1И611П руководство к станку. Станок токарный 1и611п
Станок токарный иж 1и611п
Описание, технические характеристики, схемы токарного станка ИЖ 1И611П
29.07.2017
Токарный станок 1И611П позволяет обрабатывать детали как в патронах, так и в центрах. Он больше пятидесяти лет эффективно применяется на множестве производств. Данный аппарат стал настолько популярен благодаря тому, что он надежен, универсален, способен осуществлять высокоточное обрабатывание деталей.

Предназначение
Невзирая на тот факт, что 1И611П станок был изготовлен еще в шестидесятых годах прошлого столетия, его эксплуатационные показатели дают возможность применять для выполнения разнообразных операций. На станке возможно производить работы, связанные с обрабатыванием металлических деталей, например:
- точение в кулачках, цангах, центрах;
- фрезерование;
- шлифовка внешних и внутренних участков;
- обработка концевым инструментом, зафиксированным в патроне для сверления.
Параметры станочного устройства данной модели дают возможность осуществлять обработку деталей, имеющих форму цилиндра, конуса, выполнять нарезку разнообразной резьбы: метрической, дюймовой, модульной.
Особенности
Область использования любого станка зависит от его особенностей конструкции. Данный станочный агрегат располагает такими основными особенностями:
- Множество скоростей и подач. Это предоставляет возможность рабочему подбирать оптимальный способ обрабатывания определенной детали.
- Можно осуществлять фрезерование, обрабатывание концевым инструментом, шлифовку (как внутри, так и снаружи детали).
- Коробка подач конструктивно похожа на агрегат, которым оборудуются фрезеровочные аппараты. Кроме того, имеется рукоятка смены скоростей, обеспечивающая удобство работы.
- Передняя бабка располагает углами, которые закруглены. Это типично для аппаратов, которые производились в шестидесятые годы в СССР.
- Направляющие аппарата достаточно прочны, предельно точны и долговечны. Обусловлено это тщательным их шлифованием при производстве устройства. Кроме того, станок оснащен независимым смазочным комплексом, питаемым от электрической гидростанции. Он обеспечивает смазывание направляющих.
- Вмонтированная коробка скоростей дает возможность нарезать резьбу разного вида. Рабочему не нужно каждый раз менять шестеренки.
- Преселективность коробки скоростей позволяет быстро и мягко переключать режимы.
- Конструктивно аппарат устроен так, что обслуживать его заднюю часть нет нужды. В особенности это удобно для производственных помещений, имеющих небольшую площадь.
- Имеется емкость с электрическим оснащением и контейнером для охлаждающе-смазочной жидкости.
- В станок встроен контейнер для опилок металла. Если необходимо, его можно быстро опустошить.
- Есть предохранитель, который препятствует перегрузкам механизма подач.
- Аппарат оснащен верньером, предоставляющим возможность устанавливать с высокой точностью, насколько поперечно сместился суппортный элемент.
- Скоростями устройства можно управлять мнемонически.
- Головка резца закрепляется без промежутков, это обеспечивает высокую точность обработки.
- Ходовой винт автоматически смазывается при формировании нарезки.
- Узел шпинделя устроен так, что нет нужды демонтировать его при смене приводных ремней.
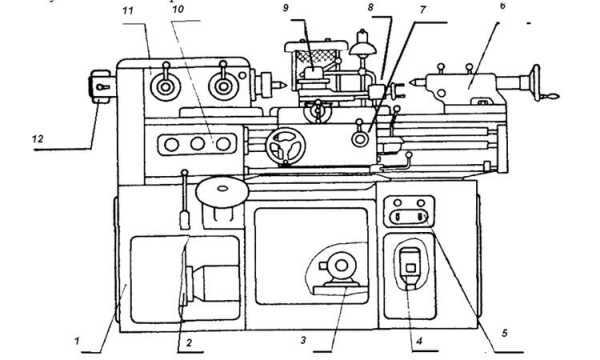 1 – станина, 2 – редуктор, 3 – насос системы смазки, 4 – насос системы охлаждения, 5 – панель включения двигателя главного движения и подачи СОЖ, 6 – задняя бабка, 7 – фартук, 8 – суппорт, 9 – резцедержатель, 10 – ручки управления коробкой подач, 11 – передняя бабка, 12 – цанговый зажим заготовок.
1 – станина, 2 – редуктор, 3 – насос системы смазки, 4 – насос системы охлаждения, 5 – панель включения двигателя главного движения и подачи СОЖ, 6 – задняя бабка, 7 – фартук, 8 – суппорт, 9 – резцедержатель, 10 – ручки управления коробкой подач, 11 – передняя бабка, 12 – цанговый зажим заготовок. Рекомендуем изучить видео обзор по рукояткам управления:
Эксплуатационные характеристики
Наличие соответствующих технических характеристик 1И611П позволяет проводить обработку заготовки диаметром до 250 мм над станиной, до 125 мм – над суппортом. Максимальная длина элемента, который возможно обрабатывать, равняется 500 мм. Узел шпинделя способен крутиться с частотой 20-2000 об/мин. Диаметр сквозного шпиндельного отверстия – 25 мм, конус посадки относится к категории Морзе 5.
Ключевые характеристики:
- класс точности – П;
- максимальный диаметр детали над основанием – 25 см;
- максимальный диаметр детали над суппортом – 12,5 см;
- максимальная длина детали – 50 см.
Шпиндель:
- радиус сквозного отверстия – 1,25 см;
- максимальный радиус прутка – 1,2 см;
- частота прямого кручения – 20-2000 оборотов в минуту;
- величина внутреннего конуса – Морзе 4.
Коробка скоростей:
- максимальная длина хода каретки – 50 см;
- пределы продольных рабочих подач – 0,001-0,18 см/об;
- пределы поперечных рабочих подач – 0,0005-0,09 см/об;
- пределы шагов создаваемых метрических нарезок – 0,02-4,8 см;
- пределы шагов создаваемых дюймовых нарезок – 0,05-2,4 см;
- пределы шагов создаваемых модульных нарезок – 0,02-3 см.
Электрическое оснащение:
- число электромоторов – 3;
- мощность электромотора основного привода – 3000 Вт;
- вид электромотора основного привода – АОЛ2-32-4;
- мощность электромотора гидростанции – 80 Вт;
- вид электромотора гидростанции – АОЛ-012-4;
- мощность электродвижка охлаждающего насосного устройства – 50 Вт;
- вид охлаждающего насосного устройства – ПА-22.
Токарный станок ИЖ 1И611П имеет такие габариты – 177 x 97 x 130 см. Весит устройство 1,12 т.
Подобные параметры геометрии и веса дают возможность применять этот станочный аппарат для оборудования маленьких мастерских, производственных цехов, ремонтных отделений. Главное назначение станка – выполнять получистовую и чистовую обработку деталей на единичном и мелкосерийном производстве.
Конструкция
В 1И611П есть 4 основных конструктивных узла:
1. Передняя бабка. В середине ее располагается шкив, посаженный на гильзу. Этот шкив, который заставляет вращаться узел шпинделя, соединен с редуктором с помощью четырех клиновых ремней. От приемного шкива узел шпинделя принимает двенадцать режимов кручения через муфту с зубцами. Еще двенадцать подач передается посредством перебора. Подключение муфты с зубцами, перебора выполняется посредством особой рукояти, располагающейся с правого бока передней бабки. Для того чтобы перебор и муфта никогда одновременно не заработали, передняя бабка оснащена узлом блокировки. Также она оборудована агрегатом, который увеличивает шаг создаваемой нарезки, и трензелем, передающим кручение на гитару.

Редуктор. От него зависит частота кручения узла шпинделя. Заключает в себе четыре оси, на которых установлены шестеренки различного размера. Редукторным приводом является основной электродвижок станка, который соединен с редуктором посредством фланцев. Благодаря плоским направляющим редуктор передвигается по тумбе. Он фиксируется на ней посредством болтов. Ременное натяжение возможно изменять. За переключение режимов вращения отвечает преселективный агрегат, который управляется специальным маховиком.

Гитара. Монтируется на левой стороне коробки подач. Для формирования большей части видов нарезки заменять шестеренки гитары не нужно. Если нужно создать нарезку увеличенной точности, монтируют сменные шестеренки, дающие возможность обрабатывать детали, не используя коробку подач. Для того чтобы правильно установить показатели гитары, необходимо изучить паспорт оборудования.

Коробка подач. Данная часть аппарата конструктивно закрыта. Характеристики коробки подач предоставляют все возможности создавать метрическую нарезку с шагом 0,02-4,8 см без применения комплекта сменных шестеренок.

Подробный разбор устройства в видео:
Электрическое оснащение
Изучая схемы 1И611П, стоит упомянуть об электрооборудовании аппарата. От него зависит функционирование станка. Основными компонентами электрической схемы считаются 3 электрических мотора, отвечающих за основное перемещение, смазывание деталей устройства, подачу охладителя.
Все моторы асинхронного типа питаются от электросети тремя фазами. Электрическое оснащение подключается к электроснабжению при помощи пакетного выключателя.
Запуск движка, включающего насос для подачи смазки к частям станка, осуществляется посредством магнитного пускателя. Лишь после запуска мотора и насосного устройства можно запускать движок основного перемещения. Для этого применяется рукоять валика, который связан с конечным выключателем. Рукоять возможно установить в положение «Вперед» либо «Назад».
Электромотор насосного привода охлаждающей системы возможно запустить, если работает смазочный комплекс. Движок запускается посредством выключателя с маркировкой «ВН». В электрической схеме 1И611П предусмотрено 2 выключателя. «ВО» позволяет локально освещать область обрабатывания, «КТ» – притормаживать основной электродвижок при переключении редукторных шестеренок.
1И611П представляет собой распространенный на вторичном рынке аппарат. Это недорогой станок, посредством которого возможно производить множество токарных работ. Прекрасные характеристики эксплуатации, отличная надежность, точность обрабатывания – ключевые достоинства данного оборудования.
Скачать паспорт
Паспорт токарно-винторезного станка 1И611П
Описание, технические характеристики, схемы токарного станка ИЖ 1И611П Ссылка на основную публикациюoxmetall.ru
Обзор токарного станка 1и611п
Станок токарный 1и611п – успешно эксплуатируется уже более полувека. Обработку данным устройством можно осуществлять и в патроне, и в центрах. Благодаря высокой надежности, относительной простоте в использовании и универсальности в применении токарный станок 1и611п пользуется заслуженной популярностью на протяжении нескольких десятков лет.
Предназначение устройства и особенности конструкции
Токарный станок ИЖ 1и611п был сконструирован еще в далеких 1960-х, но и сегодня продолжает благополучно выполнять работы по металлу самых разных сложностей. Станок успешно справляется с:
- Точением.
- Шлифованием.
- Фрезеровкой.
Кроме того, устройство позволяет работать с металлом при помощи концевого инструмента, закрепленного в патроне для сверления. Благодаря техническим характеристикам данного станка, с его помощью можно успешно работать с заготовками в форме конуса и цилиндра. Устройство может создавать резьбу основных разновидностей.
Надежное функционирование данного станка обеспечивается конструкцией:
- простота коробки подач. Благодаря этому, различные типы резьбы создаются, не прибегая к замене шестерней;
- жесткая фиксация резцовой головки повышает точность обработки металла;
- система жидкостного охлаждения, которая находится в специальном контейнере вместе с электрооборудованием, своевременно понижает температурные показатели рабочих узлов устройства;
- система отвода стружки. Станок имеет специальный контейнер, которые принимает отходы обработки металла.
Ключевые характеристики
Характеристики станка позволяют работать с деталями размером до 25 сантиметров над станиной и до 12, 5 сантиметров над суппортом. Установка может работать с деталями, длина которых не превышает 50 сантиметров. Частота вращения шпинделя у данного токарного станка колеблется от 20 до двух тысяч оборотов в минуту, при этом размер сквозного отверстия составляет 25 миллиметров.

Отдельно стоит рассказать о характеристиках отдельных узлов этого станка:
- Продольные и поперечные подачи суппорта осуществляются на интервалах 0,01-1,8 мм/об и 0,005-0,9 мм/об соответственно.
- Каретка токарно-винторезного станка иж 1и611п имеет ход до 50 сантиметров.
Габариты станка отличаются относительной компактностью. Длина установки – 1, 77 м; высота – 0, 97 м; ширина – 1,3 м. Вес устройства – 1120 кг. Эти показатели значительно расширяют область применения данного механизма. Установку этого типа одинаково успешно используют в небольших мастерских и на внушительных предприятиях.
Детальные технические характеристики данного устройства предоставлены в следующей таблице:
Ключевыми элементами строения данного токарного станка являются:
- Фартук — позволяет перемещать суппорт в продольном и поперечном направлении. Осуществлять эти движения можно и вручную и при помощи коробки подач. Реверсная и прямая подача обеспечивается наличием в фартуке 4 муфт, а одновременная работа винта и ходового валика становится невозможной благодаря наличию устройства блокировки.
- Задняя бабка — ее действие заключается в жестком поджатии длинной детали, что повышает точность проводимых работ. Задняя бабка на данном токарном станке может смещаться на 10 мм в обе стороны по отношению к центрам. Это позволяет расширить диапазон обрабатываемых деталей.
- Передняя бабка — шпиндель станка приводится в движение передачей с 4 ремнями. Работа всех 12 скоростей шпинделя обеспечивается ведомым шкивом через муфту. Управление узлом осуществляется через приводы переключения шестерен и зубчатой муфты. Механизм блокировки предотвращает совместную работу перебора и муфты.
- Станина данного токарного станка имеет две призматические и две плоские направляющие и располагается на целостной тумбе. Фронтальная призма – это основа для установки передней бабки. В устройство станины входит охлаждающая система, система смазки, полка защиты ходового винта от стружки, редуктор основного движения. Контейнер для сбора смазочно-охлаждающих жидкостей находится в тумбе.
- Конусная линейка — с ее помощью на станке можно обрабатывать заготовки конусной формы, делать конические нарезы. Каретка суппорта жестко удерживается при помощи тяги и кронштейна. Верхняя часть суппорта передвигается на необходимый угол посредством скольжения ползушки по линейке.
- Гитара — данный механизм установлен на левом торце коробки подач и позволяет не менять шестерни при изготовлении метрической резьбы разных типов и обычной сложности. При создании дюймовой и модульной резьбы уже появляется необходимость замены шестерней. После их установки можно изготовлять резьбу не прибегая к применению механизмов коробки подач. В каждом паспорте токарного станка 1и611п имеются четкие инструкции по настройке параметров гитары. Перед применением установки необходимо детально изучить соответствующие рекомендации.
Видео: токарно-винторезный станок 1и611п.
Электрооборудование
Отдельно стоит описать и строение электрооборудования данного станка. Надежная работа установки базируется на функционировании трех электрических двигателей, которые отвечают:
- За главное движение.
- За смазку ключевых узлов устройства.
- За применение охлаждающей жидкости.
Асинхронные двигатели устройства приводятся в движение от трехфазной электросети и включаются при помощи включателя пакетного типа. Двигатель, который отвечает за подачу смазки к механизмам устройства, приводится в действие магнитным включателем. Для запуска «главного» двигателя используют специальную рукоятку.
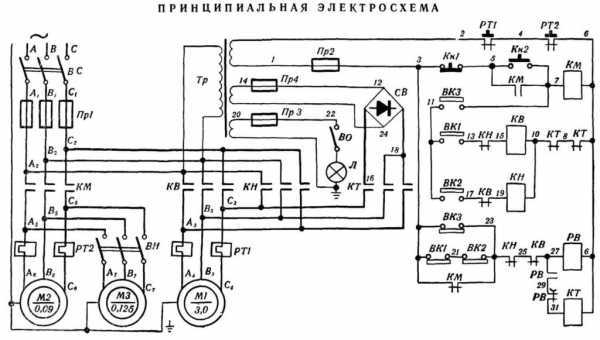
Двигатель, отвечающий за систему охлаждения, также приводится в действие только после включения системы подачи смазки. Этот электродвигатель запускают при помощи включателя с надписью «ВН». Кроме него в строение электрической системы (Рис. 1.2 ) данного токарного механизма имеется еще два включателя: «ВО» — включает освещение обрабатываемой зоны, а «КТ» — сбавляет обороты основного двигателя во время переключения шестерней в редукторе.
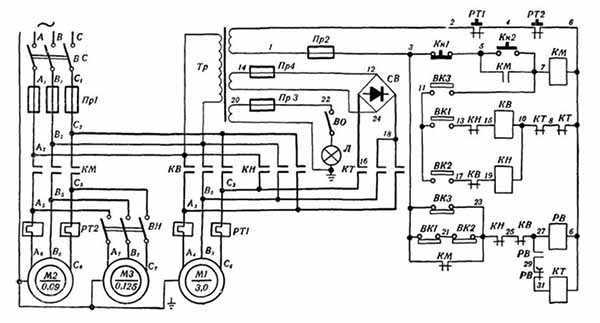
Рис. 1.2 Электросхема станка токарного 1и611п.
Система управления
Для эффективной и безопасной работы со станком необходимо детально изучить его паспорт и знать следующие нюансы:
- Ходовой винт станка смазывается в автоматическом режиме.
- Скорость вращения шпинделя выбирается оператором перед началом обработки металла.
- Приводные ремни можно менять, не прибегая к разборке шпиндельного узла.
- Для выполнения фрезерных работ на поперечной каретке суппорта устанавливают соответствующий механизм. Для более точных движений суппорта задействуют верньер.
- Суппорт двигается в том направлении, в котором отклонена ручка управления (мнемонический принцип работы).
- На тыльной стороне станка нет никаких рычагов и узлов управления. Это повышает удобность его использования, и облегчает размещение устройства на производственных площадях.
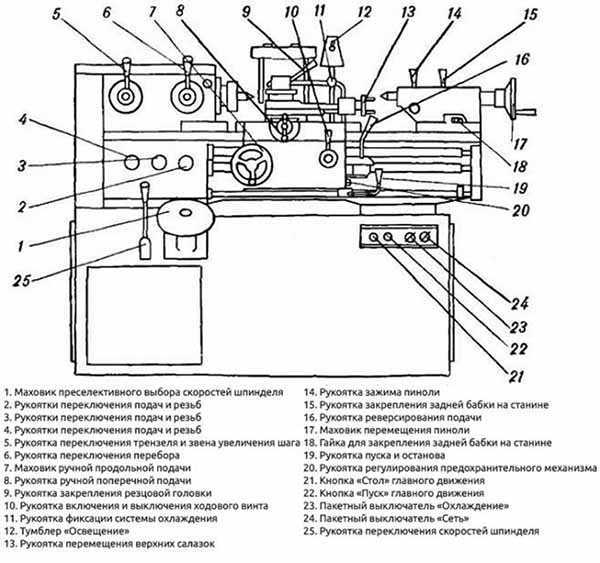
Рис 1.3 Система управления.
metmastanki.ru
Встречаем токарный станок ИЖ 1И611П
Токарный станок ИЖ 1И611П – знаменитое детище предприятия «ИЖМАШ». Этот агрегат отличается высокой точностью и предназначен для широкого спектра задач. Модель рассчитана на работу с черным и цветным металлом, что подтверждает ее универсальность. Токарному станку 1И611П можно доверить ряд работ, связанных с использованием центров, а также кулачковых и цанговых патронов. Среди специфических операций, которые способна выполнять эта модель, отметим точение конусов, создание резьбы.
Где же находит себе применение агрегат 1И611П? В основном он используется в мелком производстве. Техника идеально подходит для проведения чистовых операций. Этот агрегат спроектирован для удобной эксплуатации в высотных зданиях и передвижных ремонтных мастерских. При этом назвать его мобильным довольно трудно – масса станка составляет 1120 кг.
Особенности токарного станка ИЖ 1И611П
Чтобы определить сферу применения этой техники, стоит выделить ряд ее ключевых особенностей, среди которых:
- Большой выбор скоростей и подач, что позволяет мастеру выбрать наиболее подходящий метод обработки конкретной заготовки.
- Возможность производить фрезеровку, обработку концевым инструментом, внутреннее и наружное шлифование.
- Коробка скоростей ИЖ 1И611П по своей конструкции напоминает коробку, используемую во фрезерных станках. Также модель оснащена удобной рукоятью переключения подач.
- Передняя бабка имеет закругленные углы, что типично для агрегатов, производимых в 1960-е годы на советских мощностях.
- Направляющие станка отличаются высокой прочностью и могут похвастаться предельной точностью и долговечностью. И все это благодаря тщательной шлифовке и закалке. Агрегат также укомплектован независимой системой смазки направляющих, которую питает электрическая гидростанция.
- Встроенная коробка подач позволяет производить нарезание резьбы различного формата, будь то дюймовая, метрическая или модульная резьба. Мастеру нет необходимости каждый раз заменять шестерни.
- Преселективная коробка передач обеспечивает мягкое и более быстрое переключение.
- Конструкция станка такова, что необходимость сервисного обслуживания машины с задней ее части отсутствует, что особенно удобно в ограниченных по площади цехах.
- Наличие контейнера, укомплектованного электрическим оборудованием и резервуаром для смазочно-охлаждающей жидкости.
- Наличие встроенного сборника для металлической стружки, который при необходимости быстро опустошается.
- Наличие предохранителя, препятствующего перегрузкам механизма подач.
- Встроенный верньер, позволяющий предельно точно определять смещение суппорта в поперечном направлении.
- Мнемоническое управление подачами агрегата.
- Резцовая головка, которая фиксируется без малейших зазоров, что гарантируем мастеру необходимую жесткость и точность в работе.
- Система автоматической смазки ходового винта в процессе создания резьбы.
- Шпиндельный узел, который спроектирован таким образом, что его не нужно разбирать в случае необходимости сменить ремни привода.
Технические характеристики
Токарный станок 1И611П соответствует классу точности «П» по государственному стандарту. Максимальный диаметр заготовки при обработке над станиной и суппортом – 250 и 125 миллиметров соответственно. Предельно возможная длина обрабатываемой заготовки – 500 миллиметров.
В токарном станке ИЖ 1И611П предусмотрено три электрических двигателя. Мощность мотора основного привода – 3 кВт. Мощность двигателя гидростанции и охлаждающего насоса – 0.08 и 0.05 кВт соответственно. Эта модель, как уже было сказано, имеет довольно серьезный вес и габариты. Масса станка – 1120 кг, размеры – 1770х970х1300 миллиметров.
prostostanok.ru
Обзор станка ИЖ 1И611П: особенности конструкции, характеристики
Станок 1И611П для токарных работ выпускался Ижевским заводом «Ижмаш» с середины 60-х годов прошлого века. Он предназначен для токарно-винтовой обработки стальных деталей и заготовок. Благодаря своим техническим данным относится к классу повышенной точности.
Конструктивные особенности станка
Схема станка и конструкция позволяют выполнять несколько типов работ: токарные, фрезерные и шлифовальные. Несмотря на свои относительно небольшие габариты (117*97*130 см) оборудованием ИЖ 1И611П комплектуются как мелкосерийные производства, так и ремонтные мастерские. Это обусловлено хорошими рабочими и эксплуатационными качествами.
Среди особенностей конструкции можно выделить возможность переключения передачи по преселективному методу. Это значит, что работник может заранее установить необходимый режим, который включится автоматически.
Кроме этого, станок ИЖ 1И611П обладает такими особенностями и характеристиками:
- жесткость конструкции обеспечивается методом крепления резцовой головки. Благодаря новаторскому решению зазор полностью отсутствует.
- защитное устройство, предохраняющее оборудование от возможных перегрузок во время работы;
- наличие верньеры. Это приспособление необходимо для обеспечения точного положения суппорта при поперечном движении;
- продуманная система смазки детали при формировании резьбы. Для этого на ходовой винт подается специальная жидкость из резервуара, расположенного в задней части станка;
- конструкция агрегата предусматривает выполнение всех типов обслуживающих и ремонтных работ только с тыльной части. Это позволяет эксплуатировать оборудование в небольших помещениях или стесненных условиях без изменения фактических характеристик.
Дополнительно можно отметить систему отвода сформировавшейся стружки, которая не препятствует нормальному обзору детали, не налипает на резце во время выполнения обработки.
Для большей устойчивости станина токарного станка ИЖ 1И611П изготовлена из чугуна с хромоникелевым прикрытием. Это не только предотвращает ржавление поверхности, но и гасит большую часть колебаний.
Технические характеристики

Описание технических параметров следует делать по отдельным блокам оборудования. Таким образом, можно определить эксплуатационные возможности оборудования, выявить его «слабые» и «сильные» стороны, которыми обладает станок 1И611П.
Для работы станка в конструкции предусмотрен особый редуктор. Помимо преселективного устройства он отличается от аналогов четырехосной коробкой скоростей, привод которой выполняется с помощью фланца электродвигателя. Оператор самостоятельно устанавливает требуемое число оборотов, после которых следует активировать следующий режим работы станка ИЖ 1И611П.
Максимальный размер детали, установленной над станиной, составляет 25 см. Если же обработка происходит над суппортом – этот параметр не должен превышать 12,5 см. Длина заготовки не может быть более 50 см.
Характеристики шпинделя:
- сквозное отверстие – 2,5 см. Максимальный размер прутка составляет 2,4см;
- изменение частоты вращения, об/мин варьируется от 20 до 2000;
- размер конуса соответствует Морзе 4.
Не менее важны параметры и характеристики подачи. Они определяют оптимальный режим обработки заготовки, возможность выполнения тех или иных операций.
Для определения эксплуатационных параметров суппорта и режимов подачи рекомендуется ознакомиться с паспортом оборудования. Ниже приведены общие данные об этом элементе станка ИЖ 1И611П:
- ход каретки – до 50 см;
- рабочие подачи, об/мин. Продольные от 0,01 до 1,8. Поперечные от 0,005 до 0,9;
- пределы шага сформированной резьбы. Метрические — 0,2-48; дюймовые – 24-0,5; модульные – 0,2-30.
Несмотря на хорошие технические характеристики, на станке ИЖ 1И611П отсутствует возможность формирования питчевой резьбы. Однако она не настолько востребована, чтобы быть определяющей при выборе модели оборудования.
Для работы используется 3 вида электродвигателей. Главный привод осуществляется с помощью силовой установки мощностью 3кВт. Остальные необходимы для работы гидростанции и системы подачи охлаждающей жидкости. Подключение осуществляется к сети 380 В. Дополнительно устанавливается местное освещение.
В видеоматериале показан пример выполнения операций точения и сверления на токарном станке:
stanokgid.ru
i-perf.ru
:: Теоретические положения :: Токарная обработка заготовок :: Токарно-винторезный станок модели 1И611П
Общий вид токарно-винторезного станка 1И611П с обозначением основных его узловОбщий вид станка 1И611П
1 – станина, 2 – редуктор, 3 – насос системы смазки, 4 – насос системы охлаждения, 5 - панель включения двигателя главного движения и подачи СОЖ, 6 – задняя бабка, 7 – фартук, 8 – суппорт, 9 – резцедержатель, 10 – ручки управления коробкой подач, 11 - передняя бабка, 12 – цанговый зажим заготовок.
Станина 1 станка жесткой конструкции с дополнительными «П»-образными ребрами устанавливается на монолитной тумбе. Станина имеет две равнобокие призматические и две плоские направляющие. Передняя призма продолжена до левого торца станины и служит базой для установки передней бабки. На передней стороне станины предусмотрена полка для защиты ходового винта от стружки и эмульсии, на ней же устанавливается продольный жесткий упор.
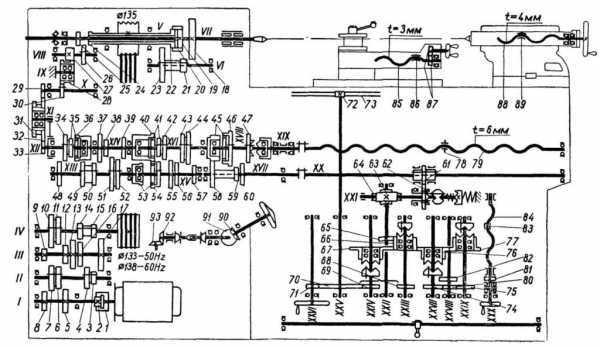
Внутри тумбы станка смонтированы редуктор с главным двигателем 2, узел смазки 3 и установка для охлаждения 4. В правой части тумбы в специальной нише установлена панель электрооборудования 5. Резервуар для сбора охлаждающей жидкости выполнен вместе с тумбой. Кинематическая схема приведена в приложении
Редуктор, установленный в левой части тумбы, представляет собой четырехосную коробку скоростей с приводом от фланцевого электродвигателя. Редуктор имеет плоские направляющие для перемещения по направляющим тумбы при натяжении ременной передачи и закрепляется с помощью плит крепежными болтами.
Изменение чисел оборотов осуществляется преселективным устройством, позволяющим производить выбор чисел оборотов во время работы станка. Выбор чисел оборотов производится посредством маховика рис. поз.1, поворотом которого в двух дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен.
Переключение скоростей осуществляют следующим образом: предварительно маховиком устанавливают требуемое число оборотов шпинделя, в нужный момент включения осуществляют с помощью рукоятки рис. поз 25 в два этапа - вначале рукоятку оттягивают на себя до появления заметного усилия, удерживая рукоятку в этом положении, выжидают пока не снизится число оборотов шпинделя (не выше 100 об/мин), затем рукоятку оттягивают до отказа, производя, таким образом, включение требуемой скорости.
Передняя бабка. В середине передней бабки 11 на гильзе находится шкив. Движение на шпиндель от редуктора передается четырьмя клиновыми ремнями. Шпиндель станка имеет фланцевый передний конец с коротким центрирующим конусом и с внутренним конусом Морзе №4.
Шпиндель станка получает 12 чисел оборотов от приемного шкива напрямую через зубчатую муфту и 12 — через перебор 1:8. На передней стенке бабки (справа) находится рукоятка переключения шестерен перебора и зубчатой муфты рис. поз.6. Управление перебором и зубчатой муфтой сблокировано так, что одновременное их включение невозможно. Чтобы не смять торцы шестерен, переключение перебора на ходу не рекомендуется.
В корпусе передней бабки имеется звено увеличения шага (8:1) и трензель, с которого вращение через гитару передается па коробку подач. Включение трензеля и звена увеличения шага производится рукояткой рис. поз 5. Выбор подачи осуществляется рукоятками переключения рис. поз 2,3,4.
Задняя бабка 6 жесткой конструкции закрепляется на станине одной рукояткой через эксцентрик и тягу. Для более надежного зажима предусмотрен дополнительный болт. Для обточки небольших конусов корпус задней бабки может смещаться с линии центров в пределах ±10 мм винтами.
Для выверки осей передней и задней бабок в горизонтальной плоскости необходимо совместить платики на корпусе и поддоне. Положение пиноли фиксируется рукояткой, установленной в передней части бабки.
Пиноль задней бабки имеет конус Морзе №3. Наибольшая длина перемещения пиноли составляет 85 мм. Величину перемещения пиноли можно определить по линейке с ценой деления1 мми по лимбу с ценой деления0,05 мм.
Суппорт 8 крестовой конструкции имеет ручное и механическое продольное перемещение по направляющим станины и поперечное перемещение по направляющим каретки.
Кроме того, верхняя часть суппорта, несущая на себе резцедержатель 9, имеет независимое ручное перемещение по направляющим средней поворотной части и может поворачиваться на 70° в сторону рабочего и на 90° — от рабочего.
Осевое усилие винта поперечной подачи воспринимается упорными шарикоподшипниками. Лимб поперечной подачи имеет цену деления0,02 ммна радиус, лимб подачи верхней части суппорта выполнен с ценой деления0,05 мм.
Фартук 7 закрытого типа обеспечивает получение продольных и поперечных подач суппорта вручную, механически от коробки подач через ходовой валик, а также нарезание резьб при помощи ходового винта.
Фартук имеет четыре муфты, позволяющие осуществить прямую и обратную подачи в продольном и поперечном направлениях. Управление подачей осуществляется одной рукояткой рис. поз.16. Перемещение рукоятки при включении того или иного движения совпадает с направлением перемещения суппорта.
Фартук имеет механизм для автоматического отключения подач при перегрузках. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика. Фартук имеет маховик для продольного и поперечного ручного перемещения суппорта рис. поз.7,8. На оси маховика установлен лимб продольных подач с ценой деления 0,1 мм. С правой стороны на зеркале фартука расположена рукоятка для включения гайки ходового винта рис. поз.10. Верхнее положение рукоятки со ответствует выключенному положению гайки, нижнее - включенному.
media.ls.urfu.ru
1И611П руководство к станку | Паспорта на станки
Токарно-винторезный станок повышенной точности модель 1И611П руководство к станку
Описание конструкции отдельных узлов станка
СТАНИНА станка жесткой конструкции с дополнительными «П» - образными ребрами устанавливается на монолитной тумбе. Станина имеет две равнобокие призматические и две плоские направляющие.
Передняя призма продолжена до левого торца станины и служит базой для установки передней бабки. На передней стороне станины предусмотрена полка для защиты ходового винта от стружки и эмульсии, на ней же устанавливается продольный жесткий упор.
Внутри тумбы станка смонтированы редуктор с главным двигателем, узел смазки и установка для охлаждения. В правой части тумбы в специальной нише установлена панель электрооборудования. Резервуар для сбора охлаждающей жидкости выполнен вместе с тумбой.
РЕДУКТОР, установленный в левой части тумбы, представляет собой четырехосную коробку скоростей с приводом от фланцевого электродвигателя. Редуктор имеет плоские направляющие для перемещения по направляющим тумбы при натяжении ременной передачи и закрепляется с помощью плит крепежными болтами.
Изменение чисел оборотов осуществляется преселективным устройством, позволяющим производить выбор чисел оборотов во время работы станка. Выбор чисел оборотов производится посредством маховика, поворотом которого в двух дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен.
Переключение скоростей осуществляют следующим образом: предварительно маховиком устанавливают требуемое число оборотов шпинделя, в нужный момент включения осуществляют с помощью рукоятки в два этапа.
1И611П токарно-винторезный станок повышенной точности Компановка 1И611П токарно-винторезный станокСкачать Руководство к станку 1И611П
pasportanastanki.ru
Станок токарно-винторезный 1И611П |
Назначение и область применения

Универсальный токарно-винторезный станок 1И611П повышенной точности инструментальной группы предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб.
Станок 1И611П применяется для чистовых и получистовых работ в единичном и мелкосерийном производстве. Станки предназначены для эксплуатации преимущественно в многоэтажных зданиях, а также в подвижных ремонтных мастерских и судах.
Токарно-винторезный станок 1И611П — наиболее массовая модель, которую производил завод. Он выпускался с 1964 по 1982 год — 18 лет. Габаритные размеры рабочего пространства остались теми же: наибольший диаметр изделия, устанавливаемого над станиной — Ø250 мм, межцентровое расстояние — 500 мм.
Шпиндель имет 24 ступени оборотов вращения: 12 скоростей шпиндель получает от от редуктора на приемный шкив через клиноременную передачу, 12 скоростей через перебор коробки скоростей в передней бабке.
Все станки этой серии имеют калёные направляющие. Достаточно надёжны и точны. Имеет централизованную систему смазки, работающую от электрической гидростанции.
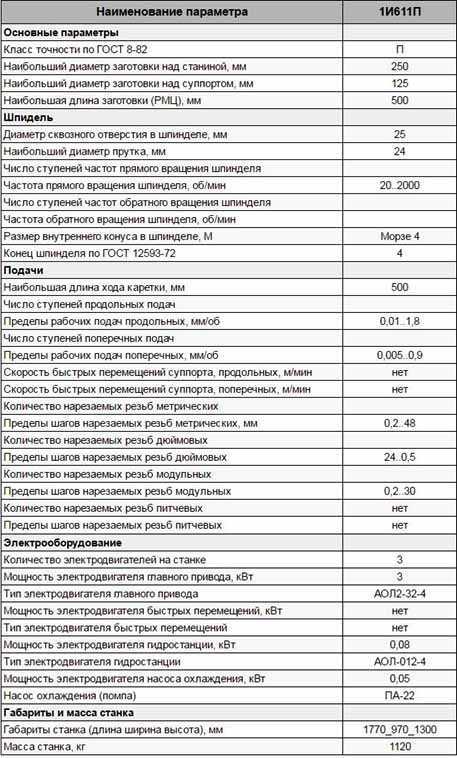
Технические характеристики токарно-винторезных станков 1И611П
| Наименование параметра | 1И611П |
| Основные параметры | |
| Класс точности по ГОСТ 8-82 | П |
| Наибольший диаметр заготовки над станиной, мм | 250 |
| Наибольший диаметр заготовки над суппортом, мм | 125 |
| Наибольшая длина заготовки (РМЦ), мм | 500 |
| Шпидель | |
| Диаметр сквозного отверстия в шпинделе, мм | 25 |
| Наибольший диаметр прутка, мм | 24 |
| Число ступеней частот прямого вращения шпинделя | |
| Частота прямого вращения шпинделя, об/мин | 20..2000 |
| Число ступеней частот обратного вращения шпинделя | |
| Частота обратного вращения шпинделя, об/мин | |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 |
| Подачи | |
| Наибольшая длина хода каретки, мм | 500 |
| Число ступеней продольных подач | |
| Пределы рабочих подач продольных, мм/об | 0,01..1,8 |
| Число ступеней поперечных подач | |
| Пределы рабочих подач поперечных, мм/об | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет |
| Количество нарезаемых резьб метрических | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 |
| Количество нарезаемых резьб дюймовых | |
| Пределы шагов нарезаемых резьб дюймовых | 24..0,5 |
| Количество нарезаемых резьб модульных | |
| Пределы шагов нарезаемых резьб модульных | 0,2..30 |
| Количество нарезаемых резьб питчевых | нет |
| Пределы шагов нарезаемых резьб питчевых | нет |
| Электрооборудование | |
| Количество электродвигателей на станке | 3 |
| Мощность электродвигателя главного привода, кВт | 3 |
| Тип электродвигателя главного привода | АОЛ2-32-4 |
| Мощность электродвигателя быстрых перемещений, кВт | нет |
| Тип электродвигателя быстрых перемещений | нет |
| Мощность электродвигателя гидростанции, кВт | 0,08 |
| Тип электродвигателя гидростанции | АОЛ-012-4 |
| Мощность электродвигателя насоса охлаждения, кВт | 0,05 |
| Насос охлаждения (помпа) | ПА-22 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 1770_970_1300 |
| Масса станка, кг | 1120 |
upk-group.ru
1и611п токарный станок | Деревообрабатывающие станки и оборудование
Станок 1и611п иж прост по конструкции, детали обрабатываются в трехкулачковом или поводковом патроне или на планшайбе. Технические характеристики станка позволяют обрабатывать прутки от 6 до 14мм, которые закрепляются в цанговом зажиме. Патроны быстросъемные, прижимаются к фланцу с помощью четырех гаек.
Особенности станка
- Шпиндельный узел оснащен преселектором, который позволяет изменять скорость вращения шпинделя без остановки станка
- Станок оснащен износостойкими направляющими, прошедшими термообработку токами высокой частоты и последующую шлифовку
- Возможно дооснащение станка фрезерным приспособлением
- Предусмотрена защита от перегрузок
- Автоматическая подача СОЖ в зону резания
Автоматизация работы
Токарную обработку можно автоматизировать с помощью применения упоров. Индикаторный упор перемещается в нужное положение (в зависимости от обрабатываемого диаметра заготовки) в пазу планки, установленной на каретке продольной подачи. С применением этого приспособления подача может отключаться автоматически (подробнее в инструкции по эксплуатации).

Рисунок - 1и611п станок токарный
Точение конуса
Отличительной особенностью станка является наличие конусной линейки, с помощью которой можно получить конические поверхности без смещения задней бабки. При обработке верхняя часть суппорта скользит по линейке, обеспечивая необходимый угол наклона .
Электрооборудование
Станок оснащен тремя трехфазными асинхронными электродвигателями. Питание происходит от общей силовой цепи предприятия. Цепи управления требуют напряжения цепи 127В, сеть местного освещения – 36В. Защита станка осуществляется электромагнитными пускателями, плавкими предохранителями и тепловыми реле.
Скачать паспорт на 1и611п токарно-винторезный станок повышенной точности
www.stanoktehpasport.ru