Удельный вес арматуры всех диаметров. Вес погонного метра арматуры.
Очень часто как заказчику, так и прорабу, нужно узнать точный вес арматуры, которую используют для проведения каких-либо работ. Формула расчета веса арматуры очень простая – длина арматуры, умноженная на вес погонного метра арматуры. Тут все довольно просто. Для наглядности, ниже представлена краткая таблица удельного веса арматуры с различным диаметром, которая поможет Вам определиться с таким парметром, как вес погонного метра арматуры.
Вес арматуры в зависимости от диаметра и сколько метров в 1 тонне
Диаметр арматуры (мм)
Вес кг/метр
Метров в 1 тонне
5.5
0.187
5347
6
0. 222
4504
8
0.395
2531
10
0.617
1620
12
0.888
1126
14
1.210
826
16
1.580
633
18
2.000
500
20
2.470
405
22
2.980
335
25
3.850
260
28
4.830
207
32
6.310
158
36
7. 990
125
40
9.870
101
45
12.480
80
50
15.410
65
Подробная таблица веса 1 метра арматуры.
Вес арматуры 5 мм ~ 0,186 кг/м
Вес арматуры 6 мм ~ 0,222 кг/м
Вес арматуры 8 мм ~ 0,395 кг/м
Вес арматуры 10 мм ~ 0,617 кг/м
Вес арматуры 12 мм ~ 0,888 кг/м
Вес арматуры 14 мм ~ 1,210кг/м
Вес арматуры 16 мм ~ 1,580 кг/м
Вес арматуры 18 мм ~ 2,000 кг/м
Вес арматуры 20 мм ~ 2,470 кг/м
Вес арматуры 22 мм ~ 2,980 кг/м
Вес арматуры 25 мм ~ 3,850 кг/м
Вес арматуры 28 мм ~ 4,830 кг/м
Вес арматуры 32 мм ~ 6,310 кг/м
Вес арматуры 36 мм ~ 7,990 кг/м
Вес арматуры 40 мм ~ 9,870 кг/м
Вес арматуры 45 мм ~ 12,480 кг/м
Вес арматуры 50 мм ~ 15,410 кг/м
Пример расчета веса погонного мета арматуры
Формула вычисления количества метров арматуры в 1 тонне тоже очень простая. Достаточно поделить 1т (1000 кг) на вес 1 метра арматуры. Ниже приведем несколько примеров вычисления количества метров в 1 тонне арматуры.
1000 кг / 0,222 кг/м = 4504 м в одной тонне арматуры диаметром 6 мм. Точно так же вы можете выяснить количество метров в тонне арматуры для любого другого диаметра.
В статье вес метра арматуры указан приблизительно для каждого производителя. Для более точных расчетов веса арматуры запрашивайте у продавца документы и спецификацию на продукцию.
Зная примерные цифры, вы уже можете спокойно определить пытается ли продавец вас обмануть на весе или длине арматуры.
Вся информация взята из госта Государственного стандарта Союза ССР — вес арматуры ГОСТ 5781 82
Можно скачать прямо по этой ссылке гост вес арматуры 5781 82
таблицы, расчеты, масса 1 погонного метра
Вес стальной арматуры – показатель, которым часто интересуются проектировщики и прорабы. Для чего необходимо знать сколько весит 1 метр определенной арматуры, и как правильно рассчитать удельный вес?
Содержание
Зачем нужно знать вес арматуры?
От чего зависит масса арматуры
Масса арматуры: таблица
Формула и способы расчета
Популярные размеры в России
Пример расчета материала
Зачем нужно знать вес арматуры?
Сколько весит 1 метр арматуры 12 мм, 6 мм или другого диаметра требуется знать, чтобы провести расчеты объема материала для создания конструкций из железобетона. Ведь продается он в килограммах.
Зная, например, вес арматуры 8 мм в 1 метре и длину прутков, можно легко подсчитать, сколько металлических прутьев понадобится для решения определенной задачи. Для этого вся масса прутка делится на вес арматуры 8 мм за метр.
Вторая причина, по которой нужны данные о массе арматуры – определение нагрузки на основание, чтобы сооружение было прочным и надежным.
От чего зависит масса арматуры
Вес арматуры 6 мм за метр или другого сечения, определяет диаметр прута. Соответственно, вес арматуры а3 10 мм за метр больше, чем вес арматуры 8 мм за метр.
Разница в массе арматуры в 1 метре может быть очень большой. Так, вес арматуры 6 мм за метр составляет 222 грамма, а масса арматуры в 80 мм в таблице ГОСТ – 3,96 килограмма.
Масса арматуры: таблица
Вес 1 метра стальных прутков определяется ГОСТ 5781-82 (сортамент арматуры А1, А3, А500С). Масса арматуры в таблице ГОСТ помогает быстро делать перевод арматуры из метров в тонны.
Например, при весе арматуры 395 граммов ( берем арматуру 8мм в 1 метре которой 0,395 кг), один пруток длиной 11,7 метра будет весить 4,6215 кг, а погонных метров в одной тонне 2531,65. Показывая удельный вес арматуры, таблица позволяет быстро выяснить, сколько весит определенный сортамент арматуры.
Диаметр, мм
Удельный вес 1 погонного метра, кг
6
0,222
8
0,395
10
0,671
12
0,888
14
1,21
16
1,58
18
2
20
2,47
22
2,98
25
3,85
28
4,83
32
6,31
36
7,99
40
9,87
45
12,48
50
15,41
55
18,65
60
22,19
70
30,21
80
39,46
Чтобы узнать, например, вес арматуры марки А3 диаметром 10 мм за метр, достаточно найти значение 10 мм в левом столбце таблицы массы арматуры – в правом будет указано нужное значение.
На основании таблицы удельного веса стальной арматуры можно быстро выполнить переводы арматуры из погонных метров в тонны.
Формула и способы расчета
Зная сортамент арматуры и используя таблицу веса 1 метра стального проката, можно буквально за несколько минут подсчитать, сколько арматуры а3 нужно купить.
Для этого из таблицы берется нужный показатель веса на метр арматуры. Затем 1000 килограммов делим, например, на вес 16 арматуры в 1 метре. Получится количество погонных метров прутков в одной тонне. Аналогично можно провести расчет арматуры из другой марки стали другого сечения.
Если известен сортамент арматуры, таблица (перевод арматуры из метров в тонны), приведенная ниже, поможет узнать число метров в тонне.
Диаметр, мм
Число метров в 1 тонне
6
4504
8
2531
10
1620
12
1128
14
826
16
633
18
500
20
405
22
335
25
260
28
207
32
158
36
125
40
101
45
80
50
65
Популярные размеры в России
Арматура подбирается в соответствии с типом здания и фундамента, с тем, какую нагрузку будут испытывать несущие элементы. Так, в частном строительстве востребован металлопрокат диаметром 8 мм, 10 мм, 12 мм. Соответственно, масса арматуры 8, 10, 12 мм за метр применяется при расчете объема материала.
При возведении многоэтажных зданий необходим прокат сечением от 16 мм. Требуется знание веса 16-миллиметровой или другой арматуры в 1 метре.
Пример расчета материала
Приведем примеры, как выполнить перевод веса арматуры 12 А500С или другой в тонны и затем в число прутков.
Если нужен прокат диаметром 12 мм, требуется 1000 килограммов разделить на вес арматуры 12 а500с в метре. Масса арматуры 12 в метре равняется 0,888 кг. Результат – 1126 метров в тонне, разделив это значение на длину одного прутка, Вы получите количество прутков.
Если масса арматуры 8 в метре составляет 0,395, то при делении 1000 за это число получится 2531 метров.
Вес стального стержня 10 мм на метр и на фут
Вес стального стержня 10 мм на метр и на фут , привет, ребята, в этой статье мы знаем о расчете веса стального стержня 10 мм и веса стального стержня 10 мм на метр, а также знаем о Вес стального стержня 10 мм на метр. формула расчета веса стали на метр и на фут.
Вес стального стержня 10 мм на метр и на фут
Поскольку мы знаем, что сталь является несущей, материал используется в строительной линии в области промышленных строительных работ, строительства зданий, формирования надстройки мостов и дамб промышленных и коммерческих зданий, жилых строительство и многие виды строительства в гражданском строительстве.
💐- — ПОСМОТРЕТЬ ЭТО ВИДЕО– -💐
Сталь используется в конструкции RCC строительных конструкций, таких как фундамент, балка колонны и плита крыши.
Многие из нас хотят знать, сколько веса стальных стержней требуется для строительства дома, мы делаем приблизительную оценку и стоимость перед началом строительства, зная вес 1 куска стали, длину стального стержня, количество стали в одной связке, вес стали бар на фут и вес стального стержня 10 мм на метр и на фут.
Длина одного 10-мм стержня TMT составляет приблизительно 12 метров или 40 футов, это помогает в расчете веса стали. Количество стержней ТМТ в одной связке размером 10 мм составляет 7
. Для расчета веса 10-миллиметрового стального стержня мы использовали формулу для удельного веса стали. Вес единицы стального стержня определяется как вес стальных стержней на метр в кг или на фут в кг. Поэтому мы использовали две формулы расчета веса стали.
Формула расчета веса стального стержня 10 мм на метр в кг или на фут в кг поможет вам найти вес одной связки 10 мм стального стержня и вес одного куска стали. 92 L/162
Если диаметр стали = 10 мм, длина стальных стержней = 1 метр, то вес 10 мм стального стержня на метр = (10×10×1)/162 = 0,617 кг, поэтому вес 10 мм стального стержня на метр составляет 0,617 кг.
Теперь на вопрос «Какова масса 10 мм стального стержня на метр» ответ будет следующим:-
● Ответ. 0,617 кг — это вес стального стержня диаметром 10 мм на метр.
◆ Шаг 2:- Вес 1 отрезка 10 мм стального стержня в кг
ЧИТАЙТЕ ТАКЖЕ:-
Вес стержня в связке: 12 мм, 10 мм, 8 мм, 16 мм, 20 мм & Стальной стержень 25 мм
Вес стержня за штуку: 12 мм, 10 мм, 8 мм, 16 мм, 20 мм & Стальной стержень 25 мм
Вес стержня на метр: 12 мм, 10 мм, 8 мм, 16 мм, 20 мм & Стальной стержень 25 мм
Вес номеров 3, 4, 5, 6, 7, 8, 9 & 10 арматурных стержней на фут
Вес номеров 3, 4, 5, 6, 7, 8, 9 & 10 арматурных стержней на метр 92 L/533
● шаг 1:- Если диаметр стали = 10 мм, длина стержней = 1 фут, то вес стального стержня 10 мм на фут = (10×10×1)/533 = 0,1876 кг/фут , поэтому вес стального стержня 10 мм на фут составляет 0,1876 кг.
● Отв. :- 0,1876 кг вес 10-мм стального стержня на фут
● шаг 2 :- для длины = 40 футов, поэтому вес 40 футов или 1 шт. 10-мм стального стержня = (10×10×40)/533 = 7,505 кг , так что вес 1 отрезка 10мм стали 7.505p кг
1 пучок = 7 шт, значит вес 1 пука 10мм стального стержня = (10×10×40×7)/533 = 52,33 кг, вес 1 пука из 10 мм стали 52,33 кг.
● сводка:-
1) вес стального стержня 10 мм на метр составляет 0,617 кг
2) вес стального стержня 10 мм на фут составляет 0,1876 кг
3) вес 1 шт. 50 10 мм стального стержня составляет 7,400 ) 1 пучок (7 шт.) стального прутка 10 мм вес 51,85 кг.
◆Вы можете подписаться на меня в Facebook и подписаться на наш канал Youtube
Вам также следует посетить:-
1) что такое бетон, его типы и свойства
2) расчет количества бетона для лестницы и его формула
Что такое удельный вес стали | Удельный вес формулы стального стержня | Вес стальной единицы | Как рассчитать вес стального стержня » вики полезно Вес стали 8 мм | Вес стали 10 мм | Вес стали 12 мм | Вес стали 16 мм | Вес стали 20 мм
Содержание поста
Что такое удельный вес?
Масса единицы любого вещества определяется как отношение массы или вес на единицу объема . Обычно он измеряется в фунт/фут , г/см или кг/см или кг/м и т. д.
Единица веса материалов различается в зависимости от их состава и свойств материалов . Это дает представление о тяжести или легкости материалов.
Что такое удельный вес стали?
Удельный вес стали
Как мы знаем, сталь является одним из наиболее часто используемых строительных материалов . Выяснение удельной массы стального прутка до его применения равно важно т.
Стальной стержень в основном используется в качестве арматуры для усиления свойства растяжения бетонных конструкций.
Плотность стали составляет около 7850 кг/м3 или 7,85 г/см3 или 490 фунтов/фут3 или 13231 фунтов/ярд3 .
Вес стали обычно измеряется в кг , тонны и фунта.
Подробнее: Плотность цемента | Плотность песка | Плотность песка | Плотность цемента | Плотность заполнителя | Плотность бетона
Различные диаметры стальных стержней, используемых в строительстве
Различные диаметры стальных стержней, используемых в строительстве
T здесь различные стальные диаметры используемые в строительстве 8 мм, 10 мм, 12 мм, 16 мм, 20 мм, 25 мм, 32 мм и 40 мм.
Стальная сталь диаметром , используемая для обычных жилых помещений л, коммерческих и офисных зданий , составляет от 8 мм до 20 мм.
Диаметр стали из от 25 мм до 40 мм используется для тяжелой конструкции как мостов , плотин и подпорные стены.
Формула, используемая для расчета веса стали
Формула , используемая для расчета удельного веса стальных стержней , равна D²/162 . Где D = диам. Из стали стержней, 162 и с постоянной величиной .
Вывод формулы D2/162
Рассмотрим стальной стержень диаметром D и длиной L. В)
W = γ x V
W = πD²/4 x γ (V = πD²/4)
Как известно, удельный вес стали составляет около 7850 кг/м3 (γ)
3 W = πD²/4 x 7850
Здесь D — диаметр стали в мм , а плотность стали — в кг/м3. Чтобы сделать постоянное значение c в той же единице , мы преобразуем Dia. Из стали мм до м.кв.
Д ² mm / 1000 ²
W = π/4 x D²/1000 ² x 7850
W = D²/162. 28 kg/m
W = D²/162 кг/м
Подробнее: 10 различных типов стали | Углеродистая и легированная сталь
Как рассчитать удельный вес стальных стержней
Удельный вес стального стержня рассчитывается путем деления веса на на 9.0004 стального прутка по объему. Для расчета удельного веса стальных стержней учитывайте удельную длину в 1 метр для всех диаметров стали .
1. Удельный вес стального стержня 8 мм
Диаметр стального стержня = 8 мм, длина стального стержня = 1 м
Удельный вес стального стержня 8 мм
= 8²/162
= 8×8/162
=64/162
= 0,395 кг/м³
Масса изделия диаметром 8 мм. Стальной стержень 0,395 кг/м³
Вес стали 8 мм на метр составляет 0,395 кг
Вес единицы стального стержня 8 мм в футах = 0,12 кг/фут
= 0,12×40
= 4,8 кг
Таким образом, вес 8-мм стального стержня 40 футов составляет 4,8 кг
Стальной стержень (вес стального стержня 10 мм)
Ниже приведен метод расчета веса стального стержня 10 мм
Диаметр стального стержня = 10 мм, длина стального стержня = 1 м
Удельный вес стального стержня 10 мм
= 10²/162
= 10×10/162
= 100/162
= 0,617 кг/м³ Стальной пруток 0,617 кг/м³ .
Стальной груз 10 мм за метр 0,617 кг
Итак, 10 мм стальной стержень вес составляет 0,617 кг/м³ .
3. Масса изделия диаметром 12 мм. Стальной стержень
Диаметр стального стержня = 12 мм, длина стального стержня = 1 м
Масса стального стержня 12 мм
= D²/162
= 12² /162
90×12/162
= 144/162
= 0,890 кг/м³
Масса изделия диаметром 8 мм. Стальной пруток 0,890 кг/м³ .
Вес стали 12 мм на метр 0,890 кг
4. Масса шт. диам. 16 мм. Стальной стержень
Диаметр стального стержня = 16 мм, длина стального стержня = 1 м
Масса стального стержня 16 мм
= D²/162
= 16² /162
= 162
= 256/162
= 1,58 кг/м³
Удельный вес изделия диаметром 8 мм. Стальной стержень 1,58 кг/м³ .
Стальной груз 16 мм на метр составляет 1,58 кг.
5. Масса изделия диаметром 20 мм. Стальной стержень
Диаметр стального стержня = 20 мм, длина стального стержня = 1 м
Масса стального стержня 20 мм
= D²/162
= 20² /162
= 20×290/052
=400/162
= 2,46 кг/м³
Удельный вес 20 мм диам. Стальной стержень 2,46 кг/м³ .
Стальной груз 20 мм на метр 2,46 кг
6. Масса изделия диаметром 25 мм. Стальной стержень
Диаметр стального стержня = 25 мм, длина стального стержня = 1 м
Масса стального стержня диаметром 8 мм
= D²/162
= 25² /162
= 25×90/162
=625/162
= 3,85 кг/м³
Масса изделия диаметром 25 мм. Стальной стержень 3,85 кг/м³ .
Вес стали 25 мм на метр составляет 3,85 кг
7. Масса изделия диаметром 32 мм. Стальной стержень
Диаметр стали = 32 мм, длина стального стержня = 1 м
Масса стального стержня 32 мм
= D²/162
= 32² /162
2 = 1 32×32 32 =1024/162
= 6,32 кг/м³
Удельный вес изделия диаметром 32 мм. Стальной стержень 6,32 кг/м³ .
Вес стали 32 мм на метр составляет 6,32 кг
8. Масса изделия диаметром 40 мм. Стальной стержень
Диаметр стального стержня = 40 мм, длина стального стержня = 1 м
Вес единиц 40 мм стального шт. вес единицы 8 мм диам. Стальной стержень 9,87 кг/м³
Вес стали 40 мм на метр составляет 9,87 кг
Подробнее: 10 Лучшая сталь для домостроения | Лучший стальной бренд для строительства дома в Индии | Лучший бар TMT в Индии | Лучшая сталь в Индии
Удельный вес различных диам.
of Steel Bars Used In Construction
Dia of Steel Bar
Length
Unit Weight
8 mm
1 m
0.395 kg/m
10 mm
1 m
0.610 kg/m
12 mm
1 m
0.89 kg/m
16 mm
1 m
1.58 kg/m
20 mm
1 m
2.46 kg/m
25 mm
1 m
3. 87 kg/m
32 mm
1 m
6.32 кг/м
40 мм
1 м
9,87 кг/м
Вес стали . Бары на стройке
Следующие — это шагов, которые необходимо выполнить , чтобы узнать количество стали, доступной e на строительной площадке или сталь загружена в грузовик во время доставки.
Шаг: 1 Распознайте разные диаметры. стали, доступной на складе
Распознавание различных диаметров. стали, доступной на складе
Во-первых, мы должны распознать различные диаметры . Сталь 9На сайте доступно слитка 0004.
Предположим, на месте имеются стальные стержни 8 мм, 10 мм, 16 мм и 20 мм .
Шаг: 2 Подсчитайте количество стальных стержней каждого диам. Из стали
Теперь, количество количество стальных стержней в каждый диаметр . Стальные стержни доступны на месте.
Подсчет количества стальных стержней в каждом диаметре стали
Например,
8 мм = 80 шт.
10 мм = 120 шт.
12 мм = 50 шт.
16 мм = 60 шт.
20 мм = 30 шт.
Шаг: 3 Определение удельного веса стальных стержней
Теперь рассчитайте удельный вес стальных стержней , взяв образец длиной 1 м из каждого диаметра стали и взвесив его.
Этот образец веса 1 м длины непосредственно даст вам удельный вес этого стального стержня диаметром кг/м.
Удельный вес стального стержня
s следующий:
8 мм = 0,395 кг/м
10 мм = 0,620 кг/м
12 мм = 0,89 кг/м
1 8
5 90 /м
20 мм = 2,46 кг/м
Шаг: 4 Рассчитайте общий вес каждого диаметра стальных стержней
Из веса единицы и количества стальных стержней рассчитайте общий вес каждого стального стержня диаметром доступны на месте.
Например,
1. Диаметр 8 мм, сталь № = 80, вес единицы стали диаметром 8 мм = 0,395 кг/м
Всего x Вес блока x Длина стали (12 м)
= 80 x 0,395 x 12
= 379,2 кг
2. 10 мм Диаметр стали 9 мм, шт. Сталь = 0,620 кг/м
Общий вес из 8 мм DIA Steel = NOS X Блок WT x Длина стали (12 м)
= 80 × 0,620 × 12
= 892,8 кг
3. 12 мм. сталь № 50, удельный вес стали диаметром 12 мм = 0,890 кг/м
Общий вес стали диаметром 12 мм = № шт. = 534 кг
4. Сталь диаметром 16 мм Nos = 60, вес единицы стали диаметром 16 мм = 1,58 кг/м
Общий вес из 8 мм DIA Steel = NOS X Блок WT x Длина стали (12 м)
= 80 × 1,58 × 12
= 1137,6 кг
DIA DIA SELE Nos = 30 , Вес единицы 20 мм Диаметр Сталь = 2,46 кг/м
До Всего Вес из 20 мм Диаметр стали = Nos x Unit Wt x Длина стали (12 м)
= 80×2,46×12
= 885,2 кг
Узнайте удельный вес стальных стержней
Часто задаваемые вопросы:
Удельный вес стальных стержней
Удельный вес стальных стержней составляет около 7850 кг/м3 или 7,85 г/см3 0 или 4 или 13231 фунт/ярд3 . Стальные стержни в основном используются в качестве арматуры для усиления свойства на растяжение бетонных конструкций. Вес стали ht обычно измеряется в кг , тонны, и фунта.
Вес стальных стержней Формула
Формула , используемая для расчета удельного веса стальных стержней , равна D²/162 . Где D = диам. Из стали стержней, 162 и с постоянной величиной .
Формула веса для стали
Формула , используемая для расчета удельного веса стальных стержней , равна D²/162 . Где D = диам. из стали бара, 162 i с постоянное значение.
Удельный вес стали
Удельный вес стали составляет около 7850 кг/м3 или 7,85 г/см3 или 490 фунтов/фут3 или 13231 фунтов 00004.
В этой статье мы расскажем о HSS-сверлах в деталях. Изучив информацию, вы сможете без проблем выбрать и купить нужные инструменты в магазине.
Содержание
Чем отличаются HSS-сверла от твердосплавных моделей
Маркировка HSS-сверл, их виды и отечественные аналоги
Вольфрамовые HSS-сверла
Молибденовые HSS-сверла
Высоколегированные HSS-сверла
Зарубежная маркировка HSS-сверл
Рекомендации по выбору сверл HSS
HSS-сверла — это сверла, изготовленные из быстрорежущей стали (High Speed Steel). Она также идет на производство:
плашек;
метчиков;
фрез;
и иных инструментов для металлообработки.
Фотография №1: HSS-сверла
В этой статье мы расскажем о HSS-сверлах в деталях. Изучив информацию, вы сможете без проблем выбрать и купить нужные инструменты в магазине.
Чем отличаются HSS-сверла от твердосплавных моделей
В первую очередь, HSS-сверла отличаются от твердосплавных по технологии изготовления материала.
Быстрорежущую сталь получают путем добавления в углеродистую сталь вольфрама, хрома, молибдена и иных компонентов. Материал HSS-сверл обладает высокой прочностью.
Твердый сплав — это композитный материал, изготовленный по технологии порошковой металлургии.Он состоит из частиц микронного размера. Основной компонент — карбид вольфрама. К дополнительным относятся карбид титана, карбид тантала и пр.
Твердосплавные инструменты от HSS-сверл отличаются более высокими твердостью и термостойкостью. Однако твердые сплавы имеют меньшую прочность. Они боятся вибраций и силовых нагрузок. Это не позволяет использовать твердосплавные сверла для прерывистой обработки заготовок на высоких скоростях.
Из-за сложной технологии изготовления твердосплавные инструменты стоят дорого. Цены на сверла из быстрорежущей стали значительно ниже.
Маркировка HSS-сверл, их виды и отечественные аналоги
Все сверла, изготовленные на основе HSS-стали, имеют соответствующую маркировку. Существуют три разновидности этой стали.
Вольфрамовая (T1–T15).
Молибденовая (М1–М36).
Высоколегированная (М41–М62).
Вольфрамовые HSS-сверла
Из этой группы максимально широкое распространение получили сверла, изготовленные из четырех типов сталей.
T1 (отечественный аналог — Р18). Из этой HSS-стали (18 % вольфрама) с высокими характеристиками (шлифуемость, прочность и износостойкость) изготавливают сверла и иные инструменты общего назначения. Лучше всего они подходят для обработки углеродистых и легированных конструкционных сталей.
T2 (отечественный аналог — Р18Ф2). Сплав содержит 2 % ванадия. Его используют для изготовления чистовых и получистовых сверл, предназначенных для обработки среднелегированных конструкционных сталей.
T3 (отечественный аналог — Р18K5Ф2). Сплав содержит 18 % вольфрама, 5 % кобальта и 2 % ванадия. Такие инструменты отличаются повышенными вторичной твердостью и износостойкостью, но имеют низкую шлифуемость. Сверла этого типа лучше всего подходят для обработки заготовок из высокопрочных, коррозионностойких и жаропрочных сталей и сплавов.
T15 (отечественный аналог — Р12Ф5К5). Эта маркировка на HSS-сверлах означает, что в сплав кроме 12 % вольфрама добавлены ванадий (5 %) и кобальт (5 %). Эти инструменты отличаются высокими прочностью, вязкостью и износостойкостью. Их используют при сверлении труднообрабатываемых материалов.
Изображение №1: состав вольфрамовых HSS-сталей
Молибденовые HSS-сверла
Основной легирующий компонент сталей этой группы — молибден. Также в разных количествах могут содержаться:
вольфрам,
кобальт;
ванадий;
углерод;
и иные компоненты.
Изображение №2: состав молибденовых HSS-сталей
Самое широкое распространение получили HSS-сверла, изготовленные из следующих типов молибденовых быстрорежущих сталей.
M1. Из стали данной марки (8 % молибдена) производят инструменты общего назначения. Такие HSS-сверла отличаются высокими гибкостью и стойкостью к ударным нагрузкам. Красностойкость ниже, чем у аналогов.
M2 (отечественный аналог — Р6М5). Это самый распространенный материал для производства HSS-сверл. Сплав содержит 6 % вольфрама и 5 % молибдена. Обладает сбалансированными прочностью, твердостью и теплостойкостью.
M3 (отечественный аналог — Р6М5Ф3). Этот сплав также содержит 3 % ванадия. HSS-сверла из такой стали отличаются более низкой абразивной изнашиваемостью.
M7. Основные легирующие компоненты — молибден (8,75 %), ванадий (2 %) и вольфрам (1,75 %). Сверла, изготовленные из этой HSS-стали, применяют для сверления твердых и толстолистовых металлов.
M35 (отечественный аналог — Р6М5К5). Кроме вольфрама молибдена и ванадия данный сплав содержит кобальт (5 %), а также в небольших количествах марганец, кремний и никель. Преимущества этого материала — хорошая вязкость, отличная шлифуемость, тепло- и износостойкость. HSS-сверла, изготовленные из данного сплава, применяют при обработке заготовок из улучшенных легированных и нержавеющих сталей в условиях повышенного разогрева режущей кромки.
Высоколегированные HSS-сверла
Для производства высоколегированных HSS-сверл (обладающих высокой ударной вязкостью и эксплуатируемых в холодных условиях), используют сплавы молибденовой группы, которые подвергают специальной термической обработке.
Изображение №3: состав высоколегированных HSS-сталей
M47 (отечественный аналог — Р2АМ9К5). В больших количествах содержит молибден (9 %) и кобальт (4,7–5,2 %). Сплав имеет повышенную склонность к обезуглероживанию и перегреву при закалке. Шлифуемость — низкая. HSS-сверла из этого сплава применяют для обработки заготовок из улучшенных легированных и нержавеющих сталей.
M42. Содержит большое количество кобальта и молибдена (8 и 9,5 %, соответственно). HSS-сверла, изготовленные из этого сплава, отличаются повышенными красностойкостью и устойчивостью к истиранию. Такие инструменты применяют при обработке вязких и сложных металлов.
Зарубежная маркировка HSS-сверл
Как мы уже отметили выше, маркировка HSS означает, что сверло по металлу, изготовлено из быстрорежущей стали. Зарубежные производители инструментов добавляют различные дополнительные обозначения, которые говорят об используемых технологиях и иных особенностях. Расскажем о маркировках распространенных HSS-сверл.
HSS-R. Эта маркировка говорит о том, что сверло прошло термическую обработку и роликовую прокатку.
HSS-G. Режущие части таких инструментов подвергают шлифовке при помощи боразона (CBN). Сверла HSS-G получили максимально широкое распространения из-за сочетания высоких эксплуатационных характеристик и доступности.
HSS-E (HSS-Co8, HSS-Co5 и др.). Эта маркировка указывает на высокое содержание кобальта в сплаве. Такие сверла подходят для обработки вязких и сложных металлов.
HSS-G TiN. Такие сверла имеют напыление из нитрида титана. Оно значительно повышает твердость инструмента и его термостойкость (на 2300 HV и до 600 °C, соответственно).
Фотография №2: сверло с напылением из нитрида титана
HSS-G TiAlN. Такие сверла имеют напыление из нитрида титана, легированного алюминием. Оно еще больше увеличивает твердость инструмента и его термостойкость (на 3000 HV и до 900 °C, соответственно).
HSS-E VAP. Так маркируют сверла, основное предназначение которых — обработка заготовок из нержавеющей стали. К поверхностям таких инструментов стружка практически не липнет. Из-за этого они медленнее изнашиваются и реже ломаются.
Рекомендации по выбору сверл HSS
На выбор сверл HSS напрямую влияют следующие факторы.
Марка обрабатываемой стали. От нее зависит выбор инструмента по материалу изготовления.
Оборудование, которое нужно оснастить сверлом. Покупайте сверла с хвостовиками, подходящими к имеющейся в наличии технике.
Частота использования. Если ищете HSS-сверло для разовых работ, подойдут недорогие модели. Если же инструментом будете пользоваться часто, не экономьте на качестве.
Подробную информацию о выборе сверл по металлу для различных работ вы найдете в этой статье (поставить ссылку на страницу со статьей №1).
Больше полезной информации
Полезные обзоры и статьи
Все статьи
27 апреля 2022
Как выбрать сверло
10 января 2022
Сверление рельс
9 декабря 2021
Способы заточки ступенчатых сверл
22 июля 2021
Рейтинг сверл по металлу
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
HSS G Сверло — Сверла по металлу
Skip to main content
Hilti Россия продолжает работу. Актуальная информация. Подробнее
Преимущества и применения
Преимущества и применения
Преимущества
Специальная форма наконечника с разделенным острием обеспечивает точное засверливание и более быстрое начало сверления
Быстрое начало сверления благодаря наконечнику, заточенному под углом 135°
Спиралевидные канавки обеспечивают простое удаление стружки, оптимальный доступ смазывающей жидкости к наконечнику сверла и меньшее нагревание
Надежная высококачественная сталь позволяет выполнять сверление как в мягких, так и в твердых материалах
Предназначено для максимально эффективного использования аккумуляторных инструментов – больше работы на одном заряде батареи
Применения
Подходит для сверления в легированной и нелегированной стали, закаленной стали и чугуне, а также в алюминиевых профилях при повседневном использовании
При работе с аккумуляторным инструментом сверло HSS-G обеспечивает максимально экономный расход батареи
Наилучшие результаты достигаются при применении оптимальной скорости и использовании смазочно-охлаждающей жидкости
Техническая информация
Документы и видео
Консультация и поддержка
Оценки и отзывы
Сверла по металлу
Чтобы гарантировать наивысшее качество, процесс производства сверл по металлу Hilti полностью автоматизирован.
Наивысшее качество сверл по металлу Hilti определяется следующими факторами:
• Качественная быстрорежущая сталь. Она обеспечивает твердость и износоустойчивость сверла
• Термическая обработка (закаливание) стали. Путем правильной термообработки достигается нужная твердость, чтобы сохранить остроту режущих кромок
• Точная и правильная геометрия сверла. Она обеспечивает нужную скорость сверления и необходимый размер отверстия
ОСНОВНЫЕ ОСОБЕННОСТИ СВЕРЛ ПО МЕТАЛЛУ HILTI
HSS C 5% КОБАЛЬТА:
Сталь М35 для более твердых материалов
ГЕОМЕТРИЯ И ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
Горячее вальцевание (тип R) против шлифовки (тип G).
Горячее вальцевание (тип R) также называют продольно-винтовой горячей прокаткой, когда заготовка сверла обжимается между вращающимися нагретыми валками для придания нужной формы и размеров.
Сверла по металлу типа R используют только в бытовых применениях:
• Вальцованный шнек дает меньшую точность
• Менее острые кромки снижают скорость сверления
Прецизионная шлифовка (тип G) на высокоточном оборудовании позволяет получить сверло с повышенной точностью вращения и строго заданного размера.
Hilti производит сверла HSS типа G со шлифованным шнеком, углом заточки 135° и дополнительным центрирующим острием:
• Чем больше угол, тем быстрее сверление
• Больше скорость сверления
• Меньше увод сверла
• Для профессионального использования
СХЕМА ПОДБОРА СКОРОСТИ ВРАЩЕНИЯ ИНСТРУМЕНТА В ЗАВИСИМОСТИ ОТ МАТЕРИАЛА И ДИАМЕТРА СВЕРЛА
Для повышения производительности и долговечности сверла HSS используйте СОЖ
Смазывающе-охлаждающая жидкость Hilti
Заказать онлайн
Дополнительные сервисы
Сервисное обслуживание инструментов Hilti
Мы предлагаем уникальный комплекс услуг «Сервис на всю жизнь», который позволит вам в максимально короткие сроки получить обратно свой отремонтированный инструмент
Узнать больше
Обучение
Hilti это не только надёжный инструмент, но и обучение, которое поможет стать ещё эффективнее
Узнать больше
Hilti Флит Менеджмент
Соберите свой парк Hilti с минимальными первоначальными затратами и защитой от внешних и внутренних краж
Узнать больше
Доставка Hilti
Вам нужен наш продукт — мы доставим его вам. Неважно, простая ли это посылка или крупногабаритный товар — мы сделаем все, чтобы ваш заказ поступил в место назначения
Узнать больше
Зарегистрироваться
Регистрация позволяет получить доступ к ценам с учетом персональной скидки.
Зарегистрироваться
Не получается войти или забыли пароль?
Пожалуйста, введите свой e-mail адрес ниже. Вы получите письмо с инструкцией по созданию нового пароля.
Нужна помощь? Контакты
Войдите, чтобы продолжить
Показать пароль
Забыли пароль?
Оставаться в системе
Нужна помощь? Контакты
Зарегистрироваться
Регистрация позволяет получить доступ к ценам с учетом персональной скидки.
Зарегистрироваться
Выберите следующий шаг, чтобы продолжить
Ошибка входа
К сожалению, вы не можете войти в систему. Email адрес, который вы используете, не зарегистрирован на {0}, но он был зарегистрирован на другом сайте Hilti.
Пожалуйста, выберите один из следующих вариантов: Зарегистрироваться Войти с другим email адресом Отменить и закрыть
Добавлено в корзину
Добавлено в корзину
перейти в корзину
Количество обновлено
Обратите внимание: количество автоматически округлено в соответствии с кратностью упаковки.
Обратите внимание: количество автоматически округлено до в соответствии с кратностью упаковки.
Отличие сверл из быстрорежущей стали от кобальтовых
Прочные, износостойкие и прочные современные сверла по металлу без проблем прорезают самые твердые материалы. Когда дело доходит до сверления, выбор правильного инструмента для работы имеет решающее значение. В этой статье мы описываем разницу между бурами из быстрорежущей стали (HSS) и кобальтовыми сверлами, их сильные и слабые стороны, а также когда их следует использовать.
Что такое сверла из быстрорежущей стали?
Биты из быстрорежущей стали износостойкие и термостойкие. Высокая концентрация хрома и никеля в нержавеющей стали обеспечивает высокую прочность и долговечность бит из быстрорежущей стали. Сверла из быстрорежущей стали способны безопасно сверлить твердую древесину, некоторые металлы и пластик. Они безопасны для работы на высоких скоростях (об/мин) и обеспечивают длительную работу — при условии их технического обслуживания.
Со временем сверла из быстрорежущей стали могут затупиться, и их нужно будет затачивать, что требует специальных инструментов, которые не всегда доступны. Если вы используете буровые долота из быстрорежущей стали в течение длительного времени или на высоких оборотах, вам может понадобиться охлаждающая жидкость для охлаждения долота.
Что такое кобальтовые сверла?
Кобальтовые долота представляют собой комбинацию стали (или другого сплава), смешанную с небольшим процентным содержанием кобальта, обычно от 5 до 7%. Кобальт имеет температуру плавления 1495°С и температуру кипения 29°С.27°C, что делает его идеальным для использования при высоких температурах. Объединив небольшое количество кобальта с другим сплавом, можно добиться невероятных результатов.
Кобальтовые сверла невероятно прочны. Они могут работать на гораздо более высоких скоростях, чем стандартное сверло из быстрорежущей стали. Способность выдерживать нагрев означает, что кобальтовые коронки работают в течение длительного времени без охлаждения или потребности в смазочно-охлаждающей жидкости.
Чаще всего используются для резки закаленных и абразивных материалов. Кобальтовые сверла способны резать самые твердые металлы, в том числе бронзу, чугун, нержавеющую сталь и титан. Им также можно прорезать сварные швы.
Режущая кромка кобальтового сверла хорошего качества должна служить дольше, чем стандартное сверло из быстрорежущей стали. Как и другие биты из быстрорежущей стали, они устойчивы к коррозии, а это означает, что они должны сохранять свое состояние при любых условиях хранения и использования, с которыми они могут столкнуться. Однако кобальт может быть хрупким. Если за кобальтовыми сверлами не ухаживать должным образом или если их уронить, они могут сломаться, что может дорого обойтись.
Почему стоит выбрать кобальтовое сверло?
Для безопасности ваших инструментов и вас самих крайне важно использовать правильную насадку для работы. Вы найдете кобальтовые сверла наряду с другими популярными вариантами, включая сверла с титановым покрытием, сверла из нитрида титана и карбида вольфрама. Каждый из них имеет свои сильные и слабые стороны, о которых следует знать перед покупкой.
Прочность кобальта означает, что сверла лучше подходят для сложной задачи по резанию стали. Кобальтовые биты не подходят для общего применения. Для менее интенсивных операций, таких как сверление дерева, пластика или легких металлов, идеально подходят сверла из быстрорежущей стали.
Автор Jeremiah На чтение 11 мин Просмотров 1.2к. Опубликовано
Медь, серебро и золото – эти металлы были в числе первых, освоенных человеком. Из них чеканили монеты, изготовляли предметы домашнего обихода, орудия труда и украшения.
Со временем серебро и особенно золото стали универсальным мерилом материальных ценностей. Получение золота из других металлов составляло предмет алхимии – ярчайшей страницы в истории человеческой мысли, давшей начало современной химии. С тех пор жизнь людей почти до неузнаваемости изменилась, а золото по-прежнему является символом богатства и эталоном ценности…
Содержание
Медь
Медь
Латинское наименование меди – Cuprum – происходит от названия острова Кипр, где уже в III в до н.э. существовали медные рудники. Русское «медь», вероятно, восходит к слову «смида», обозначавшему металл у древних германцев.
Хоть медь иногда встречается в природе в виде самородков (самый большой из найденных весил 420 т), основная её часть входит в состав сульфидных руд, например халькопирита CuFeS2. Реже встречается минерал малахит – зеленый основной карбонат меди (CuOH)2CO3.
В первых металлургических процессах использовались не сульфидные руды, а именно малахит, не требующий предварительного обжига. Восстановительную плавку проводили в глиняных сосудах, заполненных рудой и углем и помещенных в небольшую яму. Оксид углерода (II), образуется при неполном сгорании угля, восстанавливая малахитовую руду:
2CO + (CuOH)2CO3 → 3CO2 + 2Cu + H2O.
Развивающаяся при этом температура (1100 – 1200оС) позволяет получить расплавленную медь (tпл = 1083оС).
Медь весьма мягкий металл, поэтому начиная с III тысячелетия до н.э. на смену медным изделиям стали приходить бронзовые – более твёрдые и прочные. Скорее всего, бронзу (сплав меди с оловом) впервые получили случайно, при обработке руды, содержащей оба металла. На протяжении двух тысяч лет (до начала I тысячелетия до н.э.) бронза являлась основным материалом для производства орудий труда. Археологи называют эту эпоху бронзовым веком.
Малахит
Чистая медь очень хорошо проводит электрический ток, уступая в этом лишь серебру, поэтому из нее делают провода. Сплав меди с никелем – константан (60% Cu,40% Ni), напротив, отличается высоким сопротивлением – он служит основой реостатов. Бронзы (90% Cu, 10% Sn) и латуни (20 – 80% Cu, остальное Zn) твёрже меди, стойки к окислению, обладают малым коэффициентом трения. Они используются в химическом машиностроении и для изготовления подшипников, шестерен, редукторов. Нейзильбер — сплав состава 50% Cu, 25% Zn, 25% Ni – применяется в производстве медицинского оборудования и в ювелирном деле. Медно-никелевый сплав мельхиор (80% Cu, 20% Ni) идет на изготовление медицинских инструментов, монет, посуды.
Медь применяют в гальванопластике – получении точных металлических копий различных предметов путем электролитического осаждения металла на поверхности гипсовой формы.
Ежегодно в мире выплавляют приблизительно 10 млн тонн меди, и потребность в этом металле постоянно возрастает.
В отличие от своих соседей по подгруппе – серебра и золота,- медь непосредственно реагирует с кислородом. При нагревании на воздухе изделия чернеют, покрываясь слоем оксида меди (II) CuO. А при температуре свыше 1000оС образуется другой оксид – Cu2O.
Находясь долгое время на воздухе, медь покрывается плёнкой малахита, образующегося по реакции 2Cu + O2 + H2O + CO2 = (CuOH)2CO3. Именно этому веществу обязаны своим цветом бронзовые памятники и старые крыши городов Западной Европы.
В ряду напряжений медь стоит правее водорода, поэтому реагирует только с кислотами-окислителями: азотной, концентрированной серной. Исключение составляет йодоводородная кислота, которая вступает в реакцию с медью с выделением водорода и образованием очень устойчивого комплекса меди (I) H[CuI2].
Пожалуй, самое известное соединение меди – медный купорос, или пятиводный сульфат меди (II), CuSO4∙5H2O. В древности это вещество получали при кристаллизации растворов, образующихся в медных рудниках во время дождя. Медный купорос применяли для чернения кожи, в медицине, производстве окрашенных стекол. В наше время медный купорос используется в сельском хозяйстве для борьбы с вредителями растений, вытеснив значительно более ядовитую соль 3Cu(AsO2)2∙Cu(CH3COO)2 – швейнфуртскую зелень.
Медь играет важную роль в процессах жизнедеятельности организмов – она входит в состав некоторых ферментов, участвующих в реакциях окисления органических соединений. Медьсодержащий фермент цитохромоксидаза катализирует процессы тканевого дыхания. Белки, в состав которых входит медь, оказывают влияние на углеводный обмен, синтез жиров, образование витаминов Р и В. Ежедневная потребность меди для человека составляет около 2 -3 мг. Особенно богаты этим элементом молоко и дрожжи. Однако в больших количествах соединения меди вредны: приём внутрь 2 г медного купороса может привести к смерти.
Серебро
Серебро в слитках
Латинское название серебра – Argentum – связано с цветом этого металла; оно восходит к греческому «аргос» — «белый», «блестящий». Русское слово «серебро», как считают учёные, происходит от слова «серп» (серп луны). Блеск серебра напоминает таинственное лунное сияние и алхимикам, использовавшим в качестве символа элемента знак луны.
Древнейшие серебряные изделия, обнаруженные в Передней Азии, датируются V тысячелетием до н.э. Они изготовлены из самородного серебра. Часто такие самородки окрашены в светло-желтый цвет, так как представляют собой не чистое серебро, а сплав с золотом (греки называли его «электрон»). Находки серебряных самородков чрезвычайно редки, поэтому неудивительно, что вплоть до конца I тысячелетия до н. э. серебро стоило дороже остальных металлов, даже золота. Ситуация изменилась лишь после того, как примерно в VI в. до н.э. древние умельцы освоили процесс выделения серебра из свинцовых руд.
Некоторые свинцовые сульфидные руды, например галенит PbS, содержат значительные примеси сульфида серебра Ag2S. При обжиге такой руды на воздухе PbS переходит в оксид Pb3O4, а серебро выделяется в свободном виде:
Ag2S + O2 = 2Ag + SO2↑.
В наши дни основную массу серебра также получают при переработке свинцово-цинковых и медных руд. Часто такая руда содержит всего 0,15 – 0,25% Ag. Выплавленный из свинцово-цинковой руды жидкий металл разделяется на два слоя: в нижнем содержится свинец, а в верхнем – цинк с примесью серебра. При нагревании этого слоя летучий цинк отгоняется в виде паров, а серебро остается.
Серебро – блестящий, серебристо-белый металл (tпл = 962оС), ковкий и пластичный, легко поддающийся обработке, лучший среди металлов проводник тепла и электричества. В старину из него изготовляли монеты, вазы, кубки, ювелирные изделия, тончайшими серебряными пластинами украшали ларцы и одеяния. На Руси из серебра делали церковные сосуды, оклады икон. В настоящее время применение серебра не ограничивается ювелирным делом – оно идет на производство зеркал, электрических контактов, аккумуляторов, используется в стоматологии.
Серебряная посуда
Серебро не окисляется кислородом, однако, по словам Плиния Старшего, «тускнеет от лечебных вод и от солёных ветров», покрываясь чёрным слоем сульфида серебра:
4Ag + 2H2S + O2 = 2Ag2S + 2H2O.
В ряду напряжений серебро стоит правее водорода, поэтому оно взаимодействует лишь с кислотами-окислителями, легче всего – с азотной кислотой:
Ag + 2HNO3(конц) = AgNO3 + NO2↑ + H2O
Нитрат серебра (ляпис) прекрасно растворим в воде и является исходным веществом для получения других соединений серебра. При 209оС он плавится, а при нагревании до 300оС разлагается, образуя серебро: 2AgNO3 = 2Ag + 2NO2↑ + O2↑. Ляпис оказывает на кожу прижигающее и вяжущее действие, его используют в медицине в виде ляписных карандашей.
Гидроксид серебра AgOH является сильным основанием, однако, он настолько неустойчив, что при действии на раствор AgNO3 щёлочи выпадает не AgOH, а бурый осадок оксида Ag2O. Бесцветный раствор, образующийся при взаимодействии Ag2O с раствором аммиака: Ag2O + 2NH3 + H2O = 2[Ag(NH3)2]OH, уже в XVII в. использовали для серебрения зеркал.
В 1727 г. немецкий учёный И.Г.Шульце обнаружил, что некоторые соли серебра, например хлорид AgCl, на свету разлагаются с образованием металла. Еще легче этому подвержены AgI и AgBr – они входили в состав эмульсии чёрно-белой фотопленки.
Замечено, что болезнетворные бактерии в воде погибают уже при содержании в ней серебра 10-9 г/л – такая концентрация ионов Ag+ создаётся при внесении в воду серебряных предметов.
Золото
Золотой самородок
Еще в глубокой древности золотистый цвет металла ассоциировался в сознании людей с цветом солнца. Так, по одной из версий, русское название металла происходит от слова «солнце». Латинское название элемента (Aurum) в переводе означает «жёлтый».
Золото, не изменяющееся при хранении на воздухе, не поддающееся ржавлению, являлось символом вечности. Алхимики называли его царем металлов, совершеннейшим из всех веществ. Превращение неблагородным металлов в золото было заманчивой мечтой многих средневековых ученых. Интересно, что сегодня это превращение стало возможным с помощью ядерных реакций, однако искусственное золото оказывается намного дороже природного. Образец такого золота, полученный при облучении нейтронами изотопа ртути 196Hg, хранится в Чикаго в Музее науки и промышленности. Алхимики удивились бы еще сильней, узнай они, что само золото в ядерных реакциях служит сырьем для получения изотопов франция и астата – элементов, которых практически нет в природе.
Золото представляет собой золотисто-желтый металл (tпл = 1064оС), настолько мягкий и пластичный, что легко раскатывается в тончайшую фольгу, которую можно растереть в порошок. «Золото через свой изрядно жёлтый цвет и блещущую светлость от прочих металлов отлично», — писал о нем М.В.Ломоносов.
В природе золото встречается в виде мелких зёрен, перемешанных с песком или гравием – продуктами разрушения золотоносных пород. Правда, иногда находят и крупные самородки – массой несколько десятков килограммов.
Древние египтяне выделяли золото из золотоносных жил, пронизывающих кварцевые породы. Многократно раскаляя скалу в огне и обливая ее холодной водой, люди дробили камень, затем толкли его в ступах, мололи и лишь после этого промывали водой, раскладывая на наклонной плоскости. Отмытое золото сплавляли в слитки. Во времена Древнего Рима главным поставщиком золота была Испания, где его вымывали из земли, извлекаемой из рудников.
Золотая маска Тутанхамона
Добычу золота в Средние века подробно описал немецкий ученый Георг Агрикола. Золотоносную руду перемалывали в муку и перемешивали в специальных бочках, на дне которых находилась ртуть. Ртуть смачивала и частично растворяла золото с образованием амальгамы. Её отделяли от остальной породы и разлагали нагреванием. Ртуть при этом улетучивалась, а золото оставалось в перегонном аппарате.
С XIX в. для извдечения драгоценного металла стали применять цианистый метод: на воздухе золото взаимодействует с раствором цианида натрия, образуя комплексную соль – дицианоаурат (I) натрия:
4Au + 8NaCN + 2H2O + O2 = 4Na[Au(CN)2] + 4NaOH,
а при обработке такого раствора цинком выделяется в свободном виде:
2Na[Au(CN)2] + Zn = Na2[Zn(CN)4] + 2Au↓.
Сегодня золотоносными считаются породы с содержанием золота более 0,0001%. Ученые установили, что некоторые микроорганизмы способны поглощать золото. На этом открытии основан перспективный биохимический метод извлечения золота из отвальных пород.
Около половины производимого в мире золота используется в ювелирном деле. Ювелиры никогда не работают с чистым металлом, ведь он настолько мягок, что легко царапается и деформируется. Золото, содержащее примеси других металлов – меди, серебра, железа, — часто имеет тот или иной цветовой оттенок: от жёлтого и красновато-коричневого до розоватого или даже зеленоватого.
Благодаря высокой электропроводности и химической инертности золото активно используется в современной технике: тонким слоем этого металла покрывают контакты, электронагреватели, корпусы часов. На изготовление американского космического корабля «Колумбия» было израсходовано около 40 кг золота.
Еще одна область применения этого металла – медицина. В конце XIX в. немецкий микробиолог Роберт Кох обнаружил, что тетрацианоаурат (III) калия K[Au(CN)4] прекращает рост туберкулезных бактерий, а с 20-х гг. XX в. препараты золота, например санокризин Na3[Au(S2O3)2]∙2H2O, стали применять для лечения туберкулёза, артрита, а также в качестве противоспалительного средства.
Золото необычайно устойчиво к действию большинства окислителей: оно не реагирует с кислородом и не вытесняет водород из кислот. Однако говорить о полной инертности золота неверно: о его способности взаимодействовать с царской водкой знали уже алхимики. Наиболее традиционным методом окисления золота является обработка золотой фольги хлором в среде концентрированной соляной кислоты: 2Au + 3Cl2 + 2HCl = 2H[AuCl4]. Из образующейся при этом золотохлороводородной кислоты получают другие соединения золота. Все они легко могут быть восстановлены до металла.
Скачать:
Скачать бесплатно реферат на тему: «Медь» [download id=»1549″]
Скачать бесплатно реферат на тему: «Золото» [download id=»1418″]
Скачать бесплатно реферат на тему: «Золото и его переработка» [download id=»1415″]
Скачать бесплатно реферат на тему: «Серебро» [download id=»1741″]
Скачать рефераты по другим темам можно здесь
Какие металлы помимо меди используются в сплаве при производстве столового серебра
Главная \ Статьи \ Какие металлы помимо меди используются в сплаве при производстве столового серебра, и почему серебро 925-й пробы считается самым лучшим для серебряной посуды?
« Назад
Какие металлы помимо меди используются в сплаве при производстве столового серебра, и почему серебро 925-й пробы считается самым лучшим для серебряной посуды? 21. 03.2022 00:00
Чистое серебро… Согласитесь, идея получить в подарок или хотя бы купить серебряную, скажем, чашку, изготовленную из чистого металла, идея очень и очень заманчивая. Заманчивая, но по факту неосуществимая на практике. А все потому, что серебряная посуда, как и любая другая, требует по определению некоторой (и достаточно значительной) степени прочности. В случае же с чистым серебром это по определению невозможно. И совсем не потому, что такое серебро имеет высокую стоимость, а, исходя из его физических свойств. Даже серебряная филигрань не является стопроцентным серебром, не говоря уже о более прочных предметах.
Главный плюс работы с серебром для ювелира — это удивительная пластичность данного металла, но он же одновременно является и минусом, поскольку оборотная сторона пластичности — мягкость. Стопроцентному серебру крайне сложно придать сколько-нибудь устойчивую форму. Вот потому-то оно не используется не только для производства посуды, но и для других менее «эксплуатируемых» в быту форм. Легирование — это насущная необходимость, а совсем не прихоть и уж точно не способ удешевить производство. А вот доля легирующего металла и качество этого металла в сплаве — это вопрос очень многогранный, который волновал человечество испокон веков и продолжает волновать поныне.
Самым распространенным серебром и в ювелирном производстве, и в производстве серебряных приборов является серебро 925-й пробы. Это означает, что количество примесей при этом в сплаве не будет превышать семи с половиной процентов.
Что же касается меди, то, ее можно считать самой древней лигатурой. Еще до того, как свойства серебра были обнаружены и изучены научно, ювелиры прошлого опытным путем поняли, что медь по своим «металлическим» характеристикам очень схожа с серебром, а значит, подходит ему оптимально. К тому же применение меди позволяет создать сплав, который достаточно эффективно противостоит окислительным процессам.
Кроме меди, и не стоит этому удивляться, даже в сплавах высоких проб можно увидеть и цинк, и платину, и германий и даже кремний. Тем не менее, такие «эксперименты» в большинстве своем касаются декоративных серебряных изделий. Серьезные производители, как правило, не идут на риск при производстве посуды из серебра, поскольку она непосредственно контактирует с пищей, и здесь есть необходимость быть уверенными в безопасности продаваемого товара.
Комментариев пока нет
Свойства золота, серебра и меди
Jupiterimages/Photos.com/Getty Images
Автор: Wilkie Collins Обновлено 12 апреля 2017 г. начиная от производства ювелирных изделий и заканчивая производством электроники. Эти металлы обычно добываются на крупных горнодобывающих предприятиях в Африке и Азии, а затем экспортируются в остальной мир для коммерческого и промышленного использования.
Свойства золота
Золото имеет ярко-желтый цвет, когда его находят в массе, но может приобретать такие цвета, как рубин, черный и фиолетовый, если его разделить на более мелкие фрагменты. Золото — самый ковкий из металлов, один грамм которого можно отбить на расстоянии до 300 футов. Он также является эффективным проводником электричества и тепла и не портится при контакте с воздухом или другими реагентами. Наиболее часто встречающиеся соединения, обнаруженные в золоте, включают золотохлористоводородную кислоту и хлорид золота. Согласно веб-сайту Lenntech Water Treatments, использование золота восходит к 3000 г. до н. э. Атомный номер золота 79.; он имеет температуру плавления 1062 градуса по Цельсию и температуру кипения около 2000 градусов.
Свойства серебра
Серебро имеет сияющий белый металлический цвет, немного тверже и устойчивее, чем золото. Устойчив к воздействию воды и воздуха, но может повреждаться при контакте с сероводородом или воздухом, содержащим серу; вот почему серебряные предметы необходимо регулярно чистить и полировать, чтобы сохранить их блеск. Серебро является самым проводящим металлом с точки зрения тепла и электричества, с температурой плавления 9.62 градуса по Цельсию и температура кипения 2212 градусов. Несмотря на его электропроводность, высокая стоимость серебра не позволяет использовать его в коммерческих целях. Серебро используется с древних времен и, как правило, является одновалентным, то есть содержит только один вид соединения в своей структуре.
Свойства меди
Медь — очень ковкий металл, которому можно придавать форму и гнуться, не ломаясь ни в холодном, ни в горячем состоянии. Медь использовалась на протяжении тысячелетий и является очень пластичным металлом, а это означает, что ее можно растянуть в тонкую проволоку. Медь имеет красноватый цвет, обычно имеет кристаллическую структуру и относится к категории «Ib» периодической таблицы вместе с серебром и золотом. Медь вступает в реакцию при контакте с влажным воздухом, вызывая образование на ее поверхности зеленой пленки; это покрытие защищает металл от повреждений. По электропроводности медь уступает только серебру, но она слишком дорога для промышленного использования. Медь является эффективным проводником тепла с температурой плавления 1084 градуса.
Использование золота
Золото чаще всего используется в слитках, производстве ювелирных изделий (на долю которого приходится около 75 процентов добываемого золота) и в качестве второстепенных электрических компонентов в различных устройствах. Металлическое золото также иногда наносят на большие окна зданий в виде тонкой пленки, помогающей отражать тепло солнечных лучей. В электронной промышленности золото используется при гальванике для защиты медных компонентов от повреждений.
Использование серебра
Серебро также широко используется в производстве ювелирных изделий, а также в фотографии. Серебро содержит соли галогенидов, в том числе нитрат серебра, которые используются в фотопроявлении. Серебро также используется в качестве декоративного обрамления зеркал и для производства предметов роскоши. Электронная промышленность также использует краски на основе серебра для защиты печатных плат от повреждений.
Использование меди
Медь широко используется в производстве электрооборудования, а также в строительстве, сантехнике и кровельных работах. Сплавы меди, такие как медь-олово-цинк, также используются в производстве пушек и ружей, что объясняет его сленговое название «оружейный металл». Медь также используется в производстве кухонной посуды и холодильников — благодаря своим токопроводящим свойствам — и в металлической проводке.
Ссылки
Материалы от А до Я: Серебро: Применение и свойства серебра
Lenntech Water Treatments: Gold (Au) – химические свойства, влияние на здоровье и окружающую среду
Lenntech Water Solutions: Silver – химические свойства, воздействие на здоровье и окружающую среду
University of Nevada, Reno: Properties of Copper
Writer Bio
Уилки Коллинз начала профессионально писать в 2007 году. Она подавала работы в такие организации, как Venue, веб-сайт, посвященный искусству и культуре Бристоля и Бата (Великобритания), и технологический журнал Sound and Vision. Коллинз имеет степень бакалавра искусств в области журналистики и медиа-исследований Бристольского университета.
Похожие статьи
серебро | Факты, свойства и использование
серебряный самородок
Просмотреть все материалы
Похожие темы:
химический элемент обработка серебра золото изделия из серебра серебрение
Просмотреть весь связанный контент →
Резюме
Прочтите краткий обзор этой темы
серебро (Ag) , химический элемент, белый блестящий металл, ценимый за его декоративную красоту и электропроводность. Серебро находится в группе 11 (Ib) и периоде 5 периодической таблицы, между медью (период 4) и золотом (период 6), а его физические и химические свойства занимают промежуточное положение между этими двумя металлами.
Свойства элемента
атомный номер
47
атомный вес
107,868
0077
melting point
960.8 °C (1,861.4 °F)
boiling point
2,212 °C (4,014 °F)
specific gravity
10.5 (20 °C [68 °F])
oxidation states
+1, +2, +3
electron configuration
[Kr]4 d 10 5 s 1
Properties, uses, и местонахождение
Вместе с золотом и металлами платиновой группы серебро относится к так называемым драгоценным металлам. Из-за своей сравнительной редкости, ярко-белого цвета, ковкости, пластичности и стойкости к атмосферному окислению серебро уже давно используется в производстве монет, украшений и ювелирных изделий. Серебро обладает самой высокой из всех известных металлов электро- и теплопроводностью и используется при изготовлении печатных электрических схем и в качестве осажденного из паровой фазы покрытия для электронных проводников; он также легирован такими элементами, как никель или палладий, для использования в электрических контактах. Серебро также находит применение в качестве катализатора благодаря своей уникальной способности превращать этилен в оксид этилена, который является предшественником многих органических соединений. Серебро — один из самых благородных, то есть наименее химически активных переходных элементов.
Britannica Викторина
118 Названия и символы периодической таблицы Викторина
Элементарная викторина по фундаментальным вопросам.
Серебряные украшения и украшения были найдены в царских гробницах, датируемых 4000 г. до н.э. Вполне вероятно, что и золото, и серебро использовались в качестве денег к 800 г. до н. э. во всех странах между Индом и Нилом.
Серебро широко распространено в природе, но его общее количество довольно мало по сравнению с другими металлами; металл составляет 0,05 части на миллион земной коры. Практически все сульфиды свинца, меди и цинка содержат некоторое количество серебра. Серебросодержащие руды могут содержать количество серебра от следов до нескольких тысяч тройских унций на тонну эвердупуа, или около 10 процентов.
В отличие от золота, серебро присутствует во многих природных минералах. Для серебра более важными коммерческими месторождениями являются такие соединения, как минералы тетраэдрит и аргентит (сульфид серебра, Ag 2 S), которые обычно связаны с другими сульфидами, такими как сульфиды свинца и меди, а также с некоторыми другими сульфидами, некоторые из которых также содержат сурьму. Серебро обычно встречается в свинцовых рудах, медных рудах и рудах арсенида кобальта, а также часто связано с золотом в природе. Большая часть серебра получается как побочный продукт из руд, которые добываются и обрабатываются для получения этих других металлов. Месторождения самородного (химически свободного или несвязанного) серебра также имеют промышленное значение.
Поскольку большинство руд, содержащих серебро, также содержат такие важные металлы, как свинец, медь или цинк или их комбинацию, серебросодержащая фракция этих руд часто извлекается как побочный продукт производства меди и свинца. . Затем из сырой фракции извлекают чистое серебро путем плавки в сочетании с огневым или электрорафинированием. (Что касается восстановления и аффинажа серебра, см. обработка серебра.)
Получите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Серебряный
страна
добыча на руднике в 2016 г. (метрические тонны)*
% мировой добычи полезных ископаемых
доказанные запасы 2016 г. (метрические тонны)*
% мировых доказанных запасов**
*Оценивать.
** Включая серебро, получаемое из руд цветных металлов.
*** Детали не добавляются к общему количеству из-за округления.
Источник: Министерство внутренних дел США, Сводные данные о минеральном сырье, 2017 г.
Мексика
5600
20,7
37000
6,5
Перу
4100
15.2
120 000
21.1
Китай
3600
13. 3
39000
6,8
Чили
1500
5.6
77000
13,5
Австралия
1400
5.2
89000
15,6
Польша
1400
5.2
85 000
14,9
Россия
1400
5.2
20 000
3,5
Боливия
1300
4,8
22000
3,9
Соединенные Штаты
1100
4. 1
25000
4.4
другие страны
5400
20
57000
10
мировой итог
27000
100***
570 000
100***
Исторически сложилось так, что серебро в основном использовалось в денежной форме в виде резервов серебряных слитков и монет. Однако к 1960-м годам спрос на серебро для промышленных целей, в частности для фотоиндустрии, превысил общий годовой мировой объем производства. В начале 21 века цифровые камеры вытеснили те, в которых использовалась пленка, но спрос на серебро в других секторах, таких как столовое серебро и изделия из серебра с покрытием, украшения, ювелирные изделия, монеты, электронные компоненты и фотогальванические элементы, продолжал оставаться важным.
Сплавы серебра с медью тверже, прочнее и легче плавятся, чем чистое серебро, и используются для ювелирных изделий и чеканки монет. Доля серебра в этих сплавах указывается в пробе, что означает количество частей серебра на тысячу сплава. Стерлинговое серебро содержит 92,5 процента серебра и 7,5 процента другого металла, обычно меди; т. е. оно имеет пробу 925. Ювелирное серебро представляет собой сплав, содержащий 80 процентов серебра и 20 процентов меди (чистота 800). Желтое золото, используемое в ювелирных изделиях, состоит из 53 процентов золота, 25 процентов серебра и 22 процентов меди. (Для рассмотрения использования серебра в декоративных и бытовых предметах, см. металлоконструкции.)
Серебро природное состоит из смеси двух стабильных изотопов: серебра-107 (51,839%) и серебра-109 (48,161%). Металл не реагирует с влажным воздухом или сухим кислородом, а поверхностно окисляется влажным озоном. Он быстро тускнеет при комнатной температуре из-за воздействия серы или сероводорода. В расплавленном состоянии серебро может растворять до 22-кратного объема кислорода; при затвердевании большая часть кислорода удаляется, явление, известное как выплескивание серебра. Это можно контролировать, добавляя в расплавленное серебро раскислитель, такой как древесный уголь. Серебро легко растворяется в азотной кислоте и в горячей концентрированной серной кислоте. Металл также растворяется в окисляющих кислотах и в растворах, содержащих ионы цианидов, в присутствии кислорода или перекисей. Растворение в растворах цианидов связано с образованием очень стабильного дицианоаргентата [Ag(CN) 2 ] − , ион.
Подобно меди, серебро имеет единственный электрон s вне завершенной оболочки d , но, несмотря на сходство электронных структур и энергий ионизации, между серебром и медью мало сходства.
Соединения
Для серебра наиболее важной степенью окисления во всей его обычной химии является состояние +1, хотя известны состояния +2 и +3.
Сварка полуавтоматом (полуавтоматическая сварка MIG/MAG) — это второй по полурности вид сварки (первый — ручная дуговая сварка MMA), при котором сварка осуществляется с помощью сварочной проволоки, которая автоматически подается в зону сварки, а сам процесс сварки проиходит в среде защитных газов. Популярности сварки полуавтоматами обусловлена высокой производительностью полуавтоматической сварки и высоким качеством получаемого в процессе сварки полуавтоматом сварного шва.
Что означает аббревеатура MIG/MAG?
MIG – это сварка, в которой используется инертный газ, например, гелий или аргон, или их смеси. MAG – это сварка, в которой используется активный газ, например, азота или углекислый газ, или их смеси. Сегодня методы полуавтоматической сварки применяются во всех областях промышленности, в строительстве и производстве. Современное автомобилестроение, судостроение, производство металлоконструкций не возможно представить без сварочных полуавтоматов и полуавтоматической сварки.
Принцип работы сварочного полуавтомата заключается в том, что сварочная проволока автоматически подается в зону сварки, она поступает по кабель каналам через сварочную горелку, которой управляет сварщик. Сварочная проволока выступает в роли токопроводящего электрода и присадочного материала. Процесс сварки осуществляется в среде защитных газов, для защиты сварочной зоны от негативного воздействия внешних факторов и как следствие, сварка качественного сварного шва, изготовление качественного изделия. В полуавтоматической сварке используют разные источники питания сварочного аппарата, которые работают на постоянном токе: выпрямители и инверторы. Выбор между источникими питания полуавтомата зависит от конкретных условий сварки. Если сварочный полуавтомат будет использоваться в бытовых условиях, например, дома или в гараже;в небольшом производстве, то лучше выбрать полуавтомат ESAB Caddy® Mig C160i/C200i. Данная модель компактного полуавтомата отличается высокой производительность, надежностью и качеством. Аппарат идеален для кузовного ремонта, для автосервиса. Если нужен сварочный полуавтомат для постоянной работы, например, для сварки металлоконструкций, металлических изделий, то стоит присмотреться, к серии сварочных полуавтоматов SYNERGIC.PRO2® 170-2-310-4 от немецкой компании REHM. Оборудование REHM — это высококачественный и высокотехнологичный продукт, отличающийся от аналогов, низким энергопотреблением. Если полуавтомат будет работать в условиях крупного производства или в областях промышленности, где нужны мощные сварочные аппарата, высокой производительности, то стоит опробовать в работе профессиональные сварочные полуавтоматы серий Origo™ Mig от ESAB, SYNERGIC.PRO2® или MEGA.ARC2® от REHM, мощностью до 600A. Сварочные полуавтоматы в каталоге оборудования для полуавтоматической сварки магазина «ВСЁ ДЛЯ СВАРКИ» компании Сваркомплект.
О сварке
Полуавтоматическая сварка MIG/MAG
Полуавтомат сварочный — принцип работы, технология полуавтоматической сварки, режимы сварки полуавтоматом
Существует несколько видов сварочных аппаратов. Для того чтобы выбрать подходящий аппарат, необходимо знать принцип его работы. Сварочный аппарат помогает получить качественный и ровный шов. Режимы полуавтоматической сварки помогают нагревать и расплавлять металл.
Что такое сварка и основные принципы работы сварочного полуавтомата
Для начала, давайте рассмотрим, что собой представляет сам процесс сварки. Сварка – это процесс соединения деталей путем нагрева и деформирования. Твердые материалы нагреваются, начинают деформироваться и, таким образом, соединяются между собой. В зависимости от способа выбирается и оборудование.
Для того чтобы правильно пользоваться сварочным автоматом, необходимо знать основу и принципы его работы. Сам процесс основан на том, что тепловая энергия направляется на оплавление поверхности металла. В результате металл расплавляется, и необходимые части соединяются между собой.
Для осуществления качественной сварки, оборудование должно иметь определенную силу тока и напряжение. А также должна быть определенная скорость процесса и расход инертного газа.
Режимы сварки полуавтоматом предусматривают, что вместо электродов применяется специальная сварочная проволока. Для того чтобы процесс сварки был эффективным и элементы между собой были соединены качественным и прочным швом, необходимо соблюдать последовательность этапов.
Устройство полуавтомата сварочного работает на переменном токе и очень важно установить правильную полярность сварочного тока. Прямая полярность используется для работы с флюсовой проволокой, а обратная при использовании газовой среды. Переставляя клеммы на корпусе, можно менять полярность с «плюса» на «минус» и наоборот.
Технология полуавтоматической сварки предполагает, что, перед началом работы, будет проведена регулировка расхода газа, натяжение проволоки и регулировка сварочного тока. Сварочная проволока вступает в сварочную горелку уже в ходе самого процесса.
Пользоваться сварочным аппаратом можно только соблюдая правила безопасности. Категорически запрещено снимать защитную маску, потому как именно она предотвращает попадание искр в глаза и на лицо.
Из чего состоит сварочный полуавтомат
Перед тем как начать работу, нелишним будет узнать устройство полуавтомата сварочного. К основным его элементам относятся:
источник питания;
устройство для подачи проволоки;
система управления;
сварочная горелка;
кабеля и шланги.
Сварочная проволока подается с помощью электродвигателя, редуктора и подающих роликов.
Полуавтоматическая сварка является, пожалуй, самой популярной. Чаще всего ее применяют для алюминия и нержавеющей стали. Но важно знать, что, если не использовать защитный газ, то разбрызгивание металла увеличивается.
Полуавтоматическая сварка – это процесс соединения различных металлов. Устройство полуавтомата сварочного имеет несколько основных режимов:
циклический – характерен для сварки элетродными проволоками;
режим сварки оптимизированной короткой дугой;
режим импульсивной сварки;
режим переноса металла струйного;
режим ротационного переноса.
Предусматривает полуавтомат сварочный принципы и режимы работы в защитных газах. Основными параметрами этих режимов являются: напряжение и скорость, диаметр проволоки, расход газа и его состав, колебание электрода.
Методы сварки полуавтоматом
Так как сварщик имеет дела с разными видами металла, он сам должен выбирать оптимальный режим. Для того чтобы было легче ориентироваться, существует несколько методов для сварки: стыковый, внахлёст и по готовым отверстиям.
Стыковая сварка имеет узкую направленность, используется в основном при ремонте автомобилей, для частичной замены какого-либо поврежденного элемента. Такой метод сварки требует профессионального подхода и навыков специалиста.
Метод сварки по готовым отверстиям заключается в том, что уже готовую заплатку приваривают к поверхности.
И самый простой, не требующий особых навыков, метод сварки внахлест. На подготовленную поверхность кладется отрезок металла, который заваривается внахлест, точечно.
В независимости от того, какой метод будет использован, поверхность должна быть предварительно подготовлена к сварке. Это делается для того, чтобы по окончании процесса на шве не образовывались поры, которые негативно сказываются на результатах сварки.
С поверхности металла необходимо удалить всю пыль, грязь, влагу или ржавчину, после чего обезжирить специальным средством. Затем, можно приступать непосредственно к работе.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Что такое ручная, полуавтоматическая, механизированная и автоматическая сварка? 1) и стандарты (например, ISO 9817, ISO 15614-1). Эта классификация в основном основана на ручных усилиях, прилагаемых сварщиком или оператором в процессе сварки.
Классификация основана на различных параметрах, таких как движение сварочной горелки, подача электрода или присадочной проволоки и обращение с заготовкой. В соответствии с этой классификацией выделяют четыре основных типа сварочных процессов:
Ручная сварка
Полуавтоматическая сварка
Полностью механизированная или машинная сварка
Автоматическая сварка
Изображение предоставлено SLV Duisburg
Ручная сварка
Ручная сварка в соответствии с и родственные процессы — Словарь — Часть 100: Процессы сварки металлов» или DIN EN 14610:2005.
В режиме ручной сварки вся операция сварки контролируется рукой во время сварки. Подача и направление электрода, перемещение горелки и обращение с заготовкой.
SMAW или сварка электродом представляет собой пример операции ручной сварки, как показано на рисунке ниже. Также доступны полуавтоматические варианты SMAW, такие как сварка SMAW с натяжением пружины, хотя их применение очень ограничено.
Ручная сварка (сварка SMAW)
Полуавтоматическая сварка
При полуавтоматической сварке сварочная горелка или горелка управляются сварщиком вручную, но подача электрода осуществляется автоматически, а заготовка обрабатывается вручную. Например, при сварке MIG-MAG или FCAW.
Сварщик перемещает горелку только во время сварки, а сварочная проволока подается автоматически из механизма подачи проволоки, подключенного к сварочному аппарату.
Таким образом, сварщик несет ответственность только за перемещение горелки и обращение с заготовкой. Пример полуавтоматического процесса показан на рисунке ниже.
Полностью механизированная или машинная сварка
При механизированной сварке параметры сварочного тока, сварочного напряжения и скорости сварки устанавливаются на фиксированные значения с помощью элементов управления (движение горелки, перемещение заготовки и подача проволоки) на сварочном аппарате без ручное перемещение сварщиком.
Аналогичным образом, машинная сварка определяется как тип сварки, при котором операторы сварки управляют сваркой с помощью элементов управления (регулируя движение горелки, перемещение заготовки и подачу проволоки с помощью кнопок) на сварочном аппарате. Следовательно, сварщик или оператор не занимается ручным управлением сварочной горелкой и подачей проволоки.
Примером машинной или полностью механизированной сварки является дуговая сварка под флюсом, при которой сварщик управляет движением сварочной горелки и подачей проволоки с помощью кнопок аппарата.
В механизированных сварочных аппаратах контролируются следующие параметры сварки:
Инициирование и управление сварочной дугой,
Подача сварочной электродной проволоки в дугу и
Скорость перемещения и вращение заготовки.
Контроль скорости сварки, направления сварки и равномерной подачи очень важен для хорошего качества. Любая неправильная траектория перемещения, ненужные колебания горелки и неравномерная скорость перемещения могут привести к ухудшению качества сварки и повлиять на внешний вид и качество сварочного валика.
GMAW, а также FCAW могут быть полностью механизированы при условии установки машины специального назначения, называемой SPM, где движение горелки синхронизировано со сварочным аппаратом и управляется электронными кнопками.
Они очень полезны при массовом производстве, когда горелка закрепляется на токарном станке и свариваются кольцевые швы. Другие сварочные системы используются при сварке трубопроводов с использованием специальных сварочных аппаратов с использованием процессов GMAW и FCAW.
Роботизированная сварка
Роботизированная сварка — это тип сварки, при котором движение горелки, подача проволоки, а также манипулирование заготовкой автоматизированы. Оператор сварки использует органы управления аппарата для управления всеми параметрами сварки. При роботизированной сварке параметры сварки программируются в аппарате и могут быть вызваны на более позднем этапе.
Манипуляции со свариваемыми деталями также автоматизированы и не требуют ручного управления. Сводка основных параметров, определяющих степень автоматизации сварки, представлена на рисунке ниже.
Что такое GMAW (сварка MIG) и как это работает?
Дуговая сварка металлическим газом («GMAW») — это процесс дуговой сварки, в котором используется расходуемый проволочный электрод и защитный газ, который подается на соединение сварочной горелкой. Электрическая дуга между проволокой и основным металлом генерирует тепло, которое плавит оба металла, в то время как защитный газ защищает расплавленную сварочную ванну от вредных атмосферных газов.
Источник постоянного напряжения постоянного тока чаще всего используется с GMAW, но могут использоваться системы постоянного тока, а также переменного тока.
В этой статье объясняются основы процесса сварки MIG, когда его применять, необходимое оборудование, возможности карьерного роста в GMAW, а также плюсы и минусы сварки MIG.
Как работает сварка MIG?
Сварочный аппарат MIG автоматически подает электрически заряженную сплошную проволоку в сварной шов с заданной скоростью, а подаваемый газ защищает расплавленную ванну. Источник питания внутри сварочного аппарата питает проволоку, создавая и возбуждая дугу.
GMAW всегда использует электрод постоянного тока с положительной полярностью («DCEP»). Это означает, что зажим заземления подключен к отрицательной клемме, а горелка MIG подключена к положительной клемме.
Присоединение зажима заземления к свариваемому изделию и нажатие курка горелки MIG для подачи проволоки в соединение создает дугу. Дуга возникает, когда провод соприкасается с заземленным металлом, который замыкает и замыкает электрическую цепь.
Дуга быстро выделяет тепло, и проволока на конце плавится, как и небольшая часть основного металла. Но механизм подачи проволоки постоянно проталкивает сплошную проволоку в соединение, что создает еще одно короткое замыкание.
Замыкание цепи и плавление наконечника происходит много раз в секунду, что является причиной появления брызг, искр и известного уникального шипящего звука MIG.
Обратите внимание, что ваша проволока действует как электрод и присадочный металлический материал в процессе MIG. Требуется создать дугу и наплавить металл в стык. Поэтому сварка MIG без присадочного материала невозможна.
Наиболее часто используется метод передачи короткого замыкания. Но есть четыре основных метода переноса металла с помощью GMAW:
Короткое замыкание
Шаровидное
Распыление
Импульсное распыление
Режим переноса металла зависит от скорости подачи проволоки и настройки напряжения.
Подробнее о режимах передачи читайте здесь.
Оборудование для MIG
Минимальное оборудование, необходимое для типичной установки GMAW, включает сварочный аппарат MIG, источник питания, баллон с защитным газом, расходуемую проволоку для MIG, сварочную горелку и зажим заземления.
Также рекомендуется иметь основное защитное оборудование, такое как сварочный шлем для защиты глаз и сварочные перчатки для защиты рук от горячих брызг сварки.
Изображение, показывающее установку оборудования для сварки MIG
Защитный газ
Хотя защитный газ защищает сварочную ванну от атмосферных загрязнений, необходимо понимать, как различные защитные газы влияют на получаемый сварной шов.
Существует две классификации защитных газов:
Активные газы , такие как двуокись углерода («CO 2 ») и кислород («O 2 »)
Инертные газы («аргон» , подобные ) и гелий («Не»)
Технически сварка MIG требует использования только инертного газа. Вот почему процесс называется сваркой «металл в инертном газе ».
Если смесь защитного газа содержит активные газы, процесс сварки называется сваркой «металл активный газ », или сокращенно MAG. Но большинство людей называют оба подхода сваркой MIG, потому что между ними нет очевидной разницы.
Активные газы влияют на сварочную ванну, количество брызг и глубину проплавления. Инертные газы не взаимодействуют со свариваемым металлом. Однако инертные газы также в определенной степени изменяют характеристики сварки. Например, гелий инертен, но улучшает тепловложение и проникновение.
Для сварки углеродистой стали MIG обычно требуется смесь 75 % аргона и 25 % CO 2 . Также можно сваривать МИГ мягкую сталь со 100% CO2 для достижения лучшего провара. Но для сварки алюминия требуется 100% аргон или смесь Ar/He.
Подробнее о защитных газах для сварки MIG можно узнать здесь.
Где используется сварка MIG?
Сварка MIG используется в различных отраслях промышленности, от автомобилестроения до строительства и общего производства. Его легко освоить, и он обеспечивает самую высокую производительность среди всех методов ручной дуговой сварки. Поэтому профессионалы и любители часто используют сварку МИГ.
Благодаря простоте автоматизации и высокой степени гибкости сварка MIG является наиболее распространенным методом соединения металлов в промышленности. Большинство заводов-изготовителей выполняют более 50% сварных соединений с использованием процесса MIG.
Наиболее распространенные виды сварки MIG включают:
Автомобили и другие транспортные средства обычно изготавливаются с использованием автоматизированной («роботизированной») сварки MIG, но ремонт кузова обычно выполняется вручную, и в большинстве автомобильных мастерских используется процесс сварки MIG. .
Производственные предприятия используют сварку MIG для соединения листового металла и различных металлических профилей.
Строительная отрасль зависит от сварки малых и больших несущих элементов, таких как стальные балки и колонны. Сварка MIG обеспечивает необходимую скорость в быстро меняющихся условиях строительства.
Сварщики труб часто используют процесс сварки MIG в нефтегазовой промышленности и в инфраструктурных проектах для соединения труб.
Общий ремонт быстрее и эффективнее с GMAW. Но сварка TIG лучше подходит для ремонтных работ, если вам нужно самое высокое качество сварки.
Подробнее : Для чего используется сварка MIG?
Для любителей активного отдыха и отдельных профессионалов важнее всего то, насколько портативным и доступным стало оборудование для ручной сварки MIG. Сварочные аппараты MIG просты в настройке и часто работают с входным напряжением 110 В, что делает этот процесс сварки доступным для всех и практически в любом месте. Простота использования и гибкость делают GMAW обычным выбором для большинства сварочных работ. 9
Плюсы и минусы сварки МИГ
Высокая скорость и производительность сварки
Отличная скорость наплавки металла
Работает с обычно свариваемыми металлами
Внешний вид сварного шва лучше, чем при сварке электродом
Поддерживает различные режимы переноса металла, в том числе импульсную сварку MIG
Может сваривать тонкий листовой металл
Обеспечивает глубокое проплавление толстых материалов
Меньшее количество брызг, искр и дымовыделения, чем при сварке электродом
Устоявшийся процесс сварки с большим опытом информация доступна
Не требуется удаление шлака, что сводит к минимуму послесварочную очистку
Прекрасно работает в качестве низководородной альтернативы сварке электродом
Недостатки сварки MIG:
Дает больше брызг, искр и дыма, чем при сварке ВИГ
Сварку МИГ нельзя использовать на открытом воздухе в ветреную погоду, так как защитный газ сдувается
Внешний вид сварного шва не такой приятный по сравнению со сваркой ВИГ
Требуются многочисленные расходные материалы это означает, что сменные наконечники и газовые сопла требуют частой замены, что делает процесс несколько дорогим.
Сварка алюминия MIG часто требует дополнительного дорогостоящего оборудования, такого как шпульные пистолеты или двухтактные системы (Примечание: сварщик MIG должен иметь соединение для этих специализированных горелок)
Меньше функций для контроля дуги по сравнению со сваркой ВИГ
Пистолет для сварки алюминия ограничивает использование катушек малого диаметра, увеличивая затраты на проволоку, поскольку дешевле покупать большие катушки и требует более частой перезагрузки
Горелка МИГ часто усложняет работу использование в труднодоступных углах
Читайте также : Сварка МИГ и сварка ТИГ
Какое оборудование мне нужно для сварки МИГ?
Для сварки MIG вам потребуется следующее оборудование:
Сварочный аппарат MIG – источник постоянного напряжения со встроенным механизмом подачи проволоки. Если в сварочном аппарате нет устройства подачи проволоки, вам понадобится специальный аппарат для этой задачи. Большинство любительских и портативных профессиональных сварочных аппаратов объединяют механизм подачи проволоки с источником питания. У нас есть постоянно обновляемое подробное руководство по рекомендованным на рынке сварочным аппаратам MIG. Прочтите ее, если вы рассматриваете свой первый сварочный аппарат MIG, чтобы избежать покупки ненужных функций или аппаратов с завышенной ценой.
Горелка MIG – обычно поставляется со сварочным аппаратом. Но примите во внимание рейтинг рабочего цикла горелки MIG. Например, горелка MIG для любителей, рассчитанная на рабочий цикл 40 % при токе 150 А, будет перегреваться при сварке стали толщиной 1/2 дюйма с выходным током 250 А.
Баллон с защитным газом – вы можете купить или арендовать газовый баллон, но мы рекомендуем купить его. Прочтите наше руководство по размерам баллонов с защитным газом здесь.
Регулятор защитного газа – двойной манометр, циферблатные регуляторы являются «стандартными», но регуляторы расходомера обеспечивают лучшую читаемость и надежность. Наше руководство по настройке давления газа для сварки MIG подробно описывает эту тему.
Сварочная проволока MIG – вам нужна сплошная проволока MIG для дуговой сварки в среде защитных газов. Во многих установках MIG также можно использовать порошковую проволоку для FCAW — другого процесса, не требующего защитного газа.
Маска сварщика – мы предлагаем маску сварщика с автоматическим затемнением, потому что она делает работу проще и приятнее, чем пассивный капюшон.
Сварочные перчатки – приобретите пару прочных и долговечных кожаных перчаток. Брызги при сварке MIG могут поранить вас, поэтому наденьте прочные перчатки.
Сварочные сапоги – никогда не используйте для сварки обычные кроссовки, так как расплавленный шлак может расплавить синтетические материалы и прожечь ткань, вызывая сильные ожоги. Вместо этого приобретите пару ботинок, сертифицированных для сварки. Сапоги с плюсневыми предохранителями предпочтительнее, потому что они обеспечивают дополнительную защиту от расплавленного мусора.
Карьера в сварке MIG
Сертифицированные сварщики MIG могут найти работу практически в любой отрасли, поскольку метод сварки широко распространен. Кроме того, сварке MIG легко научиться, и для прохождения сертификационных испытаний по сварке требуется всего несколько недель обучения. Таким образом, это отличная карьера для людей, которые любят практическую работу.
Почти каждому производственному предприятию требуются сертифицированные сварщики MIG. Если гибка, формовка, резка и сварка MIG сырьевых материалов кажутся интересными, вам может подойти работа сварщика-изготовителя. Средняя национальная заработная плата в США составляет 44 000 долларов, а самые преданные сварщики зарабатывают более 75 000 долларов в год.
Строители-металлурги также должны уметь сваривать. Хотя эта работа часто связана со сваркой электродом, сварка MIG предпочтительнее, когда место сварки защищено от сквозняков.
Создание собственного сварочного цеха — отличный способ построить карьеру на основе сварки MIG. Вы можете ремонтировать автомобили, сельскохозяйственную технику, инструменты, котлы и многое другое. Сварочные цеха также заключают контракты на изготовление строительных деталей, или вы можете работать в качестве субподрядчика на более крупном производственном предприятии.
Какой бы отраслью вы ни интересовались, высока вероятность того, что в ней есть большой спрос на сертифицированных сварщиков MIG. Мы предлагаем научиться сварке в признанной школе сварки, такой как школа сварки Талсы или школа сварки Lincoln Electric. В этих учебных заведениях вас хорошо научат и помогут найти прекрасную работу после окончания учебы.
Обертывание
Сварка MIG — широко распространенный метод соединения металлов. Это наименее сложный для освоения процесс дуговой сварки, который обеспечивает высокую скорость сварки. В результате процесс сварки MIG предлагает наиболее эффективный и продуктивный выбор для многих применений.
Поскольку электродная проволока подается автоматически, сварочное оборудование MIG легко настроить и использовать.
Армирование стен из газобетона и газосиликатных блоков
Разбираемся какие материалы используют для армирования кладки из газобетонных блоков, какие инструменты понадобятся. Рассмотрим проблемные зоны кладки и рекомендации производителей газоблоков.
Газобетон — это лёгкий строительный материал с пористой структурой. Он прочный, огнеупорный, влаго- и морозостойкий, не привлекает микроорганизмов, насекомых и грызунов, характеризуется высокими показателями тепло- и шумоизоляции.
Дома из газобетонных (газосиликатных) блоков получаются экологичными и долговечными. В них несложно поддерживать комфортный микроклимат как зимой, так и летом. Их сооружение экономично и по деньгам, и по времени, и по трудозатратам.
Но есть одно «но», на которое нельзя не обращать внимания. Высокая гигроскопичность и плохая растяжимость материала в сочетании со строительными ошибками могут привести к растрескиванию стен. Как этого избежать? Только путём армирования кладки!
Содержание:
Проблемные зоны, требующие армирования
Рекомендации производителей газобетонных блоков
Необходимые инструменты
Материалы для армирования газобетона
Технология армирования
Видео по теме
Нет времени читать всю статью? Сохраните её в социальных сетях или отправьте себе в мессенджер!
Проблемные зоны газобетонной кладки, требующие обязательного армирования
Прочность газобетона на изгиб приближается к нулю. Неармированная кладка из него несколько выносливей в этом плане, но не намного. Искривления основания, составляющего 2 мм на метр, или крена фундамента, достигающего 5 мм на метр, вполне достаточно, чтобы по стенам пошли трещины. Поэтому при сооружении зданий из газосиликата без армирования не обойтись. Особого внимания требуют следующие зоны:
ряд газоблоков, уложенных непосредственно на фундамент;
проёмы для окон и дверей;
места примыкания к перегородкам перекрытий и стропил;
каждый четвёртый ряд кладки, который длиннее, чем 6 м;
колонны и места предполагаемого возникновения превышающих норму нагрузки.
Среди недостатков обвязочной проволоки отметим шаткость готового каркаса, но этот минус можно нивелировать, если вязать каркас прямо в опалубке.
Газобетонные здания, расположенные в регионах с суровым климатом, сильными и частыми ветрами, повышенной сейсмоопасностью, однозначно требуют усиленного армирования стен.
Что рекомендуют производители газоблоков
Производители газосиликата акцентируют внимание на том, что армирование не усиливает несущую способность кладки, а уменьшает риск появления трещин вследствие усадки дома или перепадов температур. Величина такого риска зависит от типа грунта, нагрузок на стены и перекрытия, погодных условий и других факторов.
Поэтому целесообразность, точные места и виды армирования необходимо определять для каждого сооружения отдельно. При расчётах нужно руководствоваться СНиПами II–22, СНиПами 3.03.01–87 и Приложением 11 Пособия к СНиПам II–22–8.
Места, усиление которых рациональнее всего, перечислены выше. А чтобы оно было качественным, необходимо:
перед укладкой арматурных стержней в поверхности газобетона прорезать штробы;
размещать стержни на расстоянии не менее 60 мм от краев блока;
перед укладкой арматуры заполнять сделанные штроборезом углубления бетонным составом или монтажным клеем;
стены толщиной до 200 мм армировать одним прутом, более — двумя;
загибать необвязанные в один контур концы стержней под углом 90° и заглублять в штробы.
Фрагмент альбома технических решений компании «Байкальский газобетон»
В штробы лучше всего укладывать арматуру периодического профиля с диаметром 8 мм. Вместо неё можно использовать оцинкованную перфополосу с сечением не меньше, чем 15 × 1 мм. Для узких швов подходят и специальные каркасы. Эти изделия представляют собой попарно расположенные полосы с сечением 8 × 1,5 мм, изготовленные из оцинкованной стали.
Инструменты для армирования газосиликатной кладки
Армирование газобетонной кладки не обходится без специальных инструментов. В числе основных:
электрофреза или штроборез для нарезания в газосиликате продольных углублений;
сметка или специальный фен для очищения штробов от строительной пыли;
каретки для дозирования, удобного и равномерного нанесения клеевого состава на горизонтальную поверхность кладки.
Умелое обращение с этими и другими инструментами значительно упрощает и ускоряет процесс укрепления газосиликатной конструкции, но к желаемому результату приводит только в сочетании с применением наиболее подходящих материалов.
Чем армировать газосиликатные стены
Классический вариант армирования газобетонной кладки предусматривает использование металлических стержней с гладкой или профилированной поверхностью. Но современный рынок предлагает и другие материалы. Вот самые популярные.
Металлическая сетка
Есть ещё одна разновидность вязальной проволоки — проволока «Казачка», которая выпускается в виде готовых отрезков небольшой длины с кольцами на концах. Использование такой проволоки экономит время на нарезку и заготовку колец — процесс значительно упрощается.
Композитная сетка
Композитная кладочная сетка для газосиликатных блоков — тоже инновационный материал. По строению напоминает металлическую, но производится из стекловолоконных или базальтоволоконных стержней. Несмотря на почти в 6 раз меньший вес, композитная сетка по прочности превосходит металлические аналоги вдвое!. Кроме того, это изделие экологично, эластично, устойчиво к воздействию агрессивных факторов, не проводит электрический ток и не обладает магнитными свойствами. Оно не создаёт мостиков холода, потому что теплопроводность её намного ниже, чем у металла. Высокая несущая способность, срок эксплуатации длительностью до 100 лет, простота монтажа — далеко не все достоинства композитной армирующей сетки для газобетона, поэтому неудивительно, что её востребованность неуклонно растёт.
Стеклопластиковая кладочная сетка — популярный выбор строителей. Базальтопластиковая сетка тоже лучше металла, но цена её выше. Причём, по свойствам эта сетка одинакова со стеклопластиковой и превосходит её лишь в температуре горения.
Монтажная перфорированная лента
Монтажная перфолента — это полоса из стали со сделанными по всей длине отверстиями. Для армирования газосиликатной кладки нужно покупать материал толщиной 1 и шириной 16 мм. Он предназначен для усиления стен без штробления, а путём закрепления на саморезы. При необходимости полосы можно использовать попарно, соединяя проволокой из стали. Этот вариант не подойдёт тем, кто планирует класть блоки на монтажную пену. С ней перфорированная лента работать не будет.
Особой прочностью на изгиб, если сравнивать с профилированной арматурой, они не отличаются. Зато благодаря компактности ленты получается существенная экономия на доставке, а благодаря отсутствию этапа штробления — на трудозатратах и покупке монтажного клея.
Стеклопластиковая или стальная арматура
Если с традиционной металлической арматурой всё и так понятно, то про стеклопластиковую знают ещё не все. Этот вид арматуры представляет собой стеклопластиковый шнур, спиралевидно обмотанный такой же нитью для обеспечения хорошего сцепления с рабочим раствором. При монтаже прутки между собой соединяются специальными гильзами. В итоге образуется армопояс, которому свойственны низкая теплопроводность, малый вес, длительный срок эксплуатации, удобство монтажа из-за минимального количества стыков.
Стеклопластиковая арматура появилась на рынке строительных материалов сравнительно недавно, поэтому наши клиенты нередко интересуются, можно ли ею армировать газобетон. Да, можно, если использовать стержни диаметром от 4 мм. Исключение составляют сейсмически активные районы. Там время от времени случаются превышающие норму нагрузки на излом, которые стеклопластиковая арматура долго выдерживать не способна.
Технологии армирования газобетона
Армировать кладку из газобетонных блоков можно путём горизонтального усиления выложенных рядов и монтажа монолитного пояса. Реже используется вертикальное армирование. Все варианты повышают устойчивость рабочего полотна к деформации, но при условии соблюдения технологических норм.
Армирование перегородок и стен из газобетонных блоков
Газосиликатные перегородки и стены обычно усиливают стержневой арматурой, сеткой и перфорированной лентой. Укладку прутов в стенах толщиной от 20 см начинают с вырезания 2 штроб по 25 × 25 мм так, чтобы от них до обоих краёв оставалось не меньше 6 см. Для более тонкой кладки достаточно 1 продольного углубления посередине. По углам штробы округляют. Далее их освобождают от пыли, увлажняют, заполняют клеевым составом или цементным раствором. Потом в борозды укладывают арматуру. На стыках пруты либо сваривают, либо ложат с перехлёстом, достигающим 20 диаметров, либо на концах загибают и связывают проволокой.
Остатки клея или раствора удаляют шпателем, после чего продолжают монтаж блоков.
Поперечное усиление стен из газоблоков также выполняют стеклопластиковой или другой сеткой. Её укладывают на слой монтажного клея. При этом сетку размещают на расстоянии 50 мм от внешней грани фасадной стены. На внутреннюю поверхность должно выступать 2–3 мм. Завершают укладку нанесением ещё одного клеевого слоя, на который монтируют следующий ряд.
Для соединения газоблочных стен на стыках используют Т-образные анкеры, скобы из металла или полосовые элементы. Их закладывают через каждые 2–3 ряда кладки в горизонтальные швы, но не меньше, чем по 2 на этаж.
Армирование газобетонной кладки у проёмов
Усиление оконных проёмов производят в нижней части, в верхней и по бокам. Армирование под окном начинают с разметки поверхности последнего перед будущим проёмом ряда. Далее заготавливают стержни по размеру на 50–60 см больше длины окна. Такие же делают и штробы. Укладку выполняют в той же последовательности, что и при стеновом армировании.
Над окном обычно устанавливают металлический швеллер или два уголка, края которых выступают за границы проёма не меньше, чем на 30–50 см. Двери гораздо уже, поэтому над ними возможно создание армированной ленты из цементно-песчаного раствора и стержневой арматуры.
Для достижения этой цели над проёмом закрепляют деревянную опалубку. На неё выкладывают цементный раствор, в который помещают три арматурных металлических прута класса А-III диаметром 12 мм или хлысты стеклопластиковой арматуры диаметром 8-10 мм (их длина, как и уголков или швеллеров, должна превышать ширину проёма). Опалубку убирают через 3 или 4 дня, когда раствор полностью затвердеет.
В боковых частях проёмов блоки укладывают таким образом, чтобы между ними по вертикали образовался примыкающий к краю зазор. В него помещают прут толщиной не менее 14 мм, после чего пустоту заливают бетоном. Такое армирование по вертикали ещё применяют при использовании низкокачественного газобетона, в местах опирания на стены сверхтяжёлых элементов, при сооружении колонн из газосиликата.
Также над окном можно устанавливать специальные U-блоки
Устройство армопояса в зданиях из газобетона
Армопояс — это замкнутая кольцевая конструкция из монолита, которая повторяет контуры возводимых стен. Её основу составляет каркас из 4 и более продольно расположенных стержней диаметром 10—14 мм. К ним при помощи стальной проволоки с сечением 6–8 мм прикреплена на расстоянии друг от друга 40–50 мм поперечная арматура. Такая конструкция в разрезе имеет квадратную либо прямоугольную форму.
Обычно армированный пояс устанавливают под деревянными перекрытиями и мауэрлатом крыши, в местах примыкания к внутренним и наружным стенам плитных и монолитных межэтажных перекрытий. Иногда им усиливают проёмы для окон и дверей. Для этого готовый каркас укладывают в деревянную опалубку или в углубление ряда из газосиликатных U-блоков и заливают бетонной смесью.
Таким образом, можно сделать вывод, что все способы усиления домов из газобетонных блоков хороши по-своему и вместе с тем имеют некоторые минусы. Чем же тогда лучше всего армировать газобетон: арматурой, сеткой, перфорированной лентой?
Однозначного ответа не существует, поскольку каждый метод и материал рассчитан на определённый тип зданий, нагрузку и другие факторы. Тем не менее, практика показывает, что при строительстве малоэтажных зданий из газосиликата во многих случаях оптимальным вариантом является стеклопластиковая арматура и композитная сетка. Они обладают прекрасными эксплуатационными свойствами и при этом не требуют больших затрат. У нас эти материалы можно приобрести по выгодным ценам. Звоните 8-800-770-03-55.
Армирование стен из газобетона и газосиликатных блоков
Разбираемся какие материалы используют для армирования кладки из газобетонных блоков, какие инструменты понадобятся. Рассмотрим проблемные зоны кладки и рекомендации производителей газоблоков.
Газобетон — это лёгкий строительный материал с пористой структурой. Он прочный, огнеупорный, влаго- и морозостойкий, не привлекает микроорганизмов, насекомых и грызунов, характеризуется высокими показателями тепло- и шумоизоляции.
Дома из газобетонных (газосиликатных) блоков получаются экологичными и долговечными. В них несложно поддерживать комфортный микроклимат как зимой, так и летом. Их сооружение экономично и по деньгам, и по времени, и по трудозатратам.
Но есть одно «но», на которое нельзя не обращать внимания. Высокая гигроскопичность и плохая растяжимость материала в сочетании со строительными ошибками могут привести к растрескиванию стен. Как этого избежать? Только путём армирования кладки!
Содержание:
Проблемные зоны, требующие армирования
Рекомендации производителей газобетонных блоков
Необходимые инструменты
Материалы для армирования газобетона
Технология армирования
Видео по теме
Нет времени читать всю статью? Сохраните её в социальных сетях или отправьте себе в мессенджер!
Проблемные зоны газобетонной кладки, требующие обязательного армирования
Прочность газобетона на изгиб приближается к нулю. Неармированная кладка из него несколько выносливей в этом плане, но не намного. Искривления основания, составляющего 2 мм на метр, или крена фундамента, достигающего 5 мм на метр, вполне достаточно, чтобы по стенам пошли трещины. Поэтому при сооружении зданий из газосиликата без армирования не обойтись. Особого внимания требуют следующие зоны:
ряд газоблоков, уложенных непосредственно на фундамент;
проёмы для окон и дверей;
места примыкания к перегородкам перекрытий и стропил;
каждый четвёртый ряд кладки, который длиннее, чем 6 м;
колонны и места предполагаемого возникновения превышающих норму нагрузки.
Среди недостатков обвязочной проволоки отметим шаткость готового каркаса, но этот минус можно нивелировать, если вязать каркас прямо в опалубке.
Газобетонные здания, расположенные в регионах с суровым климатом, сильными и частыми ветрами, повышенной сейсмоопасностью, однозначно требуют усиленного армирования стен.
Что рекомендуют производители газоблоков
Производители газосиликата акцентируют внимание на том, что армирование не усиливает несущую способность кладки, а уменьшает риск появления трещин вследствие усадки дома или перепадов температур. Величина такого риска зависит от типа грунта, нагрузок на стены и перекрытия, погодных условий и других факторов.
Поэтому целесообразность, точные места и виды армирования необходимо определять для каждого сооружения отдельно. При расчётах нужно руководствоваться СНиПами II–22, СНиПами 3.03.01–87 и Приложением 11 Пособия к СНиПам II–22–8.
Места, усиление которых рациональнее всего, перечислены выше. А чтобы оно было качественным, необходимо:
перед укладкой арматурных стержней в поверхности газобетона прорезать штробы;
размещать стержни на расстоянии не менее 60 мм от краев блока;
перед укладкой арматуры заполнять сделанные штроборезом углубления бетонным составом или монтажным клеем;
стены толщиной до 200 мм армировать одним прутом, более — двумя;
загибать необвязанные в один контур концы стержней под углом 90° и заглублять в штробы.
Фрагмент альбома технических решений компании «Байкальский газобетон»
В штробы лучше всего укладывать арматуру периодического профиля с диаметром 8 мм. Вместо неё можно использовать оцинкованную перфополосу с сечением не меньше, чем 15 × 1 мм. Для узких швов подходят и специальные каркасы. Эти изделия представляют собой попарно расположенные полосы с сечением 8 × 1,5 мм, изготовленные из оцинкованной стали.
Инструменты для армирования газосиликатной кладки
Армирование газобетонной кладки не обходится без специальных инструментов. В числе основных:
электрофреза или штроборез для нарезания в газосиликате продольных углублений;
сметка или специальный фен для очищения штробов от строительной пыли;
каретки для дозирования, удобного и равномерного нанесения клеевого состава на горизонтальную поверхность кладки.
Умелое обращение с этими и другими инструментами значительно упрощает и ускоряет процесс укрепления газосиликатной конструкции, но к желаемому результату приводит только в сочетании с применением наиболее подходящих материалов.
Чем армировать газосиликатные стены
Классический вариант армирования газобетонной кладки предусматривает использование металлических стержней с гладкой или профилированной поверхностью. Но современный рынок предлагает и другие материалы. Вот самые популярные.
Металлическая сетка
Есть ещё одна разновидность вязальной проволоки — проволока «Казачка», которая выпускается в виде готовых отрезков небольшой длины с кольцами на концах. Использование такой проволоки экономит время на нарезку и заготовку колец — процесс значительно упрощается.
Композитная сетка
Композитная кладочная сетка для газосиликатных блоков — тоже инновационный материал. По строению напоминает металлическую, но производится из стекловолоконных или базальтоволоконных стержней. Несмотря на почти в 6 раз меньший вес, композитная сетка по прочности превосходит металлические аналоги вдвое!. Кроме того, это изделие экологично, эластично, устойчиво к воздействию агрессивных факторов, не проводит электрический ток и не обладает магнитными свойствами. Оно не создаёт мостиков холода, потому что теплопроводность её намного ниже, чем у металла. Высокая несущая способность, срок эксплуатации длительностью до 100 лет, простота монтажа — далеко не все достоинства композитной армирующей сетки для газобетона, поэтому неудивительно, что её востребованность неуклонно растёт.
Стеклопластиковая кладочная сетка — популярный выбор строителей. Базальтопластиковая сетка тоже лучше металла, но цена её выше. Причём, по свойствам эта сетка одинакова со стеклопластиковой и превосходит её лишь в температуре горения.
Монтажная перфорированная лента
Монтажная перфолента — это полоса из стали со сделанными по всей длине отверстиями. Для армирования газосиликатной кладки нужно покупать материал толщиной 1 и шириной 16 мм. Он предназначен для усиления стен без штробления, а путём закрепления на саморезы. При необходимости полосы можно использовать попарно, соединяя проволокой из стали. Этот вариант не подойдёт тем, кто планирует класть блоки на монтажную пену. С ней перфорированная лента работать не будет.
Особой прочностью на изгиб, если сравнивать с профилированной арматурой, они не отличаются. Зато благодаря компактности ленты получается существенная экономия на доставке, а благодаря отсутствию этапа штробления — на трудозатратах и покупке монтажного клея.
Стеклопластиковая или стальная арматура
Если с традиционной металлической арматурой всё и так понятно, то про стеклопластиковую знают ещё не все. Этот вид арматуры представляет собой стеклопластиковый шнур, спиралевидно обмотанный такой же нитью для обеспечения хорошего сцепления с рабочим раствором. При монтаже прутки между собой соединяются специальными гильзами. В итоге образуется армопояс, которому свойственны низкая теплопроводность, малый вес, длительный срок эксплуатации, удобство монтажа из-за минимального количества стыков.
Стеклопластиковая арматура появилась на рынке строительных материалов сравнительно недавно, поэтому наши клиенты нередко интересуются, можно ли ею армировать газобетон. Да, можно, если использовать стержни диаметром от 4 мм. Исключение составляют сейсмически активные районы. Там время от времени случаются превышающие норму нагрузки на излом, которые стеклопластиковая арматура долго выдерживать не способна.
Технологии армирования газобетона
Армировать кладку из газобетонных блоков можно путём горизонтального усиления выложенных рядов и монтажа монолитного пояса. Реже используется вертикальное армирование. Все варианты повышают устойчивость рабочего полотна к деформации, но при условии соблюдения технологических норм.
Армирование перегородок и стен из газобетонных блоков
Газосиликатные перегородки и стены обычно усиливают стержневой арматурой, сеткой и перфорированной лентой. Укладку прутов в стенах толщиной от 20 см начинают с вырезания 2 штроб по 25 × 25 мм так, чтобы от них до обоих краёв оставалось не меньше 6 см. Для более тонкой кладки достаточно 1 продольного углубления посередине. По углам штробы округляют. Далее их освобождают от пыли, увлажняют, заполняют клеевым составом или цементным раствором. Потом в борозды укладывают арматуру. На стыках пруты либо сваривают, либо ложат с перехлёстом, достигающим 20 диаметров, либо на концах загибают и связывают проволокой.
Остатки клея или раствора удаляют шпателем, после чего продолжают монтаж блоков.
Поперечное усиление стен из газоблоков также выполняют стеклопластиковой или другой сеткой. Её укладывают на слой монтажного клея. При этом сетку размещают на расстоянии 50 мм от внешней грани фасадной стены. На внутреннюю поверхность должно выступать 2–3 мм. Завершают укладку нанесением ещё одного клеевого слоя, на который монтируют следующий ряд.
Для соединения газоблочных стен на стыках используют Т-образные анкеры, скобы из металла или полосовые элементы. Их закладывают через каждые 2–3 ряда кладки в горизонтальные швы, но не меньше, чем по 2 на этаж.
Армирование газобетонной кладки у проёмов
Усиление оконных проёмов производят в нижней части, в верхней и по бокам. Армирование под окном начинают с разметки поверхности последнего перед будущим проёмом ряда. Далее заготавливают стержни по размеру на 50–60 см больше длины окна. Такие же делают и штробы. Укладку выполняют в той же последовательности, что и при стеновом армировании.
Над окном обычно устанавливают металлический швеллер или два уголка, края которых выступают за границы проёма не меньше, чем на 30–50 см. Двери гораздо уже, поэтому над ними возможно создание армированной ленты из цементно-песчаного раствора и стержневой арматуры.
Для достижения этой цели над проёмом закрепляют деревянную опалубку. На неё выкладывают цементный раствор, в который помещают три арматурных металлических прута класса А-III диаметром 12 мм или хлысты стеклопластиковой арматуры диаметром 8-10 мм (их длина, как и уголков или швеллеров, должна превышать ширину проёма). Опалубку убирают через 3 или 4 дня, когда раствор полностью затвердеет.
В боковых частях проёмов блоки укладывают таким образом, чтобы между ними по вертикали образовался примыкающий к краю зазор. В него помещают прут толщиной не менее 14 мм, после чего пустоту заливают бетоном. Такое армирование по вертикали ещё применяют при использовании низкокачественного газобетона, в местах опирания на стены сверхтяжёлых элементов, при сооружении колонн из газосиликата.
Также над окном можно устанавливать специальные U-блоки
Устройство армопояса в зданиях из газобетона
Армопояс — это замкнутая кольцевая конструкция из монолита, которая повторяет контуры возводимых стен. Её основу составляет каркас из 4 и более продольно расположенных стержней диаметром 10—14 мм. К ним при помощи стальной проволоки с сечением 6–8 мм прикреплена на расстоянии друг от друга 40–50 мм поперечная арматура. Такая конструкция в разрезе имеет квадратную либо прямоугольную форму.
Обычно армированный пояс устанавливают под деревянными перекрытиями и мауэрлатом крыши, в местах примыкания к внутренним и наружным стенам плитных и монолитных межэтажных перекрытий. Иногда им усиливают проёмы для окон и дверей. Для этого готовый каркас укладывают в деревянную опалубку или в углубление ряда из газосиликатных U-блоков и заливают бетонной смесью.
Таким образом, можно сделать вывод, что все способы усиления домов из газобетонных блоков хороши по-своему и вместе с тем имеют некоторые минусы. Чем же тогда лучше всего армировать газобетон: арматурой, сеткой, перфорированной лентой?
Однозначного ответа не существует, поскольку каждый метод и материал рассчитан на определённый тип зданий, нагрузку и другие факторы. Тем не менее, практика показывает, что при строительстве малоэтажных зданий из газосиликата во многих случаях оптимальным вариантом является стеклопластиковая арматура и композитная сетка. Они обладают прекрасными эксплуатационными свойствами и при этом не требуют больших затрат. У нас эти материалы можно приобрести по выгодным ценам. Звоните 8-800-770-03-55.
Видео по теме
Читайте также:
Кладочная сетка для кирпича
Технические характеристики композитной арматуры
Советская книга о стеклопластиковой арматуре
Правильное использование автоклавного газобетона – журнал Masonry
Июнь 2008 г.
Автоклавный газобетон
Ричард Клингнер ) чаще всего укладываются на тонкослойный раствор и могут применяться для кладки несущих стен. Положения по проектированию кладки из газобетона приведены в Кодексе MSJC
, , а требования к строительству приведены в Объединенном комитете по стандартам каменной кладки (MSJC) Спецификация. В этой статье кратко рассматривается производство газобетона; проиллюстрированы практические примеры строительства из газобетона; Кратко изложены проектные положения MSJC для кладки из газобетона; и подчеркнуты практические рекомендации по строительству кладки из газобетона.
Автоклавный газобетон (AAC) представляет собой легкий бетоноподобный материал с множеством небольших закрытых внутренних пустот. Спецификации материалов для AAC предписаны в ASTM C1386. AAC обычно весит от одной шестой до одной трети веса обычного бетона и примерно от одной шестой до одной трети его прочности. Он подходит для несущих стен и несущих стен зданий низкой и средней этажности. Его теплопроводность составляет одну шестую или меньше теплопроводности обычного бетона, что делает его энергоэффективным. Его предел огнестойкости немного выше, чем у обычного бетона той же толщины, что делает его полезным в тех случаях, когда важна огнестойкость. Из-за внутренних пустот газобетон имеет низкую звукопроницаемость, что делает его полезным с точки зрения акустики.
История AAC
AAC впервые был произведен в Швеции в 1923 году. С тех пор его производство и использование распространились более чем на 40 стран на всех континентах, включая Северную Америку, Центральную и Южную Америку, Европу, Ближний Восток , Дальний Восток и Австралия. Этот обширный опыт привел к множеству тематических исследований использования в различных климатических условиях и в соответствии с различными строительными нормами.
Современное использование газобетона в Соединенных Штатах началось в 1990 году для жилых и коммерческих проектов в юго-восточных штатах. Производство простого и армированного газобетона в США началось в 1995 на юго-востоке и с тех пор распространился на другие части страны. В 1998 году была сформирована общенациональная группа производителей газобетона под названием Ассоциация производителей автоклавного газобетона (AACPA, www.aacpa.org). Положения по проектированию и строительству кладки из газобетона приведены в Кодексе и Спецификации MSJC. В состав AACPA входит один производитель в Монтеррее, Мексика, и многие технические материалы доступны на испанском языке. AAC одобрен для использования в сейсмостойких конструкциях категорий A, B и C в соответствии с Дополнением 2007 года к Международным строительным нормам и правилам, а также в других географических точках с одобрения местного строительного чиновника.
Примеры элементов из автоклавного ячеистого бетона Изображение предоставлено Ytong International
Газобетон можно использовать для изготовления неармированных блоков каменного типа, а также армированных на заводе панелей пола, кровельных панелей, стеновых панелей, перемычек, балок и других специальных форм. В этой статье рассматриваются в основном только блоки каменного типа.
Материалы, используемые в газобетоне
Материалы для газобетона различаются в зависимости от производителя и местоположения и указаны в ASTM C1386. Они включают некоторые или все из следующего: мелкий кварцевый песок; зольная пыль класса F; гидравлические цементы; кальцинированная известь; гипс; расширяющие агенты, такие как тонкоизмельченный алюминиевый порошок или паста; и вода для смешивания. Кирпичные блоки из газобетона не имеют внутреннего армирования, но могут быть усилены на строительной площадке с помощью деформированной арматуры, размещенной в вертикальных ячейках или горизонтальных связующих балках.
Как производится газобетон
Для производства газобетона песок при необходимости измельчается в шаровой мельнице до требуемой крупности и хранится вместе с другим сырьем. Затем сырье дозируется по весу и подается в смеситель. В смеситель добавляют отмеренные количества воды и расширителя и перемешивают вяжущий раствор.
Стальные формы подготовлены для приема свежего газобетона. Если должны быть изготовлены армированные панели из газобетона, стальные армирующие каркасы закрепляются внутри пресс-форм. После смешивания суспензию разливают по формам. Расширяющая добавка создает в свежей смеси небольшие мелкодисперсные пустоты, что увеличивает объем в формах примерно на 50 процентов в течение трех часов.
В течение нескольких часов после литья первоначальная гидратация вяжущих композиций в AAC придает ему достаточную прочность, чтобы сохранять форму и выдерживать собственный вес.
Общие этапы производства автоклавного ячеистого бетона
После резки газобетонное изделие транспортируется в большой автоклав, где завершается процесс твердения. Автоклавирование требуется для достижения желаемых структурных свойств и стабильности размеров. Процесс занимает от восьми до 12 часов при давлении около 174 фунтов на квадратный дюйм (12 бар) и температуре около 360°F (180°С), в зависимости от марки получаемого материала. Во время автоклавирования узлы проволочной резки остаются на своих исходных позициях в блоке AAC. После автоклавирования их разделяют для упаковки.
Блоки AAC обычно размещаются на поддонах для транспортировки. Неармированные блоки обычно упаковываются в термоусадочную пленку, тогда как усиленные элементы только обвязываются, используя угловые защитные ограждения, чтобы свести к минимуму потенциальные локальные повреждения, которые могут быть вызваны обвязкой.
Классы прочности газобетона
Газобетон производится с различной плотностью и соответствующей прочностью на сжатие в соответствии с ASTM C1386. Плотность и соответствующая прочность описываются в терминах «классов прочности» (см. Таблицу 1).
Типовые размеры каменных блоков AAC (каменные блоки) показаны в таблице 2 ниже.
ТАБЛИЦА 2
Блок ААС Тип
Толщина, дюймов (мм)
Высота, дюймов (мм)
Длина, дюймов (мм)
Стандартный Блок
2 – 15 (50 – 375)
8 (200)
24 (610)
Гигантский блок
4–15 (100–375)
16 – 24 (400 – 610)
24 – 40 (610 – 1050)
Типичные области применения кладки из газобетона
Кирпичная кладка из газобетона может использоваться в самых разных строительных и нестроительных работах. Например, в приложениях, используемых в проектах в Аризоне и Лас-Пальмасе, Мексика, тепловая и акустическая эффективность газобетона делает его привлекательным выбором для ограждающих конструкций зданий.
Конструкция кирпичной кладки из газобетона
Кирпичная кладка из газобетона спроектирована в соответствии с положениями Приложения A Кодекса MSJC (MSJC 2008), на которые ссылаются коды моделей в США. Расчет кладки из газобетона аналогичен расчету прочности глиняной или бетонной кладки и основан на заданной прочности на сжатие. Соответствие этой заданной прочности на сжатие проверяют испытанием на прочность на сжатие блоков из газобетона с использованием ASTM C1386, когда изготавливаются каменные элементы из газобетона. Обширное практическое руководство по проектированию кладки из газобетона содержится в 5-м издании Руководства для проектировщиков каменной кладки (MDG 2007).
Комбинации изгиба и осевой нагрузки
Кладка из газобетона рассчитана на сочетание изгиба и осевой нагрузки с использованием тех же принципов, что и для расчета прочности глиняной или бетонной кладки. Номинальная грузоподъемность рассчитана с учетом плоских сечений, растянутой стали при пределе текучести и эквивалентного прямоугольного сжатого блока.
Показан отель AAC в Лас-Пальмасе, Мексика, где AAC используется в качестве конструкции и оболочки. Изображение предоставлено AACPA
Bond и разработка армирования
Армирование кладки из газобетона состоит из деформированной арматуры, помещенной в залитые раствором вертикальные стержни или связующие балки и окруженной кладочным раствором. Требования к развертыванию и соединению деформированной арматуры в цементном растворе идентичны тем, которые используются для глиняной или бетонной кладки. Консервативный материал AAC не учитывается при расчете покрытия на сопротивление раскалыванию.
Ножницы и подшипники
Выравнивающая подушка и прокладки для первого ряда блоков кладки из газобетона ??? первый ряд блоков газобетонной кладки укладывается на выравнивающую подушку из раствора ASTM C270 типа M или S с использованием клиньев (при желании) для отвеса и выравнивания блоков.
Как и в случае глиняной или бетонной кладки, сопротивление сдвигу кладки из газобетона рассчитывается как сумма сопротивления сдвигу из-за самого газобетона и сопротивления сдвигу из-за арматуры, ориентированной параллельно направлению сдвига. Поскольку обычное армирование швов кровати вызывает локальное разрушение AAC под поперечными проволоками, Кодекс MSJC требует, чтобы учитывался только вклад сдвига связующих балок с арматурой, залитой раствором. Для предотвращения местного смятия газобетона номинальные напряжения в нем ограничивают заданной прочностью на сжатие. Когда элементы пола или крыши опираются на стены из газобетона, также возможно разрушение края стены при сдвиге. Это решается путем ограничения напряжения сдвига на потенциальных наклонных поверхностях разрушения.
Кладка элементов кладки из газобетона
На уровне диафрагмы каменные стены из газобетона соединяются с полом или крышей с помощью залитой цементным раствором связующей балки, аналогично конструкции из глиняной или бетонной кладки. После укладки газобетонных блоков плоскость стены можно выровнять с помощью специально предназначенной для этого шлифовальной доски.
Электрические и сантехнические установки в газобетонном кирпиче
Электрические и сантехнические установки в кладке из газобетона размещаются в проложенных желобах. Следует соблюдать осторожность при размещении пазов, чтобы обеспечить сохранение структурной целостности элементов газобетона. Не обрезайте арматурную сталь и не уменьшайте толщину конструкции элементов газобетона, за исключением случаев, когда это разрешено проектировщиком. В вертикальных пролетных элементах газобетона горизонтальная прокладка должна быть разрешена только в областях с низкими изгибными и сжимающими напряжениями. В горизонтально расположенных элементах AAC вертикальная разводка должна быть сведена к минимуму. Когда это возможно, может быть выгодно предусмотреть специальные каналы для большого количества трубопроводов или водопровода.
Кладка газобетонных блоков с использованием тонкослойного раствора и зубчатого шпателя ??? последующие слои укладываются с использованием модифицированного полимером тонкослойного раствора, наносимого специальной зубчатой кельмой.
Наружная отделка газобетона
Незащищенный внешний газобетон ухудшается под воздействием циклов замораживания и оттаивания в насыщенном состоянии. Для предотвращения таких повреждений при замораживании и оттаивании, а также для повышения эстетики и стойкости газобетона к истиранию следует использовать наружную отделку. Они должны быть совместимы с базовым газобетонным блоком по тепловому расширению и модулю упругости, а также должны быть паропроницаемыми.
Доступно множество различных типов внешней отделки. Полимерно-модифицированные штукатурки, краски или отделочные системы являются наиболее распространенной наружной отделкой газобетонных блоков. Они повышают водонепроницаемость газобетона, но пропускают водяной пар. Тяжелые краски на акриловой основе, содержащие заполнители, также используются для повышения стойкости к истиранию. Как правило, нет необходимости выравнивать поверхность, а горизонтальные и вертикальные швы могут быть скошены как архитектурная особенность или могут быть заполнены.
Изображение предоставлено Aercon Изображение предоставлено Aercon Florida
Шпон Masonry можно использовать поверх кирпичной кладки AAC почти так же, как и поверх других материалов. Шпон крепится к стене из газобетона с помощью специальных кладочных стяжек. Пространство между газобетонным блоком и кладкой можно оставить открытым (образуя дренажную стенку) или заполнить раствором.
Когда газобетонные панели используются в контакте с влажной или насыщенной почвой (например, в стенах подвала), поверхность, контактирующую с почвой, должна быть покрыта водонепроницаемым материалом или мембраной. Внутренняя поверхность должна либо оставаться без покрытия, либо покрываться паропроницаемой внутренней отделкой.
Внутренняя отделка для кладки из газобетона
Внутренняя отделка используется для улучшения эстетики и долговечности газобетона. Они должны быть совместимы с базовым газобетонным блоком по тепловому расширению и модулю упругости, а также должны быть паропроницаемыми.
Доступны различные виды внутренней отделки. Внутренние стеновые панели AAC могут иметь тонкий слой штукатурки на минеральной основе для получения гладкой готовой поверхности. Легкая внутренняя штукатурка на основе гипса может обеспечить более толстое покрытие для выравнивания и выравнивания стен, а также в качестве основы для декоративных внутренних красок или отделки стен. Штукатурки для внутренних работ содержат связующие вещества для повышения их адгезии и гибкости, и обычно их наносят распылением или затиркой.
При нанесении на внутреннюю поверхность наружных стен из газобетона гипсокартон следует крепить с помощью обрешеточных полос, обработанных под давлением. При нанесении на внутренние стены влагостойкий гипсокартон можно наносить непосредственно на поверхность газобетона.
Изображение предоставлено Aercon Florida
Для коммерческих применений, требующих высокой прочности и низких эксплуатационных расходов, часто используются покрытия на акриловой основе. Некоторые содержат заполнители для повышения стойкости к истиранию.
Когда керамическая настенная плитка должна быть уложена поверх газобетона, подготовка поверхности обычно необходима только тогда, когда поверхность газобетона требует выравнивания. В таких случаях перед укладкой керамической плитки на поверхность газобетона наносится грунтовка на основе портландцемента или гипса. После этого керамическую плитку следует приклеить к отшлифованной стене с помощью либо раствора на основе цемента, либо органического клея. Во влажных помещениях, таких как душевые, следует использовать только шпаклевку на основе портландцемента, а керамическую плитку следует укладывать только на цементный раствор с тонким отверждением.
Типовые детали конструкции для элементов из газобетона
Широкий спектр деталей конструкции для кладки из газобетона доступен на веб-сайтах отдельных производителей, доступных через веб-сайт AACPA.
Ричард Э. Клингнер является профессором гражданского строительства Университета штата Техас в Остине, где он специализируется на поведении и проектировании каменной кладки, особенно на сейсмические нагрузки. Мнения, выраженные в этой статье, являются его собственными и не обязательно отражают официальную точку зрения MSJC или его спонсирующих обществ. Свяжитесь с ним по адресу [email protected].
Вернуться к оглавлению
Автоклавный газобетон: обзор и применение
Дом
Блог
Автоклавный газобетон: обзор и применение
Автоклавный газобетон (AAC) представляет собой тип сборного железобетона с расширительным агентом, который поднимает смесь, подобно дрожжам в хлебном тесте. После отверждения этот тип бетона содержит около 80% воздуха. Автоклавный газобетон изготавливается на заводе, а материал формуется в блоки или плиты с точными размерами. Их можно использовать для стен, полов и крыш.
Подобно всем материалам на основе цемента, газобетонные элементы прочны и огнестойки. Чтобы добиться долговечности, газобетон должен быть покрыт какой-либо отделкой, такой как модифицированная полимером штукатурка, камень или сайдинг. AAC также обеспечивает звуко- и теплоизоляцию.
Определите лучшие строительные материалы для вашего следующего строительного проекта.
Автоклавный газобетон доступен в блоках и панелях. Блоки укладываются так же, как и обычные блоки кладки, на тонкослойный раствор. Панели устанавливаются вертикально, простираясь от уровня пола до верха стены. Блоки можно укладывать вручную, так как газобетон весит около 37 фунтов на кубический фут. Однако для установки панелей обычно требуется небольшой кран или другое оборудование из-за их размера.
Общие размеры панелей и блоков приведены ниже:
ЭЛЕМЕНТ
ВЫСОТА
ШИРИНА
ТОЛЩИНА
Панели
До 20 футов
24 дюйма
Доступны размеры 6, 8, 10 и 12 дюймов
Блоки
8 дюймов (самый распространенный)
24 дюйма
Доступны размеры 4, 6, 8, 10 и 12 дюймов
Доступны другие специальные формы:
U-образные соединительные балки имеют толщину от 8 до 12 дюймов.
Блоки с шипами и пазами используются для соединения смежных блоков без раствора по вертикальным краям.
Полые блоки для создания вертикальных армированных ячеек цементного раствора.
Физические свойства
Автоклавный газобетон изготавливается из смеси цемента, извести, воды, мелкого заполнителя и в большинстве случаев летучей золы. Вспенивающий агент, такой как алюминиевый порошок, добавляется, чтобы вызвать химическую реакцию, в результате которой образуются пузырьки, которые расширяют смесь. Элементы разрезаются на блоки или панели, армируются, а затем запекаются для более быстрого отверждения. Физические свойства AAC перечислены ниже:
Плотность: от 20 до 50 фунтов на фут
Прочность на сжатие: от 300 до 900 фунтов на кв. дюйм
Термостойкость: от 0,8 до 1,25 на дюйм толщины
Допустимое напряжение сдвига: от 8 до 22 фунтов на кв. дюйм
Класс звукопередачи: 40 для толщины 4 дюйма и 45 для толщины 8 дюймов
Преимущества автоклавного газобетона
Некоторые полезные свойства автоклавного газобетона:
Сочетает изоляционные свойства со структурной целостностью для стен, полов и крыш.
Доступен в различных формах и размерах.
Перерабатываемый материал.
Канавки для электрических кабелепроводов и водопроводных труб легко отрезаются.
Гибкость дизайна и конструкции, позволяющая при необходимости вносить изменения в полевых условиях.
Прочный: AAC устойчив к воде, плесени, грибку, гниению и насекомым
Стабильность размеров: Блоки AAC имеют точную форму, соответствующую жестким допускам.
Огнестойкость: 8-дюймовые элементы AAC имеют четырехчасовой рейтинг, но фактическая производительность обычно превышает это число. Газобетон негорючий, поэтому он не горит и не выделяет токсичных газов.
Значения R стен из газобетона сравнимы с обычными каркасными стенами из-за их небольшого веса. Однако они обеспечивают более высокую теплоемкость, воздухонепроницаемость и звукоизоляцию.
Ограничения автоклавного газобетона
Как и любой строительный материал, автоклавный газобетон также имеет технические ограничения:
Газобетон не так широко доступен, как другие традиционные бетонные изделия. Тем не менее, его можно легко транспортировать благодаря небольшому весу.
Газобетон
имеет меньшую прочность, чем другие бетонные изделия, и требует усиления в несущих конструкциях.
Требуется нанесение финишного покрытия для защиты от непогоды, так как материал пористый и может испортиться при частом воздействии.
Продукты могут иметь несоответствие качества и цвета, проконсультируйтесь с производителем.
Облицовка наружных стен требуется для защиты от атмосферных воздействий.
По сравнению с другими энергосберегающими теплоизоляционными стенами R-значения относительно ниже.
Более высокая стоимость по сравнению с обычными конструкциями из бетонных блоков и деревянных каркасов, что может быть проблемой бюджета.
Устойчивое развитие
С точки зрения устойчивого развития автоклавный газобетон предлагает преимущества материала и производительности. Это может снизить воздействие здания на окружающую среду, улучшая при этом контроль температуры в помещении и производительность ОВКВ.
Что касается материалов, то он содержит переработанные компоненты, такие как летучая зола и арматура. Это может помочь внести свой вклад в кредиты LEED или другие системы экологического рейтинга. AAC также содержит много воздуха, что снижает количество сырья на единицу объема.
С точки зрения производительности системы из автоклавного ячеистого бетона обеспечивают плотную оболочку здания, уменьшая утечки воздуха и повышая энергоэффективность. Физические испытания показывают экономию на обогреве и охлаждении от 10 до 20 процентов по сравнению с обычной рамной конструкцией.
Токарный станок 16К20 технические характеристики, которого превосходят сходные параметры предыдущей версии 1К62, представляет собой классическую модель в линейке токарно-винторезного оборудования. В СССР станок имел повсеместное распространение, активно импортировался в другие страны, а в некоторых государствах выпускались его лицензионные аналоги. Сферой применения токарного станка серии 16К20 являлось ограниченное производство с выпуском небольших партий и единичной товарной продукции. Вместе с тем станок активно эксплуатировался в качестве ремонтного инструмента.
Годы выпуска агрегата, включают в себя период с 1976 по настоящее время. Основную массу станков давал московский завод «Красный пролетарий». В 90-е годы он обанкротился, однако производственные цепочки сохранились, и создание агрегатов продолжили другие предприятия. Сегодня одну из усовершенствованных версий производит предприятие ГЗСУ из Беларуси, кроме этого производство токарного станка 16К20 сохранилось в Пензе. Схожие аналоги продолжают изготавливать в Словакии, где в качестве технических элементов используют немецкие детали. Его вес варьируется в зависимости от модели, ее длины и производителя, начиная от 18 26 кг и выше.
Назначение токарного станка 16К20
Особенности и модификации токарного станка 16К20
Токарный станок 16К20: технические характеристики
Регулировка узлов станка и особенности ремонта
Назначение токарного станка 16К20
Спектром применения оборудования являлась и остается токарная обработка внутренней и внешней поверхности изделий, имеющих:
rоническую;
wилиндрическую;
nорцевую;
aасонную;
cложную структуру.
Используя оборудование, его оператор может производить действия связанные со сверлением отверстий, созданием наружной и внутренней резьбы всех типов, выравниванием поверхности, а также созданием рифленой структуры.
Станок эффективно справляется с резкой элементов, созданием в них продольных углублений. Его функции позволяют осуществлять зенкерование. К услугам оператора представлена широкая номенклатура съемных насадок, чье использование дает возможность производить резьбу метрического, модульного, дюймового, питчевого вида.
Универсальный характер агрегата, дает возможность обрабатывать заготовки и ремонтировать предметы, изготовленные горячекатаным и холоднокатаным способом. При этом станок демонстрирует неизменные свойства в виде
Эффективности.
Безопасной эксплуатации.
Точности обработки.
Простого ухода.
Продолжительного срока службы.
Стабильной и непрерывной работы.
Станок представляет собой оптимальный выбор при работе с дисками, разнообразными видами втулок, валами и похожими элементами.
Особенности и модификации токарного станка 16К20
К особенностям оборудования, принесшим ему широкую известность по всему СССР, а также популярность в странах Восточной Европы, Китае и Швейцарии относится:
жесткая станина, которая устанавливается на монолитной подставке. Станина изготовлена в форме короба, имеет шлифованные пазы;
обрабатываемые заготовки и элементы фиксируются в патроне или в центрах;
структура фиксатора гарантирует надежное крепление съемных насадок;
основанием шпинделя служат подшипники качения, относящиеся к прецизионной группе;
комплекс защитных и блокировочных устройств, является залогом безопасной эксплуатации;
в составе фартука представлен механизм отключения подачи суппорта;
Все вышеописанные свойства имел уже первый серийный станок, чей выпуск стартовал в 1970-х годах. Впоследствии он параллельно производился в нескольких версиях, о которых будет сказано ниже. Свои аналоги выпускали (и выпускают) и зарубежные производители.
Модель 16К20М – механизированный агрегат. В сравнении с базовым вариантом, обеспечивал экономию времени в 1,6 раз. С его помощью осуществляется производство всех типов резьбы, обработка криволинейных и ступенчатых поверхностей.
Роль ключевого инструмента обработки играл гидрокопировальный механизм. В результате обработанная заготовка могла использоваться в качестве шаблонного экземпляра. Станок широко использовался в машиностроении, приборостроительных предприятиях, в ремонте.
Модель 16К20Г. Основным отличием данного агрегата служит выемка в станине. Сферой использования станка остаются все виды токарных работ.
Модель 16К20ВФ1. В ее случае предприятие получало высокоточное оборудование. Агрегат эффективно справляется с чистовыми работами, нарезанием резьбы всех типов, обработке геометрических и шероховатых поверхностей. Оборудование имеет универсальный характер, его можно использовать для серийного производства, изготовления малых партий, единичных экземпляров и ремонта.
Модель МК6056. Усовершенствованная версия токарного станка 16К20. Вместе с моделями МК6057 и МК6058, производилась на московском заводе «Красный пролетарий» с середины 80-х годов и вплоть до банкротства предприятия.
Модель ГС526У. Белорусский токарный станок, производится в настоящее время в городе Гомель.
Модель Opti D420x1000. Германский аналог станка 16К20, чей выпуск ведется в Китае.
Модель CA6140A. Непосредственная китайская версия агрегата. Наряду с моделями CA6140B, CA6240A, CA6240B выпускается в Поднебесной.
Вместе с представленными версиями, существуют многочисленные аналоги станка. Они выпускаются компаниями из России, Восточной и Центральной Европы.
Токарный станок 16К20: технические характеристики
К числу ключевых технических параметров оборудования традиционно относятся такие свойства как
число оборотов шпинделя. Максимальный показатель составляет 1600 оборотов/мин, минимальное значение 12,5 оборотов/мин;
Продольные перемещения происходят на скорости 3,8 м/мин, поперечные перемещения на скорости 1,9 м/мин;
Масса обрабатываемого элемента может достигать 1300 кг, а его длина 200 см;
Размер шагов при питчевой и модульной резьбе составляет 56–0,5 модулей, метрической резьбе 0,5–112 мм, дюймовой резьбе 0,5–112 ниток/дюйм
Количество поперечных подач составляет 24 шт. , продольных подач 22 шт;
Шпиндель имеет 22 скорости, а его сечение равно 52 мм.
Видео: токарный станок 16к20, как и где регулировать агрегат?
Регулировка узлов станка и особенности ремонта
Основным условием успешной эксплуатации оборудования остается жесткий монтаж шпиндельной бабки. В дальнейшем ее расположение корректируют, используя винт, а самой процедуре способствует наличие проточек. Установить шпиндель, а, равно как и производить текущее обслуживание агрегата, может лишь квалифицированный специалист. Именно он должен снимать коробку и с помощью домкрата и динамометра тестировать жесткость узла.
В целом станок демонстрирует хорошие показатели работоспособности и сохраняет их в течение продолжительного периода. Тем не менее, в некоторых случаях возможен т.н. малый ремонт, позволяющий снизить издержки эксплуатации и добиться большей эффективности работы. Процедура представлена следующими операциями:
чистка и промывка резцовой головки;
демонтаж отдельных узлов вроде коробки передач, шпинделя, фартука. Выявление недостатков их оперативное устранение. Промывка компонентов;
чистка повреждений в виде царапин и других механических изъянов. Чаще всего применяется при обслуживании станины, суппорта, задней бабки;
текущая замена изношенных компонентов. Речь идет о муфтах, крепеже, блокировочных приспособлениях;
Токарно-винторезный станок 16в20 можно назвать прямым потомком знаменитого первенца советского станкостроения ДИП-200, первым «наследником» которого является токарный станок 1А62. В 1949 году производство 1А62 было передано с флагмана советского станкостроения московского на вновь созданный Астраханский станкостроительный завод. Спустя семь лет предприятие прекратило выпуск своего первенца и приступило к производству разработанной на его базе модели нового токарного станка, которая имели две модификации: 16В20 и 1В62Г.
16В20 выпускался в рамках советских народно-хозяйственных планов и предназначался для использования в небольших ремонтных предприятиях и мастерских колхозов и совхозов. В инструкциях по эксплуатации 80-90-х годов прямо указано его назначение: использование «на ремонтных или … сельскохозяйственных предприятиях». 16В20 является одним из долгожителей многочисленного семейства советских станков: он до сих пор выпускается тем же заводом и под таким же индексом. Правда, теперь в его документации токарного станка написано, что он предназначен для использования на «различных … предприятиях, в том числе и ремонтных».
Основные технические характеристики
Винторезный станок 16В20 выпускался в трех типоразмерах с межцентровыми расстояниями 750, 1000, 1500 мм. Другие технические характеристики станка (линейные размеры в мм):
расстояние от межцентровой оси до направляющих — 222.5;
расстояние от межцентровой оси до каретки — 110;
диаметр шпиндельного отверстия — 54;
максимальный ход каретки — 900;
максимальный ход салазок — 280;
максимальное выдвижение пиноли — 150;
максимальная скорость вращения шпинделя — 1400 об/мин;
мощность главного привода — 7.5 кВт.
По своим техническим характеристикам токарно-винторезный 16В20 станок аналогичен 16К20. Одно из главных его отличий — это увеличенный на 45 мм диаметр обточки над направляющими.
Схема электрическая принципиальная токарно-винторезного станка 16К20 приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную токарно-винторезного станка 16K20 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
Другой вариант схемы электрической принципиальной токарно винторезного станка 16К20 приведена на следующем рисунке:
Скачать бесплатно этот вариант схемы электрической принципиальной токарно-винторезного станка 16K20 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
Паспорт
Паспорт токарного станка 16В20 включен в поставляемую с ним «Инструкцию по эксплуатации». Основные сведения о выпущенном и проверенном экземпляре станка приведены в главе «Сведения о приемке». Ее первая часть посвящена проверке электрооборудования. В ее начале указана модель, серийный номер и изготовитель электрошкафа, а в конце стоит подпись ответственного за его испытание.
В следующем разделе приведены данные о консервации с указанием даты выполнения этой операции, государственных стандартов и сроков действия консервации, а в завершении стоит подпись ответственного. Далее следуют данные об упаковке (тоже с подписью ответственного), а завершает главу раздел «Свидетельство о приемке». В нем указаны обозначение, модификация и серийный номер станка, но нет таблицы с техническими данными испытаний, которая в прежние времена обычно завершала паспорт токарного станка. Вместо этого приводится перечень ГОСТов и ТУ, требованиям которых он полностью соответствует по результатам «осмотра и проведенных испытаний».
СКАЧАТЬ ПАСПОРТ МОЖНО ЗДЕСЬ.
Описание
Станок 1м95 предназначен для выполнения токарных (наружных и внутренних) работ на телах вращения с разными параметрами. Кроме этого, на данном станке можно создавать резьбу необходимого типа как в центрах, так и в патроне.
Устройство состоит из двух ключевых узлов. Первый предназначен для точения и фрезеровки, а второй – для сверлильных работ. Каждый из этих узлов обладает самостоятельным приводом. Благодаря целому ряду удачных конструкторских решений станок характеризуется высокой универсальностью. Кроме центров с переменной высотой, станок имеет долбежные, фрезерные, заточные приспособления, демонстрирует неплохие металлорежущие показатели.
На этом устройстве оператор может создавать следующие типы резьбы:
Конструктивные особенности
Конструктивно токарный станок 16В20 практически повторяет широкоизвестный 16К20, что неудивительно, поскольку оба они ведут свое происхождение от одного «предка». Многие детали и узлы у этих станков взаимозаменяемы, хотя их эксплуатационные качества у московского станка по многим отзывам заметно выше.
Среди пользователей токарных станков этого класса распространено мнение о низком ресурсе узлов и механизмов 16В20, что связывают с пониженной прочностью применяемых сталей и слабой закалкой (или даже ее отсутствием). Кроме этого, многие токари отмечают нежесткость его конструкции, небольшой размер окошек на станине, что затрудняет удаление стружки, а также крепление верхних салазок на двух болтах. А в качестве основного достоинства всегда отмечается увеличенный по сравнению 16К20 диаметр обработки.
Спецификация основных узлов
В разделе «Состав изделия» документации токарного станка 16В20 приводится следующий перечень его основных компонентов:
Электрошкаф.
Бабка передняя.
Бабка задняя.
Ограждение патрона.
Коробка передач.
Коробка подач.
Каретка и суппорт.
Фартук.
Ограждение суппорта.
За отдельную плату станок может быть дополнительно укомплектован механизированным суппортом и двумя видами люнетов: подвижным и неподвижным.
Расположение органов управления
Состав и местонахождение органов управления 16В20 традиционно для такого токарного оборудования. Выключатели электропитания с индикаторными лампами расположены на верху передней бабки, а ручки выбора направления и скорости вращения шпинделя — в ряд на ее лицевой стороне. Непосредственно под ними находятся органы управления коробки подач.
На фартуке станка смонтированы маховичок ручного хода каретки, двусторонняя ручка передвижения салазок, кнопочный блок общего включения и кнопка быстрого хода. На каретке и суппорте находятся ручка перемещения резцовых салазок, а также и рычаг поворота и зажима резцедержателя.
Кинематическая схема
Кинематическая схема токарного станка 16В20 реализует как основные движения, так и вспомогательные ходы, а также перемещения, относящиеся к подготовительно-заключительным операциям. Часть этих движений выполняется механически, а часть — вручную.
Главная кинематическая цепь начинается с приводного шкива и включает в себе механизмы коробки передач. Кинематическая цепь подач принимает движение от выходного вала коробки передач и посредством набора сменных шестерен передает его фартуку и далее каретке и суппорту. Таким способом достигается надежная кинематическая синхронизация между заданным вращением шпинделя и подачей резца.
Устройство
Станок комбинированный 1м95 имеет классическую компоновку с привычным расположением органов регулировки и настройки режима. Отдельные виды дополнительного оснащения имеют индивидуальные правила установки. К примеру, заточное приспособление, согласно документации — рекомендуется располагать отдельно от основного блока оборудования.
Станина модели 1м95 обеспечивает высокую жесткость. Она выполнена по классической схеме, имеет коробчатую форму. Стенки станины укреплены при помощи поперечных ребер. Направляющие — призматического типа, одна из них предназначена для движения каретки суппорта, по другой смещается блок задней бабки. Станина расположена на двух тумбах основания, слева монтируется основной привод, сам электродвигатель и часть электрохозяйства для его управления.
Блок коробки скоростей способна передвигаться в вертикальном направлении. Он монтируется на направляющих в левой области стола станины. Момент вращения на коробку скоростей передается посредством клиновых ремней, электродвигатель расположен в левом блоке основания.
Конструкция коробки скоростей обеспечивает надежность, стабильность работы, быстрое переключение, предоставляет привычную механику управления при помощи рукояток. Она обеспечивает по 6 ступеней переключения для прямого и обратного вращения, 12 скоростей всего. Кинематика передачи крутящего момента — привычна и стандартна, от валика фрикциона и блок шестерен на цепь подач и шпиндель.
Надежность и долговечность коробки передач достигается применением надежных материалов. Шестеренки выполняются из стали углеродистого класса, проходящей термическую закалку. Чтобы элементы конструкции служили долго — не следует изменять показатели оборотов шпинделя на рабочем ходу.
Коробка подач при нарезании резьб может легко настраиваться соответствующими рукоятками. Выбор нужного типа резьбы можно сделать, ориентируясь на таблицу, установленную на корпусе станка (на щитке коробки).
Блок суппорта также имеет привычную компоновку и конструкцию. Он двигается по направляющим стола станины продольно-поступательно и по соответствующим элементам конструкции каретки поперечно. Это может производиться как механическим способом, так и приводом посредством колеса, ручным способом. Блок резцедержки имеет допустимый угол поворота 45 градусов в каждом из направлений.
Смазка механизма производится согласно инструкции, приведенной в паспорте оборудования. В документации указаны сорта масла, периодичность проведения обслуживания и описание процедуры, а также нормы заливки технической жидкости. Смазка отдельных узлов во время работы станка производится либо методом естественного разбрызгивания с забором из ванны (передняя бабка), либо подачей плунжерным насосом (фартук, направляющие каретки и другие). Отдельный список элементов конструкции смазывается только вручную с помощью масленки.
Техника безопасности
Инструкция по эксплуатации токарного станка 16В20 содержит объемную главу под названием «Указания по мерам безопасности», состоящую из восьми разделов. В первом их них содержится описание мер безопасности при хранении, транспортировке и установке токарного станка на предназначенное ему место.
Самым объемным является второй раздел, посвященный вводу токарного станка 16В20 в эксплуатацию. Здесь особое внимание уделено соблюдению всех требований при подключении оборудования к электросети, особенно проверки состояния внешних и внутренних цепей заземления. Также в этом разделе подробно описан состав и порядок проверки защитных и блокирующих устройств, основными среди которых являются:
устройство блокировки шпинделя при открытом ограждении патрона;
внешний защитный экран;
устройство блокировки самопроизвольного включения ручек управления шпинделем;
защита суппорта;
защита ходовых винта и вала;
устройство блокировки включения главного привода при открытой крышке механизмов коробки передач;
устройство предохранения фартука от перегрузок.
В следующем разделе описаны требования к технике безопасности при выполнении токарных работ на 16В20. Вначале еще раз напоминается о необходимости содержать в исправности защитные и блокирующие устройства, перечисленные в предыдущем разделе. Далее приводятся развернутые указания по безопасному выполнению различных технологических операций. Здесь же содержатся ссылки на ГОСТ и ведомственную документацию, требования которых необходимо соблюдать для обеспечения безопасности токарных работ.
Раздел 4 содержит требования по безопасности при контроле технического состояния токарного станка, раздел 5 посвящен ремонтным работам и техобслуживанию, разделы 6 и 7 описывают безопасное взаимодействие со смежным оборудованием и прилегающим рабочим зонам, а в разделе 8 изложены требования по противопожарной безопасности. В современной инструкции токарного станка 16В20 указывается, что он разработан в соответствии со стандартом по безопасности оборудования ТР ТС 010/2011. А в инструкции советских времен Приложением N3 является типовая инструкция по охране труда при работе на металлорежущих станках.
Комбинированный станок 1М95
Комбинированный станок модели 1М95 предназначен для работы в передвижных и стационарных мастерских. Станок состоит из 2-х основных агрегатов: токарно-фрезерного и сверлильного, каждый с самостоятельным приводом.
Благодаря переменной высоте центров и наличию ряда специальных приспособлений: долбежного, вертикально и горизонтально фрезерных, заточного достигается универсальность станка. На нем можно выполнять токарные, фрезерные, сверлильные, расточные, долбежные работы и нарезание резьб: метрической, дюймовой, модульной и питчевой; а также выполнять простейшие заточные работы.
Основу агрегата составляет станина, к которой прикреплены все основные механизмы и узлы: салазки, консоль, стол, станция управления, а также боковой и главный пульт, коробки, переключающие подачи, скорости, поворотная головка и механизм замедления подачи.
Станина и консоль снабжены прямоугольными направляющими. Эти составные части увеличивают надежность и прочность конструкции. Поэтому на таком оборудовании работать просто и безопасно. Агрегат может без перерыва работать длительное время, несколько рабочих смен. Рассматриваемый агрегат снабжен следующими стандартными узлами для оборудования такого типа:
система запуска насоса подачи охлаждающей жидкости;
система, для управления направлением движения шпинделя;
основной электродвигатель для привода стола;
устройство для зажима инструмента;
шкаф управления;
головка подач;
боковой пульт;
консоль;
лимб со шкалой для указания количество оборотов.
Отдельно имеются дублирующие рукояти для вертикальной и поперечной передачи.
Пульты управления фрезерным станком 6Т12-1
Пульты управления фрезерным станком 6Т12-1: основной -II, боковой -I
Перечень органов управления консольно-фрезерным станком 6Т12-1
Указатель скоростей шпинделя
Кнопка «Перемещение стола назад, вперед, вниз»
Переключатель выбора направления перемещения стола
Переключатель «Зажим-Отжим инструмента»
Кнопка «Перемещение стола вперед, влево, вверх»
Кнопка «Толчок шпинделя» (дублирующая)
Кнопка «Стоп перемещения стола»
Кнопка «Пуск шпинделя»
Кнопка «Стоп шпинделя» (дублирующая)
Кнопка «Стоп» аварийная
Кнопка «Быстрое перемещение стола» (дублирующая)
Рукоятка переключения скоростей шпинделя
—
Шестигранник поворота головки
Рукоятка зажима гильзы шпинделя
Клавиша «Перемещение стола влево»
Клавиша «Перемещение стола вправо»
Клавиша «Стоп продольного перемещения стола»
Кнопка «Стоп шпинделя»
Кнопка «Пуск шпинделя»
Зажимы стола
Переключатель включения режима работы стола «Ручной — Механический»
Рукоятка съемная ручного вертикального и поперечного перемещения стола
Штифт нулевой фиксации головки
Фотогалерея — Станкомашстрой
Главная — Фотогалерея
Экспортер года в Пензенской области
Подписано соглашение о создании первого в России станкостроительного кластера
Время для эффективных решений. Кластеры и технопарки
Немецкий опыт в Пензенской области
Визит представителей госкорпорации «Росатом»
Металлообработка 2021
СтанкоМашСтрой – генеральный спонсор Кубка городов России по фитнесу и бодибилдингу
Совет директоров промышленных предприятий Октябрьского района
Круглый стол на тему «Наставничество как фактор развития вуза»
СтанкоМашСтрой – спонсор Теннисного турнира «Кубок Пензы 2021»
Деловой визит белорусских предпринимателей
Совет директоров Ассоциации «Станкоинструмент»
Совещание главных инженеров промышленных предприятий
СтанкоМашСтрой — генеральный спонсор КВН
Проект «Производительность труда и поддержка занятости»
Строительство третьего производственного цеха
День машиностроителя 2019
ЭМО выставка Ганновер 2019
СтанкоМашСтрой – спонсор соревнований по теннису на Кубок Пензы
Открытие второго цеха
ИННОПРОМ выставка 2019
Петербургский международный экономический форум 2019
Металлообработка выставка 2019
Выставка IMTS 2018, Чикаго
Строительство второго производственного цеха
День России и День города 2018
Выставка Металлообработка 2018
визит канадских производителей
Автопробег дружбы «Берлин-Москва»
Иннопром-2017
Металлообработка-2017
День Победы 2017
День весны и труда
Заседание Координационного совета при Губернаторе Пензенской области
Лыжная гонка России 2017
Региональная конференция, посвященная Международному дню качества
Участие в турнире «Кубок Российской Науки»
Выставка Технофорум 2016
Концерт ко Дню Машиниста
Церемония открытия памятника Тернеру
Визит Георгия Самодурова, президента ассоциации «Станкоинструмент»
День физкультурника 2016
Визит полпреда президента РФ Михаила Бабича
Металлообработка-2016
День Победы 2016
Съезд Союза машиностроителей России
Чемпионат Worldskills Russia по работе на токарных станках с ЧПУ
Собрание Союза промышленников Пензенской области 18. 02.2016
Производство обрабатывающих центров Серия ВТМ
Масштабная модель завода СтанкоМашСтрой
Выставка ЭМО 2015
Открытие первого сборочного цеха компании СтанкоМашСтрой
Металлообработка-2015
MachExpo Kazakhstan 2015, Астана
Металлообработка-2015, г. Минск
Собрание промышленников Пензенской области
Машекс 2014
Металлоконструкции 2014
Симтос 2014
Презентация SMEC для наших клиентов
Новый офис в Пензе
Обучение наших инженеров на заводе SMEC
Посещение завода SMEC
Выставка Mashex 2013
Станкостроение 2013
Металлоконструкции 2013
Выставка металлообработки и сварки 2013
Mashex Сибирь 2013
Машекс 2012
Станкостроение 2012
Международный Форум «Российский промышленник» 2012
НЕФТЕГАЗ 2012
Металлоконструкции 2012
Выставка «Пермская ярмарка» 2012 г.
Станкостроение 2011
Металлоконструкции 2011
Станкостроение 2010
Машиностроение 2010
Металлоконструкции 2010
Машекс 2009
Международная промышленная выставка 2008
Машиностроение 2008
Токарный станок Станко 16К20 Станки бывшие в употреблении
Описание
Характеристики
Об этом продавце
описание
Универсальный токарный станок марки STANKO подходит для изготовления инструмента, оснастки, обучения и изготовления форм
Диаметр циркуляции: 400 мм Ширина наконечника: 1000 мм
Технические характеристики
Год строительства 1988 Скорость 12,5-1600 об / мин Верхняя высота 200 мм Верхняя ширина 1000 мм Проход шпинделя 55 мм Хвост МК 4 Общая мощность 11 кВт Вес 3000 кг .
Обратите внимание, что это описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Как сделать самодельный пресс для сена своими руками
Пресс для сена и соломы необходимым не только крупным фермерам, но и тем, кто содержит небольшое поголовье домашнего скота. Наличие этого аппарата заметно упрощает заготовку и хранение сена и соломы. Устройство уменьшает изначальную величину сырья более, чем наполовину, а один кубометр сена или соломы будет весить до 250 кг. Аппарат можно не только купить, но и сделать самостоятельно.
Содержание
1 Сенной пресс для мотоблока
2 Процесс изготовления пресса
3 Ручной пресс для соломы или сена
4 Как собрать ручной пресс
Сенной пресс для мотоблока
Самодельный пресс для сена может быть ручным, изготовленным из досок или металла, и рулонным, который прикрепляется к мотоблоку или цепляется к мини -трактору. Прессованное сено более удобное для хранения, а прессованную солому можно пустить на изготовление топливных брикетов.
Брикеты из соломы хорошо горят, и ими можно отапливать не только жилые, но и хозяйственные помещения.
Рулонный пресс подборщик для мотоблока имеет несколько главных составляющих:
Лобовины, на которую происходит крепление всех деталей,
Ходовой части, на которую крепятся колеса,
Устройства для подбирания с земли соломы и сена,
Транспортера,
Рабочей емкости, в которой расположен прессующий механизм,
Мини-коробки передач.
Изготавливая пресс для мотоблока своими руками, нужно помнить,что наибольшее внимание стоит уделить прессующему устройству.
В него входят:
Валы,
Прижимная решетка, выполненная из прочного металла,
Стальная или же металлическая пластина,
Несколько стальных пружин.
Заводской пресс для сена к мотоблоку, такой как прф -145 или прф -750 и другие модели прф, отличается от самоделок тем, что имеет гидравлическую систему прессования вместо решетки с пружинами.
Производительность подборщика рулонного будет зависеть от мощности мотоблока или трактора.
Процесс изготовления пресса
Чтобы облегчить монтажные работы, лучше заранее составить или найти чертеж, с подробным указанием не только размеров, но и крепления деталей. Собирается пресс подборщик для сена своими руками следующим образом. Сначала сваривается ходовая часть. Для ее изготовления используют прочный металлический профиль или стальные листы. Длина и ширина подбирается исходя из индивидуальных потребностей. На ходовую часть устанавливаются пневматические колеса, а также лобовина. К лобовине крепят сам подборщик: его можно сделать из нескольких металлических штыков или прутьев. Своей формой он напоминает обычные вилы. К лобовине же и крепится транспортер. Изготавливают транспортер из цепей или прочной толстой проволоки.
Следующий этап – на прессподборщик приваривается рабочая емкость. Делают ее из листового металла. Некоторые фермеры используют в качестве рабочей емкости и готовую металлическую бочку. Внизу емкости устанавливают несколько прессующих валов, а также сварную металлическую решетку. Вверху – несколькими пружинами крепят тяжелую стальную пластину. Последним собирается привод, который и отвечает за работу всего устройства. Для этого кардан нужно соединить с двухступенчатой коробкой передач. От нее цепная передача распространится на валы, а также на транспортер. Самодельный пресс подборщик для сена готов!
Ручной пресс для соломы или сена
Пресс подборщик своими руками можно сделать и более простым способом. Если необходимо тюковать малые объемы соломы или сена, или если нет возможности использовать механическое устройство, подойдет и ручной аналог пресподборщика. Такой аппарат позволит избежать больших затрат, а необходимые для его создания материалы есть почти в любом хозяйстве.
Простой тюкователь сена можно сделать с металлическим или деревянным корпусом. Самый легкий и не требующий особых усилий для изготовления – это деревянный ручной пресс. Его можно сделать даже без использования сварочного аппарата.
Как собрать ручной пресс
Внешне пресс для сена своими руками похож на деревянный короб, прикрепленный к раме. Изготавливают ручной пресс для сена из обычных досок, которые скрепляют для прочности уголком при помощи крепежных болтов. Периметр ящика оббивают полосками из металла. Отдельное внимание стоит уделить откидной крышке. Проем для нее стоит также обшить полосками металла как снаружи, как и изнутри. Откидная крышка также делается из досок, а самый удобный способ ее крепления – на обычные дверные петли.
Сам пресс лучше изготовить из металла, но можно использовать и дерево. Те, кто тюковал металлическим устройством, отмечают большую плотность тюка.
К задней стенке деревянного ящика крепится отрез бруса, высотой в полтора раза больше короба. На нем крепятся два небольших параллельных бруска. Между ними должно быть расстояние, позволяющее прикрепить балку, способную совершить вокруг своей оси несколько полуоборотов. На другом конце крепится сам пресс, который выглядит как плоская подошва. Пресс также должен свободно совершать вокруг своей оси полуоборот. Форму и размер пресса рассчитывают исходя из размеров сечения основного ящика.
На задней части ящика также монтируется рулон с бечевкой. Он нужен для связки уже полученного тюка. Тюкуем просто: закладываем внутрь сено или солому, закрываем крышку, проворачиваем пресс, связываем полученный тюк.
Металлический вариант ручного пресса изготавливается по аналогичной схеме, с той лишь разницей, что корпус сваривается из стальных листов.
Оценка статьи:
оцени статью, нажми на звезду:
Загрузка…
Поделиться с друзьями:
Твитнуть
Поделиться
Плюсануть
Поделиться
Отправить
Класснуть
Линкануть
Запинить
простые схемы и чертежи для создания своими руками.
Пошаговая инструкция с полным описанием этапов работы + 100 фото
Если нужно выдавить деталь, спрессовать из опилок топливные брикеты или утилизировать скопившиеся картонные коробки и пластиковую тару – требуется пресс. Однако подобное оборудование не всегда есть в хозяйстве. Поэтому совсем нелишне ознакомиться с тем, как можно изготовить данный агрегат в домашних условиях из подручных средств.
Содержимое обзора:
Пресс: что это? Особенности и функционал
Такие механизмы широко распространены. Они могут использоваться, если необходимо выпрессовать какое-либо изделие. Кроме того, ими можно дополнять мотоблок с целью сборки и последующей укладки сена ровными валиками.
Также пресс – идеальное средство для создания высокопрочных деталей из бетона. А ещё его применяют для получения топлива из опилок. Если посмотреть видео, то можно подробнее узнать, что можно делать при помощи подобного инструмента в будничной жизни.
Разновидности прессовальных устройств
Прежде, чем рассматривать, как сделать пресс своими руками, познакомимся с основными его видами. Принято выделять несколько разновидностей прессовальных устройств, одни из которых имеют схожее строение, конструкция других же принципиально отличается.
Пресс для резинометаллических шарниров
Такой инструмент подойдёт для гаража. Покупать агрегат заводского производства нецелесообразно, поскольку это потребует существенных финансовых затрат, а пользоваться им будут нечасто.
Напомним, устройство для резинометаллических шарниров применяют при осуществлении ремонтных и профилактических работ в автомобиле, когда, к примеру, необходимо запрессовать или выпрессовать подшипники.
При сборке пресса своими руками для гаража важно уделить внимание таким вещам, как:
габариты;
вес;
монтаж манометра;
расчёт технических характеристик рамы;
параметрические данные поршня.
Чтобы разработать такой механизм, надо учесть массу моментов. У кого-то авто весит не больше тонны, другие имеют в собственности многотонный грузовой транспорт. Пресс простейшего конструкционного решения не подойдёт для грузовика.
Вариант для макулатуры
Это нужная в хозяйстве вещь. У каждого постепенно накапливается кипы старых газет, журналов, ненужных документов и картонных коробок. От всего этого надо избавляться.
Для утилизации рекомендуется собрать пресс гидравлический своими руками со средними мощностными характеристиками. Данное устройство предполагает работу от электророзетки, однако расходует электроэнергию экономно.
В данном случае размеры пресса своими руками совсем невелики. При этом он позволяет спрессовать довольно большое количество бумаги и картона. Применяется он также для устранения жестяных банок и тары из пластика.
Если собирать самостоятельно, то необходимо учесть:
массу;
показатели поршня;
геометрические параметры инструмента;
характеристики станины.
Механизм для получения брикетов из опилок
Брикетами отапливаются частные домовладения и коттеджи. Главные плюсы такого топлива – простота и эффективность. Чтобы получить его, и используют прессовальный агрегат.
Фото самодельного пресса наглядно иллюстрируют его конструкционное исполнение. Основными узлами аппарата являются:
основание;
рабочий стол;
силовая рама;
привод (механический либо ручного типа).
Ручной привод требует применения автомобильного домкрата, для механической модели нужен электродвигатель.
Агрегат для уборки сена
Внешне такой пресс напоминает короб из древесины, установленный на прочный деревянный или стальной каркас. Крыша у короба отсутствует, зато имеется калитка.
Чтобы смастерить подобный инструмент, нужны:
обрезной пиломатериал;
металлические уголки;
стальные рейки для надёжности.
Ход работы:
Доски обработать и соединить, используя уголки из стали и крепёжные болты.
Укрепить короб, оббив стальными рейками.
Сделать и установить дверцу.
Чтобы собрать подборочное устройство, приготовьте:
основу для фиксации всех составных частей;
базовый механизм фиксации к лобовине;
ходовую деталь для короба;
транспортный подборщик;
камеру в форме цилиндра с прессовальным агрегатом и трансмиссией.
Учтите, чем больше мощность мотоблока, тем выше будет скорость вращения.
Делаем пресс для выполнения мелких работ
Одним из наиболее популярных вариантов для эксплуатации в условиях дома является небольшая настольная модель механического типа. Устройство имеет вид рамы, изготовленной из профилей и усиленной рёбрами жёсткости. Сверху устанавливают домкрат так, чтобы вращение рукояти приводило к его раздвижению по направлению к ниже расположенной платформе. Всю конструкцию крепят к верстачному столу.
Принцип действия такого пресса следующий: деталь помещают в нижнюю часть металлической рамы, подставляют под неё трубку и начинают вращать рукоятку домкрата до тех пор, пока не выдавится нужный элемент. При этом важно стараться избежать перекоса при давлении.
Аналогично возможно изготовить напольный пресс более внушительных габаритов. Тут потребуется домкрат большей мощности или монтаж редуктора, чтобы повысить силу давления.
Мастерим валковый пресс
В некоторых ситуациях требуется произвести раскатку проволоки или металлической пластины. Здесь понадобится уплотнительное устройство на основе валиков.
По принципу действия такой агрегат схож со стиральными машинками с ручным отжимом, бельё в которых выжималось за счёт прохождения между двумя вращающимися валиками. Отличие состоит в возможности менять зазор между валами и в оснащении редуктором, делающем прибор мощнее.
Валковое оборудование может иметь не только ручной или механический привод, но и электропривод. Если вы остановились на последнем варианте, рукоять с цепной передачей следует поменять на подключённый асинхронный двигатель.
Также рекомендуется использовать частотный преобразователь – он обеспечит плавность пуска и позволит сэкономить электричество.
Вибропресс
Данный механизм применяют, когда требуется упрочнить шлакоблок и подобные ему бетонные изделия. Внутрь в специальную форму помещают цементно-песчаную смесь, щебень. Затем воздействуют на неё давлением и включают вибрацию. В итоге происходит удаление лишнего воздуха, за счёт чего у изделия улучшаются прочностные характеристики.
Создать вибропресс в мастерской – дело вполне осуществимое. Однако стоит быть готовым, что потребуется потратить не один час личного времени и приложить большое количество усилий.
Также нужны будут соответствующие знания. Поэтому, если надо проработать плитку для тротуара или что-то подобное, эксперты рекомендуют сделать стандартный вибростол.
По сути ничего не поменяется, если состав в форме не будет сжиматься прессом, а просто под действием вибрации потеряет излишки воздуха.
Создаём пресс из автомобильного домкрата
Разберём простейший способ изготовления пресса из домкрата своими руками. Помимо автомобильного домкрата, вам потребуется надёжная станина, сделанная из швеллера «П-10».
Выбирая толщину металла, вы обязаны предусмотреть для самостоятельно сделанного устройства запас прочности, если не хотите перекоса стана. Поскольку верхняя перекладина будет нести на себе большую часть напряжения от давления автомобильного домкрата, её необходимо качественно проварить в тех участках, где она соединяется с вертикально стоящими стойками рамы
В идеале её рекомендуется укрепить, приварив распорки из металлического уголка, отрезка арматуры или стальной пластины.
Безусловно, не обойтись без устройства возвратного механизма. Достаточно соединить верхнюю балку и подвижную перекладину при помощи пружин. Именно за счёт силы их сжатия будет происходить возвращение на первоначальную позицию суммарного веса домкрата и швеллера.
Необходимые инструменты – сварка, болгарка и молоток. Чертежи можно найти в Интернете, а домкрат – в любой торговой точке, занимающейся продажей автозапчастей. Грузоподъёмность инструмента будет зависеть от ваших нужд.
Обратите внимание, автомобильный домкрат нужно сделать съёмным, а в ходе эксплуатации пресса следить за тем, чтобы отсутствовал перекос.
Примерный алгоритм проведения сборочных работ
Сварите станину – раму для прессовального оборудования.
Верхние балки закрепите болтами и для прочности проварите сваркой.
Усильте аппарат с помощью распорок из отрезков арматуры или стальной пластины.
Свяжите друг с другом нижнюю часть каркаса, поставив поперечины и стойки-опоры.
Прикрепите домкрат так, чтобы выдвижная часть смотрела вниз, используя болтовые соединения. Для возможности его функционирования, вмонтируйте в заливную горловину переходник с гибким шлангом, кончающимся в расширительном бачке с маслом.
Оборудуйте мобильную балку посадочным местом под выдвижную часть автомобильного домкрата.
Обеспечьте возможность передвижения опорной балки по направляющим, просверлив отверстия и сделав штифты.
Организуйте возвратный механизм, прикрепив пружины к верхней и нижней балке.
Вот такой простой и надёжный аппарат для прессования можно сделать в кустарных условиях. Имея его в сарае или гараже, вы здорово упростите себе жизнь. Он будет полезен, если надо отпрессовать много деталей или просто отжать фрукты.
Если нужна более подробная инструкция, как сделать пресс из домкрата – поищите на сайтах соответствующей тематики.
Создать прессовальное оборудование собственноручно – можно. Главное, чётко представлять, что вы хотите получить, и грамотно составить чертежи, указав подробно все размеры. Учтите, что выбранный вами материал станины должен быть прочным, а швы качественно проварены.
Фото пресса своими руками
Клепка с помощью ручного пресса (ручного)
Клепка может быть выполнена вручную с использованием соответствующих инструментов, см. статью Как выполнить клепку вручную или с помощью ручного пресса. В этой статье вы узнаете, чем полезен ручной пресс, и мы пошагово опишем, как с ним работать.
Ручной пресс состоит из основания, рычага и поршня. На рынке представлены два типа ручных прессов:
рычажные прессы – Пресс имеет усиленную конструкцию и длинный рычаг. это отличается высокой точностью и большим рабочим ходом. Длинная ручка обеспечивает плавную и легкую работу пресса .
шпиндельные прессы – шпиндельные прессы развивают ту же силу, что и рычажные прессы. Работа с прессом немного медленнее. Оператор должен перемещать рычаг из верхнего положения в нижнее круговыми движениями.
Преимущества ручного рычажного пресса
Заклепка всегда равномерно расклепанный,
клепка требует меньшей физической силы,
при клепке прессом у нас всегда одна рука свободна для адаптации материала в прессе,
или можно купить удлинитель к прессу для нанесения люверсов, кнопок, шатоновых заклепок или пробивки отверстий,
при вырезании отверстий мы всегда прорезаем материал даже через несколько слоев,
пресс подходит как для правшей, так и для левшей.
Принципы заклепывания с помощью пресса
Выберите правильный размер заклепки в зависимости от толщины соединяемых материалов.
Используйте соответствующие инструменты и инструменты в отношении данного размера и типа заклепок
Принимать во внимание природу материала , его ударную вязкость, пластичность и т.п.
Клепка ручным прессом
Ручной пресс имеет отверстия для болтов на нижней пластине. Если у вас достаточно большое рабочее пространство на столешнице, удобно стационарно прикрепить пресс к столешнице стола.
Как и при ручной клепке, сначала мы должны пробить отверстие соответствующего размера в материале. Для этой цели используются штамповочные изделия, изготовленные из высококачественной закаленной стали. Они крепятся к прессу через нить.
Нижняя часть – накладка из латуни. Более мягкая латунь защищает дырокол, прежде чем он затупится. Таким образом, можно очень легко и быстро подготовить отверстия для заклепок, украшений и других мелких изделий из металла. Штамповочные изделия доступны в размерах 1,4 – 4,7 мм. Возможна покупка всего комплекта или только необходимого размера.
Даже при клепке ручным прессом важно выбрать правильный размер отверстия под заклепку . Диаметр отверстия под заклепку не должен быть слишком узким или значительно большим. Если отверстие слишком узкое, вал не пройдет через отверстие. Если, наоборот, отверстие слишком велико, то существует опасность вырывания заклепки из соединения при растягивающей нагрузке, особенно у заклепок меньших размеров. Лучший способ определить размер дырокола — проверить размер отверстия на куске материала.
Расклепывание открытых заклепок
На прессе собираем клепальный состав соответствующего размера. Примечание: каждый размер заклепки имеет свой собственный состав заклепок.
Вставляем вал с обратной стороны в подготовленное отверстие, головку заклепки вставляем с лицевой стороны на вал.
Таким образом, подготовленную заклепку располагаем на нижней части аппликационной композиции. Перемещая рычаг из верхнего положения в нижнее, расклепываем заклепку.
Нажимной поршень гарантирует, что заклепка будет одинаково заклепана . Нам не нужно проводить клепку снова. Нажатие пресса на головку заклепки приводит к деформации, при которой стержень заклепки увеличивает свой диаметр и, таким образом, создает неразъемное соединение.
Расклепывание замкнутой заклепки
Процедура расклепывания та же самая, мы просто должны расклепывать состав, указанный для расклепывания закрытой заклепки. Состав заявки с обеих сторон. Даже здесь каждый размер заклепки имеет свой состав.
Работа с ручным прессом проста, пресс облегчает работу и уменьшает количество плохо расклепываемых заклепок. Инвестиции в пресс окупаются для небольших мастерских, шорных мастерских, багажных магазинов, магазинов одежды и мелких мастеров.
Нажмите, чтобы оценить этот пост!
[Всего: 5 Среднее: 4,6]
Опубликовано Автор Pethardware.comКатегории УчебникиМетки Заклепка, Клепка
iron-hand-press — Lead Graffiti
IRON HAND PRESS техническая высокая печать
↑ Железный ручной пресс Albion компании Lead Graffiti был приобретен в 1928 году Технологическим институтом Карнеги для печати массивного 12-томного Каталога коллекции Фрика размером 12 x 18 дюймов . Компания Lead Graffiti купила ее в 2008 году.
ЯВЛЯЯСЬ САМОЙ СТАРОЙ И САМОЙ БОЛЬШОЙ ПЕЧАТНОЙ МАШИНОЙ в нашей студии, эти две машины с ручным приводом заставят вас почувствовать, что вы действительно отступили назад во времени. Поскольку мы все еще находимся на стадии обучения работе с железным ручным прессом, мы приглашаем вашу компанию работать вместе с нами большую часть дня.
для 2–6 человек, возраст 15 или лучше
$ 120 Каждая
6 рабочего времени плюс обед
дает вам доступ к прокату прессов Iron Hand
Текущий календарь семинаров или по электронной почте , чтобы запросить дату.
В 2018 году нашему Альбиону исполнилось 9 лет.0 лет, а нашему Вашингтону №5 исполнилось 150 лет.
Носите удобную обувь и рабочую одежду. Одевайтесь по погоде: у нас нет кондиционеров, а зимой большая часть тепла хочет подняться на самый верх нашего 20-метрового потолка. Возьмите с собой вопросы, камеру и блокнот для записи вашего процесса.
Познакомьтесь с прессами
ЗА 400 ЛЕТ ДО того, как в начале 1800-х годов появился ЧУГУН, ручные прессы почти полностью изготавливались из дерева и мало изменились в технологическом плане. Это принесло им название «общей прессы». Обычно было 2 оператора, красильщик и принтер.
Принтер держал руки в чистоте, чтобы обращаться с бумагой и управлять механизмом пресса. Красильщик проделал более грязную работу по нанесению чернил на форму, ударив по лицевой стороне шрифта парой чернильных шариков, которые имели форму чего-то вроде боксерских перчаток с деревянными ручками. Этот мастер-класс дает вам возможность печатать на 2-х разных железных ручных прессах одинакового размера.
Построенный по заказу в 1928 году в Лондоне для Технологического института Карнеги в Питтсбурге, штат Пенсильвания, этот железный ручной пресс Albion является одним из пар, которые были одними из последних прессов, произведенных там.
Harrild & Sons Albion — Этот изготовленный на заказ британский пресс известен как супер-королевский размер. Имея площадь печати 21 x 29 дюймов и валик в виде сот, он был предназначен для тонкой печати книг.
R. Hoe Washington #5 — Этот железный ручной пресс был построен примерно в 1869 году и имеет большой валик / площадь печати 25 x 38 дюймов. Расходящиеся ребра в верхней части плиты делают ее немного легче по весу и, следовательно, предположительно немного быстрее в работе. Его размер позволяет использовать его для газет и книг, а также для плакатов.
На фото ниже показаны Джилл и Рэй во время процесса реставрации Вашингтона #5 компании Lead Graffiti.
Рисунок ниже был взят с обложки книги Стэнли Моррисона в кожаном переплете из нашей коллекции, на которой изображен печатник, тянущий деревянный «обычный» пресс, но процесс такой же, и вы выглядите так же хорошо, тяня его.
Затронутые темы
Пресс Безопасность и техническое обслуживание
Железное ручное давление и его детали
Предварительная установка
Определение основной упаковки
. Настройка и настройка, Imposition
. опоры и блокировка формы
позиционирование регистрационных штифтов и точек
балансировка падения плиты
MakerEady и подготовка Frisket
Подготовка, демпфирование бумаги и высушивание
Методы завода
Чистый UP
. Справочные материалы и ресурсы
Aht Parbin тренировки, но вы действительно в контакте с историческими методами печати.
Типовые проекты
Несколько любимых фотографий
Вышеупомянутые участники семинара проверяют качество печати нашего первого отпечатка Альбиона во время нашего первого семинара по железному ручному прессу в Lead Graffiti.
Ниже представлен студенческий телефон, напечатанный на Albion в Технологическом институте Карнеги в 1927 году. CIT купила Albion, который у нас есть, в 19 году.28, чтобы распечатать Каталог коллекции Фрика .
Мы думаем, что с точки зрения типографики это самое красивое из всего, что мы когда-либо видели. И сделано это металлическим типом трубки. И это было напечатано на железном ручном прессе.
Это все равно было бы очень сложно на компьютере, если бы вы знали, куда идете. При работе с телефонным металлическим шрифтом вам придется постоянно пробовать разные способы, чтобы линии выходили равномерно. Получить наклонную нижнюю часть текста невероятно сложно.
Обратите внимание на то, как две верхние строки точно заполняют ширину страницы. А потом следующие две строчки. Как шрифт плотно прилегает к этой большой начальной букве. Работа над хвостовиком внизу очень хорошо построена с постоянно сужающимся размером.
Применение оптических методов неразрушающего контроля широко распространено в различных отраслях промышленного производства. Это связано с его обширными возможностями по диагностике технологического оборудования, конструкций и материалов, а также относительной простотой реализации. Основными сферами применения данного метода являются:
проверка проходимости вентиляционных каналов в составе производственных конструкций;
визуализация скрытых полостей в материалах и оборудовании;
обследование сооружений, конструкций и зданий;
проверка трубопроводного, сантехнического и иного специального оборудования;
другие сферы применения.
Основной принцип оптического метода
Методы оптического неразрушающего контроля
Оптический метод неразрушающего контроля базируется на исследовании характера взаимодействия оптического излучения с анализируемым объектом. Такое изучение представляет собой совокупность двух основных областей спектра, к которым относятся инфракрасная и ультрафиолетовая области. Они являются невидимыми для человеческого глаза. Поэтому для фиксации их параметров в процессе взаимодействия с объектом применяются специальные измерительные приборы. Они различаются в зависимости от типа фиксируемого излучения.
Методы оптического неразрушающего контроля
При проведении диагностических работ эксперт может остановить свой выбор на применении одного из методов оптического неразрушающего контроля. Этот выбор делается в зависимости от преимущественного типа дефектов, характерного для данной категории объектов. Они могут иметь вид пор, трещин, расслоений, включения инородных мелких или крупных объектов, а также иных нарушений целостности материала или изделия. Для таких целей применяются разные типы контроля с помощью оптических приборов. Основными методами оптического контроля являются:
метод наружного наблюдения, который позволяет обнаружить выраженные дефекты, расположенные на поверхности материала или оборудования;
перископический метод, который с использованием специальной техники позволяет обследовать узкие полости, вытянутые в прямом направлении;
эндоскопический способ, который также предполагает применение специального оборудования. Оно применяется для проведения обследования вытянутых полостей, имеющих изогнутую форму.
Пожалуйста, оцените качество статьи:
Рейтинг статьи:
4,73 (Проголосовало: 28)
Вам может быть интересно:
Сертификация работ и услуг
Образец заполнения удостоверения по охране труда
Добровольная и обязательная сертификация товаров
Как часто нужно менять СИЗ на предприятии?
Вам необходимо проведение неразрушающего контроля?
Наши инженеры проведут экспертизу вашего предприятия по всей России в полном соответствии с требованиями надзорных органов.
Отправьте заявку на неразрушающий контроль и мы свяжемся с вами в течение 5
минут!
Ознакомлен и согласен с пользовательским соглашением
Позвонить
Оптический вид неразрушающего контроля
Оптический вид неразрушающего контроля
РостБизнесКонсалт
Профессиональная переподготовка
Повышение квалификации
Специальная оценка условий труда
Задать вопрос
Я принимаю условия пользовательского соглашения и даю согласие на обработку персональных данных.
Оптический вид неразрушающего контроля представляет собой комплекс мероприятий, направленных на наблюдение или регистрацию параметров оптического излучения, взаимодействующего с объектом контроля. По характеру взаимодействия различают оптические методы контроля качества:
прошедшего излучения;
отраженного излучения;
рассеянного излучения;
индуцированного излучения.
Самым простым среди всех вариаций оптической диагностики является визуально-оптический метод, применяемый для установки наружных дефектов и аномалий изделия.
В ходе проверки применяются такие инструменты как:
лупы,
микроскопы,
эндоскопы,
проекционное оборудование.
Наружный контроль применяют для обнаружения изъянов практически из любого материалов, внутренние же аномалии определяются этим способом только в прозрачных материалах.
Оптические приборы контроля, основанные на явлении дифракции, то есть преломлении световых лучей, помогут производить контроль толщины и диаметров. Оборудование, работающее по принципу интерференции устанавливает шероховатость и сферичность материалов.
Современные технические достижения позволили значительно расширить возможности метода за счет появления сложных устройств с гибкими световодами, лазерами, оптической голографией, телевизионной техникой и прочими технологичными разработками.
Оптический метод контроля, несмотря на не слишком сложное оборудование и технологию проведения, обладает рядом недостатков, среди которых особую роль играют низкая чувствительность и неполная достоверность. Поэтому применение оптического контроля зачастую сводится к поиску и установлению наружных изъянов, разного рода повреждений, забоин, язв, открытых раковин на доступных для осмотра поверхностях. Тем не менее подобный контроль является достаточно эффективным, позволяющим устанавливать до 50% дефектов на начальных этапах производства. Кроме того, оптические методы контроля качества могут использоваться в совокупности с другими видами неразрушающего контроля для возможного уточнения и спецификации обнаруженных участков.
Случается так, что некоторые производства сознательно игнорируют оптический контроль как недостоверный и неинформативный метод, не принимая во внимание все его возможности. Такое пренебрежение может привести к аварийным ситуациям, как на самом производстве, так и в процессе эксплуатации изделия, а также непредусмотренным расходам или увеличению трат при последующем проведении иных видов НК или корректировке дефектов на последующих стадиях производства.
Чтобы квалифицированно использовать оптический метод как вид неразрушающего контроля, специалисту необходимо в обязательном порядке пройти аттестацию по правилам ПБ 03-440-02, утвержденным постановлением Госгортехнадзора РФ от 23.01.2002 г N 3, которые устанавливают нормативные требования для работников в области неразрушающего контроля. Весь персонал, проводящий диагностику, аттестуется независимым органом по 3 квалификационным уровням.
Чтобы подготовиться к аттестационным экзаменам и успешно пройти аттестацию по оптическому контролю, Вы можете обратиться в компанию «РостБизнесКонсалт». Позвоните по телефону 8 800 333-96-76 или оставьте заявку на сайте, чтобы наш менеджер связался с Вами и бесплатно проконсультировал по всем вопросам.
Учебный центр «РостБизнесКонсалт» предлагает пройти специальный подготовительный курс с применением средств дистанционного обучения, что позволит заниматься только в удобное время, без отрыва от основной рабочей деятельности, и существенно снизит стоимость обучения. Каждый слушатель получит доступ в интернет-портал, где подготовлена научно-методическая информационная база и материалы для подготовки. Наши преподаватели проводят вебинары, онлайн-консультации, позволяющие оперативно получать ответы на актуальные вопросы и решать возникающие задачи в режиме реального времени. В качестве итога обучения проводится тестирование, по итогам которого наши сотрудники самостоятельного подают все документы в аттестующий орган для последующего получения удостоверения установленного образца.
Качество нашего обучения и индивидуальный подход гарантируют всем слушателям подготовительного курса получение удостоверений с присвоением категории, подтверждающих допуск к проведению оптического контроля.
Мы ответим на все вопросы и предложим выгодную цену!
Я принимаю условия пользовательского соглашения и даю согласие на обработку персональных данных.
Нам доверяют
Все компании
Отзывы и благодарности
Все отзывы
Поиск по сайту:
О компании
Наши клиенты
Способы оплаты
Доставка документов
Гарантии
Часто задаваемые вопросы
Новости
Статьи
СМИ о нас
Отзывы
Видеоотзывы
Карьера в РБК
Контакты
Загрузка. ..
8 800 333-96-76Звонок по России бесплатно
А
Абакан
Анадырь
Ангарск
Архангельск
Астрахань
Б
Балашиха
Барнаул
Белгород
Бийск
Брянск
В
Владивосток
Владимир
Волгоград
Воронеж
Е
Екатеринбург
И
Иваново
Ижевск
Иркутск
К
Казань
Калининград
Калуга
Кемерово
Киров
Краснодар
Красноярск
Курск
Л
Липецк
М
Магадан
Магнитогорск
Махачкала
Москва
Мурманск
Н
Набережные Челны
Нижний Новгород
Нижний Тагил
Новокузнецк
Новороссийск
Новосибирск
Новый Уренгой
Ноябрьск
О
Омск
Орел
Оренбург
П
Пенза
Пермь
Петропавловск-Камчатский
Р
Ростов-на-Дону
Рязань
С
Самара
Санкт-Петербург
Саратов
Севастополь
Симферополь
Смоленск
Сочи
Ставрополь
Сургут
Т
Тверь
Тольятти
Томск
Тула
Тюмень
У
Улан-Удэ
Ульяновск
Уфа
Х
Хабаровск
Ханты-Мансийск
Ч
Чебоксары
Челябинск
Чита
Ю
Южно-Сахалинск
Я
Якутск
Ярославль
Нет моего региона (Будут отображаться контакты головного офиса)
× Мы используем файлы cookie, чтобы улучшить работу и повысить эффективность сайта. Продолжая пользование данным сайтом, вы соглашаетесь с использованием файлов cookie.
Обзор оптических технологий неразрушающего контроля
1. Xiao NH. Новые технологии и технические стандарты для современной технологии и применения неразрушающего контроля. Пекинская аудиовизуальная пресса Silver Sound; Пекин, Китай: 2004 г. (на китайском языке). [Google Scholar]
2. McCann DM, Forde MC. Обзор методов неразрушающего контроля при оценке бетонных и каменных конструкций. НК и Э междунар. 2001; 34:71–84. [Google Scholar]
3. Шен Г.Т. Обзор неразрушающего контроля в Китае. В поле зрения. 2006;48:398–401. [Google Scholar]
4. Ансари Ф. Современные достижения в области применения волоконно-оптических датчиков для цементных композитов. Цем. Конкр. Композиции 1997; 19:3–19. [Google Scholar]
5. Линь Ю.Б., Лай Дж.С., Чанг К.С., Ли Л.С. Система мониторинга наводнений с использованием волоконных датчиков брэгговской решетки. Умный Матер. Структура 2006; 15:1950–1959. [Google Scholar]
6. Теннисон Р.С., Муфтий А.А., Ризкалла С., Тадрос Г., Бенмокран Б. Мониторинг состояния конструкции инновационных мостов в Канаде с помощью волоконно-оптических датчиков. Умный Матер. Структура 2001; 10: 560–573. [Академия Google]
7. Линь Ю.Б., Пан С.Л., Куо Ю.Х., Чанг К.С. Онлайн-мониторинг строительства автодорожных мостов с использованием волоконных датчиков брэгговской решетки. Умный Матер. Структура 2005; 14:1075–1082. [Google Scholar]
8. Хьюстон Д.Р., Фур П.Л., Беливо Дж.Г. Мониторинг мостов с помощью оптоволоконных датчиков. Материалы 8-го американо-японского семинара по проектированию мостов; Чикаго, Иллинойс, США. 1992 год; п. III. [Google Scholar]
9. Chan THT, Yu L, Tam HY, Ni YQ, Liu SY, Chung WH, Cheng LK. Датчики на волоконной брэгговской решетке для мониторинга состояния конструкции моста Цин Ма: предпосылки и экспериментальные наблюдения. англ. Структура 2006; 28: 648–659.. [Google Scholar]
10. Тай А.К., Уилсон Д. А., Вуд Р.Л. Анализ микроповреждений и оптических сигналов ударного разрушения интеллектуальных конструкций. проц. ШПАЙ. 1990;1370:328–343. [Google Scholar]
11. Мурукешан В.М., Чан П.Ю., Онг Л.С., Асунди А. Влияние различных параметров на характеристики волоконного поляриметрического датчика для интеллектуальных конструкций. Чувств. Актив. физ. 2000; 80: 249–255. [Google Scholar]
12. Терсби Г., Соразу Б., Донг Ф., Калшоу Б. Обнаружение повреждений конструкционных материалов с помощью поляриметрических волоконно-оптических датчиков. проц. ШПАЙ. 2003; 5050: 61–70. [Академия Google]
13. Штайнхен В., Ян Л.С. Цифровая ширография — теория и применение цифровой интерферометрии спекл-паттернов. СПАЙ Пресс; Беллингем, Великобритания: 2003. [Google Scholar]
14. Хун Ю.Ю., Хованесян Д.Д. Неразрушающий контроль конструкций из композитных материалов методом ширографии. Материалы симпозиума по неразрушающей оценке; Сан-Антонио, Техас, США. 23–25 апреля 1985 г .; стр. 197–201. [Google Scholar]
15. Yang LX, Siebert T. Цифровая спекл-интерферометрия в технике. В: Caulfield HJ, Vikram C, редакторы. Новые направления в голографии и спекле. Американские научные издательства; Ранчо Стивенсона, Калифорния, США: 2008 г. [Google Scholar]
16. Шан Х., Гао Дж. Теории и промышленное применение оптических интерферометрических методов НК: обзор. В поле зрения. 2009; 51: 240–251. [Google Scholar]
17. Хун Ю.Ю., Шан Х.М., Ян Л.Х. Единый подход к голографии и ширографии в измерении поверхностных деформаций и неразрушающем контроле. Опц. англ. 2003;42:1197–1207. [Google Scholar]
18. Фрэнсис Д., Татам Р.П., Гровс Р.М. Технология и приложения ширографии: обзор. Изм. науч. Технол. 2010; 21:1–29. [Google Scholar]
19. Gülker G, Hinsch KD, Hölscher C, Meinlschmidt P, Wolff K. Картирование отслоений гипса на исторических фресках с помощью электронной интерферометрии спекл-структуры (ESPI) Proc. ШПАЙ. 1993; 1983: 934–935. [Google Scholar]
20. Гровс Р.М., Прадарутти Б., Кулумпи Э., Остен В., Нотни Г. 2D и 3D неразрушающая оценка окраски деревянных панелей с использованием ширографии и терагерцовой визуализации. НК и Э междунар. 2009; 42: 543–549. [Google Scholar]
21. Yang LX, Wegner R, Ettemeyer A. Анализ деформации и напряжения с помощью нового датчика: MicroStar (Q-100). Материалы международного семинара по тестированию материалов с видеоконтролем; Нанси, Франция. 16–18 ноября 1999. [Google Scholar]
22. Рао М.В., Сэмюэл Р., Анантан А. Применение методов электронной спекл-интерферометрии (ESI) для структурных компонентов космических аппаратов. Опц. Лазеры инж. 2003; 40: 563–571. [Google Scholar]
23. Раман Р.К.С., Бейлс Р. Обнаружение отслоения/разрушения краски/покрытия с помощью электронной интерферометрии спекл-паттернов. англ. Потерпеть неудачу. Анальный. 2006; 13:1051–1056. [Google Scholar]
24. Лу П. Технология спекл-интерференции и ее применение в трехмерном поле деформации для измерения модели дизельного насоса. Дизель инж. 2006; 28:28–31. (на китайском языке). [Академия Google]
25. Li XD, Peng Y. Исследование капиллярной адгезии между микрокантилевером и подложкой с помощью электронной спекл-интерферометрии. заявл. физ. лат. 2006;89:234104. [Google Scholar]
26. Huang YH, Ng SP, Liu L, Li CL, Chen YS, Hung YY. НКиЭ с использованием ширографии с импульсным термонапряжением и выделением кластерной фазы. Опц. Лазеры инж. 2009; 47: 774–781. [Google Scholar]
27. Sutton MA, Wolters WJ, Peters WH, Ranson WF, McNeill SR. Определение перемещений с помощью усовершенствованного метода цифровой корреляции. Изображение Виз. вычисл. 1983;1:133–139. [Google Scholar]
28. Chu TC, Ranson WF, Sutton MA, Peters WH. Применение методов корреляции цифровых изображений в экспериментальной механике. Эксп. мех. 1985; 25: 232–244. [Google Scholar]
29. Sutton MA, Cheng MQ, Peters WH, Chao YJ, McNeill SR. Применение оптимизированного метода цифровой корреляции к анализу плоскостных деформаций. Изображение Виз. вычисл. 1986; 4: 143–151. [Google Scholar]
30. Sutton MA, McNeill SR, Jang J, Babai MK. Влияние восстановления субпиксельного изображения на оценки ошибки цифровой корреляции. Опц. англ. 1988;27:870–877. [Google Scholar]
32. Саттон М.А., Тернер Дж.Л., Брук Х.А., Чао Т.Л. Экспериментальные исследования трехмерных эффектов вблизи вершины трещины с помощью компьютерного зрения. Междунар. Дж. Фракт. мех. 1992; 53: 201–228. [Google Scholar]
33. Luo PF, Chao YJ, Sutton MA. Точное измерение трехмерных деформаций деформируемых и твердых тел с помощью компьютерного зрения. Эксп. мех. 1993;33:123–132. [Google Scholar]
34. Sutton MA, McNeill SR, Helm JD, Chao YJ. Достижения в области двухмерного и трехмерного компьютерного зрения. В: Растоги ПК, изд. Разделы прикладной физики, фотомеханики. Спрингер; Берлин, Германия: 2000. стр. 323–372. [Google Scholar]
35. Хан Г., Саттон М.А., Чао Ю.Дж. Исследование стационарных полей деформации вершины трещины в тонких листах с помощью компьютерного зрения. Эксп. мех. 1994; 34: 125–140. [Google Scholar]
36. Sutton MA, Deng X, Liu J. Определение упругопластических напряжений и деформаций по данным измерений поверхностной деформации. Эксп. мех. 1996;36:99–112. [Google Scholar]
37. Лу Х. Статистический анализ случайной ошибки в измерениях, полученных с помощью цифровой корреляции спекл-картин. Материалы весенней конференции SEM 1993 г. по экспериментальной механике в Мичигане; Дирборн, штат Мичиган, США. 7–9 июня 1993 г .; стр. 930–937. [Google Scholar]
38. Анвандер М., Хадрболетц А., Вайс Б. Тепловые и механические свойства микроматериалов с использованием лазерных оптических датчиков деформации. проц. ШПАЙ. 1999; 3897:404–413. [Академия Google]
39. Wattrisse B, Chrysochoos A, Muracciole JM, Nemoz-Gaillard M. Анализ локализации деформации во время испытания на растяжение с помощью цифровой корреляции изображений. Дж. Эксп. мех. 2000;41:29–38. [Google Scholar]
40. Чжоу П., Гудсон К.Е. Субпиксельное смещение и измерение градиента деформации с использованием цифровой корреляции изображения/спекла (DISC) Opt. англ. 2001;40:1613–1620. [Google Scholar]
41. Roux S. Измерение коэффициента интенсивности стресса на основе корреляции цифровых изображений: постобработка и интегрированные подходы. Междунар. Дж. Фракт. 2006; 140:140–157. [Академия Google]
42. Ши XQ. Метод микроцифровой корреляции спекл-изображений на месте для характеристики свойств материалов и проверки численных моделей. IEEE транс. комп. Упак. Технол. 2004; 27: 659–667. [Google Scholar]
43. Кобурн Д., Слевин Дж. Цифровая корреляционная система для неразрушающего контроля термонапряженной керамики. заявл. Опц. 1995; 34: 5977–5986. [PubMed] [Google Scholar]
44. Киругулиге М.С. Измерение переходных деформаций с использованием метода корреляции цифровых изображений и высокоскоростной фотографии: применение к динамическому разрушению. заявл. Опц. 2007; 46: 5083–509.6. [PubMed] [Google Scholar]
45. Roux S, Rethore J, Hild F. Корреляция цифровых изображений и разрушение: передовой метод оценки коэффициентов интенсивности напряжений 2D и 3D трещин. Дж. Физ. Д: заявл. физ. 2009;42:214004. [Google Scholar]
46. Сирелло А., Паста С. Измерение смещения с помощью цифровых методов корреляции изображений и цифровой интерферометрии спекл-паттернов в холоднорасширенных отверстиях. Напряжение. 2010; 46: 581–588. [Google Scholar]
47. Chan YC, Yeung F, Jin G. Неразрушающее обнаружение дефектов в миниатюрных многослойных керамических конденсаторах с использованием методов цифровой спекл-корреляции. IEEE транс. комп. Упак. Произв. Технол. 1995;18:677–684. [Google Scholar]
48. Lyons JS, Liu J, Sutton MA. Измерения высокотемпературной деформации с использованием корреляции цифровых изображений. Эксп. мех. 1996; 36: 64–70. [Google Scholar]
49. Reu PL, Miller TJ. Применение высокоскоростной корреляции цифровых изображений. Дж. Анальный штамм. англ. Дес. 2008; 43: 673–688. [Google Scholar]
50. Чжан Ю.П., Чжу Х.Н., Чжоу В.Л., Лю Х.Ф. Применение преобразования Фурье в электронной спекл-фотографии. Эксп. мех. 2002; 42:18–24. [Академия Google]
51. Yang Y, Wang Y, Li M. Исследование высокоточной системы измерения корреляции цифровых изображений. Акта опт. Грех. 2006; 26: 197–201. [Google Scholar]
52. Чен Д., Гу Дж., Цзян Дж. Исследование метода цифровой спекл-корреляции для измерения смещения в плоскости в случае наклонной оптической оси. Акта опт. Грех. 2005; 25: 907–912. [Google Scholar]
53. Xavier M. Монографии и трактаты по неразрушающему контролю. Том. 7 Издательство «Гордон и Брич Сайенс»; Нью-Йорк, штат Нью-Йорк, США: 1992. Инфракрасная методология и технология [M] [Google Scholar]
54. Родерик К.С., Патрик О.М., Пол М.И. Справочник по неразрушающему контролю. Том. 9 Американское общество неразрушающего контроля; Колумбус, Огайо, США: 1995. Специальные методы неразрушающего контроля [M] [Google Scholar]
56. Lee RD, Kostkowski HJ, Quinn TJ. Температура: ее измерение и контроль в науке и промышленности. Том. 4 Springer-Verlag Berlin and Heidelberg GmbH & Co. K; Берлин, Германия: 1973. [Google Scholar]
57. Meola C, Carlomagno GM. Применение инфракрасной термографии в науке о адгезии. Дж. Адхес. науч. Технол. 2006; 20: 589–632. [Google Scholar]
58. Сфарра С., Ибарра-Кастанедо С., Авделидис Н.П. Сравнительное исследование неразрушающего контроля сотовых конструкций методами голографической интерферометрии и инфракрасной термографии. Дж. Физ. 2010;214(012071) [Google Scholar]
59. Рантала Дж., Ву Д., Буссе Г. Неразрушающий контроль полимерных материалов с использованием термографии с синхронизацией с ультразвуковым возбуждением, связанным с водой. НК и Э междунар. 1998;31:47. [Google Scholar]
60. Maierhofer C, Arndt R, Rollig M, Rieck C. Применение импульсной термографии для неразрушающей оценки бетонных конструкций. Цем. Конкр. Композиции 2006; 28: 393–401. [Google Scholar]
61. Инагаки Т., Исии Т., Ивамото Т. О НК и Э для диагностики дефектов с помощью инфракрасной термографии. НК E Междунар. 1999; 32: 247–257. [Google Scholar]
62. Datdma V, Marcuccio R, Pappalettere C, Smith GM. Термографическое исследование многослойной конструкции из композиционного материала. НК E Междунар. 2001;34:519–518. [Google Scholar]
63. Wilson J, Tian GY, Mukriz I, Almond D. Термография PEC для визуализации множественных трещин в результате контактной усталости при качении. НК и E Междунар. 2011;44:505–512. [Google Scholar]
64. Zhang Y. Важность работы по обнаружению бороскопом при техническом обслуживании двигателя. Авиа. Обслуживание англ. 2004; 1:24–25. (на китайском языке). [Google Scholar]
65. Li CY, Shi H, Yao HY. Характеристики изображения бороскопа. Авиа. Обслуживание англ. 2006; 5:38–40. (на китайском языке). [Академия Google]
66. Самсонов П.Д. Дистанционный визуальный контроль неразрушающего контроля на электростанциях. Матер. оценка 1993; 51: 662–663. [Google Scholar]
67. Ю. Х. Бороскоп и его применение в обслуживании авиационных двигателей. Аэронавт. Произв. Технол. 2005; 99: 94–96. (на китайском языке). [Google Scholar]
68. Hirose S, Ikuta K, Tsukamoto M. Разработка привода из сплава с памятью формы (Измерение характеристик материала и разработка активных эндоскопов) Adv. Робот. 1990; 4: 3–27. [Академия Google]
69. Anon Video Бороскопия помогает поддерживать газовые турбины в исправном состоянии. Турбомаш. Междунар. 1998; 39:46–48. [Google Scholar]
70. Шурр М.О., Кунерт В., Ареццо А. Роль и будущее систем эндоскопической визуализации. Эндоскопия. 1999; 31: 557–562. [PubMed] [Google Scholar]
71. Каплан Х. Бороскоп, который ведет себя как человеческий глаз. Фотон. Спектры. 1994; 28:46–47. [Google Scholar]
72. У С., Чжао Дж. Х., Хуан З. Дж. Применение измеряемого видеоэндоскопа в неразрушающем контроле. Аэросп. Матер. Технол. 2000;3:57–60. (на китайском языке). [Академия Google]
73. Росс И. Англо-японское сотрудничество в разработке медицинского и промышленного эндоскопического оборудования. Труды «Промышленные преимущества мехатроники — уроки японского опыта»; Savoy Place: Лондон, Великобритания. 27 октября 1998 г.; стр. 5/1–5/2. [Google Scholar]
74. Митлман Д.М., Якобсен Р.Х., Нуссм К. Т-лучи. IEEE Дж. Сел. Верхний. Квантовый электрон. 1996; 2: 679–692. [Google Scholar]
75. Хосако И., Секине Н., Патрашин М., Сайто С., Фукунага К., Касаи Ю., Барон П., Сета Т., Мендрок Дж., Очиай С., Ясуда Х. На заре новой эры в терагерцах технологии. проц. IEEE. 2007;95:1611–1623. [Google Scholar]
77. Арноне Д.Д. Применение терагерцовой (ТГц) технологии в медицинской визуализации. проц. ШПАЙ. 1999; 3828: 209–219. [Google Scholar]
78. Уинфри П., Мадарас Э.И. Обнаружение и характеристика дефектов в напыленной пенной изоляции импульсными электромагнитными волнами терагерцовой частоты. Материалы 41-й совместной конференции и выставки AIAA/ASME/SAE/ASEE по двигателям; Тусон, Аризона, США. 10–13 июля 2005 г. [Google Scholar]
80. Зимдарс Д., Уайт Дж. С., Стук Г. Терагерцовые изображения большой площади и приложения для неразрушающей оценки. В поле зрения. 2006; 48: 537–539. [Google Scholar]
81. Chiou CP, Thompson RB, Winfreew WP, Madaras EI, Seebo J. Моделирование и обработка терагерцовых изображений при проверке пены внешнего бака космического корабля «Шаттл». Квант. Не разрушать. оценка 2006: 484–491. [Google Scholar]
82. Chiou CP, Thompson RB, Winfr WP, Madaras EI, Seebo J. Обработка данных терагерцового излучения при проверке космических челноков. Квант. Не разрушать. оценка 2007; 894: 425–431. [Google Scholar]
83. Наир Н.В., Мелапудив В.Р., Вемулапалли П. , Рамакришнан С., Удпа Л., Удпа С.С., Уинфри В.П. Метод обработки сигналов на основе вейвлета для улучшения изображения в данных терагерцового изображения. Квант. Не разрушать. оценка 2006; 820: 492–499. [Google Scholar]
84. Roth DJ, Seebo JP, Walker JL, Aldrin JC. Подходы к обработке сигналов для терагерцовых данных, полученных при проверке пены системы тепловой защиты внешнего бака шаттла. Преп. прог. Квант. Не разрушать. оценка 2007;894:415–424. [Google Scholar]
85. Aldrin JC, Roth DJ, Seebo JP, Winfree WP. Протокол и оценка методов обработки сигналов и извлечения признаков для терагерцового неразрушающего контроля для напыляемой пенной изоляции. Преп. прог. Квант. Не разрушать. оценка 2007; 894: 432–439. [Google Scholar]
86. Karpowicz N, Zhong H, Zhang C. Компактная субтерагерцовая система с непрерывной волной для инспекционных приложений. заявл. физ. лат. 2005; 86: 54–105. [Google Scholar]
87. Анастасир Ф., Мадарас Э.И. Терагерцовый неразрушающий контроль для обнаружения и оценки коррозии под краской. Квант. Не разрушать. оценка 2005; 820: 515–522. [Академия Google]
88. Редо-Санчес А., Карпович Н., Сюй Дж., Чжан Х-С. Проверка повреждений и дефектов с помощью терагерцовых волн. Материалы 4-го Международного семинара по ультразвуковым и передовым методам неразрушающего контроля и определения характеристик материалов; Дартмут, Массачусетс, США. июнь 2006 г.; стр. 67–78. [Google Scholar]
89. Bechmann J, Richter H, Zscherpel U, Ewert U, Weinzierl J, Schmidt LP, Hochfrequenztechni LF, Erlangen U, Rutz F, Koch M, Richter H, Hübers H-W. Возможности визуализации приборов терагерцового и миллиметрового диапазона для неразрушающего контроля полимерных материалов. Материалы 9Европейская конференция по неразрушающему контролю; Берлин, Германия. сентябрь 2006 г.; Мы.2.8.1. [Google Scholar]
90. Zhao G, Sun H, Tian Y. Оптическая система для применения терагерцовой спектроскопии и терагерцовой визуализации. проц. ШПАЙ. 2006;6027 doi: 10.1117/12.710675.. [CrossRef] [Google Scholar]
91. Zhang ZW. Столичный педагогический университет; Пекин, Китай: 2006. Исследование импульсной ТГц спектроскопической визуализации во временной области и ТГц непрерывной визуализации. Магистр Диссертация, [Google Scholar]
92. Чжан З., Цуй В., Чжао Г. Методы обработки данных для терагерцового спектрального изображения. проц. ШПАЙ. 2006; 6027: 602–607. [Академия Google]
93. Reitenm T, Hess L, Cheville RA. Неразрушающий контроль керамических материалов с использованием терагерцовой импульсной локации. проц. ШПАЙ. 2006 doi: 10.1117/12.657734.. [CrossRef] [Google Scholar]
94. Morita Y, Dobroiu A, Kawase K. Терагерцовая методика обнаружения микроутечек в швах гибких пластиковых упаковок. Опц. англ. 2005; 44 doi: 10.1117/1.1827222.. [CrossRef] [Google Scholar]
95. Rutz F, Wietzke S, Koch M. Неразрушающий контроль полимеров, армированных стекловолокном, с использованием терагерцовой спектроскопии. Материалы 9Европейская конференция по неразрушающему контролю; Берлин, Германия. сентябрь 2006 г.; Доступно в Интернете: http://www.ndt.net/article/ecndt2006/doc/We.2.8.2.pdf (по состоянию на 4 августа 2011 г.). [Google Scholar]
96. Лоффлер Т., Хилс Б., Рокош Г. Характеристика поверхностных структур с использованием методов терагерцового радара с пространственной фильтрацией луча и обнаружением расфокусировки. Материалы 9-й Европейской конференции по НК; Берлин, Германия. сентябрь 2006 г.; Доступно в Интернете: http://www.ndt.net/article/ecndt2006/doc/Tu.2.8.3.pdf/ (по состоянию на 4 августа 2011 г.). [Академия Google]
97. Wietzke S, Jordens C, Krumbholz N. Терагерцевая визуализация: новый неразрушающий метод контроля качества сварных соединений пластмасс. Дж. Евр. Соч. соц. Рапид Изд. 2007; 2 doi: 10.2971/jeos.2007.07013.. [CrossRef] [Google Scholar]
98. Зимдарс Д., Уайт Дж., Суча Г. Терагерцовое измерение и визуализация обнаружения расслоения и проникновения воды в наземные панели обтекателя. проц. ШПАЙ. 2007;6549 doi: 10.1117/12.718732. . [CrossRef] [Google Scholar]
99. Гризагоридис Дж., Финдейс Д. Обнаружение ударных повреждений композитов с использованием оптических методов неразрушающего контроля. В поле зрения. 2010; 52: 248–251. [Академия Google]
100. Аль-Кубаа А.Р., Тиан Г.Ю., Уилсон Дж., Ву В.Л., Длей С.С. Извлечение признаков с использованием нормализованной взаимной корреляции для импульсных вихретоковых термографических изображений. Изм. науч. Технол. 2010;21:115501. [Google Scholar]
Новые тенденции в оптических методах неразрушающего контроля | Хьюк | Журнал Европейского оптического общества
К. Хеллиер, Справочник по неразрушающему контролю (Макгроу-Хилл, Нью-Йорк, 2012 г.).
А. Блоуин, С. Крюгер, Д. Левеск и Дж. Мончалин, «Применение лазерного ультразвука в автомобильной промышленности», в материалах 17-й Всемирной конференции по неразрушающему контролю (WCNDT, Шанхай, 2008 г.).
П. Растоги и Д. Инауди, Тенденции оптического неразрушающего контроля и контроля (Эльзевир, Амстердам, 2000 г. ).
Н. Рютхард, Rechnerunterstützter Erfahrungsrückfluß in der Prozesskette der Blechteilefertigung und -verarbeitung (Ганноверский университет, Ганновер, 2001).
Р. Бергманн и П. Хьюк, «Передовые методы оптического неразрушающего контроля», в Optical Imaging and Metrology: Advanced Technologies, 393–412 (Wiley, New Jersey, 2012).
P. Parlevliet, H.Bersee и A. Beukers, «Остаточные напряжения в термопластичных композитах. Изучение литературы. Часть II: Экспериментальные методы», Compos. Часть А-Прил. 2007. С. 38. С. 651–665.
Дж. Сванберг и Дж. Холмберг, «Экспериментальное исследование механизмов производственных искажений формы в однородных и сбалансированных ламинатах», Compos. Часть А-Прил. 2001. С. 32. С. 827–838.
К. Рамадас, К. Баласубраманиам, М. Джоши и К. Кришнамурти, «Взаимодействие направленных волн Лэмба с асимметрично расположенным расслоением в многослойной композитной пластине», Smart Mater. Структура 19 (2010).
С. Джон, «Неразрушающий контроль армированных волокном пластиковых композитов», Elsevier Applied Science 2, 57–68 (19). 87)
Ф. Сантос, М. Ваз и Дж. Монтейро, «Новая установка для импульсной цифровой ширографии, применяемая для обнаружения дефектов в композитных структурах», Опт. Лазерный инж. 42, 131–140 (2004).
М. Сил и Б. Смит, «Распространение волны Лэмба в термически поврежденных композитах», Rev. Prog. Вопрос 15А, 261–266 (1996).
Р. Х. Босси, К. Р. Хаузен, В. Б. Шеперд и М. Е. Восс, Патент США 6,848,321 B2 (2005)
Р. Босси, К. Хаузен и В. Шеперд, «Использование ударных нагрузок для измерения прочности скрепленного соединения», Матер. оценка 60, 1333–1338, (2002)
G. Youssef, C. Moulet, M. Goorsky и V. Gupta, «Определение прочности межпластинчатого соединения с помощью индуцированных лазером ударных волн» J. Appl. физ. 111, 094902 (2012)
K. Boving, NDE Handbook (Butterworths, London, 2001).
Г. Удупа, В. Джун и К. Брайан, «Комбинированная оптоволоконная цифровая система ширографии и голографии для контроля дефектов в Siwafers», Proc. SPIE 5852, (2005)
Г. Удупа, Б. Нгой, Х. Гох и М. Юсофф, «Обнаружение дефектов в неполированных кремниевых пластинах с помощью цифровой ширографии», Измер. науч. Технол. 15, 35–43 (2004).
Ж. Моншалин, К. Нерон, Ж. Бюссьер, П. Бушар, К. Падиоло, Р. Хеон, М. Шоке, Ж. Оссель, Г. Дуру и Дж. Нильсон, «Лазерультразвук: от лаборатории к в цехе», Adv. Выполнять. Матер. 5, 7–23 (1998).
О. Фокке, А. Хильдебранд, К. Копылов и М. Каломфиреску, «Проверка волн ягненка в композитах из углеродного волокна с использованием ширографической интерферометрии», Proc. SPIE 6934, (2008)
П. Хьюк, О. Фокке, К. Фальдорф, К. фон Копылов и Р. Бергманн, «Бесконтактное обнаружение дефектов с использованием оптических методов неразрушающего контроля», в материалах 2-го симпозиума по NdT в аэрокосмической отрасли (DGZfP, Гамбург, 2011 г.).
Сундин С., Артимович Д. «Прямое измерение размера зерна в низкоуглеродистых сталях с использованием лазерно-ультразвукового метода», Металл. Матер. Транс. А 33А, 687–691 (2002).
Э. Савио, Л. Де Шиффр и Р. Шмитт, «Метрология деталей произвольной формы», CIRP Ann.-Manuf. Техн. 56, 810–835 (2007).
Ф. Чен, Г. Браун и М. Сонг, «Обзор измерения трехмерной формы с использованием оптических методов», Опт. англ. 39, 10–22 (2000).
F. Charrière, J. Kühn, T. Colomb, F. Monfort, E. Cuche, Y. Emery, K. Weible, P. Marquet и C. Depeursinge, «Характеристика микролинз с помощью цифровой голографической микроскопии», Appl. . Оптика 45, 829–835 (2006 г.).
МАГАТЭ, Справочник по неразрушающему контролю бетонных конструкций (CRC Press, Бока-Ратон, 2002 г.).
Р. Бергманн, Т. Боте, К. Фалдорф, П. Хьюк, М. Калмс и К. фон Копылов, «Оптическая метрология и оптический неразрушающий контроль с точки зрения характеристик объекта», Proc. SPIE 7791, 1–15 (2010)
В. Остен, «Цифровая обработка изображений для оптической метрологии» в Springer Handbook of Experimental Solid Mechanics, Ed. Шарп, 481–563 (Спрингер, Берлин, 2008 г.).
А. Моура, А. Ломоносов и П. Хесс, «Оценка глубины поверхностных трещин с использованием генерируемых лазером передаваемых волн Рэлея», J. Appl. физ. 103, 084911 (2008).
К. Фалдорф, С. Остен, К. Копылов и В. Юптнер, «Интерферометр сдвига, основанный на двулучепреломляющих свойствах пространственного модулятора света», Опт. лат. 34, 2727–2729 (2009).
Б. Кемпер, С. Космайер, П. Лангеханенберг, С. Прзибилла, К. Реммерсманн, С. Штюрвальд и Г. фон Балли, «Применение трехмерного отслеживания, светодиодного освещения и многоволновых методов для количественного анализа клеток в цифровой голографии». микроскопия», Тр. SPIE 7184, 71840R (2009 г.)
P. Maldaque, Неразрушающая оценка материалов с помощью инфракрасной термографии (Springer Verlag, Berlin, 1995).
В. Остен, В. Юптнер и У. Мит, «Оценка диаграмм интерференции на основе знаний для автоматического обнаружения неисправностей», Интерферометрия SPIE, 256–268 (1993).
В. Остен, Ф. Эландалоуси и В. Юптнер, «Распознавание путем синтеза — новый подход к распознаванию материальных дефектов в HNDE», Proc. SPIE 2861, 220–224 (1996).
C. Furlong и J. Pryputniewicz, «Гибридные, экспериментальные и вычислительные исследования механических компонентов», Proc. SPIE 2861, 13–24 (1996).
K. Telschow, V. Deason, R. Schley и S. Watson, ”Изображение волн Лэмба в пластинах для количественного определения анизотропии с использованием фоторефрактивной динамической голографии”, Rev. Prog. Вопрос 18 (1999).
П. Хесс и А. Ломоносов, «Уединенные поверхностные акустические волны и объемные солитоны в наносекундном и пикосекундном лазерном ультразвуке», Ultrasonics 50, 167–171 (2010).
П. Хьюк, С. Херрманн, К. Фальдорф и Р. Клаттенхофф, «Hilfreiche Blicke unter die Oberfläche», Restauro 8, 28–32 (2012).
П. Малдак, Неразрушающая оценка материалов с помощью инфракрасной термографии (Springer Verlag, Берлин, 1995).
А. Дилленц, «Ultraschall Burst-Phasen-Thermografie», MP Material Testing 43, 1–2 (2001).
C. Zöcke, Количественный анализ дефектов композитного материала с помощью оптической термографии (Университет Саара и Университет Пауля-Верлена Мерца, Саарбрюккен, 2009 г. ).
G. Riegert, Induktions-Lockin-Thermografie ein neues Verfahren zur zerstörungsfreien Prüfung (Institut für Kunststofftechnik der Universität Stuttgart, Stuttgart, 2007).
К. фон Копылов, О. Фокке и М. Калмс, «Лазерный ультразвук — гибкий инструмент для проверки сложных компонентов CFK и сварных швов», Proc. SPIE 6616, 66163J, (2007).
C. Scruby и L. Drain, Laser Ultrasonics: Techniques and Application (Inst. of Physics Pub., Bristol, 1990).
П. Чжан, К. Ин и Дж. Шен, «Картины направленности лазерного термоупругого генерируемого ультразвука в металле с учетом теплопроводности», Ультразвук 35, 233–240 (1997).
M. Dubois, P. Lorraine, B. Venchiarutti, A. Bauco и R. Filkins, «Оптимизация временной и оптической глубины проникновения для лазерной генерации ультразвука в композитах с полимерной матрицей», Rev. Prog. К., 287–294 (2000).
Г. Ши, К. Чен, Дж. Лин, С. Се и С. Чен, «Узкополосное ультразвуковое обнаружение с высоким разрешением: разделение эхосигналов с помощью сжатого зондирования и разложения по сингулярным значениям», IEEE T.
особенности применения для разных материалов: пеноблок, кирпич, бетон
Анкерами называют специальный вид крепежных изделий. Он объединил в себе общие черты болтов и дюбелей. Их применяют для крепления элементов конструкций к прочным и пористым материалам. Особенности строения позволяют надежно зафиксировать крепеж. Анкеры способны выдерживать большую физическую и динамическую нагрузку длительное время в разных условиях эксплуатации.
Оглавление
Анкерный болт и его особенности эксплуатации
Конструкция анкера
Распорный тип
Клиновые
Забивные
Химические анкеры
Сфера применения анкеров
В промышленности
В быту
Подбор крепежа по материалу
Бетон
Газобетон
Пеноблок
Кирпич
Камень
Особенности применения химических анкеров
Конструкция анкера
Строение анкеров зависит от их вида и назначения. Они различаются способом монтажа и присоединению дополнительных элементов к ним. Наиболее распространенными разновидностями можно назвать:
клиновые
распорные;
забивные.
Распорный тип
Чаще всего встречаются именно распорные анкера. Их строение крайне просто, понятно и эффективно. Состоит крепеж из болта или шпильки, на конце которой находится специальный конус. Поверх болта надета гильза с продольными разрезами, которая немного не достает до края конуса. Вся конструкция вставляется внутрь крепежного отверстия. Чтобы зафиксировать анкер, его нужно начать закручивать. Конус на его конце не сможет легко войти внутрь гильзы из-за того, что его крайний диаметр больше последней. В результате он начнет распирать саму гильзу и прижимать ее к стенкам монтажного отверстия. Так анкерный крепеж надежно фиксируется внутри.
Распорные анкера эффективны в плотных и стойких материалах. В бетоне они показывают прекрасные результаты крепления. А вот в мягких и пустотелых материалах они не эффективны, поскольку прилегают к стенкам крепежных отверстий не надежно.
По строению такие крепежи бывают с:
гайкой;
кольцом и крючком;
шестигранной головкой;
двухраспорные.
Анкер с гайкой — шпилька с длинной гильзой, прижимающейся простой гайкой. Преимущество крепежа в том, что непосредственно на него можно монтировать разные конструкции. Также он позволяет монтировать на шпильку гайки особенного назначения или наконечники для сварки.
Анкеры с кольцом и крючком мало чем отличаются от предыдущей разновидности. Они также распираются гильзой внутри отверстия. Главная особенность — кольцо и крючок на передней части для подвешивания тросов, цепей к стенам или потолку.
Двухраспорные анкеры созданы для того, чтобы крепеж фиксировался на самом конце в глубине стены. По конструкции он отличается от предыдущих. Когда шпилька выкручивается, распорные втулки входят одна в другую. И все давление на стену сосредотачивается именно в этом месте. Чаще всего применяется с пористым материалом.
Анкер с головкой рассчитан под обычный шестигранный ключ. Отличается от конструкции с гайкой тем, что при закручивании распорный конус по резьбе постепенно поднимается вверх, обеспечивая максимальное давление гильзы на стенки отверстия. Редко делается большим. Как правило, диаметр этого крепежа редко превышает 12 мм.
Клиновые
Такие анкера похожи на предыдущую разновидность. Это шпилька с небольшой деформационной гильзой. При закручивании, лепестки гильзы раскрываются специальным конусом. Крепеж осуществляется глубоко в стене. Это обеспечивает надежное сцепление и исключает растрескивание материала на лицевой стороне поверхности.
Забивные
По конструкции сильно отличаются от предыдущих вариантов. Раскрытие происходит только после того, как сама гильза отдельно устанавливается в отверстие. И только потом его распирают специальным образом. Монтаж происходит по такой схеме:
подготовить отверстие;
вставить в него гильзу анкера;
установить внутрь специальный штырь и ударить по нему молотком;
распорные лепестки раскроются от удара;
вынуть штырь и вкрутить болт для дальнейшего монтажа конструкций.
Химические анкеры
Еще называются клеящимися. Используются для обеспечения надежного крепления в мягких и пористых материалах, которые не выдерживают давления обычных анкеров. Состоит из специального клеящего состава и шпильки. Вначале подготавливается отверстие, в которое заливается специальный клей. Потом в него нужно вставить шпильку. Через некоторое время состав отвердеет и можно будет проводить монтажные работы. Его недостаток в том, что нужно ждать время для достижения необходимой прочности клеем. Обычные анкера позволяют использовать их сразу после монтажа.
Еще одна сложность использования этого крепежа в правильности подготовки отверстия. Для начала оно высверливается обычным способом. А потом нужно выбрать в конце пустоту в виде конуса. Дно должно оказаться значительно шире, чем передняя часть. Так получится использовать большее количество клея. Из-за узкой горловины он не сможет вырваться из отверстия даже через некоторое время после монтажа и оказания определенных нагрузок.
Сфера применения анкеров
Анкера — универсальный и надежный крепеж. Их используют и в больших строительствах, и в частных целях. Во всех случаях они показывают прекрасные эксплуатационные результаты. Это один из самых надежных видов крепления в самых твердых материалах.
В промышленности
Основная сфера применения в промышленных масштабах — это строительство. При помощи анкеров осуществляется монтаж разных конструкций в камень и бетон. Крепеж позволяет гарантировать надежность сцепления и дальнейшую безопасность людей, эксплуатирующих элементы, установленные таким образом.
На анкера можно монтировать сварные головки. Это отличная и надежная основа для проведения сварочных работ. Используется в тех случаях, когда сварные конструкции не удалось заранее закрепить в не застывшем бетоне или это было невозможно сделать по технологическим причинам.
При монтаже лестниц, перил, навесных конструкций анкера показывают себя лучше всего. Они прекрасно выдерживают вибрации и давление. Поэтому нет риска проседания или разлома крепежных отверстий через определенный промежуток времени.
Надежность и долговечность крепления исключает возможность быстрого демонтажа, если верхняя часть зафиксирована намертво. Чтобы разобрать конструкцию, придется применить специальные инструменты. Это невозможно сделать незаметно, что выгодно в целях безопасности.
В нашей стране чаще всего используются металлические анкерные болты. А в западных странах все большее распространение получают химические (клеевые) анкера. Они показывают высокие характеристики надежности крепления. Ограниченности их применения в нашей стране связано с отсутствием или несовершенством ГОСТов по их использованию в промышленных масштабах.
В быту
Бытовое использование анкерных болтов тоже широко распространено. Это связано с тем, что дома и квартиры часто строятся из бетона и других прочных материалов. Гвозди и шурупы в таких случаях мало эффективны.
При помощи анкеров к стенам крепятся спортивные стенки и мебель, требующая надежного монтажа: шкафчики, подвесные полки. В бетонный пол вставляются анкера для установки разной сантехники. На потолках фиксируются люстры, детские качели, боксерские груши. И это только незначительная часть примеров.
В целом, в бытовых условиях анкера можно использовать так же, как и в промышленном строительстве, только в меньших масштабах. При ремонте и возведении домов просто не обойтись без этого вида крепежа, если нужно осуществить монтаж в твердую или пористую поверхность.
Подбор крепежа по материалу
Большое разнообразие анкеров вызвано тем, что для разных целей были разработаны разные виды. И нужно правильно подбирать крепежи, чтобы обеспечить самое надежное крепление. Лучше всего это делать, исходя из материала, в который они будут устанавливаться.
Бетон
Бетон — это плотный и прочный материал, получаемый после затвердевания цементной смеси с дополнительными наполнителями. Существуют разные виды по прочности и плотности, в зависимости от назначения в строительстве. Для обработки после затвердевания требуются специальные инструменты.
Надежность установки анкеров и их сцепление с бетоном зависит от некоторых факторов:
изначального качества материалов, в которых осуществляется монтаж;
размер и разновидность самого крепежа, зависящие от предполагаемой нагрузки на них;
правильности проведения подготовительных работ для установки крепежа и соблюдения правил его установки;
характеристики самого анкера.
Анкерные крепежи могут быть установлены в разные конструкции, выполненные из бетонов достаточно высокой прочности:
бетонный фундамент;
бетонные и кирпичные стены и перегородки;
бетонный плиты перекрытия.
При помощи этих крепежных элементов могут монтироваться:
балки из металлопроката;
подвесные потолочные конструкции;
осветительные приборы;
деревянный брус как основа для других конструкций;
несущие элементы с большим весом и габаритами.
Для осуществления монтажных работ используют все основные виды анкерных болтов и шпилек. Перед их установкой нужно правильно рассчитывать предполагаемые нагрузки, воспринимаемые ими. От этого и будет зависеть диаметр, длина и конкретный тип анкера. Делается это на основании специальных таблиц, разработанных специалистами.
Газобетон
Газобетон относится к пористым материалам. Его популярность растет за счет относительно невысокой стоимости при прекрасных показателях теплоизоляции. К тому же, такие бетоны имеют значительно меньший вес, чем обычные марки, поэтому они позволяют облегчить несущие конструкции.
Их недостаток в то, что при умеренном механическом воздействии пенобетонные поверхности подвержены разрушению. Поэтому привычные крепежные элементы для них не подходят.
Для газобетона разработан особый тип анкерных креплений, называемый в народе бабочкой. Это связано с тем, что распорные лепестки крепежа похожи на это насекомое. Они раскрываются не конусным наконечником, а как бы стягиваются в процессе установки. Острые края как бы упираются в стенки отверстия из пенобетона и не дают болту вывалиться наружу.
Из-за того, что пенобетон — хрупкий материал, часто возможно разрушение краев отверстия во время проведения монтажных работ. Поэтому многие производители заранее ставят метку, до какого предела можно затягивать болт или шпильку. Так удается избежать неприятностей.
Выбор конкретной модели по длине и конструкции зависит от типа и направления предполагаемой нагрузки. Получить консультацию по этому поводу можно у продавцов в магазине или изучив спецификацию конкретного анкера.
Пеноблок
Пеноблоки, как и газобетон, обладают высокой пористостью с незначительной прочностью при точечном механическом воздействии. Это означает, что в таком материале невозможно использовать гвозди и дюбеля. В качестве крепежа нужно применять более надежное сцепление, обеспечиваемое анкерами.
По конструкции и способам подбора для пеноблока можно ориентироваться на рекомендации для газобетона, поскольку эти два материала очень похожи между собой.
Для пеноблоков используются крепежи, работающие по типу «бабочки». В зависимости от предполагаемой нагрузки, внешняя гильза может быть пластиковой или металлической, а в зависимости от условий применения, еще и с повышенной устойчивостью к коррозии, если такие блоки подвержены влиянию влаги.
Кирпич
Один из самых распространенных строительных материалов. Применяется для массового и частного строительства. Из кирпича делают как несущие конструкции, так и внутренние перегородки. Обладает достаточно большой прочностью и плотностью. В качестве монтажных элементов не воспринимает гвозди и скобы, поскольку их края практически никак не сцепляются со стенками отверстия, в которое они вставляются.
В качестве крепежа лучше всего подходят анкера. Они способны надежно зафиксироваться в крепежном отверстии и выдерживать большие нагрузки. Выбор конкретного вида зависит от возможной нагрузки и толщины конструкции, в которую будет осуществляться монтаж.
Камень
Еще один плотный материал, который используется значительно реже в строительстве. Но и для него нужны крепежи. Поскольку он имеет самую высокую плотность и прочность, то и анкера для камня должны учитывать эту специфику.
Лучше всего для таких целей подходят распорные конструкции с фиксацией по всей площади или у основания крепежа. Прочные стенки монтажного отверстия выдерживают большие нагрузки, помогая распределить их по всей поверхности.
Анкера типа «бабочка» в камне будут неэффективными, поскольку плотный материал не позволит лепесткам раскрыться в полной мере. Поэтому данный тип анкеров совершенно не подходит.
Особенности применения химических анкеров
Во всех описанных выше случаях допускается применение и клеевых дюбелей. Они обеспечивают высокий уровень адгезии с разными видами поверхностей и материалов. Отличием может быть только способ подготовки монтажного отверстия. В более мягких и пористых материалах обязательно делать рассверливание дна в виде конуса. Так увеличивается площадь соприкосновения клея с поверхностью и исключается возможность выпадения конструкции. Это будет работать в пеноблоке, пенобетоне, с кирпичом.
В то же время в бетоне и камне это сделать будет намного сложнее. Поэтому допускается применения прямых монтажных отверстий. Их диаметр должен быть с учетом рекомендаций производителя.
Слишком большое отверстие означает, что клея будет больше, чем положено. Из-за этого снизится устойчивость к механическим нагрузкам. Слишком малое отверстие, наоборот, не даст возможности добавить нужное количество клеевой смеси. Это чревато риском выпадения анкера из монтажного отверстия.
Применение анкерных креплений оправдано в разных ситуациях. Их эффективность доказана многолетним опытом в профессиональном и частном строительстве и монтажных работах. В соответствии с целями применения, существует большое количество разновидностей этого крепежа. Это позволяет добиться наиболее эффективных результатов в каждом конкретном случае.
Заказать нестандартный крепеж стоит в тех случаях, когда нужно выполнить особенные монтажные работы, а доступные на рынке анкера не подходят для этих целей. Так можно добиться максимальной эффективности при минимальных затратах сил и материалов.
Вернуться обратно
ОПУБЛИКОВАТЬ В СОЦ.СЕТЯХ
Особенности работы с клиновыми анкерами
Полезная информация о практическом использовании клинового анкера – одного из самых надежных метизов для фиксации тяжелых предметов на бетонных поверхностях.
Клиновой анкер для бетона обладает наилучшей удерживающей способностью среди распорных крепежных изделий механического типа, что позволяет использовать его для больших и средних нагрузок. Он состоит из шпильки с резьбой на одном конце и распорным элементом на другой. Крепеж поставляется с гайкой и шайбой. При затягивании гайки конусный хвостовик втягивается в цанговую втулку, расклинивая ее и обеспечивая тем самым жесткую фиксацию в отверстии.
Можно ли использовать клиновые анкера в других основаниях кроме бетона?
Клиновые анкера разработаны для установки только в твердые бетонные основания. Их нельзя использовать в кирпичной, блочной кладке и растворных швах. Хотя природные материалы, такие как камень и гранит, тоже могут быть достаточно твердыми, но их однородность и удерживающая способность не проверены.
Бетон в отличие от кирпича, камня, блоков и других материалов имеет определенную измеряемую прочность, которая учитывается при проектировании анкерных креплений. Чем выше его прочность, тем выше несущая способность крепления. Если прочность бетона не известна, то в расчет принимается самый низкий класс прочности.
Конструкция анкера-клина такова, что распирающее усилие создается не по всей его длине, а в определенной зоне. Его распорная часть должна упираться в твердый материал. Кирпич, например, довольно хрупкий материал и может иметь полые участки. При большой концентрации напряжения в одном месте он может раскрошиться. Если зона расширения клинового анкера попадет в пустоту, то фиксации вовсе не произойдет.
Блоки из пенобетона и газобетона являются еще более слабым основанием для установки такого анкерного крепления. Стенки отверстия в блоках не имеют достаточной прочности, чтобы противостоять локальным силам расширения, а большие полости в пустотелых блоках создают небезопасные зоны для анкеровки.
Тип и величина нагрузки
Анкер клинового типа должен использоваться только в условиях статического нагружения, то есть прикрепленный груз не должен вибрировать или подвергаться ударным нагрузкам, так как это может ослабить соединение и даже вырвать крепеж. Примером такого использования может стать закрепление флагштока или вибрирующего оборудования. Для таких применений лучшим решением станет химический крепеж.
Расчетные усилия на вырывание и срез для анкерных шпилек разного диаметра приведены в таблице:
Диаметр, мм
М6
М8
М10
М12
М16
М20
Бетон В20 (сжатый)
Расчетное усилие на вырыв, кН
4.2
6.0
10.7
13.3
23. 3
33.3
Расчетное усилие на срез, кН
4.0
7.3
11.6
16.8
31.4
49.0
Бетон В20 (растянутый)
Расчетное усилие на вырыв, кН
2.2
3.3
6.0
8.0
16.7
20.0
Расчетное усилие на срез, кН
4.0
7.3
11. 6
16.8
31.4
49.0
Из таблицы видно, что один и тот же крепеж в сжатой зоне бетона выдерживает почти вдвое большее вырывающее усилие, чем в растянутой зоне с трещинами. Для обеспечения надежности анкерного крепления принимается коэффициент безопасности 4:1, то есть допустимая нагрузка должна составлять 25 % от расчетной вырывающей нагрузки.
Условия эксплуатации
Данный вид метизов выпускается из оцинкованной и нержавеющей стали с различной степенью устойчивости к коррозии:
углеродистая оцинкованная сталь – для сухих помещений;
горячеоцинкованная сталь – для влажных помещений и уличного монтажа;
нержавеющая сталь А2 (AISI 304) – для наружного применения и установки под водой;
нержавеющая сталь А4 (AISI 316) – для использования в едких средах, погружения в морскую и хлорированную воду.
Минимальная толщина основания
Толщина базового материала не менее важна, так как тонкостенные бетонные конструкции не могут гарантировать заявленную прочность удержания. После установки крепежа, расстояние от его конца до края бетонной плиты должно составлять не менее 1,5 диаметра. То есть, если крепеж М12 устанавливается на глубину 82 мм, то минимальная толщина строительного основания для него – 100 мм.
Расстояние между креплениями
При монтаже конструкций часто возникает вопрос: с каким минимальным шагом устанавливать анкер-клин? Если точки крепления разместить слишком близко друг к другу, то зоны напряжения каждой из них суммируются, и в бетоне может появиться трещина. В справочных материалах по технологии установки анкерных креплений рекомендуется придерживаться следующего правила: межосевые расстояния – не менее 10 диаметров анкера, краевые – не менее 5.
Диаметр, мм
М6
М8
М10
М12
М16
М20
Стандартное межосевое расстояние, мм
120
141
180
210
246
303
Минимальное межосевое расстояние, мм
50
55
60
70
90
110
Стандартное расстояние от края, мм
60
71
90
105
123
152
Минимальное расстояние от края, мм
45
50
55
60
70
130
Диаметр и длина анкера
Основными факторами, определяющими несущую способность крепления, являются: прочность бетона, диаметр крепежа и глубина его заделки в основание. Чем тяжелее прикрепляемый объект, тем больше диаметр анкера. При расчете длины необходимо просуммировать три параметра: глубину установки, толщину прикрепляемого элемента и длину выступающего конца шпильки, на который будет накручиваться крепежная гайка с шайбой.
Диаметр и глубина отверстия
Диаметр отверстия должен быть равен диаметру клинового анкера. Глубина отверстия и глубина анкеровки – два разных параметра. Глубина анкеровки – это минимальная глубина погружения шпильки ниже поверхности бетона, при которой достигаются минимальные значения нагрузок. Производители обычно указывают эту величину в характеристиках крепежных изделий. Более глубокое погружение возможно, но оно существенно не повлияет на допустимые нагрузки. Длина отверстия должна быть как минимум на 6-12 мм больше глубины заделки крепежа. В этом дополнительном пространстве соберется шлам, образовавшийся в процессе установки.
Параметры монтажа
М6
М8
М10
М12
М16
М20
Диаметр бура, мм
6
8
10
12
16
20
Длина отверстия, мм
55
65
70
90
110
130
Глубина установки, мм
49
58
62
82
102
121
Диаметр отверстия в детали, мм
7
9
12
12
18
22
Усилие затяжки гайки, Нм
8
15
30
50
100
200
Инструкция по монтажу
Отверстие в бетонном основании просверливается буром с твердосплавным наконечником при помощи перфоратора или ударной дрели.
Перед установкой дюбеля важно тщательно прочистить отверстие от бурильной крошки, используя сначала металлический ершик, а затем продувочный насос.
Навинтите гайку на резьбовой конец шпильки, подложив под нее шайбу. Совместите верх гайки с торцом шпильки. Это делается для того, чтобы защитить начало резьбы от повреждения молотком.
Вставьте крепеж через отверстие в прикрепляемой детали (сквозной монтаж) или непосредственно в материал (предварительный монтаж) и вбейте его ударами молотка.
Завинчивайте гайку сначала от руки, пока шайба не будет плотно прилегать к поверхности, а затем затяните ключом, сделав 3-5 оборотов.
Назначение
Клиновые анкера широко используются в капитальном строительстве и при домашнем ремонте. В них возникает необходимость, когда нужно закрепить на поверхности стен, пола и потолка тяжелые предметы, брус, металлические конструкции, оборудование, инженерные коммуникации, навесные консоли, колонны, кронштейны, ограждения и перила.
Полезные советы
Обновлено: 16.11.2020 17:10:58
Поставить оценку
Успешно отправлено, Спасибо за оценку!
Нажмите, чтобы поставить оценку
Двойные распорные анкеры. Как их использовать
Двойной распорный анкер — это тип каменного анкера, используемый для крепления к материалам сомнительной прочности или качества. В мире каменных анкеров большинство полагаются на деформацию части возле основания анкера, когда он находится внутри отверстия, чтобы предотвратить ослабление анкера.
Двойные распорные анкеры отличаются от других анкеров для кирпичной кладки. Вместо того, чтобы нижняя часть анкера резко расширялась, чтобы создать сильное сцепление, весь анкер расширяется, но лишь незначительно, в размере, чтобы распределить давление по всей площади поверхности анкера.
В основном, большинство анкеров для каменной кладки являются односторонними входными устройствами; они не предназначены для выхода. В больших бетонных плитах большинство этих анкеров хорошо работают, потому что бетон настолько прочен, что анкеры могут прикладывать к нему большое усилие без риска повреждения бетона. Это становится проблемой с некоторыми кладочными материалами.
Кирпич — прекрасный пример более мягкого мелкого кладочного материала. Из-за своего размера и формы кирпич можно считать деликатным. Обычные распорные анкеры, помещенные в кирпич, почти наверняка треснут или повредят кирпич.
Двойной распорный анкер используется, когда монтируемый материал является слабым или сомнительного качества. Они расширяются равномерно и распределяют свою удерживающую силу по всему отверстию. Это минимальное расширение на гораздо более широкой площади поверхности по-прежнему обеспечивает сильную удерживающую способность, которая не повреждает кирпич.
Установка двойного распорного анкера
Чтобы установить двойной распорный анкер, выполните следующие действия:
С помощью сверла SDS просверлите в кирпиче отверстие того же диаметра, что и анкер. Отверстие должно быть немного длиннее, чем анкер по глубине.
После очистки отверстия от мусора вставьте двойной распорный анкер в отверстие так, чтобы резьбовая часть была ближе к дну.
Затем просверлите отверстие в материале, который будет крепиться к кирпичу.
Совместите отверстия и используйте соответствующий крепежный винт, чтобы зацепить резьбу анкера. Первые вращения можно делать вручную.
С помощью отвертки затяните крепежный винт, пока он не затянется на поверхности материала, соединяемого с кирпичом. *Примечание: длина крепежного винта зависит от того, что вы крепите к кирпичу.
Одной из уникальных особенностей двойных распорных анкеров является то, что их можно легко извлечь из монтажного отверстия и использовать повторно. Чтобы удалить один, просто выньте крепежный винт, и он вернется в свою первоначальную форму. Затем его можно вынуть из отверстия.
Ищете другие блоги, подобные этому?
Зарегистрируйтесь, чтобы получать новые блоги прямо на ваш почтовый ящик!
Электронная почта *
Имя *
Фамилия *
Постоянное контактное использование. Пожалуйста, оставьте это поле пустым.
Отправляя эту форму, вы соглашаетесь получать маркетинговые электронные письма от: RAW PRODUCTS CORP, 100 Newfield Ave., Edison, NJ, 08837, https://www.albanycountyfasteners.com. Вы можете отозвать свое согласие на получение электронных писем в любое время, используя ссылку SafeUnsubscribe®, расположенную внизу каждого электронного письма. Электронная почта обслуживается постоянным контактом
Опубликовано Автор Пол АренсКатегории Крепеж 101, Кирпичная кладкаТеги анкеры для кирпича, анкеры для шлакоблоков, двойные распорные анкеры, распорные анкеры, каменные анкеры, клиновые анкеры
Как выбрать и использовать крепеж для бетона, шурупы для кладки (сделай сам)
Обновлено: 11.06.2021
Современные решения для крепления дерева и металла к бетону
Следующий проект›
Семейный мастер на все руки
Решите свои проблемы с креплением бетона с помощью наших любимых анкеров для бетона. Мы покажем вам, как устанавливать легкие, средние и тяжелые крепежные детали. Из этой группы вы можете выбрать тот, который лучше всего решает вашу проблему с креплением.
от экспертов по DIY в журнале Family Candyman
Время
A Full Day
Сложности
Начальник
Стоимость
Менее чем $ 200078
. Развешивание вещей на бетонных стенах
Фото A: Легкая нагрузка
Подходит для настенных подвесок весом до 50 фунтов
Фото B: Средняя нагрузка
Подходит для настенных подвесок весом до 200 фунтов
Фото C: Сверхпрочный
Хорошо подходит для конструкционных целей и обладает высокой прочностью.
На рубеже прошлого века у домовладельца (или плотника, если на то пошло) не было большого выбора крепежа для соединения дерева или металла с бетоном. Обычным решением был закаленный гвоздь или деревянная пробка с шурупом, вбитым в центр. Теперь, на рубеже и веков, мы обнаруживаем, что у нас есть больше решений, чем нужно обычному домовладельцу. В этой статье мы покажем вам наш любимый крепеж для бетона, который решит большинство проблем с креплением бетона, с которыми вы, вероятно, столкнетесь. Мы разделили крепеж на легкие, средние и тяжелые, но имейте в виду, что здесь нет жестких границ. Некоторые бетонные крепления, рассчитанные на легкие нагрузки, могут сойти за средние и так далее. Кроме того, некоторые крепежные детали для тяжелых условий эксплуатации имеют более тонкую и короткую форму для более легких применений.
Возьмите перфоратор
Для всех показанных здесь креплений требуется пилотное отверстие, в которое можно вставить крепеж или анкер. Лучший способ просверлить отверстие в бетоне, бетонных блоках, строительном растворе и кирпиче — использовать перфоратор. Стандартная дрель хорошо справится с мягким кирпичом и раствором, но она только расстроит вас и выжжет биты в более твердых материалах. НЕ СЖИГАЙТЕ ВАШ ЛЮБИМЫЙ 3/8-IN. СВЕРЛИТЬ. Если у вас нет перфоратора, одолжите, арендуйте или купите его. У большинства перфораторов есть переключатель или муфта, так что вы можете переключаться с ударного сверления на обычное сверление. Вы найдете для него множество других применений.
Легкая конструкция: Пластиковые анкеры
Фото 1: Просверлите и вставьте пластиковые анкеры
Сначала разметьте и просверлите все отверстия, вставьте пластиковые анкеры, затем закрепите кронштейн винтами.
Фото 1A: Крупный план пластиковых анкеров
Купите винты соответствующего размера для анкеров.
Это застежки, которые вы будете покупать и использовать чаще всего. Они отлично подходят для крепления кронштейнов полок, вешалок для полотенец, кронштейнов для граблей и лопат, душевых дверей, фиксаторов труб и кабелепроводов, а также большинства других предметов весом менее 50 фунтов. Для них требуется пилотное отверстие, по крайней мере, такое же глубокое, как и винт (имейте в виду толщину материала, который вы крепите). На каждой упаковке указан размер отверстия и размер винта (№ 4–12), которые подходят лучше всего.
Наилучшее применение: Бетон, бетонные блоки, раствор, кирпич, плитка и камень.
Как использовать: Просверлите направляющее отверстие в нужном месте с помощью перфоратора и сверла по камню на глубину, на которую сможет проникнуть ваш шуруп. Вставьте пластиковый дюбель в отверстие. Он должен плотно прилегать, но легко вбиваться молотком. Если отверстие становится немного большим, используйте больший винт, чтобы прижать пластик к стенкам отверстия.
Недостатки: Если бетон мягкий или рыхлый, пластиковый анкер может вырваться и провернуться при повороте винта. Чтобы решить эту проблему, разрежьте дополнительный анкер на продольные полосы с помощью канцелярского ножа и (с вывернутым винтом) забейте полосы вдоль существующего анкера.
Легкая конструкция: Анкеры из мягкого металла
Фото 2. Просверлите и вставьте металлический экран
Вставьте анкер металлического экрана в отверстие, затем вверните винт через хомут в экран.
Фото 2A: Крупный план металлических анкеров для экранов
Анкеры для экранов из мягкого металла имеют большие размеры, чем пластиковые анкеры.
Эти анкеры были основой в течение многих лет, особенно до того, как были разработаны пластиковые анкеры. Они по-прежнему хорошо работают сегодня и особенно хороши в более мягких материалах, таких как кирпич и строительный раствор, которые не могут выдержать нагрузку от тяжелых анкеров.
Наилучшее применение: Бетон, бетонные блоки, раствор, кирпич, плитка и камень.
Способ применения: Используйте так же, как пластиковый дюбель. Просверлите правильное направляющее отверстие (см. инструкции на упаковке), вставьте экран в отверстие и привинтите деревянную или металлическую деталь к стене.
Недостатки: Иногда анкеры из мягкого металла могут сорваться, особенно при больших диаметрах и при слишком сильном крутящем моменте с помощью гаечного ключа. Неисправность крепления трудно исправить. Если застежка разболталась в отверстии, снимите ее. Отрежьте полоски проволочного припоя и вставьте их рядом с анкером, вбивая его обратно в отверстие. Дополнительная толщина проволоки поможет экрану захватить отверстие, когда вы будете затягивать винт.
Анкеры для легкой нагрузки: Анкеры с молотком
Фото 3: Забейте анкер и штифт
Резкими ударами молотка забейте штифт на закрепке молотком. Крепеж проскользнет в отверстие и расширится сзади, чтобы вклиниться в бетон.
Фото 3A: Крупный план анкера с молотком
Штифт подходящего размера поставляется с анкером.
Лучшая особенность забивных анкеров заключается в том, что их можно быстро установить. У вас нет гаек и шайб, с которыми можно было бы возиться; просто просверлите отверстие нужной глубины и забейте его. Они отлично подходят для подвешивания 3/4 дюйма. обшивочные полосы и металлические скобы и ремни.
Наилучшее применение: Бетон, бетонные блоки, раствор и кирпич.
Как использовать: Удерживая дерево или другой материал на месте, просверлите его в бетоне на нужную глубину. Вставьте анкер (Фото 3). Чтобы закончить работу, ударьте молотком по выступающему штифту и вбейте его внутрь.
Недостатки: После того, как вы закрепите крепежные детали с помощью молотка, нет простого способа удалить их, не разрушив материал или крепеж. Если застежка ослабла, оставьте ее на месте и просверлите еще одно отверстие. Не используйте крепежные детали с молотком в рассыпчатом бетоне или растворе. Вместо этого используйте пластиковый анкер.
Средняя нагрузка: Втулочные анкеры
Фото 4. Вставьте втулку в предварительно просверленное отверстие
Установите поручни и кронштейны перил на мягкую кладку, такую как кирпич и бетонный блок, с помощью втулочных анкеров. Вставьте втулку в предварительно просверленные отверстия и затяните.
Фото 4A: Крупный план бетонных анкеров-втулок
Втулочные анкеры имеют либо головку винта (Фото 4), либо головку болта.
Эти анкерные болты для бетона или анкерные болты для дерева доступны в нескольких размерах и выдерживают нагрузку до 200 фунтов. Втулки зажимают стороны предварительно просверленного отверстия и затягиваются по мере затягивания винта или болта.
Наилучшее применение: Бетон, бетонные блоки, раствор и кирпич.
Как использовать: Сначала просверлите пилотное отверстие соответствующего размера (3/8 дюйма, 1/2 дюйма и т. д.) в дереве или металле и в бетоне. Вставьте анкер для бетонной втулки в отверстие. Крепко держите объект, который вы крепите, к стене, потому что анкер будет притягивать его лишь немного сильнее, когда вы затягиваете винт или гайку. Затяните застежку, пока она не станет надежной.
Недостатки: Если вы перетянете гайку, крепление сломается или разрушит бетон вокруг отверстия. Если эта застежка не сработает, вам нужно будет просверлить еще одно отверстие на расстоянии нескольких дюймов и повторить попытку.
Средний режим работы: Шурупы по бетону
Фото 5: Комбинированный инструмент с отверткой и битой по бетону
Специальная насадка и втулка в сборе позволяют быстро сверлить отверстия и заворачивать шурупы. Покупайте их в хорошо укомплектованных домашних центрах и хозяйственных магазинах.
Фото 6: Вверните закаленный винт
Предварительно просверлите отверстие для винта нужного размера на нужную глубину и вверните специальный закаленный винт с помощью электрической отвертки или дрели.
Фото 6A: крупный план шурупа по бетону
Используйте шестигранную отвертку (фото 6) для установки этих специальных закаленных шурупов.
Использование шурупов для бетона — самый быстрый способ крепления планок обрешетки, окон и дверей, зажимов для труб и электрических коробок. Просверлите направляющее отверстие специального размера (точный размер сверла см. на упаковке) и вбейте сверхтвердую большую резьбу шурупа в бетон с помощью электрической отвертки. Купить 3/16 дюйма. диам. винты для более легких нагрузок и 1/4-дюйм. диам. винты для тяжелых работ. Прелесть этой застежки в том, что если деталь нужно снять, вы можете просто выкрутить винт. Они доступны с головками с шестигранной головкой или с крестообразным шлицем.
Лучшее применение: Бетон и бетонные блоки.
Как использовать: Используйте специальную насадку в перфораторе, чтобы просверлить пилотное отверстие в заготовке (если это дерево) прямо в бетоне. Закрутите винт с помощью отвертки с электроприводом. Шестигранные головки легче забивать, но после затягивания головки будут немного выступать над поверхностью.
Недостатки: Не подходит для рассыпчатого бетона или раствора. Держите под рукой несколько дополнительных наконечников для отверток; винты настолько твердые, что кончики винтов часто ломаются.
Для тяжелых условий эксплуатации: Втулочные анкеры
Фото 7. Вставьте анкер в предварительно просверленное отверстие
Сверло 1/2 дюйма. отверстия, вставьте анкеры и затяните гайки, чтобы прикрепить ригельную доску 2×6 к бетонному блоку.
Фото 7A: Крупный план анкерной втулки
Большой родственник уменьшенной версии, показанной выше. Не перетягивайте.
Эти анкеры большого диаметра 3/8 дюйма. до 1/2 дюйма. диам. Версии идеально подходят для анкеровки тяжелых, несущих элементов каркаса, таких как доски палубной буксы.
Лучшее применение: Бетон и бетонные блоки.
Как использовать: Просверлите дерево и бетон с помощью сверла по камню и перфоратора. Используйте ограничитель глубины, чтобы получить правильную глубину, а затем выдуйте пыль из отверстия с помощью мочалки для индейки (не используйте дыхание, потому что пыль будет сдуваться обратно вам в лицо). Вставьте анкер в отверстие и затяните гайку и шайбу, чтобы задняя сторона крепежа прижалась к бетону. Не перетягивайте. Попытайтесь ввести анкер в твердую часть бетонного блока для дополнительной безопасности и прочности.
Недостатки: Чрезмерное затягивание может привести к их разрыву. Используйте ручной гаечный ключ в качестве розетки и затяните их. Не затягивайте их, как гайку на автомобильном колесе. Если застежка не сработает, просверлите еще одно отверстие на расстоянии нескольких дюймов.
Для тяжелых условий эксплуатации: Клиновые анкеры
Фото 8. Отверстие и резьба в анкере
отверстие в древесине и в бетоне для крепления деревянных плит к бетонному полу. Если у вас есть несколько отверстий такого размера, которые нужно просверлить, воспользуйтесь арендованной дрелью и приберегите свои для средних и легких пилотных отверстий.
Фото 8A: Клиновой анкер крупным планом
Клиновые анкеры прочны и долговечны.
Очень прочные анкеры для крепления элементов каркаса к монолитному бетону. Они бывают разной длины и от 1/4 дюйма до 1 дюйма в диаметре.
Наилучшее применение: Бетон и камень.
Способ применения: Просверлите отверстие размером с анкер в дереве и бетоне. Наверните гайку на несколько оборотов и вбейте ее молотком. Убедитесь, что шайба на месте, и затяните гайку гаечным ключом.
Ручной инструмент и принадлежности → Металлорежущий инструмент → Резцы токарные → Резцы токарные проходные отогнутые. ГОСТ 18877-73 → Канаш
Отправить запрос
Версия для печати
Задать вопрос
Нашли ошибку?
Технические характеристики:
ГОСТ 18877-73
Обозначение резца
2102-0056
Направление резца
левый
Угол врезки пластины
0º
Пластина
твёрдый сплав Т15К6
Габаритные размеры, мм
25х16х140
Описание:
Резец токарный проходной отогнутый предназначен для обтачивания наружных цилиндрических и конических поверхностей с продольной подачей, при этом позволяют обрабатывать торцевые поверхности деталей с поперечной подачей. Также применяется в целях снятия фасок, обработки и подрезки выступающих частей деталей при продольной или поперечной подаче, во время работы с которыми снимается наибольшая часть припуска. Могут использоваться как для черновой (обдирочной), так и для чистовой обработки. В резце токарном проходном отогнутом с углом врезки пластины 0° в основном используются пластины из твёрдого сплава Т15К6, Т5К10.
Отзывы:
добавить отзыв
Отзывов ещё нет. Ваш отзыв будет первым.
Цена на товар Резец токарный проходной отогнутый левый, Т15К6, 25х16х140 мм, ГОСТ 18877-73 может отличаться от розничной (магазинной) цены. Фото, наименование, артикул, описание и технические характеристики товара могут отличаться и иметь неточности или могут быть изменены производителем без предварительного уведомления, также может меняться страна-производитель в зависимости от поставок. Уточняйте важные для вас параметры и характеристики в магазинах у консультантов или по телефонам и электронной почте. Проверяйте комплектацию товара и его технические возможности в момент получения товара. Данный сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437.2 Гражданского кодекса РФ.
Похожие товары:
Резец токарный проходной отогнутый правый, Т5К10, 25х16х140 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0055, правый, угол врезки пластины 0º, пластина из твёрдого сплава Т5К10, размер 25х16х140 мм
Отправить запрос
Резец токарный проходной отогнутый левый, ВК8, 25х16х140 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0006, левый, угол врезки пластины 10º, пластина из твёрдого сплава ВК8, размер 25х16х140 мм
Отправить запрос
Резец токарный проходной отогнутый правый, ВК8, 25х20х170 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0029, правый, угол врезки пластины 10º, пластина из твёрдого сплава ВК8, размер 25х20х170 мм
Отправить запрос
Резец токарный проходной отогнутый правый, Т15К6, 25х20х170 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0079, правый, угол врезки пластины 0º, пластина из твёрдого сплава Т15К6, размер 25х20х170 мм
Отправить запрос
Резец токарный проходной отогнутый правый, Т5К10, 25х20х170 мм, ГОСТ 18877-73
ГОСТ 18877-73, обозначение резца 2102-0079, правый, угол врезки пластины 0º, пластина из твёрдого сплава Т5К10, размер 25х20х170 мм
Отправить запрос
Сообщить о поступленииX
имя:
*
телефон:
*
e-mail:
комментарий:
сообщить о поступлении и цене
Запрос отправлен.
Мы свяжемся с вами, когда товар поступит на склад.
Подписка на снижение ценыX
Мы уведомим вас о снижении цены на этот товар.
имя:
*
телефон:
*
e-mail:
отправить
Ошибка или неточность на сайте?X
Нашли ошибку или неточность в описании товара? Cообщите нам, мы обязательно это исправим.
ошибка:
*
отправить
ГОСТ 18877 73 и геометрия, классификация и режимы
Проходной отогнутый токарный резец – специальный инструмент для обработки металлоконструкций, который прежде всего предназначен для ликвидации неровностей на наружных поверхностях различных деталей вращений, таких как цилиндрические валки и прочие элементы конической формы.
За счёт универсальных возможностей эксплуатации, такие резцы получили наибольшую популярность чем подобные инструменты прямого типа. С помощью проходных отогнутых резцов выполняют такие работы как:
черновая и чистовая обработка наружных и внутренних плоскостей деталей;
торцевание заготовок конического и цилиндрического типа;
снятие фасок под определённым градусом;
нарезка резьбы;
устранение лишних элементов конструкции.
Содержание:
1 Характеристики по геометрии ГОСТ 18877 73
2 Плюсы и минусы
3 Разновидности и классификация
4 Чертежи
5 Критерии по выбору
6 Какие есть режимы работы
7 Где заказать и купить
Характеристики по геометрии ГОСТ 18877 73
Основной составляющей частью резца является его головка, располагающаяся на вершине стержня инструмента, и фиксируется в резцедержателе. Головка резца имеет одну переднюю кромку и две задние (основная и вспомогательная). Передняя кромка позволяет обеспечить более качественный сход стружки с поверхности обрабатываемого изделия.
Основная работа инструмента осуществляется при помощи особой вершины в резце, которая образовывается в месте пересечения основной, вспомогательной и передней кромок. В любой модели формируется собственный угол, который позволяет произвести изделие максимально удовлетворять требованиям и условиям применения. К примеру, для процесса формирования детали ступенчатого типа используют резец с общим углом в размере 90 градусов.
Плюсы и минусы
Достаточно сложно определить плюсы и минусы такого изделия. Прежде всего, несомненным плюсом будет являться его универсальность в работе. Таким инструментом можно выполнять множество типов действий (черновая и чистовая отделка, формирование резьбы, торцевание различных деталей и мн. др.).
Минусом же такого инструмента является его расходность. Токарные резцы – это прежде всего расходные материалы и при эксплуатации они часто ломаются, стачиваются и приходят в негодность. Поэтому прежде, чем выполнять какие-либо токарные мероприятия следует запастись инструментами впрок.
Разновидности и классификация
Проходные отогнутые резцы можно разделить на две категории: черновые и чистовые. Черновые инструменты позволяют выполнять работы по грубой обработке изделий. Общий радиус их закругления значительно ниже, чем у резцов, применяемых для чистовых работ, но при этом такие инструменты обладают довольно хорошим уровнем устойчивости и могут более длительное время эксплуатироваться.
Чистовые приборы имеют уже меньший радиус закругления, чем черновые, что, в свою очередь, даёт возможность обработать рабочую поверхность более аккуратно и достичь необходимого эффекта. Как правило, их используют на финальном этапе изготовления небольших деталей.
Помимо этого, различают левые и правые проходные отогнутые резцы. Данная классификация основывается на положении режущей кромки резца. Движение токарных резцов левого типа осуществляется слева направо. При этом, если такой резец положить на левую руку, то со стороны большого пальца руки будет располагаться общая режущая кромка инструмента.
Движение токарных резцов правого типа осуществляется справа налево. Такие резцы получили наибольшее распространение. А если правый резец положить в правую руку, то аналогично с ситуацией, с левым резцом общая кромка будет упираться в большой палец руки.
Также, проходные отогнутые резцы можно разделить потому, из какого материала они были изготовлены. Чаще всего такие резцы делают из материалов твёрдых сплавов, но при этом существуют и резцы из стали быстрорежущего типа.
Чертежи
Критерии по выбору
Несмотря на то, что токарные резцы относят к расходным элементам токарного станка, к их выбору, как и к выбору любого другого инструмента, следует подходить с ответственностью. Правильно выбранный токарный резец позволит более длительную эксплуатацию и более качественную обработку изделий. Прежде всего, стоит учесть то, какие работы будут выполняться.
Если круг работ достаточно широк, и включает в себя обработку разных типов деталей, то стоит запастись не одни типом резца, а сразу несколькими. Предпочтительнее приобрести набор резцов. Так вы будете максимально спокойны в том случае, если у вас не окажется под рукой необходимого вам резца.
Также, следует учесть размер обрабатываемой заготовки. От размера заготовки зависит и выбор размера резца. Чаще всего приобретают резец среднего размера. Они более универсальны и позволяют работать с различными изделиями, не требуя при этом замены.
Ещё одни критерием выбора должен стать материал изготовления инструмента. Когда обрабатываемое изделие выполнено из мягкого и незакаленного металла, выбирают резцы, материалом для изготовления которых служит быстрорежущая сталь.
В случае, когда обработка будет идти по жёстким материалам, использую резцы из твердосплавных материалов. Такие резцы устойчивы к вибрационным колебаниям и температурным перепадам, а длительность их службы значительно выше.
Какие есть режимы работы
Эксплуатация проходных отогнутых токарных резцов довольно проста, и в зависимости от формы обрабатываемого изделия и метода обработки может быть осуществлена в продольном или поперечном направлении. В самом начале осуществляют черновую обработку поверхности только одним инструментом, которое будет предназначено для этих целей.
Стоит отметить, что инструменты, предназначенные для черновых работ, не рекомендуется использовать на чистовых работах и наоборот. При черновых работах допускается удаление металла обрабатываемой поверхности до 5 миллиметров за несколько проходов. После черновых работ с целью соблюдения более точных метрических показателей изделия. Толщина снимаемого металла не должна при этом быть больше десятых долей миллиметра.
Где заказать и купить
В мире не так много компаний, осуществляющих производство токарных проходных отогнутых резцов. Среди таких компаний можно выделить украинские компании ЧИЗ и Укрметиз, китайский Intertool, отечественную фирму ООО «Мелитополь инструмент», и шведскую Seco.
На сегодняшний день купить токарные резцы можно как в обычных строительных магазинах вашего города или же заказать в любом интернет-магазине строительных инструментов, среди которых магазин 220 Вольт и магазин Ринком.
Вам нужны эти долота с твердосплавными наконечниками
Каждый редакционный продукт выбирается независимо, хотя мы можем получить компенсацию или партнерскую комиссию, если вы купите что-либо по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
Если вы хотите научиться токарной обработке дерева или модернизировать имеющиеся у вас инструменты, попробуйте этот набор токарных инструментов, одобренный семейным мастером.
Если вы никогда не пробовали токарную обработку дерева, вам следует это сделать. Токарная обработка дерева сильно отличается от других видов деревообрабатывающих проектов. Это простой и относительно быстрый способ проявить творческий подход. И, честно говоря, очень приятно создавать округлую форму из квадратного куска дерева.
Как только вы совершите скачок и купите токарный станок и токарный станок, вы окажетесь на перекрёстке, о котором много спорят. Большинство традиционалистов рекомендуют покупать обычные токарные стамески и точилки, но уход за острыми инструментами займет много времени. В качестве альтернативы вы можете приобрести стамески для токарной обработки дерева с твердосплавными наконечниками, наконечники которых можно легко вращать или заменять.
Прежде чем сделать выбор, вам нужно учесть несколько вещей. Как часто вы будете точить и насколько велик ваш бюджет на токарные инструменты и точилки? Я решил начать с инструментов с твердосплавными наконечниками, а затем превратился в пользователя гибридных инструментов. Теперь, когда мои почти 15-летние инструменты с твердосплавными наконечниками показывают свой возраст, я взял новый набор инструментов Easy Wood Turning Tools, чтобы попробовать.
На этой странице
Что такое простые токарные инструменты?
Комбинированный набор из трех предметов Easy Wood Tools включает в себя полноразмерные твердосплавные инструменты для токарных станков по дереву — черновой, чистовой и детальный. Инструменты поставляются с удобными ручками из твердого дерева длиной 16 дюймов. Прочные полудюймовые инструментальные бруски из нержавеющей стали имеют общую длину более двух футов для оптимального управления поворотом.
Инструменты поставляются со специально разработанными высококачественными твердосплавными режущими пластинами, которые можно заменять другими твердосплавными фрезами Easy Wood Tools. Инструменты немного длиннее, чем мои оригинальные инструменты из карбида, а кленовые рукоятки удобны и надежны в руке.
Как мы их тестировали
Семейный мастер на все руки
С помощью токарного набора Easy Wood мы выточили пару скалок из твердого клена. Мы также сделали пару небольших сосудов и несколько безделушек из обрезков дерева, которые валялись в магазине.
Хотел проверить, насколько инструменты сохраняют остроту после точения плотного клена; их маневренность и удобство использования; и насколько хорошо они изменили форму квадратных блоков по сравнению с традиционными черновыми долотами.
Твердосплавные фрезы были доставлены острыми как бритва и готовыми к работе. Даже после изготовления нескольких скалок из твердого клена твердосплавные фрезы Easy Wood Tools сохранили свою остроту. Их хватит еще на несколько сеансов токарной обработки, после чего будет достаточно быстрого вращения фрезы.
Более грубый, с закругленным квадратным резцом, стал самым тупым в группе. Традиционно черновые выемки с их скошенными рифлеными резцами лучше подходят для быстрого превращения квадратных форм в грубые цилиндры. Easy Wood Tools грубее выполнил эту задачу на всех точеных деталях, хотя и медленнее и деликатнее, чем я привык.
Нет никаких сомнений в том, что токарные инструменты Easy Wood — одни из лучших, которые я когда-либо использовал, и они недешевы. Они невероятно крепкие, прочные и хорошо сделанные, настолько, что вращение чего-либо небольшого между шпинделями токарного станка кажется почти громоздким. Но я бы предпочел иметь один набор высококачественных инструментов для любого проекта по токарной обработке дерева, а не несколько наборов, или набор, который можно использовать только для небольших проектов.
Мне очень нравится, что панели инструментов Easy Wood Tools имеют квадратную форму, а не закругленную. С квадратной панелью инструментов вы можете легче контролировать режущую кромку, поскольку плоская кромка идеально ложится на остальную часть инструмента токарного станка. Это позволяет более равномерно подавать режущий наконечник с меньшими усилиями оператора.
Pros
Заточка не требуется;
Скважина построена;
Достаточно прочный для крупных проектов;
Доступны различные типы твердосплавных фрез;
Долговечные фрезы;
Квадратная панель инструментов.
Минусы
Довольно большой размер для точения небольших изделий;
Rougher не так эффективен, как его традиционный аналог;
Дорого.
Часто задаваемые вопросы
Семейный мастер на все руки
В: Существуют ли уменьшенные версии этих токарных инструментов от Easy Wood?
Ответ: Да. Твердосплавные режущие инструменты Easy Wood представлены в пяти размерах и стилях.
В: Твердосплавные режущие инструменты Easy Wood доступны только в наборе из трех штук или их можно приобрести по отдельности?
A: Инструменты Easy Wood можно приобрести отдельно.
Что говорят другие
Джей Ди, подтвержденный покупатель Amazon, оставил трогательный отзыв с пятью звездами, написав: «Купил это для моего папы. Он был так счастлив, у него были слезы на глазах. Хотел бы я отдать их папе много лет назад…» И Джейк, еще один довольный обозреватель Amazon, был краток и мил: «Это потрясающие инструменты. Дорого, но оно того стоит!»
Окончательный вердикт
Если вы ищете высококачественный, хорошо сделанный набор твердосплавных токарных инструментов, Easy Wood Tools — это то, что вам нужно. Они прочные, стабильные, острые и простые в использовании. Кроме того, вы можете уделять больше времени работе над реальными проектами, а не оттачивать свои инструменты.
Где купить
через продавца
Полную линейку инструментов Easy Wood Turning Tools, включая этот набор из трех предметов, можно приобрести на Amazon.com.
Купить сейчас
Popular Videos
ⓘ
Итан О’Доннелл
Итан — главный редактор Family Handyman, который находит и тестирует новейшие и лучшие продукты, инструменты и оборудование в сфере DIY. Итан имеет опыт создания деревянных изделий, декораций, реквизита и экспонатов на заказ. За свою карьеру он реализовал проекты для нескольких компаний из списка Fortune 500, а также для Службы парков США. В свободное время он любит кататься на двух колесах, читать, рисовать или проводить время с друзьями, обсуждая последние события Формулы-1.
Токарные инструменты из эпоксидной смолы и акрила для токарных станков — полный размер 26,5 дюйма, комбинезон
Простые токарные инструменты
Артикул: ARSTH SSCF ARS90 3 Ручка 63
Уже в наличии!
Заголовок: Заголовок по умолчанию Заголовок по умолчанию
Заголовок по умолчанию — $199,99
Количество
Описание
Перевозки
Твердосплавные инструменты для токарного станка по дереву Специально для токарной обработки эпоксидной смолы
Этот набор включает 3 инструмента:
имеет круглый вал с круглой твердосплавной режущей кромкой с плоской вершиной. Классическая техника «наезда по фаске», используемая так же, как и при традиционном долблении, обеспечивает превосходное режущее действие сдвига, в отличие от скребкового резания, при котором откалываются искусственные материалы. Этот метод является ответом на резку сложных материалов, а также дерева, поэтому он является идеальным инструментом для гибридных проектов. Регулировка угла поворота регулирует агрессивность резки. Кроме того, у него есть дополнительное преимущество, заключающееся в том, что он направляет «ленты» или стружку в сторону от вас, чтобы они не попали вам в лицо и не обмотались вокруг поворота 9.0137 , блокируют обзор инструмента и проекта. Этот инструмент идеально подходит для начинающих, поскольку он проще в использовании и менее агрессивен, чем простой финишер для резки ножницами.
Проведите/потрите фаску на заготовке, затем поднимите рукоятку, пока она не начнет резать.
Поверните или поверните инструмент на подручнике в направлении, в котором вы собираетесь двигаться.
Вырежьте немного выше центральной линии токарного станка.
Круглый инструментальный вал 5/8” с твердосплавной фрезой с круглой плоской вершиной ½” (поиск AR STH для замены)
2. SSCF (простой финишер с ножницами):
Простой ножницами финишер зарекомендовал себя как лучший универсальный инструмент. Он отлично подходит для смолы, акрила, гибридных или прямых деревянных деталей. Этот инструмент позволяет вам делать резы, которые творят чудеса как с акрилом, смолой, так и с деревом. Круглый стержень инструмента и круглая твердосплавная фреза в форме блюдца позволяют регулировать агрессивность. Вы можете вращать вал вокруг своей оси; чем больше вы его вращаете, тем светлее разрез. Хотя вы никогда не будете использовать этот инструмент в горизонтальном положении, только небольшой угол даст вам агрессивный срез и действительно отправит ленты в полет. Поверните резак еще немного, и вы сможете снимать стружку от себя и следить за обрабатываемой деталью, а не за скоплением лент. Хотя для использования этого инструмента может потребоваться немного больше практики, он всегда становится любимым.
Предназначен для подачи на работу под углом, чтобы обеспечить резкий срез.
Агрессивность этого резака можно регулировать в зависимости от того, насколько сильно вы вращаете инструмент.
Поверните или поверните инструмент на подручнике в направлении, в котором вы собираетесь двигаться.
Круглый инструментальный вал 5/8” с круглой тарелкообразной фрезой ½” (ищите замену в SSCF)
3. AR S90 (простой инструмент 90°):
Квадратный вал инструмента и квадратная фреза с отрицательным передним углом делают этот инструмент невероятно полезным при удалении материала (черновая обработка заготовок пера). Вы можете погрузить его прямо в деталь для мелких линий, канавок или других деталей, или вы можете приблизиться к детали под углом 45 градусов и сделать черновую резку. Вы можете использовать его, чтобы загнуть острые углы заготовки ручки. Этот инструмент был фаворитом в нашем тестировании.
Инструмент ровно удерживается на подручнике
Квадратный вал инструмента 5/8” с твердосплавной фрезой квадратного сечения 15 мм с отрицательным передним углом (поиск AR S90 для замены)
Детали ручки:
Материал: цельный алюминий, обработанный на станке с ЧПУ, с удобной ручкой из пеноматериала
Общая длина: 17 дюймов
Внешний диаметр: 1 3/8 дюйма
Отверстие для инструмента: диаметр ½ дюйма
Инструменты легко заменить, ослабив два установочных винта с внутренним шестигранником из нержавеющей стали.
Следует помнить несколько вещей:
Токарная обработка акрила занимает больше времени, чем обработка дерева.
Порезы ножницами оказались очень успешными там, где соскабливающие порезы не применялись.
Медленно вводите режущую кромку, старайтесь не «протыкать» дерево, так как пластик может треснуть при использовании этой техники.
Увеличьте скорость вашего токарного станка и замедлите представление инструмента до нуля.
Вяжите от концов внутрь.
Делайте небольшие надрезы, чтобы уменьшить количество сколов. Увеличивайте свою агрессивность, как только почувствуете это.
Посмотрите наши демонстрации инструментов здесь: Как использовать инструменты дополненной реальности
Акриловые, смоляные и гибридные проекты изменили ландшафт токарной обработки дерева. Традиционные инструменты с твердосплавными наконечниками плохо работали с этими новыми материалами, поэтому мы решили найти решение. Рождение нашей линейки инструментов Acrylic/Resin (AR) произошло в результате множества проб (и ошибок), воплотивших все типы искусственных и гибридных проектов.
 222
222 990
990 Достаточно поделить 1т (1000 кг) на вес 1 метра арматуры. Ниже приведем несколько примеров вычисления количества метров в 1 тонне арматуры.
Достаточно поделить 1т (1000 кг) на вес 1 метра арматуры. Ниже приведем несколько примеров вычисления количества метров в 1 тонне арматуры. Ведь продается он в килограммах.
Ведь продается он в килограммах.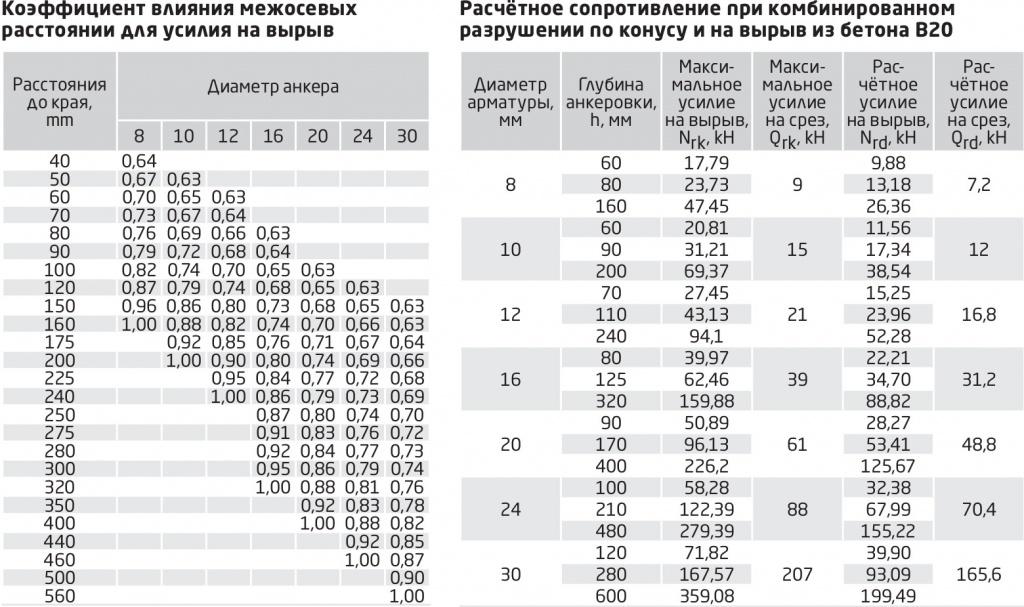
 Так, в частном строительстве востребован металлопрокат диаметром 8 мм, 10 мм, 12 мм. Соответственно, масса арматуры 8, 10, 12 мм за метр применяется при расчете объема материала.
Так, в частном строительстве востребован металлопрокат диаметром 8 мм, 10 мм, 12 мм. Соответственно, масса арматуры 8, 10, 12 мм за метр применяется при расчете объема материала. формула расчета веса стали на метр и на фут.
формула расчета веса стали на метр и на фут.
 0,617 кг — это вес стального стержня диаметром 10 мм на метр.
0,617 кг — это вес стального стержня диаметром 10 мм на метр. 10-мм стального стержня = (10×10×40)/533 = 7,505 кг , так что вес 1 отрезка 10мм стали 7.505p кг
10-мм стального стержня = (10×10×40)/533 = 7,505 кг , так что вес 1 отрезка 10мм стали 7.505p кг Обычно он измеряется в фунт/фут , г/см или кг/см или кг/м и т. д.
Обычно он измеряется в фунт/фут , г/см или кг/см или кг/м и т. д.
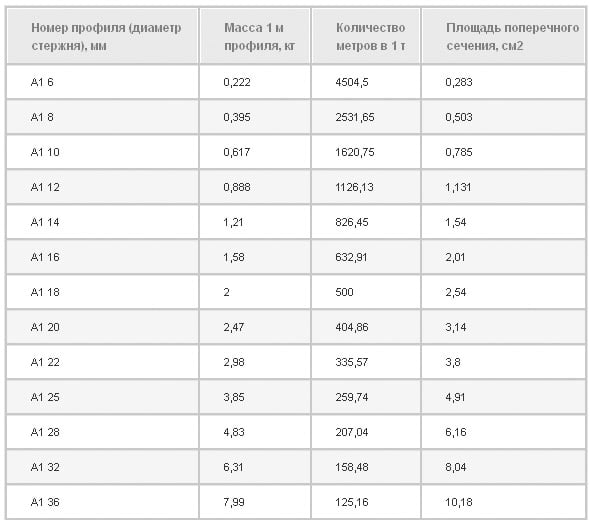 28 kg/m
28 kg/m 
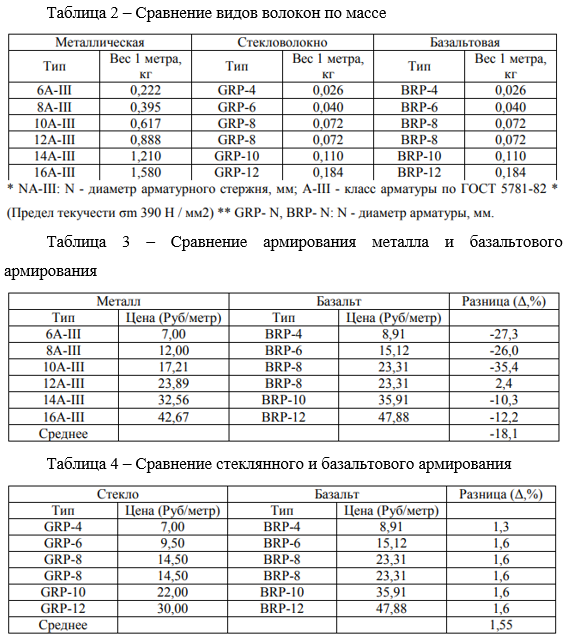 Стальной стержень 1,58 кг/м³ .
Стальной стержень 1,58 кг/м³ . Масса изделия диаметром 32 мм. Стальной стержень
Масса изделия диаметром 32 мм. Стальной стержень 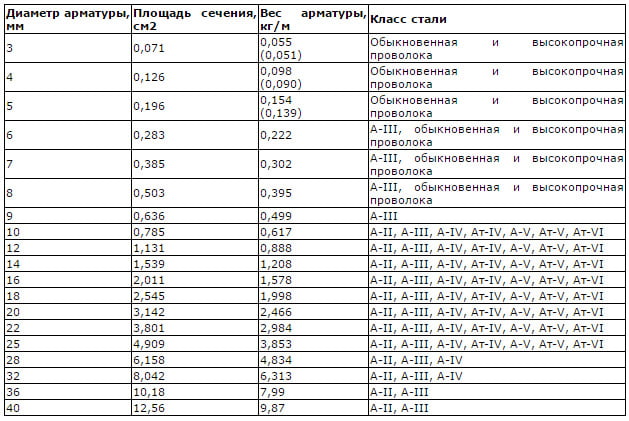 of Steel Bars Used In Construction
of Steel Bars Used In Construction 87 kg/m
87 kg/m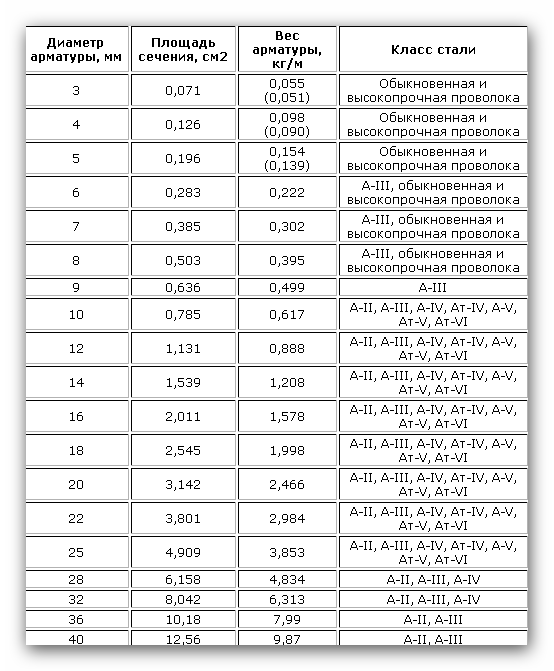

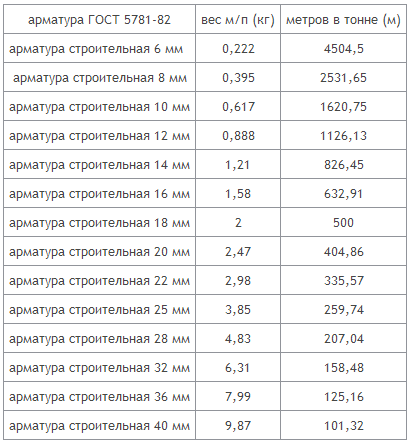 Стальные стержни в основном используются в качестве арматуры для усиления свойства на растяжение бетонных конструкций. Вес стали ht обычно измеряется в кг , тонны, и фунта.
Стальные стержни в основном используются в качестве арматуры для усиления свойства на растяжение бетонных конструкций. Вес стали ht обычно измеряется в кг , тонны, и фунта. 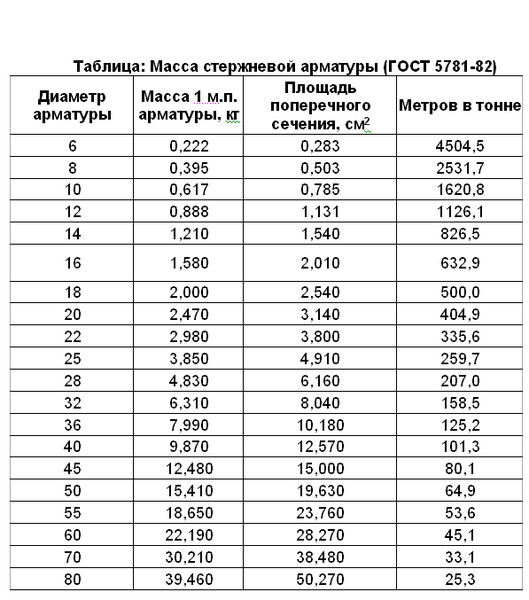
 Они боятся вибраций и силовых нагрузок. Это не позволяет использовать твердосплавные сверла для прерывистой обработки заготовок на высоких скоростях.
Они боятся вибраций и силовых нагрузок. Это не позволяет использовать твердосплавные сверла для прерывистой обработки заготовок на высоких скоростях.
 Лучше всего они подходят для обработки углеродистых и легированных конструкционных сталей.
Лучше всего они подходят для обработки углеродистых и легированных конструкционных сталей. Также в разных количествах могут содержаться:
Также в разных количествах могут содержаться:
 В больших количествах содержит молибден (9 %) и кобальт (4,7–5,2 %). Сплав имеет повышенную склонность к обезуглероживанию и перегреву при закалке. Шлифуемость — низкая. HSS-сверла из этого сплава применяют для обработки заготовок из улучшенных легированных и нержавеющих сталей.
В больших количествах содержит молибден (9 %) и кобальт (4,7–5,2 %). Сплав имеет повышенную склонность к обезуглероживанию и перегреву при закалке. Шлифуемость — низкая. HSS-сверла из этого сплава применяют для обработки заготовок из улучшенных легированных и нержавеющих сталей.
 К поверхностям таких инструментов стружка практически не липнет. Из-за этого они медленнее изнашиваются и реже ломаются.
К поверхностям таких инструментов стружка практически не липнет. Из-за этого они медленнее изнашиваются и реже ломаются. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.

 Неважно, простая ли это посылка или крупногабаритный товар — мы сделаем все, чтобы ваш заказ поступил в место назначения
Неважно, простая ли это посылка или крупногабаритный товар — мы сделаем все, чтобы ваш заказ поступил в место назначения
 Когда дело доходит до сверления, выбор правильного инструмента для работы имеет решающее значение. В этой статье мы описываем разницу между бурами из быстрорежущей стали (HSS) и кобальтовыми сверлами, их сильные и слабые стороны, а также когда их следует использовать.
Когда дело доходит до сверления, выбор правильного инструмента для работы имеет решающее значение. В этой статье мы описываем разницу между бурами из быстрорежущей стали (HSS) и кобальтовыми сверлами, их сильные и слабые стороны, а также когда их следует использовать.
 Как и другие биты из быстрорежущей стали, они устойчивы к коррозии, а это означает, что они должны сохранять свое состояние при любых условиях хранения и использования, с которыми они могут столкнуться. Однако кобальт может быть хрупким. Если за кобальтовыми сверлами не ухаживать должным образом или если их уронить, они могут сломаться, что может дорого обойтись.
Как и другие биты из быстрорежущей стали, они устойчивы к коррозии, а это означает, что они должны сохранять свое состояние при любых условиях хранения и использования, с которыми они могут столкнуться. Однако кобальт может быть хрупким. Если за кобальтовыми сверлами не ухаживать должным образом или если их уронить, они могут сломаться, что может дорого обойтись.
 Скорее всего, бронзу (сплав меди с оловом) впервые получили случайно, при обработке руды, содержащей оба металла. На протяжении двух тысяч лет (до начала I тысячелетия до н.э.) бронза являлась основным материалом для производства орудий труда. Археологи называют эту эпоху бронзовым веком.
Скорее всего, бронзу (сплав меди с оловом) впервые получили случайно, при обработке руды, содержащей оба металла. На протяжении двух тысяч лет (до начала I тысячелетия до н.э.) бронза являлась основным материалом для производства орудий труда. Археологи называют эту эпоху бронзовым веком.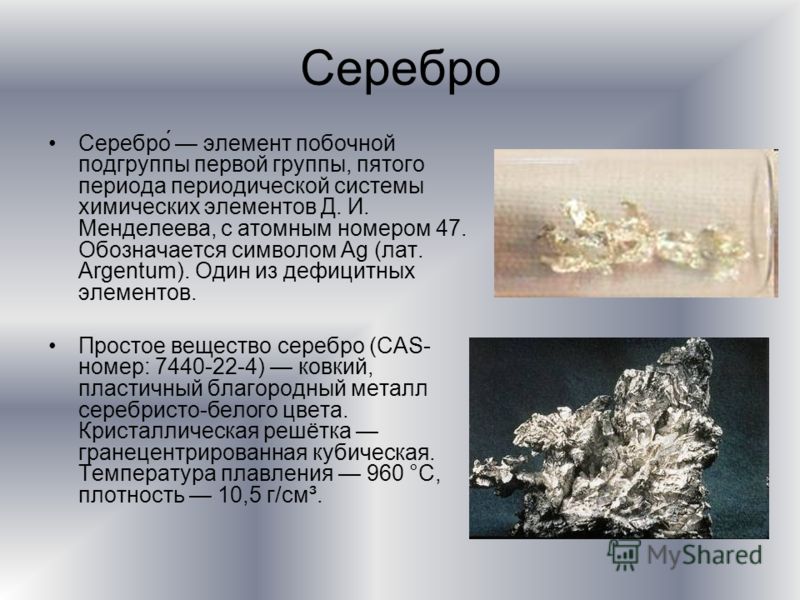
 Исключение составляет йодоводородная кислота, которая вступает в реакцию с медью с выделением водорода и образованием очень устойчивого комплекса меди (I) H[CuI2].
Исключение составляет йодоводородная кислота, которая вступает в реакцию с медью с выделением водорода и образованием очень устойчивого комплекса меди (I) H[CuI2]. Ежедневная потребность меди для человека составляет около 2 -3 мг. Особенно богаты этим элементом молоко и дрожжи. Однако в больших количествах соединения меди вредны: приём внутрь 2 г медного купороса может привести к смерти.
Ежедневная потребность меди для человека составляет около 2 -3 мг. Особенно богаты этим элементом молоко и дрожжи. Однако в больших количествах соединения меди вредны: приём внутрь 2 г медного купороса может привести к смерти. э. серебро стоило дороже остальных металлов, даже золота. Ситуация изменилась лишь после того, как примерно в VI в. до н.э. древние умельцы освоили процесс выделения серебра из свинцовых руд.
э. серебро стоило дороже остальных металлов, даже золота. Ситуация изменилась лишь после того, как примерно в VI в. до н.э. древние умельцы освоили процесс выделения серебра из свинцовых руд. В старину из него изготовляли монеты, вазы, кубки, ювелирные изделия, тончайшими серебряными пластинами украшали ларцы и одеяния. На Руси из серебра делали церковные сосуды, оклады икон. В настоящее время применение серебра не ограничивается ювелирным делом – оно идет на производство зеркал, электрических контактов, аккумуляторов, используется в стоматологии.
В старину из него изготовляли монеты, вазы, кубки, ювелирные изделия, тончайшими серебряными пластинами украшали ларцы и одеяния. На Руси из серебра делали церковные сосуды, оклады икон. В настоящее время применение серебра не ограничивается ювелирным делом – оно идет на производство зеркал, электрических контактов, аккумуляторов, используется в стоматологии. Ляпис оказывает на кожу прижигающее и вяжущее действие, его используют в медицине в виде ляписных карандашей.
Ляпис оказывает на кожу прижигающее и вяжущее действие, его используют в медицине в виде ляписных карандашей. Так, по одной из версий, русское название металла происходит от слова «солнце». Латинское название элемента (Aurum) в переводе означает «жёлтый».
Так, по одной из версий, русское название металла происходит от слова «солнце». Латинское название элемента (Aurum) в переводе означает «жёлтый». «Золото через свой изрядно жёлтый цвет и блещущую светлость от прочих металлов отлично», — писал о нем М.В.Ломоносов.
«Золото через свой изрядно жёлтый цвет и блещущую светлость от прочих металлов отлично», — писал о нем М.В.Ломоносов. Её отделяли от остальной породы и разлагали нагреванием. Ртуть при этом улетучивалась, а золото оставалось в перегонном аппарате.
Её отделяли от остальной породы и разлагали нагреванием. Ртуть при этом улетучивалась, а золото оставалось в перегонном аппарате. Золото, содержащее примеси других металлов – меди, серебра, железа, — часто имеет тот или иной цветовой оттенок: от жёлтого и красновато-коричневого до розоватого или даже зеленоватого.
Золото, содержащее примеси других металлов – меди, серебра, железа, — часто имеет тот или иной цветовой оттенок: от жёлтого и красновато-коричневого до розоватого или даже зеленоватого. Однако говорить о полной инертности золота неверно: о его способности взаимодействовать с царской водкой знали уже алхимики. Наиболее традиционным методом окисления золота является обработка золотой фольги хлором в среде концентрированной соляной кислоты: 2Au + 3Cl2 + 2HCl = 2H[AuCl4]. Из образующейся при этом золотохлороводородной кислоты получают другие соединения золота. Все они легко могут быть восстановлены до металла.
Однако говорить о полной инертности золота неверно: о его способности взаимодействовать с царской водкой знали уже алхимики. Наиболее традиционным методом окисления золота является обработка золотой фольги хлором в среде концентрированной соляной кислоты: 2Au + 3Cl2 + 2HCl = 2H[AuCl4]. Из образующейся при этом золотохлороводородной кислоты получают другие соединения золота. Все они легко могут быть восстановлены до металла. 03.2022 00:00
03.2022 00:00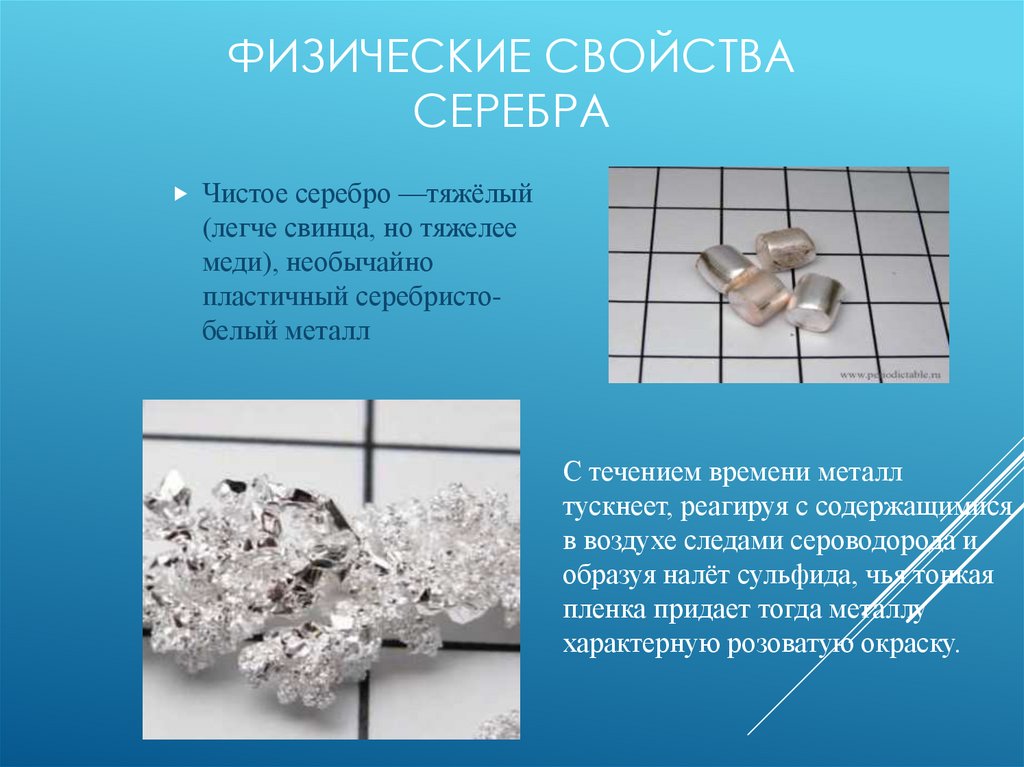 Легирование — это насущная необходимость, а совсем не прихоть и уж точно не способ удешевить производство. А вот доля легирующего металла и качество этого металла в сплаве — это вопрос очень многогранный, который волновал человечество испокон веков и продолжает волновать поныне.
Легирование — это насущная необходимость, а совсем не прихоть и уж точно не способ удешевить производство. А вот доля легирующего металла и качество этого металла в сплаве — это вопрос очень многогранный, который волновал человечество испокон веков и продолжает волновать поныне. Тем не менее, такие «эксперименты» в большинстве своем касаются декоративных серебряных изделий. Серьезные производители, как правило, не идут на риск при производстве посуды из серебра, поскольку она непосредственно контактирует с пищей, и здесь есть необходимость быть уверенными в безопасности продаваемого товара.
Тем не менее, такие «эксперименты» в большинстве своем касаются декоративных серебряных изделий. Серьезные производители, как правило, не идут на риск при производстве посуды из серебра, поскольку она непосредственно контактирует с пищей, и здесь есть необходимость быть уверенными в безопасности продаваемого товара. Он также является эффективным проводником электричества и тепла и не портится при контакте с воздухом или другими реагентами. Наиболее часто встречающиеся соединения, обнаруженные в золоте, включают золотохлористоводородную кислоту и хлорид золота. Согласно веб-сайту Lenntech Water Treatments, использование золота восходит к 3000 г. до н. э. Атомный номер золота 79.; он имеет температуру плавления 1062 градуса по Цельсию и температуру кипения около 2000 градусов.
Он также является эффективным проводником электричества и тепла и не портится при контакте с воздухом или другими реагентами. Наиболее часто встречающиеся соединения, обнаруженные в золоте, включают золотохлористоводородную кислоту и хлорид золота. Согласно веб-сайту Lenntech Water Treatments, использование золота восходит к 3000 г. до н. э. Атомный номер золота 79.; он имеет температуру плавления 1062 градуса по Цельсию и температуру кипения около 2000 градусов. Серебро используется с древних времен и, как правило, является одновалентным, то есть содержит только один вид соединения в своей структуре.
Серебро используется с древних времен и, как правило, является одновалентным, то есть содержит только один вид соединения в своей структуре. Металлическое золото также иногда наносят на большие окна зданий в виде тонкой пленки, помогающей отражать тепло солнечных лучей. В электронной промышленности золото используется при гальванике для защиты медных компонентов от повреждений.
Металлическое золото также иногда наносят на большие окна зданий в виде тонкой пленки, помогающей отражать тепло солнечных лучей. В электронной промышленности золото используется при гальванике для защиты медных компонентов от повреждений.
 Серебро находится в группе 11 (Ib) и периоде 5 периодической таблицы, между медью (период 4) и золотом (период 6), а его физические и химические свойства занимают промежуточное положение между этими двумя металлами.
Серебро находится в группе 11 (Ib) и периоде 5 периодической таблицы, между медью (период 4) и золотом (период 6), а его физические и химические свойства занимают промежуточное положение между этими двумя металлами. Из-за своей сравнительной редкости, ярко-белого цвета, ковкости, пластичности и стойкости к атмосферному окислению серебро уже давно используется в производстве монет, украшений и ювелирных изделий. Серебро обладает самой высокой из всех известных металлов электро- и теплопроводностью и используется при изготовлении печатных электрических схем и в качестве осажденного из паровой фазы покрытия для электронных проводников; он также легирован такими элементами, как никель или палладий, для использования в электрических контактах. Серебро также находит применение в качестве катализатора благодаря своей уникальной способности превращать этилен в оксид этилена, который является предшественником многих органических соединений. Серебро — один из самых благородных, то есть наименее химически активных переходных элементов.
Из-за своей сравнительной редкости, ярко-белого цвета, ковкости, пластичности и стойкости к атмосферному окислению серебро уже давно используется в производстве монет, украшений и ювелирных изделий. Серебро обладает самой высокой из всех известных металлов электро- и теплопроводностью и используется при изготовлении печатных электрических схем и в качестве осажденного из паровой фазы покрытия для электронных проводников; он также легирован такими элементами, как никель или палладий, для использования в электрических контактах. Серебро также находит применение в качестве катализатора благодаря своей уникальной способности превращать этилен в оксид этилена, который является предшественником многих органических соединений. Серебро — один из самых благородных, то есть наименее химически активных переходных элементов. до н.э. Вполне вероятно, что и золото, и серебро использовались в качестве денег к 800 г. до н. э. во всех странах между Индом и Нилом.
до н.э. Вполне вероятно, что и золото, и серебро использовались в качестве денег к 800 г. до н. э. во всех странах между Индом и Нилом. Большая часть серебра получается как побочный продукт из руд, которые добываются и обрабатываются для получения этих других металлов. Месторождения самородного (химически свободного или несвязанного) серебра также имеют промышленное значение.
Большая часть серебра получается как побочный продукт из руд, которые добываются и обрабатываются для получения этих других металлов. Месторождения самородного (химически свободного или несвязанного) серебра также имеют промышленное значение. (метрические тонны)*
(метрические тонны)* 3
3 1
1
 В расплавленном состоянии серебро может растворять до 22-кратного объема кислорода; при затвердевании большая часть кислорода удаляется, явление, известное как выплескивание серебра. Это можно контролировать, добавляя в расплавленное серебро раскислитель, такой как древесный уголь. Серебро легко растворяется в азотной кислоте и в горячей концентрированной серной кислоте. Металл также растворяется в окисляющих кислотах и в растворах, содержащих ионы цианидов, в присутствии кислорода или перекисей. Растворение в растворах цианидов связано с образованием очень стабильного дицианоаргентата [Ag(CN) 2 ] − , ион.
В расплавленном состоянии серебро может растворять до 22-кратного объема кислорода; при затвердевании большая часть кислорода удаляется, явление, известное как выплескивание серебра. Это можно контролировать, добавляя в расплавленное серебро раскислитель, такой как древесный уголь. Серебро легко растворяется в азотной кислоте и в горячей концентрированной серной кислоте. Металл также растворяется в окисляющих кислотах и в растворах, содержащих ионы цианидов, в присутствии кислорода или перекисей. Растворение в растворах цианидов связано с образованием очень стабильного дицианоаргентата [Ag(CN) 2 ] − , ион.
 Аппарат идеален для кузовного ремонта, для автосервиса.
Аппарат идеален для кузовного ремонта, для автосервиса.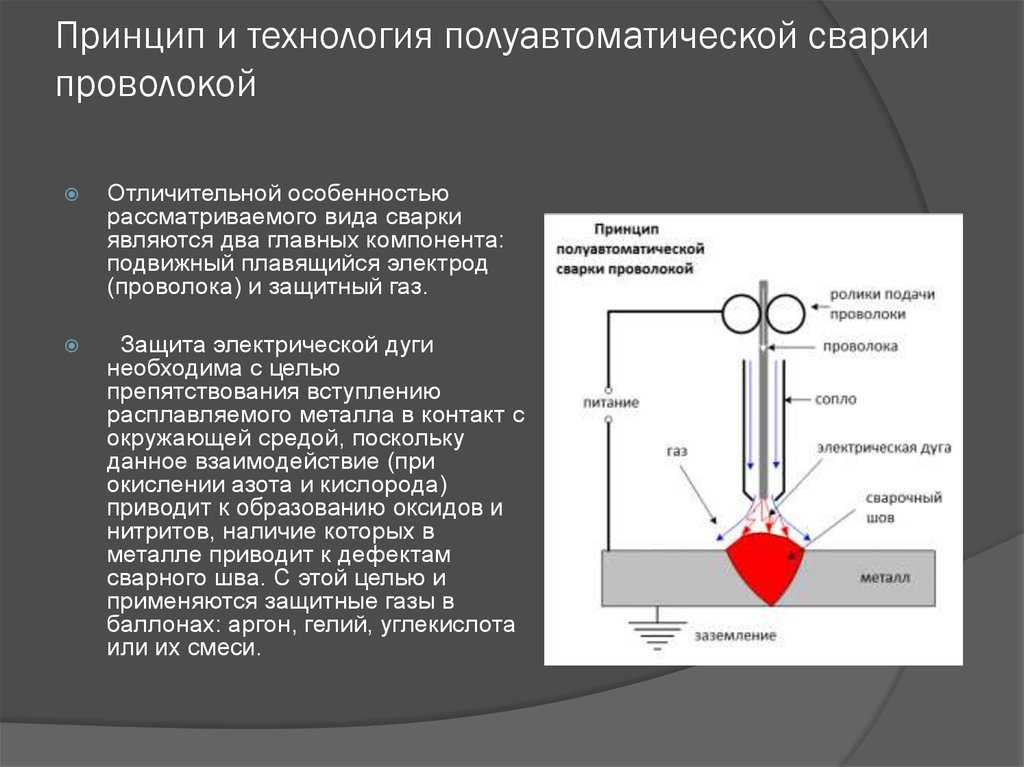 Для того чтобы выбрать подходящий аппарат, необходимо знать принцип его работы. Сварочный аппарат помогает получить качественный и ровный шов. Режимы полуавтоматической сварки помогают нагревать и расплавлять металл.
Для того чтобы выбрать подходящий аппарат, необходимо знать принцип его работы. Сварочный аппарат помогает получить качественный и ровный шов. Режимы полуавтоматической сварки помогают нагревать и расплавлять металл.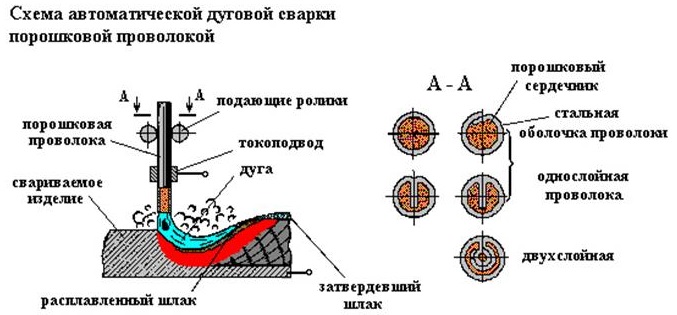 А также должна быть определенная скорость процесса и расход инертного газа.
А также должна быть определенная скорость процесса и расход инертного газа. Категорически запрещено снимать защитную маску, потому как именно она предотвращает попадание искр в глаза и на лицо.
Категорически запрещено снимать защитную маску, потому как именно она предотвращает попадание искр в глаза и на лицо.




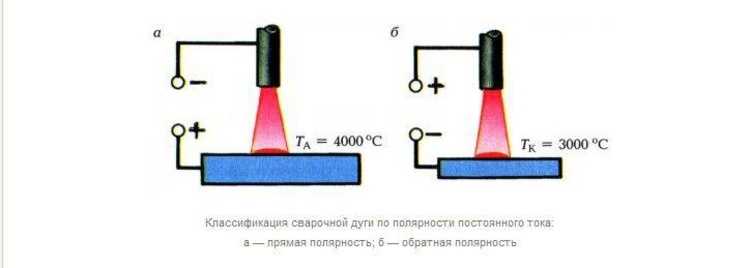 Оператор сварки использует органы управления аппарата для управления всеми параметрами сварки. При роботизированной сварке параметры сварки программируются в аппарате и могут быть вызваны на более позднем этапе.
Оператор сварки использует органы управления аппарата для управления всеми параметрами сварки. При роботизированной сварке параметры сварки программируются в аппарате и могут быть вызваны на более позднем этапе.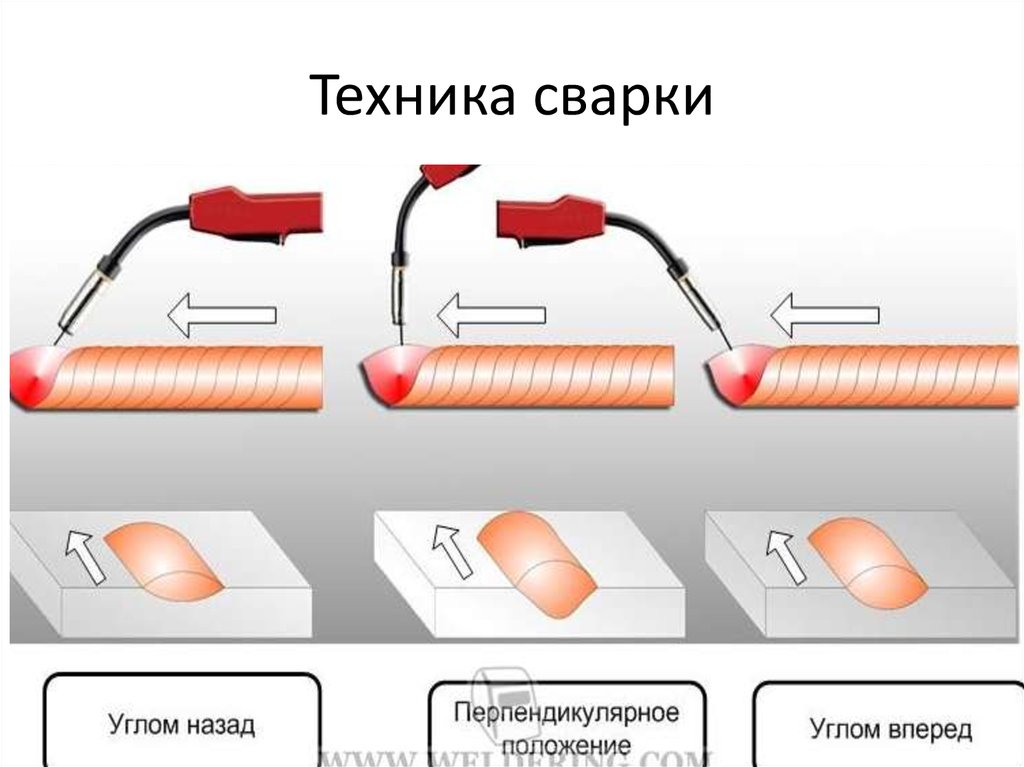
 Но механизм подачи проволоки постоянно проталкивает сплошную проволоку в соединение, что создает еще одно короткое замыкание.
Но механизм подачи проволоки постоянно проталкивает сплошную проволоку в соединение, что создает еще одно короткое замыкание.
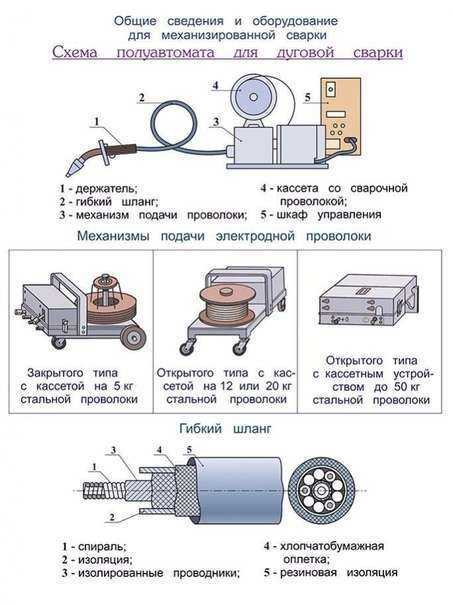 Но большинство людей называют оба подхода сваркой MIG, потому что между ними нет очевидной разницы.
Но большинство людей называют оба подхода сваркой MIG, потому что между ними нет очевидной разницы. Поэтому профессионалы и любители часто используют сварку МИГ.
Поэтому профессионалы и любители часто используют сварку МИГ.
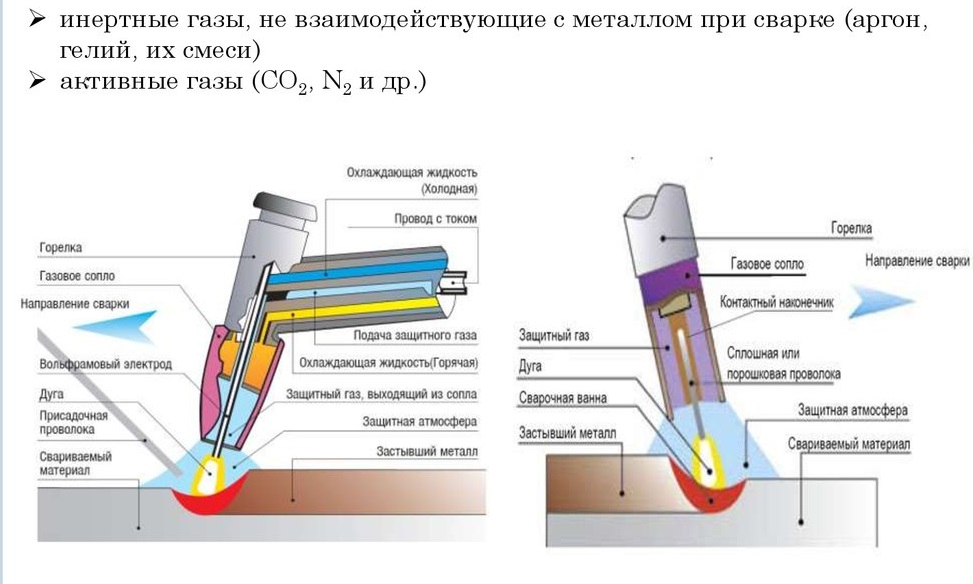
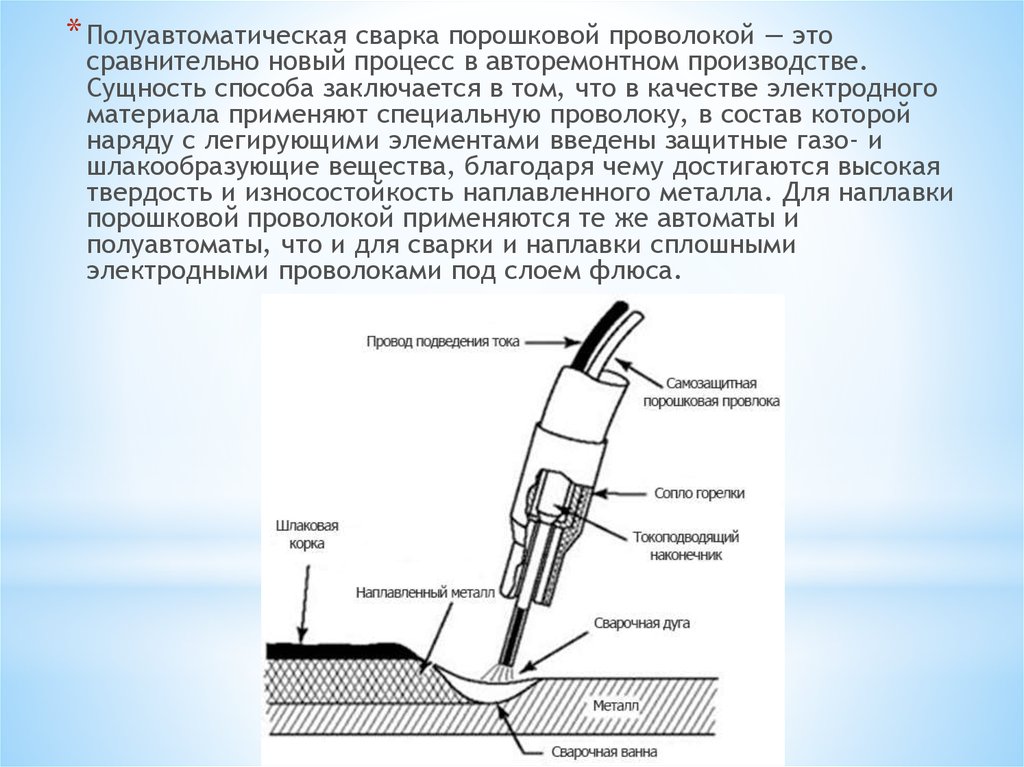 Большинство любительских и портативных профессиональных сварочных аппаратов объединяют механизм подачи проволоки с источником питания. У нас есть постоянно обновляемое подробное руководство по рекомендованным на рынке сварочным аппаратам MIG. Прочтите ее, если вы рассматриваете свой первый сварочный аппарат MIG, чтобы избежать покупки ненужных функций или аппаратов с завышенной ценой.
Большинство любительских и портативных профессиональных сварочных аппаратов объединяют механизм подачи проволоки с источником питания. У нас есть постоянно обновляемое подробное руководство по рекомендованным на рынке сварочным аппаратам MIG. Прочтите ее, если вы рассматриваете свой первый сварочный аппарат MIG, чтобы избежать покупки ненужных функций или аппаратов с завышенной ценой.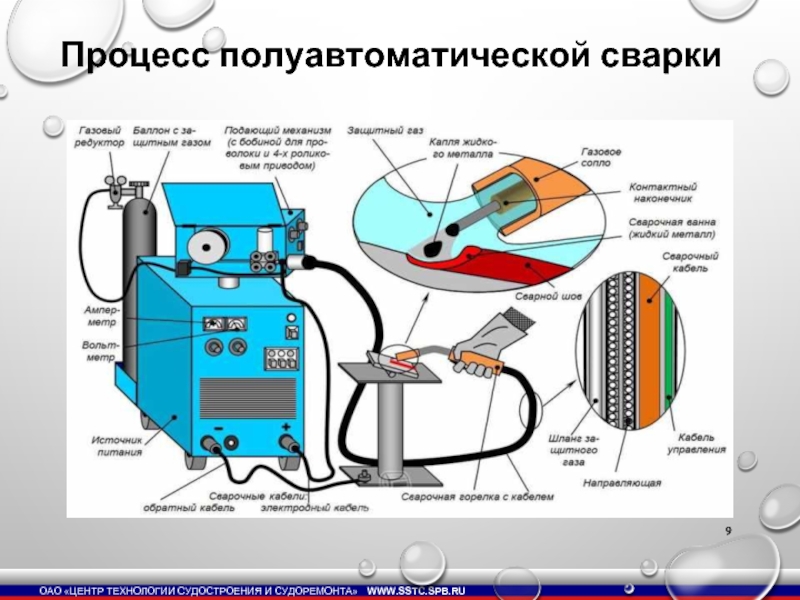 Наше руководство по настройке давления газа для сварки MIG подробно описывает эту тему.
Наше руководство по настройке давления газа для сварки MIG подробно описывает эту тему.




 Но современный рынок предлагает и другие материалы. Вот самые популярные.
Но современный рынок предлагает и другие материалы. Вот самые популярные. Высокая несущая способность, срок эксплуатации длительностью до 100 лет, простота монтажа — далеко не все достоинства композитной армирующей сетки для газобетона, поэтому неудивительно, что её востребованность неуклонно растёт.
Высокая несущая способность, срок эксплуатации длительностью до 100 лет, простота монтажа — далеко не все достоинства композитной армирующей сетки для газобетона, поэтому неудивительно, что её востребованность неуклонно растёт.
 Да, можно, если использовать стержни диаметром от 4 мм. Исключение составляют сейсмически активные районы. Там время от времени случаются превышающие норму нагрузки на излом, которые стеклопластиковая арматура долго выдерживать не способна.
Да, можно, если использовать стержни диаметром от 4 мм. Исключение составляют сейсмически активные районы. Там время от времени случаются превышающие норму нагрузки на излом, которые стеклопластиковая арматура долго выдерживать не способна. По углам штробы округляют. Далее их освобождают от пыли, увлажняют, заполняют клеевым составом или цементным раствором. Потом в борозды укладывают арматуру. На стыках пруты либо сваривают, либо ложат с перехлёстом, достигающим 20 диаметров, либо на концах загибают и связывают проволокой.
По углам штробы округляют. Далее их освобождают от пыли, увлажняют, заполняют клеевым составом или цементным раствором. Потом в борозды укладывают арматуру. На стыках пруты либо сваривают, либо ложат с перехлёстом, достигающим 20 диаметров, либо на концах загибают и связывают проволокой.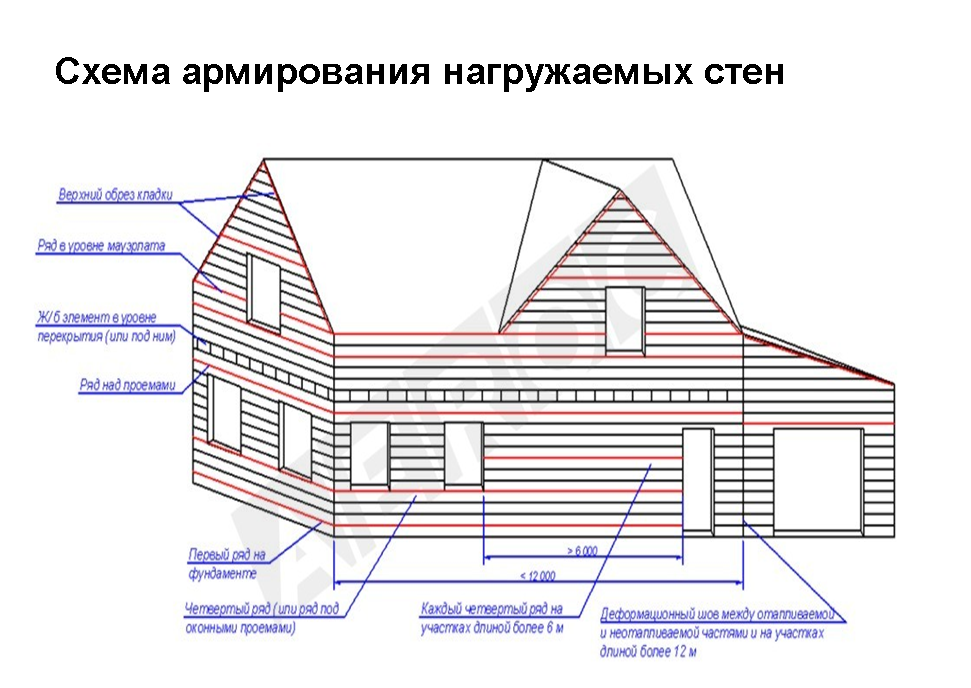 Армирование под окном начинают с разметки поверхности последнего перед будущим проёмом ряда. Далее заготавливают стержни по размеру на 50–60 см больше длины окна. Такие же делают и штробы. Укладку выполняют в той же последовательности, что и при стеновом армировании.
Армирование под окном начинают с разметки поверхности последнего перед будущим проёмом ряда. Далее заготавливают стержни по размеру на 50–60 см больше длины окна. Такие же делают и штробы. Укладку выполняют в той же последовательности, что и при стеновом армировании. В него помещают прут толщиной не менее 14 мм, после чего пустоту заливают бетоном. Такое армирование по вертикали ещё применяют при использовании низкокачественного газобетона, в местах опирания на стены сверхтяжёлых элементов, при сооружении колонн из газосиликата.
В него помещают прут толщиной не менее 14 мм, после чего пустоту заливают бетоном. Такое армирование по вертикали ещё применяют при использовании низкокачественного газобетона, в местах опирания на стены сверхтяжёлых элементов, при сооружении колонн из газосиликата.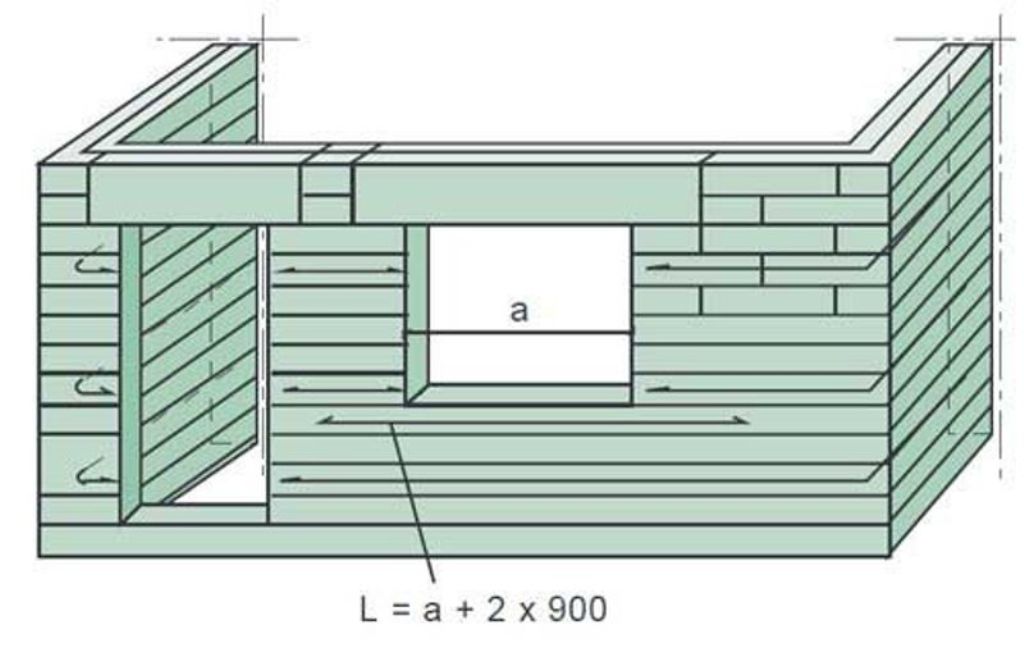 Иногда им усиливают проёмы для окон и дверей. Для этого готовый каркас укладывают в деревянную опалубку или в углубление ряда из газосиликатных U-блоков и заливают бетонной смесью.
Иногда им усиливают проёмы для окон и дверей. Для этого готовый каркас укладывают в деревянную опалубку или в углубление ряда из газосиликатных U-блоков и заливают бетонной смесью.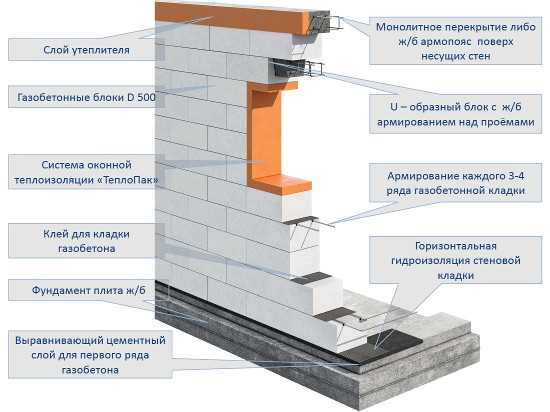 Рассмотрим проблемные зоны кладки и рекомендации производителей газоблоков.
Рассмотрим проблемные зоны кладки и рекомендации производителей газоблоков. Неармированная кладка из него несколько выносливей в этом плане, но не намного. Искривления основания, составляющего 2 мм на метр, или крена фундамента, достигающего 5 мм на метр, вполне достаточно, чтобы по стенам пошли трещины. Поэтому при сооружении зданий из газосиликата без армирования не обойтись. Особого внимания требуют следующие зоны:
Неармированная кладка из него несколько выносливей в этом плане, но не намного. Искривления основания, составляющего 2 мм на метр, или крена фундамента, достигающего 5 мм на метр, вполне достаточно, чтобы по стенам пошли трещины. Поэтому при сооружении зданий из газосиликата без армирования не обойтись. Особого внимания требуют следующие зоны:


 Кроме того, это изделие экологично, эластично, устойчиво к воздействию агрессивных факторов, не проводит электрический ток и не обладает магнитными свойствами. Оно не создаёт мостиков холода, потому что теплопроводность её намного ниже, чем у металла. Высокая несущая способность, срок эксплуатации длительностью до 100 лет, простота монтажа — далеко не все достоинства композитной армирующей сетки для газобетона, поэтому неудивительно, что её востребованность неуклонно растёт.
Кроме того, это изделие экологично, эластично, устойчиво к воздействию агрессивных факторов, не проводит электрический ток и не обладает магнитными свойствами. Оно не создаёт мостиков холода, потому что теплопроводность её намного ниже, чем у металла. Высокая несущая способность, срок эксплуатации длительностью до 100 лет, простота монтажа — далеко не все достоинства композитной армирующей сетки для газобетона, поэтому неудивительно, что её востребованность неуклонно растёт.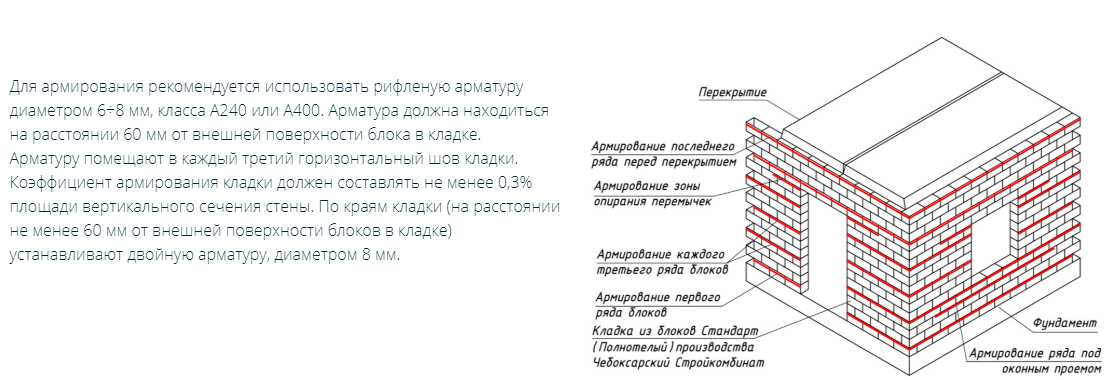 При необходимости полосы можно использовать попарно, соединяя проволокой из стали. Этот вариант не подойдёт тем, кто планирует класть блоки на монтажную пену. С ней перфорированная лента работать не будет.
При необходимости полосы можно использовать попарно, соединяя проволокой из стали. Этот вариант не подойдёт тем, кто планирует класть блоки на монтажную пену. С ней перфорированная лента работать не будет.
 Для более тонкой кладки достаточно 1 продольного углубления посередине. По углам штробы округляют. Далее их освобождают от пыли, увлажняют, заполняют клеевым составом или цементным раствором. Потом в борозды укладывают арматуру. На стыках пруты либо сваривают, либо ложат с перехлёстом, достигающим 20 диаметров, либо на концах загибают и связывают проволокой.
Для более тонкой кладки достаточно 1 продольного углубления посередине. По углам штробы округляют. Далее их освобождают от пыли, увлажняют, заполняют клеевым составом или цементным раствором. Потом в борозды укладывают арматуру. На стыках пруты либо сваривают, либо ложат с перехлёстом, достигающим 20 диаметров, либо на концах загибают и связывают проволокой.
 Опалубку убирают через 3 или 4 дня, когда раствор полностью затвердеет.
Опалубку убирают через 3 или 4 дня, когда раствор полностью затвердеет.
 У нас эти материалы можно приобрести по выгодным ценам. Звоните 8-800-770-03-55.
У нас эти материалы можно приобрести по выгодным ценам. Звоните 8-800-770-03-55.
 Этот обширный опыт привел к множеству тематических исследований использования в различных климатических условиях и в соответствии с различными строительными нормами.
Этот обширный опыт привел к множеству тематических исследований использования в различных климатических условиях и в соответствии с различными строительными нормами.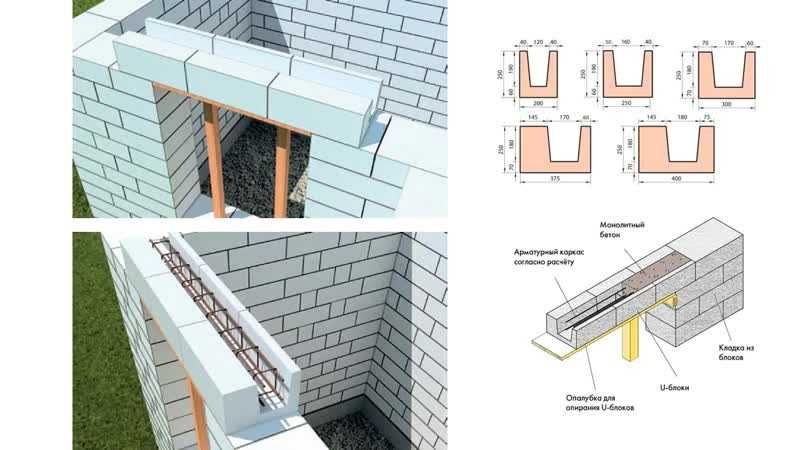
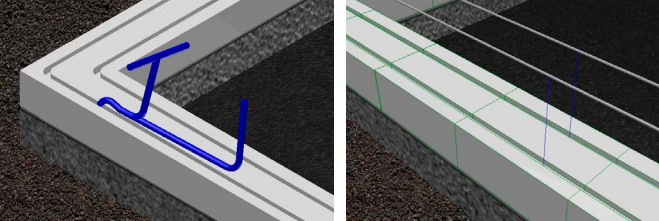
 Автоклавирование требуется для достижения желаемых структурных свойств и стабильности размеров. Процесс занимает от восьми до 12 часов при давлении около 174 фунтов на квадратный дюйм (12 бар) и температуре около 360°F (180°С), в зависимости от марки получаемого материала. Во время автоклавирования узлы проволочной резки остаются на своих исходных позициях в блоке AAC. После автоклавирования их разделяют для упаковки.
Автоклавирование требуется для достижения желаемых структурных свойств и стабильности размеров. Процесс занимает от восьми до 12 часов при давлении около 174 фунтов на квадратный дюйм (12 бар) и температуре около 360°F (180°С), в зависимости от марки получаемого материала. Во время автоклавирования узлы проволочной резки остаются на своих исходных позициях в блоке AAC. После автоклавирования их разделяют для упаковки.
 0
0 Например, в приложениях, используемых в проектах в Аризоне и Лас-Пальмасе, Мексика, тепловая и акустическая эффективность газобетона делает его привлекательным выбором для ограждающих конструкций зданий.
Например, в приложениях, используемых в проектах в Аризоне и Лас-Пальмасе, Мексика, тепловая и акустическая эффективность газобетона делает его привлекательным выбором для ограждающих конструкций зданий. Номинальная грузоподъемность рассчитана с учетом плоских сечений, растянутой стали при пределе текучести и эквивалентного прямоугольного сжатого блока.
Номинальная грузоподъемность рассчитана с учетом плоских сечений, растянутой стали при пределе текучести и эквивалентного прямоугольного сжатого блока.
 После укладки газобетонных блоков плоскость стены можно выровнять с помощью специально предназначенной для этого шлифовальной доски.
После укладки газобетонных блоков плоскость стены можно выровнять с помощью специально предназначенной для этого шлифовальной доски.


 Некоторые содержат заполнители для повышения стойкости к истиранию.
Некоторые содержат заполнители для повышения стойкости к истиранию. Мнения, выраженные в этой статье, являются его собственными и не обязательно отражают официальную точку зрения MSJC или его спонсирующих обществ. Свяжитесь с ним по адресу
Мнения, выраженные в этой статье, являются его собственными и не обязательно отражают официальную точку зрения MSJC или его спонсирующих обществ. Свяжитесь с ним по адресу  AAC также обеспечивает звуко- и теплоизоляцию.
AAC также обеспечивает звуко- и теплоизоляцию.
 дюйм
дюйм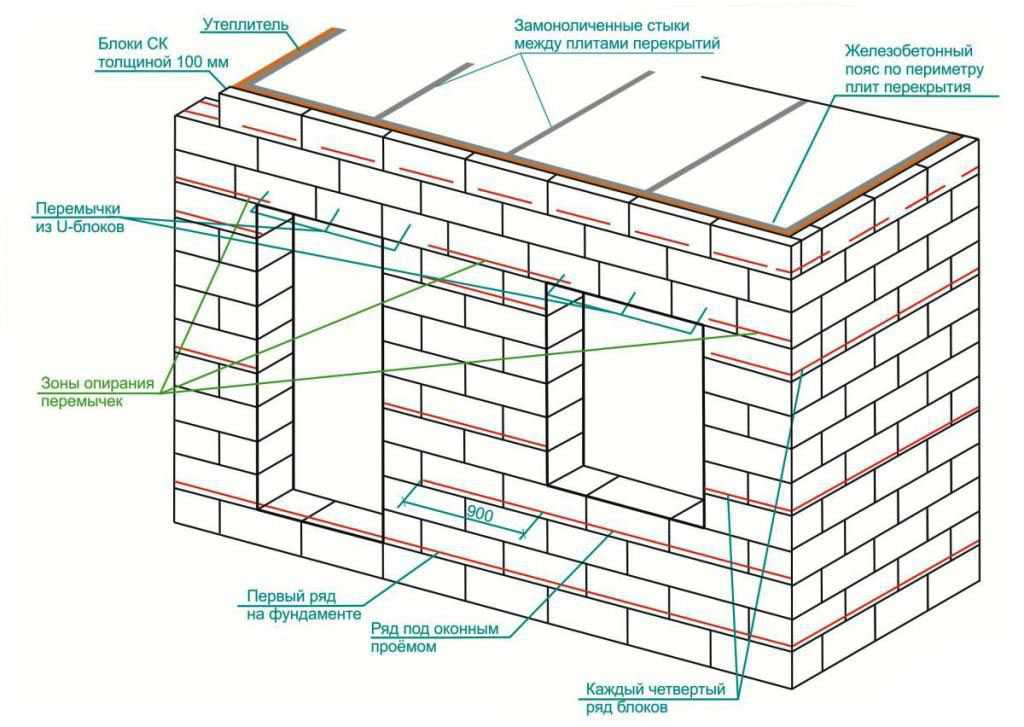
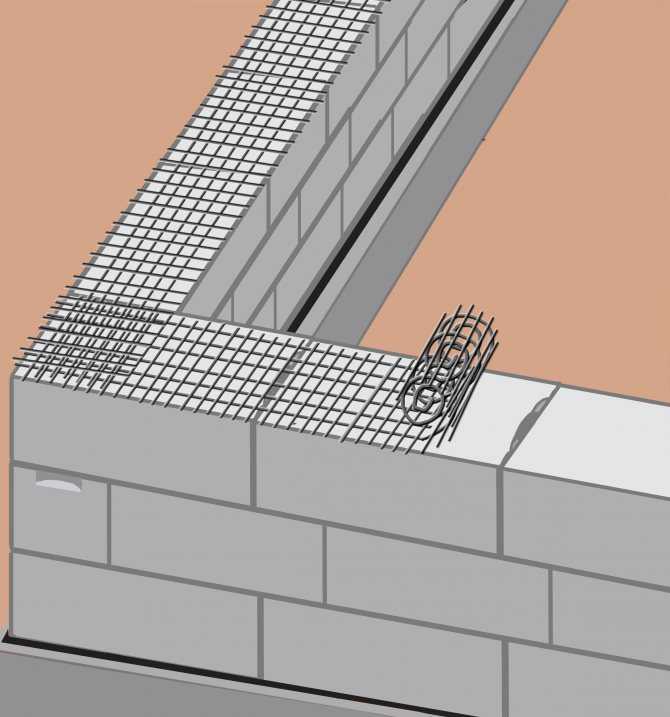

 Его функции позволяют осуществлять зенкерование. К услугам оператора представлена широкая номенклатура съемных насадок, чье использование дает возможность производить резьбу метрического, модульного, дюймового, питчевого вида.
Его функции позволяют осуществлять зенкерование. К услугам оператора представлена широкая номенклатура съемных насадок, чье использование дает возможность производить резьбу метрического, модульного, дюймового, питчевого вида. Станина изготовлена в форме короба, имеет шлифованные пазы;
Станина изготовлена в форме короба, имеет шлифованные пазы;

 , продольных подач 22 шт;
, продольных подач 22 шт; Процедура представлена следующими операциями:
Процедура представлена следующими операциями:
 Правда, теперь в его документации токарного станка написано, что он предназначен для использования на «различных … предприятиях, в том числе и ремонтных».
Правда, теперь в его документации токарного станка написано, что он предназначен для использования на «различных … предприятиях, в том числе и ремонтных». Основные сведения о выпущенном и проверенном экземпляре станка приведены в главе «Сведения о приемке». Ее первая часть посвящена проверке электрооборудования. В ее начале указана модель, серийный номер и изготовитель электрошкафа, а в конце стоит подпись ответственного за его испытание.
Основные сведения о выпущенном и проверенном экземпляре станка приведены в главе «Сведения о приемке». Ее первая часть посвящена проверке электрооборудования. В ее начале указана модель, серийный номер и изготовитель электрошкафа, а в конце стоит подпись ответственного за его испытание. Кроме этого, на данном станке можно создавать резьбу необходимого типа как в центрах, так и в патроне.
Кроме этого, на данном станке можно создавать резьбу необходимого типа как в центрах, так и в патроне. Кроме этого, многие токари отмечают нежесткость его конструкции, небольшой размер окошек на станине, что затрудняет удаление стружки, а также крепление верхних салазок на двух болтах. А в качестве основного достоинства всегда отмечается увеличенный по сравнению 16К20 диаметр обработки.
Кроме этого, многие токари отмечают нежесткость его конструкции, небольшой размер окошек на станине, что затрудняет удаление стружки, а также крепление верхних салазок на двух болтах. А в качестве основного достоинства всегда отмечается увеличенный по сравнению 16К20 диаметр обработки. Непосредственно под ними находятся органы управления коробки подач.
Непосредственно под ними находятся органы управления коробки подач.

 Это может производиться как механическим способом, так и приводом посредством колеса, ручным способом. Блок резцедержки имеет допустимый угол поворота 45 градусов в каждом из направлений.
Это может производиться как механическим способом, так и приводом посредством колеса, ручным способом. Блок резцедержки имеет допустимый угол поворота 45 градусов в каждом из направлений.
 Далее приводятся развернутые указания по безопасному выполнению различных технологических операций. Здесь же содержатся ссылки на ГОСТ и ведомственную документацию, требования которых необходимо соблюдать для обеспечения безопасности токарных работ.
Далее приводятся развернутые указания по безопасному выполнению различных технологических операций. Здесь же содержатся ссылки на ГОСТ и ведомственную документацию, требования которых необходимо соблюдать для обеспечения безопасности токарных работ. Станок состоит из 2-х основных агрегатов: токарно-фрезерного и сверлильного, каждый с самостоятельным приводом.
Станок состоит из 2-х основных агрегатов: токарно-фрезерного и сверлильного, каждый с самостоятельным приводом. Фото станка
Фото станка
 Кластеры и технопарки
Кластеры и технопарки 02.2016
02.2016



 Вверху – несколькими пружинами крепят тяжелую стальную пластину. Последним собирается привод, который и отвечает за работу всего устройства. Для этого кардан нужно соединить с двухступенчатой коробкой передач. От нее цепная передача распространится на валы, а также на транспортер. Самодельный пресс подборщик для сена готов!
Вверху – несколькими пружинами крепят тяжелую стальную пластину. Последним собирается привод, который и отвечает за работу всего устройства. Для этого кардан нужно соединить с двухступенчатой коробкой передач. От нее цепная передача распространится на валы, а также на транспортер. Самодельный пресс подборщик для сена готов! Его можно сделать даже без использования сварочного аппарата.
Его можно сделать даже без использования сварочного аппарата. На другом конце крепится сам пресс, который выглядит как плоская подошва. Пресс также должен свободно совершать вокруг своей оси полуоборот. Форму и размер пресса рассчитывают исходя из размеров сечения основного ящика.
На другом конце крепится сам пресс, который выглядит как плоская подошва. Пресс также должен свободно совершать вокруг своей оси полуоборот. Форму и размер пресса рассчитывают исходя из размеров сечения основного ящика. Пошаговая инструкция с полным описанием этапов работы + 100 фото
Пошаговая инструкция с полным описанием этапов работы + 100 фото Принято выделять несколько разновидностей прессовальных устройств, одни из которых имеют схожее строение, конструкция других же принципиально отличается.
Принято выделять несколько разновидностей прессовальных устройств, одни из которых имеют схожее строение, конструкция других же принципиально отличается. Пресс простейшего конструкционного решения не подойдёт для грузовика.
Пресс простейшего конструкционного решения не подойдёт для грузовика. Главные плюсы такого топлива – простота и эффективность. Чтобы получить его, и используют прессовальный агрегат.
Главные плюсы такого топлива – простота и эффективность. Чтобы получить его, и используют прессовальный агрегат.
 При этом важно стараться избежать перекоса при давлении.
При этом важно стараться избежать перекоса при давлении.
 Помимо автомобильного домкрата, вам потребуется надёжная станина, сделанная из швеллера «П-10».
Помимо автомобильного домкрата, вам потребуется надёжная станина, сделанная из швеллера «П-10». Грузоподъёмность инструмента будет зависеть от ваших нужд.
Грузоподъёмность инструмента будет зависеть от ваших нужд.
 статью Как выполнить клепку вручную или с помощью ручного пресса. В этой статье вы узнаете, чем полезен ручной пресс, и мы пошагово опишем, как с ним работать.
статью Как выполнить клепку вручную или с помощью ручного пресса. В этой статье вы узнаете, чем полезен ручной пресс, и мы пошагово опишем, как с ним работать.
 Таким образом, можно очень легко и быстро подготовить отверстия для заклепок, украшений и других мелких изделий из металла. Штамповочные изделия доступны в размерах 1,4 – 4,7 мм. Возможна покупка всего комплекта или только необходимого размера.
Таким образом, можно очень легко и быстро подготовить отверстия для заклепок, украшений и других мелких изделий из металла. Штамповочные изделия доступны в размерах 1,4 – 4,7 мм. Возможна покупка всего комплекта или только необходимого размера.


 Обычно было 2 оператора, красильщик и принтер.
Обычно было 2 оператора, красильщик и принтер.
 Настройка и настройка, Imposition
Настройка и настройка, Imposition

 Оно применяется для проведения обследования вытянутых полостей, имеющих изогнутую форму.
Оно применяется для проведения обследования вытянутых полостей, имеющих изогнутую форму.
 По характеру взаимодействия различают оптические методы контроля качества:
По характеру взаимодействия различают оптические методы контроля качества:
 Оборудование, работающее по принципу интерференции устанавливает шероховатость и сферичность материалов.
Оборудование, работающее по принципу интерференции устанавливает шероховатость и сферичность материалов.

 Позвоните по телефону 8 800 333-96-76 или оставьте заявку на сайте, чтобы наш менеджер связался с Вами и бесплатно проконсультировал по всем вопросам.
Позвоните по телефону 8 800 333-96-76 или оставьте заявку на сайте, чтобы наш менеджер связался с Вами и бесплатно проконсультировал по всем вопросам.

 ..
..
 [Google Scholar]
[Google Scholar] А., Вуд Р.Л. Анализ микроповреждений и оптических сигналов ударного разрушения интеллектуальных конструкций. проц. ШПАЙ. 1990;1370:328–343. [Google Scholar]
А., Вуд Р.Л. Анализ микроповреждений и оптических сигналов ударного разрушения интеллектуальных конструкций. проц. ШПАЙ. 1990;1370:328–343. [Google Scholar] 197–201. [Google Scholar]
197–201. [Google Scholar] Гровс Р.М., Прадарутти Б., Кулумпи Э., Остен В., Нотни Г. 2D и 3D неразрушающая оценка окраски деревянных панелей с использованием ширографии и терагерцовой визуализации. НК и Э междунар. 2009; 42: 543–549. [Google Scholar]
Гровс Р.М., Прадарутти Б., Кулумпи Э., Остен В., Нотни Г. 2D и 3D неразрушающая оценка окраски деревянных панелей с использованием ширографии и терагерцовой визуализации. НК и Э междунар. 2009; 42: 543–549. [Google Scholar] Дизель инж. 2006; 28:28–31. (на китайском языке). [Академия Google]
Дизель инж. 2006; 28:28–31. (на китайском языке). [Академия Google] Изображение Виз. вычисл. 1986; 4: 143–151. [Google Scholar]
Изображение Виз. вычисл. 1986; 4: 143–151. [Google Scholar] Спрингер; Берлин, Германия: 2000. стр. 323–372. [Google Scholar]
Спрингер; Берлин, Германия: 2000. стр. 323–372. [Google Scholar] заявл. Опц. 2007; 46: 5083–509.6. [PubMed] [Google Scholar]
заявл. Опц. 2007; 46: 5083–509.6. [PubMed] [Google Scholar] Дж. Анальный штамм. англ. Дес. 2008; 43: 673–688. [Google Scholar]
Дж. Анальный штамм. англ. Дес. 2008; 43: 673–688. [Google Scholar] Quinn TJ, Compton JP. Основы термометрии. Респ. прог. физ. 1975; 38: 151–239. [Google Scholar]
Quinn TJ, Compton JP. Основы термометрии. Респ. прог. физ. 1975; 38: 151–239. [Google Scholar] Цем. Конкр. Композиции 2006; 28: 393–401. [Google Scholar]
Цем. Конкр. Композиции 2006; 28: 393–401. [Google Scholar] Матер. оценка 1993; 51: 662–663. [Google Scholar]
Матер. оценка 1993; 51: 662–663. [Google Scholar] [Академия Google]
[Академия Google] Материалы 41-й совместной конференции и выставки AIAA/ASME/SAE/ASEE по двигателям; Тусон, Аризона, США. 10–13 июля 2005 г. [Google Scholar]
Материалы 41-й совместной конференции и выставки AIAA/ASME/SAE/ASEE по двигателям; Тусон, Аризона, США. 10–13 июля 2005 г. [Google Scholar] , Рамакришнан С., Удпа Л., Удпа С.С., Уинфри В.П. Метод обработки сигналов на основе вейвлета для улучшения изображения в данных терагерцового изображения. Квант. Не разрушать. оценка 2006; 820: 492–499. [Google Scholar]
, Рамакришнан С., Удпа Л., Удпа С.С., Уинфри В.П. Метод обработки сигналов на основе вейвлета для улучшения изображения в данных терагерцового изображения. Квант. Не разрушать. оценка 2006; 820: 492–499. [Google Scholar] Квант. Не разрушать. оценка 2005; 820: 515–522. [Академия Google]
Квант. Не разрушать. оценка 2005; 820: 515–522. [Академия Google] Zhang ZW. Столичный педагогический университет; Пекин, Китай: 2006. Исследование импульсной ТГц спектроскопической визуализации во временной области и ТГц непрерывной визуализации. Магистр Диссертация, [Google Scholar]
Zhang ZW. Столичный педагогический университет; Пекин, Китай: 2006. Исследование импульсной ТГц спектроскопической визуализации во временной области и ТГц непрерывной визуализации. Магистр Диссертация, [Google Scholar] сентябрь 2006 г.; Доступно в Интернете: http://www.ndt.net/article/ecndt2006/doc/We.2.8.2.pdf (по состоянию на 4 августа 2011 г.). [Google Scholar]
сентябрь 2006 г.; Доступно в Интернете: http://www.ndt.net/article/ecndt2006/doc/We.2.8.2.pdf (по состоянию на 4 августа 2011 г.). [Google Scholar] . [CrossRef] [Google Scholar]
. [CrossRef] [Google Scholar] ).
). 87)
87) Удупа, Б. Нгой, Х. Гох и М. Юсофф, «Обнаружение дефектов в неполированных кремниевых пластинах с помощью цифровой ширографии», Измер. науч. Технол. 15, 35–43 (2004).
Удупа, Б. Нгой, Х. Гох и М. Юсофф, «Обнаружение дефектов в неполированных кремниевых пластинах с помощью цифровой ширографии», Измер. науч. Технол. 15, 35–43 (2004).
 Ломоносов и П. Хесс, «Оценка глубины поверхностных трещин с использованием генерируемых лазером передаваемых волн Рэлея», J. Appl. физ. 103, 084911 (2008).
Ломоносов и П. Хесс, «Оценка глубины поверхностных трещин с использованием генерируемых лазером передаваемых волн Рэлея», J. Appl. физ. 103, 084911 (2008). SPIE 2861, 220–224 (1996).
SPIE 2861, 220–224 (1996). ).
).
 А вот в мягких и пустотелых материалах они не эффективны, поскольку прилегают к стенкам крепежных отверстий не надежно.
А вот в мягких и пустотелых материалах они не эффективны, поскольку прилегают к стенкам крепежных отверстий не надежно. И все давление на стену сосредотачивается именно в этом месте. Чаще всего применяется с пористым материалом.
И все давление на стену сосредотачивается именно в этом месте. Чаще всего применяется с пористым материалом. Монтаж происходит по такой схеме:
Монтаж происходит по такой схеме: Для начала оно высверливается обычным способом. А потом нужно выбрать в конце пустоту в виде конуса. Дно должно оказаться значительно шире, чем передняя часть. Так получится использовать большее количество клея. Из-за узкой горловины он не сможет вырваться из отверстия даже через некоторое время после монтажа и оказания определенных нагрузок.
Для начала оно высверливается обычным способом. А потом нужно выбрать в конце пустоту в виде конуса. Дно должно оказаться значительно шире, чем передняя часть. Так получится использовать большее количество клея. Из-за узкой горловины он не сможет вырваться из отверстия даже через некоторое время после монтажа и оказания определенных нагрузок. Это отличная и надежная основа для проведения сварочных работ. Используется в тех случаях, когда сварные конструкции не удалось заранее закрепить в не застывшем бетоне или это было невозможно сделать по технологическим причинам.
Это отличная и надежная основа для проведения сварочных работ. Используется в тех случаях, когда сварные конструкции не удалось заранее закрепить в не застывшем бетоне или это было невозможно сделать по технологическим причинам.
 Лучше всего это делать, исходя из материала, в который они будут устанавливаться.
Лучше всего это делать, исходя из материала, в который они будут устанавливаться.
 Поэтому привычные крепежные элементы для них не подходят.
Поэтому привычные крепежные элементы для них не подходят. Это означает, что в таком материале невозможно использовать гвозди и дюбеля. В качестве крепежа нужно применять более надежное сцепление, обеспечиваемое анкерами.
Это означает, что в таком материале невозможно использовать гвозди и дюбеля. В качестве крепежа нужно применять более надежное сцепление, обеспечиваемое анкерами.
 Они обеспечивают высокий уровень адгезии с разными видами поверхностей и материалов. Отличием может быть только способ подготовки монтажного отверстия. В более мягких и пористых материалах обязательно делать рассверливание дна в виде конуса. Так увеличивается площадь соприкосновения клея с поверхностью и исключается возможность выпадения конструкции. Это будет работать в пеноблоке, пенобетоне, с кирпичом.
Они обеспечивают высокий уровень адгезии с разными видами поверхностей и материалов. Отличием может быть только способ подготовки монтажного отверстия. В более мягких и пористых материалах обязательно делать рассверливание дна в виде конуса. Так увеличивается площадь соприкосновения клея с поверхностью и исключается возможность выпадения конструкции. Это будет работать в пеноблоке, пенобетоне, с кирпичом. В соответствии с целями применения, существует большое количество разновидностей этого крепежа. Это позволяет добиться наиболее эффективных результатов в каждом конкретном случае.
В соответствии с целями применения, существует большое количество разновидностей этого крепежа. Это позволяет добиться наиболее эффективных результатов в каждом конкретном случае.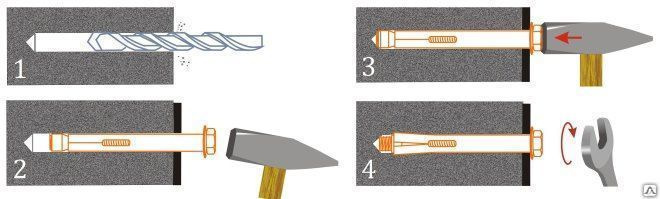 Он состоит из шпильки с резьбой на одном конце и распорным элементом на другой. Крепеж поставляется с гайкой и шайбой. При затягивании гайки конусный хвостовик втягивается в цанговую втулку, расклинивая ее и обеспечивая тем самым жесткую фиксацию в отверстии.
Он состоит из шпильки с резьбой на одном конце и распорным элементом на другой. Крепеж поставляется с гайкой и шайбой. При затягивании гайки конусный хвостовик втягивается в цанговую втулку, расклинивая ее и обеспечивая тем самым жесткую фиксацию в отверстии.

 Примером такого использования может стать закрепление флагштока или вибрирующего оборудования. Для таких применений лучшим решением станет химический крепеж.
Примером такого использования может стать закрепление флагштока или вибрирующего оборудования. Для таких применений лучшим решением станет химический крепеж.
 3
3
 6
6

 Чем тяжелее прикрепляемый объект, тем больше диаметр анкера. При расчете длины необходимо просуммировать три параметра: глубину установки, толщину прикрепляемого элемента и длину выступающего конца шпильки, на который будет накручиваться крепежная гайка с шайбой.
Чем тяжелее прикрепляемый объект, тем больше диаметр анкера. При расчете длины необходимо просуммировать три параметра: глубину установки, толщину прикрепляемого элемента и длину выступающего конца шпильки, на который будет накручиваться крепежная гайка с шайбой.


 В больших бетонных плитах большинство этих анкеров хорошо работают, потому что бетон настолько прочен, что анкеры могут прикладывать к нему большое усилие без риска повреждения бетона. Это становится проблемой с некоторыми кладочными материалами.
В больших бетонных плитах большинство этих анкеров хорошо работают, потому что бетон настолько прочен, что анкеры могут прикладывать к нему большое усилие без риска повреждения бетона. Это становится проблемой с некоторыми кладочными материалами.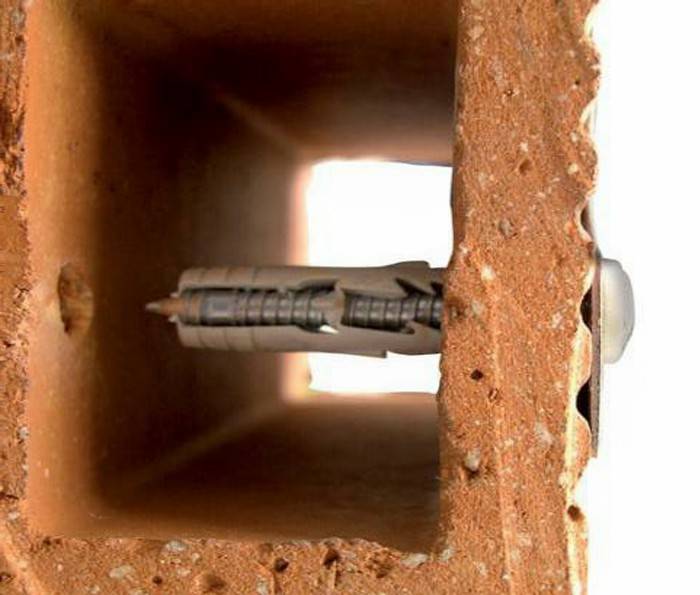 Отверстие должно быть немного длиннее, чем анкер по глубине.
Отверстие должно быть немного длиннее, чем анкер по глубине. Пожалуйста, оставьте это поле пустым.
Пожалуйста, оставьте это поле пустым. Мы покажем вам, как устанавливать легкие, средние и тяжелые крепежные детали. Из этой группы вы можете выбрать тот, который лучше всего решает вашу проблему с креплением.
Мы покажем вам, как устанавливать легкие, средние и тяжелые крепежные детали. Из этой группы вы можете выбрать тот, который лучше всего решает вашу проблему с креплением. В этой статье мы покажем вам наш любимый крепеж для бетона, который решит большинство проблем с креплением бетона, с которыми вы, вероятно, столкнетесь. Мы разделили крепеж на легкие, средние и тяжелые, но имейте в виду, что здесь нет жестких границ. Некоторые бетонные крепления, рассчитанные на легкие нагрузки, могут сойти за средние и так далее. Кроме того, некоторые крепежные детали для тяжелых условий эксплуатации имеют более тонкую и короткую форму для более легких применений.
В этой статье мы покажем вам наш любимый крепеж для бетона, который решит большинство проблем с креплением бетона, с которыми вы, вероятно, столкнетесь. Мы разделили крепеж на легкие, средние и тяжелые, но имейте в виду, что здесь нет жестких границ. Некоторые бетонные крепления, рассчитанные на легкие нагрузки, могут сойти за средние и так далее. Кроме того, некоторые крепежные детали для тяжелых условий эксплуатации имеют более тонкую и короткую форму для более легких применений. Вы найдете для него множество других применений.
Вы найдете для него множество других применений.

 Дополнительная толщина проволоки поможет экрану захватить отверстие, когда вы будете затягивать винт.
Дополнительная толщина проволоки поможет экрану захватить отверстие, когда вы будете затягивать винт.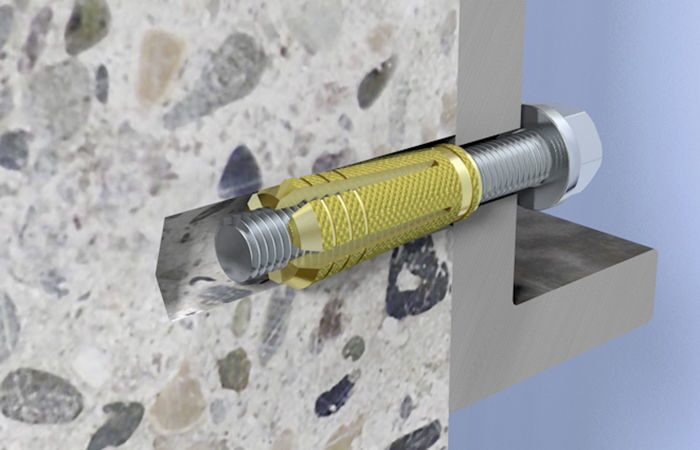 Вставьте анкер (Фото 3). Чтобы закончить работу, ударьте молотком по выступающему штифту и вбейте его внутрь.
Вставьте анкер (Фото 3). Чтобы закончить работу, ударьте молотком по выступающему штифту и вбейте его внутрь. Втулки зажимают стороны предварительно просверленного отверстия и затягиваются по мере затягивания винта или болта.
Втулки зажимают стороны предварительно просверленного отверстия и затягиваются по мере затягивания винта или болта. Покупайте их в хорошо укомплектованных домашних центрах и хозяйственных магазинах.
Покупайте их в хорошо укомплектованных домашних центрах и хозяйственных магазинах.
 Не перетягивайте.
Не перетягивайте. Если застежка не сработает, просверлите еще одно отверстие на расстоянии нескольких дюймов.
Если застежка не сработает, просверлите еще одно отверстие на расстоянии нескольких дюймов.

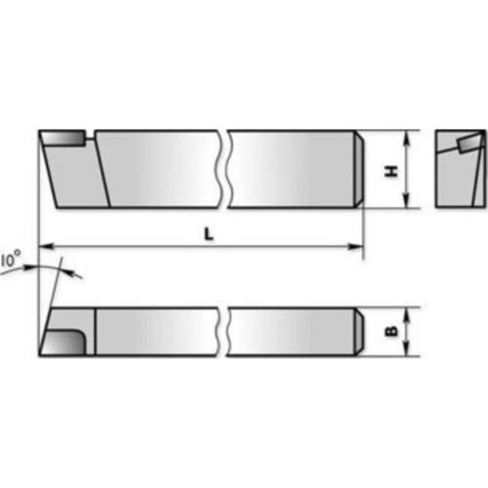
 С помощью проходных отогнутых резцов выполняют такие работы как:
С помощью проходных отогнутых резцов выполняют такие работы как: В любой модели формируется собственный угол, который позволяет произвести изделие максимально удовлетворять требованиям и условиям применения. К примеру, для процесса формирования детали ступенчатого типа используют резец с общим углом в размере 90 градусов.
В любой модели формируется собственный угол, который позволяет произвести изделие максимально удовлетворять требованиям и условиям применения. К примеру, для процесса формирования детали ступенчатого типа используют резец с общим углом в размере 90 градусов. Общий радиус их закругления значительно ниже, чем у резцов, применяемых для чистовых работ, но при этом такие инструменты обладают довольно хорошим уровнем устойчивости и могут более длительное время эксплуатироваться.
Общий радиус их закругления значительно ниже, чем у резцов, применяемых для чистовых работ, но при этом такие инструменты обладают довольно хорошим уровнем устойчивости и могут более длительное время эксплуатироваться.
 Чаще всего приобретают резец среднего размера. Они более универсальны и позволяют работать с различными изделиями, не требуя при этом замены.
Чаще всего приобретают резец среднего размера. Они более универсальны и позволяют работать с различными изделиями, не требуя при этом замены. При черновых работах допускается удаление металла обрабатываемой поверхности до 5 миллиметров за несколько проходов. После черновых работ с целью соблюдения более точных метрических показателей изделия. Толщина снимаемого металла не должна при этом быть больше десятых долей миллиметра.
При черновых работах допускается удаление металла обрабатываемой поверхности до 5 миллиметров за несколько проходов. После черновых работ с целью соблюдения более точных метрических показателей изделия. Толщина снимаемого металла не должна при этом быть больше десятых долей миллиметра. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
Рейтинги и цены точны, а товары есть в наличии на момент публикации.
 Инструменты немного длиннее, чем мои оригинальные инструменты из карбида, а кленовые рукоятки удобны и надежны в руке.
Инструменты немного длиннее, чем мои оригинальные инструменты из карбида, а кленовые рукоятки удобны и надежны в руке. Традиционно черновые выемки с их скошенными рифлеными резцами лучше подходят для быстрого превращения квадратных форм в грубые цилиндры. Easy Wood Tools грубее выполнил эту задачу на всех точеных деталях, хотя и медленнее и деликатнее, чем я привык.
Традиционно черновые выемки с их скошенными рифлеными резцами лучше подходят для быстрого превращения квадратных форм в грубые цилиндры. Easy Wood Tools грубее выполнил эту задачу на всех точеных деталях, хотя и медленнее и деликатнее, чем я привык. Это позволяет более равномерно подавать режущий наконечник с меньшими усилиями оператора.
Это позволяет более равномерно подавать режущий наконечник с меньшими усилиями оператора.
 Итан имеет опыт создания деревянных изделий, декораций, реквизита и экспонатов на заказ. За свою карьеру он реализовал проекты для нескольких компаний из списка Fortune 500, а также для Службы парков США. В свободное время он любит кататься на двух колесах, читать, рисовать или проводить время с друзьями, обсуждая последние события Формулы-1.
Итан имеет опыт создания деревянных изделий, декораций, реквизита и экспонатов на заказ. За свою карьеру он реализовал проекты для нескольких компаний из списка Fortune 500, а также для Службы парков США. В свободное время он любит кататься на двух колесах, читать, рисовать или проводить время с друзьями, обсуждая последние события Формулы-1. Классическая техника «наезда по фаске», используемая так же, как и при традиционном долблении, обеспечивает превосходное режущее действие сдвига, в отличие от скребкового резания, при котором откалываются искусственные материалы. Этот метод является ответом на резку сложных материалов, а также дерева, поэтому он является идеальным инструментом для гибридных проектов. Регулировка угла поворота регулирует агрессивность резки. Кроме того, у него есть дополнительное преимущество, заключающееся в том, что он направляет «ленты» или стружку в сторону от вас, чтобы они не попали вам в лицо и не обмотались вокруг поворота 9.0137 , блокируют обзор инструмента и проекта. Этот инструмент идеально подходит для начинающих, поскольку он проще в использовании и менее агрессивен, чем простой финишер для резки ножницами.
Классическая техника «наезда по фаске», используемая так же, как и при традиционном долблении, обеспечивает превосходное режущее действие сдвига, в отличие от скребкового резания, при котором откалываются искусственные материалы. Этот метод является ответом на резку сложных материалов, а также дерева, поэтому он является идеальным инструментом для гибридных проектов. Регулировка угла поворота регулирует агрессивность резки. Кроме того, у него есть дополнительное преимущество, заключающееся в том, что он направляет «ленты» или стружку в сторону от вас, чтобы они не попали вам в лицо и не обмотались вокруг поворота 9.0137 , блокируют обзор инструмента и проекта. Этот инструмент идеально подходит для начинающих, поскольку он проще в использовании и менее агрессивен, чем простой финишер для резки ножницами.
 Хотя для использования этого инструмента может потребоваться немного больше практики, он всегда становится любимым.
Хотя для использования этого инструмента может потребоваться немного больше практики, он всегда становится любимым. Этот инструмент был фаворитом в нашем тестировании.
Этот инструмент был фаворитом в нашем тестировании.
