Дом из пеноблоков своими руками
Лучшим вариантом фундамента для дома из пеноблоков, по мнению мастеров, является ленточный. Сначала нужно сделать разметку согласно выбранному проекту и только после этого копать. Траншеи можно создавать с помощью строительной техники или вручную. Все зависит от бюджета и размера будущего здания. В некоторых случаях будет удобнее провести все работы самостоятельно (дорого нанимать спецтехнику, нет нужды ввиду малого размера котлована, нет удобного подъезда).
Глубина котлована должна быть указана в проекте, она зависит от региона и глубины промерзания грунта. Обычно цифра составляет от 30 до 170 см. В среднем, четыре человека смогут вырыть траншеи под фундамент дома 10×12 м за две недели.
В траншеях необходимо сделать подушку под бетонный фундамент. Это будет утяжеленная часть, которая в случае каких-либо катаклизмов придаст устойчивости дому. Другое предназначение — защита от грунтовых вод и естественного движения земли. Подушка должна состоять из 30 см песка и слоя щебня такой же толщины.
Подушка должна состоять из 30 см песка и слоя щебня такой же толщины.
Следующий этап создания фундамента — сварка арматурного каркаса. Вертикальные пруты нужно надежно укрепить в подушке, а между ними приварить горизонтальные арматурины. Лучше всего сделать двойной каркас, чтобы был арматурный пояс с внешней и внутренней стороны фундамента, соединенный между собой сверху и снизу на манер решетки. Чем больше будет частей и чем лучше они будут соединены, тем крепче в результате получится фундамент.
Дальше создают опалубку из досок, соединенных в ровные щиты. С их помощью укрепляют стены траншеи с обеих сторон перед заливкой бетонной смеси. Все щиты должны быть расположены ровно, без щелей между ними, чтобы фундамент тоже был ровный, с правильными геометрическими очертаниями.
Щиты должны выступать из котлована на то же расстояние, на которое должен возвышаться фундамент. Сверху их нужно скрепить поперечными досками. Внизу поперек траншеи укладывают асбестовые трубы, чтобы в будущем обеспечить вентиляцию под домом. Концы нужно заткнуть тряпками, чтобы внутрь не попал бетон.
Концы нужно заткнуть тряпками, чтобы внутрь не попал бетон.
Ширина ленточного фундамента обычно составляет от 30 до 50 см, а высота — не меньше 70 см. Для создания такой конструкции нужно подготовить бетон из расчета единица цемента М500, три единицы песка и немного щебня. С самого низа заливается небольшой слой без щебня и только потом укладывается однородная масса. В процессе нужно следить, чтобы не оставалось воздушных подушек. Обычно они выходят, но в некоторых случаях могут остаться каверны.
Застывание бетонной основы происходит в течение 7-10 дней. За это время стоит обеспечить доставку стройматериалов для стен. Не нужно закупать все сразу и замусоривать свободное место. Лучше оставить пространство для маневра, тогда работать будет удобнее.
Если планируется делать подвал, то технология примерно такая же, только придется рыть целый котлован, по той же технологии делать ленточный фундамент с помощью щитов (внешние и внутренние стены) и заливать бетонный пол с подушкой. Под пол укладывают специальный гидроизоляционный слой и армирующую сетку.
Под пол укладывают специальный гидроизоляционный слой и армирующую сетку.
Как вариант, можно использовать для подвала блочные стены и укрепить их сверху слоем бетона. Тогда с внешней стороны их также нужно покрыть гидроизоляционным слоем и обязательно использовать внешние и внутренние опоры для плит пола, потолка, подвала. В таком случае дренажные трубы устанавливаются в полу подвала.
Пол лучше всего делать из бетонных плит. Сверху их нужно покрыть слоем бетона и установить гидроизоляционный материал.
Дом из пеноблоков своими руками
Лучшим вариантом фундамента для дома из пеноблоков, по мнению мастеров, является ленточный. Сначала нужно сделать разметку согласно выбранному проекту и только после этого копать. Траншеи можно создавать с помощью строительной техники или вручную. Все зависит от бюджета и размера будущего здания. В некоторых случаях будет удобнее провести все работы самостоятельно (дорого нанимать спецтехнику, нет нужды ввиду малого размера котлована, нет удобного подъезда).
Глубина котлована должна быть указана в проекте, она зависит от региона и глубины промерзания грунта. Обычно цифра составляет от 30 до 170 см. В среднем, четыре человека смогут вырыть траншеи под фундамент дома 10×12 м за две недели.
В траншеях необходимо сделать подушку под бетонный фундамент. Это будет утяжеленная часть, которая в случае каких-либо катаклизмов придаст устойчивости дому. Другое предназначение — защита от грунтовых вод и естественного движения земли. Подушка должна состоять из 30 см песка и слоя щебня такой же толщины.
Следующий этап создания фундамента — сварка арматурного каркаса. Вертикальные пруты нужно надежно укрепить в подушке, а между ними приварить горизонтальные арматурины. Лучше всего сделать двойной каркас, чтобы был арматурный пояс с внешней и внутренней стороны фундамента, соединенный между собой сверху и снизу на манер решетки. Чем больше будет частей и чем лучше они будут соединены, тем крепче в результате получится фундамент.
Дальше создают опалубку из досок, соединенных в ровные щиты. С их помощью укрепляют стены траншеи с обеих сторон перед заливкой бетонной смеси. Все щиты должны быть расположены ровно, без щелей между ними, чтобы фундамент тоже был ровный, с правильными геометрическими очертаниями.
С их помощью укрепляют стены траншеи с обеих сторон перед заливкой бетонной смеси. Все щиты должны быть расположены ровно, без щелей между ними, чтобы фундамент тоже был ровный, с правильными геометрическими очертаниями.
Щиты должны выступать из котлована на то же расстояние, на которое должен возвышаться фундамент. Сверху их нужно скрепить поперечными досками. Внизу поперек траншеи укладывают асбестовые трубы, чтобы в будущем обеспечить вентиляцию под домом. Концы нужно заткнуть тряпками, чтобы внутрь не попал бетон.
Ширина ленточного фундамента обычно составляет от 30 до 50 см, а высота — не меньше 70 см. Для создания такой конструкции нужно подготовить бетон из расчета единица цемента М500, три единицы песка и немного щебня. С самого низа заливается небольшой слой без щебня и только потом укладывается однородная масса. В процессе нужно следить, чтобы не оставалось воздушных подушек. Обычно они выходят, но в некоторых случаях могут остаться каверны.
Застывание бетонной основы происходит в течение 7-10 дней. За это время стоит обеспечить доставку стройматериалов для стен. Не нужно закупать все сразу и замусоривать свободное место. Лучше оставить пространство для маневра, тогда работать будет удобнее.
За это время стоит обеспечить доставку стройматериалов для стен. Не нужно закупать все сразу и замусоривать свободное место. Лучше оставить пространство для маневра, тогда работать будет удобнее.
Если планируется делать подвал, то технология примерно такая же, только придется рыть целый котлован, по той же технологии делать ленточный фундамент с помощью щитов (внешние и внутренние стены) и заливать бетонный пол с подушкой. Под пол укладывают специальный гидроизоляционный слой и армирующую сетку.
Как вариант, можно использовать для подвала блочные стены и укрепить их сверху слоем бетона. Тогда с внешней стороны их также нужно покрыть гидроизоляционным слоем и обязательно использовать внешние и внутренние опоры для плит пола, потолка, подвала. В таком случае дренажные трубы устанавливаются в полу подвала.
Пол лучше всего делать из бетонных плит. Сверху их нужно покрыть слоем бетона и установить гидроизоляционный материал.
Строительство домов из пенопласта – The Daily Evergreen
Рабочие заканчивают стены из изолированной бетонной опалубки (ICF) на стройплощадке в Тихуане, Мексика.
Группа студентов WSU поможет разместить бездомных с помощью необычного конструкционного материала: пенопласта.
Студенты инженеров и маркетологов создали компанию под названием Mobile Foam. Идея возникла из-за беспокойства по поводу уровня бездомности и необходимости выполнения их старшего проекта, сказал Крис Рутен, участник Mobile Foam.
— Мы пенсионеры, уходим, — сказал Рутен. «Что, если бы мы произвели неизгладимое впечатление на последнем году обучения в колледже и сделали бы что-то, что имело бы практическое применение?»
Целью студентов является предоставление строительным компаниям и некоммерческим организациям формы для изготовления изолированных бетонных форм (ICF) или пеноблоков на месте, сказал Рутен.
Блоки из пенопласта похожи на пену для досок для серфинга, сказал Рутен. Пена заливается бетоном.
Дома ICF воссоздают более высокий уровень жизни, сказал член Mobile Foam Остин Картер. Пена более рентабельна, чем пиломатериалы или шлакоблоки, потому что ее изоляция экономит энергию.
Пена является лучшей альтернативой древесине в районах, кишащих термитами, или там, где древесина является ограниченным ресурсом, сказал Рутен. Дома ICF также невосприимчивы к цунами.
Дома ICF могут выдержать землетрясение магнитудой 8,0, сказал член Mobile Foam Дейн Бэрд.
ICF идеально подходит для строительства домов в развивающихся странах из-за его экономической эффективности и долговечности, сказал Рутен.
Стены домов из пеноблоков можно построить за один день, и они складываются как лего, говорит член Mobile Foam Келси Лейки. Дома ICF можно построить быстрее, чем дома, построенные из пиломатериалов, потому что они не требуют строительных рабочих.
Дома ICF выглядят как обычные оштукатуренные дома, сказал Бэрд.
Бэрд и Картер недавно ездили в Тихуану, Мексика, на пять дней, чтобы обсудить методы построения МКФ с некоммерческими компаниями.
Во время своего пребывания в Тихуане Бэрд и Картер сказали, что они также помогли построить церковь с некоммерческой организацией Lazarian World Homes и 25 студентами из Назарянского университета Пойнт-Лома.
Они смогли воочию увидеть 6-месячный дом, построенный с использованием этой технологии, и пообщаться с благодарной семьей, сказал Картер.
«После поездки для нас стало совершенно очевидным, что существует большая потребность в этой технологии для производства этих блоков на месте», — сказал Картер. «Мы не осознавали этого, пока не спустились туда, не взяли в руки блоки и не построили их сами».
Lazarian World Homes использует блоки из пенополистирола, сказал Бэрд. Это требует строительства в удаленном месте. В Mobile Foam используются пеноблоки из полиуретана, которые можно изготовить на месте и снизить производственные затраты.
Сорок процентов стоимости пеноблоков приходится на доставку, сказал Лейки. Mobile Foam планирует доставлять формы ICF на строительные площадки для изготовления блоков на месте.
В будущем Mobile Foam хотела бы сотрудничать с правительством страны с большим количеством бездомных и строить большое количество домов, сказал Лейки.
«Организации по всему миру (могут) использовать этот метод, чтобы обеспечить население недорогим жильем и школами», — сказал Лейки.
Роутен сказал, что Mobile Foam сосредоточена на строительстве на международном уровне, потому что 100 миллионов человек во всем мире являются бездомными, и большинство из них не являются гражданами США.
Члены Mobile Foam будут участвовать в конкурсах бизнес-планов WSU, Университета Вашингтона и Университета Уитворта, сказал Рутен.
Судьи соревнований дают отзывы об идеях Mobile Foam, сказал Рутен. Mobile Foam также может выиграть денежные призы на соревнованиях.
«Мы измеряем успех не покупкой побед в конкурсах бизнес-планов», — сказал он. «Мы измеряем успех тем, что действительно видим, как наша компания меняет жизни людей».
Картер сказал, что Mobile Foam также получит финансирование от частных инвесторов-ангелов, компаний, которые инвестируют в стартапы и заинтересованы в методах ICF.
Mobile Foam в настоящее время создает прототип уменьшенной версии пресс-формы для целей тестирования, сказал Бэрд. Они планируют завершить свой первый прототип большого блока к концу семестра.
Они планируют завершить свой первый прототип большого блока к концу семестра.
Если бы я построил дом – Инженерное дело для детей – Изобретатели завтрашнего дня
Мы продолжили нашу инженерную тему уроком по строительству домов.
Вопрос дня: Какие этапы строительства дома?
Испытание: Сможете ли вы построить дом с друзьями?
Использование книг в уроке: У нас было три разные книги, посвященные процессу строительства дома.
- Building a House by Barton – это хорошая простая книга для детей от 3 до 5 лет, посвященная каждому этапу строительства дома.
- «Строим наш дом с помощью Бин» отлично подходит для детей от 4 до 6 лет. В нем рассказывается история семьи, строящей собственный дом. Рассказал с точки зрения маленького ребенка.
- Как Гиббонс строит дом. Я считаю, что некоторые детали в этой книге больше, чем интересны ребенку в возрасте 5–8 лет, но иллюстрации хороши.


Мы сделали фотокопии и распечатали копии многих страниц и поместили эти изображения рядом с действиями, связанными с этим шагом в книге, чтобы дать контекст действиям, которые мы выполняли. Позже мы использовали эти книги во время круга, где они сплели воедино историю наших отдельных занятий в единый процесс. Вот a pdf страниц из Бартона.
Примечание. Если вы хотите получить полную учебную программу, основанную на одной книге, у меня есть альтернативный план урока по строительству дома, полностью сосредоточенный на книге Бартона, с заданиями, подходящими практически для каждой страницы. Проверьте это здесь .
Построй дом!
Для сборки здания мы используем пенопластовые изоляционные панели, а также ти для гольфа и игрушечные молотки . Это одно из моих самых любимых совместных занятий для детей от 3 до 7 лет. Впервые я увидел его на дне рождения, посвященном строительству. (Подробнее читайте здесь: https://gooddayswithkids. com/2014/12/18/kids-construction/.) Дети ОБОЖАЮТ стучать молотком и чувствовать, что строят «что-то настоящее». Это может развлекать их часами!
com/2014/12/18/kids-construction/.) Дети ОБОЖАЮТ стучать молотком и чувствовать, что строят «что-то настоящее». Это может развлекать их часами!
Вот некоторые из наших зданий. (Подробнее об этом проекте по строительству дома.)
Одна из замечательных особенностей этого проекта заключается в том, что в нем активно участвуют сотрудники. Соединить две панели самостоятельно практически невозможно — вам нужен кто-то, кто будет держать их, пока вы будете вбивать первые несколько гвоздей. Это приводит к хорошей командной работе и переговорам, когда они согласовывают план.
Одень строителя . У нас были строительные каски, защитные жилеты, очки и фартук для инструментов Home Depot, а также строительные конусы, которые можно было установить вокруг нашего «рабочего места», чтобы добавить веселья в этот день.
Дополнительные задания — Этапы строительства дома
Процесс проектирования — Чертежи (Crayon Resist)
Мы разложили белые мелки и белую масляную пастель, чтобы они могли рисовать планы этажей, проекты домов или что угодно, а затем закрашивать их. разбавленной синей темперной краской и валиком. (Идея из Нет времени для карточек .) Мы вывешиваем чертежи из наших книг.
разбавленной синей темперной краской и валиком. (Идея из Нет времени для карточек .) Мы вывешиваем чертежи из наших книг.
Раскопки – сенсорный стол
Один год у нас был песок, ведра и лопаты. В большинстве случаев мы готовим коричневое облачное тесто – оно выглядит как густая коричневая грязь, но оно сделано из муки, какао-порошка и растительного масла, поэтому оно приятно пахнет и является хорошим вариантом для сенсорной корзины, если у вас есть маленькие дети, которые может есть грязь. Ставим коллекцию игрушечных бульдозеров и самосвалов. Мы разместили иллюстрации бульдозеров, раскапывающих участки домов.
Каменная кладка/Кирпичная кладка
Размещаем иллюстрации из книг рабочих по кладке кирпичного фундамента и чертеж камина и дымохода из книги Бартона. Мы поставили Duplos. Дети могли строить все, что хотели — некоторые пробовали камин.
Сантехника у водяного стола
Мы разместили фотографии из наших книг, на которых сантехники прокладывают трубы. В прошлом году мы использовали элементы из нашей водной стены DIY и игрушки из трубок. В этом году мы использовали 6-дюймовые отрезки трубы из ПВХ и различные соединители. Плюс небольшой кувшин/мерный стаканчик для заливки воды по трубам.
В прошлом году мы использовали элементы из нашей водной стены DIY и игрушки из трубок. В этом году мы использовали 6-дюймовые отрезки трубы из ПВХ и различные соединители. Плюс небольшой кувшин/мерный стаканчик для заливки воды по трубам.
Электропроводка
На страницах книги об электриках, проводящих электропроводку в доме, мы изложили направления и карту для очень простой схемы со светом и выключателем. Мы использовали Snap Circuits. Вы также можете использовать littleBits или просто аккумулятор и светодиод на проводах. (Узнайте больше о Snap Circuits и littleBits здесь.) См. наш план урока по электричеству для идей.
Двери и окна
Вы можете взять коробки из-под хлопьев, коробок для крекеров и коробок для яиц и вывернуть их наизнанку, чтобы они были из простого картона. (Совет: используйте клеевой пистолет, чтобы переклеить швы — быстрее и прочнее, чем скотч!) Затем покрасьте их. Добавьте бумажные крыши и приклейте окна и двери. (Мы нашли фотографии окон и дверей в Интернете, вставили их в документ и распечатали. Мы заранее вырезали некоторые из них для детей помладше, но дети постарше тренировались в своих навыках вырезания их ножницами.)
(Мы нашли фотографии окон и дверей в Интернете, вставили их в документ и распечатали. Мы заранее вырезали некоторые из них для детей помладше, но дети постарше тренировались в своих навыках вырезания их ножницами.)
Покрасить дом
Вы можете получить ОЧЕНЬ большую картонную коробку, например, от холодильника. Положите его на большой пластиковый брезент. Дайте малышам малярные валики и краски и дайте им заняться – это веселое большое двигательное занятие.
Обычно мы рисуем большой дом на бумаге и приклеиваем его на стену.
Район бумажных пакетов
Арт-проект – Дома из бумажных пакетов. Берем белый бумажный пакет , украшаем им окна, двери, крышу. Откройте его, сложите сверху, чтобы закрыть, скрепите, если хотите.
Построить район. Накройте стол бумагой и дорогами на нем, используйте малярный скотч для создания дорог или используйте коврик с дорогой на нем. Дети добавляют свои домики из бумажных пакетов к «району» на коврике, а затем водят машины по городу. Смотрите еще много картинок и идей.
Смотрите еще много картинок и идей.
Сортировка – расстановка мебели
Несколько лет назад у нас была коллекция старой мебели для кукольных домиков (моя с детства, которую мои родители вырыли из подвала!). Мы маркируем бумагу, чтобы обозначить комнаты дома, а дети рассортировали мебель по соответствующим комнатам. Несколько лет у нас есть большая распечатка плана этажа дома, и мы собираем изображения мебели для детей, чтобы расставить их в доме.
Игрушка-конструктор: мы выпускаем Lincoln Logs с рисунком бревенчатой хижины.
Закуска
Отличным вариантом будут упрощенные пряничные домики: крекеры, глазурь «цемент» и либо конфеты, либо сухофрукты для украшения. Построй, а потом ешь!
Opening Circle
Песня для сбора – мы начинаем с очень простой песни, чтобы привлечь их внимание. Мы использовали ритм-стиков и имитировали каждый куплет. Эти куплеты учат действиям, которые мы делаем в другой нашей песне.
Вот как мы видели лес, пилили лес, пилили лес,
Вот так мы видели лес, так рано утром.
Вот так мы забиваем гвозди… Кладем кирпичи… Красим стены….
Наблюдения : Спросите: Что вы уже сделали? Что общего у всех этих видов деятельности? [ответ: Это все шаги, которые мы предпринимаем при строительстве дома.]
Обзор дневных занятий : Пролистать книгу Бартона, останавливаясь на каждой странице, чтобы показать иллюстрацию, затем указать/рассказать о соответствующей деятельности, и/или прокомментируйте деятельность детей на данный момент: «Я видел, как X возился с трубами» или «Y, тебе было очень весело расставлять мебель, не так ли?»
Книга : Строительство нашего дома Бином. Это история о семье, строящей себе дом. Читая его, указывайте на признаки времен года. Осенью они начинают собирать припасы, затем зимой размечают место дома, весной начинают копать, летом возводят стены, осенью крышу, зимой заканчивают внутреннюю отделку и весной переезжают в дом.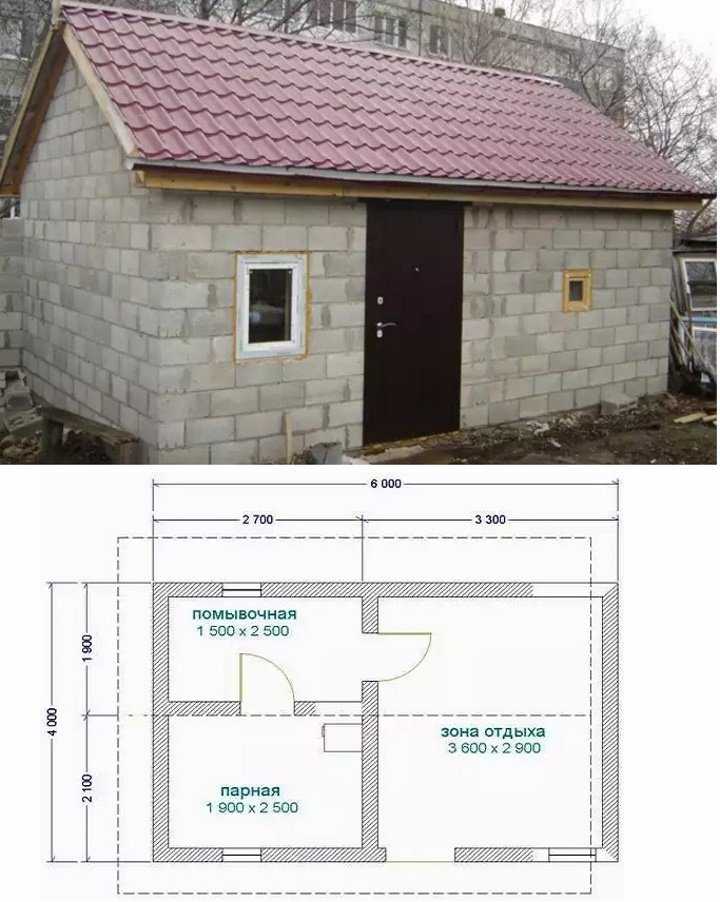 У кошки есть котята, а у мамы есть ребенок по пути! Он рассказывается глазами детского рассказчика, что помогает заинтересовать детей.
У кошки есть котята, а у мамы есть ребенок по пути! Он рассказывается глазами детского рассказчика, что помогает заинтересовать детей.
Заключительный круг
Песня – Раздайте ритм-стики и повторите песню из первого круга.
Песня : Тогда спойте «Когда я построю свой дом» группы Parachute Express. www.youtube.com/watch?v=VBfJbbHJej0 (строки, отмеченные звездочкой, выполняются как призыв и ответ — вы поете, они эхом.) Имитируйте шаги с помощью ритмических палочек. Я сделал плакаты с текстами песен, которые распечатал на бумаге 11×17.
Когда я построю дом*, мне понадобится дерево*.
А я напилю дрова*, когда построю свой дом*.
И мы будем пилить дрова, пилить дрова, пилить дрова, когда я построю свой дом.
Когда я строю свой дом, столько всего нужно сделать…
Приятно, когда ты тоже приходишь и помогаешь мне.
Спойте снова, но поменяйтесь местами… Мне нужны гвозди… Забейте гвозди. Пропев третью строчку с гвоздями, повторите третью строчку с распиливанием дерева. Продолжайте с кирпичами, кладите кирпичи. Красить, красить стены.
Продолжайте с кирпичами, кладите кирпичи. Красить, красить стены.
Песня заканчивается на:
И когда я закончу, я войду внутрь. И я буду с гордостью смотреть на проделанную работу.
Я красил стены, красил стены, красил стены, когда строил свой дом.
Кирпичи клала… Гвозди забивала… Леса пилила…
Когда я строил свой дом, было так много дел…
Приятно, когда ты тоже приходишь и помогаешь мне.
Примечание: вы также можете исполнить эту песню в первом круге, опустив последний куплет о «когда я закончу», а затем снова исполнить песню в замыкающем круге со всеми куплетами.
Обсуждение : Что им больше всего понравилось в строительстве дома – какое занятие было самым интересным?
Книга: Если бы я построил дом , автор Von Dusen. Это ПОТРЯСАЮЩАЯ книга. Это мальчик, рассказывающий историю дома, который он спроектировал. В нем есть отличные рифмы, ритмичный поток, забавные ретро-иллюстрации и дико привлекательные идеи о типах комнат, которые мальчик построил бы, если бы мог. Мне особенно нравятся страницы в начале и в конце, где мы видим, что он нарисовал план дома и построил модели из лего, игрушек-мастеров, рулонов бумажных полотенец и картона.
Мне особенно нравятся страницы в начале и в конце, где мы видим, что он нарисовал план дома и построил модели из лего, игрушек-мастеров, рулонов бумажных полотенец и картона.
Необязательное упражнение воображения : Дайте им бумагу для рисования. Предложите им написать или нарисовать идеи для дома, который они построили бы. Если не хотят писать/рисовать, могут попросить помощи у взрослого. Пока они рисуют, ставят музыку, делают собственные зарисовки на доске. Примерно через 5 минут попросите кого-нибудь поделиться.
Рекомендованные детские книги о строительстве домов
См. выше, чтобы узнать о: «Строим дом» Бартона, «Строим наш дом с помощью Бина», «Как дом строится Гиббонсом» и Если бы я построил дом , с картины фон Дюзена. Дополнительные предложения:
- Let’s Build by Fliess and Sakamoto. История о мальчике и его отце, которые вместе строят крепость. Они берут карандаш, рисуют планы, идут в хозяйственный магазин, возвращаются домой и приступают к работе. Это милая история с красивыми иллюстрациями и рифмованным текстом, в которой папа и ребенок вместе строят, а ребенок использует настоящий молоток, помогает держать молоток и т. д. Эта книга понравится детям. Отзывы на Amazon показывают, что взрослые могут быть обеспокоены, если они слишком много думают об этом… тот факт, что папа выбивает идеальные архитектурные чертежи, папа и ребенок строят большой игровой дом без дополнительной помощи, и тот факт, что весь проект, кажется, идет от идеи до выполнение за один день кажется взрослым сомнительным.
- Луг Эндрю Генри от Бернса. Слишком длинный для круга — его можно прочитать дома ребенку 4 или 5 лет или ребенку постарше. Эндрю любит что-то изобретать… но его семья не ценит его творения, поэтому он убегает и строит свой собственный дом на лугу, а потом к нему присоединяются все другие причудливые дети, и он строит идеальный дом для каждого. Домик на дереве для орнитолога, дом над ручьем для мальчика, который любит рыбачить, землянка для любителя домашних грызунов и так далее.
- Строительство Саттона и Лавлока. Речь идет о строительстве библиотеки, а не дома, но это опять-таки отличный обзор процесса (раскопка, фундамент, обрамление, отделка) с неудержимым залихватским ритмом — отлично подходит для 3-4 лет. «Поднять крышу. Поднять крышу. Теперь закрутите винты. Электроинструменты справятся с задачей. Звенеть! Зинг! Пау!»
- «Дом — это дом для меня» — это красивое стихотворение с хорошими иллюстрациями: «Холм — это дом для муравья, муравья. Улей – это дом для пчелы. Нора – дом для крота или мыши. А дом для меня — это дом». Он продолжается, в конце концов говоря: «И как только вы начинаете думать таким образом, кажется, что все, что вы видите, является либо домом, либо живет в доме». Приятно читать вслух от 1978.
- «Маленький дом» — обладатель медали Калдекотта 1942 года. В нем рассказывается история небольшого дома за городом, который со временем окружают небоскребы растущего города.
- Тук-тук-тук-тук-тук-тук. Полезно для детей 3-4 лет, рассказывает об инструментах и звуках, которые они издают
- Дома и дома — простая научно-популярная книга о домах по всему миру.
- Азбука американских домов. Показывает широкий выбор домов, от квартир до пляжных домиков, от бревенчатых домиков до домов Килбурна, от Сира и Робака, от хижины Квонсет до домов на колесах. Хорошие иллюстрации и интересно листать, но я не думаю, что текст заинтересует обычного ребенка.
- От землянок до небоскребов — история архитектуры с прекрасными иллюстрациями большинства самых известных зданий в мире. Предназначено для детей 10–12 лет и представляет собой скорее справочник, чем прямое чтение, но детям интересно пролистать, чтобы увидеть, насколько разнообразными могут быть здания.
 Это милая история с красивыми иллюстрациями и рифмованным текстом, в которой папа и ребенок вместе строят, а ребенок использует настоящий молоток, помогает держать молоток и т. д. Эта книга понравится детям. Отзывы на Amazon показывают, что взрослые могут быть обеспокоены, если они слишком много думают об этом… тот факт, что папа выбивает идеальные архитектурные чертежи, папа и ребенок строят большой игровой дом без дополнительной помощи, и тот факт, что весь проект, кажется, идет от идеи до выполнение за один день кажется взрослым сомнительным.
Это милая история с красивыми иллюстрациями и рифмованным текстом, в которой папа и ребенок вместе строят, а ребенок использует настоящий молоток, помогает держать молоток и т. д. Эта книга понравится детям. Отзывы на Amazon показывают, что взрослые могут быть обеспокоены, если они слишком много думают об этом… тот факт, что папа выбивает идеальные архитектурные чертежи, папа и ребенок строят большой игровой дом без дополнительной помощи, и тот факт, что весь проект, кажется, идет от идеи до выполнение за один день кажется взрослым сомнительным.

Этот пост содержит партнерские ссылки Amazon, которые приведут вас к подробным описаниям и обзорам книг и продуктов. Многие из книг могут быть доступны в вашей местной библиотеке.
Видео
Здесь есть милое 3-4-минутное видео о том, чем занимается строитель: https://www.youtube.com/watch?v=v7azUjcUlzg. Вы также можете выполнить поиск по запросу «замедленное видео строительства дома» — их несколько. Посмотрите вместе с ними и объясните, что происходит на каждом этапе. (Вам также придется объяснить, что такое видео с интервальной съемкой….) Два хороших варианта: https://www.youtube.com/watch?v=C3iI6S7TuCA&t=295s и https://www.youtube.com/watch. ?v=czlrqtYNoig
Примечание : Все действия, описанные в моих сообщениях , из Лаборатории Семейных Изобретателей, кооперативного класса родителей и детей в Белвью, штат Вашингтон. Мы представляем собой игровой класс, ориентированный на STEM, для детей дошкольного и младшего школьного возраста (от 3 до 7 лет). Мы проводим множество веселых практических занятий, чтобы узнать о науке, инструментах, технике, природе и искусстве. Мы также поем песни и читаем сказки. Большинство наших мероприятий дешевы, просты и используют повседневные материалы, которые у большинства семей были бы дома (или в их мусорных баках!), Так что наши мероприятия подходят для классных учителей, родителей, которые обучаются на дому, или после школьных программ.

 В каждом конкретном случае параметры могут отличаться. Окончательное решение о выборе решетки принимаются после проведения геологических изысканий и разработки инженерного проекта грунтовой конструкции.
В каждом конкретном случае параметры могут отличаться. Окончательное решение о выборе решетки принимаются после проведения геологических изысканий и разработки инженерного проекта грунтовой конструкции. Рекомендуют брать высоту не меньше 100 мм и толщину не менее 1,35 мм.
Рекомендуют брать высоту не меньше 100 мм и толщину не менее 1,35 мм. Чем слабее основание, тем меньше ячейку предусматривают в проекте. На заболоченных участках применяют ячейку 160 мм с высотой не менее 150 мм.
Чем слабее основание, тем меньше ячейку предусматривают в проекте. На заболоченных участках применяют ячейку 160 мм с высотой не менее 150 мм. На слабом грунте чаще применяют решения с объемной георешеткой. Т.к. она менее подвержена деформации в результате продавливания. Высотой от 100 мм. При укреплении берегов. Как и с укреплением склонов следует обратить внимание на толщину ленты от 1,25 мм. На берегах 30-35 градусов от 1,35 мм.
На слабом грунте чаще применяют решения с объемной георешеткой. Т.к. она менее подвержена деформации в результате продавливания. Высотой от 100 мм. При укреплении берегов. Как и с укреплением склонов следует обратить внимание на толщину ленты от 1,25 мм. На берегах 30-35 градусов от 1,35 мм. Гравий состоит из множества мелких кусочков породы, и при использовании в качестве дорожного покрытия он имеет тенденцию мигрировать и растекаться, подвергаясь постоянному давлению и трению.
Гравий состоит из множества мелких кусочков породы, и при использовании в качестве дорожного покрытия он имеет тенденцию мигрировать и растекаться, подвергаясь постоянному давлению и трению.

 Ливневая вода и все жидкости будут стекать прямо через брусчатку в почву под ней. Водопроницаемая пластиковая брусчатка TRUEGRID PRO PLUS® является примером доступного и экологически безопасного способа предотвращения распространения гравия.
Ливневая вода и все жидкости будут стекать прямо через брусчатку в почву под ней. Водопроницаемая пластиковая брусчатка TRUEGRID PRO PLUS® является примером доступного и экологически безопасного способа предотвращения распространения гравия.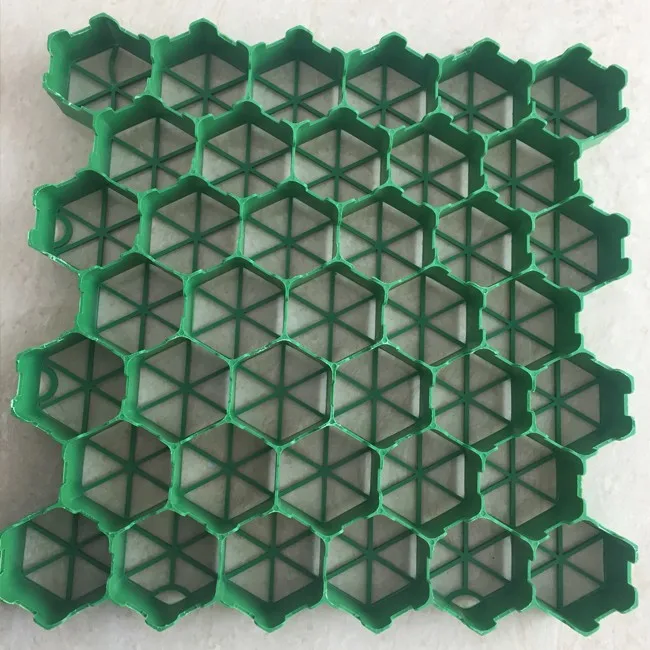
 Тем не менее, щебень из голубого камня № 4 обычно можно найти на муниципальных дорогах.
Тем не менее, щебень из голубого камня № 4 обычно можно найти на муниципальных дорогах.

 Выбор лучшего гравия для подъездной дороги — это только часть уравнения.
Выбор лучшего гравия для подъездной дороги — это только часть уравнения. Чтобы узнать стоимость и доставку Щебень в Алабаме, , позвоните по телефону Cliff в CT Hauling and Materials, 205-506-5000 .
Чтобы узнать стоимость и доставку Щебень в Алабаме, , позвоните по телефону Cliff в CT Hauling and Materials, 205-506-5000 .
 Плотный зернистый заполнитель может использоваться в качестве основного материала для бетонной брусчатки, асфальтированных проездов и пешеходных дорожек, основания дорог, основания для блокирующих стен
Плотный зернистый заполнитель может использоваться в качестве основного материала для бетонной брусчатки, асфальтированных проездов и пешеходных дорожек, основания дорог, основания для блокирующих стен
 35мм в футляре VN
35мм в футляре VN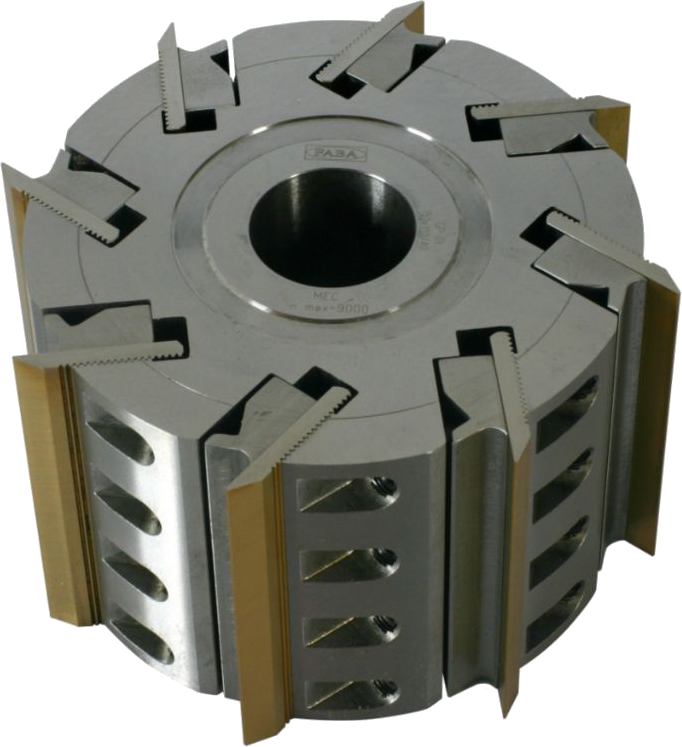 35мм в футляре HS
35мм в футляре HS 33 грн
33 грн Благодаря ним, можно обеспечить нужное сечение профиля за один проход фрезы. То есть, этот же результат можно достичь и другими фрезами за значительно больший промежуток времени, а иногда просто невозможно получить сечение профильной фрезы, не использовав при этом, несколько стандартных фрез. Разнообразие профильных фрез впечатляет. Ними можно за один проход получать целые многосоставные карнизы, профилировать сложные грани изделий, проводить пазировку изделий. Следует обратить внимание, что профильные фрезы изготавливаются не так, как концевые фрезы. В отличии от последних, которые делаются из цельного стержня на металлообрабатывающих ЧПУ, профильные фрезы отливают (режущую головку) и наплавляют на стержень. После этого производиться заточку. Из-за такой специфики изготовления, профильные фрезы уступают в качестве концевым, но благодаря своей уникальности фрезерования они просто незаменимы в современной отрасли деревообработки. На нашем сайте представлен ассортимент наиболее популярных сечений фрез.
Благодаря ним, можно обеспечить нужное сечение профиля за один проход фрезы. То есть, этот же результат можно достичь и другими фрезами за значительно больший промежуток времени, а иногда просто невозможно получить сечение профильной фрезы, не использовав при этом, несколько стандартных фрез. Разнообразие профильных фрез впечатляет. Ними можно за один проход получать целые многосоставные карнизы, профилировать сложные грани изделий, проводить пазировку изделий. Следует обратить внимание, что профильные фрезы изготавливаются не так, как концевые фрезы. В отличии от последних, которые делаются из цельного стержня на металлообрабатывающих ЧПУ, профильные фрезы отливают (режущую головку) и наплавляют на стержень. После этого производиться заточку. Из-за такой специфики изготовления, профильные фрезы уступают в качестве концевым, но благодаря своей уникальности фрезерования они просто незаменимы в современной отрасли деревообработки. На нашем сайте представлен ассортимент наиболее популярных сечений фрез. Если вам необходимы фрезы другой конфигурации то вы можете их выбрать с каталога ⇒тут⇐.
Если вам необходимы фрезы другой конфигурации то вы можете их выбрать с каталога ⇒тут⇐.
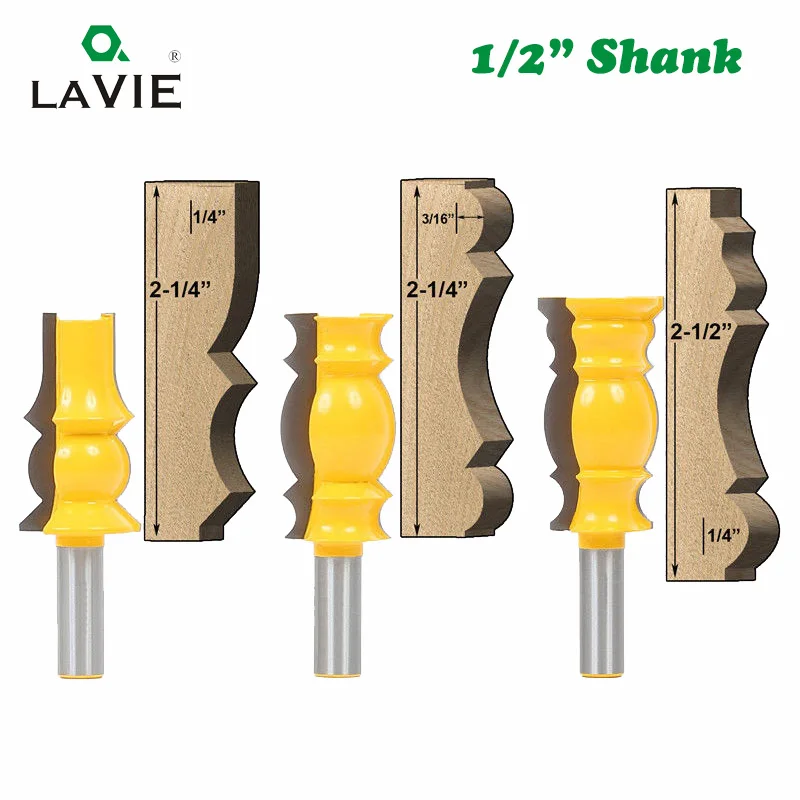
 Профильные V-образные фрезы имеют широкий выбор угла режущей части, это дает возможность подобрать инструмент под любые задачи.
Профильные V-образные фрезы имеют широкий выбор угла режущей части, это дает возможность подобрать инструмент под любые задачи.
 Вы также знаете, что ступенчатая резка намного лучше, чем просто один прямой нож, и намного проще для вашей системы сбора пыли. Если вам просто приходится строгать гвоздь или скобу, нет необходимости заменять дорогие ножи на всю длину головки рубанка. Все отдельные ножи затачиваются со всех четырех сторон, и все, что вам нужно сделать, — это просто повернуть ножи, и ваши ножи снова будут резать как новые. Только после того, как все четыре лезвия будут изношены, замените только поврежденные небольшие недорогие ножи, и вы готовы к работе.
Вы также знаете, что ступенчатая резка намного лучше, чем просто один прямой нож, и намного проще для вашей системы сбора пыли. Если вам просто приходится строгать гвоздь или скобу, нет необходимости заменять дорогие ножи на всю длину головки рубанка. Все отдельные ножи затачиваются со всех четырех сторон, и все, что вам нужно сделать, — это просто повернуть ножи, и ваши ножи снова будут резать как новые. Только после того, как все четыре лезвия будут изношены, замените только поврежденные небольшие недорогие ножи, и вы готовы к работе.  СНИМАТЬ для чистого резания
СНИМАТЬ для чистого резания  Дополнительные сменные ножи..
Дополнительные сменные ножи.. США) $953,00
США) $953,00 США) $309,00
США) $309,00 Дополнительные сменные ножи..
Дополнительные сменные ножи.. США) $1 122,00
США) $1 122,00 Дополнительный сменный нож..
Дополнительный сменный нож.. Дополнительный сменный нож..
Дополнительный сменный нож..
 США) $103,75
США) $103,75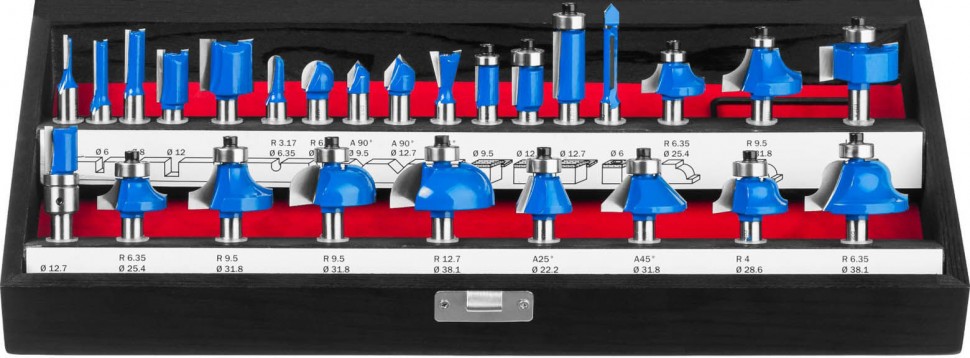 США) $30,00
США) $30,00 США) $52,25
США) $52,25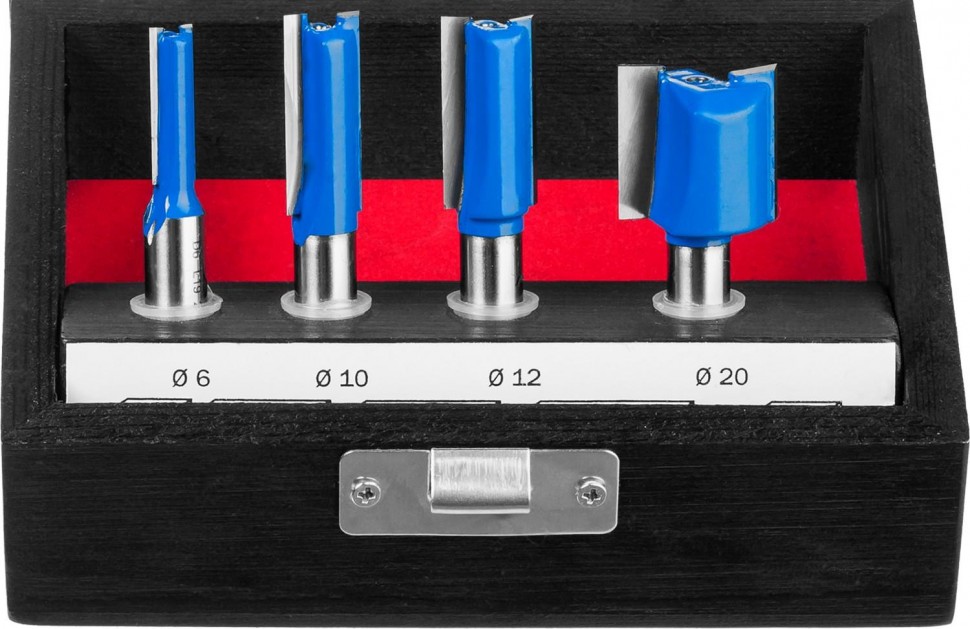
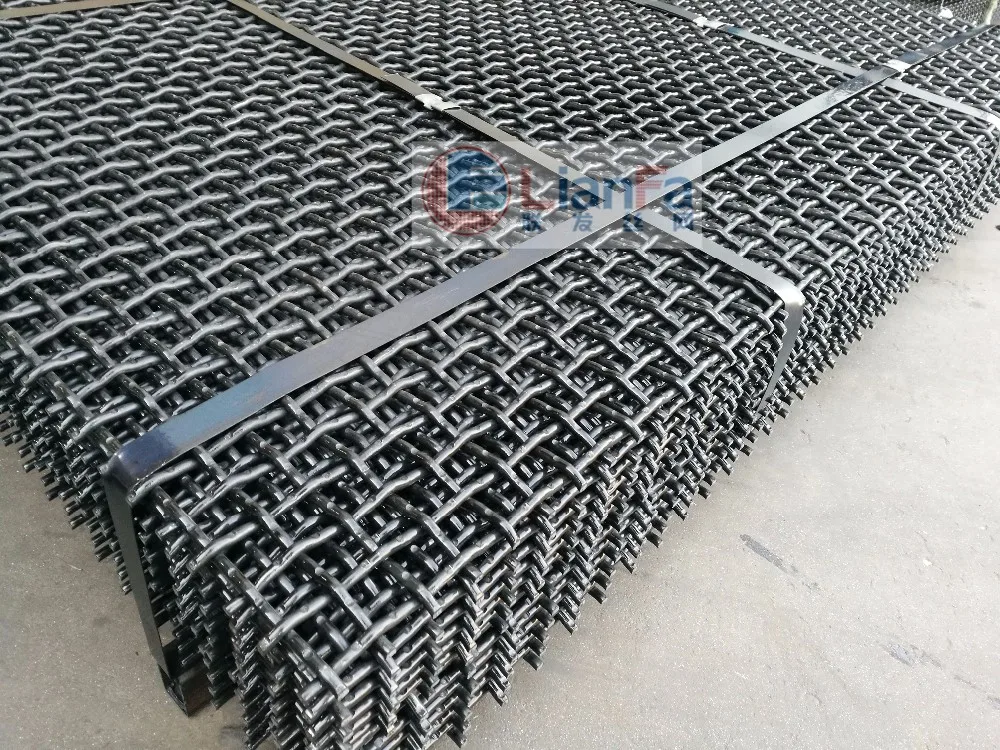
 Форма поставки с заводов прутки мерной, немерной длины и бунты(бухты).
Форма поставки с заводов прутки мерной, немерной длины и бунты(бухты).
 Отказ от сварки при выполнении строительных работ, заставляет обеспечивать значительные запасы по сечению арматуры, что приводит к использованию большего количества метров арматурного проката и увеличению стоимости.
Отказ от сварки при выполнении строительных работ, заставляет обеспечивать значительные запасы по сечению арматуры, что приводит к использованию большего количества метров арматурного проката и увеличению стоимости.
 Плюсы данной арматуры в том что она имеет повышенную по сравнению с классом А500С коррозионную стойкость.
Плюсы данной арматуры в том что она имеет повышенную по сравнению с классом А500С коррозионную стойкость. Арматура стальная класса А-I (А240) изготавливают только гладкой, а классов А-II (А300), А-III (А400), А- IV (А600), А-V (А800) периодического профиля и гладкой (по требованию потребителя), а сталь класса А-VI (А1000) — только периодического профиля.
Арматура стальная класса А-I (А240) изготавливают только гладкой, а классов А-II (А300), А-III (А400), А- IV (А600), А-V (А800) периодического профиля и гладкой (по требованию потребителя), а сталь класса А-VI (А1000) — только периодического профиля.
 У нас на складе в наличии арматура стальная рифленая, гладкая и композитная в любом количестве. У нас вы можете узнать цену за метр или цену за тонну на арматуру любого вида и диаметра, а так же получить расчет стоимости вашего заказа. Арматуру можно купить с доставкой или самовывозом. Заказать металл можно через электронную почту, WhatsApp, форму обратной связи и по телефону.
У нас на складе в наличии арматура стальная рифленая, гладкая и композитная в любом количестве. У нас вы можете узнать цену за метр или цену за тонну на арматуру любого вида и диаметра, а так же получить расчет стоимости вашего заказа. Арматуру можно купить с доставкой или самовывозом. Заказать металл можно через электронную почту, WhatsApp, форму обратной связи и по телефону.
 Чтобы было не сложно рассчитать вес, требуемый для покупки — достаточно всего лишь знание количества погонных метров арматурных стержней в одной тонне. Как показывает практика, знание диаметра очень важно не только при приобретении арматуры, но и так же при ее использовании.
Чтобы было не сложно рассчитать вес, требуемый для покупки — достаточно всего лишь знание количества погонных метров арматурных стержней в одной тонне. Как показывает практика, знание диаметра очень важно не только при приобретении арматуры, но и так же при ее использовании. Данную арматуру применяют при изготовлении железо бетонных изделий, для возведения опорных и монолитных конструкций. Не смотря на диаметр. Данная арматура изготавливается только в прутьях и фасуется в упаковки. АII или А300 – это профиль с рифленой поверхностью и диаметром от 10 до 80 мм. Принадлежит к материалам, удерживающим сильное давление. Они служат как основа несущей конструкции, которая испытывает основную нагрузку. Используют в возведении малоэтажек, монолитных зданий и во время ремонтов.
Данную арматуру применяют при изготовлении железо бетонных изделий, для возведения опорных и монолитных конструкций. Не смотря на диаметр. Данная арматура изготавливается только в прутьях и фасуется в упаковки. АII или А300 – это профиль с рифленой поверхностью и диаметром от 10 до 80 мм. Принадлежит к материалам, удерживающим сильное давление. Они служат как основа несущей конструкции, которая испытывает основную нагрузку. Используют в возведении малоэтажек, монолитных зданий и во время ремонтов.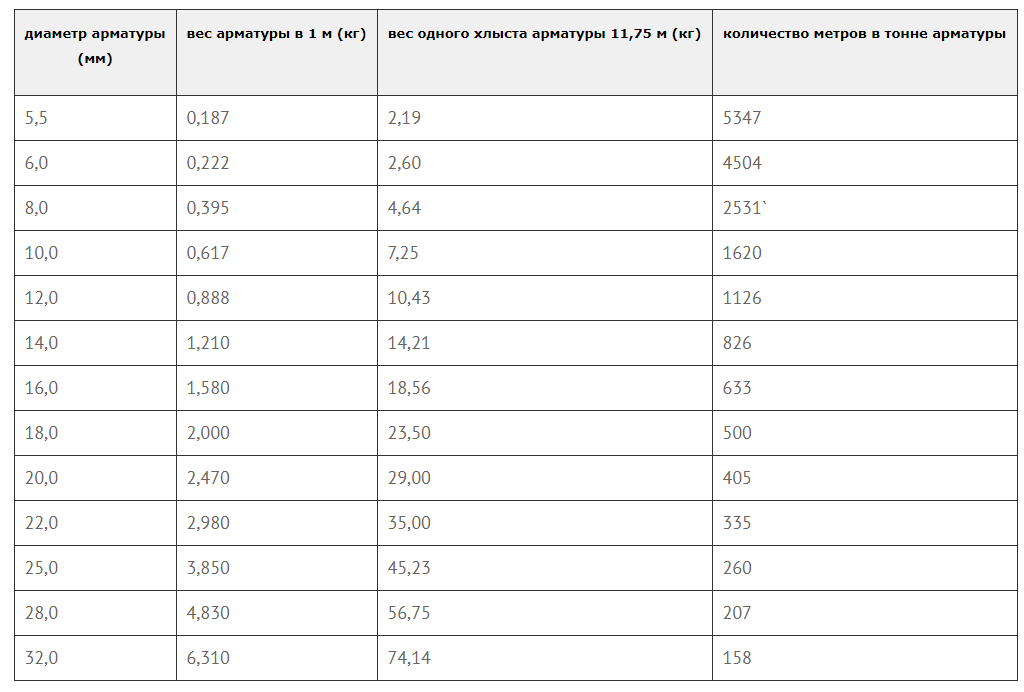 Его часто используют при строительстве автодорог, ЖБИ. Изделия с диаметром свыше 10мм выпускают в стержнях. Менее 10мм в мотках.
Его часто используют при строительстве автодорог, ЖБИ. Изделия с диаметром свыше 10мм выпускают в стержнях. Менее 10мм в мотках. А для выбора вы можете воспользоваться таблицей.
А для выбора вы можете воспользоваться таблицей. Квадрат горячекатаный (г/к) стальной изготавливается по ГОСТ 2591-88. Размеры данной арматуры-размеры сторон от 6до 200 мм, длина прутков от 1 до 15 м. Но чаще длина прутка зависит от материала, из которого он изготавливается: углеродистая сталь, обычного качества-от 2 до 12м, стальной квадрат размером от 2 до 6 м по длине из стали качественной углеродистой или легированной, металлический квадратный пруток длина от 1,5 до 6 м из высоколегированной стали.
Квадрат горячекатаный (г/к) стальной изготавливается по ГОСТ 2591-88. Размеры данной арматуры-размеры сторон от 6до 200 мм, длина прутков от 1 до 15 м. Но чаще длина прутка зависит от материала, из которого он изготавливается: углеродистая сталь, обычного качества-от 2 до 12м, стальной квадрат размером от 2 до 6 м по длине из стали качественной углеродистой или легированной, металлический квадратный пруток длина от 1,5 до 6 м из высоколегированной стали. Но, полностью заменить металл они не в состояние. Имеет широкое применение в частном строительстве.
Но, полностью заменить металл они не в состояние. Имеет широкое применение в частном строительстве.
 Данные изделия практически не вступают в реакции с щелочами, соляными растворами и кислотами;
Данные изделия практически не вступают в реакции с щелочами, соляными растворами и кислотами;


 .
. 
 Оцинкованная арматура в 40 раз более устойчива к коррозии по сравнению с по сравнению с обычной арматурой из углеродистой стали .
Оцинкованная арматура в 40 раз более устойчива к коррозии по сравнению с по сравнению с обычной арматурой из углеродистой стали . 
 В основном используется для коммерческого и жилого строительства работа.
В основном используется для коммерческого и жилого строительства работа.  Это в основном используется для сборных компонентов конструкции , которая используется для строительства канала, моста и дороги .
Это в основном используется для сборных компонентов конструкции , которая используется для строительства канала, моста и дороги . Он в основном используется для тяжелого фундамента и строительства фундамента .
Он в основном используется для тяжелого фундамента и строительства фундамента . Он в основном используется для строительных работ из бетона средней и высокой плотности .
Он в основном используется для строительных работ из бетона средней и высокой плотности .  8 Размер и диаметр арматурных стержней
8 Размер и диаметр арматурных стержней  Он в основном используется в подпорных стенах, опор, колонн, и балка конструкции.
Он в основном используется в подпорных стенах, опор, колонн, и балка конструкции.  В основном используется для тяжелых строительных работ.
В основном используется для тяжелых строительных работ. 


 Nominal Diameter (in)
Nominal Diameter (in)  31
31 128
128 6
6 Это может быть сложной областью строительства для навигации, если вы не знакомы с ней. Размеры арматуры сильно различаются, и выбор подходящих для работы требует определенных знаний и навыков.
Это может быть сложной областью строительства для навигации, если вы не знакомы с ней. Размеры арматуры сильно различаются, и выбор подходящих для работы требует определенных знаний и навыков.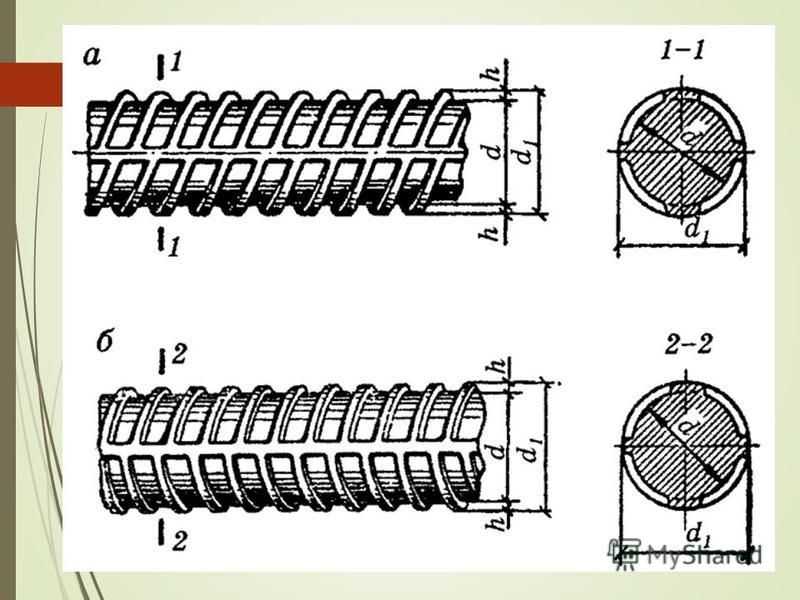 Без армирования эта присущая бетону слабость становится очевидной в поведении материала, поскольку он будет изгибаться и легко разрушаться.
Без армирования эта присущая бетону слабость становится очевидной в поведении материала, поскольку он будет изгибаться и легко разрушаться.


 Специалист технической приемки отвечает за контроль и ведение технологической документации, технологией изготовления подконтрольной продукции, проведением всех видов испытаний в соответствии с требованиями технологической документации. Контроль качества изготовления материалов и полуфабрикатов проводится представителями техприемок непосредственно в цехах, на рабочих местах на всех стадиях их изготовления, включая маркировку, консервацию и упаковку.
Специалист технической приемки отвечает за контроль и ведение технологической документации, технологией изготовления подконтрольной продукции, проведением всех видов испытаний в соответствии с требованиями технологической документации. Контроль качества изготовления материалов и полуфабрикатов проводится представителями техприемок непосредственно в цехах, на рабочих местах на всех стадиях их изготовления, включая маркировку, консервацию и упаковку.

 Так при поступлении на предприятия-поставщики продукции от предприятий-посредников для ее частичной переработки региональные технические представительства и технические приемки осуществляют контроль легитимности изготовления данной продукции путем проверки поступающих с продукцией сертификатов качества. Тем более, что п. 4.5 ГОСТ Р 54501-2011 устанавливает контроль технологических процессов изготовления продукции по кооперации региональных технических представительств и технических приемок на всех предприятиях-поставщиках, участвующих в производстве продукции, что является одним из методов противодействия производству и обороту контрафактной продукции.
Так при поступлении на предприятия-поставщики продукции от предприятий-посредников для ее частичной переработки региональные технические представительства и технические приемки осуществляют контроль легитимности изготовления данной продукции путем проверки поступающих с продукцией сертификатов качества. Тем более, что п. 4.5 ГОСТ Р 54501-2011 устанавливает контроль технологических процессов изготовления продукции по кооперации региональных технических представительств и технических приемок на всех предприятиях-поставщиках, участвующих в производстве продукции, что является одним из методов противодействия производству и обороту контрафактной продукции.
 Благодаря этому можно отследить продукции от ввода в оборот до реализации предприятию-потребителю.
Благодаря этому можно отследить продукции от ввода в оборот до реализации предприятию-потребителю.
 Существует ли специфика контроля качества в различных отраслях промышленности?
Существует ли специфика контроля качества в различных отраслях промышленности?
 В дальнейшем организация планирует выполнять совместные проекты в области производства и поставок малотоннажной продукции, в том числе из материалов нового поколения. В рамках сотрудничества будут реализованы запросы предприятий в наукоемких материалах, выпускаемых ВИАМ.
В дальнейшем организация планирует выполнять совместные проекты в области производства и поставок малотоннажной продукции, в том числе из материалов нового поколения. В рамках сотрудничества будут реализованы запросы предприятий в наукоемких материалах, выпускаемых ВИАМ.
 «РТ-Техприемка» в области выстраивания эффективного взаимодействия между заказчиками и поставщиками предложила минимизировать риски попадания несоответствующей продукции в процесс производства основного изделия и несоблюдения сроков выполнения заказа.
«РТ-Техприемка» в области выстраивания эффективного взаимодействия между заказчиками и поставщиками предложила минимизировать риски попадания несоответствующей продукции в процесс производства основного изделия и несоблюдения сроков выполнения заказа.
 Посевы считаются погибшими, если в почве сохранилось здоровых семян меньше 25 % установленной нормы выхода сеянцев. Если же здоровых семян сохранилось более 25%, то такие посевы относят к невзошедшим (мертвым).
Посевы считаются погибшими, если в почве сохранилось здоровых семян меньше 25 % установленной нормы выхода сеянцев. Если же здоровых семян сохранилось более 25%, то такие посевы относят к невзошедшим (мертвым).
 Пробные площадки размещают равномерно по всему участку. Затем делают сплошной учет сеянцев на пробных площадках и пересчитывают это количество на общую площадь и на гектар.
Пробные площадки размещают равномерно по всему участку. Затем делают сплошной учет сеянцев на пробных площадках и пересчитывают это количество на общую площадь и на гектар.
 50 — Удаление элемента из списка или техническая приемка. | CFR | Закон США
50 — Удаление элемента из списка или техническая приемка. | CFR | Закон США Комитет «А» будет иметь право по своему усмотрению принять решение по истечении сроков, предусмотренных в настоящем параграфе.
Комитет «А» будет иметь право по своему усмотрению принять решение по истечении сроков, предусмотренных в настоящем параграфе.
 Решение Комитета «В» в ответ на такой запрос должно основываться на протоколе, представленном Комитету «А», и такой дополнительной информации, которую Комитет «В» может запросить. Формальные правила процедуры и доказывания не применяются к разбирательствам в Комитете «В».
Решение Комитета «В» в ответ на такой запрос должно основываться на протоколе, представленном Комитету «А», и такой дополнительной информации, которую Комитет «В» может запросить. Формальные правила процедуры и доказывания не применяются к разбирательствам в Комитете «В».

 Возможно соединение толстых деталей, наплавка. В числе особенностей можно отметить следующие.
Возможно соединение толстых деталей, наплавка. В числе особенностей можно отметить следующие.
 Производитель предоставляет исчерпывающую информацию о продукте в сопровождающих документах и на фирменной упаковке МЭЗ.
Производитель предоставляет исчерпывающую информацию о продукте в сопровождающих документах и на фирменной упаковке МЭЗ.
 5 кг)
5 кг)
 5 кг)
5 кг)
 5
5 5 кг)
5 кг) 9224-75)
9224-75) Подобный ассортимент обоснован, прежде всего, стремлением сделать результат работ максимально качественным независимо от используемых материалов и условий работы специалиста.
Подобный ассортимент обоснован, прежде всего, стремлением сделать результат работ максимально качественным независимо от используемых материалов и условий работы специалиста. Фактически, они имеют одинаковое предназначение, но существенно отличаются ценой и качеством. Чем обоснована такая необычная ситуация?
Фактически, они имеют одинаковое предназначение, но существенно отличаются ценой и качеством. Чем обоснована такая необычная ситуация? В составе обмазки присутствует никель и молибден.
В составе обмазки присутствует никель и молибден.
 ..
.. ..
.. ..
.. ..
.. …
… ..
.. Труб для нефте- и газотранспортных…
Труб для нефте- и газотранспортных… Электроды могут сваривать во всех положениях.
Электроды могут сваривать во всех положениях. Возможность сварки на переменном токе исключает магнитное дутье. Магнитный обдув вызывает увеличение резкого разбрызгивания, низкое качество сварного шва; из-за требуемой в данном случае сварки коротких деталей приводит к снижению производительности. Введение порошка железа в покрытие электрода повышает КПД УОНИ-13/55 Плазма, при этом:
Возможность сварки на переменном токе исключает магнитное дутье. Магнитный обдув вызывает увеличение резкого разбрызгивания, низкое качество сварного шва; из-за требуемой в данном случае сварки коротких деталей приводит к снижению производительности. Введение порошка железа в покрытие электрода повышает КПД УОНИ-13/55 Плазма, при этом:  00, ОК 48.05
00, ОК 48.05 Однако его жена изменяет. Она предпочитает другого мужчину не потому, что он моложе, а потому, что он предложил ей тепло, которого нет у Ивана Гяурова. Он стал электродом — человеком, который считает, что зарабатывание денег завершает его обязательства перед семьей. Его прозвище Wony, которое… Читать все
Однако его жена изменяет. Она предпочитает другого мужчину не потому, что он моложе, а потому, что он предложил ей тепло, которого нет у Ивана Гяурова. Он стал электродом — человеком, который считает, что зарабатывание денег завершает его обязательства перед семьей. Его прозвище Wony, которое… Читать все
 Из-за использования высоких температур (более 400°С) тонкие детали могут деформироваться.
Из-за использования высоких температур (более 400°С) тонкие детали могут деформироваться. Если применяется цианистый электролит, то возникает опасность для окружающей среды.
Если применяется цианистый электролит, то возникает опасность для окружающей среды. Благодаря тому, что весь процесс происходит в закрытых емкостях, метод отличается высокой экологичностью и отсутствием вредных выбросов.
Благодаря тому, что весь процесс происходит в закрытых емкостях, метод отличается высокой экологичностью и отсутствием вредных выбросов.
 Электролитическое цинкование осуществляют в кислых и щелочных электролитах.
Электролитическое цинкование осуществляют в кислых и щелочных электролитах.  Но, такие пункты присущи всем вышеуказанным методам нанесения.
Но, такие пункты присущи всем вышеуказанным методам нанесения. ru
ru:watermark(e02c58135caf224.s.siteapi.org/watermark/hegxwte2ww008kco8coo0oskk80o40,-1,-1,0,15,none)/e02c58135caf224.s.siteapi.org/img/84e33d06efb53bfc9eb1ea75adc9333eee506bf8.png)
 Также стоит учитывать, что в отработанных растворах присутствуют комплексоны, которые усложняют процесс переработки растворов.
Также стоит учитывать, что в отработанных растворах присутствуют комплексоны, которые усложняют процесс переработки растворов.  К тому же, переработка отходов осуществляется легко, поскольку в отработанных растворах отсутствуют комплексоны.
К тому же, переработка отходов осуществляется легко, поскольку в отработанных растворах отсутствуют комплексоны.
 Готовое покрытие имеет пористую структуру, на него допускается нанесение слоя хрома, различных смазок, масел и лаков для повышения защитных свойств и желаемого цвета.
Готовое покрытие имеет пористую структуру, на него допускается нанесение слоя хрома, различных смазок, масел и лаков для повышения защитных свойств и желаемого цвета.

 На заключительном этапе выполняют анодирование.
На заключительном этапе выполняют анодирование. Например, на острых углах часто образуются наросты, а в отверстиях толщина покрытия получается минимальной.
Например, на острых углах часто образуются наросты, а в отверстиях толщина покрытия получается минимальной.
 Поскольку обе функции требуют идеальной подгонки, важно подумать о том, как учитывать толщину цинкового покрытия перед цинкованием, чтобы впоследствии детали правильно подошли.
Поскольку обе функции требуют идеальной подгонки, важно подумать о том, как учитывать толщину цинкового покрытия перед цинкованием, чтобы впоследствии детали правильно подошли. Для экономии гайки обычно оцинковывают в виде заготовок, а резьбу после оцинковки нарезают с нарезкой.
Для экономии гайки обычно оцинковывают в виде заготовок, а резьбу после оцинковки нарезают с нарезкой. По возможности, работа должна быть организована таким образом, чтобы петли можно было привинтить к рамам, крышкам, кузовам и другим изделиям после цинкования.
По возможности, работа должна быть организована таким образом, чтобы петли можно было привинтить к рамам, крышкам, кузовам и другим изделиям после цинкования. На петлях все прилегающие поверхности должны быть отшлифованы на 1/32 дюйма (0,8 мм) на обеих частях, чтобы можно было увеличить толщину. Необходимо отшлифовать обе детали.
На петлях все прилегающие поверхности должны быть отшлифованы на 1/32 дюйма (0,8 мм) на обеих частях, чтобы можно было увеличить толщину. Необходимо отшлифовать обе детали. Этот процесс приводит к равномерному покрытию цинком этих оцинкованных мелких деталей, которые являются прочными и функциональными с минимальной последующей обработкой или без нее.
Этот процесс приводит к равномерному покрытию цинком этих оцинкованных мелких деталей, которые являются прочными и функциональными с минимальной последующей обработкой или без нее..jpg) Кромки, углы, резьба, внутри детали и снаружи детали покрыты ровным слоем цинка.
Кромки, углы, резьба, внутри детали и снаружи детали покрыты ровным слоем цинка.

 Луцк
Луцк Острог
Острог Кривой Рог
Кривой Рог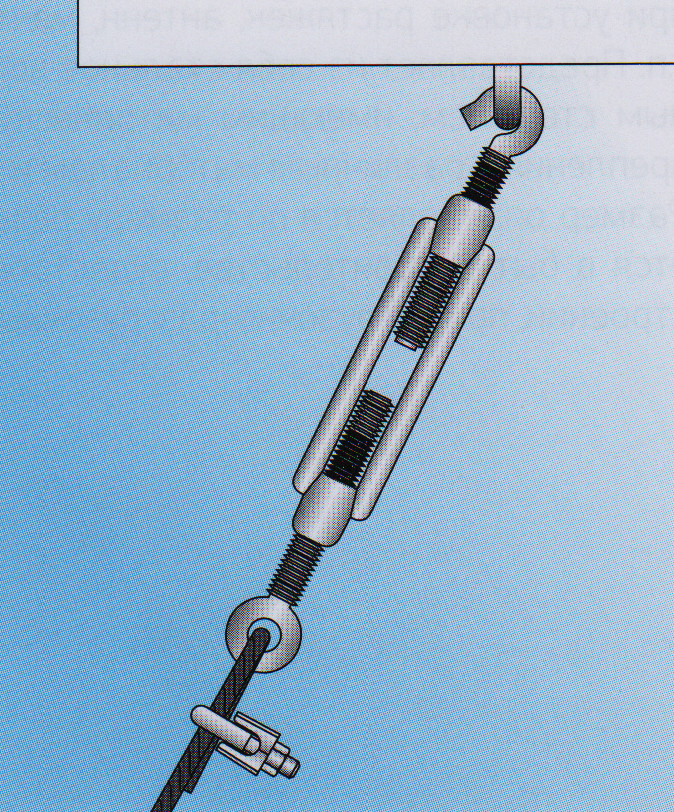

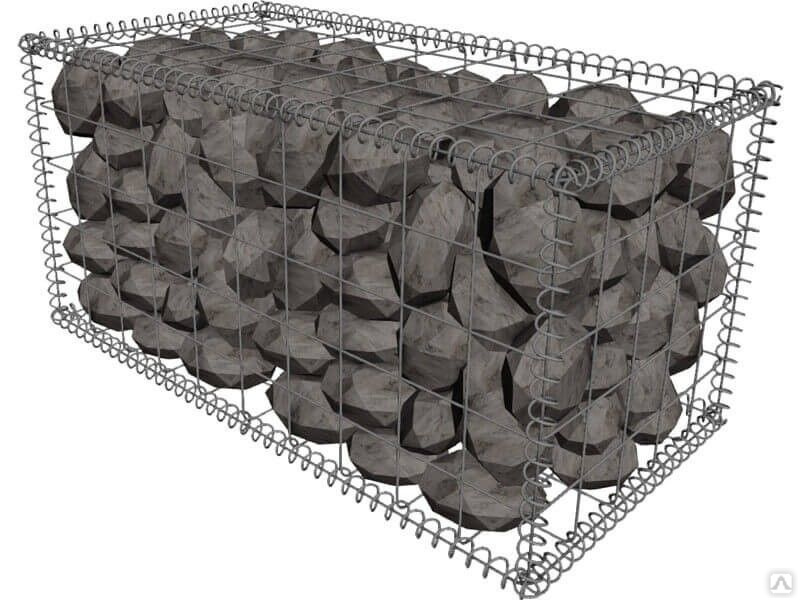
 Слой цинка на поверхности предохраняет их от коррозии.
Слой цинка на поверхности предохраняет их от коррозии. Механические тросовые стропы, идеально подходящие для тяжелых условий эксплуатации, используются в самых разных отраслях, поскольку их можно адаптировать к конкретному приложению.
Механические тросовые стропы, идеально подходящие для тяжелых условий эксплуатации, используются в самых разных отраслях, поскольку их можно адаптировать к конкретному приложению.

 Внимание к допустимым условиям вашего рабочего места и бизнеса помогает нам разрабатывать наиболее эффективные решения для механических кабелей для наших клиентов.
Внимание к допустимым условиям вашего рабочего места и бизнеса помогает нам разрабатывать наиболее эффективные решения для механических кабелей для наших клиентов. кабель, покрытый прозрачным нейлоном 1/16. Версия из голой стали будет иметь размер 3/64 7 × 7 галлонов. Кабель. Мы также предоставляем эти стропы с 1/16 7×7 без покрытия или с покрытием до 3/32 и 1/8 7×19 без покрытия или с покрытием до 3/16. Мы предлагаем оцинкованные тросовые стропы с проушиной/проушиной длиной от 6 до 24 футов. Ремешки с проушинами отлично подходят для легких условий эксплуатации.
кабель, покрытый прозрачным нейлоном 1/16. Версия из голой стали будет иметь размер 3/64 7 × 7 галлонов. Кабель. Мы также предоставляем эти стропы с 1/16 7×7 без покрытия или с покрытием до 3/32 и 1/8 7×19 без покрытия или с покрытием до 3/16. Мы предлагаем оцинкованные тросовые стропы с проушиной/проушиной длиной от 6 до 24 футов. Ремешки с проушинами отлично подходят для легких условий эксплуатации. Используйте ремешки с петлями/петлями для удержания или других легких задач. Ремешок с петлей/петлей доступен в 3 размерах. 3/64 7×7 без покрытия или с покрытием до 1/16, 1/16 7×7 без покрытия или с покрытием до 3/32 и 1/8 7×19 без покрытия или с покрытием до 3/16.
Используйте ремешки с петлями/петлями для удержания или других легких задач. Ремешок с петлей/петлей доступен в 3 размерах. 3/64 7×7 без покрытия или с покрытием до 1/16, 1/16 7×7 без покрытия или с покрытием до 3/32 и 1/8 7×19 без покрытия или с покрытием до 3/16.

 Пресвитер Теофил (XII в.) описывает способ окислительного обжига сульфидной медной руды, известный, вероятно, еще в древнем Египте.
Пресвитер Теофил (XII в.) описывает способ окислительного обжига сульфидной медной руды, известный, вероятно, еще в древнем Египте. Возможно родство «серы» с древнееврейским «серафим» — множественным числом от «сераф» — букв. сгорающий, а сера хорошо горит. В древнерусском и старославянском «сера» — вообще горючее вещество, в том числе и жир.
Возможно родство «серы» с древнееврейским «серафим» — множественным числом от «сераф» — букв. сгорающий, а сера хорошо горит. В древнерусском и старославянском «сера» — вообще горючее вещество, в том числе и жир. Сера осаждалась на дно, и впоследствии содержащий серу ил образовал руду.
Сера осаждалась на дно, и впоследствии содержащий серу ил образовал руду.
 На земле и сейчас существуют озера (в частности, Серное озеро близ Серноводска), где происходит сингенетическое отложение серы и сероносный ил не содержит ни гипса, ни ангидрита.
На земле и сейчас существуют озера (в частности, Серное озеро близ Серноводска), где происходит сингенетическое отложение серы и сероносный ил не содержит ни гипса, ни ангидрита. Взрывами рудный пласт дробят, после чего глыбы руды отправляют на сероплавильный завод, где из концентрата извлекают серу.
Взрывами рудный пласт дробят, после чего глыбы руды отправляют на сероплавильный завод, где из концентрата извлекают серу. тонн и категории C2 — 895 тыс. тонн, что достаточно для строительства предприятия мощностью 200 тыс. тонн гранулированной серы в год.
тонн и категории C2 — 895 тыс. тонн, что достаточно для строительства предприятия мощностью 200 тыс. тонн гранулированной серы в год.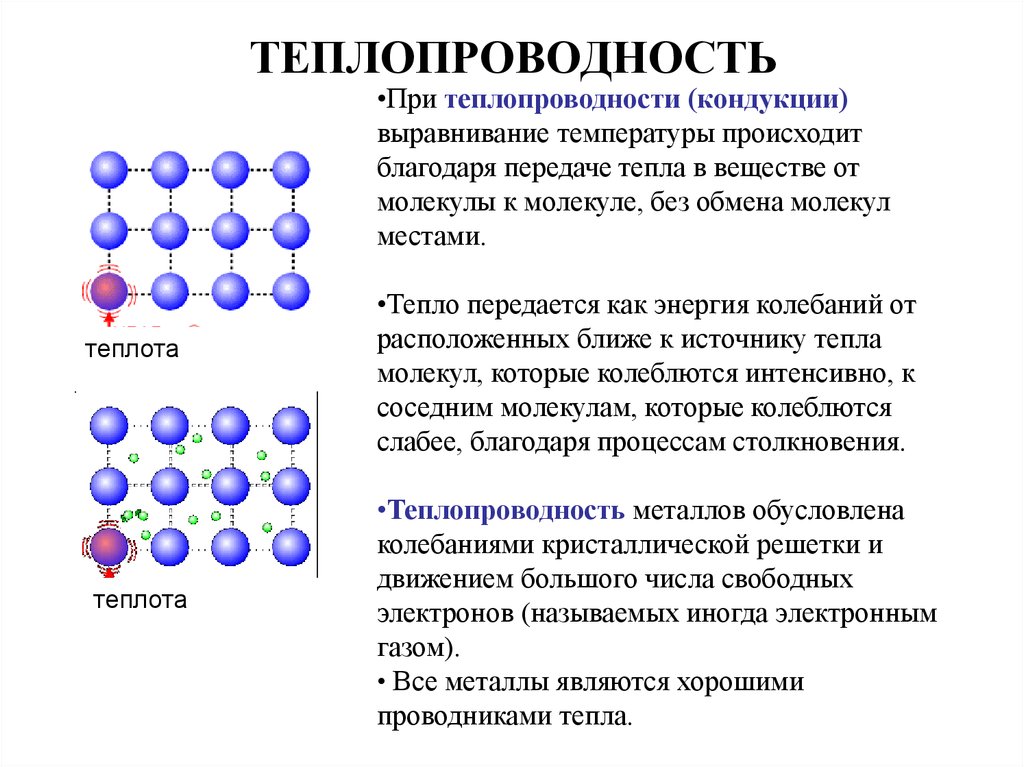 В воде сера нерастворима, некоторые её модификации растворяются в органических растворителях, например сероуглероде. Серу применяют для производства серной кислоты, вулканизации каучука, как фунгицид в сельском хозяйстве и как сера коллоидная — лекарственный препарат. Также сера в составе серобитумных композиций применяется для получения сероасфальта, а в качестве заместителя портландцемента — для получения серобетона.
В воде сера нерастворима, некоторые её модификации растворяются в органических растворителях, например сероуглероде. Серу применяют для производства серной кислоты, вулканизации каучука, как фунгицид в сельском хозяйстве и как сера коллоидная — лекарственный препарат. Также сера в составе серобитумных композиций применяется для получения сероасфальта, а в качестве заместителя портландцемента — для получения серобетона. ) = 3SO2 ↑ + 2H2O
) = 3SO2 ↑ + 2H2O Сера образует взрывчатые смеси с нитратами, хлоратами и перхлоратами. Самовозгорается при контакте с хлорной известью.
Сера образует взрывчатые смеси с нитратами, хлоратами и перхлоратами. Самовозгорается при контакте с хлорной известью. Они имеют спектральный диапазон чувствительности 1850…2650 ангстрем, который подходит для обнаружения горения серы.
Они имеют спектральный диапазон чувствительности 1850…2650 ангстрем, который подходит для обнаружения горения серы.
 Пожару была присвоена вторая категория сложности. К месту происшествия выехали 11 пожарных расчетов и спасатели. В тот момент, когда пожарные оказались около склада, горела еще не вся сера, а только ее небольшая часть — около 300 килограммов. Площадь возгорания вместе с участками сухой травы, прилегающими к складу, составила 80 квадратных метров. Пожарным удалось быстро сбить пламя и локализовать пожар: очаги возгорания были засыпаны землей и залиты водой.
Пожару была присвоена вторая категория сложности. К месту происшествия выехали 11 пожарных расчетов и спасатели. В тот момент, когда пожарные оказались около склада, горела еще не вся сера, а только ее небольшая часть — около 300 килограммов. Площадь возгорания вместе с участками сухой травы, прилегающими к складу, составила 80 квадратных метров. Пожарным удалось быстро сбить пламя и локализовать пожар: очаги возгорания были засыпаны землей и залиты водой. Удельный вес 2,07 г/см3. Обладает плохой электропроводимостью, слабой теплопроводностью, невысокой температурой плавления (112,8°С) и воспламенения (248°С). Легко загорается от спички и горит голубым пламенем; при этом образуется сернистый газ, имеющий резкий удушливый запах. Цвет у самородной серы светло-жёлтый, соломенно-желтый, медово-желтый, зеленоватый; сера, содержащая органические вещества, приобретают бурую, серую, черную окраску. Вулканический сера ярко-желтая, оранжевая, зеленоватая. Местами обычно с желтоватым оттенком. Встречается минерал в виде сплошных плотных, натечных, землистых, порошковатых масс; также бывают наросшие кристаллы, желваки, налеты, корочки, включения и псевдоморфозы по органическим остаткам. Сингония ромбическая.
Удельный вес 2,07 г/см3. Обладает плохой электропроводимостью, слабой теплопроводностью, невысокой температурой плавления (112,8°С) и воспламенения (248°С). Легко загорается от спички и горит голубым пламенем; при этом образуется сернистый газ, имеющий резкий удушливый запах. Цвет у самородной серы светло-жёлтый, соломенно-желтый, медово-желтый, зеленоватый; сера, содержащая органические вещества, приобретают бурую, серую, черную окраску. Вулканический сера ярко-желтая, оранжевая, зеленоватая. Местами обычно с желтоватым оттенком. Встречается минерал в виде сплошных плотных, натечных, землистых, порошковатых масс; также бывают наросшие кристаллы, желваки, налеты, корочки, включения и псевдоморфозы по органическим остаткам. Сингония ромбическая.
 Лиманы Черного моря и залив Сиваш являются примерами таких водоемов. Концентрация серы вулканического происхождения приурочена к жерлам вулканов и к пустотам вулканических пород. При вулканических извержениях выделяются различные соединения серы (H2S, SО2), которые окисляются в поверхностных условиях, что приводит к восстановлению ее; кроме того, сера возгоняется непосредственно из паров.
Лиманы Черного моря и залив Сиваш являются примерами таких водоемов. Концентрация серы вулканического происхождения приурочена к жерлам вулканов и к пустотам вулканических пород. При вулканических извержениях выделяются различные соединения серы (H2S, SО2), которые окисляются в поверхностных условиях, что приводит к восстановлению ее; кроме того, сера возгоняется непосредственно из паров. Также встречается на стенках кратеров вулканов, в трещинах лав и туфов, окружающих жерла вулканов как действующих, так и потухших, вблизи серных минеральных источников.
Также встречается на стенках кратеров вулканов, в трещинах лав и туфов, окружающих жерла вулканов как действующих, так и потухших, вблизи серных минеральных источников. Некоторые из них находятся в Туркмении, в Поволжье и др. Породы, содержащие серу, тянутся вдоль левого берега Волги от г. Самара полосой, имеющей ширину в несколько километров, до Казани. Вероятно, сера образовалась в лагунах в пермский период в результате биохимических процессов. Месторождения серы находятся в Раздоле (Львовская область, Прикарпатье), Яворовске (Украина) и в Урало-Эмбинском районе. На Урале (Челябинская обл.) встречается сера, образовавшаяся в результате окисления пирита. Сера вулканического происхождения имеется на Камчатке и Курильских островах. Основные запасы находятся в Ираке, США (штаты Луизиана и Юта), Мексике, Чили, Японии и Италии (о. Сицилия).
Некоторые из них находятся в Туркмении, в Поволжье и др. Породы, содержащие серу, тянутся вдоль левого берега Волги от г. Самара полосой, имеющей ширину в несколько километров, до Казани. Вероятно, сера образовалась в лагунах в пермский период в результате биохимических процессов. Месторождения серы находятся в Раздоле (Львовская область, Прикарпатье), Яворовске (Украина) и в Урало-Эмбинском районе. На Урале (Челябинская обл.) встречается сера, образовавшаяся в результате окисления пирита. Сера вулканического происхождения имеется на Камчатке и Курильских островах. Основные запасы находятся в Ираке, США (штаты Луизиана и Юта), Мексике, Чили, Японии и Италии (о. Сицилия). Расплавленная сера в значительной степени проводит электричество, хотя примеси могут частично способствовать этому характерному поведению.5 Электропроводность жидкости увеличивается до максимума примерно при 160°С, падает до минимума примерно при 185°С, а затем увеличивается. Удельное сопротивление при 163°С составляет примерно 7,5×10 10 Ом. Диэлектрическая проницаемость твердой серы составляет примерно 2,7, хотя возможны отклонения в зависимости от оси, вдоль которой производится измерение. Для жидкости, переохлажденной между 150° и 95°С, выполняется закон Клаузиуса-Моссотти. Сера диамагнитна.
Расплавленная сера в значительной степени проводит электричество, хотя примеси могут частично способствовать этому характерному поведению.5 Электропроводность жидкости увеличивается до максимума примерно при 160°С, падает до минимума примерно при 185°С, а затем увеличивается. Удельное сопротивление при 163°С составляет примерно 7,5×10 10 Ом. Диэлектрическая проницаемость твердой серы составляет примерно 2,7, хотя возможны отклонения в зависимости от оси, вдоль которой производится измерение. Для жидкости, переохлажденной между 150° и 95°С, выполняется закон Клаузиуса-Моссотти. Сера диамагнитна. 00065
00065 00037
00037 Несколько исследователей измеряли коэффициент расширения, но из-за сложностей вносимые постепенной перестройкой равновесия при новых температурах, результаты не совсем согласуются между собой, хотя и дают подтверждающие доказательства существования равновесия. Средняя удельная теплоемкость подвижной серы 0,220, вязкой серы 0,29.0.
Несколько исследователей измеряли коэффициент расширения, но из-за сложностей вносимые постепенной перестройкой равновесия при новых температурах, результаты не совсем согласуются между собой, хотя и дают подтверждающие доказательства существования равновесия. Средняя удельная теплоемкость подвижной серы 0,220, вязкой серы 0,29.0. G.S. единицы. Для очищенной (не дегазированной) серы после длительного пребывания на воздухе максимум приходится на около 190°С и может иметь значение до 800 с.г.с. единицы. Такая высокая вязкость, по-видимому, возникает из-за примесей, главным из которых является серная кислота, образующихся в результате воздействия воздуха; заметное влияние оказывают также диоксид серы и аммиак в растворе.
G.S. единицы. Для очищенной (не дегазированной) серы после длительного пребывания на воздухе максимум приходится на около 190°С и может иметь значение до 800 с.г.с. единицы. Такая высокая вязкость, по-видимому, возникает из-за примесей, главным из которых является серная кислота, образующихся в результате воздействия воздуха; заметное влияние оказывают также диоксид серы и аммиак в растворе. Эта температура является определенной константой и позволяет использовать серу в качестве растворителя для эбуллиоскопического определения молекулярного веса, причем следующие «молекулярные формулы» были определены экспериментально для соответствующих элементов, растворенных в сере: Se 2,4 , Te 1,3 , As 1,0 и Sb 1,2 . Температура кипения (£) при различных давлениях может быть получена из уравнения:
Эта температура является определенной константой и позволяет использовать серу в качестве растворителя для эбуллиоскопического определения молекулярного веса, причем следующие «молекулярные формулы» были определены экспериментально для соответствующих элементов, растворенных в сере: Se 2,4 , Te 1,3 , As 1,0 и Sb 1,2 . Температура кипения (£) при различных давлениях может быть получена из уравнения:


 Обычно его выражают в виде доли изменения длины или объема на единицу изменения температуры.
Обычно его выражают в виде доли изменения длины или объема на единицу изменения температуры. Ниже точки кипения жидкость является более стабильным состоянием из двух, тогда как выше предпочтительна газообразная форма. Давление, при котором начинается испарение (кипение) при данной температуре, называется давлением насыщения . Когда ее рассматривают как температуру обратного перехода из пара в жидкость, ее называют точкой конденсации.
Ниже точки кипения жидкость является более стабильным состоянием из двух, тогда как выше предпочтительна газообразная форма. Давление, при котором начинается испарение (кипение) при данной температуре, называется давлением насыщения . Когда ее рассматривают как температуру обратного перехода из пара в жидкость, ее называют точкой конденсации. Обе точки кипения рения и вольфрама превышают 5000 К при стандартном давлении. Поскольку трудно точно и беспристрастно измерить экстремальные температуры, в литературе упоминаются оба вещества с более высокой температурой кипения.
Обе точки кипения рения и вольфрама превышают 5000 К при стандартном давлении. Поскольку трудно точно и беспристрастно измерить экстремальные температуры, в литературе упоминаются оба вещества с более высокой температурой кипения. Температура плавления вещества зависит от давления и обычно указывается при стандартном давлении. Когда ее рассматривают как температуру обратного перехода из жидкого состояния в твердое, ее называют точкой замерзания или точкой кристаллизации.
Температура плавления вещества зависит от давления и обычно указывается при стандартном давлении. Когда ее рассматривают как температуру обратного перехода из жидкого состояния в твердое, ее называют точкой замерзания или точкой кристаллизации. Когда твердое тело нагревается, его частицы колеблются быстрее , поскольку твердое тело поглощает кинетическую энергию. В какой-то момент амплитуда колебаний становится настолько большой, что атомы начинают вторгаться в пространство своих ближайших соседей и возмущать их, и начинается процесс плавления. Точка плавления – это температура, при которой разрушительные колебания частиц твердого тела преодолевают силы притяжения, действующие внутри твердого тела.
Когда твердое тело нагревается, его частицы колеблются быстрее , поскольку твердое тело поглощает кинетическую энергию. В какой-то момент амплитуда колебаний становится настолько большой, что атомы начинают вторгаться в пространство своих ближайших соседей и возмущать их, и начинается процесс плавления. Точка плавления – это температура, при которой разрушительные колебания частиц твердого тела преодолевают силы притяжения, действующие внутри твердого тела. Температура плавления льда 0°С.
Температура плавления льда 0°С.
 Металлы обычно имеют высокую электропроводность , высокую теплопроводность и высокую плотность. Соответственно перенос тепловой энергии может быть обусловлен двумя эффектами:
Металлы обычно имеют высокую электропроводность , высокую теплопроводность и высокую плотность. Соответственно перенос тепловой энергии может быть обусловлен двумя эффектами: Напротив, для сплавов вклад k ph в k больше не является незначительным.
Напротив, для сплавов вклад k ph в k больше не является незначительным.
 Поскольку межмолекулярное расстояние намного больше, а движение молекул более хаотично для жидкого состояния, чем для твердого состояния, транспорт тепловой энергии менее эффективен. Следовательно, теплопроводность газов и жидкостей обычно меньше, чем у твердых тел. В жидкостях теплопроводность обусловлена атомной или молекулярной диффузией. В газах теплопроводность обусловлена диффузией молекул с более высокого энергетического уровня на более низкий уровень.
Поскольку межмолекулярное расстояние намного больше, а движение молекул более хаотично для жидкого состояния, чем для твердого состояния, транспорт тепловой энергии менее эффективен. Следовательно, теплопроводность газов и жидкостей обычно меньше, чем у твердых тел. В жидкостях теплопроводность обусловлена атомной или молекулярной диффузией. В газах теплопроводность обусловлена диффузией молекул с более высокого энергетического уровня на более низкий уровень. Чередование газового кармана и твердого материала приводит к тому, что тепло должно передаваться через множество поверхностей раздела, что приводит к быстрому снижению коэффициента теплопередачи.
Чередование газового кармана и твердого материала приводит к тому, что тепло должно передаваться через множество поверхностей раздела, что приводит к быстрому снижению коэффициента теплопередачи. Жидкости, как правило, обладают лучшей теплопроводностью, чем газы, а способность течь делает жидкость подходящей для отвода избыточного тепла от механических компонентов. Тепло можно отводить, пропуская жидкость через теплообменник. Теплоносители, используемые в ядерных реакторах, включают воду или жидкие металлы, такие как натрий или свинец.
Жидкости, как правило, обладают лучшей теплопроводностью, чем газы, а способность течь делает жидкость подходящей для отвода избыточного тепла от механических компонентов. Тепло можно отводить, пропуская жидкость через теплообменник. Теплоносители, используемые в ядерных реакторах, включают воду или жидкие металлы, такие как натрий или свинец.
 Разные материалы имеют разную силу сцепления и, следовательно, разные коэффициенты расширения. Если кристаллическое твердое тело изометрично (имеет во всем одинаковую структурную конфигурацию), расширение будет равномерным во всех измерениях кристалла. Для этих материалов коэффициент площади и объемного теплового расширения соответственно примерно в два и три раза больше линейного коэффициента теплового расширения ( α V = 3α L ). Если он не изометричен, могут быть разные коэффициенты расширения для разных кристаллографических направлений, и кристалл будет менять форму при изменении температуры.
Разные материалы имеют разную силу сцепления и, следовательно, разные коэффициенты расширения. Если кристаллическое твердое тело изометрично (имеет во всем одинаковую структурную конфигурацию), расширение будет равномерным во всех измерениях кристалла. Для этих материалов коэффициент площади и объемного теплового расширения соответственно примерно в два и три раза больше линейного коэффициента теплового расширения ( α V = 3α L ). Если он не изометричен, могут быть разные коэффициенты расширения для разных кристаллографических направлений, и кристалл будет менять форму при изменении температуры.
 Векторные изображения, к которым относятся различные надписи, логотипы, товарные знаки, наносятся на любой материал. Портреты, пейзажи и другие растровые рисунки делают на древесине, фанере или специальных многослойных пластиках. Для четкого и читаемого рисунка нужен материал, на котором можно получить несколько градаций цвета.
Векторные изображения, к которым относятся различные надписи, логотипы, товарные знаки, наносятся на любой материал. Портреты, пейзажи и другие растровые рисунки делают на древесине, фанере или специальных многослойных пластиках. Для четкого и читаемого рисунка нужен материал, на котором можно получить несколько градаций цвета. Система управления позволяет регулировать мощность потока излучения в зависимости от обрабатываемого материала. Наше оборудование позволяет выполнять операции раскроя листовых и рулонных материалов, а также гравировку.
Система управления позволяет регулировать мощность потока излучения в зависимости от обрабатываемого материала. Наше оборудование позволяет выполнять операции раскроя листовых и рулонных материалов, а также гравировку. Это напрямую влияет на экономическую составляющую эффективности предприятия. В станках MULTICUT 3000 лазерная трубка имеет водяное охлаждение, обеспечивающее отвод избыточного тепла. Чиллер входит в комплект поставки оборудования.
Это напрямую влияет на экономическую составляющую эффективности предприятия. В станках MULTICUT 3000 лазерная трубка имеет водяное охлаждение, обеспечивающее отвод избыточного тепла. Чиллер входит в комплект поставки оборудования.
 Но стоит отметить, что подготовка задания для гравировки такого изделия также занимает немного времени. Поэтому изготовление единичного изделия будет экономически обоснованным.
Но стоит отметить, что подготовка задания для гравировки такого изделия также занимает немного времени. Поэтому изготовление единичного изделия будет экономически обоснованным. Большим спросом пользуются не только детские игрушки, но и более серьезные развивающие головоломки, например, географические карты.
Большим спросом пользуются не только детские игрушки, но и более серьезные развивающие головоломки, например, географические карты.


 Это могут быть сверхтвердые металлы, окрашенная древесина, тончайшая папиросная бумага, капризный в раскрое шелк, гофрированный картон, хрупкое стекло, а также резина, камень, все виды пластиков, тканей, нетканых материалов и еще очень большой список;
Это могут быть сверхтвердые металлы, окрашенная древесина, тончайшая папиросная бумага, капризный в раскрое шелк, гофрированный картон, хрупкое стекло, а также резина, камень, все виды пластиков, тканей, нетканых материалов и еще очень большой список; Еще одним плюсом является сохранение целостности поверхности после лазерного раскроя, несмотря на очень высокую температуру луча. То есть, на ней отсутствуют не только любые механические повреждения (микротрещины, царапины, сколы в зоне реза и прочее), но и деформации термического характера.
Еще одним плюсом является сохранение целостности поверхности после лазерного раскроя, несмотря на очень высокую температуру луча. То есть, на ней отсутствуют не только любые механические повреждения (микротрещины, царапины, сколы в зоне реза и прочее), но и деформации термического характера. Лидирующие позиции в далеко не полном списке изделий, которые выпускают на лазерных станках, занимают:
Лидирующие позиции в далеко не полном списке изделий, которые выпускают на лазерных станках, занимают: Изображения, нанесенные таким методом, имеют неограниченный срок годности, то есть, им не страшно воздействие воды, химикатов и трения. Управляемый компьютером лазер с максимальной детализацией и приближением к исходному образцу гравирует на поверхности материалов фотографии, сложные узоры и т. д., поэтому именно лазерный гравер используют для декорирования таких изделий, как:
Изображения, нанесенные таким методом, имеют неограниченный срок годности, то есть, им не страшно воздействие воды, химикатов и трения. Управляемый компьютером лазер с максимальной детализацией и приближением к исходному образцу гравирует на поверхности материалов фотографии, сложные узоры и т. д., поэтому именно лазерный гравер используют для декорирования таких изделий, как:
 Это может быть срок годности, размер, серийный номер, артикул и т. д. Как и в случае с гравировальными изображениями, лазерная маркировка не смывается, не истирается с течением времени и не подвергается любым иным деформациям, затрудняющим ее идентификацию, поэтому на большинстве крупных и мелких предприятий для ее нанесения используют именно лазерный луч.
Это может быть срок годности, размер, серийный номер, артикул и т. д. Как и в случае с гравировальными изображениями, лазерная маркировка не смывается, не истирается с течением времени и не подвергается любым иным деформациям, затрудняющим ее идентификацию, поэтому на большинстве крупных и мелких предприятий для ее нанесения используют именно лазерный луч. При правильно подобранной фокусировке такое отверстие будет иметь идеальные характеристики (если фокус выставлен не верно, то на толстых материалах будет заметно сужение стенок ближе к изнаночной стороне).
При правильно подобранной фокусировке такое отверстие будет иметь идеальные характеристики (если фокус выставлен не верно, то на толстых материалах будет заметно сужение стенок ближе к изнаночной стороне). youtube.com/embed/WG-BXo8PZSw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/WG-BXo8PZSw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 

 Наличие мощного лазера также помогает быстрее выполнять операции гравировки.
Наличие мощного лазера также помогает быстрее выполнять операции гравировки.

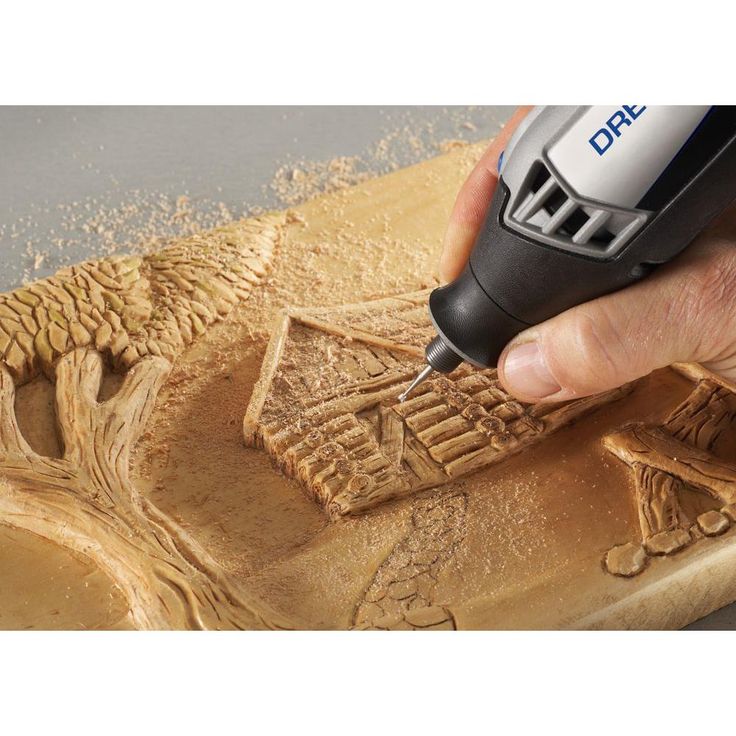 Они легкие, жесткие и обладают хорошей прочностью.
Они легкие, жесткие и обладают хорошей прочностью.

 д.
д.


 д.
д.
 Древесина с более высоким содержанием смолы может дать гораздо более темный ожог по сравнению с древесиной с более низким содержанием смолы.
Древесина с более высоким содержанием смолы может дать гораздо более темный ожог по сравнению с древесиной с более низким содержанием смолы. Следите за нашими досками. Без лишних слов, вот 20 хитрых способов использования лазерного гравера и резака.
Следите за нашими досками. Без лишних слов, вот 20 хитрых способов использования лазерного гравера и резака. Бокалы для вина
Бокалы для вина 
 Они доказывают, что все, что в повседневной жизни можно выгравировать, вырезать или вырезать лазером . Если нужна этикетка, выгравируйте ее. Если он нуждается в персонализации, выгравируйте его.
Они доказывают, что все, что в повседневной жизни можно выгравировать, вырезать или вырезать лазером . Если нужна этикетка, выгравируйте ее. Если он нуждается в персонализации, выгравируйте его.
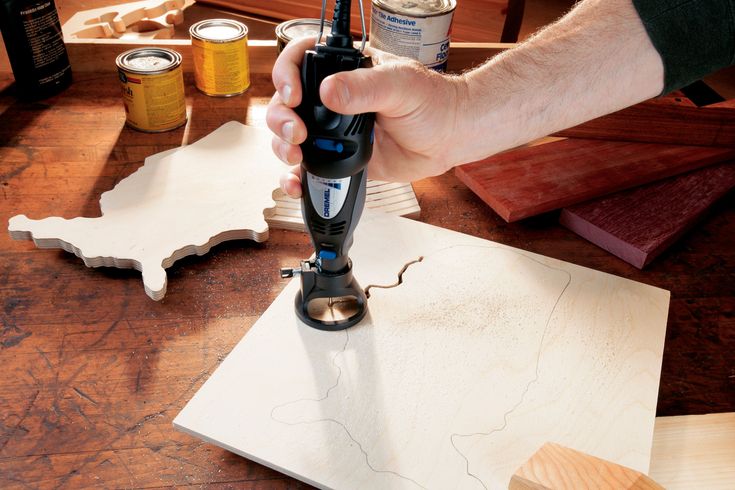 У него все эти дурацкие бирки звенят и звенят на шее, так что не лучше ли было бы выгравировать хотя бы часть информации прямо на ошейнике? Да, да. В довершение всего, он будет выглядеть очень стильно. Посмотрите на эти модные металлические ошейники для собак с лазерной гравировкой от MaritynDog на Etsy.
У него все эти дурацкие бирки звенят и звенят на шее, так что не лучше ли было бы выгравировать хотя бы часть информации прямо на ошейнике? Да, да. В довершение всего, он будет выглядеть очень стильно. Посмотрите на эти модные металлические ошейники для собак с лазерной гравировкой от MaritynDog на Etsy.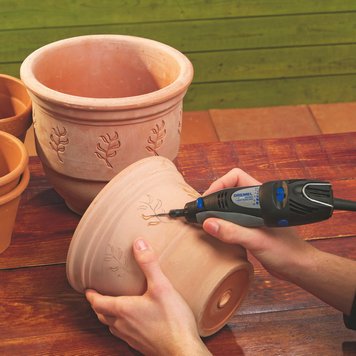
 Эти деревянные вывески от Visual Mechanics с лазерной обработкой действительно привлекли наше внимание.
Эти деревянные вывески от Visual Mechanics с лазерной обработкой действительно привлекли наше внимание.