Виды арматуры ▷ классификация, назначение, применение
Виды и классы арматуры
Конструкция из бетона в обязательном порядке содержит армирующий каркас. Для формирования железобетонных конструкций, придания им прочности и компенсации напряжения используют арматурную сталь.
Арматура – стальные пруты, которые компенсируют растягивающие напряжения в бетонной конструкции и создают в них прочный армирующий каркас.
Строительная арматура производится в значительном количестве различных вариантов. Разные виды арматуры предназначены для определенных строительных задач. Исчерпывающая информация в статье о классификации и назначении этой продукции поможет правильно ее выбрать для работ на стройке.
Общая классификация арматуры Классы арматуры по маркам и видам Арматура по назначению Арматура по применению Арматура по прочности Арматура по ориентации в конструкции Арматура по типу профиля Арматура по способу изготовления Дополнительная маркировка
Общая классификация арматуры
Сфера строительных материалов включает большое разнообразие материалов. Для унификации работы с ними введены специальные классификации.
Класс арматурной стали – маркировка, которая содержит информацию о прочностных характеристиках и допустимых вариантах использования материалов. Маркировка производится по государственному стандарту с применением комбинации букв и цифр.
Выделяют 3 основных класса арматуры:
Выделяют 3 основных класса арматуры:
А – стержневая для основного каркаса;
Вр – проволочная для фиксации основных элементов между собой;
К – канатная, применяется в промышленных условиях для изготовления железобетонных конструкций
Далее за буквенным обозначением следует цифра:
1-6 по ранее применявшейся советской системе;
240-1000 по современной маркировке.
Чем выше цифра, тем прочнее арматурное изделие.
Таблица арматурных классов
Важное замечание! Допустимые сопротивления, измеряемые в мегапаскалях (единица измерения применения силы на квадратный сантиметр), относятся к механическим свойствам материалов. Для арматуры рассчитываются допустимые нагрузки при текучести и прочности. Максимальный предел вносится в информацию об изделии.
Классы арматуры по маркам и видам
При расчете допустимых сопротивлений на арматуру имеет значение не только ее класс и диаметр профиля, но и марка стали для изготовления. На рынке представлены легированные и низколегированные арматурные металлы с различными пределами текучести. Приведем основные марки стали, которые применяются для арматурного проката, и их особенности:
Важно! Низколегированные стали, по сравнению с углеродистыми, имеют улучшенные свойства. Сплавы лучше противостоят коррозии и обладают более высокой механической устойчивостью.
Углеродистая сталь включает, в основном, железо и углерод. Это положительно сказывается на прочностных характеристиках стали, но также служит причиной хрупкости при изломе и трудностей при работе со сваркой.
Легированная сталь включает добавки из хрома, марганца и других химических элементов. В зависимости от их пропорций улучшаются основные характеристики металла: прочность, упругость, противостояние коррозии и т.д.
Виды арматуры по назначению
По назначению арматура в железобетонных конструкциях делится на:
Рабочую
Ее расположение следует вдоль пролета для компенсации растягивающего напряжения, которое возникает под собственным весом конструкции и от некоторых внешних нагрузок. Сечение и виды рабочей арматуры выбирают в согласии с расчетными показателями;
Распределительную
Необходима для распределения общей нагрузки между разными рабочими стержнями. Для этого рабочая арматура связывается между собой распределительной. Помимо распределения нагрузки этот вид армирования не допускает смещения стержней при заливке раствора. Соединение двух видов происходит путем сварки или проволочной скруткой. В результате связывания образуется каркас или сетка;
Монтажную
Используется для соединения рабочего и распределительного видов, удерживая их в точном расположении. Нередко при бетонировании монтажные элементы удаляются.
Виды арматуры по применению
Напрягаемая
Ее основная задача – скрепление бетонной конструкции от сильных растягивающих нагрузок. Поэтому она отличается повышенной прочностью и имеет необходимые допуски. Сфера применения: обустройство перекрытий при многоэтажном строительстве, возведение стен и колонн, строительство мостов и других конструкций с повышенными нагрузками. Напрягаемая арматура всегда является рабочей;
Ненапрягаемая
Применяется для пассивного армирования поперечного характера и укладывается в конструкцию без предварительного напряжения.
Классификация арматуры по прочности
Разделение арматуры по прочности связано с пределом текучести. Ранее применявшаяся классификация А1-А6 не отражала этого показателя в своем названии. Современные классы включают указание на прочностные характеристики в цифре, которая следует за маркировкой А.
Значения 240, 300, 400 и т.д. содержат данные о предельных прочностных характеристиках в Н/мм2. Указана предельная нагрузка, превышение которой приводит к деформации и разрушению конструкции.
Чем больше цифра в классе, тем прочнее стержень.
Изделия с маркировкой ниже 600 применяются при армировании сборных конструкций. Сооружения с большой напряженностью бетона требуют использования арматуры более высоких классов.
Краткая сводная информация по прочности и сфере применения каждого класса:
А240 – с гладкой поверхностью и наименьшим пределом прочности. Не допускается ее использование в качестве рабочей. Применяется как вспомогательный элемент для сдерживания основных стержней. Обладает хорошей устойчивостью к морозам, подлежит сварке;
А300 – допускается для рабочего армирования в частном малоэтажном строительстве, имеет кольцевой профиль по поверхности;
А400, А500 – наиболее распространены при армировании напряженных конструкций в частном и высотном строительстве;
А600 – используется для конструкций с предварительным напряжением. Основная сфера применения – многоэтажное строительство, промышленное производство;
А800, А1000 – наиболее прочные из всех типов. Применяются в высотных и многопролетных конструкциях (небоскребы, мосты, тоннели и т.д.).
Типы арматуры по ориентации в конструкции
Продольная
Необходима для принятия на себя растяжения и сжатия бетона по длине конструкции. Ее укладывают вдоль формы, которая затем заполняется бетонным раствором.
Поперечная
Укладывается с соблюдением перпендикуляра к продольной арматуре. Ее основные задачи:
компенсация напряжения бетона по бокам конструкции;
фиксация продольных прутьев во время заливки бетона;
распределение напряжения на продольные стержни.
Виды арматуры по типу профиля
Профиль или внешний вид может быть:
гладким с ровной поверхностью по всей длине стержня;
рифленым с разнообразными ребрами или насечками.
Выступы на поверхности увеличивают сцепление с бетонным раствором, что работает на упрочнение всего сооружения.
Выделяют три основных вида ребер:
1) кольцевой по ГОСТу, его используют подавляющее число отечественных производителей; 2) серповидный широко применяется в Европе, встречается у российских изготовителей; 3) смешанный вариант стал внедряться недавно в классе А500 для повышенного сцепления арматуры с бетоном и повышения общей жесткости конструкции.
Полезно! На армирующем стержне можно найти бугорки, которые идут через определенное количество выступов на поверхности. По числу выступов можно быстро определить класс арматуры. А500 будет иметь по 5 насечек между отметками-бугорками.
Типы арматуры по способу изготовления
Строительные армирующие стержни производятся двумя основными способами.
Горячекатаная арматура
Стрежневой прокат данного вида производят из стальных блюмов прямоугольного сечения. Заготовку нагревают до пластичного состояния металла, прогоняют через прокат для получения необходимого сечения и остужают.
Горячекатаная арматура имеет более высокие прочностные характеристики и применяется в тех элементах конструкции, которые подвергаются наибольшему растяжению.
Изготавливается по ГОСТ 5781-82 .
Холоднодеформированная арматура
Необходимое сечение и форма стержня достигается без нагрева металла, а путем его механической обработки. Визуально арматура этого вида имеет характерный блеск на поверхности металла.
Этот вид легко поддается сварочным работам и достаточно устойчив к коррозии. В зависимости от сечения его можно использовать для армирования железобетона. Но привлекательный внешний вид делает основной сферой применения изготовление изделий, где арматура остается «на виду» (беседки, навесы и другие малые архитектурные формы).
Дополнительная маркировка арматурных прутьев
Для облегчения выбора армирующих элементов приведем еще ряд дополнительных маркировок, которые применяются производителями:
«С»: подлежит сварке;
«Н»: повышенная пластичность;
«Т»: термически уплотненное изделие по ГОСТ 10884-94;
«К»: обработанная антикоррозийными составами;
«У»: предназначенная для цикличных нагрузок.
Дополнительные обозначения ставятся после указания предела текучести.
Пример: А300С – это арматура, полученная горячекатаным методом, с пределом текучести 300 МПа и предназначенная для сварочных работ.
Основное о маркировке арматуры
Основная информация о металлопрокате и арматуре содержится буквенно-числовом обозначении класса, которое показывает:
марку арматуры;
ее общее назначение;
прочностные показатели.
Дополнительные обозначения указывают на возможность проведения сварки, обработку изделий термическим способом, антикоррозийными составами и другие нюансы.
При выборе изделий для армирования бетона необходимо учитывать их ориентацию в конструкции, тип профиля и вид стали, использованный при изготовлении арматуры.
Правильно подобранные элементы работают на повышение прочности бетонных конструкций, удерживают их от разрушений и повышают эксплуатационные характеристики всего сооружения.
Где получить подробную консультацию по видам и типам арматуры
Металлобаза «СтальСервис» реализует черный металлопрокат в Новокузнецке и на территории юга Кузбасса. В ассортименте компании представлена арматура из стали и стальных сплавов по ГОСТам, предназначенная для различных работ, включая армирование железобетонных конструкций. Поставщики компании – ведущие металлургические заводы России.
Опытные консультанты помогут выбрать подходящий вид и диаметр арматуры под конкретные задачи клиента и оформят заказ. Металлобаза предоставляет услуги бесплатной доставки приобретенной продукции на автомашинах грузоподъемностью 3 и 5 т с возможностью использования автокрана для погрузки/выгрузки металлопроката. Услуга доступна для городов Новокузнецк, Мыски, Междуреченск, Кемерово, Прокопьевск и других населенных пунктов на юге Кузбасса.
Для удобства клиентов мы также предлагаем дополнительные услуги по гибке и резке металлов.
Для заказа или получения бесплатной консультации по классификации и применению строительной арматуры звоните +7 (983) 227 8888. Мы с радостью поможем в любых ваших вопросах!
Купить арматуру в Новокузнецке по выгодной цене | СтальСервис
Узнайте стоимость арматуры в Новокузнецке оптом и в розницу в компании СтальСервис. Цены за метр и за тонну. Бесплатная доставка до клиента. Звоните и заказывайте по телефону +7 (983) 227 8888
Стоимость арматуры 18 мм в Новокузнецке
Купите арматуру диаметром 18 мм по оптовой цене за метр или тонну в компании СтальСервис. Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888
Цена арматуры 20 мм за метр или тонну в Новокузнецке
Купите арматуру диаметром 20 мм по оптовой цене в компании СтальСервис. Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888
Цена арматуры А500С и А500СП в Новокузнецке
Купите арматуру марки А500С и А500 СП оптом по выгодной стоимости в компании СтальСервис. Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888
Цена арматуры А400 за тонну в Новокузнецке
Купить арматуру марки А400 оптом или в розницу по выгодной стоимости в компании СтальСервис. Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888
Цена арматуры А3 за тонну в Новокузнецке
Купить арматуру класса А3 по оптовой или розничной цене в компании СтальСервис. Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888
Купить арматуру А1 по оптовой цене за тонну в Новокузнецке
Узнайте цену арматуры класса А1 для опта или розницы в компании СтальСервис. Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888
Цена арматурной сетки в Новокузнецке| СтальСервис
Купите арматурную сварную сетку в компании СтальСервис. Доставка во все города региона — Прокопьевск, Мыски, Междуреченск, Белово, Осинники, Калтан, Киселёвск. Звоните и заказывайте по телефону +7 (983) 227 8888
Виды арматуры ▷ классификация, назначение, применение
Виды и классы арматуры
Конструкция из бетона в обязательном порядке содержит армирующий каркас. Для формирования железобетонных конструкций, придания им прочности и компенсации напряжения используют арматурную сталь.
Арматура – стальные пруты, которые компенсируют растягивающие напряжения в бетонной конструкции и создают в них прочный армирующий каркас.
Строительная арматура производится в значительном количестве различных вариантов. Разные виды арматуры предназначены для определенных строительных задач. Исчерпывающая информация в статье о классификации и назначении этой продукции поможет правильно ее выбрать для работ на стройке.
Общая классификация арматуры Классы арматуры по маркам и видам Арматура по назначению Арматура по применению Арматура по прочности Арматура по ориентации в конструкции Арматура по типу профиля Арматура по способу изготовления Дополнительная маркировка
Общая классификация арматуры
Сфера строительных материалов включает большое разнообразие материалов. Для унификации работы с ними введены специальные классификации.
Класс арматурной стали – маркировка, которая содержит информацию о прочностных характеристиках и допустимых вариантах использования материалов. Маркировка производится по государственному стандарту с применением комбинации букв и цифр.
Выделяют 3 основных класса арматуры:
Выделяют 3 основных класса арматуры:
А – стержневая для основного каркаса;
Вр – проволочная для фиксации основных элементов между собой;
К – канатная, применяется в промышленных условиях для изготовления железобетонных конструкций
Далее за буквенным обозначением следует цифра:
1-6 по ранее применявшейся советской системе;
240-1000 по современной маркировке.
Чем выше цифра, тем прочнее арматурное изделие.
Таблица арматурных классов
Важное замечание! Допустимые сопротивления, измеряемые в мегапаскалях (единица измерения применения силы на квадратный сантиметр), относятся к механическим свойствам материалов. Для арматуры рассчитываются допустимые нагрузки при текучести и прочности. Максимальный предел вносится в информацию об изделии.
Классы арматуры по маркам и видам
При расчете допустимых сопротивлений на арматуру имеет значение не только ее класс и диаметр профиля, но и марка стали для изготовления. На рынке представлены легированные и низколегированные арматурные металлы с различными пределами текучести. Приведем основные марки стали, которые применяются для арматурного проката, и их особенности:
Важно! Низколегированные стали, по сравнению с углеродистыми, имеют улучшенные свойства. Сплавы лучше противостоят коррозии и обладают более высокой механической устойчивостью.
Углеродистая сталь включает, в основном, железо и углерод. Это положительно сказывается на прочностных характеристиках стали, но также служит причиной хрупкости при изломе и трудностей при работе со сваркой.
Легированная сталь включает добавки из хрома, марганца и других химических элементов. В зависимости от их пропорций улучшаются основные характеристики металла: прочность, упругость, противостояние коррозии и т.д.
Виды арматуры по назначению
По назначению арматура в железобетонных конструкциях делится на:
Рабочую
Ее расположение следует вдоль пролета для компенсации растягивающего напряжения, которое возникает под собственным весом конструкции и от некоторых внешних нагрузок. Сечение и виды рабочей арматуры выбирают в согласии с расчетными показателями;
Распределительную
Необходима для распределения общей нагрузки между разными рабочими стержнями. Для этого рабочая арматура связывается между собой распределительной. Помимо распределения нагрузки этот вид армирования не допускает смещения стержней при заливке раствора. Соединение двух видов происходит путем сварки или проволочной скруткой. В результате связывания образуется каркас или сетка;
Монтажную
Используется для соединения рабочего и распределительного видов, удерживая их в точном расположении. Нередко при бетонировании монтажные элементы удаляются.
Виды арматуры по применению
Напрягаемая
Ее основная задача – скрепление бетонной конструкции от сильных растягивающих нагрузок. Поэтому она отличается повышенной прочностью и имеет необходимые допуски. Сфера применения: обустройство перекрытий при многоэтажном строительстве, возведение стен и колонн, строительство мостов и других конструкций с повышенными нагрузками. Напрягаемая арматура всегда является рабочей;
Ненапрягаемая
Применяется для пассивного армирования поперечного характера и укладывается в конструкцию без предварительного напряжения.
Классификация арматуры по прочности
Разделение арматуры по прочности связано с пределом текучести. Ранее применявшаяся классификация А1-А6 не отражала этого показателя в своем названии. Современные классы включают указание на прочностные характеристики в цифре, которая следует за маркировкой А.
Значения 240, 300, 400 и т.д. содержат данные о предельных прочностных характеристиках в Н/мм2. Указана предельная нагрузка, превышение которой приводит к деформации и разрушению конструкции.
Чем больше цифра в классе, тем прочнее стержень.
Изделия с маркировкой ниже 600 применяются при армировании сборных конструкций. Сооружения с большой напряженностью бетона требуют использования арматуры более высоких классов.
Краткая сводная информация по прочности и сфере применения каждого класса:
А240 – с гладкой поверхностью и наименьшим пределом прочности. Не допускается ее использование в качестве рабочей. Применяется как вспомогательный элемент для сдерживания основных стержней. Обладает хорошей устойчивостью к морозам, подлежит сварке;
А300 – допускается для рабочего армирования в частном малоэтажном строительстве, имеет кольцевой профиль по поверхности;
А400, А500 – наиболее распространены при армировании напряженных конструкций в частном и высотном строительстве;
А600 – используется для конструкций с предварительным напряжением. Основная сфера применения – многоэтажное строительство, промышленное производство;
А800, А1000 – наиболее прочные из всех типов. Применяются в высотных и многопролетных конструкциях (небоскребы, мосты, тоннели и т.д.).
Типы арматуры по ориентации в конструкции
Продольная
Необходима для принятия на себя растяжения и сжатия бетона по длине конструкции. Ее укладывают вдоль формы, которая затем заполняется бетонным раствором.
Поперечная
Укладывается с соблюдением перпендикуляра к продольной арматуре. Ее основные задачи:
компенсация напряжения бетона по бокам конструкции;
фиксация продольных прутьев во время заливки бетона;
распределение напряжения на продольные стержни.
Виды арматуры по типу профиля
Профиль или внешний вид может быть:
гладким с ровной поверхностью по всей длине стержня;
рифленым с разнообразными ребрами или насечками.
Выступы на поверхности увеличивают сцепление с бетонным раствором, что работает на упрочнение всего сооружения.
Выделяют три основных вида ребер:
1) кольцевой по ГОСТу, его используют подавляющее число отечественных производителей; 2) серповидный широко применяется в Европе, встречается у российских изготовителей; 3) смешанный вариант стал внедряться недавно в классе А500 для повышенного сцепления арматуры с бетоном и повышения общей жесткости конструкции.
Полезно! На армирующем стержне можно найти бугорки, которые идут через определенное количество выступов на поверхности. По числу выступов можно быстро определить класс арматуры. А500 будет иметь по 5 насечек между отметками-бугорками.
Типы арматуры по способу изготовления
Строительные армирующие стержни производятся двумя основными способами.
Горячекатаная арматура
Стрежневой прокат данного вида производят из стальных блюмов прямоугольного сечения. Заготовку нагревают до пластичного состояния металла, прогоняют через прокат для получения необходимого сечения и остужают.
Горячекатаная арматура имеет более высокие прочностные характеристики и применяется в тех элементах конструкции, которые подвергаются наибольшему растяжению.
Изготавливается по ГОСТ 5781-82 .
Холоднодеформированная арматура
Необходимое сечение и форма стержня достигается без нагрева металла, а путем его механической обработки. Визуально арматура этого вида имеет характерный блеск на поверхности металла.
Этот вид легко поддается сварочным работам и достаточно устойчив к коррозии. В зависимости от сечения его можно использовать для армирования железобетона. Но привлекательный внешний вид делает основной сферой применения изготовление изделий, где арматура остается «на виду» (беседки, навесы и другие малые архитектурные формы).
Дополнительная маркировка арматурных прутьев
Для облегчения выбора армирующих элементов приведем еще ряд дополнительных маркировок, которые применяются производителями:
«С»: подлежит сварке;
«Н»: повышенная пластичность;
«Т»: термически уплотненное изделие по ГОСТ 10884-94;
«К»: обработанная антикоррозийными составами;
«У»: предназначенная для цикличных нагрузок.
Дополнительные обозначения ставятся после указания предела текучести.
Пример: А300С – это арматура, полученная горячекатаным методом, с пределом текучести 300 МПа и предназначенная для сварочных работ.
Основное о маркировке арматуры
Основная информация о металлопрокате и арматуре содержится буквенно-числовом обозначении класса, которое показывает:
марку арматуры;
ее общее назначение;
прочностные показатели.
Дополнительные обозначения указывают на возможность проведения сварки, обработку изделий термическим способом, антикоррозийными составами и другие нюансы.
При выборе изделий для армирования бетона необходимо учитывать их ориентацию в конструкции, тип профиля и вид стали, использованный при изготовлении арматуры.
Правильно подобранные элементы работают на повышение прочности бетонных конструкций, удерживают их от разрушений и повышают эксплуатационные характеристики всего сооружения.
Где получить подробную консультацию по видам и типам арматуры
Металлобаза «СтальСервис» реализует черный металлопрокат в Новокузнецке и на территории юга Кузбасса. В ассортименте компании представлена арматура из стали и стальных сплавов по ГОСТам, предназначенная для различных работ, включая армирование железобетонных конструкций. Поставщики компании – ведущие металлургические заводы России.
Опытные консультанты помогут выбрать подходящий вид и диаметр арматуры под конкретные задачи клиента и оформят заказ. Металлобаза предоставляет услуги бесплатной доставки приобретенной продукции на автомашинах грузоподъемностью 3 и 5 т с возможностью использования автокрана для погрузки/выгрузки металлопроката. Услуга доступна для городов Новокузнецк, Мыски, Междуреченск, Кемерово, Прокопьевск и других населенных пунктов на юге Кузбасса.
Для удобства клиентов мы также предлагаем дополнительные услуги по гибке и резке металлов.
Для заказа или получения бесплатной консультации по классификации и применению строительной арматуры звоните +7 (983) 227 8888. Мы с радостью поможем в любых ваших вопросах!
Купить арматуру в Новокузнецке по выгодной цене | СтальСервис
Узнайте стоимость арматуры в Новокузнецке оптом и в розницу в компании СтальСервис. Цены за метр и за тонну. Бесплатная доставка до клиента. Звоните и заказывайте по телефону +7 (983) 227 8888
Стоимость арматуры 18 мм в Новокузнецке
Купите арматуру диаметром 18 мм по оптовой цене за метр или тонну в компании СтальСервис. Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888
Цена арматуры 20 мм за метр или тонну в Новокузнецке
Купите арматуру диаметром 20 мм по оптовой цене в компании СтальСервис. Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888
Цена арматуры А500С и А500СП в Новокузнецке
Купите арматуру марки А500С и А500 СП оптом по выгодной стоимости в компании СтальСервис. Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888
Цена арматуры А400 за тонну в Новокузнецке
Купить арматуру марки А400 оптом или в розницу по выгодной стоимости в компании СтальСервис. Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888
Цена арматуры А3 за тонну в Новокузнецке
Купить арматуру класса А3 по оптовой или розничной цене в компании СтальСервис. Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888
Купить арматуру А1 по оптовой цене за тонну в Новокузнецке
Узнайте цену арматуры класса А1 для опта или розницы в компании СтальСервис. Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888
Цена арматурной сетки в Новокузнецке| СтальСервис
Купите арматурную сварную сетку в компании СтальСервис. Доставка во все города региона — Прокопьевск, Мыски, Междуреченск, Белово, Осинники, Калтан, Киселёвск. Звоните и заказывайте по телефону +7 (983) 227 8888
CRSI: Свойства арматурных стержней
Свойства арматурных стержней
Стальная арматура производится из расплавленной стали путем формования ее в большие прямоугольные заготовки, а затем пропускания ее через ряд штампов, в которых сталь превращается в арматурные стержни. В процессе формования на поверхности стержней образуются деформации, которые используются для передачи нагрузок между бетоном и арматурной сталью.
Сталь идеально подходит для железобетона благодаря некоторым уникальным факторам:
Упругие свойства – Модуль всей стальной арматуры составляет 29 000 000 фунтов на квадратный дюйм, и это значение может использоваться при проектировании. Этот единый модуль для всех марок и размеров стержней упрощает процесс проектирования. Материалы с более низким модулем могут потребовать дополнительных стержней для обеспечения такой же эксплуатационной пригодности, а конструкции, спроектированные с использованием этих материалов, могут испытывать повышенный прогиб и дополнительное растрескивание. Сталь имеет одинаковые упругие свойства как при растяжении, так и при сжатии.
Удлинение под нагрузкой – Стальная арматура имеет значительное удлинение под нагрузкой, обеспечивающее четко выраженные трещины в конструкции в условиях перегрузок. Такое растрескивание служит подходящим предупреждением для жильцов относительно нагрузки на конструкцию. Материалы, которые не проявляют неэластичного поведения под нагрузкой, могут не обеспечивать достаточную пластичность, чтобы предупредить о надвигающемся разрушении.
Однородные свойства в 3D – Стальная арматура обычно имеет одинаковые свойства во всех направлениях, а прочность на сдвиг аналогична пределу текучести в продольном направлении.
Усталость – Усталостные свойства сталежелезобетонных конструкций хорошо изучены.
Развитие связки – Прочность на развитие арматурной стали как в прямом, так и в изогнутом состоянии хорошо изучена и изучена.
Предел текучести – При нагрузках ниже предела текучести сталь проявляет упругие свойства, которые позволяют конструкции отскакивать при повторном нагружении. Доступна стальная арматура с пределом текучести от 40 до 100 тысяч фунтов на квадратный дюйм. Предел текучести стали не зависит от диаметра стержня, и можно легко заменить различные комбинации стержней с одинаковой площадью стержня. Это обеспечивает гибкость способов получения одинаковых свойств в бетонной конструкции.
Тепловые свойства – Модуль теплового расширения стальной арматуры очень похож на модуль теплового расширения бетона. Благодаря схожести тепловых свойств бетона и стали при нагреве бетонной конструкции не вводятся дополнительные напряжения или прогибы.
Сохранение прочности – При нагревании от огня сталь способна выдерживать высокие температуры до изменения свойств прочности и пластичности. Многие бетонные конструкции, подвергшиеся пожару, могут быть восстановлены с использованием существующей арматурной стали.
Соединение – Стальная арматура может быть соединена с помощью сварки или муфт, прочность которых аналогична прочности арматурной стали.
Принятие норм – Стальная арматура признается всеми нормами проектирования бетона во всем мире.
Арматурный стержень обычно производится в соответствии со спецификациями ASTM или AASHTO:
A615/A615M: Стандартные технические условия на деформированные и гладкие стержни из углеродистой стали для армирования бетона
A706/A706M: Стандартные технические условия на деформированные и гладкие стержни из низколегированной стали для армирования бетона
A955/A955M: Стандартные технические условия для деформированных и плоских стержней из нержавеющей стали для армирования бетона
A996/A996M: Стандартные технические условия для стальных рельсов и стальных деформированных стержней для армирования бетона
A1035/A1035M: Стандартные технические условия для деформированных и гладких, низкоуглеродистых, хромистых стальных стержней для армирования бетона
Rebar · Профиль исполнителя
Rebar · Профиль исполнителя
Этикетки
Пт, 20 марта 2020 г.
Johannes Volk, Sylvie Maziarz, Rebar, Toni Dextor
Berlin
Suicide Club
Fri, 20 Mar 2020
[CANCELLED] made of CONCRETE // 5 Years // with Johannes Volk, Сильви Мазиарз, Ребар..
Йоханнес Волк, Сильви Мазиарц, Репортаж, Тони Декстор
Берлин
Клуб самоубийств
SAT, 30 ноября 2019 г.
Waagenbau Presents Made of Concrete
. Oliver Deuts Deutshman Deutshman deutshman deutshmar. Anahit Vardanyan
Светофильтр «Хамелеон» в сварочной маске: особенности, устройство и характеристики
Кровельная горелка – устройство, виды, характеристики, применение
Обратная связь
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с политикой конфиденциальности.
Отправить
Не хватает прав доступа к веб-форме.
Написать hr-директору
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с
политикой конфиденциальности.
Отправить
Хочу работать у вас
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с
политикой конфиденциальности.
Отправить
Купить
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Советы профессионалов и обзоры на продукцию Кедр
Где купить
Газосварочная резка металла
Как выбрать сварочный газ
Как выбрать сварочные материалы
Сварка стали
Светофильтр «Хамелеон» в сварочной маске: особенности, устройство и характеристики
Кровельная горелка – устройство, виды, характеристики, применение
Обратная связь
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с политикой конфиденциальности.
Отправить
Не хватает прав доступа к веб-форме.
Написать hr-директору
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с
политикой конфиденциальности.
Отправить
Хочу работать у вас
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с
политикой конфиденциальности.
Отправить
Купить
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Типы подключения к Интернету: WiFi, широкополосное, DSL, кабельное
Варианты подключения к Интернету зависят от Интернет-провайдера и региона. Перед выбором интернет-пакета и типа интернет-соединения клиентам следует учитывать некоторые из следующих факторов: скорость или пропускная способность соединения, стоимость, доступность, надежность и удобство. Чтобы определить, какой интернет-план вам подходит, мы рекомендуем вам ознакомиться с различными типами интернет-соединений и скоростями соединения, доступными сегодня на рынке.
Понимание различий между подключениями к Интернету
При определении того, какая скорость Интернета и тип подключения к Интернету подходят вам или вашей семье, важно понимать различие между каждым подключением. В наше время существует множество способов подключения ноутбуков, настольных компьютеров, мобильных телефонов, игровых приставок, электронных книг и планшетов к Интернету. Некоторые из наиболее широко используемых интернет-соединений описаны ниже.
Мобильный
Многие поставщики мобильных телефонов и смартфонов предлагают тарифные планы для голосовой связи с доступом в Интернет. Мобильные интернет-соединения обеспечивают хорошую скорость и позволяют вам выходить в Интернет.
Точки доступа Wi-Fi
Точки доступа Wi-Fi — это сайты, предлагающие доступ в Интернет через беспроводную локальную сеть (WLAN) через маршрутизатор, который затем подключается к поставщику услуг Интернета. В точках доступа используется технология WiFi , которая позволяет электронным устройствам подключаться к Интернету или обмениваться данными по беспроводной сети с помощью радиоволн. Точки доступа могут быть телефонными или автономными, коммерческими или бесплатными для общественности.
Dial-Up
Коммутируемое соединение требует, чтобы пользователи подключали свою телефонную линию к компьютеру для доступа в Интернет. Этот конкретный тип подключения, также называемый аналоговым, не позволяет пользователям совершать или принимать телефонные звонки через службу домашнего телефона при использовании Интернета. В настоящее время более устаревшее подключение по телефонной линии раньше было одним из наиболее распространенных типов подключения к Интернету.
Широкополосный доступ
Это высокоскоростное подключение к Интернету обеспечивается кабельными или телефонными компаниями. Один из самых быстрых доступных вариантов – широкополосный Интернет – использует несколько каналов передачи данных для отправки больших объемов информации. Термин широкополосный является сокращением для широкой полосы пропускания. Широкополосные интернет-соединения, такие как DSL и кабель, считаются соединениями с высокой пропускной способностью. Хотя многие соединения DSL можно считать широкополосными, не все широкополосные соединения являются DSL.
DSL
DSL, что означает цифровую абонентскую линию, использует существующую 2-проводную медную телефонную линию, подключенную к дому, поэтому услуги предоставляются одновременно со стационарными телефонными услугами. Клиенты по-прежнему могут совершать звонки во время серфинга в Интернете.
Кабель
Кабель Интернет-соединение — это форма широкополосного доступа. С помощью кабельного модема пользователи могут получить доступ в Интернет по линиям кабельного телевидения. Кабельные модемы могут обеспечить чрезвычайно быстрый доступ к Интернету, что делает кабельное соединение жизнеспособным вариантом для многих.
Спутник
В некоторых регионах, где широкополосное подключение еще не предлагается, может быть доступен спутниковый Интернет. Подобно беспроводному доступу, спутниковое соединение использует модем.
ISDN
ISDN (цифровая сеть с интеграцией услуг) позволяет пользователям отправлять данные, голос и видеоконтент по цифровым телефонным линиям или стандартным телефонным проводам. Установка адаптера ISDN требуется на обоих концах линии передачи — как со стороны пользователя, так и со стороны провайдера доступа в Интернет.
Существует довольно много других доступных вариантов подключения к Интернету, включая линии T-1, линии T-3, OC (оптический носитель) и другие технологии DSL. Узнайте больше о том, как новые технологии, такие как домашний интернет 5G, сравниваются с кабелем.
Когда вы решите, какое подключение к Интернету лучше всего подходит для ваших нужд, вы можете сузить свой выбор на основе предпочитаемых скоростей загрузки и выгрузки или на основе предложений и вариантов ценообразования. Надежно высокая скорость и всестороннее покрытие делают потоковую передачу любимых телепередач и фильмов, обмен фотографиями, общение с друзьями и игры в Интернете проще, чем когда-либо.
Xfinity гордится тем, что поддерживает Программу доступного подключения федерального правительства, временную программу субсидий, доступную для всех уровней интернет-услуг Xfinity, включая Internet Essentials. Узнайте больше о программе ACP, чтобы узнать, соответствуете ли вы требованиям.
Типы подключения к Интернету — GeeksforGeeks
Существует множество подключений, которые можно использовать для доступа в Интернет. Все соединения имеют свой собственный диапазон скоростей, который можно использовать для разных целей, например, для дома или для личного пользования.
В этой статье мы обсудим различные типы подключения к Интернету.
Коммутируемое соединение
Коммутируемое соединение устанавливается между вашим компьютером и сервером интернет-провайдера с помощью модема.
Коммутируемое соединение — это дешевое и традиционное соединение, которое в наши дни не является предпочтительным, поскольку этот тип соединения очень медленный.
Чтобы получить доступ к интернет-соединению при модемном соединении, нам нужно набрать номер телефона на компьютере, поэтому для этого требуется телефонное соединение. Для установки коммутируемого соединения требуется модем, который создает помехи между вашим компьютером и телефонной линией. В связи с этим мы можем одновременно использовать либо подключение к Интернету, либо телефон.
Коммутируемое соединение
Широкополосное соединение
Широкополосный доступ относится к высокоскоростному доступу в Интернет, который быстрее, чем традиционный коммутируемый доступ. Он предоставляется либо через кабельную, либо через телефонную композицию. Он не требует подключения к телефону, поэтому здесь мы можем использовать телефон и подключение к Интернету одновременно. В связи с этим более чем один человек может получить доступ к интернет-соединению одновременно.
Это широкополосная передача данных, которая передает несколько сигналов и типов трафика. В этой связи используемой средой является коаксиальный кабель, оптоволоконный кабель, радио или кабель с витой парой.
Широкополосное соединение
DSL
DSL означает цифровую абонентскую линию. Он обеспечивает подключение к Интернету через телефонную линию (сеть). DSL — это форма широкополосной связи, которая всегда включена, для подключения не нужно набирать номер телефона. DSL-соединение использует маршрутизатор для передачи данных, а скорость этого соединения находится в диапазоне от 128k до 8Mbps в зависимости от предлагаемой услуги. Соединение DSL может передавать данные со скоростью 5 миллионов байт в секунду или 5 Мбит/с.
Услуга DSL может предоставляться одновременно с услугой проводной телефонной связи по одной и той же телефонной линии благодаря использованию высокочастотных полос для данных.
DSL
Кабельный
Это разновидность кабельного модема с широкополосным доступом, который может обеспечить чрезвычайно быстрый доступ в Интернет. Скорость этого соединения варьируется, что может быть разным для загрузки, передачи или загрузки данных.
Он использует кабельный модем для подключения к Интернету и работает по линиям кабельного телевидения. Скорость кабельного соединения колеблется от 512k до 20Mbps.h
Кабельное
Спутниковое соединение
Этот тип соединения предоставляется в основном в сельской местности, где широкополосное соединение еще не предлагается. Он выходит в Интернет через спутник, который находится на орбите Земли.
Сигнал проходит с большого расстояния, то есть от земли до спутника и обратно, что обеспечивает задержку соединения. Скорость спутникового соединения варьируется от 512k до 2.0Mbps.
Спутниковое соединение
Беспроводное соединение
Как следует из названия, беспроводное соединение не использует телефонные линии или кабели для подключения к Интернету. Беспроводное соединение использует радиочастотный диапазон для подключения к Интернету. Это также постоянное соединение, и к этому соединению можно получить доступ из любого места, и скорость может варьироваться в зависимости от местоположения. Она колеблется от 5 Мбит/с до 20 Мбит/с.
Беспроводное соединение
Сотовая связь
Технология сотовой связи обеспечивает беспроводной доступ в Интернет через мобильные телефоны. Скорость может варьироваться в зависимости от поставщика услуг. Наиболее распространенными являются 3G и 4G, что означает 3-е и 4-е поколения соответственно. Скорость сотовой сети 3G составляет около 2,0 Мбит/с, а сотовой сети 4G — около 21 Мбит/с. Целью сети 4G является достижение пиковой мобильной скорости 100 Мбит/с, но текущая скорость сети 4G составляет около 21 Мбит/с.
Сотовая связь
ISDN
ISDN означает цифровую сеть с интеграцией услуг и представляет собой систему телефонной сети с коммутацией каналов, но она также обеспечивает доступ к сетям с коммутацией пакетов, которые передают как голос, так и данные по цифровой линии. Он обеспечивает соединение с коммутацией пакетов для данных с шагом 64 кбит/с.
ISDN-соединение обеспечивает лучшую скорость и более высокое качество, чем традиционное соединение.
Фотоальбом дефектов сварных соединений составлен в виде презентации, содержащей более 100 фотографий дефектов с макрошлифами и текстовыми комментариями. Данный альбом может быть использован при подготовке и аттестации сварщиков и дефектоскопистов I, II, III уровней по визуально-измерительному контролю, а также представляет интерес для студентов и научных работников по направлению металлургия. В конце альбома содержатся фотографии для самостоятельного определения учащимися (тестирование). Для учебных целей рекомендуется также использовать вторую часть данного издания – Фотоальбом дефектов основного металла.
В альбоме дефектов сварки рассмотрены термины и определения:
ГОСТ 15467 Управление качеством продукции. Основные термины и определения
ГОСТ 2601-84 Сварка металлов. Термины и определения.
РД 03-606-03 Инструкция по визуальному и измерительному контролю
Фотоальбомы предназначены для подготовки и повышения квалификации специалистов по визуальному и измерительному контролю I, II, III уровней и рекомендованы для обучения студентов технических специальностей. Цена фотоальбома указана в Прайс-листе.
Содержание фотоальбома дефектов сварки:
Определение дефекта сварных соединений
Трещины и макрошлифы трещин
Поры и макрошлифы пор
Включения и макрошлифы включений
Кратеры
Свищи
Подрезы
Прожоги
Наплывы и макрошлиф наплыва
Неравномерная ширина шва
Неправильный профиль сварного шва
Местное превышение проплава и макрошлифы проплава
Перелом осей деталей
Брызги
Чешуйчатость сварного шва
Западание между валиками
Непровары и макрошлифы непроваров
Отслоение
Превышение усиления сварного шва
Превышение выпуклости
Асимметрия углового шва и её макрошлифы
Выпуклость корня шва
Вогнутость корня шва
Максимальный размер и максимальная ширина включений
Включение одиночное, скопление включений
Не полностью заполненная разделка кромок с макрошлифом
Плохое возобновление шва
Неравномерная поверхность шва
Различные дефекты сварных соединений с макрошлифами
Смотрите так же разделы – Шаблоны сварщика, Комплекты для визуального контроля, Образцы для аттестации по визуальному контролю, Аттестация специалистов по ВИК, Аттестация лабораторий по визуальному методу.
Фотоальбом дефектов сварных соединений можно купить с доставкой до двери или до терминалов транспортной компании в следующих городах: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города, кроме того, в Республике Крым. А так же Республики Казахстан, Белоруссия и другие страны СНГ.
Дефекты сварочных швов — сварочные швы на фото
Все встречающиеся дефекты швов можно разделить на три группы. В статье для большей наглядности представлены сварочные швы (фото) и их изъяны:
1. Наружные, к которым относятся наплывы, трещины, подрезы, не заваренный кратер, свищ и поверхностное окисление; 2. Внутренние — механические примеси, наличие пор, непровары, оксидные и вольфрамовые включения, перегрев и пережог металла; 3. Сквозные дефекты представлены прожогами.
Кратко разберём основные характеристики перечисленных изъянов, а также причины, которые могут их вызывать.
Дефекты швов при сварочных работах
Наплывы
Этот дефект возникает при накатывании расплавленного металла на основной. Но при этом они не образуют единую структуру соединения. Причинами наплывов может стать окалина на кромках или недостаточный прогрев обрабатываемой поверхности из-за малой силы подаваемого тока.
Трещины
Данные дефекты сварочных швов являются самыми опасными, так как способны быстро привести к разрушению конструкций. Различают холодные, горячие, наружные и внутренние трещины:
холодные трещины появляются в момент остывания шва после сварки в результате снижения прочности металла во время сварочного напряжения. Причинами их появлений становятся влажные швы или используемые материалы.
горячие трещины образуются, когда температура металла достигает 1100–13000С. В этот момент его пластические свойства резко снижаются, и начинается процесс кристаллизации. Если в металле повышенное содержание кремния, фосфора, серы, никеля или водорода, то на границах кристаллических решёток образуются микроскопические разрывы, которые быстро распространяться и вдоль шва, и поперёк него.
Трещины появляются при неправильном закреплении деталей, нарушении технологии процесса сварки, использовании некачественных или неподходящих электродов или быстром охлаждении поверхности.
Подрезы
Подрезы представляют собой небольшие углубления, образованные там, где проходит граница сварного шва и основного металла. Возникают они в результате большой силы подаваемого тока. Во время сварки угловых швов может произойти смещение электрода. Это приводит к стеканию расплавленного металла на горизонтальную полку и меняет катет сварочного шва, что влечёт за собой образование подрезов.
Кратеры
Кратеры являются углублениями, возникающими в момент резкого обрыва сварочной дуги. Они уменьшают сечение шва и снижают его прочность.
Свищи
Свищи представляют собой полости, образованные в швах во время сварки. Они снижают прочность соединения и приводят к появлению трещин. Свищи возникают в результате недостаточной обработки поверхности или плохого качества используемой присадочной проволоки.
Непровар
Непровары — это дефекты сварочных швов, которые проявляются отсутствием местного несплавления основного и наплавленного металла.
Причинами могут служить наличие на кромках окалины, масляных пятен или ржавчины, снижение силы тока, а также большой скорости сварки. Во время вибрации конструкции непровары снижают её прочность от 40 до 70 процентов.
Посторонние включения
К посторонним включениям относят шлак, окислы металлов, вольфрам и другие механические примеси. Они образуются, если режим сварки выбран неправильно, зачистка металла проведена не качественно или было произведено его быстрое охлаждение. Данный дефект приводит к уменьшению диаметра сечения шва и снижению его прочности.
Перегрев и пережог металла
Пережог и перегрев возникают в результате подачи большого сварочного тока или при малой скорости сварки. Они приводят к хрупкости металла и снижению его ударной вязкости.
Прожог
Проверка сварочных швов должна начинаться с осмотра на наличие прожогов, представляющих собой сквозные отверстия в сварочных отверстиях. Возникают они при подаче тока большой силы при малой скорости сварки или при резком обрыве подачи защитного газа.
Контроль сварочных швов осуществляется несколькими способами в зависимости от того происходит ли процесс разрушения сварного соединения или нет.
Методы контроля
Существует два вида методов контроля качества сварки. К ним относятся неразрушающие и разрушающие методы.
Главным неразрушающим методом является внешний осмотр, затем следует проверка на герметичность, наличие поверхностных и скрытых дефектов.
Разрушающие методы включают в себя различные испытания, проводимые с контрольными образцами для получения полной характеристики швов. Особое внимание заслуживает корень шва сварка. Она должна быть проведена особо тщательно, так как от неё зависит качество всех последующих работ.
Сварочные швы фото показывают, как выглядят описанные дефекты работы для того, чтобы облегчить их распознавание и дальнейшее устранение.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Нельзя судить о сварке по фото
Сфотографировать сварной шов — не самая простая задача. Красиво уложенный валик может казаться неровным под определенными углами, а освещение может скрыть недостатки других сварных швов. Я делаю и публикую фотографии своих сварных швов уже более десяти лет. Иногда они используются как образовательный инструмент, но в основном они предназначены для развлечения и привлечения внимания к моей работе. Циник скажет, что у него нет времени на подобную глупость. Ну, это помогло мне построить свой бизнес, который, в свою очередь, помогает мне зарабатывать на жизнь. Так что у меня есть на это время.
Некоторым людям нравятся фотографии экзотических автомобилей и красивых девушек в социальных сетях, другим нравятся кошки, часы или лодки. Торговцам нравятся сварочные фото. Сварной шов может быть как подпись, и у лучших сварщиков есть свой неповторимый стиль. Это не значит, что стиль важнее содержания. Прежде всего, вещь должна держаться. Но содержание без стиля скучно. Нет причин, по которым вы не можете иметь и то, и другое.
Каждый раз, когда вы публикуете фотографии своих работ, независимо от темы, вы подвергаете себя осуждению. Это не всегда справедливо, но такова жизнь. Впрочем, слово мудрым. Когда дело доходит до того, чтобы сказать, что сварка пройдет или не пройдет, основываясь на фотографии, или что вы точно знаете, как она была или не была выполнена: не делайте этого.
Я не могу сосчитать, сколько раз «эксперт» говорил мне, что не так с любым сварным швом, который я опубликовал в тот день, или что я лгал о том, как это было сделано. Лицо было вогнутым или выпуклым. Ноги были не равны. Сварной шов был слишком маленьким или слишком большим. Я сварил его с большим количеством тепла, чем было разрешено, или с недостаточным. Техника была неправильной. Был подрез. Его помыли. Или, если они думают, что шов выглядит хорошо, значит, это сделал робот!
Изображение может легко обмануть. Тени могут выглядеть как подрез. Перспектива легко искажается. У этого сварного шва есть ¼ дюйма? лицом или ½ дюйма. лицо? Единственный способ узнать это, если я скажу тебе.
У меня был один джентльмен, который настаивал на том, что сварной шов, который я разместил, был не только меньшего размера, но и ноги были неравными, а цвета свидетельствовали о том, что я сварил слишком жарко. Он ошибался по всем пунктам, но его было нелегко переубедить. В конце концов я спросил его: «Допустим, гипотетически, ноги не равны. И что? И что это за материал вообще? Насколько он толстый? Можете ли вы рассказать мне процедуру, по которой я приваривался?» Конечно, ни на один из этих вопросов он не мог ответить. И этот последний держит настоящий ключ.
Вот в чем дело. В сварке не существует универсальной универсальной теории для всех. Существуют спецификации процедур сварки (WPS), в которых квалифицируется определенный процесс в указанном направлении на определенном соединении для определенного материала.
Иногда процедура предназначена для нескольких процессов, направлений, соединений и материалов. Есть допустимый диапазон нагрева, угла, наполнителя и т. д., и т. д., и т. д. И существует много, много тысяч WPS. Все квалифицированы, но в разной степени. Визуальные, рентгеновские, баллистические, ультразвуковые и так далее и тому подобное.
Компания, в которой я сейчас работаю, имеет около 200 сертифицированных процедур. Некоторые процедуры требуют неравных ног. Некоторые требуют вогнутых сварных швов. Бывают случаи, когда абсолютно необходимы сварные швы большего размера, чем вы считаете необходимым, а иногда процесс требует крошечного, крошечного валика.
Меня не волнует, насколько вы проницательны, опытны или талантливы (или думаете, что вы таковыми), вы не сможете получить эту информацию ни с одной фотографии, не говоря уже о фотографии с дрянной камеры телефона.
И именно поэтому, если у кого-то нет проблем и он не задает мне довольно конкретный вопрос, вы редко увидите, как я комментирую опубликованные сварные швы другого человека, кроме общего «хорошая работа». И я мог бы иметь в виду сварку. . . или фотография.
Все изображения предоставлены компанией Brown Dog Welding.
Как сделать отличные кадры сварки
Как сделать отличные кадры сварки
Ничто так не привлекает внимание, как драматический сноп искр. Итак, как именно вы фотографируете отличные снимки сварки и лазерной резки? Мне нравятся такие испытания, к тому же они заряжаются электричеством высокой силы.
Свет
Интенсивность света, излучаемого сварочной горелкой или лазерным резаком во время работы, буквально ослепляет. Таким образом, вам нужно использовать темную защитную посуду для глаз. Вам также нужно будет прикрыться, чтобы ваши волосы и одежда не были уязвимы для случайных искр и фрагментов очень горячего материала. Например, используйте длиннофокусный объектив с диапазоном фокусных расстояний от 50 до 100 мм.
НЕ пытайтесь подойти слишком близко с широкоугольным объективом. Если вы это сделаете, вы рискуете повредить себя и свое оборудование. Вы всегда можете обрезать снимок позже, если почувствуете необходимость.
Света, генерируемого этими ручными и автоматическими процессами, достаточно для создания потрясающих фотографий. Поэтому вам не нужно возиться с дополнительным освещением или заполняющей вспышкой, если этого не требует ваш бриф. В любом случае вас не поблагодарят за создание каких-либо других препятствий в такой рабочей среде.
Камера
Для достижения наилучших результатов вам понадобится камера с настройками, которые можно настроить вручную. Смартфоны не дадут вам необходимого контроля. Прости за это. Итак, естественно, это означает использование камеры среднего диапазона или, в идеале, профессиональной камеры.
Действие
Очевидно, вам понадобится доступ к предмету. Как правило, это означает проникновение в производственную или фабричную среду с соблюдением правил охраны труда и техники безопасности. Для этой части я также включил примеры лазерной резки, так как подход почти такой же. Сначала сделайте несколько пробных снимков, чтобы оценить выдержку и диафрагму, которые дадут вам желаемые результаты. Не забывайте делать это на расстоянии, а не вблизи. Я бы посоветовал для начала использовать диафрагму f8 или f11, пока вы не отточите свою технику.
Синхронизация
Начните с выдержки около 1/125 с и постепенно уменьшайте ее, чтобы увидеть разницу. Вам также может понадобиться поэкспериментировать с настройками ISO. Чем дольше выдержка, тем длиннее и драматичнее световые следы. От 1/10 до 1/4 секунды эффект потрясающий. Однако при таких значениях выдержки существует высокий риск размытия изображения при движении, даже если вы используете штатив. Головка механического лазерного резака или сварщик-человек будут двигаться, поэтому ваше время также имеет решающее значение. В этом случае человек будет сотрудничать с большей готовностью, чем машина… если его хорошо попросить!
Чтобы также помочь с этим, установите камеру в режим моторного привода или высокоскоростное многократное срабатывание затвора. Используйте спусковой тросик, чтобы не двигать камеру. У вас не будет целого дня, чтобы сделать снимок, так что время имеет решающее значение.
Прочие соображения
Вы находитесь в опасной среде, поэтому обратите внимание на учения по охране труда и технике безопасности и не забывайте о себе. Позади вас и вокруг вас будет происходить множество событий, пока вы будете сосредоточены на том, чтобы сделать снимок.
Цены и характеристики товаров носят исключительно ознакомительный характер и не являются публичной офертой, определенной пунктом 2 статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации о характеристиках товароов, их наличия и стоимости связывайтесь, пожалуйста, с менеджерами нашей компании.
В наличии
451 руб за штуку
В наличии
486 руб за штуку
В наличии
389 руб за штуку
В наличии
414 руб за штуку
В наличии
Цена по запросу
В наличии
463 руб за штуку
В наличии
500 руб за штуку
В наличии
515 руб за штуку
В наличии
466 руб за штуку
В наличии
472 руб за штуку
Товар добавлен в корзину!
Гайка шестигранная М27 оцинкованная DIN 934 класс прочности 5
Артикул: 108024501
М27, кл. пр. 5, цинк М27, кл. пр. 8, цинк М27, кл. пр. 10, цинк М27, кл. пр. 5, б/п М27, кл. пр. 8, б/п М27, кл. пр. 10, б/п М27, кл. пр. 12, б/п М27 А2 М27 А4
Характеристики
Основные размеры
Размер резьбы
М27
Шаг резьбы
3 мм
Максимальная ширина гайки
45.2 мм
Минимальная ширина гайки
41 мм
Высота гайки
23.8 мм
Общая информация
Класс прочности
5
Форма гайки
шестигранная
Размер ключа
41
Материал
углеродистая сталь
Покрытие
гальваническое цинкование
Бит
Hex
Вид резьбы
метрическая
Производитель
без бренда
Стандарт
DIN 934, ГОСТ 5915-70, ГОСТ 5927-70, ГОСТ ISO 4032-2014, ГОСТ ISO 4034-2014, ISO 4032, ISO 4034
Вес
158. 916 г
Другие размеры:
М2,5
М3
М4
М5
М6
М8
М10
М12
М14
М16
М18
М20
М22
М24
М30
М33
М36
М42
М48
М56
М64
М72
М80
М90
М100
67,70 за штуку
x 1 шт = 67,70
Наличие на складе в Санкт-Петербурге
в наличии
6 штук
67,70 за штуку (10 штук в упаковке)
x 10 шт = 677,00
Наличие на складе в Санкт-Петербурге
в наличии
16 упаковок
11. 11.2022
более 59 упаковок
UNI 5587 — 1968Толстые шестигранные гайки (специального назначения) — метрическая ISO с крупной и мелкой резьбой
1
[ГБ] ГБ/T 41 — 2016
Шестигранные гайки. Тип 1 — класс продукта C
2
[ГБ] ГБ/T 6175 — 2016
Шестигранные гайки, тип 2
Поставщики(4)
3
[ГБ] ГБ/T 6170 — 2015
Шестигранные гайки, тип 1
Поставщики(7)
4
[ГБ] ГБ/T 41 — 2000
Шестигранные гайки — Класс продукта C
5
[ГБ] ГБ/T 6170 — 2000
Шестигранные гайки, тип 1
Поставщики(7)
6
[ГБ] ГБ/T 6175 — 2000
Шестигранные гайки, форма 2
Поставщики(4)
7
[ГБ] ГБ 6170 — 1986
Шестигранные гайки, тип 1 — классы продукции A и B
Поставщики(7)
8
[ГБ] ГБ 6175 — 1986
Шестигранные гайки, тип 2 — классы продукции A и B
Поставщики(4)
9
[ГБ] ГБ 51 — 1976
Малые шестигранные гайки
10
[ГБ] ГБ 52 — 1976
Шестигранные гайки
Поставщики(1)
11
[ГБ] ГБ/T 17116. 3 — 2018
Шестигранные гайки
12
[DIN] DIN 934 — 1987
Шестигранные гайки с метрической резьбой с крупным и мелким шагом, классы продукции A и B
Поставщики(6)
13
[DIN] DIN 934 — 1982
Шестигранные гайки, метрическая резьба, классы продукции A и B
Поставщики(6)
14
[DIN] DIN 34814 — 1999
Пластиковые шестигранные гайки
15
[DIN] DIN 555 — 1987
Шестигранные гайки — класс продукта C, от M5 до M100×6
16
[DIN] DIN 970 — 1982
Шестигранные гайки — Тип 1, метрическая крупная резьба, классы продукции A и B, измененный ISO 4032
17
[ИСО] ИСО 4032 — 2012
Обычные шестигранные гайки (тип 1) — классы продукции A и B
18
[ИСО] ИСО 4033 — 2012
Высокие шестигранные гайки (тип 2) — классы продукции A и B
19
[ИСО] ИСО 4033 — 2001
Шестигранные гайки, тип 2 — классы продукции A и B
20
[ИСО] ИСО 4032 — 1999
Шестигранные гайки, тип 1 — классы продукции A и B
21
[ИСО] ИСО 4033 — 1999
Шестигранные гайки
22
[ИСО] ИСО 4034 — 2012
Обычные шестигранные гайки (тип 1) — класс продукта C
23
[ИСО] ИСО 4034 — 1999
Шестигранные гайки — класс продукта C
24
[JIS] JIS B 1181 — 2014
Шестигранная гайка, тип 1, крупнозернистая,【Таблица 3-4】
25
[JIS] ДЖИС Б 1181 — 2014
Шестигранная гайка, тип 1, мелкая резьба, 【Таблица 7-8】
26
[JIS] JIS B 1181 — 2004
Шестигранные гайки, тип 1 [Таблица 1]
27
[JIS] JIS B 1181 — 2004
Шестигранная гайка, тип 1, мелкая резьба [Таблица 2]
28
[JIS] JIS B 1181 — 2004
Шестигранные гайки, класс продукта C, [Таблица 5]
29
[JIS] JIS B 1181 — 1993
Тип 1, класс A, шестигранные гайки
30
[JIS] JIS B 1181 — 1993
Тип 1, класс B, шестигранные гайки
31
[JIS] JIS B 1181 — 1993
Шестигранные гайки — тип C
32
[JIS] JIS B 1181 — 2014
Шестигранная гайка, тип 2, крупная резьба,【Таблица 11】
33
[JIS] JIS B 1181 — 2014
Шестигранная гайка, тип 2, мелкая резьба, 【Таблица 14-15】
Гайка представляет собой тип крепления с резьбовым отверстием. Гайки почти всегда используются в сочетании с ответным болтом для соединения нескольких деталей вместе. Два партнера удерживаются вместе за счет комбинации трения их нитей (с небольшой упругой деформацией), небольшого растяжения болта и сжатия частей, которые должны удерживаться вместе.
В тех случаях, когда гайка может ослабнуть из-за вибрации или вращения, могут использоваться различные стопорные механизмы: стопорные шайбы , контргайки , специальный клей для фиксации резьбовых соединений, такой как Loctite, предохранительные штифты ( шплинты ) или Стопорная проволока в сочетании с корончатыми гайками, нейлоновыми вставками (нейлоковая гайка) или резьбой слегка овальной формы.
Технические параметры:
Внутренний диаметр
М27 мм
Класс прочности
8
Размер ключа
41 мм
Шаг резьбы
3 мм
Ширина
22 мм
Материал
Оцинкованная сталь
Масса (100 шт. )
16 кг
Количество в упаковке (шт.)
30
Квадратные гайки , а также головки болтов были первой формой, и они были наиболее распространенными, в основном потому, что их было намного проще изготовить, особенно вручную. Хотя сегодня это редкость из-за причин, изложенных ниже, для предпочтения шестигранных гаек, они иногда используются в некоторых ситуациях, когда для данного размера требуется максимальный крутящий момент и сцепление: большая длина каждой стороны позволяет применять гаечный ключ. с большей площадью поверхности и большим усилием на гайке.
На сегодняшний день наиболее распространенной формой является шестигранник по тем же причинам, что и головка болта: шесть сторон обеспечивают хорошую степень детализации углов для подвода инструмента (хорошо в узких местах), но больше (и меньше) углов было бы лучше. уязвимы для округления. Чтобы получить следующую сторону шестиугольника, требуется всего одна шестая оборота, а захват является оптимальным.
Выбираем правильно сварочный аппарат для аргонодуговой сварки
Аргонодуговая сварка (TIG) сочетает в себе сразу два вида сварки – электрической и газовой. При помощи аргонового сварочного оборудования можно получить качественное соединение различных металлов – меди, алюминия, титана, нержавеющей стали, дюралюминия, чугуна, бронзы, латуни, а также никелевых сплавов и разнородных сталей. Неразъемная связь металлов возникает под воздействием электрической дуги в среде аргона, благодаря которой свариваемые металлы при нагреве не окисляются. Именно процесс окисления металлов препятствует качественному соединению некоторых химических элементов при сварке обычным способом. Для того чтобы сварить цветные металлы и низколегированные стали используются плавящиеся или неплавящиеся электроды (вольфрамовые), постоянный или переменный ток – в зависимости от свойств материалов и вида сварочного аппарата. Также в процессе сварки может применяться присадка.
Сфера применения и особенности аргонодуговой сварки
Принцип действия TIG-сварки
Основные преимущества сварки TIG-методом
Что нужно учитывать для получения качественного шва?
На какие критерии обратить внимание при выборе аппарата для TIG-сварки?
Сравнение различных моделей сварочных аппаратов для TIG-сварки
Сфера применения и особенности аргонодуговой сварки
Основная область применения аргонодуговой сварки (или TIG-метода) – сварка тонкостенных изделий, толщина которых не превышает 6 мм. Данный способ является универсальным, поскольку позволяет сваривать как цветные металлы, так и нержавеющую, низкоуглеродистую, низколегированную сталь. Причем делать это можно в любом пространственном положении. TIG-сварка обеспечивает аккуратный прочный шов без дыма и разбрызгивания металла. Перед тем как начать работу, следует обратить особое внимание на выбор защитного газа. Самыми распространенными газами, использующимися для защиты сварочной ванны, являются – гелий и аргон. При пористом металле к аргону примешивается кислород (до 3-5%), что дает более активную защиту шва от негативного влияния атмосферного воздуха. Также при этом исключаются риски появления пор или трещин в сварном шве. Однако всегда нужно помнить, что при сварке чистый аргон не защищает обрабатываемый металл от влаги или грязи, которые могут быть на как на присадочном материале, так и на неочищенных или плохо очищенных кромках.
Принцип действия TIG-сварки
Tungsten Inert Gas (TIG) представляет собой ручную аргонную дуговую сварку с применением неплавящегося вольфрамового электрода под защитой инертного газа. Во время создания дуги между электродом и металлической деталью из сопла поступает газ (аргон или гелий), который выступает в роли защиты сварочной ванны и электрода. Последний находится в середине сопла и не плавится. В процессе сварки газ должен поступать постоянно – в противном случае шов получится некачественным. При необходимости подачи присадочного материала в зону сварки используется ручной или автоматический способ.
Основные преимущества сварки TIG-методом
Высочайшее качество сварного шва. TIG-сварка позволяет качественно сваривать даже алюминий – достаточно прихотливый в обработке металл. Теплопроводность алюминия почти в 5 раз выше, чем у остальных металлов. Из-за этих характеристик теплопроводности в начале сварочного процесса тепло очень быстро распространяется от начала контакта и по всей алюминиевой детали, глубина проварки при этом остается небольшой. Использование защитного газа позволяет избежать подобной ситуации. Также при сварке алюминия важно обеспечить низкую температуру, при которой он начинает плавиться, поскольку металл в расплавленном состоянии не изменяет своего цвета. Только опытный сварщик может «распознать» данный переход.
Точное поддержание глубины проплавки. Этот параметр является одним из важнейших при работе с тонкими металлами, так как исключаются риски непроварки деталей и, наоборот, прожигание металлических элементов насквозь.
Универсальность. С помощью аргонодуговой сварки металлы можно соединять в различных пространственных положениях – вертикальном, горизонтальном, нижнем или потолочном.
Что нужно учитывать для получения качественного шва?
Для того чтобы получить высокий результат работы, необходимо также учитывать следующие моменты:
Сварщик должен иметь достаточный опыт работы, поскольку при сварке одной рукой нужно держать горелку, а другой рукой – подавать присадку (при необходимости). С такой задачей справится только настоящий профессионал.
Понимание сути метода аргонодуговой сварки и следование рекомендациям. Помимо сноровки и соответствующих навыков, сварщик должен знать, что при использовании TIG-метода горелку следует держать под определенным углом, а именно – 15-40 ° С относительно сварки. В противном случае соединение получится хрупким и, как следствие, ненадежным.
Сварочный аппарат. Гарантией получения качественного шва, при условии соблюдения вышеперечисленных пунктов, является применение надежного сварочного оборудования. Лучше отдавать предпочтение продукции известных брендов, которые уже давно зарекомендовали себя на российском рынке с положительной стороны.
На какие критерии обратить внимание при выборе аппарата для TIG-сварки?
Диапазон силы тока. Один из важных критериев при выборе сварочного аппарата для аргонодуговой сварки. Узкий диапазон силы тока ограничивает возможности при работе с различными металлами. Например, агрегат с диапазоном 5-230 А позволяет варить алюминий толщиной не более 6,3 мм и нержавеющую сталь толщиной 0,6 мм. Сварка алюминиевых деталей требует большей рабочей силы тока, чем соединение заготовок из нержавеющей стали. Сварочное оборудование с диапазоном силы тока 200 А не дает возможности работать с алюминием, толщина которого составляет от 3,2 до 4,6 мм. Именно поэтому чем больше диапазон рабочей силы тока, тем более широкий спектр задач вы сможете решить.
Наименьшая рабочая сила тока. При покупке сварочного аппарата для аргонодуговой сварки особое внимание следует уделить стабильности дуги при силе тока меньше 10 А. От этого параметра зависит легкость образования дуги и ее регулировка при дальнейшей работе. Тонкие листы металла варят при помощи вольфрамовых электродов, при этом следует избегать высоких частот и горячего старта. Функция «Hot Start» не обеспечивает стабильность дуги, лишает сварщика возможности ее точного контроля в процессе работы. Также при использовании этой функции высок риск прожечь тонкий металлический лист. Стабильность дуги важно обеспечить в конце сварочного процесса – при завершении шва. На заключительном этапе TIG-сварки силу тока обычно снижают для того, чтобы заполнить полость в конце сварочного шва.
Переменный и постоянный ток. Если вы планируете сваривать не только нержавеющую сталь, но и алюминий, то стоит выбирать сварочное оборудование с переменным (AC) и постоянным током (DC). Например, переменный ток применяется для сварки сплавов магния, алюминия (самоокисляющихся металлов), а постоянный – для меди, нержавеющей стали. При работе с переменным током происходит его смена с положительного на отрицательный. При соединении алюминиевых заготовок, положительным током очищается поверхность металла от оксидов, а отрицательным – происходит само плавление материала. Выбирая сварочный аппарат для аргонодуговой сварки, обращайте внимание на то, предусмотрена ли возможность регулировки баланса рабочего тока с отрицательного на положительный и наоборот. Такая функция позволит вам изменять время сварки током той или иной полярности. Проще говоря, вы сможете контролировать как время очистки оксидов, так и время плавления.
Простота эксплуатации. Большинство современных моделей, представленных на рынке, имеют понятные панели управления и в целом просты в эксплуатации. Однако, если вы собираетесь работать с алюминием, то агрегат должен иметь педаль, регулирующую силу тока. Педаль значительно облегчит рабочий процесс, позволяя сварщику точно снижать или повышать силу тока по мере необходимости. При помощи ножной педали можно поддерживать хорошую скорость проведения электрода, благодаря чему на выходе получается ровный шов с постоянным профилем. Плавное снижение силы тока в конце сварочных работ обеспечивает правильное заполнение полости. Также в продаже можно найти и ручные аналоги регулировки силы рабочего тока, но в плане использования они менее удобны.
Вентиляция. Сварочное оборудование для TIG-сварки оснащено вентиляторами, которые могут работать постоянно либо включаться по датчику температуры, когда устройство нагревается. Работающий на постоянной основе вентилятор затягивает внутрь аппарата пыль и мелкую грязь, что негативно отражается на сроке эксплуатации оборудования. Вентилятор, включаемый только при нагреве, изменяет температуру внутренней среды агрегата (с горячей на холодную), что неблагоприятно отражается на электронных компонентах устройства. Некоторые модели сварочных аппаратов оснащены вентилятором, включаемым только при образовании дуги. Также вентилятор продолжает работать в течение нескольких минут после окончания сварочных работ. Такой подход минимизирует количество затягиваемой внутрь прибора пыли и исключает резкий перепад температур внутри сварочного аппарата.
Сравнение различных моделей сварочных аппаратов для TIG-сварки
Немаловажным фактором для качественной TIG-сварки, помимо опыта сварщика и подходящего варианта защитного газа, является непосредственно сам сварочный аппарат. К примеру, для сварки алюминиевых деталей нужно учитывать способность работы оборудования на переменном токе. Если предполагаются работы с различными металлами, то следует выбирать аппарат, который работает и на переменном токе и на постоянном.
Ниже представлен сравнительный обзор моделей различных производителей, цены и функционал которых оптимальны.
В основе аппарата Aurora PRO INTER TIG 200 AC/DC PULSE Mosfet лежат инверторные технологии, позволяющие получать высокий уровень сварочных работ. Модель имеет защиту от колебаний сети, поджиг дуги производится бесконтактным способом (NF). Режим «PULSE» предназначен для выполнения особо важных и декоративных сварочных работ при разной толщине материалов.
Модель российского производства КЕДР TIG-200PN AC/DC 220 В оснащена импульсным режимом, который работает как на постоянном, так и на переменном токе. Данная функция обеспечивает постоянную глубину проплавления, что в итоге позволяет получать аккуратный сварочный шов и правильные геометрические размеры. Поджиг дуги – бесконтактный (NF). К особенностям модели можно отнести воздушное охлаждение горелки и наличие функций «Arc Force», «Hot Start» и «Anti Stick».
Аппарат START WEGA 205 AC/DC Pulse является инверторным источником для аргонодуговой сварки и сварки штучными электродами. Наличие импульсного режима позволяет не только получить красивый сварочный шов, но и производить контроль тепловложений в зоне сварки. С помощью удобной панели можно осуществить настройку любых параметров дуги под конкретные задачи.
технические
характеристики
aurora pro inter tig 200 ac/dc pulse mosfet
кедр tig-200 pnac/dc 220 в
wega 205 ac/dc pulse
мощность квт
4,5
4,5
4,8
ток
(min-max), а
10-200
5-200
5-200
пв на
максимальном токе, %
60
60
35
напряжение,
в
220
220
220
габариты, мм
395x153x301
380х132х235
410x146x278
вес, кг
20
9
10
страна-производитель
китай
россия
китай/чехия/италия?
При выборе сварочного оборудования для аргонодуговой сварки стоит отдавать предпочтение продукции надежных производителей. Только так вы получите качественные сварочные швы, а сам агрегат прослужит вам длительное время.
Аргоновая сварка TIG (Tungsten Inert Gas) представляет собой довольно востребованную разновидность сварочных работ. Эта передовая технология, сочетающая в себе элементы газовой и электрической дуговой сварок, позволяет эффективно соединять элементы из широкого спектра металлов и их сплавов. Сам процесс протекает в среде из инертного газа (собственно, аргон) путем образования дуги с использованием неплавящегося электрода из вольфрамового сплава и соединяемой деталью.
Аргон поступает в рабочую зону из сопла на конце горелки. При этом он вытесняет воздух в рабочей зоне, исключая тем самым окисление плавящегося металла соединяемых элементов. При контакте их поверхностей за счет взаимного проникновения расплавленного металла формируется герметичный шов. Если есть необходимость, сварщик дополнительно подает присадочную проволоку в рабочую зону. Она должна иметь состав, аналогичный или близкий составу свариваемых элементов.
Аргонная сварка TIG: назначение и сферы применения
Используя тот или иной сварочный аппарат аргонодуговой сварки, исполнитель может эффективно выполнить соединение ряда элементов, которые другими типами работ соединить проблематично. К таковым, в частности, относятся тонкостенные конструкции, элементы из цветных металлов, низколегированных и высокоуглеродистых сталей. Используя инверторы TIG, осуществляется работы с алюминиевыми конструктивными элементами. Как известно, этот металл очень капризен при нагреве и контакте с кислородом. Защитная ванна из аргона при сварочных работах в полной мере оберегает соединяемые поверхности от окисления и снижения прочностных свойств.
Сфера применения аппаратов аргонодуговой сварки обусловлена их спецификой и довольна широка. Они применяются в автомобилестроении, изготовлении летательных аппаратов, химических и нефтеперерабатывающих предприятиях, в ремонтных мастерских, СТО и иногда в быту.
ТИГ сварка: достоинства и недостатки
ТИГ сварка при помощи соответствующих инверторов или иного оборудования имеет ряд сильных сторон. В частности, к ним относят:
Универсальность метода. Это касается перечня металлов и сплавов, конструкции которых соединяются подобным методом сварочных работ;
Независимость результата работы сварщика от пространственного положения соединяемых конструкций. Аргонная сварка применима для соединения элементов в горизонтальном, вертикальном или наклонном положениях почти с одинаковой эффективностью;
Длительный срок службы электрода из вольфрама, который в отличие от обычных электродов для других типов сварочных работ является тугоплавким;
Высокие темпы выполнения задачи;
Простота процесса, обуславливающая отсутствие необходимо в высочайшей квалификации исполнителя;
Возможность настроить работу аппарата в полуавтоматическом режиме;
Исключительное качество шва и четко выдержка глубины термического воздействия;
Исключение образования пор в структуре сварного шва. Это достигается контролируемой подачей инертного газа в рабочую зону.
Но, разумеется, аргоновая сварка TIG не является идеальным методом соединения металлических деталей. Ей свойственна специфика, которой она проигрывает другим методам сварочных работ. В частности, к таковым относятся:
Необходимость транспортировки баллона с аргоном. В условиях ограниченного пространства и ряде других случаев это затруднительно или невозможно;
Зависимость результата работы от правильно подобранного режима работы инвертора аргоновой сварки;
Сложность проведения работы в условиях ветреной погоды. Защитный аргоновый слой в рабочей зоны будет выдуваться, что негативно отразится на качестве шва;
Необходимость в предварительной зачистке плоскостей соединяемых конструкций;
Малая мобильность в сравнении с инверторами иных типов.
Где купить аппарат аргонодуговой сварки TIG
Купить аппарат аргонодуговой сварки – недостаточное условие для выполнения работ в среде инертного газа. Сварщику понадобится также внушительный набор других компонентов – техники и расходных материалов. Часть из них (например, аргон для заполнения баллонов) можно приобрести у специализированных организаций. Большую часть необходимо покупать у поставщиков, что специализируются на торговле сварочным оборудованием.
Если Вы ищете, где купить аппарат для TIG сварки в Ростове, Краснодаре или других городах ЮФО, интернет-магазин «1001 сварка» в Вашем распоряжении. Мы предложим не только достойный выбор самих инверторов, но также всего необходимого для выполнения актуальных производственных задач наших клиентов.
Совершить подобную покупку онлайн – это выгодно и удобно. Система фильтров позволит подобрать модель с необходимыми характеристиками или товар интересующей ценовой категории. Используя функционал интернет-каталога, Вы можете сделать заказ любой продукции в необходимых количествах в считанные минуты. Далее заполнив минимум контактной информации, Вам остается только дождаться, когда наши менеджеры свяжутся с Вами.
Интернет-магазин «1001 сварка» — оптимальный поставщик, у которого можно выгодно купить аппарат для аргоновой сварки в Ростове-на-Дону, Краснодаре и других городах Юга России.
Как правильно выбрать сварочный аппарат для ваших нужд (MIG, Stick и TIG)
Если вы новичок в сварке, широкий ассортимент продукции на рынке поначалу может показаться ошеломляющим.
Подобно Ford, Toyota и Mercedes Benz в автомобильной промышленности существует несколько крупных производителей сварочных аппаратов. Крупнейшие компании — это Lincoln, Miller, Hobart (сейчас принадлежит Миллеру) и ESAB.
Как и автопроизводители, выпускающие седаны, пикапы, спортивные купе и внедорожники, существует несколько «моделей» сварочных аппаратов, каждая из которых служит разным целям и предназначена для определенных пользователей.
Выбрать то, что вам нужно, не составит труда. Приведенная ниже информация может помочь вам в этом процессе.
Типы сварочных аппаратов
Наиболее часто используемые сварочные аппараты:
металл в среде инертного газа (MIG)
вольфрам в среде инертного газа (TIG)
дуговая сварка в среде защитного металла («SMAW» или Stick)
окси-ацетилен сварочные аппараты («газовые» или «кислородные»)
Существуют также универсальные, более дорогие многофункциональные аппараты, которые могут выполнять сварку более чем одним сварочным процессом. Также существуют моторные (топливные) сварочные аппараты для работы от электросети. (Эти более сложные сварочные аппараты будут рассмотрены в других статьях.)
В этом введении мы сосредоточимся на основных сварочных аппаратах MIG, TIG и аппаратах для сварки электродом. Если вы не знакомы с различными процессами сварки, ознакомьтесь с основным руководством по процессам сварки, прежде чем продолжить.
Понимание основных процессов важно для новичка или начинающего сварщика. Ваши перспективы трудоустройства резко увеличатся, если вы поймете особенности и преимущества, связанные с различными типами сварщиков.
Например, знание того, какая модель лучше всего подходит для конкретного задания и какая присадочная проволока, проволока или стержневой электрод лучше всего соответствуют требованиям кодекса, дает вам право на работу в качестве супервайзера, ассистента проекта, специалиста по сварке или закупщика в вашей компании.
Эта статья начинается с основ выбора машины. После этого я покажу вам, как читать «спецификации», включенные в литературу по продажам продуктов, и научу вас, как сравнивать ключевые характеристики.
Шаг 1: Определите тип металла, который вы будете сваривать
Углеродистая сталь
Большинство сварных швов выполняется на трубах из углеродистой стали или листовом металле. Углеродистая сталь (или обычная сталь) может выдерживать большое количество тепла. Таким образом, в отличие от других металлов, перечисленных ниже, этот металл очень прощает, когда начинающий сварщик прикладывает слишком много тепла.
Большинство процессов сварки используют углеродистую сталь. Кроме того, вам не нужно много функций на машине, чтобы получить красивый сварной шов.
Нержавеющая сталь
Нержавеющая сталь («SS») более требовательна к теплу. Этот сплав, состоящий из стали, хрома и никеля, используется производителями для изготовления сосудов для пищевых продуктов, напитков и многих других изделий, в основном из-за его антикоррозионных свойств.
Рабочие обычно сваривают нержавеющую сталь, используя машины MIG или TIG. Сварные швы из нержавеющей стали требуют меньшего тока, чем углеродистая сталь, из-за более низкой теплопроводности металла. Кроме того, повышенная сложность большинства сварных швов из нержавеющей стали требует наличия сварщика с приличным контролем, чтобы получить правильную дугу и/или сварочную ванну.
Вы также можете найти стержневые электроды из нержавеющей стали. Это позволяет использовать сварочный аппарат для выполнения работы. Но имейте в виду, что основной металл должен быть достаточно толстым, чтобы выдерживать высокую температуру электродной сварки, и вы часто получаете больше брызг по сравнению со сваркой MIG или TIG.
Родственный : Почему сварка нержавеющей стали трудна
Алюминий
Для сварщиков алюминий пришел с другой планеты.
Являясь цветным металлом, алюминий так хорошо проводит тепло, что вам постоянно требуется больше его, чтобы расплавить ванну. В то же время заготовка легко деформируется, если сильно нагреется. Следовательно, для работы с алюминием часто требуется более сложное оборудование.
Вы можете использовать сварочные аппараты MIG (особенно с функцией импульсной сварки) для алюминия. Тем не менее, многие механизмы подачи проволоки не могут подавать алюминиевую присадочную проволоку. Поэтому необходимо приобрести отдельное дополнение, называемое шпульным пистолетом.
Если вы собираетесь сваривать MIG алюминий, убедитесь, что к вашему сварочному аппарату MIG можно подключить шпульный пистолет. Не все это делают.
Аппарат для сварки TIG, предназначенный для алюминия, должен иметь возможность отключения питания переменного тока («AC-TIG»). Другие полезные функции включают инверторную электронику, технологию прямоугольных импульсов, контроль баланса и импульсный режим. Естественно, эти дополнительные функции повысят стоимость сварочного аппарата TIG.
Хотя это не лучший выбор, аппарат для сварки стержнем также может сваривать алюминий. Как и в случае с нержавеющей сталью, основной металл должен быть достаточно толстым, чтобы выдерживать высокие температуры.
Титан
Титан (используется в нестандартных велосипедах и самолетах), хроммолибден (используется в мотоциклах и автомобилях) и другие экзотические металлы имеют свои особенности термочувствительности, которые должны учитывать сварщики.
Поскольку эти металлы очень дорогие, вы не хотите совершать ошибки при их сварке. Следовательно, им требуется сложная машина TIG с широкими возможностями управления, а также с большим количеством настроек и приспособлений, а также опытный ветеран за управлением.
Шаг 2. Установите диапазон силы тока, охватывающий все возможные толщины металла
Чем толще металл, тем больший ток требуется для сварки соединения с хорошим проплавлением.
Поскольку стоимость сварочного аппарата частично зависит от того, сколько тока он вырабатывает, вы должны заранее определить максимальную толщину основных металлов и приспособлений, с которыми вы собираетесь работать в своей мастерской.
Толстая конструкционная сталь и трубы толщиной более полудюйма требуют использования мощного сварочного аппарата MIG или аппарата для сварки электродом. Согласно Miller Electric, вам нужно один ампер мощности на каждую сотую дюйма толщины мягкой стали .
Например, для листа мягкой стали толщиной 1/8 дюйма (0,125 дюйма) требуется приблизительно 125 ампер. Нержавеющей стали требуется примерно на 10% меньше сока, чем углеродистой стали, а алюминию требуется примерно на 25% больше. Текущие настройки также привязаны к диаметру присадочной проволоки/стержней, как описано в другом нашем руководстве по настройке параметров аппарата MIG.
И наоборот, работа с очень тонким металлом требует слабого нагрева (и силы тока) на более чувствительном сварочном аппарате. В этом случае цель состоит в том, чтобы обеспечить достаточное количество тепла для выполнения работы.
Иногда слабый ток вызывает нестабильную дугу, и это настоящий кошмар для сварщика. Кроме того, если в основной металл поступает слишком много тепла, область вокруг сварного шва ослабевает или плавится.
Так что, если вам нужно работать с тонким материалом или алюминием, обратите внимание и на низкие частоты усилителей. Кроме того, многие функции, только что описанные выше для алюминия, применимы и при сварке чрезвычайно тонких заготовок из любого типа металла.
Если вы будете осторожны, вы можете использовать кислородно-ацетиленовый комплект для сварки тонкого железосодержащего материала. Но убедитесь, что горелка может вместить крошечное сварочное сопло размером в три (т. е. 000) размеров.
Шаг 3: Решите, где вы будете проводить сварочные работы
Знание того, где вы будете проводить сварку большую часть времени, определяет, какое оборудование вам следует приобрести.
Есть несколько моментов, о которых стоит подумать:
Блок питания
Если вы подключаете машину к стене (т. е. к электросети), вы можете выбрать следующие варианты:
110/120 вольт AC — это стандартная мощность, предоставляемая каждому потребителю коммунальных услуг, жилому и коммерческому. Несколько аппаратов для дуговой сварки начального уровня рассчитаны на входную мощность 115 вольт, но не многие.
220/240 В переменного тока — это мощная 30-амперная цепь, используемая в большинстве сварочных аппаратов. На любом промышленном объекте это будет доступно. Жилая электропроводка – другое дело. Поскольку большинству сварочного оборудования требуется цепь на 30 ампер, вам, возможно, придется нанять лицензированного электрика для подключения цепи от панели управления.
Однофазное и трехфазное – Большинство электрооборудования рассчитано на нормальную «однофазную» работу, питающуюся от линии напряжения 220-240 В, отходящей от сети. Однако на многих складах и других промышленных объектах доступен «трехфазный» вариант. В этом сценарии к цепи присоединяется третий горячий провод, что обеспечивает большую силу тока для питания больших двигателей. Этот вариант также обеспечивает лучшую энергоэффективность, поэтому компании готовы инвестировать в трехфазные машины, чтобы сэкономить на счетах за электроэнергию. Однако вы не можете использовать трехфазный автомат дома.
Автономный сценарий
Если вы свариваете на открытом воздухе и не имеете доступа к электросети, для выполнения задания вам понадобится сварочный аппарат с приводом от двигателя или сварочный аппарат-генератор. Фермеры и сварщики, работающие в поле, обычно покупают машины этого типа.
В зависимости от модели генераторы работают на бензине, дизельном топливе или сжиженном пропане (не на всех трех) и подходят для электродуговой сварочной горелки, горелки TIG или устройства подачи проволоки MIG/Flux-core и горелки. Нижняя часть этой ниши продукта начинается примерно с 2000 долларов и используется только для сварки стержнем.
При просмотре документации по продуктам ищите символы CC (постоянный ток) и CV (постоянное напряжение), если вы собираетесь запускать сварочный аппарат от генератора.
Аппараты CV дороже, но являются правильным выбором, если вы подключаете аппарат для сварки MIG/флюсовой проволокой к генератору. Вам также необходимо знать свои требования к мощности (т. Е. Максимальная мощность), чтобы выбрать генератор правильного размера.
Осторожно, Калифорния разрешает использование только генераторов, отвечающих стандартам с низким уровнем выбросов углерода, иначе называемых CARB-совместимыми.
Ветреная погода
Если вы планируете сварку в незащищенных местах, где возможен ветерок, это может отрицательно сказаться на сварных швах.
Газ CO2/аргон, используемый в процессе сварки MIG для защиты расплавленной ванны, сдувается ветром и становится неэффективным. Эта проблема приводит к окислению и пористости сварных швов.
В условиях ветреной погоды, когда нельзя использовать защитный газ, вам может понадобиться переключить сварочный аппарат MIG в режим сварки с флюсовой проволокой (или использовать прямой сварочный аппарат с флюсовой проволокой). Проволока с покрытием обеспечивает все необходимое для качественного сварного шва, включая экранирование, поэтому газ не требуется.
В качестве альтернативы, сварочный аппарат может работать при ветреной среде (но не слишком). Подобно порошковой проволоке в аппарате MIG, стержневой электрод покрыт флюсом, чтобы обеспечить то, что вам нужно.
Оба этих процесса сварки содержат твердые раскислители внутри проволоки или прутка. Они испаряются прямо над ванной во время сварки, оставляя после себя защитный слой шлака.
Шаг 4: Понимание основных характеристик для сравнения
При чтении литературы по продажам различных сварщиков трудно понять жаргон и коммерческие предложения.
Но вот несколько ключевых моментов, на которые следует обращать внимание:
Рабочий цикл
Эта спецификация говорит вам, сколько непрерывных сварочных работ может выполнить машина за десять минут.
Традиционно рабочий цикл определяется как количество минут из 10-минутного периода, в течение которых сварщик может выполнять сварку при максимальном токе, предлагаемом аппаратом. После достижения предела машине необходимо дать остыть в течение оставшейся части 10-минутного периода.
Иногда производители указывают рабочий цикл в процентах. Итак, вы должны сделать математику в своей голове. Просто умножьте процент на десять, чтобы получить количество минут сварки за 10-минутный интервал. Если вы превысите рабочий цикл, машина нагревается, и цепи внутри могут перегореть.
Например, очень недорогой аппарат с максимальным током 70 ампер может иметь 10-процентный рабочий цикл. Это означает, что вы можете сваривать 1 минуту из каждых 10 без перегрева или перегорания оборудования.
В общем, вы можете искать рабочие циклы в зависимости от ваших потребностей. Как правило:
легкие промышленные/любительские 20%
средние 40-60%
тяжелые 60-80%
Но в настоящее время производители играют с формулой. Чтобы похвастаться более высоким рабочим циклом, они сообщают процент на основе более низкой настройки силы тока. Таким образом, для машины, которая обеспечивает рабочий цикл 10% при максимуме 140 ампер, вместо этого вы можете увидеть рейтинг 30% при 115 ампер.
Таким образом, при считывании рабочего цикла для различных сварочных аппаратов обратите внимание также на амперы. Рабочий цикл увеличивается по мере снижения силы тока.
С другой стороны, вы можете использовать ту же тактику, чтобы обойти низкий рабочий цикл для машины, которая в остальном соответствует всем вашим потребностям. Просто купите модель с более высоким максимальным током, чем вы предполагаете использовать. Таким образом, вы эффективно увеличиваете рабочий цикл усилителей, которые вам нужны.
Напряжение холостого хода
Это напряжение, исходящее от горелки или пистолета для дуговой сварки, когда ток не течет.
С одной стороны, довольно опасно иметь на рабочем столе электрическую схему, которая может привести к серьезной травме. (Вот почему OSHA ограничивает OCV для оборудования.)
С другой стороны, OCV влияет на работу электрода горелки при поджигании дуги. Для некоторых видов сварки требуется дополнительный удар, который вы получаете при запуске.
В частности, стержни E6010 и E7018 при электродуговой сварке требуют достаточно высокого OCV. Это позволяет создать более четкую дугу, когда сварщик царапает стержень по металлу, чтобы начать сварку.
Частой проблемой студентов является невозможность зажечь дугу, поэтому низкий OCV на небольшом сварочном аппарате может усугубить ситуацию. Вы должны принять к сведению OCV в спецификациях, если вы новичок, изучающий сварку.
OCV около 80 вольт считается нормальным для сварочного аппарата. В сварочном аппарате MIG оно может упасть примерно до 35, но это не имеет большого значения, поскольку при сварке MIG дуга обычно зажигается без суеты, когда вы нажимаете на курок.
Защита от тепловой перегрузки
Он либо есть в машине, либо нет, и покупать нужно только машину, в которой он есть. Эта функция автоматически отключает выходную мощность вашего резака или пистолета, если внутренняя цепь начинает перегреваться.
Вентилятор или другой охлаждающий механизм будет продолжать работать, помогая рассеивать тепло (при условии, что вы оставите машину включенной).
В некоторых спецификациях эта функция четко указана. Но с другими продуктами вам, возможно, придется проверить руководство по оборудованию или обратиться к торговому представителю.
Шаг 5. Определите, нужно ли вам использовать сжатые газы
Различные газы (CO2, аргон, кислород и т. д.) или смеси газов используются для различных сварочных процессов.
Для сварки MIG тип газа, который вам нужен, зависит от процесса, основного металла, положения сварки и условий окружающей среды. Используемые газы включают аргон, CO2, гелий, кислород и азот или смеси этих газов. Например, обычно используется смесь аргона и CO2.
При кислородной сварке вам просто нужны кислород и горючий газ.
Подробнее о сварочных газах можно прочитать здесь.
В аппарате TIG обычно используется чистый аргон. Но в некоторых специальных приложениях может потребоваться гелий. Защитный газ для сварки TIG может представлять собой специальную смесь газов, предназначенную для конкретных применений, например газы для сварки MIG.
Если вам нужно использовать сжатый газ, вы должны рассмотреть несколько других вещей:
Если вы покупаете сварочный аппарат, для которого требуется газ, хранящийся в баллоне под давлением, в какой-то момент вам нужно будет транспортировать бак поставщику для заправки. Убедитесь, что в вашем регионе есть поставщик с разумной политикой обмена и заполнения пустых баков.
Сами баки можно купить или взять в аренду у поставщика. Цилиндры бывают нескольких размеров, поэтому вам придется выяснить, какой размер вам нужен, исходя из того, как часто вы будете его использовать. Как правило, заполнение большого бака стоит ненамного дороже, чем заполнение маленького. Получите самое большое, что вы можете себе позволить, и храните.
Существует множество вопросов безопасности и требований к хранению, связанных с газом. Убедитесь, что вы понимаете, что происходит, прежде чем покупать сварочное оборудование, в котором оно используется. Если вы думаете о покупке подержанного баллона, убедитесь, что ваш поставщик газа согласится заправить его перед покупкой. Всегда держите товарный чек и другую документацию под рукой. OSHA требует, чтобы все резервуары проверялись каждые два года.
Для большинства сварок MIG с низкоуглеродистой сталью требуется сочетание 75 % аргона и 25 % CO2, хотя некоторые сварщики используют 100 % CO2 с хорошими результатами. Для сварки алюминия методами MIG и TIG обычно требуется чистый аргон. Нержавеющая сталь требует трехкомпонентной смеси 90% гелия, 7,5% аргона и 2,5% СО2. Не волнуйся; вам не нужно смешивать газы самостоятельно. Вы просто покупаете нужную смесь, но вам понадобится отдельный баллон для каждого газа, который вы используете.
Использование сжатых газов с аппаратом для дуговой сварки увеличивает ваши расходы, но вы экономите деньги на присадочных прутках. Присадочная проволока для сварки MIG дешевле и эффективнее электродов для ручной сварки. (Самозащитная порошковая проволока также не требует защитного газа.)
И ацетилен, и кислород сейчас дороги. Вот почему кислородно-ацетиленовый процесс обычно используется для газовой резки, а не для сварки.
Теперь найдите своего сварочного аппарата
Мы собрали лучших в каждой категории. Найдите их ниже:
Сварочные аппараты MIG
Сварочные аппараты TIG
Сварочные аппараты Stick
Подведение итогов
Выбор подходящего сварочного аппарата сводится к выбору аппарата, который соответствует вашим потребностям. Пять только что рассмотренных ключевых моментов помогут вам в этом процессе и включают в себя: 9.0005
Определите типы металлов, которые вы будете сваривать.
Определите диапазон толщины, с которым вы собираетесь работать (и необходимые выходные усилители).
Подумайте, где вы будете работать (например, в помещении или на улице).
Сравните основные характеристики конкурирующих сварочных аппаратов, например, рабочий цикл.
Решите, нужен ли вам сжатый газ. Если да, примите соответствующие меры.
Эти шаги не только помогут вам пройти через процесс выбора сварщика. Вы узнаете о различных единицах и о том, что лучше всего работает в определенных ситуациях. Знание различных сварочных процессов и широко используемых машин делает вас лучшим сварщиком и более ценным для потенциального работодателя.
АППАРАТ ДЛЯ АРГОНОДУГовой СВАРКИ POWER FLEX АППАРАТ ДЛЯ АРГОНОДУГовой СВАРКИ TIG 200
PowerFlex
(3 отзыва)
Написать рецензию
PowerFlex
АППАРАТ ДЛЯ АРГОНОДУГовой СВАРКИ POWER FLEX АППАРАТ ДЛЯ АРГОНОДУГовой СВАРКИ TIG 200
Рейтинг Обязательно
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Тема отзыва Обязательно
Комментарии Обязательно
Сейчас:
₦151 350,00
Текущий запас:
Количество:
Часто покупают вместе:
Описание
Описание
Сварочные материалы и услуги Tikweld — ваш лучший поставщик всех сварочных аппаратов и принадлежностей. У нас есть сварочный аппарат Power flex для дуговой сварки Tig Сварочный аппарат Tig 200 в больших количествах в магазине
ХАРАКТЕРИСТИКИ ПРОДУКТА И ПРЕИМУЩЕСТВА POWER FLEX АРГОНОДУГОВАЯ СВАРОЧНАЯ МАШИНА TIG СВАРОЧНЫЙ МАШИН TIG 200:
Высокая эффективность, энергосбережение и малый вес 2. Компактный размер, малый вес, простая установка и простота в эксплуатации 3. Характеристика с отличными динамическими характеристиками, стабильной электрической дугой и хорошей надежностью 4. Возможность регулировки тяги и ток может отображаться в цифровом виде, предварительно установив его
ПРИМЕНЕНИЕ АППАРАТА ДЛЯ АРГОНОДУГовой СВАРКИ POWER FLEX МАШИНА ДЛЯ СВАРКИ TIG 200:
Может широко использоваться для сварки углеродистой стали, нержавеющей стали, легированной стали и других цветных металлов
ИЗДЕЛИЕ ПОСТАВЛЯЕТСЯ С ЭТИМИ ПРИНАДЛЕЖНОСТЯМИ: 1. Сварочная горелка 2. Полный комплект сварочных головок 3. Зажим заземления
(Гц: 50/60
Номинальный входной ток (A): TIG: 25,70, MMA: 40
Напряжение холостого хода (В): 65
Диапазон регулировки тока (A): 10-200
Рабочий цикл ( %): 60
Эффективность (%): 30-300
Для получения дополнительной информации свяжитесь с нами.
Посмотреть всеЗакрыть
3 отзыва
3 отзыва
5
power flex аргонно-дуговая сварка tig сварочный аппарат tig 200
Опубликовано Обинной Генри 18 мая 2022 г.
спасибо за качество этой машины, которую я купил у вашей компании. особенности, которые я наблюдал, включают: 1 Высокая эффективность, энергосбережение и малый вес 2. Компактный размер, легкий вес, простая установка и простота в эксплуатации. 3. Характеристика с отличными динамическими характеристиками, стабильной электрической дугой и хорошей надежностью. 4. Возможность регулировки тяги и тока может отображаться в цифровом виде путем предварительной настройки
5
power flex аргонно-дуговая сварка tig сварочный аппарат tig 200
Опубликовано Джошуа Филип 18 мая 2022 г.
я купил эту машину, и ее характеристики превосходны, такие как: 1 Высокая эффективность, энергосбережение и малый вес 2. Компактный размер, легкий вес, простая установка и простота в эксплуатации. 3. Характеристика с отличными динамическими характеристиками, стабильной электрической дугой и хорошей надежностью. 4. Возможность регулировки тяги и тока может отображаться в цифровом виде путем предварительной настройки
5
Купил данный станок под проект
Опубликовано Окву Бузо 15 апреля 2021 г.
Я купил этот сварочный аппарат для своего проекта, и он никогда не разочаровывал
Посмотреть всеЗакрыть
сопутствующие товары
Клиенты также просмотрели
Сопутствующие товары
В корзину
Быстрый просмотр
Сварочный инверторный аппарат Askaynak Tig Argon 201 TIG PFC
Аскайнак
Сейчас:
₦0.00
Сварочный инвертор Аскайнак TIG Аргонный аппарат 201 TIG PFC Tikweld Welding Supplies and Services является дистрибьютором сварочных аппаратов Askaynak в Нигерии. Наш сварочный инвертор Аскайнак…
В корзину
Быстрый просмотр
Мощная гибкая сварочная машина Аргонно-дуговая сварка Tig 400Ai
PowerFlex
Сейчас:
₦307 750,00
Power flex сварочный аппарат Аргонно-дуговой сварочный аппарат Tig 400Ai В Tikweld Welding Supplies and Services у нас есть сварочный аппарат Power Flex Arc Tig Tig400Ai большого размера. ..
В корзину
Быстрый просмотр
Сварочный аппарат Powerflex Аргонно-дуговой сварочный аппарат Tig wsm 315
PowerFlex
Сейчас:
₦225 850,00
Сварочный аппарат Powerflex Аргонно-дуговой сварочный аппарат Tig wsm 315 В Tikweld Welding Supplies and Services у нас есть сварочный аппарат Powerflex, аргонно-дуговой сварочный аппарат Tig wsm 315 в…
В корзину
Быстрый просмотр
Сварочный аппарат Powerflex Аргонно-дуговой сварочный аппарат TIG 200
PowerFlex
Сейчас:
₦151 350,00
Сварочный аппарат Powerflex Аргонно-дуговой сварочный аппарат TIG 200 В Tikweld Welding Supplies and Services у нас есть сварочный аппарат Powerflex Аргонно-дуговой сварщик TIG 200 в большом . ..
В корзину
Быстрый просмотр
АППАРАТ ДЛЯ АРГОНОДУГовой СВАРКИ POWER FLEX
PowerFlex
Сейчас:
₦175 920,00
АППАРАТ ДЛЯ АРГОНОДУГовой СВАРКИ POWER FLEX МАШИНА ДЛЯ АРГОНОДУГовой СВАРКИ TIG 250 Сварочные материалы и услуги Tikweld — ваш лучший выбор всех сварочных аппаратов и принадлежностей. У нас есть в наличии Power flex arc…
Клиенты также просмотрели
В корзину
Быстрый просмотр
Аппарат дуговой сварки Maxmech AC BX1-315
МАКСМЕХ
Сейчас:
₦79 500,00
Maxmech AC ARC Welder BX1-315 В Tikweld Welding Supplies and Services у нас есть большое количество сварочных аппаратов различных марок. Приложения и возможности: С воздушным охлаждением, термальный. ..
В корзину
Быстрый просмотр
АППАРАТ ДЛЯ АРГОНОДУГовой СВАРКИ POWER FLEX
PowerFlex
Сейчас:
₦175,920.00
АППАРАТ ДЛЯ АРГОНОДУГовой СВАРКИ POWER FLEX АППАРАТ ДЛЯ АРГОНОДУГовой СВАРКИ TIG 250 Сварочные материалы и услуги Tikweld — ваш лучший выбор всех сварочных аппаратов и принадлежностей. У нас есть в наличии Power flex arc…
В корзину
Быстрый просмотр
Сварочный аппарат гибкого трубопровода силы 2 участка дуговой сварки Ак 250 Ампс
PowerFlex
Сейчас:
₦105 900,00
9Сварочный аппарат гибкого трубопровода 0002 2 участка дуговой сварки Ак 250 Ампс Tikweld Welding Supplies and Services Nigeria является поставщиком продукции powerflex. Наш сварочный аппарат Power Flex, двухфазный, 250 ампер, дуговой…
В корзину
Быстрый просмотр
Сварочный аппарат Power Flex 2-фазный 200 ампер переменного тока Арочный сварщик
PowerFlex
Сейчас:
₦89 720,00
Мощный гибкий сварочный аппарат 2-фазный 200 ампер переменного тока Арочный сварочный аппарат В сварочных принадлежностях и услугах Tikweld у нас есть мощный гибкий сварочный аппарат, двухфазный дуговой сварочный аппарат переменного тока на 200 ампер в большом количестве. Наши…
В корзину
Быстрый просмотр
Сварочный аппарат Lincoln SAE 400 ампер
ЛИНКОЛЬН
Сейчас:
₦11 050 000,00
Сварочный аппарат Lincoln SAE 400 ампер от сварочных материалов и услуг Tikweld Нигерия
Сварочные материалы и услуги Tikweld является дистрибьютором Lincoln Welding Machines в Нигерии. Для…
В корзину
Быстрый просмотр
Мощная гибкая сварочная машина Аргонно-дуговая сварка Tig 400Ai
PowerFlex
Сейчас:
₦307 750,00
Power flex сварочный аппарат Аргонно-дуговой сварочный аппарат Tig 400Ai В Tikweld Welding Supplies and Services у нас есть сварочный аппарат Power Flex Arc Tig Tig400Ai большого размера…
В корзину
Быстрый просмотр
Сварочный аппарат гибкого трубопровода силы 2 участка дуговой сварки Ак 300 Ампс
PowerFlex
Сейчас:
₦89 720,00
Сварочный аппарат Power Flex 2-фазный 300-амперный дуговой сварочный аппарат переменного тока Tikweld Welding Supplies and Services Nigeria является поставщиком продукции powerflex.
cтанина имеет две призматические направляющие для каретки и две для задней бабки, из которых передняя направляющая плоская, а задняя призматическая;
шпиндель со сквозным отверстием и внутренними конусами имеет три опоры;
для обработки не жестких деталей станок оснащен люнетами;
точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок;
точение коротких конусов производится механической подачей резцовых салазок, развернутых на требуемый угол.
Характеристики токарного станка 1М63Н-3
Параметр
Значение
Наибольший диаметр заготовки, устанавливаемой мм:
над станиной
700
Наибольший диаметр обрабатываемой заготовки, мм:
над станиной
630
над суппортом
350
в люнете неподвижном (пределы)
20…350
в люнете подвижном (пределы)
20…150
Наибольшая длина обрабатываемой заготовки, мм
3000
Наибольшая устанавливаемая масса заготовки в центрах, кг
3500
Конец шпинделя по ГОСТ 12593-93
11M
Центр в шпинделе передней бабки по ГОСТ 13214-79 7032-0043
Морзе 6
Центр в пиноли задней бабки по ГОСТ 13214-79 7032-0043
Морзе 6
Диаметр цилиндрического отверстия в шпинделе, мм
105
Высота устанавливаемого резца, мм
32
Размер внутреннего конуса в шпинделе передней бабки
Метрический 115
Количество позиций инструмента в резцедержателе
4
Пределы частоты вращения шпинделя, об/мин
10…1250
Количество ступеней частот вращения шпинделя:
прямого вращения
22
обратного вращения
11
Пределы рабочих подач, мм/об
продольных
0,033…5,6
поперечных
0,013…2,064
резцовых салазок
0,010…1,76
Пределы шагов обрабатываемых резьб:
метрических, мм
1…224
дюймовых, число ниток на 1”
28…0,25
модульных, модуль
0,25…56
питчевых, питч диаметральный
112…0,5
Пределы скоростей быстрых перемещений суппорта, мм/мин
продольных
5200
поперечных
2000
Наибольшее перемещение суппорта продольное, мм
2850
Наибольшее перемещение суппорта поперечное, мм
400
Наибольшее перемещение резцовых салазок, мм
220
Наибольшее перемещение пиноли задней бабки, мм
220
Диаметр пиноли задней бабки, мм
120
Наибольший допускаемый крутящий момент
на шпинделе, кНм
3
Шероховатость цилиндрической поверхности образца
Ra 2,5
Класс точности станка по ГОСТ 8-82
Н
Габаритные размеры станка, мм:
длина
5240
ширина
1780
высота
1550
Масса станка, кг
5750
Тип электродвигателя главного движения
4AMР160М4У3
Мощность, кВт
15
Частота вращения, об/мин
1460
Напряжение, В
380/220
Частота тока, Гц
50
Чтобы приобрести понравившийся товар, необходимо его заказать. Есть несколько сценариев того, как это можно сделать.
Перейти в карточку товара и нажать «Заказать». После нажатия нужно заполнить форму с контактными данными и отправить заявку. С вами свяжется менеджер для дальнейшего обсуждения.
Вы так-же можете просто отправить запрос на адрес электронной почты: [email protected]
Мы работаем с физическими и юридическими лицами по безналичному расчету.
Можем доставить ваш заказ собственными силами либо через операторов перевозок.
1М63Н Универсальный токарно-винторезный станок
Каталог продукции
Токарные станки
1М63Н
Производитель: Завод ПромСтройМаш
Модель: 1М63Н
Артикул
Особенности
PSMM011042
РМЦ 2000 мм
PSMM011043
РМЦ 3000 мм
Цена: договорная
Запросить КП
Завод ПромСтройМаш является непосредственным производителем 1М63Н Мы производим и продаём Универсальный токарно-винторезный станок 1М63Н во все регионы РФ и страны ближнего зарубежья, такие как Беларусь, Казахстан. 1М63Н нашего производства хорошо зарекомендовали себя в Москве, Ярославле, Нижнем Новгороде, Екатеринбурге, Новосибирске и других городах России. Купить 1М63Н вы можете непосредственно у нас или у наших дилеров.Диаметр обработки над станиной 630мм; РМЦ 2000, 3000мм
Защитное ограждение патрона с концевым выключателем — 1 шт.
Трехкулачковый патрон 325 мм — 1 шт.
Четырехпозиционный резцедержатель с фиксатором — 1шт.
Светильник станочный — 1 шт.
Вращающийся упорный центр МК-6 — 1шт.
Защита резцедержателя — 1шт.
Защита ходового винта — 1шт.
Также входит в комплектацию:
Переходная втулка
Невращающийся упорный центр
Регулируемые опоры — комплект из 8 шт.
Заднее ограждение — 1 шт.
Принадлежности (ЗИП):
Комплект ключей к патрону и резцедержателю
Ключи к электрошкафу — 2 шт.
Масленка — 1 шт.
Документация:
Руководство по эксплуатации
Паспорт станка
Комплект документации на приобретенное оборудование
Декларация о соответствии ТР ТС
Дополнительные опции 1М63Н
По Техническому Заданию заказчика токарные станки модели 1М63Н могут изготавливаться с РМЦ от 1000 до 3000 мм, при этом могут измениться габаритные размеры и масса станка. Подробное ТКП можно получить после предоставления Технического Задания.
Характеристики в (круглых скобках) для станков с РМЦ 3000.
На станке 1М63Н можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб (метрической, модульной, дюймовой и питчевой), осей колесных пар электровозов и тепловозов при их ремонте при формировании колесных пар.
В токарном станке 1М63Н механизированы все основные операции: продольное и поперечное перемещение суппорта, перемещение резцовых салазок, ускоренные перемещения суппорта и резцовых салазок. Торможение шпинделя также производится автоматически в момент выключения фрикционной муфты.
Особенности токарного станка 1М63Н :
увеличенная мощность главного привода;
увеличенный диаметр отверстия в шпинделе;
более высокая масса обрабатываемого изделия;
более высокая точность обработки.
Токарные станки
16К20
Диаметр обработки над станиной 400мм, РМЦ 1000, 1500, 2000
16К25Б
Диаметр обработки над станиной 500мм, РМЦ 1000, 1500, 2000
1М63.
01
Диаметр обработки над станиной 630мм; РМЦ 2000, 3000мм
1М63Н
Диаметр обработки над станиной 630мм; РМЦ 2000, 3000мм
1М65
Диаметр обработки над станиной 1000мм; РМЦ 3000, 5000мм
16К20 Диаметр обработки над станиной 400мм, РМЦ 1000, 1500, 2000
16К25Б Диаметр обработки над станиной 500мм, РМЦ 1000, 1500, 2000
1М63.01 Диаметр обработки над станиной 630мм; РМЦ 2000, 3000мм
1М63Н Диаметр обработки над станиной 630мм; РМЦ 2000, 3000мм
1М65 Диаметр обработки над станиной 1000мм; РМЦ 3000, 5000мм
Все металлорежущее оборудование представляет собой современные металлообрабатывающие станки, некоторые из них представляют собой высокопроизводительные станки с числовым программным управлением. Все станки соответствуют оборудованию нормальной точности.
1) Станок токарно-винторезный 1М63Н-3:
— макс. диаметр обрабатываемой заготовки над станиной, мм:
630
— макс. диаметр обрабатываемой детали над суппортом, мм:
350
— макс. диаметр заготовки, устанавливаемой над станиной, мм:
700
— макс. диаметр заготовки, устанавливаемой над станиной, мм:
900
— высота центров, мм:
315
— макс. диаметр обрабатываемой детали в люнете, мм:
20…350
— макс. длина устанавливаемой детали расстояние между центрами, мм:
3000
— макс. масса заготовки, кг:
3500
2) Станок токарно-винторезный ГС526УМ-01:
— расстояние между центрами, мм:
1500
— макс. диаметр обработки по раме, мм:
500
— макс. диаметр обработки над суппортом, мм:
275
— максимальный диаметр обработки в выемке рамы, мм:
630
— макс. длина обрабатываемой заготовки над выемкой станины, мм:
Изготовить монолитный пенобетон своими руками в домашних условиях несложно. Главное, это подготовить необходимые инструменты и материалы, сделать формы. Чтобы изделие получилось качественным и соответствовало требуемым характеристикам, необходимо строго соблюдать технологию и этапы работы. Из готовых блоков удастся возвести крепкий дом, который прослужит не одно десятилетие.
Содержание
Можно ли сделать самостоятельно?
Какие понадобятся инструменты и материалы?
Пеногенератор: можно ли его сделать самому?
Тезнология производства: этапы работы
Приготовление раствора
Как разлить в формы?
Технология резки
Полезные рекомендации
Можно ли сделать самостоятельно?
Чтобы получить качественные пенобетонные блоки, необходимо подготовить соответствующее оборудование, а также материалы. При этом немаловажно строго соблюдать технологию приготовления, следя за правильностью пропорций используемого сырья. Если получится сделать пенобетон самостоятельно, строительство запланированного сооружения обойдется намного дешевле, нежели при покупке заводского сырья.
Какие понадобятся инструменты и материалы?
Для производства пенобетона необходимо подготовить такие материалы, как:
просеянный песок, желательно речной;
высококачественный цемент марки М400 и выше;
вода;
пенообразователь;
модифицирующие добавки.
Для изготовления материала нужно иметь специальные формы.
А также потребуется специальное оборудование для производства:
механический смеситель для бетона;
пеногенератор;
формы для заливки массы.
Пеногенератор: можно ли его сделать самому?
Это специальная машина, предназначенная для образования пены, которую потом добавят в бетонную смесь, и, соединив компоненты, изготовляют пенобетон. Аппарат несложно сделать самостоятельно. Главное — это подготовить план и чертежи, где будет детально расписаны этапы изготовления установки. Вот как выглядит схема высокопарного парогенератора.
Имея на руках схему конструкции, человек сможет сам ее собрать.
Сконструировать аппарат можно, применяя такие материалы и инвентарь:
регулировочные вентили для запирания пены;
труба;
шланг;
насос погружной;
сварочный аппарат;
компрессионная установка;
листы из металла.
Как выглядит парогенератор для изготовления пенобетонных блоков, и принцип его работы показано в видео.
Тезнология производства: этапы работы
Приготовление раствора
Изготовление пенобетона начинается с замешивания бетонного раствора, который должен быть в меру жидкий. Важно, чтобы песок для смеси был полностью сухим, цемент выбирается марок М400, М500. Вода подойдет обычная, специально очищать ее не нужно. Для придания изделию прочности и гидрофобности, можно добавить с бетонный состав жидкое стекло. В готовую смесь с присадками добавляется пена, полученная из пенообразователя. Массу важно тщательно вымешать, чтобы не осталось никаких комков. Компоненты и их количество, необходимое для изготовления пены, представлено в таблице:
Материал
Количество, г
Каустическая сода
150
Столярный клей
60
Канифоль
1000
Как разлить в формы?
Данный метод предполагает заполнение раствором каждой ячейки формы.
Емкость, где будет затвердевать раствор, перед заливкой смазывают маслосодержащим средством. Есть 2 метода изготовления пеноблоков:
Литьевой. Пенобетонная смесь разливается по отдельным формам, после чего она остывает и из емкости вынимается готовое изделие. Однако этот способ имеет существенные недостатки: повреждение блочных элементов в момент извлечения, деформация металла.
Резательный. В форму заливается готовый раствор, который после застывания разрезается пилой. Здесь тоже есть свои минусы — большое количество стружки, разрушение блоков в момент резки.
Технология резки
Чтобы избежать образования опилок во время разрезания газобетонных блоков, рекомендуется использовать струнную резальную установку. С ее помощью удастся ровно и правильно разделить схватившийся монолит. Плюсы такого метода:
получение геометрически правильных изделий;
отсутствие сколов и неровностей по краям;
возможность делать блочные элементы разных размеров.
Качественное производство таким методом будет невозможно без струнной резательной установки.
Однако у резательного метода есть и недостатки. Основным является дорогостоящее оборудование, так как вручную разрезать монолит не получится, поэтому нужно приобрести специальную установку со струной для резки. Еще один минус — важность выбора момента резки. Если изделие полностью высохнет, струна не сможет качественно и ровно разрезать монолит на блочные элементы.
Полезные рекомендации
Чтобы пеноблок получился качественным и прочным, сушить расформированную пенобетонную массу рекомендуется при температуре 50—60 °C в течение 48 часов. Для повышения физико-технических характеристик в раствор для пенобетона добавляют жидкое стекло. Формовые изделия извлекаются только после полного высыхания. Готовые блоки можно начать использовать через 2—3 часа после изъятия. Хранить пенобетон рекомендуется при плюсовых температурах, колеблющихся в диапазоне +10 — +25 градусов по Цельсию. Важно помнить, что стоимость готового изделия зависит от используемых составляющих компонентов и их цены.
Как сделать пенобетон своими руками в домашних условиях
В современной строительной индустрии всё большее применение получает пенобетон. Использование новых технологий позволяет наладить производство пеноблоков в домашних условиях. Технические параметры такого пенобетона не уступают другим строительным материалам: кирпичу и железобетону. Если сравнить стоимость 1м3 пенобетона с 1м3 кирпича или дерева, первый окажется на 30-40% дешевле. Поэтому, ответ на вопрос «Как сделать пеноблок?», интересует многих. Чтобы сделать пенобетон своими руками, надо знать его характеристики.
Содержание
Обоснование выбора и подготовка
Себестоимость материала, с чего начинать
Оборудование для изготовления своими руками
Обязательно ли использовать пеногенератор
Ингредиенты для изготовления пенобетона
Состав и пропорции
Инструкция по изготовлению пеноблоков
Как замешать смесь
Технология заливки отдельных блоков
Обоснование выбора и подготовка
Снижение затрат на строительство — основная причина широкого применения пенобетона. Но, кроме цены, у этого материала имеется ещё масса преимуществ:
Экологичность. Даже при воздействии высоких температур, пенобетон не выделяет веществ, вредных для здоровья. Эта особенность позволяет пенобетону конкурировать с материалами, изготовленными из натурального дерева.
Высокие теплоизоляционные свойства. Пеноблок имеет ячеистую структуру, заполненную воздухом. Это не даёт жаре летом проникнуть внутрь помещения, а зимой не выпускает тепло наружу. В домах, построенных из пенобетона, практически не появляется плесень или грибок, не запотевают оконные стёкла.
Долговечность и пожаробезопасность. В составе пеноблоков полностью отсутствуют горючие материалы, поэтому при воздействии высоких температур они не разрушаются, удерживают форму и не утрачивают прочность.
Несложный процесс изготовления, доставки и монтажа. В домашних условиях пенобетон можно приготовить своими руками. Гладкая поверхность стен дома не требует дополнительного шпаклевания и выравнивания. Пенобетон отлично контактирует с любыми материалами, применяемыми для отделки и облицовки.
Перед началом работ необходимо ознакомиться с технологией изготовления пенобетона.
Себестоимость материала, с чего начинать
Конечная стоимость пеноблоков будет состоять из затрат на песок, цемент, воду и электричество. Согласно стандартам, на 1 метр кубический пеноблока марки D600 расходуется:
Цемент ПЦ500 — 330 кг;
Песок кварцевый — 210 г;
Пенообразователь — 1,5 л;
Вода.
Затраты на электроэнергию зависят от мощности используемого оборудования.
Работы по самостоятельному изготовлению пеноблоков следует начинать с расчётов необходимого количества пенобетона, изучения цен на компоненты и подготовку необходимого оборудования.
Оборудование для изготовления своими руками
Перед тем как сделать пеноблок своими руками, нужно обеспечить наличие следующего оборудования:
Бетоносмеситель. Если планируется заливка монолитных пенобетонных конструкций, желательно приобрести смеситель большого объёма. Для изготовления штучных изделий достаточно бетономешалки малого или среднего размера. Её объём должен позволять разовое заполнение нескольких форм. В дальнейшем эта бетономешалка пригодится для приготовления раствора при кладке блоков. Самый распространённый тип — смеситель объёмом 300 литров.
Компрессор. Нужен для подачи воздуха в смеситель и пеногенератор. Должен выдавать не меньше 0,5 м3 воздуха в час, и создавать давление до 6 атмосфер.
Форма для пеноблоков. Изготавливается в виде прямоугольного короба, разделённого на ячейки, в которых и происходит формовка блоков. При разбивке формы на ячейки лучше придерживаться стандартных размеров — 60х30х20 см. Для изготовления форм чаще всего используют влагостойкую фанеру или металлические листы. При этом в процессе изготовления деревянные формы накрывают полиэтиленом, а металлические смазывают, чтобы готовые блоки легче было достать.
Парогенератор. Используется для прогрева форм в зимнее время. Бизнес, предполагающий производство пенобетона круглый год, не обойдётся без использования данного оборудования.
Пеногенератор.
Обязательно ли использовать пеногенератор
Это устройство позволяет подготовить пену, от плотности и качества которой будут зависеть характеристики получаемых блоков. Его часто изготавливают своими руками.
Представляет собой герметичную ёмкость (обычно используют обыкновенную бочку), к которой присоединяются шланги подачи воды, воздуха и выхода готового состава. В бочке перемешиваются вода и пенообразователь. При помощи клапанов и компрессора регулируется давление внутри смесителя. Под давлением смесь выдавливается в специальное сопло (в магазинах можно увидеть названия пенопатрон или сопло Лаваля). Выходной вентиль оборудуется мелкой сеткой для равномерного распределения и перемешивания пены.
Ингредиенты для изготовления пенобетона
Существует несколько марок пенобетона, отличающихся по плотности, массе, теплоизолирующим и прочностным характеристикам. Сам процесс изготовления разных видов практически одинаков. Состав пенобетона содержит одни и те же компоненты: цемент, песок, вода и пенообразователь.
Изменяя пропорции компонентов, получают бетон с разными параметрами.
Чтобы знать, как правильно готовить пеноблоки, в таблице приведён расход компонентов для самых распространённых марок бетона. Использование данных из этой таблицы поможет составить план того, как изготовить пеноблоки.
Состав и пропорции
Марка пенобетона
Количество цемента М500 (кг)
Количество песка (кг)
Количество воды (л)
Количество пенообразователя (кг)
Образование пены
Получение раствора
D600
300
210
55
110
1,5-2,0
D800
320
420
45
120
1,2-1,5
D1000
350
590
40
140
0,8-1,2
Вода должна быть чистой, без добавления солей и примесей. Подходит обычная водопроводная. Песок применяется чистый, без частиц глины, которая негативно скажется на качестве блоков. Хорошо подходит песок средней зернистости. Допускается применение быстротвердеющего портландцемента
В качестве отдельных ингредиентов применяют различные добавки в бетон.
БИО-НМ — для увеличения морозостойкости;
БИО-Люкс — аэрирующая добавка;
Асилин-12 — ускоритель твердения;
С3 — суперпластификатор.
Инструкция по изготовлению пеноблоков
Работы должны начаться с обеспечения компонентами, водой и электроэнергией. Площадка для складирования готовой продукции должна быть строго горизонтальной. Готовому жидкому раствору требуется время для застывания. Неправильно установленные формы приведут к получению брака.
Как замешать смесь
Далее, чтобы правильно изготовить пеноблок своими руками, нужно пошагово следовать следующей инструкции:
В бетономешалку загружается песок, цемент и вода в требуемых пропорциях.
Мешалка запускается до получения нужной консистенции.
При помощи пеногенератора и пенообразователя готовится пена. Степень готовности можно определить, наполнив пеной ведро и перевернув его. Если состав не растекается — пена готова.
В бетономешалку добавляется вода и приготовленная пена. Всё это ещё раз перемешивается в течение 3-х минут, до получения однородной массы.
Слишком длительное перемешивание на этой стадии приведёт к разрушению пенообразователя. В дальнейшем это отразится на качестве пенобетона.
Технология заливки отдельных блоков
Существуют два способа формовки блоков. При наличии на площадке бетононасоса, смесь подаётся в формы по шлангам. Этот способ требует приобретения дополнительного оборудования.
Для изготовления небольших объёмов пеноблоков чаще используют ручную фасовку смеси:
готовый жидкий состав расфасовывается в предварительно смазанные формы;
заполненные формы накрывают плёнкой, чтобы избежать преждевременного высыхания смеси;
для набора прочности блоки оставляют в формах минимум на 24 часа. После извлечения выкладывают для окончательной просушки на поддоны.
В зависимости от влажности и температуры окружающей среды сушка может занять до 24 часов.
Пеноблоки делают как для несущих, так и для ограждающих или утепляющих конструкций. При возведении несущих стен требуется применять пенобетон марки не ниже D1100, а для утепления — с коэффициентом теплопроводности 0,09-0,12 марки D400 или D500. Одновременно с теплоизолирующими свойствами, такой пенобетон обеспечивает дополнительную звукоизоляцию.
Как сделать AirCrete — LandZero
С AirCrete легко работать, легко изготовить, он легкий и недорогой. Обладая лишь базовыми навыками, вы можете изготовить AirCrete и приступить к строительству дома даже менее чем за 10 000 долларов.
Если вы только знакомитесь с AirCrete, мы рекомендуем начать с нашего Все, что нужно знать о статье AirCrete.
Aircrete — это не просто хобби, низкокачественный продукт для строительства домов хиппи. На самом деле он использовался для строительства домов по всей Европе, особенно в Германии. До такой степени, что огромный процент домов построен из газобетона или из того, что называется автоклавным газобетоном. Хотя простые методы, показанные ниже, не используются для этих домов, они следуют тому же процессу. Единственная разница в том, что газобетонный кирпич изготавливается с точностью и закупается у уже сформированных профессиональных компаний в Европе. Удивительно, но в Соединенных Штатах или многих других странах это не совсем понятно и недоступно. В Соединенных Штатах стандартом всегда были дома с деревянным каркасом. У этих домов есть недостатки, такие как пожароопасность, термиты и проблемы с плесенью. Типа у лесопромышленников монополия, это видно по строительным ведомствам в графствах, они почти даже не рассматривают альтернативные варианты, потому что в Штатах это плохо понимают.
Хорошая новость: вы можете сделать их самостоятельно в любой точке мира, и это здорово. Продукты из бетона, пенообразователя и воздуха легко доступны по всему миру. Они легкие и с ними легко работать, поэтому, по сути, вы можете построить дом самостоятельно. Давайте разбираться, как это сделать.
Правда в том, что приготовление AirCrete похоже на выпечку чего угодно на кухне по рецепту. Использование правильных измерений настолько важно, что вам необходимо получать стабильные результаты качества. Другими словами, будьте научными и не срезайте углы, в конце концов, это используется для строительства дома. Очень важны очень правильные методы взвешивания и измерения вашего Aircrete и смеси.
Отказ от ответственности : Это информативная статья, и любое строительство дома вы делаете на свой страх и риск. Лучшие рецепты AirCrete могут и будут обсуждаться другими членами сообщества, поэтому проявите должную осмотрительность и изучите все рецепты и методы, прежде чем начинать свой проект. Есть много вещей, которые нужно понять, когда дело доходит до строительства жилья, и это не то, на чем вы хотите срезать углы. AirCrete можно сделать с помощью обычного средства для мытья посуды, пенообразователей и метода нагнетания в него воздуха. Но поймите, вы можете добавить волокна для прочности и использовать много разных форм. В этой статье мы расскажем о вашем основном недорогом методе AirCrete, который можно сделать своими руками.
Расходные материалы
Кухонные или почтовые весы.
Бетономешалка.
Бочка на 50 галлонов и большое ведро
Формы для ваших кирпичей, плит или фигурных рам
Стандартный мешок бетона 94 фунта
2 чашки средства для мытья посуды Dawn (можно попробовать другие мыла, но оно должно сильно пениться, мыло Dawn работает хорошо)
Легкодоступный источник воды
Воздушный компрессор на 90 фунтов на квадратный дюйм, по крайней мере.
A C Генератор пены непрерывного действия (например, The Little Dragon)
Готовность к приготовлению смеси — Вам нужен фундамент, это совсем другая тема, и его следует делать из обычного бетона. Ваш фундамент должен быть построен в соответствии со спецификацией, а ваши строительные планы должны быть профессионально продуманы. Такие вещи, как расположение электрики и сантехники, также должны быть предварительными, сначала узнайте об этом или обратитесь за помощью.
Изготовьте рамы для вашего AirCrete, это также необходимо, исходя из ваших планов по размеру кирпичей или плит, которые вам подходят. Как правило, это деревянные рамы, которые напоминают коробку из кирпичей или плит нужного вам размера. Вы также можете сделать их большими и вырезать кирпичи из массивной плиты после того, как она затвердеет. AirCrete, если он сделан правильно, похож на очень легкий крем для бритья, вам нужно взвесить его на предмет консистенции и густоты пены. Пена AirCrete должна быть закачана в форму и должным образом отверждена, чтобы получить цельные кирпичи, затем вы должны удалить их из рамы для ваших готовых кирпичей, которые будут использоваться для строительства. Существует множество вариантов AirCrete, вы даже можете закачать его в каркасный дом, поэтому сначала изучите свои варианты.
Шаг 1 — Вы будете использовать план соотношения 40:1, например, 5 галлонов воды на две чашки или 16 унций выбранного вами пенообразователя (например, мыла Dawn). Существуют и другие пенообразователи, такие как профессиональные пенообразователи, но мыло Dawn работает хорошо. Хорошо смешайте воду и пенообразователь в ведре. Не срезайте углы, это должны быть точные измерения.
Шаг 2 — Использование вашего пеногенератора (Little Dragon, см. ссылку выше), который подключен к воздушному компрессору не менее 90psi. Пришло время заправить ваш генератор, набрать пси и приготовить смесь воды. Начиная с настройки 0 фунтов на квадратный дюйм, заправляйте генератор через трубку до тех пор, пока не пойдет вода, и медленно увеличивайте давление до 60 фунтов на квадратный дюйм, пока не начнет выходить густая пена. Эта смесь очень важна, так как она определяет качество AirCrete в дальнейшем, если это не будет сделано правильно, ваш AirCrete может стать хрупким или непригодным для использования. После того, как у вас есть интеллектуальная пена, вам нужно измерить то, что выходит.
Используя литровую емкость, обнулите емкость на весах, чтобы ее вес не учитывался. Добавьте пену в литровую емкость до самого верха, масса смеси должна быть очень близкой к 3 унциям на кварту или 80 г на литр. Если ваш вес не соответствует норме, увеличьте давление воздуха в фунтах на квадратный дюйм, чтобы снизить вес, или уменьшите давление воздуха в фунтах на квадратный дюйм, чтобы увеличить вес, пока смесь не достигнет желаемых 3 унций на кварту. Это будет ваша настройка пси, чтобы продолжить, и следующий шаг готов.
Шаг 3 – Используя бочку на 50 галлонов, смешайте мешок цемента весом 94 фунта и 6 галлонов воды. Отмерив воду сначала до 6 галлонов, медленно добавляйте цемент, используя бетономешалку (двигатель может перегрузиться, если вы выльете его сразу). Обязательно очистите стороны и получите очень хорошую смесь, пока у вас не получится бетон. Это должна быть гладкая, красивая бетонная смесь без комков от дна до верха барабана перед следующими шагами. Используйте меры предосторожности, такие как маска, вы не хотите, чтобы бетон попал в ваши легкие.
Шаг 4 — Пришло время закачать смесь воды и подложки в бетон. С помощью спирального миксера или насадки для пеногенератора типа дракончик. Поместите палочку для пены в бетонную смесь, постоянно перемешивая спиральным миксером или насадкой «маленький дракон» на высокой скорости, обе одновременно рядом друг с другом. Ваша пенообразующая смесь AirCrete будет медленно подниматься по мере того, как пена будет впрыскиваться в бетон. Выполняйте этот процесс до тех пор, пока ведро на 50 галлонов не будет полностью заполнено пеной, а тяжелый бетон не останется. Смесь достигает примерно 45 галлонов, чуть меньше 50-галлонной бочки. На этом этапе ваш AirCrete будет готов для форм.
Шаг 5 — Оттуда вы можете залить, перекачать или пересыпать смесь в формы или каркасы, которые вы сделали. Например, формы для изготовления кирпичей, плит или любых форм каркаса, которые вы выбрали. Как только пена находится в ваших формах, выровняйте ее и сделайте ее чистой и плоской, чтобы она застыла. Дайте пене высохнуть и затвердеть в твердый AirCrete, время зависит от вашей погоды, поэтому вам следует сначала протестировать партию. При извлечении или удалении рамы AirCrete должен быть твердым, похожим на бетон, но с пузырьками воздуха в нем. Некоторые обнаруженные проблемы могут быть связаны с хрупким AirCrete или некоторыми кирпичами, которые содержат смесь тяжелого бетона с AirCrete. Для освоения может потребоваться некоторая практика, поэтому постарайтесь сделать это правильно перед сборкой.
Немного волнуетесь и хотите пройти обучение?
На Domegaia вы можете получить планы строительства, помощь и практические занятия по всему миру, а также купить необходимые инструменты. Их веб-сайт также полон вдохновения, взгляните на впечатляющие стили, которые вы можете сделать из AirCrete. У них даже есть планы строительства простого купольного дома, который можно построить менее чем за 10 тысяч долларов. Занятия с Domegaia настоятельно рекомендуются только для того, чтобы по-настоящему ознакомиться с процессом от начала до конца. Они происходят по всему миру, стоимость может варьироваться, обычно от 1 до 2 тысяч долларов в зависимости от страны. Вы узнаете так много об AirCrete, от фундамента, смешивания до строительства, он охватит все, что вам нужно для начала работы.
Вот несколько выделенных указателей, которые стоит затронуть.
Убедитесь, что дом защищен от атмосферных воздействий, если вы построили его из AirCrete, то есть внутри и снаружи. Это лучшая практика для долговечности вашего дома AirCrete.
Если вам нужны укрепленные блоки AirCrete, вы можете использовать волокна и добавить их в смесь. Это на самом деле делает AirCrete прочнее и прочнее. Также утверждается, что некоторые профессиональные пенообразователи лучше средства для мытья посуды.
В качестве фундамента при строительстве рекомендуется использовать обычный бетон. Полностью рекомендуется использовать этот метод, эта часть может потребовать профессиональной помощи, если вы не знаете, как это сделать.
В зависимости от вашей страны, штата и округа. Прежде чем начать, обязательно проконсультируйтесь со строительными властями. Некоторые вообще ничего не знают об AirCrete, поэтому принимайте решение о плане после разговора с ними. Последнее, что вы хотите, это чтобы они сказали вам, что он непригоден для жизни. Поверьте мне, мы специализируемся на необработанной земле, поэтому мы знаем, что некоторые округа отклонят ваши планы AirCrete просто потому, что они не используются.
Если вы не разбираетесь в электрике и сантехнике, обратитесь за помощью в этих категориях к профессионалу. Важно получить это до того, как вы начнете, потому что электропроводка и сантехника должны быть спланированы заранее, еще до фундамента. Не возитесь с электрикой или сантехникой, если вы не уверены, что сможете с этим справиться. Даже если строительный отдел одобрит вас, позже они могут отклонить вас из-за плохого выполнения вашей проводки.
Проявите творческий подход, подумайте о добавлении камней, стеклянных винных бутылок, ландшафтном дизайне AirCrete, таком как рыбные пруды, окнах причудливой формы, круглых дверных рамах, стойках AirCrete, сидениях в помещении и многом другом. Вы можете закачать пену в структурированные рамы всех видов, так что представьте себе возможности. На сайте Domegaia есть отличные идеи.
Узнайте, как поддерживать свою структуру, чтобы не повредить ее от непогоды. Также знайте ограничения того места, где вы живете, например проливной дождь или крупные стихийные бедствия в этом районе. Есть способы укрепить вашу структуру в зависимости от условий местности. Предварительно спланируйте эти вещи и поддерживайте дом на протяжении многих лет.
Заключение
В целом, если вы можете купить землю менее чем за 10 тысяч долларов, как мы продаем на LandZero и построить с помощью AirCrete за 10 тысяч долларов, вы создаете очень недорогой дом без ипотеки. Чем более уникальным будет построенное вами здание и чем привлекательнее местность, тем больше откроется возможностей для получения дохода. Вы можете сдать их в аренду за наличные на AirBnb. Одними из самых популярных вариантов аренды на AirBnb являются уникальные дома, которые дают кому-то другой опыт. Вы даже можете снять небольшой отель или хостел, возможности безграничны.
Если можете, сделайте фото и видео вашего прогресса и опубликуйте его в Интернете. Это небольшое сообщество исследователей AirCrete, и видеоролики о проектах действительно мотивируют всех нас. Поделитесь с миром!
Мы желаем вам всего наилучшего в ваших строительных целях! У всех есть желание жить немного по-другому, но лишь немногие делают это. Узнайте больше о жизни вне сети, жизни за счет земли и даже международной жизни, посетив наш блог.
Подождите! Рассматривали ли вы возможность инвестировать в землю
Знаете ли вы, что можете получить землю с нуля?
Мы предлагаем низкие ежемесячные платежи, ставки всего 1% и отсутствие проверок кредитоспособности на LandZero.com.
Лучший рецепт аэробетона — формула легкого портландбетона
Сделайте свои собственные садовые ящики из аэробетона! Это ЧАСТЬ 3.6 моей серии, в которой показаны способы изготовления легких садовых ящиков с использованием моего лучшего рецепта газобетона. Вы можете построить эти формы и собрать свои собственные 48-дюймовые, 36-дюймовые или 24-дюймовые железобетонные панели из легкого бетона, которые соединяются вместе, чтобы сделать долговечные и прочные бетонные садовые ящики. #aircrete
Посмотрите видео на Youtube и загрузите планы.
Для справки, Вот вес 3-х затвердевших панелей из обычного бетона: . 48″ — 69 фунтов, 36″ — 50 фунтов, 24″ — 33 фунта.
Это еще один пост в продолжение третьей части моей серии статей об изготовлении панелей для садовых ящиков из легкого бетона. И в этом эпизоде я буду лить лучший газобетон, который я сделал. Я делаю эти соединяемые бетонные панели для устойчивых к гниению садовых ящиков уже несколько лет. В части 3 я работал с бетонными смесями, чтобы найти смесь, которая была бы легкой, прочной и долговечной. И у газобетона, который я сделал в этом эпизоде, были некоторые проблемы, и он не прошел тест на прочность. И он также потрескался и деформировался, когда затвердел и высох.
Садовые ящики Aircrete ЧАСТЬ 3.6 — Легкий пенобетон Air Crete из портландцемента
Посмотрите это видео на YouTube.
Итак, в этом видео я сделаю еще одну попытку отлить прочную и долговечную садовую панель из газобетона. А также попробуйте некоторые цветовые добавки, чтобы увидеть, как это выглядит. И это (спойлер) сработало лучше всего! Покажу пенообразователь, замешивание цемента, заливку и, наконец, расформовку. Затем посмотрите на результаты веса и долговечности по сравнению с обычным бетоном на основе гравия. Если вы не видели части 1 и 2 этой серии, вы можете получить больше информации из этого видео, если сначала посмотрите их. Поскольку я не буду описывать все шаги, необходимые для изготовления форм и подготовки их к литью. Я буду использовать фанерные формы, которые я построил в первой части этой серии.
Best Aircrete Ingredients
Газобетон состоит всего из нескольких ингредиентов: портландцемента, шампуня для образования пены и небольшого количества стекловолокна для дополнительной прочности.
Автор Монтажник На чтение 10 мин Просмотров 32.3к. Обновлено
При проведении работ по монтажу газовых или водопроводных магистралей часто возникает необходимость в изменении направления линии, при этом трубопровод обрезается и затем сваривается под нужным углом. Чаще всего направление меняется на 90 градусов, при этом встает вопрос — как отрезать трубу под 45 градусов, чтобы точно соединить стыки при сваривании.
Справиться с проблемой при углах обрезаемой кромки в 45 или 90 градусов можно при владении соответствующими знаниями и приемами, которые помогут сэкономить не только время, но и материалы при проведении работ. При других углах разворота решить задачу с помощью линейки и листа бумаги невозможно — на помощь придется вызывать компьютерную технику.
Рис.1 Как режут трубу под углом 45 градусов
Содержание
Резка под 45 градусов
Изготовление шаблона для обрезки металлопрофиля
Стусло для резки труб своими руками
Резка под 90 градусов
Воротниковая врезка
Приемы резки труб под углом круглого сечения
Бумажное лекало для трубы
Используемые инструменты
Для индивидуального использования
Для промышленного использования
Как отрезать трубу под 45 градусов большого диаметра
Как отрезать чугунную трубу
Несколько советов по резке труб
Выполнение продольного разреза
Косой разрез
Резка под 45 градусов
Обычно, для того, чтобы повернуть трубу на 45 градусов используют фитинги, отводы с углом поворота 45 градусов, выполненных из того же материала, что сами трубы, если трубы стальные, то и повороты привариваются из стали. Для ПНД труб существуют электросварные или литые отводы под 45 градусов (заметим, что компрессионных фитингов с таким углом поворота в России найти практически невозможно).
Но, если все же нужно отрезать трубу круглого сечения из стали или различного вида пластмасс, то для этого понадобится лекало для резки труб под углом, форма которого рассчитывается ручным или машинным способом. Задача существенно упрощается, если под углом сорок пять градусов необходимо отрезать металлический профиль квадратного сечения.
Для обрезки на скорую руку можно воспользоваться обычным листом бумаги, сложенным по диагонали, с помощью которого размечают поверхность для будущего реза. Применяя сложенную бумагу, поступают следующим:
проводят на прямой поверхности профиля в месте, где выполняется рез, строго перпендикулярную линию;
прикладывают сложенный по диагонали лист бумаги к боковой поверхности острым концом к линии таким образом, чтобы верхний край бумажного треугольника находился заподлицо с верхней стороной металлического профиля.
Рис. 2 Самодельный шаблон для резки трубы под 45 градусов
проводят карандашом линию по боковой части листа под углом 45 градусов, после чего бумажный угол прикладывают к другой боковой стороне и обводят его карандашом (лучше воспользоваться тонким маркером).
Для отпиливания можно использовать болгарку с диском по металлу, проводя в начале тонкую линию по разметке, после чего постепенно ее углубляя до полного отделения кромок.
При работе с болгаркой необходимо учитывать следующий фактор — при полном обрезании кромок диск может быть поврежден об острый угол, что приведет к его выходу из строя, а при отсутствии защиты на болгарке даже к травмам работника. Поэтому угловые кромки желательно не обрезать до конца, а оставлять узкую канавку и затем обламывать, зашлифовывая впоследствии выступ.
Изготовление шаблона для обрезки металлопрофиля
Если необходима нарезка большого количества труб, можно сделать шаблон из металлопрофиля большего диаметра по бумажному листу приведенным выше способом. Угол наклона проверяют транспортиром или строительным угольником — в этом случае две кромки обрезанных деталей шаблона соединяют.
При работе на разрезаемую деталь в нужном месте одевается шаблон и плотно прижимается, разметка наносится остро заточенной чертилкой при обводке шаблонного контура. Деталь обрезается в несколько заходов с постепенным углублением канавки.
Рис. 3 Отрезание металлопрофиля с помощью стусла
Стусло для резки труб своими руками
Использование шаблона не слишком удобно — приходится совершать рез по линии, держа болгарку на весу, что приводит к большим погрешностям. При наличии сварочного аппарата можно сделать простое стусло — направляющие для диска болгарки, не дающие ему уходить в сторону.
Для этого используют сделанный ранее шаблон, в боковой части которого просверливают отверстие и приваривают гайку. При работе самодельное стусло надевают на профиль, в его гайку вкручивают болт и прижимают устройство к профильной поверхности. Болгаркой с диском по металлу проводят рез, слегка прижимая диск к боковой поверхности устройства. Понятно, что при длительной работе края в стусле постепенно стачиваются, и хотя процесс происходит одновременно на всех кромках, с течением времени появятся некоторые погрешности. Поэтому устройство лучше сделать из твердого износоустойчивого металла, чтобы увеличить срок его службы и получить более точный инструмент.
Рис.4 Пример выполнения реза под углом 90 градусов
Резка под 90 градусов
Чтобы поперек ровно отрезать круглый трубопровод или металлопрофиль прямоугольного сечения, используют лист обычной бумаги. Им оборачивают заготовку таким образом, чтобы кромки бумажного листа совпали, после чего его фиксируют на детали с помощью скотча или клея. Болгаркой проводят рядом с кромкой бумажного листа тонкую линию, после чего ее постепенно углубляют до полного вырезания.
Металлопрофиль или круглую трубу можно распилить при помощи шаблона, надев на них ровно обрезанный элемент с большим внутренним диаметром.
Воротниковая врезка
Чтоб получить ответвления металлических трубопроводных линий в виде тройников, применяется воротниковая врезка, для которой необходимо вырезать кромку круглой трубы, примыкающей к стенкам другой под прямым углом. Для реализации способа поступают следующим образом:
обрезают кромки заготовки под прямым углом приведенным ранее способом.
На круглой торцевой поверхности маркером отмечают четыре равноудаленные точки, расположенные под углами 90 и 180 градусов друг к другу.
Производят измерение размера окружности, полученный диаметр делят на 3. От двух диаметрально расположенных точек откладывают полученное расстояние, после чего эти точки соединяют с двумя другими плавной дугой, проводя линию маркером.
Рис.5 Пример воротникового разреза трубы
По разметке проводят рез болгаркой и отделяют полукруглые сегменты, после чего деталь готова к сварке. При малых неточностях в сопряжении ее можно уплотнить кувалдой, приставив к круглой поверхности другого элемента.
Приемы резки труб под углом круглого сечения
Круглые трубы разных диаметров обрезаются под углом при изменении направления трубопровода, при этом следует учитывать, что прямой срез под нужным углом в отличие от прямоугольного сечения не приведет к плотному соединению кромок. Поэтому применяются специальные лекала, в которых размечаемая кромка имеет криволинейную форму, позволяющую получить высокую плотность соединения.
Бумажное лекало для трубы
Одним из распространенных способов, как сделать для труб с круглой поверхностью лекало, является метод, для которого понадобится расчерченный лист бумаги, линейка и карандаш. Для получения бумажного лекала поступают следующим способом:
Чертят на бумажном листе окружность с диаметром обрезаемой трубы, разбивают круг на 16 равных сегментов, каждый раз деля большие отрезки на два одинаковых.
Рис. 6 Как разрезать трубу под 45 градусов – лекало из бумаги
Измеряют длину окружности, умножив ее диаметр на число Пи, равное 3,14.Откладывают этот размер по обе стороны от оси окружности равными отрезками, каждый из которых делят на 8 равноразмерных частей.
Проводят от отрезков на прямой вертикальные линии вверх и горизонтальные от точек, поставленных на круге.
Места их пересечения соединяют плавной линией и в итоге получают нанесенный на бумагу шаблон, который вырезают и приклеивают к обрезаемой поверхности. Для обрезки лучше использовать болгарку с диском малого диаметра — поверхность будет криволинейной и при использовании большого диска вырастет погрешность.
Используемые инструменты
Существует несколько способов, как резать трубу, для этого применяют строительный и промышленный инструмент для обработки металла. Из всех видов только болгарка позволяет получить криволинейные поверхности без дальнейшей обработки с наиболее близким расположением кромок.
Для индивидуального использования
Для резки стальных труб в домашнем хозяйстве используется следующий инструмент:
Ручные труборезы. Позволяют обрезать круглые детали с получением ровного прямого угла среза за счет режущих кромок роликов. Существует несколько разновидностей изделий подобного вида, состоящих из единичных роликов или их ряда, закрепленных на цепи. В быту подобные устройства встречаются довольно редко и более подходят для профессионального выполнения работ.
Болгарка. Является универсальным инструментом для проведения обрезки любых металлических деталей с разными углами, для работы используются специальные диски по металлу, которые в процессе эксплуатации довольно быстро стачиваются. Благодаря этому можно точно вырезать кривую линию диском малого диаметра.
Рис. 7 Индивидуальный инструмент для резки труб
Газовая горелка. Быстрый и эффективный метод перерезания металлических поверхностей раскаленной струей пламени, к недостаткам можно отнести оплавленные кромки, которые осложняют дальнейшее сваривание. Газовой горелкой сложно резать изделие по бумажному шаблону, который сгорит, а если расчерчена линия, то в струе пламени она практически не будет видна.
Электрические труборезы. Для работы с трубопроводами малых диаметров можно использовать компактные электрические труборезы, по принципу работы напоминающие болгарку. Приспособление называют роликовым станком, при работе деталь устанавливается на станину и поворачивается на роликовых направляющих, сверху его поверхность прорезается электрическим устройством. Основное отличие трубореза заключается в металлическом диске, имеющем специальное долговечное напыление для резки металла.
Для промышленного использования
В промышленности для транспортировки жидкостей и газов используются трубопроводы большого диаметра, поэтому агрегаты для резки труб имеют большой вес и габаритные размеры. Встречаются там и ручные труборезы роторного и хомутного принципа действия. В первом случае происходит вращение режущих роликов по круглой поверхности при помощи переставляемой ручки, во втором варианте прорезание осуществляется дугообразными пластинами, которые при вращении постепенно сдвигаются.
Рис. 8 Промышленные приспособления для резки трубы
Как отрезать трубу под 45 градусов большого диаметра
Обрезать крупногабаритное изделие в бытовых условиях лучше при помощи большой болгарки или газовой горелки — стенки при больших диаметрах обычно толстые. Резку лучше выполнять сегментами, оставляя узкие переходы, которые удаляются в конце.
Как отрезать чугунную трубу
Основное отличие чугуна от обычной стали — высокая хрупкость и большая толщина стенок, его точную обрезку необходимо выполнять в следующей последовательности:
Прочерчивается по шаблону угол разметочный с помощью чертилки, для
опоры под деталь подкладывают деревянный щит или доску.
Выполняют болгаркой неглубокий пропил поверхности по всему периметру.
Далее канавку углубляют за несколько проходов до полного отделения двух частей.
Несколько советов по резке труб
Иногда в домашнем хозяйстве требуется выполнить резку для соединения трубопровода под различными углами или вдоль оси. Основным инструментом для выполнения этих работ является универсальная болгарка и диски по металлу.
Рис. 9 Продольная резка трубопровода
Выполнение продольного разреза
Чтобы качественно выполнить ровный продольный разрез, можно воспользоваться несложным приспособлением в виде металлического уголка. Его надежно фиксируют на ровной деревянной поверхности шурупами и прижимают к нему трубу тяжелым грузом. Углошлифовальной машинкой делают продольный разрез трубного верха, слегка опирая диск о поверхность уголка.
Уголок можно прикрепить к трубе струбцинами и сделать прорезь по верхней стенке уголка аналогичным способом.
Косой разрез
При изменении направления трубопровода на угол, больший 90 градусов, ручные способы изготовления шаблонов становятся слишком сложными. На помощь может прийти применение специальной программы расчета и создания лекал на компьютере для любых углов. Метод хорош тем, что имеет высокую точность создания бумажных шаблонов и легко реализуется при наличии принтера.
Для получения бумажного лекала в программу вводятся необходимые данные об углах изгиба и трубном диаметре, после чего получают шаблон, который распечатывают на принтере в натуральную величину. Остается только его вырезать, наклеить на обрезаемый элемент и разметить его контур.
Дальнейшая резка производится с помощью болгарки стандартным способом. Важным преимуществом машинных шаблонов является возможность их нарезать в неограниченном количестве с одинаковой точностью.
Рис. 10 Пример программы расчета
Для качественного соединения цилиндрических элементов трубопроводов требуется их точная обрезка под углами 45 и 90 градусов. Для выполнения этих работ используются специальные лекала, форма изгибов которых рассчитывается ручным способом или построена компьютером. Они вырезаются на бумаге и наклеиваются на трубную поверхность, затем элемент режут по бумажному контуру болгаркой с малым диском. Таким образом, удается получить высокоточное угловое соединение с максимально приближенными кромками.
Как ровно отрезать круглую трубу на глаз
В этом видео я покажу как я размечал трубу на глаз.
профильную, резак, гараж, сварка, о сварке, инструменты, станки, круглую, как ровно отрезать трубу болгаркой, сварщик, холодная ковка, разметка труб, как ровно отрезать, резка труб, фотеев, простыми, словами, в городе, роман, отрезать ровно, как ровно отрезать трубу большого диаметра, электросварка, каксоединитьтрубуподдевяностоградусов, лайф хак, 90, градусы, 90 градусов, мебель, своими, безшумно, в домашних условиях, просто, чтобы, 90 град, #трубаподдевяностогралусов, #какзаваритьтрубу, #сваркатрубы, отвод под 90 г, lifehack, как сделеать, lifehacker, life hack, #сварнойтв, никогда, домашний мастер., полезные советы., разрезать трубу под 90 градусов., ровно разметить трубу, пластиковые трубы, лазарчук михаил, разрезать трубу под 45 градусов. , раскрой листа болгаркой ровно, отрезать резать, раскроить, как болгаркой ровно отрезать, не закусило, простое приспособление, сварка труб, полипропиленовые трубы, лекало, труба пнд, сваркатрубы, сварнойтв, сваркадляновичков, отопление, трубы отопления, зазметка труб перед сваркой, монтаж труб, трубы пвх, пвд, труба водопровод, монтаж, легко, ватман, обои, газета, бумага, обезьянка, диаметр, круг, рез, как перерезать большую трубу, как отрезать ровно, советы мастеров, лайфхаки, кузовной ремонт, плазменная резка, рихтовка, покраска, геометрия, трубы разметка вдоль пополам две половинки, пропановский резак, круглую трубу, вдоль, резка металла резаком, резак кислародный, металл резка, видео резак, разрезать трубу вдоль, вдоль ровно, разрезать вдоль, трубу вдоль, как разрезать трубу, как разрезать вдоль, круглую трубу вдоль, ровно вдоль, трубу вдоль ровно, полезный совет, отрезать трубу под 90 градусов, резак по металлу., как ровно отрезать рубу, андрей рудницкий, газовый резак, газовый резка, как ровно резать трубу, лист метала ровно отрезать болгаркой, andrej rudnitsky, как резать трубу, обзор, тихо, так, yato, секретная информация, метал, резка металла, ровный рез, резать ровно, forging, металлоконструкции, обработка металла, handmade, diy, ровный рез болгаркой, резка круглой трубы, горячая ковка, northkoreatv1x, художественная ковка, гибка, ковка, кованые изделия, blacksmith, горн, мастерская, бесшумно, как отрезать канализацию, разметить трубу, how to accurately mark a pipe, to mark a pipe, отрезать трубу, разметить и отрезать трубу, cut off a pipe, how to smoothly cut the pipe, cut the pipe smoothly, болгарка как работать, как правильно резать болгаркой, инструкция по работе болгаркой, как работать ушм, как отрезать метал, как пилить ушм, mark and cut the pipe, как паять полипропилен, самодельные станки, самоделка, приспособы, cutting and marking o, металл, cutting tube, приспособление для ушм, приспособление для болгарки, как подогнать полипропиленовую трубу, подгонка полипропилена, как стыковать полипропилен, сварка полипропиленовых труб, чертилка, как подогнать ровный угол из полипропилена, как резать метал, как резать болгаркой, rivne (city/town/village), как ровно отрезать трубу своими руками, китай, aliexpress, приспособления, самоделки, торцовка трубы 425мм, труба большого диаметра, под прямым углом, pipe, редактор youtube, резка болгаркой, советы в работе, торцовка труб, разное. , #ровно., как отрезать трубу большого диаметра, диск для резки металла, резка листового металла болгаркой, стойка для болгарки, циркулярка, работа болгарной, болгарка инструмент, болгарка для резки металла, режем трубу, #лайф хак., трубу большого диаметра., режем трубу большого диаметра, как ровно разрезать канализационную трубу, как правильно разрезать пластиковую трубу, металлопрокат, livehack, монтаж сантехники, монтаж канализации, diameter, как резать, как работать с канализацией, как пилить, как резать полипропиленовые трубы, резка полипропилена, ремонт канализации, ремонт ванной комнаты, научиться, и, полипропилен, прямо, канализацию, без болгарки, чем отрезать, чем резать, чем отпилить, как ровно резать трубы, любого размера, любого диаметра, чем резать трубу канализации, чем отрезать трубу канализации, мастер класс, идеальная сантехника, точка канализации, как резать трубу ровно, самому, как резать трубу болгаркой, экономный ремонт квартиры, бюджетный ремонт квартиры, сантехник, добродушный сантехник, энциклопедия сантехника, знания, инженерка, инженерия, артём сантехник, артём иванов, труба вгп, вгп, добрый сантехник, добротехник, артём, dobrotehnik, ответы на вопросы, инструмент, риджид, отрубание трубы, данила багров, брат 2 изготовление поджиги, как отрезать канализационную трубу, породия фильма брат 2, топор, ridgid, снять фаску, чем отрезать трубу, фаска, труба канализации, труборез риджит, риджит, раскрой листовой стали
как выполнить угловой разрез на трубе большого диаметра?
21-12-2014
#2
это сложно, но возможно.
45 самые удобные. отметьте свою длинную сторону (носок) оберткой, а затем вернитесь к тому же размеру, что и внешний диаметр трубы. (для 12 дюймов, я думаю, это 12,75 дюймов), чтобы отметить вашу короткую сторону (пятку)
, теперь вам понадобится кусок уголка и плоская лента, или большинство оберток можно использовать в качестве рулетки. центрирующая головка с регулируемым пузырем тоже работает. вам нужна отправная точка в любом месте окружности, где вы можете отметить прямую линию между короткой и длинной сторонами. затем либо взяв половину окружности, либо используя центрирующую головку, пройти 180 град. оттуда и сделайте еще одну прямую линию (железный уголок делает прямые линии по длине трубы) между короткой и длинной. затем возьмите половину этого и либо 90 град. или четверть окружности, сделайте больше линий вдоль трубы между короткой и длинной отметками.
у вас должно быть 4 метки, идущие по всей длине вашей трубы, все с одинаковым расстоянием между ними, но они не должны быть длиннее, чем расстояние между вашими длинными (носком) и короткими (пяткой) метками, которые у вас есть вокруг трубы . выберите одну из отметок, идущих вдоль трубы, и назовите ее носком, противоположную отметку — пяткой, а две отметки под углом 90 градусов — вашими серединами.
я называю их серединами, потому что вы берете свои 12,75 дюйма между носком и пяткой и отмечаете середину прямо в (как вы уже догадались) середине! каблук 12,75″!
сейчас, вам нужен помощник. держите бинт где-то посередине и поместите его на отметку на пальце ноги. вы хотите, чтобы он также соответствовал вашим средним средним баллам. таким образом, намотка находится под забавным углом, но должна соответствовать всем трем отметкам, при этом полностью касаясь трубы между этими отметками. осмотрите его и посмотрите, выглядит ли он правильно, и попросите кого-нибудь отметить эту половину трубы.
Переверните трубу и сделайте то же самое с оберткой, идущей от «пятки» обратно к двум «серединам»! теперь он завершен и готов к вырезанию! просто помните, что ваш отрезной круг должен работать как ленточная пила, чтобы сделать это правильно. ваше лезвие должно попасть в отметку и быть направлено в ту точку на отметке, которая находится дальше всего от того места, где вы на самом деле режете.
все это я взял из своего справочника по монтажу трубопроводов, написанного Томасом Франклиндом. он может объяснить это лучше, чем я, и это делает его бесценным. это очень легко сделать и не так сложно, как кажется
вещи боссов: первопроходец 325 maxstar 200
мои вещи: сб 200 Транспондер Fronius 180 Линкольн на 100 ампер ж/ф 97 f350 DIT
Kevin
X90 90-градусный угловой угольник X для приспособления для резки труб
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Нажмите, чтобы увеличить
73 продажи |
5 из 5 звезд
от €88,45
Загрузка
Включая НДС (где применимо), плюс стоимость доставки
Размер
Выберите вариант
2,00 (88,45 евро)
2,25 (94,77 евро)
2,50 (101,08 евро)
2,75 (107,40 евро)
3,00 (113,72 евро)
3,50 (120,04 евро)
4,00 (126,35 евро)
Пожалуйста, выберите опцию
Радиус центральной линии
Выберите вариант
1D
1,5D
Титановый локоть
Пожалуйста, выберите вариант
Внесен в список 5 сентября 2022 г.
16 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Как правильно паять паяльником — работа с паяльником и ее особенности
Процесс пайки сам по себе не сложен – подготавливаем детали, обрабатываем флюсом, разогреваем, добавляем припой в зоне пайки. Но, как и в любом деле есть свои нюансы, которые необходимо знать, чтобы получить качественный результат.
Краткое содержимое статьи:
Что представляет собой процесс спаивания
Виды паяльников
Расходники
Флюс
Припой
Жала паяльника
Завершение работы
Фото советы как правильно паять паяльником
Что представляет собой процесс спаивания
Пайка выполняется, когда необходимо соединить две детали.
Перед процессом необходимо подготовить компоненты: очистить от грязи и удалить оксидную пленку в месте спаивания, так как наличие даже небольших загрязнений или окисления помешает надежной стыковке материалов.
При выборе припоя нужно руководствоваться правилом – температурный режим плавления припоя должен быть ниже температуры плавления элементов, которые планируется соединить.
Порядок действий в технологии пайки:
Поверхности деталей необходимо зачистить от грязи, ржавчины, окисной пленки и пр., так, чтобы появился блеск основного металла. Для удаления окисления и его предотвращения в дальнейшем необходимо покрыть детали в месте соединения флюсом. Нанести его можно кисточкой тонким слоем.
Альтернативой второму этапу может быть вариант обработки, называемый лужение. Используется в основном для обработки проводов. Зачищенный провод кладется на канифоль, прогревается паяльником, провод необходимо поворачивать, чтобы он весь оказался в расплавленной канифоли, далее наносится тонкий слой расплавленного припоя, который на химическом уровне соединяется с основным металлом (можно взять капельку припоя непосредственно паяльником и нанести на деталь).
Детали соединяют механически: к примеру, при работе с проводами нужно сделать скрутку; выводные элементы на плате фиксируются пластилином, воском или термоклеем, другие детали можно зажать пассатижами или тисками.
Наносится дополнительно флюс, чтобы избежать окисления при нагреве. Разогретым паяльником наносится припой.
Для легкости понимания прилагаем фото-инструкцию, как правильно паять.
Виды паяльников
В быту распространены сетевые паяльники, работающие от напряжения 220 В.
Профессионалы отдают предпочтение паяльным станциям. Основной их плюс – наличие термостата, благодаря которому стабильно обеспечивается заданная температура.
В случае с сетевыми паяльниками, температура определяется по канифоли или флюсу, когда паяльник готов к работе они начинают хорошо кипеть, но до горения доводить не стоит.
Для домашнего пользования можно приобрести два паяльника с малой (40-60 Вт) и средней мощностью (100 Вт). Маломощный паяльник предназначен для спаивания деталей в электронике.
Расходники
Флюс
Это смесь для снятия окисления с металлических деталей перед процессом спаивания. Обработка флюсом позволяет лучше растечься припою по месту стыка и защитить его от коррозии при нагревании. Флюс можно встретить в виде жидкости, пасты и порошка. Наносить, конечно, удобнее жидкий флюс.
Флюсами могут быть канифоль, нашатырь, кислоты борная и ортофосфорная, таблетки обычного аспирина.
В продаже легко найти флюс для любого вида работы, и как правило, на этикетке уже указано, как и для каких материалов его использовать. Это позволяет не заниматься самодеятельностью, а использовать уже подготовленную смесь, что позволит избежать сюрпризов в виде нагара.
Канифоль – популярный флюс, отличается приятным запахом при нагревании, не токсична. Как паять паяльником с канифолью: можно взять сразу жидкий вариант канифоли, он удобнее. Если же имеем дело с твердой канифолью, то сначала нужно расплавить ее паяльником и жалом нанести ее на место спаивания.
Канифоль подходит для пайки медных проводников, радио- и электроэлементов, хорошо ведет себя с золотом и серебром. Остатки канифоли после пайки нужно убрать, чтобы предупредить коррозию металла.
Спирто-канифольный флюс (сокращенно СКФ) – это канифоль со спиртом в пропорциях один к трем. Применяется в тех же случаях, что и обычная канифоль. Удобнее в использовании за счет жидкого состояния.
Припой
Припой имеет меньшую температуру плавления, чем материал соединяемых элементов, поэтому в горячем виде он обволакивает соединение, а после остывания две детали становятся единым целым. При какой температуре паять зависит от химического состава деталей и выбранного припоя.
Сплавы, используемые как припои:
олово+свинец
медь
кадмий
никель
серебро и пр.
На рынке чаще всего встречаются свинцово-оловянные припои ПОС. После аббревиатуры ПОС следует цифровое значение, которое указывает на количество олова. Чем оно выше, тем больше олова, что положительно отражается на прочности и электропроводности будущего соединения.
Эта подсказка позволит разобраться, как правильно паять оловом, в качестве флюса обычно выбирается канифоль (наиболее удобный вариант – оловянная проволока внутри которой уже присутствует канифоль).
Свинец идет в качестве регулятора процесса застывания, так как олово без этого вспомогательного элемента растрескается и покроется иглами. Свинец может быть заменен индием или цинком (бессвинцовые припои).
Для алюминия нужно будет выбрать специализированные флюс (Ф-61А, Ф-34А) и припой (есть разные варианты).
Жала паяльника
Практически все жала делаются из меди, бывают с покрытием и без. Хромированные и никелированные жала более жаростойкие, долговечные и не подвержены окислению.
Жала без покрытия требуют постоянной зачистки, так как окислившись они перестают качественно работать (припой не прилипает). А в ходе чистки жало довольно быстро стачивается.
Выбор формы жала зависит от поставленной задачи, но универсальными считаются в форме шила и лопаточки.
Завершение работы
После того как работа с паяльником завершена, необходимо очистить жало от припоя, и можно уже выключить паяльник. Горячее жало нужно ввести в твердую канифоль и подождать остывания, вынуть жало, излишки канифоли стекут и уже полностью остывший паяльник можно убрать на место.
Вооружившись хорошими теоретическими знаниями, как правильно паять паяльником, на практике можно добиться успехов в этом деле.
Фото советы как правильно паять паяльником
Источник.
Помогите сайту, поделитесь в соцсетях 😉
Как правильно паять новичку: основы
Точность и аккуратность приходят с опытом, но получить крепкое соединение между двумя элементами с помощью пайки можно быстро. Надо только правильно подобрать инструменты и немного постараться.
Выбор паяльника
Для первого опыта подойдёт старый советский паяльник, который отлично справится с большинством задач. У него несъемное медное жало, которому можно придать любую форму с помощью напильника. Оно быстро выгорает и деформируется, поэтому поправлять его придётся довольно часто, но при редкой пайке никаких проблем это не доставит.
На следующем уровне, когда пайка уже становится частым занятием, можно смотреть в сторону паяльников с необгораемыми сменными жалами. Их нельзя поправлять напильником, да и необходимости такой нет — достаточно просто поменять насадку.
Профессионалы используют паяльные станции. Это самое дорогое решение. Одно из преимуществ — поддержка заданной температуры, полезная для пайки чувствительных элементов. На станциях тоже используются сменные жала, а ещё есть фен. Но задумываться о покупке станции следует только в том случае, если вы серьёзно занялись пайкой, а не просто решили соединить два провода.
При выборе паяльника также нужно обращать внимание на его мощность:
Для электронных компонентов — 40-60 Вт.
Для деталей толщиной до 1 мм — 80-100 Вт.
Для элементов толщиной 2 мм и более — от 100 Вт.
Как правило, у мастеров есть два паяльника, малой и средней мощности. Приобретение паяльной станции избавляет от необходимости иметь дополнительные инструменты.
Выбор расходного материала
Для пайки обязательно понадобится:
Припой.
Флюс.
Губка для чистки жала.
Также стоит добавить в список паяльную кислоту, которая поможет соединить сложные элементы — например, провод и разнообразные разъёмы: «тюльпан», «крокодил» и прочие.
Для первого опыта рекомендуем использовать классический набор: припой ПОС 61 и канифоль.
Смачиваем губку водой, чтобы она впитала её и раздулась. Всё необходимое лежит на столе – можно включать паяльник и приступать к первому опыту пайки.
Подготовка паяльника
Чтобы пайка была комфортной и качественной, нужно залудить жало паяльника.
Разогреваем паяльник до рабочей температуры.
Окунаем жало в канифоль.
Добавляем каплю припоя на жало.
Обтираем жало об губку или деревянную поверхность.
Поверхность жала должна стать блестящей. Это значит, что паяльник готов к работе.
Пайка различных элементов
В зависимости от того, какие детали вы соединяете, порядок пайки незначительно меняется. Рассмотрим наиболее распространённые примеры работ, чтобы немного набить руку.
Пайка проводов
Одна из самых популярных задач — соединение проводов. Сначала нужно их залудить:
С помощью бокорезов или других инструментов убираем изоляцию.
Скручиваем медные провода, чтобы жилки не торчали в стороны.
Берём капельку припоя на кончик жала паяльника.
Окунаем провод и жало в канифоль.
Операцию нужно повторить со всеми элементами, которые будут участвовать в пайке. С первого раза может не получиться, но немного практики, и провода начнут лудиться очень хорошо.
Чтобы соединить два подготовленных провода, достаточно прижать их друг к другу и поднести паяльник с капелькой припоя.
При пайке проводов нужно уделить внимание изоляции. Для этого нужно использовать термоусадочную трубку, которая уменьшается в диаметре при нагреве и обжимает место соединения. На паяльной станции для нагрева удобно использовать фен. Если его нет, то можно обойтись и обычной зажигалкой.
Пайка печатных плат
На печатных платах перед пайкой необходимо залудить медные токопроводящие дорожки. Самый простой способ — взять каплю припоя на жало, окунуть его в канифоль, а затем размазать вещество по плате. Другой вариант — нанести флюс (например, раствор канифоли в спирте) и растирать каплю припоя по нему.
После подготовки можно размещать на плате элементы. Для соединения есть два варианта: жидкий флюс или припой, внутри которого уже содержится канифоль. Самый удобный вариант — припой в виде проволоки.
Касаемся кончиком жала вывода компонента.
Подносим проволоку припоя, чтобы он равномерно растёкся по контакту и выводу компонента.
Повторяем операцию для всех соединений.
Первое время капли могут получаться не очень ровными, но соединение будет крепким, если вы сделаете всё правильно.
Пайка разъёмов
Сложнее всего лудить различные разъемы: «тюльпаны», «крокодилы», «джеки». Припой к ним не пристаёт. Но эту проблему можно решить с помощью паяльной кислоты, которая наносится кисточкой. На обработанное место остаётся только приложить жало паяльника с припоем. Разъём залудится, так что при пайке не возникнет никаких проблем с соединением.
Чтобы припаять провод, достаточно приложить его к залуженному разъёму и прогреть паяльником. Если вы не обрабатывали разъём заранее, то нужно подсоединить провод, нанести паяльную кислоту и прогреть место спайки каплей припоя.
Как видите, ничего сложного в пайке нет. Эти простые советы помогут справиться с разными задачами, распространёнными в быту, даже если раньше такого опыта у вас не было.
Пайка разъемов на материнской плате
С пайкой остальных элементов не должно возникнуть проблем, если вы справитесь с этой задачей. Для пайки без фена будем использовать сплав Розе. Температура его плавления составляет +94 °C.
Наносим флюс на контакты разъема таким образом, чтобы все контакты были «влажные», и устанавливаем на один из них капельку сплава Розе.
Затем нагреваем эту капельку паяльником. Нужно, чтобы тугоплавкий припой смешался с легкоплавким. Определить конечный результат можно легким надавливанием на контакт разъема – он должен чуть заметно покачиваться под давлением жала. До подобного результата проходимся по каждому контакту. Затем по доле секунды дотрагиваемся до каждого из контактов жалом паяльника, и разъем буквально отваливается сам.
У сплава Розе есть один серьезный недостаток – он очень хрупкий, поэтому использовать его для соединений контактов нельзя, так что удаляем его с помощью оплетки. Смачиваем флюсом самый кончик оплетки.
Через оплетку дотрагиваемся паяльником до контактных площадок на материнской плате, припой будет впитываться в оплетку. Через пару секунд можно убирать оплетку, а изменившийся участок оплетки обрезаем ножницами, наносим флюс и повторяем до полной чистоты контактных площадок.
Устанавливаем разъем в паз и наносим немного флюса на каждый из контактов.
Дотрагиваемся паяльником до контакта и подаем обычный припой до образования монолитного соединения.
Удаляем флюс с мест пайки при помощи спрея Flux-Off и ткани. Это делать обязательно, иначе к флюсу будет прилипать грязь, а некоторые кислотосодержащие флюсы могут разрушить слои текстолита. Чтобы этого избежать, достаточно нанести Flux-Off на ткань и протереть следы пайки.
На этом все!
Post Views:
1 744
Как пользоваться паяльником
Пайка — полезный навык: вы можете быстро починить что-то по дому вместо того, чтобы звонить мастеру на все руки и выкладывать деньги. Для пайки двух компонентов вам необходимо знать, как пользоваться паяльником, некоторые методы очистки и обслуживания и т. д.
В этом руководстве вы узнаете, что такое пайка, что вам понадобится, меры безопасности, методы очистки и обслуживания.
Схема
Как паять (смотреть видео)
Введение в пайку
Пайка — это процесс, посредством которого два или более компонентов могут быть соединены вместе путем расплавления кусочка металла, называемого наполнителем или припоем, в месте соединения. Когда расплавленный припой остывает, он затвердевает и действует как клей, соединяющий компоненты вместе.
Что можно паять?
Техника пайки была изобретена для соединения металлов. Благородные металлы, такие как золото, серебро, олово и т. д., обеспечивают более прочную пайку по сравнению с другими металлами из-за их низкой реакционной способности и высоких температур плавления. Однако благородные металлы дороги, и поэтому наиболее часто используемый припой представляет собой сплав, состоящий из 60% олова и 40% свинца.
Наиболее трудными для пайки металлами являются алюминий, высоколегированные и нержавеющие стали, титан и магний. Эти металлы можно паять с некоторым предварительным покрытием и предварительным лужением.
Пайка обычно используется в электронной промышленности для соединения проводов, ремонта разорванных цепей, ремонта радиоприемников, телевизоров, антенн и т. д. Однако пайка также может использоваться для соединения сантехники, компонентов холодильной техники и даже ювелирных изделий!
Зачем паять?
Пайка — это метод соединения двух компонентов. Лучше клеить или лучше припаять? Узнайте со следующими преимуществами.
Низкое тепловое воздействие: припой часто имеет более низкую температуру плавления, чем другие компоненты, и, следовательно, не подвергается воздействию тепла.
Как постоянные, так и временные соединения: когда припой затвердевает, он образует очень прочное соединение, которое невозможно разрушить. Однако его можно выпаять без ущерба для других компонентов. Временные и постоянные швы в одном!
Соединение различных материалов: пайка может использоваться для соединения различных металлов, если припой имеет более низкую температуру плавления.
Быстрый сделай сам: пайке легко научиться, и каждый может быстро освоить ее. Более того, это очень быстрый метод соединения вещей, который отлично подходит для проектов «сделай сам».
Какие инструменты вам нужны?
Ниже приведен простой список вещей, которые вам понадобятся для пайки.
Паяльник
Припой
Паяльное жало
Паяльная станция
Подставка для пайки
Чистящая подушка
Защитные очки
Меры предосторожности
Пайка связана с использованием экстремальных температур и токсичных веществ. Следовательно, безопасность должна быть приоритетом во время процесса пайки. Вот некоторые меры предосторожности, о которых следует помнить.
Прочтите все инструкции и руководства по используемому оборудованию
Убедитесь, что вы находитесь в хорошо проветриваемом помещении
Используйте защитные очки, чтобы пары не попали в глаза
Не вдыхайте пары. При необходимости используйте устройство для удаления дыма
.
Мойте руки после того, как закончите
Безопасное хранение оборудования
Перед пайкой
Теперь, когда вы знаете основы пайки, вот некоторые вещи, которые вам нужно знать перед пайкой.
Первое, что вам нужно проверить, это правильно ли вы выбрали наконечник для работы. Вот руководство по выбору правильного жала паяльника. Следующее, что нужно проверить, это чистота наконечника.
Многие металлы реагируют с кислородом и образуют слой окисления. Окислительный слой на наконечнике паяльника снижает эффективность теплопередачи.
Чтобы очистить это, вам нужно будет потереть его о чистящую подушечку. Если он очень сильно окислился, возможно, вам придется применить реактиватор наконечника. Если после очистки или повторной активации наконечник выглядит блестящим, то можно сделать следующий шаг – лужение.
Для «лужения» наконечника его необходимо покрыть слоем припоя. Это предотвращает окисление и улучшает теплопередачу. Лужение жала непосредственно перед и после пайки; Вы также должны залуживать наконечник после каждых двух паяных соединений. Это поможет сохранить долговечность наконечника.
Пошаговая инструкция по пайке
Определите правильную температуру для вашего проекта, которая зависит от материалов, которые вы паяете, и используемого припоя. Как правило, выбирайте самую низкую температуру, чтобы выполнить работу.
Как только утюг нагреется до выбранной температуры, держите кусок припоя в одной руке, а паяльник в другой.
На секунду поднесите горячий утюг к месту, где соединяются оба компонента. Обратите внимание, что вам нужно просто немного нагреть металлы.
Теперь прикоснитесь припоем к нагретым компонентам. Припой расплавится и заполнит зазор между двумя компонентами. Необходимое количество припоя варьируется от проекта к проекту. Если вы новичок, потренируйтесь на кусках металла, прежде чем начинать свой проект.
Дайте припою остыть. Хорошее соединение будет однородным и прочным. Не должно быть никаких зазоров или больших капель припоя. Если есть пробелы, вам нужно будет заполнить еще немного припоя. Если есть капли, вы должны удалить припой, чтобы восстановить соединение.
Демонтаж
Возможно, вам потребуется демонтаж припоя для фиксации некоторых видов соединений. Или, возможно, вы случайно нанесли слишком много припоя! Не волнуйтесь, вам просто нужно снова нагреть утюг до необходимой температуры и расплавить припой. Вы можете использовать отсос для припоя, который выглядит как шприц, чтобы отсосать лишний припой. Еще одно устройство, которое вы можете использовать, — это демонтажная оплетка.
Завершение работ
После того, как вы закончите ремонт, вам нужно убрать и убрать оборудование. Все, что вам нужно сделать, это использовать ткань или металлическую вату, чтобы очистить и залудить наконечник, как упоминалось ранее. Храните его в герметичном контейнере. Точно так же храните паяльник в герметичном контейнере, чтобы предотвратить окисление и увеличить срок службы паяльника.
Надеемся, вам понравился этот контент. Оставайтесь с нами, чтобы получить больше советов по проектам в области электроники!
Как использовать паяльник для пайки металла
В этом руководстве вы узнаете, как правильно использовать паяльник для соединения проводов и других предметов. Вы также узнаете о различных типах паяльников, паяльных жалах и о том, какие инструменты и продукты вам нужны для пайки.
Паяльник — это невероятно удобный инструмент, обычно используемый для пайки металлов, т. е. для плавления припоя поверх или вокруг металлического объекта или объектов, которые необходимо соединить вместе.
Одно из наиболее распространенных применений паяльника и проволоки для пайки своими руками — это ремонт оборванных электрических проводов или электрических плат, соединение проводов вместе, а также соединение медных водопроводных труб.
В этом руководстве вы узнаете все, что вам нужно знать о том, как использовать паяльник и проволоку, читайте ниже.
Что такое паяльник?
Паяльник имеет нагревательный элемент на конце термоизолированной ручки, обычно питаемый от сети или аккумулятора.
Элемент нагревательного наконечника работает за счет процесса резистивного материала, через который проходит электрический ток, тот же процесс, что и при возгорании электрического стержня, только не такой агрессивный или не такой горячий.
Когда наконечник утюга затем подвергается воздействию проволоки из сплава, проволока плавится поверх соединяемого объекта, а затем охлаждается, твердеет и соединяет объекты вместе.
Для большинства работ такого типа, связанных с электрическими цепями, подойдет устройство мощностью 15–30 Вт, любое более мощное устройство может повредить предполагаемую работу.
Техника пайки используется по-разному, но в основном в области электроники, изготовления ювелирных изделий и витражей. Для этих других типов работ обычно могут потребоваться более мощные паяльники в зависимости от двух соединяемых металлов.
Если вы планируете выполнять более существенную работу, вам понадобится паяльник с источником питания мощностью 40 Вт или выше.
Паяльники могут быть разных форм и стилей, каждый из которых подходит для определенного типа работы или ситуации:
Для чего используются различные жала паяльника?
На рабочем конце паяльника находится жало. Это часть инструмента, которая нагревается, позволяя расплавить припой на объекте, над которым вы работаете.
Чтобы помочь охватить широкий спектр различных работ, связанных с пайкой, существует множество различных стилей и форм наконечников, а поскольку большинство паяльных наконечников являются съемными, их можно быстро и легко заменить в зависимости от выполняемой вами работы. делает.
Ниже приведены наиболее распространенные типы жал для паяльника и их предназначение:
Коническое жало для паяльника . благодаря этому в большинстве случаев это наиболее часто используемый тип наконечника. Несмотря на это, на самом деле они предназначены для выполнения очень точных паяльных работ, обычно связанных с электрическими компонентами
Паяльное жало со скосом : Наконечники со скошенными углами, как правило, используются не так часто, но, несмотря на это, они очень удобны для работ, связанных с загрузкой большого количества припоя. Прекрасным примером этого является соединение электрических проводов, так как обычно требуется достаточное количество припоя для создания прочного соединения.
Жало для паяльника с долотом отлично подходит для пайки проводов и нанесения большего количества припоя на заданную область
Какие инструменты и продукты вам нужны для пайки?
Для того, чтобы успешно спаять объекты вместе, помимо настоящего паяльника, вам понадобятся несколько других основных инструментов, а именно:
Припойная проволока
Плавкий металлический сплав, используемый для соединения двух металлических поверхностей вместе, припой поставляется в различных соотношениях сплавов в зависимости от того, какой тип металлов вы пытаетесь соединить.
На базовом уровне существует два основных типа припоя – бессвинцовая (содержит смесь меди и олова) и свинцовая (содержит олово и свинец).
Как правило, свинцовый припой имеет более низкую температуру плавления, поэтому его можно использовать для хрупких электрических компонентов. Однако он содержит свинец, который вреден как для окружающей среды, так и для вас, поэтому, если вы можете использовать бессвинцовый аккумулятор, он выполняет почти ту же работу.
Перед покупкой уточните у своего поставщика, есть ли у вас подходящий тип проволоки для припоя, они должны посоветовать вам
Припойная проволока
Паяльный флюс
припой, когда он работает. Этот продукт образует дым при использовании, что является нормальным явлением.
В нерасплавленном состоянии флюс довольно безопасен, но имейте в виду, что в расплавленном состоянии он чрезвычайно едкий, поэтому будьте очень осторожны, чтобы он не попал на кожу! Флюс эффективно используется для уменьшения и удаления любого окисления с объектов, которые вы соединяете, так что создается максимально прочная связь.
В большинстве случаев вы будете соединять электрические детали и компоненты, поэтому вам нужно будет использовать флюс на основе канифоли, который немного менее агрессивен.
Однако при пайке более крупных изделий, таких как медные трубы, следует использовать сильный флюс на кислотной основе.
Флюс для припоя
Подставка для паяльника
Используется для хранения горячего паяльника, когда он не используется. Также неплохо иметь под рукой влажную тряпку или губку, чтобы счищать грязь с работы, а также формировать кончик утюга.
Очень важно иметь приличную подставку, так как она надежно удержит ваш утюг, предохраняя горячий наконечник от всего легковоспламеняющегося, а также от ваших рук!
Подставка для паяльника
Рука Помощи
Это отличный набор, и если вы занимаетесь пайкой любых металлов, особенно мелких деликатных деталей, он действительно необходим.
Встроенные зажимы типа «крокодил» используются для надежного удержания предмета, над которым вы работаете, и предотвращения его перемещения, а увеличительное стекло позволит вам рассмотреть мелкие предметы с гораздо большей детализацией, гарантируя, что ваша пайка будет точной в той области, где вы находитесь.
Помощник при пайке
Подготовка к пайке
Прежде чем приступить к пайке металлических предметов любого типа, необходимо выполнить несколько действий.
Перед использованием утюга вам необходимо пройти процесс «лужения», который представляет собой процесс нагревания и покрытия кончика вашего инструмента слоем припоя.
Это предотвращает окисление жала, защищая его от воздуха, повышает эффективность теплопередачи от вашего паяльника, а также предотвращает загрязнение вашей работы или припоя окислением.
Перед лужением максимально очистите паяльное жало. Для этого вы можете использовать влажную ткань или губку, но лучше всего использовать губку из латуни или нержавеющей стали.
Поскольку латунь мягче стали, это предпочтительнее, но подходящей заменой является нержавеющая сталь.
Очистите жало паяльника, пока оно не станет блестящим. Это указывает на то, что вся окисленная мякина удалена. Как только он станет чистым, запустите процесс лужения, чтобы он был полностью защищен.
Также убедитесь, что область, в которой вы работаете, максимально свободна и что у вас достаточно места для работы.
Как пользоваться паяльником
Теперь вы знаете, какой провод использовать, какие инструменты и продукты нам нужно, идеальная область, в которой вы должны выполнять любые паяльные работы, а также как правильно чистить и готовить паяльник, теперь вы знаете все, что вам нужно, чтобы начать работу.
В этом примере мы собираемся спаять вместе два куска проволоки, чтобы создать постоянное и прочное соединение.
Чистка паяльника и объектов для пайки
Первое, что нужно сделать, это хорошо все очистить. Используя наконечники, упомянутые выше, мы сначала очистили паяльное жало с помощью мочалки из нержавеющей стали, протирая его до тех пор, пока не было удалено любое окисление, и наконечник не стал красивым и блестящим.
Затем с каждого провода сняли примерно 10 мм изоляции, чтобы обнажить жилу. Поскольку он был покрыт, ядра были красивыми и чистыми, поэтому не нуждались в дополнительной обработке.
Провода со снятой изоляцией
Подготовьте рабочее место
Уберите все ненужные предметы с дороги, чтобы у вас было чистое место для работы. Откройте все окна и двери, чтобы обеспечить достаточную вентиляцию.
Поскольку мы соединяем несколько проводов, идеальным инструментом для использования здесь являются «Руки помощи», поскольку зажимы надежно удерживают провода на месте во время пайки.
Расположите «Руки помощи» в подходящем месте на рабочем месте и возьмите два провода, скрутив каждую жилу, а затем скрутите их вместе как можно туже. Технически вам не нужно этого делать, но их скручивание создаст еще более надежную связь.
После скручивания закрепите провода в «Руках помощи» и переместите увеличительное стекло в подходящее положение, чтобы вы могли четко видеть область, которую будете спаивать.
Провода скручены плоскогубцами
Наконец, подключите паяльник к сети и нагрейте его.
Нанесите флюс на объект, который вы паяете
Используя маленькую кисть, окуните кисть во флюс и нанесите его на оголенные провода, убедившись, что все хорошо покрыто.
Флюс для припоя, нанесенный щеткой на оголенные провода
Когда утюг нагреется до нужной температуры, прижмите наконечник к проводам, чтобы нагреть флюс до тех пор, пока он не начнет плавиться. Держите наконечник нажатым до тех пор, пока весь флюс не расплавится и не попадет на жилы проволоки.
Подача припоя и соединение проводов
После расплавления флюса прижмите кончик паяльника к проводам, чтобы они оставались нагретыми.
Возьмите припой и прижмите наконечник к проводам. Если провода все еще достаточно горячие, припой сразу же начнет плавиться.
Удерживая жало паяльника на месте, двигайте проволокой вдоль электрических проводов, покрывающих ее.
Проволока припоя, расплавленная на проводах, соединяющих их вместе
Повторите при необходимости, чтобы создать хорошее покрытие проволокой припоя на оголенных электрических проводах, но на этот раз снимите железный наконечник с проводов и расплавьте припой на наконечнике. Если оставить наконечник на месте, проволока, которую мы уже наложили, начнет плавиться, а мы не хотим этого делать!
Дайте припою остыть и затвердеть
После того, как оголенные провода будут полностью покрыты, сотрите остатки припоя с наконечника утюга с помощью мочалки из нержавеющей стали, затем поместите паяльник обратно в держатель и выключите его. от сети, чтобы он остыл.
В ту секунду, когда вы удалите источник тепла из припоя, он начнет затвердевать и в течение 20-30 секунд полностью остынет и затвердеет, после чего электрические провода будут полностью соединены вместе.
Электрические провода, полностью соединенные вместе с помощью припоя
Советы по безопасности при пайке
Поскольку пайка включает в себя как горячие предметы, коррозионные пасты, возможное использование свинца, так и пары, образующиеся при нагревании флюса и припоя, существует довольно много указаний по безопасности, которые вам нужно подумать.
Всегда работайте в хорошо освещенном и вентилируемом помещении с достаточным пространством
Убедитесь, что рядом с местом работы нет легковоспламеняющихся предметов или жидкостей, и по возможности работайте на негорючих поверхностях. Коврик для пайки сантехники — идеальная временная поверхность для использования
Всегда устанавливайте паяльник на подставку, когда он не используется.
Избегайте вдыхания любых паров
Если вы используете свинцовый припой, вышеизложенное необходимо. Также не прикасайтесь к самому припою и надевайте перчатки! Свинец в любой форме может вызвать серьезные хронические заболевания!
Никогда не поддавайтесь искушению прикоснуться к паяльному наконечнику, когда он включен. они могут нагреваться до 375°C
Как только вы закончили работу или собираетесь оставить паяльник на какое-то время, выключите его!!
Как только вы закончите, немедленно вымойте руки, особенно если вы использовали свинцовый припой
Всегда надевайте негорючую одежду, перчатки и защитные очки
Будьте осторожны при использовании припоя, могут быть брызги которые могут вызвать серьезные ожоги
Любые отходы припоя следует собирать и хранить в контейнере с надежной крышкой
Любые тряпки, губки или подобные предметы, покрытые припоем, следует рассматривать как опасные отходы и утилизировать соответствующим образом
Прочитав вышеизложенное, может показаться, что пайка сопряжена со всевозможными опасностями, но не бойтесь, пока вы не торопитесь с работой, руководствуйтесь здравым смыслом, и если вы можете избежать использования каких-либо материалов на основе свинца, вы будете отлично.
Как удалить припой
И последнее, что следует отметить, это то, что одним из преимуществ использования припоя является то, что его можно легко удалить при необходимости с помощью процесса, называемого «Отпайка».
Чтобы распаять ранее спаянное соединение, вам понадобится демонтажный фитиль или, как его еще называют, демонтажная оплетка.
Во-первых, поместите предмет, который вы хотите выпаять, на твердое основание. В качестве альтернативы вы также можете получить «руку помощи», если у вас есть один плагин
, включите паяльник и дайте ему нагреться до температуры
. вы удаляете припой из
Поместите жало паяльника поверх оплетки, позволяя ему нагреть припой под ним. Когда припой нагревается и плавится, оплетка впитывает его и удаляет
Перемещайте жало паяльника вдоль оплетки до тех пор, пока весь припой не впитается и не будет удален
После удаления вы сможете легко разделить объекты
Использование паяльника и припоя для соединения двух объектов вместе довольно простая работа, и после небольшой практики вы привыкнете к ощущению железа и к тому, как течет припойная проволока, и будете укладывать припой так же аккуратно, как профессионал, в кратчайшие сроки.
Добрый день или вечер посетители нашего сайта.Хочу представить Вам таблицу торетического веса листового проката.Мне как сотруднику металлоторгующей компаниии пришлось столкнуться с трудностями когда я впервые приступил к работе.Многие мои клиенты просили меня сдеать расчет веса и цены металлоизделий из стали.Конечно если ежедневно отвечаешь на подобные вопросы»Сколько весит лист 2мм раскрой 1000\2000мм?»,то обязательно в памяти откладывается полезная информация но все неупомнишь и я часто пользуюсь расчетами этой таблицы.Эти не секретные материалы будут полезным пособием для всех участников рынка, как покупателям, так и продавцам металлопроката.Обратите внимание, здесь только стандартные размеры листа горячекатанного.Если вам предстоит покупка нестандартного размера или отрезка листа обязательно проконсультируйтесь с менеджерами нашей компании или воспользуйтесь калькулятором металла на нашем сайте.
Еще один верный способ, это самостоятельный расчет с помолщью матеатической формулы H х L х В х7.85 = P
H-толщина листа стали (единица измерения «мм»)
L-длина листа стали (единица измерения «м » )
B-ширина листа стали (единица измерения «м» )
7.85 кг/дм3 — кофициэнт (плотность черной стали )
P-теоретический вес стального листа
Мы всегда рады прийти на помощь,наша Металлобаза на магистральной номер один, имеет в наличии бльшое количество листового проката различных раскроев и толщины. Город Краснодар и Краснодарский Край это територия обслуживания нашей компании,любой металл (черный и нержавеющий) оптом и в розницу ,в наличии и под заказ.
Толщина листа, мм
Стандартные размеры листа
Вес листа, кг
Вес кв.м, кг
2
1000х2000
31.20
15.60
2
1250х2500
49,06
15,70
2,5
1250х2500
61,33
19,63
3
1250х2500
73,59
23,55
3,5
1250х2500
85,86
27,48
4
1500х6000
282,60
31,40
5
1500х6000
353,25
39,25
6
1500х6000
423,90
47,10
7
1500х6000
494,55
54,95
8
1500х6000
565,20
62,80
9
1500х6000
635,85
70,65
10
1500х6000
706,50
78,50
12
1500х6000
847,80
94,20
14
1500х6000
989,10
109,90
16
1500х6000
1130,40
125,60
18
1500х6000
1271,70
141,30
20
1500х6000
1413,00
157,00
22
1500х6000
1554,30
172,70
25
1500х6000
1766,25
196,25
28
1500х6000
1978,20
219,80
30
1500х6000
2119,50
235,50
32
1500х6000
2260,80
251,20
35
1500х6000
2472,75
274,75
36
1500х6000
2543,40
282,60
40
1500х6000
2826,00
314,00
45
1500х6000
3179,25
353,25
50
1500х6000
3532,50
392,50
55
1500х6000
3885,75
431,75
60
1500х6000
4239,00
471,00
65
1500х6000
4592,25
510,25
70
1500х6000
4945,50
549,50
80
1500х6000
5652,00
628,00
90
1500х6000
6358,50
706,50
100
1500х6000
7065,00
785,00
110
1500х6000
7771,50
863,50
120
1500х6000
8478,00
942,00
130
1500х6000
9184,50
1020,50
140
1500х6000
9891,00
1099,00
150
1500х6000
10597,50
1177,50
160
1500х6000
11304,00
1256,00
Коэффициент пересчета веса металла
Теоретический вес проката должен в идеале соответствовать весу фактическому. Разница между теоретическим Gт и фактическим Gф весом выражается величиной, именуемой «Коэффициент пересчета» (Кп). Целью организации поставок продукции по теоретическому весу является экономия металла за счет производства проката с размерами сечения в поле минусовых допусков. Существует «Положение по организации поставок проката по теоретическому весу», разработанное Харьковским ВНИИОчермет в 1979 году. В настоящее время большинство компаний, как металлоторгующих так и потребляющих металл, испытывают трудности, связанные как с продажей, так и с покупкой металлопроката по теоретическому весу. Исчисляемый теоретический вес должен в идеальном случае — соответствовать весу фактическому. Разница между теоретическим и практическим весом выражается величиной, именуемой «Коэффициент пересчета». Заводы — производители работают по этому «Положению» и отгружают продукцию по теоретическому весу, вводя коэффициенты пересчета.
Выдержки из «Положения»:
Пункт 1. 1. Целью организации поставок продукции по теоретическому (сдаточному) весу является экономия металла и повышение эффективности его использования в народном хозяйстве за счет производства проката с размерами сечения в поле минусовых допусков». Как известно, за редким исключением допуски на прокатную продукцию двусторонние +. Это обусловлено технологическими особенностями прокатного производства.Пункт 1.5. Теоретическим (сдаточным) весом сортового, фасонного и листового проката считается вес, исчисленный по геометрическим размерам, предусмотренным стандартами для соответствующих видов и профилей проката.
Пункт 1.6. Теоретический вес определяется при двустороннем (плюсовом и минусовом) допусках – по номинальным размерам. При одностороннем плюсовом допуске – по номинальному размеру с прибавлением 50 %-ной величины допуска. При одностороннем минусовом допуске — по номинальному размеру за вычетом 50% величины допуска. Вроде бы все ясно – теоретический вес исчисляют или по номинальным размерам или в середине поля допуска. Но:
Пункт 1.7. При поставках металлопродукции по теоретическому весу, поставщик гарантирует длину сортового (фасонного) или площадь поверхности листового проката, соответствующие его количеству при заказанных размерах сечения. Если поставщик, гарантирует, то это должно отражаться в сертификате качества, что происходит далеко не всегда.
Пункт 2.1. Для определения теоретического веса партии прокатанного металла, вначале находят его общую длину, а затем умножают ее на теоретический вес единицы длины, который исчисляют исходя из размеров сечения данного профиля и характера допусков по ГОСТу или ТУ (п. 1.6.).Для листового проката, отгружаемого в пачках (пакетах), теоретический вес может определяться исходя из веса одного листа и количества листов в пачке.
Пункт 2.2. Исходя из необходимости обеспечения равенства заказанной и поставленной длины проката «L», определяют физический (Оф) и теоретический (От) вес партии проката:Gф = L х gф,(2. 1).
Gт = L х gт, (2.2).
где gф и gт – соответственно фактический и теоретический вес 1 м проката, кг. Тогда длина проката будет исчисляться: L = Gф/gф,(2.3). L = Gт/gт, (2.4).
Соответственно теоретический вес металла определяют по формуле. G = Gф х gт/gф (2.5).
Пункт 2.3. Отношение теоретического веса 1 м проката (gт) к его фактическому весу (gф) характеризует использование поля допусков при прокатке и показывает насколько физический вес металла отличается от веса, установленного по размерам сечения, предусмотренного стандартами. Это отношение, называемое коэффициентом использования поля допусков, применяется в качестве коэффициента пересчета (К) для перевода физического веса металла в теоретический.
К = gт/gф.(2.6). При этом формула (2.5) примет вид: Gт = К х Gф.(2.7).
Из этого следует — завод — производитель прокатал металлопрокат в минусовом допуске, определил коэффициент пересчета, отправил металл потребителю по теоретическому весу, а металлоторговец должен также отпускать металл по теоретическому весу. Или считать длину сортового проката и умножать на вес 1 м пог. по ГОСТу, или взвесить свой металл, вес умножить на коэффициент пересчета – согласно формуле 2.7.
Коэффициент пересчета веса металлопроката. Значение коэффициента пересчета 1.1. «Положения», который приведен выше, то основная цель поставок продукции по теоретическому весу – «экономия металла и повышение эффективности его использования».
Gт Кп = ——— Gф
Пример: Лист (10х1500х6000мм), Кп = 1,02 Теоретический вес листа: Gт = V * P , где V – объем, Р – плотность стали ( 7,85). Gт = 10 * 1,5 * 6 * 7,85 = 706,5 кг Фактический вес листа: Gф = 706,5 кг / 1,02 = 692,6 кг
Стандартная таблица толщины листового металла
Похоже, JavaScript отключен или заблокирован в вашем текущем браузере. Отключенный JavaScript значительно снижает функциональность нашего сайта, поэтому, чтобы вы могли наслаждаться наилучшей работой в Интернете, мы рекомендуем вам снова включить JavaScript или отключить любые надстройки, блокирующие JavaScript, которые вы могли установить ранее. Вы можете узнать, как включить JavaScript в своем браузере, перейдя на http://activatejavascript.org. А пока, если у вас есть какие-либо вопросы или вы просто предпочитаете оформить заказ по телефону, позвоните нам по бесплатному номеру 1-833-3CABLEORG (1-833-322-2536) — мы будем рады помочь.
ОТ: CableOrganizer.com
Измеритель листового металла (иногда пишется как «измеритель») указывает стандартную толщину листового металла для определенного материала. По мере увеличения номера калибра толщина материала уменьшается.
Толщиномеры листового металла для стали основаны на весе 41,82 фунта на квадратный фут на дюйм толщины. Это известно как стандартный калибр производителей для листовой стали. Для других материалов, таких как алюминий и латунь, толщина будет другой. Таким образом, стальной лист 10 калибра толщиной 0,1345 дюйма будет весить 41,82 * 0,1345 = 5,625 фунта на квадратный фут.
Примеры: 16 ga CRS составляет 2,5 фунта на квадратный фут. Для CRS 18 ga вес составляет 2,0 фунта на квадратный фут, а для CRS 20 ga вес составляет 1,5 фунта на квадратный фут.
Klein Tools Aviation Snips
IDEAL Волоконно-оптический визуальный дефектоскоп
Фрезы с твердосплавными наконечниками IDEAL TKO™
Gauge
Steel
Carbon Steel eh
Galvanized Steel
Stainless Steel
Aluminum
Steel (mm)
07
0.179
—
—
—
—
4.547
08
0.165
0.1644
0.1681
0.1719
0.1285
4.191
09
0.150
0. 1495
0.1532
0.1563
0.1144
3.810
10
0.135
0.1345
0.1382
0.1406
0.1019
3.429
11
0.120
0.1196
0.1233
0.1250
0.0907
3.048
12
0.105
0.1046
0.1084
0.1094
0.0808
2.677
13
0.09
—
—
0.094
0.072
2.286
14
0.075
0.0747
0.0785
0.0781
0.0641
1.905
15
0.067
—
—
0.07
0.057
1.702
16
0.060
0.0598
0.0635
0.0625
0. 0508
1.524
17
0.054
—
—
0.056
0.045
1.372
18
0.047
0.0478
0.0516
0.0500
0.0403
1.1938
19
0.042
—
—
0.044
0.036
1.067
20
0.036
0.0359
0.0396
0.0375
0.0320
0.9144
21
0.033
—
—
0.034
0.028
0.838
22
0.03
—
—
0.031
0.025
0.762
23
0.027
—
—
0.028
0.023
0.686
24
0.024
—
—
0. 025
0.02
0.61
25
0.021
—
—
0.022
0.018
0.533
26
0.018
—
—
0.019
0.017
0.457
27
0.016
—
—
0.017
0.014
0.406
28
0.015
—
—
0.016
—
0.381
29
0.014
—
—
0.014
—
0.356
30
0.012
—
—
0.013
—
0.305
31
—
—
—
0,011
—
—
Толщина колонны выражена в дюймах (кроме 5,1 дюймов 2 мм для колонны).
Эта таблица предназначена только для справки, и настоятельно рекомендуется уточнить у местного поставщика, какие фактические значения толщины используются в вашем конкретном регионе.
15 Свод законов США, § 206 – Стандартный калибр листового и толстолистового железа и стали | Кодекс США | Закон США
Быстрый поиск по цитате:
Заголовок
Секция
Код США
Заметки
предыдущая | next
В целях обеспечения единообразия в качестве единственного стандарта толщины листового и толстолистового железа и стали в Соединенных Штатах Америки установлены следующие размеры, а именно:
 Для унификации работы с ними введены специальные классификации.
Для унификации работы с ними введены специальные классификации. Для арматуры рассчитываются допустимые нагрузки при текучести и прочности. Максимальный предел вносится в информацию об изделии.
Для арматуры рассчитываются допустимые нагрузки при текучести и прочности. Максимальный предел вносится в информацию об изделии. В зависимости от их пропорций улучшаются основные характеристики металла: прочность, упругость, противостояние коррозии и т.д.
В зависимости от их пропорций улучшаются основные характеристики металла: прочность, упругость, противостояние коррозии и т.д. Нередко при бетонировании монтажные элементы удаляются.
Нередко при бетонировании монтажные элементы удаляются.
 Основная сфера применения – многоэтажное строительство, промышленное производство;
Основная сфера применения – многоэтажное строительство, промышленное производство; Основная сфера применения – многоэтажное строительство, промышленное производство;
Основная сфера применения – многоэтажное строительство, промышленное производство;
 Заготовку нагревают до пластичного состояния металла, прогоняют через прокат для получения необходимого сечения и остужают.
Заготовку нагревают до пластичного состояния металла, прогоняют через прокат для получения необходимого сечения и остужают.


 Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888
Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888 Для формирования железобетонных конструкций, придания им прочности и компенсации напряжения используют арматурную сталь.
Для формирования железобетонных конструкций, придания им прочности и компенсации напряжения используют арматурную сталь. Для унификации работы с ними введены специальные классификации.
Для унификации работы с ними введены специальные классификации. Для арматуры рассчитываются допустимые нагрузки при текучести и прочности. Максимальный предел вносится в информацию об изделии.
Для арматуры рассчитываются допустимые нагрузки при текучести и прочности. Максимальный предел вносится в информацию об изделии. В зависимости от их пропорций улучшаются основные характеристики металла: прочность, упругость, противостояние коррозии и т.д.
В зависимости от их пропорций улучшаются основные характеристики металла: прочность, упругость, противостояние коррозии и т.д. Нередко при бетонировании монтажные элементы удаляются.
Нередко при бетонировании монтажные элементы удаляются.
 Основная сфера применения – многоэтажное строительство, промышленное производство;
Основная сфера применения – многоэтажное строительство, промышленное производство;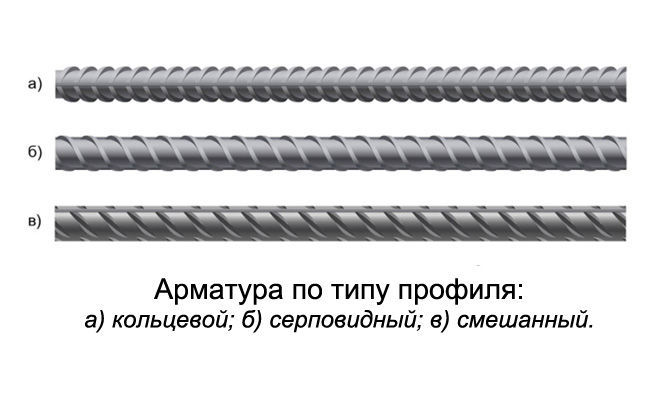
 Заготовку нагревают до пластичного состояния металла, прогоняют через прокат для получения необходимого сечения и остужают.
Заготовку нагревают до пластичного состояния металла, прогоняют через прокат для получения необходимого сечения и остужают.
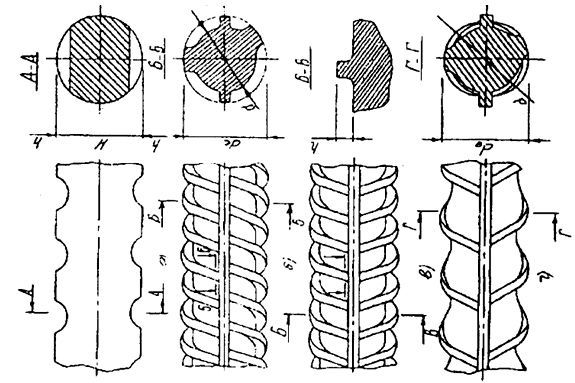

 Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888
Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888 В процессе формования на поверхности стержней образуются деформации, которые используются для передачи нагрузок между бетоном и арматурной сталью.
В процессе формования на поверхности стержней образуются деформации, которые используются для передачи нагрузок между бетоном и арматурной сталью. Такое растрескивание служит подходящим предупреждением для жильцов относительно нагрузки на конструкцию. Материалы, которые не проявляют неэластичного поведения под нагрузкой, могут не обеспечивать достаточную пластичность, чтобы предупредить о надвигающемся разрушении.
Такое растрескивание служит подходящим предупреждением для жильцов относительно нагрузки на конструкцию. Материалы, которые не проявляют неэластичного поведения под нагрузкой, могут не обеспечивать достаточную пластичность, чтобы предупредить о надвигающемся разрушении. Предел текучести стали не зависит от диаметра стержня, и можно легко заменить различные комбинации стержней с одинаковой площадью стержня. Это обеспечивает гибкость способов получения одинаковых свойств в бетонной конструкции.
Предел текучести стали не зависит от диаметра стержня, и можно легко заменить различные комбинации стержней с одинаковой площадью стержня. Это обеспечивает гибкость способов получения одинаковых свойств в бетонной конструкции.





 Чтобы определить, какой интернет-план вам подходит, мы рекомендуем вам ознакомиться с различными типами интернет-соединений и скоростями соединения, доступными сегодня на рынке.
Чтобы определить, какой интернет-план вам подходит, мы рекомендуем вам ознакомиться с различными типами интернет-соединений и скоростями соединения, доступными сегодня на рынке.  В точках доступа используется технология WiFi , которая позволяет электронным устройствам подключаться к Интернету или обмениваться данными по беспроводной сети с помощью радиоволн. Точки доступа могут быть телефонными или автономными, коммерческими или бесплатными для общественности.
В точках доступа используется технология WiFi , которая позволяет электронным устройствам подключаться к Интернету или обмениваться данными по беспроводной сети с помощью радиоволн. Точки доступа могут быть телефонными или автономными, коммерческими или бесплатными для общественности. Термин широкополосный является сокращением для широкой полосы пропускания. Широкополосные интернет-соединения, такие как DSL и кабель, считаются соединениями с высокой пропускной способностью. Хотя многие соединения DSL можно считать широкополосными, не все широкополосные соединения являются DSL.
Термин широкополосный является сокращением для широкой полосы пропускания. Широкополосные интернет-соединения, такие как DSL и кабель, считаются соединениями с высокой пропускной способностью. Хотя многие соединения DSL можно считать широкополосными, не все широкополосные соединения являются DSL. Подобно беспроводному доступу, спутниковое соединение использует модем.
Подобно беспроводному доступу, спутниковое соединение использует модем.

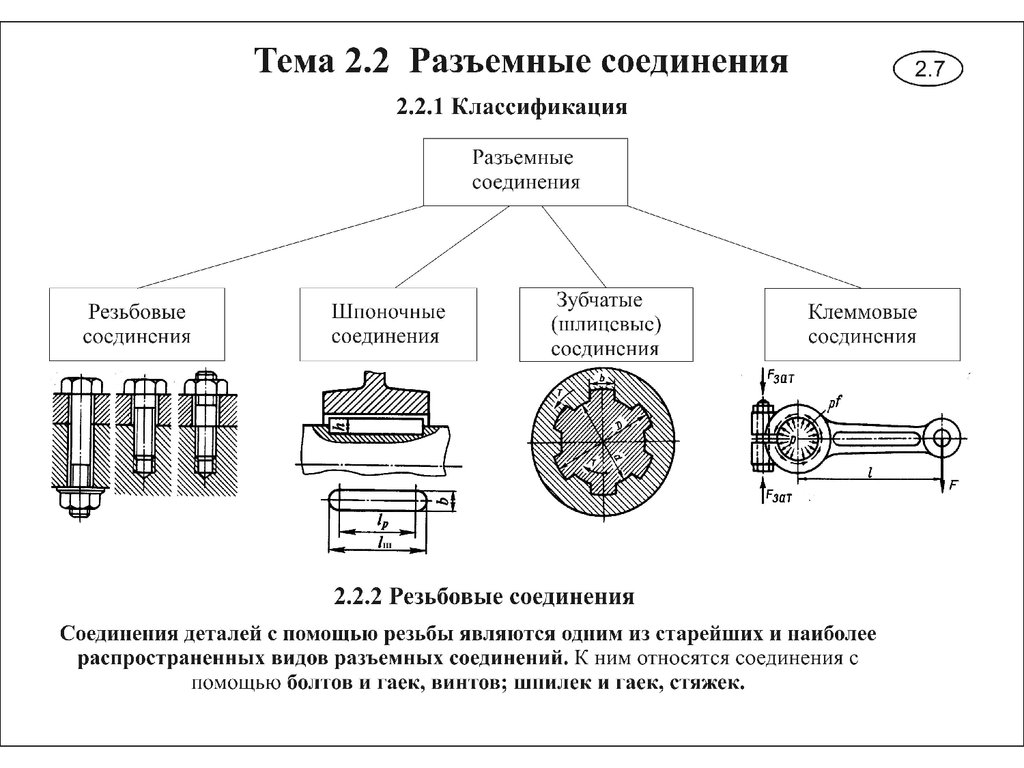

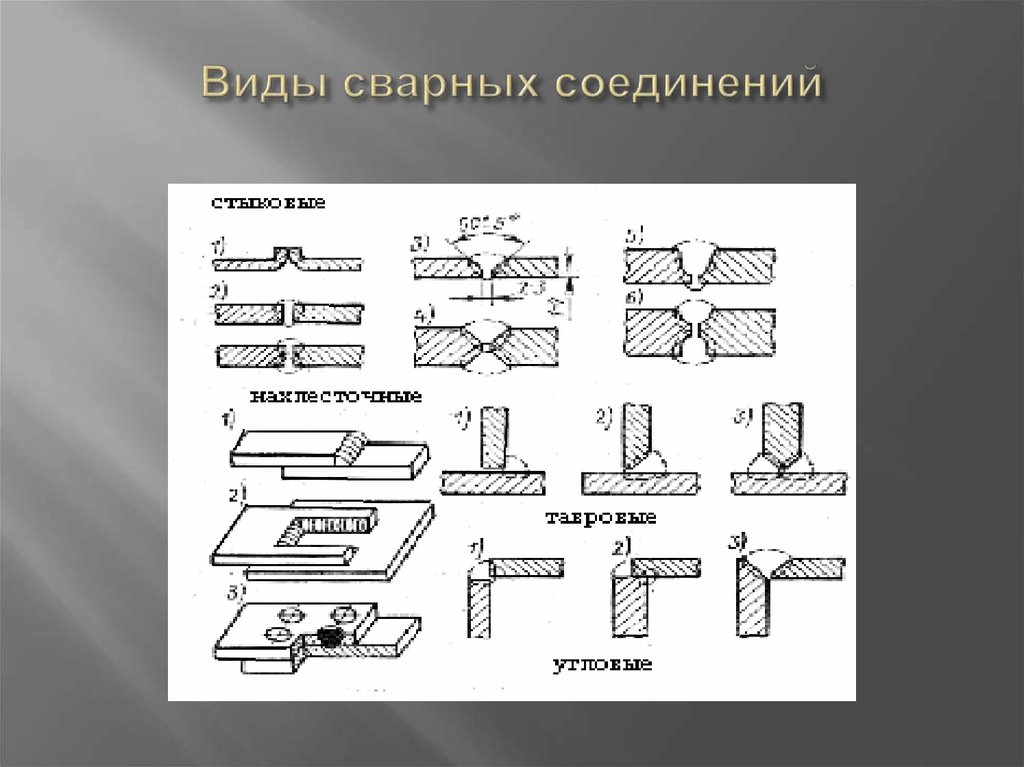 Она колеблется от 5 Мбит/с до 20 Мбит/с.
Она колеблется от 5 Мбит/с до 20 Мбит/с.
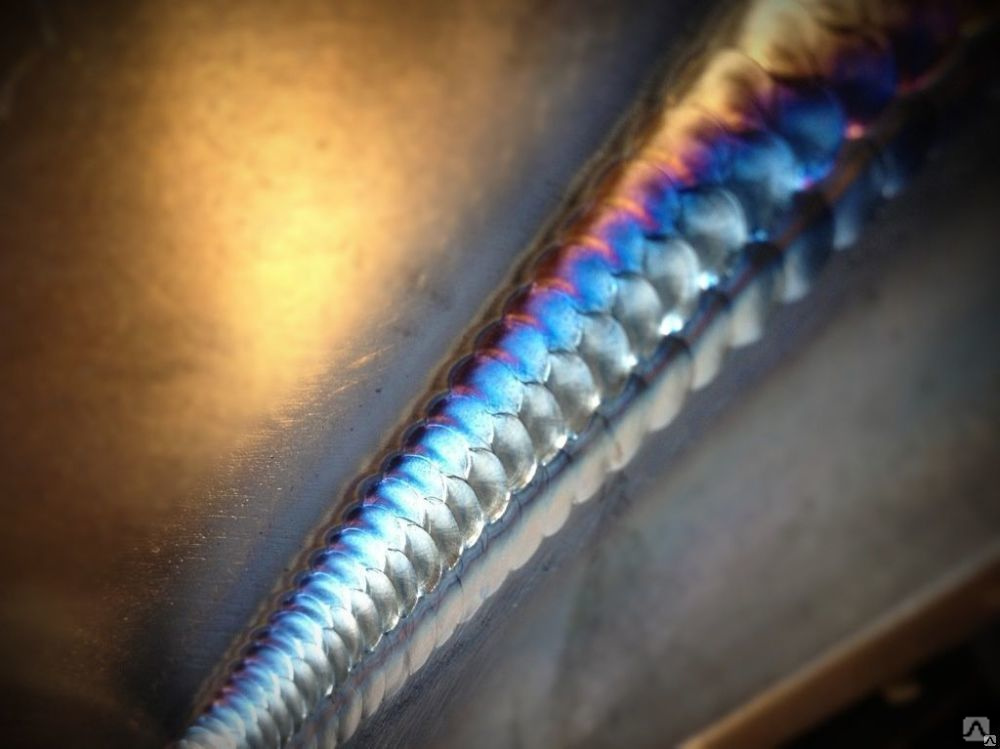 youtube.com/embed/XA9aegZgbmA?rel=0″ allowfullscreen=»allowfullscreen» frameborder=»0″>
youtube.com/embed/XA9aegZgbmA?rel=0″ allowfullscreen=»allowfullscreen» frameborder=»0″>  А так же Республики Казахстан, Белоруссия и другие страны СНГ.
А так же Республики Казахстан, Белоруссия и другие страны СНГ.
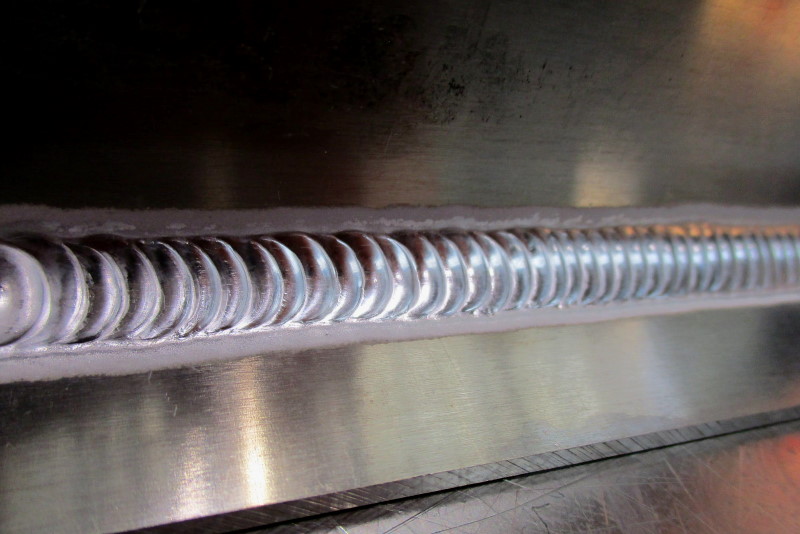


 Красиво уложенный валик может казаться неровным под определенными углами, а освещение может скрыть недостатки других сварных швов. Я делаю и публикую фотографии своих сварных швов уже более десяти лет. Иногда они используются как образовательный инструмент, но в основном они предназначены для развлечения и привлечения внимания к моей работе. Циник скажет, что у него нет времени на подобную глупость. Ну, это помогло мне построить свой бизнес, который, в свою очередь, помогает мне зарабатывать на жизнь. Так что у меня есть на это время.
Красиво уложенный валик может казаться неровным под определенными углами, а освещение может скрыть недостатки других сварных швов. Я делаю и публикую фотографии своих сварных швов уже более десяти лет. Иногда они используются как образовательный инструмент, но в основном они предназначены для развлечения и привлечения внимания к моей работе. Циник скажет, что у него нет времени на подобную глупость. Ну, это помогло мне построить свой бизнес, который, в свою очередь, помогает мне зарабатывать на жизнь. Так что у меня есть на это время. Это не всегда справедливо, но такова жизнь. Впрочем, слово мудрым. Когда дело доходит до того, чтобы сказать, что сварка пройдет или не пройдет, основываясь на фотографии, или что вы точно знаете, как она была или не была выполнена: не делайте этого.
Это не всегда справедливо, но такова жизнь. Впрочем, слово мудрым. Когда дело доходит до того, чтобы сказать, что сварка пройдет или не пройдет, основываясь на фотографии, или что вы точно знаете, как она была или не была выполнена: не делайте этого. Он ошибался по всем пунктам, но его было нелегко переубедить. В конце концов я спросил его: «Допустим, гипотетически, ноги не равны. И что? И что это за материал вообще? Насколько он толстый? Можете ли вы рассказать мне процедуру, по которой я приваривался?» Конечно, ни на один из этих вопросов он не мог ответить. И этот последний держит настоящий ключ.
Он ошибался по всем пунктам, но его было нелегко переубедить. В конце концов я спросил его: «Допустим, гипотетически, ноги не равны. И что? И что это за материал вообще? Насколько он толстый? Можете ли вы рассказать мне процедуру, по которой я приваривался?» Конечно, ни на один из этих вопросов он не мог ответить. И этот последний держит настоящий ключ. Некоторые процедуры требуют неравных ног. Некоторые требуют вогнутых сварных швов. Бывают случаи, когда абсолютно необходимы сварные швы большего размера, чем вы считаете необходимым, а иногда процесс требует крошечного, крошечного валика.
Некоторые процедуры требуют неравных ног. Некоторые требуют вогнутых сварных швов. Бывают случаи, когда абсолютно необходимы сварные швы большего размера, чем вы считаете необходимым, а иногда процесс требует крошечного, крошечного валика. Итак, как именно вы фотографируете отличные снимки сварки и лазерной резки? Мне нравятся такие испытания, к тому же они заряжаются электричеством высокой силы.
Итак, как именно вы фотографируете отличные снимки сварки и лазерной резки? Мне нравятся такие испытания, к тому же они заряжаются электричеством высокой силы. В любом случае вас не поблагодарят за создание каких-либо других препятствий в такой рабочей среде.
В любом случае вас не поблагодарят за создание каких-либо других препятствий в такой рабочей среде. Вам также может понадобиться поэкспериментировать с настройками ISO. Чем дольше выдержка, тем длиннее и драматичнее световые следы. От 1/10 до 1/4 секунды эффект потрясающий. Однако при таких значениях выдержки существует высокий риск размытия изображения при движении, даже если вы используете штатив. Головка механического лазерного резака или сварщик-человек будут двигаться, поэтому ваше время также имеет решающее значение. В этом случае человек будет сотрудничать с большей готовностью, чем машина… если его хорошо попросить!
Вам также может понадобиться поэкспериментировать с настройками ISO. Чем дольше выдержка, тем длиннее и драматичнее световые следы. От 1/10 до 1/4 секунды эффект потрясающий. Однако при таких значениях выдержки существует высокий риск размытия изображения при движении, даже если вы используете штатив. Головка механического лазерного резака или сварщик-человек будут двигаться, поэтому ваше время также имеет решающее значение. В этом случае человек будет сотрудничать с большей готовностью, чем машина… если его хорошо попросить!
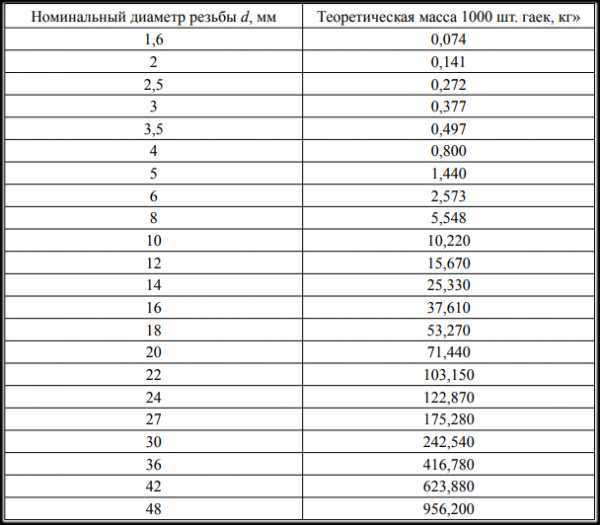 пр. 5, цинк
пр. 5, цинк 916 г
916 г 11.2022
11.2022 3 — 2018
3 — 2018 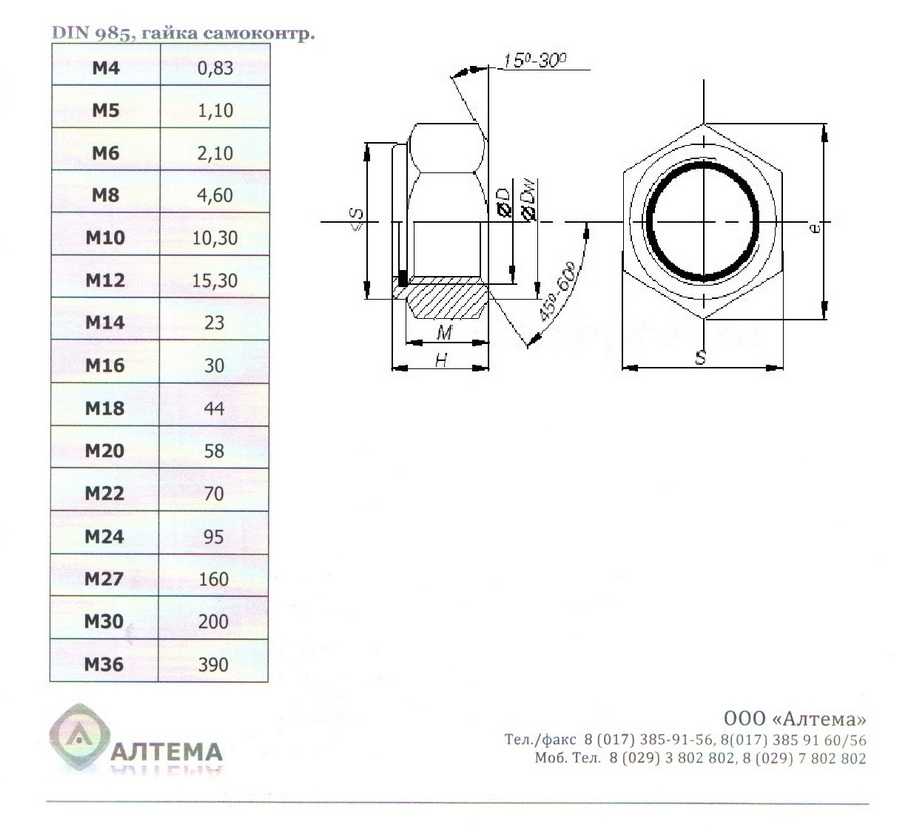 9]
9]  2.2 — 2010
2.2 — 2010 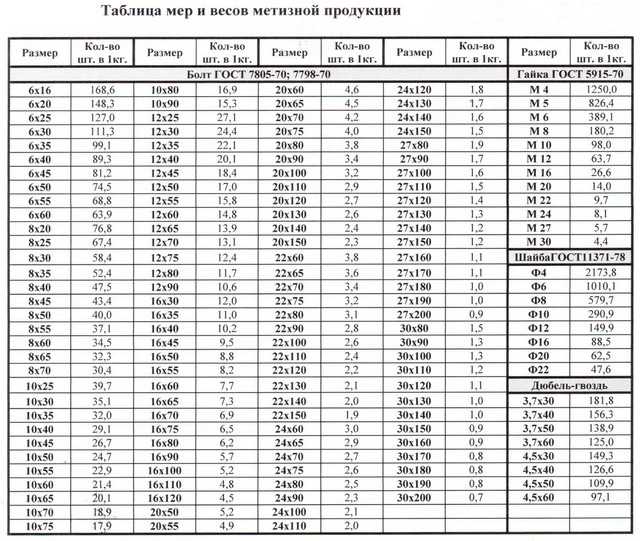 2.2 — 2010
2.2 — 2010  S.W. и B.S.F. темы
S.W. и B.S.F. темы 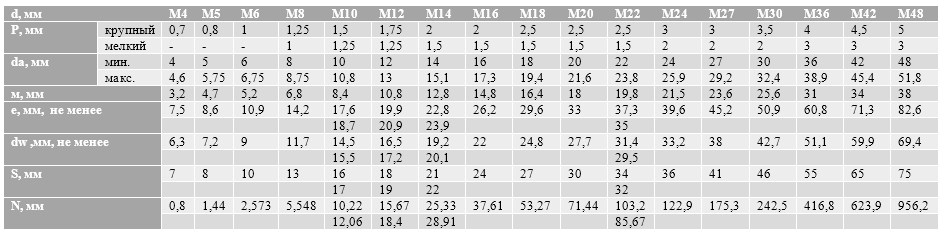 S. — односторонняя или двусторонняя — черные [Таблица 3]
S. — односторонняя или двусторонняя — черные [Таблица 3] 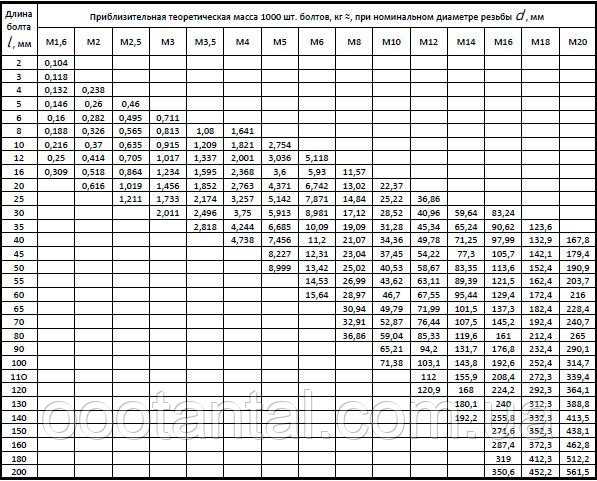 3 — 2015
3 — 2015  Часть 8. Гайки с шестигранной посадкой системы HV
Часть 8. Гайки с шестигранной посадкой системы HV 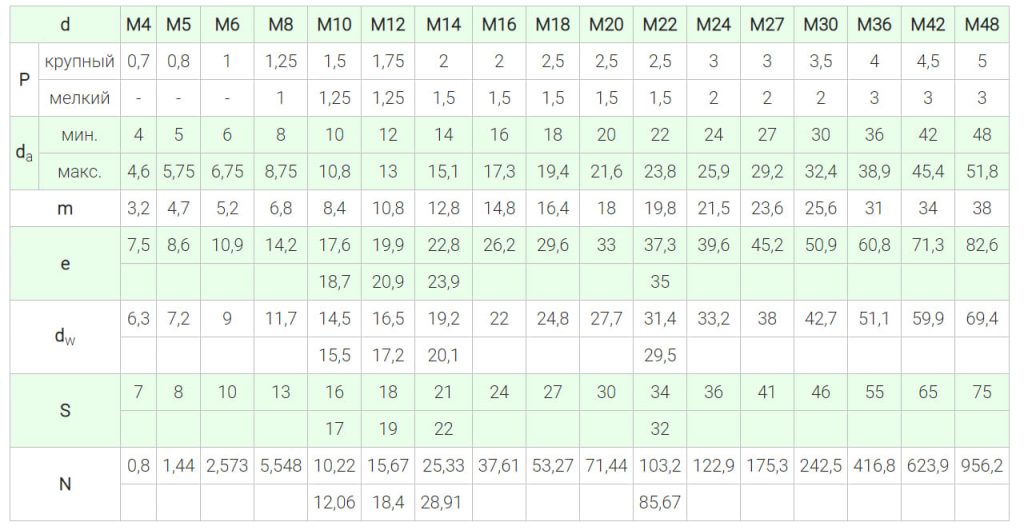 2.2 — 2022
2.2 — 2022 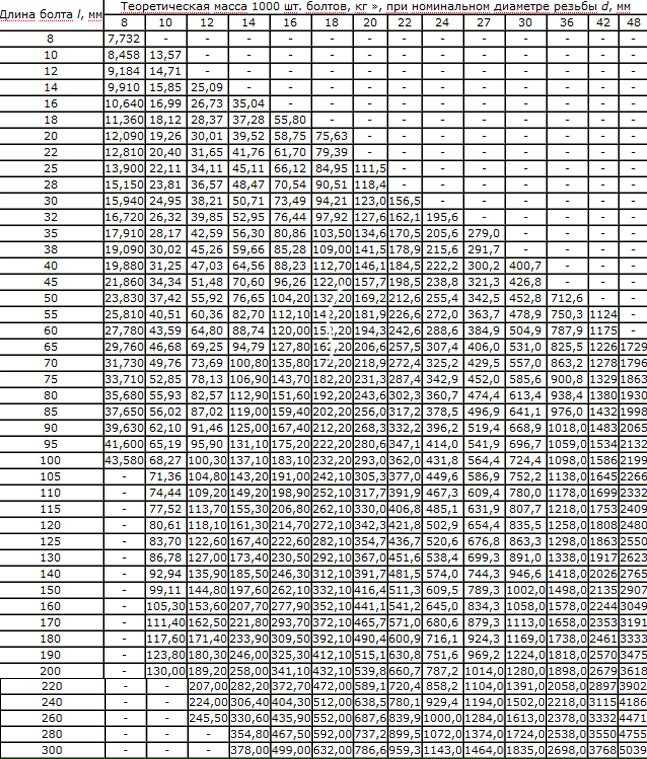 Гайки почти всегда используются в сочетании с ответным болтом для соединения нескольких деталей вместе. Два партнера удерживаются вместе за счет комбинации трения их нитей (с небольшой упругой деформацией), небольшого растяжения болта и сжатия частей, которые должны удерживаться вместе.
Гайки почти всегда используются в сочетании с ответным болтом для соединения нескольких деталей вместе. Два партнера удерживаются вместе за счет комбинации трения их нитей (с небольшой упругой деформацией), небольшого растяжения болта и сжатия частей, которые должны удерживаться вместе.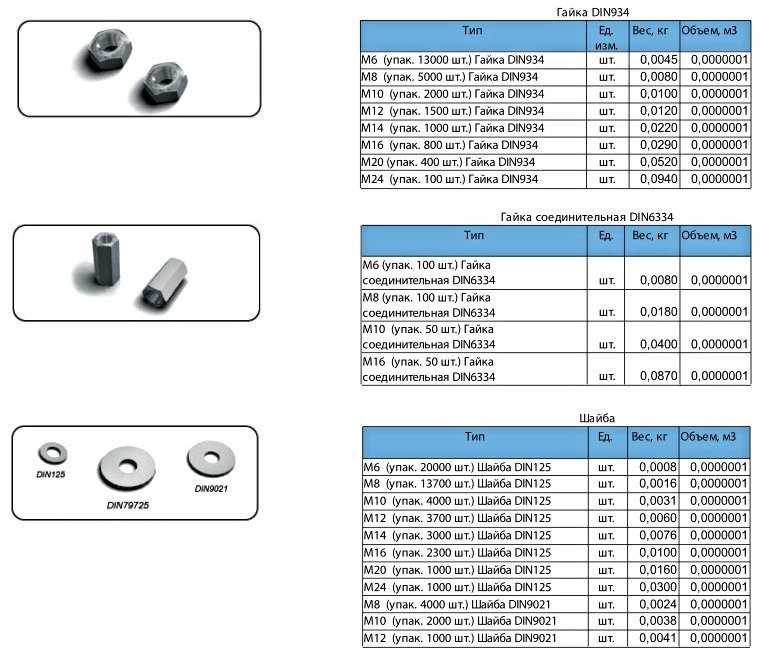 )
)
 Во время создания дуги между электродом и металлической деталью из сопла поступает газ (аргон или гелий), который выступает в роли защиты сварочной ванны и электрода. Последний находится в середине сопла и не плавится. В процессе сварки газ должен поступать постоянно – в противном случае шов получится некачественным. При необходимости подачи присадочного материала в зону сварки используется ручной или автоматический способ.
Во время создания дуги между электродом и металлической деталью из сопла поступает газ (аргон или гелий), который выступает в роли защиты сварочной ванны и электрода. Последний находится в середине сопла и не плавится. В процессе сварки газ должен поступать постоянно – в противном случае шов получится некачественным. При необходимости подачи присадочного материала в зону сварки используется ручной или автоматический способ. Только опытный сварщик может «распознать» данный переход.
Только опытный сварщик может «распознать» данный переход. В противном случае соединение получится хрупким и, как следствие, ненадежным.
В противном случае соединение получится хрупким и, как следствие, ненадежным. Именно поэтому чем больше диапазон рабочей силы тока, тем более широкий спектр задач вы сможете решить.
Именно поэтому чем больше диапазон рабочей силы тока, тем более широкий спектр задач вы сможете решить. Например, переменный ток применяется для сварки сплавов магния, алюминия (самоокисляющихся металлов), а постоянный – для меди, нержавеющей стали. При работе с переменным током происходит его смена с положительного на отрицательный. При соединении алюминиевых заготовок, положительным током очищается поверхность металла от оксидов, а отрицательным – происходит само плавление материала. Выбирая сварочный аппарат для аргонодуговой сварки, обращайте внимание на то, предусмотрена ли возможность регулировки баланса рабочего тока с отрицательного на положительный и наоборот. Такая функция позволит вам изменять время сварки током той или иной полярности. Проще говоря, вы сможете контролировать как время очистки оксидов, так и время плавления.
Например, переменный ток применяется для сварки сплавов магния, алюминия (самоокисляющихся металлов), а постоянный – для меди, нержавеющей стали. При работе с переменным током происходит его смена с положительного на отрицательный. При соединении алюминиевых заготовок, положительным током очищается поверхность металла от оксидов, а отрицательным – происходит само плавление материала. Выбирая сварочный аппарат для аргонодуговой сварки, обращайте внимание на то, предусмотрена ли возможность регулировки баланса рабочего тока с отрицательного на положительный и наоборот. Такая функция позволит вам изменять время сварки током той или иной полярности. Проще говоря, вы сможете контролировать как время очистки оксидов, так и время плавления. Педаль значительно облегчит рабочий процесс, позволяя сварщику точно снижать или повышать силу тока по мере необходимости. При помощи ножной педали можно поддерживать хорошую скорость проведения электрода, благодаря чему на выходе получается ровный шов с постоянным профилем. Плавное снижение силы тока в конце сварочных работ обеспечивает правильное заполнение полости. Также в продаже можно найти и ручные аналоги регулировки силы рабочего тока, но в плане использования они менее удобны.
Педаль значительно облегчит рабочий процесс, позволяя сварщику точно снижать или повышать силу тока по мере необходимости. При помощи ножной педали можно поддерживать хорошую скорость проведения электрода, благодаря чему на выходе получается ровный шов с постоянным профилем. Плавное снижение силы тока в конце сварочных работ обеспечивает правильное заполнение полости. Также в продаже можно найти и ручные аналоги регулировки силы рабочего тока, но в плане использования они менее удобны. Некоторые модели сварочных аппаратов оснащены вентилятором, включаемым только при образовании дуги. Также вентилятор продолжает работать в течение нескольких минут после окончания сварочных работ. Такой подход минимизирует количество затягиваемой внутрь прибора пыли и исключает резкий перепад температур внутри сварочного аппарата.
Некоторые модели сварочных аппаратов оснащены вентилятором, включаемым только при образовании дуги. Также вентилятор продолжает работать в течение нескольких минут после окончания сварочных работ. Такой подход минимизирует количество затягиваемой внутрь прибора пыли и исключает резкий перепад температур внутри сварочного аппарата. Модель имеет защиту от колебаний сети, поджиг дуги производится бесконтактным способом (NF). Режим «PULSE» предназначен для выполнения особо важных и декоративных сварочных работ при разной толщине материалов.
Модель имеет защиту от колебаний сети, поджиг дуги производится бесконтактным способом (NF). Режим «PULSE» предназначен для выполнения особо важных и декоративных сварочных работ при разной толщине материалов.
 Только так вы получите качественные сварочные швы, а сам агрегат прослужит вам длительное время.
Только так вы получите качественные сварочные швы, а сам агрегат прослужит вам длительное время. Она должна иметь состав, аналогичный или близкий составу свариваемых элементов.
Она должна иметь состав, аналогичный или близкий составу свариваемых элементов.
 Это достигается контролируемой подачей инертного газа в рабочую зону.
Это достигается контролируемой подачей инертного газа в рабочую зону. Сварщику понадобится также внушительный набор других компонентов – техники и расходных материалов. Часть из них (например, аргон для заполнения баллонов) можно приобрести у специализированных организаций. Большую часть необходимо покупать у поставщиков, что специализируются на торговле сварочным оборудованием.
Сварщику понадобится также внушительный набор других компонентов – техники и расходных материалов. Часть из них (например, аргон для заполнения баллонов) можно приобрести у специализированных организаций. Большую часть необходимо покупать у поставщиков, что специализируются на торговле сварочным оборудованием.
 Также существуют моторные (топливные) сварочные аппараты для работы от электросети. (Эти более сложные сварочные аппараты будут рассмотрены в других статьях.)
Также существуют моторные (топливные) сварочные аппараты для работы от электросети. (Эти более сложные сварочные аппараты будут рассмотрены в других статьях.) После этого я покажу вам, как читать «спецификации», включенные в литературу по продажам продуктов, и научу вас, как сравнивать ключевые характеристики.
После этого я покажу вам, как читать «спецификации», включенные в литературу по продажам продуктов, и научу вас, как сравнивать ключевые характеристики.
 В то же время заготовка легко деформируется, если сильно нагреется. Следовательно, для работы с алюминием часто требуется более сложное оборудование.
В то же время заготовка легко деформируется, если сильно нагреется. Следовательно, для работы с алюминием часто требуется более сложное оборудование. Как и в случае с нержавеющей сталью, основной металл должен быть достаточно толстым, чтобы выдерживать высокие температуры.
Как и в случае с нержавеющей сталью, основной металл должен быть достаточно толстым, чтобы выдерживать высокие температуры.
 Кроме того, если в основной металл поступает слишком много тепла, область вокруг сварного шва ослабевает или плавится.
Кроме того, если в основной металл поступает слишком много тепла, область вокруг сварного шва ослабевает или плавится. Несколько аппаратов для дуговой сварки начального уровня рассчитаны на входную мощность 115 вольт, но не многие.
Несколько аппаратов для дуговой сварки начального уровня рассчитаны на входную мощность 115 вольт, но не многие. Однако вы не можете использовать трехфазный автомат дома.
Однако вы не можете использовать трехфазный автомат дома. Вам также необходимо знать свои требования к мощности (т. Е. Максимальная мощность), чтобы выбрать генератор правильного размера.
Вам также необходимо знать свои требования к мощности (т. Е. Максимальная мощность), чтобы выбрать генератор правильного размера.




 Всегда держите товарный чек и другую документацию под рукой. OSHA требует, чтобы все резервуары проверялись каждые два года.
Всегда держите товарный чек и другую документацию под рукой. OSHA требует, чтобы все резервуары проверялись каждые два года.
 Вы узнаете о различных единицах и о том, что лучше всего работает в определенных ситуациях. Знание различных сварочных процессов и широко используемых машин делает вас лучшим сварщиком и более ценным для потенциального работодателя.
Вы узнаете о различных единицах и о том, что лучше всего работает в определенных ситуациях. Знание различных сварочных процессов и широко используемых машин делает вас лучшим сварщиком и более ценным для потенциального работодателя. У нас есть сварочный аппарат Power flex для дуговой сварки Tig Сварочный аппарат Tig 200 в больших количествах в магазине
У нас есть сварочный аппарат Power flex для дуговой сварки Tig Сварочный аппарат Tig 200 в больших количествах в магазине Зажим заземления
Зажим заземления Компактный размер, легкий вес, простая установка и простота в эксплуатации.
Компактный размер, легкий вес, простая установка и простота в эксплуатации.
 ..
.. ..
.. ..
.. Наш сварочный аппарат Power Flex, двухфазный, 250 ампер, дуговой…
Наш сварочный аппарат Power Flex, двухфазный, 250 ампер, дуговой…
 1М63Н нашего производства хорошо зарекомендовали себя в Москве, Ярославле, Нижнем Новгороде, Екатеринбурге, Новосибирске и других городах России. Купить 1М63Н вы можете непосредственно у нас или у наших дилеров.Диаметр обработки над станиной 630мм; РМЦ 2000, 3000мм
1М63Н нашего производства хорошо зарекомендовали себя в Москве, Ярославле, Нижнем Новгороде, Екатеринбурге, Новосибирске и других городах России. Купить 1М63Н вы можете непосредственно у нас или у наших дилеров.Диаметр обработки над станиной 630мм; РМЦ 2000, 3000мм
 Подробное ТКП можно получить после предоставления Технического Задания.
Подробное ТКП можно получить после предоставления Технического Задания.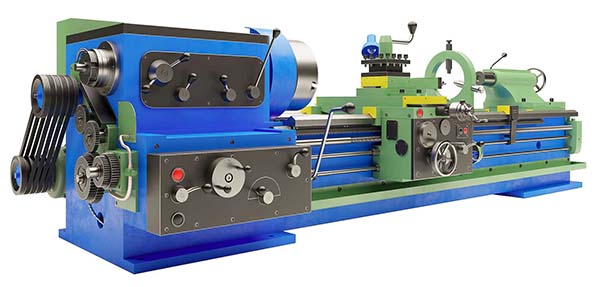 01
01 75″ href=»https://www.surplex.com/en/m/stanko-1-m-63-center-lathe-774491.html?utm_campaign=auction-feed&utm_source=machinio&utm_medium=referral» rel=»nofollow noopener» target=»_blank»>
75″ href=»https://www.surplex.com/en/m/stanko-1-m-63-center-lathe-774491.html?utm_campaign=auction-feed&utm_source=machinio&utm_medium=referral» rel=»nofollow noopener» target=»_blank»> 75″ href=»/listings/61003375-stanko-1m63-in-deinze-belgium»>
75″ href=»/listings/61003375-stanko-1m63-in-deinze-belgium»> 75″ href=»/listings/33920233-turning-screw-cutter-1m63n-dip-300-163-1m63-in-ryazan-russia»>
75″ href=»/listings/33920233-turning-screw-cutter-1m63n-dip-300-163-1m63-in-ryazan-russia»> Все станки соответствуют оборудованию нормальной точности.
Все станки соответствуют оборудованию нормальной точности. диаметр обработки по раме, мм:
диаметр обработки по раме, мм: размеры обрабатываемой заготовки, мм:
размеры обрабатываемой заготовки, мм: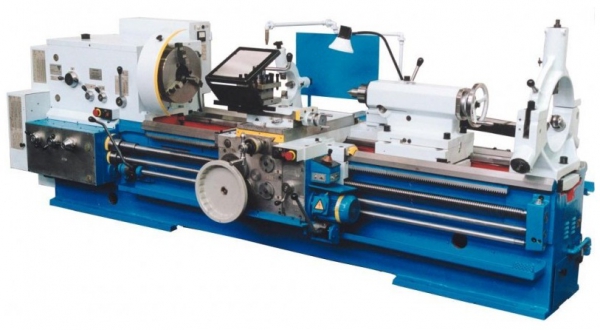 допустимая нагрузка на стол, кг:
допустимая нагрузка на стол, кг: длина шлифования, мм:
длина шлифования, мм: масса установленной заготовки:
масса установленной заготовки:  :
: 
 Вот как выглядит схема высокопарного парогенератора.
Вот как выглядит схема высокопарного парогенератора. Для придания изделию прочности и гидрофобности, можно добавить с бетонный состав жидкое стекло. В готовую смесь с присадками добавляется пена, полученная из пенообразователя. Массу важно тщательно вымешать, чтобы не осталось никаких комков. Компоненты и их количество, необходимое для изготовления пены, представлено в таблице:
Для придания изделию прочности и гидрофобности, можно добавить с бетонный состав жидкое стекло. В готовую смесь с присадками добавляется пена, полученная из пенообразователя. Массу важно тщательно вымешать, чтобы не осталось никаких комков. Компоненты и их количество, необходимое для изготовления пены, представлено в таблице:

 Технические параметры такого пенобетона не уступают другим строительным материалам: кирпичу и железобетону. Если сравнить стоимость 1м3 пенобетона с 1м3 кирпича или дерева, первый окажется на 30-40% дешевле. Поэтому, ответ на вопрос «Как сделать пеноблок?», интересует многих. Чтобы сделать пенобетон своими руками, надо знать его характеристики.
Технические параметры такого пенобетона не уступают другим строительным материалам: кирпичу и железобетону. Если сравнить стоимость 1м3 пенобетона с 1м3 кирпича или дерева, первый окажется на 30-40% дешевле. Поэтому, ответ на вопрос «Как сделать пеноблок?», интересует многих. Чтобы сделать пенобетон своими руками, надо знать его характеристики. Эта особенность позволяет пенобетону конкурировать с материалами, изготовленными из натурального дерева.
Эта особенность позволяет пенобетону конкурировать с материалами, изготовленными из натурального дерева.
 Её объём должен позволять разовое заполнение нескольких форм. В дальнейшем эта бетономешалка пригодится для приготовления раствора при кладке блоков. Самый распространённый тип — смеситель объёмом 300 литров.
Её объём должен позволять разовое заполнение нескольких форм. В дальнейшем эта бетономешалка пригодится для приготовления раствора при кладке блоков. Самый распространённый тип — смеситель объёмом 300 литров.

 Подходит обычная водопроводная. Песок применяется чистый, без частиц глины, которая негативно скажется на качестве блоков. Хорошо подходит песок средней зернистости. Допускается применение быстротвердеющего портландцемента
Подходит обычная водопроводная. Песок применяется чистый, без частиц глины, которая негативно скажется на качестве блоков. Хорошо подходит песок средней зернистости. Допускается применение быстротвердеющего портландцемента
 Этот способ требует приобретения дополнительного оборудования.
Этот способ требует приобретения дополнительного оборудования. Обладая лишь базовыми навыками, вы можете изготовить AirCrete и приступить к строительству дома даже менее чем за 10 000 долларов.
Обладая лишь базовыми навыками, вы можете изготовить AirCrete и приступить к строительству дома даже менее чем за 10 000 долларов.  Типа у лесопромышленников монополия, это видно по строительным ведомствам в графствах, они почти даже не рассматривают альтернативные варианты, потому что в Штатах это плохо понимают.
Типа у лесопромышленников монополия, это видно по строительным ведомствам в графствах, они почти даже не рассматривают альтернативные варианты, потому что в Штатах это плохо понимают. Лучшие рецепты AirCrete могут и будут обсуждаться другими членами сообщества, поэтому проявите должную осмотрительность и изучите все рецепты и методы, прежде чем начинать свой проект. Есть много вещей, которые нужно понять, когда дело доходит до строительства жилья, и это не то, на чем вы хотите срезать углы. AirCrete можно сделать с помощью обычного средства для мытья посуды, пенообразователей и метода нагнетания в него воздуха. Но поймите, вы можете добавить волокна для прочности и использовать много разных форм. В этой статье мы расскажем о вашем основном недорогом методе AirCrete, который можно сделать своими руками.
Лучшие рецепты AirCrete могут и будут обсуждаться другими членами сообщества, поэтому проявите должную осмотрительность и изучите все рецепты и методы, прежде чем начинать свой проект. Есть много вещей, которые нужно понять, когда дело доходит до строительства жилья, и это не то, на чем вы хотите срезать углы. AirCrete можно сделать с помощью обычного средства для мытья посуды, пенообразователей и метода нагнетания в него воздуха. Но поймите, вы можете добавить волокна для прочности и использовать много разных форм. В этой статье мы расскажем о вашем основном недорогом методе AirCrete, который можно сделать своими руками. 
 Пена AirCrete должна быть закачана в форму и должным образом отверждена, чтобы получить цельные кирпичи, затем вы должны удалить их из рамы для ваших готовых кирпичей, которые будут использоваться для строительства. Существует множество вариантов AirCrete, вы даже можете закачать его в каркасный дом, поэтому сначала изучите свои варианты.
Пена AirCrete должна быть закачана в форму и должным образом отверждена, чтобы получить цельные кирпичи, затем вы должны удалить их из рамы для ваших готовых кирпичей, которые будут использоваться для строительства. Существует множество вариантов AirCrete, вы даже можете закачать его в каркасный дом, поэтому сначала изучите свои варианты. Начиная с настройки 0 фунтов на квадратный дюйм, заправляйте генератор через трубку до тех пор, пока не пойдет вода, и медленно увеличивайте давление до 60 фунтов на квадратный дюйм, пока не начнет выходить густая пена. Эта смесь очень важна, так как она определяет качество AirCrete в дальнейшем, если это не будет сделано правильно, ваш AirCrete может стать хрупким или непригодным для использования. После того, как у вас есть интеллектуальная пена, вам нужно измерить то, что выходит.
Начиная с настройки 0 фунтов на квадратный дюйм, заправляйте генератор через трубку до тех пор, пока не пойдет вода, и медленно увеличивайте давление до 60 фунтов на квадратный дюйм, пока не начнет выходить густая пена. Эта смесь очень важна, так как она определяет качество AirCrete в дальнейшем, если это не будет сделано правильно, ваш AirCrete может стать хрупким или непригодным для использования. После того, как у вас есть интеллектуальная пена, вам нужно измерить то, что выходит.
 Выполняйте этот процесс до тех пор, пока ведро на 50 галлонов не будет полностью заполнено пеной, а тяжелый бетон не останется. Смесь достигает примерно 45 галлонов, чуть меньше 50-галлонной бочки. На этом этапе ваш AirCrete будет готов для форм.
Выполняйте этот процесс до тех пор, пока ведро на 50 галлонов не будет полностью заполнено пеной, а тяжелый бетон не останется. Смесь достигает примерно 45 галлонов, чуть меньше 50-галлонной бочки. На этом этапе ваш AirCrete будет готов для форм.

 Последнее, что вы хотите, это чтобы они сказали вам, что он непригоден для жизни. Поверьте мне, мы специализируемся на необработанной земле, поэтому мы знаем, что некоторые округа отклонят ваши планы AirCrete просто потому, что они не используются.
Последнее, что вы хотите, это чтобы они сказали вам, что он непригоден для жизни. Поверьте мне, мы специализируемся на необработанной земле, поэтому мы знаем, что некоторые округа отклонят ваши планы AirCrete просто потому, что они не используются. На сайте Domegaia есть отличные идеи.
На сайте Domegaia есть отличные идеи.
 Вы можете построить эти формы и собрать свои собственные 48-дюймовые, 36-дюймовые или 24-дюймовые железобетонные панели из легкого бетона, которые соединяются вместе, чтобы сделать долговечные и прочные бетонные садовые ящики. #aircrete
Вы можете построить эти формы и собрать свои собственные 48-дюймовые, 36-дюймовые или 24-дюймовые железобетонные панели из легкого бетона, которые соединяются вместе, чтобы сделать долговечные и прочные бетонные садовые ящики. #aircrete


 Угол наклона проверяют транспортиром или строительным угольником — в этом случае две кромки обрезанных деталей шаблона соединяют.
Угол наклона проверяют транспортиром или строительным угольником — в этом случае две кромки обрезанных деталей шаблона соединяют.
 Болгаркой проводят рядом с кромкой бумажного листа тонкую линию, после чего ее постепенно углубляют до полного вырезания.
Болгаркой проводят рядом с кромкой бумажного листа тонкую линию, после чего ее постепенно углубляют до полного вырезания.

 Для обрезки лучше использовать болгарку с диском малого диаметра — поверхность будет криволинейной и при использовании большого диска вырастет погрешность.
Для обрезки лучше использовать болгарку с диском малого диаметра — поверхность будет криволинейной и при использовании большого диска вырастет погрешность. Является универсальным инструментом для проведения обрезки любых металлических деталей с разными углами, для работы используются специальные диски по металлу, которые в процессе эксплуатации довольно быстро стачиваются. Благодаря этому можно точно вырезать кривую линию диском малого диаметра.
Является универсальным инструментом для проведения обрезки любых металлических деталей с разными углами, для работы используются специальные диски по металлу, которые в процессе эксплуатации довольно быстро стачиваются. Благодаря этому можно точно вырезать кривую линию диском малого диаметра. Основное отличие трубореза заключается в металлическом диске, имеющем специальное долговечное напыление для резки металла.
Основное отличие трубореза заключается в металлическом диске, имеющем специальное долговечное напыление для резки металла.
 Его надежно фиксируют на ровной деревянной поверхности шурупами и прижимают к нему трубу тяжелым грузом. Углошлифовальной машинкой делают продольный разрез трубного верха, слегка опирая диск о поверхность уголка.
Его надежно фиксируют на ровной деревянной поверхности шурупами и прижимают к нему трубу тяжелым грузом. Углошлифовальной машинкой делают продольный разрез трубного верха, слегка опирая диск о поверхность уголка.
 , раскрой листа болгаркой ровно, отрезать резать, раскроить, как болгаркой ровно отрезать, не закусило, простое приспособление, сварка труб, полипропиленовые трубы, лекало, труба пнд, сваркатрубы, сварнойтв, сваркадляновичков, отопление, трубы отопления, зазметка труб перед сваркой, монтаж труб, трубы пвх, пвд, труба водопровод, монтаж, легко, ватман, обои, газета, бумага, обезьянка, диаметр, круг, рез, как перерезать большую трубу, как отрезать ровно, советы мастеров, лайфхаки, кузовной ремонт, плазменная резка, рихтовка, покраска, геометрия, трубы разметка вдоль пополам две половинки, пропановский резак, круглую трубу, вдоль, резка металла резаком, резак кислародный, металл резка, видео резак, разрезать трубу вдоль, вдоль ровно, разрезать вдоль, трубу вдоль, как разрезать трубу, как разрезать вдоль, круглую трубу вдоль, ровно вдоль, трубу вдоль ровно, полезный совет, отрезать трубу под 90 градусов, резак по металлу., как ровно отрезать рубу, андрей рудницкий, газовый резак, газовый резка, как ровно резать трубу, лист метала ровно отрезать болгаркой, andrej rudnitsky, как резать трубу, обзор, тихо, так, yato, секретная информация, метал, резка металла, ровный рез, резать ровно, forging, металлоконструкции, обработка металла, handmade, diy, ровный рез болгаркой, резка круглой трубы, горячая ковка, northkoreatv1x, художественная ковка, гибка, ковка, кованые изделия, blacksmith, горн, мастерская, бесшумно, как отрезать канализацию, разметить трубу, how to accurately mark a pipe, to mark a pipe, отрезать трубу, разметить и отрезать трубу, cut off a pipe, how to smoothly cut the pipe, cut the pipe smoothly, болгарка как работать, как правильно резать болгаркой, инструкция по работе болгаркой, как работать ушм, как отрезать метал, как пилить ушм, mark and cut the pipe, как паять полипропилен, самодельные станки, самоделка, приспособы, cutting and marking o, металл, cutting tube, приспособление для ушм, приспособление для болгарки, как подогнать полипропиленовую трубу, подгонка полипропилена, как стыковать полипропилен, сварка полипропиленовых труб, чертилка, как подогнать ровный угол из полипропилена, как резать метал, как резать болгаркой, rivne (city/town/village), как ровно отрезать трубу своими руками, китай, aliexpress, приспособления, самоделки, торцовка трубы 425мм, труба большого диаметра, под прямым углом, pipe, редактор youtube, резка болгаркой, советы в работе, торцовка труб, разное.
, раскрой листа болгаркой ровно, отрезать резать, раскроить, как болгаркой ровно отрезать, не закусило, простое приспособление, сварка труб, полипропиленовые трубы, лекало, труба пнд, сваркатрубы, сварнойтв, сваркадляновичков, отопление, трубы отопления, зазметка труб перед сваркой, монтаж труб, трубы пвх, пвд, труба водопровод, монтаж, легко, ватман, обои, газета, бумага, обезьянка, диаметр, круг, рез, как перерезать большую трубу, как отрезать ровно, советы мастеров, лайфхаки, кузовной ремонт, плазменная резка, рихтовка, покраска, геометрия, трубы разметка вдоль пополам две половинки, пропановский резак, круглую трубу, вдоль, резка металла резаком, резак кислародный, металл резка, видео резак, разрезать трубу вдоль, вдоль ровно, разрезать вдоль, трубу вдоль, как разрезать трубу, как разрезать вдоль, круглую трубу вдоль, ровно вдоль, трубу вдоль ровно, полезный совет, отрезать трубу под 90 градусов, резак по металлу., как ровно отрезать рубу, андрей рудницкий, газовый резак, газовый резка, как ровно резать трубу, лист метала ровно отрезать болгаркой, andrej rudnitsky, как резать трубу, обзор, тихо, так, yato, секретная информация, метал, резка металла, ровный рез, резать ровно, forging, металлоконструкции, обработка металла, handmade, diy, ровный рез болгаркой, резка круглой трубы, горячая ковка, northkoreatv1x, художественная ковка, гибка, ковка, кованые изделия, blacksmith, горн, мастерская, бесшумно, как отрезать канализацию, разметить трубу, how to accurately mark a pipe, to mark a pipe, отрезать трубу, разметить и отрезать трубу, cut off a pipe, how to smoothly cut the pipe, cut the pipe smoothly, болгарка как работать, как правильно резать болгаркой, инструкция по работе болгаркой, как работать ушм, как отрезать метал, как пилить ушм, mark and cut the pipe, как паять полипропилен, самодельные станки, самоделка, приспособы, cutting and marking o, металл, cutting tube, приспособление для ушм, приспособление для болгарки, как подогнать полипропиленовую трубу, подгонка полипропилена, как стыковать полипропилен, сварка полипропиленовых труб, чертилка, как подогнать ровный угол из полипропилена, как резать метал, как резать болгаркой, rivne (city/town/village), как ровно отрезать трубу своими руками, китай, aliexpress, приспособления, самоделки, торцовка трубы 425мм, труба большого диаметра, под прямым углом, pipe, редактор youtube, резка болгаркой, советы в работе, торцовка труб, разное. , #ровно., как отрезать трубу большого диаметра, диск для резки металла, резка листового металла болгаркой, стойка для болгарки, циркулярка, работа болгарной, болгарка инструмент, болгарка для резки металла, режем трубу, #лайф хак., трубу большого диаметра., режем трубу большого диаметра, как ровно разрезать канализационную трубу, как правильно разрезать пластиковую трубу, металлопрокат, livehack, монтаж сантехники, монтаж канализации, diameter, как резать, как работать с канализацией, как пилить, как резать полипропиленовые трубы, резка полипропилена, ремонт канализации, ремонт ванной комнаты, научиться, и, полипропилен, прямо, канализацию, без болгарки, чем отрезать, чем резать, чем отпилить, как ровно резать трубы, любого размера, любого диаметра, чем резать трубу канализации, чем отрезать трубу канализации, мастер класс, идеальная сантехника, точка канализации, как резать трубу ровно, самому, как резать трубу болгаркой, экономный ремонт квартиры, бюджетный ремонт квартиры, сантехник, добродушный сантехник, энциклопедия сантехника, знания, инженерка, инженерия, артём сантехник, артём иванов, труба вгп, вгп, добрый сантехник, добротехник, артём, dobrotehnik, ответы на вопросы, инструмент, риджид, отрубание трубы, данила багров, брат 2 изготовление поджиги, как отрезать канализационную трубу, породия фильма брат 2, топор, ridgid, снять фаску, чем отрезать трубу, фаска, труба канализации, труборез риджит, риджит, раскрой листовой стали
, #ровно., как отрезать трубу большого диаметра, диск для резки металла, резка листового металла болгаркой, стойка для болгарки, циркулярка, работа болгарной, болгарка инструмент, болгарка для резки металла, режем трубу, #лайф хак., трубу большого диаметра., режем трубу большого диаметра, как ровно разрезать канализационную трубу, как правильно разрезать пластиковую трубу, металлопрокат, livehack, монтаж сантехники, монтаж канализации, diameter, как резать, как работать с канализацией, как пилить, как резать полипропиленовые трубы, резка полипропилена, ремонт канализации, ремонт ванной комнаты, научиться, и, полипропилен, прямо, канализацию, без болгарки, чем отрезать, чем резать, чем отпилить, как ровно резать трубы, любого размера, любого диаметра, чем резать трубу канализации, чем отрезать трубу канализации, мастер класс, идеальная сантехника, точка канализации, как резать трубу ровно, самому, как резать трубу болгаркой, экономный ремонт квартиры, бюджетный ремонт квартиры, сантехник, добродушный сантехник, энциклопедия сантехника, знания, инженерка, инженерия, артём сантехник, артём иванов, труба вгп, вгп, добрый сантехник, добротехник, артём, dobrotehnik, ответы на вопросы, инструмент, риджид, отрубание трубы, данила багров, брат 2 изготовление поджиги, как отрезать канализационную трубу, породия фильма брат 2, топор, ridgid, снять фаску, чем отрезать трубу, фаска, труба канализации, труборез риджит, риджит, раскрой листовой стали
 выберите одну из отметок, идущих вдоль трубы, и назовите ее носком, противоположную отметку — пяткой, а две отметки под углом 90 градусов — вашими серединами.
выберите одну из отметок, идущих вдоль трубы, и назовите ее носком, противоположную отметку — пяткой, а две отметки под углом 90 градусов — вашими серединами. ваше лезвие должно попасть в отметку и быть направлено в ту точку на отметке, которая находится дальше всего от того места, где вы на самом деле режете.
ваше лезвие должно попасть в отметку и быть направлено в ту точку на отметке, которая находится дальше всего от того места, где вы на самом деле режете.


 Обработка флюсом позволяет лучше растечься припою по месту стыка и защитить его от коррозии при нагревании. Флюс можно встретить в виде жидкости, пасты и порошка. Наносить, конечно, удобнее жидкий флюс.
Обработка флюсом позволяет лучше растечься припою по месту стыка и защитить его от коррозии при нагревании. Флюс можно встретить в виде жидкости, пасты и порошка. Наносить, конечно, удобнее жидкий флюс. Остатки канифоли после пайки нужно убрать, чтобы предупредить коррозию металла.
Остатки канифоли после пайки нужно убрать, чтобы предупредить коррозию металла..jpg)

 Надо только правильно подобрать инструменты и немного постараться.
Надо только правильно подобрать инструменты и немного постараться. 




 Для пайки двух компонентов вам необходимо знать, как пользоваться паяльником, некоторые методы очистки и обслуживания и т. д.
Для пайки двух компонентов вам необходимо знать, как пользоваться паяльником, некоторые методы очистки и обслуживания и т. д. Однако благородные металлы дороги, и поэтому наиболее часто используемый припой представляет собой сплав, состоящий из 60% олова и 40% свинца.
Однако благородные металлы дороги, и поэтому наиболее часто используемый припой представляет собой сплав, состоящий из 60% олова и 40% свинца. Однако его можно выпаять без ущерба для других компонентов. Временные и постоянные швы в одном!
Однако его можно выпаять без ущерба для других компонентов. Временные и постоянные швы в одном! Следовательно, безопасность должна быть приоритетом во время процесса пайки. Вот некоторые меры предосторожности, о которых следует помнить.
Следовательно, безопасность должна быть приоритетом во время процесса пайки. Вот некоторые меры предосторожности, о которых следует помнить. Окислительный слой на наконечнике паяльника снижает эффективность теплопередачи.
Окислительный слой на наконечнике паяльника снижает эффективность теплопередачи.
 Вы можете использовать отсос для припоя, который выглядит как шприц, чтобы отсосать лишний припой. Еще одно устройство, которое вы можете использовать, — это демонтажная оплетка.
Вы можете использовать отсос для припоя, который выглядит как шприц, чтобы отсосать лишний припой. Еще одно устройство, которое вы можете использовать, — это демонтажная оплетка.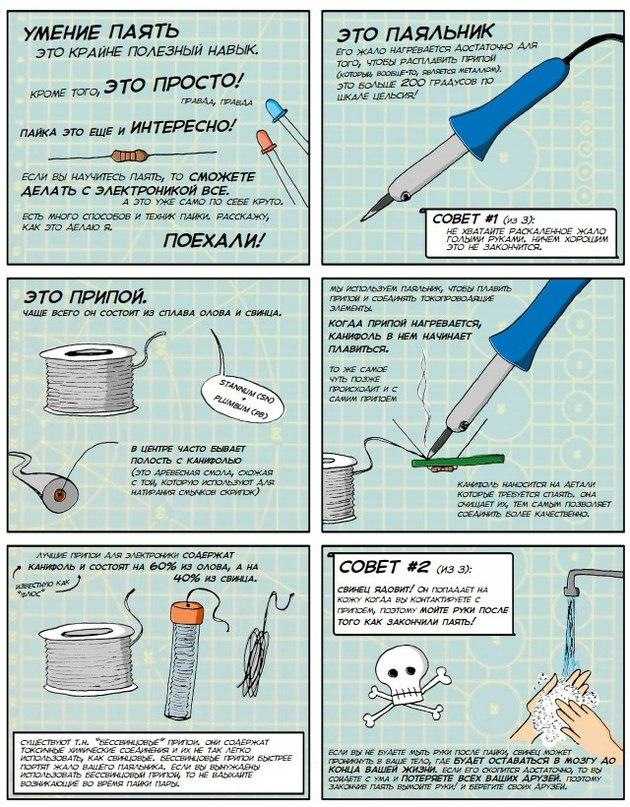
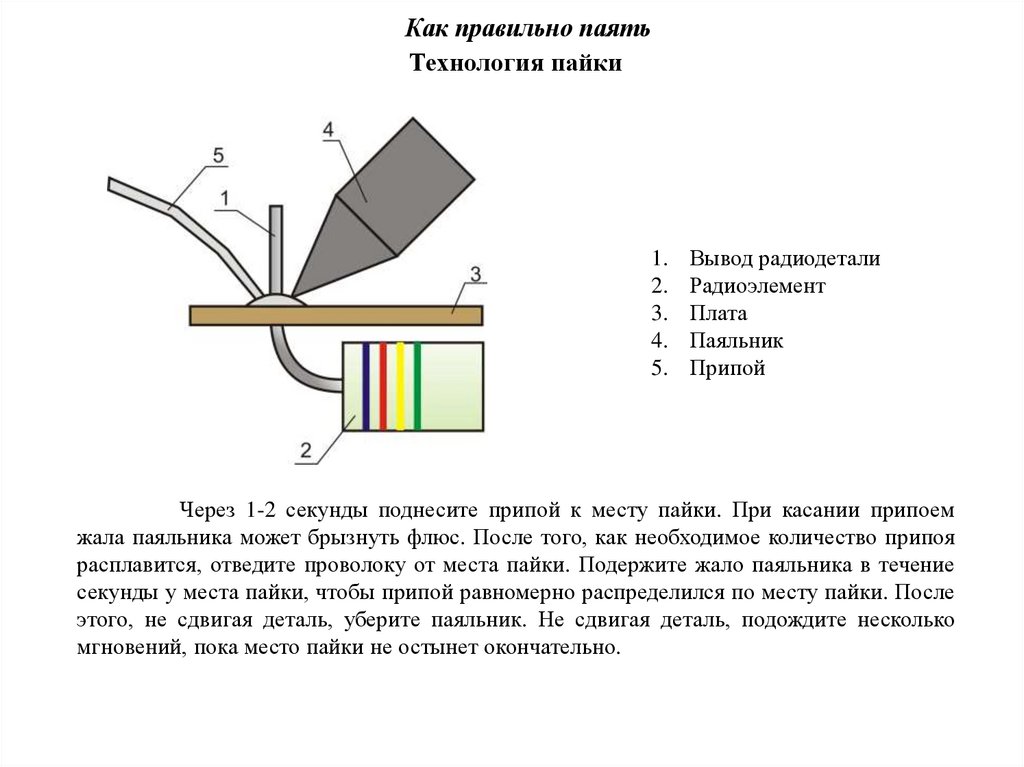
 делает.
делает.
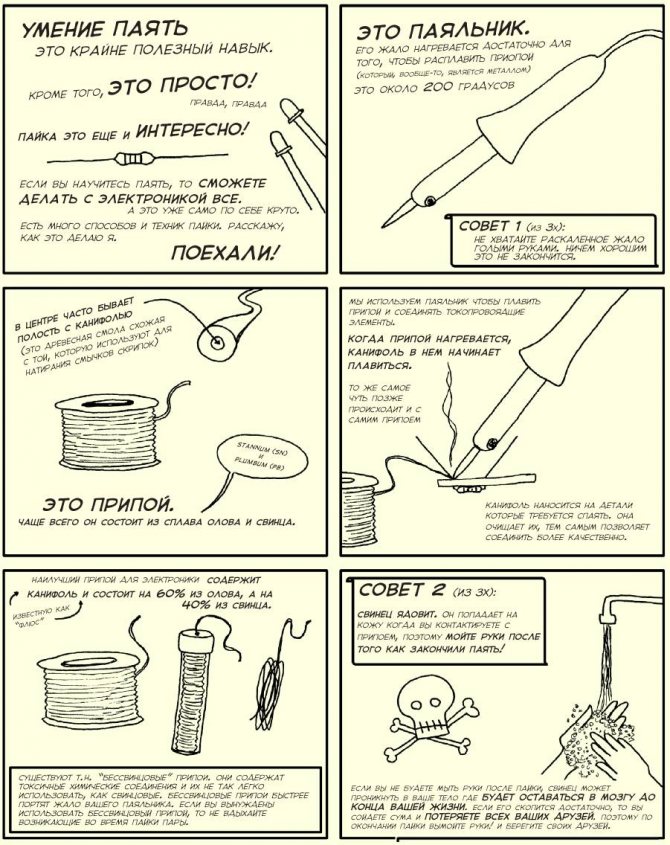




 от сети, чтобы он остыл.
от сети, чтобы он остыл.


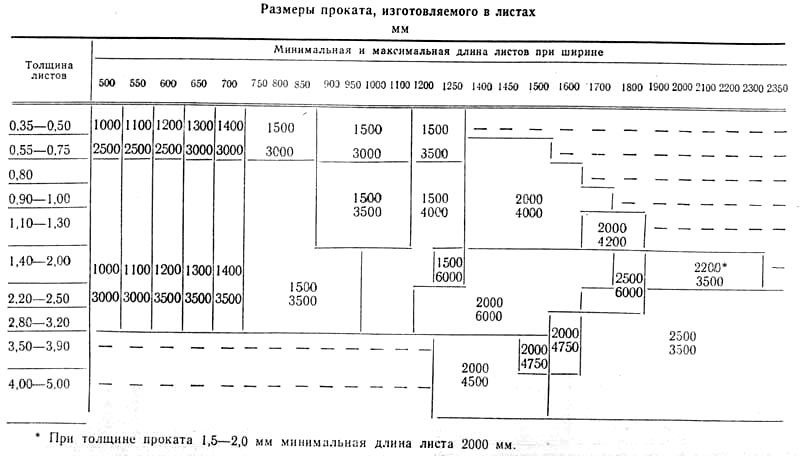 Город Краснодар и Краснодарский Край это територия обслуживания нашей компании,любой металл (черный и нержавеющий) оптом и в розницу ,в наличии и под заказ.
Город Краснодар и Краснодарский Край это територия обслуживания нашей компании,любой металл (черный и нержавеющий) оптом и в розницу ,в наличии и под заказ. 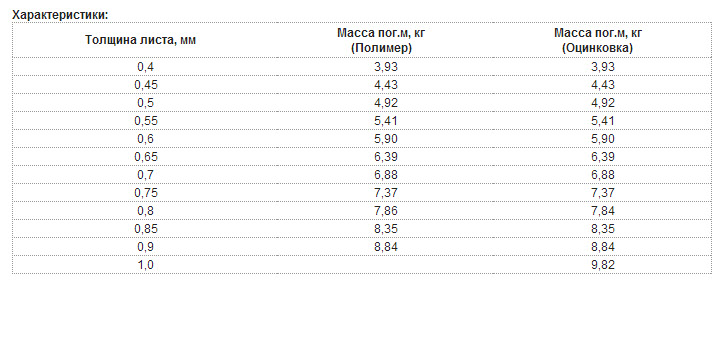 Разница между теоретическим Gт и фактическим Gф весом выражается величиной, именуемой «Коэффициент пересчета» (Кп). Целью организации поставок продукции по теоретическому весу является экономия металла за счет производства проката с размерами сечения в поле минусовых допусков. Существует «Положение по организации поставок проката по теоретическому весу», разработанное Харьковским ВНИИОчермет в 1979 году. В настоящее время большинство компаний, как металлоторгующих так и потребляющих металл, испытывают трудности, связанные как с продажей, так и с покупкой металлопроката по теоретическому весу. Исчисляемый теоретический вес должен в идеальном случае — соответствовать весу фактическому. Разница между теоретическим и практическим весом выражается величиной, именуемой «Коэффициент пересчета». Заводы — производители работают по этому «Положению» и отгружают продукцию по теоретическому весу, вводя коэффициенты пересчета.
Разница между теоретическим Gт и фактическим Gф весом выражается величиной, именуемой «Коэффициент пересчета» (Кп). Целью организации поставок продукции по теоретическому весу является экономия металла за счет производства проката с размерами сечения в поле минусовых допусков. Существует «Положение по организации поставок проката по теоретическому весу», разработанное Харьковским ВНИИОчермет в 1979 году. В настоящее время большинство компаний, как металлоторгующих так и потребляющих металл, испытывают трудности, связанные как с продажей, так и с покупкой металлопроката по теоретическому весу. Исчисляемый теоретический вес должен в идеальном случае — соответствовать весу фактическому. Разница между теоретическим и практическим весом выражается величиной, именуемой «Коэффициент пересчета». Заводы — производители работают по этому «Положению» и отгружают продукцию по теоретическому весу, вводя коэффициенты пересчета. 1. Целью организации поставок продукции по теоретическому (сдаточному) весу является экономия металла и повышение эффективности его использования в народном хозяйстве за счет производства проката с размерами сечения в поле минусовых допусков». Как известно, за редким исключением допуски на прокатную продукцию двусторонние +. Это обусловлено технологическими особенностями прокатного производства.Пункт 1.5. Теоретическим (сдаточным) весом сортового, фасонного и листового проката считается вес, исчисленный по геометрическим размерам, предусмотренным стандартами для соответствующих видов и профилей проката.
1. Целью организации поставок продукции по теоретическому (сдаточному) весу является экономия металла и повышение эффективности его использования в народном хозяйстве за счет производства проката с размерами сечения в поле минусовых допусков». Как известно, за редким исключением допуски на прокатную продукцию двусторонние +. Это обусловлено технологическими особенностями прокатного производства.Пункт 1.5. Теоретическим (сдаточным) весом сортового, фасонного и листового проката считается вес, исчисленный по геометрическим размерам, предусмотренным стандартами для соответствующих видов и профилей проката. Но:
Но: 1).
1). Или считать длину сортового проката и умножать на вес 1 м пог. по ГОСТу, или взвесить свой металл, вес умножить на коэффициент пересчета – согласно формуле 2.7.
Или считать длину сортового проката и умножать на вес 1 м пог. по ГОСТу, или взвесить свой металл, вес умножить на коэффициент пересчета – согласно формуле 2.7. Вы можете узнать, как включить JavaScript в своем браузере, перейдя на http://activatejavascript.org. А пока, если у вас есть какие-либо вопросы или вы просто предпочитаете оформить заказ по телефону, позвоните нам по бесплатному номеру 1-833-3CABLEORG (1-833-322-2536) — мы будем рады помочь.
Вы можете узнать, как включить JavaScript в своем браузере, перейдя на http://activatejavascript.org. А пока, если у вас есть какие-либо вопросы или вы просто предпочитаете оформить заказ по телефону, позвоните нам по бесплатному номеру 1-833-3CABLEORG (1-833-322-2536) — мы будем рады помочь.
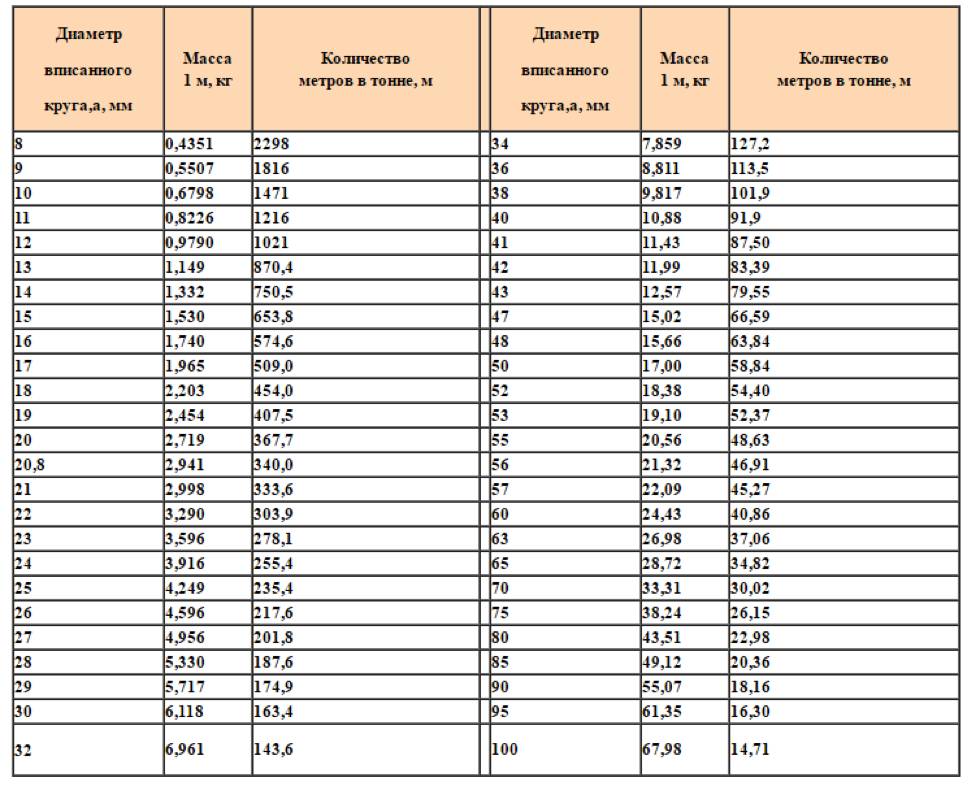 1495
1495 0508
0508 025
025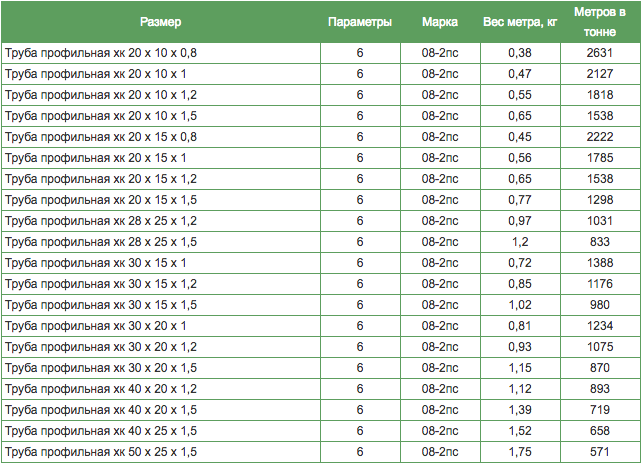
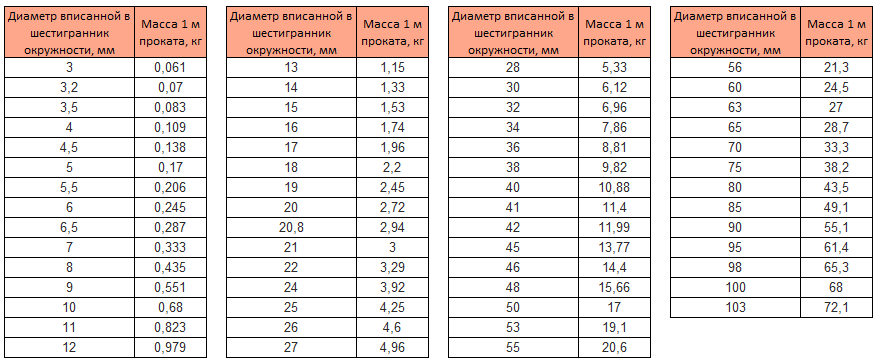 5
5 375
375 265625
265625 203125
203125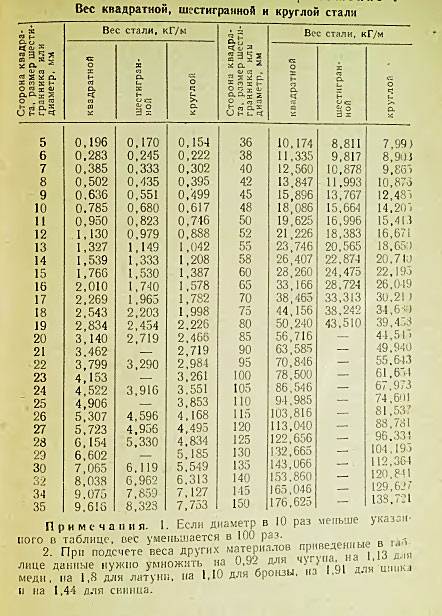 140625
140625 078125
078125 05
05 03125
03125 0125
0125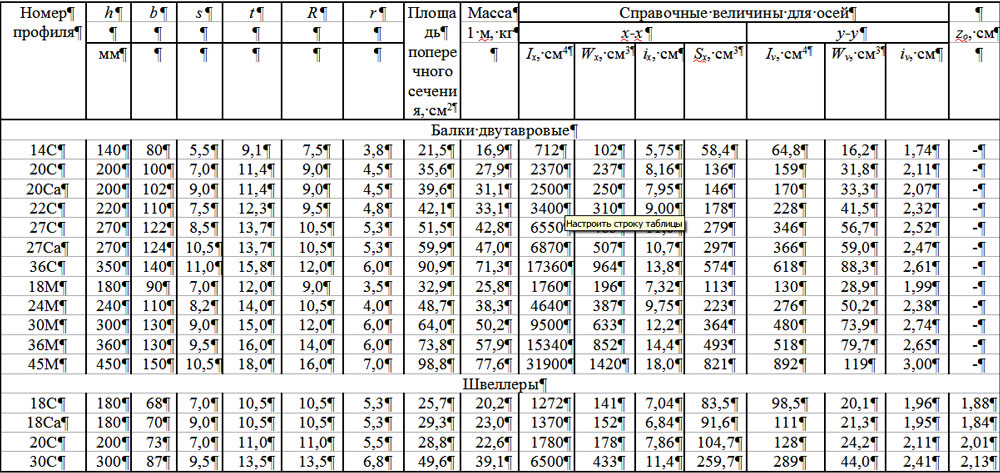 00859375
00859375