При необходимости монтажа массивного и тяжелого предмета или элемента конструкции на стену или потолок наиболее надежным вариантом будет крепление анкерными болтами. Это метизы, рассчитанные на эксплуатацию в наиболее тяжелых условиях. Например, с их помощью крепят оптоволоконные провода, протянутые между зданиями. Они создают значительные нагрузки, которые без проблем выдерживают анкеры.
Использование анкерных болтов оправдано при соблюдении двух условий:
требуется закрепить тяжелый груз;
основание выполненное из твердого, плотного материала.
Использовать анкеры можно только по бетону, полнотелому кирпичу, природному камню, другим плотным стройматериалам. Материал малой плотности не удержит такой крепеж. Рассмотрим основные виды анкерных болтов, их особенности и способы монтажа.
Виды анкерных болтов
Для решения монтажных задач сегодня применяются многочисленные виды анкерных болтов. Это позволяет подобрать крепеж для монтажа разных типов грузов в разных условиях. В том числе есть узкоспециализированные метизы, рассчитанные только на определенные грузы.
Основные разновидности анкерных болтов:
с гайкой;
с крюком;
с кольцом;
распорные;
двухраспорные.
Анкерные болты с гайкой
Классический тип крепежа, оптимальный вариант как крепить анкерный болт в стену. Метиз состоит из таких частей:
шпилька клиновым распором;
корпус анкера – металлическая втулка;
гайка;
шайба.
Анкер вставляется в предварительно просверленное монтажное отверстие. При навинчивании гайки на шпильку происходит расклинивание втулки. Ее корпус распирается. В результате возникает значительная сила трения между втулкой и стенками отверстия в строительном материале. Благодаря этому, крепежный элемент плотно садится и выдерживает большой вес закрепляемого груза.
Чтобы обеспечить надежность монтажа, крепить анкер необходимо в прочный строительный материал – бетон, кирпич, природный камень.
Анкерный болт с кольцом
На конце болта расположено кольцо. При монтаже оно служит опорой для вертикально закрепляемого груза. Метод, как установить анкерный болт с кольцом, не отличается от технологии монтажа предыдущих видов крепежа. Анкер устанавливается в просверленное монтажное отверстие. При закручивании стержня втулка распирается и надежно фиксируется в теле материала.
Анкер этого типа подходит для монтажа кабельных растяжек между зданиями. Кроме того, использование метизов этого типа – оптимальный вариант, как крепить анкерный болт в потолок, например, для монтажа люстры.
Анкерный болт с крюком
Конструктивно этот тип анкер практически не отличается от предыдущего типа. Основная разница состоит в наличии монтажного крюка на конце стержня, закручиваемого во втулку. Крепежный элемент хорошо подходит для монтажа канатов, кабеля, троса, навески грузов. Благодаря крюку, закрепленный груз можно легко снять при необходимости.
Технология, как крепить анкерный болт с крюком, аналогична способу монтажа модели с гайкой.
Распорный анкерный болт
Этот тип анкера отличается от предыдущих по конструкции и способу монтажа. Он монтируется только в плотный бетон. При его креплении не используются резьбовые детали. Основным рабочим элементом является шток, изготовленный из высокопрочного сплава.
Для крепления такого анкерного болта в стене его устанавливают в отверстие, просверленное в материале основы. После этого необходимо сильно ударить молотком по штоку. При забивании он расклинивает втулку, обеспечивая надежную фиксацию. В закрепленный анкер вкручивается шпилька с гайкой или болт. Это позволяет создать резьбовой узел для крепления груза.
Распорные анкерные болты имеют ограниченную грузоподъемность по сравнению с другими разновидностями. Однако для бытовой сферы его характеристик вполне достаточно.
Двухраспорный анкерный болт
Двухраспорный анкерный болт – улучшенный вариант традиционного анкера с гайкой. Особенность его конструкции состоит в двойной металлической трубке. Таким образом обеспечивается намного более сильный распор в конечной и средней части крепежного элемента. Такая конструкция обеспечивает более равномерную нагрузку на рабочую часть метиза, что повышает надежность соединения, позволяет выдерживать более значительные нагрузки, увеличивает срок службы.
Как закрепить анкерный болт
Технология крепления грузов или оборудования анкерными болтами на полу, стене или на потолке отличается простотой. Даже начинающий мастер легко освоит ее, просмотрев пару видео. Также вам поможет наше простое пособие по креплению анкерными болтами.
В первую очередь нужно выполнить точную разметку монтажных отверстий. Для их сверления важно правильно подобрать размер бура или сверла. Учитывая большой диаметр отверстия под анкер, при ошибке исправить ситуацию будет непросто. Поэтому выбору бура уделяется особое внимание. Его диаметр должен соответствовать диаметру втулки анкерного болта. Длину инструмента важно выбрать не короче крепежа и предусмотреть небольшой запас. Если ошибиться с длиной, придется тратить силы и время на то, чтобы достать анкер из отверстия, которое нужно будет досверливать.
В просверленном отверстии остается пыль и мусор, которые будут препятствовать нормальной установки крепежа. Не рекомендуется выполнять продувку ртом. Используйте для этого ручной насос или пылесос. После продувки установите анкер в отверстие. Он должен заходить в него с усилием. Лучше всего, если для установки приходится выполнять легкие удары молотком.
Далее остается только расклинить гильзу анкера. В классической конструкции анкерного болта с гайкой эта операция выполняется закручиванием гайки. После ее завинчивания до упора шпилька распирает гильзу и надежно фиксирует ее в отверстие. Далее можно открутить гайку, закрепить на шпильке груз и зафиксировать его обратным навинчиванием гайки.
На этом монтаж закончен. Эта задача не представляет никакой сложности. Главное, не экономить на качественных метизах.
Видео: Как крепить анкерный болт
7 правил при установки анкерного болта
Такой крепежный элемент из металлического материала как анкер очень востребован на современном рынке строительства. Он помогает продлить срок службы многих элементов строительства. Крепление, произведённое с помощью анкерного болта, выдерживает колоссальные нагрузки. Это делает этот вид соединения еще более популярным. Проводить соединение с помощью такого крепежного элемента достаточно просто. Этот навык легко освоить даже не совсем профессиональному строителю. Однако, при установке анкерного болта необходимо соблюдать некоторые правила. Чтобы понять это, нужно разобраться в особенностях такого крепежа и его сфере использования.
Особенности крепежа, влияющие на правила крепления
До того, как анкеры вошли в использование у строителей, для крепления в каменные сооружения использовались болты и шурупы. Они не могли обеспечить должное и надежное соединение. Такая особенность портила функциональные возможности конструкции и делает не надежными.
Сложно представить себе крепление, которое надежнее анкерного болта. Он может быть с химическим алгоритмом крепления и механическим. Химическое крепление предполагает капсулу с клеем, которая входит в стену и раздавливается там под давлением вкручиваемого крепежа. Этот тип крепления достаточно надежный, но имеет серьёзный недостаток. Нужно ждать время до полного застывания клеевой смеси внутри стены или другой конструкции. При этом, анкер отличают незаменимые достоинства. Он дает возможность надежно закрепить что-либо в полой конструкции, в которой негде зацепить привычный якорный болт.
В основном в строительной сфере сегодня используется анкер не с клеевой начинкой, а работающий по принципу увеличения силы трения. За счет особенностей конструкции и вкручивания дополнительного элемента анкер расширяется и крепится намертво в конструкции.
Механические болты для крепления делятся:
· Анкер клинового типа. Представляет собой гильзу с внутренними кольцами. В пройму гильзы забивается клин и этим расширяет ее края. Иногда расширение проводится отдельным клином, который после изымается и заменяется резьбовой шпилькой. Чтобы надежно зафиксировать клиновый анкерный болт нужно четко соблюдать диаметр просверла для анкера и допусков.
· Забиваемый тип анкера. Это особенный вид анкерного болта не имеет дополнительного клина, который действует как расширитель. Края гильзы выполнена металла, который легко поддается деформации. Они искажают свои формы при забивании анкера в стену и таким образом крепятся в ней. Анкеры забивного типа применяют в монолитны стенах. Они требуют точности в размерах отверстия.
· Анкер разжимного типа. Такой тип болтов достаточно распространен и универсален. Он используется в тонких стенах и даже листовых конструкциях. Анкер представляет собой колбу с прорезями. Благодаря им, стенки раскрываются лепестками при закручивании.
· Анкер распорного типа. Это самый распространенный вид анкерного болта. Он достаточно востребован в строительстве, так как не требует соблюдения размеров глубины отверстия под анкер. Однако, ширину отверстия стоит измерить и соблюсти. Гильза расширяется в задней части после закручивания втулки в виде конуса. Этот тип анкера распространен, но применяется только в бетоне и кирпичных конструкциях.
Чтобы изготовить анкерный болт используют качественные материалы, которые способны выдержать большую нагрузку и давление. Нержавеющая сталь сверху также покрывается дополнительным защитным покрытием. Это помогает избежать коррозии. Для каждого типа анкеров установлены нормы. Они определяют номинальную возможность изделия и его допустимую нагрузку.
Основные правила для установки анкерного болта
При проведении монтажа анкерного крепежа используются молот, перфоратор с буром необходимого диаметра и пылесос. Чтобы просверлить дыру в бетоне понадобятся сверла с напылением, которое устойчиво к бурению твердых материалов.
Установить анкер очень просто. Нет никакой необходимости его разбирать. Он продается в полностью укомплектованном виде. Он легко крепит разные конструкции и широко применяется в разных сферах. Все основные правила установки анкерного болта можно рассмотреть на самом его распространенном типе – распорном анкере. К основным правилам монтажа анкерного болта можно отнести:
1. Выбирая длину анкерного крепления, нужно учитывать толщину штукатурного и других слоев. Именно в бетон, анкерный болт должен углубиться на 5 см.
2. Важно с первого раза правильно рассчитать место установки анкера. Демонтировать его очень сложно.
3. Отверстие под крепеж должно соответствовать его диаметру. Анкер должен входить с усилием.
4. Отверстие необходимо очистить от мусора с использованием пылесоса или щетки.
5. Анкер вбивается легким ударом молотка.
6. После полного введения, гай ку закручивают ключом до конца.
7. При установке анкера нужно учитывать потенциальную нагрузку на него. При углублении гайки в штукатурку нужно докрутить ее и использовать дополнительно вторую гайку сверху.
Нужно помнить, что распорный анкерный болт нельзя монтировать в пустотелый кирпич. Отдельные правила существуют для установки анкерных болтов в конструкцию фундамента. Как правило, это делают до заливания бетона. Важно соблюдать их расстояние и расположение вертикально. После установки их нужно закрыть полиэтиленовой пленкой, для избежание попадания на них бетонной смеси.
Для того, чтобы определить необходимый тип анкера, нужно оценить способ его крепления и предполагаемую нагрузку на крепёж в дальнейшем. Также немаловажным является выбрать анкер только от надежного производителя, который отвечает за качество товара.
На сайте Машкрепеж Вы найдете большой ассортимент метизов: болты, гайки, винты, шурупы, саморезы, дюбели, заклёпки, шайбы, штифты, шпильки и другие.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Внимание! Данный интернет-сайт носит исключительно информационный характер и, ни при каких условиях, не является публичной офертой, определяемой положениями Статьи 437 (2) ГК РФ
Всем известно, что сейф настолько надежен, насколько надежна его система крепления. Если у вас нет встроенного настенного или напольного сейфа, подумайте о том, чтобы закрепить свой сейф болтами в бетоне, чтобы гарантировать, что ни один грабитель не сможет уйти со всем сейфом, где они смогут взломать его на досуге и без давления нежелательности в другом месте. дом человека. Это описание предоставлено ConFast — нашим предпочтительным поставщиком услуг по креплению бетона:
Техническая информация:
Забивной анкер состоит из трубчатого расширительного щитка из оцинкованной стали и массивной конической заглушки. Пробка расширителя закалена и отпущена, чтобы предотвратить истирание и заедание во время расширения. Экран имеет четыре равноотстоящих прорези на части своей длины, а нижняя часть может иметь накатку. Экран также имеет гладкую верхнюю часть без фланцев, что позволяет устанавливать его заподлицо или с потайной головкой. Нижняя кромка щитка сужается, чтобы обеспечить максимальную глубину и удерживающую способность.
Просверлите отверстие в бетоне с помощью перфоратора и сверла по камню с твердосплавной напайкой в соответствии со стандартом ANSI B94, 12-77, подходящего к долоту. размер с наружным диаметром используемого забивного анкера. Убедитесь, что глубина отверстия превышает минимальную заделку.
Очистите отверстие от мусора.
Забивайте анкер в отверстие до тех пор, пока он не окажется на одном уровне с поверхностью бетона.
Используя установочный инструмент соответствующего размера для анкера, расширьте анкер, вставив установочный инструмент в анкер, и установите его несколькими сильными ударами молотка. Анкер установлен правильно, если плечо установочного инструмента находится на одном уровне с верхней частью анкера.
Чтобы установить анкер ниже поверхности: Просверлите отверстие глубже, чем длина анкера. Вверните болт в анкер. Забивайте вставной анкер в отверстие до тех пор, пока головка болта не окажется на нужной глубине. Снимите болт и установите анкер с помощью установочного инструмента подходящего размера, как описано выше.
Независимо от того, думаете ли вы о самостоятельной установке безопасной установки или вызовете профессионала, который сделает эту работу за вас, хорошо быть хорошо осведомленным о лучших способах сделать это.
Вы когда-нибудь брались за такой крупный проект, как ввинчивание сейфа в бетон? Каким был ваш опыт?
Доминик Швебс
Доминик Швебс, эксперт по домашней безопасности и безопасности с более чем 15-летним опытом работы, является менеджером по цифровому маркетингу и электронной коммерции магазина Safe and Vault. Он хорошо разбирается в искусстве повышения узнаваемости бренда и умелого маркетинга продуктов с использованием возможностей социальных сетей, создания информативных и привлекательных блогов, создания подкастов, видео на YouTube и многого другого. Руководствуясь желанием обеспечить максимальный пользовательский опыт, он помог превратить safeandvaultstore.com в самый продаваемый, признанный на национальном уровне сайт электронной коммерции. Он неутомим в своем стремлении к творческому расширению контента, обучению домашним и деловым сейфам и хранилищам, а также выводу веб-сайта на новый уровень. Доминик гордится тем, что живет, работает и называет Спокан, штат Вашингтон, своим домом.
Установка анкеров для бетона
По
Ли Валлендер
Ли Валлендер
Ли имеет более чем двадцатилетний практический опыт реконструкции, ремонта и улучшения домов, а также дает советы по благоустройству дома более 13 лет.
Узнайте больше о The Spruce’s Редакционный процесс
Опубликовано 24.03.22
Рассмотрено
Дин Бирмайер
Рассмотрено Дин Бирмайер
Дин Бирмайер — опытный подрядчик с почти 30-летним опытом работы во всех видах ремонта, технического обслуживания и реконструкции домов. Он является сертифицированным ведущим плотником, а также имеет сертификат Агентства по охране окружающей среды. Дин является членом Наблюдательного совета по благоустройству дома The Spruce.
Узнайте больше о The Spruce’s Наблюдательный совет
Ремус86 / Getty Images
Надежно прикрепить предметы к бетону сложно, так как бетон твердый как камень, склонен к растрескиванию и его трудно просверлить. Но с помощью всего лишь небольшой горстки подходящих инструментов и материалов это можно сделать эффективно и безопасно.
С помощью анкеров для бетона вы можете всего за несколько минут прикрепить к бетону даже тяжелые материалы, такие как палубные доски и элементы каркаса.
Что такое бетонные анкеры?
Анкер для бетона представляет собой стальной крепеж, который заделывается в бетон для фиксации другого элемента на месте, позволяя бетону выдерживать нагрузку.
Анкеры для бетона и шурупы для бетона
Бетонные анкеры и бетонные винты могут использоваться для крепления элементов к бетону. Бетонные анкеры, вообще говоря, расширяются в предварительно просверленном отверстии, а бетонные шурупы врезаются или нарезают резьбу в предварительно просверленном отверстии.
Анкеры для бетона
Бетонные анкеры вставляются в предварительно просверленное отверстие и расширяются внутри отверстия, либо ударяя по анкеру молотком, либо поворачивая его гаечным ключом. Используйте бетонные анкеры для тяжелых предметов, таких как элементы каркаса, палубные доски, вывески, камеры видеонаблюдения и перила крыльца.
Шурупы по бетону
Шурупы по бетону вставляются в предварительно просверленные отверстия в бетоне и самонарезают окружающий материал, поворачивая их по часовой стрелке. Используйте шурупы для бетона для более легких предметов, таких как катушки для шлангов, водосточные трубы, электрические коробки, хомуты для кабелепроводов, полосы обшивки, а также оконные и дверные рамы.
Анкеры для бетона
Вдавить в предварительно просверленное отверстие
Сверхмощный
Диаметр от 3/8 до 1/2 дюйма
Не подходит для использования вблизи краев, т. к. отверстие расширено
Некоторые съемные, некоторые нет
Шурупы по бетону
Врезка в предварительно просверленное отверстие
Для легких и средних нагрузок
До 1/4 дюйма
Подходит для использования вблизи краев, поскольку не деформирует отверстие
Съемный
Типы анкеров для бетона
Забивные анкеры для бетона
Забивные бетонные анкеры состоят из двух частей: болта с наружной резьбой и втулки с внутренней резьбой с накатанным концом и прорезями. Прорези позволяют нижней части анкера расширяться. Втулка вставляется, а затем прочно устанавливается на место с помощью металлического инструмента. После того, как втулка установлена на место, ее нельзя извлечь из бетона, хотя болт с наружной резьбой можно извлечь из втулки.
Клиновые анкеры для бетона
Клиновой анкер представляет собой болт с наружной резьбой с экранированным клином в нижней части, который расширяется при повороте гайки против шайбы на болте. Болт и экранированный клин представляют собой одну деталь, а не две отдельные детали, как в случае вставных анкеров и анкеров-втулок. Клиновые анкеры для бетона легко вставляются, но они очень прочно держатся в бетоне. После установки клиновые анкеры нельзя снимать, но можно снять гайку с анкера.
Гильзовые анкеры для бетона
Втулочный анкер состоит из четырех частей: болта с резьбой и металлической втулки с большими прорезями и узкими поперечными разрезами, а также гайки и шайбы. Прорези и прорези позволяют втулке расширяться при затягивании болтом. Кроме того, гладкий клин в нижней части болта с резьбой тянет вверх, заставляя нижнюю часть втулки расширяться.
Вопросы безопасности
Внимательно изучите технические характеристики бетонного анкера перед установкой. Помните об ограничениях веса бетонного анкера, как с точки зрения прочности на сдвиг, так и прочности на отрыв. Не перетягивайте бетонные анкеры. Используйте защитные очки, когда забиваете или поворачиваете бетонные анкеры.
Вставьте втулку с внутренней резьбой в отверстие разрезом вперед.
Поместите набор инструментов
Поместите узкий конец инструмента во втулку.
Ударь по якорю
Ударьте молотком по верхней части установочного инструмента несколько раз, пока втулка полностью не встанет на место.
Предупреждение
Не стучите по самому болту, так как это может сорвать резьбу. Используйте только набор инструментов.
Добавить болт
Добавьте болт с резьбой и шайбу во втулку. С помощью гаечного ключа поверните болт по часовой стрелке, пока он не встанет на место.
Как использовать клиновые анкеры для бетона
Просверлить отверстие
Просверлите отверстие ударной дрелью и уберите мусор магазинным пылесосом.
Установите клиновой анкер
Вставьте клиновидный конец клинового анкера в предварительно просверленное отверстие.
Удар по якорю клина
Вбейте клиновой анкер в отверстие с помощью молотка, пока нижняя часть резьбы не окажется на одном уровне с верхней частью бетона.
Добавьте шайбу и гайку
Проделайте отверстие в крепежном приспособлении над анкерным болтом и поместите шайбу и гайку на резьбовой конец клинового анкера.
Затянуть гайку
С помощью рожкового ключа поверните гайку по часовой стрелке, пока она не затянется на шайбе. Это расширяет клин, удерживая анкер на месте в отверстии.
Наконечник
Обратите внимание, что клиновой анкер слегка приподнимется (примерно на 1/4 дюйма) при затягивании в отверстие.
Как использовать анкерные втулки
Просверлить отверстие
Просверлите отверстие в бетоне перфоратором и очистите отверстие от мусора.
Медно-фосфористый припой Stella L-CuP6 специально разработан для пайки меди без флюса. Компоненты сплава: Cu; P 6,2-6,5%. Спаиваемые материалы: медь с медью, медь с бронзой и латунью.
1’725,49 P
28,84 €
Припой серебряный 2% Stella L-Ag2P, 1 кг
Артикул: 133001
Страна: Италия
В наличии: 9 упак
Припой Stella L-Ag2P специально разработан для пайки меди без флюса. Компоненты сплава: Cu; P 6,5%; Ag 2%. Спаиваемые материалы: медь с медью, медь с бронзой и латунью.
3’246,32 P
54,25 €
Припой серебряный 5% Stella L-Ag5P, 1 кг
Артикул: 133002
Страна: Италия
В наличии: нет
Припой Stella L-Ag5P специально разработан для пайки меди без флюса. Компоненты сплава: Cu; P 6%; Ag 5%. Спаиваемые материалы: медь с медью, медь с бронзой и латунью. Паяное соединение обладает хорошей вибростойкостью.
Временно не продается
Припой серебряный 15% Stella L-Ag15P, 1 кг
Артикул: 133003
Страна: Италия
В наличии: 8 упак
Припой Stella L-Ag15P специально разработан для пайки меди без флюса. Компоненты сплава: Cu; P 5%; Ag 15%. Спаиваемые материалы: медь с медью, медь с бронзой и латунью. Паяное соединение обладает отличной вибростойкостью.
16’163,39 P
270,12 €
Припой серебряный 20% Stella L-Ag20 с флюсом, 0.5 кг
Артикул: 133004
Страна: Италия
В наличии: 8 упак
Припой Stella L-Ag20 покрытый флюсом для пайки меди. Компоненты сплава: Cu 44%; Ag 20%; Zn 36%; Si 0,15%. Спаиваемые материалы: черные и цветные металлы и их сплавы, такие как сталь, медь и медные сплавы.
7’765,03 P
129,77 €
Припой серебряный 30% Stella L-Ag30Sn с флюсом, 0.5 кг
Артикул: 133005
Страна: Италия
В наличии: нет
Припой Stella L-Ag30Sn покрытый флюсом для пайки меди. Компоненты сплава: Cu 36%; Ag 30%; Zn 32%; Sn 2%. Спаиваемые материалы: черные и цветные металлы и их сплавы, такие как сталь, нержавеющая сталь, медь, медные сплавы.
Временно не продается
Припой серебряный 34% Stella L-Ag34Sn с флюсом, 0.5 кг
Артикул: 133006
Страна: Италия
В наличии: 3 упак
Припой Stella L-Ag34Sn покрытый флюсом для пайки меди. Компоненты сплава: Cu 36%; Ag 34%; Zn 27,5%; Sn 2,5%. Спаиваемые материалы: черные и цветные металлы и их сплавы, такие как сталь, медь, медные сплавы, никель, никелевые сплавы.
13’177,73 P
220,22 €
Припой серебряный 40% Stella L-Ag40Sn с флюсом, 0.
5 кг
Артикул: 133007
Страна: Италия
В наличии: нет
Припой Stella L-Ag40Sn покрытый флюсом для пайки меди. Компоненты сплава: Cu 30%; Ag 40%; Zn 28%; Sn 2%. Спаиваемые материалы: черные и цветные металлы и их сплавы, такие как сталь, медь, медные сплавы, никель, никелевые сплавы.
Временно не продается
Припой серебряный 45% Stella L-Ag45Sn с флюсом, 0.5 кг
Артикул: 133008
Страна: Италия
В наличии: нет
Припой Stella L-Ag45Sn покрытый флюсом для пайки меди. Компоненты сплава: Cu 27%; Ag 45%; Zn 25,5%; Sn 2,5%. Спаиваемые материалы: чёрные и цветные металлы и их сплавы, такие как сталь, нержавеющая сталь, медь, медные сплавы, никель, никелевые сплавы.
Временно не продается
Припой серебряный 2%, по пруткам
Артикул: 333120501
Страна: Германия
В наличии: нет
Медно-фосфорные твердые припои Felder специально разработаны для пайки меди, латуни, бронзы и комбинаций этих металлов. Формула сплава: 2Ag;91,8Cu;6,2P.
Временно не продается
Припой серебряный 5%, по пруткам
Артикул: 33332050
Страна: Германия
В наличии: нет
Медно-фосфорные твердые припои Felder специально разработаны для пайки меди, латуни, бронзы и комбинаций этих металлов. Формула сплава: 5Ag;88,8Cu;6,2P.
Временно не продается
Припой серебряный 15%, по пруткам
Артикул: 33402050
Страна: Германия
В наличии: нет
Медно-фосфорные твердые припои Felder специально разработаны для пайки меди, латуни, бронзы, стали и комбинаций этих металлов. Формула сплава: 15Ag;80,3Cu;4,7P.
Временно не продается
Припой серебряный 30% флюсованный, по пруткам
Страна: Германия
В наличии: нет
Медно-фосфорные твердые припои Felder специально разработаны для пайки меди, латуни, бронзы и комбинаций этих металлов. Формула сплава: 30Ag;28Cu;21Zn;21Cd.
Временно не продается
Припой серебряный 40% флюсованный, по пруткам
Страна: Германия
В наличии: нет
Медно-фосфорные твердые припои Felder специально разработаны для пайки меди, латуни, бронзы, стали и комбинаций этих металлов
Временно не продается
Припой серебряный L-Ag2P, 1 кг
Страна: Германия
В наличии: нет
Медно-фосфорные твердые припои Felder L-Ag 2P для твердой пайки с содержанием серебра 2%, имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 2Ag;91,8Cu;6,2P.
Временно не продается
Припой серебряный L-Ag5P, 1 кг
Страна: Германия
В наличии: нет
Медно-фосфорные твердые припои Felder L-Ag 5P для твердой пайки с содержанием серебра 5%, имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 5Ag;88,8Cu;6,2P.
Временно не продается
Припой серебряный L-Ag15P, 1 кг
Страна: Германия
В наличии: 2 кг
Медно-фосфорные твердые припои Felder L-Ag 15P для твердой пайки с содержанием серебра 15%, имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 15Ag;80.3Cu;4.7P
17’757,47 P
296,76 €
Припой серебряный L-Ag25, 1 кг
Артикул: AG 205
Страна: Германия
В наличии: нет
Медно-цинково твердые припои Felder L-Ag 25 для твердой пайки с содержанием серебра 25%, имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 25Ag; 40Cu; 35Zn
Временно не продается
Припой серебряный L-Ag30, 1 кг
Артикул: AG 107
Страна: Германия
В наличии: нет
Медно-цинково-оловянные твердые припои Felder L-Ag 30Sn для твердой пайки с содержанием серебра 30%, имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 30Ag; 28Cu; 21Zn; 21Sn
Временно не продается
Припой серебряный L-Ag40, 1 кг
Артикул: AG 105
Страна: Германия
В наличии: нет
Медно-цинково-оловянные твердые припои Felder L-Ag 40Sn для твердой пайки с содержанием серебра 40%, имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 40Ag; 30Cu; 28Zn; 2Sn
Временно не продается
Припой серебрянный L-Ag45Sn, 1кг
Артикул: AG108
Страна: Германия
В наличии: нет
Медно-цинково-оловянные твердые припои Felder специально разработаны для пайки стали, меди и сплавов меди. Формула сплава: 45Ag; 27Cu; 25Zn; 3Sn.
Временно не продается
Припой серебряный L-Ag20 с флюсом, 1 кг
Артикул: AG 206
Страна: Германия
В наличии: нет
Медно-цинково твердые припои Felder L-Ag 20 для твердой пайки с содержанием серебра 20%, имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 20Ag; 45Cu; 35Zn.
Временно не продается
Припой серебряный L-Ag30Sn с флюсом, 1 кг
Артикул: AG 107Sn
Страна: Германия
В наличии: нет
Припой Felder L-Ag 30SN покрытый флюсом низкоплавкий сплав для твердой пайки (твердый припой) на основе серебра (30%), имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 30Ag; 36Cu; 32Zn.
Временно не продается
Припой серебряный L-Ag34Sn с флюсом, 1 кг
Артикул: AG 106
Страна: Германия
В наличии: нет
Припой Felder L-Ag 34SN покрытый флюсом низкоплавкий сплав для твердой пайки (твердый припой) на основе серебра (34%), имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 34Ag; 36Cu; 27,5Zn; 2,5Sn
Временно не продается
Припой серебряный L-Ag30Cd с флюсом, 1 кг
Страна: Германия
В наличии: нет
Припой Felder L-Ag 30Cd покрытый флюсом низкоплавкий сплав для твердой пайки (твердый припой) на основе серебра (30%), имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 30Ag; 28Cu; 21Zn; 21Cd.
Временно не продается
Припой серебряный L-Ag40Sn с флюсом, 1 кг
Артикул: AG 105Sn
Страна: Германия
В наличии: нет
Припой Felder L-Ag 40SN покрытый флюсом низкоплавкий сплав для твердой пайки (твердый припой) на основе серебра (40%), имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 40Ag; 30Cu; 28Zn; 2Sn.
Временно не продается
Припой серебряный L-Ag45Sn с флюсом, 1 кг
Артикул: AG 104
Страна: Германия
В наличии: нет
Припой Felder L-Ag 45SN покрытый флюсом низкоплавкий сплав для твердой пайки (твердый припой) на основе серебра (45%), имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 45Ag; 27Cu; 25Zn; 3Sn.
Временно не продается
Припой серебряный L-Ag55Sn с флюсом, 1 кг
Артикул: AG102
Страна: Германия
В наличии: нет
Припой Felder L-Ag 55SN покрытый флюсом низкоплавкий сплав для твердой пайки (твердый припой) на основе серебра (55%), имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 55Ag; 22Cu; 17Zn; 5Sn.
Временно не продается
Припой медный L-CuP6, 1 кг
Артикул: Rophos 94
Страна: Германия
В наличии: нет
Медно-фосфорный припой Felder L-CuP6 специально разработан для пайки меди без флюса. Формула сплава: 94Cu; 6P.
Временно не продается
Припой медный Dullfos 70, 1 кг
Артикул: FOS 70
Страна: Италия
В наличии: нет
Твердые медно — фосфорные припои Dullfos Silverfos имеют низкую температуру плавления, высокую смачиваемость и текучесть. Припой не кипит, не искрит. Специально разработаны для пайки меди без флюса. Формула сплава: 93Cu;7P.
Временно не продается
Припой серебряный Silverfos 050, 1 кг
Артикул: Silverfos 050
Страна: Италия
В наличии: нет
Твердые медно — фосфорные припои Saldflux Silverfos имеют низкую температуру плавления, высокую смачиваемость и текучесть. Припой не кипит, не искрит. Специально разработаны для пайки меди, латуни, бронзы и комбинаций этих металлов. Формула сплава: 0,5Ag;93,5Cu;6P.
Временно не продается
Припой серебряный Silverfos 2, 1 кг
Артикул: Silverfos 2
Страна: Италия
В наличии: нет
Твердые медно — фосфорные припои Saldflux Silverfos имеют низкую температуру плавления, высокую смачиваемость и текучесть. Припой не кипит, не искрит. Специально разработаны для пайки меди, латуни, бронзы и комбинаций этих металлов. Формула сплава: 2Ag;91,7Cu;6,3P.
Временно не продается
Припой серебряный Silverfos 5, 1 кг
Артикул: Silverfos 5
Страна: Италия
В наличии: нет
Твердые медно — фосфорные припои Saldflux Silverfos имеют низкую температуру плавления, высокую смачиваемость и текучесть. Припой не кипит, не искрит. Специально разработаны для пайки меди без флюса, меди, латуни, бронзы и комбинаций этих металлов. Формула сплава: 5Ag; 89Cu; 6P.
Временно не продается
Припой серебряный Silverfos 15, 1 кг
Артикул: Silverfos 15
Страна: Италия
В наличии: нет
Твердые медно — фосфорные припои Saldflux Silverfos имеют низкую температуру плавления, высокую смачиваемость и текучесть. Припой не кипит, не искрит. Специально разработаны для пайки меди без флюса, меди, бронзы и комбинаций этих металлов. Формула сплава: 15Ag; 80Cu; 5P.
Временно не продается
Припой серебряный Ternalloy 25S F, 1 кг
Артикул: Ternalloy 25
Страна: Италия
В наличии: нет
Твердые флюсованные медно — фосфорные припои Ternalloy Silverfos имеют низкую температуру плавления, высокую смачиваемость и текучесть. Припой не кипит, не искрит, флюсовоя оболочка не коптит. Специальный состав оболочки повышает ее стойкость к механическим повреждениям и повышенной влажности, предотвращая ее преждевременное осыпание. Специально разработаны для пайки меди, никеля и никелиевых сплавов и практически любой стали. Формула сплава: 20Ag; 44Cu; 36Zn; 0,2Si.
Временно не продается
Припой серебряный Ternalloy 30T F, 1 кг
Артикул: Ternalloy 30
Страна: Италия
В наличии: нет
Твердые флюсованные медно — фосфорные припои Ternalloy Silverfos имеют низкую температуру плавления, высокую смачиваемость и текучесть. Припой не кипит, не искрит, флюсовая оболочка не коптит. Специальный состав оболочки повышает ее стойкость к механическим повреждениям и повышенной влажности, предотвращая ее преждевременное осыпание. Специально разработаны для пайки стали, меди, никеля и комбинаций этих металлов. Формула сплава: 25Ag; 40Cu; 33Zn; 2Sn.
Временно не продается
Припой серебряный Ternalloy 35T B, 1 кг
Артикул: Ternalloy 35B
Страна: Италия
В наличии: нет
Твердые медно — фосфорные припои Ternalloy Silverfos имеют низкую температуру плавления, высокую смачиваемость и текучесть. Припой не кипит, не искрит, флюсовая оболочка не коптит. Специальный состав оболочки повышает ее стойкость к механическим повреждениям и повышенной влажности, предотвращая ее преждевременное осыпание. Специально разработаны для пайки стали, меди, латуни и комбинаций этих металлов, за исключением алюминия и его сплавов. Формула сплава: 30Ag; 36Cu; 32Zn; 2Sn.
Временно не продается
Припой серебряный Ternalloy 35T F, 1 кг
Артикул: Ternalloy 35F
Страна: Италия
В наличии: нет
Твердые флюсованные медно — фосфорные припои Ternalloy Silverfos имеют низкую температуру плавления, высокую смачиваемость и текучесть. Припой не кипит, не искрит, флюсовая оболочка не коптит. Специальный состав оболочки повышает ее стойкость к механическим повреждениям и повышенной влажности, предотвращая ее преждевременное осыпание. Специально разработаны для пайки стали, меди, латуни и комбинаций этих металлов, за исключением алюминия и его сплавов. Формула сплава: 30Ag; 36Cu; 32Zn; 2Sn.
Временно не продается
Припой серебряный Ternalloy 40S F, 1 кг
Артикул: Ternalloy 40
Страна: Италия
В наличии: нет
Твердые флюсованные медно — фосфорные припои Ternalloy Silverfos имеют низкую температуру плавления, высокую смачиваемость и текучесть. Припой не кипит, не искрит, флюсовоя оболочка не коптит. Специальный состав оболочки повышает ее стойкость к механическим повреждениям и повышенной влажности, предотвращая ее преждевременное осыпание. Специально разработаны для пайки меди, никеля и никелиевых сплавов и практически любой стали. Формула сплава: 35Ag; 32Cu; 32Zn.
Временно не продается
Припой серебряный Ternalloy 45T B, 1 кг
Артикул: Ternalloy 45B
Страна: Италия
В наличии: нет
Твердые медно — фосфорные припои Ternalloy Silverfos имеют низкую температуру плавления, высокую смачиваемость и текучесть. Припой не кипит, не искрит, флюсовая оболочка не коптит. Специальный состав оболочки повышает ее стойкость к механическим повреждениям и повышенной влажности, предотвращая ее преждевременное осыпание. Специально разработаны для пайки стали, меди, никеля и их сплавов. Формула сплава: 40Ag; 30Cu; 28Zn; 2Sn.
Временно не продается
Серебряный припой своими руками
Серебряный припой постоянно применяют для промышленных производств и в домашних условиях, ведь он является самым высококачественным. Однако стоимость его достаточно большая, ведь в составе присутствует материал драгоценного типа. Именно поэтому часто люди стараются самостоятельно сделать данный припой. Однако это могут сделать только те, у которых имеются специализированные знания в этой области, ведь необходимо сделать такой материал, который будет обладать всеми нужными характеристиками и свойствами.
Серебро в чистом виде довольно дорогой металл, поэтому для припоя его используют в редких случаях, в основном он необходим для ювелирного производства. У материала мягкая структура, поэтому чтобы обеспечить качественное соединение, необходимо добавить в сплав и другие материалы, к примеру, алюминий, кадмий, цинк, никель или медь. При соединении чистого серебра с медью и цинком, то расплавление металла станет значительно выше, что хорошо влияет на спаивание деталей. Швы получаются качественными и прочными. Если серебра в материале присутствует около 10 % и выше, то швы становятся очень пластичными и прекрасно обрабатываются. Такой вариант замечательно спаивает стальные материалы.
При содержании чистого серебра около 25 % материал качественно спаивает латунные заготовки. Поверхность в итоге получается аккуратно и выглядит привлекательно.
Очень часто припои производятся в виде сплошных листов. Перед работой его необходимо аккуратно разделить на полоски размером около 2 мм, ну а ширину можно сделать по собственному усмотрению, это зависит от того, как будет происходить применение материла. Зазорная пайка таким способом получается наиболее качественной. После использования швы прекрасно переносят различные вибрации и не портятся. Детали даже могут деформироваться или подвергаться физическому воздействию, но соединение остается целостным и герметичным в течение максимального времени.
Характеристики и свойства припоя из серебра
Собственноручное создание серебряного припоя часто делается для применения в домашней обстановке. В большинстве случаев серебряный припой необходим для того, чтобы спаять вместе сразу несколько слоев разнообразных металлов, ведь в итоге должен получиться большой по толщине слой, который нужно создавать несколько раз. Именно поэтому у материала должна быть высокая температура плавления для проведения ступенчатой пайки, чтобы при спаивании очередного металла не испортился и предыдущий слой. Припой должен плавиться при температуре не меньше 600 градусов по Цельсию.
При создании данного типа материала необходимо обеспечить, чтобы в состав входило 30 % серебра. Меди должно быть около 20 %, цинка 16 %, а кадмия 33 %. Этот материал является довольно хрупким, поэтому стоит избегать механического и физического воздействия на него, чтобы он не разрушился со временем. Для повышения текучести сплава при однослойном спаивании можно добавить около 50 % серебра от общего количества состава. При этом ощутимо увеличивается сопротивляемость к воздействию со стороны. Многоступенчатая пайка также возможна в этом случае, только требует большой аккуратности в работе.
Материалы и инструменты для создания припоя
Имеется несколько вариантов создания серебряного припоя самостоятельно. Однако даже самые простые из них требуют тщательной работы, причем не факт, что материал получится качественным. Для начала стоит найти все инструменты и необходимые материалы. Для этого понадобятся:
ломик для серебра;
другие металлы, входящие в состав, к примеру, бура для пайки, латунь, медь;
весы;
ложечка;
кусачки;
ножницы;
наждачка;
горелка газовая;
лопаточка;
фальцы;
ингус.
Технология создания серебряного припоя
Сначала потребуется определиться с составом материала, а затем подготовить нужные элементы в необходимых пропорциях. Налить серебро в ложку и расплавить его при помощи горелки. После этого можно приступать к добавлению других элементов, главное не спешить и делать все аккуратно, чтобы полученная смесь оказалась однородной. Поэтому на это потратить придется некоторое количество времени, но результат однозначно того стоит. Однако стоит помнить, что составляющие постепенно выгорают и происходит испарение, если процесс окажется слишком долгим. Потом можно вливать полученную смесь в ингус, а затем раскатывать без отжига. Чтобы сделать припой жесткого типа, необходимо использовать материал в определенных пропорциях:
80 % серебра;
16 % меди;
4 % цинка.
Средний по жесткости:
75 % серебра;
22 % меди;
3 % цинка.
Для создания мягкого припоя:
65 % серебра;
20 % меди;
15 % цинка.
Самостоятельное создание припоя
Спаивание при помощи серебряного припоя является очень ответственным и важным занятием, поэтому и заниматься его приготовлением необходимо со всей внимательностью и аккуратностью. Необходимо правильно обеспечить его превращение из жидкого в твердое состояние. Необходимо добавить все необходимые ингредиенты и сделать состав однородным, и уже после всех этих действий становится возможным перелить материал в ингус. При этом происходит три основных варианта этапов:
Для начала необходимо подготовиться к расплавлению в ложке.
Добавить остальные ингредиенты.
После этого стоит перемешать готовый состав и перелить его в ингус.
Необходимо на донышко ложки положить немного картона, а затем пластину большего диаметра, чтобы она покрывала ложку полностью. Затем необходимо вжать пластину в ложку для получения вогнутой формы. Это очень важно, ведь при большей глубине процесс будет длительнее.
Точный все ингредиентов и их сортировка
Один рецепт подразумевает точное содержание следующих ингредиентов:
20 г серебра 916 пробы;
лома серебра 875 пробы;
12 г чистого серебра;
металлы;
бура;
газовая горелка.
Металл для создания припоя рекомендуется распределять маленькими отдельными кучками. Потом все происходит в зависимости от использованного рецепта и тщательным образом смешивается. Потом следует добавить буру 1/10 часть от общего количества. И только после этого можно приступать к подогреву в ложечке.
Необходимо расположить ингус недалеко от процесса. Для начала его следует смазать при помощи воска, а затем подогреть, ведь материал нельзя помещать из горячей в холодную емкость. При подогревании состав должен находиться в одинаковой температуре, поэтому как только необходимая консистенция достигнута. Он сразу переливается в ингус. После того, как припой станет нужной формы. Нужно подставить его в холодную воду. При полном охлаждении брусок вытаскивается. Следует помнить, что картон в ложке может выдержать не более пяти процессов такого рода, потом его необходимо поменять.
Серебряная пайка | UVM Risk Management and Safety
Пайка серебром, также известная как «твердая» пайка или серебряная пайка, представляет собой процесс, в котором две или более деталей соединяются путем плавления и заливки присадочного металла в соединение. Температура плавления присадочного металла выше 420°С, и он поступает в соединение под действием капиллярных сил. Серебряный припой представляет собой сэндвич из разных слоев, каждый из которых металлургически связан с поверхностью соединяемых частей, и является очень прочным — намного прочнее, чем мягкая пайка. Его называют «серебряным» припоем, потому что присадочный материал часто содержит серебро.
Сварка, напротив, представляет собой процесс, при котором основной металл расплавляется в процессе соединения, две половины расплавленного соединения сливаются воедино и застывают. ниже обсуждается только пайка серебром/твердым припоем.
При пайке твердым припоем металлургия поверхности изменяется, и соединения металлургически связаны и становятся частью основной металлической поверхности. Вот почему пайка серебром намного прочнее, чем мягкая пайка, а иногда и прочнее, чем соединяемые основные материалы.
Важно, чтобы обрабатываемая деталь нагревалась равномерно, чтобы металлы имели правильную температуру для легкого растекания припоя. Если должны быть соединены более толстые и более тонкие детали, сначала нагрейте более толстые детали, вплоть до нагревания только более толстых частей сзади до тех пор, пока они не достигнут температуры, а затем нагревайте более тонкие части только на короткое время — они уже будут горячими из-за нагревания. (косвенно) в пламени. Капелька серебряного припоя, удерживаемая на месте флюсом, проплавится через соединение, когда более толстая основа будет иметь правильную температуру пайки.
Вдоль стыка можно нанести небольшое количество серебряного припоя. Он укладывается ДО нагрева и лежит там, удерживаемый поверхностным натяжением флюса, пока не расплавится. Обратите внимание, что серебряный припой всегда течет к источнику тепла.
Если в процессе пайки узел может сместиться, соедините детали железной вязальной проволокой, чтобы удерживать их на месте. Полезно также, когда необходима вторая операция пайки на той же сборке. Просто снимите и выбросьте после пайки. Если деталь более сложная, то нужно продумать последовательность сборки.
Флюс должен расплавиться и стать активным к тому времени, когда расплавится серебряный припой. Флюсы, как и большинство вещей, имеют ограниченный срок службы и могут истощаться в зависимости от того, насколько они горячие и как долго они нагреваются. Нанесите флюс маленькой кистью, когда работа остынет.
После того, как деталь остынет, она погружается в травильную ванну до тех пор, пока не станет чистой. После очистки промойте деталь в проточной воде.
Не нагревайте сборку слишком сильно — латунные фитинги имеют тенденцию мгновенно плавиться, если слишком горячие! Это одна из причин для косвенного нагрева всей детали. Припой плавится только тогда, когда все имеет правильную температуру (а не плавится сначала в пламени), и попадает в соединение. Помните, что даже нагревание лучше концентрированного тепла. В качестве руководства по температуре можно использовать состояние флюса или цвет металла. Цвет металла также указывает на его температуру, и новичкам рекомендуется немного потренироваться на обрезках.
При нагреве лучше постоянно перемещать пламя над изделием, чем просто держать его на одном месте. И сосредоточьтесь на нагреве всей работы, а не только одной ее части.
Закалка из горячего состояния не требуется и может быть опасна, так как пар образуется в полых частях изделия и может выбрасываться с большой скоростью, при использовании кислоты дела обстоят хуже, так как также часто выделяются пары. Закалка также вызывает термический удар, вызывающий неравномерное напряжение и в конечном итоге может привести к повреждению изделия. Лучше дать детали остыть естественным путем до комнатной температуры.
После травления обильно промыть чистой холодной проточной водой.
Процесс пайки серебром | Как серебряный припой
Куксонголд
Пайка
Сохранить на потом
Успешная пайка серебром может стать ключом к множеству творческих возможностей после освоения, и существует целый ряд различных методов, которые можно использовать для создания прочного соединения. Независимо от того, какую именно технику пайки вы предпочитаете, основы хорошей пайки остаются неизменными. Итак, вот краткий справочный список для тех, кто новичок или не знает, где и как паять серебром.
Для чего используется серебряный припой?
Серебряная пайка — это процесс неразъемного соединения двух кусков металла вместе с использованием тепла для расплавления кусочков серебряного припоя для заполнения подготовленного соединения. Он используется в основном с серебром для изготовления ювелирных изделий и серебряных дел, но также может быть использован для соединения меди, позолоченного металла, латуни и золота, если это необходимо.
Существуют ли разные типы припоя?
Да. Существует четыре сорта серебряного припоя (твердый, средний, легкий и сверхлегкий), которые выпускаются в виде полосок. Температура плавления серебряного припоя зависит от типа припоя.
Лента серебряного припоя
Идея состоит в том, чтобы использовать их последовательно, начиная с твердого сплава, который имеет самую высокую температуру плавления, поэтому он может выдерживать длительный нагрев при выполнении последующих соединений – ниже вы найдете руководство по температуре плавления of silver solder for the different types of solder:
Solder
Melting Range
Hard
745 – 780°C
Средняя
720 — 765 ° C
Easy
705 — 725 ° C
Extra Easy
655 — 710 ° C
655 — 710 ° C. ?
Тепло для серебряной пайки обеспечивается паяльной лампой. Они могут быть маленькими и портативными, если вы работаете в условиях ограниченного пространства, или большими и более сложными, если они подключены к газовому баллону через резиновые шланги, если это предпочтительнее. Оба типа паяльных горелок производят горячее пламя за счет комбинации кислорода и газа (обычно пропана, бутана или природного газа), которое регулируется клапаном для управления смесью, тем самым изменяя размер и интенсивность пламени.
Что такое поток?
Флюс представляет собой чистящий раствор, который наносится на паяное соединение перед нагревом. Припой не будет работать без него, поэтому iFlux — это, по сути, чистящий раствор, который наносится на паяное соединение перед нагревом. Припой не работает без него, поэтому он является жизненно важным компонентом любого процесса пайки. Флюс бывает жидкий (Auroflux) или пастообразный (тарелка с бурой и конус) и наносится небольшой кистью.
Где я могу паять?
Пайка должна выполняться на термостойкой поверхности, способной выдерживать и поглощать сильное тепло. Небольшую рабочую зону можно легко построить из термостойких листов и кирпичей (заменитель асбеста, магнезия, древесный уголь и т. д.), которые идеально подходят для большинства небольших паяльных работ. Крупные работы должны выполняться только в специально построенном очаге для пайки, с достаточной вентиляцией и полными мерами пожарной безопасности и безопасности.
Как очистить металл после пайки?
Ювелиры используют чистящий раствор под названием Pickle (Picklean) для удаления оксидов и грязи, которые накапливаются во время пайки. Раствор можно использовать теплым или холодным, и украшения просто погружаются в него до тех пор, пока они не станут чистыми.
Процесс пайки
шаг за шагом
Очистите и обезжирьте металл, подлежащий пайке, с помощью напильников и наждака или влажной и сухой бумаги.
Убедитесь, что металл, подлежащий пайке, как можно плотнее прилегает друг к другу (через соединение не должно быть видно).
Нанесите флюс на соединение и осторожно нагрейте до полного высыхания.
Нанесите крошечные палочки (кусочки) серебряного припоя вдоль соединения. Припой также должен быть чистым и обезжиренным.
Равномерно нагрейте металл тонким пламенем. Держите пламя в движении и постоянно наблюдайте, как металл начинает светиться тусклым красным светом.
Когда металл достигает температуры, следите за вспышкой серебра, что означает, что ваш припой расплавился. Как только это произойдет, снимите паяльную лампу.
Дайте изделию остыть и поместите его в травильный раствор для очистки.
ПРИМЕЧАНИЕ: если припой не растекся или не сформировал надежное соединение, вам необходимо тщательно очистить изделие, прежде чем пытаться снова выполнить шаги, описанные выше.
После того, как вы овладеете искусством основного процесса пайки серебром и лучше познакомитесь с нужными инструментами для работы, вы сможете перейти к более сложным проектам пайки.
Гидравлический пресс П6334Б — цена, отзывы, характеристики с фото, инструкция, видео
Гидравлический пресс П6334Б (усилие 250 тн) и его модификация ПБ6334М, — это мощные машины, которые используют для решения разных задач: запрессовки-выпрессовки, калибровки, прошивки, листовой штамповки без глубокой вытяжки и пр.
Прессы ПБ6334М востребованы в ремонтных, производственных подразделениях и мастерских. В случае необходимости, оборудование этой серии можно оснастить правильным столом и оснасткой.
Прессы гидравлические одностоечные с С-образной станиной предназначены для запрессовки, правки, гибки, прошивки, объемной холодной вытяжки, листовой штамповки, пакетирования. При наличии гидроподушки прессы могут использоваться для глубокой вытяжки.
Выпускаемые прессы гидравлические одностоечные представлены прессами серии П63 номинальным усилием от 10тс до 250 тс. в серийном производстве, можем изготовить пресс по ТЗ Заказчика.
Прессы гидравлические серии П63 могут применяться как в производственных, так и в ремонтных подразделениях и мастерских. Пресс имеет возможность встраивания в автоматические линии и комплексы. по особому заказу прессы могут оснащаться правильным столом и оснасткой.
Гидравлические прессы – это машины для обработки материалов давлением, приводимые в действие жидкостью, находящейся под высоким давлением. Наш завод гидравлических прессов изготавливает довольно широкую линию оборудования.
Дополнительные опции: гидроподушка по чертежам Заказчика; выталкиватель в нижней плите; дополнительная стойка двуручного включения; гидросистема увеличенной производительности; система ЧПУ и много другое.
В базовой комплектации система управления прессовым оборудованием реализована на программируемом логическом контроллере (ПЛК) Mitsubishi и служит для управления станками.
Гидравлический блок клапанов предназначен для индивидуального привода рабочих органов прессов усилием 400…2500 кН. Гидроблок клапанов работает на чистом минеральном масле с вязкостью 20…400 м2/с при температуре масла 15°С. ..50°С и температуре окружающей среды 1°C…55°С, обеспечивает ручной, полуавтоматический и автоматический режимы работы прессов следующих позиций рабочих циклов: холостой ход вниз; рабочий ход; выдержка под давлением; поддержание давления при выдержки; ускоренный возвратный ход; стоп.
Пресс оборудован гидроцилиндром поршневого типа, который обеспечивает передвижение верхней подштамповой плиты вверх и вниз без необходимости установки возвратных гидроцилиндров.
Класс чистоты рабочей жидкости не ниже 13. Для обеспечения класса чистоты рабочей жидкости применены фильтры с номинальной тонкостью фильтрации не более 25 мкм.
Основные параметры прессов гидравлических и размеры изготовлены по ГОСТ 8200-87.
Рекомендуемые марки масел: Индустриальное гидравлическое И-40, И-20. Климатическое исполнение УХЛ (для макроклиматических районов с умеренным и холодным климатом) и 0 (общеклиматическое исполнение), категория размещения 4.
Пресс работает в следующих режимах: наладочный и полуавтоматический (одиночный).
Наладочный режим: операции запускаются соответствующими кнопками на панели управления, каждое нажатие кнопки завершает разовое перемещение (при отключении кнопки движение продолжается до крайней позиции).
Полуавтоматический (одиночный) режим: при нажатии кнопки завершается один рабочий цикл.
Конструкция и исполнение пресса обеспечивают безопасные условия труда при его эксплуатации в соответствии с правилами охраны труда согласно действующей нормативной документации. включает главный цилиндр, расположенный над верхней плитой, гидравлическую систему с электродвигателем, систему электроуправления, систему безопасности, кнопку аварийной остановки работы всех двигателей, сигнал уровня масла, предохранительный клапан. Верхняя плита подвижная, нижняя — неподвижная, движения верхней плиты при работе в вертикальном направлении.
Прессы гидравлические выпускаются серийно, новые, не восстановленные из бывших в употреблении узлов и деталей, конструкция пресса отличается от выпускаемых в 1970-2000 г. г.
Возможно выполнение прессов во взрывозащищенном исполнении с электро- и пневмоуправлением гидрораспределителями.
По ТЗ Заказчика прессы могут быть оснащены опциями:
гидроподушка как в стандартном исполнении, так и по техническому заданию;
выталкиватель в нижней плите;
правильной стол по ГОСТу и по техническому заданию Заказчика;
Система управления прессовым оборудованием:
реализована на программируемых логических контроллерах (ПЛК) Mitsubishi, Omron (в зависимости от типа пресса и пожеланий заказчика) и служит для управления гидравлическими прессами.
панель оператора имеет простой, удобный интерфейс на русском языке, как с пленочной клавиатурой, так и с сенсорным дисплеем любой диагонали.
Характеристика
Значение
Номинальное усилие пресса, кН
2500
Наибольший ход штока, мм
600
Наибольшее расстояние между столом и ползуном
800
Расстояние от оси штока до станины, мм
400
Скорость штока, мм/сек
— при рабочем ходе регулируемая*
5-25
— при холостом ходе
110
— при возвратном ходе
45
Размеры стола, мм
1000х630*
Проем в запрессовочном столе, мм
200
Высота стола над уровнем пола, мм
860
Электродвигатель, кВт
15
Номинальное давление рабочей жидкости в главном цилиндре, см. куб./об.
25
Режим работы
Наладочный, одиночный ход
Емкость бака, л
700 л
Габариты пресса в плане не более, мм
— слева — направо
1250
— спереди — назад
2100
— высота
3350
Масса П6334Б пресса, кг не более
9200
* Конструкция нижней плиты имеет Т-образные пазы и отверстие под выталкиватель без дополнительных освобождений, чертеж стола будет согласован с Заказчиком.
Комплектация П6334Б
Пресс в сборе.
Эл. шкаф управления на станине.
Руководство по эксплуатации, паспорт изделия.
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Какой пресс для отжима сока из яблок и винограда выбрать?
2021-07-26 22:39:05
Виды прессов для сока, принцип их работ, плюсы и минусы.
1) Винтовые (механические) прессы для яблок, фруктов, винограда и ягод
Винтовые прессы работают по принципу тисков, сдавливая измельченное сырьё.
Бывает 2 типа винтовых прессов:
1 — с винтом, идущим из основания пресса
Это самый дешёвый вариант ручного пресса для сока, который чаще всего произведён в Китае.
Также на рынке есть итальянские винтовые прессы с домкратным механизмом.
Винтовой пресс такой конструкции покупать не стоит, так как винт имеет контакт с соком, а следовательно пластичная смазка, которым покрыт винт пресса может попасть в сок. А не смазывать винт нельзя, так как его может «заесть» или он быстро износится, а продукты износа будут попадать в сок. Также в таких прессах поддон сделан из обычной покрашенной стали, а следовательно после нескольких лет использования начнёт проступать ржавчина. Поэтому винтовые прессы для яблок такого устройства наша компания вовсе не производит.
2 — рамный винтовой пресс для винограда и яблок
В этом варианте винтового пресса для фруктов винт находится сверху и опирается в специальную накладку на поршне пресса, поэтому смазка винта не попадает в сок.
Винтовые рамные прессы удобны в использовании, так как сок можно отдать за один раз, затянув до упора винт, ничего не переставляя во время отжима.
Однако все таки при объёме бочонка более 10 литров крутить винт утомительно, особенно если с прессом работает женщина.
Очень удобны винтовые прессы для сока маленьких объемов 0,75, 3 и 5 литров при использовании на кухне. Они имеют маленьких все и габариты, и легко поместятся на полочке в вашей кухне.
В нашем интернет магазине вы можете купить винтовой пресс для отжима сока из яблок, винограда, других фруктов, овощей и ягод напрямую от производителя с курьерской доставкой до двери в ваш город. Цена на доставку в Москву, Санкт-Петербург, Краснодар, Ростов на Дону, Саратов, Воронеж, Орел, Ярославль, Псков и любой другой город России одинакова. Также доставляем товары в Минск, Киев, страны СНГ и в любую точку планеты.
2) Садовые гидравлические прессы для отжима сока из яблок, фруктов, винограда и ягод
1 — С домкратом
Гидравлический пресс для яблок и винограда представляет собой силовую прямоугольную раму с упором для штока домкрата по центру. Домкрат может находится как сверху, давя на поршень, так и снизу, поднимая весь бочонок с поршнем и поддоном вверх. Домкратом легко и удобно пользоваться. С таким прессом легко обращаться даже женщине, так как за счёт домкрата создаётся большой выигрыш в силе.
Единственным минусом является то, что хода штока домкрата не хватает для всей высоты бочонка и по ходу процесса отжима сока нужно подкладывать деревянные бруски.
Эту проблему можно решить, купив двухступенчатый домкрат, однако цена такого домкрата составляет порядка 30-40 евро (обычный домкрат на 2т стоит порядка 10-12 евро).
Смотрите видео домашний пресс для яблок с двухступенчатым домкратом:
2 — С гидроцилиндром
Такая конструкция уже относится к промышленному прессу для яблок. В раме такого пресса имеется гидроцилиндр, а также насос, с помощью которого подается гидравлическое масло к поршню цилиндра. Такой пресс для яблок имеет большую производительность и объем бочонка 50, 100 и 200 литров. С помощью такого пресса очень удобно отжимать сок. Ведь длина хода поршня подбирается так, чтобы её хватило на все рабочую высоту бочонка.
Однако за счёт более сложной конструкции цена такого пресса гораздо больше, и такая конструкция пресса оправдана только для профессионального использования, например, для линии по производству соков прямого отжима.
Прессы с гидроцилиндром бывают ручными и полуавтоматическими. Полуавтоматический пресс – это электрический пресс для винограда и яблок. Отжим сока происходит один нажатием кнопка, а загрузка сырья и разгрузка происходит вручную.
3) Комбинированные прессы для отжима сока из яблок, фруктов, винограда и ягод
Это прессы соковыжималки, в конструкции которых есть и винт, и гидравлический домкрат.
Винтом пользуются во время первого этапа отжима, когда сок выделяется при приложении небольшого усилия, а остатки сока отжимаются с помощью домкрата. Такая конструкция пресса для выдавливания сока значительно ускоряет и облегчает процесс отжима.
4) Ленточные прессы для производства соков прямого отжима из яблок, винограда и других фруктов и ягод
Также существуют полностью автоматические ленточные пресса для производства сока прямого отжима. Такие прессы используются на линиях по производству сока.
5) Гидропресс для давки сока из яблок и винограда
Такой пресс отжимает сок используя давление воды в водопроводе. В нержавеющую корзину засыпается измельчённое сырьё, и закрывается крышка.
Посередине корзины находится каучуковая мембрана, которая расширяясь под давлением воды отжимает сок.
Такие прессы для изготовления сока из винограда и яблок выпускаются с объёмом корзины от 20 до 200л, однако цена такого пресса на 20-40 литров с несколько раз раз дороже, чем цена пресса с гидравлическим домкратом или цена винтового пресса. Такой пресс окупается только при большом объёме отжимаемого сока, так как он является полуавтоматическим и прост в использовании.
Также мембрана гидропресса может со временем порваться и тогда придётся покупать новую.
И такой пресс требует наличия водопровода с создаваемым давлением в 2-3 атмосферы.
Гидравлические и винтовые прессы для отжима соков бывают:
— С корзиной и поршнем
В бочонок закладывается мешок для фильтрации, потом измельченное сырье, края мешка заворачиваются, сверху кладется поршень и отжимается сок. Бочонок и поршень обычно изготавливаются из твердых пород древесины или из нержавеющей стали. Деревянные прессы смотрятся более красиво и атмосферно, однако пресс из нержавеющей стали более практичен.
Пресс из нержавеющей стали и из дуба.
— С решетками
Это пресс множеством решеток, между которыми закладываются мешочки с измельченными яблоками или виноградом. Число таких решеток может доходить даже до 20. Однако пользоваться таким прессом не так удобно, так как чтобы сложить все 20 слоев, требуется много времени.
Какой объем корзины пресса выбрать?
Главным образом все прессы для выжимания сока отличаются друг от друга только объемом бочонка и принципом работы. От объема бочонка зависит только то, сколько сока вы будете отжимать за 1 раз. Цикл одного отжима составляет 5-10 минут. Выход сока составляет 50-70% от объема бочонка. Поэтому выбирать пресс стоит исходя из того, сколько сока вы планируете делать.
1) Как сувенир
Для отжима нескольких стаканов сока подойдет пресс VP-075. Такой деревянный пресс для яблок и винограда хорош как подарок или сувенир. А также он станет украшением вашей кухни. Ведь натуральное дерево всегда добавляет дому уют и тепло.
Купить винтовой пресс на 0,75 литров
2) Для кухни
Если вы не планируете заготавливать много сока, а просто хотите побаловать себя вкуснейшими соками в летний период, то вам будет достаточно 3л пресса VP-3 или VP-5 (5л). Такой пресс занимает мало места и его можно свободно использовать на кухне.
Купить винтовой пресс для сока на 3 литра
3) Для дачи
Если вы хотите заготовить на зиму 10-20 трехлитровых банок, то вам вполне хватит винтового пресса давилки для винограда и яблок или гидравлического пресса для отжима сока на 10-12 литров.
Купить гидравлический пресс для сока на 12 литров
4) Для сада
Если же у вас большой сад, вы планируете заготовить много сока на зиму и поставить вино, то в этом случае лучше выбрать пресс для сока 20-30 литров. За один отжим вы будете получать 1 ведро сока.
Купить гидравлический пресс для сока на 26 литров
5) Для небольшого производства
Если вы собираетесь делать сок на продажу или у вас огромная семья, то нужен пресс на 50л и более. С таким прессом можно отжимать более 200 л сока в час.
Купить гидравлический пресс на 50 литров
При выборе между винтовым и гидравлическим прессом нужно учитывать следующие факторы:
1) Винтовые прессы для отжима сока объемом бочонка до 10 литров при отжиме сока достаточно одной рукой придерживать за раму, а другой вращать винт. Винтовой пресс объемом 10-20л и более нужно фиксировать 4-мя саморезами к неподвижному основанию, чтобы он не прокручивался. Гидравлический пресс достаточно поставить на край стола над емкостью, куда будет сливаться сок.
2) С помощью гидравлического пресса можно создать большее усилие с помощью домкрата, следовательно, больше выход сока. Однако необходимо по ходу движения поршня подкладывать дощечки под домкрат, чтобы отжать яблочную массу до конца, так как хода поршня не достаточно для всей высоты бочонка, а ручка домкрата начинает упираться в край бочонка.
3) С помощью винтового пресса процесс отжима происходит за один этап.
4)Физически работать легче с гидравлическим прессом, чем с винтовым
Пресс для ягод
Для отжима сока из ягод лучше подойдут маленькие прессы объемом бочонка 3-5 литров. Так как может быть проблематично, набрать достаточное количество ягод для отжима сока. В этом случае многие клиенты приобретают, например, гидравлический пресс на 30 литров и электрический измельчитель для яблок, а для ягод дополнительно берут 3-х литровый винтовой пресс.
Пресс для яблок, фруктов и овощей
Для отжима сока из яблок подойдет любой пресс, выбирать пресс стоит исходя из того, сколько сока вы планируете делать.
Пресс для винограда
Для отжима виноградного сока обычно покупают винтовой пресс на 10-20 литров, все конечно зависит от вашего урожая, но если у вас каждый год вырастает несколько ведер винограда, то вам вполне хватит и винтового пресса VP-5.
Любой пресс может давить виноград и яблоки с косточками, не нарушая их целостность. Однако для того, чтобы пользоваться прессом необходима предварительная подготовка сырья, а именно дробление (измельчение). Для этого существуют специальные дробилки и измельчители для фруктов и винограда.
Об их видах, принципах работы, плюсах и минусах читайте здесь: Какой измельчитель для яблок и винограда выбрать? — читайте здесь
Сьюзан Кингсли написала прекрасную книгу «Гидравлическая штамповка для ювелиров и мастеров по металлу», 20-тонный пресс, 1993 г. Внутри есть планы на самодельный 20-тонный пресс, который подходит для большинства и находится в пределах средств . Пресс Bonny Doon сделан из немного более тяжелых материалов , но, сделав один, вы сделаете другой из своих .0009 личных улучшений не так уж и сложно. Вы найдете его адекватным для большинства трехмерных форм, но не для методов глубокой вытяжки. Для этого еще нужен 50-тонный пресс . 50-тонный просто означает, что вы используете 50-тонный гидравлический домкрат вместе с серьезно усиленной рамой и плитами, а не тем, сколько весит весь пресс
tom_grace_stokes
#2
Всем привет, ищу источник для приличного гидравлического Пресс, покупка которого не требует больших затрат, как и доставка. Я не собираюсь делать сосуды или большие формы и т. д. Я просто ищу способ придать объем своей работе, которая является преимущественно функциональными украшениями и довольно мала по размеру. Я пошел на Ebay, и у них есть несколько прессов, но они либо имеют мощность около 6 тонн, либо 100-200 тонн, предназначенные для промышленного использования. Прессы, которые я вижу в большинстве ювелирных каталогов, имеют усилие около 20 тонн. Кто-нибудь может одолжить любые опыт того, что может сделать 6-тонный пресс?? Не будет ли это просто слишком дешевым для нужд ювелира?
Благодарен за любой свет, который вы можете пролить, как всегда.
Грейс С.
Джесси_Бреннан
#3
Источник для малых гидравлических прессов:
http://www.bonnydoonengineering.com/index.html
Здесь вы также можете найти книгу:
Гидравлическая штамповка для ювелиров и мастеров по металлу Сьюзан Кингсл
Это обязательная ссылка. Он включает в себя планы для самодельного пресса .
Получить помощь можно в дискуссионной группе сайта.
Джесси
Джоэл_Швальб
#4
Грэйс, Один из вариантов — построить его для себя. В книге Сьюзен Кингсли «Гидравлическая штамповка для ювелиров и Металлурги». Эта книга раньше была доступна в 20 Ton Press, PO Box 222492, Carmel, CA 93922. Я не уверен, что она все еще доступна там . ISBN 0-9635832-0-4.
Другой вариант — посмотреть в каталоге Harbour Freight. Они обычно имеют прессы с разной мощностью. У меня нет личного опыта работы с , так как я использовал пресс Bonny Doon, дорогой, но очень хорошо сделанный, надежный и безотказный. Джоэл Швальб @Joel_Schwalb www.schwalbstudio.com
Кеннет_Гастино1
#5
Грейс: пресс BonnyDoon, доступный в Rio Grande или Bonny Doon, , вероятно, настолько легкий, насколько это возможно для тоннажа, и все еще имеет правильно спроектированный пресс. Шеститонный пресс , вероятно, подойдет для легкой вырубки, правки или выравнивания деталей и, возможно, для замены шины на вашем автомобиле. 20 тонн будет минимум I будет искать для формирования. Мой пресс 50 тонн, и да, я использую все 100 000 фунтов. давления, которое он обеспечивает. Удивительно, какое давление требуется, чтобы сделать довольно простые вещи.
Для пресса BD имеется также хороший выбор оснастки. Если вы не экипированы и не способны модифицировать или производить свои собственные инструменты, это бесценный ресурс.
Есть причина, по которой вы видите 20-тонные прессы в ювелирных каталогах, , потому что это то, какое давление вам нужно, чтобы выполнить большую часть работы, которую вы см. ювелиры, работающие с прессами.
Хорошая пресса — это инвестиция, и при этом хорошая. Я построил свой собственный пресс , он был недешевым и непростым в изготовлении и весил около 800 фунтов. Он уже много раз себя окупил.
У меня нет никаких деловых интересов с Bonnydoon, кроме того, что я являюсь клиентом .
Кен Гастино Береа, Кентукки
аранд
#6
Наша группа из моей металлургической гильдии заказала 20-тонные гидравлические прессы , изготовленные в местном механическом цехе. Машинист следовал планам из книги Сьюзен Кингсли с некоторыми изменениями. Мы сохранили связку, и прессы работают просто отлично. Они сделаны так, , что они могут использовать аксессуары, разработанные специально для коммерческого гидравлического пресса, продаваемого несколькими поставщиками ювелирных изделий.
Вы можете рассмотреть это как вариант. Альма
Э_Лютер
#7
Идите вперед и купите 20-тонный домкрат у Bonny Doon, если вам нужен манометр (а он вам нужен), вы не сможете сэкономить, купив домкрат и манометр отдельно в другом месте и установив его самостоятельно (манометр Я имею в виду). Я тщательно исследовал это.
Может быть, вы сможете сэкономить, заказав сварку рамы местному сварщику . Если вы это сделаете, убедитесь, что 1-дюймовые стальные пластины сверху и снизу имеют резьбу, соответствующую резьбе Boony Doon, поэтому вы все равно можете использовать все их аксессуары .
Элейн Лютер Чикаго, Иллинойс, США Сертифицированный инструктор PMC @E_Luther
Ron_Richmond
#8
Проверьте R & D Evices для домкрата и прессы. Они продают их за вдвое дешевле дуна. www.rd-evices.com
Добрый день.
головастик1
#9
Грейс, для небольших ювелирных работ, таких как вы упомянули, вы можете многое сделать с инженерными тисками приличного размера.
Вы читали книгу Сьюзен Кингсли «Гидравлическая штамповка», в которой подробно описывает проверенную конструкцию «сделай сам» с использованием, кажется, двадцатитонного гидравлического домкрата . Размер, который она описывает, подходит для больших вещей, которые, как вы говорите, вам не нужны.
Кевин (Северо-Западная Англия, Великобритания)
Cynthia_Eid
#10
Я тоже пытался найти более дешевый гидравлический пресс, когда впервые начал использовать инструмент . Мне сварили один. Попользовавшись им некоторое время, , я продал свою дешевку другу и перешел на Bonny Doon. Я пришел к выводу, насколько хорошо продуманы эти прессы и какая потрясающая гарантия на них дается. Получите хороший инструмент. не позволит вас проиграют, и она сохранит свою ценность, если вы когда-нибудь решите ее продать. Просто мое мнение. Синди www.cynthiaeid.com
Гидравлический пресс для вина? | Winemaking Talk
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Я только что видел это на сайте спонсоров. Я никогда не слышал о такой вещи, но это звучит как блестящая и недорогая идея.
Есть ли у кого-нибудь здесь опыт работы с прессом, в котором используется гидравлический автомобильный домкрат снизу для создания усилия? Сколько литров рекомендуется для домашнего использования?
Спасибо.
Последнее редактирование модератором:
ThePlantGuy978
Маскадин и многое другое
#2
Я попробовал вашу ссылку, чтобы увидеть это. Извините, но ссылка у меня не работает.
тоняндкори
Старший член
#3
я либо
ibglowin
Модератор
#4
Только что исправил ссылку.
пжд
Любитель вина
#5
Отличная идея для пресса! Конечно, это лучше, чем пресс с храповым механизмом, для использования которого нужны 3 человека! Возможно, мне придется купить этот или построить его.
Уэйд Э
Премиум
#6
Pjd, почему 3 человека должны управлять прессом с храповым механизмом? У меня был ond в течение нескольких лет, и я легко мог управлять им самостоятельно.
пжд
Любитель вина
#7
Уэйд Э сказал:
Pjd, почему на храповом прессе должны работать 3 человека? У меня был ond в течение нескольких лет, и я легко мог управлять им самостоятельно.
Нажмите, чтобы развернуть…
Я помог своему приятелю отжать 18 галлонов ананаса, используя его новый пресс с храповым механизмом. Он не был прикручен болтами, и нам понадобилось двое, чтобы удерживать его на месте, а третий крутил храповик. Уверен, было бы проще, если бы он был прикручен. Я действительно не был впечатлен.
БобФ
Запрещено
#8
Похоже, хорошая идея. У меня есть идея использовать гидравлику моего трактора для привода пресса. Использование бутылочного домкрата было бы наименее затратным путем с точки зрения гидравлики.
Рокки
Хронологически одаренный член
#9
Был местный парень, у которого был на продажу оправочный пресс в списке Крейга, который он оснастил корзиной и прижимными пластинами. Для нагнетания использовался 10-тонный бутылочный домкрат. Казалось, что это будет работать нормально. Не уверен, насколько чистым и продезинфицированным это будет. Не уверен, что эта ссылка будет работать, но вот она: http://columbus.craigslist.org/art/3056165819.html
ограбить
Старший член
#10
Да, я сделал этот пресс из дерева и использовал гидравлический пневматический пресс, использовал его в прошлом году и отлично работал. Где-то здесь есть несколько фотографий, ИИ посмотрит, сможем ли мы их найти
вакуумный насос
Поставщик
#11
Мне нравится простая идея, а также цена. Я думаю, что хороший напольный домкрат отлично подойдет для этой установки. Я хотел бы увидеть обзор этого товара —
дорожное приложение
Старший член
#12
Так что я позвонил спонсору, и они были достаточно милы, но они не получили товар (они ожидают его со дня на день).
Они никогда раньше не имели дела с этим поставщиком, поэтому он неизвестен. Судя по всему, сделано в Чехии.
www.tip-pv.cz
Вот их сайт, гугл-переводчик помогает только немного.
Мне нравится идея использовать бутылочный домкрат вместо завинчивания или храпового механизма (не то чтобы у меня был опыт, просто кажется, что легче создать усилие).
тджригни
Юниор
№13
Эй, ребята, этот сайт был бесценным, но у меня еще не было возможности опубликовать что-нибудь. Этой весной я сделал пресс с подшипниковым прессом от Harbour Freight, я не помню точную цену, но это было меньше 200 долларов. Остальные вещи были довольно незначительными в денежном выражении.
Бегущий волк
Супермодератор
№14
Это довольно круто и хорошо сложено. Хорошая работа!
Уэйд Э
Премиум
№15
Это сборная рама из чего-то или вы сварщик? Если бы не сварщик, не могли бы вы дать нам, для чего эта рама? Рад видеть вас на борту, и мы любим работу своими руками, выполненную хорошо с некоторыми спецификациями, особенно потому, что мы можем сэкономить несколько долларов и построить 1 для себя. Спасибо за обмен.
Я никогда не прессовал виноград, поэтому ничего не знаю. Имеет ли подобная установка более высокую вероятность чрезмерного прессования и получения горького вина из-за дробления семян?
Вращаются ли традиционные прессы, когда вы их крутите? Я читал о людях, говорящих, что они должны были завинтить их.
Кажется, что большинство людей делают пресс снаружи или на подъездной дорожке, чтобы облегчить уборку. Моя винодельческая лаборатория находится в подвале без внешней двери. Я думаю, было бы чудовищно входить и выходить из моего подвала два раза в год. Кто-нибудь считает, что проворачивание/храповик традиционных прессов — это такая боль в А, что это стоит дополнительного размера? Стоимость, кажется, на одном уровне с тем, что я заплатил бы в моем местном LBHS.
Есть какие-нибудь мысли по поводу Harbour Frieght и ссылки, с которой началась эта тема, по сравнению с традиционными прессами с храповым механизмом?
Спасибо!
Уэйд Э
Премиум
# 19
Скорее всего, поэтому вы всегда сохраняете несколько бесплатных пробежек и пробуете вкус, когда нажимаете и держите их отдельно, чтобы смешать вместе.
2. Тема урока: Краткие сведения о производстве чугуна.
Цель урока: Познакомиться с производством чугуна. Разобраться как влияют компоненты на свойства чугуна Чугун – сплав железа с углеродом, с процентным содержанием углерода от 2,14 до 6,67 % чугуны Чугун получают из железной руды с помощью топлива и флюсов Шихта –сырье для производства чугуна 1. Железная руда (обогащенная) 2. Марганцевая руда – марганец нейтрализует вредное воздействие серы и фосфора переводя их в шлак. FeP + Mn →MnP + Fe FeS + Mn →MnS + Fe легкие, тугоплавкие 3. Кокс – спеченный без доступа воздуха уголь, служит как топливо. 4. Известняк – служит для формирования шлака. 5. Воздух обогащенный кислородом и нагретый до 1000 ºС. Продукты доменной печи 1. Чугун по назначению делится на три группы: передельный, литейный и ферросплавы. Из всей выплавки более 80% составляют передельные чугуны, которые переплавляются в сталь, и около 20% приходится на долю литейных чугунов и ферросплавов. Из литейного чугуна отливают фасонные детали, а ферросплавы используют в качестве добавок (раскислителей) при выплавке стали. 2. Шлак — побочный продукт, он является очень дешевым строительным материалом высокого качества и идет на изготовление цемента, бетона, кирпича, на грунтовку дорог. Количество получаемого при плавке шлака очень велико (примерно 60% веса выплавляемого чугуна). Если шлак в жидком виде продуть паром или воздухом, получится шлаковая вата, являющаяся хорошим изолятором. 3. Колошниковый газ — также важный побочный продукт. Это высококалорийное топливо. При сжигании 1 т кокса получается около 4000 м3 газа. Очищенный газ используют для нагрева воздухонагревателей и мартеновских печей, для обогрева коксовых батарей, паровых котлов и т. д. Производство чугуна Чугун получают в доменных печах. Доменные печи выложены огнеупорным кирпичом и сверху покрыты стальным кожухом. Высота печи достигает 30 — 100 метров. Доменная печь состоит из пяти основных частей: 1. Колошник 2. Шахта 3. Распар 4. Заплечики 5. Горн В калашник подаются сырые материалы ( руда, кокс, флюсы). В шахте происходит высушивание руд и восстановление железа. В распаре начинается плавление металла и образование шлака. В заплечиках образуется чугун и шлак. В горне находится устройство для вдувания воздуха (фурмы). В нижней части горна расположены летки для выпуска шлака и летки для выпуска чугуна. Доменный процесс Получение чугуна сложный химический процесс. Он состоит из трех стадий: 1. Восстановление железа из окислов 2. Превращение железа в чугун 3. Шлакообразование Восстановление железа из руды идет по следующей схеме: Fe2O3 → Fe3O4 → FeO → Fe ПРОВЕРКА УСВОЕНИЯ 1. Дайте определение чугуну. 2. Какие продукты доменной печи вы знаете? 3. Перечислите основные части доменной печи. 4. Из каких стадий состоит доменный процесс? 5. Напишите схему восстановления железа. Задание на дом 1. Остапенко «Технология металлов» § 21-23,стр.57-60; 2. Кузьмин « Технология металлов и конструкционные материалы» Глава IV § 4 стр. 33-39.
English Русский Правила
Производство чугуна
Производство чугуна сосредоточено в домнах, где при высоких температурах происходит выплавка продукта из исходного сырья. Технология впервые использовалась в Китае, затем постепенно осваивалась в европейских государствах, России.
Содержание
Процесс производства чугуна
Классификация чугуна
Сфера применения
Заключение
Процесс производства чугуна
Доменная печь – это сооружение сложной формы с высотой до 80 м. Внутренние стены выложены огнестойким кирпичом, наружная поверхность покрыта стальным кожухом. Части домны имеют специальные названия:
верхняя половина – это шахта;
отверстие сверху – колошник;
широкая средняя часть – распар;
нижняя – горн.
Исходными материалами в производстве чугуна служат:
руда с высокой концентрацией оксида железа,
коксовое сырье,
флюсы.
Кокс – это хорошее топливо. При его сжигании интенсивно выделяется тепловая энергия, необходимая для получения конечного продукта. Помимо энергии кокс необходим как источник монооксида углерода – восстановителя для руды. Флюсы способствуют образованию из бесполезной породы легкоплавких шлаков.
Исходную смесь для производства чугуна послойно подают в домну через колошники. Для поддержания горения в горн нагнетают горячий воздушный поток. В результате химических процессов из кокса получается монооксид углерода. Он вместе с углеродом восстанавливает железо из руды. Расплавленная железная масса стекает вниз, где некоторое ее количество, соприкасаясь с горячим коксом, образует цементит (карбид железа). Остальной расплав растворяет в себе цементит, кремниевые, марганцевые, фосфорные компоненты, образует жидкий чугун.
Порода вместе с продуктом прокаливания флюса образует шлак. Горячий поток из чугуна и шлака стекает в горн. Сплав выпускают из печи через нижнее отверстие, а шлак – по каналу, расположенному немного выше.
Классификация чугуна
Существуют разные принципы, согласно которым классифицируют чугун. Для понимания некоторой информации нужна специальная подготовка в области металлургии. Остальное понятно всем. Главный показатель основной классификации – это содержание и состояние углерода в сплаве.
В белом чугуне этот элемент находится в виде карбида. Массовая доля железа превышает 3 %.Сплав характеризуется высокой хрупкостью, используется в основном после легирования.
Серая модификация содержит углеродные пластины. Продукт имеет высокую стойкость к трению.
Ковкая модификация включает в себя углеродные хлопья. Производство чугуна этого вида отличается сложностью, поэтому сплав стоит дороже, используется для изготовления особо важных деталей.
Эксплуатационные возможности металлического продукта определяются его специфическими качествами:
стойкостью к износу;
устойчивостью к трению;
инертностью к коррозии;
жаростойкостью;
отсутствием реакции на магнит.
Согласно приведенным признакам чугун подразделяется на группы. Помимо этого сплавы классифицируются по твердости, сопротивлению к растяжению, другим физическим параметрам.
Сфера применения
Большие объемы чугуна, который называется передельным, используются для получения сталей. Литейные чугуны применяются при производстве декоративных и других различных чугунных изделий:
сантехники;
деталей машин;
двигателей;
гомогенизаторов;
труб;
запорной арматуры;
радиаторов;
электротехники;
изоляторов.
Несмотря на обилие новых материалов, чугунные сплавы остаются неизменно востребованными во многих отраслях.
Заключение
Производство чугуна – технологически сложный процесс. Качественный продукт, изготовленный специалистами, обладает полезными эксплуатационными свойствами. Из чугуна производится как массовая, так и эксклюзивная продукция, пользующаяся спросом у потребителей.
обработка железа | Определение, история, шаги, использование и факты
доменная печь и воздухонагреватель
Смотреть все СМИ
Ключевые люди:
Абрам Стивенс Хьюитт Джон Фриц
Похожие темы:
кованое железо чугун вагранка цветочный процесс процесс украшения
Просмотреть весь связанный контент →
переработка железа , использование процесса плавки для превращения руды в форму, из которой можно изготавливать изделия. В эту статью также включено обсуждение добычи железа и его подготовки к выплавке.
Железо (Fe) представляет собой относительно плотный металл серебристо-белого цвета с характерными магнитными свойствами. Он составляет 5% массы земной коры и является четвертым по распространенности элементом после кислорода, кремния и алюминия. Он плавится при температуре 1538°C (2800°F).
Изучение производства и структурных форм железа от феррита и аустенита до легированной стали
Посмотреть все видео к этой статье
Железо аллотропно, то есть существует в различных формах. Его кристаллическая структура может быть объемно-центрированной кубической (ОЦК) или гранецентрированной кубической (ГЦК) в зависимости от температуры. В обеих кристаллографических модификациях основная конфигурация представляет собой куб с атомами железа, расположенными по углам. В центре каждого куба в ОЦК-модификации и в центре каждой грани в ГЦК-модификации есть лишний атом. При комнатной температуре чистое железо имеет ОЦК-структуру, называемую альфа-ферритом; это продолжается до тех пор, пока температура не поднимется до 912 ° C (1674 ° F), когда он превращается в структуру ГЦК, известную как аустенит. При дальнейшем нагреве аустенит остается до тех пор, пока температура не достигнет 1394 °C (2541 °F), после чего снова появляется ОЦК-структура. Эта форма железа, называемая дельта-ферритом, сохраняется до тех пор, пока не будет достигнута точка плавления.
Чистый металл пластичен и легко поддается обработке ковкой, но, за исключением специализированных электротехнических применений, он редко используется без добавления других элементов для улучшения его свойств. В основном он появляется в сплавах железа с углеродом, таких как стали, которые содержат от 0,003 до примерно 2 процентов углерода (большинство лежит в диапазоне от 0,01 до 1,2 процента), и чугуны с содержанием углерода от 2 до 4 процентов. При содержании углерода, характерном для сталей, карбид железа (Fe 3 C), также известный как цементит; это приводит к образованию перлита, который в микроскоп состоит из чередующихся реек альфа-феррита и цементита. Цементит тверже и прочнее феррита, но гораздо менее пластичен, так что за счет изменения количества углерода получаются совершенно разные механические свойства. При более высоком содержании углерода, характерном для чугуна, углерод может выделяться либо в виде цементита, либо в виде графита, в зависимости от условий производства. Опять же, получается широкий спектр свойств. Эта универсальность сплавов железа с углеродом приводит к их широкому использованию в технике и объясняет, почему железо является самым важным из всех промышленных металлов.
Имеются свидетельства того, что метеориты использовались в качестве источника железа до 3000 г. до н.э., но извлечение металла из руд датируется примерно 2000 г. до н.э. Производство, по-видимому, началось в медедобывающих регионах Анатолии и Персии, где использование соединений железа в качестве флюсов для облегчения плавки могло случайно вызвать накопление металлического железа на дне медеплавильных печей. Когда производство железа было налажено должным образом, стали использовать два типа печей. Чашевые печи были построены путем рытья небольшого отверстия в земле и обеспечения подачи воздуха из мехов через трубу или фурму. С другой стороны, каменные шахтные печи полагались на естественную тягу, хотя иногда в них также использовались фурмы. В обоих случаях плавка включала создание слоя раскаленного древесного угля, в который добавлялась железная руда, смешанная с большим количеством древесного угля. Затем произошло химическое восстановление руды, но, поскольку примитивные печи не могли достигать температуры выше 1150 ° C (2100 ° F), обычным продуктом был твердый кусок металла, известный как блюм. Он мог весить до 5 кг (11 фунтов) и состоял из почти чистого железа с небольшим количеством захваченного шлака и кусков древесного угля. Затем изготовление железных артефактов требовало операции формовки, которая включала нагревание цветков в огне и удары молотком по раскаленному докрасна металлу для изготовления желаемых предметов. Железо, изготовленное таким образом, известно как кованое железо. Иногда кажется, что было использовано слишком много древесного угля, и сплавы железа с углеродом, которые имеют более низкую температуру плавления и могут быть отлиты в простые формы, были сделаны непреднамеренно. Применение этого чугуна было ограничено из-за его хрупкости, и в раннем железном веке, похоже, его использовали только китайцы. В других местах предпочтительным материалом было кованое железо.
Хотя римляне строили печи с ямой, в которую можно было сливать шлак, до средневековья мало что изменилось в методах производства железа. К 15 веку многие цветочные печи использовали печи с низким валом с приводом от воды для привода мехов, а цвет, который мог весить более 100 кг, извлекался через верхнюю часть вала. Окончательным вариантом такого рода горнила была каталонская кузница, просуществовавшая в Испании до 19 века. Другая конструкция, высокая горная печь, имела более высокий вал и превратилась в печь высотой 3 метра (10 футов).0037 Stückofen , который давал такие большие блюмы, что их приходилось удалять через переднее отверстие в печи.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подписаться сейчас
Доменная печь появилась в Европе в 15 веке, когда стало понятно, что чугун можно использовать для изготовления цельных пушек с хорошими свойствами удержания давления, но было ли ее появление связано с китайским влиянием или было независимым развитие неизвестно. Во-первых, различия между доменной печью и Stückofen были незначительными. Оба имели квадратное поперечное сечение, и основными изменениями, необходимыми для работы доменной печи, были увеличение соотношения древесного угля и руды в шихте и летка для удаления жидкого железа. Продукт доменной печи стал известен как чугун из-за метода литья, при котором жидкость направлялась в основной канал, соединенный под прямым углом с несколькими более короткими каналами. Вся конструкция напоминала свиноматку, кормящую свой помет, поэтому куски твердого железа из более коротких каналов были известны как свиньи.
Несмотря на военную потребность в чугуне, для большинства гражданских применений требовался ковкий чугун, который до этого производился непосредственно в блочном заводе. Однако появление доменных печей открыло альтернативный путь производства; это включало преобразование чугуна в кованое железо с помощью процесса, известного как рафинирование. Куски чугуна были помещены на убранный очаг, на котором сжигался древесный уголь с обильной подачей воздуха, так что углерод в железе удалялся путем окисления, оставляя полутвердое ковкое железо. Начиная с 15 века, этот двухстадийный процесс постепенно вытеснил прямое производство железа, которое, тем не менее, сохранилось до 19 века.век.
К середине 16 века в юго-восточной Англии доменные печи работали более или менее непрерывно. Увеличение производства железа привело к нехватке древесины для производства древесного угля и к его последующей замене углем в виде кокса — открытие, которое обычно приписывают Абрахаму Дарби в 1709 году. Поскольку более высокая прочность кокса позволяла ему поддерживать большую загрузку, стали возможными печи гораздо большего размера, и была достигнута производительность от 5 до 10 тонн чугуна в неделю.
Затем, появление паровой машины для привода продувочных цилиндров означало, что доменная печь могла быть снабжена большим количеством воздуха. Это создало потенциальную проблему, заключающуюся в том, что производство чугуна будет намного превышать возможности процесса очистки. Ряд изобретателей пытались ускорить преобразование чугуна в ковкий, но наиболее успешным был англичанин Генри Корт, который запатентовал свою пудлинговую печь в 1784 году. Корт использовал угольную отражательную печь для плавления шихты чугуна. к которому добавляли оксид железа для получения шлака. Встряхивание образовавшейся «лужи» металла приводило к удалению углерода путем окисления (вместе с кремнием, фосфором и марганцем). В результате температура плавления металла повысилась настолько, что он стал полутвердым, хотя шлак оставался достаточно жидким. Затем из металла формовали шарики и освобождали от как можно большего количества шлака, прежде чем вынуть из печи и отжать молотком. В течение короткого времени пудлинговые печи могли производить достаточное количество железа для удовлетворения потребностей машинного оборудования, но в результате изобретения шотландцем Джеймсом Бомонтом Нильсеном в 1828 году доменной печи для предварительного нагрева дутья производительность доменных печей снова увеличилась. воздух и осознание того, что круглая печь работает лучше, чем квадратная.
Окончательный спад в использовании кованого железа был вызван серией изобретений, которые позволили печам работать при температурах, достаточно высоких для плавления железа. Тогда стало возможным производить сталь, которая является превосходным материалом. Сначала в 1856 году Генри Бессемер запатентовал свой конвертерный процесс для продувки воздухом расплавленного чугуна, а в 1861 году Уильям Сименс получил патент на свою регенеративную мартеновскую печь. В 1879 году Сидни Гилкрист Томас и Перси Гилкрист адаптировали конвертер Бессемера для использования с фосфорным чугуном; в результате основной бессемеровский процесс, или процесс Томаса, получил широкое распространение на европейском континенте, где были в изобилии железные руды с высоким содержанием фосфора. Около 100 лет мартеновский и бессемеровский процессы производили большую часть стали, прежде чем они были заменены кислородными и электродуговыми печами.
Помимо вдувания части топлива через фурмы, в доменной печи с начала 19 века используется тот же принцип работы. Однако размер печи заметно увеличился, и одна большая современная печь может снабжать сталеплавильный завод до 10 000 тонн жидкого чугуна в день.
На протяжении 20-го века было предложено много новых процессов производства чугуна, но только в 1950-х годах появились потенциальные заменители доменной печи. Прямое восстановление, при котором железные руды восстанавливаются при температурах ниже точки плавления металла, берет свое начало в таких экспериментах, как процесс Виберга-Зодерфорса, введенный в Швеции в 1919 г.52 и процесс HyL, введенный в Мексике в 1957 году. Немногие из этих методов сохранились, а те, что сохранились, были значительно модифицированы. Другой альтернативный метод производства чугуна, восстановление плавлением, имел своих предшественников в электрических печах, которые использовались для производства жидкого чугуна в Швеции и Норвегии в 1920-х годах. Этот метод расширился и стал включать методы, основанные на кислородных конвертерах для производства стали с использованием угля в качестве источника дополнительной энергии, и в 1980-х годах он стал центром обширных исследований и разработок в Европе, Японии и США.
обработка железа | Определение, история, шаги, использование и факты
доменная печь и воздухонагреватель
Смотреть все СМИ
Ключевые люди:
Абрам Стивенс Хьюитт Джон Фриц
Похожие темы:
кованое железо чугун вагранка цветочный процесс процесс украшения
Просмотреть весь связанный контент →
переработка железа , использование процесса плавки для превращения руды в форму, из которой можно изготавливать изделия. В эту статью также включено обсуждение добычи железа и его подготовки к выплавке.
Железо (Fe) представляет собой относительно плотный металл серебристо-белого цвета с характерными магнитными свойствами. Он составляет 5% массы земной коры и является четвертым по распространенности элементом после кислорода, кремния и алюминия. Он плавится при температуре 1538°C (2800°F).
Изучение производства и структурных форм железа от феррита и аустенита до легированной стали
Посмотреть все видео к этой статье
Железо аллотропно, то есть существует в различных формах. Его кристаллическая структура может быть объемно-центрированной кубической (ОЦК) или гранецентрированной кубической (ГЦК) в зависимости от температуры. В обеих кристаллографических модификациях основная конфигурация представляет собой куб с атомами железа, расположенными по углам. В центре каждого куба в ОЦК-модификации и в центре каждой грани в ГЦК-модификации есть лишний атом. При комнатной температуре чистое железо имеет ОЦК-структуру, называемую альфа-ферритом; это продолжается до тех пор, пока температура не поднимется до 912 ° C (1674 ° F), когда он превращается в структуру ГЦК, известную как аустенит. При дальнейшем нагреве аустенит остается до тех пор, пока температура не достигнет 1394 °C (2541 °F), после чего снова появляется ОЦК-структура. Эта форма железа, называемая дельта-ферритом, сохраняется до тех пор, пока не будет достигнута точка плавления.
Чистый металл пластичен и легко поддается обработке ковкой, но, за исключением специализированных электротехнических применений, он редко используется без добавления других элементов для улучшения его свойств. В основном он появляется в сплавах железа с углеродом, таких как стали, которые содержат от 0,003 до примерно 2 процентов углерода (большинство лежит в диапазоне от 0,01 до 1,2 процента), и чугуны с содержанием углерода от 2 до 4 процентов. При содержании углерода, характерном для сталей, карбид железа (Fe 3 C), также известный как цементит; это приводит к образованию перлита, который в микроскоп состоит из чередующихся реек альфа-феррита и цементита. Цементит тверже и прочнее феррита, но гораздо менее пластичен, так что за счет изменения количества углерода получаются совершенно разные механические свойства. При более высоком содержании углерода, характерном для чугуна, углерод может выделяться либо в виде цементита, либо в виде графита, в зависимости от условий производства. Опять же, получается широкий спектр свойств. Эта универсальность сплавов железа с углеродом приводит к их широкому использованию в технике и объясняет, почему железо является самым важным из всех промышленных металлов.
Имеются свидетельства того, что метеориты использовались в качестве источника железа до 3000 г. до н.э., но извлечение металла из руд датируется примерно 2000 г. до н.э. Производство, по-видимому, началось в медедобывающих регионах Анатолии и Персии, где использование соединений железа в качестве флюсов для облегчения плавки могло случайно вызвать накопление металлического железа на дне медеплавильных печей. Когда производство железа было налажено должным образом, стали использовать два типа печей. Чашевые печи были построены путем рытья небольшого отверстия в земле и обеспечения подачи воздуха из мехов через трубу или фурму. С другой стороны, каменные шахтные печи полагались на естественную тягу, хотя иногда в них также использовались фурмы. В обоих случаях плавка включала создание слоя раскаленного древесного угля, в который добавлялась железная руда, смешанная с большим количеством древесного угля. Затем произошло химическое восстановление руды, но, поскольку примитивные печи не могли достигать температуры выше 1150 ° C (2100 ° F), обычным продуктом был твердый кусок металла, известный как блюм. Он мог весить до 5 кг (11 фунтов) и состоял из почти чистого железа с небольшим количеством захваченного шлака и кусков древесного угля. Затем изготовление железных артефактов требовало операции формовки, которая включала нагревание цветков в огне и удары молотком по раскаленному докрасна металлу для изготовления желаемых предметов. Железо, изготовленное таким образом, известно как кованое железо. Иногда кажется, что было использовано слишком много древесного угля, и сплавы железа с углеродом, которые имеют более низкую температуру плавления и могут быть отлиты в простые формы, были сделаны непреднамеренно. Применение этого чугуна было ограничено из-за его хрупкости, и в раннем железном веке, похоже, его использовали только китайцы. В других местах предпочтительным материалом было кованое железо.
Хотя римляне строили печи с ямой, в которую можно было сливать шлак, до средневековья мало что изменилось в методах производства железа. К 15 веку многие цветочные печи использовали печи с низким валом с приводом от воды для привода мехов, а цвет, который мог весить более 100 кг, извлекался через верхнюю часть вала. Окончательным вариантом такого рода горнила была каталонская кузница, просуществовавшая в Испании до 19 века. Другая конструкция, высокая горная печь, имела более высокий вал и превратилась в печь высотой 3 метра (10 футов).0037 Stückofen , который давал такие большие блюмы, что их приходилось удалять через переднее отверстие в печи.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подписаться сейчас
Доменная печь появилась в Европе в 15 веке, когда стало понятно, что чугун можно использовать для изготовления цельных пушек с хорошими свойствами удержания давления, но было ли ее появление связано с китайским влиянием или было независимым развитие неизвестно. Во-первых, различия между доменной печью и Stückofen были незначительными. Оба имели квадратное поперечное сечение, и основными изменениями, необходимыми для работы доменной печи, были увеличение соотношения древесного угля и руды в шихте и летка для удаления жидкого железа. Продукт доменной печи стал известен как чугун из-за метода литья, при котором жидкость направлялась в основной канал, соединенный под прямым углом с несколькими более короткими каналами. Вся конструкция напоминала свиноматку, кормящую свой помет, поэтому куски твердого железа из более коротких каналов были известны как свиньи.
Несмотря на военную потребность в чугуне, для большинства гражданских применений требовался ковкий чугун, который до этого производился непосредственно в блочном заводе. Однако появление доменных печей открыло альтернативный путь производства; это включало преобразование чугуна в кованое железо с помощью процесса, известного как рафинирование. Куски чугуна были помещены на убранный очаг, на котором сжигался древесный уголь с обильной подачей воздуха, так что углерод в железе удалялся путем окисления, оставляя полутвердое ковкое железо. Начиная с 15 века, этот двухстадийный процесс постепенно вытеснил прямое производство железа, которое, тем не менее, сохранилось до 19 века. век.
К середине 16 века в юго-восточной Англии доменные печи работали более или менее непрерывно. Увеличение производства железа привело к нехватке древесины для производства древесного угля и к его последующей замене углем в виде кокса — открытие, которое обычно приписывают Абрахаму Дарби в 1709 году. Поскольку более высокая прочность кокса позволяла ему поддерживать большую загрузку, стали возможными печи гораздо большего размера, и была достигнута производительность от 5 до 10 тонн чугуна в неделю.
Затем, появление паровой машины для привода продувочных цилиндров означало, что доменная печь могла быть снабжена большим количеством воздуха. Это создало потенциальную проблему, заключающуюся в том, что производство чугуна будет намного превышать возможности процесса очистки. Ряд изобретателей пытались ускорить преобразование чугуна в ковкий, но наиболее успешным был англичанин Генри Корт, который запатентовал свою пудлинговую печь в 1784 году. Корт использовал угольную отражательную печь для плавления шихты чугуна. к которому добавляли оксид железа для получения шлака. Встряхивание образовавшейся «лужи» металла приводило к удалению углерода путем окисления (вместе с кремнием, фосфором и марганцем). В результате температура плавления металла повысилась настолько, что он стал полутвердым, хотя шлак оставался достаточно жидким. Затем из металла формовали шарики и освобождали от как можно большего количества шлака, прежде чем вынуть из печи и отжать молотком. В течение короткого времени пудлинговые печи могли производить достаточное количество железа для удовлетворения потребностей машинного оборудования, но в результате изобретения шотландцем Джеймсом Бомонтом Нильсеном в 1828 году доменной печи для предварительного нагрева дутья производительность доменных печей снова увеличилась. воздух и осознание того, что круглая печь работает лучше, чем квадратная.
Окончательный спад в использовании кованого железа был вызван серией изобретений, которые позволили печам работать при температурах, достаточно высоких для плавления железа. Тогда стало возможным производить сталь, которая является превосходным материалом. Сначала в 1856 году Генри Бессемер запатентовал свой конвертерный процесс для продувки воздухом расплавленного чугуна, а в 1861 году Уильям Сименс получил патент на свою регенеративную мартеновскую печь. В 1879 году Сидни Гилкрист Томас и Перси Гилкрист адаптировали конвертер Бессемера для использования с фосфорным чугуном; в результате основной бессемеровский процесс, или процесс Томаса, получил широкое распространение на европейском континенте, где были в изобилии железные руды с высоким содержанием фосфора. Около 100 лет мартеновский и бессемеровский процессы производили большую часть стали, прежде чем они были заменены кислородными и электродуговыми печами.
Помимо вдувания части топлива через фурмы, в доменной печи с начала 19 века используется тот же принцип работы. Однако размер печи заметно увеличился, и одна большая современная печь может снабжать сталеплавильный завод до 10 000 тонн жидкого чугуна в день.
На протяжении 20-го века было предложено много новых процессов производства чугуна, но только в 1950-х годах появились потенциальные заменители доменной печи. Прямое восстановление, при котором железные руды восстанавливаются при температурах ниже точки плавления металла, берет свое начало в таких экспериментах, как процесс Виберга-Зодерфорса, введенный в Швеции в 1919 г.52 и процесс HyL, введенный в Мексике в 1957 году. Немногие из этих методов сохранились, а те, что сохранились, были значительно модифицированы. Другой альтернативный метод производства чугуна, восстановление плавлением, имел своих предшественников в электрических печах, которые использовались для производства жидкого чугуна в Швеции и Норвегии в 1920-х годах. Этот метод расширился и стал включать методы, основанные на кислородных конвертерах для производства стали с использованием угля в качестве источника дополнительной энергии, и в 1980-х годах он стал центром обширных исследований и разработок в Европе, Японии и США.
основные, дополнительные и местные. Выносные элементы.
Технический рисунок предмета должен давать полное представление о его форме и размерах, а также содержать другие данные для точного изготовления этого предмета. Поэтому в черчении применяется прямоугольное параллельное проецирование, дающее возможность передавать размеры и формы предметов без искажений. В зависимости от содержания изображения предмета делят на виды, разрезы и сечения.
Вид – изображение повернутой к наблюдателю видимой части поверхности предмета. Виды бывают основные, дополнительные и местные.
Основными являются виды, полученные проецированием на 6 основных плоскостей проекций, которые, по сути, являются 6 внутренними гранями пустотелого куба, внутри которого располагают проецируемый предмет, и после проецирования предмета на эти 6 плоскостей, их разворачивают в одну плоскость чертежа (Рисунок 2. 1).
Рисунок 2.1 Схема расположения основных видов.
Все шесть основных видов находятся в жесткой проекционной связи друг с другом. Имея две заданные проекции предмета на непараллельные плоскости проекций (соответственно 3 координаты: X,Y,Z), по линиям проекционной связи несложно построить остальные четыре проекции, как это видно на примере точки А (рисунок 2.2)
Рисунок 2.2 Построение видов точки А.
Главный вид(вид спереди) – изображение на фронтальной плоскости проекций П2. Проецируемый предмет располагают так, чтобы в качестве главного вида принять наиболее информативный – изображают изделие в рабочем положении,иливид с наибольшим количеством элементов.
Для построения чертежа предмета используется минимальное необходи—мое число видов, разрезов, сечений. Как правило, используют не более 3-х основных видов.
Если основные виды расположены в проекционной связи, как на схеме (рисунки 2.1, 2.2), то они не обозначаются и не подписываются. При ином порядке расположения основных видов необходимо «буквенно-стрелочное» обозначение (рисунок 2.3).
Рисунок 2.3 Основные виды вне проекционной связи
Дополнительныминазывают виды полученные проецированием на плоскости не параллельные основным плоскостям проекций. Их используют, когда необходимая для изображения часть предмета имеет наклон к основным плоскостям проекций.
Дополнительный вид получается путем проецирования предмета или его части на дополнительную плоскость проекций (рисунок 2.4), не параллельную ни одной из основных плоскостей проекций. Такое изображение необходимо выполнять в том случае, когда какую-либо часть предмета невозможно изобразить без искажения формы или размеров на основныхплоскостях проекций. Дополнительная плоскость проекций в этом случае может быть расположена перпендикулярно одной из основных плоскостей проекций.
Направление взгляда должно быть указано стрелкой, обозначенной той же прописной буквой украинского алфавита, что и в надписи над видом. Соотношение размеров стрелок, указывающих направление взгляда, должно соответствовать приведен-ным на рисунке 2.4.
Когда дополнительный вид расположен в непосредственной проекционной связи с соответствующим основным видом, обозначать его не нужно (рисунок 2.4, а). В остальных случаях дополнительный вид должен быть отмечен на чертеже надписью типа «А» (рисунок 2.4,б), а у связанного с дополнительным видом изображения нужно поставить стрелку, указывающую направление взгляда, с соответствующим буквенным обозначением.
Рисунок 2.4 Дополнительные виды
Дополнительный вид можно повернуть до соосности с основным. При этом к надписи типа «А» необходимо добавить знак повернутого изображения (рисунок 2.4, в).
Местный вид – изображение определенного ограниченного места поверхности предмета (малой части основного или дополнительного вида), как правило, ограничивается волнистой линией. Часто изображается в увеличенном масштабе. Если местный вид расположен в непосредственной проекционной связи с соответствующими изображениями, то его не обозначают (аналогично: основные и дополнительные виды).
В остальных случаях местные виды обозначаются подобно видам дополнительным, местный вид может быть ограничен линией обрыва: вид «Б» на рисунке 2.5. Виды «А» и «Б» на рисунке 2.5 изображают ограниченную часть вида, почему и являются местными.
В
Рисунок 2.5 Местные виды
ыполнены местные виды могут быть по-разному, и иногда их трудно четко отличить от дополнительных. Так на рисунке 2. 6азадан на главном виде стрелкой и буквой вид «А», а на рисунке 2.6б вид «А» выполнен в увеличенном масштабе. На рисунке 2.6в вид «А» выполнен так же, но повернут до соосности с главным. На рисунках 2.6г и 2.6.двид «А» является дополнительным, только на рисунке 2.6.ддополни-тельный вид «А» повернут.
Рисунок 2.6 Местные (б, в) и дополнительные (г, д) виды
Выносные элементы. При выполнении чертежей в некоторых случаях появляется необходимость в построении дополнительного отдельного изображения какой-либо части предмета, требующей пояснений в отношении формы, размеров или других данных. Такое изображение называетсявыносным элементом. Его выполняют, как правило, увеличенным. Выносной элемент может быть выложен как вид (рисунок 2.7) или как разрез.
Рисунок 2.7 Выносной элемент
При построении выносного элемента соответствующее место на основном изображении отмечают замкнутой сплошной тонкой линией, обычно овалом или окружностью, и обозначают заглавной буквой украинского алфавита на полке линии-выноски. У выносного элемента делается надпись по типу «А (5 : 1)», в которой указывается масштаб. На рисунке 2.7 дан пример выполнения выносного элемента. Его располагают по возможности ближе к месту, где он обозначен.
В практике, как правило, используют не более трех основных видов. Поэтому, чтобы успешно выполнять и читать чертежи, надо научиться строить третье изображение (обычно — вид слева) предмета по двум заданным его изображениям — главному виду и виду сверху. На рисунке 2.8 на главном виде задан цилиндр с двумя сквозными вырезами: многогранным (ABCDE…) и цилиндрическим (MLK…). Сначала, зная форму (контуры) цилиндра, строим вид сверху (линии проекционной связи не отображены), чертим видимые и невидимые контуры цилиндра и вырезов. Затем по линиям проекционной связи или координатным методом строим вид слева (линии проекционной связи не отображены).
Рисунок 2.8
Расположение видов на чертеже
Известно, что фронтальная, горизонтальная и профильная проекции являются изображениями проекционного чертежа.Видами принято именовать те изображения на машиностроительных чертежах, которые представляют собой проекции внешних видимых поверхностей предметов. Можно также сказать, что под видами подразумеваются видимые части поверхностей предметов, обращенные к наблюдателю и показанные на чертежах.
Расположение видов на чертеже
Согласно действующему на сегодняшний день стандарту, различают три вида: основной, местный и дополнительный.
Руководствуясь ГОСТ 2.305 – 68, виды, которые получаются на всех основных проекциях плоскостей, имеют следующие названия:
Главный вид (вид спереди). Он находится на том месте, где располагается фронтальная проекция
Вид сверху. Находится под главным видом, то есть на том месте, где располагается горизонтальная проекция
Вид слева. Размещается справа от главного вида, на том месте, где располагается профильная проекция
Вид справа. Находится с левой стороны главного вида
Вид снизу. Размещается над главным видом
Вид сзади. Находится с правой стороны от вида слева
Точно так же, как и все проекции, основные виды находятся в проекционной связи. При составлении машиностроительных чертежей разработчики стараются выбирать как можно меньшее количество видов, и в то же самое время, чтобы форма изображенного предмета была представлена точно и во всех подробностях. В тех случаях, если это необходимо, те части поверхностей предметов, которые являются невидимыми, допускается обозначать при помощи штриховых линий.
Самую полную информацию об изображенном на чертеже предмете должен предоставлять главный вид. По этой причине расположение детали относительно фронтальной плоскости проекций необходимо осуществлять таким образом, чтобы можно было спроецировать ее видимые поверхности с указанием самого большого количества элементов, определяющих форму. Кроме того, именно главному виду надлежит демонстрировать все особенности формы детали, уступы, изгибы поверхности, силуэт, отверстия, выемки. Это необходимо производить с целью обеспечения максимально быстрого узнавания той формы, которую имеет изображаемое изделие.
На чертежных графических документах наименования видов не наносятся, кроме тех случаев, когда с главным изображением детали они находятся в прямой и непосредственной проекционной связи.
Виды вне проекционной связи
Для того чтобы рабочее поле чертежа использовать наиболее рациональным способом, согласно действующим нормам и стандартам, допускается изображение видов на любом их месте, причем вне всякой проекционной связи.
Те виды, которые располагаются без проекционной связи с главным видом, следует обозначать различными буквами кириллицы (русского алфавита), а что касается направления, то для его указания нужно применять стрелки.
Размеры стрелки
Все стрелки, которые наносятся на чертежах в случае отображения вида вне проекционной связи, должны иметь строго определенные размеры, которые устанавливаются действующим стандартами.
Расположение видов на поле чертежа
Основным требованием, которому должно соответствовать размещение на чертежах главного и других основных видов, является рациональность. При этом необходимо учитывать также размещение текстового материала и необходимость нанесения размеров. Согласно действующим стандартам, не допускается располагать виды на чертежах таким образом, чтобы это препятствовало полному представлению формы детали на главном виде.
Рациональное расположение видов
Под рациональным расположением видов на машиностроительных чертежах понимается такое их размещение, при котором дается полное представление о форме и всех особенностях изображаемой детали.
Применение разрывов
В тех случаях, когда изображаемые на чертежах предметы имеют участки, где поперечное сечение или является постоянным, или изменяется закономерным образом, их допустимо изображать с разрывами. При этом контуры этих разрывов должны обозначаться при помощи сплошной тонкой волнистой линии.
Местный вид
По местным видом понимается такое изображение отдельного участка поверхности предмета, которое образовано с помощью проецирования его на одну из основных проекционных плоскостей.
Допускается ограничение местного вида при помощи тонкой волнистой линии обрыва. В тех случаях, когда местный вид изображается вне проекционной связи, направление взгляда на основном виде указывается при помощи стрелки, а на данном местном виде наносится буквенное обозначение.
Дополнительные виды
В тех случаях, когда изображение, какой либо части детали на чертеже невозможно нанести таким образом, чтобы не исказить его форму и размеры, применяют дополнительные виды. Их получают при помощи проецирования на плоскости, которые не являются параллельными относительно основным плоскостям проекций.
В случае если дополнительный вид позиционируется в проекционной связи с исходным изображением, символы обозначающие вид и направление взгляда не наносится.
Когда дополнительный вид смещен в сторону от проекционной связи, то направление взгляда указывается при помощи стрелки с нанесением буквенного обозначения, а над дополнительным изображением делается обозначение вида.
Допускается поворот основного вида, который сопровождается нанесением знака «повернуто».
Знак «повернуто» имеет строго определенные размеры и должен наноситься в соответствии с принятыми правилами и стандартами.
Как сделать пристройку к комнате
Из всех проектов по благоустройству дома ни один не является более сложным или дорогим, чем строительство полной пристройки к комнате, которая меняет фактический план этажа дома путем рытья и установки фундамента, а затем обрамления и отделки нового жилого помещения. Национальная ассоциация риэлторов отмечает, что добавление комнаты может стоить до 90 000 долларов в зависимости от размера и назначения комнаты. В некоторых случаях это может быть столько же или больше, чем первоначальная стоимость дома. Несмотря на огромные масштабы такого проекта, пристройки к комнатам высоко ценятся, поскольку ни один другой проект не обладает таким потенциалом для улучшения условий жизни и стоимости недвижимости в вашем доме.
Но строительство пристройки практически всегда является работой генерального подрядчика и/или различных субподрядчиков, и домовладелец очень редко берется за работу самостоятельно. Навыки, необходимые для завершения пристройки комнаты, включают в себя очень широкий спектр способностей, и почти никто, даже опытный мастер, не может сделать все это самостоятельно.
Это не означает, однако, что владельцы невмешательны. Напротив, домовладельцы должны участвовать в каждом этапе процесса, чтобы принимать обоснованные решения и гарантировать, что работа соответствует их ожиданиям. Если вы решите самостоятельно управлять проектом, понимание шагов поможет вам планировать и контролировать работу всех различных субподрядчиков, которые будут работать над вашим проектом. И, как домовладелец, вы можете самостоятельно заняться некоторыми аспектами общего проекта, такими как окончательная отделка столярных работ или покраска стен.
Какой бы ни была степень вашего участия, это помогает рассматривать работу как единый большой пошаговый проект, чтобы понимать, как работают подрядчики, эффективно оценивать и контролировать их деятельность и планировать собственное участие.
Конкретные строительные материалы и инструменты, необходимые для работы с ними, варьируются от проекта к проекту, но, как правило, дополнения к дому включают большинство (если не все) тех же элементов, которые требуются для строительства нового дома. Могут быть десятки материалов и инструментов, используемых при строительстве крупной пристройки к комнате, начиная от крупного землеройного оборудования и бетонных инструментов и заканчивая морилками и лаками, используемыми для нанесения последних штрихов на изделия из дерева и краснодеревщики.
Немногие профессионалы в области строительства владеют всеми инструментами или обладают всеми навыками, необходимыми для завершения крупной пристройки помещения, поэтому очень часто работа контролируется генеральным подрядчиком (ГК), который будет предлагать вашу работу, а затем контролировать и оплачивать различные специализированные субподрядчики для завершения проекта в соответствии с согласованными спецификациями. Хотя можно спланировать проект самостоятельно, нанимая и контролируя субподрядчиков самостоятельно, это сложная задача, о которой многие домовладельцы в конечном итоге сожалеют. Добавление вашей комнаты, вероятно, пройдет гораздо более гладко, если вы наймете генерального подрядчика.
Будьте готовы к тому, что ваш проект расширения комнаты займет много времени. В то время как фактическое рабочее время может занять всего две-четыре недели восьмичасового рабочего дня в руках квалифицированных подрядчиков, между этапами обычно бывает много простоев, поскольку проект ожидает прибытия инспекторов или следующего субподрядчика. Нередки случаи, когда крупная пристройка к комнате, начатая поздней весной, завершается где-то осенью. Требуемое время во многом зависит от наличия рабочей силы в вашем районе.
Оборудование/инструменты
Инструменты для фундамента
Каркасные столярные инструменты
Кровельные инструменты
Готовые столярные инструменты
Сантехнические инструменты
Электромонтажные инструменты
инструменты ОВиК
Материалы
Фундаментные материалы
Обрамление пиломатериалов
Обшивка пола, стен и крыши
Различные застежки
Сантехнические материалы и арматура
Электроматериалы и оборудование
Компоненты системы вентиляции и кондиционирования
Окна и двери
Внутренняя отделка пола, стен и потолка
Шкафы или другие встроенные предметы
Внешний сайдинг и отделка
Кровля и водостоки
Краска и другие отделочные материалы
Определить бюджет и масштаб
Успешные проекты по расширению помещений начинаются со значительного объема исследований и точного определения размера и масштаба работ. Пристройка к дому аналогична строительству дома и включает в себя проектирование, составление бюджета, подачу заявок на получение разрешений, наем подрядчиков и субподрядчиков, а также строительство конструкции с нуля.
Важно быть готовым к предстоящей работе и реалистично оценивать свой бюджет. В то время как некоторые домовладельцы сообщают, что платят от 50 000 до 75 000 долларов за полномасштабную пристройку к дому с несколькими комнатами, более реалистичная цифра, вероятно, составляет шестизначную цифру. Но большие затраты на создание новой просторной кухни могут увеличить стоимость до 250 000 долларов.
Безопасное финансирование
Немногие домовладельцы могут оплатить полную пристройку комнаты наличными. Таким образом, кредит или кредитная линия не требуется. Обычно это включает в себя получение ссуды под залог дома, второй ипотеки или кредитной линии на основе суммы собственного капитала в доме — текущей стоимости недвижимости за вычетом непогашенной ипотеки или остатка по кредиту.
Банки и другие кредиторы часто не хотят ссужать деньги домовладельцам, которые все еще должны 80-85 процентов или более от оценочной стоимости дома, хотя это не жесткое правило.
Если домовладелец имеет право на вторую ипотеку или ссуду под залог дома, банки обычно предоставляют не более 85 процентов любого капитала, который у вас есть в доме. Например, если ваш дом оценивается в 500 000 долларов, а оставшийся остаток по ипотеке составляет 250 000 долларов, многие банки будут готовы предоставить вам дополнительные 212 000 долларов (85 процентов от 250 000 долларов) для завершения крупной пристройки комнаты, если они обещают добавить хорошее количество стоимости для вашего дома. Обеспечение кредита, конечно, зависит от домовладельца, который имеет хорошую репутацию кредита.
Если вы не можете претендовать на получение банковского кредита, существуют другие способы обеспечения финансирования кредита, такие как заимствование под стоимость пенсионного фонда или полиса страхования жизни. Тем не менее, такие займы следует делать осторожно, после консультации с финансовым консультантом.
Выбрать генерального подрядчика
Большинству людей будет лучше нанять генерального подрядчика (GC) для завершения работы по пристройке комнаты. У GC может быть наемный штат обычных плотников, которые выполняют большую часть работы, но они также работают с различными специализированными субподрядчиками, которые будут наняты для выполнения определенных обязанностей, таких как сантехнические работы, электромонтажные работы и работы с HVAC. Вы будете платить Генеральному директору напрямую согласованными частями за проект, а Генеральный директор, в свою очередь, будет платить и контролировать своих сотрудников и различных субподрядчиков, которые работают над вашим проектом.
Все зависит от поиска хорошего подрядчика, с которым вы сможете работать, поэтому не торопитесь с выбором GC. Получите рекомендации от соседей, друзей или родственников. Если они не могут порекомендовать подрядчика, избавьтесь от застенчивости и постучите в двери домов, в которых недавно были завершены пристройки.
Значение подрядчика невозможно переоценить. Для большинства людей эта работа слишком велика, чтобы вы могли справиться с ней самостоятельно, если у вас нет профессионального опыта и достаточного количества времени. На первой встрече с потенциальными подрядчиками следует обсудить масштаб проекта, сроки подрядчика, общие вопросы проектирования и стратегии экономии.
Не бойтесь спрашивать подрядчика о вариантах контроля затрат в процессе раннего планирования. Прибыль генерального директора по вашему проекту обычно составляет от 10 до 20 процентов от общей суммы ставки, так что вы имеете право вести настойчивые переговоры. Это время, когда вы можете согласиться выполнить часть отделочных работ самостоятельно в обмен на скидку.
Вы и генеральный подрядчик должны подписать контрактное соглашение до начала работ, включая график платежей. Не существует жесткого правила о том, как должны быть запланированы платежи. Когда генеральный подрядчик настаивает на более чем 50 процентах от общей суммы в качестве авансового платежа, это часто рассматривается как предупреждающий знак. Фактически, законы в некоторых регионах запрещают подрядчикам требовать авансовый платеж в размере более 1/3 от общей суммы контракта. Подрядчик, который хочет большую часть платежа авансом, может оказаться в шатком финансовом положении.
Чаще всего оплата производится двумя или тремя равными частями, привязанными к важным этапам завершения. Но важно, что вам разрешено удерживать значительную плату (от 10 до 25 процентов) до тех пор, пока вы не сделаете окончательный обзор проекта, чтобы убедиться, что вы удовлетворены.
Работа с архитектором (при необходимости)
В то время как некоторые подрядчики могут спроектировать вашу пристройку или могут работать с готовыми планами зданий, во многих случаях лучше нанять архитектора. Есть некоторая ценность в том, чтобы обратиться к архитектору, рекомендованному подрядчиком, поскольку это гарантирует, что обе стороны знакомы друг с другом. Тем не менее, если вы рассматриваете возможность такой договоренности, обязательно проявите должную осмотрительность и убедитесь, что архитектор квалифицирован, а не просто является другом GC.
При поиске подрядчика вы можете увидеть термин подрядчик по проектированию-строительству . Подрядчики по проектированию и строительству существуют уже много лет и являются обычным явлением. Подрядчик по проектированию и строительству, в общих чертах, такой же, как строительный подрядчик, но тот, кто отказывается от использования архитектурной компании. Подрядчик по проектированию-строительству не обязательно нанимает архитектора, вместо этого он может полагаться на штатного дизайнера для создания планов.
Хотя подрядчики по проектированию и строительству рекламируют себя как универсальные магазины, у найма этого типа подрядчика есть свои плюсы и минусы. Некоторые подрядчики по проектированию и строительству чрезвычайно компетентны, в то время как другие могут быть низкокачественными. Если вы рассматриваете возможность найма подрядчика по проектированию и строительству, тщательно изучите его прошлые работы для нескольких клиентов.
Получение разрешений и подготовка площадки
Ваш подрядчик получит разрешения и будет обязан разместить утвержденные разрешения на видном месте на вашей собственности. Приедет бригада и доставит переносной туалет и, возможно, повесит рекламную вывеску, указывающую миру на компанию, которая строит для вас пристройку.
Чтобы подготовить площадку, может прибыть крупная землеройная техника, чтобы очистить площадку до уровня голой земли. Препятствия будут удалены — возможно, даже некоторые деревья (если это разрешено вашим сообществом). Ограждения будут временно демонтированы, чтобы обеспечить доступ тяжелой техники к участку.
Не беспокойтесь об этом, казалось бы, насильственном изменении вашей собственности. Этот вид земляных работ сделает строительство более гладким, а последние шаги обычно включают дополнительные земляные работы и оконтуривание, чтобы вернуть ландшафту законченный вид.
Построить фундамент
Большинство пристроек к комнатам получают полноценный фундамент, как новый дом. В зависимости от планов, бригада начнет заливку бетонной плиты или земляные работы для подполья или подвала, а затем зальет бетонные нижние колонтитулы и фундаментные стены.
Фундаментные работы обычно выполняются специализированным подрядчиком, нанятым генеральным подрядчиком, часто той же бригадой, которая выполняет предварительную подготовку площадки. Это может занять несколько дней или рытье, заливка и отверждение фундамента, прежде чем он будет готов для того, чтобы бригада каркасных работ начала работу.
Каркас конструкции
После затвердевания бетона фундамента возводят полы, стены и крышу. Это может произойти с удивительной скоростью, когда работу выполняет большая опытная бригада. Однажды вы приходите домой с работы и обнаруживаете, что появился весь скелет членов каркаса.
Некоторые проекты строятся «из палочек», когда бригада по созданию каркаса строит платформы пола, каркасные стены и стропила крыши по частям, прежде чем обшивать их. В других случаях определенные элементы строятся за пределами площадки, а затем доставляются на грузовиках для возведения большими частями. В настоящее время, например, фермы крыши обычно строят за пределами площадки, а затем поднимают на место с помощью крана. В других случаях, однако, даже каркасные стены изготавливаются вне строительной площадки, что может привести к довольно быстрому возведению несущего каркаса.
Несущий каркас часто выполняется бригадой плотников, которые постоянно работают в штате генерального подрядчика, но плотники также часто являются независимыми работниками, нанимаемыми по мере необходимости.
Обрамление происходит достаточно быстро, часто в течение дня-двух, так как есть необходимость срочно обшить конструкцию, чтобы защитить ее от непогоды.
Добавить обшивку и кровлю
Обшивка стен и крыши, за которой следует обертывание дома, кровельная бумага и черепица, быстро следуют за каркасными работами. Цель состоит в том, чтобы дать конструкции хорошую защиту от непогоды и позволить бригадам продолжать свою работу под укрытием. Обшивка стен и крыши обычно устанавливается той же бригадой, что и основной каркас, хотя черепица и другие кровельные материалы часто выполняются специализированным субподрядчиком.
В современном строительстве стены обычно обшивают панелями OSB (ориентированно-стружечная плита), а затем покрывают пленкой из стекловолокна, известной как домашняя пленка. Для настила кровли чаще используют фанерные панели, хотя иногда применяют ОСП и другие материалы.
Крышу практически сразу покрывают гонтом или другим отделочным кровельным материалом. Это, наряду с установкой окон и дверей, защищает конструкцию от дождя и позволяет выполнять внутренние работы более неторопливо.
Когда кровля завершена, кажется, что проект продвигается вперед быстрыми темпами, хотя то, что следует за этим, часто занимает довольно много времени.
Установка окон и дверей
Новые окна и двери устанавливаются сразу после крыши, а иногда и одновременно. Это застегивает конструкцию и делает ее водонепроницаемой для последующей работы. Специалисты по строительству описывают здание как «высушенное» после этого этапа, что означает, что интерьер защищен от непогоды.
Окна и двери для пристройки помещения обычно являются стандартными элементами, заказанными у производителя. Они легко устанавливаются обычными плотниками.
Предварительный осмотр электрики, сантехники и ОВКВ
Важнейшие услуги, такие как электричество, сантехника и отопление/охлаждение, «набросаны», что означает, что закулисные элементы, такие как трубы, электропроводка и воздуховоды, устанавливаются, пока стены, полы и потолки все еще находятся в своем необработанном каркасе. состоянии, с открытыми элементами каркаса.
Когда приходят эти субподрядчики — электрики, сантехники и специалисты по ОВиК, кажется, что проект замедляется, но эти профессии, как правило, работают довольно быстро, часто заканчивая свою работу за день или два. Настоящие загвоздки, как правило, связаны с ожиданием проверки и утверждения работ городскими инспекторами. Эти системы должны быть проверены и одобрены, прежде чем можно будет выполнять какие-либо дополнительные работы на стенах, полах и потолках.
Добавить изоляцию и гипсокартон
С добавлением изоляции и гипсокартона после завершения механических проверок проект начинает выглядеть как настоящая конструкция. Изоляция может быть одним или несколькими из множества различных типов, от стандартных стекловолоконных плит до напыляемой пены и вдуваемой целлюлозы. Укладка гипсокартона – это многоэтапный процесс: навешивание листов, «замазывание» швов влажным составом для гипсокартона, дайте этому составу высохнуть, а затем зашкурьте швы.
Изоляцию и гипсокартон иногда устанавливают обычные плотники по каркасу, но это также могут делать субподрядчики, специализирующиеся на этой работе. При стабильной работе рабочие выполнят утепление и монтаж гипсокартона всего за пару дней.
Отделка салона
Следующим шагом будет укладка полов и шкафов, а также покраска потолков и стен. Любая задача может стоять на первом месте, и порядок часто определяется доступностью расписания. Подрядчики по малярным работам имеют опыт чистой покраски после того, как был установлен отделочный пол, но отделочные работы легче выполнять после того, как стены покрашены. В небольших проектах покраску и настил полов часто выполняют плотники-отделочники, хотя для крупных работ могут потребоваться субподрядчики по настилу и покраске.
Установка межкомнатных проходных дверей, плинтусов, отделки окон и дверей, молдингов и другой отделки обычно выполняется плотниками-отделочниками, которые специализируются на этой работе, хотя некоторые обычные плотники одинаково хорошо умеют выполнять черновую обрамление и отделочные работы.
Подсоединение приспособлений
Ближе к концу проекта сантехники, электрики и специалисты по ОВиК вернутся, чтобы завершить установку и окончательное подключение сантехники, осветительных приборов, настенных выключателей и розеток, а также оборудования ОВК. Часть этих работ может выполняться одновременно с внутренней отделкой.
Задержки на этом этапе являются обычным явлением, так как эти субподрядчики по механическим системам пользуются большим спросом. Многие местные строительные нормы и правила требуют, чтобы эту работу выполняли лицензированные субподрядчики, но, если это разрешено, генеральный подрядчик может поручить своим сотрудникам выполнить большую часть окончательных работ по подключению.
Завершить ландшафтный дизайн
Поскольку внутренняя отделка дома близится к завершению, ландшафт, который был вырван с корнем, чтобы обеспечить легкий доступ к участку, теперь восстановлен. Землеройная техника может вернуться для обратной засыпки вокруг фундамента, выравнивания и контурирования двора, а подрядчики по озеленению могут прибыть для посадки деревьев и кустарников и восстановления газона.
В то время как земляные работы часто находятся под наблюдением генерального подрядчика, домовладельцы иногда заключают договор с другой фирмой для выполнения окончательных работ по благоустройству. Или некоторые домовладельцы сами решают посадить и восстановить газон.
Завершить список недостатков
Список недочетов — это запись различных элементов, которые осталось сделать. Многие из них являются последними штрихами, которые пришлось отложить до другой работы или просто пропустить в процессе. Часто и подрядчик, и домовладельцы составляют свои собственные списки и объединяют их в общий контрольный список.
Завершение списка недостатков и окончательное рассмотрение генеральным подрядчиком и домовладельцем — это последний шаг, и он отмечает момент, когда подрядчик теперь выставляет счет домовладельцу на окончательный платеж.
Существует много способов структурировать график платежей от домовладельца к генеральному подрядчику, но обычно требуется значительный первоначальный взнос до начала работ, за которым следуют один или два платежа через согласованные промежутки времени по мере выполнения работ. . Это типично для по крайней мере последних 10 процентов платежа или более, если стороны соглашаются зависеть от заполнения списка недостатков и окончательного прохождения домовладельцем и подрядчиком.
Как найти хорошего подрядчика
13 потрясающих идей пристройки к дому всех размеров
По
Дейдра Салливан
Deirdre Sullivan
Deirdre Sullivan — эксперт по дизайну интерьеров и писательница, которая специализируется не только на дизайне, но и на благоустройстве дома. Она начала свою карьеру в качестве помощника редактора журнала Elle и имеет более чем десятилетний опыт работы. Дейдра предоставляет контент для таких брендов, как The Spruce и Realtor.com, и выступала на различных конференциях.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 27.10.21
Ель / Кристофер Ли Фото
Если вам нужно больше места в вашем доме, подумайте о пристройке, а не ищите дом большего размера. Для многих домовладельцев это разумная инвестиция, позволяющая увеличить жилую площадь и повысить стоимость дома. Согласно отчету Remodeling’s Cost Vs 2020 Cost Vs, даже если вы собираетесь продать свой дом в ближайшее время, вы, скорее всего, возместите около 60 процентов своих затрат на ремонт. Отчет о стоимости.
Дополнения могут быть грандиозными, например, надстройками над вторыми пристройками или двухэтажными пространствами, но это не обязательно. От выпуклостей до микродополнений — существует множество более мелких способов, которые значительно повлияют на комфорт вашего дома при оптимизации плана этажа. Например, улучшите пристройку с помощью небольших хитростей, таких как установка стеклянной стены, чтобы превратить квадратную пристройку из темной и закрытой в светлую и просторную.
Вот 13 маленьких, больших и неожиданных дополнений к дому, которые вдохновят вас на ремонт.
Лучшие приложения для ремонта дома 2022 года
01 из 13
Алисберг Паркер
В этом эффектном дополнении к дому от Alisberg Parker Architects есть окна от пола до потолка. Новая комната, похожая на стеклянную коробку, прикреплена к гораздо более старому дому с помощью соответствующего каменного шпона снаружи пристройки (см. вступительное изображение выше со ступенями из плитняка). Новое пространство оборудовано системой складных стеклянных стен, которая открывается наружу на весь проем размером 10 на 20 футов. Плавающий камин из полированной нержавеющей стали отмечает визуальный центр комнаты, но его дизайн сведен к минимуму, поэтому вид и струящийся естественный свет остаются фокусом пространства.
02 из 13
Джеймс Джадж
Дизайнер и брокер по недвижимости из Феникса Джеймс Джадж добавил стены к первоначальному крытому патио дома, чтобы создать третью спальню в этом доме, построенном в 1956 году. К счастью, при реконструкции удалось использовать существующую крышу, чтобы дом сохранил свой уникальный вид. современная структура середины века. Готовое пространство дает гостям дома легкий доступ к открытой площадке. Большие раздвижные стеклянные двери также наполняют помещение естественным светом в дневное время.
03 из 13
Английский подрядчик и услуги по ремонту
Талантливые специалисты по строительству из English Contractor & Remodeling Services добавили к этому дому более 1000 квадратных футов, включая второй этаж. Дополнительные квадратные метры освободили место для большей кухни, более просторной прихожей и, как показано здесь, большой семейной комнаты с привлекательным встроенным местом для хранения вещей. Множество традиционных окон размером шесть на шесть делают пространство уютным и привлекательным.
04 из 13
Английский подрядчик и услуги по ремонту
Недавно добавленный второй этаж освободил место для роскошной основной ванной комнаты с великолепными мраморными элементами и звездной отдельно стоящей ванной. Полы под дерево на самом деле представляют собой прочный и водостойкий фарфор. Этот проект компании English Contractor & Remodeling Services внес существенные изменения в интерьер и экстерьер дома.
05 из 13
Синяя конструкция ствола
Микропристройка, также называемая выпуклостью, которая обычно добавляет около 100 квадратных футов, представляет собой небольшое обновление, которое может оказать огромное влияние на площадь дома. Bluestem Construction выделила место для столовой на этой кухне с небольшим выступом шириной 12 футов и глубиной 3 фута. Умный ремонт также позволил добавить более просторный U-образный шкаф.
06 из 13
Синяя конструкция ствола
Отсутствие прихожей может быть неудобством для многих домовладельцев, живущих во влажном, грязном и снежном регионе с четырьмя сезонами. Bluestem Construction решила проблему для одного клиента без необходимости добавления нового фундамента. Строители просто закрыли существующее заднее крыльцо, что означало нулевые изменения первоначальной площади дома. В качестве неожиданного бонуса новое окно прихожей и стеклянная задняя дверь освещают соседнюю кухню естественным светом.
07 из 13
Элитное строительство
Защита архитектурной целостности вашего дома как внутри, так и снаружи — это то, о чем следует подумать, прежде чем тратить деньги на пристройку. Когда Elite Construction установила это новое закрытое заднее крыльцо, они сохранили оригинальные линии дома и внешний стиль. В результате получается полностью функционирующее жилое пространство, которое снаружи не кажется резким или неуместным.
08 из 13
Архитекторы Дирендонкбланке
Это драматическое дополнение к дому в Бельгии от Dierendonckblancke Architects создает достаточно квадратных метров для маленькой квартиры, которая также имеет легкий доступ на крышу. Задняя часть красного строения скрывает винтовую лестницу на верхний этаж многоквартирного дома. Дизайн пристройки делает крышу очень функциональным внутренним и наружным пространством.
09 из 13
Джина Рэйчел Дизайн
Джина Гутьеррес, ведущий дизайнер и основатель Gina Rachelle Design, распотрошила целый дом, чтобы добавить 2455 квадратных футов. Она впечатляюще сохранила очарование бунгало, построенного в 1950-е годы. В гостиной все еще есть старинный камин, в то время как другие места в доме, такие как кухня, оснащены потрясающими современными элементами.
10 из 13
Новая Англия Дизайн + Строительство
Добавление небольшой террасы к пристройке может обеспечить функциональность смежных внутренних и внешних пространств. Терраса была добавлена к дизайну этого второго этажа главной спальни, дополненной New England Design + Construction. Терраса заполняет в противном случае пустое пространство и предлагает домовладельцу другое место назначения прямо за пределами спальни. Лучшая часть? Когда придет время продавать, этот домовладелец может возместить около 72 процентов стоимости террасы, согласно Remodeling’s Cost Vs. Отчет о стоимости.
Об этом термине: Главная спальня
Многие ассоциации недвижимости, включая Национальную ассоциацию домостроителей, классифицировали термин «Главная спальня» как дискриминационный. «Основная спальня» — это название, которое сейчас широко используется среди специалистов по недвижимости и лучше отражает назначение комнаты.
Узнайте больше о нашем обещании разнообразия и инклюзивности, чтобы сделать The Spruce местом, где все будут чувствовать себя желанными.
11 из 13
Новая Англия Дизайн + Строительство
Эта главная спальня в деревенском стиле от New England Design + Construction имеет высокие сводчатые потолки, покрытые деревянными панелями, и большую стеклянную дверь, выполняющую множество функций.
Консольный насос. принцип действия, классификация.
Львиную долю всех насосов производимых в мире составляют консольные насосы различных типов и исполнений. По оценкам специалистов, опубликованных в разное время в специализированных изданиях, касающихся насосной тематики, количество консольных насосов в штуках составляет от 59 до 72% от всего парка выпускаемых в мире насосов. Такая цифра обусловлена простой конструкцией консольного насоса по сравнению с другими видами насосов. Элементарный принцип консольного насоса обеспечивает его широкое распространение как в коммунальной технике, так и в сложных системах подачи жидкости военной техники и космических аппаратов.
Внешне конструкция консольного насоса очень похожа на многие другие, не специалист легко может ошибиться по внешнему признаку, особенно если опираться на название «консольный» и искать консоль в конструкции. В любом справочнике машиностроителя о консольном насосе написано буквально следующее:
«Консольный насос соединен с электродвигателем через упругую муфту. В насосах типа КМ рабочее колесо установлено на конце удлиненного вала электродвигателя…»
Разумно было бы предполагать, что консольным он называется потому что у него рабочая часть расположена консольно относительно станины. И это действительно так у некоторых небольших консольных насосов. Однако в большинстве случаев рабочая часть консольного насоса в своей самой дальней от привода точке жестко закреплена к корпусу насоса, и ни о какой консоли с виду речи быть не должно. Пример на рисунке — консольный насос марки К65-50-160/4:
Это классический консольный насос, и он без видимой консоли. Так почему же он называется консольным?
А называется он так не случайно. Дело в том, что консольная часть в таком насосе находится внутри корпуса, и является рабочим колесом, консольно закрепленным на валу.
Рабочее колесо консольного насоса представляет собой барабан, состоящий из двух дисков и перегородок, расположенных под определенным углом. Барабан помещен в полость и приводится во вращение посредством вала, подшипниковый узел которого защищен от жидкости внутри полости. Таким образом барабан (рабочее колесо) располагается консольно на валу внутри корпуса насоса. Полость в котором расположено рабочее колесо насоса имеет два отверстия — одно с противоположной стороны от вала (в центре, в районе оси вала), а второе на окружности корпуса. Первое отверстие служит для подвода рабочей жидкости к рабочему колесу консольного насоса, второе — для отвода жидкости под давлением. Давление жидкости возникает в результате вращения рабочего колеса и возникающего вследствие этого центростремительного ускорения в жидкости, вращаемой перегородками рабочего колеса — лопастями консольного насоса. Отсюда и название одного из видов консольных насосов — «центробежный консольный насос«.
Насосы консольные различают на:
«К» — основное исполнение консольных насосов. Выполняются горизонтального исполнения с опорой на корпус насосного агрегата. Привод происходит посредством упругой муфты.
«КМ» — консольный моноблочный. Рабочее колесо расположено не на собственном валу, как у насосов серии «К», а на удлиненном валу специального асинхронного электродвигателя.
«КМП» — повысительный моноблочный насос. Фактически тот же моноблочный консольник, но предназначен специально для работы в сфере ЖКХ, в жилых зданиях.
«КМЛ» (ЦВЦ) — линейный центробежный консольный насос с вертикальной осью рабочего колеса и линейным расположением всасывающего и выходного отверстий.
Для изготовления рабочего колеса консольного насоса используют конструкционные и легированные стали, а также серый чугун. Для перекачивания специальных (агрессивных) жидкостей применяют сплавы, адаптированные к воздействию перекачиваемой среды. Материал корпуса консольного насоса также может быть и чугунным, и алюминиевым, и изготовленным из нержавеющей стали.
В качестве уплотнений вала консольного насоса применяют сальники и манжеты самых различных типов, в зависимости от типа перекачиваемой жидкости и ее температуры. Серийно выпускаемые консольные насосы «К» и «КМ» предназначены для работы с жидкостью температурой до 85 градусов, для перекачивания более горячих жидкостей служат специальные насосы.
Консольный насос: характеристики и конструкция.
— —
Когда дело касается монтажа различных систем, включающих в состав прокачку воды или других жидкостей, вопрос о хорошем и качественном насосе как никогда актуален. В зависимости от масштаба предполагаемых работ по перекачке жидкости, кубатуры, длинны магистралей необходимо произвести точный расчет мощности и производительности. Но самое главное – это выбрать насос.
Содержание статьи
Устройство и принцип работы
Насосы типа К и КМ
Популярные модели
Правила подбора насоса
Видео: ремонт консольного насоса
Консольные насосы уже давно себя зарекомендовали только с положительной стороны. Их внешняя простота подкупает будущего владельца. Но за этой простотой кроется универсальное устройство, готовое выполнять любые задачи. Консольный насос предназначен для перекачки жидкости как в холодном, так и в горячем состоянии. Важной и отличительной особенностью является то, что в состав перекачиваемой жидкости могут входить примеси. Концентрация их не должна превышать 0,1%. Учитывая относительно высокую продуктивность, эта цифра на самом деле очень велика. Размер же некоторых твердых частиц ограничен в 0,2 мм.
Устройство консольного насоса характеризуется массивностью. Консольно моноблочный насос состоит из таких деталей как: 1 — крышка корпуса 2 — шпонка 3 — рабочее колесо 4, 6, 10 – болты 5 – корпус насоса 7 — корпус подшипника 8,9 – гайка и шпилька 11 – подшипник 12 – крышка подшипника 13, 15 – прокладки 14 – масленка 16, 17 – гайка и шайба рабочего колеса 18 – сливная пробка 19 – сальниковая набивка (уплотнение) 20 – защитная втулка 21 – прокладка 22 – крышка сальника 23 – отбойник 24 – вал 25 – шпонка для крепления муфты
Вся эта конструкция на шпильках крепиться к электрическому двигателю, вал которого вставляется в шпоночный паз. Двигатель чаще всего используется трехфазный.
Рабочее колесо консольного насоса выполняется чугунным или изготавливается из стали.
Корпус такого центробежного агрегата выполняют из чугуна, нержавеющей стали или алюминия. Сальниковые уплотнения и манжеты изготавливаются из материалов, рассчитанных на температуру перекачиваемой среды.
Кроме того насосы центробежные консольные делятся по типу уплотнения.
Их всего два: сальниковое и торцевое. Каждое из них заточено под свой определенный круг задач. В первом случае предусматривается наличие сальника. Поскольку выполнен он из резины, то появляется ограничение по значению температуры воды. Максимальный ее порог составляет 85 градусов Цельсия. Дальше могут появиться неизбежные протечки и последующий ремонт насоса. Торцевой стык является более надежным в этом плане и благодаря этому температура возрастает до 105 градусов Цельсия.
Принцип работы
Принцип работы консольного насоса напоминает работу центробежного агрегата.
Подав питание на электродвигатель, оператор запускает насос. Начинает вращаться рабочее колесо, которое имеет лопасти (крыльчатки).
Создаваемый разреженный воздух провоцирует всасывание жидкости через входной патрубок, что и происходит. Жидкость, накапливаемая в камере, начинает создавать давление, и лопасти колеса выталкивают ее через выходное отверстие. Центробежная сила при больших оборотах только усиливает давление и способствует увеличению скорости протекания всего процесса.
Как отмечается, во всем этом деле присутствуют большие силы и нагрузки. Поэтому правильный и грамотный подбор насоса – еще одна немаловажная тема. Ведь когда насос превосходит по мощности всю систему, резко снижается эффективность его работы. А связано это в первую очередь из-за слабого разрежения воздуха. Оно может спокойно превратить обычную воду в пар с последующим образованием конденсата.
Насос К и КМ. Популярные модели
Насос К или консольный насос типа К
Существует две основные маркировки консольных насосов. Первая – К. Эта буква обозначает, что это насос консольный центробежный. В этом названии присутствует слово консоль. Это специальное устройство, которое позволяет избежать течи жидкости, когда насос выдает давление на выходе гораздо больше, чем заявлено производителем. Для подстраховки в К-насосах используются спереди и сзади два уплотнительных элемента, а также сменная втулка, что в разы снижает износ всей конструкции.
Консольный насос КМ
Вторая маркировка – КМ. Это говорит о том, что перед вами консольно моноблочные насосы. Они отличаются огромной мощностью. Использование их эффективно на различных заводах, предприятиях, электростанциях. На ряду силовым преимуществом эти насосы имеют ряд таких недостатков, как: огромный вес и габариты уязвимость уплотнительных мест, что заставляет часто делать технический осмотр и ремонт высокая стоимость и сложность разборки, ремонта
В связи с этими неоспоримыми факторами многие отдают предпочтение первой категории в силу дешевизны и простоты.
Популярные модели
Консольный насос К 20 30 и К 30 30
Такой консольный горизонтальный насос комплектуется осевым подводом и используется для перекачивания различных неагрессивных жидкостей.
Насос К 30 30 используется в большем количестве областей. Он успешно применяется в промышленных насосных станциях, теплопроводах, городском и сельском водоснабжении. При этом данное оборудование нельзя эксплуатировать во взрывоопасной среде.
Агрегат обладает высоким качеством сборки, надежностью и не требует постоянного ухода.
Технические характеристики:
Напор — до 30 м.;
Производительность – до 20 м3/ч.;
Мощность – 4000 Ватт.
Консольный насос К65 50 160, К 80 50 200 и К80 65 160
Центробежный агрегат К 65 применяется для перекачивания чистой воды. Большая часть конструкционных элементов изготовлено из чугуна марки, вал – изготавливается из стали. Насосы серии К 80 — это одноступенчатые консольные агрегаты с горизонтального исполнения. Они используется для перекачивания воды с температурой более 80 °C.
Технические характеристики модели К 80:
Напор – до 32 м;
Расход – до 25 м3/ч;
Мощность до 5,5 кВт.
Технические характеристики модели К 80:
Напор – до 50 м;
Расход – до 50 м3/ч;
Мощность до 15 кВт
Правильный подбор насоса
Точный расчет, вот что требуют консольные насосы для воды, чтобы все работало качественно и безотказно. Для этого в первую очередь нужно учитывать диаметр и общую длину труб всей системы. С помощью этих данных рассчитывается общий объем воды и пропускная способность. Зачастую заказчик не владеет такими данными. Поэтому лучше всего обратиться к специалистам или производителю насоса. Квалифицированные люди подберут оптимальные характеристики консольных насосов, что предотвратит какие-либо переплаты. Так же нужно помнить, что электродвигатель (его мощность ) имеет огромное влияние на конечную производительность.
Еще один неоспоримый момент – установка. Она также требует детального подхода. Первым делом нужно хорошо подготовить место установки. Это должно быть твердое, желательно бетонное основание, имеющее специальный крепеж. Поскольку ранее речь шла о высоких нагрузках и центробежных силах, то установочная площадка с легкостью должна выдерживать массу двух таких насосов. Ее размеры должны выступать за габариты насоса. Только после этого насос устанавливается на ее центр и основательно крепится к ней.
Входное и выходное отверстия выполнены в виде фланцев. Трубы к ним присоединяются с помощью болтов и использованием уплотнительной прокладки. Необходимо следить, чтобы не произошло пережатия уплотнения. Подключаемая система труб также имеет вес и может определенно создавать нагрузку на сам насос. Этого явления крайне необходимо избегать.
Установка перекрывающих кранов с обеих сторон — еще одно важное требование. В случае ремонта или технического обслуживания их перекрытие позволяет не вытекать жидкости из насоса, следовательно, в рабочей области не будет скапливаться воздух.
Вибрация при работе – злейший враг консольного насоса. Из-за нее впоследствии могут возникать различные протечки, трещины на стыках сварочных швов. Ее появление зависит от множества факторов. Все начинается с момента установки и проверки уровня над землей. Недавно речь шла про центробежные силы. Их действие также вызывает посторонние толчки. При определенной скорости вращения двигателя может появиться резонанс колебаний. В этот момент насос может чуть ли не подпрыгивать над землей.
Для борьбы с данным явлением используются специальные вибровставки или виброопоры. Суть их заключается в гашении вибрации, возникающей в насосе и предающейся по трубам. Их выбор связан с расчетом, который зависит от мощности самого двигателя и скорости вращения вала. Данный момент нельзя упускать из виду, так как вибрации также отрицательно влияют на подшипники.
Видео: ремонт консольного насоса
Ремонт консольного насоса в большинстве случаев заключается к замене подшипников и уплотнений. Конструктивные особенности агрегата и в целом несложная конструкция позволяют этому насосу работать продолжительное время без поломок и обеспечивают высокую ремонтопригодность.
Эксплуатация данного насоса требует особой осторожности и внимательности. Необходимо постоянно следить, чтобы площадка с насосом всегда была сухой. При появлении каких-либо утечек нужно экстренно прекратить работу и отключить питание. Далее тщательно проверить все соединения и уплотнения, осуществить текущий ремонт.
Вместе со статьей «Консольный насос: характеристики и конструкция.» читают:
Консольный насос
FV | Sulzer
Доступность ограничена. Пожалуйста, свяжитесь с вашим местным торговым представителем для получения дополнительной информации.
Основные особенности дизайна
Универсальная, надежная, высокоэффективная гидравлика и варианты материалов
Отсутствие уплотнения вала для надежной работы и снижения затрат
Надежный, упрощенный подшипниковый узел для тяжелых условий эксплуатации
Модульная конструкция минимизирует затраты на запасные части
Ключевые характеристики
Вместимость
До 170 л/с или 2 600 галлонов США в минуту
Головки
До 65 м / 215 футов
Давление
До 1,0 МПа / 150 фунтов на кв. дюйм
Температура
До 220°C / 430°F
Размеры нагнетания
От 50 мм/2 дюйма до 200 мм/8 дюймов
Максимальная скорость вращения
3000 об/мин
Диапазон производительности
Диаграмма диапазона производительности FV, 50 Гц
Тематические исследования и статьи
Насосное оборудование в процессах фосфорных удобрений
Насосы лежат в основе производства фосфорных удобрений, и правильный выбор оборудования, учитывающий гидравлическую конструкцию, материалы конструкции, знания о применении, рабочую точку и режим обслуживания, имеет решающее значение для обеспечения надежной долговременной работы насоса и максимальной производительности установки. Прочитайте всю статью.
Тематические исследования
Где бы ни перекачивались, смешивались, контролировались или применялись жидкости, мы всегда рядом. Посмотрите, как наши решения создают ценность для клиентов, и узнайте, как мы можем сделать ваши процессы перекачки и смешивания более эффективными и прибыльными, защищая ваше производство и обеспечивая длительную надежность.
Бесступенчатую трансмиссию можно использовать в любом отстойнике с умеренным содержанием твердых частиц.
Мешалки, динамические смесители
Sulzer SALOMIX® и технологии смешивания и перемешивания Scaba предлагают широкий ассортимент продукции для промышленного применения. Боковые горизонтальные и верхние вертикальные мешалки, динамические химические смесители, а также продукты для управления потоком в колонне и резервуаре гарантируют эффективное перемешивание и перемешивание.
Насосные услуги
Надежная и эффективная работа насоса имеет решающее значение для вашего бизнеса. Поэтому вам нужен партнер по обслуживанию, который может реагировать быстро и гибко. Наши насосные услуги не имеют себе равных и предоставляют решения, которые помогут вам улучшить ваши процессы и эффективность бизнеса.
Оригинальные запчасти для насосов.
Оригинальные запасные части, обработанные с соблюдением правильных допусков и зазоров, обеспечивают идеальную посадку каждый раз с первого раза. Наше стремление к постоянному совершенствованию часто позволяет нам поставлять детали с улучшенными характеристиками, что повышает производительность, продлевает срок службы оборудования и снижает затраты на техническое обслуживание.
Сервисные комплекты
Когда ваше оборудование нуждается в ремонте, вам не нужно беспокоиться о том, чтобы тратить драгоценное время на поиск нужных деталей или, что еще хуже, на обнаружение отсутствия некоторых мелких, но жизненно важных деталей. С сервисными комплектами Sulzer вы получаете все необходимое в одном пакете.
Механические уплотнения Sulzer
Механические уплотнения
Sulzer имеют прочную конструкцию и доказали свою надежность в различных насосных установках.
Не существует насоса, подходящего для всех, — нет единого решения для всех сценариев. Если у вас есть отстойник и вам нужно перекачивать абразивный шлам, это похоже на работу для насоса GPM-Eliminator™. В высококоррозионных и высокотемпературных средах вы увидите лучшие и более долгосрочные результаты от насоса с удлиненным валом. Ознакомьтесь с нашим сравнением промышленных насосов ниже и узнайте немного о каждом насосе, а также советы по наилучшему выбору вашего следующего проекта.
КОНСОЛЬНЫЕ НАСОСЫ Сначала были консольные насосы. 30-40 лет назад большинство промышленных водоотливных насосов включали консольный насос. Эти насосы были разработаны для перекачки горячих, агрессивных или иных летучих жидких материалов, и они, безусловно, работали, но не так эффективно и мощно, как современные погружные насосы.
Традиционный консольный насос имеет подшипники, расположенные рядом с подошвой. Такое размещение не является идеальным, так как оно мало снижает отклонение вала, вызванное гидравлической нагрузкой рабочего колеса, и часто может привести к выходу из строя нескольких важных деталей, включая валы, подшипники и уплотнения. В современных насосах с удлиненным валом GPM-Eliminator эта проблема решена за счет размещения подшипников рядом с рабочим колесом насоса.
Несмотря на то, что консольные насосы все еще используются сегодня, есть несколько проблем, которые могут возникнуть, когда какой-либо старый насос выходит из строя при завершении ремонта, и закупка запасных частей становится более сложной. Если запасные части доступны, что бывает не всегда, их приобретение может быть проблемой: их может не быть на складе, их необходимо переделать, или их доставка из-за границы может занять несколько месяцев. В приложениях, рассчитанных на работу в режиме 24/7/365, простои в течение нескольких месяцев неприемлемы. При выборе любого насоса очень важно понимать поддержку послепродажного обслуживания и доступность запасных частей, потому что в какой-то момент в будущем он пригодится. Выбор насоса с более высокой средней наработкой на отказ и легкодоступными запасными частями поможет обеспечить вашу работу в течение длительного времени.
ПОГРУЖНЫЕ НАСОСЫ Затем последовали погружные насосы, превосходное решение многих промышленных задач по откачке отстойников. Имея в целом меньшую занимаемую площадь, а также возможность размещения непосредственно в отстойнике, погружные насосы решили многие проблемы, обычно связанные с консольными насосами.
GPM-Eliminator — самый прочный и надежный погружной шламовый насос в мире, созданный для работы в самых тяжелых условиях. От грязной воды до 70% твердых частиц, эти насосы рассчитаны на многолетнюю бесперебойную работу. GPM-Eliminator может похвастаться десятилетиями долгой и трудолюбивой службы.
На протяжении десятилетий наши погружные насосы зарекомендовали себя как превосходное решение для большинства применений в промышленных отстойниках, хотя есть несколько исключений, в том числе применения, требующие особых гидравлических характеристик с взрывозащищенными двигателями, или применения с уникальными химическими требованиями, требующими насосы из экзотических материалов.
НАСОСЫ С УДЛИНЕННЫМ ВАЛОМ Когда приходит время заменить устаревший консольный насос, переход на погружной насос может быть разумным выбором, но не единственным вариантом. В зависимости от потребностей вашего применения, мы рекомендуем также обратить внимание на насос с удлиненным валом.
Насосы с удлиненным валом идеально подходят для замены консольных насосов. Компания GPM разрабатывает решения с удлиненным валом для насосов GPM-Eliminator, подгоняя каждый насос к определенному размеру, необходимому для работы. Одним из самых больших преимуществ насоса с удлиненным валом по сравнению с консольным насосом является превосходная современная конструкция.
Инженеры GPM разработали удлиненную линию вала насосов с подшипниками рядом с рабочим колесом для дополнительной защиты. Эта конструкция обеспечивает дополнительную опору в нижней части насоса, что позволяет уменьшить наружный диаметр вала, который может быть длиннее, чем у традиционного консольного вала насоса, который также потребляет меньше энергии для привода насоса. Мы также используем двойное механическое уплотнение и работаем в герметичной камере с затворной жидкостью, чтобы защитить важные детали от загрязнения.
Наконец, конструкция насоса GPM с удлиненным валом включает в себя взрывозащищенный двигатель, что позволяет использовать эту модель в тяжелых условиях, требующих взрывобезопасности.
ПОДХОДЯЩИЙ НАСОС ДЛЯ ЛЮБОЙ РАБОТЫ Все модели насосов имеют свои достоинства – и с полной линейкой насосов, включая как погружные насосы, так и насосы с удлиненным валом, компания GPM готова предоставить правильный насос для любой работы.
Практически каждому дому необходимо крыльцо. Помимо практической стороны вопроса, без него любое строение будет иметь незаконченный вид. Если возведение дома дело хлопотное, требующее высокого профессионализма, то бетонное крыльцо для дома своими руками может при желании построить любой хозяин, имеющий общие понятия о строительстве.
Фото бетонной основы.
Общие требования
Несмотря на то, что инструкция по возведению большой сложностью не отличается, отнестись к строительству лучше серьезно.
Практически все этапы строительства физически тяжелые, так что попотеть придется.
Полукруглая конструкция.
Специалисты советуют начинать с общего эскиза конструкции. Очень важно чтобы железобетонное крыльцо органично вписалось в архитектуру строения. В противном случае вы рискуете испортить лицевую часть дома.
Бетон здесь выбран далеко не случайно, дело в том, что при соблюдении всех норм, правил и требований по строительству данная конструкция будет верой и правдой служить вашим внукам и правнукам. Причем немаловажным фактором является то, что бетон используется в качестве основы и облицевать или перелицевать его можно в любое время, любым облицовочным материалом.
Данный материал одинаково хорошо подходит для любого строения, так бетонное крыльцо к деревянному дому можно легко обшить деревом или сайдингом под дерево, благодаря чему оно будет смотреться как часть деревянной конструкции.
Фигурная заливка.
Технические требования
Естественно любое строительство начинается с грамотного планирования, прежде всего, нужно нарисовать, как можно более подробный чертеж или хотя бы эскиз.
Устройство бетонного крыльца в принципе не сложное, но при строительстве важно учесть много разных нюансов.
Количество ступеней зависит от высоты сооружения. Согласно нормам ГОСТ для комфортного передвижения высота каждой ступени «подступенок», при заливке, должна находиться в пределах 120 – 180 мм. Ширина бетонной ступени «поступь» колеблется от 250, до 300 мм.
Количество ступеней обязательно должно быть не четным, дело в том, что человеку удобно преодолевать лестничный марш, начиная и заканчивая движение с одной ноги. Угол наклона марша также имеет определенное значение, здесь кроме удобства передвижения еще важно чтобы атмосферные осадки не задерживались на конструкции, он составляет 26 — 45º.
Глубина площадки перед дверью должна быть не менее 1 м, в идеале для комфортной эксплуатации берется 2 размера открытой входной двери. Минимальная ширина должна превышать размеры дверной лутки на 150 мм. Площадка перед дверью делается несколько ниже среза двери, примерно на 50 мм.
Минимальная ширина самого лестничного марша для нормального движения 1 человека должна быть порядка 800 мм, для двоих не менее 1 м. Если в лестничном марше планируется более 3 ступеней, то желательно обустроить конструкцию поручнями.
Размеры лестницы.
Этапы возведения
Когда чертеж готов и все расчеты выполнены, можно приступать к строительству. Оно имеет несколько условных этапов, закладка фундамента, монтаж опалубки, армирование, приготовление и заливка раствора, облицовка.
Крыльцо к деревянному дому.
Закладываем фундамент
Здесь есть несколько вариантов.
Надежнее всего конечно залить общую монолитную армированную плиту на всю квадратуру конструкции, но цена такого варианта будет достаточно солидной.
Чаще всего заливается ленточный фундамент по периметру, а внутреннее пространство заполняется песком или гравием. Глубина заложения должна быть на уровне глубины фундамента дома или ниже точки промерзания почвы на 150 мм.
В идеале железобетонное крыльцо лучше планировать еще перед тем, как залить фундамент дома, чтобы они составляли единое целое, тогда никакое морозное пучение крыльцу не страшно.
В местах с большим уровнем промерзания грунта можно смонтировать ленточно-столбчатый фундамент. В таком случае плита или лента закладывается на глубину 40 см, плюс в узловых точках делаются опорные бетонные столбы ниже промерзания грунта на 30 см.
Важно: если вы пристраиваете крыльцо к готовому строению, то крайне не желательно опирать лестничный марш на фундамент дома. Зимой, из-за подвижек почвы, конструкции могут взаимно разрушаться.
В этом случае оба монолита желательно делать независимо друг от друга.
Как говорилось ранее, средняя глубина заложения фундамента около 30 – 40 см. Дно хорошо утрамбовывается и застилается рубероидом или геотекстилем. Далее идет 10 см песка и 5 см щебня, все это плотно утрамбовывается.
Монтаж опалубки
Простейшее армирование опалубки.
Традиционно опалубка может обустраиваться из листового железа или толстой фанеры, USB плит и деревянных досок. Цена железной опалубки «кусается», плюс она тяжелая. Поэтому чаще всего ее монтируют из древесных материалов.
Размер боковых листов подбирается с учетом погружения в грунт до отмостки. Они укрепляются ребрами жесткости и подпорками. Изнутри, после монтажа арматуры, устанавливаются и фиксируются между собой и к боковым листам планки ограничивающие подступенок.
Что касается арматурного каркаса, то его схему также стоит заранее прорисовать в эскизе. Вся конструкция армируется не менее чем 2 слоями арматуры с шагом в 100 – 200 мм. Оптимальное сечение прута здесь 12 мм. Конструкцию можно сварить, но зачастую быстрее ее связать обвязочной проволокой.
К монтажу опалубки следует отнестись серьезно, так как если вы зальете кривую конструкцию вам, для исправления дефектов уже понадобится резка железобетона алмазными кругами, а это дорого и трудоемко.
Присадка к бетону.
Важно: при боковой стыковке лестницы к фундаменту и стене дома, специалисты советуют зафиксировать края арматуры в заранее просверленных отверстиях. Здесь для обустройства применяется алмазное бурение отверстий в бетоне.
Заливка раствора
Железобетонное крыльцо не относится к объектам с повышенной нагрузкой, поэтому для него достаточно бетона марки М200. Если планируется облицовка керамогранитом или иным прочным материалом, то можно обойтись и маркой М100.
Но следует помнить, что чем ниже марка раствора, тем дольше он будет застывать.
Соотношение составляющих приведены в таблице ниже.
Соотношение составляющих в растворе.
Как правило, бетон готовится непосредственно на площадке, лучше использовать бетономешалку, вручную качественно вымешать тяжело. Для уплотнения бетона удобно использовать погружной электровибратор, который можно взять в аренду или штыковать прутами вручную.
Для увеличения пластичности бетона в народе советуют добавить гашеную известь и мыльный раствор или моющее средство. Но мы рекомендуем купить специальную присадку для бетона, она может на порядок улучшить все характеристики состава.
Опалубку рекомендуется снимать не ранее чем через 3 дня, но бетон набирает прочность в течение 27 суток. Причем на протяжении этого времени его нужно регулярно смачивать.
Погружной электровибратор.
На видео в этой статье вы можете найти для себя еще несколько полезных советов.
Вывод
Еще хочется отметить, что перед тем как сделать бетонное крыльцо своими руками, не лишним будет твердо определиться с видом облицовочного материала, так как от его толщины напрямую зависит геометрия конструкции. Плюс любое крыльцо желательно оборудовать козырьком или навесом.
Облицованная бетонная лестница.
загрузка…
masterabetona.ru
Как правильно залить бетонное крыльцо | Дачные дела
Многих строителей и не только интересует вопрос о том , как залить крыльцо из бетона. И здесь главное четко соблюдать инструкцию по заливанию такого бетонного кольца.
Как правильно залить бетонное крыльцо?
Для этого понадобится несколько инструментов и разных материалов , без которых никак не получится залить бетонное крыльцо.
Что касается инструментов , то здесь главное кметь шуруповерт и несколько десятков больших шурупов, а так же молоток или топор (это нужно для того , что время от времени раствор будет давить на опалубку и нужно будет где то ее немножко подубить или выровнять ).
На сет материалов, то понадобятся такие материалы как – бетонный раствор (он состоит из песка , воды и цемента ), песок , доски (доски должны бать крепкие, что выдержать напор раствора ) и арматурная сетка.
Итак, как залить крыльцо из бетона ?
Нужно постепенно выполнить следующие действия, а именно:
Сначала нужно подготовить яму , на площади которой вы будете заливать бетонное кольцо
После этого нужно будет сделать опалубку – и главное , что бы эта опалубки была очень крепкой
Потом дно этой ямы нужно будет застелить каким то надежным стройматериалом , лучше всего если это будет рубероид
После этого нужно начинать набирать в опалубку бетонный раствор – при этом можно использовать различный строительный мусор , как то камешки , железо , арматура . Это можно делать для того , что бы уменьшить количество бетонного раствора
Когда бетон залит до середины опалубки , то нужно будет положить так называемую сетку из арматуры
Если же все эти действия выполнены , то нужно будет удостоверится еще раз , что опалубка действительно надежная, что нигде нету каких либо трещин , и что опалубка в состоянии выдержать натиск бетонного раствора
Так же не менее интересный вопрос о том , как залить ступени для крыльца . Сначала нужно будет для этих ступеней сделать опалубку
При этом доски по своей ширине должны быть такие же как и высота подступенков .При помощи хорошего шуруповерта и обычных шурупов нужно будет прикрепить эти доски к деревянным кольям , которые должны уже стоять до этого времени
Доски для опалубки ступеней можно использовать точно такие же , которые использовали и для опалубки всего крыльца .
Если же вас интересует вопрос – как залить крыльцо своими руками , то эта статья конечно же очень поможет вам сделать все гораздо быстрее, а главное качественно
А так же вы можете посмотреть видео Подготовка к бетонированию фундамента крыльца
dachnoe-delo.ru
Отливка крыльца возле дома
На главную /Ландшафтный дизайн /Дачные работы/…
Если тропинки в саду – лицо дачи, то крылечко в дом – это его визитная карточка. Поэтому постройка крыльца – это одна из самых важных и ответственных задач стоящих перед дачником. На наших участках очень часто можно встретить деревянные конструкции, сделанные даже с применением биозащитных растворов, очень красивые, но в тоже время достаточно непрактичные с точки зрения частоты ремонта.
Как правило, такие входные группы приходится ремонтировать не реже одно раза в три года, а то и чаще, чтобы поддерживать крыльцо в надлежавшей форме. Поэтому на семейном совете мы решили, что остов крыльца в нашем дачном домике будет только бетонный, а внешняя его отделка будет соответствовать общему стилистическому решению всего домика в целом.
Для отливки крыльца нам понадобятся:
Битый строительный кирпич;
Речной песок для замешивания раствора;
Цемент марки М-400;
Куски арматуры и железные прутки;
Металлическая проволока для скрутки арматуры;
Тарная шинка – для строительства опалубки боковых стенок крыльца и его ступенек.
1. Отливка стоек для крыльца
Очень важно сделать крыльцо таким образом, чтобы сезонные колебания грунта (пучинистые грунты очень сильно «гуляют» во время промерзания и оттаивания почвы) не привели к трещинам. Для этого необходимо в основание крыльца отлить вертикальные стойки. Можно применить любой подручный материал.
Опалубка вертикальной стойки под основание крыльца сделана из старого линолеума.
Копаем ямку на глубину 50-60 см и укладываем в нее опалубку, сделанную из обрезка линолеума скрученного в рулон. Причем рулон, словно конус, расширяется книзу. В литературе описаны такие примеры, но в качестве оберточного материала применяют кровельное железо. А форма конуса мешает стойке выйти на поверхность, грунт ее вытолкнуть не может.
Линолеум свернут и скреплен с помощью скоб от строительного степлера – получается очень прочная и в тоже время гибкая опалубка, в которую очень удобно заливать подготовленный раствор.
Раствор готовится по пропорции 4:1 (четыре части песка на одну часть цемента). Перемешивается раствор с постепенным добавлением воды. Густота раствора не должна быть гуще или жиже состава напоминающего сметану. Лишняя вода в растворе способствует образованию пор, в которые скапливается вода и в дальнейшем замерзая, разрушает бетон. В центр стойки укладываем два арматурных прутка, к которым в дальнейшем прикрепим арматуру основной части крыльца.
Стойка для крыльца готова.
Аналогично делается и заливка всех последующих стоек.
Не бойтесь разной высоты отливаемых опор – это не страшно, они будут внутри основной опалубки и поэтому их высота не играет существенной роли.
Все четыре стойки для крыльца готовы.
Передние стойки будут находиться под первой ступенькой, поэтому сделаны диаметром поменьше и из обрезка пластиковой канализационной трубы.
Пока раствор в стойках схватывается, делаем песчаную отсыпку подушки, на которую будем отливать крыльцо.
Высота песчаной подушки должна быть не менее 5-8 см. Её основная функция компенсация влияния колебаний грунта на крыльцо.
Делаем опалубку для заливки раствора. Основной материал для ее производства – тарная шинка. Это практически бросовый материал, из которого делаются ящики для перевозки грузов, они в изобилии есть на любой базе. Крепим шинку на направляющие с помощью саморезов по дереву, сколачивая щиты.
чень важно верно заложить ступени будущего крыльца по высоте. В нашем случае это 12 см – это ширина двух тарных шинок.
После того, как опалубка готова, приступаем к гидроизоляции подушки фундамента от основной части крыльца. Для этой цели можно использовать обычную полиэтиленовую пленку положенную на основание подушки. После этого приступаем к армированию внутреннего пространства крыльца. Для этой цели можно использовать любой подручный материал. В нашем случае – это обрезки арматурного прутка оставшиеся от заливки основного фундамента под домиком.
Крепим пруток к залитым пруткам стоек, чтобы создать надежную конструкцию, не боящуюся подвижек грунта.
В качестве креплений арматуры используем скрутку из проволоки. Если скрутку сделать нельзя, то стягиваем соединение пластиковым хомутиком.
Обратите внимание на дно опалубки – четко видна полиэтиленовая пленка, которая играет роль гидроизоляции крыльца.
Приступаем к заливке внутреннего пространства. В качестве наполнителя используем всякий строительный мусор (осколки кирпича, растворные поддеки, бетонные сколы и т.д.) Важно заполнить внутреннее пространство таким образом, чтобы как можно меньше ушло цементного раствора для внутреннего пространства (в разумных пределах конечно!).
Первая ступенька готова, обратите внимание на осколки кирпича, виднеющиеся в растворе.
Ровность ступенек лучше выводить строительным шпателем с шириной основания 30 см.
Принцип наполнения опалубки под заливку. Самый правильный способ делать все слоями, с достаточным пространством межу «утопленными» в раствор кирпичами.
Все отливка крыльца закончена, осталось дождаться полного схватывания бетона и затем снять опалубку, но это будет не раньше чем через две недели.
Пока это черновой вариант крыльца, который в дальнейшем будет отделан клинкерной плиткой в тон стен дачи, но это уже совсем другая история.
hodremonta.ru
Смотрите также
Химические добавки для бетона
Полимерный бетон
Строительство септиков из бетонных колец
Выровнять бетонный пол своими руками
Усиление бетонных конструкций
Кессон для скважины из бетонных колец своими руками
Антисептик для бетона
Удобоукладываемость бетонной смеси
Бетон белоостров
Бетон курган
Трещины в бетоне
Крыльцо из бетона своими руками +фото
Часто цоколь дома находится слишком высоко, отсюда возникают проблемы при входе в дом, и тогда наличие крыльца станет просто обязательным элементом строительства.
Прежде всего, необходимо, чтобы оно было крепким и пропорциональным самому дому, иначе конструкция будет смотреться некрасиво и нелепо. В настоящее время выбор отделочных материалов просто огромен, и вопрос о том, как будет выглядеть крыльцо и фасад дома, целиком зависит от вашей фантазии и материальных возможностей. Конструкция и стиль крыльца также могут быть самыми разнообразными.
Выделяют несколько разновидностей формы:
в форме трапеции;
в форме прямоугольника;
в форме квадрата;
в форме круга.
Полукруглая бетонная лестница
Конструкция, в свою очередь, может быть:
открытой;
закрытой;
выполненной в форме веранды.
Расположение перил и ступенек может быть либо сбоку, либо с фронтальной стороны.
Конечно, для строительства можно нанять специализированную бригаду строителей-профессионалов, но если такой возможности нет, то это нужно будет делать самим.
Содержание
Особенности строительства
Подготовка территории и расчеты
Работа с опалубкой
Бетонирование
Видео
Фото
Особенности строительства
Закладка фундамента
Лучше всего строить крыльцо непосредственно вместе с домом. В этом случае, они будут иметь общую гидроизоляцию и общее основание. Проведение работ по гидроизоляции – обязательный этап, необходимый для того, чтобы крыльцо вам прослужило долгое время без каких-либо деформаций. Но, если одновременное строительство невозможно, необходимо знать, что крыльцо должно быть ниже уровня двери на 5 см. Наличие ступеней целиком зависит от высоты входной двери.
Выбор площадки для данной постройки должен отвечать, прежде всего, требованию удобства. Необходимо использовать в работе материал только хорошего качества, влагостойкий, поскольку крыльцо будет постоянно подвержено перепаду температур.
Армирование
В начале хозяин дома должен определиться с основными этапами строительства:
Этап подготовки. Происходит подготовка площадки под строительство, в ходе которого рассчитываются размеры;
Основной. Его суть заключается в изготовлении, установке и завершении опалубки;
Завершающий – бетонная укладка.
Подготовка территории и расчеты
Расчистка площадки под крыльцо
Вначале нужно полностью расчистить площадку на месте будущего крыльца, убрать старое, если оно там было. Для работ, связанных с фундаментом, роют яму. Ее глубина — 20-30 см, ширина – больше размера всей площадки на 2,5 см.
Далее засыпается слой щебня, затем – слой сырого песка. Необходимо, чтобы пустоты в щебне были заполнены песком.
Рассчитывая необходимые размеры, нужно начать с расстояния от грунта до основания порога. Полученный показатель будет считаться высотой. Ступени должны быть в среднем на 15 см шире, чем дверь. Для того, чтобы сделать выход из дома безопасным, верхняя ступень должна иметь метровую ширину.
Для расчета высоты отдельной ступени, высоту крыльца делят на число ступеней, которое предполагается сделать.
Работа с опалубкой
Изготовление опалубки
После проведения всех необходимых расчетов изготавливают опалубку, высота которой должна быть больше на 30 см высоты самого крыльца, поскольку она уйдет в грунт. Возможен вариант, чтобы опалубка была выше на 20 см, но это только в том случае, если грунт прочный.
Необходимо начертить подступенки и проступи под углом в 90о. Затем чертится площадка и проступи с наклоном в 6 мм и глубиной водяного стока 30 см. После этого чертят подступенки. Их наклон составляет 15о. К бокам опалубки необходимо прикрепить ребра жесткости. Далее, отступают от стены здания на 1 см и монтируют приготовленные щиты. На глубину 25 см забивают колья. Их расстояние от выемки составляет 45 см. Между опалубкой и кольями ставят распорки, засыпают основание на 10 см и утрамбовывают. Доски обрезаются под размер подступенков, а к опалубке прибиваются доски. Для этого нужны будут грозди, имеющие двойную шляпку.
Бетонирование
Бетонирование крыльца
В завершении, фундамент дома накрывают рубероидом, а затем наносят герметик для создания температурного шва. С внутренней стороны опалубку покрывают смазкой, во избежание прилипания бетона к конструкции.
Лучше всего бетонировать крыльцо сразу из лотка. Удобнее, если бетономешалка находится непосредственно около крыльца. Укладку начинают с нижней ступени, двигаясь вверх.
Закрепление опалубки дополнительными подпорками поможет предотвратить ее деформацию под давлением бетона. Необходимо наносить большое количество бетона, во избежание пустот и отверстий. После отделки бетонной поверхности, необходимо дать ей выдержаться в течение недели, после чего опалубку можно будет снимать.
Видео
Фото
Крыльцо из бетона и кирпича
Монтаж опалубки крыльца
Бетонное крыльцо с перилами
Бетонное крыльцо с колоннами
Трапециевидное бетонное крыльцо
Помогла ли вам статья?
Pouring Concrete Patio: Руководство для новичков
Каждый редакционный продукт выбирается независимо, хотя мы можем получать компенсацию или партнерскую комиссию, если вы покупаете что-либо по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
Из литого бетона можно сделать потрясающий внутренний дворик, и добиться успеха проще, чем вы думаете. Вот как добиться отличных результатов.
Патио из залитого бетона может преобразить ваш двор. Если вы планируете взяться за этот проект, ваш успех зависит от подготовки. Начните с чтения этого руководства.
На этой странице
О бетонных патио
Прочный, привлекательный, долговечный и простой в уходе — это преимущества бетонного патио. В отличие от тротуарной плитки или тротуарной плитки, патио из залитого бетона значительно уменьшает зазоры и трещины, которые могут привести к росту сорняков и нашествию муравьев.
Надлежащая заливка террасы – это большая работа, и вы не хотите экономить на качестве. Следуйте этим рекомендациям, и ваш бетонный дворик будет радовать вас долгие годы.
Сколько вы сэкономите?
Вы сэкономите от 40 до 50 процентов, заливая свой внутренний двор самостоятельно. (Выбор пути «Сделай сам» также означает, что вы можете быть уверены, что все технические детали выполнены правильно. ) Вы сэкономите еще больше, если будете смешивать бетон самостоятельно, а не доставлять его с помощью грузовика с готовой смесью.
На что обратить внимание
Размер, ситуация, время и бюджет — вот основные факторы, которые следует учитывать при планировании бетонного патио. В частности, при планировании подумайте об этих предметах:
Площадка ровная? Возможно, вам придется добавить уплотненную насыпь на участок, чтобы выровнять наклонную площадку для патио.
Будете ли вы копать вручную с помощью лопаты, арендуете небольшой экскаватор или наймете профессионала для копания? Несмотря на то, что ваш внутренний дворик будет располагаться на земле, вы должны удалить дерн и верхний слой почвы перед тем, как строить опалубку и заливать бетон. Размер вашего запланированного внутреннего дворика, текстура почвы и уровень вашей физической подготовки определяют, будете ли вы копать землю вручную или нет.
Какой толщины будет плита для террасы? Минимальная толщина бетонного патио составляет четыре дюйма. Вы захотите сделать его толщиной от шести до восьми дюймов, если внутренний дворик будет поддерживать конструкцию, такую как беседка или джакузи.
Инструменты
Лопата
Тачка
Ручная пила
48-дюймовый уровень или лазерный уровень
Молоток
Дрель-шуруповерт
Мастерок
Метла
Материалы
Пиломатериал 2×6 или 2×8 для форм
1-1/2 дюйма. х 1-1/2 дюйма. х 18 дюймов. деревянные стойки (по одной на каждые 36 дюймов длины формы плюс по одной на каждый угол)
№ 10 x 3-1/2 дюйма. палубные винты для сборки опалубки
Бетонная смесь в мешках или портландцемент и песок для ручного смешивания, или товарный бетон на грузовике
Щебень
Армирующие волокна для бетона
Аэрозольная краска
Веревка и колья
Оборудование
Переносная бетономешалка (если вы не заказываете товарный бетон)
Отрезная пила по каменной кладке
Процесс
Существует несколько основных этапов заливки бетона для патио, включая разметку и выемку грунта, сборку и выравнивание опалубки, смешивание и заливку бетона, отделку бетона и многое другое. Вот процесс более подробно:
Отметьте свою рабочую зону : Используйте аэрозольную краску или веревки и колья, чтобы отметить свой внутренний дворик. Сделайте эту область на 18 дюймов длиннее и шире, чем окончательный размер патио, которое вы хотите. Вам понадобится эта комната для форм и пространство, необходимое для работы вокруг них.
Раскопки территории: Используйте лопату или арендованный мини-экскаватор, чтобы выкопать дерн и верхний слой почвы в области вашего внутреннего дворика. Стремитесь опуститься на шесть-восемь дюймов ниже текущего уровня почвы.
Формы сборки: Соедините брусья 2×6 или 2×8, чтобы сформировать внешнюю форму вашего патио. Используйте № 10 x 3-1/2 дюйма. палубные винты для соединения углов, по три винта на угол.
Квадрат формы: Если противоположные стороны вашей области формы имеют одинаковую длину (а они должны быть), то уравнивание диагональных измерений, сделанных из угла в угол, автоматически сделает углы квадратными. Вбейте по одному колу в землю в каждом углу, чтобы форма оставалась квадратной после того, как она будет отрегулирована.
Выпрямите форму: Никогда нельзя доверять пиломатериалам, чтобы они были прямыми. Вот почему вы должны использовать строки по бокам формы в качестве прямой линии отсчета. Поместите колышки через каждые 36 дюймов вдоль внешней поверхности формы, чтобы края формы оставались прямыми.
Выровняйте опалубку: Определите самый высокий угол, который вы хотите для своего патио, поднимите верхнюю часть опалубки до этого уровня, а затем вверните шуруп для настила через стойку в опалубку, чтобы зафиксировать ее в нужном положении. Это ваша отправная точка отсчета. Используйте 48-дюймовый. Уровень или лазерный уровень, чтобы поднять весь периметр формы на высоту уровня, затем вверните один шуруп через стойку в деревянную форму. Дважды проверьте, чтобы все верхние края всех досок формы были на одном уровне друг с другом.
Распилить колья: Когда придет время выравнивать бетон, вы проведете длинный прямой кусок дерева по верхним краям формы, когда будете заканчивать бетон. Это называется «стяжка», и именно поэтому вам нужно распилить колья заподлицо с верхними краями формы. Сделайте этот шаг сейчас, используя ручную пилу.
Добавить щебень: Засыпать и выровнять щебень, чтобы сделать дно котлована более ровным и создать пространство для стока воды. Сгребите щебень так, чтобы он находился на одинаковой глубине от верхнего края досок опалубки. Эта глубина определяет толщину бетона вашего завершенного патио.
Добавить армирование: Бетон необходимо армировать, чтобы свести к минимуму растрескивание террасы. Некоторые люди используют арматурную стальную сетку, но 1/2 дюйма. арматура на 12-дюймовом. х 16 дюймов. сетка работает лучше. Поместите сетку или арматуру на дно формы, затем поднимите ее во время заливки так, чтобы арматура была на два дюйма выше дна.
Формула для определения количества бетона: (толщина x ширина и длина патио в футах) деленное на 27 = требуемый объем бетона в кубических ярдах.
Заливка и отделка бетона: Если ваш внутренний дворик крошечный, вы можете купить мешки с бетонной смесью, которую можно просто добавить воды. Добавьте это в портативную бетономешалку барабанного типа с некоторым количеством воды, чтобы создать однородную смесь, имеющую консистенцию крутого теста для торта.
На больших террасах можно сэкономить, купив портландцемент, песок и щебень отдельно, а затем самостоятельно смешав все эти компоненты в миксере в соотношении одна часть цемента, две части песка и две части щебня.
Заказ товарного бетона, доставляемого грузовиком, является наиболее дорогостоящим вариантом, но он имеет смысл для патио, где требуется более одного кубического ярда бетона. Бетонные армирующие волокна сделают ваш внутренний дворик более прочным и устойчивым к трещинам. Вы можете купить армирующие волокна для добавления в бетон, замешанный на месте, или вы можете попросить добавить волокна в товарный бетон. Я никогда не заливаю бетон без использования этой фибры в дополнение к арматурному стержню.
Заполните формы бетоном, затем используйте прямой кусок дерева, проведенный по верхним краям формы, чтобы сгладить и выровнять бетон. Оставьте бетон в покое до тех пор, пока вода на поверхности не высохнет, но сам бетон все еще мягкий, затем сразу же продолжайте разглаживать поверхность мастерком. Специальный шпатель для краев позволяет сделать бетон похожим на края тротуара.
Если вам нужна шероховатая поверхность с высоким коэффициентом трения, используйте метлу, чтобы текстурировать бетон, прежде чем дать ему затвердеть. Держите поверхность влажной, периодически используя садовый шланг или влажные простыни и одеяла.
Удалите опалубку: Дайте бетону высохнуть в течение трех дней, затем удалите шурупы, вытащите колья, удалите пиломатериалы, затем соскоблите и очистите остатки бетона от дерева, если вы хотите использовать его повторно. Снова засыпьте внутренний дворик верхним слоем почвы, чтобы заполнить пространство, оставшееся после удаления форм.
Сделайте надрезы для контроля трещин: Даже при наличии арматурных стержней или сетки бетонные плиты со временем растрескиваются. Надрезы для контроля трещин направляют эти трещины по одной линии, поэтому результаты выглядят лучше. Дайте бетону высохнуть в течение двух недель, затем возьмите напрокат отрезную пилу по каменной кладке и сделайте надрезы на 1-1/2 дюйма. до двух дюймов вниз в сетке размером около 10 футов x 10 футов.
Вещи, которые я хотел бы знать, прежде чем заливать бетоном патио
Бетон легко смешивать, поэтому он слишком влажный;
Бетон затвердевает намного быстрее в жаркую погоду — иногда слишком быстро;
Бетонные плиты трескаются, если вы не сделаете все возможное, чтобы предотвратить и контролировать эти трещины;
Если что-то стоит залить, то стоит использовать в бетоне армирующие волокна.
Нужна ли арматура для бетонной плиты, патио, подъездной дорожки?
0shares
Share
Pin
Вы планируете бетонную плиту, патио или подъездную дорожку? Пытаетесь выяснить, нужна ли вам бетонная арматура для вашего проекта? Существуют различные факторы, влияющие на конструкцию заливки и необходимость арматуры.
Бетон, поддерживающий тяжелые грузы, большие транспортные средства или конструкции, должен быть усилен стальной арматурой для повышения его прочности на растяжение. Прокладки толщиной 5 дюймов и более также должны быть усилены, как и перекрывающие отверстия. В этом нуждается и бетон, лежащий на бедных грунтовых слоях или подверженный морозу-оттаиванию.
В этой статье мы объясним, что такое арматура, когда ее следует использовать, какие бывают типы и размеры арматуры и как ее устанавливать. Кроме того, мы обсудим проволочную сетку и когда ее использовать. Наша цель — предоставить вам информацию, необходимую для определения того, нужна ли вам арматура или сетка для вашего проекта.
Быстрый переход
Что такое бетонная арматура?
Всегда ли бетону нужна арматура?
Когда вам нужно использовать арматуру в бетоне?
SLAB
Бетонный дворик
Бетонная дорога
Проход
Небольшая бетонная плита
Типы архитектуры в бетоне
Углеродная сталь. 0042
Проволочная сетка
Арматура против проволочной сетки
Можно ли заливать бетон без арматуры?
Ржавеет ли арматура в бетоне?
Какой размер арматуры мне нужен для бетонной плиты?
Где находится арматура на бетонной плите?
Как оценить количество арматуры?
Как армировать бетон арматурой
Когда использовать проволочную сетку в бетоне?
Заключение
Что такое бетонная арматура?
Арматурный стержень или арматура — это стальные стержни, используемые для снижения вероятности растрескивания бетона под действием сил растяжения. Бетон обладает большой прочностью на сжатие, но может треснуть или сломаться, если его не поддерживать полностью снизу или изнутри. Арматура используется уже более 150 лет для повышения прочности бетона на растяжение.
Арматура изготавливается из горячекатаной стали различной толщины и используется для укрепления бетона изнутри. Обычно его укладывают в виде сетки, формируют в виде стального полотна или укладывают параллельными нитями. Чем толще брусок и чаще его размещение, тем прочнее готовое изделие.
Сталь улучшает способность бетона выдерживать силы или напряжения, приложенные к нему горизонтально или вертикально. Он распределяет силы по бетону вместо того, чтобы позволять ему центрироваться и трескаться. Стальной армированный бетон намного прочнее и устойчивее, чем бетон без арматуры. Арматуру часто называют деформированной сталью из-за гребней, которые позволяют ей прочно сцепляться с бетоном.
Всегда ли бетону нужна арматура?
Бетонные плиты или прокладки, используемые для патио или подъездных дорог, не нуждаются в усилении для автомобилей, легких грузовиков или шезлонгов. Если бетон должен будет поддерживать тяжелую технику, большегрузные транспортные средства, джакузи, спа или бетонную печь для пиццы, рекомендуется использовать арматуру. Бетон, который будет опираться на засыпку или другое нарушенное или слабое основание, также выиграет от армирования.
Арматура помогает уменьшить растрескивание бетона и делает его более прочным и стабильным. Армирующая сталь позволяет бетону выдерживать больший вес, растягивающие напряжения, вибрацию и даже сдвиги в слоях грунта. Это помогает продлить срок службы бетона, сводя к минимуму смещение, растрескивание и разрушение.
Железобетон может треснуть, но сталь предотвращает горизонтальное, вертикальное и боковое разделение или движение. Бетон без стальной арматуры с большей вероятностью растрескается и расслоится под действием растягивающих напряжений, а также сил расширения и сжатия. Арматура позволяет заливать более крупные и толстые слои, сводя к минимуму силы, воздействующие на бетон.
Когда вам нужно использовать арматуру в бетоне?
Использование арматуры во всех бетонных плитах является ненужным расходом, хотя бывают случаи, когда следует использовать перемычку из стальной арматуры. Для больших прокладок обычно требуется стальная арматура, чтобы предотвратить изгиб и растрескивание из-за замерзания-оттаивания или других растягивающих усилий. Лучше всего проконсультироваться с инженером-строителем или аналогичным специалистом, если вы не уверены. Вот несколько причин, по которым необходима арматура:
Плита
Плиты толщиной более 5 дюймов должны иметь перемычку из арматуры для предотвращения растрескивания. Те, которые могут поддерживать конструкции, возведенные по их периметру или внутри него, также должны быть усилены.
Дополнительно укрепите плиты, перекрывающие слабый или нарушенный грунт, а также над дренажными трубами или канавами. Плиты, которые будут поддерживать тяжелое оборудование, самосвалы, жилые дома или материалы, такие как строительные материалы или бочки с жидкостями, также должны быть усилены.
Бетонное патио
Внутренние дворики возле зданий обычно перекрывают засыпанный грунт и должны иметь дополнительную прочность на растяжение, как и те, что расположены на склонах или слабом грунте. Если вы планируете джакузи, спа, кухню на открытом воздухе, камин или печь для пиццы, арматурный стержень просто необходим. Внутренние дворики, которые когда-нибудь могут быть огорожены или иметь постоянную конструкцию, такую как пергола, также должны быть укреплены.
Бетонная подъездная дорожка
Бетонная подъездная дорожка толщиной 4 дюйма, используемая для автомобилей или ½-тонных грузовиков, не требует использования горячекатаной стали в течение десятилетий. Тем не менее, более толстый бетон, подъездные пути с плохой опорой на грунт или те, которые регулярно поддерживают тяжелые грузы или транспортные средства, должны быть усилены.
Проход
Проходы обычно имеют трещины расширения, вырезанные или проложенные в них, и обычно там трескаются. Тротуары, которые охватывают слабый грунт, корни деревьев или дренажные зоны, лучше использовать с арматурой.
Многие пешеходные дорожки, которые пересекают проезжие части или часто пересекаются тяжелым оборудованием или грузами, также должны содержать стальную арматуру. Тротуары, на которых много пешеходов, особенно при ходьбе шагом или маршем, также должны быть укреплены.
Небольшая бетонная плита
Назначение небольшой бетонной плиты определяет потребность в арматуре. Небольшая площадка размером 3 на 4 фута снаружи двери не должна требовать стали при условии, что основание основания твердое, в то время как площадка, поддерживающая лестничный пролет, должна иметь сталь.
Небольшая подушка толщиной 4 дюйма, поддерживающая камин или джакузи, должна быть усилена. Помните, что сталь помогает предотвратить растрескивание, когда вес распределяется неравномерно или плита плохо поддерживается.
Типы арматуры в бетоне
Арматурная сталь используется в бетоне уже более 150 лет и за это время претерпела усовершенствования. Хотя существуют и другие способы армирования бетона, в этой статье основное внимание уделяется стали и тому, как она используется для повышения прочности на растяжение подкладок, плит, подъездных путей и пешеходных дорожек. Арматура используется для формирования каркасной конструкции, которая помогает бетону выдерживать силы изгиба и растяжения, сохраняя его прочность.
Арматурный стержень либо «гладкий», либо «деформированный». Гладкий профиль гладкий и обычно вдавливается в бетон до того, как он затвердеет. Деформированный профиль имеет гребни для соединения или сцепления с бетоном во время его заливки. Два профиля имеют определенные цели, но работают одинаково для укрепления бетона.
Существуют различные диаметры и сорта арматуры, предназначенные для различных целей и конструкций. Перед заливкой сталь разрезают, сгибают и связывают вместе, чтобы сформировать переплетение, паутину или каркас, напоминающий проволочную ткань, внутри форм. Чем толще арматура и меньше расстояние между прядями, тем большую прочность она придает бетону.
Конструкции, для которых требуется арматура, обычно проверяются перед заливкой, чтобы убедиться, что расстояние и расположение являются приемлемыми. Неправильное расстояние или размещение даже на дюйм может ослабить прочность на 20%. Наряду с расстоянием и размещением важен тип арматуры.
Арматура из углеродистой стали
Чаще всего используется горячекатаная арматура из углеродистой стали, или «черный стержень». Он ребристый, но может изгибаться и обеспечивает структурную прочность бетона. Это относительно низкая стоимость, но она стоит затрат на добавленную прочность. При воздействии элементов через трещины углеродистая сталь будет подвергаться коррозии быстрее, чем другие типы стали.
Оцинкованная арматура
Оцинкованная арматура, как и любая оцинкованная сталь, обладает большей коррозионной стойкостью, чем углеродистая сталь. На самом деле он в 40 раз более устойчив к коррозии и, следовательно, дороже. Сталь покрывается цинком путем холодной или горячей гальванизации или гальванопокрытия для защиты. Он часто используется для строительства дорог или мостов, где может возникнуть проблема солевой коррозии.
Арматура из нержавеющей стали
Арматура из нержавеющей стали является самой дорогой сталью и используется только тогда, когда другие не могут быть использованы. Он имеет наилучшую устойчивость к коррозии и очень прочный. Он содержит более высокое содержание хрома и никеля и используется в конструкциях, подверженных воздействию соли или магнетизма, — морских конструкциях или аппаратах МРТ. Кроме того, арматура из нержавеющей стали лучше подходит для сейсмостойких, ударных, противопожарных и защитных целей, чем другая арматура из углерода или сплава.
Арматурный стержень с эпоксидным покрытием
Арматурный стержень с эпоксидным покрытием или «зеленый стержень» представляет собой арматурный стержень из углеродистой стали, на который нанесен слой эпоксидной смолы для защиты от коррозии. Он использовался на мостах и дорогах, подверженных воздействию соленой воды или солей против обледенения.
К сожалению, эпоксидное покрытие менее долговечно, чем оцинкованное покрытие, и даже сквозная перфорация может привести к коррозии. Арматура с эпоксидным покрытием запрещена в некоторых юрисдикциях и находится на рассмотрении в других.
Проволочная сетка
Проволочная сетка представляет собой решетчатую панель из арматурных стержней, сваренных или сплетенных вместе, чтобы сформировать проволочную ткань или клетчатый узор для армирования бетона. Сетка доступна с различной толщиной арматурных стержней и расстоянием между ними, в гладких и деформированных профилях, а также в различных типах стали.
Обычная проволочная сетка из углеродистой стали распространена в жилых плитах и подъездных путях, в то время как на дорогах и мостах может использоваться оцинкованная сетка, а в других конструкциях — нержавеющая сталь.
Арматура и проволочная сетка
Арматурная сталь используется для укрепления бетона и снижения вероятности его растрескивания и разрыва. Выбор между арматурой или проволочной сеткой часто зависит от желаемой прочности конечного продукта. Некоторые подрядчики предпочитают использовать в своих бетонных плитах и то, и другое: арматуру между 1/2 и верхней 1/3 и сетку между верхней 1/3 и 1/4 прокладки толщиной 4 дюйма.
Арматура обеспечивает большую прочность на растяжение, чем сетка, в то время как сетка имеет фиксированную сетку меньшего размера для соединения верхних слоев бетона и минимизации риска растрескивания. Арматура должна быть установлена на 2-дюймовые пластиковые стулья или другие устройства, чтобы удерживать ее на месте, что является дополнительным шагом.
Арматурный стержень с трудом сгибается и обеспечивает большую поддержку, когда плита перекрывает слабый или нарушенный грунт. Кроме того, арматура обеспечивает большую поддержку бетона, несущего тяжелые нагрузки, машины или оборудование.
Проволочная сетка может лежать на земле или арматурной сетке перед заливкой и подниматься сквозь бетон до того, как он начнет схватываться, так что она будет на дюйм ниже поверхности. В качестве альтернативы, для небольших подушек, сетка может быть погружена в бетон на дюйм после его заливки, но до того, как он начнет схватываться.
Сетка легко гнется, что является плюсом для придания формы, но может помешать отделке поверхности или даже ухудшить качество отделки. Для бетонных плит, которые, как ожидается, будут нести только легкие нагрузки, сетка предлагает менее дорогой вариант арматуры для уменьшения растрескивания и предотвращения разделения трещин.
Можно ли заливать бетон без арматуры?
Арматурный стержень для бетона предназначен для придания бетону большей прочности на растяжение, чтобы свести к минимуму растрескивание. Бетонные плиты, уложенные на грунт с правильно подготовленным и утрамбованным основанием, не рассчитанным на большие нагрузки, не требуют арматуры.
Размер и толщина заливки также определяют, следует ли использовать арматуру из стальных стержней. Плиты толщиной 5 дюймов и более и большие прокладки должны быть усилены. Плиты, которые будут поддерживать конструкции, тяжелое оборудование, машины или расходные материалы, также должны содержать стальную арматуру, чтобы предотвратить трещины, разрывы или расслоение в деформационных швах.
Арматура не нужна для бетонных плит, но значительно увеличивает ее прочность и срок службы. Некоторые подрядчики не будут строить плиты без стали, считая, что она обеспечивает большую прочность и универсальность. Дополнительные расходы сравнительно невелики, и, поскольку внутренние дворики и подъездные пути перепрофилируются для поддержки конструкций, может иметь смысл включить арматуру.
Ржавеет ли арматура в бетоне?
Сталь, заключенная в бетон, достаточно защищена от коррозии благодаря относительной непроницаемости бетона и его щелочной природе. Высокое значение рН в бетоне помогает защитить сталь тонким оксидным слоем. К сожалению, ионы хлора в морской и дорожной соли могут проникать в бетон и разрушать сталь.
Арматурный стержень, который не полностью окружен бетоном или который был оголен из-за растрескивания или расслоения, будет подвергаться коррозии, поэтому убедитесь, что ремонт сделан для защиты стали. Арматура или сетка будут окисляться вдоль прядей и расширяться, что приведет к разрушению бетона изнутри. Следы ржавчины на поверхности бетона, если они не оставлены чем-либо, помещенным на бетон, часто указывают на ржавление арматурной стали.
Надлежащая подготовка и монтаж стали перед заливкой так же важны, как и поддержание укладки во время заливки. Сталь, расположенная слишком близко к краям, верху или низу бетона, подвергается риску коррозионной активности. Использование камней или кусков дерева для поддержки арматуры также может подвергнуть арматуру коррозии под действием грунтовых вод и соли.
Какой размер арматуры мне нужен для бетонной плиты?
В большинстве юрисдикций требуется осмотр арматуры перед заливкой, поэтому лучше ознакомиться с местными строительными нормами. Следует определить размер и размещение арматуры в зависимости от длины, ширины и толщины плиты. Размещение и диаметр стержня важны для структурной прочности бетона.
В большинстве жилых домов используются плиты #3 диаметром 3/8 дюйма (3/8 дюйма² поперечного сечения) или №4 диаметром 1/2 дюйма (1/2 дюйма² поперечного сечения). Жилые плиты, несущие большие нагрузки, могут иметь диаметр № 5 или 5/8 дюйма. В 4-дюймовой плите из бетона с давлением 3000 фунтов на квадратный дюйм арматурный стержень № 3 обычно усиливает прокладку до 6600 фунтов на квадратный дюйм, в то время как увеличение на 1/8 дюйма до № 4 может увеличить выход прочности до 11 780 фунтов на квадратный дюйм.
Толщина арматурного стержня не должна превышать 1/8 толщины плиты, поэтому 4-дюймовая плита не должна иметь стали больше, чем 4-дюймовый или 1/2-дюймовый стержень. Лучше всего уточнить у инженера-строителя, будет ли ваша плита мостовой или консольной.
Для 4-дюймовых бетонных плит, используемых для подъездных путей и патио, обычно используется арматура №3. Подъездные пути, которые будут поддерживать ежедневное движение тяжелых грузовиков, часто используют стальной стержень 1/2 дюйма или № 4. Для прокладок, перекрывающих водопропускные трубы, канавы или консоли, может потребоваться арматура № 5 или более плотная сетка № 4.
Где находится арматура на бетонной плите?
Расстояние между арматурными стержнями или их размещение так же важны, как и их размер. Расстояние от края заливки, размещение между поверхностью и землей, а также размер сетки или расстояние между ними сильно влияют на прочность, обеспечиваемую арматурным стержнем. Арматура, смещенная всего на 1 дюйм, может снизить прочность до 20%, поэтому необходимо убедиться, что сталь остается там, где она должна быть.
В разделе R506.2.4 IRC 2018 г. указано, что стальная арматура в бетонных плитах на уклоне должна находиться в пределах от центра до верхней трети заливки. Поддержка арматуры на пластиковых стульях или подставках — распространенный способ удерживать сталь на месте. Важно соединить проволокой или скрепить арматурные стержни в местах их пересечения, чтобы удерживать их в нужном положении во время заливки и укладки бетона.
Арматурный стержень часто размещается на расстоянии 3 дюймов от периметра для обеспечения поддержки края. Бетонная дорога толщиной 4 дюйма, поддерживающая два автомобиля, часто имеет 18-дюймовую сетку из стали № 3, а патио — 24-дюймовую сетку. Для тяжелых грузов или более толстых колодок может потребоваться другая сталь или размещение, поэтому проконсультируйтесь со специалистами.
Как оценить количество арматуры?
Арматура доступна длиной до 60 футов, но чаще поставляется длиной 8, 12 или 16 футов. Различные продавцы предлагают разную длину в зависимости от использования. Вес арматуры часто является фактором, влияющим на стоимость доставки, поэтому вы можете также проверить это при заказе или получении стали.
Рассчитать количество арматуры можно с помощью простых математических операций, чертежа плана на бумаге или с помощью онлайн-калькулятора арматуры. Размеры плиты определяют количество необходимой арматурной стали. Слишком короткие куски должны перекрываться в 30 раз больше диаметра, поэтому № 3 на 12 дюймов или более, а № 4 не менее 15 дюймов, поэтому, если возможно, попробуйте длину, которая не должна перекрываться.
Чтобы рассчитать количество арматуры, переведите длину и ширину подкладки в дюймы. Вычтите 6 дюймов из каждого, чтобы учесть 3-дюймовую вставку от краев. Разделите каждое измерение на запланированный шаг сетки и округлите до целых чисел, а также добавьте одну дополнительную часть для «0» или начала. Вы можете добавить 10% для перекрытий.
Ниже приведены шаги для расчета арматуры для проезда двойной ширины 20 футов x 44 фута с использованием сетки с шагом 16 дюймов:
20 футов x 12 = 240 дюймов – 6 дюймов = 234 дюйма ÷ 16 дюймов = 14,625 штук или 15 штук + 1 = 16 для долготы.
44’ x 12 = 528” – 6” = 522” ÷ 16” = 32,625 штук или 33 штуки + 1 = 34 для широты.
Арматура может быть заказана необходимой длины и доставлена на стройплощадку или отрезана по длине с помощью угловой шлифовальной машины или ножовки. В качестве альтернативы закажите длины, которые вы можете транспортировать, и добавьте 12 дюймов или 15 дюймов для каждого перекрытия в зависимости от диаметра арматуры.
19,5 дюймов = один 12 футов + один 10 футов, включая 30 дюймов для одного нахлеста или три 8-футовых длины с 54 дюймами для двух нахлестов.
43,5 фута = четыре 12-футовых отрезка обеспечивают 54 дюйма для трех нахлестов или шесть с половиной 8-футовых кусков для нахлеста – 90 дюймов для шести нахлестов.
1495 футов арматурного стержня № 3 будет весить около 560 фунтов, а № 4 — около 1000 фунтов (включая 10 % на перекрытие или отходы).
Бетонные плиты для большинства жилых помещений не требуют сетки арматуры меньше 12 дюймов, поэтому маловероятно, что вы будете использовать слишком много стали. Бетон должен окружать и инкапсулировать сталь, поэтому, пока есть место для его обтекания стали, все готово.
Как армировать бетон с помощью арматуры
Растрескивание обычно происходит из-за проблем с температурой, таких как замерзание-оттаивание, усадка бетона, прилагаемые нагрузки или оседание грунта. Большинство бетонных плит будут трескаться, поэтому общепринятой практикой является вставка или разрезание компенсационных швов или швов через каждые 10 футов на больших или длинных плитах, чтобы контролировать, где происходит растрескивание. Бетонные плиты обычно армируют, чтобы предотвратить расширение трещин или обеспечить прочность на растяжение против растрескивания под действием напряжения.
Арматура или проволочная сетка не остановят все трещины, они минимизируют размер трещин и обеспечат устойчивость к нагрузкам и оседанию грунта, которые могут вызвать растрескивание под напряжением. Арматура должна использоваться для плит толщиной 5 дюймов и более, но не требуется для более тонких прокладок. Тем не менее, дополнительные расходы помогают защитить ваши инвестиции от смещения или оседания грунта, корней деревьев, расширяющихся трещин, больших нагрузок и других непредвиденных событий.
Чтобы укрепить 4-дюймовую бетонную плиту или проезжую часть стальной арматурой, определите шаг сетки и размер арматуры — № 3 или № 4 в сетке от 12 до 18 дюймов. Используйте 2-дюймовые опоры из арматуры для поддержки арматуры в центральных слоях подушки. Перекрывайте стыки минимум на 12 дюймов для № 3 и 15 дюймов для № 4, связывайте проволочными стяжками и держите сталь на расстоянии 3 дюйма от периметра. Важно, чтобы сетка оставалась однородной и на месте во время заливки.
Вот видео, показывающее, как установить арматурную сетку для бетонной плиты:
Когда использовать проволочную сетку в бетоне?
Проволочную сетку можно использовать отдельно в бетонных плитах или в сочетании с арматурными стержнями. Сетка помогает предотвратить расширение трещин, обеспечивает прочность на изгиб и делает подкладку более долговечной. Он также обеспечивает прочность на растяжение, если грунт сдвигается или оседает.
Сетка представляет собой равномерную стальную сетку в бетоне, которая скрепляет его. Рассмотрите возможность его использования, если подушка будет поддерживать только легкий вес или грунтовое основание было хорошо уплотнено. Добавьте его на дюйм выше арматурного стержня, чтобы обеспечить большую поддержку при растяжении и сопротивление растрескиванию для прокладок, которые будут выдерживать большие нагрузки.
Заключение
Арматура повышает устойчивость бетона к замораживанию-оттаиванию, вымыванию, корням деревьев, оседанию или смещению грунта и большим нагрузкам. Бетон толщиной 5 дюймов или толще должен включать арматурную сталь, а более тонкий бетон также выигрывает от повышенной прочности на растяжение и предотвращения образования трещин.
Надеюсь, вы лучше понимаете, что такое арматура, когда и где ее использовать, и лучше подготовлены к планированию своего проекта.
Разберемся, зачем производить установку резца в соответствии с определенными правилами, а также рассмотрим эти правила и некоторые другие нюансы подробнее.
Вся работа на токарном оборудовании: сам процесс обработки заготовки и итоговый результат, напрямую зависят от правильности установки рабочей оснастки в держателе резца. Если резец зафиксирован неверно, то происходит быстрый износ его режущей кромки, возможны повреждения заготовки, а также возникновение нештатных ситуаций (вылет и срыв резца), которые могут навредить здоровью мастера. Кроме того может быть поврежден сам токарный станок, а его ремонт мало того стоит недешево, так еще и негативно отражается на производительности предприятия, где установлено оборудование.
До монтажа резца в держатель требуется тщательно очистить его опорные поверхности от пыли, стружки и других накопившихся загрязнений.
Основное правило расположения резца при работе на токарном станке: вершина оснастки обязана располагаться на одной линии с центральными осями зажимов токарного станка.
Если работать резцом, установленным ниже данной линии, то деталь будет выталкиваться из центров при набегании оснастки, в случае слишком высокого расположения резца он будет слишком интенсивно изнашиваться и нагреваться в процессе работы. Допустимы только небольшие отклонения от центральной линии, если этого требует конкретная операция обработки заготовки. Например, при предварительной обработке заготовки оснастку немного задирают (отклонение до 1,2 мм), а при чистовой обработке наоборот можно занижать резец на аналогичную величину.
После фиксации резца обоими болтами в держателе для регулировки по высоте необходимо подвести вплотную к центру задней или передней бабки, причем сама настройка производится при помощи подкладок, количество которых не должно превышать трех штук. Такая методика позволяет добиться максимальных показателей точности и жесткости установки резца относительно обрабатываемой детали.
Подкладки должны быть заранее заготовлены и разложены по размерам (их размер должен совпадать по сечению с площадью контакта держателя и резца), не рекомендуется в спешке применять вместо них куски различных материалов. Располагать подкладки необходимо на опорной площадке держателя оснастки, не допуская слишком большого вылета резца, который не должен быть больше высоты стержня более, чем в полтора раза, так как это может повлечь возникновение вибрации детали при ее обработке.
По глубине резец настраивается двумя способами:
методика пробных стружек, в процессе которой оснастку приближают до касания к заготовке на включенном станке, а затем отводят до упора вправо и начинают работу, регулируя глубину на глаз;
способ с лимбом поперечной подачи заключается в использовании встроенного средства измерения и его шкалы.
Токарные резцы по металлу — определение, классификация, по металлу, для токарного станка
СОДЕРЖАНИЕ:
• Классификация резцов
• Конструкция резца
• Какой резец выбрать
• Правила заточки
• Как используются резцы в токарном и строгальном процессе
• ГОСТы
Резец — вид режущего инструмента с одним лезвием. Сфера применения: обработка деталей различных материалов, характеристик прочности и конструктивных особенностей. Используется для ручных и автоматизованных процессов.
Выбор инструмента будет заивсеть от того, какой материал Вы собираетесь обрабатвать и какие планируете операции.
Классификация резцов
— Проходные прямые резцы. Широкой востребованности в токарном процессе они не получили. Но мастера часто используют их для обработки изделий цилиндрической формы.
В редких случаях прямые резцы подойдут и для снятия фасок. Державки (стержни) прямого проходного режущего инструмента бывают или прямоугольными, или квадратными. Последними выполняют более сложные работы.
— Проходные отогнутые резцы делятся на два вида. У одних рабочая часть выгнута вправо, у других – влево. В токарном процессе ими обрабатывают торцевую часть металлической
заготовки. Размер державок отогнутых резцов зависит от цели применения. Более всего у токарей пользуются спросом стержни размером 25х16 мм. Реже всего пользуются инструментами с державками 40х25 мм.
— Проходные упорные отогнутые резцы очень востребованы в токарном процессе. Таким режущим инструментом выполняют обработку цилиндрических изделий вдоль оси их вращения – это и
есть преимущество данного типа оснастки. Благодаря этому с детали за один раз можно спилить большой слой лишнего металла, что ускоряет процесс обработки. Державки упорных отогнутых металлоизделий
выпускаются в пяти разных размерах, в зависимости от способа работы.
— Подрезные отогнутые резцы похожи на проходные, но с одним отличием. Режущая часть у них сделана в виде треугольника. Таким резцом металлическое изделие нужно
обработать перпендикулярно оси вращения. Стержни у этого типа изделий бывают только трех размеров: 16х10 мм, 25х16 и 32х20 мм.
— Отрезной вид резцов самый востребованный для работ с металлическими изделиями на токарном оборудовании. Инструменты этого типа мастера применяют, когда нужно отпилить кусочек изделия ровно
под углом 90 градусов. С помощью отрезного металлорежущего изделия прорезаются углубления различной длины в заготовках. У него есть отличительная черта – тонкая ножка с припаянной твердосплавной пластинкой
— Резьбонарезные резцы применяются только для создания наружной резьбы. Чаще всего этим инструментом выполняют резьбу метрического вида. Но если поменять угол заточки,
то можно получить металлическую выделку другого типа. У инструмента режущая поверхность сделана в форме копья, а изготавливают его в трёх основных размерах: 16х10 мм, 25х16 мм и 32х20 мм.
— Резцы для внутренней резьбы. Размеры таких оснасток следующие: 16х16х150, 20х20х200 и 25х25х300 миллиметров. У державки резца из металла
для внутренней металлообработки сечение сделано в виде квадрата.
Таким инструментом для манипуляций с металлом пользуются только в токарных устройствах, где установлены специальные приспособления, у профессиональных токарей называемые «гитарой».
— Расточные резцы применяются для растачивания сквозных отверстий, которые ранее были высверлены другими инструментами. У рабочей части детали
есть небольшой изгиб. Он равен примерно тому слою металлостружки, которая получается во время обрабатывания отверстия. Работать этими изделием можно с отверстиями, чья глубина равна одной из державок.
— Существуют также универсальные (или сборные) резцы для токарного процесса. Эти режущие инструменты изготавливают с пластинами разного типа. Благодаря этому, меняя мини диски,
можно обрабатывать изделия под различными углами. Применяют такие резцы на специальных токарных устройствах. Ими мастер производит расточку сквозного или глухого отверстия,
контурную обточку и другие тонкие токарные работы.
В зависимости от того, как расположен резец к рабочей поверхности обрабатываемого изделия, их различают на тангенциальные и радиальные.
— Тангенциальный резец находиться под непрямым углом от плоскости, которую им обрабатывают. Его применяют в механизмах-автоматах и станках-полуавтоматах. Благодаря таким инструментам
процесс работы с изделиями из металла становится чистым и точным.
— Радиальные резцы устанавливают строго под углом 90 градусов к обрабатываемой заготовке. Их проще крепить на токарный станок. Такую модель используют для работ на промышленном оборудовании.
Конструкция резца
Резец состоит из основной части и державки. Державка – это стержень, которым металлорежущее изделие прикрепляется к станку.
У рабочей части есть несколько элементов: передняя поверхность для вывода стружки в процессе обработки заготовок, две задание поверхности,
прикасающиеся к режущей поверхности резца и к обработанной поверхности изделия. Также у рабочего инструмента есть две кромки (главная и вспомогательная).
Одна из них пересекается с задней частью детали, другая – со вспомогательной. Обе кромки соприкасаются с передней гранью токарного резца и встречаются в верхней
точке пересечения – вершине металлорежущего инструмента.
Какой резец выбрать
Перед тем, как выбрать вид резца для работы с металлом, мастер изучает характеристики каждого типа детали. Нужно учитывать, какие детали будут обрабатываться, насколько прочен материал изделия и какую деталь нужно получить в итоге.
Качество резцов тоже надо выбирать заранее: если они будут использоваться в домашних, бытовых условиях для личных нужд, можно выбрать недорогие инструменты.
Для профессионального применения на станке деталь должна быть износостойкой с большим запасом прочности
Правила заточки резцов
От качественного затачивания зависит работа инструмента, срок его службы и сила резания. В токарной оснастке обтачивают
обе грани режущего металлоизделия. Очинивание происходит в несколько этапов. Отдельно с каждой рабочей поверхностью резца. Начинают с задней части.
Сначала мастер обрабатывает заднюю поверхность детали под углом примерно пять градусов – это угол. Второй шаг – это обтачивание тыльной
плоскости режущей грани резца. Угол заточки задней пластины должен быть больше, чем задний угол резания примерно на два градуса. Когда задняя
часть и режущая поверхность обточены, мастер формирует окончательный угол резки путём доводки.
Переднюю часть детали станка обрабатывают по тому же алгоритму. На передней части резца угол обтачивания создаётся доводкой или чистовым обтачиванием.
Рабочая кромка, с которой производится работа по очиниванию, должна располагаться параллельно шлифовальной поверхности станка.
Как используются резцы в токарном и строгальном процессе
В токарных и строгальных работах мастера применяют разные виды металлорежущих инструментов, в зависимости от поставленной задачи. Чтобы оформить сложную
деталь нестандартной формы, необходимы фасонные модели. Для работы с металлическими изделиями цилиндрической формы пригодятся прямые
проходные токарные детали. Подрезные и отрезные типы резцов применяют в токарном процессе, чтобы подрезать изделие под разным углом: острым или прямым.
Или чтобы отрезать от изделия металлический кусочек небольшого диаметра. Отверстия обрабатывают или расточным, или вставным резцом.
Чертеж токарного резца
ГОСТы
ГОСТ 10044-73: Резцы расточные державочные из быстрорежущей стали
ГОСТ 18062-72: Резцы расточные цельные твердосплавные со стальным хвостиком
ГОСТ 18874-73: Резцы токарные прорезные и отрезные из быстрорежущей стали
ГОСТ 28980-91: Резцы токарные проходные и подрезные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
ГОСТ 18868-73: Резцы токарные проходные отогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
ГОСТ 18877-73: Резцы токарные проходные отогнутые с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 18869-73: Резцы токарные проходные прямые из быстрорежущей стали. Конструкция и размеры
ГОСТ 18878-73: Резцы токарные проходные прямые с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 18870-73: Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры
ГОСТ Р 50026-92: Резцы токарные расточные с твердосплавными пластинами. Типы и размеры
ГОСТ 18882-73: Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий. Конструкция и размеры
ГОСТ 18883-73: Резцы токарные расточные с пластинами из твердого сплава для обработки глухих отверстий. Конструкция и размеры
ГОСТ 18872-73: Резцы токарные расточные из быстрорежущей стали для обработки сквозных отверстий. Конструкция и размеры
ГОСТ 18873-73: Резцы токарные расточные из быстрорежущей стали для обработки глухих отверстий. Конструкция и размеры
ГОСТ 29132-91: Резцы токарные проходные, подрезные и копировальные со сменными многогранными пластинами. Типы и размеры
ГОСТ 26611-85: Резцы токарные проходные, подрезные и копировальные с креплением сменных пластин прихватом сверху. Конструкция и размеры
Режущие инструменты для токарных станков. Руководство по инструментам для токарных станков в формате PDF сверление, торцевание, растачивание и резка с помощью токарных режущих инструментов, которые применяются к заготовке для создания объекта с симметрией относительно этой оси.
Для работы общего назначения используется одноточечный инструмент, но для специальных операций могут использоваться многоточечные инструменты. Посмотрите приведенное ниже видео, чтобы получить представление о работе токарного станка.
При работе на токарном станке для разных операций требуются разные типы режущих инструментов для токарных станков в соответствии с процессом использования режущих инструментов для токарных станков .
Режущие инструменты для токарных станков :
Ниже приведены типы режущих инструментов для токарных станков , используемых в токарных станках:
Токарный инструмент.
Инструмент для снятия фаски.
Инструмент для нарезания резьбы.
Инструмент для нарезания внутренней резьбы.
Облицовочный инструмент.
Инструмент для нарезки канавок.
Формовочный инструмент.
Расточной инструмент.
Отрезной инструмент.
Инструмент для противодействия
Инструмент для подключения
Согласно методу применения подачи
Правый инструмент
Левый инструмент
Круглый нос
WATCH SLIDESHOW OF SLIDESHOW OF SLIDESHOW OF:
9003 SLIDESHOW OF:
СЛАДЕЛИ СЛАДЕСЕСЯ. способ использования инструмента
1. Токарный инструмент
В основном существует два класса токарных инструментов:
Инструмент для черновой обработки.
Токарный инструмент для чистовой обработки.
1.1 Инструмент для черновой токарной обработки
Основная функция инструмента для черновой токарной обработки заключается в удалении максимального количества металла за минимальное время, которое позволяют инструмент, работа и станок. Угол резания настолько отшлифован, что может выдерживать максимальное давление резания.
1.2 Токарный инструмент для чистовой обработки
Токарный инструмент используется для удаления очень небольшого количества металла. Угол инструмента настолько отшлифован, что он может производить очень гладкую и точную поверхность.
2. Инструмент для снятия фаски
Прямые токарные инструменты также используются в качестве инструмента для снятия фаски, когда режущие кромки установлены под углом к фаске.
Если необходимо выполнить большое количество работ по снятию фаски, используется специальный инструмент для снятия фаски, боковая режущая кромка которого заточена под углом фаски.
3. Инструмент для токарной обработки уступа
Квадратный уступ обтачивается с помощью токарного инструмента с острым лезвием или торцевого инструмента. Скошенный уступ может быть обработан прямым токарным инструментом, имеющим угол боковой режущей кромки и нулевой радиус при вершине. Скругленное плечо обтачивается прямым токарным инструментом с радиусом вершины, соответствующим радиусу скругления заготовки.
4. Инструмент для нарезания резьбы
4.1 Инструмент для нарезания наружной резьбы
Метрическая, B. S.W или американская V-образная резьба формируется с помощью инструмента для нарезания резьбы с одной точкой. Его режущие кромки заточены под форму и размер нарезаемой резьбы.
Форма инструмента определяется прилежащим углом на вершине инструмента, который должен соответствовать углу резьбы. Это может быть 60° для метрической резьбы или 55° для резьбы B.S.W.
он включает угол на вершине инструмента, который должен соответствовать углу резьбы. Это может быть 60° для метрической резьбы или 55° для резьбы B.S.W.
Размер или поперечное сечение режущих кромок инструмента зависит от шага резьбы. На рисунке ниже показан H.S.S. инструмент для нарезания резьбы.
Таким образом, для обработки различных винтовых резьб с различными шагами используются инструменты для получения точной резьбы. Носик инструмента заостренный, плоский или закругленный в зависимости от формы корня резьбы.
Измеритель резьбового инструмента используется для проверки формы и размера инструмента после его заточки.
4.1.1 Инструмент для нарезания резьбы квадратного сечения
Боковой зазор инструмента для нарезания резьбы квадратного сечения имеет первостепенное значение для предотвращения трения инструмента о вертикальную поверхность резьбы.
Как правило, передний задний угол определяется путем прибавления 5 ° к углу подъема резьбы, а задний боковой зазор получается путем вычитания 5 ° из угла подъема винтовой линии, если ø — передний боковой задний угол, — задний боковой клиренс, то из формулы:
Ширина режущей кромки должна быть равна половине шага резьбы.
Небольшой задний угол от 1° до 2° предусмотрен на боковой стороне инструмента, чтобы предотвратить ребристость поверхности при работе.
4.2 Инструмент для нарезания внутренней резьбы
Режущая кромка инструмента точно такая же, как у инструмента для нарезания наружной резьбы, но передний задний угол значительно увеличен, как у расточного инструмента.
Инструмент кованого орбитального типа, удерживаемый на расточной оправке. Острие инструмента должно быть выровнено с работой.
Читайте также: 22 Различные виды операций на токарном станке
5. Торцовочный инструмент
Торцовочный инструмент снимает металл боковыми режущими кромками. Таким образом, в инструменте для торцовки нет необходимости использовать передние грабли. На рисунке показан H.S.S. торцовочный инструмент, предназначенный для отделочных работ.
Инструмент имеет угол боковой режущей кромки 2° и угол концевой режущей кромки 34°, может быть размещен в пространстве между концом заготовки и мертвой точкой 60°, оставляя зазор 2° с обеих сторон.
Стандартное сечение хвостовика: 20×20, 25×25, 32×32, 40×40 и 50×55, все выражено в мм. Длина инструмента составляет 125, 140, 170, 200 и 240 мм, а радиус вершины варьируется от 0,5 до 1,6 мм.
6. Инструмент для нарезки канавок
Инструмент для нарезки канавок подобен отрезному инструменту, показанному на рисунке. Режущие кромки делают квадратными, закругленными или V-образными в зависимости от формы вырезаемого паза.
7. Формовочный инструмент
Точение криволинейных профилей может быть затруднено при использовании
Обычные токарные инструменты,
Плоские формовочные инструменты,
Круглые формовочные инструменты.
Обычный токарный инструмент может нарушить цель, если копировальная насадка используется для воспроизведения формы шаблона. Плоские формовочные инструменты бывают двух типов:
Простые формовочные инструменты
Плоские формовочные инструменты типа «ласточкин хвост».
Простые формовочные инструменты
Режущие кромки этих инструментов отшлифованы до формы канавки, выточки или резьбы, которую необходимо нарезать.
Инструменты для формирования плоского ласточкиного хвоста имеют более широкую режущую кромку, соответствующую желаемой форме. Конец инструмента «ласточкин хвост» устанавливается в специальный держатель инструмента. Передний передний угол не предусмотрен, но задан достаточный угол переднего просвета, который составляет от 10° до 15°.
Переточка всегда выполняется на верхней стороне инструмента, что не меняет форму инструмента.
Инструменты круглой формы
Эти инструменты предпочтительны в производственных работах, так как могут использоваться очень длинные режущие поверхности, что увеличивает срок службы инструмента.
Центр инструмента устанавливается немного выше центральной линии заготовки, чтобы обеспечить эффективный передний задний угол на инструменте. Инструмент будет тереться о заготовку, если центры имеют одинаковую высоту.
Центр инструмента обычно выше центральной линии токарного станка на 1/20–1/10 диаметра инструмента. Эта высота называется «смещением». Переточка производится только плоской шлифовкой.
8. Расточный инструмент
Расточный инструмент аналогичен левостороннему наружному токарному инструменту в том, что касается его режущей кромки.
Инструмент может быть типа долота, вставляемого в расточной оправку или держатель, или кованого типа с хвостовиком. На рисунке показан H.S.S. бита инструмента вставлена в борштангу.
Расточная оправка изготовлена из мягкой стали с вырезанными в ней пазами или отверстиями для установки насадки, которая фиксируется винтом с внутренним шестигранником. Величина выступа режущей кромки инструмента из центра стержня определяет диаметр готового отверстия изделия.
Долото обычно вставляется под прямым углом к центральной линии стержня для сверления непрерывного отверстия, проходящего от одного конца до другого.
8.1 Разная конструкция бурового инструмента
Долото устанавливается на одну ось, выступающую за конец стержня, для растачивания глухого отверстия.
Долото с двумя режущими кромками на двух концах используется для быстрой обработки.
Широкая двухлезвийная фреза вставляется в борштангу для завершения операции растачивания.
Два или более сверла могут быть вставлены в борштангу для разных диаметров за одну установку.
8.2 Расточные оправки:
Расточные оправки крепятся к задней бабке для растачивания небольших отверстий диаметром от 12 до 100 мм.
Для растачивания отверстий большего диаметра расточные оправки зажимаются двумя зажимными блоками и удерживаются в резцедержателе.
Для прецизионного растачивания или растачивания деталей нестандартного размера с опорой на поперечные салазки, стержень опирается на центры и вращается.
8.3 Зазор для расточного инструмента
В расточном инструменте режущая кромка инструмента имеет достаточный передний зазор для очистки заготовки.
Для усиления вершины инструмента предусмотрен двойной зазор, первичный и вторичный.
Чем меньше диаметр отверстия, тем больше должен быть передний зазор.
Больший задний угол требует уменьшения переднего угла в расточном инструменте.
Носик инструмента прямой или круглый в зависимости от желаемого типа отделки.
9. Инструмент для зенкерования
Операция зенкерования может выполняться обычным сверлильным инструментом. Режущая кромка инструмента настолько отшлифована, что после точения может оставить заплечик. Обычно используется цековка с несколькими режущими кромками.
10. Инструмент для подрезки
Инструмент для подрезки или нарезания канавок имеет острие и форму режущей кромки, точно соответствующие форме требуемой канавки.
Задний угол указан со всех сторон инструмента. Для канавочной режущей кромки используется продольная подача. Угол переднего зазора зависит от отверстия работы.
11. Отрезной инструмент
Отрезной инструмент обычно выковывается и используется в качестве бит для инструментов с твердосплавными наконечниками. Отрезной инструмент делается максимально узким, чтобы снимать минимум металла.
Ширина режущей кромки только от 3 до 12 мм. Длина режущего инструмента, который вставляется в заготовку, должна быть немного больше, чем радиус обрабатываемого прутка.
Поскольку инструмент проникает глубоко в заготовку, по всему периметру режущей кромки инструмента обеспечивается зазор, чтобы предотвратить его трение о рабочую поверхность.
Так как инструмент имеет чистую режущую кромку, он не имеет боковых передних кромок, на инструменте предусмотрен небольшой задний передний угол для облегчения потока судов.
Читайте также: Скорость резания, Подача, Глубина резания и Время обработки на токарном станке
По методу подачи подачи
Правосторонний инструмент
Левосторонний инструмент
Круглая головка
10023. Правосторонний инструмент
На рисунке показан правосторонний инструмент. То, что подается от станины токарного станка, т.е. от задней бабки к концу передней бабки при выполнении таких операций, как точение, нарезание резьбы и т. д.
Правосторонний инструмент формируется на его левом конце, если смотреть сверху, его носик направлен в сторону от оператора.
2. Левосторонний инструмент
Левосторонний инструмент показан на рисунке. Это то, что подается слева к правому концу станины токарного станка, то есть от передней бабки к концу задней бабки.
Левосторонний инструмент используется для нарезания левой резьбы или точения, при котором на правом конце заготовки остается уступ.
У левостороннего инструмента режущая кромка сформирована на правом конце, если смотреть сверху, когда его носик направлен в сторону от оператора.
Левосторонний инструмент также может использоваться для торцевания.
3. Инструмент с круглым носом
Инструмент для точения с круглым носом показан на рисунке. Возможно подача слева направо или справа на левый конец станины станка. По этой причине у них нет задней рейки и боковой рейки.
В некоторых случаях на инструменте предусмотрена небольшая задняя граблина. Токарный инструмент с круглым наконечником обычно используется для чистовой токарной операции.
Читайте также: 7 типов токарных патронов
Вот и все, спасибо за внимание. Если у вас есть какие-либо вопросы по «Режущие инструменты для токарных станков », задавайте их в комментариях ниже. Если вы нашли эту статью полезной, пожалуйста, поделитесь ею с друзьями.
Теперь вы можете скачать PDF-файл этого поста.
Скачать PDF
Подпишитесь на нашу рассылку, чтобы получать уведомления:
Адрес электронной почты
Читайте также:
Файловые инструменты: типы, части, методы, приложения с (PDF)
31 Тип гаечных ключей: как использовать? С [Изображениями и PDF]
Режущие инструменты для тормозных станков
gif» bgcolor=»#999999″> Просмотр категорий
Рекламные акции
Как приобрести
Финансирование
Оборудование для ремонта автомобилей
Тормозные станки
Настольные токарные станки
На автомобильных токарных станках
Тормозной токарный станок Детали/аксессуары
Пакеты переходников
Наборы переходников
Аксессуары для токарных станков
Адаптеры для токарных станков
Беседки
Колокольные зажимы
Центрирующие адаптеры
Глушители
Режущие инструменты
Инструменты
Руководство по установке
На автомобильных аксессуарах
Запасные части
Балансировочные станки
Детали/принадлежности
Шиномонтажные станки
Сверхмощный
Детали/принадлежности
Развал-схождение
Проводное выравнивание
Беспроводное выравнивание
Ремонт автомобилей Ссылки на оборудование
Системы моечных отсеков
Очистители
Лот для продажи / Мойка автопарка
Вентиляционные/вытяжные вентиляторы
Опора
Контакты
Оборудование > Тормозные станки > Запчасти / Аксессуары > Режущие инструменты для тормозных станков
Чистота поверхности (микродюймы) обязательна для каждой работы по торможению. Sharp Carbide, жесткость креплений и качественные аксессуары имеют жизненно важное значение для удовлетворительная работа. Никогда не используйте некачественные режущие инструменты вторичного рынка.
№ модели инструмента
Описание
#433796
Оригинальные твердосплавные вставки ACCU
Используйте только оригинальные твердосплавные насадки марки Accu. Доказано, что они служат дольше, чем более дешевые карбидные вставки.
Отдельный набор из 10 твердосплавных насадок и 10 винтов, Высококачественные твердосплавные пластины с положительным передним углом обладают уникальной способностью вырезать твердые участки на роторах, барабанах и маховиках. Каждая пластина имеет три режущие кромки.
Разработан специально для максимального срока службы на моделях Accu-Turn 7700, 89.20, 8922, 8944, 8989, 8990, 8991, 8993, 8995 и 8997 Тормозные токарные станки.
Десять упаковок. из 10 ( 100 бит и винтов ) Высококачественные твердосплавные пластины с положительным передним углом обладают уникальной способностью вырезать твердые участки на роторах, барабанах и маховиках.
Для максимального срока службы токарных станков Accu-Turn моделей 7700, 8920, 8922, 8944, 8989, 8990, 8991, 8993, 8995 и 8997.
#878051
#878050
на вставках карбида токарного станка автомобиля (карта с 10 битами и винтами) Используется с моделями OCL 8700, 8750 и 8800.
Используйте #878050 на модели OCL 8820.
Режущие головки в сборе
Разработаны специально для снижения вибрации, обеспечивая идеальное качество поверхности, рекомендованное OEM. Все узлы пригодны для обслуживания в полевых условиях. Обращайтесь за инструкциями.
#433172
Расточная оправка в сборе – стандартная
Уникальная конструкция позволяет этой барабанной фрезе выполнять резку самых разных поверхностей, включая маховики.
Расточная оправка поставляется в комплекте с коротким правым держателем инструмента 433779 для барабанов легковых автомобилей.
Стандартно для токарных станков Accu-Turn Brake моделей 8911, 8920, 8922, 8944, 8989, 8990, 8991, 8993, 8995 и 8997.
#433763
Держатель инструмента – правосторонний положительный передний угол, прямой угол
Для роторов, барабанов, маховиков и барабанов для тяжелых условий эксплуатации.
903:30
#433764
Держатель инструмента – левый Положительный передний угол, левый угол
Для роторов и маховиков.
#434286
Держатель инструмента – Прямой Положительный передний угол, без угла
Идеально подходит для использования сдвоенных левосторонних фрез, когда стандарт 433764 не позволяет врезать фрикционную поверхность до упора в квадратный буртик втулки ротора. Для роторов или маховиков.
#433779
Держатель инструмента – короткий, правый
Для барабанов или маховиков легковых автомобилей. Входит в комплект поставки расточных оправок 433172.
#434056
Держатель инструмента – изогнутый, правый
Оставьте место между монтажным фланцем и обработанной поверхностью трения. Попадает в труднодоступные места площади без регулировки головки токарного станка. Идеально подходит для узлов иномарок (например, Isuzu Trooper, Toyota Tercel и пикап Mazda).
#434057
Держатель инструмента – изогнутый, левый
Оставьте место между монтажным фланцем и обработанной поверхностью трения. Проникает в труднодоступные места без регулировка головки токарного станка. Идеально подходит для узлов иномарок (например, Isuzu Trooper, Toyota Tercel и пикап Mazda).
#434283
Припаянный к держателю насадок – левосторонний
Только для роторов.
#434059
Припаянный держатель насадок – правосторонний
Для роторов, барабанов, маховиков и барабанов для тяжелых условий эксплуатации.
#434063
Припаянный к держателю биты для тяжелого режима работы – правосторонний
Идеально подходит для тяжелых маховиков и барабанов грузовых автомобилей, где требуется более тяжелый держатель для снижения вибрации и получения более гладкой обработанной поверхности трения.
République Centrafricaine, Ködörösêse tî Bêafrîka (Central African Republic)
République Gabonaise (Gabon)
Rwanda
Sao Tome and Principe
Sénégal (Senegal)
Seychelles, Sesel (Seychelles)
Sierra Leone
Soomaaliya aş-Şūmāl, الصومال (Somalia)
South Africa
Tanzania, United Republic of
Tchad, تشاد (Chad)
Togo
Tunes, تونس (Tunisia)
Uburundi (Burundi)
Uganda
Western Sahara
Zambia
Zimbabwe
جزر القمر Comores Koromi (Comoros)
Aorōkin M̧ajeļ (Marshall Islands)
Aotearoa (New Zealand)
Australia
Azərbaycan (Azerbaijan)
Bangladesh বাংলাদেশ (Bangladesh)
Belau (Palau)
Brunei Darussalam
Druk Yul, འབྲུག་ཡུལ (Bhutan)
Dhivehi Raajje (Maldives)
Fiji, Viti, फ़िजी (Fiji)
Hayastán (Armenia)
Kampuchea កម្ពុជា (Cambodia)
Kyrgyzstan Кыргызстан (Kyrgyzstan)
India
Indonesia
South Korea
Mǎláixīyà 马来西亚, Malaysia, மலேசியா (Malaysia)
Micronesia (Federated States of)
Mongol Uls Монгол Улс (Mongolia)
Mueang Thai เมืองไทย (Thailand)
Myanma မြန်မာ (Myanmar)
Продукция и решения
Сварочные материалы
Проволока для сварки MIG/MAG (GMAW)
Проволока для нержавеющих сталей
x
x
Loading. .
Сварочная проволока для полуавтомата, выбор проволоки для нержавейки и алюминия
Содержание
Проволока для сварки нержавейки
Проволока для сварки алюминия
Какая должна быть скорость подачи проволоки
Какая проволока лучше?
Согласно ГОСТ 2246-70 выпускается около 76 видов проволоки для проведения сварочных работ с помощью полуавтомата. Дополнительно производится еще несколько десятков наименований продукции, соответствующей определенным ТУ.
Сварочная проволока для полуавтомата позволяет обеспечить максимально прочное соединение деталей, тяжело поддающихся термической обработки, сократить негативное воздействие на поверхность детали и шва.
Наиболее востребованными остаются расходные материалы, предназначенные для работ с нержавеющей сталью и алюминием.
Проволока для сварки нержавейки
Сварочная проволока для полуавтомата по нержавейке производится на основе высоколегированной стали. В результате получаемый шов становится прочным и устойчивым к воздействию влаги, имеет антикоррозионные свойства.
Чтобы добиться высоких прочностных характеристик крайне важно, чтобы наплавляемый металл во время сварки нержавеющей стали, полуавтоматом не вступал в химическую реакцию с водой, кислородом и азотом. С этой целью используется защитный газ, обычно аргон.
Для полуавтоматов используется порошковая сварочная проволока, позволяющая выполнить сварочные работы без применения углекислоты и других защитных газов. По своему строению стержень порошковой проволоки напоминает полую трубку, наполненную присадками, гранулами металла и шлакообразующими материалами.
Под воздействием высокой температуры, проволока для сварки полуавтоматом без газа раскаляется, внутренняя смесь испаряется, в результате образуется защитное облако газа. По мере остывания, на поверхности шва появляется защитный шлак, предотвращающий образование пор и растрескивание соединения.
Флюсовая проволока применяется не только для нержавейки, широкое распространение получило ее использование для получения качественного шва при работах с углеродистыми и низкоуглеродистыми сталями и практически любыми видами цветных металлов, включая титан.
Проволока для сварки алюминия
Алюминий считается одним из самых тяжелых в обработке металлов. Алюминий быстро нагревается, хорошо передает тепло, что в результате обеспечивает большое количество прогораний.
Алюминиевая проволока для сварных работ должна обеспечить надлежащее качество шва. Основными требованиями, предъявляемыми к электродным материалам, являются:
Равномерная толщина. Механизм подачи проволоки может давать сбои в скорости движения электрода при резком изменении объема материала. Качество расходных материалов должно быть проверено с помощью скальпирования.
Стабильность скорости подачи проволоки при полуавтоматической сварке независимо от расстояния.
Качественный равномерный шов с отличным показателем смачиваемости кромок.
Отсутствие в получаемых соединениях расколов и пор.
Так как диаметр электрода может варьироваться от 0,8 до 2,4 мм, чтобы обеспечить равномерную скорость подачи, наконечник проволоки выбирается по диаметру расходного материала.
Сварочная проволока для сварки алюминия используется при выполнении работ полуавтоматом в среде защитных газов Ar, He, или смеси Ar/He. Допускается применение специальных порошковых электродов.
Какая должна быть скорость подачи проволоки
В большинстве полуавтоматоматических станков и оборудовании с программным управлением, присутствует функция саморегулирования дуги, это несколько облегчает выбор скорости и других параметров.
Регулировка скорости подачи проволоки, сварочного полуавтомата осуществляется следующим образом:
Горелка отводится от конструкции, подключенной к заземлению аппарата. Зажимается курок, устанавливается скорость, с помощью механического регулятора подачи проволоки, поворачиваемого до значения 100-120 мм/сек. Ток сварки взаимосвязан с интенсивностью движения электрода, поэтому регулировать его не нужно.
Регулируем напряжение на дуге.
Подключаем СО². Расход смеси устанавливается на уровне 8-12 л/мин. Если планируется сварка полуавтоматом порошковой проволокой без газа, следует установить меньшую скорость движения электрода.
Делаем пробный шов на образце. Если аппарат не варит, добавляем напряжение, при этом расход сварочной проволоки не увеличиваем, оставляем прежним. В результате этого эксперимента можно заранее получить и записать значения необходимые при сварке проволокой с флюсом, проведения работ с нержавейкой и алюминием.
Какая проволока лучше?
На вопрос, какая проволока лучше, самозащитная, с флюсом, или общего сечения, не существует прямого ответа. Все зависит от используемого оборудования, условий выполнения работ и других факторов.
К примеру, технология сварки порошковой проволокой позволяет выполнять работы в потолочном положении, хорошо справляется с необходимостью в обратном формировании шва.
Недостаток использования проволоки с флюсовой прослойкой, то, что для качественного шва требуется безупречная схема протяжки проволоки в аппарате. Пока таким механизмом может похвастаться только оборудование, изготовленное в странах ЕС. В качестве минуса можно рассматривать высокую стоимость материала и узкий диапазон сварки.
При условии наличия качественного полуавтомата, лучше поменять проволоку общего сечения на порошковую. При работе с алюминием и нержавейкой, использование флюса помогает улучшить качество шва.
Проволока сварочная с медным покрытием, нержавеющая сталь, используемая в сварных конструкциях
При автоматической или полуавтоматической сварке основным расходным материалом является сварочная проволока . С его помощью можно получить качественный сварной шов.
Особенности: высокая износостойкость, долговечность, простота использования. Использование этого способствует формированию плоского шва проволоки и надежному креплению.
Применение: Проволока сварочная применяется при дуговой механизированной сварке углеродистых сталей. Чаще всего его применяют в судостроении и машиностроении, а также при изготовлении строительных конструкций. Сварочная проволока оптом для промышленных или строительных целей. Он незаменим при изготовлении сварных труб и длинных трубопроводов. Применяются следующие виды сварочной проволоки: сплошная, наплавочная сварочная проволока, омедненная. Используется в основном для сварки или сварки, для производства электродов.
WW-01: Медная сварочная проволока в бухтах
WW-02: Нержавеющая сталь в бухтах
WW-03: Алюминиевая сварочная проволока в пластиковой упаковке
90403 : Катушка для сварочной проволоки из стали
WW-05: Проволока для сварки из нержавеющей стали со стальной корзиной упаковка
WW-06: барабаны для сварочной проволоки с деревянным поддоном в упаковке
Как выбрать сварочную проволоку? Проволока сварочная алюминиевая, применяемая для сварки конструкций из алюминия и его сплавов. Проволока из нержавеющей стали обладает антикоррозионными свойствами и обеспечивает высокое качество сварного шва. Выбор типа сварочной проволоки зависит от металла, которым приваривается поверхность, а также условий эксплуатации. рекомендуем покупать сварочную проволоку диаметром 1,2-1,6 мм.
Если вы планируете купить сварочную проволоку, то имейте в виду, что среди основных требований при покупке сварочной проволоки — химический состав сварочной проволоки должен соответствовать составу металла, из которого изготавливаются детали для сварки. Плавление сварочной проволоки должно быть равномерным, что дает отличные результаты при формировании сварного шва, сама проволока не должна окисляться. Сварочная проволока должна плавиться при температуре, почти равной температуре плавления металла, из которого изготовлены свариваемые детали.
Сварочная проволока с медным покрытием Сварочная проволока с медным покрытием, в основном используется как для автоматической, так и для полуавтоматической дуговой сварки. Для сварки низкоуглеродистых и низколегированных сталей в средах, образованных защитным газом, наиболее распространена сварочная проволока с медным покрытием. Чаще всего используется для сварки металлоконструкций, корпусов кораблей и стальных стенок сосудов, находящихся под давлением в процессе эксплуатации. Сварочная проволока с медным покрытием, используемая в различных конструкциях, является прекрасным сырьем для создания надежных сварных конструкций. Диаметры сварочной проволоки с медным покрытием: 0,8/1,0/1,2/1,6 мм. Особенности: С омедненной проволокой для электродуговой сварки достигается стабильное и низкое разбрызгивание металла. Сварочная проволока с медным покрытием обеспечивает выполнение сварных соединений высокого качества. Вы также получаете возможность работать при минусовых температурах без риска потери качества. Упаковка: Катушка запечатана в полиэтиленовый пакет, коробка — картонная.
Нержавеющая сварочная проволока Основным преимуществом сварочной проволоки из нержавеющей стали является ее устойчивость к коррозии. Диаметр составляет от 0,13 до 6,0 мм. Проволока сварочная нержавеющая из Китая может применяться при повышенных температурах, повышенной влажности, агрессивной среде. Сварка проволокой из нержавеющей стали применяется в медицине и химии . Также возможно применение сварочной проволоки из нержавеющей стали в пищевой промышленности, металлургии, нефтяных компаниях, машиностроении, пищевой, энергетической, химической промышленности и т. д.
При сварке нержавеющих проволок процесс сварки происходит следующим образом:
подается инертный газ аргон, который при сварке вытесняет окружающий воздух.
Титановый электрод электродуговой лампы, который нагревает основной металл и присадочную проволоку из нержавеющей стали.
После охлаждения создается сварной шов, соединяющий два разных изделия в единую конструкцию.
Таким образом, выполняется работа по очистке шва от шлифовки и чистовой шлифовки. Если все работы выполнены правильно, то получится единое изделие без швов. Так выглядит сварной корпус из нержавеющей стали. Когда смотришь на них, кажется, что все сделано из единой трубы, которая выгибается над лестницей, повторяя контур лестницы и площадки.
Примечание: При сварке нержавеющей стали нержавеющей проволокой важно не допускать движения воздуха (ветра), поэтому при обдуве ветром из зоны аргоновой сварки и ухудшении качества сварного шва может образоваться корка или просто припой не заполнит пространство и останутся дырки.
Запрос на наш продукт
Shandong Xingying Environmental Energy Technology Co. LTD
При обращении к нам укажите свои подробные требования. Это поможет нам дать вам действительное предложение.
Полное имя *
Адрес электронной почты *
Код страны * + Номер телефона *
Ваш сайт
Сообщение *
Что такое дуговая сварка порошковой проволокой (FCAW, также известная как сварка с двумя экранами)?
Дуговая сварка флюсовой проволокой (FCAW), также известная как сварка с двойным экраном, представляет собой полуавтоматический процесс дуговой сварки, аналогичный сварке металлическим активным газом (MAG). FCAW использует электрод с непрерывной подачей проволоки, источник сварочного тока постоянного напряжения и оборудование, аналогичное сварке MAG.
Этот процесс был впервые разработан в 1950-х годах как альтернатива ручной дуговой сварке металлическим электродом (ММА), которая также называется сваркой стержнем. FCAW преодолевает многие ограничения, связанные с MMA, поскольку в нем используется проволочный электрод с непрерывной подачей.
При дуговой сварке под флюсом обычно используется защитный газ, аналогичный тому, который используется при сварке MAG, но ее также можно выполнять без защитного газа. Она более производительна, чем сварка MAG.
Как работает дуговая сварка под флюсом?
Дуговая сварка с флюсовой проволокой использует тепло, выделяемое электрической дугой, для сплавления основного металла в зоне сварного шва. Эта дуга зажигается между металлической заготовкой и непрерывно подаваемой расходуемой присадочной проволокой с трубчатым сердечником, при этом проволока и металлическая заготовка сплавляются вместе, образуя сварное соединение. Это похоже на сварку MAG, за исключением того, что при сварке FCAW используется полый трубчатый электрод, заполненный флюсом, а не сплошной металлический электрод.
Процесс FCAW можно разделить на два типа в зависимости от метода экранирования; один использует внешний защитный газ, а другой полагается исключительно на сам флюсовый сердечник для защиты зоны сварки.
Защитный газ, если он используется, защищает сварочную ванну от окисления и обычно подается извне из газового баллона высокого давления. Металл шва также защищен шлакообразованием от плавления флюса. Таким образом, процесс, неофициально известный как сварка с двойным экраном, был в первую очередь разработан для сварки конструкционных сталей. Наиболее часто используемыми защитными газами являются двуокись углерода или смеси аргона и двуокиси углерода. Наиболее часто используемая смесь состоит из 75% аргона и 25% углекислого газа. Этот метод двойного экрана предпочтителен для сварки более толстых материалов или для сварки в неустановленном положении. Этот процесс при одинаковых настройках позволяет получать сварные швы с более стабильными механическими свойствами и с меньшим количеством дефектов, чем в процессах MMA или MAG. Трубчатый электрод с непрерывной подачей также обеспечивает более высокую производительность по сравнению со сплошной проволокой или стержневым электродом. Однако метод газовой защиты может не подходить для использования в ветреную погоду, поскольку нарушение газовой защиты может привести к ухудшению свойств металла сварного шва.
Второй вариант этого процесса не использует внешний защитный газ, а вместо этого полагается на защиту, обеспечиваемую самим порошковым электродом. Этот электрод обеспечивает защиту от газов, а также образует шлак, который покрывает и защищает расплавленный металл в сварном шве. Сердечник присадочной проволоки содержит шлакообразующие флюсы и материалы, выделяющие защитные газы при сгорании под действием тепла сварочной дуги. Защитный флюс означает, что этот процесс можно легко использовать на открытом воздухе даже в ветреную погоду без необходимости использования внешнего защитного газа. Это делает процесс чрезвычайно портативным и, следовательно, подходящим для сварки на открытом воздухе.
Какие металлы можно сваривать FCAW?
Дуговая сварка с флюсовой проволокой хорошо подходит для большинства углеродистых сталей, чугуна, нержавеющей стали и сплавов для наплавки/наплавки.
Однако цветные экзотические металлы, такие как алюминий, не могут быть сварены с помощью этого метода сварки.
Для получения дополнительной информации ознакомьтесь с нашими часто задаваемыми вопросами о том, как сваривать алюминий.
Каковы преимущества?
Метод сварки с флюсовым сердечником имеет ряд преимуществ по сравнению с другими методами. FCAW предпочтительнее сварки MAG для наружных работ, а также для соединения более толстых материалов. Встроенная защита, обеспечиваемая присадочной проволокой, может выдерживать сильный ветер, а при использовании без внешнего защитного газа FCAW является портативным и удобным. Этот процесс сварки также обеспечивает большую гибкость в отношении составов сплавов, чем MAG. Он также обеспечивает более высокую скорость наплавки проволоки и повышенную стабильность дуги, что позволяет работать на высоких скоростях без отрицательного влияния на качество сварного шва.
Дуговая сварка с флюсовой проволокой может выполняться во всех положениях, а также требует от операторов меньших навыков, чем MMA и MAG. Он также требует меньшей предварительной очистки металлов, чем другие процессы. Шансы на пористость также очень низки, если FCAW применяется правильно.
Каковы недостатки/ограничения?
Этот процесс имеет несколько недостатков по сравнению с другими методами сварки, включая образование ядовитого дыма, из-за которого трудно увидеть сварочную ванну. FCAW производит больше дыма, чем другие процессы, такие как MMA или MAG.
Пористость также может быть проблемой, если газы из металла сварного шва не могут выйти наружу до того, как металл сварного шва затвердеет.
Электроды FCAW требуют лучшего обращения и процедур хранения по сравнению с электродами из сплошной проволоки. Из-за трубчатой природы наполнитель иногда может быть дороже, чем твердые аналоги.
Необходимо выбрать правильный присадочный металл, чтобы обеспечить требуемые механические свойства. Кроме того, необходимо обеспечить постоянную подачу проволоки, чтобы избежать связанных со сваркой проблем.
Другим недостатком является образование шлака, который необходимо удалять перед нанесением каждого последующего слоя. Наконец, хотя FCAW отлично подходит для соединения более толстых металлов, его не рекомендуется использовать для материалов тоньше 20 калибра.
Для чего используется FCAW?
Это гибкий сварочный процесс, подходящий для сварки во всех положениях при условии правильного состава присадочного материала и флюса. Обладая высокой производительностью за счет высоких скоростей наплавки, он обеспечивает высокое качество сварных швов с хорошим внешним видом. Благодаря высокой скорости сварки и портативности этого метода сварки он широко используется в строительстве.
Выколотка медная – инструмент который тщательно отшлифован, чтобы не оставлять ненужных повреждений на металле, которые могут повлечь за собой разрыв заготовки. Выколотки могут изготавливаться из различных металлов таких как -медь латунь бронза.
Выколотка это вспомогательный инструмент, в работе которой используют выколотки это может быть как мастерские по обработке металла так и ювелирные предприятия
Выколотки могут быт так же искробезопасными
Компания ЦветМетИнструмент производит и изготовит выколотки из сплава меди бронзы и латуни по вашим весо-размерным характеристикам
Наши опытные специалисты всегда помогут вам выборе нужного вам инструмента
Создано 02.03.2022 Изменено 26.04.2022
Похожие объявления
Интересные статьи партнеров
Комплексная поставка станков для деревообработки в Московскую область
Как предотвратить скалывание шпона при раскрое шпонированных панелей
Поставка и запуск оптоволоконного лазера для листового металла XTC-1530H/2000 Raycus в Усть-Катаве
Лазерная резка толстых пластин: методы и навыки отладки процесса
Отделка древесины по-японски: Shou Sugi Ban Созидающий огонь
Поставка станков KKM-01 и ККM-02 для создания воздуховодов в Железногорск
10 лучших систем ЧПУ в мире
Светильник в форме «сосновой шишки» своими руками
Чудесные геометрические скульптуры, созданные из капа и смолы
Вы недавно смотрели
Все просмотренные объявления →
Наборы инструментов выколоток: для штифтов, латунная
Разборку конструкций и ремонта слесари, как и древние мастера художественной ковки, осуществляют с помощью различных ударных приспособлений. Их издавна изготавливают из дерева и металла или их комбинации. Называются такие инструменты выколотками, что сразу выдает принцип использования.
Содержание
1 Что это такое
2 Чем отличаются слесарные выколотки
3 Для подшипников — инструмент из мягких металлов
4 Для штифтов — изделия из пластмассы, древесины, мягкого металла
5 Для выбивки прокладок
6 Что входит в набор выколоток
7 Как сделать выколотку самостоятельно
7.1 Видеоинструкция: как сделать выколотку-пробойник своими руками
8 Инструменты, применяемые при выколотке
8.1 Основные
8.2 Вспомогательные
9 Основные операции
10 Разные направления использования
11 Основной критерий для покупки
Что это такое
Таким термином называется операция, где используется ударный инструмент.
Им «выбивают» из соединений конструкций крепежные элементы или детали в виде:
штифтов,
заглушек,
фиксаторов,
пробок,
шпилек,
шплинтов,
болтов.
Конструктивно выколотка состоит из:
рукоятки для удобного удержания в процессе работы,
затыльника для воздействия молотком, который обычно толще рабочей части цилиндрической формы,
рабочего наконечника с определенным диаметром, конфигурацией головки.
Главным отличием таких приспособлений для выколачивания от других ударно-режущих инструментов является более прямой и тонкий рабочий профиль наконечника. Прецизионные изделия с направляющей втулкой оснащены подвижным стержнем внутри втулки для направления, поэтому исключается даже минимальное искривление.
Чем отличаются слесарные выколотки
Приспособления отличаются между собой по диаметру, длине, форме наконечника ударной части, который позволяет работать над разными видами крепежа, создавать на поверхностях разметки, насечки, отверстия.
Изделиями с наконечником в виде суженного цилиндра предназначены выбивают заклепки, болты и другие крепления из отверстий цилиндрической формы, а в виде конуса – конусообразных отверстий. Есть приспособления крупных размеров или под специальные задачи. Выколотки не надо специально затачивать, дополнительно обрабатывать под каждую задачу.
Различаются выколотки по материалу изготовления. Одни изготавливаются из твердых металлических сплавов, другие – из мягких металлов типа латуни или твердых пород древесины, толстой резины.
Для подшипников — инструмент из мягких металлов
Подшипники – неотъемлемая часть конструкций автомобилей, бытовой техники и других изделий с подвижными узлами. Демонтаж свободно установленных деталей не требует особых усилий, а для выпрессовки деталей, смонтированных с натягом, необходима сила и сноровка.
Повод для снятия или замены подшипников возникает по разным причинам, но в любом случае важно не повредить поверхности:
корпуса,
барабана,
крышки.
Прямые удары по подшипникам могут нанести им вред, поэтому необходимо использование медной или деревянной выколотки. Ее ставят на кольцо детали, и выпрессовывают ударами молотка. Подшипникам качения и скольжения необходимы изделия с центрирующей и направляющей поверхностями. Запрессовка сборочного узла подвижной конструкции производится тоже при помощи выколотки.
Для штифтов — изделия из пластмассы, древесины, мягкого металла
Разборка штифтов осуществляется специальными видами выколоток, изготовленными из:
латуни,
меди,
алюминия,
пластических масс,
твердой древесины,
специальных сплавов
Для эффективной работы используется материал инструмента мягче, чем у детали. Это следует учитывать при подготовке к работе, а также то, что слишком мягкие приспособления быстро деформируются, что сокращает срок их эксплуатации. К тому же, мягкость гасит энергию удара, поэтому требуется больше сил, времени для демонтажа. Производители выпускают модели приспособлений для вращающихся штифтов с круглыми носиками. Такая форма позволяет избежать повреждения хрупких механизмов.
Восьмигранная геометрия изделий препятствует их неожиданному скатыванию с верстака или другого основания.
Удобное использование приспособлений обеспечивает рифленая накатка на рукоятках, чтобы исключить скольжение рук.
Для выбивки прокладок
Уплотнения для герметизации вращающихся конструкций могут быть сделаны из разных материалов:
войлока,
резины,
пластика,
металла.
Стержнями цилиндрической формы удобно вырубать прокладки круглой формы. Такие инструменты производятся из стали, обеспечивающей устойчивость к деформации.
Что входит в набор выколоток
На современном рынке представлен широкий ассортимент приспособлений для выколачивания в удобных кейсах от разных производителей. Они скомплектованы в зависимости от специфики использования.
Производители предлагают комплекты для:
автосервисов,
строителей,
сантехников,
художественных оформителей,
скульпторов.
Большая часть комплектуется стандартными изделиями диаметрами разных размеров – от самого маленького до самого большого. В наборе выколоток из 6 предметов инструменты разного размера точечного направления. Самое маленькое приспособление диаметром 2 мм, самое большое – 8 мм. Это распространенные диаметры бытовых отверстий. Существуют изделия размером больше, но обычно токари изготавливают их для определенных задач по конкретным параметрам.
В наборе выколоток — пистолетов обычно приспособления из твердой стали диаметром 1/16, 3/32, 1/8, 5/32. Некоторые комплекты дополняются пробойником из латуни, молотком с головками из стали, нейлона, латуни, которые можно менять.
Как сделать выколотку самостоятельно
Набор для выбивки может понадобиться в любой момент для различных целей.
С помощью незамысловатого приспособления, сделанного собственными руками из предметов обихода, можно быстро сделать:
резиновую прокладку,
отверстие на стене или предмете одежды.
Для изготовления подойдут:
швейная иголка,
цилиндрический колпачок диаметром примерно 10 мм,
поршневые пальцы от бензопил, косилок, мотоблоков и другой техники.
Самый простой способ сделать рукоятку – надеть шаровидный или сферический элемент на один конец стержня. Небольшая фаска на другом конце наконечника будет препятствовать разрушению, удлинит срок службы приспособления. Рационально сделать составной инструмент с металлическим стержнем и ударным концом из мягкого металла, который по мере износа можно заменить. Особенно востребовано такое изделие при исправлении деформации и вмятин на кузове автомобиля, который штампуется из листового металла.
Видеоинструкция: как сделать выколотку-пробойник своими руками
Инструменты, применяемые при выколотке
Конструкция приспособления, по сути, это наконечник. В зависимости от цели работы его использование требует ударных и вспомогательных инструментов, опорных приспособлений. Популярностью пользуются молотки из материалов с меньшей твердостью, чем металлов. Под их ударами металл гартуется значительно меньше, а на поверхности не остается засечек и царапин.
Основные
1. Молотки с отшлифованными головками. Они могут быть металлическими, резиновыми, изготовленными из древесины дуба, клена, самшита, граба, березы.
2. Опорные приспособления в виде:
плит,
держателей,
верстаков,
стоек,
болванок,
наковален,
3. Измерительные инструменты.
Вспомогательные
Зубила.
Напильники.
Плоскогубцы.
Основные операции
Процесс выколотки состоит таких приемов как:
нанесение ударов,
выдавливание,
вытяжка.
Перед демонтажем детали, пришедшей в негодность или подвергшейся коррозии, необходимо приготовить молоток и приспособления соответствующих диаметров. Размер одного из них должен быть аналогичен диаметру отверстия, другого – на порядок меньше.
Затем закрепить деталь, смазать ее машинным маслом или керосином. Установить устройство с диаметром наконечника, равным размеру отверстия по центру, наносить по затыльнику приспособления удары молотком. После извлечения негодной детали коррозия внутри узла удаляется с помощью инструмента меньшего размера.
В целях безопасности лучше использовать устройства, изготовленные специально для того или иного вида деятельности. Самодельные устройства хороши только с точки зрения применения в экстренных ситуациях
Разные направления использования
Наборы выколоток используются не только слесарями. Моряки с их помощью приводят в порядок такелаж, удаляют шпильки с болтов, которыми крепятся тросы. Кроме того, с помощью таких инструментов поверхность листового металла украшается различными рисунками, орнаментами, узорами.
Из оцинкованного листа специалисты изготавливают объемную отделку фасадов. Достаточно популярно художественное мастерство при изготовлении различной символики из бронзы.
Еще одно интересное направление «выколачивания» издревле известно как дифовка. Это обработка листов металла ударами для получения выпуклых или вогнутых элементов разной конфигурации. Технология основана на свойствах металла под ударами:
гнуться,
вытягиваться,
садиться.
В процессе обработки металл деформируется, превращаясь в форму конкретной детали. От ковки она отличается тем, что листы металла не требуют нагревания. А в отличие от чеканки работы выполняются не чеканами, а выколоточными молотками.
Из медных и бронзовых листов профессиональные мастера делали:
разную посуду,
подносы,
кубки,
рыцарские доспехи,
щиты,
шлемы.
Эти старинные изделия – подлинные произведения искусства. Их украшали драгоценными камнями, отделывали чеканкой, гравировкой. Европейцы такую выколотку называли техникой «битой меди», «репуссе». Ее использовали для изготовления скульптур и монументов.
Современники в области художественной обработки используют технику выколачивания:
свободную ручную,
механизированную,
по модели.
Для этого вида деятельности применяется набор специальных приспособлений с таким же названием, поэтому надо обращать внимание, для каких работ изготовлен инструмент. В сапожной сфере выколоткой называется деревянный брусок, на котором размягчаются подошвы, а в типографиях – прямоугольник из дерева, выравнивающий набор для печати.
Основной критерий для покупки
Внешняя привлекательность наборов инструмента, упаковка, удобная для транспортировки и приемлемая цена, безусловно, влияют на выбор инструментов. Но главное — материалы, из которых они изготовлены.
Гарантия их длительной эксплуатации – максимальные параметры прочности, благодаря которой при ударах предотвращаются сколы. Просто стальное приспособление – не самый надежный вариант.
Выгодно приобретать наборы, изготовленные из твердых сплавов. Например, сплав хром-ванадия — гарантия надежности и эффективного использования инструмента. Алюминиевая бронза гарантирует длительный срок эксплуатации.
Для извлечения изделий в форме цилиндра типа штифтов идеально подходит медная выколотка. Некоторые производители предлагают выколотки из цветных и мягких металлов, чтобы избежать вмятин и забоин на обрабатываемых деталях. Так, если необходимо извлечь крепеж, не испортив профиль изделия, лучше приобрести латунную выколотку или из меди.
CopperDrift — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Объявление
ПОСТОЯННЫЕ ПОКУПАТЕЛИ ПОЛУЧАЮТ СКИДКУ 25% — используйте код: ThankYou
Создайте волшебное пространство уникальных и эклектичных находок. Ищете отличный уникальный подарок или что-то новое для вашего дома, пролистайте мои товары. Новые предметы появляются еженедельно. Сохраните мой магазин и заходите почаще. Вы также можете подписаться на меня в Instagram @CopperDrift.
Объявление
Последнее обновление: 19 апреля 2022 г.
ПОСТОЯННЫЕ ПОКУПАТЕЛИ ПОЛУЧАЮТ СКИДКУ 25% — используйте код: ThankYou
Создайте волшебное пространство уникальных и эклектичных находок. Ищете отличный уникальный подарок или что-то новое для вашего дома, пролистайте мои товары. Новые предметы появляются еженедельно. Сохраните мой магазин и заходите почаще. Вы также можете подписаться на меня в Instagram @CopperDrift.
Связаться с владельцем магазина
3826 Продажи
2067 Поклонники
Сообщить об этом магазине на Etsy
Вы сообщили об этом магазине
Etsy автоматически переводит большую часть текста на сайте на предпочитаемый вами язык.
Смотреть на языке оригинала
Перевести на английский
Загрузка
Рекомендуемые товары
Все товары
Etsy автоматически переводит большую часть текста на сайте на предпочитаемый вами язык.
Смотреть на языке оригинала
Перевести на английский
Отзывы
Средний обзор товара
5 из 5 звезд
(1229)
См. отзывы, в которых упоминается:
Загрузка
5 из 5 звезд
Отлично!
Спички для благовоний — выбери свой аромат
Спички для благовоний — выбери свой аромат
5 из 5 звезд
Большое спасибо и спасибо за свечу с кристаллами, я ценю это!
Мне так нравится этот продукт, что я покупаю его уже второй раз. Я всегда получаю комплименты по этому поводу.
Курильница для благовоний с инкрустацией из перламутра | Контейнер с крышкой из латуни Boho | Богемская латунь | Контейнер для благовоний с крышкой, контейнер для ладана
Курильница для благовоний с инкрустацией из перламутра | Контейнер с крышкой из латуни Boho | Богемская латунь | Контейнер для благовоний с крышкой, контейнер для ладана
4 из 5 звезд
Отличная упаковка
Спички для благовоний — выбери свой аромат
Спички для благовоний — выбери свой аромат
5 из 5 звезд
Эта горелка такая красивая. Он прочный. Он прибыл быстрее, чем ожидалось. Упаковка была отличной. Спасибо за прекрасный подарок!
Brass Mosque Tri Pod Moon Burner 7. 5″ | Латунная горелка | Горшок с мазком | Викканский | Языческий | Метафизический | Колдовство
Brass Mosque Tri Pod Moon Burner 7,5″ | Латунная горелка | Горшок с мазком | Викканский | Языческий | Метафизический | Колдовство
5 из 5 звезд
Просто потрясающе. Моему одарённому понравилось! Спасибо!!!
Кластер кварца Angel Aura (кол-во: 1) — Значение кристалла — Эстетика кристаллов — Работа заклинаний — Значение кристалла — Эстетика кристаллов
Кластер кварца Angel Aura (кол-во: 1) — Значение кристалла — Эстетика кристаллов — Работа заклинаний — Значение кристалла — Эстетика кристаллов
А 31 августа 2022 г.
4 из 5 звезд
Прекрасная баночка для благовоний. Соответствует картинке, если немного меньше, чем ожидалось. Сделал прекрасный подарок.
Резная чаша из латуни и перламутра с крышкой — Декор священного пространства — Пространство алтаря — Котел ведьм Контейнер для мазков
Резная чаша из латуни и перламутра с крышкой — Декор священного пространства — Пространство алтаря — Котел ведьм, Сосуд для размазывания, Контейнер
Скидка 50% на старые товары 20% скидка на весь магазин Заказы на сумму от 35 долларов США получают бесплатную доставку по США Запаситесь и сэкономьте прямо сейчас. Распродажа скоро закончится
Or just write something catchy.» data-use-inplace-input=»1″ data-add-class=»normal story-headline-edit-link»> Добро пожаловать в эклектичное пространство Copper Drift
Инстаграм
сайт-магазин
Члены цеха
Сара Ломбард
Владелец
Перец
Ассистент
Правила магазина
Последнее обновление: 7 октября 2021 г.
Доставка
См. сведения об элементе, чтобы узнать предполагаемое время прибытия.
Таможенные и импортные налоги
Покупатели несут ответственность за уплату любых таможенных и импортных налогов, которые могут применяться. Я не несу ответственности за задержки из-за таможни.
Узнать больше
Варианты оплаты
Безопасные варианты
PaypalVisaMastercardApple PaySofortKlarnaGiftcard
Принимаются подарочные карты Etsy и кредиты Etsy
Etsy обеспечивает безопасность вашей платежной информации. Магазины Etsy никогда не получают информацию о вашей кредитной карте.
Возврат и обмен
Я не принимаю возврат, обмен или отмену
Но, пожалуйста, свяжитесь со мной, если у вас возникнут проблемы с вашим заказом.
Возврат
Я принимаю возврат Я не принимаю возврат
Обмен
я принимаю обмен обмены не принимаю
Свяжитесь со мной в течение:
3 дня доставки5 дней доставки7 дней доставки14 дней доставки21 дня доставки30 дней доставки45 дней доставки60 дней доставки90 дней доставки
Отправка товара обратно в течение:
7 дней доставки14 дней доставки21 день доставки30 дней доставки45 дней доставки60 дней доставки90 дней доставки
Количество дней, в течение которых покупатель должен отправить товар обратно, должно быть больше, чем количество дней, в течение которых покупатель должен связаться с вами
Не принимаете возврат или обмен?
В некоторых случаях покупатели по-прежнему могут обратиться в службу поддержки Etsy с просьбой о возврате или обмене. Узнать больше о чемоданах
Доставка в Европу?
Законодательство ЕС позволяет жителям ЕС вернуть товар, связавшись с продавцом в течение 14 дней. Мы рекомендуем принимать возвраты. Узнайте больше о продаже покупателям из ЕС
Аннулирование
Я принимаю отмены Я не принимаю отмены
Запросить отмену:
Перед отправкой товараВ течение 1 часа с момента покупкиВ течение 2 часов с момента покупкиВ течение 4 часов с момента покупкиВ течение 5 часов с момента покупкиВ течение 6 часов с момента покупкиВ течение 12 часов с момента покупкиВ течение 24 часов с момента покупкиВ течение 2 дней с момента покупкиВ течение 3 дней с момента покупкиВ течение 4 дней с момента покупкиВ течение 5 дней с момента покупкиВ течение 6 дней с момента покупкиВ течение 7 дней с момента покупки
Следующие товары не подлежат возврату или обмену
Из-за характера этих предметов, если они не будут повреждены или дефектны, я не могу принять возврат для:
Индивидуальные или индивидуальные заказы
Скоропортящиеся продукты (например, продукты питания или цветы)
Цифровые загрузки
Интимные предметы (для здоровья/гигиены)
Товары в продаже
Условия возврата
Покупатели несут ответственность за стоимость обратной доставки. Если товар не возвращается в исходном состоянии, покупатель несет ответственность за любую потерю стоимости.
Покупатели несут ответственность за возврат стоимости доставки.
Если товар не возвращается в исходном состоянии, покупатель несет ответственность за любую потерю стоимости. Продавец покроет расходы по обратной доставке. Свяжитесь с ними для получения подробной информации.
Продавец покроет расходы по обратной доставке. Свяжитесь с ними для получения подробной информации.
Есть вопросы по вашему заказу?
Пожалуйста, если у вас возникли проблемы с вашим заказом.
Политика конфиденциальности
В этой статье Справочника продавца приведен пример политики конфиденциальности, которую вы можете настроить для своего магазина.
Если вы отправляете товары в ЕС или предлагаете свои товары покупателям там, вы должны иметь политику конфиденциальности, соответствующую GDPR, до 25 мая 2018 г.
Покупатели не увидят это поле, пока вы не добавите политику конфиденциальности.
Etsy запрещает использование информации о покупателе для нежелательных сообщений. Просмотрите нашу Политику конфиденциальности для получения дополнительной информации.
Медь и электричество. Скорость дрейфа.
Медь и электричество. Скорость дрейфа.
стр. 6
Скорость дрейфа
gif»>
Скорость дрейфа и ток
Рисунок 2.6 Все электроны в цилиндре объемом V = A v t проходят мимо точки за время t.
С какой скоростью должны двигаться свободные электроны в проводе, чтобы производить приличный ток?
«Ток» означает скорость, с которой электрический заряд проходит через точку в цепи. Представьте, что вы стоите в точке X с секундомером и отсчитываете протекающий заряд. (Надо представить, что все электроны движутся с одинаковой скоростью, v.) Посмотрим, что произойдет с электроном, выделенным красным.
Предположим, вы запускаете свои часы и даете им поработать какое-то время, t. Выделенный электрон электрон пройдет некоторое расстояние. На самом деле, за время t все электроны в цилиндре длины пролетели мимо вас.
Так какой ток потек? Нам нужно выяснить, сколько зарядов прошло точку А.
Начнем с того, что подумаем об объеме цилиндра.
Объем цилиндра = A ×
где А — площадь поперечного сечения провода
Если концентрация электронов в металле n на кубический метр, то:
Количество электронов в цилиндре = n × A ×
Если каждый электрон несет заряд Q, то:
Заряд, переносимый электронами в цилиндре = n × A × × Q
Но длина цилиндра v * t
, где v — скорость дрейфа, t — время, которое мы использовали.
Итак:
Заряд, переносимый электронами в цилиндре = n × A × v × t × Q
Это количество заряда, которое проходит точку А за время t. Чтобы найти ток, который это представляет, нам нужно найти скорость, с которой протекал заряд. Итак, делим на время t.
Ток = заряд / время = n × A × v × t × Q / t = n A v Q
Таким образом, электрический ток I, протекающий по проводу, равен
, где n — количество электронов на кубический метр
А — площадь поперечного сечения провода
v — дрейфовая скорость электронов
Q — заряд электрона
gif»>
Удельное сопротивление и плотность заряда
Материал с большим количеством свободных электронов (высокое значение n) может легче проводить ток, чем материал с меньшей плотностью заряда. Чтобы нести заданный ток, электронам не нужно двигаться очень быстро, потому что их очень много, чтобы нести заряд. Это означает, что они редко сталкиваются с атомами или примесями в металле, и поэтому он является хорошим проводником.
Полупроводники — это материалы с небольшим количеством свободных электронов — возможно, одной миллионной концентрации меди. Таким образом, свободные электроны в полупроводниках должны иметь гораздо более высокие скорости дрейфа, чтобы нести такой же ток. Их скорость должна компенсировать меньшее количество движущегося заряда. Поэтому они гораздо чаще сталкиваются с атомами.




 Это позволяет создать резьбовой узел для крепления груза.
Это позволяет создать резьбовой узел для крепления груза.
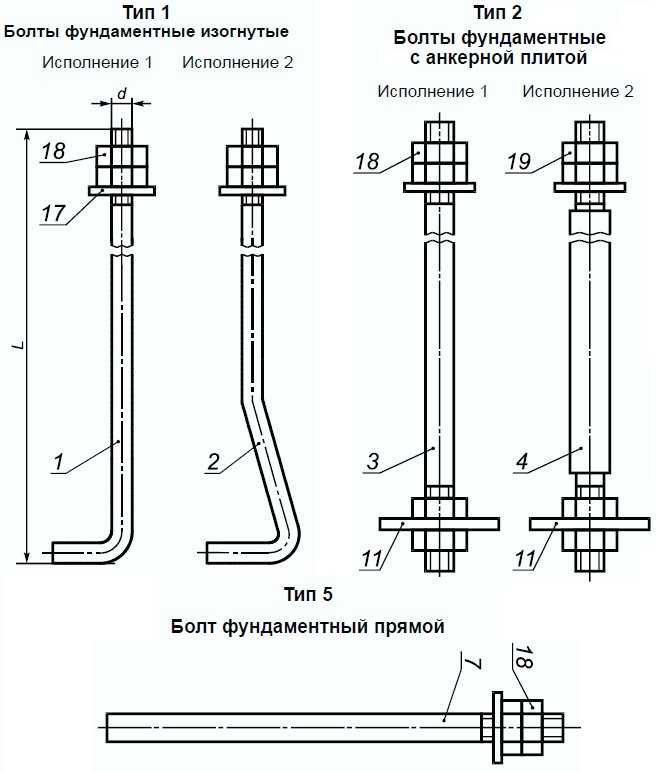 После ее завинчивания до упора шпилька распирает гильзу и надежно фиксирует ее в отверстие. Далее можно открутить гайку, закрепить на шпильке груз и зафиксировать его обратным навинчиванием гайки.
После ее завинчивания до упора шпилька распирает гильзу и надежно фиксирует ее в отверстие. Далее можно открутить гайку, закрепить на шпильке груз и зафиксировать его обратным навинчиванием гайки. Однако, при установке анкерного болта необходимо соблюдать некоторые правила. Чтобы понять это, нужно разобраться в особенностях такого крепежа и его сфере использования.
Однако, при установке анкерного болта необходимо соблюдать некоторые правила. Чтобы понять это, нужно разобраться в особенностях такого крепежа и его сфере использования.
 Анкеры забивного типа применяют в монолитны стенах. Они требуют точности в размерах отверстия.
Анкеры забивного типа применяют в монолитны стенах. Они требуют точности в размерах отверстия. Это помогает избежать коррозии. Для каждого типа анкеров установлены нормы. Они определяют номинальную возможность изделия и его допустимую нагрузку.
Это помогает избежать коррозии. Для каждого типа анкеров установлены нормы. Они определяют номинальную возможность изделия и его допустимую нагрузку.
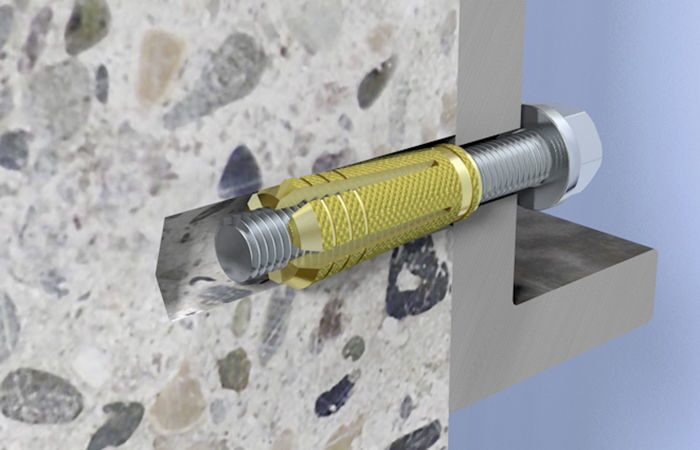 Как правило, это делают до заливания бетона. Важно соблюдать их расстояние и расположение вертикально. После установки их нужно закрыть полиэтиленовой пленкой, для избежание попадания на них бетонной смеси.
Как правило, это делают до заливания бетона. Важно соблюдать их расстояние и расположение вертикально. После установки их нужно закрыть полиэтиленовой пленкой, для избежание попадания на них бетонной смеси.  Если у вас нет встроенного настенного или напольного сейфа, подумайте о том, чтобы закрепить свой сейф болтами в бетоне, чтобы гарантировать, что ни один грабитель не сможет уйти со всем сейфом, где они смогут взломать его на досуге и без давления нежелательности в другом месте. дом человека. Это описание предоставлено ConFast — нашим предпочтительным поставщиком услуг по креплению бетона:
Если у вас нет встроенного настенного или напольного сейфа, подумайте о том, чтобы закрепить свой сейф болтами в бетоне, чтобы гарантировать, что ни один грабитель не сможет уйти со всем сейфом, где они смогут взломать его на досуге и без давления нежелательности в другом месте. дом человека. Это описание предоставлено ConFast — нашим предпочтительным поставщиком услуг по креплению бетона: youtube.com/embed/3JI_9ggbmcY» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/3JI_9ggbmcY» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
 Руководствуясь желанием обеспечить максимальный пользовательский опыт, он помог превратить safeandvaultstore.com в самый продаваемый, признанный на национальном уровне сайт электронной коммерции. Он неутомим в своем стремлении к творческому расширению контента, обучению домашним и деловым сейфам и хранилищам, а также выводу веб-сайта на новый уровень. Доминик гордится тем, что живет, работает и называет Спокан, штат Вашингтон, своим домом.
Руководствуясь желанием обеспечить максимальный пользовательский опыт, он помог превратить safeandvaultstore.com в самый продаваемый, признанный на национальном уровне сайт электронной коммерции. Он неутомим в своем стремлении к творческому расширению контента, обучению домашним и деловым сейфам и хранилищам, а также выводу веб-сайта на новый уровень. Доминик гордится тем, что живет, работает и называет Спокан, штат Вашингтон, своим домом. Он является сертифицированным ведущим плотником, а также имеет сертификат Агентства по охране окружающей среды. Дин является членом Наблюдательного совета по благоустройству дома The Spruce.
Он является сертифицированным ведущим плотником, а также имеет сертификат Агентства по охране окружающей среды. Дин является членом Наблюдательного совета по благоустройству дома The Spruce. Бетонные анкеры, вообще говоря, расширяются в предварительно просверленном отверстии, а бетонные шурупы врезаются или нарезают резьбу в предварительно просверленном отверстии.
Бетонные анкеры, вообще говоря, расширяются в предварительно просверленном отверстии, а бетонные шурупы врезаются или нарезают резьбу в предварительно просверленном отверстии. к. отверстие расширено
к. отверстие расширено Болт и экранированный клин представляют собой одну деталь, а не две отдельные детали, как в случае вставных анкеров и анкеров-втулок. Клиновые анкеры для бетона легко вставляются, но они очень прочно держатся в бетоне. После установки клиновые анкеры нельзя снимать, но можно снять гайку с анкера.
Болт и экранированный клин представляют собой одну деталь, а не две отдельные детали, как в случае вставных анкеров и анкеров-втулок. Клиновые анкеры для бетона легко вставляются, но они очень прочно держатся в бетоне. После установки клиновые анкеры нельзя снимать, но можно снять гайку с анкера.
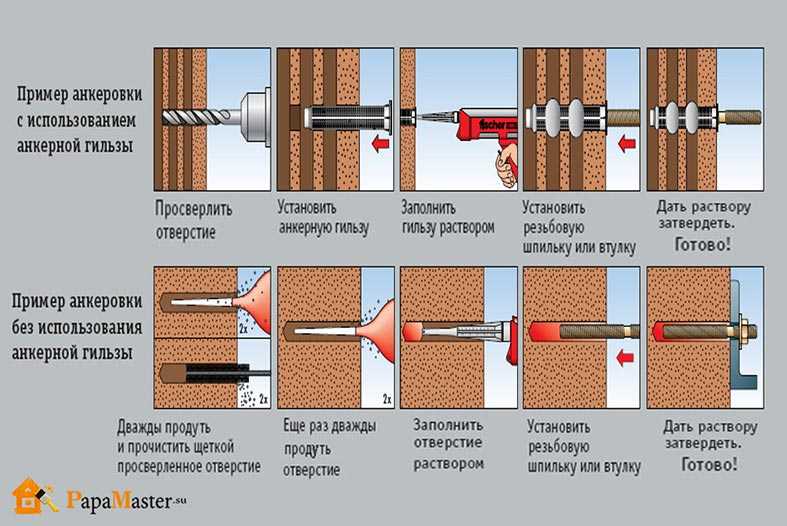

 5 кг
5 кг Формула сплава: 2Ag;91,8Cu;6,2P.
Формула сплава: 2Ag;91,8Cu;6,2P. Формула сплава: 30Ag;28Cu;21Zn;21Cd.
Формула сплава: 30Ag;28Cu;21Zn;21Cd. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 5Ag;88,8Cu;6,2P.
Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 5Ag;88,8Cu;6,2P. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 30Ag; 28Cu; 21Zn; 21Sn
Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 30Ag; 28Cu; 21Zn; 21Sn Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 20Ag; 45Cu; 35Zn.
Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди. Формула сплава: 20Ag; 45Cu; 35Zn. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 34Ag; 36Cu; 27,5Zn; 2,5Sn
Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 34Ag; 36Cu; 27,5Zn; 2,5Sn Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 40Ag; 30Cu; 28Zn; 2Sn.
Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 40Ag; 30Cu; 28Zn; 2Sn. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 55Ag; 22Cu; 17Zn; 5Sn.
Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди, а также никеля и сплавов на основе никеля. Его можно использовать для спаивания с горением. Формула сплава: 55Ag; 22Cu; 17Zn; 5Sn. Припой не кипит, не искрит. Специально разработаны для пайки меди, латуни, бронзы и комбинаций этих металлов. Формула сплава: 0,5Ag;93,5Cu;6P.
Припой не кипит, не искрит. Специально разработаны для пайки меди, латуни, бронзы и комбинаций этих металлов. Формула сплава: 0,5Ag;93,5Cu;6P. Формула сплава: 5Ag; 89Cu; 6P.
Формула сплава: 5Ag; 89Cu; 6P. Специально разработаны для пайки меди, никеля и никелиевых сплавов и практически любой стали. Формула сплава: 20Ag; 44Cu; 36Zn; 0,2Si.
Специально разработаны для пайки меди, никеля и никелиевых сплавов и практически любой стали. Формула сплава: 20Ag; 44Cu; 36Zn; 0,2Si. Припой не кипит, не искрит, флюсовая оболочка не коптит. Специальный состав оболочки повышает ее стойкость к механическим повреждениям и повышенной влажности, предотвращая ее преждевременное осыпание. Специально разработаны для пайки стали, меди, латуни и комбинаций этих металлов, за исключением алюминия и его сплавов. Формула сплава: 30Ag; 36Cu; 32Zn; 2Sn.
Припой не кипит, не искрит, флюсовая оболочка не коптит. Специальный состав оболочки повышает ее стойкость к механическим повреждениям и повышенной влажности, предотвращая ее преждевременное осыпание. Специально разработаны для пайки стали, меди, латуни и комбинаций этих металлов, за исключением алюминия и его сплавов. Формула сплава: 30Ag; 36Cu; 32Zn; 2Sn. Формула сплава: 30Ag; 36Cu; 32Zn; 2Sn.
Формула сплава: 30Ag; 36Cu; 32Zn; 2Sn. Припой не кипит, не искрит, флюсовая оболочка не коптит. Специальный состав оболочки повышает ее стойкость к механическим повреждениям и повышенной влажности, предотвращая ее преждевременное осыпание. Специально разработаны для пайки стали, меди, никеля и их сплавов. Формула сплава: 40Ag; 30Cu; 28Zn; 2Sn.
Припой не кипит, не искрит, флюсовая оболочка не коптит. Специальный состав оболочки повышает ее стойкость к механическим повреждениям и повышенной влажности, предотвращая ее преждевременное осыпание. Специально разработаны для пайки стали, меди, никеля и их сплавов. Формула сплава: 40Ag; 30Cu; 28Zn; 2Sn. У материала мягкая структура, поэтому чтобы обеспечить качественное соединение, необходимо добавить в сплав и другие материалы, к примеру, алюминий, кадмий, цинк, никель или медь. При соединении чистого серебра с медью и цинком, то расплавление металла станет значительно выше, что хорошо влияет на спаивание деталей. Швы получаются качественными и прочными. Если серебра в материале присутствует около 10 % и выше, то швы становятся очень пластичными и прекрасно обрабатываются. Такой вариант замечательно спаивает стальные материалы.
У материала мягкая структура, поэтому чтобы обеспечить качественное соединение, необходимо добавить в сплав и другие материалы, к примеру, алюминий, кадмий, цинк, никель или медь. При соединении чистого серебра с медью и цинком, то расплавление металла станет значительно выше, что хорошо влияет на спаивание деталей. Швы получаются качественными и прочными. Если серебра в материале присутствует около 10 % и выше, то швы становятся очень пластичными и прекрасно обрабатываются. Такой вариант замечательно спаивает стальные материалы. После использования швы прекрасно переносят различные вибрации и не портятся. Детали даже могут деформироваться или подвергаться физическому воздействию, но соединение остается целостным и герметичным в течение максимального времени.
После использования швы прекрасно переносят различные вибрации и не портятся. Детали даже могут деформироваться или подвергаться физическому воздействию, но соединение остается целостным и герметичным в течение максимального времени. Этот материал является довольно хрупким, поэтому стоит избегать механического и физического воздействия на него, чтобы он не разрушился со временем. Для повышения текучести сплава при однослойном спаивании можно добавить около 50 % серебра от общего количества состава. При этом ощутимо увеличивается сопротивляемость к воздействию со стороны. Многоступенчатая пайка также возможна в этом случае, только требует большой аккуратности в работе.
Этот материал является довольно хрупким, поэтому стоит избегать механического и физического воздействия на него, чтобы он не разрушился со временем. Для повышения текучести сплава при однослойном спаивании можно добавить около 50 % серебра от общего количества состава. При этом ощутимо увеличивается сопротивляемость к воздействию со стороны. Многоступенчатая пайка также возможна в этом случае, только требует большой аккуратности в работе.


 Температура плавления присадочного металла выше 420°С, и он поступает в соединение под действием капиллярных сил. Серебряный припой представляет собой сэндвич из разных слоев, каждый из которых металлургически связан с поверхностью соединяемых частей, и является очень прочным — намного прочнее, чем мягкая пайка. Его называют «серебряным» припоем, потому что присадочный материал часто содержит серебро.
Температура плавления присадочного металла выше 420°С, и он поступает в соединение под действием капиллярных сил. Серебряный припой представляет собой сэндвич из разных слоев, каждый из которых металлургически связан с поверхностью соединяемых частей, и является очень прочным — намного прочнее, чем мягкая пайка. Его называют «серебряным» припоем, потому что присадочный материал часто содержит серебро. Если должны быть соединены более толстые и более тонкие детали, сначала нагрейте более толстые детали, вплоть до нагревания только более толстых частей сзади до тех пор, пока они не достигнут температуры, а затем нагревайте более тонкие части только на короткое время — они уже будут горячими из-за нагревания. (косвенно) в пламени. Капелька серебряного припоя, удерживаемая на месте флюсом, проплавится через соединение, когда более толстая основа будет иметь правильную температуру пайки.
Если должны быть соединены более толстые и более тонкие детали, сначала нагрейте более толстые детали, вплоть до нагревания только более толстых частей сзади до тех пор, пока они не достигнут температуры, а затем нагревайте более тонкие части только на короткое время — они уже будут горячими из-за нагревания. (косвенно) в пламени. Капелька серебряного припоя, удерживаемая на месте флюсом, проплавится через соединение, когда более толстая основа будет иметь правильную температуру пайки.

 Независимо от того, какую именно технику пайки вы предпочитаете, основы хорошей пайки остаются неизменными. Итак, вот краткий справочный список для тех, кто новичок или не знает, где и как паять серебром.
Независимо от того, какую именно технику пайки вы предпочитаете, основы хорошей пайки остаются неизменными. Итак, вот краткий справочный список для тех, кто новичок или не знает, где и как паять серебром. ?
? 


 ..50°С и температуре окружающей среды 1°C…55°С, обеспечивает ручной, полуавтоматический и автоматический режимы работы прессов следующих позиций рабочих циклов: холостой ход вниз; рабочий ход; выдержка под давлением; поддержание давления при выдержки; ускоренный возвратный ход; стоп.
..50°С и температуре окружающей среды 1°C…55°С, обеспечивает ручной, полуавтоматический и автоматический режимы работы прессов следующих позиций рабочих циклов: холостой ход вниз; рабочий ход; выдержка под давлением; поддержание давления при выдержки; ускоренный возвратный ход; стоп.
 г.
г. куб./об.
куб./об.

 Домкрат может находится как сверху, давя на поршень, так и снизу, поднимая весь бочонок с поршнем и поддоном вверх. Домкратом легко и удобно пользоваться. С таким прессом легко обращаться даже женщине, так как за счёт домкрата создаётся большой выигрыш в силе.
Домкрат может находится как сверху, давя на поршень, так и снизу, поднимая весь бочонок с поршнем и поддоном вверх. Домкратом легко и удобно пользоваться. С таким прессом легко обращаться даже женщине, так как за счёт домкрата создаётся большой выигрыш в силе. Такой пресс для яблок имеет большую производительность и объем бочонка 50, 100 и 200 литров. С помощью такого пресса очень удобно отжимать сок. Ведь длина хода поршня подбирается так, чтобы её хватило на все рабочую высоту бочонка.
Такой пресс для яблок имеет большую производительность и объем бочонка 50, 100 и 200 литров. С помощью такого пресса очень удобно отжимать сок. Ведь длина хода поршня подбирается так, чтобы её хватило на все рабочую высоту бочонка. Такая конструкция пресса для выдавливания сока значительно ускоряет и облегчает процесс отжима.
Такая конструкция пресса для выдавливания сока значительно ускоряет и облегчает процесс отжима.
 От объема бочонка зависит только то, сколько сока вы будете отжимать за 1 раз. Цикл одного отжима составляет 5-10 минут. Выход сока составляет 50-70% от объема бочонка. Поэтому выбирать пресс стоит исходя из того, сколько сока вы планируете делать.
От объема бочонка зависит только то, сколько сока вы будете отжимать за 1 раз. Цикл одного отжима составляет 5-10 минут. Выход сока составляет 50-70% от объема бочонка. Поэтому выбирать пресс стоит исходя из того, сколько сока вы планируете делать.
 Винтовой пресс объемом 10-20л и более нужно фиксировать 4-мя саморезами к неподвижному основанию, чтобы он не прокручивался. Гидравлический пресс достаточно поставить на край стола над емкостью, куда будет сливаться сок.
Винтовой пресс объемом 10-20л и более нужно фиксировать 4-мя саморезами к неподвижному основанию, чтобы он не прокручивался. Гидравлический пресс достаточно поставить на край стола над емкостью, куда будет сливаться сок.
 ISBN 0-9635832-0-4.
ISBN 0-9635832-0-4. Мой пресс 50 тонн, и да, я использую все
Мой пресс 50 тонн, и да, я использую все  Я тщательно исследовал это.
Я тщательно исследовал это.
 не позволит
не позволит 

 Я действительно не был впечатлен.
Я действительно не был впечатлен. Для нагнетания использовался 10-тонный бутылочный домкрат. Казалось, что это будет работать нормально. Не уверен, насколько чистым и продезинфицированным это будет. Не уверен, что эта ссылка будет работать, но вот она: http://columbus.craigslist.org/art/3056165819.html
Для нагнетания использовался 10-тонный бутылочный домкрат. Казалось, что это будет работать нормально. Не уверен, насколько чистым и продезинфицированным это будет. Не уверен, что эта ссылка будет работать, но вот она: http://columbus.craigslist.org/art/3056165819.html

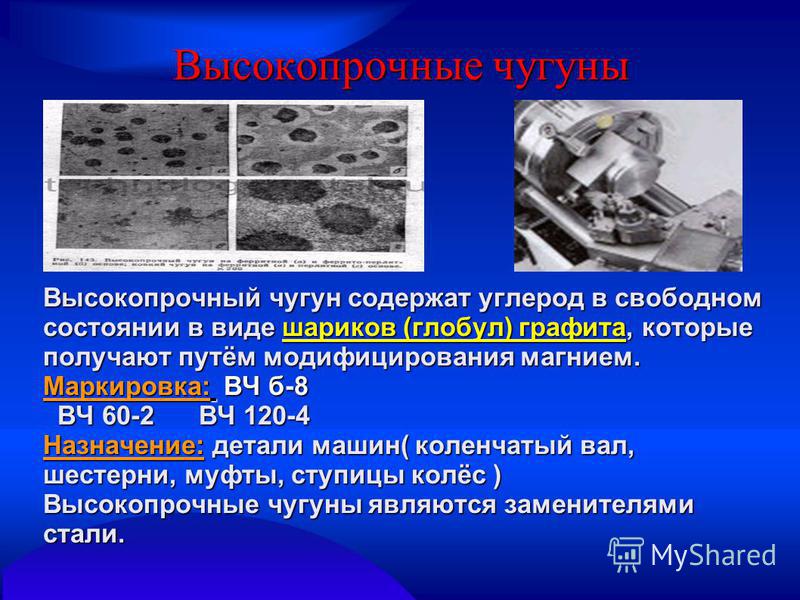 Если шлак в жидком виде продуть
Если шлак в жидком виде продуть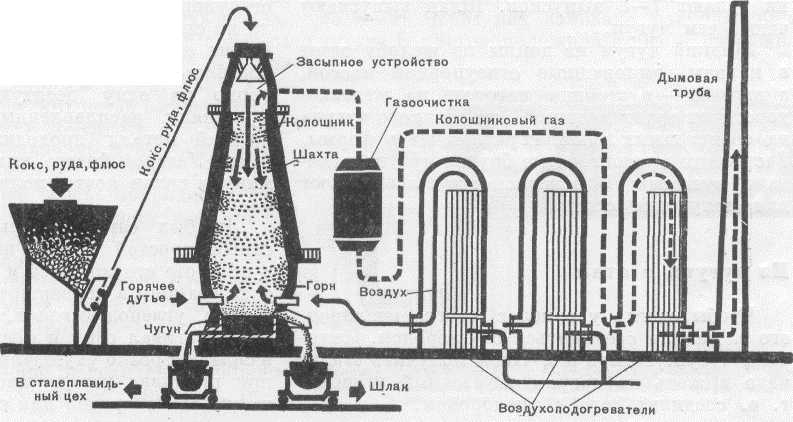
 Технология впервые использовалась в Китае, затем постепенно осваивалась в европейских государствах, России.
Технология впервые использовалась в Китае, затем постепенно осваивалась в европейских государствах, России. Флюсы способствуют образованию из бесполезной породы легкоплавких шлаков.
Флюсы способствуют образованию из бесполезной породы легкоплавких шлаков. Остальное понятно всем. Главный показатель основной классификации – это содержание и состояние углерода в сплаве.
Остальное понятно всем. Главный показатель основной классификации – это содержание и состояние углерода в сплаве.
 В эту статью также включено обсуждение добычи железа и его подготовки к выплавке.
В эту статью также включено обсуждение добычи железа и его подготовки к выплавке.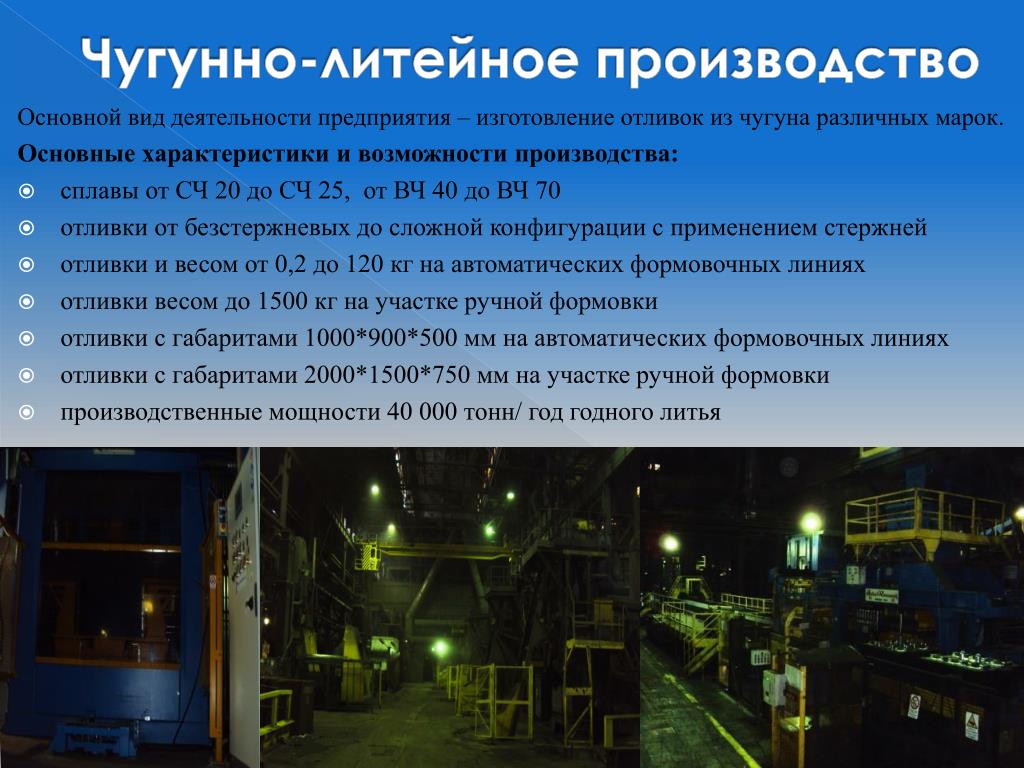 При дальнейшем нагреве аустенит остается до тех пор, пока температура не достигнет 1394 °C (2541 °F), после чего снова появляется ОЦК-структура. Эта форма железа, называемая дельта-ферритом, сохраняется до тех пор, пока не будет достигнута точка плавления.
При дальнейшем нагреве аустенит остается до тех пор, пока температура не достигнет 1394 °C (2541 °F), после чего снова появляется ОЦК-структура. Эта форма железа, называемая дельта-ферритом, сохраняется до тех пор, пока не будет достигнута точка плавления. При более высоком содержании углерода, характерном для чугуна, углерод может выделяться либо в виде цементита, либо в виде графита, в зависимости от условий производства. Опять же, получается широкий спектр свойств. Эта универсальность сплавов железа с углеродом приводит к их широкому использованию в технике и объясняет, почему железо является самым важным из всех промышленных металлов.
При более высоком содержании углерода, характерном для чугуна, углерод может выделяться либо в виде цементита, либо в виде графита, в зависимости от условий производства. Опять же, получается широкий спектр свойств. Эта универсальность сплавов железа с углеродом приводит к их широкому использованию в технике и объясняет, почему железо является самым важным из всех промышленных металлов. С другой стороны, каменные шахтные печи полагались на естественную тягу, хотя иногда в них также использовались фурмы. В обоих случаях плавка включала создание слоя раскаленного древесного угля, в который добавлялась железная руда, смешанная с большим количеством древесного угля. Затем произошло химическое восстановление руды, но, поскольку примитивные печи не могли достигать температуры выше 1150 ° C (2100 ° F), обычным продуктом был твердый кусок металла, известный как блюм. Он мог весить до 5 кг (11 фунтов) и состоял из почти чистого железа с небольшим количеством захваченного шлака и кусков древесного угля. Затем изготовление железных артефактов требовало операции формовки, которая включала нагревание цветков в огне и удары молотком по раскаленному докрасна металлу для изготовления желаемых предметов. Железо, изготовленное таким образом, известно как кованое железо. Иногда кажется, что было использовано слишком много древесного угля, и сплавы железа с углеродом, которые имеют более низкую температуру плавления и могут быть отлиты в простые формы, были сделаны непреднамеренно.
С другой стороны, каменные шахтные печи полагались на естественную тягу, хотя иногда в них также использовались фурмы. В обоих случаях плавка включала создание слоя раскаленного древесного угля, в который добавлялась железная руда, смешанная с большим количеством древесного угля. Затем произошло химическое восстановление руды, но, поскольку примитивные печи не могли достигать температуры выше 1150 ° C (2100 ° F), обычным продуктом был твердый кусок металла, известный как блюм. Он мог весить до 5 кг (11 фунтов) и состоял из почти чистого железа с небольшим количеством захваченного шлака и кусков древесного угля. Затем изготовление железных артефактов требовало операции формовки, которая включала нагревание цветков в огне и удары молотком по раскаленному докрасна металлу для изготовления желаемых предметов. Железо, изготовленное таким образом, известно как кованое железо. Иногда кажется, что было использовано слишком много древесного угля, и сплавы железа с углеродом, которые имеют более низкую температуру плавления и могут быть отлиты в простые формы, были сделаны непреднамеренно. Применение этого чугуна было ограничено из-за его хрупкости, и в раннем железном веке, похоже, его использовали только китайцы. В других местах предпочтительным материалом было кованое железо.
Применение этого чугуна было ограничено из-за его хрупкости, и в раннем железном веке, похоже, его использовали только китайцы. В других местах предпочтительным материалом было кованое железо. Во-первых, различия между доменной печью и Stückofen были незначительными. Оба имели квадратное поперечное сечение, и основными изменениями, необходимыми для работы доменной печи, были увеличение соотношения древесного угля и руды в шихте и летка для удаления жидкого железа. Продукт доменной печи стал известен как чугун из-за метода литья, при котором жидкость направлялась в основной канал, соединенный под прямым углом с несколькими более короткими каналами. Вся конструкция напоминала свиноматку, кормящую свой помет, поэтому куски твердого железа из более коротких каналов были известны как свиньи.
Во-первых, различия между доменной печью и Stückofen были незначительными. Оба имели квадратное поперечное сечение, и основными изменениями, необходимыми для работы доменной печи, были увеличение соотношения древесного угля и руды в шихте и летка для удаления жидкого железа. Продукт доменной печи стал известен как чугун из-за метода литья, при котором жидкость направлялась в основной канал, соединенный под прямым углом с несколькими более короткими каналами. Вся конструкция напоминала свиноматку, кормящую свой помет, поэтому куски твердого железа из более коротких каналов были известны как свиньи. Начиная с 15 века, этот двухстадийный процесс постепенно вытеснил прямое производство железа, которое, тем не менее, сохранилось до 19 века.век.
Начиная с 15 века, этот двухстадийный процесс постепенно вытеснил прямое производство железа, которое, тем не менее, сохранилось до 19 века.век.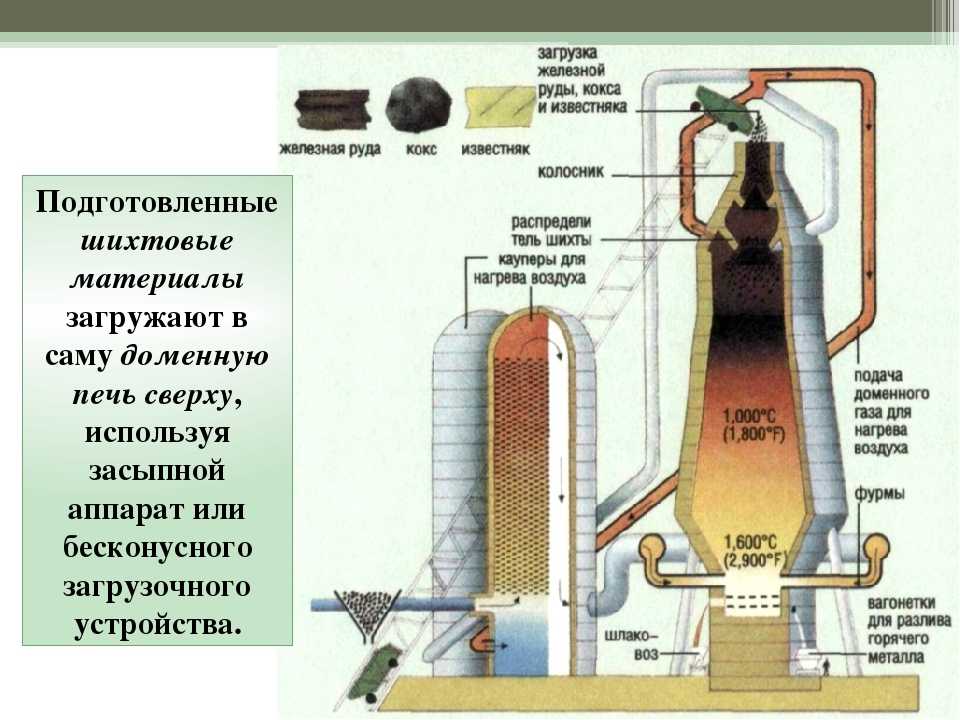 Корт использовал угольную отражательную печь для плавления шихты чугуна. к которому добавляли оксид железа для получения шлака. Встряхивание образовавшейся «лужи» металла приводило к удалению углерода путем окисления (вместе с кремнием, фосфором и марганцем). В результате температура плавления металла повысилась настолько, что он стал полутвердым, хотя шлак оставался достаточно жидким. Затем из металла формовали шарики и освобождали от как можно большего количества шлака, прежде чем вынуть из печи и отжать молотком. В течение короткого времени пудлинговые печи могли производить достаточное количество железа для удовлетворения потребностей машинного оборудования, но в результате изобретения шотландцем Джеймсом Бомонтом Нильсеном в 1828 году доменной печи для предварительного нагрева дутья производительность доменных печей снова увеличилась. воздух и осознание того, что круглая печь работает лучше, чем квадратная.
Корт использовал угольную отражательную печь для плавления шихты чугуна. к которому добавляли оксид железа для получения шлака. Встряхивание образовавшейся «лужи» металла приводило к удалению углерода путем окисления (вместе с кремнием, фосфором и марганцем). В результате температура плавления металла повысилась настолько, что он стал полутвердым, хотя шлак оставался достаточно жидким. Затем из металла формовали шарики и освобождали от как можно большего количества шлака, прежде чем вынуть из печи и отжать молотком. В течение короткого времени пудлинговые печи могли производить достаточное количество железа для удовлетворения потребностей машинного оборудования, но в результате изобретения шотландцем Джеймсом Бомонтом Нильсеном в 1828 году доменной печи для предварительного нагрева дутья производительность доменных печей снова увеличилась. воздух и осознание того, что круглая печь работает лучше, чем квадратная. Тогда стало возможным производить сталь, которая является превосходным материалом. Сначала в 1856 году Генри Бессемер запатентовал свой конвертерный процесс для продувки воздухом расплавленного чугуна, а в 1861 году Уильям Сименс получил патент на свою регенеративную мартеновскую печь. В 1879 году Сидни Гилкрист Томас и Перси Гилкрист адаптировали конвертер Бессемера для использования с фосфорным чугуном; в результате основной бессемеровский процесс, или процесс Томаса, получил широкое распространение на европейском континенте, где были в изобилии железные руды с высоким содержанием фосфора. Около 100 лет мартеновский и бессемеровский процессы производили большую часть стали, прежде чем они были заменены кислородными и электродуговыми печами.
Тогда стало возможным производить сталь, которая является превосходным материалом. Сначала в 1856 году Генри Бессемер запатентовал свой конвертерный процесс для продувки воздухом расплавленного чугуна, а в 1861 году Уильям Сименс получил патент на свою регенеративную мартеновскую печь. В 1879 году Сидни Гилкрист Томас и Перси Гилкрист адаптировали конвертер Бессемера для использования с фосфорным чугуном; в результате основной бессемеровский процесс, или процесс Томаса, получил широкое распространение на европейском континенте, где были в изобилии железные руды с высоким содержанием фосфора. Около 100 лет мартеновский и бессемеровский процессы производили большую часть стали, прежде чем они были заменены кислородными и электродуговыми печами.

 Его кристаллическая структура может быть объемно-центрированной кубической (ОЦК) или гранецентрированной кубической (ГЦК) в зависимости от температуры. В обеих кристаллографических модификациях основная конфигурация представляет собой куб с атомами железа, расположенными по углам. В центре каждого куба в ОЦК-модификации и в центре каждой грани в ГЦК-модификации есть лишний атом. При комнатной температуре чистое железо имеет ОЦК-структуру, называемую альфа-ферритом; это продолжается до тех пор, пока температура не поднимется до 912 ° C (1674 ° F), когда он превращается в структуру ГЦК, известную как аустенит. При дальнейшем нагреве аустенит остается до тех пор, пока температура не достигнет 1394 °C (2541 °F), после чего снова появляется ОЦК-структура. Эта форма железа, называемая дельта-ферритом, сохраняется до тех пор, пока не будет достигнута точка плавления.
Его кристаллическая структура может быть объемно-центрированной кубической (ОЦК) или гранецентрированной кубической (ГЦК) в зависимости от температуры. В обеих кристаллографических модификациях основная конфигурация представляет собой куб с атомами железа, расположенными по углам. В центре каждого куба в ОЦК-модификации и в центре каждой грани в ГЦК-модификации есть лишний атом. При комнатной температуре чистое железо имеет ОЦК-структуру, называемую альфа-ферритом; это продолжается до тех пор, пока температура не поднимется до 912 ° C (1674 ° F), когда он превращается в структуру ГЦК, известную как аустенит. При дальнейшем нагреве аустенит остается до тех пор, пока температура не достигнет 1394 °C (2541 °F), после чего снова появляется ОЦК-структура. Эта форма железа, называемая дельта-ферритом, сохраняется до тех пор, пока не будет достигнута точка плавления. В основном он появляется в сплавах железа с углеродом, таких как стали, которые содержат от 0,003 до примерно 2 процентов углерода (большинство лежит в диапазоне от 0,01 до 1,2 процента), и чугуны с содержанием углерода от 2 до 4 процентов. При содержании углерода, характерном для сталей, карбид железа (Fe 3 C), также известный как цементит; это приводит к образованию перлита, который в микроскоп состоит из чередующихся реек альфа-феррита и цементита. Цементит тверже и прочнее феррита, но гораздо менее пластичен, так что за счет изменения количества углерода получаются совершенно разные механические свойства. При более высоком содержании углерода, характерном для чугуна, углерод может выделяться либо в виде цементита, либо в виде графита, в зависимости от условий производства. Опять же, получается широкий спектр свойств. Эта универсальность сплавов железа с углеродом приводит к их широкому использованию в технике и объясняет, почему железо является самым важным из всех промышленных металлов.
В основном он появляется в сплавах железа с углеродом, таких как стали, которые содержат от 0,003 до примерно 2 процентов углерода (большинство лежит в диапазоне от 0,01 до 1,2 процента), и чугуны с содержанием углерода от 2 до 4 процентов. При содержании углерода, характерном для сталей, карбид железа (Fe 3 C), также известный как цементит; это приводит к образованию перлита, который в микроскоп состоит из чередующихся реек альфа-феррита и цементита. Цементит тверже и прочнее феррита, но гораздо менее пластичен, так что за счет изменения количества углерода получаются совершенно разные механические свойства. При более высоком содержании углерода, характерном для чугуна, углерод может выделяться либо в виде цементита, либо в виде графита, в зависимости от условий производства. Опять же, получается широкий спектр свойств. Эта универсальность сплавов железа с углеродом приводит к их широкому использованию в технике и объясняет, почему железо является самым важным из всех промышленных металлов.
 Он мог весить до 5 кг (11 фунтов) и состоял из почти чистого железа с небольшим количеством захваченного шлака и кусков древесного угля. Затем изготовление железных артефактов требовало операции формовки, которая включала нагревание цветков в огне и удары молотком по раскаленному докрасна металлу для изготовления желаемых предметов. Железо, изготовленное таким образом, известно как кованое железо. Иногда кажется, что было использовано слишком много древесного угля, и сплавы железа с углеродом, которые имеют более низкую температуру плавления и могут быть отлиты в простые формы, были сделаны непреднамеренно. Применение этого чугуна было ограничено из-за его хрупкости, и в раннем железном веке, похоже, его использовали только китайцы. В других местах предпочтительным материалом было кованое железо.
Он мог весить до 5 кг (11 фунтов) и состоял из почти чистого железа с небольшим количеством захваченного шлака и кусков древесного угля. Затем изготовление железных артефактов требовало операции формовки, которая включала нагревание цветков в огне и удары молотком по раскаленному докрасна металлу для изготовления желаемых предметов. Железо, изготовленное таким образом, известно как кованое железо. Иногда кажется, что было использовано слишком много древесного угля, и сплавы железа с углеродом, которые имеют более низкую температуру плавления и могут быть отлиты в простые формы, были сделаны непреднамеренно. Применение этого чугуна было ограничено из-за его хрупкости, и в раннем железном веке, похоже, его использовали только китайцы. В других местах предпочтительным материалом было кованое железо. Окончательным вариантом такого рода горнила была каталонская кузница, просуществовавшая в Испании до 19 века. Другая конструкция, высокая горная печь, имела более высокий вал и превратилась в печь высотой 3 метра (10 футов).0037 Stückofen , который давал такие большие блюмы, что их приходилось удалять через переднее отверстие в печи.
Окончательным вариантом такого рода горнила была каталонская кузница, просуществовавшая в Испании до 19 века. Другая конструкция, высокая горная печь, имела более высокий вал и превратилась в печь высотой 3 метра (10 футов).0037 Stückofen , который давал такие большие блюмы, что их приходилось удалять через переднее отверстие в печи. Продукт доменной печи стал известен как чугун из-за метода литья, при котором жидкость направлялась в основной канал, соединенный под прямым углом с несколькими более короткими каналами. Вся конструкция напоминала свиноматку, кормящую свой помет, поэтому куски твердого железа из более коротких каналов были известны как свиньи.
Продукт доменной печи стал известен как чугун из-за метода литья, при котором жидкость направлялась в основной канал, соединенный под прямым углом с несколькими более короткими каналами. Вся конструкция напоминала свиноматку, кормящую свой помет, поэтому куски твердого железа из более коротких каналов были известны как свиньи. век.
век.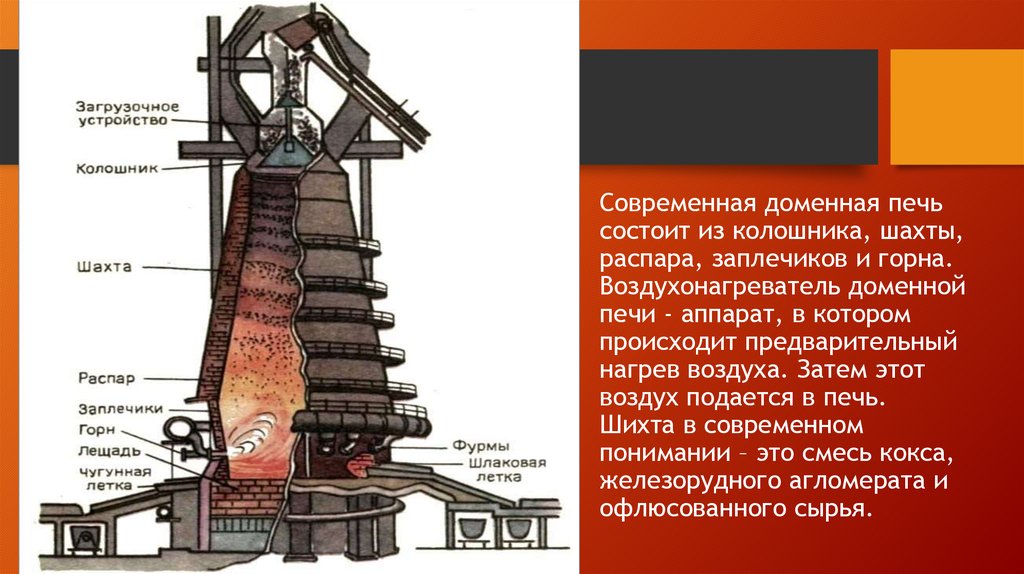 к которому добавляли оксид железа для получения шлака. Встряхивание образовавшейся «лужи» металла приводило к удалению углерода путем окисления (вместе с кремнием, фосфором и марганцем). В результате температура плавления металла повысилась настолько, что он стал полутвердым, хотя шлак оставался достаточно жидким. Затем из металла формовали шарики и освобождали от как можно большего количества шлака, прежде чем вынуть из печи и отжать молотком. В течение короткого времени пудлинговые печи могли производить достаточное количество железа для удовлетворения потребностей машинного оборудования, но в результате изобретения шотландцем Джеймсом Бомонтом Нильсеном в 1828 году доменной печи для предварительного нагрева дутья производительность доменных печей снова увеличилась. воздух и осознание того, что круглая печь работает лучше, чем квадратная.
к которому добавляли оксид железа для получения шлака. Встряхивание образовавшейся «лужи» металла приводило к удалению углерода путем окисления (вместе с кремнием, фосфором и марганцем). В результате температура плавления металла повысилась настолько, что он стал полутвердым, хотя шлак оставался достаточно жидким. Затем из металла формовали шарики и освобождали от как можно большего количества шлака, прежде чем вынуть из печи и отжать молотком. В течение короткого времени пудлинговые печи могли производить достаточное количество железа для удовлетворения потребностей машинного оборудования, но в результате изобретения шотландцем Джеймсом Бомонтом Нильсеном в 1828 году доменной печи для предварительного нагрева дутья производительность доменных печей снова увеличилась. воздух и осознание того, что круглая печь работает лучше, чем квадратная. Тогда стало возможным производить сталь, которая является превосходным материалом. Сначала в 1856 году Генри Бессемер запатентовал свой конвертерный процесс для продувки воздухом расплавленного чугуна, а в 1861 году Уильям Сименс получил патент на свою регенеративную мартеновскую печь. В 1879 году Сидни Гилкрист Томас и Перси Гилкрист адаптировали конвертер Бессемера для использования с фосфорным чугуном; в результате основной бессемеровский процесс, или процесс Томаса, получил широкое распространение на европейском континенте, где были в изобилии железные руды с высоким содержанием фосфора. Около 100 лет мартеновский и бессемеровский процессы производили большую часть стали, прежде чем они были заменены кислородными и электродуговыми печами.
Тогда стало возможным производить сталь, которая является превосходным материалом. Сначала в 1856 году Генри Бессемер запатентовал свой конвертерный процесс для продувки воздухом расплавленного чугуна, а в 1861 году Уильям Сименс получил патент на свою регенеративную мартеновскую печь. В 1879 году Сидни Гилкрист Томас и Перси Гилкрист адаптировали конвертер Бессемера для использования с фосфорным чугуном; в результате основной бессемеровский процесс, или процесс Томаса, получил широкое распространение на европейском континенте, где были в изобилии железные руды с высоким содержанием фосфора. Около 100 лет мартеновский и бессемеровский процессы производили большую часть стали, прежде чем они были заменены кислородными и электродуговыми печами.
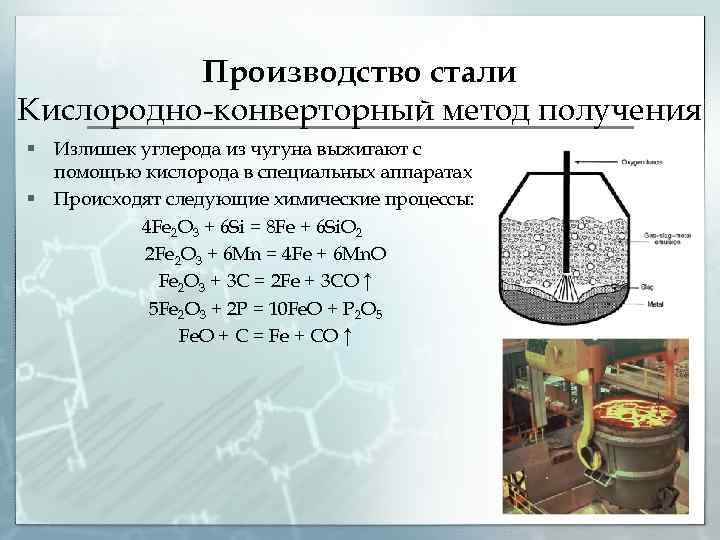

 Дополнительная плоскость
Дополнительная плоскость При этом к надписи типа «А»
При этом к надписи типа «А» 6азадан на главном виде
6азадан на главном виде У выносного
У выносного Видами принято именовать те изображения на машиностроительных чертежах, которые представляют собой проекции внешних видимых поверхностей предметов. Можно также сказать, что под видами подразумеваются видимые части поверхностей предметов, обращенные к наблюдателю и показанные на чертежах.
Видами принято именовать те изображения на машиностроительных чертежах, которые представляют собой проекции внешних видимых поверхностей предметов. Можно также сказать, что под видами подразумеваются видимые части поверхностей предметов, обращенные к наблюдателю и показанные на чертежах. Находится с левой стороны главного вида
Находится с левой стороны главного вида Это необходимо производить с целью обеспечения максимально быстрого узнавания той формы, которую имеет изображаемое изделие.
Это необходимо производить с целью обеспечения максимально быстрого узнавания той формы, которую имеет изображаемое изделие.


 Несмотря на огромные масштабы такого проекта, пристройки к комнатам высоко ценятся, поскольку ни один другой проект не обладает таким потенциалом для улучшения условий жизни и стоимости недвижимости в вашем доме.
Несмотря на огромные масштабы такого проекта, пристройки к комнатам высоко ценятся, поскольку ни один другой проект не обладает таким потенциалом для улучшения условий жизни и стоимости недвижимости в вашем доме.
 Хотя можно спланировать проект самостоятельно, нанимая и контролируя субподрядчиков самостоятельно, это сложная задача, о которой многие домовладельцы в конечном итоге сожалеют. Добавление вашей комнаты, вероятно, пройдет гораздо более гладко, если вы наймете генерального подрядчика.
Хотя можно спланировать проект самостоятельно, нанимая и контролируя субподрядчиков самостоятельно, это сложная задача, о которой многие домовладельцы в конечном итоге сожалеют. Добавление вашей комнаты, вероятно, пройдет гораздо более гладко, если вы наймете генерального подрядчика. Пристройка к дому аналогична строительству дома и включает в себя проектирование, составление бюджета, подачу заявок на получение разрешений, наем подрядчиков и субподрядчиков, а также строительство конструкции с нуля.
Пристройка к дому аналогична строительству дома и включает в себя проектирование, составление бюджета, подачу заявок на получение разрешений, наем подрядчиков и субподрядчиков, а также строительство конструкции с нуля.
 Тем не менее, такие займы следует делать осторожно, после консультации с финансовым консультантом.
Тем не менее, такие займы следует делать осторожно, после консультации с финансовым консультантом.
 Фактически, законы в некоторых регионах запрещают подрядчикам требовать авансовый платеж в размере более 1/3 от общей суммы контракта. Подрядчик, который хочет большую часть платежа авансом, может оказаться в шатком финансовом положении.
Фактически, законы в некоторых регионах запрещают подрядчикам требовать авансовый платеж в размере более 1/3 от общей суммы контракта. Подрядчик, который хочет большую часть платежа авансом, может оказаться в шатком финансовом положении.
 В других случаях, однако, даже каркасные стены изготавливаются вне строительной площадки, что может привести к довольно быстрому возведению несущего каркаса.
В других случаях, однако, даже каркасные стены изготавливаются вне строительной площадки, что может привести к довольно быстрому возведению несущего каркаса.


 Подрядчики по малярным работам имеют опыт чистой покраски после того, как был установлен отделочный пол, но отделочные работы легче выполнять после того, как стены покрашены. В небольших проектах покраску и настил полов часто выполняют плотники-отделочники, хотя для крупных работ могут потребоваться субподрядчики по настилу и покраске.
Подрядчики по малярным работам имеют опыт чистой покраски после того, как был установлен отделочный пол, но отделочные работы легче выполнять после того, как стены покрашены. В небольших проектах покраску и настил полов часто выполняют плотники-отделочники, хотя для крупных работ могут потребоваться субподрядчики по настилу и покраске.
 Или некоторые домовладельцы сами решают посадить и восстановить газон.
Или некоторые домовладельцы сами решают посадить и восстановить газон.
 Отчет о стоимости.
Отчет о стоимости. Новая комната, похожая на стеклянную коробку, прикреплена к гораздо более старому дому с помощью соответствующего каменного шпона снаружи пристройки (см. вступительное изображение выше со ступенями из плитняка). Новое пространство оборудовано системой складных стеклянных стен, которая открывается наружу на весь проем размером 10 на 20 футов. Плавающий камин из полированной нержавеющей стали отмечает визуальный центр комнаты, но его дизайн сведен к минимуму, поэтому вид и струящийся естественный свет остаются фокусом пространства.
Новая комната, похожая на стеклянную коробку, прикреплена к гораздо более старому дому с помощью соответствующего каменного шпона снаружи пристройки (см. вступительное изображение выше со ступенями из плитняка). Новое пространство оборудовано системой складных стеклянных стен, которая открывается наружу на весь проем размером 10 на 20 футов. Плавающий камин из полированной нержавеющей стали отмечает визуальный центр комнаты, но его дизайн сведен к минимуму, поэтому вид и струящийся естественный свет остаются фокусом пространства.
 Bluestem Construction выделила место для столовой на этой кухне с небольшим выступом шириной 12 футов и глубиной 3 фута. Умный ремонт также позволил добавить более просторный U-образный шкаф.
Bluestem Construction выделила место для столовой на этой кухне с небольшим выступом шириной 12 футов и глубиной 3 фута. Умный ремонт также позволил добавить более просторный U-образный шкаф. В результате получается полностью функционирующее жилое пространство, которое снаружи не кажется резким или неуместным.
В результате получается полностью функционирующее жилое пространство, которое снаружи не кажется резким или неуместным. Терраса была добавлена к дизайну этого второго этажа главной спальни, дополненной New England Design + Construction. Терраса заполняет в противном случае пустое пространство и предлагает домовладельцу другое место назначения прямо за пределами спальни. Лучшая часть? Когда придет время продавать, этот домовладелец может возместить около 72 процентов стоимости террасы, согласно Remodeling’s Cost Vs. Отчет о стоимости.
Терраса была добавлена к дизайну этого второго этажа главной спальни, дополненной New England Design + Construction. Терраса заполняет в противном случае пустое пространство и предлагает домовладельцу другое место назначения прямо за пределами спальни. Лучшая часть? Когда придет время продавать, этот домовладелец может возместить около 72 процентов стоимости террасы, согласно Remodeling’s Cost Vs. Отчет о стоимости.
 Барабан помещен в полость и приводится во вращение посредством вала, подшипниковый узел которого защищен от жидкости внутри полости. Таким образом барабан (рабочее колесо) располагается консольно на валу внутри корпуса насоса. Полость в котором расположено рабочее колесо насоса имеет два отверстия — одно с противоположной стороны от вала (в центре, в районе оси вала), а второе на окружности корпуса. Первое отверстие служит для подвода рабочей жидкости к рабочему колесу консольного насоса, второе — для отвода жидкости под давлением. Давление жидкости возникает в результате вращения рабочего колеса и возникающего вследствие этого центростремительного ускорения в жидкости, вращаемой перегородками рабочего колеса — лопастями консольного насоса. Отсюда и название одного из видов консольных насосов — «центробежный консольный насос«.
Барабан помещен в полость и приводится во вращение посредством вала, подшипниковый узел которого защищен от жидкости внутри полости. Таким образом барабан (рабочее колесо) располагается консольно на валу внутри корпуса насоса. Полость в котором расположено рабочее колесо насоса имеет два отверстия — одно с противоположной стороны от вала (в центре, в районе оси вала), а второе на окружности корпуса. Первое отверстие служит для подвода рабочей жидкости к рабочему колесу консольного насоса, второе — для отвода жидкости под давлением. Давление жидкости возникает в результате вращения рабочего колеса и возникающего вследствие этого центростремительного ускорения в жидкости, вращаемой перегородками рабочего колеса — лопастями консольного насоса. Отсюда и название одного из видов консольных насосов — «центробежный консольный насос«. Привод происходит посредством упругой муфты.
Привод происходит посредством упругой муфты. Серийно выпускаемые консольные насосы «К» и «КМ» предназначены для работы с жидкостью температурой до 85 градусов, для перекачивания более горячих жидкостей служат специальные насосы.
Серийно выпускаемые консольные насосы «К» и «КМ» предназначены для работы с жидкостью температурой до 85 градусов, для перекачивания более горячих жидкостей служат специальные насосы. Но за этой простотой кроется универсальное устройство, готовое выполнять любые задачи. Консольный насос предназначен для перекачки жидкости как в холодном, так и в горячем состоянии. Важной и отличительной особенностью является то, что в состав перекачиваемой жидкости могут входить примеси. Концентрация их не должна превышать 0,1%. Учитывая относительно высокую продуктивность, эта цифра на самом деле очень велика. Размер же некоторых твердых частиц ограничен в 0,2 мм.
Но за этой простотой кроется универсальное устройство, готовое выполнять любые задачи. Консольный насос предназначен для перекачки жидкости как в холодном, так и в горячем состоянии. Важной и отличительной особенностью является то, что в состав перекачиваемой жидкости могут входить примеси. Концентрация их не должна превышать 0,1%. Учитывая относительно высокую продуктивность, эта цифра на самом деле очень велика. Размер же некоторых твердых частиц ограничен в 0,2 мм. Двигатель чаще всего используется трехфазный.
Двигатель чаще всего используется трехфазный.
 Первая – К. Эта буква обозначает, что это насос консольный центробежный. В этом названии присутствует слово консоль. Это специальное устройство, которое позволяет избежать течи жидкости, когда насос выдает давление на выходе гораздо больше, чем заявлено производителем. Для подстраховки в К-насосах используются спереди и сзади два уплотнительных элемента, а также сменная втулка, что в разы снижает износ всей конструкции.
Первая – К. Эта буква обозначает, что это насос консольный центробежный. В этом названии присутствует слово консоль. Это специальное устройство, которое позволяет избежать течи жидкости, когда насос выдает давление на выходе гораздо больше, чем заявлено производителем. Для подстраховки в К-насосах используются спереди и сзади два уплотнительных элемента, а также сменная втулка, что в разы снижает износ всей конструкции.
 Они используется для перекачивания воды с температурой более 80 °C.
Они используется для перекачивания воды с температурой более 80 °C.

 Конструктивные особенности агрегата и в целом несложная конструкция позволяют этому насосу работать продолжительное время без поломок и обеспечивают высокую ремонтопригодность.
Конструктивные особенности агрегата и в целом несложная конструкция позволяют этому насосу работать продолжительное время без поломок и обеспечивают высокую ремонтопригодность. дюйм
дюйм Прочитайте всю статью.
Прочитайте всю статью.

 С сервисными комплектами Sulzer вы получаете все необходимое в одном пакете.
С сервисными комплектами Sulzer вы получаете все необходимое в одном пакете.
 Если запасные части доступны, что бывает не всегда, их приобретение может быть проблемой: их может не быть на складе, их необходимо переделать, или их доставка из-за границы может занять несколько месяцев. В приложениях, рассчитанных на работу в режиме 24/7/365, простои в течение нескольких месяцев неприемлемы. При выборе любого насоса очень важно понимать поддержку послепродажного обслуживания и доступность запасных частей, потому что в какой-то момент в будущем он пригодится. Выбор насоса с более высокой средней наработкой на отказ и легкодоступными запасными частями поможет обеспечить вашу работу в течение длительного времени.
Если запасные части доступны, что бывает не всегда, их приобретение может быть проблемой: их может не быть на складе, их необходимо переделать, или их доставка из-за границы может занять несколько месяцев. В приложениях, рассчитанных на работу в режиме 24/7/365, простои в течение нескольких месяцев неприемлемы. При выборе любого насоса очень важно понимать поддержку послепродажного обслуживания и доступность запасных частей, потому что в какой-то момент в будущем он пригодится. Выбор насоса с более высокой средней наработкой на отказ и легкодоступными запасными частями поможет обеспечить вашу работу в течение длительного времени. От грязной воды до 70% твердых частиц, эти насосы рассчитаны на многолетнюю бесперебойную работу. GPM-Eliminator может похвастаться десятилетиями долгой и трудолюбивой службы.
От грязной воды до 70% твердых частиц, эти насосы рассчитаны на многолетнюю бесперебойную работу. GPM-Eliminator может похвастаться десятилетиями долгой и трудолюбивой службы. Одним из самых больших преимуществ насоса с удлиненным валом по сравнению с консольным насосом является превосходная современная конструкция.
Одним из самых больших преимуществ насоса с удлиненным валом по сравнению с консольным насосом является превосходная современная конструкция.

 Оно имеет несколько условных этапов, закладка фундамента, монтаж опалубки, армирование, приготовление и заливка раствора, облицовка.
Оно имеет несколько условных этапов, закладка фундамента, монтаж опалубки, армирование, приготовление и заливка раствора, облицовка.




 Сначала нужно будет для этих ступеней сделать опалубку
Сначала нужно будет для этих ступеней сделать опалубку На наших участках очень часто можно встретить деревянные конструкции, сделанные даже с применением биозащитных растворов, очень красивые, но в тоже время достаточно непрактичные с точки зрения частоты ремонта.
На наших участках очень часто можно встретить деревянные конструкции, сделанные даже с применением биозащитных растворов, очень красивые, но в тоже время достаточно непрактичные с точки зрения частоты ремонта. Для этого необходимо в основание крыльца отлить вертикальные стойки. Можно применить любой подручный материал.
Для этого необходимо в основание крыльца отлить вертикальные стойки. Можно применить любой подручный материал. В центр стойки укладываем два арматурных прутка, к которым в дальнейшем прикрепим арматуру основной части крыльца.
В центр стойки укладываем два арматурных прутка, к которым в дальнейшем прикрепим арматуру основной части крыльца. Крепим шинку на направляющие с помощью саморезов по дереву, сколачивая щиты.
Крепим шинку на направляющие с помощью саморезов по дереву, сколачивая щиты.

 В этом случае, они будут иметь общую гидроизоляцию и общее основание. Проведение работ по гидроизоляции – обязательный этап, необходимый для того, чтобы крыльцо вам прослужило долгое время без каких-либо деформаций. Но, если одновременное строительство невозможно, необходимо знать, что крыльцо должно быть ниже уровня двери на 5 см. Наличие ступеней целиком зависит от высоты входной двери.
В этом случае, они будут иметь общую гидроизоляцию и общее основание. Проведение работ по гидроизоляции – обязательный этап, необходимый для того, чтобы крыльцо вам прослужило долгое время без каких-либо деформаций. Но, если одновременное строительство невозможно, необходимо знать, что крыльцо должно быть ниже уровня двери на 5 см. Наличие ступеней целиком зависит от высоты входной двери.  Для работ, связанных с фундаментом, роют яму. Ее глубина — 20-30 см, ширина – больше размера всей площадки на 2,5 см.
Для работ, связанных с фундаментом, роют яму. Ее глубина — 20-30 см, ширина – больше размера всей площадки на 2,5 см.
 Укладку начинают с нижней ступени, двигаясь вверх.
Укладку начинают с нижней ступени, двигаясь вверх. 
 ) Вы сэкономите еще больше, если будете смешивать бетон самостоятельно, а не доставлять его с помощью грузовика с готовой смесью.
) Вы сэкономите еще больше, если будете смешивать бетон самостоятельно, а не доставлять его с помощью грузовика с готовой смесью. Вы захотите сделать его толщиной от шести до восьми дюймов, если внутренний дворик будет поддерживать конструкцию, такую как беседка или джакузи.
Вы захотите сделать его толщиной от шести до восьми дюймов, если внутренний дворик будет поддерживать конструкцию, такую как беседка или джакузи. Вот процесс более подробно:
Вот процесс более подробно: Вбейте по одному колу в землю в каждом углу, чтобы форма оставалась квадратной после того, как она будет отрегулирована.
Вбейте по одному колу в землю в каждом углу, чтобы форма оставалась квадратной после того, как она будет отрегулирована. Это называется «стяжка», и именно поэтому вам нужно распилить колья заподлицо с верхними краями формы. Сделайте этот шаг сейчас, используя ручную пилу.
Это называется «стяжка», и именно поэтому вам нужно распилить колья заподлицо с верхними краями формы. Сделайте этот шаг сейчас, используя ручную пилу.



 0042
0042 Чем толще брусок и чаще его размещение, тем прочнее готовое изделие.
Чем толще брусок и чаще его размещение, тем прочнее готовое изделие. Армирующая сталь позволяет бетону выдерживать больший вес, растягивающие напряжения, вибрацию и даже сдвиги в слоях грунта. Это помогает продлить срок службы бетона, сводя к минимуму смещение, растрескивание и разрушение.
Армирующая сталь позволяет бетону выдерживать больший вес, растягивающие напряжения, вибрацию и даже сдвиги в слоях грунта. Это помогает продлить срок службы бетона, сводя к минимуму смещение, растрескивание и разрушение. Вот несколько причин, по которым необходима арматура:
Вот несколько причин, по которым необходима арматура:
 Небольшая площадка размером 3 на 4 фута снаружи двери не должна требовать стали при условии, что основание основания твердое, в то время как площадка, поддерживающая лестничный пролет, должна иметь сталь.
Небольшая площадка размером 3 на 4 фута снаружи двери не должна требовать стали при условии, что основание основания твердое, в то время как площадка, поддерживающая лестничный пролет, должна иметь сталь. Гладкий профиль гладкий и обычно вдавливается в бетон до того, как он затвердеет. Деформированный профиль имеет гребни для соединения или сцепления с бетоном во время его заливки. Два профиля имеют определенные цели, но работают одинаково для укрепления бетона.
Гладкий профиль гладкий и обычно вдавливается в бетон до того, как он затвердеет. Деформированный профиль имеет гребни для соединения или сцепления с бетоном во время его заливки. Два профиля имеют определенные цели, но работают одинаково для укрепления бетона. Он ребристый, но может изгибаться и обеспечивает структурную прочность бетона. Это относительно низкая стоимость, но она стоит затрат на добавленную прочность. При воздействии элементов через трещины углеродистая сталь будет подвергаться коррозии быстрее, чем другие типы стали.
Он ребристый, но может изгибаться и обеспечивает структурную прочность бетона. Это относительно низкая стоимость, но она стоит затрат на добавленную прочность. При воздействии элементов через трещины углеродистая сталь будет подвергаться коррозии быстрее, чем другие типы стали. Кроме того, арматура из нержавеющей стали лучше подходит для сейсмостойких, ударных, противопожарных и защитных целей, чем другая арматура из углерода или сплава.
Кроме того, арматура из нержавеющей стали лучше подходит для сейсмостойких, ударных, противопожарных и защитных целей, чем другая арматура из углерода или сплава. Сетка доступна с различной толщиной арматурных стержней и расстоянием между ними, в гладких и деформированных профилях, а также в различных типах стали.
Сетка доступна с различной толщиной арматурных стержней и расстоянием между ними, в гладких и деформированных профилях, а также в различных типах стали. Арматура должна быть установлена на 2-дюймовые пластиковые стулья или другие устройства, чтобы удерживать ее на месте, что является дополнительным шагом.
Арматура должна быть установлена на 2-дюймовые пластиковые стулья или другие устройства, чтобы удерживать ее на месте, что является дополнительным шагом.

 Использование камней или кусков дерева для поддержки арматуры также может подвергнуть арматуру коррозии под действием грунтовых вод и соли.
Использование камней или кусков дерева для поддержки арматуры также может подвергнуть арматуру коррозии под действием грунтовых вод и соли.

 Вес арматуры часто является фактором, влияющим на стоимость доставки, поэтому вы можете также проверить это при заказе или получении стали.
Вес арматуры часто является фактором, влияющим на стоимость доставки, поэтому вы можете также проверить это при заказе или получении стали.
 Бетон должен окружать и инкапсулировать сталь, поэтому, пока есть место для его обтекания стали, все готово.
Бетон должен окружать и инкапсулировать сталь, поэтому, пока есть место для его обтекания стали, все готово. Тем не менее, дополнительные расходы помогают защитить ваши инвестиции от смещения или оседания грунта, корней деревьев, расширяющихся трещин, больших нагрузок и других непредвиденных событий.
Тем не менее, дополнительные расходы помогают защитить ваши инвестиции от смещения или оседания грунта, корней деревьев, расширяющихся трещин, больших нагрузок и других непредвиденных событий. Сетка помогает предотвратить расширение трещин, обеспечивает прочность на изгиб и делает подкладку более долговечной. Он также обеспечивает прочность на растяжение, если грунт сдвигается или оседает.
Сетка помогает предотвратить расширение трещин, обеспечивает прочность на изгиб и делает подкладку более долговечной. Он также обеспечивает прочность на растяжение, если грунт сдвигается или оседает.
 Располагать подкладки необходимо на опорной площадке держателя оснастки, не допуская слишком большого вылета резца, который не должен быть больше высоты стержня более, чем в полтора раза, так как это может повлечь возникновение вибрации детали при ее обработке.
Располагать подкладки необходимо на опорной площадке держателя оснастки, не допуская слишком большого вылета резца, который не должен быть больше высоты стержня более, чем в полтора раза, так как это может повлечь возникновение вибрации детали при ее обработке.
 Сфера применения: обработка деталей различных материалов, характеристик прочности и конструктивных особенностей. Используется для ручных и автоматизованных процессов.
Сфера применения: обработка деталей различных материалов, характеристик прочности и конструктивных особенностей. Используется для ручных и автоматизованных процессов.
 Реже всего пользуются инструментами с державками 40х25 мм.
Реже всего пользуются инструментами с державками 40х25 мм. С помощью отрезного металлорежущего изделия прорезаются углубления различной длины в заготовках. У него есть отличительная черта – тонкая ножка с припаянной твердосплавной пластинкой
С помощью отрезного металлорежущего изделия прорезаются углубления различной длины в заготовках. У него есть отличительная черта – тонкая ножка с припаянной твердосплавной пластинкой У рабочей части детали
У рабочей части детали



 Отверстия обрабатывают или расточным, или вставным резцом.
Отверстия обрабатывают или расточным, или вставным резцом.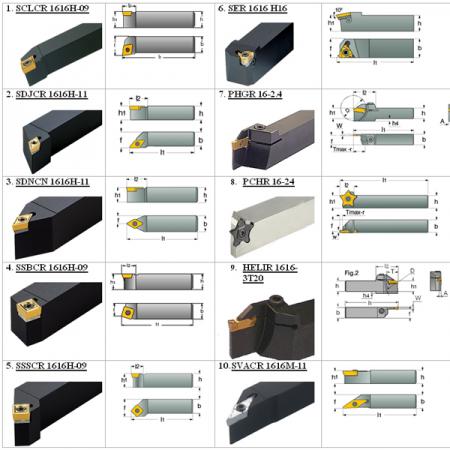 Конструкция и размеры
Конструкция и размеры

 Угол инструмента настолько отшлифован, что он может производить очень гладкую и точную поверхность.
Угол инструмента настолько отшлифован, что он может производить очень гладкую и точную поверхность. S.W или американская V-образная резьба формируется с помощью инструмента для нарезания резьбы с одной точкой. Его режущие кромки заточены под форму и размер нарезаемой резьбы.
S.W или американская V-образная резьба формируется с помощью инструмента для нарезания резьбы с одной точкой. Его режущие кромки заточены под форму и размер нарезаемой резьбы.

 Режущие кромки делают квадратными, закругленными или V-образными в зависимости от формы вырезаемого паза.
Режущие кромки делают квадратными, закругленными или V-образными в зависимости от формы вырезаемого паза. Передний передний угол не предусмотрен, но задан достаточный угол переднего просвета, который составляет от 10° до 15°.
Передний передний угол не предусмотрен, но задан достаточный угол переднего просвета, который составляет от 10° до 15°.



 д.
д. Токарный инструмент с круглым наконечником обычно используется для чистовой токарной операции.
Токарный инструмент с круглым наконечником обычно используется для чистовой токарной операции. gif» bgcolor=»#999999″> Просмотр категорий
gif» bgcolor=»#999999″> Просмотр категорий
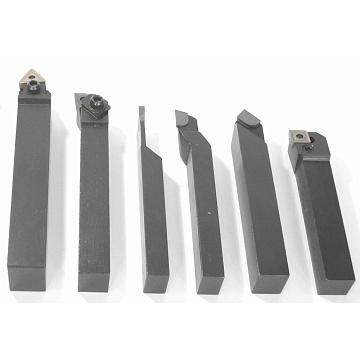 Каждая пластина имеет три режущие кромки.
Каждая пластина имеет три режущие кромки.
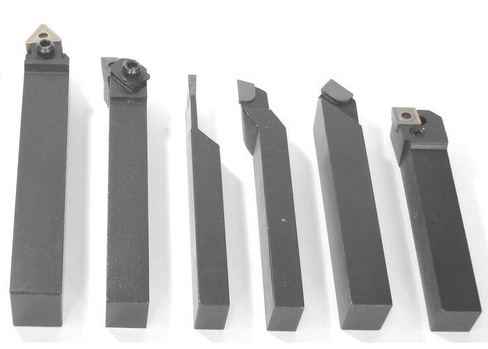
 Для роторов или маховиков.
Для роторов или маховиков. Идеально подходит для узлов иномарок (например, Isuzu Trooper, Toyota Tercel и пикап Mazda).
Идеально подходит для узлов иномарок (например, Isuzu Trooper, Toyota Tercel и пикап Mazda).




 Чаще всего его применяют в судостроении и машиностроении, а также при изготовлении строительных конструкций. Сварочная проволока оптом для промышленных или строительных целей. Он незаменим при изготовлении сварных труб и длинных трубопроводов.
Чаще всего его применяют в судостроении и машиностроении, а также при изготовлении строительных конструкций. Сварочная проволока оптом для промышленных или строительных целей. Он незаменим при изготовлении сварных труб и длинных трубопроводов.  Проволока из нержавеющей стали обладает антикоррозионными свойствами и обеспечивает высокое качество сварного шва. Выбор типа сварочной проволоки зависит от металла, которым приваривается поверхность, а также условий эксплуатации. рекомендуем покупать сварочную проволоку диаметром 1,2-1,6 мм.
Проволока из нержавеющей стали обладает антикоррозионными свойствами и обеспечивает высокое качество сварного шва. Выбор типа сварочной проволоки зависит от металла, которым приваривается поверхность, а также условий эксплуатации. рекомендуем покупать сварочную проволоку диаметром 1,2-1,6 мм. Для сварки низкоуглеродистых и низколегированных сталей в средах, образованных защитным газом, наиболее распространена сварочная проволока с медным покрытием.
Для сварки низкоуглеродистых и низколегированных сталей в средах, образованных защитным газом, наиболее распространена сварочная проволока с медным покрытием.  Диаметр составляет от 0,13 до 6,0 мм. Проволока сварочная нержавеющая из Китая может применяться при повышенных температурах, повышенной влажности, агрессивной среде. Сварка проволокой из нержавеющей стали применяется в медицине и химии . Также возможно применение сварочной проволоки из нержавеющей стали в пищевой промышленности, металлургии, нефтяных компаниях, машиностроении, пищевой, энергетической, химической промышленности и т. д.
Диаметр составляет от 0,13 до 6,0 мм. Проволока сварочная нержавеющая из Китая может применяться при повышенных температурах, повышенной влажности, агрессивной среде. Сварка проволокой из нержавеющей стали применяется в медицине и химии . Также возможно применение сварочной проволоки из нержавеющей стали в пищевой промышленности, металлургии, нефтяных компаниях, машиностроении, пищевой, энергетической, химической промышленности и т. д. Если все работы выполнены правильно, то получится единое изделие без швов. Так выглядит сварной корпус из нержавеющей стали. Когда смотришь на них, кажется, что все сделано из единой трубы, которая выгибается над лестницей, повторяя контур лестницы и площадки.
Если все работы выполнены правильно, то получится единое изделие без швов. Так выглядит сварной корпус из нержавеющей стали. Когда смотришь на них, кажется, что все сделано из единой трубы, которая выгибается над лестницей, повторяя контур лестницы и площадки. FCAW использует электрод с непрерывной подачей проволоки, источник сварочного тока постоянного напряжения и оборудование, аналогичное сварке MAG.
FCAW использует электрод с непрерывной подачей проволоки, источник сварочного тока постоянного напряжения и оборудование, аналогичное сварке MAG. Это похоже на сварку MAG, за исключением того, что при сварке FCAW используется полый трубчатый электрод, заполненный флюсом, а не сплошной металлический электрод.
Это похоже на сварку MAG, за исключением того, что при сварке FCAW используется полый трубчатый электрод, заполненный флюсом, а не сплошной металлический электрод. Этот процесс при одинаковых настройках позволяет получать сварные швы с более стабильными механическими свойствами и с меньшим количеством дефектов, чем в процессах MMA или MAG. Трубчатый электрод с непрерывной подачей также обеспечивает более высокую производительность по сравнению со сплошной проволокой или стержневым электродом. Однако метод газовой защиты может не подходить для использования в ветреную погоду, поскольку нарушение газовой защиты может привести к ухудшению свойств металла сварного шва.
Этот процесс при одинаковых настройках позволяет получать сварные швы с более стабильными механическими свойствами и с меньшим количеством дефектов, чем в процессах MMA или MAG. Трубчатый электрод с непрерывной подачей также обеспечивает более высокую производительность по сравнению со сплошной проволокой или стержневым электродом. Однако метод газовой защиты может не подходить для использования в ветреную погоду, поскольку нарушение газовой защиты может привести к ухудшению свойств металла сварного шва. Это делает процесс чрезвычайно портативным и, следовательно, подходящим для сварки на открытом воздухе.
Это делает процесс чрезвычайно портативным и, следовательно, подходящим для сварки на открытом воздухе. Он также обеспечивает более высокую скорость наплавки проволоки и повышенную стабильность дуги, что позволяет работать на высоких скоростях без отрицательного влияния на качество сварного шва.
Он также обеспечивает более высокую скорость наплавки проволоки и повышенную стабильность дуги, что позволяет работать на высоких скоростях без отрицательного влияния на качество сварного шва. Из-за трубчатой природы наполнитель иногда может быть дороже, чем твердые аналоги.
Из-за трубчатой природы наполнитель иногда может быть дороже, чем твердые аналоги.

 Есть приспособления крупных размеров или под специальные задачи. Выколотки не надо специально затачивать, дополнительно обрабатывать под каждую задачу.
Есть приспособления крупных размеров или под специальные задачи. Выколотки не надо специально затачивать, дополнительно обрабатывать под каждую задачу. Подшипникам качения и скольжения необходимы изделия с центрирующей и направляющей поверхностями. Запрессовка сборочного узла подвижной конструкции производится тоже при помощи выколотки.
Подшипникам качения и скольжения необходимы изделия с центрирующей и направляющей поверхностями. Запрессовка сборочного узла подвижной конструкции производится тоже при помощи выколотки.
 В наборе выколоток из 6 предметов инструменты разного размера точечного направления. Самое маленькое приспособление диаметром 2 мм, самое большое – 8 мм. Это распространенные диаметры бытовых отверстий. Существуют изделия размером больше, но обычно токари изготавливают их для определенных задач по конкретным параметрам.
В наборе выколоток из 6 предметов инструменты разного размера точечного направления. Самое маленькое приспособление диаметром 2 мм, самое большое – 8 мм. Это распространенные диаметры бытовых отверстий. Существуют изделия размером больше, но обычно токари изготавливают их для определенных задач по конкретным параметрам.
 Под их ударами металл гартуется значительно меньше, а на поверхности не остается засечек и царапин.
Под их ударами металл гартуется значительно меньше, а на поверхности не остается засечек и царапин. Установить устройство с диаметром наконечника, равным размеру отверстия по центру, наносить по затыльнику приспособления удары молотком. После извлечения негодной детали коррозия внутри узла удаляется с помощью инструмента меньшего размера.
Установить устройство с диаметром наконечника, равным размеру отверстия по центру, наносить по затыльнику приспособления удары молотком. После извлечения негодной детали коррозия внутри узла удаляется с помощью инструмента меньшего размера. Это обработка листов металла ударами для получения выпуклых или вогнутых элементов разной конфигурации. Технология основана на свойствах металла под ударами:
Это обработка листов металла ударами для получения выпуклых или вогнутых элементов разной конфигурации. Технология основана на свойствах металла под ударами:

 Новые предметы появляются еженедельно. Сохраните мой магазин и заходите почаще. Вы также можете подписаться на меня в Instagram @CopperDrift.
Новые предметы появляются еженедельно. Сохраните мой магазин и заходите почаще. Вы также можете подписаться на меня в Instagram @CopperDrift.
 Доволен покупкой.
Доволен покупкой. Я всегда получаю комплименты по этому поводу.
Я всегда получаю комплименты по этому поводу. 5″ | Латунная горелка | Горшок с мазком | Викканский | Языческий | Метафизический | Колдовство
5″ | Латунная горелка | Горшок с мазком | Викканский | Языческий | Метафизический | Колдовство Соответствует картинке, если немного меньше, чем ожидалось. Сделал прекрасный подарок.
Соответствует картинке, если немного меньше, чем ожидалось. Сделал прекрасный подарок.
 Or just write something catchy.» data-use-inplace-input=»1″ data-add-class=»normal story-headline-edit-link»> Добро пожаловать в эклектичное пространство Copper Drift
Or just write something catchy.» data-use-inplace-input=»1″ data-add-class=»normal story-headline-edit-link»> Добро пожаловать в эклектичное пространство Copper Drift
 Узнать больше о чемоданах
Узнать больше о чемоданах Если товар не возвращается в исходном состоянии, покупатель несет ответственность за любую потерю стоимости.
Если товар не возвращается в исходном состоянии, покупатель несет ответственность за любую потерю стоимости.
 gif»>
gif»> Представьте, что вы стоите в точке X с секундомером и отсчитываете протекающий заряд. (Надо представить, что все электроны движутся с одинаковой скоростью, v.) Посмотрим, что произойдет с электроном, выделенным красным.
Представьте, что вы стоите в точке X с секундомером и отсчитываете протекающий заряд. (Надо представить, что все электроны движутся с одинаковой скоростью, v.) Посмотрим, что произойдет с электроном, выделенным красным.
 gif»>
gif»>