Приспособление для гибки металла. Ручная гибка металла
Особенности ручной гибки металла
Особенности ручной гибки металла
Date 20.03.2012 Author By ipadminka Category Производство
 Работа с металлом предполагает различные сложные операции, в том числе и его гибку, связанную с пластическим деформированием. Процедура эта весьма важная и используемая практически во всех работах по металлу. В процессе сгибания металла на его волокна одновременно действуют две силы: сжатие и растяжение. Поэтому нужно крайне внимательно выбирать усилия и радиусы загибов металла, иначе пластическая деформация перейдет в деформацию разрыва.
Работа с металлом предполагает различные сложные операции, в том числе и его гибку, связанную с пластическим деформированием. Процедура эта весьма важная и используемая практически во всех работах по металлу. В процессе сгибания металла на его волокна одновременно действуют две силы: сжатие и растяжение. Поэтому нужно крайне внимательно выбирать усилия и радиусы загибов металла, иначе пластическая деформация перейдет в деформацию разрыва.
Радиус загиба должен быть не менее толщины заготовки, в противном случае на металле могут появиться трещины или он сомнется на внутренней стороне сгиба.
Гнуть листовой металл легче, предварительно его разогрев, однако если такой возможности нет, то на внешнюю поверхность металла в зоне сгиба наносятся поперечные риски, благодаря которым лист сгибается гораздо проще. Холодную гибку осуществляют, используя ручные станки листогибы.
Что изгибают руками чаще всего? Как правило, гнут либо полосовую сталь, либо трубы. При этом ГИБКА МЕТАЛЛА в этих двух случаях имеет свои особенности.
Для гибки полосовой стали удобно использовать слесарные тиски. При этом заготовку помещают в них таким образом, чтобы сторона, на которой нанесена риска загиба, была направлена в строну неподвижной губки тисков.
Для сгибания полосы под острым углом используют оправку, конструкция которой соответствует необходимому углу загиба. При изготовлении металлических стержней и крепления для труб используют хомут из полосовой стали, предварительно изготовленный на тисках.
Полосовая гибка находит свое применение в различных гибочных соединениях металлов. Соединение может быть как полностью гибочным (крепеж достигается при изгибе одного или обоих элементов), так и вспомогательным (усиливает резьбовое и другие соединения).
Гибка металлических труб требует различного рода трубочных соединений, которые делают вручную при помощи специальных приспособлений. Сложность сгибания труб заключается в том, что они склонны мяться и ломаться. Но для того, чтобы такого не случилось, в трубу насыпают мелкий наполнитель (песок, расплавленная канифоль). Иногда в качестве наполнителя используют плотные стальные пружины, которые загоняют в трубу до места изгиба. Но наполнитель применяют не всегда. Для небольших изгибов процедура наполнения трубы не требуется.
В процессе гибки труб используют такое несложное приспособление как вертикальная двойная плоскопараллельная пластина с кривизной необходимого загиба. В этом случае трубу зажимают в хомутике и изгибают вниз по пластине. Ширина паза пластины соответствует внутреннему диаметру трубы.Если трубы гнут в нагретом состоянии, то используется конструкция со сменным фасонным вкладышем, радиус которого соответствует кривизне загиба. Разогревают трубу только в месте предполагаемого загиба, а затем небольшими усилиями сверху придают конструкции необходимую форму.
Нагревают трубы при помощи паяльных ламп, газовых горелок или в кузнечном горне. В процессе гибки не предусмотрено никаких приборов измеряющих температуру нагреваемого металла, поэтому нужная температура определяется «на глаз». Сталь нагревают до ярко красного цвета, а алюминий – до тех пор, пока не станет обугливаться приложенная к его поверхности бумага.
b2prom.ru
Способы ручной гибки металла | Цех металлообработки на заказ, завод по обработке металла,токарные, фрезерные работы, резка металла. Мадис.
Суббота, 20 Февраль, 2016
Гибка металла широко применяется не только в рамках машиностроения или крупной промышленности, а также и в небольших мастерских индивидуальными предпринимателями или даже частными лицами в хозяйственных нуждах. Гибка металла является сложным процессом с точки зрения технологии, который требует к себе особого отношения и оборудования. Процесс гибки металла сопровождается растягиванием внешней части изгиба и сужением его внутренней поверхности. Неизменным в своей форме остается только внутренний слой детали, который только меняет свое направление относительно оси изгиба.
Способы ручной гибки металла разделяются в зависимости от вида обрабатываемых деталей:
- гибка листового металла;
- гибка труб;
- гибка полнотелого металлопроката.
В зависимости от сечения ручная гибка листового металла производится путем проглаживания кромки заготовки. Ударные техники применяются при сгибании полнотелого металлопроката. Ручная гибка труб требует к себе особого отношения. В зависимости от диаметра она производится с применением тех или иных технологий.
Ручная гибка листового металла
Гибка листового металла небольшой ширины производится в слесарных тисках. При этом не используются ударные техники во избежание нанесения повреждений, так как листовой металл имеет довольно маленькое сечение. В редких случаях могут применяться молотки с мягкой ударной поверхностью (киянки или легкие молотки с резиновой накладкой). Такой инструмент в большинстве случаев используется скорее для рихтовки, чем для гибки металла.
Гибка полнотелого металлопроката
Для изгибания пруткового материала небольшого сечения используются молотки весом от 0,5 до 1 кг с квадратным или круглым основанием. При этом целесообразно будет использовать специальные оправки, которые придадут месту изгиба желаемую форму. При холодном методе обработки металла следует соблюдать технологические нормы во избежание образования трещин, сколов или перелома деталей. Горячие методы гибки металла используются преимущественно для деталей большого сечения или во время выполнения различных приемов ковки.
Гибка труб
Выполнить гибку труб вручную довольно сложно. Так как труба является пустотелым элементом, то и короблению она подвержена больше, чем остальные детали. Тонкостенные трубы во время сгибания образуют на внутренней стороне изгиба своеобразные морщины и складки, что является недопустимым при монтаже водопровода. В этих местах неровности водопровода способствуют образованию завихрений с последующим отложением солей и других примесей, находящихся в воде. Чтобы трубу согнуть ровно и красиво, используются специальные приемы сгибания с наполнителем. При диаметре труб свыше 10 мм в качестве наполнителя используется мелкий речной песок, для тонких труб из цветного металла при радиусе гибки до 10 см в качестве наполнителя используется канифоль. Наполнитель не используется для труб диаметром до 10 мм, если радиус сгибания составляет более 50 мм. В процессе горячей гибки труб канифоль не используется. Для нагревания участков изгиба используется ток высокой частоты, газовые горелки, кузнечные горны, паяльные лампы и т.д.
В процессе ручной гибки металла часто используются различные ручные механические приспособления, облегчающие работу и ускоряющие процесс. Для обработки листового металла существуют ручные листогибы. При сгибании труб работы выполняются на специальной перфорированной металлической плите с установленными по линии сгиба штифтами. Существуют также в продаже механические трубогибы с набором специальных форм и шаблонов. Народные умельцы часто изобретают свои индивидуальные приспособления, облегчающие работу мастера.
При выполнении кузнечных работ применяется часто заводское ручное оборудование для так называемой холодной ковки металла. Существуют целые наборы ручных станков, которые включают в себя:
- станки для скручивания металла;
- станки для изготовления завитков;
- станки для выгибания колец и дуг;
- приспособления для пробивки отверстий и резки металла.
Такой современный инструмент изготовлен из высококачественной инструментальной стали с учетом всех норм и требований к выполнению процесса гибки металла.
mk-madis.ru
Оборудование для гибки листового металла и способы сгибать металлические листы
Гибка листового метала производится с помощью пресса, с возможностями установки различных матриц и пуансонов. Габариты оборудования зависят от их технических характеристик и методов гибки металла.
Калибровка: металлический лист фиксируется между матрицей и пуансоном, затем сгибается до нужного вам угла. Угол определяется особенностями оснастки. Свойства метала на процесс не влияют, так как точность загиба зависит только от примененных усилий. Недостаток: необходима смена оснастки при смене вида заготовки.
Гнется листовой металл путем упругопластической деформации, которая различно протекает со всех сторон выгибаемой заготовки. Внутри изгиба слои металла укорачиваются и сжимаются в продольном направлении, а в поперечном слои растягиваются. Между этими двумя слоями (укороченным и удлиненным) находится нейтральный слой, равный длине первоначальной заготовки.
Свободная — воздушная гибка
Один из самых практичных методов гибки металла, является Воздушная гибка. Путём заранее заданной глубины, пуансон опускается в матрицу без необходимости иметь радиус и угол таковыми, как в готовой детали. В силу этого, инструмент очень универсальный. Возможность выполнить гибку множества спектров углов, путем точно заданной глубины движения пуансона, что позволяет воздержатся от частой смены инструмента.
Из-за небольших усилий, которые требуются для такого вида гибки, открывается возможность применять сложные по форме и узкие пуансоны (для различных видов профилей). Точность обработки, используемая таким методом гибки, в среднем ±15’–30’. Все зависит от точности движения пуансона, колебания толщины металла от заранее заданной и от того, как будет пружинить металл в процессе гибки.
- Достоинства: высокая производительность, одна матрица для разных углов.
- Недостатки: Нельзя использовать метал тоньше 1.2 мм, смена метала требует дополнительной настройки.
Штамповка
Штамповка или чеканка (Coining) — это метод который является самым точным, но не самым популярным в силу того, что требует больших затрат на оборудование и инструменты. Матрица и пуансон производятся строго по форме нужного угла гибки.
Прилагаемые усилия в таком способе гибки до 25 раз больше, чем в воздушной, а значит, что какие-либо отклонение в толщине материала, не влияют на точность чеканки. Максимальная толщина металла 2мм.
Так же, в силу своей массивности, не позволяет выполнять гибку сложных элементов. Главным минусом такой гибки, является необходимость иметь набор инструментов для разных углов и радиусов.
Прочие способы гибки листового металла на производстве
Довольно таки популярным методом гибки является Folding. Принцип заключается в том, что прижим на столе, удерживает деталь во время процесса гибки, поэтому уменьшается возможность повреждения поверхности детали. Колебание толщины метала не влияет на точность угла. Максимальная толщина металла 2мм.
Гибка листа, при помощи матрицы, с заранее заданной формой, называют — Bottoming. Весьма затратный, по своей сути метод, поскольку для каждого угла гибки и толщины металлических листов, необходимо иметь целый набор инструментов. Имеет более высокую точность чем воздушная гибка ±15’. Толщина листового металла для такой гибки не более 5мм.Гибка металла осуществляется на станках с ЧПУ. Также это могут быть листогибы: прессовые, поворотные и ротационные, 3-4 валковые станки и автоматические гибочные комплексы.
Оборудование для гибки листового металла
- Листогибы — позволяют изготавливать профиль или металлочерепицу, металлические каркасы, комплектующие элементы вентиляционных систем, сборные перегородки, подвесные строительные элементы, облицовки кабельных систем.
- Фальцепрокатные станки — предназначены для производства кровли.
- Зиг-машины — применяются для зиговки, гибки металла, а также прямой и круговой резки листового материала с большой толщиной листа. Зиг-машина делает загибку в углов, круглый фальц, гофрирование, фальцовку специального профиля, вытягивание, обжим замков и резку и развальцовку водосточной трубы.
- Вальцовочные станки (машины) — предназначены для производства изогнутых форм.
- Станки для нанесения параллельных рёбер жёсткости — могут делаь как U, так и Z-образные профили.
- Разматыватели — вспомогательное оборудование — предназначено для размотки металлических рулонов и металлической ленты и подачи её на устройство сгибки, резки.
kudavlozitdengi.adne.info
Ручная и механическая правка и гибка металла
Для правки фасонного, листового и полосового металла используют разного рода молотки, плиты, наковальни, валки (для правки жести), ручные винтовые прессы, гидравлические прессы, валковые приспособления и вороты.
Гибка металла в зависимости от его толщины, конфигурации или диаметра выполняется с помощью молотка с использованием слесарных щипцов или кузнечных клещей на плите для правки, в тисках или в формах или на наковальне. Можно также гнуть металл в различных гибочных приспособлениях, гибочных машинах, в штампах на гибочных прессах и на другом оборудовании.
Молоток – это ударный инструмент, состоящий из металлической головки, рукоятки и клина (рис. 2.11).
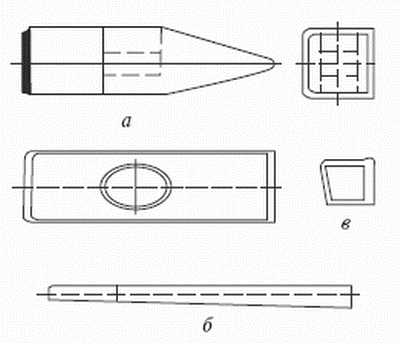
Рис.2.11. Слесарный молоток :а – металлическая головка; б – рукоятка; в – клин
Молоток широко используется при выполнении разных операций слесарном деле; это один из основных инструментов при выполнении слесарных работ.
Металлическая часть состоит из следующих элементов: клиновидной части, слегка закругленного обуха (ударная часть) и отверстия. Рукоятку для молотка делают из твердого дерева с сечением и длиной, зависящими от величины отверстия в молотке и от его веса. После насадки молотка на рукоятку в нее вбивают деревянный или металлический клин, предохраняющий молоток от спадания с рукоятки.
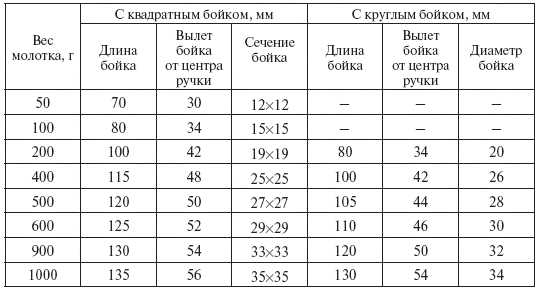
Молотки бывают с круглым и с квадратным бойком. Слесарные молотки изготовляются из инструментальной углеродистой стали У7 или У8 (табл. 1). Рабочая часть молотков подвергается закалке до твердости HRC 49–56.
Таблица 1 Вес и размеры слесарных молотков
Правкой называют операцию возвращения кривым или погнутым металлическим изделиям первоначальной прямолинейной или другой формы. Правку производят горячим или холодным способом вручную, а также с использованием приспособлений или машин.
Чаще всего подвергают правке проволоку, горячекатаный или холоднотянутый пруток, полосовой и листовой металл. Реже правке подвергается сортовой металл (угольники, швеллеры, тавры, двутавры и рельсы).
Материал или изделие из цветных металлов следует править с учетом его физико-механических свойств молотком, изготовленным из соответствующего металла. Используют молотки из следующих цветных металлов: меди, свинца, алюминия или латуни, а также деревянные и резиновые молотки.
Гибкой называют операцию придания металлу определенной конфигурации без изменения его сечения и обработки металла резанием. Гибку производят холодным или горячим способом вручную либо с использованием приспособлений и машин. Гибку можно осуществлять в тисках или на наковальне. Гибку металла и придание ему определенной формы может облегчить использование шаблонов, стержневых форм, гибочных штампов и приспособлений. Гибка большого количества металлических прутков для придания им определенной формы возможна только в специально сконструированных и изготовленных для этой цели штампах и гибочном оборудовании.
Рис. 2.12. Роликовое приспособление для гибки труб
Проволока гнется под определенным радиусом или по окружности круглозубцами, а при гибке под небольшим углом – плоскогубцами; при сложной гибке могут одновременно использоваться круглозубцы и плоскогубцы. В ряде случаев при гибке проволоки используются тиски.
Гибку труб можно производить горячим или холодным способом с использованием специальных шаблонов или роликов при помощи гибочных приспособлений (рис.2.12) или трубогибочных машин.
Толстостенные трубы диаметром не более 25 мм и радиусом гибки свыше 30 мм можно гнуть в холодном состоянии без заполнения их сухим мелким песком, свинцом, канифолью и не вставляя в них винтовую пружину. Трубы больших диаметров (в зависимости от толщины стенки и марки металла, из которого изготовлена данная труба) гнутся, как правило, с подогревом места гиба и наполнением трубы соответствующим материалом. При этом концы трубы заглушают пробками, что уменьшает возможность ее поломки или сплющивания при гибке. Трубы со швом следует гнуть в таком положении, чтобы действующее гибочное усилие прилагалось в плоскости, перпендикулярной шву.
Развальцовка труб – это диаметральная раздача наружу торцов труб с целью получения плотного и прочного прессового соединения торцов труб с отверстиями, в которые они вставлены. Применяется при изготовлении котлов, цистерн и др. Развальцовка выполняется в основном ручным развальцовочным роликовым инструментом или коническими дорнами.
Пружина – это деталь, которая под действием внешних сил упруго деформируется, а после прекращения действия этих сил возвращается в первоначальное состояние. Пружины используются в разных машинах, приспособлениях, станках и оборудовании. Пружины классифицируют по форме, условиям работы, виду нагрузки, виду натяжения и т. д. По форме пружины делятся на плоские, винтовые (цилиндрические, фасонные, телескопические) и конусные. По виду нагружения они подразделяются на пружины растяжения, кручения и сжатия. Пружины изготавливают с правой или левой навивкой, спиральные тарельчатые, гнутые, плоские, фигурные и кольцевые (рис. 2.13).
Пружина должна поддерживать в определенном положении детали или сборочные единицы машин, ликвидировать или успокаивать колебания, а также воспринимать энергию детали или узла машины в движении, давать возможность упруго подвесить детали машин или противодействовать определенной силе. Пружина выполняет также роль индикатора определенной силы.
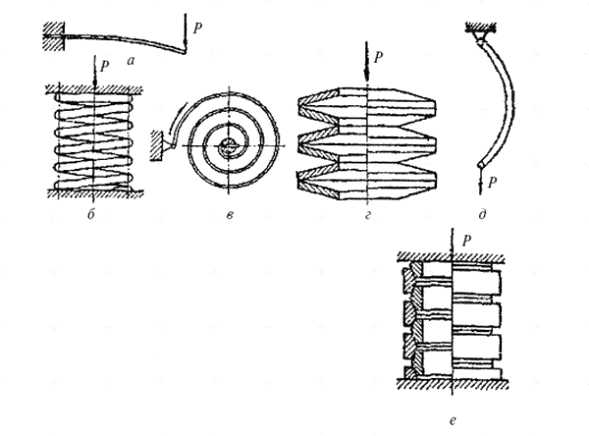 Рис. 2.13. Пружины:а – плоская; б – винтовая цилиндрическая; в – спиральная; г – тарельчатая; д – гнутая; е – кольцевая
Рис. 2.13. Пружины:а – плоская; б – винтовая цилиндрическая; в – спиральная; г – тарельчатая; д – гнутая; е – кольцевая
Пружины изготавливают из пружинной или рессорной стали. Это может быть высокоуглеродистая сталь или легированная пружинная и рессорная сталь с добавлением марганца, хрома, вольфрама, ванадия, кремния. Химический состав пружинной и рессорной стали, условия термической обработки, а также механические свойства определяются соответствующими ГОСТ и техническими условиями.
Рис. 2.14. Навивка винтовой пружины в тисках вручную
Пружины изготавливают вручную или машинным способом. Одним из самых простых ручных способов является изготовление пружин в тисках (рис. 2.14) с помощью круглого стержня с рукояткой диаметром, несколько меньшим внутреннего диаметра пружины, и специальных деревянных щек, вложенных между губками щек тисков. Винтовые пружины можно навивать также на сверлильном, токарном или специальном навивочном станках.
Резиновая соединительная пружинящая муфта – это разновидность пружины. Резиновые соединительные пружинящие детали находят применение в разных машинах, механизмах и оборудовании для соединения валов и ряда других деталей, работающих в условиях динамических нагрузок. Они обладают способностью принимать и накапливать энергию, гасить колебания и используются как гибкие и упругие муфты.
Перед установкой пружины или резиновой соединительной пружинящей детали следует прежде всего проверить соответствие вида, характеристики и качества пружины чертежу и техническим требованиям на сборку машины или механизма. Не соответствующие этим требованиям или имеющие механические повреждения пружина или резиновая соединительная пружинящая деталь не обеспечат работоспособности машины или механизма.
При правке и гибке металла необходимо проверить техническое состояние используемых инструментов, правильно и точно закрепить материал на плите, в тисках или другом приспособлении. Рукава одежды на запястьях должны быть застегнуты, на руки следует надеть рукавицы.
lektsia.com
Приспособление для гибки металла | Домашний мастер
Ручной листогиб — простой инструмент, позволяющий даже неквалифицированному мастеру качественно изгибать заготовки из листового материала. При этом гарантируется отсутствие деформаций у отгибаемой части листа, чего невозможно достичь, пользуясь традиционной киянкой и оправкой. При наличии сварки изготовить листогиб своими руками не так уж сложно. Необходимо лишь иметь отрезки швеллеров и уголков с прямолинейными кромками. Ручной листогиб состоит из основания, прижима и обжимного пуансона с ручкой-рычагом. Основание изготавливается из отрезка швеллера № 6,5 (можно № 8) длиной до 500 мм. Прижим и пуансон делаются короче основания примерно на 5 мм. Прижим — из швеллера № 5. Строго по оси прижима сверлятся два отверстия диаметром 8,5 мм на расстоянии 30 мм от концов. Обжимной пуансон изготавливается из уголка № 5, причем желательно выбрать профиль со стенкой потолще. Ручка-рычаг выгибается в виде скобы из прутка арматурной стали диаметром не менее 15 мм и приваривается к уголку. Из обрезков листовой стали толщиной 5 мм изготавливаются щечки.
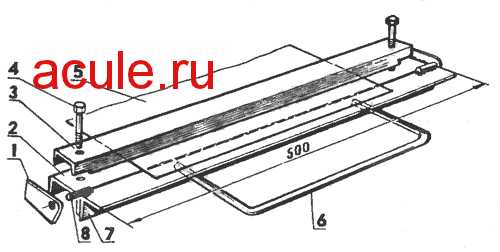
Приспособление для гибки металла:1 — щечка (2 шт), 2 — основание, 3 — прижим, 4 — зажимной болт (2 шт), 5 — изгибаемый лист, 6 — ручка-рычаг, 7 — обжимной пуансон, 8 — ось (2 шт).
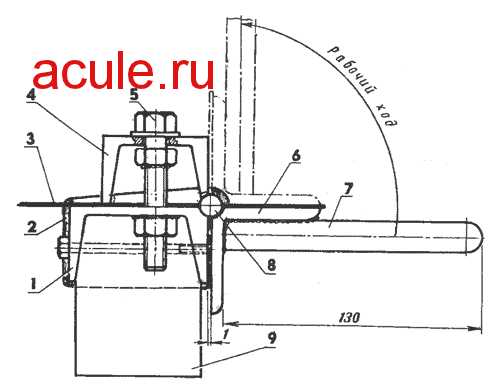
Ручной листогиб (тиски и передняя щечка условно не показаны):1 — основание, 2 — задняя щечка, 3 — изгибаемый лист, 4 — прижим, 5 — зажимной болт, 6 — обжимной пуансон, 7 — ручка-рычаг, 8 — ось, 9 — швеллер для крепления в тисках.
На концах заготовок пуансона и основания по ребру снимаются фаски 7×45° длиной 30 мм — под привариваемые к пуансону оси из стального прутка диаметром 10 мм. Сварка выполняется так, чтобы собственная ось прутка совпадала с ребром уголка. На концах рабочей кромки прижима также делаются соответствующие выборки.
Для предварительной сборки основание и пуансон зажимаются в тисках так, чтобы стенка швеллера и рабочая полка уголка-пуансона оказались в одной плоскости, а зазор между ними составлял примерно 1 мм (что нетрудно обеспечить, установив картонную прокладку). На оси пуансона надеваются щечки и прихватываются к основанию в нескольких местах электросваркой или притягиваются к торцам шпилькой с гайками. Для пробной гибки на рабочую поверхность укладывается лист из мягкого металла толщиной около 1 мм и придавливается сверху прижимом, временно прикрепляемым к основанию струбцинами или шпильками с накладками. После испытания положение щечек относительно основания при необходимости корректируется, затем они окончательно привариваются к торцам основания.
После этого, используя отверстия в прижиме как кондуктор, просверливают в основании отверстия диаметром 8,5 мм, нарезают в них резьбу М10 и ввертывают зажимные болты, на которые наворачивают и тут же приваривают к основанию гайки. После чего болты вывинчиваются и вставляются в предварительно рассверленные до диаметра 10,5 мм отверстия прижима, снизу на них наворачиваются и фиксируются сваркой другие гайки — ограничители, обеспечивающие подъем прижима при отпускании зажимных болтов. Вместо гаек можно применить цилиндрические пружины соответствующего размера. Для удобства головки болтов лучше снабдить воротками или «барашками».
Крепится самодельный листогиб в слесарных тисках с помощью приваренного к основанию отрезка швеллера.
При необходимости гнуть листы на угол больше чем 90° прижим заменяется на сваренный из двух уголков — он более жесткий. Для затяжных болтов в нем сверлятся отверстия, как указывалось выше. Плоскость прижима фрезеруется либо тщательно опиливается напильником.
Прижим из уголков
Листогиб можно сделать и из дерева. Такой листогиб подойдет если нужно сгибать, например, алюминиевые или тонкие железные листы.

Приспособление для гибки металла

Приспособление для гибки металла
В изготовлении он гораздо проще, чем первый вариант самодельного листогиба. Вместо обычных гаек, для прижимания прижимной доски лучше использовать барашковые гайки. Желательно найти материал из твердой древесины, что может быть непросто, так как пиломатериал в магазинах преимущественно из сосны. Как вариант, если материал для листогиба будет недостаточно твердым, можно поверхности укрепить алюминиевым профилем (полосками или уголками) который продается во всех нормальных строительных супермаркетах. Например, полосы прикручиваются к прижимающей доске на краю у места изгиба и с противоположной стороны, и на краю сгибающей доске у места изгиба и полоса неподалеку. Под петли сгибающей доски, возможно, придется подкладывать, например шайбы, чтобы доска находилась чуть ниже.
Если лист нужно сгибать на 90°, то поверхность, которая ограничивает движение сгибающей доски, лучше сделать с небольшим наклоном, например на 5°. Иначе изгиб на 90° не получится.

Сторона ограничивающая движение сгибающей доски имеет наклон

Приспособление для гибки металла

Ручной листогиб в действии
Если изгиб получается недостаточно аккуратным или не в том месте где надо, то в месте изгиба можно сделать паз.

Паз в месте изгиба
Источник: tool-land.ru
acule.ru