Шлифовальная головка для токарного станка. Приспособление для токарного станка для шлифовки
Шлифовальные головки токарных станков: чертежи, ВГР-150
Современные тенденции в сфере интеграции комбинированной обработки привели к тому, что на токарных станках также можно проводить шлифование. При выходе проблемы качества на первый план всегда обращают внимание на процесс финишной обработки, который называют шлифованием – выполнение механического воздействия за несколько проходов для уменьшения исходных погрешностей. Провести чистовую обработку при помощи токарного резца с получением качества, как при применении шлифовальных головок, невозможно из-за округления режущей кромки. Также не стоит забывать, что на токарном станке при небольших подачах может возникать вибрация, которая приведет к погрешности. По этой причине даже при появлении новых материалов, которые могут выдерживать сильное воздействие на протяжении длительного времени и не менять свою форму, шлифование остается основным методом, используемым для получения поверхности высокого класса шероховатости.

Головка шлифовальная для токарного станка ВГР-150-ЧР
Потребность в шлифовальных головках
Получение тел вращения на токарных станках проводится на протяжении последних нескольких десятилетий. Как правило, шлифование проводилось на другом оборудовании. Этот момент определил следующий технологический процесс:
- выполнение чернового токарного точения для снятия большого слоя металла;
- выполнение чистового токарного точения для подготовки детали к финишному этапу технологического процесса;
- финишная обработка на круглошлифовальном станке.
Подобный технологический процесс определяет увеличение затрат за счет установки специального станка для выполнения финишной обработки. При создании большой партии изделий приобретение шлифовального станка окупается, но при мелкосерийном производстве его покупка приведет к повышению себестоимости одного изделия. Выходом из ситуации можно назвать использование специальных шлифовальных головок, которые также могут применяться для получения поверхности с высоким классом шероховатости.
Особенности конструкции
Шлифовальные головки представляют собой специальную конструкцию, которая используется для значительного расширения возможностей станка токарной группы. Этот механизм условно относится к оснастке. К конструктивным особенностям можно отнести:
- наличие собственного электродвигателя, мощность которого может составлять от 1 квт и более. этот момент определяет то, что головка может стать оснасткой для различных моделей токарных станков. как правило, токарное оборудование имеет закрытую коробку скоростей и не имеет отдельного привода для подключения рассматриваемой оснастки;
- установленный электродвигатель подключается к цепи токарного станка, что определяет универсальность всей конструкции. при этом также есть трехфазная вилка для включения в отдельную цепь питания;
- головка имеет собственную станину, которая при модернизации может крепиться жестко вместо стандартного резцедержателя. этот момент определяет то, что оборудование позволяет получать качественные поверхности при высокой механизации процесса. при изготовлении станины используется сталь, что позволяет предотвратить вибрацию при работе за счет повышения жесткости конструкции;
- передача вращения проходит при помощи ременной передачи для понижения оборотов.
Конструкция довольно проста. При ее рассмотрении стоит обратить внимание на тип станины. Это связано с тем, что только определенный тип станины может подойти вместо резцедержателя к определенной модели токарного станка.
Шлифовальная головка для шлифовки внутреннего диаметра заготовки Шлифовальная головка для шлифовки наружного диаметра заготовкиШлифовальная головка ВГР 150
Есть несколько популярных моделей головок для круглого шлифования, среди которых отметим ВГР 150. Она имеет следующие особенности:
- поставляется со шпинделем для наружного шлифования с диаметром круга 125 миллиметров;
- версия ВГР 150 также может использоваться для шлифования внутренних поверхностей с кругом диаметром от 8 до 40 миллиметров;
- установки модели можно провести на станке токарной группы с диаметром шпильки под резцедержатель не более 22,5 миллиметров. при этом станина ВГР 150 имеет поверхность прилегания 202 на 102 миллиметра;
- при наружном шлифовании показатель частоты оборотов шпинделя на холостом ходу составляет 5000 об/мин, для внутреннего – 16 800 об/мин на холостом ходу. при работе показатель может существенно снижаться, что зависит от значения поперечной подачи. при сильной подаче есть вероятность проскальзывания ремня на установленных шкивах, что позволяет исключить вероятность смещения выходного вала электродвигателя относительно обмоток, а также его деформации;
- приводные валы ВГР 150 установлены на прецизионных подшипниках;
- шпиндельная втулка и моторная база имеет возможность регулировки, что в большей степени повышает универсальность приспособления;
- при помощи ременной передачи можно проводить регулировку скорости вращения круга в зависимости от поставленных задач, как правило, есть 2 передачи;
- использовать ВГР 150 можно для получения размеров с точностью в пределах от 0,01 до 0,02 миллиметров. этот момент определяет то, что модель 150 и 200 могут использоваться для получения поверхности высокой чистоты.
Максимальный диаметральный размер заготовки при использовании ВГР 150 ограничивается продольным перемещением суппорта и зависит от особенностей токарного станка.
Шлифовальная головка
Сталь и чугун при помощи рассматриваемой оснастки могут пройти процесс финишной обработки на токарном станке. При этом можно достигнуть такой же показатель шероховатости, как и при использовании круглошлифовального оборудования. Модель 200 отличается от рассматриваемой мощностью установленного электродвигателя и максимальными диаметральными размерами устанавливаемых кругов. Подобным образом можно понизить стоимость производства деталей за счет повышения универсальности используемого оборудования. При этом отметим, что оснастка подойдет для старого и нового токарного оборудования, так как имеет универсальное применение.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Accessories for turning and grinding work
The most common means for turning and grinding work are centers, cam shafts and collets, which is also used in other works (eg, drilling).
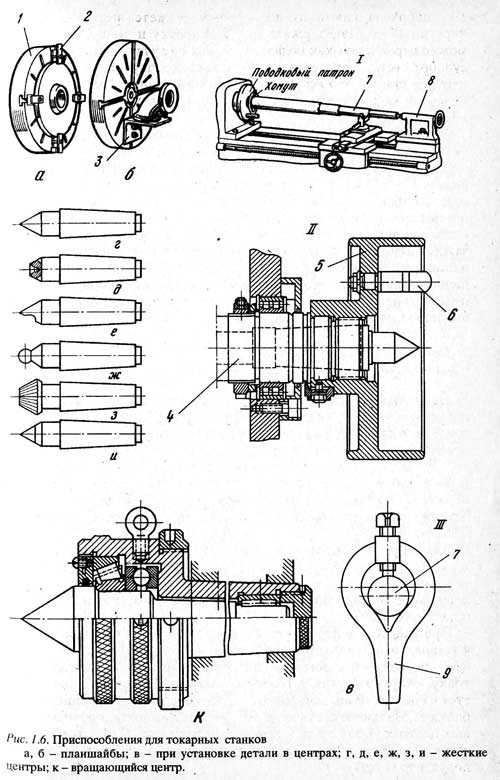
На рис. 122 shows the construction of a lathe centers: normal (rice. 122, α), with a spherical end (rice. 122, б), used for the displacement axial line of the workpiece relative to the machine center line, semicentres (rice. 122, at), allowing to combine external longitudinal turning and facing. To improve the durability of their centers are reinforced with hard alloy or metallized surface of the cone.
The heat in the cutting process, causing elongation of the workpiece, changes clamp force. To clamping force was constant, in the tailstock have expansion joints of various designs: spring, pneumatic and hydraulic, which allow several quill shift by heating the workpiece. These joints are usually used for fixing the workpiece in rotating centers.
To prevent deflection of non-rigid workpieces shafts, to apply for additional support lunettes movable or stationary type. Conventional fixed universal design lunettes not meet the requirements of high-speed processing, as the backrest cams, made of brass or iron, wear out quickly and their pairing with the part a gap, which leads to vibrations. AT. К. Seminsky proposed upgrade lunette (rice. 123).
The base 1 backrest instead of the cams 7 ball set, and nest under the cam cover 2 bore and rod inserted in it 4 with spring 5. At fixed earring rod 6 two ball bearings. Ball base backrest adjust to the diameter of the control roller, ustanavlivaemomu in malls, or at the workpiece.
Then throw the lid 2 backrest and a nut 3 adjust the position of the rod 4 in such a way, the gap between the base and the cover It was 3…5 mm, thereafter eccentric 8 pressed cover. When this spring 5 compressed and ball bearings, installed in earring, with the power begin to press the workpiece to the base ball bearings.
The beating of roundness and uniform thickness of different portions of the workpiece at a given design backrest perceived spring 5, which works as a shock absorber.
Conventional and Self-clamping clamps are of limited use, since they require considerable time to install, so often used pedestrian Self-clamping mandrel. Install and remove the blank in this case, you can at a spindle rotation. Set in the center of the preform is moved leftward urging quill, tailstock, wherein in the pressed preform end teeth leash, allowing transmission of torque from the spindle to the workpiece.
From rounds, Suitable for installation and fixing workpieces on lathes, the most common self-centering chucks trehkulachkovye. To consolidate asymmetrical pieces are usually used chetyrehkulachkovye cartridges with independent movement of each cam with a screw.
By basing the workpiece along the inner surface of the mandrel used Expansion pneumatically actuated. The most prominent structure is a pneumatic drive disc cartridge, shown in Figure, 124. In this design, installation and removal of the workpiece is possible without stopping the machine spindle. The cartridge is provided with an automatically-locking floating center. At the opening of the body devices are installed plungers 7, grooves in which toothed wheels are 5, the rotary zapressovannyh in plunžery 7 axes 6. Gear wheels 5 They are in engagement with the rack wedges 8, that their bevels using a crosswise inserts 4, pad located in grooves 3, move the blocks with eccentric cams clamped workpiece. Кулачки 1 rotate on axes 2, enshrined in the stocks 3. In the middle of the cartridge is bush 14 Floating chuck 16, rigidly associated with the cartridge housing. Head 10 connected to the rod of a pneumatic cylinder rocking 9.
If the clamp head 10 pushing plungers 7 and supplies the forward sleeve 15, sidyashtuyu sleeves 14. Кулачки 1 spring plungers 11 pressed against the stop screw 12, providing touch the middle portion of the cam surface and the workpiece clamped. When upiranie cams 1 in the workpiece gears 5, rolling on the rack teeth of the wedges 8, moves grommet 15, that his body and three balls clamps Center 16. pads 3 cams 1 inoperative holding spring plungers 13 at the same distance from the center of the cartridge.
На рис. 125 Refer tailstock lathe design with a built-in rotating center and a pneumatic cylinder to move the quill. This device reduces the time required for movement of the quill. Quill 2 moves with the rotating center 1 by rod 3 and the piston 5 pneumatic cylinder 4. When compressed air is supplied into the right cylinder chamber, поршень, moving left, pushes the stem quill to the workpiece.
Pneumatic 4 rigidly fixed to the tailstock housing. Using crane switchgear 6 carry out drive control.
For workpieces on lathes used pneumatic trehkulachkovye cartridges with adjustable cams. The use of adjustable cams due to the need to workpieces of different sizes. Frequent rearrangement of the cams (or linings) make it necessary to eat through them or grind, что, естественно, difficult readjustment, especially during the working day. Shown in Figure. 126 design not only allows the cams to adjust depending on the shape or size of workpiece, but quickly readjusted cartridge for use in. centers. В корпусе 2 cartridge is clutch 1, coupled with pneumatic actuator threaded rod. The coupling groove includes the long ends of the three arms 3, and their short ends - in polzushek slots 4, connected by screws 5 cams 6. At the end of the cartridge surface coated ring risk 7, and on the cams are dividing, allowing pre-install cams. When a cartridge changeover to work in the centers in the central hole of the bushing is inserted from the normal center, and one of the jaws is used as a leash.
In some cases, the workpieces with ribs or flanges expedient short rigid centering fingers or recesses in and along the clamp axis. На рис. 127 It shows a pneumatic device design for the axial clamping of thin-walled sleeve collar. The sleeve is centered in the groove disc 7, attached to body 1, and clamped along the axis of the three levers 6, planted on the axis 5. Levers actuated traction, connected to the screw 2, when moving a yoke moves 4 together with the levers 6, gripping the workpiece. Moving from left to right thrust screw 2 by a nut 3 moves in the direction of the rocker arm 4 the levers 6. Fingers, levers which are planted 6, slide on the oblique grooves disk 7 and thus somewhat lifted when unfastening preform (as shown by a thin line), allowing the release of the treated part and install a new billet.
Securing on the shoulder can handle both external, and the internal surface.
The enterprises also use pneumatic devices with removable clamping levers, providing concentricity of the outer and inner surfaces to be treated. The construction of such a device is shown in Figure. 128 and represents the body 5, inside which the hinge axes mounted levers 2 and 4. Short arm ends protrude, and long established in the rectangular slot rod 3. The threaded hole rod screwed rod 1, connected to the rod of the air cylinder (not shown). The case centered on the device faceplate 7 machine sleeve 6.
When driving rod 1 with shtokom 3 from right to left short ends of the arms 2 and 4 clamp the workpiece.
Also used cartridges with the installation of blanks on processed bases. На рис. 129 shows a cartridge design with the installation of the workpiece through the central hole and clamp for flange. When attaching the cams 3, sitting at the ends of the rods 1, their projections are based on the bar 2, unloading stocks from bending forces. When breakout workpiece cams 3 lower outer protrusions 4 run into the bar 2, freeing item, and inner projections 5 it is confronted with the mounting finger.
For mandrels used for treating various kinds of pneumatic devices expander. На рис. 130 It shows the construction of the three cam expander mandrel. It consists of a body 2 with cast iron threaded sleeve 3, screwed on the spindle. The blank is clamped by three cams 4, disposed at an angle of 120 ° in the holes of the mandrel body and extendable through the sleeve 5 Three wedges. Thrust sleeve moves 1 of the pneumatic actuator. Кулачки 4 returned to its original position upon release workpiece spring rings 6.
The main disadvantage of placing the pneumatic actuator to the rear end of the spindle is the impossibility of processing barstock. На рис. 131 shows the construction of pneumatic collet, which allows to process the workpiece from bar, passing through the spindle hole. With this structure, compressed air is supplied through a junction box, mounted on a rear end of the spindle. The duct from the junction box to the cartridge is housed in two metal tubes 1, soldered to the pipe groove 2.
When clamping the workpiece, compressed air is directed into the right cavity of the cartridge, moving the piston 3 Secure with a ring in it 5. This ring, pushing the cams 6, moves them along a conical surface of the sleeve 4, thereby clamping the workpiece. For breakout workpiece compressed air is directed into the cavity of the left cartridge, moving the piston 3 to the right, with fists 6 under the influence of a spring ring 7 differ.
Поделиться ссылкой:
Liked this:
Like Loading...
Похожее
tehnar.net.ua
Шлифовальное приспособление для токарного станка GH-серия
Оба главных вала имеют специальную
конструкцию. Используются прецизионные подшипники для высокого сопротивления
износу.
Основание двигателя и гильза шпинделя регулируемые.
Шлифовальные приспособления подходят для обработки деталей с мин. наружным диаметром 3 мм, и диаметром внутреннего отверстия от 2 мм
с точностью в пределах 0,003 мм (при оснащении специальными приспособлениями).
Гильза шпинделя изготовлена из чугуна и имеет
3 опорных поверхности.
Подходит для обработки таких материалов как сталь, чугун, медь, латунь, алюминий, чугун,
пластик, фарфор, мрамор.
www.interprom-spb.ru
Шлифовальная головка для токарного станка

ПРОМКАСКАД объявляет о запуске новой серийной продукции – шлифовальная головка для токарного станка. Для обеспечения чистовой обработки деталей изготовленных на токарном станке часто требуются круглошлифовальные станки. Но не все компании могут позволить себе содержать широкий парк металлообрабатывающего оборудования. Поэтому существует большая потребность в специальной оснастке на токарные станки (самый распространенный тип металлообрабатывающего оборудования). Для обеспечения потребности в шлифовальном оборудовании была разработана специальная шлифовальная головка на токарный станок. Она позволяет производить как круглое наружное шлифование так и круглое внутреннее шлифование.
Шлифовальная головка состоит из электродвигателя мощностью от 1.1 кВт, подключаемого в электросеть токарного станка, станины, устанавливаемой на универсальном токарном станке вместо штатного резцедержателя, и скоростного шпинделя. В полной комплектации головка Шлиф-1 имеет два шпинделя: для наружной шлифовки абразивными кругами диаметром 125 мм и для внутренней шлифовки шарошками диаметром от 8 до 40 мм. Внутришлифовальные шарошки наклеиваются на входящую в комплект шпинделя оправку.
Шлифовальная головка Шлиф-1 устанавливается на токарные станки с диаметром шпильки резцедержателя не более 22,5 мм. Поверхность прилегания к основанию 202 мм х 102 мм. Размер максимального внешнего диаметра шлифовки ограничен продольным перемещением суппорта токарного станка. Если отвести суппорт на себя до упора, прибавить к оси шпильки резцедержателя 167,5 мм ( в сторону обрабатываемой детали), то получим место где находится край абразивного круга диаметром 125 мм. Максимальный радиус обрабатываемой детали - это расстояние от этой точки до оси токарного патрона.
Минимальное расстояние от оси резцедержателя, до оси шпинделя шлифовальной бабки составляет 105 мм. Длинна паза 40 мм. Соответственно получаем диапазон поперечной фиксации шлифовального приспособления в 40 мм. Частота вращения шпинделя для наружного шлифования на холостых оборотах при 50Гц - 5000 об/мин, внутришлифовальный шпиндель вращается со скоростью 16 800 об/мин. Конструкция этого приспособления отвечает строгим требованиям машиностроительных норм и эргономики.
К преимуществам головки можно отнести:
- Экономия – нет необходимости покупать отдельный шлифовальный станок;
- приводные валы на прецизионных подшипниках;
- моторная база и шпиндельная втулка регулируются;
- частота вращения шпинделя конфигурируется в зависимости от типа задачи;
- точность в пределах 0,01 – 0,03 мм;
- высокая чистота поверхности;
promkaskad.ru
Шлифовальная головка для токарного станка
Шлифовальные головки токарных станков
Современные тенденции в сфере интеграции комбинированной обработки привели к тому, что на токарных станках также можно проводить шлифование. При выходе проблемы качества на первый план всегда обращают внимание на процесс финишной обработки, который называют шлифованием – выполнение механического воздействия за несколько проходов для уменьшения исходных погрешностей. Провести чистовую обработку при помощи токарного резца с получением качества, как при применении шлифовальных головок, невозможно из-за округления режущей кромки. Также не стоит забывать, что на токарном станке при небольших подачах может возникать вибрация, которая приведет к погрешности. По этой причине даже при появлении новых материалов, которые могут выдерживать сильное воздействие на протяжении длительного времени и не менять свою форму, шлифование остается основным методом, используемым для получения поверхности высокого класса шероховатости.

Головка шлифовальная для токарного станка ВГР-150-ЧР
Потребность в шлифовальных головках
Получение тел вращения на токарных станках проводится на протяжении последних нескольких десятилетий. Как правило, шлифование проводилось на другом оборудовании. Этот момент определил следующий технологический процесс:
- выполнение чернового токарного точения для снятия большого слоя металла;
- выполнение чистового токарного точения для подготовки детали к финишному этапу технологического процесса;
- финишная обработка на круглошлифовальном станке.
Подобный технологический процесс определяет увеличение затрат за счет установки специального станка для выполнения финишной обработки. При создании большой партии изделий приобретение шлифовального станка окупается, но при мелкосерийном производстве его покупка приведет к повышению себестоимости одного изделия. Выходом из ситуации можно назвать использование специальных шлифовальных головок, которые также могут применяться для получения поверхности с высоким классом шероховатости.
Особенности конструкции
Шлифовальные головки представляют собой специальную конструкцию, которая используется для значительного расширения возможностей станка токарной группы. Этот механизм условно относится к оснастке. К конструктивным особенностям можно отнести:
- наличие собственного электродвигателя, мощность которого может составлять от 1 квт и более. этот момент определяет то, что головка может стать оснасткой для различных моделей токарных станков. как правило, токарное оборудование имеет закрытую коробку скоростей и не имеет отдельного привода для подключения рассматриваемой оснастки;
- установленный электродвигатель подключается к цепи токарного станка, что определяет универсальность всей конструкции. при этом также есть трехфазная вилка для включения в отдельную цепь питания;
- головка имеет собственную станину, которая при модернизации может крепиться жестко вместо стандартного резцедержателя. этот момент определяет то, что оборудование позволяет получать качественные поверхности при высокой механизации процесса. при изготовлении станины используется сталь, что позволяет предотвратить вибрацию при работе за счет повышения жесткости конструкции;
- передача вращения проходит при помощи ременной передачи для понижения оборотов.
Конструкция довольно проста. При ее рассмотрении стоит обратить внимание на тип станины. Это связано с тем, что только определенный тип станины может подойти вместо резцедержателя к определенной модели токарного станка.
Шлифовальная головка для шлифовки внутреннего диаметра заготовки Шлифовальная головка для шлифовки наружного диаметра заготовкиШлифовальная головка ВГР 150
Есть несколько популярных моделей головок для круглого шлифования, среди которых отметим ВГР 150. Она имеет следующие особенности:
- поставляется со шпинделем для наружного шлифования с диаметром круга 125 миллиметров;
- версия ВГР 150 также может использоваться для шлифования внутренних поверхностей с кругом диаметром от 8 до 40 миллиметров;
- установки модели можно провести на станке токарной группы с диаметром шпильки под резцедержатель не более 22,5 миллиметров. при этом станина ВГР 150 имеет поверхность прилегания 202 на 102 миллиметра;
- при наружном шлифовании показатель частоты оборотов шпинделя на холостом ходу составляет 5000 об/мин, для внутреннего – 16 800 об/мин на холостом ходу. при работе показатель может существенно снижаться, что зависит от значения поперечной подачи. при сильной подаче есть вероятность проскальзывания ремня на установленных шкивах, что позволяет исключить вероятность смещения выходного вала электродвигателя относительно обмоток, а также его деформации;
- приводные валы ВГР 150 установлены на прецизионных подшипниках;
- шпиндельная втулка и моторная база имеет возможность регулировки, что в большей степени повышает универсальность приспособления;
- при помощи ременной передачи можно проводить регулировку скорости вращения круга в зависимости от поставленных задач, как правило, есть 2 передачи;
- использовать ВГР 150 можно для получения размеров с точностью в пределах от 0,01 до 0,02 миллиметров. этот момент определяет то, что модель 150 и 200 могут использоваться для получения поверхности высокой чистоты.
Максимальный диаметральный размер заготовки при использовании ВГР 150 ограничивается продольным перемещением суппорта и зависит от особенностей токарного станка.
Шлифовальная головка
Сталь и чугун при помощи рассматриваемой оснастки могут пройти процесс финишной обработки на токарном станке. При этом можно достигнуть такой же показатель шероховатости, как и при использовании круглошлифовального оборудования. Модель 200 отличается от рассматриваемой мощностью установленного электродвигателя и максимальными диаметральными размерами устанавливаемых кругов. Подобным образом можно понизить стоимость производства деталей за счет повышения универсальности используемого оборудования. При этом отметим, что оснастка подойдет для старого и нового токарного оборудования, так как имеет универсальное применение.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
(голосов: 2, в среднем: 5,00 из 5) Загрузка...stankiexpert.ru
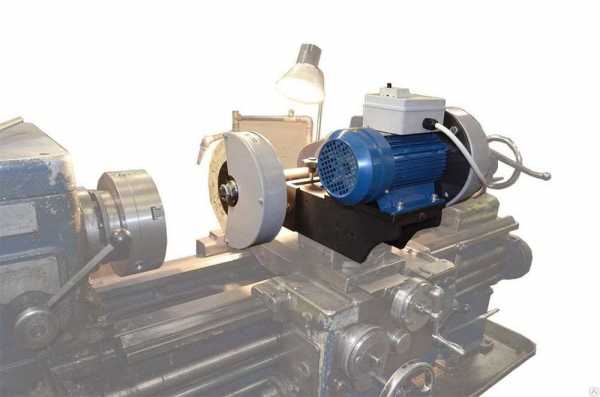
Шлифовальная головка для токарного станка ВГР-150
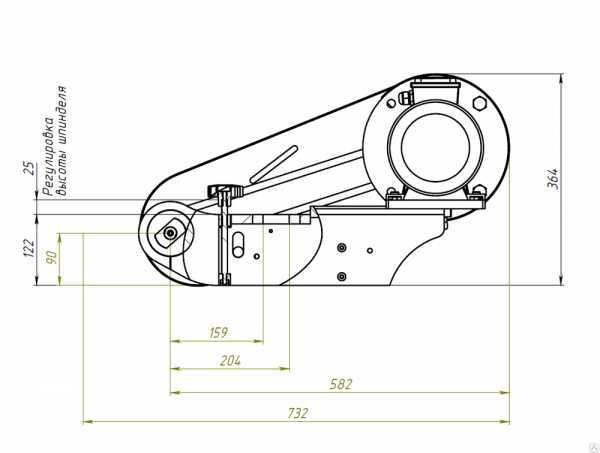
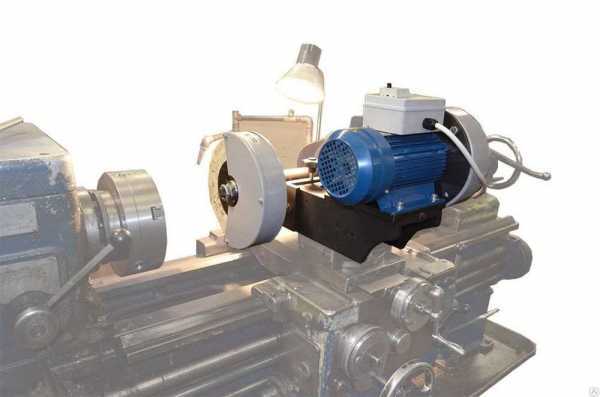
Для расширения возможностей токарного станка выпускается специальная механизированная оснастка - шлифовальная головка ВГР-150. Она состоит из электродвигателя мощностью 1.1 кВт, подключаемого в электросеть токарного станка, станины, устанавливаемой на универсальном токарном станке вместо штатного резцедержателя, и скоростного шпинделя.
В полной комплектации головка ВГР-150 имеет два шпинделя: для наружной шлифовки абразивными кругами диаметром 125 мм и для внутренней шлифовки шарошками диаметром от 8 до 40 мм. Внутришлифовальные шарошки наклеиваются на входящую в комплект шпинделя оправку.
Размер максимального внешнего диаметра шлифовки ограничен продольным перемещением суппорта токарного станка. Если отвести суппорт на себя до упора, прибавить к оси шпильки резцедержателя 167,5 мм (в сторону обрабатываемой детали), то получим место где находится край абразивного круга диаметром 125мм.
Максимальный радиус обрабатываемой детали - это расстояние от этой точки до оси токарного патрона.
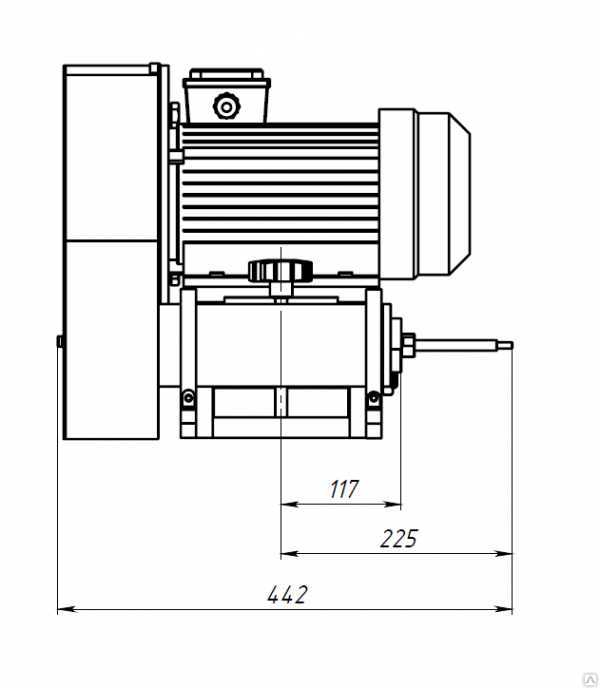
Минимальное расстояние от оси резцедержателя, до оси шпинделя шлифовальной бабки составляет 105 мм. Длина паза 40 мм. Соответственно получаем диапазон поперечной фиксации шлифовального приспособления ВГР-150 в 40 мм
Частота вращения шпинделя для наружного шлифования на холостых оборотах при 50Гц - 5000 об/мин. Внутришлифовальный шпиндель вращается со скоростью 16 800 об/мин
Установка на станок: Устанавливается на токарные станки с диаметром шпильки резцедержателя не более 22,5мм. Поверхность прилегания к основанию 202мм х 102 мм.
Технические характеристики
- Мощность двигателя: 1100 Вт
- Напряжение питания: 380 В
- Шпиндель для наружной шлифовки: 125 мм
- Шпиндель для внутренней шлифовки: от 8 до 40 мм
- Масса без оснастки: 30,5 кг
- Габариты: 350 х 500 х 330 мм (со шпинделем для наружной шлифовки)
Посадочное место производтся по размерам заказчика.
www.protehnology.ru
Шлифовальная головка для токарного станка ВГР-300
Для расширения возможностей токарного станка выпускается специальная механизированная оснастка - шлифовальная головка ВГР-300. Она состоит из электродвигателя мощностью 3 кВт, подключаемого в электросеть токарного станка, станины, устанавливаемой на универсальном токарном станке вместо штатного резцедержателя, и скоростного шпинделя.
Шлифовальная головка для токарного станка выпускается уже более 5 лет. За это время конструкция этого приспособления неоднократно усовершенствовалась, отвечает строгим требованиям машиностроительных норм и эргономики.
| Основные особенности шлифовальной головки ВГР-300:
| |
| Базовая комплектация:
| |
| Установка на станок: Шлифовальная головка ВГР-300 устанавливается на токарные станки вместо штатного резцедержателя. Поверхность прилегания к основанию 293х165 мм. Посадочное место может быть адаптировано по требованию заказчика. | |
|
|  |
Технические характеристики:
- Наружный шлифовальный шпиндель:Размер круга (∅ х Ш х отв.), мм 300х32х76Скорость холостого хода при 50Гц, 1500об/мин.
- Внутришлифовальный шпиндель:Диаметр шлифования 16 мм и болееРазмер круга ∅ х Ш х отв. 25 мм x 20 мм x 6 ммПосадка оправки для внутренней шлифовки М14х1,5Скорость холостого хода при 50Гц 3500 об/мин.Глубина шлифования максимум 80 мм
- РМЦ станка 1000 мм и более
- Мощность 3 кВт
- Габариты мм 700х500х520 мм
- Масса 80 кг
www.protehnology.ru
Шлифовальная головка для токарного станка

ПРОМКАСКАД объявляет о запуске новой серийной продукции – шлифовальная головка для токарного станка. Для обеспечения чистовой обработки деталей изготовленных на токарном станке часто требуются круглошлифовальные станки. Но не все компании могут позволить себе содержать широкий парк металлообрабатывающего оборудования. Поэтому существует большая потребность в специальной оснастке на токарные станки (самый распространенный тип металлообрабатывающего оборудования). Для обеспечения потребности в шлифовальном оборудовании была разработана специальная шлифовальная головка на токарный станок. Она позволяет производить как круглое наружное шлифование так и круглое внутреннее шлифование.
Шлифовальная головка состоит из электродвигателя мощностью от 1.1 кВт, подключаемого в электросеть токарного станка, станины, устанавливаемой на универсальном токарном станке вместо штатного резцедержателя, и скоростного шпинделя. В полной комплектации головка Шлиф-1 имеет два шпинделя: для наружной шлифовки абразивными кругами диаметром 125 мм и для внутренней шлифовки шарошками диаметром от 8 до 40 мм. Внутришлифовальные шарошки наклеиваются на входящую в комплект шпинделя оправку.
Шлифовальная головка Шлиф-1 устанавливается на токарные станки с диаметром шпильки резцедержателя не более 22,5 мм. Поверхность прилегания к основанию 202 мм х 102 мм. Размер максимального внешнего диаметра шлифовки ограничен продольным перемещением суппорта токарного станка. Если отвести суппорт на себя до упора, прибавить к оси шпильки резцедержателя 167,5 мм ( в сторону обрабатываемой детали), то получим место где находится край абразивного круга диаметром 125 мм. Максимальный радиус обрабатываемой детали - это расстояние от этой точки до оси токарного патрона.
Минимальное расстояние от оси резцедержателя, до оси шпинделя шлифовальной бабки составляет 105 мм. Длинна паза 40 мм. Соответственно получаем диапазон поперечной фиксации шлифовального приспособления в 40 мм. Частота вращения шпинделя для наружного шлифования на холостых оборотах при 50Гц - 5000 об/мин, внутришлифовальный шпиндель вращается со скоростью 16 800 об/мин. Конструкция этого приспособления отвечает строгим требованиям машиностроительных норм и эргономики.
К преимуществам головки можно отнести:
- Экономия – нет необходимости покупать отдельный шлифовальный станок;
- приводные валы на прецизионных подшипниках;
- моторная база и шпиндельная втулка регулируются;
- частота вращения шпинделя конфигурируется в зависимости от типа задачи;
- точность в пределах 0,01 – 0,03 мм;
- высокая чистота поверхности;
promkaskad.ru
i-perf.ru
Шлифовальное приспособление для токарного станка ИТ 1М
Приспособление шлифовальное ИТ-1М.64 предназначено для наружного и внутреннего шлифования деталей, устанавливаемых в центрах или патронах.
Приспособление шлифовальное является специнструментом к токарно-винторезным станкам ИT-1M, ИТ-1ГМ.
Технические характеристики
| Параметр | Ед. измерения | При наружном шлифовании | При внутреннем шлифовании |
Основные данные |
|
|
|
| Диаметры шлифуемых заготовок |
|
|
|
| Наибольший | мм | 220 | 300 |
| Наименьший | мм | 20 | 30 |
| Размеры шлифовальных кругов |
|
|
|
| наружный диаметр | мм | 150 | 25 |
| ширина | мм | 20 | 25 |
| Частота вращения шпинделя | об/мин | 4200 | 12250 |
| Наибольшие скорости шлифования | м/с | 33 | 16 |
Приводные ремни |
|
|
|
| Тип |
| Плоский, бесконечный, из синтетических материалов | |
| Длина | мм | 650 | 850 |
| Ширина | мм | 30 | 30 |
| Масса | кг | 26 | |
Техническая характеристика электрооборудования | |||
| Тип электродвигателя |
| 4АА63В2 | |
| Мощность | кВт | 0,55 | |
| Частота вращения | об/мин | 2800 | |
Устройство и работа изделия
Основанием приспособления является плита 1, в которой укреп лен шпиндель. На шпинделе крепится шлифовальный камень, за крытый кожухом, и шкив ременной передачи. Электродвигатель установлен на подвижном кронштейне 4, который позволяет менять натяжение ремня. Ременная передача закрыта ограждением 3.
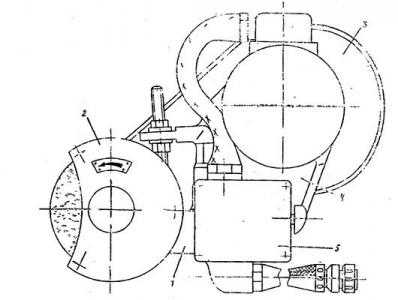
Рисунок - шлифовальное приспособление для токарного станка ИТ 1М
Порядок работы
Для работы шлифовальное приспособление необходимо установить на верхней каретке суппорта вместо резцедержателя и закрепить гайкой 1 (рис. 5).
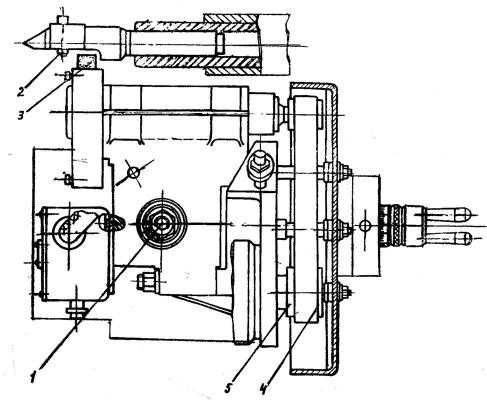
Рисунок - Наладка шлифовального приспособления на наружное шлифование
При внутреннем шлифовании (рис. 6) необходимо заменить шкив 2 па валу электродвигателя, заменить ремень 3, чтобы получить необходимую скорость шлифования, и установить удлинитель 1 с кругом диаметром 25 мм.
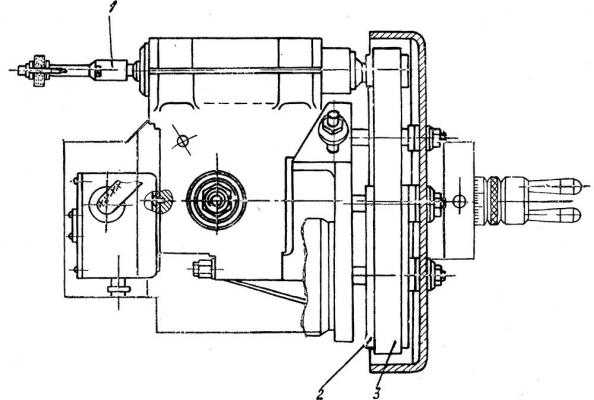
Рисунок - Наладка шлифовального приспособления на внутреннее шлифование
www.stanoktehpasport.ru
Барабанно шлифовальное приспособление для токарного станка по дерев | Самодельные инструменты+станки
Текст из видео:
- 00:00: здравствуйте уважаемые зрители подписчики и гости канала в ближайшем будущем я собираюсь заняться сегментом точения и для того чтобы не это осуществить мне нужно решить две технические как бы задачки это достаточно точно пиление под углом сегментов чтобы можно было склеивать без зазоров и еще одна задача это при шлифовка частей то есть
- 00:30: колец так скажем друг другу чтобы их при шлифовать можно наверно двумя способами или даже тремя кто-то пробует рейсмусовом станком это сделать кто-то на дисковом то есть диск шлифовальный станок или диск просто со шкуркой при шлифует у кого-то есть станок барабана
- 01:00: шлифовальный ну поглядел и сколько стоят такие станки что-то мне не захотелось его даже даже мечтать не приходится попробовал решил попробовать сделать при приспособление на токарный станок барабана шлифовального приспособление так как у нас уже практически готовы и шпиндель это так токарный станок а то есть спине приспособление из
- 01:30: двух основных узлов состоит вытащил я из дерева прям на этом же станке вот такой барабан здесь у меня проточка под зажим патрону а здесь я сделал проточку под конус точнее непот конуса под задней центр то есть сам конус это не
- 02:01: очень-то надежное крепление я сделал проточку под обоими подшипника то есть самого заднего центра и еще одно еще одна часть то приспособлений это сам столик будет ставиться сюда прямо на станину сверху это просто гладкая ламинированная
- 02:31: фанера скользкая достаточно снизу основание которое прикручивается к станине это планка с двумя болтами которые притягиваются к станине основания сзади два шарнира сделано мы тут болтов не было коротких
- 03:02: пришлось шагами доставит и сам узел то есть передней части узел регулировать шпилька на 8 столику к верхнему сделано такие вот бобышки оставлена цилиндрическая втулочка дней свободно обращается
- 03:34: шпилька резьба сточена закон трогаем нас на втором а снизу тоже две бабушки две бабушки цилиндрическая втулка в ней перпендикулярно портфель на отверстия с резьбой шпилька просто крутится подымая приступим к установке заводим
- 04:09: станем за дело в патроне ножи у лил барабан за одним
- 04:42: центром патрона барабан на месте забыл сказать фиксацию просто стамеской выбрал сегменты таки треугольной обычно
- 05:13: перфорированная железяки были маленькими широкой шурупы коми прикрутил так теперь стол сейчас поверну сначала до самого барабана есть нюанс настройки определенно сейчас камеру переставлю настройки столик крепления столика вернее есть определенный нюанс то есть вот этот вот
- 05:44: зазор он должен по всей длине барабана полностью быть одинаковым или сходиться на сходиться на 0 видно чтобы этого достичь крепление столика я не делал направляющих вниз чтобы они жестко чтобы столик жестко был в позу станины его можно поворачивать так как
- 06:14: он наклонён под каким то углом то есть так или эдак то этот зазор можно нивелировать то есть сделать идентичным по всем если поворачивать он с небольшим углом меняется таким образом можно сделать его равномерным вот так и после этого уже протягиваем столик
- 06:48: затягиваем балтики тут у меня еще не доработана этим болты неудобно и в этом месте лучше барашки какие-то сделать так после того как настроили закрепили стулик тут у меня импровизированная такая аспирация вот можно провести испытания есть вот
- 07:18: такая вот дощечка кленова эти после пилы жутко неровно студента чины попробуем ее вращение будет нормально то есть как для токарного станка обычная стандартная потому что у меня
- 07:48: патрон на патроне нет фиксирующих болтов и реверс включается отсюда подавать конечно удобно было бы на реверс включать я не хочу потом боюсь раскрутиться патрон фиксирующие болты в патроне сделать все давайте пробовать так вот такой результат
- 09:09: почему проверить плоскость пуск я бы сказал хорошая еще угольник не очень
- 09:40: что сказать шкурка это конечно так опытные у меня то что было намотал стеклянная шкурка сыпется быстрая не годится и разное зерно какой калибр очень мало срисует конечно грубо 120 шкурка выпячивает как 80к даже
- 10:10: вот еще не попробовать вот такой вот шпон из груши вот получился вот
- 10:50: такой результат это шпон пелены на ленточной пиле конечно криво все но с таким шлифовальным барабаном можно выйти из положения даже маленькой как прилипает к поверхности луны да забыл сказать для
- 11:28: чего стол такой длинный как у нас ну чтобы полностью у меня диаметр заготовки в патрон в станок влазит максимально 25 сантиметров вот кольца максимально который можно на нем обтачивать тоже получается 25 сантиметров то есть получилось полметра на 25 столик и длина вала тоже 25
- 12:01: сантиметров чуть больше получается я полностью плоскостью плоскостью я уложу она полностью прилегает и и шлифует верхнем поверхности потом можно перевернуть и вы шлифовать нижнюю вот дощечка которая показывал не с двух сторон вторую сторону тоже от целевого что
- 12:32: получилось то есть 1126 1136 разница в 1 десятка дальше посмотрим 1136 1132 11:30 1127 получается в пол
- 13:09: пол десятые миллиметра где-то разбег если не считать одного угла чуть-чуть проваленного я думаю точность неплохая для такой система она ещё сырая барабан маленького бьет потому что маленькой дергает или это шкурка так себя ведет на нем так как то наверное все на
- 13:47: сегодня спасибо большое до свидания всего вам хорошего
postila.ru