Направляющие приставки для сверления отверстий под углами
Кондукторы для сверления отверстий под углами
Что можно использовать в домашних условиях
Металлический уголок
Удлиненная гайка
В заключение
Сверление под углом
При изготовлении различных деталей и изделий иногда возникает необходимость в сверлении отверстий под углами. При этом точность должна быть максимальной. Достичь этого без использования специальных приспособлений сложно по следующим причинам.
Осевое вращение инструмента сопровождается усиленным трением на режущих кромках. Оно стремится сдвинуть сверло в сторону. Особенно это заметно при начале сверления отверстий под прямым или иными углами. Усугубляет ситуацию кривизна обрабатываемой детали или заготовки. Накернивание помогает не всегда.
Точное направление выдержать очень сложно. При сверлении отверстий под углами, отличными от 90° это практически невозможно.
В процессе сверления отверстий сверло может отклониться в сторону. Это происходит под воздействием силы, возникающей по причине неравномерного трения о поверхности.
Сложность повышается до максимального уровня при необходимости просверлить под углом отверстие большого диаметра.
Снизить влияние вышеперечисленных негативных факторов помогает использование различных приспособлений. Для сверления отверстий под углами применяют приставки и кондукторы (они в зависимости от конструктивных особенностей могут называться накладками и шаблонами), а также подручные средства.
Приспособления для сверления отверстий под углами
Начнем с описания приставок.
Направляющие приставки для сверления отверстий под углами
Приставки для сверления отверстий под углами представляют собой конструкции, состоящие из:
станин;
направляющих;
перемещающихся по ним кареток, служащих для фиксации дрелей;
рукояток.
Фотография №1: приставка для дрели
В станине имеется вырез под углом в 45°. Он предназначен для фиксации труб и цилиндрических заготовок.
Фотография №2: сверление цилиндрической заготовки при помощи приставки
Эти приспособления бывают бытовыми, полупрофессиональными и профессиональными.
Устройства первого типа имеют лишь функцию регулировки наклона направляющих для установки нужного угла сверления. Удерживаются конструкции при помощи рукояток.
Полупрофессиональные приставки для сверления отверстий под углом могут оснащаться такими дополнительными приспособлениями, как системы фиксации станин и регуляторы глубины сверления. В некоторых моделях есть возможность изменения угла сверления как вдоль, так и поперек плоскости заготовок. За счет наличия дополнительных приспособлений такие приставки получаются более громоздкими.
Профессиональные модели. Также могут иметь различие дополнительные приспособления. Главное отличие профессиональных приставок — наличие в конструкциях собственных патронов для фиксации сверл. Такое решение повышает точность получаемых отверстий, а также продлевает сроки службы дрелей и сверл.
Изображение №1: профессиональная приставка для сверления отверстий под углом
Кондукторы для сверления отверстий под углами
Кондукторами (или шаблонами) называют различные по конструкции вспомогательные приспособления, которые используют при необходимости сверления точных отверстий различных диаметров в металле и иных материалах под различными углами.
Устройства делятся на 2 основных типа.
Кондукторы, предназначенные для сверления отверстий под прямыми углами.
Приспособления, для сверления отверстий под острыми и тупыми углами.
Фотография №3: накладной кондуктор для сверления отверстий под прямыми углами
Кроме того, кондукторы для сверления отверстий под углами делятся на различные типы по двум критериям.
1. Сфера применения.
Универсальные. Стандартные модели, изготовленные из стали. Подходят для решения большинства задач.
Мебельные. Предназначены для сверления отверстий для сборки мебели, ее монтажа, крепления фурнитуры и пр.
Кондукторы для коронок. Это специальные модели, предназначенные для сверления отверстий под углами не обычными сверлами и бурами, а алмазными коронками больших диаметров.
Приспособления для сверления кафеля и плитки. Оснащены системами подачи воды для охлаждения алмазных сверл.
Трубные модели. Предназначены для сверления цилиндрических заготовок.
2. Способ применения.
Накладные. Такие кондукторы для сверления отверстий под углами используют при обработке заготовок с плоскими поверхностями. Приспособления удерживают руками или надежно фиксируют.
Скользящие. Такие приспособления не закрепляются. Их при использовании удерживают руками.
Поворотные. Их применяют при сверлении отверстий в деталях цилиндрических форм. Направление сверления задается при помощи втулок. Оно может быть вертикальным, горизонтальным и наклонным.
Опрокидываемые. Такие кондукторы для сверления под углами применяют при необходимости работы в различных плоскостях.
Закрепляемые. Они надежно крепятся к обрабатываемым поверхностям. Это удобно, но ограничивает свободу действий.
Изображение №2: сверление металла с применением кондуктора
Что можно использовать в домашних условиях
В домашних условиях обычно приходится сверлить отверстия под прямыми углами. Для повышения точности можно воспользоваться двумя эффективными подручными средствами.
Металлический уголок
Это самое распространенное приспособление для сверления отверстий под углом 90°. Используется оно так.
Сделайте разметку при помощи керна.
Возьмите дрель и установите сверло в центр будущего отверстия.
Приложите уголок к сверлу так, чтобы он соприкасался с инструментом обеими сторонами.
Просверлите отверстие требуемой глубины.
Удлиненная гайка
Отверстия, полученные сверлением металла под прямым углом при помощи удлиненной гайки, также имеют высокую точность. Операция предполагает лишь удерживание приспособления нужного диаметра при сверлении с центрированием сверла в намеченной точке.
В заключение
Как видите, сверлить отверстия под углами можно при помощи различных приспособлений. Лучшие варианты — профессиональные приставки и закрепляемые кондукторы.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
27 апреля 2022
Как выбрать сверло
26 февраля 2022
Углеродистая сталь
10 января 2022
Сверление рельс
9 декабря 2021
Способы заточки ступенчатых сверл
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Сверление под углом в категории «Инструмент»
Кондуктор для сверления отверстий под углом 15° 6, 8, 10 мм по дереву и сверла (14 предметов)
На складе в г. Днепр
Доставка по Украине
550 грн
499 грн
Купить
Мебельный кондуктор для сверления отверстий под косой шуруп под углом
На складе в г. Ровно
Доставка по Украине
340 грн
Купить
KRONS интернет- магазин
Кондуктор для сверления под углом косой шуруп
Доставка по Украине
475 — 870 грн
от 6 продавцов
550 грн
Купить
MegaMag
Мебельный кондуктор для сверления отверстий под косой шуруп под углом
На складе в г. Харьков
Доставка по Украине
600 грн
Купить
Дом торговли «Feller»
Кондуктор для сверления под углом
На складе в г. Львов
Доставка по Украине
363 грн
Купить
Hobby tool
Деревообрабатывающий кондуктор для сверления отверстия под углом 15° YOMO, комплект для сверления отверстий
Доставка по Украине
3 072 грн
1 536 грн
Купить
Кондуктор для сверления под углом с втулками 6,8,10,12 мм
На складе
Доставка по Украине
979 грн
Купить
Магазин корисного інструменту APtools
Мебельный кондуктор для сверления отверстий под косой шуруп под углом
Доставка по Украине
432 грн
Купить
Mini-Tools — качественные инструменты и расходные материалы.
АЛМАЗНОЕ СВЕРЛЕНИЕ БОЛЬШИХ ДИАМЕТРОВ ПОД УГЛОМ
Услуга
Цену уточняйте
DACC-сверління та різка бетону
АЛМАЗНОЕ СВЕРЛЕНИЕ ОТВЕРСТИЙ ПОД УГЛОМ
Услуга
Цену уточняйте
DACC-сверління та різка бетону
Мебельный кондуктор для сверления отверстий под косой шуруп под углом со сверлом 9. 5 мм
На складе
Доставка по Украине
425 грн
Купить
Магазин корисного інструменту APtools
Мебельный кондуктор для сверления отверстий под косой шуруп под углом
На складе в г. Ровно
Доставка по Украине
по 340 грн
от 8 продавцов
340 грн
Купить
АльтМаркет — интернет магазин
Алмазное сверление бурение отверстий под углом 45 гр
Услуга
300 грн
Кравченя Алексей Адамович
Алмазное сверление бурение отверстий под углом
Услуга
500 грн
Кравченя Алексей Адамович
Сверление отверстий под углом больших диаметров. Алмазная резка
Услуга
от 500 грн
Кравченя Алексей Адамович
Смотрите также
Мебельный кондуктор для сверления отверстий под косой шуруп под углом
На складе в г. Ровно
Доставка по Украине
340 — 614 грн
от 13 продавцов
340 грн
Купить
Магазин «Freedelivery»
Мебельный кондуктор для сверления отверстий под косой шуруп под углом
Доставка по Украине
340 грн
Мебельный кондуктор для сверления отверстий под косой шуруп под углом
Доставка из г. Ровно
по 340 грн
от 5 продавцов
340 грн
Купить
freedelivery
Сверление отверстий больших диаметров под углом
Услуга
от 400 грн
Кравченя Алексей Адамович
Мебельный кондуктор для сверления отверстий под косой шуруп под углом
Доставка по Украине
481 грн
Купить
ІНТЕРНЕТ-МАГАЗИН «Доставлено «
Кондуктор для сверления под углом косой шуруп 2000-05224
На складе в г. Ровно
Доставка по Украине
340 грн
Купить
ПОЛЕЗНЫЕ МЕЛОЧИ
Набор для сверления под углом, d9мм, 5 шт, KWB
На складе в г. Винница
Доставка по Украине
696 грн
Купить
🛠KWAT🛠
Мебельный кондуктор для сверления отверстий под косой шуруп под углом, 101466
На складе в г. Ровно
Доставка по Украине
340 грн
Купить
Интернет магазин » Горячий Стиль «
Кондуктор для сверления отверстий под углом 15° KWB 758600
Доставка из г. Киев
по 660 грн
от 3 продавцов
660 грн
Купить
markettul
Мебельный кондуктор для сверления отверстий под косой шуруп под углом
Доставка по Украине
408 грн
340 грн
Купить
Promsnab
Мебельный шаблон для сверления отверстий под косой шуруп под углом Кондуктор под косой шуруп
На складе в г. Киев
Доставка по Украине
310 грн
Купить
Biks.com.ua
Кондуктор для сверления под углом косой шуруп Без бренда
Доставка по Украине
561 грн
Купить
«Ценовал»
Новинка Мебельный кондуктор для сверления отверстий под косой шуруп под углом !
Доставка по Украине
463 грн
370 грн
Купить
Economic — 100 тыс.товаров
Кондуктор для сверления отверстий под замочную скважину, комлект для установки врезного врезки дверного замка
На складе в г. Черкассы
Доставка по Украине
3 700 грн
Купить
Ножи, заточка ножей
Как просверлить угловые отверстия в дереве
По
Ли Уоллендер
Ли Валлендер
Ли имеет более чем двадцатилетний практический опыт реконструкции, ремонта и улучшения домов, а также дает советы по благоустройству дома более 13 лет.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 02.05.22
Рассмотрено
Дин Бирмайер
Рассмотрено Дин Бирмайер
Дин Бирмайер — опытный подрядчик с почти 30-летним опытом работы во всех видах ремонта, технического обслуживания и реконструкции домов. Он является сертифицированным ведущим плотником, а также имеет сертификат Агентства по охране окружающей среды. Дин является членом Наблюдательного совета по благоустройству дома The Spruce.
Узнайте больше о The Spruce’s Наблюдательный совет
Ель / Марго Кавин
Обзор проекта
Сверление угловых отверстий — это навык, который пригодится во многих проектах, связанных с домом. Один знакомый пример: вы хотите прибить гвоздь 2×4 под углом 90 градусов к другому 2×4, чтобы создать каркас стены, но у вас не так много места, чтобы размахивать молотком. Забивание гвоздей в просверленные угловые отверстия — это решение для таких труднодоступных мест. Если вам трудно забить гвоздь, короткое угловое направляющее отверстие очень поможет, направляя гвоздь под правильным углом и уменьшая количество необходимого удара молотком.
Другим примером, распространенным в деревообрабатывающих проектах, является сверление карманных отверстий , когда два куска дерева необходимо соединить под углом, и где вы хотите, чтобы головки винтов были утоплены под поверхностью заготовки.
Но сверление угловых отверстий в древесине связано с уникальным набором проблем. Возможно, самая неприятная проблема возникает, когда сверло начинает сверлить правильно, а затем быстро скользит по дереву и теряет свое положение. Вот почему вам необходимо принять особые меры, либо купив инструмент, который сделает эту работу за вас, либо применив к своей дрели технику, которая повысит вероятность получения отверстия под идеальным углом.
Нажмите «Играть», чтобы узнать, как сверлить угловые отверстия
Существует три распространенных метода сверления угловых отверстий, но два из них больше подходят для опытных столяров, которые могут позволить себе инструменты.
Сверлильный станок: Сверлильный станок – лучший способ просверлить отверстие под углом. Однако сверлильный станок — это дорогой, громоздкий, автономный инструмент, который позволяет работать только с небольшими кусками материала. Сверлильные станки плохо подходят для многих проектов по благоустройству дома, потому что их нельзя вынести из магазина.
Приспособление для выемки отверстий: Хорошей альтернативой сверлильному станку является приспособление для выемки отверстий. Кондукторы для карманных отверстий, такие как Kreg R3 Jr., представляют собой дешевые и простые приспособления, которые направляют сверло в материал под углом. Если вам нужно просверлить несколько отверстий, возможно, стоит приобрести такой шаблон. Однако приспособления для карманных отверстий не являются надежными; им все еще требуется некоторое время для практики, прежде чем перейти к фактическому рабочему материалу. А хорошее приспособление для карманных отверстий — довольно дорогой аксессуар, особенно если вы не будете им пользоваться регулярно.
Ручной метод: Ручной метод не требует специальных инструментов. Помимо ловкости и терпения, вам понадобится только дрель и набор хороших сверл. Одно сверло будет размером с предполагаемое отверстие, а другое сверло будет примерно вдвое меньше предполагаемого отверстия. Однако этот метод имеет некоторые ограничения.
Вы не сможете просверлить отверстия под каждым углом ручным методом. Вы можете легко просверлить отверстие под углом до 45 градусов. Между 45 и 15 градусами процесс становится более трудным, но не невозможным. При угле ниже 15 градусов сверло будет слишком сильно вращаться. Когда стартовое сверло слишком сильно болтается, вы не можете установить четкое отверстие для старта.
Наконечник
При сверлении угловых отверстий более мягкая древесина работает лучше, чем твердая. Хвойные породы, категория, в которую входят сосна, болиголов и древесина, встречающаяся в большинстве пиломатериалов для каркаса, лучше всего подходят для сверления углов вручную. Твердые породы дерева, такие как клен, орех и дуб, трудно просверлить вручную под углом.
Оборудование/инструменты
Сверлить
Набор сверл
Площадь скорости
Карандаш
Удлинитель сверла (опционально)
Материалы
Деревянные детали (по мере необходимости для вашего проекта)
Ель / Марго Кэвин
Выберите подходящие сверла
Выберите сверло с диаметром, соответствующим окончательному размеру отверстия, которое вы планируете просверлить, затем выберите начальное сверло диаметром примерно вдвое меньше этого размера. Например, если вам нужно отверстие диаметром 1/4 дюйма, выберите стартовое сверло 1/8 дюйма. Просто будьте осторожны с использованием очень тонких бит, так как они могут сломаться.
Ель / Марго Кэвин
Просверлите мелкое направляющее отверстие под углом 90 градусов
Стартовым сверлом начните сверлить отверстие под углом 90 градусов к поверхности заготовки. Не доделывайте отверстие. Остановите дрель, когда сверло войдет в материал примерно на 1/16–1/8 дюйма. Цель состоит в том, чтобы просверлить отверстие достаточно глубоко, чтобы удерживать кончик сверла для следующего шага, в котором вы измените угол отверстия.
Ель / Марго Кэвин
Сместите пилотное отверстие на желаемый угол
Вытащите стартовую насадку из горизонтального отверстия. Переместите сверло под нужным углом и вставьте сверло обратно в отверстие. Убедитесь, что сверло прочно сидит в отверстии — если оно окажется слишком близко к краю, оно потеряет сцепление и улетит; если он слишком глубокий, вы не сможете наклонить сверло.
Просверлите отверстие на полную глубину, поддерживая медленную и постоянную скорость.
Ель / Марго Кэвин
Переключиться на бит большего размера
Снимите стартовую насадку с дрели. Теперь вставьте большую насадку в дрель.
Ель / Марго Кэвин
Просверлите последнее отверстие
Используя сверло правильного размера, увеличьте угловое отверстие до его окончательного размера. Двигайтесь как можно медленнее, так как высокие скорости могут привести к тому, что долото отойдет от пилотного отверстия.
Как только вы освоитесь, отверстие половинного размера может не понадобиться. Просто запустите бит правильного размера, близкий к 90 градусов, пока он не закопается достаточно, чтобы зацепиться при изменении угла.
Наконечник
Если вам нужно дополнительное пространство для сверления под небольшим углом, добавьте удлинитель сверла. Этот недорогой инструмент закрепляется в патроне дрели, предоставляя дополнительное пространство для сверления с малой шириной.
Ель / Марго Кэвин
Кондуктор для сверления с регулируемым углом наклона
С помощью этого шаблона для сверления с регулируемым углом больше никогда не изменяйте точную настройку стола сверлильного станка под углом 90 градусов.
Многие цеховые станки со столами с регулируемым углом выполняют большую часть своей работы со столом, установленным для достижения результата под углом 90 градусов. Такие инструменты, как ленточные пилы, дисковые шлифовальные машины и сверлильные станки, обычно имеют регулировочные шкалы, позволяющие наклонять столы для работы под углом, но такие задачи встречаются не так часто. Я очень забочусь о том, чтобы мои инструментальные столы находились под идеальным углом 90 градусов, и, как только я их туда доставлю, мне не хочется их двигать. И хотя большинство угловых работ на ленточной пиле и шлифовальном станке лучше всего выполнять, заменив стол, это не относится к сверлильному станку. Для сверления серии отверстий под одним и тем же углом простое приспособление, сделанное из металлолома, творит чудеса. И как только вы изготовите кондуктор, вы можете быстро настроить его для будущих задач углового сверления — и оставить основной стол станка на 9.0 градусов все время. Это потому, что вместо того, чтобы наклонять стол, мы наклоняем саму заготовку. Чтобы проиллюстрировать процесс, мы сделаем простое подвесное дерево из кружек.
ШАГ 1: Это приспособление состоит всего из трех частей: куска фанеры, который действует как стол для наклона, скобы для нижней части и упора для выравнивания вашей работы. Размер вашего фанерного стола в соответствии с вашими потребностями; тот, что здесь, имеет размеры около 10 дюймов на 12 дюймов. Прикрепите кусок обрезков к верхней поверхности перпендикулярно переднему краю. Длина этой детали не имеет решающего значения, но она должна проходить от переднего края шаблона, по крайней мере, до того места, где опускается патрон сверлильного станка. Забор должен быть достаточно высоким, чтобы вместить работу, которую вы бурите.
ШАГ 2: Чтобы наклонить приспособление, отрежьте кусок обрезков такой ширины, чтобы, оказавшись на задней части приспособления, он удерживал приспособление под нужным углом, под которым вы хотите сверлить. Угол, который я хотел для своего дерева для кружки, составлял около 10 градусов, но вы можете отрезать его по мере необходимости и прикрутить скобу к задней части зажимного приспособления. Если хотите, слегка отшлифуйте приспособление по краям, чтобы устранить любые острые углы.
ШАГ 3: Вы не хотите, чтобы приспособление скользило по столу сверлильного станка, и вы хотите, чтобы оно располагалось под прямым углом к передней части сверла. Этого легко добиться, зажав ограничитель ширины стола сзади стола. Расположите упор так, чтобы приспособление выровнялось под прямым углом к передней части станка, а затем зажмите его по краям стола сверлильного станка.
ШАГ 4: Поместите приспособление на стол сверлильного станка вплотную к упору, который вы зажали сзади, а затем поместите заготовку на направляющую приспособления. Опять же, вы не хотите, чтобы во время сверления что-то двигалось — круглая дюбель, используемая здесь для стойки дерева кружки, может катиться повсюду — поэтому, как только вы выровняете заготовку спереди назад с помощью сверла, прижмите его к джиг-забору. Когда заготовка закреплена на месте, вы можете перемещать все приспособление из стороны в сторону как единое целое. Сделайте это сейчас, чтобы заготовка оказалась сбоку от сверла, а затем опустите сверло на желаемую глубину сверления. Установите и зафиксируйте ограничитель глубины на сверлильном станке.
ШАГ 5: Совместите приспособление и заготовку под сверлом и просверлите первое отверстие по намеченной отметке. Теперь просто разжимаем заготовку, поворачиваем ее до следующей отметки, снова зажимаем и сверлим каждое из оставшихся отверстий по очереди. Обратите внимание, что зажимать дюбели для сверления всегда полезно, но для плоских или прямоугольных заготовок это может не понадобиться. Пусть индивидуальный проект будет вашим ориентиром — если есть риск смещения заготовки во время сверления, закрепите ее на шаблоне.
ШАГ 6: Хотя приспособление, показанное здесь, было сделано для того, чтобы просверлить эти 10-градусные отверстия для моего дерева, нет необходимости снимать его, как только работа будет сделана. Чтобы отрегулировать приспособление для более высоких углов, просто закрепите плоский кусок лома на распорке, чтобы поднять заднюю часть стола по мере необходимости. Я установил свой измеритель угла наклона на новый угол и использовал его в качестве ориентира, чтобы прижать полосу фанеры толщиной 1/4 дюйма к задней части.
Доставить воду в дачный дома или на участок — задача, которая всегда актуальная для опытных садоводов. Сейчас для выполнения этой операции существуют современные и высокопроизводительные устройства. В этом материале журналисты «Комсомолки» расскажут все про лучшие насосы для колодца в 2022 году.
Рейтинг топ-10 по версии КП
1. Grundfos SB 3-45 AW
Grundfos SB 3-45 AW. Фото: yandex.market.ru
Этот насос применяется для эффективного перекачивания чистой воды из колодцев и дождевых накопительных баков, а также для повышения давления в водопроводной сети, полива сада, подачи воды для бытовой техники. Он доступен в исполнении с боковым входом, который включает в себя гибкий всасывающий шланг и плавающий сетчатый фильтр с поплавковым выключателем. Устройство может работать в автоматическом режиме. Насос с поплавковым выключателем прекращает работу при достижении минимально допустимого уровня воды. Тут же есть защита от тепловой перегрузки. Модель рекомендуется, если расстояние от стенки колодца до насоса более полутора метров.
Основные характеристики
Тип
погружной колодезный
Глубина погружения
10 м
Максимальный напор
45 м
Пропускная способность
3 куб. м/час
Напряжение сети
220/230 В
Потребляемая мощность
1050 Вт
Качество воды
чистая
Размер пропускаемых частиц
1 мм
Допустимая температура жидкости
до 40°C
Плюсы и минусы
Производительность, бесшумность
Жесткий хобот забора воды
2. Техноприбор Ручеек-1, 10 м
Техноприбор Ручеек-1, 10 м. Фото: yandex.market.ru
«Ручеек-1» предназначен для подъема пресной воды из скважин диаметром более 100 мм и глубиной до 60 м. Подходит для колодцев и любых других водоемов. С его помощью поливают огороды, пригоден он и для бытового водоснабжения. Производители отмечают, что этот насос для колодца не имеет трущихся поверхностей и вращающихся деталей, что способствует длительной и безотказной работе. В устройстве предусмотрен верхний забор воды, который обеспечивает постоянное охлаждение электромагнитной системы для предохранения от перегрузки. Верхний забор воды исключает также замутнение воды в источнике и засасывание ила со дна. Термореле призвано спасти «Ручеек» от сгорания. Оно автоматически отключает его при перегрузке. Также создатели аппарата говорят, что полив идет намагниченной водой, а она способствует повышению урожайности.
Основные характеристики
Тип
погружной колодезный
Глубина погружения
60 м
Максимальный напор
60 м
Пропускная способность
1.05 куб. м/час
Напряжение сети
220/230 В
Потребляемая мощность
225 Вт
Качество воды
чистая
Плюсы и минусы
Прост в эксплуатации, стоимость
Качество сборки хромает
3.
ELITECH НПК 800-30
ELITECH НПК 800-30. Фото: yandex.market.ru
Дренажный насос для подъема воды из скважин и колодцев. За одну минуту он может откачивать 92 литра жидкости, как уверяют производители. Эта модель превосходно подходит для выполнения полива и достаточно часто применяется в этих целях на участках возле загородных домов, на дачах, в садах и в других случаях. Глубина погружения у устройства равняется семи метрам. Высота подъема достигает показателя в 30 метров. Агрегат предназначен только для чистой воды. Корпус у него комбинированный — пластик и нержавеющая сталь.
Основные характеристики
Тип
погружной колодезный
Максимальный напор
30 м
Пропускная способность
5,7 куб. м/час
Напряжение сети
220/230 В
Потребляемая мощность
800 Вт
Качество воды
чистая
Размер пропускаемых частиц
0,05 мм
Плюсы и минусы
Автоматика, бесшумность
Слабый напор
4.
ЛЕПСЕ Водолей-3 10м
ЛЕПСЕ Водолей-3 10м. Фото: yandex.market.ru
Недорогая модель. Производитель у нее российский. Погружной насос для колодца «Водолей-3» предназначен для перекачки и подъема воды из колодцев, скважин, открытых водоемов и баков. Насос оснащен защитой в случае аварийной ситуации или неправильной эксплуатации. К последним можно отнести работу без воды, засорение гидравлической камеры, перегиб шланга. У садоводов аппарат пользуется неизменной популярностью. Видимых недостатков нет, тем более, за такую низкую стоимость.
Погружной насос «Водомет» предназначен для подачи воды из самых разных видов источников. В первую очередь, конечно, речь идет о колодцах. Но установить его можно и в других водоемах. Агрегат модифицирован для использования в так называемых «запесоченных» скважинах. Благодаря этому устройства, оттуда можно без ощутимого ущерба для себя перекачивать воду, содержащую во взвешенном состоянии несколько килограммов песка. В то же время, основное предназначение насоса — работа с чистой водой.
Основные характеристики
Тип
погружной колодезный
Глубина погружения
30 м
Максимальный напор
35 м
Пропускная способность
3. куб. м/час
Напряжение сети
220/230 В
Потребляемая мощность
460 Вт
Качество воды
чистая
Размер пропускаемых частиц
1. 5 мм
Плюсы и минусы
Хороший напор, малошумный
Короткий провод
6. BELAMOS BV-0.12 10 м
BELAMOS BV-0.12 10 м. Фото: yandex.market.ru
Следующий бюджетный вариант в нашем рейтинге лучших насосов для колодца. Вибрационная модель предназначена для установки и использования на дачах и в частных дома, где требуется надежное и производительное решение вопросов, связанных с автономным водоснабжением и поливочными системами. Производители этого насоса обещают большой срок эксплуатации и говорят, что он крепким корпусом хорошо защищен от внешних воздействий. Конструкция здесь описывается как простая и надежная, компоненты соответствуют ГОСТу.
Основные характеристики
Тип
погружной колодезный
Глубина погружения
3 м
Максимальный напор
70 м
Пропускная способность
0,43 куб. м/час
Напряжение сети
220/230 В
Потребляемая мощность
280 Вт
Качество воды
чистая
Плюсы и минусы
Цена, удобный в эксплуатации
Качество металла
7.
DAB DIVERTRON 1200 M
DAB DIVERTRON 1200 M. Фото: yandex.market.ru
Товар для тех, кто готов неслабо раскошелиться. Согласно описанию производителя, насос разработан специально для индивидуальных и коллективных систем водоснабжения. Перекачиваемая жидкость должна быть чистая, без твердых включений и минеральных масел, не вязкая, химически нейтральная. Температура — от 0 °С до +35 °С. Рабочие колеса и диффузоры, внешний корпус и гидравлический корпус изготовлены из технополимера; кожух двигателя, всасывающая решетка, вал и крепежные элементы выполнены из нержавеющей стали. Модель укомплектована электромеханической системой управления со встроенными датчиками давления и потока. Есть защита от сухого хода и перегрузки.
Основные характеристики
Тип
погружной колодезный
Глубина погружения
12 м
Максимальный напор
46 м
Пропускная способность
5,7 куб. м/час
Напряжение сети
220/230 В
Потребляемая мощность
1100 Вт
Номинальная мощность
750 Вт
Качество воды
чистая
Допустимая температура жидкости
35°C
Плюсы и минусы
Бесшумный, зимует в колодце
Бывают проблемы с движком
8.
GARDENA 5500/3 Classic
GARDENA 5500/3 Classic. Фото: yandex.market.ru
Если у вас в саду есть глубокий колодец или цистерна, из которых вы бы хотели поливать свой огород, то это неплохой вариант. Такой насос подходит и для использования в паре с дождевателями и системами полива. Мощный и бесшумный, он позволяет перекачивать воду с глубины до 13 метров и может длительное время находиться в воде. Производители заявляют, что все материалы тут прочные и высококачественные, они защищают от повреждений и гарантируют безотказную работу. От загрязнений насос должны обезопасить фильтры из нержавеющей стали. Поплавковый выключатель автоматически отключает насос при низком уровне воды, предотвращая работу насоса всухую.
Основные характеристики
Тип
погружной колодезный
Глубина погружения
12 м
Максимальный напор
30 м
Пропускная способность
5,5 куб. м/час
Напряжение сети
220/230 В
Номинальная мощность
900 Вт
Качество воды
чистая
Допустимая температура жидкости
от 1 до 35°C
Плюсы и минусы
Высокий напор воды, бесшумный
Не рассчитан на работу без водоразбора
9.
ВИХРЬ ВН-10В
ВИХРЬ ВН-10В. Фото: yandex.market.ru
Возвращаемся к недорогим и простым моделям. Вибрационный погружной насос «Вихрь» ВН-10В с верхним забором воды предназначен исключительно для работы с чистыми жидкостями из накопительных резервуаров, таких как колодец на вашей дачи. Продавцы называют его незаменимой вещью для каждого приусадебного участка. Помимо всего прочего устройство может быть использовано для организации индивидуального водоснабжения. Подключается оно к электросети 220 Вт.
Основные характеристики
Тип
погружной колодезный
Глубина погружения
3 м
Максимальный напор
72 м
Пропускная способность
1,08 куб. м/час
Напряжение сети
220/230 В
Номинальная мощность
280 Вт
Качество воды
чистая
Допустимая температура жидкости
до 35°C
Плюсы и минусы
Напор, небольшое потребление энергии
Долго качает большие объем воды
10.
KARCHER BP 1 Barrel
KARCHER BP 1 Barrel. Фото: yandex.market.ru
В завершении нашего рейтинга лучших насосов для колодца — современная альтернатива классическому способу полива. Этот агрегат позволяет поливать растения теплой, отстоявшейся водой, но избавляет от необходимости обходить каждую грядку с тяжелой лейкой. Гибкое крепление, удерживающее насос на краю колодца, подойдет для емкости практически любой конфигурации. При необходимости можно закрепить на нем поплавковый выключатель, который позволит управлять подачей воды и автоматически отключит насос при снижении уровня до установленной отметки, устранив риск сухого хода. Крепление регулируется под любую высоту емкости, откуда будет забираться вода для полива. Лучше этот насос использовать с какой-нибудь бочкой.
Основные характеристики
Тип
погружной колодезный
Глубина погружения
7 м
Максимальный напор
11 м
Пропускная способность
3,8 куб. м/час
Напряжение сети
220/230 В
Потребляемая мощность
400 Вт
Качество воды
чистая
Размер пропускаемых частиц
1 мм
Плюсы и минусы
Качественный пластик, легкий
Слабое крепление нижнего фильтра
Как выбрать насос для колодца
Предложение таких устройство обширно, но нельзя сломя голову и брать первый попавшийся. Как выбрать лучший насос для своего колодца, рассказал опытный садовой Виктор Тюпаев. Он просит потенциальных покупателей обращать внимание на несколько моментов.
Установка
Определитесь, что вам больше подходит. Есть пара вариантов для колодезных электронасосов. Самый распространенный, когда устройство полностью погружается в воду, всасывание происходит через патрубок на корпусе — это погружной насос. Патрубок может находиться под корпусом или на наем. От этого зависит минимально необходимая глубина погружения. Она же указана в характеристиках. Когда насос устанавливается в сухом месте, а забор воды происходит через рукав-шланг, опускаемый в колодец — это поверхностный агрегат.
Уровень воды в колодце
Обязательно его учитывайте при установке колодезного насоса. Равно как и общую глубину колодца, восполняемость колодца. Если покупка не подойдет к параметрам вашей скважины, то она окажется бесполезной.
Пропускная способность
Некоторые производители заявляют, что у них она высокая. Но не нужно гнаться за такой. Она должна быть соразмерна с количеством поступающей воды в определенную единицу времени в ваш колодец. В обратном случае мощному устройству просто нечего будет качать.
Производительность насоса
Необходимый расход считается как суммарное водопотребление всех сантехнических приборов системы, как если бы они работали одновременно – кранов, стиральной и посудомоечной машин, сливного бачка и т.п., – умноженное на 1,75 (запас). Производительность насоса должна быть равна или больше полученной величины.
Высота подачи воды
Если этот параметр есть в паспорте изделия, то он должна быть максимально возможная. Высота подачи требует пересчета с учетом длины водопроводной сети, количества изгибов трубопровода и этажности здания.
Характеристики
Смотрите и за ними. Многие заявляют у себя защиту от сухого хода, чтобы в насос не попадало ничего лишнего. Некоторые предлагают установить такие фильтры отдельно. Полезной функцией будет и защита от перегрева. Так, например, поплавковый выключатель, входящий в конструкцию насоса, предохранит устройство от работы «всухую» при понижении уровня воды ниже рабочего.
Колодец
Если у вас дренажный колодец или резервуар, где возможно засасывание ила, песка со дна, лучше приобрести дренажный насос. В то же время, среди стандартных есть насосы с такими функциями.
И главное помните — на вашем участке должно быть электричество! Без него насосы для колодца, о каких мы рассказали, будут бесполезны.
виды, цены, как и какой выбрать для частного дома, чтобы напор воды был стабильным
Виктор Джин
использует винтовой насос
Профиль автора
Загородные дома редко подключены к центральному водопроводу, поэтому воду обычно качают из скважины или колодца.
Мы уже приводили короткую инструкцию, как организовать в доме автономную систему водоснабжения. В этой статье поможем подобрать подходящий насос.
Как выбирать насос для частного дома
При выборе насоса надо изучить его технические характеристики, а именно:
Производительность, то есть количество воды, которое насос качает в минуту или в час. В идеале воды должно хватать, даже если одновременно открыть все краны в доме и спустить воду из сливного бачка в унитазе. Обычно для частного дома достаточно насоса производительностью 1,5—2 м3/ч.
Высота подъема воды. Насос должен не только поднять воду из скважины или колодца, но и доставить ее до самой высокой точки в доме — например, до душа на третьем этаже. При этом напор не должен упасть. Для частного дома с колодцем обычно хватает насоса с высотой подъема 30—40 метров. Если же речь идет о скважине, могут понадобиться модели с большим напором.
Потребляемая мощность. Это количество электроэнергии, которое будет съедать насос. Как правило, простые модели насосов расходуют менее 1 кВт.
Насосы делятся на два больших вида: поверхностные и погружные. Первые всасывают воду с небольшой глубины через шланг, вторые нужно опускать в толщу воды. Насосы для скважины и колодца различаются: скважинные узкие и похожи на цилиндр. Нет проблем использовать скважинный насос и для колодца, а вот наоборот не получится.
/guide/h3o/
Как выбрать систему очистки воды для частного дома
Помимо технических характеристик, обратите внимание на стоимость установки и сложность обслуживания разных насосов. К примеру, установка любого скважинного насоса стоит не менее 4500 Р. Примерно в такую же сумму обойдется монтаж погружного насоса в колодец, если насос будет там постоянно. Насосную станцию установить дешевле — это стоит от 3500 Р, но есть и довольно простые устройства, которые можно смонтировать самостоятельно. Самому несложно организовать и разные временные схемы с насосами для полива грядок или для летнего водоснабжения дачи.
Какие насосы подойдут в разных ситуациях
Насосная станция — простой вариант при неглубоком колодце
С погружным эжектором — простой вариант, если вода глубоко
Вибрационный — самый дешевый дачный вариант
Винтовой — бюджетный насос, если вода с примесями
Центробежный — дорогой вариант высокого качества
Вихревой — поднимет воду даже из артезианской скважины
Простой поверхностный насос
Сколько стоит: в среднем 5000—15 000 Р, но есть модели до 50 000 Р В какой ситуации покупать: когда колодец близко и он неглубокий — например, такой насос удобно использовать летом на даче Плюсы: легко установить и обслуживать; хорошая производительность; сложнее украсть насос, если он в доме Минусы: не подходит для скважин и колодцев глубже 7—8 м; сильно шумит
Такой насос не погружают в колодец или скважину, а устанавливают внутри дома или в специальном кессоне. Часто поверхностные насосы продаются вместе с дополнительным оборудованием и называются насосными станциями: например, в комплект может входить реле давления, чтобы включать и отключать насос автоматически, или гидроаккумулятор — емкость с водой, которая защищает насос от частого включения и компенсирует перепады давления.
/guide/buy-house/
Как купить дачу или загородный дом: пошаговая инструкция
Поверхностные насосы гарантированно поднимают воду на 8—9 метров. Будьте внимательны с расчетом: нужно учитывать не только расстояние от земли до воды, но и разводку труб до насоса. Например, глубина воды в колодце — 7 метров, а насосная станция располагается в 30 метрах от колодца. По нормам, на каждых 10 метрах горизонтального трубопровода давление падает на 1 метр водяного столба. Таким образом, общая высота подъема воды в нашем случае — 10 метров: поверхностный насос с этим не справится.
Схема системы водоснабжения с насосной станцией — насос находится снаружи колодца в подвале. Источник: met-all.org Здесь насосная станция объединяет в себе сам насос, реле давления и гидробак. Источник: ozon.ru
Поверхностный насос с погружным эжектором
Сколько стоит: 15 000—30 000 Р В какой ситуации покупать: если скважина глубокая, а погружной насос по каким-либо причинам не получается использовать. Такое бывает редко, поэтому насосы с погружным эжектором не пользуются популярностью Плюсы: легко обслуживать; может работать в глубоком колодце или скважине Минусы: шумит; расходует много электроэнергии; тяжело устанавливать и чистить
Эжектор — это устройство, которое создает дополнительный перепад давлений, проще говоря — подсос. Если эжектор погрузить в скважину или колодец, это позволит поверхностному насосу или насосной станции поднимать воду с большей глубины — до 40 метров.
В скважину пойдет не одна, а две трубы, на конце которых и расположен эжектор. По первой трубе вода поднимается, по второй ее часть возвращается в эжектор и за счет своей энергии усиливает напор.
/dom/
Я переехал из хрущевки в частный дом
Такую конструкцию сложнее устанавливать, чем простой поверхностный насос: в колодец надо опускать две трубы с эжектором. Чтобы защитить эжектор, на входе в трубу ставят фильтр — если он забьется, понадобится поднимать обе трубы, чтобы очистить насос.
Так устроен поверхностный насос с погружным эжектором. В скважине ставят обратный клапан с фильтром-сеточкой. Источник: calc.ru Выносной эжектор позволяет увеличить глубину всасывания, но такое устройство имеет меньшую производительность, так как часть воды возвращается в эжектор. Источник: wtpump.ru
Погружной вибрационный насос
Сколько стоит: в среднем 2000—2500 Р В какой ситуации покупать: для садоводства, например полива грядок Плюсы: дешево, надежно, хороший напор воды Минусы: слабая производительность; вибрирует, взбаламучивает воду; шумит даже в толще воды
Такие насосы часто еще называют малышами — по марке одного из них. Это наиболее простой и бюджетный вариант насоса. Погружной вибрационный насос погружается прямо в воду, иногда устройство опускают в колодец в ведре, чтобы он сильно не поднимал со дна песок.
/drip-irrigation/
Я собрала систему капельного полива в огороде
Принципы работы вибронасоса и автомобильного двигателя чем-то похожи. Внутри насоса стоит поршень, который ходит вверх и вниз. Поршень втягивает воду из колодца в камеру насоса и перекачивает ее вверх по шлангу или трубе. Такие такты повторяются 50 раз в секунду: этого достаточно, чтобы напор воды был стабильным.
Вибрационные насосы — самый бюджетный вариант. Они чаще всего используются для полива. Источник: market.yandex.ru
Погружной винтовой насос
Сколько стоит: в среднем 5000—10 000 Р В какой ситуации покупать: если вода с примесями Плюсы: не шумит; создает стабильный и хороший напор без пульсаций; легко перекачивает загрязненную воду, например с песком Минусы: низкий КПД и производительность; трение деталей приводит к их быстрому износу
Внутри такого насоса крутится один или несколько винтовых стержней — шнеков. Они засасывают воду и перемещают ее дальше, создавая напор: процесс похож на бурение лунки на льду реки рыбацким шнеком.
Чем быстрее крутится шнек, тем производительнее насос и тем больше он перекачивает воды. Срок службы таких насосов зачастую невысокий — 1—1,5 года, но иногда они могут протянуть и 5 лет: все зависит от производителя и условий эксплуатации.
/guide/heating/
Как сделать отопление в частном доме
Насосы винтового типа часто используют в промышленности для перекачивания вязкой жидкости или загрязненной воды. Для водоснабжения частных домов они также популярны из-за своей дешевизны.
Погружные скважинные насосы можно использовать и для колодца. Винтовые насосы стоят дороже вибрационных, но дешевле центробежных и вихревых. Источник: market.yandex.ru Принцип действия винтового насоса с несколькими шнеками. В отличие от моделей с одним винтом, насосы с двумя и тремя шнеками могут дать в разы большую производительность, поэтому часто это промышленные версии насосов. Источник: kolodezman.ru
Погружной центробежный насос
Сколько стоит: в среднем 10 000—15 000 Р В какой ситуации покупать: для дома, где живут постоянно и где нужен производительный, эффективный и довольно надежный насос Плюсы: отличная производительность; хороший КПД; большая высота подъема воды — бытовые насосы в зависимости от модели легко дают напор 40—100 м; все элементы насоса крепкие, долговечные и рассчитаны на интенсивную эксплуатацию Минусы: высокая цена; насос нельзя использовать, если вода с примесями
Это наиболее популярный тип насоса для водоснабжения частных домов — такие насосы дают хороший напор, но не шумят.
Внутри центробежного насоса стоит крыльчатка — колесо с лопатками, которое крутится с большой скоростью и как мельница перекачивает воду. Крыльчатка чувствительна к примесям в воде — при попадании камешка ее может заклинить. Ее также может деформировать, или она сместится — и насос придется отдать в ремонт. При этом только за диагностику насоса могут взять от 900 Р. Но в целом конструкцией насоса не предусмотрены движущие части или клапаны, поэтому насосы простые в ремонте.
/guide/swimming-pool/
Как построить бассейн у себя дома
Китайские варианты насоса служат в среднем 2,5 года, но есть и более качественные модели, например украинский «Водолей»: такой насос может прослужить и больше 5 лет.
Центробежные насосы бюджетного ценового сегмента стоят от 8000 Р для неглубоких скважин и до 30 000 Р для скважин глубже 100—150 метров. Источник: market.yandex.ru
Погружной вихревой насос
Сколько стоит: в среднем 8000—13 000 Р В какой ситуации покупать: для артезианских скважин большой глубины Плюсы: большой напор и производительность; минимум шума Минусы: невысокий КПД — порядка 45%; чувствителен к загрязнениям воды твердыми частицами — не перекачает воду с большим количеством примесей
Такие насосы используют в основном в очень глубоких скважинах — если вода залегает на глубине больше 50 метров.
Принцип действия такого насоса и центробежного похожи, только здесь вместо крыльчатки используется вихревое колесо. Оно создает завихрение воды, то есть, помимо центробежной силы, появляется еще и турбулентное ускорение. За счет этого насос мощнее.
/sharoshka/
Мы сами пробурили скважину на воду на своем участке
Вихревые насосы стоят дешевле центробежных, но служат обычно не так долго. Источник: google.com Принцип действия центробежного и вихревого насосов. В том и другом используется рабочее колесо с лопастями. Источник: met-all.org
Скважинный насос Руководство по стоимости и установке (2022)
Скважинные насосы — это сердце вашей скважинной системы, обеспечивающее подачу воды внутрь вашего дома или резервуара для воды. В составе скважины, работающей ежедневно, насос подвержен поломкам. Чтобы подготовиться к замене скважинного насоса, важно знать предупреждающие признаки поврежденного насоса, а также тип скважинного насоса, который необходим вашей системе.
Введите свой почтовый индекс в инструмент ниже, чтобы связаться с ближайшим к вам подрядчиком:
Признаки необходимости замены скважинного насоса
Хотя диагностировать проблему без помощи профессионала может быть сложно, есть несколько предупредительных признаков, указывающих на поломку скважинного насоса.
Сухой или низкий колодец
Когда вашему дому или накопительному резервуару требуется вода, на насос отправляется сигнал, чтобы выкачать воду из колодца. Если ваш колодец пересох или в нем очень мало воды, скважинный насос попытается выкачать воду из колодца, что приведет к его перегреву и перегоранию.
Плюющие краны
Если ваши краны выплевывают воду, это может быть признаком повреждения скважинного насоса. Когда скважинный насос поврежден, он не может правильно выкачивать воду из скважины и направлять ее в ваш дом. Если водяной насос работает, проверьте, нет ли разрывов в водопроводной трубе над колодцем. Отверстие в водопроводной трубе добавляет в систему ненужный воздух, из-за чего вода разбрызгивается из кранов.
Грязная вода
Обесцвеченная вода может быть признаком поломки водяного насоса. Колодезные насосы не предназначены для перекачки воды с большим количеством песка и других отложений, поэтому, если ил попадет в погружной водяной насос, износ может привести к повреждению.
Высокий счет за электроэнергию
Высокий счет за электроэнергию может сигнализировать о том, что ваш скважинный насос работает без остановок. Это может быть вызвано тем, что грязь и другие отложения засоряют насос, что требует его работы в течение более длительного периода времени. Кроме того, вода в колодце может заканчиваться, что приводит к непрерывной работе двигателя насоса.
Подробнее: Как диагностировать проблемы с системами водоснабжения скважин
Типы скважинных насосов
Как правило, скважинные насосы можно разделить на две категории: струйные насосы и погружные насосы. Каждая конструкция разработана с учетом потребностей скважин различных размеров и условий.
Струйные насосы
Существует два основных типа струйных насосов: струйные насосы для неглубоких скважин и струйные насосы для глубоких скважин.
Струйный насос для неглубоких скважин
Большинство насосов для неглубоких скважин используются в скважинах глубиной менее 25 футов и в районах с высоким уровнем грунтовых вод. Эти насосы имеют мало движущихся частей и требуют минимального обслуживания.
Этот тип насоса располагается над землей, как правило, непосредственно внутри колодца, и создает высокое давление для подачи воды из колодца в дом с помощью впускной трубы. Для этого типа скважинного насоса рекомендуется использовать бустерный насос для резервуара или скважины, чтобы повысить давление воды в доме.
Глубинный струйный насос
В отличие от мелководного струйного насоса, глубинный струйный насос расположен в скважине, хотя его двигатель остается в колодце. В этом насосе используются две трубы: одна для забора воды из колодца, а другая для направления воды в дом. Глубокие струйные насосы обычно используются в скважинах глубиной 110 футов.
Погружные насосы
Погружной насос для глубоких скважин устанавливается на дне скважины непосредственно в воде. С помощью своего двигателя насос забирает воду со дна и выталкивает ее из колодца в водопроводные сети вашего дома. Эти насосы можно использовать в скважинах глубиной до 300 футов. Насосы работают аналогично дренажным насосам, которые забирают воду и откачивают ее.
Подробнее: Как установить дренажный насос
Замена скважинного насоса
Несмотря на то, что профессиональная замена скважинного насоса сопряжена с высокими затратами на установку насоса, у вас может не быть иного выбора, кроме как обратиться к специалисту в зависимости от того, какой у вас скважинный насос. . Некоторые насосы, такие как погружные насосы для глубоких скважин, требуют специального оборудования для их извлечения без повреждения компонентов или проводки. В дополнение к хрупкости компонентов скважины, демонтаж скважинного насоса может быть очень трудоемким, некоторые насосы весят более 100 фунтов.
Даже если вы планируете заменить свой скважинный насос самостоятельно, позвоните сантехнику, чтобы убедиться, что скважинный насос неисправен в вашей системе, прежде чем снимать его. Это предотвратит любую ненужную работу или непреднамеренное повреждение вашей скважинной системы.
Используйте приведенный ниже инструмент, чтобы найти подрядчика по обслуживанию скважины, который может диагностировать проблему с вашим скважинным насосом и помочь вам определить, можете ли вы заменить его самостоятельно:
Стоимость замены скважинного насоса
Стоимость замены скважинного насоса будет зависеть от таких факторов, как размер скважины и тип насоса. Например, погружной скважинный насос из нержавеющей стали будет стоить дороже, чем струйный насос для неглубокой скважины, способный перекачивать только один галлон в минуту. Обычно скважинный насос стоит от 200 до 500 долларов, не включая стоимость установки. Вот разбивка стоимости для каждого типа насоса и установки:
Струйные насосы для неглубоких скважин —Поскольку насосы для неглубоких скважин устанавливаются непосредственно в колодце, эта замена насоса, как правило, является наиболее доступной по цене около 200 долларов США. Дополнительная защита и функции, такие как обертывание открытых труб и установка изолированного мешка, увеличат цену.
Глубоководные струйные насосы — Глубоководные струйные насосы стоят дороже своих неглубоких аналогов и стоят около 300 долларов. Как правило, струйные насосы более доступны по цене, чем погружные модели, но считаются менее надежными.
Погружные скважинные насосы для глубоких скважин — Стоимость погружного скважинного насоса зависит от выбранной мощности. Моторы меньшей мощности стоят около 400 долларов, а более мощные двигатели могут стоить более 500 долларов. Дополнительные компоненты, такие как обратные клапаны, предотвращающие обратный поток в насос, считаются стандартными для погружных моделей и увеличивают стоимость замены.
Установка — Стоимость установки может варьироваться от сотен до тысяч долларов, в зависимости от различных факторов, таких как глубина колодца, тип насоса, ваше местоположение, необходимое оборудование и даже рельеф вашего двора. Обращение к подрядчику за цитатой — лучший способ получить точную информацию о ценах.
Часто задаваемые вопросы о скважинном насосе
Как долго можно эксплуатировать скважинный насос?
Время работы вашего скважинного насоса зависит от объема вашего напорного резервуара. Резервуар среднего давления обычно работает где-то между 30 секундами и двумя минутами, чтобы снова заполниться и достичь нормального уровня давления. Если вы используете большое количество воды, время, необходимое для пополнения аквариума, увеличивается.
Можно ли заменить скважинный насос самостоятельно?
Из-за большого количества рабочей силы и специального оборудования, необходимого для снятия и замены скважинного насоса, не рекомендуется заменять скважинный насос самостоятельно. Если вы думаете о замене или ремонте собственного бака, проконсультируйтесь с профессионалом.
Сколько стоит замена скважинного насоса?
Средняя стоимость замены скважинного насоса составляет от 900 до 2500 долларов США. Стоимость варьируется в зависимости от размера скважины, используемых материалов и необходимости установки. Например, замена насоса для неглубокой скважины обойдется дешевле, чем погружного насоса для глубокой скважины.
Чтобы поделиться отзывом или задать вопрос об этой статье, отправьте сообщение нашей команде по обзору по телефону [email protected] .
Лучшие погружные насосы для глубоких скважин
Купить самые популярные и самые продаваемые скважинные насосы на PumpProducts.com
«PumpProducts.com предлагает доставку в тот же день всех погружных и струйных насосов, запасных частей, двигателей и элементов управления на складе!
«Позвоните в наш отдел продаж для получения помощи, расценок и размещения заказа» — 800-429-0800
Цена! Мы продаем насосы для неглубоких скважин напрямую потребителям, подрядчикам, коммерческим, промышленным и муниципальным рынкам, поэтому вы платите меньше за все наши струйные насосы для продажи. PumpProducts.com В пятерку самых продаваемых брендов скважинных насосов входят: скважинные насосы Goulds, скважинные насосы Grundfos, скважинные насосы Berkeley, скважинные насосы Myers и скважинные насосы Sta-Rite. Вы можете выполнить поиск в нашем онлайн-каталоге скважинных насосов и запчастей или позвонить в нашу службу поддержки сегодня по телефону 1-800-429-0800.
Скважинные насосы Руководство покупателя и обзоры Автор PumpProducts.com
Скважинные насосы используются для подачи воды из колодца в дом, который не подключен к муниципальному водоснабжению. Они также широко используются для мелкомасштабного орошения и поения скота. Скважинные насосы доступны в неглубоких, глубоких и погружных конструкциях.
Основное различие между «струйным» насосом и современным «погружным» насосом заключается в том, что струйный насос засасывает или всасывает воду из колодца в насос, который может располагаться в насосной или в подвальном помещении. расстояние от колодца. Струйные насосы бывают двух видов: однолинейные и двухлинейные. Основное преимущество погружного насоса заключается в том, что он «выталкивает» воду, а не втягивает или всасывает воду на поверхность. Погружной насос никогда не нуждается в заливке и обеспечивает больший объем и лучшее давление.
Какова глубина вашего колодца?
Струйные насосы для неглубоких скважин могут перекачивать воду на глубину от 0 до 25 футов. Трансформируемые скважинные струйные насосы качают воду на глубину от 0 до 90 футов. Эжекторный насос с трансформируемой скважиной может работать на глубине от 0 до 25 футов с насадкой для неглубокой струйной скважины или на глубине от 25 до 90 футов с эжекторным узлом. Погружные насосы для глубоких скважин крепятся к нижней части отводной трубы и могут работать в скважинах глубиной от 20 до 300 футов.
Насколько велика обсадная труба вашей скважины?
Диаметр обсадной колонны скважины определяет тип скважинного насоса. Если у вас нет обсадной колонны, у вас неглубокая скважина. Некоторые обсадные трубы имеют диаметр 2 дюйма и требуют специальных принадлежностей с трансформируемым струйным насосом. Если обсадная колонна вашей скважины имеет диаметр 4 дюйма или более, вы можете использовать либо струйный скважинный насос, либо глубинный погружной насос, в зависимости от глубины вашей скважины.
Знаете ли вы, сколько лошадиных сил вам нужно?
Если вы заменяете скважинный насос, а ваши потребности в воде не изменились, выберите насос с такой же мощностью и напряжением. Вам может понадобиться больше лошадиных сил, если вы добавили члена семьи или крупную бытовую технику после установки вашего текущего насоса. Для более крупных насосов также могут потребоваться резервуары под давлением большего размера, чтобы предотвратить быструю цикличность.
Какой тип скважинного насоса вам нужен ?
Однотрубный струйный насос для неглубокой скважины. Однолинейный струйный насос имеет один водопровод от скважины к насосу и способен втягивать или поднимать воду с максимальной глубины 25 футов ниже уровня струйного насоса. сам. Эти насосы будут генерировать только около 50 фунтов на квадратный дюйм в зависимости от того, насколько низок уровень воды в данный момент.
Двухтрубный глубинный струйный насос: Двухлинейный струйный насос имеет две линии подачи воды от скважины к насосу и способен всасывать или поднимать воду с максимальной глубины от 25 до 110 футов ниже уровня струйного насоса. при заборе воды из колодца, он также отправляет или возвращает часть воды обратно в колодец и вниз к «струе», расположенной в глубине колодца, где вода совершает разворот «U» и «струя ” помогает поднять воду с большей глубины, чем способен однолинейный струйный насос.
Погружной скважинный насос: Основное преимущество погружного насоса заключается в том, что он «выталкивает» воду, а не всасывает ее на поверхность. Погружной насос никогда не нуждается в заливке и обеспечивает больший объем и лучшее давление.
КОНВЕРТИРУЕМЫЕ СТРУЙНЫЕ НАСОСЫ BERKELEY
Трансформируемые струйные насосы Berkeley серии FL/FLJ предназначены для систем водоснабжения и дождевания в домах, на фермах и в коттеджах. Каждый насос монтируется на основании с самовсасывающей конструкцией. Модели FLJ включают комплект эжектора. читать дальше….
СТРУЙНЫЕ НАСОСЫ BERKELEY СЕРИИ FL/FJ
Насосы Berkeley серии PL представляют собой трансформируемые струйные насосы, предназначенные для использования в системах водоснабжения и дождевания в домах, на фермах и в коттеджах. Долговечность и коррозионная стойкость присущи каждому насосу серии PL благодаря прочной, коррозионностойкой (но при этом легкой) конструкции насоса из термопластика, армированного стекловолокном.Подробнее….
СТРУЙНЫЕ НАСОСЫ BERKELEY СЕРИИ PL.0003
Насосы серии Berkeley HL Projet представляют собой трансформируемые струйные насосы, предназначенные для использования в системах водоснабжения и дождевания в домах, на фермах и в коттеджах. Насосы HL Projet имеют самовсасывающий корпус из мелкозернистого чугуна. подробнее….
КОНВЕРТИРУЕМЫЕ СТРУЙНЫЕ НАСОСЫ BERKELEY PROJET СЕРИИ HL
Насосы Berkeley серии SL Projet представляют собой трансформируемые струйные насосы, предназначенные для использования в системах водоснабжения и дождевания в домах, на фермах и в коттеджах. Насосы SL Projet имеют самовсасывающий корпус из мелкозернистого чугуна. читать дальше….
Berkeley Projet SL/SJ серии кабриолет серии
Беркли неглубокие скважины. коттеджи. Насосы FH обеспечивают лучшую в своем классе производительность для неглубоких скважин глубиной до 25 футов и производительностью более 20 галлонов в минуту. подробнее….
BERKELEY СЕРИЯ FH СТРУЙНЫЕ НАСОСЫ ДЛЯ МЕЛКИХ СКВАЖИН
Мелкоструйные насосы Berkeley серии FN предназначены для систем водоснабжения и дождевания в домах, на фермах и в коттеджах. Насосы FN обеспечивают лучшую в своем классе производительность для неглубоких скважин глубиной до 25 футов и являются самовсасывающими после заполнения заливной камеры водой. подробнее….
СТРУЙНЫЕ НАСОСЫ BERKELEY СЕРИИ FN
Насосы Berkeley LT2 предназначены для использования в системах водоснабжения и дождевания в домах, на фермах и в коттеджах. Каждый насос серии LT2 имеет многоступенчатую горизонтальную конфигурацию. Насосы LT2 также имеют встроенный регулятор, упрощающий заливку и повышающий производительность. читать дальше….
СТРУЙНЫЕ НАСОСЫ ДЛЯ МЕЛКИХ СКВАЖИН СЕРИИ BERKELEY LT2
Насосы Berkeley LT2 предназначены для использования в системах водоснабжения и дождевания в домах, на фермах и в коттеджах. Каждый насос серии LT2 имеет многоступенчатую горизонтальную конфигурацию. Насосы LT2 также имеют встроенный регулятор, упрощающий заливку и повышающий производительность. подробнее. …
BERKELEY СЕРИЯ PN МЕЛКИЕ СТРУЙНЫЕ НАСОСЫ
Мелкоструйные струйные насосы Berkeley серии HN предназначены для систем водоснабжения и дождевания в домах, на фермах и в коттеджах. Каждая модель HN обеспечивает отличные характеристики при хорошем давлении для скважин глубиной до 25 футов. Самовсасывание после заполнения заливочной камеры водой. читать дальше….
МЕЛКИЕ СТРУЙНЫЕ НАСОСЫ BERKELEY PROJET СЕРИИ HN
Мелкоструйные струйные насосы Berkeley Projet серии SN предназначены для систем водоснабжения и дождевания в домах, на фермах и в коттеджах. Каждая модель SN обеспечивает отличные характеристики при хорошем давлении для скважин глубиной до 25 футов. Самовсасывание после заполнения заливочной камеры водой. подробнее….
BERKELEY PROJET SN СЕРИЯ СТРУЙНЫХ НАСОСОВ ДЛЯ МЕЛКИХ СКВАЖИН
Струйные насосы для неглубоких скважин Berkeley серии SJH созданы для систем водоснабжения и орошения в домах, на фермах и в коттеджах. Корпус каждого насоса изготовлен из нержавеющей стали, что обеспечивает максимальную устойчивость к коррозии. Насосы серии SJH обеспечивают превосходную производительность при хорошем давлении для скважин глубиной до 25 футов.Подробнее….
Berkeley SJH Series Series Mallow Well Jet насосы
Berkeley Jet Puck Packages 9000
9000 2
9003
9000 2 9003
9003
9000. дождевание и повышение давления в домах, на фермах и дачах. Комплекты систем водоснабжения PRO-Source представляют собой удобные и экономичные комплекты насосов и резервуаров для профессиональных подрядчиков. подробнее….
СЕРИЯ BERKELEY PRO-SOURCE КОМПЛЕКТЫ ДЛЯ ГЛУБОКИХ СТРУЙНЫХ СКВАЖИН
Насосные установки Berkeley для струйных насосов для неглубоких скважин предназначены для использования в системах водоснабжения, орошения и повышения давления в домах, на фермах и в коттеджах. Комплекты систем водоснабжения PRO-Source представляют собой удобные и экономичные комплекты насосов и резервуаров для профессиональных подрядчиков. подробнее….
СЕРИЯ BERKELEY PRO-SOURCE НАСТРОЙКИ ДЛЯ МЕЛКИХ СКВАЖИН
BERKELEY JET PUMP VERTICAL DEEP WELL
Серия Berkeley MS представляет собой устанавливаемые на основании вертикальные многоступенчатые струйные насосы для глубоких скважин, предназначенные для использования в системах водоснабжения, дождевальных и дождевальных установках. коттеджи. Вертикальные струйные насосы серии MS с прочным корпусом из литого чугуна являются отраслевым стандартом глубинных струйных насосов для установки над скважиной с болтовым креплением.Подробнее….
ВЕРТИКАЛЬНЫЕ СКВАЖИННЫЕ НАСОСЫ СЕРИИ MS
Berkeley Well Pump & Motor , MOLERELEY
9000. . несколько применений для перекачки воды в жилых домах и на фермах. Каждый насос и двигатель JP состоит из коррозионностойкого собранного насоса, спроектированного с высокой точностью и высоким качеством для обеспечения эффективной и надежной работы даже в бурной и агрессивной воде. читать дальше….
СКВАЖИННЫЙ НАСОС СЕРИИ JP И МОТОР BERKELEY
Скважинные насосы Berkeley серии JP Trimline с двигателями предназначены для перекачки воды в жилых, промышленных, коммерческих, многоквартирных домах и на фермах. Каждый насос и двигатель JP Trimline состоит из коррозионно-стойкого собранного насоса, спроектированного с высокой точностью и высоким качеством для обеспечения эффективной и надежной работы даже в бурной и агрессивной воде. подробнее….
BERKELEY JP TRIMLINE СЕРИЯ СКВАЖИННЫЙ НАСОС И МОТОР
Насосы Berkeley серии MS Plus из нержавеющей стали спроектированы с высокой точностью и высоким качеством для обеспечения эффективной и надежной работы даже в бурной и агрессивной воде в жилых, промышленных, коммерческих, многоквартирных и сельскохозяйственных условиях. В серии MS Plus насос MS сочетается с усовершенствованным двигателем серии PENTEK XE. подробнее….
СКВАЖИННЫЙ НАСОС И МОТОР СЕРИИ BERKELEY MS PLUS
Скважинные насосы Berkeley серии MS с двигателями предназначены для перекачки воды в жилых, промышленных, коммерческих, многоквартирных домах и на фермах. Каждый насос MS изготовлен из нержавеющей стали MGS, спроектирован с высокой точностью и высоким качеством для обеспечения эффективной и надежной работы даже в бурной и агрессивной воде. читать дальше….
СКВАЖИННЫЙ НАСОС И МОТОР BERKELEY СЕРИИ MS
Скважинные насосы Berkeley серии MS Trimline предназначены для использования в жилых, промышленных, коммерческих, многоквартирных и сельскохозяйственных системах перекачки воды. Насосы серий Trimline 5 и 7 GPM имеют максимальный внешний диаметр 3-3/4″. подробнее….
BERKELEY MS TRIMLINE НАСОС И ДВИГАТЕЛЬ
0028
Композитные насадки Berkeley для скважинных насосов серии J представляют собой запасные насадки для насосов, предназначенные для использования с существующим двигателем. Насосы серии J часто используются в системах водоснабжения жилых, коммерческих, многоквартирных домов и ферм. Эти точно спроектированные и устойчивые к коррозии насосы доступны в конфигурациях 10, 15, 20 и 30 галлонов в минуту. подробнее….
BERKELEY J SERIES J колодезный насос
Насадки для скважинных насосов Berkeley серии MGS представляют собой сменные насадки для насосов, предназначенные для использования с существующим двигателем. Насосы серии MGS часто используются в системах водоснабжения жилых, коммерческих, многоквартирных домов и ферм. Точно спроектированные и устойчивые к коррозии, эти насосы доступны в конфигурациях 10, 15, 20, 30 и 50 галлонов в минуту. читать далее….
НАСОС ДЛЯ СКВАЖИНЫ СЕРИИ BERKELEY MGS
Наконечник для скважинного насоса Berkeley для горнодобывающей промышленности представляет собой сменную часть насоса, предназначенную для использования с существующим двигателем при добыче растворением, добыче метана из угольных пластов и добыче урана. читать дальше….
НАСОС ДЛЯ СКВАЖИНЫ BERKELEY MINING DEEPSET SERIES
Насосы Berkeley серии 10T хорошо зарекомендовали себя в широком спектре коммунальных и сельскохозяйственных работ. Эти насосы оснащены чашами с эпоксидным покрытием, бронзовыми рабочими колесами и подшипниками, что обеспечивает КПД более 80%. подробнее….
BERKELEY SERIES 10T НАСОС ДЛЯ СКВАЖИНЫ
BПогружные насосы Berkeley серии 6TS созданы для систем водоснабжения в муниципальных, многоквартирных домах, коммерческих объектах, фонтанах, ирригационных системах, шахтном осушении и в сельском хозяйстве. . читать дальше….
СЕРИЯ BERKELEY 6TS
Серия Berkeley 70 GPM представляет собой замену конца жидкостного насоса для использования на существующем двигателе. Общие области применения включают системы водоснабжения для жилых, промышленных, коммерческих, многоквартирных домов и ферм. Точно спроектированные, качественно изготовленные и прочные погружные насосы серии 70 GPM могут использоваться в скважинах диаметром 4 дюйма и более. подробнее….
BERKELEY 70 GPM SERIES
GOULDS CONVERTIBLE JET PUMPS
The Goulds HSJ Convertible Multi-Stage Jet Pump series is designed to deliver high capacities at более высокое давление в неглубоких или глубоких скважинах (с соответствующими фитингами Goulds) в домах, на фермах, в коттеджах и в различных системах повышения давления. Трансформируемые многоступенчатые насосы HSJ просты в обслуживании, так как их можно разобрать, открутив четыре болта подробнее….
КОНВЕРТИРУЕМЫЕ СТРУЙНЫЕ НАСОСЫ GOULDS СЕРИИ HSJ
Конвертируемые струйные насосы Goulds серии J+ могут использоваться как для неглубоких, так и для глубоких скважин (с соответствующими фитингами Goulds) в домах, на фермах, в коттеджах и в различных системах повышения давления. Для новых применений в глубоких скважинах требуется отдельный комплект струйной сборки (двухтрубный или с пакером) подробнее….
КОНВЕРТИРУЕМЫЕ СТРУЙНЫЕ НАСОСЫ GOULDS СЕРИИ J+
Конвертируемые струйные насосы серии Goulds JRD могут использоваться как для неглубоких скважин (с адаптером) или в глубоких колодцах (с соответствующими фитингами Goulds) в домах, на фермах, в коттеджах и в различных системах повышения давления. Для новых применений в глубоких скважинах требуется отдельный комплект струйной сборки (двухтрубный или пакерный) подробнее. …
GOULDS JRD SERIES CONVERTIBLE JET PUMPS
GOULDS DEEP WELL JET PUMPS
Вертикальные глубинные струйные насосы Goulds серии SJ предназначены для обеспечения более высокой производительности при более глубоких установках в домах, на фермах, в коттеджах и в различных системах повышения давления читать далее….
ВЕРТИКАЛЬНЫЕ СТРУЙНЫЕ НАСОСЫ СЕРИИ GOULDS SJ
Вертикальные глубинные струйные насосы Goulds серии VJ предназначены для подачи воды с большой производительностью в дома, фермы, коттеджи и различные системы повышения давления. Глубоководные насосы Goulds VJ легко обслуживаются: каждый насос можно разобрать, отвернув четыре болта и не нарушая трубопровода читать далее. …
ВЕРТИКАЛЬНЫЕ СТРУЙНЫЕ НАСОСЫ СЕРИИ GOULDS VJ
GOULDS SHALLOW WELL JET PUMPS
The Goulds BF03S Shallow Well Jet Насос специально разработан для перекачки воды в небольших домах, кемпингах и мобильных домах. Этот компактный безбаковый насос может быть легко установлен в различных помещениях и имеет саморегулирующуюся производительность, которая автоматически подстраивается под потребность в воде. подробнее….
СТРУЙНЫЕ НАСОСЫ ДЛЯ МЕЛКИХ СКВАЖИН СЕРИИ GOULDS BF03S
Насосы серии Goulds JRS для неглубоких скважин предназначены для использования в домах, коттеджах и для общих установок повышения давления. Каждый насос JRS имеет встроенный струйный насос для неглубокой скважины, встроенный в корпус, что устраняет необходимость в отдельном переходнике для неглубокой скважины. подробнее….
СТРУЙНЫЕ НАСОСЫ ДЛЯ МЕЛКИХ СКВАЖИН СЕРИИ GOULDS JRS
Серия насосов для неглубоких скважин Goulds JS+ это предложение для использования в домах, коттеджах и для общего применения бустерных услуг. Каждый насос JS+ имеет встроенную форсунку для неглубокой скважины, встроенную в корпус, что устраняет необходимость в отдельном адаптере для неглубокой скважины. Блоки здесь включают насос, переходник для мелководной струи (форсунка и трубка Вентури), реле давления с предустановкой AS4 (30-50 фунтов на квадратный дюйм) и двигатель читать далее….
GOULDS JS+ SERIES SHALLOW WELL JET PUMPS
GOULDS JET PUMP TANK PACKAGES
Комплекты струйных насосов и резервуаров Goulds включают в себя струйный насос премиум-класса с баком из глубокотянутой стали для использования в домах, на фермах, в коттеджах и в системах повышения давления подробнее. …
GOULDS JRS/JRD SERIES JET PUMP & TANK PACKAGES
GOULDS WELL PUMPS & MOTORS
Погружной насос Goulds GS предназначен для использования в колодцах с минимальным диаметром 4 дюйма. Каждый конец насоса ниже тесно соединен с двигателем Centripro премиум-класса. Конструкция этих насосов из нержавеющей стали обеспечивает прочность и коррозионную стойкость. Для удобства монтажа эти насосы оснащены двумя литыми петлями страховочного троса. подробнее….
СКВАЖИННЫЕ НАСОСЫ GOULDS СЕРИИ GS
Особенности погружных скважинных насосов Goulds Серия HS предназначена для использования в водяных скважинах диаметром не менее 4 дюймов. Каждый конец насоса ниже тесно соединен с двигателем Centripro премиум-класса. Серия HS изготовлена из высококачественных конструкционных материалов, обеспечивающих эффективную работу и долгий срок службы.0027 GOULDS WELL PUMP ENDS
Both 5G and Погружные скважинные насосы Goulds серии 7g питаются для непрерывной работы в пределах мощности двигателя и легко обслуживаются в полевых условиях с помощью обычных инструментов и легкодоступных запасных частей. Ключевой особенностью каждой стороны насоса является зазор между торцами и конструкция с плавающей крыльчаткой, которая обеспечивает превосходную работу с песком и долговечность читать далее. …
GOULDS 5G/7G SERIES WELL PUMP ENDS
GRUNDFOS WELL PUMPS
. Насосы JP подходят для перекачивания чистых, невязких, неагрессивных, невзрывоопасных жидкостей, не содержащих твердых частиц и волокон. Насосы JP обеспечивают превосходную всасывающую способность читать далее….
GRUNDFOS СЕРИЯ JP СТРУЙНЫЕ НАСОСЫ ДЛЯ ГЛУБИННЫХ СКВАЖИН
Самовсасывающие центробежные струйные насосы Grundfos серии JP предназначены для применения в неглубоких скважинах, глубоких скважинах и трансформируемых неглубоких скважинах. Насосы JP подходят для перекачивания чистых, невязких, неагрессивных, невзрывоопасных жидкостей, не содержащих твердых частиц и волокон. Насосы JP обеспечивают превосходную всасывающую способность подробнее….
СТРУЙНЫЕ НАСОСЫ GRUNDFOS СЕРИИ JP ДЛЯ МЕЛКИХ СКВАЖИН
Серия погружных скважинных насосов Grundfos SQ с двигателями доступна для скважин с максимальным диаметром 3 дюйма. Эта серия чрезвычайно компактна и идеально подходит для небольших или узких скважин, которые не больше, чем сам насос. SQ предлагает ряд функций защиты двигателя и снижения износа. подробнее….
СКВАЖИННЫЕ НАСОСЫ GRUNDFOS СЕРИИ SQ
Серия погружных скважинных насосов Grundfos 10s-SP с двигателями доступна для максимального диаметра 4 дюйма. колодцы. Эта серия полностью изготовлена из коррозионностойкой нержавеющей стали и идеально подходит для широкого спектра применений. Насосы Grundfos SP представляют собой современную гидравлическую конструкцию подробнее. …
СКВАЖИННЫЕ НАСОСЫ СЕРИИ GRUNDFOS 10s-SP
Погружные скважинные насосы Grundfos серии 16s-SP с двигателями доступны для скважин с максимальным диаметром 4 дюйма. Эта серия известна своей высокой эффективностью и надежностью во всем диапазоне. Изготовленные полностью из коррозионностойкой нержавеющей стали, насосы SP идеально подходят для широкого спектра применений.
СКВАЖИННЫЕ НАСОСЫ СЕРИИ GRUNDFOS 16s-SP двигатели доступны для скважин с максимальным диаметром 4 дюйма. Эта серия известна своей высокой эффективностью и надежностью во всем диапазоне. Изготовленные полностью из коррозионностойкой нержавеющей стали, насосы SP идеально подходят для широкого спектра применений. подробнее….
СКВАЖИННЫЕ НАСОСЫ СЕРИИ GRUNDFOS 25s-SP
Погружные скважинные насосы Grundfos серии 35s-SP с двигателями доступны для скважин с максимальным диаметром 4 дюйма. Эта серия известна своей высокой эффективностью и надежностью во всем диапазоне. Насосы SP, полностью изготовленные из коррозионностойкой нержавеющей стали, идеально подходят для широкого спектра применений.
СКВАЖИННЫЕ НАСОСЫ СЕРИИ GRUNDFOS 35s-SP двигатели доступны для скважин с максимальным диаметром 4 дюйма. Эта серия известна своей высокой эффективностью и надежностью во всем диапазоне. Изготовленные полностью из коррозионностойкой нержавеющей стали, насосы SP идеально подходят для широкого спектра применений. подробнее….
СКВАЖИННЫЕ НАСОСЫ СЕРИИ GRUNDFOS 45s-SP
Погружные скважинные насосы Grundfos серии 5s-SP с двигателями доступны для скважин с максимальным диаметром 4 дюйма. Эта серия известна своей высокой эффективностью и надежностью во всем диапазоне. Насосы SP, полностью изготовленные из коррозионностойкой нержавеющей стали, идеально подходят для широкого спектра применений.
СКВАЖИННЫЕ НАСОСЫ СЕРИИ GRUNDFOS 5s-SP
Серия погружных скважинных насосов Grundfos 62s-SP с двигатели доступны для скважин с максимальным диаметром 4 дюйма. Эта серия известна своей высокой эффективностью и надежностью во всем диапазоне. Изготовленные полностью из коррозионностойкой нержавеющей стали, насосы SP идеально подходят для широкого спектра применений. подробнее….
СКВАЖИННЫЕ НАСОСЫ СЕРИИ GRUNDFOS 62s-SP
Погружные скважинные насосы Grundfos серии 77s-SP с двигателями доступны для скважин с максимальным диаметром 4 дюйма. Эта серия известна своей высокой эффективностью и надежностью во всем диапазоне. Насосы SP, полностью изготовленные из коррозионностойкой нержавеющей стали, идеально подходят для широкого спектра применений.
СКВАЖИННЫЕ НАСОСЫ СЕРИИ GRUNDFOS 77s-SP
Серия погружных скважинных насосов Grundfos 7s-SP с двигатели доступны для скважин с максимальным диаметром 4 дюйма. Эта серия известна своей высокой эффективностью и надежностью во всем диапазоне. Изготовленные полностью из коррозионностойкой нержавеющей стали, насосы SP идеально подходят для широкого спектра применений.
Метрическая резьба — с шагом и основными параметрами резьбы в миллиметрах.
Дюймовая резьба — все параметры резьбы выражены в дюймах (чаще всего обозначается двойным штрихом, ставящимся сразу за числовым значением, например, 3″ = 3 дюйма), шаг резьбы в долях дюйма (дюйм = 2,54 см).
Диаметр резьбы
Шаг
резьбы
Диаметр
сверла
Шаг резьбы
Диаметр
сверла
Шаг резьбы
Диаметр
сверла
Шаг резьбы
Диаметр
сверла
Шаг резьбы
Диаметр
сверла
Шаг резьбы
Диаметр
сверла
2
0. 4
1.6
0.25
1.75
3
0.5
2.5
0.35
2. 65
4
0.7
3.3
0.5
3.5
5
0. 8
4.2
0.5
4.5
6
1
5
0.75
5.2
0. 5
5.5
7
1
6
0.75
6.2
0.5
6.5
8
1. 25
6.7
1
7
0.75
7.2
0.5
7.5
9
1.25
7.7
1
8
0. 75
7.2
0.5
8.5
10
1.5
8.5
1.25
8.7
1
9
0.75
9. 2
0.5
9.5
11
1.5
9.5
1
10
0.75
10.2
0.5
10.5
12
1. 75
10.2
1.5
10.5
1.25
10.7
1
11
0.75
11.2
0.5
11.5
14
2
12
1.5
12. 5
1.25
12.6
1
13
0.75
13.2
0.5
13.5
16
2
14
1.5
14.5
1
15
0. 75
15.2
0.5
15.5
18
2.5
15.4
2
16
1.5
16.5
1
17
0.75
17. 2
0.5
17.5
20
2.5
17.4
2
18
1.5
18.5
1
19
0.75
19.2
0.5
19.5
22
2. 5
19.4
2
20
1.5
20.5
1
21
0.75
21.2
0.5
21.5
24
3
20.9
2
22
1. 5
22.5
1
23
0.75
23.2
27
3
23.9
2
25
1.5
25.5
1
26
0. 75
26.2
30
3.5
26.4
3
26.9
2
28
1.5
28.5
1
29
0.75
29. 2
33
3.5
29.4
3
29.9
2
31
1.5
31.5
1
32
0.75
32.2
36
4
31. 9
3
32.9
2
34
1.5
34.5
1
35
39
4
34.9
3
35.9
2
37
1. 5
37.5
1
38
42
4.5
37.4
4
37.9
3
38.9
2
34
1.5
40. 5
1
41
45
4.5
40.4
4
40.9
3
41.9
2
43
1.5
43.5
1
44
48
5
42. 8
4
43.9
3
44.9
2
46
1.5
46.5
1
47
!!! Для чугунов и других хрупких материалов размер сверла следует уменьшить на 0.1 мм по отношению к табличному значению.
Нарезание внутренней резьбы.
Винты широко используются для крепежных деталей. Число различных типов и размеров крепежных винтов, гаек и болтов не возможно описать в данной статье, и следующая информация поможет вам разобраться.
Типы резьбы
Почти все резьбы имеют треугольную форму. С другой стороны, квадратные формы и трапециевидные резьбы используются в движущихся механизмах в которых нужна высокая точность, например, станок фрезерный с ЧПУ. В соответствии стандартам, есть метрической резьбы (M), цилиндрической резьбой для трубопроводов (PF), конической резьбой для трубопроводов (PT). Следующая информация относится к метрической резьбе, так как является наиболее широко используемой в России и во многих странах по всему миру. Термины, используемые для резьб
На рисунке 1 показано изображение резьбы.Одним из наиболее важных терминов, является диаметр резьбы. В случае метрической резьбой, название болта связано с его внешним диаметром, например, болт с 5 мм наружный диаметр известен как болт M5. «Шаг» резьбы является еще одной важной особенностью резбы. Шаг определяется как интервал (расстояние) между соседними нитями. , например, гаек и болтов должны иметь одинаковую высоту, а также диаметр, если они будут использоваться совместно. Принципы нарезании резьбы в гайке и болты в том, что болт (наружная резьба), как правило, вырезают из жезлом материал, который имеет же диаметра дает ожидаемый закончил болт. Гайка выполнена с большим запасом ведьма имеет отверстие пробурено через него, который немного больше, чем диаметр штока. Нить такой же шаг затем разрезается в результате чего два потока спаривания. Те же принципы применяются для резки отверстий в местах и других деталей. (Например, в цилиндре обсуждалось ранее).
Рис.1 Условия Винт
Сквозные отверстия
Винты обычно используются для крепления сопряженных деталей. Когда две части соединены вместе с помощью винтов, одна часть выполнена с резьбой, а другая часть выполнена со сквозными отверстиями, которые имеют больший диаметр, чем у винтов. Если диаметр отверстия слишком мал, части не могет быть собраны, так как винт не будет проходить через отверстие. Кроме того, если диаметр отверстия слишком велик, часть будет болтаться. Поэтому мы должны обеспечить сделать оптимальныее отверстия. В качестве «Правила», диаметр сквозного отверстия больше на 10% по сравнению с диаметром винта. Для примера, отверстие для винта M3 имеет 3,2 мм или 3,5 мм в диаметре. отверстие для винта M4 имеет 4,2 мм или 4,5 диаметра. И мы хотели бы сделать отверстие 5,5 мм в диаметре для винтов М5.
Наружние резьбы
Когда мы делаем наружную резьбу, обычно мы используем плашки. Когда мы делаем внутреннюю резьбу, мы используем метчики. Если у нас нет подходящих инструментов, мы можем также сделать резьбу при помощи токарного станка, как описано в главе 3.
(1) вкручивать метчик перпендикулярно плоскости.
(2) после нескольких оборотов вкручивания метчика или плашки, поворачивать в обратную сторону на четверть оборота, чтобы удалить стружку, чтобы они не забивать инструмент.
ВниманиеКогда мы делаем резьбу с помощью плашки, следует проявлять осторожность в следующих моментах:
(1) вкручивать метчик перпендикулярно плоскости.
(2) после нескольких оборотов вкручивания метчика или плашки, поворачивать в обратную сторону на четверть оборота, чтобы удалить стружку, чтобы они не забивать инструмент.
(3) всегда используйте масло для режущего инструмента.
Нарезание резьбы с использованием ручного метчика<
04.12.2018 00:39:22
0
7607
Комментарии:
ГОСТ 11284-75 Отверстия сквозные под крепежные детали. Размеры
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОТВЕРСТИЯ СКВОЗНЫЕ ПОД КРЕПЕЖНЫЕ ДЕТАЛИ
ГОСТ 11284-75
Взамен ГОСТ 11284-65
Размеры
Through holes for fasteners. Dimensions
Постановлением Государственного комитета стандартов СоветаМинистров СССР от 14 ноября 1975 г. № 3134дата введения установлена
01.01.77
Издание 2006 г. с Изменением № 1, утвержденным вдекабре 1981 г. (ИУС 2-82).
Ограничение срока действия снятопо протоколу № 7-95 Межгосударственного совета по стандартизации, метрологии исертификации (ИУС 11-95)
1. Настоящий стандарт устанавливаетразмеры сквозных отверстий под болты, винты, шпильки и заклепки с диаметрамистержней от 1,0 до 160 мм, применяемых для соединения деталей с зазорами.
2. Размеры сквозных отверстийдолжны соответствовать указанным на чертеже и в таблице.
мм
Диаметр стержня крепежных деталей d
Диаметр сквозного отверстия dh
1-й ряд
2-й ряд
3-й ряд
1,0
1,1
1,2
1,3
1,2
1,3
1,4
1,5
1,4
1,5
1,6
1,8
1,6
1,7
1,8
2,0
1,8
2,0
2,1
2,2
2,0
2,2
2,4
2,6
2,5
2,7
2,9
3,1
3,0
3,2
3,4
3,6
3,5
3,7
3,9
4,2
4,0
4,3
4,5
4,8
4,5
4,8
5,0
5,3
5,0
5,3
5,5
5,8
6,0
6,4
6,6
7,0
7,0
7,4
7,6
8,0
8,0
8,4
9,0
10,0
10,0
10,5
11,0
12,0
12,0
13,0
14,0(13,5)
15,0(14,5)
14,0
15,0
16,0(15,5)
17,0(16,5)
16,0
17,0
18,0(17,5)
19,0(18,5)
18,0
19,0
20,0
21,0
20,0
21,0
22,0
24,0
22,0
23,0
24,0
26,0
24,0
25,0
26,0
28,0
27,0
28,0
30,0
32,0
30,0
31,0
33,0
35,0
33,0
34,0
36,0
38,0
36,0
37,0
39,0
42,0
39,0
40,0
42,0
45,0
42,0
43,0
45,0
48,0
45,0
46,0
48,0
52,0
48,0
50,0
52,0
56,0
52,0
54,0
56,0
62,0
56
58
62
66
60
62
66
70
64
66
70
74
68
70
74
78
72
74
78
82
76
78
82
86
80
82
86
91
85
87
91
96
90
93
96
101
95
98
101
107
100
104
107
112
105
109
112
117
ПО
114
117
122
115
119
122
127
120
124
127
132
125
129
132
137
130
134
137
144
140
144
147
155
150
155
158
165
160
165
168
175
Примечания:
1. 3-й ряд отверстий не допускаетсяприменять для заклепочных соединений.
2. Рекомендации по выбору рядов сквозныхотверстий приведены в приложении.
3. Размеры в скобкахприменять не рекомендуется.
3. Предельные отклонения диаметров отверстий:
для 1-го ряда — h22;
для 2-го ряда — Н13;
для 3-го ряда — h24.
1 — 3. (Измененная редакция, Изм. № 1).
4. При необходимости следует устранить контакт кромки отверстия срадиусом под головкой крепежной детали; отверстие рекомендуется раззенковывать.
(Введен дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ
Рекомендуемое
РЕКОМЕНДАЦИИ ПО ВЫБОРУ РЯДОВ СКВОЗНЫХ ОТВЕРСТИЙ
1. При независимой обработке отверстий каждой детали соединения срасстоянием между осями наиболее удаленных отверстий менее 500 мм, длясоединений, к которым предъявляются лишь требования собираемости, ряды сквозныхотверстий рекомендуется выбирать по приводимой ниже таблице.
Тип соединения
Количество и расположение отверстий
Способ образования отверстий
Тип соединения
Рекомендуемый ряд сквозных отверстий
Любое количество отверстий и любое их расположение
Обработка отверстий по кондукторам
I и II
1-й ряд
а — отверстия расположены в один ряд и координированы относительно оси отверстия или базовой плоскости
Пробивка отверстий штампами повышенной точности, литье под давлением и литье по выплавляемым моделям повышенной точности
I
II
2-й ряд
б — отверстия (с числом до четырех) расположены в два ряда и координированы относительно их осей
2. Для соединений, к которым предъявляютсятребования собираемости и дополнительные требования обеспечения определеннойстепени относительного перемещения деталей, а также для соединений, к которым предъявляютсялишь требования собираемости, но с расстояниями между осями наиболее удаленныхотверстий в деталях 500 мм и более, допускается принимать более грубые (посравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
3. При совместной обработке отверстий в деталях соединения (длязаклепочных и не разбираемых болтовых соединений) номинальный диаметр сквозногоотверстия рекомендуется принимать равным наибольшему предельному размерудиаметра стержня крепежной детали. При этом отверстия должны быть раззенкованына размер, соответствующий переходному радиусу между головкой и стержнем.
Отверстия и пазы, стандартные размеры
Эта информация относится к американской сталелитейной промышленности.
Стандартные отверстия
Стандартные размеры отверстий для болтов составляют 1/16 дюйма. большего диаметра, чем номинальный размер тела крепежа. Это обеспечивает определенный люфт в отверстиях, который компенсирует небольшие несоосности в расположении отверстий или при сборке, а также облегчает ввод крепежа в цеху и на месте. При отсутствии одобрения инженера на использование других типов отверстий в высокопрочных болтовых соединениях следует использовать стандартные отверстия.
Хотя большинство отверстий для высокопрочных болтов сделаны на 1/16 дюйма. большего диаметра, чем корпус болта, определенные условия, возникающие при монтаже на месте, требуют большей регулировки, чем может обеспечить этот зазор, и требуется одобрение инженера.
Максимальные размеры отверстий под болты указаны в таблице ниже, кроме отверстий большего диаметра, необходимых для допуска расположения анкерных болтов в бетонных фундаментах, в деталях основания колонны.
В межэлементных соединениях должны быть предусмотрены стандартные отверстия, если проектировщиком не одобрены отверстия увеличенного размера, короткие или длинные прорези в болтовых соединениях. Пальцевые прокладки до 1/4 дюйма. могут вводиться в критические по скольжению соединения, выполненные на основе стандартных отверстий, без снижения допустимого напряжения сдвига крепежного элемента.
Негабаритные и продолговатые отверстия
По согласованию с инженером могут использоваться негабаритные, короткие или длинные прорезные отверстия при соблюдении следующих требований к деталям соединения:
(1) Негабаритные отверстия могут использоваться в любом или во всех слоях соединения, в которых допустимое сопротивление скольжению соединения больше приложенной нагрузки. Отверстия большего диаметра не должны использоваться в соединениях подшипникового типа. Закаленные шайбы должны быть установлены над отверстиями увеличенного размера во внешнем слое.
(2) Короткие прорезные отверстия могут использоваться в любом или во всех слоях соединений, рассчитанных на основе допустимой нагрузки на крепежные детали, при условии, что нагрузка приложена приблизительно нормально (от 80 до 100 градусов) к оси прорези. Короткие щелевые отверстия могут использоваться независимо от направления приложенной нагрузки в любом или во всех слоях соединений, в которых допустимое сопротивление скольжению превышает приложенную силу. Шайбы должны быть установлены над короткими прорезями в наружном слое; при использовании высокопрочных болтов такие шайбы должны быть закалены.
(3) Длинные щелевые отверстия могут быть использованы в одной из соединяемых деталей на любой отдельной поверхности прилегания в соединениях, рассчитанных на основе допустимых напряжений на крепежных элементах, при условии, что нагрузка приложена примерно перпендикулярно (между 80 и 100 градусами) к оси паза. Длинные щелевые отверстия могут быть использованы в одной из соединяемых частей на любой отдельной поверхности прилегания независимо от направления приложения нагрузки на соединения, в которых допустимое сопротивление скольжению больше, чем приложенная сила. Если во внешнем слое используются отверстия с длинными прорезями, должны быть предусмотрены пластинчатые шайбы или непрерывный стержень со стандартными отверстиями, размер которых достаточен для того, чтобы полностью закрыть прорезь после установки. В высокопрочных болтовых соединениях размер таких пластинчатых шайб или сплошных стержней должен быть не менее 5/16 дюйма. толстые и должны быть из конструкционного материала, но не закаленные. Если для использования высокопрочных болтов требуются закаленные шайбы, закаленные шайбы должны быть размещены поверх внешней поверхности плоской шайбы или стержня.
(4) Полностью вставленные пальчиковые прокладки между сопрягаемыми поверхностями передающих нагрузку элементов соединений не должны считаться длинным пазовым элементом соединения.
Nominal Hole Dimensions
Bolt Diameter
Hole Dimensions – Standard Diameter
Hole Dimensions – Oversize Diameter
Hole Dimensions – Short Slot (Width x Length)
Hole Dimensions – Long Slot (Width x Length)
1/2
9/16
5/8
9/16 x 11/16
9/16 x 1 1/16
5/8
11/16
13/16
11/16 x 7/8
11/16 x 1 9/16
3/4
13/16
15/16
13/16 x 1
13/16 x 1 7/8
7/8
15/16
1 1/16
15/16 x 1 1/8
15/16 x 2 3/16
1
1/16
1 1/4
1/16 X. 1 5/16
1 1/16 x 2 1/2
>= 1 1/8
d + 1/16
d + 5/16
(d x (1/16) d + 3/8)
(d + 1/16) x (2,5 x d)
Отверстия под анкерные болты
Размеры отверстий для соединения стальных конструкций не совпадают с размерами отверстий для стальных конструкций. анкерные крепления к бетону. В случае соединения сталь-сталь детали изготавливаются в цехе с хорошим контролем качества, поэтому стандартные отверстия (диаметр болта плюс 1/16″), отверстия увеличенного размера (диаметр болта плюс 3/16″) и короткие и отверстия с длинными прорезями можно использовать вполне успешно. Тем не менее, размещение анкерных устройств в полевых условиях долгое время подвергалось более допустимым допускам (и часто неточностям, которые в любом случае превышают эти допуски и могут потребовать рассмотрения зарегистрированным инженером-строителем).
AISC опубликовала Руководство по проектированию стали, серия 1, Опорные плиты колонн, еще в начале 1990-х годов. В то время было признано, что качество фундаментных работ становится все хуже и хуже. Чтобы предоставить монтажнику (и проектировщику) большую свободу действий, допустимые размеры отверстий в опорных плитах были увеличены. Те же самые большие размеры отверстий были включены во 2-е изд. Руководство ЛРФД. Значения там максимальные, а не обязательный размер. При желании можно использовать отверстия меньшего размера. С этими отверстиями обычно требуются пластинчатые шайбы, потому что шайбы ASTM F436 могут вдавливаться в отверстия большего размера даже при монтажных нагрузках.
Отверстия большего размера в первую очередь предназначены для большинства опорных плит, которые передают только осевое сжатие от колонны к фундаменту. В этом случае анкерные стержни обычно мало что делают после возведения.
Для того, чтобы можно было сместить болты, отверстия в опорных плитах увеличены. Руководство AISC по стальным конструкциям рекомендует следующие увеличенные диаметры отверстий для каждого диаметра болта:
Размеры отверстия для анкерного болта
Диаметр болта
Hole Size
3/4
1 5/16
7/8
1 9/16
1
1 13/16
1 1/4
2 1/16
1 1/2
2 5/16
1 3/4
2 3/4
2
3 1/4
2 1 /2
3 3/4
AISC, Руководство по проектированию стали, серия 1, Опорные плиты колонн, предполагает, что использование отверстий увеличенного размера, соответствующих этим критериям, может по-прежнему не соответствовать изменениям в полевых условиях в размещении анкерных болтов, и предлагает добавить 1/4 дюйма , до указанного диаметра отверстия. Руководство рекомендует использовать тяжелую пластинчатую шайбу поверх отверстий. Образовательный совет AISC по конструкционной стали приводит следующий пример: «Если болты смещены на 1/2 дюйма, увеличенные отверстия опорной плиты обычно позволяют разместить опорную плиту и колонну рядом с линией колонны или на ней. Если болты смещены более чем на 1/2 дюйма, требуется корректирующая работа».
Основываясь на отверстиях увеличенного размера AISC, рекомендациях Образовательного совета AISC по конструкционной стали и методах размещения анкерных болтов подрядчиков по бетонным работам, подрядчики по бетонным работам ASCC (Американское общество подрядчиков по бетонным работам) рекомендуют следующие допуски для расположения каждого болта:
Машинный напильник — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Машинные напильники применяются для обработки фасонных углублений и отверстий, криволинейных поверхностей, для удаления облоя и снятия заусенцев.
[1]
Машинные напильники, например фасонные головки, используются в процессе изготовления моделей и штампов преимущественно для опиливания фасонных полостей, отверстий и др. ( фиг.
[2]
Машинные напильники подразделяются на борнапильники, дисковые, пластинчатые.
[3]
Машинные напильники. а — стержневые. 6 — дисковые и приспособление, в котором закрепляется напильник при работе. в — фасонные головки.
[4]
Машинные напильники применяют для обработки фасонных углублений и отверстий, криволинейных поверхностей, для удаления облоя и снятия заусенцев. [5]
Приспособлении для внутреннему контуру.
[6]
Машинные напильники вверху ( в головке) закрепляют в патроне, а внизу ( в станине) устанавливают с помощью имеющегося у них центра в конусное углубление нижнего кронштейна. В зависимости от длины напильника расстояния между верхним и нижним кронштейнами регулируют перемещением их по штоку и закрепляют винтовыми барашками, ввернутыми в патрон. Обрабатываемую матрицу подводят вручную и поджимают к напильнику. Число двойных ходов напильника на опиловочном станке колеблется в.
[7]
Машинные напильники. а — стержневые. 6 — дисковые и приспособление, в котором закрепляется напильник при работе. в — фасонные головки.
[8]
Машинные напильники применяют для обработки фасонных углублений и отверстий, криволинейных поверхностей, для удаления облоя и снятия заусенцев. [9]
Машинные напильники ( табл. 7 и 8) бывают стержневые ( рис. 2), дисковые, ( рис. 3) и концевые — борнапильники. Стержневые напильники используются на станках с прямолинейным возвратно-поступательным движением, дисковые — на станках типа приводной бабки с вращательным движением шпинделя и концевые — на станках типа ОЗС.
[10]
Стержневые машинные напильники устанавливают на опиловоч-ных станках, они имеют разнообразные сечения. Напильник получает возвратно-поступательное движение. Ход напильника регулируется в пределах от 10 до 1000 мм.
[11]
Машинные напильники малых размеров закрепляются на опиловочных станках в специальных патронах. Напильники средних размеров имеют с обеих сторон хвостовики А и Б, которыми они центрируются и закрепляются в центрах-держателях станков.
[12]
Из машинных напильников следует отметить брусковые, применяемые на опиловочных станках. Опиловка происходит при прямолинейном возвратно-поступательном перемещении напильника, закрепленного своими концами в рамке станка. [13]
Ручная ножовка-наградка для прорезания шлицев и.| Машинные напильники.
[14]
Особенностью машинных напильников является их одинаковое сечение по всей рабочей части, без обычных сбегов и конусности.
[15]
Страницы:
1
2
Продукт Машинные алмазные надфили — Система DME
Сделано в Тайване
Best Diamond Industrial Co. — BESDIA
Машинные алмазные напильники и рифлуары мы предлагаем по самым привлекательным ценам.
Инструменты для машинного применения часто не имеют маркировки.
Наборы поставляются в мягких чехлах по 10 и 12 шт. — см. фото.
Размеры зерна — 120, 150, 200, 300, 400 и 600 ед.
Основные разделы в этой категории:
Машинные надфили напильники Напильники для ультразвука
Машинные алмазные конические напильники
Предназначаются для работы в воздушных и электрических опиловочных машинах, а также в ультразвуковых машинах.
Машинные надфили отличаются короткой оправкой
Диаметр оправки 3 мм
Общая длина 72 мм
Ширина 2, 4, 6 мм
Длина покрытия 25 мм
Зерно 150, 200, 300 и 400 ед.
Поштучно и в наборе по 12 штук
Машинные алмазные конические напильники С уменьшенной рабочей частью, для работы в пазах и выточках
Предназначаются для работы в воздушных и электрических опиловочных машинах, в ультразвуковых машинах
Отличаются короткой оправкой, укорочена длина рабочей части
Диаметр оправки 3 мм
Ширина 3 и 6 мм
Общая длина 56 и 72 мм
Длина покрытия 15 мм
Зерно 200, 400 и 600 ед.
Поштучно и в наборе по 12 штук
Надфили машинные удлиненные MPF-10
Общая длина 90 мм
Поштучно или в наборе из 10 шт
Надфили фасонные машинные MBF-60
Общая длина 85 мм
Поштучно или в наборе из 5 шт
Рифлуары машинные MBF-90
Общая длина 65 мм
Пошучно или в наборе из 10 штук
Напильники алмазные спеченные для ультразвуковых приборов
Данный вид напильников отличается от простых машинных надфилей наличием припаянной к оправке рабочей части.
Рабочая часть представляет собой пластинку из алмазных зерен спеченных в металле.
Короткий тип напильника MMF не имеет резьбы, он зажимается в ручке прибора держателем 3 мм.
Два других типа напильников MDT имеют установочную резьбу, что позволяет надежно и с усилием фиксировать напильники непосредственно в сердечнике ультразвуковой ручки.
Рабочая часть напильников может быть сформирована на точильном круге.
Напильники подходят для ультразвуковых приборов ULTRAMAX UM1200, BESDIA AR-108, AR-600, AR-800 и др.
Мы готовы оказать консультацию в выборе машинных надфилей любого типа.
Если вы не нашли в разделе требуемые вам инструменты — обратитесь к нам с запросом по почте.
Swiss Parallel Machine File — FALCON Tool Company
Высочайшее качество · Известен своей долговечностью и прочностью · Продается поштучно с помощью нашего Die Profiler или файловых машин All-American, Keller и Milwaukee или вручную в одном из наших держателей файлов. Подробнее о каждой доступной серии смотрите ниже!
Товары доступны в ограниченном количестве и будут сняты с производства, когда запасы будут исчерпаны.
Серия 3300: Прорези при движении вниз · Круглый хвостовик 1/4 дюйма · 2-1/4 дюйма Длина разреза · Общая длина 3-1/4 дюйма Серия 3400: Прорези при ходе вниз · 1/8 » Круглый хвостовик · 2-1/4 дюйма Длина среза · 3-1/4″ Общая длина Серия 3500: Резка при движении вниз · 6 дюймов Длина среза · 8 дюймов Общая длина · Для опиловочных машин Серия 3600: Прорези при движении вверх · Длина реза 5 дюймов · Общая длина 7 дюймов · Может также использоваться в качестве ручного напильника
Опции для серии 3300
Форма
Номер модели
Размер
Стойка — разрез с 2 сторон
#3301
7/32″ x 9/64″
Выравнивание — 4-х сторонний разрез
#3302
7/32″ x 9/64″
Три квадрата
#3303
7/32″
Заколка
#3304
15/64″ x 1/8″
Пастилка
#3305
1/4″ x 9/64″
Нож
#3306
15/64″ x 7/64″
Круглый
#3307
1/4″
Полукруглый
#3308
1/4″ x 9/64″
Овальный
#3309
1/4″ x 9/64″
Пиппин
#3310
1/4″ х 5/32″
Квадрат
#3312
3/16″
Серия 3400 Опции
Форма
S тип №
Размер
Три квадрата
#3403
1/8″
Заколка
#3404
13/64″ x 3/32″
Пиппин
#3410
3/16″ x 3/32″
Квадрат
#3412
7/64″
Серия 3500 Опции
Форма
Номер модели
Толщина
Три квадрата
#3552
1/4″
Квадрат
#3544
1/4″
Серия 3600 Опции
Форма
Номер модели
Толщина
Квадрат
#3610
1/8″
#3611
3/16″
Стойка
#3617
1/8″
Товары доступны в ограниченном количестве и будут сняты с производства, когда запасы будут исчерпаны.
Скидки за количество: 10 или более — скидка 10% 50 и более — скидка 12%
Вырезать ход:
СЕРИЯ 3300_НИЖНЯЯ СЕРИЯ 3400_НИЖНЯЯ СЕРИЯ 3500_НИЖНЯЯ СЕРИЯ 3600_ВВЕРХ
Форма:
Кол-во:
Вращать вверхВращать вниз
Количество должно быть положительным круглым числом больше Количество должно быть указано в правильных приращениях на основе минимального значения и шагов приращения. Минимальное значение: 1 Шаг: 1
Вещь#:
Список цен:
Скидка:
Твоя цена:
В настоящее время вы не вошли в систему. Пожалуйста, войдите, чтобы получить лучшие цены и доступность.
Добавить в корзину
Высочайшее качество · Известен своей долговечностью и прочностью · Продается поштучно Falcon Tool предлагает набор напильников Swiss Parallel Machine File для использования как на филировальной машине, такой как Die Profiler, так и на машинах All-American, Keller и Milwaukee, или вручную в одной из наших пилочных машин. Держатели. Подробнее о каждой доступной серии смотрите ниже!
Товары доступны в ограниченном количестве и будут сняты с производства, когда запасы будут исчерпаны.
3300 Серия: Нарезы при движении вниз · Круглый хвостовик 1/4 · Длина реза 2-1/4 дюйма · Общая длина 3-1/4 дюйма Серия 3400: Прорези при ходе вниз · 1/8 дюймов Круглый хвостовик · Длина реза 2-1/4 дюйма · Общая длина 3-1/4 дюйма Серия 3500: Надрезы при движении вниз · Длина реза 6 дюймов · Общая длина 8 дюймов · Для опиловочных машин Серия 3600: Обрезки при движении вверх Ход · Длина реза 5 дюймов · Общая длина 7 дюймов · Может также использоваться в качестве ручного напильника
Опции для серии 3300
Форма
Номер модели
Размер
Стойка — разрез с 2 сторон
#3301
7/32″ x 9/64″
Выравнивание — 4-х сторонний разрез
#3302
7/32 x 9/64 дюйма
Три квадрата
#3303
7/32″
Заколка
#3304
15/64″ x 1/8″
Пастилка
#3305
1/4″ x 9/64″
Нож
#3306
15/64″ x 7/64″
Круглый
#3307
1/4″
Полукруглый
#3308
1/4″ x 9/64″
Овальный
#3309
1/4″ x 9/64″
Пиппин
#3310
1/4″ x 5/32″
Квадрат
#3312
3/16″
Серия 3400 Опции
Форма
S тип №
Размер
Три квадрата
#3403
1/8″
Заколка
#3404
13/64″ x 3/32″
Пиппин
#3410
3/16″ x 3/32″
Квадрат
#3412
7/64″
Серия 3500 Опции
Форма
Номер модели
Толщина
Три квадрата
#3552
1/4″
Квадрат
#3544
1/4″
Серия 3600 Опции
Форма
Номер модели
Толщина
Квадрат
#3610
1/8″
#3611
3/16″
Стойка
#3617
1/8″
Товары доступны в ограниченном количестве и будут сняты с производства, когда запасы будут исчерпаны.
Скидки за количество: 10 или более — скидка 10% 50 и более — скидка 12 %
Восстановление объектов из резервных копий с помощью Time Machine на Mac
Искать в этом руководстве
Добро пожаловать
Строка меню
Прожектор
Центр управления
Сири
Центр уведомлений
Рабочий стол
Док
Искатель
Подключиться к Интернету
Сидеть в сети
Отрегулируйте громкость
Сделайте снимок экрана или запись экрана
Просмотр и редактирование файлов с помощью Quick Look
Сделать заметку
Настройте время экрана для себя
Настройте фокус, чтобы оставаться на задаче
Редактируйте фото и видео в Фото
Используйте визуальный поиск для ваших фотографий
Прокладывать маршруты в Картах
Создание записи в голосовых заметках
Используйте жесты трекпада и мыши
Используйте сенсорную панель
Используйте сенсорный идентификатор
Используйте сочетания клавиш
Получайте обновления macOS
Встроенные приложения
Открытые приложения
Работа с окнами приложений
Используйте приложения в полноэкранном режиме
Использование приложений в режиме разделенного просмотра
Получить приложения из App Store
Устанавливайте и переустанавливайте приложения из App Store
Установка и удаление других приложений
Изменить системные настройки
Изменить картинку рабочего стола
Используйте хранитель экрана
Добавьте свою электронную почту и другие учетные записи
Используйте ярлыки для автоматизации задач
Создать Memoji в сообщениях
Измените изображение для себя или других в приложениях
Изменить язык системы
Упростите просмотр того, что происходит на экране
Создание и работа с документами
Открытые документы
Используйте диктовку
Размечать файлы
Объединение файлов в PDF
Печать документов
Организуйте свой рабочий стол с помощью стеков
Организация файлов с помощью папок
Пометить файлы и папки
Отправлять электронную почту
Используйте Live Text для взаимодействия с текстом на фотографии
Резервное копирование файлов
Восстановить файлы
Создание Apple ID
Управление настройками Apple ID
Что такое iCloud?
Что такое iCloud+?
Настройте iCloud на своем Mac
Храните файлы в iCloud Drive
Делитесь файлами с помощью общего доступа к файлам iCloud
Управление хранилищем iCloud
Используйте фото iCloud
Что такое семейный доступ?
Настроить семейный доступ
Настройте других пользователей на вашем Mac
Настройка Экранного времени для ребенка
Делитесь покупками с семьей
Сделать звонок FaceTime
Используйте SharePlay, чтобы смотреть и слушать вместе
Отправлять текстовые сообщения
Поделитесь календарем с семьей
Узнайте, чем люди поделились с вами
Найдите свою семью и друзей
Играйте в игры с друзьями
Используйте Continuity для работы на устройствах Apple
Потоковое аудио и видео с AirPlay
Используйте клавиатуру и мышь или трекпад на разных устройствах
Используйте свой iPad в качестве второго дисплея
Передача задач между устройствами
Вставка фотографий и документов с iPhone или iPad
Вставка эскизов с iPhone или iPad
Копировать и вставлять между устройствами
Используйте Apple Watch, чтобы разблокировать свой Mac
Совершайте и принимайте телефонные звонки на вашем Mac
Отправляйте файлы между устройствами с помощью AirDrop
Синхронизируйте музыку, книги и многое другое между устройствами
Играть музыку
Слушайте подкасты
Смотрите сериалы и фильмы
Читать и слушать книги
Читать новости
Отслеживайте акции и рынок
Подпишитесь на Apple Music
Подпишитесь на AppleTV+
Подпишитесь на Apple Arcade
Подпишитесь на Apple News+
Подпишитесь на подкасты и каналы
Управление подписками в App Store
Просмотр подписок Apple для вашей семьи
Управление файлами cookie и другими данными веб-сайтов в Safari
Используйте приватный просмотр в Safari
Просмотр отчетов о конфиденциальности в Safari
Разбираться в паролях
Сброс пароля для входа на Mac
Создание и автоматическое заполнение надежных паролей
Обеспечьте безопасность своего Apple ID
Настройте свой Mac для обеспечения безопасности
Используйте защиту конфиденциальности почты
Защитите свою конфиденциальность
Оплата с помощью Apple Pay в Safari
Используйте функцию «Вход с Apple» для приложений и веб-сайтов
Защитите свой Mac от вредоносных программ
Контролировать доступ к камере
Найдите пропавшее устройство
Начните работу со специальными возможностями
Зрение
слух
Мобильность
Общий
Измените яркость дисплея
Подключите беспроводную клавиатуру, мышь или трекпад
Подключайте другие беспроводные устройства
Подключите дисплей, телевизор или проектор
Добавить принтер
Используйте встроенную камеру
Используйте AirPods с вашим Mac
Экономьте энергию на вашем Mac
Оптимизируйте место для хранения
Записывайте компакт-диски и DVD-диски
Управляйте аксессуарами в вашем доме
Запустите Windows на вашем Mac
Ресурсы для вашего Mac
Ресурсы для ваших устройств Apple
Авторские права
Если вы используете Time Machine для резервного копирования файлов на вашем Mac, вы можете легко вернуть потерянные элементы или восстановить старые версии файлов.
Как правильно работать болгаркой: техника безопасности при работе
12.10.2019
1 звезда2 звезды3 звезды4 звезды5 звезд
Рассказываем тонкости работы болгаркой по дереву, металлу и плитке и даем советы по безопасности.
Интерскол
Углошлифовальные машины или в просторечии пилы-болгарки — популярный строительный инструмент, который прочно вошёл в наш обиход. Однако этот прибор требует правильного обращения и обслуживания. Ведь если не соблюдать правила эксплуатации, не знать, как правильно работать болгаркой, она может оказаться весьма опасным устройством. Рассказываем об особенностях использования углошлифовальных машин, технике безопасности и других важных тонкостях.
Всё о работе болгаркой
Особенности устройства
Правила безопасности
Работа по дереву
Резка плитки
Резка металла
Углошлифовальные машины (УШМ) используются для широкого круга работ по резке металла, камня, бетона, будь то строительство или, наоборот, демонтаж конструкций. Также для них существует ряд насадок, с помощью которых можно проводить шлифовку и полировку.
УШМ Bort
Каким бы видом деятельности вы ни занимались, необходимо помнить, что прибор потенциально травмоопасен. Режущий диск, вращающийся на большой скорости, может нанести серьёзную травму. Даже небольшие осколки камня, опилки и стружка, разлетающиеся от места реза, могут быть опасны, особенно при попадании в глаза. Поэтому при использовании углошлифовальных машин необходимо строго соблюдать правила техники безопасности.
Интерскол
Защитный кожух должен быть изготовлен из толстого металла, способного эффективно задержать осколки разлетающегося материала и лопнувшего диска. При работе защитный кожух должен быть развёрнут в сторону работающего человека.
Категорически запрещается использовать УШМ без защитного кожуха.
Защитный кожух должен быть развёрнут так, чтобы прикрывать лицо человека от разлетающихся осколков и стружки.
Запрещено использовать дефектные отрезные круги, с выщерблинами и крупными неровностями по краю.
Визуально проверяйте состояние отрезного диска перед включением устройства. Он может быть повреждён (надломлен) или поврежден при хранении — иногда для этого достаточно всего лишь неудачно уронить прибор.
Перед началом резки или шлифовки проверьте работу инструмента на холостом ходу, нет ли опасного биения, возникающего из-за дефектов диска.
Никогда не устанавливайте на углошлифовальную машину пильные диски от циркулярной пилы и любой другой режущий инструмент, специально не предназначенный для УШМ. Скорость вращения шпинделя болгарки в несколько раз выше чем, скажем, у циркулярной пилы, и деталь может просто развалиться.
Позаботьтесь об удобной защитной одежде. Желательно иметь одежду из прочного материала, способного выдержать град искр (например, брезентовая куртка и защитные перчатки).
Обязательно надевайте защитные очки или защитную маску.
Leroy Merlin
Летящие искры и нагретые металлические опилки могут представлять пожарную опасность, поэтому вокруг не должно быть легковоспламеняющихся вещей.
Для шлифовки поверхностей используются разные насадки. Чаще всего применяется круг, на котором «липучкой» крепится круглый лист наждачной шкурки. Также применяется лепестковый диск с закреплёнными на нём лепестками наждачки. Он удобнее, но зато вариант с «липучкой» многоразовый (при умелом обращении), что куда выгоднее при большом объёме производства (лист шкурки стоит на порядок дешевле лепестковой насадки). Для шлифовки окрашенных и покрытых ржавчиной поверхностей используются щёточные и обдирочные диски, а для заточки режущих кромок инструментов, соответственно, заточечные.
УШМ Makita GA5030
Углошлифовальная машина отлично подходит для грубой обработки деревянных поверхностей. Круглая насадка шлифует поверхность очень быстро — в несколько раз быстрее, чем обычная шлифовальная машинка. Это происходит за счёт высокой скорости вращения шпинделя (10 000-12 000 об./мин). Но у высокой скорости вращения есть и минусы. Это, прежде всего, большое количество шума и пыли во время эксплуатации устройства. Поэтому позаботьтесь о хорошем пылеотводе. При работе в помещении крайне желательно подключать к УГМ строительный пылесос. А если условия позволяют, лучше заниматься шлифовкой деревянных поверхностей на улице.
Другой недостаток УШМ заключается в невозможности должным образом регулировать скорость вращения (эта функция есть в виброшлифовальных машин, но обычно отсутствует у болгарок). Для полировки подходят только УШМ с опцией регулировки количества оборотов, разнообразные полировальные диски на высокоскоростные углошлифовальные машины ставить нельзя.
В общем, тонкую работу выполнить болгаркой на высоких оборотах гораздо труднее. Особенно при обработке поперечного среза древесных волокон — легко можно переборщить и прижечь древесину (а заодно испортить круг наждачной шкурки). Не прижимайте сильно инструмент к древесине, не держите его подолгу на одном месте, чтобы не возникали подпалины из-за перегрева. И старайтесь крепко держать инструмент при работе. Вращающийся круг со шкуркой (или лепестковый диск) необходимо держать строго параллельно обрабатываемой плоскости. Перекос чреват порчей расходных материалов и обрабатываемой поверхности.
При масштабной деятельности давайте инструменту отдохнуть и остыть. Особенно если это бытовой инструмент. Подобные модели не рассчитаны на эксплуатацию в непрерывном режиме 24/7, обычно максимум на 8-10 минут непрерывной работы.
УШМ DeWALT
Мы спросили специалиста, как правильно резать болгаркой плитку и керамогранит. Есть два варианта.
Использование абразивного круга для камня (обычно эти круги маркируются соответствующим образом), а в качестве абразива служат зёрна карбида кремния, которые имеют менее агрессивную форму, чем электрокорунд, применяющийся для резки чёрных металлов. Порошок этого абразива перемешивается со связующей бакелитовой смолой и из этой смеси формируется круг с использованием одного или нескольких слоёв стеклосетки, выполняющей армирующую роль.
Алмазные круги, где режущими элементами являются зёрна технического алмаза, а связующим — кобальт.
Leroy Merlin
При резке металла не старайтесь сильно давить на инструмент, болгарка вполне эффективно режет металл под воздействием собственного веса. Для резки металла можно использовать универсальные режущие круги по металлу либо специализированны, например, для резки нержавеющей стали или для цветных металлов. Конечно, такие расходники имеет смысл приобретать только при сколько-нибудь существенном объёме производства. Зачистка сварных швов и аналогичные манипуляции выполняются специальными обдирочными дисками.
УШМ ЗУБР
В рамках советов по резке металла также нельзя не упомянуть, как правильно пилить болгаркой толстые трубы. Толщина обрабатываемого металла не должна превышать 25-30 мм для инструмента с диском диаметром 115 мм.О том, как правильно держать болгарку при резке металла, рассказывает специалист.
Также предлагаем посмотреть видео о том, как правильно пользоваться болгаркой.
Инструменты
Чек-лист: 10 инструментов, которые должны быть в доме у каждого
Материал подготовил
Борис Безель
Была ли статья интересна?
Поделиться ссылкой
Нажимая на кнопку «Подписаться», Вы даете согласие на обработку персональных данных
Рекомендуем
8 полезных и красивых идей для интерьера, которые стоят того
Жалюзийные двери: 11 классных способов использовать их в интерьере
Пробковая подложка под ламинат: виды, особенности, критерии выбора
Замена бачка унитаза: инструкция из 3 шагов и важные советы
Профессионалам и любителям: 9 лучших программ для дизайна интерьера
Кварцвиниловая плитка для пола: плюсы и минусы, сравнение с другими материалами
Раковина в туалет: как выбрать стильный и удобный вариант (35 фото в интерьере)
Одним кликом или голосом: как можно управлять освещением в квартире
Пробковый пол в интерьере: плюсы и минусы, особенности материала
Реклама на IVD. ru
Как использовать болгарку при резке металла и шлифовке
Применение болгарки не ограничивается резкой различных материалов, с ее помощью можно выполнять шлифовку и полировку поверхностей. По этой причине многие мастера считают инструмент незаменимым при проведении ремонтных и строительных работ. После приобретения угловой шлифовальной машины не каждому новичку достаточно изучить инструкцию по эксплуатации, чтобы понять, как пользоваться болгаркой. Мы расскажем о нюансах работы с агрегатом, особенностях резки различных материалов.
Содержание
Рейтинг надежных и качественных болгарок для дома и работы
История и разновидности инструмента
Какая нужна защита, чтобы работать с болгаркой?
Подбор диска
Как правильно резать болгаркой: на себя или от себя
Основные приемы работы по дереву
Топ-10 надежных и качественных болгарок для дома и работы
Makita GA5030, 720 Вт, 125 мм
Metabo W 650-125, 650 Вт, 125 мм
BOSCH GWS 9-125 S, 900 Вт, 125 мм
ВИХРЬ УШМ-125/800 (2020), 800 Вт, 125 мм
ЗУБР УШМ-П125-850, 850 Вт, 125 мм
BOSCH GWS 660-125, 660 Вт, 125 мм
Hammer USM 900 E, 950 Вт, 125 мм
Bort BWS-1000-125, 1000 Вт, 125 мм
Интерскол УШМ-125/1100Э, 1100 Вт, 125 мм
ЗУБР УШМ-125-800 М3, 800 Вт, 125 мм
Рекомендации при работе с болгаркой по резке камня
Правила резки плитки и керамогранита
Правила шлифовки болгаркой
Резка болгаркой стеклянных изделий
Резка всех видов пластика
Рейтинг надежных и качественных болгарок для дома и работы
Место
Модель
1.
Makita GA5030, 720 Вт, 125 мм
Цены
Обзор
2.
Metabo W 650-125, 650 Вт, 125 мм
Цены
Обзор
3.
BOSCH GWS 9-125 S, 900 Вт, 125 мм
Цены
Обзор
4.
ВИХРЬ УШМ-125/800 (2020), 800 Вт, 125 мм
Цены
Обзор
5.
ЗУБР УШМ-П125-850, 850 Вт, 125 мм
Цены
Обзор
6.
BOSCH GWS 660-125, 660 Вт, 125 мм
Цены
Обзор
7.
Hammer USM 900 E, 950 Вт, 125 мм
Цены
Обзор
8.
Bort BWS-1000-125, 1000 Вт, 125 мм
Цены
Обзор
9.
Интерскол УШМ-125/1100Э, 1100 Вт, 125 мм
Цены
Обзор
10.
ЗУБР УШМ-125-800 М3, 800 Вт, 125 мм
Цены
Обзор
История и разновидности инструмента
Первая шлифмашинка была собрана немецкими конструкторами Германом Шмидтом и Германом Аккерманом. Они основали компанию FLEX-Elektrowerkzeuge GmbH, которая в 1935 г. выпустила в массовое производство низкооборотистую УШМ, а в 1954 г. – высокооборотистую под названием DL 9.
Импорт в СССР основном шел с Болгарии. Одним из завозимых товаров и стала УШМ от торговой марки Eltos. Народное наименование электроинструмента «болгарка» пошло от названия страны производителя.
В магазинах представлены разные виды болгарок
Классифицируют агрегат по нескольким признакам:
По размеру и мощности. Длина крупных моделей, которые применяют в промышленных целях, достигает 50 см, высота – 16 см, мощность – до 3 кВт. К средним относят болгарки с размерами 35 и 13 см соответственно. Их мощность до 1.5 кВт позволяет эффективно выполнять профессиональные работы. Характеристики малых УШМ идеально подходят для применения в быту. Длина – 27 см, высота – до 11 см, мощность – не более 1. 2 кВт.
По типу питания – сетевые и аккумуляторные. Первые работают только при наличии розетки и электроэнергии. Главным плюсом вторых выделяют возможность использования в полевых условиях.
По количеству рукояток. В одноруких моделях диаметр диска не превышает 125 мм. Отличаются небольшими размерами и весом, малой мощностью, но привлекают хорошей мобильностью. Двуручные УШМ рассчитаны на резку бетона, толстого металла. Наличие второй ручки повышает удобство эксплуатации агрегата в разных плоскостях.
Болгарка используется для резки, шлифовки и полировки различных материалов. Тип обрабатываемой поверхности влияет на выбор диска.
Какая нужна защита, чтобы работать с болгаркой?
Для ответа на вопрос, как использовать болгарку, нельзя обойти стороной условия ее безопасной эксплуатации. Нередки случаи защемления режущего круга в материале, что может привести к его деформации и разлому не мелкие кусочки. При отсутствии защиты у оператора высок риск травмирования. Опасность представляют и летящие искры, мельчайшие элементы разрезаемого материала.
При работе с болгаркой нужно обязательно использовать защитный кожух, который надевается на диск. Его наличие обеспечивает комфортное использование агрегата в закрытых помещениях.
Мастерам важно обеспечить защиту глаз и открытых участков тела. Для этого применяют очки, маски, рукавицы. Респиратор защищает органы дыхания человека от пыли, особенно, при работе с камнем, бетоном. Эксплуатация болгарки сопровождается сильным шумом. Обеспечить защиту органов слуха можно с помощью беруш или строительных наушников.
В рамках техники безопасности работу с УШМ нужно проводить в плотной и негорючей одежде, специальной обуви, которая исключает повреждение ног при падении инструмента или тяжелых элементов обрабатываемого материала.
Подбор диска
Условия эксплуатации болгарки определяют выбор основных параметров диска.
По диаметру выделяют следующие виды кругов:
115 мм – из-за малой глубины пропила используют в основном для шлифовки, но подойдут для резки тонких пластиковых труб;
125 мм – самый популярный вариант для домашнего применения, глубина пропила в 35 мм обеспечивает возможность обработки облицовочной плитки и других материалов небольшой толщины;
150 мм – рассчитаны на работу с кирпичом, бетоном, металлическими профилями, деревом, главный минус – малый ассортимент;
180 и 230 мм – характеризуются глубиной реза в 60-80 мм, применять их рекомендуют в производственных условиях.
Чем тоньше диск, тем меньше усилий прилагает оператор при резке материала. Благодаря высокой упругости кругов работать с ними безопаснее, единственный минус – малый коэффициент реза.
По виду работ диски делят на следующие типы:
отрезные;
шлифовальные;
обдирочные;
заточные;
зачистные.
В зависимости от материала изготовления оснастка бывает алмазной, абразивной, твердосплавной, щеточной.
Для болгарки выпускают диски разных видов и размеров
Как правильно резать болгаркой: на себя или от себя
По вопросу, как правильно пользоваться болгаркой при резке, у мастеров нет единого ответа. Одни считают, что держать инструмент нужно так, чтоб пиление проводилось от себя, другие придерживаются обратного мнения. При этом эксперты считают оба решения правильными, если соблюдать ряд рекомендаций.
Когда совершают резку «от себя», то диск движется по часовой стрелке. Искры и пыль при этом летят на оператора, поэтому рекомендуют надевать респиратор, очки, одежду плотно застегивать. Плюсом такого метода отмечают низкий риск травмирования при защемлении круга, так как рывок машинки происходит в противоположном резчику направлении.
Вариант резки «к себе» предполагает движение диска «против часовой стрелки», поэтому к недостаткам метода относят высокую вероятность травмирования. При защемлении круга в материале УШМ отбросит в сторону оператора. Если он не сможет ее удержать, то без порезов и ушибов не обойтись. Эксперты советуют полностью сконцентрироваться на операции, контролировать ход круга. Любое ощущение напряженности в работе болгарки должно остановить мастера.
К преимуществам относят направленность потока искр и пыли в противоположную от человека сторону. Защитные средства нужно надевать обязательно, но риск попадания частиц в глаза или на тело существенно снижен.
При работе болгаркой «к себе» редуктор расположен со стороны работника, поэтому у правшей вероятность наматывания одежды на вращающиеся детали исключена.
Основные приемы работы по дереву
Болгарку не используют для резки дерева, даже при установке зубчатого круга от циркулярной пилы (посадочное место идентично в данных инструментах). Круг прочно цепляется в такой материал и удержать агрегат будет сложно.
Как же можно использовать болгарку для обработки деревянных поверхностей? Применение инструмента в этом случае ограничивается шлифовкой. Для проведения процедуры рекомендуют взять лепестковый круг. Элемент состоит из лепестков наждачной бумаги, закрепленных по кругу с помощью высокопрочных смол. Выбор такого диска обусловлен многоразовостью его использования, что при большом объеме производства снижает материальные затраты на оснастку.
Шлифовку осуществляют на высокой скорости вращения шпинделя – около 11 000 об/мин. При этом образуется большое количество пыли, операторам рекомендуют позаботиться о подключении строительного пылесоса или проводить процедуру на улице. Вращающийся круг нужно направлять строго параллельно обрабатываемой плоскости, так как перекос приведет к порче древесины и расходных материалов.
Во избежание прижигания древесины инструмент нельзя сильно прижимать к поверхности или держать его долго на одном месте, так как могут возникнуть подпалины из-за перегрева.
Топ-10 надежных и качественных болгарок для дома и работы
Рекомендации при работе с болгаркой по резке камня
При распиле камня выделяется много пыли. Мастерам нужно не только применить все соответствующие защитные средства, но и выбрать УШМ с пылезащитой. Если такая система не предусмотрена в вашей болгарке, то исключить быстрый выход из строявнутренних элементов помогает своевременная чистка агрегата.
Высокое качество резки и глубину пропила до 130 мм гарантирует применение алмазного круга диаметром 230 мм. Если взять болгарку с меньшим размером круга, то снизится производительность, точность работы. Еще одним плюсом алмазной оснастки в сравнении с абразивной выделяют ее надежность.
Одним из основных правил работы с камнем выделяют малый период беспрерывной эксплуатации инструмента. Такой материал режут не дольше 1 мин, а затем делают перерыв, чтобы круг остыл. Если не соблюдать такое условие, то алмазное напыление диска уже через 3-5 мин придет в негодность, что существенно повысит материальные затраты оператора.
Для резки камня подойдет УШМ с защитой от пыли
Правила резки плитки и керамогранита
На вопрос, как использовать УШМ при резке плитки и керамогранита, эксперты предлагают 2 варианта:
Применить абразивный круг для камня. В качестве абразива выступает карбид кремния, зерна которого имеют менее агрессивную форму, чем электрокорунд. Последний выбирают для распила черных металлов. Круг изготавливается путем перемешивания порошка материала с бакелитовой смолой. Обязательно используют один или несколько слоев стеклосетки, являющейся армирующим элементом.
Алмазный круг. Режущей составляющей выступают зерна технического алмаза, а связующей – кобальт. Такие диски обеспечивают минимальное количество сколов.
Резку плитки и керамогранита проводят болгаркой, закрепленной в стойке. Из-за сильной вибрации удерживать инструмент одной рукой в момент процедуры сложно.
Диски по камню считаются самыми дешевыми, но они быстро изнашиваются и имеют большую толщину, поэтому срез получается широким. Отрезные алмазные круги привлекают долговечностью. Они тоньше, распил будет более ровным и аккуратным.
Толщина оснастки для резки плитки и керамогранита не должна превышать 2 мм. Круг выбирают с частотой вращения, соответствующей показателю болгарки. Также рекомендуют обращать внимание на ширину алмазного напыления, которое должно быть больше толщины обрабатываемого материала.
Резку лучше проводить по лицевой стороне плитки, тогда корпус точно войдет в нее, что исключает появление сколов. Распил рекомендуют осуществлять на высокой частоте вращения. При быстром проходе плитка не успеет раскалиться.
Правила шлифовки болгаркой
Выбор шлифовального круга зависит от типа обрабатываемого материала. Для проведения процедуры нужно приобрести соответствующий опорный диск, который устанавливают на вал болгарки.
Шлифовка деревянных поверхностей включает 3 этапа:
подготовка материала – устранение следов лака и краски обдирочной насадкой;
грубая шлифовка – проводят шлифовально-полировочными дисками или обычными, предварительно зафиксировав на них наждачный круг нужного диаметра;
тонкая шлифовка – используют нулевую наждачную оснастку.
Обработку бетона проводят сухим или влажным методом. Минусом первого варианта выступает образование большого количества пыли. Второй метод используют в основном при работе с напольным покрытием. Полученная поверхность приравнивается к отполированной.
Металл шлифуют лепестковыми или абразивными кругами. Качественный результат получается при их совмещении. Первый тип оснастки применяют для обработки ровных поверхностей, так как они не рассчитаны на устранение твердых неровностей. Абразивные круги способны отшлифовать заусеница после резки, швы от сварки на металле. При наличии ржавчины материал предварительно очищают специальной щеткой.
Резка болгаркой стеклянных изделий
Перед процедурой стекло нужно подготовить. На новом материале пластину протирают влажной тряпкой, а затем сухой газетой. Последнюю операцию не рекомендуют проводить сухой тряпкой, так как на поверхности могут остаться частицы ворса, способные помешать ровному движению режущего элемента болгарки.
Стекло б/у требует более тщательной подготовки. Поверхность нужно промыть с применением специальных моющих средств. После просушки проводят обезжиривание, использую керосин или скипидар. Во время высыхания стекла предпринимают меры, исключающие попадание пыли на его поверхность.
Резку стекла осуществляют тонким алмазным диском на малых оборотах, что позволит снизить риск раскалывания материала, уменьшит количество образующейся стеклянной пыли. Область распила слегка увлажняют, поливая поверхность водой. Диском проводят по стеклу тонкую борозду, а затем по ней выполняют срез.
Болгаркой можно резать металл, стекло, камень, кирпич и другие материалы
Резка всех видов пластика
Распил пластика проводят на малых оборотах, иначе кромка материала будет плавиться, что приведет к порче панели. Диск выбирают для резки металла с толщиной не более 1.2 мм. Нельзя прикладывать всю силу агрегата на пластиковую панель, так как материал характеризуется повышенной хрупкостью, высока вероятность поломки.
Процесс резки сопровождается выделением большого количества пыли, поэтому нужно надевать очки и подключать пылесос к патрубку защитного кожуха. После процедуры обязательно проводят шлифовку углов.
Болгарка привлекает универсальностью применения, ведь с ее помощью можно обрабатывать различные материалы. Работа с инструментом считается опасной, поэтому начинающим мастерам будет полезно ознакомиться с особенностями эксплуатации агрегата. Как пользоваться УШМ должен знать каждый, кто начинает пользоваться инструментом, поскольку в каждом конкретном случае есть свои нюансы.
🔥 Топ-10 болгарок для новичков
Что такое измельчитель марихуаны и как его использовать?
Опубликовано 10 января 2022 г. • Последнее обновление 16 сентября 2022 г.
Дробилка заполнена самородками. (Листовой)
Зачем вам измельчитель травки?
Измельчитель — это инструмент, используемый для измельчения каннабиса на мелкие кусочки, чтобы они были одинакового размера и консистенции. Сорняк обычно измельчают для качения суставов, затуплений и расщеплений, но его также можно использовать для упаковки чаш в трубы и бонги для более гладкого и равномерного горения.
Типы измельчителей сорняков
Измельчители обычно круглые, напоминающие шайбу, поэтому их можно вращать для измельчения сорняков (как на изображении выше).
Они могут быть изготовлены из различных материалов:
Металл — дорогой, но прочный
Пластик — дешевый, но легко ломается различных размеров, обычно от 2 до 6 дюймов в диаметре. С небольшой кофемолкой вам придется сделать несколько загрузок, чтобы разбить наг, но они портативны и их легко бросить в рюкзак.
Крупные дробилки могут раздробить больше наростов за одну загрузку и имеют больше рычагов, что облегчает разрушение любого количества наростов, но они не такие портативные.
Наиболее распространенным типом шлифовального станка является металлический шлифовальный станок, состоящий из четырех частей. Эти четыре детали:
Крышка — с зубьями для измельчения
Секция измельчения — имеет зубья для измельчения и отверстия для падения травы
Камера хранения — это третье отделение кофемолки собирает и хранит траву и имеет сетку. фильтровать киф
Уловитель кифа — место сбора кифа
Другие типы измельчителей сорняков
Измельчители также могут быть двух-, трех- и пятикомпонентными. Двух- и трехкомпонентные типы не имеют ловушек для кифа и их легче склеивать, потому что киф не отделен. Измельчители из пяти частей имеют либо две камеры хранения, либо два уловителя кифа.
Как использовать измельчитель для марихуаны
Чтобы использовать обычный измельчитель из четырех частей:
Поместите выступы в зубья измельчителя, между крышкой и секцией измельчителя; избегайте центра, так как именно здесь вращается магнит, и оставьте семена и стебли
Измельчите нагсы, сделав примерно 10 оборотов, пока все почки не попадут через отверстия в камеру для хранения — сначала будет некоторое сопротивление, а затем она будет плавно вращаться
Отвинтите секцию измельчителя и камеру для хранения, чтобы получить измельчите траву, а затем используйте ее для упаковки миски или для катания
Экран в третьем отделении или камере хранения удерживает в земле каннабис, позволяя кифу падать в ловушку для кифа внизу.
Вы также можете хранить траву на потом в камере хранения.
Как собирать киф
Киф можно вычерпывать и добавлять в миски, прессовать в гашиш или добавлять в масло или масло.
Лучший способ вычистить киф из мясорубки — использовать скребок для кифа — этот инструмент выглядит как крошечный шпатель размером с ноготь.
Вы также можете положить груз в ловушку для кифа, чтобы сбить смолу с экрана и попасть в ловушку для кифа. Подойдет чистый пенни или никель.
Как очистить измельчитель липких сорняков
Вам придется время от времени чистить измельчитель, потому что он станет липким от смолы и его будет трудно вращать. Для очистки:
Протрите липкие части раствором изопропилового спирта и соли
Используйте небольшую щетку, например, кисть с жесткой щетиной, зубную щетку или чистую щетку для бороды, чтобы сбить киф с экрана
Вы также можете положить кофемолку в морозильную камеру, чтобы было легче собирать киф.
В случае непоправимо залипших шлифовальных станков иногда лучше вообще заменить шлифовальный станок, особенно если он дешевый.
Как измельчить каннабис, если у вас нет гриндера
Если у вас нет под рукой гриндера или он слишком склеен, попробуйте один из следующих способов измельчения травы:
Руки
Ключи
Ножницы
Нож и разделочная доска
Терка для сыра
Кофемолка
Кофемолка — отличный способ измельчить траву без использования кофемолки, особенно если вы перемалываете много травы.
Имейте в виду, что травка очень липкая, и все, что вы используете, чтобы разбить травку, тоже станет липким. Мы рекомендуем не использовать ничего приятного или что вы не хотите пахнуть травкой. Кроме того, терки для сыра и особенно кофемолки трудно очистить от смолы.
В подготовке этой статьи участвовали Бейли Ран, Патрик Беннет и Пэт Гоггинс.
Как пользоваться шлифовальной машиной: пошаговое руководство
Хотите получить максимальную отдачу от этого унция из Cherry OG вы только что купили? Хотите выглядеть как «профессиональный» стоунер (ах, если бы такой был)? Хотите произвести впечатление на своих друзей и вызвать зависть у всех окружающих? Если вы ответили утвердительно на любой из этих вопросов, ответ прост: научитесь пользоваться кофемолкой.
Кофемолки не пользуются большой популярностью, но они являются важным элементом оборудования, без которого не может обойтись ни один преданный каннасер. В этой статье эксперты Честная марихуана покажет вам, как пользоваться шлифовальной машиной, и расскажет все, что вам нужно знать об этом полезном инструменте.
Что такое измельчитель?
Первоначальные гуру ганджи из «Путь назад-когда» придумали довольно интересный сленг каннабиса . Часть этого жаргона , а не говорит сама за себя (например, sploof и хронический).
К счастью, у слова «шлифовщик» нет какой-то странной этимологии. На самом деле, это, вероятно, один из самых очевидных терминов, которые вы найдете в лексиконе марихуаны.
Так что же такое дробилка? Это небольшая емкость с «зубцами», используемая для раздачи смузи. Просто шучу! Это небольшой контейнер с «зубцами», используемый для измельчения сорняков на более мелкие кусочки.
Это также один из самых простых способов получить доступ к kief (о котором мы поговорим позже в этой статье). Но перед этим давайте поговорим о различных типах кофемолок и их частях.
Какие части дробилки?
Все кофемолки должны состоять как минимум из трех компонентов:
Размольная камера
Зубья или штифты для фактического шлифования
Крышка, чтобы держать все в себе
Как бы просто это ни звучало, кофемолки бывают разных размеров, поэтому важно понимать, что вы ищете, прежде чем покупать.
Вот три наиболее распространенных типа кофемолок:
Двухсекционная (однокамерная)
Трехсекционный (двухкамерный)
Четырехсекционный (трехкамерный)
Принятые здесь соглашения об именах могут показаться немного странными, поэтому позвольте нам объяснить.
Двухкомпонентные (однокамерные)
Двухкомпонентные однокамерные кофемолки состоят из небольшой чаши размером и формой примерно с хоккейную шайбу (может быть, немного меньше). Это однокамерный номер.
Этот тип кофемолки называется двухсоставным, потому что он также имеет крышку. Чаша + крышка = две штуки. Наденьте крышку на миску, и вы создали единственную камеру. Возьми? Хороший. Давайте двигаться дальше.
Трехкомпонентный (двухкамерный)
Представьте себе кофемолку, состоящую из двух частей, с крышкой и чашей. Теперь добавьте еще один кусок внизу. Это трехкомпонентная двухкамерная кофемолка. Начнем сверху.
Сначала идет крышка. У него могут быть зубья или штифты, помогающие шлифовать. Далее идет камера измельчения. У него также могут быть зубцы или штифты. В дробилке, состоящей из трех частей, в нижней части камеры измельчения будут отверстия, через которые может выпасть измельченная шишка (в дробилке, состоящей из двух частей, таких отверстий нет).
Когда травка будет измельчена достаточно мелко в камере измельчения, она упадет через отверстия в камеру сбора. Затем вы можете отвинтить эту нижнюю камеру и собрать горшок для использования.
Итак, к обзору:
Крышка + Размольный стакан + Сборная камера = 3 шт. и 2 камеры.
Четырехсекционная (трехкамерная)
В четырехсекционной трехкамерной кофемолке сборная камера имеет мелкоячеистое сито вместо сплошного дна. Под камерой сбора находится последняя часть головоломки: камера кифа.
Когда вы размалываете, более крупные (но все еще измельченные) кусочки марихуаны падают в камеру для сбора. По мере того, как вы продолжаете измельчать и перемешивать все это, крошечный материал, похожий на пыльцу, падает через сито в нижнюю камеру. Этот похожий на пыльцу материал — киф, о котором мы поговорим в следующем разделе.
Основываясь на нашей небольшой математической задаче о марихуане, вот компоненты измельчителя, состоящего из четырех частей:
Крышка + чаша для измельчения + сборная камера/экран + камера для кифа = 4 детали и 3 камеры
Теперь, когда вы знакомы с различными типами шлифовальных машин и связанными с ними деталями, мы расскажем вам, почему вы хотите их использовать.
Каковы преимущества использования шлифовальной машины?
Измельчители отлично подходят для ганджи. Слишком много преимуществ, чтобы их игнорировать. Вот лишь некоторые из преимуществ использования мясорубки.
Киф!
В этой статье мы несколько раз упоминали kief, но что это такое? Киф — это термин, который каннасеры используют для обозначения терпены и каннабиноиды , которые отделяются от трихом в процессе измельчения.
Киф является более чистой и мощной частью растения марихуаны, поэтому он ценится как добавка во все, от бонгов до косяков , от испарителей до вейп-ручек и от кальяна до медового масла .
Если вы подумываете о покупке своей первой кофемолки, мы настоятельно рекомендуем приобрести ее с камерой для кифа. Возможно, вам придется заплатить немного больше, но вознаграждение того стоит.
Эффективность
Когда вы измельчаете траву, вы на самом деле делаете ее более мощной. Это не магия — это наука.
Шлифовка позволяет получить более однородные по размеру детали. Это увеличивает площадь поверхности и облегчает сжигание марихуаны.
Измельчение предотвращает каноэ (когда почка в косяке начинает гореть только посередине) и обеспечивает более равномерное горение.
Измельчение ограничивает контакт вашего наушника с руками. Это предотвратит поглощение трихом кожей.
Вкус и запах
Измельчение открывает все прекрасные вкусы и ароматы, которые может предложить ваш любимый сорт Thin Mint Girl Scout Cookies . Это может показаться не таким уж большим делом, когда все, о чем вы заботитесь, это получить кайф , но улучшение вкуса может только добавить к удивительным впечатлениям.
Экономия времени
Измельчение марихуаны на полезные кусочки может быть выполнено вдвое быстрее, чем если бы вы делали это вручную. Это означает, что вы можете добраться до курит намного раньше. ‘Достаточно.
Экономия средств
Как мы уже упоминали, молотая марихуана более эффективна, чем целые шишки. Это означает, что вам не нужно использовать столько земли, чтобы почувствовать те же эффекты, и вы можете растянуть эту унцию Yoda OG еще дальше.
Меньше резкого дыма
Может показаться, что это не очень хорошо, но это так. Небольшие площади прогорают более равномерно и полно. Это сокращает несгоревшие растительные вещества, которые могут испортить ваш опыт и вызвать у вас разрыв легких.
Легкая транспортировка
Конечно, вы все еще можете носить свой батончик в сумке, но да ладно, чувак. Это 21 век! Выглядит намного круче, если вы транспортируете траву в измельчителе. Кроме того, ваш тайник будет защищен верхней, нижней и боковыми сторонами кофемолки. Это просто имеет смысл.
Так чего же ты ждешь? Беги (серьезно, беги!) и возьми себе мясорубку. Тогда вернитесь, и мы покажем вам, как его использовать.
Как пользоваться шлифовальной машиной
Ниже приведено пошаговое руководство по использованию шлифовальной машины. Наслаждаться!
1) Загрузите кофемолку
Снимите крышку. Пальцами разломите шишку на более мелкие кусочки. Не кладите ничего в середину кофемолки. Здесь все вращается. Все, что находится в центре, не заземлится.
2) Измельчите ганджу
Замените крышку. Одной рукой держите кофемолку за дно, а другой вращайте крышку. Сначала будет некоторое сопротивление, так что придайте ему немного силы. Вращайте кофемолку, пока не почувствуете, что сопротивление исчезло.
3) Tap That Grinder
Перед тем, как снять крышку любой сборной камеры, постучите кофемолкой по столу или ладони. Это помогает вытеснить каннабис в камеру для сбора и проталкивает больше кифа через сито.
4) Соберите свою марихуану
Отделите камеру для измельчения от камеры для сбора и выкопайте только что измельченную травку. Будьте осторожны, чтобы не повредить экран, если вы используете кофемолку из четырех частей.
Если это ваш первый гринд, возможно, у вас не так много кифа, но вы можете отделить камеру для кифа от камеры для сбора и убедиться в этом сами. В конце концов, он будет полон пудрового совершенства!
5) Наслаждайтесь плодами своего труда
На данный момент нет предела тому, что вы можете делать с вашими угодьями ганджи. Вот лишь несколько советов:
Скрутить косяк (это очень просто с измельченными шишками)
Ролик поперечный шов
Упаковка чаши
Заварите немного травяного чая
Приготовьте на скорую руку свою любимую еду
Если у вас больше терпения, чем у нас, вы можете использовать эту марихуану, чтобы сделать настойка , изолят , экстракт или масло .
Советы по использованию кофемолки
После нескольких использований вы освоите кофемолку и поймете, что дает наилучший конечный продукт. Вот лишь несколько советов для начала:
Выберите шлифовальную машину из алюминия или цинка (если вы можете себе это позволить)
Получите один с большим количеством зубьев и отверстий
Не переполняйте камеру измельчения (конечный продукт не будет таким мелким)
Переверните кофемолку вверх дном на несколько оборотов
Поместите чистую монету в камеру сбора, чтобы выбить кифа через экран
На самом деле использование кофемолки имеет очень мало недостатков, поэтому мы рекомендуем вам попробовать ее сегодня. Если вы все еще не уверены, подходит ли вам кофемолка, поговорите с budtenders в местном диспансере.
Вероятно, у них завалялось несколько напольных шлифовальных машин, которые вы можете попробовать перед покупкой. Если они сначала проведут вас через процесс, вы можете получить больше советов, чтобы сделать ваш опыт измельчения марихуаны еще лучше.
Виды и профили гаечных ключей, их назначение и применение
Гаечные ключи являются одним из первых представителей ручного инструмента применяемого при проведении ремонтно-сборочных работ.
Ключи используются, когда необходимо обеспечить удобный доступ к крепежу или когда нет возможности использовать торцевые головки, также они дополняют системы сборного слесарного инструмента при выполнении операций которые требуют одновременной работы с двумя крепежными деталями, имеющими одинаковые рабочие профили.
По своей конструкции ключ состоит из тела и рабочей части.
Рабочие профили гаечных ключей
Рабочие профили гаечных ключей более разнообразны по сравнению с торцевыми головками. Они существенно различаются по форме, и как следствие по своим рабочим свойствам.
Рожковый профиль.
Рожковый — это основной вид профиля который широко применяется при проведении разнообразных работ. Это объясняется уникальными свойствами открытого зева, которые заключается в возможности работать в тех случаях, когда доступ к крепежу возможен лишь с одной стороны.
Но не взирая на эти преимущества рожковый профиль имеет и серьезные недостатки, главным из которых является наличие всего лишь двух пятен контакта ключа с крепежом. В результате чего, попытка приложить большой крутящий момент часто заканчивается разрушением крепежа. Еще одним недостатком рожкового профиля является низкая прочность открытого зева. Для этого недостатка характерно раскрытие зева при попытке приложить большие усилия.
Так же стоит отметить, для уменьшения угла захвата и упрощения работы в труднодоступных местах, рожок имеет наклон в 15 градусов относительно тела ключа, что позволяет довести минимальный угловой шаг до 30 градусов. Встречаются ключи и с другими углами 22.5, 30, 60, 70, 75 градусов. Их назначение аналогично — упрощение работы в труднодоступных местах.
В попытках нивелировать главный недостаток классического рожкового профиля, заключающийся в высокой вероятности повреждения крепежа при развитии больших крутящих моментов было разработано несколько довольно удачных вариантов улучшенного рожкового профиля:
рожковый профиль с граненной выемкой;
гофрированный рожковый профиль;
рожковый профиль с мелкими гранями.
Для этих типов рабочих профилей характерно увеличенное количество пятен контакта позволяющее развивать большее усилие, сводя к минимуму вероятность повреждения граней крепежа.
Но в силу небольшого увеличения силовых показателей и относительно высокой стоимости производства, данные виды профилей не получили широкого распространения и встречаются весьма редко.
Накидной профиль
Различают два вида накидного профиля с шестью и двенадцатью гранями. Преимущества и недостатки аналогичны с торцевыми головками с таким же количеством граней:
Но в отличии от торцевых головок, шестигранный профиль у ключей встречается весьма редко, и ,как правило, это инструмент для выполнения специфических задач, таких как работа с гидравлическими разъемами.
Ключи с накидными профилями различаются по конструктиву:
плоский — характерен для комбинированных ключей с храповым механизмом.
с отгибом накидной части — самый распространенный вид, для которого характерен угол отгиба в 15 градусов.
со смещением накидной части — второй по распространенности вид ключа, как правило встречается в двухсторонних накидных ключах.
Такое разделение обусловлено тем, что каждый из видов профилей незаменим в определенных ситуациях, встречающихся при работе в труднодоступных местах.
Виды ключей
Мы познакомились с видами профилей и их особенностями, а сейчас разберем виды ключей.
Ключи рожковые односторонние
Такие ключи изготавливаются из ковкой нелегированный стали и имеют угол наклона рожка в 15 градусов и применяются для выполнения специфических монтажных работ.
Ключи «воронья лапа»
Применяется при работе в крайне труднодоступных местах.
Односторонние затяжные ключи
Ключи данного типа имеют цилиндрический хвостовик и шариковый фиксатор для работы с трубчатыми удлинителями.
Ударные рожковые ключи
Состоят из головки и укороченного тела, на конце которого выполнен прилив, по которому наносятся удары молотом. Применяются для «срыва» крепежа больших размеров до 150 мм.
Двухсторонние рожковые ключи
Для этих ключей характерно наличие двух соседних размеров в одном ключе.
Односторонние накидные ключи
Для них характерно отсутствие смещения накидного профиля относительно тела ключа. Встречаются крайне редко.
Затяжной накидной ключ
Имеет накидной 12-ти гранный профиль со смещением, цилиндрический хвостовик и шариковый фиксатор для работы с трубчатыми удлинителями.
Ударный накидной
Ударный накидной состоит из головки и укороченного тела, на конце которого выполнен прилив, по которому наносятся удары молотом. Применяются для «срыва» крепежей размеров до 150 мм.
Двухсторонний плоский прямой накидной ключ
Имеет на обоих концах накидные профили либо соседних либо распространенных размеров. Профили без смещения и наклона. Встречаются двух разновидностей, под шестигранный крепеж и под профиль TORX.
Двухсторонний накидной со смещением
Имеет на обоих концах 12-ти гранный накидной профиль соседних или часто используемых размеров.
Двухсторонний плоский изогнутый
Так же называется «стартерный», имеет форму полумесяца с двенадцатигранными профилями с обоих сторон, соседних или распространенных размеров. Ключ данного типа удобен при работе в труднодоступных местах.
Двухсторонний S образный ключ
Имеет форму латинской буквы S. В остальном аналогичен стартерному ключу.
Ключи с разрезным накидным профилем
Разрезные ключи являются специальной разновидностью накидных ключей и разделяются на 6 и 12 граненые. Применяются для работы с гайками трубопроводов гидравлических и пневматических систем, на которые надеть классический накидной профиль невозможно, а применение рожкового профиля не желательно в силу того, что требуемое усилие для закручивания и откручивания соединительной резьбы, высоко, что рожковый ключ может повредить крепеж.
Ключи шарнирные
Представляют собой довольно удобный инструмент для работы как в труднодоступных местах так и с открытым крепежом. Имеют с обоих сторон головки соседних или самых распространенных размеров.
Ключи комбинированные
Комбинированные представляет из себя инструмент имеющий на одном конце рожковый, а на другом накидной профиль. Такое сочетание позволяет убрать недостатки каждого отдельно взятого профиля. Комбинированные ключи выпускаются одного размера.
Разводные ключи
Разводные представляют из себя рожковый ключ, но имеет способность менять размер между губками. Такой тип ключей в силу своей универсальности получил весьма широкое распространение в быту. К недостаткам можно отнести тот факт, что данный тип ключей имеет губки большой толщины и как следствие его использование весьма затруднено в условиях ограниченного пространства.
В каталоге нашего магазина представлен широкий ассортимент многих видов ключей из статьи. Для получения консультации и помощи в выборе ключа обращайтесь по телефону на сайте.
Виды гаечных ключей, их конструктивные особенности и применение
Гаечный ключ — инструмент для соединения (рассоединения) резьбового соединения путём закручивания (раскручивания) болтов, гаек и других деталей. Ключи разделяются на две группы: охватывающие и охватываемые. Размер зева (отверстия) стандартизирован и измеряется в миллиметрах (метрические), либо долях дюйма (дюймовые). Фраза «ключ на 14» означает, что размер зева равен 14 миллиметрам.
Ниже представлены типы гаечных ключей, их обозначения, расшифровки и описания:
КГД — Ключи гаечные с открытым зевом двусторонние
Ключи гаечные с открытым зевом двусторонние (КГД), или просто рожковые ключи – гаечный ключ, ассоциация с которым в первую очередь приходит в голову при упоминании данной продукции. Этот инструмент традиционно широко представлен на рынке, востребован потребителями и присутствует в арсенале любого хозяйственного отдела, эксплуатационных и ремонтных подразделений промышленных предприятий, организаций жилищно-коммунального хозяйства.
Основное предназначение ключей гаечных с открытым зевом двусторонних – соединение либо разъединение резьбовых соединений путем закручивания либо раскручивания гаек или болтов. Ключ имеет цельнометаллическую конструкцию, рабочий элемент захватывает две параллельные грани гайки или болта.
КГО — Ключи гаечные с открытым зевом односторонние
КГКМ — Ключи гаечные с открытым зевом односторонние коликовые монтажные
КГОУ — Ключи гаечные с открытым зевом односторонние ударные
Ключи гаечные с открытым зевом односторонние ударные (КГОУ), более широко известные под своим разговорным названием «рожковые ударные» – разновидность рожковых гаечных ключей, одна из рабочих поверхностей которых предназначена для ударных воздействий с целью увеличения усилия при работе с тугими крепежными соединениями в случаях, когда применение длинного рычага или иные способы нежелательны либо невозможны.
Ручка таких ключей выдерживает ударное воздействие без вибраций, изгибов и разрушения. Основное отличие от аналогичных «накидных ударных ключей» это захватная часть выполненная в виде открытого зева, позволяющего работать в зонах, недоступных инструменту с кольцевым зевом.
Рожковые ударные ключи применяются во многих сферах, но основная область их применения – строительство. Такой ключ абсолютно незаменим при монтаже и демонтаже сложных металлических конструкций, узлов и агрегатов большегрузной техники, производственных линий, газо-нефтяных сооружений и тому подобных объектов.
КГК — Ключи гаечные с открытым и кольцевым зевами комбинированные
Ключи гаечные комбинированные ключи – универсальные гаечные ключи, совмещающие в себе функционал и преимущества рожковых и накидных ключей. Зевы комбинированных ключей имеют одинаковые размеры. Именно сочетание сильных сторон рожковых и накидных ключей и нивелирование сторон слабых делают комбинированные ключи исключительно широко востребованными со стороны потребителей и применяемыми в самых разных сферах – производственной,
ремонтной, авторемонтной, бытовой и других.
Ключи гаечные с открытым и кольцевым зевами предназначены для монтажа либо демонтажа резьбовых соединений.
Ключи гаечные кольцевые двусторонние коленчатые (КГН), более известные потребителям как накидные или просто кольцевые ключи – гаечные ключи, имеющие округлую форму рабочей части, что позволяет при проведении работ по откручиванию или закручиванию охватывать крепежное соединение со всех сторон. Тем самым, накидные ключи незаменимы при работе с тугими крепежными соединениями, позволяют за счет своей формы прилагать большие усилия, чем при работе с рожковыми ключами, имеющими только две грани контакта с гайкой или болтом, что и обуславливает популярность и востребованность кольцевых ключей на рынке.
Ключи гаечные кольцевые ударные (КГКУ), или просто ударные ключи – разновидность накидных (кольцевых) гаечных ключей, одна из рабочих поверхностей которых предназначена для ударных воздействий с целью увеличения усилия при работе с тугими крепежными соединениями в случаях, когда применение длинного рычага или иные способы нежелательны либо невозможны. Ручка таких ключей выдерживает ударное воздействие без вибраций, изгибов и разрушения. Это делает такие ключи широко применимыми и востребованными, в том числе для промышленного использования.
КГШ — Ключи шарнирные для круглых гаек шлицевых
Ключ для шлицевых гаек является единственным инструментом для работы со шлицевым гаечным крепежом. Дело в том, что у круглой шлицевой гайки нет граней, как у обычной шестигранной. Вместо этого на наружной поверхности имеются специальные пазы или шлицы, в которых и фиксируется ключ. Шлицевой крепеж чаще всего используется для удержания вращающихся элементов на различных валах узлов и агрегатов механической техники, в т.ч. и для крепления подшипников в автомобилях.
КГЖ — Ключи для круглых гаек шлицевых
Ключи гаечные разводные
Разводной ключ – универсальный инструмент, исключительно широко используемый как в быту, так и в профессиональной сфере – мастерских, эксплуатационных и ремонтных организациях, хозяйственных подразделениях промышленных предприятий. Главное отличие разводного ключа от обычного рожкового – подвижность его губок, благодаря чему можно легко изменять размер между зажимами, подкрутив гайку на корпусе инструмента. Вследствие этого своего преимущества, разводной ключ способен заменить значительную часть линейки обычных рожковых ключей, что, с одной стороны, позволяет потребителю существенно сэкономить, а с другой – обеспечивает ему большее удобство при транспортировке (переноске) и хранении инструмента.
Разводные ключи используются для завинчивания и отвинчивания гаек и других резьбовых соединений, включая вентили. Сфера их применения очень широка – осуществление разного рода ремонтных и монтажных работ слесарного и сантехнического профиля, техническое обслуживание автомобилей и другой техники, бытовых технических устройств, труб и радиаторов отопления.
КТР — Ключ трубный рычажный
Ключи трубные рычажные (КТР), или газовые ключи (как разновидность при угле губок 45º) – инструмент, хорошо известный любому сантехнику, специалисту газовой службы, другим техническим специалистам. Состоит из подвижного и неподвижного рычага, объединенных в при помощи приводной части в единое целое. Принцип работы такого рычажного ключа заключается в заклинивании трубы между губками, что позволяет удерживать и проводить работы с круглыми объектами.
Выше представлены традиционно популярные виды гаечных ключей, их обозначения и описания. Существуют и другие виды ключей:
Торцевые
Шестигранные
Воротковые
Цепные (для насосно-компрессорных труб)
Трещоточные (для головок)
Динамометрические ключи (для гаек и головок)
Изолированные диэлектрические и искробезопасные
Универсальные
Всю информацию по ГОСТ у гаечных ключей можно найти по ссылке: https://enex.market/library/gost/instrument_slesarno_montazhnyy_gost/klyuchi_gaechnye_gost/
Используемая информация:
Каталог гаечных ключей на онлайн-выставке Enex: https://enex. market/catalog/Ruchnoy_instrument/klyuchi_gaechnye/.
10 различных типов ключей | Слесарь Обезьяна, Портленд
Замок и ключ являются основной причиной существования и развития системы безопасности. Ключ – важный элемент безопасности, помогающий защитить ваше имущество и транспорт от злоумышленников. Без ключа ваш замок не открыть. У каждого человека есть хотя бы один ключ в жизни. Владельцам дома, бизнеса и транспортного средства важно иметь базовые знания о ключах и их типах, доступных на рынке. На сегодняшний день существует широкий спектр различных типов замков и ключей. А вот список некоторых распространенных типов ключей, которые стоит проверить:
1.
Скелетный ключ:
Скелетный ключ имеет гладкий цилиндрический стержень с зубцами на конце. Эти ключи используются для открывания замков. Сейчас эти ключи больше не используются, и в основном хранятся как антикварная коллекция.
2.
Двухсторонний и четырехсторонний ключ:
Эти ключи чаще всего используются для домашних замков. У них либо два, либо четыре набора зубьев на конце ключа. Большинство слесарей рекомендуют четырехгранный ключ из-за его долговечности по сравнению с двумя зубьями, а также делает замок надежным и затрудняет взлом.
3.
Транспондерный ключ:
Эти ключи довольно распространены в современных автомобилях. Они оснащены микросхемой, которая специально запрограммирована на запуск конкретного автомобиля. Из-за сложной функции ключа снижается вероятность угона автомобиля. На случай, если вы потеряете свой транспондерный ключ, его трудно сделать дубликатом, и помочь может только автомобильный слесарь.
4.
Ключ с углублением:
Эти ключи имеют углубления вогнутой формы, соответствующие двум наборам штифтов внутри замка. Когда штифты выровнены внутри замка, они выглядят одинаково с каждой стороны. Поэтому их не нужно поворачивать в определенную сторону, чтобы открыть замок.
5.
Трубчатый ключ:
Трубчатый ключ также иногда называют цилиндрическим ключом. Это специально разработанные ключи с цилиндрическим стержнем, которые используются для отпирания тумблерных замков с трубчатыми штифтами. Этот ключ часто используется для кольцевых замков, велосипедов и многого другого.
6.
Ключ для навесного замка:
Навесные замки представляют собой прямоугольный замок с ключом. Эти ключи легко узнать из-за их небольшого размера, и они в основном используются для дома или офиса. Таким образом, если вы потеряете ключ от навесного замка, его можно легко скопировать из спецификаций бренда.
7.
Ключ НДС:
Автомобильные противоугонные ключи (НДС) повышают безопасность вашего автомобиля. Они действуют как обновление вашего обычного ключа, которое включает в себя добавление чипа безопасности к ключу, так что злоумышленникам будет очень сложно открыть дверь автомобиля.
8.
Магнитный ключ:
Эти типы ключей основаны на магнитах. Когда магниты выровнены правильно из-за магнитной силы, они будут создавать толчок или тягу внутри замка, следовательно, это помогает запирать и разблокировать. Это пассивный тип запорной системы, для работы которой не требуется никакой дополнительной электроники.
9. Ключ Abloy:
Ключ Abloy используется для дисковых тумблерных замков. Эти ключи набирают популярность в наши дни, потому что их невозможно взломать.
10.
Парацентрический ключ:
Эти ключи используются в особых ситуациях с высоким уровнем безопасности, например, в тюрьме. Они состоят из маленьких зубцов со странной формой лезвия и сдерживают взлом замков, так что воры не могут сбежать из тюремной камеры.
Какие ключи может изготовить слесарь?
С развитием технологий развились и решения для обеспечения безопасности, и теперь доступны различные типы современных ключей, чтобы сделать вашу собственность и транспортные средства более безопасными. Профессиональный слесарь может изготовить ключ любого типа в соответствии с вашими требованиями. От скелетного ключа до ключа поджелудочной железы, они охватывают все. Они обучены и сертифицированы для изготовления ключей с использованием правильных инструментов и оборудования. Но есть одна вещь, которую нужно иметь в виду, что в некоторых случаях они НЕ дублируют ключи по юридическим причинам.
Слесарь Обезьяна: Ваш эксперт по изготовлению ключей в Портленде:
Слесарь Обезьяна в PDX предлагает широкий выбор ключей для защиты вашей жилой недвижимости, коммерческой недвижимости и транспортных средств. Мы обязательно предоставим вам ключ, который на 100% точен и функционален. Мы являемся одним из местных слесарей в Портленде, которые предоставляют лучшие слесарные услуги в PDX по самым доступным ценам. Все наши слесари имеют высокую квалификацию, обучены и сертифицированы для выполнения любых видов слесарных работ. Если вы потеряли свой ключ, сломали его или застряли в замке, мы можем помочь вам в вашей ситуации и предоставить вам новый ключ. Если вы находитесь в чрезвычайной ситуации, не смотрите дальше, просто позвоните нам, и мы немедленно поможем вам.
Знаете ли вы, что существует 10 типов ключей?
Многие не знают, что на самом деле существует 10 типов ключей. Это не означает, что в мире всего 10 ключей, поскольку большинство слесарей могут сделать несколько типов ключей для одного замка.
Но просто для справки, давайте кратко обсудим 10 типов ключей. Это плоский ключ, гофрированный ключ, трубчатый ключ (или бочкообразный ключ), ключ с углублением, защищенный ключ и зазубренный ключ, ключ с боковой панелью, комбинированный / смешанный ключ и ключ с катушкой.
1. Плоский ключ
Плоские ключи обычно используются в старых замках, таких как штифтовые замки. Они плоские, тонкие и прямоугольные (а не цилиндрические, как штифтовые тумблерные ключи).
Прикрепляется к кольцу или цепочке для ключей, что делает его очень портативным. Большинство плоских ключей не вырезаются непосредственно у производителя, вместо этого пустой плоский ключ передается слесарям, которые создают свой собственный рисунок разрезов на лезвии для изготовления каждого отдельного ключа.
Эти типы ключей обычно используются в навесных замках, замках столов или шкафов с документами, кассовых ящиках и даже дверных замках некоторых автомобилей. Как и все ключи, плоские ключи идентифицируются по насечкам на их лезвии. Эти разрезы используются для выравнивания каждого отдельного тумблера, чтобы ключ поворачивался и открывал замок.
Существует множество вариантов плоских ключей, поэтому, прежде чем вы пойдете спрашивать у местного слесаря, сколько они берут за копирование плоского ключа, убедитесь, что у вас есть правильный тип плоского ключа. В противном случае они не смогут помочь вам с вашей копией.
2. Рифленый ключ
Гофрированные ключи, более известные как зазубренный ключ или откидной ключ, поскольку они имеют форму лопасти, используются в цилиндрических штифтовых замках (т. цилиндр замка или дверная ручка).
Он также используется в торговых автоматах, кассовых аппаратах и некоторых автомобильных замках. Их обычно можно найти на старомодных навесных замках и замках шкафов с небольшими пазами.
Эти типы замков обычно имеют один или несколько рычагов, мимо которых проходит ключ, чтобы повернуть и открыть замок. Ключ легко проходит через каждый рычаг, когда он вставляется в замочную канавку. Гофры или гребни ключа скользят в пазы замка, чтобы открыть его.
Этот тип ключа также имеет полую трубчатую форму с плоскими краями с одной стороны и закругленными краями с другой. Гофрированные ключи обычно используются в старых европейских замках или цилиндрах замков, которые имеют встроенный кулачок, который необходимо отключить, прежде чем ключ можно будет повернуть и повернуть, чтобы открыть замок.
Этот тип ключа вообще не имеет насечек, вместо этого каждая канавка выделена по глубине (или ее отсутствию) для того, чтобы ключ мог проворачиваться внутри замка. Так что если вы попытаетесь открыть рифленым ключом не тот тип замка, это не сработает.
По конструкции рифленые ключи могут быть изготовлены из металла или пластика. У них обычно есть отверстие наверху для брелка или для пропуска через кольцо.
3. Трубчатый ключ (или цилиндрический ключ)
Трубчатые ключи также известны как цилиндрические ключи. Он тонкий, короткий и имеет круглые канавки по окружности. Эти типы ключей раньше были популярны в старых штифтовых замках, но в настоящее время их обычно можно найти только в торговых автоматах.
Они также обычно используются в навесных замках, но также могут использоваться в некоторых типах автомобильных замков и даже в замках шкафов. Трубчатые ключи также известны как бочкообразные ключи, потому что они напоминают трубчатую или бочкообразную форму с канавками по краям, которые соответствуют тумблерам внутри штифтовых тумблерных замков.
Этот тип ключа отличается ровно 10 канавками по бокам. Подобно плоским ключам, этот тип ключа не может повернуться, если он вставлен в замок неправильного типа.
Этот тип ключа выдается слесарям, которые создают собственный рисунок разрезов на лезвии для изготовления каждого отдельного ключа. Вот почему иногда вы видите два ключа для одного замка, которые не выглядят так, как будто они совпадают. Как и плоский ключ, трубчатый ключ изготавливается из заготовки, которая еще не вырезана.
Слесарь должен будет решить, какие разрезы использовать, чтобы лезвие повернулось и открыло замок. Это также известно как связывание порезов.
Важно отметить, что когда вы нарезаете свой собственный ключ, вы должны помнить, что когда вы делаете свои вырезы глубже (или мельче), вы изменяете «глубину» ключа и соответствующее размещение каждой отдельной выемки и резать.
4. Защищенный ключ
Защищенные ключи также известны как отмычки, потому что они напоминают скелет по форме. Они обычно находятся в евроцилиндрах и использовались в древние времена, чтобы открывать деревянные двери, когда никого не было рядом, чтобы открыть их.
Эти типы ключей имеют плоское основание и выемки, образующие щитки, представляющие собой небольшие выступы в верхней части ключа. Кривизна защищена от точки поворота, поэтому их невозможно повернуть в замке, для которого они предназначены.
Каждая проекция называется палатой; те, мимо которых скользит ключ, и те, которые блокируют поворот ключа в замке. Поскольку защищенные ключи можно использовать для открытия дверей любого типа, они также известны как ключи-отмычки, поскольку по форме напоминают скелет.
Их иногда также называют церковными ключами, потому что люди использовали их, чтобы войти в церковные здания поздно ночью, когда они были заперты. Вы можете легко определить защищённый ключ по его тонкому плоскому основанию и выступам, выступающим наружу под углом 90 градусов.
Лезвие этого типа ключа обычно не имеет канавок посередине, поэтому разрезы практически незаметны глазу. В прежние времена ключи от оберегов обычно изготавливались из железа или латуни, но сегодня вы редко найдете их, потому что большинство традиционных замков теперь заменены более надежными запирающими устройствами.
Совет слесаря-эксперта. Многие ключи от оберегов теперь являются предметами коллекционирования, поэтому, если вы думаете, что нашли их, проверьте, старые они или нет, прежде чем продавать их через Интернет.
5. Ключ с углублением
Ключ с углублением мало чем отличается от плоского ключа, поскольку они имеют точно такую же форму. Разница в том, что клавиши с ямочками имеют небольшое углубление или ямочку. Они используются специально для автомобилей, а иногда и в торговых автоматах.
Они также известны как кнопки, удары или точки. Эти типы ключей предназначены для открытия определенных дверных замков, которые имеют подпружиненный штифт, который можно нажать, чтобы открыть замок.
Разница между этим ключом и трубчатым ключом заключается в том, что эти типы ключей имеют выемку или углубление на лезвии, что соответствует приводу в форме кнопки на самом замке.
6. Ключ боковой панели
Ключи боковой панели используются в основном в сейфах и хранилищах с высоким уровнем безопасности. Они предназначены только для замка с одной стороны (следовательно, боковой панели) сейфа или хранилища.
В отличие от других ключей, которые могут входить в шпоночный паз в обе стороны, потому что у них нет штифтов, которые опускались бы в нужное положение.
Этот тип ключа имеет специальную боковую панель, которая позволяет вставлять и поворачивать его только в одну сторону. Вот почему такой ключ не может войти в замок неправильного типа.
7. Двусторонний ключ
Если вам интересно, почему некоторые ключи имеют две пружины, то это потому, что они двусторонние (также называемые бородками). Их можно использовать в большом количестве замков, что и делает их такими популярными.
Основным недостатком двусторонних ключей является то, что вы не можете использовать их в замках, для которых требуется боковой ключ, например, в сейфах и хранилищах с высокой степенью защиты.
Двусторонние ключи в наши дни являются наиболее распространенным типом ключей, потому что их можно использовать в большом количестве замков, что и делает их такими популярными.
8. Комбинированный/комбинированный ключ
Комбинированный ключ аналогичен обычному двустороннему ключу, с помощью которого вы открываете дверь и выполняете другие действия, например включаете электроприбор или управляете какой-либо другой частью дома. . Разница в том, что прорези находятся не в тех местах, чтобы их можно было вставить в стандартный замок.
Используется для управления различными типами замков. Комбинированные ключи также иногда называют замками с ключом в ручке, потому что они могут использоваться в замке с ручкой для работы при применении правильной комбинации.
Один из способов обнаружить смешанный ключ — посмотреть на плоский край ключа. Отличие этого ключа от обычного двустороннего в том, что он имеет насечки в разных местах. Комбинированный или смешанный ключ может иметь несколько типов канавок, насечек и глубины насечки, потому что они используются для работы с разными типами замков.
Эти типы ключей предназначены для всех типов замков, потому что прорези расположены не в том месте, чтобы они могли входить в стандартный паз. Вот почему их также называют универсальными ключами.
9. Зазубренный ключ
Зазубренный ключ — это двусторонний ключ неправильной формы, который позволяет поворачивать замок в любую сторону, даже если этот тип ключа не имеет подходящего бита для нужной функции.
Что делает его уникальным, так это то, что, несмотря на его внешний вид, он может открыть определенный замок, двигаясь в обоих направлениях, пока замок не откроется. Зубья зазубренного ключа расположены под разными углами и на разных глубинах, чтобы пользователь мог взять его и вставить в замки разных типов.
Ключи с зазубринами также иногда называют ключами-скелетами, ключами-скребками или ключами-молниями. Зубья на зазубренных ключах расположены под разными углами и на разной глубине, чтобы их можно было брать и вставлять в разные типы замков.
Этот тип ключа сконструирован таким образом, что его можно использовать в замках любого типа, поэтому их также называют универсальными ключами. Зазубренные ключи также иногда называют ключами-скелетами, скрабами или ключами-молниями из-за их уникальной формы.
10. Ключ для катушки
Ключ с катушкой, также известный как тарельчатый тумблерный ключ, представляет собой тип ключа, который имеет лезвие продолговатой формы с насечками по бокам, чтобы его можно было вставить в катушку (внутри) замка.
Самостоятельное изготовление самоделок из двигателя от стиральной машины не потребует особых навыков
Главная » Стиральная машина
Рано или поздно вещи ломаются и чинить их уже не имеет смысла. Стиральная машина один из таких домашних атрибутов, которые приходят в негодность и потом отправляются на свалку. В лучшем случае такой агрегат стоит у кого-то в гараже или на даче, в расчёте, что когда-нибудь пригодится. Самыми ценными в стиралке являются корпус и мотор. Эти главные составляющие агрегата могут сослужить службу ещё не раз, если с умом подойти к вопросу их применения.
Умельцами стиралки переделываются на всякие полезные и нужные вещи в хозяйстве. Казалось бы, на этом стоило поставить точку, так как не все умеют мастерить и не прислушаются к совету. На самом деле своими руками сделать что-то полезное по силам каждому. А для этого разберёмся как быть дальше и что можно сделать из старой стиральной машины.
Содержание
Самоделки из двигателя от стиральной машины
Что можно сделать из стиральной машины
Дверца бак от стиральной машины
Мангал из стиральной машины своими руками
Коптильня из стиральной машины своими руками
Перосъёмная машина
Самоделки из двигателя от стиральной машины
Даже человек несведущий в технике первое своё внимание обращает на двигатель. Автомобилистам в гараже всегда нужен точильный или сверлильный станочек. Да и дома время от времени нужно подточить нож. Моторчик от машинки вполне справляется с возложенной на него задачей.
Точильный станочек необязательно должен быть мощным. Для своих нужд хватает той мощности, которая заложена производителем в оставшийся от стиральной машины двигатель.
Чтобы сделать точильный станок, предстоит посмотреть видео и записать очерёдность операций по изготовлению нового полезного аппарата.
Основным моментом является проблематичность крепления на валу точильного диска. Толщина вала и отверстие в камне разного диаметра. Придётся делать какой-то переходник и крепить его на валу. Проще всего подобрать обрезок трубы и запрессовать его или прикрепить прижимными болтами. Длина такой трубы не должна превышать 20 сантиметров. На свободном краю трубы нарезается резьба. Длина резьбы составляет толщину точильного камня, плюс толщину гаек с шайбами с обеих сторон.
Вторым этапом является закрепление двигателя на подставке. Мотор сам по себе круглый и его надо закрепить так чтобы не пришлось держать руками во время работы. На корпусе объекта переделки есть некоторые крепления. Надо будет подумать, в зависимости от этих креплений, как лучше всего его прикрепить. Может быть, лучше будет сначала прикрутить уголки, а через них закрепить на том месте, где станочек будет находиться. Если станочек будет переносной, должна быть площадка, если стационарный, достаточно укрепить на столе.
Подключение к электрической сети. Этот этап применения старого мотора, возможно, лучше было сделать в первую очередь. Если есть полная уверенность в том, что аппарат рабочий, тогда омметром замеряем выходы проводов. Один из них должен показать 12 Ом или около того. Этот провод является рабочим выходом. После подключения к сети можно проверять. Маловероятно, что всё заработает сразу. Дело в том, что нужен пускатель. Обычно ставят конденсатор большой ёмкости, но в этом надо разбираться. Так как мы делаем всё своими руками и насколько возможно проще, то достаточно будет крутануть за наждак. Пусковой момент создан. Мотор заработал.
Большинство людей, делая что-то самостоятельно, пренебрегают мерами безопасности. Тот же кто беспокоится о надёжности, сделает и защиту корпуса. Особенно понадобится защита там, где есть открытые провода и видна обмотка. Также не помешает ограничитель для наждачного круга и упорное устройство для точения ножей и прочих инструментов.
Вариантов применения двигателя от стиральной машинки множество. Помимо точила, это может быть:
сверлильный станочек;
газонокосилка;
генератор;
гончарный круг;
дровокол.
Рассматривая каждый из вариантов, следует сразу же отмести газонокосилку и дровокол. Эти два устройства требуют инженерного образования.
Самостоятельное создание таких вещей из б/у двигателя непрофессионалами можно сравнить с повторным изобретением велосипеда — ничего толкового не выйдет.
Сверлильный и токарный станки делаются по принципу точильного. Отличие в том что для них понадобятся дополнительные упоры и изготовление станины. Вал точно так же придётся переделывать, но только вместо наждачного круга будет крепиться зажимной патрон.
Что касается гончарного круга, то, по своей сути, это аналог точила. Только здесь двигатель закреплён вертикально.
Что можно сделать из стиральной машины
Применение старой стиралке всегда можно найти, даже если не нужны всякие станочки, косилки, бетономешалки. Разобрав машинку автомат на составные части, появляется возможность создать даже несколько вещей одновременно.
Дверца бак от стиральной машины
Сама по себе крышка от барабана уже многого стоит. Вырезанная с частью передней стенки, дверца прекрасно впишется где-нибудь в бане, погребе или даже в собачьей будке.
Бак от стиралки сделан из нержавеющей стали. Этим он уже изначально подписал себе приговор на то, что будет переделан под любую вещь.
Мангал из стиральной машины своими руками
Кто придумал использовать барабан как устройство приготовления шашлыков история умалчивает. Но сегодня самое распространённое и простое, что можно сделать своими руками из машины для стирки белья — это мангал. Происходит это так:
бак вытаскивается из корпуса;
к нему прикручиваются металлические ножки, в качестве которых используются любые трубки, уголки, швеллер;
внутрь новоявленного мангала закладываем дрова (уголь), а сверху кладём шампуры или решётку барбекю.
Возьмите на заметку мангал из барабана стиральной машины. Хорошая шашлычница в магазине стоит дорого. А тут есть возможность изготовить её из уже ненужных вещей. Кстати, если бак разделить на две части, то получится даже две шашлычницы. Такие можно брать с собой на природу, тем у кого нет дачи.
Вторым по простоте является изготовление абажура или пуфа. Для пуфа вырезается круг из ДСП для крышки, и к нему крепится подушка. Ко дну прикручиваются колёсики. У абажура наоборот: вырезается дно и на его место прикручивается текстолитовый круг с отверстием для крепления патрона. Бак же подвешивается на трёх-четырёх тросиках к потолку.
Коптильня из стиральной машины своими руками
Сделать коптильню из бака нетрудно. Главным элементом в этом случае выступает большая старая кастрюля, в которую полностью входит бак.
Если кастрюли нет, а производство уж очень хочется наладить, придётся купить подходящую. На дно кастрюли устанавливается самодельная решётка на ножках. На решётку ставится бак.
В промежуток между баком и дном кастрюли засыпаются ольховые (берёзовые, буковые) опилки. Сверху бак также прикрываем решёткой, на которой на крючках подвешивают продукты копчения. Коптильню устанавливают подальше от жилых помещений и горючих материалов.
Перосъёмная машина
Для такой самоделки подойдёт корпус стиральной машины. Это устройство понадобится тем, кто разводит в своём хозяйстве птиц. Снимать с тушек вручную перья утомительно, поэтому народ и придумывает себе в помощь всякие устройства.
Чтобы сделать перосъёмную машину своими руками, понадобится бак, на дне которого устанавливается металлический диск.
Диск должен быть немного меньше бака по диаметру и толщиной от трёх миллиметров. В диске сверлятся отверстия, в которые ставятся так называемые пальцы из резины.
Диск должен вращаться, поэтому он соединяется с валом мотора.
Пальцы придётся покупать. Если будет несколько видов птиц, то и диаметр пальцев будет разным. Пальцы втыкаются в отверстия диска и в стенки бака. Нужно примерно 130 пальцев, из расчёта через каждые три сантиметра. Мотор оставляем так же, как он был подключенным к баку. Ошпаренную птицу держат за ноги и опускают во включенную машинку.
Что ещё можно сделать своими руками используя барабан, корпус или мотор подскажет видео в интернете. Там достаточно поделок на любой вкус.
0
Понравилась статья? Поделиться с друзьями:
Двигатель для сверлильного станка
Золотые поставщики — это компании, прошедшие предварительную проверку качества. Проверки на месте были проведены Alibaba. Двигатель переменного тока. Сортировать по : Лучшее соответствие. Лучшее соответствие Уровень сделки Скорость отклика.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Настольный сверлильный станок OPTIdrill D 23Pro (380 В)
Электродвигатели для сверлильных машин
Как сделать станок из двигателя от стиральной машины
Буратор. Сверлильный станок для печатных плат
Двигатель от принтера для сверлильного станка
Двигатель для сверлильного станка TBM 220
Сверлильный станок хочу. Что народ посоветует?
Сверлильный станок с двигателем от стиральной машинки своими руками
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Сверлильный all-audio.proываем мотор от стиральной машинки.
Настольный сверлильный станок OPTIdrill D 23Pro (380 В)
Введите электронную почту и получайте письма с новыми самоделками. Не более одного письма в день. Войти Чужой компьютер. В гостях у Самоделкина! Сверлильный станок с двигателем от стиральной машинки своими руками. Доставка новых самоделок на почту Получайте на почту подборку новых самоделок. Никакого спама, только полезные идеи! Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь. Подробнее Предыдущая самоделка Листогибочный станок своими руками Следующая самоделка Ручной станок для заточки пил.
Итоговая оценка: 6. Подходит к самоделке. Цена: Беспроводная система управления на Мгц AliExpress. Мини мотор со встроенным редуктором AliExpress. Похожие самоделки. Заточной станок с двигателем от стиральной машинки своими руками. Сверлильный станок из двигателя от стиралки и ручной дрели. Листогибочный станок своими руками. Циркулярная пила из двигателя от стиральной машины автомат. Популярные самоделки.
Многофункциональное гибочное приспособление с четырьмя радиусами из тормозного диска. Миниатюрная и простая катушка Тесла своими руками. Диск по металлу на бензотриммер без переделок. Добавить комментарий. Ответить Цитировать Жалоба. Тоже сейчас думаю над «сверлилкой» Поэтому статья заинтересовала Рассматривал такой мотор. Но думал сделать трансмиссию посредством пары многоступеньчатых шкивов. Ведь понижая обороты шкивами, мы увеличиваем крутящий момент А в Вашем случае есть одна существенная ошибка Если в моторе установлены унифицированные подшипники, то замените их на радиально-упорные.
Ведь, радиальные не рассчитаны на значительную осевую нагрузку!!! Привет, Гость! Зарегистрируйтесь Или войдите на сайт, если уже зарегистрированы Войти Добавьте самоделку Добавьте тему. Онлайн чат Открыть чат. Последние комментарии Все комментарии. Самые комментируемые. Делаем из бензинового авто — электромобиль. Фильтр сетевой наводки 50 Гц. Новые самоделки на почту.
Электродвигатели для сверлильных машин
К сверлильным станкам общего назначения относятся вертикально-сверлильные и радиально-сверлильные. В крупносерийном и массовом производстве применяются агрегатные и многошпиндельные сверлильные станки. Расточные станки предназначены для обработки крупных деталей и имеют, обычно, горизонтальное исполнение. Электрооборудование сверлильных станков.
Шильдики для сверлильных станков 2М, НСА. Инструменты» . двигатель all-audio.proов с редуктором для сверлильного станка.
Как сделать станок из двигателя от стиральной машины
Давно хотел замиеть сверлильный станок в гараж. Думал делать самостоятельно но, по случаю, купил не дорого вот такую штуку:. Полный размер слева. Полный размер справа Имя этому чуду НС12М. Полный размер Роданая табличка плохо читается. Полный размер Подобная табличка из интернета. После чего был полностью разобран, почищен, промыт и покрашен. Полный размер стол.
Буратор. Сверлильный станок для печатных плат
Показано с 1 по 8 из 8. Где найти двигатель для сверлильного станка? Достался тут сверлильный станок. Советский еще, учебный, но довольно серьезный, здоровый. Проблема в том, что у него нет двигателя и не очень-то понятно, как он там крепился.
Чтобы авторизоваться, нажмите на эту ссылку после авторизации вы вернетесь на эту же страницу. Если Вы зарегистрированы, но забыли пароль, Вы можете его запросить.
Двигатель от принтера для сверлильного станка
Привет, это первый пост тут и в нём я бы хотел рассказать о том как я сделал сверлильный станок своими руками :. Как то прохладным весенним вечером я решил что мне необходим сверлильный станок для различных поделок. Каждый раз доставать дрель, а потом еще и искать сверла для того чтобы проделать одно-два отверстия, а потом убирать все обратно?.. Нужно было действовать! И я начал рисовать эскиз..
Двигатель для сверлильного станка TBM 220
Чаще всего для сверлильных работ применяются обычные дрели, так как работы по сверловке особой сложностью не отличаются. Поэтому сверлильные станки в большинстве случаев домашним мастерам не нужны. Особенно популярны такие агрегаты среди радиолюбителей. Однако и те, кто достаточно часто занимается ремонтными работами, могут быть заинтересованы в сверлильном устройстве. Покупать промышленные станки для сверления и применения их в быту дорого. Решить проблему можно достаточно просто. Для этого нужно только изготовить сверлильный станок своими руками. Нередко возникают ситуации, при которых ручная или электрическая дрель не способна выполнить поставленную задачу.
Электродвигатель для сверлильных машин DIAM CSN 2 · Электродвигатель для сверлильных машин DIAM CSN
Сверлильный станок хочу.
Что народ посоветует?
Официальный импортер в Украину. Все значения отображаются на дисплее устройства цифровой индикации. Для противостояния возникающим вибрациям, сверлильный станок OPTIdrill B 34H Vario имеет очень прочную и тяжелую конструкцию, состоящую из чугунного основания и толстостенной жесткой колонны. Сверлильный станок оснащен автоматическим режимом работы — это означает, что в момент начала движения пиноли вперед, включается электродвигатель, а при возвратном движении пиноли, электродвигатель выключается при достижении начального положения.
Сверлильный станок с двигателем от стиральной машинки своими руками
Чтобы изготовить самодельный сверлильный станок, который идеально подойдет для домашней мастерской, потребуются профильные трубы и другие доступные материалы. В первую очередь необходимо изготовить основание для вертикальной стойки станка — для этого свариваем каркас из профиля 60х60 мм прямоугольной формы. Сверху металлокаркаса привариваем стальной лист толщиной 4—6 мм, который предварительно нужно обрезать по размеру, чтобы он не выступал за края профиля. Места швов зачищаем при помощи болгарки. Далее делаем вертикальную стойку — для этого отрезаем профильную трубу с размерами стенок 60х60 мм длиной 65 см.
Все характеристики. Популярность и востребованность модели OPTIdrill B 23Pro, подтолкнула немецких инженеров предложить своему потребителю усовершенствованную модель промышленного настольного сверлильного станка OPTIdrill D 23Pro В с клиноременным приводом и функцией ограничения глубины сверления.
В этой статье мы поделимся с вами разработанным нами станком для сверления печатных плат и выложим все материалы, необходимые для самостоятельного изготовления этого станка. Все что понадобится, это распечатать детали на 3D-принтере, порезать фанеру лазером и закупить некоторые стандартные комплектующие. В основе конструкции довольно мощный 12ти вольтовый двигатель из Китая. В комплекте с двигателем они продают еще патрон, ключ и десяток сверел разного диаметра. Большинство радиолюбителей просто покупают эти двигатели и сверлят платы удерживая инструмент в руках. Мы решили пойти дальше и на его основе сделать полноценный станок с открытыми чертежами для самостоятельного изготовления.
Чтобы авторизоваться, нажмите на эту ссылку после авторизации вы вернетесь на эту же страницу. Если Вы зарегистрированы, но забыли пароль, Вы можете его запросить. Продажа авто, мото Вместе с Авто.
Можете ли вы построить ЧПУ промышленного класса, используя только ресурсы DIY?
по:
Дэйв Раунтри
[FloweringElbow], также известный как [Bongo] на YouTube, определенно пытается это сделать, и мы считаем, что он победитель! Эта эпическая сборка планшета с ЧПУ (видео, встроенное ниже) начинается с подержанной конструкционной двутавровой балки, с приваренными опорами двутавровой балки, литыми алюминиевыми боковыми пластинами и большим количеством бетона, чтобы получить прочную и, что важно, тяжелую конструкцию.
Идеальный станок должен быть как можно более жестким и тяжелым, чтобы гасить вибрации, вызванные резкой на высокой скорости, или силы, возникающие при резке более твердых материалов, поэтому чем больше, тем лучше. Для конструкции рамы сталь довольно прочная, а масса конструкции дает ей дополнительное демпфирование, но для противодействия дополнительному скручиванию понадобилась триангуляция. Он сварил предварительно нагретую раму отрезками длиной в дюйм, чтобы ограничить тепло, передаваемое металлу, и свести к минимуму последующую деформацию. [Bongo] использовал хакерское средство снятия напряжения с вибрации (VSR), состоящее из двигателя стиральной машины и эксцентрикового груза, прикрепленного к раме, с обратной связью от приложения для мобильного телефона, чтобы найти резонансные частоты. На канале есть и другие видео, посвященные этой теме таких техник снятия стресса.
Достаточно точный, чтобы разрезать винил с клейкой основой на половину толщины!
Когда пришло время добавить еще больше массы, был сделан грунтовочный слой из смеси связующей эпоксидной смолы и мелкозернистого песка, предназначенный для нескользких полов. В бетонной смеси использовался портландцемент, пуццолан (кремнезем), поликарбоксилатный суперпластификатор и нити из стекловолокна 1/2″. Во вторую смесь добавлен щебень для дополнительной массы. Хитрый трюк заключался в том, чтобы сделать ручной виброуплотнитель из пластины, приваренной к концу старого бурового долота, установленного в перфораторе SDS.
После того, как рама была перевернута вверх (при этом перегруженный подъемник рухнул), необходимо было выровнять верхнюю поверхность, чтобы принять линейные рельсы. Это было сделано с использованием очень жидкой, самовыравнивающейся эпоксидной смолы, и проверено путем протока воды. Как только поверхности эпоксидной смолы стали достаточно плоскими и копланарными (и сильно соскоблили позже), были прикреплены линейные направляющие после создания некоторых эпоксидных выступов, с которыми они могли бы упираться встык. Торцевые пластины для крепления ходовых винтов оси Y были добавлены путем прикручивания болтами к раме с эпоксидной смолой с добавлением песка между ними.
В этом видео конструкция портала была пропущена (но вы можете увидеть это здесь), и после установки быстрый тест показал, что машина жизнеспособна. Одна любопытная задача заключалась в том, чтобы сделать свою собственную кабельную цепь из слоя на самой машине, а не покупать что-то дорогое в готовом виде. Почему бы и нет? После того, как машина заработала достаточно хорошо, чтобы фрезеровать плоский лист стали до приятной отражающей поверхности, ее использовали для установки самодельного ножа для вырезания фигур из винила, поэтому он обладает точностью. Нам понравилось видеть контроллер XBox, используемый для ручного управления машиной! Так много всего можно увидеть в этой сборке и других связанных видео, мы считаем, что этот канал стоит посмотреть!
Мы много раз показывали сборки с ЧПУ, есть сборки для любых ваших потребностей и бюджета, но это хорошая отправная точка для сборки машины, достаточно хорошей для создания необходимых вам инструментов. Если у вас нет под рукой источника структурной двутавровой балки, вы можете сделать что-то вполне подходящее из дерева, и если вы хотите попробовать 3D-печать коленной мельницы, у нас есть и это.
Posted in cnc hacksTagged Планшет с ЧПУ, бетон, двутавр, металл
Резка своими руками из стиральной машины
Настоящие садоводы и огородники знают толк в таких приспособлениях, как травокосилки и измельчители. Это не единственное устройство, которое есть у таких людей в хозяйстве.
Купить все полезные устройства не всегда возможно, поэтому люди придумывают всевозможные способы их изготовления своими руками. И сегодня мы расскажем, как сделать косилку для травы из старой стиральной машины.
Готовим детали и инструмент
Для того чтобы определить, что нужно для изготовления измельчителя травы своими руками, необходимо хорошо представлять его устройство. На самом деле ничего сложного в этом нет. Что-то вроде измельчителя или измельчителя соломы напоминает кухонный комбайн. К его основным узлам относятся:
вал с вращающимися на нем ножами;
электродвигатель
;
контейнер для измельчения;
приемный бак;
электрический кабель;
рама
.
Исходя из конструкции устройства, три в одном: измельчитель, измельчитель соломы, траворез, подготовим необходимые материалы. Попробуйте использовать подручные материалы и инструменты. Итак, необходимо подготовить:
металлический бак от советской стиральной машины, например от машины Ока, в качестве контейнера можно использовать корпус от пылесоса Тайфун;
двигатель от стиральной машины на 180 ватт, можно и больше;
старая ножовка для изготовления ножей, можно взять готовый дисковый нож;
При выборе двигателя обратите внимание на его мощность. Маломощный двигатель можно использовать только для стрижки травы или соломы, а вот сделать измельчитель крупных веток своими руками из него не получится.
Чтобы своими руками сделать измельчитель, способный перерабатывать ветки толщиной более 5 мм, умельцы предлагают выбирать бензиновый двигатель не от стиральной машины. Такой двигатель намного мощнее.
Собираем корпус
Изготовление косилки своими руками начнем с верхнего контейнера, в который сбрасывается трава. И в котором он будет раздавлен. Для этого корпус от стиральной машины необходимо обрезать по высоте, тем самым сделать его более удобным. На нижней стороне в корпусе делаем прямоугольное отверстие размером примерно 20х7 см, чтобы ножи располагались чуть выше отверстия, ну или на одном уровне с ним.
Вокруг отверстия нужно сделать кожух из металлической пластины. Кожух предотвратит разлетание травы во всех направлениях. Крепить кожух можно на болты. Далее будем делать подставку из металлического уголка методом сварки. Его высота будет зависеть от того, что вы будете подставлять под силос. Если таз, то можно обойтись низкой стойкой, если ковшом, то надо повыше.
Что касается двигателя, то на его валу сначала нужно сделать два отверстия диаметром около 7 мм с помощью дрели. Затем на вал надевается втулка с отверстиями и с резьбой на конце и фиксируется на болтах своими руками.
Втулку придется заказывать заранее у токаря, если вы не можете выточить ее самостоятельно на токарном станке. Его длина должна быть не менее 50 мм.
Теперь нужно закрепить двигатель на днище бака с помощью шпилек. Затем наденьте на вал ножи, вырезанные и заточенные особым образом, и тщательно зафиксируйте их гайками, например, водопроводных труб диаметром 32 мм. Ножи не должны касаться стенок контейнера. Далее контейнер вместе с двигателем жестко крепится к стойке сваркой. Конструкция должна быть надежной. Опору под измельчитель веток и травы можно обшить металлическим листом, но предварительно подсоединить спусковой крючок и электрический провод к двигателю.
Подключаем двигатель
Подключение двигателя к электрокабелю начинается с поиска пусковой и рабочей обмоток самого двигателя. Делается это с помощью тестера. Сопротивление рабочей обмотки меньше пускового сопротивления. Когда контакты найдены, можно подключаться. Делается это следующим образом:
один конец пусковой обмотки подключается к проводу от пусковой кнопки;
второй конец соединяется с кабелем и рабочей обмоткой;
второй конец рабочей обмотки подключается к кабелю и проводу от пусковой кнопки.
На схеме показано это соединение.
При работе с самодельным измельчителем веток помните следующие правила:
не кладите слишком много соломы или травы;
не кладите в измельчитель сырые ветки и солому, механизм может заклинить;
соблюдайте технику безопасности при работе с прибором, чтобы не нанести вред своему здоровью!
Итак, простейшая тяпка или соломорезка из подручных деталей готова.
Фитинги, трубопроводная и запорная арматура из нержавеющей стали
Марки нержавеющих сталей по AISI, ГОСТ. Таблица соответствия DIN, SMS, ISO, ГОСТ. Химический состав нержавеющей стали EN, AISI, ASTM
Марки нержавеющих сталей по AISI
Самые распространенные марки стали по AISI и область их применения
AISI 304
Самая распространенная марка стали в повседневной жизни. Применяется в изготовлении мебели, конструкций, предметов интерьера, декора, в оборудовании для пищевой и фармацевтической промышленности, в машиностроении и строительстве.
AISI 321
Данная марка чаще всего применяется в трубопроводах работающих под давлением: трубы, детали трубопроводов, тройники, отводы, фланцы, переходы, запорная арматура, теплообменники, коллектора.
AISI316
Элементы и детали трубопроводов, и конструкций работающих в средах с повышенным содержанием щелочей, растворов солей и кислот. Все установки и агрегаты, расположенные в условиях повышенных агрессивных сред.
Марки нержавеющих сталей по ГОСТ
08Х18Н10
Рекомендуется для изготовления сварных изделий, работающих в средах менее высокой агрессивности, чем сталь марок 12Х18Н10Т и 12Х18Н12Т. Сталь обладает пониженной сопротивляемостью межкристаллитной коррозии по сравнению со сталью 12Х18Н10Т и 12Х18Н12Т. Трубы, детали трубопроводов и арматуры, теплообменники, муфели, реторты, патрубки, коллекторы выхлопных систем, сварные аппараты и сосуды химического машиностроения
10Х17Н13М2Т
Рекомендуется для изготовления сварных конструкций, работающих в условиях действия кипящей фосфорной, серной, 10% уксусной кислоты и сернокислых средах. Аппараты и сосуды, работающие в средах повышенной агрессивности. Лопатки газодувки, штампуемые из листовой стали, заклепки, изготавливаемые методом горячей высадки, поковки дисков, покрышек, валов и других деталей компрессорных машин, детали турбин.
12Х18Н10Т
Детали и узлы основного оборудования и трубопроводов АЭУ с водяным теплоносителем. Лопатки, трубы и другие детали энергетического машиностроения, работающие при температуре до +600 °С. Сварные аппараты и сосуды, работающие в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей; днища адсорбера, регенераторы, теплообменники и др. Корпуса и другие детали, работающие под давлением при температуре от -196 °С до +600 °С, а при наличии агрессивных сред — до +350 °С.
Нержавеющая сталь
Нержавеющая сталь – это коррозионностойкая сталь , разновидность легированной стали, устойчивая к коррозии в атмосфере и агрессивных средах за счет содержания хрома – 12% и более. На рынке представлены различные марки нержавеющих сталей. Самые распространенные марки стали AISI 304, AISI316 и AISI 321.
AISI304 (08Х18Н10) Самая распространенная и самая востребованная марка стали. Сталь этой марки применяют во многих отраслях промышленности.Также данную марку применяют в пищевой, химической и фармацевтической промышленности. Она хорошо обрабатывается и имеет хорошие показатели коррозионной стойкости.
AISI316 (10Х17Н13М2) Нержавеющая сталь этой марки имеет более высокие показатели коррозионной стойкости к агрессивным средам. Эту марку применяют в тех отраслях промышленности, где применение AISI 304 не возможно. Данную марку чаще применяют на предприятиях химической промышленности, где используются щелочи и кислоты.
AISI321 (12Х18Н10Т) Сталь этой марке также имеет хорошие показатели по коррозионной стойкости. Также хорошо обрабатывается и поддается сварке, как и предыдущие две. Чаще всего эту марку стали применяют в изделиях, к которым предъявляются более высокие требования по механическим свойствам и жаропрочности.
Таблица соответствия DIN, SMS, ISO, ГОСТ
Таблица соответствия DIN, SMS, ISO, ГОСТ
Стандарт
DIN
SMS
ISO
ГОСТ
Условный диаметр, дюйм
Условный диаметр (DN, Ду), мм
Наружный диаметр, мм
Наружный диаметр, мм
Наружный диаметр, мм
Наружный диаметр, мм
1 / 8″
5
10. 3
6
1 / 4″
8
6.35
13.7
8
3 / 8″
10
12 (13)
9.54
17.1
10
1 / 2″
15
18 (19)
12.7
21.3
14
3 / 4″
20
22 (23)
19.05
26.9
18
1″
25
28 (29)
25
33.7
25
1 1 / 4″
32
34 (35)
31.75
42.4
38
1 1 / 2″
40
40 (43)
38
48.3
45
2″
50
52 (53)
50.8
60.3
57
2 1 / 2″
65
70
63. 5
76.1
76
3″
80
85 (84)
76.1
88.9
89
4″
100
104
101.6
114.3
108
5″
125
129
129
139.7
133
6″
150
154
154
168.3
159
8″
200
204
204
219.1
219
10″
250
254
254
273
273
12″
300
323.9
325
14″
350
355.6
377
16″
400
406. 4
426
20″
500
508
530
24″
600
609.6
630
28″
700
711.2
730
32″
800
812
820
Химический состав нержавеющей стали EN, AISI, ASTM
Вид стали
Марка стали по EN
Марка стали по AISI/ASTM
Обозначение
Химический состав стали
стали
C
Si
Mn
P max
S
N
Cr
Mo
Ni
Аустенитная сталь
1. 4301
304
X5CrNi18-10
≤0,07
≤1,00
≤2,00
0.045
≤0,015(2)
≤0,11
17,50 — 19,50
8,00 — 10,50
Аустенитная сталь
1.4541
321
X6CrNiTi18-10
≤0,08
≤1,00
≤2,00
0.045
≤0,015(2)
17,00 — 19,00
9,00 — 12,0
Аустенитная сталь
1.4401
316
X5CrNiMo17-12-2
≤0,07
≤1,00
≤2,00
0.045
≤0,015(2)
≤0,11
16,50 — 18,50
2,00 — 2,50
10,00 — 13,00
Марки нержавеющих сталей импортных и отечественных
Марки нержавеющих сталей
Импортные марки
Отечественные марки
Нержавеющая сталь AISI 304, 304L, Deco
Универсальная нержавеющая сталь, которая нашла свое применение практически во всех отраслях промышленности – пищевой, фармацевтической, химической, нефтеперерабатывающей и т. д. Нержавеющая сталь отличается превосходными антикоррозийными свойствами, высокой твердостью и упругостью, повышенной жаростойкостью и простотой обработки. Подробнее…
12Х18Н10Т Пищевая нержавеющая сталь
Пищевая нержавеющая сталь успешно применяется во многих отраслях промышленности, в первую очередь это химическая, фармацевтическая и пищевая. Сталь этой марки используется при производстве трубопроводов, сварных аппаратов и сосудов. Подробнее…
Нержавеющая сталь AISI 321, 321H
Данная сталь отличается повышенной жаропрочностью и жаростойкостью, поэтому эксплуатация изделий из этой стали возможна даже при очень высоких температурах. Она подходит для производства сварных труб, коллекторов выхлопной системы, теплообменников и т.д. Подробнее…
20Х23Н18 Сталь жаропрочная высоколегированная
Высоколегированная сталь отличается превосходной жаропрочностью за счет своих механических свойств, поэтому она успешно используется при производстве деталей, эксплуатируемых при высоких температурах – до +1100 °С. Подробнее…
Нержавеющая сталь AISI 430
Низкоуглеродистая нержавеющая сталь, которая является одной наиболее распространенных благодаря своим отличным механическим свойствам, а главное, доступной цене. Очень часто используется в машиностроении, при производстве отдельных деталей бытовой техники и кухонной утвари. Подробнее…
Нержавеющая кислотостойкая жаростойкая сталь по своим характеристикам многократно превосходит любые другие марки стали. Отличные антикоррозийные свойства и жаростойкость позволяют использовать детали из этой стали в агрессивных средах при температуре до +600 °С. Подробнее…
Нержавеющая сталь AISI 316, 316L, 316Ti
Нержавеющая сталь отличается превосходными антикоррозийными свойствами, благодаря содержанию молибдена и никеля, что позволяет использовать изделия из этой стали в любых, даже самых агрессивных средах. Помимо стойкости к коррозии, сталь отличается повышенной прочностью и механическими свойствами. Подробнее…
Нержавеющая сталь 08Х18Н10
Используют в основном в виде тонкого листа и ленты в автомобилестроении, торговом машиностроении, для товаров широкого потребления, в архитектуре. Подробнее…
Нержавеющая сталь 06ХН28МДТ
Применяется для изготовления сварной химической аппаратуры (реакторы, теплообменники, трубопроводы, емкости) Подробнее…
Соответствие марок стали по ГОСТ 5632-72 и их зарубежных аналогов.
Химический состав нержавеющих марок стали
ГОСТ
СНГ
EN
Европа
DIN
Германия
AISI
США
Химический состав, %
C
SI
Mn
Cr
Mo
Ni
N
Ti
Cu
Другое
1,4003
X2Cr
Ni12
0. 03
1
1,5
10,50-
12,50
0,30-
1.00
<0,030
1,4512
Х2Cr
Тi12
409
0,03
1
1
10,50-
12,50
6х(C+N<
Тi<0.65)
1,4516
1,4516
409 Ni
0,005-
0,020
1max
10,5-
11,5
0,5-1,0
6.(C+N)
<=Ti
<=0,5
08Х13
1,4000
X6Cr13
410S
0.08
1
1
12. 00-
14.00
1.4002
X6Cr
Al13
405
0.08
1
1
12.00-
14.00
AL
0.10-0.30
12X13
1.4006
X12Cr
N13
410
00.8-
0.15
1
1.5
11.50-
13.50
<0.75
08X17
1.4016
1.4016
4003
0.005-
0.020
0.5-
1.5
10.5-
12.5
0.3-
0.5
1. 4024
X15Cr13
410
0.12-
0.17
1
1
12.00-
14.00
20X13
1/4021
X20Cr13
420
0.16-
0.25
1
1.5
12.00-
14.00
30X13
1.4028
X30Cr13
420
0.26-
0.35
1
1.5
12.00-
14.00
40X13
1.4013
X39Cr13
0.36-
0.42
1
1
12. 50-
14.50
40X13
1.4034
X46Cr13
420
0.43-
0.50
1
1
12.50-
14.50
12X17
1.4016
X6Cr17
430
00.8
1
1
16.00-
18.00
08X17T
1.4510
430Ti
0.040-
0.065
1 max
16.0-
17.5
0.5 Max
1.4520
X2CrTi17
0. 025
0.5
0.5
16.00-
18.00
<0.015
0.30-0.60
08X17T
1.4510
X3CrTi17
439
0.05
1
1
16.00-
18.00
4x(C+N)+
0.15<
Ti<0.80
1.4223
X6CrMo
17-1
434
0.08
1
1
16.00-
18.00
0.90-
1.40
1.4509
X2Cr
TiNb
18
441
0.03
1
1
17. 50-
18.50
0.10-0.60
3xC+0.30
<Nb<1.00
1.4521
X2CrMo
Ti18-2
444
0.025
1
1
17.00-
20.00
1.80-
2.50
<0.030
4x(C+N)+
0.15<
Ti<0.80
1.4589
X5CrNi
MoTi 15-2
0.08
1
1
13.50-
15.00
0.20-
1.20
1.00-
2.50
0.30-
0.50
1.4310
X10CrNi
18-8
301
0.05-
0.15
2
2
16. 00-
19.00
<0.80
6.00-
9.50
1.4318
X2
CrNiN
18-7
301LN
0.03
1
2
16.50-
18.50
6.00-
8.00
0.10-
0.20
08X18h20
1.4301
X5
CrNi
18-10
304
0.07
1
2
17.00-
19.50
8.00-
10.50
<0.11
03X18h21
1.4306
X2
CrNi
19-11
304L
0.03
1
2
18. 00-
20.00
10.00-
12.00
<0.11
04X18h20
1.4307
304L
0.020-
0.030
2 max
18.0-
19.0
8.0-
10.0
1.4311
1.4311
304LN
0.010-
0.020
2 max
18.0-
20.0
8.5-
10.0
0.12-
0.14
12X18h22
1.4303
X4CrNi
18-12
305
0.06
1
2
17.00-
19.00
11.00-
13. 00
<0.11
08X18h20T
1.4541
X6Cr
NiTi
18-10
321
0.08
1
2
17.00-
19.00
9.00-
12.00
5xC<Ti
<0.70
1.4550
X6Cr
NiNb
18-10
347
0.08
1
2
17.00-
19.00
9.00-
12.00
10xC<Nb
<1.00
10X17h23M2
1.4401
X5CrNiMo
17-12-2
316
0.07
1
2
16.50-
18.50
2. 00-
2.50
10.00-
13.00
04X17h23M2
1.4404
X2Cr
NiMo
17-12-2
316L
0.03
1
2
16.50-
18.50
2.00-
2.50
10.0-
13.00
<0.11
10X17h23M2T
1.4571
X6Cr
NiMoTi
17-12-2
316Ti
0.08
1
2
16.50-
18.50
2.00-
2.50
10.50-
13.50
5xC<Ti
<0.70
1.4561
X1CrNi
MoTi
18-13-2
0.02
0. 5
2
17.00-
18.50
2.00-
2.50
11.50-
13.50
Ti:0.40-
0.60
03X17h24M2
1.4435
X2Cr
NiMo
18-14-3
316L
0.03
1
2
17.00-
19.00
2.50-
3.00
12.50-
15.00
<0.11
1.4406
1.4406
316LN
10.0-11.5
2 max
17.0-
18.5
2.0-
2.5
0.015-
0.030
0.12-
0.14
1.4435
1.4435
316LH
Mo
12. 5-
14.0
2 max
17.0-
18.0
2.5-
3.0
0.020-
0.030
1.4436
1.4436
316H
Mo
10.5-
12.0
2 max
16.5-
18.0
2.5-
3.0
0.040-
0.050
1.4429
1.4429
316LNH
Mo
11.0-
12.0
2 max
17.0-
18.5
2.5-
3.0
0.015-
0.030
0.12-
0.14
1.4438
1.4438
317L
13.0-15.0
2 max
18. 0-
19.5
3.0-
3.5
0.020-
0.030
1.4439
X2Cr
NiMoN
17-13-5
S 31726
0.03
1
2
16.50-
18.50
4.00-
5.00
12.50-
14.50
0.12-
0.22
1.4539
X1NiCrMo
Cu25-
20-5
N 08904
0.02
0.7
2
19.00-
21.00
4.0-
5.00
24.00-
26.00
<0.15
1.20-
2.00
1.4565
X3Cr
NiMn
MoNbN
23-14-5-3
S 34565
0. 04
1
4.5-
6.5
21.00-
25.00
3.00-
4.50
15.00-
18.00
0.30-
0.50
Nb: <0.30
1.4462
X2Cr
NiMoN
22-5-3
S 31803
(4462)
0.03
1
2
21.00
-23.00
2.50-
3.50
4.50-
6.50
0.10-
0.22
10X17CЮ
1.4713
X10
CrAl7
<0.12
0.5-1.0
0.5-
1.0
6.0-
8.0
10X13CЮ
1.4724
X10
CrAl13
405
<0. 12
0.7-
1.4
0.7-
1.2
12.0-
14.0
1.4742
X10
CrAl18
442
<0.12
0.7-
1.4
0.7-
1.2
17.0-
19.0
1.4762
X10
CrAl24
446
<0.12
0.7-1.4
1.2-
1.7
23.0-
26.0
12X18h20T
1.4878
X12
CrNiTi
18-9
321 H
<0.12
<1.0
17.0-
19.0
9. 0-
11.5
4x%C<
Ti<0.8
20X20h24C2
1.4828
X15
CrNiSi
20-12
309
<0.20
1.5-2.5
19.0-
21.0
11.0-
13.0
—
1.4833
309S
0.050-
0.060
2 max
22.0-
23.0
12.0-
14.0
20X23h28
1.4845
X12CrNi
25-21
310S
<0.15
<0.75
24.0-
26.0
19.0-
22.0
20X25h30C2
1. 4841
X15
CrNiSi
25-20
314
<0.20
1.5-2.5
24.0-
26.0
19.0-
22.0
Марки и семейства нержавеющей стали
: объяснение
Несмотря на то, что нержавеющие стали имеют некоторые общие характеристики, понимание различных доступных типов необходимо для поиска оптимальных характеристик и ценовой категории для ваших нужд.
Благодаря своей универсальности, долговечности и доступности производство нержавеющей стали продолжает увеличиваться во всем мире из года в год.
Но нержавеющая сталь — это не один сплав.
В то время как нержавеющая сталь получает большую часть своей коррозионной стойкости от хрома, сегодня существует почти бесконечное количество комбинаций различных металлов, продаваемых как нержавеющая сталь.
Одним из первых шагов в поиске наилучших вариантов при работе с нержавеющей сталью является определение подходящего сплава для вашего продукта.
Давайте рассмотрим распространенные типы и соображения…
Идентификаторы нержавеющей стали — понимание различных типов
На большинстве сплавов нержавеющей стали можно найти две основные маркировки:
Семейства 2
Но что можно узнать об этих сплавах по их этикеткам?
Много, если знать, что искать…
Семейства нержавеющей стали: четыре варианта с уникальными свойствами
Семейства относятся к определенным свойствам и дают представление о соотношении различных металлов в сплаве. Нержавеющая сталь делится на четыре группы:
Аустенитная нержавеющая сталь
Ферритная нержавеющая сталь
Дуплексная нержавеющая сталь
Мартенситная и дисперсионно-твердеющая нержавеющая сталь
Но семья — это только часть истории. Чтобы по-настоящему понять, что отличает один тип нержавеющей стали от другого, вам нужно взглянуть на ее класс.
Марки нержавеющей стали
В семействах вы найдете различные марки, которые помогают описать определенные свойства сплава, такие как ударная вязкость, магнетизм, коррозионная стойкость и состав сплава.
Старые марки часто имеют трехзначный идентификатор, установленный Обществом автомобильных инженеров (SAE).
Однако вы также можете увидеть марки в Северной Америке, идентифицируемые с помощью шестизначного идентификатора, установленного Американским обществом по испытаниям и материалам (ASTM).
Они известны как идентификаторы Единой системы счисления (UNS). Вы можете найти полный список общих идентификаторов здесь.
Во многих случаях идентификаторы UNS имеют те же первые три числа, что и их эквиваленты AISI.
Но существуют также системы оценок, созданные:
Британские стандарты (BS)
Международная организация по стандартизации (ISO)
Японские промышленные стандарты (JIS)
Европейский стандарт (EN)
Немецкий стандарт (DIN)
Китайский стандарт (GB)
Из-за огромного количества различных стандартов и системы классификации, может быть трудно получить много информации об уникальном составе данного сплава из его марки.
Например, нержавеющая сталь 304 по стандарту SAE также может иметь класс:
Однако, чтобы получить данное обозначение класса, сплав должен соответствовать строгому набору требований, установленных организацией, поддерживающей стандарт.
В случае общих стандартов SAE нержавеющая сталь 304 должна содержать:
от 18% до 20% хрома
8% до 10,5% никеля
0,08% углерода
2% Manganese
0,75%
0,045%. Каждое добавление или корректировка состава сплава будет влиять на различные аспекты характеристик нержавеющей стали.
Если вы точно не знаете, какая марка стали вам нужна или каковы требования к составу для различных марок, в приведенных ниже списках представлены наиболее распространенные варианты:
SAE и UNS Химический состав и механические свойства
BS EN Составы нержавеющей стали
MatWeb Metall Alloy Поиск по номеру UNS
Характеристики распространенных семейств и марок нержавеющей стали
вы получаете хорошее представление о том, чего ожидать от конкретного сплава нержавеющей стали.
Вы можете узнать обо всем, от магнетизма и ударной вязкости до коррозионной стойкости и термостойкости.
Хотя существует слишком много типов, чтобы перечислять их по отдельности, эти общие классификации дают представление о том, чего ожидать в каждом семействе, а также о требуемых общих оценках.
Аустенитные
Это семейство наиболее популярно и широко используется во всем мире.
Часто включает хром и никель. Некоторые сорта также включают марганец и молибден.
В то время как аустенитная нержавеющая сталь немагнитна при отжиге с раствором, некоторые холоднодеформированные марки являются магнитными. Термическая закалка не работает с этими типами стали.
Тем не менее, они обеспечивают превосходную коррозионную стойкость и сопротивление ползучести, оставаясь при этом пригодными для сварки.
Популярные марки аустенитной нержавеющей стали включают марки 303, 304, 316, 310 и 321.
Ферритный
Из-за более низкого содержания никеля это одно из самых рентабельных семейств.
Несмотря на низкое содержание никеля, эти сплавы часто содержат хром, молибден, ниобий и/или титан для повышения ударной вязкости и сопротивления ползучести.
Большинство из них являются магнитными, а также обладают хорошей коррозионной стойкостью и свариваемостью.
Популярные для внутреннего применения, например кухонной утвари, или вне поля зрения, например для выхлопных газов, эти сплавы хорошо подходят для ситуаций, когда внешний вид не так важен, как стоимость и производительность.
Обычные марки ферритной нержавеющей стали включают марки 409 и 430.
Duplex
Это семейство включает в себя многие из самых последних и запатентованных сплавов.
Многие дуплексные марки сочетают свойства как аустенитных, так и ферритных нержавеющих сталей.
Характеристики зависят от сплава, поскольку многие из них созданы для решения конкретных промышленных задач, таких как вес, ударная вязкость и повышенная прочность на растяжение. Большинство из них обладают хорошей свариваемостью и формуемостью по сравнению с другими семействами сталей.
Некоторые обладают повышенной коррозионной стойкостью. Стойкие к хлоридам нержавеющие стали особенно популярны при использовании на шельфе.
К распространенным дуплексным сплавам относятся марки 318L, LDX 2101, LDX 2304, 2507 и 4501 (также известные как супердуплекс 25CR).
Мартенситная сталь и дисперсионно-твердеющая сталь
Хотя мартенситная сталь и дисперсионно-твердеющая сталь являются наименее распространенными из четырех основных семейств нержавеющих сталей, они популярны в тех случаях, когда требуется точная закаленная кромка.
Закалка и закалка возможны благодаря добавлению углерода, что делает это семейство ведущим выбором для ножей, ножниц, бритв и медицинских инструментов.
Эти сплавы нержавеющей стали обладают коррозионной стойкостью от умеренной до хорошей и после закалки сохраняют магнитные свойства.
Общие марки мартенситных и дисперсионно-твердеющих сталей включают марки 410 и 420.
Группа сплава
Магнитная чувствительность
Скорость упрочнения
Коррозионная стойкость
Низкая способность к закалке
Термостойкость
9019 Термостойкость
199
Weldability
Austenitic
Generally No
Very High
High
By Cold Work
Very High
Very High
Very High
Very High
Duplex
Yes
Средняя
Очень высокая
Нет
Средняя
Низкая
Средняя
Высокая
Ферритная 9
Да0220 Medium
Medium
No
Medium
High
Low
Low
Martensitic
Yes
Medium
Medium
Quench & Temper
Low
Low
Low
Низкая
Дисперсионное твердение
Да
Средняя
Средняя
Старение
Средняя
Низкая
Низкая
Высокий
Заключительные мысли
От декоративных конструкций до прочного промышленного использования, нержавеющая сталь предлагает широкий спектр применения. Понимание уникальных характеристик различных сплавов нержавеющей стали необходимо не только для обеспечения долговечной и безопасной работы, но и для оптимизации затрат.
На протяжении более 40 лет компания Unified Alloys с гордостью обслуживает Канаду в различных отраслях промышленности. Наша цепочка поставок и опыт помогут обеспечить успех вашего следующего проекта, начиная от листового и пруткового проката и заканчивая механической обработкой и изготовлением. Свяжитесь с нами сегодня, чтобы обсудить ваши потребности.
Марки и свойства нержавеющей стали
Опубликовано Николь на | Оставить комментарий
Нержавеющая сталь
представляет собой сплав железа, состоящий в основном из железа и хрома. Хром в материале вступает в реакцию с кислородом на поверхности, создавая окисленный «пассивный слой», который предотвращает коррозию и ржавчину. В то время как все нержавеющие стали содержат не менее 10,5% хрома, сплавы с более высоким процентным содержанием демонстрируют более высокую коррозионную стойкость.
Нержавеющая сталь
часто легируется другими элементами, такими как никель, углерод, кремний, марганец и молибден, для улучшения определенных характеристик материала. Производители используют эту способность для повышения формуемости, термостойкости и долговечности материала в зависимости от потребностей конечного продукта.
Промышленное применение нержавеющей стали
Нержавеющая сталь
находит применение в самых разных отраслях промышленности, в том числе:
Архитектура
Поскольку нержавеющая сталь отличается высокой прочностью и невосприимчивостью к ржавчине, она часто используется для изготовления различных архитектурных компонентов, включая облицовку, поручни, фурнитуру для дверей и окон, уличную мебель, арматуру, осветительные приборы и опоры для каменной кладки. Он также ценится в архитектурном дизайне за эстетичный внешний вид.
Химическая промышленность
Нержавеющая сталь
ценится в химической промышленности за прочность на растяжение и химическую стойкость. Он часто используется для технологических труб и резервуаров под давлением.
Строительство
Нержавеющая сталь
используется в ряде строительных деталей и изделий из-за ее высокой прочности и коррозионной стойкости. Конструкционные материалы, изготовленные из нержавеющей стали, включают механические пружины, крепежные детали и проволоку.
Товары народного потребления
Коррозионная стойкость нержавеющей стали
делает ее особенно полезной для предметов домашнего обихода, которые часто подвергаются воздействию воды. Этот материал используется для изготовления различных предметов домашнего обихода, в том числе столовых приборов, кухонных столешниц, раковин и смесителей, кастрюль и сковородок, стиральных машин, духовок и холодильников.
Продукты питания и напитки
Коррозионная стойкость материала и легко стерилизуемая поверхность делают его особенно полезным для пищевой промышленности и производства напитков, где требуются высокие стандарты чистоты. В этой отрасли нержавеющая сталь используется в оборудовании для приготовления пищи и общественного питания, трубопроводах и контейнерах, используемых для пивоварения и дистилляции, а также в широком спектре оборудования для пищевой промышленности.
Медицинский
В медицинской промышленности нержавеющая сталь высоко ценится за ее химическую и коррозионную стойкость, что облегчает стерилизацию, что делает ее популярной для использования в хирургических инструментах, медицинских устройствах и имплантатах.
Нефть и газ
Химическая стойкость и долговечность нержавеющей стали
делают ее особенно полезной в нефтегазовой промышленности, где она используется для резервуаров, платформ, кабельных лотков и подводных трубопроводов.
Транспорт
Нержавеющая сталь редко используется в больших количествах для повседневных автомобилей из-за ее более тяжелого материала. Однако его можно найти в более мелких автомобильных компонентах, таких как выхлопные системы и отделка салона автомобиля. Его использование в транспортной отрасли обычно предназначено для тяжелого оборудования, такого как автоцистерны, корабельные контейнеры, танкеры-химовозы и мусоровозы, используемые для перевозки громоздких или коррозионно-активных материалов.
Очистка воды и сточных вод
В очистных сооружениях водоснабжения и канализации нержавеющая сталь особенно полезна для водопроводных и канализационных труб, трубопроводов и резервуаров для воды из-за ее устойчивости к ржавчине и химическому воздействию.
Высококачественная нержавеющая сталь от Bergsen Metals
Нержавеющая сталь
доступна в различных марках, которые обычно подразделяются на пять основных типов:
Аустенитная. Наиболее распространенный тип стали, аустенитные нержавеющие стали, помимо железа и хрома содержат никель, марганец, азот и иногда молибден. Эти сплавы не могут быть упрочнены термической обработкой, но могут подвергаться деформационному упрочнению.
Мартенситный. Эти нержавеющие стали имеют содержание углерода до 1%, что позволяет проводить их закалку и отпуск, подобно углеродистым и низколегированным сталям.
Феррит. Ферритные стали отличаются высоким содержанием хрома и низким содержанием углерода (обычно менее 0,10%). Они не могут подвергаться деформационному упрочнению и демонстрируют меньшую формуемость, чем аустенитные стали. Однако они обладают магнитными свойствами, высокой коррозионной стойкостью и устойчивостью к растрескиванию из-за коррозии.
Дуплекс. Дуплексные стали имеют структуру материала, которая наполовину аустенитная, наполовину ферритная. Это качество обеспечивает им превосходную прочность и коррозионную стойкость.
Дисперсионное твердение (PH). Стали PH содержат дополнительные элементы, такие как алюминий, медь или ниобий, и подвергаются термической обработке, которая повышает прочность материала. Поскольку они менее склонны к термической деформации, они подходят для изготовления деталей сложной конструкции или требующих жестких допусков.
В Bergsen Metal мы предлагаем широкий ассортимент продукции из нержавеющей стали, чтобы удовлетворить потребности каждого клиента. Наши предложения по продукции из нержавеющей стали включают:
Аустенитная нержавеющая сталь серии 300
Наша нержавеющая сталь серии 300 является аустенитной, с содержанием хрома в диапазоне от 18 до 30% и содержанием никеля от 6 до 20%. Мы предлагаем следующие сорта:
303 Нержавеющая сталь
Благодаря содержанию серы и фосфора нержавеющая сталь 303 хорошо поддается механической обработке. Обычно он используется в аэрокосмической промышленности для изготовления фитингов, шестерен, болтов и гаек.
304 / нержавеющая сталь 304L
304 — наиболее часто используемая аустенитная нержавеющая сталь. 304L — это вариант с более низким содержанием углерода. 304 находит применение в различных отраслях промышленности, включая автомобильную, пищевую, ядерную и судоходную, а 304L обычно используется в сварочных работах.
Нержавеющая сталь 316 / 316L
По сравнению с 304, 316 используется реже. Сплав содержит больше молибдена и никеля и доступен в версии с низким содержанием углерода — 316L. Его состав обеспечивает более высокую коррозионную стойкость, особенно к хлоридам, таким как соль и морская вода. 316 подходит для использования на атомных электростанциях и в морской среде, а 316L часто находит применение в фармацевтической и химической промышленности.
Нержавеющая сталь 321
И 321, и 321H содержат титан. Однако 321H имеет более высокое содержание углерода для большей термостойкости. Оба сплава часто используются в химической промышленности и на нефте- и газоперерабатывающих заводах.
Нержавеющая сталь 347
347 и 347H содержат более высокую концентрацию ниобия и тантала, что делает их пригодными для сварки. Оба материала часто можно найти в компонентах самолетов и автомобилей, а также в резервуарах для хранения химикатов.
Мартенситная нержавеющая сталь серии 400
Наша нержавеющая сталь серии 400 является мартенситной, с содержанием хрома в диапазоне 11–17%. Мы распространяем следующие сорта:
410 Нержавеющая сталь
410 отличается долговечностью и высокой износостойкостью, но более подвержен химической коррозии и окислению. Этот материал часто используется в автомобильных деталях, медицинских изделиях, форсунках, трубопроводах и клапанах.
416 Нержавеющая сталь
416 содержит серу, что обеспечивает лучшую обрабатываемость. Это качество делает его пригодным для использования в различных продуктах, включая клапаны, насосы, шпильки, шестерни и компоненты стиральных машин.
Нержавеющая сталь 440C
Благодаря высокому содержанию углерода 440C обладает исключительной твердостью и износостойкостью; однако он лишь умеренно устойчив к коррозии. Этот материал полезен для ножей, хирургических инструментов, насадок, подшипников и других предметов, для которых требуется, чтобы материал сохранял свою форму под давлением.
Дуплексная нержавеющая сталь
Дуплексные нержавеющие стали
демонстрируют как ферритные, так и аустенитные свойства. Мы предлагаем следующие марки дуплексной стали:
2205/2207 Нержавеющая сталь
2205 и 2207 — широко используемые марки дуплексной нержавеющей стали. Благодаря высокой прочности и коррозионной стойкости они часто используются в компонентах для морской, химической, нефтяной и газовой промышленности.
Нержавеющая сталь дисперсионного твердения
Нержавеющая сталь с дисперсионной закалкой ценится за превосходное соотношение прочности и веса. Кроме того, они могут подвергаться термоупрочнению, как мартенситная нержавеющая сталь, и обладают коррозионной стойкостью, аналогичной аустенитной нержавеющей стали.
Нержавеющая сталь 13-8
13-8 представляет собой низкоуглеродистую нержавеющую сталь с высокой прочностью на растяжение и коррозионной стойкостью. Он часто встречается в компонентах самолетов и ядерном оборудовании.
Нержавеющая сталь 15-5
15-5 обладает исключительной коррозионной стойкостью и долговечностью. Он часто используется в аэрокосмической, химической, пищевой и общей металлообрабатывающей промышленности.
17-4 / 17-4PH Нержавеющая сталь
Нержавеющая сталь
17-4PH содержит большее количество хрома и меди. Он исключительно прочен и устойчив к коррозии. Его использование включает морскую нефть и газ и приложения по переработке ядерных отходов. Его также можно найти в компонентах самолетов и автомобилей.
Нержавеющая сталь
17-4 похожа на 17-4PH, но при ее производстве проходит только один процесс термообработки. Таким образом, он мягче, но обычно используется в тех же приложениях.
Нержавеющая сталь для нужд вашего бизнеса
Нержавеющая сталь обладает несколькими преимуществами, в том числе превосходными:
Коррозионная стойкость
Огнестойкость и термостойкость
Ударопрочность
Отношение прочности к весу
Технологичность
Очищаемость
Эти характеристики в сочетании с общей низкой стоимостью, превосходным эстетическим внешним видом и большей устойчивостью привели к тому, что нержавеющая сталь стала одним из наиболее часто используемых строительных материалов в различных отраслях промышленности.
Как выбрать ручной фрезер по дереву: рекомендации, критерии выбора
Подбирая для своей мастерской ручной фрезер по дереву, присмотритесь к погружным моделям. Любой столяр, мебельщик или строитель-отделочник знаком с достоинствами этого универсального инструмента и никогда не откажется от такого помощника. Мы не станем продвигать определенную продукцию и бренды, а дадим профессиональные рекомендации, заостряя внимание на главных критериях.
фото ручного фрезера по дереву погружного типа.
Оптимальным выбором своей первой фрезерной машины будет погружная модель, выполняющая всё то же, на что способен станок с неподвижной базой, и множество других операций. Работать с инструментом, подошва которого надежно опирается на заготовку, безопаснее и проще. Корпус погружного фрезера перемещается по жестко закрепленным в основании направляющим, позволяющим вводить фрезу в обрабатываемую заготовку строго вертикально и аккуратно поднимать оснастку в конце прохода. Встречаются модели с двумя базами – фиксированной и погружной, такой вариант идеален для любой мастерской.
Кратко об устройстве фрезера
Конструкция ручного фрезера по дереву в принципе незамысловатая. В отличие от других электроинструментов, в нем отсутствуют редукторы, ремни и шестерни, а оснастка закрепляется на шпинделе двигателя. Фрезерные машины различных производителей несколько отличаются от представленной, однако в них присутствуют те же значимые части.
Фрезер будет самым универсальным инструментом в вашей мастерской, если сможет справиться с той работой, которую вы на него взвалите. Для непрофессионалов все ручные фрезеры выглядят одинаково, но различия скрываются в деталях, от них и зависит правильный выбор инструмента.
Технические параметры ручных фрезеров
Первый и главный параметр – потребляемая мощность, указывающая на производительность аппарата. Чем больше ватт, тем более крупные фрезы можно устанавливать, быстрее производить подачу и выполнять более глубокий проход, не опасаясь за выход инструмента из строя.
Таблица. Выбор фрезера по мощности
Класс фрезера
Мощность, Вт
Вес, кг
Назначение
легкий
до 900
2–3
ручная работа с небольшими фрезами.
средний
1000–1700
до 5
изготовление в домашней мастерской мебели, плинтусов, дверей и т. п.
тяжелый
более 2000
от 6
продолжительная работа с крупными фрезами и использование в столе.
Выбирайте соответствующий вашим задачам инструмент, сопоставляя преимущество от высокой мощности с недостатком использования тяжелого фрезера для мелкой ручной работы.
Второй параметр – скорость вращения, достигающая у ручных фрезеров 30 тыс. оборотов в минуту, иногда выше. Здесь важно не максимальное значение скорости вращения, а возможность её регулировки, определяющая функциональность инструмента. Плавное изменение частоты вращения позволяет точно подбирать режим обработки в зависимости от плотности материала и диаметра фрезы.
Чем больше цифры на регуляторе оборотов, тем выше скорость вращения.
Третий значимый параметр называют по-разному: глубина фрезерования, вертикальный или рабочий ход фрезы. Это значение говорит о том, насколько корпус фрезера может опускаться к подошве, но вовсе не показывает реальную глубину фрезеровки. Глубина также зависит от особенностей конструкции и длины фрезы. У большинства моделей цанга почти доходит до нижней плоскости подошвы, если она опускается ещё ниже – считайте это хорошим бонусом. Инструмент с небольшим рабочим ходом сможет обрабатывать заготовку лишь на незначительную глубину.
Вертикальный ход фрезы связан с классом фрезера и составляет:
у легкого – около 40 мм;
у среднего – 50–60 мм;
у тяжелого – 70–80 мм.
Проверьте, что корпус фрезера может опускаться достаточно низко.
Другие особенности электрической составляющей, «навороты», не менее важны. Они облегчают работу с фрезером и делают её намного эффективнее. Система «плавный пуск» исключает резкие рывки и перегрузку сети в момент запуска двигателя. Для мощных агрегатов эта опция просто необходимо, да и прослужит такой фрезер дольше, ведь его детали не подвергаются периодическим ударным нагрузкам.
Цанговый зажим
Оснастка у ручного фрезера закрепляется посредством цангового патрона: специальная гайка с размещенной внутри цангой навинчивается на шпиндель и зажимает хвостовик фрезы определенного размера. Легкие машины рассчитаны на калибр 6 или 8 мм, более мощные фрезеры позволяют устанавливать оснастку на 10 или 12 мм. Чем крупнее фреза, тем толще её хвостовик и выше требования к силовым характеристикам инструмента.
Хорошая цанга имеет конусовидную форму и несколько зажимных лепестков.
Ко всем трем частям зажимного узла (патрону, цанге и валу) предъявляются жесткие требования: точное изготовление и качественная закаленная сталь. Детали сомнительного происхождения быстро изнашиваются, плохо закрепляют фрезу и часто ломаются.
Перед приобретением инструмента убедитесь в качестве цангового зажима и возможности выбора других калибров. Лучше, когда есть подходящие цанги, а не переходники, зачастую вызывающие вибрацию.
Проверьте глубину отверстия под фрезу внутри вала – параметр, никогда не указываемый в технических характеристиках, но важный для безопасной работы. Необходимо, чтобы хвостовик не упирался в дно, иначе при ослаблении фиксации насадки, вследствие плохого зажима или дефекта цанги, вы не увидите этого, и при подъеме фреза может вылететь.
Глубина сверления должна превышать длину хвостовика.
Механизм регулировки глубины погружения
В конструкции регулятора глубины фрезерования важны два фактора:
точность и легкость установки;
возможность тонкой настройки.
Типичный регулятор глубины среза – стержень, перемещающийся вверх-вниз при прокрутке маховика. Его шпилька упирается в площадку и не дает корпусу ручного фрезера опуститься ниже. Многоступенчатый револьверный упор позволяет последовательно увеличивать глубину фрезерования и выбирать материал за несколько проходов. Внешне такое устройство выглядит как на фото ниже или подобно.
Точную настройку глубину фрезерования обеспечивает регулировочный винт с микрометрической шкалой.
Ручные фрезеры по дереву даже средней ценовой категории часто «грешат» исполнением этого механизма: стержень регулятора нередко болтается в своем гнезде при вращении маховика. Но гораздо принципиальнее, насколько он жестко фиксируется при зажатии и есть ли винт точной подстройки, работающий четко и без люфта.
Проблем с выставлением глубины обработки определенно не будет, если фрезер оснащен микрометрическим регулятором положения корпуса – маховиком или кольцом большого диаметра, вращающимся вокруг телескопической направляющей.
Корректировка положения корпуса относительно штанги может иметь меньший диапазон, зато большую точность.
Особенности конструкции
Рукоятки у добротного фрезера просты и удобны, выключатель находится под рукой или рядом, чтобы запускать и останавливать мотор без перехвата. Блокировка во включенном положении – полезная опция, а при использовании инструмента в столе просто необходимая.
Попробуйте захватить инструмент руками и оцените удобство управления.
Застопоривание глубины погружения на легких фрезерах обычно выполняется поворотной рукояткой, а на мощных – отдельным рычагом. Последний вариант конструктивно надежнее и нравится многим мастерам при условии его удобного расположения.
Подходящее место для стопора глубины погружения – около ручки в зоне доступа пальцев, но не на самой рукояти.
Пластиковая накладка подошвы у большинства фрезеров выполняется съемной, что удобно при замене изношенной панели на новую и при размещении инструмента в столешнице.
Обязательно оцените обзор рабочей зоны, зависящий от размера отверстия в подошве, расположения защитного щитка и патрубков пылеудаления. Обратите внимание на провод питания, лучший кабель – длинный и резиновый.
Опробуйте вращение на разных оборотах – не должно быть каких-либо посторонних вибраций или шумов. Нажмите на поручни и опустите корпус инструмента, который должен скользить по вертикальным штангам плавно, без перекосов и люфта.
Система пылеудаления
Удаление опилок из рабочей зоны реализуется у фрезеров различными способами, трудно сделать какие-либо заключения об эффективности, не опробовав систему в действии. Возможно, что не получится собирать всю пыль досконально, но большая часть удаляться точно будет, не мешая работе.
Хорошо, если на модели пылеудаление может осуществляться различными способами. Для работы с параллельным упором нужен закрепляемый непосредственно на нем кожух, обработка кромок требует нижнего отвода стружек.
Адаптер для работы с боковым упором.
При работе на плоскости, особенно при фрезеровке глухих пазов, доступ снизу закрыт и опилки удаляются через каналы в подошве фрезера или в верхней части корпуса.
Варианты подключения патрубка отсоса пыли.
Дополнительные принадлежности
Фрезер по дереву крайне редко применяется для ведения от руки, чаще требуется обработка с филигранной точностью. Для этого используются разнообразные устройства и направляющие. Недорогие бытовые фрезеры обычно комплектуются приспособлениями для выполнения определенных работ, начинающий мастер может значительно сэкономить и первое время не искать подходящую оснастку. Профессиональные аппараты дороже по причине надежности и подразумевают, что фрезеровщик сам выберет и приобретет необходимые дополнения.
Боковой упор – стандартный аксессуар любого ручного фрезера.
Боковой упор позволяет фрезеровать прямолинейные элементы параллельно кромке. Оснащается пластиковыми регулируемыми накладками и регулятором точной настройки. Приспособление закрепляется на двух стальных стержнях, достаточно жестких, чтобы не прогибаться при ведении фрезера.
Точная подгонка и надежная фиксация – обязательные требования к составляющим бокового упора.
Копировальная втулка нужна при ведении инструмента по шаблону или непосредственно по кромке заготовки. Чем разнообразнее доступные диаметры копировальных колец, тем больше вариантов использования насадок различных размеров, в том числе разнообразных комбинаций фреза/втулка.
Приспособление чаще всего крепится на винтиках, но встречаются модели с удобной быстрой фиксацией.
Другие дополнения (направляющая шина, угловой упор, циркуль, приспособления для выборки паза) обычно приобретаются отдельно по мере потребности или изготавливаются своими руками.
Чтобы не тратить время на поиск нужных вспомогательных элементов, поинтересуйтесь, доступны ли дополнения к фрезеру, насколько просто их приобрести и подходят ли приспособления от других моделей.
Ручной фрезер по дереву для работы в столе
Использовать в столе можно любой фрезер, но для успешной работы предпочтительней инструмент с определенными особенностями:
Мощностью от 1800 Вт с электронной поддержкой оборотов под нагрузкой, чтобы устанавливать крупные фрезы и выполнять длинные и глубокие проходы.
Возможностью регулировки вылета фрезы специальными ключами, в идеале – через отверстие в монтажной пластине.
С механизмом отключения возвратной пружины или возможностью её извлечения – без неё легче настраивать вылет фрезы.
Особенности фрезера для работы в столе.
Надеемся, что мы предоставили исчерпывающую практическую информацию по выбору ручного фрезера по дереву и разобрали факторы выбора всех значимых параметров. Помните, что хороший фрезер не бывает дешевым и относится к категории инструментов, экономить на которых мало смысла.
Как выбрать ручной фрезер по дереву?
Фрезер применяется для обработки дерева и некоторых других материалов. Использование этого электроинструмента позволяет сверлить отверстия, создавать пазы, вырезать различные узоры, а также обрабатывать изделия другими способами. При этом точность и удобство осуществляемой обработки напрямую зависит от технических характеристик и особенностей функционала используемого фрезера, а значит, к выбору такого инструмента надо подходить максимально грамотно. Сегодня мы расскажем, как выбрать ручной фрезер по дереву. Опишем важнейшие характеристики этого электроинструмента и подскажем, на какие нюансы обратить внимание при его выборе.
Содержание
Определение подходящего типа фрезера Технические характеристики фрезера Дополнительный функционал фрезера
Определение подходящего типа фрезера
При выборе фрезера сначала необходимо определиться с типом устройства. По этому параметру фрезеры делят на две большие группы – универсальные и узкоспециализированные. К первому типу относятся вертикальные фрезеры, подходящие для выполнения любых фрезеровальных работ. Приобретение такого инструмента является оптимальным вариантом для фрезеровщиков, только начинающих ведение профессиональной деятельности или относящихся к фрезеровке как к небольшому увлечению. Хотя большинство профессионалов такими фрезерами тоже активно пользуются.
К группе узкоспециализированных фрезеров относятся инструменты, предназначенные для выполнения конкретных функций или специально адаптированные под работу с конкретными материалами. Далее приведем несколько примеров узкоспециализированных фрезеров:
Кромочные фрезеры. Это небольшие фрезеры, предназначенные в основном для обработки кромок, но также применяемые для нанесения гравировок и выполнения прочих работ по художественному оформлению граней обрабатываемых изделий. Ламельные фрезеры. Эти инструменты предназначены конкретно для вырезания пазов под ламели, потому обычно используются сотрудниками крупных мебельных фабрик, хотя могут применяться и на небольших частных производствах. Присадочные фрезеры. Используются для созданий отверстий под шканты (крепежи цилиндрической формы). Являются необходимыми инструментами практически на любом предприятии по изготовлению мебели. Зачистные фрезеры. Эти приспособления применяются для механического снятия слоев лака и краски с различных поверхностей. В быту применяются нечасто, зато для ускорения строительно-ремонтных работ и для реставрации мебели (или других поверхностей) по специальному заказу подходят идеально.
Все перечисленные виды фрезеров отлично подходят для обработки деревянных поверхностей. А потому, прежде чем выбрать фрезер, подумайте, для чего именно он будет использоваться. Если для одной из представленных в списке задач, то лучше выбрать фрезер специализированного назначения. Такой шаг упростит и ускорит проведение конкретного вида работ. Если же электроинструмент нужен для всего понемногу или для более простых работ, то есть смысл выбрать ручной фрезер универсальной конструкции. В долгосрочной перспективе такой шаг станет лучшим решением.
Технические характеристики фрезера
В описаниях фрезеров на витринах интернет-магазинов иногда указано множество характеристик, поэтому потенциальные покупатели теряются в них и не могут определиться, какой фрезер по дереву выбрать. Поэтому далее мы расскажем о самых важных параметрах фрезера и подскажем лучшие варианты для конкретных ситуаций.
Первый рассматриваемый параметр – мощность. Он определяется типом и размером двигателя, поэтому напрямую влияет на конструкцию и вес фрезера. Как правило, чем выше фактическая мощность устройства, тем больше допустимый диаметр устанавливаемой фрезы и предельная глубина обработки изделия. По параметру мощности фрезеры делят на три группы:
Фрезеры малой мощности. До 1000 Вт. Обычно применяются для выполнения простых домашних работ. Фрезеры средней мощности. 1000-1500 Вт. Универсальные модели, подходящие для проведения большинства работ на дому и в мастерских. Фрезеры высокой мощности. От 1500 Вт. Производительные профессиональные фрезеры, предназначенные для обработки плотных твердых материалов на постоянной основе.
Второй параметр – скорость вращения фрезы. На современных моделях фрезеров присутствуют регуляторы, позволяющие устанавливать необходимую скорость, поэтому обычно фрезеры делят на группы по показателю максимального числа оборотов фрезы в минуту. Для домашних дел рекомендуем выбрать ручной фрезер со скоростью вращения фрезы около 20000 об/мин, для профессиональной деятельности – от 30000 об/мин. Чем выше упомянутый показатель, тем чище будет поверхность заготовки после обработки, потому экономить на приведенном параметре мы не рекомендуем.
Третий важный параметр – ход фрезы. Он определяет предельно возможную глубину погружения фрезы в заготовку. Поэтому перед тем как выбрать ручной фрезер по дереву для дома или работы, нужно определиться с желаемыми возможностями фрезера в этом направлении и рассчитать оптимальную глубину погружения фрезы. Универсальных рекомендаций в этом плане нет, но для дома чаще всего берут фрезеры с ходом фрезы до 50 мм (иногда до 70 мм), а для производства – не менее 70 мм.
Дополнительный функционал фрезера
При намерении выбрать ручной фрезер по дереву для дома или производства советуем учесть, что некоторые модели фрезеров характеризуются наличием дополнительных опций. Поэтому если хочется купить максимально удобный инструмент, то нужно удостовериться, что в нем есть все необходимые вспомогательные возможности. Наиболее востребованными являются такие опции:
Плавный пуск. Позволяет набирать скорость вращения максимально плавно, за счет чего защищает фрезер от перегрузок. Наличие такой опции особенно актуально в ситуациях, когда электроинструмент используется ежедневно. Поддержка заданной скорости. Опция позволяет сохранять заданное число оборотов в ситуациях, когда резко меняется плотность материала или уровень внешнего давления на инструмент. Наличие выхода для присоединения пылесоса. Полезная опция, позволяющая собирать пыль и стружку прямо в процессе работы. Встроенная подсветка. Положительно влияет на точность и комфортабельность обработки изделий при отсутствии качественного внешнего освещения. Защита от случайного пуска. Такая защита нужна для предотвращения неприятных ситуаций, связанных со случайным включением аппарата из-за неосторожного движения владельца техники.
Раздумывая о том, какой фрезер по дереву выбрать, учтите целесообразность наличия упомянутых опций и выберите инструмент со всеми требуемыми функциями. Такой выбор позволит заметно повысить удобство эксплуатации аппарата и точность обработки, осуществляемой с применением приобретенного фрезера.
Как видите, выбрать ручной фрезер по дереву несложно. Главное – понимать, на какие характеристики и особенности инструмента стоит обращать внимание. В понимании этих нюансов и поможет наша статья. А если хочется получить больше информации, то посмотрите прилагаемое видео. Там раскрыто несколько любопытных аспектов, о которых в статье мы не упоминали.
Фрезер применяется для обработки дерева и некоторых других материалов. Использование этого электроинструмента позволяет сверлить отверстия, создавать пазы, вырезать различные узоры, а также обрабатывать изделия другими способами. При этом точность и удобство осуществляемой обработки напрямую зависит от технических характеристик и особенностей функционала используемого фрезера, а значит, к выбору такого инструмента надо подходить максимально грамотно. Сегодня мы расскажем, как выбрать ручной фрезер по дереву. Опишем важнейшие характеристики этого электроинструмента и подскажем, на какие нюансы обратить внимание при его выборе.
Содержание
Определение подходящего типа фрезера
Технические характеристики фрезера
Дополнительный функционал фрезера
Определение подходящего типа фрезера
При выборе фрезера сначала необходимо определиться с типом устройства. По этому параметру фрезеры делят на две большие группы – универсальные и узкоспециализированные. К первому типу относятся вертикальные фрезеры, подходящие для выполнения любых фрезеровальных работ. Приобретение такого инструмента является оптимальным вариантом для фрезеровщиков, только начинающих ведение профессиональной деятельности или относящихся к фрезеровке как к небольшому увлечению. Хотя большинство профессионалов такими фрезерами тоже активно пользуются.
К группе узкоспециализированных фрезеров относятся инструменты, предназначенные для выполнения конкретных функций или специально адаптированные под работу с конкретными материалами. Далее приведем несколько примеров узкоспециализированных фрезеров:
Кромочные фрезеры. Это небольшие фрезеры, предназначенные в основном для обработки кромок, но также применяемые для нанесения гравировок и выполнения прочих работ по художественному оформлению граней обрабатываемых изделий.
Ламельные фрезеры. Эти инструменты предназначены конкретно для вырезания пазов под ламели, потому обычно используются сотрудниками крупных мебельных фабрик, хотя могут применяться и на небольших частных производствах.
Присадочные фрезеры. Используются для созданий отверстий под шканты (крепежи цилиндрической формы). Являются необходимыми инструментами практически на любом предприятии по изготовлению мебели.
Зачистные фрезеры. Эти приспособления применяются для механического снятия слоев лака и краски с различных поверхностей. В быту применяются нечасто, зато для ускорения строительно-ремонтных работ и для реставрации мебели (или других поверхностей) по специальному заказу подходят идеально.
Все перечисленные виды фрезеров отлично подходят для обработки деревянных поверхностей. А потому, прежде чем выбрать фрезер, подумайте, для чего именно он будет использоваться. Если для одной из представленных в списке задач, то лучше выбрать фрезер специализированного назначения. Такой шаг упростит и ускорит проведение конкретного вида работ. Если же электроинструмент нужен для всего понемногу или для более простых работ, то есть смысл выбрать ручной фрезер универсальной конструкции. В долгосрочной перспективе такой шаг станет лучшим решением.
Технические характеристики фрезера
В описаниях фрезеров на витринах интернет-магазинов иногда указано множество характеристик, поэтому потенциальные покупатели теряются в них и не могут определиться, какой фрезер по дереву выбрать. Поэтому далее мы расскажем о самых важных параметрах фрезера и подскажем лучшие варианты для конкретных ситуаций.
Первый рассматриваемый параметр – мощность. Он определяется типом и размером двигателя, поэтому напрямую влияет на конструкцию и вес фрезера. Как правило, чем выше фактическая мощность устройства, тем больше допустимый диаметр устанавливаемой фрезы и предельная глубина обработки изделия. По параметру мощности фрезеры делят на три группы:
Фрезеры малой мощности. До 1000 Вт. Обычно применяются для выполнения простых домашних работ.
Фрезеры средней мощности. 1000-1500 Вт. Универсальные модели, подходящие для проведения большинства работ на дому и в мастерских.
Фрезеры высокой мощности. От 1500 Вт. Производительные профессиональные фрезеры, предназначенные для обработки плотных твердых материалов на постоянной основе.
Второй параметр – скорость вращения фрезы. На современных моделях фрезеров присутствуют регуляторы, позволяющие устанавливать необходимую скорость, поэтому обычно фрезеры делят на группы по показателю максимального числа оборотов фрезы в минуту. Для домашних дел рекомендуем выбрать ручной фрезер со скоростью вращения фрезы около 20000 об/мин, для профессиональной деятельности – от 30000 об/мин. Чем выше упомянутый показатель, тем чище будет поверхность заготовки после обработки, потому экономить на приведенном параметре мы не рекомендуем.
Третий важный параметр – ход фрезы. Он определяет предельно возможную глубину погружения фрезы в заготовку. Поэтому перед тем как выбрать ручной фрезер по дереву для дома или работы, нужно определиться с желаемыми возможностями фрезера в этом направлении и рассчитать оптимальную глубину погружения фрезы. Универсальных рекомендаций в этом плане нет, но для дома чаще всего берут фрезеры с ходом фрезы до 50 мм (иногда до 70 мм), а для производства – не менее 70 мм.
Дополнительный функционал фрезера
При намерении выбрать ручной фрезер по дереву для дома или производства советуем учесть, что некоторые модели фрезеров характеризуются наличием дополнительных опций. Поэтому если хочется купить максимально удобный инструмент, то нужно удостовериться, что в нем есть все необходимые вспомогательные возможности. Наиболее востребованными являются такие опции:
Плавный пуск. Позволяет набирать скорость вращения максимально плавно, за счет чего защищает фрезер от перегрузок. Наличие такой опции особенно актуально в ситуациях, когда электроинструмент используется ежедневно.
Поддержка заданной скорости. Опция позволяет сохранять заданное число оборотов в ситуациях, когда резко меняется плотность материала или уровень внешнего давления на инструмент.
Наличие выхода для присоединения пылесоса. Полезная опция, позволяющая собирать пыль и стружку прямо в процессе работы.
Встроенная подсветка. Положительно влияет на точность и комфортабельность обработки изделий при отсутствии качественного внешнего освещения.
Защита от случайного пуска. Такая защита нужна для предотвращения неприятных ситуаций, связанных со случайным включением аппарата из-за неосторожного движения владельца техники.
Раздумывая о том, какой фрезер по дереву выбрать, учтите целесообразность наличия упомянутых опций и выберите инструмент со всеми требуемыми функциями. Такой выбор позволит заметно повысить удобство эксплуатации аппарата и точность обработки, осуществляемой с применением приобретенного фрезера.
Как видите, выбрать ручной фрезер по дереву несложно. Главное – понимать, на какие характеристики и особенности инструмента стоит обращать внимание. В понимании этих нюансов и поможет наша статья. А если хочется получить больше информации, то посмотрите прилагаемое видео. Там раскрыто несколько любопытных аспектов, о которых в статье мы не упоминали.
Руководство столяра по фрезерным станкам по дереву
Думаете о добавлении фрезерного станка в свой столярный цех? Профессиональный столяр делится своими знаниями в этом руководстве по фрезерованию для деревообработчиков без фрезера.
Сразу оговоримся: фрезер не является основным оборудованием в столярном цеху. Без него можно собрать мебель. Тем не менее, универсальность фрезера по дереву трудно сравниться, и как только вы научитесь использовать фрезер, он станет одним из ваших любимых инструментов. Он отлично подходит для всего: от столярных работ до придания формы кромкам и индивидуальной деревянной инкрустации. Если у вас есть роутер, вы будете часто им пользоваться. Итак, давайте углубимся в детали маршрутизаторов и выясним, какой тип может быть лучшим для вас.
На этой странице
Что такое фрезер по дереву?
В простейшей форме фрезерный станок по дереву состоит из двигателя, корпуса и режущей насадки по дереву. Это действительно так. Размер двигателя будет варьироваться от 1/2 до 3 л.с. или более, а также будет различаться стиль корпуса (фиксированное или погружное основание). Но, в конечном счете, это не более чем мотор с торчащим из днища острым шипом.
Кстати: В данном случае больше не всегда лучше. Большой, громоздкий маршрутизатор с мощным двигателем может усложнить вам жизнь, особенно если вы выполняете более мелкую и тонкую работу. Подробнее об этом позже.
Для чего используется деревянный фрезер?
Здесь мы обсудим некоторые приложения, для которых можно использовать маршрутизатор, и некоторые аксессуары, которые часто поставляются с ним.
Приложения
Профилирование или придание формы кромке: Наиболее распространенное применение в домашнем магазине. Хороший закругление или чистая фаска (небольшой скос) можно сделать за считанные минуты с помощью соответствующей фрезы.
Столярные изделия : Именно здесь маршрутизатор действительно заслужил свой значок мастера на все руки. С помощью соответствующего упора или приспособления, изготовленного в магазине, фрезер может с относительной легкостью надежно вырезать любое количество соединений, включая пазы, шпунты и врезные шипы.
Обрезка заподлицо: Это когда вы отрезаете один кусок материала заподлицо с другим с помощью фрезы для обрезки заподлицо, то есть фрезы с подшипником вверху или внизу. В основном я делаю это при изготовлении зажимных приспособлений или облицовке, хотя это также обычно используется для выравнивания ламината на столешницах.
Врезка петли: С ручными инструментами это может стать настоящим испытанием. Но хороший фрезерный станок может быстро обработать врезную петлю и позволить вам повесить дверь за считанные минуты.
Вставки: Подобно петлевым пазам, их можно быстро выточить с помощью фрезера, чтобы создать впечатляющую демонстрацию ваших навыков работы с деревом.
Принадлежности и их применение
A Направляющая ограждения e: Это позволяет фрезеру двигаться параллельно одному краю рабочей поверхности. Создайте шпунты или пазы с этим.
Шаблоны или приспособления: Они демонстрируют весь спектр универсальности фрезера, от вырезания букв до столярных работ под углом. Если у вас достаточно терпения, чтобы создавать прочные и точные приспособления, вы ничего не сможете сделать.
Втулки: Это маленькие латунные круги, которые крепятся к нижней стороне основания фрезера. Они позволяют фрезе без подшипника следовать шаблону или шаблону. Они часто используются в пазовых приспособлениях.
Типы маршрутизаторов
Существует множество стилей и размеров маршрутизаторов. Вот три основных типа:
Фиксированное основание
Самый распространенный тип. Обычно он оснащен двигателем мощностью от 1-1/2 до 3-1/4 л.с. Его глубина резания, однажды заблокированная, не может быть изменена, отсюда и название. Он отлично подходит для работ, где глубина резания остается постоянной, например, для профилирования кромок.
Врезное основание
В фрезерном станке с врезным основанием используется тот же двигатель, что и в фиксированном основании; их часто можно купить в комплекте с двумя базами и одним мотором. Они предназначены для приложений, где необходимо часто менять глубину резания, например, для фрезерования врезных пазов. С пазом глубиной 1 дюйм вам может потребоваться от четырех до шести проходов, чтобы достичь полной глубины, поэтому погружной фрезер может сэкономить вам много времени по сравнению с фиксированным основанием.
Обрезной фрезер
Это фрезерный станок с фиксированным основанием и небольшим двигателем. Фрезерный станок мощностью от 1/2 до 1 л. с. хорош для обрезки ламината или шпона заподлицо. Тем не менее, я часто использую его для небольших столярных работ из-за его удобного размера и маневренности. Не сбрасывайте со счетов фрезер!
Как выбрать маршрутизатор
С таким количеством вариантов и цен, как выбрать подходящий маршрутизатор? Вот три важных соображения:
Подумайте о своих проектах
Вы делаете обеденный стол или чайную коробку? Масштаб ваших текущих и будущих проектов должен определять, какой маршрутизатор купить.
Если вы выполняете крупную и тяжелую работу, вам может понадобиться хороший фрезер мощностью от 2,5 до 3 л.с. для обработки этих 3-дюймовых дисков. пазы из белого дуба. Если это мелкая работа, не нужно переусердствовать. Обрезной фрезер достаточно надежен для небольших столярных работ и намного проще в обращении.
Рассмотрите
свое пространство
Забудьте на мгновение все великолепные будущие проекты, витающие в вашей голове, и осмотрите свое рабочее место. Спросите себя честно: сколько у меня места? Какой самый большой объект я могу реально сделать в этом пространстве, и еще есть место для работы?
Если ваше пространство крошечное, скажем, гараж на одну машину (около 260 квадратных футов) или меньше, вы, вероятно, не будете строить большие входные двери, поэтому нет необходимости тратить 350 долларов на огромный маршрутизатор. Купите маршрутизатор меньшего размера и вместо этого потратьте дополнительные деньги на пиломатериалы.
Подумайте о своем стиле работы
Пожалуй, самый важный вопрос: что приносит мне радость? Если вам нравятся небольшие проекты, купите фрезерный станок. Если вы предпочитаете делать большие вещи, например обеденные столы, купите погружной фрезер. И если вам нравится тихая осознанность, которую приносит работа с ручным инструментом, полностью откажитесь от электричества и купите фрезерный рубанок.
Не позволяйте продавцу или благонамеренному другу заставить вас купить инструмент, который вам не нужен, только потому, что кто-то сказал, что он универсальный. Познай себя и получай удовольствие от своей работы. В этом вся суть, в конце концов.
Пять профессиональных советов для начинающих маршрутизаторов
Поначалу маршрутизаторы могут пугать. Они громкие и мощные с острыми наконечниками. Если вы новичок в роутерах, следуйте моим пяти советам:
Не отвлекайтесь
Не отвлекайтесь — слушайте роутер. Он предлагает звуковую обратную связь. Если что-то звучит не так или кажется вам неправильным, немедленно остановитесь. Оцените происходящее.
Не ослаблена ли цанга, т. е. гайка, удерживающая биту? Немного скучно? Не слишком ли велика глубина резания? Если роутер ноет, значит что-то не так. Отрегулируйте и попробуйте еще раз. Всегда слушайте, когда роутер вам что-то говорит!
Обратите внимание на направление подачи
Фреза всегда будет вращаться по часовой стрелке. В зависимости от того, в каком направлении вы вставляете фрезер в древесину, вы можете нажимать против пропила (в идеале) или вместе с пропилом, что может привести к тому, что фрезер полезет в пропил и убежит от вас.
Всегда следите за тем, чтобы фрезер вращал заготовку против часовой стрелки, по крайней мере, в начале. Большой опыт позволит использовать более продвинутые методы в будущем.
Берите по 1/8 дюйма за раз
Для начала никогда не снимайте более 1/8 дюйма за раз. Когда вы освоитесь с маршрутизатором, вы можете увеличить его до 1/4 дюйма. В начале важно почувствовать маршрутизатор и безопасно работать в пределах его возможностей.
Начинайте медленно
Медленно и плавно проходите разрез. Да, вы, скорее всего, сожжете маршрутизатор. Да и чистить будет жалко. Но по мере того, как вы становитесь более уверенным в себе, вы можете двигаться достаточно быстро, чтобы избежать ожога фрезы, не повреждая заготовку и не рискуя получить травму.
Держите фрезы острыми
Нет ничего более неприятного и опасного, чем тупой инструмент. Это испортит вашу работу, вызовет разрывы и может привести к катастрофе, если вы доведете инструмент до предела.
Если вы видите, что бита черная или синяя, или она вас раздражает, пора заточить биту или купить новую. По всей стране существует множество сервисов по заточке фрез. Быстрый поиск в Интернете поможет вам найти его.
Популярные видео
ⓘ
9 Типы фрезерных станков по дереву
Фрезерный станок формирует кромки, вырезает пазы и отверстия, делает вырезы и канавки. Вот список типов маршрутизаторов и аксессуаров.
Каждый редакционный продукт выбирается независимо, хотя мы можем получать компенсацию или партнерскую комиссию, если вы покупаете что-то по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
1 / 10
через amazon.com
Выбор фрезерного станка по дереву
Мощный двигатель фрезерного станка немного раскручивается на скорости, превышающей 30 000 оборотов в минуту (об/мин). Это позволяет сверлить края деревянных досок, вырезать канавки и пазы и создавать узоры.
Плотники используют этот удобный инструмент, помимо прочего, для вырезания пазов для дверных петель и обрезки краев пластикового ламината. Их маршрутизаторы, как правило, меньше и проще в использовании, чем тот, который может использовать столяр в мастерской.
Выбор фрезера помогает отличить плотника от столяра. Столярам чаще приходится формировать древесину, чтобы сделать ее более декоративной, или выполнять сложные столярные работы. Следовательно, столяры используют более мощные и точные фрезерные станки, чем те, которые плотники приносят на рабочие места.
Фрезерный станок — это ручной инструмент, но его можно установить на фрезерный стол и использовать как стационарный инструмент, как настольную пилу. Независимо от того, используете ли вы фрезер на столе или от руки, результаты зависят от того, какую биту вы используете.
Имеется широкий выбор для создания закруглений, вогнутых кромок, угловых кромок (фасок), сложных кривых (оже), прямых кромок и канавок (пазов и шпунтов). Вы также можете использовать фрезер с шаблоном, чтобы сделать ласточкины хвосты, просверлить отверстия под дюбели и вырезать пазы.
Ознакомьтесь с различными типами инструментов и принадлежностей для фрезерования, чтобы выбрать наиболее подходящий для вас.
2 / 10
через amazon.com
Стационарный маршрутизатор
Маршрутизатор с фиксированным основанием, такой как DeWalt DW616, имеет несколько излишеств. Он имеет плоское металлическое основание, мощный двигатель, пару эргономичных рукояток и регулятор глубины, который позволяет регулировать расстояние, на которое долото выступает под основанием.
Ручки важны, потому что при работе фрезер создает мощную центробежную силу, и легко потерять управление. Поскольку фреза вращается по часовой стрелке, всегда перемещайте инструмент слева направо, чтобы фреза врезалась в древесину и не вращалась от вас.
Купить сейчас
3 / 10
через amazon.com
Погружной фрезер
Погружной фрезер крепится к основанию парой гладких металлических стержней, что позволяет ему скользить вверх и вниз. Это действие позволяет расположить инструмент над выбранной точкой и постепенно опустить его, чтобы просверлить углубление или отверстие или вырезать канавку. №
Используйте погружной фрезер вместе с подходящей расточной или режущей насадкой для создания вырезов. Хорошая модель, такая как Wen RT6033, имеет регулируемую скорость, поэтому вы можете работать на более низкой скорости, когда вам нужно больше контроля.
Купить сейчас
4 / 10
через amazon.com
Комбинированный фрезерный станок
Комбинированный фрезерный станок сочетает в себе функции фрезерного станка с фиксированным основанием и погружного фрезерного станка. Он поставляется с фиксированным основанием и погружным основанием, и маршрутизатор взаимозаменяем между ними. Bosch 1617EVSPK — высоко оцененный пример.
Универсальный комбо-маршрутизатор подходит для большинства задач. Это включает в себя обрезку и придание формы кромкам, изготовление ласточкиного хвоста, сверление отверстий, вырезание канавок и вырезание фигур. Если вы собираетесь купить один фрезерный станок для своего магазина, это должен быть один из них.
Купить сейчас
5 / 10
через amazon.com
Компактный маршрутизатор
Компактный маршрутизатор Makita RTO701-C, также известный как карманный маршрутизатор, представляет собой миниатюрную версию маршрутизатора с фиксированным основанием. Он не обязательно менее мощный, но его небольшой размер упрощает его использование.
Когда вам нужно вырезать дверные коробки или выполнить другую фрезеровочную работу на куске дерева, который вы не можете перенести на рабочий стол, вы сделаете это точнее с помощью фрезера на ладони, чем с тяжелой моделью с фиксированным основанием.
Купить сейчас
6 / 10
через amazon.com
Беспроводной маршрутизатор
Проводные маршрутизаторы для ладони просты в использовании. Беспроводные, такие как Milwaukee 18V, еще проще.
Беспроводные маршрутизаторы могут развивать ту же скорость вращения, что и проводные. Но они не такие мощные, и их лучше всего использовать для легких работ, таких как обрезка и формирование краев. Если вы вырезаете сложные края или формы в плотной твердой древесине, беспроводной фрезер может работать медленно, и вам, вероятно, придется часто менять батарею.
Купить сейчас
7 / 10
через amazon. com
Триммер для ламината
Когда вы приклеиваете пластиковый ламинат к фанерной основе, вам понадобится фрезер для обрезки краев. Идеальный фрезерный станок для этого называется триммером для ламината, и он еще меньше и легче, чем ручной фрезер.
Makita 3709 имеет прозрачную пластиковую основу с закрепленным сверху шнуром. Эти функции облегчают просмотр того, что вы делаете. Триммер для ламината должен легко держаться и развивать высокие обороты, чтобы снизить вероятность разрушения ламината.
Купить сейчас
8 / 10
через amazon.com
Фрезерный стол
Установка фрезера на фрезерный стол позволяет легко формировать обрезки, вырезать шпунты и фрезеровать кромки шпунт-паз. Хороший стол, такой как Bosch RA1181, подходит для различных моделей маршрутизаторов и имеет порт для сбора пыли.
Фрезерный стол должен быть достаточно прочным, чтобы сопротивляться движению, и обычно поставляется с ограждением. Некоторые из них поставляются с перфорированной накладкой, защищающей от отдачи, и слотом для дополнительного углового упора, чтобы вы могли фрезеровать угловые канавки или кромки.
Купить сейчас
9 / 10
через homedepot.com
Фрезы
Фрезы поставляются с размерами 1/4 и 1/2 дюйма. хвостовики. Последние предназначены для маршрутизаторов с 1/2-дюйм. цанги для тяжелых работ. Стили включают прямые фрезы для обрезки и вырезания канавок, угловые фрезы для фрезерования фасок и круглые фрезы для закругления, а также другие более сложные формы.
Одна бита может стоить 20 долларов и более, поэтому обычно выгоднее покупать набор. Этот набор из 15 предметов Kowood — недорогой вариант для начинающих. В более дорогом наборе из 13 предметов Diablo есть биты размером 1/2 дюйма. хвостовик.
Купить сейчас
Купить сейчас
10 / 10
через amazon.com
Фрезерные приспособления
Фрезерное приспособление направляет фрезу при выполнении определенной работы. Примерами являются врезные приспособления для вырезания пазов на дверях и дверных коробках, направляющие для кромок, которые можно прикрепить к столешнице и использовать в качестве ограждений, и приспособления для забивания дюбелей для сверления отверстий под дюбели.
Часто можно сделать мормышку своими руками. Но когда дело доходит до прокладки ласточкиного хвоста, ряда взаимосвязанных пазов, используемых в качественных столярных изделиях, приспособление, такое как приспособление для ласточкиного хвоста Porter-Cable, намного точнее и надежнее, чем то, что вы делаете сами.
В магазин
Family HandymanШаблон условий для семейного мастера
Первоначально опубликовано: 07 февраля 2022 г.
Крис Дезиэль
Крис Дезиел работает в сфере строительства более 30 лет. Он помог построить небольшой город в пустыне Орегона с нуля и помог основать две компании по ландшафтному дизайну. Работал плотником, сантехником, мебельщиком. Дезиэль пишет статьи о «сделай сам» с 2010 года и работал онлайн-консультантом, в последнее время — в службе Pro Referral компании Home Depot.
8 основных видов компрессоров — назначение и принцип работы воздушного компрессора
06.05.2019 | Обновлена 24.11.2021
Время прочтения 3 минуты
Вопросы и Ответы 34
Содержание
Поршневой компрессор
Мембранный компрессор
Винтовой компрессор
Пластинчатый компрессор
Спиральный компрессор
Роторный компрессор
Центробежный компрессор
Осевой компрессор
Варианты питания и топлива
Выводы
Рекомендуемые товары
Компрессоры это механические устройства, используемые для увеличения давления в различных сжимаемых жидкостях или газах (чаще это воздух). Они используются во всех отраслях промышленности для обеспечения помещений или приборов воздухом. Для питания пневматических инструментов, распылителей краски, фазового сдвига хладагентов, кондиционирования воздуха и охлаждения, доставки газа по трубопроводам и т. д.
Как и насосы, компрессоры делятся на центробежные (динамические или кинетические) и объемные типы. Однако в отличие от преобладания динамического типа насосов компрессоры чаще встречаются объемного типа. Размеры могут варьироваться от насоса, который надувает шины, до гигантских поршневых или турбокомпрессорных машин, использующиеся в трубопроводном обслуживании.
Компрессоры различаются по методу генерации сжатого воздуха или газа.
Поршневой
Мембранный
Винтовой
Пластинчатый
Спиральный
Роторный
Центробежный
Осевой
Поршневой компрессор
Поршневые компрессоры полагаются на возвратно-поступательное действие одного или нескольких поршней для сжатия газа в цилиндре (или цилиндрах) и выгрузки его через клапан в резервуары высокого давления. Во многих случаях резервуар и компрессор монтируются в общую раму или полозья в виде сборочного блока.
В то время как главная функция поршневых типов — это производство сжатого воздуха как источник энергии, они также используются для передачи природного газа по трубопроводу. Выбор агрегатов такого типа, как правило, основывается на необходимом давлении и скорости потока.
Для достижения более высокого давления одноступенчатого компрессора не хватит, поэтому используются двухступенчатые. Сжатый воздух, проходя через вторую ступень, заранее охлаждается при прохождении через первую ступень.
Говоря о температуре, многие поршневые компрессоры предназначены для работы по включению, а не непрерывно. Такие циклы позволяют нивелироваться теплу, произведенному во время деятельности, в большинстве случаев, через охладительные каналы.
Поршневые типы выпускаются двух видов конструкций: масляные и безмасляные. Безмасляные типы подходят для случаев, когда требуется воздух без примесей наилучшего качества.
Мембранный компрессор
Мембранный компрессор похож внешне на поршневые модели и использует концентрически расположенный двигатель, который колеблет гибкий диск. Он попеременно расширяет и сжимает компрессионную камеру. Как и мембранный насос, привод герметизируется от попадания жидкости гибким диском, и, таким образом, никакая жидкость не сможет контактировать с газом.
Воздушные мембранные типы – это агрегаты малой емкости, которые применяются при необходимости в очень чистом воздухе без примесей, например, в лабораториях или медицинских учреждениях.
Винтовой компрессор
Винтовые компрессоры это роторные машины, которые могут работать в течение всего дня, что делает их хорошим вариантом для применений в строительстве или прокладки дорог. Он цепляет ведущие и ведомые роторы, которые втягивают газ внутри в сторону привода, сжимают его до тех пор, пока роторы не сформируют клетку, и газ не выйдет вдоль по оси через отверстие на конце аппарата.
Роторное действие винтового типа делает его более тихим по сравнению с поршневыми компрессорами вследствие уменьшенной вибрации. Еще одним преимуществом такого вида над поршневым типом является функция выпуска воздуха без вибрации. Такие аппараты могут использовать в качестве смазки масло или воду. Однако при использовании масла агрегату может потребоваться частая диагностика.
Пластинчатый компрессор
Пластинчатый компрессор работает с помощью серии пластин, установленных в роторе, которые движутся вдоль внутренней стенки аппарата. Лопасти, по мере того как они вращаются от стороны входа к стороне выхода газа, сокращают радиус по которому крутятся, сжимая захваченный газ (воздух). Лопасти скользят по масляной пленке, которая образуется на стенке внутренней полости аппарата, обеспечивая герметизацию.
Пластинчатый тип не сможет производить безмасляный воздух, но они способны обеспечивать сжатый воздух без колебаний и толчков. Они относительно тихие, надежные, и способны работать без перерыва довольно долгое время. Компрессоры используются во многих «безвоздушных» видов работ, например, в нефте- и газо- и других обрабатывающих промышленностях.
Спиральный компрессор
Рекомендуемые товары
Артикул: 009-0790
Компрессор электрический CPS 950 Е «Chicago Pneumatic» (на шасси)
Уточняйте наличие
Вес (кг): 4500
Мощность (кВт): 160
Давление (атм): 7
Запрос цены
Артикул: 009-88106
Поршневой компрессор с ременным приводом СБ 4/ С -50 LB 30 3 кВт Remeza
Уточняйте наличие
Вес (кг): 77
Мощность (кВт): 3
Производительность (л/мин): 500
Запрос цены
Артикул: 009-1246
Компрессор винтовой LB 7,5-13/270 «COMARO»
Уточняйте наличие
Бренд: Comaro
Вес (кг): 228
Мощность (кВт): 7,5
Запрос цены
Артикул: 009-0961
Компрессор винтовой FORMULA 56 «ABAC»
Уточняйте наличие
Бренд: ABAC
Вес (кг): 1050
Мощность (кВт): 55
Запросить товар
Спиральные компрессоры используют неподвижные и вращающиеся спирали, которые уменьшают расстояние друг между другом по мере того как подвижные спирали обводят неподвижные. Вход газа осуществляется на внешнем крае спиралей, и газ выходит рядом с центром. Из-за того, что спирали не контактируют, дополнительная смазка не требуется, что позволяет такому типу производить безмасляный воздух.
Однако, поскольку масло не используется для снижения температуры после сжатия, как в других типах, мощности спиральных компрессоров несколько ограничены. Спирали часто используются в маломощных агрегатах и домашних кондиционерах.
Роторный компрессор
Роторные компрессоры — высокообъемные, приборы низкого давления более известные как воздуходувки. Два ротора вращаются в противоположном направлении. По мере того как каждый ротор проходит мимо места входа воздуха, он зацепляет его и несет к месту выхода. Во время того как газ подходит к месту выхода он сжимается под давлением и вытесняется.
Роторно-пластинчатый тип включает в себя два сцепленных между собой ротора, смонтированных на параллельных валах. В двухлопастном компрессоре каждый ротор имеет две пластины (четыре пластины на аппарат). В трехлопастной машине каждый ротор имеет три пластины (шесть пластин на аппарат).
Центробежный компрессор
Центробежные компрессоры работают на высокоскоростных насосообразных турбинах для того чтобы придать скорость газам для увеличения давления. Они применяются в основном в высокообъемных работах, например, коммерческих холодильных аппаратах мощностью больше 100 л.с.
Почти идентичные по конструкции центробежным насосам, центробежные типы увеличивают скорость газа, выбрасывая его наружу под действием вращающейся турбины. Газ расширяет в спиральной камере, где уменьшается скорость движения и увеличивается давление.
Центробежные компрессоры имеют низкий коэффициент сжатия, но они захватываю большие объемы газа. Большинство центробежных типов используют несколько этапов для того чтобы улучшить коэффициент компрессии. В этих многоступенчатых компрессорах газ обычно проходит через промежуточный охладитель между ступенями.
Осевой компрессор
Осевой компрессор достигает самых больших объемов производимого воздуха, колеблясь от 8 тысяч до 13 миллионов кфм в промышленных агрегатах. Реактивные двигатели используют компрессоры такого рода для производства объемов в еще более широком диапазоне.
В большей степени, чем центробежные компрессоры, осевые используют многоступенчатую конструкцию из-за их относительно низких коэффициентов сжатия. Как и центробежные, осевые типы увеличивают давление, сперва увеличивая скорость газа. Осевые компрессоры затем замедляют газ, пропуская его через изогнутые неподвижные лопасти, что увеличивает его давление.
Варианты питания и топлива
Воздушные компрессоры могут работать от электричества, как правило на 12 вольтах или 24 вольтах постоянного тока. Компрессоры также работают от стандартных уровней напряжения переменного тока в 120В, 220В, или 440В.
Также существуют аппараты, работающие от двигателя на горючем топливе, таком как бензин или дизельное топливо. Как правило, аппараты с электроприводом желательно использовать в тех случаях, когда важно обеспечить работу без выхлопных газов или когда использование или наличие горючего топлива нежелательно. Шум также играет определенную роль в выборе варианта топлива, поскольку электрические воздушные компрессоры обычно показывают более низкие показатели шума по сравнению с двигателями на горючем топливе.
Также, некоторые типы агрегатов могут быть приведены в действие гидравлически, без использования горючего топлива и выбросов выхлопных газов.
Выводы
В этой статье были описаны все виды воздушных компрессоров их принципы работы, преимущества и недостатки. Также можно сделать выводы, что выбор типа компрессора, необходимость смазки и варианты топлива очень сильно влияют на конечный выбор аппарата. Для работы, например, в помещении можно взять маломощный безмасляный компрессор, работающий от электричества.
Существует большое количество различных видов компрессоров, вариантов топлива и их применения. Компрессоры отличаются производимым давлением, скоростью, производительностью и рабочей средой. Каждый компрессор имеет свои особенности конструкции, технические характеристики и области применения.
Специалисты Строймашсервис-Мск
Материал подготовили сотрудники SMSM.ru, имеющие практический опыт работы более 25 лет со строительными инструментами и оборудованием как российского производства, так и иностранного.
Поделиться:
Cтатьи по теме
Виды топоров и правильное их применение
Универсальным инструментом, который может понадобиться на даче, в походе в лес или просто на отдыхе возле речки, в быту для хозяйственных целей, является топор. Несмотря на свою простую конструкцию, это приспособление имеет множество целей использования и различается по способам и качеству изготовления.
Читать далее
Водонагреватели — как выбрать идеальный нагреватель воды для дома
Центральное горячее водоснабжение есть далеко не везде. Чтобы решить эту проблему, рекомендуется установить водонагреватель в квартире или частном доме.
Читать далее
Виды строительных кранов — описание и характеристики
На строительной площадке без крана не обходится ни одна работа. При помощи грузоподъемного механизма производится сборка железобетонных элементов и доставка объемных грузов.
Читать далее
Как выбрать зимнюю спецодежду
Зимняя спецодежда должна предоставлять работнику защиту и комфорт, быть эстетичной, удобной и максимально функциональной. Но это еще не все — она должна соответствовать определенным требованиям нормативных документов. Как выбрать спецодежду, какой она бывает, сколько стоит и кому необходима?
Читать далее
Сетка для штукатурки стен
Армирующие сетки для штукатурки стен: какие бывают, их особенности. Как правильно выбрать, лучшие варианты.
Читать далее
Какие бывают напильники
Напильники, простейшие инструменты, за сотню лет практически не изменились. Они не требуют подключения к электросети и позволяют достать до самых неудобных мест. Напильник — настоящая палочка-выручалочка любого мастера.
Читать далее
Вопросы и ответы
Евгений
04.05.2022 15:56:00
Подскажите назначение винтового компрессора?
Строймашсервис-Мск
Устройства винтового типа используются для питания пневматического инструмента, в том числе домкратов, насосов, малярного оборудования, устройств для абразивной очистки, моечные агрегаты. Кроме бытовой сферы эксплуатация винтового компрессора популярна в промышленности и на стройке. Пневматические прессы, отбойные молотки и многие другие виды оборудования функционируют в тандеме с винтовыми компрессорами.
Семён
02.04.2022 22:53:00
Что такое сжимаемость воздуха?
Строймашсервис-Мск
Сжимаемость характеризует свойство воздуха изменять свой объем и плотность при изменении давления и температуры.
Иван
30.03.2022 22:49:00
Как убрать влагу из сжатого воздуха?
Строймашсервис-Мск
Влагу можно отделить, используя следующие дополнительные устройства: концевые охладители, сепараторы конденсата, рефрижераторные осушители и адсорбционные осушители.
Михаил
23.03.2022 22:50:00
Какая рабочая температура винтового компрессора?
Строймашсервис-Мск
Рабочая температура стационарных винтовых компрессоров – от +5 до +40 градусов. Это значит, что при температуре +2-4 градуса мотор может не запуститься, а при превышении верхнего предела наверняка перегреется.
Тимофей
16.03.2022 22:48:00
Чем отличается поршневой компрессор от центробежного?
Строймашсервис-Мск
Поршневые компрессоры обладают высоким коэффициентом полезного действия и применение их наиболее целесообразно при давлениях более 1 МПа и при малых подачах (не более 100—150 м3/мин). Центробежные компрессоры (турбокомпрессоры) конструктивно и по принципу действия сходны с многоступенчатыми центробежными насосами.
Борис
12.03.2022 22:47:00
Какие компрессоры являются компрессорами среднего давления?
Строймашсервис-Мск
Компрессоры со средним уровнем давления работают в диапазоне от 1,5 до 10 МПа.
Юлиан
05. 03.2022 22:46:00
Какие виды поршневых компрессоров существуют?
Строймашсервис-Мск
Поршневые компрессоры подразделяются на двойного или одинарного действия; масляные и безмасляные; угловые, горизонтальные, вертикальные; с различным количеством цилиндров.
Кирилл
02.03.2022 22:45:00
Можно ли оставлять компрессор на морозе?
Строймашсервис-Мск
Из-за влаги низкая температура окружающей среды может привести к замерзанию трубопроводов внутри компрессорного оборудования. Винтовые компрессоры имеют защиту от запуска при низких температурах, поэтому компрессор не запустится, если в помещении слишком холодно.
Егор
28.02.2022 22:43:00
Почему сильно греется компрессор?
Строймашсервис-Мск
Когда воздушный компрессор перегревается, проблема, как правило, связана с факторами, связанными с пульсациями давления всасывания или нагнетания. Также проблема может быть связана с недостаточной вентиляцией, маслом или повышенным износом деталей машины.
Никифор
24.02.2022 22:41:00
Как правильно хранить компрессор?
Строймашсервис-Мск
До ввода в эксплуатацию компрессор и оборудование следует хранить в закрытом помещении при температуре не ниже +5°C.
Геннадий
23.02.2022 22:41:00
При каких температурах работает компрессор?
Строймашсервис-Мск
Воздушные компрессоры предназначены и гарантированно работают при температуре окружающей среды от +5°С до +45°С. Они могут работать и при низких температурах воздуха. Даже при температуре наружного воздуха -30°С температура компрессора не опускается ниже +30°С, то есть он сам себя греет.
Шамиль
21.02.2022 22:39:00
Почему компрессор гонит воду?
Строймашсервис-Мск
В воздухе содержится влага. При попадании в пневмосеть происходит охлаждение воздуха, и образуется конденсат. Для удаления воды из потока воздуха используются фильтры-влагоотделители и осушители воздуха.
Moscow 36669
20.02.2022 11:45:00
У какого типа компрессора большая производительность и большое давление газа?
Строймашсервис-Мск
Зиновий
16. 02.2022 22:38:00
Зачем охлаждать сжатый воздух?
Строймашсервис-Мск
Использование охладителя сжатого воздуха снижает риски поломки оборудования. Данное оборудование охлаждает сжатый воздух с целью устранения конденсата (влаги), который образуется в момент сжатия воздуха при выходе из компрессорной установки.
Харитон
14.02.2022 22:37:00
Почему в компрессоре образуется конденсат?
Строймашсервис-Мск
Воздух, поступающий в компрессор из атмосферы насыщен парами влаги. При концентрации влаги более значения точки росы выпадает конденсат.
Денис
11.02.2022 22:57:00
Почему не работает автомобильный компрессор?
Строймашсервис-Мск
Самая распространенная причина, это перегорание предохранителя в блоке предохранителей автомобиля или на проводе автокомпрессора, где зачастую он установлен. Вторая из более часто встречающихся поломок автокомпрессоров, это перетирание или обрыв питающего провода компрессора.
Фёдор
11. 02.2022 22:36:00
Какой режим устанавливается для работы поршневого компрессора?
Строймашсервис-Мск
Поршневой компрессор с воздушным охлаждением предназначен для повторно-кратковременного режима работы с продолжительностью включения (ПВ) до 60%.
Александр
10.02.2022 22:34:00
Сколько обкатывать компрессор?
Строймашсервис-Мск
Обкатывать компрессор в течение 100 часов работы следует при давлении не выше 0,7…0,8 МПа для прирабатывания трущихся деталей.
Валерий
09.02.2022 22:35:00
Как долго может работать воздушный компрессор?
Строймашсервис-Мск
Компрессор с рабочим циклом 30% может работать только 18 минут и должен остывать в течение 42 минут.
Пётр
01.02.2022 22:33:00
В чем разница между насосом и компрессором?
Строймашсервис-Мск
Принципиальное отличие между этими аппаратами это база, за счет которой создается давление. У насосов это жидкость, а компрессор использует воздух. Компрессор работает за счет сжатия, а насос перекачивает.
Родион
31.01.2022 22:32:00
Какая производительность компрессора нужна для краскопульта?
Строймашсервис-Мск
Для каждого типа краскопультов нужен компрессор определенной мощности: HP – до 300 л/мин; HVLP – от 360-ти до 520 л/мин; LVLP – от 150-ти до 360 л/мин.
St Petersburg 36175
30.01.2022 16:32:00
Скажите,пожалуйста, используется ли Компрессор Quattro Elementi Storm-50 50 л при ремонте холодильного оборудования?
Строймашсервис-Мск
Олег
26.01.2022 22:30:00
Нужно ли спускать воздух из компрессора?
Строймашсервис-Мск
Чтобы компрессор без необходимости не испытывал внутренних напряжений, после работы следует спускать из ресивера сжатый воздух. Манометры компрессора также требуют периодической поверки.
Леонид
19.01.2022 22:29:00
Для чего нужен компрессор на даче?
Строймашсервис-Мск
Компрессор для дачи удобен и для полива, как небольшой насос, и при опылении плодовых деревьев (для накачивания бака), и при наполнении бассейна. А также в гараже: подкрасить кузов машины, сдуть пыль и мусор, подкачать шины.
Ян
18.01.2022 22:56:00
Какой лучше купить автомобильный компрессор?
Строймашсервис-Мск
Для легковых автомобилей с 14–16‑дюймовыми шинами вполне подойдет компрессор производительностью 30–35 л/мин. Рабочее давление – 7–10 атм.
Тимофей
18.01.2022 22:19:00
Как выбрать компрессор для пескоструя?
Строймашсервис-Мск
Для пескоструя, который будет применяться в автосервисе, будет достаточно небольшого поршневого компрессора производительностью 0.7-1 куб. м/мин и давлением 6-8 бар.
Эдуард
11.01.2022 22:28:00
Для чего нужен компрессор в строительстве?
Строймашсервис-Мск
Строительный компрессор применяют для устранения любых дефектов при возведении фундамента и неправильных стяжках.
Дмитрий
08.01.2022 22:26:00
Можно ли оставлять воздух в компрессор под давлением?
Строймашсервис-Мск
Нельзя оставлять компрессор во включенном состоянии после окончания работы. Это может привести к его перегреву и поломке.
Женя
04.01.2022 22:24:00
Откуда берет воздух поршневой компрессор?
Строймашсервис-Мск
Воздух поступает в цилиндр через открытый клапан всасывания, так как при движении поршня возникает разряжение, открывается клапан всасывания и впускает воздух. Во время обратного перемещения объем поршневой камеры уменьшается и происходит сжатие воздуха и увеличение его давления.
Борис
30.12.2021 22:23:00
Сколько может работать поршневой компрессор без остановки?
Строймашсервис-Мск
Поршневой компрессор может работать 24 часа в сутки в течение многих лет без остановки (только для обслуживания). В этом случае рабочий цикл составляет 1 или 100%.
Игорь
21.12.2021 22:21:00
Какой лучше купить компрессор для покраски автомобиля?
Строймашсервис-Мск
Лучше брать модель с запасом производительности на на 20–40%, чтобы он не работал на пределе и не грелся. Для регулярного использования следует обратить внимание на масляные компрессоры с ременным приводом, с ресивером 100 литров и производительностью 440–650 литров в минуту.
Иван
16.12.2021 22:17:00
Что можно делать с помощью компрессора?
Строймашсервис-Мск
В быту компрессоры можно использовать для мойки фасадов зданий, сооружений, автомобилей; полива клумб; побелки, аэрографии, малярных работ; ремонтно-строительных, шлифовальных, граверных работ.
Марат
09.12.2021 22:09:00
Как работает воздушный компрессор?
Строймашсервис-Мск
Основу работы воздушного компрессора составляет движение поршня – поступательные движения приводят к всасыванию воздуха в цилиндр, а при возвратном действии воздух сжимается. В этот момент происходит закрытие клапана всасывающего действия, а нагнетательный клапан подает в магистраль сжатый воздух.
Сергей
01.12.2021 22:07:00
Для чего нужен воздушный компрессор?
Строймашсервис-Мск
Воздушный компрессор — устройство для производства сжатого воздуха. Компрессор служит для преобразования электроэнергии в энергию сжатого воздуха.
Смотреть все вопросы (34) Скрыть
Срок службы воздушных винтовых и поршневых компрессоров
Промышленные предприятия, а также частные пользователи много лет используют для преобразования электрической энергии в сжатый воздух компрессоры поршневые. Однако, не так давно на рынке специализированного оборудования появились более сложные и технически продвинутые винтовые компрессоры.
Разница между этими типами устройств состоит в:
принципе работы механизма;
стоимости агрегатов;
характеристиках шума, вибрации, а также других аспектах.
Зачастую производители компрессоров винтового типа заявляют, что ресурс его работы значительно превышает показатели поршневого компрессора. В этой статье мы рассмотрим вопросы, связанные со сроком службы обоих типов устройств.
Что влияет на срок службы компрессора?
К основным факторам, влияющим на продолжительность работы агрегатов стоит отнести следующие особенности.
Температура воздуха. В связи с тем, что в компрессорах для смазки подвижных частей используется масло, его характеристики могут оказывать значительное влияние на срок службы агрегата. Например, если температура в помещении где используется устройство снижается до +5 градусов Цельсия, то масло внутри компрессора становится слишком густым. Такое состояние смазки приводит к проблемам при старте электродвигателя. В то же время, если температура воздуха поднимется выше +45 градусов Цельсия, масло становится слишком жидким и не обеспечивает должной защиты подвижных деталей. Таким образом возникает чрезмерный износ механизмов. Как видим, влияние температуры окружающей среды может снизить срок службы оборудования.
Параметры электросети. Не секрет, что для любого оборудования или электрического прибора критическое значение имеет соответствие характеристик электросети требованиям электропитания устройства. Пневматическое оборудование также не является исключением. Скачки напряжения, его понижение или перекос фаз могут вызвать поломку как винтового, так и поршневого компрессора.
Техническое обслуживание. Любое промышленное оборудование нуждается в своевременном и грамотном техническом обслуживании. Если игнорировать тот факт, что пневматическое оборудование должно регулярно проходить проверку, при которой устраняются какие-либо мелкие неисправности, то срок службы любого из этих типов агрегатов может значительно сократиться.
Кроме этого, важно помнить, что решающую роль в продолжительности эксплуатации компрессора играет правильный выбор агрегата. При покупке устройства необходимо точно знать, для каких целей оно будет использоваться и каким параметрам эксплуатации должно соответствовать.
Почему поршневой и винтовой компрессоры имеют разные сроки службы?
Основная причина разницы в длительности эксплуатации этих типов устройств состоит в принципе действия каждого из них. Традиционный и более старый поршневой тип обеспечивает подачу сжатого воздуха благодаря движению поршня по цилиндру, размещённых внутри корпуса агрегата. В движение он приводится кривошипно-шатунным механизмом с коленчатым валом. Такая конструкция отличается своей простотой и невысокой стоимостью деталей. Однако, за счёт возвратно-поступательного движения поршня компрессор испытывает серьёзные ударные и вибрационные нагрузки. Кроме этого, при его работе создаётся высокий уровень шума. Все эти факторы и являются причиной меньшего срока службы агрегата.
Отличием винтового компрессора является то, что нагнетание воздуха происходит при помощи винтовой пары роторов. Сжатие происходит при помощи масла, после чего воздух отделяется в специальном отсеке и подаётся потребителю. Такая конструкция отличается более сложным исполнением, однако, она не производит шум или вибрацию, а также не требует специальных решений для установки. Именно поэтому срок службы такого агрегата отличается более длительным периодом.
Специалисты утверждают, что в среднем срок эксплуатации первого типа устройств равен 2-3 годам, в то время как второй тип оборудования может служить 10-12 лет.
Как продлить срок службы компрессора?
Чтобы максимально долго использовать пневматическое оборудование, прежде всего стоит определить для каких целей оно будет использоваться. Например, если не учитывать характеристики производительности и мощности, а также габариты устройства и другие показатели, узнайте нужен ли вам агрегат, обеспечивающий постоянную подачу сжатого воздуха, или требуется устройство работающее кратковременно с перерывами. В первом случае вам подойдёт винтовой компрессор, в то время как для второго варианта предпочтительнее выбрать поршневой. Также придерживайтесь простых правил:
Ознакомьтесь с инструкцией по монтажу агрегата и следуйте им при установке.
Позаботьтесь об обеспечении оборудования качественным электропитанием.
Эксплуатируйте устройство в оптимальном температурном режиме.
Вовремя проводите техническое обслуживание.
Если у вас остались вопросы, позвоните в компанию «StarKraft» по телефону +7(495)544-51-39 или напишите письмо на наш адрес электронной почты [email protected].
Подготовлено:Светлана Добронравова
Что такое компрессор? | Карьерный путь и обзор
Когда дело доходит до компрессора, это больше, чем кажется на первый взгляд. Например, знаете ли вы, что они зарабатывают в среднем 24,29 доллара в час? Это 50 528 долларов в год! Ожидается, что в период с 2018 по 2028 год карьера вырастет на 11% и создаст 203 300 вакансий в США. Просматривая резюме, мы смогли сузить наиболее распространенные навыки для человека на этой должности. Мы обнаружили, что во многих резюме указывалось цветовое зрение, технические навыки и коммуникативные навыки.
Как стать компрессорщиком
Если вы заинтересованы в том, чтобы стать компрессорщиком, первое, на что вам следует обратить внимание, это уровень образования, которое вам необходимо. Мы определили, что 27,1% компрессорщиков имеют степень бакалавра. Что касается уровня высшего образования, мы обнаружили, что 6,3% компрессорщиков имеют степень магистра. Несмотря на то, что некоторые компрессорщики имеют высшее образование, им можно стать только со степенью средней школы или GED.
Средняя заработная плата
$50 528
Лучшие вакансии в области компрессоров рядом с вами
Компрессоры в Америке зарабатывают в среднем 50 528 долларов в год или 24 доллара в час. Верхние 10 процентов зарабатывают более 100 000 долларов в год, а нижние 10 процентов — менее 25 000 долларов в год.
Средняя зарплата компрессора
$ 50 528 ежегодно
$ 24,29 часовые
$ 25 000
10 %
$ 50 0003
Median
$ 100 000
90 %
Что Am I Aort?
Обучение компрессору
Compressor Majors
Mechanical Engineering
23.1 %
Business
12.8 %
Electrical Engineering Technology
Compressor Degrees
High School Diploma
31.3 %
Bachelors
27.1 %
Associate
20.8 %
Выберите из более чем 10 настраиваемых шаблонов резюме для компрессоров
Zippia позволяет вам выбирать из различных простых в использовании шаблонов для компрессоров и дает советы экспертов. Используя шаблоны, вы можете быть уверены, что структура и формат вашего резюме Compressor будут на высшем уровне. Выберите шаблон с цветами, шрифтами и размерами текста, которые подходят для вашей отрасли.
Демография компрессоров
Гендерное распределение компрессоров
Женщины
После обширных исследований и анализа команда Zippia по обработке данных обнаружила, что:
Среди компрессоров 10,2% составляют женщины, а 89,8% — мужчины.
Самая распространенная раса/этническая принадлежность среди компрессоров — белые, что составляет 68,1% всех компрессоров.
Наиболее распространенным иностранным языком среди компрессорщиков является испанский на 100,0%.
Онлайн-курсы по компрессорам, которые могут вам понравиться
Раскрытие рекламы Перечисленные ниже курсы являются партнерскими ссылками. Это означает, что если вы нажмете на ссылку и купите курс, мы можем получить комиссию.
Алгоритмы и структуры данных в Java. Часть II
Структуры данных Tries, троичные деревья поиска, сжатие данных, поиск подстрок и алгоритмы сортировки…0003
(1,016)
Овладейте основными понятиями информатики, освоив структуры данных, алгоритмы и решение проблем с помощью C++. .. Язык программирования, алгоритмы и структуры данных…
Подробнее о Udemy
Тип работы, который вы хотите
Полный рабочий день
Неполный рабочий день
Стажировка
Временная
Как компрессор оценивает свою работу?
Вы работаете компрессорщиком?
Оцените, как вам нравится работать Компрессором. Это анонимно и займет всего минуту.
Top Compressor Employers
Most Common Employers For Compressor
Rank
Company
Average Salary
Hourly Rate
Job Openings
1
Alma Products
$70,464
$33.88
1
2
Carrier
$61,574
$29.60
2
3
Valeo Financial Advisors
$52,396
$25.19
1
4
Best Formulations
$52,137
$25. 07
1
5
Insta Graphic Systems
$42,289
$20.33
1
6
Randstad North America, Inc.
$38,966
$18.73
1
7
MSC
$35,387
$17.01
1
8
Express Employment Indy South
29 955 $
14,40 $
1
Обновлено 9 сентября 2022 г.0001
Обычно механикам по воздушным компрессорам не требуется высшее образование. Наиболее распространенная степень для механиков воздушных компрессоров — это диплом средней школы с 34% выпускников, и только 30% выпускников механиков воздушных компрессоров получают степень младшего специалиста. Механики по воздушным компрессорам, решившие окончить колледж, часто заканчивают Университет Кларксона или Гавайский Тихоокеанский университет. Некоторые хорошие навыки, которые нужно иметь на этой должности, включают организационные навыки, механические навыки и физическую силу.
Какое образование нужно получить, чтобы стать механиком по воздушным компрессорам?
Наиболее распространенной степенью для механиков воздушных компрессоров является диплом средней школы. 34% механиков воздушных компрессоров получают эту степень. Ближайшее второе место занимает степень младшего специалиста с 30%, а затем степень бакалавра с 22%.
Диплом средней школы, 34%
Ассоциированный, 30%
Bachelorors, 22%
Диплом, 8%
Другие степени, 6%
Самый распространенный уровень образования для Air Compresser Mechanics
8
. Самый распространенный уровень образования для Air Compresser Mechanics
8
.
Air Compressor Mechanic Degree
Percentages
High School Diploma
34.0%
Associate
30.0%
Bachelors
22.0%
Diploma
8. 0%
Сертификат
6,0%
Отметьте вакансии, соответствующие вашему образованию
Средняя школа / GED
Associate
Бакалавриат
Магистр
Докторантура
Средняя заработная плата механика по воздушным компрессорам в зависимости от уровня образования
Механики по воздушным компрессорам со степенью младшего специалиста зарабатывают больше, чем те, у кого нет степени, на $45 416 в год. Имея диплом средней школы, механики воздушных компрессоров получают средний годовой доход в размере 44 219 долларов США по сравнению с 42 598 долларов США для механиков воздушных компрессоров со степенью бакалавра.
Диплом средней школы или ниже
Степень бакалавра
Некоторый колледж/ ассоциированная степень
$ 0
$ 10 000
$ 20 0009
$ 30 000
$ 40 000
$ 50 0009
СОЗДАНИЕ ОБРАЗОВАНИЯ
AIR.
Диплом средней школы или ниже
44 219 долларов
Степень бакалавра
42 598 долларов
Некоторая степень бакалавра/ассоциата
$45,416
20 лучших онлайн-курсов по механике воздушных компрессоров
Иногда все становится намного лучше, когда вы целый день проводите в пижаме. Включая школу. Мы нашли лучшие курсы для механиков воздушных компрессоров от Udemy, Coursera, EDX и ed2go, которые помогут вам продвинуться по карьерной лестнице. Вот основные навыки, необходимые для работы механиком воздушного компрессора:
Ручные инструменты
Hvac
Служебный автомобиль
Если вы хотите улучшить навыки механики воздушного компрессора, эти курсы могут помочь вам в этом.
Рекламное раскрытие информации
Психрометрия ОВКВ, система кондиционирования воздуха и выбор воздуховодов
Систематически накапливайте свои знания, от оценки охлаждающей нагрузки здания до определения размеров и выбора кондиционеров и воздуховодов. ..
Подробнее о Udemy
Центробежные компрессоры: Принципы , Эксплуатация и конструкция
Полное понимание деталей конструкции и функционирования центробежных компрессоров для успешной эксплуатации…
Подробнее на Udemy
Часть 1 Наземная школа частных пилотов FAA (Часть 61)
Введение в летную подготовку, конструкцию самолета, системы и полет Инструменты…
Подробнее о Udemy
Проектирование электрической подстанции с воздушной изоляцией
Этот курс даст вам большое представление о подстанциях с воздушной изоляцией и о том, как все оборудование сочетается друг с другом…
Подробнее на Udemy
Введение в авиаперевозки и авиационный менеджмент
Авиация имеет важное значение для глобального бизнеса, поскольку она поддерживает путешествия и грузовые перевозки по всему миру. До пандемии COVID-19 экономические выгоды, создаваемые отраслью в разных странах, демонстрировали тенденцию к росту. Этот курс направлен на то, чтобы дать учащимся широкое представление об услугах аэропортов на разных этапах проектирования и проектирования. Учащиеся получат базовые знания о том, как работает аэропорт. Ключевые темы включают будущую перспективу управления воздушным движением, воздушное движение…
Подробности на edX
Введение в качество воздуха в помещении
Обзор курса: https://youtu. be/LLVb4FOn4uU Этот курс дает базовые знания в новой области – качество воздуха в помещениях (IAQ) в зданиях. Учащиеся поймут важность поддержания надлежащего качества воздуха в помещении. Демонстрируются характеристики, связанные с загрязнителями воздуха внутри помещений (IAC), такие как твердые частицы (PM2,5, PM10), радон, летучие органические соединения (ЛОС), асбест, биоаэрозоли и другие. контролируй меня…
Подробнее на Coursera
Загрязнение воздуха — глобальная угроза нашему здоровью
Нам всем нужно дышать, чтобы жить. Но воздух, которым мы дышим, загрязнен как на улице, так и в помещении. Ежегодно это загрязнение уносит 7 миллионов жизней по всему миру — и много страданий. 1 из 8 смертей происходит из-за загрязнения воздуха. Этот курс предоставит вам введение в самые последние исследования в области воздействия загрязнения воздуха на здоровье, а также более широкое понимание источников и распространения загрязнения воздуха и того, что мы должны с этим делать. Что такое загрязнение воздуха? Каковы источники?…
Подробнее на Coursera
HVAC (ЧАСТЬ 1) с HAPExcelAutoCADРучные расчеты
Практическое руководство по отоплению, вентиляции и кондиционированию воздуха с программами и схемами (включая практический проект)…
Подробнее на Udemy
Бортовая механика — Основа
Более чем через столетие после первого полета братьев Райт полет все еще бросает вызов нашей интуиции. Здесь вы узнаете, как называть различные части самолета, а также описывать и количественно определять его геометрию. Для этого нам теперь нужно поделиться точным словарем для описания движения и положения самолета в пространстве, а также напомнить основные общие принципы механики. Вы вспомните, как 2-й закон Ньютона позволяет определить, какую силу надо приложить к яблоку — или к самолету,. ..
Подробнее на Coursera
HVAC (ЧАСТЬ 2) с Revit MEP и практическими проектами
ваше практическое руководство по отоплению, вентиляции и кондиционированию воздуха с программами и макетами (включая полный проект)…
Подробнее на Udemy
Efficient HVAC Systems
В этом курсе вы начнете с определения различных шагов, которые необходимо выполнить инженерам HVAC (отопление, вентиляция и кондиционирование воздуха), чтобы прийти к правильному проекту при сотрудничестве с архитектором. Затем вы узнаете, как распределять тепло и холод с помощью воздушных и водяных систем, какие уровни температуры использовать в обоих случаях и как это связано с типом энергоснабжения и тепловыми качествами конструкции здания. Вы еще больше углубите свои знания о вентиляционных установках и…
Подробнее о edX
Основы дизельного двигателя (машиностроение)
Узнайте больше о дизельном двигателе! Идеально подходит для автомобилестроения и автомобилестроения!. ..
Подробнее на Udemy
Аддитивные технологии в металлургии и машиностроении
Каждый подросток готов ответить на вопрос — что такое 3D принтер? Но не каждый опытный инженер может представить, где и как можно применить аддитивные технологии в машиностроении и тем более в металлургии. Это тема нашего онлайн-курса. Использование аддитивных технологий — один из ярких примеров того, как новые разработки и оборудование могут значительно улучшить традиционное производство. Рассмотрим, что такое аддитивные технологии для металлургической и машиностроительной…
Подробнее на Coursera
Полный курс инженерной механики
Изучите основы механики, статики и прикладной физики, а затем решите реальные задачи механики…
Подробнее на Udemy
Квантовая механика для инженеров
2 Эта специализация предназначена для инженеров, стремящихся приобрести фундаментальное понимание квантовой механики, которая является основой современной электротехники, механики и квантовой инженерии.
Через 3 курса вы изучите (1) основные понятия, такие как суперпозиция и запутанность квантовых состояний, измерения в квантовой механике и принцип неопределенности, (2) математические инструменты, необходимые для описания и управления квантовыми состояниями, (3) продвинутую теорию углового момента. и (4) аппроксимационный метод…
Подробнее на Coursera
Инженерная механика
Вы заинтересованы в улучшении своей механики или хотите познакомиться с предметом в целом? Присоединяйтесь к нашему уникальному курсу, разработанному Уральским федеральным университетом. Благодаря нашему новаторскому подходу вы получите базовый традиционный материал, выполняя практически ориентированные задачи, и научитесь строго теоретическому математическому анализу основных понятий. Вы познакомитесь с математическим моделированием инженерных конструкций, типовых машин и механизмов с использованием 2D и 3D схем.
Подробнее о edX
Квантовая механика для ученых и инженеров 2
Этот курс охватывает ключевые темы использования квантовой механики во многих современных приложениях в науке и технике, знакомит с основными передовыми понятиями, такими как вращение, идентичные частицы, квант механика света, основы квантовой информации и интерпретация квантовой механики, а также охватывает основные способы написания и использования квантовой механики в современной практике. Он непосредственно следует из курса «Квантовая механика для ученых и инженеров 1», а также…
Просмотреть подробности на edX
Квантовая механика
Курсы квантовой механики обычно требуют, чтобы вы изучали математику высокого уровня в дополнение к естественным наукам, что затрудняет усвоение и применение квантовых идей. Студенты часто посещают эти занятия несколько раз, прежде чем они даже начинают понимать. В этом курсе мы преподаем квантовую механику в независимой от представлений форме, которая фокусируется на операторах. Предварительная математика ниже, и нам нужно меньше ее разрабатывать. Это позволяет нам сосредоточиться на развитии концептуального понимания и…
Подробнее о edX
Механическое проектирование и процесс разработки продукции
Изучите основные идеи и концепции, лежащие в основе разработки механических продуктов, связанных с машиностроением… систематически получать знания, от принципов работы HVAC до оптимизации работы холодильной установки.

 Для сверления отверстий под углами применяют приставки и кондукторы (они в зависимости от конструктивных особенностей могут называться накладками и шаблонами), а также подручные средства.
Для сверления отверстий под углами применяют приставки и кондукторы (они в зависимости от конструктивных особенностей могут называться накладками и шаблонами), а также подручные средства.




 Такие кондукторы для сверления под углами применяют при необходимости работы в различных плоскостях.
Такие кондукторы для сверления под углами применяют при необходимости работы в различных плоскостях.

 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом. Львов
Львов 5 мм
5 мм Ровно
Ровно Киев
Киев
 Если вам трудно забить гвоздь, короткое угловое направляющее отверстие очень поможет, направляя гвоздь под правильным углом и уменьшая количество необходимого удара молотком.
Если вам трудно забить гвоздь, короткое угловое направляющее отверстие очень поможет, направляя гвоздь под правильным углом и уменьшая количество необходимого удара молотком.

 Твердые породы дерева, такие как клен, орех и дуб, трудно просверлить вручную под углом.
Твердые породы дерева, такие как клен, орех и дуб, трудно просверлить вручную под углом. Не доделывайте отверстие. Остановите дрель, когда сверло войдет в материал примерно на 1/16–1/8 дюйма. Цель состоит в том, чтобы просверлить отверстие достаточно глубоко, чтобы удерживать кончик сверла для следующего шага, в котором вы измените угол отверстия.
Не доделывайте отверстие. Остановите дрель, когда сверло войдет в материал примерно на 1/16–1/8 дюйма. Цель состоит в том, чтобы просверлить отверстие достаточно глубоко, чтобы удерживать кончик сверла для следующего шага, в котором вы измените угол отверстия. Двигайтесь как можно медленнее, так как высокие скорости могут привести к тому, что долото отойдет от пилотного отверстия.
Двигайтесь как можно медленнее, так как высокие скорости могут привести к тому, что долото отойдет от пилотного отверстия. Такие инструменты, как ленточные пилы, дисковые шлифовальные машины и сверлильные станки, обычно имеют регулировочные шкалы, позволяющие наклонять столы для работы под углом, но такие задачи встречаются не так часто. Я очень забочусь о том, чтобы мои инструментальные столы находились под идеальным углом 90 градусов, и, как только я их туда доставлю, мне не хочется их двигать. И хотя большинство угловых работ на ленточной пиле и шлифовальном станке лучше всего выполнять, заменив стол, это не относится к сверлильному станку. Для сверления серии отверстий под одним и тем же углом простое приспособление, сделанное из металлолома, творит чудеса. И как только вы изготовите кондуктор, вы можете быстро настроить его для будущих задач углового сверления — и оставить основной стол станка на 9.0 градусов все время. Это потому, что вместо того, чтобы наклонять стол, мы наклоняем саму заготовку. Чтобы проиллюстрировать процесс, мы сделаем простое подвесное дерево из кружек.
Такие инструменты, как ленточные пилы, дисковые шлифовальные машины и сверлильные станки, обычно имеют регулировочные шкалы, позволяющие наклонять столы для работы под углом, но такие задачи встречаются не так часто. Я очень забочусь о том, чтобы мои инструментальные столы находились под идеальным углом 90 градусов, и, как только я их туда доставлю, мне не хочется их двигать. И хотя большинство угловых работ на ленточной пиле и шлифовальном станке лучше всего выполнять, заменив стол, это не относится к сверлильному станку. Для сверления серии отверстий под одним и тем же углом простое приспособление, сделанное из металлолома, творит чудеса. И как только вы изготовите кондуктор, вы можете быстро настроить его для будущих задач углового сверления — и оставить основной стол станка на 9.0 градусов все время. Это потому, что вместо того, чтобы наклонять стол, мы наклоняем саму заготовку. Чтобы проиллюстрировать процесс, мы сделаем простое подвесное дерево из кружек. Размер вашего фанерного стола в соответствии с вашими потребностями; тот, что здесь, имеет размеры около 10 дюймов на 12 дюймов. Прикрепите кусок обрезков к верхней поверхности перпендикулярно переднему краю. Длина этой детали не имеет решающего значения, но она должна проходить от переднего края шаблона, по крайней мере, до того места, где опускается патрон сверлильного станка. Забор должен быть достаточно высоким, чтобы вместить работу, которую вы бурите.
Размер вашего фанерного стола в соответствии с вашими потребностями; тот, что здесь, имеет размеры около 10 дюймов на 12 дюймов. Прикрепите кусок обрезков к верхней поверхности перпендикулярно переднему краю. Длина этой детали не имеет решающего значения, но она должна проходить от переднего края шаблона, по крайней мере, до того места, где опускается патрон сверлильного станка. Забор должен быть достаточно высоким, чтобы вместить работу, которую вы бурите. Этого легко добиться, зажав ограничитель ширины стола сзади стола. Расположите упор так, чтобы приспособление выровнялось под прямым углом к передней части станка, а затем зажмите его по краям стола сверлильного станка.
Этого легко добиться, зажав ограничитель ширины стола сзади стола. Расположите упор так, чтобы приспособление выровнялось под прямым углом к передней части станка, а затем зажмите его по краям стола сверлильного станка.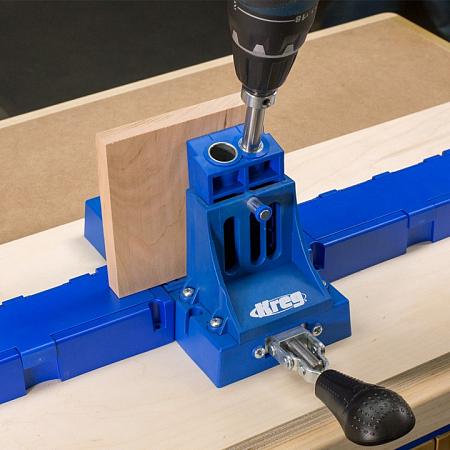

 Производители отмечают, что этот насос для колодца не имеет трущихся поверхностей и вращающихся деталей, что способствует длительной и безотказной работе. В устройстве предусмотрен верхний забор воды, который обеспечивает постоянное охлаждение электромагнитной системы для предохранения от перегрузки. Верхний забор воды исключает также замутнение воды в источнике и засасывание ила со дна. Термореле призвано спасти «Ручеек» от сгорания. Оно автоматически отключает его при перегрузке. Также создатели аппарата говорят, что полив идет намагниченной водой, а она способствует повышению урожайности.
Производители отмечают, что этот насос для колодца не имеет трущихся поверхностей и вращающихся деталей, что способствует длительной и безотказной работе. В устройстве предусмотрен верхний забор воды, который обеспечивает постоянное охлаждение электромагнитной системы для предохранения от перегрузки. Верхний забор воды исключает также замутнение воды в источнике и засасывание ила со дна. Термореле призвано спасти «Ручеек» от сгорания. Оно автоматически отключает его при перегрузке. Также создатели аппарата говорят, что полив идет намагниченной водой, а она способствует повышению урожайности. ELITECH НПК 800-30
ELITECH НПК 800-30 ЛЕПСЕ Водолей-3 10м
ЛЕПСЕ Водолей-3 10м ДЖИЛЕКС Водомет ПРОФ 55/35
ДЖИЛЕКС Водомет ПРОФ 55/35 5 мм
5 мм DAB DIVERTRON 1200 M
DAB DIVERTRON 1200 M GARDENA 5500/3 Classic
GARDENA 5500/3 Classic ВИХРЬ ВН-10В
ВИХРЬ ВН-10В KARCHER BP 1 Barrel
KARCHER BP 1 Barrel м/час
м/час Она же указана в характеристиках. Когда насос устанавливается в сухом месте, а забор воды происходит через рукав-шланг, опускаемый в колодец — это поверхностный агрегат.
Она же указана в характеристиках. Когда насос устанавливается в сухом месте, а забор воды происходит через рукав-шланг, опускаемый в колодец — это поверхностный агрегат.

 Как правило, простые модели насосов расходуют менее 1 кВт.
Как правило, простые модели насосов расходуют менее 1 кВт.
 Часто поверхностные насосы продаются вместе с дополнительным оборудованием и называются насосными станциями: например, в комплект может входить реле давления, чтобы включать и отключать насос автоматически, или гидроаккумулятор — емкость с водой, которая защищает насос от частого включения и компенсирует перепады давления.
Часто поверхностные насосы продаются вместе с дополнительным оборудованием и называются насосными станциями: например, в комплект может входить реле давления, чтобы включать и отключать насос автоматически, или гидроаккумулятор — емкость с водой, которая защищает насос от частого включения и компенсирует перепады давления. Источник: met-all.org Здесь насосная станция объединяет в себе сам насос, реле давления и гидробак. Источник: ozon.ru
Источник: met-all.org Здесь насосная станция объединяет в себе сам насос, реле давления и гидробак. Источник: ozon.ru
 Это наиболее простой и бюджетный вариант насоса. Погружной вибрационный насос погружается прямо в воду, иногда устройство опускают в колодец в ведре, чтобы он сильно не поднимал со дна песок.
Это наиболее простой и бюджетный вариант насоса. Погружной вибрационный насос погружается прямо в воду, иногда устройство опускают в колодец в ведре, чтобы он сильно не поднимал со дна песок. Они засасывают воду и перемещают ее дальше, создавая напор: процесс похож на бурение лунки на льду реки рыбацким шнеком.
Они засасывают воду и перемещают ее дальше, создавая напор: процесс похож на бурение лунки на льду реки рыбацким шнеком. Источник: kolodezman.ru
Источник: kolodezman.ru При этом только за диагностику насоса могут взять от 900 Р. Но в целом конструкцией насоса не предусмотрены движущие части или клапаны, поэтому насосы простые в ремонте.
При этом только за диагностику насоса могут взять от 900 Р. Но в целом конструкцией насоса не предусмотрены движущие части или клапаны, поэтому насосы простые в ремонте.



 Глубокие струйные насосы обычно используются в скважинах глубиной 110 футов.
Глубокие струйные насосы обычно используются в скважинах глубиной 110 футов.
 Обращение к подрядчику за цитатой — лучший способ получить точную информацию о ценах.
Обращение к подрядчику за цитатой — лучший способ получить точную информацию о ценах. Стоимость варьируется в зависимости от размера скважины, используемых материалов и необходимости установки. Например, замена насоса для неглубокой скважины обойдется дешевле, чем погружного насоса для глубокой скважины.
Стоимость варьируется в зависимости от размера скважины, используемых материалов и необходимости установки. Например, замена насоса для неглубокой скважины обойдется дешевле, чем погружного насоса для глубокой скважины. PumpProducts.com В пятерку самых продаваемых брендов скважинных насосов входят: скважинные насосы Goulds, скважинные насосы Grundfos, скважинные насосы Berkeley, скважинные насосы Myers и скважинные насосы Sta-Rite. Вы можете выполнить поиск в нашем онлайн-каталоге скважинных насосов и запчастей или позвонить в нашу службу поддержки сегодня по телефону 1-800-429-0800.
PumpProducts.com В пятерку самых продаваемых брендов скважинных насосов входят: скважинные насосы Goulds, скважинные насосы Grundfos, скважинные насосы Berkeley, скважинные насосы Myers и скважинные насосы Sta-Rite. Вы можете выполнить поиск в нашем онлайн-каталоге скважинных насосов и запчастей или позвонить в нашу службу поддержки сегодня по телефону 1-800-429-0800. расстояние от колодца. Струйные насосы бывают двух видов: однолинейные и двухлинейные. Основное преимущество погружного насоса заключается в том, что он «выталкивает» воду, а не втягивает или всасывает воду на поверхность. Погружной насос никогда не нуждается в заливке и обеспечивает больший объем и лучшее давление.
расстояние от колодца. Струйные насосы бывают двух видов: однолинейные и двухлинейные. Основное преимущество погружного насоса заключается в том, что он «выталкивает» воду, а не втягивает или всасывает воду на поверхность. Погружной насос никогда не нуждается в заливке и обеспечивает больший объем и лучшее давление.
 Однолинейный струйный насос имеет один водопровод от скважины к насосу и способен втягивать или поднимать воду с максимальной глубины 25 футов ниже уровня струйного насоса. сам. Эти насосы будут генерировать только около 50 фунтов на квадратный дюйм в зависимости от того, насколько низок уровень воды в данный момент.
Однолинейный струйный насос имеет один водопровод от скважины к насосу и способен втягивать или поднимать воду с максимальной глубины 25 футов ниже уровня струйного насоса. сам. Эти насосы будут генерировать только около 50 фунтов на квадратный дюйм в зависимости от того, насколько низок уровень воды в данный момент.
 Насосы HL Projet имеют самовсасывающий корпус из мелкозернистого чугуна. подробнее….
Насосы HL Projet имеют самовсасывающий корпус из мелкозернистого чугуна. подробнее…. Насосы FN обеспечивают лучшую в своем классе производительность для неглубоких скважин глубиной до 25 футов и являются самовсасывающими после заполнения заливной камеры водой. подробнее….
Насосы FN обеспечивают лучшую в своем классе производительность для неглубоких скважин глубиной до 25 футов и являются самовсасывающими после заполнения заливной камеры водой. подробнее…. …
… Корпус каждого насоса изготовлен из нержавеющей стали, что обеспечивает максимальную устойчивость к коррозии. Насосы серии SJH обеспечивают превосходную производительность при хорошем давлении для скважин глубиной до 25 футов.Подробнее….
Корпус каждого насоса изготовлен из нержавеющей стали, что обеспечивает максимальную устойчивость к коррозии. Насосы серии SJH обеспечивают превосходную производительность при хорошем давлении для скважин глубиной до 25 футов.Подробнее…. подробнее….
подробнее…. коттеджи. Вертикальные струйные насосы серии MS с прочным корпусом из литого чугуна являются отраслевым стандартом глубинных струйных насосов для установки над скважиной с болтовым креплением.Подробнее….
коттеджи. Вертикальные струйные насосы серии MS с прочным корпусом из литого чугуна являются отраслевым стандартом глубинных струйных насосов для установки над скважиной с болтовым креплением.Подробнее…. Каждый насос и двигатель JP Trimline состоит из коррозионно-стойкого собранного насоса, спроектированного с высокой точностью и высоким качеством для обеспечения эффективной и надежной работы даже в бурной и агрессивной воде. подробнее….
Каждый насос и двигатель JP Trimline состоит из коррозионно-стойкого собранного насоса, спроектированного с высокой точностью и высоким качеством для обеспечения эффективной и надежной работы даже в бурной и агрессивной воде. подробнее…. читать дальше….
читать дальше…. подробнее….
подробнее…. Эти насосы оснащены чашами с эпоксидным покрытием, бронзовыми рабочими колесами и подшипниками, что обеспечивает КПД более 80%. подробнее….
Эти насосы оснащены чашами с эпоксидным покрытием, бронзовыми рабочими колесами и подшипниками, что обеспечивает КПД более 80%. подробнее…. Трансформируемые многоступенчатые насосы HSJ просты в обслуживании, так как их можно разобрать, открутив четыре болта подробнее….
Трансформируемые многоступенчатые насосы HSJ просты в обслуживании, так как их можно разобрать, открутив четыре болта подробнее…. …
… …
… Каждый насос JRS имеет встроенный струйный насос для неглубокой скважины, встроенный в корпус, что устраняет необходимость в отдельном переходнике для неглубокой скважины. подробнее….
Каждый насос JRS имеет встроенный струйный насос для неглубокой скважины, встроенный в корпус, что устраняет необходимость в отдельном переходнике для неглубокой скважины. подробнее…. …
… Каждый конец насоса ниже тесно соединен с двигателем Centripro премиум-класса. Серия HS изготовлена из высококачественных конструкционных материалов, обеспечивающих эффективную работу и долгий срок службы.0027
Каждый конец насоса ниже тесно соединен с двигателем Centripro премиум-класса. Серия HS изготовлена из высококачественных конструкционных материалов, обеспечивающих эффективную работу и долгий срок службы.0027  …
… Насосы JP подходят для перекачивания чистых, невязких, неагрессивных, невзрывоопасных жидкостей, не содержащих твердых частиц и волокон. Насосы JP обеспечивают превосходную всасывающую способность подробнее….
Насосы JP подходят для перекачивания чистых, невязких, неагрессивных, невзрывоопасных жидкостей, не содержащих твердых частиц и волокон. Насосы JP обеспечивают превосходную всасывающую способность подробнее…. …
… Насосы SP, полностью изготовленные из коррозионностойкой нержавеющей стали, идеально подходят для широкого спектра применений.
Насосы SP, полностью изготовленные из коррозионностойкой нержавеющей стали, идеально подходят для широкого спектра применений. Эта серия известна своей высокой эффективностью и надежностью во всем диапазоне. Изготовленные полностью из коррозионностойкой нержавеющей стали, насосы SP идеально подходят для широкого спектра применений. подробнее….
Эта серия известна своей высокой эффективностью и надежностью во всем диапазоне. Изготовленные полностью из коррозионностойкой нержавеющей стали, насосы SP идеально подходят для широкого спектра применений. подробнее….
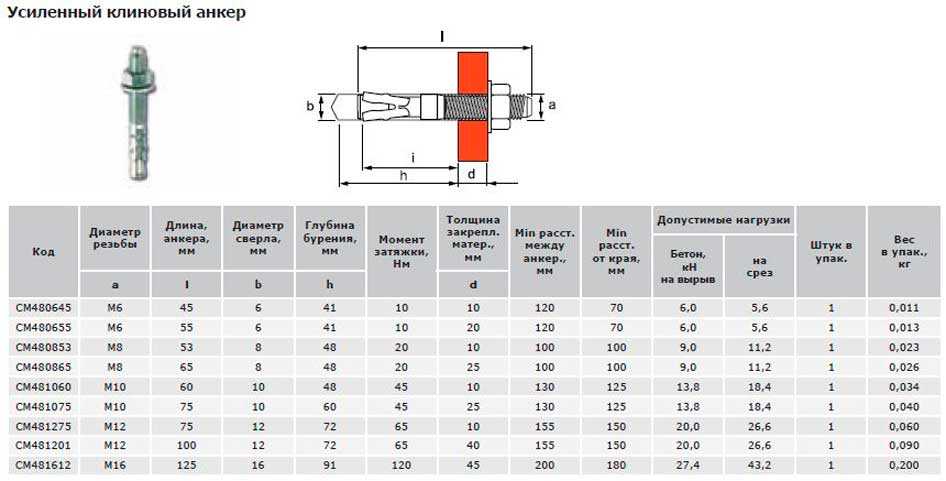 65
65 8
8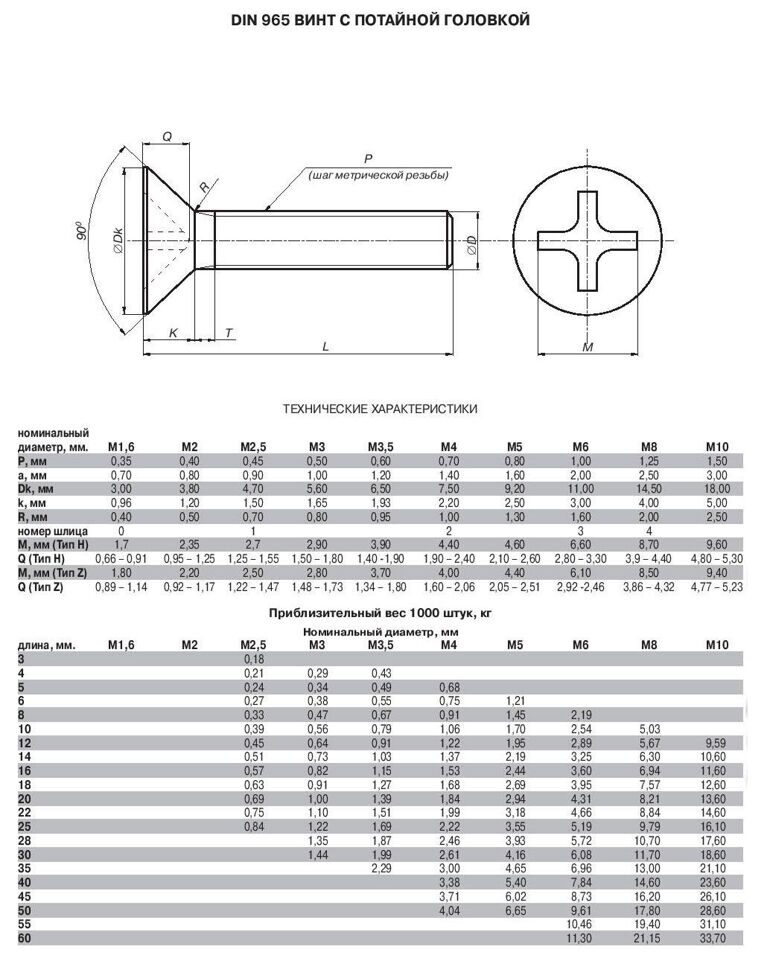 5
5 25
25 75
75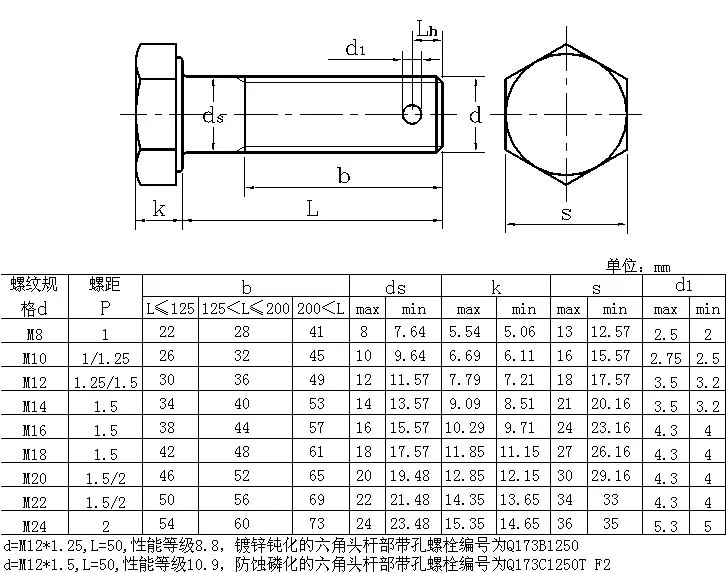 2
2 75
75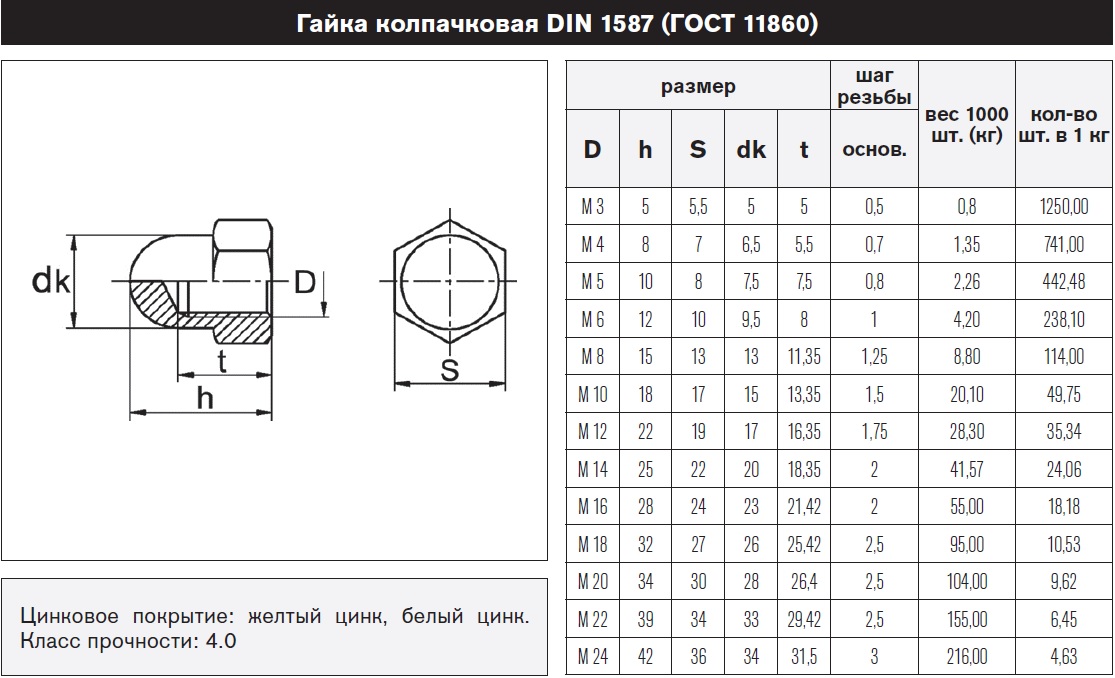 5
5 75
75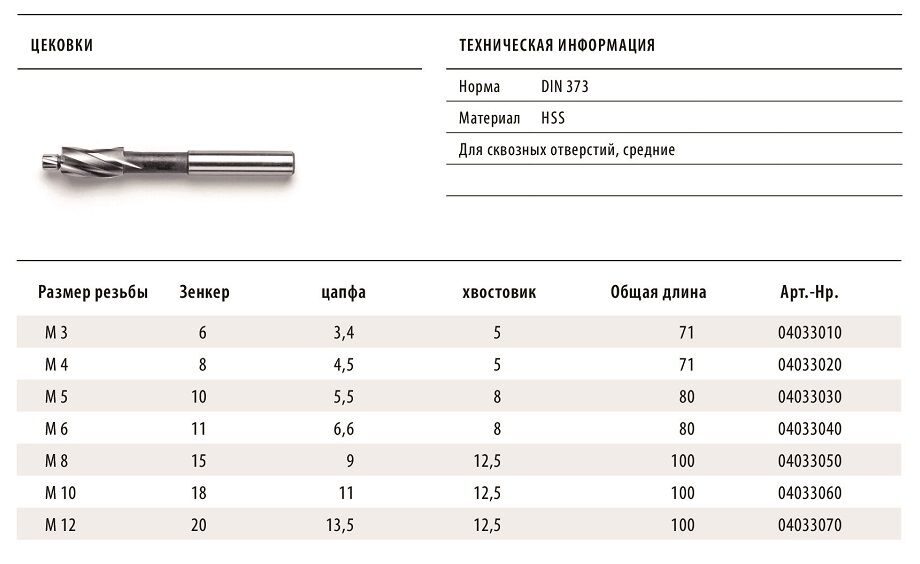 2
2 5
5 5
5 75
75 2
2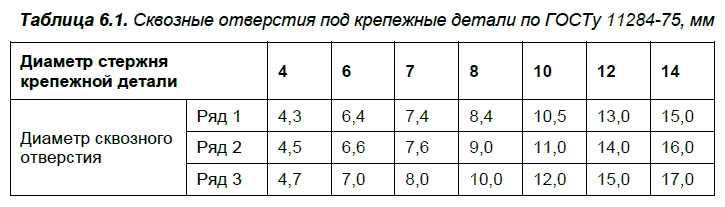 9
9 5
5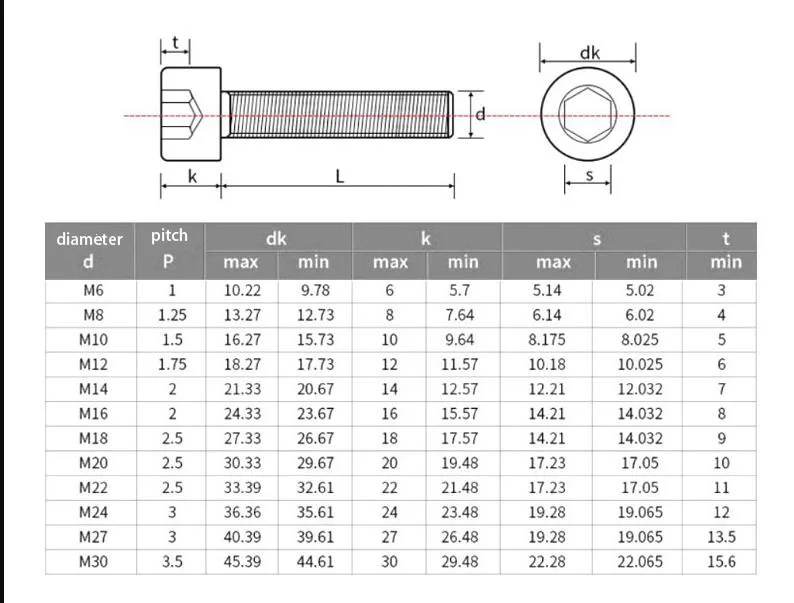 5
5 8
8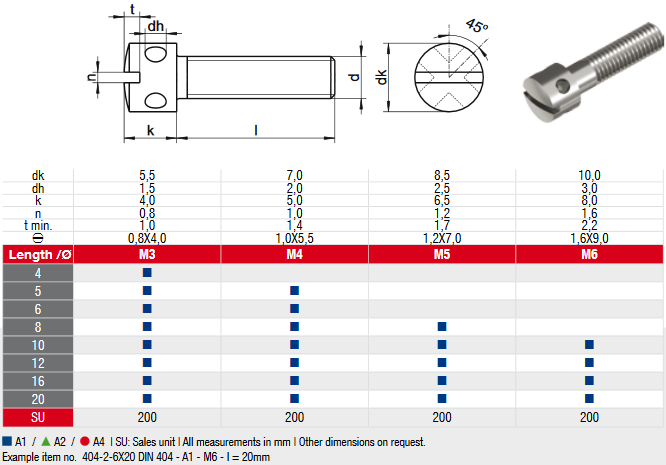
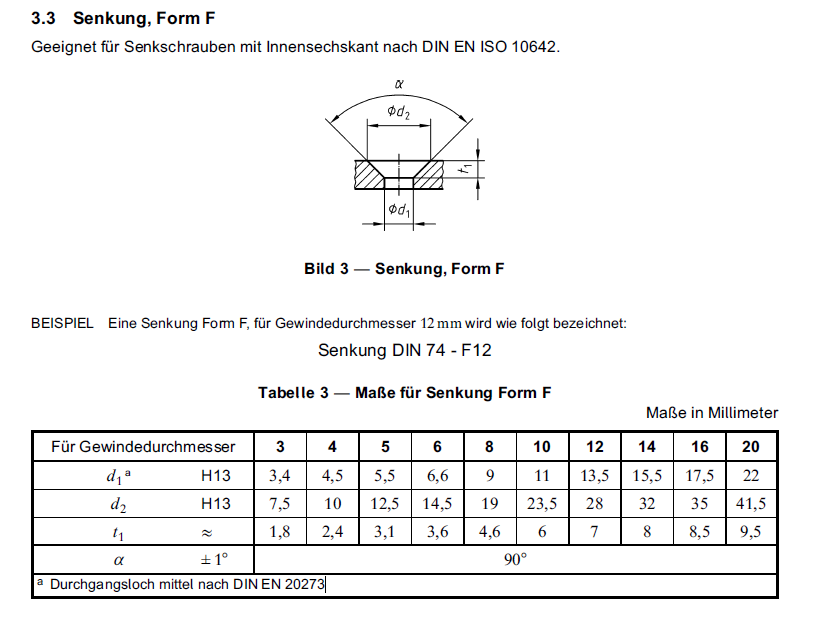 Принципы нарезании резьбы в гайке и болты в том, что болт (наружная резьба), как правило, вырезают из жезлом материал, который имеет же диаметра дает ожидаемый закончил болт. Гайка выполнена с большим запасом ведьма имеет отверстие пробурено через него, который немного больше, чем диаметр штока. Нить такой же шаг затем разрезается в результате чего два потока спаривания. Те же принципы применяются для резки отверстий в местах и других деталей. (Например, в цилиндре обсуждалось ранее).
Принципы нарезании резьбы в гайке и болты в том, что болт (наружная резьба), как правило, вырезают из жезлом материал, который имеет же диаметра дает ожидаемый закончил болт. Гайка выполнена с большим запасом ведьма имеет отверстие пробурено через него, который немного больше, чем диаметр штока. Нить такой же шаг затем разрезается в результате чего два потока спаривания. Те же принципы применяются для резки отверстий в местах и других деталей. (Например, в цилиндре обсуждалось ранее). Поэтому мы должны обеспечить сделать оптимальныее отверстия. В качестве «Правила», диаметр сквозного отверстия больше на 10% по сравнению с диаметром винта. Для примера, отверстие для винта M3 имеет 3,2 мм или 3,5 мм в диаметре. отверстие для винта M4 имеет 4,2 мм или 4,5 диаметра. И мы хотели бы сделать отверстие 5,5 мм в диаметре для винтов М5.
Поэтому мы должны обеспечить сделать оптимальныее отверстия. В качестве «Правила», диаметр сквозного отверстия больше на 10% по сравнению с диаметром винта. Для примера, отверстие для винта M3 имеет 3,2 мм или 3,5 мм в диаметре. отверстие для винта M4 имеет 4,2 мм или 4,5 диаметра. И мы хотели бы сделать отверстие 5,5 мм в диаметре для винтов М5.
 № 3134дата введения установлена
№ 3134дата введения установлена 3-й ряд отверстий не допускаетсяприменять для заклепочных соединений.
3-й ряд отверстий не допускаетсяприменять для заклепочных соединений. Для соединений, к которым предъявляютсятребования собираемости и дополнительные требования обеспечения определеннойстепени относительного перемещения деталей, а также для соединений, к которым предъявляютсялишь требования собираемости, но с расстояниями между осями наиболее удаленныхотверстий в деталях 500 мм и более, допускается принимать более грубые (посравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
Для соединений, к которым предъявляютсятребования собираемости и дополнительные требования обеспечения определеннойстепени относительного перемещения деталей, а также для соединений, к которым предъявляютсялишь требования собираемости, но с расстояниями между осями наиболее удаленныхотверстий в деталях 500 мм и более, допускается принимать более грубые (посравнению с рекомендуемыми в таблице) ряды сквозных отверстий. большего диаметра, чем номинальный размер тела крепежа. Это обеспечивает определенный люфт в отверстиях, который компенсирует небольшие несоосности в расположении отверстий или при сборке, а также облегчает ввод крепежа в цеху и на месте. При отсутствии одобрения инженера на использование других типов отверстий в высокопрочных болтовых соединениях следует использовать стандартные отверстия.
большего диаметра, чем номинальный размер тела крепежа. Это обеспечивает определенный люфт в отверстиях, который компенсирует небольшие несоосности в расположении отверстий или при сборке, а также облегчает ввод крепежа в цеху и на месте. При отсутствии одобрения инженера на использование других типов отверстий в высокопрочных болтовых соединениях следует использовать стандартные отверстия. Пальцевые прокладки до 1/4 дюйма. могут вводиться в критические по скольжению соединения, выполненные на основе стандартных отверстий, без снижения допустимого напряжения сдвига крепежного элемента.
Пальцевые прокладки до 1/4 дюйма. могут вводиться в критические по скольжению соединения, выполненные на основе стандартных отверстий, без снижения допустимого напряжения сдвига крепежного элемента.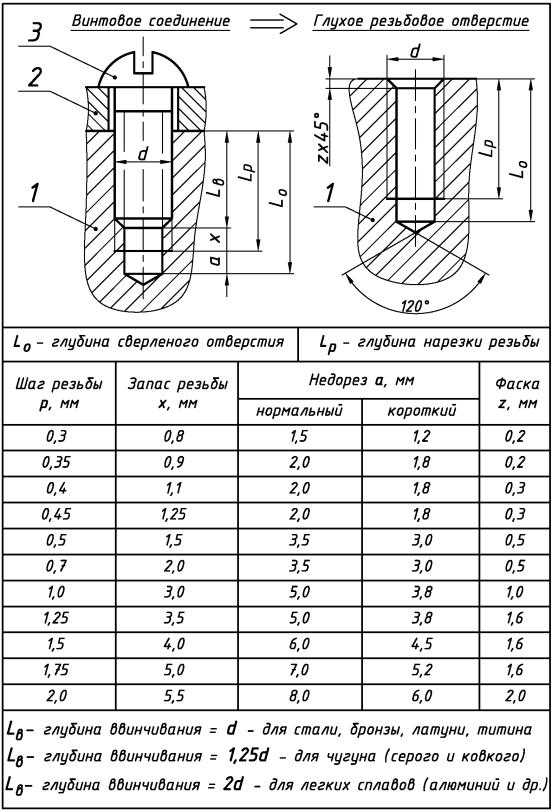 Короткие щелевые отверстия могут использоваться независимо от направления приложенной нагрузки в любом или во всех слоях соединений, в которых допустимое сопротивление скольжению превышает приложенную силу. Шайбы должны быть установлены над короткими прорезями в наружном слое; при использовании высокопрочных болтов такие шайбы должны быть закалены.
Короткие щелевые отверстия могут использоваться независимо от направления приложенной нагрузки в любом или во всех слоях соединений, в которых допустимое сопротивление скольжению превышает приложенную силу. Шайбы должны быть установлены над короткими прорезями в наружном слое; при использовании высокопрочных болтов такие шайбы должны быть закалены.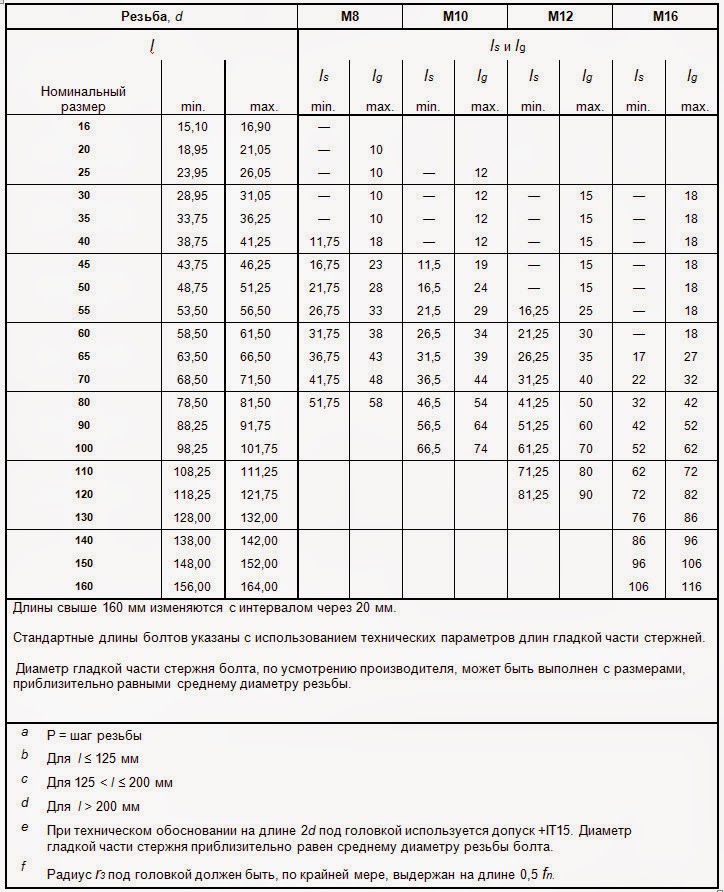 В высокопрочных болтовых соединениях размер таких пластинчатых шайб или сплошных стержней должен быть не менее 5/16 дюйма. толстые и должны быть из конструкционного материала, но не закаленные. Если для использования высокопрочных болтов требуются закаленные шайбы, закаленные шайбы должны быть размещены поверх внешней поверхности плоской шайбы или стержня.
В высокопрочных болтовых соединениях размер таких пластинчатых шайб или сплошных стержней должен быть не менее 5/16 дюйма. толстые и должны быть из конструкционного материала, но не закаленные. Если для использования высокопрочных болтов требуются закаленные шайбы, закаленные шайбы должны быть размещены поверх внешней поверхности плоской шайбы или стержня. 1 5/16
1 5/16
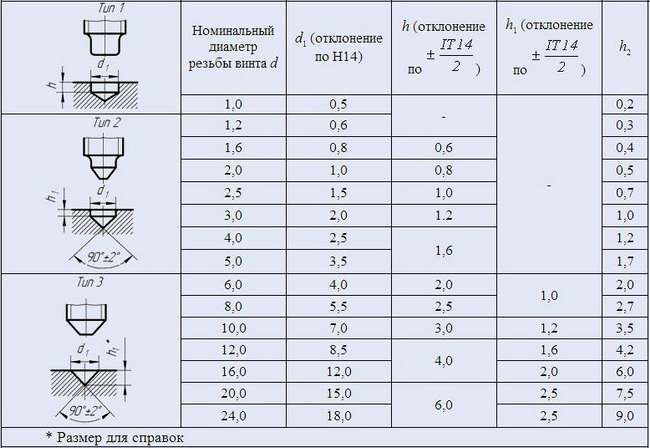 Руководство AISC по стальным конструкциям рекомендует следующие увеличенные диаметры отверстий для каждого диаметра болта:
Руководство AISC по стальным конструкциям рекомендует следующие увеличенные диаметры отверстий для каждого диаметра болта: Руководство рекомендует использовать тяжелую пластинчатую шайбу поверх отверстий. Образовательный совет AISC по конструкционной стали приводит следующий пример: «Если болты смещены на 1/2 дюйма, увеличенные отверстия опорной плиты обычно позволяют разместить опорную плиту и колонну рядом с линией колонны или на ней. Если болты смещены более чем на 1/2 дюйма, требуется корректирующая работа».
Руководство рекомендует использовать тяжелую пластинчатую шайбу поверх отверстий. Образовательный совет AISC по конструкционной стали приводит следующий пример: «Если болты смещены на 1/2 дюйма, увеличенные отверстия опорной плиты обычно позволяют разместить опорную плиту и колонну рядом с линией колонны или на ней. Если болты смещены более чем на 1/2 дюйма, требуется корректирующая работа».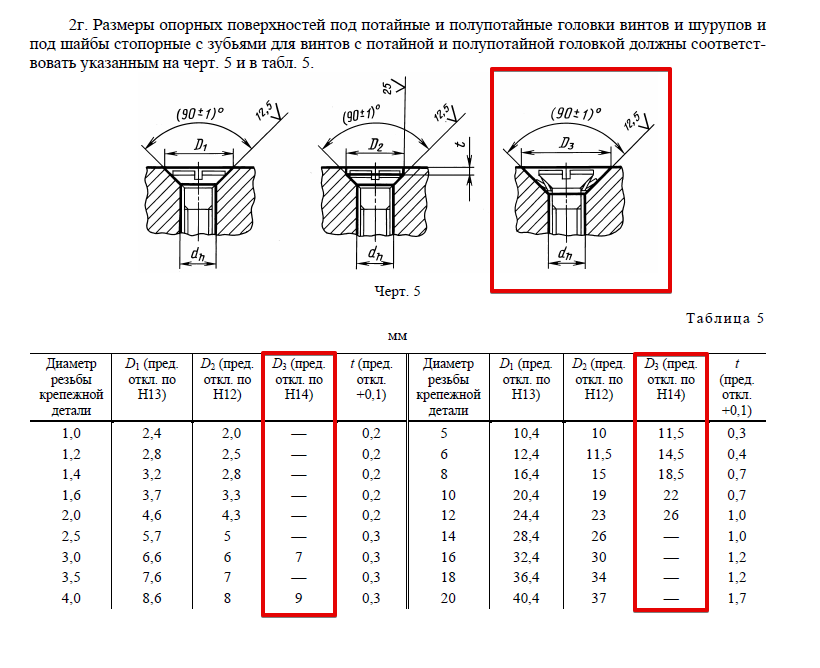





 Подробнее о каждой доступной серии смотрите ниже!
Подробнее о каждой доступной серии смотрите ниже!


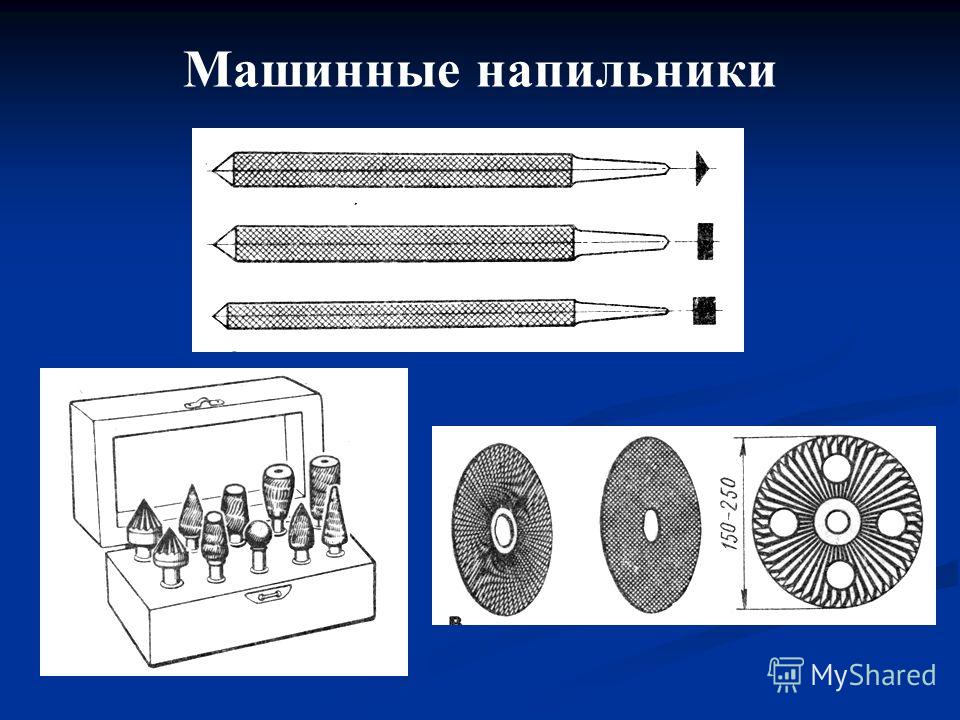
 При работе защитный кожух должен быть развёрнут в сторону работающего человека.
При работе защитный кожух должен быть развёрнут в сторону работающего человека.


 Есть два варианта.
Есть два варианта. Зачистка сварных швов и аналогичные манипуляции выполняются специальными обдирочными дисками.
Зачистка сварных швов и аналогичные манипуляции выполняются специальными обдирочными дисками.  ru
ru

 Они основали компанию FLEX-Elektrowerkzeuge GmbH, которая в 1935 г. выпустила в массовое производство низкооборотистую УШМ, а в 1954 г. – высокооборотистую под названием DL 9.
Они основали компанию FLEX-Elektrowerkzeuge GmbH, которая в 1935 г. выпустила в массовое производство низкооборотистую УШМ, а в 1954 г. – высокооборотистую под названием DL 9. 2 кВт.
2 кВт. При отсутствии защиты у оператора высок риск травмирования. Опасность представляют и летящие искры, мельчайшие элементы разрезаемого материала.
При отсутствии защиты у оператора высок риск травмирования. Опасность представляют и летящие искры, мельчайшие элементы разрезаемого материала.

 При защемлении круга в материале УШМ отбросит в сторону оператора. Если он не сможет ее удержать, то без порезов и ушибов не обойтись. Эксперты советуют полностью сконцентрироваться на операции, контролировать ход круга. Любое ощущение напряженности в работе болгарки должно остановить мастера.
При защемлении круга в материале УШМ отбросит в сторону оператора. Если он не сможет ее удержать, то без порезов и ушибов не обойтись. Эксперты советуют полностью сконцентрироваться на операции, контролировать ход круга. Любое ощущение напряженности в работе болгарки должно остановить мастера.

 2 кг.
2 кг. 1 кг.
1 кг. Если не соблюдать такое условие, то алмазное напыление диска уже через 3-5 мин придет в негодность, что существенно повысит материальные затраты оператора.
Если не соблюдать такое условие, то алмазное напыление диска уже через 3-5 мин придет в негодность, что существенно повысит материальные затраты оператора. Из-за сильной вибрации удерживать инструмент одной рукой в момент процедуры сложно.
Из-за сильной вибрации удерживать инструмент одной рукой в момент процедуры сложно.


 Профили без смещения и наклона. Встречаются двух разновидностей, под шестигранный крепеж и под профиль TORX.
Профили без смещения и наклона. Встречаются двух разновидностей, под шестигранный крепеж и под профиль TORX.

 Для получения консультации и помощи в выборе ключа обращайтесь по телефону на сайте.
Для получения консультации и помощи в выборе ключа обращайтесь по телефону на сайте.

 Ручка таких ключей выдерживает ударное воздействие без вибраций, изгибов и разрушения. Основное отличие от аналогичных «накидных ударных ключей» это захватная часть выполненная в виде открытого зева, позволяющего работать в зонах, недоступных инструменту с кольцевым зевом.
Ручка таких ключей выдерживает ударное воздействие без вибраций, изгибов и разрушения. Основное отличие от аналогичных «накидных ударных ключей» это захватная часть выполненная в виде открытого зева, позволяющего работать в зонах, недоступных инструменту с кольцевым зевом.
 Ручка таких ключей выдерживает ударное воздействие без вибраций, изгибов и разрушения. Это делает такие ключи широко применимыми и востребованными, в том числе для промышленного использования.
Ручка таких ключей выдерживает ударное воздействие без вибраций, изгибов и разрушения. Это делает такие ключи широко применимыми и востребованными, в том числе для промышленного использования. Главное отличие разводного ключа от обычного рожкового – подвижность его губок, благодаря чему можно легко изменять размер между зажимами, подкрутив гайку на корпусе инструмента. Вследствие этого своего преимущества, разводной ключ способен заменить значительную часть линейки обычных рожковых ключей, что, с одной стороны, позволяет потребителю существенно сэкономить, а с другой – обеспечивает ему большее удобство при транспортировке (переноске) и хранении инструмента.
Главное отличие разводного ключа от обычного рожкового – подвижность его губок, благодаря чему можно легко изменять размер между зажимами, подкрутив гайку на корпусе инструмента. Вследствие этого своего преимущества, разводной ключ способен заменить значительную часть линейки обычных рожковых ключей, что, с одной стороны, позволяет потребителю существенно сэкономить, а с другой – обеспечивает ему большее удобство при транспортировке (переноске) и хранении инструмента.  Состоит из подвижного и неподвижного рычага, объединенных в при помощи приводной части в единое целое. Принцип работы такого рычажного ключа заключается в заклинивании трубы между губками, что позволяет удерживать и проводить работы с круглыми объектами.
Состоит из подвижного и неподвижного рычага, объединенных в при помощи приводной части в единое целое. Принцип работы такого рычажного ключа заключается в заклинивании трубы между губками, что позволяет удерживать и проводить работы с круглыми объектами.
 market/catalog/Ruchnoy_instrument/klyuchi_gaechnye/.
market/catalog/Ruchnoy_instrument/klyuchi_gaechnye/.  У них либо два, либо четыре набора зубьев на конце ключа. Большинство слесарей рекомендуют четырехгранный ключ из-за его долговечности по сравнению с двумя зубьями, а также делает замок надежным и затрудняет взлом.
У них либо два, либо четыре набора зубьев на конце ключа. Большинство слесарей рекомендуют четырехгранный ключ из-за его долговечности по сравнению с двумя зубьями, а также делает замок надежным и затрудняет взлом. Это специально разработанные ключи с цилиндрическим стержнем, которые используются для отпирания тумблерных замков с трубчатыми штифтами. Этот ключ часто используется для кольцевых замков, велосипедов и многого другого.
Это специально разработанные ключи с цилиндрическим стержнем, которые используются для отпирания тумблерных замков с трубчатыми штифтами. Этот ключ часто используется для кольцевых замков, велосипедов и многого другого. Это пассивный тип запорной системы, для работы которой не требуется никакой дополнительной электроники.
Это пассивный тип запорной системы, для работы которой не требуется никакой дополнительной электроники. Они обучены и сертифицированы для изготовления ключей с использованием правильных инструментов и оборудования. Но есть одна вещь, которую нужно иметь в виду, что в некоторых случаях они НЕ дублируют ключи по юридическим причинам.
Они обучены и сертифицированы для изготовления ключей с использованием правильных инструментов и оборудования. Но есть одна вещь, которую нужно иметь в виду, что в некоторых случаях они НЕ дублируют ключи по юридическим причинам.



 Как и плоский ключ, трубчатый ключ изготавливается из заготовки, которая еще не вырезана.
Как и плоский ключ, трубчатый ключ изготавливается из заготовки, которая еще не вырезана.


 . Разница в том, что прорези находятся не в тех местах, чтобы их можно было вставить в стандартный замок.
. Разница в том, что прорези находятся не в тех местах, чтобы их можно было вставить в стандартный замок.




 Разобрав машинку автомат на составные части, появляется возможность создать даже несколько вещей одновременно.
Разобрав машинку автомат на составные части, появляется возможность создать даже несколько вещей одновременно.
 На решётку ставится бак.
На решётку ставится бак. Пальцы втыкаются в отверстия диска и в стенки бака. Нужно примерно 130 пальцев, из расчёта через каждые три сантиметра. Мотор оставляем так же, как он был подключенным к баку. Ошпаренную птицу держат за ноги и опускают во включенную машинку.
Пальцы втыкаются в отверстия диска и в стенки бака. Нужно примерно 130 пальцев, из расчёта через каждые три сантиметра. Мотор оставляем так же, как он был подключенным к баку. Ошпаренную птицу держат за ноги и опускают во включенную машинку.
 Что народ посоветует?
Что народ посоветует?

 Думал делать самостоятельно но, по случаю, купил не дорого вот такую штуку:. Полный размер слева. Полный размер справа Имя этому чуду НС12М. Полный размер Роданая табличка плохо читается. Полный размер Подобная табличка из интернета. После чего был полностью разобран, почищен, промыт и покрашен. Полный размер стол.
Думал делать самостоятельно но, по случаю, купил не дорого вот такую штуку:. Полный размер слева. Полный размер справа Имя этому чуду НС12М. Полный размер Роданая табличка плохо читается. Полный размер Подобная табличка из интернета. После чего был полностью разобран, почищен, промыт и покрашен. Полный размер стол. Каждый раз доставать дрель, а потом еще и искать сверла для того чтобы проделать одно-два отверстия, а потом убирать все обратно?.. Нужно было действовать! И я начал рисовать эскиз..
Каждый раз доставать дрель, а потом еще и искать сверла для того чтобы проделать одно-два отверстия, а потом убирать все обратно?.. Нужно было действовать! И я начал рисовать эскиз.. Что народ посоветует?
Что народ посоветует? Места швов зачищаем при помощи болгарки. Далее делаем вертикальную стойку — для этого отрезаем профильную трубу с размерами стенок 60х60 мм длиной 65 см.
Места швов зачищаем при помощи болгарки. Далее делаем вертикальную стойку — для этого отрезаем профильную трубу с размерами стенок 60х60 мм длиной 65 см. Мы решили пойти дальше и на его основе сделать полноценный станок с открытыми чертежами для самостоятельного изготовления.
Мы решили пойти дальше и на его основе сделать полноценный станок с открытыми чертежами для самостоятельного изготовления. Для конструкции рамы сталь довольно прочная, а масса конструкции дает ей дополнительное демпфирование, но для противодействия дополнительному скручиванию понадобилась триангуляция. Он сварил предварительно нагретую раму отрезками длиной в дюйм, чтобы ограничить тепло, передаваемое металлу, и свести к минимуму последующую деформацию. [Bongo] использовал хакерское средство снятия напряжения с вибрации (VSR), состоящее из двигателя стиральной машины и эксцентрикового груза, прикрепленного к раме, с обратной связью от приложения для мобильного телефона, чтобы найти резонансные частоты. На канале есть и другие видео, посвященные этой теме таких техник снятия стресса.
Для конструкции рамы сталь довольно прочная, а масса конструкции дает ей дополнительное демпфирование, но для противодействия дополнительному скручиванию понадобилась триангуляция. Он сварил предварительно нагретую раму отрезками длиной в дюйм, чтобы ограничить тепло, передаваемое металлу, и свести к минимуму последующую деформацию. [Bongo] использовал хакерское средство снятия напряжения с вибрации (VSR), состоящее из двигателя стиральной машины и эксцентрикового груза, прикрепленного к раме, с обратной связью от приложения для мобильного телефона, чтобы найти резонансные частоты. На канале есть и другие видео, посвященные этой теме таких техник снятия стресса. Во вторую смесь добавлен щебень для дополнительной массы. Хитрый трюк заключался в том, чтобы сделать ручной виброуплотнитель из пластины, приваренной к концу старого бурового долота, установленного в перфораторе SDS.
Во вторую смесь добавлен щебень для дополнительной массы. Хитрый трюк заключался в том, чтобы сделать ручной виброуплотнитель из пластины, приваренной к концу старого бурового долота, установленного в перфораторе SDS. Одна любопытная задача заключалась в том, чтобы сделать свою собственную кабельную цепь из слоя на самой машине, а не покупать что-то дорогое в готовом виде. Почему бы и нет? После того, как машина заработала достаточно хорошо, чтобы фрезеровать плоский лист стали до приятной отражающей поверхности, ее использовали для установки самодельного ножа для вырезания фигур из винила, поэтому он обладает точностью. Нам понравилось видеть контроллер XBox, используемый для ручного управления машиной! Так много всего можно увидеть в этой сборке и других связанных видео, мы считаем, что этот канал стоит посмотреть!
Одна любопытная задача заключалась в том, чтобы сделать свою собственную кабельную цепь из слоя на самой машине, а не покупать что-то дорогое в готовом виде. Почему бы и нет? После того, как машина заработала достаточно хорошо, чтобы фрезеровать плоский лист стали до приятной отражающей поверхности, ее использовали для установки самодельного ножа для вырезания фигур из винила, поэтому он обладает точностью. Нам понравилось видеть контроллер XBox, используемый для ручного управления машиной! Так много всего можно увидеть в этой сборке и других связанных видео, мы считаем, что этот канал стоит посмотреть!
 И сегодня мы расскажем, как сделать косилку для травы из старой стиральной машины.
И сегодня мы расскажем, как сделать косилку для травы из старой стиральной машины.
 Крепить кожух можно на болты. Далее будем делать подставку из металлического уголка методом сварки. Его высота будет зависеть от того, что вы будете подставлять под силос. Если таз, то можно обойтись низкой стойкой, если ковшом, то надо повыше.
Крепить кожух можно на болты. Далее будем делать подставку из металлического уголка методом сварки. Его высота будет зависеть от того, что вы будете подставлять под силос. Если таз, то можно обойтись низкой стойкой, если ковшом, то надо повыше. Конструкция должна быть надежной. Опору под измельчитель веток и травы можно обшить металлическим листом, но предварительно подсоединить спусковой крючок и электрический провод к двигателю.
Конструкция должна быть надежной. Опору под измельчитель веток и травы можно обшить металлическим листом, но предварительно подсоединить спусковой крючок и электрический провод к двигателю.
 Для непрофессионалов все ручные фрезеры выглядят одинаково, но различия скрываются в деталях, от них и зависит правильный выбор инструмента.
Для непрофессионалов все ручные фрезеры выглядят одинаково, но различия скрываются в деталях, от них и зависит правильный выбор инструмента. п.
п. Это значение говорит о том, насколько корпус фрезера может опускаться к подошве, но вовсе не показывает реальную глубину фрезеровки. Глубина также зависит от особенностей конструкции и длины фрезы. У большинства моделей цанга почти доходит до нижней плоскости подошвы, если она опускается ещё ниже – считайте это хорошим бонусом. Инструмент с небольшим рабочим ходом сможет обрабатывать заготовку лишь на незначительную глубину.
Это значение говорит о том, насколько корпус фрезера может опускаться к подошве, но вовсе не показывает реальную глубину фрезеровки. Глубина также зависит от особенностей конструкции и длины фрезы. У большинства моделей цанга почти доходит до нижней плоскости подошвы, если она опускается ещё ниже – считайте это хорошим бонусом. Инструмент с небольшим рабочим ходом сможет обрабатывать заготовку лишь на незначительную глубину.
 Необходимо, чтобы хвостовик не упирался в дно, иначе при ослаблении фиксации насадки, вследствие плохого зажима или дефекта цанги, вы не увидите этого, и при подъеме фреза может вылететь.
Необходимо, чтобы хвостовик не упирался в дно, иначе при ослаблении фиксации насадки, вследствие плохого зажима или дефекта цанги, вы не увидите этого, и при подъеме фреза может вылететь. Но гораздо принципиальнее, насколько он жестко фиксируется при зажатии и есть ли винт точной подстройки, работающий четко и без люфта.
Но гораздо принципиальнее, насколько он жестко фиксируется при зажатии и есть ли винт точной подстройки, работающий четко и без люфта.



 Помните, что хороший фрезер не бывает дешевым и относится к категории инструментов, экономить на которых мало смысла.
Помните, что хороший фрезер не бывает дешевым и относится к категории инструментов, экономить на которых мало смысла.  По этому параметру фрезеры делят на две большие группы – универсальные и узкоспециализированные. К первому типу относятся вертикальные фрезеры, подходящие для выполнения любых фрезеровальных работ. Приобретение такого инструмента является оптимальным вариантом для фрезеровщиков, только начинающих ведение профессиональной деятельности или относящихся к фрезеровке как к небольшому увлечению. Хотя большинство профессионалов такими фрезерами тоже активно пользуются.
По этому параметру фрезеры делят на две большие группы – универсальные и узкоспециализированные. К первому типу относятся вертикальные фрезеры, подходящие для выполнения любых фрезеровальных работ. Приобретение такого инструмента является оптимальным вариантом для фрезеровщиков, только начинающих ведение профессиональной деятельности или относящихся к фрезеровке как к небольшому увлечению. Хотя большинство профессионалов такими фрезерами тоже активно пользуются.




 При этом точность и удобство осуществляемой обработки напрямую зависит от технических характеристик и особенностей функционала используемого фрезера, а значит, к выбору такого инструмента надо подходить максимально грамотно. Сегодня мы расскажем, как выбрать ручной фрезер по дереву. Опишем важнейшие характеристики этого электроинструмента и подскажем, на какие нюансы обратить внимание при его выборе.
При этом точность и удобство осуществляемой обработки напрямую зависит от технических характеристик и особенностей функционала используемого фрезера, а значит, к выбору такого инструмента надо подходить максимально грамотно. Сегодня мы расскажем, как выбрать ручной фрезер по дереву. Опишем важнейшие характеристики этого электроинструмента и подскажем, на какие нюансы обратить внимание при его выборе. Хотя большинство профессионалов такими фрезерами тоже активно пользуются.
Хотя большинство профессионалов такими фрезерами тоже активно пользуются.
 Поэтому далее мы расскажем о самых важных параметрах фрезера и подскажем лучшие варианты для конкретных ситуаций.
Поэтому далее мы расскажем о самых важных параметрах фрезера и подскажем лучшие варианты для конкретных ситуаций. На современных моделях фрезеров присутствуют регуляторы, позволяющие устанавливать необходимую скорость, поэтому обычно фрезеры делят на группы по показателю максимального числа оборотов фрезы в минуту. Для домашних дел рекомендуем выбрать ручной фрезер со скоростью вращения фрезы около 20000 об/мин, для профессиональной деятельности – от 30000 об/мин. Чем выше упомянутый показатель, тем чище будет поверхность заготовки после обработки, потому экономить на приведенном параметре мы не рекомендуем.
На современных моделях фрезеров присутствуют регуляторы, позволяющие устанавливать необходимую скорость, поэтому обычно фрезеры делят на группы по показателю максимального числа оборотов фрезы в минуту. Для домашних дел рекомендуем выбрать ручной фрезер со скоростью вращения фрезы около 20000 об/мин, для профессиональной деятельности – от 30000 об/мин. Чем выше упомянутый показатель, тем чище будет поверхность заготовки после обработки, потому экономить на приведенном параметре мы не рекомендуем. Поэтому если хочется купить максимально удобный инструмент, то нужно удостовериться, что в нем есть все необходимые вспомогательные возможности. Наиболее востребованными являются такие опции:
Поэтому если хочется купить максимально удобный инструмент, то нужно удостовериться, что в нем есть все необходимые вспомогательные возможности. Наиболее востребованными являются такие опции: Такая защита нужна для предотвращения неприятных ситуаций, связанных со случайным включением аппарата из-за неосторожного движения владельца техники.
Такая защита нужна для предотвращения неприятных ситуаций, связанных со случайным включением аппарата из-за неосторожного движения владельца техники.

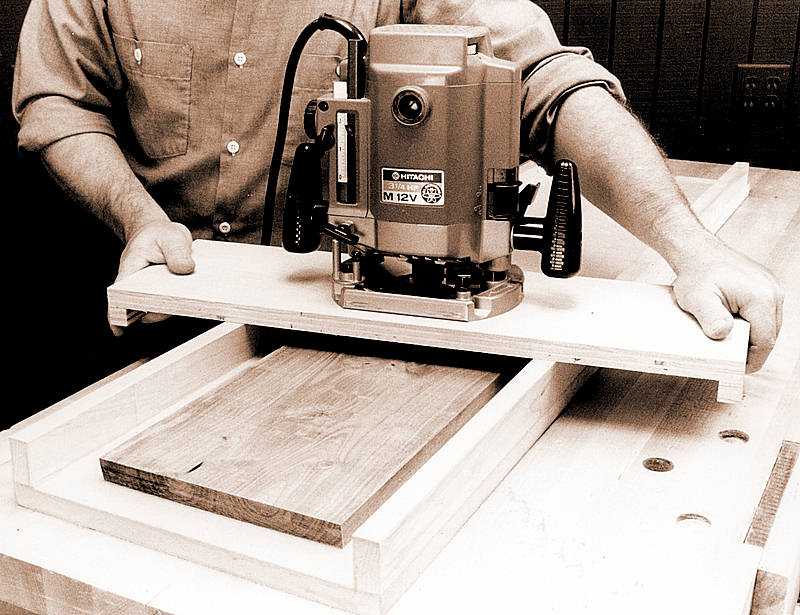
 Создайте шпунты или пазы с этим.
Создайте шпунты или пазы с этим.

 Если вы предпочитаете делать большие вещи, например обеденные столы, купите погружной фрезер. И если вам нравится тихая осознанность, которую приносит работа с ручным инструментом, полностью откажитесь от электричества и купите фрезерный рубанок.
Если вы предпочитаете делать большие вещи, например обеденные столы, купите погружной фрезер. И если вам нравится тихая осознанность, которую приносит работа с ручным инструментом, полностью откажитесь от электричества и купите фрезерный рубанок. е. гайка, удерживающая биту? Немного скучно? Не слишком ли велика глубина резания? Если роутер ноет, значит что-то не так. Отрегулируйте и попробуйте еще раз. Всегда слушайте, когда роутер вам что-то говорит!
е. гайка, удерживающая биту? Немного скучно? Не слишком ли велика глубина резания? Если роутер ноет, значит что-то не так. Отрегулируйте и попробуйте еще раз. Всегда слушайте, когда роутер вам что-то говорит!

 Следовательно, столяры используют более мощные и точные фрезерные станки, чем те, которые плотники приносят на рабочие места.
Следовательно, столяры используют более мощные и точные фрезерные станки, чем те, которые плотники приносят на рабочие места. Он имеет плоское металлическое основание, мощный двигатель, пару эргономичных рукояток и регулятор глубины, который позволяет регулировать расстояние, на которое долото выступает под основанием.
Он имеет плоское металлическое основание, мощный двигатель, пару эргономичных рукояток и регулятор глубины, который позволяет регулировать расстояние, на которое долото выступает под основанием.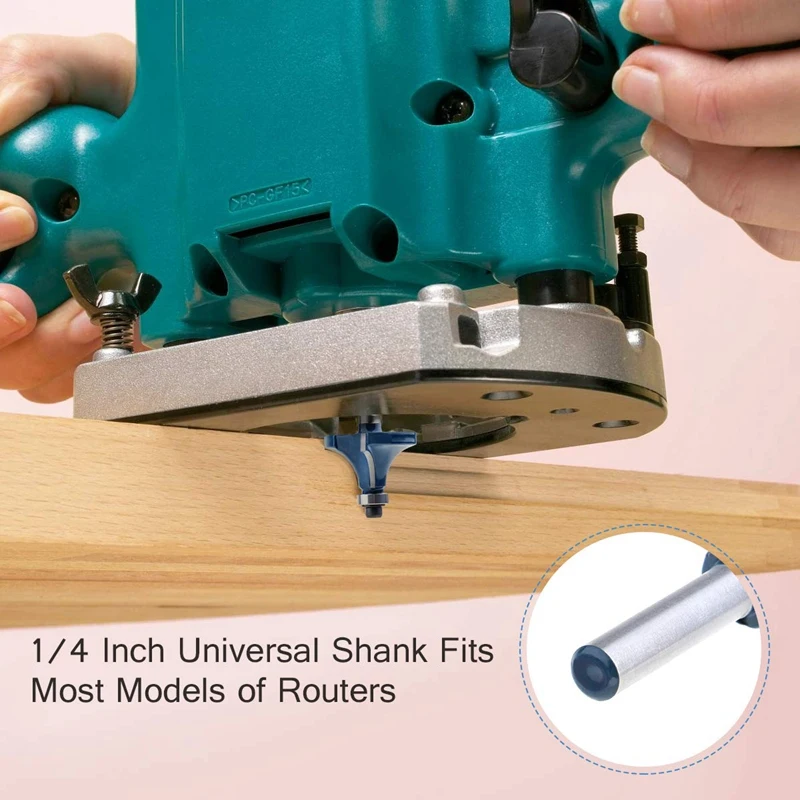
 Он не обязательно менее мощный, но его небольшой размер упрощает его использование.
Он не обязательно менее мощный, но его небольшой размер упрощает его использование. com
com Некоторые из них поставляются с перфорированной накладкой, защищающей от отдачи, и слотом для дополнительного углового упора, чтобы вы могли фрезеровать угловые канавки или кромки.
Некоторые из них поставляются с перфорированной накладкой, защищающей от отдачи, и слотом для дополнительного углового упора, чтобы вы могли фрезеровать угловые канавки или кромки. Примерами являются врезные приспособления для вырезания пазов на дверях и дверных коробках, направляющие для кромок, которые можно прикрепить к столешнице и использовать в качестве ограждений, и приспособления для забивания дюбелей для сверления отверстий под дюбели.
Примерами являются врезные приспособления для вырезания пазов на дверях и дверных коробках, направляющие для кромок, которые можно прикрепить к столешнице и использовать в качестве ограждений, и приспособления для забивания дюбелей для сверления отверстий под дюбели.
 Он попеременно расширяет и сжимает компрессионную камеру. Как и мембранный насос, привод герметизируется от попадания жидкости гибким диском, и, таким образом, никакая жидкость не сможет контактировать с газом.
Он попеременно расширяет и сжимает компрессионную камеру. Как и мембранный насос, привод герметизируется от попадания жидкости гибким диском, и, таким образом, никакая жидкость не сможет контактировать с газом. Такие аппараты могут использовать в качестве смазки масло или воду. Однако при использовании масла агрегату может потребоваться частая диагностика.
Такие аппараты могут использовать в качестве смазки масло или воду. Однако при использовании масла агрегату может потребоваться частая диагностика. Вход газа осуществляется на внешнем крае спиралей, и газ выходит рядом с центром. Из-за того, что спирали не контактируют, дополнительная смазка не требуется, что позволяет такому типу производить безмасляный воздух.
Вход газа осуществляется на внешнем крае спиралей, и газ выходит рядом с центром. Из-за того, что спирали не контактируют, дополнительная смазка не требуется, что позволяет такому типу производить безмасляный воздух. В трехлопастной машине каждый ротор имеет три пластины (шесть пластин на аппарат).
В трехлопастной машине каждый ротор имеет три пластины (шесть пластин на аппарат). Реактивные двигатели используют компрессоры такого рода для производства объемов в еще более широком диапазоне.
Реактивные двигатели используют компрессоры такого рода для производства объемов в еще более широком диапазоне. Шум также играет определенную роль в выборе варианта топлива, поскольку электрические воздушные компрессоры обычно показывают более низкие показатели шума по сравнению с двигателями на горючем топливе.
Шум также играет определенную роль в выборе варианта топлива, поскольку электрические воздушные компрессоры обычно показывают более низкие показатели шума по сравнению с двигателями на горючем топливе.
 При помощи грузоподъемного механизма производится сборка железобетонных элементов и доставка объемных грузов.
При помощи грузоподъемного механизма производится сборка железобетонных элементов и доставка объемных грузов.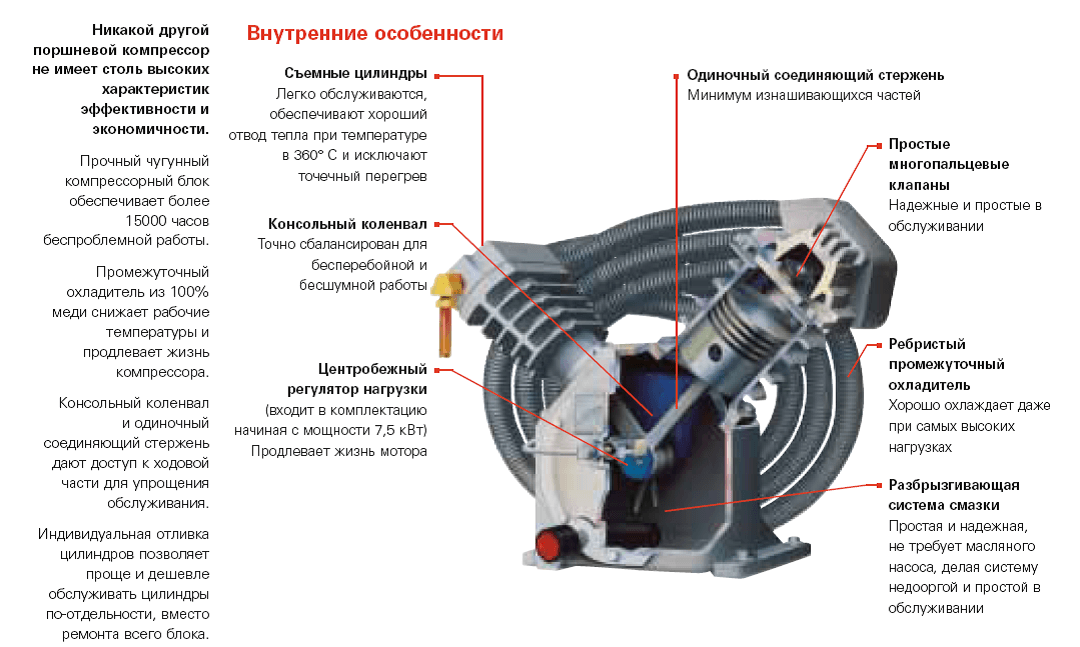

 03.2022 22:46:00
03.2022 22:46:00
 02.2022 22:38:00
02.2022 22:38:00 02.2022 22:36:00
02.2022 22:36:00
 А также в гараже: подкрасить кузов машины, сдуть пыль и мусор, подкачать шины.
А также в гараже: подкрасить кузов машины, сдуть пыль и мусор, подкачать шины. Это может привести к его перегреву и поломке.
Это может привести к его перегреву и поломке.
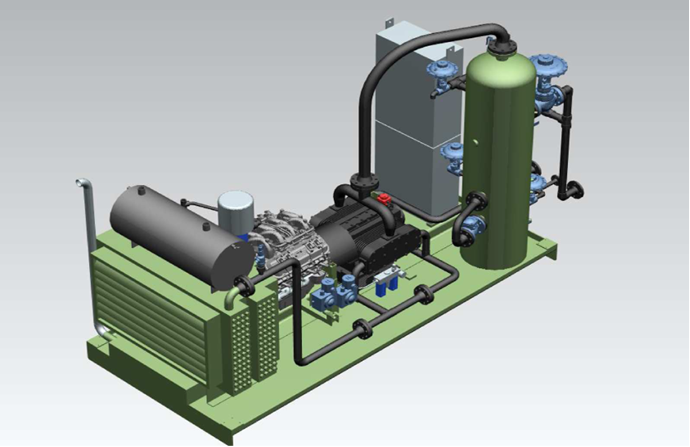 Однако, не так давно на рынке специализированного оборудования появились более сложные и технически продвинутые винтовые компрессоры.
Однако, не так давно на рынке специализированного оборудования появились более сложные и технически продвинутые винтовые компрессоры. Такое состояние смазки приводит к проблемам при старте электродвигателя. В то же время, если температура воздуха поднимется выше +45 градусов Цельсия, масло становится слишком жидким и не обеспечивает должной защиты подвижных деталей. Таким образом возникает чрезмерный износ механизмов. Как видим, влияние температуры окружающей среды может снизить срок службы оборудования.
Такое состояние смазки приводит к проблемам при старте электродвигателя. В то же время, если температура воздуха поднимется выше +45 градусов Цельсия, масло становится слишком жидким и не обеспечивает должной защиты подвижных деталей. Таким образом возникает чрезмерный износ механизмов. Как видим, влияние температуры окружающей среды может снизить срок службы оборудования.

 В первом случае вам подойдёт винтовой компрессор, в то время как для второго варианта предпочтительнее выбрать поршневой. Также придерживайтесь простых правил:
В первом случае вам подойдёт винтовой компрессор, в то время как для второго варианта предпочтительнее выбрать поршневой. Также придерживайтесь простых правил: Просматривая резюме, мы смогли сузить наиболее распространенные навыки для человека на этой должности. Мы обнаружили, что во многих резюме указывалось цветовое зрение, технические навыки и коммуникативные навыки.
Просматривая резюме, мы смогли сузить наиболее распространенные навыки для человека на этой должности. Мы обнаружили, что во многих резюме указывалось цветовое зрение, технические навыки и коммуникативные навыки.

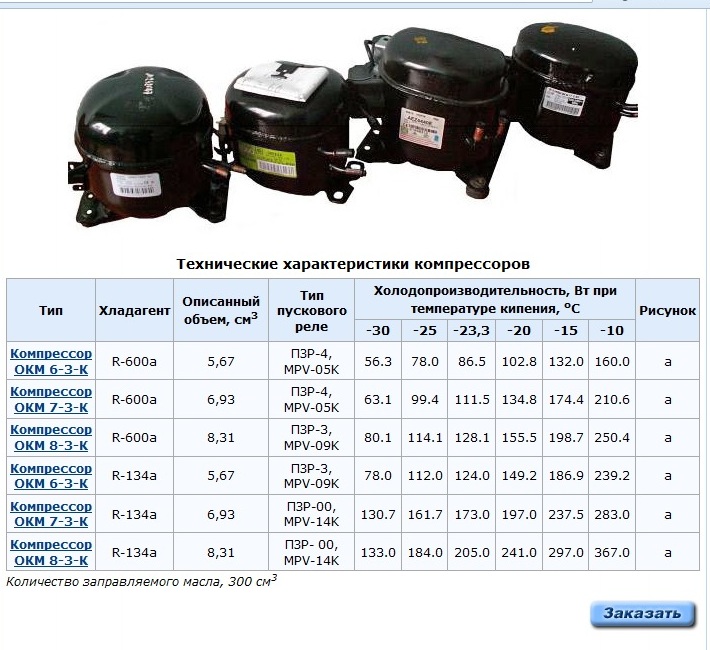 .. Язык программирования, алгоритмы и структуры данных…
.. Язык программирования, алгоритмы и структуры данных… 07
07
 0%
0%
 ..
.. Учащиеся получат базовые знания о том, как работает аэропорт. Ключевые темы включают будущую перспективу управления воздушным движением, воздушное движение…
Учащиеся получат базовые знания о том, как работает аэропорт. Ключевые темы включают будущую перспективу управления воздушным движением, воздушное движение… Этот курс предоставит вам введение в самые последние исследования в области воздействия загрязнения воздуха на здоровье, а также более широкое понимание источников и распространения загрязнения воздуха и того, что мы должны с этим делать. Что такое загрязнение воздуха? Каковы источники?…
Этот курс предоставит вам введение в самые последние исследования в области воздействия загрязнения воздуха на здоровье, а также более широкое понимание источников и распространения загрязнения воздуха и того, что мы должны с этим делать. Что такое загрязнение воздуха? Каковы источники?… ..
.. ..
.. Через 3 курса вы изучите (1) основные понятия, такие как суперпозиция и запутанность квантовых состояний, измерения в квантовой механике и принцип неопределенности, (2) математические инструменты, необходимые для описания и управления квантовыми состояниями, (3) продвинутую теорию углового момента. и (4) аппроксимационный метод…
Через 3 курса вы изучите (1) основные понятия, такие как суперпозиция и запутанность квантовых состояний, измерения в квантовой механике и принцип неопределенности, (2) математические инструменты, необходимые для описания и управления квантовыми состояниями, (3) продвинутую теорию углового момента. и (4) аппроксимационный метод… Он непосредственно следует из курса «Квантовая механика для ученых и инженеров 1», а также…
Он непосредственно следует из курса «Квантовая механика для ученых и инженеров 1», а также…