Схема осциллятора для сварки алюминия своими руками
Осциллятор, который используется при сварке, служит для стабилизации и возбуждения электрической дуги. Он может работать с заводскими источниками тока, которые работают на различных видах тока. Это могут быть осциллятор на переменном или на постоянном токе. Осциллятор для сварки алюминия является генератором затухающих колебаний. В его составе имеется повышающий трансформатор, который работает на низких частотах. Его вторичное напряжение может достигать, примерно, 2-3 кВ. Также в составе имеется колебательный контур, составленный из обмотки связи, индуктивности, емкости и конденсатора блокировки. Все обмотки осциллятора образуют трансформатор, который может действовать на высоких частотах.
Осциллятор для сварки алюминия своими руками
Таким образом, осциллятор сварочный для сварки алюминия помогает преобразовать стандартный ток, частота которого составляет 55 Гц, в высокочастотный, частота которого может быть 1-1,5 тысяч Гц. Благодаря этому улучшается поджог электрода, а также другие важные факторы. Аппарат достаточно быстро реагирует на импульсы, так как они доходят до него за десятки микросекунд. Данное устройство подключается параллельно или последовательно в цепь трансформатора, что создает свои условия для работы оборудования.
Роль осциллятора при сварке алюминия
Сварка алюминия является очень сложным процессом, так как свойства сваривания данного металла находятся далеко не на самом высоком уровне. Благодаря воздействию этого устройства на сварочный аппарат, удается поддерживать параметры сварочной дуги в заданном положении, которое может отличаться от стандартного, в течении длительного периода времени. При работе с данным видом металла стабильность параметров имеет большое значение, так как любое отклонение может привести к браку. Для таких условий может подойти даже самодельный осциллятор для сварки алюминия, если его правильно подготовить.
Стоит отметить, что сварка электродами с покрытием существенно уступает тем же результатам, которые получаются благодаря аргонно-дуговой сварке, поэтому осциллятор является вполне востребованным дополнительным устройством. Ток устройства не представляет опасности для мастера, если соблюдать технику безопасности. Но при ошибках можно получить большой разряд тока.
Схема работы
Схема осциллятора для сварки алюминия, включенного параллельно
Схема осциллятора для сварки алюминия
Схема осциллятора, включенного последовательно
Схема осциллятора для сварки алюминия, включенного последовательно
Вторичное напряжение в повышающем трансформаторе во время полупериода конденсатор заряжался, до тех пор, пока не возникнет пробой разрядника. После этого колебательный контур получается в состоянии короткого замыкания, что и помогает создавать затухающие колебания, у которых имеется резонансная чистота такие колебания, через конденсатор и обмотку прикладываются к дуговому промежутку. Блокировочный конденсатор помогает предотвратить шунтирование другого промежутка с источником напряжения при помощи своей обмотки. Дроссель, который включен в сварочную цепь, защищает от пробоя изоляцию обмотки. Мощность такого аппарата может составлять около 250-250 Вт. Длительность импульсов не превышает десятков микросекунд.
Осциллятор для сварки своими руками
Стоит отметить, что приборы последовательного включения на практике оказываются более действенными, так как для них не требуется установка специального источника защиты в общей цепи. Во время работы осциллятора разрядник слегка потрескивает. Искровой зазор устанавливается при помощи регулировочного винта, но данная процедура возможна только если устройство отключено от сети.
Виды
Существует два основных вида осциллятора, которые применяются в сварочном деле. Они серьезно отличаются, как по методу подключения, так и по типу работы, поэтому, нужно точно определиться с правильным выбором. Это может быть:
Импульсный – данная разновидность используется для аппаратов, которые работают на переменном токе. Импульсный осциллятор подключается параллельно к основному сварочному аппарату.
Непрерывный – данная разновидность используется для аппаратов, которые работают на постоянном токе. Непрерывный осциллятор подключается последователь к основному сварочному аппарату.
Также стоит выделить основные модели данного оборудования, которые производятся для сварки и являются часто используемыми в промышленности.
Параметр
ОСП3-2М
ОСЦВ-2
М-3
ОСПП3-300М
Напряжение падания, В (все работают на переменном токе)
220
65
200
Вторичное напряжение при холостом ходу, В
6000
2300
2600
6000
Ток дуги
Постоянный, переменный
Переменный
Постоянный, переменный
Вид подключения к сети
Параллельно
Последовательно
Мощность потребления устройства, кВт
0,045
0,08
0,14
–
Вес, кг
6,5
16
20
–
Осциллятор для сварки алюминия своими руками
Схема осциллятора для сварки алюминия своими руками должна максимально соответствовать заводской модели. Разработка разрядника считается одним из самых сложных моментов, так как именно в нем и проходит электрическая искра. Также требуется подобрать блокировочный конденсатор вместе с колебательным контуром. Существует множество схем создания и основа успеха состоит в том, чтобы правильно подобрать компоненты. Таким образом, в итоге можно получить все те же импульсные или непрерывные осцилляторы. При выборе второго варианта в схеме еще должна присутствовать защита от высокого напряжения. Импульсный легче в изготовлении и более эффективный в работе, благодаря своей простоте.
Естественно, что техника безопасности в данном вопросу должна стоят на первом месте, так как при неправильном подключении схемы или некорректном выборе элементов все может испортиться и стать опасным для жизни и здоровья человека. Изготовлением данных вещей должен заниматься только специалист с большим опытом.
Условия эксплуатации и меры предосторожности
Перед тем как запустить устройство в эксплуатацию его необходимо зарегистрировать и пройти инспектирование электросвязи;
Разрешается применять осциллограф, как в открытых, так и в закрытых помещениях;
Нельзя использовать технику на открытой территории при осадках;
Рабочая температура техники лежит в пределах от -10 до +40 градусов Цельсия;
Влажность воздуха должна быт не более 98%;
Запрещается применение в запыленных помещениях, а также в комнатах с едкими газами или парами;
Также запрещается работа без заземления;
Перед использованием всегда нужно контролировать правильность присоединения к аппарату;
Работа должна проводиться только в специальном кожухе, который снимается только при отключенном от питания аппарате.
Осциллятор своими руками: виды и схемы сборки
Сварочный инвертор стараниями умельцев трансформируется в полуавтомат, работающий в среде защитных газов. Добавление собранного своими руками осциллятора превращает сварочный аппарат в профессиональное устройство ювелирной сварки цветных и тонколистовых металлов.
Содержание
Зачем нужен самодельный осциллятор
Сварочный осциллятор своими руками – компоненты
Выбираем тип сварочного осциллятора
Предупредим ошибки при изготовлении осциллятора
Зачем нужен самодельный осциллятор
Осциллятор как генерирующее устройство способен работать на постоянном и переменном токе. Предназначение прибора – возбуждение сварочной дуги без контакта электрода с объектом сварки и стабилизация горения. Вид электрода: вольфрамовый наконечник горелки или стандартный в обмазке — не имеет значения. Эффект достигается трансформацией сетевого тока в частотные импульсы высокого напряжения, с характеристиками параметров:
Напряжение сети 220 В – напряжение на выходе — 2,5–3 тыс. В;
Частота тока 50 Гц – частота на выходе — 15–30 тыс Гц;
Мощность осциллятора – 250–400 Вт.
Электрическая схема осциллятора
Принцип работы самодельного осциллятора, включённого в схему сварочного устройства с долей упрощения:
Подача сетевого напряжения на сварочное устройство;
Напряжение проходит обмотки повышающего трансформатора и начинает заряжать конденсатор колебательного контура;
Параллельно блок управления системой открывает газовый клапан;
Блок управления высвобождает импульс при наполнении ёмкости конденсатора на разрядник, происходит пробой;
Колебательный контур закорачивается, возникают резонансные затухающие колебания, идущие на сварочную дугу;
Предохранитель при пробое конденсатора размыкает электрическую цепь;
При падении напряжения формируется следующий разряд;
Дуга вспыхивает в облаке газа в 3–5 мм над деталью;
При разрыве дистанционного контакта схема управления дублирует импульс поджога дуги.
Функциональная схема осциллятора
Сварочный осциллятор своими руками – компоненты
В сети масса принципиальных схем осцилляторов для сварочного устройства. Представлены оба типа: последовательного и параллельного подключения. Масса аргументов в пользу каждого. Собрать осциллятор — полдела. Сложности подстерегают при настройке и эксплуатации.
Устройство состоит из нескольких блоков. Колебательный контур в качестве искрового генератора затухающих колебаний состоит из 2 элементов: конденсатор и подвижная обмотка трансформатора высокой частоты – катушка индуктивности.
Устройство осциллятора своими руками
Повышающий трансформатор устройства собирается на базе понижающего с 220 до 36 В, с П-образным сердечником. Для создания длинной магнитной линии убирается 50% пакета железа. Обмотка первого керна мотается по типу сварочной – получаем падающую характеристику.
Повышающая обмотка второго керна рассчитывается на получение 1000 В. Недостаток витков вынудит постоянно накручивать разрядник. Увеличение количества витков приведёт к улучшению поджога дуги в разряднике. Перебор намотки приводит к активизации роста перегрева катушки.
Дросселей 2 шт. при параллельной схеме, по 1 на трансформатор.
Изготовление разрядника из утолщённых эррозионностойких вольфрамовых стержней WR-3 на медных прутках требует привлечения механизма регулировки. Оптимум зазора по щупу — 0,08 мм. Требуется заливка быстротвердеющим диэлектриком. В качестве упрощения используют свечи зажигания, ионизаторы воздуха.
Выходной трансформатор соединяется линией обратной связи с датчиком тока.
Блокировочный конденсатор пропускает только ток высокой частоты. Низкочастотный ток сварочного аппарата блокируется, что предупреждает короткое замыкание осциллятора.
Выбираем тип сварочного осциллятора
Осциллятор для сваривания своими руками
Задумав собрать сварочный осциллятор своими руками, определимся со схемой включения. Последовательное либо параллельное подключение, тип функционирования устройства: импульсная разрядка или непрерывное действие прибора.
Устройства непрерывного действия подключаются параллельно и последовательно. В большинстве таких осцилляторов устанавливается выпрямитель. Превалирует последовательная схема – высокое напряжение не поразит сварщика.
Выгоды последовательного подключения: достаточно одного трансформатора. Первичная обмотка дополнена парой сглаживающих конденсаторов и предохранителем. Вторичная – разрядником и колебательным контуром.
Импульсное устройство используется на сварочных аппаратах переменного тока. Смена полярности инициирует очередное зажигание дуги за счёт синхронизации цикла последовательности действий:
Активизация зарядного устройства;
Накопление заряда конденсатором;
Обесточивание дуги при прохождении нулевой отметки перемены полюса;
Разряжение конденсатора с подачей энергии в дуговой промежуток.
Сварочные устройства цикличной полярности рекомендованы для сварки сплавов алюминия. Нержавеющие стали и цветные металлы варятся преимущественно при постоянном токе.
Предупредим ошибки при изготовлении осциллятора
Подробная инструкция изготовления осциллятора своими руками
При пошаговом следовании надёжной схеме и качественной сборке, результативного удержания дуги не происходит. Причина — в перегрузке сети. Вместо заявленных 220 В, доходит 190–200 В. Автотрансформатор решит проблему.
Экономия на дросселе. С разрядника идёт череда затухающих ВЧ-колебаний, превышающих киловольт. Вторичная обмотка без дросселя получит между витками до 50 В. Виток приобретает вид короткозамкнутого. Мощность сети пойдёт на нагрев.
Чтобы не сжечь сварочное устройство целиком, озаботимся установкой дросселя. Кроме изолирующих прокладок при намотке, пропитаем витки бакелитовым лаком.
Частота тока в рамках 150–300 кГц безопасна. Если тело сварщика рассматривать как проводник, поверхностный эффект протекания ВЧ-тока не затрагивает внутренние органы. Но ожог кожи получить кому хочется? Работаем только при надёжном заземлении. Удар при 10 кГц весьма чувствителен.
Пообщайтесь со специалистами по соответствию вашей схемы нормам безопасности. Эксперты оценят схемотехнику на предмет проникновения НЧ-тока на электрод. Предостерегут, если сборка осциллятора небезопасна.
Обязательно вхождение в состав блока колебательного контура блокировочного конденсатора.
Видео по теме: Осциллятор своими руками
Как сделать генератор своими руками для сварки?
Осциллятор сварочный в первую очередь необходим для проведения сварочных работ в различных сферах производства. Осциллятор полезен тем, что его можно использовать как в промышленном производстве, так и в быту. Механизм осциллятора – зажигание сварочной дуги. При этом во время работы поддерживается стабильная подача пламени. Наиболее часто используемым генератором является прибор марки ОП-240.
Так как сварка незаменима во многих сферах производственных и бытовых работ, то и спрос на автогенераторы всегда велик. Совсем не обязательно его покупать. Генератор своими руками сделать не так уж и сложно. Для этого потребуются только необходимые материалы и соблюдение приведенных ниже рекомендаций.
Принцип работы
Генератор, изготовленный для инвертора своими руками или купленный агрегат, используется с целью стабильной работы сварочной дуги. Частота 50 Гц при номинальном рабочем напряжении 220 В. На выходе эти параметры могут быть увеличены до 150000-300000 Гц и 2500-3000 В соответственно. При этой операции генератор генерирует импульсы длительностью до нескольких десятков микросекунд. Аналогичные параметры работы при переходе тока высокой частоты в сварочный контур обусловлены соответствующей мощностью — 250-350 Вт.
Состав
При таких характеристиках осциллятор из алюминия своими руками имеет те возможности, которые соответствуют ведению сварочных производственных или ремонтных работ в быту. С его помощью можно сваривать алюминий и другие металлы.
Рассмотрим электрические компоненты генератора:
разрядник;
две катушки дросселей;
Трансформаторы
: простые и высокочастотные;
Колебательный контур.
Цепь, состоящая из конденсатора и высокочастотного трансформатора, генерирует затухающие искры.
Для чего нужен конденсатор?
Конденсатор в этой схеме выполняет важную функцию по защите самого аппарата и сварочных рабочих от различных травм, вызванных электричеством. В случае поломки электрическая цепь размыкается благодаря специальному предохранителю. Он служит защитным элементом.
Совместная работа аппарата и генератора происходит по следующему алгоритму. Напряжение подается через трансформатор на конденсатор. Так он его заряжает. При полной зарядке конденсатор передает разряд тока на разрядник, от чего и образуется пробой. При этом колебательный контур замыкается накоротко. Весь процесс вызывает колебания в соответствии с принципом резонанса. Но они сразу гаснут. Ток высокой частоты для резонансных колебаний поступает в сварочную дугу, минуя конденсатор и катушку.
Не забываем, что запорный конденсатор конденсатора вызывает прохождение через него высокочастотного тока, в результате чего возникают высокие напряжения. Благодаря сопротивлению вместе с токовой блокировкой конденсатора генератор защищен от коротких замыканий.
Как происходит процесс?
Для изготовления генератора своими руками потребуется высоковольтный трансформатор. Требуется увеличить напряжение. Также не обойтись без кнопки на грелке. Он служит как для подачи газа в сопло плазмообразующей дуги, так и для управления отжигом. Все это защищает металл от воздействия кислорода и дает возможность сформировать аргоновую среду, в которой и происходит сам процесс сварки металла.
Процесс работы выглядит следующим образом. После нажатия на кнопку управления загорается разрядник, создающий частоту импульсов. За это полностью отвечает существующий высоковольтный трансформатор. С помощью дуги создается сильное магнитное поле, после чего оно преобразуется катушкой. Последний изготавливается путем намотки обычным сварочным кабелем.
Данная конструкция имеет два выхода — плюс и минус. Оба они проходят через трансформатор. Однако первое идет на горелку, а второе — на деталь. После нажатия на кнопку управления газ через клапан поступает в горелку. Это начало сварочного процесса. Также любой генератор, заводской или самодельный, должен иметь конденсатор.
Прежде чем браться за сооружение осциллятора для сварочных работ своими руками, следует заранее ознакомиться с чертежами его конструкции. При наличии хотя бы начальных знаний в области электротехники это не будет проблемой. Кроме того, желателен опыт проектирования. Делая осциллятор самостоятельно, следует помнить, что нужно соблюдать технику безопасности. Так как есть риск поражения электрическим током.
Производственная процедура
Для сварки преимущественно алюминиевых деталей можно сделать сварочный осциллятор своими руками. Для установки используется одна из наиболее часто используемых схем:
Первым делом выбираем надежный трансформатор, чтобы он мог обеспечить повышенное напряжение питания с номинальных 220 В до 3000 В.
После этого устанавливаем искру зазор.
Далее подключите еще один важный элемент — колебательный контур с блокировочным конденсатором, генерирующим высокочастотные импульсы.
Вот и все, осциллятор готов. Основной частью схемы этого устройства является колебательный контур. В его составе обязательно должен присутствовать блокировочный конденсатор. Колебательный контур, в состав которого также входят дроссель и разрядник, необходим для формирования импульсов. С их помощью сварочная дуга зажигается намного легче.
Купленный или изготовленный автогенератор своими руками может быть импульсным и непрерывным. Но последний вариант менее эффективен. Кроме того, требуется дополнительное устройство для защиты от высокого напряжения.
Производственные правила
Таким образом, если устройство планируется использовать только в быту, то лучше всего изготовить осциллятор для сварки своими руками, так как его покупка у производителя и у дилера обойдется очень дорого. В довершение всего нужно иметь навыки сборки подобных устройств и знания электротехники.
Если вы собираетесь изготовить автогенератор своими руками, вам необходимо уделить внимание не только правильной сборке, но и грамотной эксплуатации данного устройства. Ведь устройство питается от электричества. А при несоблюдении техники безопасности велик риск получения травмы. Следует внимательно подходить к сборке электрических схем и применять только те детали, которые полностью подходят по своим характеристикам. Если следовать всем рекомендациям, сделать осциллятор своими руками не составит особого труда. Вам просто потребуются все необходимые инструменты и материалы.
ОСК-8 | Маятниковый сварочный аппарат
OSC-8 | Маятниковый сварочный аппарат
OSC-8 подходит для автоматизированных процессов MIG/MAG в тяжелых отраслях промышленности, таких как: строительство трубопроводов и мостов, судостроение и сварка резервуаров.
Основные характеристики
легкий и компактный дизайн
два режима управления: ручной и внешний пуск
четыре регулируемых параметра (ширина колебаний,
скорость колебаний, время задержки колебаний на концах)
простая панель управления (четыре ручки)
может работать как автономное устройство или быть частью более совершенной сварочной системы
.
оптимальное решение для различных сварочных работ
реальное улучшение процесса сварки
равномерная и качественная сварка
напряжение питания 14-24 В (прямое подключение к сварочной тележке или внешней системе автоматизации)
дополнительный источник питания 115 В переменного тока или 230 В переменного тока
Маятниковый осциллятор OSC 8 предназначен для качания горелок MIG/MAG диаметром 16–22 мм (5/8–7/8”). Осциллятор устанавливается на стержень диаметром 22 мм (7/8 дюйма) и соединяется со сварочным аппаратом. Им можно управлять вручную или с помощью внешнего переключателя СТАРТ-СТОП. Использование дополнительной отдельно стоящей опоры позволяет сваривать вращающиеся трубы или движущиеся пластины. Дополнительный блок питания позволяет подключить генератор к источнику питания 230 В или 115 В.
В зависимости от используемой конфигурации сварочной системы осциллятор может работать как в ручном, так и в режиме внешнего запуска и может быть подключен к:
Сварная цепь
Источник питания
или сварочный трактор
OSC-8 вместе с отдельной поддержкой
Поддержка предназначена для содержания Mig/Mag Torches с диаметром 16-16-1
. Поддержка предназначена для содержания MIG/Mig Torches с диаметром 16-16-1
. Поддержка. 22 мм (5/8–7/8 дюймов). Это позволяет сваривать вращающиеся трубы или движущиеся пластины. Комплектация с маятниковым сварочным аппаратом OSC-8 позволяет выполнять сварку с осцилляцией.
Код продукта: STJ-0629-10-00-00-0
Тип горелки
МИГ/МАГ
Диаметр ручки горелки
16–22 мм (5/8–7/8″)
Горизонтальный ход рычага
560 мм (22″)
Вертикальный ход рычага
640 мм (25’’)
Вес
15,3 кг (34 фунта)
OSC-8 вместе с тягачом Rail Tug
Часы OSC-8 | Видео о сварочном аппарате с маятниковым переплетением и узнайте больше о сопутствующих продуктах.
PRO-WP 150 и PRO-WP 300 | Сварочные позиционеры
Сварочные позиционеры позволяют легко вращать круглые или трубчатые металлические детали, обеспечивают лучший доступ к сварному шву, могут помочь в получении высококачественных сварных швов и увеличить скорость наплавки. Преобразователь частоты обеспечивает плавную регулировку скорости и стабилизацию скорости на заданном значении. Они сокращают время и усилия сварщиков, которые могут сосредоточиться на своей работе без необходимости постоянно перемещаться по рабочему месту, чтобы занять наилучшее положение.
ОСК-8 | Маятниковый сварочный аппарат
ОСК-8 | Маятниковым сварочным аппаратом можно управлять вручную или с помощью внешнего переключателя СТАРТ-СТОП. Использование дополнительной отдельно стоящей опоры позволяет сваривать вращающиеся трубы или движущиеся пластины. Дополнительный блок питания позволяет подключить генератор к источнику питания 230 В или 115 В. OSC-8 подходит для автоматизированных процессов MIG/MAG в тяжелых отраслях промышленности, таких как: строительство трубопроводов и мостов, судостроение и сварка резервуаров.
Мини-паук | Трактор для угловой сварки
Mini Spider — это аккумуляторный сварочный трактор, предназначенный для выполнения непрерывных угловых швов с использованием горелок MIG/MAG. Фонарик можно легко переставить с одной стороны Mini Spider на другую. Система полного привода с магнитной тягой и контуром обратной связи обеспечивает высокоэффективную стабилизацию скорости. Постоянная, непрерывная и воспроизводимая скорость перемещения обеспечивает точное соответствие геометрии сварного шва требуемым спецификациям, тем самым снижая затраты на сварку и существенно уменьшая использование присадочного металла. Дополнительный блок питания можно использовать для подключения каретки к источнику питания 110–240 В.
Железнодорожный буксир | Трактор для сварки и резки
Rail Tug — это передвижной тягач с цифровым управлением, предназначенный для механизации процессов сварки и термической резки. Благодаря системе привода с реечной передачей и электронной регулировкой скорости, Rail Tug создает геометрию сварного шва, которая точно соответствует вашим спецификациям, что снижает затраты на сварку и сокращает использование присадочного металла. Рельсовый буксир можно использовать с полугибкой гусеницей для работы с пластинами и резервуарами с минимальным радиусом 5 м (16 футов) или с изогнутым кольцевым рельсом для работы с трубами и трубами.
Вес Трубы Стальной Таблица Бесшовной 1 Метра Погонного – Гост 10704-91
Анжела Курпатова
0 Комментариев
виды труб, гост 10704-91, гост 10705-80, из стали aisi 304, материалы для изготовления, формула расчета
квадратного сечения : размером от 10 х 10 до 180 х 180 мм; с толщиной стенки от 0,8 до 14 мм; весом на метр от 0,22 кг до 70,33 кг. Условия изготовления этих изделий регламентирует ГОСТ 13663-86, стандарт на отклонения ГОСТ 8639-82.
прямоугольного сечения с размерами: минимальные от 15х10 мм, максимальные 180х150 мм, толщина стенки от 0,8 до 12мм – вес одного метра от 1,35 до 55,711 кг регламентирует стандарт изделия ГОСТ 8645 – 68, требования к качеству проката по ГОСТ 13663-86.
овальные – могут быть сечением от 6х3 мм до 72х22 мм, толщиной стенки от 0,5 до 2,5 мм, вес одного метра от 0,0512 до 30,87кг. Стандарт для этой трубы – ГОСТ 8642 – 68.
Вес профильной трубы: таблица, вес погонного метра
Характеристика труб металлических согласно сортамента: «Трубы стальные электросварные прямошовные»
Наружный диаметр трубы, мм
Теоретический вес одного метра трубы, кг при толщине стенки, мм.
1
1.2
1, 4
-1.5
1.6
1.8
2, 0
2, 2
2, 5
2, 8
3
10
0.222
0, 260
10.2
0.22
0, 266
—
—
—
—
—,
—
—
—
—
12
0.271
0.32
0.366
0, 388
0.41
—
, —
—
-—
_
—
13
0.296
0.34
0, 401
0, 425
0.45
—
—
—
—
—
—
14
0. 321
0.379
0.435
0.462
0.48
—
—
—
—
—
—
-15
0.395
0.4
0, 470
0.49
0.52
—
—
—
—
—
—
16
0.37
0, 43
0.504
0.636
0.568
—
-—
—
-—
_
—
-17
0.003
0, 46
0.55
0.573
0.608
—
—
—
—
—
—
18
0, 41
0, 44
0, 675
0.61
0.71
0.78
—
—
—
—
—
19
0, 444
0, 527
0, 605
0, 647
0, 687
0.764
0, 838
—
—
—
—
20
0.461
0, 556
0, 642
0. 684
0, 726
0.808
0, 885
—
—
—
—
21.3
0.501
0.505
0, 687
0.732
0.777
0.866
0, 952
—
—
—
—
22
0.51
0.616
0.711
0, 758
0.805
0.897
0.906
—
—
—
—
-23
0.543
0.645
0.746
0.705
0, 844
0.041
1.04
1, 13
1, 26
—
—
24
0.567
0, 675
0.78
0, 832
0.884
0.085
1.09
1.18
1.33
—
—
25
0.502
0.704
0.815
0.86
0.023
1.03
1.13
1, 24
1, 39
—
—
26
0. 617
0.734
0.84
0.849
0.906
1, 07
1.18
1.29
1.45
—
В зависимости от типоразмера и вида, стальные трубы имеют различную маркировку, которая прописана в государственных стандартах Российской Федерации.
Бесшовные трубы
Материалы могут быть неметаллические (пластмасса, полимеры, цемент) и металлические (сталь, биметалл, цветные металлы).
Сталь для производства труб относится к категории качественных или легированных. От простых сталей она отличается незначительным содержанием вредных примесей таких как серные и фосфорные соединения.
Кипящая сталь имеет некоторые преимущества: она дешевле, у неё выше пластичность, но есть и недостаток – меньше прочность, также этот металл подвержен сильному старению и меньшей устойчивости к коррозии.
При производстве трубной стали для улучшения свойств, при ее изготовлении применяют специальный тех. процесс – вакумирование, а также добавки из специальных реагентов, уменьшающих образование раковин в металле при остывании.
Мнение эксперта
Знайка, главный эксперт в Цветочном городе
Если у вас возникли сложности, обращайтесь ко мне, и я помогу разобраться 🦉
Задать вопрос эксперту
Вес 1 метра стальной электросварной трубы — как рассчитать? Видео Сталь с маркировкой С-245 используется для строительных конструкций. А если у Вас остались вопросы, задайте их мне!
Вес нержавеющей трубы. Размеры нержавеющих стальных труб
Наименование
Ширина
Высота
Толщина
Вес 1 метра
Метров в тонне
Труба квадратная 25x25x0.8
25 мм.
25 мм.
0.8 мм.
0.603 кг.
1658.4 м.
Труба квадратная 25x25x0.9
25 мм.
25 мм.
0.9 мм.
0.674 кг.
1483.7 м.
Труба квадратная 25x25x1
25 мм.
25 мм.
1 мм.
0.745 кг.
1342.3 м.
Труба квадратная 25x25x1.2
25 мм.
25 мм.
1.2 мм.
0.884 кг.
1131.2 м.
Труба квадратная 25x25x1.4
25 мм.
25 мм.
1.4 мм.
1.016 кг.
984.3 м.
Труба квадратная 25x25x1.5
25 мм.
25 мм.
1.5 мм.
1.077 кг.
928.5 м.
Труба квадратная 25x25x2
25 мм.
25 мм.
2 мм.
1.399 кг.
714.8 м.
Труба квадратная 25x25x2.5
25 мм.
25 мм.
2.5 мм.
1.691 кг.
591.4 м.
Труба квадратная 25x25x3
25 мм.
25 мм.
3 мм.
1.962 кг.
509.7 м.
Среди прочих разновидностей сортового проката профилированная труба отличается самой низкой ценой.
Как рассчитать количество труб нержавеющих по весу 1 метра на калькуляторе
50% предоплата, 50% по факту поставки металлопроката
100 % оплата по факту поставки
отсрочка платежа после проверки платежеспособности организации
Сфера использования весьма широка. Их используют везде, где длительность срока службы и устойчивость к агрессивным средам является критически важной. Вот лишь некоторые из основных сфер использования:
Нефтедобыча – используется по причине длительного эксплуатационного срока. При использовании нержавеющих труб происходит экономия бюджета организации в долгосрочной перспективе. Это выгоднее, чем использовать черный металл и постоянно ремонтировать магистрали.
Атомная энергетика – практически то же самое, за исключением целей. Для атомной станции очень важно поддерживать безостановочную работу и минимизировать количество поломок. Каждая поломка, это потенциальная угроза.
Фармацевтика – коррозионная стойкость и устойчивость к агрессивным средам делают эту трубу незаменимой в фармацевтической отрасли. Они не загрязняют транспортируемые жидкости и не позволяют токсичным веществам воздействовать на персонал и окружающую среду.
Мнение эксперта
Знайка, главный эксперт в Цветочном городе
Если у вас возникли сложности, обращайтесь ко мне, и я помогу разобраться 🦉
Задать вопрос эксперту
Вес стальной трубы: сколько весит 1 метр круглых, профильных изделий, таблица, калькулятор Поэтому даже для вычисления площади необходимо знать длину трубы, которую можно измерить. А если у Вас остались вопросы, задайте их мне!
плотность различных марок стали отлична от 7850 кг/м 3 и для некоторых сплавов разница достаточно ощутима при определении массы большой партии трубной продукции;
при расчетах форма изделия принимается геометрически идеальной, правильной, без учета закруглений в углах (для профильного), наплывов металла на сварочном шве, превышений или уменьшений размеров относительно стандартных в пределах разрешенных допусков;
при вычислениях нередко приходится делать округление рассчитанных величин.
Вес профильной трубы: таблицы и трубный калькулятор
Если нет желания заниматься расчетами, зато под рукой есть любое устройство с выходом в интернет можно отыскать онлайн калькулятор для расчета веса погонного метра трубы или любого другого профиля.
4 Формулы для расчета веса профильных изделий
Еще две простые формулы только для стальной профильной продукции. Исходные размеры должны быть в миллиметрах, ответ получают в килограммах. Первая формула – для квадратного сечения:
Каким способом определять удельный вес каждый решает сам. При расчетах надо быть внимательным, чтобы не допустить ошибок в вычислениях.
В итоге, зная массу 1 метра трубы и общую длину партии или мерного отрезка металлопроката, можно подсчитать суммарный вес любого изделия, даже нестандартных размеров.
Труба стальная калькулятор онлайн | Главный механик
Большое количество технологических требований к трубным изделиям устанавливается ГОСТами и стандартами на качество, которые четко регламентируют отклонения от заданных параметров при изготовлении.
Допустимая нагрузка
Первые три числа позволяют сказать, что труба квадратная, высота и ширина ее равны 15 мм каждая, толщина — 1 мм.
Изделие изготовлено и стали (в маркировке первой стоит буква “С”). Сталь с маркировкой С-245 используется для строительных конструкций. Подробные сведения о ней можно найти в соответствующем справочнике. При необходимости, о свойствах каждого изделия и материала можно узнать по ГОСТу, где даны все важные характеристики. Иногда ценники и маркировки упрощают. В этом случае на них не пишут ГОСТ и сведения о материале, а просто указывают название, высоту х вес х толщину стенки. Например: профильная труба 15х15х1.
Длина профиля составляет от 6 м до 12 м. Длину указывают не всегда, но иногда ее можно встретить в конце маркировки: 15Х15Х1 12 м.
Мнение эксперта
Знайка, главный эксперт в Цветочном городе
Если у вас возникли сложности, обращайтесь ко мне, и я помогу разобраться 🦉
Задать вопрос эксперту
Вес стальной трубы: калькулятор и таблицы для расчета Расчет объема цилиндрических круглого сечения объектов, труб производят по следующей формуле. А если у Вас остались вопросы, задайте их мне!
Прочностной расчёт
Параметры квадрата сечения
Вес 1 погонного метра
15×15х1.0
0,479
15×15х1.2
0,501
15×15х1.5
0,605
20×20х1.2
0,689
20×20х1.5
0,841
20×20х2
1,08
25×25х1.2
0,877
25×25х1.5
1,07
25×25х2
1,39
30×30х1.5
1,31
30×30х2
1,70
40×40х1.5
1,78
40×40х2
2,33
40×40х2.5
2,85
40×40х3
3,36
40×40х4
4,30
50×50х2.5
3,64
50×50х3
4,31
50×50х3.5
4,94
50×50х4
5,56
60×60х2
3,59
60×60х2. 5
4,43
60×60х3
5,25
60×60х3.5
6,04
60×60х4
6,82
80×80х3
7,13
80×80х4
9,33
80×80х5
11,44
80×80х6
13,46
100×100х3
9,02
100×100х4
11,84
100×100х5
14,58
100×100х6
17,22
100×100х7
17,3
100×100х8
22,25
120×120х4
14,35
120×120х5
17,72
120×120х6
20,99
120×120х8
27,27
140×140х5
20,86
140×140х6
24,76
150×150х5
22,43
150×150х6
26,64
150×150х8
34,81
160×160х4
19,38
160×160х5
24,00
160×160х6
28,53
160×160х8
37,32
180×180х5
27,14
180×180х6
32,30
180×180х8
42,34
180×180х10
52,03
200×200х6
36,06
200×200х8
47,37
200×200х10
58,31
200×200х12
68,89
250×250х6
45,48
250×250х8
59,93
250×250х10
74,01
250×250х12
87,73
300×300х6
54,90
300×300х8
72,49
300×300х10
89,71
300×300х12
106,6
Нередко он служит армирующим элементом в ж б конструкциях, или в качестве самостоятельной детали, из которой делают каркасные изделия.
Маркировка, условные обозначения и ГОСТ
В зависимости от типоразмера и вида, стальные трубы имеют различную маркировку, которая прописана в государственных стандартах Российской Федерации:
Для того чтобы вычислить удельную массу профиля, применяется специальная таблица веса профильной трубы, с помощью которой можно вычислить массу определенного вида трубы умножив длину на вес погонного метра.
ГОСТ 8639 82 – Трубы стальные квадратные
Параметры квадрата сечения
Вес 1 погонного метра
15×15х1.0
0,479
15×15х1.2
0,501
15×15х1.5
0,605
20×20х1.2
0,689
20×20х1.5
0,841
20×20х2
1,08
25×25х1.2
0,877
25×25х1.5
1,07
25×25х2
1,39
30×30х1.5
1,31
30×30х2
1,70
40×40х1. 5
1,78
40×40х2
2,33
40×40х2.5
2,85
40×40х3
3,36
40×40х4
4,30
50×50х2.5
3,64
50×50х3
4,31
50×50х3.5
4,94
50×50х4
5,56
60×60х2
3,59
60×60х2.5
4,43
60×60х3
5,25
60×60х3.5
6,04
60×60х4
6,82
80×80х3
7,13
80×80х4
9,33
80×80х5
11,44
80×80х6
13,46
100×100х3
9,02
100×100х4
11,84
100×100х5
14,58
100×100х6
17,22
100×100х7
17,3
100×100х8
22,25
120×120х4
14,35
120×120х5
17,72
120×120х6
20,99
120×120х8
27,27
140×140х5
20,86
140×140х6
24,76
150×150х5
22,43
150×150х6
26,64
150×150х8
34,81
160×160х4
19,38
160×160х5
24,00
160×160х6
28,53
160×160х8
37,32
180×180х5
27,14
180×180х6
32,30
180×180х8
42,34
180×180х10
52,03
200×200х6
36,06
200×200х8
47,37
200×200х10
58,31
200×200х12
68,89
250×250х6
45,48
250×250х8
59,93
250×250х10
74,01
250×250х12
87,73
300×300х6
54,90
300×300х8
72,49
300×300х10
89,71
300×300х12
106,6
ГОСТ 8645 82 – Трубы стальные прямоугольные
Мнение эксперта
Знайка, главный эксперт в Цветочном городе
Если у вас возникли сложности, обращайтесь ко мне, и я помогу разобраться 🦉
Задать вопрос эксперту
Трубный калькулятор для расчета веса В нашем случае это 3,14159265 0,125 2 2 0,0122718462890625 м2. А если у Вас остались вопросы, задайте их мне!
Содержание:
0.1 Вес профильной трубы: таблица, вес погонного метра
1 Труба стальная калькулятор онлайн
1.0.0.0.1 Бесшовные трубы
1.1 Вес нержавеющей трубы. Размеры нержавеющих стальных труб
1.2 Как рассчитать количество труб нержавеющих по весу 1 метра на калькуляторе
1.3 Вес профильной трубы: таблицы и трубный калькулятор
1.4 4 Формулы для расчета веса профильных изделий
1.5 Труба стальная калькулятор онлайн | Главный механик
1.6 Допустимая нагрузка
1.7 Прочностной расчёт
1.8 Маркировка, условные обозначения и ГОСТ
1.8.1 ГОСТ 8639 82 – Трубы стальные квадратные
1.8.2 ГОСТ 8645 82 – Трубы стальные прямоугольные
Масса профильной трубы
Трубы с прямоугольным сечением, так же как и с круглым размером имеют свои специальные характеристики, благодаря которым назначается сфера их последующего использования. При этом с необычным профилем также строго классифицируются государственными стандартами (ГОСТ) в зависимости от своих типовых размеров. Малейшие отклонения от установленных показателей будут свидетельствовать о наличии дефекта при выпуске продукции брака. Наличие дефектов и низкие качественные показатели в изготовленной трубе можно найти по ее весу. Также возможно уточнить соответствует ли она всем основным размерным характеристикам, требуемым стандартом.
Содержание
Основные характеристики
Размеры профиля
Допуски при изготовлении
Профильная труба обладает следующими основными характеристиками: • форма сечения профильной трубы. Трубы с необычной некруглой формой сечения в основном имеют такие разновидности профиля, как прямоугольный, квадратный или овальный вид профиля. В соответствии с формой сечения она делятся на определенные сорта в перечне выпускаемой продукции; • основные размеры. Для рассматриваемых труб такими размерами являются ширина сечения, высота, а также длина ее участка. На основании размера профиля они классифицируются по определенным ГОСТам. При этом в случае необходимости они могут производиться в соответствии с другими установленными типовыми размерами; • толщина стен. Такая величина является решающей размерной технической характеристикой профильной трубы для будущей сферы использования изделия. Размер стенки трубы определяет ее надежность, стойкость, массу почти всегда формирует стоимость ее и, естественно, ее качественные показатели. Уровень толщины стенок должен соответствовать следующим типовым размерам ширине сечения, высоте согласно требованиям ГОСТа; • масса (вес). Одна из основных характеристик, которая определяет качественные показатели изготавливаемых труб неодинаковых размеров. Размер ее должен строго соответствовать ее массе. Зная вес и соответствующие ей основные размеры можно легко рассчитать толщину стенок, которая является критерием качества приобретаемого изделия. Такой способ также необходим при определении ее толщины в недоступном месте для ее замера посередине отрезка трубы.
С целью проведения точного расчета, необходимо придерживаться требований всех правил по сооружению конструкций для каждого отдельного случая. Соответствие основных параметров труб стандартам
Для определения разнообразных характеристик изделия существует множество стандартов ГОСТ. Например, ГОСТ 13663-86 устанавливает основные характеристики для труб, а ГОСТ 8639-82 формирует сортамент для данной линии производства. Такой документацией определены такие три основополагающих типа:
1. Холоднодеформированные или холоднотянутые. 2. Горячедеформированные или горячекатаные. 3. Электросварные, выполненные сваркой.
Первые два вида изготавливаются без шва. Сварные изготавливаются из листов металлопроката путем использования электросварочных методов.
Размеры профиля
Ширина и высота профиля могут находиться на уровне от 10 до 180 мм, которые зависят от вида металлической трубы. Размер толщины стенок при таком сечении должен составлять от 1 до 14 мм. Все определенные ГОСТами типы труб имеют строго соответствующие типовые размеры, а именно: • Толщина стенок холоднодеформированных равняется 18 мм, при этом длина стенок 10120 мм. • Толщина стенок горячедеформированных равняется 414 мм, при этом длина стенок 60180 мм. • Толщина стенок электросварных равняется 15 мм, при этом длина стенок 10100 мм.
Для определения веса на основании ее размерных характеристик существуют специальные переводные таблицы. Длина Длина зависит от способа обработки металлических изделий. Существует холоднокатаный и горячекатаный процесс проката металла, а также сварной метод. Длина их обычно составляет 1,512,5 м. В зависимости от такого размера, как длина, они бывают: • с длиной немерной; • с длиной мерной; • с длиной мерной и кратной.
При изготовлении с длиной мерной, а также с длиной кратной и мерной с целью запасного участка на каждый разрез добавляется дополнительная часть трубы (припуск) в размере 5 мм. В результате при выпуске готового изделия разрешается отклонение до 10 мм на один отрезок трубы. Типы стали
В зависимости от применения определенного типа стали, при производстве труб может изменяться ее толщина стенок и соответственно масса. Для ее производства используют сталь следующих марок: • 10 и 10пс, • Ст-2пс и Ст-4пс, • Ст-2сп и СТ-4сп, и Ст-4кп.
Используя сталь различных марок, появилась возможность производить их для применения их в любых условия эксплуатации.
Допуски при изготовлении
Такие показатели, как вес 1 метра трубы или количество метров в 1 тонне, справочно показаны в таблицах государственных стандартах. Для определения допустимого отклонения веса 1 метра от теоретической величины, определенной по размеру и толщине, используются разрешающие допуски также соответствующие определенной нормативной документации. То есть допуск, тоже имеет свои строгие ограничения. Рассмотренные выше основные характеристики могут отличаться от нормируемых значений на 12%. Исходя из полученного опыта, процент отклонения параметров может быть на уровне 7% для труб с толщиной до 2 мм и на уровне 5% для труб с толщиной более 2 мм. Перед выпуском весь ассортимент изготовленной продукции проходит испытание своих механосвойств, окончательный спектральный анализ на химсостав изделия для определения соответствующей сферы их использования в случае отсортировок и переназначения. Степень округления углов (обтекаемость) профильных труб назначается в соответствии с нормативными документами для изготовления продукции и имеющегося в наличии оборудования на производстве.
Калькулятор объема трубы
Автор Filip Derma
Отзыв от Bogna Szyk и Jack Bowater
Последнее обновление: 25 октября 2022 г.
Содержание:
Калькулятор объема трубы вода в трубе – пример расчета
Этот калькулятор объема трубы позволяет оценить объем трубы, а также массу жидкости, протекающей по ней. Этот калькулятор является полезным инструментом для всех, кому необходимо знать точный объем воды в трубе. Это будет полезно вам, если вы, например, проектируете систему орошения для своего сада. Продолжайте читать, чтобы узнать, что такое цилиндр, найти формулу объема трубы и проверить «руководство пользователя» для правильных расчетов в калькуляторе объема трубы.
Калькулятор объема трубы
Знание объема трубы может быть полезно по многим причинам. Он будет полезен как частным домовладельцам, так и инженерам-строителям и строителям. Например, вы можете захотеть узнать пропускную способность вашей домашней системы отопления или задаться вопросом, будет ли выбранный вами диаметр трубы достаточным для наполнения садового пруда.
Именно поэтому мы создали калькулятор объема трубы. Этот инструмент предоставляет вам объем конкретной трубы и вес воды (или другой жидкости) внутри нее. Он прост в использовании и эффективен. Все, что вам нужно сделать, это ввести размер трубы — это внутренний диаметр и длина . Неважно, используете ли вы метрическую или имперскую систему единиц, потому что вы можете свободно переключаться между ними, используя раскрывающийся список.
По умолчанию расчет веса жидкости производится для воды (ее плотность равна 997 кг/м³). Если вам нужно выполнить расчеты для других жидкостей, введите плотность вашей конкретной жидкости.
Ниже мы подготовили объяснение формулы объема трубы и пошаговый пример расчетов, чтобы показать вам, как правильно пользоваться калькулятором объема трубы.
Объем трубы — формула
По форме труба представляет собой полый правильный цилиндр. Но что такое цилиндр? Мы можем видеть их вокруг себя каждый день. Цилиндр — это твердое тело с двумя основаниями, обычно круглыми, всегда конгруэнтными и параллельными друг другу. «Развернутая» сторона цилиндра образует прямоугольник. Высота цилиндра — это расстояние между основаниями (в случае труб — его длина). Радиус цилиндра — это радиус его основания. Имейте в виду, что когда у вас есть цилиндр, диаметр равен удвоенному радиусу. Итак, для расчетов нужно уменьшить диаметр вдвое.
Круглый полый цилиндр, где R — радиус, r — внутренний радиус, h — высота.
💡 Вы можете узнать больше о цилиндрах, посмотрев наш правильный калькулятор цилиндра, наш калькулятор объема цилиндра и наш калькулятор площади поверхности цилиндра, чтобы назвать несколько связанных инструментов.
Объем трехмерного твердого тела — это объем пространства, которое оно занимает. Для трубы это внутренний объем (нужно брать внутренний диаметр вместо внешнего). Чтобы выразить объем, мы используем кубические единицы (для метрических см³, дм³, м³ и для имперских дюймов³ и футов³). Чтобы получить точные результаты, последовательно используйте одну единицу на протяжении всего вычисления.
Формула объема цилиндра: объем цилиндра = π * радиус² * высота .
Для трубы используйте ее длину вместо высоты: объем трубы = π * радиус² * длина , где радиус = внутренний диаметр/2 . Объем трубы равен объему жидкости внутри (при полном ее заполнении). Массу жидкости берем из преобразованной формулы плотности. Итак, соответственно: масса жидкости = объем * плотность жидкости .
Объем воды в трубе – пример расчета
Давайте посмотрим, как правильно пользоваться калькулятором объема трубы. Для примера расчета нам понадобится несколько предположений. Предположим, мы посчитаем объем трубы длиной 6 метров с внутренним диаметром, равным 15 сантиметрам. Труба используется для транспортировки воды. Подставим эти данные в калькулятор, чтобы найти объем воды в трубе и ее массу.
Сначала введите диаметр трубы: внутренний диаметр = 15 см .
Затем введите его длину: длина = 6 м .
Нажмите кнопку расширенного режима и проверьте плотность жидкости. Значение по умолчанию установлено для воды, поэтому в нашем случае оно правильное. Плотность жидкости = 997 кг/м³ .
Теперь результаты расчета доступны для вас: объем = 0,106 м³ и масса жидкости = 105,71 кг .
Filip Derma
Размеры трубы
Внутренний диаметр
Длина
Результат
Том
Жидкость
Плотность жидкости
Масса жидкости
Проверьте 114 Аналогичные калькуляторы
Кондиционер Btualuminum Весотедний. MachineMfg
Что такое труба?
Сталь, имеющая полое сечение, длина которого намного превышает диаметр или длину окружности, называется трубой.
Типы труб
По форме сечения их можно разделить на круглые, квадратные, прямоугольные и стальные трубы специальной формы;
В зависимости от материала, он делится на трубы из углеродистой конструкционной стали, трубы из низколегированной конструкционной стали, трубы из легированной стали и трубы из композитной стали;
В зависимости от назначения подразделяются на стальные трубы для магистральных трубопроводов, инженерных сооружений, теплового оборудования, нефтехимической промышленности, машиностроения, геологического бурения, оборудования высокого давления и т. д.;
В зависимости от производственного процесса, он делится на бесшовные стальные трубы и сварные стальные трубы.
Среди них бесшовные стальные трубы делятся на горячекатаные и холоднокатаные (волочильные), а сварные стальные трубы делятся на прямошовные стальные трубы и спиральношовные стальные трубы.
Стальная труба используется не только для транспортировки жидких и порошкообразных твердых веществ, обмена тепловой энергией, изготовления механических деталей и контейнеров, но также является экономичной сталью.
Использование стальных труб для изготовления сетки строительных конструкций, стоек и механических опор позволяет уменьшить вес, сэкономить 20-40% металла, реализовать промышленное и механизированное строительство.
Производство автодорожных мостов из стальных труб позволяет не только экономить сталь и упростить строительство, но и значительно уменьшить площадь защитного покрытия, а также снизить инвестиции и затраты на техническое обслуживание.
Калькулятор веса трубы трубы стальные (GB/T 21835-2008) и размеры и вес единицы длины стальных сварных труб (GB/T 17395-2008), теоретический метод расчета веса круглых стальных труб, таких как сварные трубы и бесшовные трубы, одинаков.
На рынке стальные трубы могут поставляться по теоретическому или фактическому весу.
При поставке стальных труб по теоретическому весу плотность обычных и прецизионных стальных труб составляет 7,85 г/см3, а плотность других видов стали указана в соответствующих стандартах.
Вы можете использовать следующий калькулятор веса стальных труб для расчета веса различных стальных труб.
Лист рифленый – это разновидность листового проката с нанесенным на поверхности листа определенным рисунком высотой не менее 0.5 миллиметров, чаще всего это (0.2 ~0,3) от толщины листа. То есть толщина рифлей не должна превышать 20-30% толщины листа.
Главным отличием рифленого листа является рисунок, нанесенный на поверхность листа, чаще всего это рисунок чечевицы, ромбический рисунок или рисунок «квинтет». Такой рисунок наноситься с одной стороны и предотвращает скольжение на его поверхности, поэтому его используют в строительстве лестниц, площадок, в декоративных элементах и т.д.
Листы рифленые бывают толщиной от 2. 5 до 12 мм, по ширине от 0.6 м до 2.2 м и в длину от 1.2 м до 8 м. При изготовлении листов с чечевичным рифлением расстояние между рифлями должно составлять: 20, 25, 30 мм, а при изготовлении листов с ромбическими рифлями должно составлять: (25-30) ⋅ (60-70) мм.
Читайте также:
Медь листовая. Вес медного листа.;
Вес алюминиевого листа.;
Вес листа стального. Таблица.;
Вес оцинкованного листа. Таблица.
Лист рифленый. Вес. Таблица.
При вычислении 1-го квадратного метра листа рифленого также учитываются параметры высоты рифлей, малой диагонали ромба и плотности стали. Из таблиц 1 и 2 мы можем узнать вес 1 метра квадратного листа для определенного вида рифлей.
Рис. 1. Ромбическое рифление.
Рис. 2. Чечевичное рифление.
Таблица 1.
Теоретический вес листа с ромбическим рифлением.
Таблица 2.
Теоретический вес листа с чечевичным рифлением.
Если статья оказалась вам полезна — поделитесь ею в социальных сетях.
Виды гибки металла. Вальцы трехвалковые. Вальцы четырехвалковые.
Виды обработки поверхности металла. Обработка поверхностей соприкосновения листов металла.
Листовой прокат. Лист стальной ГОСТ, вес.
Вес листа стального. Таблица.
Вес алюминиевого листа.
Правка листового металла. Назначение правки листового металла.
Ручная правка листового металла.
Медь листовая. Вес медного листа.
Масса рифленого листа — Справочник массы
главная ⇒ строймат ⇒ прокат ⇒ листы
Рифленые листы изготавливаются из стали с определенным рисунком на гладкой стороне (ромбический или чечевичный).
Толщина листа составляет от 2.5 (мм) до 12.0 (мм). Масса квадратного метра чечевичного листа толщиной 4.0 (мм) — 33.5 (кг).
Значение массы рифленого листа на 1 м
2:
Значения даны для чечевичного листа:
Толщина листа 2.5 (мм): 21.0 (кг).
Толщина листа 3.0 (мм): 25.1 (кг).
Толщина листа 4.0 (мм): 33.5 (кг).
Толщина листа 5.0 (мм): 41.8 (кг).
Толщина листа 6.0 (мм): 50.0 (кг).
Толщина листа 8.0 (мм): 66.6 (кг).
Толщина листа 10.0 (мм): 83.0 (кг).
Толщина листа 12.0 (мм): 99.3 (кг).
Важно: для рифленого листа допустимыми считаются отклонения по массе от ± 3% до ± 10%.
Маркировка:
В маркировку рифленого листа входит:
Наименование изделия.
Марка стали.
Размеры листа (мм).
Указание точности и плоскостности.
Действующий стандарт.
Например: Лист ромб В –К –ПУ – 3.0 х 1000 х 2000 Ст3сп ГОСТ 8568-77–лист горячекатаный из стали марки Ст3сп, с односторонним ромбическим рифлением, размером 3.0 х 1000 х 2000, нормальной точности по толщине, улучшенной плоскостности с катаной кромкой.
Основной нормативный документ ГОСТ 8568-77.
Общая масса рифленых листов
Чертеж Чертеж и параметры типовой модели
h (мм) Предел толщины листа в (мм)
m (кг) Предел массы квадратного метра листа в (кг)
Норматив Нормативный документ в (кг)
Чечевичный
от 2.5 (мм) до 12 (мм)
от 21 (кг) до 99.3 (кг)
ГОСТ 8568-77
Ромбический
от 2. 5 (мм) до 12 (мм)
от 20.1 (кг) до 96.8 (кг)
ГОСТ 8568-77
Таблица массы чечевичных листов, ГОСТ 8568-77
h (мм) Толщина листа в (мм)
m (кг) Масса квадратного метра листа в (кг)
В тонне в (м2) Метров квадратных в 1 тонне в (м2)
2.5 (мм)
21 (кг)
47.619 (м2)
3 (мм)
21.5 (кг)
46.512 (м2)
4 (мм)
33.5 (кг)
29.851 (м2)
5 (мм)
41.8 (кг)
23.923 (м2)
6 (мм)
50 (кг)
20 (м2)
8 (мм)
66.6 (кг)
15.015 (м2)
10 (мм)
83 (кг)
12. 048 (м2)
12 (мм)
99.3 (кг)
10.07 (м2)
Таблица массы ромбовидных листов, ГОСТ 8568-77
h (мм) Толщина листа в (мм)
m (кг) Масса квадратного метра листа в (кг)
В тонне в (м2) Метров квадратных в 1 тонне в (м2)
2.5 (мм)
20.1 (кг)
49.751 (м2)
3 (мм)
24.2 (кг)
41.322 (м2)
4 (мм)
32.2 (кг)
31.056 (м2)
5 (мм)
40.5 (кг)
24.691 (м2)
6 (мм)
48.5 (кг)
20.619 (м2)
8 (мм)
64.9 (кг)
15.408 (м2)
10 (мм)
80. 9 (кг)
12.361 (м2)
12 (мм)
96.8 (кг)
10.331 (м2)
Производство гофрокартона BV
Размеры
Размеры в мм
t w : 1,5 мм — макс. 12 мм (S235JRG2)
b w : макс. 200 мм
h i : толщина 6 мм: макс. 4000 мм
Н (модуль): макс. 1000 мм
Деформация: 5 x р/т
Уголок 45: макс. 12 мм
Угол 70: макс. 6 мм
x.N : неограниченно
Этот раздел о:
Почему гофрированные листы?
Размеры гофрированной пластины
Профили гофрированных пластин
Рифленые перемычки
Стандартные балки GLP
Балки GLP
Соединительные пластины и балки GLP
Чемоданы
приложений
Почему гофрированные листы? Гофрированная пластина является примером трехмерной или пространственной конструкции. Гофрированные пластины обладают повышенной устойчивостью к горизонтальным и вертикальным нагрузки. Чтобы рассмотреть эффективность гофрированного листа, посмотрите на следующий эксперимент.
Повышенное горизонтальное сопротивление
Когда тонкий стальной лист лежит между двумя опорами он будет гнуться из-за того, что у него недостаточно прочности, чтобы нести собственный вес.
Если тот же кусок стали гофрирован, то он будет способен выдержать вес, в сто раз превышающий его собственный.
Если нагрузка превышает эту точку, то структура выйдет из строя, и гофры сгладятся.
Эту проблему можно решить, используя поперечный ребра жесткости на концах. Гофрированная пластина действует как балка и может выдержать еще большие нагрузки.
Повышенное вертикальное сопротивление
Когда тонкий стальной лист нагружен вертикально нагрузка, пластина прогнется из-за того, что у нее слишком меньшая грузоподъемность.
Профилирование пластины позволяет избежать поломки из-за повышенной стойкости к вертикальным нагрузкам.
Размеры гофрированной пластины
На рисунке ниже показан наш стандартный гофр. Другие размеры также возможны. Пожалуйста свяжитесь с нами.
Наш запатентованный производственный процесс не требует пресс-форм и поэтому мы можем изготовить все размеры между модулем 500 мм и 1000 мм. В нашей стандартной конфигурации углы 45 º. Но также могут быть достигнуты углы около 70 º.
Наши гофрированные плиты имеют неограниченную длину. Пластины не имеют теоретического ограничения по количеству складываемых модулей.
Сложенные модули необходимо транспортировать, поэтому на практике длина варьируются от 6 м до 18 м.
Профили гофрированных пластин
Существует несколько разновидностей формы гофра. Все формы, которые постоянно повторяются, могут быть изготовлены с помощью GLP. Единственное условие – максимальная глубина 240 мм.
Рифленые перемычки
Балка из гофрированного полотна или балка GLP представляет собой сборную балка с тонкостенной гофрированной стенкой и пластинчатыми полками. профилирование стенки позволяет избежать поломки балки из-за потери устойчивость до достижения предельной пластической нагрузки полотна.
Инженеры давно поняли, что гофры в паутине чрезвычайно велики. повысить их устойчивость против коробления и может привести к очень экономичные конструкции. Таким образом, гофрированные веб-балки имеют потенциал для устранения многих дорогостоящих ребер жесткости стенки. Кроме того, использование более тонких полотен приводит к меньшим затратам на сырье с экономия оценивается в 10-30% по сравнению с обычными застроенными сечения и более чем на 30% по сравнению со стандартными двутаврами. Оптимальная область применения – проектирование стальных конструкций. везде, где прокатные профили высотой конструкции более 800 мм или решетчатые фермы выше 1500 мм ранее использовались. В теме балок снова много применений.
Считается, что для усталостных применений, таких как мосты и т. д. что синусоидальные гофры лучше трапециевидных гофры. Это не относится к гофрированным листам GLP. GLP может сгибать пластины с соотношением радиус/толщина больше чем число 5.
Приложения
Рифленые балки изготавливаются в соответствии с самыми высокими требованиями рынка. Балки и волнистые пластины подходят как:
опоры и колонны
стальные подпорные стенки
транспортные конструкции (такие как боковые панели поездов, контейнеры и грузовики)
силосы для корма
краны
двухкорпусные суда
Конвейерные ленты
Балки перекрытия
Гибридная конструкция Цель состоит в том, чтобы использовать преимущества различных материалов. Бетон используется для настила и нижней плиты. Сети должны только соединить поперечное сечение и передать поперечные силы. Для этого используется гофрированная пластина.
Лист PPGI обеспечивает превосходную коррозионную стойкость и привлекательный внешний вид. В Wanzhi Steel у нас есть как предварительно окрашенные оцинкованные профили, так и простые листы для продажи, которые доступны в широком диапазоне размеров, цветов и дизайнов. Наиболее популярные цвета PPGI: красный (RAL 3020), небесно-голубой (RAL 5015), сигнальный белый (RAL 9003), мохово-зеленый (RAL 6005), черный (RAL 9).017) и т. д. Вы также можете настроить цвет и рисунок. Как оптовый производитель в Китае, мы также предлагаем цену прямой продажи с завода. Добро пожаловать, свяжитесь с нами для получения более подробной информации!
RAL9003 Профильный лист PPGI
RAL5015 Плоский лист PPGI
Спецификация листа PPGI
Артикул
Оцинкованный стальной лист с полимерным покрытием
Подложка
GI (лист из оцинкованного железа)
Толщина
0,14–1,2 мм
Ширина
600–1250 мм
Длина
По вашим требованиям
Покрытия
ПЭ, СМП, ХДП, ПВДФ
Толщина покрытия
5-35 мкм (окраска сверху/сзади)
Цвета
Цвет по шкале RAL (возможны индивидуальные рисунки)
Ежемесячное производство
15 000-20 000 тонн
Сертификаты
ИСО 9001, СГС, КЭ, БВ
Дата поставки
В течение 7-30 дней после подтверждения депозита, в основном зависит от количества заказа
Упаковка
Стандартная экспортная упаковка или согласно вашим требованиям
Wanzhi Steel является оптовым поставщиком стали PPGI в Китае, у которого есть собственный завод. На нашем заводе есть две линии по нанесению цветных покрытий с годовой производственной мощностью 200 000 тонн. Также имеются две линии цинкования с годовой производственной мощностью 400 000 тонн. Кроме того, имеются наборы прокатного оборудования различной конструкции, линии резки и т. д. для удовлетворения различных потребностей в гладких или профилированных предварительно окрашенных оцинкованных стальных листах. Добро пожаловать, чтобы связаться с нами, чтобы посетить наш завод онлайн или на месте.
Линия нанесения цветного покрытия Wanzhi
Линия нанесения покрытия
Прокатное оборудование
Профилировочное оборудование
Глобальный экспортер
Компания Wanzhi Steel имеет многолетний опыт экспорта. За эти годы мы создали многоязычную команду по продажам для обслуживания клиентов по всему миру. Как оптовый поставщик, мы предоставим конкурентоспособную цену для оптовых заказов. Кроме того, бесплатные образцы доступны. Добро пожаловать, свяжитесь с нами для получения более подробной информации!
Хорошие отзывы клиентов
Wanzhi Steel обещает предлагать нашим клиентам качественную продукцию в соответствии с контрактом, включая основной металл, толщину, ширину, покрытия и т. д. Мы принимаем сторонний контроль качества. Благодаря гарантии качества, мы получили много хороших отзывов от наших клиентов. Ниже представлен отзыв наших клиентов из Непала.
Отзыв клиента о листе PPGI из Непала
Как рассчитать вес листа PPGI?
Вес листов PPGI можно рассчитать по следующей формуле:
Толщина (мм) * Ширина (м) * Длина (м) * 7,85 = (кг/шт.)
Примечание: 7,85 — плотность железа. Значит, кубический метр железа весит 7,85 тонны.
На самом деле, вес на квадратный метр в основном зависит от толщины. Например, если ваши листы с цветным покрытием GI имеют толщину 28 (0,38 мм), вес листа PPGI на квадратный метр составляет около 2,98 кг. При толщине 24 калибра (около 0,61 мм) вес квадратного метра составляет около 4,79 кг.
Вес профильного листа PPGI
Ниже давайте рассчитаем вес предварительно окрашенного оцинкованного профиля толщиной 0,5 мм. При общей ширине 1,15 м, длине 1,8 м вес каждого куска составляет около 8,12 кг (0,5*1,15*1,8*7,85). Так что около 123 штук на тонну. При заказе 5000 штук общий вес около 40 тонн. Затем для доставки требуется два контейнера 40GP. Если вы хотите получить более подробную информацию, пожалуйста, свяжитесь с нами!
Лист с цветным покрытием RAL3020 GI
Плитка PPGI
Цвет листа PPGI
Цвета в основном делятся на однотонные и печатные. И оба настраиваемые.
1. Твердый цвет PPGI
Популярный предварительно окрашенный оцинкованный стальной лист. черный (RAL 9017) и т. д. Мы можем отправить вам образцы продукции для ознакомления. Если у вас есть особые требования, вы можете выбрать цвет по шкале RAL или отправить нам образец. Затем мы смешаем цвета и предложим вам образец продукта. После вашего подтверждения мы начнем массовое производство вашего заказа.
Популярные цвета
2. Печатный узор
Наши популярные узоры включают цветочные узоры, траву, кирпич, мрамор, текстуру дерева, голубое небо и т. д. Конечно, мы также можем настроить узор в соответствии с вашими потребностями.
Травяной узор
Дорожный знак
Оцинкованный стальной лист с полимерным покрытием Цена
Оптовая цена предварительно окрашенного оцинкованного листа составляет от 800 до 1200 долларов США за тонну. Это зависит от многих факторов, таких как окраска, толщина краски и т. Д. Например, окрашенная стальная доска (доска для письма) будет дороже, чем обычные белые листы PPGI из-за разных красок. Кроме того, некоторые листы PPGI используют разные краски для верхней и обратной сторон. Кроме того, цена листа PPGI будет меняться вместе с рынком. Кроме того, количество также во многом повлияет на цену. Как производитель оцинкованного стального профиля с предварительно нанесенным покрытием и простых листов, мы имеем завод PPGI в провинции Шаньдун. Таким образом, мы предложим заводскую цену прямой продажи. Также мы предложим скидки на оптовые заказы. Свяжитесь с нами для получения более подробной информации!
Обычный предварительно окрашенный GI-лист
Цветной гофрированный лист
PPGI-лист Использование
Предварительно окрашенные GI-листы бывают различных конструкций, включая профилированные листы и простые листы. Они широко используются в строительстве, бытовой технике, транспорте, мебели и т. д. Данные показывают, что 31% используется в бытовой технике и 63% в строительстве. Ниже приведены некоторые из основных отраслей, в которых используется PPGI.
1. Строительство
Профилированные листы из оцинкованного железа с предварительно нанесенным покрытием применяются для заводов, складов, крыш и стен, спиральных дверей и т. д. В то время как простые панели PPGI широко используются в качестве оконных рам, дверей, потолков, лифтов, лестниц, вентиляционных каналов.
Использование в строительстве
Панель забора
2. Мебель и офисное оборудование
Предварительно окрашенный лист GI используется для изготовления радиаторов, абажуров, шкафов, столов, кроватей, книжных полок, шкафчиков и т. д.
3. Электрооборудование
Предварительно окрашенный оцинкованный стальной лист также используется для изготовления корпусов холодильников, стиральных машин, кондиционеров, микроволновых печей и т. д. Он более сложен, чем лист PPGI для строительных работ. У нас есть заказ на 20 тонн стальных листов с цветным покрытием для бытовой техники в Иран.
Стальная офисная мебель
Использование в бытовой технике
4. Транспорт
Профилированные листы из оцинкованного железа с предварительно нанесенным покрытием также используются для внутренней отделки автомобилей и поездов, контейнеров, различных панелей для кораблей, маслоочистителей и т. д.
5. Прочее
Предварительно окрашенные листы оцинкованного железа также используются для изготовления белых досок, рекламных щитов, дорожных знаков и т. д. Лист, который мы производим, отличается длительным сроком службы, простотой монтажа, высокой прочностью и красивым внешним видом. Именно поэтому он становится популярным среди инвесторов.
1. Малый вес
Вес цветных листов GI колеблется от 1 до 10 кг/м 2 , что составляет примерно 1/30 кирпичной стены. Согласно формуле расчета веса: Толщина (мм) * 1 м * 1 м * 7,85 = (кг/м 2 ), вес листа PPGI на квадратный метр в основном зависит от толщины. Таким образом, вес нашего листа с полимерным покрытием GI варьируется от 1,099 кг/м 2 (0,14*1*1*7,85) до 9,42 кг/м 2 (0,14*1*1*7,85). Таким образом, его противоударные характеристики лучше, что делает здание более безопасным. Кроме того, его легко транспортировать, чтобы сэкономить ваши расходы.
2. Высокая прочность
Лист GI с полимерным покрытием сохраняет механические свойства стали, включая прочность на изгиб, удлинение, прочность на растяжение и т. д. Он остается прочным и долговечным в использовании. Нанесение покрытия заключается в защите его поверхности от ржавчины и придании ей привлекательного вида.
Архитектурное использование
3. Красивый внешний вид
Стальной лист с цветным покрытием красив, что означает, что нет необходимости в дополнительном украшении. При этом цвет может сохраняться долгие годы.
4. Гибкая и быстрая установка
Быстрая и простая установка при использовании цветных оцинкованных листов в качестве строительных материалов. С одной стороны, это может сократить сроки строительства более чем на 40%. С другой стороны, нет необходимости в глубоком фундаменте, что хорошо для окружающей среды.
Простота установки
Что такое лист PPGI?
Лист PPGI — это сокращение от предварительно окрашенного оцинкованного стального листа. Это своего рода предварительно окрашенный стальной лист, в котором в качестве основного металла используется оцинкованный стальной лист. Затем его окрашивают одним или несколькими слоями органических покрытий после предварительной обработки поверхности (обезжиривания и очистки), а затем непрерывно обжигают и затвердевают. Затем рулоны будут разрезаны на листы нужного размера. С помощью прокатного оборудования простые листы могут быть профилированы в гофрированные листы PPGI.
Процесс производства листов PPGI
В Wanzhi Steel мы обычно используем метод двойного покрытия и двойного обжига. Если у вас есть особые требования, сообщите нам об этом. Давайте рассмотрим процесс шаг за шагом.
Процесс производства рулонов PPGI
1. Размотать и сварить стальные рулоны с цинковым покрытием, чтобы их можно было обрабатывать непрерывно.
2. Затем рулоны проходят через входной контур для предварительной обработки для удаления ржавчины и загрязнений путем обезжиривания, очистки и химической обработки.
3. Процесс нанесения грунтовки. Обе стороны будут покрыты и запечены в первый раз.
4. Процесс финишного покрытия. После остывания рулоны снова окрашиваются и высушиваются.
5. Охлаждение змеевиков ниже 40 °C. После системы контроля качества рулоны будут свернуты через выходной петлитель. Затем вы можете разрезать или профилировать рулон на листы в соответствии с вашими потребностями.
В этом видео показано, как разрезать рулон PPGI на простые листы.
Ниже представлено видео, показывающее процесс профилирования профнастила.
Структура PPGI
Как уже упоминалось, предварительно окрашенный оцинкованный стальной лист использует сталь с цинковым покрытием в качестве основы. То есть он сделан из основного металла и цинковых покрытий. Перед нанесением покрытия его очищают от ржавчины и загрязнений на поверхности. Затем он будет покрыт химическим конверсионным покрытием. Затем наносится несколько слоев органических покрытий. Взяв, к примеру, двусторонние и дважды обожженные предварительно окрашенные листы GI, они содержат основной металл, цинковое покрытие, предварительную обработку (химическое конверсионное покрытие), грунтовочное покрытие и верхнее/обратное покрытие. Ниже приведена структурная схема листа с цветным покрытием PPGI.
Конструкция из предварительно окрашенного оцинкованного стального листа
Лист PPGI (с горячим цинкованием)
В качестве основного металла в изделии используется стальной лист с горячим цинкованием. Органическое покрытие не только защищает цинковый слой, но и защищает металл от ржавчины. Поэтому срок его службы больше, чем у горячеоцинкованного листа. Толщина цинка горячеоцинкованной подложки для наружного применения может достигать 275 г/м2. Мы предлагаем индивидуальные решения для удовлетворения особых требований.
Лист PPGI (электрооцинкованный)
Электрооцинкованный лист используется в качестве основы, а затем окрашивается органическими покрытиями. Потому что слой цинка гальванически оцинкованного листа тонкий. Таким образом, этот продукт не подходит для использования на открытом воздухе, например, для стен, крыш и т. д. Но из-за его красивого внешнего вида и отличных характеристик обработки его можно в основном использовать в бытовой технике, аудиосистеме, стальной мебели, внутренней отделке и т. д. Вы можете выберите в соответствии с целью использования и окружающей средой.
Пакет листов PPGI
Во-первых, панели PPGI скрепляются между собой не менее чем двумя стальными ремнями как в поперечном, так и в продольном направлениях. Затем оберните пакет водонепроницаемой крафт-бумагой и полиэтиленовой пленкой, чтобы защитить его от влаги. По вашему желанию он будет закреплен деревянным или оцинкованным поддоном. Ниже приведены некоторые фотографии для справки.
Внешняя упаковка
Внутренняя упаковка
Советы по покупке листа PPGI с цветным покрытием
Лист PPGI представляет собой готовый продукт. Есть множество спецификаций, цветов и дизайнов на выбор. И цена стального листа с цветным покрытием является доступной. Это делает его отличным инвестиционным проектом. Перед покупкой вы можете задать себе приведенные ниже вопросы, которые помогут вам выбрать подходящий предварительно окрашенный оцинкованный стальной лист.
1. Для чего вы будете использовать предварительно окрашенный оцинкованный стальной лист? Он будет определять дизайн, толщину, ширину, способ покрытия и т. д. Например, если вы используете лист PPGI в качестве основного металла сэндвич-панели, однослойный лист с тыльной стороны будет лучше, потому что он имеет лучшую адгезию.
2. Где будет использоваться предварительно окрашенный лист GI? Среда использования будет влиять на цвет, толщину покрытия, толщину слоя цинка и т. д.
3. У вас есть конкретные размеры, включая толщину, ширину и длину?
4. Сколько цветных листов ГУ вам нужно? Количество напрямую влияет на цену. Wanzhi Steel является оптовым поставщиком рулонной и листовой оцинкованной стали с полимерным покрытием. Поэтому мы предложим вам очень конкурентоспособную цену. Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с нами для получения профессиональных советов.
Предварительно окрашенный стальной лист сигнально-синего цвета
Лист с полимерным покрытием RAL9017
Wanzhi Words
Как производитель листов с полимерным покрытием GI, Wanzhi Steel всегда предлагает своим клиентам качественную продукцию по разумной цене, а также полный спектр услуг. Мы всегда считаем, что мы больше, чем компания, но также партнер и консультант для наших клиентов, чтобы предоставить индивидуальные решения. Хотя сейчас мы недостаточно известны, мы ориентируемся на ценность нашего бренда. За последние 12 лет экспорта мы завоевали множество постоянных клиентов по всему миру. Выбирайте нас, и вам понравится сотрудничество с нами. Просто поговорите с нами о туре по фабрике или бесплатном образце здесь!
Стальные листы с цветным покрытием для Ирана
Оцинкованный стальной лист с полимерным покрытием
Прочтите перед заполнением контактной формы
согласно цвету RAL) или модели, дизайн профиля . Вы также можете отправить нам фотографии.
2. Окраска и толщина окраски также важны. Максимальная толщина верхнего слоя краски составляет 35 мкм. Общая толщина 5+10 мкм (зад+верх). Если у вас есть особые требования, сообщите нам об этом.
3. Если у вас есть особые требования к основному металлу , такие как толщина цинкового слоя оцинкованных листов, сообщите нам, пожалуйста. Также доступен другой основной металл, такой как PPGL, холоднокатаный лист.
Угольный электрод применяется для строжки, резки, пробития отверстий в углеродистой низколегированной и легированной стали. Он дает самый высокий коэффициент полезного действия при удалении металла за единицу времени и длины электрода. Для сварки их применяют реже, чем электроды со стальным сердечником, но спектр их применений гораздо шире. Разберемся подробнее, что такое угольный электрод.
Особенности
Угольный электрод ESAB представляет собой стержень выполненный на основе синтетического угля (графита) с некоторыми добавками. Это неметаллический вид электрода, его также называют графитовым электродом. Связующим материалом здесь предстает смола, а упрочняющим – металлический порошок. По размерам электрод имеет толщину диаметром в 4-25 мм и длину – в 300-450 мм. Длинные стержни позволяют экономить, а короткие — проводить работы в труднодоступных местах.
Изготавливается электрод следующим образом:
делается смесь из компонентов;
формуется;
сушится.
Преимущества
Электроды марки ESAB разработаны специально для воздушно-дуговой резки и строжки, среди их плюсов стоит отметить следующие:
они имеют самые лучшие показатели удаления металла;
смесь углеродного графита точно форматирована;
отличная скорость работы;
возможность стыковки электродов;
стандартизированные диаметры и длины.
Электроды идеально подходят для решения широкого спектра задач и применяются:
для U-образных канавок для сварки;
удаления старой наплавки;
выемки трещин;
очистки и восстановления заготовок;
удаления «жесткой» поверхности;
черновой обработки.
Сферы применения и последовательность работы
Угольный электрод эсаб нашел свое применение в сталелитейной промышленности, машиностроении, судостроении и прочих областях производства.
Они участвуют в работе как по большим толщинам, так и для тонких изделий. С их помощью можно устранить дефекты литого металла, что исключает повторное его литье.
Перед проведением любых сварочных работ с помощью покрытых электродом проводят подготовку металла перед сваркой. Делается разделка кромок, зачистка поверхности детали – сварочной зоны – с помощью наждачной бумаги, напильника либо шлифовальной машинки. Важно устранить все коррозии, чужеродные материалы, неровности, загрязнения. Поверхность обезжиривают специальной жидкостью. От подготовительных действий зависит качество сварочного соединения. Можно уменьшить количество проведенных подготовительных работ перед сваркой за счет применения воздушно-дуговой строжки угольным электродом.
Омедненный графитовый электрод OK Carbon предназначен для строжки металла и воздушно-дуговой резки, дает высокую производительность. Расплавленные частицы металла удаляются благодаря потоку сжатого воздуха. Этот метод наиболее востребован для устранения дефектов сварных швов и похожих несовершенств металла и активно применяется на промышленных предприятиях. Метод можно использовать практически для любых электропроводных материалов.
Угольный электрод OK отличается удобством в использовании, безопасностью, максимальной производительностью. Специальная система Jointed позволяет применять материал более экономично, соединяя электроды между собой в процессе работы с ними, что исключает образование огарков. Прутки нужно держать под углом в 45-60° по отношению к обрабатываемой поверхности, соблюдать скорость процесса, регулярно очищать обрабатываемую плоскость.
Данные электроды можно использовать на любом токе – постоянном или переменном. Чтобы работы с ними получались качественными, нужно придерживаться некоторых правил и знать тонкости использования материала.
Введение в дуговую сварку углеродом — Baker’s Gas & Welding Supplies, Inc.
Делиться:
Ed
Дуговая сварка углеродом является одним из старейших методов сварки, которые используются до сих пор. В процессе угольной дуговой сварки используется электричество низкого напряжения и высокой силы тока для нагрева металла после образования дуги между угольным электродом и свариваемой деталью; если дуга образуется между двумя угольными электродами, этот метод известен как дуга с двойным углеродом. Из-за достижений в области сварки метод угольной дуговой сварки почти не используется, особенно среди сварщиков, которые только учатся сварке. Тем не менее, пожилые сварщики, знающие эту технику, могут время от времени использовать ее.
В технике дуговой сварки одним углеродом используется источник питания постоянного тока, который подключается с соблюдением прямой полярности. Этот метод был излюбленным, когда сварщикам нужно было работать с оцинкованным листовым металлом, потому что тепло, создаваемое при сварке, могло быть сосредоточено на одной общей области и уменьшало степень деформации металла. Процесс угольной дуговой сварки требует от сварщика использования ручных инструментов, которые были разработаны специально для использования с этой техникой. Ручки должны выдерживать более высокие температуры, создаваемые электродами, а рукоятки, используемые в промышленных условиях, имеют водяное охлаждение, чтобы защитить сварщика от значительного тепла, выделяемого в этом процессе.
Электроды, используемые при угольной дуговой сварке, состояли из обожженного углерода или чистого графита, помещенного в медную оболочку. В процессе сварки электрод не расходуется по мере сварки; однако со временем электроды необходимо будет заменить из-за эрозии. Средний используемый угольный электрод обычно имеет длину шесть дюймов и может иметь диаметр от 3/16 до ½ дюйма. Температура, создаваемая с помощью угольной дуговой сварки, составляет в среднем от 5000 до 9 градусов Цельсия.000 градусов по Фаренгейту и известны тем, что создают чрезвычайно яркий свет. Этот яркий свет может быть опасен для сварщика, если он не носит надлежащие защитные очки и одежду.
Как и со всеми старыми технологиями, с достижениями в области сварки и разработкой новых методов, процесс дуговой сварки углеродом ушел в прошлое. Несмотря на то, что сегодня все еще работают сварщики, знакомые с этой техникой, ее изучение не является обязательным для новых сварщиков. Если вы хотите научиться и попробовать сварку угольной дугой, вы можете проконсультироваться с кем-то, кто занимается сваркой уже много лет; у них может быть опыт, необходимый для того, чтобы передать вам технику.
Какой вольфрам следует использовать? Попробуйте комбо-пакет Синего Демона!
Стержневые электроды для сварки углеродистой стали
281 продуктов
Стержневые электроды из углеродистой стали служат присадочным металлом для сварки углеродистой стали и других совместимых металлов в задачах SMAW (дуговая сварка в среде защитного металла). Эти сварочные стержни из углеродистой стали имеют покрытие, которое выделяет защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Стержневые электроды из углеродистой стали служат присадочным металлом для сварки углеродистой стали и других совместимых металлов в задачах SMAW (дуговая сварка защищенным металлом). Эти сварочные стержни из углеродистой стали имеют покрытие, которое выделяет защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Электроды для изготовления металлоконструкций
Электроды для сварки с запланированной сваркой с мощностью переменного тока
Электроды для сварки всепозиции с мощностью DC
Электроды для сварки с высокой депозицией
Электроды для высокопроизводительной сварки 9003
Электроды для высокопроизводительной сварки
9
Электроды для высокопроизводительной сварки
9
Электроды для высокопроизводительной сварки 9003
Электроды для высокопроизводительной сварки
Электроды. Сварка труб
Электроды для сварки листового металла при малой силе тока
E7018-1
Электроды для изготовления металлоконструкций E7018-1, сортировка по общему диаметру, по возрастанию
Loading…
Loading…
Loading…
Loading …
E7018-1 h5R
Электроды для изготовления металлоконструкций E7018-1 h5R, отсортированные по общему диаметру, по возрастанию
Loading. ..
Loading…
Loading…
Loading…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.0087
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка …
Загрузка …
Загрузка …
E7018 H5R
Электродирование для структурной стали e7018
Electrodes для структурной стали e7018
Electres0061
Loading. ..
Loading…
Loading…
Loading …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.0084
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
40086 …
. Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
. ..
E7018 AC
Electrodes for Structural Steel Fabrication E7018 AC, sorted by Overall Diameter, ascending
Loading. ..
Загрузка …
Загрузка …
E7018 H8
Электроды для производства конструктивной стали e7018 H8, сорта.0061
Loading. ..
Loading…
Loading…
Loading …
Загрузка…
Загрузка…
E7018
0061
Loading…
Loading…
Loading…
Loading …
Электроды для сварки во всех положениях на переменном токе, отсортированные по общему диаметру, по возрастанию
0063
. .
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
40084
.
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
. …
E6010
Electrodes for All-Position Welding with DC Power E6010, sorted by Overall Diameter, ascending
Loading. ..
Загрузка…
Загрузка…
Загрузка…
Загрузка…
9…9020 Загрузка…0084
Loading…
Loading…
E6022
Electrodes for High-Deposition Welding E6022, sorted by Overall Diameter, ascending
Загрузка …
Загрузка …
E7024
ELECTRODES FOR HIGH-DEPOSIONE E7057,
ELECTRODES для High-DEPOTION0061
Loading. ..
Loading…
Loading…
Loading…
Loading …
Loading…
Loading…
Loading…
Loading…
E7014
Electrodes for High-Speed Welding E7014, sorted by Overall Diameter, ascending
Loading…
Loading. ..
Загрузка…
Загрузка…
Загрузка…
Загрузка…
8…8847
087
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка …
Загрузка …
Загрузка …
E6010
Electrodes for Cipe Welding E6010, сортируется в целом.0063
Loading. ..
Loading…
Loading…
Loading…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.0086
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
…
.
Loading…
Loading…
Loading. ..
Loading…
Loading…
E6013
Electrodes для сварки листового металла с малой силой тока E6013, отсортировано по общему диаметру, по возрастанию
Как узнать вес стальных профилированных труб с помощью таблиц и калькулятора, расчет массы
Вы решили поменять у себя дома трубопровод, и точно знаете, какое количество метров труб вам будет необходимо. Казалось бы, все, можно ехать за покупками, закрепив багажник на крышу вашего легкового автомобиля, или наняв грузовую машину с открытым кузовом. И вот здесь-то и всплывает необходимость определения точного расчета массы профильной стальной трубы, и онлайн калькулятор на месте приобретения без знания формул вам, скорей всего, не поможет. Так как необходимо знать, какое количество метров стальной профильной трубы определенного размера можно загрузить в ваш легковой автомобиль, у которой есть ограничения по весу грузоподъемности.
Точно также, арендуя грузовую машину, вы должны точно знать, что вся партия купленного профиля будет доставлена за раз. И это еще с условием, когда вы платите аренду грузовика почасово. А если вы оговариваете при составлении договора еще и массу стальных труб, тем более, необходимо предварительно знать вес трубных профилей, которые будете покупать. То есть – без знаний и таблиц, как произвести расчет веса трубного стального профиля в квадратном или круглом профиле, вам просто не обойтись. Поэтому рассмотрим несколько способов расчета для разных условий.
Рассчитываем вес стальной профилированной трубы
Первый способ
Не каждый материал может по прочности сравниться со сталью, именно по этой причине трубам из этого металлического профиля отдается самое большое предпочтение. Продаются и изготавливаются эти трубы в погонных метрах, при этом на складе можно выбрать прямоугольные и круглые профили как поштучно, так и связками. Вроде бы, что еще надо для покупки требуемого количества профильных изделий? Но, часто, важно знать вес приобретаемого материала.
Все причины для этого расчета указаны выше, теперь же нам необходимо выяснить, как именно можно определить массу разных профилей. В ГОСТе 8732 78 указывается общий способ для всех видов стальных профилированных труб, которые отличаются между собой только сечением, для этого взята средняя плотность стали 7850 кг. /м.куб. Для получения необходимого результата нужно использовать таблицу, которая указана в ГОСТе 8732 78 для определения значений толщины стенки и диаметра, а после рассчитать по формуле.
M=0.02466 х S(Dn-S), в которой:
S – толщина стенки круглого профиля;
Dn – внешний диаметр.
Но этот способ даст только приблизительный расчет веса погонного метра трубного профиля. Использовать его нужно, если вы предварительно не знаете массу необходимых профилей и теперь на месте его высчитываете с помощью калькулятора.
Второй способ
Для более точного определения есть другая формула, для вычисления которой нам будут необходимы такие данные, как внутренний и наружный диаметр, плотность металла, профильная площадь сечения, объем. В чем удобство этого способа, так это в том, что он подойдет и для медных, и для чугунных, и для стальных изделий. Непосредственно формула выглядит таким образом.
m=p х V, где:
V – объем;
p – плотность.
Но на этом расчеты лишь начинаются, нам необходимо знать профильный объем. Его мы рассчитываем так.
V=S х L, в которой:
L – длина трубы;
S – площадь профильного сечения.
При этом последнее значение будет зависеть от внутреннего и наружного диаметров. Отсюда:
S=π(D2-d2) / 4, в которой:
D – внешний диаметр;
d – внутренний диаметр, который не всегда известен и рассчитывается по формуле: d=D-2 х b, b – толщина стенки трубы.
Но из всех этих данных, в приведенной универсальной формуле для круглых профилей у нас остается неизвестным только одно – плотность металла. Естественно, можно использовать среднее значение, как описано в ГОСТе 8732 78, но в этом случае формула теряет универсальность. Потому мы будем использовать ГОСТ 1412 85 для определения плотности чугуна, ГОСТ 1050 88 для стали, и т. д. Видим, что стали 10, 20, 40 и 60 имеют плотности 7856 кг/м. куб, 7859 кг/м. куб, 7850 кг/м. куб и 7800 кг/м. куб.
У серого чугуна СЧ-10, СЧ-20 и СЧ-30 плотность – 6800 кг/м. куб, 7100 кг/м. куб и 7300 кг/м. куб. У кованого чугуна плотность – 7000 кг/м. куб, у высокопрочного – 7200 кг/м. куб., а у меди М 0, М 1, М 2 и М 3 общая плотность – 8940. Чтобы рассчитать результат в килограммах, все подсчеты с длинами и иными размерами, как правило, происходят в метрах, так как величины плотности считаются в кг/м3.
Масса профильной трубы – расчет калькулятором
Первый способ
Вышеописанный способ подходит лишь для круглых профилей, а что делать, если необходима прямоугольная труба? Для этого есть другой способ, но он также выдает только усредненный результат, естественно, с условием, что вы будете использовать среднее показание плотности стали, а именно – 7850. Но вам никто не мешает использовать уже определенные нами для вышеописанной формулы величины плотности разных цветных металлов и их сплавов.
Непосредственно формула выглядит таким образом:
МП=b х 2(А + В) х ρ, где:
p – плотность;
A, B – длины сторон;
b – толщина стенки трубы.
Как определить толщину стенки профиля, вы знаете из формулы, указанной выше.
Существует и другой метод, для которого воспользуемся формулой определения массы круглого диаметра профиля. Некоторые могут спросить: «Причем здесь она, когда для расчетов необходимо сечение?». Но, вспомним, что формула определение массы такая, m=p х V, таким образом, нам необходим объем и плотность трубы из определенного металла. Плотность у нас есть в избытке, можно указывать разные значения, с помощью различных ГОСТов, а объем легко получить, и даже не по одной, а по нескольким формулам. Но, каждый из способов немного изменит калькулятор труб, во всех случаях масса трубы будет разной.
Итак, разберем первый вариант определения объема. Сперва представим трубу в форме прутка. Говоря иначе, нам необходимы длина прямоугольного профиля и внешние размеры сторон. Умножаем данные величины и в результате имеем объем трубы с внутренней пустотой. Затем нам необходимо узнать объем внутренней полости трубы. Умножаем длину и длины сторон внутри. Отнимаем этот результат от первого и определяем объем металла, который находится в стенках трубы. Затем, чтобы узнать вес трубы, в калькулятор нужно подставить любое требуемое значение плотности материала.
Второй способ
Второй метод немного сложней, с условием, что стенка изделия имеет разную толщину по всему контуру (в горячекатаном трубопрокате), которую нам и необходимо измерить. Для этого меряем одну сторону трубы и множим данную величину на усредненную толщину этой стенки. Эту процедуру делаем еще 3 раза для всех сторон. Так, мы имеем объемы 4 граней профиля, суммировав которые, определим общее значение. Этот результат и нужно умножить на плотность материала, из которого изготовлена труба.
Чтобы определить вес метра стальной профилированной трубы, необязательно делать сложные математические подсчеты. При наличии сети Интернет не составит сложности найти калькулятор онлайн для расчета массы как прямоугольного, так и круглого сечения трубы.
Автор: Фёдор Ильич Артёмов
Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
Расчет массы стальных труб и других изделий
Товар добавлен в корзину
Оформить заказПродолжить покупки
Отправить заявку онлайн
Ваше имя Телефон и почта Нажимая кнопку «Запросить счет на оплату» Вы выражаете согласие на обработку Ваших данных
ПОЛЬЗОВАТЕЛЬСКОЕ СОГЛАШЕНИЕ
Я, субъект персональных данных, в соответствии с Федеральным законом от 27 июля 2006 года № 152 «О персональных данных» предоставляю ООО ТД «ПИРАМИДА» (далее — Оператор), расположенному по адресу 623281, Свердловская область, г. Ревда, ул. Ленина, 54, согласие на обработку персональных данных, указанных мной в форме веб-чата и/или в форме заказа и/или в форме заказа обратного звонка на сайте в сети «Интернет», владельцем которого является Оператор.
Состав предоставляемых мной персональных данных является следующим: ФИО, адрес электронной почты и номер телефона, файлы cookie.
Целями обработки моих персональных данных являются: обеспечение обмена короткими текстовыми сообщениями в режиме онлайн-диалога, обеспечение функционирования обратного звонка, отправка коммерческого предложения, а так же информирование о состоянии заказа, либо выполнение других действий в целях обработки поступивших заявок.
Согласие предоставляется на совершение следующих действий (операций) с указанными в настоящем согласии персональными данными: сбор, систематизацию, накопление, хранение, уточнение (обновление, изменение), использование, передачу (предоставление, доступ), блокирование, удаление, уничтожение, осуществляемых как с использованием средств автоматизации (автоматизированная обработка), так и без использования таких средств (неавтоматизированная обработка).
Я понимаю и соглашаюсь с тем, что предоставление Оператору какой-либо информации о себе, не являющейся контактной и не относящейся к целям настоящего согласия, а равно предоставление информации, относящейся к государственной, банковской и/или коммерческой тайне, информации о расовой и/или национальной принадлежности, политических взглядах, религиозных или философских убеждениях, состоянии здоровья, интимной жизни запрещено.
В случае принятия мной решения о предоставлении Оператору какой-либо информации (каких-либо данных), я обязуюсь предоставлять исключительно достоверную и актуальную информацию и не вправе вводить Оператора в заблуждение в отношении своей личности, сообщать ложную или недостоверную информацию о себе.
Я понимаю и соглашаюсь с тем, что Оператор не проверяет достоверность персональных данных, предоставляемых мной, и не имеет возможности оценивать мою дееспособность и исходит из того, что я предоставляю достоверные персональные данные и поддерживаю такие данные в актуальном состоянии.
Согласие действует по достижении целей обработки или в случае утраты необходимости в достижении этих целей, если иное не предусмотрено федеральным законом. Согласие может быть отозвано мною в любое время на основании моего письменного заявления.
Вся представленная на сайте информация, касающаяся технических характеристик, наличия на складе, стоимости продукции, носит информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437(2) Гражданского кодекса РФ.
813/814, 8-й этаж, рынок Парех, Оперный театр, Мумбаи
Дом
/
Калькулятор веса трубы из нержавеющей стали
Вес стальной трубы – очень важная характеристика, которая помогает при планировании всего проекта. А Калькулятор веса трубы из нержавеющей стали используется для точного расчета веса трубы. Калькулятор правильно оценивает и оценивает плотность материала вместе с размером сорта, чтобы правильно оценить вес модуля. Калькулятор также помогает в оценке количества стали, которое можно транспортировать из одного места в другое. Формула веса трубы из нержавеющей стали помогает рассчитать вес трубы. Формула для этой трубы: P = t (D-t) X C. Здесь t — толщина трубы, выраженная в мм или дюймах. Значение D — это внешний диаметр, который измеряется в дюймах. C — статическое значение 0,02466, указанное в единицах СИ. Вес трубы выражается в кг/м или фунтах/футах в зависимости от используемого класса измерения.
Калькулятор веса для труб из нержавеющей стали вычисляет вес листа и определяет, подходит ли он для использования в конкретных условиях. Калькулятор может точно измерить нестандартные размеры и формы трубы, чтобы правильно оценить вес и грузоподъемность трубы. Если вы хотите получить помощь с Калькулятором веса трубы или любыми другими компонентами, посетите любой из наших торговых точек или свяжитесь с нами, чтобы точно взвесить ваши рулоны.
Калькулятор веса труб из нержавеющей стали для круглых, квадратных, прямоугольных и полых форм
Формула для расчета веса труб из нержавеющей стали:
0.Д. (мм) — W. Толщина (мм) X W. Толщина (мм) X 0,0248 = Вес. За метр. 0.Д. (мм) — W. Толщина (мм) X W. Толщина (мм) X 0,00756 = Вес. за фут
Нержавеющая сталь
Бесшовная труба из нержавеющей стали
Трубка из нержавеющей стали
Прокладка из нержавеющей стали
Кольца круглого сечения из нержавеющей стали
Стандарты ASTM
Трубки ASTM A269
Трубка ASTM A249
ASTM A213 Трубка
Трубка ASTM A270
ASTM A554 Трубка
ASTM A312 Труба
ASTM A358 Труба
Технические характеристики труб
Трубка SAE AMS 5560
MIL-T-6845 Трубка
MIL-T 8504 Трубка
MIL-P-1144 Труба
MIL-T4973 Трубка
MIL-T-8506 Трубка
Наши уважаемые клиенты
Каталог
Калькулятор веса трубы из нержавеющей стали
Каталог Trilok Steel Industries
Гофрированные трубы из нержавеющей стали
| Mass.
gov
ПОЛИТИКА СОСТАВА ГОФРИРОВАННАЯ ТРУБКА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ (CSST) (введена в действие 02-04-2009)
ПРИНИМАЯ ВО ВНИМАНИЕ, ПОСКОЛЬКУ гофрированные трубки из нержавеющей стали (CSST) подвергаются близлежащим (т.н. непрямым) ударам молнии, вызывающим электрическое дугообразование, которое может привести к разрыву изделий CSST, что может привести к материальному ущербу и потенциальным травмам или смерти;
2. ПРИНИМАЯ ВО ВНИМАНИЕ, что без предварительного одобрения Государственной экзаменационной комиссии сантехников и газовщиков («Совет») требования производителя к установке были изменены, чтобы требовать соблюдения дополнительных требований к соединению, которые теперь рассматриваются в NFPA 54, 2009 г.издание (не принятое в Массачусетсе) и с учетом того, что Совет ранее не одобрял продукт CSST со специальными положениями по установке молниезащиты;
3. ПРИНИМАЯ ВО ВНИМАНИЕ, что некоторые производители CSST проинформировали Совет о том, что, когда это применимо, дополнительное соединение трубопроводов CSST должно выполняться лицензированными электриками, поскольку новые требования к соединению представляют собой расширенную версию соединения, необходимого для защиты зданий от замыканий на землю, которые подпадают под компетенцию электриков и с учетом того, что эти производители ранее признали, что дополнительное соединение может быть не разрешено в Массачусетсе или, в качестве альтернативы, если оно разрешено, может не применяться в Массачусетсе какими-либо соответствующими органами;
4. ПРИНИМАЯ ВО ВНИМАНИЕ, что на основании имеющейся у него ограниченной информации о том, что дополнительное крепление было необходимо для обеспечения общественной безопасности, 26 ноября 2008 г. Правление временно аннулировало утверждение продукта для трубопровода CSST, чтобы разрешить решение вопроса о принудительном применении/требовании дополнительного склейки соответствующие органы, обладающие юрисдикцией;
5. ПРИНИМАЯ ВО ВНИМАНИЕ, ЧТО 16 января 2009 г. Совет по противопожарным правилам издал разъяснение, в котором говорится, что дополнительное соединение, требуемое производителями, не будет нарушать Электротехнические правила штата Массачусетс, но не сделал заявления о применимости указанных требований.
Таким образом, теперь Совет, после надлежащего рассмотрения и в связи с встречами, проведенными с производителями, немедленно восстанавливает ранее одобренные продукты CSST в Массачусетсе в соответствии с этими положениями;
1. Совет обычно требует, чтобы продукты соответствовали национальным стандартам, чтобы гарантировать их безопасность для общественного пользования; однако Совету не удалось определить какой-либо национальный стандарт защиты трубопроводов CSST (или любых трубопроводов в целом) от непрямых ударов молнии. Поэтому до принятия такого стандарта и исключительно на основании доказательств, предоставленных производителями, Правление принимает следующие меры в качестве уменьшения ущерба от непрямых ударов молнии:
а. Прямое склеивание трубопроводов CSST — производители представили данные испытательного центра Lightning Technologies Inc. в Питтсфилде, штат Массачусетс, о том, что дополнительное соединение продуктов CSST с помощью соединительной перемычки помогает снизить ущерб от непрямых ударов молнии.
б. Еще один производитель, OmegaFlex, также предоставил доказательства от Lightning Technologies Inc. из Питтсфилда, штат Массачусетс, о том, что его продукт также снижает ущерб от непрямых ударов молнии, частично благодаря специальному материалу оболочки.
2. Использование соединительной перемычки с CSST выходит за рамки сантехнических и газовых фитингов, поэтому нельзя требовать от сантехников или иным образом нести ответственность за соблюдение инструкций производителя относительно такого соединения (будь то прямое или другие типы, предусмотренные электрическими нормами). . Похоже, что лицензированные электрики, соблюдающие правила/кодексы, принятые Советом по противопожарной безопасности, имеют исключительную юрисдикцию в отношении дополнительного соединения CSST. Поэтому, если инструкции изготовителя требуют использования соединительной перемычки, то такая работа должна выполняться в соответствии с применимым законодательством, включая получение любых необходимых разрешений на электроснабжение.
3. В инструкциях производителей часто упоминается о соблюдении «последней редакции» NFPA 54, что неоднозначно. Поскольку издание 2009 г. требует определенного типа прямого склеивания, Совет в соответствии с этой политикой возлагает на производителей обязанность разъяснить, потребуется ли такое склеивание для данного конкретного продукта.
4. Совет принимает эту политику, основываясь на заявлениях производителей о том, что их усилия по смягчению непрямых ударов молнии эффективны. Если Правление получит доказательства обратного или будет принят новый стандарт, которого не придерживается производитель, Правление оставляет за собой право пересмотреть эту политику, а также прошлые и будущие одобрения продукта в той степени, в которой это разрешено законом и в наилучшие интересы общественной безопасности.
Дюбель для пеноблока: разновидности и особенности установки
Пеноблоки популярны благодаря своей удачной структуре. Их воздушные поры внутри материала снижают вес, улучшают тепловую и шумовую изоляцию. Дюбель для пеноблока требуется подбирать осторожно, поскольку далеко не каждый вариант крепления сохранит неподвижность в этом «воздушном» стройматериале. Из-за ошибок выбора блок крошится, постепенно начинает расшатываться крепеж. Изделия, подходящие для пеноблоков — специальные, они гарантируют монтаж всевозможных предметов к весьма хрупким пористым стенам.
Содержание
1 Почему пенобетону нужен особый крепеж
2 Дюбель для пеноблока – разновидности и их особенности
2.1 Дюбеля для пеноблока из дерева
2.2 Дюбель для пеноблока пенобетонный
2.3 Металлический винт м4
2.4 Саморезы для пеноблоков
2.5 Химический анкер
2.6 Самодельные крепежи
3 Какой дюбель для пеноблока выбрать
4 Как установить дюбель для пеноблока
5 Заключение
Почему пенобетону нужен особый крепеж
Рисунок 1. Использование дюбеля для пеноблока
Главные параметры пеноблоков:
пористая структура;
небольшой вес;
малая плотность;
повышенная гигроскопичность.
Такие характеристики становятся, в основном, преимуществами для использования материала в строительстве, а также последующей эксплуатации зданий, однако это не способствует решению проблемы — как найти подходящий крепеж для пеноблока.
Из-за пористой структуры материала он плохо сцепляется с иными продуктами, поэтому далеко не всегда пеноблоки способны выдерживать дополнительные нагрузки. Правильно подобранный дюбель качественно закрепит на поверхности любой предмет, одновременно усилив конструкцию, благодаря чему увеличится допустимая на нее нагрузка. Такой крепеж предполагает специфическую конструкцию элементов — они включают винт, полукольцо и полное кольцо, бортик, втулку, снабженную распором.
Большинство анкеров имеют зубья, благодаря которым предотвращается возможность прокручивания деталей. Разработаны химические анкера, обеспечивающие максимально возможное качество крепления. Их задача — создание внутри материала внутренней опоры, которая защищает его от разрушения при расширении дюбеля внутри пористого материала. Относительно сферы применения — крепеж выпускают для наружных либо внутренних работ, он бывает забивной или вкручивающийся.
Дюбель для пеноблока – разновидности и их особенности
Дюбель для пеноблока подбирают, руководствуясь особенностями стройматериала, обеспечивая соответствие крепежа его свойствам. Требуется получить такой результат, при котором расходный материал подходил, усиливая после применения крепежные способности продукта. Особенность пенобетона такая, что крепления легко входят в него, создавая внутри дополнительную опору. Обычные метизы не могут держаться за пустоту, их использование только спровоцирует событие, когда в стене образуется дыра.
Дюбеля для пеноблока из дерева
Эти универсальные крепежные детали обычно используют плотники. При работе с пористыми бетонами их применяют редко, хотя материал позволяет закрепить деталь к «проблемной» зоне. Монтаж выполняется просто, после внедрения древесины в такой дюбель можно вкручивать любой шуруп. В отношении пенобетона подобный способ не оптимален, поскольку приводит к быстрому расшатыванию места крепления.
Дюбель для пеноблока пенобетонный
Наиболее распространенный вариант крепежа. Специфика дюбеля, оснащенного особыми распорными деталями, позволяет им открываться при вкручивании метизов. Это препятствует вероятности выпадения дюбеля, а также разрушения пористой стены. Выпускают крепежи и лишенные распорок, но имеющие широкую резьбу. Она, благодаря увеличенной площади, предотвращает риск крошения пустотелого стройматериала. В продаже появились также пенобетонные гвозди. Их вбивают по аналогии с обычными гвоздями, однако у метиза присутствует распорка на кончике, которая позволяет надежно держаться продукту внутри ячеистого изделия.
Металлический винт м4
Рисунок 2. Металлический винт
Такой вариант дюбеля — это металлический крепеж, снабженный распирающим элементом. Его используют для пенобетона либо более плотного газобетона. Крепить винт, имеющий распирающий металлический элемент, достаточно просто: сначала пористую стену размечают, затем в ней выполняют отверстия, туда вставляют крепеж, начинают его затягивать. После этого металлическая деталь надежно фиксируется благодаря распорному элементу.
Саморезы для пеноблоков
Отдельно выпускаемых конкретно для пенобетона метизов не бывает. Применяют изделия для дерева. Они легко вкручиваются в пеноблоки, однако быстро расшатываются, после чего в материала появляется дыра. Чтобы предотвратить проблему, рекомендовано использовать саморезы одновременно с распорными деталями.
Химический анкер
Рисунок 3. Химический анкер
Лидером среди крепежей, несомненно, является химический анкер для пеноблока. Его конструкция чрезвычайно простая: винт, гильза, а также инъекционное клеящее вещество. Изделие внедряют внутрь пеноблока, при этом клей распространяется в полости, не позволяя крошиться материалу. Такой способ крепления самый эффективный, его рекомендуют применять для выполнения работ на улице и в помещении, поэтому металлический компонент имеет оцинковку.
Стандартное исследование, проводимое для определения силы разрыва крепежа, установило, что если простой металлический анкер способен выдерживать нагрузку 150 кгс, то его химический аналог — 700 кгс. Ингредиентами клеящего вещества выступают цемент и органическая смола. Основные достоинства дюбеля: способность выдерживать перепады температур, сохраняя прочность, длительная эксплуатация, простой монтаж. Единственный минус — большая стоимость изделия.
Самодельные крепежи
Когда необходимо заделать отверстие в пеноблоке, появившееся из-за неверно подобранного метиза, рекомендуют в него забить деревянный колышек. Диаметр его делают несколько больше, нежели появившаяся дыра. Затем в эту деревянную основу вкручивают любой элемент крепежа. Такая конструкция не слишком прочная — ее используют только для «скорой помощи» в экстренных ситуациях.
Какой дюбель для пеноблока выбрать
Чтобы обеспечить надежность крепления, требуется подбирать подходящие дюбеля, руководствуясь такими критериями:
на гвозди разрешено вешать легкие картины либо фотографии;
метизы из металла применяют, чтобы выполнить утепление, гидроизоляцию фасадов, навесить мебель;
для трубопроводов рекомендованы специализированные изделия;
пластмассовые детали подходят для фиксации бра или зеркал;
нейлоновые фиксаторы подходят для крепления оконных либо дверных рам.
Как установить дюбель для пеноблока
Этапы крепления деталей в пенобетон такие:
сначала готовят инструменты;
затем тщательно размечают поверхность;
по нанесенным меткам выполняют отверстия, равные по глубине длине дюбеля;
их очищают строительным пылесосом;
вкручивают дюбель, применяя шестигранник;
затем монтируют основное крепление.
Заключение
Когда дюбель подобран точно, он способен выполнять поставленную задачу по долговечному, достаточно надежному закреплению к пеноблоку любой конструкции. В строительных магазинах представлен огромный ассортимент разнообразных изделий, отличающихся конструктивными особенностями, материалом исполнения, выдерживаемой нагрузке. В монтаже дюбелей важно скрупулезно соблюдать технологию, придерживаться последовательности выполняемых действий, каждую процедуру делать качественно.
Крепеж для пенобетона: дюбель, анкер, саморез
Пеноблоки получили популярность благодаря своей структуре. Закрытые воздушные поры отражаются на весе, тепло- и шумоизоляции. Но анкер для пенобетона нужно подбирать с осторожностью, так как не всякое крепление будет неподвижным в пронизанном воздухом строительном материале. Ошибки приводят к тому, что блок крошится, а крепеж постепенно расшатывается.
Содержание
Крепеж для пеноблока: разновидности и их особенности
Дюбеля из дерева
Дюбель пенобетонный
Металлический винт М4
Саморезы для пеноблоков
Химический анкер
Самодельные крепежи
Какой вариант выбрать?
Особенности установки
Крепеж для пеноблока: разновидности и их особенности
Качественные свойства универсального дюбеля ниже, чем у распорного. При фиксации тяжелого предмета понадобится специальное крепление.
Расходники подбираются исходя из особенностей стройматериала, чтобы они соответствовали его свойствам. Важно добиться такого результата, чтобы расходный материал был подходящим, и усиливал крепежные способности. Учитывая особенности плотности пенобетона, крепления будут в него легко входить, что создаст дополнительную опору. Стандартные гвозди или саморезы, не предусмотренные для пустотного материала, не будут держаться и спровоцируют формирование в стене дыры.
Дюбеля из дерева
Круглый универсальный держатель чаще применяют плотники. В работе с бетонами применяется реже. Позволяет справиться с «проблемными» участками, к которым можно отнести все стены из пенобетона. Монтаж проводится просто, а в подготовленный дюбель вводится любое крепление. Для особо мягкого стройматериала подобный вариант не рекомендуется из-за быстрого расшатывания и выкрашивания.
Дюбель пенобетонный
Особенностью дюбелей для пенобетона является их открываемость во время вкручивания.
Самый популярный крепеж для пенобетона. Специфика расходника в его оснащении распорными элементами, которые во время вкручивания открываются. Это препятствует выпадению дюбеля и разрушению стены. Существуют крепежи без распорок, а с широкой резьбой, которая своей площадью не допускает крошения хрупкого стройматериала. Выпускают дюбель-гвозди пенобетонные. Их не вкручивают, а вбивают как обычные, но их кончик оснащен распоркой, которая позволяет использовать этот крепеж для ячеистых блоков.
Выделяется узкая классификация дюбелей для пенобетона по материалу, из которого они изготовлены:
Нейлон. Отличается дешевизной, прочностью и легкостью. Используется совместно с винтами и подходящими шурупами. Этот материал стоек к морозу и жаре, не повреждается из-за вибрации, но пожароопасен. Применяют для фиксации легких предметов, например, книжной полки или вазона с цветами.
Полипропилен и полиэтилен. Пластиковый дюбель можно встретить в узкопрофильных магазинах, в широкой продаже его найти сложно. Он подходит для работы с пенобетоном, кирпичом, гипсом, ДСП. Встречается прямоугольный, круглый, короткий и длинный вариант.
Металл. Отличается от полимеров высокой несущей способностью. Используется для фиксации шкафов, отделки фасадов. Для наружных работ выбирают дюбели для пенобетона с оцинкованным покрытием.
Металлический винт М4
Для строительного материала высокой плотности применяется металлический крепеж, в частности, винт М4.
Применяется для пенобетонных блоков высокой марки плотности, в частности, D800 и более. С помощью винтов М4 создается «железобетонное» крепление. Крепеж состоит из непосредственно винта и элемента, выступающего распоркой. Встречаются такие метизы в оцинковке для наружного применения, что предупреждает коррозию. Большой выбор креплений предлагает фирма ДКС.
Саморезы для пеноблоков
Специализированных расходников этого типа для пенобетона не бывает. Используются модели для дерева либо сочетание обычных саморезов с анкерами под пенобетон. Метизы, рассчитанные на дерево, легко входят в пеноблоки, но быстро расшатываются, а в стене получается дыра. Во избежание проблем следует применять саморезы в паре с распорными элементами.
Химический анкер
Важно учитывать, что у каждого крепежа своя максимальная нагрузка, которую он выдерживает.
Для работы с бетоном выбирают химические крепежи. Они обеспечивают надежность за счет введения в отверстие с анкером клеящего вещества, которое создает с пенобетоном монолит. Плюсы анкеровки:
Химический анкер является морозоустойчивым и надежным, за счет клеящего вещества, которое вводится в отверстие.
возможность крепить тяжелые предметы;
стойкость крепежа к морозам;
применение для материала любой плотности;
безопасное использование;
приемлемая цена.
Недостатком считается необходимость навыков в строительстве и ремонте. Без знаний установить химический анкер может быть сложно. Анкерная система включает в себя металлическую шпильку, дополнительную втулку и клеящий состав. Кроме этого, для заземления и защиты от молний применяются пластиковые прямоугольные фиксаторы, корпуса которых заполняются бетоном. Встречаются круглые держатели с пластмассовой крышкой для предупреждения деформаций. Варианты без крышек на плоские кровли устанавливают для оформления молниеприемной сетки.
Самодельные крепежи
Если нужно закрыть дыру в стене, которая возникла из-за неправильно подобранного или установленного метиза, можно справиться без специальных расходников. В отверстие вбивают выструганный чопик из дерева. Его диаметр должен быть больше, чем дыра. После этого в деревянную основу крепят любой другой элемент. Конструкция не отличается прочностью и надежностью, но применяется как «скорая помощь».
Какой вариант выбрать?
Выбор способа крепежа зависит от его предназначения и предполагаемой нагрузки, так, фотографии вешают на гвозди.
Для надежности нужно подбирать подходящие метизы, придерживаясь следующих правил:
На гвозди вешают картины или фотографии.
Металлические расходники применяют для утепления, звуко- и гидроизоляции фасадов, фиксации бытовой мебели.
Специализированными дюбелями крепят трубопровод.
Пластмассовыми деталями фиксируют зеркала, бра.
Фиксаторы из нейлона и металла применяют для работы с рамами под окна и двери.
Особенности установки
Крепежи для пенобетона в большинстве случаев монтируют по одному и тому же принципу. Деталь вкручивается и завинчивается, при этом в стене выбранный элемент раскрывается и фиксируется. Установка проводится без привлечения рабочих. В бетоне делается отверстие, из которого важно извлечь пыль. Крепеж вставляется в стену и закручивается до нужного уровня.
пенопласт – Натали Фрид
Недавно я получил доступ к Silhouette Cameo, маленькому режущему плоттеру, предназначенному для скрапбукеров. Что делает его намного более удивительным, чем некоторые другие инструменты в этой категории, так это то, что вы можете вырезать свои собственные векторные изображения, а не только готовые, которые продаются на картриджах. Так что в конечном итоге они привыкли к вещам, отличным от изготовления бумаги — от изготовления трафаретов для трафаретной печати и окраски распылением до вырезания схем из медной ленты.
В последнее время я стал одержим созданием с помощью этого инструмента блочных отпечатков. Я использую много красивой бумаги из магазинов художественных товаров для проектов, и она становится дорогой. Поэтому я подумал, что это может быть способом сделать себе столько бумаги, сколько мне нужно. В итоге я провел кучу экспериментов с разными материалами и подумал, что напишу то, что узнал.
Краткая версия (поскольку я гуглил об этом, прежде чем попробовать и не нашел хорошего ответа): вы можете разрезать самоклеящийся 1-миллиметровый поролон, используя самую глубокую настройку выреза на Silhouette Cameo (и, скорее всего, на других ремесленных плоттерах, таких как хорошо), и из него получаются довольно хорошие и простые в сборке штампы.
Длинная версия:
1. Сделать валик Моей целью было сделать мозаичные изображения на больших листах бумаги. Я начал делать отдельные плитки на плоских блоках и штамповать их по одной на бумаге, но это заняло очень много времени и было трудно выровнять. Я нашел несколько маленьких деревянных скалок в художественном магазине (Blick) и обнаружил, что свернутые рисунки работают очень хорошо. Скалки были немного дорогими для размера, который я хотел, поэтому я начал делать их из трубы ПВХ (что БЕЗУМНО дешево — что-то вроде 2 баксов за 6 футов).
Во-первых, с помощью ножовки отрежьте отрезок трубы из ПВХ, соответствующий размеру бумаги.
Используйте большое количество горячего клея, чтобы закрыть концы, убедившись, что клей не выступает за края (из-за этого он не будет скользить так гладко). Когда клей полностью остынет, с помощью дрели просверлите отверстие немного больше, чем стержень или дюбель, который будет служить ручкой. На этом изображении показано уже просверленное отверстие и вставленный стержень.
Вставьте стержень или дюбель в трубу, убедившись, что они свободно вращаются (если это не так, будет трудно добиться равномерного давления при раскатывании отпечатка). Здесь я использовал сварочный стержень диаметром 1/8 дюйма, длина которого на несколько дюймов больше длины трубы.
2. Создайте свое изображение. Меня очень впечатлила функция «трассировки» в программе «Silhouette Studio», которая поставляется вместе с плоттером. Другие программы векторного рисования, такие как Inkscape или Illustrator, также могут это делать. По сути, он берет растровое изображение (например, фотографию) и рисует контуры вокруг фигур на изображении, создавая линии, которые можно вырезать. Это открывает множество возможностей для переноса проектов на компьютер. Я делаю дизайны из фотографий плитки вокруг Сан-Франциско (я люблю плитку!) и рисунков, нарисованных от руки.
Сфотографируйте то, что вы хотите распечатать:
Откройте фотографию в Silhouette Studio.
Выберите функцию трассировки. Нажмите «выбрать область трассировки» и обведите интересующую вас фигуру. Изменяйте настройки, пока все важные фигуры не будут заполнены желтым цветом.
Нажмите «Отследить». Теперь отодвиньте фотографию, и вы должны увидеть красивые контуры красного цвета.
Измерьте окружность валика, чтобы определить размер, необходимый для печати. Если у вас нет гибкой измерительной ленты, вы можете обернуть веревку или ленту вокруг трубы, а затем использовать линейку для измерения ее длины.
(Вы можете спросить, почему я просто не использовал диаметр, указанный на трубе, для расчета длины окружности… оказывается, диаметр описывает внутреннюю часть трубы, а не внешнюю).
Используйте окружность и длину трубы, чтобы определить, сколько места у вас есть для размещения штампа. Затем масштабируйте свой дизайн соответствующим образом. Я решил использовать некоторые элементы из дудла и поместить их в маленькие квадратные плитки.
3. Вырежьте изображение Вот шаг, на котором я пробовал разные материалы. Я загорелся идеей использовать крафт-пену, потому что она очень дешевая, и вы можете купить ее с уже прикрепленной клейкой основой. Но оказалось, что резак не может прорезать весь пенопласт толщиной 2 мм.
Я попытался использовать магнитные листы с клейкой основой, самый толстый материал, который резак может «официально» разрезать. Он хорошо режет и хорошо прорисовывает детали, но было немного сложно удалить негативные части дизайна, и он не впитывает чернила так, как хотелось бы.
Затем я порылся в кучах пенопласта у Джоанн в поисках более тонкого пенопласта, и, поскольку кажется, что они не поставляются полностью даже с завода, я нашел несколько листов, которые были тоньше остальных. Они работали, но местами были неровными, и я все еще хотел что-то с липкой подложкой.
В конце концов я нашел магазин на eBay , где продается пенопласт толщиной 1 мм и 0,5 мм, как на обычной, так и на клейкой основе (они продают довольно странный ассортимент, но он оказался законным и доставлен очень быстро). 1 мм получается резать и печатать довольно хорошо.
Итак, вернемся к уроку. Переместите все, что вы не хотите вырезать, из области резки в программном обеспечении. Установите лезвие на глубину 10 (как на самом физическом лезвии, так и в программном обеспечении для резки). Выберите двойной разрез, кажется, это помогает.
Поместите 1 мм поролона на клейкой основе на коврик для резки. Отслаивающаяся подложка очень скользкая, поэтому я на всякий случай приклеил на коврик для резки двухсторонний скотч.
И вперед!
Немного плохо видно, но вот результат:
4. Прикрепите поролон к валику
Вырежьте вокруг готового штампа. Оставьте часть края вокруг него, это поможет выровнять его.
Снимите подложку и переверните штамп клейкой стороной вверх. Осторожно, он безумно липкий и будет прилипать к вам и/или другим вещам и начнет разваливаться, если вы не будете осторожны и не коснетесь липкой стороны, когда будете его переворачивать.
Поместите валик в верхнюю часть липкого штампа и раскатайте его так, чтобы штамп обернулся вокруг него.
Вот так:
Теперь начните очищать отрицательные фигуры. Это хлопотно, но приятно.
Готово.
Это очень поможет вам убраться потом, если вы будете приклеивать все маленькие кусочки к удобному кусочку бумаги, а не приклеивать их к краю стола, как я сделал в первый раз.
5. Раскатайте отпечаток Выдавите немного чернил для блочной печати на лист бумаги или лоток и раскатайте их с помощью брайера (резиновый валик, который можно купить в любом крупном художественном магазине). В настоящее время я использую чернила Speedball на водной основе. Акриловая краска предположительно сохнет слишком быстро, и мне не понравилась очистка, необходимая для чернил на масляной основе, хотя они дают более стойкий отпечаток. Это было дешевле, но я обнаружил, что чернила для блочной печати на водной основе в магазине Blick ужасны (в частности, они были водянистыми и неравномерными, и они не делали гладких отпечатков. И я попробовал несколько разных цветов с теми же результатами).
Прокатите штемпельный валик по краске, которая была разглажена и нанесена брайером. Всегда вращайте в одном и том же направлении для максимальной эффективности покрытия (в противном случае вы будете добавлять больше краски на одну и ту же часть валика).
Прокрутите ролик вниз по бумаге, на которой вы хотите печатать.
Тада! Не идеальный отпечаток, проскальзывал валик — отсюда и растянутый второй ряд.
Аккуратно разложите отпечатки для просушки, чтобы они никому не мешали:
Вот еще несколько отпечатков, которые я сделал таким образом:
И соответствующие им марки.
Цветочные плитки (маленькие и большие) изготовлены из магнитных листов с клейкой основой, остальные изготовлены из пенопласта. Подложки — все, что у меня было под рукой, включая картон, деревянные бруски и обрезки твердого пластика от TAP Plastics.
Большинство отпечатков, которые я сделал до сих пор, представляют собой дизайны, которые выглядят «ручной работой» — либо нарисованные от руки, либо фотографии окрашенных (или спроектированных таким образом) плиток. Я использую цифровые возможности инструмента, чтобы можно было использовать процессы, которые мне нравятся (рисование и фотографирование, а не вырезание блоков — не то, чтобы это не весело, но я неплохо умею резать себя резаками для линолеума) . Кроме того, для увеличения масштаба — если вы хотите покрыть всю страницу, вы можете так же легко печатать ряды и ряды плиток. Но я также работаю над цифровым дизайном… подробнее об этом позже.
Как и зачем использовать цветочную пену
Сейчас читаю: Как и зачем использовать цветочную пену
PrevNext
Что важно знать об использовании флористической пены?
Это было изобретено в 1954 году? Что выбор правильной плотности стержней делает проектирование проще и безопаснее? Что доступно почти 400 различных пеноматериалов Smithers-Oasis? Что сегодняшняя пена OASIS биоразлагается на 100 процентов (подробнее см. ниже)?
Да, этих важно. Как и советы по выбору, приготовлению и эффективному использованию флористической пены, которые вы найдете ниже.
Но, пожалуй, самое важное, что нужно знать об использовании флористической пены, это…
Пусть она утонет
Звучит как слоган на футболке? Возможно.
Вот что можно сказать наверняка: при смачивании флористической пены всегда кладите блок или кирпич на поверхность воды и …
Дайте ему утонуть.
Почему? Потому что флористическая пена имеет ячейки, заполненные воздухом. Когда вода проникает в клетки, воздух вытесняется, а пена тонет и насыщается.
Вдавите пенопласт в воду, и вы сможете создать воздушный карман в центре. Любые цветочные стебли, достигающие этого сухого пространства, не будут иметь источника воды.
Так что, пожалуйста, не толкайте его вниз.
Подробнее о правильном увлажнении вы узнаете далее в этой статье. Но сначала…
Зачем использовать флористическую пену?
Потому что он стабилизирует цветы. Цветочная пена также удерживает воду (рекомендуется добавлять подкормку для цветов), что увеличивает долговечность свежих цветов.
Стабильность пенопласта означает, что вы можете создать и воплотить задуманный дизайн.
Вы можете вырезать флористическую пену любой формы. Или купите его в форме и конфигурации для вашего приложения, включая конусы, сферы, венки, клетки, маше, держатели букетов, плитки, гирлянды и многое другое, что экономит время и предлагает варианты размещения.
С пеной вы получаете стабильность и гибкость дизайна, источник воды и эффективность.
Какую пену следует использовать?
Дизайнеры иногда спрашивают: «Какой тип флористической пены мне использовать?»
Пеноблоки и блоки Smithers-Oasis с цветочным рисунком бывают легкой, средней и высокой плотности. Есть также моментальные версии с отверстиями для более быстрого впитывания воды и пена Midnight, которая становится черной при намокании.
Springtime: легкая плотность для более мягких стеблей, таких как тюльпаны, ирисы и другие весенние луковичные цветы.
Standard: пена средней плотности для большинства видов цветов, таких как гвоздики, розы, лилии и т. д.
Instant: средней плотности с отверстиями для более быстрого впитывания воды, а также для использования с большинством видов цветов.
Deluxe: пена повышенной плотности для удержания больших и прочных стеблей, таких как тропические и одревесневшие стебли. Его можно использовать для всех цветов.
Instant Deluxe: такая же более высокая плотность с отверстиями.
Полночь: Полуночная цветочная пена серая в сухом состоянии и чернеет при намокании. Черная пена визуально отступает в аранжировке, что позволяет увеличить пространство между стеблями. В частности, для больших дизайнов вы можете увеличить воспринимаемую ценность с помощью меньшего количества цветов. В отличие от старой пены Rainbow, Midnight насыщает водой так же быстро, как классическая зеленая пена.
Существует также SAHARA, сухая цветочная пена для стойких растений или сухих цветочных композиций.
Загрузить руководство по типам пенопласта
Другие размеры и формы
Grande Brick имеет размер двух блоков пенопласта. Конструкторский блок размером с 6 блоков пенопласта. 5 Inch Cube Foam идеально подходит для небольших стеклянных кубиков.
Формы из цветочной пены включают сердечки, брызги, кресты, клетки, дизайнерские кольца, настольные украшения, спортивные формы и многие другие.
Попробуйте эти советы
Фото: Шэрон МакГукин
Чтобы пена получилась более округлой формы, согните края флористическим ножом. Мы склонны прекращать вставку, когда стержень надежно соединяется с пеной. Выпуклая форма легче приводит к округлой поверхности цветка.
Если вы используете большие цветы на стеблях или создаете объемную композицию, добавьте прочности своему дизайну, поместив флористическую сетку поверх цветочной пены. Добавьте сетку из водонепроницаемой ленты, чтобы надежно удерживать сетку и пену в контейнере.
Чтобы легко создать топиарий, прикрепите сетчатую сферу к стержню-дюбелю или трубе из ПВХ и приклейте нижнюю часть сферы к стержню горячим клеем. Наклейте водонепроницаемую ленту для дополнительной безопасности.
После того, как букет будет помещен в наполненный пеной держатель для букетов, нанесите клей для стеблей Floralock, чтобы зафиксировать цветы на месте. Это также может помочь защитить каскадные цветы в больших композициях, которые необходимо перенести на мероприятие.
Цветочный пенопласт можно вырезать или придать ему интересную форму, например, эти пасхальные яйца.
Щелкните изображение, чтобы перейти в блог. Украшение цветочных пасхальных яиц натуральными материалами
Увлажнение пены
Используйте метод замачивания для увлажнения цветочной пены водой, содержащей подкормку для цветов. Положите цветочную пену на таз с водой и дайте ей погрузиться в воду под собственным весом.
Дайте пене полностью впитаться в течение примерно 2 минут. Не более 20 минут.
Пропитанную флористическую пену следует использовать в течение 1–2 недель. После того, как влажная цветочная пена высохнет, ее нельзя повторно смачивать.
Цветочная пена может храниться до 12 месяцев при хранении в сухом темном месте. Он может довольно быстро стать коричневым, если оставить его на солнце или в сырых условиях.
Обрезка стеблей для поролона
Обрезка цветов острым ножом открывает внутренние водные пути. Машинки для стрижки имеют тенденцию прижимать их друг к другу.
Срежьте стебли под острым углом, прорежьте пену стрелой. Это обеспечивает надежную фиксацию стержня в пене.
Осторожно вставьте цветы размером от 1 до 1,5 дюймов во влажную пену, чтобы надежно закрепить вертикальный стебель. Вставьте горизонтальный стержень размером от 1,5 до 2 дюймов.
Убедитесь, что вставленный стебель цветка полностью входит в пенопласт, чтобы цветок имел доступ к воде.
Если вам нужно удалить стебель, просто обрежьте его по краю пены.
Концевые фрезы – конструкция и технические особенности
Это статья-справочник. Здесь перечислены основные понятия и определения конструкции концевых фрез, а также технические особенности.
Читайте также: Финансовая помощь от наших партнеров
Конструкция концевых фрез
Режущая кромка прямого типа (прямолинейная режущая кромка) –режущая кромка, представляющая собой прямую линию, проходящую под углом к оси фрезы. В отличие от режущей кромки спирального или винтового типа, обработанная поверхность, образуемая прямолинейной режущей кромкой, не является плоской.
Осевое биение – разница между минимальным и максимальным показаниями индикатора (микрометра), установленного по наружному диаметру фрезы на её режущей части, при её вращении.
A — диаметр фрезы B — диаметр хвостовика C — Длина режущей части D — Общая длина
Подточка углов — короткий скошенный участок, расположенный в месте схождения торцевой и цилиндрической поверхностей фрезы. Выполняется для усиления фрезы и во избежание излома выступающих острых углов режущих кромок.
Стружколомы – выступы и впадины особой формы на передней поверхности, заставляющие стружку свиваться и обламываться.
Расщепители стружки – выемки в виде желобков и зазубрин, расположенные по периферии концевой фрезы кукурузного типа, выполненные с целью получения более узкой стружки. Применимы для черновой обработки.
Диаметр сердцевины – диаметр цилиндра (или конуса, для конусных фрез), образуемого касательными в точках наибольшей глубины стружкоотводящих канавок.
Подрезка – место входа канавочной фрезы или шлифовальной головки при проточке канавок концевой фрезы во время её изготовления.
Режущая кромка – непосредственно режущая часть зуба. Представляет собой пересечение двух хорошо обработанных поверхностей под заданным углом, обычно, не превышающим 90 градусов.
Угол наклона режущей кромки – угол между осью фрезы и режущей кромкой.
Фреза с переменным окружным шагом зуба – фреза, сконструированная особым образом с целью уменьшения вибрации и дребезга в процессе резания. Эффект основан на том, что при таком расположении зубьев не происходит наложения гармоник колебаний зубьев друг на друга.
Угол в плане (иногда угол входа, угол атаки) – чем ближе этот угол к 90 градусам, тем выше ударная нагрузка на инструмент.
Радиус закругления в основании стружечной канавки — радиус там же, где измеряется диаметр сердцевины.
Стружечная канавка – канал-впадина в теле фрезы в промежутке между зубьями, обеспечивающий вывод стружки наружу и используемый для заточки инструмента. Число стружечных канавок напрямую соответствует числу зубьев, что, в свою очередь, определяет скорость подачи.
Длина стружечной канавки – длина канавки или проточки. Часто неверно используется в значении «длина режущей части».
Хвостовик – часть фрезы, служащая для зажима в патроне станка и передающая режущей части фрезы вращательное движение от шпинделя.
Прямой хвостовик – цилиндрический хвостовик с канавками или проточками или без них. Очень распространенное решение у твердосплавных концевых фрез.
Хвостовик Велдона(Weldon) – промышленное название особого типа хвостовика с плоской лыской, которая служит для предотвращения проскальзывания хвостовика инструмента в зажимном патроне.
Зуб – выпуклость на теле концевой фрезы с режущей кромкой на ней.
Передняя поверхность – поверхность зуба фрезы, непосредственно находящаяся в контакте с заготовкой.
Отступление (прим. перев.)
Существует передняя поверхность зуба (которой фреза врезается в заготовку) и задняя поверхность (противоположная ей). В месте соединения передней и задней поверхности выполняется площадка, параллельная обработанной поверхности (поверхность после прохода фрезы). После площадки для уменьшения трения заднюю поверхность «поднимают» от заготовки, чтобы они не тёрлись друг об друга, вызывая нагрев. Задних поверхностей может быть до 3 шт (в российской практике – обычно 1 или 2). Каждая из них немного скошена одна относительно другой. При заточке фрезы, если задняя поверхность плоская – фрезу точат по задней поверхности, если же затылованная (не одна-две-три плоскости под углом одна к другой, как у острозаточенной, а плавное скругление – спираль Архимеда) – тогда её точат со стороны передней поверхности.
Своеобразная «Площадка» с аналогичными функциями есть и на боковой поверхности фрез и сверл (они схожи конструктивно) – но она у нас называется «Ленточка».
Заточка инструмента (видео)
На видео производится заточка инструмента. Первой обрабатывается торцевая поверхность, в конце – боковая. Сначала выполняется площадка на всех четырех зубцах, далее делается первичная задняя поверхность (срезается задняя часть зуба вместе с площадкой), далее делаются подточки, после чего на боковой поверхности делаются ленточки.
http://www.s-t-group.com/catalog/yg_1_teh_ii.pdf — здесь также очень хорошо расписана подобная техническая информация.
Технические особенности концевых фрез
Обратный конус – режущая часть фрезы выполнена в виде обратного конуса, когда диаметр рабочей части у хвостовика меньше её диаметра у кончика фрезы.
Обнижение, падение профиля – пустое пространство между фрезой и заготовкой, находящееся со стороны спинки зуба.
Угол обнижения/задний угол – угол между задней поверхностью и линией, являющейся продолжением режущей кромки.
Первичный задний угол – (обычно 5-9 градусов) – угол между первичной задней поверхностью и режущей кромкой.
Вторичный задний угол – (обычно 14-17 градусов) – по отношению к продолжению режущей кромки.
Третичный задний угол (опционально) – угол наклона третичной задней поверхности (на этот раз – по отношению ко вторичной поверхности, а не к режущей кромке)
Поднутрение – впадина в торцевой поверхности фрезы, образованная благодаря скосу его поверхностей внутрь. Степень вогнутости зависит от угла поднутрения торцовой режущей кромки.
КОНВЕКС — проекция наружного радиуса зубьев фрезы с радиусной заточкой
Угол поднутрения торцовой режущей кромки – угол, образованный режущей кромкой и плоскостью, перпендикулярной оси фрезы. Целью поднутрения является гарантированное получение плоской поверхности в результате обработки фрезой.
Подточка (перемычки) – вспомогательные прорези в теле фрезы, облегчающие выход стружки. То же, что и «канавки» но не сбоку фрезы, а в торце.
Винтовая заточка фрезы – режущая кромка или канавка равномерно вьющаяся вокруг цилиндрической поверхности фрезы в осевом направлении. Нормальное направление вращения спирали – правое.
Угол наклона винтовой канавки – угол, образованный линией, касательной к спирали, и осевой плоскостью.
Радиус стружечной канавки – термин, используемый чтобы подчеркнуть вогнутость и кривизну передней поверхности зуба.
Площадка (ленточка) – узкая плоскость непосредственно за режущей кромкой. На торцевой части – площадка, на цилиндрической — ленточка.
Цилиндрическая (А) – узкий кусочек ленточки на цилиндрической части фрезы, непосредственно примыкающий к режущей кромке, не имеющей радиального скоса.
Скошенная (B) – узкий кусочек ленточки на цилиндрической части фрезы, непосредственно примыкающий к режущей кромке с радиальным скосом.
Глубина резания – длина цилиндрической режущей части, предназначенной для резания (имеющей все необходимые элементы – стружечную канавку, режущую кромку, площадку, переднюю и заднюю поверхности).
Радиальный передний угол – угол, образуемый радиусом, проведенным по нормали к оси фрезы и радиальной передней поверхностью зуба.
Угол – угловое соотношение между передней поверхностью зуба или линией, касательной к передней поверхности зуба, проведенной через заданную точку и контрольной плоскостью.
Угол наклона канавки – угол, образованный плоскостью, проходящей через ось фрезы и линией, совпадающей или касающейся передней поверхности зуба.
Эффективный угол – угол, наиболее сильно влияющий на образование стружки; представляющий собой перпендикуляр к режущей кромке.
Винтовой угол – в большинстве случаев означает то же самое, что и термин «угол наклона винтовой канавки». Означает отклонение передней поверхности зуба по отношению к плоскости, проходящей через ось фрезы.
Отрицательный передний угол – у инструмента с таким углом первоначальный контакт заготовки и зуба инструмента происходит в точке, не находящейся на режущей кромке.
Положительный передний угол – у инструмента с таким углом первоначальный контакт заготовки и инструмента происходит по линии режущей кромки.
Главный задний угол (осевой) – угол между линией, проходящей касательно или совпадающей с задней поверхностью зуба и плоскостью, перпендикулярной оси фрезы.
Осевая задняя поверхность – выборка (подточка) на тыловой части зуба, размер которой измеряется в осевом направлении, между плоскостью, перпендикулярной оси инструмента, проходящей через режущую кромку и задней поверхностью (подточенной). Предотвращает трение задней поверхности о заготовку и тепловыделение.
Вогнутая задняя поверхность – поверхность, непосредственно за режущей кромкой имеет вогнутую форму. Изготавливается с помощью шлифовального круга, расположенного под углом 90 градусов к оси инструмента.
Выпуклая задняя поверхность – задняя поверхность имеет выпуклую форму (см.ссылку выше). Образуется путем применения I-образного шлифовального круга под углом к оси инструмента.
Подточка углов – необходима только для погружных фрез, а также при переточке инструмента при повреждении или износе углов режущей кромки.
Плоская задняя поверхность – задняя поверхность имеет плоскую форму, на производстве выполняется торцевой частью U-образного шлифовального круга.
Радиальная задняя поверхность – задняя поверхность зуба в радиальном направлении. Может быть измерена индикатором или микрометром в плоскости вращения инструмента по показаниям микрометра на различных углах поворота фрезы.
Тангенциальный главный передний угол – угол, образованный касательной к зубу с вогнутой передней поверхностью зуба, проходящей через режущую кромку, и радиусом, проведенным через ту же точку по плоскости, перпендикулярной оси инструмента.
Я согласен с Соглашением о членствеПолучать информационные бюллетени и специальные предложения
Концевая фреза, изолированная на фоне рисунка с обтравочным контуром 9
Похожие лицензионные изображения:
Подробнее
Подробнее
изолированный на фоне рисунка с обтравочным контуромМалый микрометр (диапазон измерения 0-25 мм), изолированный на фоне рисунка с обтравочным контуромМикрометр и концевая фреза, изолированный на фоне рисунка с обтравочным контуромЦифровые штангенциркули, изолированные на фоне рисунка с обтравочным контуромЦифровые штангенциркули, измеряющие металлическая гайка, изолированная на фоне рисунка с обтравочным контуромФрезы, изолированные на фоне чертежа, с обтравочным контуромЦифровые штангенциркули, изолированные на фоне миллиметровой бумаги с обтравочным контуромМикрометр и концевая фреза, изолированные на белом фоне с обтравочным контуромПУ (полиуретан) зубчатый ремень и шкив , изолированные на белом фонеКонцевая фреза, изоляция ed на белом фоне с обтравочным контуромКонцевые фрезы, изолированные на белом фоне с обтравочным контуром
Подробнее
Информация об использовании
Вы можете использовать эту бесплатную фотографию «Концевая фреза» в личных и коммерческих целях согласно Стандартной или Расширенной лицензии. Стандартная лицензия распространяется на большинство вариантов использования, включая рекламу, дизайн пользовательского интерфейса и упаковку продуктов, и позволяет издавать до 500 000 печатных копий. Расширенная лицензия разрешает все варианты использования в рамках Стандартной лицензии с неограниченными правами печати и позволяет вам использовать загруженные стоковые изображения для продажи товаров, перепродажи продукта или бесплатного распространения.
Вы можете купить эту фотографию и скачать ее в высоком разрешении до 5184×3456. Upload Date: Feb 11, 2014
Вы используете устаревший браузер. Чтобы работать в Интернете быстрее и безопаснее, бесплатно обновитесь сегодня.
Черновая шаровая фреза, модель концевой фрезы | MISUMI
(!) В связи с прекращением Microsoft поддержки Internet Explorer 11 15.06.2022 этот сайт не поддерживает рекомендуемую среду.
МИСУМИ Главная>
Режущие инструменты>
Вставки/держатели фрез>
Фрезы / концевые фрезы со сменными пластинами>
Шариковая фреза для черновой обработки, модель концевой фрезы
Нажмите на это изображение, чтобы увеличить его.
Наведите указатель мыши на изображение для увеличения
Скидка за объем
org/Brand»> МИСУМИ
МИСУМИ
Stable processing is made possible by the geometry and tip material that have the excellent cutting performance
Part Number
MMRBM-16-20-200
MMRBM-20-25 -200
MMRBM-25-25-250
MMRBM-25-32-250
Part Number
Minimum order quantity
Volume Discount
Количество дней до отгрузки
Внешний диаметр D (φ)
Общая длина (L) (мм)
Диаметр хвостовика (d) (мм)
Макс. Глубина резания (Ad) (мм)
Длина под шейкой (ℓ1) (мм)
Номер модели применимого винта
Применимый ключ
Применимый наконечник
Длина хвостовика
1 шт.
В наличии
4 дня или более
16
200
20
14.4
27
MMNJ-2507
MMTX-208
NRBN16
155
1 Piece(s)
В наличии
4 дня или более
20
200
25
17.9
33
MMNJ-2394
MMTX-210P
NRBN20
145
1 Piece(s)
Available
4 дня или более
25
250
25
22,3
40
MMNJ-2396
MMTX-3125
NRBN25
190
1 шт.
В наличии
4 дня или более
25
250
32
22. 3
40
MMNJ-2396
MMTX-3125
NRBN25
185
Loading…
Specifications
Номер модели MMRBM
Внешний диаметр D
Диаметр хвостовика d
Общая длина L
10
16
160
2
20
110
8,9
НРБМ-10
MMNJ-2655
ММТХ-1650
12
20
200
2
20
155
10,7
НРБМ-12
MMNJ-2564
ММТХ-208П
16
20
200
2
27
155
14,4
НРБМ-16
MMNJ-2507
ММТХ-208
20
20
250
2
33
200
17,9
НРБМ-20
MMNJ-2394
ММТХ-210П
25
200
2
33
145
17,9
НРБМ-20
32
250
2
33
194
17,9
НРБМ-20
25
25
250
2
40
190
22,3
НРБМ-25
MMNJ-2396
ММТХ-3125
32
250
2
40
185
22,3
НРБМ-25
32
32
250
2
50
180
28,6
НРБМ-32
MMNJ-28349
ММТХ-2099
Номер модели
MMNJ-2655
Винты
MMNJ-2564
MMNJ-2507
MMNJ-2394
MMNJ-2396
MMNJ-28349
ММТХ-1650
Ключ
ММТХ-208П
ММТХ-208
ММТХ-210П
ММТХ-3125
ММТХ-2099
Фактический диаметр резки >>Нажмите здесь.
Дополнительная информация
● Поскольку форма модели с одним наконечником включает в себя как основное, так и дополнительное лезвие, им легко управлять. ● Доступны многочисленные варианты малых диаметров от Ø 10 и выше.
Основная информация
Обработка приложений
Наклонная резка
Рабочий материал
Сталь общего назначения / термообработанная сталь / сталь высокой твердости / нержавеющая сталь / чугун / алюминий / титан
Способ монтажа
Модель ручки
Отделка Классификация
Грубая/средняя обработка
Количество канавок (лист)
2
Применимый материал наконечника Модель
Карбидное покрытие
Сведения о приложении для обработки
Изогнутая поверхность / R-образная канавка / резьба
В этой статье на основе анализа советов многих собственников частных домовладений изложена информация о том, что как правильно осуществить врезку циркуляционного насоса в отопительную систему жилища. В конце статьи четко указана последовательность работ, которые необходимо выполнить для установки циркулирующего насосного агрегата. У многих владельцев загородных домов и коттеджей, которые оборудованы автономными системами отопления, иногда может возникать проблема, касающаяся неравномерного обогрева жилища. Иначе говоря, обогревательные радиаторы нагреваются неравномерно, особенно это касается дальних комнат дома. Как правило, устранение этой проблемы можно осуществить двумя основными путями: • магистральный трубопровод отопления заменяется трубами большего диаметра, иначе говоря, по сути, происходит монтаж новой отопительной системы; • в существующую систему отопления производится врезка нагнетательного насосного агрегата. Анализируя указанные методы осуществления равномерного распределения теплоносителя по системе отопления, логично прийти к выводу, что первый способ является весьма практичным, однако замена труб произведет к значительным денежным затратам. Второй же путь является достаточно эффективным, так как установку насоса произвести сравнительно просто, при этом затраты будут значительно меньше. Поэтому в этой статье мы постараемся максимально подробно рассказать о том, как правильно установить насос в отопительную систему, а также дадим много рекомендаций и советов, касающихся данного вопроса.
Какие существуют системы отопления.
Прежде всего, перед тем, как устанавливать насос, необходимо знать, что отопление в частных домах, как правило, оборудуют согласно следующим схемам: • однотрубная отопительная система эффективна тем, что теплоноситель все время движется по магистралям, при этом обогревательные элементы нагреваются равномерно; • двухтрубное отопление функционирует таким образом, что теплоноситель подается в систему через входящий трубопровод, а остывшая вода выводится через обратную магистраль. Принцип действия этих видов систем можно проиллюстрировать с помощью следующего рисунка.
Рис 1. Схема систем отопления.
Стоит также знать, что в зависимости от способа движения теплоносителя, системы обогрева дома принято разделять на следующие виды: • отопление с естественной циркуляцией, иначе говоря, вода в системе движется под действием конвективного течения, при этом расположение труб должно тщательнейшим образом быть просчитанным; • отопительная система с принудительной циркуляцией характеризируется тем, что движения теплоносителя осуществляется на основе функционирования насоса. В данном случае нас интересует отопление с принудительным движением теплоносителя, так основой такой системы является циркулирующий насосный агрегат.
Что собой представляет циркуляционный насос.
Насосный агрегат этого вида является достаточно специфическим устройством, которое состоит из следующих конструктивных элементов: • корпус насоса, который, как правило, изготавливается из чугуна, стали, латуни или бронзы, то есть из таких материалов, которые имеют хорошие нержавеющие свойства; • ротор изготовляется из стали либо с керамики; • роторный вал оснащен колесом с лопастями или крыльчаткой; • приводом насоса является электродвигатель, который в зависимости от модели агрегата может иметь различную мощность.
Какие существуют виды.
Ознакомившись с устройством циркуляционного насоса, важно перед выбором агрегата этого вида знать о том, что существуют следующие его виды: • особенностью помпы «сухого» типа является то, что ротор не взаимодействует непосредственно с перекачиваемой жидкостью, причем он отделен от рабочей камеры насоса специальными уплотнительными кольцами; • ротор агрегата «мокрого» типа при работе контактирует с теплоносителем, который одновременно является и смазкой для всех узлов помпы. При выборе циркуляционного насоса определенного вида, стоит знать некоторые их особенности: • агрегат «сухого» типа имеет высокий коэффициент полезного действия, однако при функционировании он имеет достаточно высокий уровень шумности; • «сухой» насос требует постоянного наличия смазки, а это, в свою очередь, требует тщательного обслуживания агрегата; • помпа «мокрого» типа имеет в среднем коэффициент полезного действия до 50%, но функционирует практически бесшумно, что является прекрасным вариантом насоса для бытовых отопительных систем; • «мокрый» агрегат имеет модульную конструкцию, что позволяет заменять вышедшие из строя узлы, без демонтажа циркуляционной помпы в целом.
Что нужно для врезки насоса в отопительную систему.
Как мы уже указывали, подключение циркуляционного насосного агрегата в отопительную систему не предоставляет большой сложности. Чтобы упростить монтаж агрегата, нужно заранее приготовить все необходимые детали и инструменты, список которых заключается в следующих важных моментах: • непосредственно сам циркуляционный насос; • фильтр теплоносителя; • обратный клапан; • запорный шаровой кран; • соединительная арматура в виде муфт и контргаек; • байпасный обвод; • набор слесарных инструментов. Приготовив все необходимое, можно непосредственно приступать к монтажу насосного агрегата.
Порядок установки циркуляционного насоса.
Монтаж циркулирующей помпы в отопительную систему заключается в следующих важных моментах: 1. Как правило, выбор места установки насоса возможен в двух вариантах: • на исходящем магистральном трубопроводе, непосредственно, после обогревательного котла; • на «обратке», но только перед котлом. Совет! Лучше всего циркуляционный насос устанавливать на обратном трубопроводе! Такое расположение агрегата позволит без препятствий выводить воздух из отопительной системы! 2. Подготовка места для установки циркулирующей помпы заключается в следующих важных моментах: • выключить котел; • дать остыть отопительной системе; • место врезки стоит перекрыть запорной арматурой, если этого не сделать, то тогда придется сливать всю воду из отопительной системы, а это – весьма трудоемкий процесс. 3. Монтаж байпаса. Прежде всего, стоит понимать, что байпас – это отрезок трубопровода, который идет параллельно магистрали системы отопления, причем диаметр этого обвода должен быть меньше размера основной трубы. На байпасе закрепляются: • циркуляционный насос; • фильтр; • обратный клапан. При этом важно понимать, что байпас врезается в отопительную систему после того, как на нем установлены все вышеперечисленные элементы. Для наглядного понимания, что представляет собой байпас, и как на него устанавливаются все элементы, можно рассмотреть на следующем рисунке.
Рис 2. Правильно смонтированный байпас.
4. Установка запорной арматуры производится для того, что в случае выхода из строя насоса или другого элемента системы, можно было перекрыть движение теплоносителя, и спокойно заменить вышедший из строя узел. Таким образом, в этой статье мы указали главные аспекты установки циркуляционного насоса в отопительную систему. Для большей убедительности о правильной установке агрегата этого вида, можно просмотреть видео, размещенное на следующей странице: https://www.youtube.com/watch?v=RQg3VMuCFh8
Надеемся, что воспользовавшись наши рекомендациями, вы с уверенностью установите насос в систему отопления, а это, в свою очередь, обеспечить ваше уютное жилище ласковым теплом!
Как правильно ставить циркуляционный насос на отопление
Содержание
Как правильно установить циркуляционный насос в систему отопления — инструкция
Выбор места установки насоса
Особенности и правила установки насоса
Рекомендации по порядку монтажа насоса
Полезные советы
Как установить циркуляционный насос отопления
Причины установки циркуляционного насоса
Устройство и принцип работы циркуляционного насоса
Типы циркуляционных насосов
Как выбрать циркуляционный насос отопления
Расчет расхода циркуляционного насоса для отопления
Схемы установки циркуляционных насосов
Установка циркуляционного насоса – этапы и важные нюансы монтажа
Причины поломки циркуляционных насосов отопления
Статьи по теме
Как установить циркуляционный насос
Что такое циркуляционный насос и для чего он нужен
Куда ставить
Принудительная циркуляция
Естественная циркуляция
Особенности монтажа
Подключение к электропитанию
Как правильно установить циркуляционный насос в систему отопления — инструкция
С необходимостью самостоятельного монтажа циркуляционного насоса сталкиваются многие. Причины, как правило, две – или котел изначально не имеет в своем составе насоса (а менять трубы на изделия с большим сечением нерационально), или его мощности недостаточно для равномерного обогрева всех помещений, через которые проложен отопительный контур.
К примеру, если отапливаемая пристройка (гараж или иное) возведена уже после того, как жилой дом был построен и обжит. Как правильно установить насос, обеспечивающий циркуляцию теплоносителя по системе отопления, что предусмотреть – вопросов в процессе монтажа возникает много. Эта статья даст подробные ответы на наиболее характерные из них.
Выбор места установки насоса
Мнения по данному вопросу прямо противоположные. Большинство уверено в том, что единственно правильное решение – на входе бытового котла, на так называемой линии «обратки». Хотя сторонники монтажа циркуляционного насоса на выходе агрегата утверждают, что расположение устройства на подаче делает отопление более эффективным. Кто же прав?
С точки зрения законов физики (есть такая дисциплина – гидравлика) это непринципиально. В любом случае крыльчатка будет «прокачивать» теплоноситель через насос, то есть обеспечивать перемещение жидкости по замкнутому контуру. Но с учетом особенностей работы бытового котла, его «реакции» на нештатные ситуации, возникающие в отопительной системе, циркуляционный насос следует устанавливать только на «обратке», то есть на входе агрегата.
Почему? Циркуляционный насос предназначен для работы с жидкими средами. В случае аварийной ситуации теплоноситель может закипать, и на выходе котла образуется пар, который и станет поступать в отопительную систему. Насос перестанет выполнять свою функцию, так как крыльчатка не в состоянии перекачивать газообразные среды. Как результат – циркуляция в контуре прекратится, что приведет к еще большему повышению температуры в теплообменнике. Далее (если автоматика не сработала) – взрыв котла. А вот если насос установлен на обратной нитке, то риск того, что пар «доберется» до него, сводится к нулю.
Вывод – с точки зрения безопасной эксплуатации котельного оборудования циркуляционный насос устанавливать следует только на «обратке», то есть на трубе, соединенной с входным патрубком агрегата. Даже если теплогенератор самой последней модели, с совершеннейшей автоматикой, надеяться лишь на нее нецелесообразно. А вдруг откажет? Ведь никто не станет спорить, что надежностью в 100% не отличается ни одно из технических средств.
Особенности и правила установки насоса
Трубы системы отопления прокладываются по различным схемам. Для циркуляционного насоса никакой разницы нет, где он установлен – на вертикальной «нитке» или горизонтальной. Главное, чтобы изделие было правильно подключено. Вот здесь часто и совершается типичная ошибка, заключающаяся в том, что входной и выходной патрубки меняются местами. Как не перепутать, если визуально они неразличимы – ни по резьбе, ни по сечению?
На корпусе насоса – стрелка. Ее отчетливо видно. Она показывает направление перемещения теплоносителя. Следовательно, ее заостренный кончик указывает на патрубок выходной. Значит, устанавливать циркуляционный насос в системе отопления нужно так, чтобы этой стороной он был обращен к котлу. Кроме того, в паспорте прибора (а он обязательно прилагается) показана рекомендуемая схема его монтажа.
Независимо от специфики установки насоса (пространственной ориентации) обязательное условие – горизонтальное положение ротора. В паспорте указывается и это.
При установке циркуляционного насоса в большинстве случаев ставится байпас. Его назначение понятно – обеспечить перемещение теплоносителя по контуру, даже если насос вышел из строя или его необходимо временно демонтировать. К примеру, для обслуживания. И здесь мнения различаются. Одни считают, что насос правильно устанавливать на трубу, другие – на байпас. Чем руководствоваться?
Так как после прекращения работы насоса циркуляция будет обеспечиваться или тем устройством, которое установлено в котле, или разницей температур (в энергонезависимых системах), то необходимо создать наиболее благоприятные условия для перемещения теплоносителя. Следовательно, при отключении прибора он должен идти по трубе, напрямую, минуя байпас. Рисунки все поясняют.
Такой вариант монтажа (на байпасе) реализуется для систем отопления, которые смонтированы под энергонезависимые котлы, то есть как «самоточные».
При такой установке насоса можно организовать автоматическое переключение циркуляции с байпаса на прямую «нитку». Достаточно лишь вместо шарового крана, смонтированного на трубе, поставить обратный клапан («лепестковый»).
При остановке насоса давление в системе упадет, данный элемент арматуры откроется, и движение жидкости продолжится, но уже напрямую. Причем время такого переключения минимально, поэтому на эффективности отопления и режиме работы котла такая модификация контура никак не отразится.
Хорошее решение для собственников частных строений. Ведь это редкий случай, когда в доме обязательно кто-нибудь да есть. Даже человек, вышедший на заслуженный отдых, не сидит постоянно «в четырех стенах», а отлучается по различным делам. Вот именно в это время и могут возникнуть проблемы с эн/снабжением.
Эту схему не следует трактовать однозначно, хотя встречаются мнения, что она неправильна. В некоторых котлах изначально нет «своего» насоса. Поэтому куда устанавливать купленный – без разницы. В контуре, который рассчитан на принудительную циркуляцию, «самотока» теплоносителя не будет по определению. Хотя бы по причине отсутствия требуемых уклонов «ниток». Значит, насос можно ставить непосредственно на трубу, так как монтаж байпаса в данном случае теряет смысл. Но обязательно – между котлом и расширительным баком.
Положение фильтра очистки относительно циркуляционного насоса (еще один спорный вопрос) зависит от особенностей контура отопления:
Если система открытая, то перед прибором, но на байпасе.
В случаях с котлами твердотопливными – перед клапаном (3-х ходовым).
В системах напорных «грязевик» устанавливается до байпаса.
Рекомендации по порядку монтажа насоса
Этой работой следует заниматься в так называемое «межсезонье». Но если возникла необходимость провести установку в отопительный период, котел требуется «заглушить» и дождаться, когда температура теплоносителя упадет – это элементарные вещи, не нуждающиеся в дополнительных комментариях.
При необходимости монтажа байпаса его лучше собрать отдельно, установив все элементы арматуры и циркуляционный насос. Останется лишь сделать врезку в трубу.
Следующий этап – стравливание воздуха с одновременным контролем системы с целью обнаружения протечек.
После этого можно смело переключать контур на работу с насосом.
Полезные советы
Циркуляционные насосы подразделяются на 2 группы, по специфике расположения ротора – «мокрые» и «сухие». В чем разница? Не вдаваясь в особенности инженерных решений, достаточно лишь отметить плюсы и минусы каждой модификации.
С ротором «сухим». Более высокий КПД. Но есть и недостатки – повышенная «шумность», необходимость регулярного обслуживания (в первую очередь, смазка уплотнителей) и особые требования к условиям эксплуатации. Такие циркуляционные насосы обязательно устанавливаются в отдельных, причем абсолютно чистых помещениях. Объяснение простое – малейшая запыленность приводит к снижению их эффективности или поломке.
Рекомендация – «сухой» насос целесообразно приобретать, если в самом котле его аналог отсутствует, и изделие является единственным устройством, обеспечивающим циркуляцию воды по трубам системы отопления.
С ротором «мокрым». Как правило, эти насосы монтируются чаще. Дело в том, что все современные бытовые отопительные котлы изначально укомплектованы таким прибором (располагается под кожухом агрегата), а вновь устанавливаемый служит лишь дополнительным элементом, обеспечивающим лучшую циркуляцию теплоносителя. Например, при неправильном выборе модели теплогенератора, при увеличении протяженности контура обогрева, при установке радиаторов, не предусмотренных первичной схемой.
Минус такого насоса – низкий КПД. Но с учетом, что он в системе не единственный, данный недостаток нивелируется, так как особо не отражается на эффективности отопления. Дополнительное преимущество – не требуется тех/обслуживание. Такие насосы исправно функционируют до полной выработки ресурса при условии, что соблюдены правила их установки.
Рекомендация – если в бытовом котле уже есть «свой» насос, то можно смело выбирать изделие с «мокрым» ротором.
Как установить циркуляционный насос отопления
Для владельцев дачных домов с индивидуальной системой отопления особо актуальным является вопрос, связанный с равномерным распределением тепла между всеми комнатами. Для этого используют циркуляционные насосные установки. И непосредственно остро встает вопрос: как же установить циркуляционный насос отопления, чтобы он обеспечивал бесперебойную высокоэффективную, надежную работу? В этот статье мы подробно рассмотрим этот вопрос.
Причины установки циркуляционного насоса
Стандартная проблема владельцев частных домов – это неравномерность распределения тепла по всей системе отопления. Если в дальних помещениях батареи чуть теплые, а котел при этом закипает, то приходится искать методы для улучшения эффективности работы всей отопительной системы.
Для распределения тепловой энергии по всему дому чаще всего используют такие решения:
увеличение диаметра труб отопительной системы;
установка насоса в систему отопления, которая уже присутствует.
Первый способ действенный и практичен, однако он требует значительных денежных и физических затрат, так как придется демонтировать все старые трубы и заменить их на новые. Установка же циркуляционного насоса в систему отопления обеспечит не только одинаковые температурные показатели по всему дому, но и предотвратит возникновению воздушных пробок, которые и являются причиной плохой циркуляции теплоносителя. Кроме того, стоимость установки небольшого насоса значительно ниже, чем замена труб всей системы отопления, да и физических усилий также потребуется значительно меньше.
Устройство и принцип работы циркуляционного насоса
Циркуляционные насосы предназначены для принудительной циркуляции теплой воды в замкнутых системах отопления. Насос состоит из нержавеющего корпуса и прикрученного к нему стального ротора или мотора, на валу мотора крепится крыльчатка, которая и способствует выбросу теплоносителя. Работе насоса способствует электродвигатель. Установленный в отопительную систему насос втягивает воду с одной стороны и выбрасывает ее в трубопровод за счет центробежной силы, которая возникает при вращении крыльчатки. Напор, создаваемый насосом, должен без проблем справляться с гидравлическим сопротивлением трубопровода, радиатора и других элементов системы.
Типы циркуляционных насосов
Как правило, насосы для отопления делятся на два типа:
В конструкциях «сухого насоса» ротор не взаимодействует с теплоносителем, его рабочая область отделена от электродвигателя специальными уплотнительными нержавеющими кольцами. При пуске эти кольца начинают вращение один к другому и тонкая водяная пленка, находящаяся между кольцами, герметизирует соединение за счет разных показателей давления в системе отопления и внешней среде. Коэффициент полезного действия циркуляционного насоса с сухим ротором становит 80 %. Кроме того, он достаточно шумный, в сравнении с «мокрым» насосом, поэтому его следует устанавливать в отдельной, хорошо звукоизолированной комнате.
В свою очередь «сухие» насосы подразделяются на три вида: вертикальные, горизонтальные и блочные. У горизонтальных «сухих» циркуляционных насосов всасывающий патрубок расположен на передней части вала, а нагнетательный – на корпусе. Электродвигатель крепится горизонтально. У вертикальных насосов патрубки расположены на одной оси, а электродвигатель расположен вертикально. Теплая вода в блочный насос поступает по направлению оси, а выводится радиально. При работе «сухого» насоса следует контролировать запыленность помещения, так как он может вызвать завихрения пыли и других мелких твердых частиц, что может повредить поверхность колец уплотнения, а вследствие – и герметичность насоса. Стоит помнить, что «сухой» насос требует присутствие жидкости в качестве смазки, так как при ее отсутствии значительно повышается риск разрушения торцевого уплотнения.
«Мокрые» циркуляционные насосы отличаются от «сухих» тем, что ротор вместе с крыльчаткой погружены в теплоноситель, который и выполняет одновременно роль смазки и охладителя. Ротор и статор разделяет специальный «стакан» из нержавеющей стали, который обеспечивает герметичность части электродвигателя, которая находится под напряжением. Для отопительной системы корпус «мокрого» насоса преимущественно должен быть бронзовым или латунным, а ротор — керамическим. В сравнению с «сухими» насосами, мокрые менее требовательны в обслуживании и ремонте, кроме того, их шумность значительно меньше. Однако существует и минус, коэффициент полезного действия «мокрого» насоса составляет около 50%. Это связанно с тем, что гильзу, которая разделяет теплоноситель и статор, герметизировать практически нереально. «Мокрые» циркуляционные насосы преимущественно применяют в бытовом отоплении, так как такой производительности для систем отопления небольшой протяжности вполне достаточно.
Как выбрать циркуляционный насос отопления
Первое, на что следует обратить внимание при выборе циркуляционного насоса, это на его мощность. Стоит помнить, что для качественно отопления не обязательно выбирать большой насос с чересчур высокой мощностью. Он будет только создавать излишний шум, стоять намного дороже, да и потребности в нем как таковой и нет.
Чтобы выбрать отопительный прибор, следует произвести точный расчет мощности циркуляционного насоса, оптимально подходящей для вашего дома. Для этого вам необходимо знать такие параметры: диаметр трубы, температура воды, уровень напора теплоносителя, пропускную способность и производительность котла.
Важно знать, сколько литров воды может пройти в минуту через отопительную систему (мощность котла). Помимо этого, необходимо рассчитать количество воды, требуемое для нормальной работы радиатора и колец отопительной системы.
Мощность циркуляционного насоса также напрямую зависит от длины трубопровода. Как правило, на 10 м. трубопровода необходимо примерно 0,5 м. насосного напора.
Чтобы рассчитать расход теплоносителя нужно просто его прировнять к параметрам мощности котла. К примеру, если мощность котла составляет 25 кВт, то расход теплоносителя составляет 25 л/мин. Батареям мощностью 15 к Вт необходимо 15 л/мин воды. Также стоит помнить, что чем уже трубопровод, тем больше сопротивление возникнет на пути передвижения теплоносителя.
Расчет расхода циркуляционного насоса для отопления
Любой циркуляционный насос имеет ряд показателей, за которыми и определяется его производительность. Основными являются напор и расход. Эти параметры отражаются в техническом паспорте.
Таким же образом рассчитывается и напор насоса отопления, согласно европейским стандартам на 1 м.кв площади частного дома необходимо 100 Вт мощности.
Схемы установки циркуляционных насосов
Существует две типовые схемы установки циркуляционного насоса: однотрубная, двохтрубная.
Первая схема характеризуется постоянным расходом теплоносителя и небольшим температурным перепадом, а вторая, наоборот, — переменным расходом и высоким температурным перепадом.
Установка циркуляционного насоса – этапы и важные нюансы монтажа
Перед установкой циркуляционного насоса тщательно изучите инструкцию и схему его подключения. Важно учесть тот факт, что отопительную систему время от времени нужно будет обслуживать, поэтому она должна иметь к себе подход.
Для начала следует слить всю отопительную жидкость из системы, затем в случае необходимости очистить трубопровод. Установка насоса и функциональной цепочки из арматуры выполняется согласно схеме подключения. По завершению монтажа отопительную систему заливают водой, затем удаляют лишний воздух из насоса путем открытия центрального винта. Стоит обратить внимание, что выводить воздух следует перед каждым включением циркуляционного насоса.
После того, как был куплен циркуляционный насос отопления, приступают к определению его места монтажа. Рекомендуется циркуляционный насос устанавливать на обратке, перед котлом. Все дело в том, что вверху котла со временем может собираться воздух и если насос установить на подаче, то он как бы будет вытягивать его из котла, в результате чего может создастся вакуум, что приведет к закипанию этой части котла. Если же насос поставить перед котлом, то теплоноситель будет вталкиваться в него, в результате чего не будет создаваться воздушное пространство и котел будет полностью заполненный. Помимо этого, при таком монтаже циркуляционный насос будет работать при более низких температурах, что повысит срок его эксплуатации.
На выбранном участке монтажа насоса выполняют, так называемый, байпас (обвод).Он необходим же для того, чтобы в случае поломки насоса или выключения электричества, вся отопительная система не перестала работать, и теплоноситель прошел через главный трубопровод благодаря открытым кранам. Следует не забывать, что диаметр трубы обвода должен быть меньше диаметра основного трубопровода. После того, как байпас готов, приступают к установке циркуляционного насоса.
Важно помнить, что вал циркуляционного насоса обязательно должен быть установлен горизонтально, иначе в воде будет находиться лишь его часть, то есть насос потеряет около 30% производительность, а в худшем варианте — рабочая зона может прийти в неисправность.
Кроме того, монтаж предусматривает и верхнее расположение клеммной коробки.
С двух сторон насосного оборудования установите шаровые краны. Они в дальнейшем понадобятся вам для обслуживания и демонтажа насосного оборудования.
Система должна обязательно включать в себя фильтр, который предназначен для защиты механизма от мелких механических частиц, которые могут нанести значительные повреждения насосу.
Сверху обводной трубопроводной линии следует вмонтировать ручной или автоматический клапан, который необходим для выпускания возникших через некий период воздушных пробок.
Для исключения произвольного протока воды в системе отопления в области входа-выхода насоса необходимо закрепить запорную арматуру.
При креплении вала двигателя необходимо обеспечить поворот коробки по оси при минимальных усилиях. Для открытой отопительной системы необходимо также предусмотреть расширительный бачок.
Соединительные узлы следует обработать герметиком, что повысит производительность всей системы отопления
Чтобы процесс установки помпы был попроще и чтобы избежать необходимость в поисках соединений и креплений самостоятельно, найдите в магазинах специальное устройство с уже подобранными разъемными резъбами.
Количество необходимых циркуляционных насосов зависит от длины трубопровода. К примеру, если длина труба составляет около 80 м. то достаточно будет установки одного насоса, если же метраж превышает этот показатель – то необходимо использовать два и больше циркуляционных насосов отопления.
Цена установки циркуляционного насоса отопления в полной мере зависит от модели самого оборудования, сложности обводных труб и, конечно же, количества контуров трубопровода.
Причины поломки циркуляционных насосов отопления
Наиболее частые причины поломки циркуляционных насосов отопления:
неправильная установка насоса
Вал двигателя должен быть расположен строго горизонтально, в ином случае в насосе может возникнуть скопление воздуха, что выведет прибор из строя.
неправильное расположение клемного модуля или подводка кабеля
игнорирование процедуры развоздушивания насоса
не качественная очистка системы от твердых частиц
Стоит помнить, что все неисправности циркуляционного насоса требуют специфических навыков и знаний, поэтому ремонт отопительного оборудования лучше доверить профессионалам.
Как установить циркуляционный насос
В системы отопления с принудительной или естественной циркуляцией ставят циркуляционные насосы. Он нужны для повышения теплоотдачи и для возможности регулировки температуры в помещении. Установка циркуляционного насоса — задача не самая сложная, при наличии минимума навыков справиться можно самостоятельно, своими руками.
Что такое циркуляционный насос и для чего он нужен
Циркуляционный насос это такое устройств, которое изменяет скорость движения жидкой среды без изменения давления. В системах отопления ставится для более эффективного обогрева. В системах с принудительной циркуляцией он — обязательный элемент, в гравитационных — можно ставить, если требуется увеличить тепловую мощность. Установка циркуляционного насоса с несколькими скоростями дает возможность менять количество переносимого тепла в зависимости от температуры на улице, поддерживая таким образом стабильную температуру в помещении.
Циркуляционный насос с мокрым ротором в разрезе
Есть два типа подобных агрегатов — с сухим и мокрым ротором. Устройства с сухим ротором имеют высокий КПД (порядка 80%), но сильно шумят, требуют регулярного обслуживания. Агрегаты с мокрым ротором работают почти бесшумно, при нормальном качестве теплоносителя могут качать воду без отказов более 10 лет. Они имеют меньший КПД (порядка 50%), но их характеристик более чем достаточно для отопления любого частного дома.
Куда ставить
Устанавливать циркуляционный насос рекомендуют после котла, до первого ответвления, а вот на подающем или обратном трубопроводе — все равно. Современные агрегаты делают из материалов, которые нормально переносят температуры до 100-115°C. Мало найдется систем отопления, которые работают с более горячим теплоносителем, потому соображения более «комфортной» температуры несостоятельны, но если вам так спокойнее, ставьте в обратке.
Можно ставить в обратном или прямом трубопроводе после/перед котлом до первого ответвления
Нет разницы и по гидравлике — котлу, да и остальной системе, абсолютно все равно, в подающей или обратной ветке стоит насос. Что имеет значение — это правильность установки, в смысле обвязки, и правильная ориентация ротора в пространстве. Остальное неважно.
Есть два типа систем отопления — с принудительной и естественной циркуляцией. Системы с принудительной циркуляцией работать без насоса не могут, с естественной — работают, но в таком режиме имеют более низкую теплоотдачу. Тем не менее, меньшее количество тепла, это все-таки намного лучше, чем его полное отсутствие, потому в местностях, где электричество отключают часто, проектируют систему как гидравлическую (с естественной циркуляцией), а затем в нее врезают насос. Это дает высокую эффективность и надежность отопления. Понятное дело, что установка циркуляционного насоса в этих системах имеет отличия.
Все системы отопления с теплым полом принудительные — без насоса через такие большие контура теплоноситель не пройдет
Принудительная циркуляция
Так как система отопления с принудительной циркуляцией без насоса неработоспособна, его устанавливают прямо в разрыв подающей или обратной трубы (по вашему выбору).
Большинство проблем с циркуляционным насосом возникают из-за наличия в теплоносителе механических примесей (песка, других абразивных частиц). Они способны заклинить крыльчатку и остановить мотор. Потому перед агрегатом обязательно ставят сетчатый фильтр-грязевик.
Установка циркуляционного насоса в систему с принудительной циркуляцией
Также желательно с двух сторон установка шаровых кранов. Они дадут возможность заменить или отремонтировать устройство без слива теплоносителя из системы. Перекрываете краны, снимаете агрегат. Сливается только та часть воды, которая была непосредственно в этом куске системы.
Естественная циркуляция
Обвязка циркуляционного насоса в гравитационных системах имеет одно существенное отличие — необходим байпас. Это перемычка, которая делает систему работоспособной при неработающем насосе. На байпасе ставят один шаровый отсечной кран, который закрыт, все время, пока работает перекачка. В таком режиме система работает как принудительная.
Схема установки циркуляционного насоса в системе с естественной циркуляцией
Когда пропадает электричество или агрегат выходит из строя, кран на перемычке открывают, кран, ведущий на насос, перекрывают, система работает как гравитационная.
Особенности монтажа
Есть один важный момент, без которого установка циркуляционного насоса будет требовать переделки: требуется разворачивать ротор так, чтобы он был направлен горизонтально. Второй момент — направление потока. На корпусе есть стрелка, указывающая в какую сторону должен течь теплоноситель. Вот так и разворачивайте агрегат, чтобы направление движения теплоносителя было «по стрелке».
Подключение к электропитанию
Работают циркуляционные насосы от сети 220 в. Подключение — стандартное, желательна отдельная линия электропитания с автоматом защиты. Для подключение требуются три провода — фаза, ноль и заземление.
Само подключение к сети можно организовать при помощи трехконтактных розетки и вилки. Такой способ подключения используется, если насос идет с подключенным питающим проводом. Также можно подключить через клеммную колодку или напрямую кабелем к клеммам.
Клеммы располагаются под пластиковой крышкой. Ее снимаем, открутив несколько болтов, находим три разъема. Они обычно подписаны (нанесены пиктограммы N — нулевой провод, L — фаза, а «земля» имеет интернациональное обозначение), ошибиться трудно.
Куда подключать кабель электропитания
Так как от работоспособности циркуляционного насоса зависит вся система, имеет смысл сделать резервированное питание — поставить стабилизатор с подключенными аккумуляторами. При такой системе электропитания все будет работать и несколько суток, так как сам насос и автоматика котла «тянут» электричества по максимуму 250-300 Вт. Но при организации надо все просчитать и подобрать емкость аккумуляторов. Недостаток такой системы — необходимость следить за тем, чтобы аккумуляторы не разряжались.
Как подключить циркуляционник к электричеству через стабилизатор
Здравствуйте. Моя ситуация, насос 25 х 60 стоит сразу после электрокотла на 6 квт, далее магистраль из трубы 40 мм идёт в баню (там три стальных радиатора) и возвращается к котлу; после насоса ответвление вверх, далее 4 м, вниз, окольцовывает дом 50 кв. м. через кухню, далее через спальню, где удваивается, потом зал, где утраивается и вливается в обратку котла; в бане ответвление 40 мм вверх, выходит из бани, входит на 2 этаж дома 40 кв. м. (там два чугунных радиатора) и возвращается в баню в обратку; на второй этаж тепло не пошло; идея установить второй насос в бане на подачу после ответвления; общая длина трубопровода 125 м. Насколько решение правильное?
Как вам статья?
Установка циркуляционных насосов | Bola Systems
Электронный циркуляционный насос в настоящее время является неотъемлемой частью системы отопления любого здания. Он обеспечивает циркуляцию воды от источника тепла к системе отопления, такой как радиаторы или теплые полы. Неправильный монтаж может привести к снижению эффективности обогрева, а также к повреждению системы отопления. Поэтому пренебрегать установкой не стоит. О чем вам нужно подумать?
Размещение циркуляционного насоса
Для правильной работы циркуляционного насоса важно его правильное размещение в системе отопления. Это должен определить профессионал, проектировавший ваш дом или систему отопления.
Однако, если вы решили установить его самостоятельно, есть два основных способа его размещения – либо на обратном трубопроводе, по которому холодная вода поступает в котел, либо на линии отвода горячей воды, идущей от котла. Ранее рекомендовалось размещать циркуляционные насосы исключительно на трубах холодной воды из-за возможного теплового повреждения. Современные циркуляционные насосы изготавливаются из материалов, выдерживающих даже высокие температуры. Поэтому, если по каким-то причинам вы не можете установить насос на обратке, вы легко можете установить его в начале контура.
Также стоит помнить, что циркуляционный насос должен быть легко доступен для возможного ремонта или настройки в будущем.
Замена старого насоса
Если вы заменяете старый циркуляционный насос в существующей системе отопления, при покупке нового необходимо обратить внимание на определенные параметры. Прежде всего, новый насос должен иметь такую же гидравлическую мощность, конструктивную длину и диаметр присоединительной резьбы. Однако при смене циркуляционного насоса в связи с увеличением площади теплого пола или количества радиаторов необходимо подстроить параметры под новые условия.
Будьте особенно осторожны при снятии старого циркуляционного насоса. В насосе может быть горячая вода, также под высоким давлением, поэтому существует риск ошпаривания. Осторожно слейте воду из насоса перед разборкой.
Напор насоса определяется не высотой дома, а длиной трубы.
Механическая установка нового насоса
Если вы уже выбрали место для установки циркуляционного насоса и сняли старый насос, пришло время установить новый. Сначала соберите циркуляционную систему следующим образом:
Необходимо иметь клапаны с обеих сторон насоса, что позволит остановить поток воды в случае ремонта или демонтажа насоса. Накрутите клапаны на резьбу насоса. Иногда кран можно установить только перед насосом, а обратный клапан поставить за насосом, но с учетом большей безопасности и комфорта при обращении с насосом лучше иметь два клапана. Вы также можете заменить клапаны фитингом с кулачковым замком, который закрывается шестигранным ключом.
Перед насосом и в направлении, указанном стрелкой на фильтре, необходимо установить фильтр, улавливающий любую грязь и предотвращающий засорение насоса. Установите обратный клапан за насосом. Если вентиляционный фильтр не является частью самого насоса, подключите его к системе. Все соединения должны быть надлежащим образом уплотнены нагревательной прокладкой, предпочтительно резиновой. Собранную таким образом насосную систему закрепить на трубах системы отопления с помощью латунного фитинга.
Возможные положения циркуляционного насоса смотрите в инструкции к конкретной модели, но обычно можно выбрать вертикальное или горизонтальное положение. Однако всегда необходимо соблюдать направление потока воды, указанное стрелками непосредственно на насосе. В то же время распределительная коробка не должна находиться над насосом, так как это может помешать надлежащему удалению воздуха из насоса.
Во время установки насос должен быть обесточен!
Подключение насоса к сети
После успешной установки циркуляционного насоса его необходимо подключить к источнику питания. Насосы поставляются в стандартной комплектации с напряжением 230 В. Проверьте свой конкретный насос.
Помимо самого двигателя насоса, в зависимости от конкретной модели, необходимо также подключение блока управления и термодатчиков. Циркуляционный насос представляет собой относительно сложное электронное устройство, поэтому его установка в сеть может производиться только уполномоченным лицом. Неправильная проводка может привести не только к повреждению насоса, но особенно к травмам.
Подходящим аксессуаром для циркуляционной насосной системы является резервный источник питания, обеспечивающий ее бесперебойную работу в случае отключения электроэнергии.
Установка нескольких циркуляционных насосов
Необходимое количество циркуляционных насосов определяется длиной трубопровода. Как правило, достаточно одного насоса на 80 м трубы. Если у вас более длинные трубы или теплые полы, рекомендуется установить больше циркуляционных насосов. В противном случае напора будет недостаточно и распределение горячей воды в системе отопления будет неравномерным.
Если у вас более одного котла, необходимо иметь хотя бы один насос для каждого. При установке более одного насоса на один котел целесообразно подключить так называемое кольцевое пространство, уравновешивающее давление в котле. Чрезмерное давление может повредить котел, если одновременно работают несколько насосов.
Запуск циркуляционного насоса
Перед первым пуском необходимо прокачать некоторые насосы и установить требуемый режим, соотв. производительность. Насосы без вентиляции шумны и могут быть необратимо повреждены. Однако некоторые современные циркуляционные насосы прокачиваются и регулируются автоматически.
Что такое рециркуляционный насос для горячей воды?
Вы когда-нибудь задумывались, почему ваш кран с горячей водой дает вам холодную воду при первом включении? В зависимости от размера вашего дома, вы можете ждать горячей воды несколько секунд или даже минут. Это не только неудобно, но и расходует много воды.
Расстояние, которое необходимо пройти горячей воде, является причиной того, что сначала выходит холодная вода. Когда кран открыт, горячая вода поступает в раковину через водопровод. При его выключении вода останавливается, но не возвращается в водонагреватель. Он остается в трубах и остывает. В следующий раз, когда вам понадобится горячая вода, холодная вода в трубах должна быть вытеснена свежей горячей водой из водонагревателя. Чем больше труб между водонагревателем и краном, тем больше холодной воды и тем дольше она уходит.
Но есть некоторые решения.
Вы можете попросить сантехника установить рециркуляционный насос. На вашем водонагревателе установлен рециркуляционный насос горячей воды, возвращающий неиспользованную горячую воду обратно в водонагреватель. Предназначен для обеспечения горячей водой по требованию.
Два типа циркуляционных насосов
Вариант №1
Полная система циркуляционных насосов
При использовании этого варианта в водопроводе вашего дома устанавливается дополнительная труба, предназначенная для горячей воды. Эта система создает петлю от водонагревателя до крана и обратно. Неиспользованная горячая вода всасывается обратно через этот контур насосом, поэтому, когда вы включаете краны с горячей водой, вы быстро получаете горячую воду. Вода не остается в трубах для охлаждения, и вы тратите меньше воды, потому что вам не нужно ждать.
Вам может быть интересно, как это повлияет на ваши расходы на газ и электроэнергию. Если водонагреватель работает непрерывно с бесконечным циклом воды, разве это не будет стоить дороже? Не обязательно.
Многие насосы оснащены датчиками и таймерами. Датчик отключает насос после того, как горячая вода сделает полный контур. Таймер позволяет контролировать, когда помпа активна. Вы можете настроить его на автоматическое отключение ночью, когда вы на работе или в отпуске. Если ваш насос не имеет этих функций, профессиональный сантехник может помочь вам добавить их.
Это вариант не для всех. Стоимость насоса и необходимой дополнительной трубы может быть высокой. Кроме того, многие проекты домов в Нью-Мексико затрудняют добавление трубы, необходимой для этой системы. Если это решение сложно для вашего дома или бюджета, есть еще один вариант.
Вариант №2
Система комфорта с циркуляционным насосом
Эта система использует существующую трубу холодной воды для подачи неиспользованной воды обратно в водонагреватель. Это экономичное решение для домовладельцев, которые недовольны ожиданием горячей воды, но не могут установить первый вариант. Система «Комфорт» может быстро подавать горячую воду в те места в вашем доме, где на подачу горячей воды уходит много времени. Например, если ваша вода находится далеко от вашего душа или кухни, рециркуляционный насос решит эту проблему.
Вам также не нужно будет устанавливать дополнительную трубу. Это снижает первоначальную стоимость. Эти насосы обычно стоят где-то в диапазоне от 500 до 800 долларов, хотя существуют исключения. Однако у этой системы есть свои недостатки.
Проблема с этой опцией заключается в том, что из-за того, что горячая и холодная вода проходят по одной и той же трубе, вода из холодного крана может быть теплой или остывать через некоторое время, особенно если у вас болотный кулер. Некоторые домовладельцы летом отключают насос, чтобы решить эту проблему.
Вы можете не осознавать, что у вас уже есть рециркуляционная система. Предыдущий домовладелец мог отключить насос. Стоит проверить, есть ли он у вас уже, особенно если вас не устраивает время, необходимое для подачи горячей воды в некоторые части вашего дома. Ваш специалист по сантехнике может помочь вам найти насос и привести его в рабочее состояние.
Марка Бетона В15: Пропорции, Характеристики, Применение
Запалубливание бетона В15
Бетон В15 марка М200 – практически панацея на строительной площадке любого объекта. На заводах льют из смесей такого класса сборный железобетон, предназначающийся не для несущих конструкций.
При самостоятельных работах на своем участке, также зачастую применяют именно такую марку. Перед «массовым» применением смеси В15 нужно знать все ее характеристики, которые можно рассмотреть «под микроскопом» в нашей публикации.
Содержание статьи
Какой бывает бетон В15
Расчет состава бетона
Свойства бетона В15
Без знания каких характеристик бетона нельзя начинать строительство
В помощь проектировщикам
Расчет состава бетона
Рецептура бетона В15
Калькулятор объема бетона
Какой бывает бетон В15
Различные виды бетона и их текстура
Хотя класс бетона В15 единый для всего «бетонного семейства», от его вида и структуры будет завесить и область применения:
Бетон на крупном заполнителе – имеет широкий диапазон применения, например, лента фундамента небольшого одноэтажного здания, лестничные марши (зависит от проекта конструкции), половые стяжки, бассейны, отмостки, цоколи, садовые дорожки с небольшой проходимостью.
Лестничные марши железобетонные
Пескобетон М200 частенько используется в ландшафтном дизайне при создании всевозможных скульптур и декоративных объектов на участке. Нередко именно такую смесь выбирают в качестве ремонтной при реконструкции сборного железобетона.
Бетонные вазы
Керамзитобетон В15 чаще всего применим для заливки швов и теплоизоляционного слоя. Реже из такой марки льют блоки, но не для несущих стен.
Бетон БГС В15 на керамзите
Арболита, пенобетона и газобетона с классом В15, как таковых «в природе» не существует. Для подобных теплоизоляционных смесей подобный класс считается неуместным, так как вся прелесть «теплоты» блоков просто исчезнет без следа. А данной прочности для возведения полноценных несущих стен здания более одного этажа маловато.
Пеноблоки высокой плотности
Пескоблоки производятся из смеси марки не ниже 300. Для подобных стеновых изделий класса В15 маловато, разве, что для перегородок подойдет, да и то, лучше не экспериментировать и «не переводить» материал.
«Веселые» пескоблоки
Бетон кл В15 также можно смело назвать универсальным материалом в плане способа затвердевания, которое может происходить различными доступными способами:
естественным;
автоклавным;
при атмосферном давлении.
Это дает шикарный старт для проведения бетонных работ при любых условиях.
Как видите, вроде бы один класс бетона, но в то же время применение его довольно различное. Поэтому перед принятием решения, какую именно смесь использовать в конкретном случае, заранее ознакомитесь со всей технической документацией.
Расчет состава бетона
Объем бетона:
м3
Марка бетона:
М100М200М250М300
Итог:
Цемент:
0
Песок:
0
Щебень:
0
Вода:
0
Свойства бетона В15
Подчиняется бетон класса В15 ГОСТ 26633-2012 – этот стандарт самый главный, хоть и общий. Он сориентирует не только по основным характеристикам, которыми должна обладать смесь подобного класса, но и подскажет в какой технической документации искать нормативы по приемке, качеству сырья и методам испытания контрольных образцов.
Без знания каких характеристик бетона нельзя начинать строительство
Контрольные образцы для определения прочности бетона
Отдавая образцы в лабораторию для анализа, нельзя давать отмашку на производство работ со смесью, так как некачественный раствор существенно повлияет на эксплуатацию и долговечность всего объекта.
А посему определяем ключевые характеристики бетона В15:
Прочность на сжатие – основной параметр, на который определяет насколько качественный получился бетон — класс В15 как раз характеризует нагрузку, испытываемую образцом на 28 суток – 196 кгс/см2. На 7 сутки куб выдерживает до 70% прочности от заявленной. Но, контрольным показателем, все-таки является 28-суточный возраст, и расчетное сопротивление бетона В15 на этом сроке является основанием, чтобы выдать протокол и сертификат на качество.
Внимание! Если образец не выдерживает заявленных нагрузок, подкорректируйте подбор состава или перепроверьте на соответствие качественным показателям сырьевые компоненты.
Проверка бетона на прочность
Пластичность необходима для комфортной и качественной укладки смеси. Плохо уплотненный бетон показывает прочность ниже проектной. Для марки М200 достаточной пластичностью считается раствор с маркой П4 — П2. Какую выбрать в конкретном случае – зависит от проекта. Повышается пластичность путем введения в рабочую смесь специальных присадок. Увеличение количества воды – плохая практика, снижающая прочность бетона.
Нормальная пластичность раствора
Осадка конуса – характеристика пластичности. Чтобы определить за 10 минут насколько пластична смесь, достаточно провести небольшое испытание, инструкция которого досконально показывает видео в этой статье. Осадка конуса для смеси класса В15 — от 5 до 20 см. Это значение зависит от проектируемой марки пластичности.
Характеристика смеси по подвижности
Внимание! Необязательно покупать необходимые приспособления для проведения испытания. Сделать их можно своим руками, только опираясь на гостовские параметры. Но для сертификации бетона, наличие поверенных приборов для определения подвижности просто необходимо.
В помощь проектировщикам
Проектирование железобетонных сборных конструкций
Помимо «ходовых», существуют еще и технические характеристики бетона, дающие полную картину о его качестве. Хотя их проверку заказывает далеко не каждый практикующий строитель, и опирается только на прочность при сжатии.
Считается, если этот параметр соответствует гостовским значениям, то и остальные характеристики тоже. Но это не совсем так.
Поэтому при начале нового объекта прямо на стройке, или на заводах ЖБ определяют следующие параметры:
Прочность на изгиб показывает предел, который может выдержать бетон под действием изгибающих нагрузок. Для марки М200 всего 3,5 МПа. Но при грамотном армировании расчетное сопротивление на растяжение увеличивается.
Схема испытания бетонного образца на изгиб
Передаточная прочность бетона – чисто производственная характеристика, необходимая для определения уровня созревания бетона на момент обжатия арматуры. Если она недостаточная, то при снятии с напряжения может разрушиться все бетонное тело. Поэтому после ТВО обязательно определяют кубиковую прочность, по которой и принимается решение о снятии с напряжения изделия.
ЖБИ преднапряженные
Модуль упругости – совокупная характеристика, определяющая насколько долго и интенсивно тот или иной материал может подвергаться деформационным воздействиям. В основном его определяют по двум критериям – по пределу прочности на растяжение и на сжатие. Работают с таким параметром в основном профессионалы, специализирующиеся на исследовании бетонов — для обычных мастеров и застройщиков он по сути не играет особой роли. Но, все же, начальный модуль упругости бетона В15 на обычных заполнителях равен 265 0000 кг/кв. м.
Некачественный бетон
Водонипроницаемость – способность бетона не пропускать и не впитывать влагу. В основном это качество зависит от плотности и пористости материала. Для марки М200 марка по водонепроницаемости — W
Все-таки, бетон прекрасен!
Морозостойкость напрямую зависит от водонепроницаемости, и характеризует способность противостоять циклам оттаивания и замораживания той самой влаги, которая проникает в поры бетона. Естественно, при таких процессах материал потихонечку начинает разрушаться.
Обычный бетон кл В15 W=4 F=75 – имеет именно такие марки по водонепроницаемости и морозостойкости. F75 означает, что М200 может выдерживать всего 75 циклов заморозки-разморозки, что очень мало при резко континентальном климате. Чтобы повысить морозостойкость используются специальные пластификаторы.
При их применении, можно добиться и марки F100, и W4 F150. Редко достигаются марки W6 F150, которые соответствуют марке М250.
Узнав, какие имеет бетон класса В15 характеристики и их соответствие нормативам, можно смело без опасений приступать к массовому его производству по заранее отработанному составу.
Расчет состава бетона
Нужно получить:
Объем бетона, м3м3 Необходимо указать объем бетона, который вы хотите получить.
Марка (класс) бетонаM100 | B7,5M150 | B10M150 | B12,5M200 | B15M250 | B20M300 | B22,5M350 | B25M350 | B26,5M400 | B30M450 | B35M550 | B40M600 | B45 Выберите марку (класс) бетона, которую хотите получить. М100 (В7.5) Из-за низкой прочности используется в основном при подготовительных бетонных работах. Может быть использован в виде «подушки» под фундамент, бордюр, тротуарную плитку, дорожное полотно и т.п. М150 (В12.5) Бетон данной марки имеет достаточную прочность для заливки разных типов фундамента под малые сооружения. Также используется для заливки стяжек пола, укладки бетонных дорожек. М200 (В15) Одна из самых востребованных марок бетона (наравне с М300) используемых в загородном строительстве. Основное применение: заливка фундамента (свайно-ростверкового, ленточного, плитного), изготовление бетонных дорожек, стен, лестниц. М250 (В20) Используется для заливки фундамента, малонагруженных плит перекрытий, изготовление лестниц, подпорных стен. М300 (В22.5) Наравне с М200 имеет большую популярность в частном строительстве. Данная марка бетона за счет своей универсальности позволяет использовать его для заливки фундамента под практически любой дом в загородном секторе, а также для изготовления лент заборов, плит перекрытий. М350 (В25) Основное применение: изготовление плит перекрытий, несущих стен, колон, железобетонных изделий и конструкций, отлив монолитных фундаментов. М400 (В30) Редко используется в загородном строительстве. Используется для изготовления поперечных балок, подпорных стенок, конструкций мостов и гидротехнических сооружений, заливки чаш бассейнов, цокольных этажей монолитных зданий. М450(B35) Основное применение: банковские хранилища, мостовые конструкции, метростроение, гидротехнические сооружения. М550 (В40) Основное применение: железобетонные конструкции специального назначения (хранилища банков, плотин, дамб, метростроении). М600 (В45) Основное применение: фундаментные основы для комплексных и масштабных объектов, мостовые опоры, гидротехнические сооружения, объекты особого назначения (бункеры и т.п.).
Подвижность смесиЖ4Ж3Ж2Ж1П1П2П3П4 Выберите подвижность (жесткость) бетонной смеси. Бетонные смеси по удобоукладываемости разделяются на подвижные и жесткие. Определяется класс подвижности и жесткости по осадке конуса. Подвижность определяется в см, жесткость в сек. Ж1 (5-10сек) | Ж2 (11-20сек) | Ж3 (21-30сек) | Ж4 (31сек и более) П1 (ОК 1-4см) | П2 (ОК 5-9см) | П3 (ОК 10-15см) | П4 (ОК более 16см) Ж1-Ж4 — бетон данной жесткости применяется в дорожном строительстве и в изготовлении определенных железобетонных изделий. П1-П2 — используется в производстве стеновых и фундаментных блоков, железобетонных изделий, тротуарной плитки, брусчатки и т.п. П3-П4 — подвижность бетонной смеси, которая в основном используется в частном строительстве при заливке фундаментов, лестниц, плит, балок, колонн и т.п. П5 — данные бетонные смеси называются литыми (как и П4) и используется для подачи бетона бетононасосом на большую высоту, а также для заливки конструкций с большим содержанием арматуры и закладных деталей.
У нас есть:
Бетономешалка, лл При использовании бетономешалки укажите ее объем. Калькулятор посчитает кол-во замесов для необходимого объема бетона и кол-во составляющих смеси (цемента, песка, щебня и воды) для одного замеса. Если для замешивания вы используете любую тару вертикальной загрузки (ведро, корыто и т.п.) то укажите в литрах объем данной тары. Результаты расчета можно увидеть ниже в данном калькуляторе «Расчет для 1 замеса бетономешалки: Расчетные значения по коэф. выхода бетонной смеси».
Цемент, маркаM300M400M500M600 Необходимо выбрать марку портландцемента, которая будет использована для приготовления бетона. Нужно помнить, что марка цемента должна быть не ниже марки получаемого бетона. Рекомендуемые марки портландцемента для нужного класса (марки) бетона. М300 – от бетона М100 (В7,5) до М250 (В20) М400 – от бетона М200 (В15) до М350 (В25) М500 – от бетона М300 (В25) до М450 (В35) М600 – от бетона М450 (В35) до М600 (В45) В России портландцемент М300 снят с продажи. На Украине данная марка еще продается.
Насып. плотность цементакг/л По умолчанию насыпная плотность цемента 1,3 кг/л (1300 кг/м3). Портландцемент имеет насыпную плотность в диапазоне 1000 – 1700 кг/м3. В «свежем» цементе она в среднем 1100 кг/м3. В результате хранения и транспортировки цемент уплотняется и имеет значение насыпной плотности порядка 1500-1700 кг/м3.
Изменить насыпную плотность цемента
Мелкий заполнитель, мм1,1-1,8мм | мелкий песок2-2,5мм | средний песокболее 2,5 | крупный песок Выберите фракцию мелкого заполнителя – песка.
Крупный заполнитель, мм10мм | щебень20мм | щебень40мм | щебень70мм | щебень10мм | гравий20мм | гравий40мм | гравий70мм | гравий Выберите максимальную фракцию крупного заполнителя, который будет использован для приготовления бетона. Например, если у вас щебень фракции 5-20мм, ваш вариант 20мм | щебень.
Суперпластификатор С-3нетда Суперпластификатор С-3. Аналоги Дофен, СП-1, СП-3. При расчете используется суперпластификатор в сухом виде. Пластифицирующие добавки: 1 группа – суперпластификаторы (пример С-3, Дофен). Увеличивают подвижность смеси с П1 до П5 (осадка конуса с 2см до 25см) без снижения прочности бетона; 2 группа – сильнопластифицирующие добавки (пример ЛСТ). Увеличивают подвижность смеси с П1 до П4 (ОК с 2см до 20см) без снижения прочности бетона; 3 группа – среднепластифицирующие добавки. Увеличивают подвижность смеси с П1 до П3 (ОК с 2см до 15см) без снижения прочности бетона; 4 группа – слабопластифицирующие добавки. Увеличивают подвижность смеси с П1 до П2 (ОК с 2см до 9см) без снижения прочности бетона.
Рецептура бетона В15
Правильный состав бетона В15 на 1 м3 – залог долговечного изделия. Конечно, много зависит и от качества сырья. Но при условии его несоответствия стандартам и неграмотно составленной рецептуре – ничего «путного» не выйдет. Предлагаем на В15 бетон состав приблизительного соотношения ингредиентов Ц:П:Щ 1 : 2,8 : 4,8.
Если в количественном выражении, то потребуется на 1 куб:
цемент – 279 кг;
песок – 781 кг;
щебень – 279 кг;
вода без учета пластификаторов – 190 л.
При этом масса бетона В15 в сухом состоянии одного куба будет примерно равна 2 182 кг. Опять же, эта цифра будет зависеть от количества компонентов, так же, как и его цена. Поэтому стараются по максимуму урезать количество цемента, путем большей дозации щебенки и пластификаторов.
На фото подача бетона непосредственно в опалубку
Зная, каким свойствам должен соответствовать бетон В15, путем перебора составов, подбора наиболее качественных компонентов и оптимального режима тепловлажностной обработки, можно получить ту «золотую середину» качества и стоимости, за которой гоняются все бетонщики. Поэтому, экспериментируйте, ведь только так рождается что-то прекрасное!
Калькулятор объема бетона
Площадь плиты
м2.
Толщина плиты
м.
Марка бетона М200, М400, В20, В15, В10 — Торговый дом «ЮжУралПБК», г.
Челябинск
Качество бетона определяется его классом (В) или маркой (М). Это – самые важные характеристики для данного материала. Выбор бетона осуществляется в первую очередь по прочности и лишь во вторую по другим параметрам. Не столь важными, но также существенными при определенных обстоятельствах считаются: водонепроницаемость (W), подвижность (П) и морозостойкость (F). Все параметры регламентируются ГОСТом.
Отличие класса и марки одного и того же материала не только в буквенном обозначении: бетон В – класс, а бетон М – марка, но и в цифровой нумерации. Класс бетона показывает гарантированную прочность, а марка – ее среднее значение. В обиходе пользуются понятием марка материала, зато в стандартах СЭВ 1406, например, указывается класс. При выборе бетона необходимо учитывать данный нюанс и не путать одно с другим.
Марки бетона
Бетон марка 100 (М100, В7,5) – это так называемый легкий бетон, который используется при предварительных работах, например, для заливки фундамента, арматуры, при дорожных работах.
Бетон марка 150 (М150, В12,5) – считается тощим материалом или легким. Применяется при изготовлении монолитных плит или заливке фундамента в ходе предварительных работ. Эту марку используют для создания фундамента лишь малых построек. Основное поле применения – стяжки для пола, обустройство дорожек, сооружение дорожного бордюра.
Бетон марка 200 (М200, В15) – это, конечно, еще не бетон ЖБИ, но имеет уже достаточную прочностью на сжатие, чтобы использоваться в широком спектре строительно-монтажных работ. Применяется для возведения фундаментов, подпорных стен, площадок, лестниц, бетонных подушек для бордюров.
Бетон марка 250 (М250, В20) – почти такой же, что и предыдущий материал, только прочнее, а значит, и применяться может не только для тех же работ, что и марка бетона м200, но и для изготовления плит перекрытий, требующих малой нагрузки.
Бетон марка 300 (М300, В22,5) – весьма распространенный класс материала, который используется при заливке монолитных фундаментов. Не обходятся без данной марки работы по заливке отмостков, площадок, изготовлению лестниц, заборов.
Бетон марка 350 (М350, В25) – основная область применения — плитные фундаменты, возводимые во время постройки многоэтажных домов. Бетон в25 марка 350 имеет хорошую прочность, отлично выдерживает повышенную нагрузку, а поэтому применяется для изготовления плит перекрытия, емкостей для бассейнов, несущих колонн, дорожных плит и при возведении домов-монолитов.
Бетон марка 400 (М400, В30) – материал характеризуется быстрым схватыванием, высокой прочностью и отличной надежностью. Марка бетона м400 имеет достаточно высокую цену, чтобы использоваться наравне с предыдущими смесями. Однако, для сооружения гидротехнических конструкций, хранилищ, торговых центров, аквапарков, развлекательных комплексов лучше его не найти. Бетон М400 – идеальный материал для зданий с повышенными требованиями безопасности.
Бетон марка 450 (М450, В35) – быстро схватывается, надежен и прочен. Недостаток один – высокая цена. Область использования: плотины, дамбы, хранилища, метрополитен и прочие сооружения, требующие высокую безопасность.
Бетон марка 500 (М500, В40) и 550 (М550, В45) – еще прочнее предыдущего и более надежен, но из-за высокой цены при возведении жилых зданий не применяется. Он используется в гидротехническом строительстве, в конструкциях специального назначения и подземных сооружениях.
Проверка качества бетона
Проверка качества бетона сводится к измерению соответствия его параметров ГОСТу и проводится в лаборатории. Подобную экспертизу в обязательном порядке проводят на заводе по изготовлению бетонных смесей. Любой желающий также может заказать эту услугу. Для этого необходимо взять пробу смеси, налив ее в небольшой кубик либо цилиндр, и отправить в лабораторию. Проверка параметров делается на специальном прессе, где пробы после полного высыхания при определенных условиях подвергаются сжатию. Результаты сверяются с ГОСТом.
Выбор правильной марки бетона станет залогом успешного строительства, однако, ни к чему тратить лишние деньги и приобретать смесь более высокого класса, чем это требует данный объект. Чтобы конструкция была надежной, вполне достаточно правильного ухода за высыхающим материалом, который должен равномерно сохнуть в течение 4-х недель. Быстрое высыхание или промерзание смеси ухудшит прочность даже самого лучшего бетона.
Kato 20-874 N Scale V15 UNITRACK Комплект двойных направляющих для станции в японской упаковке
Като
(пока отзывов нет)
Написать рецензию
Kato
Kato 20-874 N Scale V15 UNITRACK Комплект двойных направляющих в японской упаковке для станции
Рейтинг Требуется
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Требуется
Тема обзора Требуется
комментариев Требуется
Артикул:
КАТ20-874
СКП:
4949727522937
MPN:
20-874
Доставка:
Рассчитано на кассе
MSRP:
$65. 00
Сейчас:
42,12 $
— Вы экономите
22,88 $
Текущий запас: 33
Количество:
Описание
Дополнительная информация
Описание
KATO N SCALE UNITRACK V15 НАБОР ДВОЙНЫХ НАПРАВЛЕНИЙ ДЛЯ СТАНЦИОННЫХ СОВРЕМЕННЫХ БЕТОННЫХ СВЯЗЕЙ. Все новые двухпутные уширители — расширьте стандартную бетонную двойную колею на три длины пути (достаточно места для платформы станции). Включает в себя две специальные сверхширокие двухпутные опоры контактной сети, чтобы соответствовать расширенной площади пути. КОМПЛЕКТ ВКЛЮЧАЕТ: Количество 4–9 шт.Бетонная стяжка 3/4 дюйма (248 мм) с двойной прямой направляющей. Количество 4–4 7/8-дюймовая (124 мм) бетонная стяжка с двойной прямой направляющей. Количество 1 – 12-дюймовый расширительный двухколейный правый. Количество 1 – 12-дюймовый расширительный двухколейный левый. Количество 2 — двойная широкая гусеница. Наборы контактных столбов. Количество 2 — Наземные сооружения для конца платформы. Наборы Kato UNITRACK Master (M) и Variation (V) — это идеальные наборы дополнительных дорожек, идеально подходящие для начинающих, которые хотят начать заниматься своим хобби, а также предоставляют сложные структуры для тех, кто хочет создавать более сложные и продвинутые макеты. Начиная с базового мастер-набора, вы можете расширить его, чтобы создать любой желаемый макет, добавив столько наборов вариаций или отдельных фрагментов unitrack, сколько захотите. Каждая коробка набора вариантов содержит полный ориентир планировки, будь то промежуточная площадка, разъездной путь или эстакада виадука.
Просмотреть всеЗакрыть
Дополнительная информация
Марка:
Като
MPN:
20-874
Шкала:
Шкала N
Производитель:
Като
Состояние сборки:
Готов к работе/Сборный
Тип:
Гусеница и аксессуары
Просмотреть всеЗакрыть
World of Concrete 2016 Проходит в Лас-Вегасе
Автор: CE 1 февраля 2016 г. Просмотр профиля
Строительство идет полным ходом. Фактически, расходы на строительство в октябре прошлого года достигли самого высокого уровня почти за восемь лет с ростом во всех основных категориях, согласно анализу Associated General Contractors of America. Но официальные лица ассоциации также предупредили, что спрос на строительство, по-видимому, растет более быстрыми темпами, чем предложение квалифицированных рабочих, доступных для заполнения вакансий в фирмах. Вот почему такие выставки, как «Мир бетона», так важны. Они предоставляют форум для поиска отличного оборудования, обучения и услуг, которые могут помочь заменить и дополнить этот труднодоступный труд.
World of Concrete 2016, который пройдет 2-5 февраля (семинары 1-5) в конференц-центре Лас-Вегаса, будет включать целую неделю захватывающих демонстраций новых продуктов, мероприятий и конкурсов, более 100 образовательных занятий, обедов, интерактивные мастер-классы и практические занятия. Шоу также может похвастаться большими номерами.
Организаторы ожидают значительного роста по сравнению с World of Concrete 2015, который стал крупнейшим событием за шесть лет, с 55 779 зарегистрированными специалистами, из которых более 1 459компании, выставляющие более 675 000 квадратных футов площади.
СВЯЗАННЫЙ: Отчет WOC: Прощание с World of Concrete 2015 (Фото)
Фактически, World of Concrete 2016 уже объявил, что будет поддерживать около 1400 ведущих поставщиков со всего мира в более чем 700 000 нетто квадратных футов внутренней/открытой выставочной площади. «В прошлом году на выставке WOC 2015 демонстрационный зал был наполнен волнением и ощутимой энергией, — заявил Джеки Джеймс, директор World of Concrete, в пресс-релизе. «Этот космический розыгрыш превзошел ожидания по площади, и мы уверены, что мероприятие 2016 года станет еще одним чрезвычайно успешным мероприятием как для экспонентов, так и для посетителей».
World of Concrete — единственное ежегодное международное мероприятие в отрасли, посвященное промышленному строительству из бетона и кирпичной кладки, но оно также стало крупнейшей общей строительной выставкой в США за пределами CONEXPO-CON/AGG. На выставке представлены экспонаты в помещении и на открытом воздухе, где ведущие поставщики отрасли демонстрируют инновационные продукты и технологии — от Bobcat до Caterpillar — в то время как посетители наслаждаются интерактивными демонстрациями и соревнованиями, а также образовательными программами мирового уровня. Для получения дополнительной информации перейдите на сайт worldofconcrete.com для получения полной информации о шоу.
СВЯЗАННЫЕ: Отчет WOC: Day Two World of Concrete Attendee Tweets
Компактные экскаваторы John Deere 17G и 26G
Компактные экскаваторы John Deere серии G 17G и 26G имеют конструкцию, ориентированную на оператора, и соответствуют стандарту Tier 4 Final. двигатель без необходимости в устройстве доочистки, просторная кабина и плавное, отзывчивое управление гидравликой. Модели 17G и 26G оснащены дизельными двигателями мощностью 14,5 и 20 л.с., отвечающими требованиям стандартов Tier 4 Final/EU Stage IV. Проворные экскаваторы были разработаны с учетом сдачи в аренду, коммерческого/жилого строительства, ландшафтного дизайна, подземных работ и обустройства площадок. Компания John Deere утверждает, что независимо от рабочей площадки ее экскаваторы выполняют работу с силой, контролем и непревзойденной производительностью. Эффективные, малошумные двигатели и усовершенствованная гидравлика делают эти экскаваторы надежными и работоспособными.
Для получения дополнительной информации посетите стенд C5463 или deere.com.
Экскаватор Cat 307E2
Новый экскаватор Cat 307E2 расширяет линейку мини-гидравлических экскаваторов и включает дополнительное решение для весового класса от 7 до 8 тонн. Турбодвигатель Cat C2.4 мощностью 50,3 л.с. (соответствие требованиям стандартов Агентства по охране окружающей среды США Tier 4 Final/Stage IIIB ЕС) и гидравлическая система высокого разрешения с регулированием нагрузки и распределением потока обеспечивают превосходную производительность и общую эксплуатационную эффективность машины. Кабина обеспечивает комфорт благодаря сиденью с пневматической подвеской, выдвижному ремню безопасности и монитору COMPASS с цветным дисплеем. Монитор COMPASS позволяет оператору быстро включать и изменять такие функции машины, как: регулируемый вспомогательный поток, быстроразъемное гидравлическое соединение и автоматический холостой ход двигателя.
Для получения дополнительной информации посетите стенд C6061 или сайт cat.com.
Серия компактных экскаваторов Hyundai Construction 9A
Компания Hyundai Construction Equipment Americas недавно представила компактные экскаваторы серии 9A, соответствующие стандарту Tier 4 Final, и внедрила ряд инновационных гидравлических систем, которые делают модели серии 9A быстрыми, плавными и простыми в управлении. Для достижения оптимальной точности на моделях Hyundai R55-9A, R60CR-9A и R80CR-9A компания Hyundai переработала гидравлическую систему, чтобы обеспечить оператору сверхточное касание и улучшенную управляемость. Система суммирования ручного потока обеспечивает экономию энергии, снижение кавитации и увеличение скорости.
Для получения дополнительной информации посетите стенд C5881 или hceamericas. com.
3,8-тонный экскаватор Wacker Neuson
3,8-тонный экскаватор Wacker Neuson, модель EZ38, сочетает в себе производительность обычного гусеничного экскаватора с маневренностью машины с нулевым поворотом задней части. Благодаря усовершенствованной гидравлической системе этот экскаватор обеспечивает высокую производительность и эффективный двигатель. EZ38 оснащен двигателем Yanmar мощностью 24,4 л.с., соответствующим стандарту Tier 4 Final. EZ38 также доступен с эксклюзивной системой вертикального копания Wacker Neuson (VDS). Опциональная VDS — это инновационная система, которая позволяет оператору наклонять кабину и стрелу экскаватора на угол до 15 градусов нажатием кнопки, что позволяет оператору компенсировать наклон до 27 процентов.
Для получения дополнительной информации посетите сайт wackerneuson.us.
Компактный экскаватор Mustang 550Z
Новый 550Z оснащен дизельным двигателем с турбонаддувом мощностью 47,6 л.с., сертифицированным Yanmar Tier 4, который оснащен электронной дроссельной заслонкой для точного управления. Экономия средств стала возможной благодаря режиму ECO и функциям автоматического замедления. При активации нажатием переключателя в кабине режим ECO снижает скорость двигателя на 10 процентов без ущерба для мощности, а функция автоматического замедления снижает скорость двигателя до холостого хода через четыре секунды без движения гидравлики. В совокупности эти две функции обеспечивают 20-процентное снижение расхода топлива.
Для получения дополнительной информации посетите стенд C5663 или посетите сайт mustangmfg.com.
Мини-погрузчики Kubota серии SSV
Kubota расширяет линейку своей строительной техники выпуском двух мини-погрузчиков с бортовым поворотом: новых SSV65 и SSV75. Мини-погрузчики Kubota со стандартным двухскоростным ходом и опциональной гидравликой с высоким расходом удовлетворят потребности заказчиков в строительстве, аренде и сельском хозяйстве. Номинальная рабочая грузоподъемность составляет 1950 и 2690 фунтов соответственно для SSV65 и SSV75. Обе модели оснащены уникальной раздвижной передней дверью, которая поднимается над головой, боковым светом для лучшей видимости и безопасной работы в ночное время, а также просторной кабиной с климат-контролем.
Для получения дополнительной информации посетите сайт kubota.com.
Телескопический погрузчик Genie GTH-5519
Genie GTH-5519 — идеальная рабочая лошадка для современных рабочих площадок. Как машина общего назначения, она может поместиться в ограниченном пространстве, помочь разгрузить грузовики и может эффективно перевозить такие инструменты, как шнеки и подметальные машины. Агрегат специально разработан, чтобы предложить двигатель Deutz TD 2.9 L4 Tier 4 Final, отвечающий сегодняшним стандартам выбросов. Двигатель сконструирован таким образом, что ему не требуется дизельный сажевый фильтр, только глушитель дизельного катализатора окисления. Мощность двигателя составляет 74 л.с. при 2600 об/мин. Модернизация комбинированного радиатора двигателя и гидравлической системы обеспечивает лучшую охлаждающую способность.
Для получения дополнительной информации посетите стенд C5861 или genielift.com.
Компактный телескопический погрузчик Merlo P25.6 сочетает в себе высокую производительность в небольшой машине — всего 5 футов 10 дюймов в ширину и 6 футов 2 дюйма в высоту. Эта модель надежна, быстра и обладает концентрированной мощностью и маневренностью, что идеально подходит для работы в стесненных условиях и небольших приложений. Мерло говорит, что компактный телескопический погрузчик превосходит фронтальные погрузчики по высоте, рабочей скорости стрелы и производительности. P25.6 оснащен двигателем мощностью 75 л.с., максимальной грузоподъемностью 5500 фунтов, максимальной высотой подъема 19футов 4 дюйма и максимальный вылет 10 футов 8 дюймов. Эта машина имеет самую большую кабину в своем классе и развивает максимальную скорость 25 миль в час.
Для получения дополнительной информации посетите стенд O29950 или сайт ams-merlo.com.
Danuser Intimidator
Иногда работа требует захвата, вытягивания, разрывания и переноса препятствий. Вот почему вы звоните в Intimidator от Danuser, который является универсальным съемником деревьев, столбов, камней и всего остального. Идеально подходит для удаления деревьев, саженцев, кустарников, пней, кустов, валунов и расчистки рядов забора. Его уникальный дизайн позволяет вам выборочно удалять то, что вы хотите, будь то розовый куст или целое дерево, корни и все такое. Сменные зубья ковша экскаватора и зубья вертикальной щековой пилы позволяют оператору копать и срезать корни для удаления более крупных деревьев. Уникально синхронизированные челюсти, разработанные для меньшего износа автомобиля, приводятся в действие установленным сзади полностью защищенным 3-дюймовым. диаметр цилиндра.
Для получения дополнительной информации посетите сайт danuser.com.
Наклонное быстроразъемное соединение Geith
Благодаря новому наклонному быстроразъемному соединению Geith операторы могут выполнять больше работы за меньшее время, находясь в комфортной и безопасной кабине. Наклонная муфта обеспечивает вращение из стороны в сторону на 180 градусов — в зависимости от модели — повышая общую производительность и универсальность. Благодаря четырем независимым запирающим компонентам и запатентованной системе управления «откручивание до освобождения» гидравлическое быстроразъемное соединение соответствует действующим и предлагаемым стандартам безопасности (ISO/DIS 13031). Быстроразъемное соединение Geith с наклоном предназначено для использования с экскаваторами и экскаваторами-погрузчиками весом от 6 до 26 тонн.
Для получения дополнительной информации посетите стенд C6073 или geith.com.
Гидравлический отбойный молоток Montabert 501 NG
Гидравлический отбойный молоток Montabert 501 Next Generation (501 NG) с легкостью разрушает большие валуны и толстый бетон. Стандартные функции включают в себя защиту от холостого огня и систему рекуперации энергии, которая перерабатывает энергию отдачи поршня для увеличения силы удара. Автоматическая система смазки и полностью закрытая опора снижают уровень шума и защищают от мусора и ударных повреждений. Предназначен для использования с экскаваторами-погрузчиками и экскаваторами массой от 17 637 до 39 г. Универсальный гидравлический отбойный молоток массой 683 фунта обеспечивает до 870 ударов в минуту. Модель 501 NG относится к классу энергии удара 2000 футо-фунтов и требует гидравлического расхода от 21 до 37 галлонов в минуту.
Для получения дополнительной информации посетите стенд C6073 или montabert.com.
Осветительная мачта Chicago Pneumatic CPLT V15
Компания Chicago Pneumatic Construction Equipment представляет новую осветительную мачту CPLT V15. Это первая модель компании с навесом из сверхпрочного полиэтилена, обеспечивающим высокую надежность, который разработан, чтобы выдерживать самые экстремальные элементы и условия работы. Новый навес в сочетании с компактными размерами осветительной мачты, простотой транспортировки, функциями безопасности и эффективностью освещения делают CPLT V15 отличным решением для любой строительной площадки. Универсальный CPLT V15 может использоваться в самых разных областях и отраслях, включая общественное освещение, мероприятия, дорожные работы, строительные площадки и общепромышленные работы.
Для получения дополнительной информации посетите стенд O30557 или cp.com/usen.
СВЯЗАННЫЙ: Отчет WOC: Мир бетона кипит активностью
Minnich Mfg. Дрели и вибраторы
Minnich Mfg. Сверла для установки штифтов Minnich предлагают решения, максимально повышающие эффективность и безопасность сверления отверстий под штифты — неотъемлемого процесса в проектах строительства дорог и взлетно-посадочных полос. Доступный во множестве размеров и конфигураций, Minnich предлагает сверла для штифтов практически для любого применения. По словам Миннича, сверла Minnich с установочными штифтами, предлагаемые как на уровне земли, так и на плите, и в диапазоне мощностей от одного сверла до пятиместного сверла, настолько же универсальны, насколько и эффективны.
Для получения дополнительной информации посетите стенд C5184 или посетите сайт minnich-mfg.com.
Сверло E-Z Drill 210B-2 SRA Сверло
Сверло E-Z Drill 210B-2 SRA по бетону обеспечивает максимальную точность при сверлении бетона без нарушения земляного полотна. Двухместная дрель-райдер легко маневренна, что делает ее идеальной для сверления сотен отверстий для добавления дорожек, работ в аэропортах и проектов капитального ремонта. E-Z Drill представляет свою буровую установку 210B-2 SRA на выставке World of Concrete. Компактная рама делает дрель хорошо подходящей для работ на тесных рабочих площадках, где также требуется сверление плит различной толщины. 210B-2 SRA может работать в пределах 4-футового участка и легко сверлить до центра толстых плит, при этом имея достаточно места для перемещения рабочих вокруг буровой установки. 210B-2 SRA обеспечивает непрерывную работу и оптимальное время безотказной работы благодаря своим инновационным функциям.
Для получения дополнительной информации посетите стенд C4439 или ezdrill.com.
Подставка для электрического инструмента Sherpa 100ECO
Sherpa 100ECO — это первая в мире компактная переноска для инструментов с аккумуляторным питанием. При ширине менее 31 дюйма и весе менее 1600 фунтов он может легко пройти через любой стандартный дверной проем или в лифте. 100ECO на 100% не выделяет дыма, поэтому вы больше не ограничены в доступе в больницы, закрытые торговые центры или занятые школы и многоэтажки. Вспомогательная гидравлическая система позволяет использовать несколько функций навесного оборудования, таких как гидравлический молот, грейферный ковш или даже вилы для поддонов. Благодаря восьмичасовому времени автономной работы, работа в течение всего рабочего дня никогда не будет проблемой. Просто подключите его к стандартной розетке 110 В или 220 В, и утром вы будете готовы к работе.
Для получения дополнительной информации посетите стенд C6087 или EEEEquipment.com.
Компактный держатель инструментов Boxer 525DX
Компактный держатель инструментов Boxer 525DX — это решение Boxer, отвечающее требованиям Tier 4 Final федерального правительства по выбросам загрязняющих веществ для дизельных двигателей. Он заменяет Boxer 532DX. Модель 525DX оснащена модернизированным гидравлическим пакетом, обеспечивающим более плавное управление приводом и улучшенную одновременную функциональность.
зачем нужен и как его собрать своими руками (инструкция и схема)
Последнее время сварка электрическим током стала крайне популярна в профессиональной сфере та и в домашних условиях, но все мы знаем с каким количеством проблем сталкиваются мастера.
Нынешний рыночный сегмент электротехники предлагает массу аппаратов для сварки с помощью электрической дуги, начиная с маленьких и не очень мощных сварочников для дома и выполнения не больших объёмов и задач, и аж до огромных промышленных машин с высокой производительностью, которые с магазинов на прямую направляться на огромные заводы.
Но такая проблема, как резкие, а главное неконтролируемые перепады напряжения, известна профессионалам и домашним мастерам.
На эти проблемы не может повлиять не сверх дорогая комплектация, не тип применения, это типичный бич сварщика, такие мелочи выводят из себя даже опытных мастеров, а новичок просто навсегда отвернет от работы со сваркой, которая не справляется со своими функций. Такое явление влияет дугу и формирования шва становиться затруднительнее.
Но такая проблема в прошлом, потому что существует такая новация, как дроссель, он на много облегчает процесс варки, и главное, много в чем делает его безопаснее.
Его внедряют в цепь сварочного процесса, и сварка готова для комфортной эксплуатации. Новички конечно не осведомлены о ток, что такое дроссель и чем он полезен, как работает, как сделать его дома. Эта статья пролет свет на все ваши вопросы и даже больше.
Содержание статьиПоказать
Общие ведомости
Регулировка тока
Использование дросселя
Самодельный дроссель
Итог
Общие ведомости
Так зачем же нам нужен дроссель на сварочном аппарате, возможно ми можем обойтись и без него?Да, конечно можете, но для эффективной и комфортной сварки он просто необходим.
Это маленький элемент, что подключают в цепь, и он обеспечивает стабильное, бесперебойное, плавное нагревание дуги.
На втором этапе он поддерживает это стабильное состояние, к тому же метал не разлетается во все стороны, что часто случается и, между прочем, может привести к сильным ожогам.
При эксплуатации шов выходит аккуратным, аппарат настраивается более точно и даже может сваривает трудные элементы, ну конечно так же много зависит и от профессионализма мастера, в руки которого попала сварка.
Принцип роботы легок, понятен каждому: дроссель пропускает ток через себя, сохраняя его от сварочного аппарата.
А потом этот сохраненный ток и восполняет, те самые скачки напряжения, что позволяет сварке работать стабильно. Еще дроссель с намагничиванием позволяет обеспечить нужное сопротивление, если вдруг напряжение пригнуло вверх.
Покупка дросселя для сварочного аппарата в магазинах это совсем недешевое удовольствие, да, конечно вы можете поискать что-то более бюджетное, но будет ли оно хорошо работать.
Его можно сделать дома самостоятельно, для этого вам прийдется совсем немного логики, времени, недорогих материалов, что наверняка завалялись в гараже.
Конструкции дросселя-это сердцевина с двумя мотками с сечением, он рассчитанным на использование со значением постоянного тока.
Так что, к сожалению, дроссель, что подошёл бы для разных сварочных аппаратов нам не смастерить, жаль, но это факт. Небольшая деталь, очевидно, не потянет сильный сварочник.
Так что желательно знать наперед количество мотков, что нам пригодиться для работы с разными напряжениями.
Регулировка тока
Пример дросселя для сварочного аппарата собранный своими руками
И как же сделать наш шов аккуратным и главное прочным? Правильно, нам понадобиться хорошо отрегулировать ток.
Для этого существует несколько методов:
Стабилизация, при которой мы увеличиваем и уменьшения расстояния между элементам и сварочным аппаратом. Это наиболее известны способ. То есть что сила тока была меньше, мы должны развести разрезанный сердечник трансформатора. Индукция упадет, а сила тока поползет вниз за ней. Если ваш аппарат большой, то это его плюс так как контролировать ток на нем легче, поскольку интервал регулирования зависим от масштабов доступного размера в теле аппарата.
Контроль тока на обмотке трансформатора. Это способ просто на просто игнорирует часть катушки, чем увеличивает напряжение, ведь путь, что преодолевает ток становиться меньше. Ну и, то есть если этот самый путь становиться больше, то путь нужно продлить.
Но также можно контролировать с помощью стальной пружины, к которой мы крепим клемма последовательно. Этот метод мог бы быть хорош, поскольку по не много настраивает ток, но есть нюанс. Этот способ крайне небезопасен, так как разжаренная пружина оказывается в ногах мастера, если вы цените свое здоровье и вам не хочется поджариться, это метод не для вас.
Такая катушка решит практически все ваши проблемы со стабилизацией напряжения. На самом деле оно всегда готова восполнит недостачу этого напряжения, или забрать излишки, что бы позже вновь использовать.
Главное, что небезопасная горячая пружина больше не будет лежать в ваших ногах, ведь безопасность должна быть на первое месте, тем более при такой не легкой работе, настройку произведет дроссель на сварочном аппарате, а мастер может об том не думать.
Использование дросселя
Сварочные трансформаторы лучшая база для создания дросселя домашних условиях. Это не раз доведено на практике.
Он без затруднений, но плавно нагревает нашу дугу, при любом токе, так что он подойдет для обычных дачников, так же для работы на заводах, концернах со скачками напряжением.
Так же вы можете брать дроссель для сварочного аппарата вместе с выпрямителем. Пара дроссель и выпрямитель умеет свойство поднимать электродвижущую силу самоиндукции.
Например, если мы говорим про полуавтоматы, то это пара может запалить дугу даже на большом промежутке от метала.
Самодельный дроссель
Так приступим же к сооружению дросселя на сварочный аппарат дома для этого нам понадобиться знать как намотать катушку. Что бы все сделать в лучшем виде, быстро и качественно мы должны хорошо ориентироваться в том, как дроссель работает.
Все необходимое про функции, устройство дросселя вы узнали их предыдущих разделов, конечно если вы были внимательны.
Также мы написали для вас небольшую инструкцию, используя которую вам точно удастся соорудить прекрасный аппарат. Начнем же нашу не сложную роботу, над очень полезным устройством:
В первую очередь подыщем старенький трансформатор, он послужит нам прекрасной базой. Специалисты в этом деле советуют использовать части от телевизоров «ТСА 270-1», он должен стать нашим сердечником. Такие мелочи всегда не сложно найти на стихийных рынках, или вам повезло и у вашей бабушки завалялся телевизор нужной модели, ну а если нет, то интернет уж точно вам не откажет в изобилии барахла.
Далее мы должны добыть из трансформатора необходимые детали, для этого мы должны избавиться от креплений, зачастую они сверху и конечно достать нашу катушку.
Далее вы должны сформировать прокладки для индукционного прохода, что приклеить к ранее добытому элементу.
Теперь нас ждет сложный и кропотливый этап, но большой мерой от него зависит результат всей нашей роботы, мы должны намотать провод. Нам понадобиться провод предпочтительно из алюминия с сечением не меньше 36 миллиметров. Далее накладываем 25-26 витков с каждого бока. Если вы нашли все рекомендуемые нами детали, то все должно выходить очень четко, аккуратно. Также очень важна изоляция между витками, вы можете сделать ее бумагой, и конечно залакировать изолирующими смазками.
Накручивайте шнур в один бок на обеих катушках, иначе это грозит тем, что в конце шнуры будут смотреть в разные стороны, не появиться перемычек между отводами, что соединяют катушки, а вход и выход будут расположены не правильно.
Но если уже так случилось, что вы намотали так что провода смотрят в разные стороны не проблема-нам нужно приладить диагональную перемычку между верхними и нижними отводами. В вот вторая пара послужит входом и выходом.
Советует встроить дроссель в сварку после диодов.
Но если даже после всех наших манипуляции напряжение скачет, то нужно просто убрать пару витков с катушки.
Итог
Поздравляю, если вы освоили все наши советы, то вы наверняка сможете сделать дроссель для сварочного аппарата своими руками. Это было совсем не сложно, понадобилось немного усидчивости и технической смекалки.
Но на выходе вы получите качественный аппарат (конечно если все сделали правильно), конечно вы будете гордиться тем, что это сделано своими рукам ,и даже може научить этому кого-то из своих друзей или близких.
Расскажите о ток как вы делали ваш дроссель, какие при этом возникли проблемы, каков был результат, покажите статью друзьям. Всем мира и новых вершин!
Дроссель для инвертора
Дроссель — промышленное название такого электротехнического элемента, как катушка индуктивности. Это приспособление имеет широкий спектр применения, в частности, мощный дроссель можно использовать для улучшения рабочих характеристик полуавтомата или инвертора для сварки. Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, — это стабилизация силы тока по времени. Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока. Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Ремонт и доработки сварочных инверторов своими руками
Дроссель в инверторе
Самый простой сварочный инвертор своими руками
Доработки промышленных сварочных аппаратов
Power Electronics
Как намотать дроссель для сварочного аппарата
Доработка сварочного инвертора своими руками
Дроссель для сварочного аппарата своими руками
Использование сварочного дросселя
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Самодельный сварочный инвертор 2 (дроссель N 2)
Ремонт и доработки сварочных инверторов своими руками
Инверторная сварка быстро вошла в рабочую сферу мобильных бригад и отдельных специалистов, выполняющих заказы по вызову.
Наличие такого сварочного аппарата полезно и каждому хозяину в гараже или частном доме. Компактные размеры устройства, малый вес и высокие показатели качества шва, выгодно выделяют его на фоне крупных трансформаторов. К сожалению, магазинная цена позволяет не всем стать владельцем этого оборудования. Но для тех, кто умеет работать своими руками выход есть — это самодельный сварочный инвертор. Какие инструменты и материалы понадобятся для его создания?
Как собрать основные узлы? Что включается в обслуживание и ремонт самодельного устройства? Решая создать аппарат из сподручных деталей, доступный по цене, и пригодный для сварки дома или на небольших заказах, следует осознавать реальность результата. Самодельный инверторный сварочный аппарат значительно проигрывает во внешнем виде перед магазинными аналогами. Для солидного частного предпринимателя, специализирующегося на проводке отопления, установке ограждений, металлических дверей и иных услуг, такой агрегат будет выглядеть не авторитетно.
Но простой сварочный инвертор своими руками отлично подойдет для личных нужд в частном доме, или работах в гараже. Такой аппарат будет способен потреблять V от сети, преобразовывать их в 30V, а силу тока увеличивать до А.
Этого вполне достаточно для работы электродами диаметром 3 и 4 мм. Качество шва будет лучше громоздкого трансформатора, поскольку переменный ток преобразуется в постоянный, и затем обратно в переменный, но с высокой частотой. Такие инверторы сгодятся для сварки забора, ворот, собственного отопления, дверей.
Его удобно переносить, и даже варить с ним, повесив на плечо. Если новичок будет усердно тренироваться, смотреть видео и пробовать на практике накладывать швы, то станет возможным сварка тонких листов стали. Впоследствии можно усовершенствовать схемы сварочных инверторов, своими руками добавив в них механизм подачи проволоки, барабанное крепление и газовые клапана, чтобы получился полуавтомат.
Возможна и переделка под аргоновую сварку. Для создания инверторного сварочного аппарата своими руками не обойтись без похода в магазин или на рынок. Собрать его абсолютно бесплатно, из предметов в гараже, невозможно.
Но итоговая стоимость будет в три раза дешевле покупки готовой продукции. В сварочниках и их создании применяются:. Перед тем, как приступить к созданию сварочного инвертора своими руками, схема которого уже должна быть распечатана на бумаге, стоит посмотреть несколько видео от специалистов о пошаговой сборке. Это поможет увидеть наглядно с чем придется столкнуться, и сравнить результат.
Далее предоставляется поэтапная инструкция о том, как сделать сварочный инвертор своими руками. Допускаются некоторые отклонения и вариации, в зависимости от того, какой мощности аппарат необходим на выходе, и какие подручные материалы имеются в наличии. Электрическая составляющая инвертора начинается с трансформатора. Он отвечает за понижение напряжения до рабочего уровня, безопасного для жизни, и повышения силы тока, до величины способной плавить металл.
Прежде всего необходимо выбрать материал для сердечника. Это могут быть заводские стандартные пластины или самодельный каркас из листового железа. Сварочные трансформаторы лучше мотать из медной шины, поскольку оптимальные характеристики — это достаточная ширина и небольшое сечение. Такие параметры позволят задействовать все физические ресурсы материала.
Но если такой шины нет, то можно воспользоваться проводом другого сечения. Все это влияет на степень нагрева изделия во время работы. Трансформатор мотается вручную и состоит из двух частей: первичной и вторичной обмоток.
Для инвертора своими руками подойдет:. Когда главный элемент инвертора своими руками создан, можно заняться изготовлением корпуса. Ориентироваться можно на ширину трансформатора, чтобы он свободно помещался внутри. Защитный кожух можно собрать из листа стали 0.
Углы можно соединить сваркой, болтами, или сделать цельными стороны на гибочном станке что потребует дополнительных расходов. Понадобится предусмотреть ручку или крепление под ремень для переноса инвертора. Создавая корпус стоит предусмотреть легкую разборку и доступ к основным элементам в случае ремонта.
Необходимо сделать отверстия на лицевой стороне под:. Магазинные сварочные инверторы красятся порошковым покрытием.
В домашнем производстве подойдет обычная краска. Традиционными цветами для сварочных аппаратов являются красный, оранжевый и синий. В корпусе нужно просверлить достаточно отверстий для вентиляции. Желательно, чтобы они находились в противоположных сторонах напротив друг друга. Понадобиться и вентилятор. Им может стать кулер из старого компьютера.
Устанавливать его нужно работой на вытяжку горячего воздуха. Приток холодного производится через отверстия. Разместить кулер стоит максимально близко к трансформатору, — самому горячему элементу устройства. Схема сварочного инвертора обязательно включает диодный мост. Он отвечает за изменение напряжения в постоянное. Эти элементы тоже подвержены нагреву, поэтому крепить их следует на радиаторы, которые доступны в старых системных блоках.
Для их поиска можно обратиться в ремонтные мастерские по компьютерам. Два радиатора размещаются по краям диодного моста. Между ними и диодами необходимо установить прокладки из термопласта или другого изолятора. Выводы направляются к контактным проводам транзисторов, которые отвечают за возврат тока в переменный, но с повышенной частотой. Соединенные вместе провода должны иметь длину мм. Трансформатор и диодный мост рекомендуется разделять внутренней перегородкой.
В схеме инвертора обязательно наличие конденсаторов, с последовательным соединением. Они отвечают за уменьшение резонанса трансформатора и минимизацию потерь в транзисторах. Последние открываются быстро, а закрываются медленно. При этом появляются потери тока, которые конденсаторы компенсируют.
После создания всех составляющих устройства можно переходить к сборке. На основание крепится трансформатор, диодный мост, электронная схема управления. Происходит соединение всех проводов.
На наружную панель фиксируются:. Держатель и зажим для массы лучше купить готовые, потому что они более безопасные и удобные. Но возможно изготовить держатель и самостоятельно, из стальной проволоки диаметром 6 мм.
Когда все детали установлены и подключены, можно приступать к проверке аппарата. Меряется исходное напряжение. При 15V оно не должно показывать выше А. Осциллографом тестируется диодный мост. Для длительной и бесперебойной работы инвертор важно правильно обслуживать. Для этого следует раз в два месяца выполнять продувку от пыли, предварительно сняв кожух. Если аппарат перестал работать, можно самостоятельно выполнить ремонт, посмотрев видео в сети основных поломок и способов устранения.
Изучив схемы обычных инверторов, и приобретя необходимые детали, а также просмотрев обучающие видео, можно собрать качественный аппарат для сварки, который очень пригодится хорошему хозяину. Изготовление сварочного инвертора в домашних условиях — очень увлекательное дело, особенно для любителей самоделок. При этом можно и не иметь глубочайших электротехнических знаний, просто делать все строго в определенном порядке.
К тому же, не будет лишним понять принцип работы такого устройства. Основной смысл в том, чтобы собирать все самому — это приличная экономия средств, если основные показатели аппарата будут приблизительно такими же, как у тех, что предлагает торговая сеть.
Да и внешне самодельный сварочный инвертор, может не отличаться от заводского. Работу можно будет проводить, применяя электроды миллиметров в диаметре при дуге до 10 миллиметров.
Собственноручно собранный по простой схеме сварочный инвертор сможет иметь данные вполне приличного устройства:. Обычно используют напряжение вольт, но можно сделать аппарат и для напряжения вольт. Трехфазные аппараты имеют несколько выше показатели. Монтаж начинается с намотки трансформатора, его функция — это обеспечение стабильным напряжением следующих за ним деталей. Для его изготовления используют феррит Ш 7х7 можно Ш 8х8 , на который наматывают разные по количеству витков обмотки: сто, пятнадцать, пятнадцать и двадцать, соответственно 0,3; 1; 0,2 и 0,3 миллиметров.
Для снижения вредного влияния возможного перепада сетевого напряжения, кольца провода необходимо класть на всю ширину катушки. Первичную обмотку надо изолировать стеклотканью и намотать экран из провода 0,3 мм. Он должен покрыть всю ширину каркаса, а направление витков — совпадать с предыдущей обмоткой. Последовательность работы с остальными обмотками такая же.
На выходе должно быть от 20 до 25 вольт. Его можно отрегулировать подбором деталей.
Дроссель в инверторе
Сообщения без ответов Активные темы. Модераторы: Горшком назвали Сейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 0. Power Electronics Посвящается источникам питания вообще и сварочным источникам в частности. Текущее время: , Добавлено: ,
При изготовлении сердечника для трансформатора сварочного инвертора можно.
Самый простой сварочный инвертор своими руками
Электросварка широко применяется на крупных производствах и в мелких мастерских. Аппараты для соединения металлов электрической дугой тоже бывают разными по размерам и мощности. Но всех их объединяет одна возможная проблема — падение напряжения мешает розжигу дуги и ведению шва. Еще бывает трудно настроить нужную величину тока для конкретной толщины металла. Для решения всего этого используется дроссель в составе оборудования. Что это такое? Как он функционирует?
Доработки промышленных сварочных аппаратов
Забыли пароль? Изменен п. Расшифровка и пояснения — тут. Автор: doct , 31 мая в Технологии сварки. Это не бред.
Методичка сварщика Сварка и сварочное оборудование.
Power Electronics
Большинство мастеров, занимающихся частным ремонтом техники, рано или поздно начинают задумываться над тем, как собрать сварочный аппарат своими руками. В наши дни для использования в условиях малых производств производители техники предлагают немалое количество таких аппаратов. Это может быть аппарат, работающий на переменном или постоянном токе, сварочный полуавтомат или устройство с использованием электродов. Однако любой хороший фирменный аппарат стоит больших денег, а его более дешевый аналог, как правило, ненадежен и быстро начинает отказывать в работе. Для сборки сварочного аппарата прежде всего нужно подобрать или изготовить необходимые детали, это касается и такого устройства, как дроссель. При создании сварочного аппарата своими руками нужно обратить особое внимание на дроссели.
Как намотать дроссель для сварочного аппарата
Как установить дроссель для сварочного аппарата своими руками, интересует многих, кто взялся собирать сварочный аппарат своими руками или приобрел недорогую модель. Ведь выполнив небольшую доработку, можно получить хорошую технику, не уступающую дорогим образцам. Можно купить как готовый дроссель, так и изготовить его самостоятельно с минимальными финансовыми вложениями. Схема сварочного аппарата переменного тока с отдельным дросселем: 1 — первичная обмотка, 2 — сердечник, 3 — вторичная обмотка, 4 — обмотка дросселя, 5 — неподвижная часть сердечника дросселя, 6 — подвижная часть сердечника дросселя, 7 — винтовая пара, Др — регулятор тока. Функцией дросселя в сварочном аппарате является регулировка силы тока, который применяется для сварки. Он компенсирует недостающее сопротивление в процессе работы. Подключение дросселя следует осуществлять ко вторичной обмотке трансформатора. Так можно добиться смещения фаз между током и напряжением и облегчить тем самым зажигание электрической дуги в самом начале работы.
Для чего нужен выходной сварочный дроссель. Инструкция по изготовлению катушки своими руками. Проверка правильной работы устройства для.
Доработка сварочного инвертора своими руками
В современном мире сварка становится всё более востребованной и повсеместно распространённой. Сейчас практически у каждого добротного хозяина есть свой сварочный инвертор или трансформатор. Ведь куда проще производить даже обычные бытовые процессы посредством сварки, а не прикручивать, приматывать проволочкой, привинчивать и прочее. Большинство выпускаемых аппаратов малой мощности имеют инверторную схему работы.
Инверторная сварка быстро вошла в рабочую сферу мобильных бригад и отдельных специалистов, выполняющих заказы по вызову. Наличие такого сварочного аппарата полезно и каждому хозяину в гараже или частном доме. Компактные размеры устройства, малый вес и высокие показатели качества шва, выгодно выделяют его на фоне крупных трансформаторов. К сожалению, магазинная цена позволяет не всем стать владельцем этого оборудования. Но для тех, кто умеет работать своими руками выход есть — это самодельный сварочный инвертор. Какие инструменты и материалы понадобятся для его создания?
Электросварка широко применяется на крупных производствах и в мелких мастерских. Аппараты для соединения металлов электрической дугой тоже бывают разными по размерам и мощности.
Использование сварочного дросселя
Для дешевых инверторов, не имеющих выходного дросселя, из-за чего дуга ведет себя некошерно, особенно на УОНИ и подобных ему электродах, инфа. Нормальному инвертору это всё не нужно, а горбатого известно что исправит, не это, так что другое вылезет. Справедливое замечание. Единственный огрех, што у юзеров уже есть не оч. Аттаво и желание поправить слехка дело. Обычное человеческое желание. Особой популярности тема не получит.
By -DeNis- , April 15, in Сварочные аппараты и мощные сетевые инверторы. У меня в инверторе на выходе нету дросселя. Говорят, что он стоит только в дорогих моделях.
Мостовой выпрямитель с конденсатором и дроссельным фильтром
tfleming
H-M Supporter — золотой член
#1
Это, вероятно (возможно) немного не по теме механической обработки, однако оно охватывает базовую электронику и может помочь другим, когда им нужно делать подобные вещи. Я хочу заняться сваркой TIG ради смеха (уже сварка палкой, газом и MIG), но я также не хочу терять кучу денег (пока). Итак, я собираю выпрямитель с фильтром, чтобы подключить его к моему старому надежному сварочному аппарату Lincoln Tombstone 225 AC и превратить его в аппарат TIG с нуля. Вот схема для него:
Это базовый мостовой выпрямитель с 2 конденсаторами и дросселем для сглаживания формы волны постоянного тока. Будет использоваться как минимум 1, а возможно и 2 вентилятора для охлаждения формы для кексов, чтобы старушке было удобно. Кроме того, я не буду запускать это на «полном газу». Вероятно, никогда не превысит 150 ампер на входе.
Приветствуются отзывы и комментарии, так как я еще не начинал.
Последнее редактирование:
клон сока
Зарегистрировано
#2
интересно посмотреть как это работает! …. может поискать…. http://weldingweb.com/forum.php …. и посмотреть, есть ли там полезная информация?
TonyRV2
Зарегистрировано
#3
Не зная много о требованиях к мощности для сварки TIG, я могу сказать, что схема выпрямителя, которую вы придумали, должна соответствовать перечисленным вами требованиям. Колпачки сами по себе дадут вам пульсацию на выходе постоянного тока всего в несколько вольт от пика до пика. Вы не указали значение для своего индуктора, но я думаю, что все, что выше нескольких генри, поможет.
Smithdoor
Активный пользователь
#4
Здесь мало данных
Дэйв
Отправлено с моего SAMSUNG-SM-J320A с помощью Tapatalk
tfleming
H-M Supporter — золотой член
#5
TonyRV2 сказал:
Не зная много о требованиях к мощности для сварки TIG, я могу сказать, что схема выпрямителя, которую вы придумали, должна соответствовать перечисленным вами требованиям. Колпачки сами по себе дадут вам пульсацию на выходе постоянного тока всего в несколько вольт от пика до пика. Вы не указали значение для своего индуктора, но я думаю, что все, что выше нескольких генри, поможет.
Нажмите, чтобы развернуть…
Тони, дроссель отвалился от 150-сильного привода постоянного тока на 460 вольт. Я не уверен, что такое рейтинг henries, но, поскольку они были излишними и имели размер для этого приложения, я думаю, что он должен работать нормально. Что касается требований к выходу TIG, то они довольно просты. Большинство сварочных работ, которые я буду выполнять, будут в диапазоне 80-150 ампер, поэтому я немного увеличил параметры, чтобы они не «дымили» (перечисленные входные и выходные значения являются спецификациями того, что эта установка должна уметь делать) . Я мог бы даже поставить переключатель, чтобы исключить часть фильтра, поскольку импульсный постоянный ток также применяется в TIG. Опять же, все, что я купил для этого, стоит намного меньше 100 долларов, и это даст мне некоторую гибкость при работе со сварочным аппаратом переменного тока, не теряя несколько примечаний C………
RJSakowski
H-M Supporter — золотой член
#6
Это навевает воспоминания о старых добрых временах, когда все блоки питания были спроектированы таким образом. О проектировании линейных источников питания написаны целые книги.
Насколько я помню, дроссельные (индукторные) входные фильтры использовались для сильноточных приложений. Дроссельный входной фильтр имеет лучшую стабилизацию напряжения, чем с конденсаторным входом, хотя напряжение будет ниже. Оба моих сварочных аппарата Miller используют входной дроссельный фильтр.
Двухполупериодный мостовой выпрямитель имеет период цикла 8 мс. Когда напряжение от моста падает, хороший фильтр будет подавать ток до тех пор, пока напряжение снова не поднимется. Конденсатор делает это, накапливая заряд и разряжаясь в цепи при падении напряжения. Уравнения, управляющие зарядом/разрядом, таковы: q = CV, где q — заряд в ампер-секундах, C — емкость в фарадах, V — напряжение, i = dq/dt, где i — ток, а dq/dt — время. скорость изменения заряда (здесь немного вычислений LOL).
Вывод: для поддержания высоких токов требуется большой накопленный заряд. Точные расчеты довольно сложны, но расчет задней части конверта показывает, что для поддержания тока 50 ампер в течение 8 мс. времени потребуются емкости порядка половины фарад. Большинство конденсаторов класса Фарада, которые я видел, рассчитаны на более низкое напряжение, чем в сварочном аппарате. Конденсаторы могут быть соединены последовательно, чтобы увеличить рабочее напряжение за счет емкости. Два 1 фарадных 12-вольтовых конденсатора, соединенных последовательно, будут иметь рабочее напряжение 24 вольта и общую емкость 0,5 фарад. Для максимального напряжения 75 вольт вам потребуется шесть последовательно соединенных конденсаторов общей емкостью 0,17 фарад.
Дроссели, напротив, накапливают энергию в виде магнитного потока. Магнитный поток пропорционален току через обмотки, и довольно легко сконструировать дроссель, способный выдерживать большие токи, с которыми сталкиваются сварщики. Когда напряжение падает, магнитное поле начинает разрушаться, создавая противо-ЭДС, которая увеличивает падающее напряжение.
Я использовал старые трансформаторы, заменив оригинальные обмотки одной обмоткой из провода, способного проводить требуемый ток. Старый трансформатор зарядного устройства можно эффективно использовать в качестве дросселя, просто используя вторичную обмотку.
TonyRV2
Зарегистрировано
#7
Ваша теория верна Р.Дж. Я преподавал на курсах по электронике 32 года, пока не вышел на пенсию год назад в мае. Одним из моих «специальных» курсов были линейные приложения, включая источники питания, транзисторы и т. д. Один из способов запомнить, что делают фильтры, — это вспомнить, что конденсаторы задерживают изменение напряжения, а катушки индуктивности задерживают изменение тока. Что касается величины изменения напряжения на конденсаторах, которое обычно называют переменным током. «пульсирующее напряжение», оно сводится к простому приближению потребления постоянного тока, деленного на (частота X емкость), где частота — это частота выходных импульсов моста, в большинстве случаев 120 Гц (удвоенная частота сети). Для схемы OP, при номинальном потреблении 150 А, это становится 150 А, деленным на (120 Гц X 1F). Обратите внимание, что две параллельные емкости 0,5F в сумме дают общую емкость 1F. Таким образом, размах пульсаций конденсаторной секции составляет около 1,25 В пик. Это относительно небольшое изменение напряжения приводит к относительно небольшому изменению тока, который затем дополнительно фильтруется катушкой индуктивности. С такой емкостью работа с катушками индуктивности становится легкой.
Конечно, все это предполагает постоянное потребление тока 150А. Сам процесс сварки будет вызывать большие колебания тока, поэтому в подобных приложениях целесообразно увеличивать размер индуктора, чтобы учесть системные переменные. Это моя история, и я придерживаюсь ее.
tfleming
H-M Supporter — золотой член
#8
Р.Дж. и Тони, спасибо. Здесь следует иметь в виду одну вещь: я собираюсь выполнить довольно простую работу TIG, чтобы понять, хочу ли я инвестировать $$$ в приличного сварочного аппарата TIG. Это определенно установка «на заднем дворе», но я надеюсь, что она будет производить относительно стабильный постоянный ток. Кроме того, это небольшой забавный проект. Если есть небольшие импульсы, это на самом деле неплохо, так как некоторые из высококачественных сварочных аппаратов TIQ имеют возможности переменной частоты постоянного тока (они также стоят 3000 долларов). Кроме того, опять же, я планирую, что 150А будет верхним пределом того, насколько сильно я буду нажимать на это. Он будет проводить большую часть своего активного времени в районе 80-100 часов. Считайте это «доказательством концепции». У меня нет осциллографа, но я хотел бы посмотреть, как «очистить» от него выход постоянного тока, когда он будет завершен. Конечно, конденсаторы — это дорогая часть, и если мне нужно добавить еще пару, я, безусловно, могу это сделать.
У меня есть вопрос относительно этих колпачков, есть ли какие-либо предложения по их последовательному или параллельному соединению. Они рассчитаны на 75 OCV, которые производит сварщик. При возникновении дуги напряжение падает до 25 В постоянного тока. Наконец, я разработал этот прототип, наблюдая за тем, как некоторые другие подошли к этому, поэтому чок был добавлен в дополнение к CAP. Есть ли какая-то разница, запускать дроссель на плюсовой или минусовой ноге? Я бы предположил, что нет, но должен спросить.
markba633csi
Подставка H-M — Золотой член
#9
Привет, Том, удушение может быть в любой ноге. Что касается колпачков, они добавляются параллельно, но делятся последовательно. Два конденсатора по 100 мкФ, соединенные параллельно, составляют 200 мкФ, а последовательно только 50 мкФ. вы можете обойтись только выпрямителем и дросселем, и даже дроссель не является обязательным для стержня постоянного тока, если вы не слишком требовательны к своим сварным швам Марка
Последнее редактирование:
TonyRV2
Зарегистрировано
#10
Чем выше эффективная емкость, тем лучше фильтрация, поэтому я бы оставил конденсаторы соединенными параллельно. Не имеет значения, на какой ножке находится индуктор, если он последовательно с нагрузкой.
Выходной дроссель
для инвертора 45 кВт (90 А) с длинным кабелем — дроссели
Дроссели — AC
Информация о продукте
Доступно для заказа
Доставка обычно 7 недель
£332,00
(без НДС)
398,40 фунтов стерлингов
(с НДС )
Ценовой перерыв
за единицу
1+
£332,00
Состояние: Новый с гарантией Марка: REO UK Ltd, Диапазон: Выходной дроссель
Детали
Трехфазный выходной дроссель для использования с инверторными приводами мощностью от 45 кВт до 90 А с длинным кабелем двигателя.
 Благодаря этому улучшается поджог электрода, а также другие важные факторы. Аппарат достаточно быстро реагирует на импульсы, так как они доходят до него за десятки микросекунд. Данное устройство подключается параллельно или последовательно в цепь трансформатора, что создает свои условия для работы оборудования.
Благодаря этому улучшается поджог электрода, а также другие важные факторы. Аппарат достаточно быстро реагирует на импульсы, так как они доходят до него за десятки микросекунд. Данное устройство подключается параллельно или последовательно в цепь трансформатора, что создает свои условия для работы оборудования. youtube.com/embed/ToozvSUtsY8″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/ToozvSUtsY8″ frameborder=»0″ allowfullscreen=»allowfullscreen»>  Блокировочный конденсатор помогает предотвратить шунтирование другого промежутка с источником напряжения при помощи своей обмотки. Дроссель, который включен в сварочную цепь, защищает от пробоя изоляцию обмотки. Мощность такого аппарата может составлять около 250-250 Вт. Длительность импульсов не превышает десятков микросекунд.
Блокировочный конденсатор помогает предотвратить шунтирование другого промежутка с источником напряжения при помощи своей обмотки. Дроссель, который включен в сварочную цепь, защищает от пробоя изоляцию обмотки. Мощность такого аппарата может составлять около 250-250 Вт. Длительность импульсов не превышает десятков микросекунд. Импульсный осциллятор подключается параллельно к основному сварочному аппарату.
Импульсный осциллятор подключается параллельно к основному сварочному аппарату. Импульсный осциллятор подключается параллельно к основному сварочному аппарату.
Импульсный осциллятор подключается параллельно к основному сварочному аппарату.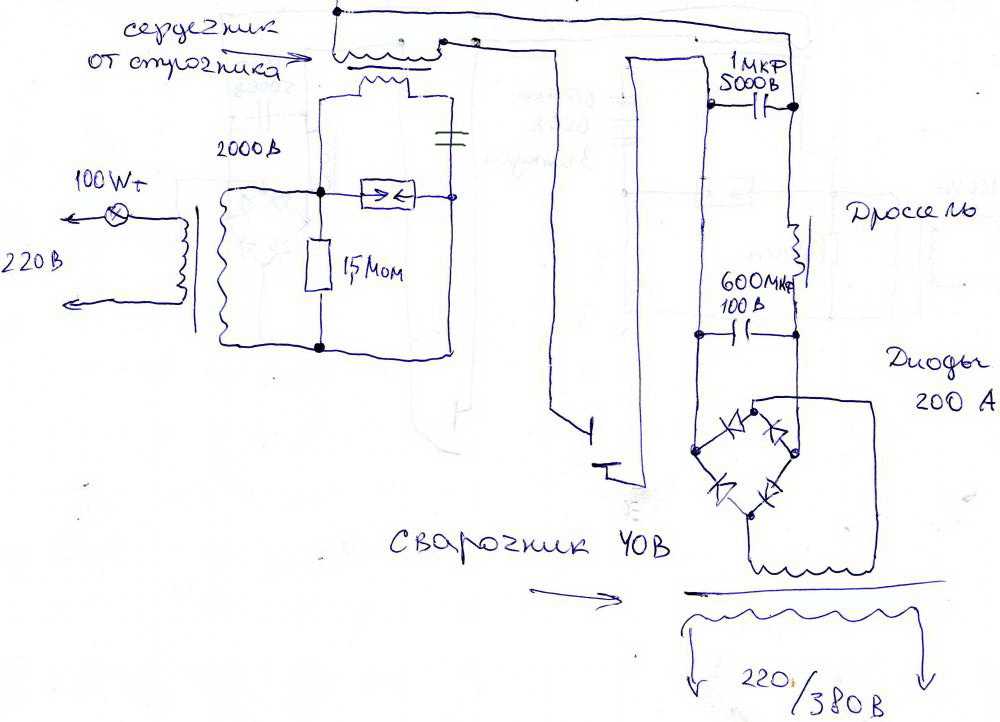 Разработка разрядника считается одним из самых сложных моментов, так как именно в нем и проходит электрическая искра. Также требуется подобрать блокировочный конденсатор вместе с колебательным контуром. Существует множество схем создания и основа успеха состоит в том, чтобы правильно подобрать компоненты. Таким образом, в итоге можно получить все те же импульсные или непрерывные осцилляторы. При выборе второго варианта в схеме еще должна присутствовать защита от высокого напряжения. Импульсный легче в изготовлении и более эффективный в работе, благодаря своей простоте.
Разработка разрядника считается одним из самых сложных моментов, так как именно в нем и проходит электрическая искра. Также требуется подобрать блокировочный конденсатор вместе с колебательным контуром. Существует множество схем создания и основа успеха состоит в том, чтобы правильно подобрать компоненты. Таким образом, в итоге можно получить все те же импульсные или непрерывные осцилляторы. При выборе второго варианта в схеме еще должна присутствовать защита от высокого напряжения. Импульсный легче в изготовлении и более эффективный в работе, благодаря своей простоте.
 Добавление собранного своими руками осциллятора превращает сварочный аппарат в профессиональное устройство ювелирной сварки цветных и тонколистовых металлов.
Добавление собранного своими руками осциллятора превращает сварочный аппарат в профессиональное устройство ювелирной сварки цветных и тонколистовых металлов.
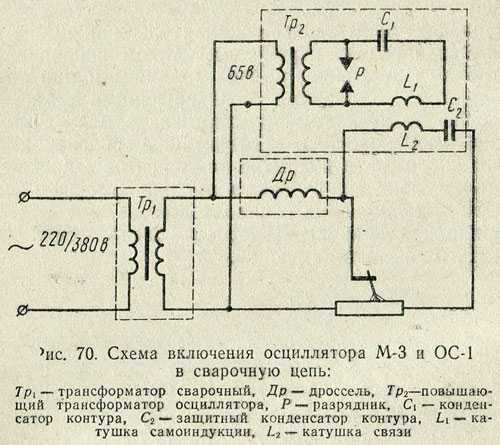
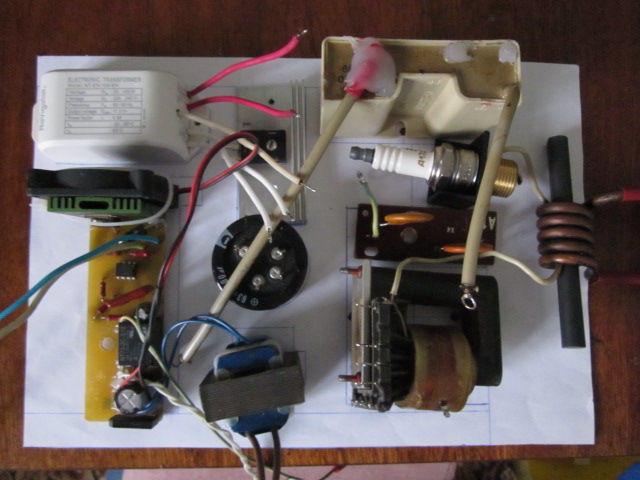 Недостаток витков вынудит постоянно накручивать разрядник. Увеличение количества витков приведёт к улучшению поджога дуги в разряднике. Перебор намотки приводит к активизации роста перегрева катушки.
Недостаток витков вынудит постоянно накручивать разрядник. Увеличение количества витков приведёт к улучшению поджога дуги в разряднике. Перебор намотки приводит к активизации роста перегрева катушки.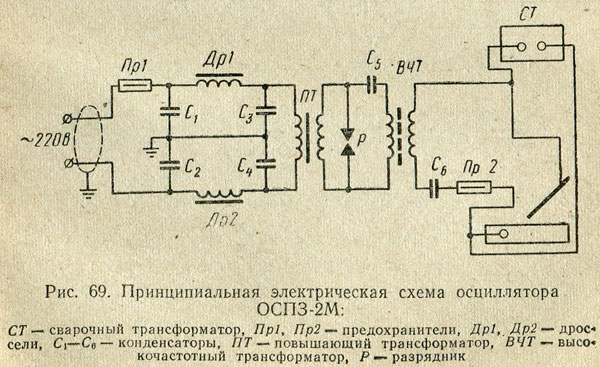 Последовательное либо параллельное подключение, тип функционирования устройства: импульсная разрядка или непрерывное действие прибора.
Последовательное либо параллельное подключение, тип функционирования устройства: импульсная разрядка или непрерывное действие прибора. Нержавеющие стали и цветные металлы варятся преимущественно при постоянном токе.
Нержавеющие стали и цветные металлы варятся преимущественно при постоянном токе.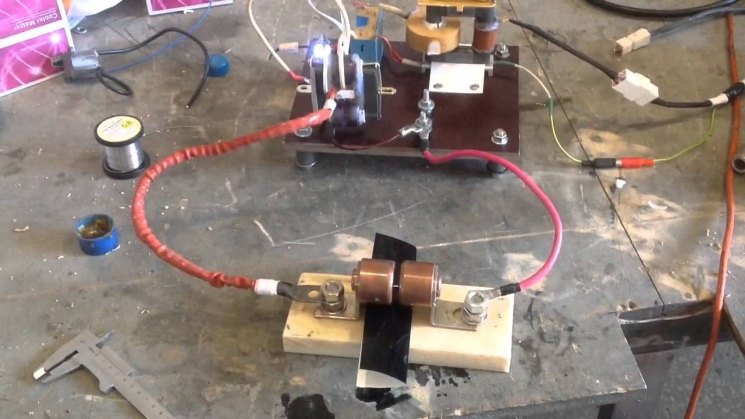 Удар при 10 кГц весьма чувствителен.
Удар при 10 кГц весьма чувствителен.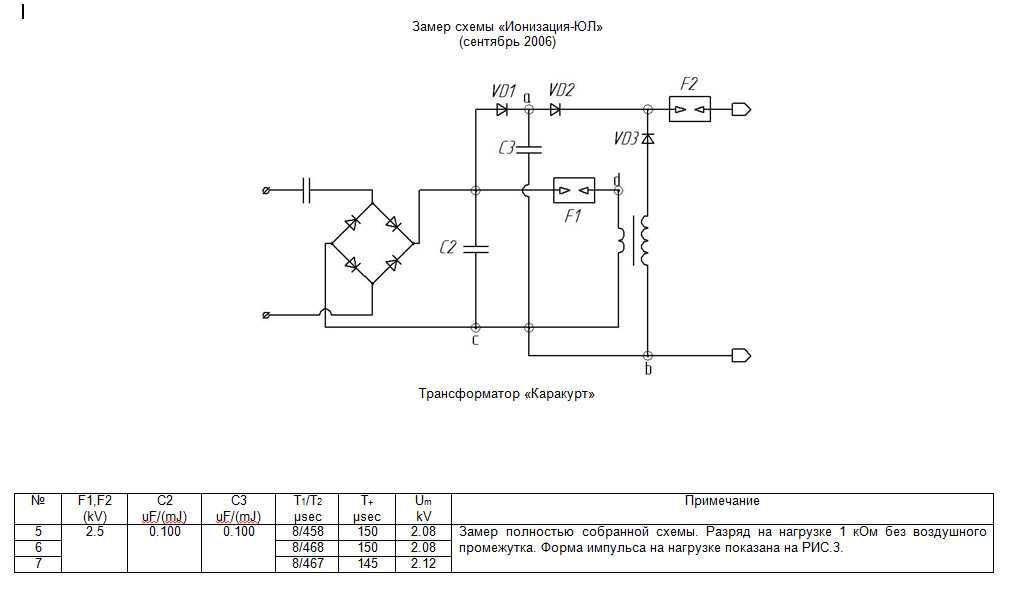 Осциллятор полезен тем, что его можно использовать как в промышленном производстве, так и в быту. Механизм осциллятора – зажигание сварочной дуги. При этом во время работы поддерживается стабильная подача пламени. Наиболее часто используемым генератором является прибор марки ОП-240.
Осциллятор полезен тем, что его можно использовать как в промышленном производстве, так и в быту. Механизм осциллятора – зажигание сварочной дуги. При этом во время работы поддерживается стабильная подача пламени. Наиболее часто используемым генератором является прибор марки ОП-240. Аналогичные параметры работы при переходе тока высокой частоты в сварочный контур обусловлены соответствующей мощностью — 250-350 Вт.
Аналогичные параметры работы при переходе тока высокой частоты в сварочный контур обусловлены соответствующей мощностью — 250-350 Вт.
 Все это защищает металл от воздействия кислорода и дает возможность сформировать аргоновую среду, в которой и происходит сам процесс сварки металла.
Все это защищает металл от воздействия кислорода и дает возможность сформировать аргоновую среду, в которой и происходит сам процесс сварки металла. При наличии хотя бы начальных знаний в области электротехники это не будет проблемой. Кроме того, желателен опыт проектирования. Делая осциллятор самостоятельно, следует помнить, что нужно соблюдать технику безопасности. Так как есть риск поражения электрическим током.
При наличии хотя бы начальных знаний в области электротехники это не будет проблемой. Кроме того, желателен опыт проектирования. Делая осциллятор самостоятельно, следует помнить, что нужно соблюдать технику безопасности. Так как есть риск поражения электрическим током. Колебательный контур, в состав которого также входят дроссель и разрядник, необходим для формирования импульсов. С их помощью сварочная дуга зажигается намного легче.
Колебательный контур, в состав которого также входят дроссель и разрядник, необходим для формирования импульсов. С их помощью сварочная дуга зажигается намного легче. Следует внимательно подходить к сборке электрических схем и применять только те детали, которые полностью подходят по своим характеристикам. Если следовать всем рекомендациям, сделать осциллятор своими руками не составит особого труда. Вам просто потребуются все необходимые инструменты и материалы.
Следует внимательно подходить к сборке электрических схем и применять только те детали, которые полностью подходят по своим характеристикам. Если следовать всем рекомендациям, сделать осциллятор своими руками не составит особого труда. Вам просто потребуются все необходимые инструменты и материалы.
 Поддержка предназначена для содержания MIG/Mig Torches с диаметром 16-16-1
Поддержка предназначена для содержания MIG/Mig Torches с диаметром 16-16-1 Преобразователь частоты обеспечивает плавную регулировку скорости и стабилизацию скорости на заданном значении.
Преобразователь частоты обеспечивает плавную регулировку скорости и стабилизацию скорости на заданном значении. 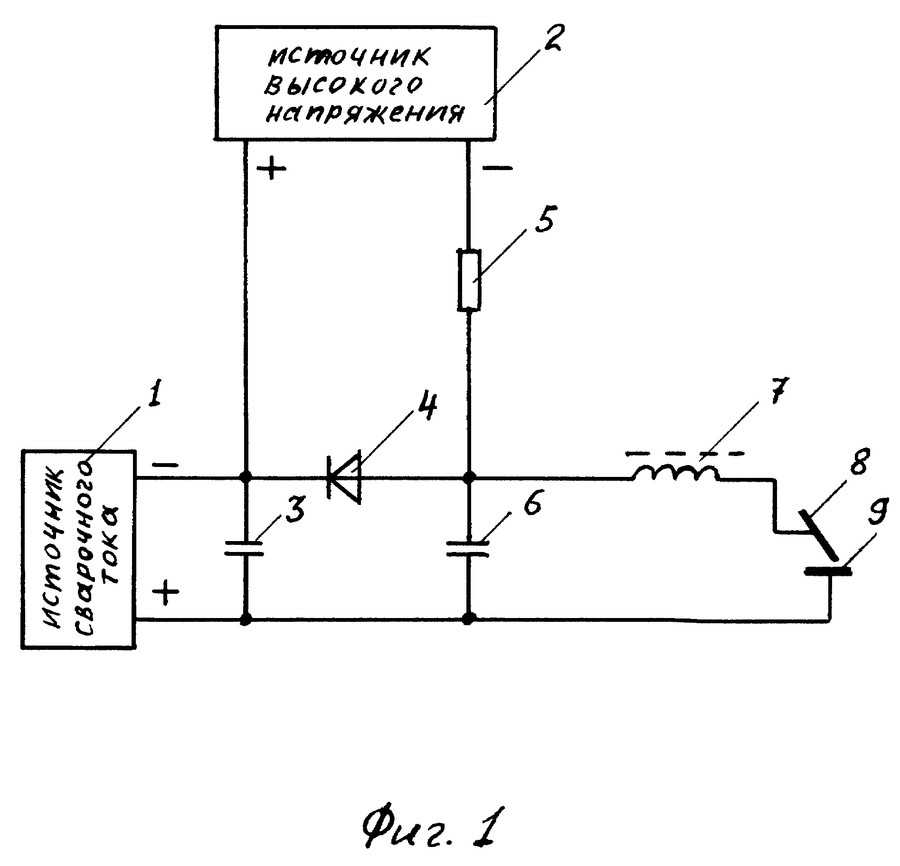 Фонарик можно легко переставить с одной стороны Mini Spider на другую. Система полного привода с магнитной тягой и контуром обратной связи обеспечивает высокоэффективную стабилизацию скорости. Постоянная, непрерывная и воспроизводимая скорость перемещения обеспечивает точное соответствие геометрии сварного шва требуемым спецификациям, тем самым снижая затраты на сварку и существенно уменьшая использование присадочного металла. Дополнительный блок питания можно использовать для подключения каретки к источнику питания 110–240 В.
Фонарик можно легко переставить с одной стороны Mini Spider на другую. Система полного привода с магнитной тягой и контуром обратной связи обеспечивает высокоэффективную стабилизацию скорости. Постоянная, непрерывная и воспроизводимая скорость перемещения обеспечивает точное соответствие геометрии сварного шва требуемым спецификациям, тем самым снижая затраты на сварку и существенно уменьшая использование присадочного металла. Дополнительный блок питания можно использовать для подключения каретки к источнику питания 110–240 В.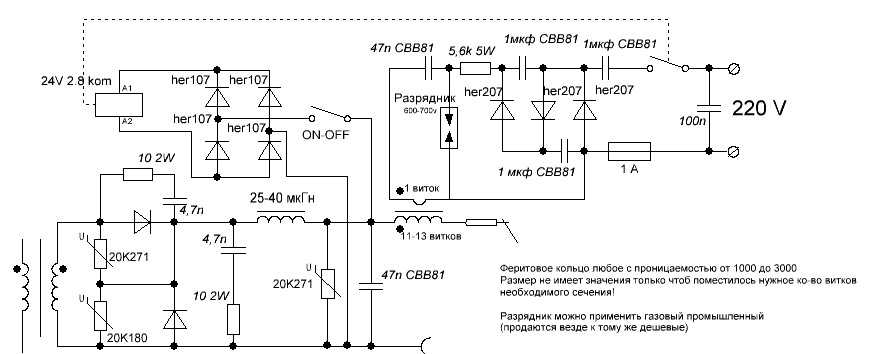
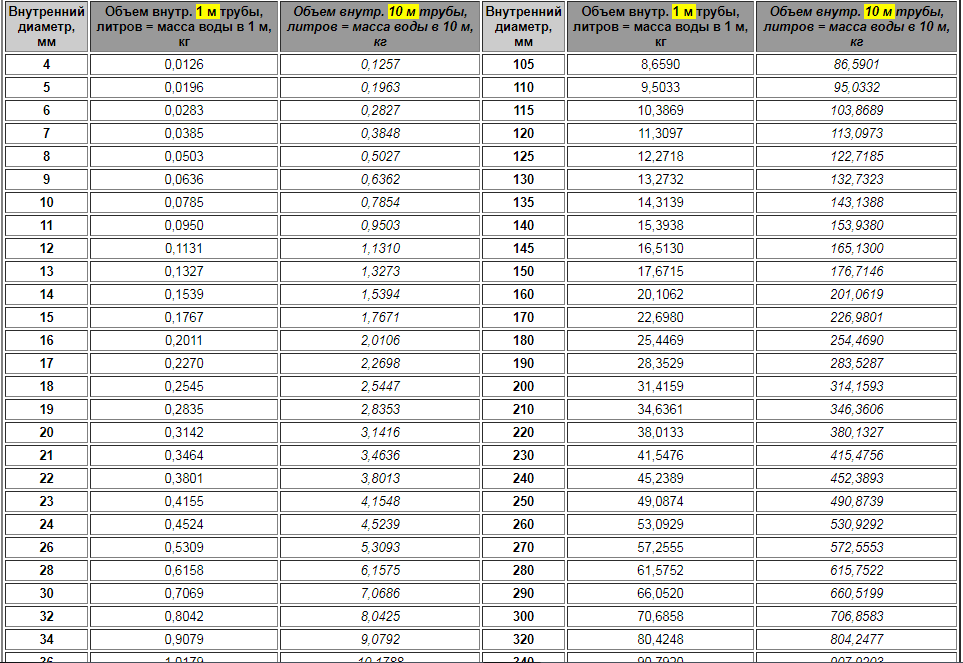 321
321 684
684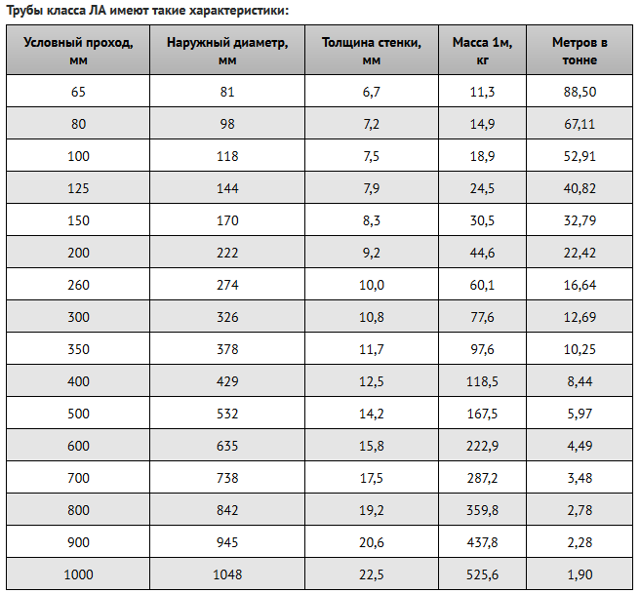 617
617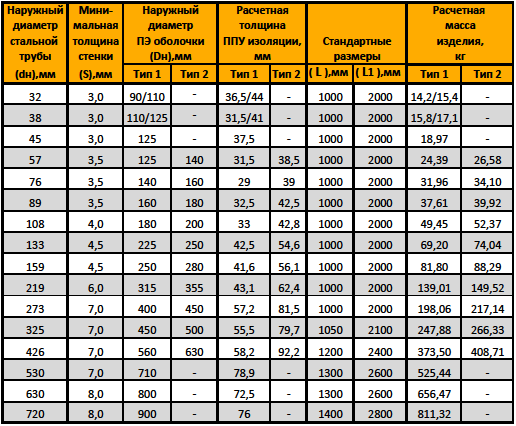 процесс – вакумирование, а также добавки из специальных реагентов, уменьшающих образование раковин в металле при остывании.
процесс – вакумирование, а также добавки из специальных реагентов, уменьшающих образование раковин в металле при остывании.
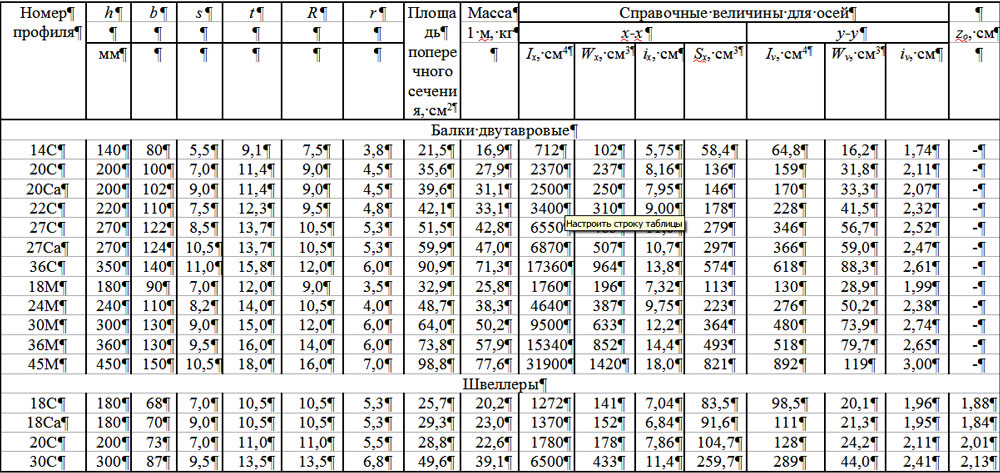 0.0171
0.0171


 А если у Вас остались вопросы, задайте их мне!
А если у Вас остались вопросы, задайте их мне!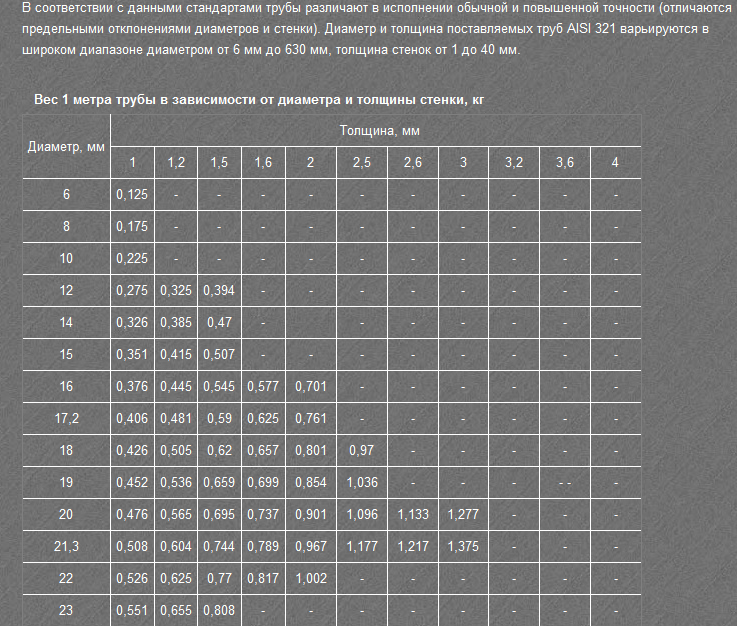 5
5
 5
5 А если у Вас остались вопросы, задайте их мне!
А если у Вас остались вопросы, задайте их мне! При этом с необычным профилем также строго классифицируются государственными стандартами (ГОСТ) в зависимости от своих типовых размеров. Малейшие отклонения от установленных показателей будут свидетельствовать о наличии дефекта при выпуске продукции брака.
При этом с необычным профилем также строго классифицируются государственными стандартами (ГОСТ) в зависимости от своих типовых размеров. Малейшие отклонения от установленных показателей будут свидетельствовать о наличии дефекта при выпуске продукции брака. На основании размера профиля они классифицируются по определенным ГОСТам. При этом в случае необходимости они могут производиться в соответствии с другими установленными типовыми размерами;
На основании размера профиля они классифицируются по определенным ГОСТам. При этом в случае необходимости они могут производиться в соответствии с другими установленными типовыми размерами;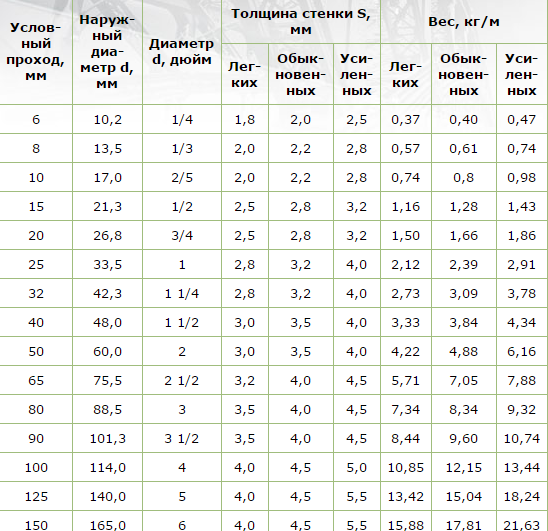
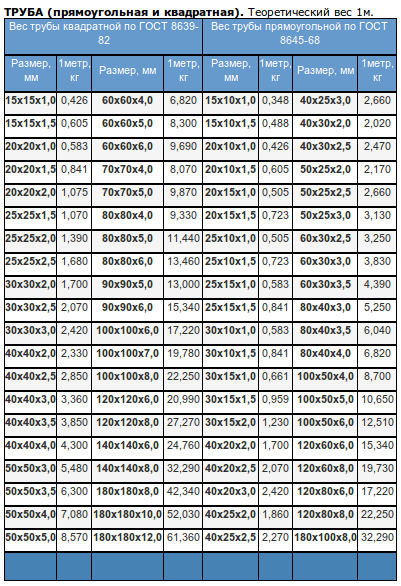 Все определенные ГОСТами типы труб имеют строго соответствующие типовые размеры, а именно:
Все определенные ГОСТами типы труб имеют строго соответствующие типовые размеры, а именно: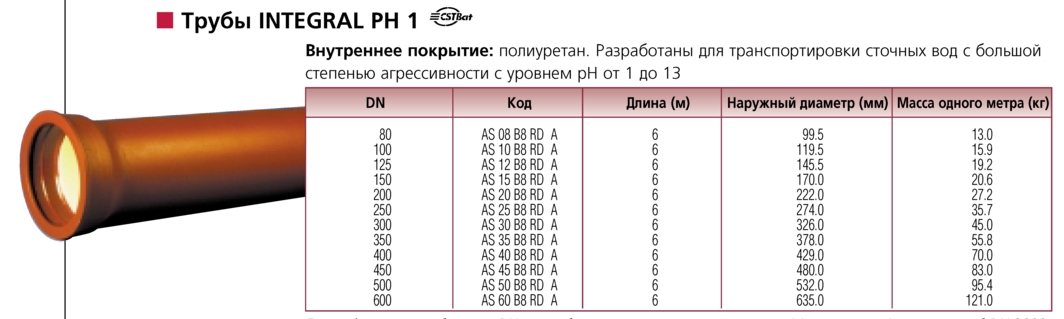
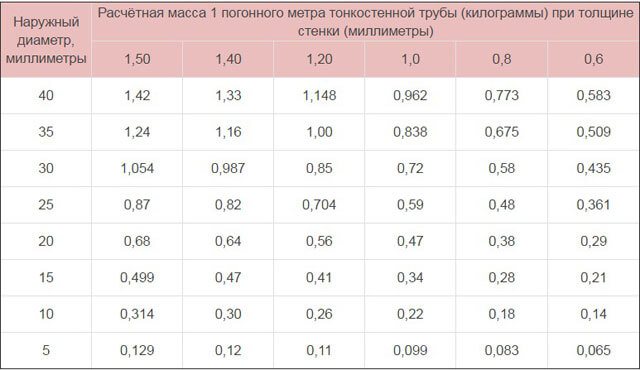



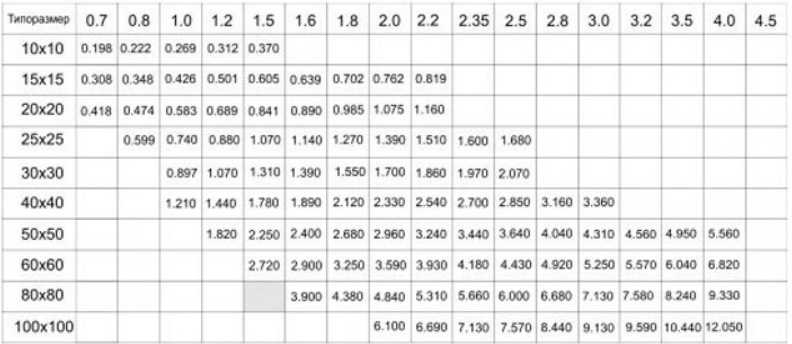 Предположим, мы посчитаем объем трубы длиной 6 метров с внутренним диаметром, равным 15 сантиметрам. Труба используется для транспортировки воды. Подставим эти данные в калькулятор, чтобы найти объем воды в трубе и ее массу.
Предположим, мы посчитаем объем трубы длиной 6 метров с внутренним диаметром, равным 15 сантиметрам. Труба используется для транспортировки воды. Подставим эти данные в калькулятор, чтобы найти объем воды в трубе и ее массу. MachineMfg
MachineMfg

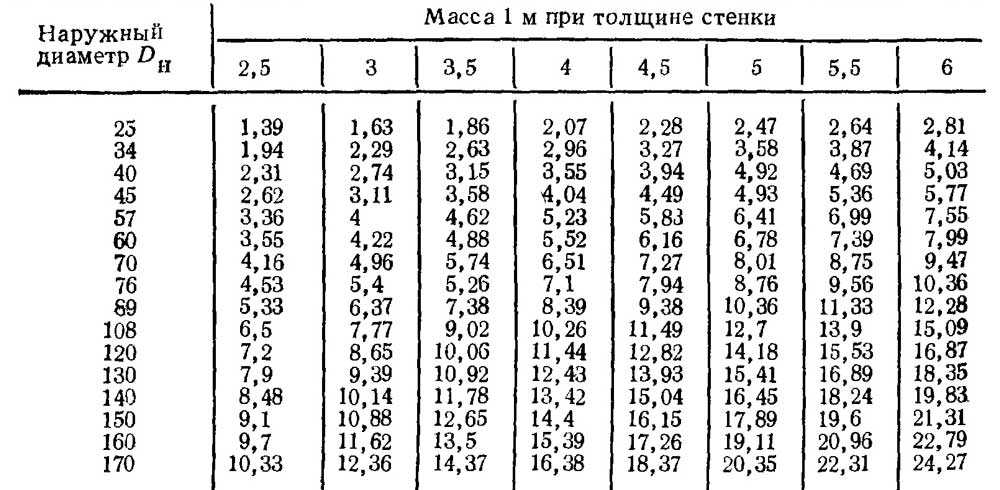 7
7 6
6 0151
0151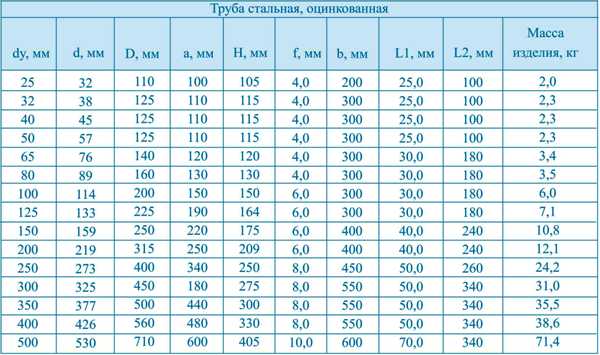 75
75 5
5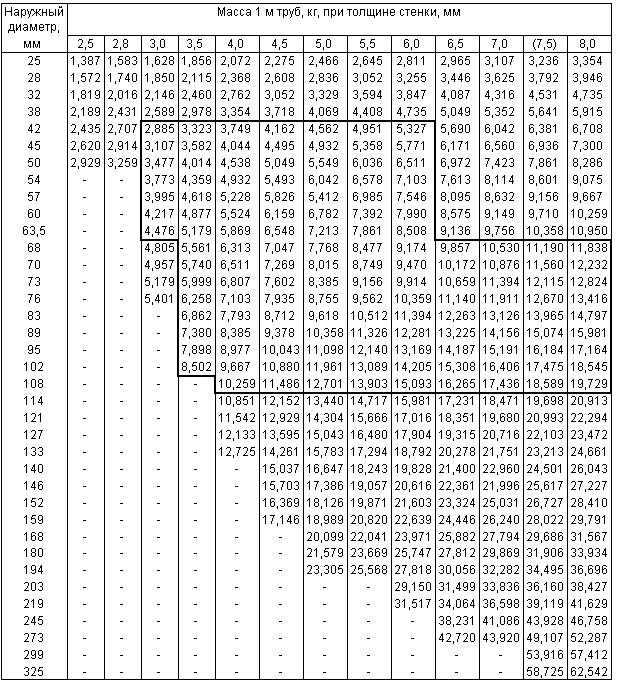 5
5 75
75 84
84



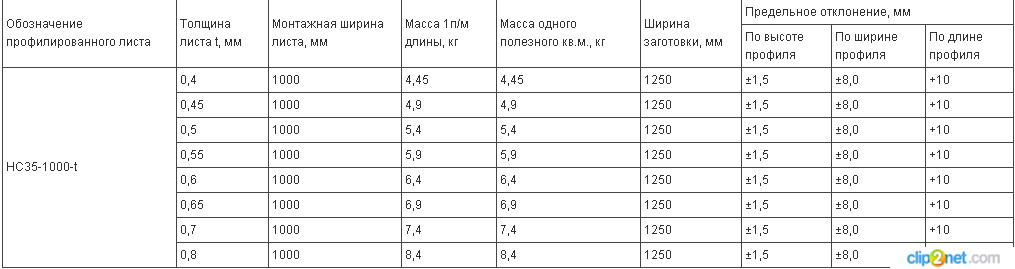 5 (мм) до 12 (мм)
5 (мм) до 12 (мм) 048 (м2)
048 (м2) 9 (кг)
9 (кг)

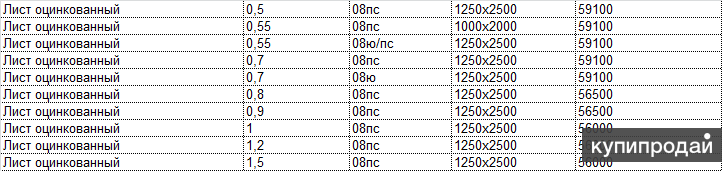

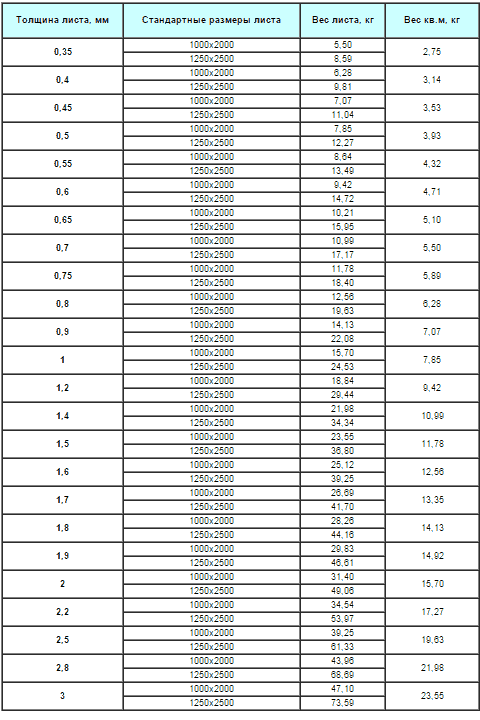

 Бетон
Бетон На нашем заводе есть две линии по нанесению цветных покрытий с годовой производственной мощностью 200 000 тонн. Также имеются две линии цинкования с годовой производственной мощностью 400 000 тонн. Кроме того, имеются наборы прокатного оборудования различной конструкции, линии резки и т. д. для удовлетворения различных потребностей в гладких или профилированных предварительно окрашенных оцинкованных стальных листах. Добро пожаловать, чтобы связаться с нами, чтобы посетить наш завод онлайн или на месте.
На нашем заводе есть две линии по нанесению цветных покрытий с годовой производственной мощностью 200 000 тонн. Также имеются две линии цинкования с годовой производственной мощностью 400 000 тонн. Кроме того, имеются наборы прокатного оборудования различной конструкции, линии резки и т. д. для удовлетворения различных потребностей в гладких или профилированных предварительно окрашенных оцинкованных стальных листах. Добро пожаловать, чтобы связаться с нами, чтобы посетить наш завод онлайн или на месте. д. Мы принимаем сторонний контроль качества. Благодаря гарантии качества, мы получили много хороших отзывов от наших клиентов. Ниже представлен отзыв наших клиентов из Непала.
д. Мы принимаем сторонний контроль качества. Благодаря гарантии качества, мы получили много хороших отзывов от наших клиентов. Ниже представлен отзыв наших клиентов из Непала.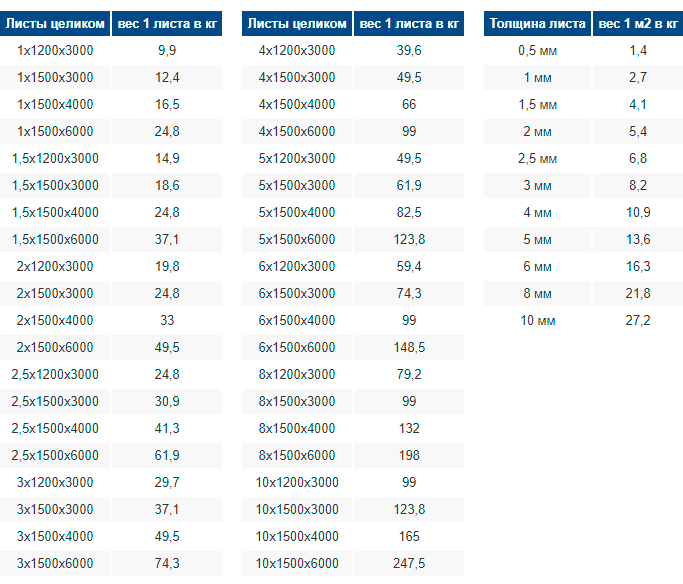 Так что около 123 штук на тонну. При заказе 5000 штук общий вес около 40 тонн. Затем для доставки требуется два контейнера 40GP. Если вы хотите получить более подробную информацию, пожалуйста, свяжитесь с нами!
Так что около 123 штук на тонну. При заказе 5000 штук общий вес около 40 тонн. Затем для доставки требуется два контейнера 40GP. Если вы хотите получить более подробную информацию, пожалуйста, свяжитесь с нами! Они широко используются в строительстве, бытовой технике, транспорте, мебели и т. д. Данные показывают, что 31% используется в бытовой технике и 63% в строительстве. Ниже приведены некоторые из основных отраслей, в которых используется PPGI.
Они широко используются в строительстве, бытовой технике, транспорте, мебели и т. д. Данные показывают, что 31% используется в бытовой технике и 63% в строительстве. Ниже приведены некоторые из основных отраслей, в которых используется PPGI. Таким образом, вес нашего листа с полимерным покрытием GI варьируется от 1,099 кг/м 2 (0,14*1*1*7,85) до 9,42 кг/м 2 (0,14*1*1*7,85). Таким образом, его противоударные характеристики лучше, что делает здание более безопасным. Кроме того, его легко транспортировать, чтобы сэкономить ваши расходы.
Таким образом, вес нашего листа с полимерным покрытием GI варьируется от 1,099 кг/м 2 (0,14*1*1*7,85) до 9,42 кг/м 2 (0,14*1*1*7,85). Таким образом, его противоударные характеристики лучше, что делает здание более безопасным. Кроме того, его легко транспортировать, чтобы сэкономить ваши расходы. С одной стороны, это может сократить сроки строительства более чем на 40%. С другой стороны, нет необходимости в глубоком фундаменте, что хорошо для окружающей среды.
С одной стороны, это может сократить сроки строительства более чем на 40%. С другой стороны, нет необходимости в глубоком фундаменте, что хорошо для окружающей среды.
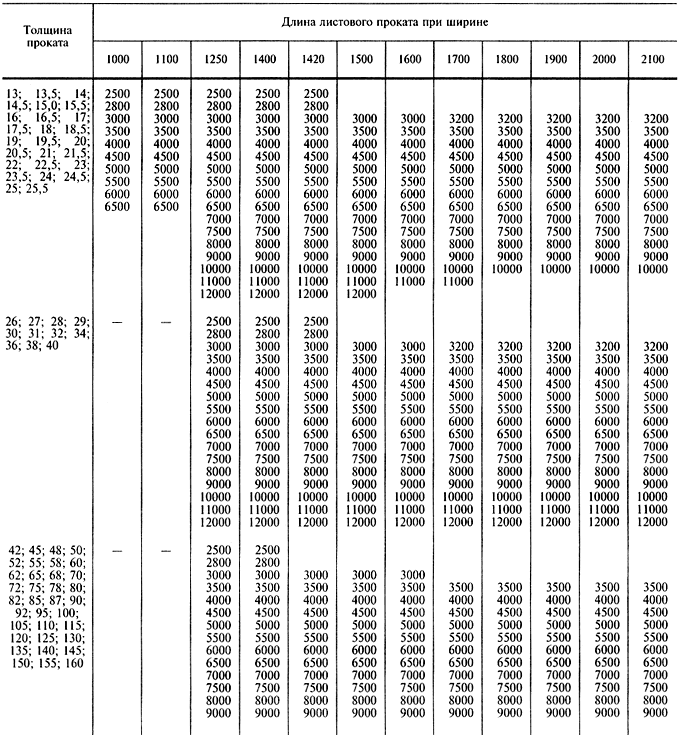
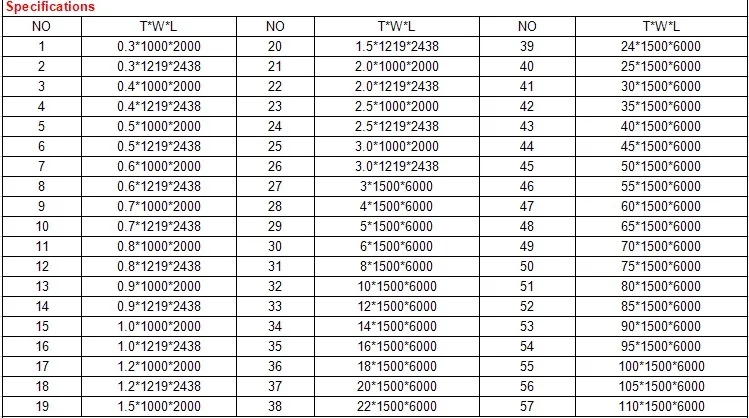 Органическое покрытие не только защищает цинковый слой, но и защищает металл от ржавчины. Поэтому срок его службы больше, чем у горячеоцинкованного листа. Толщина цинка горячеоцинкованной подложки для наружного применения может достигать 275 г/м2. Мы предлагаем индивидуальные решения для удовлетворения особых требований.
Органическое покрытие не только защищает цинковый слой, но и защищает металл от ржавчины. Поэтому срок его службы больше, чем у горячеоцинкованного листа. Толщина цинка горячеоцинкованной подложки для наружного применения может достигать 275 г/м2. Мы предлагаем индивидуальные решения для удовлетворения особых требований. Затем оберните пакет водонепроницаемой крафт-бумагой и полиэтиленовой пленкой, чтобы защитить его от влаги. По вашему желанию он будет закреплен деревянным или оцинкованным поддоном. Ниже приведены некоторые фотографии для справки.
Затем оберните пакет водонепроницаемой крафт-бумагой и полиэтиленовой пленкой, чтобы защитить его от влаги. По вашему желанию он будет закреплен деревянным или оцинкованным поддоном. Ниже приведены некоторые фотографии для справки.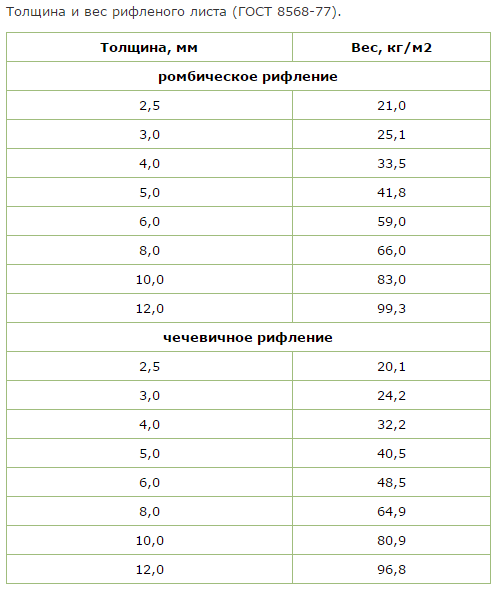
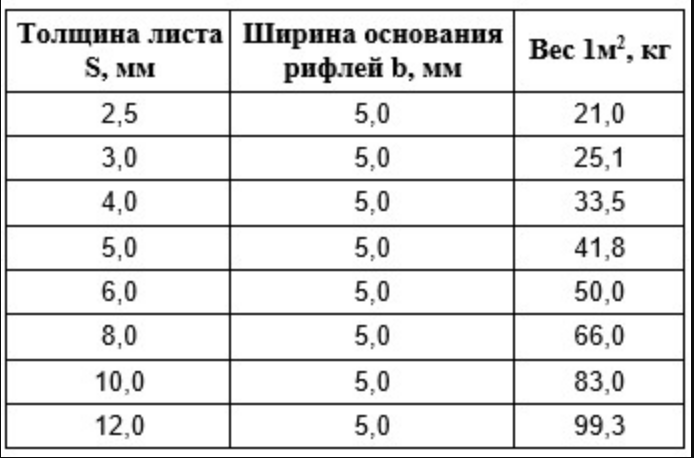 Хотя сейчас мы недостаточно известны, мы ориентируемся на ценность нашего бренда. За последние 12 лет экспорта мы завоевали множество постоянных клиентов по всему миру. Выбирайте нас, и вам понравится сотрудничество с нами. Просто поговорите с нами о туре по фабрике или бесплатном образце здесь!
Хотя сейчас мы недостаточно известны, мы ориентируемся на ценность нашего бренда. За последние 12 лет экспорта мы завоевали множество постоянных клиентов по всему миру. Выбирайте нас, и вам понравится сотрудничество с нами. Просто поговорите с нами о туре по фабрике или бесплатном образце здесь!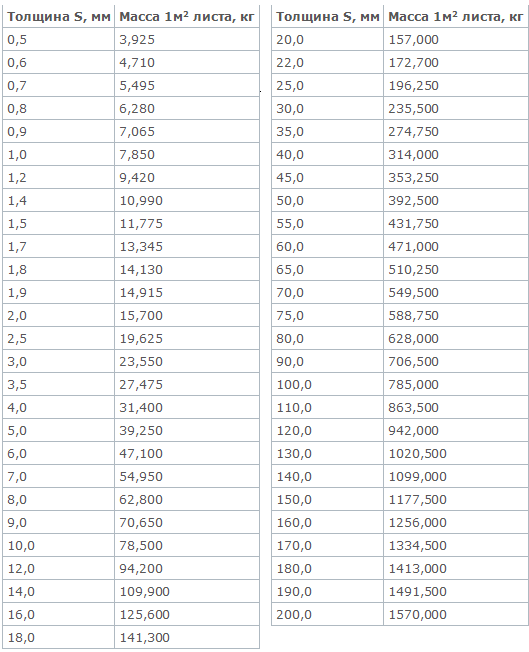
 018 кг
018 кг 14 кг
14 кг Он дает самый высокий коэффициент полезного действия при удалении металла за единицу времени и длины электрода. Для сварки их применяют реже, чем электроды со стальным сердечником, но спектр их применений гораздо шире. Разберемся подробнее, что такое угольный электрод.
Он дает самый высокий коэффициент полезного действия при удалении металла за единицу времени и длины электрода. Для сварки их применяют реже, чем электроды со стальным сердечником, но спектр их применений гораздо шире. Разберемся подробнее, что такое угольный электрод.
 Поверхность обезжиривают специальной жидкостью. От подготовительных действий зависит качество сварочного соединения. Можно уменьшить количество проведенных подготовительных работ перед сваркой за счет применения воздушно-дуговой строжки угольным электродом.
Поверхность обезжиривают специальной жидкостью. От подготовительных действий зависит качество сварочного соединения. Можно уменьшить количество проведенных подготовительных работ перед сваркой за счет применения воздушно-дуговой строжки угольным электродом. Прутки нужно держать под углом в 45-60° по отношению к обрабатываемой поверхности, соблюдать скорость процесса, регулярно очищать обрабатываемую плоскость.
Прутки нужно держать под углом в 45-60° по отношению к обрабатываемой поверхности, соблюдать скорость процесса, регулярно очищать обрабатываемую плоскость. Тем не менее, пожилые сварщики, знающие эту технику, могут время от времени использовать ее.
Тем не менее, пожилые сварщики, знающие эту технику, могут время от времени использовать ее. В процессе сварки электрод не расходуется по мере сварки; однако со временем электроды необходимо будет заменить из-за эрозии. Средний используемый угольный электрод обычно имеет длину шесть дюймов и может иметь диаметр от 3/16 до ½ дюйма. Температура, создаваемая с помощью угольной дуговой сварки, составляет в среднем от 5000 до 9 градусов Цельсия.000 градусов по Фаренгейту и известны тем, что создают чрезвычайно яркий свет. Этот яркий свет может быть опасен для сварщика, если он не носит надлежащие защитные очки и одежду.
В процессе сварки электрод не расходуется по мере сварки; однако со временем электроды необходимо будет заменить из-за эрозии. Средний используемый угольный электрод обычно имеет длину шесть дюймов и может иметь диаметр от 3/16 до ½ дюйма. Температура, создаваемая с помощью угольной дуговой сварки, составляет в среднем от 5000 до 9 градусов Цельсия.000 градусов по Фаренгейту и известны тем, что создают чрезвычайно яркий свет. Этот яркий свет может быть опасен для сварщика, если он не носит надлежащие защитные очки и одежду.
 Эти сварочные стержни из углеродистой стали имеют покрытие, которое выделяет защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Эти сварочные стержни из углеродистой стали имеют покрытие, которое выделяет защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду. Сварка труб
Сварка труб ..
.. ..
.. ..
.. ..
.. .
. ..
.. ..
.. ..
.. ..
.. ..
..
 /м.куб. Для получения необходимого результата нужно использовать таблицу, которая указана в ГОСТе 8732 78 для определения значений толщины стенки и диаметра, а после рассчитать по формуле.
/м.куб. Для получения необходимого результата нужно использовать таблицу, которая указана в ГОСТе 8732 78 для определения значений толщины стенки и диаметра, а после рассчитать по формуле.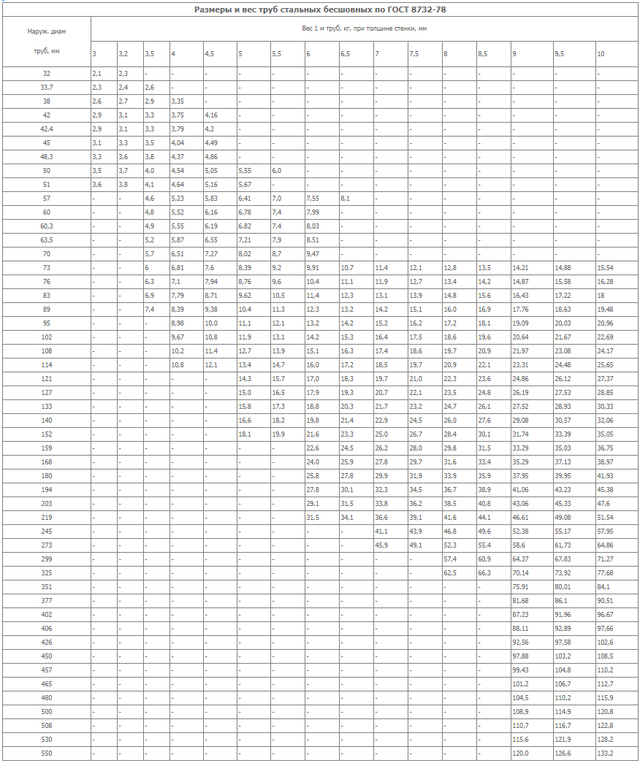
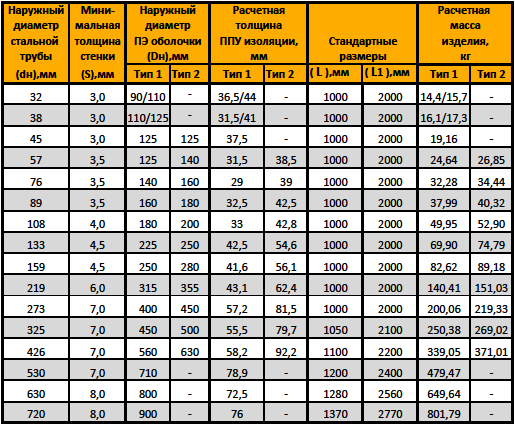
 Умножаем данные величины и в результате имеем объем трубы с внутренней пустотой. Затем нам необходимо узнать объем внутренней полости трубы. Умножаем длину и длины сторон внутри. Отнимаем этот результат от первого и определяем объем металла, который находится в стенках трубы. Затем, чтобы узнать вес трубы, в калькулятор нужно подставить любое требуемое значение плотности материала.
Умножаем данные величины и в результате имеем объем трубы с внутренней пустотой. Затем нам необходимо узнать объем внутренней полости трубы. Умножаем длину и длины сторон внутри. Отнимаем этот результат от первого и определяем объем металла, который находится в стенках трубы. Затем, чтобы узнать вес трубы, в калькулятор нужно подставить любое требуемое значение плотности материала. При наличии сети Интернет не составит сложности найти калькулятор онлайн для расчета массы как прямоугольного, так и круглого сечения трубы.
При наличии сети Интернет не составит сложности найти калькулятор онлайн для расчета массы как прямоугольного, так и круглого сечения трубы.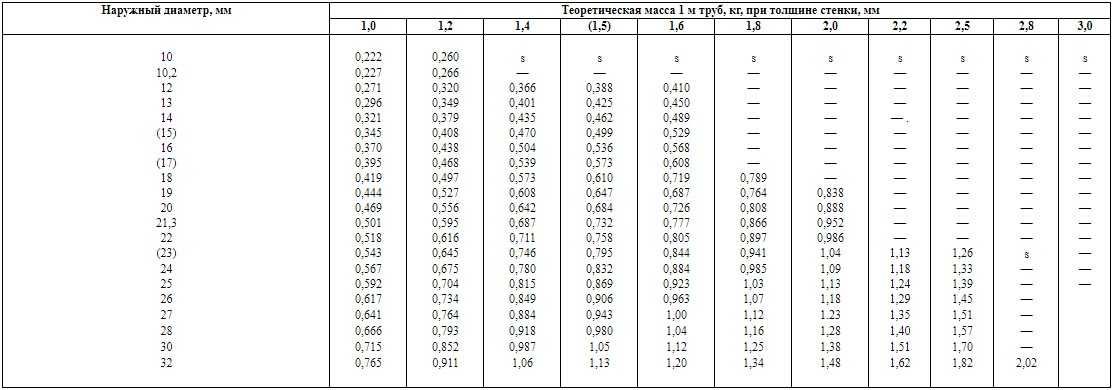 Ревда, ул. Ленина, 54, согласие на обработку персональных данных, указанных мной в форме веб-чата и/или в форме заказа и/или в форме заказа обратного звонка на сайте в сети «Интернет», владельцем которого является Оператор.
Ревда, ул. Ленина, 54, согласие на обработку персональных данных, указанных мной в форме веб-чата и/или в форме заказа и/или в форме заказа обратного звонка на сайте в сети «Интернет», владельцем которого является Оператор.

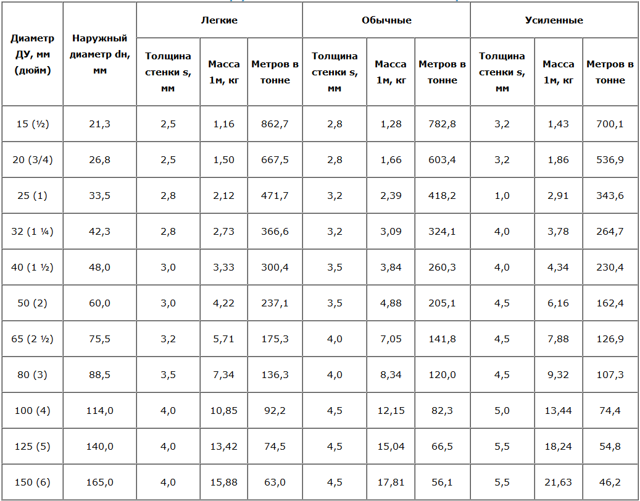 Калькулятор правильно оценивает и оценивает плотность материала вместе с размером сорта, чтобы правильно оценить вес модуля. Калькулятор также помогает в оценке количества стали, которое можно транспортировать из одного места в другое. Формула веса трубы из нержавеющей стали помогает рассчитать вес трубы. Формула для этой трубы: P = t (D-t) X C. Здесь t — толщина трубы, выраженная в мм или дюймах. Значение D — это внешний диаметр, который измеряется в дюймах. C — статическое значение 0,02466, указанное в единицах СИ. Вес трубы выражается в кг/м или фунтах/футах в зависимости от используемого класса измерения.
Калькулятор правильно оценивает и оценивает плотность материала вместе с размером сорта, чтобы правильно оценить вес модуля. Калькулятор также помогает в оценке количества стали, которое можно транспортировать из одного места в другое. Формула веса трубы из нержавеющей стали помогает рассчитать вес трубы. Формула для этой трубы: P = t (D-t) X C. Здесь t — толщина трубы, выраженная в мм или дюймах. Значение D — это внешний диаметр, который измеряется в дюймах. C — статическое значение 0,02466, указанное в единицах СИ. Вес трубы выражается в кг/м или фунтах/футах в зависимости от используемого класса измерения.
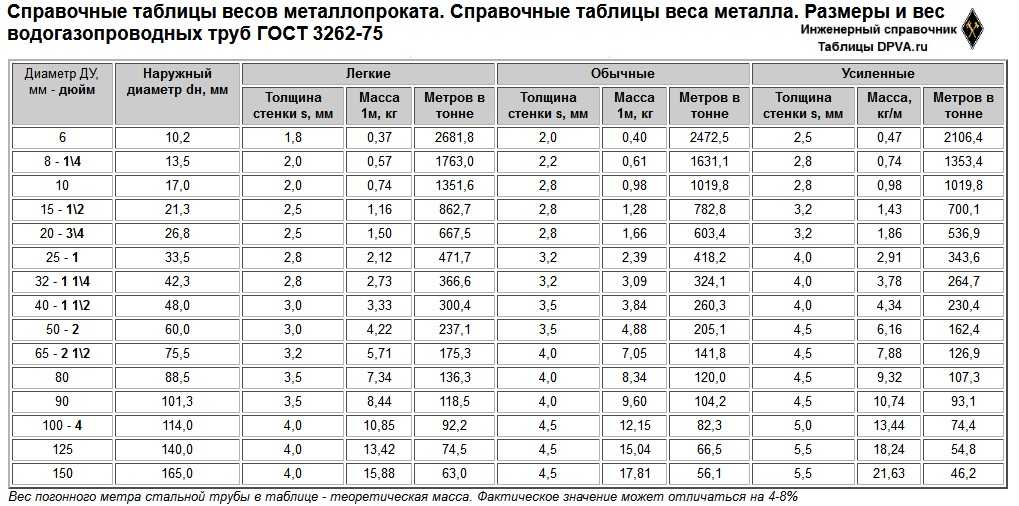 gov
gov ПРИНИМАЯ ВО ВНИМАНИЕ, что на основании имеющейся у него ограниченной информации о том, что дополнительное крепление было необходимо для обеспечения общественной безопасности, 26 ноября 2008 г. Правление временно аннулировало утверждение продукта для трубопровода CSST, чтобы разрешить решение вопроса о принудительном применении/требовании дополнительного склейки соответствующие органы, обладающие юрисдикцией;
ПРИНИМАЯ ВО ВНИМАНИЕ, что на основании имеющейся у него ограниченной информации о том, что дополнительное крепление было необходимо для обеспечения общественной безопасности, 26 ноября 2008 г. Правление временно аннулировало утверждение продукта для трубопровода CSST, чтобы разрешить решение вопроса о принудительном применении/требовании дополнительного склейки соответствующие органы, обладающие юрисдикцией;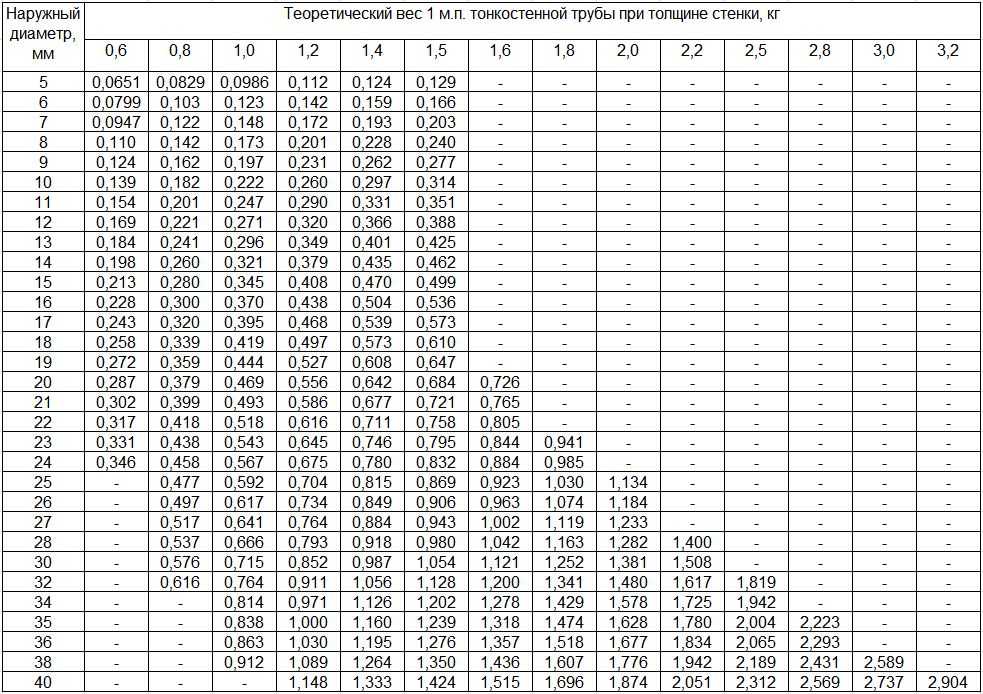 . Похоже, что лицензированные электрики, соблюдающие правила/кодексы, принятые Советом по противопожарной безопасности, имеют исключительную юрисдикцию в отношении дополнительного соединения CSST. Поэтому, если инструкции изготовителя требуют использования соединительной перемычки, то такая работа должна выполняться в соответствии с применимым законодательством, включая получение любых необходимых разрешений на электроснабжение.
. Похоже, что лицензированные электрики, соблюдающие правила/кодексы, принятые Советом по противопожарной безопасности, имеют исключительную юрисдикцию в отношении дополнительного соединения CSST. Поэтому, если инструкции изготовителя требуют использования соединительной перемычки, то такая работа должна выполняться в соответствии с применимым законодательством, включая получение любых необходимых разрешений на электроснабжение. Разработаны химические анкера, обеспечивающие максимально возможное качество крепления. Их задача — создание внутри материала внутренней опоры, которая защищает его от разрушения при расширении дюбеля внутри пористого материала. Относительно сферы применения — крепеж выпускают для наружных либо внутренних работ, он бывает забивной или вкручивающийся.
Разработаны химические анкера, обеспечивающие максимально возможное качество крепления. Их задача — создание внутри материала внутренней опоры, которая защищает его от разрушения при расширении дюбеля внутри пористого материала. Относительно сферы применения — крепеж выпускают для наружных либо внутренних работ, он бывает забивной или вкручивающийся. При работе с пористыми бетонами их применяют редко, хотя материал позволяет закрепить деталь к «проблемной» зоне. Монтаж выполняется просто, после внедрения древесины в такой дюбель можно вкручивать любой шуруп. В отношении пенобетона подобный способ не оптимален, поскольку приводит к быстрому расшатыванию места крепления.
При работе с пористыми бетонами их применяют редко, хотя материал позволяет закрепить деталь к «проблемной» зоне. Монтаж выполняется просто, после внедрения древесины в такой дюбель можно вкручивать любой шуруп. В отношении пенобетона подобный способ не оптимален, поскольку приводит к быстрому расшатыванию места крепления. В продаже появились также пенобетонные гвозди. Их вбивают по аналогии с обычными гвоздями, однако у метиза присутствует распорка на кончике, которая позволяет надежно держаться продукту внутри ячеистого изделия.
В продаже появились также пенобетонные гвозди. Их вбивают по аналогии с обычными гвоздями, однако у метиза присутствует распорка на кончике, которая позволяет надежно держаться продукту внутри ячеистого изделия.
 Диаметр его делают несколько больше, нежели появившаяся дыра. Затем в эту деревянную основу вкручивают любой элемент крепежа. Такая конструкция не слишком прочная — ее используют только для «скорой помощи» в экстренных ситуациях.
Диаметр его делают несколько больше, нежели появившаяся дыра. Затем в эту деревянную основу вкручивают любой элемент крепежа. Такая конструкция не слишком прочная — ее используют только для «скорой помощи» в экстренных ситуациях.
 При фиксации тяжелого предмета понадобится специальное крепление.
При фиксации тяжелого предмета понадобится специальное крепление.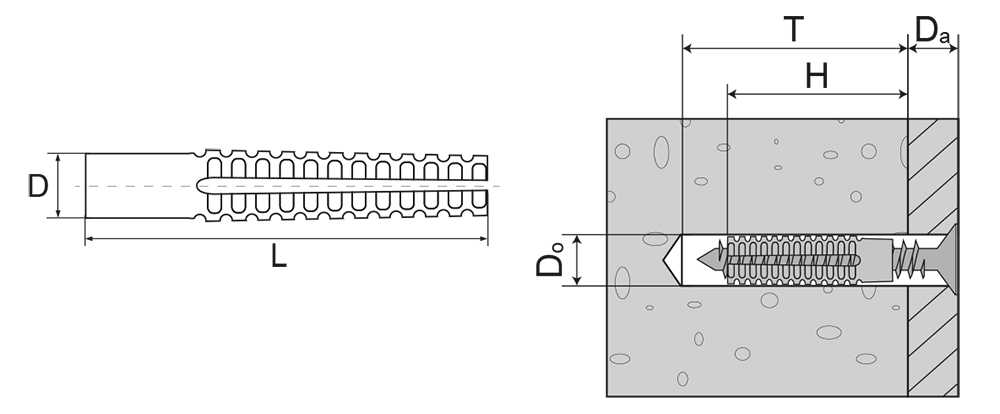
 Он подходит для работы с пенобетоном, кирпичом, гипсом, ДСП. Встречается прямоугольный, круглый, короткий и длинный вариант.
Он подходит для работы с пенобетоном, кирпичом, гипсом, ДСП. Встречается прямоугольный, круглый, короткий и длинный вариант. Метизы, рассчитанные на дерево, легко входят в пеноблоки, но быстро расшатываются, а в стене получается дыра. Во избежание проблем следует применять саморезы в паре с распорными элементами.
Метизы, рассчитанные на дерево, легко входят в пеноблоки, но быстро расшатываются, а в стене получается дыра. Во избежание проблем следует применять саморезы в паре с распорными элементами. Кроме этого, для заземления и защиты от молний применяются пластиковые прямоугольные фиксаторы, корпуса которых заполняются бетоном. Встречаются круглые держатели с пластмассовой крышкой для предупреждения деформаций. Варианты без крышек на плоские кровли устанавливают для оформления молниеприемной сетки.
Кроме этого, для заземления и защиты от молний применяются пластиковые прямоугольные фиксаторы, корпуса которых заполняются бетоном. Встречаются круглые держатели с пластмассовой крышкой для предупреждения деформаций. Варианты без крышек на плоские кровли устанавливают для оформления молниеприемной сетки.
 Что делает его намного более удивительным, чем некоторые другие инструменты в этой категории, так это то, что вы можете вырезать свои собственные векторные изображения, а не только готовые, которые продаются на картриджах. Так что в конечном итоге они привыкли к вещам, отличным от изготовления бумаги — от изготовления трафаретов для трафаретной печати и окраски распылением до вырезания схем из медной ленты.
Что делает его намного более удивительным, чем некоторые другие инструменты в этой категории, так это то, что вы можете вырезать свои собственные векторные изображения, а не только готовые, которые продаются на картриджах. Так что в конечном итоге они привыкли к вещам, отличным от изготовления бумаги — от изготовления трафаретов для трафаретной печати и окраски распылением до вырезания схем из медной ленты.
 На этом изображении показано уже просверленное отверстие и вставленный стержень.
На этом изображении показано уже просверленное отверстие и вставленный стержень.
 Я решил использовать некоторые элементы из дудла и поместить их в маленькие квадратные плитки.
Я решил использовать некоторые элементы из дудла и поместить их в маленькие квадратные плитки.

 Акриловая краска предположительно сохнет слишком быстро, и мне не понравилась очистка, необходимая для чернил на масляной основе, хотя они дают более стойкий отпечаток. Это было дешевле, но я обнаружил, что чернила для блочной печати на водной основе в магазине Blick ужасны (в частности, они были водянистыми и неравномерными, и они не делали гладких отпечатков. И я попробовал несколько разных цветов с теми же результатами).
Акриловая краска предположительно сохнет слишком быстро, и мне не понравилась очистка, необходимая для чернил на масляной основе, хотя они дают более стойкий отпечаток. Это было дешевле, но я обнаружил, что чернила для блочной печати на водной основе в магазине Blick ужасны (в частности, они были водянистыми и неравномерными, и они не делали гладких отпечатков. И я попробовал несколько разных цветов с теми же результатами).
 ниже)?
ниже)? Цветочная пена также удерживает воду (рекомендуется добавлять подкормку для цветов), что увеличивает долговечность свежих цветов.
Цветочная пена также удерживает воду (рекомендуется добавлять подкормку для цветов), что увеличивает долговечность свежих цветов. com/video/type-floral-foam-use-video/
com/video/type-floral-foam-use-video/

 Не более 20 минут.
Не более 20 минут. 
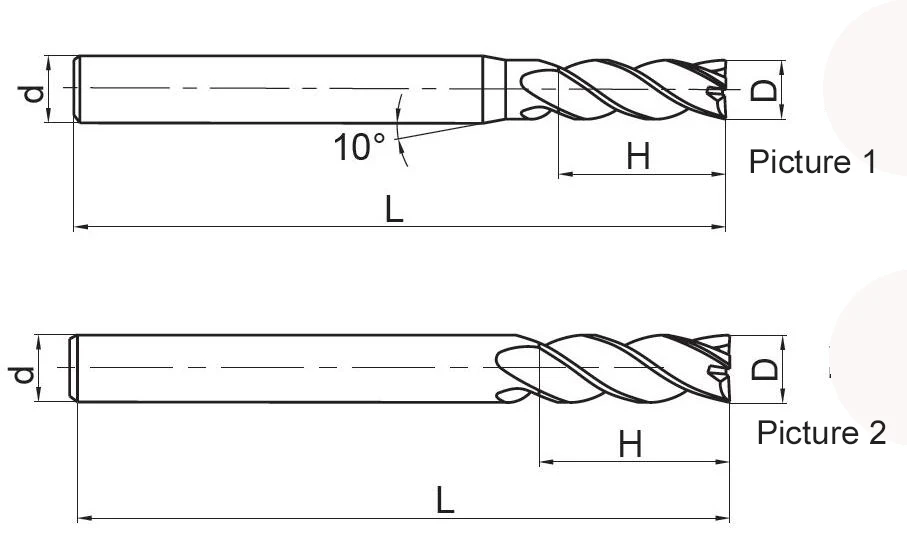
 Задних поверхностей может быть до 3 шт (в российской практике – обычно 1 или 2). Каждая из них немного скошена одна относительно другой. При заточке фрезы, если задняя поверхность плоская – фрезу точат по задней поверхности, если же затылованная (не одна-две-три плоскости под углом одна к другой, как у острозаточенной, а плавное скругление – спираль Архимеда) – тогда её точат со стороны передней поверхности.
Задних поверхностей может быть до 3 шт (в российской практике – обычно 1 или 2). Каждая из них немного скошена одна относительно другой. При заточке фрезы, если задняя поверхность плоская – фрезу точат по задней поверхности, если же затылованная (не одна-две-три плоскости под углом одна к другой, как у острозаточенной, а плавное скругление – спираль Архимеда) – тогда её точат со стороны передней поверхности.
 Степень вогнутости зависит от угла поднутрения торцовой режущей кромки.
Степень вогнутости зависит от угла поднутрения торцовой режущей кромки.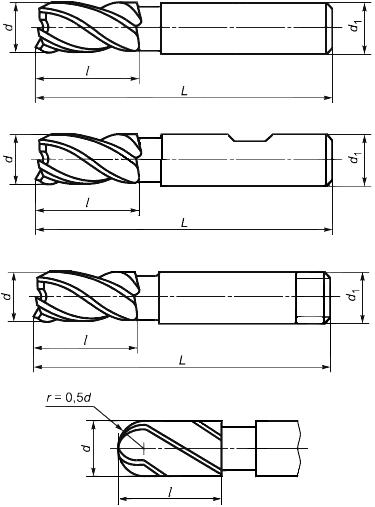
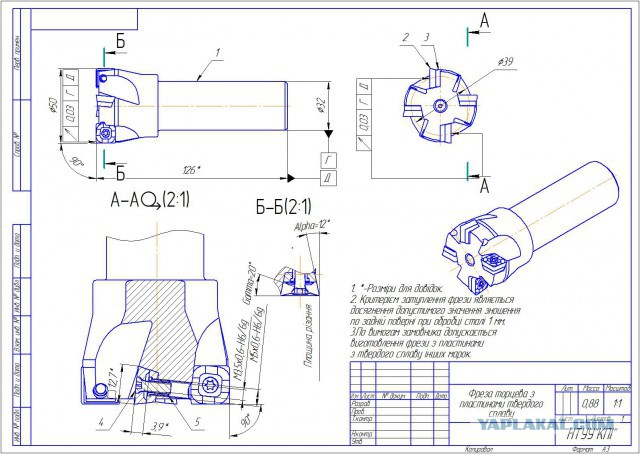
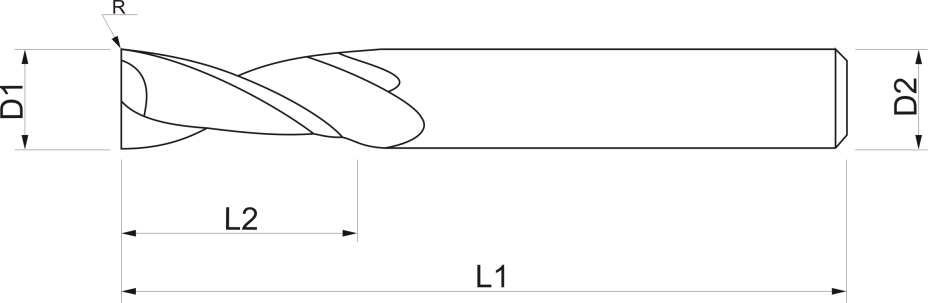

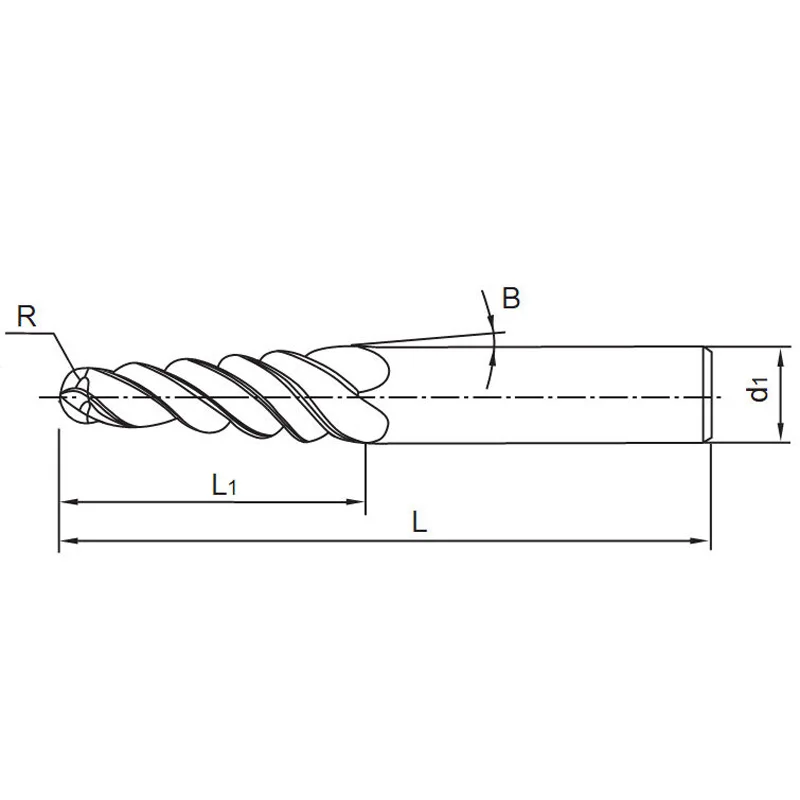 фрез.
фрез.  Стандартная лицензия распространяется на большинство вариантов использования, включая рекламу, дизайн пользовательского интерфейса и упаковку продуктов, и позволяет издавать до 500 000 печатных копий. Расширенная лицензия разрешает все варианты использования в рамках Стандартной лицензии с неограниченными правами печати и позволяет вам использовать загруженные стоковые изображения для продажи товаров, перепродажи продукта или бесплатного распространения.
Стандартная лицензия распространяется на большинство вариантов использования, включая рекламу, дизайн пользовательского интерфейса и упаковку продуктов, и позволяет издавать до 500 000 печатных копий. Расширенная лицензия разрешает все варианты использования в рамках Стандартной лицензии с неограниченными правами печати и позволяет вам использовать загруженные стоковые изображения для продажи товаров, перепродажи продукта или бесплатного распространения.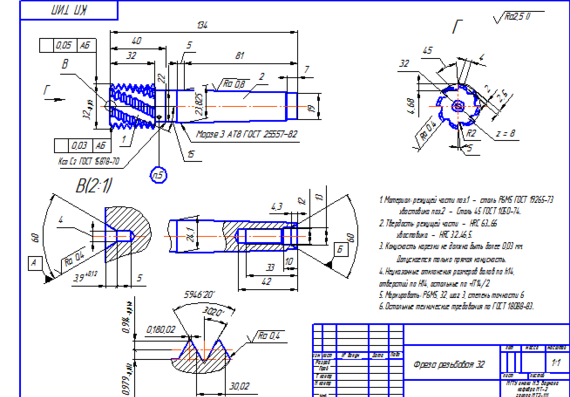 Depositphotos, Inc. США. Все права защищены.
Depositphotos, Inc. США. Все права защищены.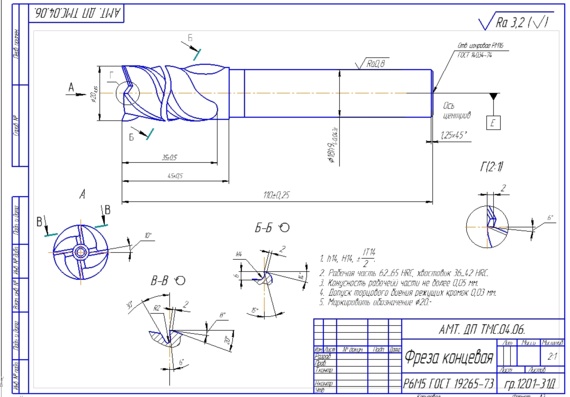 org/Brand»> МИСУМИ
org/Brand»> МИСУМИ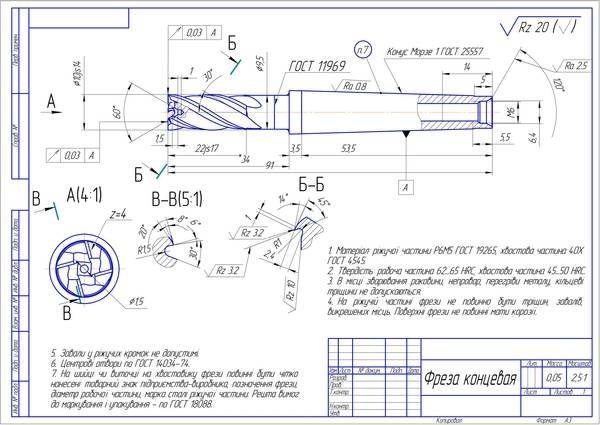
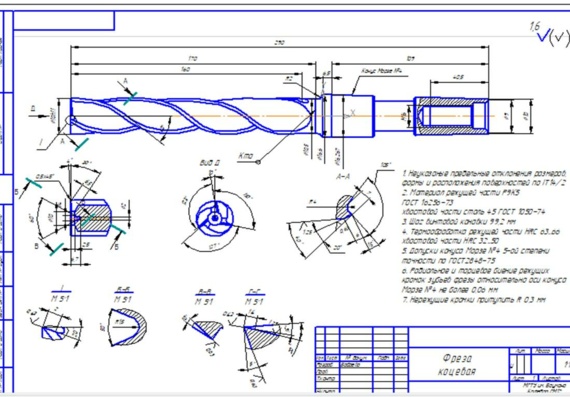 3
3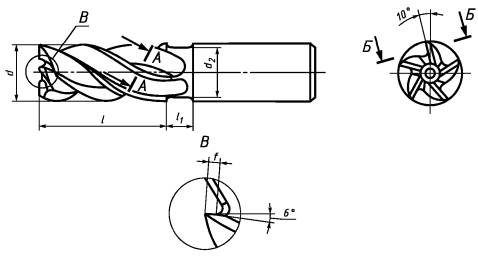
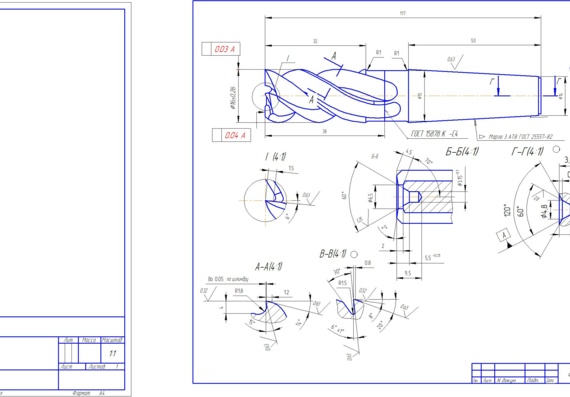





 Причины, как правило, две – или котел изначально не имеет в своем составе насоса (а менять трубы на изделия с большим сечением нерационально), или его мощности недостаточно для равномерного обогрева всех помещений, через которые проложен отопительный контур.
Причины, как правило, две – или котел изначально не имеет в своем составе насоса (а менять трубы на изделия с большим сечением нерационально), или его мощности недостаточно для равномерного обогрева всех помещений, через которые проложен отопительный контур. В любом случае крыльчатка будет «прокачивать» теплоноситель через насос, то есть обеспечивать перемещение жидкости по замкнутому контуру. Но с учетом особенностей работы бытового котла, его «реакции» на нештатные ситуации, возникающие в отопительной системе, циркуляционный насос следует устанавливать только на «обратке», то есть на входе агрегата.
В любом случае крыльчатка будет «прокачивать» теплоноситель через насос, то есть обеспечивать перемещение жидкости по замкнутому контуру. Но с учетом особенностей работы бытового котла, его «реакции» на нештатные ситуации, возникающие в отопительной системе, циркуляционный насос следует устанавливать только на «обратке», то есть на входе агрегата.
 Следовательно, ее заостренный кончик указывает на патрубок выходной. Значит, устанавливать циркуляционный насос в системе отопления нужно так, чтобы этой стороной он был обращен к котлу. Кроме того, в паспорте прибора (а он обязательно прилагается) показана рекомендуемая схема его монтажа.
Следовательно, ее заостренный кончик указывает на патрубок выходной. Значит, устанавливать циркуляционный насос в системе отопления нужно так, чтобы этой стороной он был обращен к котлу. Кроме того, в паспорте прибора (а он обязательно прилагается) показана рекомендуемая схема его монтажа. Следовательно, при отключении прибора он должен идти по трубе, напрямую, минуя байпас. Рисунки все поясняют.
Следовательно, при отключении прибора он должен идти по трубе, напрямую, минуя байпас. Рисунки все поясняют. Вот именно в это время и могут возникнуть проблемы с эн/снабжением.
Вот именно в это время и могут возникнуть проблемы с эн/снабжением. Но если возникла необходимость провести установку в отопительный период, котел требуется «заглушить» и дождаться, когда температура теплоносителя упадет – это элементарные вещи, не нуждающиеся в дополнительных комментариях.
Но если возникла необходимость провести установку в отопительный период, котел требуется «заглушить» и дождаться, когда температура теплоносителя упадет – это элементарные вещи, не нуждающиеся в дополнительных комментариях.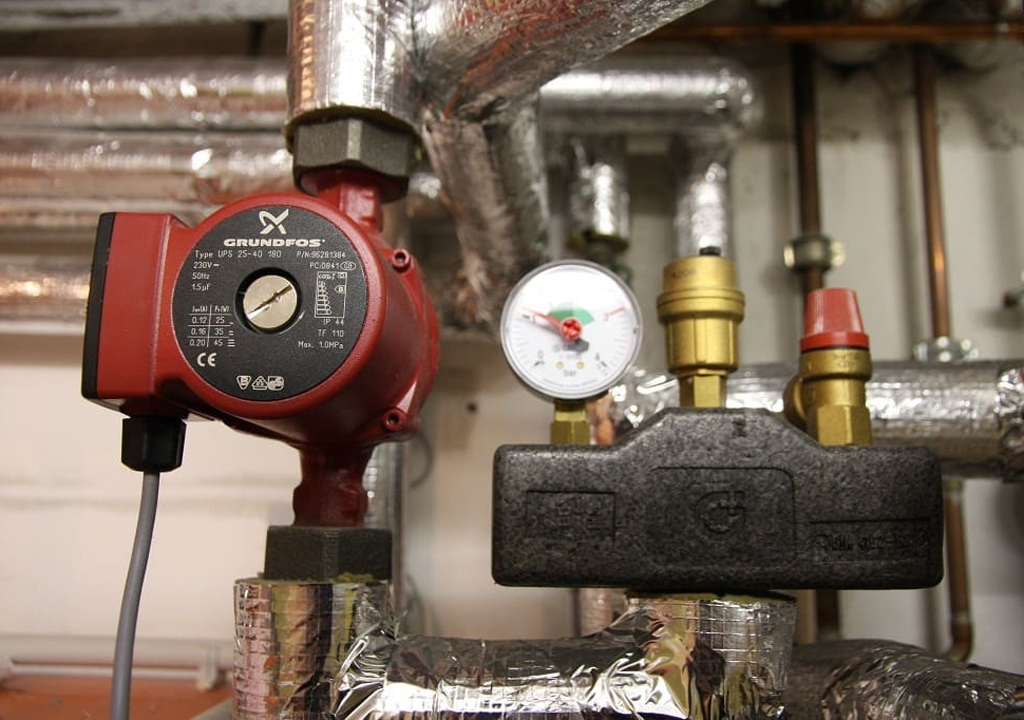 Такие циркуляционные насосы обязательно устанавливаются в отдельных, причем абсолютно чистых помещениях. Объяснение простое – малейшая запыленность приводит к снижению их эффективности или поломке.
Такие циркуляционные насосы обязательно устанавливаются в отдельных, причем абсолютно чистых помещениях. Объяснение простое – малейшая запыленность приводит к снижению их эффективности или поломке.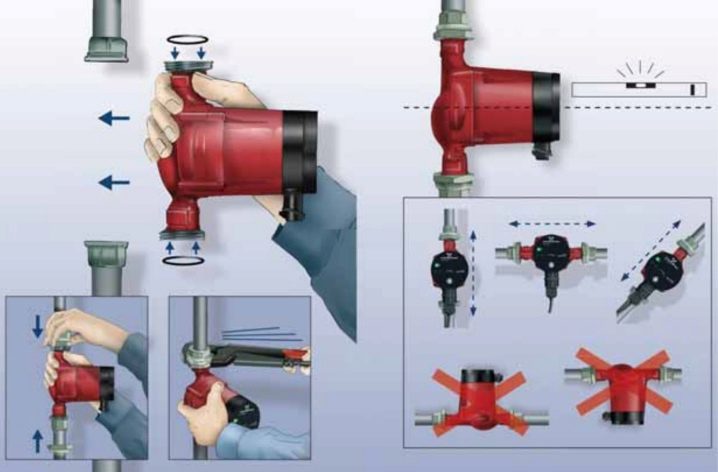 Дополнительное преимущество – не требуется тех/обслуживание. Такие насосы исправно функционируют до полной выработки ресурса при условии, что соблюдены правила их установки.
Дополнительное преимущество – не требуется тех/обслуживание. Такие насосы исправно функционируют до полной выработки ресурса при условии, что соблюдены правила их установки. Для подобных стеновых изделий класса В15 маловато, разве, что для перегородок подойдет, да и то, лучше не экспериментировать и «не переводить» материал.
Для подобных стеновых изделий класса В15 маловато, разве, что для перегородок подойдет, да и то, лучше не экспериментировать и «не переводить» материал.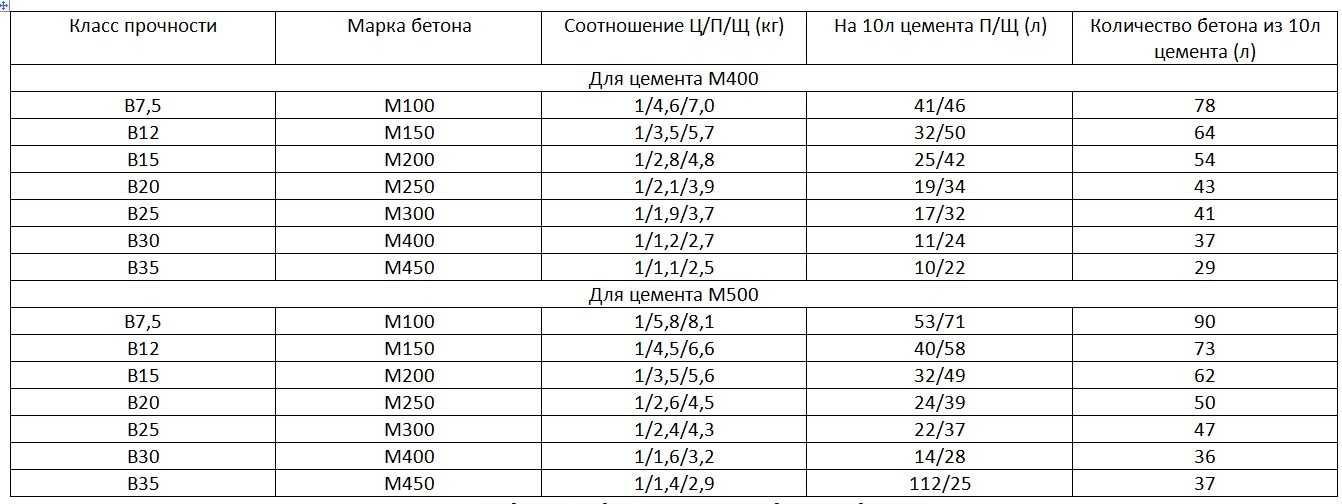 Он сориентирует не только по основным характеристикам, которыми должна обладать смесь подобного класса, но и подскажет в какой технической документации искать нормативы по приемке, качеству сырья и методам испытания контрольных образцов.
Он сориентирует не только по основным характеристикам, которыми должна обладать смесь подобного класса, но и подскажет в какой технической документации искать нормативы по приемке, качеству сырья и методам испытания контрольных образцов.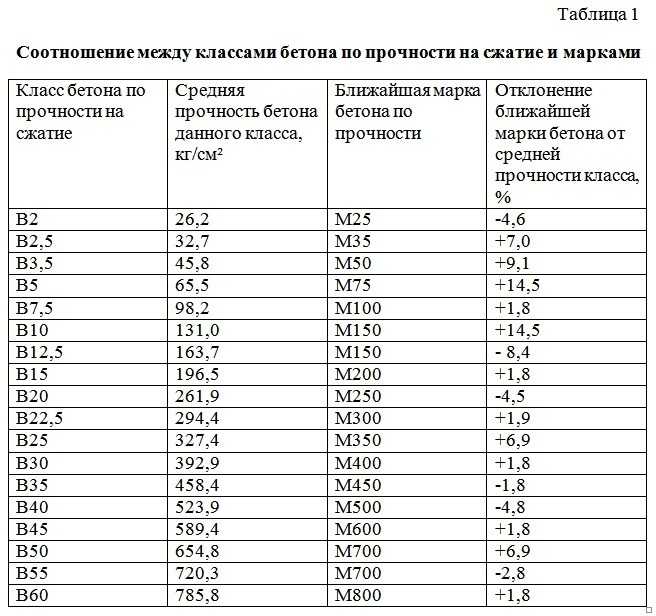
 Это значение зависит от проектируемой марки пластичности.
Это значение зависит от проектируемой марки пластичности.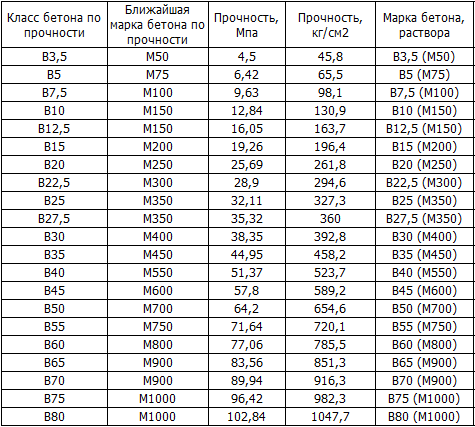 Для марки М200 всего 3,5 МПа. Но при грамотном армировании расчетное сопротивление на растяжение увеличивается.
Для марки М200 всего 3,5 МПа. Но при грамотном армировании расчетное сопротивление на растяжение увеличивается. Но, все же, начальный модуль упругости бетона В15 на обычных заполнителях равен 265 0000 кг/кв. м.
Но, все же, начальный модуль упругости бетона В15 на обычных заполнителях равен 265 0000 кг/кв. м. Редко достигаются марки W6 F150, которые соответствуют марке М250.
Редко достигаются марки W6 F150, которые соответствуют марке М250.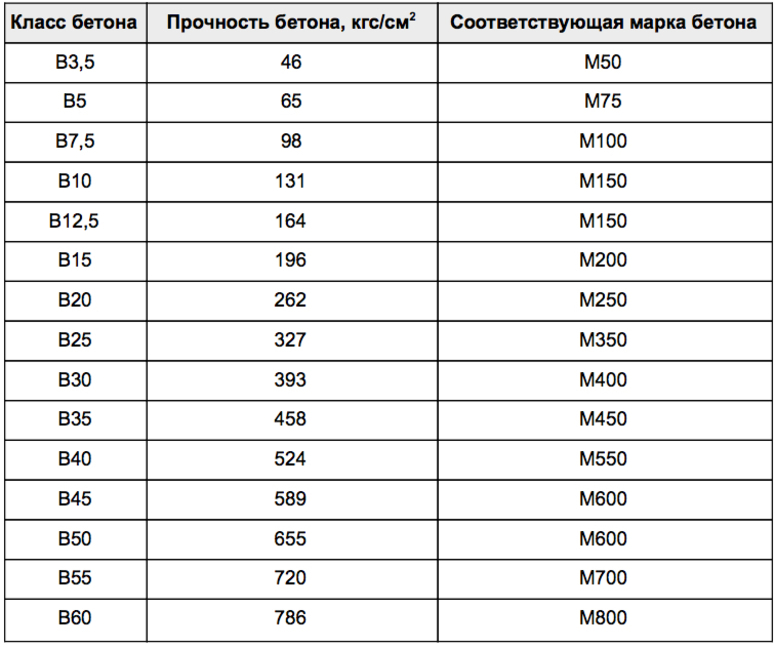



 Портландцемент имеет насыпную плотность в диапазоне 1000 – 1700 кг/м3. В «свежем» цементе она в среднем 1100 кг/м3. В результате хранения и транспортировки цемент уплотняется и имеет значение насыпной плотности порядка 1500-1700 кг/м3.
Портландцемент имеет насыпную плотность в диапазоне 1000 – 1700 кг/м3. В «свежем» цементе она в среднем 1100 кг/м3. В результате хранения и транспортировки цемент уплотняется и имеет значение насыпной плотности порядка 1500-1700 кг/м3.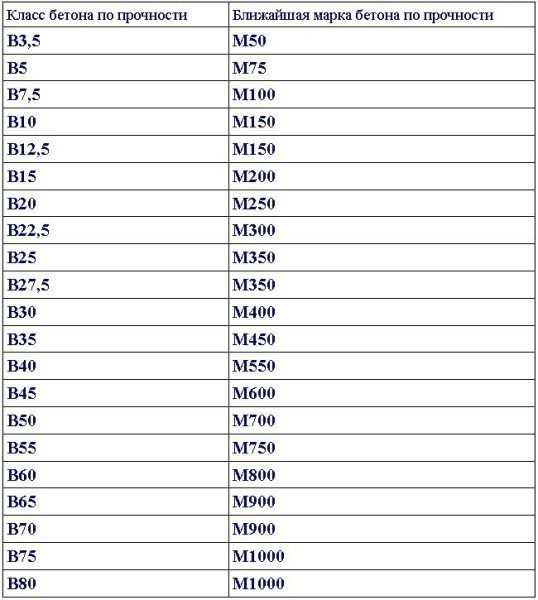 Увеличивают подвижность смеси с П1 до П5 (осадка конуса с 2см до 25см) без снижения прочности бетона;
Увеличивают подвижность смеси с П1 до П5 (осадка конуса с 2см до 25см) без снижения прочности бетона; 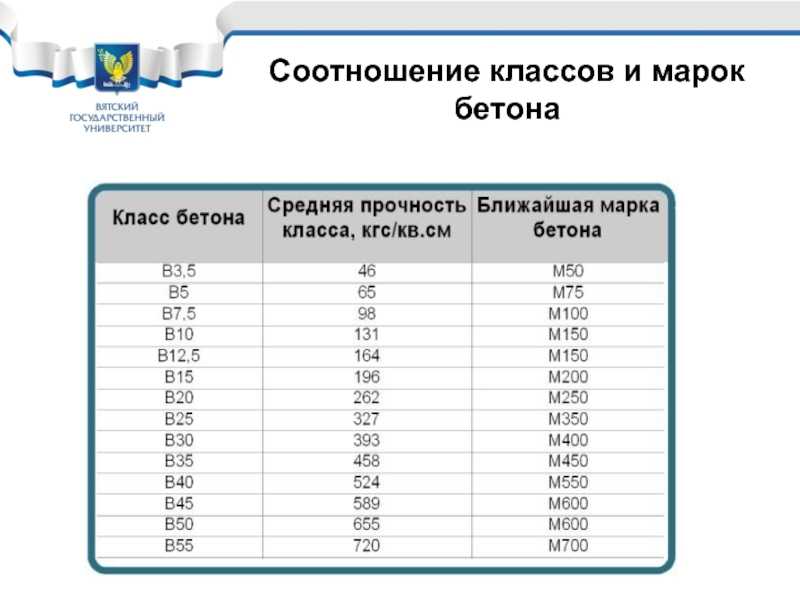
 Челябинск
Челябинск
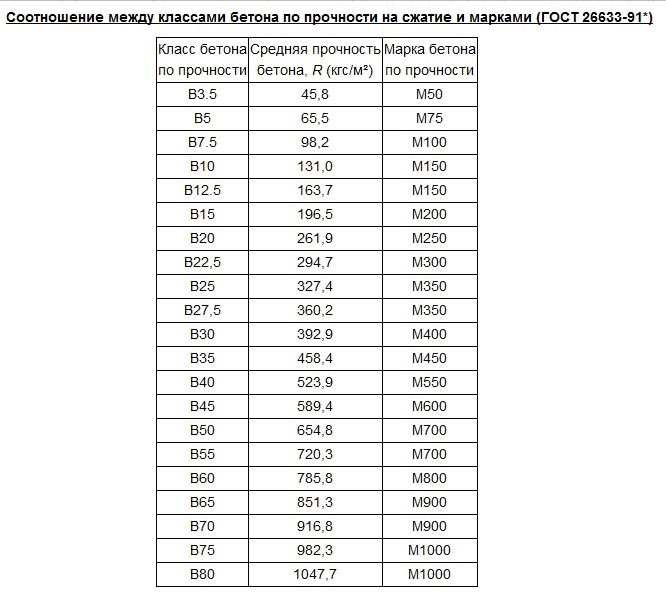 Не обходятся без данной марки работы по заливке отмостков, площадок, изготовлению лестниц, заборов.
Не обходятся без данной марки работы по заливке отмостков, площадок, изготовлению лестниц, заборов.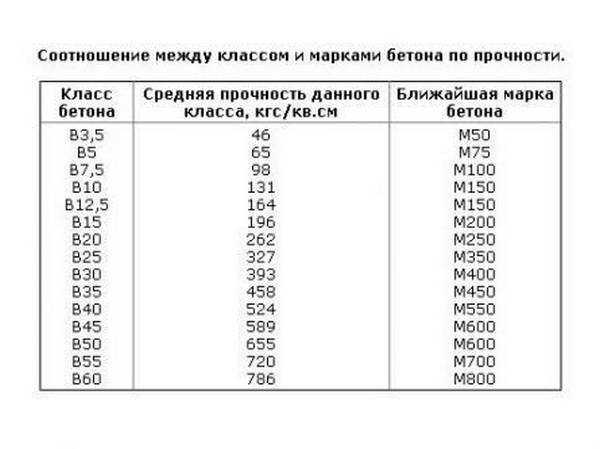 Область использования: плотины, дамбы, хранилища, метрополитен и прочие сооружения, требующие высокую безопасность.
Область использования: плотины, дамбы, хранилища, метрополитен и прочие сооружения, требующие высокую безопасность. Чтобы конструкция была надежной, вполне достаточно правильного ухода за высыхающим материалом, который должен равномерно сохнуть в течение 4-х недель. Быстрое высыхание или промерзание смеси ухудшит прочность даже самого лучшего бетона.
Чтобы конструкция была надежной, вполне достаточно правильного ухода за высыхающим материалом, который должен равномерно сохнуть в течение 4-х недель. Быстрое высыхание или промерзание смеси ухудшит прочность даже самого лучшего бетона.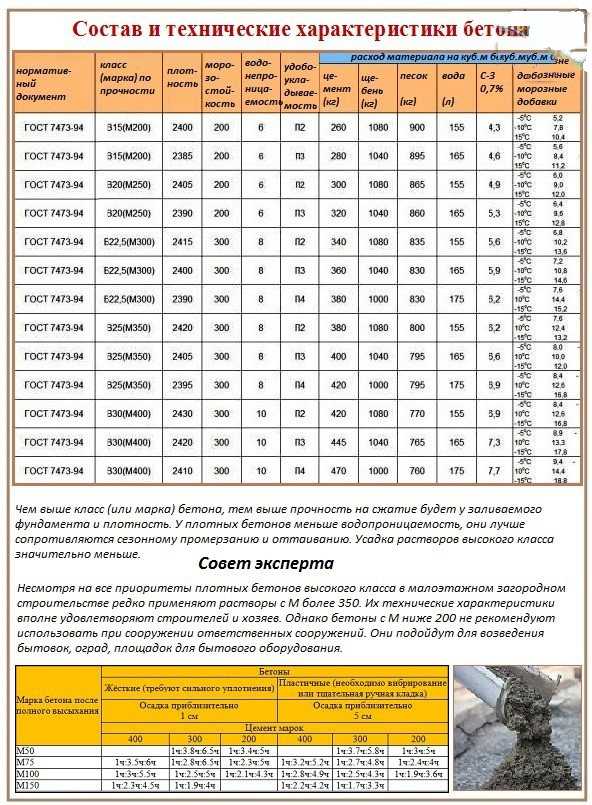 00
00 Включает в себя две специальные сверхширокие двухпутные опоры контактной сети, чтобы соответствовать расширенной площади пути. КОМПЛЕКТ ВКЛЮЧАЕТ: Количество 4–9 шт.Бетонная стяжка 3/4 дюйма (248 мм) с двойной прямой направляющей. Количество 4–4 7/8-дюймовая (124 мм) бетонная стяжка с двойной прямой направляющей. Количество 1 – 12-дюймовый расширительный двухколейный правый. Количество 1 – 12-дюймовый расширительный двухколейный левый. Количество 2 — двойная широкая гусеница. Наборы контактных столбов. Количество 2 — Наземные сооружения для конца платформы. Наборы Kato UNITRACK Master (M) и Variation (V) — это идеальные наборы дополнительных дорожек, идеально подходящие для начинающих, которые хотят начать заниматься своим хобби, а также предоставляют сложные структуры для тех, кто хочет создавать более сложные и продвинутые макеты. Начиная с базового мастер-набора, вы можете расширить его, чтобы создать любой желаемый макет, добавив столько наборов вариаций или отдельных фрагментов unitrack, сколько захотите.
Включает в себя две специальные сверхширокие двухпутные опоры контактной сети, чтобы соответствовать расширенной площади пути. КОМПЛЕКТ ВКЛЮЧАЕТ: Количество 4–9 шт.Бетонная стяжка 3/4 дюйма (248 мм) с двойной прямой направляющей. Количество 4–4 7/8-дюймовая (124 мм) бетонная стяжка с двойной прямой направляющей. Количество 1 – 12-дюймовый расширительный двухколейный правый. Количество 1 – 12-дюймовый расширительный двухколейный левый. Количество 2 — двойная широкая гусеница. Наборы контактных столбов. Количество 2 — Наземные сооружения для конца платформы. Наборы Kato UNITRACK Master (M) и Variation (V) — это идеальные наборы дополнительных дорожек, идеально подходящие для начинающих, которые хотят начать заниматься своим хобби, а также предоставляют сложные структуры для тех, кто хочет создавать более сложные и продвинутые макеты. Начиная с базового мастер-набора, вы можете расширить его, чтобы создать любой желаемый макет, добавив столько наборов вариаций или отдельных фрагментов unitrack, сколько захотите.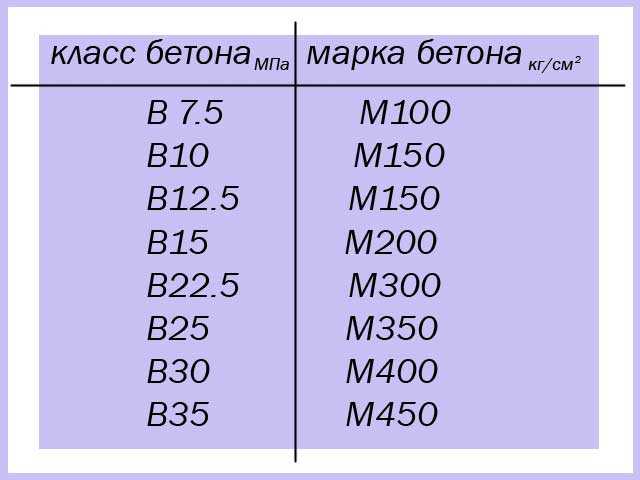 Каждая коробка набора вариантов содержит полный ориентир планировки, будь то промежуточная площадка, разъездной путь или эстакада виадука.
Каждая коробка набора вариантов содержит полный ориентир планировки, будь то промежуточная площадка, разъездной путь или эстакада виадука.
 Шоу также может похвастаться большими номерами.
Шоу также может похвастаться большими номерами. На выставке представлены экспонаты в помещении и на открытом воздухе, где ведущие поставщики отрасли демонстрируют инновационные продукты и технологии — от Bobcat до Caterpillar — в то время как посетители наслаждаются интерактивными демонстрациями и соревнованиями, а также образовательными программами мирового уровня. Для получения дополнительной информации перейдите на сайт worldofconcrete.com для получения полной информации о шоу.
На выставке представлены экспонаты в помещении и на открытом воздухе, где ведущие поставщики отрасли демонстрируют инновационные продукты и технологии — от Bobcat до Caterpillar — в то время как посетители наслаждаются интерактивными демонстрациями и соревнованиями, а также образовательными программами мирового уровня. Для получения дополнительной информации перейдите на сайт worldofconcrete.com для получения полной информации о шоу.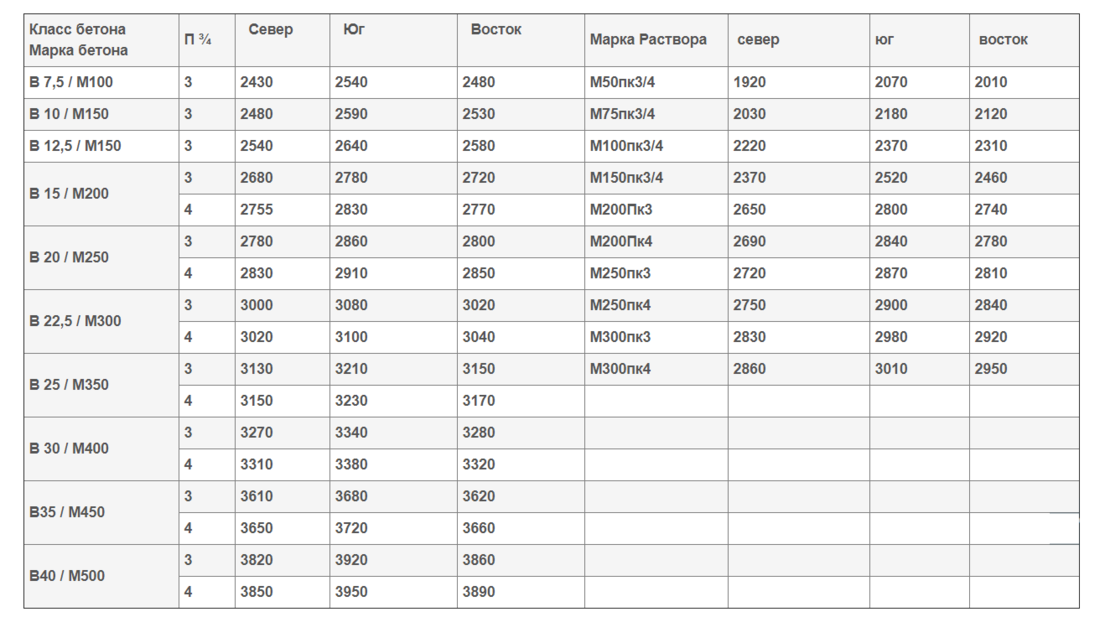 Компания John Deere утверждает, что независимо от рабочей площадки ее экскаваторы выполняют работу с силой, контролем и непревзойденной производительностью. Эффективные, малошумные двигатели и усовершенствованная гидравлика делают эти экскаваторы надежными и работоспособными.
Компания John Deere утверждает, что независимо от рабочей площадки ее экскаваторы выполняют работу с силой, контролем и непревзойденной производительностью. Эффективные, малошумные двигатели и усовершенствованная гидравлика делают эти экскаваторы надежными и работоспособными. Монитор COMPASS позволяет оператору быстро включать и изменять такие функции машины, как: регулируемый вспомогательный поток, быстроразъемное гидравлическое соединение и автоматический холостой ход двигателя.
Монитор COMPASS позволяет оператору быстро включать и изменять такие функции машины, как: регулируемый вспомогательный поток, быстроразъемное гидравлическое соединение и автоматический холостой ход двигателя.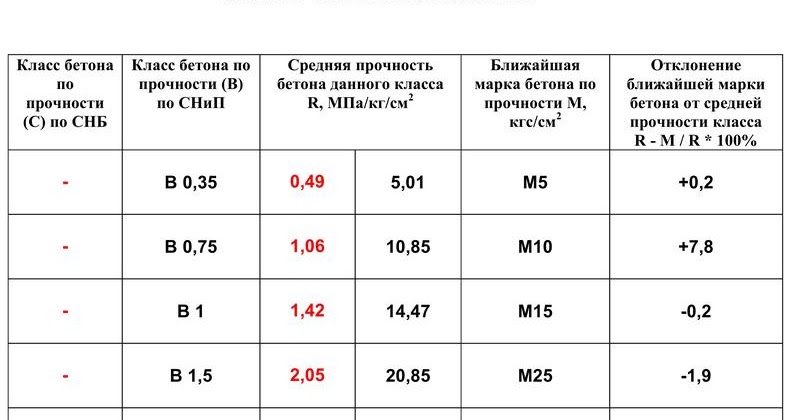 com.
com.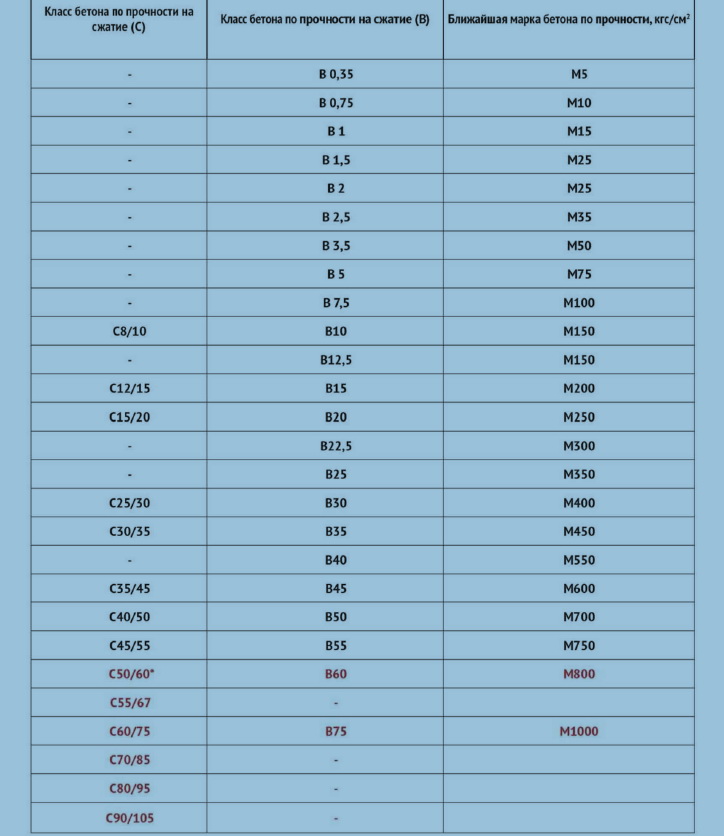 Экономия средств стала возможной благодаря режиму ECO и функциям автоматического замедления. При активации нажатием переключателя в кабине режим ECO снижает скорость двигателя на 10 процентов без ущерба для мощности, а функция автоматического замедления снижает скорость двигателя до холостого хода через четыре секунды без движения гидравлики. В совокупности эти две функции обеспечивают 20-процентное снижение расхода топлива.
Экономия средств стала возможной благодаря режиму ECO и функциям автоматического замедления. При активации нажатием переключателя в кабине режим ECO снижает скорость двигателя на 10 процентов без ущерба для мощности, а функция автоматического замедления снижает скорость двигателя до холостого хода через четыре секунды без движения гидравлики. В совокупности эти две функции обеспечивают 20-процентное снижение расхода топлива.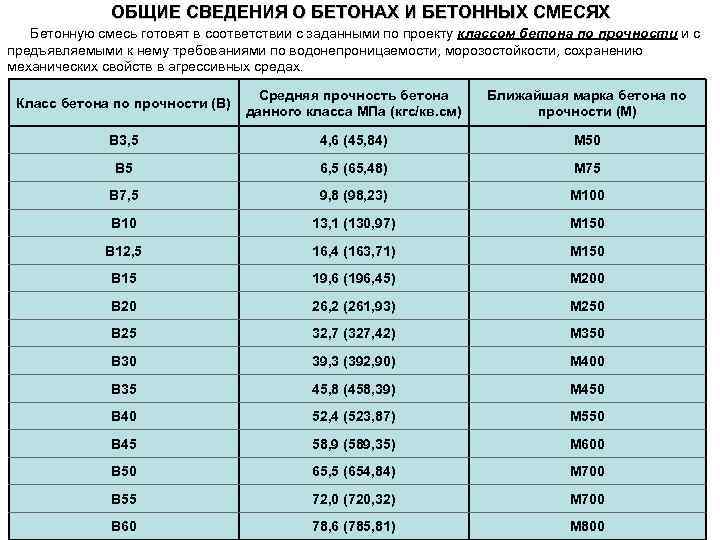
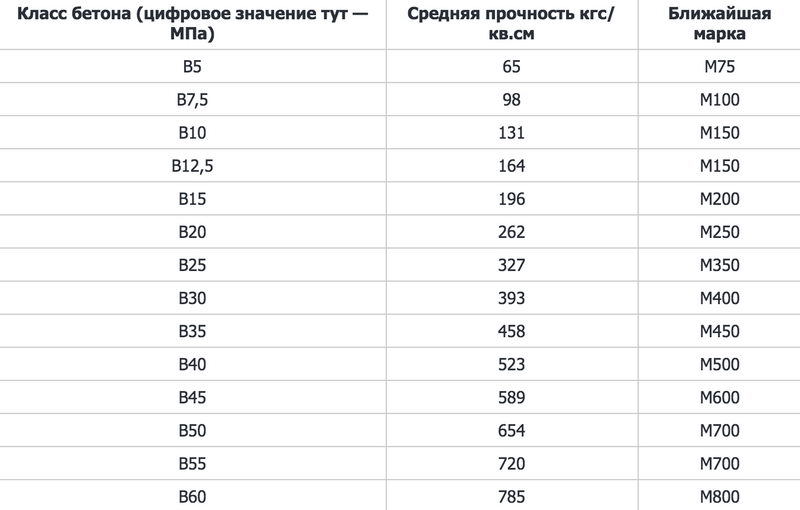 6
6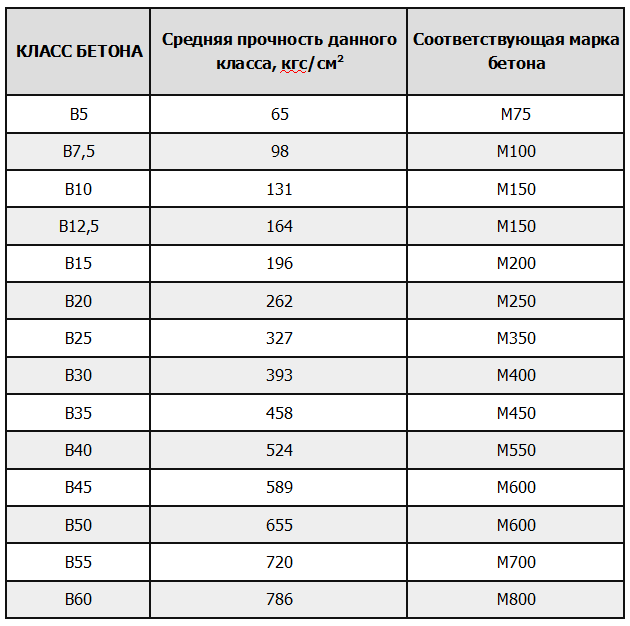 Идеально подходит для удаления деревьев, саженцев, кустарников, пней, кустов, валунов и расчистки рядов забора. Его уникальный дизайн позволяет вам выборочно удалять то, что вы хотите, будь то розовый куст или целое дерево, корни и все такое. Сменные зубья ковша экскаватора и зубья вертикальной щековой пилы позволяют оператору копать и срезать корни для удаления более крупных деревьев. Уникально синхронизированные челюсти, разработанные для меньшего износа автомобиля, приводятся в действие установленным сзади полностью защищенным 3-дюймовым. диаметр цилиндра.
Идеально подходит для удаления деревьев, саженцев, кустарников, пней, кустов, валунов и расчистки рядов забора. Его уникальный дизайн позволяет вам выборочно удалять то, что вы хотите, будь то розовый куст или целое дерево, корни и все такое. Сменные зубья ковша экскаватора и зубья вертикальной щековой пилы позволяют оператору копать и срезать корни для удаления более крупных деревьев. Уникально синхронизированные челюсти, разработанные для меньшего износа автомобиля, приводятся в действие установленным сзади полностью защищенным 3-дюймовым. диаметр цилиндра.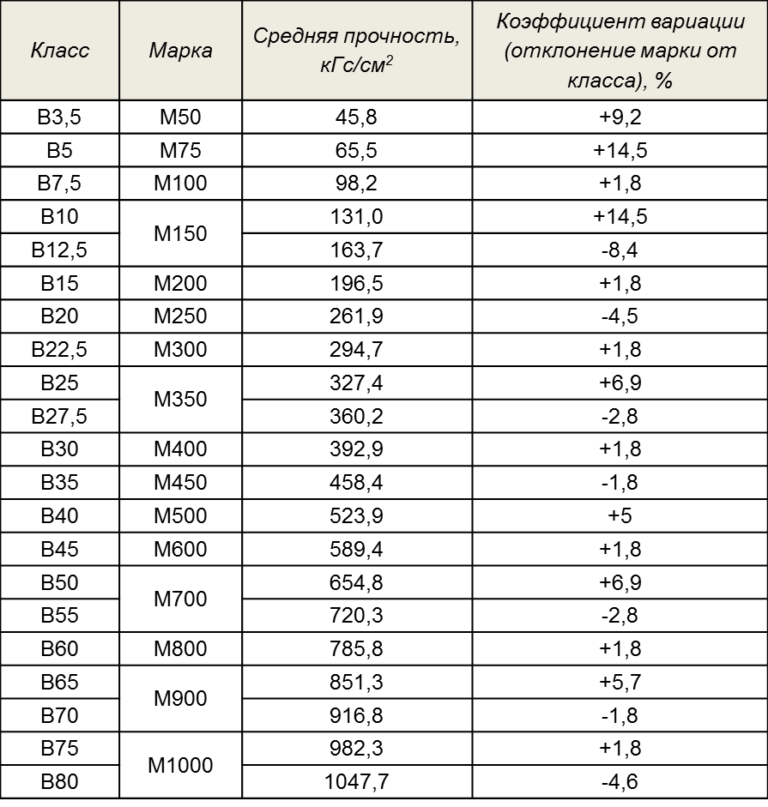 Благодаря четырем независимым запирающим компонентам и запатентованной системе управления «откручивание до освобождения» гидравлическое быстроразъемное соединение соответствует действующим и предлагаемым стандартам безопасности (ISO/DIS 13031). Быстроразъемное соединение Geith с наклоном предназначено для использования с экскаваторами и экскаваторами-погрузчиками весом от 6 до 26 тонн.
Благодаря четырем независимым запирающим компонентам и запатентованной системе управления «откручивание до освобождения» гидравлическое быстроразъемное соединение соответствует действующим и предлагаемым стандартам безопасности (ISO/DIS 13031). Быстроразъемное соединение Geith с наклоном предназначено для использования с экскаваторами и экскаваторами-погрузчиками весом от 6 до 26 тонн.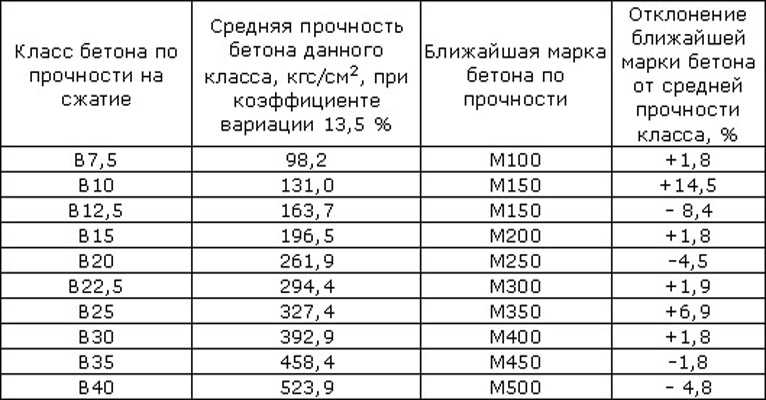 Универсальный гидравлический отбойный молоток массой 683 фунта обеспечивает до 870 ударов в минуту. Модель 501 NG относится к классу энергии удара 2000 футо-фунтов и требует гидравлического расхода от 21 до 37 галлонов в минуту.
Универсальный гидравлический отбойный молоток массой 683 фунта обеспечивает до 870 ударов в минуту. Модель 501 NG относится к классу энергии удара 2000 футо-фунтов и требует гидравлического расхода от 21 до 37 галлонов в минуту.
 Двухместная дрель-райдер легко маневренна, что делает ее идеальной для сверления сотен отверстий для добавления дорожек, работ в аэропортах и проектов капитального ремонта. E-Z Drill представляет свою буровую установку 210B-2 SRA на выставке World of Concrete. Компактная рама делает дрель хорошо подходящей для работ на тесных рабочих площадках, где также требуется сверление плит различной толщины. 210B-2 SRA может работать в пределах 4-футового участка и легко сверлить до центра толстых плит, при этом имея достаточно места для перемещения рабочих вокруг буровой установки. 210B-2 SRA обеспечивает непрерывную работу и оптимальное время безотказной работы благодаря своим инновационным функциям.
Двухместная дрель-райдер легко маневренна, что делает ее идеальной для сверления сотен отверстий для добавления дорожек, работ в аэропортах и проектов капитального ремонта. E-Z Drill представляет свою буровую установку 210B-2 SRA на выставке World of Concrete. Компактная рама делает дрель хорошо подходящей для работ на тесных рабочих площадках, где также требуется сверление плит различной толщины. 210B-2 SRA может работать в пределах 4-футового участка и легко сверлить до центра толстых плит, при этом имея достаточно места для перемещения рабочих вокруг буровой установки. 210B-2 SRA обеспечивает непрерывную работу и оптимальное время безотказной работы благодаря своим инновационным функциям. 100ECO на 100% не выделяет дыма, поэтому вы больше не ограничены в доступе в больницы, закрытые торговые центры или занятые школы и многоэтажки. Вспомогательная гидравлическая система позволяет использовать несколько функций навесного оборудования, таких как гидравлический молот, грейферный ковш или даже вилы для поддонов. Благодаря восьмичасовому времени автономной работы, работа в течение всего рабочего дня никогда не будет проблемой. Просто подключите его к стандартной розетке 110 В или 220 В, и утром вы будете готовы к работе.
100ECO на 100% не выделяет дыма, поэтому вы больше не ограничены в доступе в больницы, закрытые торговые центры или занятые школы и многоэтажки. Вспомогательная гидравлическая система позволяет использовать несколько функций навесного оборудования, таких как гидравлический молот, грейферный ковш или даже вилы для поддонов. Благодаря восьмичасовому времени автономной работы, работа в течение всего рабочего дня никогда не будет проблемой. Просто подключите его к стандартной розетке 110 В или 220 В, и утром вы будете готовы к работе.


 То есть что сила тока была меньше, мы должны развести разрезанный сердечник трансформатора. Индукция упадет, а сила тока поползет вниз за ней. Если ваш аппарат большой, то это его плюс так как контролировать ток на нем легче, поскольку интервал регулирования зависим от масштабов доступного размера в теле аппарата.
То есть что сила тока была меньше, мы должны развести разрезанный сердечник трансформатора. Индукция упадет, а сила тока поползет вниз за ней. Если ваш аппарат большой, то это его плюс так как контролировать ток на нем легче, поскольку интервал регулирования зависим от масштабов доступного размера в теле аппарата. На самом деле оно всегда готова восполнит недостачу этого напряжения, или забрать излишки, что бы позже вновь использовать.
На самом деле оно всегда готова восполнит недостачу этого напряжения, или забрать излишки, что бы позже вновь использовать.

 В вот вторая пара послужит входом и выходом.
В вот вторая пара послужит входом и выходом. Всем мира и новых вершин!
Всем мира и новых вершин!
 youtube.com/embed/sb8uLsneEc0″ frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/sb8uLsneEc0″ frameborder=»0″ allowfullscreen=»»/> Самодельный инверторный сварочный аппарат значительно проигрывает во внешнем виде перед магазинными аналогами. Для солидного частного предпринимателя, специализирующегося на проводке отопления, установке ограждений, металлических дверей и иных услуг, такой агрегат будет выглядеть не авторитетно.
Самодельный инверторный сварочный аппарат значительно проигрывает во внешнем виде перед магазинными аналогами. Для солидного частного предпринимателя, специализирующегося на проводке отопления, установке ограждений, металлических дверей и иных услуг, такой агрегат будет выглядеть не авторитетно. Впоследствии можно усовершенствовать схемы сварочных инверторов, своими руками добавив в них механизм подачи проволоки, барабанное крепление и газовые клапана, чтобы получился полуавтомат.
Впоследствии можно усовершенствовать схемы сварочных инверторов, своими руками добавив в них механизм подачи проволоки, барабанное крепление и газовые клапана, чтобы получился полуавтомат. Электрическая составляющая инвертора начинается с трансформатора. Он отвечает за понижение напряжения до рабочего уровня, безопасного для жизни, и повышения силы тока, до величины способной плавить металл.
Электрическая составляющая инвертора начинается с трансформатора. Он отвечает за понижение напряжения до рабочего уровня, безопасного для жизни, и повышения силы тока, до величины способной плавить металл. Защитный кожух можно собрать из листа стали 0.
Защитный кожух можно собрать из листа стали 0. Схема сварочного инвертора обязательно включает диодный мост. Он отвечает за изменение напряжения в постоянное. Эти элементы тоже подвержены нагреву, поэтому крепить их следует на радиаторы, которые доступны в старых системных блоках.
Схема сварочного инвертора обязательно включает диодный мост. Он отвечает за изменение напряжения в постоянное. Эти элементы тоже подвержены нагреву, поэтому крепить их следует на радиаторы, которые доступны в старых системных блоках.
 Изготовление сварочного инвертора в домашних условиях — очень увлекательное дело, особенно для любителей самоделок. При этом можно и не иметь глубочайших электротехнических знаний, просто делать все строго в определенном порядке.
Изготовление сварочного инвертора в домашних условиях — очень увлекательное дело, особенно для любителей самоделок. При этом можно и не иметь глубочайших электротехнических знаний, просто делать все строго в определенном порядке. Для его изготовления используют феррит Ш 7х7 можно Ш 8х8 , на который наматывают разные по количеству витков обмотки: сто, пятнадцать, пятнадцать и двадцать, соответственно 0,3; 1; 0,2 и 0,3 миллиметров.
Для его изготовления используют феррит Ш 7х7 можно Ш 8х8 , на который наматывают разные по количеству витков обмотки: сто, пятнадцать, пятнадцать и двадцать, соответственно 0,3; 1; 0,2 и 0,3 миллиметров.
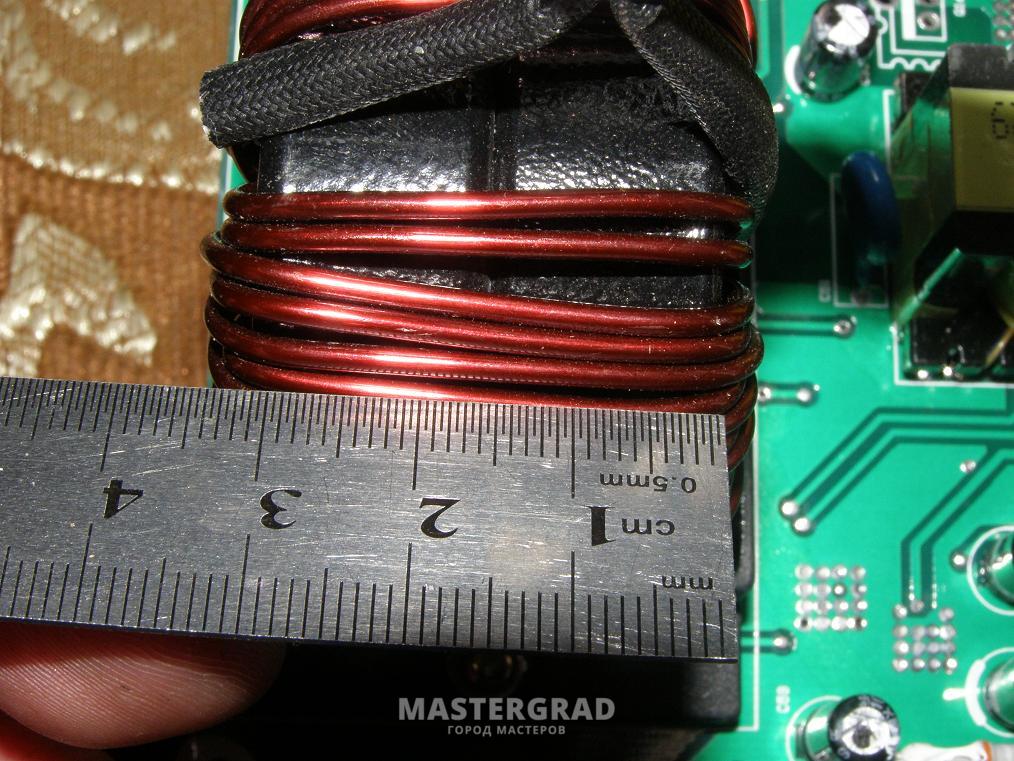 Это может быть аппарат, работающий на переменном или постоянном токе, сварочный полуавтомат или устройство с использованием электродов. Однако любой хороший фирменный аппарат стоит больших денег, а его более дешевый аналог, как правило, ненадежен и быстро начинает отказывать в работе. Для сборки сварочного аппарата прежде всего нужно подобрать или изготовить необходимые детали, это касается и такого устройства, как дроссель. При создании сварочного аппарата своими руками нужно обратить особое внимание на дроссели.
Это может быть аппарат, работающий на переменном или постоянном токе, сварочный полуавтомат или устройство с использованием электродов. Однако любой хороший фирменный аппарат стоит больших денег, а его более дешевый аналог, как правило, ненадежен и быстро начинает отказывать в работе. Для сборки сварочного аппарата прежде всего нужно подобрать или изготовить необходимые детали, это касается и такого устройства, как дроссель. При создании сварочного аппарата своими руками нужно обратить особое внимание на дроссели. Функцией дросселя в сварочном аппарате является регулировка силы тока, который применяется для сварки. Он компенсирует недостающее сопротивление в процессе работы. Подключение дросселя следует осуществлять ко вторичной обмотке трансформатора. Так можно добиться смещения фаз между током и напряжением и облегчить тем самым зажигание электрической дуги в самом начале работы.
Функцией дросселя в сварочном аппарате является регулировка силы тока, который применяется для сварки. Он компенсирует недостающее сопротивление в процессе работы. Подключение дросселя следует осуществлять ко вторичной обмотке трансформатора. Так можно добиться смещения фаз между током и напряжением и облегчить тем самым зажигание электрической дуги в самом начале работы. youtube.com/embed/dkkbiSrG23w» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/dkkbiSrG23w» frameborder=»0″ allowfullscreen=»»/> Нормальному инвертору это всё не нужно, а горбатого известно что исправит, не это, так что другое вылезет. Справедливое замечание. Единственный огрех, што у юзеров уже есть не оч. Аттаво и желание поправить слехка дело. Обычное человеческое желание. Особой популярности тема не получит.
Нормальному инвертору это всё не нужно, а горбатого известно что исправит, не это, так что другое вылезет. Справедливое замечание. Единственный огрех, што у юзеров уже есть не оч. Аттаво и желание поправить слехка дело. Обычное человеческое желание. Особой популярности тема не получит. Я хочу заняться сваркой TIG ради смеха (уже сварка палкой, газом и MIG), но я также не хочу терять кучу денег (пока). Итак, я собираю выпрямитель с фильтром, чтобы подключить его к моему старому надежному сварочному аппарату Lincoln Tombstone 225 AC и превратить его в аппарат TIG с нуля. Вот схема для него:
Я хочу заняться сваркой TIG ради смеха (уже сварка палкой, газом и MIG), но я также не хочу терять кучу денег (пока). Итак, я собираю выпрямитель с фильтром, чтобы подключить его к моему старому надежному сварочному аппарату Lincoln Tombstone 225 AC и превратить его в аппарат TIG с нуля. Вот схема для него: Колпачки сами по себе дадут вам пульсацию на выходе постоянного тока всего в несколько вольт от пика до пика. Вы не указали значение для своего индуктора, но я думаю, что все, что выше нескольких генри, поможет.
Колпачки сами по себе дадут вам пульсацию на выходе постоянного тока всего в несколько вольт от пика до пика. Вы не указали значение для своего индуктора, но я думаю, что все, что выше нескольких генри, поможет. Я мог бы даже поставить переключатель, чтобы исключить часть фильтра, поскольку импульсный постоянный ток также применяется в TIG. Опять же, все, что я купил для этого, стоит намного меньше 100 долларов, и это даст мне некоторую гибкость при работе со сварочным аппаратом переменного тока, не теряя несколько примечаний C………
Я мог бы даже поставить переключатель, чтобы исключить часть фильтра, поскольку импульсный постоянный ток также применяется в TIG. Опять же, все, что я купил для этого, стоит намного меньше 100 долларов, и это даст мне некоторую гибкость при работе со сварочным аппаратом переменного тока, не теряя несколько примечаний C……… Дроссельный входной фильтр имеет лучшую стабилизацию напряжения, чем с конденсаторным входом, хотя напряжение будет ниже. Оба моих сварочных аппарата Miller используют входной дроссельный фильтр.
Дроссельный входной фильтр имеет лучшую стабилизацию напряжения, чем с конденсаторным входом, хотя напряжение будет ниже. Оба моих сварочных аппарата Miller используют входной дроссельный фильтр. Конденсаторы могут быть соединены последовательно, чтобы увеличить рабочее напряжение за счет емкости. Два 1 фарадных 12-вольтовых конденсатора, соединенных последовательно, будут иметь рабочее напряжение 24 вольта и общую емкость 0,5 фарад. Для максимального напряжения 75 вольт вам потребуется шесть последовательно соединенных конденсаторов общей емкостью 0,17 фарад.
Конденсаторы могут быть соединены последовательно, чтобы увеличить рабочее напряжение за счет емкости. Два 1 фарадных 12-вольтовых конденсатора, соединенных последовательно, будут иметь рабочее напряжение 24 вольта и общую емкость 0,5 фарад. Для максимального напряжения 75 вольт вам потребуется шесть последовательно соединенных конденсаторов общей емкостью 0,17 фарад.
 Для схемы OP, при номинальном потреблении 150 А, это становится 150 А, деленным на (120 Гц X 1F). Обратите внимание, что две параллельные емкости 0,5F в сумме дают общую емкость 1F. Таким образом, размах пульсаций конденсаторной секции составляет около 1,25 В пик. Это относительно небольшое изменение напряжения приводит к относительно небольшому изменению тока, который затем дополнительно фильтруется катушкой индуктивности. С такой емкостью работа с катушками индуктивности становится легкой.
Для схемы OP, при номинальном потреблении 150 А, это становится 150 А, деленным на (120 Гц X 1F). Обратите внимание, что две параллельные емкости 0,5F в сумме дают общую емкость 1F. Таким образом, размах пульсаций конденсаторной секции составляет около 1,25 В пик. Это относительно небольшое изменение напряжения приводит к относительно небольшому изменению тока, который затем дополнительно фильтруется катушкой индуктивности. С такой емкостью работа с катушками индуктивности становится легкой.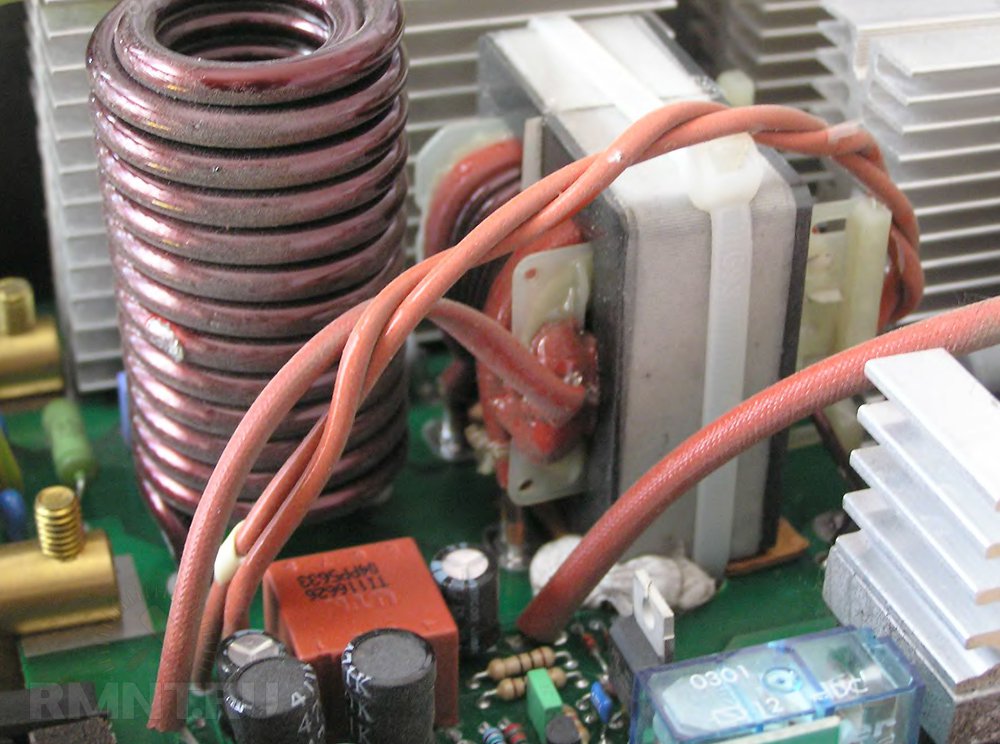 Конечно, конденсаторы — это дорогая часть, и если мне нужно добавить еще пару, я, безусловно, могу это сделать.
Конечно, конденсаторы — это дорогая часть, и если мне нужно добавить еще пару, я, безусловно, могу это сделать.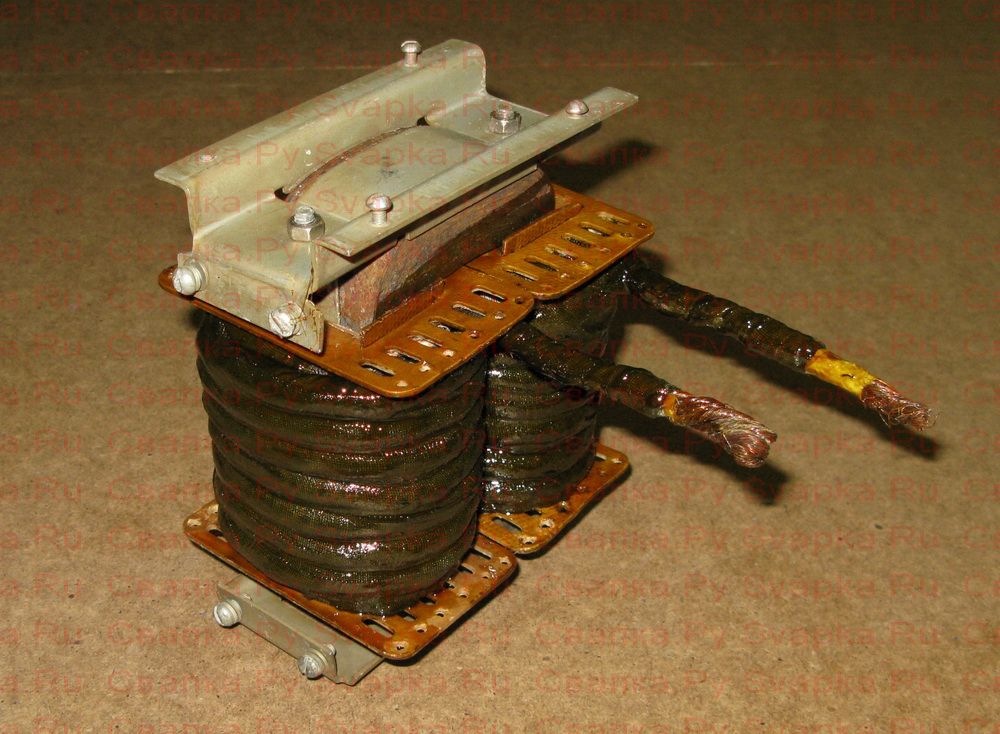 Что касается колпачков, они добавляются параллельно, но делятся последовательно. Два конденсатора по 100 мкФ, соединенные параллельно, составляют 200 мкФ, а последовательно только 50 мкФ. вы можете обойтись только выпрямителем и дросселем, и даже дроссель не является обязательным для стержня постоянного тока, если вы не слишком требовательны к своим сварным швам
Что касается колпачков, они добавляются параллельно, но делятся последовательно. Два конденсатора по 100 мкФ, соединенные параллельно, составляют 200 мкФ, а последовательно только 50 мкФ. вы можете обойтись только выпрямителем и дросселем, и даже дроссель не является обязательным для стержня постоянного тока, если вы не слишком требовательны к своим сварным швам  Не имеет значения, на какой ножке находится индуктор, если он последовательно с нагрузкой.
Не имеет значения, на какой ножке находится индуктор, если он последовательно с нагрузкой.