Радиаторы «PRADO» прошли испытания качества
В соответствии с постановлением Правительства Российской Федерации от 17 июня 2017 г. № 717 о введении обязательной сертификации отопительных приборов (радиаторов отопления и конвекторов) соблюдение требований стандарта ГОСТ 31311-2005 «Приборы отопительные. Общие технические условия» обязательно для всех участников рынка радиаторов отопления и конвекторов.
В единый перечень продукции, подлежащей обязательной сертификации, включены отопительные приборы всех типов: радиаторы центрального отопления и их секции чугунные (секционные), стальные (панельные и трубчатые), биметаллические и алюминиевые секционные, а также конвекторы отопительные стальные и из цветных металлов (в том числе медно-алюминиевые).
Сертификат соответствия, полученный в системе ГОСТ Р, не только подтверждает безопасность и качество продукции, он также повышает ее конкурентоспособность и увеличивает лояльность потребителей. Для получения сертификата на контракт или для серийного выпуска продукции необходимо пройти все мероприятия, связанные с испытанием и проверкой товара.
В августе 2017 г. на продукцию «PRADO» были получены сертификаты соответствия в системе «Мосстройсертификация», удостоверяющие, что система менеджмента качества при производстве стальных панельных радиаторов центрального отопления соответствует требованиям ГОСТ Р ИСО 9001-2015 (сертификат соответствия № RU.MCC/170/146/01798 от 31 августа 2017г.), а также что радиаторы отопительные панельные «PRADO» моделей: «PRADO Universal», «PRADO Universal T», «PRADO Classic», «PRADO Classic T», «PRADO Universal Z», «PRADO Classic Z», «PRADO Universal ZT», «PRADO Classic ZT» соответствуют требованиям ТУ 4935-010-17757185-2009, ГОСТ 31311-2005 (сертификат соответствия № RU.MCC.169/145/33342 от сентября 2017 г.).
Различия теплотехнических испытаний по ГОСТ и EN
Теплотехнические испытания радиаторов «PRADO» производятся согласно российской методике тепловых испытаний отопительных приборов (ГОСТ Р 53583-2009. Приборы отопительные. Методы испытаний) при нормативных условиях: температурном напоре (разности среднеарифметической температуры горячей воды в радиаторе и температуры воздуха в испытательной камере) равном 70°С, расходе теплоносителя через представительный типоразмер прибора Мпр = 0,1 кг/с (360 кг/ч) при его движении по схеме «сверху-вниз» и барометрическом давлении 1013,3гПа (760 мм рт. ст.)
ст.)
В тоже время, теплотехнические испытания отопительных приборов многих Европейских и Турецких производителей, представленных на рынке РФ, определяются согласно европейским стандартам (EN 442-2), при этом тепловые и прочностные показатели выше, чем определяемые по российской методике, а гидравлические – занижены. В методике испытаний EN 442-2 и ГОСТ Р 53583-2009, есть существенные различия, которые приводят к разным результатам на одном и том же радиаторе.
Главное отличие — это условия, в которых проводятся испытания. По EN 442-2 в камере охлаждаются все огораживающие поверхности (пол, потолок, стены), кроме стены, на которой закреплен радиатор. По ГОСТ Р 53583-2009 в камере охлаждаются потолок, боковые стены, стена, на которой установлен радиатор – теплоизолирована. Пол и стена, противоположная стене с установленным радиатором не охлаждаются. В результате этого снижено влияние радиационной ОАО «НИТИ «Прогресс» составляющей теплообмена радиатора с ограждением испытательной камеры и как следствие получается занижение тепловой мощности по сравнению с конструктивно-возможным значением теплоотдачи радиатора.
Рис. 1. Теплотехническая лаборатория ОАО «НИТИ «Прогресс»
Теплотехнические испытания радиаторов «PRADO» по DIN-EN
Для освоения новых рынков сбыта нами были проведены теплотехнические испытания по DIN-EN 442-2:1996 +А1:2000+А2:2003 «Радиаторы и конвекторы. Часть 2 Методы испытаний и оценка» в теплотехнической лаборатории ОАО «НИТИ «Прогресс» (аттестат аккредитации испытательной лаборатории №RU.АСК.ИЛ.407 от 24 мая 2017 г. и приложение №1 к нему, выдан на основании решения Органа по аккредитации «Система АКСЕКО» от 24 мая 2017 г. № 31).
Номинальный тепловой поток Qну, Вт по DIN-EN 442-2 представлен в Рекомендациях по применению стальных панельных радиаторов «PRADO» (пятая редакция) в таблицах 1.4. – 1.6. (стр. 16 – 25). Кроме того, в приложении №5 (стр. 59 Рекомендаций) указан тепловой поток стальных панельных радиаторов «PRADO Classic» и «PRADO Universal» при различных температурных графиках.
С 2015 года ОАО «НИТИ «Прогресс» является членом Ассоциации производителей радиаторов отопления «АПРО», одной из целей деятельности которой является защита отечественных производителей радиаторов отопления от недобросовестной конкуренции со стороны производителей импортной продукции.
Результаты испытаний образцов моделей стальных панельных радиаторов отопления находятся в свободном доступе на сайте АПРО, на которых показано, что испытания на соответствие ГОСТ прошли только несколько образцов стальных панельных радиаторов отопления.
В 2017 году «АПРО» совместно с Национальным объединением строителей (НОСТРОЙ) и профессиональным сообществом разработало систему верификации отопительных приборов. В сентябре 2017 года стальные панельные радиаторы «PRADO» прошли верификацию, о чем свидетельствуют полученные верификаты. Выданные верификаты являются гарантом качества и соответствия всем требованиям СДОС НОСТРОЙ и ГОСТ.
Напомним, что PRADO совместно с партнерами BIMLIB разработали BIM-модели для всей номенклатуры стальных панельных радиаторов «PRADO».
9. Радиаторы отопления и конвекторы отопительные \ КонсультантПлюс
Документ вступает в силу с 1 сентября 2022 года, за исключением отдельных положений, вступающих в силу в иные сроки.
9. | Радиаторы отопления и конвекторы отопительные | |||
9.1. | Радиаторы центрального отопления и их секции чугунные | 7322 11 000 0 | межгосударственный стандарт ГОСТ 31311-2005 «Приборы отопительные. Общие технические условия», введенный в действие в качестве национального стандарта Российской Федерации с 1 января 2007 г. приказом Федерального агентства по техническому регулированию и метрологии от 26 апреля 2006 г. N 80-ст «О введении в действие межгосударственного стандарта», в части требований, установленных: в пунктах 5.1 — 5.7, 5.17, 5.18 раздела 5 указанного стандарта; в пунктах 6.1 и 6.2 раздела 6 указанного стандарта | межгосударственный стандарт ГОСТ 31311-2005 «Приборы отопительные. Общие технические условия», введенный в действие в качестве национального стандарта Российской Федерации с 1 января 2007 г. |
национальный стандарт ГОСТ Р 53583-2009 «Приборы отопительные. Методы испытаний», утвержденный и введенный в действие с 1 июня 2010 г. приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. N 893-ст «Об утверждении национального стандарта» | ||||
9.2. | Радиаторы центрального отопления и их секции стальные | 7322 19 000 0 | межгосударственный стандарт ГОСТ 31311-2005 «Приборы отопительные. Общие технические условия», введенный в действие в качестве национального стандарта Российской Федерации с 1 января 2007 г. приказом Федерального агентства по техническому регулированию и метрологии от 26 апреля 2006 г. в пунктах 6.1 и 6.2 раздела 6 указанного стандарта | межгосударственный стандарт ГОСТ 31311-2005 «Приборы отопительные. Общие технические условия», введенный в действие в качестве национального стандарта Российской Федерации с 1 января 2007 г. приказом Федерального агентства по техническому регулированию и метрологии от 26 апреля 2006 г. N 80-ст «О введении в действие межгосударственного стандарта», в части требований, установленных в разделе 8 указанного стандарта |
национальный стандарт ГОСТ Р 53583-2009 «Приборы отопительные. Методы испытаний», утвержденный и введенный в действие с 1 июля 2010 г. приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. N 893-ст «Об утверждении национального стандарта» | ||||
9. | Радиаторы центрального отопления и их секции биметаллические | 7616 99 900 8 7616 99 100 2 7616 99 100 4 7322 19 000 0 | межгосударственный стандарт ГОСТ 31311-2005 «Приборы отопительные. Общие технические условия», введенный в действие в качестве национального стандарта Российской Федерации с 1 января 2007 г. приказом Федерального агентства по техническому регулированию и метрологии от 26 апреля 2006 г. N 80-ст «О введении в действие межгосударственного стандарта», в части требований, установленных: в пунктах 5.1 — 5.7, 5.17, 5.18 раздела 5 указанного стандарта; в пунктах 6.1 и 6.2 раздела 6 указанного стандарта | межгосударственный стандарт ГОСТ 31311-2005 «Приборы отопительные. Общие технические условия», введенный в действие в качестве национального стандарта Российской Федерации с 1 января 2007 г. приказом Федерального агентства по техническому регулированию и метрологии от 26 апреля 2006 г. |
национальный стандарт ГОСТ Р 53583-2009 «Приборы отопительные. Методы испытаний», утвержденный и введенный в действие с 1 июня 2010 г. приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. N 893-ст «Об утверждении национального стандарта» | ||||
9.4. | Радиаторы центрального отопления и их секции алюминиевые | 7616 99 100 3 7616 99 100 4 7616 99 900 8 | межгосударственный стандарт ГОСТ 31311-2005 «Приборы отопительные. Общие технические условия», введенный в действие в качестве национального стандарта Российской Федерации с 1 января 2007 г. приказом Федерального агентства по техническому регулированию и метрологии от 26 апреля 2006 г. N 80-ст «О введении в действие межгосударственного стандарта», в части требований, установленных: в пунктах 5. в пунктах 6.1 и 6.2 раздела 6 указанного стандарта | межгосударственный стандарт ГОСТ 31311-2005 «Приборы отопительные. Общие технические условия», введенный в действие в качестве национального стандарта Российской Федерации с 1 января 2007 г. приказом Федерального агентства по техническому регулированию и метрологии от 26 апреля 2006 г. N 80-ст «О введении в действие межгосударственного стандарта», в части требований, установленных в разделе 8 указанного стандарта |
национальный стандарт ГОСТ Р 53583-2009 «Приборы отопительные. Методы испытаний», утвержденный и введенный в действие с 1 июня 2010 г. приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. N 893-ст «Об утверждении национального стандарта» | ||||
9.5. | Радиаторы центрального отопления и их секции из прочих металлов | из 7418 из 7419 | межгосударственный стандарт ГОСТ 31311-2005 «Приборы отопительные. в пунктах 5.1 — 5.7, 5.17, 5.18 раздела 5 указанного стандарта; в пунктах 6.1 и 6.2 раздела 6 указанного стандарта | межгосударственный стандарт ГОСТ 31311-2005 «Приборы отопительные. Общие технические условия», введенный в действие в качестве национального стандарта Российской Федерации с 1 января 2007 г. приказом Федерального агентства по техническому регулированию и метрологии от 26 апреля 2006 г. N 80-ст «О введении в действие межгосударственного стандарта», в части требований, установленных в разделе 8 указанного стандарта |
национальный стандарт ГОСТ Р 53583-2009 «Приборы отопительные. Методы испытаний», утвержденный и введенный в действие с 1 июня 2010 г. | ||||
9.6. | Конвекторы отопительные чугунные | 7322 90 000 9 из 7323 из 7325 из 7326 из 8516 | межгосударственный стандарт ГОСТ 31311-2005 «Приборы отопительные. Общие технические условия», введенный в действие в качестве национального стандарта Российской Федерации с 1 января 2007 г. приказом Федерального агентства по техническому регулированию и метрологии от 26 апреля 2006 г. N 80-ст «О введении в действие межгосударственного стандарта», в части требований, установленных: в пунктах 5.1 — 5.7, 5.13, 5.17, 5.18 раздела 5 указанного стандарта; в пунктах 6.1 и 6.2 раздела 6 указанного стандарта | межгосударственный стандарт ГОСТ 31311-2005 «Приборы отопительные. |
национальный стандарт ГОСТ Р 53583-2009 «Приборы отопительные. Методы испытаний», утвержденный и введенный в действие с 1 июня 2010 г. приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. N 893-ст «Об утверждении национального стандарта» | ||||
9.7. | Конвекторы отопительные стальные | 7322 90 000 9 из 7323 из 7325 из 7326 из 8516 | межгосударственный стандарт ГОСТ 31311-2005 «Приборы отопительные. Общие технические условия», введенный в действие в качестве национального стандарта Российской Федерации с 1 января 2007 г. в пунктах 5.1 — 5.7, 5.13, 5.17, 5.18 раздела 5 указанного стандарта; в пунктах 6.1 и 6.2 раздела 6 указанного стандарта | межгосударственный стандарт ГОСТ 31311-2005 «Приборы отопительные. Общие технические условия», введенный в действие в качестве национального стандарта Российской Федерации с 1 января 2007 г. приказом Федерального агентства по техническому регулированию и метрологии от 26 апреля 2006 г. N 80-ст «О введении в действие межгосударственного стандарта», в части требований, установленных в разделе 8 указанного стандарта |
национальный стандарт ГОСТ Р 53583-2009 «Приборы отопительные. Методы испытаний», утвержденный и введенный в действие с 1 июня 2010 г. приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. | ||||
9.8. | Конвекторы отопительные из прочих металлов | из 7418 из 7419 7616 99 100 8 7616 99 900 8 из 8516 | межгосударственный стандарт ГОСТ 31311-2005 «Приборы отопительные. Общие технические условия», введенный в действие в качестве национального стандарта Российской Федерации с 1 января 2007 г. приказом Федерального агентства по техническому регулированию и метрологии от 26 апреля 2006 г. N 80-ст «О введении в действие межгосударственного стандарта», в части требований, установленных: в пунктах 5.1 — 5.7, 5.13, 5.17, 5.18 раздела 5 указанного стандарта; в пунктах 6.1 и 6.2 раздела 6 указанного стандарта | межгосударственный стандарт ГОСТ 31311-2005 «Приборы отопительные. Общие технические условия», введенный в действие в качестве национального стандарта Российской Федерации с 1 января 2007 г. |
национальный стандарт ГОСТ Р 53583-2009 «Приборы отопительные. Методы испытаний», утвержденный и введенный в действие с 1 июня 2010 г. приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. N 893-ст «Об утверждении национального стандарта» | ||||
 приказом Федерального агентства по техническому регулированию и метрологии от 26 апреля 2006 г. N 80-ст «О введении в действие межгосударственного стандарта», в части требований, установленных в разделе 8 указанного стандарта
приказом Федерального агентства по техническому регулированию и метрологии от 26 апреля 2006 г. N 80-ст «О введении в действие межгосударственного стандарта», в части требований, установленных в разделе 8 указанного стандарта N 80-ст «О введении в действие межгосударственного стандарта», в части требований, установленных в пунктах 5.1 — 5.7, 5.9, 5.17, 5.18 раздела 5 указанного стандарта;
N 80-ст «О введении в действие межгосударственного стандарта», в части требований, установленных в пунктах 5.1 — 5.7, 5.9, 5.17, 5.18 раздела 5 указанного стандарта; 3.
3. N 80-ст «О введении в действие межгосударственного стандарта», в части требований, установленных в разделе 8 указанного стандарта
N 80-ст «О введении в действие межгосударственного стандарта», в части требований, установленных в разделе 8 указанного стандарта 1 — 5.7, 5.11, 5.17, 5.18 раздела 5 указанного стандарта;
1 — 5.7, 5.11, 5.17, 5.18 раздела 5 указанного стандарта; Общие технические условия», введенный в действие в качестве национального стандарта Российской Федерации с 1 января 2007 г. приказом Федерального агентства по техническому регулированию и метрологии от 26 апреля 2006 г. N 80-ст «О введении в действие межгосударственного стандарта», в части требований, установленных:
Общие технические условия», введенный в действие в качестве национального стандарта Российской Федерации с 1 января 2007 г. приказом Федерального агентства по техническому регулированию и метрологии от 26 апреля 2006 г. N 80-ст «О введении в действие межгосударственного стандарта», в части требований, установленных: приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. N 893-ст «Об утверждении национального стандарта»
приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. N 893-ст «Об утверждении национального стандарта» Общие технические условия», введенный в действие в качестве национального стандарта Российской Федерации с 1 января 2007 г. приказом Федерального агентства по техническому регулированию и метрологии от 26 апреля 2006 г. N 80-ст «О введении в действие межгосударственного стандарта», в части требований, установленных в разделе 8 указанного стандарта
Общие технические условия», введенный в действие в качестве национального стандарта Российской Федерации с 1 января 2007 г. приказом Федерального агентства по техническому регулированию и метрологии от 26 апреля 2006 г. N 80-ст «О введении в действие межгосударственного стандарта», в части требований, установленных в разделе 8 указанного стандарта приказом Федерального агентства по техническому регулированию и метрологии от 26 апреля 2006 г. N 80-ст «О введении в действие межгосударственного стандарта», в части требований, установленных:
приказом Федерального агентства по техническому регулированию и метрологии от 26 апреля 2006 г. N 80-ст «О введении в действие межгосударственного стандарта», в части требований, установленных: N 893-ст «Об утверждении национального стандарта»
N 893-ст «Об утверждении национального стандарта» приказом Федерального агентства по техническому регулированию и метрологии от 26 апреля 2006 г. N 80-ст «О введении в действие межгосударственного стандарта», в части требований, установленных в разделе 8 указанного стандарта
приказом Федерального агентства по техническому регулированию и метрологии от 26 апреля 2006 г. N 80-ст «О введении в действие межгосударственного стандарта», в части требований, установленных в разделе 8 указанного стандартаО Лемакс
Стальные панельные радиаторы LEMAX
Компания LEMAX, известная производством отопительных котлов, расширяет ассортимент и открывает новейший завод по производству радиаторов. Основу ассортимента составили стальные панельные радиаторы отопления – современные и экономичные отопительные приборы.
Панельные радиаторы из стали отличаются простотой монтажа и малой инерционностью: они быстро прогреваются и остывают, обеспечивая оптимальный температурный режим в помещении. Они экономичны, так как требуют небольшого количества теплоносителя (горячей воды). Благодаря этим преимуществам панельные радиаторы особенно удобно использовать для дома, в автономных системах отопления.
Они экономичны, так как требуют небольшого количества теплоносителя (горячей воды). Благодаря этим преимуществам панельные радиаторы особенно удобно использовать для дома, в автономных системах отопления.
Российское производство позволяет нашим клиентам купить стальные радиаторы по низким ценам. Благодаря запуску новой линии появилась возможность полностью оборудовать систему отопления дома техникой Лемакс – бойлером и радиаторами.
Производство панельных радиаторов
Производство современных радиаторов – технологический и автоматизированный процесс. Начинается она со штамповки гофрированных панелей, внутри которых будет циркулировать теплоноситель. Для изготовления листов используется холоднокатаный прокат российского производства марки 08Ю толщиной 1,2 мм.
Следующий этап – контактная сварка панелей радиатора токами высокой частоты и обрезка после сварки. Этот метод обеспечивает максимальную надежность шва. С помощью панельной конструкции радиаторы свариваются с минимальной длиной и количеством швов.
Этот метод обеспечивает максимальную надежность шва. С помощью панельной конструкции радиаторы свариваются с минимальной длиной и количеством швов.
Также методом холодной штамповки изготавливаются конвекторы — дополнительные тепловыделяющие поверхности. Конвекторы привариваются к панелям многоточечной контактной сваркой токами средней частоты. Радиаторы собираются из панелей и конвекторов в зависимости от их типа.
Заключительный и один из важнейших этапов – антикоррозийная обработка и покраска. Этот процесс также проходит в несколько этапов с использованием уникальной грунтовки и красок. Эти материалы устойчивы к внешним воздействиям, яркая белая краска не желтеет под воздействием температуры.
Контроль качества
Производство радиаторов проходит многоступенчатый контроль, включающий проверку внешнего вида, геометрических размеров и качества сборки. Надежность швов проверяется при давлении 15 бар (1,5 МПа), это давление в 1,5 раза больше максимально-технологического давления 10 бар (1,0 МПа).
Leas — итальянское оборудование
Для производства радиаторов LEMAX установлена итальянская автоматизированная линия Leas. Это оборудование было выбрано из-за его точности и надежности: концерн Leas производит производственные линии более 40 лет, постоянно внедряя инновации. Автоматизированные линии по производству панельных радиаторов – одно из ноу-хау итальянского концерна.
Стальные панельные радиаторы: технология и виды
Панельный радиатор состоит из:
- Стальной панели, сваренной из двух листов так, что образуются ряды соединенных между собой труб. По ним циркулирует охлаждающая жидкость.
- Дополнительные теплоотводящие поверхности — конвекционные ребра в форме перевернутой буквы U. Проходя через них, нагретый теплоносителем воздух потоками устремляется вверх, прогревая помещение.
- Решетки для выхода воздуха и боковые декоративные панели.
Технические характеристики стальных радиаторов LEMAX:
- Максимальное рабочее давление 1,0 МПа (10 бар)
- Испытательное давление 1,5 МПа (15 бар).

- Максимальная температура теплоносителя 120°С.

Типы радиаторов
Lemax производит радиаторы двух типов:
- С боковым подключением — Компактный;
- С нижним подключением — Компактный клапан.
Радиаторы с боковым подключением являются наиболее распространенным типом со стабильно высоким тепловыделением. Модели с нижним подключением – это современные устройства, позволяющие спрятать трубы отопления в пол.
Радиаторы выпускаются самых разнообразных габаритов: высота 200, 300, 400, 500, 600 мм, длина — от 400 до 3000 мм с шагом 100 мм.
Типы панельных радиаторов различаются в зависимости от количества панелей и дополнительных поверхностей. В международной классификации радиаторов первая цифра означает количество панелей теплоносителя, вторая – количество конвекторов. Завод LEMAX производит стальные радиаторы следующих типов:
ТИП 10 — 1 панель;
ТИП 11 — 1 панель, 1 ребристая секция;
ТИП 20 — 2 панели;
ТИП 21 — 2 панели, 1 ребристая секция;
ТИП 22 — 2 панели, 2 ребристые секции;
ТИП 30 — 3 панели;
ТИП 33 — 3 панели, 3 ребристые секции.
Преимущества стальных панельных радиаторов LEMAX
- Радиаторы LEMAX изготавливаются строго по ГОСТ 31311-2005.
- Несомненным преимуществом является возможность купить стальные радиаторы для квартиры и дома по низкой цене без потери качества и эксплуатационных характеристик. Стальные радиаторы дешевле алюминиевых и биметаллических и вполне подходят для отопления квартиры, коттеджа, частного дома, офисного здания. Благодаря этому стальные панельные радиаторы востребованы в строительно-монтажных работах.
- Благодаря небольшому весу стальные радиаторы легко транспортировать и устанавливать.
- Производство на итальянском оборудовании делает радиаторы надежными отопительными приборами. Гарантийный срок производителя составляет 10 лет.
- Благодаря конструкции панельных радиаторов они могут работать с небольшим количеством горячей воды. В условиях автономной системы отопления это означает экономию ресурсов котла.
- LEMAX идеально подходят для котлов отопления заводского изготовления. Сочетание котла и радиаторов LEMAX позволит оборудовать систему отопления дома приборами привычно высокого качества.
- LEMAX поставляются в готовой к установке и эксплуатации комплектации: радиатор, анкерный фартук, монтажный комплект, вентиляционная вставка (для радиаторов с нижним подключением), паспорт, заводская упаковка.
- Эстетичный внешний вид. Компактные размеры и лаконичный дизайн радиаторов украсят любой интерьер. Выберите один из вариантов цвета, чтобы подчеркнуть индивидуальность вашего дизайна.
Радиаторы
Радиаторы
Как купить
Радиаторы LEMAX широко представлены в дилерской сети в России и странах СНГ.
Если Вы хотите купить радиаторы отопления LEMAX, Вы можете найти торговую точку в Вашем регионе.
Если вы хотите стать официальным представителем Лемакс и купить радиаторы оптом, оставьте заявку.
Качество и сертификация | Korado
Радиаторы
Торговая марка KORADO представляет собой гарантию высокого качества, долговечности, выдающихся характеристик и конкурентоспособных цен. Наша цель – предложить комплексное решение для отопления, имеющее традиционную основу, в широком ассортименте стальных панельных радиаторов RADIK, полотенцесушителей KORALUX, дизайнерских радиаторов KORATHERM и конвекторов KORADO. Недавно мы представили новую линию в нашем продуктовом портфолио, полный ассортимент местной вентиляции и рекуперации тепла, которые значительно расширяют ассортимент нашей компании. Мы используем самые современные технологии в отрасли на всех наших производственных предприятиях, что подтверждено присвоением сертификата ISO 9.сертификат 001:2015, подтверждающий соответствие всех производственных процессов международным стандартам этой требовательной нормы.
Наша цель – предложить комплексное решение для отопления, имеющее традиционную основу, в широком ассортименте стальных панельных радиаторов RADIK, полотенцесушителей KORALUX, дизайнерских радиаторов KORATHERM и конвекторов KORADO. Недавно мы представили новую линию в нашем продуктовом портфолио, полный ассортимент местной вентиляции и рекуперации тепла, которые значительно расширяют ассортимент нашей компании. Мы используем самые современные технологии в отрасли на всех наших производственных предприятиях, что подтверждено присвоением сертификата ISO 9.сертификат 001:2015, подтверждающий соответствие всех производственных процессов международным стандартам этой требовательной нормы.
Высокое качество продукции компании КОРАДО дополнительно подтверждается получением национального знака качества RAL (Германия). Также имеются знаки качества для других важных рынков, например, ГОСТ для России, Украины и Белоруссии. Эти знаки качества свидетельствуют о соблюдении высоких требований к качеству используемых материалов, конструкции и производства всех наших радиаторов и их регулярном тестировании.
Система менеджмента качества ISO 9001:2015 в сочетании с национальными знаками качества гарантирует высочайшую степень качества продукции и всей деятельности компании КОРАДО на европейском и мировом рынках.
Гигиенический сертификат
Стальные панельные радиаторы RADIK в исполнении HYGIENE, т.е. модели RADIK CLEAN, RADIK CLEAN VK, RADIK HYGIENE и RADIK HYGIENE VK прошли испытания в специализированных аккредитованных лабораториях и получили гигиенический сертификат ( RADIK HYGIENE — HYGIENE VK, RADIK CLEAN — CLEAN VK) для использования в учреждениях здравоохранения и других объектах с повышенными требованиями к гигиене и чистоте. Мы также получили гигиенические сертификаты, выданные Медицинским университетом Гданьска, Польша (отдел медицинских наук) для панельных радиаторов RADIK, радиаторов полотенцесушителя KORALUX и дизайнерских радиаторов KORATHERM.
Декларация о характеристиках и маркировка СЕ для радиаторов
Мы выдали Декларацию о характеристиках для радиаторов RADIK, KORALUX, KORATHERM и всей линейки конвекторов KORADO, составленную в соответствии с Регламентом № 305/2011 Европейского парламента. и Совета ЕС. Декларация о характеристиках заменяет Декларацию о соответствии ЕС (Регламент 89/106/EHS Совета ЕС был отменен). Декларация о характеристиках включает, среди прочего, характерные характеристики и предполагаемое использование продукта. Знаком СЕ на продуктах и в технической документации производитель заявляет, что он несет полную ответственность за соответствие соответствующего продукта характеристикам, указанным в Декларации о характеристиках.
и Совета ЕС. Декларация о характеристиках заменяет Декларацию о соответствии ЕС (Регламент 89/106/EHS Совета ЕС был отменен). Декларация о характеристиках включает, среди прочего, характерные характеристики и предполагаемое использование продукта. Знаком СЕ на продуктах и в технической документации производитель заявляет, что он несет полную ответственность за соответствие соответствующего продукта характеристикам, указанным в Декларации о характеристиках.
Процесс сертификации был проведен Strojírenský zkušební ústav s.p. (Институт испытаний машин), уполномоченный орган 1015, Брно, Чехия.
Декларация технических характеристик (RADIK, KORALUX, KORATHERM) 01-2018
Архив
Декларация технических характеристик (RADIK, KORALUX, KORATHERM) 04-2016
Декларация технических характеристик (RADIK, KORALUX1501-2006) Декларация о характеристиках (RADIK, KORALUX, KORATHERM) 12-2014
Декларация о характеристиках (RADIK, KORALUX, KORATHERM) 01-2013
Декларация технических характеристик (Конвекторы) 13-2014
Тепловая мощность
Измерение тепловой мощности всех радиаторов KORADO проводится в аккредитованных лабораториях в соответствии с гармонизированным стандартом EN 442.
Гарантийный срок
RADIK, KORALUX, KORATHERM
Мы предоставляем следующий гарантийный срок на утечку и заявленное тепло мощность и технические параметры наших радиаторов для систем горячего водоснабжения:
10 лет гарантии Стальные панельные радиаторы RADIK
10 лет с даты продажи (действительно для радиаторов, поставленных после 01.09.2007)
Гарантия 10 лет Конвекторы КОРАДО
Теплообменник с даты продажи от продавца лет , 2 года общей гарантии на весь продукт
5 лет гарантии Полотенцесушители KORALUX, Дизайн-радиаторы KORATHERM
5 лет с даты продажи
Гарантия 2 года Полотенцесушители прямого электрического отопления KORALUX – E, Design Радиаторы KORATHERM — E
2 года с даты продажи
5 900 Производитель не несет никакой ответственности за деформации и повреждения, возникшие при их транспортировке, погрузочно-разгрузочных работах и хранении.
 резьба)/ M16х1.5 (внутр. резьба) GAS-MET DKC 6019-1216 (упак 50 шт)
резьба)/ M16х1.5 (внутр. резьба) GAS-MET DKC 6019-1216 (упак 50 шт) 5 ( наружн. резьба)/ M40х1.5 (внутр. резьба) DKC 6016-3240 (упак 10 шт) Тип:
5 ( наружн. резьба)/ M40х1.5 (внутр. резьба) DKC 6016-3240 (упак 10 шт) Тип: Каждый месяц добавляется больше. Если вы не видите его здесь, посмотрите в разделе Тормозные адаптеры.
Каждый месяц добавляется больше. Если вы не видите его здесь, посмотрите в разделе Тормозные адаптеры. Резьба NPT слегка конусная, а соединение G прямое. Стиральная машина не нужна.
Резьба NPT слегка конусная, а соединение G прямое. Стиральная машина не нужна.
 Грустное зрелище, правда? Соберите их с ребенком, принесите домой. Вымыв и просушив, можно добавить пустым «домикам» детали, которые оживят картинку и превратят заброшенные «жилища» в новых забавных улиток. Попробуете сделать?
Грустное зрелище, правда? Соберите их с ребенком, принесите домой. Вымыв и просушив, можно добавить пустым «домикам» детали, которые оживят картинку и превратят заброшенные «жилища» в новых забавных улиток. Попробуете сделать? Мало того, что вы получите красивых улиток, у вас еще будут и вкусные ппеченюшки к чаю.
Мало того, что вы получите красивых улиток, у вас еще будут и вкусные ппеченюшки к чаю. С помощью приспособления выращивают рассаду без применения пикировки. Подходит оно как для посадки мелких, так и крупных семян.
С помощью приспособления выращивают рассаду без применения пикировки. Подходит оно как для посадки мелких, так и крупных семян.
 Получается 50 см.
Получается 50 см.
 Поврежденные и плохие ростки аккуратно удаляют: вместо них можно посеять свежие семечки.
Поврежденные и плохие ростки аккуратно удаляют: вместо них можно посеять свежие семечки.  Узнайте здесь >>
Узнайте здесь >> У нас есть целый раздел поделок из газет и макулатуры. Но не только это, есть еще поделки из вторсырья для детей тоже – рулоны бумаги, коробки для яиц, картон, палочки для эскимо, банки и многое другое!
У нас есть целый раздел поделок из газет и макулатуры. Но не только это, есть еще поделки из вторсырья для детей тоже – рулоны бумаги, коробки для яиц, картон, палочки для эскимо, банки и многое другое! Таким образом, вы можете легко найти нужный цвет и повторно использовать оставшуюся бумагу из предыдущих проектов.
Таким образом, вы можете легко найти нужный цвет и повторно использовать оставшуюся бумагу из предыдущих проектов.
 Это отличный способ побудить детей заинтересоваться природой этой весной и летом.
Это отличный способ побудить детей заинтересоваться природой этой весной и летом. Удачного крафта!
Удачного крафта!


 В противном случае, попавший камешек внутрь обратного клапана, сделает систему неработоспособной.
В противном случае, попавший камешек внутрь обратного клапана, сделает систему неработоспособной. 18 грн
18 грн 29 грн
29 грн 75 грн
75 грн . Когда у вас есть резервная канализация или переполненный прибор, вы не хотите выглядеть как курица с отрезанной головой, ищущая, как отключить подачу воды.
. Когда у вас есть резервная канализация или переполненный прибор, вы не хотите выглядеть как курица с отрезанной головой, ищущая, как отключить подачу воды. Запорные клапаны предназначены для того, чтобы помочь вам отключить определенную часть вашей системы, не затрагивая другие водопотребляющие приспособления или приборы в вашем жилом помещении.
Запорные клапаны предназначены для того, чтобы помочь вам отключить определенную часть вашей системы, не затрагивая другие водопотребляющие приспособления или приборы в вашем жилом помещении. Рекомендуется время от времени включать и выключать запорный и главный водяные клапаны, чтобы их было легко поворачивать.
Рекомендуется время от времени включать и выключать запорный и главный водяные клапаны, чтобы их было легко поворачивать. Чтобы включить его, убедитесь, что рычаг параллелен трубе.
Чтобы включить его, убедитесь, что рычаг параллелен трубе. О разнице между компрессионными и четвертьоборотными запорными клапанами читайте здесь.
О разнице между компрессионными и четвертьоборотными запорными клапанами читайте здесь. Он должен быть очень близко к вашему счетчику воды, где вы можете определить количество воды, используемой в вашем доме, и если у вас есть утечка в водопроводе где-то в системе, хотя в некоторых домах нет счетчика.
Он должен быть очень близко к вашему счетчику воды, где вы можете определить количество воды, используемой в вашем доме, и если у вас есть утечка в водопроводе где-то в системе, хотя в некоторых домах нет счетчика. Кроме того, для клапана внутри коробки также может потребоваться специальный ключ.
Кроме того, для клапана внутри коробки также может потребоваться специальный ключ. Наша команда лицензированных сантехников предлагает различные виды сантехнических услуг, таких как замена водопровода, прочистка канализации, ремонт водонагревателя, установка дренажного насоса и ремонт водопровода. Если вам нужна помощь в изоляции ваших труб или замене старых, изнашивающихся, не стесняйтесь звонить нам. У нашей команды есть инструменты, необходимые для того, чтобы помочь вам починить неисправную сантехнику. Свяжитесь с нашими специалистами по телефону (732) 638-4317, чтобы получить помощь с водяными клапанами в вашем жилом помещении.
Наша команда лицензированных сантехников предлагает различные виды сантехнических услуг, таких как замена водопровода, прочистка канализации, ремонт водонагревателя, установка дренажного насоса и ремонт водопровода. Если вам нужна помощь в изоляции ваших труб или замене старых, изнашивающихся, не стесняйтесь звонить нам. У нашей команды есть инструменты, необходимые для того, чтобы помочь вам починить неисправную сантехнику. Свяжитесь с нашими специалистами по телефону (732) 638-4317, чтобы получить помощь с водяными клапанами в вашем жилом помещении. Любой сантехник, которому приходится пробираться через 24-дюймовое пространство для обхода, чтобы найти его, будет недоволен и может даже потребовать дополнительную плату.
Любой сантехник, которому приходится пробираться через 24-дюймовое пространство для обхода, чтобы найти его, будет недоволен и может даже потребовать дополнительную плату.
 Основной водопровод обычно идет из-под земли.
Основной водопровод обычно идет из-под земли.

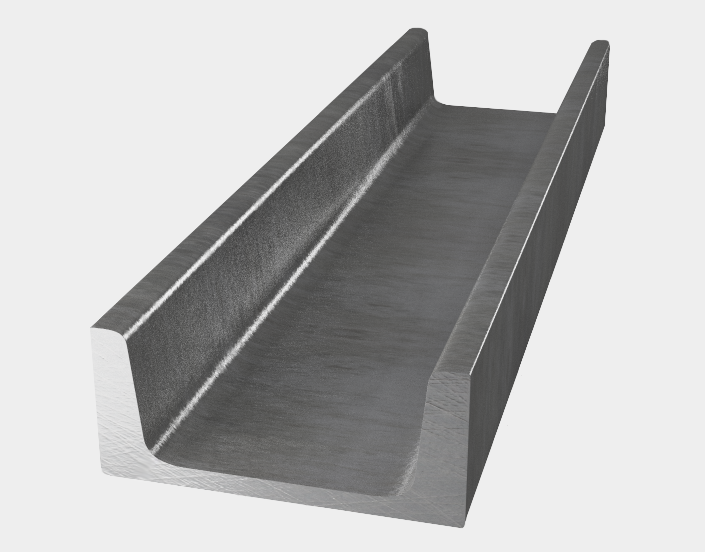
 В общем, область применения широкая.
В общем, область применения широкая. У гнутых есть еще класс Б — это повышенная точность. Высокая и повышенная точность обычно требуется для промышленного применения. Для частного строительства более чем достаточно класса В.
У гнутых есть еще класс Б — это повышенная точность. Высокая и повышенная точность обычно требуется для промышленного применения. Для частного строительства более чем достаточно класса В.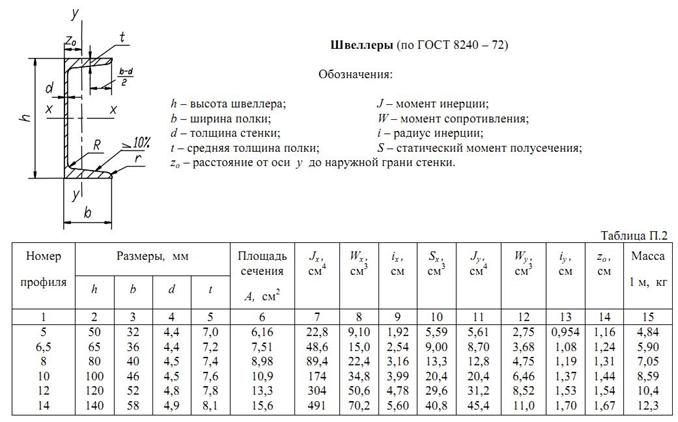 Они применяются для создания систем, в которые укладываются кабели. Металл хорошо отводит тепло, а наличие отверстий еще повышает этот показатель.
Они применяются для создания систем, в которые укладываются кабели. Металл хорошо отводит тепло, а наличие отверстий еще повышает этот показатель.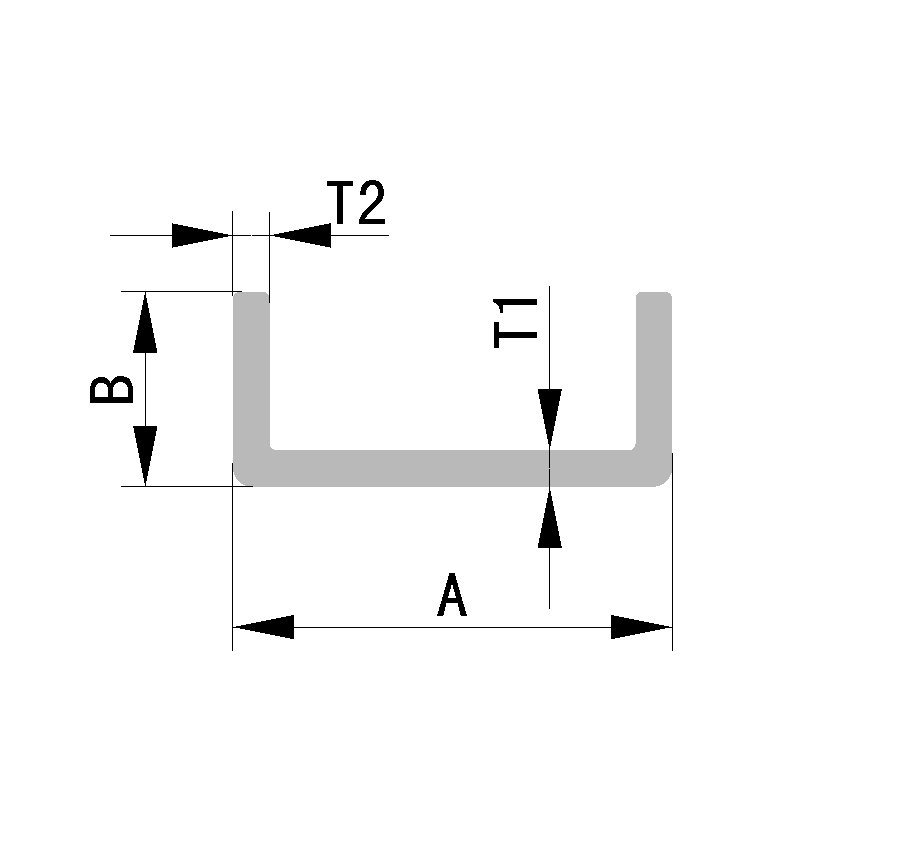 Они отличаются отогнутыми полками. В стандартах 5267 описаны разновидности для вагоностроения.
Они отличаются отогнутыми полками. В стандартах 5267 описаны разновидности для вагоностроения.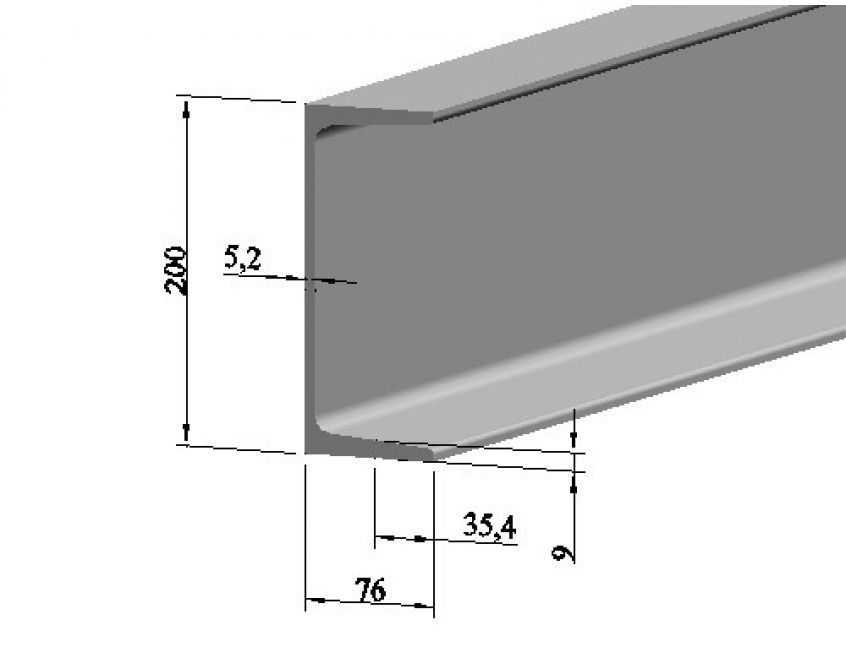 Нормативы описывают все значения, вплоть до допустимых отклонений. Обычно они составляют не более нескольких процентов от параметра, но существуют и исключения.
Нормативы описывают все значения, вплоть до допустимых отклонений. Обычно они составляют не более нескольких процентов от параметра, но существуют и исключения. Кроме этих цифр может указываться еще класс точности. Других параметров — длины полок, толщины спинки и полок — в обозначении нет. Поэтому для этого вида металлоизделий нужны таблицы с размерами. Ниже они расписаны по классам.
Кроме этих цифр может указываться еще класс точности. Других параметров — длины полок, толщины спинки и полок — в обозначении нет. Поэтому для этого вида металлоизделий нужны таблицы с размерами. Ниже они расписаны по классам. Стандартный сортамент и вес перечислены в таблице.
Стандартный сортамент и вес перечислены в таблице. Например, швеллер 18Сб имеет полки длиной 100 мм, в то время как стандартный вариант — 18У всего 70 мм. Толще стали и спинка, и полочки: 8 мм и 10,5 мм против 5,1 мм и 8,7 мм в базовой серии. Как видим, разница существенная. Швеллер 18Сб более мощный, чем базовый вариант — 18У.
Например, швеллер 18Сб имеет полки длиной 100 мм, в то время как стандартный вариант — 18У всего 70 мм. Толще стали и спинка, и полочки: 8 мм и 10,5 мм против 5,1 мм и 8,7 мм в базовой серии. Как видим, разница существенная. Швеллер 18Сб более мощный, чем базовый вариант — 18У. Одинаковы все параметры. Абсолютно все. Даже вес одного метра. Разница именно в форме полок. Причем частники чаще выбирают параллельные полки. На ровные полки плотно укладывается любой материал, нет проблем с соединением.
Одинаковы все параметры. Абсолютно все. Даже вес одного метра. Разница именно в форме полок. Причем частники чаще выбирают параллельные полки. На ровные полки плотно укладывается любой материал, нет проблем с соединением. 47
47 97
97
 Сортамент одинаковых больше. Приводить таблицы размеров гнутого швеллера не имеет смысла. В его маркировке прописаны все требуемые параметры. Например, 100*50*2. Тут все просто: первой идет высота, второй — размер полок, третья цифра — толщина металла. С разнополочными ненамного сложнее: 65*55,20*3,5. Это швеллер с разными полками. Первая цифра — высота, вторая — длина длинной полки, третья — через запятую — короткая полка, а потом толщина металла.
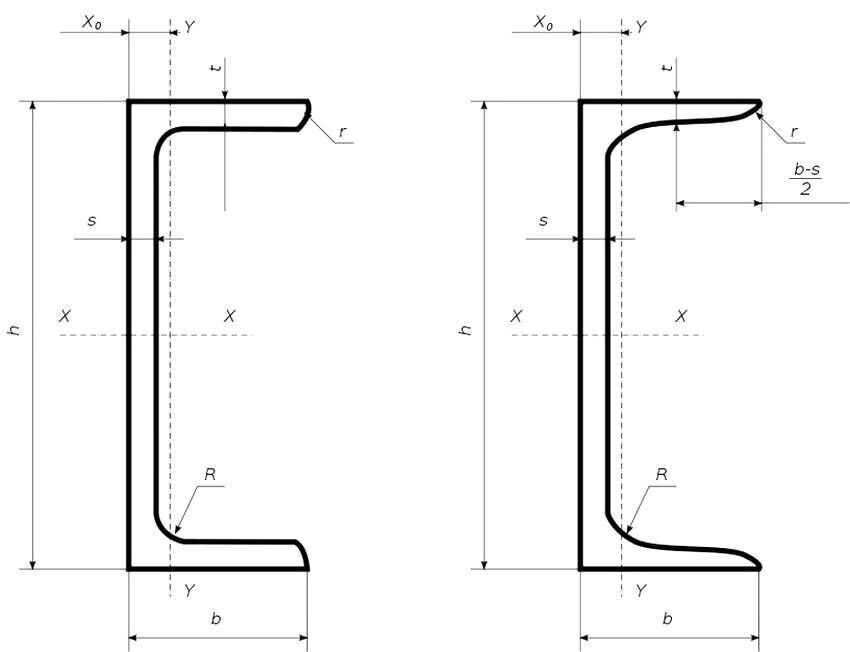
Сортамент одинаковых больше. Приводить таблицы размеров гнутого швеллера не имеет смысла. В его маркировке прописаны все требуемые параметры. Например, 100*50*2. Тут все просто: первой идет высота, второй — размер полок, третья цифра — толщина металла. С разнополочными ненамного сложнее: 65*55,20*3,5. Это швеллер с разными полками. Первая цифра — высота, вторая — длина длинной полки, третья — через запятую — короткая полка, а потом толщина металла. Размеры швеллера по ГОСТу могут быть такими:
Размеры швеллера по ГОСТу могут быть такими: Но разбег параметров от типа материала не зависит. Не в том смысле, что все размеры одинаковы, а в том, что предельные их значения — самые большие и самые маленькие — такие же. А размеры — высота и длина полок — понятное дело, отличаются.
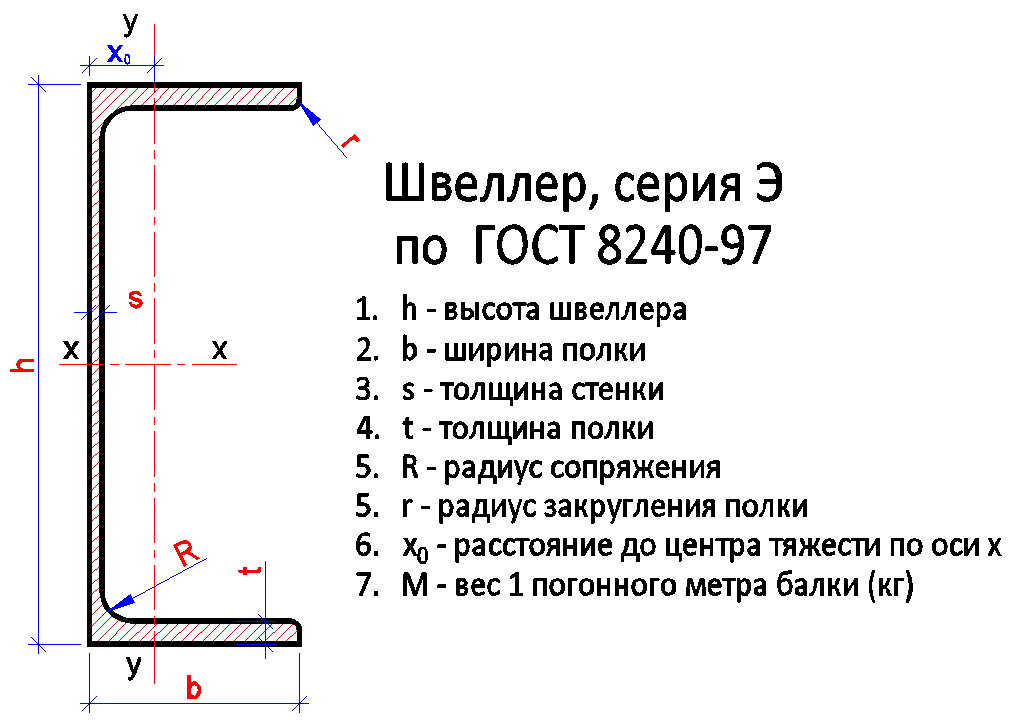
Но разбег параметров от типа материала не зависит. Не в том смысле, что все размеры одинаковы, а в том, что предельные их значения — самые большие и самые маленькие — такие же. А размеры — высота и длина полок — понятное дело, отличаются. В примере ниже стоят буквы ШБ, что обозначает, что металлопрокат требуется класса Б. Конкретные марки материала указываются в спецификации. Там прописывается ГОСТ и размер. Например, ГОСТ 8240-97, швеллер 12П. Это значит, что применяется катаный высотой спинки 120 мм и параллельными полками.
В примере ниже стоят буквы ШБ, что обозначает, что металлопрокат требуется класса Б. Конкретные марки материала указываются в спецификации. Там прописывается ГОСТ и размер. Например, ГОСТ 8240-97, швеллер 12П. Это значит, что применяется катаный высотой спинки 120 мм и параллельными полками. 4
4 0
0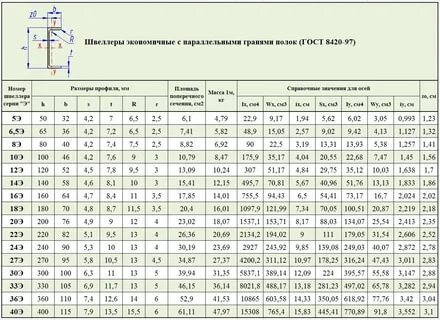 6
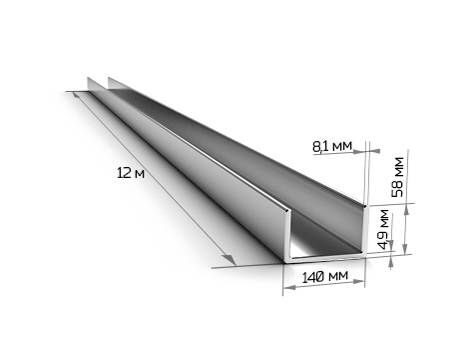
6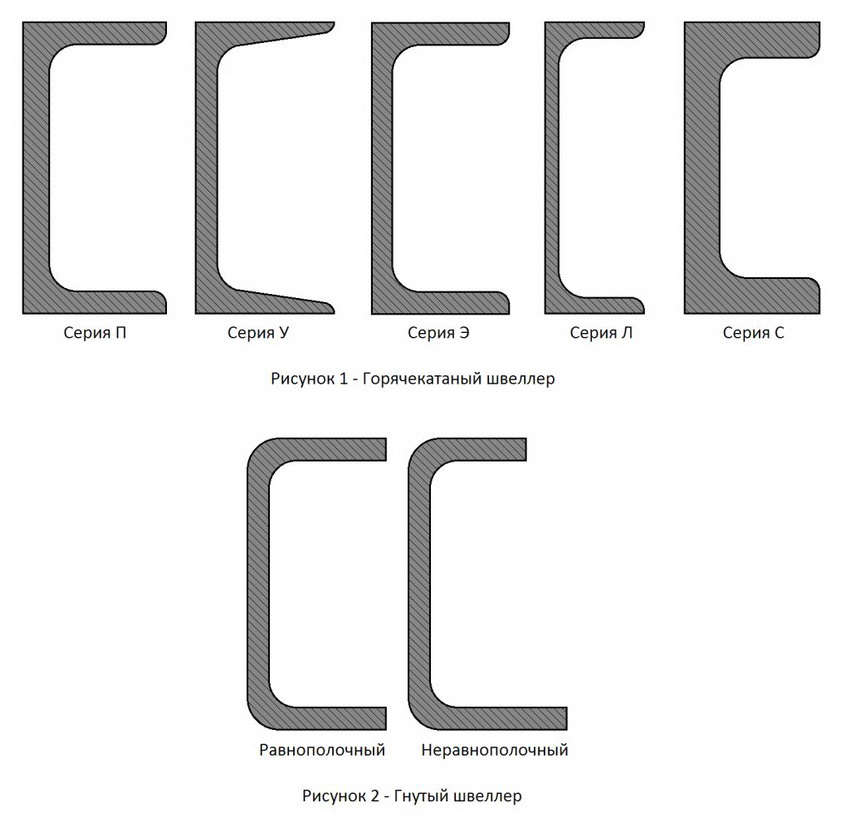 Балка и швеллер изготавливаются согласно техническим условиям:
Балка и швеллер изготавливаются согласно техническим условиям: pdf
pdf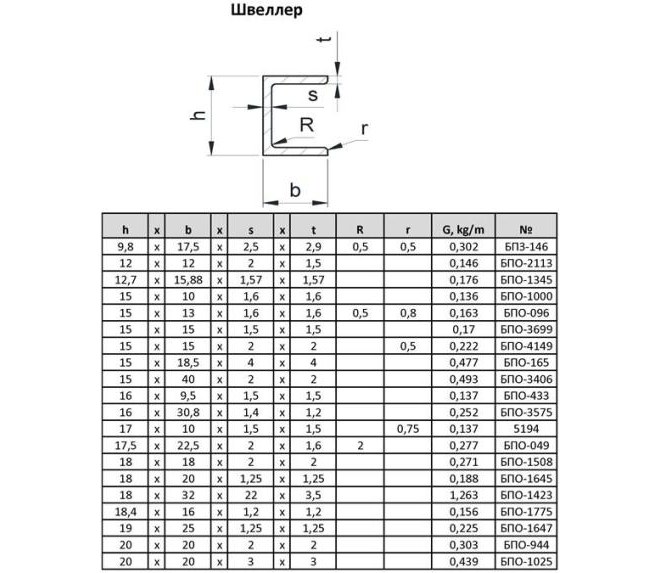 pdf
pdf Используйте кадрирование, когда знаете, что у вас есть свободное место; то есть ваше изображение больше по крайней мере с одной стороны, и то, что вы обрезаете, не окажет негативного влияния на окончательный вид изображения.
Используйте кадрирование, когда знаете, что у вас есть свободное место; то есть ваше изображение больше по крайней мере с одной стороны, и то, что вы обрезаете, не окажет негативного влияния на окончательный вид изображения.

 Однако иногда их может быть недостаточно. У вас должны быть статические изображения, которые точно представляют бренд вашего канала, и они должны быть интересными и привлекательными для вашей аудитории.
Однако иногда их может быть недостаточно. У вас должны быть статические изображения, которые точно представляют бренд вашего канала, и они должны быть интересными и привлекательными для вашей аудитории.
 Изображение для предварительного просмотра также будет использоваться для встроенного проигрывателя на веб-сайтах.
Изображение для предварительного просмотра также будет использоваться для встроенного проигрывателя на веб-сайтах. Так что будьте осторожны с изображением, которое вы выбираете для своей миниатюры.
Так что будьте осторожны с изображением, которое вы выбираете для своей миниатюры.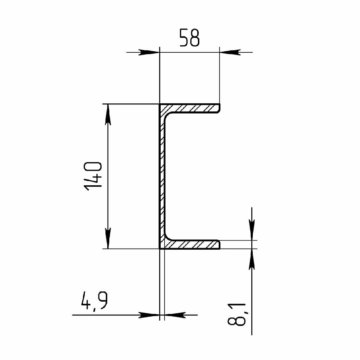

 Затем ваша монтажная область будет автоматически настроена на идеальные размеры миниатюр.
Затем ваша монтажная область будет автоматически настроена на идеальные размеры миниатюр. Если вы представляете бренд или организацию или управляете профилем компании на YouTube, вы должны соответствовать своему брендингу и используемым графическим элементам.
Если вы представляете бренд или организацию или управляете профилем компании на YouTube, вы должны соответствовать своему брендингу и используемым графическим элементам.
 Если вы поместите детали слишком близко к краям изображения, некоторые элементы дизайна могут быть обрезаны, например, при просмотре на мобильных устройствах. Изображение вашего баннера также будет по-разному отображаться на экранах телевизоров. Обычно большие изображения обрезаются, поэтому обратите на них пристальное внимание.
Если вы поместите детали слишком близко к краям изображения, некоторые элементы дизайна могут быть обрезаны, например, при просмотре на мобильных устройствах. Изображение вашего баннера также будет по-разному отображаться на экранах телевизоров. Обычно большие изображения обрезаются, поэтому обратите на них пристальное внимание.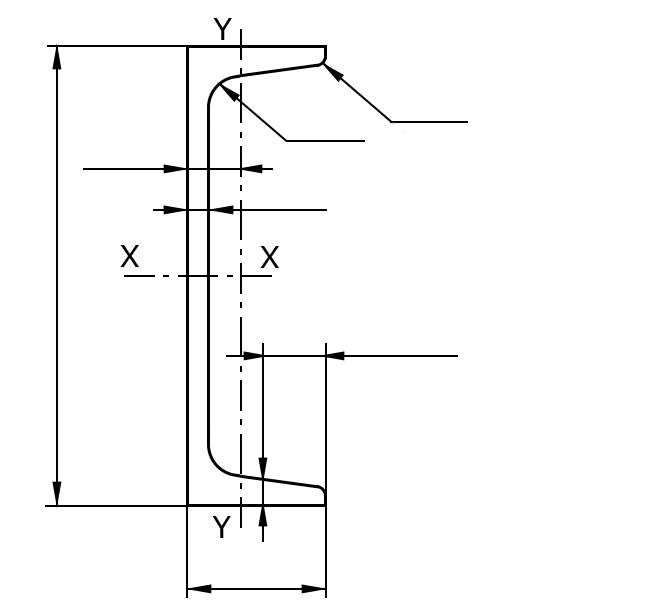 Например, на компьютерах Apple есть предварительный просмотр, а на компьютерах с Windows — опция Microsoft Photos. Любой из них может помочь вам изменить размер ваших изображений просто и быстро.
Например, на компьютерах Apple есть предварительный просмотр, а на компьютерах с Windows — опция Microsoft Photos. Любой из них может помочь вам изменить размер ваших изображений просто и быстро. Он также будет отображаться, когда вы комментируете видео на YouTube. Поскольку это первое, что люди видят перед тем, как нажать на ваш профиль, изображение профиля служит «знакомством» с вашим профилем.
Он также будет отображаться, когда вы комментируете видео на YouTube. Поскольку это первое, что люди видят перед тем, как нажать на ваш профиль, изображение профиля служит «знакомством» с вашим профилем.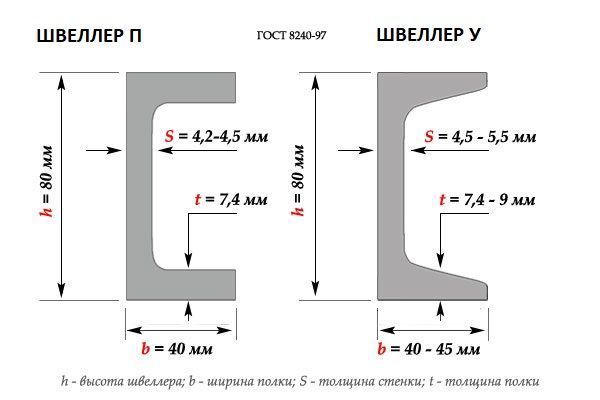
 Таким образом, подобно тому, как художник отходит от картины, чтобы лучше рассмотреть всю картину, важно «отойти в сторону» и убедиться, что все изображения, которые вы используете, хорошо сочетаются друг с другом.
Таким образом, подобно тому, как художник отходит от картины, чтобы лучше рассмотреть всю картину, важно «отойти в сторону» и убедиться, что все изображения, которые вы используете, хорошо сочетаются друг с другом. Просто найдите фотографию на Unsplash (контент-центр с миллионами бесплатных стоковых фотографий) и преобразуйте элементы изображения в векторный формат, чтобы создать свои собственные уникальные визуальные эффекты.
Просто найдите фотографию на Unsplash (контент-центр с миллионами бесплатных стоковых фотографий) и преобразуйте элементы изображения в векторный формат, чтобы создать свои собственные уникальные визуальные эффекты.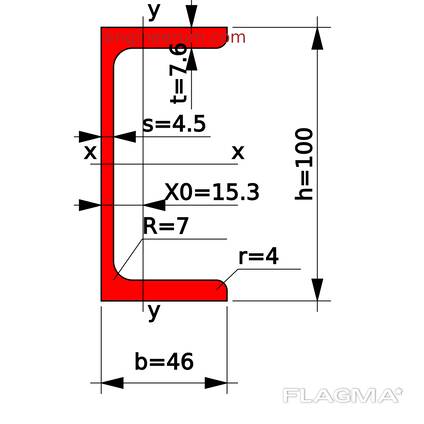
 По содержанию витамина Е семена подсолнечника опережают плоды оливы, но это относится только к нерафинированному виду.
По содержанию витамина Е семена подсолнечника опережают плоды оливы, но это относится только к нерафинированному виду. Но после сбора пуха остается так много семян, что было решено их использовать. И вот хлопок вошел в список масличных растений – примерно с 1860 года.
Но после сбора пуха остается так много семян, что было решено их использовать. И вот хлопок вошел в список масличных растений – примерно с 1860 года. Средний срок жизни оливы составляет 500 лет, поэтому оливковые рощи являются наследством для многих поколений. Интересно, что мужское и женское растение высаживают вместе, поэтому если внимательно приглядеться к деревьям, видно: их в каждой ямке два, но они так сплетаются, что различить это бывает очень сложно.
Средний срок жизни оливы составляет 500 лет, поэтому оливковые рощи являются наследством для многих поколений. Интересно, что мужское и женское растение высаживают вместе, поэтому если внимательно приглядеться к деревьям, видно: их в каждой ямке два, но они так сплетаются, что различить это бывает очень сложно. Попробуем разобраться, каким же растительным маслом предпочтительней всего не испортить кашу, если его видов насчитывается почти четыре десятка.
Попробуем разобраться, каким же растительным маслом предпочтительней всего не испортить кашу, если его видов насчитывается почти четыре десятка. Но вот насчёт частей растений, их которых оно добывается, не всё так однозначно.
Но вот насчёт частей растений, их которых оно добывается, не всё так однозначно.

 Он не может долго храниться, подвержен негативному влиянию солнечного света и допускает образование малоэстетичного осадка.
Он не может долго храниться, подвержен негативному влиянию солнечного света и допускает образование малоэстетичного осадка.
 А из 6 кг тыквенных семечек путём холодного отжима удаётся добыть всего лишь 1 литр.
А из 6 кг тыквенных семечек путём холодного отжима удаётся добыть всего лишь 1 литр.





 Оно также заметно стабилизирует деятельность пищеварительной системы и очищает кровь.
Оно также заметно стабилизирует деятельность пищеварительной системы и очищает кровь.
 Применяется оно также в качестве добавки в салаты и другие блюда, в хлебопекарной промышленности, в изготовлении продуктов детского и диетического питания.
Применяется оно также в качестве добавки в салаты и другие блюда, в хлебопекарной промышленности, в изготовлении продуктов детского и диетического питания.

 Но в незначительных количествах всё же наблюдается наличие витаминов А и Е, лецитина, сквалена и омега-6 кислот.
Но в незначительных количествах всё же наблюдается наличие витаминов А и Е, лецитина, сквалена и омега-6 кислот.



 Обязательно используйте масличные сорта подсолнечника и тыквы, в которых содержание масла составляет около 45 процентов, для достижения наилучших результатов.
Обязательно используйте масличные сорта подсолнечника и тыквы, в которых содержание масла составляет около 45 процентов, для достижения наилучших результатов. футов)
футов) Эти диапазоны взяты из книги Джона Дживонса «Как вырастить больше овощей и фруктов, орехов, ягод и других культур, чем вы когда-либо считали возможным на меньшем количестве земли, чем вы можете себе представить».
Эти диапазоны взяты из книги Джона Дживонса «Как вырастить больше овощей и фруктов, орехов, ягод и других культур, чем вы когда-либо считали возможным на меньшем количестве земли, чем вы можете себе представить».
 В этом методе семена или орехи очищают, измельчают, добавляют в воду, а затем кипятят. Масла всплывают на поверхность, где их снимают и сохраняют. Это медленный и малопродуктивный процесс. Первый механический пресс был разработан в Индии около 2000 г. до н.э. для извлечения кунжутного масла. Эта ранняя машина, названная ghani напоминал большую ступку с пестиком и обычно приводился в движение волами; современные модели с двигателем все еще коммерчески доступны сегодня и чаще всего используются на Индийском субконтиненте.
В этом методе семена или орехи очищают, измельчают, добавляют в воду, а затем кипятят. Масла всплывают на поверхность, где их снимают и сохраняют. Это медленный и малопродуктивный процесс. Первый механический пресс был разработан в Индии около 2000 г. до н.э. для извлечения кунжутного масла. Эта ранняя машина, названная ghani напоминал большую ступку с пестиком и обычно приводился в движение волами; современные модели с двигателем все еще коммерчески доступны сегодня и чаще всего используются на Индийском субконтиненте.

 Просейте семена через сита или провейте их с помощью вентилятора, чтобы удалить любой мусор. Дайте семенам высохнуть в течение 7–10 дней, после чего они будут готовы к прессованию или хранению в герметичных ведрах до времени прессования.
Просейте семена через сита или провейте их с помощью вентилятора, чтобы удалить любой мусор. Дайте семенам высохнуть в течение 7–10 дней, после чего они будут готовы к прессованию или хранению в герметичных ведрах до времени прессования.
 Наиболее распространенные из них рассмотрим подробнее.
Наиболее распространенные из них рассмотрим подробнее. Через них передается крутящий момент во время работы. Наконечник может перемещаться по этим шлицам без фиксации.
Через них передается крутящий момент во время работы. Наконечник может перемещаться по этим шлицам без фиксации.

 Можно не доходя до сквозного отверстия несколько сантиметров, выключить режим перфоратора и закончить работы простым сверлением.
Можно не доходя до сквозного отверстия несколько сантиметров, выключить режим перфоратора и закончить работы простым сверлением. Для более комфортной работы выпускаются различные приспособления для отведения пыли из рабочей зоны. А грохот перфоратора стал притчей во языцех для соседей.
Для более комфортной работы выпускаются различные приспособления для отведения пыли из рабочей зоны. А грохот перфоратора стал притчей во языцех для соседей. В результате инструмент для бурения должен обладать повышенными техническими характеристиками. Для этих целей сверла по бетону совершенствуют наконечниками из цементированного карбида. Режущая поверхность такого изделия имеет обратную заточку.
В результате инструмент для бурения должен обладать повышенными техническими характеристиками. Для этих целей сверла по бетону совершенствуют наконечниками из цементированного карбида. Режущая поверхность такого изделия имеет обратную заточку. Толщина сверл SDS plus почти вдвое меньше, чем у сверл Max. Хвостовики SDS plus устанавливаются на корончатые или буровые коронки диаметром 26 мм.
Толщина сверл SDS plus почти вдвое меньше, чем у сверл Max. Хвостовики SDS plus устанавливаются на корончатые или буровые коронки диаметром 26 мм.  Можно найти сверла толщиной 4 или 5 мм, но найти подходящий инструмент очень сложно. Каждый диаметр напрямую зависит от длины.
Можно найти сверла толщиной 4 или 5 мм, но найти подходящий инструмент очень сложно. Каждый диаметр напрямую зависит от длины.  Сверла производят такие компании, как Keil, Hilti, Alpen, Makita и др. Более авторитетными считаются Bosch и AEG. Страна происхождения имеет мало значения. Даже китайские товары могут быть качественными. При выборе инструмента нужно обратить внимание на наличие сертификата от производителя.
Сверла производят такие компании, как Keil, Hilti, Alpen, Makita и др. Более авторитетными считаются Bosch и AEG. Страна происхождения имеет мало значения. Даже китайские товары могут быть качественными. При выборе инструмента нужно обратить внимание на наличие сертификата от производителя.  Вам необходимо определить диаметр отверстия, а затем выбрать длину сверла. Смазка на шпинделе и хвостовике предотвращает перегрев материала.
Вам необходимо определить диаметр отверстия, а затем выбрать длину сверла. Смазка на шпинделе и хвостовике предотвращает перегрев материала.



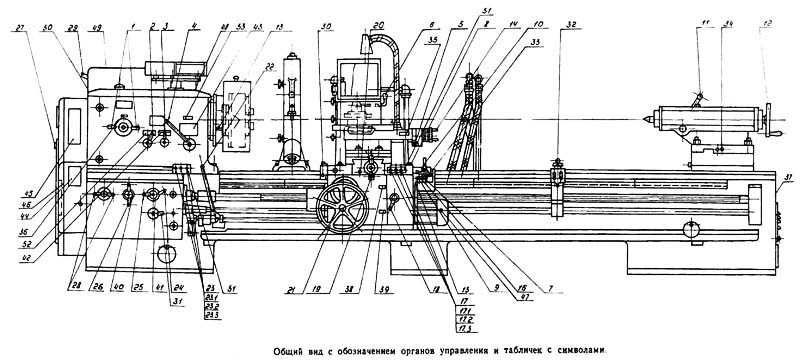
 9 Осевое биение шпинделя передней бабки
9 Осевое биение шпинделя передней бабки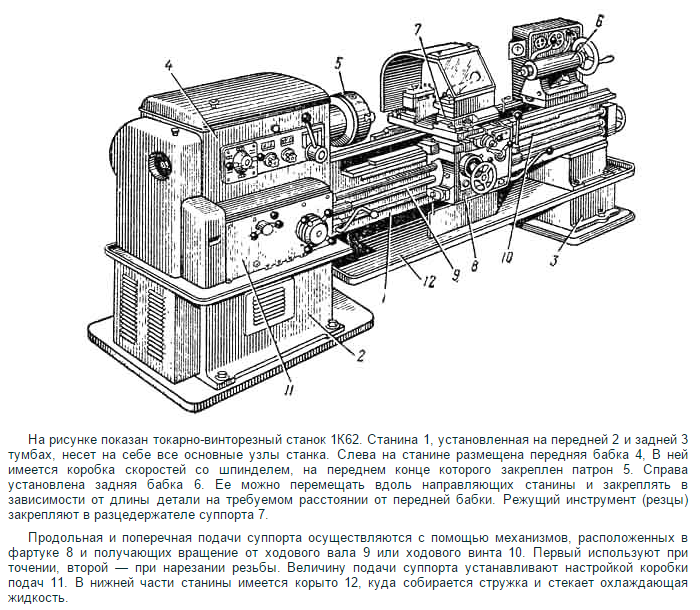 примечание к таблице 12.
примечание к таблице 12.


 500 до 1000
500 до 1000
 500 до 1000
500 до 1000


 Вместо эталонной сферы следует применять регулируемые оправки (рисунок 15). Оправку регулируют до получения минимально возможного биения в обоих сечениях I и П.
Вместо эталонной сферы следует применять регулируемые оправки (рисунок 15). Оправку регулируют до получения минимально возможного биения в обоих сечениях I и П. 11.4.
11.4.

 Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой 
 Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой 

 TCG43 — лучшая машина, которая может реализовать вышеупомянутое требование для производства премиальных соединений этого японского производителя труб, для которых требуется гораздо более высокое качество высоколегированного материала по сравнению с API».
TCG43 — лучшая машина, которая может реализовать вышеупомянутое требование для производства премиальных соединений этого японского производителя труб, для которых требуется гораздо более высокое качество высоколегированного материала по сравнению с API».
 А горные работы ведутся не только вертикально, но и меняют направление по геологическим причинам — даже с этими огромными трудностями справляются трубы OCTG и резьба премиум-класса.
А горные работы ведутся не только вертикально, но и меняют направление по геологическим причинам — даже с этими огромными трудностями справляются трубы OCTG и резьба премиум-класса. Затем результаты были снова подвергнуты объективной и независимой проверке, а затем подтверждены RWTH Aachen University: резьбонарезной станок TCG достигает высочайших показателей по жесткости станка и работе без вибраций.
Затем результаты были снова подвергнуты объективной и независимой проверке, а затем подтверждены RWTH Aachen University: резьбонарезной станок TCG достигает высочайших показателей по жесткости станка и работе без вибраций. Недавно разработанный патрон отличается компактностью, малой инерцией и гибкостью, что позволяет оптимально захватывать каждую трубу. Револьверные инструменты, которые не требуются в процессе нарезания резьбы, не могут столкнуться с зажимным патроном. Таким образом, труба может быть зажата как можно короче, и, таким образом, тенденция к вибрации может быть сведена к минимуму.
Недавно разработанный патрон отличается компактностью, малой инерцией и гибкостью, что позволяет оптимально захватывать каждую трубу. Револьверные инструменты, которые не требуются в процессе нарезания резьбы, не могут столкнуться с зажимным патроном. Таким образом, труба может быть зажата как можно короче, и, таким образом, тенденция к вибрации может быть сведена к минимуму.
 Предварительно установленные инструменты позволяют производить самые разнообразные типы резьбы и снабжены мощной подачей СОЖ, что позволяет реализовать максимальную скорость процесса. Охлаждающие жидкости собираются, очищаются и снова подаются в производственный цикл, что помимо энергоэффективности способствует устойчивости работы резьбонарезного станка.
Предварительно установленные инструменты позволяют производить самые разнообразные типы резьбы и снабжены мощной подачей СОЖ, что позволяет реализовать максимальную скорость процесса. Охлаждающие жидкости собираются, очищаются и снова подаются в производственный цикл, что помимо энергоэффективности способствует устойчивости работы резьбонарезного станка. Кроме того, современная конструкция установки обеспечивает оптимальный доступ ко всем узлам. Машина, оснащенная интегрированными системами доступа и безопасности, имеет широкие раздвижные двери с открывающейся крышей, благодаря чему производственный персонал не страдает от капель охлаждающей жидкости, а использование крана упрощается при замене сборочных групп.
Кроме того, современная конструкция установки обеспечивает оптимальный доступ ко всем узлам. Машина, оснащенная интегрированными системами доступа и безопасности, имеет широкие раздвижные двери с открывающейся крышей, благодаря чему производственный персонал не страдает от капель охлаждающей жидкости, а использование крана упрощается при замене сборочных групп.

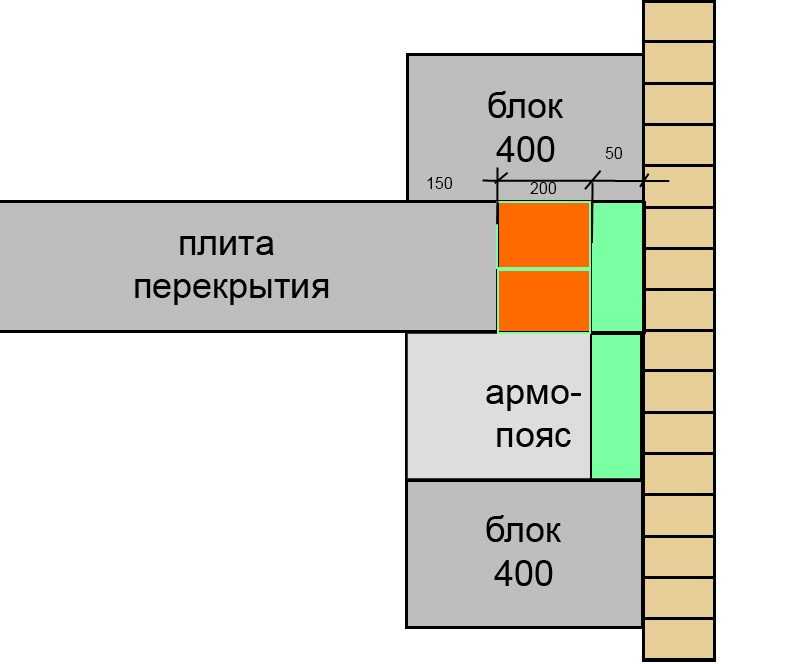
 Лучше всего предусмотреть запас. При возведении зданий специалисты чаще всего предусматривают опирание плит на 120 мм. Эта величина позволяет не беспокоится о том, что рабочие могут уложить изделие с небольшим смещением.
Лучше всего предусмотреть запас. При возведении зданий специалисты чаще всего предусматривают опирание плит на 120 мм. Эта величина позволяет не беспокоится о том, что рабочие могут уложить изделие с небольшим смещением.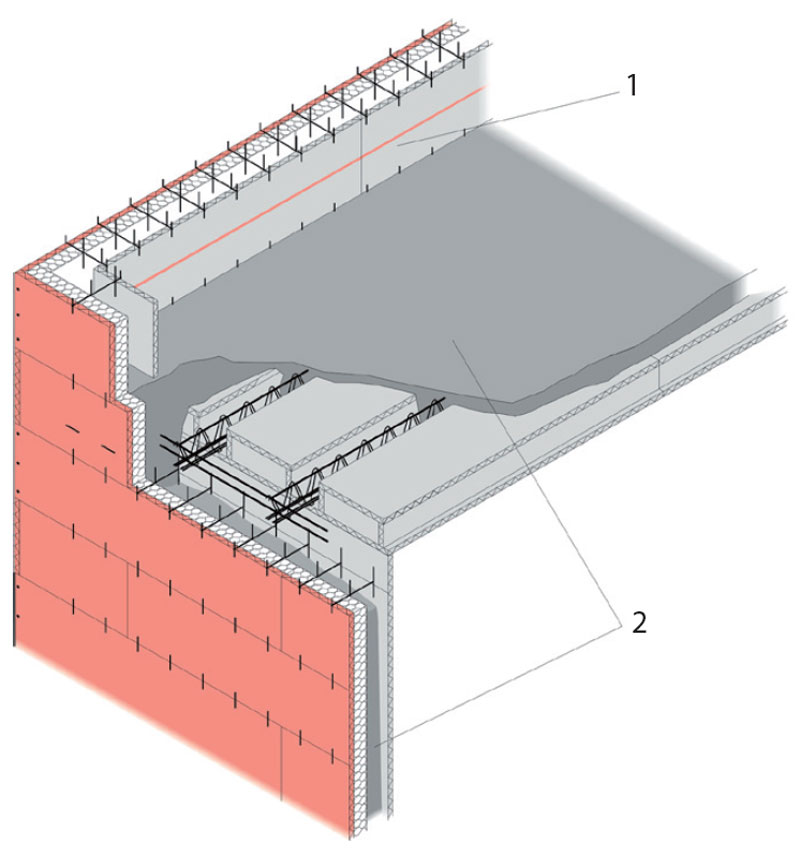
 Выполняется это для повышения прочности конструкции в местах защемления стеной.
Выполняется это для повышения прочности конструкции в местах защемления стеной. Двое рабочих укладывают плиту в проектное положение и открепляют от стропа. Еще один человек может понадобиться для подачи команд крановщику, если зрительный контакт его с рабочими невозможен.
Двое рабочих укладывают плиту в проектное положение и открепляют от стропа. Еще один человек может понадобиться для подачи команд крановщику, если зрительный контакт его с рабочими невозможен. 1 Готовимся укладывать плиты перекрытия – подготовительные мероприятия
1 Готовимся укладывать плиты перекрытия – подготовительные мероприятия Конструкция отличается повышенной нагрузочной способностью и увеличенным запасом прочности. Однако монолитный вариант имеет серьезные недостатки. Процесс сооружения конструкции достаточно дорогой и трудоемкий. Для цельной плиты необходим увеличенный объем бетонного раствора. Кроме того, массивная железобетонная платформа оказывает увеличенную нагрузку на фундамент;
Конструкция отличается повышенной нагрузочной способностью и увеличенным запасом прочности. Однако монолитный вариант имеет серьезные недостатки. Процесс сооружения конструкции достаточно дорогой и трудоемкий. Для цельной плиты необходим увеличенный объем бетонного раствора. Кроме того, массивная железобетонная платформа оказывает увеличенную нагрузку на фундамент; Сборный вариант превосходит по перечисленным показателям монолитную конструкцию и не уступает ей по прочностным свойствам.
Сборный вариант превосходит по перечисленным показателям монолитную конструкцию и не уступает ей по прочностным свойствам. Параллельно расположенные ребра повышают запас прочности плит и обеспечивают высокую нагрузочную способность. Ребристые плиты обладают устойчивостью к деформациям, однако уступают пустотелым по уровню теплоизоляции.
Параллельно расположенные ребра повышают запас прочности плит и обеспечивают высокую нагрузочную способность. Ребристые плиты обладают устойчивостью к деформациям, однако уступают пустотелым по уровню теплоизоляции.
 Каменистые примеси в цементном растворе способны вызвать перекосы панели при монтаже.
Каменистые примеси в цементном растворе способны вызвать перекосы панели при монтаже.
 Надежность сооружаемых перекрытий гарантируется при соблюдении рекомендаций, содержащихся в действующих стандартах.
Надежность сооружаемых перекрытий гарантируется при соблюдении рекомендаций, содержащихся в действующих стандартах.


 Учитывая ответственность выполнения монтажных операций, целесообразно воспользоваться услугами квалифицированных строителей. Они правильно выполнят установку панелей и не допустят ошибок.
Учитывая ответственность выполнения монтажных операций, целесообразно воспользоваться услугами квалифицированных строителей. Они правильно выполнят установку панелей и не допустят ошибок. Он идеально подходит для патио и садов и предотвратит проникновение кротов или крыс под тротуарную плитку.
Он идеально подходит для патио и садов и предотвратит проникновение кротов или крыс под тротуарную плитку. Вам нужно будет сделать достаточно бетона, чтобы сделать ровный 40-миллиметровый слой на кровати патио.
Вам нужно будет сделать достаточно бетона, чтобы сделать ровный 40-миллиметровый слой на кровати патио.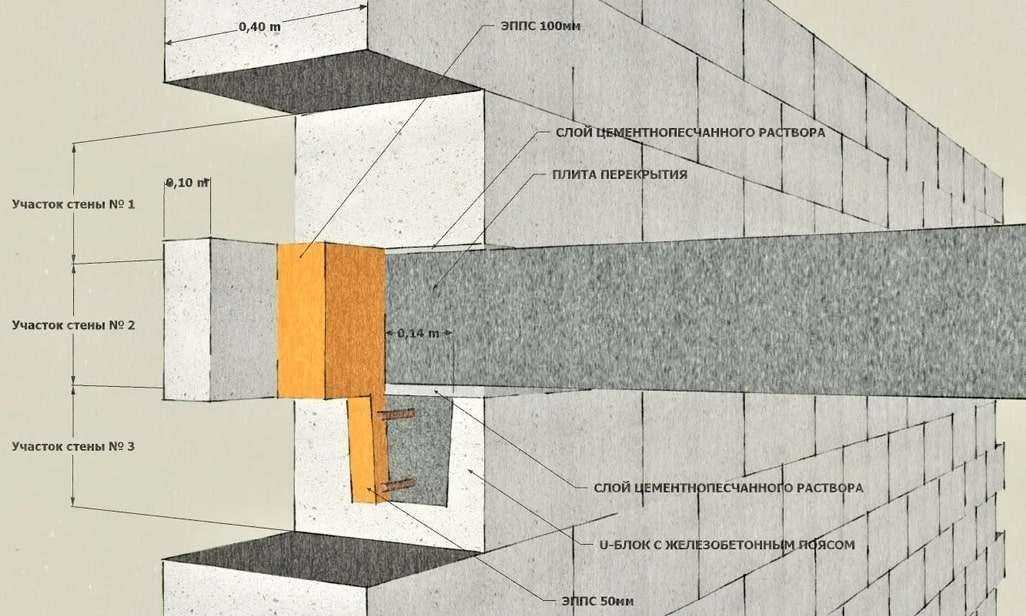 Затем вы можете создать декоративную границу , выкопав желоб по периметру и заполнив его морским заполнителем или черной полированной галькой.
Затем вы можете создать декоративную границу , выкопав желоб по периметру и заполнив его морским заполнителем или черной полированной галькой. Вскоре вы получите электронное письмо с подтверждением.
Вскоре вы получите электронное письмо с подтверждением.
 Вам также будет легче работать, если вы наденете наколенники (откроется в новой вкладке).
Вам также будет легче работать, если вы наденете наколенники (откроется в новой вкладке). Тротуарную плитку нельзя укладывать непосредственно на мягкий грунт или траву. Что имеет решающее значение для успешной укладки патио, так это подложка, обеспечивающая поддержку, необходимую для тротуарной плитки.
Тротуарную плитку нельзя укладывать непосредственно на мягкий грунт или траву. Что имеет решающее значение для успешной укладки патио, так это подложка, обеспечивающая поддержку, необходимую для тротуарной плитки.
