Горизонтально-фрезерные станки: модели, технические характеристики, устройство, назначение. Станок горизонтально фрезерный настольный
НГФ-110 (НГФ-110Ш4) станок фрезерный горизонтальный настольныйсхемы, описание, характеристики
Сведения о производителе фрезерного горизонтального настольного станка НГФ-110
Фрезерный горизонтальный настольный станок модели НГФ-110 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
НГФ-110Ш4 станок фрезерный горизонтальный настольный. Назначение и область применения
Фрезерный станок НГФ-110Ш4 выпускается по ТУ-79 РСФСР 441-79 и заменил устаревшую модель фрезерного станка НГФ-110Ш3, который выпускался по ТУ-79 РСФСР 355-72.
Горизонтально-фрезерный станок НГФ-110Ш1 выпускался заводом № 5 имени Дзержинского г. Щелково Московской области пос. им. Свердлова в 60-х годах прошлого века.
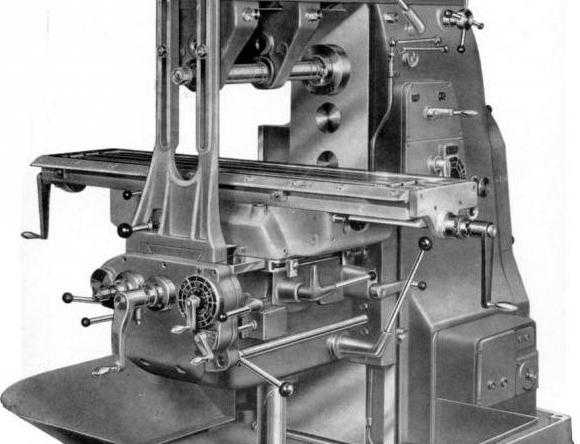
Горизонтальный консольно-фрезерный станок НГФ-110 настольного типа предназначен для выполнения фрезерных операций по обработке горизонтальных плоскостей, пазов и других поверхностей. Установка вертикально-фрезерной головки ВФГ позволяет дополнительно производить обработку вертикальных плоскостей, а также плоскостей под определенным углом. Обработка плоскостей производится дисковыми, торцовыми, концевыми, угловыми и фасонными фрезами.
Настольный горизонтально-фрезерный станок модели НГФ-110Ш4 является специальным школьным оборудованием и предназначен для производственного обучения в средней школе для оборудования школьных учебных мастерских.
Обозначение фрезерного станка НГФ-110Ш4. Буквы и цифры означают:
- Н - настольный станок
- Г - горизонтальный станок
- Ф - фрезерный станок
- 110 - наибольший диаметр фрез, применяемых на станке (мм)
- Ш - широкоуниверсальный
- 3, 4 - модель
НГФ-110Ш4 Габариты рабочего пространства фрезерного станка
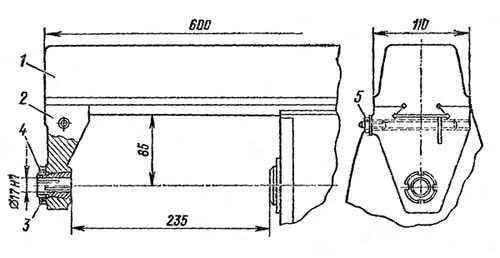
Эскиз хобота с серьгой горизонтально-фрезерного станка НГФ-110
- хобот
- серьга
- гайка
- втулка серьги
- гайка
Стойка в верхней части имеет направляющие типа «ласточкин хвост», в которых установлен хобот 1. Хобот можно перемещать по направляющим вручную. Зажим хобота на направляющих осуществляется клином, который при завертывании винта затягивается и закрепляет хобот на стойке.
В переднем конце хобота установлена серьга 2. Серьга на хоботе стягивается гайкой 5. Перестановка серьги с одного станка на другой в связи с индивидуальной подгонкой не допускается.
Бронзовый подшипник-втулка серьги 4 имеет коническую наружную поверхность и два продольных разреза, за счет которых гайкой 3 регулируется зазор в подшипнике.
Перед началом работы необходимо смазать маслом И-30А внутреннюю полость втулки серьги.
Регулировка зазора определяется по нагреву втулки серьги (при обкатке в течение одного часа при максимальной частоте вращения шпинделя нагрев втулки не должен превышать 50—60° С, при достаточно обильной смазке).
Оправка предназначена для крепления цилиндрических дисковых и других фрез.
Фрезы крепятся на оправке с помощью установочных колец и гайки.
Для обеспечения жесткости режущего инструмента свободный конец оправки устанавливается в опору серьги. Серьга закрепляется на хоботе.
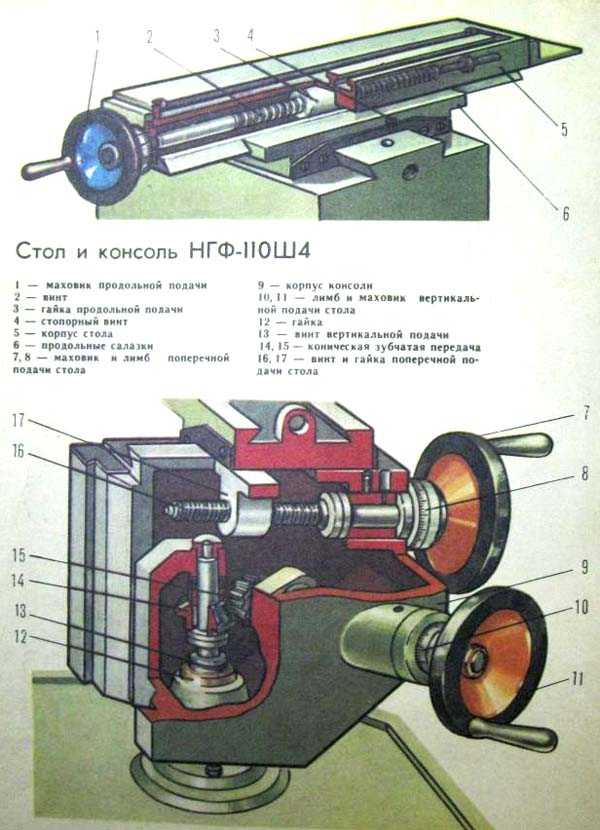
НГФ-110 Посадочные и присоединительные базы фрезерного станка. Стол с салазками
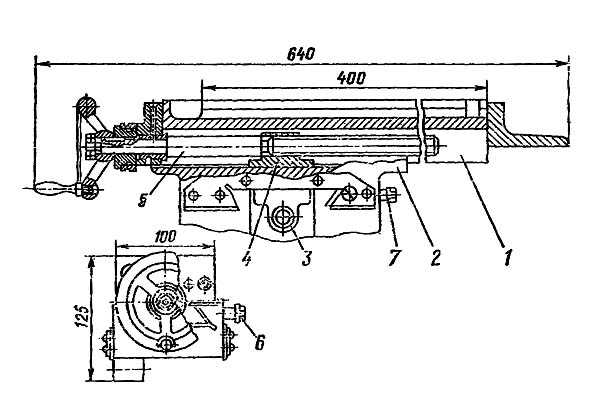
- стол
- салазки
- гайка поперечной подачи
- гайка продольной подачи
- винт продольной подачи
- винт зажима cтола на салазках
- винт зажима салазок на консоли
Рабочий стол станка является последним элементом в цепи подач и имеет возможность перемешаться в трех направлениях: по направляющим салазок — в продольном, вместе с салазками по направляющим консоли — в поперечном и вместе с консолью по направляющим стойки— в вертикальном.
НГФ-110Ш4 Общий вид универсального фрезерного станка

НГФ-110Ш3 Общий вид универсального фрезерного станка

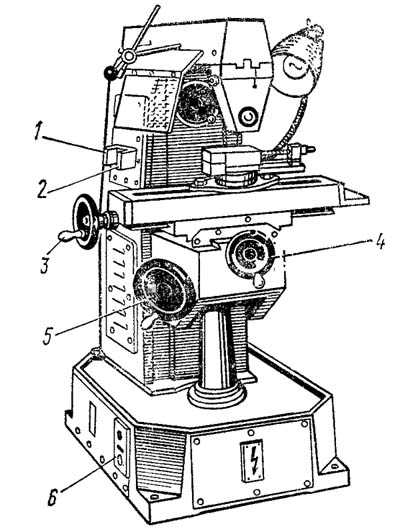
НГФ-110 Расположение составных частей на станке
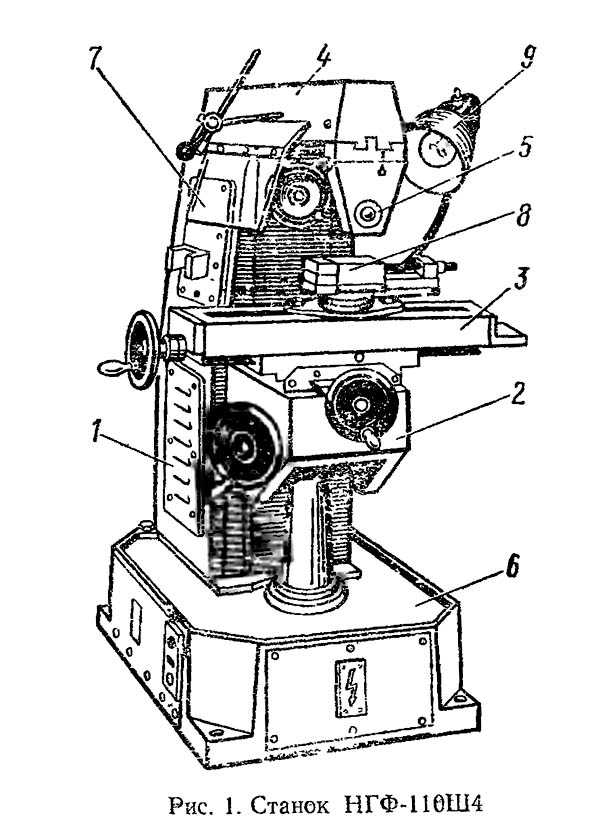
Перечень составных частей фрезерного станка
- стойка с коробкой скоростей
- консоль
- стол с салазками
- хобот с серьгой
- оправка
- плита с электроаппаратурой
- экран защитный
- тиски
- светильник местного освещения
НГФ-110 Расположение органов управления станком
Перечень органов управления фрезерным станком НГФ-110
- рукоятка, переключения частот вращения шпинделя
- рукоятка, переключения частот вращения шпинделя
- маховичок продольной подачи
- маховичок поперечной подачи
- маховичок вертикальной подачи
- кнопочный пост управления
НГФ-110 Кинематическая схема фрезерного станка
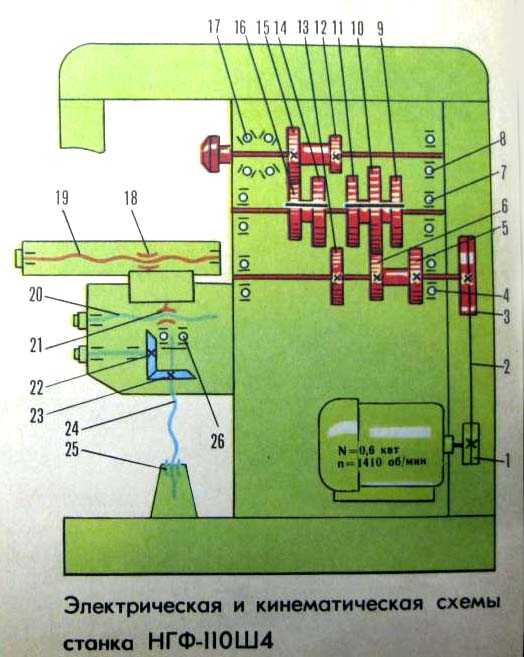
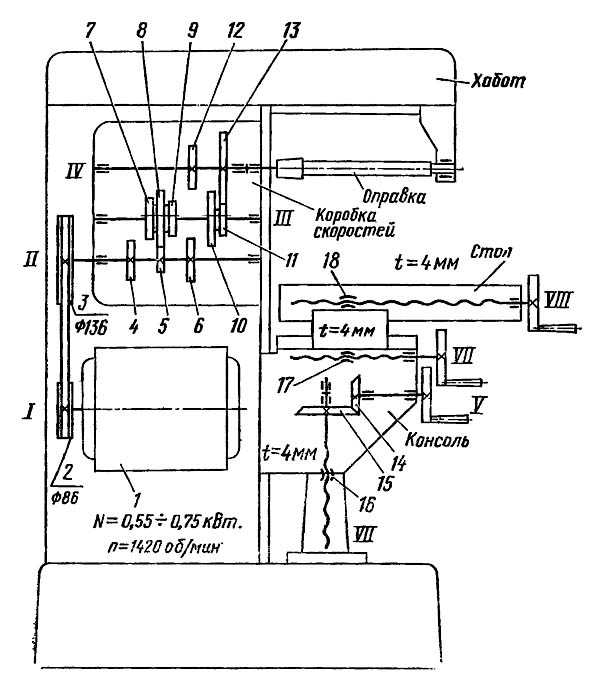
Кинематическая схема станка
Вращение от электродвигателя I передается клиноременной передачей валу II коробки скоростей (рис. 7). Далее с вала II. на вал III и затем на шпиндель IV вращение передается через шестерни 4, 5, 6, неподвижно закрепленные на валу II, подвижные тройной и двойной блоки шестерен, сидящие на валу III и шестерни 12, 13 неподвижно закрепленные/на шпинделе IV.
Подвижные блоки шестерен позволяют получить шесть различных частот вращения шпинделя (см. график частот вращения шпинделя).
Описание основных узлов фрезерного станка НГФ-110
Стойка станка НГФ-110 с коробкой скоростей
Стойка является базовым узлом, на котором монтируются все остальные узлы и механизмы станка.
Жесткость конструкции стойки достигается за счет развитого основания и трапецеидального сечения стойки по высоте.
Стойка разделена на два отсека. В верхнем отсеке монтируется коробка скоростей, в нижнем — электродвигатель.
Трехваловая шестискоростная коробка скоростей смонтирована в верхней части корпуса стойки и обеспечивает регулирование частоты вращения шпинделя от 125 до 1250 об/мин. Подбор необходимой частоты вращения осуществляется с помощью рычагов переключения, расположенных с левой стороны станка.
Для осмотра коробки скоростей необходимо снять боковую крышку.
Шпиндель ставка представляет собой двухопорный полый вал.
Передняя шейка шпинделя опирается на два радиально-упорных подшипника 8 (рис. 2), а задняя — на радиальный подшипник 9. Для устранения осевого зазора передних подшипников на шпинделе установлены две гайки 10. Между подшипниками установлены распорные кольца 11 и 12. При износе подшипников зазор в них устраняется шлифовкой торцов внутреннего распорного кольца 12. Компенсационное кольцо 13 служит для устранения осевого люфта шпинделя.
Консоль
Консоль является базовым узлом механизма подач. На направляющих консоли установлен стол с салазками. Поперечная подача стола осуществляется от винта поперечной подачи 2. Вертикальная подача консоли по направляющим стойки осуществляется от" винта вертикальной подачи 3.
Экран защитный
На станке установлен экран защитный для защиты работающего от отлетающей стружки в зоне резания.
Фото коробки скоростей шпинделя фрезерного станка НГФ-110

Схема коробки скоростей фрезерного станка НГФ-110
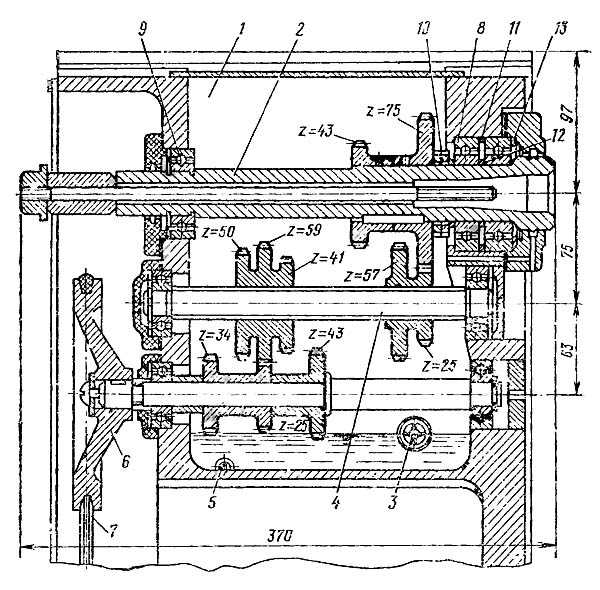
- стойка
- шпиндель
- маслоуказатель
- шлицевой вал
- сливная пробка
- шкив
- клиновой ремень
- радиально-упорный подшипник
- радиальный подшипник
- гайка
- кольцо
- кольцо
- компенсационное кольцо
Смазка коробки скоростей
Смазка зубчатых колес и подшипников коробки скоростей осуществляется разбрызгиванием.
Масло И-30А заливается в масляный резервуар до уровня, контролируемого маслоуказателем.
Масло менять первый раз через 15 дней работы, затем через каждые 3 месяца.
Схема электрическая фрезерного станка НГФ-110
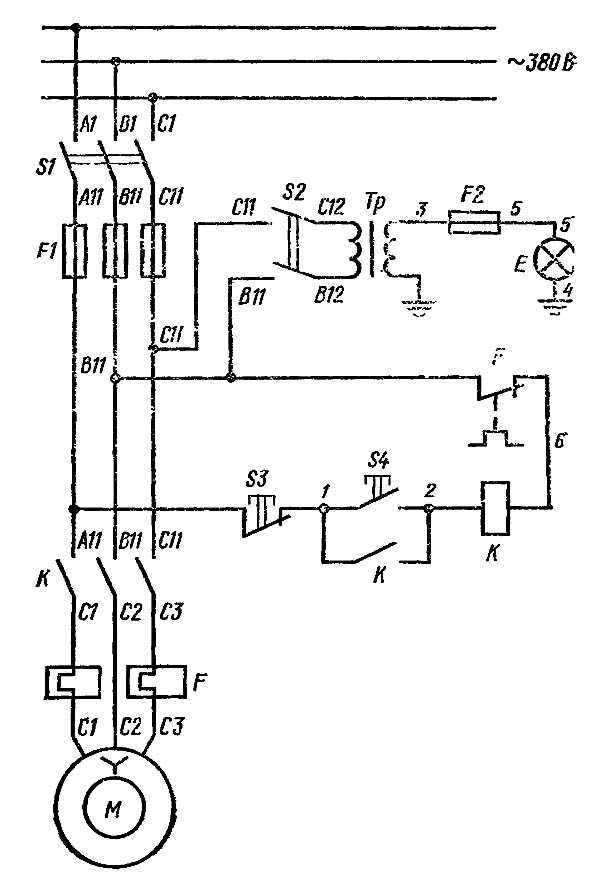
К электрооборудованию относятся: трехфазный короткозамкнутый асинхронный электродвигатель, установленный в нижнем отсеке стойки, и установленные в изолированных нишах плиты станка (поз. 6 рис. 1) магнитный пускатель, трансформатор, клеммные колодки, предохранителя, выключатели, кнопочный пост управления, тепловое реле.
На станке установлен светильник местного освещения
Видео фрезерного станка НГФ-110
Технические характеристики станков моделей НГФ-110Ш4
| Основные параметры станка | ||
| Основные размеры ГОСТ | ТУ 79 РСФСР 441-79 | |
| Класс точности по ГОСТ 8-82 | Н | |
| Размеры рабочей поверхности стола (длина х ширина), мм | 100 х 400 | |
| Расстояние от оси горизонтального шпинделя до стола, мм | 30..200 | |
| Расстояние от оси горизонтального шпинделя до хобота, мм | 85 | |
| Наибольший диаметр фрезы, устанавливаемой на станке, мм | 110 | |
| Рабочий стол | ||
| Наибольшее перемещение стола продольное, мм | 250 | |
| Наибольшее перемещение стола поперечное, мм | 85 | |
| Наибольшее перемещение стола вертикальное, мм | 170 | |
| Число Т-образных пазов | 1 | |
| Перемещение стола на одно деление лимба продольное, мм | 0,05 | |
| Перемещение стола на одно деление лимба поперечное, мм | 0,05 | |
| Перемещение стола на одно деление лимба вертикальное, мм | 0,25 | |
| Быстрый ход стола продольный/ поперечный/ вертикальный, мм/мин | нет | |
| Число ступеней рабочих подач стола | нет | |
| Пределы рабочих механических подач стола. Продольных, поперечных, вертикальных, мм/мин | нет | |
| Угол поворота стола (в крайнем переднем положении), град | нет | |
| Усилие резания продольной, поперечной, вертикальной подач, Н | ||
| Шпиндель | ||
| Частота вращения горизонтального шпинделя, об/мин | 125..1250 | |
| Количество скоростей горизонтального шпинделя | 6 | |
| Наибольший крутящий момент на горизонтальном шпинделе, Н.м | ||
| Наибольший крутящий момент на вертикальном шпинделе, Н.м | ||
| Внутренний конус горизонтального шпинделя | Морзе 3 | |
| Привод и электрооборудование | ||
| Количество электродвигателей на станке | 1 | |
| Электродвигатель привода главного движения М1, кВт | 0,55 | |
| Габариты и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 685 х 640 х 925 | |
| Масса станка, кг | 340 |
Связанные ссылки
Каталог справочник горизонтальных фрезерных станков и их аналогов
Паспорта и схемы к горизонтальным фрезерным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог. Купить справочник. Купить базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
«Устройство настольного горизонтально-фрезерного станка», 7 класс (мальчики)
Урок 15 – 16.
Тема: Устройство настольного горизонтально-фрезерного станка.
Цель: ознакомить с устройством и назначением основных узлов горизонтально-фрезерного станка НГФ - 110Ш и с режущим инструментом для фрезерования, изучить основные меры безопасности при работе на станке, научить закреплять заготовку и устанавливать частоту вращения шпинделя.
Оснащение урока: настольный горизонтально-фрезерный станок, набор деталей, изготовляемых на этом станке, учебные таблицы, штангенциркули, заготовки, учебники.
Объект и содержание работы: настольный горизонтально-фрезерный станок, кинематическая схема станка, наладка и настройка станка.
Проверка готовности учащихся к уроку.
Фрезерование — это операция механической обработки резанием, при которой многорезцовый инструмент — фреза (см. рис.) совершает вращательное (главное) движение, а обрабатываемая заготовка — поступательное движение (движение подачи).
Рис. Виды фрез: а — концевые; б – фасонная.
Фрезерование применяют для получения плоских или фасонных гладких поверхностей, пазов, канавок, изготовления зубчатых колес и др. Заготовку устанавливают в тисках или на столе станка (см. рис.).
Рис. Фрезерование плоскостей: а - цилиндрической фрезой в тисках; б - торцевой фрезой на столе станка
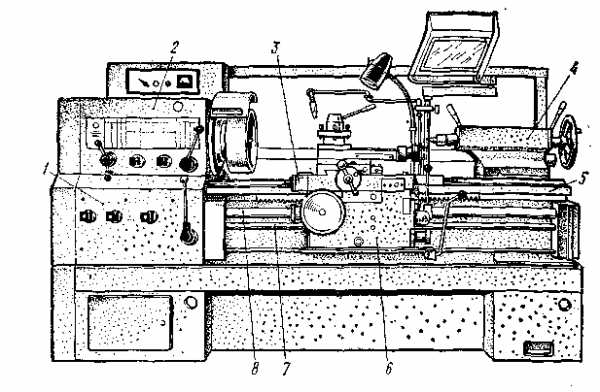
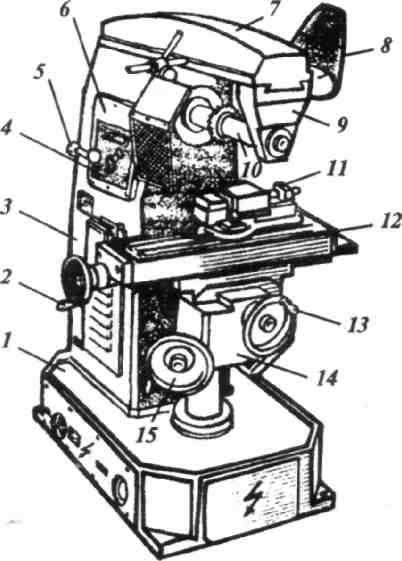
В школьных мастерских применяют настольный горизонтально-фрезерный станок модели НГФ-110Ш (см. рис.).
Рис. Горизонтально-фрезерный станок НГФ-110Ш: 1 — основание; 2 - маховик продольной подачи; 3 - корпус станка; 4, 5 - рукоятки переключения частот вращения шпинделя; 6 - коробка скоростей; 7 -хобот; 8 - светильник; 9 — серьга; 10 — оправка с фрезой; 11 - тиски; 12 — стол; 13 — маховик поперечной подачи; 14 - консоль; 15 — маховик вертикальной подачи
На нем можно фрезеровать горизонтальные и вертикальные плоскости, пазы и т.д. цилиндрическими, торцевыми, дисковыми, коническими, угловыми и фасонными фрезами. Наибольший диаметр фрезы не должен превышать 110 мм.
Станок состоит из основания 1 (см. рис.), корпуса 3, коробки скоростей 6. Коробка скоростей обеспечивает получение 6 частот вращения шпинделя — от 125 до 1250 об/мин с помощью рукояток 4 и 5. Фреза закрепляется на оправке 10 зажимными втулками. В верхней части корпуса 3 имеются направляющие типа «ласточкин хвост», в которых установлен хобот 7. Хобот 7 можно перемещать вручную по направляющим. К переднему концу хобота крепится серьга 9, которая служит опорой для оправки 10 с фрезой. Другой конец оправки закрепляется в шпинделе станка.
Заготовку устанавливают непосредственно на столе станка 12 или в тисках 11. Стол может перемещаться в продольном направлении рукояткой 2, в поперечном направлении маховиком 13, в вертикальном направлении вместе с консолью 14 по направляющим станины маховиком 15.
Рассмотрим кинематическую схему станка. От электродвигателя через клиноременную передачу главное движение передается через систему шестерен 15, 25, 34, 41, 43, 48, 50, 57, 59 (см. рис.) на шпиндель.
15 43 41 59 50
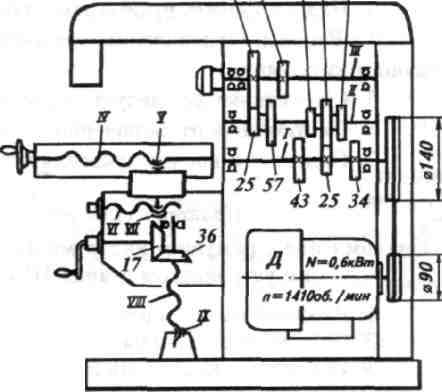
Рис. Кинематическая схема настольного горизонтально-фрезерного станка модели НГФ-110Ш
Правила безопасности
1. Не включать станок без разрешения учителя.
2. Работать на станке только в спецодежде и в защитных очках.
3. Нельзя трогать руками вращающийся шпиндель.
4. Рукоятки управления, маховики подач вращайте плавно, без рывков.
5. Стол станка не следует перемещать до упора.
6. Не отходить от включенного станка.
7. Надежно и прочно закреплять заготовку.
Закрепление нового материала.
1. Что такое фрезерование?
2. Какие инструменты применяются при фрезеровании?
3. Какие виды работ можно выполнять на фрезерном станке?
Практическая работа.
• Рассмотрите несколько фрез и определите их назначение.
• Рассмотрите кинематическую схему станка и покажите, каким образом передается главное движение шпинделю.
• Установите с помощью рукояток коробки скоростей минимальную скорость вращения, включите и выключите станок. То же проделайте, установив максимальную скорость вращения.
• Отсоедините серьгу от хобота, положите па стол. Закрепите на оправку фрезу, поставьте зажимные втулки. Установите на место и закрепите серьгу.
• Закрепите тиски на середине стола и установите в них размеченную заготовку. Переместите консоль станка вверх до легкого касания фрезы. Отведите заготовку от фрезы.
• Установите нужное число оборотов фрезы и включите станок. Выполните пробное фрезерование. Выключите станок. Далее некоторым учащимся предлагается выполнить пробное фрезерование.
Целевые обходы учителя.
Учитель контролирует правильность выполнения работы.
Заключительная часть.
Подвести итоги урока (обратить внимание на активность учащихся).
Разобрать ошибки, допущенные учащимися при выполнении работы.
Оценить работу учащихся и сообщить оценки, комментируя их.
Уборка рабочих мест и мастерской.
Домашнее задание. §23, стр. 107 – 111.
infourok.ru
технические характеристики и советы по выбору
Если вы полагаете, что горизонтально-фрезерные станки представляют собой достаточно сложные устройства, то вы ошибаетесь.
Описание
Эти агрегаты являются одними из простых и незамысловатых электрических инструментов. Если проводить сравнение с другими приборами, то в данном случае оснастка фиксируется на вал электрического двигателя, поэтому устройство избавлено от ремней, редуктора и шестерней. Силовая установка агрегата может иметь высокую мощность, которую можно сопоставить с параметрами, свойственными стационарным станкам, однако главный акцент разработчики делают на скорость движения оснастки, а наличие прямой передачи позволяет разгонять фрезу до высоких оборотов. Наиболее часто горизонтально-фрезерные станки снабжаются вспомогательными устройствами, которые предназначаются для производительной выборки и точной подачи, сюда можно отнести зажимы, шаблоны, упоры и направляющие.
Основные способности

Горизонтально-фрезерные станки могут использоваться не только для обработки древесины, но и для работы с пластиком, оргстеклом, цветным металлам и композитами. Подвластен этому инструменту будет искусственный камень и другие материалы. В зависимости от назначения, а также ряда конструктивных особенностей, можно выделить несколько разновидностей инструментов, а именно: неподвижные, штанговые, кромочные и специализированные, которые являются отрезными. Последние предназначены для гипсокартона, врезки замков, обработки плитки. Однако самыми распространенными и универсальными являются погружные подвижные штанговые фрезерные устройства. В этом случае голова прибора двигается вверх-вниз по направляющим штангам, жестко соединенным с опорной подошвой.
Основные технические характеристики

Если вас заинтересовали горизонтально-фрезерные станки, то важно обратить особенное внимание на электрическую составляющую. Головная часть представляет собой двигатель с рукоятками, а также цанговым зажимом. Потребляемая мощность может указывать на производительность прибора. Если под корпусом больше ватт, то прибор снабжается более крупной фрезой, которая позволяет обеспечить быструю подачу и глубокий проход без перегрева обмоток. Но высокая мощность может стать причиной увеличения веса агрегата и его размеров. Помимо прочего, внушительный крутящий момент может некорректно существовать в тандеме с деликатными оснастками. По данному признаку станок горизонтально-фрезерный может относиться к одному из классов. Если речь идет о легких приборах, то их мощность не превышает 700 ватт, у средних моделей этот параметр изменяется от 700 до 1500 ватт, а вот у профессиональных вариантов, которые являются тяжелыми, мощность может оказаться больше 1500 ватт. Ряд производителей не использует в процессе производства технологии, которые бы предполагали изготовление легких инструментов. Они предлагают к продаже приборы с мощностью, которая эквивалентна 2,3 киловатта. Глубина реза у таких приборов может составить 70 сантиметров, а вес достигает 6, 1 килограмма. Среди прочих характеристик таких приборов можно выделить внушительное число оборотов в минуту, которое может составить 22000, при этом размер цанги будет равен 12 миллиметрам. Если проводить сравнение, то настольный горизонтально-фрезерный станок, мощность которого составляет 900 ватт, весит в два раза меньше, а глубина обработки уменьшается до 57 миллиметров.
Рекомендации по выбору модели в зависимости от частоты вращения шпинделя

Этот показатель производители удерживают в пределах от 20 до 30 тысяч оборотов в минуту. Если речь идет о кромочных станках, то этот показатель может быть равен 35 000 оборотов в минуту. При выборе прибора важно учесть, что при внушительном диаметре оснастки агрегат будет способен выдать большую скорость, что зависит от мощности. Небольшая частота может понадобиться мастеру в случае необходимости обработать металл или пластмассу, что позволяет исключить перегрев рабочей зоны.
Как выбрать инструмент в зависимости от скорости
Когда специалисты или домашние мастера выбирают консольный горизонтально-фрезерный станок, они обязательно обращают внимание на скорость. Чем выше данный показатель, тем более ровным удастся сделать край обработки и тем проще будет работать с достаточно твердыми материалами. Если же вам необходима высокая точность, а материал отличается вязкостью, то есть смысл использовать меньшую частоту. По этим соображениям, многие станки позволяют обеспечить предустановку частоты вращения для определенных условий и материалов, последние из которых обладают разной плотностью. Наиболее часто корректировка частоты производится методом передвижения ступенчатой или плавной регулировки колесика. Выбор скорости ляжет на плечи мастера, однако разработчики делают подсказки, указывая цифры на фрезерных станках или в паспортах.
Выбор прибора по механическим характеристикам

Горизонтальный фрезерный станок с ЧПУ может обладать подошвой с разными характеристиками. Опорная площадка изготавливается из алюминиевых сплавов или штампованного металла. Последний вариант относится к бюджетным моделям. Описываемый элемент является важнейшей составляющей устройства. Литая подошва - это признак высокого класса прибора, ведь она характеризуется четкой геометрической формой и превосходным прилеганием к поверхности. На базовой опоре располагаются проушины для фиксации направляющих приспособлений, это касается и револьверного упора, где фиксируются вертикальные штанги. В процессе выбора инструмента вы должны обратить внимание на то, что у качественного прибора нижняя поверхность опорной платформы закрывается накладкой, данный элемент изготавливается из лакированной древесины или пластика.
Рекомендации специалистов по выбору
Устройство горизонтально-фрезерного станка описано в статье, с ним вы можете ознакомиться, если прочитаете паспорт. Выбирая прибор описываемого типа, не следует ставить во главу угла мощность, это особенно касается того случая, когда более актуально ручное использование. Для выполнения регулярных работ высокая мощность уже кажется явным плюсом. Как утверждают специалисты, важно наличие регулировки скорости и характер ее реализации. Переключатель должен располагаться в таком месте, чтобы мастер не сместил его случайно. Ползунок или колесико должны перемещаться ступенчато или довольно туго.
Дополнительные рекомендации по выбору
Нужно проанализировать, какова реальная глубина погружения фрезы, этот показатель зависит от характеристик цангового зажима. Отличным вариантом будет тот случай, когда цанга доходит до нижней части опорной подошвой. Если же она выступает за базовую конструкцию, это еще лучше.
Данная характеристика будет влиять на функциональность прибора, однако, взглянув в паспорт, вы увидите только лишь ход головки, а не вылет за подошву.
Важно определить диаметр фрезы, который будет использоваться в конкретном приборе, необходимо сопоставить геометрию с диаметром проема в опорной площадке с отверстиями, располагаемыми в линейке-циркуле и копировальном кольце.
fb.ru
Устройство настольного горизонтально-фрезерного станка
Тема: Устройство настольного горизонтально-фрезерного станка.
Цель: ознакомить с устройством и назначением основных узлов горизонтально-фрезерного станка НГФ - 110Ш и с режущим инструментом для фрезерования, изучить основные меры безопасности при работе на станке, научить закреплять заготовку и устанавливать частоту вращения шпинделя.
Оснащение урока: настольный горизонтально-фрезерный станок, набор деталей, изготовляемых на этом станке, учебные таблицы, штангенциркули, заготовки, учебники.
Объект и содержание работы: настольный горизонтально-фрезерный станок, кинематическая схема станка, наладка и настройка станка.
Ход урока:
Вводная часть.
Организационный момент.
Проверка готовности учащихся к уроку.
Повторение пройденного материала.
Что такое операционная карта и какую информацию она содержит?
Что такое технологический установ и технологический переход?
Как определить наименьший предельный размер?
Может ли переход состоять из одного рабочего хода?
Что называется допуском на обработку?
Сообщение цели урока.
Изложение программного материала.
Фрезерование — это операция механической обработки резанием, при которой многорезцовый инструмент — фреза (см. рис.) совершает вращательное (главное) движение, а обрабатываемая заготовка — поступательное движение (движение подачи).

Рис. Виды фрез: а — концевые; б – фасонная.
Фрезерование применяют для получения плоских или фасонных гладких поверхностей, пазов, канавок, изготовления зубчатых колес и др. Заготовку устанавливают в тисках или на столе станка (см. рис.).
v
Тиски
Рис. Фрезерование плоскостей: а - цилиндрической фрезой в тисках; б - торцевой фрезой на столе станка
В школьных мастерских применяют настольный горизонтально-фрезерный станок модели НГФ-110Ш (см. рис.).
Рис. Горизонтально-фрезерный станок НГФ-110Ш: 1 — основание; 2 - маховик продольной подачи; 3 - корпус станка; 4, 5 - рукоятки переключения частот вращения шпинделя; 6 - коробка скоростей; 7 -хобот; 8 - светильник; 9 — серьга; 10 — оправка с фрезой; 11 - тиски; 12 — стол; 13 — маховик поперечной подачи; 14 - консоль; 15 — маховик вертикальной подачи
На нем можно фрезеровать горизонтальные и вертикальные плоскости, пазы и т.д. цилиндрическими, торцевыми, дисковыми, коническими, угловыми и фасонными фрезами. Наибольший диаметр фрезы не должен превышать 110 мм.
Станок состоит из основания 1 (см. рис.), корпуса 3, коробки скоростей 6. Коробка скоростей обеспечивает получение 6 частот вращения шпинделя — от 125 до 1250 об/мин с помощью рукояток 4 и 5. Фреза закрепляется на оправке 10 зажимными втулками. В верхней части корпуса 3 имеются направляющие типа «ласточкин хвост», в которых установлен хобот 7. Хобот 7 можно перемещать вручную по направляющим. К переднему концу хобота крепится серьга 9, которая служит опорой для оправки 10 с фрезой. Другой конец оправки закрепляется в шпинделе станка.
Заготовку устанавливают непосредственно на столе станка 12 или в тисках 11. Стол может перемещаться в продольном направлении рукояткой 2, в поперечном направлении маховиком 13, в вертикальном направлении вместе с консолью 14 по направляющим станины маховиком 15.
Рассмотрим кинематическую схему станка. От электродвигателя через клиноременную передачу главное движение передается через систему шестерен 15, 25, 34, 41, 43, 48, 50, 57, 59 (см. рис.) на шпиндель.
15 43 41 59 50
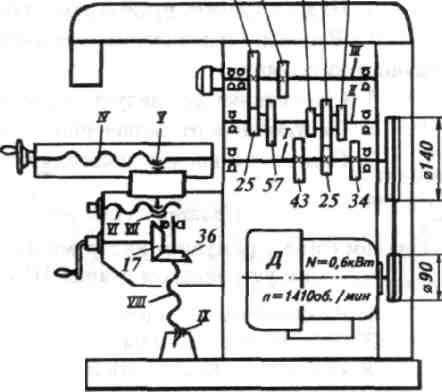
Рис. Кинематическая схема настольного горизонтально-фрезерного станка модели НГФ-110Ш
Правила безопасности
1. Не включать станок без разрешения учителя.
2. Работать на станке только в спецодежде и в защитных очках.
3. Нельзя трогать руками вращающийся шпиндель.
4. Рукоятки управления, маховики подач вращайте плавно, без рывков.
5. Стол станка не следует перемещать до упора.
6. Не отходить от включенного станка.
7. Надежно и прочно закреплять заготовку.
Закрепление нового материала.
1. Что такое фрезерование?
2. Какие инструменты применяются при фрезеровании?
3. Какие виды работ можно выполнять на фрезерном станке?
Практическая работа.
• Рассмотрите несколько фрез и определите их назначение.
• Рассмотрите кинематическую схему станка и покажите, каким образом передается главное движение шпинделю.
• Установите с помощью рукояток коробки скоростей минимальную скорость вращения, включите и выключите станок. То же проделайте, установив максимальную скорость вращения.
• Отсоедините серьгу от хобота, положите па стол. Закрепите на оправку фрезу, поставьте зажимные втулки. Установите на место и закрепите серьгу.
• Закрепите тиски на середине стола и установите в них размеченную заготовку. Переместите консоль станка вверх до легкого касания фрезы. Отведите заготовку от фрезы.
• Установите нужное число оборотов фрезы и включите станок. Выполните пробное фрезерование. Выключите станок. Далее некоторым учащимся предлагается выполнить пробное фрезерование.
Целевые обходы учителя.
Учитель контролирует правильность выполнения работы.
Заключительная часть.
Подвести итоги урока (обратить внимание на активность учащихся).
Разобрать ошибки, допущенные учащимися при выполнении работы.
Оценить работу учащихся и сообщить оценки, комментируя их.
Уборка рабочих мест и мастерской.
Домашнее задание. §23, стр. 107 – 111.
multiurok.ru
Настольный горизонтально-фрезерный станок НГФ-110-Ш4, НГФ-110-Ш4 +ВФГ цена
Настольный станок НГФ-110-Ш4 предназначен для выполнения всех операций горизонтального и (при установке головки с вертикальным шпинделем) вертикального фрезерования.
ОБЛАСТЬ ПРИМЕНЕНИЯ
Несмотря на то, что станок разрабатывался специально для использования предприятиями профессионального обучения, общеобразовательными учреждениями, он успешно применяется для изготовления небольших по размеру деталей как в учебных классах и мастерских, так и в подсобных и обслуживающих производствах.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
Станок имеет консольную схему, при которой траектория движения фрезеруемой поверхности относительно режущего инструмента задается перемещением рабочего стола в горизонтальной плоскости с помощью механизмов продольной и поперечной подачи, а в вертикальном направлении – подъемом и опусканием несущей его консоли.
Механизмы подачи не имеют механизированного привода, перемещение рабочего стола осуществляется вручную оператором, вращающим маховик соответствующей подачи. Маховики оборудованы лимбами, позволяющими достаточно точно задавать положение и траекторию движения заготовки.
Коробка передач привода шпиндельного вала дает возможность выбрать одну из шести скоростей в диапазоне от 125 до 1250 об/мин.
Подключение к торцу шпиндельного вала устанавливаемой на станок вертикальной фрезерной головки типа ВФГ преобразует его в вертикально-фрезерный станок, способный выполнить основные виды операций, характерные для этого вида фрезерования. На этом основании НГФ-110-Ш4 относят к разряду широкоуниверсального оборудование. На что указывает и литера Ш в обозначении модели.
К достоинству станка НГФ-110-Ш4 следует отнести его простоту и компактность. Он идеально подходит для обучения навыкам работы на фрезерном станке и основам обработки фрезерованием. НГФ-110-Ш4 занимает немного места, может быть установлен на любой подходящей поверхности: столе, верстаке, тумбе.
Установка вертикально-фрезерной головки ВФГ позволяет дополнительно производить обработку вертикальных плоскостей, а также плоскостей под определённым углом до 450 по и против часовой стрелки.
vmstanki.ru
Горизонтально-фрезерные станки - устройство, описание, фото, видео
Горизонтально-фрезерные станки различаются по конструкции, они могут быть одностоечными и двустоечными, консольными и не имеющими консоли. Станки с ЧПУ, как правило, имеют поворотный стол, определённая траектория движения которого задаётся заложенной программой.
Горизонтально-фрезерные станки – станки с горизонтальным расположением шпинделя, а также имеющие возможность перемещения стола в трех взаимно перпендикулярных направлениях.

Горизонтально-фрезерный станок
Основанием горизонтально-фрезерного станка является станина, на которой расположены все узлы и механизмы станка:
- коробка скоростей;
- консоль, перемещаемая по вертикальным направляющим станины;
- стол для установки болванки, вставляемой в специальное устройство или закрепляемой в установленных на него тисках. особенности стола фрезерного станка состоят в том, что его движение может происходить в трёх направлениях
- продольное перемещение происходит по направляющим салазок;
- поперечное движение получается при перемещении самих салазок по направляющим консоли;
- вертикальное движение стол получает при перемещении консоли по направляющим станины.
- шпиндель – главная вращающаяся часть в механизме станка;
- размещённая в консоли коробка подач;
- хобот, служащий для закрепления подвески;
- фрезерная отправка поддерживается концом подвески.
Универсальными станками называются горизонтально-фрезерные станки с поворотной плитой, благодаря которой рабочий стол может из горизонтальной поверхности превращаться в наклонную. Эти станки тоже могут оснащаться ЧПУ, но это не ускорит, а скорее замедлит производство ввиду того, что перепрограммирование станка будет занимать много времени.
Компоновка горизонтально-фрезерных станков Кинематическая схема 6Р81 Устройство горизонтально-фрезерного станкаДля обработки горизонтальной плоскости деталей используются цилиндрические фрезы. По вертикали заготовки из металла проходят обтачивание торцевыми или дисковыми фрезами. При необходимости комбинированной обработки заготовки используются несколько разнообразных фрез. Точность выполнения задачи напрямую зависит от неколебимости фрез в креплении по длине отправки. Повысить жёсткость крепления помогают подвески. Но ни одна дополнительная опора не даст достаточной устойчивости фрезы при увеличении её диаметра сверх указанных производителем станка нормативов. Наиболее точное исполнение работы будет, если станок оснастить ЧПУ.
Жёсткость горизонтально-фрезерных станков по металлу увеличивается при усовершенствовании конструкции станины, установкой дополнительного кронштейна, усилением стола. Работы, выполняемые на токарном станке по металлу, могут производиться и на горизонтально-фрезерном оборудовании с применением особых фрезерных головок. Установка ЧПУ на станок всегда сопровождается усилением конструкции.
Классификация фрезерных станков
В классификации горизонтально-фрезерные станки отнесены в шестую группу, но часть их может принадлежать и к пятой как зубообрабатывающие и резьбонарезное оборудование. ЧПУ чаще устанавливается на станки 6 группы. Оборудование 5 группы не предназначено для выполнения особо точных задач. ЧПУ здесь может быть установлено лишь для ускорения производства, при необходимости обрабатывать идентичные заготовки в большом количестве.
По таблице классификации токарного оборудования по металлу станки делятся по массе:
- 1 группа – лёгкие, весом до 1 тонны;
- 2 группа – средние, вес которых не превышает 10 тонн,
- 3 группа – тяжёлые. Эта группа имеет деление.
- Крупные – от 10 до 30 тонн;
- Тяжёлые – от 30 до 100 тонн;
- уникальные, свыше 100 тонн весом.
Любое оборудование по металлу может быть оснащёно ЧПУ.Вторым критерием деления оборудования служит автоматическое, полуавтоматическое или ручное управление станком. При ручном управлении включение, остановка, подвод инструмента, регулировка подач и скоростей, установка деталей и их снятие с рабочей поверхности производится токарем.
Классификация фрезерных станков
Полуавтоматический настраивается на определённый цикл обработки. Рабочему остаётся установить заготовку, закрепить её и нажать кнопку запуска. После отработанного цикла вращающийся шпиндель автоматически остановится. Токарю необходимо будет снять готовую деталь, вставить следующую заготовку, и вновь запустить станок.
При работе на автоматическом оборудовании, токарю достаётся роль наблюдателя и отладчика оборудования. ЧПУ для станков может быть разным, но все процессы по изготовлению деталей происходят без непосредственного участия оператора.
Влияет на столбец, в который распределено оборудование в классификационной таблице расположение шпинделя, его положение отражено в названии и маркировке – наклонные, вертикальные, горизонтальные.
Деление на подгруппы происходит по параметрам обработки в плоскости 2 или 4-координатном режиме. Также отражается на положении в таблице и его способность по обработке одной или нескольких деталей одновременно. Присутствие в конструкции станка ЧПУ не имеет значения на подгруппу в классификационной таблице.
Многоинструментальные горизонтально-фрезерные имеют несколько резцов, одновременно обрабатывающих поверхность одной детали с разных сторон, а многопозиционные производят обработку сразу нескольких заготовок. Оба типа оборудования более продуктивно работают с ЧПУ.
Применение
На горизонтально-фрезерном оборудовании по металлу делаются в заготовках шпоночные канавки. Они могут делаться несколькими способами в зависимости от используемого инструмента на разном оборудовании – вертикально-фрезерных станках или оборудовании общего назначения, используемого для проведения разноплановых работ по металлу.
Обработка шлицевых поверхностей Фрезерование шлицевого вала Нарезка шлиц на валуШлицы на валах диаметром до 100 мм делаются за один цикл фрезерования. На более широких валах эта операция может проводиться в два захода. Для чернового фрезерования необходимы делительные механизмы. Они есть на горизонтально-фрезерных, что делает это оборудование более удобным для обработки валов с большим диаметром.
Выбор фрезы для выполнения работ
Продольное фрезерование могут вести многошпиндельные горизонтально-фрезерные станки по металлу с использованием различных фрез, установленных в револьверную головку. При обработке металлических деталей несколькими различными фреза установка инструмента также может осуществляться в отправку, и далее в шпиндель.

Фрезерование дисковыми фрезами
Трёхсторонние дисковые фрезы используются для протачивания шпоночных сквозных пазов. Для достижения большей точности лучше сделать эту работу за один подход. При необходимости создания широкого паза в один приём провести эту операцию сложно. Второй, чистовой проход будет сделан фрезой с большим диаметром. Надёжным будет крепление фрезы при установке её в шпиндель с двумя опорами.
Существуют станки, предназначенные для работы только одним или несколькими видами фрез. Горизонтально-фрезерные, созданные для проведения работ дисковыми и цилиндрическими фрезами имеют дополнительную возможность использования торцевых фрез, что несколько увеличивает сферу, в которой применяется это оборудование.
Маркировка станков
Фрезерные станки часто имеет узкую специализацию, что отражается в маркировке. Первая цифра – это группа, к которой относится станок по классификационной таблице. 2 цифра обозначает тип оборудования:
- 1 – вертикально-фрезерные консольные;
- 2 – непрерывного действия – работающие на поток. Производят одинаковые детали.
- 3 – копировальные работают по трафарету, закреплённому на станине над рабочей частью;
- 4 – гравировальные;
- 5 – вертикальные бесконсольные имеют крестовой стол;
- 6 – продольно-фрезерные не отличаются широким спектром возможностей, используются в массовом производстве;
- 7 – широкоуниверсальные имеют массу возможностей, что делает их прекрасным оборудованием для мастерских и мелкооптового штучного производства;
- 8 – консольно-горизонтальные;
- 9 – разные.
Классификация станков
Третья, а иногда и четвёртая цифры обозначают габариты. Буква, стоящая между 1 и 2 цифрами говорит о том, что это модернизированная модель. Если буква находится в конце маркировки, то она указывает на характеристику модернизации базовой модели. Буквы П, В, А, С – указывают на класс точности. Ш указывает на широкую универсальность модели, имеющего в дополнении к горизонтально расположенному шпинделю, хобот с вертикальной головкой. Г указывает на то, что это станок относится к горизонтально-фрезерным.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
модели, технические характеристики, устройство, назначение :: SYL.ru
Горизонтально-фрезерные станки используются для производства деталей, получаемых за счет вращательных движений режущего инструмента. Одновременно с этим фреза может выполнять в цилиндрических заготовках отверстия, делать плоские участки, пазы, кромки. У такого оборудования обязательно присутствует как минимум 3 оси: шпиндельная-вращательная, вертикальная и горизонтальная. Может быть и 4, часто используется дополнительная вертикальная ось. Это дает больше свободы движению режущего инструмента.
Устройство и назначение
Горизонтально-фрезерные станки выполняются под различные размеры: от маленьких настольных до уникальных промышленного назначения. Обработке подвергаются материалы из металла, пластмассы, стекла, дерева и др. Заготовка размещается на столе и крепится скобами либо вакуумом. Режущий инструмент крепится в шпиндельном узле, и он может перемещаться вертикально. Чаще стол имеет две оси, что позволяет смещать заготовку в требуемую координату.
Горизонтально-фрезерные станки имеют множество модификаций, у которых одна ось стола может двигаться перпендикулярно инструменту, другая параллельно. В большинстве случаев этого становится достаточно, чтобы производить корпусные детали, блоки двигателя и другие аналогичные изделия. Обороты инструмента зависят от мощности шпиндельного мотора, а вид материала для обработки от жесткости конструкции.
Горизонтально-фрезерные станки используются несколько десятков лет. Внедрение систем ЧПУ позволило повысить точность обработки и производительность оборудования. Одним из пользующихся спросом является горизонтально-фрезерный станок 6Р82, производимый еще во времена СССР. Электронная начинка позволяет встроить машину в технологическую линию или реализовать производство уникальной продукции.
Универсальная модель
Горизонтально-фрезерный станок 6Р82 можно подстраивать под уникальные задачи за счет следующих модификаций:
- Делительной головки.
- Накладной универсальной головки.
- Круглого поворотного стола.
- Дополнительной оси вращения.
- Устройства для нарезания гребенок.
- Универсального делительного аппарата.
Горизонтальный консольно-фрезерный станок 6Р82 разработан таким образом, что оператор-наладчик без задержек меняет режущий инструмент за счет быстросъемных креплений. Электроника работает по принципу защиты инструмента – происходит снижение подачи в автоматическом процессе реза. А нагрузка на ось становится безопасной при применении бесконтактных электромагнитных муфт. Привод подач провернется при превышении момента давления на валу, и основные узлы кинематики останутся целыми.
Для удобства смены инструмента на панели станка имеются кнопки толчковой подачи шпинделя и удержания его в фиксированном положении. Горизонтально-фрезерный станок с ЧПУ 6Р82 потерпел изменения и был значительно доработан производителем. Сменился принцип управления, электронная начинка, повысилась жесткость конструкции. Вместе с тем изменилась маркировка станка, Горьковский станкостроительный завод расширил линейку оборудования, но запчасти на устаревающие модели продолжает поставлять.
Надежное оборудование
Горизонтально-фрезерный станок с ЧПУ – это еще и надежное устройство, позволяющее работать с твердосплавными металлами. Для обработки применяются следующие виды фрез:
- Дисковые.
- Фасонные.
- Угловые.
- Цилиндрические.
- Концевые.
Основные технические характеристики горизонтально-фрезерных станков:
- Размеры стола и длина хода осей станка.
- Жесткость конструкции.
- Мощность шпиндельного узла.
- Тип управления и двигателей, датчиков обратной связи.
- Наличие опций для реализации узких задач производства.
- Тип осей: скольжения, качения.
- Наличие магазина для автоматической смены инструмента.
- Комплектация вторым столом и возможность его смены в автоматическом цикле.
Конструкция оборудования
Устройство горизонтально-фрезерного станка влияет на его возможности. В большинстве случаев он состоит из несущей части: станины и колонны, которые устанавливаются на фундаментную плиту. Уже на несущие части крепятся хобот, стол с направляющими скольжения, качения либо винтовая пара.
Дополнительно устанавливаются консоль с оправкой. Далее несущие части обвешиваются коробкой передач и шпинделем. Завершением конструкции являются защитные кожуха с замками безопасности. На современных моделях присутствует технологичный пульт управления с хорошей эргономикой.
Похожее оборудование
Универсальный горизонтально-фрезерный станок марки Kh50G Троицкого завода является аналогом приведенных моделей. В конструкции имеется два сменных стола, на которых закрепляются габаритные детали. Шпиндельный узел имеет три оси: вертикальную и две горизонтальных. Стол также имеет ось для смены палет.
Управление станком производится неприхотливой в обслуживании и надежной системой ЧПУ Fanuc, существует возможность реализации на основе Sinumerik, но это значительно повышает стоимость оборудования. Столы имеют отличную геометрию, поставляются из Японии.
Станок имеет компактные размеры, вес и возможность установить дополнительные опции. Система охлаждения размещается под рабочим объемом, что позволяет жидкости циркулировать по замкнутому циклу. Для питания станка требуется воздух и 3-фазное подключение электричества.
ТСГФ-50 - аналог корейского HS5000
Существуют более производительные горизонтально-фрезерные станки, назначение которых - выпускать габаритные корпусные детали в промышленных масштабах. При всех функциях и размерах оборудование довольно компактно размещается в малом цеху. Станок оборудован двумя заменяемыми автоматически столами, изготавливаемыми с японской точностью.
Динамика движения осей соответствует передовым достижениям в станкостроении. Двигатели постоянного тока обеспечивают равномерность перемещения осей, а позиционирование может достигать 0,01 мкм благодаря линейкам производителя Heidenhain. Оси скольжения обеспечивают равномерность перемещения и способны выдерживать большие механические нагрузки.
Также в корпус машины встроен автоматический сменщик инструмента. Инженерами продуман безопасный вывод из аварийных ситуаций в полуавтоматическом режиме при помощи M-кодов, что исключает повреждение конструкции при ошибках оператора.
Особенности отдельных узлов
Все горизонтально-фрезерные ЧПУ станки имеют высокооборотистый шпиндельный мотор. Нагрузка на него значительно снижается благодаря использованию механизма передачи, который имеет автоматическую функцию смены в последних версиях оборудования. Автоматический сменщик инструмента может иметь более 30 позиций, что сокращает переналадку на новый тип заготовок и деталей.
Полезной функцией является продувка патрона шпинделя от жидкости охлаждения, чтобы при смене инструмента не происходило загрязнение крепежных частей узла. Станки часто комплектуются водяными и воздушными пистолетами. Допуск биений инструмента и шпиндельного узла не более 0,01 мкм. Для высокой интенсивности работы применяется блок охлаждения шпинделя, устанавливаемый снаружи станка.
Станина
Жесткость несущих частей - важный параметр для соблюдения геометрии производимой продукции. Качественный сплав из металлов высокой прочности обеспечивает надежность геометрии станка на долгие годы. Но для соблюдения этого параметра требуется качественный монтаж и периодический контроль уровня в различных точках расположения инструмента.
От правильности выставленного уровня станины зависит: соосность шпинделя и отверстий на детали, перпендикулярность и параллельность движения фрезы. Классический станок имеет несколько ножек, установленных на регулируемые опоры. Важное внимание уделяется бетонному основанию. В идеале фундамент должен иметь 0,8 метра монолитного основания, которое может включать металлическое армирование для веса оборудования в 3 тонны.
Последовательность наладки станка
При выставленном уровне станка следует дать оборудованию отстояться, как минимум сутки. За это время со станины снимется остаточное напряжение металла и произойдет перераспределение нагрузки. За этим следует процесс проверки соосности узлов. Замеряется геометрическая точность частей, указанных в спецификации, поставляемой заводом-изготовителем.
При отклонениях от заданных параметров производится дополнительная регулировка. Чтобы не было биений в процессе работы, контролируют смещение уровня станины при различных комбинациях расположения шпиндельного узла и стола с заготовкой. Вращение самого инструмента может иметь бой в пределах допуска, все зависит от требуемой точности выпускаемых деталей. Доработка на месте требуется для решения индивидуальных требований заказчика.
При приемке станка обращают внимание на расход масла. Завод-изготовитель часто завышает его для исключения заклинивания при работе в условиях, отличных от нормальных (температура воздуха от 20 и не выше 35 градусов, влажность малых значений, низкая запыленность среды). Также следует проверять поставляемые части и наличие указанных опций.
www.syl.ru