Тяжелый фрезер своими руками
Все привыкли к тому, что самодельный фрезеры с ЧПУ легкие и представляют собой механизмы для обработки дерева, в крайнем случае — для гравировки металла.
Но в этой статье речь пойдет об изготовлении ЧПУ станков для обработки стали.
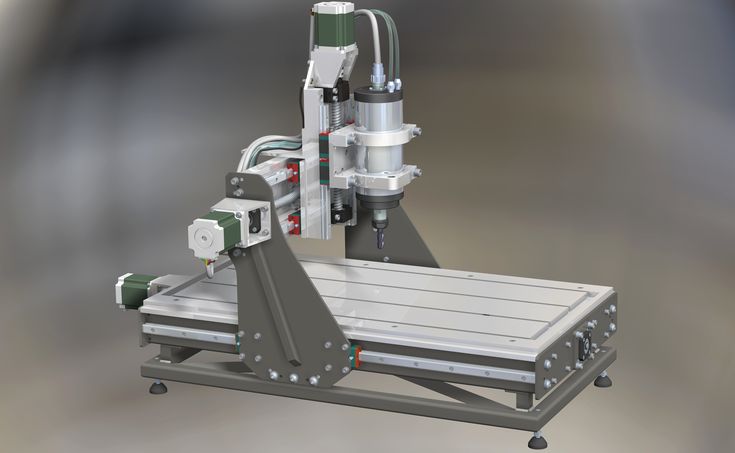
Посмотрите на картинку выше, впечатляет, не правда ли? Вот об изготовлении таких красавцев мы и будем вести речь ниже.
Всякое изготовление самодельных станков, как ЧПУ, так и обычных начинается с проектирования.
Программы можно использовать любые, благо сейчас есть выбор, от SketchUp до Autodesk Fusion 360 и другого ПО. Практически ко всем ним можно найти библиотеки готовых деталей и материалов. И вам не придется отрисовывать тот же профиль, рельсы или крепеж для шагового двигателя.
Многие программы 3D моделирования позволяют создать связи механизмов между собой и посмотреть — как будет работать готовое устройство.
Если кто то думает, что сделать самодельный ЧПУ фрезер для обработки металла — это бюджетное решение, то стоит вас разочаровать! Да, тяжелый фрезер выйдет дешевле, чем его продающаяся в магазине версия, но, все равно придется вложиться финансами и не мало, так как при изготовлении используются массивные заготовки из стали.
Тяжесть — это хорошо, тяжесть — это надежно! (с) Именно так! Для станкостроения массивность деталей имеет решающее значение, а все потому, что чем массивнее деталь и толще металл в заготовке, тем меньше будет влияние изгибающей нагрузки передающейся от фрезы при работе станка.
Рама самодельного фрезера изготавливается из профильной трубы, оцените размеры профтрубы — такие используются при строительстве многоэтажных домов!
Соединение заготовок рамы производится с помощью сварки. Если решите повторить — то помните, сначала прихватываем со всех сторон, проверяем и павим геометрию, а уже затем провариваем.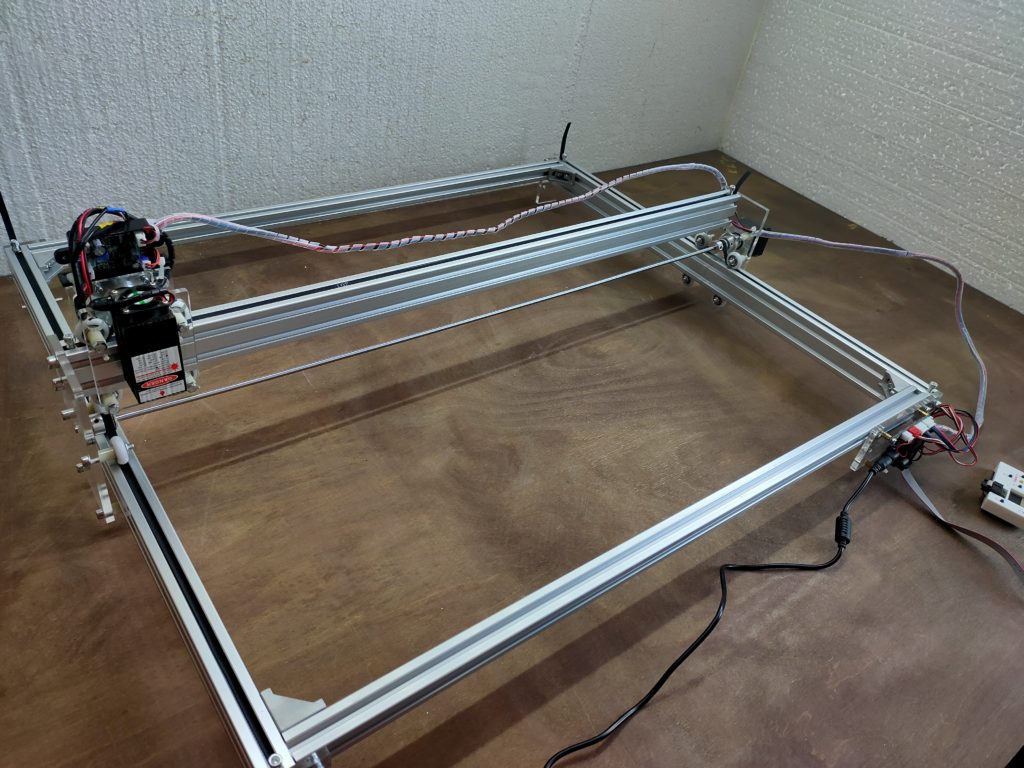
Это делается таким образом потому, что, если начать проваритваь сразу, то шты будут изгибать конструкцию, геометрия & quot;поплывет» и на восстановление параллельности и перпендикулярности уйдет много времени и сил. А в некоторых случаях и вовсе — проще выбросить поведенную сварочными швами конструкцию и сделать заново.
Сваривать основание лучше полуавтоматом, но можно и обычной электродной сваркой.
Когда основание готово, можно заняться изготовлением осей. На мощную пластину наносится разметка отверстий, засверливается, нарезается резьба и устанавливаются рельсовые направляющие.
Стоит отметить, плоские рельсовые направляющие наиболее предпочтительны для изготовления мощного ЧПУ фрезера, так как они меньше подвержены деформации во время работы.
При установке необходимо добиться параллельности направляющих, иначе при движении осей они будут подклинивать, а это грозит быстрым износом и искажениями в готовых деталях обрабатываемых на станке.
Проще всего проверять параллельность с помощью часового индикатора — катаем его по одной оси и подправляем вторую ось добиваясь четкого нуля на индикаторе при движении по всему ходу оси.
Как я уже писал выше — тяжесть это хорошо! Но для сборки придется воспользоваться лебедкой или закрепленным на стреле блоком уменьшающим усилие по подъему тяжести.
Электронику управления ЧПУ станком лучше всего собрать на небольшом самодельном щитке. Можно использовать и готовый из магазина, но в самодельном тоже нет ничего сложного — кусок фанеры и динрейки.
Преимущество щитка в том, что все провода будут аккуратно распределены между собой, не создавая хаоса в виде спагетти. если возникнет какая либо проблема с электроникой ее легко будет локализовать.
Где разместить ПК для управления самодельным фрезером по металлу — вопрос удобства. Как вариант — можно сделать небольшую передвижную стойку с монитором, полочкой под мышку и клавиатуру и тумбочкой под сам ПК.
Теперь о самом главном — шпинделе для мощного фрезерного станка по металлу.
Для того что бы хорошо и бвстро обрабатывать металл необходим мощный мотор и это не обсуждается.
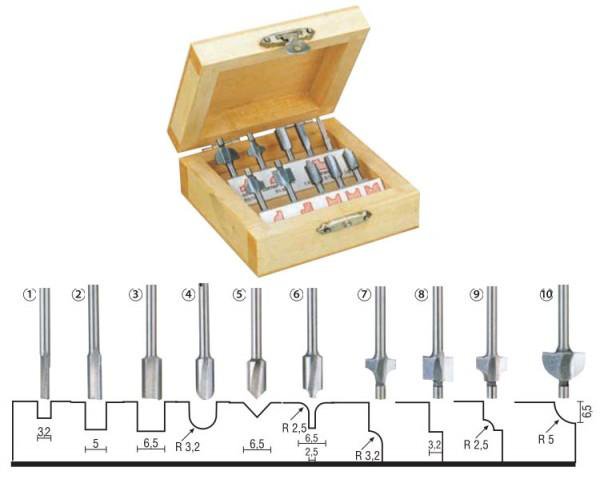
Он должен и нагрузки выдерживать и мощности иметь достаточно, что бы не завязла фреза при обработке стали. Да и для уменьшения погрешностей необходимо использовать не патрон, а фрезы с конусом Морзе.
А вот крепеж шпинделя — самодельный.
Режется, варится, красится и крепится на ось Z.
Как говорится — мощному фрезеру и шпиндель мощный! Если планируются долговременные работы на фрезерном станке, то необходимо озадачится и организацией охлаждения шпинделя.
Активное охлаждение не только позволит увеличить срок службы фрезерного шпинделя, но и позволит увеличить скорость работы станка за счет его непрерывной работы.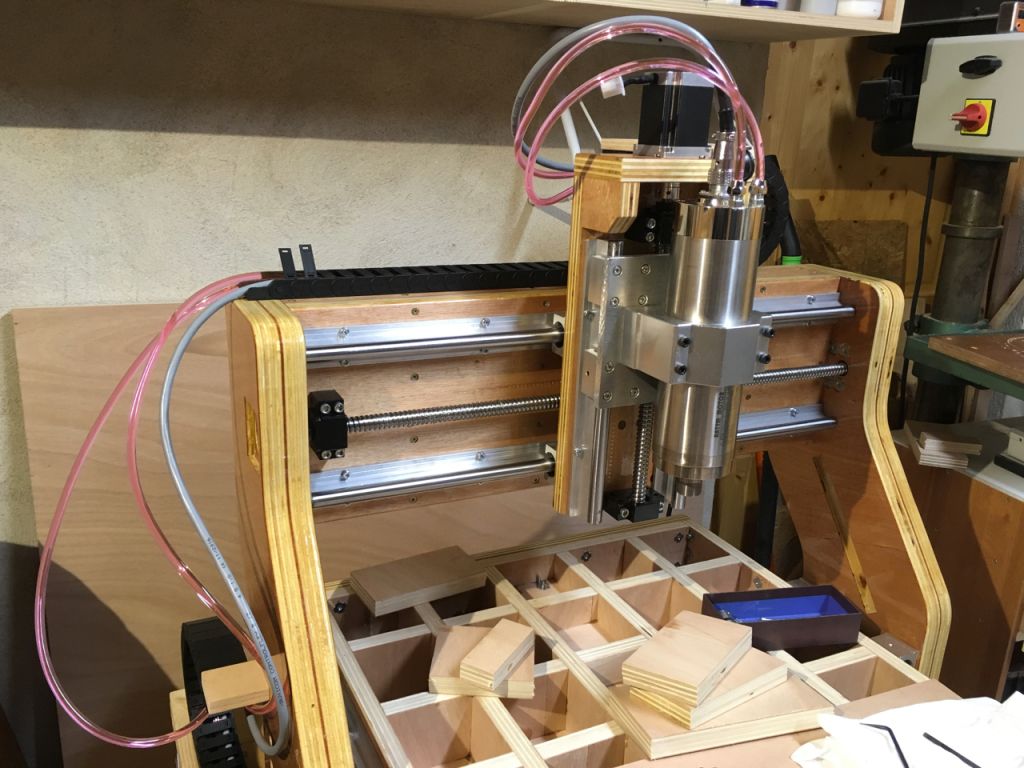
Шпиндель закреплен, можно начинать проверку станка.
Если станок собран без косяков и вся электроника настроена, то точность его работы превзойдет самые смелые ожидания.
Посмотрите видео работы станка и его сборку.
Согласитесь, такой самодельный фрезер с ЧПУ оправдывает вложения на его сборку! Времени и материалов(причем совсем небюджетных) потребуется немало,но и результат получается достойным!
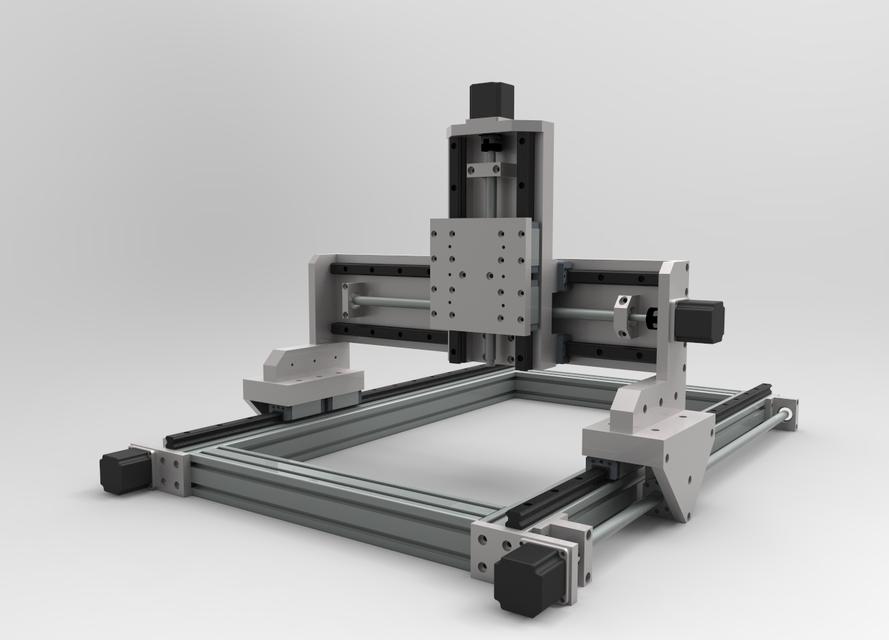
Конечно, при желании кое какие детали можно и удешевить, не все детали испытывают нагрузку, а значит и не везде нужна сталь, в иных местах можно использовать и пластик, при этом, часть деталей сложной формы можно напечатать на 3D принтере.
Этот фрезерный станок с ЧПУ сделан с использованием деталей напечатанных на 3D принтере, на его работе — точности и скорости обработки заготовок, это никак не сказывается.
Вы можете выбрать любой путь построения своего ЧПУ фрезера для гаража или мастерской — сделать полностью стального монстра или разбавить сталь пластиком.
Самодельный ЧПУ станок
Фрезерный станок по металлу с ЧПУ своими руками + Фото 10
В нынешнее время существует огромное количество приспособлений и станков, которые осуществляют фрезеровочную деятельность. Можно обрабатывать практически все металлы, которые пригодны для тех или иных работ. Можно купить новый инструмент, а можно собрать точно такой же своими руками. Но двигатель прогресса шагает вперёд. Вместе с тем, использование простого ручного станочка становится нецелесообразным. На сегодняшний день, всё технологическое оборудование оснащено числовым программным обеспечением. Ниже будет представлена информация о фрезерном оборудовании по металлу с ЧПУ.
Содержание
- 1 Общие понятия
- 1.
 1 Предназначение
1 Предназначение- 1.1.1 Разновидность
- 1.1.2 Конструкция самодельного станка по металлу ЧПУ
- 1.1.3 Принцип работы
- 1.1.4 Сборка по чертежам своими руками
- 1.1.5 Наладка оборудования
- 1.2 Техника безопасности
- 1.3 Видео обзоры
- 1.
 1 Предназначение
1 ПредназначениеАвтоматическое управление консолью с фрезой или порталом с фрезером позволяет получить самые точные детали из металла, сделать различные пазы, отверстия, обработка сложных контуров и многое другое. Как правило, под обработку попадает чёрный и цветной металл. Для обработки металлических изделий используют различные фрезы.
Совет: Для обработки металла более большой толщины следует собирать конструкцию прочнее, чтобы не допустить поломки оборудования!
Предназначение
Прямое назначение фрезеровочного оборудования — это обработка металла и изготовление различных металлических деталей и изделий. Существует огромное множество агрегатов для фрезерной обработки металла. Однако, различные модификации фрезерных установок, будь то на производстве или в домашних условиях, работают по одинаковому принципу. А также имеют очень похожие конструкции. Ниже мы рассмотрим все разновидности такого оборудования.
А также имеют очень похожие конструкции. Ниже мы рассмотрим все разновидности такого оборудования.
Разновидность
Стационарный фрезерный станок с ЧПУ
Бытовой фрезерный станок по металлу с ЧПУ
Настольный фрезерный станок с ЧПУ
Самодельный фрезерный станок по металлу с ЧПУ
Станки по обработке металла различаются на несколько категорий:
Стационарное оборудование
Располагается на производствах и предназначено для масштабного производства. Как правило, имеют огромный вес и размеры конструкции. Такие приспособления способны обрабатывать толстый металл больших размеров.
Бытовое оборудование
В готовом виде, которые можно с лёгкостью приобрести в интернет — магазине. В основном применяются в быту, для изготовления тех или иных, необходимых изделий или деталей. Имеют небольшие размеры, что даёт возможность расположить такой инструмент в любом месте. Такие приспособления способны производить мелкие детали, для каких — либо механизмов. Для работы используется не толстый материал, чтобы добиться более точной обработки.
Для работы используется не толстый материал, чтобы добиться более точной обработки.
Настольные
Такой вид станков применяется как на производствах, так и в быту. Имеют преимущественно малые размеры и не подходят для обработки толстых материалов. В отличие от бытовых станков, на данном станочке можно обрабатывать чуть более толстый материал. Однако размеры заготовок не должны превышать размеры рабочего стола, чтобы фреза или шпиндель могли свободно передвигаться по всей площади обрабатываемой заготовки. За счёт жёсткой конструкции, есть возможность производства серийными партиями. При этом качество получаемой продукции будет замечательным.
Самодельные
прототипы бытовых и настольных, созданные из подручных средств, что существенно экономит семейный бюджет, а также установочное место. Такие приспособления способны заменить бытовые станки. Обработка металла целиком и полностью зависит от жёсткости всей конструкции. С помощью такого аппарата можно изготовить различные детали, предназначенные для механизмов, сделать отверстия в заготовке и многое другое. В домашнем пользовании такой инструмент незаменим.
В домашнем пользовании такой инструмент незаменим.
Совет: В не зависимости от выбранной модели, необходимо определиться, что вы будете делать на этом станке, какой материал будете обрабатывать. В зависимости от этого следует подумать о жёсткости конструкции!
Теперь, когда вы имеете хоть какое — нибудь представление о таком оборудовании, можно рассмотреть конструкцию и сборку самодельного фрезерного станка. Если бюджет ограничен, то достаточно подобрать подходящие элементы для вашего детища и заказать электронику для полноценной работы. Если же у вас есть компьютер, достаточно будет установить профессиональную программу для направленной работы. Эти программы существуют в свободном доступе на просторах интернета. Самые распространённые программы — это:
- Mach4
- ArtCAM
- Machine
- Kcam4
Это ещё не все программы. Их очень много.
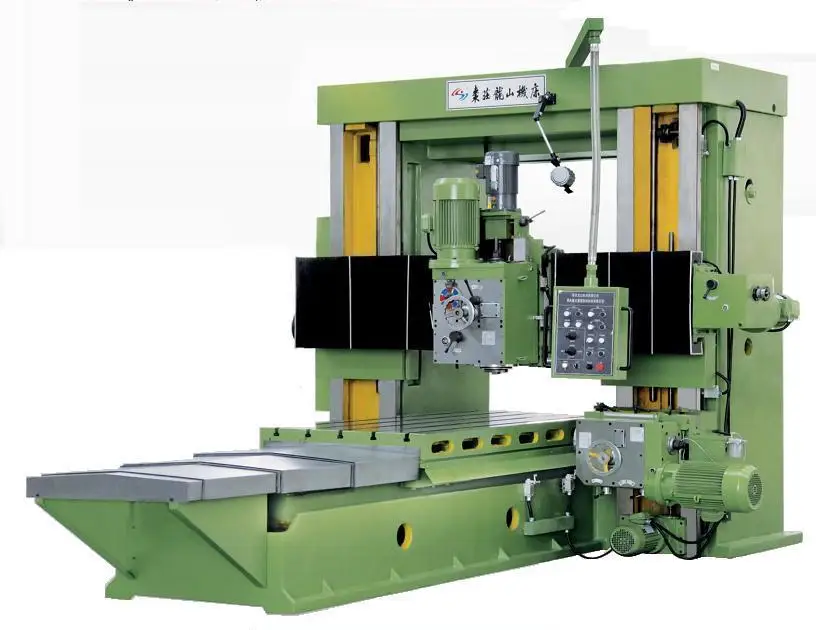
Конструкция самодельного станка по металлу ЧПУ
Основные детали фрезерного станка по металлу с ЧПУ
Основные элементы такого станка перечислены на фото.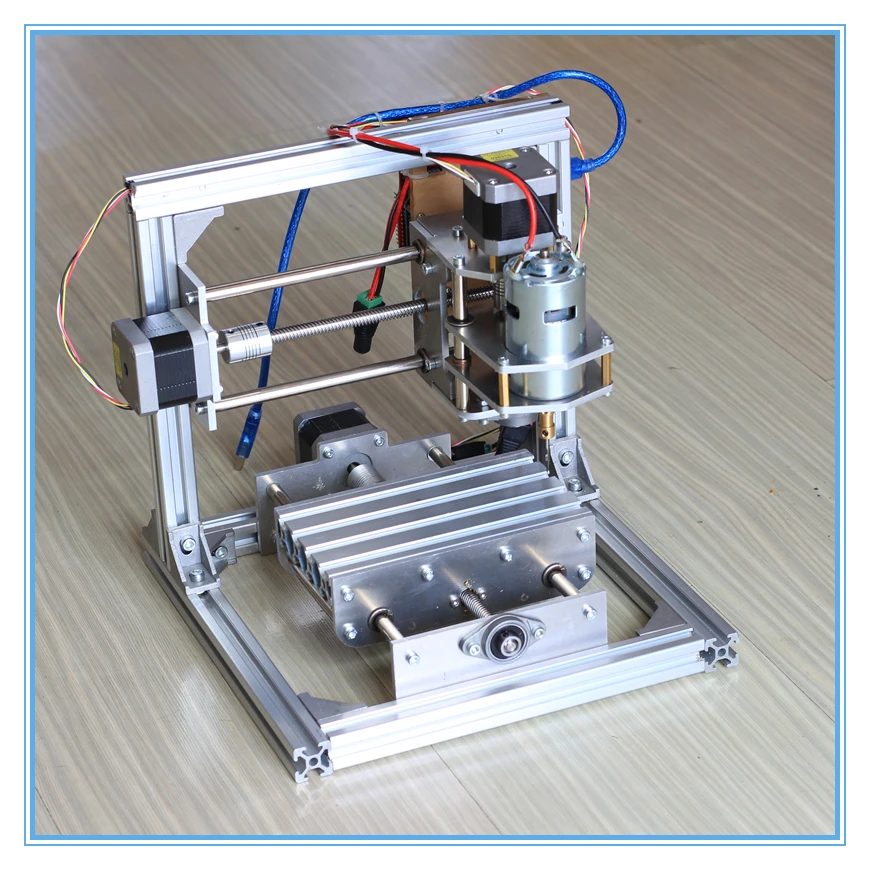 Перечислим их:
Перечислим их:
ШВП оси Z — шарико — винтовая передача
Предназначена такая передача для конвертирования вращательных движений в возвратно — поступательные движения и в обратном направлении.
Вертикальные направляющие
Предназначены для осуществления движения портала со шпинделем по вертикали.
Поперечные направляющие
Предназначены для движения рабочего стола вправо и влево.
Продольные направляющие
Они располагаются непосредственно на станине станка и позволяют двигаться по ним рабочему столу и всей колонне.
Колонна, как правило, в этом элементе станка располагается противовес, который предназначен для компенсации веса шпиндельного узла.
Основание
Самая главная часть станочного оборудования, на котором располагается вся оснастка.
Шпиндель
Рабочая часть узла, которая, посредством закреплённой в нём фрезы, производит обработку металлических заготовок.
Рабочий стол
Это плоскость, на которой непосредственно производятся фрезеровочные работы.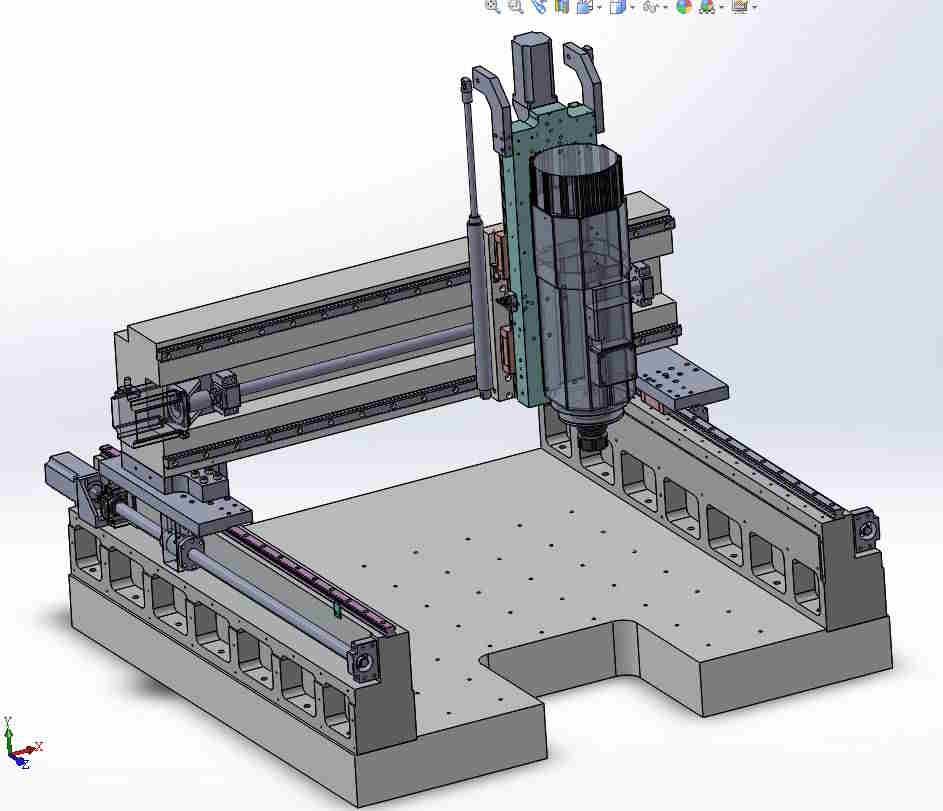
Как правило, на таких станках ещё используют систему охлаждения фрезеровочного инструмента, которая предназначена для предотвращения перегрева фрезы и шпиндельного узла.
Теперь зная конструкцию основных элементов агрегата, можно рассмотреть принципы работы станочного узла.
Совет: Для экономии вашего бюджета, при создании собственноручных фрезерных, можно брать принтерные каретки.
Принцип работы
Как уже говорилось, любой фрезерный станок, оснащённый программным обеспечением, работает непосредственно по командам, посылаемым с компьютера. Всё чаще используют электронику фирмы Arduino. Специальная программа, в которой создаётся будущее изделие, с точностью и наоборот рассчитывается в специальные G — коды, в свою очередь которые распознаёт контроллер и распределяет сигналы на шаговые двигатели. ШГ (шаговые двигатели) по заданной программе перемещают шпиндель или фрезер по нескольким плоскостям, проектируя на заготовке заданную деталь посредством фрезы.
Как видно, процесс этот довольно не сложный. Главное произвести правильную сборку и установку, а также программного управления и электроники. Рассмотрим ниже процесс сборки фрезеровочного аппарата.
Совет: В процессе сборки, одним из главных процессов, за которым необходимо следить, является скольжение по направляющим. Ведь если не обеспечить плавного скольжения, что происходит при неправильной сборке, можно сломать станок при запуске или испортить все металлические заготовки.
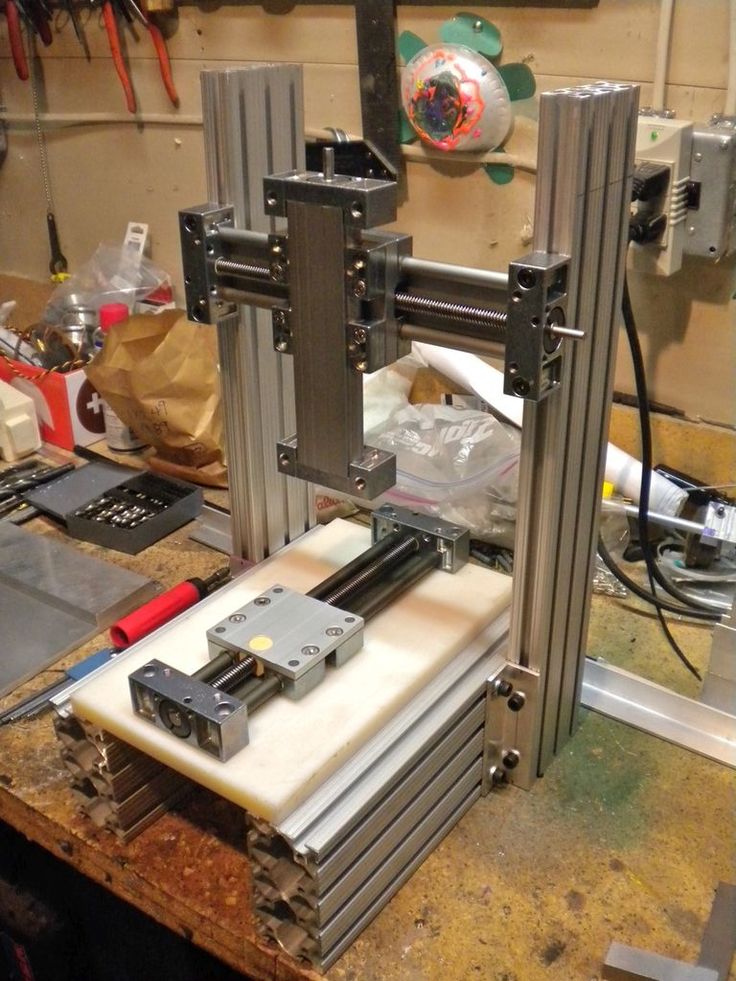
Сборка по чертежам своими руками
Начало сборки фрезерного станка
Промежуточный этап сборки
Заключительный этап сборки
Рассмотрим схему с размерами и разберёмся, какие элементы и куда крепятся, а также как сделать самодельный станок своими руками. Кстати, полную инструкцию по сборке можно скачать бесплатно здесь. Разберём основные этапы сборки:
Начало сборки
Первым и главным этапом сборки вашего агрегата является сборка станины. Ведь именно на ней должен располагаться станок и его комплектующие элементы. К ним относится станина, направляющие и крепёжные элементы. Главное убедиться, что станина имеет довольно прочный каркас и стоит прочно на плоской поверхности.
Ведь именно на ней должен располагаться станок и его комплектующие элементы. К ним относится станина, направляющие и крепёжные элементы. Главное убедиться, что станина имеет довольно прочный каркас и стоит прочно на плоской поверхности.
Промежуточный этап сборки
В этом этапе производится установка консоли фрезера, колонны, шаговых двигателей и остальных направляющих. В данном процессе главное, чтобы скольжение по направляющим было гладким и плавным. А также, необходимо проверить работу и крепление всех механизмов. После этого можно смело переходить к следующему этапу сборки. В инструкции будет наглядно показано, какие детали, какое их количество будет необходимо для данного этапа сборки.
Заключительный этап
На данном этапе проверяется работоспособность всего фрезерного узла в целом. Скольжение по направляющим, работа шаговых двигателей и т.д. По завершении сборки важным и неотъемлемым этапом является установка электроники на станок.
Установка контроллера и программного обеспечения на компьютер
Схема контроллера представлена ниже. На ней представлена полная цепочка разветвлений от контроллера к шаговым двигателям, к компьютеру, к различным датчикам.
На ней представлена полная цепочка разветвлений от контроллера к шаговым двигателям, к компьютеру, к различным датчикам.
Схема контроллера
После того, как все вышеуказанные этапы успешно пройдены, можно приступать к первому запуску станочного оборудования и первому пропуску металлической заготовки.
Наладка оборудования
Перед первым запуском необходимо установить все необходимые драйвера и программу на компьютер или ноутбук. Конечно же, программа располагается в свободном доступе в интернете. Поэтому, когда программа установлена на ПК, следует загрузить в неё нужные эскизы для изготовления деталей или необходимых элементов (выемок, пазов, отверстий различных диаметров и многое другое). Когда всё сделано, можно загружать материал на рабочую поверхность и приступить к подбору непосредственного инструмента — фрезы, для последующей обработки металла.
Когда фреза подобрана, можно проводить первый прогон на вашем станочке.
Совет: При обработке металла, необходимо задать тонкое снятие металлического слоя, чтобы не сжечь фрезу и материал.
Когда всё выполнено, можно смело начинать работать на вашем изобретении. Однако, без соблюдения правил безопасности ни в коем случае нельзя даже притрагиваться к станку без ознакомления правил и техники безопасности.
Техника безопасности
Все правила и техники безопасности одинаковы, однако, при работе с металлом они должны быть особенным. Рассмотрим их ниже:
- При работе с металлом самым главным средством защиты является защита от металлической стружки, чтобы она случайно не попала в глаза.
- Нельзя допускать перегрева фрезерного узла, в противном случае она может разлететься и причинить серьёзный вред вашему здоровью.
- Строго настрого должна присутствовать система охлаждения фрезы.
- Вся электроника и станок должны иметь заземление.
- Дети не должны находиться в свободном доступе к станку, ведь если станок будет работать, стружка может отскочить в лицо ребёнка.
- В электрической сети должны присутствовать автоматические пакеты, чтобы предотвратить пожар при коротком замыкании.

Полный список всех правил безопасности можно найти в интернете. Задав соответствующий запрос в поисковой строке.
Видео обзоры
обзор фрезерного станка с ЧПУ по металлу
Видео обзор по сборке
Видео обзор бюджетного примера
Видео обзор изготовления изделий на станке с ЧПУ
Станок с ЧПУ для стали своими руками?
25-02-2016
#2
Привет, Люк,
.
Если вы хотите правильно резать металл — купите или сделайте правильный металлорежущий станок.
Подробно, я записываю это для пользы других в будущем, которые будут обращаться сюда с подобными вопросами:
— с машиной, которую вы нарисовали, было бы почти невозможно. Забудьте об алюминии, все должно быть из стали, все должно быть закреплено во всех направлениях, чем толще и тяжелее, тем лучше. Вы можете использовать алюминий, но он должен быть усилен сталью.
-Шпиндель.
Есть резка, есть то, что мы называем царапаньем. Этот шпиндель НЕ предназначен для резки стали. Означает, что подшипники выйдут из строя в один момент. Эти подшипники имеют срок службы 1 год, если машина работает 8 часов в день. Так заявляет китайский производитель. И что пойдут дрова. Многие люди, в том числе и я, использовали их гораздо чаще и на таких материалах, как алюминий.Идеальным шпинделем для небольшого станка по резке металла является шпиндель BT30, оснащенный пневматическим выпуском для смены инструмента и ременным приводом от серводвигателя. Это около 2000$ из Китая. Если вы сварите и у вас есть механический цех, вы можете собрать раму. Они /Китай/ продают очень хорошую раму VMC для этой установки, но она дорогая. Это одна из причин, по которой вы не увидите на форумах много самодельных мельниц. Потому что дешевле и лучше купить и переоборудовать старую мельницу.
— необходимая мощность
Стоит отметить, что да, если у вас очень прочная установка, вы используете маленькие биты, имеете жесткий стол, надлежащее охлаждение и правильно рассчитываете скорость и подачу, вы можете обрабатывать мягкую сталь. Я не понимаю, как это произойдет, если вы не используете какое-либо программное обеспечение, такое как HSMAdvisor или Gwizard, для точного расчета того, что именно вы делаете. Оттуда вы увидите задействованные силы и силу, необходимую для этого.Я сам использую HSMAdvisor, внутри есть профиль шпинделя 3kw 18k rpm, используйте его, чтобы посмотреть, что произойдет. Я настоятельно рекомендую получить 3 кВт вместо 2,2 кВт для металла.
Имейте в виду, что в большинстве шпинделей полностью или частично используются керамические подшипники. Существуют специальные высокоскоростные шпиндели для металла, которые стоят дороже и, как говорят, с лучшими подшипниками. У меня нет информации, это реальность или китайские уловки.-конструкция станка
Так что да, если вы пойдете по этому пути, лучше починить портал. Сделайте свое исследование и посмотрите раздел сборки на форуме. Там обсуждаются машины, сделанные именно для того, о чем вы говорите.— лично я
я бы купил себе маленькую мельницу или модернизировал бы большую. На самом деле я просто заканчиваю очень прочную сборку, которая определенно может делать то, что вы хотите, но не планирую трахать мой шпиндель, режущий стальНадеюсь, это поможет
PS.
 Я вижу, тебя впечатлили видеоролики других людей, в которых они режут сталь на своих фрезерах. Итак, давайте резать дерьмо — ответ:
Я вижу, тебя впечатлили видеоролики других людей, в которых они режут сталь на своих фрезерах. Итак, давайте резать дерьмо — ответ:
 ниже фрагмент от HSMAdvisor, как вы видите, мощность шпинделя не является ограничивающим фактором. это будет жесткость. ползунки отрегулированы для стандартной жесткой машины/фрезы/
ниже фрагмент от HSMAdvisor, как вы видите, мощность шпинделя не является ограничивающим фактором. это будет жесткость. ползунки отрегулированы для стандартной жесткой машины/фрезы/Последний раз отредактировал Боян Силявский; 25 февраля 2016 г., 05:22.
проект 1 , 2, пыльник …
Резка/фрезерование металла на станке с ЧПУ blackToe
Резка/фрезерование металла на станке с ЧПУ blackToe
Марк Готтшалк уже некоторое время занимается резкой металла на своем станке с ЧПУ blackToe длиной 8 футов. Как он это делает? Это баланс глубины за проход, скорости подачи, правильной концевой фрезы и охлаждения; однако можно резать металлы без охлаждения.
Вот в чем дело: особенно алюминий, этот металл плавится примерно при 1200 градусов по Фаренгейту, и когда вы применяете концевую фрезу, вращающуюся с высокой скоростью (например, 13000 об/мин), концевая фреза сильно нагревается и плавит алюминий во время процесс фрезерования. Алюминий – легкоплавкий металл. Сравните это со сталью, которая плавится при температуре 2100 градусов по Фаренгейту, и некоторые машинисты скажут, что мягкую сталь легче резать, чем алюминий, просто потому, что концевая фреза может фрезеровать с меньшей скоростью подачи и выкапывать материал.
Алюминий – легкоплавкий металл. Сравните это со сталью, которая плавится при температуре 2100 градусов по Фаренгейту, и некоторые машинисты скажут, что мягкую сталь легче резать, чем алюминий, просто потому, что концевая фреза может фрезеровать с меньшей скоростью подачи и выкапывать материал.
Существует множество способов контроля температуры концевой фрезы. Первый и наиболее широко используемый метод заключается в том, чтобы на концевую фрезу лить жидкость во время резки. Это специальная жидкость, которая смешивается со смазочно-охлаждающей жидкостью для обеспечения наилучшей эффективности резки. Во-вторых, на концевую фрезу можно распылять только смазочно-охлаждающую жидкость, что обычно делается вручную. Сначала Марк использовал изопропиловый спирт. В-третьих, холодный воздух может быть направлен на концевую фрезу. Марк использует этот метод, в котором используется вихревая система, которая направляет воздух температурой -50 градусов по Фаренгейту с одного конца сопла и очень горячий воздух с другого конца. Последний метод заключается в простом нахождении правильного баланса между глубиной за проход, числом оборотов шпинделя, скоростью подачи, канавкой концевой фрезы и углом наклона спирали для достижения сухого резания. Этот последний метод действительно востребован в обрабатывающей промышленности (** добавить источник **).
Последний метод заключается в простом нахождении правильного баланса между глубиной за проход, числом оборотов шпинделя, скоростью подачи, канавкой концевой фрезы и углом наклона спирали для достижения сухого резания. Этот последний метод действительно востребован в обрабатывающей промышленности (** добавить источник **).
Достичь этого баланса непросто, и последнее заявление о том, что отрасль движется в этом направлении, создает впечатление, что отрасль еще не осознала этого. На самом деле это практикуется, но не с идеальными параметрами, а найти эти идеальные параметры и есть святой Грааль резки металла.
Давайте поговорим конкретно о резке алюминия и о том, как добиться хороших результатов. Баланс: работа станка с ЧПУ с высокой скоростью подачи и очень малой глубиной прохода позволит вам поддерживать охлаждение концевой фрезы. Концевая фреза будет проходить по новому алюминию достаточно быстро, чтобы охладить концевую фрезу, но если вы задержитесь слишком долго (медленная скорость подачи и большая глубина за проход) в одном и том же месте, концевая фреза нагреется и расплавит алюминий за счет трения. Учитывая это, станки с ЧПУ всех типов могут успешно резать алюминий. Приведу аналогию: взрослый человек может выкопать яму довольно быстро и каждый раз с большим количеством земли в лопате. Ребенок тоже может копать грязь, но каждый раз только царапая поверхность. В конце концов ребенок доберется до той же глубины, что и взрослый, но на это потребуется немного больше времени. Проблема: ребенок не использует лопату максимально эффективно, потому что острый кончик лопаты затупляется быстрее, чем верхняя часть лопаты, а взрослый равномерно изнашивает всю лопату. Это касается и концевых фрез. Чем глубже вы можете пройти концевой фрезой, тем равномернее будет изнашиваться концевая фреза, что продлит срок службы концевой фрезы.
Учитывая это, станки с ЧПУ всех типов могут успешно резать алюминий. Приведу аналогию: взрослый человек может выкопать яму довольно быстро и каждый раз с большим количеством земли в лопате. Ребенок тоже может копать грязь, но каждый раз только царапая поверхность. В конце концов ребенок доберется до той же глубины, что и взрослый, но на это потребуется немного больше времени. Проблема: ребенок не использует лопату максимально эффективно, потому что острый кончик лопаты затупляется быстрее, чем верхняя часть лопаты, а взрослый равномерно изнашивает всю лопату. Это касается и концевых фрез. Чем глубже вы можете пройти концевой фрезой, тем равномернее будет изнашиваться концевая фреза, что продлит срок службы концевой фрезы.
Итак, какие параметры должны быть отправной точкой? Это важный вопрос, потому что результат может дорого обойтись. Что ж, у нас есть хороший пример от Марка Готтшалка. Помните, что он использует вихревую воздушную систему для обдува концевой фрезы воздухом с температурой -50 градусов. Он режет алюминий 6061, который представляет собой конструкционный сорт алюминия, и его толщина составляет 3/16 дюйма, но толщина не имеет значения, поскольку резка выполняется за много проходов. Чем толще материал, тем больше времени потребуется, чтобы получить до последнего прохода. Он использует фрезерный станок Porter Cable со скоростью 13 000 об/мин. Скорость подачи (скорость, с которой концевая фреза перемещается в разрезе) устанавливается в пределах от 12 до 17 дюймов в минуту (дюймов в минуту). Чем медленнее, алюминий будет начала плавления.Глубина за проход является критическим параметром и должна быть тщательно выбрана.Onsrud, крупный производитель концевых фрез, рекомендует, чтобы глубина за проход составляла 1/2 диаметра режущего конца концевой фрезы. Для концевой фрезы 1/8 дюйма это будет около 0,0625 дюйма, но Марк предпочитает 0,03 дюйма (около 1/4 диаметра) для своих резов, так как это оставляет хорошую отделку.
Он режет алюминий 6061, который представляет собой конструкционный сорт алюминия, и его толщина составляет 3/16 дюйма, но толщина не имеет значения, поскольку резка выполняется за много проходов. Чем толще материал, тем больше времени потребуется, чтобы получить до последнего прохода. Он использует фрезерный станок Porter Cable со скоростью 13 000 об/мин. Скорость подачи (скорость, с которой концевая фреза перемещается в разрезе) устанавливается в пределах от 12 до 17 дюймов в минуту (дюймов в минуту). Чем медленнее, алюминий будет начала плавления.Глубина за проход является критическим параметром и должна быть тщательно выбрана.Onsrud, крупный производитель концевых фрез, рекомендует, чтобы глубина за проход составляла 1/2 диаметра режущего конца концевой фрезы. Для концевой фрезы 1/8 дюйма это будет около 0,0625 дюйма, но Марк предпочитает 0,03 дюйма (около 1/4 диаметра) для своих резов, так как это оставляет хорошую отделку.
В случае концевых фрез врезание, как правило, является наиболее вредным для концевой фрезы, поэтому следует использовать выдавливание (вытягивание концевой фрезы на определенную глубину) или медленное врезание. Марк устанавливает скорость погружения для алюминия на 6 дюймов в минуту. Если требуется глубокое врезание материала, может быть лучше разметить отверстия концевой фрезой с небольшим врезанием и закончить ее на сверлильном станке, или выполнить сверлильные части работы с помощью сверлильного станка (концевая фреза). с заостренным кончиком). Для погружения в начало профиля лучше всего врезаться в материал (когда концевая фреза совершает горизонтальное движение, а ось Z движется вниз или погружается).
Марк устанавливает скорость погружения для алюминия на 6 дюймов в минуту. Если требуется глубокое врезание материала, может быть лучше разметить отверстия концевой фрезой с небольшим врезанием и закончить ее на сверлильном станке, или выполнить сверлильные части работы с помощью сверлильного станка (концевая фреза). с заостренным кончиком). Для погружения в начало профиля лучше всего врезаться в материал (когда концевая фреза совершает горизонтальное движение, а ось Z движется вниз или погружается).
При резке металла вибрация становится проблемой, которую необходимо решать. Марк использует шурупы для гипсокартона, чтобы прикрепить алюминий к спойлеру. Какой бы метод зажима или крепления ни использовался, убедитесь, что он вообще не двигается и что источник зажима (винты, зажим) находится как можно ближе к резанию.
Последние слова Марка: Получилась отличная машина. Это позволило мне делать вещи, которые я бы никогда не смог сделать, не разорившись на банк. Я люблю работать с ним.
 ..
.. 11.2022
11.2022
 Широкий вибір, понад 4000 позицій, допомагає майстрам на будівельних майданчиках, СТО і в ремонтних майстернях виконувати свою роботу якісніше та швидше. А велика мережа магазинів-партнерів у багатьох містах України — Київ, Харків, Львів, Одеса, Дніпро та ін. — робить інструмент INTERTOOL ближче до користувачів.
Широкий вибір, понад 4000 позицій, допомагає майстрам на будівельних майданчиках, СТО і в ремонтних майстернях виконувати свою роботу якісніше та швидше. А велика мережа магазинів-партнерів у багатьох містах України — Київ, Харків, Львів, Одеса, Дніпро та ін. — робить інструмент INTERTOOL ближче до користувачів.


 Газові пальники і плити, похідні ножі та мультиінструменти, тенти, ліхтарі.
Газові пальники і плити, похідні ножі та мультиінструменти, тенти, ліхтарі.
 Но Dremel на удивление хорошо режет небольшие куски дерева, а также когда вы хотите сделать погружные пропилы. Однако он очень ограничен выходной мощностью и размером материала.
Но Dremel на удивление хорошо режет небольшие куски дерева, а также когда вы хотите сделать погружные пропилы. Однако он очень ограничен выходной мощностью и размером материала. Он отлично подходит для резки небольших кусков дерева и быстро настраивается.
Он отлично подходит для резки небольших кусков дерева и быстро настраивается. Отрезной диск имеет тенденцию выскакивать, если вы перемещаете его слишком далеко назад и вперед
Отрезной диск имеет тенденцию выскакивать, если вы перемещаете его слишком далеко назад и вперед Или вместо этого вы можете использовать что-то вроде циркулярной пилы с направляющей.
Или вместо этого вы можете использовать что-то вроде циркулярной пилы с направляющей. Таким образом, вы можете резать более толстые куски дерева, чем другие варианты из этого списка.
Таким образом, вы можете резать более толстые куски дерева, чем другие варианты из этого списка.

 Отшлифовать или отполировать
Отшлифовать или отполировать







 Дощатый обапол — обапол, у которого одна из пластей пропилена более чем на половину длины.
Дощатый обапол — обапол, у которого одна из пластей пропилена более чем на половину длины.


 Параметр шероховатости
Параметр шероховатости
 Влажность древесины не
Влажность древесины не






 1-75
1-75 Возможно, наиболее точное определение лесопилки состоит в том, что это целая система, которая превращает бревна в пиломатериалы.
Возможно, наиболее точное определение лесопилки состоит в том, что это целая система, которая превращает бревна в пиломатериалы. Первая известная лесопилка называется лесопилкой Иераполиса и датируется примерно третьим веком нашей эры. Лесопилка была обнаружена, когда археологи исследовали саркофаг мельника в современной Турции, которая раньше была Малой Азией. На саркофаге был рельеф водяного колеса с кривошипно-ползунковым механизмом и двумя пилами, прорезающими блоки.
Первая известная лесопилка называется лесопилкой Иераполиса и датируется примерно третьим веком нашей эры. Лесопилка была обнаружена, когда археологи исследовали саркофаг мельника в современной Турции, которая раньше была Малой Азией. На саркофаге был рельеф водяного колеса с кривошипно-ползунковым механизмом и двумя пилами, прорезающими блоки. Некоторые лесопильные заводы покупают оборудование для обработки обоих типов деревьев, хотя это редкость. Обычно вы можете найти материалы из хвойной древесины в грубых столярных работах и каркасах зданий, которые используются в легкой строительной промышленности. В жилищном строительстве пиломатериалы твердых пород используются для изготовления готовой продукции, такой как мебель, полы, лестницы и фанерные панели.
Некоторые лесопильные заводы покупают оборудование для обработки обоих типов деревьев, хотя это редкость. Обычно вы можете найти материалы из хвойной древесины в грубых столярных работах и каркасах зданий, которые используются в легкой строительной промышленности. В жилищном строительстве пиломатериалы твердых пород используются для изготовления готовой продукции, такой как мебель, полы, лестницы и фанерные панели. Эти деревянные доски меньше, чем пиломатериалы, и имеют стандартные размеры. Например, размерные пиломатериалы могут иметь толщину от 2 до 5 дюймов и ширину от 2 до 12 дюймов. Стандартные размеры габаритных пиломатериалов включают два на четыре (2×4) и четыре на четыре (4×4). Во многих строительных и производственных предприятиях размерные пиломатериалы используются для изготовления балок, стоек, перекрытий, пластин и стропил.
Эти деревянные доски меньше, чем пиломатериалы, и имеют стандартные размеры. Например, размерные пиломатериалы могут иметь толщину от 2 до 5 дюймов и ширину от 2 до 12 дюймов. Стандартные размеры габаритных пиломатериалов включают два на четыре (2×4) и четыре на четыре (4×4). Во многих строительных и производственных предприятиях размерные пиломатериалы используются для изготовления балок, стоек, перекрытий, пластин и стропил. Доски могут иметь ширину от 2 до 12 дюймов. Компании используют доски для изготовления дощатых полов, обшивочных конструкций и каркасов мебели. Обрезные доски хорошо подходят для поддонов и ящиков.
Доски могут иметь ширину от 2 до 12 дюймов. Компании используют доски для изготовления дощатых полов, обшивочных конструкций и каркасов мебели. Обрезные доски хорошо подходят для поддонов и ящиков. Эти лесопилки различаются по размеру и разработаны с учетом определенных спецификаций, соответствующих их предполагаемому назначению и уровню производства. Каждый тип лесопилки также может вмещать различное количество операторов или рабочих.
Эти лесопилки различаются по размеру и разработаны с учетом определенных спецификаций, соответствующих их предполагаемому назначению и уровню производства. Каждый тип лесопилки также может вмещать различное количество операторов или рабочих. Операторы могут перемещать эти машины между площадками в любое время.
Операторы могут перемещать эти машины между площадками в любое время. Например, компании разработали превосходные продукты, такие как лезвия с наконечниками Stellite™ и карбид вольфрама, чтобы заменить устаревшие материалы. Эти новые пильные полотна служат дольше, чем горячекатаные и холоднокатаные стальные, и обеспечивают большую эффективность.
Например, компании разработали превосходные продукты, такие как лезвия с наконечниками Stellite™ и карбид вольфрама, чтобы заменить устаревшие материалы. Эти новые пильные полотна служат дольше, чем горячекатаные и холоднокатаные стальные, и обеспечивают большую эффективность. Эти котлы использовались в первую очередь из-за обилия древесных отходов, поэтому горелки, работающие на жидком топливе, так и не получили широкого распространения.
Эти котлы использовались в первую очередь из-за обилия древесных отходов, поэтому горелки, работающие на жидком топливе, так и не получили широкого распространения. Затем компьютерные системы отправляют оцифрованную информацию на компоненты лесопилки для удовлетворения повседневных потребностей. Все эти передовые процессы требуют электроэнергии.
Затем компьютерные системы отправляют оцифрованную информацию на компоненты лесопилки для удовлетворения повседневных потребностей. Все эти передовые процессы требуют электроэнергии. Вот все шаги, которые выполняет лесопилка для выполнения работы:
Вот все шаги, которые выполняет лесопилка для выполнения работы:
 На этапе мерчандайзинга журналы также оцениваются в соответствии с постоянными заказами и рыночными условиями.
На этапе мерчандайзинга журналы также оцениваются в соответствии с постоянными заказами и рыночными условиями. После этого вторичные брусья превращают бревно в черновые размеры для пиломатериалов. Любые отходы плит перерабатываются в мульчу, гранулы или щепу.
После этого вторичные брусья превращают бревно в черновые размеры для пиломатериалов. Любые отходы плит перерабатываются в мульчу, гранулы или щепу.

 120 вольт потребляет всего 230 ватт, что делает его идеальным для удаленных мест.
120 вольт потребляет всего 230 ватт, что делает его идеальным для удаленных мест. Сойер красный, белый и синий. А Хантер окрашен в камуфляжный цвет, двух одинаковых не бывает.
Сойер красный, белый и синий. А Хантер окрашен в камуфляжный цвет, двух одинаковых не бывает. Предложите клиентам, восстановите упавшее во время шторма дерево или завершите личный проект. Из такого дерева можно сделать барную стойку или столешницу с живым краем.
Предложите клиентам, восстановите упавшее во время шторма дерево или завершите личный проект. Из такого дерева можно сделать барную стойку или столешницу с живым краем. Dieser Dienst ist in vielen Regionen der Welt verfügbar, und Sie können sogar sofort Einzahlungen vornehmen. Sie müssen nicht Lange Warten, bis Sie Ihr Geld erhalten, und Sie können Ihre Prepaid-Karte, eine Banküberweisung oder ein Bankkonto für Einzahlungen verwenden.
Dieser Dienst ist in vielen Regionen der Welt verfügbar, und Sie können sogar sofort Einzahlungen vornehmen. Sie müssen nicht Lange Warten, bis Sie Ihr Geld erhalten, und Sie können Ihre Prepaid-Karte, eine Banküberweisung oder ein Bankkonto für Einzahlungen verwenden. Вы можете использовать свою дебетовую карту для внесения и снятия средств, и ваши деньги должны быть на вашем счете в течение нескольких минут.
Вы можете использовать свою дебетовую карту для внесения и снятия средств, и ваши деньги должны быть на вашем счете в течение нескольких минут. Я предлагаю également des Promotions de Tours gratuits. Les joueurs peuvent également подключается к сайту в Интернете через VPN. Betbeard предлагает мельникам машины à sous en ligne. Les Canadiens préfèrent souvent à des jeux de Casino en direct, et le Casino est en partenariat avec le main fournisseur de jeux Evolution. Lorsqu’ils jouent en ligne, les Canadiens doivent être conscients des des jeu et toujours être responsables lorsqu’ils jouent. Чтобы найти лучшее казино в Канаде, посетите FRcasinoonlineCA.
Я предлагаю également des Promotions de Tours gratuits. Les joueurs peuvent également подключается к сайту в Интернете через VPN. Betbeard предлагает мельникам машины à sous en ligne. Les Canadiens préfèrent souvent à des jeux de Casino en direct, et le Casino est en partenariat avec le main fournisseur de jeux Evolution. Lorsqu’ils jouent en ligne, les Canadiens doivent être conscients des des jeu et toujours être responsables lorsqu’ils jouent. Чтобы найти лучшее казино в Канаде, посетите FRcasinoonlineCA. Toutes les fonctionnalités du site de Bureau peuvent être utilisées sur les appareils mobiles. Bien qu’il n’y ait pas d’application de Casino à télécharger, le site mobile est совместим с toutes les plateformes.
Toutes les fonctionnalités du site de Bureau peuvent être utilisées sur les appareils mobiles. Bien qu’il n’y ait pas d’application de Casino à télécharger, le site mobile est совместим с toutes les plateformes. Казино также предлагает различные игры с джекпотом, в том числе Mega Moolah с джекпотом в 10 миллионов евро. Ряд игр позволяет игрокам играть бесплатно или на реальные деньги.
Казино также предлагает различные игры с джекпотом, в том числе Mega Moolah с джекпотом в 10 миллионов евро. Ряд игр позволяет игрокам играть бесплатно или на реальные деньги.
 Этот широко распространенный способ оплаты позволяет быстро и безопасно вносить и снимать средства. Кроме того, нет никаких комиссий или сборов. Вам нужно будет предъявить действительное удостоверение личности с фотографией, чтобы снять средства.
Этот широко распространенный способ оплаты позволяет быстро и безопасно вносить и снимать средства. Кроме того, нет никаких комиссий или сборов. Вам нужно будет предъявить действительное удостоверение личности с фотографией, чтобы снять средства. Ленточные конвейеры для древесины Hud-Son оснащены ремнями шириной 18 дюймов и хорошо работают с дровоколами и высокопроизводительными дровоколами.
Ленточные конвейеры для древесины Hud-Son оснащены ремнями шириной 18 дюймов и хорошо работают с дровоколами и высокопроизводительными дровоколами. Десятилетия опыта и отзывы клиентов позволили усовершенствовать конструкцию и конструкцию наших лесопильных заводов. Наш процесс и команда мастеров производят прямо здесь, в США, чтобы предоставить вам лучшее.
Десятилетия опыта и отзывы клиентов позволили усовершенствовать конструкцию и конструкцию наших лесопильных заводов. Наш процесс и команда мастеров производят прямо здесь, в США, чтобы предоставить вам лучшее.
 В результате такого взаимодействия образуется нитрид калия в количестве двух частей:
В результате такого взаимодействия образуется нитрид калия в количестве двух частей: Он движется по поверхности воды, его подталкивает выделяющийся водород:
Он движется по поверхности воды, его подталкивает выделяющийся водород: Как только водород прекращает горение, многие хотят заглянуть в кристаллизатор. В этот момент происходит завершающая стадия реакции калия с водой, сопровождающаяся слабым взрывом и разбрызгиванием образовавшейся горячей щелочи. Поэтому в целях безопасности стоит держаться на некотором расстоянии от лабораторного стола, пока реакция не завершится полностью. Здесь вы найдете самые зрелищные опыты, которые можно проводить с детьми дома.
Как только водород прекращает горение, многие хотят заглянуть в кристаллизатор. В этот момент происходит завершающая стадия реакции калия с водой, сопровождающаяся слабым взрывом и разбрызгиванием образовавшейся горячей щелочи. Поэтому в целях безопасности стоит держаться на некотором расстоянии от лабораторного стола, пока реакция не завершится полностью. Здесь вы найдете самые зрелищные опыты, которые можно проводить с детьми дома. При присоединении к атому электрона он превращается в анион; если же один из электронов покидает свою орбиту, нейтральный атом превращается в катион.
При присоединении к атому электрона он превращается в анион; если же один из электронов покидает свою орбиту, нейтральный атом превращается в катион. 6
6 edu.cn
edu.cn Высокая растворимость I 2 в апротонных растворителях или водных системах растворителей и возникающий в результате челночный эффект могут привести к коррозии металлических литиевых анодов. В настоящем исследовании используются подходы к моделированию в атомистическом масштабе для понимания взаимодействия между поверхностями лития и частицами йода. Установлено, что металлическая поверхность Li (100) и поверхность Li (110) очень активно захватывают I 2 молекул и облегчают диссоциацию этих молекул. Согласно моделированию молекулярной динамики ab initio , поведение при йодировании зависит от покрытия. Когда покрытие йодом составляет всего 12,5%, диссоциированные атомы I не будут разрушать поверхность анода. По мере увеличения покрытия до 100% образуется тонкий слой LiI, который может отслаиваться от поверхности Li, что приводит к необратимой потере активных материалов. Если покрытие достигает 200%, толстая пленка LiI может образовываться на литиевом аноде и осаждаться на литиевой подложке.
Высокая растворимость I 2 в апротонных растворителях или водных системах растворителей и возникающий в результате челночный эффект могут привести к коррозии металлических литиевых анодов. В настоящем исследовании используются подходы к моделированию в атомистическом масштабе для понимания взаимодействия между поверхностями лития и частицами йода. Установлено, что металлическая поверхность Li (100) и поверхность Li (110) очень активно захватывают I 2 молекул и облегчают диссоциацию этих молекул. Согласно моделированию молекулярной динамики ab initio , поведение при йодировании зависит от покрытия. Когда покрытие йодом составляет всего 12,5%, диссоциированные атомы I не будут разрушать поверхность анода. По мере увеличения покрытия до 100% образуется тонкий слой LiI, который может отслаиваться от поверхности Li, что приводит к необратимой потере активных материалов. Если покрытие достигает 200%, толстая пленка LiI может образовываться на литиевом аноде и осаждаться на литиевой подложке. Как LiNO 9Добавка 0042 3 защищает анод батареи Li–I 2 . Установлено, что атомы O и N от разложения нитрата диффундируют быстрее, чем атомы I в металлическом аноде. Следовательно, между металлическим металлическим литием и йодсодержащими частицами может образоваться слой оксинитрида лития, который может отсекать прямое взаимодействие между анодом и молекулами I 2 .
Как LiNO 9Добавка 0042 3 защищает анод батареи Li–I 2 . Установлено, что атомы O и N от разложения нитрата диффундируют быстрее, чем атомы I в металлическом аноде. Следовательно, между металлическим металлическим литием и йодсодержащими частицами может образоваться слой оксинитрида лития, который может отсекать прямое взаимодействие между анодом и молекулами I 2 .

 Любые проблемы со щитовидной железой могут начаться или усугубиться во время беременности, и часто им можно помочь, повысив уровень йода.
Любые проблемы со щитовидной железой могут начаться или усугубиться во время беременности, и часто им можно помочь, повысив уровень йода.

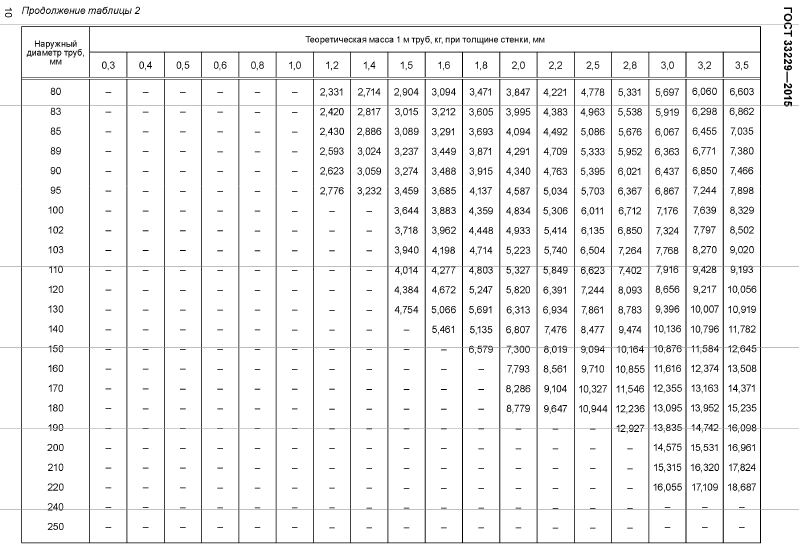
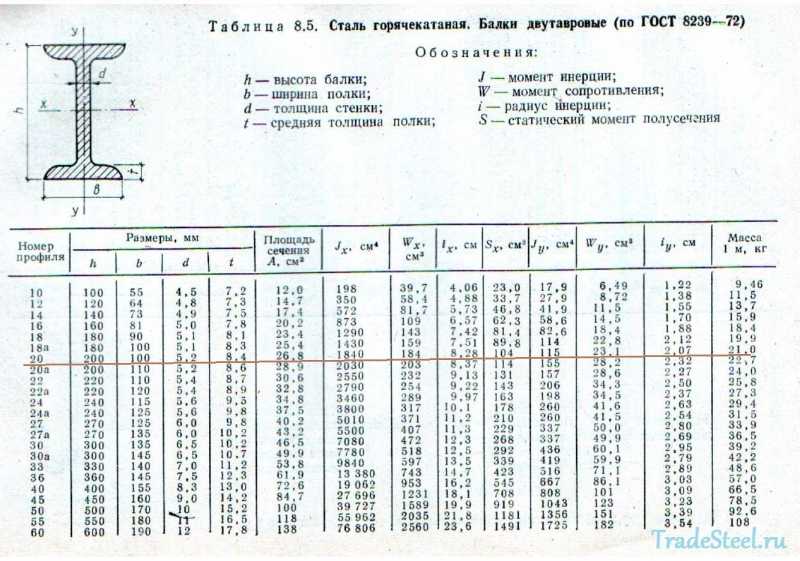
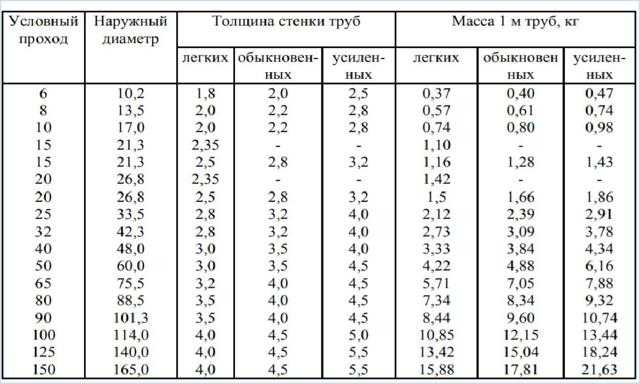
 Правильно подобранная труба профильная, вес погонного метра который можно рассчитать, к примеру, по формуле m = ro / 7850 * 0.0157 * S * (2 * a — 2.86 * S) * L, m — вес профильной трубы, а ro — плотность сырья (углеродистая сталь — 7850 кг/м³), обеспечивает быстрое и качественное проведение предусмотренных технологических процессов.
Правильно подобранная труба профильная, вес погонного метра который можно рассчитать, к примеру, по формуле m = ro / 7850 * 0.0157 * S * (2 * a — 2.86 * S) * L, m — вес профильной трубы, а ro — плотность сырья (углеродистая сталь — 7850 кг/м³), обеспечивает быстрое и качественное проведение предусмотренных технологических процессов.
 5
5
 5
5
 0
0
 5
5
 5
5
 5
5
 0
0
 Являясь одним из самых прочных дренажных материалов на рынке, бетонная труба предлагает множество преимуществ для вашего проекта. Эта прочная и простая в установке труба является отличным выбором как для неглубоких, так и для глубоких проектов. Мы производим как стандартные, так и специально разработанные железобетонные трубы и нестандартные фитинги для различных областей применения.
Являясь одним из самых прочных дренажных материалов на рынке, бетонная труба предлагает множество преимуществ для вашего проекта. Эта прочная и простая в установке труба является отличным выбором как для неглубоких, так и для глубоких проектов. Мы производим как стандартные, так и специально разработанные железобетонные трубы и нестандартные фитинги для различных областей применения.

 Используя производственный процесс мокрого литья, мы можем производить трубы с очень жесткими допусками, которые не уступают по качеству любой другой железобетонной трубе для микротоннелирования в мире.
Используя производственный процесс мокрого литья, мы можем производить трубы с очень жесткими допусками, которые не уступают по качеству любой другой железобетонной трубе для микротоннелирования в мире.
 В производстве также обычно участвуют дерево и металл. Профильная труба является основой, каркасом. Обшивается и декорируется на производстве. В результате получаются универсальные продукты. Основа характеризуется широким спектром применения.
В производстве также обычно участвуют дерево и металл. Профильная труба является основой, каркасом. Обшивается и декорируется на производстве. В результате получаются универсальные продукты. Основа характеризуется широким спектром применения.
 д., чтобы помочь согнуть, вырезать и собрать все детали под правильным углом к раме. Элементы связаны друг с другом.
д., чтобы помочь согнуть, вырезать и собрать все детали под правильным углом к раме. Элементы связаны друг с другом.

 Внимательно изучайте типы заклепок при планировании работ.
Внимательно изучайте типы заклепок при планировании работ. Они дешевле резьбовых, справиться с ними проще и быстрее, потому они при деле там, где необходимо закрепить лист металла сотнями или даже тысячами заклепок. Виды вытяжных заклепок различаются, в основном, моделью буртика. Так называют края «шляпки», расположенной на теле заклепки.
Они дешевле резьбовых, справиться с ними проще и быстрее, потому они при деле там, где необходимо закрепить лист металла сотнями или даже тысячами заклепок. Виды вытяжных заклепок различаются, в основном, моделью буртика. Так называют края «шляпки», расположенной на теле заклепки. Однако установка этих метизов возможна только с учетом наличия опоры со стороны, обратной плоскости соединения, так как это компенсирует ударную нагрузку во время закрепления заклепки.
Однако установка этих метизов возможна только с учетом наличия опоры со стороны, обратной плоскости соединения, так как это компенсирует ударную нагрузку во время закрепления заклепки.

 (Длина заклепки подбирается по каталогу производителя в зависимости от толщины материала в который ее нужно установить)
(Длина заклепки подбирается по каталогу производителя в зависимости от толщины материала в который ее нужно установить)




 Соединения внахлестку могут быть одинарными или двойными, в зависимости от количества используемых заклепок.
Соединения внахлестку могут быть одинарными или двойными, в зависимости от количества используемых заклепок. Единственное отличие состоит в том, что с двух сторон есть накладка. Используйте две накладки, расположенные на противоположных сторонах двух деталей из листового металла, и заклепайте каждую накладку.
Единственное отличие состоит в том, что с двух сторон есть накладка. Используйте две накладки, расположенные на противоположных сторонах двух деталей из листового металла, и заклепайте каждую накладку.

 Он включает в себя использование вольфрамового электрода для плавления заготовки, создания жидкой лужи, которая объединяет их при затвердевании.
Он включает в себя использование вольфрамового электрода для плавления заготовки, создания жидкой лужи, которая объединяет их при затвердевании.
 Одна деталь из листового металла размещается в центре другой детали из листового металла, образуя Т-образную форму (отсюда и название тройниковых сварных соединений).
Одна деталь из листового металла размещается в центре другой детали из листового металла, образуя Т-образную форму (отсюда и название тройниковых сварных соединений). Однако одно различие между клепкой и сваркой может определить тип продукта, для которого применим каждый метод. Вот некоторые различия между обоими методами и как выбрать правильный.
Однако одно различие между клепкой и сваркой может определить тип продукта, для которого применим каждый метод. Вот некоторые различия между обоими методами и как выбрать правильный. Несмотря на то, что заклепки имеют низкие цены, общая стоимость клепки больше. Это происходит за счет накопления материальных, эксплуатационных и трудовых затрат.
Несмотря на то, что заклепки имеют низкие цены, общая стоимость клепки больше. Это происходит за счет накопления материальных, эксплуатационных и трудовых затрат. Сварка подходит для изготовления компонентов в электротехнической, аэрокосмической и оборонной промышленности.
Сварка подходит для изготовления компонентов в электротехнической, аэрокосмической и оборонной промышленности. Используемые процессы в основном автоматизированы, что ускоряет и упрощает соединение двух металлов. Также нет необходимости сверлить, делать крепеж и т.п.
Используемые процессы в основном автоматизированы, что ускоряет и упрощает соединение двух металлов. Также нет необходимости сверлить, делать крепеж и т.п.
 Поэтому заклепки больше подходят для алюминиевых изделий, как видно в кухонной утвари.
Поэтому заклепки больше подходят для алюминиевых изделий, как видно в кухонной утвари. Следовательно, выбор может быть проблемой.
Следовательно, выбор может быть проблемой. Он полупостоянный, потому что вы можете отстегнуть и удалить заклепку. Это делает клепку лучшим методом для изготовления продуктов, требующих контроля качества, и деталей, требующих постоянной замены.
Он полупостоянный, потому что вы можете отстегнуть и удалить заклепку. Это делает клепку лучшим методом для изготовления продуктов, требующих контроля качества, и деталей, требующих постоянной замены. Зная сильные и слабые стороны каждого метода, вы получите более прочную и долговечную деталь.
Зная сильные и слабые стороны каждого метода, вы получите более прочную и долговечную деталь. Пока вы можете получить доступ к одной стороне отверстия с помощью инструмента для установки заклепок, все готово.
Пока вы можете получить доступ к одной стороне отверстия с помощью инструмента для установки заклепок, все готово.


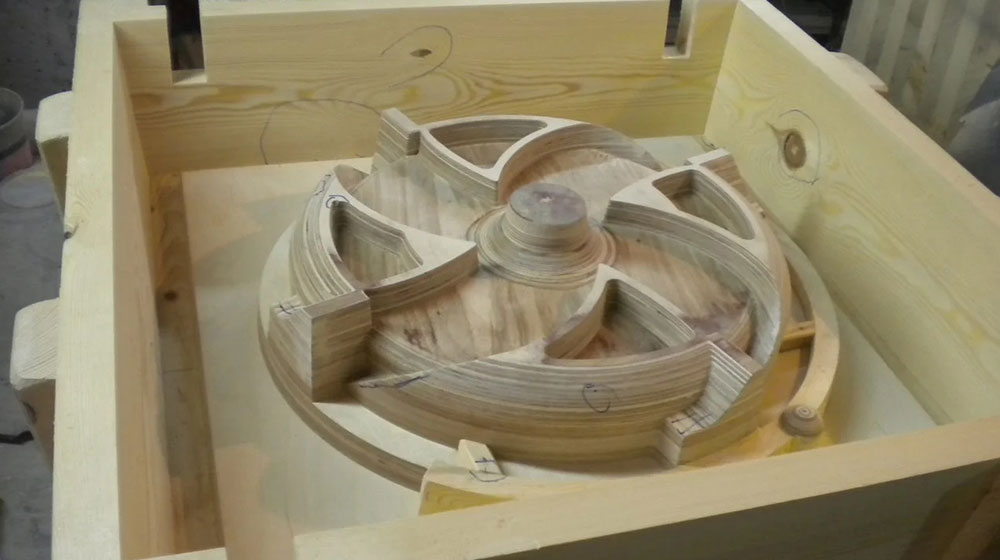 Изготовление моделей из композитов, полиуретана и пластмасс включает в себя три основных этапа:
Изготовление моделей из композитов, полиуретана и пластмасс включает в себя три основных этапа:
 Основная масса модельно-стержневой оснастки изготавливается из высокосортной влагостойкой
Основная масса модельно-стержневой оснастки изготавливается из высокосортной влагостойкой
 Все это делает изготовление литейной оснастки из модельного пластика
Все это делает изготовление литейной оснастки из модельного пластика Мы предоставляем множество вариантов настройки для заказов разного размера. У нас также есть возможность моделировать отливки различных форм путем изготовления моделей.
Мы предоставляем множество вариантов настройки для заказов разного размера. У нас также есть возможность моделировать отливки различных форм путем изготовления моделей. Компания Warner Brothers Foundry использует технологию модельного оборудования для обеспечения согласованности между партиями, и мы используем различные деревянные и пластиковые материалы для выполнения работы. Сотрудничая с нашей компанией по производству модельного оборудования в Мичигане, вы получаете удовлетворение от осознания того, что ваши заказы находятся в умелых, опытных руках.
Компания Warner Brothers Foundry использует технологию модельного оборудования для обеспечения согласованности между партиями, и мы используем различные деревянные и пластиковые материалы для выполнения работы. Сотрудничая с нашей компанией по производству модельного оборудования в Мичигане, вы получаете удовлетворение от осознания того, что ваши заказы находятся в умелых, опытных руках.

 com
com Более сложный.
Более сложный. В редких случаях мы делаем шаблон из пенопласта, которого хватает только на одну или две формы. Вспененный материал используется, чтобы свести к минимуму затраты на выкройку, когда стоимость постоянной формы не может быть оправдана.
В редких случаях мы делаем шаблон из пенопласта, которого хватает только на одну или две формы. Вспененный материал используется, чтобы свести к минимуму затраты на выкройку, когда стоимость постоянной формы не может быть оправдана.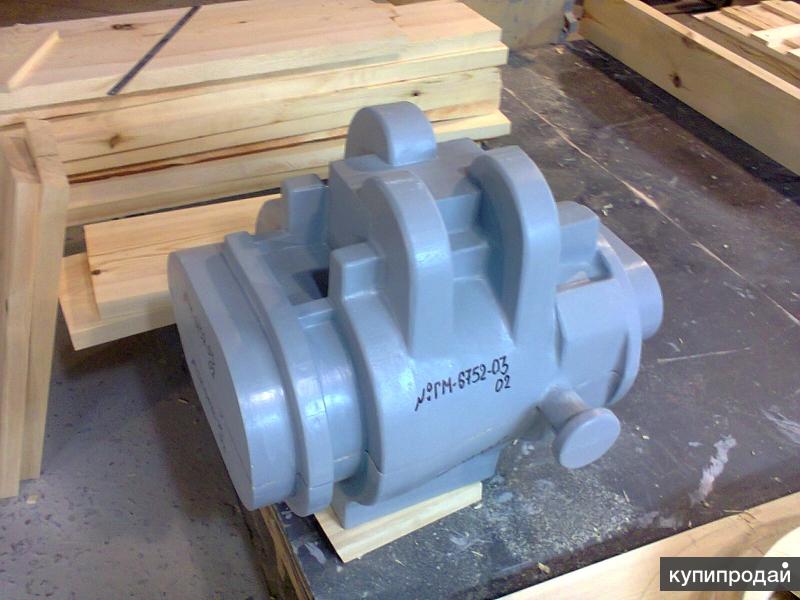
 Для представленных в задании шпилек ГОСТ 22032-76 ввинчиваемый «шпилечный» конец равен диаметру резьбы d, поэтому
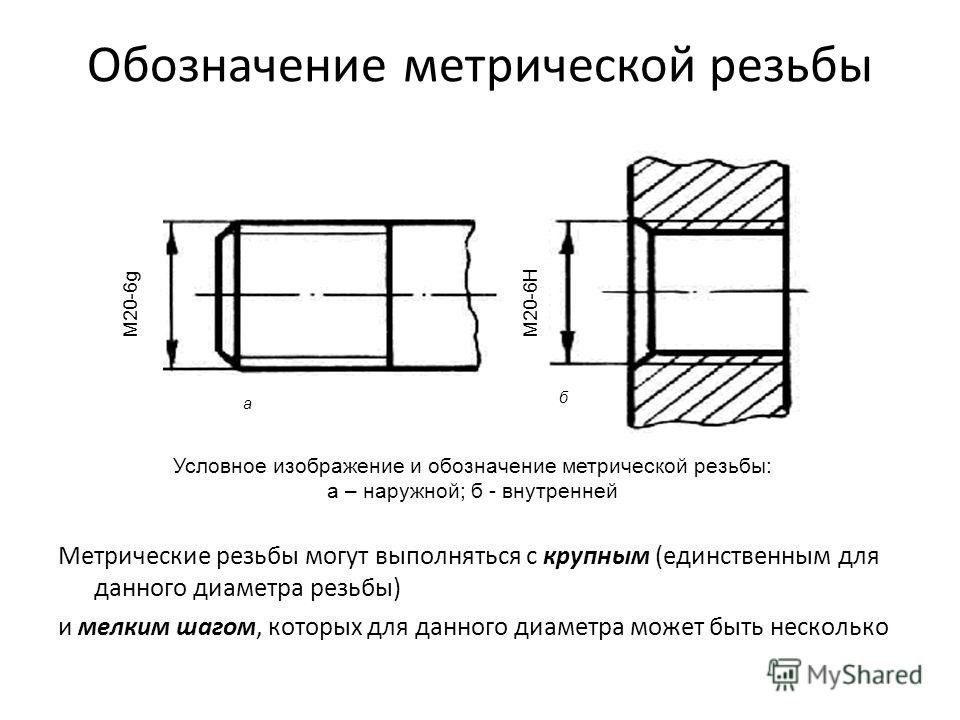
Для представленных в задании шпилек ГОСТ 22032-76 ввинчиваемый «шпилечный» конец равен диаметру резьбы d, поэтому Резьбовые соединения. Сборочный чертеж
Резьбовые соединения. Сборочный чертеж
 2). Если при
2). Если при 4). Для прохода болта скрепляемые
4). Для прохода болта скрепляемые 2).
2).
 На конец шпильки,
На конец шпильки, На рис. 6 показана сборочная
На рис. 6 показана сборочная


 Вы можете узнать, какой размер зенковки вам нужен, посмотрев на таблицу, подобную этой.
Вы можете узнать, какой размер зенковки вам нужен, посмотрев на таблицу, подобную этой. Это известно как теоретическая кромка, и зенкер этого размера предназначен для болта с потайной головкой M20.
Это известно как теоретическая кромка, и зенкер этого размера предназначен для болта с потайной головкой M20.



 На рис. 15.12 показано условное обозначение наружной резьбы. Выход резьбы на стержне шпильки показан линией, проведенной под углом 30° к оси резьбы. Меньший диаметр резьбы показан параллельными линиями, а на конце проекции окружность не является непрерывной. Разрыв во внутреннем круге отличает концевое возвышение наружной резьбы от внутренней резьбы. Толщина линий дана для каждой части резьбы. Фактические размеры меньшего диаметра для любого конкретного размера резьбы могут быть
На рис. 15.12 показано условное обозначение наружной резьбы. Выход резьбы на стержне шпильки показан линией, проведенной под углом 30° к оси резьбы. Меньший диаметр резьбы показан параллельными линиями, а на конце проекции окружность не является непрерывной. Разрыв во внутреннем круге отличает концевое возвышение наружной резьбы от внутренней резьбы. Толщина линий дана для каждой части резьбы. Фактические размеры меньшего диаметра для любого конкретного размера резьбы могут быть На разрезе линии разреза, проведенные под углом 45°, продолжаются через большой диаметр к меньшему. Прилежащий угол, оставляемый резьбонарезным сверлом, составляет 120°. Толщина линий указана в кружках.
На разрезе линии разреза, проведенные под углом 45°, продолжаются через большой диаметр к меньшему. Прилежащий угол, оставляемый резьбонарезным сверлом, составляет 120°. Толщина линий указана в кружках.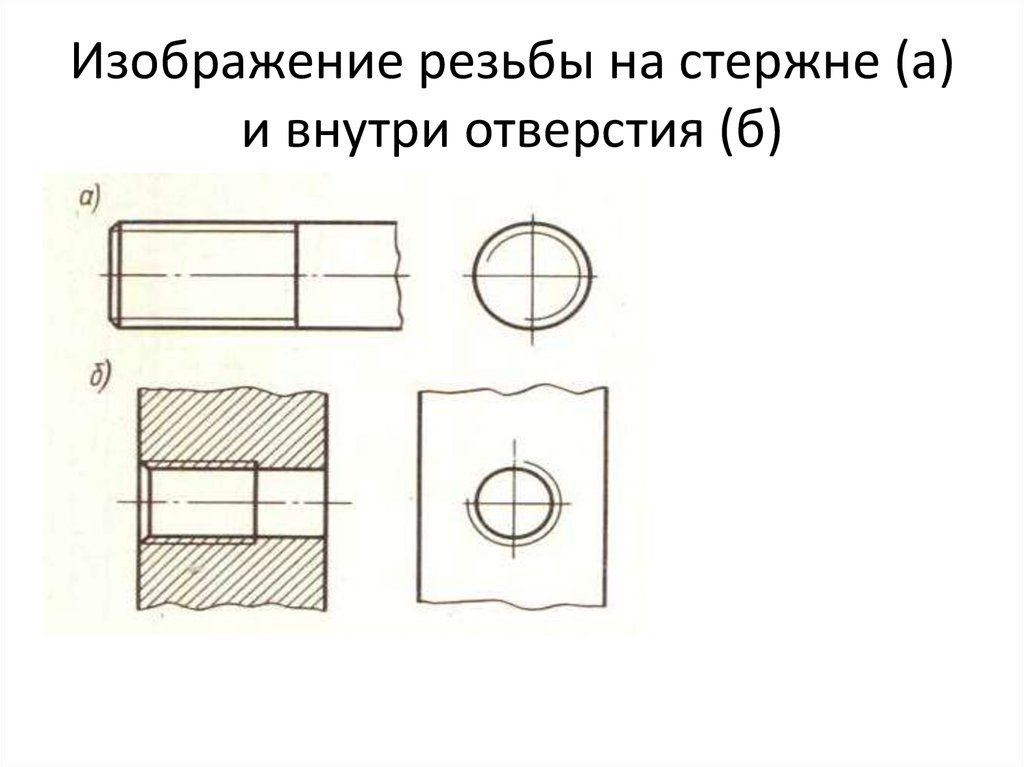
 г/в 1987. цена договорная. малая эксплуатация. Подробная информация по запросу. Локация Башкирия.
г/в 1987. цена договорная. малая эксплуатация. Подробная информация по запросу. Локация Башкирия. Местонахождение: Ростовская областьКонт. Тел. 89281205643 – Елена (ООО «Темп»)
Местонахождение: Ростовская областьКонт. Тел. 89281205643 – Елена (ООО «Темп») в.Стол, мм: 3000Х900;Ход стола, мм: 300;Мощность двигателя: 71кВт;Габариты, м: 7,8Х4,0Х3,4;Масса, тн: 26,2.В рабочем…
в.Стол, мм: 3000Х900;Ход стола, мм: 300;Мощность двигателя: 71кВт;Габариты, м: 7,8Х4,0Х3,4;Масса, тн: 26,2.В рабочем…
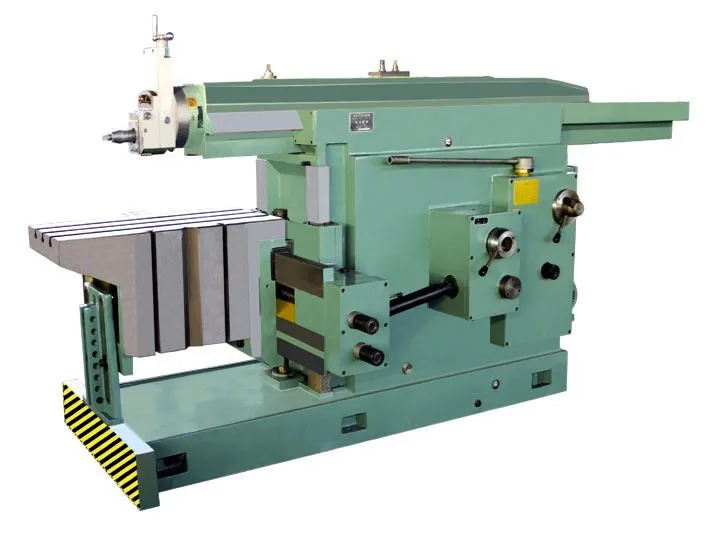
 в.прод. строг.7а210 тол 1х3 метра , со шлифовальной головкой
в.прод. строг.7а210 тол 1х3 метра , со шлифовальной головкой Технические характеристики:Наибольшие размеры обрабатываемых изделий, мм: — ширина:…
Технические характеристики:Наибольшие размеры обрабатываемых изделий, мм: — ширина:… Промышленность Советского Союза выпускала станки от 630x2000x550 до 5000x12500x4500 мм. Станки размером до 1600x6300x1250 мм включительно выпускаются в одностоечном исполнении.
Промышленность Советского Союза выпускала станки от 630x2000x550 до 5000x12500x4500 мм. Станки размером до 1600x6300x1250 мм включительно выпускаются в одностоечном исполнении. Реверсирование осуществляется электродвигателем 54.
Реверсирование осуществляется электродвигателем 54. Механизм подачи бокового суппорта устроен аналогичным образом, Установка подачи осуществляется храповым колесом 5, При его вращении приводится в движение подвижный упор, При этом изменяется угол между подвижным и неподвижным упорами и тем самым величина подачи.
Механизм подачи бокового суппорта устроен аналогичным образом, Установка подачи осуществляется храповым колесом 5, При его вращении приводится в движение подвижный упор, При этом изменяется угол между подвижным и неподвижным упорами и тем самым величина подачи. Строгальные станки по дереву, иногда также называемые рейсмусовыми станками, помогают устранять шероховатости, несоответствия и неровности поверхностей.
Строгальные станки по дереву, иногда также называемые рейсмусовыми станками, помогают устранять шероховатости, несоответствия и неровности поверхностей.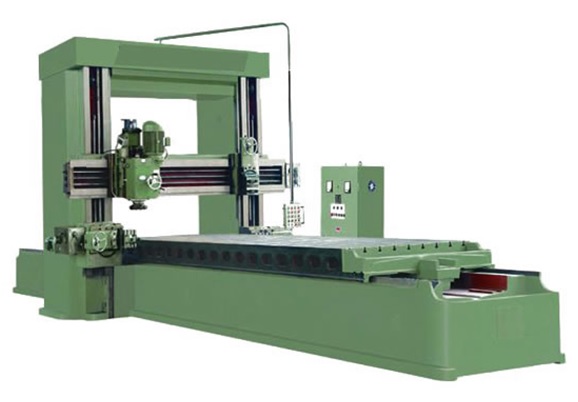 Благодаря своим компактным размерам, этот стиль является отличным выбором для небольших или более сложных работ. Некоторые портативные модели доступны в беспроводном исполнении, что может пригодиться, если вы работаете на удаленных рабочих местах, где доступ к электричеству ограничен.
Благодаря своим компактным размерам, этот стиль является отличным выбором для небольших или более сложных работ. Некоторые портативные модели доступны в беспроводном исполнении, что может пригодиться, если вы работаете на удаленных рабочих местах, где доступ к электричеству ограничен.
 Мы настоятельно рекомендуем беруши или другие средства защиты органов слуха. Острие лезвий может помочь; шум имеет тенденцию увеличиваться по мере затупления лезвий, но вам (и соседям) все же придется терпеть некоторый шум. Неглубокие разрезы могут сделать вещи немного тише (а также, как правило, продлевают срок службы ваших лезвий).
Мы настоятельно рекомендуем беруши или другие средства защиты органов слуха. Острие лезвий может помочь; шум имеет тенденцию увеличиваться по мере затупления лезвий, но вам (и соседям) все же придется терпеть некоторый шум. Неглубокие разрезы могут сделать вещи немного тише (а также, как правило, продлевают срок службы ваших лезвий).
 ) Чтобы проверить качество резки, мы пропускали тополь и красный дуб через каждую машину, удаляя 1 ⁄ 16
) Чтобы проверить качество резки, мы пропускали тополь и красный дуб через каждую машину, удаляя 1 ⁄ 16  У двух станков, которые меньше всего стреляли, ножевые головки автоматически фиксируются на своих стойках, когда доска входит в контакт с подающим роликом, предотвращая движение каретки вверх или вниз во время резки. Мы не нашли явного преимущества перед ножевыми головками, которые нужно запирать вручную, поскольку машины, оборудованные таким образом, стреляли примерно одинаково, независимо от того, включали мы замки или нет.
У двух станков, которые меньше всего стреляли, ножевые головки автоматически фиксируются на своих стойках, когда доска входит в контакт с подающим роликом, предотвращая движение каретки вверх или вниз во время резки. Мы не нашли явного преимущества перед ножевыми головками, которые нужно запирать вручную, поскольку машины, оборудованные таким образом, стреляли примерно одинаково, независимо от того, включали мы замки или нет. Главное преимущество этой головки заключается в том, что если вы надрежете одну или несколько фрез, вы просто повернете затронутые пластины на четверть поверните, чтобы получить новую режущую кромку
Главное преимущество этой головки заключается в том, что если вы надрежете одну или несколько фрез, вы просто повернете затронутые пластины на четверть поверните, чтобы получить новую режущую кромку  Большинство из них поставляются с пылезащитными колпаками, которые подсоединяются к 4-дюймовому шлангу, a 2- 1 ⁄ 2
Большинство из них поставляются с пылезащитными колпаками, которые подсоединяются к 4-дюймовому шлангу, a 2- 1 ⁄ 2 
 Первый четко прописан в технических документах и ГОСТах. При вычислении второго необходимо учитывать условия и функциональную направленность систем водоснабжения.
Первый четко прописан в технических документах и ГОСТах. При вычислении второго необходимо учитывать условия и функциональную направленность систем водоснабжения. При этом сохраняются все первоначальные свойства изделий и внешний вид.
При этом сохраняются все первоначальные свойства изделий и внешний вид.
 При высоких температурах цинковый слой полностью выгорает и система в местах соединения становится уязвимой.
При высоких температурах цинковый слой полностью выгорает и система в местах соединения становится уязвимой. 10/19 — Трубы из углеродистой, легированной и нержавеющей стали — Размеры
10/19 — Трубы из углеродистой, легированной и нержавеющей стали — Размеры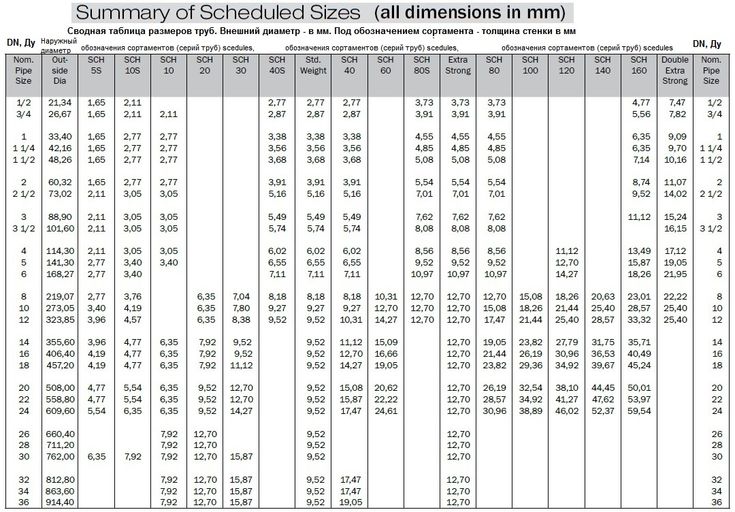 10/19 — Имперские единицы
10/19 — Имперские единицы  3
3 023
023 12
12 273
273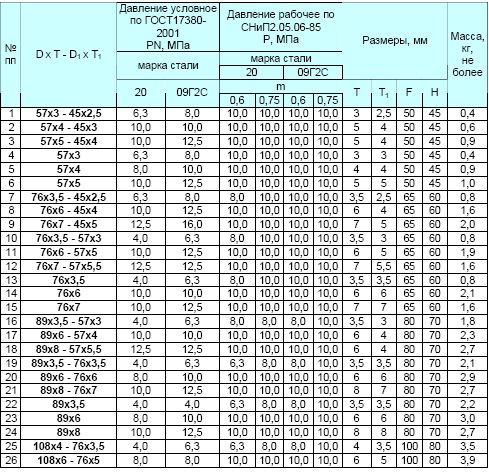 099.099.7
099.099.7 556
556 894
894 383
383 508
508 892
892 1
1 12
12 775
775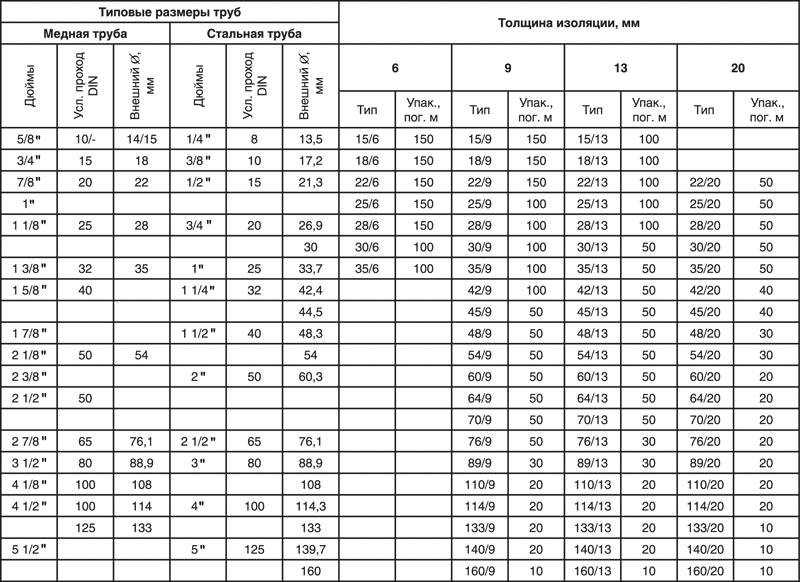 474
474 426
426 112
112 075
075 451
451 994
994 31
31 13
13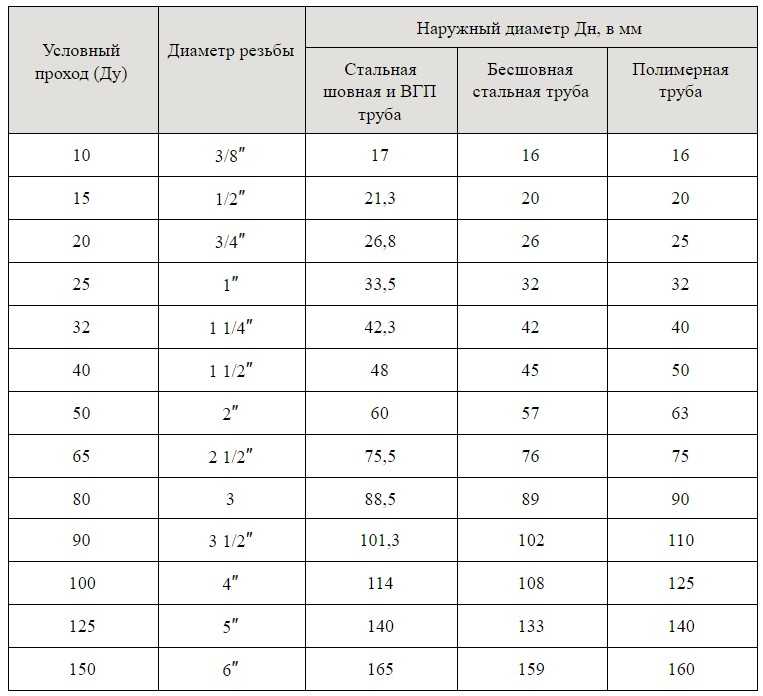 05
05 05
05 05
05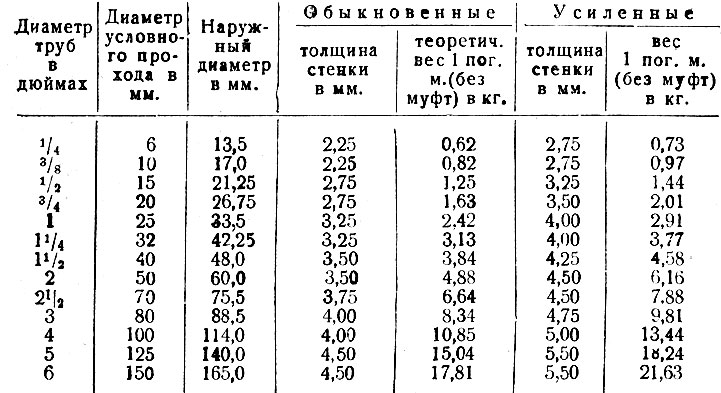 05
05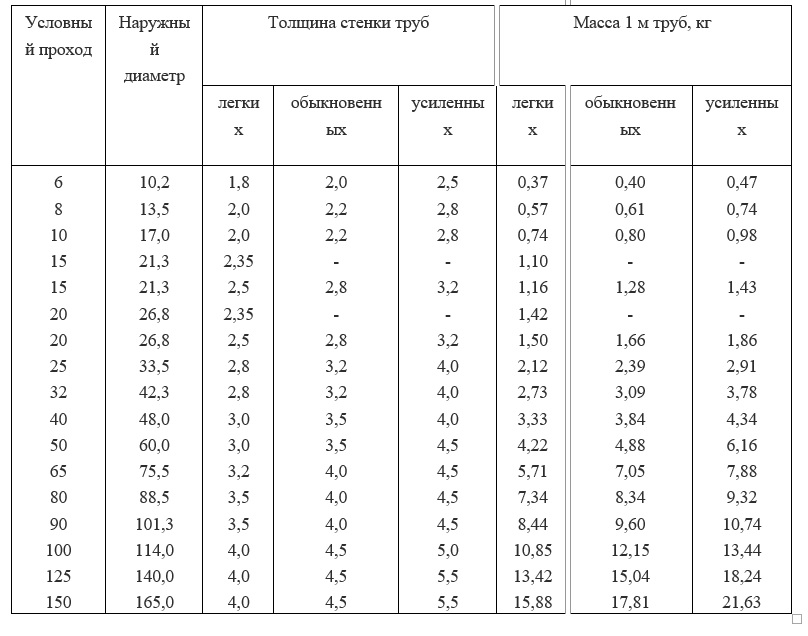 13
13 15
15 05
05