Правильное соотношение песка и цемента при строительстве —
13 мая 2018
В строительстве используется множество смесей: бетон для заливки фундамента, раствор для кладки, заливки полов, стяжки стен и т.д. Основой каждого из них является цемент и песок. От того, в каких пропорциях они будут добавлены, зависят свойства получившейся смеси.
Песок в строительных смесях используется в качестве наполнителя: он дешевый, поэтому снижает конечную стоимость материала. Кроме того, он делает раствор более прочным, повышает морозо – и влагоустойчивость. Отчасти благодаря песку цементное покрытие не трескается и не проседает.
Соотношения песка и цемента при строительстве зависит от:
Технических характеристик и назначение смеси;
Качества цемента.
Дальше рассмотрим, сколько необходимо добавлять песка в различных строительных смесях.
Растворы для кладки – сколько песка брать
Цементные растворы широко используются для кладки кирпича. В зависимости от характеристик их разделяют на марки:
М-0 и М-2 – используются очень редко;
М-75, М-25, М-3, М-10, М-50 – самые популярные для укладки кирпича;
М-100, М-150, М-200 – растворы для штукатурки, внутренних работ и отделки фасадов.
Для кладки используют раствор той же марки, что и строительный материал.
Для приготовления раствора чаще всего используются цемент М-300 и М-400, реже М-500. Сколько песка брать зависит от качества цемента. Пропорции для растворов, которые чаще всего применяются в строительстве, указаны в таблице.
Марка цемента
Марка раствора
25
50
75
100
150
М-500
–
–
1:7
1:5
1:4
М-400
–
1:7
1:5,5
1:4
1:3
М-300
1:10
1:6
1:4
1:3
1:2,5
Для получения раствора смешивается песок и цемент, затем частями добавляется чистая холодная вода до получения нужной подвижности. Последнюю определяют с помощью специального конуса, погруженного в готовую смесь. Полнотелый кирпич лучше класть раствором с подвижностью 9-10 см, пустотелый – 7-8 см. Если работы ведутся в жаркую погоду, рекомендуется добиться подвижности в 12-14 см.
Приготовление раствора для стяжки пола
Цементная стяжка выступает в качестве основы под линолеум, паркет или любое другое напольное покрытие. Реже (в гаражах, погребах) может выступать самостоятельным покрытием. Как и в случае раствора для кладки, количество песка зависит от марки цемента. Чаще всего в этих целях используются марки выше М-400. Рекомендуемые пропорции, в зависимости от назначения раствора, указаны в таблице.
Назначение
Марка раствора
Подвижность
Соотношение цемента к песку
Для покрытий
М-200
4-5
1:3
М-300
4-5
1:2,5
Для прослоек и заполнения швов в покрытиях из штучных материалов
М-150
5-6
1:3
М-300
5-6
1:2,5
Для стяжек
М-150
5-6
1:3
М-200
4-5
1:2,5
Для раствора М200 и М-300 желательно использовать цемент М-600.
Раствор для штукатурки
Зачастую оштукатуривание стен подразумевает нанесение на поверхность трёх слоёв раствора: обрызг, грунт, накрывка. Каждый из них должен обладать определёнными свойствами, поэтому целесообразно готовить специальную смесь для каждого слоя. В отличие от других растворов, помимо песка и цемента требуется добавлять гидратную известь. В таблице указаны рекомендуемые пропорции для каждого слоя штукатурки для приготовления 200 л раствора.
Ингредиенты
Вода, л
Песок, л (кг)
Гидратная известь, л (кг)
Цемент, л (кг)
Обрызг
51
155 (248)
34 (17)
23 (30)
Грунт
50
159 (255)
40 (20)
18 (23)
Накрывка
42
127 (203)
28 (14)
19 (25)
В ряде случаев можно обойтись двумя слоями штукатурки, приготовленной без добавления извести:
Грунт для выравнивания незначительных дефектов и изменения геометрии стен: 1 часть цемента М-400 и 3 части песка.
Основной раствор для выравнивания: 1 часть цемента М-400 и 5 частей песка.
Предпочтительным вариантом является приготовление раствора с известью, так как он более эластичен и прост в работе. В обоих случаях лучше использовать мытый или карьерный песок.
Замешивать раствор необходимо в бетономешалке, при этом сначала в неё заливается вода, а потом добавляются цемент и наполнители.
Сколько песка нужно для бетона
Бетон используют для заливки фундамента, для приготовления следует использовать самый чистый песок – мытый или речной. Кроме песка в бетон добавляется щебень. Правильные пропорции указаны в таблице.
Если на улице тепло, в раствор нужно добавлять холодную воду, при минусовой температуре, напротив, подогретую до 40C°C для того, чтобы бетон успел схватиться до того, как вода в его составе замёрзнет.
Читайте также:
Плодородный грунт, почвогрунт или чернозем? — в чем разница ?
Применение асфальтовой крошки;
Как выложить пол плиткой;
Добыча и свойства гранитного щебня;
Соотношение песка и цемента для приготовления растворов и бетона
Содержание:
Соотношение цемента и песка для раствора
Пропорции цемента и песка для фундамента
Соотношение цементного порошка, песка и щебенки для бетона
Пропорции песка и цемента для штукатурки
Соотношение песка и цемента для стяжки пола
Пропорции песка и цемента для тротуарной плитки
Практически все строительные и отделочные работы выполняются с использованием смеси из песка и цемента. По виду работ определяется соотношение входящих в состав компонентов. Какие использовать пропорции для приготовления различных строительных составов, читайте в моей статье.
Соотношение цемента и песка для раствора
Несмотря на широко развитое строительство, не все мастера могут отличить бетон от раствора на основе цемента. Основное различие – количество составляющих элементов. Чтобы приготовить раствор, используют цементный порошок и песок в определенном соотношении.
Растворы используют для выполнения кладочных работ, штукатурки и облицовки. В зависимости от этого раствор может быть марки М150, М200 и М300.
Для приготовления раствора М150, используемого для кирпичной кладки, берут цемент М400, смешанного с песком в пропорции 1 к 4. На такой же раствор укладывают шлакоблоки и блоки из ракушечника. Раствор М200 для оштукатуривания стен готовят из песка и цемента, взятых в соотношении 2 к 1. Облицовочная смесь, используемая для отделки поверхностей, дополнительно содержит известковое молоко, поэтому для приготовления такого раствора цемент, песок и известковое молоко берут в следующей пропорции: один к пяти к трем.
Пропорции цемента и песка для фундамента
К вопросу о замешивании раствора для фундамента следует подходить очень серьезно, ведь от этого зависит прочность и долговечность не только основания, но и всего строения. Пропорции компонентов бетонного раствора для фундамента во многом зависят от качества используемых материалов.
Залогом прочного и долговечного фундамента можно назвать качественный цемент марки М300 и М400, крупный гранитный щебень фракции 10*20 или 20*40, а также чистый карьерный песок установленной влажности.
Для раствора на основе цементного порошка, которым предполагается заливать фундамент, чаще всего пользуются стандартными пропорциями. Это означает, что для 1 части цемента необходимо взять 3 части песка и 5 частей наполнителя в виде щебня.
Фундамент дома заливают бетонным раствором марки М300, приготовленным на основе цемента М500. Идеальное соотношение компонентов для его приготовления выглядит следующим образом:
Массовые пропорции: 10 кг цемента, 24 кг песка и 43 кг щебня.
Соотношение цементного порошка, песка и щебенки для бетона
Бетон можно назвать строительным раствором универсального назначения, так как он характеризуется широкой областью использования. Вяжущим компонентом в смеси является цемент, прочность и объем обеспечивает добавление щебенки, равномерного заполнения пустот добиваются использованием мелкофракционного песка. Для получения качественного бетона следует использовать цемент марки М400 или М500, чистый просеянный песок и шероховатый щебень квадратных фракций, получаемый в процессе дробления твердых пород.
Таблица пропорций компонентов бетона
Рекомендуемые пропорции компонентов для приготовления бетона выглядят следующим образом: цемент — 1 часть, песок — 3 части, щебень 6 частей.
Пропорции песка и цемента для штукатурки
Эффективность отделочных работ во многом зависит от правильно выбранных пропорций песка и цемента. Только в этом случае раствор будет крепко держаться на поверхности.
Соотношение компонентов в штукатурном растворе зависит от его назначения:
Выравнивание незначительных дефектов и изменение геометрии стен выполняется с помощью грунта, в составе которого 3 части песка и 1 часть цемента марки М400.
Основная выравнивающая масса готовится из 5 частей песка и 1 части цемента М400.
Соотношение песка и цемента для стяжки пола
Заливка цементной стяжки является одним из ответственных процессов строительства. Но получить качественное основание можно только при условии правильного приготовления раствора.
Основными компонентами раствора для стяжки пола являются чистый сухой песок и качественный цемент. При этом очень важно учитывать марку цемента, так как от этого зависит марка бетона. Чаще всего для пола используется раствор марки М150 или М200,для приготовления которого используются следующие пропорции:
Для М150 берут 1 часть цемента марки М400 и 3 части песка.
Для М200 необходимо взять 1 часть цемента М600 и 4 части песка.
Если возникает необходимость использования бетона марки М300, то понадобится 1 часть цемента М600 и 3 части песка.
Во многом пропорция зависит от марки используемого цемента. Так приготовление бетона М200 для стяжки пола на основе цемента М400 выполняется из компонентов, взятых в следующем массовом соотношении: 10 кг цемента, 28 кг песка и 48 кг щебня. Объемный состав выглядит так: 10 л цемента, 25 л песка и 42 л щебня, при этом объем готового бетона составляет 54 литра.
Пропорции песка и цемента для тротуарной плитки
Сегодня тротуарная плитка используется очень широко, ею вымощены тротуары, площади и дорожки на приусадебных участках.
Дли изготовления плитки нужно использовать только качественный раствор, приготовленный из компонентов, взятых в определенном количестве. Чаще всего сухие ингредиенты берут в следующей пропорции: одна часть цемента, две части песка и две части щебня.
Тротуарная плитка должна укладываться на надежную основу, так как от этого напрямую зависит ее эксплуатационный период. Кроме того на дорожки будет оказываться постоянная нагрузка. При этом смесь для основы и укладки имеют некоторые отличия:
Для основы смешивают 1 часть цемента М500 и 6 частей песка.
Смесь для укладки плитки также состоит из песка и цемента, соотношение которых определяется маркой цемента: на одну часть цемента М300 берут три части песка; если используется цемент марки М400, то на одну его часть необходимо взять четыре части песка; соотношение песка и цемента марки М500 должно быть 5:1.
Замешиванию раствора следует уделять максимум внимания, так как неправильно выбранные пропорции могут снизить показатели прочности готовой конструкции. Особенно важен этот факт для фундамента и несущих элементов строения.
Разница между раствором и цементом
Pro Tip
Раствор представляет собой смесь песка и цемента, которая чаще всего используется для возведения кирпичных или блочных стен. Хотя это может показаться одним и тем же рецептом, используемым для изготовления бетона, существуют некоторые преднамеренные различия между составами раствора и цемента, поэтому материалы не должны использоваться взаимозаменяемо.
В чем разница между раствором и цементом?
Если бетон на портландцементе является одним из наиболее широко используемых строительных материалов в мире, кладочный раствор не отстает от него. Как и бетон, раствор также рассчитан на долговечность, но достигает своей цели за счет утонченности. Его прочность довольно низкая по сравнению с бетоном, и он никогда не используется в толстых приложениях. Он намного мягче и удобнее в работе, чем бетон.
Если вы играете в теннис, думайте о бетоне как о своей самой мощной подаче, когда вы пытаетесь вбить мяч в противника или сквозь него, чтобы он не смог ответить на подачу. Тогда подумайте о миномете как о очень мягком ударе, нанесенном близко к сетке, который заставляет вашего противника наклоняться в неправильном направлении, не имея возможности вернуть мяч. Оба достигают желаемого результата, зарабатывая вам очко. Смысл этой многословной аналогии в том, чтобы дать вам понять, что взаимозаменяемое использование бетона и раствора приведет к катастрофе.
Как приготовить раствор
Раствор можно приготовить одним из двух способов. Более старый метод заключается в том, чтобы взять портландцемент, добавить гашеную известь и смешать с мелким песком. Более новый метод заключается в использовании кладочного цемента и мелкого песка. Кирпичный цемент — это просто материал, производимый большинством цементных компаний, где они перемалывают портланд с известью или другими ингредиентами, предназначенными для создания высокого содержания воздуха в печи. Результаты такие же. Если вы пойдете в магазин и купите мешок с раствором, вы не сможете сказать, какой метод использовался для приготовления кладочного цемента. Есть некоторые части страны, где цемент для кладки просто недоступен, и вы можете получить только портландцемент/известковый раствор. Хорошо, что это не имеет значения. Некоторые каменщики клянутся, что вы должны использовать портландцемент/известь, в то время как другие настаивают на том, что лучше всего использовать цемент для кладки. Просто спиши это на личные предпочтения.
Есть три вещи, которые сильно отличают раствор от бетона
Раствор имеет меньшую прочность, чем бетон
Раствор должен удерживать воду
Раствор
имеет более высокое содержание воздуха по сравнению с бетоном
.
Существует три широко производимых типа строительных растворов: Типы M, S и N. Тип M обеспечивает прочность на сжатие 2500 фунтов на квадратный дюйм за 28 дней. Тип S дает 1800, а тип N дает 750. Для справки, большинство обычных бетонов находятся в диапазоне 4000 фунтов на квадратный дюйм, но могут достигать 8000 фунтов на квадратный дюйм для специальных применений. Самый простой способ запомнить сильные стороны — произнести по буквам слово 9.0031 МАСОННЫЕ РАБОТЫ .
Типы O и K не производятся в промышленных масштабах и могут использоваться только для неструктурных работ, таких как ремонт старого выпавшего раствора.
Почему раствор не такой прочный, как бетон?
Почему бы не сделать раствор таким же прочным, как бетон? Разве все материалы не должны быть максимально прочными? Когда вы строите стену, вы хотите, чтобы блок или кирпич был самой прочной частью стены. Когда стена сдвинется, а со временем это происходит почти со всеми, самая слабая часть сломается. Если бы кирпич или блок сломались, то исправить это можно было бы, построив новую стену. Если раствор крошится, при условии, что вы не оставите его в покое на долгие годы, вам просто нужно заново зашпаклевать стену (заменить раствор в тех местах, где выпал старый раствор). Это более простое и недорогое решение. Одной из важных причин, по которой кладочный цемент или смесь портландцемента и извести хорошо работают в строительном растворе, а чистый портландфель — нет, является высокое содержание воздуха. Когда температура опускается ниже точки замерзания, вода, содержащаяся в растворе, замерзает. Как известно, замерзшая вода занимает больше места, чем жидкая. Это означает, что он будет расширяться и трескать все, что находится рядом с ним. Преднамеренно помещая в ступку множество крошечных пузырьков воздуха, расширенному льду есть куда деваться, не причиняя вреда. Бетон обычно имеет достаточную массу, поэтому это не проблема.
Раствор также должен удерживать воду в течение определенного периода времени. Большинство каменщиков смешивают достаточно раствора, чтобы уложить достаточное количество кирпича или блока, не останавливаясь и не перемешивая больше. Если раствор, который они смешали, не сохраняет свою текучесть по крайней мере в течение часа, каменщик просто добавит больше воды, чтобы оживить его. Хотя это действительно плохая идея, это делается в полевых условиях все время. Проблема в том, что прочность раствора рассчитана на определенное соотношение воды и цемента. Если соотношение перекошено, то и вы, когда стены рушатся из-за слабого раствора.
Какой раствор использовать?
Итак, какой раствор мне следует использовать? Коммерческие задания обычно указывают, что вы должны использовать. Для работы, не связанной со спецификацией, тип S обычно является беспроигрышным вариантом, и именно его большинство из вас будет использовать в своих проектах. Для тех, кто хочет узнать больше, лучшее общее правило заключается в том, что если стена не является несущей, например, перегородка внутри здания, то достаточно типа N. Если стена находится ниже уровня земли или несет нагрузку от крыши или нескольких этажей из кирпича или блоков, используйте тип S. Тип M требуется редко и используется только в некоторых крупных коммерческих проектах.
Раствор Цементно-песчаный раствор
Раствор для кладки блоков и кирпича ТИП M (MR-02), ТИП S (MR-03), ТИП N (MR-04), ЦВЕТ (MR-05)
СПЕЦИФИКАЦИИ Цементно-песчаный раствор MIX® — это сухая предварительно смешанная растворная смесь, содержащая растворный цемент и высушенный кладочный песок, разработанная для превосходного сцепления, удержания воды и увеличения срока службы плиты. Доступны типы M, S и N, каждый из которых соответствует требованиям ASTM C 270, ASTM C 1714 и CSA A179. SPEC MIX Mortar Cement & Sand доступен в цвете и разработан для укладки блоков CMU и кирпича, где для хорошего сцепления требуется высокая удобоукладываемость раствора и срок службы плиты. Кроме того, доступны специальные составы смесей для конкретных применений или свойств, стандартный цементно-песчаный раствор Mortar разработан так, чтобы быть совместимым с характеристиками указанной кладочной единицы. Он приемлем для всех типов каменной кладки, информация о представлении предоставляется по запросу. Его можно использовать выше или ниже класса, если он изготовлен в соответствии с соответствующей спецификацией.
SPEC MIX Mortar Cement & Sand производится в соответствии со строгими производственными стандартами, и при каждой партии осуществляется полный контроль качества. Цифровая распечатка, отображающая правильные пропорции для каждой партии, может храниться в качестве постоянной записи. Каждый производитель SPEC MIX подтверждает, что кладочная продукция SPEC MIX разработана в соответствии со спецификациями проекта и применимыми стандартами ASTM, TMS и CSA.
SPEC MIX® Mortar Cement & Sand доступен в упаковках по 80 фунтов (36,3 кг) для удобной ручной загрузки или в многоразовых мешках по 3000 фунтов (1360,8 кг) для использования с различными силосными системами SPEC MIX®.
Расчетная доходность
Мешки по 80 фунтов (36,2 кг)
Мешки по 3000 фунтов (1360,7 кг)
Блок 4 дюйма (100 мм)
15–17
560–635
6-дюймовый (150 мм) блок
от 12 до 14
от 450 до 525
Блок 8 дюймов (200 мм)
11–13
410–485
10 дюймов (250 мм) Блок
от 11 до 13
от 410 до 485
12-дюймовый (300 мм) блок
от 10 до 12
от 375 до 450
Модульный кирпич
от 39 до 41
от 1460 до 1535
Кирпич Queen Size
от 33 до 35
от 1235 до 1310
Большой кирпич
26–28
975–1050
Вспомогательный кирпич
от 23 до 25
от 860 до 935
Примечание. Вышеупомянутые значения урожайности являются приблизительными и зависят от практики труда, условий на месте и дизайна работы. Выходы включают типичные отходы. В некоторых районах, таких как Флорида, Калифорния, Орегон, Вашингтон, урожайность выше из-за методов строительства. Пожалуйста, свяжитесь с вашим представителем для получения более подробной информации об урожайности в вашем регионе.
ASTM C 270 ХАРАКТЕРИСТИКИ СПЕЦИФИКАЦИИ (подготовлено в лаборатории)
Тип
Минимальная прочность на сжатие через 28 дней, МПа
Водоудержание, не менее %
Содержание воздуха, не более %
М
2 500
75
12
С
1 800
75
12
Н
750
75
14*
*При включении конструктивной арматуры в цементно-известковый раствор максимальное содержание воздуха должно составлять 12%
CSA A 179 ХАРАКТЕРИСТИКИ СПЕЦИФИКАЦИИ (подготовлено в лаборатории)
Тип
Минимальная прочность на сжатие через 28 сут, МПа
Водоудержание, не менее %
Содержание воздуха, не более %
М
17,5 МПа
70
18
S
12,5 МПа
70
18
Н
5 МПа
70
18
Полный контроль качества каждой упаковки
Составы смесей, испытанные в лаборатории ASTM C 270
Предварительно смешанный с песком для минимизации трудозатрат
Консистенция от партии к партии, каждый день
Отличная удобоукладываемость и срок службы платы
На площадке не осталось куч песка или отходов
Тип раствора должен соответствовать конкретному используемому блоку кладки. Разработчик должен оценить взаимодействие типа раствора и указанного элемента кладки. То есть блоки каменной кладки, имеющие высокую начальную скорость впитывания, будут иметь большую совместимость с раствором, который обладает высокой водоудерживающей способностью. Материальные свойства раствора, которые влияют на структурные характеристики каменной кладки, — это прочность на сжатие, прочность сцепления и эластичность. Поскольку прочность на сжатие кладочного раствора, как правило, менее важна, чем прочность сцепления, удобоукладываемость и водоудерживающая способность, последним свойствам следует уделить основное внимание при выборе раствора. Выбирайте строительный раствор на основе проектных требований и с учетом положений норм и спецификаций, на которые распространяется строительный раствор.
Образец предлагаемого продукта будет предоставлен производителем для архитектурного утверждения и испытаний, если это необходимо. Подготовка панели со всеми материалами и системами, используемыми в окончательном проекте, является обязательной. Сохраните макет или полевой образец до завершения проекта.
Дайте раствору высохнуть не менее 7 дней, но не более 28 дней перед очисткой. Проконсультируйтесь с производителем блоков каменной кладки и чистящих химикатов для получения дальнейших инструкций по обеспечению надлежащих процедур мытья.
Очищайте каменную кладку только запатентованным национальным чистящим средством (в соответствии с инструкциями производителя) или питьевой водой. Продукты SPEC MIX должны храниться сухими, накрытыми и защищенными от непогоды и других повреждений.
SPEC MIX Mortar Цементно-песчаный раствор доступен в упаковках по 80 фунтов (36,2 кг) для удобной загрузки вручную или в многоразовых мешках по 3000 фунтов (1360,7 кг) для использования с различными силосными системами SPEC MIX. При использовании силосной системы, как только объемные мешки с раствором доставляются на проектную площадку, переносной бункер загружается вилочным погрузчиком, и продукт дозируется в механический смеситель периодического действия.
НОСИТЕ НЕПРОНИЦАЕМЫЕ ПЕРЧАТКИ , например, из нитрила. 1. Смешивание лучше всего выполнять с помощью механического миксера, чтобы обеспечить оптимальную удобоукладываемость и производительность. 2. Используйте чистую питьевую воду; добавьте количество воды, соответствующее оптимальной удобоукладываемости, которое обеспечивает достаточное количество воды для удовлетворения начальной скорости впитывания каменной кладки. 3. Время смешивания составляет от четырех до пяти минут при использовании механического смесителя периодического действия и должно оставаться постоянным от партии к партии. 4. Придерживайтесь одних и тех же процедур смешивания для обеспечения единообразия на протяжении всего проекта. 5. Инструмент для швов с раствором, если поверхность твердая. Следите за тем, чтобы время обработки было постоянным. 6. Замешивать раствор вручную только с письменного разрешения специалиста, который должен описать процедуры. 7. Используйте раствор в течение 2,5 часов после первого смешивания.
При строительстве дома необходимо не забыть сделать водонепроницаемую отмостку. Она собой представляет широкую ленту из бетона или тротуарной плитки, примыкающую к стенам здания. Из-за этого ее многие ошибочно называют дорожкой для подхода к коттеджу или даче и не считают обязательным ее обустройство. На самом деле отмостка – важная строительная конструкция.
Назначение
Водонепроницаемая отмостка предназначена для защиты грунта вокруг здания и фундамента дома. Она препятствует локальному замачиванию грунта в зоне основания строения. Если не обустроить отмостку, земля при намокании может терять свои несущие свойства и не выдержать нагрузку, создаваемую домом. В случае с фундаментом она позволяет отводить от него дождевые и грунтовые воды, снижая риск его преждевременного разрушения.
Как и любую строительную конструкцию, отмостку требуется делать согласно установленным нормативам. Ее ширина зависит от типа грунта:
песчаный – лента вокруг дома должна быть шириной не менее 70 см;
глинистый – допустимая ширина составляет минимум 60 см.
Основные виды
Перед тем, как начать строительные работы, нужно определиться с типом отмостки. Она бывает трех основных видов – мягкая, жесткая, полужесткая.
Мягкое покрытие
Для создания отмостки используется водоупорная глина или профилированная мембрана. Защитная лента из глины – простой и недорогой вариант. Ее преимущество – обеспечивает хорошую водонепроницаемость и не требует ремонта. Как сделать отмостку из глины:
выкопать вокруг дома траншею глубиной до 30 см, ширина зависит от типа грунта;
между отмосткой, фундаментом и стеной проложить слой гидроизоляции;
засыпать траншею гравием или другим дренажным материалом;
хорошо утрамбовать дренаж;
уложить глину слоем толщиной 15 см;
посыпать глиняный слой гравием.
Глиняную отмостку необходимо делать под уклоном не менее 5°. Это необходимо для легкого скатывания осадков в ливнеотвод дома.
Использование мембраны – более современный вариант. Гидроизоляцию укладывают в подготовленную траншею, а поверх нее монтируют слой геотекстиля, который также должен закрывать и стену здания. Поверх засыпается дренаж, а на него грунт.
Мягкое покрытие удобно тем, что позволяет создать красивое оформление рядом с домом. Например, в грунт, находящийся сверху отмостки, можно высадить траву или красивые декоративные растения. Минус такого варианта – по защитной ленте ходить не рекомендовано, чтобы не происходило ее проседания под нагрузкой.
Жесткое покрытие
Защитная лента этого вида создается из крепких строительных материалов – асфальтобетона, бетона. Это монолитное покрытие, которое обеспечивает отличную гидроизоляцию. При выборе в качестве материала строительства отмостки бетона придется дополнительно провести армирование сооружения для повышения его прочности. При создании защитной ленты из асфальтобетона армирование не является обязательным. Асфальтобетон способен выдерживать существенные нагрузки без вреда для своей целостности и надежности.
Важный момент: для обеспечения водонепроницаемости созданной конструкции она не должна иметь трещин, даже мелких, других дефектов, нарушающих ее целостность. Кроме того, между цоколем дома и создаваемой отмосткой требуется предусмотреть зазор, который станет компенсировать температурное расширение бетонного покрытия. Отмостка должна иметь уклон от цоколя для отвода воды.
Как делается бетонная отмостка:
Рытье траншеи на глубину 20 – 30 см и тщательное утрамбовывание ее дна.
Создание дренажной подушки. Сначала засыпается щебень фракцией 40 – 70 мм. Его требуется хорошо утрамбовать. Следом проводится засыпка мелкого щебня. Это необходимо, чтобы заполнить пустоты между крупной щебенкой. Поверх засыпается песок, который тщательно уплотняется и проливается водой. Полученный слой требуется хорошо утрамбовать.
Создание гидроизоляции. Поверх песчаного слоя проводится укладка гидроизоляции. Недорогой вариант – использовать полиэтиленовую пленку толщиной 200 мкм. Также можно взять геомембрану.
Утепляющий слой. Необходим, если здание возведено на пучинистом грунте. Утепление делается листами экструдированного пенополистирола, которые укладываются в два слоя.
Опалубка. Перед заливкой бетона нужно сделать опалубку. Для ее создания используется обычная обрезная доска. Опалубка позволит создать бетонное покрытие аккуратной формы.
Армирование. Для повышения прочности бетонной отмостки требуется ее усилить, сделав армирование. Для этого поверх созданных слоев в траншею укладывается металлическая сетка с размером ячеек 10х10 см, толщина прутка – 4 мм.
Заливка бетона. Последний слой отмостки – бетон. Используется смесь марки М200. После создания бетонного основания его требуется укрыть. Следующие две недели его нужно регулярно увлажнять.
Полужесткое покрытие
Это отмостка, для создания которой используются декоративные материалы – тротуарная плитка, брусчатка, клинкер. Они позволяют создать вокруг здания красивую дорожку. Благодаря чему получится сделать сразу два дела одновременно – обеспечить водонепроницаемость грунта и фундамента, а также создать красивый элемент ландшафтного дизайна.
Частые ошибки, допускаемые при создании отмостки
Плохое утрамбовывание дренажной подушки и дна траншеи. В результате проседания строительных материалов произойдет деформация верхнего основания. Это приведет к повреждению слоя гидроизоляции. В случае с бетонной отмосткой на ней могут появиться трещины, что приведет к ее разрушению.
При заливке бетонной отмостки не допускается использование грязной воды для создания строительной смеси. Частицы глины, примеси ухудшат качество бетона. Это приведет к преждевременному выходу отмостки из строя.
Отсутствие уклона. Если забыть сделать уклон, который будет отводить воду, то она будет застаиваться, задерживаемая слоем гидроизоляции.
При создании отмостки нет незначительных моментов. Каждый слой этой конструкции имеет значение. Поэтому нельзя не уложить дренаж или гидроизоляционную мембрану. Также нельзя ограничиться только заливкой бетона или укладкой тротуарной плитки. Всегда нужно помнить, что от этого, казалось бы, простого элемента зависит срок службы фундамента.
Отмостка своими руками | Строительная компания «Эко Дом»
Отмостка около дома — это широкая полоса, сделанная чаще всего из бетона и расположенная по всему периметру здания. Основная ее задача — отвод воды (дождь, снег) от фундамента.
Она усиливает гидроизоляцию не только фундамента, но и стен здания в нижней их части. Кроме этого отмостка служит функциональным и декоративным элементом, делая вид сооружения завершенным. Сегодня я расскажу своим читателям о том, как сделать отмостку дома своими руками.
Рекомендуемая ширина отмостки — 1 метр. Но ширина зависит не только от желания и удобства, но и от вылета кровельного покрытия по отношению к периметру стен дома. Наружный край отмостки должен выходить за проекцию линии вылета крыши минимум на 20 сантиметров.
Отмостка вокруг дома своими руками:
1. Проводится разметка будущей отмостки. Для этого при помощи строительного отвеса с края кромки крыши находятся проекции линии вылета кровли. От полученной линии откладывается по 30 сантиметров. Но воспринимать кромку крыши как базовую линию, пожалуй, не стоит. Окончательно нужный размер нужно откладывать от стен дома. После этого на углах разметки забиваются в грунт куски арматуры, к которым привязывается разметочный шнур. В идеале, углы между пересекающимися шнурами должны быть 90 градусов.
2. Согласно разметке удаляется грунт на глубину в 25 сантиметров по всему периметру отмостки.
3. Из досок, фанеры, пластика делается опалубка. С внешней стороны опалубка должна фиксироваться забитыми в грунт деревянными кольями. Причем чем чаще будут забиты колья каркаса опалубки, тем меньше вероятности, что под действием распирающей силы бетона опалубка будет деформироваться.
4. Затем на базовую поверхность грунта насыпается песчаная подушка толщиной в 5 сантиметров. Песок нужно обязательно утрамбовать, предварительно смочив водой. После этого на песок насыпается и выравнивается слой щебня. Толщина слоя щебня приблизительно 5 сантиметров.
5. Между отмосткой и поверхностью цоколя должен находиться компенсирующий шов. Он нужен для того, чтобы в результате просадки дома не произошла деформация отмостки и ее растрескивание. Для этого между отмосткой и поверхностью цоколя укладывается два слоя рубероида. Либо на поверхность цоколя наносится мастика или вспененный полиэтилен.
6. Можно дополнительно создать гидроизоляцию отмостки, если уложить гидроизоляционный материал с захлестом на стену дома. Материал укладывается сразу на первый слой бетона. Однако делать подобную операцию рационально только, если грунтовые воды находятся слишком близко к поверхности. В прочих случаях можно обойтись и без дополнительной гидроизоляции. Затем укладывается армировочная металлическая сетка на базовую поверхность отмостки.
7. Перед тем как начать заливку бетоном, нужно разметить уклоны отмостки. Уклон ни в коем случае не должен идти в сторону дома. Чаще всего уклон идет в сторону от дома, в некоторых случаях существует двойной уклон — от дома и параллельно стене дома.
Нормальный уклон 3–7 градусов. Чтобы не просчитаться с уклоном его планируют еще до заливки бетоном. Линия заливки на опалубке должна находиться ниже линии заливки на цоколе. Чтобы не ошибиться при формировании уклонов от линии на стене, метки переносятся при помощи гидроуровня на опалубку. Затем от полученной линии откладывается линия ниже, которая и будет соответствовать линии заливки.
Имеет смысл натянуть нитки, по которым потом будет формироваться уклон. На стене нитки крепятся при помощи быстрого монтажа, на опалубке — гвоздями. Нормальное размещение контрольных ниток — через один метр.
8. Перед тем как приступать к заливке через каждые 2 метра создаются компенсационные швы из демпфирующих материалов. Компенсационные швы не дадут растрескиваться отмостке при резких перепадах температуры.
9. После этого проводится заливка бетоном. В процессе заливки нужно установить сегменты ливневки, если такие предусмотрены под стоками с крыши. После того как бетон схватится, по ниткам при помощи правила выравниваются нужные уклоны.
Затем вся залитая поверхность покрывается полиэтиленовой пленкой, чтобы исключить неравномерное высыхание и растрескивание поверхности. Если очень жарко, то поверхность нужно периодически заливать водой. Окончательно бетон застынет через двое суток.
Теперь вы знаете, как сделать отмостку вокруг дома. Как видите, это не так уж и сложно, если знать порядок действий и иметь под рукой необходимый инструмент.
Как сделать мощение территории вокруг дома
Для защиты фундамента и стен дома от разрушения из-за повышенной влажности необходимо обеспечить отвод вышележащих вод с территории, непосредственно прилегающей к зданию. Мощение площадки не только успешно решает эту задачу, но и облагораживает дом, подчеркивая его стилевые особенности. Кроме того, при устройстве площадки для мощения вокруг дома появляется твердая поверхность, которую можно использовать как дорожку, место для хранения садового инвентаря и в других полезных целях.
Строительная брусчатка Дорожки вокруг дома
Основные требования к отмостке
В первую очередь она должна успешно выполнять главную задачу – отводить стекающие воды от фундамента. Для этого ей нужно иметь определенную водонепроницаемость. Степень этой водонепроницаемости определяется материалами и технологией, которые используются при монтаже отмостки.
Ширина мощеной поверхности может варьироваться от 1 м (на супесчаных, слабопучинистых грунтах) до 2 м (на суглинистых, пучинистых грунтах).
Отмостка вокруг дома из брусчатки обязательно должна иметь уклон, направленный в сторону от здания. Его величина принимается равной 1,5-2 %, что составляет 15-20 мм на 1 м ширины мощеной поверхности. Этого достаточно, чтобы обеспечить гарантированный отвод воды из здания.
Между отмосткой и фундаментом необходимо предусмотреть зазор шириной 1-2 см. Необходимость его вызвана тем, что зимой грунт, прилегающий к зданию, вспучивается и совершает небольшие вертикальные подвижки, при этом фундамент остается неподвижным. Чтобы исключить разрушение гидроизоляции фундамента при перекрытии отмостки, между ними должен быть зазор. Обычно его засыпают песком, но можно использовать и другой материал, не травмирующий гидроизоляцию. Например, пенополистирол или несколько слоев рубероида.
Высота отмостки влияет на высоту основания. Толщину слоев отмостки рекомендуется выбирать так, чтобы высота цоколя была не менее 30-50 см.
Выбор брусчатки для отмостки
В зависимости от требований к эксплуатационным и дизайнерским свойствам материала, и размера бюджета, выделяемого на данную операцию, может применяться каменная, клинкерная или песчано-цементная брусчатка для мощения отмостки.
Безусловно, отмостка из гранитной брусчатки или клинкера – отличное решение, способное придать шик любому дому. Но если исходить из того, что движение транспорта по отмостке исключено, а нагрузка на нее будет небольшой, то экономически целесообразно использовать для этого менее дорогую брусчатку. Кроме того, последний предоставляет более широкий выбор форм и цветов. Какой бы дизайн не имел фасад здания, подобрать для него подходящую цветовую композицию из тротуарной плитки не составит труда. А будет он вибролитым или вибропрессованным – это полностью зависит от предпочтений владельца. Что касается толщины брусчатки, то она может колебаться в пределах 40…80 мм.
Устройство отмостки
Технология создания отмостки из брусчатки может несколько различаться в зависимости от используемых материалов. Испокон веков при строительстве отмостки использовали глину. Именно она образовывала водонепроницаемый слой, который являлся преградой для проникновения влаги в почву. Глина все еще используется сегодня, но не так часто, как раньше. При необходимости можно обойтись и без него.
Конструктивно отмостка состоит из нескольких слоев различных материалов, уложенных в траншею, вырытую по периметру дома непосредственно возле фундамента. Глубина траншеи обычно равна толщине плодородного слоя почвы – 20-30 см. Ширина, как уже указывалось, от 1 до 2 м.
Дно траншеи должно быть хорошо утрамбовано. Затем на него укладывается слой глины (если используется) с обязательным уклоном от дома. Поверх глины или грунта укладывается слой гравия толщиной 10-15 см, на него – слой песка 5-10 см. Последний послужит подложкой для брусчатки.
Иногда гравий не используют, заменяя его более толстым слоем песка. Но нужно учитывать, что гравий – это материал, который практически не вспучивается. Поэтому его присутствие положительно сказывается на сезонных подвижках почвы, происходящих при отрицательных температурах.
Чтобы вода, стекающая по фасаду во время дождя и снега, не попадала в зазор между фундаментом и отмосткой, на ее пути в нижней части стены устанавливается отлив, отводящий воду от стены .
Если гидроизоляционный глиняный слой не используется, то в отмостке целесообразно укладывать обрезную рулонную гидроизоляцию. Представляет собой лист какого-либо гидроизоляционного материала (рубероида, например), верхний край которого крепится под обшивку стены, а нижний укладывается в песчаную подушку. Благодаря ему вода, которая проникнет в мощеную поверхность, будет отведена в сторону от фундамента. Если наружная поверхность последнего гидроизолирована (обработана битумом или другим гидроизоляционным материалом), можно обойтись рулонной отрезной гидроизоляцией.
Укладка брусчатки
Укладка брусчатки вокруг дома практически ничем не отличается от мощения других поверхностей. Эта операция под силу каждому, кто любит работать своими руками. Кладка идет от стены – с отступом от нее 1-2 см. Положение каждого камня регулируется резиновым молотком. Необходимо следить за тем, чтобы брусчатка легла плотно, зарывшись в песчаную подушку. И, конечно же, нельзя забывать об обязательном наклоне к краю. Зазоры между камнями выдерживают 3-5 мм.
Полезный совет. Мощение территории вокруг дома очень эффективно работает в сочетании с ливневой канализацией. Устроить последний не сложно. В небольшую траншею, вырытую по краю отмостки, устанавливают водоотводные бетонные или пластиковые лотки, накрытые сверху решеткой. Вся вода, вытекающая из отмостки, будет отводиться этими лотками в ливневые колодцы. В результате грунт, прилегающий к фундаменту, будет находиться в более сухом состоянии.
По краю площадки устанавливается бордюр вровень с поверхностью отмостки. Он не даст уйти в сторону крайнему ряду камней и придаст отмостке более аккуратный вид. По окончании укладки зазоры между брусчаткой заполняют песчаным отсевом.
В завершение поверхность желательно утрамбовать виброплитой с резиновой или полиуретановой подкладкой. Это хорошо уплотнит отмостку и придаст ее поверхности абсолютную ровность.
Как создать безопасный дом для слабовидящих и полностью слепых
Перейти к содержимому
Как создать безопасный дом для слабовидящих и полностью слепых
Посмотреть увеличенное изображение
Сегодняшняя запись в блоге — это гостевая запись от наших друзей на Porch.com.
Если с вами живет кто-то с нарушением зрения — или если вы сами столкнулись с определенной степенью слепоты — модификация вашего дома сделает его более удобным для навигации и более безопасным для жизни. Большинство модификаций — это простые и недорогие изменения, которые вы можете реализовать сразу или со временем, в зависимости от ваших потребностей.
Люди с низкой степенью слепоты, которая описывает зрение 20/70 или хуже и не может быть исправлено, могут читать только первую, вторую или третью строку на стандартной диаграмме зрения Снеллена с расстояния 20 футов. Те, у кого есть юридическая слепота, имеют остроту зрения 20/200 или ниже при ношении корректирующих линз, что означает, что они могут читать только первую гигантскую букву в таблице для зрения — или не могут. или их поле зрения — общая площадь, которую вы можете видеть, не двигая глазами — составляет 20 градусов или меньше, состояние, известное как туннельное зрение.
Люди со слепотой низкого уровня или официальной слепоты — умеренной, тяжелой или глубокой — все еще могут воспринимать свет и формы, даже если они не могут понять, что на самом деле представляет собой объект. Однако полная слепота — это полное отсутствие восприятия света и формы. Примерно 15 процентов всех людей с глазным заболеванием полностью слепнут.
То, как вы переделываете свой дом для человека с нарушением зрения, зависит от того, как вы живете, и от степени нарушения зрения. Эти советы помогут вам охватить все наиболее важные основы, чтобы вы или ваш сосед по дому с нарушениями зрения могли легко передвигаться и находить вещи.
Домашние модификации для слабовидящих
Внесите эти изменения в каждую комнату, чтобы сделать ваш дом более безопасным и удобным для навигации.
Увеличьте освещение
Добавьте больше света — естественного и искусственного — чтобы было лучше видно. Установите рабочее освещение там, где происходят наиболее важные действия, такие как приготовление пищи и чтение, и направляйте свет на задачу, а не в глаза. Используйте торшеры, настольные лампы или передвижные пристегивающиеся лампы для гибкости.
Выберите лампы мощностью от 60 до 100 Вт для светильников.
Создайте равномерное освещение с минимальным количеством теней и темных пространств.
Поэкспериментируйте с различными лампочками, от теплой лампы накаливания до холодной люминесцентной, чтобы определить, какая из них лучше всего подходит для вашего зрения.
Установите регулируемые жалюзи, чтобы днем можно было впускать свет.
Установите фонари вокруг ключевых точек по всему дому, когда вам нужно немного более концентрированного света.
Покрасьте выключатели в яркий контрастный цвет.
Расстановка мебели
Обеспечение плавного движения транспорта по всему дому помогает предотвратить удары и ушибы в результате столкновения с мебелью.
Расположите зеркала так, чтобы они не отражали яркий свет.
Расставьте мебель так, чтобы в комнатах были широкие проходы.
Поставьте стул рядом с окном для естественного освещения для чтения или вязания.
Выбирайте мебель с обивкой различной фактуры, чтобы ее было легко найти на ощупь.
Цветовой код и маркировка Предметы домашнего обихода
Хорошая организация дома может избавить от необходимости маркировать все в доме. Всегда кладите вещи на место, когда закончите их использовать, чтобы их было легко найти. Цветовая маркировка и тактильная маркировка помогают жильцам с нарушениями зрения легко находить определенные предметы в доме.
Для цветовой маркировки и тактильных этикеток используйте такие элементы, как:
Цветные скрепки Jumbo
Английские булавки Jumbo
Большие флуоресцентные каталожные карточки — пишите на них толстым черным маркером
Цветная электротехническая, малярная или клейкая лента
Краска для ткани
Драгоценные камни с клейкой основой
Пенопластовые формы на клейкой основе
Большие ершики для труб
Резинки
Устранение угроз безопасности
Поддержание вашего дома в чистоте и устранение простых угроз безопасности повышает безопасность людей с потерей зрения.
Используйте двусторонний скотч для ковров, чтобы прикрепить края ковров к полу.
Увеличьте видимость выходов в доме с помощью ярких цветов, подсветки выхода или контрастных цветов.
Используйте нескользящие чистящие средства для мытья полов — избегайте скользких восков! — и всегда держите полы сухими.
Возьмите за привычку задвигать все стулья, когда вы закончите за рабочим столом, обеденным столом или барной стойкой.
Закрепите электрические шнуры за электроникой и держите их подальше от путей движения.
Установите перила на лестнице и поручни в душе и ванной.
Ярко осветите лестницы в доме и покрасьте или заклейте края каждой ступени светоотражающими материалами, чтобы они были хорошо видны. Отметьте любые другие изменения уровня пола яркими светоотражающими цветами.
Заменяйте батареи детекторов дыма и угарного газа два раза в год, а также разработайте и отработайте план эвакуации, чтобы ваш слабовидящий сосед по комнате мог легко найти выход в чрезвычайной ситуации.
Модификации для кухни
Сделайте кухню простой в использовании и навигации для вашего слабовидящего соседа по дому. Следите за тем, чтобы на столешнице не было беспорядка, и уберите все препятствия в комнате.
Замените блестящий скользкий пол напольным материалом, таким как резиновая плитка, промышленный ковер с коротким ворсом или другая нескользящая поверхность.
Покрасьте фасады шкафов в яркие контрастные цвета, чтобы было легче находить нужные вещи.
Держите увеличительное стекло в постоянном месте на кухне, чтобы идентифицировать консервированные продукты и использовать настройки плиты.
Используйте разделочную доску со светлой и темной стороной для контраста независимо от того, что вы режете.
Установите яркое освещение под прилавками для эффективного рабочего освещения.
Наклейте тактильную наклейку на «среднее» положение регуляторов конфорок и органов управления духовки.
Покупайте ножи с ножнами, чтобы не порезаться при попытке их достать.
Модификации для ванной комнаты
Модификации для ванной комнаты для слабовидящих всегда должны включать прочные перекладины в ванне или душе и нескользящие клейкие полоски на полу ванны или душа. Установите водонагреватель на 120 градусов по Фаренгейту или ниже, чтобы предотвратить случайное ошпаривание.
Увеличьте мощность лампочек, чтобы осветлить ванную комнату.
Используйте яркие полотенца, контрастирующие со стенами, чтобы их было легко найти.
Отрегулируйте зеркала, чтобы они не отражали свет.
Перекрасьте глянцевые стены в цвет яичной скорлупы, который не будет бликовать.
Установите яркие ночники во всех ванных комнатах.
Замените белое сиденье унитаза на цветное для увеличения контраста.
Оберните бутылку шампуня толстой резинкой, чтобы отличить ее от кондиционера.
Используйте «мыло на веревке», чтобы держать его под рукой в душе или ванне и предотвратить его падение на пол в душе.
Используйте тактильные наклейки или резинки на зубных щетках, отпускаемых по рецепту лекарствах и других личных вещах, чтобы упростить идентификацию.
Модификации дома для полностью слепых
Для людей с полной слепотой внесите ранее упомянутые модификации в целях безопасности — приклейте коврики, расставьте мебель, используйте тактильные маркировки и т. д. Изменения цвета и освещения не будут иметь воздействие на человека с полной слепотой, поскольку он не может воспринимать свет, цвет или форму.
Используйте этикетки со шрифтом Брайля
Этикетки и этикетки со шрифтом Брайля доступны в специализированных розничных магазинах, включая ручные этикетировочные машины, большие предварительно вырезанные этикетки для контейнеров, магнитные этикетки для банок, тактильные сортировщики носков, бирки для одежды и многое другое. Не забывайте маркировать яды, лекарства, отпускаемые по рецепту, и другие предметы, которые могут быть опасными, если их случайно заменить не тем.
Установка телефонной домофонной системы
Домофонная система, позволяющая разговаривать с людьми, подходящими к вашей двери, удобна для слепых и слабовидящих, а некоторые системы могут даже открывать дверь, чтобы вам не приходилось .
Установка безопасного напольного покрытия
Скользкие полы и рыхлые ковры представляют серьезную опасность для людей с полной слепотой. Покройте свой деревянный и кафельный пол нескользящим покрытием или уложите ковровое покрытие промышленного типа с очень низким ворсом, которое предотвратит скольжение и спотыкание. Используйте нескользящие коврики для твердых полов и закрепите края двусторонним скотчем.
Говорящие устройства
Ряд говорящих устройств может значительно облегчить жизнь слепым или слабовидящим людям. Идентификатор говорящего цвета может распознавать около 100 цветов, что облегчает процесс одевания. Система голосовых меток позволяет записывать свой голос на специальные карточки, которые можно прикрепить к консервам, одежде, лекарствам и другим предметам. Когда вы прикасаетесь к этикетке записывающим/воспроизводящим устройством, этикетка идентифицирует объект слышимым образом.
Другие говорящие устройства для слепых и слабовидящих включают:
Весы.
Калькуляторы.
Мониторы артериального давления и глюкозы.
Термометры для приготовления пищи, наружной температуры и лихорадки.
Часы и наручные часы.
Рулетки измерительные.
Термостат.
Другие полезные устройства для слабовидящих и полной слепоты
В наше время практически нет ничего, что не мог бы сделать человек с ослабленным зрением или полной слепотой, благодаря множеству бытовых устройств для слабовидящих, которые делают повседневную деятельность жить легче.
Телефоны с большими кнопками и шрифтом Брайля
Защитные решетки для духовки Cool-touch
Мерные чашки и ложки с маркировкой Брайля
Стойкие к порезам перчатки для нарезки овощей
Приборы с тактильным управлением
Гибкие крышки для пищевых продуктов, закрывающие миску любой формы и размера
Предупреждение бойлера, которое сообщит вам, когда вода закипит
Клавиатура с крупным шрифтом или шрифтом Брайля
Домашние модификации для служебной собаки
Если вы приводите служебную собаку в свой дом, убедитесь, что у животного есть комфортные условия, включая место для сна в вашей спальне и специально отведенное место для еды и воды. Также:
Удалите препятствия из коридоров, такие как столы или скамейки, чтобы вы оба могли легко пройти.
Убедитесь, что ваша собака слышит вас из любой точки дома, если нет, купите собачий свисток.
Используйте приподнятые миски для еды и воды, чтобы их было легче наполнять.
Убедитесь, что ваши комнатные растения подходят для собак — некоторые растения токсичны для собак.
Создание безопасной домашней среды для слабовидящих и полностью слепых необходимо для их безопасности и благополучия, но оптимизация вашего дома для людей с плохим зрением или его отсутствием также облегчает их жизнь. Нет никаких причин, по которым люди с потерей зрения не должны иметь возможность делать все по дому, что может делать зрячий человек, и для того, чтобы это произошло, достаточно просто внедрить функции безопасности и специальные устройства, а также найти время, чтобы правильно осветить дом. , маркируйте его содержимое и храните вещи там, где они должны быть.
Борисова Т.Б., Скорняков Э.П. Патентные исследования в области композитных баллонов высокого давления. – М.: ИНИЦ Роспатента, 2004. – 58 с.
Ботуз С.П. Методы и модели экспертизы объектов интеллектуальной собственности в сети Internet. М.: Солон-Р, 2002. – 320 с.
Евразийская патентно-информационная система / Х.Ф. Фаязов, В.О. Сиротюк, А.В. Овчинников, А.Б. Бурцев. – М.: ОАО «МНМЦ «Патент», 2006 – 108 с.
Информационное обеспечение подсистемы охраны промышленной собственности: Аналит.-темат. обзор по материалам отеч. и зарубеж. лит. / Сост. Л.Г. Кравец. – М.: ИНИЦ Роспатента, 2003. – 48 с.
Исследование рынка интеллектуальной собственности на основе патентной информации/ А.А.Молчанова, Р.В.Касаткин, М.А.Якименко, Н.В.Попов. – М.:ИНИЦ Роспатента, 2004. – 84 с.
Киселев О.М. Научная информация и защита приоритета. – Ленинград: ЛДНТП, 1967. – 28 с.
Клюев В.Е. и др. Отечественная патентная документация по изобретениям за 1917-1992 гг. – ОАО ИНИЦ «Патент», 2006. – 91 с.
Колесников А.П. Патентная документация ведущих зарубежных стран и международных организаций: Справочник. – 2-е изд., испр. и доп. – М.: ИНИЦ Роспатента, 2001. – 167 с.
Колесников А.П. Патентная документация ведущих зарубежных стран и международных организаций: Справочник. – 4-е изд., испр. и доп. – М.: ИНИЦ «Патент», 2006. – 192 с.
Колесников А.П. Патентная документация Российской Федерации. 4-е изд. перераб. и доп.– М.: ИНИЦ Роспатента, 2004. – 112 с.
Колесников А.П. Патентная документация стран ближнего зарубежья: (Справ.). – 2-е изд., испр. и доп. – М.: ИНИЦ Роспатента, 2001. – 198 с.
Колесников А.П. Пособие по работе с официальными патентными бюллетенями. – 4-е изд., испр. и доп. – М.: ИНИЦ «Патент», 2006. – 126 с.
Колесников А.П. Приоритет изобретения. – 2-е изд. , испр. и доп. – М.: ИНИЦ Роспатента, 2001. – 63 с.
Колесников А.П. Свидетельства дополнительной охраны на фармацевтические продукты и средства защиты растений. – 2-е изд., испр. и доп. – М.: ИНИЦ Роспатента, 2001. – 198 с.
Кравец Л.Г. Патентно-информационное обеспечение конкурентоспособности предпринимательства. – М.: ИНИЦ «Патент», 2007. – 180 с.
Кравец Л.Г., Кузнецов Ю.Д., Молчанова А.А. Патентно-информационное обеспечение конкурентной разведки / Рос. агентство по патентам и товар. знакам. М.: ИНИЦ Роспатента, 1999. – 59 с.
Мухопад В.И., Устинова Л.Н., Суслина И.В. Маркетинг интеллектуальной собственности: Учеб. пособие. – М.: ИНИЦ Роспатента, 2001. – 158 с.
Ненахов Г.С., Максимова В.В., Шеланкова Н.В. Информационные ресурсы зарубежных патентных ведомств и ВОИС в Интернете: Метод. пособие для экспертов. – М.: ИНИЦ Роспатента, 2001. – 138 с.
Новые методы, средства и организационные формы патентно-информационной деятельности: Аналитико-темат. обзор по материалам отеч. и зарубежной лит. / Сост. Л.Г. Кравец. – М.: ИНИЦ Роспатента, 2005. – 83 с.
Пак Е. Пять ступеней патентного поиска. – СПб.: Реноме, 2006. – 287 с.
Патентная документация стран СНГ и Балтии в фондах Отделения ВПТБ ФИПС: Метод. пособие. – 2-е изд., испр. и доп. – М.: ФИПС, 2001. – 38 с.
Патентная документация, представленная патентными ведомствами и ВОИС в Интернете: Метод. пособие для экспертов / Г.С. Ненахов, В.В. Максимова, Н.П. Кекишева, Е.А. Конюхова. – М.: ИНИЦ Роспатента, 2000. – 144 с.
Патентные фонды Отделения «Всероссийская патентно-техническая библиотека» Федерального института промышленной собственности (страны СНГ и Балтии): Справ. руководство / Сост. инф.-библиогр. отдел; Отв. ред. В.И. Амелькина. – М.: ФИПС, 2001. – 162 с.
Рост патентно-информационных ресурсов Интернета: Аналит.-темат. обзор по материалам отеч. и зарубеж. лит. / Сост. Л.Г. Кравец. М.: ИНИЦ Роспатента, 2003. – 29 с.
Скорняков Э. П. Маркетинговые исследования на основе патентной информации: Учеб.-метод. пособие. – 2-е изд., испр. и доп. – М.: ИНИЦ Роспатента, 2000. – 105 с.
Скорняков Э.П. Методические основы патентно-информационных исследований (учеб.-метод. пособие) / Всерос. НИИ пат. информ. — М.: ВНИИПИ, 1996.— 92с.
Скорняков Э.П., Горбунова М.Э. Прогнозы и прогнозные оценки на основе патентных исследований. 2-е изд., пересмотр. – М.: ИНИЦ «Патент», 2007. – 85 с.
Скорняков Э.П., Омарова Т.Б., Челышева О.В. Источники информации для проведения патентных исследований. – 3-е изд. – М.: ИНИЦ Роспатента, 2001. – 87 с.
Фейгельсон В.М. Методика и практика экспертизы объектов техники на патентную чистоту. – 2-е изд. – М.: ИНИЦ Роспатента, 2001. – 343 с.
Логин
Пароль
Патентная информация
Размер:
AAA
Цвет: C C C
Изображения
Вкл. Выкл.
Обычная версия сайта
Версия для слабовидящих
Версия для слабовидящих
Тольяттинский государственный университет Наука и инновации
Главная
Наука в ТГУ
Диссертационный совет
Научно-технический совет
Научно-образовательные центры
Студенческая наука
Научно-техническая информация
Научная библиотека
Центр научных журналов
Конференции
Конкурсы и программы
Защита интеллектуальной собственности
Научно-педагогические работники
Публикационная активность
Научно-инновационная деятельность
Управление по сопровождению научно-инновационной деятельности
Научно-исследовательский институт прогрессивных технологий
Инновационно-технологический парк
Лаборатории
Патенты
Программы для ЭВМ
Товарные знаки
Малые инновационные предприятия
Оборудование
Испытательный центр
Центр продаж
Региональный проектный офис инжиниринга и распределенный инжиниринговый центр
Центр технологического сервиса инновационных проектов
Отдел аспирантуры и докторантуры
НИЛ «Социологические и маркетинговые исследования, консалтинг и экспертиза»
Направления сотрудничества
Готовые разработки
Проектирование, разработка и изготовление
Стандартные испытания
Консалтинг
Экспертиза
Cертификаты
Наука и обучение
Творчество и дизайн
Экспортный контроль
Контакты
EN
Наука
›
Научная библиотека
›
Каталог Интернет-ресурсов
Обзор патентного процесса | USPTO
Этап 1 Якорь
Этап 1: Определите тип защиты интеллектуальной собственности, который вам нужен of Patent Legal.
..
Программа Patent Pro Bono для независимых изобретателей и малых предприятий
Программа предоставляет бесплатную юридическую помощь изобретателям с ограниченными ресурсами, заинтересованным в обеспечении патентной защиты своих изобретений.
Для защиты вашего изобретения вам может понадобиться патент, товарный знак, авторское право, маркетинговый план, коммерческая тайна или их сочетание. Прежде чем приступить к подготовке заявки на патент, выясните, действительно ли вам нужен патент или какая-либо другая форма защиты интеллектуальной собственности.
Что такое патенты, товарные знаки, знаки обслуживания и авторские права?
Ресурсы изобретателя
Онлайн-сервисы
Шаг 2 Якорь
Шаг 2. Определите, патентоспособно ли ваше изобретение
Центр помощи изобретателям
IAC предоставляет патентную информацию и услуги населению. В нем работают бывшие надзорные патентные эксперты и первичные эксперты, которые отвечают на общие вопросы. ..
Ресурсные центры по патентам и товарным знакам
Общенациональная сеть публичных, государственных и академических библиотек
Центр общественного поиска
Расположен в Александрии, штат Вирджиния. обеспечивает публичный доступ к информации о патентах и товарных знаках в различных форматах. Имеется обученный персонал для оказания помощи пользователям
Программа Patent Pro Bono для независимых изобретателей и малых предприятий
Программа предоставляет бесплатную юридическую помощь изобретателям с ограниченными ресурсами, заинтересованным в обеспечении патентной защиты своих изобретений.
Программа сертификации клиник юридической школы
Бесплатная юридическая помощь, предоставляемая студентами юридических факультетов, которые приобретают опыт составления и подачи заявок на патенты и товарные знаки для клиентов клиники юридической школы.
Чтобы определить, можете ли вы запатентовать свое изобретение, вам необходимо знать ответы на несколько простых вопросов. Перейдите на нашу страницу часто задаваемых вопросов о патентах и введите эти вопросы, чтобы узнать больше о патентном процессе —
Кто может подать заявку на патент?
Что можно и что нельзя запатентовать?
Как узнать, запатентовано ли мое изобретение?
Как долго действует патентная защита?
Сколько стоит получить патент?
Выполните поиск, чтобы узнать, было ли ваше изобретение уже обнародовано.
Вы не можете получить патент, если ваше изобретение уже было обнародовано. Поэтому следует провести поиск по всем предыдущим публичным раскрытиям. Также следует провести поиск по зарубежным патентам и печатным изданиям.
Если у вас нет опыта проведения патентного поиска, рекомендуется использовать зарегистрированного поверенного или агента.
Поверенные и агенты с лицензией на практику перед USPTO
Вы изобретатель или малый бизнес, у которого ограниченные ресурсы и вам нужна помощь в подаче заявки на патент на изобретение? Если это так, вы можете иметь право на получение адвокатского представительства pro bono («бесплатно») либо в рамках программы юридической школы , либо в рамках программы Patent Pro Bono. Кроме того, USPTO поддерживает несколько других ресурсов и программ юридической помощи для независимых изобретателей, предпринимателей и малого бизнеса.
Я хочу подать заявку самостоятельно — узнайте больше о подаче заявки Pro Se
Вы можете, хотя и сложно, провести собственный поиск:
Как провести предварительный патентный поиск в США: шаг за шагом Стратегия — Веб-учебник (36 минут)
Стратегия из семи шагов — Описывает предлагаемую процедуру патентного поиска
Подробный раздаточный материал по Стратегии из семи шагов с примерами и снимками экрана.
Патентный поиск требует понимания систем патентной классификации. Узнайте о совместной патентной классификации (CPC) и системе патентной классификации США (USPC) .
Выданные патенты и патентные заявки могут быть найдены с использованием Полнотекстовых баз данных патентов
Дополнительные ресурсы поиска см. на нашей странице поиска патентов.
Шаг 3 Якорь
Шаг 3: Какой патент вам нужен?
Центр помощи изобретателям
IAC предоставляет патентную информацию и услуги населению. В нем работают бывшие надзорные патентные эксперты и первичные эксперты, которые отвечают на общие вопросы…
Ресурсные центры по патентам и товарным знакам
Общенациональная сеть публичных, государственных и академических библиотек
Существует три типа патентов — полезные, Дизайн и завод.
Общая информация о патентах
Патент на полезную модель
Патент на полезную модель может быть выдан любому, кто изобретает или открывает любой новый и полезный процесс, машину, производственное изделие или составы веществ или любое их новое полезное усовершенствование. Безусловно, большинство патентных заявок, поданных в ВПТЗ США, являются заявками на полезную информацию.
Подача заявки на патент на полезную модель
Поддержание в силе вашего патента на полезную модель
Перечень биотехнических последовательностей Средства проверки и разработки
Выдача патента на бизнес-метод
Патент на промышленный образец
Патент на промышленный образец может быть выдан любому, кто изобретает новый, оригинальный и декоративный дизайн для промышленного изделия.
Определение патента на промышленный образец
Разница между патентами на промышленный образец и патентом на полезную модель
Как долго действует патентная охрана патента на промышленный образец?
Патенты на растения
Патенты на растения могут быть выданы любому, кто изобретает или открывает и воспроизводит бесполым путем любую новую разновидность растений.
Введение в патенты на растения
Руководство по патентам на растения
Дополнительная информация о патентах на растения
Шаг 4 Якорь
Шаг 4: Подготовка к подаче заявки
Patent Business Electronic Business Center (EBC Electronic) помогает клиентам с подачей электронных патентных заявок через EFS-Web и патентный центр, а также с рецензированием…
Центр помощи изобретателям
IAC предоставляет патентную информацию и услуги населению. В нем работают бывшие надзорные патентные эксперты и первичные эксперты, которые отвечают на общие вопросы. ..
Ресурсные центры по патентам и товарным знакам
Общенациональная сеть публичных, государственных и академических библиотек
Подразделение помощи при подаче заявок
Сотрудники Подразделения помощи при подаче заявок обучены отвечать на вопросы о предварительной экспертизе патентных заявок и почте -обработка экспертизы…
Формы для патентных заявок, поданных 16 сентября 2012 г. или после этой даты
В связи с введением в действие Закона об изобретениях Америки 16 сентября 2011 г. ВПТЗ США создало эту страницу, содержащую формы для патентных заявок, поданных после 16 сентября…
Договор о патентной кооперации
Договор о патентной коопе то, что вам нужно, вы можете рассмотреть свою стратегию подачи заявок и воспользоваться ли профессиональными юридическими услугами.
Какие бывают виды патентных заявок/процедур?
Сколько это будет стоить?
Заявка на патент подлежит уплате основной пошлины и дополнительных пошлин, включая пошлину за поиск, пошлину за экспертизу и пошлину за выдачу. В зависимости от вашего заявления могут также взиматься дополнительные сборы за претензии.
Сборы различаются в зависимости от типа подаваемой патентной заявки
Сборы за подачу, поиск и экспертизу
Дополнительный сбор в размере 200 долларов США за заявки малых предприятий, если они поданы по почте или вручены лично
Чтобы избежать сбора в размере 200 долларов США, получите номер клиента и цифровой сертификат, чтобы вы могли подать заявку онлайн. Сборы»
Сколько времени это займет?
Прикиньте, сколько времени пройдет, пока вы не получите первое письмо от ВПТЗ США в ответ на ваше заявление.
См. в Центре визуализации данных о патентах общую среднюю оценку действий первого ведомства и общее количество ожидающих рассмотрения.
Рассмотреть варианты ускоренной проверки . На временной шкале инициатив патентных заявок USPTO показаны различные программы и инициативы, доступные заявителям на каждом этапе процесса подачи заявки. Каждая программа предназначена для ускорения рассмотрения заявки на патент и оказания помощи заявителю. Просмотрите подробную матрицу программ, доступных до экзамена.
Вам нужна международная защита?
Международное патентно-правовое управление (ранее PCT Legal)
Подача новой международной заявки в соответствии с Договором о патентной кооперации (PCT)
Вы хотите подать предварительную или непредварительную заявку?
Заявки на патенты на полезные ископаемые и растения могут быть заполнены с использованием как предварительной, так и не предварительной заявки. Предварительная заявка — это быстрый и недорогой способ для изобретателей установить дату подачи в США своего изобретения, которое может быть заявлено в поданной позднее непредварительной заявке.
Предварительная заявка на патент
Стоит ли нанимать патентного поверенного или агента? Подготовка заявки на патент и ведение разбирательства в Ведомстве США по патентам и товарным знакам (ВПТЗ США или Ведомство) для получения патента является обязательством, требующим знания патентного права и правил, а также практики и процедур Ведомства, как а также знание научных или технических вопросов, связанных с конкретным изобретением.
Изобретатели могут готовить свои собственные заявки и подавать их в ВПТЗ США, а также сами вести производство, но если они не знакомы с этими вопросами или не изучают их подробно, они могут столкнуться со значительными трудностями. Хотя во многих случаях патент может быть получен лицами, не обладающими соответствующей квалификацией, нет никакой гарантии, что полученный патент обеспечит надлежащую охрану конкретного изобретения.
Большинство изобретателей пользуются услугами зарегистрированных патентных поверенных или патентных поверенных
Дополнительная информация о поверенных и агентах
Поверенные и агенты с лицензией на ведение дел в ВПТЗ США
Вы изобретатель или малый бизнес с ограниченными ресурсами и вам нужна помощь в подаче заявки на патент на изобретение? Если это так, вы можете иметь право на получение pro bono («бесплатно») адвокатского представительства в рамках Общенациональной программы Pro Bono.
Я хочу подать заявление самостоятельно (Pro Se)
Шаг 5 Anchor
Шаг 5: Подготовьте и подайте первоначальную заявку
Patent Electronic Business Center
Patent Electronic Business Center (EBC) помогает клиентам с подачей электронных заявок на патент через EFS-Web и Patent Center, а также с обзором. ..
EFS-Web Руководство и ресурсы
EFS-Web Guidance and Resources
Формы для патентных заявок, поданных 16 сентября 2012 г. или после этой даты
В связи с введением в действие Закона об изобретениях Америки 16 сентября 2011 г. ВПТЗ США создало эту страницу, содержащую формы для патентных заявок, поданных после 16 сентября…
Договор о патентной коопе информации и услуг населению. В нем работают бывшие надзорные патентные эксперты и основные эксперты, которые отвечают на общие вопросы…
Связаться с патентной службой
Предоставляет контактную информацию для всех этапов патентного процесса, включая патентный электронный бизнес-центр, центр помощи изобретателям, патентно-правовое управление. …
Подробные юридические требования к подаче заявки на патент, которую вы выбрали, см. в Руководстве по подаче заявок на патент .
Информация о заявке на патент
Подайте свою первоначальную заявку со всеми необходимыми частями , необходимыми для получения даты подачи, и включите правильную пошлину.
Части заявки должны быть поданы вместе
Номер заявки, дата подачи и заполнение заявки
Пошлина за подачу патентной заявки
Оплата пошлины
Требуемая пошлина за подачу заявки
Подайте заявку онлайн:
и многие другие виды корреспонденции ведомства в ВПТЗ США через Интернет.
Очень простое руководство по подаче новой заявки онлайн. Некоторые образцы документов, что необходимо предоставить, чтобы узнать дату подачи, документы, которые также часто включаются в новую заявку и т. д.
Как получить доступ к нашим онлайн-системам подачи заявок и статусов заявок
Просмотрите краткое руководство и руководства по индексированию основных направлений подачи онлайн-заявок
См. также ресурсы для подачи заявок на патент в Интернете. Заявители, впервые подающие онлайн-заявку, могут также обратиться за помощью в Центр электронного бизнеса Patents Electronic Business Center.
Перед тем, как подписать заявление, убедитесь, что вы прочитали письменные спецификации и требования. Вы не сможете добавить что-либо новое в свою заявку после того, как она будет подана в USPTO.
Шаг 6 Якорь
Шаг 6. Работа с экзаменатором связанных с патентным процессом.
Формы для патентных заявок, поданных 16 сентября 2012 г. или после этой даты
В связи с принятием Закона об изобретениях Америки 16 сентября 2011 г. ВПТЗ США создало эту страницу, содержащую формы для патентных заявок, поданных 16 сентября или после…
Договор о патентной кооперации
Договор о патентной кооперации (PCT) – это международный договор, позволяющий добиваться патентной охраны одновременно в большом числе стран путем подачи… Подразделение помощи обучено отвечать на вопросы о предэкспертной обработке патентных заявок и обработке после экспертизы…
Связаться с Патентным омбудсменом
Контактная форма службы патентных омбудсменов
Петиции
Узнайте больше о патентных петициях. Доступ к ресурсам петиций, справочным материалам и часто задаваемым вопросам.
Patent Electronic Business Center
Patent Electronic Business Center (EBC) помогает клиентам с подачей электронных заявок на патенты через EFS-Web и Patent Center, а также с рассмотрением…
Patent Trial and Appeal Board
PTAB включает законных членов и административных патентных судей. Ему поручено вынесение решений по апелляциям на неблагоприятные решения экспертов, после выдачи…
Если ваша заявка не заполнена , вы будете уведомлены о недостатках официальным письмом от ВПТЗ США, известным как действие ведомства. Вам будет предоставлен период времени для завершения подачи заявки (может потребоваться дополнительная плата). Если упущение не будет исправлено в течение указанного периода времени, заявка будет возвращена или иным образом уничтожена; регистрационный сбор, если он подан, будет возвращен за вычетом сбора за обработку, как указано в таблице сборов. Узнайте больше об ответе на действия Office.
Прикиньте, сколько времени пройдет, , пока вы не получите первую официальную корреспонденцию от ВПТЗ США в ответ на ваше заявление.
Как только ваша заявка будет принята как завершенная , она будет направлена на рассмотрение.
Ваш эксперт рассмотрит содержание заявки, чтобы определить, соответствует ли заявка требованиям 35 U.S.C. 111(а) .
Если экзаменатор считает, что ваше заявление не соответствует требованиям, он объяснит причины. У вас будет возможность внести поправки или оспорить возражения экзаменатора.
Если вы не ответите на запрос экзаменатора в течение необходимого времени, ваша заявка будет отклонена.
Если ваша заявка дважды отклонена, вы можете обжаловать решение эксперта в Апелляционном совете по патентам (PTAB)
претензии были дважды отклонены. Вы можете рассмотреть возможность подачи апелляции в Совет по рассмотрению и рассмотрению патентов (PTAB)
Если вы выбрали юридическое представительство , помните, что после подачи заявки патентным поверенным или агентом ВПТЗ США будет связываться только с поверенным или агентом. Изобретатели часто звонят в USPTO за обновлениями, но у них есть назначенный поверенный или агент, представляющий их интересы. ВПТЗ США не ведет двойную переписку с заявителем и патентопрактиком (37 CFR 1.33).
Зарегистрируйтесь, чтобы просмотреть ожидающие рассмотрения заявки и документы в Private PAIR. Вы также можете зарегистрироваться в программе действий PAIR e-Office, чтобы получать уведомления по электронной почте, когда новое сообщение Office доступно для просмотра и загрузки в PAIR.
Пошлины за патентную экспертизу
Пошлины за продление срока действия патента
Рассмотрите возможность собеседования с вашим экспертом вопросы и сократить судебное преследование.
Просмотрите подробную матрицу программ, которые могут помочь вам во время допроса и после закрытия уголовного дела.
Шаг 7 Anchor
Шаг 7: Получите ваше одобрение Уведомление о пособии.
В уведомлении о разрешении будет указана пошлина за выдачу, а также может быть указана пошлина за публикацию, которую необходимо уплатить до выдачи патента.
Часто задаваемые вопросы об уведомлении о разрешении и плате за выдачу.
Таблица патентных пошлин — пошлины за выдачу
Патенты на полезную и повторную выдачу выдаются в течение примерно четырех недель после получения Ведомством пошлины за выдачу и любой необходимой пошлины за публикацию. Номер патента и дата выдачи будут присвоены заявке, а уведомление о выдаче будет отправлено по почте после того, как пошлина за выдачу будет уплачена и обработана USPTO.
Выдача патента отправляется по почте в день выдачи патента. Он включает любые ссылки на предшествующие патенты, имена изобретателей (изобретателей), спецификации и формулы изобретения (и это лишь некоторые из них). Он упакован в привлекательную обложку с золотой печатью и красной лентой на обложке.
Заказать заверенные документы — Заказать заверенные документы с лентой и печатью USPTO, а также подписью уполномоченного удостоверяющего лица.
Шаг 8 Якорь
Шаг 8: Поддержание вашего патента в силе
Калькулятор срока действия патента
Оцените, сколько времени осталось до истечения срока действия вашего патента, используя эту таблицу Microsoft Excel.
Подразделение помощи при подаче заявок
Сотрудники Подразделения помощи при подаче заявок обучены отвечать на вопросы о предэкспертной обработке патентных заявок и обработке после экспертизы… change
Петиции
Узнайте больше о патентных петициях. Доступ к ресурсам петиций, справочным материалам и часто задаваемым вопросам.
Оплатите сборы за обслуживание и проверьте статус
Плата за поддержание в силе требуется для поддержания патента в силе по истечении 4, 8 и 12 лет после даты выдачи патента на полезную модель и повторной выдачи патента на полезную модель. Если плата за обслуживание и любая применимая надбавка не будут уплачены своевременно, срок действия патента истечет.
Дополнительную информацию см. на странице Поддержите свой патент .
После того, как ваш патент выдан и опубликован
Изменение владельца патента (переуступка)
Исправления к патентам и опубликованным патентным заявкам, возобновление отказов, отзыв грантов и т. д.
Last Anchor
Часто задаваемые вопросы о патентах и эксклюзивности
Эксклюзивность и непатентованные препараты: что это значит? Инфографика (PDF, 470 КБ)
Эксклюзивность
В чем разница между патентами и эксклюзивностью?
Каков срок действия патента?
Сколько длится период эксклюзивности?
Почему эксклюзивность истекает раньше патента? Патент до эксклюзивности? Почему на тот или иной лекарственный продукт есть только патенты? Только есть эксклюзив? Ни того, ни другого?
Какая информация, относящаяся к педиатрической эксклюзивности, указана в Оранжевой книге?
Где я могу найти положения о патентах и исключительных правах в Своде федеральных правил (C.F.R.)?
Как уведомляется владелец NDA, если его заявка получила период эксклюзивности?
Патенты
Когда держатель NDA должен предоставлять патентную информацию?
Что такое дата подачи заявки на патент?
Почему Оранжевая книга не включает даты подачи заявок на патенты для большинства записей?
Как владелец NDA может запросить исправление ошибки в дате подачи патента?
Как держатель NDA должен исправить или потребовать удаления патентной информации?
Должен ли держатель NDA предоставлять патентную информацию при запросе утверждения дополнения?
Когда владелец NDA может изменить описание утвержденного(ых) метода(ов) использования, заявленного в патенте?
Какие действия должен предпринять находящийся на рассмотрении заявитель ANDA или 505(b)(2), если патентная информация подается несвоевременно?
Существует ли определенный формат, в котором патентная информация должна быть представлена в агентство?
К каким материалам применяется последнее правило?
Нужно ли повторно подавать ранее представленную патентную информацию в новых формах FDA 3542 и 3542a?
К кому мне обращаться с конкретными вопросами относительно того, какие патенты имеют право на включение в Оранжевую книгу?
Orange Book Часто задаваемые вопросы
1. В чем разница между патентами и исключительными правами? Патенты и исключительные права действуют аналогичным образом, но отличаются друг от друга и регулируются разными законами. Патенты представляют собой право собственности, предоставляемое Ведомством США по патентам и товарным знакам в любое время в ходе разработки лекарственного средства, и могут охватывать широкий спектр требований. Эксклюзивность относится к определенным задержкам и запретам на одобрение конкурирующих препаратов, доступных в соответствии с законом, которые применяются после утверждения препарата или определенных добавок. Владелец заявки на новый лекарственный препарат (NDA) или сокращенной заявки на новый лекарственный препарат (ANDA) имеет право на эксклюзивное право, если выполняются установленные законом требования. См. 21 C.F.R. 314.108, 316.31, 316.34 и разделы 505A, 505E и 505(j)(5)(B)(iv) Закона FD&C. Сроки действия исключительного права и срока действия патента могут совпадать, а могут и не совпадать. Эксклюзивность была разработана для обеспечения баланса между инновациями в области новых лекарств и более широким доступом общественности к лекарствам, являющимся результатом конкуренции с непатентованными лекарствами.
Вернуться к началу
2. Каков срок действия патента? Условия патента устанавливаются законом. В настоящее время срок действия нового патента составляет 20 лет с даты подачи заявки на патент в США. Многие другие факторы могут повлиять на срок действия патента.
Наверх
3. Как долго длится период эксклюзивности? Это зависит от того, о каком типе эксклюзивности идет речь.
Эксклюзивность орфанных препаратов (ODE) – 7 лет
Эксклюзивность нового химического предприятия (NCE) – 5 лет
Создание стимулов для антибиотиков сейчас (GAIN) Эксклюзивность – 5 лет добавлены к некоторым эксклюзивным программам
Эксклюзивность на новые клинические исследования – 3 года
Педиатрическая эксклюзивность (PED) – 6 месяцев добавлены к существующим патентам/эксклюзивности
Patent Challenge (ПК) — 180 дней (это исключительное право только для ANDA)
Конкурентная непатентованная терапия (CGT) — 180 дней (эта эксклюзивность только для ANDA)
См. 21 C.F.R. 314.108, 316.31, 316.34 и разделы 505A, 505E, 505(j)(5)(B)(iv) и раздел 505(j)(5)(B)(v) Закона FD&C.
Вернуться к началу
4. Почему срок действия эксклюзивных прав истекает раньше срока действия патента? Патент до эксклюзивности? Почему на тот или иной лекарственный продукт есть только патенты? Только есть эксклюзив? Ни того, ни другого? Патенты и исключительные права применяются к лекарствам по-разному. Патенты могут быть выданы или истечь в любое время, независимо от статуса одобрения препарата. Эксклюзивность присваивается после утверждения лекарственного препарата при соблюдении установленных законом требований. Некоторые лекарства имеют как патентную, так и исключительную защиту, в то время как другие имеют только одну или ни одну из них. Патенты и эксклюзивность могут действовать или не действовать одновременно и могут охватывать или не охватывать одни и те же аспекты лекарственного препарата. Патенты и исключительные права, срок действия которых истек, удаляются из Оранжевой книги.
Вернуться к началу
5. Какая информация, относящаяся к эксклюзивности для детей, указана в Оранжевой книге? При получении педиатрического эксклюзивного права ко всем существующим патентам и эксклюзивному праву на все заявки, принадлежащие спонсору, добавляется 6-месячный период эксклюзивного права на эту активную часть. Педиатрическая исключительность не стоит отдельно, а присоединяется к существующей исключительности. Когда применяется педиатрическая исключительность, в патентной колонке Оранжевой книги патент отображается дважды: один раз с датой истечения срока действия исходного патента, а второй раз отражает шестимесячный период педиатрической исключительности, связанной с этим конкретным патентом. Соответствующую информацию можно найти на веб-странице. Право на эксклюзивность для педиатрии в соответствии с разделом 505A Федерального закона о пищевых продуктах, лекарствах и косметических средствах: часто задаваемые вопросы об эксклюзивности для педиатрии (505A), педиатрическое «Правило» и их взаимодействие
Вернуться к началу
6. Где я могу найти положения о патентах и исключительных правах в Своде федеральных правил (C.F.R.)?
См. 21 C.F.R. 314.50 Содержание и формат NDA См. 21 C.F.R. 314.52 Уведомление о удостоверении недействительности, неисполнимости или ненарушения патента См. 21 C.F.R. 314.53 Представление патентной информации См. 21 C.F.R. 314.54 Процедура подачи заявки 505(b)(2), требующей проведения исследований для утверждения нового показания или иного изменения в отношении лекарственного средства, включенного в перечень См. 21 C.F.R. 314.60 Поправки к неутвержденному соглашению о неразглашении, дополнения или повторная подача См. 21 C.F.R. 314.70 Дополнения и другие изменения к утвержденному NDA См. 21 C.F.R. 314.94 Содержание и формат ANDA См. 21 C.F.R. 314.95 Уведомление о удостоверении недействительности, неисполнимости или ненарушения патента См. 21 C.F.R. 314.96 Поправки к неутвержденному ANDA См. 21 C.F.R. 314.97 Дополнения и другие изменения к ANDA См. 21 C.F.R. 314.101 Подача NDA и получение ANDA См. 21 C.F.R. 314.107 Дата утверждения заявки 505(b)(2) или ANDA См. 21 C.F.R. 314.108 Эксклюзивность нового лекарственного препарата См. 21 C.F.R. 316.31 Область применения эксклюзивного разрешения на орфанные препараты См. 21 C.F.R. 316.34 Признание FDA эксклюзивного разрешения
Свод федеральных правил на веб-сайте правительственного издательства.
Вернуться к началу
7. Как уведомляется владелец NDA, если его заявка получила период эксклюзивности?
Владельцу заявки не отправляются письма с указанием того, что к их заявке прилагается период исключительности. Размещение информации об эксклюзивности в Оранжевой книге является официальным средством распространения этой информации.
Вернуться к началу
8. Когда держатель NDA должен предоставлять патентную информацию? Патентная информация должна быть представлена вместе со всеми заявками на новые лекарства (NDA) и некоторыми дополнительными заявками (sNDA) по форме FDA 3542a во время подачи NDA или sNDA. Патентная информация для внесения в Оранжевую книгу должна быть представлена в форме FDA 3542 в течение 30 дней после одобрения NDA или дополнительной заявки. Для патентов, выданных после утверждения NDA или дополнений, держатель NDA должен предоставить необходимую патентную информацию в течение 30 дней с момента выдачи патента, чтобы он считался своевременно поданным. Если владелец NDA своевременно представляет требуемую патентную информацию, но FDA уведомляет держателя NDA о том, что его форма FDA 3542 неполная или показывает, что патент не подходит для включения в список, держатель NDA должен представить приемлемую форму FDA 3542 в течение 15 дней после получения FDA. уведомление считается своевременно поданным с даты первоначального представления патентной информации. Новая патентная информация может быть представлена по истечении 30 дней с момента выдачи патента, но такая информация не считается своевременно поданной.
Вернуться к началу
9. Что такое дата подачи заявки на патент? Датой подачи заявки на патент является дата, когда FDA получает патентную информацию от держателя заявки на новый лекарственный препарат (NDA). См. 21 C.F.R. 314.53(г)(5).
Вернуться к началу
10. Почему Оранжевая книга не включает даты подачи заявок на патенты для большинства записей? FDA начало сбор данных о дате подачи патента в 2013 году. В окончательном правиле от октября 2016 года «Сокращенные заявки на новые лекарства и заявки 505(b)(2)» говорится: «FDA намерено указать дату подачи патентов и патентную информацию в «Оранжевой книги» на перспективной основе, начиная с даты вступления в силу настоящего правила». Оранжевая книга теперь будет публиковать даты подачи заявок на патенты для всех новых записей в будущем.
Вернуться к началу
11. Как владелец NDA может запросить исправление ошибки в дате подачи патента? Владельцы NDA должны отправлять запросы на исправление ошибок по электронной почте, включая обоснование запроса, по адресу: [email protected].
Запросы будут рассматриваться в индивидуальном порядке и, если они верны, будут обновлены в Оранжевой книге, как только это станет практически возможным.
Вернуться к началу
12. Как держатель NDA должен исправить или потребовать удаления патентной информации? Держатель NDA должен представить исправление или изменение ранее предоставленной патентной информации в новой форме FDA 3542. Об изменениях в описаниях утвержденных методов использования см. вопрос 14.
Если держатель NDA определяет, что патент или патентная заявка больше не соответствует требованиям для внесения в список, владелец NDA должен незамедлительно уведомить FDA об изменении патентной информации или отзыве патента или патентной информации и запросить удаление патента или патентной информации из списка. Владелец NDA, желающий отозвать патент, должен представить своему NDA заявление, содержащее номер NDA, к которому относится запрос, каждый продукт(ы), утвержденный(ые) в NDA, к которому относится запрос, и номер патента, а также идентифицировать заявку как «Стратегическая патентная информация». Если от держателя NDA требуется по решению суда изменить информацию о патенте или исключить патент из списка, он должен представить поправку к своему NDA, которая включает копию приказа, в течение 14 дней с даты подачи приказа. Кроме того, владелец NDA должен внести исправление в дату истечения срока действия патента в форме FDA 3542 в течение 30 дней после предоставления продления срока действия патента.
Вернуться к началу
13. Должен ли владелец NDA предоставлять патентную информацию при запросе утверждения приложения? Держатель NDA должен предоставить патентную информацию, когда он добивается одобрения добавки для добавления или изменения лекарственной формы или пути введения, добавления или изменения дозировки или замены лекарственного препарата с рецептурного на безрецептурный .
Для пищевых добавок, требующих одобрения для других изменений (например, для изменения состава, добавления нового показания или других условий использования, или внесения любых других запатентованных изменений в отношении лекарственного вещества, лекарственного препарата или любого метода применения) ), требования к представлению патентной информации зависят от того, продолжает ли существующая патентная информация в Оранжевой книге исходного NDA претендовать на измененный продукт:
Если в одном или нескольких патентах, информация о которых была должным образом представлена для продукта, утвержденного в исходном NDA, заявлен измененный продукт, то заявитель не обязан повторно представлять эту патентную информацию, и FDA продолжит перечислять патентную информацию. .
Если один или несколько патентов, информация о которых была должным образом представлена для продукта, утвержденного в исходном NDA, больше не претендуют на измененный продукт, заявитель должен подать запрос на удаление указанной патентной информации во время утверждения дополнения. .
Если в одном или нескольких патентах, информация по которым ранее не предоставлялась, заявлен измененный продукт, заявитель должен предоставить патентную информацию, требуемую в соответствии с 314.53(c). Владелец NDA также должен предоставить патентную информацию для любого дополнения, если описание запатентованный метод использования в Оранжевой книге изменится после утверждения дополнения.
Вернуться к началу
14. Когда владелец NDA может изменить описание утвержденного(ых) метода(ов) использования, заявленного в патенте? Поправка к описанию утвержденного(ых) метода(ов) использования, заявленного в патенте, будет считаться своевременной, если она представлена в течение 30 дней с момента: (1) выдачи патента, (2) утверждения соответствующего изменения в маркировке продукта, или (3) решение Ведомства по патентам и товарным знакам США или Федерального суда, относящееся к конкретному патенту и изменяющее структуру формулы(й) способа использования патента (и поправка содержит копию решение). Вне этих обстоятельств и за исключением случаев, предусмотренных в положении о разрешении споров о патентных списках (21 CFR 314.53(f)(1)), поправка к описанию утвержденного(ых) метода(ов) использования, заявленного в патенте, не будет считаться своевременно поданной. .
Если поправка к описанию утвержденного(ых) метода(ов) использования, заявленного в патенте, подана в приемлемые сроки, но является неполной или показывает, что патент не подходит для включения в список, владелец NDA должен подать приемлемую форму FDA 3542 в течение 15 дней после уведомления FDA считается своевременно поданным с даты подачи измененной патентной информации.
Вернуться к началу
15. Какие действия должен предпринять ожидающий рассмотрения заявитель ANDA или 505(b)(2), если патентная информация подается несвоевременно? Если патентная информация подается несвоевременно, как правило, ранее поданный заявитель ANDA или 505(b)(2) не обязан подавать свидетельство о патенте или заявление в отношении патента или патентной информации, которая находится в списке с опозданием в отношении рассматриваемой заявки. Приложение ANDA или 505(b)(2).
Вернуться к началу
16. Существует ли определенный формат, в котором патентная информация должна быть представлена в агентство? Если заявитель NDA представляет патентную информацию с оригинальным NDA, поправкой или дополнением до утверждения, используйте форму FDA 3542a. Если владелец NDA представляет информацию о патенте, в котором заявлено одобренное лекарство или утвержденный метод использования лекарства после одобрения NDA или добавки, используйте форму FDA 3542. Агентство не будет перечислять или публиковать патентную информацию в Оранжевой книге, если он не указан в форме FDA 3542.
Вернуться к началу
17. К каким материалам применяется последнее правило? Дата вступления в силу окончательного правила «Сокращенные заявки на новые лекарственные средства и заявки 505(b)(2)» применяется к любому представлению, полученному FDA 5 декабря 2016 г. или поданному после 5 декабря 2016 г.
Арматура гладкая и рифленая катанка мерной немерной длины со склада
АРМАТУРА — это вид сортового проката, а именно горячекатаная круглая сталь гладкого или периодического профиля предназначенная для армирования обычных и предварительно напряженных железобетонных конструкций. Арматура диаметром менее 10 мм поставляются в мотках, а диаметром 10мм и более — в прутках длиной от 6 метров до 12 метров или мерной длины.
АРМАТУРА РИФЛЕНАЯ
Полный прайс-лист на арматуру рифленную А400С/500С, В500С, Ат800
АРМАТУРА ГЛАДКАЯ
Полный прайс-лист на арматуру гладкую А1, А240
КАТАНКА
Полный прайс-лист на арматуру катанку в бухтах
В наличие имеется арматура периодическая (рифленая), мерной длины 6, 12 метров, немерной длины и в бухтах из низколегированных 25Г2С, 35ГС марок сталей, из сталей А400С, А500С, В500С, Ат800, российского производства по ГОСТ 5781-82, СТО АСЧМ 7-93, ГОСТ Р 52544-06, ТУ 14-1-5570-08, арматура гладкая мерной, немерной длины и в бухтах из обыкновенных Ст3сп/пс марок сталей, из сталей А240, российского производства по ГОСТ 5781-82, катанка мерной 6 метровой длины и в бухтах из обыкновенных Ст3сп/пс, Ст1сп/пс марок сталей, российского производства по ГОСТ 30136-95, ТУ 14-1-5283-94.
Прайс-лист на арматуру рифленую, гладкую и катанку уточняйте цену и наличие у менеджеров компании. Цена оптовая с НДС за тонну:
Полное наименование, ГОСТ, ТУ, характеристики
от 5 тн.
Арматура А1 / А240 д.6
69 815р.
Арматура А1 / А240 д.6 бухты
69 815р.
Арматура А1 / А240 д.8
68 240р.
Арматура А1 / А240 д.8 бухты
69 815р.
Арматура А1 / А240 д.10
71 390р.
Арматура А1 / А240 д.10 бухты
71 390р.
Арматура А1 / А240 д.12
66 770р.
Арматура А1 / А240 д.12 бухты
62 990р.
Арматура А1 / А240 д.14
68 240р.
Арматура А1 / А240 д.16
68 870р.
Арматура А1 / А240 д.18
68 240р.
Арматура А1 / А240 д.20
68 240р.
Арматура А1 / А240 д.22
66 675р.
Арматура А1 / А240 д.25
67 295р.
Арматура А1 / А240 д.28
70 970р.
Арматура А1 / А240 д.32
70 970р.
Арматура А1 / А240 д.36
66 770р.
Арматура А1 / А240 д.40
66 770р.
Полное наименование, ГОСТ, ТУ, характеристики
от 5 тн.
Арматура А3 д. 6
74 540р.
Арматура А3 д.6 бухты
73 490р.
Арматура В500С д.6 бухты
75 695р.
Арматура А3 д.6 ст.25Г2С
86 090р.
Арматура А3 д.8
71 915р.
Арматура А3 д.8 бухты
68 240р.
Арматура В500С д.8 бухты
75 170р.
Арматура А3 д.8 ст.25Г2С
86 090р.
Арматура А3 д.8 ст.25Г2С бухта
75 170р.
Арматура А3 д.8 ст.35ГС
73 070р.
Арматура А3 д.8 ст.35ГС бухта
72 545р.
Арматура А3 д.10
68 240р.
Арматура А3 д.10 н/д
41 990р.
Арматура А3 д.10 бухта
72 450р.
Арматура В500С д. 10 бухта
76 220р.
Арматура А3 д.10 ст.25Г2С
70 970р.
Арматура А3 д.10 ст.25Г2С н/д
74 550р.
Арматура А3 д.10 ст.35ГС
75 170р.
Арматура А3 д.10 ст.35ГС бухта
72 545р.
Арматура А3 д.12
67 715р.
Арматура А3 д.12 н/д
69 825р.
Арматура А3 д.12 бухта
74 550р.
Арматура В500С д.12 бухта
77 270р.
Арматура А3 д.12 ст.25Г2С
70 340р.
Арматура А3 д.12 ст.35ГС
68 870р.
Арматура Ат800 д.12
69 300р.
Арматура А3 д.14
64 670р.
Арматура А3 д.14 ст.25Г2С
68 240р.
Арматура А3 д.14 ст.35ГС
68 870р.
Арматура Ат800 д.14
69 300р.
Арматура А3 д.16
64 670р.
Арматура А3 д.16 н/д
47 250р.
Арматура А3 д.16 ст.25Г2С
68 240р.
Арматура А3 д.16 ст.35ГС
68 870р.
Арматура А3 д.18
63 620р.
Арматура А3 д.18 ст.25Г2С
68 240р.
Арматура А3 д.18 ст.35ГС
68 870р.
Арматура А3 д.20
67 715р.
Арматура А3 д.20 н/д
63 000р.
Арматура А3 д.20 ст.25Г2С
68 240р.
Арматура А3 д.20 ст.35ГС
68 870р.
Арматура А3 д.22
63 620р.
Арматура А3 д.22 н/д
36 750р.
Арматура А3 д.22 ст.25Г2С
68 240р.
Арматура А3 д.22 ст.35ГС
67 820р.
Арматура А3 д.25
63 620р.
Арматура А3 д.25 н/д
33 600р.
Арматура А3 д.25 ст.25Г2С
68 240р.
Арматура А3 д.28
63 620р.
Арматура А3 д.28 ст.25Г2С
68 240р.
Арматура А3 д.28 ст.35ГС
67 820р.
Арматура А3 д.32
63 620р.
Арматура А3 д.32 н/д
63 000р.
Арматура А3 д.32 ст.25Г2С
65 625р.
Арматура А3 д.36
69 290р.
Арматура А3 д.36 н/д
63 000р.
Арматура А3 д.40
79 790р.
Арматура А3 д.40 ст.25Г2С
81 470р.
Полное наименование, ГОСТ, ТУ, характеристики
от 5 тн.
Катанка Ст3 д.5,5
74 120р.
Катанка Ст3 д.5,5 бухта
72 545р.
Катанка Ст3 д.6
73 395р.
Катанка Ст3 д.6 бухта
74 120р.
Катанка Ст3 д.6,5
73 070р.
Катанка Ст3 д.6,5 бухта
72 020р.
Катанка Ст3 д.8
73 395р.
Катанка Ст3 д.8 бухта
72 440р.
Катанка Ст3 д.10
73 395р.
Катанка Ст3 д.10 бухта
72 545р.
Катанка Ст3 д.12 бухта
69 920р.
АРМАТУРА ПЕРИОДИЧЕСКАЯ (РИФЛЕНАЯ) — типовое изделие металлопроката, представляющее собой круглый профиль с поперечными выступами различной конфигурации, расположенными под углом к оси, а так же с двумя продольными ребрами жесткости. Именно из-за повторяющихся поперечных выступов арматуру называют периодичной или рифленой. Материалами для производства арматуры может являться легированная сталь марок 35ГС, 32Г2Рпс, 25Г2С и аналоги. Для строительства ответственных железобетонных конструкций применяется термомеханическая и термически упроченная рифленая арматура Ат800 из стали 35ГС, 25Г2С диаметром от 6 мм до 40мм по ГОСТ 10884-81. КРУГЛАЯ (ГЛАДКАЯ) АРМАТУРА — изделия металлопроката вытянутой формы, в поперечном сечении представляющие собой гладкий круг, Материалами для изготовления, как правило, служит углеродистая сталь марок ст. 3пс/сп. КАТАНКА — это вид сортового металлопроката, который представляет собой горячекатаную проволоку круглого сечения, получаемую на проволочно-сортовых заводских станах. Стальную катанку применяют в производстве болтов, винтов, гвоздей и контактных проводов. Ее перетягивают на арматуру. Кроме перетяжки она незаменима в изготовлении сварочной проволоки по ТУ 14-1-5283-94 и стержней для электродов. С помощью стальной катанки по ТУ 14-1-5282-94 крепят и упаковывают тяжелые, габаритные грузы и строительные конструкции.
Катанку обычного качества по ГОСТ 30136-93 изготовляют из углеродистой стали обыкновенного качества марок СтО, Ст1, Ст2, СтЗ всех степеней раскисления по ГОСТ 380. Готовую продукцию выпускают в мотках, состоящих из одного непрерывного отрезка. Витки катанки в мотках должны быть уложены без перепутывания.
По способу охлаждения катанка бывает:
ВО — охлажденная на воздухе;
УО1 — одностадийное ускоренное охлаждение;
УО2 — двустадийное ускоренное охлаждение;
По точности прокатки катанка подразделяется:
Б — повышенной точности прокатки;
В — обычной точности прокатки.
А3 — Изготавливается периодическая арматура по ГОСТ 5781-82, ГОСТ 10884-94, ГОСТ 52544-2006, ТУ 14-1-5254-2006.
ГОСТ 5781-82 — Сталь горячекатаная для армирования железобетонных конструкций. ГОСТ 10884-94 — Сталь арматурная термомеханически упрочненная для железобетонных конструкций. ГОСТ 52544-2006 — Прокат арматурный свариваемый периодического профиля классов А500С и В500С для армирования железобетонных конструкций.
A1 — Изготавливается по ГОСТ 5781-82, ГОСТ 10884-94
Ходовые размеры катанки:5; 5,5; 6; 6,5; 7; 8; 9; 10.
Арматура А1 (А240) | в бунтах и прутках
Сталь горячекатаная для армирования железобетонных конструкций – Арматура А1 выпускается в форме прутков и мотков и должна соответствовать ГОСТ 5781-82. Геометрия проката и предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590-2006.
В международной классификации Арматура А1 имеет обозначение класс А240. Такой прокат имеет гладкий профиль. Основное назначение Арматуры А240 – изготовление петлевых элементов при производстве железобетонных изделий и железобетонных конструкций. «Петлевые элементы» преимущественно предназначены для крепления крупных ЖБ изделий на подъемных механизмах для транспортировки и установки на строительном объекте.
Возможны иные способы применения петлевой арматуры – гладкий пруток, связывающий (соединяющий) основной пакет, составленный, например, из Арматуры А500С. Где основной пакет выполняет функцию армирования ЖБИ, а гладкая арматура связывает прутки в пакете. Аналогичные функции выполняют катанка, проволока ОН или Арматура А500С малых размеров. Применение того или иного типа продукции определяется проектировщиком.
Так же арматура А240 часто служит заготовкой для производства холоднодеформированной арматуры периодического профиля типа В500, которая в свою очередь так же используется для армирования железобетонных изделий малых размеров. Арматура В500С часто применяется при изготовлении несъемной опалубки – новой технологии производства безотходного строительства.
в бунтах
Размер
Параметры
Марка
Вес метра, кг
Метров в тонне
Арматура А1 ф6
бунты
3сп/пс
0,222
4504
Арматура А1 ф8
бунты
3сп/пс
0,395
2531
Арматура А1 ф10
бунты
3сп/пс
0,617
1620
Арматура А1 ф12
бунты
3сп/пс
0,888
1126
в прутках
Размер
Параметры
Марка
Вес метра, кг
Метров в тонне
Арматура А1 ф6
6; 9
3сп/пс
0,222
4504
Арматура А1 ф8
6; 9; 11,7
3сп/пс
0,395
2531
Арматура А1 ф10
9; 11,7
3сп/пс
0,617
1620
Арматура А1 ф12
11,7
3сп/пс
0,888
1126
Арматура А1 ф14
11,7
3сп/пс
1,21
826
Арматура А1 ф16
11,7
3сп/пс
1,58
633
Арматура А1 ф18
11,7
3сп/пс
2
500
Арматура А1 ф20
11,7
3сп/пс
2,47
404
Арматура А1 ф22
11,7
3сп/пс
2,98
335
Арматура А1 ф25
11,7
3сп/пс
3,85
259
Арматура А1 ф28
11,7
3сп/пс
4,83
207
Арматура А1 ф32
11,7
3сп/пс
6,31
158
Арматура А1 ф36
11,7
3сп/пс
7,99
125
Технические характеристики и полезные сведения
Обращаем Ваше внимание, что коэффициенты, приведенные в таблице, являются справочными величинами, посчитанными теоретически. Фактический вес метра зависит от точности и настроек прокатного стана. В соответствии с предельными отклонениями, допущенными ГОСТ и ТУ, фактический вес, в зависимости от размера профиля, может отличаться от теоретического веса на 3-9% как в плюс, так и минус.
Сталь горячекатаную для армирования изготавливают в мотках (бунтах) или прутках мерной или немерной длины. В каждой партии мерной длины допускается до 15% прутков немерной длины не короче 2,5 метров. По согласованию Потребителя с Поставщиком возможна поставка 100% прутков мерной длины. Стальной прокат немерной длины должен быть от 3 до 12 метров. Вес бунтов (мотков) определяется по согласованию производителя и потребителя. Обычно вес мотков не превышает 1,3 тонны, что делает арматуру в бунтах удобной для использования в ограниченных пространствах, в помещениях оборудованных кран-балками малой грузоподъемности.
Арматура А1 (А240), как и другой металлопрокат, поставляется партиями. Каждая партия не должна превышать 70 тонн (норма загрузки железнодорожного вагона). Сертификат качества, в соответствии с ГОСТ 7566-94 выдается производителем на партию продукции, отгруженную с завода.
Упаковка – арматурная сталь упаковывается в связки (пачки) весом по 4,5 – 8 тонн. Каждая пачка туго перевязывается в трех местах. Для этого используется стальная лента либо катанка для упаковки. Кроме того, на каждой пачке крепят два хомута, которые служат для крепления строп крановых механизмов, обеспечивающих механизированную погрузку и выгрузку товара. На каждом пакете (пачке) крепится две бирки (по одной с каждого конца). На бирках производитель указывает следующую информацию – Наименования производителя, наименование проката, размер и тип профиля, номер партии, номер плавки, вес пакета.
Купить арматуру А1 (А240) в нашей компании можно любыми партиями от 1 тонны до вагонных норм. Отгрузка осуществляется как со склада в Московской области, так и с заводов – производителей, в случае транзитных поставок вагонными нормами.
Цены
В последние годы цена на арматуру а1 (А240) меняется очень динамично, что сильно затрудняет публикацию актуальной цены, соответствующей настоящему моменту.
Просим Вас уточнять текущие цены и наличие интересующей продукции по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
Fittings GOST 5781-82 »Metallurgprom
International Стандарт
Горячая сталь для трудовых конструкций
Стандарт
International Стандарт
круглая сталь гладкого и периодического профиля, предназначенная для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В отношении норм химического состава низколегированных сталей стандарт также распространяется на слитки, блюмы и заготовки.
(Измененное издание, ред. № 4).
1. КЛАССИФИКАЦИЯ И РАЗНООБРАЗИЯ
1. 1. В зависимости от механических свойств арматурную сталь подразделяют на классы АИ (А240), А-II (А300), А-III (А400), А-IV (А600), АВ (А800), А-VI (А1000).
1.2. Арматурную сталь производят в стержнях или бухтах. Арматурную сталь класса АИ (А240) делают гладкой, классов А-II (А300), А-III (А400), А-IV (А600), АВ (А800) и А-VI (А1000) — периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), А-IV (А600) и А-V (А1000) делают гладкой.
1.1, 1.2. (Измененное издание, ред. № 5) .
1.3. Номера профилей, площади сечений, масса 1 м длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл. 1.
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам гладких профилей равной площади поперечного сечения.
Таблица 1
(Измененное издание, ред. № 3).
1.5. Масса 1 м профиля рассчитана по номинальным размерам при плотности стали равной 7,85×10 3 кг/м 3 . Вероятность предоставления массы 1 м должна быть не менее 0,9.
(Измененное издание, ред. № 3).
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 259.0-88 для нормальной точности прокатки.
1.7. Арматурная сталь периодического профиля представляет собой круглый профиль с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы по однозаходной винтовой линии, диаметром 8 мм — по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), выполненная в обычном исполнении, с профилем, показанным на рис. 1 a и специальный профиль Ac-II (Ac300), показанный на рис. 2 и должны иметь выступы, идущие по винтовым линиям с одинаковым подходом с обеих сторон профиля.
Сталь класса А-III (А400), изготовленная с профилем, показанным на рис. 1 б , и классов А-IV (А600), А-V (А800), А-VI (А1000) с профилем, показанным на рис. 1 б , 2 б , должны иметь выступы по винтовым линиям, имея с одной стороны профиля правый, а с другой — левый заходы.
Черт. 1
Черт. 2
Арматурная сталь специального назначения класса Ас-II (Ас300) изготавливается по профилям, показанным на рис. 1 или 2 .
Профиль показан на рис. 2 и специального назначения изготавливается по согласованию между изготовителем и потребителем. Форма и размеры профилей, показанных на рис. 2 и , могут быть изменены.
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготавливаемой по чертежу. 1 а и б должны соответствовать приведенным в табл. 2, но блин. 2 a и b — приведены в табл. 3.
Таблица 2
Размеры , мм
Примечание. По требованию потребителя предельные отклонения размера d 1 не должны превышать предельных отклонений d плюс двукратное превышение предельных отклонений h .
Стол 3
Размеры , мм
Гладкие жесткие трубы. Серия RIG
Гладкие жесткие трубы. Серия RIG
ПВХ самозатухающий, IP 55, цвет — серый RAL 7035
Гладкостенный жесткий трубка серии RIG — профессиональная система разводки кабелей и проводов для скрытая/открытая проводка в стенах или стенах жилых, офисных и производственных помещение.
Состоит из серии из гладкого твердого пластика RIG . трубки, монтажные и монтажные приспособления (фитинги), коробки соединительные и для поверхностного монтажа колодки. Назначение гладких жестких труб с фурнитурой — обеспечение надежного остова комплексной электропроводки с гарантированной экономией трудозатрат и времени монтажа и обеспечение герметичности класса IP65 (ГОСТ 14254 МЭК 529).
ПВХ самозатухающий состав исключает возможность воспламенения короткое замыкание кабеля и распространение пламени по трубе и кабелю, дополнительный изолятор.
Широкий ассортимент аксессуаров был задействован для установки любого сложность.
Продукция сертифицирована в соответствии с: — Системная аттестация в области пожарной безопасности Государственной противопожарной службы МВД России, — Система Сертификации ГОСТ-Р Госстандарта России.
Материал: Самозатухающий состав ПВХ Стандарт: ГОСТ 50827-95 (МЭК 670-89) Степень защиты: IP 65 по ГОСТ 14254 (IEC 529) Условия монтажа: открытый для размещения на стенах, потолках на негорючих материалах из Низкая установка: от -5 до +60 Прочность: более 350Н на 5 см при 20С — легкий тип более 750Н на 5 см при 20С — тяжелый тип более 950Н на 5 см при 20С — тип сверхтяжелый Цвет: серый RAL 7035 Диэлектрическая прочность: не менее 2000 В (50 Гц в течение 15 мин) Сопротивление изоляции: не менее 100 МОм (500 В в течение 1 мин) : не поддерживает горение
Сравнительные характеристики газобетона и газосиликата
Главная
» Полезные статьи о строительстве дома
» Газобетон или газосиликат: в чем разница?
Открытоячеистая однородная структура газобетона характеризуется небольшим весом, низкой теплопроводностью, повышенной стойкостью к механическим нагрузкам.
Меняя дозировку алюминиевой присадки, можно получать газобетон заданной прочности в виде стеновых и перегородочных блоков или готовых архитектурных элементов.
Более совершенный газобетон автоклавный, прошедший паротепловую обработку в специальных емкостях. Помимо улучшения рабочих свойств, автоклавный газобетон отличается сокращенным производственным циклом.
Главные отличия газобетонных и газосиликатных материалов
Стеновые блоки Bonolit, цена которых по всем показателям может называться бюджетной, входят в категорию газосиликатных материалов. Разница заключается в замене дорогостоящего цементного связующего более дешевой известью.
Все разновидности газосиликатных материалов подвергаются энергоемкой автоклавной обработке, поэтому отпускные цены на газосиликаты идентичны стоимости цементного газобетона.
По теплопроводности и стойкости к нагрузкам на сжатие газобетонные и газосиликатные блоки одинаковой плотности равноценны, что определяет их пригодность для реализации строительных проектов разной сложности.
Монтаж стандартных и газосиликатных блоков производится по одинаковым технологиям. Для кладки блоков с несовершенной геометрией и значительным разбросом размеров, традиционно используется бетонный раствор. Недостатки строительного материала компенсируются изменением толщины монтажных швов.
Купить песок и цемент оптом в Москве для самостоятельного приготовления кладочного раствора можно в специализированных торговых организациях. С другой стороны, бетонно-растворная кладка никаких особых преимуществ не имеет. Теплосохранение таких стен и перегородок существенно хуже, не исключается образование постоянных мостиков холода.
Проблема частично решается применением специальных кладочных растворов. Для их приготовления задействуются сухие строительные смеси, характеристикикоторых отвечают заявленным требованиям по теплопроводности, прочности, влаго- и морозостойкости или ускоренному твердению.
Заказывайте услугу обратного звонока в любое для Вас удобное время, и наши опытные специалисты Вам обязательно перезвонят!
Преимущества блочно-клеевого монтажа
Более прогрессивный и совершенный блочный монтаж – клеевой. Кроме монолитной прочности клеевых швов, газоблочные конструкции характеризуются минимальными межблочными зазорами, отсутствием участков с повышенной теплопроводностью, экономичным расходом штукатурных отделочных материалов.
В ассортименте имеются цементно-полимерные клеи для газоблоков, обладающие ускоренным твердением, повышенной прочностью, влаго-морозостойкостью и другими полезными свойствами.
В частности, морозостойкий состав позволяет монтировать блоки без предварительного прогрева при температуре воздуха до -10°С.
Несмотря на более высокую стоимость сухих смесей, клеевой монтаж блоков менее затратный, поскольку ширина зазоров между элементами газоблочной конструкции составляет всего 1,5-2 мм.
Поверхность газоблочных стен и перегородок не нуждается в предварительном выравнивании перед нанесением штукатурной отделки.
Толщина слоя варьируется в пределах 3-5 мм, поэтому расход материала оптимальный.
Поризованные бетоны, как правило, гигроскопичны. Возведенные стены и перегородки нельзя оставлять на зимовку без временной, но достаточно надежной гидроизоляции. Фасадным гидробарьером может служить полиэтиленовая пленка или другой влагонепроницаемый материал.
Доверьте работу профессионалам! Заказывайте у нас уже сейчас монтаж газоблоков на выгодных для Вас условиях!
Тэги :
В той же категории
Что такое газобетон и пенобетон?
Что лучше – кирпич или газосиликатный блок?
Что включают в себя строительные фасадные работы на доме из газобетона?
Чем штукатурить газобетон внутри дома?
Чем отделать газобетон снаружи?
Фундаментные работы – прочная основа любого строительства!
Фасадные работы под ключ: воплощение мечты об идеальном доме!
Утеплять ли газобетон?
Утеплять или нет газобетон?
Строительство домов под ключ: быстро, профессионально, надежно!
Похожие блоги по тегам
Что такое газобетон и пенобетон?
Что лучше – кирпич или газосиликатный блок?
Что включают в себя строительные фасадные работы на доме из газобетона?
Чем штукатурить газобетон внутри дома?
Чем отделать газобетон снаружи?
Фундаментные работы – прочная основа любого строительства!
Фасадные штукатурки: Оптимальный выбор для бетонных конструкций
Фасадные работы под ключ: воплощение мечты об идеальном доме!
Утеплять ли газобетон?
Утеплять или нет газобетон?
что лучше выбрать, в чес разница и отличия
29 марта 2021
В последнее время выросла потребность в специализированных материалах, которые отличаются высокими техническими характеристиками. Это связано с желанием сократить теплопотери. При строительстве люди всё чаще стали выбирать газобетонные или газосиликатные блоки, но вместе с этим мало кто знает особенности этих материалов. Их путают из-за большого сходства, более того, не все консультанты в магазинах способны объяснить разницу между ними.
Для того, чтобы избежать проблем с покупкой, предлагаем вам ознакомиться с этой статьёй. В ней мы сравним два материала, чтобы понять их различия и выбрать лучший вариант.
Начнём с составов и способов схватывания растворов.
Газобетон состоит из цемента, извести и песка. Это основа. Также в неё входит алюминиевая пудра.
Газобетонные блоки застывают либо в естественной среде, либо специальных автоклавах.
Газосиликат, в свою очередь, состоит из смеси песка (62%) и извести (24%).
Он всегда должен подвергаться термообработке паром при высокой температуре. Для него не характерен воздушный способ застывания.
В чём плюс застывания в автоклавах?
Состав схватывается намного быстрее.
Такая обработка сделает его прочнее и обеспечит небольшую усадку в процессе эксплуатации.
На выходе мы получаем хорошую теплоизоляцию.
В итоге мы получаем застывший раствор и можем различать его по цвету. Газобетон и газосиликат, которые застывали в автоклавах, имеют белый цвет. А вот если газобетон застывал сам, то он получится серым. Для некоторых людей цвет материала также важен при выборе, т.к. Белые дома смотрятся лучше. Поэтому, если для вас эстетическое восприятие стоит не на последнем месте, лучше не забывать про этот пункт.
С составами ознакомились, теперь разберём преимущества каждого материала.
У газобетона не так много пор, поэтому он не разрушается под воздействием воды. Из этого можно сделать вывод, что такие блоки более морозоустойчивы.
Из других плюсов газобетона:
Он устойчив к огню. Возгорание происходит не сразу.
Ему не страшны перепады температуры.
Низкая стоимость материала. При постройке дома это будет выгодным вложением.
Из перечисленного выше видно, что у газобетона достаточно преимуществ, однако это не означает, что газосиликат во всём ему проигрывает.
Из-за этих самых пор газосиликатные блоки отличаются большей плотностью, т.к. пузырьки воздуха распределены по всей поверхности равномерно. Кроме того, за счёт пор получается неплохая звукоизоляция и теплоизоляция.
Вывод: если вы строите дом, то при возведении газосиликатных стен трещины будут появляться гораздо реже.
Именно поэтому из этого материала чаще строятся многоэтажные дома. Если выбор стоит между кирпичом и газосиликатом, то лучше обойтись вторым вариантов. Это будет дешевле и быстрее. А вот если выбор предстоит между газобетоном и газосиликатом, то тут решайте исходя из того, что для вас важнее – прочность, звукоизоляция или устойчивость к температурам и цена.
Что ещё можно сказать об этих материалах?
Кладка из газосиликата выходит легче, да и клея со штукатуркой нужно гораздо меньше. Так что оба материала различаются весом, что немаловажно.
Газобетон отличается повышенной теплопроводностью.
Силикат очень активно впитывает влагу. Это может стать причиной его разрушения. Если для вашего региона характерна повышенная влажность, то стоит забыть про этот вариант. Или задуматься о хорошей гидроизоляции, что выйдет дороже. Зато защитит материал от промерзания и плесени.
Мы не случайно упомянули выше способы затвердевания составов. Один и тот же блок из газобетона может быть различен по качеству. Об этом не стоит забывать. Если газобетон неавтоклавный, то его свойства уступают не только газосиликату, но и автоклавному газобетону. На этапе эксплуатации он будет отличаться низкой прочностью, да и теплоизоляционные качества будут намного ниже.
Неавтоклавный газобетон можно довольно часто встретить на рынке, т.к. производители хотят сэкономить и предоставляют некачественные составы. Поэтому будьте осторожны.
Автоклавный или неавтоклавный газобетон?
Вернемся к автоклавам. Что из себя представляет такая конструкция?
Это резервуар, в котором материал застывает при высоком давлении и температуре. Таким образом, он становится гораздо плотнее, чем был до этого.
Материал, который обрабатывается при помощи этого резервуара, имеет однородную структуру и белый цвет.
Неавтоклавный газобетон, в свою очередь, часто делается в домашних (гаражных) условиях. Из-за этого страдает геометрия поверхности, а структура выходит абсолютно неровной. Эти нюансы негативно сказываются на качестве газоблока. Единственный плюс неавтоклавного газобетона – его низкая стоимость. Но стоит ли это того? Даже если производитель добавляет фибру, это не является гарантией того, что со временем в стенах не появятся трещины.
Какой толщины должен быть материал?
Этот показатель очень важен при выборе, т.к. толщина стен влияет на то, будет ли в помещении холодно. Если газобетон или газосиликат выбрать потолще, то он однозначно лучше будет сохранять тепло. Более того, от толщины блоков будет зависеть несущая способность здания. А это тоже очень важный момент.
Если вы выберете достаточно плотный материал, то вам не нужно будет продумывать дополнительное отопление и тратить на это большое количество денег.
Ещё один момент. Если у нас есть такой блок, то его площадь будет больше, следовательно, нагрузка от других блоков, крыши и т.д. распределится более равномерно.
От себя советуем выбирать газобетон или газосиликат толщиной более 200 мм.
Какой высоты должны быть блоки?
У производителей встречаются самые разные виды материалов. Если у вас высокие блоки, то количество рядов заметно сократится, а расход клея будет не так велик.
Какую плотность выбрать?
Нашли блоки с плотностью D300 или D600? Они отлично подойдут для строительства небольших домов. Не больше двух этажей. Для D300 существует ограничение в один этаж.
Если уж вы занялись строительством многоэтажных зданий, то тут следует обратиться к таблицам в интернете, в которых есть наглядная информация о допустимой плотности материала.
Интересный факт. Чаще всего с трещинами сталкивается тот, кто предпочитает неавтоклавный газобетон с небольшой плотностью.
Вывод: применяйте такие блоки в качестве утепления, а для возведения стен используйте что-то более подходящее.
Многие люди используют блоки из газобетона именно для возведения ненесущих перегородок. При этом высота их обычно составляет 250 мм., а плотность доходит до D400.
Как работать с этими материалами?
Мы подготовили для вас несколько рекомендаций. Ознакомьтесь с ними.
Для кладки используйте только специальные клеевые растворы.
Такая цементно-песчаная смесь обеспечивает быстрое схватывание поверхностей. Специальный клей затвердевает быстрее, следовательно, работа с блоками будет проходить быстрее.
Не забывайте про отделочные материалы. Наружная отделка поверхности гарантирует хорошую защиту от осадков и промерзания.
Если вы занимаетесь отделкой фасадов облицовочным кирпичом, то не забывайте про вентиляционный зазор.
Паропроницательность отделочных материалов должна быть всегда больше, чем у изначальной поверхности. Иначе появится плесень.
Для дополнительного утепления используйте минеральную вату.
Любой крепеж к газосиликату выполняется за счёт крепежа с дюбелями.
Для газобетонных блоков используются болты.
Для защиты стен используется армирование.
Слой гидроизоляции лежит под конструкцией из газобетона или газосиликата.
Это основа, которую нужно знать для того, чтобы не получить неприятных сюрпризов.
Как выбрать материал в магазине?
Для начала необходимо обратить внимание на внешний вид материала, который вам нужен. Начните исследовать товар с самой упаковки. Она должна быть герметичной. Производители, которые любят сэкономить, часто допускают дефекты даже в этом.
Теперь переходим к осмотру газобетона или газосиликата. Материал должен быть равномерно окрашен. Никаких неровностей или разводов просто нельзя допускать. Пятна краски, масляные разводы – всего этого не должны быть на материале. Далее стоит обратить внимание на наличие сколов или трещин. Вы же не хотите переплачивать за некачественную продукцию?
Не стоит забывать и о самой структуре. По наличию мелких пузырьков можно понять, что перед вами именно газосиликат.
Важен ли производитель при выборе материала? Однозначно да. Разные компании производят различный по плотности, качеству и размеру газобетон или газосиликат. У одних производителей могут быть использованы современные технологии в обработке материалов, другие же могут экономить даже на способе застывания материала.
Вывод.
Не бывает материалов, которые имели бы только положительные аспекты. Всегда есть какое-то «но». Блоки из газобетона очевидно уступают блокам из газосиликата, но это не значит, что их лучше не использовать совсем. Напротив, каждый из этих материалов подходит под свои условия. Подходите грамотно к покупке материала, чтобы не столкнуться с нарушением технологии производства из-за недобросовестных производителей.
Теги:
выбор стройматериала
Оцените материал:
Оставить комментарий / Всего комментариев: 0
Оставить комментарий
Разработка и характеристики аэрированного щелочно-активированного шлакового цемента, смешанного с цинковым порошком
1. Чеа С.Б., Тан Л.Е., Рамли М. Последние достижения в области связующего на основе шлака и химических активаторов, полученных из промышленных побочных продуктов — обзор. Констр. Строить. Матер. 2021;272:12167. doi: 10.1016/j.conbuildmat.2020.121657. [CrossRef] [Google Scholar]
2. Элахи М.М.А., Хоссейн М.М., Карим М.Р., Заин М.Ф.М. Обзор щелочеактивируемых вяжущих: состав материалов и свойства бетона в свежем виде. Констр. Строить. Матер. 2020;260:19788. doi: 10.1016/j.conbuildmat.2020.119788. [CrossRef] [Google Scholar]
3. Атира В.С., Бахурудин А., Салджас М., Джаячандран К. Влияние различных методов отверждения на механические и прочностные свойства щелочеактивируемых вяжущих. Констр. Строить. Матер. 2021;299:123963. doi: 10.1016/j.conbuildmat.2021.123963. [CrossRef] [Google Scholar]
4. Гёкче Х.С., Туян М., Нехди М.Л. Активированные щелочью и геополимерные материалы, разработанные с использованием инновационных технологий производства: критический обзор. Констр. Строить. Матер. 2021;303:124483. doi: 10.1016/j.conbuildmat.2021.124483. [Перекрестная ссылка] [Академия Google]
5. Ибрагим М., Маслехуддин М. Обзор факторов, влияющих на свойства активируемых щелочью вяжущих. Дж. Очиститель Прод. 2021;286:124972. doi: 10.1016/j.jclepro.2020.124972. [CrossRef] [Google Scholar]
6. Mendes B.C., Pedroti L.G., Vieira C.M.F., Marvila M., Azevedo A.R.G., Franco de Carvalho J.M., Ribeiro J.C.L. Применение экологически чистых альтернативных активаторов в материалах, активированных щелочью: обзор. Дж. Билд. англ. 2021;35:102010. doi: 10.1016/j.jobe.2020.102010. [Перекрестная ссылка] [Академия Google]
7. Ши С., Рой Д., Кривенко П. Щелочноактивированные цементы и бетоны. КПР Пресс; Бока-Ратон, Флорида, США: 2003. [Google Scholar]
8. Ван В., Ногучи Т. Щелочно-кремнеземная реакция (ASR) в системе цемента, активированного щелочью (AAC): современное состояние обзор. Констр. Строить. Матер. 2020;252:119105. doi: 10.1016/j.conbuildmat. 2020.119105. [CrossRef] [Google Scholar]
9. Руан С., Чжу В., Ян Э.-Х., Венг Ю., Унлюер К. Улучшение характеристик и развитие микроструктуры смесей активированных щелочью шлаков. Констр. Строить. Матер. 2020;261:120017. doi: 10.1016/j.conbuildmat.2020.120017. [Перекрестная ссылка] [Академия Google]
10. Адесанья Э., Перумал П., Луукконен Т., Юлиниеми Дж., Охеноя К., Киннунен П., Илликайнен М. Возможности повышения устойчивости материалов, активированных щелочью: обзор активаторов на основе побочного потока. Дж. Очиститель Прод. 2021;286:125558. doi: 10.1016/j.jclepro.2020.125558. [CrossRef] [Google Scholar]
11. Gu G., Xu F., Ruan S., Huang X., Zhu J., Peng C. Влияние сборного пенопласта на пористую структуру и свойства геополимера на основе летучей золы. пены. Констр. Строить. Матер. 2020;256:119410. doi: 10.1016/j.conbuildmat.2020.119410. [CrossRef] [Google Scholar]
12. Амран М., Федиок Р., Ватин Н., Ли Ю.Х., Мурали Г., Озбаккалоглу Т., Клюев С., Алабдульджаббер Х. Фиброармированный пенобетон: обзор. Материалы. 2020;13:4323. doi: 10.3390/ma13194323. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
13. Хоу Л., Ли Дж., Лу З., Ню Ю. Влияние пенообразователя на цемент и пенобетон. Констр. Строить. Матер. 2021;280:122399. doi: 10.1016/j.conbuildmat.2021.122399. [CrossRef] [Google Scholar]
14. Пасупати К., Рамакришнан С., Санджаян Дж. Улучшение механических и термических свойств газогеополимерного бетона с использованием легких пористых заполнителей. Констр. Строить. Матер. 2020;264:120713. doi: 10.1016/j.conbuildmat.2020.120713. [CrossRef] [Google Scholar]
15. Fu X., Lai Z., Lai X., Lu Z., Lv S. Получение и характеристики пористых материалов на основе магнезиально-фосфатного цемента. Констр. Строить. Матер. 2016; 127:712–723. doi: 10.1016/j.conbuildmat.2016.10.041. [Перекрестная ссылка] [Академия Google]
16. Новаис Р.М., Асенсан Г., Феррейра Н., Сибра М.П., Лабринча Дж.А. Влияние содержания воды и алюминиевой пудры на свойства отходовсодержащих геополимерных пен. Керам. Междунар. 2018;44:6242–6249. doi: 10.1016/j.ceramint.2018.01.009. [CrossRef] [Google Scholar]
17. Киупис Д., Цизимопулу А., Цивилис С., Какали Г. Разработка пористых геополимеров, вспененных порошками алюминия и цинка. Керам. Интернет. 2021;47:26280–26292. doi: 10.1016/j.ceramint.2021.06.037. [Перекрестная ссылка] [Академия Google]
18. Shuai Q., Xu Z., Yao Z., Chen X., Jiang Z., Peng X., An R., Li Y., Jiang X., Li H. Огнестойкость на основе фосфорной кислоты геополимерные пены, изготовленные из метакаолина и перекиси водорода. Матер. лат. 2020;263:127228. doi: 10.1016/j.matlet.2019.127228. [CrossRef] [Google Scholar]
19. Yan S., Zhang F., Liu J., Ren B., He P., Jia D., Yang J. Зеленый синтез высокопористых пустых микросфер/геополимерных композиционных пен путем модификации перекисью водорода. Дж. Очиститель Прод. 2019;227:483–494. doi: 10.1016/j.jclepro.2019.04.185. [CrossRef] [Google Scholar]
20. Shi J., Liu B., Liu Y., Wang E., He Z., Xu H. , Ren X. Получение и характеристика пеногеополимерных бетонов с легким заполнителем, аэрируемых водородом перекись. Констр. Строить. Матер. 2020;256:119442. doi: 10.1016/j.conbuildmat.2020.119442. [CrossRef] [Google Scholar]
21. Yang Y., Zhou Q., Deng Y., Lin J. Влияние армирования многослойным гибридным волокном на поведение при изгибе и разрушении сверхлегких композитов на основе вспененного цемента. . Цементобетон Комп. 2020;108:103509. doi: 10.1016/j.cemconcomp.2019.103509. [CrossRef] [Google Scholar]
22. Дукман В., Корат Л. Характеристика пенопластов на основе геополимерной летучей золы, полученных с добавлением порошка Al или H 2 O 2 в качестве пенообразователей. Матер. Характер. 2016;113:207–213. doi: 10.1016/j.matchar.2016.01.019. [CrossRef] [Google Scholar]
23. Li T., Huang F., Zhu J., Tang J., Liu J. Влияние вспенивающего газа и типа цемента на теплопроводность пенобетона. Констр. Строить. Матер. 2020;231:117197. doi: 10.1016/j. conbuildmat.2019.117197. [CrossRef] [Google Scholar]
24. Ji Z., Li M., Su L., Pei Y. Пористость, механическая прочность и структура геополимерных пен на основе отходов при воздействии различных стабилизаторов. Констр. Строить. Матер. 2020;258:119555. doi: 10.1016/j.conbuildmat.2020.119555. [CrossRef] [Google Scholar]
25. Falliano D., De Domenico D., Ricciardi G., Gugliandolo E. Экспериментальное исследование прочности пенобетона на сжатие: влияние условий отверждения, типа цемента, пенообразователя и плотности в сухом состоянии. . Констр. Строить. Матер. 2018;165:735–749. doi: 10.1016/j.conbuildmat.2017.12.241. [CrossRef] [Google Scholar]
26. He J., Gao Q., Song X., Bu X., He J. Влияние пенообразователя на физико-механические свойства пенобетона, активированного щелочным шлаком. Констр. Строить. Матер. 2019; 226: 280–287. doi: 10.1016/j.conbuildmat.2019.07.302. [CrossRef] [Google Scholar]
27. Пасупати К., Рамакришнан С., Санджаян Дж. Влияние переработанного заполнителя бетона на стабильность пены газогеополимерного бетона. Констр. Строить. Матер. 2021;271:121850. doi: 10.1016/j.conbuildmat.2020.121850. [Перекрестная ссылка] [Академия Google]
28. Хаджимохаммади А., Нго Т., Мендис П., Кашани К., ван Девентер Дж.С.Дж. Пены щелочного активированного шлака: влияние щелочной реакции на характеристики пены. Дж. Чистый. Произв. 2017; 147:330–339. doi: 10.1016/j.jclepro.2017.01.134. [CrossRef] [Google Scholar]
29. Kränzlein E., Pollmann H., Krcmar W. Металлические порошки как пенообразователи в синтезе геополимеров на основе летучей золы и их влияние на структуру в зависимости от соотношения Na/Al. Цем. Конкр. Комп. 2018;90:161–168. doi: 10.1016/j.cemconcomp.2018.02.009. [CrossRef] [Google Scholar]
30. Клапишевская И., Парус А., Лавничак Л., Есионовский Т., Клапишевский Л., Слосарчик А. Производство антибактериальных цементных композитов, содержащих ZnO/лигнин и ZnO-SiO 2 /гибридные примеси лигнина. Цем. Конкр. Комп. 2021;124:104250. doi: 10.1016/j.cemconcomp.2021.104250. [CrossRef] [Google Scholar]
31. Noeiaghaei T., Dhami N., Mukherjeem A. Обработка поверхности наночастицами на цементных материалах для подавления роста бактерий. Констр. Строить. Матер. 2017;150:880–891. doi: 10.1016/j.conbuildmat.2017.06.046. [CrossRef] [Google Scholar]
32. Або-Эль-Энейн С.А., Эль-Хосини Ф.И., Эль-Гамаль С.М., Амин М.С., Рамадан М. Гамма-радиационная защита, огнестойкость и физико-химические характеристики портландцементных паст, модифицированных синтетическими Fe 2 O 3 и наночастицы ZnO. Констр. Строить. Матер. 2018; 173: 687–706. doi: 10.1016/j.conbuildmat.2018.04.071. [CrossRef] [Google Scholar]
33. Le Pivert M., Zerelli B., Martin N., Capochichi-Gnambodoe M., Leprince-Wang Y. Smart ZnO декорированные оптимизированные инженерные материалы для очистки воды при естественном солнечном свете. Констр. Строить. Матер. 2020;257:119592. doi: 10.1016/j.conbuildmat.2020.119592. [CrossRef] [Google Scholar]
34. Троконис де Ринкон О., Перес О., Паредес Э., Кальдера Ю. , Урданета С., Сандовал И. Долгосрочная эффективность ZnO в качестве ингибитора коррозии арматуры. Цем. Конкр. Комп. 2002; 24:79–87. doi: 10.1016/S0958-9465(01)00029-4. [CrossRef] [Google Scholar]
35. Loh K., Gaylarde C.C., Shirakawa M.A. Фотокаталитическая активность ZnO и TiO 2 «наночастиц» для использования в цементных смесях. Констр. Строить. Матер. 2018; 167: 853–859. doi: 10.1016/j.conbuildmat.2018.02.103. [CrossRef] [Google Scholar]
37. Reichlek R., Mccurdy E., Heple L. Гидроксид цинка: произведение растворимости и константы стабильности комплекса Hydroxy-597 в диапазоне 12,5–75 °C. Можно. Дж. Хим. 1975;53:3841–3845. дои: 10.1139/v75-556. [CrossRef] [Google Scholar]
38. Деген А., Косек М. Влияние рН и примесей на поверхностный заряд оксида цинка в водном растворе 599. Дж. Евр. Керам. соц. 2000;20:667–673. doi: 10.1016/S0955-2219(99)00203-4. [CrossRef] [Google Scholar]
39. ASTM International . Стандартная практика механического смешивания гидравлических цементных паст и растворов пластичной консистенции. АСТМ интернэшнл; Западный Коншохокен, Пенсильвания, США: 2014 г. ASTM C305. [Академия Google]
40. ASTM International . Стандартный метод испытаний на время схватывания гидравлического цементного теста с помощью игл Гиллмора. АСТМ интернэшнл; Западный Коншохокен, Пенсильвания, США: 2015 г. ASTM C266. [Google Scholar]
41. ASTM International . Стандартные технические условия на таблицу расхода для использования в испытаниях гидравлического цемента. АСТМ интернэшнл; Западный Коншохокен, Пенсильвания, США: 2008 г. ASTM C230. [Google Scholar]
42. ASTM International . Стандартный метод испытаний на скорость водопоглощения кладочных растворов. АСТМ интернэшнл; Уэст-Коншохокен, Пенсильвания, США: 2015 г. ASTM C1403. [Академия Google]
43. Ким Т., Канг С. Механические свойства щелочно-активированных шлакокремнеземных цементных паст методом смешивания. Междунар. Дж. Конкр. Структура Матер. 2020;14:41. doi: 10.1186/s40069-020-00416-x. [CrossRef] [Google Scholar]
44. Jun Y., Kim T., Kim J.H. Хлоридсодержащие характеристики активированного щелочью шлака, смешанного с морской водой: влияние различных уровней солености. Цементобетон Комп. 2020;112:103680. doi: 10.1016/j.cemconcomp.2020.103680. [CrossRef] [Академия Google]
45. Yum W.S., Jeong Y., Yoon S., Jeon D., Jun Y., Oh J.E. Влияние CaCl 2 на гидратацию и свойства связующего из активированного известью (CaO) шлака/зольной пыли. Цементобетон Комп. 2017; 84: 111–123. doi: 10.1016/j.cemconcomp.2017.09.001. [CrossRef] [Google Scholar]
46. Гарг Н., Уайт К.Э. Механизм замедления оксида цинка в материалах, активированных щелочью: исследование функции распределения рентгеновских пар in situ. Дж. Матер. хим. А. 2017;5:11794–11804. doi: 10.1039/C7TA00412E. [Перекрестная ссылка] [Академия Google]
47. Мохсен А., Абдель-Гаввад Х.А., Рамадан М. Характеристики, радиационная защита и противогрибковая активность активированного щелочью шлака, индивидуально модифицированного наночастицами оксида цинка и феррита цинка. Констр. Строить. Матер. 2020;257:119584. doi: 10.1016/j.conbuildmat.2020.119584. [CrossRef] [Google Scholar]
48. Taylor-Lange S.C., Riding K.A., Juenger M.C.G. Повышение реакционной способности метакаолин-цементных смесей с использованием оксида цинка. Цем. Конкр. Комп. 2012; 34: 835–847. doi: 10.1016/j.cemconcomp.2012.03.004. [Перекрестная ссылка] [Академия Google]
49. Амер М.В., Фавваз И.К., Акл М.А. Адсорбция ионов свинца, цинка и кадмия на модифицированной полифосфатом каолинитовой глине. Дж. Окружающая среда. хим. Экотоксикол. 2010; 2:1–8. [Google Scholar]
50. Ночайя Т., Секин Ю., Чупун С., Чайпанич А. Микроструктура, характеристики, функциональность и прочность на сжатие материалов на цементной основе с использованием наночастиц оксида цинка в качестве добавки. J. Alloys Compd. 2015; 630:1–10. doi: 10.1016/j.jallcom.2014.11.043. [Перекрестная ссылка] [Академия Google]
51. Шилер П., Коларжова И., Новотны Р., Масилко Ю., Поржижка Ю., Беднарек Ю., Швец Ю., Оправил Т. Применение изотермической и изопериболической калориметрии для оценки влияния цинка на гидратацию цемента . Дж. Терм. Анальный. Калорим. 2018; 133:27–40. doi: 10.1007/s10973-017-6815-1. [CrossRef] [Google Scholar]
53. Cabrillac R., Fiorio B., Beaucour A., Dumontet H., Ortola S. Экспериментальное исследование механической анизотропии ячеистого бетона и корректирующих параметров на индуцированную пористость. Констр. Строить. Матер. 2006; 20: 286–295. doi: 10.1016/j.conbuildmat.2005.01.023. [CrossRef] [Google Scholar]
54. Masi G., Rickard W.D.A., Bignozzi M. C., Riessen A. Влияние коротких волокон и пенообразователей на физические и термические свойства геополимерных композитов. Доп. науч. Технол. 2014;92: 56–61. doi: 10.4028/www.scientific.net/AST.92.56. [CrossRef] [Google Scholar]
Строительство из световых блоков — виды, сравнение и характеристики | С вашими руками
Содержание ✓
✓ Главный вопрос
✓ Технология торговых центров
✓ Типы световых блоков
✓ Потепление и завершение дома с легких блоков
. уголок, и пришло время поговорить о трендовом материале – световых блоках. Какую толщину стенки выбрать? Они однослойные или многослойные? Чем армировать кладку и нужно ли укреплять проемы? В этой статье мы ответим на эти и другие вопросы
Легкие (так называемые конструкционно-теплоизоляционные) блоки имеют множество преимуществ перед другими материалами. Это доступная цена, хорошая теплоизоляционная способность и скорость кладки, ведь каждый блок по объему равен нескольким кирпичам. Конечно. есть и недостатки, такие как низкая прочность и влагостойкость (в частности, это касается популярных изделий из ячеистого бетона). Однако современные технологии позволяют легко преодолеть эти недостатки. Иногда сложнее решить возникающие проблемы до начала строительства. -Определился с выбором типа блоков, толщины и конструкции стен.
ВСЕ НЕОБХОДИМОЕ ДЛЯ ЭТОЙ СТАТЬИ ЗДЕСЬ >>>
ОСНОВНОЙ ВОПРОС
Согласно действующему СП 50.13330.2012 «Тепловая защита зданий» требуется приведенное сопротивление теплопередаче наружных стен здание (R0). например. для Архангельска составляет 3,56 м2•°С/Вт, для Москвы и Санкт-Петербурга — около 3,2 м2•°С/Вт, для Краснодара — 2,34 м2•°С/Вт.
Узнать необходимую толщину однослойной стены из определенного материала, умножьте R0 на коэффициент теплопроводности этого материала (их значения мы привели в таблице). Решение этой задачи осложняется тем, что коэффициент теплопроводности легких блоков варьируется в достаточно широких пределах в зависимости от технологии производства. Так, в случае с керамзитом важна фракция гравия, а на теплопроводность пористых блоков влияет микроструктура керамического камня, объем и конфигурация пустот.
Следует отметить, что однослойные блочные стены «разумной» толщины на широте Москвы не достигают нормы. Например, R0 заборов из газосиликатных блоков марки Д500 (плотность 500 кг/м 3 ) при толщине 400 мм составляет примерно 2,9 мг•°С/Вт. Поэтому многие застройщики выбирают многослойные утепленная конструкция.
Утепление стен позволяет достичь высоких значений теплосбережения при значительной экономии материалов и работ, в том числе на этапе возведения фундамента, т.к. многослойная конструкция легче и, как правило, тоньше однослойной .
Кроме того, он обладает большей тепловой инерцией: если уйти из дома зимой на два-три дня, можно отключить отопление, не боясь, что в комнатах перехватит дыхание. Основным недостатком многослойных стен является относительно небольшой срок службы утеплителя (не более 50 лет), то есть со временем стены будут становиться холоднее.
См. также: Блоки деревянные — виды и состав
ТОРГОВАЯ ТЕХНОЛОГИЯ
Кладка из блоков ведется в загоне и не относится к сложным работам. Однако каждая разновидность этого материала имеет свою специфику сборки, и строители обязаны ее учитывать. Ошибки при ведении кладки отрицательно скажутся на геометрии стен, их прочности, герметичности и теплоизоляционной способности.
ВИДЫ ЛЕГКИХ БЛОКОВ
АРБОЛИТ (иногда не совсем правильно называют опилкобетон). Производится из песчано-цементной смеси и древесной стружки. Материал трудно воспламеняется и не поддерживает горение, пилится ножовкой, но хорошо держит крепеж (в отличие от газобетона).
ГАЗ-БЕТОН . Сырьем для его производства служит мелкий кварцевый песок, вяжущие вещества (известь, гипс, цемент) и алюминиевая пудра. При взаимодействии алюминия со щелочным раствором цемента или силиката образуются пузырьки водорода, благодаря которым материал приобретает ячеистую структуру. Схваченный объемный монолит распиливают на блоки, которые затем сушат в автоклаве или электропечи. Технология позволяет варьировать плотность блоков. Конструкционными (то есть способными воспринимать силовые нагрузки) считаются изделия плотностью 500 кг/м 3 и больше.
ГАЗОСИЛИКАТ . Разновидность газобетонных блоков, изготавливаемых без применения цементного вяжущего. Эту технологию используют ведущие производители (например, Ytong). Силикатные блоки несколько менее прочны, чем цементные блоки, но имеют более однородную структуру.
КЕРАМИЧЕСКИЙ БЕТОН . Изготавливается из пескоцемента и керамзитобетона в качестве наполнителя. Различают пустотелые (двухпустые, четырехщелевые) и полнотелые блоки. Первый дешевле и легче, но наличие больших полостей затрудняет некоторые строительные работы, например, штробление. Основными недостатками керамзитоблоков являются относительно низкая теплоизоляционная способность и нестабильность геометрических размеров (допуск до 5 мм).
КЕРАМИЧЕСКИЙ БЛОК P0XXXXXXX (иначе — керамический пористый многопустой блок). Его можно считать последним шагом в эволюции красного щелевого кирпича. Блок также изготавливается из легкоплавкой глины, но его размеры в 5-8 раз больше, а пустотность достигает 55%; Пустоты имеют вид узких каналов, в них отсутствует интенсивный конвективный теплообмен, что улучшает теплоизоляционную способность. Керамический блок необходимо класть только на пластичный раствор, который не заполняет пустоты. Материал обрабатывается сложнее, чем ячеистый бетон, но обладает гораздо большей прочностью и долговечностью.
ПЕНОБЕТОН . Этот ячеистый блок по своим основным характеристикам похож на газобетон, но отличается технологией производства: в смесь цемента и песка добавляются синтетические или органические пенообразователи. По прочности пенобетон превосходит газосиликат, но имеет менее однородную структуру.
ЖЕМЧУЖНЫЙ БЕТОН . В качестве наполнителя используется вспученный перлитный песок. По теплоизолирующей способности блок не уступает газобетону, при этом он гораздо более жаростойкий и долговечный. Материал производится в России в крайне малых объемах, а цена на него явно завышена (от 6 тысяч рублей за 1 м 3 ).
ПОЛИСТИРОЛБЕТОН . Гранулы пенополистирола занимают более 50% его объема. Этот блок очень «теплый», но имеет низкую паропроницаемость.
ГЛУБОКИЙ БЕТОН . Сегодня его производят только в некоторых регионах Нечерноземья. Материал очень дешевый, но имеет низкие теплоизоляционные характеристики.
Как уменьшить потери тепла через кладочные швы.
Для этого нужно минимизировать их ширину и/или использовать «теплые» решения. Если отклонения размеров блоков не превышают 1 мм, то опытный каменщик уложит их на слой раствора не толще 3 мм, и тогда потерями тепла через швы можно пренебречь. Увы, стабильной геометрией обладают только достаточно дорогие газосиликатные блоки, выпускаемые предприятиями с современными автоклавами и линиями распиловки (например, продукция марки Ytong).
При строительстве из керамических поризованных, арболитовых, керамзито- и пенобетонных блоков толщина швов обычно составляет 10-15 мм, поэтому кладку целесообразно производить на «теплый» раствор. Его можно приготовить на цементе и наполнителе низкой плотности, например на перлитовом песке, который продается в мешках и навалом.
Готовая «теплая» смесь (Поротерм ТМ, Кнауф ЛМ21 и др.) будет стоить в 2-2,5 раза дороже приготовленной (от 300 руб. за 20 кг), однако при строительстве небольшого дома (до до 150 мг) экономия вряд ли себя оправдает, тем более, что в специальные клеи добавлены пластификаторы и замедлители схватывания, обеспечивающие хорошее сцепление раствора с блоком.
См. также: Кладка дома из ячеистых (газобетон и пенобетон) стеновых блоков
Нужно ли усиливать кладку?
При строительстве из ячеистых блоков (пенобетонных и газосиликатных) армируют первый и каждый четвертый ряд кладки, а также опорные зоны перемычек и ряд под оконными проемами. При этом стальные или композитные стержни диаметром 10 мм укладываются в мелочи, которые изготавливаются ручным или электрическим способом.
Кроме того, требуется устройство объемных железобетонных поясов между этажами и под мауэрлатом. Чтобы эти пояса не стали мостиками холода, их изолируют со стороны улицы пенополистиролом или минеральной ватой. В доме из ячеистого бетона ДАОО, кроме того, требуется усиление проема входной двери, а также оконных проемов шириной и высотой более 1,5 м. Делается это с помощью сварных каркасов из металлопроката или стоек и болтов из армированного ячеистого газобетона Д700 или Д800, что предпочтительнее.
При кладке из арболитовых и полистиролбетонных блоков каждый третий ряд армируется сеткой (лучше — пластиковой), а между этажами заливается железобетонный пояс шириной (высотой) 100 мм.
В стенах из керамзитобетонных и керамических поризованных блоков усиление швов не требуется. Необходимость межэтажного армопояса определяется расчетом нагрузок от перекрытий и кровли.
Как сделать перемычки над проемами.
Крупные производители современных керамических и газосиликатных блоков, такие как Wienerberger и Ytong, предлагают усиленные перемычки, но эти изделия достаточно дороги и малодоступны, поэтому проемы часто забиваются кусками металлопроката — уголками и швеллеры, заделанные в мелочи.
Смотрите также: Блоки из арболита своими руками (+видео)
УТЕПЛЕНИЕ И ОТДЕЛКА ДОМА ИЗ ЛЕГКИХ БЛОКОВ
Легкие блоки, в том числе керамические , недостаточно декоративны и к тому же нуждаются в защите от атмосферной влаги. Наиболее распространенными способами отделки блочных стен являются облицовка (облицовка) кирпичом, оштукатуривание, облицовка плиткой клеевым раствором и монтаж навесного фасада. Все они позволяют дополнительно утеплить стены. Стены с облицовкой кирпичом относятся к строительной «классике» и пользуются популярностью по сей день, несмотря на то, что это достаточно дорогой и трудоемкий способ отделки, кроме его выполнения необходимо увеличение проектируемой ширины основания (основания) фундамента на 150 мм, а если предусмотрено утепление, то на 200/250 мм.
Паропроницаемость облицовочного кирпича небольшая, и он способен запирать влагу внутри несущей стены. Поэтому между кирпичом и блоками предусматривают проветриватель размером 20-40 мм. Если кладка стен и облицовка ведется одновременно, то кирпич соединяется с блоками перемычками. При облицовке уже построенного дома используйте анкер.
Утеплитель чаще всего прижимают к блокам с помощью пластиковых шайб, надетых на стержни-перемычки.
Гипсокартонный фасад должен обладать стойкостью к отслаиванию и паропроницаемостью не менее 0,09 мг/(м•ч•Па).
Надежнее всего использовать готовые цементные и цементно-известковые составы, например Cerzit ST24, weber.stuk A11. Стены из пенобетона, газобетона, полистиролбетона и керамических блоков рекомендуется штукатурить по сетке. Облицовка клинкером вошла в моду благодаря некоторому удешевлению этого красивого и прочного материала. Клинкерная плитка наклеивается на стену, облицованную базовым слоем штукатурки. При утеплении сначала специальным клеем фиксируют плиты из минеральной ваты высокой плотности, затем наносят слой штукатурки и монтируют плитку.
Если нужно сделать так, чтобы труба изменила свое направление – используются детали трубопровода, которые называются «отводами». Отводы стальные оказывают незаменимую помощь, когда на пути пролагаемой трубы встречаются препятствия, которые нужно обогнуть.
Содержание
Описание
Применение
Классификация отводов
Виды
Размер
Производство
Какой отвод выбрать?
Характеристики
Особенности
Преимущества
Монтаж
Существующие размеры и диаметры отводов
ГОСТ и сортамент
Описание
Отвод является отрезком трубы, которому придан определенный угол. В зависимости от задачи можно подобрать подходящий отвод. Разновидностей бывает много, и о них эта статья.
Отводы вплотную соединяются с трубами с помощью сварки. Согласно ГОСТу, подобные изделия производятся на специальных трубогибочных станках.
ОТВОДЫ СВАРНЫЕ СЕКЦИОННЫЕ
Применение
Область применения отводов очень обширна: от монтажа нефтепровода до устройства котельной в жилом доме. Водопроводы, газопроводы, нефтепроводы – везде, где используют трубы, применяют отводы.
Классификация отводов
Отличаются отводы, прежде всего, материалами, из которых они сделаны. Кроме того, они могут иметь разные диаметры, углы изгиба. Каждому отводу соответствует определенная ГОСТом марка, по которой можно узнать об изделии всю необходимую информацию.
1 — стальная труба; 2 — теплоизоляция из пенополиуретана; 3 — оцинкованная оболочка; 4 — кабель системы ОДК
Виды
ОТВОДЫ ГНУТЫЕ
Бывают три вида стальных отводов, отличающихся типом стали, из которой они изготовлены. Они могут быть сделаны из нержавеющей, легированной или углеродистой стали. Для разных целей используют разные типы отводов. Материал, из которого он делается, зависит от условий среды, в которых он будет эксплуатироваться.
Размер
Если диаметр труб, используемых в трубопроводе, меньше 50 мм – для их ответвлений используют отводы из стали. Такие изделия могут быть сварными или бесшовными. Это зависит от того, каким способом изготовлено изделие. Более качественными и дорогими являются бесшовные фитинги.
Производство
Производство крутоизогнутых отводов из стальных и нержавеющих труб
Еще от метода производства зависит то, будут ли отводы штампованными, холодногнутыми, или какими-либо еще.
Какой отвод выбрать?
Это зависит от цели, для которой он приобретается. Если это трубы большого диаметра, то лучше воспользоваться секционными отводами.
Отводы секционные сварные
Как уже говорилось выше, отводы из стали применяются в огромном количестве областей. Это и бытовые отрасли, и промышленные.
Характеристики
Фитинги, которые рассчитаны на использование в промышленности, могут выдерживать температуры широкого диапазона, от – 60 до 450 градусов.
Детали подобного типа должны быть ограждены от веществ, способных нанести им вред на химическом уровне (кислот, щелочей). Отводы рассчитаны на давление 16 МПа. Диаметр может варьироваться от 32 до 426 мм.
Отводы из стали применяют в сферах энергетической промышленности.
Особенности
Полиэтилен низкого давления – еще один материал, из которого могут быть сделаны трубы и отводы для них. Им присущи следующие положительные качества:
• Такие трубы не ржавеют, не окисляются. • Они легкие. • Они не боятся агрессивных воздействий окружающей среды. • Они эластичны. • Отводы из ПНД обладают высокими прочностными характеристиками. • Они способны обеспечить стабильное давление в трубопроводе.
Отводы из полиэтилена, о которых идет речь, позволяют сэкономить приличные суммы денег на транспортировке. Это не удивительно, если вспомнить, что они в несколько раз легче своих металлических прообразов.
Преимущества
Еще одним несомненным достоинством таких деталей является простота их монтажа. Для того, чтобы собрать трубопровод из этого материала, не нужно использовать сварку, а это экономия на электричестве или газе, в зависимости от того, какой типа сварки мог бы быть использован, будь трубы сделаны из металла.
Отводы для труб ППУ
Подобный по положительным качествам материал, из которого могут быть сделаны трубы и отводы – ПВХ. Ниже следует список этих преимуществ.
1. Сравнительно небольшой удельный вес. 2. Долговечность при правильной эксплуатации. 3. Легкость монтажа. 4. Приемлемая цена.
Труба из ПВХ не боится практически никаких факторов окружающей среды. Среди этих факторов перепады температуры, ржавление, влага, химически активные вещества, ультрафиолет. Сечения не зарастут, стенки трубы не истончают.
Монтаж
Монтировать такие трубы и отводы можно безо всякого дополнительного инструментария. Детали просто вставляются друг в друга, образую прочно соединенную неразрывную систему. Монтаж деталей трубопровода из ПВХ под силу начинающим строителям.
Еще отводы можно разделить на сварные и холодногнутые. Сварные фитинги могут быть сделаны из разных типов металла. Это и углеродистая сталь, и нержавеющая, и низколегированная. Как и другие отводы, они могут быть использованы практически во всех областях человеческой деятельности.
Для того чтобы сделать сегментные отводы, между собой сваривают отдельные кольца для труб, выполненные наподобие клина. Такие детали используют для газопроводов и водопроводов, давление в которых не превышает низких пределов.
Эти отводы полезны в тех случаях, когда нужно соединить между собой секций труб больших диаметров.
Существующие размеры и диаметры отводов
Существует несколько возможных углов, на которые может отклонять трубу отвод. Это 15, 30, 45 90 и 180 градусов.
Отводы сварные секторные угол 60° и 90°
Чтобы знать, какого размера отвод приобрести, нужно знать диаметр труб, которые он будет соединять. Диаметр может варьироваться от 426 мм до 2000. Производители могут изготовить и нестандартные по диаметру и углу отклонения отводы.
Отводы секторные
ГОСТ и сортамент
Размеры и вес отводов ГОСТ 17375 – 2001
Стандартные отводы соответствуют нормам, прописанным в ГОСТах.
Бесшовные сварные отводы выполняются в соответствии с нормами, указанными в ГОСТе 30753-2001. Изгиб этих изделий из стали может быть разным: 35 градусов, 60, 90 или 180. Толщина стенок должна быть не меньше 4 мм, но не больше 36 мм. Диаметр, обозначенный нормой – от 57 до 820 мм.
ГОСТ 17375-2001 описывает параметры приварных отводов из стали, диаметром от 32 мм до 320. Сталь может быть разных типов. Толщина стенок может изменяться в пределах от 2 до 32 мм.
Стандартные круглые отводы
Гнутые фитинги выполняются в соответствии с ГОСТом 22793-83.
ГОСТ 17380-2001 устанавливает нормы для производства бесшовных отводов из стали, которые являются приварными. Диапазон допустимых температур находится между – 70 и + 450 градусами Цельсия.
Фотографии помогут вам лучше разобраться в разновидностях отводов. Главное знать, что выбирать фитинг нужно так, чтобы он соответствовал трубопроводу и подходил под условия, в которых он должен будет эксплуатироваться.
Отводы 30 градусов стальные крутоизогнутые
Отводы стальные — неотъемлемая часть трубопровода, которая позволяет плавно менять угол его направления. Монтаж изделий выполняется стык в стык. Внешне они напоминают отрезок трубы, изогнутой под определенным углом. Поэтому отводы классифицируют на виды, имеющие углы изгиба: 90º, 60º, 45º, 30º.
Отвод 30 градусов стальной используется как фитинг, благодаря которому можно изменять направление движения среды на 30º по Цельсию. Их нельзя назвать самыми популярными, но при прокладке трубопроводов такие составляющие бывают очень востребованы. Эти изделия соответствуют требованиям ГОСТ 17375-2001, сертифицированы, поэтому надежно обеспечивают герметичность системы магистрального трубопровода.
Преимущества отводов 30°
Самые распространенные модификации изготовлены из углеродистой стали 20 и применяются в сетях, по которым перемещаются вода, пар и другие неагрессивные среды. Они имеют достаточно много преимуществ:
обеспечение стабильной и безопасной работы системы;
прочность и надежность;
длительный срок службы;
невысокая себестоимость.
Отводы 30 градусов крутоизогнутые отлично зарекомендовали себя в составе коммуникационных систем промышленной сферы и коммунального хозяйства.
Особенности производства отводов 30°
Технологический процесс производства, при котором получается отвод 30 градусов стальной,представляет собой протяжку на гидропрессе с использованием конусообразного сердечника. Заготовка в виде трубы подается на штангу пресса, затем захват проталкивает ее через сердечник, по форме напоминающий конус и нагретый газовой горелкой. Так как диаметр сердечника эксцентрично увеличивается, то и отвод во время протяжки приобретает такую же конечную форму. Таким способом получаются крутоизогнутые бесшовные отводы с углом 30º.
Штампосварные изделия такой модификации изготавливают иначе. Две половинки отвода штампуют на фрикционных прессах из листовой стали, а затем центруют кромки и сваривают на манипуляторе. Следующей операцией техпроцесса является дополнительная обработка торцов детали на полуавтоматах, а окончательной — сварка двух половинок. Иногда используют метод штамповки заготовок, требующий сварки единичного шва. Все эти виды выпускают из легированных, углеродистых и других типов стали.
Отводы 30 градусов имеют две основные характеристики по геометрии размеров:
угол поворота потока;
отношение радиуса поворота к диаметру.
Из-за угла поворота этой модификации отводов в 30 градусов, отношение радиуса к диаметру может быть двух видов: 1 и 1,5 (тип 2D и 3D).
Параметры и конструкции изделий обоснованы для типа 3D по ГОСТ 17375-2001 и для типа 2D — по ГОСТ 30753-01. Варианты бесшовных представлены в диапазоне диаметров до 426 мм. Диаметры штампосварных изделий в два раза больше: размеры условных проходов варьируют от 426 мм до 820 мм.
Специфические особенности и сферы применения
Отводы 30 градусов стальные имеют одинаковую толщину стенок вогнутой и выгнутой образующей, они легки и малогабаритны. Поэтому изделия востребованы в тех условиях, где производственная площадь экономится. Штампосварные и бесшовные крутоизогнутые эксплуатируются в трубопроводах различного промышленного назначения и их ответвлениях при рабочем давлении до 10 МПа.
Наша компания может предложить вам стальные отводы любой модификации по доступной цене, соответствующей качеству изделия. Надежность, практичность, большой срок службы и другие отличные параметры нашей продукции проверены на практике, что оценено постоянными клиентами. Мы обеспечим Вам доставку товара к месту назначения. Узнать цены на отводы 30, условия поставки и другие параметры вы можете позвонив по телефонам указанным в шапке сайта, оставив заявку на [email protected] или заполнив форму заявки на сайте.
Стандартная таблица радиусов изгиба трубы и размеры/угол короткого/длинного колена
Ищете длинное и короткое радиусное колено трубы и размеры возврата в мм? Найдите здесь минимальный изгиб стальной трубы ASME B16.
9 вместе с допусками.
Стандартная таблица радиусов изгиба труб показывает радиусы изгиба, доступные в продуктах для гибки труб. Отводы трубопроводов представляют собой фитинги, радиус изгиба которых обычно может варьироваться от 1D до 10D. Существуют различные измерения и категории в 9Стандартный радиус изгиба 0005 для фитингов трубы . Радиус изгиба выражается по отношению к внешнему диаметру трубы. Если радиус равен диаметру трубы, то радиус равен 1D. Радиус в 2 раза больше наружного диаметра, тогда изгиб трубы 2D. Существуют также различные стандартные углы изгиба трубы в диапазоне от 15% градусов до 180 градусов.
Угол определяет, насколько быстро или медленно изменяется направление потока и какое давление воздействует на стенку колена трубопровода в результате изменения направления. Чтобы знать, что разные радиусы изгиба и размеры изгибов трубопровода, пожалуйста, свяжитесь с нами, чтобы получить Таблица радиусов изгиба труб . На этой диаграмме представлены доступные радиусы изгиба трубопровода с указанием толщины стенки и размера изгиба. Существуют различные спецификации для удовлетворения различных требований применения, а гибка трубопровода может быть изготовлена из материала любой марки.
Весовая формула для изгиба холодного и горячего трубопровода
Калькулятор минимального изгиба трубопровода и радиуса изгиба
Наиболее часто используемыми материалами являются аустенитные нержавеющие стали и углеродистые стали. Вы можете связаться с нами, чтобы узнать больше о стандартный отвод трубы размер , цена, размеры и марки материала. Применение трубных отводов можно увидеть во многих областях применения трубопроводов, таких как общие коррозионные среды, водопровод, нефть и газ, нефть и другие промышленные трубопроводы.
Посмотреть таблицу размеров и спецификаций отводов и стальных отводов для холодных и горячих труб.
Изгибы труб с большим радиусом и размеры возврата
NPS
Внешний диаметр
Тыльной стороной к лицевой стороне
От центра к центру
Дюйм.
OD
A
B
C
D
1/2
21.3
48
–
76
–
3/4
26.7
43
–
57
–
1
33,4
56
41
7 1 90
070 51
1 1/4
42.2
70
52
95
64
1 1/2
48. 3
83
62
114
76
2
60.3
106
81
152
102
2 1/2
73
132
100
191
127
3
88.9
159
121
229
152
3 1/2
101.6
184
140
267
178
4
114.3
210
159
305
203
5
141.3
262
197
381
254
6
168.3
313
237
457
305
8
219.1
414
313
610
406
10
273.1
518
391
762
508
12
323. 9
619
467
914
610
14
355.6
711
533
1067
711
16
406.4
813
610
1219
813
18
457.2
914
686
1372
914
20
508
1016
762
1524
1016
22
559
1118
838
1676
1118
24
610
1219
914
1829
1219
Все размеры — в мм
.
Стандартная таблица радиусов изгиба трубы
Стандартные трубы
Спецификация
. Бауарт 5
2,5Д
Ду
Диаметр [ØD]
CLR
CLR
CLR
20
26,9
110
67
25
33,7
110
84
32
42,4
110
106
40
48,3
110
212
50
60,3
125
151
65
76,1
175
190
80
88,9
205
222
100
114,3
270
286
125
139,7
330
350
150
168,3
390
421
200
219,1
510
250
273
650
300
323,9
775
350
355,6
850
400
406,4
970
500
508
1245
Свяжитесь с нами для получения стандартных углов изгиба трубы в 45/90/180 градусов.
Размеры трубной арматуры Допуск по ASME B16.9
NPS
ВСЕ ФИТИНГИ
ВСЕ ФИТИНГИ
ВСЕ ФИТИНГИ
ОТВОД НА 180 ГРАДУСОВ
КАПС
КОЛЕНИ И ТРОЙНИКИ
ПЕРЕХОДНИКИ
ОТВОД НА 180 ГРАДУСОВ
180 ГРАДУСОВЫЕ ОТВОДЫ
NPS
И.Д. в конце (1), (3), (4)
Н.Д. на фаске (1), (2)
Толщина стенки (3)
Межцентровое расстояние O
Общая длина E
Расстояние от центра до конца A, B, C, M
Общая длина H
Выравнивание концов U
Обратная сторона K
½ до 2½
0,03
0,06 -0,03
Не менее 87,5% номинальной толщины
0,25
0,12
0,06
0,06
0,03
0,25
от 3 до 3 ½
0,06
0,06
0,25
0,12
0,06
0,06
0,03
0,25
4
0,06
0,06
0,25
0,12
0,06
0,06
0,03
0,25
от 5 до 8
0,06
0,09 -0,06
0,25
0,25
0,06
0,06
0,03
0,25
от 10 до 18
0,12
0,16 -0,12
0,38
0,25
0,09
0,09
0,06
0,25
от 20 до 24
0,19
0,25 -0,19
0,38
0,25
0,09
0,09
0,06
0,25
от 26 до 30
0,19
0,25 -0,19
…
0,38
0,12
0,19
…
…
от 32 до 48
0,19
0,25 -0,19
…
0,38
0,19
0,19
…
…
Изгибы с малым радиусом Стандартный радиус
Номинальный размер трубопровода (NPS)
Внешний диаметр фаски D
Изгибы 90° от центра до конца A
1
33,4
25,4
1-1/4
42,2
31,8
1-1/2
48,3
38,1
2
60,3
50,8
2-1/2
73,0
63,5
3
88,9
76,2
3-1/2
101,6
88,9
4
114,3
101,6
5
141,3
127,0
6
168,3
152,4
8
219,1
203,2
10
273,0
254,0
12
323,8
304,8
14
355,6
355,6
16
406,4
406,4
18
457
457,2
20
508
508,0
22
558
558,8
24
610
609. 6
Таблица радиусов изгибов большого радиуса
Номинальный размер трубопровода (NPS)
Внешний диаметр фаски D
От центра до конца
Колено 90 градусов A
Колено 45 градусов B
1/2
21,3
38,1
15,7
3/4
26,7
38,1
19,1
1
33,4
38,1
22,4
1-1/4
42,2
47,8
25,4
1-1/2
48,3
57,2
28,4
2
60,3
76,2
35,1
2-1/2
73,0
95,2
44,4
3
88,9
114,3
50,8
3-1/2
101,6
133,4
57,2
4
114,3
152,4
63,5
5
141,3
190,5
79,2
6
168,3
228,6
95,2
8
219,1
304,8
127,0
10
273,0
381,0
158,8
12
323,8
457,2
190,5
14
355,6
533,4
222,2
16
406,4
609,6
254,0
18
457
685,8
285,8
20
508
762,0
317,5
22
558
838,2
342,9
24
610
914,4
381,0
Гибридная таблица радиусов изгиба труб с ЧПУ
Н. Д.
Радиус
Материал
Радиус
1,25 дюйма, 31,75 мм, 1 ¼ дюйма
2 дюйма, 50,8 мм, 2 дюйма
Нержавеющая сталь и инконель
0,25 дюйма, 6,35 мм, ¼ дюйма
0,5 дюйма, 12,7 мм, ½ дюйма
Нержавеющая сталь
.5625”, 14,28 мм, 9/16 дюймов
1 дюйм, 25,4 мм, 1 дюйм
1,5 дюйма, 38 мм, 1 ½ дюйма
Нержавеющая сталь и алюминий
0,375 дюйма, 9,52 мм, ⅜ дюйма
0,9375”, 23,8 мм, 15/16 дюймов
Нержавеющая сталь и медь
1,5 дюйма, 38 мм, 1 ½ дюйма
2,25 дюйма, 57,15 мм, 2 ¼ дюйма
Нержавеющая сталь
0,5 дюйма, 12,7 мм, ½ дюйма
0,5 дюйма, 12,7 мм, ½ дюйма
Нержавеющая сталь
1,5 дюйма, 38 мм, 1 ½ дюйма
0,75 дюйма, 19 мм, ¾ дюйма
1,125 дюйма, 28,5 мм, 1 -⅛ дюйма
Нержавеющая сталь и алюминий
Формула веса для изгиба холодного и горячего трубопровода
❖ Вес/кг = 0,0433 (D – T) TRθ / 100000 + L
➔ θ = угол изгиба
➔ D = наружный диаметр
➔ L = Вес двухсторонней прямой длины
➔ T = толщина в мм
➔ R = радиус изгиба
Калькулятор минимального изгиба трубопровода и радиуса изгиба
&солод; Расчет толщины стенки
ISO 161-1 использует следующую формулу для расчета толщины стенки трубы:
σs=PN. (da-s/20.s)=PN.S
σs = кольцевое напряжение (Н/мм2) | PN = нормальное давление (бар) | da = внешний диаметр трубы (мм)
s = толщина стенки (мм) | S = трубы серийный (-)
&солод; Расчет стандартного соотношения размеров
Используя те же переменные, что и выше, стандартное соотношение размеров (т.е. SDR) трубы можно рассчитать следующим образом:
СПЗ = да/с
Трубы из полиэтилена высокой плотности SDR
Мин. Долгосрочный Радиус изгиба в холодном состоянии
9 или меньше
20x Н.Д.
11, 13,5
25x Н.Д.
15,5, 17, 21
27x Н.Д.
26
34x Н.Д.
32,5
42x Н.Д.
41
52x Н.Д.
С фитингом или фланцем присутствует в отводах
100x Н. Д.
&солод; Расчет CLR (радиуса центральной линии) для угла изгиба
π(2r) или πD
π (пи) = 3,1416
Например, если ваш штамп создает радиус 2,2 дюйма, а вам нужно создать изгибы под углом 35°
3.1416 (2×2,2) = 13,823/360 = 0,0384
для расчета CLR 35 ° изгиб
0,0384 x 35 = 1,344 ”
Вы ищете лучшую цену в ниже странах. Великобритания, ОАЭ, Турция, Шри-Ланка, Нигерия, Вьетнам, Германия, Катар, Индонезия, Саудовская Аравия, Таиланд, Ирак.
В следующих городах мы также поставляем минимальное количество
Безусловно, наилучший способ решить вопрос, как правильно варить сваркой, это обратиться за помощью к профессиональному сварщику или хотя бы посмотреть видео урок для начинающих. Здесь действует золотое правило, и оно звучит так – лучше раз увидеть, чем сто услышать. Нужно, чтобы начинающий сварщик посмотрел через сварочную маску на свариваемый металл, и ему показали, где, что и каким образом надо делать.
Это проходят почти все сварщики, так как невозможно узнать принцип сварки, не познав этот процесс на вид. Лишь после этого, зная, каким образом происходит сама работа, можно начинать практическое освоение этого процесса – именно из практики и тысячи сваренных швов и состоит профессионализм. В этой статье мы расскажем, как научиться правильно варить электросваркой, дадим несколько уроков и полезных советов.
Меры безопасности
Для начала начнем с того, что расскажем немного о культуре этого процесса и чистоте. Сварка – это грязный процесс и, невзирая на то, что увлекательное, довольно опасное. Все опасности относятся с тремя вещами – возможность ожога, ослабление зрения и легкие, где скапливается со временем осадок, который ведет к неприятным болезням. От этого нужно защищаться и беречь себя максимально возможными способами – то есть, соблюдать правила безопасности, а именно:
Органы дыхания. Увы, защитить легкие почти не получится – естественно, можно пользоваться респиратором, но это определенные неудобства в работе, тем более для начинающих. В общем-то, если речь идет о 5-10 минутах работы, это еще не так страшно, но если рассматривать полный рабочий день, то тут, к сожалению, респиратор не станет лучшим помощником.
Защита глаз – эту фразу надо говорить очень громко. Ее необходимо запомнить как два плюс два. Без этого вопрос, как научиться правильно варить сваркой, просто не решается. Крик (или предупреждение) «Глаза!!!» необходим, чтобы работающие рядом люди смогли успеть защитить органы зрения от действия яркой дуги.
Спецодежда – именно одежда в основном защищает от ожогов, которые появляются от попадания на кожу расплавленного металла, а также от большой дозы ультрафиолета. Сварщику нужно работать одетым, так сказать, с ног до головы, и эта одежда не является отнюдь легкой и тоненькой футболкой или шортами – это плотный брезент, одевающийся поверх нательного белья. Естественно, понятно, что летом эта экипировка вызывает некоторые сложности – сказать, что жарко работать, это просто промолчать. Безусловно, потихоньку привыкаешь, но вначале это очень неприятно.
И, конечно же, голова на плечах. Бездумное обращение со сваркой может быть чревато печальными последствиями, как для работы, так и для вас лично.
Как зажигать и удерживать дугу
Освоить, как правильно держать дугу это – скорей всего, основной момент. Но, не умея этого, решать вопрос, как научиться варить сваркой, можно и не начинать. Во время работы со сварочным аппаратом дугу нужно удерживать в любом положении тела. Это все приходит с практикой, и теория, и видео уроки, тут помочь почти ничем не смогут. Если все же попробовать описать весь процесс в теории, то будет выглядеть таким образом:
Берем металл потолще (какую-то обычную болванку), выставляем на сварочном аппарате максимальный ток (хотя бы, на половину возможностей), подсоединяем к болванке массу, устанавливаем электрод, одеваем сварочную маску и пробуем прикоснуться кончиком стержня болванки. Начнет искрить, но ваша цель состоит в том, чтобы закрепить эту дугу и держать ее в течение долгого времени.
Когда поймете и почувствуете, каким образом это происходит, можно попытаться передвигать электрод в каком-то направлении, смотря за происходящим. На этом этапе можно не уделять большого внимания непосредственно процессу сварки металлов – самое главное, это дуга, а точней, ее удержание.
Когда дуга начнет получаться, на агрегате нужно сделать меньше ток и научиться включать дугу на небольших токах. Тут, опять же, все будет зависеть от вас. Просто начинаем учиться делать так, чтобы дуга не пропадала, а если и пропадала, то на короткое время, пока болванка не остыла.
Когда включение электрода и удержание дуги будет хоть как-то получаться, основную долю вашего внимания нужно будет перенести на болванку, а точнее, понять, где шлак, а где чистовой металл. Шлак имеет темный оттенок, а металл светлый. Первый обязан расходиться в стороны, а второй находится на свариваемом шве.
Принцип сварки металлов
В принципе, соединения металлов это несложный процесс для понимания – электрическая дуга плавит края соединяемого металла и в это же время наносит на соединение металл с электрода. Даже если просто провести электрод вдоль соединения, то шов заварится – каким образом он это сделает, это уже иной вопрос, это зависит от уровня мастерства непосредственно сварщика, а точней от того, как он правильно усвоил урок, как варить шов сваркой, и все нюансы, связанные с этим.
Самое главное, что необходимо знать, это скорость наплавления материала – если проводить электрод быстро, то стык будет сделан с пропусками. Если это выполнять не спеша, то металл начнет сильно чрезмерно оплавляться, а иногда (при малой толщине соединяемых металлических листов) даже прожигаться. Опять же, этот момент необходимо определять экспериментальным путем.
Это же относится и к силе тока, с которой делается сварка – сильный ток прожигает металл, слабый не полностью проваривает. По большому, сварщик сам для себя подбирает оптимальное напряжение и уже приспосабливается к нему. Спросите, как?
Существует такое определение, как сварка рваной дугой – то есть, во время работ, смотря за состоянием свариваемых материалов, вы просто на очень короткое время прерываете дугу, давая этим материалу чуть остыть. Как правило, по этой технологии происходит варка труб – металл надевается на шов, образно говоря, елочкой либо небольшими передвижениями электрода сперва слева направо, а затем наоборот.
По большому счету соединение труб сваркой – это отдельная тема, которая требует подробного описания. Если коротко рассматривать данный процесс, то происходит он в два этапа. Для начала, это заполнение соединения между двумя трубами (они соединяются стык в стык, между трубами в обязательном порядке обязан быть зазор в несколько миллиметров). И следующее, это усиление шва, оно делается под большим напряжением, на данном этапе работ убираются все огрехи и пропуски первого этапа.
Провар – если говорить проще, то глубина проплавления краев соединяемого металла. Опять-таки, тут есть тонкая грань, на которой и нужно сбалансироваться сварщику. Переходя данную грань, и сильно переплавляя металл, вы создаете с обратной стороны соединения наросты – они не принципиальны, когда речь идет о деталях, которые можно варить с обеих сторон. Но вот если рассматривать трубы, то тут данные наросты являются уменьшением диаметра трубы.
Если рассматривать недогрев, то тут подразумевается некачественный шов. Узнать плохо проваренный стык можно по обратной стороне детали – во время сварки металл (естественно, если он не имеет толщины больше сантиметра) с тыльной стороны обязан раскаляться докрасна. После сварочных работ на этом участке видны изменения в цвете металла и образуется окалина.
Сварка швов в разных плоскостях
Что еще нужно сказать относительно сварки, так это о горизонтальных и вертикальных стыках. Вертикальный шов делается чуть проще, что нельзя сказать о горизонтальном. Между прочим, тут есть один уникальный парадокс – начинающим сварщикам, по какой-то проще дается горизонтальный шов, а вот с вертикальными соединениями возникают проблемы. Как с вертикальный шов сваркой? По принципу рваной дуги – но в этом случае наплавляемый металл меньше вниз стекает.
И в конце темы, как правильно варить сваркой, расскажем коротко о потолочном шве, он среди прочих стыков считается самым проблематичным для начинающих. Вся сложность состоит, опять же, в стекании металла вниз. Чтобы это не произошло, потолочный шов необходимо варить быстро и с немного увеличенным током – здесь уже нужен опыт.
youtube.com/embed/iIFsWWGCmJo»/>
Автор: Виталий Данилович Орлов
Распечатать
Оцените статью:
(12 голосов, среднее: 2.7 из 5)
Поделитесь с друзьями!
Уроки сварки инвертором для начинающих – последовательность действий
Содержание статьи:
Уроки сварки инвертором для начинающих – последовательность действий
Качество соединяемых конструкций при помощи сварки во многом зависит от опыта и необходимых знаний. Однако начинающим сварщикам приходится немного сложнее, поскольку они ещё мало ознакомлены с данным процессом.
Чтобы научиться делать качественных и надёжные сварочные швы, нужно ознакомиться хотя бы с основными правилами. В данной статье будут рассматриваться особенности электродуговой сварки (ММА).
Безопасность при сварке
Начинающему сварщику необходимо уделить должное внимание технике безопасности. Для сварки инвертором следует приобрести специальную маску и перчатки, одежду из соответствующего материала.
Кроме этого, необходима обувь, выполненная из негорючего материала. Во время зачистки заготовок следует пользоваться защитными очками.
Выбор электродов для сварки
Подбирается электрод исходя из того, какой толщины требуется сваривать металл. Также рекомендуется использовать таблицы, где диаметр и толщина указываются касательно какого-то конкретного металла.
Кроме этого, имеет далеко не последнее значение и вид покрытия электрода. При соединении изделий из низкоуглеродистой стали используются кислые (А) электроды. Для более жёстких заготовок — основные (Б).
Чтобы осуществлять сварку в разных положениях, нужны рутиловые (Р) электроды. Произвести сварку в труднодоступных участках получится с помощью целлюлозных (Ц) электродов. Во время выполнения первых сварочных работ желательно пользоваться смешанными либо комбинированными расходниками, к примеру, рутил-целлюлозными электродами.
Настройка силы тока
Изначально понадобится провести несколько экспериментов с ориентиром на усреднённые значения. Спустя некоторое время удастся подбирать силу тока, основываясь на личном опыте.
Стоит знать, что сила тока зависит от используемого диаметра электрода.
Розжиг дуги электродом
После того, как расходник будет установлен в держатель и выбрана подходящая сила тока, стоит приниматься за розжиг дуги. Сделать это можно двумя способами: касанием либо чирканьем.
В первом варианте разжигается дуга после касания стержня о заготовку. Со вторым тоже сложностей не возникнет. Требуется просто чиркнуть электродом по металлической поверхности. Однако таким способом не удастся разжечь дугу в труднодоступных местах.
Как сделать сварочный шов качественным
Получить прочный шов можно лишь в том случае, если научиться правильно вести электрод. В процессе сварки необходимо постоянно контролировать сварочную ванну и выполнять отделение металла от шлака.
При выполнении сварки электрод стоит держать на пару мм от поверхности свариваемой детали. При этом угол наклона электрода может колебаться 30-60 градусов.
Для создания вертикальных и горизонтальных швов — углом вперёд. При выполнении соединений в труднодоступных местах — прямой угол. Когда свариваются изделия в углах и на стыках — углом назад.
Скорость движения электрода должна быть не очень быстрой и не очень медленной. Иначе присутствует риск непровара либо прожога металла.
Начинающему сварщику не менее важно проработать траекторию движения электродом. И стоит помнить, что сварщик никогда не станет профессионалом, зная только одну теорию. Важна практика!
Поделиться в соцсетях
Краткая история сварки
перейти к содержанию
WeldingMetal
Изобретение и техническое производство сварки является одним из наиболее важных шагов в производстве металлов и развитии современного общества. Истоки сварки восходят к тысячелетней давности, и значительные разработки были сделаны на многих континентах. Сварка — это первоначальная техника, с помощью которой люди сплавляли металлы, что привело к производству посуды, украшений, оружия, транспорта и многого другого.
Сварка в эпоху бронзы и железа
История сплавления металлов с помощью сварки восходит к 3000 г. до н.э. когда люди впервые начали работать с бронзой. Самыми старыми известными примерами сварки являются небольшие золотые ящики, которые относятся к бронзовому веку более 2000 лет назад. Археологи нашли украшения, столовую посуду и оружие этого периода. В 3000 г. до н.э. египтяне использовали древесный уголь для сварки мечей давлением, а в 1500 г. до н.э. плавка железа стала более распространенной.
По всему Ближнему Востоку были найдены инструменты и оружие, относящиеся к железному веку, изготовленные примерно в 1000 г. до н.э. Сварщики сплавляли такие металлы, как медь, бронза, серебро, золото и железо, на протяжении тысячелетий. Со временем металлообработка перешла к сварке стали.
Во времена династии Суй китайские мастера-металлисты открыли способ превращения железа в сталь в 589 году нашей эры. Примерно в то же время японские мастера-металлисты разработали самурайские мечи путем сварки и ковки стали.
Сварка в средние века
В Средние века было развито кузнечное дело, и железо стало доступным материалом для создания сварных металлических изделий. В частности, средние века принесли успехи в кузнечной сварке, которую до сих пор практикуют современные кузнецы для ковки мечей и ножей.
В 1540 году итальянский металлург Ванноччио Бирингуччио опубликовал De la Pirotechnia, первую печатную книгу по металлургии, включающую описания плавки и ковки железа. Кузнечное дело и кузнечная сварка продолжали развиваться в эпоху Возрождения.
Кузнецы играли центральную роль в средние века, часто открывая свою кузницу, также известную как кузница, в центре своей деревни. Кузнецы ковали-сваривали оружие, а также делали гвозди, мебель, замки, подковы, доспехи. Обладая этим практическим навыком, кузнецы стали необходимы в любой деревне, предоставляя инструменты для защиты, транспортировки, товары для дома и многое другое.
Сварка в 19-20 веках
Во время промышленной революции были разработаны более современные методы сварки. Открытие производства дуги между двумя угольными электродами с помощью батареи приписывают химику сэру Хамфри Дэви в 1800 году. В 1802 году русский ученый Василий Петров создал стабильную электрическую дугу, которая позволила слесарям плавить металлы. Эдмунду Дэви, двоюродному брату Хамфри Дэви, приписывают открытие ацетилена в 1836 году. Эти открытия привели к изобретению электрического генератора, газовой сварки и резки, а также более стабильной дуговой сварки в середине 19-го века.век.
Первая мировая война привела к значительному увеличению использования сварки с развитием производства оружия и транспорта по всему миру. Дуговая сварка была популярна при строительстве кораблей и самолетов в Англии и Германии. В 1920 году была введена автоматическая сварка, при которой электродная проволока непрерывно подается через сварочный аппарат. Новые сварочные газы также использовались в 1900-х годах с целью защиты сварных швов от воздействия кислорода и азота в атмосфере, предотвращения образования ржавчины и хрупкости сварных швов.
В середине века было изобретено много новых методов сварки, от приварки шпилек до подводной сварки. Газовая вольфрамовая дуговая сварка после десятилетий развития стала более безопасной и более распространенной, начиная с 1941 года, что позволило сварщикам плавить различные типы цветных металлов.
Современная сварка
За тысячи лет технического и практического развития сварка значительно продвинулась вперед, став более точной, быстрой и эффективной. Существует более 90 сварочных процессов, и эти методы постоянно развиваются благодаря новым исследованиям в ядерной, космической, транспортной и судостроительной отраслях.
Современные методы сварки развились, чтобы обеспечить лучшую производительность, основанную на безопасности и экологичности изделий. Современные методы контроля устраняют дефекты или дефекты, устанавливая стандарт безопасности и мастерства.
Если вы заинтересованы в профессии сварщика, существует ряд сертификатов и лицензий, которые могут потребоваться работодателям. Американское общество сварщиков (AWS) устанавливает современный стандарт для американской сварочной промышленности. AWS предлагает сертификацию, которая проверяет сварщиков на выполнение определенной работы на основе их практического опыта, квалификации и способности выполнять определенные тесты сварки.
История сварки Часто задаваемые вопросы
Когда была изобретена сварка?
Первые образцы сварки, найденные археологами, датируются 3000 г. до н.э. Древний процесс сварки обычно заключался в простом соединении двух кусков металла под действием тепла, пока они не соединились. С технической точки зрения, обычная сварка в том виде, в каком мы ее знаем сегодня, была изобретена в 1836 году, когда английский химик Эдмунд Дэви открыл газообразный ацетилен.
Кто изобрел сварку?
В железном веке египтяне впервые научились сваривать куски железа. Археологические свидетельства ранней египетской сварки датируются 3000 г. до н.э. В 1881 году русский изобретатель Николай Бенардос представил дуговую сварку углеродом, которая была первым практическим методом дуговой сварки того времени.
Где изобрели сварку?
Различные виды сварки можно проследить во многих местах на протяжении тысячелетий. Археологи нашли древнейшие образцы сварки в Египте и восточном Средиземноморье. Значительные достижения в современной сварке можно проследить в России и Англии.
Продолжить знакомство с руководствами по металлу
Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью молота….
Подробнее →
Задумывались ли вы, чем занимается литейный цех? Узнайте разницу между черными и цветными металлами и как начать литейную карьеру….
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к литью из бронзы….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металлов до стекла, и о том, как начать работу, из этого руководства для начинающих по литью по выплавляемым моделям. …
Подробнее →
Узнайте, как построить собственную кузницу и стать кузнецом с помощью этого пошагового руководства….
Подробнее →
Узнайте все, что вы хотели знать о литье металлов из различных типов формы для различных методов литья….
Подробнее →
Вы можете научиться сваривать металл
В Горниле еженедельно проводятся новые занятия по сварке.
Изучение сварки
Не можете решить, какой тип сварки выбрать? Исследуйте различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, инертного газа с металлом (MIG) и инертного газа с вольфрамом (TIG). Вы получите…
Узнать больше и зарегистрироваться →
3-часовой дегустационный курс: сварка MIG
3-часовой дегустационный курс — это отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой металлов в среде инертного газа (MIG) плазменная…
Узнать больше и зарегистрироваться →
Сварка кислородом и ацетиленом
Сварка с использованием тепла, выделяемого горящими газами, является одним из старейших методов сварки, вернуться в древнюю Грецию. В этом курсе студенты познакомятся со сжиганием газа…
Узнать больше и зарегистрироваться →
Сварка ВИГ I
ВИГ (вольфрам в инертном газе) или GTAW (дуговая сварка вольфрамовым электродом в газе) — это тип сварки, обычно используемый для тонких работ и цветных металлов. В нем используется источник переменного/постоянного тока,…
Узнать больше и зарегистрироваться →
Сварка МИГ
МИГ (металлический инертный газ) — наиболее распространенный тип современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Узнать больше и зарегистрироваться →
3-часовой дегустатор: дуговая сварка
3-часовой дегустатор — отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой электродом попробуйте свои силы в создании…
Узнать больше и зарегистрироваться →
Изготовление металлической мебели
Изготовьте единственную в своем роде металлическую мебель для вашего дома! Помимо базовой сварки MIG, этот курс фокусируется на проектировании и изготовлении функциональных и эстетически привлекательных. ..
Узнать больше и зарегистрироваться →
Лаборатория сварки MIG и TIG
Лабораторные занятия — большое преимущество, исключительно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкции не предоставляются…
Узнать больше и зарегистрироваться →
Молодежная сварка MIG
MIG (металл в среде инертного газа) — самый распространенный вид современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Узнать больше и зарегистрироваться →
Молодежная дуговая сварка I
Научитесь сплавлять, резать, гнуть и придавать форму металлу. Интенсивное введение в дуговую сварку, также известную как дуговая сварка, и резка кислородно-ацетиленовой горелкой преподается техническим специалистом. Ученики сварят прямоугольную металлическую коробку для колокольчиков, вырежут плазмой свой уникальный дизайн по бокам, повесят стальную цепь, крючки и вырежут металл. ..
Узнать больше и зарегистрироваться →
Молодежь Сварка ВИГ I
Сварка ВИГ (вольфрам в среде инертного газа) — это высокоточный метод сварки, обеспечивающий чистые и целенаправленные сварные швы любых материалов, от сверхтонких до очень толстых. Вы узнаете…
Узнать больше и зарегистрироваться →
Скульптура из стали
Узнайте, как сваривать стальные скульптуры, в этом творческом классе по развитию навыков и разработке проектов. Используя сварочный аппарат MIG, плазменный резак и кислородно-ацетиленовую горелку, вы получите…
Узнать больше и зарегистрироваться →
Сварка ВИГ II
Этот курс расширяет базовые навыки, преподаваемые в Сварке ВИГ I. Учащимся будет предложен ряд технических упражнений, предназначенных для улучшения их концентрации и контроля, повторения…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Ученики сварят прямоугольную металлическую коробку для колокольчиков, вырежут плазмой свой уникальный дизайн по бокам, повесят стальную цепь, крючки и вырежут металл. ..
Узнать больше и зарегистрироваться →
Молодежь изучает сварку
Молодежь может изучить три различных типа сварки: сварка в среде инертного газа (MIG), электродуговая/стержневая (ARC) и кислородно-ацетиленовая. Во время этого введения студенты получат представление о…
Узнать больше и зарегистрироваться →
МАГАЗИН СВАРКИ
2021-06-03T10:35:17-07:00
Ссылка для загрузки страницы
Перейти к началу
Сварка ВИГ 101: как научиться сварке ВИГ
перейти к содержанию
WeldingMetal
Кристин Арцт
Сварка ВИГ — это высокоточный и универсальный метод сварки, который позволяет сваривать материалы различных размеров и типов. Это отличный вариант для сварки цветных металлов. По сравнению с другими видами сварки, TIG требует больше времени для освоения, что делает его более медленным процессом с более высокими производственными затратами. Отдел сварки Crucible предлагает занятия по четырем различным типам сварки, поэтому прежде чем начать, проведите небольшое исследование и ознакомьтесь с различными типами сварки.
Что такое сварка ВИГ?
Сварка ВИГ, что означает вольфрам в инертном газе, представляет собой точный процесс сварки, который используется для проектов с более тонкими материалами. Также известный как GTAW (газовая вольфрамовая дуговая сварка), этот тип сварки обычно используется для тонких работ и цветных металлов. Он использует источник питания переменного/постоянного тока, нерасходуемый вольфрамовый электрод и инертный газ для формирования дуги и создания сварного шва.
Сварка TIG и сварка MIG
Сварка TIG и MIG использует дугу для создания тепла и сварки металлов вместе, но они различаются способом использования дуги в процессе сварки. При сварке TIG (вольфрам в среде инертного газа) используется вольфрамовый электрод, который создает электрическую дугу между горелкой и материалами. Сварщик TIG использует ножную педаль, контролирующую длину дуги, одна рука подает расходуемый стержень, а другая рука направляет электрод на рабочую поверхность. С другой стороны, MIG (металлический инертный газ) использует проволочный сварочный электрод, который последовательно перемещается через сварочный аппарат на катушке. TIG — это более медленный процесс обучения, чем MIG, потому что он требует больше времени для обучения и не прощает распространенных ошибок. TIG обеспечивает более точные сварные швы на различных металлах, в то время как MIG ограничивается более толстыми металлами.
Сварка ВИГ
Сварка ВИГ — это практичный и полезный навык с невероятно широким спектром применения. TIG — самый универсальный вид сварки с точки зрения свариваемых металлов. Его можно использовать на стали, бронзе, титане, меди, алюминии, нержавеющей стали, хромомолибдене, никелевых сплавах, магнии, латуни и даже золоте.
TIG — полезный процесс сварки:
Велосипедные рамы
Сварка труб
Вагоны
Газонокосилки
Дверные ручки
Самолеты
Автомобили
Космические корабли
Медицинское и научное оборудование
Как работает сварка ВИГ
Сварка ВИГ работает путем выделения тепла между соединяемыми металлами и неплавким электродом на основе вольфрама, который находится в сварочной горелке. Зона дуги защищена газом для защиты сварочной ванны и вольфрамового электрода от окисления.
Источник постоянного тока
При сварке ВИГ используется источник питания, который поддерживает постоянный ток. Напряжение, которое может резко меняться, подается с помощью ножной педали, которая регулирует длину дуги. Постоянный ток компенсирует изменения длины дуги.
Зажигание дуги
Когда вы впервые включаете свадебную машину, зажгите дугу на куске металла, чиркнув по нему, как спичкой. Сначала включите газ на горелке. Затем сделайте небольшое движение горелкой, чтобы установить контакт между вольфрамовым наконечником и металлической пластиной. Дуга загорится автоматически.
Электроды
Электроды, используемые для сварки TIG, изготовлены из вольфрама из-за их теплостойкости и проводимости. Поскольку электрод не является расходным материалом, он может изнашиваться в процессе эксплуатации. В идеале вольфрамовый электрод должен иметь заостренный кончик. Вольфрамовый электрод поддерживается в идеальной форме, чтобы он мог эффективно направлять электрическую дугу на рабочую поверхность. В зависимости от типа обрабатываемого материала и толщины электроды могут варьироваться в комбинациях сплавов.
Защитный газ
Защитный газ подается через сварочную горелку, чтобы сварочная ванна не окисляла зону сварки. Аргон является благородным газом и наиболее часто используемым защитным газом при сварке TIG, поскольку он легко доступен и прост в управлении. Гелий также может быть смешан для увеличения проникновения и расширения экранированной области, хотя это более дорогой газ, чем аргон.
Как научиться сварке ВИГ
Если вы уверены, что хотите научиться сварке ВИГ, вы можете начать планировать свои проекты и изучать различные способы обучения. Мы рекомендуем сначала записаться на местные курсы, чтобы лично научиться сварке TIG у профессионала. Когда вы освоите основы, вы можете начать сварку самостоятельно или выйти на поле в качестве профессионального сварщика. Поскольку сварка TIG является одной из наиболее сложных форм сварки, многие студенты сначала изучают более вводный тип сварки, а затем переходят к изучению методов, необходимых для успешной сварки TIG.
Знайте свои цели
Есть много возможностей, когда вы впервые учитесь сварке TIG. Во-первых, планируйте свои проекты заранее и четко определите свои цели. Если вы садовник, вы можете попробовать создать скульптурные произведения искусства для своего двора. Если вы байкер, вы можете получить большое удовольствие от сварки TIG рамы собственного велосипеда. При достаточной практике и технических навыках сварка TIG также может стать путем к прибыльной карьере.
Посещайте местные курсы
Есть несколько способов научиться сварке ВИГ в классе. Когда вы только начинаете, обучение у профессионала является самым безопасным вариантом и, вероятно, сэкономит вам время в долгосрочной перспективе. Некоторые средние школы и общественные колледжи предлагают профессиональные программы.
Основная сертификация, которую требуют работодатели, — это сдача базового экзамена на сертифицированного сварщика Американского общества сварщиков, который вы можете сдать в любом аккредитованном испытательном центре. Если вы заинтересованы в сварке для личных проектов или просто хотите изучить, какой тип сварки вам подходит, вам не нужно становиться сертифицированным сварщиком. Для тех, кто живет в районе залива, The Crucible предлагает широкий спектр классов сварки, которые открыты для публики с различными вариантами в зависимости от вашего опыта, графика и интересов.
Сварка ВИГ в The Crucible
Если вы хотите сваривать цветные металлы, курсы сварки ВИГ в The Crucible будут вашим лучшим выбором. Сварку TIG часто описывают как использование швейной машины для сварки, в которой задействованы обе руки и педаль. С использованием холоднокатаной стали класс сварки TIG в The Crucible начинается с серии небольших упражнений и переходит в сложный технический проект, который дает вам основы в области металлургии, подготовки, соединений, техники и безопасности.
В Крусибле начальные и продвинутые классы обучаются четырем различным видам сварки: кислородно-ацетиленовой газовой сварке, дуговой или электродуговой сварке, сварке МИГ и сварке ВИГ. Начните с начального курса по сварке MIG или попробуйте все четыре типа на нашем курсе «Изучение сварки». Crucible также предлагает курсы сварки TIG для начинающих и продвинутых, которые познакомят вас с работой с различными материалами. В классе дуговой сварки вы узнаете, как использовать электрическую дугу для создания тепла для плавления и соединения металлов. Дуговая сварка — отличный метод для сложных соединений и положений сварки. Курс кислородно-ацетиленовой сварки Crucible научит вас сваривать с использованием тепла, выделяемого горящими газами. Кислородно-ацетиленовая сварка – один из самых универсальных видов сварки. Вы можете использовать его для сварки железа или стали, а также использовать тепло для резки, пайки и сварки металлов. Он пригодится для удаления ржавчины или окалины с металлов, а также для ослабления заржавевших гаек и болтов.
Часто задаваемые вопросы по сварке ВИГ
Трудно ли научиться сварке ВИГ?
Сварка ВИГ известна как один из самых сложных видов сварки, поскольку требует большей координации и практики, чем другие виды сварки. Процесс включает в себя ножную педаль, контролирующую длину дуги, одну руку, подающую расходуемый стержень, и другую руку сварщика, направляющую электрод на рабочую поверхность. Изучение основ занимает больше времени, что делает этот процесс более медленным, чем другие виды сварки.
Могу ли я научиться сварке TIG в домашних условиях?
Из-за технических навыков, необходимых для сварки TIG, лучше всего изучать процесс в контролируемой среде в присутствии профессионального инструктора по сварке. Сэкономьте время и деньги в долгосрочной перспективе, обучаясь в классе с учителем сварки, а не обучаясь самостоятельно. Создание собственной сварочной студии дома может быть дорогостоящим, поэтому рекомендуется начинать с профессионального пространства. Безопаснее заниматься в хорошо проветриваемой студии, где есть необходимое оборудование.
Нужен ли сертификат сварщика из программы или школы?
Для начала сварки не требуется сертификат или лицензия сварщика. Вы можете научиться сварке на общедоступных занятиях, подобных тем, которые предлагаются в The Crucible. Многие студенты, которые заинтересованы в том, чтобы заниматься сваркой как карьерой, начинают с занятий в The Crucible, чтобы определить, хотят ли они посвятить время полной программе. Crucible не является аккредитованной программой сварки и не предоставляет лицензий или степеней по окончании курсов сварки в The Crucible.
Если вы заинтересованы в профессии сварщика, существует ряд сертификатов и лицензий, которые могут потребоваться работодателям. Американское общество сварщиков — отличный источник информации о том, как пройти сертификацию. Вы также можете записаться и пройти программу обучения сварщика в профессиональной школе или местном колледже. Если вы живете в районе залива, Laney College предлагает отличную программу сертификации.
Какой вид сварки самый прочный?
Самый прочный тип сварки зависит от типа металла, толщины материала и предполагаемой весовой нагрузки. Сварка TIG обеспечивает самые чистые сварные швы с наименьшим количеством брызг. Это связано с тем, что большее количество присадочного металла попадает непосредственно в сварной шов. Он также идеально подходит для более тонких материалов, требующих более точных сварных швов. Сварка MIG обеспечивает наиболее стабильные сварные швы и является самым простым видом сварки для новичков. Сварка под флюсом создает самые прочные сварные швы в более толстых материалах, однако присадочный материал дороже, чем другие типы сварки. Проволока с флюсовой сердцевиной позволяет сварному шву остывать медленнее, что создает более прочное и стабильное сварное соединение.
Сколько зарабатывают сварщики?
Средняя почасовая оплата сварщика в Соединенных Штатах составляет 17,60 долларов США, что в сумме составляет около 45 000 долларов США в год. Более опытные сварщики могут зарабатывать до 35 долларов в час. Сварщики-специалисты могут зарабатывать от 50 000 до 200 000 долларов в год. Командирующие промышленные сварщики труб зарабатывают до 185 000 долларов в год, а подводные сварщики могут зарабатывать более 200 000 долларов в год.
MIG, TIG или Stick, что лучше?
Лучшего вида сварки не существует. Тип сварки, который подойдет вам лучше всего, зависит от вашего опыта, материалов и проекта. Начинающим сварщикам, как правило, легче всего научиться сварке MIG. Сварка TIG — это более медленный и точный процесс, который работает со многими различными типами материалов. Сварка стержнем обеспечивает прочные сварные швы на толстых материалах и может работать на открытом воздухе и под водой, что делает этот процесс очень универсальным.
Продолжить изучение руководств по металлу
Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью силового молота. …
Подробнее →
Задумывались ли вы, чем занимается литейный цех? Узнайте о разнице между черными и цветными металлами и о том, как начать литейную карьеру….
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к бронзовому литью….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металлов до стекла, и о том, как начать работу, из этого руководства для начинающих по литью по выплавляемым моделям….
Подробнее →
Узнайте, как построить свой Собственный кузнечный горн и станьте кузнецом с помощью этого пошагового руководства….
Подробнее →
Узнайте все, что вы хотели знать о литье металлов, от типов форм до различных методов литья….
Читать Подробнее →
Вы можете научиться сваривать металл
В Горниле еженедельно проводятся новые занятия по сварке.
Изучение сварки
Не можете решить, какой тип сварки выбрать? Исследуйте различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, инертного газа с металлом (MIG) и инертного газа с вольфрамом (TIG). Вы получите…
Узнать больше и зарегистрироваться →
3-часовой дегустационный курс: сварка MIG
3-часовой дегустационный курс — отличный способ изучить новую форму искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой металлов в среде инертного газа (MIG) плазменная…
Узнать больше и зарегистрироваться →
Кислородно-ацетиленовая сварка
Сварка с использованием тепла, выделяемого горящими газами, является одним из старейших методов сварки, восходящим к Древней Греции. В этом курсе студенты познакомятся со сжиганием газа…
Узнать больше и зарегистрироваться →
Сварка ВИГ I
ВИГ (вольфрам в инертном газе) или GTAW (дуговая сварка вольфрамовым электродом) — это обычно используется для тонких работ и цветных металлов. Он использует источник питания переменного/постоянного тока,…
Узнать больше и зарегистрироваться →
Сварка МИГ
МИГ (металл в среде инертного газа) — наиболее распространенный современный вид сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Узнать больше и зарегистрироваться →
3-часовой дегустатор: ARC Welding
3-часовой дегустатор — это отличный способ изучить новую форму искусства без более глубокой приверженности полному курсу. После базового ознакомления со сваркой электродом попробуйте свои силы в создании…
Узнать больше и зарегистрироваться →
Производство металлической мебели
Изготовьте единственную в своем роде металлическую мебель для вашего дома! Выходя за рамки базовой сварки MIG, этот курс фокусируется на проектировании и изготовлении функциональных и привлекательных с эстетической точки зрения. ..
Узнать больше и зарегистрироваться →
Лаборатория сварки MIG и TIG
Лабораторные занятия — это большое преимущество, исключительно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкция не предоставляется…
Узнать больше и зарегистрироваться →
Молодежная сварка MIG
MIG (металл в среде инертного газа) — наиболее распространенный современный вид сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Узнать больше и зарегистрироваться →
Молодежная дуговая сварка I
Научитесь сплавлять, резать, сгибать и фигурный металл. Это интенсивное введение в дуговую сварку, также известную как дуговая сварка, и резка кислородно-ацетиленовой горелкой проводится техническим специалистом….
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Учащиеся будут сваривать прямоугольную металлическую коробку для ветряных колокольчиков, плазменной резкой их уникальный дизайн по бокам, а также подвешивать стальную цепь, крюки и резать металл. .. сварка вольфрамовым электродом в среде инертного газа) — это высокоточный метод сварки, при котором получаются чистые и целенаправленные сварные швы на любых материалах — от сверхтонких до очень толстых. Вы узнаете…
Узнать больше и зарегистрироваться →
Скульптура из стали
Узнайте, как сваривать стальные скульптуры, на этом занятии по развитию творческих навыков и разработке проектов. Используя сварочный аппарат MIG, плазменный резак и кислородно-ацетиленовую горелку, вы получите…
Узнать больше и зарегистрироваться →
Сварка TIG II
Этот курс расширяет базовые навыки, которым обучают по сварке TIG I. Учащиеся будет дан ряд технических упражнений, предназначенных для улучшения их внимания и контроля, обзора совместных…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Учащиеся будут сваривать прямоугольную металлическую коробку для колокольчиков, плазменной резкой по бокам их уникального дизайна, а также повесить стальную цепь, крючки и вырезать металл.
Как согнуть алюминиевый уголок? Гибка профиля в любых конфигурациях «на коленке».
Домой > В помощь строителю > Как согнуть алюминиевый уголок?
18.01.2017
в рубрике «В помощь строителю»
Оставить комментарий
Сегодня многие домашние мастера используют алюминий практически для всего. Его характеристики позволяю без проблем применять его и для мебели, и для создания гаражных приспособлений и т.д.
Цветпрокат уголок алюминиевый предлагает приобрести на наиболее выгодных условиях. В данной публикации будут описаны различные методики, которые дадут возможность согнуть алюминий, при этом не повредив его. Если начать сгибать алюминиевую деталь механическим способом, на металле могут возникнуть трещины и деталь попросту сломается в месте гибки.
Использование самодельного прокатного станка
Самодельный станок можно изготовить из всего, что имеется под рукой:
ДСП;
метизы и т.д.
Всё, конечно, зависит от габаритов самого алюминиевого профиля, а также от необходимого радиуса гибки. Подобные самодельные станки позволяют добиться весьма положительных результатов в принципе не осуществляя разогрев детали.
Успех достигается за счёт постепенного, медленного изгиба по большой площади. В результате локальные напряжения в металле не возникают. Можно быть уверенным в том, что трещины не появятся.
Однако существует и более простой способ. Всё, что для него потребуется — это газовая горелка и большие тесы. Изначально следует отметить, что получится ожидаемый результат не с первого раза. Чтобы понять методику, рекомендуется потренироваться на обрезке профиля.
Гибка профиля газовой горелкой
При помощи газовой горелки необходимо разогреть алюминиевый профиль именно в месте гибки и рядом с ним. Основной жар пламени должен концентрироваться на месте сгибания.
После того, как необходимая температура достигнута и профиль стал заметно пластичнее, к мету гибки прикладывается стальная металлическая труба подходящего диаметра. Строго говоря, её внешний диметр и будет равняться диаметру гибки алюминиевого профиля.
Работать необходимо в толстых перчатках, так как металл сильно раскаляется. Прислонив трубу к профилю, начинаем аккуратно изгибать его. Прикладываем отрывистые мягкие движения (не постоянно нужно тянут профиль на гибку).
Следим за местом изгибания. Если видим изменение цвета, продолжаем подогревать газовой горелкой. Конечный результат будет достигнут значительно быстрее, чем при использовании самодельных прокатных станков.
В видео демонстрируется, как можно согнуть алюминиевый профиль в домашних условиях:
Источник №1: http://www.cvetprokat.com.ua/alyuminievyy-ugolok/
Tweet
2017-01-18
Предыдущие: Что такое сточные воды?
Следующие: Вагонка из липы для бани и сауны
Как согнуть алюминиевый лист
Алюминий – гибкий и податливый металл, поэтому согнуть листы из него несложно даже в домашних условиях. Но чтобы не повредить материал, процедуру нужно проводить аккуратно и с использованием специальных инструментов.
Способы
Когда алюминий обрабатывается в производственных масштабах, его загибают двумя способами.
Свободный. В момент загиба металла между листом и прессовочным аппаратом имеется воздушная прослойка. Такой способ позволяет работать с более толстыми материалами и изготавливать изделия сложно формы, но при работе с тонкими листами дает низкую точность гибки.
Калибровочный. В этом случае прослойка воздуха между аппаратом и алюминием отсутствует. Это позволяет аккуратно гнуть тонкие листы, но требует больших усилий и дорогой аппаратуры.
Согнуть лист алюминия можно и в домашних условиях без использования дорогостоящих инструментов.
Гибка в домашних условиях
Самый распространенный и проверенный метод бытового сгибания алюминия – прорезание пазов. Это дает высокую точность углов и позволяет работать с материалами разной толщины.
На лист алюминия наносится разметка места сгиба в соответствии с измерениями.
По линиям закрепляют направляющие – подойдут железные уголки, профили, листы более жесткого металла.
По нанесенной разметке делается надрез глубиной приблизительно в половину толщины самого листа. Режут по внешней стороне сгиба. Чаще всего это делают при помощи фрезера, но на небольших тонких листах можно обойтись острым строительным ножом.
После того, как надрез готов, лист начинают отгибать, не убирая направляющие. Делают это аккуратно и постепенно по всей длине разметки, пока не достигнут нужного угла.
Возможные проблемы
Так как алюминий не выпускается в чистом виде и только входит в состав сплавов, разные его марки гнутся неодинаково в зависимости от свойств сопутствующих веществ.
Лучше всего гнутся технические сплавы. Им соответствуют марки 1105 и ВД1. Они легкие, легко поддаются нарезке, хорошо отгибаются, но в процессе их легко повредить. Алюминиево-магниевые сплавы под маркировкой АМГ также хорошо гнутся, но обладают более высокой прочностью. Они приспособлены для простых линейных изгибов, сделать сложную форму из них нельзя. Для этого есть пластичные сплавы маркировки АМЦ. Они изготавливаются специально для создания сложных форм, но нарезать в домашних условиях их немного сложнее. Полностью не поддаются изгибу без использования специальных приспособлений доралюминий, маркированный буквой Д, и авиационные сплавы.
Несмотря на пластичность алюминия, гибка листов из его сплава требует определенных навыков. Поэтому, прежде чем приступать к загибанию будущего изделия, стоит потренироваться на ненужных обрезках и убедиться, что выбранный материал подлежит деформации.
5 Методы гибки и формовки с растяжением для экструзии алюминия
Когда алюминий выдавливается через головку, он должен выходить прямым. Разработчики штампов приложили много усилий для достижения этого результата, потому что изогнутое или скрученное прессование бесполезно во многих приложениях. Бывают случаи, когда требуется изогнутый или закругленный алюминиевый профиль. Одним из примеров являются артиллерийские установки для лодок, а другим — компоненты рамы прицепа. Клиенты иногда спрашивают, можем ли мы согнуть алюминиевый профиль: наш ответ обычно звучит так: «Это зависит от обстоятельств».
При гибке алюминиевого профиля возникает множество проблем. Здесь мы объясним, почему это не так просто сделать, и познакомим вас с пятью методами, как это сделать. Если вы дизайнер и хотите знать, какие радиусы мы можем получить в различных сечениях, вы найдете здесь то, что вам нужно, но мы рекомендуем вам связаться с нами для более подробного обсуждения.
Свойства и состав алюминия
Алюминий обычно довольно мягкий и пластичный. Это упрощает работу, но не очень полезно для большинства приложений. Чтобы преодолеть это, его сплавляют с другими элементами. Эти алюминиевые сплавы производятся в различных марках, определяемых как «серии». Есть серия 1000, серия 2000 и так далее, до 7000.
Каждая серия имеет немного другой состав и разные свойства. Кроме того, сплавы серий 2000, 6000 и 7000 подходят для термической обработки. Это увеличивает их прочность при снижении пластичности.
Большинство алюминиевых профилей относится к серии 6000. Помимо высокой пластичности, он обладает хорошей прочностью и коррозионной стойкостью. Термическая обработка усложняет изгиб сплава, поэтому ее лучше всего проводить после придания окончательной формы.
Вопросы геометрии
Изгиб сжимает внутреннюю сторону и растягивает внешнюю. При изгибе тонкой полосы в направлении ее толщины (а не ширины) разница в радиусе изгиба настолько мала, что растягивающие и сжимающие усилия невелики. По мере того, как заготовка становится толще, задачи возрастают.
В качестве примера сложности рассмотрим сгибание двутавровой балки, которая обычно используется в трейлерах и архитектурных приложениях. Для начала согнем его в направлении верхней и нижней полки. В этом случае центральная стенка легко изгибается, но поскольку внутренние и внешние края фланцев изгибаются на разные радиусы, они испытывают большее растяжение и сжатие. Напряжение истончает металл, а сжатие может привести к короблению.
Теперь, если мы согнем двутавровую балку в направлении паутины, проблемы умножатся. Не только верхняя и нижняя полки имеют разные радиусы, но и верхняя и нижняя стенки.
Ключом к успешной гибке является контроль движения каждого элемента экструзии. Это намного проще, когда выдавливание симметрично, при условии, что ось симметрии выровнена с радиусом изгиба. Асимметричные профили чрезвычайно трудно согнуть без значительных искажений.
Экструзия пустотелых профилей создает еще одну проблему: если их не поддерживать, металл при сжатии имеет тенденцию изгибаться внутрь. В какой-то степени это можно преодолеть, заполнив внутреннюю полость чем-то, что противостоит короблению, но это значительно усложняет изгиб. В качестве альтернативы утолщайте стены, добавляйте большие внутренние радиусы и, если возможно, добавляйте внутренние ребра жесткости.
Методы гибки алюминиевого профиля
В отличие от гибки листового металла на листогибочном прессе, целью гибки экструзии является создание кривизны. Для этого экструдированный участок наматывается на матрицу. Обычно требуется некоторый изгиб, потому что экструзия будет иметь определенную степень упругости. Пять наиболее распространенных методов экструзии с изгибом:
1. Изгиб с толканием/напором
В этом методе полукруглый поршень прижимается к экструдированному участку. Давление с обеих сторон поддерживает секцию, поворачиваясь вокруг поршня. Ползунок имеет форму зеркального отображения профиля внешнего сечения, как и плашки. Несколько изгибов могут быть размещены близко друг к другу, хотя за один раз выполняется только один изгиб. Максимально достижимый радиус изгиба примерно в четыре раза больше диаметра сечения (или описанной окружности).
2. Ротационная гибка
Этот метод позволяет получить очень малый радиус изгиба – примерно такой же, как диаметр профиля. Гибочная матрица имеет круглую форму с зеркальным отражением внешнего профиля сечения примерно на 270° поверхности. Секция прижимается к этой матрице и удерживается на месте прижимной матрицей. Гибочная матрица вращается, оборачивая секцию вокруг себя. Точные углы изгиба достигаются за счет управления вращением штампа.
3. Трехвалковая гибка
Это метод, который мы используем в Wiley. Как и при изгибе с нажимом/нажимом, секция поддерживается в двух местах, в то время как матрица давит между ними. Отличие заключается в том, что ролики заменяют поршень и пресс-формы. Имея форму, соответствующую секции, они вращаются, протягивая секцию и создавая большой радиус. Гибка валков может даже производить целые круги. Он часто используется для формирования больших секций, используемых в архитектуре или строительстве.
4. Гибка на сжатие
Здесь профиль прижимается к боковой стороне стационарного ползуна, который имеет зеркальный профиль по дуге 180°. Затем пресс-форма наматывает экструзию на плунжер. Минимальный радиус примерно в три раза больше диаметра экструзии или описанной окружности. Гибка сжатием часто выполняется на двухголовочных машинах для получения форм с симметричными изгибами на каждом конце.
5. Формование растяжением
Этот метод используется для деталей с большим радиусом изгиба. Это влечет за собой зажим обоих концов профиля, чтобы удерживать его в натяжении (растяжение). Затем закругленная матрица прижимается к средней точке профиля, чтобы создать изгиб. Натяжение сохраняет контроль над общей длиной, на поверхности мало маркировки и хорошая повторяемость угла изгиба.
Если вам нужно согнуть алюминиевый профиль, свяжитесь с нами
При правильной настройке экструзионный пресс производит прямые отрезки экструдированного профиля. Это то, что нужно многим приложениям, таким как рамы машин. Однако в некоторых ситуациях желательно указать радиус в сечении. Алюминиевый профиль серии 6000 обладает хорошей формуемостью и, в зависимости от геометрии, может быть скруглен несколькими способами. Однако это непросто. Если вы проектируете с помощью экструзии и хотите добавить изгибы, мы предлагаем вам связаться с нами, чтобы обсудить конкретные детали. Это может сэкономить много времени и даже улучшить ваш дизайн.
Основы гибки алюминиевого профиля – проектирование профилей
Изучение основ гибки алюминиевого профиля
В процесс гибки алюминия требуется невероятное мастерство и мастерство. Многие факторы влияют на то, что возможно и что вызовет проблемы. Сегодня мы решили разобрать несколько ключевых конструктивных особенностей, влияющих на процесс гибки. Есть еще много других факторов, которые не будут относиться к каждому проекту, но все же должны быть учтены.
Первым и, возможно, самым важным аспектом является конструкция алюминиевого профиля. Обычно это создается инженером-конструктором, с которым большинство компаний никогда не разговаривали. У дизайнера были бы причины для создания конкретных форм и опор. Однако эти дизайнеры редко будут учитывать, будет ли профиль изогнутым. Это означает, что некоторые профили спроектированы таким образом, что изгиб становится невероятно трудным. С другой стороны, некоторые профили сконструированы таким образом, что гибка выполняется просто и быстро.
Однако мы знаем, что вы не всегда можете выбрать, какой профиль использовать. Иногда клиенты настаивают на чем-то конкретном, или к сборке подходит только один дизайн. В этих случаях обычно все сводится к навыкам инженера по гибке алюминия. Как и техника, которая у них есть на руках.
Существуют проекты, в которых должны использоваться изготовленные на заказ профили, и они предлагают большие возможности для улучшения. Сотрудничество с квалифицированной компанией по гибке алюминия позволит сделать вашу экструзию по индивидуальному заказу для достижения наилучших результатов гибки. Варианты дизайна, такие как создание симметричного профиля, могут уменьшить распространенные проблемы, такие как скручивание, и могут снизить общие затраты на инструменты.
Простая ошибка многих людей состоит в том, что они считают, что простые или несложные выдавливания всегда легче согнуть. Эти секции часто обманчиво сложны, когда подвергаются нагрузкам в процессе гибки, и часто более подвержены трудностям, вызванным их основной формой. Общие обманчивые секции включают:
Гибка алюминиевых профилей
U-образные профильные профили являются одними из самых сложных для изгиба алюминиевых профилей. Они попадают в ряд дизайнерских ям, из-за которых их обманчиво сложно сгибать. Их асимметричный характер, отсутствие внутренней поддержки и открытые концы делают их невероятно склонными к деформации, независимо от того, как вы их сгибаете. Ранее мы подробно рассказывали о трудностях гибки секций швеллера, и вы можете подробнее о гибке алюминиевых U-образных профилей здесь.
Полые квадраты и угловое проклятие
Процесс гибки алюминиевых профилей означает, что сохранение идеальных 90-градусных внутренних углов является очень сложной задачей. Острые углы приводят к растрескиванию и часто приводят к тому, что профиль изгибается и становится вогнутым. Эти проблемы означают, что дополнительные технические средства должны быть вложены в точные инструменты, которые могут обеспечить алюминиевому коробчатому сечению поддержку, необходимую для плавного, чистого и без искажений изгиба. Ряд методов заполнения, зажима и направления используется для сохранения формы экструзии при обеспечении плавных изгибов.
Двутавровые или двутавровые балки
Двутавровые балки являются одними из наиболее подверженных скручиванию профилей. В зависимости от направления изгиба «ножки» H будут пытаться выскочить из пряжки внутрь, часто скручивая при этом внутреннюю опору. Эти секции часто используются в конструктивных целях, а это означает, что эти деформации необходимо контролировать, чтобы обеспечить структурную стабильность детали. По этой причине многие компании, занимающиеся гибкой алюминия, не поддерживают гибку двутавровых профилей.
технические характеристики, назначение и устройство, руководство по эксплуатации
Токарный станок 1А62, относится к универсальному оборудованию и производится известной фирмой «Красный Пролетарий» с 1949 года. 1А62 заменил модели ДиП и оснащает теперь фабрики.
Содержание:
1 Назначение и область применения
2 Технические возможности
2.1 Параметры
3 Габарит рабочего пространства
4 Органы управления
4.1 Коробка скоростей
4.2 Реверс
4.3 Коробка подач
4.4 Фартук
4.5 Суппорт
4.6 Назначение и устройство задней бабки
4.7 Управление электроаппаратурой
5 Кинематическая схема
6 Электрическая схема
7 Рекомендации по эксплуатации оборудования
7.1 Проверка масла
Назначение и область применения
Благодаря своей универсально, токарные станки 1А62 можно использовать в выполнении заготовок, имеющих цилиндрическую, коническую и фасонную конфигурацию. И нарезать резьбу разного вида – метрическую, дюймовую, модульную и питчевую.
Опытные работники различают токарные станки по одному лишь фоту, но более полную информацию о станке можно узнать, посмотрев на цифры в названии.
«1» – обозначение группы, в которую входит токарный станок.
«А» – обозначение поколения станка.
«6» – обозначение принадлежности к винторезной группе.
«2» – данная цифра позволяет поделиться высотой центра (над станиной), для этого станка 22 см.
Отличительно от других станков, 1А62 имеет расширенный функционал и улучшенные характеристики.
А главными улучшениями можно назвать:
Увеличение скорости шпиндельного узла до 1200 об/мин, плюс возможность выбора из двадцати одной скорости вращения по прямой и двенадцать по обратной.
Установка более мощного двигателя на семь киловатт.
Главный привод станка использует надежное клиновое оборудование.
Фрикционная муфта агрегата имеет усиленную конструкцию.
Установка надежного роликового подшипника в шпиндельном узле.
Для предотвращения самопроизвольного отсоединения патронов от шпиндельного узла, что происходит во время прекращения вращательных движений в двигателе, предусмотрено наличие специальной канавки, дабы разместить предохранители.
Точную резьбу гарантирует коробка передач с прямым включением работы ходового винта.
Лицевая часть фартука станка располагает лимб, который отвечает за проведение продольной подачи через суппорт.
Имеет усиленную заднюю бабку.
Усовершенствованная конструкция резцедержателя позволяет повернуть его в любую сторону, с любым углом не за действуя вторую руку.
Станок имеет улучшенную систему охлаждения, с электрическим насосом и резервуаром, находящимся сзади устройства.
Установка люнет возможна, чтобы достичь требуемую жесткость при использовании длинных деталей на токарном станке 1А62.
Читайте также: токарный станок 1К62
Технические возможности
Токарный станок отвечает стандартам категории «H», можно выделить основные технические характеристики устройства:
Идет с максимальным диаметром для заготовок – на суппорте -21 см, над станиной 40 см.
С максимальной длиной заготовок, которая может обрабатываться на токарно-винторезном станке в 75, 100 и 150 см.
С максимально доступной массой для обработки заготовок, при обработке в патроне – 500 кг, при обработке с использованием центра – 1500 кг.
Читайте также: назначение и устройство и технические характеристики токарного станка 1К62
Параметры
Станок 1А62 идет со следующими рабочими параметрами:
С расстоянием между центрами – 75, 100 и 150 см.
С наибольшим диаметром точения на станине – 40 см.
С наибольшим диаметров точения на суппорте – 21 см.
С наибольшим диаметром обрабатывания прутка – 3.6 см.
С наибольшей длиной точения – 65, 90 и 140 см.
С отверстием в шпиндере – 3,8 см.
С конусом Морзе 5.
С рабочими скоростями в количестве — 21 шт.
С рабочими обратными скоростями – 12 шт.
С продольными и поперечными подачами в количестве – 35 шт.
Модульные резьбы – 10.
С мощностью электродвигателя в 7 киловатт.
С числом оборотов шкива – 730 в минуту.
С величиной модульной резьбы – 3.
Габарит рабочего пространства
Габаритные размеры станка предполагают:
Высоту – 121 см.
С площадью устройства при РМЦ 750 – 251 на 158 см.
С площадью устройства при РМЦ 1000 – 265 на 158 см.
С площадью устройства при РМЦ 1500 – 317 на 158 см.
Весит станок, не считая электрооборудование при РМЦ 750 – 2, 045 тонн.
Масса при РМЦ 1000, не считая электрооборудование – 2,105 тонн.
Весит станок, не считая электрооборудование при РМЦ 1500 – 2, 370 тонн.
Органы управления
Лицевая панель устройства располагает следующие органы управления агрегатом:
Рукоятку устанавливающую необходимую скорость вращения шпинделя.
Рукоятку, устанавливающую левое или правое направление для резьбы.
Рукоятку, регулирующую подачу и шаг резьбы.
Рукоятку, включающую в работу ходовой винт или ходовой валик, которые используются только при тихом ходе.
Рукоятку, регулирующую прямой или обратный вал вращения мотора на главном приводе.
Рукоятку, изменяющую направление суппорта при обтачивании детали, переключающую между продольным и поперечным направлением подачи.
Орган, управляющий фартуком.
Рукоятку, включающую и выключающую режим механической подачи, для использования маховика, задействуя ходовой винт и перемещения продольных салазок.
Рукоятку, которая управляет ручной подаче на суппорте, фиксирует резцовые головки, перемешает часть шпинделя.
Рукоятку, которая фиксирует заднюю бабку, вместе с маховиком, обеспечивающим плавный ее ход.
Важно!
Также, наличие электрических выключателей, для освещения рабочего места. Выключатель для насоса, который охлаждает станок. И кнопки, отвечающей за пуск двигателя.
Коробка скоростей
Для коробки скоростей было предусмотрено 30 возможных скоростей, но в связи с совпадением, с числом оборотов в шпиндельном узле их число сократилось до 21 различных типов.
Рукоятка на коробке скоростей содержит информацию о числе оборотов шпиндельного узла, поворачивается в разные стороны в зависимости от типа работы, до тех пор, пока указатель не покажет требуемое число оборотов.
Реверс
Используется для фиксации деталей.
Параметры:
Идет с диаметром и размером, имеющими сквозную форму – 3,6 см.
С допустимым размером прутка, не более 3,8 см.
С несколькими ступенями вращения (21 при прямом вращении и 12 в реверсивной передаче).
С двусторонней фрикционной муфтой.
Реверс определяющий инструмент для вращения головки шпинделя. В прямом режиме скорость варьируется от 11, 5 до 1200 оборотов за минуту. При обратном вращении 18–1500 об/ мин.
Коробка подач
Коробка подач обеспечивает, нарезку метрическим, дюймовым, модульным и питчевым способом, не применяя при этом сменные шестерни.
Резьбу с метрическим шагом от 1 до 12 мм (19 ступеней).
Резьбу с дюймовым шагом от 2 до 24 ниток на 1 дюйм (20 ступеней).
Резьбу с модульным шагом от 0,50 до 3 модулей (10 ступеней).
Резьба с питчевым шагом от 7 до 96 питчей (24 ступени).
Фартук
Фартук отвечает за преобразование вращательных движений ходового винта или валика в поступательные для суппорта (подачу) вдоль направления станины.
Располагается фартук в корпусе станка, стандартно повернут к суппортам. Обеспечивает вращение червячного колеса.
Суппорт
Суппорты 1А62, как и на других схожих моделях отвечают за перемещение режущих инструментом относительно обрабатываемых заготовок. Состояние этой части агрегата, напрямую влияет на точное выполнение работы и функционирование станка.
Суппорт 1А62 имеет следующие технические возможности:
Перемешает продольную каретку на 65, 90 и 140 см, поперечную – на 28 см.
Имеет продольные и поперечные подачи в количестве – 35 шт.
Подачу совершает в пределах 0,082–1,59 мм/об для продольных, и 0,027–0,522 мм/об для поперечных.
Резцовую салазку, токарный станок использует для измерения точности в перемещении резцовых головок, чем управляют несколько маховиков и специальные рычаги.
Что положительно сказывается на характеристиках работы:
Максимальное перемещение увеличивается до 11,3 см.
С максимальным углом перемещения в 90 градусов, а шкала одного деления указывает на один градус.
С максимальным сечением державки 2,5 на 2,5 см.
Назначение и устройство задней бабки
Задняя бабка устройство, надежно закрепляет деталь при обработке в центре или при установке резца.
Задняя бабка имеет характеристики:
с диаметром пиноли, закрепляющим режущий инструмент, – 70 мм;
с внутренним посадочным конусом категории «Морзе 4»;
с величиной максимального перемещения – 15 см, при этом на одно
деление лимба пиноль перемещается на 0,1 мм;
с максимальной величиной поперечного смещения (в обе стороны) – 15 мм.
Управление электроаппаратурой
Рычаги электроаппаратуры служат в качестве включателя и выключателя от сети. Также включают освещение рабочего места. Отвечают за работу насоса. Контролируют кнопочную станцию, для включения и выключения главного двигателя станка.
Кинематическая схема
Электрическая схема
Рекомендации по эксплуатации оборудования
Для того, чтобы работать на агрегате было эффективно, а производимые детали отличались высоким качеством и соответствовали параметрам, следует правильно настроить станок.
Установка происходит на специально подготовленной платформе, которая сможет заглушить вибрации от нагрузки и выдержать массу станка.
Окончательная настройка режимов работы и правила использования указаны в инструкции, идущей в комплекте со станком. Основываясь, на опыте работников с такими типами оборудования, сопроводительная документация дает четкий порядок действий и инструкцию по эксплуатации агрегата.
Проверка масла
Затем, необходимо произвести запуск шпинделя на максимальном числе оборотов. Такой способ, поможет проверить падает уровень масла выше нормы или нет, процедуру рекомендуется проводить на холостом ходу.
Модель станков 1А62, уже давно используется в промышленном производстве и хорошо зарекомендовала себя, благодаря обновленной системе работы и объемному функционалу.
Паспорт на токарно-винторезный станок 1А62 / Токарные станки / Stanok-online.ru
Рубрикатор
Разделы документации
Токарные станки
Скачать бесплатно паспорт на токарно-винторезный станок 1А62
Паспорт на токарно-винторезный станок 1А62
Комментарии
Новости компаний
все
Индустриальный парк «ОКА» приветствует первого резидента
Новости сферы
Завод УГМК «Электросталь Тюмени» признан главным событием 2013 года в металлургии России
Новости сферы
Правительства края ждет 100 миллиардов инвестиций в металлургию
Новости сферы
Рельсы для российских железных дорог изготовят в Челябинске по уникальной технологии
Новости сферы
Новые компании
все
Индустриальный парк ОКА МУРОМ
Индустриальный парк «ОКА» — это промышленная территория, обладающая полноценной инфраструктурой и полностью обеспеченная энергоносителями и сетями
Презентация — *. pdf
Металлообработка
ООО ПКФ КРИСТАЛЛ
Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода ПКФ Кристалл.
Металлообработка
ООО «НеоИнжиниринг»
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
ООО «ФЕТ»
ООО «ФЕТ» многопрофильная транспортно-экспедиторская компания по международному аутсосингу. Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ
Металлообработка
Портал Stanok-online.ru
На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература…
Документация на станки
Услуги
все
Металлообработка, токарные работы, фрезерные работы, конструкторские работы
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
Производство крученой сетки из проволоки
Сетки изготавливаются из низкоуглеродистой термически обработанной проволоки без покрытия или оцинкованной
Компания Shorts с радостью поставляет оригинальную запасную часть для лифтов Orona Governor Switch (Omron D4N-1A62) с нашего склада в Великобритании.
Эта официальная запасная часть лифта Orona является точной заменой вашего лифта, который был произведен и протестирован в соответствии со спецификациями производителей оригинального оборудования (OEM), чтобы гарантировать те же функции и качество. Вы получите ту же производительность, которую ожидаете от своего подъемника, с запасной частью OEM. OEM-запчасти гарантируют совместимость размеров и спецификаций.
На все запасные части OEM для лифтов предоставляется 12-месячная гарантия.
Пожалуйста, войдите, чтобы увидеть цену
Пожалуйста, войдите, чтобы увидеть цену
Вам нужна помощь в определении запасной части лифта?
Мы стремимся помочь вам с вашими потребностями в запасных частях для лифтов.
Если вы не можете определить производителя подъемника, модель подъемника или даже конкретную деталь, наша команда по запчастям для подъемника всегда готова помочь. Благодаря многолетнему опыту в поиске запчастей от ведущих мировых производителей лифтов, наша команда может правильно идентифицировать детали и быстро предоставить вам необходимую информацию.
Компания Shorts с радостью поставляет оригинальную запасную часть для лифта Orona Governor Switch (Omron D4N-1A62) с нашего склада в Великобритании.
Эта официальная запасная часть лифта Orona является точной заменой вашего лифта, который был произведен и протестирован в соответствии со спецификациями производителей оригинального оборудования (OEM), чтобы гарантировать те же функции и качество. Вы получите ту же производительность, которую ожидаете от своего подъемника, с запасной частью OEM. OEM-запчасти гарантируют совместимость размеров и спецификаций.
На все запасные части OEM для лифтов предоставляется 12-месячная гарантия.
Вам нужна помощь в определении запасной части лифта?
Мы стремимся помочь вам с вашими потребностями в запасных частях для лифтов.
Если вы не можете определить производителя подъемника, модель подъемника или даже конкретную деталь, наша команда по запчастям для подъемника всегда готова помочь. Благодаря многолетнему опыту в поиске запчастей от ведущих мировых производителей лифтов, наша команда может правильно идентифицировать детали и быстро предоставить вам необходимую информацию.
Еще от Ороны
ОР083-0005
Крепежная гайка Orona
Войдите или зарегистрируйтесь, чтобы узнать цены
Доставка в Великобританию и Ирландию
Доставка на следующий рабочий день до полудня доступна для широкого спектра товаров, которые хранятся на нашем складе в Великобритании.
Отправка в тот же день
Доставка пакетом
Наши запасные части и продукты отправляются в тот же день, если они заказаны до 15:00, при условии оплаты. (За исключением продуктов, изготовленных по индивидуальному заказу)
Гарантия более 12 месяцев
Конфиденциальность
На все поставляемое нами лифтовое оборудование распространяется гарантия сроком не менее 12 месяцев, обеспечивающая спокойствие как вам, так и вашему клиенту.
Этот веб-сайт хранит файлы cookie на вашем компьютере. Эти файлы cookie используются для сбора информации о том, как вы взаимодействуете с нашим веб-сайтом, и позволяют нам запомнить вас. Мы используем эту информацию, чтобы улучшить и настроить ваш опыт просмотра, а также для аналитики и показателей о наших посетителях как на этом веб-сайте, так и в других средствах массовой информации. Чтобы узнать больше о файлах cookie, которые мы используем, ознакомьтесь с нашей Политикой конфиденциальности.
Принять
Ваш браузер устарел!
Обновите свой браузер, чтобы этот веб-сайт отображался корректно. Обновите мой браузер сейчас
×
[Решено] ВОПРОС 1 1. У 62-летнего пациента с ХОБЛ гипоксия…
Получите больше от подписки*
Доступ к более чем 100 миллионам учебных ресурсов по конкретным курсам
Круглосуточная помощь опытных наставников по более чем 140 предметам
Полный доступ к более чем 1 миллиону решений для учебников
*Вы можете изменить, приостановить или отменить в любое время
Вопрос от travelbee13
ВОПРОС 1
1. У больного ХОБЛ, 62 лет, гипоксия, одышка. В настоящее время он находится на BiPAP с указанием порядка 12/5 100% Rate 12. Объясните, что означает каждое число в порядке BIPAP. Опишите, что такое BIPAP и когда его можно и нельзя использовать.
ВОПРОС 2
1. 14-летняя девочка , страдающая астмой , доставлена в отделение неотложной помощи с умеренным респираторным дистресс-синдромом. Ее ПСВ составляет 55% от должного. Что будут включать ваши немедленные заказы на лекарства?
ВОПРОС 3
1. 19-летний подросток с астмой обратился за медицинской помощью из-за одышки и измеренной пиковой скорости выдоха 32. Его рост 5 футов 4 дюйма. Какова его прогнозируемая пиковая скорость выдоха? Какой процент от прогнозируемого пикового потока соответствует его текущему измерению? Как это влияет на ваши планы лечения?
Большое спасибо!
Наука о здоровье
Наука
Уход НРНП 6566
Ответ и объяснение
Решено проверенным экспертом
Рейтинг
Полезно
Ответил DrViola
m ipsum dolor sit amet, consectetur adipiscing elit. Nam lacinia pulvinar tortor nec facilisis. Pellentesque dapibus efficitur laoreet. Nam risus ante, dapibus a molestie consequat, ultrices ac magna. Fusce dui lectus, congue vel laoreet ac, dictum vitae o
Fusce dui lectus, congue vel laoreet ac, dictum vitae odio. Донец Аликет
Получите полный доступ к Course Hero
Изучите более 16 миллионов пошаговых ответов из нашей библиотеки
Подпишитесь, чтобы просмотреть ответ
ce dui lectus, congue vel laoreet ac, dictum vitae odio. Донец Аликет. Lorem ipsum dolor sit amet, consectetur adipiscing elit. Nam lacinia pulvinar tortor nec facilisis. Pellentesque dapibus efficitur laoreet. Nam risus ante, dapibus a molestie consequat, ultrices ac magna. Fusce dui lectus, congue vel laoreet ac, dictum vitae odio. Донец Алике
es переменного тока магна.
sque dapibus efficitur laoreet. Nam risus ante, dapibus a molestie consequat, ultrices ac magna. Fusce dui lectus,
, ultrices ac magna. Fusce
icitur laoreet. Nam risus ante, dapibus a molestie consequat, ultrices ac magna. Fusce dui lectus, congue vel laoreet ac, dictum vitae odio.
gue
fficitur laoreet. Nam risus ante, dapibus a molestie consequat, ultrices a
, dictum vitae odio. Донец Аликет. Лорем ip
gue
, dictum vitae odio. Донец Аликет. Lorem ipsum dolor sit amet, co
gue
s ante, dapibus a molestie co
s ante, dapibus a molestie consequat, ult
sque dapibus efficitur laoreet. Nam risus ante, dapibus a molestie consequat, ultrices ac magna. Fusce dui lectus, congue vel laoreet ac, dictum vitae o
Пошаговое объяснение
, dictum vitae odio. Донец Аликет. Lorem ipsum dolor sit amet, co
m risus ante, dapibus a molestie consequat, ultrices ac magna. Fusce dui lectus, congue vel laoreet ac, dictum vitae odio. Донец Аликет. Lorem ipsum dolor sit amet, consectetur adipiscing elit. Nam lacinia pulvinar tortor nec facilisis. Pellentesque dapibus efficitur laoreet. Nam risus ante, dapibus a molestie consequat, ultrices ac magna. Fusce dui lectus, congue vel laoreet ac, dictum vitae odio. Донец Аликет. Lorem ipsu
gue
rem ipsum
исц.элит. Nam lacinia pulvinar tortor nec facilisis. Pellentesque dapibus efficitur laoreet. Nam risus ante, dapibus a molestie consequat, ultrices ac magna. Fusce dui lectus, congue vel laoreet ac, dictum vitae odio. Донец Аликет. Lorem ipsum dolor sit amet, consectetur adipiscing elit. Nam lacinia pulvinar tortor nec facilisis. Pellentesque dapibus efficitur laoreet. Nam risus ante, dapibus a molestie consequat, ultrices ac magna. Fusce dui lectus, congue vel laoreet ac, dictum vitae odio. Донец Аликет. Lorem ipsum dolor sit amet, consectetur adipiscing elit. Nam lacinia pulvinar tortor nec facilisis. Pellentesque dapibus efficitur laoreet. Nam risus ante, dapibus a molestie consequat, ultrices ac magna. Fusce dui lectus, congue vel l
tesque dapib
gue
gue
Fusce dui lectus, congue vel laoreet ac, dictum vitae odio.
Трубная цилиндрическая резьба, применяемая в цилиндрических резьбовых соединениях и для соединения труб, а также тонкостенных деталей цилиндрической формы. Такого рода профиль (55°) рекомендуют при повышенных требованиях к плотности (непроницаемости) трубных соединений. Применяют трубную резьбу при соединении цилиндрической резьбы муфты с конической резьбой труб, так как в этом случае отпадает необходимость в различных уплотнениях.
Основана на резьбе BSW (англ. BritishStandardWhitworth), широко распространенные дюймовые трубные резьбы, также известные как резьбы Витворта и совместима с резьбой BSP (англ.nbsp;Britishstandardpipethread) и обозначается BSPP.
В соответствии с ГОСТ 6367–81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т. е. равнобедренный треугольник с углом при вершине, равным 55°.
Резьба нарезается на трубах диаметром от 1/16 » до 6″ ( трубы свыше 6″ свариваются) при числе шагов от 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода).
Трубную резьбу обычно нарезают метчиками, плашками, гребенками и резьбофрезами.
Стандарты:
ГОСТ 6357-81. Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая (Росия)
ISO R228 (Германия)
EN 10226 (Германия)
DIN ISO 228, DIN 259 (Германия)
BS 2779 (Англия)
ANSI/ASME B1.20.1, ANSI B1.20.3 (США)
NF E 03-005 (Франция)
JIS B 0202 (Япония)
Условное обозначение: Буква G, числовое значение условного прохода трубы в дюймах, класс точности среднего диаметра (А, В), и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 1 1/8, класс точности А — обозначается как: G 1 1/8-A.
Обозначение размера резьбы соответствует внутреннему диаметру трубы по одному из стандартов Примеры: 1) G 1 1/2 –A
2) G 2-B LH
Резьба трубная коническая(R) или Британская трубная коническая резьба (BSPT)
Применение:
Параметры и размеры трубной конической резьбы определены ГОСТ 6211–81, в соответствии с которым профиль резьбы соответствует профилю дюймовой резьбы. Резьба стандартизована для диаметров от 1/16″ до 6″ (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы). Нарезаются резьбы на конусе с углом конусности φ=3°34’48″, что соответствует конусности 1:16, угол профиля при вершине 55°. Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков. Трубная коническая резьба, применяемая в конических резьбовых соединениях, а также в соединениях наружной конической резьбой с внутренней цилиндрической резьбы по ГОСТ 6357-81. В газовой водопроводной и канализационной арматуре. Для большей герметичности используют соединения внутренней цилиндрической резьбы с наружной конической резьбой.
Основана на резьбе BSW (англ. BritishStandardWhitworth) и совместима с резьбой BSP (англ. Britishstandardpipetaperedthread), именуемая BSPT (уплотнение достигается за счет смятия резьбы в месте резьбового соединения при ввёртывании штуцера).
Стандарты:
ГОСТ 6211-81. Основные нормы взаимозаменяемости. Резьба трубная коническая. (Россия)
ISO R7 Германия)
DIN 2999, DIN 3858 (Германия)
JIS B 0203 (Япония)
BS 21 (Англия)
ANSI/ASME B1. 20.1, ANSI B1.20.3 (США)
NF E 03-004 (Франция)
Условное обозначение:
Буква R (Rd) для наружной резьбы, Rc для внутренней резьбы, Rp для внутренней цилиндрической резьбы, числовое значение номинального диаметра резьбы в дюймах, буквы LH для левой резьбы. Например, резьба с номинальным диаметром 1 1/4 — обозначается как R 1 1/4.
Примеры: 1) DIN 3858 – Rd 1/8 – 1
2) Rc 1 1/2
3) Rp 1 1/4
4) R 1/8
Панцирная трубная (Pg)
Применение:
Панцирная трубная резьба применяется в электротехнике.
MC 20: фитинг тройной, наружная трубная коническая резьба
Пневматические фитинги серии MC предназначены для подключения пневмотрубок к пневматическим цилиндрам, распределительным клапанам и другим элементам пневмосистем, а также для соединения пневматических трубок между собой.
Присоединение трубки к фитингу осуществляется с помощью соединения с накидной гайкой. Данное соединение обладает наиболее простой конструкцией по сравнению с другими соединениями пневмофитингов. В фитингах данной серии уплотнение соединения осуществляется непосредственно прижимом пневмотрубки к штуцеру фитинга с помощью накидной гайки. Фитинги целиком выполнены из металла, за счет этого они имеют расширенный диапазон рабочих температур и увеличенное максимальное давление. Однако, в отличие от фитингов с цанговым зажимом, для фитингов с накидной гайкой нормируется как наружный, так и внутренний диаметр подключаемый пневмотрубки.
Для присоединения трубки необходимо снять накидную гайку с фитинга и надеть её на пневмотрубку, надеть трубку с гайкой на штуцер фитинга, а затем закрутить накидную гайку. Для извлечения трубки нужно выкрутить накидную гайку, после чего снять трубку со штуцера фитинга.
Установка и извлечение трубки
Области применения: пневматические системы с фильтрованным воздухом
Рабочее давление: -0,99…+25 бар
Вакуум до -99 кПа
Оптимальное давление: 6 бар
Рабочая температура: -50…+150 °C
Материал фитинга: никелированная латунь
Соединения: резьбовые / накидная гайка
Рекомендуемые пневмотрубки: полиуретановые PU 98, полиамидные PA 12, фторопластовые PTFE
Габаритные размеры фитинга тройного, наружного с трубной конической резьбой — 2 х накидной гайкой cерии MC, мм
Код MC
d
D1
L1
L2
L3
Ch2
Ch3
Вес, г
MC 20 06 18
6-4
R1/8
8
17
45
12
8
27,1
MC 20 06 14
6-4
R1/4
11
20,5
45,5
12
10
35,2
MC 20 08 18
8-6
R1/8
8
17,5
45,5
14
10
33,6
к>
MC 20 08 14
8-6
R1/4
11
20,5
45,5
14
10
37,7
MC 20 10 14
10-8
R1/4
11
21,5
51
16
11
48
MC 20 12 12
12-10
R1/2
14
28
61
18
17
99,4
Объяснение распространенных резьб, включая BSP и NPT
Форма резьбы BSP означает British Standard Pipe и распространена в Австралии и странах Содружества. Он основан на торговом размере, а не на фактическом диаметре, что может привести к некоторой путанице при измерении портов.
Существует два типа потоков BSP; – BSPP – внутренняя и наружная резьба (также известная как G) – BSPT – внутренняя резьба параллельная, а наружная резьба коническая (также известная как R/Rp) (внутренняя резьба также может быть конической, тогда Rc , такие встречаются довольно редко). Внутри BSPT также принято называть внутреннюю резьбу BSPP (параллельной) и наружную BSPT (коническую), хотя технически они оба представляют собой форму резьбы BSPT (внутренняя резьба будет параллельной, а наружная — конической).
Обе резьбы имеют одинаковый шаг, угол (55 градусов) и форму (закругленные вершины и впадины).
В приведенной ниже таблице указаны больший и меньший диаметры для каждого размера резьбы BSP Trade. Второстепенный диаметр может быть немного меньше, чем указано в таблице, в зависимости от того, для какого калибра резьбы он был изготовлен.
Товарный размер
Резьбы на дюйм
Шаг
Большой диаметр
Малый диаметр
Измерительная длина
Дюйм
мм
Дюйм
мм
Дюйм
мм
Дюйм
мм
1/8
28
0,0357
0,907
0,383
9,728
0,3372
8,565
0,1563
3,97
1/4
19
0,0526
1,337
0,518
13.157
0,4506
11.445
0,2367
6.012
3/8
19
0,0526
1,337
0,656
16.662
0,5886
14,95
0,25
6,35
1/2
14
0,0714
1,814
0,825
20,955
0,7336
18. 633
0,3214
8.164
3/4
14
0,0714
1,814
1.041
26.441
0,9496
24.12
0,375
9,525
1
11
0,0909
2,309
1.309
33.249
1.1926
30.292
0,4091
10.391
1 ¼
11
0,0909
2,309
1,65
41,91
1,5336
38,953
0,5
12,7
1 ½
11
0,0909
2,309
1,882
47.803
1,7656
44.846
0,5
12,7
2
11
0,0909
2,309
2,347
59.614
2.2306
56.657
0,625
15.875
2 ½
11
0,0909
2,309
2,96
75. 184
2,8436
72.227
0,6875
17.463
3
11
0,0909
2,309
3,46
87.884
3.3436
84,927
0,8125
20.638
4
11
0,0909
2,309
4,45
113.03
4.3336
110.073
NPT означает национальную трубную резьбу и является резьбой американского стандарта. Он также может обозначаться как MPT, MNPT или NPT (M) для наружной резьбы и FPT, FNPT или NPT(F) для внутренней внутренней резьбы. Для обеспечения герметичности всегда следует использовать резьбовой герметик (за исключением NPTF). Он также основан на торговом размере, а не на фактическом диаметре (аналогично BSP в этом отношении).
Обе резьбы имеют одинаковый шаг, угол (60 градусов) и форму (плоские пики и впадины).
В таблице ниже приведены значения резьбы на дюйм, диаметра и большого диаметра для резьбы NPT.
Товарный размер
Резьбы на дюйм
Шаг
Большой диаметр (наружный диаметр)
Дюйм
мм
Дюйм
мм
1/8
27
0,03704
0,94082
0,405
10,29
1/4
18
0,05556
1.41122
0,54
13,72
3/8
18
0,05556
1.41122
0,675
17.15
1/2
14
0,07143
1.81432
0,84
21.34
3/4
14
0,07143
1.81432
1,05
26,67
1
11 ½
0,08696
2. 20878
1,315
33,4
1 ¼
11 ½
0,08696
2.20878
1,66
42.16
1 ½
11 ½
0,08696
2.20878
1,9
48,26
2
11 ½
0,08696
2.20878
2,375
60,33
2 ½
8
0,125
3,175
2,875
73.03
3
8
0,125
3,175
3,5
88,9
4
8
0,125
3,175
4,5
114,3
Резьба NPT распространена в США и некоторых других странах, резьба BSP (также известная как подмножество R в соответствии с ISO 7) широко используется во многих других странах.
BSPT — британский стандартный конус трубы BSPP — британский стандартный трубный параллельный (G) NPT — национальный трубный конус NPS — национальный прямой R — внешний конус (ISO7) Rp — внутренний параллельный (ISO7/1) Rc — Внутренний конус (ISO 7) Rs — Наружная параллельность
Хотя фактические указанные наружные диаметры труб American National Pipe немного отличаются от диаметров труб British Standard, любую резьбу можно надежно нарезать на трубе соответствующего торгового размера. Эквивалент BSPT — NPT, а эквивалент BSPP — NPS.
Никогда не меняйте местами резьбу, если это приложение с высоким давлением.
Резьбы NPT/NPS и BSP несовместимы из-за различий в форме их резьбы, а не только из-за того, что большинство размеров имеют разный шаг. Резьбы NPT/NPS имеют угол 60° и уплощенные пики и впадины (форма резьбы Продавца), тогда как резьбы BSP имеют угол 55° и закругленные пики и впадины (форма резьбы Витворта).
Шаги резьбы NPT и BSP (число резьб на дюйм) указаны ниже. Чтобы определить шаг, используйте калибр для резьбы или подсчитайте количество витков резьбы, попадающих на пролет в 1 дюйм.
Объем сделки
Шаг (количество резьб на дюйм)
NPT/NPS
БСП
1/8
27
28
1/4
18
19
3/8
18
19
1/2
14
14
¾
14
14
1
11 ½
11
1 ¼
11 ½
11
1 ½
11 ½
11
2
11 ½
11
2 ½
8
11
3
8
11
3 ½
8
11
4
8
11
5
8
11
6
8
11
Для определения торгового размера резьбы сначала необходимо определить, коническая или параллельная резьба. Это делается путем измерения первой, четвертой/пятой и последней полной нити. Если диаметр увеличивается от первого витка к последнему витку наружной резьбы или уменьшается от первого витка к последнему витку внутренней резьбы, то эта резьба классифицируется как коническая резьба (например, BSPT). Если диаметр остается одинаковым от первой до последней резьбы, то резьба классифицируется как параллельная резьба (BSPP).
Как только известно, является ли резьба параллельной или конической, ее можно измерить, чтобы определить ее торговый размер. Этот размер сделки не будет напрямую представлять то, что измеряется, т.е. ½» BSP не соответствует измеренному ½».
Для параллельной резьбы любая резьба может быть использована для измерения торгового размера, а для конической резьбы используется четвертая или пятая полная резьба. Затем это измерение можно сравнить с таблица потоков, чтобы соответствовать размеру сделки
Примечание: Размеры могут немного отличаться между измерениями и размерами торговых размеров из-за различий в допусках при измерении и производстве.
Эта политика конфиденциальности определяет, как мы используем и защищаем любую информацию, которую вы предоставляете нам при использовании этого веб-сайта.
Мы стремимся обеспечить защиту вашей конфиденциальности. Если мы попросим вас предоставить определенную информацию, по которой вас можно идентифицировать при использовании этого веб-сайта, вы можете быть уверены, что она будет использоваться только в соответствии с настоящим заявлением о конфиденциальности.
Время от времени мы можем изменять эту политику, обновляя эту страницу. Вам следует время от времени проверять эту страницу, чтобы убедиться, что вы довольны любыми изменениями.
Что мы собираем
Мы можем собирать следующую информацию:
имя и должность
контактная информация, включая адрес электронной почты
демографическая информация, такая как почтовый индекс, предпочтения и интересы
прочая информация, относящаяся к опросам клиентов и/или предложениям
Что мы делаем с собранной информацией
Эта информация необходима нам для понимания ваших потребностей и предоставления вам более качественных услуг, в частности, по следующим причинам:
Ведение внутренней документации.
Мы можем использовать эту информацию для улучшения наших продуктов и услуг.
Мы можем периодически отправлять рекламные электронные письма о новых продуктах, специальных предложениях или другую информацию, которая, по нашему мнению, может показаться вам интересной, используя предоставленный вами адрес электронной почты.
Безопасность
Мы стремимся обеспечить безопасность вашей информации. Чтобы предотвратить несанкционированный доступ или раскрытие информации, мы внедрили подходящие физические, электронные и управленческие процедуры для защиты и защиты информации, которую мы собираем в Интернете.
Как мы используем файлы cookie
Файл cookie — это небольшой файл, который запрашивает разрешение на размещение на жестком диске вашего компьютера. Как только вы соглашаетесь, файл добавляется, и файл cookie помогает анализировать веб-трафик или сообщает вам, когда вы посещаете определенный сайт. Файлы cookie позволяют веб-приложениям реагировать на вас как на личность. Веб-приложение может адаптировать свои операции к вашим потребностям, симпатиям и антипатиям, собирая и запоминая информацию о ваших предпочтениях.
Мы используем файлы cookie журнала трафика, чтобы определить, какие страницы используются. Это помогает нам анализировать данные о трафике веб-страницы и улучшать наш веб-сайт, чтобы адаптировать его к потребностям клиентов. Мы используем эту информацию только для целей статистического анализа, после чего данные удаляются из системы. В целом файлы cookie помогают нам сделать веб-сайт лучше, позволяя нам отслеживать, какие страницы вы считаете полезными, а какие нет. Файл cookie никоим образом не дает нам доступа к вашему компьютеру или какой-либо информации о вас, кроме данных, которыми вы решили поделиться с нами. Вы можете принять или отклонить файлы cookie. Большинство веб-браузеров автоматически принимают файлы cookie, но обычно вы можете изменить настройки своего браузера, чтобы отказаться от файлов cookie, если хотите. Это может помешать вам воспользоваться всеми преимуществами веб-сайта.
Ссылки на другие сайты
Наш сайт может содержать ссылки на другие интересующие вас сайты. Однако, как только вы использовали эти ссылки, чтобы покинуть наш сайт, вы должны помнить, что мы не имеем никакого контроля над этим другим сайтом. Поэтому мы не можем нести ответственность за защиту и конфиденциальность любой информации, которую вы предоставляете во время посещения таких сайтов, и такие сайты не регулируются настоящим заявлением о конфиденциальности. Вам следует проявлять осторожность и ознакомиться с заявлением о конфиденциальности, применимым к рассматриваемому веб-сайту.
Управление вашей личной информацией
Вы можете ограничить сбор или использование вашей личной информации следующими способами: можете щелкнуть, чтобы указать, что вы не хотите, чтобы информация использовалась кем-либо в целях прямого маркетинга
Если вы ранее давали согласие на использование вашей личной информации в целях прямого маркетинга, вы можете изменить свое решение в любое время, написав нам или отправив электронное письмо.
Мы не будем продавать, распространять или сдавать в аренду вашу личную информацию третьим лицам, если у нас нет вашего разрешения или это требуется по закону. Мы можем использовать вашу личную информацию для отправки вам рекламной информации о третьих лицах, которая, по нашему мнению, может вас заинтересовать, если вы сообщите нам, что хотите, чтобы это произошло.
Если вы считаете, что какая-либо информация, которую мы храним о вас, неверна или неполна, пожалуйста, напишите или напишите нам как можно скорее по указанному выше адресу. Мы оперативно исправим любую информацию, которая окажется неверной.
Резьба BSPT — Размеры и характеристики конусной резьбы Британского стандарта
 В зависимости от характеристик их разделяют на марки:
В зависимости от характеристик их разделяют на марки: Последнюю определяют с помощью специального конуса, погруженного в готовую смесь. Полнотелый кирпич лучше класть раствором с подвижностью 9-10 см, пустотелый – 7-8 см. Если работы ведутся в жаркую погоду, рекомендуется добиться подвижности в 12-14 см.
Последнюю определяют с помощью специального конуса, погруженного в готовую смесь. Полнотелый кирпич лучше класть раствором с подвижностью 9-10 см, пустотелый – 7-8 см. Если работы ведутся в жаркую погоду, рекомендуется добиться подвижности в 12-14 см.


 По виду работ определяется соотношение входящих в состав компонентов. Какие использовать пропорции для приготовления различных строительных составов, читайте в моей статье.
По виду работ определяется соотношение входящих в состав компонентов. Какие использовать пропорции для приготовления различных строительных составов, читайте в моей статье.

 Только в этом случае раствор будет крепко держаться на поверхности.
Только в этом случае раствор будет крепко держаться на поверхности.

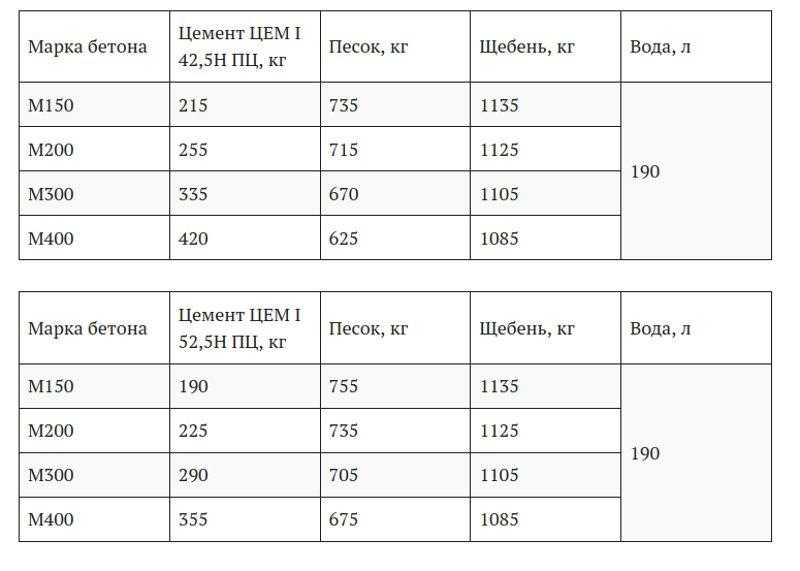 Хотя это может показаться одним и тем же рецептом, используемым для изготовления бетона, существуют некоторые преднамеренные различия между составами раствора и цемента, поэтому материалы не должны использоваться взаимозаменяемо.
Хотя это может показаться одним и тем же рецептом, используемым для изготовления бетона, существуют некоторые преднамеренные различия между составами раствора и цемента, поэтому материалы не должны использоваться взаимозаменяемо. Оба достигают желаемого результата, зарабатывая вам очко. Смысл этой многословной аналогии в том, чтобы дать вам понять, что взаимозаменяемое использование бетона и раствора приведет к катастрофе.
Оба достигают желаемого результата, зарабатывая вам очко. Смысл этой многословной аналогии в том, чтобы дать вам понять, что взаимозаменяемое использование бетона и раствора приведет к катастрофе. Хорошо, что это не имеет значения. Некоторые каменщики клянутся, что вы должны использовать портландцемент/известь, в то время как другие настаивают на том, что лучше всего использовать цемент для кладки. Просто спиши это на личные предпочтения.
Хорошо, что это не имеет значения. Некоторые каменщики клянутся, что вы должны использовать портландцемент/известь, в то время как другие настаивают на том, что лучше всего использовать цемент для кладки. Просто спиши это на личные предпочтения.
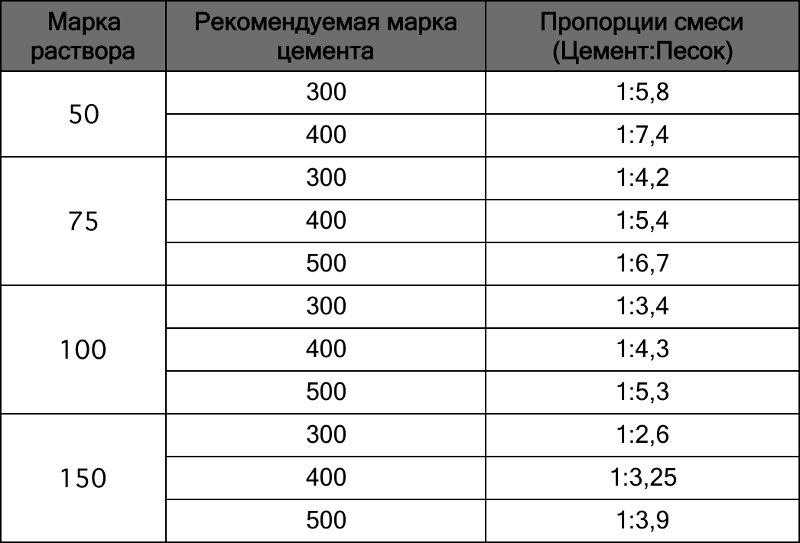 Когда температура опускается ниже точки замерзания, вода, содержащаяся в растворе, замерзает. Как известно, замерзшая вода занимает больше места, чем жидкая. Это означает, что он будет расширяться и трескать все, что находится рядом с ним. Преднамеренно помещая в ступку множество крошечных пузырьков воздуха, расширенному льду есть куда деваться, не причиняя вреда. Бетон обычно имеет достаточную массу, поэтому это не проблема.
Когда температура опускается ниже точки замерзания, вода, содержащаяся в растворе, замерзает. Как известно, замерзшая вода занимает больше места, чем жидкая. Это означает, что он будет расширяться и трескать все, что находится рядом с ним. Преднамеренно помещая в ступку множество крошечных пузырьков воздуха, расширенному льду есть куда деваться, не причиняя вреда. Бетон обычно имеет достаточную массу, поэтому это не проблема.
 Доступны типы M, S и N, каждый из которых соответствует требованиям ASTM C 270, ASTM C 1714 и CSA A179. SPEC MIX Mortar Cement & Sand доступен в цвете и разработан для укладки блоков CMU и кирпича, где для хорошего сцепления требуется высокая удобоукладываемость раствора и срок службы плиты. Кроме того, доступны специальные составы смесей для конкретных применений или свойств, стандартный цементно-песчаный раствор Mortar разработан так, чтобы быть совместимым с характеристиками указанной кладочной единицы. Он приемлем для всех типов каменной кладки, информация о представлении предоставляется по запросу. Его можно использовать выше или ниже класса, если он изготовлен в соответствии с соответствующей спецификацией.
Доступны типы M, S и N, каждый из которых соответствует требованиям ASTM C 270, ASTM C 1714 и CSA A179. SPEC MIX Mortar Cement & Sand доступен в цвете и разработан для укладки блоков CMU и кирпича, где для хорошего сцепления требуется высокая удобоукладываемость раствора и срок службы плиты. Кроме того, доступны специальные составы смесей для конкретных применений или свойств, стандартный цементно-песчаный раствор Mortar разработан так, чтобы быть совместимым с характеристиками указанной кладочной единицы. Он приемлем для всех типов каменной кладки, информация о представлении предоставляется по запросу. Его можно использовать выше или ниже класса, если он изготовлен в соответствии с соответствующей спецификацией. Каждый производитель SPEC MIX подтверждает, что кладочная продукция SPEC MIX разработана в соответствии со спецификациями проекта и применимыми стандартами ASTM, TMS и CSA.
Каждый производитель SPEC MIX подтверждает, что кладочная продукция SPEC MIX разработана в соответствии со спецификациями проекта и применимыми стандартами ASTM, TMS и CSA. Вышеупомянутые значения урожайности являются приблизительными и зависят от практики труда, условий на месте и дизайна работы. Выходы включают типичные отходы. В некоторых районах, таких как Флорида, Калифорния, Орегон, Вашингтон, урожайность выше из-за методов строительства. Пожалуйста, свяжитесь с вашим представителем для получения более подробной информации об урожайности в вашем регионе.
Вышеупомянутые значения урожайности являются приблизительными и зависят от практики труда, условий на месте и дизайна работы. Выходы включают типичные отходы. В некоторых районах, таких как Флорида, Калифорния, Орегон, Вашингтон, урожайность выше из-за методов строительства. Пожалуйста, свяжитесь с вашим представителем для получения более подробной информации об урожайности в вашем регионе. Разработчик должен оценить взаимодействие типа раствора и указанного элемента кладки. То есть блоки каменной кладки, имеющие высокую начальную скорость впитывания, будут иметь большую совместимость с раствором, который обладает высокой водоудерживающей способностью. Материальные свойства раствора, которые влияют на структурные характеристики каменной кладки, — это прочность на сжатие, прочность сцепления и эластичность. Поскольку прочность на сжатие кладочного раствора, как правило, менее важна, чем прочность сцепления, удобоукладываемость и водоудерживающая способность, последним свойствам следует уделить основное внимание при выборе раствора. Выбирайте строительный раствор на основе проектных требований и с учетом положений норм и спецификаций, на которые распространяется строительный раствор.
Разработчик должен оценить взаимодействие типа раствора и указанного элемента кладки. То есть блоки каменной кладки, имеющие высокую начальную скорость впитывания, будут иметь большую совместимость с раствором, который обладает высокой водоудерживающей способностью. Материальные свойства раствора, которые влияют на структурные характеристики каменной кладки, — это прочность на сжатие, прочность сцепления и эластичность. Поскольку прочность на сжатие кладочного раствора, как правило, менее важна, чем прочность сцепления, удобоукладываемость и водоудерживающая способность, последним свойствам следует уделить основное внимание при выборе раствора. Выбирайте строительный раствор на основе проектных требований и с учетом положений норм и спецификаций, на которые распространяется строительный раствор. Сохраните макет или полевой образец до завершения проекта.
Сохраните макет или полевой образец до завершения проекта.


 При создании защитной ленты из асфальтобетона армирование не является обязательным. Асфальтобетон способен выдерживать существенные нагрузки без вреда для своей целостности и надежности.
При создании защитной ленты из асфальтобетона армирование не является обязательным. Асфальтобетон способен выдерживать существенные нагрузки без вреда для своей целостности и надежности.
 Полученный слой требуется хорошо утрамбовать.
Полученный слой требуется хорошо утрамбовать. Следующие две недели его нужно регулярно увлажнять.
Следующие две недели его нужно регулярно увлажнять.

 С внешней стороны опалубка должна фиксироваться забитыми в грунт деревянными кольями. Причем чем чаще будут забиты колья каркаса опалубки, тем меньше вероятности, что под действием распирающей силы бетона опалубка будет деформироваться.
С внешней стороны опалубка должна фиксироваться забитыми в грунт деревянными кольями. Причем чем чаще будут забиты колья каркаса опалубки, тем меньше вероятности, что под действием распирающей силы бетона опалубка будет деформироваться. Материал укладывается сразу на первый слой бетона. Однако делать подобную операцию рационально только, если грунтовые воды находятся слишком близко к поверхности. В прочих случаях можно обойтись и без дополнительной гидроизоляции. Затем укладывается армировочная металлическая сетка на базовую поверхность отмостки.
Материал укладывается сразу на первый слой бетона. Однако делать подобную операцию рационально только, если грунтовые воды находятся слишком близко к поверхности. В прочих случаях можно обойтись и без дополнительной гидроизоляции. Затем укладывается армировочная металлическая сетка на базовую поверхность отмостки. На стене нитки крепятся при помощи быстрого монтажа, на опалубке — гвоздями. Нормальное размещение контрольных ниток — через один метр.
На стене нитки крепятся при помощи быстрого монтажа, на опалубке — гвоздями. Нормальное размещение контрольных ниток — через один метр.
 Для этого ей нужно иметь определенную водонепроницаемость. Степень этой водонепроницаемости определяется материалами и технологией, которые используются при монтаже отмостки.
Для этого ей нужно иметь определенную водонепроницаемость. Степень этой водонепроницаемости определяется материалами и технологией, которые используются при монтаже отмостки. Например, пенополистирол или несколько слоев рубероида.
Например, пенополистирол или несколько слоев рубероида. Что касается толщины брусчатки, то она может колебаться в пределах 40…80 мм.
Что касается толщины брусчатки, то она может колебаться в пределах 40…80 мм. Последний послужит подложкой для брусчатки.
Последний послужит подложкой для брусчатки.
 Он не даст уйти в сторону крайнему ряду камней и придаст отмостке более аккуратный вид. По окончании укладки зазоры между брусчаткой заполняют песчаным отсевом.
Он не даст уйти в сторону крайнему ряду камней и придаст отмостке более аккуратный вид. По окончании укладки зазоры между брусчаткой заполняют песчаным отсевом.
 Эти советы помогут вам охватить все наиболее важные основы, чтобы вы или ваш сосед по дому с нарушениями зрения могли легко передвигаться и находить вещи.
Эти советы помогут вам охватить все наиболее важные основы, чтобы вы или ваш сосед по дому с нарушениями зрения могли легко передвигаться и находить вещи.
 Цветовая маркировка и тактильная маркировка помогают жильцам с нарушениями зрения легко находить определенные предметы в доме.
Цветовая маркировка и тактильная маркировка помогают жильцам с нарушениями зрения легко находить определенные предметы в доме.
 Следите за тем, чтобы на столешнице не было беспорядка, и уберите все препятствия в комнате.
Следите за тем, чтобы на столешнице не было беспорядка, и уберите все препятствия в комнате. Установите водонагреватель на 120 градусов по Фаренгейту или ниже, чтобы предотвратить случайное ошпаривание.
Установите водонагреватель на 120 градусов по Фаренгейту или ниже, чтобы предотвратить случайное ошпаривание. Покройте свой деревянный и кафельный пол нескользящим покрытием или уложите ковровое покрытие промышленного типа с очень низким ворсом, которое предотвратит скольжение и спотыкание. Используйте нескользящие коврики для твердых полов и закрепите края двусторонним скотчем.
Покройте свой деревянный и кафельный пол нескользящим покрытием или уложите ковровое покрытие промышленного типа с очень низким ворсом, которое предотвратит скольжение и спотыкание. Используйте нескользящие коврики для твердых полов и закрепите края двусторонним скотчем.
 Также:
Также:
 , испр. и доп. – М.: ИНИЦ Роспатента, 2001. – 63 с.
, испр. и доп. – М.: ИНИЦ Роспатента, 2001. – 63 с. обзор по материалам отеч. и зарубежной лит. / Сост. Л.Г. Кравец. – М.: ИНИЦ Роспатента, 2005. – 83 с.
обзор по материалам отеч. и зарубежной лит. / Сост. Л.Г. Кравец. – М.: ИНИЦ Роспатента, 2005. – 83 с. П. Маркетинговые исследования на основе патентной информации: Учеб.-метод. пособие. – 2-е изд., испр. и доп. – М.: ИНИЦ Роспатента, 2000. – 105 с.
П. Маркетинговые исследования на основе патентной информации: Учеб.-метод. пособие. – 2-е изд., испр. и доп. – М.: ИНИЦ Роспатента, 2000. – 105 с.
 ..
.. ..
.. Перейдите на нашу страницу часто задаваемых вопросов о патентах и введите эти вопросы, чтобы узнать больше о патентном процессе —
Перейдите на нашу страницу часто задаваемых вопросов о патентах и введите эти вопросы, чтобы узнать больше о патентном процессе — Кроме того, USPTO поддерживает несколько других ресурсов и программ юридической помощи для независимых изобретателей, предпринимателей и малого бизнеса.
Кроме того, USPTO поддерживает несколько других ресурсов и программ юридической помощи для независимых изобретателей, предпринимателей и малого бизнеса. на нашей странице поиска патентов.
на нашей странице поиска патентов.
 ..
.. В зависимости от вашего заявления могут также взиматься дополнительные сборы за претензии.
В зависимости от вашего заявления могут также взиматься дополнительные сборы за претензии. Каждая программа предназначена для ускорения рассмотрения заявки на патент и оказания помощи заявителю. Просмотрите подробную матрицу программ, доступных до экзамена.
Каждая программа предназначена для ускорения рассмотрения заявки на патент и оказания помощи заявителю. Просмотрите подробную матрицу программ, доступных до экзамена.
 ..
..
 Доступ к ресурсам петиций, справочным материалам и часто задаваемым вопросам.
Доступ к ресурсам петиций, справочным материалам и часто задаваемым вопросам. Узнайте больше об ответе на действия Office.
Узнайте больше об ответе на действия Office. Изобретатели часто звонят в USPTO за обновлениями, но у них есть назначенный поверенный или агент, представляющий их интересы. ВПТЗ США не ведет двойную переписку с заявителем и патентопрактиком (37 CFR 1.33).
Изобретатели часто звонят в USPTO за обновлениями, но у них есть назначенный поверенный или агент, представляющий их интересы. ВПТЗ США не ведет двойную переписку с заявителем и патентопрактиком (37 CFR 1.33).

 д.
д. В чем разница между патентами и исключительными правами?
В чем разница между патентами и исключительными правами?  Эксклюзивность была разработана для обеспечения баланса между инновациями в области новых лекарств и более широким доступом общественности к лекарствам, являющимся результатом конкуренции с непатентованными лекарствами.
Эксклюзивность была разработана для обеспечения баланса между инновациями в области новых лекарств и более широким доступом общественности к лекарствам, являющимся результатом конкуренции с непатентованными лекарствами. 21 C.F.R. 314.108, 316.31, 316.34 и разделы 505A, 505E, 505(j)(5)(B)(iv) и раздел 505(j)(5)(B)(v) Закона FD&C.
21 C.F.R. 314.108, 316.31, 316.34 и разделы 505A, 505E, 505(j)(5)(B)(iv) и раздел 505(j)(5)(B)(v) Закона FD&C.
 Где я могу найти положения о патентах и исключительных правах в Своде федеральных правил (C.F.R.)?
Где я могу найти положения о патентах и исключительных правах в Своде федеральных правил (C.F.R.)?  21 C.F.R. 314.97 Дополнения и другие изменения к ANDA
21 C.F.R. 314.97 Дополнения и другие изменения к ANDA  Когда держатель NDA должен предоставлять патентную информацию?
Когда держатель NDA должен предоставлять патентную информацию?  Новая патентная информация может быть представлена по истечении 30 дней с момента выдачи патента, но такая информация не считается своевременно поданной.
Новая патентная информация может быть представлена по истечении 30 дней с момента выдачи патента, но такая информация не считается своевременно поданной.
 Владелец NDA, желающий отозвать патент, должен представить своему NDA заявление, содержащее номер NDA, к которому относится запрос, каждый продукт(ы), утвержденный(ые) в NDA, к которому относится запрос, и номер патента, а также идентифицировать заявку как «Стратегическая патентная информация». Если от держателя NDA требуется по решению суда изменить информацию о патенте или исключить патент из списка, он должен представить поправку к своему NDA, которая включает копию приказа, в течение 14 дней с даты подачи приказа. Кроме того, владелец NDA должен внести исправление в дату истечения срока действия патента в форме FDA 3542 в течение 30 дней после предоставления продления срока действия патента.
Владелец NDA, желающий отозвать патент, должен представить своему NDA заявление, содержащее номер NDA, к которому относится запрос, каждый продукт(ы), утвержденный(ые) в NDA, к которому относится запрос, и номер патента, а также идентифицировать заявку как «Стратегическая патентная информация». Если от держателя NDA требуется по решению суда изменить информацию о патенте или исключить патент из списка, он должен представить поправку к своему NDA, которая включает копию приказа, в течение 14 дней с даты подачи приказа. Кроме того, владелец NDA должен внести исправление в дату истечения срока действия патента в форме FDA 3542 в течение 30 дней после предоставления продления срока действия патента.
 .
. Вне этих обстоятельств и за исключением случаев, предусмотренных в положении о разрешении споров о патентных списках (21 CFR 314.53(f)(1)), поправка к описанию утвержденного(ых) метода(ов) использования, заявленного в патенте, не будет считаться своевременно поданной. .
Вне этих обстоятельств и за исключением случаев, предусмотренных в положении о разрешении споров о патентных списках (21 CFR 314.53(f)(1)), поправка к описанию утвержденного(ых) метода(ов) использования, заявленного в патенте, не будет считаться своевременно поданной. . Приложение ANDA или 505(b)(2).
Приложение ANDA или 505(b)(2).

 6
6 10 бухта
10 бухта



 3пс/сп.
3пс/сп.

 Аналогичные функции выполняют катанка, проволока ОН или Арматура А500С малых размеров. Применение того или иного типа продукции определяется проектировщиком.
Аналогичные функции выполняют катанка, проволока ОН или Арматура А500С малых размеров. Применение того или иного типа продукции определяется проектировщиком.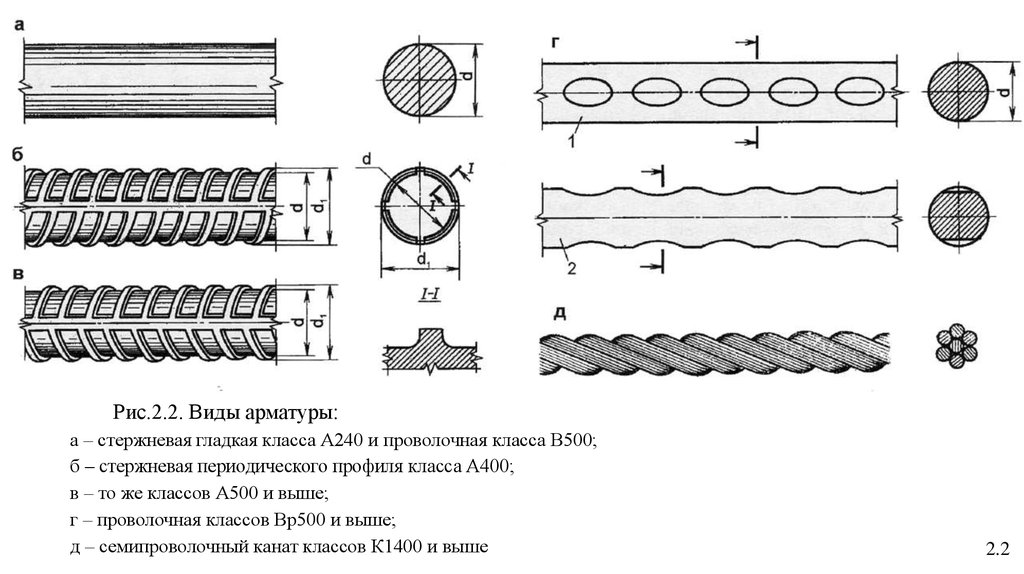 Фактический вес метра зависит от точности и настроек прокатного стана. В соответствии с предельными отклонениями, допущенными ГОСТ и ТУ, фактический вес, в зависимости от размера профиля, может отличаться от теоретического веса на 3-9% как в плюс, так и минус.
Фактический вес метра зависит от точности и настроек прокатного стана. В соответствии с предельными отклонениями, допущенными ГОСТ и ТУ, фактический вес, в зависимости от размера профиля, может отличаться от теоретического веса на 3-9% как в плюс, так и минус. Сертификат качества, в соответствии с ГОСТ 7566-94 выдается производителем на партию продукции, отгруженную с завода.
Сертификат качества, в соответствии с ГОСТ 7566-94 выдается производителем на партию продукции, отгруженную с завода.
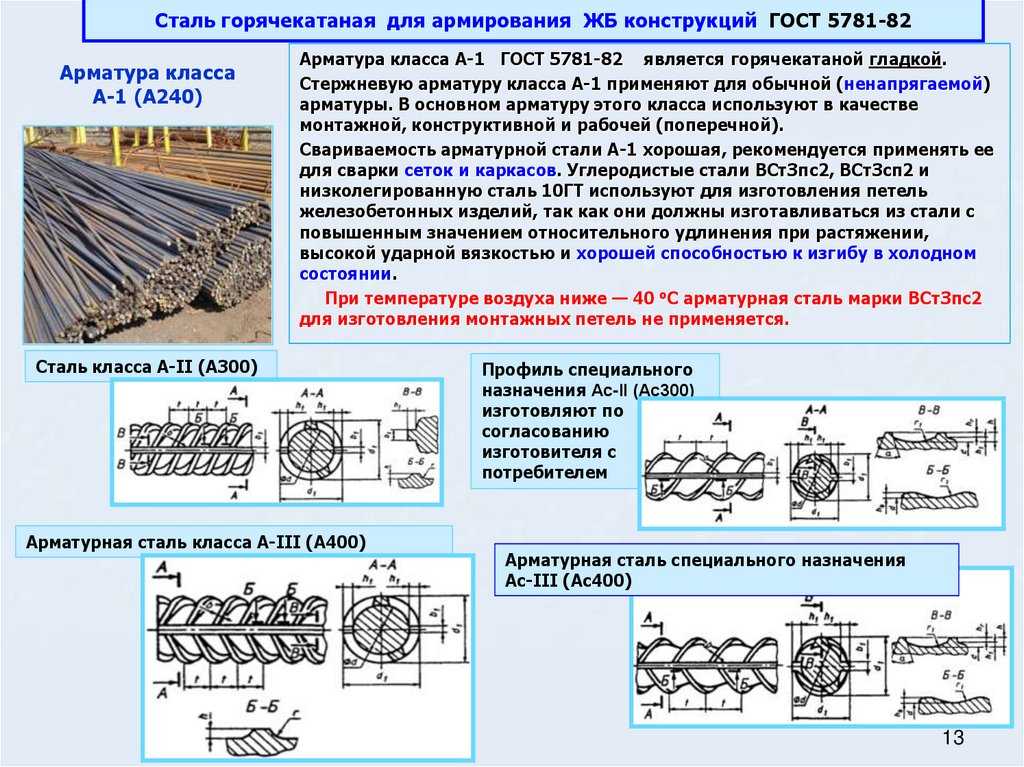 1. В зависимости от механических свойств арматурную сталь подразделяют на классы АИ (А240), А-II (А300), А-III (А400), А-IV (А600), АВ (А800), А-VI (А1000).
1. В зависимости от механических свойств арматурную сталь подразделяют на классы АИ (А240), А-II (А300), А-III (А400), А-IV (А600), АВ (А800), А-VI (А1000). № 3).
№ 3). 
 3.
3.




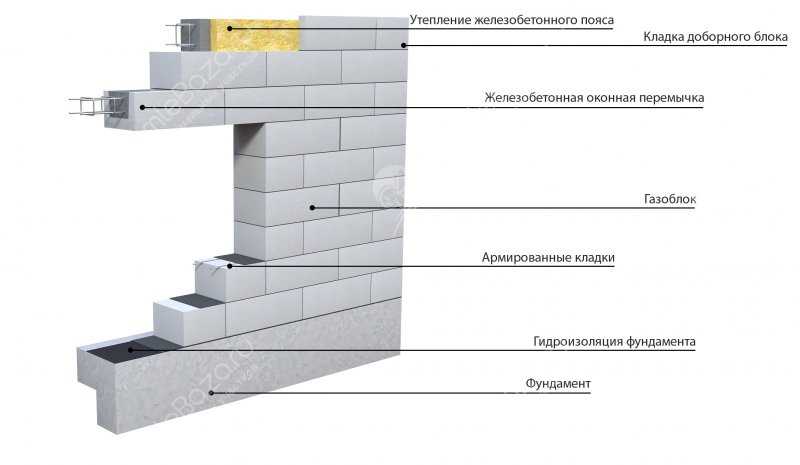 Это связано с желанием сократить теплопотери. При строительстве люди всё чаще стали выбирать газобетонные или газосиликатные блоки, но вместе с этим мало кто знает особенности этих материалов. Их путают из-за большого сходства, более того, не все консультанты в магазинах способны объяснить разницу между ними.
Это связано с желанием сократить теплопотери. При строительстве люди всё чаще стали выбирать газобетонные или газосиликатные блоки, но вместе с этим мало кто знает особенности этих материалов. Их путают из-за большого сходства, более того, не все консультанты в магазинах способны объяснить разницу между ними.
 Для него не характерен воздушный способ застывания.
Для него не характерен воздушный способ застывания.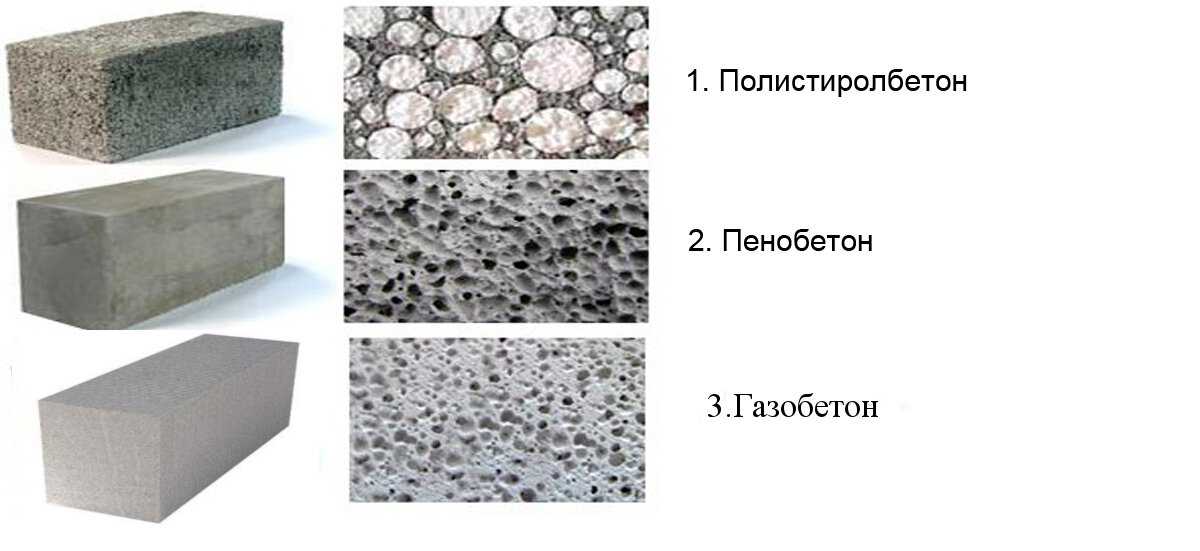




 Ознакомьтесь с ними.
Ознакомьтесь с ними.


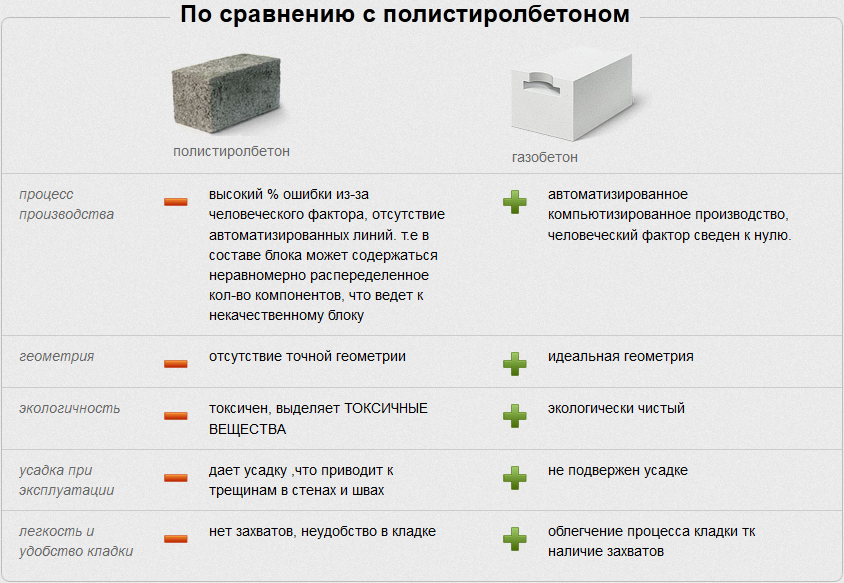 Чеа С.Б., Тан Л.Е., Рамли М. Последние достижения в области связующего на основе шлака и химических активаторов, полученных из промышленных побочных продуктов — обзор. Констр. Строить. Матер. 2021;272:12167. doi: 10.1016/j.conbuildmat.2020.121657. [CrossRef] [Google Scholar]
Чеа С.Б., Тан Л.Е., Рамли М. Последние достижения в области связующего на основе шлака и химических активаторов, полученных из промышленных побочных продуктов — обзор. Констр. Строить. Матер. 2021;272:12167. doi: 10.1016/j.conbuildmat.2020.121657. [CrossRef] [Google Scholar] Строить. Матер. 2021;303:124483. doi: 10.1016/j.conbuildmat.2021.124483. [Перекрестная ссылка] [Академия Google]
Строить. Матер. 2021;303:124483. doi: 10.1016/j.conbuildmat.2021.124483. [Перекрестная ссылка] [Академия Google] 2020.119105. [CrossRef] [Google Scholar]
2020.119105. [CrossRef] [Google Scholar]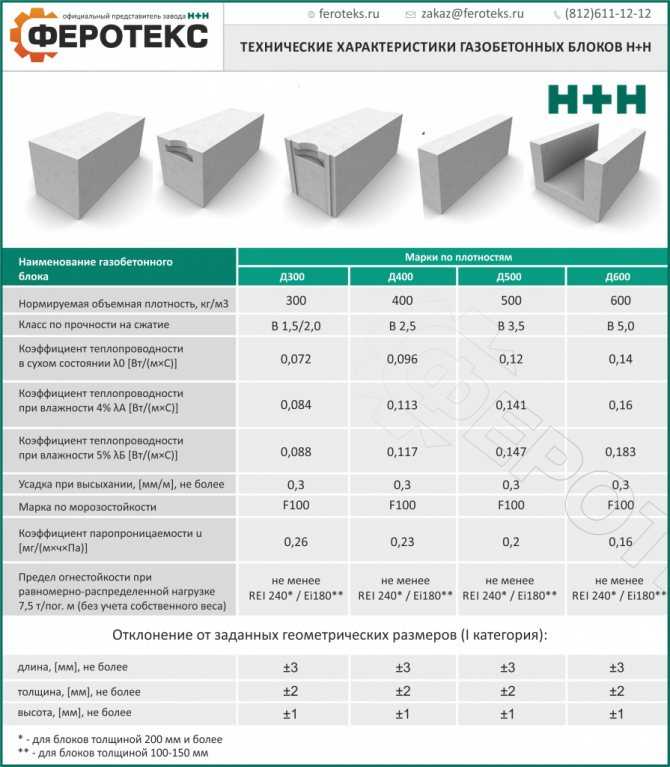 Фиброармированный пенобетон: обзор. Материалы. 2020;13:4323. doi: 10.3390/ma13194323. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
Фиброармированный пенобетон: обзор. Материалы. 2020;13:4323. doi: 10.3390/ma13194323. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] Керам. Междунар. 2018;44:6242–6249. doi: 10.1016/j.ceramint.2018.01.009. [CrossRef] [Google Scholar]
Керам. Междунар. 2018;44:6242–6249. doi: 10.1016/j.ceramint.2018.01.009. [CrossRef] [Google Scholar] , Ren X. Получение и характеристика пеногеополимерных бетонов с легким заполнителем, аэрируемых водородом перекись. Констр. Строить. Матер. 2020;256:119442. doi: 10.1016/j.conbuildmat.2020.119442. [CrossRef] [Google Scholar]
, Ren X. Получение и характеристика пеногеополимерных бетонов с легким заполнителем, аэрируемых водородом перекись. Констр. Строить. Матер. 2020;256:119442. doi: 10.1016/j.conbuildmat.2020.119442. [CrossRef] [Google Scholar] conbuildmat.2019.117197. [CrossRef] [Google Scholar]
conbuildmat.2019.117197. [CrossRef] [Google Scholar]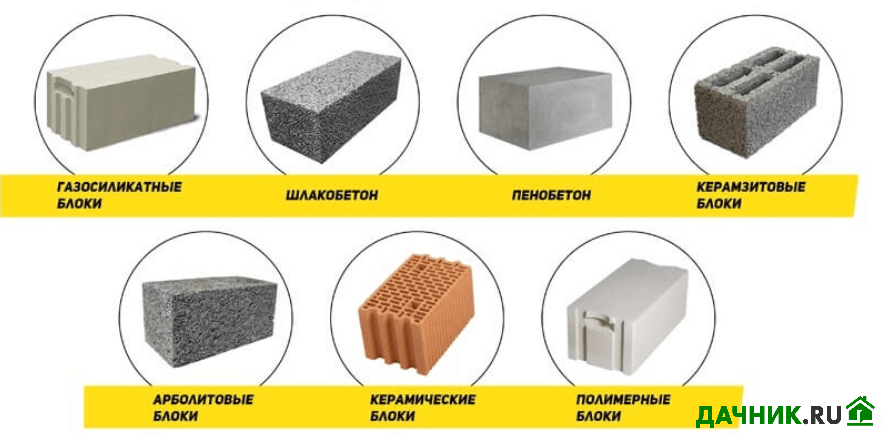 Констр. Строить. Матер. 2021;271:121850. doi: 10.1016/j.conbuildmat.2020.121850. [Перекрестная ссылка] [Академия Google]
Констр. Строить. Матер. 2021;271:121850. doi: 10.1016/j.conbuildmat.2020.121850. [Перекрестная ссылка] [Академия Google] Noeiaghaei T., Dhami N., Mukherjeem A. Обработка поверхности наночастицами на цементных материалах для подавления роста бактерий. Констр. Строить. Матер. 2017;150:880–891. doi: 10.1016/j.conbuildmat.2017.06.046. [CrossRef] [Google Scholar]
Noeiaghaei T., Dhami N., Mukherjeem A. Обработка поверхности наночастицами на цементных материалах для подавления роста бактерий. Констр. Строить. Матер. 2017;150:880–891. doi: 10.1016/j.conbuildmat.2017.06.046. [CrossRef] [Google Scholar] , Урданета С., Сандовал И. Долгосрочная эффективность ZnO в качестве ингибитора коррозии арматуры. Цем. Конкр. Комп. 2002; 24:79–87. doi: 10.1016/S0958-9465(01)00029-4. [CrossRef] [Google Scholar]
, Урданета С., Сандовал И. Долгосрочная эффективность ZnO в качестве ингибитора коррозии арматуры. Цем. Конкр. Комп. 2002; 24:79–87. doi: 10.1016/S0958-9465(01)00029-4. [CrossRef] [Google Scholar]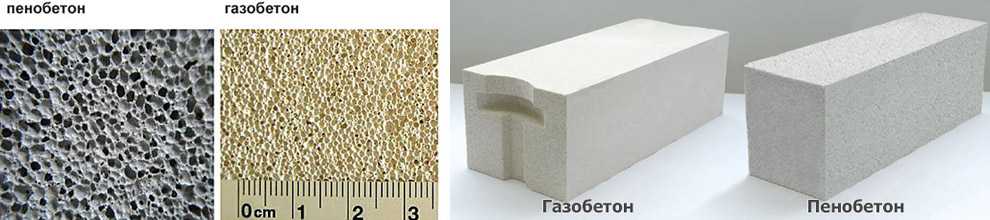 Деген А., Косек М. Влияние рН и примесей на поверхностный заряд оксида цинка в водном растворе 599. Дж. Евр. Керам. соц. 2000;20:667–673. doi: 10.1016/S0955-2219(99)00203-4. [CrossRef] [Google Scholar]
Деген А., Косек М. Влияние рН и примесей на поверхностный заряд оксида цинка в водном растворе 599. Дж. Евр. Керам. соц. 2000;20:667–673. doi: 10.1016/S0955-2219(99)00203-4. [CrossRef] [Google Scholar] АСТМ интернэшнл; Уэст-Коншохокен, Пенсильвания, США: 2015 г. ASTM C1403. [Академия Google]
АСТМ интернэшнл; Уэст-Коншохокен, Пенсильвания, США: 2015 г. ASTM C1403. [Академия Google]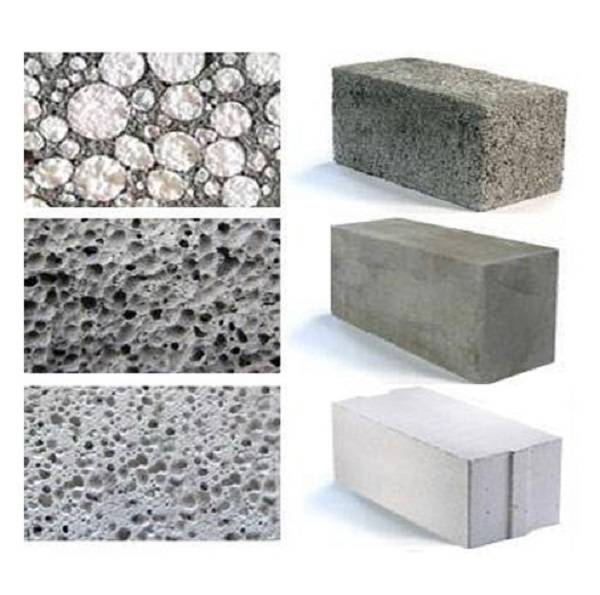 Дж. Матер. хим. А. 2017;5:11794–11804. doi: 10.1039/C7TA00412E. [Перекрестная ссылка] [Академия Google]
Дж. Матер. хим. А. 2017;5:11794–11804. doi: 10.1039/C7TA00412E. [Перекрестная ссылка] [Академия Google] J. Alloys Compd. 2015; 630:1–10. doi: 10.1016/j.jallcom.2014.11.043. [Перекрестная ссылка] [Академия Google]
J. Alloys Compd. 2015; 630:1–10. doi: 10.1016/j.jallcom.2014.11.043. [Перекрестная ссылка] [Академия Google]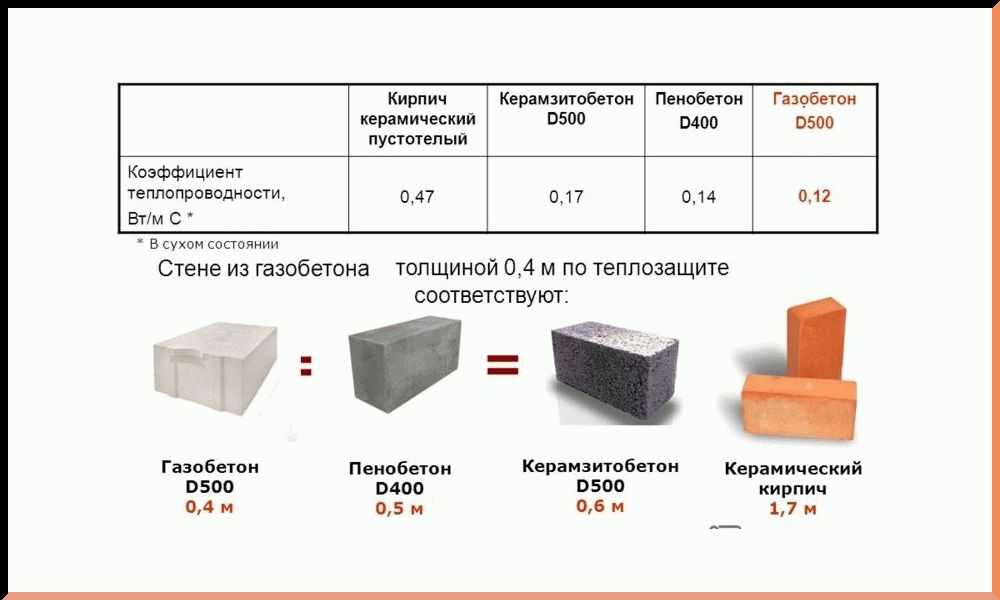 C., Riessen A. Влияние коротких волокон и пенообразователей на физические и термические свойства геополимерных композитов. Доп. науч. Технол. 2014;92: 56–61. doi: 10.4028/www.scientific.net/AST.92.56. [CrossRef] [Google Scholar]
C., Riessen A. Влияние коротких волокон и пенообразователей на физические и термические свойства геополимерных композитов. Доп. науч. Технол. 2014;92: 56–61. doi: 10.4028/www.scientific.net/AST.92.56. [CrossRef] [Google Scholar]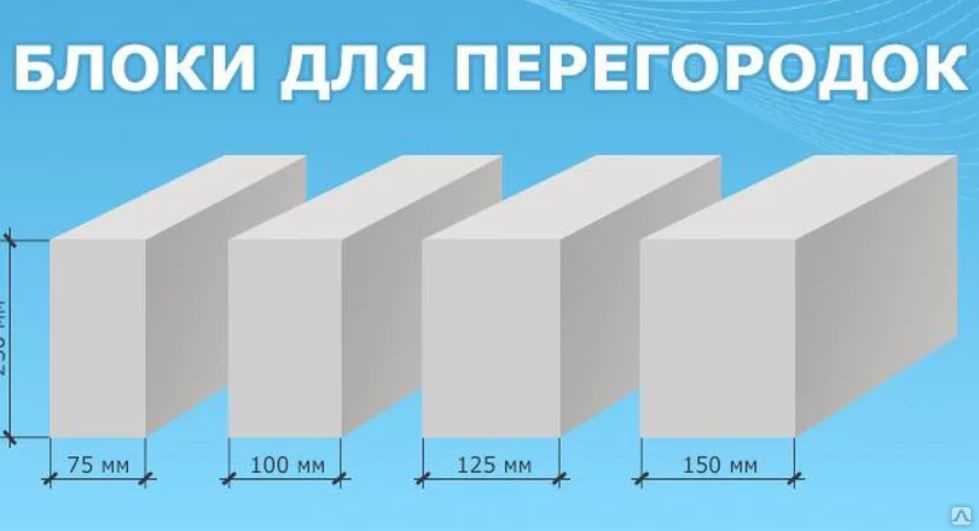 Конечно. есть и недостатки, такие как низкая прочность и влагостойкость (в частности, это касается популярных изделий из ячеистого бетона). Однако современные технологии позволяют легко преодолеть эти недостатки. Иногда сложнее решить возникающие проблемы до начала строительства. -Определился с выбором типа блоков, толщины и конструкции стен.
Конечно. есть и недостатки, такие как низкая прочность и влагостойкость (в частности, это касается популярных изделий из ячеистого бетона). Однако современные технологии позволяют легко преодолеть эти недостатки. Иногда сложнее решить возникающие проблемы до начала строительства. -Определился с выбором типа блоков, толщины и конструкции стен. Так, в случае с керамзитом важна фракция гравия, а на теплопроводность пористых блоков влияет микроструктура керамического камня, объем и конфигурация пустот.
Так, в случае с керамзитом важна фракция гравия, а на теплопроводность пористых блоков влияет микроструктура керамического камня, объем и конфигурация пустот.
 Схваченный объемный монолит распиливают на блоки, которые затем сушат в автоклаве или электропечи. Технология позволяет варьировать плотность блоков. Конструкционными (то есть способными воспринимать силовые нагрузки) считаются изделия плотностью 500 кг/м 3 и больше.
Схваченный объемный монолит распиливают на блоки, которые затем сушат в автоклаве или электропечи. Технология позволяет варьировать плотность блоков. Конструкционными (то есть способными воспринимать силовые нагрузки) считаются изделия плотностью 500 кг/м 3 и больше.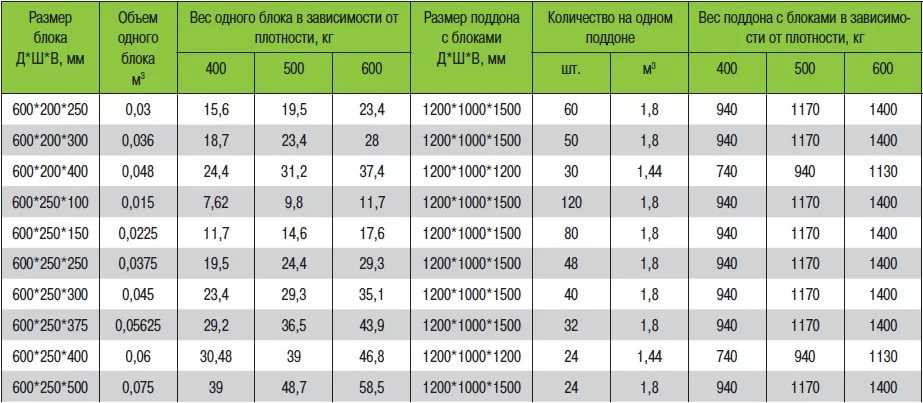

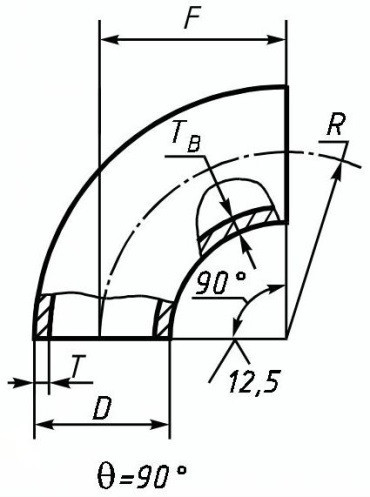 Это зависит от того, каким способом изготовлено изделие. Более качественными и дорогими являются бесшовные фитинги.
Это зависит от того, каким способом изготовлено изделие. Более качественными и дорогими являются бесшовные фитинги. Отводы рассчитаны на давление 16 МПа. Диаметр может варьироваться от 32 до 426 мм.
Отводы рассчитаны на давление 16 МПа. Диаметр может варьироваться от 32 до 426 мм.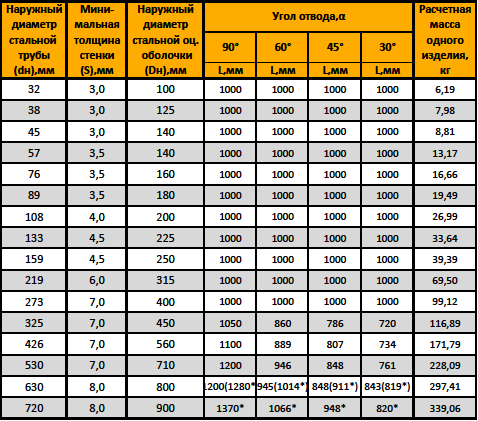
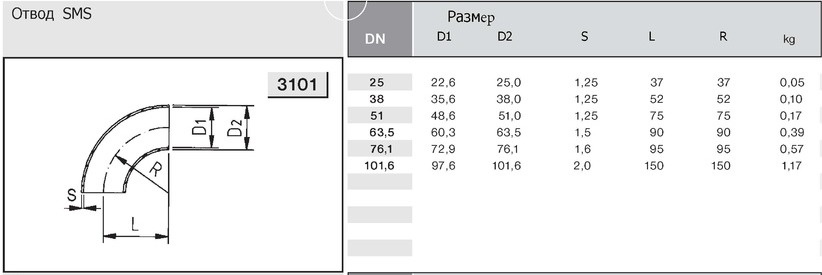
 Изгиб этих изделий из стали может быть разным: 35 градусов, 60, 90 или 180. Толщина стенок должна быть не меньше 4 мм, но не больше 36 мм. Диаметр, обозначенный нормой – от 57 до 820 мм.
Изгиб этих изделий из стали может быть разным: 35 градусов, 60, 90 или 180. Толщина стенок должна быть не меньше 4 мм, но не больше 36 мм. Диаметр, обозначенный нормой – от 57 до 820 мм.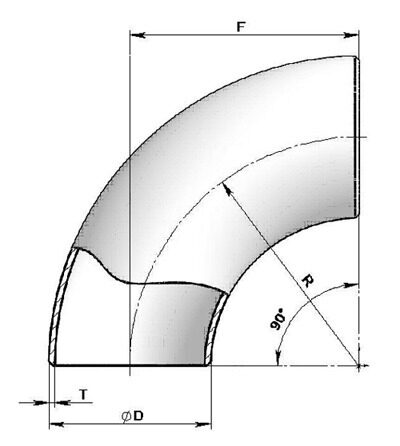 Монтаж изделий выполняется стык в стык. Внешне они напоминают отрезок трубы, изогнутой под определенным углом. Поэтому отводы классифицируют на виды, имеющие углы изгиба: 90º, 60º, 45º, 30º.
Монтаж изделий выполняется стык в стык. Внешне они напоминают отрезок трубы, изогнутой под определенным углом. Поэтому отводы классифицируют на виды, имеющие углы изгиба: 90º, 60º, 45º, 30º.

 Поэтому изделия востребованы в тех условиях, где производственная площадь экономится. Штампосварные и бесшовные крутоизогнутые эксплуатируются в трубопроводах различного промышленного назначения и их ответвлениях при рабочем давлении до 10 МПа.
Поэтому изделия востребованы в тех условиях, где производственная площадь экономится. Штампосварные и бесшовные крутоизогнутые эксплуатируются в трубопроводах различного промышленного назначения и их ответвлениях при рабочем давлении до 10 МПа. 9 вместе с допусками.
9 вместе с допусками. На этой диаграмме представлены доступные радиусы изгиба трубопровода с указанием толщины стенки и размера изгиба. Существуют различные спецификации для удовлетворения различных требований применения, а гибка трубопровода может быть изготовлена из материала любой марки.
На этой диаграмме представлены доступные радиусы изгиба трубопровода с указанием толщины стенки и размера изгиба. Существуют различные спецификации для удовлетворения различных требований применения, а гибка трубопровода может быть изготовлена из материала любой марки. Применение трубных отводов можно увидеть во многих областях применения трубопроводов, таких как общие коррозионные среды, водопровод, нефть и газ, нефть и другие промышленные трубопроводы.
Применение трубных отводов можно увидеть во многих областях применения трубопроводов, таких как общие коррозионные среды, водопровод, нефть и газ, нефть и другие промышленные трубопроводы. 3
3 9
9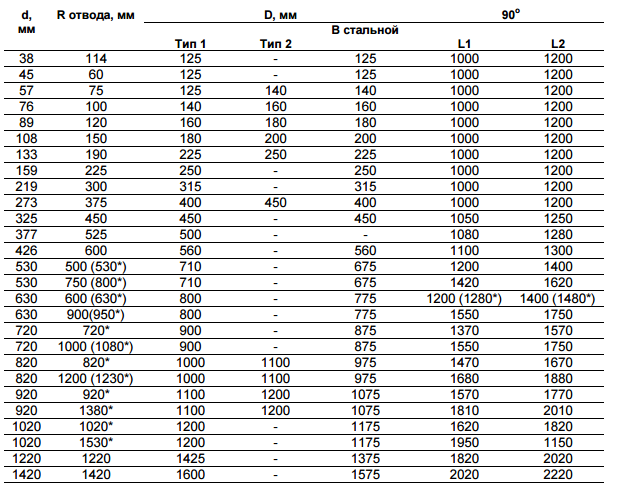
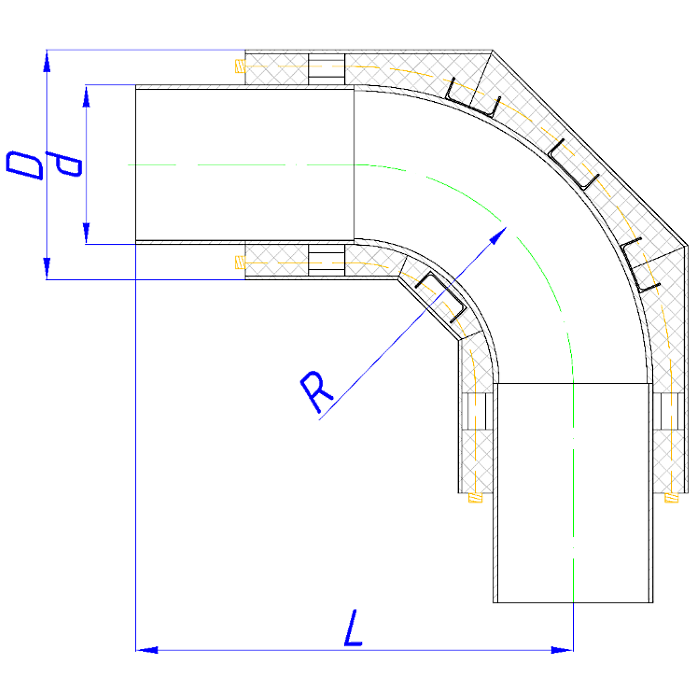 6
6 Д.
Д. (da-s/20.s)=PN.S
(da-s/20.s)=PN.S  Д.
Д. Толщина стенки ( т ) должен быть указан заказчиком. A и B являются размерами от центра до конца
Толщина стенки ( т ) должен быть указан заказчиком. A и B являются размерами от центра до конца

 Это все приходит с практикой, и теория, и видео уроки, тут помочь почти ничем не смогут. Если все же попробовать описать весь процесс в теории, то будет выглядеть таким образом:
Это все приходит с практикой, и теория, и видео уроки, тут помочь почти ничем не смогут. Если все же попробовать описать весь процесс в теории, то будет выглядеть таким образом: Просто начинаем учиться делать так, чтобы дуга не пропадала, а если и пропадала, то на короткое время, пока болванка не остыла.
Просто начинаем учиться делать так, чтобы дуга не пропадала, а если и пропадала, то на короткое время, пока болванка не остыла.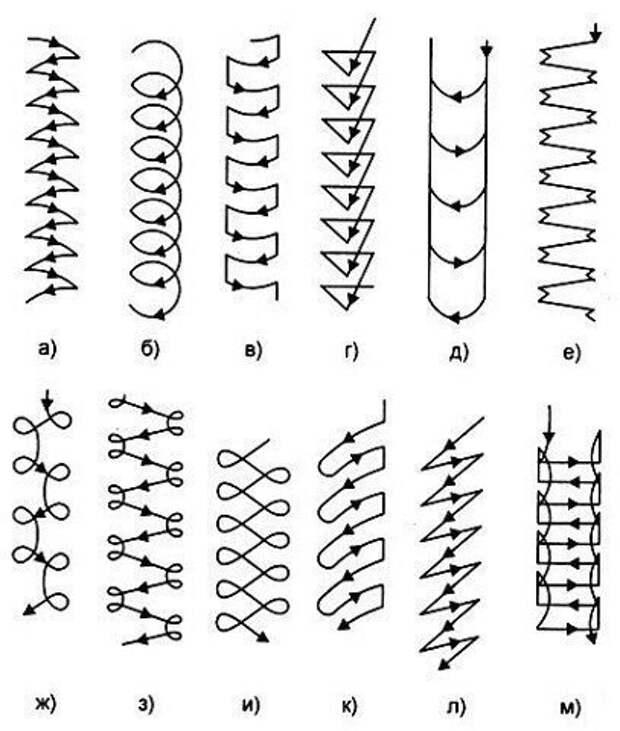 Если это выполнять не спеша, то металл начнет сильно чрезмерно оплавляться, а иногда (при малой толщине соединяемых металлических листов) даже прожигаться. Опять же, этот момент необходимо определять экспериментальным путем.
Если это выполнять не спеша, то металл начнет сильно чрезмерно оплавляться, а иногда (при малой толщине соединяемых металлических листов) даже прожигаться. Опять же, этот момент необходимо определять экспериментальным путем. Если коротко рассматривать данный процесс, то происходит он в два этапа. Для начала, это заполнение соединения между двумя трубами (они соединяются стык в стык, между трубами в обязательном порядке обязан быть зазор в несколько миллиметров). И следующее, это усиление шва, оно делается под большим напряжением, на данном этапе работ убираются все огрехи и пропуски первого этапа.
Если коротко рассматривать данный процесс, то происходит он в два этапа. Для начала, это заполнение соединения между двумя трубами (они соединяются стык в стык, между трубами в обязательном порядке обязан быть зазор в несколько миллиметров). И следующее, это усиление шва, оно делается под большим напряжением, на данном этапе работ убираются все огрехи и пропуски первого этапа. После сварочных работ на этом участке видны изменения в цвете металла и образуется окалина.
После сварочных работ на этом участке видны изменения в цвете металла и образуется окалина. youtube.com/embed/iIFsWWGCmJo»/>
youtube.com/embed/iIFsWWGCmJo»/>
 Спустя некоторое время удастся подбирать силу тока, основываясь на личном опыте.
Спустя некоторое время удастся подбирать силу тока, основываясь на личном опыте.


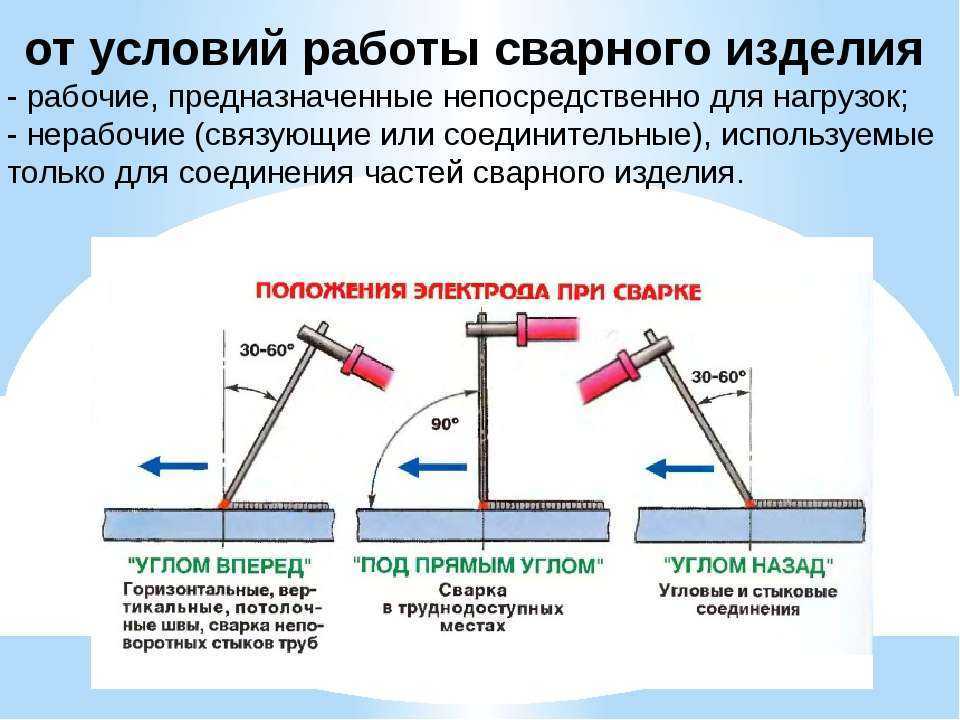 Открытие производства дуги между двумя угольными электродами с помощью батареи приписывают химику сэру Хамфри Дэви в 1800 году. В 1802 году русский ученый Василий Петров создал стабильную электрическую дугу, которая позволила слесарям плавить металлы. Эдмунду Дэви, двоюродному брату Хамфри Дэви, приписывают открытие ацетилена в 1836 году. Эти открытия привели к изобретению электрического генератора, газовой сварки и резки, а также более стабильной дуговой сварки в середине 19-го века.век.
Открытие производства дуги между двумя угольными электродами с помощью батареи приписывают химику сэру Хамфри Дэви в 1800 году. В 1802 году русский ученый Василий Петров создал стабильную электрическую дугу, которая позволила слесарям плавить металлы. Эдмунду Дэви, двоюродному брату Хамфри Дэви, приписывают открытие ацетилена в 1836 году. Эти открытия привели к изобретению электрического генератора, газовой сварки и резки, а также более стабильной дуговой сварки в середине 19-го века.век.
 Американское общество сварщиков (AWS) устанавливает современный стандарт для американской сварочной промышленности. AWS предлагает сертификацию, которая проверяет сварщиков на выполнение определенной работы на основе их практического опыта, квалификации и способности выполнять определенные тесты сварки.
Американское общество сварщиков (AWS) устанавливает современный стандарт для американской сварочной промышленности. AWS предлагает сертификацию, которая проверяет сварщиков на выполнение определенной работы на основе их практического опыта, квалификации и способности выполнять определенные тесты сварки.
 …
… В этом курсе студенты познакомятся со сжиганием газа…
В этом курсе студенты познакомятся со сжиганием газа… ..
.. ..
.. ..
..
 TIG — это более медленный процесс обучения, чем MIG, потому что он требует больше времени для обучения и не прощает распространенных ошибок. TIG обеспечивает более точные сварные швы на различных металлах, в то время как MIG ограничивается более толстыми металлами.
TIG — это более медленный процесс обучения, чем MIG, потому что он требует больше времени для обучения и не прощает распространенных ошибок. TIG обеспечивает более точные сварные швы на различных металлах, в то время как MIG ограничивается более толстыми металлами. Зона дуги защищена газом для защиты сварочной ванны и вольфрамового электрода от окисления.
Зона дуги защищена газом для защиты сварочной ванны и вольфрамового электрода от окисления. Вольфрамовый электрод поддерживается в идеальной форме, чтобы он мог эффективно направлять электрическую дугу на рабочую поверхность. В зависимости от типа обрабатываемого материала и толщины электроды могут варьироваться в комбинациях сплавов.
Вольфрамовый электрод поддерживается в идеальной форме, чтобы он мог эффективно направлять электрическую дугу на рабочую поверхность. В зависимости от типа обрабатываемого материала и толщины электроды могут варьироваться в комбинациях сплавов.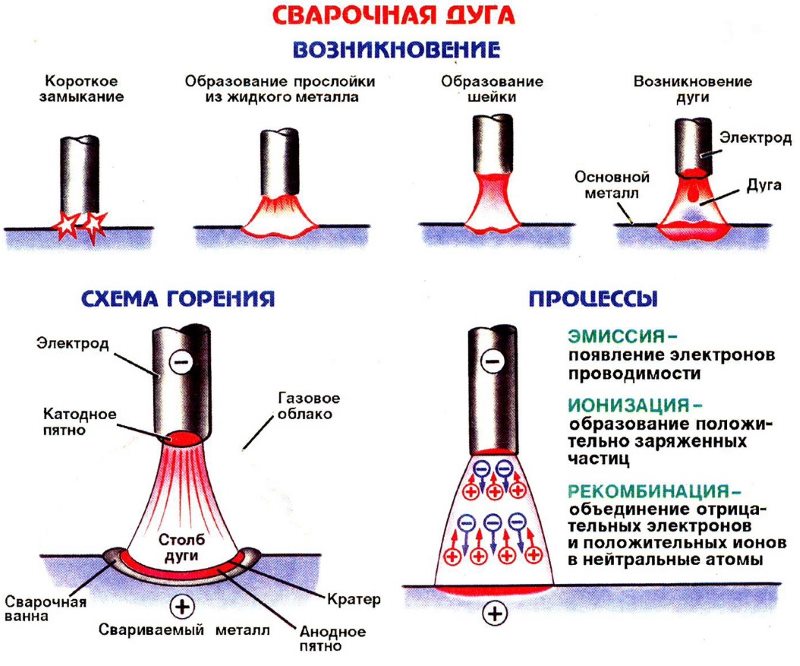 Поскольку сварка TIG является одной из наиболее сложных форм сварки, многие студенты сначала изучают более вводный тип сварки, а затем переходят к изучению методов, необходимых для успешной сварки TIG.
Поскольку сварка TIG является одной из наиболее сложных форм сварки, многие студенты сначала изучают более вводный тип сварки, а затем переходят к изучению методов, необходимых для успешной сварки TIG.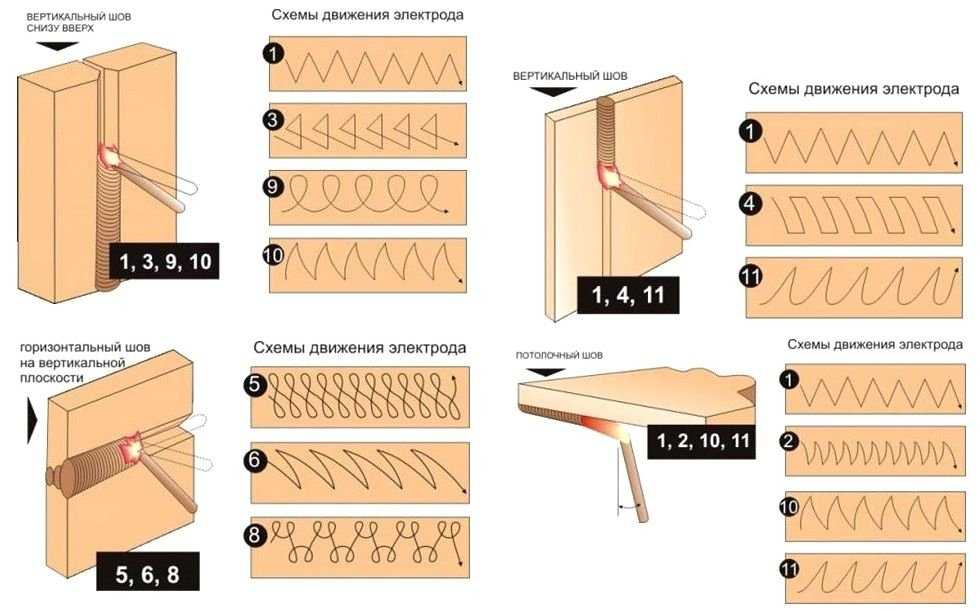


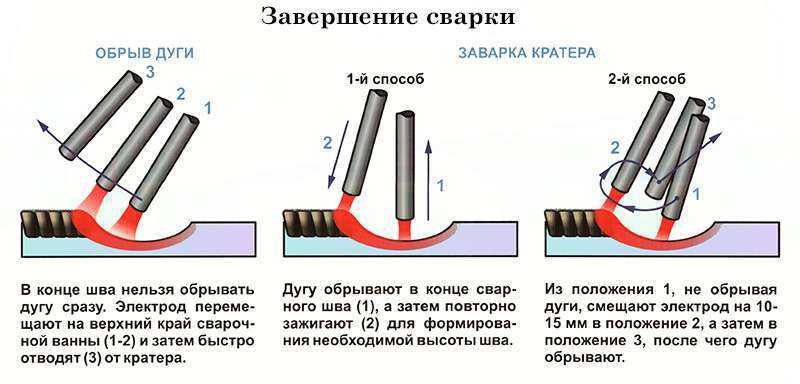 Безопаснее заниматься в хорошо проветриваемой студии, где есть необходимое оборудование.
Безопаснее заниматься в хорошо проветриваемой студии, где есть необходимое оборудование.
 Более опытные сварщики могут зарабатывать до 35 долларов в час. Сварщики-специалисты могут зарабатывать от 50 000 до 200 000 долларов в год. Командирующие промышленные сварщики труб зарабатывают до 185 000 долларов в год, а подводные сварщики могут зарабатывать более 200 000 долларов в год.
Более опытные сварщики могут зарабатывать до 35 долларов в час. Сварщики-специалисты могут зарабатывать от 50 000 до 200 000 долларов в год. Командирующие промышленные сварщики труб зарабатывают до 185 000 долларов в год, а подводные сварщики могут зарабатывать более 200 000 долларов в год. …
…
 Он использует источник питания переменного/постоянного тока,…
Он использует источник питания переменного/постоянного тока,… ..
.. .. сварка вольфрамовым электродом в среде инертного газа) — это высокоточный метод сварки, при котором получаются чистые и целенаправленные сварные швы на любых материалах — от сверхтонких до очень толстых. Вы узнаете…
.. сварка вольфрамовым электродом в среде инертного газа) — это высокоточный метод сварки, при котором получаются чистые и целенаправленные сварные швы на любых материалах — от сверхтонких до очень толстых. Вы узнаете…
 Строго говоря, её внешний диметр и будет равняться диаметру гибки алюминиевого профиля.
Строго говоря, её внешний диметр и будет равняться диаметру гибки алюминиевого профиля. Но чтобы не повредить материал, процедуру нужно проводить аккуратно и с использованием специальных инструментов.
Но чтобы не повредить материал, процедуру нужно проводить аккуратно и с использованием специальных инструментов.
 Алюминиево-магниевые сплавы под маркировкой АМГ также хорошо гнутся, но обладают более высокой прочностью. Они приспособлены для простых линейных изгибов, сделать сложную форму из них нельзя. Для этого есть пластичные сплавы маркировки АМЦ. Они изготавливаются специально для создания сложных форм, но нарезать в домашних условиях их немного сложнее. Полностью не поддаются изгибу без использования специальных приспособлений доралюминий, маркированный буквой Д, и авиационные сплавы.
Алюминиево-магниевые сплавы под маркировкой АМГ также хорошо гнутся, но обладают более высокой прочностью. Они приспособлены для простых линейных изгибов, сделать сложную форму из них нельзя. Для этого есть пластичные сплавы маркировки АМЦ. Они изготавливаются специально для создания сложных форм, но нарезать в домашних условиях их немного сложнее. Полностью не поддаются изгибу без использования специальных приспособлений доралюминий, маркированный буквой Д, и авиационные сплавы. Бывают случаи, когда требуется изогнутый или закругленный алюминиевый профиль. Одним из примеров являются артиллерийские установки для лодок, а другим — компоненты рамы прицепа. Клиенты иногда спрашивают, можем ли мы согнуть алюминиевый профиль: наш ответ обычно звучит так: «Это зависит от обстоятельств».
Бывают случаи, когда требуется изогнутый или закругленный алюминиевый профиль. Одним из примеров являются артиллерийские установки для лодок, а другим — компоненты рамы прицепа. Клиенты иногда спрашивают, можем ли мы согнуть алюминиевый профиль: наш ответ обычно звучит так: «Это зависит от обстоятельств».
 В этом случае центральная стенка легко изгибается, но поскольку внутренние и внешние края фланцев изгибаются на разные радиусы, они испытывают большее растяжение и сжатие. Напряжение истончает металл, а сжатие может привести к короблению.
В этом случае центральная стенка легко изгибается, но поскольку внутренние и внешние края фланцев изгибаются на разные радиусы, они испытывают большее растяжение и сжатие. Напряжение истончает металл, а сжатие может привести к короблению.
 Гибочная матрица имеет круглую форму с зеркальным отражением внешнего профиля сечения примерно на 270° поверхности. Секция прижимается к этой матрице и удерживается на месте прижимной матрицей. Гибочная матрица вращается, оборачивая секцию вокруг себя. Точные углы изгиба достигаются за счет управления вращением штампа.
Гибочная матрица имеет круглую форму с зеркальным отражением внешнего профиля сечения примерно на 270° поверхности. Секция прижимается к этой матрице и удерживается на месте прижимной матрицей. Гибочная матрица вращается, оборачивая секцию вокруг себя. Точные углы изгиба достигаются за счет управления вращением штампа. Затем пресс-форма наматывает экструзию на плунжер. Минимальный радиус примерно в три раза больше диаметра экструзии или описанной окружности. Гибка сжатием часто выполняется на двухголовочных машинах для получения форм с симметричными изгибами на каждом конце.
Затем пресс-форма наматывает экструзию на плунжер. Минимальный радиус примерно в три раза больше диаметра экструзии или описанной окружности. Гибка сжатием часто выполняется на двухголовочных машинах для получения форм с симметричными изгибами на каждом конце. Алюминиевый профиль серии 6000 обладает хорошей формуемостью и, в зависимости от геометрии, может быть скруглен несколькими способами. Однако это непросто. Если вы проектируете с помощью экструзии и хотите добавить изгибы, мы предлагаем вам связаться с нами, чтобы обсудить конкретные детали. Это может сэкономить много времени и даже улучшить ваш дизайн.
Алюминиевый профиль серии 6000 обладает хорошей формуемостью и, в зависимости от геометрии, может быть скруглен несколькими способами. Однако это непросто. Если вы проектируете с помощью экструзии и хотите добавить изгибы, мы предлагаем вам связаться с нами, чтобы обсудить конкретные детали. Это может сэкономить много времени и даже улучшить ваш дизайн. У дизайнера были бы причины для создания конкретных форм и опор. Однако эти дизайнеры редко будут учитывать, будет ли профиль изогнутым. Это означает, что некоторые профили спроектированы таким образом, что изгиб становится невероятно трудным. С другой стороны, некоторые профили сконструированы таким образом, что гибка выполняется просто и быстро.
У дизайнера были бы причины для создания конкретных форм и опор. Однако эти дизайнеры редко будут учитывать, будет ли профиль изогнутым. Это означает, что некоторые профили спроектированы таким образом, что изгиб становится невероятно трудным. С другой стороны, некоторые профили сконструированы таким образом, что гибка выполняется просто и быстро.
 Острые углы приводят к растрескиванию и часто приводят к тому, что профиль изгибается и становится вогнутым. Эти проблемы означают, что дополнительные технические средства должны быть вложены в точные инструменты, которые могут обеспечить алюминиевому коробчатому сечению поддержку, необходимую для плавного, чистого и без искажений изгиба. Ряд методов заполнения, зажима и направления используется для сохранения формы экструзии при обеспечении плавных изгибов.
Острые углы приводят к растрескиванию и часто приводят к тому, что профиль изгибается и становится вогнутым. Эти проблемы означают, что дополнительные технические средства должны быть вложены в точные инструменты, которые могут обеспечить алюминиевому коробчатому сечению поддержку, необходимую для плавного, чистого и без искажений изгиба. Ряд методов заполнения, зажима и направления используется для сохранения формы экструзии при обеспечении плавных изгибов.









 pdf
pdf Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ
Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ

 Благодаря многолетнему опыту в поиске запчастей от ведущих мировых производителей лифтов, наша команда может правильно идентифицировать детали и быстро предоставить вам необходимую информацию.
Благодаря многолетнему опыту в поиске запчастей от ведущих мировых производителей лифтов, наша команда может правильно идентифицировать детали и быстро предоставить вам необходимую информацию.
 Обновите мой браузер сейчас
Обновите мой браузер сейчас Ее ПСВ составляет 55% от должного. Что будут включать ваши немедленные заказы на лекарства?
Ее ПСВ составляет 55% от должного. Что будут включать ваши немедленные заказы на лекарства? Pellentesque dapibus efficitur laoreet. Nam risus ante, dapibus a molestie consequat, ultrices ac magna. Fusce dui lectus, congue vel laoreet ac, dictum vitae o
Pellentesque dapibus efficitur laoreet. Nam risus ante, dapibus a molestie consequat, ultrices ac magna. Fusce dui lectus, congue vel laoreet ac, dictum vitae o Nam risus ante, dapibus a molestie consequat, ultrices ac magna. Fusce dui lectus, congue vel laoreet ac, dictum vitae odio.
Nam risus ante, dapibus a molestie consequat, ultrices ac magna. Fusce dui lectus, congue vel laoreet ac, dictum vitae odio. Nam risus ante, dapibus a molestie consequat, ultrices ac magna. Fusce dui lectus, congue vel laoreet ac, dictum vitae odio. Донец Аликет. Lorem ipsu
Nam risus ante, dapibus a molestie consequat, ultrices ac magna. Fusce dui lectus, congue vel laoreet ac, dictum vitae odio. Донец Аликет. Lorem ipsu
 Например, резьба с номинальным диаметром 1 1/8, класс точности А — обозначается как: G 1 1/8-A.
Например, резьба с номинальным диаметром 1 1/8, класс точности А — обозначается как: G 1 1/8-A.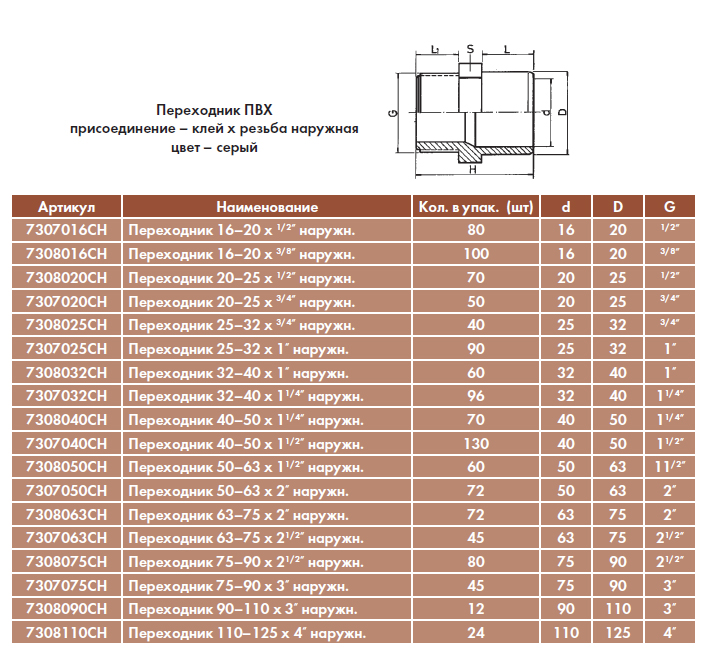 Трубная коническая резьба, применяемая в конических резьбовых соединениях, а также в соединениях наружной конической резьбой с внутренней цилиндрической резьбы по ГОСТ 6357-81. В газовой водопроводной и канализационной арматуре. Для большей герметичности используют соединения внутренней цилиндрической резьбы с наружной конической резьбой.
Трубная коническая резьба, применяемая в конических резьбовых соединениях, а также в соединениях наружной конической резьбой с внутренней цилиндрической резьбы по ГОСТ 6357-81. В газовой водопроводной и канализационной арматуре. Для большей герметичности используют соединения внутренней цилиндрической резьбы с наружной конической резьбой. 20.1, ANSI B1.20.3 (США)
20.1, ANSI B1.20.3 (США)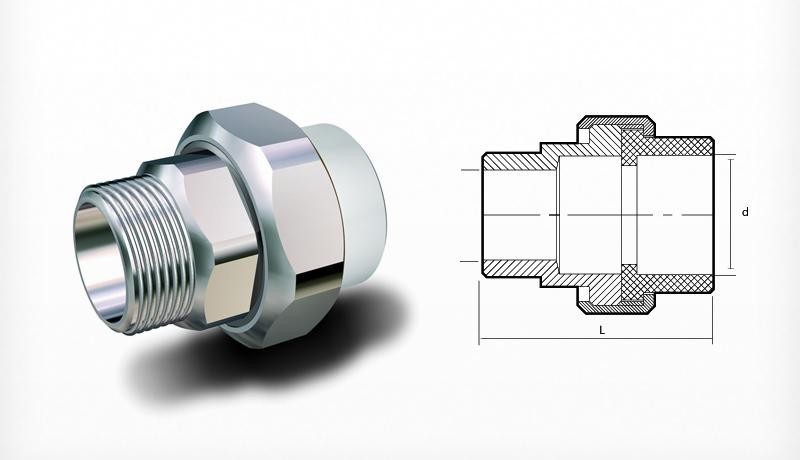

 Он основан на торговом размере, а не на фактическом диаметре, что может привести к некоторой путанице при измерении портов.
Он основан на торговом размере, а не на фактическом диаметре, что может привести к некоторой путанице при измерении портов.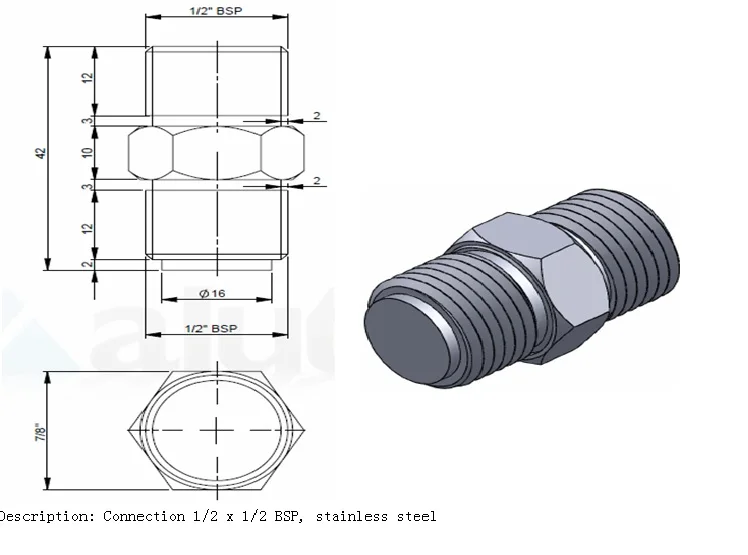
 633
633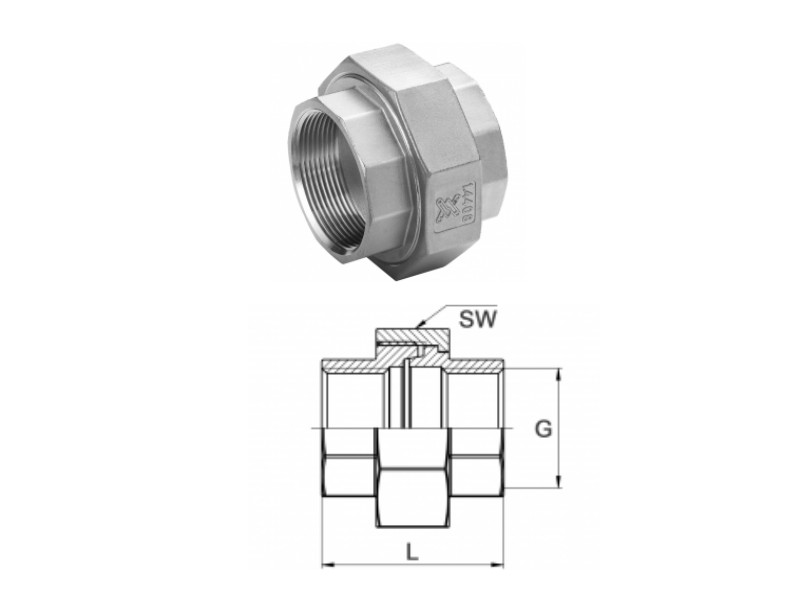 184
184
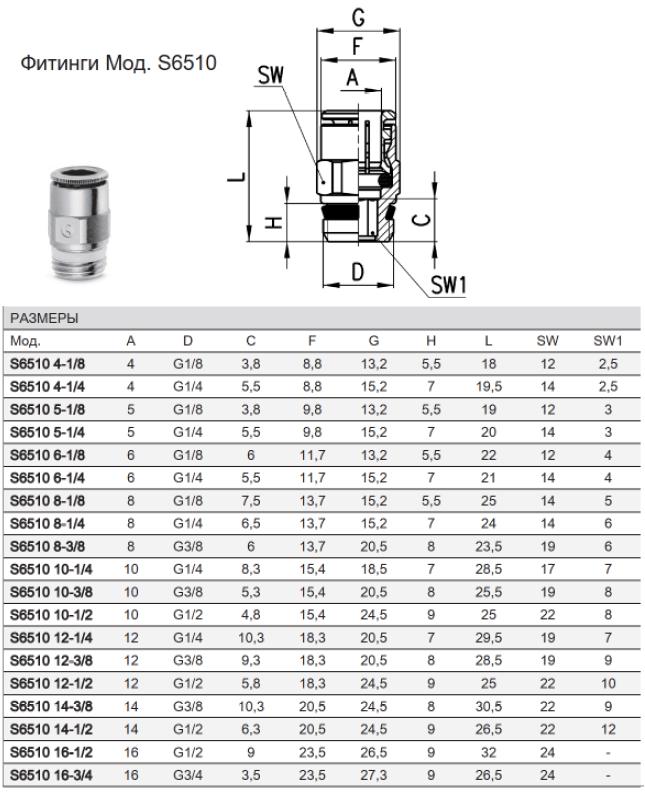 20878
20878 Эквивалент BSPT — NPT, а эквивалент BSPP — NPS.
Эквивалент BSPT — NPT, а эквивалент BSPP — NPS. Это делается путем измерения первой, четвертой/пятой и последней полной нити. Если диаметр увеличивается от первого витка к последнему витку наружной резьбы или уменьшается от первого витка к последнему витку внутренней резьбы, то эта резьба классифицируется как коническая резьба (например, BSPT). Если диаметр остается одинаковым от первой до последней резьбы, то резьба классифицируется как параллельная резьба (BSPP).
Это делается путем измерения первой, четвертой/пятой и последней полной нити. Если диаметр увеличивается от первого витка к последнему витку наружной резьбы или уменьшается от первого витка к последнему витку внутренней резьбы, то эта резьба классифицируется как коническая резьба (например, BSPT). Если диаметр остается одинаковым от первой до последней резьбы, то резьба классифицируется как параллельная резьба (BSPP).

 Файлы cookie позволяют веб-приложениям реагировать на вас как на личность. Веб-приложение может адаптировать свои операции к вашим потребностям, симпатиям и антипатиям, собирая и запоминая информацию о ваших предпочтениях.
Файлы cookie позволяют веб-приложениям реагировать на вас как на личность. Веб-приложение может адаптировать свои операции к вашим потребностям, симпатиям и антипатиям, собирая и запоминая информацию о ваших предпочтениях. Это может помешать вам воспользоваться всеми преимуществами веб-сайта.
Это может помешать вам воспользоваться всеми преимуществами веб-сайта.
 142
142 279
279