжением и немагнитны.
Распространенные типы каналов и профилей из экструдированного алюминия
Существует большое разнообразие вариантов алюминиевых каналов, включая каналы с гайками, каналы скольжения и Z-каналы. Среди наиболее распространенных видов алюминиевого швеллера можно выделить следующие:
Алюминиевые шляповидные каналы : Алюминиевые шляповидные каналы названы в честь их уникального шляпоподобного внешнего вида, состоящего из двух горизонтальных фланцев, выходящих наружу, и двух вертикальных размеров. Шляпные каналы могут иметь различные размеры, толщину и высоту в зависимости от того, что требуется.
Алюминиевый U-образный канал: U-каналы представляют собой тип алюминиевого канала, который обычно имеет дополнительное изготовление после экструзии, процесса, при котором длинные алюминиевые профили выдавливаются через пресс, сформированный из необработанной алюминиевой заготовки, в желаемое поперечное сечение.
Алюминиевый J-образный канал : Eagle Moldings производит, хранит и поставляет алюминиевые J-образные каналы и отделку. Наш J-образный молдинг привлекателен, долговечен и прост в монтаже. Наш J-образный профиль прекрасно подходит для обрамления зеркал и защиты от чихания, а также для изготовления светильников для магазинов.
Алюминиевый канал C: Другой тип алюминиевого канала — алюминиевый канал C. Алюминиевый С-образный канал, как и все другие каналы, доступен различной длины и толщины. Использование алюминиевого С-образного профиля варьируется, но в том числе для обрамления, покрытия, отделки, отделки, перил, столбов и дорожек, среди списка широкого применения.
Экструдированные каналы | Использование и применение
У нас есть огромный запас экструдированных алюминиевых профилей, в том числе алюминиевые U-образные каналы. Штампованные алюминиевые каналы Eagle Moldings хорошо сочетаются с решетчатой стеной и Z-образными зажимами для крепления витрины магазина и крепления магазина. Экструдированные алюминиевые каналы также используются для обрамления, создания откосов и защиты поверхностей или краев столярных изделий. Наши экструдированные алюминиевые каналы улучшают любую поверхность, на которую они наносятся, и их легко обслуживать, чистить и полировать. Они являются идеальным дополнением к любому дизайн-проекту.
Швеллеры идеально подходят для алюминия, потому что они сами по себе предлагают большую универсальность. Он жесткий, но может быть сформирован. Он крепкий, но легкий. Это дешево и подлежит вторичной переработке. Пользователи алюминиевого канала почти так же разнообразны, как и само его использование. Подрядчики, конечно, часто используют эти универсальные строительные материалы, как и инженеры и архитекторы. Все больше и больше художников и дизайнеров интерьеров используют их из-за их универсальности, прочности и привлекательности. Чтобы узнать больше об универсальности алюминиевых профилей Eagle Moldings, нажмите здесь.
Алюминиевые экструдированные каналы | Пользовательские и OEM
Eagle Moldings является производителем, складом и поставщиком стандартных, нестандартных и OEM-профилей алюминиевых профилей. Наши услуги по экструзии алюминия на заказ и OEM позволяют нам удовлетворить любые потребности наших клиентов. Наш алюминиевый швеллер доступен во всех возможных формах и размерах. Мы можем разрезать по длине или под углом, пробивать, сверлить и зенковать, формовать или сгибать любой профиль в соответствии со спецификациями, а также предлагать множество стандартных и нестандартных анодированных цветов и отделок, включая сатинирование, пропитку Brite и матовую отделку. Если у нас нет экструдированного алюминиевого профиля, соответствующего вашим требованиям, наши специалисты помогут вам с проектированием и созданием необходимой детали. Мы гарантируем, что можем изготовить алюминиевые каналы в соответствии с вашими размерами.
Стандартные размеры алюминиевых каналов
Алюминиевые каналы — отличный выбор для применений, требующих прочности и коррозионной стойкости. Алюминиевый швеллер Eagle доступен в различных размерах, длинах и толщинах стенок. См. список наиболее распространенных размеров алюминиевых профилей, доступных сегодня в Eagle.
1/16″ Толщина стенки
Толщина стенки 3/32″
Толщина стенки 1/8″
3/16 дюйма, толщина стенки
Толщина стенки 1/4″
Исключительное обслуживание клиентов | Доставка в тот же день
В Eagle Mouldings довольные клиенты — наша страсть. Мы стремимся обеспечить быстрое, дружелюбное и полезное обслуживание клиентов.
 Когда же с обратной стороны на запорный элемент оказывается определенное давление, удерживающая её пружина сжимается, а заслонка смещается, открывая проход. После снижения давления он вновь перекрывается. Заслонка может быть выполнена в виде смещающегося в сторону диска, состоять из двух отдельных пластин или иметь форму шара, однако общий принцип действия остается неизменным.
Когда же с обратной стороны на запорный элемент оказывается определенное давление, удерживающая её пружина сжимается, а заслонка смещается, открывая проход. После снижения давления он вновь перекрывается. Заслонка может быть выполнена в виде смещающегося в сторону диска, состоять из двух отдельных пластин или иметь форму шара, однако общий принцип действия остается неизменным. Клапан на выходе в свою очередь не позволяет опустеть водопроводу. Обратный клапан на вводе в бойлер удерживает накопившуюся в его баке нагревшуюся воду, не давая поступать в трубопровод с холодной водой. Установка обратного клапана перед счетчиком препятствует корректировке его показаний, поэтому данное требование часто предъявляют снабжающие организации. В системах отопления устройство необходимо для предотвращения изменения направления потока теплоносителя, в том числе в контур с меньшим давлением.
Клапан на выходе в свою очередь не позволяет опустеть водопроводу. Обратный клапан на вводе в бойлер удерживает накопившуюся в его баке нагревшуюся воду, не давая поступать в трубопровод с холодной водой. Установка обратного клапана перед счетчиком препятствует корректировке его показаний, поэтому данное требование часто предъявляют снабжающие организации. В системах отопления устройство необходимо для предотвращения изменения направления потока теплоносителя, в том числе в контур с меньшим давлением.

 При выборе клапана для своего оборудования следует обратить внимание на виды клапанов и сферы их применения.
При выборе клапана для своего оборудования следует обратить внимание на виды клапанов и сферы их применения. Существует три основные категории этой детали: обратные клапаны с подъемным механизмом, поворотные обратные клапаны и обратные клапаны с помощью дроссельной заслонки.
Существует три основные категории этой детали: обратные клапаны с подъемным механизмом, поворотные обратные клапаны и обратные клапаны с помощью дроссельной заслонки. Они могут обеспечить идеальное перекрытие потока.
Они могут обеспечить идеальное перекрытие потока. Таким образом будет минимизирована возможность возникновения гидроудара и последующих повреждений оборудования.
Таким образом будет минимизирована возможность возникновения гидроудара и последующих повреждений оборудования. При длительном использовании на протяжении нескольких лет клапаны тратят больше энергии, что связано с постоянным нахождением диска в водном потоке, что в свою очередь обуславливает его износ и снижение первоначальных эксплуатационных характеристик.
При длительном использовании на протяжении нескольких лет клапаны тратят больше энергии, что связано с постоянным нахождением диска в водном потоке, что в свою очередь обуславливает его износ и снижение первоначальных эксплуатационных характеристик.
 Отличаются простотой использования, компактностью и экономичностью. Данные устройства укомплектованы шариком с резиновым покрытием. Данный шарик входит/выходит из седла в зависимости от перемещения потока воды в одну или другую сторону.
Отличаются простотой использования, компактностью и экономичностью. Данные устройства укомплектованы шариком с резиновым покрытием. Данный шарик входит/выходит из седла в зависимости от перемещения потока воды в одну или другую сторону.
 Диски поворачиваются в сторону при движении потока воды через клапан. Обладает отличными противозадирными показателями, однако он не рекомендуется для использования со сточными водами. Из недостатков: подверженность вибрации и преждевременному износу с потерей первоначальных эксплуатационных характеристик.
Диски поворачиваются в сторону при движении потока воды через клапан. Обладает отличными противозадирными показателями, однако он не рекомендуется для использования со сточными водами. Из недостатков: подверженность вибрации и преждевременному износу с потерей первоначальных эксплуатационных характеристик.  Диски поворачиваются в сторону при движении потока воды через клапан. Обладает отличными противозадирными показателями, однако он не рекомендуется для использования со сточными водами. Из недостатков: подверженность вибрации и преждевременному износу с потерей первоначальных эксплуатационных характеристик.
Диски поворачиваются в сторону при движении потока воды через клапан. Обладает отличными противозадирными показателями, однако он не рекомендуется для использования со сточными водами. Из недостатков: подверженность вибрации и преждевременному износу с потерей первоначальных эксплуатационных характеристик.  Данное обстоятельство способствует тому, что у системы практически полностью отсутствуют потери напора при работе. Не рекомендуется к использованию со сточными водами, так как штифты могут собирать мусор. Подходит для эксплуатации с чистой водой или очищенными сточными водами.
Данное обстоятельство способствует тому, что у системы практически полностью отсутствуют потери напора при работе. Не рекомендуется к использованию со сточными водами, так как штифты могут собирать мусор. Подходит для эксплуатации с чистой водой или очищенными сточными водами. Поворотные работают благодарю диску, поворачивающемуся внутрь/наружу относительно напора жидкости. Двухстворчатые функционируют за счет пружины, закрывающей две «двери» для остановки потока. Подпружиненные с осевым потоком отличаются комплексной конструкцией диска и штока, дополнительно используются пружины сжатия, закрывающие клапан до изменения направления напора на противоположное. Последнее важно, так как данная конструкция при быстром закрытии в то же время снижает возможность возникновения гидравлического удара – критическая неисправность, которая может произойти при внезапном отключении насоса или резком закрытии клапана.
Поворотные работают благодарю диску, поворачивающемуся внутрь/наружу относительно напора жидкости. Двухстворчатые функционируют за счет пружины, закрывающей две «двери» для остановки потока. Подпружиненные с осевым потоком отличаются комплексной конструкцией диска и штока, дополнительно используются пружины сжатия, закрывающие клапан до изменения направления напора на противоположное. Последнее важно, так как данная конструкция при быстром закрытии в то же время снижает возможность возникновения гидравлического удара – критическая неисправность, которая может произойти при внезапном отключении насоса или резком закрытии клапана. 
 Это может спровоцировать турбулентность.
Это может спровоцировать турбулентность.
 По существу, он обычно располагается на входящей всасывающей трубе перед фильтрующим насосом.
По существу, он обычно располагается на входящей всасывающей трубе перед фильтрующим насосом.
 Один из них монтируется на входе (всасывании), а второй располагается на выходе (зона нагнетания).
Один из них монтируется на входе (всасывании), а второй располагается на выходе (зона нагнетания).
 Таким образом, оборудование начинает частично работать всухую. Максимально опасна такая работа для оборудования, которое имеет магнитный привод.
Таким образом, оборудование начинает частично работать всухую. Максимально опасна такая работа для оборудования, которое имеет магнитный привод.
 Но некоторая путаница, вероятно, возникает из-за того, что не все водопроводчики или установщики колодцев говорят об одних и тех же условиях установки. Если мы говорим об одном и том же устройстве и ситуации, и если скважинный насос сам по себе не имеет внутреннего обратного клапана, обычное место для него находится над землей. Обратный клапан устанавливается на трубопроводе на дне скважины во всех установках для неглубоких скважин, в установках струйных насосов для глубоких скважин и в некоторых установках для погружных насосов для глубоких скважин.
Но некоторая путаница, вероятно, возникает из-за того, что не все водопроводчики или установщики колодцев говорят об одних и тех же условиях установки. Если мы говорим об одном и том же устройстве и ситуации, и если скважинный насос сам по себе не имеет внутреннего обратного клапана, обычное место для него находится над землей. Обратный клапан устанавливается на трубопроводе на дне скважины во всех установках для неглубоких скважин, в установках струйных насосов для глубоких скважин и в некоторых установках для погружных насосов для глубоких скважин.

 youtube.com/embed/bdLeUr1Jli0?rel=0″>
youtube.com/embed/bdLeUr1Jli0?rel=0″> 
 При этом следует соблюдать рекомендуемое расстояние до насосного оборудования.
При этом следует соблюдать рекомендуемое расстояние до насосного оборудования. Наряду с ежегодным тестированием для обеспечения здоровья вашей воды, важна ежегодная проверка компонентов ваших колодцев. Как домовладелец, безопасная эксплуатация вашего колодца является важным элементом для здоровья, безопасности и удобства вашей семьи.
Наряду с ежегодным тестированием для обеспечения здоровья вашей воды, важна ежегодная проверка компонентов ваших колодцев. Как домовладелец, безопасная эксплуатация вашего колодца является важным элементом для здоровья, безопасности и удобства вашей семьи. Их работа заключается в том, чтобы предотвратить слив воды из колонны над насосом и в напорном баке обратно в скважину при отключении насоса.
Их работа заключается в том, чтобы предотвратить слив воды из колонны над насосом и в напорном баке обратно в скважину при отключении насоса. Когда насос останавливается, происходит внезапное изменение направления потока до того, как поворотный клапан успевает закрыться. Это может вызвать внезапное изменение скорости воды, создающее гидравлический удар.
Когда насос останавливается, происходит внезапное изменение направления потока до того, как поворотный клапан успевает закрыться. Это может вызвать внезапное изменение скорости воды, создающее гидравлический удар.
 Когда насос останавливается, вода продолжает движение. Его энергия должна быть каким-то образом поглощена. Обычно эту функцию выполняет напорный бак. Однако, если в вашей системе есть протекающие, медленно действующие или слишком мало обратных клапанов, вода будет двигаться в обратном направлении. Когда он останавливается, быстрое рассеивание энергии может вызвать гидравлический удар. Этот гидравлический удар может иметь достаточную силу, чтобы расколоть трубы, сломать соединения и повредить насос.
Когда насос останавливается, вода продолжает движение. Его энергия должна быть каким-то образом поглощена. Обычно эту функцию выполняет напорный бак. Однако, если в вашей системе есть протекающие, медленно действующие или слишком мало обратных клапанов, вода будет двигаться в обратном направлении. Когда он останавливается, быстрое рассеивание энергии может вызвать гидравлический удар. Этот гидравлический удар может иметь достаточную силу, чтобы расколоть трубы, сломать соединения и повредить насос. Мы всегда здесь, чтобы помочь!
Мы всегда здесь, чтобы помочь! Он может поддерживаться пружиной (двухстворчатые обратные клапаны), силой тяжести (поворотные обратные клапаны) или их комбинацией. Типы обратных клапанов включают шаровые обратные клапаны, обратные клапаны Y-образного типа, которые иногда используются в сочетании с поворотным или шаровым обратным клапаном, и донные клапаны, которые включают экран и, как следует из названия, используются в конце трубопровод или его основание.
Он может поддерживаться пружиной (двухстворчатые обратные клапаны), силой тяжести (поворотные обратные клапаны) или их комбинацией. Типы обратных клапанов включают шаровые обратные клапаны, обратные клапаны Y-образного типа, которые иногда используются в сочетании с поворотным или шаровым обратным клапаном, и донные клапаны, которые включают экран и, как следует из названия, используются в конце трубопровод или его основание. Однако, чем больше количество протекающей воды, тем больше будет давление, и наоборот. Таким образом, соотношение расход-давление не является простым.
Однако, чем больше количество протекающей воды, тем больше будет давление, и наоборот. Таким образом, соотношение расход-давление не является простым. И наоборот, больший коэффициент расхода соответствует меньшему перепаду давления.
И наоборот, больший коэффициент расхода соответствует меньшему перепаду давления.



 Вторая цифра 230 удостоверяет, что это максимальный диаметр отрезного круга.
Вторая цифра 230 удостоверяет, что это максимальный диаметр отрезного круга.

 26.
26. 27.
27.

 При целых цепях болгарка должна включаться. Если не вращается, то неисправность по механической части. Возможно заклинивание шестеренок или разрушение подшипников.
При целых цепях болгарка должна включаться. Если не вращается, то неисправность по механической части. Возможно заклинивание шестеренок или разрушение подшипников.
 Нагар легко удаляется при помощи ваты, смоченной в спирте.
Нагар легко удаляется при помощи ваты, смоченной в спирте.
 Но их высокая цена заставляет искать другой выход, и он есть.
Но их высокая цена заставляет искать другой выход, и он есть.

 В некоторых случаях можно отремонтировать инструмент своими руками, но надо знать, как разобрать болгарку, провести диагностику, выяснить причину, а если возможно, приступить к ремонту.
В некоторых случаях можно отремонтировать инструмент своими руками, но надо знать, как разобрать болгарку, провести диагностику, выяснить причину, а если возможно, приступить к ремонту.


 Для приведения в рабочее состояние эти маленькие детали зачищают наждачной бумагой. В кнопке, где регулируются обороты, часто повреждаются контактные пластины. Устройство для проверки целостности подлежит разборке. При обнаружении повреждений меняют пусковой узел.
Для приведения в рабочее состояние эти маленькие детали зачищают наждачной бумагой. В кнопке, где регулируются обороты, часто повреждаются контактные пластины. Устройство для проверки целостности подлежит разборке. При обнаружении повреждений меняют пусковой узел. При вращении колесика он меняет количество оборотов шпиндели либо этого не происходит. Если опыт в ремонтировании этих механизмов отсутствует, лучше приобрести и поставить новый.
При вращении колесика он меняет количество оборотов шпиндели либо этого не происходит. Если опыт в ремонтировании этих механизмов отсутствует, лучше приобрести и поставить новый. Это видно невооруженным глазом. Маленький износ исправляют надфилем. Если зубья сильно износились, шестерню меняют.
Это видно невооруженным глазом. Маленький износ исправляют надфилем. Если зубья сильно износились, шестерню меняют.  Кнопка крепления шпинделя может сломаться, если внутрь фиксатора попадет пыль, из-за которой происходит износ его штока. Она ломается, когда во время вращения диска на нее нажимают. Отремонтировать невозможно, меняют полностью.
Кнопка крепления шпинделя может сломаться, если внутрь фиксатора попадет пыль, из-за которой происходит износ его штока. Она ломается, когда во время вращения диска на нее нажимают. Отремонтировать невозможно, меняют полностью. 
 Для проверки работы устройства двигатель подключают напрямую мимо регулятора.
Для проверки работы устройства двигатель подключают напрямую мимо регулятора. Вместо него ставят новый. А закопченный ротор нужно диагностировать с помощью тестера.
Вместо него ставят новый. А закопченный ротор нужно диагностировать с помощью тестера. Также проверяют уплотнительные резинки на крышках, закрывающих гнезда. Как раз они изолируют коллектор и щетки от попадания пыли.
Также проверяют уплотнительные резинки на крышках, закрывающих гнезда. Как раз они изолируют коллектор и щетки от попадания пыли. Она установлена на роторе на стороне, противоположной к коллектору. Сломанную крыльчатку надо вытащить, поставить новую.
Она установлена на роторе на стороне, противоположной к коллектору. Сломанную крыльчатку надо вытащить, поставить новую. После того как отключают кнопку-пуск, ждут, когда двигатель остановится полностью. Еще вращающийся инструмент, положенный на пыльный пол или землю, через вентиляционные отверстия засасывает мельчайшую пыль, которая попадает в двигатель, где стирает защитный слой изоляции.
После того как отключают кнопку-пуск, ждут, когда двигатель остановится полностью. Еще вращающийся инструмент, положенный на пыльный пол или землю, через вентиляционные отверстия засасывает мельчайшую пыль, которая попадает в двигатель, где стирает защитный слой изоляции.

 Есть дополнительная рукоятка и 3-метровый сетевой кабель.
Есть дополнительная рукоятка и 3-метровый сетевой кабель. В комплект входит дополнительный комплект щеток, ключ для смены диска, боковая рукоятка, защитный кожух.
В комплект входит дополнительный комплект щеток, ключ для смены диска, боковая рукоятка, защитный кожух. youtube.com/embed/qf87E4LaDC8″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/qf87E4LaDC8″ frameborder=»0″ allowfullscreen=»allowfullscreen»/> 


 821. Демонтаж коробки передач начинается с закручивания 4(четырех) болтов поз.60. Обычно заводские саморезы прикручиваются на герметик. Нам придется приложить некоторые усилия.
821. Демонтаж коробки передач начинается с закручивания 4(четырех) болтов поз.60. Обычно заводские саморезы прикручиваются на герметик. Нам придется приложить некоторые усилия. Если при разборке вала ротора подшипниковый узел остался в корпусе редуктора, разборку подшипника производят с помощью молотка и мягкой наставки.
Если при разборке вала ротора подшипниковый узел остался в корпусе редуктора, разборку подшипника производят с помощью молотка и мягкой наставки.
 14, открутить гайку поз.45, снять цилиндрическую шестерню поз.17 и пластиковую защиту поз.33. Применив съемник, можно легко снять подшипник с вала ротора.
14, открутить гайку поз.45, снять цилиндрическую шестерню поз.17 и пластиковую защиту поз.33. Применив съемник, можно легко снять подшипник с вала ротора. У болгарки над Bosh 1000 W ручка крышки крепится несколькими винтами.
У болгарки над Bosh 1000 W ручка крышки крепится несколькими винтами. Целостность обмоток проверяют тестером, а КЗ между витками проверяют специальным прибором.
Целостность обмоток проверяют тестером, а КЗ между витками проверяют специальным прибором. Подгоревшая обмотка статора меняет цвет, темнеет. Сердечник статора от высокой температуры также темнеет.
Подгоревшая обмотка статора меняет цвет, темнеет. Сердечник статора от высокой температуры также темнеет.

 Смазанные подшипники запрессовываются на вал с помощью деревянной наставки. Подшипник возле резервуара закрыт резиновой защитой. Это общий алгоритм сборки вала ротора.
Смазанные подшипники запрессовываются на вал с помощью деревянной наставки. Подшипник возле резервуара закрыт резиновой защитой. Это общий алгоритм сборки вала ротора. Для некоторых моделей ремонт зубчатых шлифовальных машин Bosch немного отличается.
Для некоторых моделей ремонт зубчатых шлифовальных машин Bosch немного отличается. Затем в нем даются простые пошаговые инструкции по разборке кофемолки и отсылаются к инструкциям по проверке и ремонту двигателя. Вам также может понадобиться ремонт электрического шнура и ремонт выключателя.
Затем в нем даются простые пошаговые инструкции по разборке кофемолки и отсылаются к инструкциям по проверке и ремонту двигателя. Вам также может понадобиться ремонт электрического шнура и ремонт выключателя. Протирайте лезвие и чашу небольшой тряпкой после каждого использования. Будьте осторожны, потому что лезвие острое. Что бы вы ни делали, не погружайте кофемолку в воду, потому что вы испортите двигатель.
Протирайте лезвие и чашу небольшой тряпкой после каждого использования. Будьте осторожны, потому что лезвие острое. Что бы вы ни делали, не погружайте кофемолку в воду, потому что вы испортите двигатель.



 Фосфор — это недорогой раскислитель, значительно снижающий хорошее свойство меди электропроводность. Поэтому иногда для избежания этого эффекта используются более дорогие компоненты в качестве раскислителя.
Фосфор — это недорогой раскислитель, значительно снижающий хорошее свойство меди электропроводность. Поэтому иногда для избежания этого эффекта используются более дорогие компоненты в качестве раскислителя. Кремнистые бронзы получают в электрических индукционных печах с применением древесного угля.
Кремнистые бронзы получают в электрических индукционных печах с применением древесного угля. Сегодня немного хочу продолжить эту темы и рассказать про такой доступный тюнинг — как установка медных клемм аккумулятора. Зачем и какая от этого польза, читайте дальше …. Все просто — медь сама по себе лучший проводник. А поэтому, такие клеммы улучшают передачу тока от аккумулятора устройствам автомобиля.
Сегодня немного хочу продолжить эту темы и рассказать про такой доступный тюнинг — как установка медных клемм аккумулятора. Зачем и какая от этого польза, читайте дальше …. Все просто — медь сама по себе лучший проводник. А поэтому, такие клеммы улучшают передачу тока от аккумулятора устройствам автомобиля. Тонкую медь проще выстучать и дешевле стоит! Хочу предупредить тех, кто захочет сделать Аламбик, медь от 1мм и выше без навыков очень трудно поддается обработке, руки немного пройдется поломать! Конструкцию можно упростить и сделать проще, без выстукивания. Медная трубка 10мм, длинна 2,м, для спирали змеевика. Трубку надо покупать, для воды, а не для кондиционера!
Тонкую медь проще выстучать и дешевле стоит! Хочу предупредить тех, кто захочет сделать Аламбик, медь от 1мм и выше без навыков очень трудно поддается обработке, руки немного пройдется поломать! Конструкцию можно упростить и сделать проще, без выстукивания. Медная трубка 10мм, длинна 2,м, для спирали змеевика. Трубку надо покупать, для воды, а не для кондиционера! Вместо планируемой суммы им предлагают меньшую, что вызывает не только возмущение, но и недоверие к пункту приема цветного металлолома. Причиной данной проблемы является ошибочное принятие лома за медь. Заблуждение в первую очередь вызывается цветом изделий, стружки, металлических отходов. Латунь по цветовому признаку напоминает медь, так как она присутствует в латунном составе. Исходя из этого вытекает закономерность: чем больше процентное содержание Cu в сплаве, тем более выраженным будет красновато-коричневый цвет.
Вместо планируемой суммы им предлагают меньшую, что вызывает не только возмущение, но и недоверие к пункту приема цветного металлолома. Причиной данной проблемы является ошибочное принятие лома за медь. Заблуждение в первую очередь вызывается цветом изделий, стружки, металлических отходов. Латунь по цветовому признаку напоминает медь, так как она присутствует в латунном составе. Исходя из этого вытекает закономерность: чем больше процентное содержание Cu в сплаве, тем более выраженным будет красновато-коричневый цвет.
 А именно: отличной пластичностью, высокой теплопроводностью и электропроводностью, высочайшей коррозионной стойкостью. Плюс великолепные эстетические качества. Поэтому медь сегодня используется в самых разных сферах. А так как с ней всем приходится встречаться часто, то велика вероятность, что и процессом сварки этого металла будет интересоваться большой круг людей. Поэтому вопрос, а может ли проводиться сварка меди в домашних условиях, сегодня интересует многих.
А именно: отличной пластичностью, высокой теплопроводностью и электропроводностью, высочайшей коррозионной стойкостью. Плюс великолепные эстетические качества. Поэтому медь сегодня используется в самых разных сферах. А так как с ней всем приходится встречаться часто, то велика вероятность, что и процессом сварки этого металла будет интересоваться большой круг людей. Поэтому вопрос, а может ли проводиться сварка меди в домашних условиях, сегодня интересует многих. Я расскажу о втором. Да к тому же я расскажу не о совсем традиционном методе охлаждения. Я расскажу, как сделать медь из алюминия.
Я расскажу о втором. Да к тому же я расскажу не о совсем традиционном методе охлаждения. Я расскажу, как сделать медь из алюминия. В качестве (3) можно использовать уксусную кислоту, которою ты можешь найти в бутылке с надписью «уксус» или в продуктовом магазине (рекомендую второй вариант, так как в уксусе кислоты максимум 9%, а в кислоте — ближе к ста). Если найдёшь более сильную кислоту (серную, соляную и пр.) — хорошо, но будь аккуратнее (позже расскажу, почему). (4) — может быть стеклянной или керамической, но не пластиковой (металлическую тоже лучше не использовать). (5) дожен быть у тебя дома на кухне. (6) — ты (по идее), найти ты себя можешь там, где ты сейчас находишься.
В качестве (3) можно использовать уксусную кислоту, которою ты можешь найти в бутылке с надписью «уксус» или в продуктовом магазине (рекомендую второй вариант, так как в уксусе кислоты максимум 9%, а в кислоте — ближе к ста). Если найдёшь более сильную кислоту (серную, соляную и пр.) — хорошо, но будь аккуратнее (позже расскажу, почему). (4) — может быть стеклянной или керамической, но не пластиковой (металлическую тоже лучше не использовать). (5) дожен быть у тебя дома на кухне. (6) — ты (по идее), найти ты себя можешь там, где ты сейчас находишься. .. Шутка 😉 Сначала расскажу тебе немного о растворах.
.. Шутка 😉 Сначала расскажу тебе немного о растворах. Замечу, что оксид алюминия — амфотерный оксид, то есть взаимодействует как с кислотами, так и с щелочами. Можешь попробовать щёлочь, но я бы не рекомендовал, а вот по какой причине: Твой радиатор, скорее всего, сделан не из чистого алюминия, а из сплава. Алюминий слишком мягкий, поэтому, скорее всего он сплавлен со сталью (железом). Оксид железа не будет взаимодействовать со щёлочью, так как, по-моему, он слабо амфотерный, либо вообще основный (реагирует только с кислотами). При взаимодействии медного купороса с железом пройдёт тот же процесс, что и при взаимодействии с алюминием, поэтому желанного результата (получение меди) мы всё равно достигнем.
Замечу, что оксид алюминия — амфотерный оксид, то есть взаимодействует как с кислотами, так и с щелочами. Можешь попробовать щёлочь, но я бы не рекомендовал, а вот по какой причине: Твой радиатор, скорее всего, сделан не из чистого алюминия, а из сплава. Алюминий слишком мягкий, поэтому, скорее всего он сплавлен со сталью (железом). Оксид железа не будет взаимодействовать со щёлочью, так как, по-моему, он слабо амфотерный, либо вообще основный (реагирует только с кислотами). При взаимодействии медного купороса с железом пройдёт тот же процесс, что и при взаимодействии с алюминием, поэтому желанного результата (получение меди) мы всё равно достигнем. Если надумаешь разбавлять, то вливай кислоту в воду, а не наоборот. Кислота тяжелее, поэтому реакция будет проходить не на поверхности воды, а поглубже, тогда брызг не будет. Да, кстати, если реакция оксида с кислотой проходит очень уж медленно, то надо всё это дело нагреть. Принцип Вант-Гоффа: При повышении температуры на каждые 10 градусов скорость реакции возрастает в 2-4 раза.
Если надумаешь разбавлять, то вливай кислоту в воду, а не наоборот. Кислота тяжелее, поэтому реакция будет проходить не на поверхности воды, а поглубже, тогда брызг не будет. Да, кстати, если реакция оксида с кислотой проходит очень уж медленно, то надо всё это дело нагреть. Принцип Вант-Гоффа: При повышении температуры на каждые 10 градусов скорость реакции возрастает в 2-4 раза. .. Иногда со взрывом… Это НЕ шутка! Хотя вряд ли ты найдёшь литиевый радиатор.
.. Иногда со взрывом… Это НЕ шутка! Хотя вряд ли ты найдёшь литиевый радиатор. Химия — наука, не терпящая баловства! Ну вот уже и мораль прочитал 😉 .
Химия — наука, не терпящая баловства! Ну вот уже и мораль прочитал 😉 .
 Весь материал чисто теоретический и направлен на общее развитие умственных способностей оверклокера. Просто должно быть приятно осознание того, что всё сделано своими руками и продумано не хуже, чем у производителей радиаторов с медными вставками.
Весь материал чисто теоретический и направлен на общее развитие умственных способностей оверклокера. Просто должно быть приятно осознание того, что всё сделано своими руками и продумано не хуже, чем у производителей радиаторов с медными вставками. Я бы даже посоветовал предварительно хорошенько разобрать статью с теоретической точки зрения, прежде чем переходить к практическим экспериментам. Самое первое предположение, которое приходит в голову, что радиатор покроется тончайшим слоем меди, если замещение всё же пойдёт, после чего реакция прекратится. Впрочем, полагаю, что хорошо разбирающиеся в химии читатели найдут ещё множество причин, по которым подобное превращение алюминиевого радиатора в медный невозможно. Предлагаю обсудить статью в конференции.
Я бы даже посоветовал предварительно хорошенько разобрать статью с теоретической точки зрения, прежде чем переходить к практическим экспериментам. Самое первое предположение, которое приходит в голову, что радиатор покроется тончайшим слоем меди, если замещение всё же пойдёт, после чего реакция прекратится. Впрочем, полагаю, что хорошо разбирающиеся в химии читатели найдут ещё множество причин, по которым подобное превращение алюминиевого радиатора в медный невозможно. Предлагаю обсудить статью в конференции. Старик хрипло сказал: «…Потому что зимой они весят больше».
Старик хрипло сказал: «…Потому что зимой они весят больше». ..
..




 5
5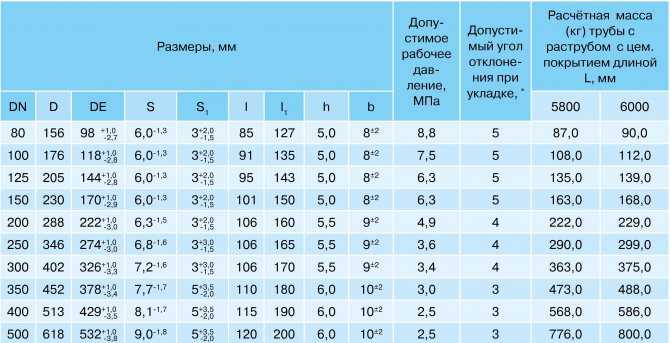 5
5 А так же, на основе данных продавцов трубопроката.
А так же, на основе данных продавцов трубопроката.  Но вместе с тем имеется шанс крайних отклонений в одну или другую сторону.
Но вместе с тем имеется шанс крайних отклонений в одну или другую сторону.



 Трубы стальные бесшовные горячедеформированные
Трубы стальные бесшовные горячедеформированные Для расчета теоретического веса метровой трубы используется специальная формула.
Для расчета теоретического веса метровой трубы используется специальная формула.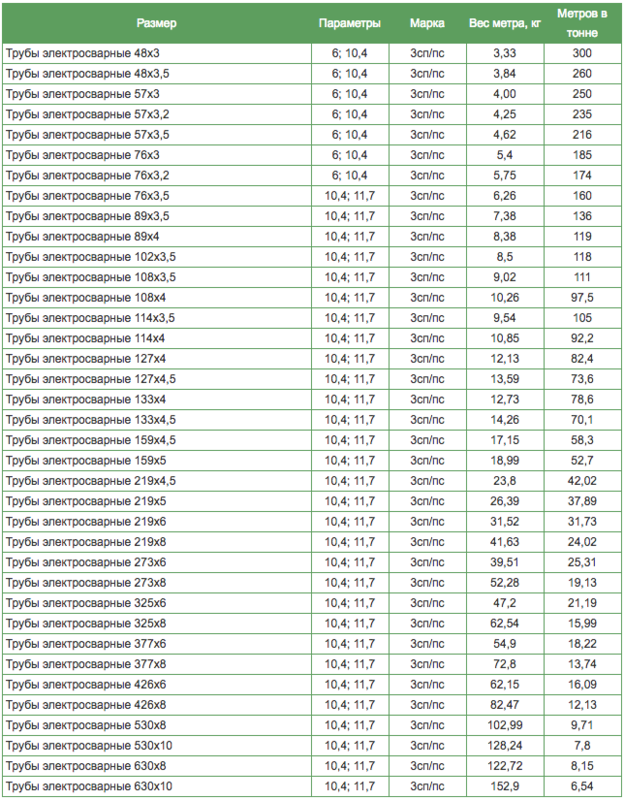 Если в малых объемах эта погрешность практически незаметна, то в крупнотоннажных заказах она достигает десятков и сотен килограммов.
Если в малых объемах эта погрешность практически незаметна, то в крупнотоннажных заказах она достигает десятков и сотен килограммов.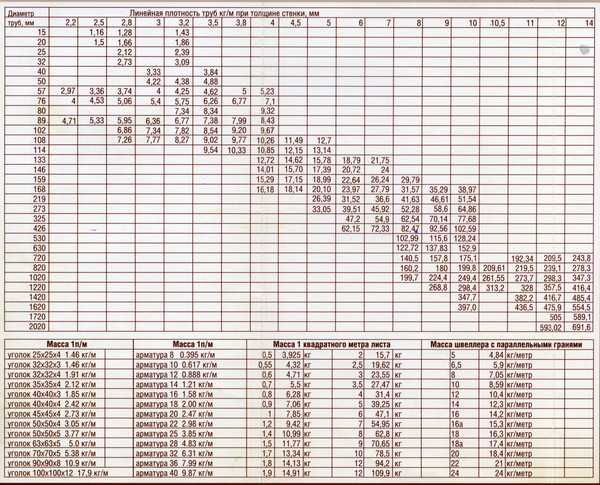 Поэтому формула дает достаточно точный результат.
Поэтому формула дает достаточно точный результат.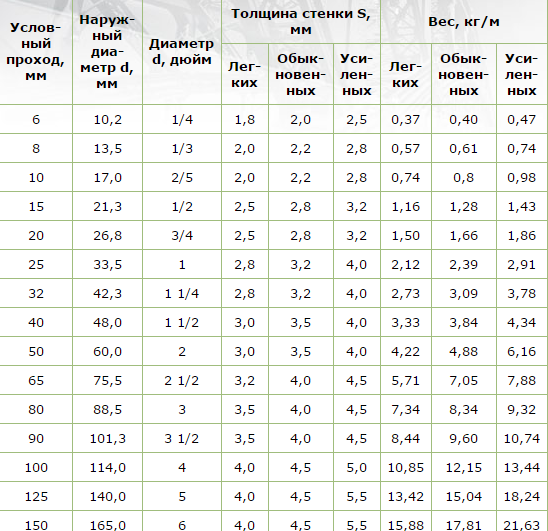 Независимо от того, занимаетесь ли вы компоновкой, напряжением, материалом, конструкцией или чем-то еще, вам потребуется узнать вес трубы.
Независимо от того, занимаетесь ли вы компоновкой, напряжением, материалом, конструкцией или чем-то еще, вам потребуется узнать вес трубы.
 10
10 Просто нам нужно знать плотность конкретного материала и формулу объема трубы.
Просто нам нужно знать плотность конкретного материала и формулу объема трубы.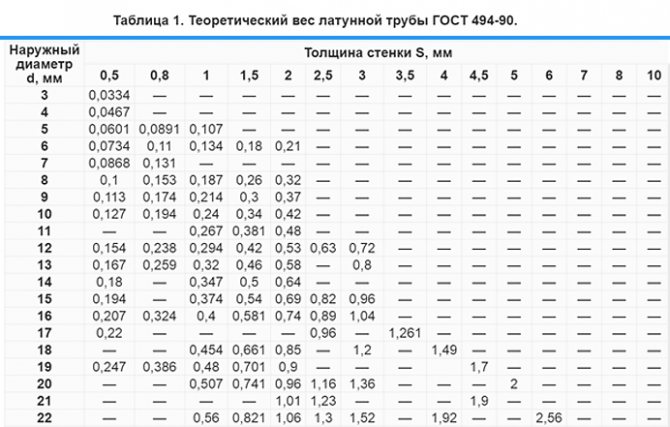

 Особенно это проявляется в производстве пенобетонных блоков, которые требует лишь наличия смесителя.
Особенно это проявляется в производстве пенобетонных блоков, которые требует лишь наличия смесителя. Но мало кто знает, что этот замечательный материал был изобретен в начале прошлого века шведским архитектором Акселем Эрикссоном, а бренд YTONG® («Итонг») стал родоначальником промышленного производства газобетона автоклавного твердения. Впоследствии
Но мало кто знает, что этот замечательный материал был изобретен в начале прошлого века шведским архитектором Акселем Эрикссоном, а бренд YTONG® («Итонг») стал родоначальником промышленного производства газобетона автоклавного твердения. Впоследствии 
 При равных тепловых параметрах масса стен из ячеистого бетона в несколько раз меньше, чем у стен из традиционных материалов, что позволяет существенно сократить расходы на устройство фундамента и несущих конструкций.
При равных тепловых параметрах масса стен из ячеистого бетона в несколько раз меньше, чем у стен из традиционных материалов, что позволяет существенно сократить расходы на устройство фундамента и несущих конструкций.  Проведенные исследования показывают, что при кладке стеновых ограждений из ячеистых блоков увеличение толщины швов до 10 мм приводит к снижению среднего термического сопротивления конструкции приблизительно на 20%, а устройство швов толщиной 20 мм снижает этот показатель более чем на 30%.
Проведенные исследования показывают, что при кладке стеновых ограждений из ячеистых блоков увеличение толщины швов до 10 мм приводит к снижению среднего термического сопротивления конструкции приблизительно на 20%, а устройство швов толщиной 20 мм снижает этот показатель более чем на 30%.  п., что позволяет реализовывать самые
п., что позволяет реализовывать самые  Однородные
Однородные 
 Это обеспечивает гибкость дизайна и конструкции, а также возможность легкой настройки в полевых условиях.
Это обеспечивает гибкость дизайна и конструкции, а также возможность легкой настройки в полевых условиях.
 Газобетон имеет средний вес около 37 фунтов на кубический фут (pcf), поэтому блоки можно размещать вручную, но для панелей из-за их размера обычно требуется небольшой кран или другое оборудование.
Газобетон имеет средний вес около 37 фунтов на кубический фут (pcf), поэтому блоки можно размещать вручную, но для панелей из-за их размера обычно требуется небольшой кран или другое оборудование.


 Кроме того, он включает в себя такое большое количество воздуха, что содержит меньше сырья на единицу объема, чем многие другие строительные продукты. С точки зрения производительности система ведет к плотным ограждающим конструкциям. Это создает энергоэффективную оболочку и защищает от нежелательных потерь воздуха. Физические испытания показывают экономию тепла и охлаждения примерно на 10-20 процентов по сравнению с обычной рамной конструкцией. В постоянно холодном климате экономия может быть несколько меньше, потому что этот материал имеет меньшую теплоемкость, чем другие типы бетона. В зависимости от расположения производства относительно проектной площадки, газобетон также может вносить вклад в кредиты местных материалов в некоторых рейтинговых системах экологичного строительства.
Кроме того, он включает в себя такое большое количество воздуха, что содержит меньше сырья на единицу объема, чем многие другие строительные продукты. С точки зрения производительности система ведет к плотным ограждающим конструкциям. Это создает энергоэффективную оболочку и защищает от нежелательных потерь воздуха. Физические испытания показывают экономию тепла и охлаждения примерно на 10-20 процентов по сравнению с обычной рамной конструкцией. В постоянно холодном климате экономия может быть несколько меньше, потому что этот материал имеет меньшую теплоемкость, чем другие типы бетона. В зависимости от расположения производства относительно проектной площадки, газобетон также может вносить вклад в кредиты местных материалов в некоторых рейтинговых системах экологичного строительства. Когда суспензия вступает в реакцию с расширительным агентом с образованием пузырьков воздуха, смесь расширяется. После первоначального затвердевания полученный «торт» разрезают проволокой на блоки или панели точного размера, а затем запекают (автоклавируют). Тепло помогает материалу быстрее отверждаться, поэтому блоки и панели сохраняют свои размеры. Армирование размещается внутри панелей перед отверждением.
Когда суспензия вступает в реакцию с расширительным агентом с образованием пузырьков воздуха, смесь расширяется. После первоначального затвердевания полученный «торт» разрезают проволокой на блоки или панели точного размера, а затем запекают (автоклавируют). Тепло помогает материалу быстрее отверждаться, поэтому блоки и панели сохраняют свои размеры. Армирование размещается внутри панелей перед отверждением. Производство AAC все еще существует в Северной Америке. Мы предлагаем вам поискать в Интернете представителей дилеров, которые могут помочь вам с возможным наличием продукта в вашем регионе.
Производство AAC все еще существует в Северной Америке. Мы предлагаем вам поискать в Интернете представителей дилеров, которые могут помочь вам с возможным наличием продукта в вашем регионе. Поэтому владелец, который сам руководит строительством, хотел простую систему. Это оказались 12-дюймовые блоки AAC. Ему нужны были их теплоизоляционные и негорючие свойства, чтобы противостоять лесным условиям дома, которые включали низкие температуры и, возможно, пожароопасность. Простота газобетона, по его словам, позволяет ему за один шаг построить структурную стену, которая изолирована, устойчива к термитам и готова к отделке. Он не хотел крепить сайдинг, предпочитая вместо него отделку прямого действия: гипсовую штукатурку внутри и лепнину снаружи.
Поэтому владелец, который сам руководит строительством, хотел простую систему. Это оказались 12-дюймовые блоки AAC. Ему нужны были их теплоизоляционные и негорючие свойства, чтобы противостоять лесным условиям дома, которые включали низкие температуры и, возможно, пожароопасность. Простота газобетона, по его словам, позволяет ему за один шаг построить структурную стену, которая изолирована, устойчива к термитам и готова к отделке. Он не хотел крепить сайдинг, предпочитая вместо него отделку прямого действия: гипсовую штукатурку внутри и лепнину снаружи. Это произошло после того, как быстрое строительство в послевоенной Германии привело к тому, что мы сейчас называем синдромом больного здания. Поэтому тогда, как и сейчас, она искала здоровые строительные решения. С этой целью она выбрала газобетонные блоки и панели, чтобы создать воздухопроницаемые каменные стены, не выделяющие летучих органических соединений (ЛОС). Это создает экологически чистое здание с успокаивающим и тихим интерьером. А так как ее муж-пожарный участвовал в процессе строительства, иметь негорючий материал было просто необходимо.
Это произошло после того, как быстрое строительство в послевоенной Германии привело к тому, что мы сейчас называем синдромом больного здания. Поэтому тогда, как и сейчас, она искала здоровые строительные решения. С этой целью она выбрала газобетонные блоки и панели, чтобы создать воздухопроницаемые каменные стены, не выделяющие летучих органических соединений (ЛОС). Это создает экологически чистое здание с успокаивающим и тихим интерьером. А так как ее муж-пожарный участвовал в процессе строительства, иметь негорючий материал было просто необходимо.

 PCA не несет никакой ответственности за выбор перечисленных организаций и продуктов, которые они представляют. PCA также не несет ответственности за ошибки и упущения в этом списке.
PCA не несет никакой ответственности за выбор перечисленных организаций и продуктов, которые они представляют. PCA также не несет ответственности за ошибки и упущения в этом списке. Запатентовано в 1924 шведского архитектора, AAC состоит из обычных ингредиентов: портландцемента, извести, кварцевого песка или летучей золы, воды и небольшого количества алюминиевой пудры. Материал звукоизолирующий, энергосберегающий, устойчивый к огню, гниению и термитам, его можно резать ручной пилой и ваять в архитектурные детали. Европейцы построили миллион домов и зданий из газобетона, но попытки внедрить его здесь терпели неудачу до недавнего времени, когда энергетические проблемы и высокие цены на пиломатериалы начали открывать глаза на его возможности.
Запатентовано в 1924 шведского архитектора, AAC состоит из обычных ингредиентов: портландцемента, извести, кварцевого песка или летучей золы, воды и небольшого количества алюминиевой пудры. Материал звукоизолирующий, энергосберегающий, устойчивый к огню, гниению и термитам, его можно резать ручной пилой и ваять в архитектурные детали. Европейцы построили миллион домов и зданий из газобетона, но попытки внедрить его здесь терпели неудачу до недавнего времени, когда энергетические проблемы и высокие цены на пиломатериалы начали открывать глаза на его возможности. (Конкурент Ytong открыл здесь завод газобетона в 1997.) Владелец дома, Ричард Гренамьер, давно хотел дом AAC. «Я читал об этом много лет назад, но это было недоступно, — говорит он. «Друг заказал блок Hebel из Германии для строительства своего дома в Таллахасси. Я был взволнован, когда увидел вывески Hebel». Что замедлило появление AAC в Соединенных Штатах, так это нежелание некоторых каменщиков осваивать новые рабочие навыки, говорит Боб Шулдес, инженер-консультант из Portland Cement Association, который изучал историю материала. Но понаблюдайте за работой каменщика Марка Харрисона, и трудно понять, почему. «Это легко», — говорит он, вырезая блок по размеру на большой ленточной пиле и прикрепляя его к стене высотой по пояс в другом доме во время тура Поата. Харрисон кладет шпатель, чтобы взять один из блоков AAC. При длине 24 дюйма он больше обычного бетонного блока и при весе около 30 фунтов легче, но поскольку он прочный, Харрисону приходится работать двумя руками. Американские каменщики привыкли хватать паутину бетонного блока и поднимать ее на место одной рукой.
(Конкурент Ytong открыл здесь завод газобетона в 1997.) Владелец дома, Ричард Гренамьер, давно хотел дом AAC. «Я читал об этом много лет назад, но это было недоступно, — говорит он. «Друг заказал блок Hebel из Германии для строительства своего дома в Таллахасси. Я был взволнован, когда увидел вывески Hebel». Что замедлило появление AAC в Соединенных Штатах, так это нежелание некоторых каменщиков осваивать новые рабочие навыки, говорит Боб Шулдес, инженер-консультант из Portland Cement Association, который изучал историю материала. Но понаблюдайте за работой каменщика Марка Харрисона, и трудно понять, почему. «Это легко», — говорит он, вырезая блок по размеру на большой ленточной пиле и прикрепляя его к стене высотой по пояс в другом доме во время тура Поата. Харрисон кладет шпатель, чтобы взять один из блоков AAC. При длине 24 дюйма он больше обычного бетонного блока и при весе около 30 фунтов легче, но поскольку он прочный, Харрисону приходится работать двумя руками. Американские каменщики привыкли хватать паутину бетонного блока и поднимать ее на место одной рукой. Харрисон не против работать двумя руками, но некоторые каменщики никогда не привыкают к этой разнице.
Харрисон не против работать двумя руками, но некоторые каменщики никогда не привыкают к этой разнице. Поскольку AAC все еще неизвестен, Hebel и Ytong предлагают инженерную помощь проектировщикам и строителям. Компании также обучают торговцев.
Поскольку AAC все еще неизвестен, Hebel и Ytong предлагают инженерную помощь проектировщикам и строителям. Компании также обучают торговцев. «Поэтому мы уменьшили мощность кондиционера на тонну и добавили гигростат, так что либо температура, либо влажность запускают устройство». Недостатки AAC в основном связаны с его новизной. Хотя его можно привинтить и прибить гвоздями так же легко, как дерево, крепление часто не такое прочное — шурупы могут соскочить, а гвозди — скрутиться. Помогают пластиковые анкеры, и компания Hebel разработала специальные гвозди с большой головкой и квадратным стержнем, обладающие лучшей удерживающей способностью. Небольшие дефекты можно заполнить раствором с жидким затвердеванием, но он капает и растекается, поэтому для более крупного ремонта требуется более густой раствор. Поскольку вода скапливается в открытых порах материала, газобетон нельзя оставлять незавершенным более чем на несколько дней.
«Поэтому мы уменьшили мощность кондиционера на тонну и добавили гигростат, так что либо температура, либо влажность запускают устройство». Недостатки AAC в основном связаны с его новизной. Хотя его можно привинтить и прибить гвоздями так же легко, как дерево, крепление часто не такое прочное — шурупы могут соскочить, а гвозди — скрутиться. Помогают пластиковые анкеры, и компания Hebel разработала специальные гвозди с большой головкой и квадратным стержнем, обладающие лучшей удерживающей способностью. Небольшие дефекты можно заполнить раствором с жидким затвердеванием, но он капает и растекается, поэтому для более крупного ремонта требуется более густой раствор. Поскольку вода скапливается в открытых порах материала, газобетон нельзя оставлять незавершенным более чем на несколько дней.


 Механизм выборки материала имеет как конструктивные ограничения, так и свои преимущества. Подробнее об этом, ниже.
Механизм выборки материала имеет как конструктивные ограничения, так и свои преимущества. Подробнее об этом, ниже. Конечно, для этого требуется некий контроль за выполняемыми действиями машины.
Конечно, для этого требуется некий контроль за выполняемыми действиями машины. Они являются наиболее распространенными и имеют самый широкий спектр применения. Так же существуют и другие станки с ЧПУ. Лазерные, плазменные и EDM — Электроэрозионные.
Они являются наиболее распространенными и имеют самый широкий спектр применения. Так же существуют и другие станки с ЧПУ. Лазерные, плазменные и EDM — Электроэрозионные.



 Однако они позволяют перемещать все пять осей одновременно во время всех операций обработки.
Однако они позволяют перемещать все пять осей одновременно во время всех операций обработки.

 Несмотря на то, что корпорация Parsons ранее производила только один воздушный винт, Джон Парсонс убедил Sikorsky Helicopter в том, что они могут производить чрезвычайно точные шаблоны для сборки и изготовления винтов. В конце концов он изобрел компьютерный метод с перфокартами для вычисления точек на лопасти несущего винта вертолета. Затем он попросил операторов повернуть колеса в этих точках на фрезерном станке в Цинциннати. Он провел конкурс на название этого нового процесса и дал 50 долларов тому, кто придумал «Числовое управление» или NC.
Несмотря на то, что корпорация Parsons ранее производила только один воздушный винт, Джон Парсонс убедил Sikorsky Helicopter в том, что они могут производить чрезвычайно точные шаблоны для сборки и изготовления винтов. В конце концов он изобрел компьютерный метод с перфокартами для вычисления точек на лопасти несущего винта вертолета. Затем он попросил операторов повернуть колеса в этих точках на фрезерном станке в Цинциннати. Он провел конкурс на название этого нового процесса и дал 50 долларов тому, кто придумал «Числовое управление» или NC. По словам г-на Парсонса, люди, продающие эту идею, были компьютерщиками, а не производителями. Однако к началу 1970-х армия США сама популяризировала использование компьютеров с ЧПУ, производя их и сдавая в аренду многочисленным производителям. Контроллер ЧПУ развивался параллельно с компьютером, повышая производительность и автоматизируя производственные процессы, особенно механическую обработку.
По словам г-на Парсонса, люди, продающие эту идею, были компьютерщиками, а не производителями. Однако к началу 1970-х армия США сама популяризировала использование компьютеров с ЧПУ, производя их и сдавая в аренду многочисленным производителям. Контроллер ЧПУ развивался параллельно с компьютером, повышая производительность и автоматизируя производственные процессы, особенно механическую обработку. Программное обеспечение записывает G-код, который может прочитать контроллер станка с ЧПУ. Компьютерная программа на контроллере интерпретирует конструкцию и перемещает режущие инструменты и/или заготовку по нескольким осям, чтобы вырезать из заготовки желаемую форму. Автоматизированный процесс резки намного быстрее и точнее, чем ручное перемещение инструментов и заготовок, которое осуществляется с помощью рычагов и шестерен на старом оборудовании. Современные станки с ЧПУ содержат несколько инструментов и выполняют множество типов разрезов. Количество плоскостей движения (осей), а также количество и типы инструментов, к которым станок может обращаться автоматически в процессе обработки, определяют, насколько сложной заготовкой может быть обработано ЧПУ.
Программное обеспечение записывает G-код, который может прочитать контроллер станка с ЧПУ. Компьютерная программа на контроллере интерпретирует конструкцию и перемещает режущие инструменты и/или заготовку по нескольким осям, чтобы вырезать из заготовки желаемую форму. Автоматизированный процесс резки намного быстрее и точнее, чем ручное перемещение инструментов и заготовок, которое осуществляется с помощью рычагов и шестерен на старом оборудовании. Современные станки с ЧПУ содержат несколько инструментов и выполняют множество типов разрезов. Количество плоскостей движения (осей), а также количество и типы инструментов, к которым станок может обращаться автоматически в процессе обработки, определяют, насколько сложной заготовкой может быть обработано ЧПУ. Машинист должен уметь представлять все три измерения. Сегодня программное обеспечение делает изготовление сложных деталей проще, чем когда-либо, потому что форма детали может быть нарисована виртуально, а затем программа может предложить траектории движения инструмента для изготовления этих деталей.
Машинист должен уметь представлять все три измерения. Сегодня программное обеспечение делает изготовление сложных деталей проще, чем когда-либо, потому что форма детали может быть нарисована виртуально, а затем программа может предложить траектории движения инструмента для изготовления этих деталей. Часто программы CAM работают как надстройки к программному обеспечению CAD и генерируют G-код, который сообщает инструментам ЧПУ и движущимся частям заготовки, куда двигаться. Мастера в программном обеспечении CAM упрощают программирование станков с ЧПУ. Популярное программное обеспечение CAM включает Mastercam, Edgecam, OneCNC, HSMWorks и Solidcam. Согласно отчету за 2015 год, на Mastercam и Edgecam приходится почти 50% рынка CAM-систем высокого класса.
Часто программы CAM работают как надстройки к программному обеспечению CAD и генерируют G-код, который сообщает инструментам ЧПУ и движущимся частям заготовки, куда двигаться. Мастера в программном обеспечении CAM упрощают программирование станков с ЧПУ. Популярное программное обеспечение CAM включает Mastercam, Edgecam, OneCNC, HSMWorks и Solidcam. Согласно отчету за 2015 год, на Mastercam и Edgecam приходится почти 50% рынка CAM-систем высокого класса.
 Общая эффективность оборудования зависит от следующего: Качество — количество продуктов, соответствующих стандартам качества, из всех произведенных продуктов Доступность — процент запланированного времени, в течение которого указанное оборудование работает или производит детали Производительность — фактическая скорость работы по сравнению с запланированной или идеальной работой скорость оборудования.
Общая эффективность оборудования зависит от следующего: Качество — количество продуктов, соответствующих стандартам качества, из всех произведенных продуктов Доступность — процент запланированного времени, в течение которого указанное оборудование работает или производит детали Производительность — фактическая скорость работы по сравнению с запланированной или идеальной работой скорость оборудования. Современные станки с ЧПУ собирают до 200 типов данных, а программное обеспечение для мониторинга станков может сделать эти данные полезными для всех, от цеха до верхнего этажа. Такие компании, как Memex, предлагают программное обеспечение (Tempus), которое берет данные с любого типа станков с ЧПУ и вводит в стандартизированный формат базы данных, который можно отображать в виде понятных диаграмм и графиков. Стандарт данных, используемый большинством решений для мониторинга машин, получивших распространение в США, называется MTConnect. Сегодня многие новые станки с ЧПУ оснащены средствами для предоставления данных в этом формате. Старые машины по-прежнему могут предоставлять ценную информацию с помощью адаптеров. Мониторинг станков для станков с ЧПУ стал популярным всего за последние несколько лет, и постоянно разрабатываются новые программные решения.
Современные станки с ЧПУ собирают до 200 типов данных, а программное обеспечение для мониторинга станков может сделать эти данные полезными для всех, от цеха до верхнего этажа. Такие компании, как Memex, предлагают программное обеспечение (Tempus), которое берет данные с любого типа станков с ЧПУ и вводит в стандартизированный формат базы данных, который можно отображать в виде понятных диаграмм и графиков. Стандарт данных, используемый большинством решений для мониторинга машин, получивших распространение в США, называется MTConnect. Сегодня многие новые станки с ЧПУ оснащены средствами для предоставления данных в этом формате. Старые машины по-прежнему могут предоставлять ценную информацию с помощью адаптеров. Мониторинг станков для станков с ЧПУ стал популярным всего за последние несколько лет, и постоянно разрабатываются новые программные решения. Тип резки может варьироваться от плазменной резки до лазерной резки, фрезерования, фрезерования и токарной обработки. Станки с ЧПУ могут даже поднимать и перемещать детали на сборочной линии.
Тип резки может варьироваться от плазменной резки до лазерной резки, фрезерования, фрезерования и токарной обработки. Станки с ЧПУ могут даже поднимать и перемещать детали на сборочной линии. Однако вы также можете купить 4,5 и 6-осевые станки для прототипов моделей и сложных форм.
Однако вы также можете купить 4,5 и 6-осевые станки для прототипов моделей и сложных форм. их вниз. Они используются для изготовления столов, компьютерных материнских плат и других электрических сборок (среди прочего).
их вниз. Они используются для изготовления столов, компьютерных материнских плат и других электрических сборок (среди прочего). Оператор установки загружает инструменты в соответствии с указаниями и загружает сырье (или заготовку). Затем он или она запускает образцы деталей и измеряет их с помощью инструментов контроля качества, чтобы убедиться, что станок с ЧПУ изготавливает детали в соответствии со спецификацией. Как правило, оператор наладки предоставляет первую часть изделия в отдел качества, который проверяет все размеры и подписывает установку. Станок с ЧПУ или связанные с ним станки загружены достаточным количеством сырья для изготовления желаемого количества деталей, а оператор станка следит за тем, чтобы станок продолжал работать, изготавливая детали в соответствии со спецификацией. и имеет сырье. В зависимости от задания часто можно запускать станки с ЧПУ «отбоя» без присутствия оператора. Готовые детали автоматически перемещаются в указанную зону.
Оператор установки загружает инструменты в соответствии с указаниями и загружает сырье (или заготовку). Затем он или она запускает образцы деталей и измеряет их с помощью инструментов контроля качества, чтобы убедиться, что станок с ЧПУ изготавливает детали в соответствии со спецификацией. Как правило, оператор наладки предоставляет первую часть изделия в отдел качества, который проверяет все размеры и подписывает установку. Станок с ЧПУ или связанные с ним станки загружены достаточным количеством сырья для изготовления желаемого количества деталей, а оператор станка следит за тем, чтобы станок продолжал работать, изготавливая детали в соответствии со спецификацией. и имеет сырье. В зависимости от задания часто можно запускать станки с ЧПУ «отбоя» без присутствия оператора. Готовые детали автоматически перемещаются в указанную зону. Производители полагаются на широкий спектр станков с ЧПУ, чтобы делать вещи быстро, точно и экономично.
Производители полагаются на широкий спектр станков с ЧПУ, чтобы делать вещи быстро, точно и экономично. Технология перфоленты давно устарела, поскольку носитель данных быстро перешел на аналоговую, а затем цифровую компьютерную обработку в 1950-х и 1960-х годах. По мере внедрения новых технологий и увеличения мощности цифровой обработки станки с ЧПУ продолжают повышать свою эффективность.
Технология перфоленты давно устарела, поскольку носитель данных быстро перешел на аналоговую, а затем цифровую компьютерную обработку в 1950-х и 1960-х годах. По мере внедрения новых технологий и увеличения мощности цифровой обработки станки с ЧПУ продолжают повышать свою эффективность. Автоматизированная резка повышает как скорость, так и точность создания прототипов деталей, особенно когда материал имеет решающее значение (например, в случае с полипропиленом).
Автоматизированная резка повышает как скорость, так и точность создания прототипов деталей, особенно когда материал имеет решающее значение (например, в случае с полипропиленом). Тем не менее, иногда отделочные работы, такие как травление, лучше выполнять вручную и простыми разрезами, которые потребуют обширных проектных работ для программирования машины для автоматизации.
Тем не менее, иногда отделочные работы, такие как травление, лучше выполнять вручную и простыми разрезами, которые потребуют обширных проектных работ для программирования машины для автоматизации.
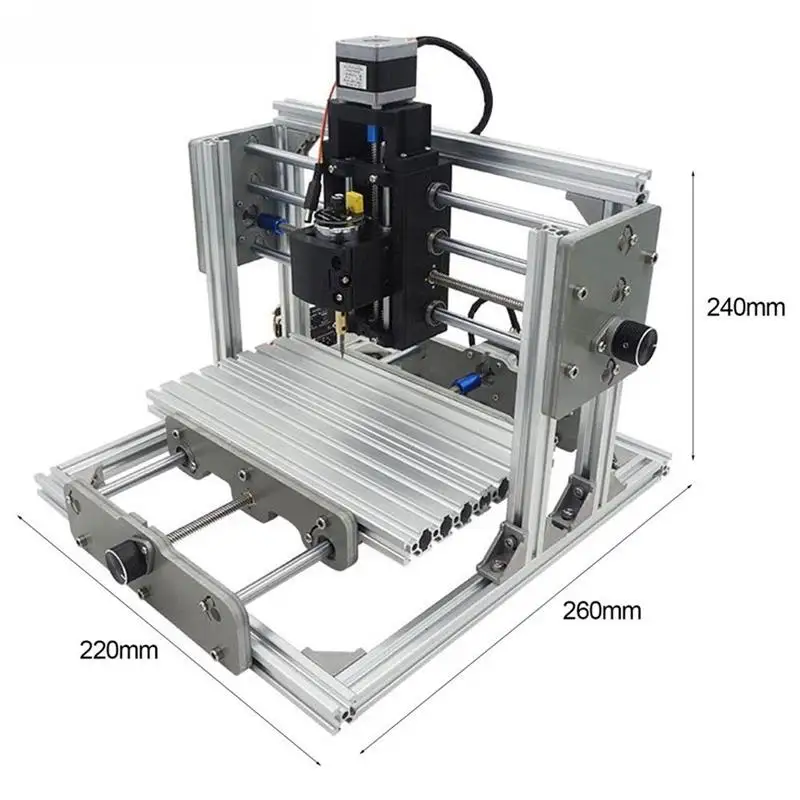 Примеры включают электронно-лучевую обработку, электрохимическую обработку, электроэрозионную обработку (EDM), фотохимическую обработку и ультразвуковую обработку. Большинство этих технологий являются узкоспециализированными и используются в особых случаях для массового производства с использованием определенного типа материала.
Примеры включают электронно-лучевую обработку, электрохимическую обработку, электроэрозионную обработку (EDM), фотохимическую обработку и ультразвуковую обработку. Большинство этих технологий являются узкоспециализированными и используются в особых случаях для массового производства с использованием определенного типа материала.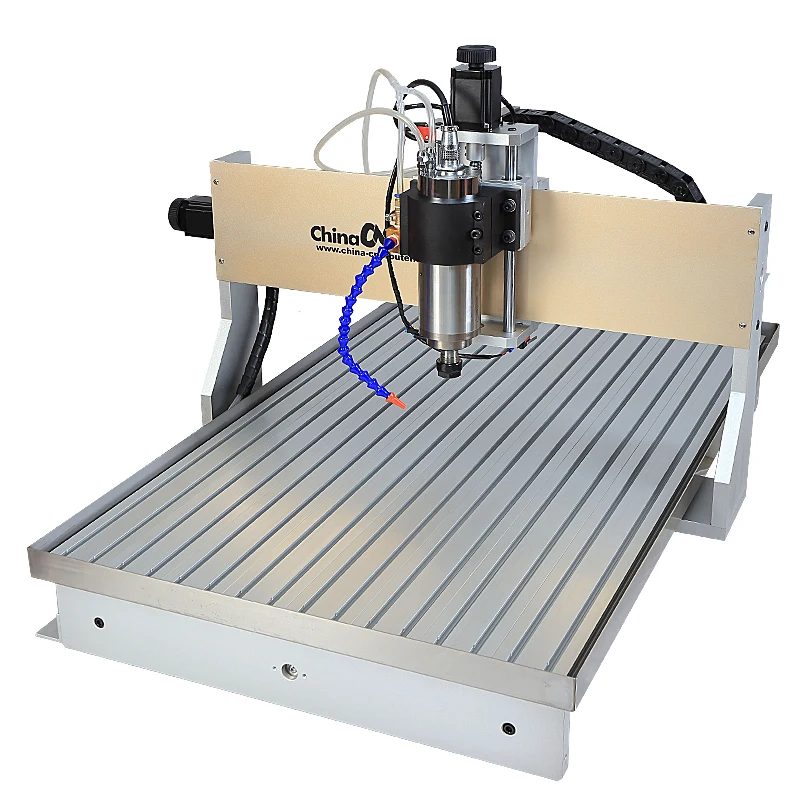 Обычные материалы включают такие металлы, как алюминий, латунь, медь, сталь, титан, дерево, пенопласт, стекловолокно и пластмассы, такие как полипропилен.
Обычные материалы включают такие металлы, как алюминий, латунь, медь, сталь, титан, дерево, пенопласт, стекловолокно и пластмассы, такие как полипропилен. Например, электрохимическая обработка используется для резки высокопрочных металлических изделий, что невозможно иначе. Обычные станки с ЧПУ более приспособлены и обычно используются для разработки прототипов, чем для производства.
Например, электрохимическая обработка используется для резки высокопрочных металлических изделий, что невозможно иначе. Обычные станки с ЧПУ более приспособлены и обычно используются для разработки прототипов, чем для производства.
 Но в большинстве типов применяется два стандарта:
Но в большинстве типов применяется два стандарта: Наиболее распространенный стандарт — ГОСТ 22032, в котором указываются параметры стальных шпилек, вкручиваемых в металлические, латунные и титановые заготовки.
Наиболее распространенный стандарт — ГОСТ 22032, в котором указываются параметры стальных шпилек, вкручиваемых в металлические, латунные и титановые заготовки.

 На грузоподъемность также оказывает влияние шаг резьбы.
На грузоподъемность также оказывает влияние шаг резьбы. Это высокопрочное соединение, позволяющее стянуть две детали, и не требующее наружной фиксации с одной из сторон. Существует несколько видов шпилек, отличающихся по конструкции, размеру и форме. Каждый элемент имеет строгую регламентацию по изготовлению, утвержденную Государственным стандартом. В этой статье мы рассмотрим основные виды крепежа, а также разберемся, какие шпильки следует использовать в той или иной ситуации.
Это высокопрочное соединение, позволяющее стянуть две детали, и не требующее наружной фиксации с одной из сторон. Существует несколько видов шпилек, отличающихся по конструкции, размеру и форме. Каждый элемент имеет строгую регламентацию по изготовлению, утвержденную Государственным стандартом. В этой статье мы рассмотрим основные виды крепежа, а также разберемся, какие шпильки следует использовать в той или иной ситуации. Сама резьбы при этом может быть нанесена как на всю поверхность модуля, так и на его отдельную часть. Кроме того, отличается размер конструкции и диаметр резьбы. Исходя из этого, несложно понять, что разнообразие шпилек очень большое, и не существует единого норматива, по которому необходимо изготавливать шпильки. Для каждой модели есть свой стандарт, строго прописывающий особенности конструкции.
Сама резьбы при этом может быть нанесена как на всю поверхность модуля, так и на его отдельную часть. Кроме того, отличается размер конструкции и диаметр резьбы. Исходя из этого, несложно понять, что разнообразие шпилек очень большое, и не существует единого норматива, по которому необходимо изготавливать шпильки. Для каждой модели есть свой стандарт, строго прописывающий особенности конструкции. Государственные стандарты устанавливают диаметральный диапазон крепежа в пределах от 6 до 48 миллиметров. При этом длина самой шпильки и ее резьбы не регламентируются, и они могут быть изготовлены согласно требованиям заказчика, то есть инженера, ответственного за строительный объект.
Государственные стандарты устанавливают диаметральный диапазон крепежа в пределах от 6 до 48 миллиметров. При этом длина самой шпильки и ее резьбы не регламентируются, и они могут быть изготовлены согласно требованиям заказчика, то есть инженера, ответственного за строительный объект. Здесь используются фланцевые соединения. Их конструкция практически не отличается от шпилек с ввинчиваемым наконечником, за исключением одного нюанса, который мы подробно рассмотрим ниже.
Здесь используются фланцевые соединения. Их конструкция практически не отличается от шпилек с ввинчиваемым наконечником, за исключением одного нюанса, который мы подробно рассмотрим ниже.
 В сумме это дает 84, то есть гладкая часть метиза посередине остается всего 16 миллиметров.
В сумме это дает 84, то есть гладкая часть метиза посередине остается всего 16 миллиметров. Эти шпильки применяются в условиях, когда у одной детали есть собственное резьбовое соединение, то есть их применение допустимо только в случаях, когда одна из деталей изготовлена из металла.
Эти шпильки применяются в условиях, когда у одной детали есть собственное резьбовое соединение, то есть их применение допустимо только в случаях, когда одна из деталей изготовлена из металла. Длина резьбовых наконечников отличается, но имеет прямую зависимость от ввинчиваемой части. Проще говоря, если диаметр ввинчиваемого наконечника составляет 20 миллиметров, то использование второго окончания диаметром, скажем, 3 миллиметра не допустимо. Подробнее о допусках и особенностях соотношения можно почитать в ГОСТах. Описывать все нюансы таких шпилек здесь не имеет смысла, так как каждый стандарт имеет свои нюансы и подробные расчеты.
Длина резьбовых наконечников отличается, но имеет прямую зависимость от ввинчиваемой части. Проще говоря, если диаметр ввинчиваемого наконечника составляет 20 миллиметров, то использование второго окончания диаметром, скажем, 3 миллиметра не допустимо. Подробнее о допусках и особенностях соотношения можно почитать в ГОСТах. Описывать все нюансы таких шпилек здесь не имеет смысла, так как каждый стандарт имеет свои нюансы и подробные расчеты.
 Конструкцию метиза описывает ГОСТ Р 55738-2013, в котором на начальном этапе разделяют три вида изделий по методу приваривания:
Конструкцию метиза описывает ГОСТ Р 55738-2013, в котором на начальном этапе разделяют три вида изделий по методу приваривания: Резьбовая шпилька имеет изогнутую или прямую форму, и чаще всего устанавливается в монолит на этапе его изготовления. Неправильна форма конструкции позволяет более плотно зафиксировался в основании, и исключает вероятность схождения метиза с посадочного места.
Резьбовая шпилька имеет изогнутую или прямую форму, и чаще всего устанавливается в монолит на этапе его изготовления. Неправильна форма конструкции позволяет более плотно зафиксировался в основании, и исключает вероятность схождения метиза с посадочного места. Здесь это центральный элемент, на который накручивается гайка. Шпилька располагается в кожухе, разжимаемом каплевидным окончанием шпильки.
Здесь это центральный элемент, на который накручивается гайка. Шпилька располагается в кожухе, разжимаемом каплевидным окончанием шпильки. Шпильки для стальных деталей и титановых сплавов изготавливаются также из марки ст.09Г2С. В случае с фланцевыми шпильками необходимо уделить повышенное внимание качеству стали и использовать для изготовления: Ст. 35, Ст. 40Х, Ст. 09Г2С и т.д.
Шпильки для стальных деталей и титановых сплавов изготавливаются также из марки ст.09Г2С. В случае с фланцевыми шпильками необходимо уделить повышенное внимание качеству стали и использовать для изготовления: Ст. 35, Ст. 40Х, Ст. 09Г2С и т.д. В случае с легированными марками применяются:
В случае с легированными марками применяются:
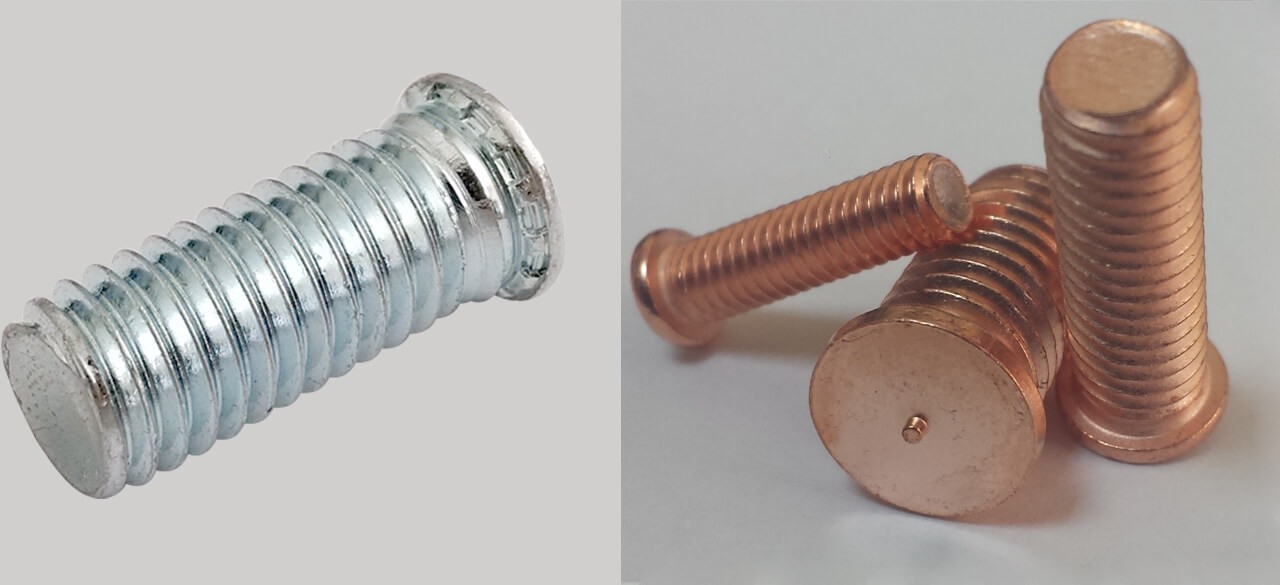 Для менее агрессивных условий, то есть при нагреве до 300 градусов включительно, используются обычные шпильки с защитным слоем.
Для менее агрессивных условий, то есть при нагреве до 300 градусов включительно, используются обычные шпильки с защитным слоем. Описывать его не имеет смысла, но из-за постоянного воздействия агрессивных сред на метизы, здесь используют исключительно защищенные шпильки с покрытием. Причем в ряде случаев это покрытие может быть не цинковым, а, например, хромовым или медным. Все зависит от конкретных требований объекта.
Описывать его не имеет смысла, но из-за постоянного воздействия агрессивных сред на метизы, здесь используют исключительно защищенные шпильки с покрытием. Причем в ряде случаев это покрытие может быть не цинковым, а, например, хромовым или медным. Все зависит от конкретных требований объекта. Замок помогает при сборке и разборке контргаек на шпильках и особенно важен там, где требуется поддерживать предварительное напряжение для борьбы с усталостными разрушениями. Шпильки, на которые наносится герметик, помогают предотвратить утечку жидкости через отверстия в пористых материалах.
Замок помогает при сборке и разборке контргаек на шпильках и особенно важен там, где требуется поддерживать предварительное напряжение для борьбы с усталостными разрушениями. Шпильки, на которые наносится герметик, помогают предотвратить утечку жидкости через отверстия в пористых материалах.

 Этот тип материала должен быть подготовлен или выструган, чтобы стена имела постоянную толщину вместе с ее параллельными гранями.
Этот тип материала должен быть подготовлен или выструган, чтобы стена имела постоянную толщину вместе с ее параллельными гранями. Очень важно знать, что термин «шпилька» или «шпилька» аналогичен стержню с резьбой. Эти типы шпилек обычно можно использовать для скрепления крупных деталей вместе с гайками на определенном конце, чтобы образовать болт. Существуют и другие виды использования этого типа шпилек, чтобы обеспечить регулируемый элемент для конструкций и машин. Гайки могут перемещаться на большое расстояние вместе со стержнем, что также создает большую силу.
Очень важно знать, что термин «шпилька» или «шпилька» аналогичен стержню с резьбой. Эти типы шпилек обычно можно использовать для скрепления крупных деталей вместе с гайками на определенном конце, чтобы образовать болт. Существуют и другие виды использования этого типа шпилек, чтобы обеспечить регулируемый элемент для конструкций и машин. Гайки могут перемещаться на большое расстояние вместе со стержнем, что также создает большую силу. Сварные болты Шпильки: (Типы шпилек)
Сварные болты Шпильки: (Типы шпилек)  Они специально разработаны для постоянного ввинчивания в древесину в качестве шпильки и для крепления детали с помощью гайки. Для затягивания используется гнездо на одном конце крепежного винта или шестигранная форма с двумя витками резьбы.
Они специально разработаны для постоянного ввинчивания в древесину в качестве шпильки и для крепления детали с помощью гайки. Для затягивания используется гнездо на одном конце крепежного винта или шестигранная форма с двумя витками резьбы. Каркас должен иметь короткую длину гвоздя, а также материал размером два на четыре на высоте 16 дюймов с зазором между перемычкой и верхней пластиной стены. Их можно назвать калеками или калеками.
Каркас должен иметь короткую длину гвоздя, а также материал размером два на четыре на высоте 16 дюймов с зазором между перемычкой и верхней пластиной стены. Их можно назвать калеками или калеками. Поскольку эти шпильки тоньше и легче, они прилипают к строительным технологиям, которые легко резать и переносить, и они быстрее по сравнению с деревянным каркасом.
Поскольку эти шпильки тоньше и легче, они прилипают к строительным технологиям, которые легко резать и переносить, и они быстрее по сравнению с деревянным каркасом.

 Крепежные изделия серийного производства, которые на простом языке можно назвать стандартными болтами и шпильками, обычно прокатывают, а штучные детали с нестандартными характеристиками и малыми партиями чаще всего вырезают.
Крепежные изделия серийного производства, которые на простом языке можно назвать стандартными болтами и шпильками, обычно прокатывают, а штучные детали с нестандартными характеристиками и малыми партиями чаще всего вырезают. Однако сегодня мы сосредоточимся только на одной части стены. Всякий раз, когда вы узнаете это, вы можете перейти к другим частям раздела.
Однако сегодня мы сосредоточимся только на одной части стены. Всякий раз, когда вы узнаете это, вы можете перейти к другим частям раздела. В большинстве случаев искатель шипов может обнаруживать скрытые доски и издает звуковой сигнал, когда находит их. Он также имеет красный лазер, который вспыхивает и позволяет вам отмечать стену так далеко, как вы хотите.
В большинстве случаев искатель шипов может обнаруживать скрытые доски и издает звуковой сигнал, когда находит их. Он также имеет красный лазер, который вспыхивает и позволяет вам отмечать стену так далеко, как вы хотите.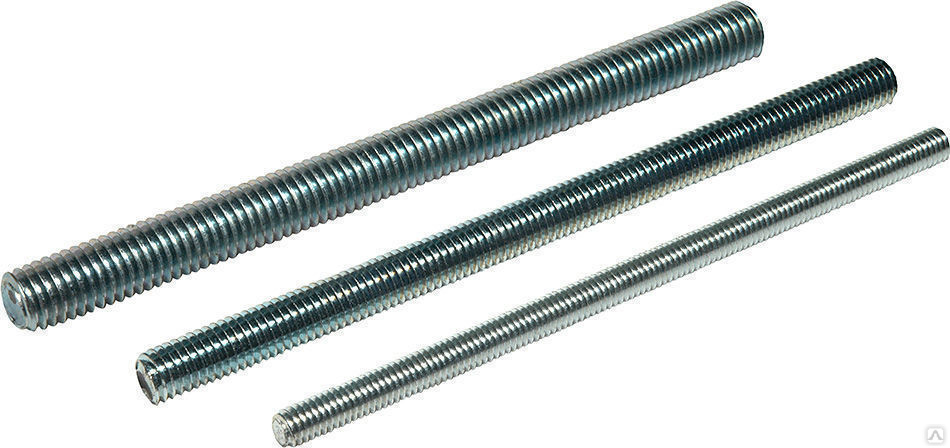 Первоначально он стоит около 50 долларов, но если вам повезет, вы можете найти его в продаже менее чем за 25 долларов. Это самый продаваемый искатель шипов и самый популярный искатель шипов в целом.
Первоначально он стоит около 50 долларов, но если вам повезет, вы можете найти его в продаже менее чем за 25 долларов. Это самый продаваемый искатель шипов и самый популярный искатель шипов в целом. Это идеальный небольшой подарок или чулок, так что купите несколько из них, если вы их купите. Он может найти деревянные или металлические шпильки и может оставаться на месте в качестве маркера. Правда в том, что StudBuddy работает как металлоискатель, обнаруживая шурупы или гвозди. Таким образом, вам может потребоваться толкнуть его вверх и вниз, чтобы обнаружить доску.
Это идеальный небольшой подарок или чулок, так что купите несколько из них, если вы их купите. Он может найти деревянные или металлические шпильки и может оставаться на месте в качестве маркера. Правда в том, что StudBuddy работает как металлоискатель, обнаруживая шурупы или гвозди. Таким образом, вам может потребоваться толкнуть его вверх и вниз, чтобы обнаружить доску.
 Так что не забудьте взять один из них, пока вас нет дома.
Так что не забудьте взять один из них, пока вас нет дома. Это больше, чем 2-в-1.
Это больше, чем 2-в-1. Кривые шпильки поддерживают верхние слои в стене над ними.
Кривые шпильки поддерживают верхние слои в стене над ними. Это доска, которая идет над окном или дверью.
Это доска, которая идет над окном или дверью.


 В сухом виде и в концентрированном растворе, попав в глаза или на кожу, состав может спровоцировать сильное раздражение или серьезный химический ожог.
В сухом виде и в концентрированном растворе, попав в глаза или на кожу, состав может спровоцировать сильное раздражение или серьезный химический ожог. Остатки, которые въелись в металл, можно удалить специальными веществами.
Остатки, которые въелись в металл, можно удалить специальными веществами. Затем щеткой или скребком обработать проблемные места.
Затем щеткой или скребком обработать проблемные места.


 к. при этом на металле образуется гальваническая кора и кислород.
к. при этом на металле образуется гальваническая кора и кислород. В случаях, когда абразивные средства противопоказаны, лучшего состава, чем лимонная кислота, не найти. К тому же она устраняет неприятные запахи.
В случаях, когда абразивные средства противопоказаны, лучшего состава, чем лимонная кислота, не найти. К тому же она устраняет неприятные запахи.
 Посмотрим какой из них самый эффективный и узнаем можно ли убрать ржавчину всего за 1 час!
Посмотрим какой из них самый эффективный и узнаем можно ли убрать ржавчину всего за 1 час! Банку необходимо было накрыть крышкой, вед уксус выделяет очень резкий запах. После погружения образца в банку, никакой реакции не происходило, но через несколько часов вещество заметно изменило цвет и стало розовато-коричневым, что явно указывало на то, что кислота постепенно борется со ржавчиной.
Банку необходимо было накрыть крышкой, вед уксус выделяет очень резкий запах. После погружения образца в банку, никакой реакции не происходило, но через несколько часов вещество заметно изменило цвет и стало розовато-коричневым, что явно указывало на то, что кислота постепенно борется со ржавчиной. Ради интереса я поместил в 4 банку болт с гайкой, на которых слой ржавчины был немного больше, чем на предыдущих образцах. Уже через 5 — 10 минут началась очень бурная реакция и испытуемое вещество, в прямом смысле слова, начало кипеть.
Ради интереса я поместил в 4 банку болт с гайкой, на которых слой ржавчины был немного больше, чем на предыдущих образцах. Уже через 5 — 10 минут началась очень бурная реакция и испытуемое вещество, в прямом смысле слова, начало кипеть.

 Как партнер Amazon, мы зарабатываем на соответствующих покупках.
Как партнер Amazon, мы зарабатываем на соответствующих покупках. Вы также можете использовать его при приготовлении пищи: замачивайте нарезанные яблоки в слабом растворе лимонной кислоты, чтобы предотвратить потемнение, или добавляя столовую ложку в костный бульон в начале процесса приготовления, чтобы помочь разрушить кости и передать питательные вещества в бульон.
Вы также можете использовать его при приготовлении пищи: замачивайте нарезанные яблоки в слабом растворе лимонной кислоты, чтобы предотвратить потемнение, или добавляя столовую ложку в костный бульон в начале процесса приготовления, чтобы помочь разрушить кости и передать питательные вещества в бульон.
 Если вы, как и я, являетесь поклонником мгновенного удовлетворения, вы можете немного почистить, чтобы ускорить процесс.
Если вы, как и я, являетесь поклонником мгновенного удовлетворения, вы можете немного почистить, чтобы ускорить процесс. ведро, НЕ выбрасывайте их в канализацию, а вместо этого выбросьте в мусор).
ведро, НЕ выбрасывайте их в канализацию, а вместо этого выбросьте в мусор).


 (Чтобы упростить расчеты, скажем, 0,5 стакана активированной лимонной кислоты)
(Чтобы упростить расчеты, скажем, 0,5 стакана активированной лимонной кислоты)
 Поэтому я решил поэкспериментировать с различными чистящими средствами.
Поэтому я решил поэкспериментировать с различными чистящими средствами.
 Нам нужно было учитывать токсичность, коррозионную активность, стоимость, утилизацию отходов, эффективность, скорость, повреждение (непроржавевшего) металла и мгновенное ржавление (быстрое ржавление после смывания очистителя).
Нам нужно было учитывать токсичность, коррозионную активность, стоимость, утилизацию отходов, эффективность, скорость, повреждение (непроржавевшего) металла и мгновенное ржавление (быстрое ржавление после смывания очистителя).
 Я не думаю, что это намного лучше, чем лимонная кислота. На самом деле, я бы предположил, что это хуже с точки зрения удаления ржавчины.
Я не думаю, что это намного лучше, чем лимонная кислота. На самом деле, я бы предположил, что это хуже с точки зрения удаления ржавчины.

 От качества и правильности выбора этой оснастки зависит точность изготавливаемых деталей, а также производительность оборудования, стойкость инструмента.
От качества и правильности выбора этой оснастки зависит точность изготавливаемых деталей, а также производительность оборудования, стойкость инструмента.
 Завод Фрезерных Станков предлагает купить оснастку для фрезерных, токарных и сверлильных установок от производителя. Сделать правильный выбор можно, ознакомившись с каталогом и подробным описанием каждого, представленного на сайте устройства.
Завод Фрезерных Станков предлагает купить оснастку для фрезерных, токарных и сверлильных установок от производителя. Сделать правильный выбор можно, ознакомившись с каталогом и подробным описанием каждого, представленного на сайте устройства. Для этого типа оборудования такой вид оснастки обязателен. Втулка позволяет устанавливать свёрла, зенкеры, оправы, развертки самого разного диаметра.
Для этого типа оборудования такой вид оснастки обязателен. Втулка позволяет устанавливать свёрла, зенкеры, оправы, развертки самого разного диаметра.

 Системы числового программного управления предлагают меньшую потребность в рабочей силе и более высокий уровень автоматизации.
Системы числового программного управления предлагают меньшую потребность в рабочей силе и более высокий уровень автоматизации.
 youtube.com/embed/9OsNUi_o6C4?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Face Milling»/>
youtube.com/embed/9OsNUi_o6C4?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Face Milling»/> 
 youtube.com/embed/yiONUlMdN0w?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/yiONUlMdN0w?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Hollow milling»/>
youtube.com/embed/yiONUlMdN0w?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/yiONUlMdN0w?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Hollow milling»/>  Несколько зубьев входят в контакт с заготовкой одновременно. Это уменьшает вибрацию и вибрацию, которые в противном случае могли бы быть больше из-за зазубренных зубьев.
Несколько зубьев входят в контакт с заготовкой одновременно. Это уменьшает вибрацию и вибрацию, которые в противном случае могли бы быть больше из-за зазубренных зубьев.
 Более высокая твердость обеспечивает лучшую защиту от износа, но более низкие уровни прочности делают его немного более восприимчивым к растрескиванию и сколам.
Более высокая твердость обеспечивает лучшую защиту от износа, но более низкие уровни прочности делают его немного более восприимчивым к растрескиванию и сколам.


 Существует множество типов станков, используемых для выполнения фрезерных операций, в том числе станки с ручным управлением, числовым программным управлением и специальные специализированные станки.
Существует множество типов станков, используемых для выполнения фрезерных операций, в том числе станки с ручным управлением, числовым программным управлением и специальные специализированные станки.
 , и титан.
, и титан.
 Фактически, заготовка имеет движение подачи, передаваемое станком. Встреча вращательного движения фрезы и режущей кромки инструментов вызывает колебания сил резания: вибрацию, тепло и, если все идет хорошо, стружку.
Фактически, заготовка имеет движение подачи, передаваемое станком. Встреча вращательного движения фрезы и режущей кромки инструментов вызывает колебания сил резания: вибрацию, тепло и, если все идет хорошо, стружку. Плоскость резания обычно перпендикулярна оси вращения, а фрезы чаще всего имеют один ряд пластин, разработанных с широким диапазоном геометрий резания, пластин, углов подъема и монтажных приспособлений.
Плоскость резания обычно перпендикулярна оси вращения, а фрезы чаще всего имеют один ряд пластин, разработанных с широким диапазоном геометрий резания, пластин, углов подъема и монтажных приспособлений. Ваш магазин может начать использовать керамические инструменты.
Ваш магазин может начать использовать керамические инструменты.

 Преимуществом прессования перед другими методами (штамповкой, прокатом) является возможность получать изделия значительной длины, — алюминиевый швеллер, размеры площади поперечного сечения которого составляют от 1,5 до 200 см2, может отпускаться потребителям в отрезках длиной до 10 метров. Другие, положительные стороны прессованных алюминиевых профилей — при необходимости очень сложное сечение (для алюминиевого швеллера — это не столь актуально), точные размеры и высокое качество поверхности.
Преимуществом прессования перед другими методами (штамповкой, прокатом) является возможность получать изделия значительной длины, — алюминиевый швеллер, размеры площади поперечного сечения которого составляют от 1,5 до 200 см2, может отпускаться потребителям в отрезках длиной до 10 метров. Другие, положительные стороны прессованных алюминиевых профилей — при необходимости очень сложное сечение (для алюминиевого швеллера — это не столь актуально), точные размеры и высокое качество поверхности. Другие варианты обработки поверхности — жидкие лакокрасочные материалы и порошковое полимерное покрытие.
Другие варианты обработки поверхности — жидкие лакокрасочные материалы и порошковое полимерное покрытие. В профиле из дуралюминов (Д1, Д16) — отожженное, а также закаленное и естественно состаренное.
В профиле из дуралюминов (Д1, Д16) — отожженное, а также закаленное и естественно состаренное. Т.ПП.).
Т.ПП.). Совсем коротко — «швеллер алюминиевый 20» или «швеллер 10 алюминиевый», т. е., швеллер шириной 20 или 10 мм. Большее количество цифр означает, что указаны размеры не только стенки, но и полок. Либо одной цифрой сразу двух полок (алюминиевый швеллер 60х40), либо каждой в отдельности — швеллер алюминиевый 50х50х50. А если поставщик приводит информацию о толщине металла в мм, цифр еще больше — алюминиевый швеллер 20х40х20х2 или швеллер алюминиевый 80х40х4.
Совсем коротко — «швеллер алюминиевый 20» или «швеллер 10 алюминиевый», т. е., швеллер шириной 20 или 10 мм. Большее количество цифр означает, что указаны размеры не только стенки, но и полок. Либо одной цифрой сразу двух полок (алюминиевый швеллер 60х40), либо каждой в отдельности — швеллер алюминиевый 50х50х50. А если поставщик приводит информацию о толщине металла в мм, цифр еще больше — алюминиевый швеллер 20х40х20х2 или швеллер алюминиевый 80х40х4.



 Есть даже специальный нормативный документ — «ГОСТ 22233-2001. Профили прессованные из алюминиевых сплавов для светопрозрачных ограждающих конструкций. Технические условия», в котором говорится и об алюминиевых швеллерах.
Есть даже специальный нормативный документ — «ГОСТ 22233-2001. Профили прессованные из алюминиевых сплавов для светопрозрачных ограждающих конструкций. Технические условия», в котором говорится и об алюминиевых швеллерах.
 Мы храним наши каналы в стандартной заводской отделке и во многих анодированных отделках, или мы можем предложить порошковое покрытие по запросу. Наши каналы из анодированного алюминия обладают высокой устойчивостью к коррозии, их легко обрабатывать, резать, формовать или сваривать. Все наши экструдированные алюминиевые каналы имеют высокое соотношение прочности и веса, устойчивы к растрескиванию под напряжением и немагнитны.
Мы храним наши каналы в стандартной заводской отделке и во многих анодированных отделках, или мы можем предложить порошковое покрытие по запросу. Наши каналы из анодированного алюминия обладают высокой устойчивостью к коррозии, их легко обрабатывать, резать, формовать или сваривать. Все наши экструдированные алюминиевые каналы имеют высокое соотношение прочности и веса, устойчивы к растрескиванию под напряжением и немагнитны.

 Подрядчики, конечно, часто используют эти универсальные строительные материалы, как и инженеры и архитекторы. Все больше и больше художников и дизайнеров интерьеров используют их из-за их универсальности, прочности и привлекательности. Чтобы узнать больше об универсальности алюминиевых профилей Eagle Moldings, нажмите здесь.
Подрядчики, конечно, часто используют эти универсальные строительные материалы, как и инженеры и архитекторы. Все больше и больше художников и дизайнеров интерьеров используют их из-за их универсальности, прочности и привлекательности. Чтобы узнать больше об универсальности алюминиевых профилей Eagle Moldings, нажмите здесь. Если у нас нет экструдированного алюминиевого профиля, соответствующего вашим требованиям, наши специалисты помогут вам с проектированием и созданием необходимой детали. Мы гарантируем, что можем изготовить алюминиевые каналы в соответствии с вашими размерами.
Если у нас нет экструдированного алюминиевого профиля, соответствующего вашим требованиям, наши специалисты помогут вам с проектированием и созданием необходимой детали. Мы гарантируем, что можем изготовить алюминиевые каналы в соответствии с вашими размерами.