Теоретический вес круга
Теоретический вес 1 метра круга Мкр определяется по формуле: Mкр = L • ρу, где L — длина круга; ρу — теоретическая масса 1 м круга, вычисленная по его номинальным размерам:
При плотности стали ρ = 7850 кг/м3: ρу = 0,0061654 • d2, (кг/м), где d — диаметр круга в мм.
Наиболее распространенные сортаменты круглого проката Ø 16, 18 и 20 по ГОСТ 2590-06 имеют следующий вес: 1.578, 1.998, 2.466 кг соответственно.
Таблицы веса металлического круга, катанки по различным ГОСТ и ТУ
ГОСТ 2590-06 — Прокат сортовой стальной горячекатаный круглый
Теоретическая масса 1 погонного метра круга по ГОСТ 2590-06
| Диаметр круга, мм | Вес метра, кг | Метров в тонне |
|---|---|---|
| Круг 5 | 0.154 | 6493.51 |
| Круг 5,5 | 0. 187 187 | 5347.59 |
| Круг 6 | 0.222 | 4504.5 |
| Круг 6,3 | 0.245 | 4081.63 |
| Круг 6,5 | 0.261 | 3831.42 |
| Круг 7 | 0.302 | 3311.26 |
| Круг 8 | 0.395 | 2531.65 |
| Круг 9 | 0.499 | 2004.01 |
| Круг 10 | 0.617 | 1620.75 |
| Круг 11 | 0.746 | 1340. 48 48 |
| Круг 12 | 0.888 | 1126.13 |
| Круг 13 | 1.042 | 959.69 |
| Круг 14 | 1.208 | 827.81 |
| Круг 15 | 1.387 | 720.98 |
| Круг 16 | 1.578 | 633.71 |
| Круг 17 | 1.782 | 561.17 |
| Круг 18 | 1.998 | 500.5 |
| Круг 19 | 2.226 | 449.24 |
| Круг 20 | 2. 466 466 | 405.52 |
| Круг 21 | 2.719 | 367.78 |
| Круг 22 | 2.984 | 335.12 |
| Круг 23 | 3.262 | 306.56 |
| Круг 24 | 3.551 | 281.61 |
| Круг 25 | 3.853 | 259.54 |
| Круг 26 | 4.168 | 239.92 |
| Круг 27 | 4.495 | 222.47 |
| Круг 28 | 4.834 | 206. 87 87 |
| Круг 29 | 5.185 | 192.86 |
| Круг 30 | 5.549 | 180.21 |
| Круг 31 | 5.925 | 168.78 |
| Круг 32 | 6.313 | 158.4 |
| Круг 33 | 6.714 | 148.94 |
| Круг 34 | 7.127 | 140.31 |
| Круг 35 | 7.553 | 132.4 |
| Круг 36 | 7.990 | 125.16 |
| Круг 37 | 8. 440 440 | 118.48 |
| Круг 38 | 8.903 | 112.32 |
| Круг 39 | 9.378 | 106.63 |
| Круг 40 | 9.865 | 101.37 |
| Круг 41 | 10.364 | 96.49 |
| Круг 42 | 10.876 | 91.95 |
| Круг 43 | 11.400 | 87.72 |
| Круг 44 | 11.936 | 83.78 |
| Круг 45 | 12.485 | 80. 1 1 |
| Круг 46 | 13.046 | 76.65 |
| Круг 47 | 13.619 | 73.43 |
| Круг 48 | 14.205 | 70.4 |
| Круг 50 | 15.413 | 64.88 |
| Круг 52 | 16.671 | 59.98 |
| Круг 53 | 17.319 | 57.74 |
| Круг 54 | 17.978 | 55.62 |
| Круг 55 | 18.650 | 53.62 |
| Круг 56 | 19. 335 335 | 51.72 |
| Круг 58 | 20.740 | 48.22 |
| Круг 60 | 22.195 | 45.06 |
| Круг 62 | 23.700 | 42.19 |
| Круг 63 | 24.470 | 40.87 |
| Круг 65 | 26.049 | 38.39 |
| Круг 67 | 27.676 | 36.13 |
| Круг 68 | 28.509 | 35.08 |
| Круг 70 | 30.210 | 33. 1 1 |
| Круг 72 | 31.961 | 31.29 |
| Круг 73 | 32.855 | 30.44 |
| Круг 75 | 34.680 | 28.84 |
| Круг 78 | 37.510 | 26.66 |
| Круг 80 | 39.458 | 25.34 |
| Круг 82 | 41.456 | 24.12 |
| Круг 85 | 44.545 | 22.45 |
| Круг 87 | 46.666 | 21.43 |
| Круг 90 | 49. 940 940 | 20.02 |
| Круг 92 | 52.184 | 19.16 |
| Круг 95 | 55.643 | 17.97 |
| Круг 97 | 58.010 | 17.24 |
| Круг 100 | 61.654 | 16.22 |
| Круг 105 | 67.973 | 14.71 |
| Круг 110 | 74.601 | 13.4 |
| Круг 115 | 81.537 | 12.26 |
| Круг 120 | 88.781 | 11. 26 26 |
| Круг 125 | 96.334 | 10.38 |
| Круг 130 | 104.195 | 9.6 |
| Круг 135 | 112.364 | 8.9 |
| Круг 140 | 120.841 | 8.28 |
| Круг 145 | 129.627 | 7.71 |
| Круг 150 | 138.721 | 7.21 |
| Круг 155 | 148.123 | 6.75 |
| Круг 160 | 157.834 | 6.34 |
| Круг 165 | 167. 852 852 | 5.96 |
| Круг 170 | 178.179 | 5.61 |
| Круг 175 | 188.815 | 5.3 |
| Круг 180 | 199.758 | 5.01 |
| Круг 185 | 211.010 | 4.74 |
| Круг 190 | 222.570 | 4.49 |
| Круг 195 | 234.438 | 4.27 |
| Круг 200 | 246.615 | 4.05 |
| Круг 210 | 271.893 | 3. 68 68 |
| Круг 220 | 298.404 | 3.35 |
| Круг 230 | 326.148 | 3.07 |
| Круг 240 | 355.126 | 2.82 |
| Круг 250 | 385.336 | 2.6 |
| Круг 260 | 416.779 | 2.4 |
| Круг 270 | 449.456 | 2.22 |
Получите расчет и выгодное
коммерческое предложение
в течение суток
Менеджер свяжется с Вами,
чтобы уточнить детали заказа
Мы подготовим и отправим на почту
выгодное предложение с ценами
Загрузите техническое задание
(при наличии)
Загрузить техническое задание
Вы соглашаетесь с условиями обработки персональных данных (ознакомиться)
Наш менеджер свяжется с Вами
в течении 3-х минут
Вы соглашаетесь с условиями обработки персональных данных (ознакомиться)
Вес профлиста — сколько весит профнастил 1м2
Содержание статьи:
- 1 Влияющие факторы
- 2 Обзор популярных марок
- 2.
 1 Марка С21
1 Марка С21 - 2.2 Марка Н114
- 2.3 Марка С8
- 2.4 Марка Н75
- 2.5 Марка НС35
- 2.
 1 Марка С21
1 Марка С21Профнастил является легким кровельным покрытием, так как 1 м2 листа в среднем весит около 5 кг. Эта положительная характеристика придала прочному материалу популярность. Точный вес профлиста для каждой марки определяется индивидуально. Давайте разберемся, от чего зависит этот показатель, и сделаем обзор популярных марок этого материала.
Влияющие факторы
Многие определяют вес листа профнастила по его размерам. Это не совсем верно, так как 2 изделия одинаковых габаритов, но разных марок обладают разной массой. Определяется данная величина по толщине материала, форме и размеру волны, а также массе стального сплава, из которого он изготовлен.
Чаще всего его изготавливают из оцинкованного металла, но могут применяться сплавы. Каждое сырье обладает своей тяжестью и играет одну из основных ролей в формировании массы готового изделия. Современные технологии позволяют в производстве профлиста применять сплавы разных металлов. За счет этого производитель старается снизить затраты материала, но не в ущерб его прочности.
За счет этого производитель старается снизить затраты материала, но не в ущерб его прочности.
Другой важный фактор – это толщина. Существует стандарт ГОСТ 24045-94, согласно которому производители изготовляют изделия 0,6–1 мм. Иногда в торговых точках встречаются изделия 0,45–1,18 мм.
Продукция любой марки имеет волну. Чем больше ее высота, тем тяжелее будет изделие. Так почему же вес квадратного метра профнастила одинаковой толщины, но с разной высотой волны так отличается? Все зависит от количества металла, припадающего на 1 м2 изделия. На изготовление высокой волны уходит больше стали или сплава, чем на низкий профиль, следовательно, и общий результат будет различаться.
Кроме высоты, волна различается своей формой. Профиль профнастила производится прямоугольный, трапецией или традиционной волной. Если взять, к примеру, экземпляр с профилем в форме трапеции, то его вес 1 м2 будет превышать массу аналогичного размера волнообразного изделия.
И последний фактор, требующий внимания, это ширина. Существует два таких понятия, как рабочая площадь и полная. Различаются эти два определения шириной нахлеста. Изделие изготовленное согласно ГОСТ обладает диапазоном полной ширины 646–1060 мм. На ширину влияет тот же показатель высоты волны. Чем выше волна, тем уже изделие, но вес 1м2 получается больше.
Существует два таких понятия, как рабочая площадь и полная. Различаются эти два определения шириной нахлеста. Изделие изготовленное согласно ГОСТ обладает диапазоном полной ширины 646–1060 мм. На ширину влияет тот же показатель высоты волны. Чем выше волна, тем уже изделие, но вес 1м2 получается больше.
Обзор популярных марок
Чтобы узнать, сколько весит профлист, давайте рассмотрим несколько популярных марок, часто используемых в строительстве крыш и ограждений.
Марка С21
Изготавливают профлист с21 из оцинкованного листового металла. Жесткость придают волны, выполненные в форме трапеции. Чаще всего эта марка применяется в строительстве ограждений и перегородок. Повышенная жесткость профиля не дает прогибаться, что уменьшает расход материала на дополнительное изготовление крепежных элементов каркаса. Узнать вес профлиста с21 с разной толстотой металла можно по таблице. Например, масса 1 п/м толщиной 0,6 и шириной 1250 равна 6,4 кг. Если взять вес 1 м2 изделия с этими же параметрами, то он тоже будет равен 6,4 кг.
Марка Н114
Давайте определим вес профнастила н114, часто применяемого для строительства кровель. Его используют в регионах, где преобладают плохие климатические условия. Материал способен противостоять большой снеговой нагрузке, сильным порывам ветра. Большой вес профнастила н114 определяет высокую его прочность, что позволяет его применять в строительстве неразборного опалубка для монолитных конструкций. Высчитывать массу профнастила н114 будем по толщине стали, обладающей диапазоном 0,7–1,2 мм. Если посмотреть таблицу, можно увидеть, что листы этой марки намного тяжелее, например, по сравнению с маркой с21.
Возьмем, к примеру, лист толщиной 0,7. По таблице вес профнастила н114–750 равен 8,3 кг/1 п/м. Теперь давайте выясним тяжесть 1 м2 изделия. Возвращаемся к той же таблице, где видим, что масса профнастила н114 размером 1 м2 превышает показатель 1 п/м и равен 11,10 кг. Если взять из стали толстотой 1, то его масса будет еще внушительнее. Например, вес профнастила н114–750–1,0 равен 15,6 кг/м2.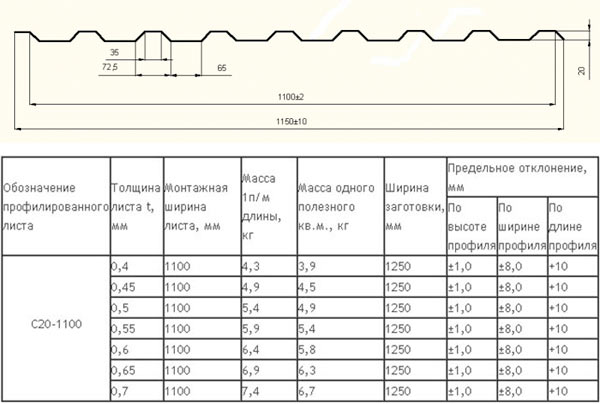
Производится марка Н114 с рабочей площадью 600 и 750 мм. Прочность обеспечивают трапециевидные формы профиля. Благодаря меньшим габаритам на лист шириной 600 мм припадает меньше нагрузки, поэтому верхняя перекладина волны состоит из 1 ребра жесткости.
Марка С8
Внешний вид волн профлиста с8 напоминают форму трапеции. Профиль обладает высотой 8 мм. Приведенная ниже таблица указывает на вес профнастила с8 в зависимости от его толщины. Возьмем, например, профлист с8–1150 толщиной 0,4. Из таблицы можно увидеть, что 1 м/п – 4,45 кг, а 1 м2 – 3,87 кг.
Применяется профлист с8 в строительстве легких конструкций. Это могут быть перегородки, ограждения частных участков и другие непрочные строения. Использование профлиста с8 в качестве кровельного покрытия неоправданно. Он прочный, но не настолько, чтобы выдержать большие снеговые нагрузки. Популярность профлист с8 приобрел среди дачников благодаря низкой стоимости не в ущерб хорошим характеристикам.
Марка Н75
Применяется профнастил н75 в качестве кровельного покрытия. Повышенной прочности профиль способен выдержать большие нагрузки, как в вертикальном, так и горизонтальном положении. Изготавливают профнастил н75 из листовой оцинкованной стали. Продукцию выпускают разных размеров. Если взять, например, изделие толщиной 0,7 мм и шириной 1250, то 1 м2 будет равняться 9,8 кг. Масса 1 м2 толстотой 0,9 уже составит 12,5 кг. Для удобства определения веса изделия марки Н75 аналогично пользуются таблицами.
Повышенной прочности профиль способен выдержать большие нагрузки, как в вертикальном, так и горизонтальном положении. Изготавливают профнастил н75 из листовой оцинкованной стали. Продукцию выпускают разных размеров. Если взять, например, изделие толщиной 0,7 мм и шириной 1250, то 1 м2 будет равняться 9,8 кг. Масса 1 м2 толстотой 0,9 уже составит 12,5 кг. Для удобства определения веса изделия марки Н75 аналогично пользуются таблицами.
Марка НС35
Изготавливают профнастил нс 35 из листового проката с оцинкованным покрытием или оцинкованного металла с защитным полимерным слоем. Применяется материал для укрытия крыш с небольшим уклоном, в строительстве быстровозводимых зданий, ограждений и прочих конструкций. Трапециевидные формы волны придают материалу повышенную прочность, при относительно небольшой массе. Если взять из таблицы материал самой большей толщины 0,8 мм, то 1 м2 равен 8,4 кг. Самый тонкий профлист – 0,4 всего 4,45 кг/м2.
Из рассмотренных примеров можно сделать вывод, что при своей высокой прочности профлист обладает небольшим весом, а знать его надо для правильного выполнения расчетов стропильной системы крыши.
стальных листов весом в квадратный фут – Arad Branding
Вещи быстро меняются, потому что люди изучают новые вещи и придумывают новые идеи.
Что вы читаете в этой статье:
- Вес стального листа
- Вес стального листа на квадратный фут
- Формула веса стального листа
- Вес листа из нержавеющей стали
С другой стороны, технологии и строительные материалы мы использование сделало большую разницу в этом улучшении.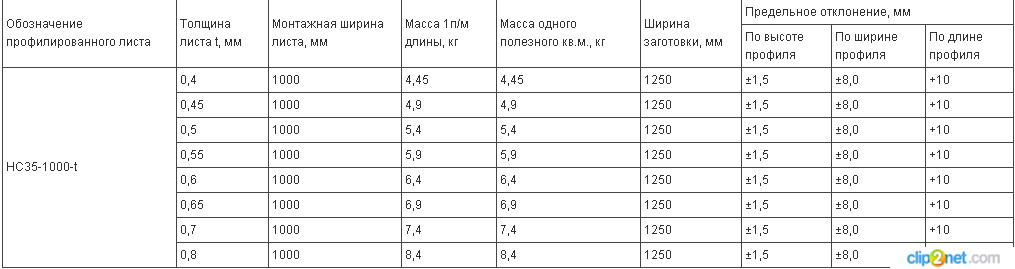
Как самая богатая горнодобывающая и сталелитейная компания в мире, мы несем моральную и финансовую ответственность за решение этой проблемы.
Сталь будет очень важна для роста нашей мировой экономики в ближайшие десятилетия.
Это ключевой элемент любой экономики замкнутого цикла, поскольку его можно перерабатывать снова и снова.
В связи с этим сталь будет продолжать меняться и становиться умнее и лучше для окружающей среды.
С помощью интеллектуальной стали наша группа хочет сделать мир лучше.
В настоящее время производятся стали, которые потребляют меньше энергии и выделяют меньше парниковых газов.
Традиционная сталь не так хороша для окружающей среды и не так долговечна, как сталь, которую можно использовать более одного раза.
В 21 веке солнечная энергия и сталь для электромобилей будут иметь важное значение для прогресса человечества.
Мы ставим исследования и разработки на первое место в списке приоритетов нашей организации, чтобы люди могли проявлять творческий подход.
Мы можем нанимать и удерживать лучших инженеров в бизнесе, потому что мы даем им возможность работать над передовыми проектами.
Поскольку мы всегда стараемся стать лучше и обладаем предпринимательским духом, мы можем делать все, что захотим, с тем, что у нас есть.
Чтобы уменьшить углеродный след, мы будем использовать самые современные строительные технологии и полностью автоматизировать все наши процессы, от производства до строительства.
Нам нужно сделать это, если мы хотим стать сталелитейной компанией будущего.
Вес стальных листов
Толщина, калибр и вес стального листа могут быть факторами, которые следует учитывать при выборе его для вашего применения.
Эти факторы влияют на вес стальных листов.
Толщина материала уменьшается по мере увеличения номера калибра.
Масса 41,82 фунта на квадратный фут используется в качестве основы для толщиномеров стального листа.
Стандартный калибр производителей для листовой стали.
Из-за веса покрытия десятичная дробь и вес на фунт для оцинкованного материала отличаются от таковых для стали.
Металл, переработанный в промышленных масштабах в тонкие плоские детали, известен как листовой металл.
Одним из основных материалов, используемых в металлообработке, является листовой металл, который можно сгибать и резать в самые разные формы.
Листовой металл используется для создания огромного разнообразия обычных предметов.
Чрезвычайно тонкий листовой металл называется фольгой или листом, тогда как изделия толщиной более 6 мм (0,25 дюйма) называются толстолистовой сталью или «конструкционной сталью».
Толщина может сильно различаться.
Доступны плоские куски листового металла и полосы в рулонах.
Рулоны создаются путем пропускания сплошного металлического листа через продольно-резательный станок.
В большинстве стран мира толщина листа указывается в миллиметрах.
В США старая нелинейная мера толщины часто используется для определения толщины листового металла.
Чем выше число, тем тоньше металл.
Часто используемая листовая сталь имеет толщину от 30 до примерно 7.
Черные металлы на основе железа отличаются от цветных металлов, таких как алюминий или медь, своей толщиной.
Например, вес меди, содержащейся в квадратном футе материала, измеряется в унциях, что соответствует толщине меди.
Для достижения наилучших результатов детали из листового металла должны сохранять постоянную толщину.
Вес стального листа на квадратный фут
Факторы, перечисленные в таблице свойств стального листа, выражены в соответствующих метрических единицах, причем весовой коэффициент указан на квадратный фут.
Существует шесть основных разновидностей листового металла, каждая из которых имеет особые преимущества:
- Алюминий
- Стальной сплав
- Сталь углеродистая
- Стальной инструмент
- Сталь с цинковым покрытием
- Сталь нержавеющая
Алюминий
Алюминий — отличный выбор для применений, требующих более легкого материала.
Даже без отделки этот вид листового металла имеет высокий уровень коррозионной стойкости.
Помимо того, что алюминий является прочным, он также пригоден для лазерной резки, сварки и механической обработки.
Алюминий — недорогой материал с различными свойствами в различных марках, отвечающий требованиям применения.
Марка 1100 имеет относительно низкую прочность, но пластична, поддается сварке и устойчива к химическим веществам и элементам.
Позволяет выполнять глубокую вытяжку.
Марка 3003 более долговечна, легче формуется, сваривается, устойчива к коррозии и имеет разумную цену.
Хотя марка 5052 по-прежнему поддается формованию, сварке и коррозионно-стойкой, она значительно прочнее.
Конструкционный сплав марки 6061 прочен и устойчив к коррозии, но не поддается формованию.
Можно приваривать, однако это приводит к некоторой потере прочности.
Сталь Легированная
Легированная сталь, как следует из ее названия, состоит из различных компонентов, обеспечивающих широкий диапазон свойств.
Углеродистая сталь служит основным компонентом этого материала.
Общие добавки включают ванадий и никель для прочности или вольфрам, хром и марганец для жесткости.
Легированная сталь не только чрезвычайно универсальна, но и весьма недорога.
Инструментальная сталь
Инструментальная сталь — чрезвычайно универсальный и твердый сплав, содержащий один процент углерода и известный своей прочностью.
Состав инструментальной стали, который аналогичен составу легированной стали, различается в зависимости от типов присутствующих элементов, а также соотношения между этими элементами.
Сталь с цинковым покрытием
Два вида оцинкованной стали, которые можно приобрести, называются листами с металлическим покрытием горячего погружения и листами с гальваническим цинкованием соответственно.
Первый состоит из отожженной стали, подвергнутой холодной прокатке при более низкой температуре.
Формула веса стального листа
Гравитация тянет все на Земле вниз со скоростью 9,8 м/с2.
Следовательно, используя следующую формулу, вы можете определить вес объекта, если знаете его массу:
F = m × 9,8 м/с2
Вес Сэма составляет 50 кг.
Сколько он весит в ньютонах?
A: Введя массу Сэма в килограммах в формулу веса, вы можете определить его вес в ньютонах:
F = m 9,8 м/с2 равно 50 кг при 9,8 м/с2, что равно 490 кг *бык; м/с2, или 490 Н.
Вес в фунтах (lb), возможно, вам более знаком, чем вес в ньютонах. 0,225 фунта эквивалентны одному ньютону.
Альтернативно, в Ньютоне 0,225 фунта.
Это соотношение можно использовать для перевода ньютонов в фунты.
Выполните следующие шаги, чтобы выполнить метод расчета.
Рассмотрим лист MS с размерами 1250 мм x 2500 мм и толщиной 2 мм.
Сначала определим объем листа.
Объем равен длине, ширине и толщине.
Равен 2500 мм x 1250 мм x 2 мм
= 6250000 куб.мм
= 0,00625 куб.мм
(1м = 1000 мм.)
Как вы хорошо знаете, сталь имеет плотность 7850 кг/куб. м.
м.
Масса листа МС
0,00625кум разделить на 7850 кг/куб
= 49,06 кг.
Нержавеющая сталь — идеальный тип листового металла для изделий, которые будут регулярно контактировать с влагой.
Содержит хром, который значительно снижает коррозию, вызванную суровыми или влажными условиями.
Компоненты, изготовленные из листового металла из нержавеющей стали, могут увеличить срок службы всего, от офисных небоскребов до бытовых раковин.
Любая из сталей серии 300, которая является наиболее широко используемой формой нержавеющей стали, может быть немагнитной стандартной нержавеющей сталью.
Во время производства не требуются ни огневые работы, ни другие формы снятия напряжения.
Марка нержавеющей стали, которая лучше всего противостоит коррозии и сохраняет свою прочность при высоких температурах, это марка 316.
Вес листов нержавеющей стали
Относительно вопроса «как рассчитать вес стали» вы можете обычно делают это, умножая длину, ширину и толщину металлического листа, чтобы получить объем, так как объем = длина, ширина и толщина, а затем разделив результат на плотность стали, чтобы получить вес стали в стандарте. единицы, как в массе = объемная плотность.
единицы, как в массе = объемная плотность.
Как рассчитать вес стали: Используйте стандартные формулы в приведенных ниже шагах для расчета веса стали.
Вычисляет размеры металлических листов, например, 96 дюймов в длину, 36 дюймов в ширину и один дюйм в толщину.
Для расчета объема металлических листов умножьте длину, ширину и толщину на единицу; в результате получается 3456 кубических дюймов, что равно 2 кубическим футам или 0,0566 кубическим метрам.
Чтобы определить вес металлического листа, умножьте объем и плотность материала.
Например, чтобы определить вес стали, умножьте объем на плотность стали: Масса = 0,0566 м3 x 7850 кг/м3 = около 445 кг.
Для оценки приблизительного количества стали, необходимой для железобетонных конструкций в жилых и коммерческих зданиях, а также для расчета веса круглых/круглых сплошных стержней, квадратных сплошных стержней, шестиугольных сплошных стержней, двутавровых балок, и сталь двутавровой балки, существует ряд формул расчета стали.
Метод расчета веса стали упрощается с помощью формулы.
Что касается «расчета веса стального листа», как правило, вы можете рассчитать вес стального листа или листа, измерив длину, ширину и толщину металлического листа, умножив их, чтобы получить объемы, такие как объем = длина, ширина и толщина, затем после того, как объем умножается на плотность стали, чтобы получить вес стального листа в их стандартных единицах, таких как масса = объемная плотность.
Вес стальной пластины или листа зависит от плотности, прочности и марки.
Сталь не имеет себе равных по прочности на растяжение и структурной стабильности.
Сталь обладает большей прочностью и выносливостью, чем бетон или дерево. Сталь является предпочтительным строительным материалом из-за его многочисленных преимуществ.
Обычно используются стальные рамы с пролетом, модульные и односкатные конструкции.
Сталь быстро превзошла по популярности другие строительные материалы благодаря низким затратам на производство и другим преимуществам.
Сталь является наиболее важным строительным материалом.
В настоящее время используется сталь, так как это самый прочный и эластичный материал.
Сталь была выбрана для опоры конструкции из-за ее многочисленных преимуществ.
Конструкции со стальным каркасом должны иметь каркас.
Стальные здания часто считаются лучшими, поскольку они быстрее.
В сталелитейной промышленности мы поставляем высококачественные готовые изделия, полуфабрикаты и производные товары.
Насколько полезен был этот пост?
Нажмите на звездочку, чтобы оценить!
Средняя оценка 5 / 5. Всего голосов: 3
Голосов пока нет! Будьте первым, кто оценит этот пост.
Как рассчитать вес вашего металлического проекта
Как рассчитать вес вашего металлического проекта
23 декабря 2020 г.
Выбирая материал для своего металлического проекта, вы хотите, чтобы он соответствовал вашему бюджету, хорошо работал и хорошо выглядел.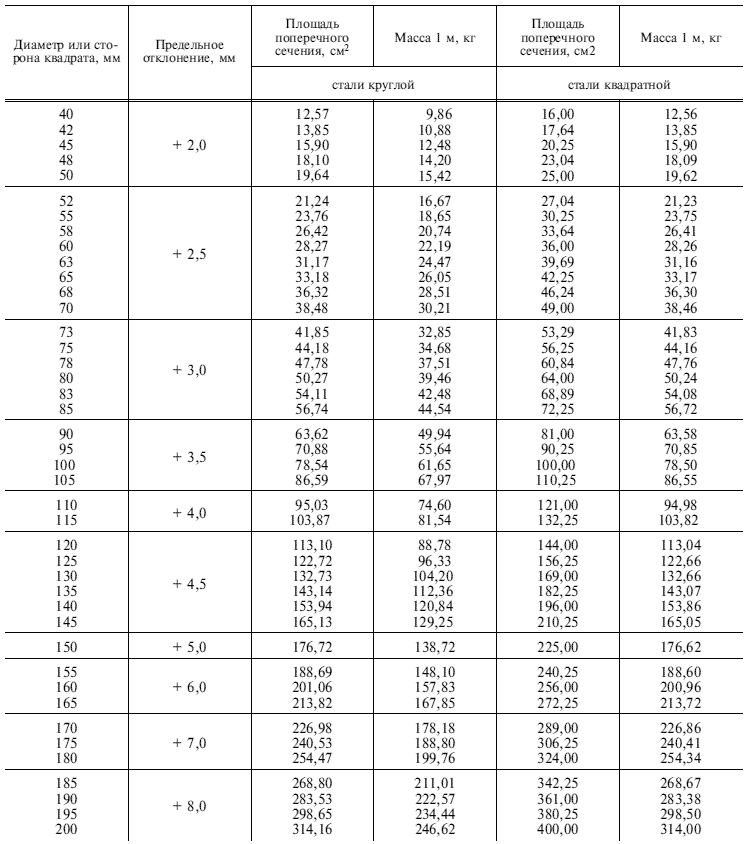 Это означает, что вы должны учитывать несколько факторов, включая прочность материала, коррозионную стойкость и пластичность.
Это означает, что вы должны учитывать несколько факторов, включая прочность материала, коррозионную стойкость и пластичность.
Однако одним из наиболее важных соображений является вес, так как он влияет на множество факторов — от стоимости до мобильности. Ниже вы узнаете, как рассчитать вес вашего металлического проекта в зависимости от типа и количества металла, который вы собираетесь использовать.
Как рассчитать вес металла
Расчет веса вашего металлического проекта очень прост и включает в себя всего четыре шага:
1. Определите площадь сечения
Первое, что необходимо сделать, это определить площадь поперечного сечения металлического изделия. Вы можете сделать это, умножив ширину поперечного сечения на его высоту. Площадь должна быть указана в квадратных миллиметрах (мм 2 ), как вы увидите в формуле далее в этой статье.
2. Определите длину
Далее определите длину вашего металлического изделия, которая должна быть в метрах (м).
3. Определение плотности
Третье измерение, которое вы должны определить, — это плотность вашего продукта, то есть его масса на единицу объема. Например, если материал имеет плотность 7,5 г/см 90 299 3 90 300 , это означает, что в каждом кубическом сантиметре материала содержится 7,5 грамма массы.
Чтобы определить плотность металла, который вы рассматриваете, вам необходимо обратиться к таблице плотности. В этой таблице вы заметите, что некоторые металлы бывают разных сортов, каждый из которых имеет разную плотность. Например, плотность нержавеющей стали колеблется от 7,7 до 8 г/см 3 в зависимости от марки.
4. Рассчитайте вес
После измерения площади поперечного сечения, длины и плотности металла вы можете определить вес, используя следующую формулу расчета веса металла:
- Вес (кг) = площадь сечения (мм2) x длина (м) x плотность (г/см 3 ) x 1/1000
Чтобы получить вес вашего металла, вы должны перемножить площадь сечения, длину и плотность. Затем, чтобы перевести вес в килограммы, необходимо произведение разделить на 1000.
Затем, чтобы перевести вес в килограммы, необходимо произведение разделить на 1000.
Вы также можете определить вес вашего металлического изделия, используя любое количество онлайн-калькуляторов веса металла. Вы можете ввести размеры и тип металла, и калькулятор рассчитает предполагаемый вес вашего металлического изделия.
Почему вес вашего продукта имеет значение?
Вес металлического объекта может быть важен по нескольким причинам, включая следующие:
- Вес влияет на стоимость: Сырье продается фунтами или каждые 100 фунтов. Чем плотнее металл, который вы используете, тем дороже он будет стоить.
- Вес может повлиять на подвижность: Металлические изделия часто необходимо поднимать, и машина, выполняющая подъем, может иметь ограничение по весу. Учитывайте эту грузоподъемность и соответственно выбирайте металл. Это поможет вам избежать опасных ситуаций, таких как опрокидывание машины и травмы рабочих.
- Вес влияет на стоимость доставки: Более тяжелые материалы также означают более высокие затраты на их транспортировку. Чем больше вес товара, тем выше стоимость доставки. Обеспечение того, чтобы ваш продукт имел определенный вес, может помочь вам избежать больших расходов и сохранить ваш бюджет.
Выбор подходящего металлического материала для вашего проекта
При выборе подходящего металла для вашего проекта вес является важным фактором, но необходимо учитывать и множество других факторов, включая твердость, прочность и коррозионную стойкость.
Чтобы соответствовать представлениям клиентов об оборудовании, инструментах или конструкциях, которые им нужны, компании по производству металлоконструкций обычно используют следующие материалы. Мы рассмотрим наиболее важные характеристики каждого из них, которые могут повлиять на ваше решение, когда вы начнете свой собственный проект.
Сталь
Сталь
очень популярна в строительной отрасли из-за ее исключительной прочности. Если у вас ограниченный бюджет, но вам нужна универсальность для сварки, сталь может быть лучшим выбором.
Если у вас ограниченный бюджет, но вам нужна универсальность для сварки, сталь может быть лучшим выбором.
Сталь
также предлагает отличное соотношение прочности и веса и достаточно податлива, чтобы принимать практически любую форму. От оружия до опорных балок сталь является основным материалом для многих отраслей промышленности.
Плотность обычной углеродистой стали 7,85 г/см 3 . Вы можете использовать калькулятор веса стали, чтобы рассчитать вес стали для соответствующих проектов металлообработки. Калькулятор веса стального листа также хорошо работает, если вы работаете с листами металла вместо стержней или труб.
Нержавеющая сталь
Нержавеющая сталь
обычно используется для изготовления больших объемов металла из-за ее высокой коррозионной стойкости. Он также известен своей привлекательностью и простотой очистки, что объясняет его широкое применение во всем, от медицинских инструментов до кухонной техники.
Плотность нержавеющей стали зависит от марки: 0Cr13 имеет плотность 7,7 г/см 3 и 3Cr13Ni7Si2 имеет плотность 8 г/см 3 .
Алюминий
Алюминий — это относительно доступный металл, который можно обрабатывать и нарезать на различные формы. Его используют многие специалисты по металлообработке, потому что он быстро изгибается в соответствии со спецификациями клиента, а алюминиевые листы остаются прочными даже при температуре ниже нуля. Алюминий также используется для деталей самолетов и холодильной техники.
Медь
Медь является важным металлом в контрактном производстве из-за ее привлекательной отделки и электропроводности. Цеха по изготовлению металлических изделий также часто используют медь из-за ее стойкости к ржавчине и пластичности. Некоторые распространенные области применения меди включают лодочное снаряжение и сантехнику.
Плотность чистой меди 8,9 г/см 3 .
Латунь
Латунь
менее дорогая, чем медь, и ее часто выбирают из-за ее характеристик в условиях высоких температур.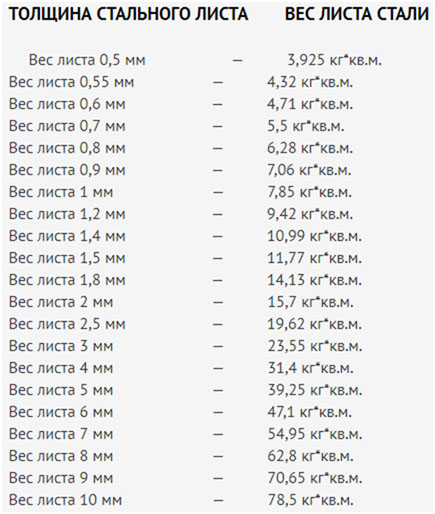 Латунь также устойчива к электричеству, что делает ее идеальным выбором для автомобильных деталей и аппаратных компонентов, которые могут подвергаться воздействию искр или трения.
Латунь также устойчива к электричеству, что делает ее идеальным выбором для автомобильных деталей и аппаратных компонентов, которые могут подвергаться воздействию искр или трения.
Плотность латуни зависит от марки и варьируется от 8,5 до 8,8 г/см 3 .
Выберите Summit Steel для ваших нужд в производстве металлоконструкций
Металл, который вы выбираете для своего проекта, может повлиять на многие аспекты конечного продукта, включая прочность, отделку и даже общую осуществимость проекта. К счастью, компания Summit Steel производит товары из самых разных металлов.
Хотя большая часть нашей продукции изготовлена из нержавеющей стали, углеродистой стали и алюминия, мы также производим проекты с использованием таких материалов, как титан, латунь и медь. За последние 25 лет мы разработали сложные технологии изготовления широкого спектра металлов.
Мы предлагаем различные услуги по изготовлению металла, в том числе наши передовые услуги по сварке и изготовлению листового металла, чтобы производить детали самого высокого качества для наших клиентов.


 22.1327-03.
22.1327-03. 6.1758-99.
6.1758-99. 1 Отбор проб для определения качественных характеристик порошка абразивного должен проводиться в соответствии с требованием стандарта ИСО 11127-1.
1 Отбор проб для определения качественных характеристик порошка абразивного должен проводиться в соответствии с требованием стандарта ИСО 11127-1.
 Классификация и маркировка
Классификация и маркировка Часть 4. Определение твердости путем испытания с применением предметных стекол
Часть 4. Определение твердости путем испытания с применением предметных стекол 22.1327-03
22.1327-03





 Следовательно, медь приведет к меньшему потреблению продукта, меньшим затратам на утилизацию и, в целом, к более экономичной среде по сравнению с гранатом, оксидами алюминия, дробленым бутылочным стеклом или угольными шлаками.
Следовательно, медь приведет к меньшему потреблению продукта, меньшим затратам на утилизацию и, в целом, к более экономичной среде по сравнению с гранатом, оксидами алюминия, дробленым бутылочным стеклом или угольными шлаками. Обычно отгружаются полные фургоны или бортовые платформы, но при необходимости мы можем отправить несколько поддонов (стоимость перевозки за фунт резко возрастает, если мы отправляем меньше, чем полный фургон или бортовую платформу).
Обычно отгружаются полные фургоны или бортовые платформы, но при необходимости мы можем отправить несколько поддонов (стоимость перевозки за фунт резко возрастает, если мы отправляем меньше, чем полный фургон или бортовую платформу).
 Обычно он состоит из ферросиликатного материала и оксидов, образующихся при закалке расплавленного шлака в холодной воде. Этот процесс охлаждения дробит шлак на крупные угловатые частицы, что делает его идеальным выбором для многих применений.
Обычно он состоит из ферросиликатного материала и оксидов, образующихся при закалке расплавленного шлака в холодной воде. Этот процесс охлаждения дробит шлак на крупные угловатые частицы, что делает его идеальным выбором для многих применений.


 Он будет отрицательным, если угол наклона будет самой высокой точкой кромки. И будет равным нулю, если главная режущая кромка будет проводиться параллельно основной плоскости.
Он будет отрицательным, если угол наклона будет самой высокой точкой кромки. И будет равным нулю, если главная режущая кромка будет проводиться параллельно основной плоскости.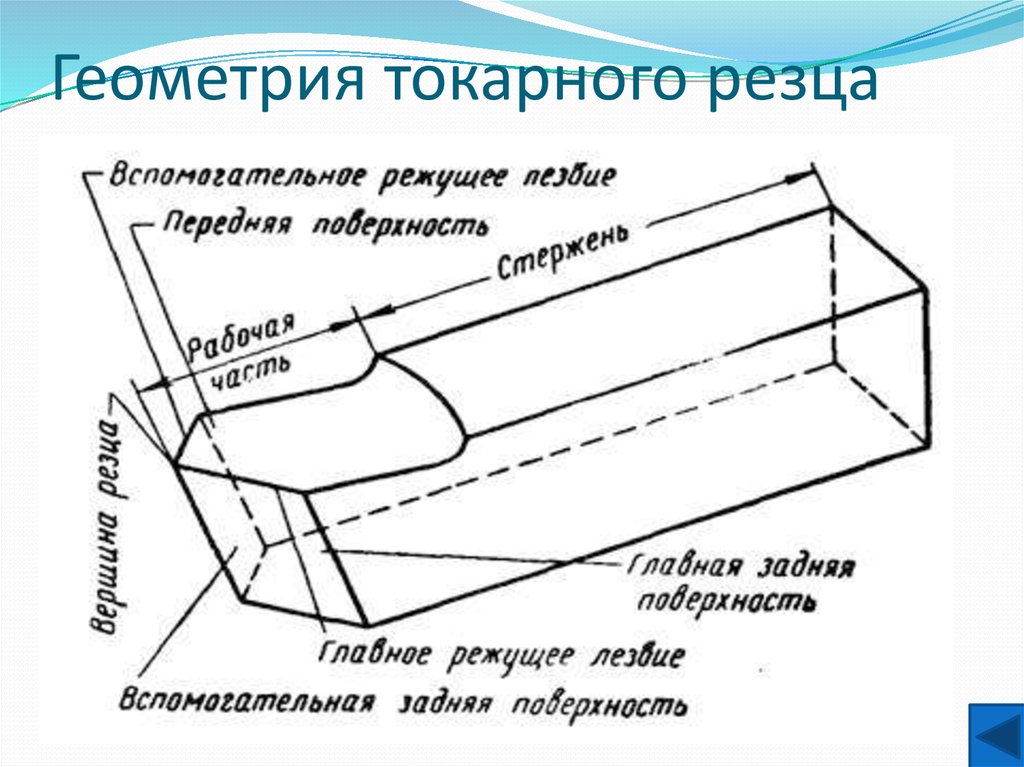 1.10 Измерение углов режущего инструмента
1.10 Измерение углов режущего инструмента Параметры углов зависят от:
Параметры углов зависят от:


 Сортамент труб стальных круглых с конца 19 столетия существенно расширился.
Сортамент труб стальных круглых с конца 19 столетия существенно расширился.


 Технические условия» применяется еще одна технология – сварка в защитной среде. Здесь увязаны все преимущества газовой и электрической сварки. Защитные газы, вытесняя воздух из рабочей камеры, способствуют созданию особой среды, где процесс сваривания при помощи вольфрамовых электродов проходит максимально эффективно. Трубы, изготовленные подобным образом, отличаются высокой степенью герметичности, прочны и износостойки. По своим эксплуатационным характеристикам не уступают бесшовным аналогам.
Технические условия» применяется еще одна технология – сварка в защитной среде. Здесь увязаны все преимущества газовой и электрической сварки. Защитные газы, вытесняя воздух из рабочей камеры, способствуют созданию особой среды, где процесс сваривания при помощи вольфрамовых электродов проходит максимально эффективно. Трубы, изготовленные подобным образом, отличаются высокой степенью герметичности, прочны и износостойки. По своим эксплуатационным характеристикам не уступают бесшовным аналогам.


 (Nucor), местная заинтересованная сторона, [4]
(Nucor), местная заинтересованная сторона, [4]  Меморандум о вопросах и решениях является общедоступным документом и хранится в электронном виде через Централизованную электронную систему обслуживания антидемпинговых и компенсационных пошлин (ACCESS) Управления по обеспечению соблюдения и соблюдения нормативных требований. ДОСТУП доступен для зарегистрированных пользователей по адресу
Меморандум о вопросах и решениях является общедоступным документом и хранится в электронном виде через Централизованную электронную систему обслуживания антидемпинговых и компенсационных пошлин (ACCESS) Управления по обеспечению соблюдения и соблюдения нормативных требований. ДОСТУП доступен для зарегистрированных пользователей по адресу Таким образом, для окончательных результатов мы по-прежнему обнаруживаем, что K-Line не отправляла соответствующие товары во время POR, и выдаст соответствующие инструкции Таможенной и пограничной службе США (CBP) на основе окончательных результатов.
Таким образом, для окончательных результатов мы по-прежнему обнаруживаем, что K-Line не отправляла соответствующие товары во время POR, и выдаст соответствующие инструкции Таможенной и пограничной службе США (CBP) на основе окончательных результатов. В соответствии с разделом 735(c)(5)(A) Закона, ставка для всех остальных обычно представляет собой сумму, равную средневзвешенной расчетной средневзвешенной демпинговой марже, установленной для отдельно исследованных экспортеров и производителей, за исключением любых нулевых или
В соответствии с разделом 735(c)(5)(A) Закона, ставка для всех остальных обычно представляет собой сумму, равную средневзвешенной расчетной средневзвешенной демпинговой марже, установленной для отдельно исследованных экспортеров и производителей, за исключением любых нулевых или Одним из таких разумных методов является взвешивание нулевых ставок и ставок de minimis, а также ставок, определяемых полностью на основании имеющихся фактов. Фактически, SAA заявляет, что это «ожидаемый» метод в таких обстоятельствах. [12]
Одним из таких разумных методов является взвешивание нулевых ставок и ставок de minimis, а также ставок, определяемых полностью на основании имеющихся фактов. Фактически, SAA заявляет, что это «ожидаемый» метод в таких обстоятельствах. [12]  по 28 февраля 2021 г.:
по 28 февраля 2021 г.: [14]
[14]  (ие) участвуют в сделке.
(ие) участвуют в сделке. Если своевременная повестка будет подана в Суд по международной торговле США, инструкции по оценке предписывают CBP не ликвидировать соответствующие записи до тех пор, пока не истечет время подачи сторонами запроса о судебном запрете (
Если своевременная повестка будет подана в Суд по международной торговле США, инструкции по оценке предписывают CBP не ликвидировать соответствующие записи до тех пор, пока не истечет время подачи сторонами запроса о судебном запрете ( ; и (4) ставка депозита наличными для всех других производителей или экспортеров по-прежнему будет составлять 15,67 процента, ставка для всех остальных, установленная в ходе расследования по делу о снижении справедливой стоимости для данного разбирательства. [15]
; и (4) ставка депозита наличными для всех других производителей или экспортеров по-прежнему будет составлять 15,67 процента, ставка для всех остальных, установленная в ходе расследования по делу о снижении справедливой стоимости для данного разбирательства. [15]  402(f) за подачу сертификата о возмещении антидемпинговых и/или компенсационных пошлин до ликвидации соответствующих проводок в течение ПОР. Несоблюдение данного требования может привести к презумпции Коммерсанта о возмещении антидемпинговых и/или компенсационных пошлин и последующему начислению антидемпинговых пошлин в двойном размере.
402(f) за подачу сертификата о возмещении антидемпинговых и/или компенсационных пошлин до ликвидации соответствующих проводок в течение ПОР. Несоблюдение данного требования может привести к презумпции Коммерсанта о возмещении антидемпинговых и/или компенсационных пошлин и последующему начислению антидемпинговых пошлин в двойном размере. 221(b)(5).
221(b)(5). Better Steel Pipe Company Limited.
Better Steel Pipe Company Limited. ,04 900
,04 900

 в своем опровержении».
в своем опровержении».

 д.
д. д.
д. Кроме того, очень легко точно рассчитать давление бесшовных труб. Бесшовные трубы также тоньше и легче сварных, а также имеют однородную форму, так как состоят из равномерного прессования сплава. Если вы хотите купить бесшовные стальные трубы самого высокого качества, вам следует использовать бесшовные стальные трубы Octal Steel API 5L и ASTM.
Кроме того, очень легко точно рассчитать давление бесшовных труб. Бесшовные трубы также тоньше и легче сварных, а также имеют однородную форму, так как состоят из равномерного прессования сплава. Если вы хотите купить бесшовные стальные трубы самого высокого качества, вам следует использовать бесшовные стальные трубы Octal Steel API 5L и ASTM. Поверхность горячекатаного рулона имеет высокое качество.
Поверхность горячекатаного рулона имеет высокое качество. По сути, все промышленные трубопроводы выполняются из бесшовных труб только потому, что трубы подвергаются экстремальным термическим, химическим и механическим нагрузкам. Сварные трубы более предпочтительны в аэрокосмической, автомобильной и электронной промышленности, где бюджет сравнительно невелик, а также рабочие нагрузки на трубы.
По сути, все промышленные трубопроводы выполняются из бесшовных труб только потому, что трубы подвергаются экстремальным термическим, химическим и механическим нагрузкам. Сварные трубы более предпочтительны в аэрокосмической, автомобильной и электронной промышленности, где бюджет сравнительно невелик, а также рабочие нагрузки на трубы.

 Чем мощнее устройство, тем тяжелее его вес.
Чем мощнее устройство, тем тяжелее его вес. Вращение патрона зависит от силы нажатия на кнопку дрели. Скорость зависит от вида выполняемой работы. Большая скорость предназначена для сверления, маленькие для вкручивания.
Вращение патрона зависит от силы нажатия на кнопку дрели. Скорость зависит от вида выполняемой работы. Большая скорость предназначена для сверления, маленькие для вкручивания. Давайте рассмотрим разновидности и характеристики этого инструмента, а также лучшие модели, представленные на рынке.
Давайте рассмотрим разновидности и характеристики этого инструмента, а также лучшие модели, представленные на рынке. Работая с аккумуляторной дрелью, вам не придётся мучиться с различными удлинителями или искать источник электроэнергии (в строящемся доме).
Работая с аккумуляторной дрелью, вам не придётся мучиться с различными удлинителями или искать источник электроэнергии (в строящемся доме). Оптимальный вариант — 5 м.
Оптимальный вариант — 5 м. Удобное регулировочное колесо скоростей и рукоятка. Потребляемая энергия 1010 Вт.
Удобное регулировочное колесо скоростей и рукоятка. Потребляемая энергия 1010 Вт. Ведь, в конечном счёте, всё зависит от вида работ, которой будет служить дрель, ваших финансовых возможностей и личных предпочтений. Ниже представлены фото ударных дрелей.
Ведь, в конечном счёте, всё зависит от вида работ, которой будет служить дрель, ваших финансовых возможностей и личных предпочтений. Ниже представлены фото ударных дрелей. 954Bilder
954Bilder .. дрель фото и фотографии
.. дрель фото и фотографии ..
.. ..
.. — фото и фото сверла
— фото и фото сверла Detail der handwerklichen Handbohrmaschine mit Werkzeugen, die über grauen Hintergrund isoliert sind. Nahaufnahme Hand des Maurers mit Tischlerzubehör.
Detail der handwerklichen Handbohrmaschine mit Werkzeugen, die über grauen Hintergrund isoliert sind. Nahaufnahme Hand des Maurers mit Tischlerzubehör. Плоская иконка Schraubendreher Drill Flat для веб-, мобильного и пользовательского интерфейса Комплект
Плоская иконка Schraubendreher Drill Flat для веб-, мобильного и пользовательского интерфейса Комплект Zahnwerkzeug aus Stahl, das zum Entfernen von Zahngewebe mit Karies verwendet wird. 3D-рендеринг
Zahnwerkzeug aus Stahl, das zum Entfernen von Zahngewebe mit Karies verwendet wird. 3D-рендеринг förderung und energieerzeugung in niederösterreich — фото и фото дрели
förderung und energieerzeugung in niederösterreich — фото и фото дрели 3D-иллюстрация
3D-иллюстрация
 .
. .
. .
. .
. При наличии скважины такой прибор способен обеспечить водой всех членов семьи и сантехнические приборы. Причем в расчет берутся не только технические характеристики, функциональность устройства, но и степень автоматизации. Автоматический насос для воды не требует постоянного контроля, а его включение производится при открытии крана. Такие приборы дают постоянный равномерный напор и более экономно расходуют электричество. С их помощью домашний водопровод фактически выходит на уровень городской линии водоснабжения.
При наличии скважины такой прибор способен обеспечить водой всех членов семьи и сантехнические приборы. Причем в расчет берутся не только технические характеристики, функциональность устройства, но и степень автоматизации. Автоматический насос для воды не требует постоянного контроля, а его включение производится при открытии крана. Такие приборы дают постоянный равномерный напор и более экономно расходуют электричество. С их помощью домашний водопровод фактически выходит на уровень городской линии водоснабжения. Автоматический насос разделяется по ряду критериев:
Автоматический насос разделяется по ряду критериев: Состоит гидравлический бак из двух камер, разделенных мембраной. При поступлении жидкости в нижнюю камеру бака, мембрана растягивается. А в случае, когда жидкость выходит, стягивается назад, толкает жидкость дальше и напор в трубе не ослабевает. За счет гидроаккумулятора во всей магистрали поддерживается одинаковый показатель давления.
Состоит гидравлический бак из двух камер, разделенных мембраной. При поступлении жидкости в нижнюю камеру бака, мембрана растягивается. А в случае, когда жидкость выходит, стягивается назад, толкает жидкость дальше и напор в трубе не ослабевает. За счет гидроаккумулятора во всей магистрали поддерживается одинаковый показатель давления.
 Благодаря полой конструкции и небольшому весу, такое устройство постоянно плавает на поверхности и активируется по уровню воды. Пластмассовый поплавок соединен с переключателем. Если глубина источника падает ниже допустимой, переключатель активируется и насосы тут же отключаются.
Благодаря полой конструкции и небольшому весу, такое устройство постоянно плавает на поверхности и активируется по уровню воды. Пластмассовый поплавок соединен с переключателем. Если глубина источника падает ниже допустимой, переключатель активируется и насосы тут же отключаются.
 Один блок способен контролировать сразу несколько процессов, к которым относится:
Один блок способен контролировать сразу несколько процессов, к которым относится: Но, как правило, стоят такие установки на порядок выше простой электроники и позволить их себе могут далеко не все.
Но, как правило, стоят такие установки на порядок выше простой электроники и позволить их себе могут далеко не все.
 Режим работы и длительность включения выставляются специальным переключателем на корпусе устройства.
Режим работы и длительность включения выставляются специальным переключателем на корпусе устройства. Купить погружной водяной насос Smart. Готовы к прокачке™?
Купить погружной водяной насос Smart. Готовы к прокачке™? 
 В этом случае потребуется обратный клапан, чтобы этого не произошло.
В этом случае потребуется обратный клапан, чтобы этого не произошло. youtube.com/embed/Os6EOQwRNHU» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/Os6EOQwRNHU» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Функции различаются в зависимости от выбранного вами автоматического регулятора давления, но эти основные элементы одинаковы для всех марок и моделей.
Функции различаются в зависимости от выбранного вами автоматического регулятора давления, но эти основные элементы одинаковы для всех марок и моделей.  Это помогает предотвратить задержки, свести к минимуму вибрации и обеспечить точное и точное управление подачей воды. При таком разнообразии функций одним из выдающихся преимуществ является то, что это высокоэффективное оборудование.
Это помогает предотвратить задержки, свести к минимуму вибрации и обеспечить точное и точное управление подачей воды. При таком разнообразии функций одним из выдающихся преимуществ является то, что это высокоэффективное оборудование.
 Автоматический регулятор давления предназначен для предотвращения всех этих и многих других проблем.
Автоматический регулятор давления предназначен для предотвращения всех этих и многих других проблем.
 Использование автоматизированного решения с самого начала позволяет избежать многих недостатков и проблем, связанных с модернизацией существующей сети.
Использование автоматизированного решения с самого начала позволяет избежать многих недостатков и проблем, связанных с модернизацией существующей сети.
 Однако, когда дело доходит до электрических компонентов, вам может понадобиться помощь электрика, как и в случае с любым контроллером полива.
Однако, когда дело доходит до электрических компонентов, вам может понадобиться помощь электрика, как и в случае с любым контроллером полива. Электрические компоненты, возможно, должны быть подключены электриком, но если вы используете модель «подключи и работай», установка намного проще.
Электрические компоненты, возможно, должны быть подключены электриком, но если вы используете модель «подключи и работай», установка намного проще.

 Всегда консультируйтесь с вашим руководством, производителем или экспертом, если у вас возникли серьезные проблемы.
Всегда консультируйтесь с вашим руководством, производителем или экспертом, если у вас возникли серьезные проблемы.
 При этом качество и размеры всегда остаются стабильными и не зависят от температуры и влажности, что делает их идеальным материалом для вентилируемого фасада
При этом качество и размеры всегда остаются стабильными и не зависят от температуры и влажности, что делает их идеальным материалом для вентилируемого фасада Для получения более подробной информации вы можете обратиться в отдел продаж
Для получения более подробной информации вы можете обратиться в отдел продаж
 АД1А31
АД1А31
 Москва78 г. Санкт-Петербург79 Еврейская автономная область
Москва78 г. Санкт-Петербург79 Еврейская автономная область Основное назначение плит — отделка фасадов и внутренняя отделка зданий.
Основное назначение плит — отделка фасадов и внутренняя отделка зданий.
 06.2021
06.2021 



 .. Найдите местных профессионалов…
.. Найдите местных профессионалов…  ..
..


 Добавьте этот последний штрих к своему дизайну.
Добавьте этот последний штрих к своему дизайну. Эта коллекция была создана, чтобы помочь упростить процесс перепланировки вашего дома, чтобы вы могли с уверенностью проектировать.
Эта коллекция была создана, чтобы помочь упростить процесс перепланировки вашего дома, чтобы вы могли с уверенностью проектировать.
 Обладает высокой твердостью, отличается экономичным расходом за счет особой плотности. Никельшлак в отличие от кварца можно использовать повторно вплоть до трех раз.
Обладает высокой твердостью, отличается экономичным расходом за счет особой плотности. Никельшлак в отличие от кварца можно использовать повторно вплоть до трех раз. Объем мелкофракционного кварца, опасного для здоровья, в нем не превышает 1%. Абразив стоит довольно дорого, но обладает важными преимуществами — обеспечивает быструю очистку поверхностей и подходит для повторного применения. Расход материала получается невысоким, твердые частицы очень хорошо и быстро снимают старые покрытия и коррозийные отложения.
Объем мелкофракционного кварца, опасного для здоровья, в нем не превышает 1%. Абразив стоит довольно дорого, но обладает важными преимуществами — обеспечивает быструю очистку поверхностей и подходит для повторного применения. Расход материала получается невысоким, твердые частицы очень хорошо и быстро снимают старые покрытия и коррозийные отложения. Ориентироваться нужно на следующие рекомендации:
Ориентироваться нужно на следующие рекомендации: Обычно в крупных торговых точках можно найти песок всех популярных видов и фракций. Такой материал не требует специальной предварительной обработки, его можно сразу засыпать в агрегат и применять для очистки поверхностей.
Обычно в крупных торговых точках можно найти песок всех популярных видов и фракций. Такой материал не требует специальной предварительной обработки, его можно сразу засыпать в агрегат и применять для очистки поверхностей. Применяется в случаях, не требующих высокой твердости абразивного вещества. Перед использованием его необходимо промыть, чтобы очистить от включений, снижающих эффективность обработки. Для очистки конструкции или старого здания от старой краски можно использовать карьерный или речной песок, не разделенный на фракции.
Применяется в случаях, не требующих высокой твердости абразивного вещества. Перед использованием его необходимо промыть, чтобы очистить от включений, снижающих эффективность обработки. Для очистки конструкции или старого здания от старой краски можно использовать карьерный или речной песок, не разделенный на фракции. пескоструй с диаметром сопла 3 мм расходует около 24 м3 абразива в час;
пескоструй с диаметром сопла 3 мм расходует около 24 м3 абразива в час;
 Влажный абразив не принесет нужного эффекта и к тому же может повредить сам аппарат.
Влажный абразив не принесет нужного эффекта и к тому же может повредить сам аппарат.
 Оптимальную сухость и сыпучесть материал в таком случае приобретает примерно в течение часа.
Оптимальную сухость и сыпучесть материал в таком случае приобретает примерно в течение часа. Подача песка происходит сверху, подача воздуха от компрессора – снизу. Третий выход служит для подключения напорного шланга.
Подача песка происходит сверху, подача воздуха от компрессора – снизу. Третий выход служит для подключения напорного шланга. В противном случае, из-за полученного завихрения, струя песка проедает плешь в стенке крана буквально за 10-15 минут работы.
В противном случае, из-за полученного завихрения, струя песка проедает плешь в стенке крана буквально за 10-15 минут работы.
 Так что, скажем прямо, это в спешке лишает нас небольшого бюджета.
Так что, скажем прямо, это в спешке лишает нас небольшого бюджета. pugetsoundcoatings.com
pugetsoundcoatings.com
 Теперь им приходится иметь дело с проблемами со здоровьем, связанными с попаданием мелких абразивных частиц в легкие или глаза, повреждением слуха или ожогами кожи от средств массовой информации, рикошетящих от проекта на их открытую кожу. Наши бригады ОБЯЗАНЫ носить полнолицевые маски во время взрывных работ. Если они удаляют опасный материал с подложки (например, краску со свинцом или ПХБ), они должны носить каску с подачей воздуха. Им разрешено носить только полумаску или пылезащитную маску во время подметания. Поскольку это пыльный процесс, они также носят комбинезон Tyvek для всего тела, перчатки и кожаные рабочие ботинки.
Теперь им приходится иметь дело с проблемами со здоровьем, связанными с попаданием мелких абразивных частиц в легкие или глаза, повреждением слуха или ожогами кожи от средств массовой информации, рикошетящих от проекта на их открытую кожу. Наши бригады ОБЯЗАНЫ носить полнолицевые маски во время взрывных работ. Если они удаляют опасный материал с подложки (например, краску со свинцом или ПХБ), они должны носить каску с подачей воздуха. Им разрешено носить только полумаску или пылезащитную маску во время подметания. Поскольку это пыльный процесс, они также носят комбинезон Tyvek для всего тела, перчатки и кожаные рабочие ботинки. CDC и OSHA задокументировали, что пескоструйная обработка материалами с высоким содержанием кристаллического кремнезема может привести к необратимому повреждению легких.
CDC и OSHA задокументировали, что пескоструйная обработка материалами с высоким содержанием кристаллического кремнезема может привести к необратимому повреждению легких. Это может привести к серьезным проблемам со здоровьем в будущем. Вот почему OSHA ограничило количество диоксида кремния в воздухе для профессиональных пескоструйных аппаратов.
Это может привести к серьезным проблемам со здоровьем в будущем. Вот почему OSHA ограничило количество диоксида кремния в воздухе для профессиональных пескоструйных аппаратов. Что сэкономит вам деньги в долгосрочной перспективе.
Что сэкономит вам деньги в долгосрочной перспективе. Если вы настроены на использование песка, то лучший вариант — пескоструйная обработка. Пескоструйный песок содержит менее 1% кремнезема, поэтому он намного безопаснее песка для игр.
Если вы настроены на использование песка, то лучший вариант — пескоструйная обработка. Пескоструйный песок содержит менее 1% кремнезема, поэтому он намного безопаснее песка для игр.


 Один цилиндр с нарезанной резьбой используется для подключения изделия к системе водоснабжения. Второй заглушен. Внутри клапана в образовавшей полости расположен механизм, обеспечивающий прохождение воды в одном направлении. В рабочем положении он всегда открыт, позволяя беспрепятственно проходить воде.
Один цилиндр с нарезанной резьбой используется для подключения изделия к системе водоснабжения. Второй заглушен. Внутри клапана в образовавшей полости расположен механизм, обеспечивающий прохождение воды в одном направлении. В рабочем положении он всегда открыт, позволяя беспрепятственно проходить воде. Усилия последней достаточно, чтобы клапан был закрыт. Как только начинается подача воды, действие пружины ослабевает, и поток беспрепятственно проходит по трубам. Если давление в системе начнет снижаться, диск прижмется к седлу, в результате чего проточное отверстие будет перекрыто. Установка клапана обратного пружинного муфтового возможна на трубы 15-200 мм.
Усилия последней достаточно, чтобы клапан был закрыт. Как только начинается подача воды, действие пружины ослабевает, и поток беспрепятственно проходит по трубам. Если давление в системе начнет снижаться, диск прижмется к седлу, в результате чего проточное отверстие будет перекрыто. Установка клапана обратного пружинного муфтового возможна на трубы 15-200 мм. Может устанавливаться на трубы с поперечным размером 50-700 мм.
Может устанавливаться на трубы с поперечным размером 50-700 мм.
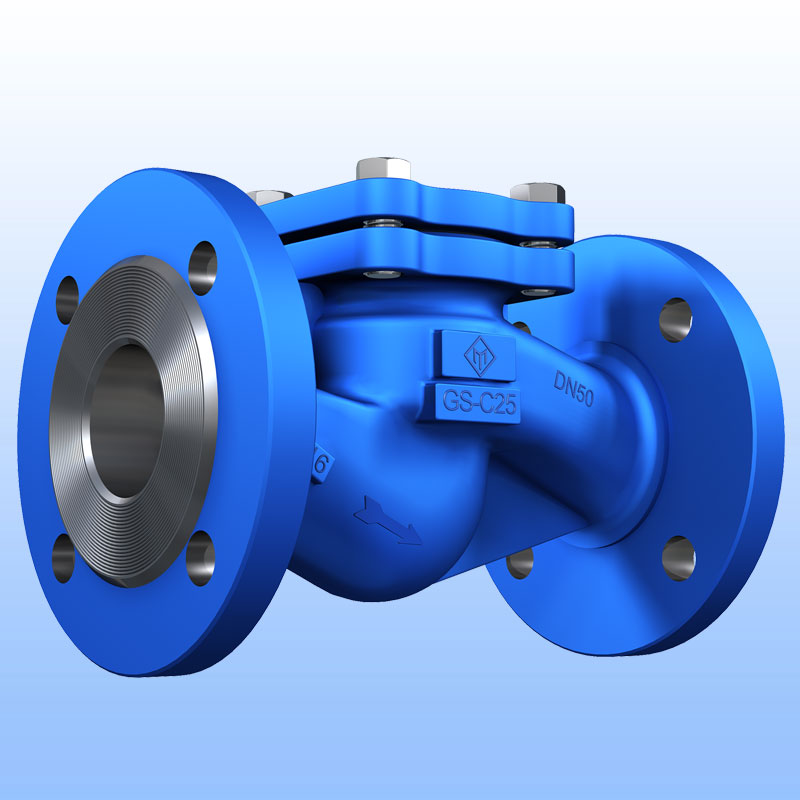 При этом ось изделия необходимо расположить вертикально.
При этом ось изделия необходимо расположить вертикально.

 Номинальное давление стандартизировано;
Номинальное давление стандартизировано;
 [0]}} ({{products.length}}) {{bar_open.[1]}}
[0]}} ({{products.length}}) {{bar_open.[1]}} ./продукты}}
./продукты}} Это может вызвать всевозможные проблемы, не последней из которых является износ помпы быстрее, чем следовало бы. К счастью, есть очень простое решение этой проблемы.
Это может вызвать всевозможные проблемы, не последней из которых является износ помпы быстрее, чем следовало бы. К счастью, есть очень простое решение этой проблемы.
 Если вы их заметили, убедитесь, что ваш обратный клапан в хорошем состоянии.
Если вы их заметили, убедитесь, что ваш обратный клапан в хорошем состоянии.
 115″>0,115
115″>0,115 573″>2,573
573″>2,573 38500000000000001″>0,385
38500000000000001″>0,385.jpg) 306″>4,306
306″>4,306 93″>5,93
93″>5,93 4″>34,4
4″>34,4 52″>28,52
52″>28,52 76″>10,76
76″>10,76 1″>280,1
1″>280,1 97″>28,97
97″>28,97 4″>192,4
4″>192,4 5″>687,5
5″>687,5 79″>42,79
79″>42,79 3″>413
3″>413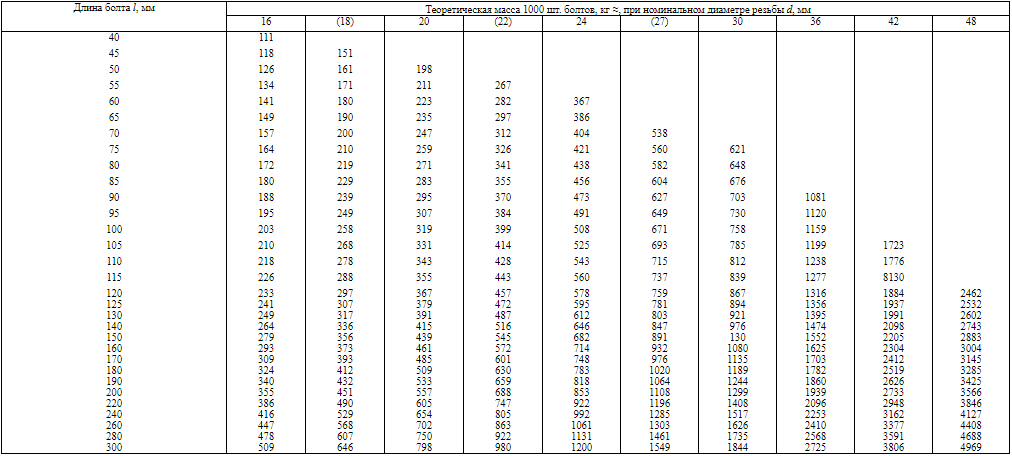 72″>83,72
72″>83,72 2″>965,2
2″>965,2 4″>216,4
4″>216,4 88″>126,88
88″>126,88 5″>228
5″>228 7″>385,7
7″>385,7 Основными материалами, использующимися для производства проволоки катанки являются медь, алюминий и сталь. Катанка, сделанная из алюминия и меди чаще всего используется для изготовления проволоки, которая находится в кабелях подачи энергии и различных кабелях связи.
Основными материалами, использующимися для производства проволоки катанки являются медь, алюминий и сталь. Катанка, сделанная из алюминия и меди чаще всего используется для изготовления проволоки, которая находится в кабелях подачи энергии и различных кабелях связи.
 6X50
6X50 6X25
6X25 Винт, гайка и заклепки > ДРУГАЯ ПРОДУКЦИЯ >
Винт, гайка и заклепки > ДРУГАЯ ПРОДУКЦИЯ >  5
5 *
* 298
298 w3.org/1999/xhtml» cellspacing=»0″>
w3.org/1999/xhtml» cellspacing=»0″> 0006
0006 0019
0019 w3.org/1999/xhtml» cellspacing=»0″>
w3.org/1999/xhtml» cellspacing=»0″> w3.org/1999/xhtml» cellspacing=»0″>
w3.org/1999/xhtml» cellspacing=»0″> 0006
0006 482
482 w3.org/1999/xhtml» cellspacing=»0″>
w3.org/1999/xhtml» cellspacing=»0″> , LTD.
, LTD. Б8М
Б8М фунтов/кв.дюйм
фунтов/кв.дюйм 2
2