Deprecated: Array and string offset access syntax with curly braces is deprecated in /home/a/autopor1/112auto.ru/public_html/wa-apps/shop/lib/model/shopCartItems.model.php on line 512
Жидкостной насос 12В U4847 20мм Flowtronic 800 S ( замена 33000012) теперь в вашей корзине покупок
Жидкостной насос U4846 12В Гидроник D9/10W
Модель 251815250100
Жидкостной насос 12В D9W/Гидроник10
251815250100
25.1815.25.0100…
28 970 ₽
Жидкостной насос U4846 12В Гидроник D9/10W теперь в вашей корзине покупок
org/Product»>
Насос жидкостный U4846 24В HYDRONIC D9/10W
Модель 251816250100
Замена по Eberspacher 252182250100
251816250100
25.1816.25.0100
25 1816…
28 841 ₽
Насос жидкостный U4846 24В HYDRONIC D9/10W теперь в вашей корзине покупок
Жидкостный насос U4840 Гидроник М 24В
Модель 252435992501
Жидкостный насос Гидроник М
252435992501
25.2435.99.2501
25 2435 99…
43 000 ₽
Жидкостный насос U4840 Гидроник М 24В теперь в вашей корзине покупок
org/Product»>
Жидкостный насос U4840 Гидроник М 12В
Модель 252434992501
Жидкостный насос Гидроник М
252434992501
25.2434.99.2501
25 2434 99 2501…
60 300 ₽
Жидкостный насос U4840 Гидроник М 12В теперь в вашей корзине покупок
Жидкостной насос 12В B\D5W
Модель 251670250100
Жидкостной насос 12В B\D5W
251670250100
25.1670.25.0100
25 1670…
18 640 ₽
Жидкостной насос 12В B\D5W теперь в вашей корзине покупок
org/Product»>
Жидкостной насос 24В D7W
Модель 251667250100
Жидкостной насос 24В D7W
251667250100
25.1667.25.0100
25 1667 25…
26 623 ₽
Жидкостной насос 24В D7W теперь в вашей корзине покупок
Насос жидкостный 24В Flowtronic 5000 SC
Модель 252488260000
Насос жидкостный 24В Flowtronic 5000 SC
252488260000…
25 272 ₽
Насос жидкостный 24В Flowtronic 5000 SC теперь в вашей корзине покупок
org/Product»>
Насос жидкостный U4814 24В Flowtronic 5000
Модель 251818290100
Насос жидкостный 24В Flowtronic 5000
251818290100
25.1818.29.0100
25…
21 128 ₽
Насос жидкостный U4814 24В Flowtronic 5000 теперь в вашей корзине покупок
Ремкомплект жидкостного насоса FLOWTRONIC 5000
Модель 251818992910
Ремкомплект жидкостного насоса FLOWTRONIC 5000
251818992910…
18 080 ₽
Ремкомплект жидкостного насоса FLOWTRONIC 5000 теперь в вашей корзине покупок
org/Product»>
Циркуляционный насос U4847 12В Hydronic 3
Модель 252652250000
Циркуляционный насос U4847 12В Hydronic 3
252652250000
25.2652.25.0000…
15 056 ₽
Циркуляционный насос U4847 12В Hydronic 3 теперь в вашей корзине покупок
Поршневой насос жидкостный: устройство и принцип действия
Конструктивные особенности
Принцип работы
Насосы двухстороннего действия
Сферы применения
Преимущества и недостатки
Жидкостный поршневой насос – это одно из древнейших устройств, назначением которых является перекачивание жидких сред. Поршневые насосы работают на основе простейшего принципа вытеснения жидкостей, которое осуществляется механическим способом. По сравнению с первыми моделями подобных устройств, современные жидкостные насосы поршневого типа отличаются значительно более сложной конструкцией, они более надежны и эффективны в использовании. Так, поршневые насосы, выпускаемые современными производителями, имеют не только эргономичный и прочный корпус, но и развитую элементную базу, а также предоставляют более широкие возможности для монтажа в трубопроводные системы. Благодаря такой универсальности насосы жидкостные поршневого типа активно используются в трубопроводных системах как промышленного, так и бытового назначения.
Поршневой насос для незамкнутых гидравлических систем
Конструктивные особенности
Основным элементом жидкостного поршневого насоса является полый металлический цилиндр, в котором и протекают все рабочие процессы, осуществляемые с перекачиваемой жидкостью. Физическое же воздействие на жидкость осуществляет поршень плунжерного типа. Благодаря этому элементу данный жидкостный насос и получил свое название.
Принцип работы поршневого насоса основывается на возвратно-поступательном движении его рабочего органа, действующего как гидравлический пресс. При этом в конструкции такой машины, в отличие от классических гидравлических устройств, присутствует механизм клапанного распределения, а также ряд дополнительных конструктивных элементов (в частности, кривошип и шатун, составляющие основу силовой части насоса жидкостного поршневого типа).
Устройство аксиально-поршневого насоса
Принцип работы
От большинства из тех, кто подбирает технические устройства для оснащения трубопроводных систем, специалисты слышат: «Объясните работу поршневого насоса с воздушной камерой». Следует сразу сказать, что принцип, по которому действует жидкостный поршневой насос, изобретенный еще несколько столетий назад, достаточно прост. Заключается он в следующем: совершая поступательное движение, поршень создает разрежение воздуха в рабочей камере, за счет чего в камеру и всасывается жидкость из подводящего трубопровода. При обратном движении поршня такого насоса, который, по некоторым историческим данным, изобрел древнегреческий механик, жидкость из рабочей камеры выталкивается в нагнетающую магистраль. Поршневые насосы, как уже говорилось выше, оснащаются клапанным механизмом, основная задача которого состоит в том, чтобы не дать перекачиваемой жидкости попасть обратно во всасывающий канал в тот момент, когда она выталкивается в нагнетательную магистраль.
Принцип работы одностороннего поршневого насоса
Принципом, по которому работают поршневые насосы, объясняется тот факт, что поток, создаваемый такими устройствами, двигается по трубопроводу с различной скоростью, скачками. Чтобы избежать этого негативного явления, используют насосы, оснащенные сразу несколькими поршнями, работающими в определенной последовательности. Преимущества, которые достигаются при использовании жидкостных насосов с несколькими поршнями, заключается еще и в том, что такие устройства способны закачивать жидкость даже в тот момент, когда их рабочая камера ею не заполнена. Такое качество многопоршневого плунжерного насоса, которое получило название «сухое всасывание», актуально во многих сферах, где используются подобные устройства.
Поршневые насосы различаются по числу действий
Насосы двухстороннего действия
Основная причина, по которой был разработан и стал активно применяться поршневой насос двойного действия, заключается в стремлении производителей уменьшить уровень пульсации потока жидкости, нагнетаемой в трубопроводную систему. Для того чтобы разобраться в преимуществах использования насосного устройства двойного действия, достаточно понять, как работает поршневой жидкостный насос данного типа.
Особенность устройства жидкостного поршневого насоса двойного действия заключается в том, что штоковые и поршневые полости этой машины оснащены индивидуальными клапанными системами. Такая конструкция поршневого насоса двойного действия, уникальность которой можно заметить даже по фото, позволяет не только устранить пульсации потока в трубопроводной системе, но и значительно повысить эффективность использования самой машины. Между тем поршневые насосы одностороннего действия, если сравнивать их с двухсторонними моделями, из-за простой конструкции отличаются более высокой надежностью и долговечностью.
Принцип действия двухстороннего поршневого насоса
Существует еще одна конструктивная схема поршневого насоса, при использовании которой удается добиться устранения пульсационных процессов в трубопроводных системах. Насосное оборудование, выполненное по данной схеме, предполагает применение специального гидроаккумулятора. Основное назначение таких гидроаккумуляторов, используемых для оснащения насосных станций, заключается в том, чтобы накапливать энергию потока жидкости в моменты пикового давления в трубопроводе и отдавать ее тогда, когда такого давления для нормальной работы системы недостаточно.
Однако какие бы виды поршневых насосов ни использовались и какими бы дополнительными техническими устройствами ни оснащались насосные станции, устранить пульсационные процессы в трубопроводах не всегда удается. В таких ситуациях часто применяется дополнительное оборудование, обеспечивающее эффективный отвод лишней жидкости за пределы насосной станции.
Сферы применения
Область применения жидкостных насосов поршневого типа достаточно широка, что объясняется их высокой универсальностью. Между тем конструкция таких машин не позволяет использовать их в тех случаях, когда перекачивать необходимо значительные объемы воды или другой жидкости. Одним из основных достоинств этих гидравлических машин является то, что их поршни, вытесняя жидкость через нагнетательную магистраль, одновременно всасывают ее новую порцию через подающий канал, что в условиях сухого цилиндра очень важно. Этим качеством и предопределяется назначение поршневых жидкостных насосов как наиболее эффективных устройств, используемых на предприятиях химической промышленности.
Гидравлический поршневой насос для автокрана
Сферы применения жидкостных насосов поршневого типа расширяются и за счет того, что такое оборудование может успешно использоваться для работы с химически агрессивными средами, некоторыми видами топлива и взрывоопасными смесями. Активно применяются насосы данного типа и в бытовых целях, с их помощью можно создавать трубопроводные системы для автономного водоснабжения частных строений и для полива. Между тем, решив использовать такой прибор, не забывайте о том, что для перекачивания больших объемов жидкости он не предназначен.
Еще одной сферой, в которой активно используются жидкостные насосы поршневого типа, является пищевая промышленность. Это объясняется тем, что такие устройства отличаются очень деликатным отношением к перекачиваемой через них жидкости.
Преимущества и недостатки
Если говорить о достоинствах, которыми обладают насосы поршневого типа, служащие для перекачивания жидких сред, то к наиболее значимым можно отнести:
простоту конструкции, которую демонстрируют даже картинки и схематическое изображение подобных устройств;
высокую надежность, которая определяется не только использованием высокопрочных материалов для производства таких машин, но и принципом действия поршневого насоса;
возможность работы с носителями, при использовании которых предъявляются особые требования к условиям пуска насосного оборудования.
Основным недостатком рассматриваемого насосного оборудования, упомянутым выше, является его невысокая производительность. Конечно, расширить технические возможности таких устройств можно, но зачем это делать, если данная задача решается с меньшими финансовыми затратами посредством насосного оборудования другого вида.
Выбирая жидкостные насосы поршневого типа, сначала определитесь с тем, для чего такое оборудование будет использоваться. Если не предполагается перекачивание слишком больших объемов жидкости, то доступные по стоимости и надежные жидкостные насосы поршневого типа оптимально подойдут для реализации ваших целей.
Насосы для перекачки жидкости, ручные — бесплатная доставка при заказе на сумму более 99 долларов США в Summit Racing
Результаты 1–25 из 420
99″> $22,99
Ориентировочная дата отгрузки в США:
Понедельник 24.10.2022
Расчетная дата международной отправки:
Воскресенье 23.10.2022
199,99 долларов США
Ориентировочная дата отгрузки в США:
21 ноября 2022 г.
Расчетная дата международной отправки:
22 ноября 2022 г.
Ориентировочная дата отгрузки в США:
14 ноября 2022 г.
Расчетная дата международной отправки:
Воскресенье 23.10.2022
$739,99
Ориентировочная дата отгрузки в США:
7 ноября 2022 г.
Расчетная дата международной отправки:
6 ноября 2022 г.
если заказать сегодня
278,99 долларов США
Ориентировочная дата отгрузки в США:
7 ноября 2022 г.
Расчетная дата международной отправки:
Воскресенье 23.10.2022
$23,99
Ориентировочная дата отгрузки в США:
Понедельник 24. 10.2022
Расчетная дата международной отправки:
Воскресенье 23.10.2022
$12,99
Ориентировочная дата отгрузки в США:
31 октября 2022 г.
Расчетная дата международной отправки:
Воскресенье 23.10.2022
$35,99
Ориентировочная дата отгрузки в США:
вторник 25. 10.2022
Расчетная дата международной отправки:
Воскресенье 23.10.2022
Ориентировочная дата отгрузки в США:
9 ноября 2022 г.
Расчетная дата международной отправки:
Воскресенье 23.10.2022
Ориентировочная дата отгрузки в США:
Понедельник 24. 10.2022
Расчетная дата международной отправки:
Воскресенье 23.10.2022
$39,99
Ориентировочная дата отгрузки в США:
14 ноября 2022 г.
Расчетная дата международной отправки:
Воскресенье 23.10.2022
59,99 долларов США
Ориентировочная дата отгрузки в США:
Понедельник 24. 10.2022
Расчетная дата международной отправки:
Воскресенье 23.10.2022
$51,99
Ориентировочная дата отгрузки в США:
21 декабря 2022 г.
Расчетная дата международной отправки:
22 декабря 2022 г.
$66,99
Ориентировочная дата отгрузки в США:
14 ноября 2022 г.
Расчетная дата международной отправки:
Воскресенье 23.10.2022
$53,99
Ориентировочная дата отгрузки в США:
2 января 2023 г.
Расчетная дата международной отправки:
Воскресенье 23.10.2022
$28,99
Ориентировочная дата отгрузки в США:
16 ноября 2022 г.
Расчетная дата международной отправки:
Воскресенье 23.10.2022
$18,99
Ориентировочная дата отгрузки в США:
9 ноября 2022 г.
Расчетная дата международной отправки:
Воскресенье 23.10.2022
$18,99
Ориентировочная дата отгрузки в США:
Понедельник 24. 10.2022
Расчетная дата международной отправки:
Воскресенье 23.10.2022
$41,99
Ориентировочная дата отгрузки в США:
31 октября 2022 г.
Расчетная дата международной отправки:
1 ноября 2022 г.
Ориентировочная дата отгрузки в США:
7 ноября 2022 г.
Расчетная дата международной отправки:
Воскресенье 23.10.2022
197,99 долларов США
Ориентировочная дата отгрузки в США:
12 декабря 2022 г.
Расчетная дата международной отправки:
11 декабря 2022 г.
если заказать сегодня
$103,99
Ориентировочная дата отгрузки в США:
7 ноября 2022 г.
Расчетная дата международной отправки:
7 ноября 2022 г.
496,99 долларов США
Ориентировочная дата отгрузки в США:
7 ноября 2022 г.
Расчетная дата международной отправки:
6 ноября 2022 г.
если заказать сегодня
$34,99
Ориентировочная дата отгрузки в США:
7 ноября 2022 г.
Расчетная дата международной отправки:
7 ноября 2022 г.
Ориентировочная дата отгрузки в США:
14 ноября 2022 г.
Расчетная дата международной отправки:
Воскресенье 23.10.2022
Жидкостные и пневматические насосы высокого давления с пневматическим приводом
Жидкостные насосы высокого давления Maximator предназначены для создания различных давлений с использованием масла, воды и других жидкостей. Жидкостные насосы имеют компактные размеры, обеспечивая при этом необходимое давление. Простота установки и эксплуатации делают их надежным и экономичным продуктом для требовательных промышленных применений.
Жидкостные насосы с пневматическим приводом приводятся в действие давлением воздуха или инертных газов. Эти насосы могут удовлетворить ваши конкретные потребности, от низкого давления 580 фунтов на квадратный дюйм до высокого давления 60 000 фунтов на квадратный дюйм. Это делает насосы высокого давления Maximator идеальными для применений, требующих ступенчатого расхода и переменного рабочего давления.
Вождение с очень сухим воздухом или азотом?
Запрос цен
Как выбрать пневматический насос?
High Pressure Technologies предлагает широкий выбор жидкостных насосов Maximator с пневматическим приводом. Поскольку существует множество моделей на выбор, выбор насоса, подходящего для применения, может оказаться сложной задачей для клиента. По этой причине мы предусмотрели следующие шаги, чтобы выбрать правильный насос высокого давления для применения.
1. Подтверждение применения жидкости: Знание перекачиваемой жидкости может сократить время, необходимое для выбора жидкостного насоса. Например, если вы знаете, что в приложении будет использоваться комбинация масла и воды, вы можете обратить внимание на жидкостные насосы серии PPO или S.
2. Определение минимального давления воздуха на установке: Одного знания типа жидкости недостаточно. Давление воздуха, необходимое для движения жидкости, также важно. Как только на вашем предприятии будет достигнуто минимальное давление воздуха, вы сможете найти пневматический насос, отвечающий вашим потребностям.
3. Определите давление на выходе: Этот пункт лучше всего пояснить на примере. Предположим, ваше приложение включает химические вещества. Эти химические вещества необходимо перекачивать при давлении от 60 до 10 000 фунтов на квадратный дюйм. Если это ваше требование, вам следует рассмотреть серию PPSF.
4. Определение скорости потока: Нужную скорость потока можно определить, ответив на несколько важных вопросов:
Скорость потока можно дополнительно установить, изучив давление на выходе и пневмоприводе каждого насоса.
В High Pressure Tech мы стремимся к тому, чтобы процесс выбора насоса был легким и не отнимал лишнего времени. Свяжитесь с нами, если у вас есть дополнительные вопросы относительно жидкостных насосов Maximator с пневматическим приводом.
Модели
Вода / Масло
Масляная / масляная вода
ХИМИЧЕСКИЕ
Операции
Преимущества
Применение
.
. СОВЕТ 9023. для удовлетворения конкретных требований приложения. Наша категория жидкостных насосов состоит из более чем 20 различных типов насосов и серий насосов. Ниже приведены некоторые из популярных продуктов, которые мы предлагаем.
Серия PP: Насосы серии PP легкие и имеют прочную конструкцию из анодированного алюминия. Эти жидкостные насосы с пневматическим приводом способны повышать давление с 60 до 58 000 фунтов на квадратный дюйм.
Серия PPO: Эти насосы специально разработаны для работы с маслом или смесью масла и воды. Насосы PPO известны своей огромной мощностью и портативностью. Они также универсальны, обеспечивая 8 вариантов соотношения давлений.
Серия S: Насосы серии S предназначены для работы с нефтью и водой. Они особенно полезны для статических и мобильных приложений. Эти насосы доступны с пятью коэффициентами давления и обеспечивают давление в диапазоне от 105 до 14 500 фунтов на квадратный дюйм.
Серия S-D: Насосы этой серии представляют собой версию продуктов серии S двойного действия. Насосы с пневматическим приводом серии S-D также могут использоваться в стационарных и мобильных приложениях. Тем не менее, они обеспечивают пять вариантов соотношения давлений в диапазоне от 105 до 14 500 фунтов на квадратный дюйм.
Серия GX: Насосы серии GX представляют собой продукты с высоким расходом и обеспечивают давление в диапазоне от 540 до 14 500 фунтов на квадратный дюйм. Они являются идеальным выбором для оффшорных применений или там, где установка насоса должна быть долговечной.
Серия L: Эти жидкостные насосы способны обеспечивать давление от 165 до 60 000 фунтов на квадратный дюйм. Насосы Maximator серии L изготовлены из нержавеющей стали. Они могут быть представлены в моделях одинарного и двойного действия.
Серия L-D: Максиматор серии L-D представляет собой насосы двойного действия, предназначенные для работы с водой или маслом. Насосы L-D с двумя входными и двумя выходными отверстиями обеспечивают на 50 % большую скорость потока, чем насосы серии L, с меньшей пульсацией. Эти насосы доступны с различными коэффициентами давления от 150 до 38 425 фунтов на квадратный дюйм.
Серия LSF: Насосы серии LSF, предназначенные для применения в химической промышленности, обеспечивают давление в диапазоне от 165 до 23 200 фунтов на квадратный дюйм. Эти жидкостные насосы высокого давления с пневматическим приводом доступны в моделях одностороннего действия и могут быть снабжены головкой с одинарным или двойным пневматическим приводом.
Серия PPSF: Как и серия LSF, насосы PPSF предназначены для применения в химической промышленности при давлении от 60 до 14 500 фунтов на квадратный дюйм. Насосы одностороннего действия поставляются с одинарными и двойными пневматическими головками. Распорка используется для разделения воздушной и жидкостной секций.
Серия PP-HL: В эту серию входят легкие насосы с ручным управлением. Они обеспечивают давление до 31 900 фунтов на квадратный дюйм. Насосы PP-HL способны создавать давление даже при отсутствии давления. Они идеально подходят для манометров и преобразователей.
Серия GPD: Жидкостные насосы серии GPD предназначены для приложений, требующих быстрого заполнения жидкостью. Эти насосы двойного действия с одинарной головкой обеспечивают высокий расход нагнетания при высоком давлении. Насосы GPD могут перекачивать воду, химикаты и гидравлические масла.
Вода/масло
Вода/масло Пневматические насосы
Тип (вода/масло)
Модель
Соотношение
Макс. Давление
Рабочий цикл (куб. дюйм)
Малый рабочий объем
PP4
1:4
580 фунтов на кв. дюйм
1,86
ПП8
1:9
1305 фунтов на кв. дюйм
0,90
PP12
1:14
2030 фунтов на кв. дюйм
0,57
РР22
1:28
4060 фунтов на кв. дюйм
0,28
ПП37
1:46
6670 фунтов на кв. дюйм
0,17
PP72
1:86
12 470 фунтов на кв. дюйм
0,09
ПП111
1:130
15 000 фунтов на кв. дюйм
0,06
ПП189
1:220
31 900 фунтов на кв. дюйм
0,04
Малый рабочий объем – Ручной рычаг
ПП22-ХЛ
1:28
4060 фунтов на кв. дюйм
0,28
ПП37-ХЛ
1:46
6670 фунтов на кв. дюйм
0,17
ПП72-ХЛ
1:86
12 470 фунтов на кв. дюйм
0,09
PP111-HL
1:130
15 000 фунтов на кв. дюйм
0,06
PP189-HL
1:220
31 900 фунтов на кв. дюйм
0,04
Малый рабочий объем – Двойной воздушный напор
ПП111-2
1:260
36 250 фунтов на кв. дюйм
0,06
ПП189-2
1:440
60 000 фунтов на кв. дюйм
0,04
Малый рабочий объем – Тройная воздушная головка
ПП111-3
1:390
36 250 фунтов на кв. дюйм
0,06
ПП189-3
1:660
60 000 фунтов на кв. дюйм
0,04
Средний рабочий объем
С15
1:17
2465 фунтов на кв. дюйм
1,74
С25
1:25
3625 фунтов на кв. дюйм
1,20
С35
1:39
5655 фунтов на кв. дюйм
0,77
С60
1:61
8845 фунтов на кв. дюйм
0,49
С100
1:108
14 500 фунтов на кв. дюйм
0,27
С150
1:156
14 500 фунтов на кв. дюйм
0,19
Средний рабочий объем – двустороннего действия
С15-Д
1:16
2 320
3,45
С25-Д
1:24
3 480
2,39
С35-Д
1:38
5 510
1,54
С60-Д
1:60
8 700
0,98
С100-Д
1:107
14 500
0,55
С250-Д
1:250
15 000
0,24
Большой рабочий объем
Л10-ВЭ
1:11
1595 фунтов на кв. дюйм
5,49
Л15-ВЭ
1:16
2320 фунтов на кв. дюйм
3,78
Л25-ВЭ
1:28
4060 фунтов на кв. дюйм
2,15
Л35-ВЭ
1:40
5800 фунтов на кв. дюйм
1,49
Л60-ВЭ
1:63
9135 фунтов на кв. дюйм
0,94
Л100-ВЭ
1:113
15 000 фунтов на кв. дюйм
0,54
Л150-ВЭ
1:151
21 025 фунтов на кв. дюйм
0,40
Л250-ВЭ
1:265
38 425 фунтов на кв. дюйм
0,23
Л300-ВЭ
1:314
45 530 фунтов на кв. дюйм
0,20
Л400-ВЭ
1:398
57 710 фунтов на кв. дюйм
0,15
Л500-ВЭ
1:592
60 000 фунтов на кв. дюйм
0,12
Большой рабочий объем – двойной воздушный напор
Л10-2-ВЭ
1:22
3190 фунтов на кв. дюйм
5,49
Л15-2-ВЭ
1:32
4640 фунтов на кв. дюйм
3,78
Л25-2-ВЭ
1:56
8120 фунтов на кв. дюйм
2,15
Л35-2-ВЭ
1:80
11 600 фунтов на кв. дюйм
1,49
Л60-2-ВЭ
1:126
15 000 фунтов на кв. дюйм
0,94
Л100-2-ВЭ
1:226
30 450 фунтов на кв. дюйм
0,54
Л150-2-ВЭ
1:300
42 050 фунтов на кв. дюйм
0,40
Л250-2-ВЭ
1:530
60 000 фунтов на кв. дюйм
0,23
Л300-2-ВЭ
1:628
60 000 фунтов на кв. дюйм
0,20
Л400-2-ВЭ
1:796
60 000 фунтов на кв. дюйм
0,15
Л500-2-ВЭ
1:1038
60 000 фунтов на кв. дюйм
0,09
Большой рабочий объем – двустороннего действия
Л10Д-ВЭ
1:10
1450 фунтов на кв. дюйм
10,98
Л15Д-ВЭ
1:15
2175 фунтов на кв. дюйм
7,59
Л25Д-ВЭ
1:27
9915 фунтов на кв. дюйм
4,31
Л35Д-ВЭ
1:40
5800 фунтов на кв. дюйм
2,98
Л60Д-ВЭ
1:63
9135 фунтов на кв. дюйм
1,92
Л100Д-ВЭ
1:113
15 225 фунтов на кв. дюйм
1,07
Л150Д-ВЭ
1:151
21 025 фунтов на кв. дюйм
0,80
Л250Д-ВЭ
1:265
38 425 фунтов на кв. дюйм
0,46
Большой объем – вода/масло
GX35
1:36
5220 фунтов на кв. дюйм
6,71
GX60
1:66
8700 фунтов на кв. дюйм
3,97
GX100
1:117
15 225 фунтов на кв. дюйм
2,20
GX170
1:177
15 225 фунтов на кв. дюйм
2,20
Очень большой объем – вода/масло
ГПД-30
1:30
4350 фунтов на кв. дюйм
31.00
ГПД-60
1:60
8700 фунтов на кв. дюйм
15,70
ГПД-120
1:129
18 700 фунтов на кв. дюйм
11.20
ГПД-180
1:192
27 850 фунтов на кв. дюйм
0,26
ГПД-260
1:277
40 175 фунтов на кв. дюйм
0,17
Очень большой объем – Двойной воздушный напор – Работа с водой/маслом
ГПД-30-2
1:60
8700 фунтов на кв. дюйм
31.00
ГПД-60-2
1:120
17 400 фунтов на кв. дюйм
15,70
ГПД-120-2
1:258
37 400 фунтов на кв. дюйм
7,40
ГПД-180-2
1:384
43 500 фунтов на кв. дюйм
4,20
ГПД-260-2
1:554
43 500 фунтов на кв. дюйм
2,90
Масло/масло-вода
Масло/масло-вода Пневматические насосы
Малый рабочий объем
ППО4
1:4
580 фунтов на кв. дюйм
1,86
ППО8
1:9
1305 фунтов на кв. дюйм
0,90
ППО12
1:14
2030 фунтов на кв. дюйм
0,57
ППО22
1:29
4205 фунтов на кв. дюйм
0,28
ППО37
1:47
6815 фунтов на кв. дюйм
0,17
ППО72
1:88
12 760 фунтов на кв. дюйм
0,09
ППО111
1:133
14 500 фунтов на кв. дюйм
0,06
ППО189
1:225
14 500 фунтов на кв. дюйм
0,04
Химическая
Химическая служба Пневматические насосы
Малый рабочий объем
ППСФ4
1:4
580 фунтов на кв. дюйм
1,86
PPSF8
1:9
1305 фунтов на кв. дюйм
0,90
ППСФ12
1:14
2030 фунтов на кв. дюйм
0,57
ППСФ22
1:28
4060 фунтов на кв. дюйм
0,28
ППСФ37
1:46
6670 фунтов на кв. дюйм
0,17
ПСФ72
1:86
12 470 фунтов на кв. дюйм
0,09
ППСФ111
1:130
14 500 фунтов на кв. дюйм
0,06
Большой рабочий объем
LSF10
1:11
1595 фунтов на кв. дюйм
5,49
LSF15
1:16
2320 фунтов на кв. дюйм
3,78
LSF25
1:28
4060 фунтов на кв. дюйм
2,15
LSF35
1:40
5800 фунтов на кв. дюйм
1,49
LSF60
1:63
9135 фунтов на кв. дюйм
0,94
LSF100
1:113
15 225 фунтов на кв. дюйм
0,54
LSF150
1:151
21 025 фунтов на кв. дюйм
0,40
LSF250
1:265
33 200 фунтов на кв. дюйм
0,23
Большой рабочий объем – двойной воздушный напор
ЛСФ10-2-ВЭ
1:20
3190 фунтов на кв. дюйм
5,49
ЛСФ15-2-ВЭ
1:30
4640 фунтов на кв. дюйм
3,78
ЛСФ25-2-ВЭ
1:54
8120 фунтов на кв. дюйм
2,15
ЛСФ35-2-ВЭ
1:78
11 600 фунтов на кв. дюйм
1,49
LSF60-2-VE
1:118
15 000 фунтов на кв. дюйм
0,94
ЛСФ100-2-ВЭ
1:200
23 200 фунтов на кв. дюйм
0,54
Эксплуатация
Строительство и эксплуатация
Работа жидкостных насосов высокого давления основана на принципе колебательного усилителя давления. Проще говоря, принцип гласит, что перекачка может продолжаться, даже если давление снижается. Насосы работают на сжатом воздухе с давлением от 1 до 10 бар. Это позволяет насосу продолжать свою работу, несмотря на любые перепады давления.
Конструкция насосов Maximator разработана с учетом принципа колебательного давления. В их состав входят следующие компоненты:
Приводной поршень
Всасывающая камера
Пневматическое поршневое соединение
Диаметр поршня
Впускной обратный клапан
Выпускной обратный клапан
Соединение воздушного поршня соединено с плунжером малого диаметра. Соотношение давлений является ключом к определению максимального выходного давления. Более высокое давление на выходе можно получить, просто увеличив степень сжатия.
Насосы являются самовсасывающими и, как правило, не требуют использования лубрикатора. Жидкость поступает во всасывающую камеру за счет хода приводного поршня вверх. Этот эффект всасывания заставляет впускной обратный клапан открываться, а выпускной обратный клапан закрывается. Ход вниз создает необходимое давление для приложения. Создаваемое давление приводит к закрытию впускного обратного клапана и открытию выпускного обратного клапана. Затем давление передается на прикладное оборудование.
Пневматические жидкостные насосы Maximator состоят из автоматических циклов. Циклы замедляются при повышении давления. Как только силы выходного давления уравновешиваются, насос автоматически останавливается. Насос перезапускается при повышении или незначительном падении давления в пневмоприводе.
Преимущества
Насосы высокого давления Maximator могут обеспечить ряд преимуществ для технических применений в различных отраслях промышленности.
Давление можно регулировать с помощью одного из двух компонентов – ручных регуляторов давления или пневматических клапанов.
Пневматические жидкостные насосы идеально подходят для применения во взрывоопасных зонах.
Замещение утечек автоматической дозаправкой жидкости от насоса
Насос не потребляет избыточной энергии, даже когда поддерживает необходимое давление в течение длительного времени.
На этапе поддержания давления не происходит потери тепла.
Жидкостные насосы высокого давления отличаются простотой установки и бесшумной работой.
Насос автономный. Изделию требуются только соединения для линий всасывания, нагнетания и подачи воздуха.
Области применения
Высокоэффективные насосы Maximator идеально подходят для широкого спектра нефтяных, водных и химических применений.
Химическое и морское применение
Впрыск охлаждающей жидкости
Подземная добыча полезных ископаемых
Реставрация бетона
Прерывистая гидроабразивная резка
Укрепление породы и угля
Строительство тоннелей и мостов
Перекачка химических жидкостей и повышение давления
Ингибитор закачки метанола и гликоля в нефтяные скважины
Генерация испытательного давления для машин для извлечения оправки
Тормозная жидкость, скайдрол, трансмиссионная жидкость и жидкость для гидроусилителя руля для самолетов и автомобилей.
Масляные насосы
Системы смазки
Подъем и домкрат:
Подъемные столы
Подъем балки
Подъем самолета
Ножничные домкраты
Гидравлические операции:
Патроны
Пуансоны
Штифтовые прессы
Привод клапана
Зажимные устройства
Прессы:
Фильтр-прессы
Гидравлические прессы
Холодные изостатические прессы
Привод гидравлического пресса
Инструмент и затяжка:
Обжим
Кабельные ножницы
Ролик натяжной
Динамометрические ключи
Инструменты для гибки труб
Привод обрезки
Тестирование:
Испытание под давлением
Машины для испытаний на растяжение
Советы
Советы и предупреждения
Следующие советы и предупреждения могут помочь обеспечить надежную работу и производительность жидкостных насосов Maximator с пневматическим приводом.
Давление на выходе насоса можно легко настроить с помощью воздушного регулятора.
Номера моделей каждого насоса отражают номинальные отношения давления, а технические данные указывают точные отношения.
В приложении минимальное давление жидкости можно рассчитать, умножив коэффициент давления на доступное давление воздуха в цехе.
На работу пневматического жидкостного насоса может влиять ряд условий. К ним относятся грязные фильтры, неправильные размеры входного отверстия и замерзание управляющих клапанов.
Стандартные насосные системы с пневматическим приводом
High Pressure Technologies предлагает комплектные, стандартные и заказные системы «под ключ», включающие пневматические насосы высокого давления с пневматическим приводом Maximator для различных жидкостей и систем под давлением.
Системы High Pressure Technologies могут поставляться для работы с нефтью, водой и химическими веществами и для давления на выходе от 30 до 100 000 фунтов на квадратный дюйм.
Пластическая деформация металла. Диаграмма зависимости напряжений и деформации.
Для понимания физических и механических свойств происходящих в металле под нагрузкой изучается такое понятие, как деформация. В зависимости от напряжений деформация бывает:
упругой
пластической
При упругой деформации — возникшие изменения исчезают после прекращения воздействий вызывающих ее напряжений.
Пластическая — остаточные изменение формы после снятия действия вызвавших ее напряжений. Данное явление имеет особенное значение, поскольку в структуре кристаллов происходят непоправимые передвижения атомов.
Понимание основных понятий деформации ( механических и физических свойств) позволяют рассчитать максимально допустимые нагрузки в металлоконструкциях.
Напряжение металлов
Для начала стоит рассмотреть понятие напряжения металлов.
Напряжением металловназывается отношение силы приложенной к образцу или к поперечному сечению образца.
Напряженное состояние металлов характеризуется следующими показателями:
δпр, δт, δупр, δп.
Диаграмма связи между напряжениями и деформациями
динамика гука– изменения (деформация) в направлении действия силы,
δ – деформирующее напряжение
δп — предел пропорциональности,
δупр — предел упругости,
δт — предел текучести,
δпр — предел прочности металла или временное сопротивление разрушению.
Нормальное напряжение
Нормальное напряжение первоначально вызывает упругую деформацию в монокристалле, приводящую к изменению положения отдельных групп атомов друг относительно друга, а после снятия нагрузки возвращению атомов свои первоначальные положения.
При возникновении нормальных напряжений превышающих силы межатомного притяжение происходит разрушение металла.
Напряжение соответствующее максимальной нагрузке, при достижении которой соблюдается закон Гука ( изменение нагрузки приводит к пропорциональному изменению длины образца) — называется пределом пропорциональности.
δпр=Рпр/Sо (МПа), где:
Sо- начальная площадь поперечного сечения образца : Sо= Пdo2 / 4
При достижении предела упругости, после снятия нагрузки, размеры образца изменяется, такая деформация называется остаточной.
Физическим пределом текучести называются напряжения, соответствующее нагрузке, вызывающий массовую пластическую деформацию в образце.
δт=Pт/So (МПа)
На диаграмме состояний δт соответствует минимальной точке на площадке текучести. При достижении точки δт происходит изменение длины образца при постоянной нагрузке.
δпр- соответствует максимальной нагрузке, которая может выдержать образец до начала разрушения.
При испытании металла на разрыв изготавливают образцы специальной формы и размеров, которые оговариваются ГОСТом 1497 -86. В тех случаях, когда размеры заготовки или изделия не позволяют произвести вырезку образца- испытание проводят на натуральных образцах.
Пластическая деформация происходит под действием тангенциальных напряжений, которые в 2 раза меньше нормальных.
При пластической деформации в первую очередь деформация происходит по плоскостям наиболее благоприятно ориентированным к направлению действующей нагрузки, и только после реализации таких плоскостей в работу будут вступать следующие кристаллографические плоскости.
Характеристикой упругой и пластической деформации являются модуль Юнга и модуль Гука. Обе эти характеристики являются структурно независимыми, а зависят только от природы материала.
Для понимания физических и механических свойств происходящих в металле под нагрузкой изучается такое понятие, как деформация.
Свойства пластической деформации определяют способность тел к изменению форм под воздействием внешних и внутренних сил.
Опубликовано: 04.01.2016
Поделиться:
Вернуться к списку новостей
1. Упругая и пластическая деформация.
Деформацией называется придание материалу требуемой формы и размеров под действием напряжений без нарушения его сплошности. В зависимости от полноты восстановления исходной формы и исходных размеров тела после прекращения действия внешних сил различают:
упругую деформацию
Деформация, при сравнительно небольших напряжениях и исчезающая после снятия нагрузки, называется упругой, а сохраняющаяся –остаточной илипластической. При увеличении напряжений деформация может заканчиваться разрушением.
Упругая и пластическая деформации в своей физической основе отличаются друг от друга. При упругой деформации происходит обратимое смещение атомов из положений равновесия в кристаллической решётке. Упругая деформация не вызывает заметных остаточных изменений в структуре и свойствах металла. После снятия нагрузки сместившиеся атомы под действием сил притяжения (при растяжении) или отталкивания (при сжатии) возвращаются в исходное равновесное положение, и кристаллы приобретают первоначальную форму и размеры. Упругие свойства материалов определяются силами межатомного взаимодействия.
В основе пластической деформации лежит необратимое перемещение одних частей кристалла относительно других. После снятия нагрузки исчезает лишь упругая составляющая деформации.В процессе пластической деформации происходит изменение исходной структуры, при этом механические свойства материала резко повышаются.
2. Механизмы пластической деформации
Для металлов характерно большое сопротивление растяжению или сжатию, чем сдвигу. Поэтому процесс пластической деформации обычно представляет собой процесс скольженияодной части кристалла относительно другой по кристаллографической плоскости или плоскостям скольжения с более плотной упаковкой атомов. В результате скольжения кристаллическое строение перемещающихся частей не меняется.
Другим механизмом пластической деформации является двойникование. Как и скольжение, двойникование осуществляется за счёт сдвига, однако в этом случае происходит сдвиг части кристалла в положение, соответствующее зеркальному отображению несдвинутой части. При деформации двойникованием напряжение сдвига выше, чем при скольжении. Двойники обычно возникают тогда, когда скольжение по тем или иным причинам затруднено.11
3. Пластичность.
На формообразование заготовок из конструкционных материалов влияет пластичность материалов, т. е. способность твёрдых тел изменять форму под воздействием внешних сил не разрушаясь и сохранять полученную форму после прекращения действия силы. 12Благодаря пластичности осуществляется обработка металлов давлением. Пластичность позволяет распределять локальные напряжения равномерно по всему объёму металла, что уменьшает опасность разрушения.13
Обработка давлением применима лишь к металлам, достаточно пластичным, и неприменима к хрупким. Из технических металлов пластичнее других свинец. Он легко деформируется под давлением при комнатной температуре. Олово, алюминий, медь, цинк, железо и низкоуглеродистая сталь также могут быть обработаны давлением без нагрева (как известно, нагрев используется для повышения пластичности, уменьшения сопротивления металла деформации и, следовательно, способность его к деформации возрастает). Пластичность средне- и высокоуглеродистой стали и других металлов и сплавов в холодном состоянии недостаточна. Некоторые металлы и сплавы (например, марганец, чугун и др.) непластичны даже при нагревании: они остаются хрупкими вплоть до расплавления. Такие металлы не могут обрабатываться давлением.14
Эластичность и пластичность — Энергетическое образование
Энергетическое образование
Меню навигации
ИСТОЧНИКИ ЭНЕРГИИ
ИСПОЛЬЗОВАНИЕ ЭНЕРГИИ
ЭНЕРГЕТИЧЕСКОЕ ВОЗДЕЙСТВИЕ
ИНДЕКС
Поиск
Рисунок 1. Пружинная проволока является примером эластичности, поскольку она возвращается к своей первоначальной форме после того, как ее натянули и надавили. [1]
Объекты деформируются, когда их толкают, тянут и скручивают. Эластичность — это мера степени, в которой объект может вернуться к своей первоначальной форме после того, как эти внешние силы и давления прекратятся. [2] Это то, что позволяет пружинам накапливать упругую потенциальную энергию.
Противоположность эластичности пластичности ; когда что-то растягивается и остается растянутым, говорят, что материал пластичен. Когда энергия расходуется на изменение формы некоторого материала, а она остается измененной, говорят, что это пластическая деформация 9.0029 . Когда материал возвращается к своей первоначальной форме, это упругая деформация . [3] Механическая энергия теряется всякий раз, когда объект подвергается пластической деформации. Производство товаров из сырья связано с большой пластической деформацией. Например, придание стали определенной формы (например, арматуры для строительства) связано с пластической деформацией, поскольку создается новая форма.
Рисунок 2. Полиэтиленовая пленка является примером пластика. После растяжения — остается растянутым. [4]
Большинство материалов имеют величину силы или давления, при которой они упруго деформируются. Если приложено большее усилие или давление, то они имеют пластическую деформацию. Материалы, которые имеют значительную пластическую деформацию перед разрушением, называются пластичными . [3] Материалы, которые не могут сильно растягиваться или сгибаться без разрушения, называются хрупкими . Медь довольно пластична, и поэтому она используется для изготовления проводов (большинство металлов пластичны (но особенно медь). Стекло и керамика часто хрупкие, они скорее сломаются, чем согнутся!
Чтобы узнать больше об эластичности, см. гиперфизику.
Для дальнейшего чтения
Упругая потенциальная энергия
Ковкий
Медь
Металл
Или просмотрите случайную страницу
Ссылка
↑ ]»Free Image on — Spring, Helical, Metal, Steel», Pixabay.com, 2018. [Online]. Доступно: https://pixabay.com/en/spring-helical-metal-steel-1453075/. [Доступ: 15 июня 2018 г.].
↑ Р. Д. Найт, «Эластичность», в Физика для ученых и инженеров: стратегический подход, , 2-е изд. Сан-Франциско, США: Pearson Addison-Wesley, 2008, стр. 278.
↑ 3.0 3.1 Хоукс и др., «Деформация и упругость», в Физика для ученых и инженеров, 1-е изд. Торонто: Cengage, 2014, стр. 265-268.
Основное различие – упругая и пластическая деформации
Деформация – это действие или процесс деформации или деформации. Когда к объекту прикладывается сила, объект либо сжимается, либо растягивается в ответ на силу. В механике сила, приложенная к единице площади, называется напряжением. Степень растяжения или сжатия (в ответ на напряжение) называется деформацией. Каждый материал по-разному реагирует на нагрузку. Реакция сильно зависит от типа химической связи вещества. Деформации могут быть упругими или пластическими в зависимости от того, что происходит после снятия напряжения. Упругая деформация — это деформация, которая исчезает при устранении внешних сил, вызывающих изменение, и связанного с ним напряжения. Пластическая деформация – остаточная деформация или изменение формы твердого тела без разрушения под действием длительной силы. Основное различие между упругой деформацией и пластической деформацией состоит в том, что упругая деформация обратима, тогда как пластическая деформация необратима.
Ключевые области, охватываемые
1. Что представляет собой упругое деформация -Определение, влияние на химическую связь, кривая напряжения 2. Что является пластической деформацией -Определение, Влияние на химические связи, пластическая деформация -Определение, Влияние на химические связи, пластическая деформация -Определение, Влияние на химические связи, Пример Вещества 3. В чем разница между упругой и пластической деформацией – Сравнение основных различий
Что такое упругая деформация снятие внешних сил, вызывающих альтерацию и связанное с ней напряжение. Следовательно, упругая деформация обратима и непостоянна. Упругая деформация лучше всего объясняется химическим понятием «упругость». Упругость – это способность вещества возвращаться в нормальное состояние после деформации.
Упругая деформация зависит главным образом от химической связи вещества. Если химические связи способны выдерживать высокое напряжение, деформируясь без разрыва, это вещество может подвергаться упругой деформации.
Чтобы удовлетворить эту потребность, химические связи должны растягиваться или изгибаться, когда к веществу прилагается напряжение. Растяжение и искривление химических связей должно быть временным. Однако атомы не скользят друг по другу при растяжении или изгибе. Но со временем эластичность веществ ухудшается, иногда вещество становится хрупким, теряя пластичность.
Лучшими примерами упругой деформации являются эластомеры, такие как вулканизированная резина. Вулканизированная резина имеет структуру сшитого полимера. Между полимерными цепями имеются серные мостики. Эти поперечные связи серы повышают эластичность резины, помогая ей выдерживать нагрузки.
Рис. 1: Кривая напряжения-деформации для пластичного материала
На изображении выше показана кривая напряжения-деформации для пластичного материала. Пример: медный металл. Упругая область показывает, в какой степени имеет место упругая деформация. После достижения предела упругости материал подвергается пластической деформации, которая является остаточной деформацией.
Что такое пластическая деформация
Пластическая деформация – остаточная деформация или изменение формы твердого тела без разрушения под действием постоянной силы. Это происходит, когда к веществу прикладывается большое напряжение. Пластическая деформация необратима и носит постоянный характер. Пластическая деформация лучше всего объясняется химическим понятием «пластичность». Пластичность — это качество легкости формования или формования на постоянной основе.
Пластическая деформация возникает вследствие разрыва ограниченного числа химических связей между атомами, составляющими вещество. При пластической деформации атомы могут скользить друг относительно друга. Это вызывает дислокации атомов; таким образом, материал остается неподвижным после снятия приложенного напряжения.
Для пластичных веществ пределом упругости является начальная точка пластической деформации. Предел упругости – это максимальная степень растяжения твердого тела без постоянного изменения его размера или формы. Если напряжение приложено за пределом упругости, то вещество подвергнется пластической деформации.
Рис. 2: Предел упругости, показанный на кривой напряжения-деформации
Материалы, в которых можно наблюдать пластическую деформацию, включают металлы, пластмассы, камни и т. д. В пластичных материалах, таких как металлы (например, медь), пластическая деформация имеет место, когда деформация превышает предел упругости. Но в хрупких веществах, таких как горные породы, до начала пластической деформации не может наблюдаться никакой упругой деформации. Пластическая деформация важна при изготовлении новых изделий с использованием термообработки или обработки давлением, а также формования.
Разница между упругой и пластической деформацией
Определение
Упругая деформация : Упругая деформация — это деформация, которая исчезает после устранения внешних сил, вызывающих изменение и связанное с ним напряжение.
Пластическая деформация : Пластическая деформация – остаточная деформация или изменение формы твердого тела без разрушения под действием постоянной силы.
Диаметры стальных труб: таблица размеров и сортамент
‘+ ‘
‘+ ‘{{n}}’ + ‘{{o}}’ + ‘{{t}}’ + ‘
‘+ ‘
При покупке продукции очень помогает таблица размеров труб стальных, содержащая информацию о внутренних и наружных диаметрах. Это способ ускорить покупку, а значит, и вашу работу. В промышленности, производстве и строительстве могут требоваться изделия с любыми параметрами. Мы привели основные размеры стальных труб, выпускаемых в нашей стране, и доступных для заказа на сайте компании «Региональный дом металла».
Сортамент
Резьба, дюйм
Наружный диаметр
Шовная водо/газопроводная
Бесшовная
10
3/8
17
16
15
1/2
21,3
20
20
3/4
26,8
26
25
1
33,5
32
32
1 1/4
42,3
42
40
1 1/2
48
45
50
2
60
57
65
2 1/2
75,5
76
80
3
88,5
89
90
3 1/2
101,3
102
100
4
114
108
125
5
140
133
150
6
165
159
Диаметры стальных труб
Если вас интересует сортамент стальных труб по диаметрам, изучите государственные стандарты, определяющие параметры во время производства. К примеру:
Горячедеформированные, бесшовные – ГОСТ 8732-78;
Холоднодеформированные, бесшовные – ГОСТ 8734-75;
Электросварные прямошовные – ГОСТ 10704-91;
Водогазопроводные — ГОСТ 3262-75.
Как можно заметить, на каждый тип изделий имеется уникальный стандарт. Если вам требуется выяснить, какие габариты по норме может иметь труба стальная, таблица диаметров приведена непосредственно в тексте ГОСТа. Все эти документы доступны в интернете, и вы можете ознакомиться с их текстом. Соблюдение этих норм, в т.ч. по размерам (D, условный проход, толщина стенки) – требования, проверяемые специалистами. Их соблюдение обязательно для сертификации.
Таблица толщины стенок и диаметров стальной трубы
В наличии и под заказ все ключевые размеры, производимые российскими и зарубежными предприятиями. Если вам, к примеру, нужна труба стальная диаметром 60 мм в СПб, обратитесь к менеджерам «РДМ». Наши сотрудники легко подберут требуемые образцы, уточнят кол-во и наличие по складам, расскажут вам, как оформить заказ, оплатить его, решить вопрос с доставкой со склада на ваш объект.
В ассортименте имеются трубы большого диаметра стальные. Они используются для прокладки нефтепроводов, газопроводов. Также их применяют для защиты различных коммуникаций от повреждений. Используются как для внешней, так и для подземной укладки. Обладают хорошей свариваемостью с высокой надёжностью сварного шва.
Любой внутренний диаметр стальных труб, требуемый вам для создания каких-либо инженерных конструкций, доступен в продаже на нашем сайте. Всё, что вам требуется – уточните параметры, сообщите тип изделия. Консультант проверит наличие в базе, сообщит вам стоимость. Далее останется только принять ваш заказ. Отправка осуществляется оперативно, и возможна не только по Санкт-Петербургу, но и в любой город России.
Таблица диаметров стальных труб | Размеры
Диаметры электросварных круглых труб ГОСТ 10704
Параметры трубы (наружный диаметр)
Сталь
Толщина Стенки, мм
Ø 16
Ø 18
Ø 19
Ø 20
ст3 ст20 09Г2С 08пс
от 1 до 3 мм
Ø 25
Ø 28
Ø 30
Ø 32
ст3 ст20 09Г2С 08пс
от 1 до 3 мм
Ø 35
Ø 38
Ø 40
Ø 42
ст3 ст20 09Г2С 08пс
от 1 до 3 мм
Ø 48
Ø 51
Ø 57
Ø 60
ст3 ст20 09Г2С 08пс
от 1 до 3 мм
Ø 76
Ø 89
Ø 102
Ø 108
ст3 ст20 09Г2С
от 2 до 10 мм
Ø 114
Ø 127
Ø 133
Ø 159
ст3 ст20 09Г2С
от 3 до 10 мм
Ø 219
Ø 273
Ø 325
Ø 377
ст3 ст20 09Г2С
от 3 до 12 мм
Ø 426
Ø 530
Ø 630
Ø 720
17Г1С ст3 ст20 09Г2С
от 4 до 50 мм
Ø 820
Ø 920
Ø 1020
Ø 1220
17Г1С ст3 ст20 09Г2С
от 4 до 50 мм
Ø 1320
Ø 1420
Ø 1520
Ø 1620
17Г1С ст3 ст20 09Г2С
от 4 до 50 мм
Ø 1720
Ø 1820
Ø 1920
Ø 2020
17Г1С ст3 ст20 09Г2С
от 4 до 50 мм
Ø 2120
Ø 2220
Ø 2520
Ø 2620
17Г1С ст3 ст20 09Г2С
от 4 до 50 мм
Ø 2720
Ø 2820
17Г1С ст3 ст20 09Г2С
от 4 до 50 мм
Диаметр трубы водогазопроводной ВГП ГОСТ 3262-75
Условный проход, внутренний диаметр мм
Наружный диаметр, мм
Сталь
Толщина стенки, мм
Ø 6 ду
Ø 10,2
ст20, ст10, ст1-3 сп/пс
1,8; 2; 2,5
Ø 8 ду
Ø 13,5
ст20, ст10, ст1-3 сп/пс
2; 2. 2; 2,8
Ø 10 ду
Ø 17,0
ст20, ст10, ст1-3 сп/пс
2; 2.2; 2,8
Ø 15 ду
Ø 21,3
ст20, ст10, ст1-3 сп/пс
2,35; 2,5; 2,8; 3,2
Ø 20 ду
Ø 26,8
ст20, ст10, ст1-3 сп/пс
2,35; 2,5; 2,8; 3,2
Ø 25 ду
Ø 33,5
ст20, ст10, ст1-3 сп/пс
2,8; 3,2; 4
Ø 32 ду
Ø 42,3
ст20, ст10, ст1-3 сп/пс
2,8; 3,2; 4
Ø 40 ду
Ø 48,0
ст20, ст10, ст1-3 сп/пс
3; 3,5; 4
Ø 50 ду
Ø 60,0
ст20, ст10, ст1-3 сп/пс
3; 3,5; 4,5
Ø 65 ду
Ø 75,5
ст20, ст10, ст1-3 сп/пс
3,2; 4; 4,5
Ø 80 ду
Ø 88,5
ст20, ст10, ст1-3 сп/пс
3,5; 4; 4,5
Ø 90 ду
Ø 101,3
ст20, ст10, ст1-3 сп/пс
3,5; 4; 4,5
Ø 100 ду
Ø 114,0
ст20, ст10, ст1-3 сп/пс
4; 4,5; 5
Ø 125 ду
Ø 140,0
ст20, ст10, ст1-3 сп/пс
4; 4,5; 5,5
Ø 150 ду
Ø 165,0
ст20, ст10, ст1-3 сп/пс
4; 4,5; 5,5
Диаметры бесшовных труб ГОСТ 8732-78 и ГОСТ 8734-75
Параметры трубы (наружный диаметр)
Сталь
Толщина стенки, мм
трубы горячедеформированые
Ø 20
Ø25
Ø28
Ø30
Ø32
Ø35
Ø38
Ø40
ст10, ст20, 09г2с
от 2,5-8
Ø 42
Ø 45
Ø 50
Ø 51
Ø 54
Ø 57
Ø 73
Ø 76
ст10, ст20, 09г2с
от 2,5-8
Ø 89
Ø 102
Ø 108
Ø 114
Ø 121
Ø 127
Ø 133
Ø 140
ст10, ст20, 09г2с
от 4-12
Ø 146
Ø 152
Ø 159
Ø 168
Ø 180
Ø 194
Ø 203
Ø 219
ст10, ст20, 09г2с
от 4-15
Ø 245
Ø 273
Ø 299
Ø 325
Ø 351
Ø 377
Ø 402
Ø 406
ст10, ст20, 09г2с
от 4-25
Ø 426
Ø 450
Ø 465
Ø 480
Ø 500
Ø 530
Ø 550
ст10, ст20, 09г2с
от 4-25
трубы холоднодеформированые (наружный диаметр)
Ø 6
Ø 7
Ø 8
Ø 9
Ø 10
Ø 11
Ø 12
Ø 13
ст10, ст20, 09г2с
от 1-2
Ø 14
Ø 15
Ø 16
Ø 17
Ø 18
Ø 19
Ø 20
Ø 21
ст10, ст20, 09г2с
от 1,6-3,5
Ø 22
Ø 23
Ø 24
Ø 25
Ø 26
Ø 27
Ø 28
Ø 29
ст10, ст20, 09г2с
от 1,8-4,5
Ø 30
Ø 32
Ø 34
Ø 35
Ø 36
Ø 38
Ø 40
Ø 42
ст10, ст20, 09г2с
от 2,5-7
Ø 45
Ø 48
Ø 50
Ø 51
Ø 53
Ø 54
Ø 56
Ø 57
ст10, ст20, 09г2с
от 4-9,5
Ø 60
Ø 63
Ø 65
Ø 68
Ø 70
Ø 73
Ø 75
Ø 76
ст10, ст20, 09г2с
от 5-12
Ø 80
Ø 83
Ø 85
Ø 89
Ø 90
Ø 95
Ø 100
Ø 102
ст10, ст20, 09г2с
от 7-18
Ø 108
Ø 110
Ø 120
Ø 130
Ø 140
Ø 150
Ø 160
Ø 170
ст10, ст20, 09г2с
от 9-24
Ø 180
Ø 190
Ø 200
Ø 210
Ø 220
Ø 240
Ø 250
ст10, ст20, 09г2с
от 18-24
Строительство, сельское хозяйство, пищевая и химическая промышленность, бытовые и гражданские нужды – вот далеко не полный список сфер, в которых используются стальные трубы. Стальные трубы могут иметь не только круглую форму, они могут иметь квадратное, овальное или прямоугольное сечение. Несмотря на это, данная продукция имеет две общие характеристики:
геометрические и технические.
Геометрические характеристики выражаются следующими показателями:
длина труб;
толщина их стенок;
диаметры внутренний/внешний.
Характеристики, размеры труб, требования к их производству и эксплуатации, устанавливаются специальными стандартами. ГОСТы разрабатываются и принимаются с учетом материалов, используемых при изготовлении проката, а также технологии его производства.
В России диаметры трубы измеряются и указываются в миллиметрах, однако в таблицах можно увидеть обозначение диаметра труб в дюймах: 1 дюйм = 25,4 мм. Дюймовое обозначение диаметра обычно используется либо на импортной продукции, либо для обозначения размера на ВПГ-трубах.
Трубный прокат по ГОСТ
Диаметр труб – основная характеристика трубного проката, благодаря которой производятся необходимые расчеты. Диаметр металлических труб регламентируется ГОСТ 10704-91, который разделяет изделия на несколько категорий:
Малого – изделия, которые имеют следующее значение: не более 114 мм.
Среднего диаметра – прокат величиной от 114 до 530 мм.
Большого диаметра – труба, размер которой превышают 508 мм. Классификация производится в соответствии с внешним диаметром трубы.
Диаметр стальной трубы определяют таким образом:
Для бесшовных и электросварных видов труб – по наружному диаметру.
Для водогазонапорных труб в соответствии с показателем условного прохода – приближенного до значений стандартного ряда номинального размера внутреннего диаметра. Величина условного диаметра металлических труб определяется параметрами, изложенными в ГОСТ 355-52.
Условный проход является условной величиной (Dy – в прошлом, DN – сейчас), которая применяется при стандартизации диаметра трубного проката, когда при одинаковом наружном диаметре труб, внутренний размер значительно различается. DN не просто определяет пропускную способность трубного проката, но и дает возможность правильно подбирать к трубным системам фитинги и другую арматуру. ГОСТ 28338-89 классифицирует трубы именно по значению DN.
Как самостоятельно узнать размеры изделия
Стандарты внешних диаметров и толщины стенок, используемые в системе водогазопровода, устанавливает ГОСТ З262-75, на электросварные трубы – стандарт 10705-80/10704-91. Значение внутреннего диаметра можно узнать, посмотрев на маркировку изделия. Однако в том случае, если необходимо провести ремонт систем коммуникаций, а данные о внутреннем диаметре уже установленных труб неизвестны, для проведения расчетов диаметра можно использовать формулу:
d = D — 2*S
Где d — показатель диаметра трубы (внутренняя часть)
D – показатель наружного диаметра
2S – удвоенная толщина стенки
Итак, чтобы самостоятельно рассчитать параметры, необходимо измерить сантиметром или рулеткой толщину стенки трубы и ее окружность.
Трубы из нержавеющей стали — Размеры и вес
Трубы из нержавеющей стали используются в строительстве, пищевой промышленности, фармацевтической промышленности, нефтехимической промышленности, автомобилестроении, коммунальном и декоративном целях.
Ассортимент труб из нержавеющей стали в соответствии с ANSI/ASME 36.19M — Труба из нержавеющей стали.
Для полной таблицы с Schedule 80S — поверните экран!
Номинальный Труба Размер (дюймы)
Вне Диаметр
График
5S
10S
2
.
2
mm (in)
kg/m
mm (in)
kg/m
mm (in)
kg/m
mm (in)
kg/m
1/8
10. 3
0.405
—
—
1.25 (0.049)
0.28
1.73 (0.068)
0.37
2.42 (0.095)
0.47
1/4
13.7
0.540
—
—
1.66 (0.065)
0.49
2.24 (0.088)
0.63
3.03 (0.119)
0.80
3/8
17.2
0.675
—
—
1.66 (0.065)
0.63
2.32 (0.091)
0.85
3.20 (0.126)
1.10
1/2
21.3
0.840
1.65 (0.065)
0.81
2.11 (0.083)
1.00
2.77 (0.109)
1.27
3.74 (0.147)
1.62
3/4
26. 7
1.050
1.65 (0.065)
1.02
2.11 (0.083)
1.28
2.87 (0.113)
1.68
3.92 (0.154)
2.20
1
33.4
1.315
1.65 (0.065)
1.30
2.77 (0.109)
2.09
3.38 (0.133)
2.50
4.55 (0.179)
3.24
1 1/4
42.2
1.660
1.65 (0.065)
1.66
2.77 (0.109)
2.69
3.56 (0.140)
3.39
4.86 (0.191)
4.47
1 1/2
48.3
1.900
1.65 (0.065)
1.91
2.77 (0.109)
3.11
3.69 (0.145)
4.06
5.08 (0. 200)
5,41
2
60,3
2,375
1,65 (0,065)
2,40993
2,77 (0,109)
3,
,
2,77 (0,109)
3,
2,77 (0,109)
3,
2,77 (0,109)
3
2,77 .2 5.54 (0.218)
7.49
2 1/2
73.0
2.875
2.11 (0.083)
3.69
3.05 (0.120)
5.26
5.16 (0.203)
8.64
7.01 (0.276)
11.4
3
88.9
3.500
2.11 (0.083)
4.52
3.05 (0.120)
6.46
5.49 (0.216)
11.3
7.62 (0.300)
15.3
3 1/2
101.6
4.000
2.11 (0.083)
5.18
3. 05 (0.120)
7.41
5.74 (0.226)
13.6
8.08 (0.318)
18.6
4
114.3
4.500
2.11 (0.083)
5.84
3.05 (0.120)
8.37
6.02 (0.237)
16.1
8.56 (0.337)
22.3
5
141.3
5.563
2.77 (0.109)
9.46
3.41 (0.134)
11.6
6.56 (0.258)
21.8
9.53 (0.375)
31.0
6
168.3
6.625
2.77 (0.109)
11.3
3.41 (0.134)
13.9
7.12 (0.280)
28.3
10.98 (0.432)
42.6
8
219.1
8.625
2. 77 (0.109)
14.8
3.76 (0.148)
20.0
8.18 (0.322)
42.5
12.70 (0.500)
64.6
10
273.1
10.750
3.41 (0.134)
22.7
4.20 (0.165)
27.8
9.28 (0.365)
60.4
12.70 (0.500)
81.5
12
323.9
12.750
3.97 (0.156)
31.3
4.58 (0.180)
36.1
9.53 (0.375)
73.9
12.70 (0.500)
97.4
ANSI/ASME 36.19M Stainless Steel Pipe — covers the standardization of dimensions of welded and seamless wrought stainless steel pipe
Stainless Steel Fittings
Domestic Water Piping Design Руководство, Как определить размер и выбрать трубы для бытового водоснабжения
6.
0 МАТЕРИАЛЫ ТРУБ
Наиболее распространенными внутридомовыми водопроводными трубами являются медные. Но это руководство будет охватывать другие материалы и их использование, свойства, преимущества и недостатки.
В калькуляторе доступны и другие трубы, но вы также можете добавить свою собственную информацию о трубах. Трубы, встроенные в калькулятор, включают сталь ASTM A53 (Schedule 40 и 80), медь ASTM B88 (тип K, L и M), ПВХ ASTM D2241 (SDR 26), полипропилен ASTM F2389 (DR 9), АБС ASTM D1527. , ABS ASTM D 2282, латунь стандартная и экстра, CPVC ASTM F441 и F442, PEX, ковкий чугун, оцинкованная сталь и нержавеющая сталь 304 и 316. Это наиболее распространенные трубы, используемые в трубопроводах для охлажденной воды. Если у вас есть особый случай, пожалуйста, используйте справочный лист, чтобы добавить информацию о вашей трубе, или свяжитесь с Джастином по электронной почте [email protected].
Рис. 16: На этом рисунке показан пример информации о трубопроводе, встроенной в калькулятор, вкладка «Ссылки».
Каждый материал трубы и тип трубы в пределах этого материала трубы имеют свои собственные стандартные размеры труб. Например, сталь Schedule 40 не имеет размера трубы 5/8 дюйма. Когда вы меняете материалы и типы труб, пожалуйста, также меняйте размер трубы, чтобы убедиться, что нужный размер трубы доступен в рамках стандарта. Калькулятор выдаст вам ошибку, если вы выберете нестандартный размер трубы в материале и типе трубы.
6.1 ТРУБЫ АБС
АБС означает акрилонитрил-бутадиен-стирол. Этот трубопровод чаще всего используется для дренажных, канализационных и вентиляционных систем и не используется для бытовых систем водоснабжения. Часто можно увидеть эту трубу, служащую стоком для водопроводных систем, и она часто черного цвета. Этот трубопровод легкий и несколько гибкий и подходит для температур от -30 °F до 140 °F. Как и другие пластиковые трубы, АБС не подходит для наружных условий при воздействии солнечных лучей. УФ-лучи разрушают трубопровод из АБС-пластика.
Существует два стандарта, регулирующих трубопроводы из АБС: (1) ASTM D 1527 и ASTM D 2282. пластиковая труба из акрилонитрил-бутадиен-стирола (АБС), SDR-PR. Эти два стандарта определяют размеры и допуски для различных типов труб из АБС.
6.1.1 ASTM D 1527, ПРИЛОЖЕНИЕ 40 И ПРИГЛАШЕНИЕ 80
В перечне труб указана толщина и номинальное давление для каждого размера трубы. Трубопровод сортамента 80 имеет более толстые стенки, чем трубопровод сортамента 40, поэтому трубопровод сортамента 80 имеет более высокое номинальное давление, чем трубопровод сортамента 40. Трубопроводы Schedule 40 и Schedule 80 имеют одинаковый наружный диаметр, но отличаются по толщине. Трубопровод сортамента 80 имеет большую толщину, что делает его внутренний диаметр меньше по сравнению с трубопроводом сортамента 40.
Таблица 4: В этой таблице показаны размеры труб из АБС-пластика сортамента 40 в соответствии со стандартом ASTM D 1527.
Трубы обычно имеют одинаковый наружный диаметр, поскольку это позволяет соединять трубы с разными сортаментами. Как видите, трубы сортамента 80 имеют такой же наружный диаметр, как и трубопроводы сортамента 40 для каждого конкретного размера трубы. Однако внутренний диаметр меньше, потому что труба сортамента 80 имеет более толстые стенки.
Таблица 5: В этой таблице показаны размеры труб из АБС-пластика сортамента 80 в соответствии со стандартом ASTM D 1527.
зависимость наружного диаметра трубы от толщины стенки трубы.
Например, SDR 17 для наружного диаметра 1,315 дюйма будет иметь толщину трубы 0,077 дюйма и 0,063 дюйма для SDR 21.
Таблица 6: Тип трубы ABS Размеры трубы SDR 26
Таблица 7: Размеры труб ABS SDR 14
Таблица 8: Размеры труб ABS SDR 13,5
6.1.3 НОМИНАЛЬНОЕ ДАВЛЕНИЕ
Номинальное давление для трубопроводов ABS определяется диаметром трубы, толщиной трубы и материалом трубы. Несмотря на то, что труба изготовлена из АБС-пластика, в семействе материалов для труб из АБС-пластика существуют разные классы. Типичные классы труб из АБС включают АБС2112, АБС1316, АБС1210 и АБС1208. ABS 2112 является самым сильным, затем ABS1316, затем ABS1210 и, наконец, ABS1208. Давление разрыва для этих материалов и комбинаций SDR показано ниже.
6.2 ЛАТУННЫЕ ТРУБЫ
Латунные трубы в некоторых случаях одобрены для подачи питьевой воды и были популярны в прошлом, но их заменили материалы, с которыми легче работать и которые обычно служат дольше. Существует два типа латунных труб: (1) обычной прочности и (2) повышенной прочности. Латунь повышенной прочности имеет более толстые стенки, что позволяет этой трубе иметь более высокое допустимое рабочее давление. В таблице ниже показаны размеры латунных труб стандартной и повышенной прочности. Как видите, внутренний диаметр трубы повышенной прочности немного меньше эквивалентного размера трубы обычной прочности. Это связано с увеличенной толщиной трубы.
6.2.1 ОБЫЧНАЯ ПРОЧНОСТЬ
Таблица 9: В этой таблице показаны размеры латунных труб обычной прочности.
6.2.2 УЛУЧШЕННАЯ ПРОЧНОСТЬ
Трубопроводы повышенной прочности обычно не используются в бытовых системах водоснабжения, поскольку давление в системах бытового водоснабжения обычно никогда не превышает 300 фунтов на квадратный дюйм, а латунные трубы обычной прочности обладают достаточной прочностью, чтобы выдерживать давление 300 фунтов на квадратный дюйм. В следующих двух таблицах показано максимально допустимое давление как для обычных, так и для особо прочных трубопроводов, поясняющих этот момент. Как видите, максимально допустимое давление уменьшается с повышением температуры.
Таблица 10: В этой таблице показаны размеры латунных труб повышенной прочности.
6.2.3 НОМИНАЛЬНОЕ ДАВЛЕНИЕ
Таблица 11: Максимально допустимое давление уменьшается по мере повышения температуры жидкости.
Таблица 12: Латунные трубы повышенной прочности имеют гораздо более высокие максимально допустимые давления, как показано в таблице ниже.
6.3 ТРУБЫ ХПВХ
Хлораты Поливинилхлорид (ХПВХ) представляет собой пластиковый трубопровод, который используется для распределения холодной воды и канализационных, сточных, вентиляционных систем. Главное его преимущество – низкая стоимость и простота установки. Он подходит для холодной воды под давлением (73 F) при давлении до 300 фунтов на квадратный дюйм для труб меньшего диаметра и большей толщины. Однако при более высоких температурах (180 F) номинальное давление падает до 100 фунтов на квадратный дюйм и снижается для более тонких труб и большего диаметра.
ХПВХ немного прочнее ПВХ и может выдерживать более высокие температуры. Однако ХПВХ не может выдерживать такие высокие температуры, как медные трубы. Кроме того, ХПВХ имеет больший коэффициент теплового расширения, чем металлические трубы. Это означает, что вам нужно будет учитывать расширение и сужение трубы для длинных участков трубопровода из ХПВХ.
Существуют два стандарта, определяющие размеры труб из ХПВХ. Этими стандартами являются ASTM F441 и ASTM F442. Первый стандарт предоставляет размеры в формате Schedule, а второй стандарт — в формате SDR.
6.3.1 СТАНДАРТНЫЕ СПЕЦИФИКАЦИИ ASTM F441 ДЛЯ ТРУБ ИЗ ХЛОРИРОВАННОГО ПОЛИВИНИЛХЛОРИДА (ХПВХ), СПЕЦИФИКАЦИИ 40 И 80
Таблица 13: В этой таблице показаны размеры трубопроводов из ХПВХ сортамента 40.
Таблица 14: В этой таблице показаны размеры трубопроводов из ХПВХ сортамента 80.
Номинальное давление трубопровода варьируется от 1130 фунтов на квадратный дюйм для трубы сортамента 80 диаметром 1/4 дюйма до 230 фунтов на квадратный дюйм для трубы диаметром 12 дюймов сортамента 80 и 210 фунтов на квадратный дюйм для трубопровода диаметром 24 дюйма сортамента 80. Номинальное давление также колеблется от 780 фунтов на квадратный дюйм для трубопровода сортамента 80 ¼ дюйма до 220 фунтов на квадратный дюйм для трубопровода на 4 дюйма сортамента 40 и еще ниже до 120 фунтов на квадратный дюйм для трубопровода на 24 дюйма сортамента 40. Как вы можете видеть, номинальное давление (максимально допустимое давление воды) уменьшается по мере увеличения размера трубопровода, а номинальное давление для трубопровода Schedule 80 выше, чем номинальное давление для трубопровода Schedule 40.
Номинальное давление также снижается при повышении температуры воды. Предыдущие значения давления основаны на температуре воды 73 F. Номинальное давление снижается до 20% от номинального давления при температуре воды 200 F. Номинальные значения давления для трубопроводов легко доступны на веб-сайтах производителей труб. Но как проектировщик вы должны понимать, что ХПВХ не подходит для высокотемпературной воды при давлении выше 100 фунтов на квадратный дюйм и даже ниже для больших размеров труб.
6.3.2 СТАНДАРТНЫЕ СПЕЦИФИКАЦИИ ASTM F442 ДЛЯ ТРУБ ИЗ ХЛОРИРОВАННОГО ПОЛИВИНИЛХЛОРИДА (ХПВХ), SDR-PR
Подобно трубопроводу из АБС, ХПВХ также может быть оценен в формате SDR. Однако большинство производителей в США не используют этот формат. Таким образом, эти размеры труб не включены в данное руководство и не включены в калькулятор.
6.4 МЕДНЫЕ ТРУБЫ И ТРУБКИ
6.4.1 РАЗНИЦА МЕЖДУ ТРУБОПРОВОДАМИ И ТРУБКАМИ
Трубопровод в основном используется в качестве носителя жидкости и измеряется по внутреннему диаметру (ВД). Таким образом, когда выбрана медная труба номинальным диаметром ½ дюйма, внутренний диаметр составляет примерно ½ дюйма, а внешний диаметр составляет 0,625 дюйма. Трубки в основном используются в конструкционных целях и измеряются по внешнему диаметру (OD). Медная трубка диаметром ½ дюйма имеет внешний диаметр 0,545, а ее внутренний диаметр меньше ½ дюйма. В системах бытового водоснабжения используются медные трубы, а не медные трубы.
6.4.2 ТИПЫ МЕДИ
Существует шесть стандартных типов меди, которые показаны ниже для справки, вам следует выбрать тип, который наиболее точно соответствует ситуации вашего проекта:
6.4.3 МЕДНЫЕ ТРУБЫ ТИПА K
Медь типа K трубы доступны в продаже длиной 20 футов, волоченные или отожженные. Его можно использовать для бытовой воды, противопожарной защиты, топлива, мазута, хладагентов, сжатого воздуха, сжиженного нефтяного газа и вакуума. У него самые толстые стенки из типов L и M. Стенки типа L толще, чем типа M. Эти соотношения справедливы для всех диаметров труб. Наружные диаметры для каждого типа, только внутренние диаметры и толщина стенок различаются для каждого типа.
Этот тип труб чаще всего используется для подземных прокладок или когда возможно повреждение наземной прокладки и требуется более твердый материал.
Таблица 15: Медные трубки типа K Таблица
6.4.4 МЕДНЫЕ ТРУБКИ ТИПА L
Медные трубки типа L доступны в продаже длиной 20 футов, вытянутые или отожженные. Его можно использовать для бытовой воды, противопожарной защиты, топлива, мазута, хладагентов, сжатого воздуха, сжиженного нефтяного газа и вакуума. Он имеет вторые по толщине стенки среди типов K, L и M.
Трубы этого типа чаще всего используются для наземных установок и когда возможное повреждение наземной установки маловероятно.
Таблица 16: Медные трубки типа L Таблица
6.4.5 МЕДНЫЕ ТРУБКИ ТИПА M
Медные трубки типа M доступны в продаже длиной 20 футов, вытянутые или отожженные. Его можно использовать для бытовой воды, противопожарной защиты, топлива, мазута, хладагентов, сжатого воздуха, сжиженного нефтяного газа и вакуума. Он имеет самые тонкие стенки типов K, L и M.
Таблица 17: В этой таблице показаны размеры медных трубок типа M.
6.4.6 МЕДНЫЕ ТРУБКИ ТИПА DWV
Тип DWV: этот тип имеет самые тонкие стенки и используется в дренажных, канализационных и вентиляционных системах, где давление практически отсутствует. Этот тип не следует использовать для воды под давлением, поэтому он не включен в калькулятор водопровода для бытовых нужд.
6.4.7 МЕДНЫЕ ТРУБКИ ДЛЯ МЕДИЦИНСКОГО ГАЗА
Тип: этот тип имеет требование внутренней чистоты, которое соответствует стандартам для трубопроводов, транспортирующих кислород, азот, закись азота, медицинский сжатый воздух или другие газы, используемые в медицинских учреждениях. Этот тип не следует использовать для воды под давлением, поэтому он не включен в калькулятор водопровода для бытовых нужд.
6.4.8 НОМИНАЛЬНОЕ ДАВЛЕНИЕ МЕДНЫХ ТРУБ
Номинальное давление: Номинальное давление медных трубопроводов очень подходит для бытовых систем водоснабжения, поскольку давление в здании обычно никогда не превышает 300 фунтов на квадратный дюйм. Давление воды может превышать 300 фунтов на квадратный дюйм в высотных зданиях.
Таблица 18: Тип K — это самая прочная медная труба, поэтому она имеет самое высокое допустимое давление. Хотя трубопроводы типа K обычно используются для подземных бытовых водопроводов, вы также должны использовать этот тип, если у вас давление превышает 150 фунтов на квадратный дюйм и трубы большего диаметра.
Таблица 19: Трубки типа L являются вторым по прочности медным типом. Эта труба обычно используется для труб внутри помещений и там, где давление не превышает 150 фунтов на квадратный дюйм для труб большего диаметра.
Таблица 20: Тип M — самый слабый из трех типов медных труб, и его следует использовать очень осторожно.
6.5 ПЛАСТИКОВЫЕ ТРУБЫ И ТРУБКИ
Основным преимуществом труб из сшитого полиэтилена или РЕХ является пластиковая полиэтиленовая труба или трубка. Этот материал является гибким, что означает, что стоимость установки ниже, чем у других труб. Сшивка представляет собой химическую реакцию, которая связывает одну цепь полиэтиленового полимера с другой. Существует три основных классификации труб PEX: PEX-a, PEX-b и PEX-c. Различные классификации описывают метод сшивания. Каждый метод соответствует ASTM F 876 и ASTM F 877, которые определяют размеры, номинальное давление и номинальные температуры. Однако стоимость каждого типа немного отличается, и гибкость каждого типа различна.
Другая классификация труб PEX заключается в том, есть ли у трубы барьер. Обычно в системах бытового водоснабжения используются трубы PEX безбарьерного типа. Барьер представляет собой ламинированную поверхность, расположенную снаружи трубы, которая ограничивает попадание кислорода в жидкость. Это используется для гидравлических систем и других систем непитьевой воды.
Наконец, PEX нельзя использовать на открытом воздухе, поскольку он не выдерживает УФ-лучей, если только не имеет УФ-покрытия. Конструкторы не любят рисковать жизнью трубы из-за покрытия, поэтому PEX не будет использоваться на открытом воздухе, как и другие пластиковые трубы.
ASTM F 876 — это стандарт, определяющий свойства материала и размеры труб PEX. ASTM F 877 — это стандарт, определяющий требования к характеристикам системы PEX, трубы и фитингов вместе. Трубка PEX обычно изготавливается в соответствии с SDR-9. Размеры PEX SDR-9 показаны в таблице ниже. Способ изготовления не имеет значения для размеров, так как PEX-a, b, c изготавливаются с одинаковыми размерами.
Таблица 21: В этой таблице показаны размеры трубопровода PEX SDR-9.
Трубы PEX используются только для распределительных труб меньшего размера, до 1 дюйма, но некоторые производители поставляют трубы диаметром до 2 дюймов.
6.5.1 НОМИНАЛЬНОЕ ДАВЛЕНИЕ
Трубки PEX обычно имеют максимально допустимое давление воды 160 фунтов на квадратный дюйм при 73 F, 100 фунтов на квадратный дюйм при 180 F и 80 фунтов на квадратный дюйм при 200 F. используется инженерами-строителями в качестве подземного магистрального трубопровода. Эта труба обычно не используется инженерами-механиками для прокладки бытовых водопроводов. Этот трубопровод подходит для подземных более крупных труб из-за его очень долгого срока службы. Трубопровод рассчитан на срок службы более 100 лет. Труба очень прочная и долговечная, поэтому она также может выдерживать нагрузки давления от нахождения под дорогами, а также любые возможные повреждения при транспортировке и монтаже. Ковкий чугун прочнее труб из углеродистой стали, а также с ним легче работать, отсюда и название «ковкий».
Ковкий чугун — это железо, поэтому оно подвержено коррозии. Футеровка обычно используется для замедления коррозии, но это увеличивает стоимость трубопровода. Ковкий чугун относительно дороже, чем его пластиковые аналоги.
Ковкий чугун имеет разные классы давления. Эти классы определяют допустимое давление воды. Эти классы включают 350 фунтов на квадратный дюйм, 300 фунтов на квадратный дюйм, 250 фунтов на квадратный дюйм, 200 фунтов на квадратный дюйм и 150 фунтов на квадратный дюйм. Наружные диаметры для каждого из классов одинаковы, но внутренние диаметры корректируются по мере изменения толщины для каждого класса труб. Более высокие классы труб имеют увеличенную толщину и меньший внутренний диаметр.
Размеры для этих классов труб показаны в калькуляторе бытовой воды.
6.7 ТРУБОПРОВОДЫ ИЗ ОЦИНКОВАННОЙ СТАЛИ
Трубы из оцинкованной стали в некоторых случаях одобрены для подачи питьевой воды, но с ними трудно работать, и они подвержены ржавчине, что может привести к утечкам, снижению давления и уменьшению расхода.
Таблица 22: В этой таблице показаны размеры труб из оцинкованной стали сортамента 40.
Таблица 23: В этой таблице показаны размеры труб из оцинкованной стали сортамента 80.
6.7.1 НОМИНАЛЬНОЕ ДАВЛЕНИЕ
Номинальное давление для труб из оцинкованной стали варьируется в зависимости от размера трубы и сортамента. Более толстые графики имеют более высокие номинальные значения давления, как и трубы меньшего размера. Максимально допустимое давление колеблется от 2000 фунтов на квадратный дюйм для небольших труб до 200 фунтов на квадратный дюйм для больших труб и более низких графиков. Номинальные значения давления подходят для температур от 0 до 300 F.
6.8 ПОЛИЭТИЛЕНОВЫЕ И ПОЛИПРОПИЛЕНОВЫЕ ПЛАСТМАССОВЫЕ ТРУБЫ И ТРУБКИ
Полиэтилен и полипропилен являются видами термопластичных материалов. Эти материалы не так часто используются для бытовых систем водоснабжения. Эти материалы обычно используются для жидкостей, химически несовместимых с металлическими трубами. Кроме того, эти материалы можно использовать, когда существует опасность коррозии, поскольку пластиковые трубы не подвержены коррозии. Пластиковые трубы также используются, потому что они намного дешевле и проще в работе, чем металлические трубы.
Однако эти пластмассы не так долговечны, как их металлические аналоги, и плохо переносят воздействие УФ-излучения, если на пластике нет УФ-покрытия. Некоторые полиэтиленовые трубы могут быть изготовлены со встроенной защитой от УФ-излучения. Кроме того, пластиковые трубы более резко расширяются/сжимаются при изменении температуры, а также имеют гораздо более низкое номинальное давление, чем металлические трубы, особенно при высоких температурах.
Трубы из полиэтилена (ПЭ) и полипропилена (ПП) могут иметь размеры от ½ до 65 дюймов, но калькулятор включает только трубы меньшего размера, поскольку они наиболее распространены для бытовых систем водоснабжения.
Существуют различные типы материалов из полиэтилена и полипропилена. Эти различные типы обычно имеют четырехзначный код материала. Первые две цифры классифицируют ячейку, определяющую плотность материала, предел прочности при растяжении, сопротивление медленному росту трещин и многое другое. Вторые две цифры определяют рекомендуемую стандартную категорию гидростатического расчетного напряжения. Это основа, используемая для определения длительной прочности трубы.
Применимые стандарты для полиэтиленовых и полипропиленовых труб: (1) ASTM D 2239, (2) AWWA C901 и ASTM D 2737. ASTM D 2239 называется Стандартными техническими условиями для полиэтиленовых (PE) пластиковых труб (SIDR-PR) на основе контролируемого внутреннего диаметра. AWWA C901 называется Полиэтиленовые (ПЭ) напорные трубы и трубки диаметром от ½ до 3 дюймов для водоснабжения. AWWA расшифровывается как Американская ассоциация водопроводных сооружений. ASTM D 2737 носит название «Стандартная спецификация для полиэтиленовых (ПЭ) пластиковых трубок». ASTM F 2389 носит название Стандартных технических условий для систем трубопроводов из полипропилена (ПП), рассчитанных на номинальное давление.
6.8.1 РАЗМЕРЫ ТРУБ
Размеры этих пластиковых труб можно выразить двумя способами: (1) SIDR и (2) SDR. SDR или стандартное соотношение диаметров ранее обсуждалось для трубопроводов из АБС и ХПВХ. SIDR означает стандартное отношение внутреннего диаметра, то есть отношение внутреннего диаметра к толщине трубы. SIDR используется для труб меньшего размера и для специального метода соединения, в котором используются вставные фитинги. Таким образом, внешний диаметр может быть разным, но трубы можно соединять, если их внутренние диаметры одинаковы.
Таблица 24: В этой таблице показаны размеры пластиковых труб SIDR7. Меньшее число указывает на большую толщину трубы.
Таблица 25: В этой таблице показаны размеры пластиковых труб SIDR9. Большее число указывает на меньшую толщину трубы. Как видите, внутренний диаметр такой же, как у SIDR7, но толщина меньше.
Второй метод, которым могут быть показаны размеры пластиковых труб, — это метод SDR или DR. В этом методе внешние диаметры одинаковы, а внутренние диаметры различаются.
Таблица 26: В этой таблице показаны размеры пластиковой трубы DR7.
Таблица 27: В этой таблице показаны размеры пластиковой трубы DR9.
Калькулятор также имеет следующие типы пластиковых труб: DR11, DR13,5, SIDR11,5, SIDR15 и SIDR19. Калькулятор включает только меньшие размеры труб для этих пластиков, потому что это размеры, которые наиболее распространены для бытовых систем водоснабжения.
6.8.2 НОМИНАЛЬНОЕ ДАВЛЕНИЕ
Номинальное давление для пластиковых труб намного ниже, чем для металлических. Номинальное давление варьируется от 160 фунтов на квадратный дюйм до 63 фунтов на квадратный дюйм для различных типов труб. Кроме того, эти номинальные значения давления предназначены только для 73 F, и номинальные значения давления будут снижаться по мере повышения температуры.
Таблица 28: Максимально допустимое давление для пластиковых труб
В рамках общих категорий труб из полиэтилена и полипропилена существуют различные типы материалов, и каждый тип вспомогательного материала будет иметь несколько разные максимально допустимые давления. Поэтому обязательно используйте эти номинальные значения давления только в качестве ориентира и уточняйте у производителя труб точные номинальные значения давления в зависимости от температуры трубы, размера трубы, типа трубы и типа подматериала.
6.9 ТРУБЫ ИЗ ПОЛИВИНИЛХЛОРИДА (ПВХ)
Трубы из ПВХ обычно используются для дренажных, канализационных и вентиляционных систем, а также ирригационных систем. Трубы из ПВХ могут подвергаться воздействию ультрафиолетовых лучей, в отличие от большинства других пластиковых труб. Этот трубопровод дешевле, легче и проще в соединении по сравнению с металлическими трубопроводами.
Применимыми стандартами являются (1) ASTM D 1785 и (2) ASTM D 2241. ASTM D 1785 озаглавлен «Стандартные технические условия для поливинилхлоридных (ПВХ) пластиковых труб, графики 40, 80 и 120. ASTM D 2241 озаглавлен «Стандарт». Технические условия на трубы из поливинилхлорида (ПВХ) с номинальным давлением (серия SDR). Эти стандарты регулируют размеры, показанные в следующем разделе.
Существуют различные типы труб из ПВХ: ПВХ 1120, 1220, 2120, 2116, 2112 и 2110. Эти различные типы ПВХ имеют немного разные свойства материала, такие как плотность, прочность, медленное распространение трещин и т. д. Каждый тип подматериала будут иметь немного разные номинальные значения давления, но размеры будут одинаковыми для каждого типа подматериала.
6.9.1 РАЗМЕРЫ ТРУБ
Размеры этих труб из ПВХ можно выразить двумя способами: (1) SDR и (2) Schedule.
Основными типами SDR являются SDR 17, 21, 26 и 32,5. Более низкие значения SDR имеют большую толщину и большее номинальное давление.
Таблица 29: В этой таблице показаны размеры труб из ПВХ SDR 17.
Таблица 30: В этой таблице показаны размеры труб из ПВХ SDR 21. Трубопровод SDR 21 имеет меньший внутренний диаметр
Калькулятор также включает SDR 26 и SDR 32,5. Двумя основными типами расписания являются Schedule 40 и Schedule 80. Также доступны трубопроводы Schedule 10 и 120, но они менее распространены и не включены в калькулятор.
Таблица 31: В этой таблице показаны размеры труб из ПВХ сортамента 40.
Таблица 32: В этой таблице показаны размеры труб из ПВХ сортамента 80.
6.9.2 НОМИНАЛЬНЫЕ ДАВЛЕНИЯ
Различные типы подматериалов из ПВХ и SDR имеют номинальное давление от 50 до 315 фунтов на квадратный дюйм. Более низкие SDR имеют более высокие номинальные значения давления, а более высокие SDR имеют более низкие номинальные значения давления. Трубопровод сортамента 40 имеет диапазон давления от 810 до 60 фунтов на кв. дюйм, в зависимости от типа подматериала из ПВХ и размера трубы. Меньшие размеры труб имеют большее номинальное давление. Трубопровод сортамента 80 имеет диапазон давления от 1230 до 60 фунтов на кв. дюйм, в зависимости от типа подматериала из ПВХ и размера трубы.
При повышении температуры номинальное давление также уменьшается. Номинальное давление снижается почти на 22 % при повышении температуры с 73 F до 140 F. В общей категории материалов для труб из ПВХ существуют различные типы подматериалов, и каждый тип подматериала будет иметь несколько разные максимально допустимые давления. Поэтому обязательно используйте эти номинальные значения давления только в качестве ориентира и уточняйте у производителя труб точные номинальные значения давления в зависимости от температуры трубы, размера трубы, типа трубы и типа подматериала.
6.10 ТРУБЫ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ
Трубы из нержавеющей стали не часто используются для бытовых систем водоснабжения из-за их стоимости. Нержавеющая сталь подходит для условий, где требуется коррозионная стойкость. Хотя название «нержавейка» подразумевает, что труба не подвержена коррозии, это означает лишь то, что труба более устойчива, чем другие металлы. Ключом к его устойчивости к коррозии является хром. Нержавеющая сталь — это стальной сплав, содержащий не менее 10,5% хрома. Сплав стали представляет собой комбинацию железа и другого элемента, в данном случае хрома.
Существует два основных типа трубопроводов из нержавеющей стали: нержавеющая сталь 304 и 316. Разница между 304 и 316 заключается в химическом составе. 304-нержавеющая сталь содержит железо и (10,5%) хром. 316-нержавеющая сталь содержит железо, (10,5%) хром и (2-3%) молибден.
Для нержавеющих сталей добавлено еще одно отличие. Нержавеющая сталь будет иметь другие элементы, помимо железа и хрома. Например, это типичный состав 304-нержавеющей стали.
Таблица 33: Процентный состав типичной нержавеющей стали 304.
Нержавеющую сталь можно отличить по букве «L» в конце ее номера. Это указывает на то, что нержавеющая сталь имеет процентное содержание углерода менее 0,04%. Этот низкий уровень углерода увеличивает коррозионную стойкость металлов. Нержавеющая сталь 304 или 316 с большей вероятностью подвержена коррозии в местах сварки, но 304L или 316L будут иметь большую коррозионную стойкость в местах сварки.
Таким образом, существует четыре основных типа труб из нержавеющей стали: (1) 304, (2) 304L, (3) 316 и (4) 316L. Эти материалы отлично подходят для мест, где коррозия является проблемой.
6.10.1 РАЗМЕРЫ ТРУБ
Размеры труб одинаковы для нержавеющей стали 304 и 316. Размеры труб изменяются только в зависимости от размеров труб и спецификаций. ASTM A312 — это Стандартная спецификация для бесшовных, сварных и сильно холоднодеформированных труб из аустенитной нержавеющей стали. В этой спецификации указаны наружные диаметры и толщины, необходимые для соответствия различным графикам: 10S, 40S и 80S. Schedule 10S — самая тонкая труба, а 80S — самая толстая труба. Внешние диаметры одинаковы для всех графиков, но толщина варьируется. Постоянные наружные диаметры позволяют соединять трубы разного сечения друг с другом.
Таблица 34: В этой таблице показаны размеры трубопроводов из нержавеющей стали сортамента 10s
Таблица 35: В этой таблице показаны размеры трубопроводов из нержавеющей стали сортамента 40s.
Таблица 36: В этой таблице показаны размеры трубопроводов из нержавеющей стали сортамента 80s.
6.10.2 НОМИНАЛЬНОЕ ДАВЛЕНИЕ
Трубы из нержавеющей стали имеют номинальное давление, которое варьируется в зависимости от типа, размера трубы и спецификации. Более толстые графики имеют более высокие номинальные значения давления, как и трубы меньшего размера.
Фрезы по дереву Санкт-Петербурге, Москве для ручного и чпу станка
Фрезы по дереву
Дерево один из самых хороших материалов для механической обработки различными станками и приспособлениями. Стремление человека окружить место своей жизнедеятельности натуральными материалами, с богато украшенными элементами, было всегда актуально и желанно. Что создает потребность в мастерах, владеющих технологиями и умением получать желаемый продукт клиентом.
Технология обработки всегда базируется на инструменте способном упростить и обеспечить гарантированный результат за приемлемое время. Фрезы по дереву наиболее востребованный инструмент как непосредственно участвующим в обработке конечного изделия, так и создающий необходимую оснастку упрощающей индивидуальное и серийное производство.
Электрооборудование для деревообработки
Электродвигатель дал четкое разделение на работу руками и обработку электроинструментом дерева. До сих пор идут прения в сообществе мастеров о важности освоения профессии эволюционно от рук к станкам. Причин для этого много, в основном это придание «души» изделию, то, что составляет творчество и красоту сделанного предмета или работы. Когда работа идет без души с помощью без духовного (станков), то и наполнить конечное изделие нечем. Это отдельный разговор и очень долгий, каждый решает сам для себя.
Ручной фрезер
Ручной фрезер наиболее часто используемый электроинструмент в столярном производстве для придания формы и выборки. Широта его применения основана на разнообразии фрез, определяющих форму и вид фасада, стула, стола, полки и тп. За счет разной мощности и размера удобно иметь несколько вариантов и применять их под задачу. На использовании фрез это практически никак не сказываться, только если не ставить наборную фрезу большого диаметра и стараться все это удержать руками, что делать очень опасно.
ЧПУ для дерева
Это тренд последнего времени, когда станки стали активно наполняться производственные площадки. Все это происходит по причине доступности ЧПУ фрезерных станков и доступности способов их эксплуатации. Не сложно найти в интернете уроки по использованию программ для проектирования управляющей программы в CAD/CAM программах типа ArtCam, Vectric, Type3, MasterCam, PowerMill и тд. Сами программы стаи доступнее для пользователя которые их качают с торрентов и активно эксплуатируют, да это не законно, но такой факт есть. Дополнительно к этому появилось множество сайтов с макетами и шаблонами, где можно бесплатно и за оплату получить файл для проектирования УП для станка и существенно сократить время на разработку красивого изделия.
Библиотеки CAM программ постоянно обновляются разными типами фрез, а не только стандартными геометриями 3, 6, 8, 10, 12 мм.
Купить фрезу по дереву
Сайты с представленной информацией имеют картинку и подробное описание фрезы. Консультанты по телефону или через чаты активно представляют справочную информацию по применению инструмента и вариантах решения той или иной задачи производственника. За счет онлайн-каталогов можно легко найти и купить нужную фрезу с быстрой доставкой. Конечно, есть куда еще расти и развиваться, но то, что сделано существенно упрощает жизнь деревообрабатывающих производств.
Виды фрез по дереву
Фрез по дереву существует великое множество. Всего ассортимента не знает никто и не имеет на складах. Поставляются наиболее востребованные и пользующиеся популярностью фрезы для работы деревом иначе компании поставщики перестанут существовать, это законы рынка с этим ничего не поделать покупатель голосует рублем. Все остальное производиться под заказ.
В основном фрезы разделяются по видам на основные типы:
Ручной или ЧПУ
Материал, из которого они сделаны
Геометрия
Далее все зависит от задачи и субъективного деления тех или иных групп самим производителем и потребителями.
Из чего складывается стоимость фрезы
Стоимость фрезы определяется множеством факторов. Бесплатных фрез не бывает, есть недорогие. Ориентировать при выборе на стоимость может только человек не вовлеченный в тему или только начинающий постигать стезю. Для новичков удобнее начать с азов и покупать наборы фрез — это и дешевле и не сильно их обременяет копанием литературы и форумов.
Цена фрезы складывается из:
Востребованности фрезы
Материала, из которого она сделана (стойкость, производительности)
Себестоимость производства
Удаленности производства от места реализации
Оптимальности расходов поставщика
Расходов на маркетинг (выставки, реклама и тд)
Моржи закладываемой конечным продавцов
Чем богаче выставочный зал, чем он ближе к метро, чем более квалифицированный консультант, чем быстрее сайт и тп, тем дороже в данном магазине будет товар. Конечно, это правило будет действовать и в другую сторону, когда товар есть и не дорого, но продавец ничего, о нем, рассказать не может, но может продать дешевле и здесь вся нагрузка за принятие решения полностью лежит на покупателе и его профессионализме.
Какие бывают фрезы для ручного фрезера по дереву
Главная страница
Статьи
Какие бывают фрезы для ручного фрезера
Фрезерный станок — это универсальный прибор, который подходит как для резки листовых материалов, так и для гравировки. Его функциональность зависит от выбранного инструмента и мощности. Поэтому то, какие фрезы лучше для фрезерного станка зависит от того, что вы собираетесь делать на нем.
В интернет-магазине «Многофрез» консультанты помогут подобрать инструменты, соответствующие вашим требованиям.
Для чего нужен инструмент?
Фреза является основным режущим элементом фрезеровального станка. В зависимости от назначения инструмента бывают различные конфигурации этих деталей. Чтобы знать, какие фрезы лучше для ручного фрезера, нужно знать, какие задачи будут выполняться этим инструментом. Станок используется для таких целей:
Обработка кромок. Для этого используется фреза для сращивания древесины. Соединение деталей происходит по принципу шип/паз.
Вырезание участков для установки петель и другой фурнитуры.
Декоративное оформление. Такие инструменты используются для создания на поверхности материала объемных композиций или создания других элементов декора.
Классификация фрез
Основной параметр для выбора фрезы — это диаметр хвостовика и цинги. Единицей измерения этих деталей могут быть дюймы или миллиметры. Ни в коем случае не совмещайте детали с разными единицами измерения, это приводит к выходу из строя станка. В зависимости от конструктивных особенностей бывают такие виды фрез:
Сборные. Это самый распространенный тип фрезы. Такая популярность обусловлена простотой в изготовлении и детали. Инструмент имеет вид болванки с приваренными режущими кромками.
Со съемными кромками. Конструкция имеет сменные режущие элементы. Двухсторонняя заточка позволяет при затуплении одной стороны продолжать пользоваться инструментом, перевернув кромку острой стороной.
Монолитные. Режущая кромка выточена, поэтому такой инструмент считается самым прочным. После нескольких заточек его нужно будет сменить.
Популярные детали для ручного фрезера
Поскольку ручной фрезер чаще всего используется для изготовления кромок, то для такого инструмента самым распространенным является кромочная фреза. В зависимости от назначения этого изделия выделяются такие виды:
Профильные придают краям замысловатую форму.
Калевочные нужны для закругления кромки выпуклой формы.
Конусные используются для снятия фасок под наклоном 45.
Дисковые требуются для вырезания пазов на кромочной части заготовки.
Фальцевые делают выборку четверти в кромке.
Вы не знаете, какие бывают фрезы для фрезера? Обращайтесь в интернет-магазин «Многофрез». Наши специалисты проконсультируют вас по всем видам инструментов, которые у нас есть на складе.
СМОТРИТЕ ТАКЖЕ: Фрезы DJTOL для ЧПУ станков • Фрезы ARDEN для ручных фрезеров • Технологические возможности фрезерного станка
Станки для лазерной резки дерева по лучшей цене в 2022 году
Станок для лазерной резки дерева одновременно прост и сложен. Работает по трем осям. Инструмент обрабатывает материал, режет или гравирует по двум основным параметрам – мощности и скорости. В то же время лазерный резак сложнее всех остальных. Эта особенность возникает из-за огромного перечня материалов, которые он способен обрабатывать.
Как выбрать станок для лазерной резки дерева для домашнего использования?
При неправильном выборе лазерного резака для деревообработки можно столкнуться со многими негативными факторами. Сегодня доступны различные категории машин. Есть более простые модели и профессиональные инструменты, рассчитанные на круглосуточную работу.
Неподходящий станок может привести к тому, что заказчик рискует не иметь возможности изготовить некоторые сложные изделия. Часто это происходит из-за неправильного выбора:
Размера рабочей области;
Мощность трубки СО2;
Элементы конструкции.
В результате станок для лазерной резки не может обрабатывать определенный материал. Например, если выбрано устройство с недостаточной жесткостью, толщиной стенок и отсутствием рамы, оно исключает возможность работы по камню или выполнения операций с другими тяжелыми изделиями непосредственно на рабочем столе и требует наличия тележки с захватом, конструкция которой бюджетный станок с ЧПУ часто не позволяет.
Поддержка и техническое обслуживание
Основными негативными факторами, возникающими при неисправности лазерного резака, являются поломки. Возникают из-за:
Неправильной эксплуатации;
Использование компонентов низкого качества для конкретной задачи;
Влияние внешних факторов.
Если машина сломалась, поломку нужно устранить в кратчайшие сроки. Чтобы ремонт не вызывал затруднений, необходимо приобрести станок с ЧПУ, комплектующие для которого производятся известными брендами.
В случае выбора станка, который не подходит для резки дерева или требуемой задачи, это побудит пользователей внести модификации для последующего станка для резки с ЧПУ. Такой подход неприемлем и значительно замедляет производственный процесс.
Возможны дефекты. При производстве лазерной резки с этим явлением обычно не приходится иметь дело. Чтобы этого избежать, необходимо покупать станки по дереву с ЧПУ известных производителей.
Чтобы убедиться в оригинальности товара, нужно обратить внимание на название. Оно должно совпадать с названием завода. Зарекомендовавшие себя производители поставляют комплектующие для своей продукции. Если производитель заботится о своей репутации, он старается не допускать даже мелких неточностей.
Размер и мощность лазерного резака для резки дерева
Дереворежущие станки с ЧПУ состоят из ряда конструктивных элементов. Они делятся на несколько групп:
Инструментальная оснастка;
Конструктивный;
Кинематика;
Программное обеспечение;
Опции.
Оснастка – одна из основных групп конструктивных элементов станка лазерной резки с ЧПУ. В эту категорию входит трубка CO2.
Чаще всего лазерные резаки позволяют использовать более одной трубы по типу мощности. Это значит, что их можно менять в зависимости от задачи заказчика. От этого также будет зависеть охлаждение оборудования. С учетом того, какая трубка выбрана, и приобретается чиллер.
В основной связке с лазерной трубкой находится блок розжига (высоковольтный блок). На самом деле это источник питания для лазерной трубки. На это также влияет мощность трубки. Сегодня производители предлагают блоки розжига, которые можно регулировать при работе по дереву или другим материалам. Однако при замене трубки часто приходится менять и блок высокого напряжения. Обычно в машинах используется эмиттер CO2.
Линзы могут быть разного диаметра и иметь разное фокусное расстояние, что влияет на размер моста. Их называют:
Короткофокусный;
Среднефокусный;
Дальнофокусный.
Если клиенту необходимо разрезать толстый материал на станке с ЧПУ, используется длиннофокусный объектив. При резке дерева или другого материала толщиной 4-8 мм достаточно использовать короткофокусный объектив. Это позволяет работать без возникновения конусности. Важно отметить, что замена оптики занимает у оператора от нескольких секунд до минуты.
Мы рады проконсультировать вас с самого начала
Свяжитесь с нами сейчас.
Оформить заявку
Также головка снабжена воздухом, который необходим для охлаждения места лазерной резки или выдувания продуктов горения. Основное назначение такой системы — защита линзы от копоти. Некоторые материалы можно резать без доступа воздуха. Но тогда есть вероятность поджечь материал.
Станки Wattsan для резки дерева
Станки Wattsan оснащены функцией подъема и опускания стола. Маркируется буквами «ST» и «LT». Функция доступна на станках с ЧПУ с размером рабочей зоны:
6090;
1290;
1610.
Функция необходима тем, кто выполняет лазерную резку объемных плоских материалов. Кроме того, есть функция ST. Он представляет собой стационарный стол для резки с ЧПУ. Эта функция необходима тем, кто режет только плоские материалы.
Ватсан 6090
Рабочая зона
900 х 600 мм
Мощность трубки
80-90 Вт
Максимальная скорость гравировки
700 мм
Размеры
1030 мм * 1490 мм * 670 мм + 315 мм (если на колесах)
Подробнее
Сегодня самым популярным лазерным резаком для резки, гравировки и деревообработки в целом является Wattsan 60 90 LT или ST. Эту модификацию отличает уникальная рабочая зона, которая предназначена для резки листов фанеры. 60 90 так популярен именно из-за своего размера, низкой цены и большого количества внесенных в него улучшений.
Толщина корпуса станка с ЧПУ такая же, как и у более крупных инструментов, что делает его за счет меньшего размера еще более жестким и стабильным. Станок оснащен цепным механизмом подъема и опускания стола, который приводится в движение асинхронным двигателем.
Воронкообразная ниша для мусора защищает цепь от мелких осколков. Кроме того, он придает дополнительную жесткость. У Wattsan 60 90 необычайно прочный портал и правильный подбор всех компонентов.
Для резки дерева станок с ЧПУ можно оснастить более узким соплом, что при штатном компрессоре и меньшей площади сечения дает более высокий выброс. Иногда используется широкая насадка, необходимая для гравировки. Тогда мощность продувки несколько снижается, а остатки горения не прилипают к материалу.
Wattsan 60 90 — самая популярная машина на рынке. Это было достигнуто благодаря сочетанию следующих факторов:
Размер рабочей зоны;
Цена;
Количество улучшений.
Машина может быть оснащена несколькими трубками CO2. Стандартная версия поставляется с лазерной трубкой мощностью 80 Вт.
Ватсан 1610
Рабочая зона
1600 х 1000 мм
Мощность трубки
100-120 Вт
Максимальная скорость гравировки
700 мм
Размеры
1410 мм * 1790 мм * 670 мм + 315 мм (если на колесах)
Подробнее
Станок Wattsan 1610 LT/ST позволяет резать дерево лазером практически без предварительной резки, используя сквозной стол. На него можно положить лист, если конечный продукт меньше размера рабочей зоны. Wattsan NC-C1612 может резать металл.
Часть материала будет свисать позади станка после предварительной резки. Его можно либо отрезать сразу, либо подтянуть под портал лист фанеры или дерева.
В стандартной комплектации лазерный резак поставляется с трубкой мощностью 100-120 Вт для лазерной резки и может быть оснащен трубкой как меньшей мощности, так и большей в зависимости от толщины и требуемой скорости резки по дереву.
Станок Wattsan 16 10 LT/ST имеет большое количество усовершенствований, упрощающих распил. Помимо того, что все машины имеют правильную конструкцию, они имеют толстостенные металлические корпуса. Клиенты предпочитают этот тип оборудования из-за:
Правильная конструкция;
Планетарные редукторы, что значительно продлевает срок службы шаговых двигателей;
Резиновые ремни.
Резиновые ремни можно натягивать сильнее, чем обычные ремни, и это не вызовет биения. В результате удается получить идеально ровную кромку при работе по дереву.
Для фрезерования древесины используйте фрезерные станки с ЧПУ.
Ватсан 2030
2030
ПЛОСКАЯ КРОВАТЬ
Рабочая зона
3000 х 2000 мм
Мощность трубки
100-120 Вт
Максимальная скорость гравировки
500 мм
Размеры
2400 мм * 3750 мм * 800 мм
Подробнее
Wattsan 2030 предназначен для резки дерева и других материалов в натуральную величину. В него легко поместится лист фанеры. Его можно разрезать на нужные элементы без предварительной резки, что необычайно удобно, особенно при работе с фанерой толщиной более 6 мм. Тонкая фанера может несколько прогибаться, нарушая фокусное расстояние. Именно поэтому на этой машине часто используются утяжелители.
Wattsan 20 30 также предназначен для резки акрила в натуральную величину. Там есть портал, в котором находится трубка. Он позволяет сохранить маленькую точку лазерного луча, благодаря чему достигается отличное качество лазерной резки.
Станок оснащен 2 шаговыми двигателями. Некоторые производители используют один двигатель для перемещения портала по Y, что в корне неверно. Такой подход быстро приводит к перекосам портала при работе по дереву.
Этот лазерный резак обычно не используется для гравировки, хотя и способен на это. При необходимости процесс будет вестись с меньшей скоростью, чем на машинах с меньшей рабочей площадью.
Главным преимуществом Wattsan 20 30 является его размер. Однако в то же время это и главный его недостаток. Именно из-за своих размеров он стоит дороже аналогов и не так популярен среди покупателей. Чаще всего его приобретают крупные промышленные компании.
Ватсан 6040
Рабочая зона
600 х 400 мм
Мощность трубки
80-90 Вт
Максимальная скорость гравировки
500 мм
Размеры
765 мм * 1165 мм * 600 мм
Подробнее
Wattsan 60 40 — это станок для лазерной резки с ЧПУ с лазерной трубкой мощностью 80 Вт. Это настольная модель для домашнего использования, в которой есть возможность замены лазерной трубки на более мощную за счет универсальных креплений.
Однако, как правило, в этом нет необходимости, так как толщина основных материалов, обрабатываемых на станке, не превышает 8 мм. Обычно используется для работы с материалами толщиной 4 мм.
При необходимости машину можно модернизировать. Хотя это случается редко. Лазерный инструмент имеет правильную конструкцию и усиленный портал, позволяющий работать на высокой скорости. Как правило, 50% времени работы данного станка используется для гравировки, а 50% — для резки.
Ватсан 1290
Рабочая зона
1200 х 900 мм
Мощность трубки
100-120 Вт
Максимальная скорость гравировки
700 мм
Размеры
1410 мм * 1790 мм * 670 мм + 315 мм (если на колесах)
Подробнее
Wattsan 12 90 чаще всего выбирают те клиенты, которые покупают свой первый станок для лазерной резки с ЧПУ. Его выбирают, если есть потребность в промышленной машине, но бюджет ограничен. Цена на Wattsan 12 90 не такая высокая, как на 16 10, и не такая низкая, как на более дешевые аналоги. Станок поставляется с лазерной трубкой мощностью 100-120 Вт, которая в основном предназначена для лазерной резки. Однако гравировка возможна и на этом лазерном оборудовании благодаря потенциометру, позволяющему регулировать мощность менее 10%.
Ватсан 0503
Рабочая зона
500 х 300 мм
Мощность трубки
60 Вт
Максимальная скорость гравировки
700 мм
Размеры
650 мм * 1040 мм * 575 мм
Подробнее
Лазерный настольный станок Wattsan 05 03 является одним из самых популярных среди наших клиентов. Его главный недостаток — лазерная трубка мощностью 60 Вт и отсутствие универсальных креплений. В основном используется для гравировки.
Чаще всего начинающие покупатели покупают этот станок с поворотным устройством. Однако мы бы не рекомендовали это, если вы не уверены, что будете обрабатывать цилиндрические объекты. Но если это основная цель покупки, то срок окупаемости машины сократится в разы.
При этом модернизировать этот инструмент на более мощную лазерную трубку достаточно сложно. Лазерный станок является самым дешевым среди упомянутых выше. Именно поэтому он так популярен.
Мы рады проконсультировать вас с самого начала
Свяжитесь с нами сейчас.
Сделать запрос
Как работает станок лазерной резки для резки дерева?
Чтобы понять, как работает лазерный станок для резки дерева, нужно усвоить простое правило. Он выглядит следующим образом: 10 Вт мощности лазерной трубки достаточно, чтобы разрезать 1 мм фанеры. Необходимо учитывать этот материал в связи с тем, что фанера наиболее близка к дереву.
Этот лайфхак означает, что для резки 6 мм фанеры пользователю нужна лазерная трубка мощностью 60 Вт. Эту особенность необходимо учитывать при выборе лазерного станка. Но есть некоторые нюансы. Например, лампа должна работать на 80% заявленной мощности.
В результате требования изменились. Для резки фанеры толщиной 6 мм требуется лазерная трубка мощностью не менее 80 Вт. По мере увеличения мощности трубки скорость обработки также будет увеличиваться.
Важно уделять внимание резке различных пород древесины. Большинство из них обрабатываются так же, как и фанера. Разница лишь в том, что он имеет клей. Однако некоторые породы дерева легче резать, а некоторые сложнее. Это зависит от:
Влажности древесины;
Плотность материала;
Наличие дополнительных компонентов, например клея.
Чтобы понять особенности лазерной резки дерева, важно изучить детали процесса.
Основан на лазерном луче. Он генерируется в лазерной трубке, а затем через систему зеркал поступает непосредственно в лазерную головку, в которой расположена оптика. Линза собирает попадающий в нее лазерный луч в точке минимума. Размер этой точки настраивается оператором при начальной настройке при включении. Его размер зависит от используемого материала. Сконцентрированный и сфокусированный луч попадает на материал и заставляет его испаряться.
Кроме того, в лазерную головку подается воздух под давлением. Это убережет материал от воспламенения. Воздух сдувает продукты сгорания и существенно влияет на частоту резки. С помощью этого простого метода происходит лазерная резка по дереву.
Лазерные станки с ЧПУ имеют два основных параметра; это сила и скорость. Чтобы разрезать любой материал, необходимо увеличить мощность и уменьшить скорость. При гравировке ситуация обратная. Для реализации процедуры нужно увеличить скорость и уменьшить мощность.
Последовательность лазерной резки и гравировки с ЧПУ строго определена. Сначала выполняется гравировка, а затем лазер режет дерево. Если сделать наоборот, лазерная головка не распознает, что деталь опустилась ниже.
В результате лазерный станок будет работать на пустом месте. Вот почему сначала выполняется гравировка, а затем лазерная резка.
Что можно сделать с помощью станка для лазерной резки с ЧПУ?
Оборудование универсальное. Может использоваться для производства:
Деревянные пазлы;
Игрушки;
Прототипы;
Изделия из дерева прочие.
При рассмотрении сферы применения следует обратить внимание на сувенирную промышленность. Лазерную резку или гравировку можно наносить как на чистую древесину без предварительной обработки, так и с последовательным рисунком.
Второй способ используется при изготовлении магнитов или деревянных головоломок. Кроме того, он актуален при производстве мебели, сложных предметов и изделий с внутренними прямыми или острыми углами, что невозможно сделать ни на одном другом станке.
Из дерева можно делать детские игрушки. Благодаря тому, что древесина является экологически чистым продуктом, а лазерная резка нисколько не ухудшает и не улучшает свойства продукта, она получила широкое распространение в детской индустрии.
Очень часто машина используется крупными компаниями для создания прототипа. Его даже используют в самолетостроении. Перед изготовлением любых крупных изделий создается прототип. Он позволяет заранее оценить особенности объекта, понять, как лучше над ним работать. Метод используется при создании:
Самолеты;
Сложные машины;
Прочее оборудование, ошибка при изготовлении которого приведет к большим затратам.
Прототип изготовлен из дерева или пластика. Изделие изготавливается непосредственно на лазерном станке. Это возможно благодаря необычайной гибкости станка с ЧПУ. Это означает, что если деталь неудовлетворительна после резки в дереве, ее можно почти сразу изменить, запустив лазерный станок заново.
Допускается использование станка с ЧПУ в сочетании с другими типами оборудования. Например, при производстве пазлов древесина сначала окрашивается, а затем вырезается на станке с ЧПУ. В процессе участвует не только лазер, но и фрезерные станки с ЧПУ.
С использованием возможностей лазерного станка изготавливается разнообразная упаковка. Он сделан из дерева. Обычно оборудование используется, если необходимо создать уникальный продукт. Однако есть машины для масштабирования, такие как Wattsan 16 10, где два продукта можно делать параллельно.
Другими словами, станок повсеместно используется для рубки леса. Зачастую это единственно возможный вариант рисования или резки по дереву из-за сложности конструкции. Такие возможности дает небольшая помощь лазерного луча.
Выводы
Приступая к модернизации машин Watson, мы ставили перед собой цель добиться их эксклюзивности и сделать их удобными для использования в максимально возможном количестве сфер. Многие модификации машины были сделаны после:
Анализ отзывов клиентов;
Изучение мнений наших инженеров;
Проверка результатов испытаний.
Например, один из крупнейших в мире производителей деревянных головоломок внес четыре или пять усовершенствований в наш лазерный деревообрабатывающий станок. Они сказались на качестве продукции и необходимой постобработке.
Во главе списка мы ставим сочетание следующих факторов:
Использование самых надежных и качественных комплектующих;
Подбор запчастей в зависимости от распространенности на рынке;
Возможность быстрой замены компонентов.
Мы понимаем, что комплектующие должны быть не только надежными, но и взаимозаменяемыми.
Вторым фактором, влияющим на безотказную работу по дереву, является сервисная поддержка. На данный момент это осуществляется удаленно.
Любой покупатель Watson, даже если он купил машину на вторичном рынке, может обратиться на наш сайт по серийному номеру машины и получить исчерпывающую консультацию по возникшей проблеме.
Нам все равно, у кого вы купили деревообрабатывающий станок. Для нас важно, что вы являетесь клиентом Wattsan.
Также мы всегда работаем над лучшей системой логистики. Наши лазерные деревообрабатывающие и гравировальные станки поставляются по всему миру. Сегодня наиболее распространенными пользователями нашей продукции являются:
Европа;
Россия;
Азия.
С каждым звонком от наших клиентов мы все лучше и лучше прорабатываем логистику. Помимо стандартных условий доставки, в некоторых регионах мы можем предложить как дроворезные станки со склада, так и доставку с помощью уже зарекомендовавших себя брокеров.
Станки с ЧПУ Wattsan предназначены для обработки древесины и получения продукта высочайшего качества без постобработки. Мы постоянно их совершенствуем, позволяя клиенту не заниматься дополнительной чисткой кромки и сразу отправлять полученную продукцию в продажу.
Кроме того, мы работаем над тем, чтобы время, затрачиваемое на изготовление продукта, было как можно короче. Используя наше оборудование, вы сможете получать наиболее конкурентоспособную продукцию. Те, кто не занимается постобработкой продукции, имеют конкурентное преимущество в 20-30% от стоимости.
Мы будем рады проконсультировать вас с самого начала
Свяжитесь с нами сейчас.
Сделать запрос
Часто задаваемые вопросы
Можно ли поставить дерево на станок с ЧПУ?
Нет, целое дерево нельзя поместить в лазерный станок. Необходимо учитывать размеры обрабатываемого материала. В целом работа с деревом возможна.
Какая древесина подходит для лазерной резки?
Большинство пород древесины подходят для резки. Исключением являются твердые виды материала. Резать их на станке с ЧПУ нецелесообразно. Также лучше отказаться от работы с сильносмолистыми материалами, полой древесиной. Это связано с тем, что лазерный луч может быть расфокусирован, что может спровоцировать возгорание.
Древесину какой толщины может резать станок с ЧПУ?
Это зависит от мощности трубки CO2. Стоит соблюдать правило: 10 Вт мощности на 1 миллиметр фанеры. Это означает, что трубкой мощностью 100 Вт можно разрезать 10 миллиметров фанеры. Чтобы трубка прослужила дольше, лучше использовать ее на 80% мощности.
Может ли лазер резать фанеру?
Да, подходит для резки практически всех видов фанеры, не выделяющих вредных горючих веществ. Это его основная сфера применения.
Подходит ли МДФ для резки с ЧПУ?
Да, есть, но стоит обратить особое внимание на обдув. При резке толстых материалов МДФ лазером образуется много пыли и образуется больше нагара. МДФ рекомендуется резать не толще 6 миллиметров.
5 2 голосов
Рейтинг статьи
13 лучших видов дереворежущих инструментов
Штефан Георге | Опубликовано
Купить сейчас
По мере того, как удаленная работа распространяется среди домохозяйств по всей территории США, ремесленная работа по дереву становится карьерным путем, а не хобби на выходных. Здесь мы рассмотрим 13 лучших видов инструментов для резки дерева, которые могут помочь вам улучшить свои навыки изготовления предметов домашнего декора или помочь в следующем проекте по дереву своими руками.
Благодаря достижениям в технологии резки древесины вы должны знать, какие дровоколы доступны на рынке и что они могут делать.
Различные пилы специализируются на определенных задачах. С правильной пилой вы можете сэкономить время и сделать готовый проект по дереву своими руками великолепным.
Торопитесь? Перейдите к вашему любимому инструменту для деревообработки:
Бензопила
Ручная пила
Японская пила
Долото
Фрезерный станок
Ленточная пила
Топор
Циркулярная пила
Сучкорезы
Луковая пила
Обрезная пила
Лобзик по дереву
Рубанок
2?
Резчик по дереву может быть либо инструментом, который режет дерево, либо человеком, который режет дерево, также известным как лесоруб. Инструменты для резки дерева так же стары, как и человеческая цивилизация. Инструмент для резки дерева существует для любых видов работ, требующих резки дерева. От ручного до работающего от батареи, если у вас есть работа, которая требует от вас рубки дерева, есть большая вероятность, что для этой конкретной работы существует инструмент.
В чем разница между лезвием для резки дерева и лезвием для резки металла?
Основное различие между диском для резки дерева и диском для резки металла заключается в количестве зубьев на дюйм (TPI). Число TPI указывает, сколько зубьев у лезвия на дюйм.
Лезвия для резки дерева имеют число TPI от шести до 20. Для металлических изделий число TPI составляет минимум 14 и может достигать 36.
Необходимые инструменты для резки дерева для проектов по благоустройству дома своими руками
Посмотреть в галерее
Вот самые популярные инструменты для резки дерева домовладельцы и любители столярных работ предпочитают:
1.
Бензопила
Посмотреть в галерее
С чего начать лучше, чем с бензопилы? Бензопилы могут быть самым печально известным из всех инструментов для резки дерева, и на то есть веские причины. Бензопила — это тип портативной электрической пилы, в которой используется набор зубьев, вращающихся на цепи.
Бензопила — это инструмент для резки дерева, который рубит или обрезает деревья. Он также используется для рубки дров. Однако есть бензопилы для резки льда или бетона. 16-дюймовая бензопила самая простая в использовании и самая универсальная.
Бензопилы завоевали популярность благодаря своей простой конструкции и универсальности. Многие домовладельцы предпочитают иметь при себе бензопилу, чтобы помогать в различных самостоятельных или творческих проектах.
Вместо покупки бензопилы вы можете взять ее напрокат. Если вы не живете в лесу или рядом с ним, вряд ли вам понадобится бензопила.
Кто изобрел бензопилу?
Бензопила была изобретена в 1780-х годах и предназначалась для помощи при родах. Традиционная бензопила, подобная той, которой сегодня рубят деревья, была изобретена немецким врачом в 1830 году. Обе версии ранней версии предназначались для медицинских целей, а не для рубки древесины.
В 1918 году канадский слесарь Джеймс Шанд изобрел первую переносную бензопилу. В 30-х годах в Германии впервые были изготовлены бензопилы.
Как заточить лезвие бензопилы?
Если при резке дерева бензопилой вы заметите черные следы или следы ожогов на дереве, которое вы режете, это означает, что лезвие затупилось. Если самая длинная часть режущего зуба менее 4 мм, то пора приобретать новую цепь бензопилы. Средняя цепь потребует замены после того, как вы заточите ее десять раз.
Есть три способа заточки бензопилы. Какой бы метод вы ни выбрали, убедитесь, что у вас есть защитные очки.
Точилка для напильников – использование ручного напильника для заточки полотна бензопилы трудоемко, но это также самый дешевый метод. Заточите зубья бензопилы в одном направлении, затем поверните напильник так, чтобы он совпадал с углом незаточенных резцов.
Power Dremel — предлагает быстрый способ заточки зубьев. Инструмент вращает зубья бензопилы и затачивает каждый за считанные секунды.
Настольная точилка — — это самый быстрый и простой способ заточки бензопилы. Инструмент похож на торцовочную пилу. После того, как вы настроите его, отрегулируйте бензопилу и нажмите на курок электроинструмента. Опустите кофемолку, пока она не коснется зуба цепи. При заточке ударяйте по каждому четвертому зубу за каждый оборот цепи.
Как измерить шину бензопилы?
Измерить шину бензопилы очень просто. Во-первых, измерьте полезную длину стержня, также известную как длина реза, с помощью рулетки. Все, что вам нужно сделать, это измерить расстояние от переднего кончика до задней части фрезы, ближайшей к корпусу пилы.
Напоминаем, что бензопилы продаются четными номерами, поэтому при измерении нечетных чисел необходимо округлить их в большую сторону.
2.
Ручная пила
Ручная пила предназначена для продольной резки. Это пила, которая приходит на ум, когда вы представляете себе пилу. Скорее всего, если вы когда-либо занимались деревообработкой, вы столкнулись с ручной пилой, так как их можно найти в гаражах или на рабочих местах.
Хотя ручная пила часто используется для резки дерева, она универсальна и может помочь в различных проектах по ремонту дома своими руками. Их портативность является дополнительным преимуществом для тех, кому нужна пила более чем на одном объекте.
Ручная пила механическая и зависит от человеческой силы. Существует также техника, используемая при его использовании, хотя ее можно изучить и перенять. Это также экономичный вариант для тех, кому нужно рубить дрова.
Как заточить ручную пилу?
Для заточки ручной пилы вам понадобятся тиски, набор пил и треугольный напильник, соответствующий размеру пильного диска.
Закрепите ручную пилу в тисках лезвием вверх. Тиски должны крепко держать пилу, чтобы она не вибрировала, когда вы ее точите. Зубья пильного диска имеют так называемый набор, который представляет собой расстояние, на котором зубья изгибаются от диска. Размер файла зависит от количества точек на дюйм (PPI) пилы.
Когда вы начнете затачивать, начните с пятки пилы и протолкните напильник поперек режущей кромки зубьев.
Можно ли резать Corian ручной пилой?
Corian — это твердый материал, изготовленный из акрила и алюминиевой руды, поэтому для его резки не следует использовать ручную пилу. Столешницы изготовлены из кориана и требуют электропилы или циркулярной пилы, если вы хотите их разрезать. Когда вы режете его, не забудьте надеть защитные очки и маску для защиты от пыли.
3. Японская пила
Японская пила, известная на родине как нокогири, имеет больше достоинств, чем внешний вид. С острыми краями и длинной удобной ручкой пила режет дерево, когда ее тянут, в отличие от западных пил, которые используют движение вперед и назад, что требует больших усилий. Для многих столяров японская пила идеально подходит для резки дверных косяков для нового напольного покрытия.
При резке дерева лобзиком легче держать лезвие прямо. Толстое пильное полотно гнется при нажатии. Японское пильное полотно на 75% тоньше, чем пилы из Европы и Северной Америки, что позволяет точно резать древесину.
Японское пильное полотно производит тонкий пропил, который используется для описания толщины разреза. Поскольку японские пилы удаляют меньше древесины, это означает меньше опилок. Ручные пилы также не требуют такой же физической силы, как западные пилы.
Как заточить японскую пилу?
Зубья японской пилы твердые и не поддаются заточке стальным напильником. Вы также не можете купить крошечные точильные камни, чтобы поместиться между зубьями пилы. Лучший способ сохранить остроту — не дать ей затупиться. При заточке вам понадобятся тиски, вращающийся инструмент и полировальная паста.
Сначала закрепите пилу в тисках зубьями вверх. Затем нанесите немного состава на вращающееся колесо. Перемещайте вращающееся колесо вперед и назад по зубьям пилы, пока они не станут чистыми.
Как пользоваться японской пилой?
Японская пила представляет собой тяговую пилу, поэтому вы используете большой палец, чтобы направлять пилу при резке дерева. Держите лезвие под углом к ложе. Что бы вы ни делали, не держите пилу за переднюю часть рукоятки, а держите рукоятку дальше от пилы.
4. Стамеска
См. в галерее
Стамеска – популярный инструмент среди столяров. Они имеют широкий спектр практического применения. Стамеска уникальна тем, что позволяет делать точные разрезы. Инструмент имеет отчетливую острую кромку для резки или резьбы. Большие долота могут резать более тяжелые материалы, такие как камень или металл.
Ручка изготовлена из металла или дерева, а ручки некоторых стамесок сделаны из резины, что облегчает захват. Долото работает, будучи направленным в целевую область. Типы стамесок могут включать долото со скошенной кромкой, долото для очистки и долото для резьбы.
Как выточить дверную защелку?
Установка новой дверной защелки — простой домашний проект своими руками. Во-первых, найдите защелку на дверном косяке, чтобы вы могли найти струнную пластину. Используйте долото, чтобы направить отмеченный контур. Вам понадобится дрель, чтобы сделать отверстия в двери, чтобы вы могли прикрепить к ней ручку.
Как просверлить канал в дереве?
Вырезание швеллера — задача для опытных столяров, так как это может быть сложной задачей. В деревообработке канал — это канавка, которая прорезается на краю вашего изделия из дерева. Канал позволяет направлять отделку или молдинги, чтобы они соответствовали вашему проекту.
Когда вы используете долото для вырезания канала, это требует точности и навыков. Преимущество использования долота заключается в большей точности, поскольку вы можете использовать шаблон инструмента, чтобы отметить, где вы хотите вырезать.
5. Фреза
См. в галерее
Фреза выдалбливает материал и часто используется для дерева. Инструмент может быть ручным или электрическим, хотя большинство маршрутизаторов электрические. Электрический фрезер универсален благодаря своей способности делать точные разрезы.
Маршрутизаторы переносные или встроенные в верстак или стол. Установленный маршрутизатор обеспечивает обратный рабочий процесс, который многие считают полезным. Это позволяет пропускать древесину по фрезерному станку вместо того, чтобы проходить фрезерный станок по дереву.
Как сделать надрезы на древесине фрезером?
Вырубка древесины предназначена для тех случаев, когда вы хотите сделать соединения более прочными. Цель состоит в том, чтобы обеспечить дополнительную поддержку и устойчивость деревянных конструкций. Например, если бы у вас была книжная полка, и вы хотели бы сделать ее прочнее, вы бы надрезали ее древесину.
Фрезер — лучший инструмент для надпила древесины. Кроме фрезера вам понадобится нож для разметки, наждачная бумага, рулетка, струбцины, острое долото и молоток. Первое, что нужно сделать, это установить глубину вырезов с помощью разметочного ножа. Далее проходимся по меткам роутером. Когда вы закончите делать надрезы, удалите лишние кусочки дерева и опилки. Вы можете использовать острое долото, чтобы удалить все и отшлифовать область. Вам нужно будет сделать надрезы на каждой стороне рамы.
Как скосить дерево с помощью фрезера?
Когда вы срезаете деревянную конструкцию, вы смягчаете или округляете ее края. Фреза — это дешевый и простой способ скосить древесину. После того, как вы закрепите древесину, над которой работаете, проведите фрезером по поверхности, которую хотите сгладить.
6. Ленточная пила
См. в галерее
Ленточная пила — это разновидность электропилы, в которой для резки материала используется острое лезвие. Он уникален своим расположением лезвия, которое движется в непрерывном движении между двумя или более колесами.
Ленточная пила полезна тем, что позволяет резать кривые и формы. Благодаря своей конструкции он легко проходит через толстые пиломатериалы. Благодаря высокому натяжению, создаваемому ленточной пилой, пользователи этого типа пилы могут рассчитывать на очень точный рез.
Все современные ленточные пилы электрические — версия с ручным приводом будет считаться антиквариатом.
Как пользоваться переносной ленточной пилой?
Портативная ленточная пила проста в эксплуатации. Все, что вам нужно сделать, это удерживать спусковой крючок и медленно двигаться при резке. Если вы форсируете скорость, вы деформируете пилу и повредите материал, который режете.
Для чего используется горизонтальная ленточная пила?
Горизонтальная ленточная пила известна среди специалистов по деревообработке как одна из самых прочных пил на современном рынке. Он может прорезать что угодно и используется для тяжелых работ по дереву и твердым металлам.
7. Топор
Посмотреть в галерее
Несмотря на культурные изображения, топор не только для лесорубов. Хотя это может быть просто, есть причина, по которой топор является символом деревообработки, и это потому, что он очень, очень полезен.
Топоры используются для раскалывания бревен, предназначенных для вязанки дров. Инструмент также используется для резки древесины для различных целей, помимо заготовки древесины.
Хотя вы, возможно, не сможете добиться от топора такой же универсальности, как другие инструменты из этого списка, их удобно иметь. Учитывая, что они также продаются по низкой цене, вы не ошибетесь, если у вас есть один в вашем сарае для инструментов.
Какой топор лучше всего колет дрова?
Зависит от размера древесины. Вес головки топора определяет импульс, генерируемый для рубки дров. Если головка топора тяжелая, это даст вам большую силу удара. Большинство топоров для рубки дерева весят от трех до шести фунтов.
Что такое топор для колки деревьев?
Топор для раскалывания деревьев также известен как кувалда. Топор раскалывает бревна вдоль волокон, чтобы сломать волокна дерева. Рубящий топор режет бревна против волокон.
8. Циркулярная пила
См. в галерее
В мире изделий из дерева циркулярная пила является незаменимым инструментом среди профессионалов и любителей деревообработки. Пила также является фаворитом среди домовладельцев, которым нравятся проекты по ремонту дома своими руками. Циркулярная пила может работать с большими объемами. Пила также хороша для резки кирпича и металла.
Еще одним преимуществом циркулярных пил является портативность и удобство переноски. Пила опирается на диск или лезвие, которые обладают точностью и мощностью. С момента своего появления в 19 веке циркулярные пилы играли важную роль в проектах реконструкции или строительства.
Как пользоваться циркулярной пилой без стола?
Вам не нужен стол или верстак, чтобы использовать циркулярную пилу. Вы можете разрезать большие листы фанеры без помощи стола. Большинство столяров могут управлять циркулярной пилой вручную, что является признаком ветерана или профессионального мастера по дереву. Если вы используете циркулярную пилу без стола, обязательно измерьте начальную и конечную точки. Нарисуйте линию между обеими точками и следуйте ей.
Как заменить полотно циркулярной пилы?
При замене диска циркулярной пилы первое, что необходимо сделать, это отключить его от сети или отсоединить аккумулятор. Это не может быть источник питания, иначе вы рискуете пораниться. Разблокируйте лезвие, нажав кнопку блокировки оправки, и поверните его, пока механизм не защелкнется.
Отвинтите гайку в том же направлении, что и лезвие. Снимите верхний защитный кожух, а затем старое лезвие. Вставьте новый диск и убедитесь, что зубья пилы направлены в том же направлении, что и вращение. Затяните гайку до упора, но не затягивайте слишком сильно, и вы готовы к работе.
9. Сучкорезы для деревьев
См. в галерее
Сучкорезы для деревьев, часто называемые сучкорезами, являются еще одним примером простого, но функционального инструмента для резки древесины. Их инструмент похож на гигантские ножницы, которыми можно срезать ветки и ветки деревьев.
Сучкорезы требуют ручного управления. У них длинные ручки, достающие до высоких веток деревьев, и бывают разных размеров. Инструмент прост в использовании и станет дешевым дополнением к вашей коллекции инструментов для деревообработки.
Сколько зарабатывают сучкорезы?
Имея подходящие инструменты, вы можете стать лицензированным лесоводом и начать бизнес по уборке деревьев. Сучкорез — это лесовод. Их работа заключается в уходе за деревьями в целях общественной безопасности.
В США годовая зарплата сучкорезов начинается с 54 000 долларов на федеральном уровне и 42 000 долларов на уровне штата.
Как заточить сучкорезы?
При заточке лезвий сучкорезов первое, что вам нужно сделать, это очистить их. На лезвиях часто бывает засохший древесный сок и грязь.
Для заточки лезвий сучкорезов вам понадобится плоский напильник. Удерживая напильник, проведите длинными одиночными движениями по режущей кромке пятки лезвия к кончику.
10. Луковая пила
Луковая пила имеет тонкое лезвие, закрепленное на металлическом каркасе, и выглядит как лук. Он предназначен для простых, криволинейных или прямых разрезов. Инструмент из Китая.
Маленькая и портативная лучковая пила идеально подходит для домашних работ, таких как обрезка веток деревьев. Однако, в отличие от других высокотехнологичных опций в этом списке, лучковая пила не обеспечивает точного реза. Пила хороша для грубых работ.
11. Обрезная пила
Посмотреть в галерее
Говоря о ветвях деревьев, если вы обнаружите, что большая часть вашей работы по дому связана с листвой, возможно, вам стоит потратить время на обрезную пилу. Обрезная пила для веток деревьев, которые пошли наперекосяк и нуждаются в обрезке.
Обрезные пилы работают с использованием ручного труда, хотя они не особенно сложны в использовании. Пилы для обрезки — идеальный выбор для тех, кто плохо знаком с электроинструментами, поскольку они могут быть менее пугающими, чем что-то более надежное, такое как бензопила.
Какая пила для обрезки лучше?
Если вам нужно что-то, что легко носить с собой и перемещать, тогда складная пила для обрезки деревьев — это то, что вам нужно. Складные обрезные пилы бывают разных размеров и могут справиться с любой работой по обрезке деревьев своими руками.
Как почистить обрезную пилу? №
Лучший способ очистки садовой пилы своими руками — изопропиловый медицинский спирт. Вы можете использовать спирт для очистки всей пилы, а не только лезвия. После того, как вы нанесете спирт на лезвие садовой пилы, подождите 20 секунд, а затем вытрите его чистым полотенцем. Спирт убивает бактерии и грибки, а также удаляет сок деревьев.
12. Лобзик
Посмотреть в галерее
Лобзик — это усовершенствованный инструмент, который прорезает прямые или изогнутые линии. С этой пилой все дело в точной работе по дереву. Это может быть лучшая пила для тех, кто серьезно относится к своим навыкам работы с деревом. Пилы хороши для строительных проектов «сделай сам», которые требуют сложных линий или резки различных материалов, включая ламинат и металл.
Вы можете заменить полотно электролобзика в зависимости от желаемого разреза и материала, который вы распиливаете. А если вы начинающий мастер и ищете несколько идей, которые могут принести вам деньги, попробуйте сделать персонализированные деревянные брелоки или деревянные держатели для растений.
Как вырезать отверстие в дереве лобзиком?
Во-первых, вам нужен верстак. Поместите концы дерева на две поверхности так, чтобы середина была видна сверху и снизу. Наметьте место, которое вы хотите вырезать, и просверлите начальное отверстие. Выровняйте башмак лобзика и поместите стойку пилы на контур. Лучший способ просверлить отверстие – это метод врезания. Вставьте лезвие в стартовое отверстие и режьте по краям контура. Повторяйте этот процесс, пока не перестанете видеть контур.
Электролобзик — это то же самое, что и сабельная пила?
Электролобзик похож на сабельную пилу, но на этом сходство заканчивается. У сабельной пилы горизонтальное полотно, а у электролобзика — вертикальное. Электролобзики не такие мощные и идеально подходят для резки тонкого дерева, пластика или металла. Пилы легче и предназначены для сложных работ по дереву.
13. Рубанок
Посмотреть в галерее
Рубанок — это инструмент, который может придать дереву форму в соответствии с вашим проектом. Инструмент неэлектрический и требует силы верхней части тела для работы.
Рубанками можно сглаживать или выравнивать древесину. Инструмент может удалить шероховатые поверхности на дереве или уменьшить размеры деревянных деталей. Если вы хотите отполировать деревянную поверхность, то вы должны использовать рубанок. Деревянные рубанки требуют обеих рук и направлены в сторону от пользователя через верхнюю часть дерева.
Как строгать дерево без рубанка?
Если у вас нет рубанка по дереву и вам нужно отшлифовать древесину, вы можете использовать фрезер. Вам нужно будет сделать приспособление, чтобы древесина проходила через фрезер в нужном месте. Кондуктор — это деревянная рама, на которой держится древесина, над которой вы работаете. После того, как вы закрепите древесину, протолкните шаблон за фрезер, чтобы он прорезал поверхность доски. Вам нужно будет работать в направлении зерна.
Где поблизости можно заказать строгание древесины?
Допустим, вы хотите построить арочную дверь-ширму из пихты с вертикальными волокнами, но у вас нет строгального станка. Если вы отнесете древесину в хозяйственный магазин, вы потратите более 75 долларов в час на строгание древесины. В большинстве хозяйственных магазинов розничной сети есть готовые пиломатериалы, но выбор у них невелик.
Часто задаваемые вопросы (FAQ)FAQ
Какова средняя почасовая оплата самозанятого плотника?
Средняя почасовая оплата рабочего по дереву в США составляет 32 доллара. Для мастеров по дереву своими руками это зависит от набора навыков. После пандемии несколько любителей дерева зарабатывают семизначные суммы в год, продавая свои самодельные изделия и конструкции в Интернете. Самое лучшее в развитии ремесленного навыка — это то, как вы контролируете свой успех.
Как использовать сверлильный станок в качестве резака по дереву?
Сверлильный станок универсален. Инструмент имеет возможности преобразования, которые позволяют ему выполнять случайные задачи. Для небольших проектов по резке дерева своими руками вы можете использовать дрель.
Прикрепите диск циркулярной пилы с помощью гаек, болтов и шайб к дрели. Закрепите полотно пилы на дрели. И это все, что нужно сделать. Убедитесь, что вы используете защитные очки, чтобы предотвратить повреждение глаз опилками или крошечной древесной стружкой.
Как скорость резания влияет на износ инструмента?
Когда вы увеличиваете скорость резания дровосеком, значение износа уменьшается. Однако наибольшее влияние на срок годности инструмента оказывает скорость подачи. Помимо этого, важны скорость вращения шпинделя и глубина резания.
Может ли плазменный резак резать дерево?
Нет, и не пытайтесь повторить это дома. Причина, по которой вы не можете резать дерево плазменным резаком, заключается в том, что дерево не является проводником электричества.
Какой инструмент лучше всего подходит для резки дерева в ограниченном пространстве?
Из упомянутых здесь инструментов для резки дерева лобзик лучше всего подходит для резки дерева в ограниченном пространстве.
Создание осциллятора для инвертора и для сварки своими руками
Осциллятор для сварки является важным прибором для проведения подобных работ в различных промышленных производствах. Также может применяться и в домашнем хозяйстве. Однако не всегда стоит приобретать подобные устройства, хотя спрос на них велик. Ведь можно без проблем сделать осциллятор своими руками.
Принцип действия прибора
Из чего состоит осциллятор
Порядок изготовления осциллятора
Особенности изготовления
Принцип действия прибора
Вне зависимости от того, куплен ли осциллятор для инвертора или сделан самостоятельно, его основное предназначение состоит в создании стабильной работы сварочной дуги. Частота прибора — 50 герц при номинальном напряжении 220 вольт. Выходные же параметры могут изменяться до 300 тысяч герц и 2500 вольт. Такая работа осциллятора создает импульсы периодом до нескольких десятков микросекунд. Сходные параметры работы, когда ток высокой частоты проходит в сварочную цепь, обусловлены высокой мощностью от 250 до 350 ватт.
Из чего состоит осциллятор
Изготовленный своими руками сварочный прибор имеет возможности, которые соответствуют осуществлению сварочных работ на производстве или в домашних условиях. Применяя его, можно произвести сварку алюминия и других похожих по свойствам металлов.
Основные электрические составляющие данного аппарата:
Разрядник;
Катушки дросселей;
Стандартный и высокочастотный трансформатор;
Колебательный контур.
Контур, который создается с участием конденсатора и трансформатора высокой частоты, позволяет создавать затухающие искры. При этом конденсатор защищает само устройство и работника от воздействия электричества и возникающих в результате травм. При пробое электрическая цепь размыкается специальным предохранителем.
youtube.com/embed/xMRcxXsiuaY»>
Порядок изготовления осциллятора
Если вам предстоит сваривать преимущественно алюминиевые детали, то можно изготовить сварочный агрегат своими силами. Монтаж осуществляется одной из наиболее известных схем:
Для начала подбирается надежный трансформатор, который способен обеспечить увеличенную подачу напряжения от стандартных 220 до 3000 вольт;
Затем необходимо произвести установку разрядника, который будет пропускать искру;
После чего следует присоединение еще одного важного элемента. Таковым является колебательный контур с блокировочным конденсатором, который способен генерировать высокочастотные импульсы, чтобы добиться необходимых показателей.
Осциллятор готов к работе, его основным элементом является колебательный контур. Обязательным должно быть наличие блокировочного конденсатора. Все это помогает создать необходимые импульсы.В результате сварочная дуга обладает стабильностью и процесс ее зажигания становится проще.
Процесс работы достаточно простой. После запуска начинает загораться разрядник, создающий частотные импульсы. За это ответственнен высоковольтный трансформатор. Высокомагнитное поле появляется через дугу, затем преобразовывается с помощью катушки, изготавливаемой путем наматывания сварочного кабеля. Плюс идет на горелку, а минус на деталь, в результате газ будет поступать через клапан в горелку. Начинается процесс сварки.
Перед созданием такого устройства следует внимательно ознакомиться с чертежами. Даже начальные познания в электротехнике вкупе с навыками конструирования помогут без серьезных проблем изготовить данный осциллятор. Еще важно соблюдать технику безопасности и помнить о вероятности поражения электрическим током.
Особенности изготовления
Если планируется использование аппарата исключительно в домашнем хозяйстве, то можно изготовить инверторный осциллятор самостоятельно, поскольку у производителя такие приборы весьма дорогие. Необходимо также обладать опытом сборки подобных устройств и знаниями электричества.
Немаловажным является грамотная эксплуатация устройства, ибо при несоблюдении техники безопасности можно получить серьезные травмы. Тщательно подойдите к сборке техники, выбирайте исключительно такие компоненты, которые подходят по своим характеристикам. Соблюдение всех рекомендаций значительно облегчает сборку осциллятора в домашних условиях. Достаточно наличия соответствующих инструментов и деталей.
Осциллятор для сварки является важным инструментом как на производстве, так и в домашнем быту. С его помощью обеспечивается стабильная и сильная дуга, помогающая сваривать различные алюминиевые конструкции. Знание соответствующих разделов физики и электротехники облегчает в соответствующей степени работу и создание подобных устройств. При этом нельзя забывать и о грамотной эксплуатации осциллятора, ведь есть вероятность получить травмы при поражении электрическим током. Удачного создания сварочных осцилляторов!
Осциллятор для сварки алюминия своими руками схема
Главная » Статьи » Осциллятор для сварки алюминия своими руками схема
Осциллятор для сварки алюминия
Осциллятор, который используется при сварке, служит для стабилизации и возбуждения электрической дуги. Он может работать с заводскими источниками тока, которые работают на различных видах тока. Это могут быть осциллятор на переменном или на постоянном токе. Осциллятор для сварки алюминия является генератором затухающих колебаний. В его составе имеется повышающий трансформатор, который работает на низких частотах. Его вторичное напряжение может достигать, примерно, 2-3 кВ. Также в составе имеется колебательный контур, составленный из обмотки связи, индуктивности, емкости и конденсатора блокировки. Все обмотки осциллятора образуют трансформатор, который может действовать на высоких частотах.
Осциллятор для сварки алюминия своими руками
Таким образом, осциллятор сварочный для сварки алюминия помогает преобразовать стандартный ток, частота которого составляет 55 Гц, в высокочастотный, частота которого может быть 1-1,5 тысяч Гц. Благодаря этому улучшается поджог электрода, а также другие важные факторы. Аппарат достаточно быстро реагирует на импульсы, так как они доходят до него за десятки микросекунд. Данное устройство подключается параллельно или последовательно в цепь трансформатора, что создает свои условия для работы оборудования.
Роль осциллятора при сварке алюминия
Сварка алюминия является очень сложным процессом, так как свойства сваривания данного металла находятся далеко не на самом высоком уровне. Благодаря воздействию этого устройства на сварочный аппарат, удается поддерживать параметры сварочной дуги в заданном положении, которое может отличаться от стандартного, в течении длительного периода времени. При работе с данным видом металла стабильность параметров имеет большое значение, так как любое отклонение может привести к браку. Для таких условий может подойти даже самодельный осциллятор для сварки алюминия, если его правильно подготовить.
Стоит отметить, что сварка электродами с покрытием существенно уступает тем же результатам, которые получаются благодаря аргонно-дуговой сварке, поэтому осциллятор является вполне востребованным дополнительным устройством. Ток устройства не представляет опасности для мастера, если соблюдать технику безопасности. Но при ошибках можно получить большой разряд тока.
Схема работы
Схема осциллятора для сварки алюминия, включенного параллельно
Схема осциллятора для сварки алюминия
Схема осциллятора, включенного последовательно
Схема осциллятора для сварки алюминия, включенного последовательно
Вторичное напряжение в повышающем трансформаторе во время полупериода конденсатор заряжался, до тех пор, пока не возникнет пробой разрядника. После этого колебательный контур получается в состоянии короткого замыкания, что и помогает создавать затухающие колебания, у которых имеется резонансная чистота такие колебания, через конденсатор и обмотку прикладываются к дуговому промежутку. Блокировочный конденсатор помогает предотвратить шунтирование другого промежутка с источником напряжения при помощи своей обмотки. Дроссель, который включен в сварочную цепь, защищает от пробоя изоляцию обмотки. Мощность такого аппарата может составлять около 250-250 Вт. Длительность импульсов не превышает десятков микросекунд.
Осциллятор для сварки своими руками
Стоит отметить, что приборы последовательного включения на практике оказываются более действенными, так как для них не требуется установка специального источника защиты в общей цепи. Во время работы осциллятора разрядник слегка потрескивает. Искровой зазор устанавливается при помощи регулировочного винта, но данная процедура возможна только если устройство отключено от сети.
Виды
Существует два основных вида осциллятора, которые применяются в сварочном деле. Они серьезно отличаются, как по методу подключения, так и по типу работы, поэтому, нужно точно определиться с правильным выбором. Это может быть:
Импульсный – данная разновидность используется для аппаратов, которые работают на переменном токе. Импульсный осциллятор подключается параллельно к основному сварочному аппарату.
Непрерывный — данная разновидность используется для аппаратов, которые работают на постоянном токе. Непрерывный осциллятор подключается последователь к основному сварочному аппарату.
Также стоит выделить основные модели данного оборудования, которые производятся для сварки и являются часто используемыми в промышленности.
Параметр
ОСП3-2М
ОСЦВ-2
М-3
ОСПП3-300М
Напряжение падания, В (все работают на переменном токе)
220
65
200
Вторичное напряжение при холостом ходу, В
6000
2300
2600
6000
Ток дуги
Постоянный, переменный
Переменный
Постоянный, переменный
Вид подключения к сети
Параллельно
Последовательно
Мощность потребления устройства, кВт
0,045
0,08
0,14
—
Вес, кг
6,5
16
20
—
Осциллятор для сварки алюминия своими руками
Схема осциллятора для сварки алюминия своими руками должна максимально соответствовать заводской модели. Разработка разрядника считается одним из самых сложных моментов, так как именно в нем и проходит электрическая искра. Также требуется подобрать блокировочный конденсатор вместе с колебательным контуром. Существует множество схем создания и основа успеха состоит в том, чтобы правильно подобрать компоненты. Таким образом, в итоге можно получить все те же импульсные или непрерывные осцилляторы. При выборе второго варианта в схеме еще должна присутствовать защита от высокого напряжения. Импульсный легче в изготовлении и более эффективный в работе, благодаря своей простоте.
Естественно, что техника безопасности в данном вопросу должна стоят на первом месте, так как при неправильном подключении схемы или некорректном выборе элементов все может испортиться и стать опасным для жизни и здоровья человека. Изготовлением данных вещей должен заниматься только специалист с большим опытом.
Условия эксплуатации и меры предосторожности
Перед тем как запустить устройство в эксплуатацию его необходимо зарегистрировать и пройти инспектирование электросвязи;
Разрешается применять осциллограф, как в открытых, так и в закрытых помещениях;
Нельзя использовать технику на открытой территории при осадках;
Рабочая температура техники лежит в пределах от -10 до +40 градусов Цельсия;
Влажность воздуха должна быт не более 98%;
Запрещается применение в запыленных помещениях, а также в комнатах с едкими газами или парами;
Также запрещается работа без заземления;
Перед использованием всегда нужно контролировать правильность присоединения к аппарату;
Работа должна проводиться только в специальном кожухе, который снимается только при отключенном от питания аппарате.
svarkaipayka.ru
Осциллятор для сварки алюминия делаем сами
Наверное у каждого хорошего хозяина в гараже надежно лежит свой сварочный агрегат. Это конечно же прекрасно, но возможности такого устройства несколько функционально ограничены. Так для выполнения сваривания обычного металла сварочный аппарат подойдет, но для того чтобы выполнять работы с алюминием или нержавеющей сталью, стоит создать определенные условия. Именно для этого необходимо обзавестись осциллятором. Последний можно купить в любом строительном магазине или же выполнить своими руками.
Наверное у каждого хорошего хозяина в гараже надежно лежит свой сварочный агрегат. Это конечно же прекрасно, но возможности такого устройства несколько функционально ограничены. Так для выполнения сваривания обычного металла сварочный аппарат подойдет, но для того чтобы выполнять работы с алюминием или нержавеющей сталью, стоит создать определенные условия. Именно для этого необходимо обзавестись осциллятором. Последний можно купить в любом строительном магазине или же выполнить своими руками.
Осциллятор для сварки алюминия своими руками всегда необходимо подключать параллельно сварочному агрегату. Основной функцией осциллятора считается преображения частоты промышленного тока (приблизительно 50 Гц) в высокие частоты. В данном случае возможно повышение до 150 000 Гц. Также возможно и повышение уровня напряжения в кратковременном режиме до 6 000 В.
Конструкция стандартного осциллятора представлена в виде генератора, трансформаторы которого постоянно повышают уровень напряжения до 3 000 В. При этом обязательно, чтобы был разрядник в наличии. Также в состав самодельного осциллятора входят колебательный контур, конденсатор для блокировки и обмотка для связи.
Осциллятор для сварки может выполняться в двух воплощениях, непрерывного действия или же импульсной работы. В первом случае работа агрегата заключается в параллельном тандеме с источником электрической дуги. Таким образом подключение выполняется непосредственно к массе и держаку. Так во время возникновения высокого напряжения и частоты зажжется и электрод. А в процессе работы с высоким уровнем частоты появится возможность работать даже с заниженным напряжением.
Во втором случае нет необходимости в дополнительном применении средств защиты от высоких показателей напряжения. Этот вариант считается наиболее эффективным в сравнении с аналогами. С применением такого осциллятора для сварки возможна работа с переменным напряжением. Ведь теперь можно достигнуть зажжения электрода в процессе смены полярности переменного тока в сети.
Ниже приведены две схемы осциллятора для сварки:
Схема 1
Схема 2
Если есть необходимость в производстве самодельного осциллятора для сварки алюминия также не стоит расстраиваться. Главное произвести изготовление разрядника правильным образом. Ведь только в таком случае произойдет поджиг. Чаще всего применяются остатки электродов из вольфрама.
Рекомендуем к просмотру видео по теме:
самодельный ОСЦИЛЛЯТОР для аргоннодуговой сварки .
homemade OSCILLATOR automata for argon-arc welding
Рекомендуем к просмотру видео по теме:
сварка аргоном самодельным осциллятором.
Рекомендуем к просмотру видео по теме:
Сварка алюминия..wmv
Рекомендуем к просмотру видео по теме:
Осциллятор и телевизор
Спонсор статьи
Оцените пожалуйста статью:
(14 голосов, средняя оценка: 3,43 из 5)
svarkahome.com
Сварочный осциллятор своими руками
При работе с цветными металлами часто используются аргоновые аппараты по сварке. Неплавящийся электрод из вольфрама хорошо расплавляет кромки и образует сварочную ванну. Выполняются швы на алюминии и нержавейке и плавящимися электродами, где источником тока служит инвертор. Но у всех этих устройств имеется одна проблема — розжиг дуги. На цветных металлах постукивание электродом по поверхности создает следы, требующие последующей зачистки. При работе с тонкими листами на малых токах дуга может гореть нестабильно и часто тухнуть, а ее повторное возбуждение тормозит весь рабочий процесс. Для решения этой ситуации в схему добавляют осциллятор, который позволяет зажигать электрическую дугу не прикасаясь к поверхности изделия. Это устройство можно купить или попытаться изготовить самому. Как создать сварочный осциллятор своими руками? Каковы схемы аппарата и его принцип работы?
Как работает осциллятор
Подобные устройства могут иметь различные варианты сборки, но все они предназначены для одной цели — возбуждать сварочную дугу между концом электрода и поверхностью изделия на расстоянии 5 мм, без физического прикосновения материалов. Достигается это за счет размещения осциллятора между источником сварочного тока и горелкой с вольфрамовым электродом. Вместо последнего может находиться держатель для сварки покрытыми электродами.
Суть процесса заключается в модернизации входящего напряжения переменного характера с частотой 50 Гц в импульсы высокой частоты и короткой длительности. Они накладываются на сварочный ток, и активно участвуют в розжиге дуги. Осциллятор для сварки, в большинстве вариантов схем, работает в следующей последовательности:
Сварщик нажимает кнопку управления на горелке.
Входной выпрямитель получает напряжение из сети с параметрами 220 V и 50 Гц. Устройство выпрямляет ток и передает его на накопитель.
Накопительная емкость собирает в себе разряд.
Схема управления руководит этим процессом. Когда сетевое напряжение достигает 0В, высвобождается импульс, для последующего формирования.
Он поступает на первичную обмотку трансформатора, где происходит его преобразование в высоковольтный импульс.
Одновременно с этим, схема управления подает сигнал в клапан газа, и выпускается аргон.
Происходит короткий разряд тока, связывающий в воздухе напряжение от горелки и изделие, к которому прикреплена масса от сварочного аппарата. Дуга зажигается в уже подготовленном газовом облаке, и можно сразу вести сварку.
Когда в процесс включается сварочный ток, с силой более 5 А, то импульс прекращает свое действие. Сварка ведется на тех параметрах, которые были установлены на аппарате. Если происходит утеря контакта, то схема управления подает повторный импульс для возобновления дуги.
После окончания сварки осциллятор регулирует время последующей продувки защитным газом и завершает весь процесс.
Это очень удобно для сварки алюминия или легированных сталей, где требуется точность начала шва, а механическая зачистка следов от касания электрода оставляет лишние следы. Изготовление осциллятора своими руками может быть упрощено до нескольких узлов. Тогда, при обрыве сварки, требуется запускать действие бесконтактного поджига вручную, повторно нажимая кнопку на горелке.
Варианты схемы сборки осциллятора
Создавая свой самодельный осциллятор важно добиться правильных выходных параметров устройства. Он должен повышать поступающее в него напряжение от стандартного до 3000-6000 В. Изменение частоты колебания должно быть на уровне от 150 до 500 кГц.
Схема осциллятора может включать различные компоненты. Вот один из вариантов состава устройства:
выходного выпрямитель;
стабилизированный источник питания;
блок зарядки с накопителями емкости;
блок управления;
блок для формирования импульса;
высоковольтный трансформатор;
датчик тока;
газовый клапан.
Осциллятор устанавливается в цепь всегда после инвертора или обычного трансформатора, и перед рукавом с кабелем, идущим на горелку или к держателю электрода. Отдельные блоки схемы формируются из деталей, покупаемых в магазине, или создаваемых самостоятельно. Например, колебательный контур, работающий как искровой генератор с затухающими колебаниями, собирается из конденсаторов. А катушкой индуктивности служит обмотка высокочастотного трансформатора. В схеме обязательно должен быть и предохранитель, защищающий сварщика от короткого замыкания, и специальный отвод для заземления устройства.
Разновидности самодельных осцилляторов
В зависимости от выполняемых сварочных работ, можно создать осциллятор своими руками, с постоянным или кратковременным действием. Если требуется работа с тонкими листами металла на малых токах, то лучше подойдет первый вариант. Устройство будет накладывать на ток, выдаваемый сварочным аппаратом, дополнительное напряжение 3000В с высокой частотой в 200 кГц. Вследствие чего розжиг электрода станет осуществляться при малейшем поднесении к изделию, а в процессе ведения шва горение дуги будет стабилизироваться и поддерживаться. Несмотря на высокие показатели напряжения, этот ток будет безопасен для жизни сварщика. Рекомендуется последовательное подключение такого аппарата в схему. При параллельном потребуется дополнительная установка защиты от напряжения.
Для работы с алюминием, который сваривается только на переменном токе, больше подойдет вторая самодельная модель осциллятора, где рабочий эффект заключается в кратковременном импульсе. Последний зажигает дугу при поднесении горелки к изделию на расстояние 5 мм. Эту же функцию осциллятора используют и при плазменной резке, а также в работе с инверторами, или аргоновыми аппаратами для сварки нержавейки. Во время работы на переменном токе его полярность постоянно меняется. Это может затруднять стабильность горения и повторные розжиги. Осциллятор содействует мгновенному зажиганию дуги в таких условиях.
Изготовление ключевых деталей
Имея некоторые знания электротехники и необходимые материалы можно приступать к созданию самодельного осциллятора. Начать стоит с повышающего трансформатора, который будет поднимать напряжение. Его можно купить в магазине или намотать самостоятельно. Число витков и площадь сечения выбираются по справочникам. Главный показатель — это способность повысить напряжение до 3000 — 6000 В.
Колебательный контур создается из катушки индуктивности, которая наматывается сварочным кабелем на ферритовый сердечник. Достаточно одного витка такого провода для первички, и пяти витков для вторичной обмотки. В контур устанавливается блокировочный конденсатор и разрядник. В последнем происходит процесс генерирования и высвобождения затухающего импульса.
Разрядник изготавливают из двух медных вертикальных стержней, на которые крепятся вольфрамовые прутки для передачи тока. Рекомендуется залить медные стойки диэлектрическим затвердевающим составом, предварительно подведя к ним провода для контактов. Возможна сборка осциллятора на основе катушки зажигания, только после нее в схему необходимо установить ВВ диод и идущий за ним конденсатор. Потом следует поставить разрядник, подсоединенный к первичной обмотке трансформатора.
Накопительный конденсатор можно купить или извлечь из старого телевизора. Некоторые мастера создают такие конденсаторы самостоятельно в банке. Газовый клапан, устанавливаемый на выходе, доступен в продаже.
Осцилляторы значительно облегчают работы по сварке алюминия и нержавейки, или разрезанию металла плазмотроном. Советы для начинающих в этой статье, различные схемы устройства, и видео по созданию самодельных аппаратов, помогут изготовить простой осциллятор для личных нужд.
Поделись с друзьями
1
0
1
0
svarkalegko.com
Используем сварочный осциллятор своими руками
Сварочный осциллятор
Для сварки алюминиевых деталей настоятельно рекомендуется применять такой аппарат, как сварочный осциллятор – своими руками в домашних условиях выполнить качественную сварку без применения осциллятора практически невозможно. Все дело в том, что алюминий – это достаточно проблематичный металл, работа с ним должна выполняться с учетом ряда особенностей.
Сложность работы с алюминием
Во-первых, при изготовлении деталей используются разные сорта алюминия:
термоупрочняемые сорта;
нетермоупрочняемые сорта.
Для каждого из них должны применяться свои индивидуальные технологии сварки, при этом особо сложными в обработке являются детали из термоупрочняемых сплавов, т.к. они относятся к трудносвариваемым металлам.
Также алюминий имеет следующую особенность – на его поверхности в процессе сварки образуется пленка из оксидов, которые препятствуют качественной адгезии.
Также алюминий при сваривании теряет прочность и в значительной степени расширяется, что приводит к повреждениям деталей.
Роль осциллятора при сварке алюминия
Осциллятор по своей сущности – это аппарат, генерирующий искровые затухающие колебания. Он полезен тем, что порождает и поддерживает в течение требуемого времени сварочную дугу необходимых параметров. Так, стандартный ток бытовой сети имеет частоту 50 Гц и напряжение 220 В. Осциллятор же преобразует его в ток частотой до 300 кГц и напряжением до 3 кВ.
При этом осциллятор достаточно прост по содержанию – в него входят следующие элементы:
повышающий трансформатор;
разрядник;
контур колебательного типа.
Все элементы являются пассивными, поэтому система достаточно надежна и долговечна.
Схема работы осциллятора
За преобразование стандартного напряжения отвечает трансформатор. Полученное напряжение передается на конденсатор, который накачивается до определенного момента, пока не образуется пробой на разряднике. В короткозамкнутом колебательном контуре образуются затухающие резонансные колебания. Далее образовавшиеся колебания передаются через конденсатор и обмотку на дуговой промежуток.
В этой схеме есть одно слабое место – возможно шунтирование дугового промежутка обмоткой. Чтобы предотвратить это, нужно предусмотреть наличие блокирующего конденсатора. Также следует позаботиться о защите обмотки, которой оснащен сварочный трансформатор. Для этого нужно использовать особый дроссель.
Схема осциллятора ВК-7:
Особо эффективен осциллятор при сваривании деталей из тонкого легкоплавкого алюминия. При работе с такими деталями нужно использовать слабый ток, чтобы не допустить прожога деталей. Чтобы поддержать устойчивость дуги при столь малых токах, как раз и нужен осциллятор — он накладывает свой высокочастотный ток поверх тока низкой частоты в сварочной цепи.
Виды осцилляторов
импульсный осциллятор – используется при работе с переменными токами и подключается параллельно сварочному аппарату;
непрерывный осциллятор – применяется при работе с постоянным током, должен подключаться со сварочным аппаратом последовательно.
Видео:
К вопросу самостоятельного изготовления
Многие задаются вопросами, как сделать сварочный осциллятор своими руками и вообще возможно ли это? Отвечаем: да, это вполне решаемая задача для мастера, имеющего достаточный опыт работы со сварочным оборудованием и с электрическими схемами.
Здесь нужно уделить большое внимание следует уделить изготовлению разрядника. Именно от его надежной работы зависит качество функционирования всего осциллятора. Для изготовления его контактов нужно использовать вольфрам, который имеется в электродах.
Также важно соблюсти порядок подключения и отключения трансформатора. Если оборудование подключается параллельно, то оно должно и отключаться параллельно. В противном случае велика угроза получить удар током от разряда высокого напряжения.
Если же уверенности в своих силах нет, то лучше не рисковать и купить фабричный осциллятор – безопасность должна быть превыше всего.
cassuspro.ru
Смотрите также
Как варить аргонной сваркой
Выбор способа сварки
Бланк наряд допуск на сварочные работы
Установка холодной сварки
Полуавтомат сварочный для алюминия
Как сделать дроссель на сварку
Когда появилась сварка
Автоматическая дуговая сварка под флюсом
Как настроить сварочный аппарат
Индукционная печь из сварочного инвертора схема
Электрошлаковая сварка
Как самому сделать аргонную сварку из инвертора
Аргонная сварка — незаменимый метод, с помощью которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и других сплавов. Кроме того, этот вид сварки отличается хорошим качеством сварного шва и высокой производительностью. Универсальность аргонной сварки также привлекает домашних мастеров. Но это оборудование имеет высокую стоимость, и для домашнего использования его практически не покупают. Поэтому все больше умельцев начинают задумываться о том, чтобы сделать своими руками агрегат для аргоновой сварки.
Содержание
1 Технология и применение сварки аргона
2 Элементы для сборки домашнего устройства
2.1 Источник тока
2.2 Блок осциллятора и защиты
2,3 Burner
2.4 Argon Ball
2,5 Gear Box
2,4 Argon Balloon
2,5 2,5 Gear Blox
2.4.
2.6 Рукава и сварочные кабели
3 Алгоритм сварочного аппарата
4 Настройка готового оборудования
Технология и применение аргонной сварки
Аргонная сварка немного похожа на обычную дугу, но используется для защиты сварочной ванны. защитный газ — аргон. Этот инертный газ обладает рядом присущих только ему свойств.
Поскольку аргон на 38 % тяжелее воздуха, он хорошо проникает в сварочную ванну и защищает ее от газов в атмосфере. За счет этого сварочный шов получается без образования оксидной пленки, что улучшает качество соединения .
Аргон присутствует в воздухе; поэтому он является побочным продуктом производства кислорода и азота из атмосферы и является наиболее недорогой среди защитных газов для сварки.
Процесс сварки в среде аргона происходит следующим образом. Всего за 1 секунду до зажигания дуги в горелку подается аргон. Сварщик подносит электрод к подготовленной для соединения детали и нажимает кнопку включения. Но так как зажигание дуги в защитном газе требует его высокой ионизации, то в дело вступает осциллятор.
Генератор представляет собой устройство, которое производит высокочастотные и высоковольтные импульсы, которые могут ионизировать газ и зажигать дугу между электродом и заготовкой.
После зажигания дуги присадочная проволока подается вручную или в автоматическом режиме на стык деталей. Детали свариваются путем расплавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
Традиционно аргонная сварка предполагает соединение металлов неплавящимся вольфрамовым электродом, создающим дугу, и добавки в виде металлического стержня или проволоки. Этот вид сварки имеет международное обозначение «TIG».
Аргонная сварка используется в следующих областях.
Соединение труб как из стали, так и из цветных металлов, в том числе из различных сплавов.
Соединения разнородных металлов.
Сращивание практически любых металлов между собой: титан, медь, алюминий, нержавеющая сталь, бронза, латунь, чугун и др. Особенно это актуально для автомобильной промышленности.
Изготовление декоративных и ювелирных изделий.
Элементы для сборки самодельного аппарата
Для сборки оборудования для аргонной сварки потребуются следующие позиции:
сварочный аппарат постоянного тока или инверторного типа;
генератор
;
блок защиты инвертора;
горелка
;
баллон с аргоном;
Газовый редуктор
;
газовый шланг
;
сварочные кабели.
Источник тока
В качестве источника тока для сварки TIG можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Вы также можете использовать сварочный выпрямитель . Но для обоих типов устройств потребуется добавить еще один осциллятор, который будет способствовать бесконтактному зажиганию дуги.
В интернете можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но есть несколько нюансов. Есть инверторы, в которых аж встроенная возможность сварки TIG. В этом случае достаточно подсоединить рукав с горелкой для аргоновой сварки к аппарату, подсоединить шланг к баллону с аргоном и аппарат готов к работе. Но сначала его нужно переключить в режим TIG и выставить необходимую силу тока.
Следует отметить, что в таких инверторах уже встроен осциллятор и необходимая защита.
Инверторы без встроенной функции сварки TIG не могут использоваться для этой цели. Даже если к нему подключить внешний генератор, инвертор просто сгорит. Чтобы этого избежать, потребуется небольшая переделка инвертора , заключающаяся в добавлении в его схему блока защиты. Этот блок можно собрать вместе с генератором на одной плате и поместить в отдельный корпус. Получите маленькую приставку для инвертора.
Осциллятор и защитный блок
Как упоминалось выше, для сварки ВИГ требуется специальное приспособление. Его можно собрать своими руками по схеме, представленной ниже.
Эта схема включает в себя блок защиты (расположен слева) и генератор. Последний можно купить в Китае или собрать самостоятельно. Как устроена вышеописанная схема, вы можете узнать, посмотрев ее видео.
Горелка
Для аргонной сварки используется специальная горелка, состоящая из керамического сопла и вольфрамового электрододержателя.
Также на горелке есть пусковая кнопка и кран подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или купить уже готовые (собранные) там же.
Баллон с аргоном
Из соображений безопасности все газовые баллоны принято красить в разные цвета и наносить на них надписи разными цветами. Ниже представлена картинка, на которой показаны все разновидности газовых баллонов с соответствующей маркировкой и цветом.
Как видно из рисунка, для аргона используются баллоны черного (с белой полосой) или серого (с зеленой полосой и надписью) цвета. Для сварки TIG применяют очищенный аргон. Поэтому вам нужно будет приобрести серый баллон с зеленой надписью «Argon Pure».
Совет! Для профессионального использования используются баллоны емкостью около 50 литров, с большим весом. А вот для бытового использования будет достаточно 10-литровой канистры, которую можно передвигать самостоятельно.
Редуктор
Так как газ в баллоне находится под большим давлением, то для подачи его на горелку нужен редуктор. Это устройство показывает давление в баллоне и позволяет регулировать расход газа через шланг, ведущий к горелке.
Редуктор нужно выбирать строго под определенный газ, то есть в данном случае — под аргон. Обычно устройство имеет тот же цвет, что и газовый баллон.
Шланг и сварочные кабели
Если собрать муфту для аргонной сварки самостоятельно, то она получится толстой и плохо гнется, так как в нее нужно поместить электрический кабель и газовый шланг. Кроме того, вам нужно будет отдельно приобрести разъемы для подключения к горелке и к инвертору (если вы используете инвертор с возможностью сварки TIG). Готовый рукав для аргонной сварки можно купить там же, где и горелку.
Алгоритм сварочного аппарата
Сборка оборудования для аргоновой сварки из инвертора достаточно проста.
Подключить к инвертору блок защиты с генератором по схеме выше.
Кабель заземления должен быть подключен к клемме генератора с помощью «+». Кабель, идущий к горелке, подключается к клемме со знаком «-». При сварке алюминия кабели подключаются в обратном порядке.
Подсоедините горелку к шлангу с кабелем и газовым шлангом.
Винт к баллону с аргоновым редуктором.
Газовый шланг должен быть подсоединен к редуктору, установленному на баллоне с аргоном.
Подключите инвертор к 220 В, а генератор к источнику питания 6 В.
После этого аппарат для сварки TIG, собранный своими руками, будет готов к работе. Но сначала его следует правильно настроить.
Настройка готового оборудования
Самодельная установка для аргонной сварки требует следующих настроек.
Заточите вольфрамовый электрод на точилке так, чтобы он стал похожим на иглу. Это сделано для того, чтобы дуга была сосредоточена на конце иглы и не «гуляла» в разные стороны.
Возьмите горелку и установите в нее вольфрамовый электрод. Диаметр электрода должен соответствовать цанге, в которой он закреплен.
Открыть вентиль на горелке и отрегулировать необходимый расход аргона с помощью редуктора (достаточно расхода 12–15 л/мин), затем снова закрыть вентиль на горелке.
Включите осциллятор и поднесите горелку с электродом к металлу, к которому подсоединен кабель заземления.
При нажатии кнопки включения между металлом и электродом на расстоянии около 0,5 мм должна появиться дуга.
Включите газ и снова нажмите кнопку. При этом дуга должна зажечься уже на расстоянии 10 мм и более.
После проведения вышеуказанных простых настроек можно сказать, что аппарат с функцией TIG полностью исправен.
Основные термины сварки
Ниже приведены мои нетехнические определения для некоторых Основные сварочные термины. Они хороши для домашних любителей и тех, кто только собирается в сварочное поле. Большинство людей не хотят садиться и изучать всю сварку. словарный запас, и я их не виню, я тоже. Но если ты выучишь это, вы будете на голову выше большинства новичков.
Щелкните здесь, чтобы просмотреть наши сварочные печи и перейти к узнайте о преимуществах правильного хранения расходных материалов для сварки!
Arc Blow дуга ходить везде, где вы НЕ хотите, чтобы это идти. Это происходит только в DC, бывает много сваривается в угол и, как полагают, каким-то образом вызвано магнетизмом. Иногда помогает переместить рабочий зажим в другое положение на стали.
Дуга Резка может производиться стержнем 6010 или 6011 при повернутой машине до «деформации 10». (очень жарко) Можно использовать и другие стержни, но эти два самый лучший. Это место, где вы прорезаете сталь, используя силу дуги. Это не самый красивый разрез, но сойдет в крайнем случае, когда у вас нет факела.
Дуга Строжка — это резка стали или металла дугой из углеродистой стали. электрод. Электрод представляет собой твердый углерод, обернутый в медь для обеспечения проводимости. Стингер имеет сжатый воздух, и при нажатии кнопки он выбрасывает воздух на расплавленный режется металл. Машина повернута на «деформацию 10», что означает, что вы используют МНОГО ампер (тепло).
Например, когда мы пошли в работа, где 5 резервуаров из нержавеющей стали высотой около 10 этажей имели почти каждый сварной шов завалил рентген. Мы выдолбили сварной шов снаружи, а затем приварили их заново. Мы затем выдолбили сварные швы внутри и снова приварили к нашему предыдущему сварному шву.
Толстый нержавеющая сталь не может быть разрезана факелом, и даже если бы это было возможно, жара заставила бы его деформация. Дуговая строжка концентрирует тепло в месте разреза.
Сплав элемент, добавляемый к металлу. Примером может служить мягкая сталь с хромом (сопротивление ржавчина) и никель (делает его менее восприимчивым к окислению, то есть ржавчине), который делает форму из нержавеющей стали (наиболее распространенная нержавеющая сталь 304)
Чередование Ток меняет направление с положительного на отрицательное по синусоиде. волна. Это приводит к нестабильности дуги в большинстве сварочных процессов, поэтому постоянный ток является предпочтительным.
Сила тока измеряет ток и то же самое, что ток, который является вашим теплом.
Дуга это то, что между конец электрода и основной металл. Сопротивление вызывает нагрев.
Автоматический Сварка — это сварка, выполняемая с помощью такого оборудования, как роботы.
Резервное копирование Полоса представляет собой полосу или отрезок стали, соединенные встык до открытого зазора между два куска стали. Сварочные электроды 6010 можно использовать для открытой стыковой сварки, но 7018 не может и требует подложки для обеспечения поверхности для электрода. приварить к. Некоторые резервные полосы отрезаются, а некоторые остаются на месте.
Бусина — осажденный присадочный металл на рабочей поверхности и в ней, когда проволока или электрод расплавляется и вплавляется в сталь. Стрингерная бусина представляет собой узкую бусину, имеющую только тянущее движение или легкое колебание, в то время как бусина плетения шире и больше колебание.
Скос — угол, срезанный или отшлифованный на краю заготовки чтобы обеспечить большее проникновение для более прочного сварного шва.
Взорванный — что ты будет, если сварить или порезать емкости с дымом. ЗАПРЕЩАЕТСЯ сваривать или резать какие-либо контейнер, если он не новый или вы не знаете, что он был очищен и сертифицирован по безопасности! Контейнеры могут быть токсичными, легковоспламеняющимися или взрывоопасными.
Щетка — сталь ручная щетка с проволочной щетиной, дисковая щетка для ручной шлифовальной машины, чашечная щетка для ручной шлифовальной машины, или дисковая щетка для настольной шлифовальной машины. Они используются для очистки прокатной окалины, окисления, грязь, масло и т.п. со стальных поверхностей. Чистота имеет первостепенное значение на обрабатываемую деталь, чтобы убедиться в отсутствии дефектов сварки. Важно использовать нержавеющую стальная щетка и щетка из мягкой стали правильно.
Наплавка — строительство поверхность стальной детали, такой как зубья звездочки, поверхность направляющее колесо (удерживает гусеницу на месте на гусеничных транспортных средствах, таких как бульдозеры или краны), или ковш на фронтальный погрузчик. В большинстве случаев это намного дешевле иметь сварщика построить компонент, чем это было бы заменить часть. Наращивать сварные швы обычно выполняются электродами с твердой поверхностью. Это тоже хороший способ для нового студента-сварщика, чтобы научиться правильному повторному запуску и врезке.
Разоренный Out — непрохождение испытания сварных швов из-за дефектов сварных швов. «Он разорил на своих тестовых пластинах и не был принят на работу.»
Стык — как раз то, что он sez’две части впритык друг к другу. Только верх и Нижняя поверхность может быть сварена. Без хорошего проплавления этот шов не имеет прочность многопроходного углового шва или скошенного шва.
Крышка — последний валик разделочного шва, он может быть выполнен с переплетением движений вперед и назад, или со стрингерами, связанными друг с другом.
А также то, что вам нужно надеть на голову при вертикальной сварке МиГ или любом другом процессе над головой, чтобы не допустить появления горячих искр с головы. (см. Cussing .) Шапки сварщика имеют небольшой козырек и настолько высоки им нужен световой сигнал, чтобы самолеты не врезались в них. Это так их можно поворачивать и натягивать на ухо при сварке трубы и головы наклонен. Вы ДАЖЕ не хотите, чтобы капля расплавленного металла попала вам в ухо! Ты можно буквально услышать, как он шипит, когда вы страдаете от ожога. Сварочные шапочки могут Выиграйте любой конкурс уродливых шляп со всеми сумасшедшими точками польки, пейсли и другими сумасшедшими конструкции.
Кардинальный грех сварки — см. подрез.
Коалесценция — ах, это когда из металла или стали сплавляется (соединяется) кузнечик.
С покрытием Электрод — это флюс на присадочном металле сварочного прутка. Они использовали использовать голые стержни только в горизонтальном положении. Кто-то заметил, что ржавый стержень работал лучше, чем новый, поэтому они начали экспериментировать с разными покрытия на разных стержнях. Они обнаружили, что некоторые покрытия производят экранирование. газ, который защищал сварочную ванну от загрязнений в атмосфере. Загрязняющие вещества вызвать пористость и продольное растрескивание. Сварочная ванна защищает сварной шов был гладким и прочным и мог использоваться в разных положениях, а не только плоский. Я могу только представить, сколько раз эти голые стержни застревали!
Вогнутость — Это когда валик углового сварного шва провисает внутрь от поверхности корня к основанию. Расходные материалы Вставка — это место, где присадочная проволока или стержень находится в зазоре, и вы ввариваете его в зазор. основной металл вместе с проволокой или стержнем. Он становится единым целым со сварным кузнечиком.
Выпуклость — это когда валик углового сварного шва выступает наружу от корня к лицу.
Угловое соединение — одно из пяти основных сварных соединений. Это это когда края двух тарелок соприкасаются друг с другом под углом 9угол 0 градусов. Это обычно обеспечивает канавку для заполнения, обеспечивающую хорошее проникновение.
Защитное стекло или накладка — линзы из прозрачного стекла или пластика в капюшоне или защитных очках предохраняющий линзу №5 (для резки) или №10,11,12 (для сварки) от попадания брызгать на них. Хватает, черт возьми, я должен, когда студент забывает вставить это когда они меняют объектив. Затем они свариваются с ним, и брызги разрушают # стекло, которое недешево! Вы должны часто менять накладки, так как они ограничивают вид, когда они забрызганы или поцарапаны.
Трещина — Где сварной шов трескается или распадается. Хорошим примером может служить сварка чугуна. Если он не подвергается правильному предварительному и последующему нагреву или если используется неправильный электрод, это треснет БОЛЬШОЕ ВРЕМЯ. Иногда трещина проходит прямо перед сварным швом. бассейны во время сварки.
Вы должны предварительно нагреть, нагреть и запустить чугунный стержень, который имеет содержание никеля. Уловка, чтобы предотвратить распространение трещины, состоит в том, чтобы сверлить отверстие до и после трещины, которую вы собираетесь сварить. Запустите сварку, а затем заполнить отверстия. Отверстия препятствуют распространению трещины.
Кратер — В конце сварного шва вы прожигаете сталь без нанесения наполнителя. металла, который оставляет углубление в основном металле. Выполняя перезагрузку, вы хотите чтобы начать в конце трещины, приварите обратно к тому месту, где сварной шов остановился, а затем двигайтесь в том же направлении, в котором вы сваривали. Это предварительно нагревает и дает хорошую врезку в шарик, который вы только что положили.
Критическая температура — Это когда основной металл переходит из солидуса в ликвидус, когда вы нагреваете его во время процесс сварки. Именно в тот момент, когда он превращается из сплошной массы, таять и становиться жидким. Это отличный термин для обсуждения на коктейле. вечеринка, чтобы вы выглядели умнее, ОСОБЕННО, если ваша аудитория мало что знает о сварка!
Ток — В электрической цепи протекает ток электричества. То, что вы свариваете, сопротивляется потоку и образует тепло. AMPS являются измерением вашего тока. Чтобы получить немного больше технических характеристик, ток отрицательный. заряженные электроны, проходящие через проводник, которым обычно является проволока.
Цилиндр р — В чем мы храним кислород и ацетилен для резки и ЗАЩИТНЫЙ ГАЗ для Сварочные процессы MIG и TIG. Они бывают разных размеров, и вы хотите исследовать перед покупкой. Если вы получите слишком мало одного, вы очень устанете пополнять это все время.
Дефект — Что-то не так со сваркой. Основными дефектами являются продольные трещины, пористость, шлаковые включения и «кардинальные трещины». Грех» сваркиПодрез.
Глубина проплавления — Насколько глубоко присадочный металл проникает в металл с поверхности.
Постоянный ток — Сварка постоянным током — это самая гладкая сварка, дающая наименьшее количество брызг. ток течет в одну сторону, от минуса к плюсу. (от катода к аноду) Это похоже на то, когда вы включаете водяной шланг, и вода вытекает. С постоянным током ток ВСЕГДА течет в одном направлении. Однако вы можете изменить свой сварочный приводит к изменению полярности.
Электрод постоянного тока отрицательный — электричество вытекающий из сварочного стержня или проволоки рассеивается в заготовке, поэтому дает меньшее проникновение. Около 1/3 тепла приходится на конец стержня и 2/3 на заготовке. Это то, что вы хотите использовать для тонких металлов.
Прямой Токовый электрод положительный — электричество, протекающее В сварочный стержень или проволоку и, следовательно, больше нагревается на конце стержня или проволоки. Это дает вам 2/3 тепла на стержне и 1/3 на заготовке, что дает большее проникновение для толстых металлы, потому что сила дуги проникает в сталь перед нанесением присадочного металла.
Пластичность — Металл гнется и остается согнутым, не ломаясь.
Рабочий цикл — Это то, как долго машина может работать за десятиминутный период времени, прежде чем он перегревается.
10% = 1 минута из каждых 10. 20% = 2 минуты из каждых 10. Включено до 100%, что позволит работать все время без остановки.
Для машина на фабрике или строительной площадке, вам нужен 100% рабочий цикл. Для ваша хобби-мастерская, вы можете обойтись 20 или 30%.
Даже в самых загруженных Фабрика через десять минут будет нерабочее время. Если вы свариваете электроды, вы можете бежать чуть больше минуты. Тогда ты поднимешь капюшон, проверь что делают все остальные, подумай о том, что ты собираешься делать этой ночью, сколоть шлак, почистить сварной шов, проверить который час, поменять стержни и НАКОНЕЦ вернуться к сварке.
Краевое соединение — Внешний край двух пластин встык на 90 градусов параллельно друг другу.
Подготовка кромок — До при сварке кромки листа или трубы необходимо обеспечить прочный сварной шов. Это может быть вырезан факелом или скошен, обработан шлифовальным станком, напильником или всеми тремя способами.
Электрод — Электроды бывают либо покрытые флюсом, либо просто голые провода. В поле Электрод называется «стержень» при электродуговой сварке и «проволока» при Дуговая сварка MIG и порошковой проволокой.
Существует МНОГО разных типов электродов.
В Использовались голые стержни времен Второй мировой войны, которые можно было использовать только в горизонтальном положении. Это было ОЧЕНЬ легко втыкать эти стержни, и я могу только представить, как это должно быть неприятно приходилось ими пользоваться. Однажды парень заметил, что ржавый прут, который он подобрал, приварился. лучше новых.
Эксперименты с различными типами покрытий как кремний и калий, было установлено, что флюс на стержне не только помогает он горит лучше, но производит защитный газ, защищающий сварочную ванну от атмосфера.
Держатель электрода — Ручной зажим для сварки стержень и проводит электричество из стержня в ОТРИЦАТЕЛЬНОМ ЭЛЕКТРОДЕ ПОСТОЯННОГО ТОКА, или в стержень в ПОЛОЖИТЕЛЬНОМ ПОЛОЖИТЕЛЬНОМ ЭЛЕКТРОДЕ ПОСТОЯННОГО ТОКА.
Лицо — На пластине или сварки труб есть КОРНЕВОЙ ПРОХОД, ГОРЯЧИЙ ПРОХОД, ЗАПОЛНИТЕЛЬНЫЙ ПРОХОД и ЗАКРЫТИЕ. Корень проникает через заднюю часть пластины, колпачок находится на поверхности, которую вы сварка, которая является лицом.
Вентилятор : Сварочные аппараты имеют вентилятор для охлаждения машины и предотвращения ее перегрева. (см. РАБОЧИЙ ЦИКЛ) Некоторые вентиляторы работают постоянно, в то время как другие работают «по требованию», что означает, что при необходимости и отключается, когда не требуется.
(Хорошо бы продуть выключайте сварочный аппарат сжатым воздухом не реже одного раза в месяц. Это держит пыли от скопления пыли и возможного нарушения работы внутренних электрических систем. Все машины имеют вентиляционные отверстия, и каждое отверстие необходимо продуть.)
Черные Металл . Железо получают из руды, добываемой на Земле. Смотри как Сталь сделана. Черный означает, что металл представляет собой железо или железо со сплавами.
Наполнитель Металл — это металл, добавляемый в сварочную ванну. Сварку можно делать как с присадочный металл. Тонкий металл иногда сваривают, расплавляя два основных металла. вместе.
Flash Burn — Это ожог от радиации от УЛЬТРАФИОЛЕТОВЫХ лучей сварочной дуги. Он может сжечь кожу подобно к солнечным ожогам и даже к волдырям на роговице. Вы не понимаете этого до нескольких часов спустя когда тебе кажется, что кто-то трет тебе в глаза горячий песок.
Два моих студенты слишком близко прижались друг к другу, и я сказал им двигаться, но они сказали, что у них все в порядке. Да что я знаю? Я только делал это 30 чертовски лет по сравнению с их тремя-четырьмя месяцами!
Хорошо, в ту ночь они были в отделении неотложной помощи получают мазь для глаз и хорошее отделение неотложной помощи за 300 долларов законопроект.
Вы никогда не должны находиться там, где можно увидеть свет сварочной дуги без защитные линзы, даже если они находятся сбоку от ваших глаз. В моем магазине мы громко объявляем «СЛЕДИТЕ ЗА ГЛАЗАМИ!» прежде чем зажечь дугу, чтобы предупредить тебе закрыть глаза.
Угловой сварной шов — король сварных швов, потому что он используется во многих приложениях, в основном используется на тройниках. . (См. СОЕДИНЕНИЯ.)
Два куски металла, соединенные встык под углом 90 градусов, валик проходит наполовину каждый кусок. В зависимости от толщины может понадобиться одна бусинка или несколько бусинок. ПРИВЯЗАННЫЕ друг к другу.
Угловой сварной шов — Поверхность или верхняя часть сварка.
Угловой сварной шов — От пересечения стыка до конец сварки. Для каждой тарелки будет ножка.
Угловой сварной шов Toe — это конец сварного шва на конце ноги. Опять будет один за каждую тарелку.
Корень углового сварного шва — Место начала сварного шва на пересечении соединяемых плит.
Угловой сварной шов — Расстояние от корень к лицу.
Приведенные выше определения УГЛОВОЙ СВАРКИ см. в Miller’s Tig. Сварочная страница для хорошей иллюстрации http://www.millerwelds.com/education/TIGhandbook/pdf/TIGBook_Chpt7.pdf
Поток Измеритель — Давление в баллоне с ЗАЩИТНЫМ ГАЗОМ может достигать 2400 фунтов. за дюйм. Расходомер снижает его до рабочего давления, обычно от 20 до 25 кубов в час.
Флюс : Очищает поверхность и при сжигании образует ЗАЩИТНЫЙ ГАЗ, который защищает сварочную ванну или ванну от атмосферных воздействий. загрязнения, вызывающие ДЕФЕКТЫ.
Дуговая сварка порошковой проволокой (FCAW) — Длинная тонкая плоская полоса проходит через серию штампов, пока не начнет скручиваться. По сторонам. Затем добавляется FLUX, и он проходит через штампы, пока не будет свернутый в трубчатую проволоку.
Аналогичен СТАЛЬНОЙ ПРОВОЛОКЕ, в рулонах и используется аналогично MIG, обычно устанавливается на ОТРИЦАТЕЛЬНЫЙ ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ПОСТОЯННОГО ТОКА. Когда проволока расплавляется, чтобы стать ПРИПОЛНИТЕЛЬНЫМ МЕТАЛЛОМ, ФЛЮС горит и образует ЗАЩИТНЫЙ ГАЗ.
Следовательно, не требуется ЗАЩИТНЫЙ ГАЗ, поэтому его можно использовать в местах со сквозняком или даже на ветру, в отличие от его двоюродного брата МИГ.
Испытание на свободный изгиб — Также называется управляемым изгибом тест, это разрушительный тест. Купон вырезается из контрольной пластины, сварной шов шлифуется, затем купон (обычно шириной 1 ½ дюйма и длиной 7 дюймов) сгибается в ДЖИГ. Затем производится ВИЗУАЛЬНЫЙ ОСМОТР на наличие трещин и дефектов.
Это является одним из способов демонстрации КВАЛИФИКАЦИИ для получения сертификата. Сварка – это одно одной из самых требовательных профессий, потому что сварщик всегда должен показать свою квалификацию.
У меня 30 лет стажа работы в цехе, профсоюзе металлургов и образовании, но если бы я пошел на работу, скажем, в электростанцию, к сварщику, поле всего пару лет, я бы еще сдать тест с ними!
Критически требовательные рабочие места требуют квалификации РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ, которые являются неразрушающими, но показывают все!
Дым — Являетесь ли вы опытным МАСТЕРОМ или НОВИЧКОМ, вы всегда должны быть осторожны с парами при резке и сварке.
Из ОЦИНКОВАННЫХ пары цинка, вызывающие тошноту, до более опасного газа фосгена, который может выделяться от УФ-ЛУЧЕЙ вокруг некоторых чистящих растворов ДЫМ может быть опасным!
Всегда убедитесь, что у вас есть надлежащая вентиляция, особенно в закрытых помещениях!
Предохранитель — Если вы покупаете сварочный аппарат для использования дома, убедитесь, что у вас есть предохранитель, чтобы все не сгорело. В старых домах убедитесь, что проводка были обновлены, иначе вы можете вызвать пожар, если они перегреются.
Фьюжн — Как сказано в СЛИЯНИИ, слияние — это плавление и становление единым с основой. металл или ОСНОВНОЙ МЕТАЛЛ вы свариваете кузнечика.
Это тоже слово за то, что доктор хочет сделать с моей лодыжкой, которую я сломал, когда упал с трех рассказы. Хочет взять кусок моей бедренной кости и присоединить к лодыжке. Беда то есть бедро заживает дольше, чем чертова лодыжка! Так что немного операции не будет. Черт, мне все равно больно, только когда я не сплю!
Оцинкованный — Электрохимический процесс, при котором низкоуглеродистая сталь погружается в жидкий цинк для сделать его антикоррозийным. Я был удивлен, узнав, что это делается уже 150 лет! Когда вы свариваете оцинкованную сталь, вы должны сначала прожечь цинковое покрытие, а затем он производит ДЫМ, который может вызвать у вас тошноту, как будто вас ударили кулаком в кишки. Употребление молока до, во время и после сварки должно помочь, но надлежащая вентиляция и не дышать им вообще лучше всего.
Газометаллическая дуга Сварка (GMAW) — см. «MIG»
Газовая дуговая сварка вольфрамом — см. «TIG»
Сварка с разделкой кромок — Когда требуется очень прочный сварной шов, например, когда две колонны соединены вместе в высотном здании, важно чтобы получить максимальное проникновение и сплавление. Это делается путем разрезания фаски, чтобы что вы можете сваривать твердое тело от КОРНЯ до ПОВЕРХНОСТИ ОСНОВНОГО МЕТАЛЛА.
Тепло Зона поражения — Что-то многие сварщики не учитывают, а должны. В любой момент вы свариваете металл или сталь, вы нагреваете область рядом со сварным швом. После этого то нагревается, то остывает с разной скоростью в зависимости от температуры в цехе или поле. На стройках зимой это может быть очень быстро. Как нагрев, так и охлаждение могут влиять на свойства в зависимости от того, какое основание металл, который вы свариваете. Зона термического влияния на низкоуглеродистой стали обычно ничего страшного. Однако, если вы свариваете, например, чугун без должного предварительный нагрев и последующий нагрев он треснет прямо на глазах.
Инвертор — Относительно новый, я впервые услышал о них около 13 лет назад. Источник питания для сварочные аппараты, которые намного эффективнее обычных трансформаторов машины используют, а значит, гораздо меньшие единицы.
Когда я впервые начал сваривать тридцать лет назад в магазине черного железа я использовал сварочный аппарат, похожий на большой атомная бомба с ящиком наверху. Он был не менее четырех футов в ширину, два фута в глубину и около метра в высоту.
Сегодня у них есть машины, которые могут все что можно было бы, плюс некоторые, и они размером с небольшой чемодан, что намного удобнее для магазина и поля.
Железные рабочие — Там здесь несколько значений. Первый — это союз, в котором я тоже принадлежу, Международный Ассоциация мостовых, строительных, декоративных и арматурных рабочих. В качестве Название предполагает, что мы работаем над конструкциями, от высотных офисных башен до к плотинам, электростанциям и т. д. После 3-летнего обучения я стал структурным сварщик. Есть и другие банды (бригады), такие как Raising Gang, Plumb Gang, Bolt-up. Банда и Разная банда. Хотя я работал над ними всеми, я потратил большую часть мое время в различных сварочных бригадах, поскольку сварка — моя настоящая любовь!
Это это также термин для машины, как ОГРОМНОЙ, так и достаточно маленькой, чтобы быть портативной на рабочих местах. Он может резать металл, резать углы и пробивать отверстия. Ты собираешься инвестировать минимум около пары тысяч для модели меньшего размера. даже не хочу думать, сколько стоят большие.
Прерывистая сварка: Очень распространенный ошибка при сварке — сварка слишком много! Многие сварщики, особенно новичок в торговле, полагаю, что «чем больше сварной шов, тем лучше он будет держаться». ЭТО НЕ ПРАВДА! Много раз один или два дюйма сварного шва каждые пару дюймов будет держаться так же хорошо, как сплошной шов.
На большинстве работ, будь то в магазине или поле, сварные швы будут на чертеже, так что вы будете знать, что именно сделать. Инженеры определяют, какой тип сварки лучше всего подходит для данного соединения.
Существует два типа прерывистых сварных швов. приведу пример из завод по производству черного чугуна, на котором я когда-то работал:
1) «Цепь» На ширина в двадцать футов, мы бы нашли центр, скажем, в десяти футах. Мы бы отметили два дюймов, по одному дюйму с каждой стороны от центра. Затем от центра этого сварного шва мы делали отметку в двенадцати дюймах. На этой отметке мы измерили бы один дюйм на каждом сторона. Таким образом, мы измеряли от центра к центру на каждом сварном шве. В большинстве конструкций, почти все измеряется от центра.
На другой стороне луч, мы бы отразили метки первой стороны.
Очевидно, концы луч не будет выходить в правильной последовательности, поэтому было важно убедиться, что и поместите два дюйма на каждый конец, даже если он был рядом с другими двумя дюймами отметки, которые мы сделали.
2) «Стаггард» После нанесения меток на один стороны луча, мы бы поместили другую сторону между метками на первом сторона.
Эти сварные швы достаточно прочны, чтобы их удерживать, и сваривать их слишком сложно. эти суставы прочные. Когда слишком усердные сварщики переваривают сварку, они несколькими способами
Они нагревают основной металл, который может измениться его свойства отрицательно.
Они тратят ненужное время. В магазине и поле «Время — ДЕНЬГИ!»
Они тратят материалы впустую, используя стержни, которые стоят все больше и больше с каждым годом.
Приспособление — Приспособления удерживайте металл или сталь, над которой вы работаете, на месте во время изготовления. Они может быть стальным, зажатым тисками или С-образным зажимом, болтами, приваренными к столу, или очень сложные рамки. Позиционеры в крупных производственных цехах удерживают заготовку, вращают, вращаться или вращаться, чтобы можно было выполнять сварку в плоском или горизонтальном положении.
Соединение — Пересечение, где встречаются две разные секции ОСНОВНОГО МЕТАЛЛА. Быть в списке под СВАРОЧНЫМИ СОЕДИНЕНИЯМИ. На электростанции они спрашивали, сколько соединений мы сварили каждый день.
Было много разных типов, таких как балка к балке, балка к колонне, х скобы и т. д. Хотя это не был точный счет, он дал мастеру представление о том, что делается.
Отличная глава о СУСТАВАХ принадлежит Миллеру Tighandbook… http://www.millerwelds.com/education/TIGhandbook/pdf/TIGBook_Chpt7.pdf
Замочная скважина — При сварке открытых стыковых швов или швов с открытым разделочным швом с помощью STICK, MIG или TIG, откроется «замочная скважина». Когда стороны тарелки сгорают на каждом На стороне СВАРОЧНОЙ БАССЕЙНА образуется отверстие, обеспечивающее хорошее СОЕДИНЕНИЕ и ПРОНИКНОВЕНИЕ.
Замочная скважина не должна быть слишком большой, иначе СВАРОЧНАЯ БАССЕЙН водопад из задней части сустава.
Если замочная скважина становится слишком большой, остановите сварки немедленно, дайте пластине остыть и выполните надлежащую регулировку, чтобы исправить проблема. (Слишком много тепла, неправильный угол наклона удилища или слишком долгое пребывание в луже. может быть причиной.)
Профсоюзы — хороший сайт со списком профсоюзов. http://www.trcp.org/unions.aspx. В мой опыт работы металлургом, я бы сказал, что у вас больше всего шансов сварить в следующих
Котельщики
Железо Рабочие
Трубомонтажники
Трубопроводчики
Листовой металл Рабочие
Лиды — Это линии от машины к чему вы свариваете те, которые несут ток. Они представляют собой множество медных проводов, вплетенных в один для проведения электричества, затем покрытый непроводящей резиной или пластиком сворачивать.
Важно убедиться, что на проводах нет разрывов или разрывов. обнажение оголенного провода, который может вызвать искрение на заземленной поверхности. Помимо шока или опасность возгорания, было бы особенно плохо, если бы он вошел в контакт с находящимся под давлением газовый баллон!
Liquidis — Слово, которое заставляет вас казаться умным, когда вы означает самую низкую температуру, при которой сталь или металл находятся в жидком состоянии. Угадайте, что такое «твердое» называется? (См. SMART TALK)
Машинная сварка — Оборудование работает сварной шов, пока человек наблюдает, чтобы убедиться, что он работает правильно. Они также будут визуальный осмотр завершенного сварного шва. Будь то робототехника или машинная сварка, большинство компаний предпочитают тех, кто действительно занимался сваркой в полевых условиях, потому что они «чувствовать» это.
Сварщики-подмастерья действительно могут почувствовать приварить TIE-IN к стали. Когда я ПРОВОДЯ СВАРКУ С 7018, я буквально чувствую стержень немного поддается, когда он срастается со сталью.
Руководство Сварка — Сварку выполняет человек. В SMAW (палке) держат ЖАЛО и манипулирование СВАРОЧНЫМ ЭЛЕКТРОДОМ для управления СВАРОЧНОЙ БАССЕЙНОМ. В MIG они используют провод подачи пушки Mig, чтобы сделать то же самое. В TIG они используют горелку и ручную подачу присадочной проволоки.
Скорость плавления — Сколько стержня (электрода), проволоки или стержня TIG расплавляется за определенное время.
В строительстве многоквартирных и тем более частных домов самым популярным строительным материалом был, да и наверное, останется, кирпич.
Если посмотреть ассортимент добросовестных продавцов строительного кирпича, например, тут https://moskeram.ru/catalog/kirpich/stroitelnyy_kirpich/, то увидим, что количество типов и видов продаваемого кирпича приближается к 40. Кирпич используют на каждом этапе строительства, от возведения фундамента и цоколей частных домов, до облицовки бетонных многоэтажек.
Строительный кирпич обладает массой полезных и нужных качеств. Каждый тип кирпича нужен для выполнения определенных работ. Например, пустотелый кирпич остается популярнейшим вариантом наружной и внутренней облицовки дома.
Однако именно пустотелый кирпич создает определенные трудности в дальнейшей отделке и благоустройстве дома. Чтобы повесить что-либо на фасад кирпичного дома или закрепить конструкцию, повесить полку на кирпичную стену внутри дома потребуется использовать специальный крепёж для пустотелого кирпича.
Крепёж для пустотелого кирпича
Работа стандартного крепежа основана на распоре базовой конструкции крепежа называемой дюбель, вворачивающим в него шурупом или болтом. Для пустотелого кирпича это не работает, так как стенки его слишком тонки, чтобы создать удерживающую поверхность для дюбеля.
Решают эту проблему, стальные дюбеля для пустотелых материалов, пластиковые дюбеля бабочки и химические анкеры. Каждый из перечисленных типов крепежа может использоваться, как крепёж для пустотелого кирпича, но для разных нагрузок.
Стальные дюбеля
На фото вы видите стальной раскрывающейся дюбель в металлическом исполнении. Вполне подойдет для крепления средних нагрузок в пустотелом кирпиче. Важно правильно подобрать тип дюбеля по толщине раскрытия бабочки.
Пластиковый дюбель-бабочка
Эти крепёжные изделия позиционируются, для работы с гипсокартоном. Однако в пластиковом исполнении для малых нагрузок подойдут для пустотелого кирпича.
Химические анкеры
По внешнему виду химический анкер очень похож на простой монтажный клей. Такая же туба, да не такое же применение.
Химические анкеры это двухкомпонентные составы, изготовленные на основе смол. Они используются в сочетании с различным металлическим анкерным крепежом, типа шпилька, болт, арматура.
Например, вам нужно на стену из пустотелого кирпича повесить некую конструкцию. Для этого покупаете металлические шпильки и химический анкер для пустотелого кирпича. Сверлите в стене отверстия, заполняете их составом химического дюбеля, сразу вставляете в отверстие шпильку или дюбель со шпилькой, которая «намертво» закрепляется в пустотелом кирпиче.
Вывод
Как видите, крепёж для пустотелого кирпича несколько отличается от классических распорных дюбелей. Важно это знать и соотносить планируемую нагрузку с выбором типа такого крепежа.
Наша компания заботится о том, чтобы товар был доставлен адресату в целости и в строго установленные строки. Мы работаем с такими транспортными компаниями как: Деловые Линии, ЖелДорЭкспедиция, Автотрейдинг, СДЕК, ПЭК, Мас-Хэндлинг и другие. Доставка осуществляется в любые города и регионы РФ: Ростов-на-Дону, Омск, Ярославль, Тамбов, Самара, Астрахань, Нижний Новгород, Екатеринбург, Барнаул, Белгород, Пенза, Волгоград, Иркутск, Сочи, Казань, Новосибирск, Кемерово, Ставрополь, Киров, Краснодар, Красноярск, Чита, Курск, Москва, Мурманск, Набережные Челны, Новокузнецк, Норильск, Пенза, Рязань, Саранск, Таганрог, Тверь, Пермь, Томск, Ульяновск, Саратов, Уфа, Челябинск, Якутск, Псков.
Производитель: Mungo (Швейцария)
Дюбель для пустотелого кирпича Mungo ML/MLK может использоваться с шурупами для дерева, ДСП с метрической резьбой, отлично подходит для применения в кирпичной кладке. Дюбель вставляется в заранее проделанное отверстие, затем сквозь него прокручивается шуруп до упора. Благодаря своей деформированной форме, дюбель создает эффективное крепление в отверстии, исключая возможность поворота и проскальзывания. Mungo ML является идеальным крепежом для кирпичных стен при использовании разных типов крепления. Дюбель Mungo ML изготовлен из универсального пластика – полиамида и способен выдержать значительные нагрузки при эксплуатации.
Выдерживаемые нагрузки
Особенности
Тип
Пустотелый кирпич, вырыв (кН)
Ячеистый бетон, вырыв (кН)
ML 6
0,4
0,15
ML 8
0,6
0, 25
ML 10
0,8
0,4
ML 14
1
0,6
MLK 8
1. 3
0.8
MLK 14
2.8
1.8
MLK 8
1.3
0.8
MLK 14
2.8
1.8
Четырехкратная защита от проворачивания
Конический бортик обеспечивает контролируемую глубину установки
Специальная конструкция дюбеля заворачивание шурупа вызывает скручивание дюбеля
Стационарный настольный сверлильный станок своими руками
Продолжая тему полезных самоделок, мы приготовили для вас нечто очень полезное. Имея правильные руки и немного фантазии, всегда можно сэкономить денег на покупке какого-либо приспособления. Имея в своем гараже несколько мешков различного хлама можно сделать очень полезные вещи. Сегодня мы будем делать самодельный сверлильный станок своими руками. Такое приспособление будет ничуть не хуже, чем заводской станок, но в разы дешевле.
На нашем сайте уже есть одна самоделка такого рода. Ранее мы делали сверлильный станок из дрели. Но, сегодня мы будем делать полноценный станок из электродвигателя. С помощью такого приспособления вы сможете без проблем сверлить точные отверстия в абсолютно любых материалах, без особых усилий. Настольный сверлильный станок – это приспособление, без которого мастеру сложно представить свою работу. Такой станок можно купить, потратив приличную сумму денег, а можно сделать собственноручно, с минимальными вложениями, чем мы сегодня и займемся. Для его изготовления нам понадобятся различные уголки, профильные трубы, ну и конечно сам электродвигатель, и патрон для удержания сверл.
Изготовление сверлильного станка из электродвигателя
Самоделки из подручных материалов являются очень популярными в последнее время. Все хотят сделать что-то полезное из того, что лежит без дела. Для этой самоделки нам понадобится немного различного хлама, который просто обязан быть в каждом гараже или сарае. Что же понадобится нам для изготовления сверлильного станка своими руками?
— уголок 50 мм;
— квадратный профиль 60 мм;
— стальной трос;
— лист металла толщиной не менее 4 мм;
— электродвигатель;
— патрон;
— панель управления электродвигателем;
— болты, гайки, шайбы.
Также нам понадобится обычная дрель и сварочный аппарат. Собираем все необходимые инструменты и материалы в кучу и начинаем изготовление нашего самодельного сверлильного станка. По итогу у нас должен получится станок, который очень схожий с заводским, только в несколько раз дешевле. Мы разработали специально для вас простенькую пошаговую инструкцию по изготовлению такого станка.
ШАГ 1: делаем столешницу. Для изготовления столешницы для станка нам понадобится лист металла размерами 30 см на 70 см. Основу стола делаем из профильной трубы 25 х 35 мм. Выставляем их по размеру будущей столешницы и свариваем их между собой. Сверху прикладываем ранее приготовленный лист металла и намертво привариваем его к каркасу стола.
ШАГ 2: делаем стойку станка. Далее переходим к изготовлению главной стойки самодельного сверлильного станка. Для её изготовления нам понадобится два уголка 25 мм. Свариваем их между собой, чтобы получился квадрат (50 мм). Желательно не варить сплошным швом, так как может повести металл, и эксплуатация такой стойки будет затруднена (возможное дальнейшее подклинивание движущей части механизма). Достаточно будет сделать 7 – 8 сварочных точек с каждой стороны стойки. Зачищаем их заподлицо, чтобы они не выступали за углы конструкции. Привариваем стойку к столешнице под прямым углом.
ШАГ 3: изготовление подъемного механизма. Главным условием изготовления сверлильного станка своими руками являются поступательные движения вверх и вниз. За счет этого и происходит сверление различных материалов. Чтобы сделать такой механизм самостоятельно, нам понадобится кусок металлического квадратного профиля с длинной стенки 60 мм. Отрезаем кусок примерно 30 см. Этот профиль одеваем на стойку. Он должен плотно одеться на стойку, но все равно будет небольшой люфт (его мы исправим позже). Проверьте, чтобы профиль не задевал сварочные точки стойки, и беспрепятственно поднимался и опускался по ней.
ШАГ 4: устраняем люфт на стойке. Чтобы подвижная часть максимально четко двигалась по стойке домашнего сверлильного станка, нам понадобится сделать распорную планку с подшипниками качения. Привариваем болт к подвижной части механизма на углу профильной трубы. Берем 25 уголок (длинной 50 см), просверливаем отверстие диаметром равное диаметру болта. Перед этим нужно закрепить на уголку подшипники, как показано на фото. Собираем конструкцию с использованием мощной пружины. Данная конструкция поможет убрать посторонний люфт, тем самым улучшится скольжение подвижного механизма.
ШАГ 5: крепление двигателя. Чтобы правильно закрепить двигатель самодельного сверлильного станка, нам нужно сделать еще одну платформу. Берем все тот же 60 профиль, отрезаем кусок 30 см, и привариваем его к подвижной части на стойке. Перед этим, сверху и снизу профиля, нужно болгаркой прорезать два отверстия под трос. Также необходимо сделать ручку с осью, на которую будет накручиваться трос. Просверливаем два отверстия в профиле. Ось ручки делаем из металлического прутка сечением 15 мм. Фиксируем его у основания стопорными кольцами, и на один конец прута привариваем ручку (показано на фото).
ШАГ 6: механизм подъема. Чтобы регулировать высоту подъема и опускания сверлильной конструкции, нам нужен механизм, который и будет это все двигать. Мы не будем усложнять задачу, и разгибать венец маховика или еще что-то, мы сделаем обыкновенный тросиковый механизм. Для этого нам понадобится обычный трос с механизма тормозов велосипеда, или любой другой трос, небольшого сечения.
Снизу стойки настольного сверлильного станка проделываем сквозное отверстие. Для изготовления крепления троса нам понадобится болт и три гайки. Накручиваем на болт две гайки, вставляем в отверстие, и накручиваем еще одну. Между двумя первыми гайками фиксируем трос, и зажимаем их двумя рожковыми ключами. После этого фиксируем болт на самой стойке.
Далее наматываем трос на ось подъемного механизма самодельного сверлильного станка (достаточно будет сделать 3 витка).
Делам верхний натяжной фиксатор. Для этого нам нужно будет кусочек металла размерами 20 х 100 мм (не менее 4 мм) согнуть, чтобы получился подобие натяжной лапки (показано на фото). Болгаркой делаем прорез под тросик. В роли натяжного элемента у нас будет выступать болт с пружиной и гайками. Фиксируем трос настольного сверлильного станка также как и снизу. Продеваем его в пружину, и накручиваем сверху гайку с шайбой. Закручивая верхнюю гайку, вы тем самым будете натягивать трос. Настройка натяжки троса делается один раз, но, в дальнейшем возможна растяжка троса, и понадобится еще его натягивать.
На данный момент у нас уже готова вся станина, и дело остается за малым – внедрить сюда движок. Конструкция у нас получилась не большая. В интернете существует множество различных вариантов размеров сверлильных станков своими руками, но мы выбрали самый оптимальный, и решили его воссоздать. Станок средних размеров отлично станет в любой гараж и на любой стол, и не будет занимать много пространства, выполняя те же функции, что и огромные агрегаты. Не будет отвлекаться на эти подробности, и продолжим изготовление станка для сверления.
Установка двигателя на самодельный сверлильный станок
Переходим к самому ответственному моменту – установке электрического двигателя на станок. Если здесь сделать что-то неправильно, то у нас может ничего не получится. Нужно соблюдать максимальную перпендикулярность и соосность всех узлов и агрегатов. Начнем же мы с крепления двигателя к станку. Продолжаем нашу пошаговую инструкцию, как сделать сверлильный станок своими руками.
ШАГ 1: крепление электродвигателя. Вырезаем пластину из металла для крепления двигателя к профильной трубе. На нашем двигателе уже есть полноценное крепежное место. Делаем пластину такого же размера, просверливаем крепежные отверстия, чтобы они совпадали с отверстиями на двигателе. Привариваем пластину к профильной трубе строго под прямым углом. Устанавливаем электродвигатель и намертво прикручиваем его к пластине болтами.
ШАГ 2: изготовление переходной муфты. Чтобы как-то подружить вал двигателя и патрон – нужно сделать переходник. Его нужно делать на токарном станке потому, что он должен быть идеальным по всем параметрам. Если сделать хоть что-то не так, то при вращении вала двигателя на сверле будет жуткое биение, что не даст вам нормально работать. Переходник для самодельного сверлильного станка лучше заказать у опытного токаря. Снимите все необходимые размеры для изготовления переходной муфты, и отнесите все токарю, пускай он сделает.
ШАГ 3: крепление патрона. Когда у нас уже есть переходная муфта, то можно уже и приступать к креплению патрона. Закрепляем патрон на муфте, а муфту на валу двигателя. Проверяем на соосность. Если все крутится без каких-либо биений, то можно приступать к подключению и покраске самодельного сверлильного станка своими руками.
ШАГ 4: подключение. Так, как у нас имеется трехфазный двигатель, то нужно соединить все три фазы в одну, и подключим их через два конденсатора. Подключаем кнопку включения и выключения механизма. Также, нужно внедрить в эту систему переключатель, который изменяет направление вращения электродвигателя.
ШАГ 5: покраска. Завершающим этапом инструкции, как сделать сверлильный станок является покраска. Зачищаем все сварные швы, обматываем малярным скотчем все резьбовые элементы и трос, и начинаем покраску. Перед этим стоит обезжирить все поверхности, чтобы грунтовка и краска держались как положено.
Чтобы надежно фиксировать различные детали на столешнице – можно сделать самодельные тиски для самодельного сверлильного станка своими руками. Они помогут удержать абсолютно любые детали, что способствует правильному и точному сверлению отверстий.
На этом у нас всё. Наша инструкция в очередной раз подтверждает, что при желании можно сделать абсолютно любое приспособление. Это экономит ваши кровные деньги, и способствует правильному технологическому мышлению. Спасибо за внимание!
Самодельные сверлилки радиолюбителей
В широком перечне слесарных работ сверловка, пожалуй, является наиболее простой и доступной каждому операцией. Как правило, на производстве, сверлильные работы осуществляются при помощи различных сверлильных станков. В зависимости от выполняемых задач это могут быть и самые обычные одношпиндельные агрегаты, и многофункциональные мультишпиндельные станки с числовым программным управлением. Однако не будем отвлекаться на описание всевозможных промышленных сверлильных установок, тем более что домашнего мастера, для кого и предназначена данная статья, едва ли заинтересуют тонкости конструкции универсального вертикального сверлильно-расточного автомата. Для выполнения сверлильных работ в домашних условиях, в большинстве случаев, достаточно иметь обычную электродрель. Однако при выполнении работ, требующих большой точности или высверливания множества отверстий малого диаметра, что особо актуально для радиолюбителей при изготовлении печатных плат, потребуется сверлильный станок, так как электродрель не обеспечит ни должной точности, ни качества сверления.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Сверлильный станок: как сделать самому, компоненты, чертежи, изготовление
Настольный сверлильный станок своими руками: схемы и чертежи
Самодельный настольный мини сверлильный станок
Как сделать вертикальный мини сверлильный станок
Самодельный сверлильный станок в домашних условиях
Сверлильный станок своими руками – все достаточно просто!
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Сверлильная стойка для дрели Часть 1
Сверлильный станок: как сделать самому, компоненты, чертежи, изготовление
Чаще всего для сверлильных работ применяются обычные дрели, так как работы по сверловке особой сложностью не отличаются. Поэтому сверлильные станки в большинстве случаев домашним мастерам не нужны. Особенно популярны такие агрегаты среди радиолюбителей. Однако и те, кто достаточно часто занимается ремонтными работами, могут быть заинтересованы в сверлильном устройстве. Покупать промышленные станки для сверления и применения их в быту дорого. Решить проблему можно достаточно просто. Нередко возникают ситуации, при которых ручная или электрическая дрель не способна выполнить поставленную задачу.
Так, например, для изготовления печатных плат необходимо сверлить много отверстий с малым диаметром в 0, мм. Дрелью такую работу производить не очень удобно, кроме этого, может сломаться сверло. В таком устройстве электрический мотор с помощью передаточного механизма передает движение к рабочему органу , которым является сверло. Рабочий орган крепится в патрон, который насажен на вращающийся вал шпиндель. К шпинделю вращение передается посредством ременной передачи. Используя реечную передачу, патрон со сверлом можно поднимать и опускать, повернув для этого рукоятку.
Орган управления агрегата находится на передней панели станка, на которой располагаются кнопки включения и выключения электродвигателя. В зависимости от необходимого направления вращения сверла, станок включается с помощью любой из крайних кнопок. Выключить устройство можно нажатием средней красной кнопки. К основанию оборудования неподвижно монтируется вертикальный винт-колонна.
Для перемещения вокруг него шпиндельной бабки используется одна из рукояток. С помощью второй рукоятки шпиндельная бабка фиксируется в нужном положении. Станки оснащаются специальной шкалой, на которой отражается глубина глухих отверстий. Скорость сверления устанавливается в зависимости от того, какой материал имеет обрабатываемая заготовка. Для этого на шкив определенного диаметра перебрасывается ремень ременной передачи , и устанавливается определенная частота вращения шпенделя.
Описанная конструкция станка является одной из самых простых. На производстве чаще всего устанавливаются сверлильные агрегаты с более сложными схемами.
Предлагаемое самодельное устройство сможет без труда и с минимальными усилиями высверливать отверстия на высокой скорости.
При этом глубина выполненных отверстий будет одинаковой. Кроме этого, в агрегате можно будет регулировать положение инструмента, благодаря чему он будет способен выпиливать из дерева идеально ровные квадраты. В первую очередь своими руками необходимо изготовить базу будущего сверлильного агрегата.
После того как клей полностью высохнет, струбцины нужно будет снять. База готова, теперь следует приступать к выполнению руки станка.
На следующем этапе изготовления сверлильного станка своими руками выполняется самая сложная часть агрегата, а именно — его движущийся элемент. Для его изготовления берутся две планки длиной в 25 см и направляющие. Составляющие конструкции готовы. Все их линии, поверхности и углы должны быть ровными. Теперь рукав нужно положить на ровную поверхность, а базу станка установить перпендикулярно, и соединить все струбциной.
Если получился прямой угол, то отмечается линия крепления рукава и базы, после чего детали соединяются саморезами. В качестве поддержки для дрели будет служить еще одна планка из дерева , которая должна быть квадратной. В ее середине сначала нужно будет вырезать круг, а затем при помощи L -образных кронштейнов прикрепить планку к станку.
Чтобы планка-поддержка получилась универсальной, с четырех сторон внутри круга нужно вырезать небольшие квадратные отверстия, а снаружи в этих же местах просверлить продольные отверстия. После этого в них вставляются винты, с помощью которых можно надежно фиксировать дрель любых размеров. Чтобы дрель во время работ была устойчивой, из еще одной планки изготавливается верхняя часть поддержки.
Для этого вырезается круг, и с одной стороны отрезается часть планки. Оставшаяся часть болтами крепится к движущейся конструкции. Последним элементом, который необходимо установить в станок, является стопор. Он понадобится для того, чтобы при сверлении можно было менять глубину отверстий.
Стопором будет служить длинный стержень с резьбой, под который в основании конструкции сверлится отверстие. Затем в небольшом бруске дерева делаются два отверстия, одно из которых должно располагаться горизонтально, а другое — вертикально.
В горизонтальное отверстие нужно будет вкрутить винт, часть которого должна выйти с другой стороны. В вертикальное отверстие просто вставляется резьбовая пробка. Теперь брусок нужно установить между движимой установкой и основанием, в которое следует вставить длинный стержень.
Пропустив стержень через резьбовую пробку, его нужно затянуть до конца. Работы по изготовлению сверлильного станка закончены. Устройство готово к выполнению процесса сверления. Своими руками можно создать станок из электродвигателя от какого-либо агрегата, который отслужил свой срок.
Такой мотор станет движителем для сверлильного мини-станка. Наилучшим вариантом считается двигатель от барабанных стиральных агрегатов. Так как двигатель от стиральной машинки имеет большой вес, и его мощность выше, чем у электродрели, для него необходимо будет подготовить мощную стойку и основание. Чтобы двигатель как можно меньше вибрировал, его располагают как можно ближе к стойке. При этом необходимо дополнительно установить шкивы с ременной передачей.
Чтобы выполнить подвижную часть передаточного устройства агрегата, на шестигранник нужно надеть шкив и присоединить металлическую трубку со стальным кольцом и подшипником. Эти элементы должны быть плотно соединены между собой, иначе под воздействием вибрации они очень быстро разрушатся. Из трубки с надпилами и шестерни выполняется регулировочный комплекс устройства. Трубка должна быть такой длины, чтобы патрон по ней мог подняться на необходимую высоту.
В нее же впрессовывается ось с шестигранником. Описанную конструкцию своими руками изготовить достаточно сложно. Для более легкого исполнения ее рекомендуется собрать по аналогии со станком с электродрелью.
Также стоит отметить, что добиться точного размера отверстий с помощью такого агрегата не получится. Работы по созданию своими руками самодельного сверлильного станка требуют терпения и настойчивости. Но те домашние мастера, кому такой агрегат действительно необходим, полученным результатом будут довольны. Поэтому для сверления печатных плат многие радиолюбители изготавливают самодельные настольные или ручные мини сверлильные станки. Предлагаю Вашему вниманию разработанную и сделанную своими руками конструкцию настольного сверлильного станка, изготовленную из подручных деталей.
Основой станины мини сверлильного станка послужила стойка для проведения линейных измерений цифровым индикатором с небольшой доработкой.
Был демонтирован предметный столик с регулировочными винтами и удалена часть подвижной штанги крепления стрелочного индикатора на длину прорези. В основании стойки просверлено два отверстия для крепления столика и в них нарезана резьба М4. После подготовки основания можно приступать к изготовлению деталей.
Его можно сделать практически из любого материала, алюминия, железа, стеклотекстолита, ДСП, твердой породы дерева. Размер столика выбрать по своему усмотрению. Крепится столик к основанию мини сверлильного станка двумя винтами М4 с потайными головками. Следующая деталь мини сверлильного станка это подвижная пластина, в которой закреплен двигатель. Между большими отверстиями по линии, проходящей по их центрам, просверлено еще одно отверстие, в котором нарезана резьба М Центр этого резьбового отверстия, когда пластина надета на стойку, должен совпадать с отверстием, высверленным в штанге.
Закрепить двигатель в пластине можно было, просто зажав его с двух сторон винтами, в высверленные резьбовые отверстия, но мне захотелось сделать лучше. В пластине сделал прорезь и закрепляется двигатель обжатием пластиной с помощью винта М5. Благодаря такому решению двигатель легко извлекается из пластины и сверлильный мини станок превращается в миниатюрную ручную дрель, что иногда бывает необходимо.
В ней сделано одно овальное большое отверстие, размером, обеспечивающим проход двигателя мини сверлильного станка без касаний и возможности смотреть в точку входа сверла в деталь при сверлении для прицеливания. Осталось собрать детали вместе и мини сверлильный станок будет готов к работе. Одевается пружина и болт закручивается в подвижную пластину. Места трений деталей мини сверлильного станка желательно перед сборкой покрыть тонким слоем любой густой смазкой, в крайнем случае, можно обойтись и обыкновенным машинным маслом.
Собранный узел устанавливается на цилиндрическую стойку сверлильного мини станка, и штанга фиксируется штатным зажимом. Осталось установить двигатель, отрегулировать высоту и можно приступать к сверлению. Достаточно с небольшим усилием нажать на рычаг-ручку и сверло пойдет вниз. Если усилия пружины будет недостаточно для поднятия подвижной части мини станка вверх, то нужно ее немного растянуть или заменить более жесткой.
Для электропитания двигателя сделал простейший блок питания, представляющий собой понижающий трансформатор, диодный мост и электролитический конденсатор. Можно использовать практически любой электродвигатель постоянного или переменного тока, но желательно с ротором, установленным на подшипниках качения шариковыми.
Чем частота оборотов вала двигателя будет выше, тем качественнее будут получаться отверстия и быстрее идти работа. Если интересно, посмотрите короткий видео ролик, демонстрирующий мини сверлильный станок в работе. Как правило, настольные мини сверлильные станки применяются для сверления печатных плат для радио конструкций. Основой для печатных плат служит фольгированный стеклотекстолит, который из-за наличия в материале стекла очень быстро тупит режущие кромки сверла.
После сотни просверленных отверстий в стеклотекстолите сверло приходит в негодность.
Настольный сверлильный станок своими руками: схемы и чертежи
Изготовленный своими руками сверлильный станок позволяет на достаточном качественном уровне выполнять в домашних условиях сверловку отверстий в разных материалах. Сверловка в обширном списке всевозможных слесарных операций считается в среде специалистов самой доступной и по-настоящему простой процедурой. Выполняется она обычно на специальных сверлильных агрегатах, которые могут иметь различную функциональность и некоторые конструктивные особенности. Понятно, что домашнему умельцу в большинстве случаев подобные станки просто-напросто не нужны, так как они предназначаются для выполнения серийных операций. А в быту обычно требуется осуществить какую-либо единичную процедуру. Именно по этой причине многие домашние мастера решают сделать элементарный сверлильный станок своими руками, используя те детали и подручный материал, которые имеются в любом частном гараже. Как правило, идеей изготовления самодельной мини-установки для сверления «загораются» радиолюбители, а также люди, которые сами выполняют несложные бытовые ремонтные работы.
В целом продвигается работа над самодельной сверлилкой. Собран регулятор-автомат, спаяна стойка микродрели (стеклотекстолит.
Самодельный настольный мини сверлильный станок
Войти через uID. Добавлено Без нагрузки маленькие обороты,как только сверло касается платы обороты резко возрастают. У тебя вроде та-же схема. Радиатор даже меньше чем у тебя. Ср, Например: TDA Мы рады вас видеть.
Как сделать вертикальный мини сверлильный станок
Восхитительное название. Я ни разу не сверлил платы и вообще не занимаюсь электроникой, но хочу его собрать только ради названия. Станина хлипкая и шаткая для применения по основному назначению, но под весом гравёра не гуляет совсем. Войдите , пожалуйста.
Для этого потребуется станок, который можно выполнить на базе различных приводов, деталей машин или бытовой техники, другого подручного материала.
Самодельный сверлильный станок в домашних условиях
Поэтому для сверления печатных плат многие радиолюбители изготавливают самодельные настольные или ручные мини сверлильные станки. Предлагаю Вашему вниманию разработанную и сделанную своими руками конструкцию настольного сверлильного станка, изготовленную из подручных деталей. Основой станины мини сверлильного станка послужила стойка для проведения линейных измерений цифровым индикатором с небольшой доработкой. Был демонтирован предметный столик с регулировочными винтами и удалена часть подвижной штанги крепления стрелочного индикатора на длину прорези. В основании стойки просверлено два отверстия для крепления столика и в них нарезана резьба М4.
Сверлильный станок своими руками – все достаточно просто!
В широком перечне слесарных работ сверловка, пожалуй, является наиболее простой и доступной каждому операцией. Как правило, на производстве, сверлильные работы осуществляются при помощи различных сверлильных станков. В зависимости от выполняемых задач это могут быть и самые обычные одношпиндельные агрегаты, и многофункциональные мультишпиндельные станки с числовым программным управлением. Однако не будем отвлекаться на описание всевозможных промышленных сверлильных установок, тем более что домашнего мастера, для кого и предназначена данная статья, едва ли заинтересуют тонкости конструкции универсального вертикального сверлильно-расточного автомата. Для выполнения сверлильных работ в домашних условиях, в большинстве случаев, достаточно иметь обычную электродрель.
Поэтому для сверления печатных плат многие радиолюбители изготавливают самодельные настольные или ручные мини сверлильные станки.
Чаще всего для сверлильных работ применяются обычные дрели, так как работы по сверловке особой сложностью не отличаются. Поэтому сверлильные станки в большинстве случаев домашним мастерам не нужны. Особенно популярны такие агрегаты среди радиолюбителей.
Чаще всего для сверлильных работ применяются обычные дрели, так как работы по сверловке особой сложностью не отличаются. Поэтому сверлильные станки в большинстве случаев домашним мастерам не нужны. Особенно популярны такие агрегаты среди радиолюбителей. Однако и те, кто достаточно часто занимается ремонтными работами, могут быть заинтересованы в сверлильном устройстве.
Регулятор оборотов позволяет вам избавиться от кнопки включения и отключения дрели во время сверления отверстий платы.
Домашний сверлильный станок попросту — сверлилка это оборудование, настоятельную потребность в котором чувствует любой, кто хоть что-то когда-то мастерит. Умельцы иногда делают сверлилки с 2-ступенчатой передачей, столами для детали, имеющими более 3-х степеней свободы и даже двухкоординатные сверлильно-фрезерные станки с ЧПУ, см. Но в данной публикации мы рассмотрим изготовление сверлильного станка своими руками — такого, который просто сверлит и фрезерует — зато точно, чисто, и уверенно держит свою точность долгое время при условии эпизодической кратковременной перегрузки: стабильная точность обработки это главное требование к металлорежущему оборудованию. Которое в любительских конструкциях выполняется, к сожалению, чаще всего лишь благодаря случайному стечению обстоятельств. Начинающим всегда кажется, что работать по дереву легко и просто. Испорченная заготовка сгодится на мелкие поделки или топливо. Возможно, поэтому в последнее время наблюдается настоящее поветрие: самодельные станки с ответственными деревянными деталями.
Хочу представить на суд сообществу еще одну полезность для лаборатории радиолюбителя. Burator — миниатюрный сверлильный станок для печатных плат. Я сейчас еще в процессе работы и есть мелочи, которые предстоит подчистить. Очень интересно ваше мнение, по поводу того, как он на самом деле должен выглядеть, так как на данном этапе я могу еще что-то поменять.
Создайте свой собственный стол с помощью настраиваемых функций, таких как USB-порты и биометрические данные
Потратив бесчисленное количество часов на сборку потрясающей рабочей станции, у вас есть навороченный настольный компьютер, несколько мониторов, громкие динамики и… компьютерный стол, который слишком мал, чтобы подходит все это. Вот как сделать свой собственный эргономичный, индивидуальный компьютерный стол, который отображает все ваши технологии, выглядит потрясающе и не обходится в кругленькую сумму.
Что вам понадобится
Существует бесконечное множество способов сделать письменный стол. Но для этого конкретного проекта у меня есть четыре критерия, которым должен соответствовать мой самодельный компьютерный стол.
Большой : Подавляющее большинство столов, которые вы найдете в магазине, имеют длину 60 дюймов или меньше. Мне нужен был большой компьютерный стол не менее 80 дюймов в поперечнике, чтобы вместить все мое оборудование, и несколько вариантов, купленных в магазине, просто не подходили. Они были либо уродливыми и дешево сделанными, либо слишком дорогими — большой и приличного качества обойдется вам как минимум в 400 долларов.
Дешево : Изготовление чего-то своими руками вместо покупки почти всегда экономит деньги — в данном случае это снижает цену на сотни долларов. Наши материалы стоят около 250 долларов в новом виде, но в зависимости от ваших навыков поиска сделок и деталей, которые у вас уже есть, вы, надеюсь, сможете получить все за 150 долларов или меньше. Это примерно половина стоимости большинства столов такого размера, купленных в магазине. Поскольку существует так много разных материалов, убедитесь, что вы выбрали лучшую древесину для рабочего стола. Тип дерева, который вы выберете, может зависеть от того, какой цвет или дизайн вы собираетесь использовать, а также от того, какой вес он должен выдерживать.
Easy : Вы можете изготовить целый стол из одного листа фанеры менее чем за 100 долларов, но для этого потребуется много инструментов и ноу-хау. Мы хотим, чтобы наш проект был доступен для всех, в том числе для тех, у кого нет большого опыта работы с деревом, даже если это немного повысит цену.
Эргономичный : Слишком многие люди игнорируют разницу между нестандартным «компьютерным столом» и «письменным столом». Со временем эти различия могут нанести ущерб вашему телу. В этом проекте я собираюсь смешать гладкий внешний вид последнего с эргономикой первого, чтобы получить лучшее из обоих миров.
После долгих исследований я решил сделать свой стол из дверной доски и регулируемых ножек от Ikea. Он выбивает все четыре цели из парка, и в качестве бонуса вы сможете легко найти детали, где бы вы ни жили. Вот что я использовал.
Поверхность
Для такого большого предмета мебели нужен большой рабочий стол. И есть несколько плит, которые вы могли бы попробовать.
Столешница Ikea KARLBY стала безумно популярной благодаря своим большим размерам и относительной доступности — она стоит от 100 до 200 долларов, в зависимости от размера и цвета. Хотя вы могли бы использовать его с этим руководством, я хотел еще дешевле. Так что я получил большую дверь для моей столешницы.
Двери имеют очень разумную цену, новые продаются по цене от 50 до 100 долларов. Если вы будете рыскать по Craigslist, вы, вероятно, сможете найти что-то еще дешевле или взять бесплатное, если вам действительно повезет. Дверь не будет такой отполированной по краям, как у KARLBY, и может потребоваться дополнительная работа по окрашиванию или покраске, но мне нравится более индустриальный вид. Обратите внимание на то, что имеет сплошное ядро (не полое) и имеет ширину, соответствующую идеальной глубине вашего стола — большинство дверей имеют ширину от 24 до 36 дюймов. Если у вас есть циркулярная пила, вы всегда можете отрезать большую плиту до нужного размера, но для терпеливого покупателя в этом нет необходимости.
Я выбрал дверь с текстурой дерева. Потом отшлифовала, покрасила и доделала сама. Если вы в конечном итоге используете подержанную дверь, вам, возможно, придется иметь дело с отверстием там, где раньше была ручка, хотя вы всегда можете использовать ее для прокладки кабелей сзади. В моем случае я спрятал отверстие под коврик для мыши и клавиатуры.
Ножки
Это другая половина особого соуса этого стола. Вам понадобятся четыре или пять опорных ножек, общее количество которых зависит от того, хотите ли вы добавить набор ящиков в свое рабочее пространство.
В то время как большинство людей рекомендовали бы стандартные ножки стола или промышленную трубу, я выбрал ножки OLOV от Ikea. По 15 долларов за штуку, они немного дороже, чем обычные ножки стола Ikea, но они регулируются, а это значит, что вы можете найти идеальную высоту для себя. Это имеет решающее значение для хорошей эргономики, поэтому это стоит дополнительных затрат.
Опять же, поищите Craigslist, чтобы узнать, сможете ли вы найти более дешевые ноги. Я купил подержанный стол с пятью OLOV у соседа. В общей сложности это стоило 30 долларов — намного меньше, чем 75 долларов, которые ИКЕА брала бы за пять новых ножек.
Ящики
Ни одно рабочее место не обходится без места для флешки, стикеров и прочего. Я рекомендую выполнить это требование с помощью шкафа для документов или набора ящиков, который соответствует идеальной высоте вашего стола (руководство по расчету этой высоты см. в следующем разделе), чтобы вы могли использовать его в качестве одной из ножек. Поскольку это зависит от вашего собственного размера, этот компонент будет очень личным.
Не хочу звучать как заезженная пластинка, но Craigslist — ваш друг, хотя Wayfair тоже подойдет, если поблизости нет шумного рынка подержанных товаров. Я использовал картотечный шкаф, который уже был у меня дома, с одним из этих органайзеров, встроенных в верхний ящик, чтобы хранить все мои вещи.
Все остальное
Это костяк нашей сборки, но вам, вероятно, понадобятся еще несколько вещей, чтобы собрать ее воедино. Я настоятельно рекомендую два таких ребра жесткости против провисания, которые важны для больших предметов мебели, которые имеют тенденцию тонуть под собственным весом.
Я купил незаконченную дверь и сам ее покрасил, поэтому мне еще понадобилась морилка и полуматовый полиуретан.
Другие предметы помогут содержать ваше снаряжение в порядке. Если ваши компьютерные мониторы не регулируются по высоте, вы можете поставить их на что-то вроде этой сверхдешевой подставки «сделай сам». Чтобы по-настоящему навести порядок на рабочем месте, я также рекомендую какую-нибудь систему управления кабелями, например, водосточный желоб или лоток Ikea SIGNUM. Не забудьте добавить коврик для мыши — он защитит поверхность стола от черных пятен и чрезмерного износа.
Наконец, вам понадобятся два инструмента: дрель и отвертка (или насадка для дрели). Вы должны прикрепить все к дереву с помощью шурупов, но вам понадобится дрель для создания направляющих отверстий, а сверло значительно облегчит соединение деталей. Если у вас его нет, одолжите дрель у соседа.
Сборка стола
После того, как вы соберете все детали, вы будете готовы собрать все воедино.
1. Подготовьте поверхность. Я начал с шлифовки, окрашивания и отделки двери самостоятельно. Этот процесс не слишком сложен, но инструкции выходят за рамки этой статьи. Если вы никогда не делали этого раньше, заручитесь помощью друга или ознакомьтесь с этими замечательными руководствами на YouTube от Стива Рэмси. Это займет всего пару часов вашего времени, плюс несколько дней ожидания, пока все высохнет между слоями.
Нанесение морилки может быть расслабляющим, но убедитесь, что вы работаете в хорошо проветриваемом помещении — испарения могут стать невыносимыми. Whitson Gordon
2. Планируйте эргономику. Пока вы ждете, пока дверь высохнет, проведите небольшой эргономический эксперимент. Возьмите свое рабочее кресло и отрегулируйте высоту сиденья и подлокотников в удобное положение. Ваши ноги должны стоять на земле, локти и колени должны находиться под углом примерно 90 градусов. Как только вы заняли правильное положение, измерьте расстояние от пола до верхней части подлокотников, а затем вычтите толщину вашей поверхности — обычно около полутора дюймов. Полученное измерение — это настройка, которую вы хотите для своих ножек OLOV, а также идеальная высота для вашего шкафа для документов или ящиков. Запишите это и купите ящики, если вы планируете их включить.
Если вы собираетесь много пользоваться своим столом, вам нужно, чтобы он был удобным. Whitson Gordon
3. Разместите детали. Когда плита будет готова, переверните ее вверх дном и спланируйте сборку, начиная с ножек. Я рекомендую по одной ножке в каждом из четырех углов, а пятую в центре заднего края для поддержки. Если вы планируете включить этот шкаф для документов, он заменит одну из этих передних ножек.
Затем возьмите распорки, препятствующие провисанию, и найдите для них место посередине поверхности. Если они упираются в ту область, где вы планируете поставить шкаф для документов, возможно, вам придется установить их немного не по центру. Если у вас есть лотки для укладки кабелей, вставьте их в оставшееся пустое место. Я использую лоток Ikea SIGNUM и устанавливаю сетевой фильтр на его нижнюю часть. Мне пришлось немного повозиться, чтобы найти место для всего, так что неплохо все это спланировать до вы начинаете сверлить отверстия.
Тщательное планирование гарантирует, что вы не столкнетесь со многими проблемами во время строительства. Whitson Gordon
4. Начните сборку. Как только вы найдете место для всего, отметьте и просверлите несколько направляющих отверстий для ножек, распорок против провисания и всего остального, что вы прикрепите к нижней части. Это очень важно: если вы просто начнете ввинчивать винты в поверхность, вы, скорее всего, расколете древесину. Прикрепите все, включая кронштейны для ножек, кроме самих ножек. Это потребует некоторого времени и усилий, поэтому я снова рекомендую использовать дрель в качестве отвертки, чтобы все шло намного быстрее.
Мы рекомендуем использовать дрель, но это можно сделать и с помощью отвертки — это займет больше времени и даст больше сил. Whitson Gordon
5. Добавьте ножки. Сейчас самое время отнести вашу дверь в офис, чтобы сделать последние несколько шагов — вы обнаружите, что вам будет гораздо проще передвигать ее перед тем, как прикрепить ножки. Как только он прибудет в свой новый дом, привинтите ножки OLOV к кронштейнам. Затем вы можете отрегулировать их до желаемой высоты, открутив нижнюю часть, выдвинув их и закрутив по часовой стрелке, чтобы затянуть.
Серьезно, не прикрепляйте ножки, пока ваш стол не займет свое окончательное положение. Whitson Gordon
6. Проверьте устойчивость и высоту. Теперь переверните стол и прикрепите к нему шкаф для документов. Убедитесь, что все на уровне. (Если у вас нет уровня, возможно, в вашем телефоне есть элементарный встроенный уровень.)
Пока вы проверяете устойчивость стола, также проверьте его высоту со стулом. Он может показаться ужасно низким, но это потому, что большинство столов предназначены для письма, а не для вычислений. Компьютерные столы обычно имеют высоту письма, а полка для клавиатуры находится на уровне рук. Вы можете поставить свой самодельный стол выше и использовать привинчиваемый лоток для клавиатуры для улучшения эргономики, но я предпочитаю ставить все на одну большую плоскую поверхность.
Если ножки стола регулируются, устранить любые проблемы с выравниванием не составит труда. Whitson Gordon
7. Настройте все. После того, как вы дважды проверили размер и стабильность своего творения, настройте компьютер, отрегулируйте монитор так, чтобы верхняя часть находилась на уровне глаз, и наслаждайтесь своим новым пользовательским рабочим пространством!
Ваши друзья и семья будут завидовать. Whitson Gordon
Создайте свой собственный
Со сканером отпечатков пальцев, удлинительным кабелем USB и формовочным клеем вы можете установить несколько замечательных биометрических данных. Уитсон Гордон
Вот как я сделал свой стол. Но есть миллион способов собрать его, и у вас могут быть свои собственные идеи. У вас есть навыки работы с деревом и вы хотите сэкономить еще больше денег? Сделай себе ноги из досок! Хотите легкодоступные порты USB? Встройте их в поверхность! Любите технологии и хотите действительно почувствовать, что живете в будущем? Добавьте сканер отпечатков пальцев! Прелесть этого шаблона в том, что вы можете настроить его в соответствии со своими инструментами, навыками и потребностями.
Сделайте свое собственное настольное сверло с квадратным отверстием с помощью этого руководства
Если видеопроигрыватель не работает, вы можете нажать на эту альтернативную ссылку на видео.
Если вы изо всех сил пытаетесь вставить квадратный стержень в круглое отверстие, то этот замечательный маленький проект может быть именно тем, что вам нужно. Используя старый лом и немного изобретательности, вы тоже можете сделать свое собственное настольное сверло с квадратным отверстием.
Следуйте этому простому руководству, чтобы узнать, как это сделать.
Источник: Sek Austria/YouTube
Как вы понимаете, прежде чем приступить к работе, вам потребуются некоторые инструменты и материалы.
Необходимые материалы и приспособления
Лом L-образной стали
Листовой металлолом
Блок подшипников
Старый рабочий мотор
Старый сверлильный патрон
Сверло с квадратным отверстием
Стальной стержень
Угловая шлифовальная машина
DEKOPRO Сварочное оборудование и защитное оборудование
Различные гайки и болты
Шаг 1: Изготовление рамы
Первый шаг — взять стальной L-образный стержень и листовой металл и сварить детали вместе, чтобы сделать основную основу для устройства. Затем возьмите еще несколько полос металлического листа и отрежьте под углом с помощью угловой шлифовальной машины.
Приварите стальной уголок к другой полосе металлического листа, как показано на видео. После этого приварите угловую стальную форму к основному основанию.
Источник: Sek Austria/YouTube
После этого возьмите несколько небольших кусков листового металла и сделайте скобы. Вставьте отрезки стального стержня в кронштейны, как показано на рисунке, чтобы получилась пара направляющих.
Поместите их на основание и приварите, если необходимо.
Источник: Sek Austria/YouTube
Шаг 2: Сделайте подвижную платформу
Сделав это, возьмите еще один кусок листового металла и вырежьте трапециевидную форму с одной стороны. Затем просверлите в нем несколько отверстий и вварите в них несколько болтов, как показано на видео.
Источник: Sek Austria/YouTube
Приварите еще один отрезок стального листа к пластине с болтами и вставьте два стальных стержня одинаковой длины в большие отверстия, как показано на рисунке.
После этого переверните пластину и прикрепите подшипники к открытым приваренным гайкам. Затем перенесите сборку на основное основание, демонтируйте направляющие и проденьте их через подшипники, как показано ниже.
Источник: Sek Austria/YouTube
Затем установите лебедку с ручной регулировкой для перемещения платформы вперед и назад по рельсам.
Шаг 3: Установите основное сверло
После этого просверлите ряд отверстий на вертикальной стойке основания и прикрепите пару направляющих, как показано на видео. Далее установите две пары рельсовых кронштейнов и уложите над ними лист стали.
Отметьте места, где пластина должна быть прикреплена к кронштейнам, и просверлите соответствующие отверстия. Сделав это, возьмите двигатель и прикрепите его к металлической пластине, как показано на рисунке.
Источник: Sek Austria/YouTube
Установите сверлильный патрон на ось дрели, а затем вставьте сверло с квадратным отверстием в основной сверлильный патрон.
Затем приварите куски металла, чтобы сделать скобу для крепления сверла, как показано на видео. После завершения прикрепите болтами монтажную пластину двигателя к нижним направляющим по мере необходимости.
Источник: Sek Austria/YouTube
Шаг 4: Завершите настольное сверление
После этого установите двигатель на подвижную пластину. Затем прикрепите пару металлических деталей, которые будут действовать как бамперы на направляющие, чтобы каретка пластины/сверла не соскальзывала с направляющих.
После этого установите комплект пружин между основной стойкой рамы и подвижной кареткой.
Затем возьмите кусок стали и вырежьте из него ручку. Прикрепите его к основной раме и соедините с бурильной тележкой, используя другой короткий стальной отрезок.
Источник: Sek Austria/YouTube
Это основная рукоятка, которая будет тянуть буровую каретку вниз, преодолевая сопротивление ранее установленных пружин. Проверьте действие и при необходимости отрегулируйте.
Газоблок или пеноблок: что лучше для строительства
В последнее время в строительной среде распространилась сильная путаница по поводу названий блоков из ячеистого бетона. Часто разными словами называют один материал, а иногда объединяют под одним названием материалы совсем с разными свойствами. В этой статье разберемся, чем газобетон отличается от пеноблока, пенобетона, газосиликата и др.
Основные отличия пеноблока от газоблока
Для понимания вопроса нужно обратиться к нормативным документам, которые регулируют производство вышеупомянутых материалов.
Оба вида блоков имеют схожие свойства, похожи внешне и относятся к одному типу материалов – ячеистому бетону. Изделия из такого бетона имеют пористую структуру, что делает их более «теплыми» (низкая теплопроводность), но при этом они сохраняют достаточную прочность для строительства несущих стен.
Слова «пенобетон» и «газобетон» давно вошли в употребление, но фактически эти названия никак не отражают состав материала, потому что эти изделия не являются бетоном. Бетон – это составной материал, в состав которого входит заполнитель и вяжущее. Первая часть названия обычно обозначает заполнитель (железобетон). Части «пено-» и «газо-» тут обозначают способ порообразования. В одном случае — пена, в другом — газ.
Пенобетон
Производство этого материала регулируется двумя ГОСТами: «25820-2014 Бетоны легкие. Технические условия» (вступает в силу с 1 января 2020) и «25485-2012 Бетоны ячеистые. Общие технические условия». Из пенобетона изготавливаются пеноблоки, которые используют в качестве строительного стенового материала. Основные компоненты: цемент, вода, песок и пенообразователь.
Пенобетон от газобетона отличается по двум основным признакам.
По способу твердения – все ячеистые бетоны подразделяются на автоклавные и неавтоклавные. Пенобетон относится к последней категории, т.е. он твердеет естественным путем на воздухе (гидратационное твердение) в съемной опалубке. В некоторых случаях опалубка сразу разделяет материал на блоки, иногда пенобетон заливают одним большим блоком, а потом нарезают на части.
Автоклав – герметичная емкость для нагрева под давлением, на изделия внутри воздействует пар и высокая температура, поэтому газобетон сразу после производства получается влажным (влажность по массе у изделий низкой плотности может достигать 50%).
По способу пенообразования – пористой структуры в пенобетоне добиваются путем добавления специальных пенообразователей. В жидком виде материал вспенивают, а после затвердения у него остается пористая структура. В качестве пенообразователей могут использоваться костный клей, скрубберная паста и др.
В ГОСТе, который действовал до 2019 года пенообразователи нормировались, в новом нормативе пенообразователи не указываются.
Газобетон
Правильнее называть газобетон автоклавным ячеистым бетоном. Изготовление регулируется ГОСТом 31359-2007 «Бетон ячеистый автоклавного твердения. Технические условия». Газобетон делают из цемента, песка, воды, извести и газообразователя. Компоненты схожие, но остановимся на отличиях от пенобетона.
Песок измельчается до мелкой фракции (2000 – 3000 см.кв/кг), это необходимо для формирования единой с цементом массы. Песок для пенобетона не измельчают.
Материал нарезается еще до застывания, для этого не используется опалубка. Газоблоки продавливаются через стальные струны.
Застывание происходит за 12 часов в автоклаве. Благодаря этому порообразование происходит более предсказуемо, и блоки получаются более однородными.
Образование ячеек происходит при взаимодействии газообразователя (алюминиевая пудра ПАП-1 и ПАП-2) с известью и водой. В результате этого выделяется водород, который и формирует поры внутри материала.
Газобетон в некоторых регионах называют газосиликатом, но на самом деле это разные материалы. Когда производство ячеистых бетонов только началось, практиковались разные составы: на основе цемента, на основе извести и смешанные. Изделия на основе извести назывались газосиликатными блоками, сейчас такая рецептура практически не применяется.
Рассмотрим достоинства и недостатки каждого из материалов
Как понятно из описания процедуры производства, газобетонный блок изготовить кустарными методами практически невозможно, чего нельзя сказать о пенобетоне. Конечно, такие изделия имеют непредсказуемые физико-технические параметры, поэтому сравнивать их не имеет смысла. Для сравнения мы возьмем усредненные параметры пенобетона, который производится с соблюдением требований нормативов.
Что прочнее?
Марка прочности ячеистых бетонов обозначается буквой B (прочность на сжатие) и выражается в МПа (Н/м.кв). От этого параметра зависит усилие, после которого блок разрушится и потеряет свою несущую способность. Характеристика прочности обычно влияет на плотность. Повышение прочности приводит к повышению плотности, что снижает тепловые характеристики материала, поэтому прочность должна быть рассчитана в соответствии с требованиями конкретной конструкции.
Прочность пенобетона обычно не превышает B1,5, газобетон может иметь марку B1,5 – B7,5. Что позволяет использовать газобетон для более нагруженных конструкций, пенобетон можно использовать для ненагруженных конструкций (перегородки, хозяйственные конструкции) или в качестве теплоизоляционной прослойки.
По ГОСТам ячеистые бетоны подразделяются на теплоизоляционные, конструкционно-теплоизоляционные и конструкционные.
B0,5 – B1,5 – теплоизоляционные
B1 – B10 – конструкционно-теплоизоляционные
B7,5 – B12,5 – конструкционные
Это разделение достаточно условно, потому что выбор прочности должен быть продиктован расчетами для конкретного проекта. Раньше эта классификация была привязана к плотности материала, поэтому до сих пор ошибочно её продолжают приводить. В ГОСТе 2009 года для автоклавных газобетонов приводились только предельные значения по прочности, с 2020 года классификацию по прочности распространили на все ячеистые бетоны.
Что легче?
Газобетон имеет меньший вес за счет большего количества пустот и более однородной структуры (вес блока 300 мм – 18,5 кг). В пенобетоне (вес блока 300 мм от 35 кг) песок является заполнителем, который не участвует в синтезе, к тому же часто для кладки пенобетона нельзя использовать кладку с тонким швом. Увеличение шва способствует повышению веса всей конструкции.
Что теплее?
Низкая теплопроводность обусловлена количеством пор и их структурой. Плотный материал обладает более высокой теплопроводностью, соответственно постройки из него получаются менее «теплыми». Фактическая плотность пенобетона превышает марку D600, плотность газобетона D300 – D600. Это позволяет использовать последний для возведения однослойных стен с достаточно для средней полосы России тепловым сопротивлением.
Марка плотности блоков обозначается буквой D и цифровым значением (D200 – D700).
Порообразование в газобетоне происходит более равномерно, большинство пор получается закрытыми и маленькими. В пенобетоне больше открытых пор и они более крупные, а соответственно материал имеет более высокую теплопроводность.
Теплопроводность газобетона – 0,05 – 0,2 Вт/(м*С)
Теплопроводность пенобетона начинается от 0,18
Водопоглощение
Главная проблема газобетона заключается в изначально высокой влажности, после обработки в автоклаве она может достигать 50%. В процессе работы на строительной площадке и из раствора материал может дополнительно увлажняться. После возведения здания за 3 – 6 месяцев стены выходят на равновесную с окружающей средой влажностью (5%). До этого момент дом из газобетонных блоков не рекомендуется утеплять и отделывать.
Особенно важно выждать срок высушивания блоков при утеплении с помощью пенополистирола. В противном случае в стене может происходить влагонакопление с последующим разрушением стенового материала при пониженных температурах.
Когда влажность газоблоков выходит на 5 – 8%, то здание может эксплуатироваться в обычном режиме. Для влажных помещений (баня, отапливаемые помещения для домашних животных) на газобетонной стене надо сделать гидро- и пароизоляцию.
Пенобетон в этом отношении более практичен, так как он высыхает в процессе своего изготовления и увлажняется только осадками или раствором.
Что экологичнее?
Оба материала изготавливаются на основе минеральных компонентов (цемент, песок, известь). В изделиях не используются полимерные компоненты. Газобетон и пенобетон не вызывают аллергических реакций и не являются благоприятной средой для распространения плесени. Показатели радиоактивности у ячеистых бетонов тоже ниже, чем у других строительных материалов.
Какие размеры?
Газоблоки могут иметь различную форму и размеры. Максимальный размер крупного блока – 1500 мм, мелкого – 625 мм. Ширина соответственно – 600 и 400 мм, высота 1000 – 300 мм. Пеноблоки могут иметь схожие размеры, но встречаются и изделия большего размера.
Также пеноблоки и газоблоки могут иметь разнообразную форму. Например, из газобетона делают цельные перемычки для оконных и дверных проемов. По форме тычковой плоскости изделия подразделяют на блоки паз-паз, паз-гребень, плоскость-паз. По этим параметрам пеноблоки и газоблоки находятся примерно на одном уровне, но пенобетонные изделия существенно проигрывают газобетону по точности размеров. Если у газоблоков первой категории отклонения от вертикалей и горизонталей обычно не превышают +-1 мм, то у пенобетонных блоков отклонения могут быть практически любыми.
Удобство в строительстве
Из прошлого пункта следует, что геометрия пеноблока хуже, чем у газоблока. Кладка с тонким швом (2-3 мм) при больших перепадах становится невозможной. Толстый растворный шов требует использования цементно-песчаных растворов, работа с ними требует определенного опыта каменщика. Во вставке: Увеличение толщины шва ведет к снижению прочности кладки. С 10 мм до 20 на 20%, с 20 до 30 на 30%. Кладка с тонким швом прочнее на 20 – 30%.
Пенобетонные блоки нельзя класть на клей-пену из-за недостаточно ровной геометрии. Этот простой способ укладки, который используют при строительстве из газоблоков с тонким швом. Еще одним негативным фактором является больший вес блоков. Из-за этого материал сложнее переносить, поднимать на объект. Это влияет на увеличение транспортных издержек.
Пенобетон более неоднородный, поэтому дает большую усадку 1-3 м/мм, усадка газобетона меньше и составляет 0,4 м/мм. Вывод По соотношению прочности и низкой плотности газобетон лучше пенобетона. Пенобетон больше подойдет для хозяйственных построек и зданий, в которых тепловое сопротивление стен не играет принципиальной роли.
Газобетон или пенобетон — что выбрать? — ДСК ГРАС
Содержание
Состав газобетонных блоков
Основные отличия автоклавного газобетона от пенобетона
Преимущества газобетонных блоков
Недостатки газобетонных блоков
Что же лучше всего подходит для строительства Вашего дома?
Газобетонные блоки — это современный строительный материал, являющийся разновидностью ячеистого бетона. Его широкое применение обусловлено множеством преимуществ относительно других конструкционных изделий.
Состав газобетонных блоков
Газобетон — это минеральный камень искусственного происхождения пористой структуры. Особенность его в том, что пузырьки воздуха величиной 1-3 мм равномерно рассредоточены по всему объёму и имеют сферическую форму. Состоит материал из смеси цемента, извести, песка и воды. Также при производстве используются специальные газообразователи, которые вступая в химическую реакцию, выделяют водород. Он «вспучивает» смесь, в результате чего объём её увеличивается, а структура становится пористой. От газобетона пеноблоки отличаются способом производства, составом, и как следствие, характеристиками. Газобетонный блок становится пористым благодаря химическим реакциям, пеноблоки — в результате механического перемешивания смеси из песка, воды, цемента и приготовленной пены.
Стандартный цикл производства газобетонных блоков начинается с создания состава. Для этого сухие компоненты перемешиваются с водой, а затем раствор разливается в формы. После вспенивания и предварительного схватывания заготовки извлекают из формы и разрезают. Окончательное высушивание материала происходит в специальных камерах, где под высоким давлением массив обрабатывают паром в автоклаве. Это позволяет материалу приобрести такие качества, как: экологичность, долговечность, огнестойкость, высокую прочность, хорошую звукоизоляцию, теплоизоляцию, морозостойкость, высокую паропроницаемость. В зависимости от заключительного цикла газобетон делится соответственно на «неавтоклавный» и «автоклавный». В нашем случае, газобетон марки ГРАС является автоклавным ячеистым газобетоном.
Основные отличия автоклавного газобетона от пенобетона
Свойства
Газобетон
Пенобетон
Коэффициент теплопроводности
0,072-0,12
0,14-0,22
Марки по плотности
300, 350, 400, 500, 600, 700
600, 700, 800, 900
Прочность
Класс B2,5 при D350
Класс B2,5 при D750-800
Отклонения геометрических размеров
+/- 1 мм
До 30 мм
Кладка, толщина шва
Кладка на клей, шов 1-3 мм
На песчано-цементный раствор, шов до 20 мм
Коэффициент экологичности
2
5
Фундамент
Нагрузка на фундамент минимальная
Нагрузка на фундамент большая
Монтаж
Менее сложен (легкий)
Более сложен (тяжелый)
Звукоизоляция
Низкая звукопроводность
Высокая звукопроводность
Логистика
Экономична (высокий объем загрузки)
Не экономична (низкий объем загрузки)
Долговечность
100 лет и более
Менее 30 лет
Обычному человеку легко спутать пенобетон с газобетоном, однако два этих материала имеют существенные отличия:
1. В составе пенобетона вместо более дорогого кварцевого песка используются производственные отходы. Это удешевляет конструкцию и отражается на её характеристиках.
2. Высушивание блоков из пенобетона происходит на открытом воздухе, что сказывается на эксплуатационных качествах материала.
3. Газобетонные изделия обладают лучшими характеристиками по теплопроводности, чем пенобетонные.
4. В процессе эксплуатации блоки из газобетона не дают усадки, от пенобетона её следует ожидать.
5. В газобетоне мелкие поры распределены равномерно и имеют практически одинаковый размер, поры пенобетона намного крупнее.
Простой способ отличить газобетонные блоки от пенобетонных — изучить их цвет. Газобетонные изделия всегда белые, пенобетон — более серый и тёмный.
Преимущества газобетонных блоков
Газобетон не случайно применяется в качестве строительного материала по всему миру. Его производство налажено в 50 странах. Достоинства конструкций из газобетона обусловлены хорошими эксплуатационными качествами и характеристиками.
• Долговечность материала сравнивают с конструкциями из кирпича, срок службы блоков может доходить до 100 лет и более.
• Прочность газоблоков обусловлена оптимальным соотношением плотности в пористой структуре. Однако понятие это условно. Так, применять газобетонные блоки в постройке высотой более 14 метров нельзя (исключение если конструкция с каркасом).
• Экологичность материала достигается благодаря отсутствию в составе токсичных компонентов. Блоки изготавливаются из традиционных сырьевых материалов, не выделяющих вредных веществ. Поэтому и готовые конструкции являются экологически чистыми.
• Газобетон по сравнению с обычным бетоном не радиоактивен, так как в его составе отсутствуют гранитный щебень и слюды (природные источники тория и урана).
• Способность материала, насыщенного водой, выдерживать попеременные циклы замораживания и оттаивания называется морозостойкость. Благодаря капиллярно-пористой структуре газобетона его морозостойкость сравнительно выше других подобных материалов.
• Газобетон — это негорючий материал, так как не органический. Он не горит сам и не поддерживает распространение огня. Это обуславливает его применение в жилом и общественном строительстве, а также в качестве обшивки пожаростойких стен, шахт и прочего.
• Энергоэффективность газобетона связана с его хорошими показателями по теплостойкости. Множество пор в структуре материала являются отличными блокировщиками холода. Поэтому здания с наружными стенами из газобетонных блоков сохраняют прохладу летом и тепло зимой. Благодаря этому же свойству материал обладает отличными звукоизоляционными свойствами.
• Благодаря особому способу производства все газобетонные конструкции имеют неизменно точные размеры, что позволяет дополнительно не выравнивать штукатуркой стены, а только нанести тонкую шпаклёвку.
• Ещё одно ценное преимущество — возможность простой обработки материала. Газобетонные блоки легко резать ручными инструментами, в результате чего вы сможете соорудить нестандартную конструкцию.
Недостатки газобетонных блоков
Несмотря на огромное количество преимуществ, газобетонные блоки — не совсем идеальный строительный материал. У него тоже есть хоть и не серьёзный, но недостаток.
• Хрупкость материала на излом.
Что же лучше всего подходит для строительства Вашего дома?
На наш взгляд, ответ на этот вопрос очевиден – газобетон.
Качество и химические свойства пеноблоков оставляют желать лучшего. Морозостойкость, огнестойкость, прочность, экологичность, теплоемкость, водопоглащение и многое другое у этого материала значительно ниже. К тому же он может быть токсичен из-за химических реагентов, используемых при производстве. Оба материала отлично подходят для строительства домов.
Но, какой из них подходит для Вас?!
Хотите ли Вы жить в экологически чистом, комфортном, теплом, уютном доме, дом который простоит не один десяток лет или же в холодном, непрочном и не уютном. Решать Вам!
Информацию о газобетонных блоках, их стоимости и доставке Вы можете уточнить по телефону горячей линии: 8 (800) 505-0-654.
Довольно часто при использовании ячеистого бетона в строительстве постоянно задаешься вопросом: газобетон или пенобетон? Что лучше?
Газобетон и пенобетон относятся к категории ячеистых бетонов, свойства обоих регламентируются ГОСТ 25485-89, а их принципиальное отличие заключается в технологии изготовления. При производстве газобетона пористая структура бетона формируется с помощью пузырьков газа, являющихся результатом химической реакции между цементом и алюминиевой пудрой, содержащейся в газообразователе. Пористая структура материала сохраняется при затвердевании газобетона. При наборе прочности получается легкий и прочный материал, который достаточно хорошо сохраняет тепло.
При изготовлении пенобетона пористая структура формируется с помощью пузырьков воздуха, равномерно распределенных по цементной смеси. Наличие пузырьков воздуха в пенобетоне обеспечивают подачей пены в цементную смесь или добавлением пенообразователя в цементную смесь при перемешивании. При затвердевании материала пористая структура сохраняется. Пенобетон по сравнению с газобетоном имеет закрытоячеистую структуру, что обеспечивает меньшее влагопоглощение.
Однако пено- или газобетонные стены обычно не оставляют открытыми, а защищают от воздействия окружающей среды с помощью штукатурки, сайдинга, отделочной плитки и т.п. сила имеет значение. Пенообразователи (особенно синтетические), используемые для изготовления пенобетона, отрицательно влияют на прочность цементного кирпича. Для возведения несущей стены следует использовать кирпич класса прочности на сжатие на излом не ниже В2.
Для обеспечения такой прочности в пенобетоне плотность материала должна быть не менее 700-800 кг на куб. м. Такого же класса прочности (В2) у газобетона можно достичь при плотности 500-600 кг/куб. м. Итак, газобетон можно считать более прочным материалом. По той же причине пенобетон дороже в производстве, чем газобетон. Для сравнения: расход цемента на изготовление 1 куб. м пенобетона плотностью 800 кг/куб. м составляет в среднем 380-400 кг, а для изготовления 1 куб. м газобетона плотностью 600 кг/куб. м вам потребуется всего 280-300 кг цемента. Также стоит отметить, что стена из газобетона плотностью 600 кг/куб. м может быть тоньше при тех же прочностных и теплотехнических свойствах.
В любом случае, выбирать материал будет потребитель. Перед покупкой необходимо убедиться, что выбранный материал соответствует требованиям ГОСТ и изучить особенности использования материала и его дальнейшей эксплуатации.
Газобетон или пенобетон: что лучше?
Газобетон и пенобетон, оба типа легкого бетона. По определению, легкий бетон — это тип бетона, в который добавлен вспенивающий агент, увеличивающий объем смеси и придающий ей более желательные качества, такие как низкий физический вес, но какой из них лучше?
Обратите внимание, что газобетон и пенобетон используются для конкретных строительных целей. Там, где идеально подходит газобетон, в некоторых аспектах может отсутствовать пенобетон, и наоборот.
При многих схожих физических характеристиках основное различие между газобетонами и пенобетонами заключается в том, как образуются пузырьки воздуха в цементной смеси. В этой статье мы пролили свет на то, как каждый из них сделан, для чего он используется, а также преимущества и недостатки. Давайте посмотрим.
Фундаментальная разница между Foamcrete и AirCrete
Пенобетон идеально подходит для обратной засыпки пустот, которые больше не используются, особенно в труднодоступных местах, таких как трубы и канализационные системы, водопропускные трубы и дорожные траншеи. Он также используется для заполнения пустот под полами, стяжками и плоскими бетонными крышами.
Пенобетон – это строительный материал, изготовленный из цементного раствора с содержанием воздуха не менее 20%. Он производится путем введения газов или пены в смесь цементного раствора и мелкого песка. Поэтому в нем нет крупных заполнителей.
Aircrete популярен из-за его использования в строительстве систем жилья из фундаментов, звукоизоляционных плит стен и перекрытий, амортизирующих поверхностей, потолков и даже крыш. Он также эффективен для замены нестабильного грунта и покрытия подземных сооружений, чувствительных к весу.
В промышленных целях используется пылевидная зола вместо песка и известь вместо цемента.
Как производится пенобетон
Пенобетон производится двумя основными способами. Воздух или газ могут быть введены в процессе смешивания посредством химической реакции, либо в цементный раствор может быть введена стабильная, предварительно сформированная пена. через пенообразующую машину для получения стабильной пены, затем смешивается с цементным раствором.
Используемый пенообразователь должен быть очень стабильным. Быстрый тест — просто налить его в стакан. Пена должна держаться без усадки или образования жидкости на дне стакана. Маленькие пузыри идеальны, так как они сильнее, чем большие.
Пенообразователи могут быть синтетическими или белковыми. Пенообразователи на белковой основе производят более стабильные пузырьки, что позволяет использовать больше воздуха, в то время как синтетические пенообразователи имеют тенденцию к большему расширению, что приводит к меньшей плотности.
В пересчете на объем пена составляет около 40-80%. Пенобетон затвердевает так же, как и обычный бетон, поскольку в нем больше цемента. Пузырьки воздуха в пенобетоне меньше по размеру, чем в газобетоне, что делает его более прочным.
Плотность пенобетона зависит от количества вводимой в смесь пены, а прочность зависит от количества используемого песка. Больше пены означает меньший вес и, следовательно, меньшую прочность. Однако с меньшим весом достигается лучшая теплоизоляция.
Более подробное объяснение того, как это делается, доступно здесь.
Применение FOAMCRETE
Мостовые погружения
Изолированные полы, крыши и палубы на крыше с 2-часовыми рейтингами пожара
Проницаемые покрытия
Lining Underground Conduits
Prevert Pavements. пустотелые блоки
Сезонные украшения, такие как Хэллоуин (его можно красить и он значительно устойчив к атмосферным воздействиям)
Преимущества пенобетона
Пенобетон легко течет из выпускного отверстия и не требует уплотнения, так как после заливки не оседает. По этой причине его можно перекачать на возвышенность или на расстояние.
Благодаря небольшому весу имеет очень небольшой собственный вес.
Благодаря своей сыпучей природе удобен при заполнении пустот в фундаментах, поскольку может повторять контуры грунтового основания.
Он поглощает примерно половину количества воды, поглощаемой газобетоном, и имеет низкую проницаемость, так как пузырьки воздуха не пропускают воду.
Не имеет поперечной нагрузки и создает очень небольшое вертикальное напряжение.
Наличие воздуха делает пенобетон огнеупорным. Несущая стена толщиной около 15 см выдерживает огонь до 7 часов. Темная стена остается ниже точки воспламенения.
Плотная ячеистая структура придает пенобетону высокую способность поглощать энергию и может останавливать движущиеся объекты. Эта причина, в частности, делает его пригодным для целей военной подготовки, чтобы остановить пули. В районах, подверженных землетрясениям, пенобетон является идеальным строительным материалом.
Обладает выдающимися возможностями распределения нагрузки.
Обладает высокой морозостойкостью и морозостойкостью, поэтому не замерзает в холодную погоду.
Позволяет ускорить процесс строительства и очень экономичен.
Обладает низкой теплопроводностью.
Обладает хорошей звукоизоляцией, так как поглощает больше звука, вместо того, чтобы отражать или пропускать его.
Имеет долгий срок службы, так как не разлагается со временем.
Вспенивающий агент в цементе продолжает поглощать воду из атмосферы, обеспечивая постоянное увеличение прочности с течением времени.
Простота в обращении и транспортировке
Недостатки пенобетона
Обладает низкой прочностью на сжатие и изгиб из-за высокой плотности пены. Прочность на изгиб измеряет эластичность материала или то, насколько пенобетон деформируется и смещается при разрушении, например, при землетрясении.
Отсутствие крупных заполнителей делает его склонным к усадке.
Соотношение связанных пор и общего количества пор влияет на его долговечность.
На этапе смешивания требуется больше времени.
Затрудняет отделку из-за гладкой наружной поверхности.
Как производится газобетон
Газобетон изготавливается путем смешивания цемента, извести, пылевидной золы, алюминиевой пудры и воды. Химическая реакция, катализируемая алюминием, приводит к образованию множества пузырьков воздуха, которые затем растворяются, в результате чего получается очень легкий блок.
В пенобетоне пена образуется в результате химической реакции между алюминиевой пудрой и гидроксидом кальция, щелочным элементом, образующимся при смешивании цемента с водой. В результате этой реакции образуются пузырьки водорода, которые остаются в цементном растворе. После схватывания газобетон разрезают на блоки и автоклавируют для придания дополнительной прочности. Он обладает прочностью и долговечностью традиционного бетона, но без физического веса. Для более подробной информации о том, как это делается, вы можете быстро просмотреть здесь.
Применение Aircrete
Предварительные блоки и панели
Плиты, палубы и изолированные крыши
Подземные трубопроводы
Shock Listwewent Plainding
Acouttic Building
Световые насыщенные полы
Acouttic Buist трубопроводы
Свалки
Замена нестабильного грунта в фундаментах
Преимущества газобетона
С ним легко обращаться, транспортировать и использовать.
Это рентабельно с точки зрения стоимости материалов, необходимых для его изготовления, и
Общие затраты на строительство.
Обладает низкой теплопроводностью и низкой плотностью.
Обладает хорошими акустическими свойствами благодаря своей пористой структуре.
Газобетон не горит и огнестойкий; следовательно, их можно использовать для строительства печей.
Проницаем для водяного пара, что эффективно охлаждает внутренние помещения.
Используемые материалы экологически чистые, а конечный продукт не выделяет вредных газов при строительстве.
Он водостойкий и очень прочный, так как не ржавеет, не гниет и не разлагается со временем.
Защита от вредителей и грызунов.
Позволяет использовать красящие вещества в эстетических целях.
Недостатки газобетона
При небольших количествах стоимость производства высока из-за необходимости использования дорогостоящего оборудования, что приводит к высокому энергопотреблению.
Aircrete со временем впитывает воду, поэтому необходимо добавить покрытие с использованием таких материалов, как штукатурка. Расширение поглощенной воды делает газобетон склонным к растрескиванию с течением времени.
Полученные конструкции имеют гладкую поверхность, что затрудняет нанесение отделки.
Впитывает воду, поэтому требуется внешнее покрытие, такое как штукатурка.
При постоянном воздействии воды в течение некоторого времени прочность газобетона может снизиться.
Исходя из этих преимуществ и недостатков, вот краткое сравнение некоторых характеристик газобетона и пенобетона:0039
Газобетон
Стоимость
Сокращение использования и, следовательно, стоимости бетона и стали в высотных зданиях
Качество
Окончательное качество зависит от используемого пенообразователя.
Качество конечного продукта неизменно, так как оно готово к использованию.
Акустические свойства
Отличное звукопоглощение или изоляция.
Отличное звукопоглощение или изоляция.
Теплопроводность
Низкая теплопроводность около 0,24 кВт-м/с
Низкая теплопроводность около 0,32 кВт-м/с
Заключение
AISHERETE. , а в других лучше пенобетон. Сходства в обоих включают низкую плотность, уменьшенный собственный вес конструкции и легкость прибивания гвоздей, распиливания или резки.
Оба являются самоуплотняющимися и сыпучими; поэтому они могут заполнять полости и пустоты даже при перекачивании на расстояние. Когда дело доходит до экономической эффективности, они одновременно экономят на используемых материалах, а также тратят время на выполнение проекта и ручной труд. Они представляют минимальную угрозу для окружающей среды и пожаробезопасны.
Имеются общие недостатки, такие как чувствительность из-за использования воды во время производства, и они имеют гладкую, пористую поверхность, что затрудняет нанесение отделки. Важно помнить, что каждый из них имеет разные области применения, зависящие от его свойств. Прежде чем остановиться на одном из них, обязательно проверьте, применимо ли оно к задуманному вами проекту.
Источники
Гарпедия: Легкий пенопластовый бетон | Области применения и преимущества
Lifetime House: что такое Aircrete?
Сибирские строительные технологии: преимущества и недостатки газобетона
Интернет-магазин гидроизоляции: преимущества и недостатки газобетона
Domegaia: Aircrete
Мир пенобетона: Изготовление пенобетона
Конструктор: Пенобетон, Свойства-Материал Преимущества и методы производства
Общие сведения о цементе: автоклавный газобетон (AAC, Aircrete)
О BUILDERSPACE
Привет, я Джио Валле. Я основатель BuilderSpace. На протяжении всей своей карьеры у меня была возможность играть роль в области архитектуры, гражданского строительства, городского планирования, развития недвижимости и управления строительством.
BuilderSpace во многом является отражением этого разнообразного опыта и уроков, извлеченных на этом пути. Строительство зданий сложное, и неизбежно возникают вопросы. Вот тут и приходит на помощь BuilderSpace.
Мы предоставляем отраслевую информацию и практические советы из реальной жизни по всем вопросам, связанным со строительной отраслью. Мы стремимся отвечать на вопросы, большие или маленькие, с помощью нашего онлайн-ассортимента статей с практическими рекомендациями, почему и что, если.
Спасибо, что заглянули и приятно провели время на сайте.
Джованни Валле, РА, LEED AP
ЮРИДИЧЕСКАЯ ИНФОРМАЦИЯ
Этот сайт принадлежит и управляется BuilderSpace.com, LLC («BuilderSpace»). BuilderSpace является участником партнерской программы Amazon Services LLC, партнерской рекламной программы, предназначенной для предоставления сайтам средств для получения платы за рекламу за счет рекламы и ссылок на Amazon.com. Будучи партнером Amazon, BuilderSpace получает компенсацию за соответствующие покупки.
Чем перекрыть крышу частного дома – на что обратить внимание
Каким должен быть кровельный материал
Чем лучше перекрыть крышу дома
Чем перекрыть крышу частного дома? Такие мысли часто посещают владельцем большинства из них. И неважно, что причина совсем не в том, что она уже состарилась и от ремонта крыши практически толка нет, а в желании дать ей иное дизайнерское решение. Главное подобрать материал, соответствующий требованиям, предъявляемым к крыше, и пожеланиям хозяина.
В наши дни крыша для загородного дома перестала быть только частью общей конструкции, защищающей от непогоды. Огромный выбор материалов для кровли и оригинальные дизайнерские наработки крыши позволяют подчеркнуть вкус и статус хозяина.
Дизайн крыши и материал для кровли непосредственно зависят предполагаемого вида будущей крыши загородного дома. Плоская крыша пока еще редкость в частном домостроении, а вот скатную возводят повсеместно. Многообразие материалов для кровли, конечно, несколько усложняет правильный выбор. Однако, существуют объективные критерии, придерживаясь которых трудно ошибиться.
Каким должен быть кровельный материал ↑
Облегчить решение проблемы, чем перекрыть крышу частного дома, можно, если учесть важность следующих параметров:
Долговечность. Очевидно, чем срок больше, тем лучше.
Вес материала. Рекомендованный вес – не больше 250 кг/м2.
Экологичность. Внутренний микроклимат в доме напрямую зависит от чистоты и естественности кровельного материала.
Простота укладки. Понятно, что чем проще и удобнее укладывать материал на кровлю, тем меньшими окажутся затраты на перекрытие крыши и по времени, и по труду.
Эстетическая привлекательность.
Сегодня широкое распространение получили разновидности черепицы. В сочетании с правильно рассчитанной стропильной системой и хорошей тепло- и шумоизоляцией такая кровля получается надежной и красивой. Обычный шифер, хотя его продолжают часто использовать, стал терять былую свою популярность. Битумно-полимерные материалы отличаются своей стоимостью, которая делает их доступными, можно сказать, для любого человека, но требуют тщательного соблюдения противопожарных норм. Элитной считается сланцевая кровля, набирающая популярность. Благодаря таким своим характеристикам, как природное происхождение, долговечность, негорючесть и очень высокая эстетичность.
Чем лучше перекрыть крышу дома ↑
Какие же специфические характеристики и свойства имеют наиболее востребованные материалы для кровли?
Металлочерепица
Самый легкий и, главное, недорогой материал для кровли, металлочерепица, не зря считается одним из ряда самых популярных. Его нагрузка на квадратный метр составляет всего 4,5 кг, он легок в монтаже, долговечен, отлично подходит для загородного каркасного дома, которые нередко не имеют фундамента.
Антикоррозионное покрытие металлочерепицы имеет богатую гамму цветов, что позволяет использовать ее для любого архитектурного решения. С тыльной стороны он подвержен коррозии, поэтому для защиты от скопления под ее листами влаги при укладке металлочерепицы предполагается наличие специального паро- и пароизоляционного слоя. Обязательным является также организация теплоизоляции и эффективной вентиляции. Это позволяет не бояться появления «мостиков холода». Данный материал укладывают на правильно подготовленное основание.
Такой недостаток, как излишняя «шумность» металлочерепицы, легко устранить, если использовать под листами шумопоглощающую изоляцию.
Глиняная черепица
Кому же своим шикарным видом приглянулась глиняная черепица на крыше, нужно знать, что вес у этого материала довольно большой, а это требует усиления кровельной конструкции, толстостенных балок и устроенной между ними обрешетки. Все это связано с увеличением финансовых вложений и трудозатрат. Перед обжигом на черепицу наносят особое покрытие ангоб, после чего слой глазури. Сама же укладка черепицы затруднений не вызывает.
Черепицей из металла или глины лучше перекрывать крыши, имеющие правильную геометрическую форму.
Мягкая кровля
Для сложной кровли прекрасно подходит гибкая черепица. Она намного легче металлической, к тому же принимает любую форму, то есть может реализовать любую дизайнерскую мысль, даже самую невероятную. Отличается богатством цветовой палитры.
Гибкую черепицу укладывают на сплошную поверхность. Это может быть фанера или сплошная обрешетка из дерева.
Высокое шумопоглощение битумной черепицы обеспечивает в доме идеальный микроклимат.
Ондулин
Этот материал по своей популярности не уступает битумным. Легкий вес и простота монтажа дают возможность перекрыть крышу в максимально сжатые сроки. По виду он похож на привычный шифер, однако обеспечивает отличные эксплуатационные качества: морозоустойчивость, прочность, экологичность, устойчивость к высоким температурам – до 115⁰C.
Важное значение при его укладке имеет качество обрешетки – должна быть обеспечена достаточная жесткость, чтобы ветровые нагрузки не вызывали дребезжания или вибрации. Широкие возможности выбора цвета и малый вес материала позволяют использовать его для любого типа кровель.
Шифер
Нельзя обойти вниманием и шифер. Раньше вопрос, чем лучше перекрывать крышу, даже не возникал – выбирать приходилось между рубероидом и шифером. Последний прост в монтаже. Учитывая содержание в его составе асбеста, шифер чаще используют для перекрытия маленьких дачных домов или сараев. Одно из главных его достоинств – цена. Материал это хрупкий, поэтому лучше покупать листы шифера у проверенных производителей. В противном случае не избежать их битья и ломки прямо в процессе укладки.
Битумный шифер
Битумные листы, имеющие волнистый рельеф, – это не только бюджетный вариант, но также очень простой и быстрый. Этот материал укладывают прямо поверх старой крыши, причем без особой подготовки.
Профнастил
Этот материал с успехом используют для перекрытия новой и старой крыши. Для его укладки не нужны ни специальные инструменты, ни особые знания. Он, как и металлочерепица, изготавливается из стали по технологии «холодный прокат», что позволяет сохранить целостность его полимерного покрытия. Профиль профлистов похож на шифер. Волны могут отличаться по форме (трапециевидная, прямоугольная, синусоидальная) и по высоте.
Виды кровли: 11 материалов, которыми можно покрыть крышу
Выбор кровельного покрытия для дома или придомовой постройки может оказаться очень сложным. Вариантов много: производители совершенствуют уже известные материалы и разрабатывают совершенно новые. Все они уверяют, что их продукция — лучшая и почти не имеет недостатков. Но это не всегда так. Рассмотрим виды кровельных материалов для крыши и проанализируем их плюсы и минусы, чтобы было проще сделать выбор.
Все о разновидностях кровельных материалов
Что определяет выбор покрытия Листовые материалы
— Шифер
— Ондулин
— Металлочерепица
— Фальцевая
— Профлист Мягкие покрытия
— Гибкая черепица
— Рулонные материалы
— Мембрана Штучная отделка
— Керамическая черепица
— Цементно-песчаная черепица Наливная кровля Советы по выбору
Привлекательный вид — далеко не самый важный фактор, определяющий выбор покрытия. Есть более важные моменты, которые обязательно надо учесть.
Форма крыши. Если у нее сложная конфигурация, подойдут не все виды покрытий.
Нагрузка на кровельную конструкцию. Включает суммарный вес осадков и ветряную нагрузку. К ним добавляют вес материала. Получившийся результат должен быть таким, чтобы стропильная система не была перегружена.
Эксплуатационные характеристики. Важны механическая прочность, надежность, долговечность, пожаробезопасность, коррозийная стойкость.
Назначение строения. Если это хозяйственная пристройка, важнее будет экономичность, для жилого здания — долговечность.
Особенности монтажа. Облицовку укладывают на обустроенное предварительно основание. Поэтому стоит оценить сложность и стоимость обустройства всей кровельной системы, включающей основание и финишное покрытие.
Pixabay
Кровля
От чего нужно защищать крышу: 6 пунктов, которые стоит знать
Листовая отделка выпускается в форме жестких пластин из металла или композитов. Она укладывается проще и дешевле других. Но при этом ее не рекомендовано использовать для оформления кровельных систем сложной формы: слишком много остается отходов при подрезке.
1. Шифер
Его изготавливают из смеси цемента и асбеста в виде волнистых или плоских листов. В процессе производства возможно внесение красителей, поэтому в продаже есть цветной и неокрашенный шифер. Материал используют для построек всех типов с минимальным углом наклона кровли 12˚. Срок службы — от 20 до 30 лет.
Плюсы
Низкая цена.
Несложный монтаж.
Хорошая звуко- и электроизоляция.
Пожаробезопасность.
Минусы
Значительный вес.
Хрупкость. При неосторожном обращении и сильных ударах ломается.
Шифер может быть потенциально опасен для здоровья. Входящий в его состав асбест признан канцерогеном.
ShutterStock
2.
Ондулин, он же еврошифер
Волнистые листы, изготовленные из пропитанной битумом целлюлозы. Внешнюю сторону облицовки покрывают цветным полимером, поэтому она может быть разной расцветки. Укладывают на скаты с уклоном не меньше 6˚, разрешен монтаж на старую кровлю, например, на шифер. Срок службы — около 20 лет.
Плюсы
Экологичность.
Малый вес, что облегчает перевозку и укладку.
Устойчивость к влажности и агрессивной химии.
Хорошая звукоизоляция.
Низкая цена.
Минусы
При повышенных температурах битум размягчается. Ходить по ондулину в жаркую погоду нельзя.
Пожароопасность. Загорается при 110˚С.
Выцветает, процесс ускоряется под воздействием прямого УФ-излучения.
ShutterStock
Кровля
Подробная инструкция по монтажу ондулина на крышу
3.
Металлочерепица
Пластины из оцинкованной стали, на обе стороны которых нанесены полимерные слои. Снизу защитный, сверху — декоративный и защитный. Рельеф и рисунок облицовки имитируют черепицу из керамики. Область применения очень широкая: металлочерепицу кладут на малоэтажные здания всех типов с уклоном ската не меньше 12˚. Возможна укладка без демонтажа старой отделки. Срок эксплуатации — не меньше 15 лет.
Плюсы
Высокая механическая прочность.
Пожаробезопасность.
Простой монтаж.
Средняя цена.
Большой выбор фактур и расцветок.
Минусы
Плохая звукоизоляция. Особенно громко «звучит» металлочерепица при сильном дожде.
Плохая теплоизоляция.
Pixabay
Кровля
Что выбрать: ондулин или металлочерепицу? Сравниваем по 5 критериям
4.
Фальцевая кровля
Собирается из листов металла, соединенных при помощи специальных защелок-фальцев. Может быть медной, алюминиевой или стальной. Свойства несколько различаются в зависимости от типа металла. Первый и второй вариант — самые дорогие. Они не подвержены коррозии, а потому долговечные. Служат десятки лет. Покрытые защитным полимером стальные пластины менее долговечны, но быстрее всего приходит в негодность оцинкованная сталь. Для защиты от коррозии ее приходится красить. Фальцевые кровли кладут на скаты с уклоном не менее 14˚.
Плюсы
Высокая прочность и надежность.
Полная влагостойкость, протечки исключены.
Экологичность.
Пожаробезопасность.
Минусы
Сложный монтаж с использованием специальных приспособлений для защелкивания фальца.
Низкая шумо- и теплоизоляция.
Возможность накапливания статического электричества.
Pixabay
Кровля
Подробная инструкция по монтажу фальцевой кровли своими руками
5.
Профилированный лист
Изготавливают из холоднокатанной стали с горячей оцинковкой. Обе стороны покрывают защитным цинковым или алюцинковым слоем. Сверху накладывают дополнительную полимерную защиту. Профнастил выпускают с волнистым и прямоугольным профилем. Укладывают на скаты с уклоном не менее 10˚. Листы кладут внахлест на 200 мм, крепят саморезами. Покрытая профлистом крыша прослужит 40-50 лет.
Плюсы
Высокая прочность.
Экологичность.
Пожаробезопасность.
Несложный монтаж.
Средняя цена.
Минусы
Плохая тепло- и звукоизоляция.
ShutterStock
Кровля
Как монтировать обрешетку под профнастил на крышу
Это группа рулонных или листовых материалов на основе стеклохолста или целлюлозы, которые пропитаны модифицированным битумом. Они прочные, эластичные и очень легкие. Одинаково хорошо кроют крыши простых и сложных форм.
1. Мягкая черепица
Ее еще называют гибкой за высокую пластичность. Основа покрытия — стеклохолост, на который с двух сторон нанесен модифицированный битум повышенной теплостойкости. С внешней стороны есть дополнительный декоративный слой базальтовых гранул, с внутренней наносят клей. Гибкую черепицу кладут на любую по форме конструкцию с уклоном ската не меньше 12˚. Модули выкладывают на сплошную основу с небольшим нахлестом. Срок эксплуатации — до 70 лет.
Плюсы
Небольшая масса.
Стойкость к химикатам, грибку, ветровым и атмосферным воздействиям.
Хорошая тепло- и шумоизоляция.
Простой монтаж с минимальным количеством отходов при подрезке.
Минусы
Технология укладки должна строго соблюдаться, иначе возможна деформация модулей.
Элементы на морозе становятся хрупкими.
Горюча, а потому пожароопасна.
Pixabay
Строительные материалы
Монтаж гибкой черепицы своими руками: пошаговая инструкция
2. Рулонные материалы
Большая группа полимерно-битумных покрытий. Их основа — стеклоткань, полиэстер или стеклохолст. Она пропитывается модифицированным битумом, сверху наносят полимер и сланцевую или песчаную посыпку. Изначально по подобной технологии выпускался рубероид на картонной основе. Сейчас его практически не используют. Рулонные покрытия типа стеклоизола, рубемаста или гидроизола укладывают на основание внахлест и наплавляют с помощью горелки. Ими можно покрывать даже плоские крыши. Допустимый угол наклона от 0˚ до 45˚. Срок эксплуатации — около 50 лет.
Плюсы
Хорошая шумоизоляция.
Водонепроницаемость.
Стойкость к отрицательным температурам.
Небольшой вес.
Низкая цена.
Минусы
Особые условия хранения.
Укладка при помощи специального приспособления.
ShutterStock
3. Мембрана
Разновидность рулонной кровли — тонкая эластичная пленка-мембрана из термопластичных олефинов, полихлорвинила или этилен-пропилен-диеновых каучуков. Укладывается в один слой на сплошную основу. На плоских крышах дополнительно закрепляется балластом, на скатных — крепежом.
Плюсы
Устойчивость к любым неблагоприятным воздействиям.
Возможность укладки на конструкцию любого типа с любым наклоном ската.
Морозостойкость.
Долговечность. Служит порядка 50 лет.
Малый вес.
Низкая цена. Вариант для тех, кто ищет, чем дешевле покрыть крышу.
Минусы
Непрезентабельный вид. Поэтому мембрану крайне редко используют в частном строительстве.
Невысокая прочность. Пленку достаточно легко повредить.
ShutterStock
Кровля
Как установить водостоки, если крыша уже покрыта: 4 возможных способа
Штучную кровлю собирают из малых облицовочных деталей. После стыковки они образуют цельное полотно. Штучные детали подходят для отделки крыш самой сложной конфигурации. При их укладке отходов почти не бывает.
1. Керамическая черепица
Облицовочные элементы изготавливают из сырой глины. Сначала ее формуют, затем проводят высокотемпературный обжиг. Перед обжигом возможна глазуровка, это увеличивает влагостойкость керамических деталей. Их монтируют на скаты с уклоном не больше 60˚ и не меньше 25˚. Укладывают с небольшим нахлестом, прикрепляют друг к другу специальным замковым соединением. При условии правильной эксплуатации керамика прослужит до 150 лет.
Плюсы
Высокая прочность.
Устойчивость к любым атмосферным воздействиям и температурным перепадам.
Огнестойкость.
Хорошая звуко- и теплоизоляция.
Широкий выбор красивых расцветок и форм.
Минусы
Значительный вес, из-за чего требуется усиливать стропильную систему.
Еще один недостаток — высокая цена. Она многократно окупается десятилетиями службы отделки. Но тем, кто хочет сэкономить, керамика точно не подойдет.
Pixabay
2. Цементно-песчаная черепица
В качестве сырья берут смесь цементного порошка и песка, что удешевляет продукт. Это близкий аналог глиняной черепицы с похожими характеристиками и почти не отличимый внешне. Его используют для отделки кровельных конструкций любой конфигурации с наклоном от 20˚ до 60˚. Если скат более крутой, укладка возможна, но нужна дополнительная гидроизоляция. Цементно-песчаная отделка прослужит порядка 50 лет и даже больше.
Плюсы
Морозостойкость.
Стойкость к атмосферным воздействиям.
Пожаробезопасность.
Прочность.
Хорошая шумо- и теплоизоляция.
Минусы
Толщина не меньше 10 мм, керамика тоньше.
Значительный вес, требуется усиление системы стропил.
Цена цементно-песчаной кровли ниже, чем у керамической, но все равно высокая.
Pixabay
Кровля
От конструкции до кровли: какую крышу выбрать для дома
Общее название группы бесшовных покрытий, которые монтируют путем нанесения полужидких или жидких мастик. Армирующей базой для них может быть стеклохолст или стеклоткань, основой — бетонные плиты, деревянные или металлические настилы, цементная стяжка, т.п. Мастики наливаются и распределяются по основе. Есть материалы, которые не наливаются, а распыляются. Для этого требуется специальное оборудование.
Плюсы
Полная водонепроницаемость, устойчивость к любым неблагоприятным воздействиям.
Возможность накрыть поверхность с самым сложным рельефом. При этом нет необходимости сложного раскроя и нет отходов от подрезки.
Высокая ремонтопригодность.
Малый вес.
Высокая скорость монтажа, особенно для напыляемых разновидностей.
Минусы
Сложности при отделке скатов с уклоном больше 25˚. Для них используются только специальные мастики.
ShutterStock
Подведем небольшой итог. Для плоских конструкций лучший выбор — рулонные материалы и наливная кровля. Их же используют при обустройстве эксплуатируемых крыш. Все остальные подойдут для скатных. Большинство рассчитано на укладку на скат, наклоненный под углом 10-12˚ и больше. Только для штучных нужен наклон от 20˚. Кровельные конструкции сложной формы лучше накрывать штучной облицовкой или мягкой черепицей.
Тем, кто ищет, чем покрыть крышу недорого и качественно, стоит рассмотреть мягкую черепицу, стальную фальцевую кровлю и лучшие сорта металлочерепицы. У них доступная цена, красивый внешний вид и высокие эксплуатационные характеристики. Правда, металлическая отделка «шумит», но этот недостаток можно исправить.
Самым бюджетным решением станет профнастил, ондулин или шифер. Это недорогие материалы, которые не требуют особых затрат на монтаж. Что считают их значимым преимуществом. При этом прослужат они не очень долго. Дороже других обойдутся керамическая черепица и медное или алюминиевое фальцевое покрытие. Это очень красивые и долговечные варианты.
Материал подготовила
Инна Ясиновская
Чем лучше покрыть крышу дома: сравните материалы
Надежная кровля является одним из основных условий комфортного проживания в доме, так как защищает от дождя, снега, создает ощущение защищенности и надежности здания. Какой материал выбрать для кровли в городе Фрамингем, Массачусетс? Вариантов действительно очень много и изготавливаются они из различного сырья — оцинкованная сталь, медь, алюминий, композиционные сплавы, битум, цементно-песчаная смесь, полимерпесчаная смесь, глина, сланец и так далее.
Современные кровельные материалы обладают высокими декоративными способностями, долговечностью и функциональностью. Помимо защиты от атмосферных осадков, кровля принимает на себя и другие внешние проявления окружающей среды — порывы ветра, воздействие снежных масс или ледяной корки, перепады температур и палящие солнечные лучи. Сложные условия эксплуатации требуют от кровли устойчивости к нагрузкам, прочности и ремонтопригодности. Давайте рассмотрим основные из них.
Типы листовых материалов
Листовые кровельные материалы применяются на скатных крышах, так как не требуют сплошного настила и сохраняют форму. Поэтому их укладывают на стропильную систему, образуя прочный и герметичный кровельный лист. Материалы для кровли во Фрамингеме, Массачусетс включают:
Металлочерепица — обеспечивает защиту от влаги, а также придает кровле привлекательный внешний вид.
Профлист
— Относительно дешевый и простой в эксплуатации профнастил — популярный и востребованный материал, не требующий высокой квалификации от монтажников.
Фальцевая — Фальцевая крыша имеет аккуратный вид, но на сегодняшний день встречается все реже из-за специфики монтажа.
Ондулин — в состав введены полимерные добавки, придающие жесткость и устойчивость к нагрузкам. У изделия есть существенный недостаток — ондулин горит. Это обстоятельство сильно ограничивает выбор пользователей.
Если вы не готовы тратиться на усиленную стропильную систему или планируете ремонт крыши, не рассчитанной на серьезную нагрузку, выбирайте более легкие материалы. Некоторые кровли можно установить и отремонтировать самостоятельно, но обычно требуется использование профессиональных кровельных услуг.
Типы мягкой кровли
Мягкая кровля — это обширная группа материалов, которые используются для гидроизоляции кровли. Общим признаком этих покрытий, объединяющим их в одну категорию, является гибкая структура, не способная самостоятельно удерживать форму. В связи с тем, что гибкая черепица представляет собой штучный материал, а не рулонный, она требует большего угла наклона скатов. Чтобы в стыки между плитками не затекала влага, а ветер не срывал покрытие, уклон крыши должен быть менее 11 градусов. Кровельные услуги включают в себя знание всех деталей, и профессионалы могут порекомендовать материал, а также ответить на все ваши вопросы и подробно объяснить каждый шаг процесса.
Штучные кровельные материалы
Штучные кровельные материалы – это разные виды черепицы, которые до сих пор пользуются спросом и пользуются спросом у пользователей благодаря привлекательному внешнему виду и длительному сроку службы. Основным недостатком штучных материалов является сложность монтажа — неквалифицированный монтаж не даст ожидаемого эффекта.
Поделиться этой публикацией:
Каков ваш лучший выбор для временного покрытия крыши?
Введение
Временные кровельные покрытия играют важную роль в защите ваших строительных объектов от различных погодных условий. В настоящее время на рынке представлено большое количество вариантов временных кровельных покрытий. Вот почему выбор лучшего временного покрытия может показаться вам сложной задачей.
Однако мы упростили вам задачу, перечислив несколько видов, преимущества, недостатки и ключевые факторы. Прочтите этот блог, чтобы выбрать лучшее временное кровельное покрытие для ваших строительных проектов.
Виды временного кровельного покрытия
Виды вашего временного кровельного покрытия могут различаться в зависимости от материала, выбранного производителем, а также качества.
Однако некоторые из наиболее распространенных видов временных кровельных покрытий перечислены ниже:
Гофрированное железо
Крыша Keder
Термоусадочная пленка
Что это такое и как они изготавливаются
● Гофрированное железо
Гофрированное железо является традиционным методом временного покрытия крыши. Этот метод также известен как листы Cl или листы олова. Гофрированное железо по-прежнему является одним из наиболее распространенных методов временного покрытия крыш в строительной отрасли.
После того, как вы правильно установите системы лесов, вам необходимо уложить гофрированные листы на крышу. Эти листы можно использовать повторно несколько раз, но их подъемный механизм может быть очень дорогим.
Рифленое железо также известно как один из наименее дорогих материалов для временной кровли.
Преимущества
Временная кровельная система из гофрированного железа очень пригодна для повторного использования.
Возможность повторного использования повышает рентабельность этой системы.
Недостатки
Кровля из волнистого железа не пропускает свет под участок, на котором она уложена.
Следовательно, для обеспечения бесперебойной работы под такой кровельной системой вам придется сделать собственную систему освещения.
Вы должны заботиться не только о здоровье, но и о безопасности.
Вы должны сделать большие первоначальные инвестиции в систему покрытия из гофрированного железа.
● Keder Roof
Одна из самых эффективных систем защиты от экстремальных погодных условий. Он состоит из двух основных частей; кровельное покрытие keder из ПВХ и конструкция из алюминиевых балок.
Кедер поможет вам создать среду с легкой рабочей системой. Эта система работает через процесс соединения цельных рельсов.
Кедерная кровля — еще один метод, используемый для временной кровли. Этот процесс используется большим количеством производителей. Поставщики различных известных брендов предпочитают поставлять «Кедер» из-за его высокого качества.
Крыша Кедер обеспечивает временную защиту от погодных условий. Он состоит из алюминиевых балок разной длины. Эти алюминиевые балки устанавливаются с максимальным пролетом 40 метров. Обычная длина алюминиевых балок составляет от 3 до 6 метров.
Точная структура и размер алюминиевых балок могут варьироваться в зависимости от выбора производителей. Усиление ферм осуществляется за счет одинарных и двойных тяжей, а также диагоналей, имеющих защелкивающиеся лапы. После того, как установка балок завершена, листы крыши Keder протягиваются по направляющей в месте конька.
Преимущества
Листы кедера имеют повышенный коэффициент многоразовости.
Помогает создать легкую рабочую среду.
Это экономически выгодный вариант благодаря возможности повторного использования.
Недостатки
Система Кедер немного дороже.
Он не такой легкий, как кровельная система из термоусадочной пленки.
● Кровля с термоусадочной пленкой
При работе с кровельными системами с термоусадочной пленкой необходимо базовое планирование, даже если нет необходимости в первоначальных расчетах.
Доски подмостей необходимо правильно закрепить на поверхности крыши. Это поможет залатать термоусадочную пленку. Также потребуются перила по периметру крыши, которые помогают обеспечить защиту края. Это облегчит вам анкеровку страховочных тросов для усиления системы защиты.
Вы также должны убедиться, что сделано надлежащее планирование, чтобы избежать потерь из-за плохой погоды. Таким образом, вы сможете добиться наилучших результатов при использовании временной кровли с термоусадочной пленкой.
Преимущества
Герметичность
Простота использования
Защищает предметы от пыли, грязи и погодных условий.
Недостатки
Смягчается при высоких температурах
Выделяет вредные запахи при высоких температурах
Плохая влагозащита
Ключевые факторы при выборе
Существует множество факторов, которые необходимо учитывать при принятии решения о выборе временной кровли. Выбор подходящего продукта может варьироваться в зависимости от ситуации и требований, поскольку ни один продукт не может быть подходящим для каждого применения.
Например, если вы имеете дело с небольшими проектами, то термоусадочная пленка является наиболее подходящей.
Прежде чем выбрать подходящую систему, убедитесь, что она поставлена или изготовлена с высоким качеством. В противном случае покупка некачественного товара всегда будет вызывать у вас чувство убытка. Вы будете тратить свое время, а также деньги.
Крыши из гофрированного железа помогут вам справиться с экстремальными погодными условиями. Это может быть идеальной кровлей против сильного ветра, града и проливных дождей. Это также может помочь вам справиться с жарой, поскольку это самая огнеупорная кровля.
Кедер также играет важную роль как лучший кровельный материал по сравнению с двумя другими видами.
Во-вторых, его гибкая площадь крыши может помочь вам увеличить или уменьшить площадь защиты. Он также может открыть пространство для подъема материалов через мобильную структурированную кровельную систему.
Чем отличается пескобетон от цементно песчаной смеси
Содержание
Различия в составе
Область применения
Подводим итоги
Приготовление пескобетона
Заключение
И среди строителей с солидным стажем встречаются специалисты, путающиеся между понятиями «пескобетон» и «раствор». Первый представлен новым материалом, содержащим в себе цемент. По этой причине многие специалисты относят данную смесь к растворам на основе цемента, что представляет собой ошибочное мнение. Но это объяснимо, так как популярная пескобетонная масса М 300, как и цементный раствор, изготавливается из песка, воды, цемента и пластификаторных присадок. Но чем отличается пескобетон от цементно-песчаной смеси? Отметим, что в перечень компонентов пескобетона входит еще и щебенка мелкой фракции, способствующая переводу в иной разряд строительных материалов и дающая еще одно название – бетон мелкозернистый.
Различия в составе
Рассмотрим отличия пескобетона и ЦПС по составляющим компонентам. В цементной массе содержится клинкер, полученный из горных пород посредством обжига под воздействием высоких температур. Кроме него, в составе цемента содержится гипс и технологические присадки. Именно от них и их количества материал способен:
противостоять воздействию влаги;
выдерживать нагрузки механического характера;
не изменять свойств от иных факторов окружающей среды.
Бетон – материал искусственного происхождения. В состав входят:
цемент;
песок;
щебенка;
вода.
Для приготовления бетона используются пластификаторные или гидрофобизаторные добавки.
Естественно, что в бетон в обязательном порядке входит цемент. Тогда чем отличается бетон от пескобетона? Получается, что наполнителем и его фракциями. В соответствии с нормами, с этой целью используется щебень, а для раствора из цемента применяется только песок.
На этом основании отличия товарного бетона и пескобетона отразились и в государственных стандартах на строительство. Для просеивания пескобетона используется сетка, максимальный диаметр ячеек в которой не превышает одного сантиметра. А вот для бетона разрешен допуск камней от двух сантиметров.
Пескобетон хоть и относят к новым материалам, но популярностью он уже пользуется. В его основу заложено особое вяжущее вещество – портландцемент, в котором преобладают кальциевые силикаты. Кроме этого, в состав пескобетона входят химические компоненты в виде добавок и песок. От такого набора компонентов пескобетон получает прочность, может противостоять внешним природным факторам.
Важное условие – правильно определить марку цемента.
Чем отличается пескобетон от цементно-песчаного раствора? Первый удобен в использовании, в него следует добавить обычную воду и хорошо перемешать. Материал рекомендован начинающим мастерам строительных дел, чей опыт не позволяет составить цементно-бетонную массу. Готовое сырье даст возможность сэкономить рабочее время и достичь неплохих показателей.
Область применения
Стройматериалы выбираются в соответствии с заданиями, видами работ и их объемами. Грамотный выбор считается залогом успеха в достижении намеченных целей.
Отличия пескобетона от сухой смеси оказывают влияние на область применения данных материалов.
Цемент используется:
в штукатурных работах и выполнении кладки;
для наполнения швов;
при заливке стяжки под покрытия для пола.
Основным предназначением цемента считается качественное соединение блоков, плит в перекрытиях, кирпичного материала. И основную роль в этом играет показатель прочности.
Бетонную массу используют:
для устройства фундаментных оснований;
в изготовлении элементов конструкций несущего характера;
производства железобетонной продукции.
Пескобетон обладает редкими особенностями:
хорошей прочностью;
отсутствием усадки;
пластичностью;
устойчивостью к низким температурам;
водонепроницаемостью;
приемлемой стоимостью.
Эти качества придают стройматериалу незаменимость на любом производственном этапе.
Рабочий процесс с пескобетоном подразумевает соблюдение определенных требований:
любое контактирование с массой проводится исключительно в защитных перчатках;
помещение для проведения работ должно быть сухим, температурный режим – от пяти до тридцати градусов тепла;
при добавлении воды с целью создания нужной консистенции смеси, следует принимать во внимание рекомендации производителя, указанные на заводской таре.
Используют его на начальном этапе устройства фундаментной основы, для крепления конструкций из железобетона и проведения монтажных мероприятий, при обустройстве стяжки и напольных покрытий, при заделке швов и бетонировании лестничных маршей, оформлении помещений.
Есть еще одно отличие пескобетона от пескоцемента. Первый применяется в механических заливках. Кроме того, купив пескобетон, нет необходимости приобретать по отдельности песок и цемент. И пускай расход пескобетонного материала на залитие фундамента несколько выше, чем цемента, но в данном случае нет надобности в просеивании песка, чтобы придать массе нужную консистенцию. Да и финансовые средства, затраченные на покупку пескобетона, прекрасно компенсируются качественным состоянием и надежностью фундаментной основы.
Окончательный выбор между пескобетонным материалом и цементом делают с учетом всех факторов.
Подводим итоги
Пескобетон считается промежуточным элементом между бетонной смесью и цементом. Этот сухой материал используется при реставрационных работах, ремонте и строительстве. Легкий материал не дает усадку, отлично зарекомендовал себя на зыбких грунтовых участках. Он незаменим в обустройстве бетонного пола для помещений, испытывающих большие нагрузки – складов, гаражей, торговых центров. Имеющиеся ингридиенты в виде щебенки и химических присадок позволяют заливать бетонную стяжку любой толщины без трещин.
Приготовление пескобетона
Опытный строитель способен приготовить данный состав самостоятельно. Для этого потребуются вода, песок и портландцемент М 500. Пропорции простые – на ведро песка необходимо 3.5 кг цемента и не более 2.5 литра воды.
Расход приготовленной смеси определяется следующими условиями:
требуемой толщиной;
параметрами основы;
качественным состоянием чистового покрытия.
Если используется бетономешалка, то компоненты должны быть сухими, чтобы хорошо перемешались.
Заложив песок, добавляем цемент, размешиваем и заливаем воду. Материал получится однородным, по прочности будет отвечать требованиям М 300. Смесь несколько минут вымешивается, потом направляется в работу.
Марка используемого портландцемента влияет на прочность пескобетонной массы, а песчаные фракции определяют степень усадки. Универсальный вариант – состав М 300, хотя на практике доказано, что можно пользоваться и низкомарочными растворами.
Перевозка и хранение такого материала осуществляются в бумажной четырехслойной таре, надежно защищающей от влаги.
Заключение
Сухая пескобетонная смесь считается оптимальным вариантом решения большинства строительных заданий. И обуславливается это исключительной универсальностью материала. Приобретая пескобетон, удостоверьтесь, что материал имеет сертификат качества.
Основные отличия цемента и пескобетона
Основа для любого сооружения – строительные материалы. От их качества, правильного соблюдения пропорций, а также продуманного выбора области применения будет зависеть качество и надежность будущего здания. Речь идет, конечно же, о цементе, бетоне и пескобетоне. Для того чтобы разобраться, чем различаются свойства этих материалов, для начала нужно определить состав и сферы использования каждого из них.
Отличия по составу
Цемент (или цементный раствор) содержит в своем составе клинкер. Этот материал получают, обжигая при высокой температуре горные породы и впоследствии их измельчая. Кроме клинкера, ингредиентами цемента являются гипс и всевозможные технологические добавки. От последних и их процентного сочетания зависят свойства материала – его устойчивость к влаге, механическим нагрузкам, другим факторам средового воздействия.
Бетон – искусственный стройматериал, получаемый путем смешивания цемента, песка, воды и щебня. В качестве добавок при изготовлении бетона в небольших количествах также применяются пластификаторы, гидрофобизаторы и др.
Безусловно, обязательной составляющей бетона является цемент, главное отличие в наполнителе и его фракции. Согласно нормам, в качестве наполнителя применяется щебень, в цементном же растворе функцию наполнителя может выполнять только песок.
В связи с этим различаются и государственные строительные стандарты: при просеивании цементного раствора нужна сетка с ячейками с максимальным диаметром 1 см, при том, что в составе бетона допускаются камни более 2 см в диаметре.
Пескобетон – хотя и относительно новый, однако уже весьма популярный в строительстве материал. В его состав входит портландцемент – специальное вяжущее вещество, с преобладающими в нем силикатами кальция, а также песок и всевозможные химические добавки. Эти ингредиенты придают пескобетону особую прочность, устойчивость к агрессивному воздействию внешних условий.
Важно правильно выбрать марку цемента
Пескобетон удобен в применении, в него достаточно всего лишь добавить воды, и, размешав в миксере, можно начинать строительные работы. Этот материал хорош для начинающих строителей, не имеющих большого опыта подобной деятельности: им не нужно ломать голову над тем, в каких пропорциях делать цементно-бетонную смесь. Все это помогает сэкономить время и получить качественный результат.
Отличия в применении
Строительный материал выбирается, исходя из задач, вида работ, их объема. Правильный выбор – залог успешного достижения запланированного результата.
Цемент применяется:
при проведении штукатурных и кладочных работ;
при заполнении швов;
при изготовлении стяжки для напольных покрытий.
Поскольку задача цемента – надежно скрепить бетонные блоки, кирпичи и плиты перекрытий, большую роль играет марка его прочности.
Использование бетона:
создание фундамента;
изготовление деталей несущих конструкций;
производство железобетонных изделий.
Уникальные свойства пескобетона – высокая прочность, безусадочность, пластичность, морозоустойчивость, водонепроницаемость, относительная дешевизна – делают этот строительный материал незаменимым на разных этапах строительства.
Его применяют:
на самом начальном этапе закладки фундамента;
при выполнении монтажных работ (внешних и внутренних), креплении железобетонных конструкций;
для стяжки пола и укладки напольных покрытий;
для заделывания швов;
при бетонировании лестниц;
при изготовлении стяжек;
при дизайнерском оформлении помещений.
Пескобетон можно использовать и для механической заливки
Еще одно существенное преимущество пескобетона – приобретая его, можно не покупать отдельно цемент и песок. Пусть расход пескобетона, например, на заливку фундамента, будет выше по сравнению с цементом, зато в первом случае не нужно просеивать песок, достигая необходимой консистенции. Кроме того, затраты на пескобетон с лихвой компенсируются качеством и надежностью фундамента. Впрочем, окончательное решение о том, что использовать – пескобетон или цемент – нужно принимаит, учитывая все факторы.
Различия между цементом, бетоном и раствором
Когда использовать эти строительные материалы для вашего следующего проекта
По
Давид Болье
David Beaulieu
David Beaulieu — эксперт по ландшафтному дизайну и фотограф растений с 20-летним опытом. Он работал в питомнике более десяти лет, работая с большим разнообразием растений. Дэвид давал интервью многочисленным газетам и национальным журналам США, таким как Woman’s World и American Way.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 24.08.22
Рассмотрено
Дин Бирмайер
Рассмотрено Дин Бирмайер
Дин Бирмайер — опытный подрядчик с почти 30-летним опытом работы во всех видах ремонта, технического обслуживания и реконструкции домов. Он является сертифицированным ведущим плотником, а также имеет сертификат Агентства по охране окружающей среды. Дин является членом Наблюдательного совета по благоустройству дома The Spruce.
Узнайте больше о The Spruce’s Наблюдательный совет
Цемент, бетон или строительный раствор могут сбить с толку мастеров-любителей, которые могут свалить все три вместе в грязные вещества, используемые в каменной кладке, которые затвердевают, образуя плоскую поверхность или связывая один объект с другим. Эти термины часто используются взаимозаменяемо и неточно. Хотя эти термины часто используются как синонимы, цемент, бетон и раствор на самом деле представляют собой три совершенно разных материала:
Цемент (также называемый портландцементом) представляет собой мелкий вяжущий порошок, который никогда не используется сам по себе, но является компонентом как бетона, так и раствора, а также штукатурки, затирки для плитки и тонкосхватывающегося клея.
Раствор состоит из цемента, мелкозернистого песка и извести; он используется в качестве связующего материала при строительстве из кирпича, блоков и камня.
Бетон — очень прочный конструкционный строительный материал, состоящий из цемента, песка и более крупного заполнителя (гравия). Он используется для формирования конструкционных плит, заливных фундаментов и других постоянных конструкций.
Нажмите «Играть», чтобы узнать разницу между цементом, бетоном и раствором
Цемент
Цемент это:
Минеральный порошок мелкого помола, используемый в качестве вяжущего вещества в строительном растворе, бетоне и других строительных материалах
НЕ то же самое, что бетон
Никогда не используется отдельно
Цемент является связующим элементом как в бетоне, так и в растворе. Обычно его делают из известняка, глины, ракушек и кварцевого песка, причем известняк является наиболее распространенным ингредиентом. Эти материалы измельчаются и объединяются с другими ингредиентами (включая железную руду), а затем нагреваются примерно до 2700 градусов по Фаренгейту. Этот материал под названием клинкер измельчается в мелкий порошок и расфасовывается для использования при смешивании различных вяжущих строительных материалов, включая раствор и бетон.
Вы можете увидеть цемент, называемый портландцементом. Это потому, что он был впервые сделан в 1800-х годах в Англии каменщиком Джозефом Аспдином из Лидса, который сравнил цвет с камнем из карьеров на острове Портленд, недалеко от побережья Англии.
Сегодня портландцемент остается наиболее распространенным типом цемента, используемого в строительных материалах. Это тип «гидравлического» цемента, что просто означает, что он будет схватываться и затвердевать в сочетании с водой.
Ель / Лиз Московиц
Бетон
Бетон это:
Конструкционный строительный материал, используемый для изготовления стен и плит
Гораздо прочнее строительного раствора
Изготовлен из смеси портландцемента, воды и заполнителя различных размеров
Доступен в нескольких различных составах
Бетон — полноценный строительный материал, используемый для фундаментных стен, бетонных плит, внутренних двориков и многих других каменных конструкций. Он уникально универсален, потому что сначала он представляет собой простую сухую смесь, а затем становится гибким, полужидким материалом, способным принимать любую форму или форму, и который высыхая превращается в твердый материал, известный нам как бетон. Во многих бетонных конструкциях металлическая арматура, такая как проволочная сетка или арматура, добавляется для прочности и минимизации растрескивания, которое может возникнуть в монолитном бетоне.
Бетон состоит из цемента, песка и гравия или других мелких и крупных заполнителей. Добавление воды активирует цемент, который является элементом, ответственным за связывание смеси с образованием твердого вещества.
Вы можете приобрести готовые бетонные смеси в мешках, которые сочетают в себе цемент, песок и гравий, так что все, что вам нужно сделать, это добавить воды. Они полезны для небольших проектов, таких как анкеровка столбов забора или строительство небольших площадок. Для крупных проектов вы можете купить мешки с цементом и смешать их с песком и гравием самостоятельно, используя тачку или другую большую емкость; или вы можете заказать предварительно смешанный бетон, доставленный грузовиком (обычно называемый «готовым бетоном»).
Бетонные смеси в мешках доступны в нескольких типах, от стандартной гравийной смеси с использованием относительно крупного заполнителя до типов «песчаной смеси», в которых используется более мелкий песок и по текстуре они приближаются к строительному раствору. А также существуют бетонные смеси со специальными добавками, предназначенными для улучшения их характеристик для определенных областей применения, например, смеси для заливки, ремонтные смеси и быстросхватывающиеся смеси.
Миномет
Миномет это:
Смесь порошкообразного портландцемента, песка и воды
Используется в качестве «клея», скрепляющего каменные блоки
Не такой прочный, как бетон
Продается в мешках в виде сухого порошка или может быть смешан из отдельных компонентов
Доступен в различных формах, N, M и С; тип S самый распространенный
Раствор — еще один строительный материал, состоящий из цемента, который в данном случае смешивается с мелким песком и водой, с добавлением извести для повышения долговечности продукта. Добавление воды в эту смесь активирует цемент, так что он затвердевает или затвердевает, как и бетон. Раствор не такой прочный, как бетон, и обычно не используется в качестве единственного строительного материала. Скорее, это «клей», который скрепляет кирпичи, бетонные блоки, камень и другие кладочные материалы.
Раствор обычно продается в мешках в виде сухой предварительно смешанной формы, которую вы смешиваете с водой. Его также можно смешать на месте, используя бетономешалку или просто смешав лопатой или мотыгой в тачке или смесительной ванне. Существует множество различных типов растворов, предназначенных для различных целей. При работе с кирпичом и другими элементами кладки важно использовать правильный тип раствора для кладки, так как некоторые растворы слишком тверды для некоторых типов кладки и могут треснуть при неправильном использовании. Для наиболее распространенных применений (соединение кирпича и блока) стандартным выбором является тип S.
Затирка — аналогичный продукт, который можно рассматривать как раствор, но в его состав не входит известковая добавка. Затирка имеет более высокое содержание воды, что позволяет ей растекаться и заполнять зазоры между керамической и каменной плиткой. Из-за высокого содержания воды затирка не является связующим материалом, а служит только для заполнения щелей.
Thin-set представляет собой родственный продукт, изготовленный из цемента и очень мелкого песка вместе с водоудерживающим агентом, таким как алкилпроизводное целлюлозы. Он используется для крепления керамической и каменной плитки к основанию, например к цементной плите. Некоторые тонкие наборы содержат латексные и полимерные добавки для повышения прочности сцепления. Thin-set обладает ярко выраженными адгезионными свойствами и иногда упоминается как Thin-Set.
Ель / Лиз Московиц
Цемент и бетон: в чем разница?
Фото: Shutterstock.com
Это старое клише мафии: парень попадает не на ту сторону Ла Коза Ностры и оказывается в цементных ботинках на дне реки. Что ж, эта обувь может быть сделана из цемента, но мало что еще в мире состоит только из цемента и цемента. Бетон, однако, везде. Это даже в больших вращающихся барабанах тех вездесущих транспортных средств, которые мы ошибочно называем цементовозы. Неудивительно, что люди всегда смешивают эти осадочные смеси, которые выглядят одинаково и ведут себя одинаково. Чтобы помочь вам сохранить их прямо, мы рассмотрели их рядом — цемент и бетон — чтобы привлечь внимание к существенным различиям между ними.
Разница между бетоном и цементом
Фото: istockphoto.com
Хотя эти термины часто используются взаимозаменяемо, цемент и бетон на самом деле не одно и то же. Редко используемый сам по себе, цемент на самом деле является ингредиентом бетона. Например, плитный фундамент вашего дома, скорее всего, сделан из бетона, а бетон был сделан из цемента и других ингредиентов.
Основы бетона
Бетон представляет собой смесь цемента, заполнителя и воды. Во всем мире бетон является одним из наиболее широко используемых строительных материалов как в жилых, так и в коммерческих целях. Его привлекательность заключается в том, что компоненты для его изготовления почти повсеместно доступны, а также в его прочности и долговечности, которые делают его практичным и желанным строительным материалом.
Заполнители, такие как песок, камень и гравий, составляют около 75% бетона.
Вода, используемая для создания бетона, должна быть очень чистой, даже пригодной для питья.
Заполнители также должны быть очень чистыми, поскольку любое загрязнение органическими материалами может снизить прочность бетона.
Фото: istockphoto.com
Основы цемента
Цемент представляет собой вяжущее, изготовленное из смеси железа, алюминия, кремния, кальция и других веществ, содержащихся в известняке, ракушках, меле, глине, железная руда и кварцевый песок. Эти «ингредиенты», которые нагреваются до очень высокой температуры, создают похожее на камень вещество, которое измельчается в очень мелкий порошок — цемент. Затем цемент смешивают с водой и заполнителем для образования бетона.
Реклама
Современный цемент был изобретен на кухне английского каменщика в начале 19 века.
Цемент можно смешивать с водой и использовать в качестве цементного раствора.
Цемент можно смешивать со штукатуркой и водой и наносить на каменные поверхности для получения гладкой поверхности.
Бетон и цемент: знаете ли вы?
Хотя цемент можно использовать сам по себе, в основном он используется в качестве компонента бетона. Бетон, конечно, является вездесущим строительным материалом, который встречается во всем мире на дорогах, мостах, плотинах, тротуарах и внутренних двориках.
Сам цемент производится из материалов, богатых кальцием и кремнеземом, таких как известняк и глина.
Его клейкие свойства делают его отличным вяжущим, но сам по себе цемент склонен к растрескиванию.
Фото: istockphoto.com
В бетоне есть цемент .
Вот одна из основных причин, по которой цемент и бетон так часто путают. Вот так; когда цементная смесь смешивается с водой, получается паста. И когда эта паста смешивается с заполнителями, такими как гравий и песок, получается то, что мы знаем и любим как бетон.
Бетон более прочен, чем цемент.
Да, бетон может служить сотни лет, но цемент менее прочен. Чтобы использовать аналогию, цемент для бетона, как молоко для мороженого. Конечно, в мороженом есть молоко, но это не молоко. Это на самом деле намного лучше.
СВЯЗАННЫЕ: 8 неожиданных причин использовать бетон в помещении
Бетон хорошо подходит для крупных проектов, в то время как цемент чаще используется для небольших работ.
Один из самых прочных и долговечных материалов, известных человеку, бетон используется для строительства школ, мостов, тротуаров и множества других сооружений. Но вам не нужна каска, чтобы добиться успеха с бетоном. Мастера-любители используют его для всевозможных проектов «сделай сам», в том числе для ландшафтной окантовки, кухонных столешниц и передних дорожек. Для сравнения, цемент используется в основном для небольших работ (например, для заливки швов и специальной кладки) и для ремонта треснувшего или осыпающегося бетона.
Реклама
Фото: istockphoto.com
Магазины товаров для дома предлагают множество видов бетона на выбор.
Еще больше усложняет ситуацию тот факт, что вы можете купить десятки различных видов бетона. Каждый тип отвечает требованиям конкретных приложений. Например, для подъездных дорог обычно выбирают фибробетон, который не растрескивается даже при огромных нагрузках. Есть также быстродействующий бетон, используемый, когда время имеет существенное значение. Перед покупкой любого бетона обязательно проконсультируйтесь со специалистом или проведите небольшое исследование, чтобы понять плюсы и минусы всех доступных вариантов. Начните свое исследование с нашего руководства по лучшим типам бетона для любого проекта.
Часто задаваемые вопросы о цементе и бетоне
Должен ли я использовать цемент или бетон?
Это зависит от вашего проекта, но если вам не нужен материал типа цементного раствора для очень небольших площадей — в этом случае вы должны использовать цемент — скорее всего, вы захотите использовать бетон. Залить террасу во дворе? Конкретный. Установка столбов для забора? Конкретный.
Цемент прочнее бетона?
Цемент не прочнее бетона. Фактически, цемент сам по себе склонен к растрескиванию. Однако в сочетании с заполнителями и водой и после затвердевания цемент, а теперь и бетон, становится необычайно прочным.
Подъездные пути цементные или бетонные?
Подъездные пути обычно изготавливаются из бетона. Бетон, конечно же, состоит из цемента, заполнителя и воды. Таким образом, хотя вы могли бы сказать, что подъездная дорожка «содержит» цемент, правильнее было бы сказать, что подъездная дорожка сделана из бетона. Некоторые длинные подъездные пути могут быть построены из асфальта, который является более мягким материалом, который быстрее разрушается.
Можно ли использовать цемент отдельно?
Цемент используется сам по себе в довольно узких областях, в первую очередь в качестве цементного раствора при смешивании с водой.
 org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> По сравнению с первыми моделями подобных устройств, современные жидкостные насосы поршневого типа отличаются значительно более сложной конструкцией, они более надежны и эффективны в использовании. Так, поршневые насосы, выпускаемые современными производителями, имеют не только эргономичный и прочный корпус, но и развитую элементную базу, а также предоставляют более широкие возможности для монтажа в трубопроводные системы. Благодаря такой универсальности насосы жидкостные поршневого типа активно используются в трубопроводных системах как промышленного, так и бытового назначения.
По сравнению с первыми моделями подобных устройств, современные жидкостные насосы поршневого типа отличаются значительно более сложной конструкцией, они более надежны и эффективны в использовании. Так, поршневые насосы, выпускаемые современными производителями, имеют не только эргономичный и прочный корпус, но и развитую элементную базу, а также предоставляют более широкие возможности для монтажа в трубопроводные системы. Благодаря такой универсальности насосы жидкостные поршневого типа активно используются в трубопроводных системах как промышленного, так и бытового назначения.
 При обратном движении поршня такого насоса, который, по некоторым историческим данным, изобрел древнегреческий механик, жидкость из рабочей камеры выталкивается в нагнетающую магистраль. Поршневые насосы, как уже говорилось выше, оснащаются клапанным механизмом, основная задача которого состоит в том, чтобы не дать перекачиваемой жидкости попасть обратно во всасывающий канал в тот момент, когда она выталкивается в нагнетательную магистраль.
При обратном движении поршня такого насоса, который, по некоторым историческим данным, изобрел древнегреческий механик, жидкость из рабочей камеры выталкивается в нагнетающую магистраль. Поршневые насосы, как уже говорилось выше, оснащаются клапанным механизмом, основная задача которого состоит в том, чтобы не дать перекачиваемой жидкости попасть обратно во всасывающий канал в тот момент, когда она выталкивается в нагнетательную магистраль. Такое качество многопоршневого плунжерного насоса, которое получило название «сухое всасывание», актуально во многих сферах, где используются подобные устройства.
Такое качество многопоршневого плунжерного насоса, которое получило название «сухое всасывание», актуально во многих сферах, где используются подобные устройства. Между тем поршневые насосы одностороннего действия, если сравнивать их с двухсторонними моделями, из-за простой конструкции отличаются более высокой надежностью и долговечностью.
Между тем поршневые насосы одностороннего действия, если сравнивать их с двухсторонними моделями, из-за простой конструкции отличаются более высокой надежностью и долговечностью. В таких ситуациях часто применяется дополнительное оборудование, обеспечивающее эффективный отвод лишней жидкости за пределы насосной станции.
В таких ситуациях часто применяется дополнительное оборудование, обеспечивающее эффективный отвод лишней жидкости за пределы насосной станции. Активно применяются насосы данного типа и в бытовых целях, с их помощью можно создавать трубопроводные системы для автономного водоснабжения частных строений и для полива. Между тем, решив использовать такой прибор, не забывайте о том, что для перекачивания больших объемов жидкости он не предназначен.
Активно применяются насосы данного типа и в бытовых целях, с их помощью можно создавать трубопроводные системы для автономного водоснабжения частных строений и для полива. Между тем, решив использовать такой прибор, не забывайте о том, что для перекачивания больших объемов жидкости он не предназначен.

 99″>
99″>

 10.2022
10.2022 10.2022
10.2022 10.2022
10.2022 10.2022
10.2022

 10.2022
10.2022


 Жидкостные насосы имеют компактные размеры, обеспечивая при этом необходимое давление. Простота установки и эксплуатации делают их надежным и экономичным продуктом для требовательных промышленных применений.
Жидкостные насосы имеют компактные размеры, обеспечивая при этом необходимое давление. Простота установки и эксплуатации делают их надежным и экономичным продуктом для требовательных промышленных применений. По этой причине мы предусмотрели следующие шаги, чтобы выбрать правильный насос высокого давления для применения.
По этой причине мы предусмотрели следующие шаги, чтобы выбрать правильный насос высокого давления для применения. Если это ваше требование, вам следует рассмотреть серию PPSF.
Если это ваше требование, вам следует рассмотреть серию PPSF. Ниже приведены некоторые из популярных продуктов, которые мы предлагаем.
Ниже приведены некоторые из популярных продуктов, которые мы предлагаем. Тем не менее, они обеспечивают пять вариантов соотношения давлений в диапазоне от 105 до 14 500 фунтов на квадратный дюйм.
Тем не менее, они обеспечивают пять вариантов соотношения давлений в диапазоне от 105 до 14 500 фунтов на квадратный дюйм.

 дюйм
дюйм дюйм
дюйм дюйм
дюйм дюйм
дюйм дюйм
дюйм дюйм
дюйм дюйм
дюйм дюйм
дюйм дюйм
дюйм дюйм
дюйм дюйм
дюйм дюйм
дюйм дюйм
дюйм дюйм
дюйм дюйм
дюйм дюйм
дюйм Это позволяет насосу продолжать свою работу, несмотря на любые перепады давления.
Это позволяет насосу продолжать свою работу, несмотря на любые перепады давления. Создаваемое давление приводит к закрытию впускного обратного клапана и открытию выпускного обратного клапана. Затем давление передается на прикладное оборудование.
Создаваемое давление приводит к закрытию впускного обратного клапана и открытию выпускного обратного клапана. Затем давление передается на прикладное оборудование.




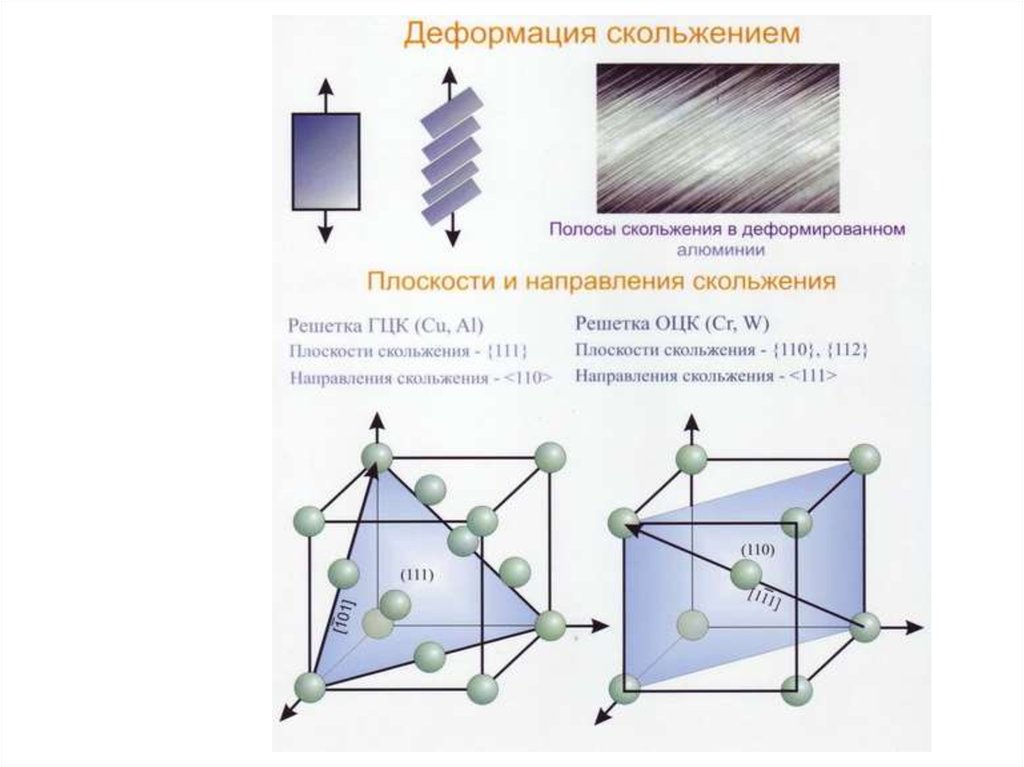 При достижении точки δт происходит изменение длины образца при постоянной нагрузке.
При достижении точки δт происходит изменение длины образца при постоянной нагрузке. Обе эти характеристики являются структурно независимыми, а зависят только от природы материала.
Обе эти характеристики являются структурно независимыми, а зависят только от природы материала. При увеличении
При увеличении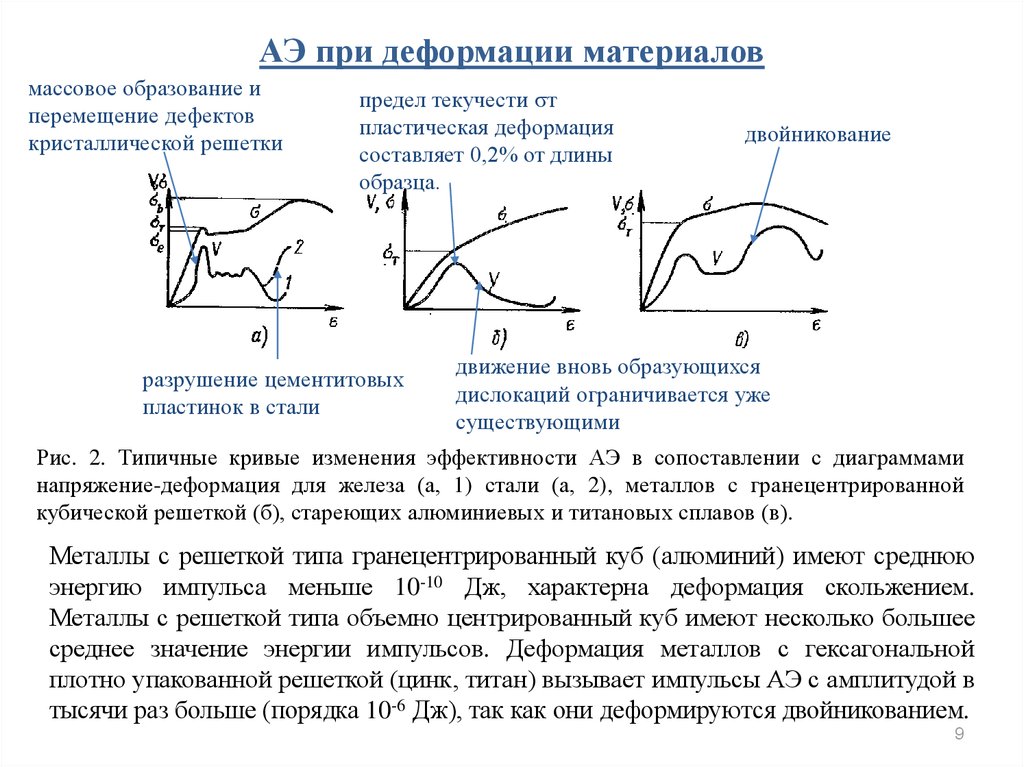
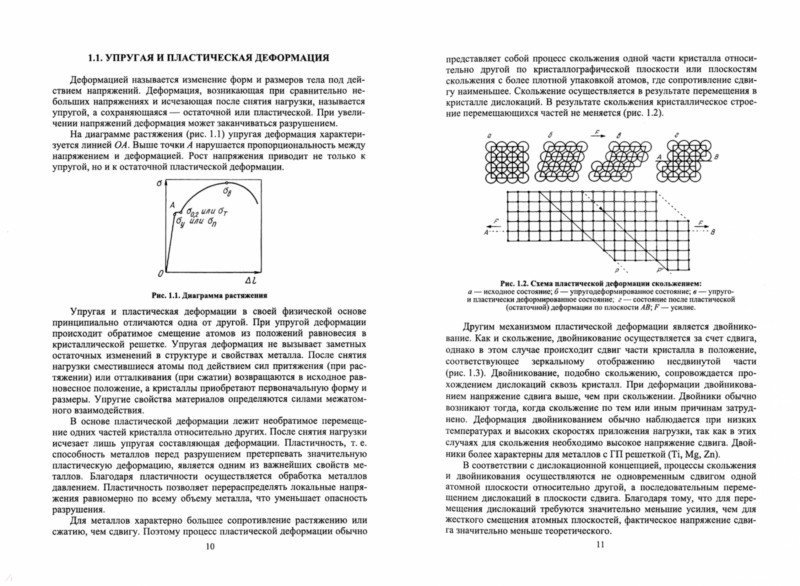 е. способность
е. способность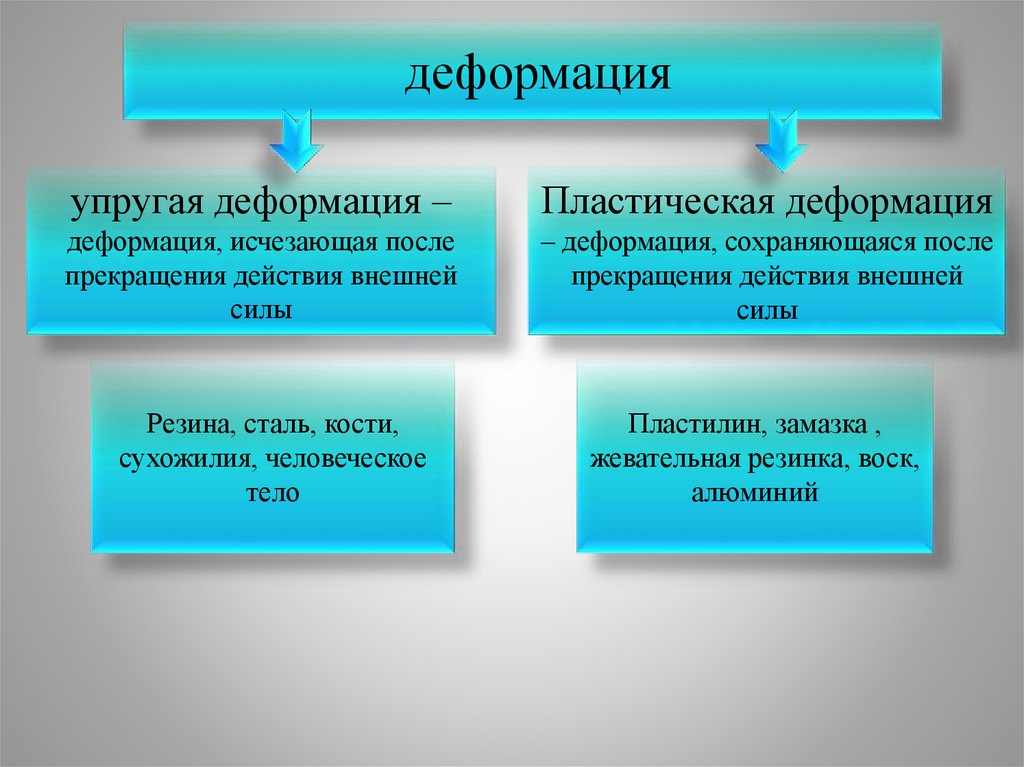
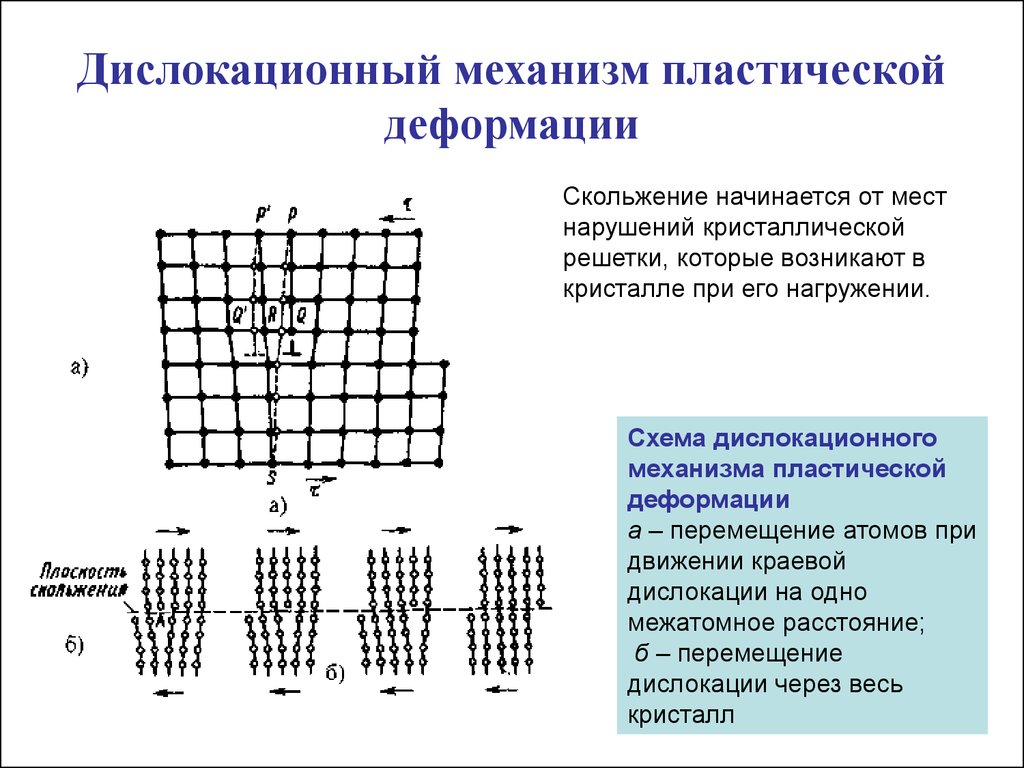 [2] Это то, что позволяет пружинам накапливать упругую потенциальную энергию.
[2] Это то, что позволяет пружинам накапливать упругую потенциальную энергию. Если приложено большее усилие или давление, то они имеют пластическую деформацию. Материалы, которые имеют значительную пластическую деформацию перед разрушением, называются пластичными . [3] Материалы, которые не могут сильно растягиваться или сгибаться без разрушения, называются хрупкими . Медь довольно пластична, и поэтому она используется для изготовления проводов (большинство металлов пластичны (но особенно медь). Стекло и керамика часто хрупкие, они скорее сломаются, чем согнутся!
Если приложено большее усилие или давление, то они имеют пластическую деформацию. Материалы, которые имеют значительную пластическую деформацию перед разрушением, называются пластичными . [3] Материалы, которые не могут сильно растягиваться или сгибаться без разрушения, называются хрупкими . Медь довольно пластична, и поэтому она используется для изготовления проводов (большинство металлов пластичны (но особенно медь). Стекло и керамика часто хрупкие, они скорее сломаются, чем согнутся!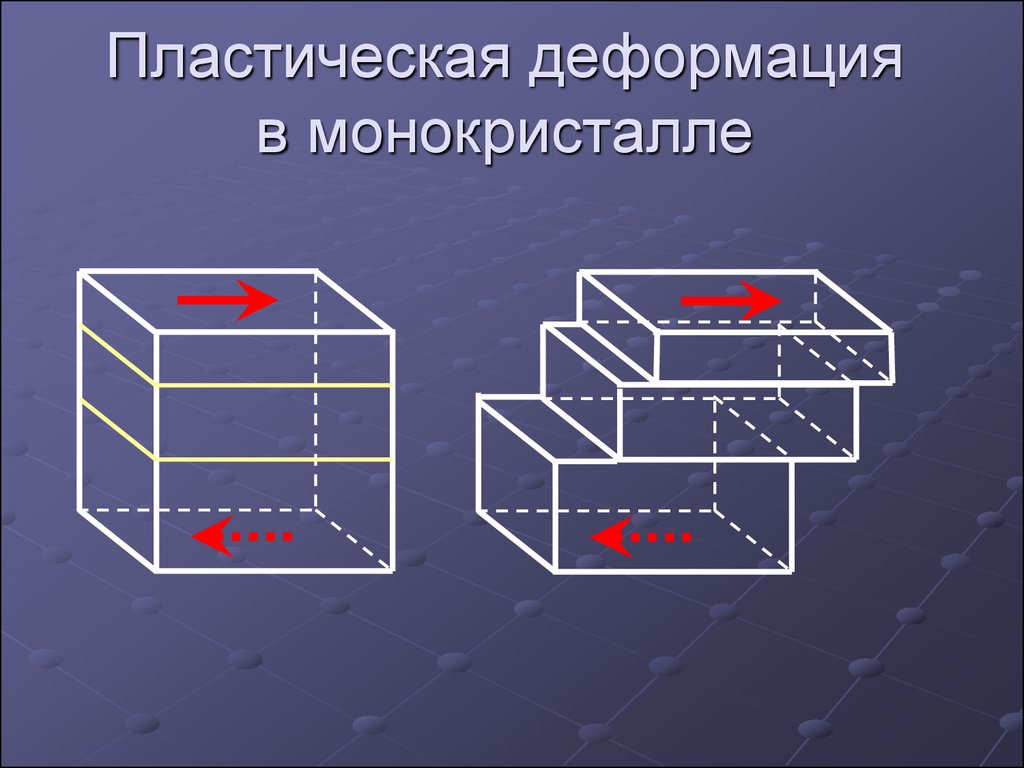 Д. Найт, «Эластичность», в Физика для ученых и инженеров: стратегический подход, , 2-е изд. Сан-Франциско, США: Pearson Addison-Wesley, 2008, стр. 278.
Д. Найт, «Эластичность», в Физика для ученых и инженеров: стратегический подход, , 2-е изд. Сан-Франциско, США: Pearson Addison-Wesley, 2008, стр. 278. Реакция сильно зависит от типа химической связи вещества. Деформации могут быть упругими или пластическими в зависимости от того, что происходит после снятия напряжения. Упругая деформация — это деформация, которая исчезает при устранении внешних сил, вызывающих изменение, и связанного с ним напряжения. Пластическая деформация – остаточная деформация или изменение формы твердого тела без разрушения под действием длительной силы. Основное различие между упругой деформацией и пластической деформацией состоит в том, что упругая деформация обратима, тогда как пластическая деформация необратима.
Реакция сильно зависит от типа химической связи вещества. Деформации могут быть упругими или пластическими в зависимости от того, что происходит после снятия напряжения. Упругая деформация — это деформация, которая исчезает при устранении внешних сил, вызывающих изменение, и связанного с ним напряжения. Пластическая деформация – остаточная деформация или изменение формы твердого тела без разрушения под действием длительной силы. Основное различие между упругой деформацией и пластической деформацией состоит в том, что упругая деформация обратима, тогда как пластическая деформация необратима. 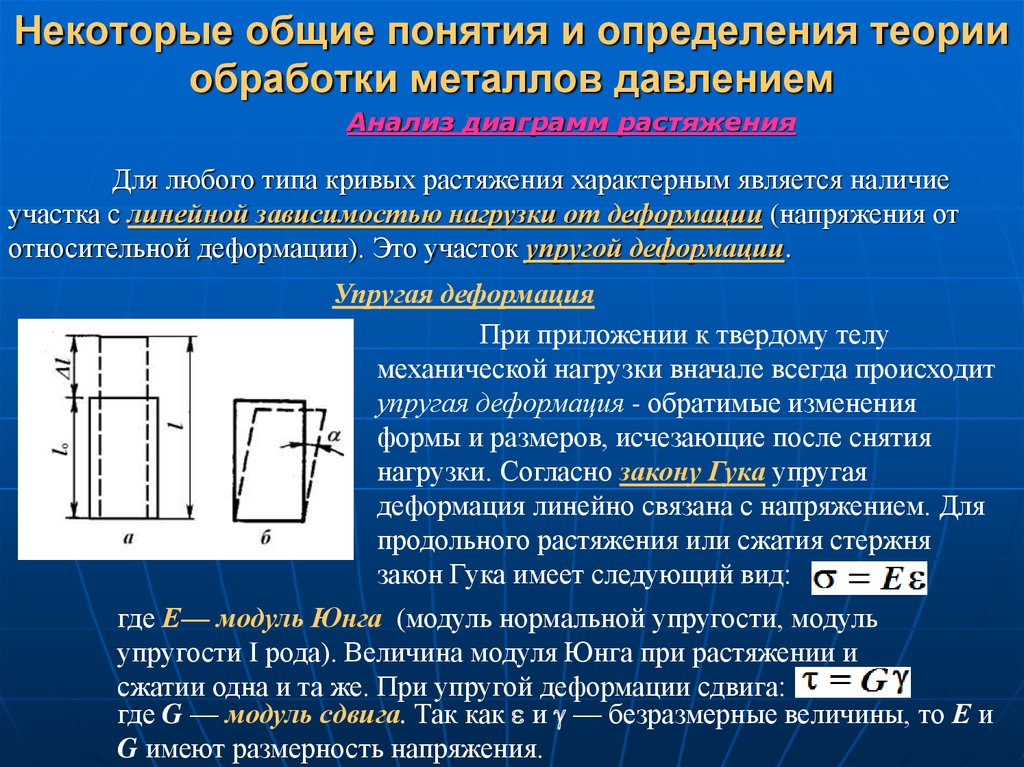 В чем разница между упругой и пластической деформацией
В чем разница между упругой и пластической деформацией 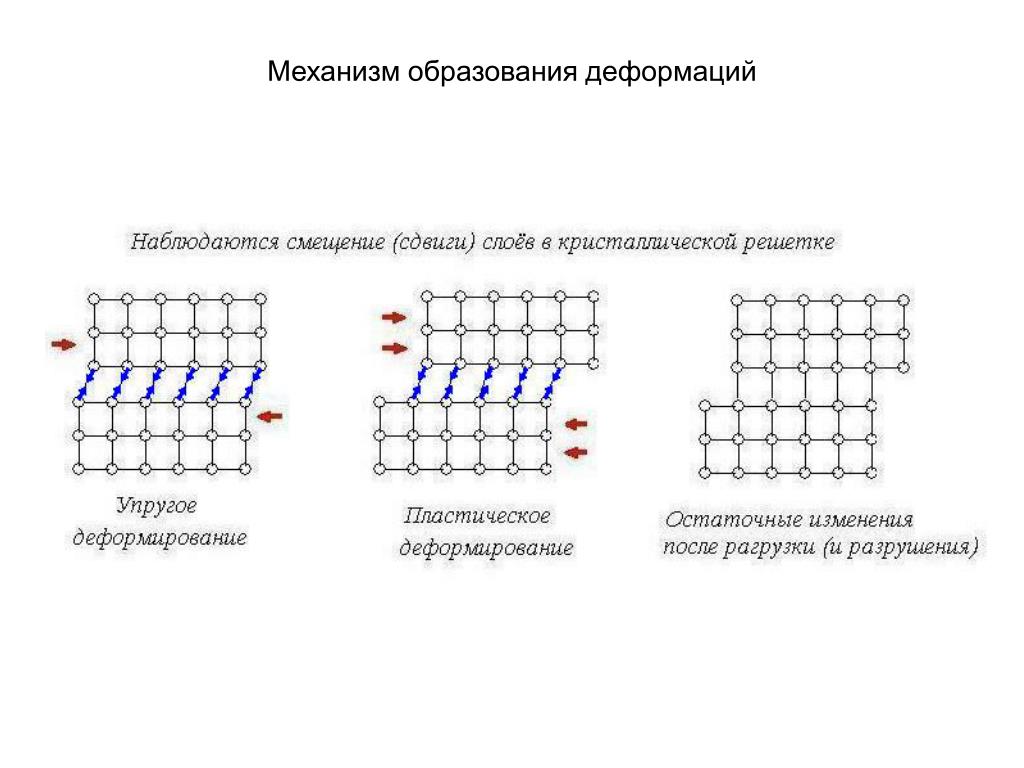 Однако атомы не скользят друг по другу при растяжении или изгибе. Но со временем эластичность веществ ухудшается, иногда вещество становится хрупким, теряя пластичность.
Однако атомы не скользят друг по другу при растяжении или изгибе. Но со временем эластичность веществ ухудшается, иногда вещество становится хрупким, теряя пластичность.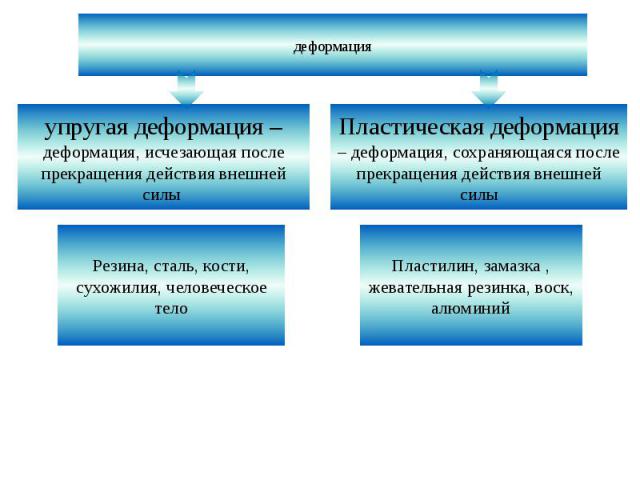 Это происходит, когда к веществу прикладывается большое напряжение. Пластическая деформация необратима и носит постоянный характер. Пластическая деформация лучше всего объясняется химическим понятием «пластичность». Пластичность — это качество легкости формования или формования на постоянной основе.
Это происходит, когда к веществу прикладывается большое напряжение. Пластическая деформация необратима и носит постоянный характер. Пластическая деформация лучше всего объясняется химическим понятием «пластичность». Пластичность — это качество легкости формования или формования на постоянной основе.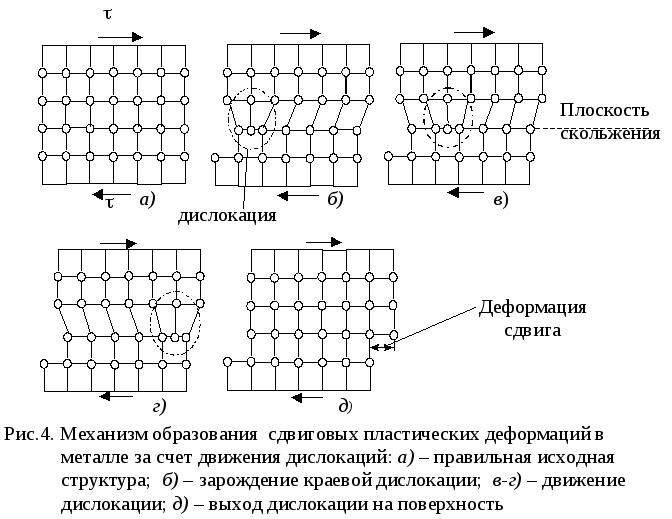 д. В пластичных материалах, таких как металлы (например, медь), пластическая деформация имеет место, когда деформация превышает предел упругости. Но в хрупких веществах, таких как горные породы, до начала пластической деформации не может наблюдаться никакой упругой деформации. Пластическая деформация важна при изготовлении новых изделий с использованием термообработки или обработки давлением, а также формования.
д. В пластичных материалах, таких как металлы (например, медь), пластическая деформация имеет место, когда деформация превышает предел упругости. Но в хрупких веществах, таких как горные породы, до начала пластической деформации не может наблюдаться никакой упругой деформации. Пластическая деформация важна при изготовлении новых изделий с использованием термообработки или обработки давлением, а также формования.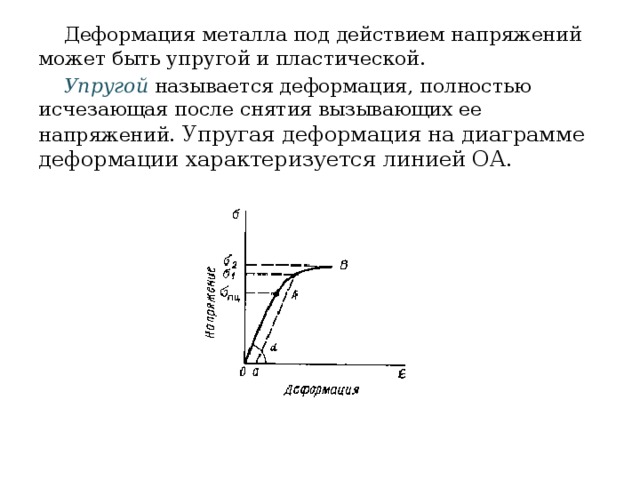
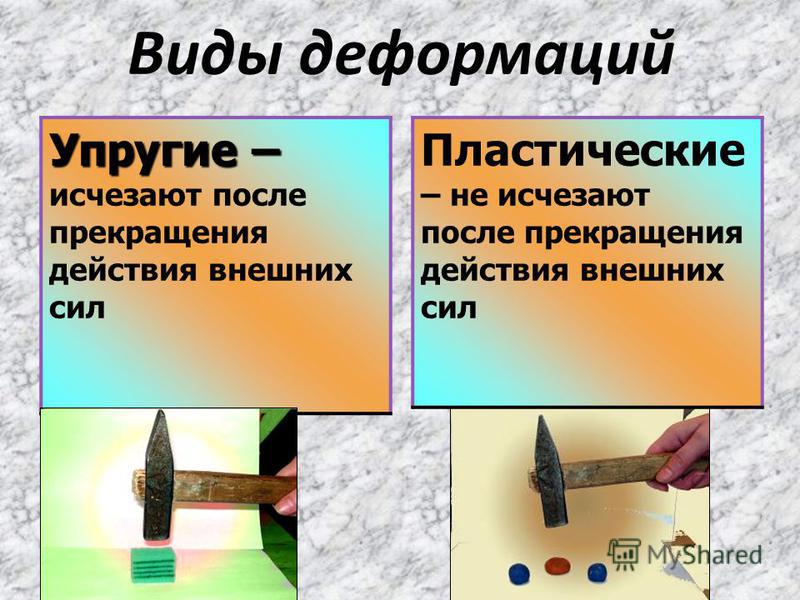
 Наши сотрудники легко подберут требуемые образцы, уточнят кол-во и наличие по складам, расскажут вам, как оформить заказ, оплатить его, решить вопрос с доставкой со склада на ваш объект.
Наши сотрудники легко подберут требуемые образцы, уточнят кол-во и наличие по складам, расскажут вам, как оформить заказ, оплатить его, решить вопрос с доставкой со склада на ваш объект.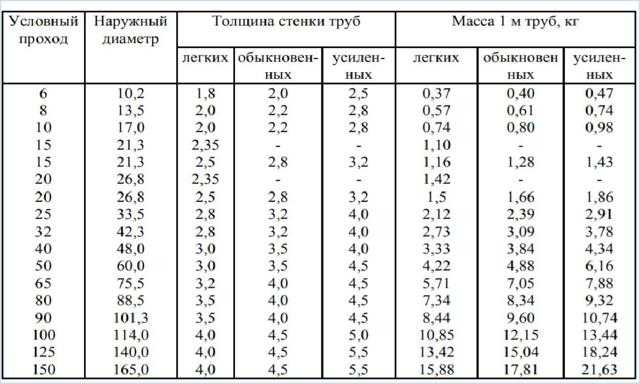 2; 2,8
2; 2,8

 Диаметр металлических труб регламентируется ГОСТ 10704-91, который разделяет изделия на несколько категорий:
Диаметр металлических труб регламентируется ГОСТ 10704-91, который разделяет изделия на несколько категорий: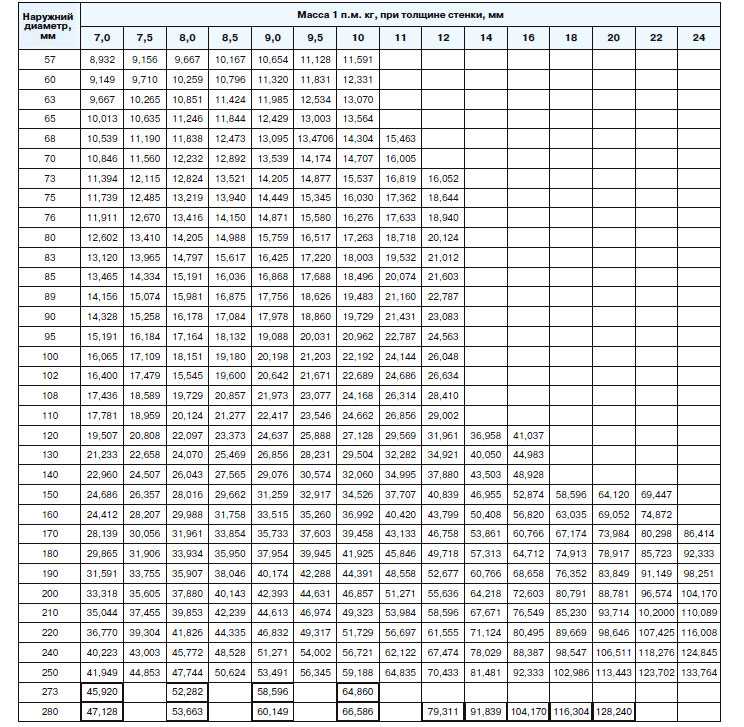 DN не просто определяет пропускную способность трубного проката, но и дает возможность правильно подбирать к трубным системам фитинги и другую арматуру. ГОСТ 28338-89 классифицирует трубы именно по значению DN.
DN не просто определяет пропускную способность трубного проката, но и дает возможность правильно подбирать к трубным системам фитинги и другую арматуру. ГОСТ 28338-89 классифицирует трубы именно по значению DN.
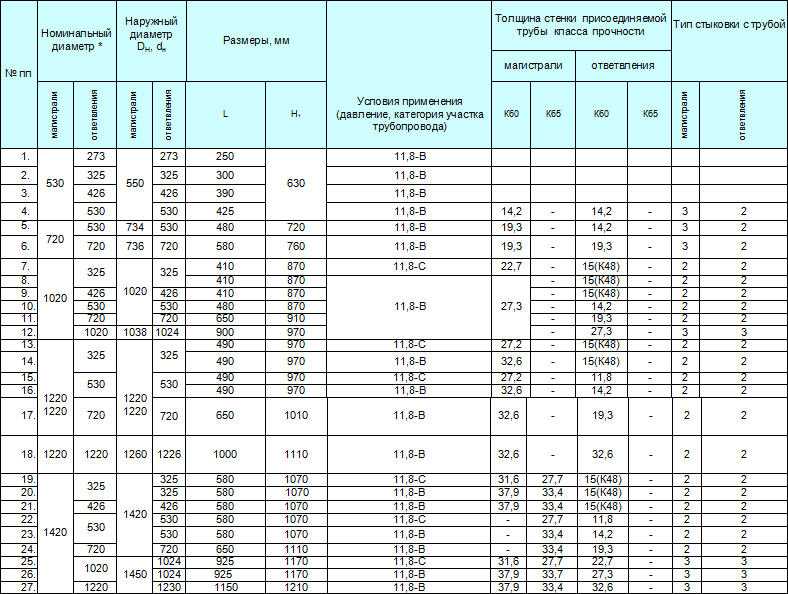 3
3 7
7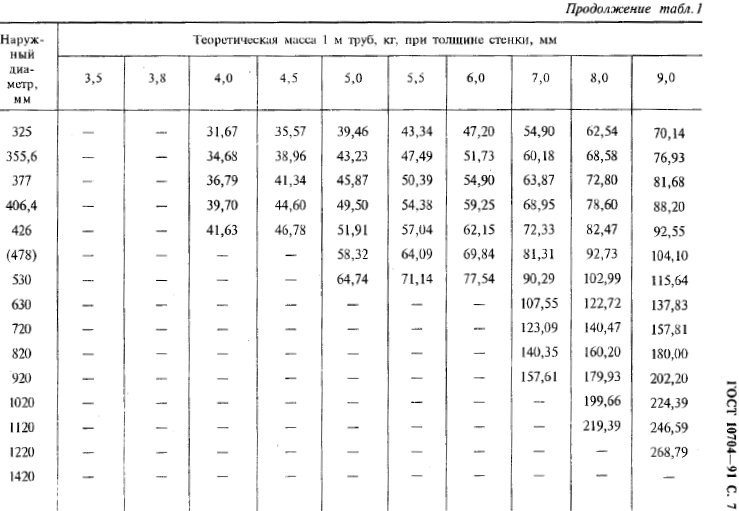 200)
200)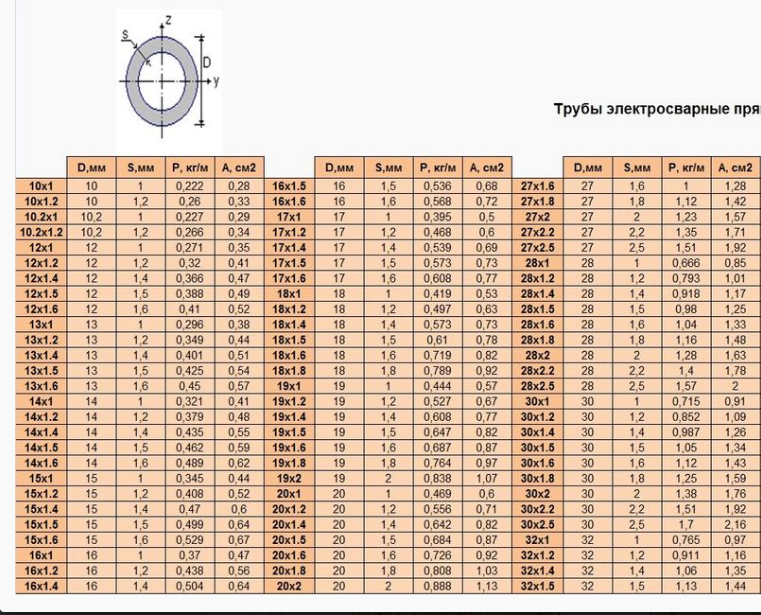 05
05  77
77  0 МАТЕРИАЛЫ ТРУБ
0 МАТЕРИАЛЫ ТРУБ Не сложно найти в интернете уроки по использованию программ для проектирования управляющей программы в CAD/CAM программах типа ArtCam, Vectric, Type3, MasterCam, PowerMill и тд. Сами программы стаи доступнее для пользователя которые их качают с торрентов и активно эксплуатируют, да это не законно, но такой факт есть. Дополнительно к этому появилось множество сайтов с макетами и шаблонами, где можно бесплатно и за оплату получить файл для проектирования УП для станка и существенно сократить время на разработку красивого изделия.
Не сложно найти в интернете уроки по использованию программ для проектирования управляющей программы в CAD/CAM программах типа ArtCam, Vectric, Type3, MasterCam, PowerMill и тд. Сами программы стаи доступнее для пользователя которые их качают с торрентов и активно эксплуатируют, да это не законно, но такой факт есть. Дополнительно к этому появилось множество сайтов с макетами и шаблонами, где можно бесплатно и за оплату получить файл для проектирования УП для станка и существенно сократить время на разработку красивого изделия. Конечно, есть куда еще расти и развиваться, но то, что сделано существенно упрощает жизнь деревообрабатывающих производств.
Конечно, есть куда еще расти и развиваться, но то, что сделано существенно упрощает жизнь деревообрабатывающих производств. Для новичков удобнее начать с азов и покупать наборы фрез — это и дешевле и не сильно их обременяет копанием литературы и форумов.
Для новичков удобнее начать с азов и покупать наборы фрез — это и дешевле и не сильно их обременяет копанием литературы и форумов.
 Для этого используется фреза для сращивания древесины. Соединение деталей происходит по принципу шип/паз.
Для этого используется фреза для сращивания древесины. Соединение деталей происходит по принципу шип/паз.




.jpg)

 Эту модификацию отличает уникальная рабочая зона, которая предназначена для резки листов фанеры. 60 90 так популярен именно из-за своего размера, низкой цены и большого количества внесенных в него улучшений.
Эту модификацию отличает уникальная рабочая зона, которая предназначена для резки листов фанеры. 60 90 так популярен именно из-за своего размера, низкой цены и большого количества внесенных в него улучшений. Это было достигнуто благодаря сочетанию следующих факторов:
Это было достигнуто благодаря сочетанию следующих факторов:
 В него легко поместится лист фанеры. Его можно разрезать на нужные элементы без предварительной резки, что необычайно удобно, особенно при работе с фанерой толщиной более 6 мм. Тонкая фанера может несколько прогибаться, нарушая фокусное расстояние. Именно поэтому на этой машине часто используются утяжелители.
В него легко поместится лист фанеры. Его можно разрезать на нужные элементы без предварительной резки, что необычайно удобно, особенно при работе с фанерой толщиной более 6 мм. Тонкая фанера может несколько прогибаться, нарушая фокусное расстояние. Именно поэтому на этой машине часто используются утяжелители. Однако в то же время это и главный его недостаток. Именно из-за своих размеров он стоит дороже аналогов и не так популярен среди покупателей. Чаще всего его приобретают крупные промышленные компании.
Однако в то же время это и главный его недостаток. Именно из-за своих размеров он стоит дороже аналогов и не так популярен среди покупателей. Чаще всего его приобретают крупные промышленные компании.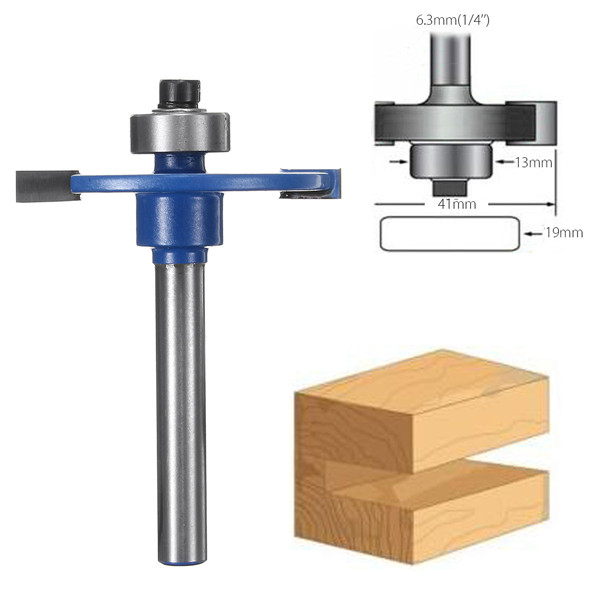 Хотя это случается редко. Лазерный инструмент имеет правильную конструкцию и усиленный портал, позволяющий работать на высокой скорости. Как правило, 50% времени работы данного станка используется для гравировки, а 50% — для резки.
Хотя это случается редко. Лазерный инструмент имеет правильную конструкцию и усиленный портал, позволяющий работать на высокой скорости. Как правило, 50% времени работы данного станка используется для гравировки, а 50% — для резки. Однако гравировка возможна и на этом лазерном оборудовании благодаря потенциометру, позволяющему регулировать мощность менее 10%.
Однако гравировка возможна и на этом лазерном оборудовании благодаря потенциометру, позволяющему регулировать мощность менее 10%. Лазерный станок является самым дешевым среди упомянутых выше. Именно поэтому он так популярен.
Лазерный станок является самым дешевым среди упомянутых выше. Именно поэтому он так популярен.
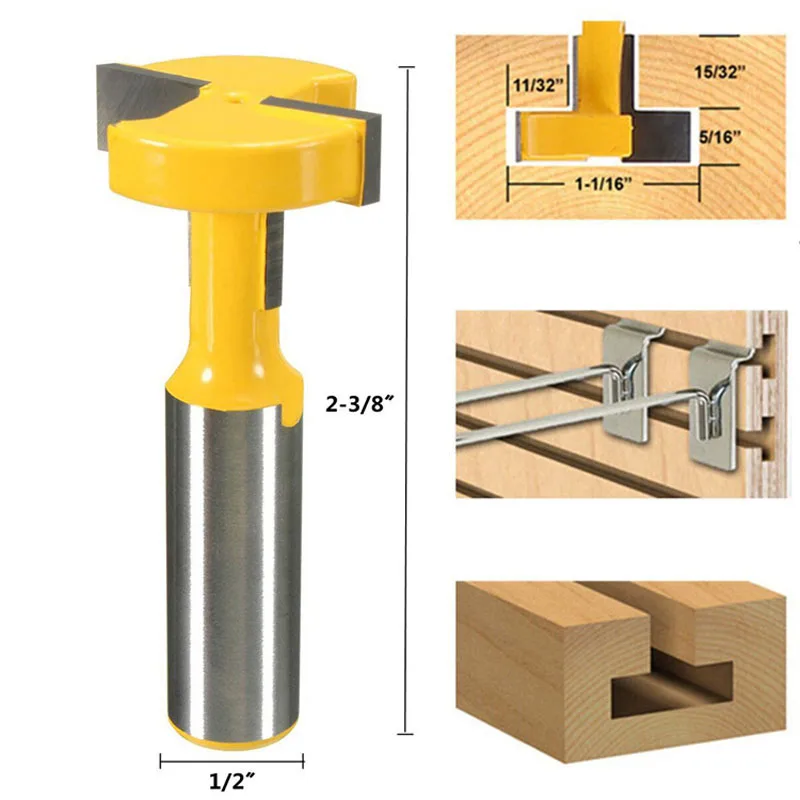 Это убережет материал от воспламенения. Воздух сдувает продукты сгорания и существенно влияет на частоту резки. С помощью этого простого метода происходит лазерная резка по дереву.
Это убережет материал от воспламенения. Воздух сдувает продукты сгорания и существенно влияет на частоту резки. С помощью этого простого метода происходит лазерная резка по дереву.
 Метод используется при создании:
Метод используется при создании:
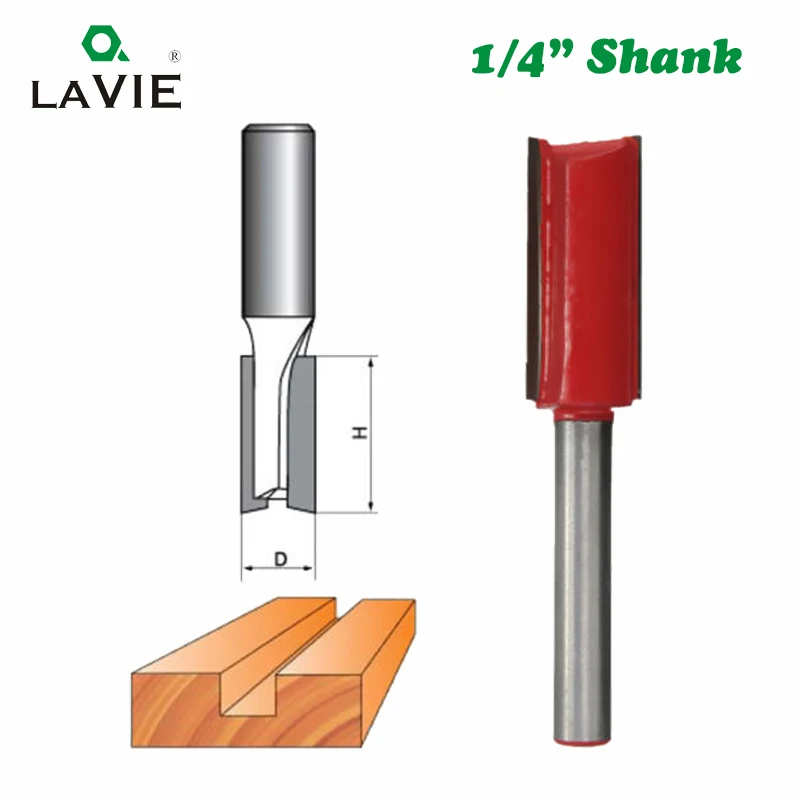

 Исключением являются твердые виды материала. Резать их на станке с ЧПУ нецелесообразно. Также лучше отказаться от работы с сильносмолистыми материалами, полой древесиной. Это связано с тем, что лазерный луч может быть расфокусирован, что может спровоцировать возгорание.
Исключением являются твердые виды материала. Резать их на станке с ЧПУ нецелесообразно. Также лучше отказаться от работы с сильносмолистыми материалами, полой древесиной. Это связано с тем, что лазерный луч может быть расфокусирован, что может спровоцировать возгорание.
 Инструменты для резки дерева так же стары, как и человеческая цивилизация. Инструмент для резки дерева существует для любых видов работ, требующих резки дерева. От ручного до работающего от батареи, если у вас есть работа, которая требует от вас рубки дерева, есть большая вероятность, что для этой конкретной работы существует инструмент.
Инструменты для резки дерева так же стары, как и человеческая цивилизация. Инструмент для резки дерева существует для любых видов работ, требующих резки дерева. От ручного до работающего от батареи, если у вас есть работа, которая требует от вас рубки дерева, есть большая вероятность, что для этой конкретной работы существует инструмент. Бензопила
Бензопила Традиционная бензопила, подобная той, которой сегодня рубят деревья, была изобретена немецким врачом в 1830 году. Обе версии ранней версии предназначались для медицинских целей, а не для рубки древесины.
Традиционная бензопила, подобная той, которой сегодня рубят деревья, была изобретена немецким врачом в 1830 году. Обе версии ранней версии предназначались для медицинских целей, а не для рубки древесины.
 Ручная пила
Ручная пила Зубья пильного диска имеют так называемый набор, который представляет собой расстояние, на котором зубья изгибаются от диска. Размер файла зависит от количества точек на дюйм (PPI) пилы.
Зубья пильного диска имеют так называемый набор, который представляет собой расстояние, на котором зубья изгибаются от диска. Размер файла зависит от количества точек на дюйм (PPI) пилы.

 Во-первых, найдите защелку на дверном косяке, чтобы вы могли найти струнную пластину. Используйте долото, чтобы направить отмеченный контур. Вам понадобится дрель, чтобы сделать отверстия в двери, чтобы вы могли прикрепить к ней ручку.
Во-первых, найдите защелку на дверном косяке, чтобы вы могли найти струнную пластину. Используйте долото, чтобы направить отмеченный контур. Вам понадобится дрель, чтобы сделать отверстия в двери, чтобы вы могли прикрепить к ней ручку. Электрический фрезер универсален благодаря своей способности делать точные разрезы.
Электрический фрезер универсален благодаря своей способности делать точные разрезы. Когда вы закончите делать надрезы, удалите лишние кусочки дерева и опилки. Вы можете использовать острое долото, чтобы удалить все и отшлифовать область. Вам нужно будет сделать надрезы на каждой стороне рамы.
Когда вы закончите делать надрезы, удалите лишние кусочки дерева и опилки. Вы можете использовать острое долото, чтобы удалить все и отшлифовать область. Вам нужно будет сделать надрезы на каждой стороне рамы.
 Инструмент также используется для резки древесины для различных целей, помимо заготовки древесины.
Инструмент также используется для резки древесины для различных целей, помимо заготовки древесины. Пила также является фаворитом среди домовладельцев, которым нравятся проекты по ремонту дома своими руками. Циркулярная пила может работать с большими объемами. Пила также хороша для резки кирпича и металла.
Пила также является фаворитом среди домовладельцев, которым нравятся проекты по ремонту дома своими руками. Циркулярная пила может работать с большими объемами. Пила также хороша для резки кирпича и металла. Это не может быть источник питания, иначе вы рискуете пораниться. Разблокируйте лезвие, нажав кнопку блокировки оправки, и поверните его, пока механизм не защелкнется.
Это не может быть источник питания, иначе вы рискуете пораниться. Разблокируйте лезвие, нажав кнопку блокировки оправки, и поверните его, пока механизм не защелкнется.
 Однако, в отличие от других высокотехнологичных опций в этом списке, лучковая пила не обеспечивает точного реза. Пила хороша для грубых работ.
Однако, в отличие от других высокотехнологичных опций в этом списке, лучковая пила не обеспечивает точного реза. Пила хороша для грубых работ.
 Инструмент неэлектрический и требует силы верхней части тела для работы.
Инструмент неэлектрический и требует силы верхней части тела для работы. Если вы отнесете древесину в хозяйственный магазин, вы потратите более 75 долларов в час на строгание древесины. В большинстве хозяйственных магазинов розничной сети есть готовые пиломатериалы, но выбор у них невелик.
Если вы отнесете древесину в хозяйственный магазин, вы потратите более 75 долларов в час на строгание древесины. В большинстве хозяйственных магазинов розничной сети есть готовые пиломатериалы, но выбор у них невелик.

 youtube.com/embed/xMRcxXsiuaY»>
youtube.com/embed/xMRcxXsiuaY»>  В результате сварочная дуга обладает стабильностью и процесс ее зажигания становится проще.
В результате сварочная дуга обладает стабильностью и процесс ее зажигания становится проще. Необходимо также обладать опытом сборки подобных устройств и знаниями электричества.
Необходимо также обладать опытом сборки подобных устройств и знаниями электричества. Удачного создания сварочных осцилляторов!
Удачного создания сварочных осцилляторов! Благодаря этому улучшается поджог электрода, а также другие важные факторы. Аппарат достаточно быстро реагирует на импульсы, так как они доходят до него за десятки микросекунд. Данное устройство подключается параллельно или последовательно в цепь трансформатора, что создает свои условия для работы оборудования.
Благодаря этому улучшается поджог электрода, а также другие важные факторы. Аппарат достаточно быстро реагирует на импульсы, так как они доходят до него за десятки микросекунд. Данное устройство подключается параллельно или последовательно в цепь трансформатора, что создает свои условия для работы оборудования. Ток устройства не представляет опасности для мастера, если соблюдать технику безопасности. Но при ошибках можно получить большой разряд тока.
Ток устройства не представляет опасности для мастера, если соблюдать технику безопасности. Но при ошибках можно получить большой разряд тока. Мощность такого аппарата может составлять около 250-250 Вт. Длительность импульсов не превышает десятков микросекунд.
Мощность такого аппарата может составлять около 250-250 Вт. Длительность импульсов не превышает десятков микросекунд.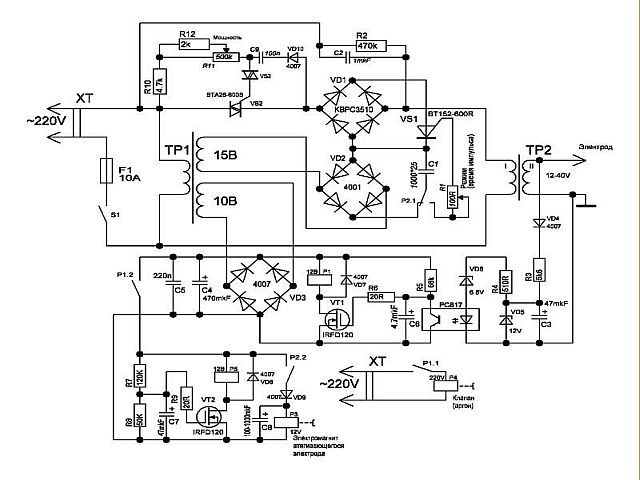 Непрерывный осциллятор подключается последователь к основному сварочному аппарату.
Непрерывный осциллятор подключается последователь к основному сварочному аппарату. Разработка разрядника считается одним из самых сложных моментов, так как именно в нем и проходит электрическая искра. Также требуется подобрать блокировочный конденсатор вместе с колебательным контуром. Существует множество схем создания и основа успеха состоит в том, чтобы правильно подобрать компоненты. Таким образом, в итоге можно получить все те же импульсные или непрерывные осцилляторы. При выборе второго варианта в схеме еще должна присутствовать защита от высокого напряжения. Импульсный легче в изготовлении и более эффективный в работе, благодаря своей простоте.
Разработка разрядника считается одним из самых сложных моментов, так как именно в нем и проходит электрическая искра. Также требуется подобрать блокировочный конденсатор вместе с колебательным контуром. Существует множество схем создания и основа успеха состоит в том, чтобы правильно подобрать компоненты. Таким образом, в итоге можно получить все те же импульсные или непрерывные осцилляторы. При выборе второго варианта в схеме еще должна присутствовать защита от высокого напряжения. Импульсный легче в изготовлении и более эффективный в работе, благодаря своей простоте.
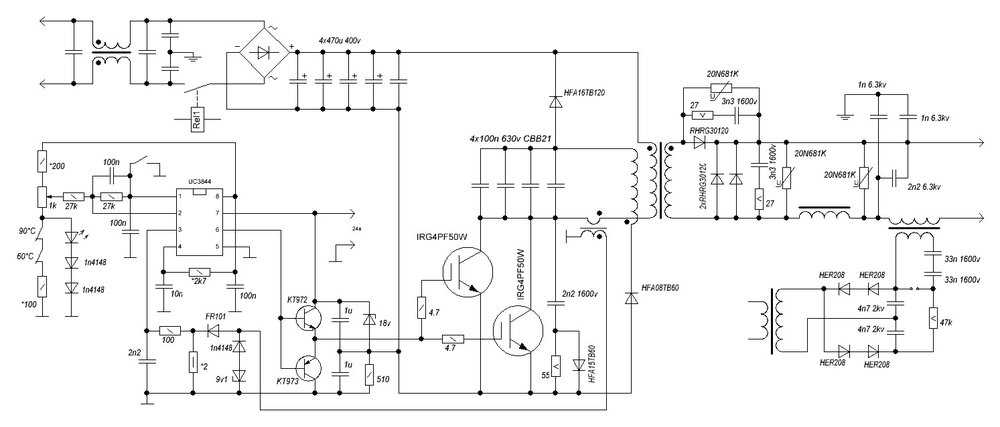 Последний можно купить в любом строительном магазине или же выполнить своими руками.
Последний можно купить в любом строительном магазине или же выполнить своими руками.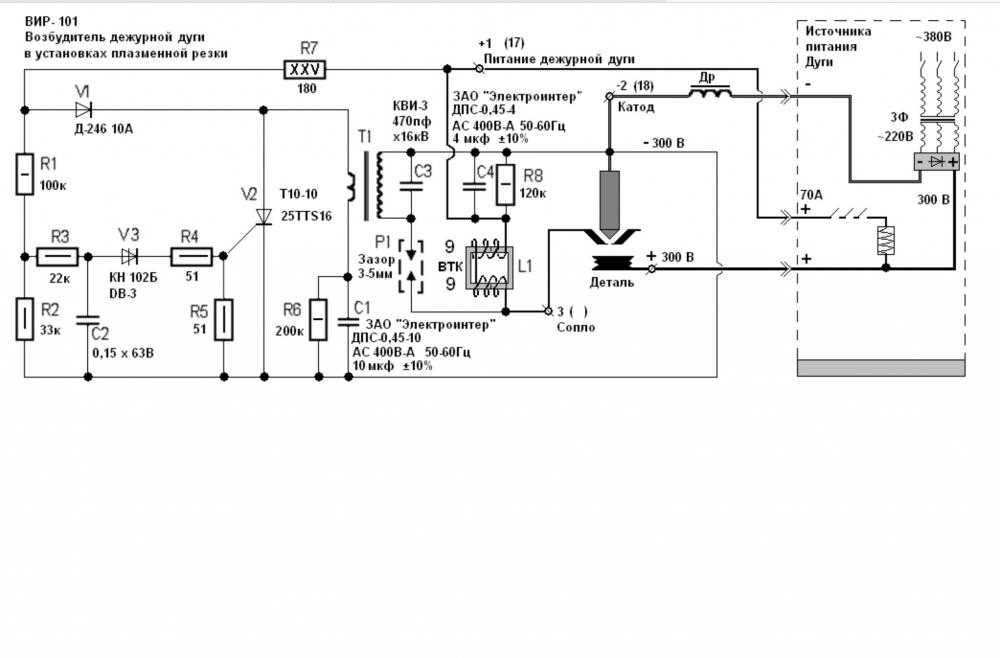 Так во время возникновения высокого напряжения и частоты зажжется и электрод. А в процессе работы с высоким уровнем частоты появится возможность работать даже с заниженным напряжением.
Так во время возникновения высокого напряжения и частоты зажжется и электрод. А в процессе работы с высоким уровнем частоты появится возможность работать даже с заниженным напряжением. homemade OSCILLATOR automata for argon-arc welding
homemade OSCILLATOR automata for argon-arc welding Для решения этой ситуации в схему добавляют осциллятор, который позволяет зажигать электрическую дугу не прикасаясь к поверхности изделия. Это устройство можно купить или попытаться изготовить самому. Как создать сварочный осциллятор своими руками? Каковы схемы аппарата и его принцип работы?
Для решения этой ситуации в схему добавляют осциллятор, который позволяет зажигать электрическую дугу не прикасаясь к поверхности изделия. Это устройство можно купить или попытаться изготовить самому. Как создать сварочный осциллятор своими руками? Каковы схемы аппарата и его принцип работы? Осциллятор для сварки, в большинстве вариантов схем, работает в следующей последовательности:
Осциллятор для сварки, в большинстве вариантов схем, работает в следующей последовательности: Сварка ведется на тех параметрах, которые были установлены на аппарате. Если происходит утеря контакта, то схема управления подает повторный импульс для возобновления дуги.
Сварка ведется на тех параметрах, которые были установлены на аппарате. Если происходит утеря контакта, то схема управления подает повторный импульс для возобновления дуги. Вот один из вариантов состава устройства:
Вот один из вариантов состава устройства: Если требуется работа с тонкими листами металла на малых токах, то лучше подойдет первый вариант. Устройство будет накладывать на ток, выдаваемый сварочным аппаратом, дополнительное напряжение 3000В с высокой частотой в 200 кГц. Вследствие чего розжиг электрода станет осуществляться при малейшем поднесении к изделию, а в процессе ведения шва горение дуги будет стабилизироваться и поддерживаться. Несмотря на высокие показатели напряжения, этот ток будет безопасен для жизни сварщика. Рекомендуется последовательное подключение такого аппарата в схему. При параллельном потребуется дополнительная установка защиты от напряжения.
Если требуется работа с тонкими листами металла на малых токах, то лучше подойдет первый вариант. Устройство будет накладывать на ток, выдаваемый сварочным аппаратом, дополнительное напряжение 3000В с высокой частотой в 200 кГц. Вследствие чего розжиг электрода станет осуществляться при малейшем поднесении к изделию, а в процессе ведения шва горение дуги будет стабилизироваться и поддерживаться. Несмотря на высокие показатели напряжения, этот ток будет безопасен для жизни сварщика. Рекомендуется последовательное подключение такого аппарата в схему. При параллельном потребуется дополнительная установка защиты от напряжения. Во время работы на переменном токе его полярность постоянно меняется. Это может затруднять стабильность горения и повторные розжиги. Осциллятор содействует мгновенному зажиганию дуги в таких условиях.
Во время работы на переменном токе его полярность постоянно меняется. Это может затруднять стабильность горения и повторные розжиги. Осциллятор содействует мгновенному зажиганию дуги в таких условиях. Рекомендуется залить медные стойки диэлектрическим затвердевающим составом, предварительно подведя к ним провода для контактов. Возможна сборка осциллятора на основе катушки зажигания, только после нее в схему необходимо установить ВВ диод и идущий за ним конденсатор. Потом следует поставить разрядник, подсоединенный к первичной обмотке трансформатора.
Рекомендуется залить медные стойки диэлектрическим затвердевающим составом, предварительно подведя к ним провода для контактов. Возможна сборка осциллятора на основе катушки зажигания, только после нее в схему необходимо установить ВВ диод и идущий за ним конденсатор. Потом следует поставить разрядник, подсоединенный к первичной обмотке трансформатора. Все дело в том, что алюминий – это достаточно проблематичный металл, работа с ним должна выполняться с учетом ряда особенностей.
Все дело в том, что алюминий – это достаточно проблематичный металл, работа с ним должна выполняться с учетом ряда особенностей. Так, стандартный ток бытовой сети имеет частоту 50 Гц и напряжение 220 В. Осциллятор же преобразует его в ток частотой до 300 кГц и напряжением до 3 кВ.
Так, стандартный ток бытовой сети имеет частоту 50 Гц и напряжение 220 В. Осциллятор же преобразует его в ток частотой до 300 кГц и напряжением до 3 кВ. Также следует позаботиться о защите обмотки, которой оснащен сварочный трансформатор. Для этого нужно использовать особый дроссель.
Также следует позаботиться о защите обмотки, которой оснащен сварочный трансформатор. Для этого нужно использовать особый дроссель.
 Кроме того, этот вид сварки отличается хорошим качеством сварного шва и высокой производительностью. Универсальность аргонной сварки также привлекает домашних мастеров. Но это оборудование имеет высокую стоимость, и для домашнего использования его практически не покупают. Поэтому все больше умельцев начинают задумываться о том, чтобы сделать своими руками агрегат для аргоновой сварки.
Кроме того, этот вид сварки отличается хорошим качеством сварного шва и высокой производительностью. Универсальность аргонной сварки также привлекает домашних мастеров. Но это оборудование имеет высокую стоимость, и для домашнего использования его практически не покупают. Поэтому все больше умельцев начинают задумываться о том, чтобы сделать своими руками агрегат для аргоновой сварки. защитный газ — аргон. Этот инертный газ обладает рядом присущих только ему свойств.
защитный газ — аргон. Этот инертный газ обладает рядом присущих только ему свойств.

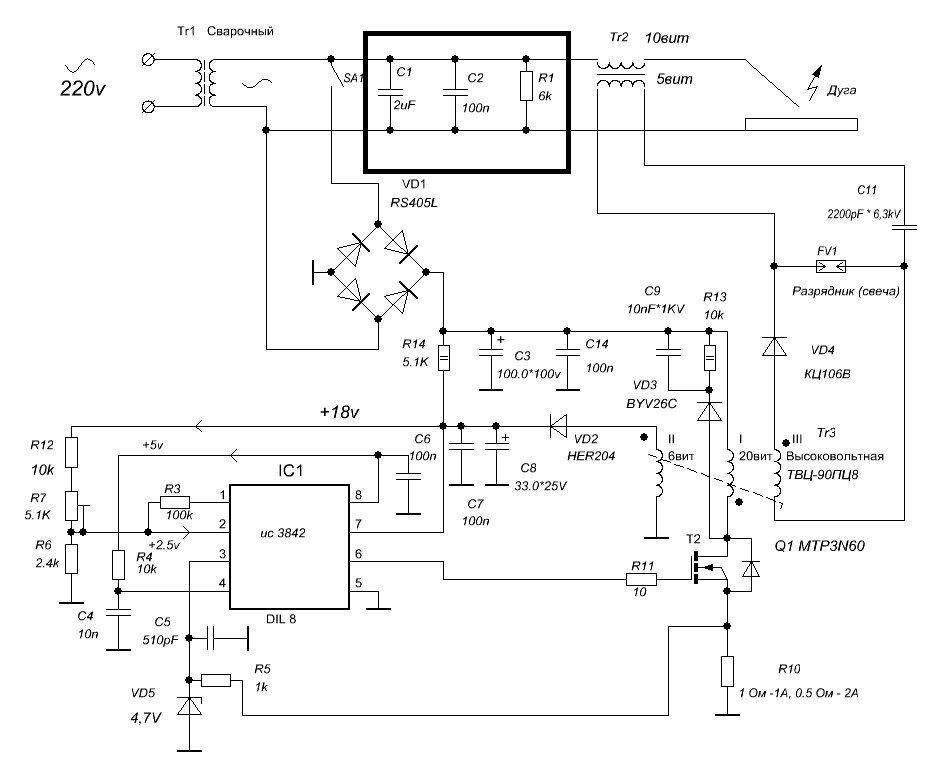 В этом случае достаточно подсоединить рукав с горелкой для аргоновой сварки к аппарату, подсоединить шланг к баллону с аргоном и аппарат готов к работе. Но сначала его нужно переключить в режим TIG и выставить необходимую силу тока.
В этом случае достаточно подсоединить рукав с горелкой для аргоновой сварки к аппарату, подсоединить шланг к баллону с аргоном и аппарат готов к работе. Но сначала его нужно переключить в режим TIG и выставить необходимую силу тока. Последний можно купить в Китае или собрать самостоятельно. Как устроена вышеописанная схема, вы можете узнать, посмотрев ее видео.
Последний можно купить в Китае или собрать самостоятельно. Как устроена вышеописанная схема, вы можете узнать, посмотрев ее видео.
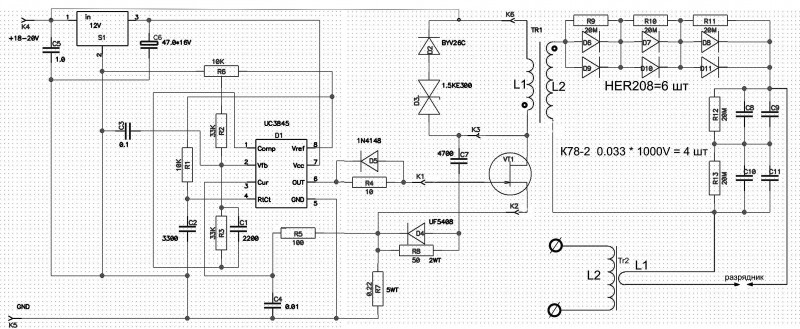 Готовый рукав для аргонной сварки можно купить там же, где и горелку.
Готовый рукав для аргонной сварки можно купить там же, где и горелку.

 (очень жарко) Можно использовать и другие стержни, но эти два
(очень жарко) Можно использовать и другие стержни, но эти два Дуговая строжка концентрирует тепло в месте разреза.
Дуговая строжка концентрирует тепло в месте разреза. Сварочные электроды 6010 можно использовать для открытой стыковой сварки, но
Сварочные электроды 6010 можно использовать для открытой стыковой сварки, но

 Сварочные шапочки могут
Сварочные шапочки могут

 Это предварительно нагревает и дает хорошую врезку
Это предварительно нагревает и дает хорошую врезку Если вы получите слишком мало одного, вы очень устанете пополнять
Если вы получите слишком мало одного, вы очень устанете пополнять Это то, что вы хотите использовать для тонких металлов.
Это то, что вы хотите использовать для тонких металлов.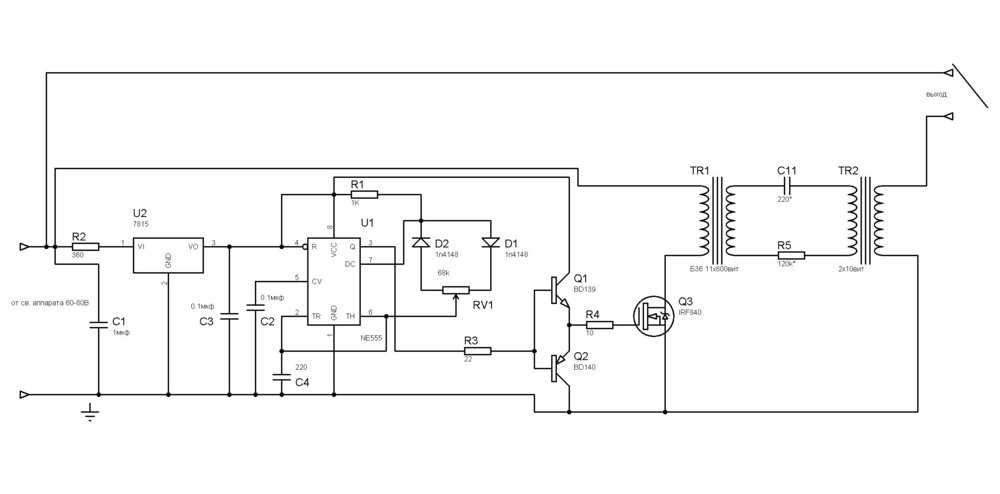 Если вы свариваете электроды,
Если вы свариваете электроды,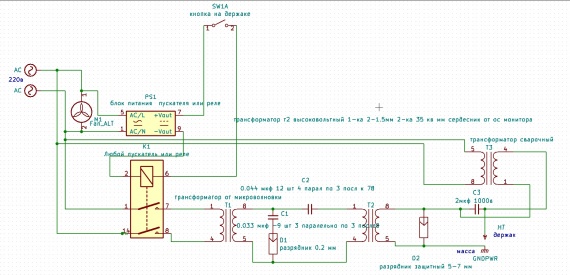 Это было
Это было (см. РАБОЧИЙ ЦИКЛ) Некоторые вентиляторы
(см. РАБОЧИЙ ЦИКЛ) Некоторые вентиляторы Вы не понимаете этого до нескольких часов спустя
Вы не понимаете этого до нескольких часов спустя В зависимости от толщины может понадобиться одна бусинка или несколько бусинок.
В зависимости от толщины может понадобиться одна бусинка или несколько бусинок.

 В старых домах убедитесь, что проводка
В старых домах убедитесь, что проводка

 В качестве
В качестве


 (Слишком много тепла, неправильный угол наклона удилища или слишком долгое пребывание в луже.
(Слишком много тепла, неправильный угол наклона удилища или слишком долгое пребывание в луже. Угадайте, что такое «твердое»
Угадайте, что такое «твердое»
 Такая же туба, да не такое же применение.
Такая же туба, да не такое же применение. ..
..
 3
3 91
91
 Мы разработали специально для вас простенькую пошаговую инструкцию по изготовлению такого станка.
Мы разработали специально для вас простенькую пошаговую инструкцию по изготовлению такого станка. Привариваем стойку к столешнице под прямым углом.
Привариваем стойку к столешнице под прямым углом. Перед этим нужно закрепить на уголку подшипники, как показано на фото. Собираем конструкцию с использованием мощной пружины. Данная конструкция поможет убрать посторонний люфт, тем самым улучшится скольжение подвижного механизма.
Перед этим нужно закрепить на уголку подшипники, как показано на фото. Собираем конструкцию с использованием мощной пружины. Данная конструкция поможет убрать посторонний люфт, тем самым улучшится скольжение подвижного механизма. Мы не будем усложнять задачу, и разгибать венец маховика или еще что-то, мы сделаем обыкновенный тросиковый механизм. Для этого нам понадобится обычный трос с механизма тормозов велосипеда, или любой другой трос, небольшого сечения.
Мы не будем усложнять задачу, и разгибать венец маховика или еще что-то, мы сделаем обыкновенный тросиковый механизм. Для этого нам понадобится обычный трос с механизма тормозов велосипеда, или любой другой трос, небольшого сечения. Фиксируем трос настольного сверлильного станка также как и снизу. Продеваем его в пружину, и накручиваем сверху гайку с шайбой. Закручивая верхнюю гайку, вы тем самым будете натягивать трос. Настройка натяжки троса делается один раз, но, в дальнейшем возможна растяжка троса, и понадобится еще его натягивать.
Фиксируем трос настольного сверлильного станка также как и снизу. Продеваем его в пружину, и накручиваем сверху гайку с шайбой. Закручивая верхнюю гайку, вы тем самым будете натягивать трос. Настройка натяжки троса делается один раз, но, в дальнейшем возможна растяжка троса, и понадобится еще его натягивать. Если здесь сделать что-то неправильно, то у нас может ничего не получится. Нужно соблюдать максимальную перпендикулярность и соосность всех узлов и агрегатов. Начнем же мы с крепления двигателя к станку. Продолжаем нашу пошаговую инструкцию, как сделать сверлильный станок своими руками.
Если здесь сделать что-то неправильно, то у нас может ничего не получится. Нужно соблюдать максимальную перпендикулярность и соосность всех узлов и агрегатов. Начнем же мы с крепления двигателя к станку. Продолжаем нашу пошаговую инструкцию, как сделать сверлильный станок своими руками. Переходник для самодельного сверлильного станка лучше заказать у опытного токаря. Снимите все необходимые размеры для изготовления переходной муфты, и отнесите все токарю, пускай он сделает.
Переходник для самодельного сверлильного станка лучше заказать у опытного токаря. Снимите все необходимые размеры для изготовления переходной муфты, и отнесите все токарю, пускай он сделает. Перед этим стоит обезжирить все поверхности, чтобы грунтовка и краска держались как положено.
Перед этим стоит обезжирить все поверхности, чтобы грунтовка и краска держались как положено. Однако не будем отвлекаться на описание всевозможных промышленных сверлильных установок, тем более что домашнего мастера, для кого и предназначена данная статья, едва ли заинтересуют тонкости конструкции универсального вертикального сверлильно-расточного автомата. Для выполнения сверлильных работ в домашних условиях, в большинстве случаев, достаточно иметь обычную электродрель. Однако при выполнении работ, требующих большой точности или высверливания множества отверстий малого диаметра, что особо актуально для радиолюбителей при изготовлении печатных плат, потребуется сверлильный станок, так как электродрель не обеспечит ни должной точности, ни качества сверления.
Однако не будем отвлекаться на описание всевозможных промышленных сверлильных установок, тем более что домашнего мастера, для кого и предназначена данная статья, едва ли заинтересуют тонкости конструкции универсального вертикального сверлильно-расточного автомата. Для выполнения сверлильных работ в домашних условиях, в большинстве случаев, достаточно иметь обычную электродрель. Однако при выполнении работ, требующих большой точности или высверливания множества отверстий малого диаметра, что особо актуально для радиолюбителей при изготовлении печатных плат, потребуется сверлильный станок, так как электродрель не обеспечит ни должной точности, ни качества сверления.
 Поэтому сверлильные станки в большинстве случаев домашним мастерам не нужны. Особенно популярны такие агрегаты среди радиолюбителей. Однако и те, кто достаточно часто занимается ремонтными работами, могут быть заинтересованы в сверлильном устройстве. Покупать промышленные станки для сверления и применения их в быту дорого. Решить проблему можно достаточно просто. Нередко возникают ситуации, при которых ручная или электрическая дрель не способна выполнить поставленную задачу.
Поэтому сверлильные станки в большинстве случаев домашним мастерам не нужны. Особенно популярны такие агрегаты среди радиолюбителей. Однако и те, кто достаточно часто занимается ремонтными работами, могут быть заинтересованы в сверлильном устройстве. Покупать промышленные станки для сверления и применения их в быту дорого. Решить проблему можно достаточно просто. Нередко возникают ситуации, при которых ручная или электрическая дрель не способна выполнить поставленную задачу.



 Чтобы двигатель как можно меньше вибрировал, его располагают как можно ближе к стойке. При этом необходимо дополнительно установить шкивы с ременной передачей.
Чтобы двигатель как можно меньше вибрировал, его располагают как можно ближе к стойке. При этом необходимо дополнительно установить шкивы с ременной передачей. Но те домашние мастера, кому такой агрегат действительно необходим, полученным результатом будут довольны. Поэтому для сверления печатных плат многие радиолюбители изготавливают самодельные настольные или ручные мини сверлильные станки. Предлагаю Вашему вниманию разработанную и сделанную своими руками конструкцию настольного сверлильного станка, изготовленную из подручных деталей.
Но те домашние мастера, кому такой агрегат действительно необходим, полученным результатом будут довольны. Поэтому для сверления печатных плат многие радиолюбители изготавливают самодельные настольные или ручные мини сверлильные станки. Предлагаю Вашему вниманию разработанную и сделанную своими руками конструкцию настольного сверлильного станка, изготовленную из подручных деталей. Крепится столик к основанию мини сверлильного станка двумя винтами М4 с потайными головками. Следующая деталь мини сверлильного станка это подвижная пластина, в которой закреплен двигатель. Между большими отверстиями по линии, проходящей по их центрам, просверлено еще одно отверстие, в котором нарезана резьба М Центр этого резьбового отверстия, когда пластина надета на стойку, должен совпадать с отверстием, высверленным в штанге.
Крепится столик к основанию мини сверлильного станка двумя винтами М4 с потайными головками. Следующая деталь мини сверлильного станка это подвижная пластина, в которой закреплен двигатель. Между большими отверстиями по линии, проходящей по их центрам, просверлено еще одно отверстие, в котором нарезана резьба М Центр этого резьбового отверстия, когда пластина надета на стойку, должен совпадать с отверстием, высверленным в штанге. Осталось собрать детали вместе и мини сверлильный станок будет готов к работе. Одевается пружина и болт закручивается в подвижную пластину. Места трений деталей мини сверлильного станка желательно перед сборкой покрыть тонким слоем любой густой смазкой, в крайнем случае, можно обойтись и обыкновенным машинным маслом.
Осталось собрать детали вместе и мини сверлильный станок будет готов к работе. Одевается пружина и болт закручивается в подвижную пластину. Места трений деталей мини сверлильного станка желательно перед сборкой покрыть тонким слоем любой густой смазкой, в крайнем случае, можно обойтись и обыкновенным машинным маслом.
 Понятно, что домашнему умельцу в большинстве случаев подобные станки просто-напросто не нужны, так как они предназначаются для выполнения серийных операций. А в быту обычно требуется осуществить какую-либо единичную процедуру. Именно по этой причине многие домашние мастера решают сделать элементарный сверлильный станок своими руками, используя те детали и подручный материал, которые имеются в любом частном гараже. Как правило, идеей изготовления самодельной мини-установки для сверления «загораются» радиолюбители, а также люди, которые сами выполняют несложные бытовые ремонтные работы.
Понятно, что домашнему умельцу в большинстве случаев подобные станки просто-напросто не нужны, так как они предназначаются для выполнения серийных операций. А в быту обычно требуется осуществить какую-либо единичную процедуру. Именно по этой причине многие домашние мастера решают сделать элементарный сверлильный станок своими руками, используя те детали и подручный материал, которые имеются в любом частном гараже. Как правило, идеей изготовления самодельной мини-установки для сверления «загораются» радиолюбители, а также люди, которые сами выполняют несложные бытовые ремонтные работы. Я ни разу не сверлил платы и вообще не занимаюсь электроникой, но хочу его собрать только ради названия. Станина хлипкая и шаткая для применения по основному назначению, но под весом гравёра не гуляет совсем. Войдите , пожалуйста.
Я ни разу не сверлил платы и вообще не занимаюсь электроникой, но хочу его собрать только ради названия. Станина хлипкая и шаткая для применения по основному назначению, но под весом гравёра не гуляет совсем. Войдите , пожалуйста. В основании стойки просверлено два отверстия для крепления столика и в них нарезана резьба М4.
В основании стойки просверлено два отверстия для крепления столика и в них нарезана резьба М4. Но в данной публикации мы рассмотрим изготовление сверлильного станка своими руками — такого, который просто сверлит и фрезерует — зато точно, чисто, и уверенно держит свою точность долгое время при условии эпизодической кратковременной перегрузки: стабильная точность обработки это главное требование к металлорежущему оборудованию. Которое в любительских конструкциях выполняется, к сожалению, чаще всего лишь благодаря случайному стечению обстоятельств. Начинающим всегда кажется, что работать по дереву легко и просто. Испорченная заготовка сгодится на мелкие поделки или топливо. Возможно, поэтому в последнее время наблюдается настоящее поветрие: самодельные станки с ответственными деревянными деталями.
Но в данной публикации мы рассмотрим изготовление сверлильного станка своими руками — такого, который просто сверлит и фрезерует — зато точно, чисто, и уверенно держит свою точность долгое время при условии эпизодической кратковременной перегрузки: стабильная точность обработки это главное требование к металлорежущему оборудованию. Которое в любительских конструкциях выполняется, к сожалению, чаще всего лишь благодаря случайному стечению обстоятельств. Начинающим всегда кажется, что работать по дереву легко и просто. Испорченная заготовка сгодится на мелкие поделки или топливо. Возможно, поэтому в последнее время наблюдается настоящее поветрие: самодельные станки с ответственными деревянными деталями.
 Они были либо уродливыми и дешево сделанными, либо слишком дорогими — большой и приличного качества обойдется вам как минимум в 400 долларов.
Они были либо уродливыми и дешево сделанными, либо слишком дорогими — большой и приличного качества обойдется вам как минимум в 400 долларов. Мы хотим, чтобы наш проект был доступен для всех, в том числе для тех, у кого нет большого опыта работы с деревом, даже если это немного повысит цену.
Мы хотим, чтобы наш проект был доступен для всех, в том числе для тех, у кого нет большого опыта работы с деревом, даже если это немного повысит цену. Хотя вы могли бы использовать его с этим руководством, я хотел еще дешевле. Так что я получил большую дверь для моей столешницы.
Хотя вы могли бы использовать его с этим руководством, я хотел еще дешевле. Так что я получил большую дверь для моей столешницы. В моем случае я спрятал отверстие под коврик для мыши и клавиатуры.
В моем случае я спрятал отверстие под коврик для мыши и клавиатуры. Я рекомендую выполнить это требование с помощью шкафа для документов или набора ящиков, который соответствует идеальной высоте вашего стола (руководство по расчету этой высоты см. в следующем разделе), чтобы вы могли использовать его в качестве одной из ножек. Поскольку это зависит от вашего собственного размера, этот компонент будет очень личным.
Я рекомендую выполнить это требование с помощью шкафа для документов или набора ящиков, который соответствует идеальной высоте вашего стола (руководство по расчету этой высоты см. в следующем разделе), чтобы вы могли использовать его в качестве одной из ножек. Поскольку это зависит от вашего собственного размера, этот компонент будет очень личным.
 Этот процесс не слишком сложен, но инструкции выходят за рамки этой статьи. Если вы никогда не делали этого раньше, заручитесь помощью друга или ознакомьтесь с этими замечательными руководствами на YouTube от Стива Рэмси. Это займет всего пару часов вашего времени, плюс несколько дней ожидания, пока все высохнет между слоями.
Этот процесс не слишком сложен, но инструкции выходят за рамки этой статьи. Если вы никогда не делали этого раньше, заручитесь помощью друга или ознакомьтесь с этими замечательными руководствами на YouTube от Стива Рэмси. Это займет всего пару часов вашего времени, плюс несколько дней ожидания, пока все высохнет между слоями. Запишите это и купите ящики, если вы планируете их включить.
Запишите это и купите ящики, если вы планируете их включить.
 Как только он прибудет в свой новый дом, привинтите ножки OLOV к кронштейнам. Затем вы можете отрегулировать их до желаемой высоты, открутив нижнюю часть, выдвинув их и закрутив по часовой стрелке, чтобы затянуть.
Как только он прибудет в свой новый дом, привинтите ножки OLOV к кронштейнам. Затем вы можете отрегулировать их до желаемой высоты, открутив нижнюю часть, выдвинув их и закрутив по часовой стрелке, чтобы затянуть.

 Затем возьмите еще несколько полос металлического листа и отрежьте под углом с помощью угловой шлифовальной машины.
Затем возьмите еще несколько полос металлического листа и отрежьте под углом с помощью угловой шлифовальной машины.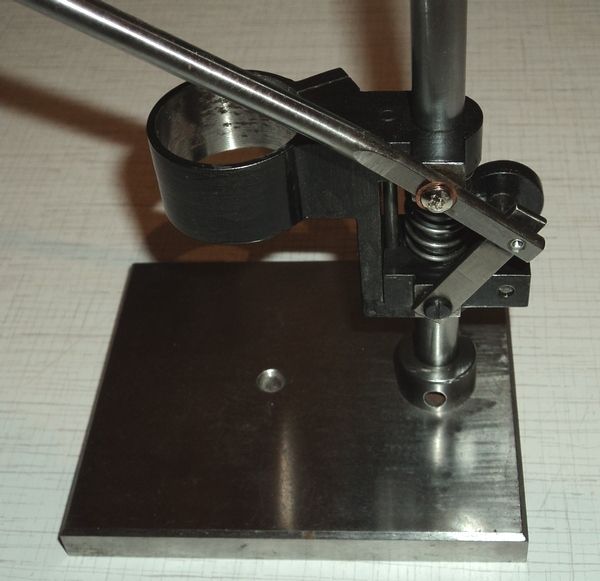
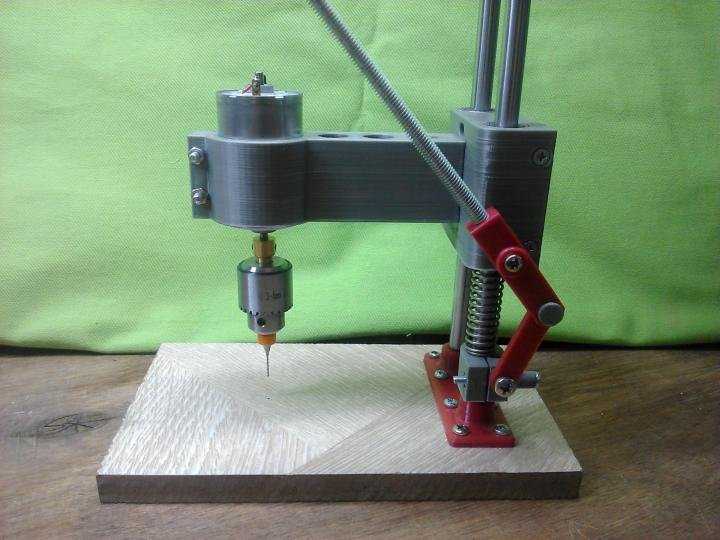


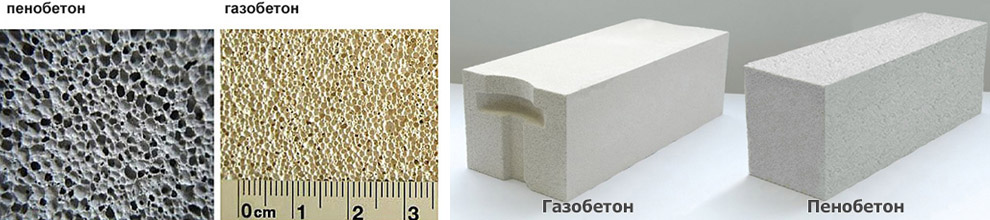
 Что позволяет использовать газобетон для более нагруженных конструкций, пенобетон можно использовать для ненагруженных конструкций (перегородки, хозяйственные конструкции) или в качестве теплоизоляционной прослойки.
Что позволяет использовать газобетон для более нагруженных конструкций, пенобетон можно использовать для ненагруженных конструкций (перегородки, хозяйственные конструкции) или в качестве теплоизоляционной прослойки. В пенобетоне (вес блока 300 мм от 35 кг) песок является заполнителем, который не участвует в синтезе, к тому же часто для кладки пенобетона нельзя использовать кладку с тонким швом. Увеличение шва способствует повышению веса всей конструкции.
В пенобетоне (вес блока 300 мм от 35 кг) песок является заполнителем, который не участвует в синтезе, к тому же часто для кладки пенобетона нельзя использовать кладку с тонким швом. Увеличение шва способствует повышению веса всей конструкции.


 Его широкое применение обусловлено множеством преимуществ относительно других конструкционных изделий.
Его широкое применение обусловлено множеством преимуществ относительно других конструкционных изделий. Для этого сухие компоненты перемешиваются с водой, а затем раствор разливается в формы. После вспенивания и предварительного схватывания заготовки извлекают из формы и разрезают. Окончательное высушивание материала происходит в специальных камерах, где под высоким давлением массив обрабатывают паром в автоклаве. Это позволяет материалу приобрести такие качества, как: экологичность, долговечность, огнестойкость, высокую прочность, хорошую звукоизоляцию, теплоизоляцию, морозостойкость, высокую паропроницаемость. В зависимости от заключительного цикла газобетон делится соответственно на «неавтоклавный» и «автоклавный». В нашем случае, газобетон марки ГРАС является автоклавным ячеистым газобетоном.
Для этого сухие компоненты перемешиваются с водой, а затем раствор разливается в формы. После вспенивания и предварительного схватывания заготовки извлекают из формы и разрезают. Окончательное высушивание материала происходит в специальных камерах, где под высоким давлением массив обрабатывают паром в автоклаве. Это позволяет материалу приобрести такие качества, как: экологичность, долговечность, огнестойкость, высокую прочность, хорошую звукоизоляцию, теплоизоляцию, морозостойкость, высокую паропроницаемость. В зависимости от заключительного цикла газобетон делится соответственно на «неавтоклавный» и «автоклавный». В нашем случае, газобетон марки ГРАС является автоклавным ячеистым газобетоном. В составе пенобетона вместо более дорогого кварцевого песка используются производственные отходы. Это удешевляет конструкцию и отражается на её характеристиках.
В составе пенобетона вместо более дорогого кварцевого песка используются производственные отходы. Это удешевляет конструкцию и отражается на её характеристиках.
 Достоинства конструкций из газобетона обусловлены хорошими эксплуатационными качествами и характеристиками.
Достоинства конструкций из газобетона обусловлены хорошими эксплуатационными качествами и характеристиками.
 Благодаря капиллярно-пористой структуре газобетона его морозостойкость сравнительно выше других подобных материалов.
Благодаря капиллярно-пористой структуре газобетона его морозостойкость сравнительно выше других подобных материалов.
 Для просеивания пескобетона используется сетка, максимальный диаметр ячеек в которой не превышает одного сантиметра. А вот для бетона разрешен допуск камней от двух сантиметров.
Для просеивания пескобетона используется сетка, максимальный диаметр ячеек в которой не превышает одного сантиметра. А вот для бетона разрешен допуск камней от двух сантиметров.

 И пускай расход пескобетонного материала на залитие фундамента несколько выше, чем цемента, но в данном случае нет надобности в просеивании песка, чтобы придать массе нужную консистенцию. Да и финансовые средства, затраченные на покупку пескобетона, прекрасно компенсируются качественным состоянием и надежностью фундаментной основы.
И пускай расход пескобетонного материала на залитие фундамента несколько выше, чем цемента, но в данном случае нет надобности в просеивании песка, чтобы придать массе нужную консистенцию. Да и финансовые средства, затраченные на покупку пескобетона, прекрасно компенсируются качественным состоянием и надежностью фундаментной основы. Для этого потребуются вода, песок и портландцемент М 500. Пропорции простые – на ведро песка необходимо 3.5 кг цемента и не более 2.5 литра воды.
Для этого потребуются вода, песок и портландцемент М 500. Пропорции простые – на ведро песка необходимо 3.5 кг цемента и не более 2.5 литра воды.
 От последних и их процентного сочетания зависят свойства материала – его устойчивость к влаге, механическим нагрузкам, другим факторам средового воздействия.
От последних и их процентного сочетания зависят свойства материала – его устойчивость к влаге, механическим нагрузкам, другим факторам средового воздействия. Эти ингредиенты придают пескобетону особую прочность, устойчивость к агрессивному воздействию внешних условий.
Эти ингредиенты придают пескобетону особую прочность, устойчивость к агрессивному воздействию внешних условий.
 Кроме того, затраты на пескобетон с лихвой компенсируются качеством и надежностью фундамента. Впрочем, окончательное решение о том, что использовать – пескобетон или цемент – нужно принимаит, учитывая все факторы.
Кроме того, затраты на пескобетон с лихвой компенсируются качеством и надежностью фундамента. Впрочем, окончательное решение о том, что использовать – пескобетон или цемент – нужно принимаит, учитывая все факторы. Он является сертифицированным ведущим плотником, а также имеет сертификат Агентства по охране окружающей среды. Дин является членом Наблюдательного совета по благоустройству дома The Spruce.
Он является сертифицированным ведущим плотником, а также имеет сертификат Агентства по охране окружающей среды. Дин является членом Наблюдательного совета по благоустройству дома The Spruce.

 Он уникально универсален, потому что сначала он представляет собой простую сухую смесь, а затем становится гибким, полужидким материалом, способным принимать любую форму или форму, и который высыхая превращается в твердый материал, известный нам как бетон. Во многих бетонных конструкциях металлическая арматура, такая как проволочная сетка или арматура, добавляется для прочности и минимизации растрескивания, которое может возникнуть в монолитном бетоне.
Он уникально универсален, потому что сначала он представляет собой простую сухую смесь, а затем становится гибким, полужидким материалом, способным принимать любую форму или форму, и который высыхая превращается в твердый материал, известный нам как бетон. Во многих бетонных конструкциях металлическая арматура, такая как проволочная сетка или арматура, добавляется для прочности и минимизации растрескивания, которое может возникнуть в монолитном бетоне.
 Добавление воды в эту смесь активирует цемент, так что он затвердевает или затвердевает, как и бетон. Раствор не такой прочный, как бетон, и обычно не используется в качестве единственного строительного материала. Скорее, это «клей», который скрепляет кирпичи, бетонные блоки, камень и другие кладочные материалы.
Добавление воды в эту смесь активирует цемент, так что он затвердевает или затвердевает, как и бетон. Раствор не такой прочный, как бетон, и обычно не используется в качестве единственного строительного материала. Скорее, это «клей», который скрепляет кирпичи, бетонные блоки, камень и другие кладочные материалы. Затирка имеет более высокое содержание воды, что позволяет ей растекаться и заполнять зазоры между керамической и каменной плиткой. Из-за высокого содержания воды затирка не является связующим материалом, а служит только для заполнения щелей.
Затирка имеет более высокое содержание воды, что позволяет ей растекаться и заполнять зазоры между керамической и каменной плиткой. Из-за высокого содержания воды затирка не является связующим материалом, а служит только для заполнения щелей. Бетон, однако, везде. Это даже в больших вращающихся барабанах тех вездесущих транспортных средств, которые мы ошибочно называем цементовозы. Неудивительно, что люди всегда смешивают эти осадочные смеси, которые выглядят одинаково и ведут себя одинаково. Чтобы помочь вам сохранить их прямо, мы рассмотрели их рядом — цемент и бетон — чтобы привлечь внимание к существенным различиям между ними.
Бетон, однако, везде. Это даже в больших вращающихся барабанах тех вездесущих транспортных средств, которые мы ошибочно называем цементовозы. Неудивительно, что люди всегда смешивают эти осадочные смеси, которые выглядят одинаково и ведут себя одинаково. Чтобы помочь вам сохранить их прямо, мы рассмотрели их рядом — цемент и бетон — чтобы привлечь внимание к существенным различиям между ними. Его привлекательность заключается в том, что компоненты для его изготовления почти повсеместно доступны, а также в его прочности и долговечности, которые делают его практичным и желанным строительным материалом.
Его привлекательность заключается в том, что компоненты для его изготовления почти повсеместно доступны, а также в его прочности и долговечности, которые делают его практичным и желанным строительным материалом.
 Вот так; когда цементная смесь смешивается с водой, получается паста. И когда эта паста смешивается с заполнителями, такими как гравий и песок, получается то, что мы знаем и любим как бетон.
Вот так; когда цементная смесь смешивается с водой, получается паста. И когда эта паста смешивается с заполнителями, такими как гравий и песок, получается то, что мы знаем и любим как бетон. Для сравнения, цемент используется в основном для небольших работ (например, для заливки швов и специальной кладки) и для ремонта треснувшего или осыпающегося бетона.
Для сравнения, цемент используется в основном для небольших работ (например, для заливки швов и специальной кладки) и для ремонта треснувшего или осыпающегося бетона. Залить террасу во дворе? Конкретный. Установка столбов для забора? Конкретный.
Залить террасу во дворе? Конкретный. Установка столбов для забора? Конкретный.