Гибочные станки ЧПУ листового металла с контролером DA52S
Под заказ
Доставка по Украине
Цену уточняйте
ТОВ «Медисвет»
Фрезерный станок ЧПУ по металлу Vector 1007M
Под заказ
Доставка по Украине
292 500 грн
Купить
Vector-CNC
Фрезерный станок ЧПУ по металлу Vector 1307M
Под заказ
Доставка по Украине
304 700 грн
Купить
Vector-CNC
Гибка металла на станке с ЧПУ
Услуга
от 3 грн
Торговая марка Prescona
Настольный токарный станок по металлу TopTech TU2004 V
Доставка по Украине
31 800 грн
Купить
ООО «ЕМ ГРУПП»
Фрезерный станок с ЧПУ по дереву и металлу «RAPTOR L-900»
Доставка по Украине
от 70 000 грн
Купить
RAPTOR CNC
Настольный токарный станок по металлу OPTIturn TU 1503 V
Под заказ
Доставка по Украине
34 414 — 46 589 грн
от 3 продавцов
34 380 грн
Купить
Компания «КВРС»
Настольный токарный станок по металлу OPTIturn TU 2004 V
Доставка по Украине
53 763 грн
Купить
Магазин инструмента Лес и Сад
НАСТОЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК С ЧПУ [по металлу]
[Настольные фрезерные станки с ЧПУ по металлу] незаменимы на мелкосерийных производствах, которые занимаются изготовлением механизмов и деталей для различного рода транспорта.
Если ранее настольный фрезерный станок мог эксплуатироваться только в ручном режиме, затем в автоматизированных условиях, то на сегодняшний день массовая компьютеризация оборудования позволила перевести подобные установки в категорию агрегатов с возможностью применения ЧПУ.
Содержание:
Принцип эксплуатации и особенности конструкции
Виды и преимущество применения фрезерных станков с ЧПУ
Можно ли собрать настольный фрезерный станок самостоятельно?
Принцип эксплуатации и особенности конструкции
С помощью настольных фрезерных станков можно обрабатывать заготовки из различных материалов, например, камня, пластика, металла, керамики или дерева.
В любом из указанных материалов настольные фрезерные станки позволяют проделывать отверстия нужного диаметра и конфигурации.
Их применение дает возможность не только провести качественный разрез изделия, но и с точностью рассчитать промежуточное расстояние между отверстиями.
Подлежащие фрезерной обработке заготовки, фиксируются на столе, затем станок с помощью фрезы и за счет вращательных движений обрабатывает материал.
Особенности конструкции настольных фрезерных станков позволяют разделить оборудование на два типа:
консольный фрезерный станок – к данной категории относятся вертикальные, горизонтальные и широкоуниверсальные установки;
бесконсольный фрезерный станок – представляет собой вертикальные и горизонтальные устройства.
Первый тип станков считается самым востребованным, следственно, более распространенным.
Отличие настольного фрезерного станка сводится к наличию консоли, за счет которой в данном случае удерживается заготовка.
При этом от шпинделя станка не требуются никакие действия, так как консоль, перемещаясь по станине, полноценно выполняет назначенные ей функции.
Настольный бесконсольный фрезерный станок с ЧПУ имеет отличия, которые заключаются в возможности перемещения стола с зафиксированной на нем заготовкой только вдоль и поперек.
В данном случае шпинделю надлежит выполнять разные движения, включая вертикальные.
ЧПУ (числовое программное управление) используется для проведения технологических операций, заранее указанных на специальном информационном носителе.
Для настольных станков с ЧПУ было разработано несколько типов программного обеспечения:
Позиционное программное обеспечение – используется для расточных и сверлильно-фрезерных установок, в процессе работы на информационный диск заносится только местоположение конечных точек.
Контурное программное обеспечение – разработано для круглошлифовального оборудования с ЧПУ, работает по указанной траектории.
Комбинированная программа – разработана для настольных фрезерно-токарных установок с ЧПУ, многоцелевого назначения, совмещает в себе две вышеуказанных компьютерных программы.
Видео:
Многоконтурная программа – считается сложной, так как наделена свойством, управлять всеми существующими функциями, которыми обеспечен настольный фрезерный станок.
Именно для широкоформатных фрезерных установок с возможностью эксплуатации ЧПУ применяется данный тип программы.
Виды и преимущество применения фрезерных станков с ЧПУ
В отличие от простого автоматического сверлильно-фрезерного станка по металлу, настольный станок с ЧПУ имеет массу преимуществ.
Среди них возможность оперативного изготовления деталей со сверхточными контурами.
При этом не требуется присутствие специализированных сотрудников, достаточно оператора, который своими руками поставит задачу на выполнение с помощью компьютерной программы.
Применение оборудования с ЧПУ возможно как в производственной, так и в бытовой сфере, где индивидуальный потребитель может своими руками задать устройству определенную задачу.
Конечно, цена на такое оборудование с ЧПУ будет значительно выше.
На данный момент существуют следующие разновидности фрезерных станков с числовым программным обеспечением:
установка с ЧПУ по металлу;
станок с ЧПУ по дереву;
фрезерно-гравировальный станок с ЧПУ.
Настольные фрезерные установки по металлу, применяют для обработки изделий выполненных с использованием разных типов стали.
В зависимости от сложности конструкции, цена на оборудование по обработке металла, может составлять 450$ и выше.
При этом данную категорию установок по металлу с ЧПУ, подразделяют еще на 5 видов:
настольно-фрезерная установка;
фрезерно-обрабатывающая;
широкоуниверсальная;
фрезерно-токарная;
сверлильно-фрезерная.
Выполнить фрезеровку деревянных заготовок позволяют настольные станки по дереву.
Свое применение установки нашли в мебельной промышленности и в производственных сферах, где требуется обработка пластика, алюминия, акрила и других мягких материалов.
Цена на бытовое оборудование по обработке дерева доходит до 400 $.
Видео:
Гравировальный фрезерный станок с числовым программным управлением применяют для фрезерования и гравировки бетонных заготовок, а также изделий из разного типа камней.
Гравировальный станок нашел свое применение при изготовлении декоративных колонн, статуэток и в реализации других дизайнерских решений.
Также гравировальный станок востребован при изготовлении наружных рекламных вывесок.
Гравировальный станок позволяет добиться нужной рельефности изображений на заготовках из различных материалов. Например, с его помощью выполняются штампы для полиграфии.
В ювелирном деле гравировальный станок незаменим при изготовлении форм для литья, при инкрустации и изготовлении медалей.
В обувной промышленности гравировальный станок применяют для производства лекал, различных шаблонов и форм для литья.
Цена на гравировальный станок с ЧПУ составляет примерно 4000$.
Сверлильно-фрезерные установки, по сути, способны заменить два станка с узкоспециализированным назначением.
Благодаря чему сверлильно-фрезерные станки не требуют много места в производственном цеху, и позволяют экономить на покупке оборудования. Так как цена двух совмещенных устройств в одном в любом случае будет ниже.
Сверлильно-фрезерные станки позволяют качественно нарезать резьбу, сверлить отверстия нужных диаметров, выполнять горизонтальную и торцевую фрезеровку изделий, осуществлять зенкерование.
Помимо масштабных производств, сверлильно-фрезерные установки пользуются спросом в сфере малого бизнеса, которые предоставляют потребителю услуги обработки металла.
Приемлемая цена также позволяет приобретать сверлильно-фрезерные устройства и для бытовых целей.
При этом очень часто умельцы своими руками пытаются изготовить сверлильно-фрезерные устройства в домашних условиях.
На данный момент цена производственной сверлильно-фрезерной установки может составлять свыше 1500$.
При этом не рекомендуется приобретать настольное фрезерное оборудование, не изучив существующие предложения на рынке, особенно если его цена слишком высока.
При этом цена не всегда является тем фактором, которым необходимо руководствоваться при выборе.
Главное — это оценить качество агрегата, определиться с нужной мощностью, выбрать установку с подходящей скоростью обработки материала.
Можно ли собрать настольный фрезерный станок самостоятельно?
Имея под рукой необходимые комплектующие элементы, настольную фрезерную установку можно собрать своими руками.
Но чтобы воспроизвести своими руками конструкцию установок с ЧПУ по металлу, которые на сегодняшний день используются в производственной сфере, недостаточно обладать опытом, нужно приобрести дополнительное оборудование для своей мастерской.
Видео:
Именно по этой причине многие мастера не могут своими руками изготовить фрезерное устройство, которое позволило бы решать ряд производственных задач.
Если необходимое оборудование имеется, то прежде чем приступить к сборке установки с ЧПУ своими руками, нужно решить, для каких целей она будет использоваться.
Впоследствии, исходя из этого, можно будет приступить к выбору и покупке конструкционных материалов, необходимых электроэлементов и электронной схемы управления для создания станка своими руками.
При этом не стоит забывать о нужной жесткости конструкции.
Ведь если настольный фрезерный станок с числовым программным управлением будет использоваться для обработки металла, тогда к нему должны предъявляться более высокие требования, чем к станку по обработке дерева.
Лучшие настольные станки с ЧПУ и фрезерный станок с ЧПУ для прототипирования
Настольная обработка с ЧПУ — это один из лучших способов создания прототипов и воплощения вашей идеи в жизнь. Мы хотим представить вам некоторые из лучших фрезерных станков с ЧПУ и настольных станков с ЧПУ , доступных на рынке.
Эти настольные станки с ЧПУ и фрезерные станки с ЧПУ используются для изготовления прототипов металлических, пластиковых или деревянных изделий внутри компании. Поэтому вам не нужно полагаться на своих поставщиков. Таким образом, вы также можете повторять свой дизайн несколько раз и быстрее запускать продукты на рынок.
Содержание
В чем разница между фрезерным станком с ЧПУ и фрезерным станком с ЧПУ?
Выбор фрезерного станка с ЧПУ и настольного станка с ЧПУ
Лучшие настольные станки с ЧПУ, доступные на рынке
В чем разница между фрезерным станком с ЧПУ и фрезерным станком с ЧПУ?
Основное различие между фрезерными станками с ЧПУ и фрезерным станком заключается в их конструкции, перемещении режущего инструмента и скорости вращения шпинделя.
Фрезерный станок с ЧПУ
A Фрезерный станок с ЧПУ может резать мягкие материалы, такие как дерево, пластик, акрил, а иногда и мягкие металлы, такие как алюминий.
По сравнению с фрезерными станками с ЧПУ, фрезерные станки с ЧПУ имеют большее рабочее пространство (больше по осям X и Y, но меньше по оси Z) и используются для удаления материала на высоких скоростях. Высокая скорость инструмента помогает быстро резать материал.
В большинстве фрезерных станков с ЧПУ деталь остается неподвижной, а режущий инструмент перемещается во всех трех направлениях X, Y и Z.
Фрезерный станок с ЧПУ
Фрезерный станок с ЧПУ используется для резки мягких и твердых материалов с относительно небольшой рабочей площадью. Но большинство настольных фрезерных станков с ЧПУ, доступных на рынке, могут резать мягкие материалы, такие как алюминий или латунь.
В большинстве фрезерных станков с ЧПУ деталь движется в направлении Y, а режущий инструмент вращается с относительно высокой скоростью в направлениях X и Z.
Выбор фрезерного станка с ЧПУ и настольного станка с ЧПУ
Чтобы выбрать лучший фрезерный станок с ЧПУ или настольный станок с ЧПУ, следует учитывать следующие моменты.
Рабочая зона или рабочий объем
Настольные станки с ЧПУ доступны с различными размерами станины. Здесь размер станины указывает на объем, который может обрабатывать станок с ЧПУ. Поэтому перед выбором фрезерного станка с ЧПУ следует учитывать максимальный размер детали.
Материал для обработки
Не все станки могут обрабатывать твердые материалы. Поэтому вам следует обсудить возможности машины по резке материала с производителем машины.
Самодельная или полностью собранная машина
Комплект для самостоятельной сборки Фрезерные станки с ЧПУ легко собирать, разбирать и транспортировать. Но они требуют начальной сборки, которая может быть трудоемкой и сложной задачей.
Наличие программного обеспечения CAM
Для станков с ЧПУ требуются G-коды для деталей машин. Вы можете генерировать G-коды с помощью программного обеспечения CAM. Поэтому вы должны проверить совместимость и доступность бесплатного программного обеспечения CAM у производителя станка. Щелкните эту ссылку, чтобы узнать разницу между CAD CAM и CAE.
Best Desktop CNC Machines Available in the Market
Sr. No
Desktop CNC Machine
Build Volume
Best Used for
Price
1
Bantam Tools
7”× 9”×3,5”
Алюминий, латунь, пластик и печатная плата
3590 долл. США
2
Nomad 883 Pro от Carbide 3D
7”×9”×3,5”
Пластик, печатная плата, воск, дерево, мягкий металл до 6 мм
$2800
3
Фрезерный станок с ЧПУ Shapeoko
16”×16”
Plastic, PCB, Carbon Fiber, Wood and Aluminum
$1320
16”×33”
$1750
32”×33”
$1970
4
Inventables X-Carve
750×750×65 мм
В основном используется для дерева.
2299 $
5
Станок с ЧПУ BobsCNC E4
24 дюйма × 24 дюйма × 3,3 дюйма
В основном используется для дерева.
898 $
6
ЧПУ SainSmart Genmitsu 3018-PRO
300 × 180 × 45 мм
пластик, дерево, акрил, ПВХ, печатная плата и дерево
Настольный фрезерный станок с ЧПУ Bantam Tools представляет собой прочный монолитный станок с ЧПУ, который может обрабатывать алюминиевые, латунные, пластиковые печатные платы и т. д. Используя этот станок, вы можете разрабатывать ваши прототипы дома или в вашей мастерской.
Особенности
Рабочий объем: 7” × 9” × 3,5”
Скорость вращения шпинделя: от 10 000 до 28 000 об/мин
Прочная конструкция
Автоматическое расположение запаса
High Speed
2. 5D AutoCAM
2. Nomad 883 Pro Настольный фрезерный станок с ЧПУ: Карбид 3D , воск, дерево и детали из мягкого металла толщиной до 6 мм.
Характеристики
Настольный станок с ЧПУ Nomad 883 Pro имеет следующие характеристики.
Рабочий объем: 8 дюймов × 8 дюймов × 3 дюйма
Скорость вращения шпинделя: от 2 000 до 10 000 об/мин
Мощность шпинделя: 70 Вт
Автоматическая калибровка инструмента.
Бесплатное программное обеспечение 3D CAM.
3. Фрезерный станок с ЧПУ Shapeoko
Фрезерный станок с ЧПУ Shapeoko
Фрезерный станок с ЧПУ Shapeoko — один из лучших доступных на рынке фрезерных станков с ЧПУ, изготовленный из алюминиевых профилей. С его помощью можно резать пластиковые, деревянные и алюминиевые детали.
Особенности
Фрезерный станок с ЧПУ Shapeoko имеет следующие функции.
Это один из лучших вариантов для вырезания деревянных материалов на относительно большей площади. Вы можете добавить дополнительные аксессуары, чтобы расширить возможности машины.
Характеристики
Рабочий объем: 750 x 750 x 65 мм
Доступно бесплатное программное обеспечение
Набор для самостоятельной сборки
Настраиваемый
Также доступны дополнительные опции, такие как домашний переключатель и защита от пыли.
5. Станок с ЧПУ BobsCNC E4
Станок с ЧПУ BobsCNC E4
Станок с ЧПУ BobsCNC E4 представляет собой набор для самостоятельного изготовления станка с ЧПУ с деревянной рамой, вырезанный лазером, с зоной резки 610x610x85 мм. При необходимости также доступны варианты станков с большим и меньшим размером зоны резания. Деревянная рама с лазерной резкой делает эту машину немного неустойчивой при резке твердых материалов.
Характеристики
Набор для самостоятельной сборки (первая установка и сборка могут быть сложными)
В основном используется для гравировки и резки мягких материалов.
Деревянная конструкция с лазерной резкой.
Рабочий объем: 610 x 610 x 85 мм
Программное обеспечение контроллера с открытым исходным кодом.
6. SainSmart Genmitsu CNC 3018-PRO
SainSmart Genmitsu CNC 3018-PRO
Это недорогой настольный мини-станок с ЧПУ для резьбы и фрезерования, который в основном используется для гравировки пластика, дерева и печатных плат. Этот станок не может резать большой запас материалов.
Особенности
В основном используется для гравировки и резки тонких материалов.
Набор для самостоятельной сборки (первая установка и сборка — сложная задача)
Поддерживает установку лазерной головки.
Рабочий объем: 300 x 180 x 45 мм
Автономный контроллер.
7. Комплект MillRight CNC M3 Kit
Комплект MillRight CNC M3 Kit
Этот настольный станок с ЧПУ имеет жесткую конструкцию и низкую стоимость, а также рабочий объем 260 x 260 x 50 мм. При необходимости также доступны варианты станков большего и меньшего размера.
Характеристики
Прочная конструкция.
Рабочий объем: 260 x 260 x 50 мм
Доступны варианты индивидуальной настройки.
Часто задаваемые вопросы: FAQ
Какие параметры следует учитывать при выборе лучшего настольного фрезерного станка с ЧПУ?
Максимальная рабочая зона детали или объем сборки
Материал для обработки
Самодельный или полностью собранный станок
Наличие программного обеспечения CAM.
Какой настольный станок с ЧПУ лучше всего подходит для обработки металлических деталей.
Bantam Tools Настольный фрезерный станок с ЧПУ — один из лучших прочных монолитных станков с ЧПУ на рынке. Он может обрабатывать алюминиевые, латунные, пластиковые печатные платы и т. д.
Какой самый дешевый недорогой станок с ЧПУ доступен для обработки мягких материалов?
SainSmart Genmitsu CNC 3018-PRO — недорогой настольный мини-станок с ЧПУ для резки и фрезерования своими руками, который в основном используется для гравировки пластика, дерева и печатных плат.
Мы будем продолжать добавлять дополнительную информацию о различных фрезерных станках с ЧПУ и настольных фрезерных станках с ЧПУ . Добавьте свои предложения, комментарии или вопросы по Настольные станки с ЧПУ в поле для комментариев.
Настольный фрезерный станок с ЧПУ для обработки алюминия | КупитьCNC
Настольный фрезерный станок с ЧПУ для продажи
Ничего себе, просто иди сюда и посмотри на этот идеальный настольный станок с ЧПУ для алюминия. Этот станок является очень экономичным настольным фрезерным станком с ЧПУ. Он не только имеет чугунную раму, но также имеет усовершенствованную систему охлаждения масляным туманом, что позволяет машине не только обрабатывать мягкие материалы, такие как древесноволокнистая плита средней плотности, акрил, пластик, пена и металлические материалы, такие как твердая древесина и обработка алюминия. . Если вы хотите купить мини-фрезерный станок с ЧПУ с небольшой площадью основания и мощной режущей способностью, то наш 6090 очень подходит для вас. Если вы заинтересованы в этом, пожалуйста, свяжитесь с нами как можно скорее.
Отправить запрос сейчас
Мини-фрезерный станок с ЧПУ для алюминия
Видео
Отправить запрос сейчас
Особенность дешевого настольного фрезерного станка с ЧПУ
Масляный туман Система охлаждения рабочего стола Этот настольный гравировальный станок по металлу состоит в том, что он оснащен системой охлаждения масляным туманом. После установки системы охлаждения масляным туманом при обработке таких металлов, как алюминий, латунь и другие мягкие металлы, система будет распылять масляный туман для охлаждения.
Таким образом, хотя это очень дешевый настольный станок с ЧПУ для обработки алюминия, он может обрабатывать металл или дерево с чрезвычайно высокой точностью.
Более прочная и долговечная конструкция станка с ЧПУ для обработки алюминия
Рама этого настольного гравировального станка с ЧПУ по металлу отличается от рамы настольных станков с ЧПУ. Мы выбрали чугунное литье в качестве базовой рамы настольного фрезерного станка с ЧПУ. По сравнению с имеющимися на рынке станками для алюминиевой конструкции, этот настольный гравировальный станок отличается высокой точностью. Преимущества хорошего демпфирующего эффекта. Таким образом, этот фрезерный станок с ЧПУ для хобби подходит не только для обработки мягких материалов, таких как древесноволокнистая плита средней плотности, акрил, пластик, пена, но и для более твердых материалов, таких как твердая древесина, металл.
Шаговые двигатели и контроллер Mach4 этого мини-ЧПУ для алюминия
Несмотря на то, что это небольшой настольный станок с ЧПУ для обработки алюминия, мы выбрали усовершенствованные бесщеточные микрошаговые двигатели в качестве источника питания. Шаговый двигатель и драйвер не требуют регулярного обслуживания. Это не только сокращает время простоя на техническое обслуживание, но и позволяет шпинделю нормально работать в течение длительного времени. В сочетании с высокой скоростью работы этот настольный фрезерный станок с ЧПУ очень эффективен. Этот небольшой настольный фрезерный станок с ЧПУ оснащен операционной системой Mach4, которая может управлять станком для гравировки, сверления, резки и других задач.
Application In Widely Industries For CNC Mill Aluminum Machine
6090 CNC router table Application Industry
Advertising Industry
Furniture Industry
Decoration Industry
Musical Instrument Industry
Производство подарков
Производство художественных моделей
Другое
Material that can be cut by Cheap CNC router
Wood
MDF
Plywood
Aluminum
Composite Board
Soft Metal
Acrylic
Other
Обработка алюминия с ЧПУ Технические параметры настольного станка
Описание
Параметры настольного фрезерного станка с ЧПУ
Model
ABT-6090-M
Working Area
600*900*150mm
Machine Frame
Iron Cast
Spindle Power
1. 5KW variable speed, water-cooled( 2,2 кВт для опции)
Точность
± 0,025 мм
Поверхность таблицы
Толстая алюминиевая таблица
x, y, z и трансмиссия
x, y, z и трансмиссия
x, y, z и трансмиссия Шарико-винтовая передача TBI
Макс. Скорость перемещения
8000 мм/мин
Макс. Working Speed
6,000mm/min
Spindle Speed
0-24,000RPM
Drive Motors
Stepper motor
Working Voltage
AC 220V/50-60Hz or Custom made
Язык команд
G-код
Операционная система
Mach 3 (DSP для опции)
Интерфейс
USB или Ethernet
Программные возможности
Vectric Aspire, Type3, Ucancam, Artcam и т. Д.
. 75%
Основные части дешевого фрезерного станка с ЧПУ для обработки алюминия
Литая рама мини-ЧПУ для алюминия
Этот настольный станок с ЧПУ использует литой алюминиевый станок с ЧПУ. По сравнению с алюминиевой базовой рамой, используемой на рынке настольных станков с ЧПУ, наш настольный гравировальный станок имеет преимущества высокой точности резки и хорошего демпфирующего эффекта. Это делает этот фрезерно-фрезерный станок с ЧПУ для обработки алюминия не только способным обрабатывать мягкие материалы, такие как древесноволокнистые плиты средней плотности и пластик, но и более подходящим для более твердых материалов, таких как твердая древесина и алюминий.
Стол с Т-образным пазом из алюминия и ПВХ для обработки алюминия с ЧПУ
Для того, чтобы настольный станок с ЧПУ для алюминия лучше фиксировал материал во время обработки. Этот настольный гравировальный станок использует толстый алюминиевый стол с Т-образными пазами, этот стол удобен для зажима деталей и подходит для любого размера различных материалов. Значительно повысить эффективность работы дешевого настольного станка с ЧПУ.
Mach 3 Контроллер настольного станка с ЧПУ
Система управления мини-ЧПУ для алюминиевого станка представляет собой контроллер Mach 3. Его функции очень обширны и могут быстро позволить пользователям работать профессионально. Mach4 работает на большинстве ПК с Windows для управления движением двигателей (шаговых и сервоприводов) путем обработки G-кода. Он может управлять небольшим фрезерным станком с ЧПУ для гравировки, фрезерования, резки, сверления и т. д.
Мощный шпиндель с водяным охлаждением мощностью 1,5 кВт
Настольный фрезерный станок с ЧПУ для обработки алюминия в стандартной комплектации поставляется с переменной скоростью 1,5 кВт. , шпиндель с водяным охлаждением. Этот шпиндель требует меньшего обслуживания, продолжительного рабочего времени и высокой рабочей частоты (полностью программируемая скорость от 6000 до 24000 об/мин), что может значительно повысить эффективность работы. Между тем, высокочастотный мощный шпиндель мощностью 2,2 кВт в качестве опции.
Датчик Omron Limited
Это ограниченный датчик Japan Omron на оси XYZ фрезерного станка с ЧПУ для хобби, этот датчик позволит избежать перебега рабочего стола станка с ЧПУ для обработки алюминия с ЧПУ. При условии обеспечения качества работы настольного хобби Фрезерный станок с ЧПУ, OMRON — лучшее качество и более длительный срок службы.
Электроника мини-ЧПУ для алюминиевого станка
Электронная система нашего настольного станка для обработки алюминия очень продвинута. Все электрические компоненты размещены и подключены в электрическом шкафу. Это обеспечивает легкий доступ и обслуживание при необходимости. Вся проводка помечена, чтобы при необходимости обслуживания клиент мог легко перемещаться по шкафу. Кроме того, шкаф служит верстаком для необходимых инструментов.
Система охлаждающей жидкости масляной тумане
Приводные двигатели
Инструментальный датчик
Дополнительные детали.
Пылезащитная цанга
Проекты дешевого настольного алюминиевого станка с ЧПУ
Сильная заводская прочность
BuyCNC обладает передовыми и мощными возможностями обработки. У нас есть высокоточный 5-осевой обрабатывающий центр с ЧПУ для обработки рамы станка. Верхнее фрезерование, боковое фрезерование и боковое сверление выполняются на одном обрабатывающем центре с помощью одного зажима, что обеспечивает более высокую точность наших станков с ЧПУ. Центр ЧПУ ATC также обрабатывает не только рамы станков, но и мелкие детали.
Высокоточная установка для настольного фрезерного станка с ЧПУ Станок для обработки алюминия
Во время установки основных компонентов, таких как направляющие и стойки, используется циферблатный индикатор для проверки точности установки, чтобы обеспечить высокую точность станка 24×36 дюймов. фрезерный станок с ЧПУ для алюминиевого деревообрабатывающего станка.
Наш сервис
Упаковка для недорогого станка с ЧПУ 6090 для обработки алюминия
Шаг 1: упаковка ПВХ-пленки, которая гарантирует, что настольный фрезерный станок с ЧПУ полностью покроет алюминиевый станок, избегая воды и ржавчины.
Шаг 2: Упаковка в деревянную коробку с фиксированным шаблоном на внешнем слое.
Шаг 3: Вся упаковка тщательно проверяется QC перед доставкой.
Услуги по продаже дешевого настольного обрабатывающего станка с ЧПУ
Бесплатная служба тестирования образцов: вы можете отправить нам файл САПР образца, который вы хотите разрезать, мы разрежем его на заводе и отправим видео резки. вам, или мы можем отправить вам образец по почте.
Индивидуальные индивидуальные решения: Чтобы удовлетворить ваши потребности в качестве и эффективности резки, мы можем разработать уникальные решения в соответствии с вашими требованиями.
Запросы и консультационные услуги для всех настольных станков с ЧПУ для обработки алюминия.
Послепродажное обслуживание настольного фрезерного станка с ЧПУ
Гарантийный срок составляет 2 года для дешевого станка с ЧПУ 6090.
Когда вам нужно заменить изнашиваемые детали дешевого фрезерного станка с ЧПУ, мы предоставим их по цене агента.
Если в течение гарантийного срока возникнут проблемы, мы бесплатно заменим основные детали.
Программное обеспечение для станка для обработки алюминия для продажи предоставляет бесплатную услугу обновления на весь срок службы.
Круглосуточная техническая поддержка онлайн (телефон, электронная почта, Teamviewer, Whatsapp, Skype, WeChat, QQ и т. д.)
Мы предоставляем обучающие видео на английском языке и руководства пользователя для продажи установки и эксплуатации фрезерного станка с ЧПУ 6090 и т. д. Мы можем также предоставлять техническое руководство удаленно.
Бесплатное обучение на заводе BuyCNC.
Инженер может отремонтировать настольный фрезерный станок с ЧПУ за границей.
Доставка для настольного фрезерного станка с ЧПУ Алюминиевый станок
Все дешевые фрезерные станки с ЧПУ могут быть отправлены по всему миру. Вы можете выбрать доставку морем, поездом, грузовиком, самолетом или международной экспресс-доставкой, а также DHL, FEDEX, UPS и т. д. Нажмите кнопку ниже, чтобы отправить информацию, и мы предоставим вам профессиональное обслуживание. Добро пожаловать!
Связанные продукты
Связанные статьи
Как выбрать лучший 5-осевой фрезерный станок с ЧПУ
Фрезерный станок с ЧПУ по камню Последние руководства
20 июля 2021 г. Комментариев нет
Таблица
Подробнее »
Serval Важные сведения о фрезерном станке с ЧПУ по металлу
16 июля 2021 г. Комментариев нет
Таблица
Подробнее »
Сервал Самый популярный фрезерный станок с ЧПУ Комментарии 20 июля 2021 г.
6
Стол
Подробнее »
О BuyCNC
BuyCNC является ведущим поставщиком высококачественных станков с ЧПУ в Китае. BuyCNC разрабатывает и продает различные станки с ЧПУ, включая фрезерные станки с ЧПУ, лазерные станки и станки для плазменной резки. Наша основная продукция: фрезерный станок с ЧПУ по дереву, фрезерный станок с ЧПУ по камню, фрезерный станок с ЧПУ по металлу, фрезерный станок с ЧПУ ATC, 4-осевой фрезерный станок с ЧПУ, 5-осевой фрезерный станок с ЧПУ, станок для резки с лазерной гравировкой CO2, станок для лазерной резки с волоконным лазером, станок для лазерной маркировки с волоконным лазером, сварочный аппарат с волоконным лазером и машина плазменной резки металла и т. д.
Продукция соответствует европейским стандартам и международному контролю качества, имеет сертификаты FDA, CE, SGS и ISO9001.
Самым востребованным конструкционным материалом при частном строительстве остаётся металлический профиль. Его используют при возведении временных конструкций, для забора, для строительства перекрытий и простенков, для гипсокартона и для сайдинга, область применения металлопрофиля чрезвычайно широка, а сегодня мы рассмотрим особенности применения профиля квадратного сечения, цены и основные характеристики.
Содержание
Виды металлических профилей, цена
Область применения квадратного профиля
Преимущества и недостатки профильных квадратных труб
Материалы и технология производства квадратного профиля
Виды металлических профилей, цена
В зависимости от типа профиля и стали, из которого он изготовлен, а кроме того, от способа изготовления, цена может быть совершенно разной и на неё влияет не только размер квадрата. Ниже мы привели примерные цены по Москве на лето 2016 года для нескольких типоразмеров. Металлический профиль квадратного сечения может продаваться как на вес, так и по погонным метрам, от этого также зависит его цена.
Кроме профиля квадратного сечения широко применяются и круглые трубы, цельнокатаный профиль, а особо популярен лёгкий оцинкованный профиль сложной формы для гипсокартона, для сайдинга. Его производят из тонкой горячекатанной стали, а ассортимент спецпрофиля для гипсокартона чрезвычайно широк. Тем не менее вернёмся к квадратному металлическому профилю.
Область применения квадратного профиля
Квадратный профиль применяется в частном строительстве для сооружения опор, колонн, как арматура для бетонирования ж/б конструкций, башен и вышек. Кроме того, определённый типоразмер позволяет строить каркасный дом из квадратного профиля, а такое разнообразие в применении определяется удобством монтажа и фиксации к прокату других элементов конструкции, упрощает сварочные работы. В некоторых случаях квадратный профиль может стать альтернативой силовым балкам — швеллерам и двутаврам, уголку.
Кроме этого, профиль квадратного сечения как нигде востребован в сельском хозяйстве для сооружения теплиц и парников, тепличных комплексов, сооружений для домашних животных и для хранения кормов и удобрений. При обустройстве приусадебного участка также сложно обойтись без квадратного профиля, поскольку его используют не только для строительства заборов и ограждений, но и для лёгких беседок, навесов, ворот и металлических дверей.
Металлоёмкость любой конструкции сильно влияет на её конечную цену и вес, а вес в свою очередь, может повлиять на конструкцию фундамента, к примеру. Как раз квадратный металлопрофиль способен снизить металлоёмкость любой конструкции на 25%, при этом сохранив жёсткость, прочность и стойкость на изгиб и кручение, сравнимые с показателями цельного металлического бруса. Ещё один плюс металлопрофиля квадратной формы в том, что его жёсткость можно регулировать не только с помощью подбора ширины стороны квадрата, но и толщиной стены.
Ещё одна хорошая сторона такого профиля в том, что его проще складировать и транспортировать — он занимает меньше места по сравнению с круглыми трубами, занимает при хранении минимальный объем, что сказывается и на цене транспортировки. Также важно, что при антикоррозионной обработке или при декоративной окраске такие профиля проще и экономнее. А типичный недостаток профильной квадратной трубы — подверженность коррозии, поскольку изготовлена она обычно из чёрных недорогих металлов. Есть, конечно, и оцинкованные профиля, но и х цена может вырасти вдвое, а то и втрое в зависимости от толщины слоя антикоррозионной обработки.
Материалы и технология производства квадратного профиля
Обычно профильный квадрат изготавливают одним из двух способов — сварным или бесшовным. Самый распространённый профиль получают при помощи стального шва. Технология производства, её схема, показана на рисунке, а процесс включает в себя несколько этапов:
Подготовка полуфабриката, металлоленты определённой толщины, которая будет формировать стенку профиля.
На формовочном станке формируют профиль круглой формы.
Токами высокой частоты проваривают полученный шов.
Проводят промежуточную проверку качества сварного шва, отбракованные изделия восстановлению не подлежат.
Формирование на специальном прокатном станке квадратного профиля.
Снятие внутренних напряжений температурными воздействиями.
Распиловка профиля на мерные куски необходимой длины.
Бесшовные трубы считаются более качественными, но и более дорогими. Они изготовлены на специальных станках путём волочения из цельнометаллической заготовки квадратного профиля.
В зависимости от качества металла, профиль может быть класса А или класса В. В первом случае у профиля нормированы только физические качества металла и линейные размеры профиля, во втором — ещё и химический состав металла. Профиль группы В используется обычно в химической промышленности, а также в пищевой промышленности и фармакологии.
Профильная труба: вес, размеры, виды
Трубы из профиля сами собой представлены изделием, в котором имеется плоскость с внутренней стороны с сечением, которое отличное от круглой формы. В таких строительных изделиях сечение может быть овальной формы, квадратной или же прямоугольной.
Естественно, как каждое изделие у профильных трубопроводов имеются свои размеры, которые различны по величине сечения, толще стенок, длины отрезка по которому перерезано изделие.
Содержание
Особые факторы производства профильных трубопроводов разнообразных размеров
Положительные стороны применения труб из профильных листов и заготовок
Разновидности профильной трубы
Какие особые свойства имеет профильное трубчатое изделие, а также, какова сфера её применения?
Основные физические и механические свойства профильных трубчатых продуктов производства
Особые факторы производства профильных трубопроводов разнообразных размеров
Трубы, выполненные из профиля, производят из такого изделия, которые имеют круглую форму сечения. Размер данного вида производственных конструкций можно определить по тому, какой нагрузке будет поддаваться готовое изделие.
Производится такая работа таким образом: готовое изделие с нужным размером применяют в виде заготовки, затем необходимая форма делается при помощи специализированной деформации, которая может быть горячего или холодного вида. Для того чтобы крепко зафиксировать крепление следует применить сварочный шов и затем обработать готовую продукцию.
таблица весов профильных прямоугольных труб
Основные способы производства профильной заготовки для конечной конструкции квадратной формы:
При помощи специализированных готовых арматур, имеющих круглое сечение. При применении данного метода изделие из профиля сжимается со всех существующих сторон, таким образом, в конечном итоге, выходит квадратная форма профильного изделия. Размерные параметры таких труб меняются в зависимости от исходного диаметра.
Металлический лист режут на последующие заготовки, следом производятся сечения как для изготовления коробочки и затем с помощью спаивания швов эти разрезы «сшиваются» между собой на выходе получая готовое изделие.
профильная труба гост
Положительные стороны применения труб из профильных листов и заготовок
Трубы из профиля хорошо себя зарекомендовали за счёт своих многочисленных положительных качеств:
трубки из профиля даже при маленьких нагрузках практически не портится и не деформируется;
профильную трубу можно приобрести за невысокую стоимость, так как при её производстве не затрачивается больших средств на её изготовление;
данный вид трубы имеет маленький вес;
из профильных труб можно соорудить конструкцию любой сложности и процесс конструкции займёт минимальное количество времени и минимум затраты сил;
также следует отметить высокую прочность данного вида изделий, а также устойчивость к всевозможным внешним факторам.
Размерные параметры данного производственно изделия изготовленной из профиля при производстве колеблются в зависимости от того где и для чего данная труба будет применяться в дальнейшем. Следует отметить, что некоторые марки профильных трубопроводов имеют устойчивость даже к соленой воде и самым суровым переменам климата.
Разновидности профильной трубы
По форме такие изделия из профиля могут быть такими:
прямоугольной формы;
формы квадрата;
овальной формы;
овальная форма с плоскостью.
Каждый вид применяется в различной сфере и для различных видов работ. Например, последний вид трубчатых изделий имеет хорошую гибкость, за счёт данного фактора такие изделия очень часто применяют в отрасли мебельной промышленности, а также при помощи таких труб существует возможность выполнения разнообразных элементов декора для интерьера.
Трубы, имеющие квадратную или же прямоугольную форму, выполняются в таких размерах, чтобы их можно было выгодно использовать при постройке конструкций, которые будут находиться на ровной плоскости. Зачастую именно такие виды изделий из профильных заготовок используют как строительную арматуру для специальных видов конструкций.
Также профильная прямоугольная труба 60х40 может использоваться для производства мебели, поскольку, с одной стороны, она легкая, с другой стороны, способна придать мебели необходимую прочность. Для целей производства мебели трубу обрабатывают антикорозийным составом и покрывают порошковой краской.
Какие особые свойства имеет профильное трубчатое изделие, а также, какова сфера её применения?
Основными физическими показателями для труб являются прочность на изгибе, небольшой вес, сопротивление нагрузкам которым подается труба.
За счёт такой особенности труба из профиля имеет очень широкое применение в строительстве, при производстве мебели, а также в машиностроении.
В строительной отрасли трубы из профиля зачастую применяют для постройки несущих конструкций, опор для поддержания стен, а также данные трубы зачастую применяют для укладки кабелей.
Трубные изделия прямоугольной и квадратной формы в основном используют для постройки каркасов. Такие продукты производства имеют маленький вес, хорошую прочность, а также различные размерные параметры за счёт чего могут быть использованы практически везде. Именно такие трубы являются самыми продаваемыми на рынке для потребителя.
Для того чтобы между собой соединить элементы для получения финального результата нужно применить один из данных методов:
Использовать любой вид сварочного шва;
Применить винтовое соединение.
Основные физические и механические свойства профильных трубчатых продуктов производства
Такие изделия, как профильные ресиверы используют также в виде бруска из металла, который имеет четыре степени жесткости и маленький вес за счет, которого не меняются функциональные возможности данных изделий и тем самым труба может быть применена в любых видах строительных работ.
При перегибании такого бруска основная нагрузка падает на края заготовки, за счёт чего брус из металла не деформируется и не разрушается. За счёт этого такие трубы имеют очень высокий спрос.
За счёт небольшого веса по отношению массы самой профильной заготовки может производить довольно ощутимую экономию материалов для опоры, то есть появляется прямая возможность любым образом усложнить или усовершенствовать конструкцию. Зачастую данные производственные продукты из профиля изготавливаются из стальной заготовки, но если того требует конструкция они могут быть произведены и из другого материала.
При выборе профильного ресивера для любых конструкций изначально нужно хорошо ознакомиться с его качеством.
Определение основного веса, какого-либо размерного ряда профильных изделий есть возможность найти в специализированных таблицах. После этого проверив реальную массу изделия трубы из профиля можно выяснить, нормального ли качества, оказывается данная труба. Если же вес не будет достигнут и будет меньше положенного, то значит, что, при производстве производитель добавил меньшее количество нужного материала и таким образом, ухудшил качество готовой продукции.
Speedy Metals — стальная квадратная труба
А
Все
1/2″ SQ
5/8″ SQ
3/4″ SQ
1″ SQ
1-1/4″ SQ
3 Q
1-1900 4 1-1/2″ 3/4″ SQ
2″ SQ
2-1/2″ SQ
3″ SQ
3-1/2″ SQ
4″ SQ
8 4-1/2″ SQ9 4-1/2″ SQ9
5″ SQ
6″ SQ
8″ SQ
10″ SQ
12″ SQ
Страница: 1 2
Описание продукта
А
1/2″ SQ {A} x 0,370″ ID {B} x 0,065″ Стенка {C} Квадратная стальная труба
1/2″ SQ
5/8″ SQ {A} x 0,527″ ID { B} x Стенка 0,049″ {C} Квадратная стальная трубка
5/8″ SQ
5/8″ SQ {A} x 0,495″ ID {B} x 0,065″ Стенка {C} Квадратная стальная трубка
5/8″ SQ
3/4″ SQ {A} x 0,652″ ID {B} x 0,049″ Стенка {C} Квадратная стальная труба
3/4″ SQ
3/4″ SQ {A} x 0,620″ ID {B} x 0,065″ Стенка {C} Квадратная стальная труба
3/4″ SQ
3/4″ SQ { A} x 0,510″ внутренний диаметр {B} x 0,120″ стенка {C} Квадратная стальная труба
3/4″ SQ
1″ SQ {A} x 0,902″ ID {B} x 0,049″ стенка {C} Квадратная стальная труба
1″ SQ
1″ SQ {A} x 0,870″ ID {B} x 0,065″ Стенка {C} Квадратная стальная труба
1″ SQ
1″ SQ {A} x 0,834″ Внутренний диаметр {B} x 0,083″ Стенка {C} Квадратная стальная трубка
1″ SQ
1″ SQ {A} x 0,760″ ID {B} x 0,120″ Стенка {C} Квадратная стальная труба
1″ SQ
1-1/4″ SQ {A} x 1,120″ ID {B} x Стенка 0,065 дюйма {C} Квадратная стальная трубка
1-1/4 дюйма SQ
1-1/4 дюйма SQ {A} x 1,084 дюйма ID {B} x 0,083 дюйма Стенка {C} Квадратная стальная трубка
1-1/4″ SQ
1-1/4″ SQ {A} x 1,010″ ID {B} x 0,120″ Стенка {C} Квадратная стальная труба
1-1/4″ SQ
1-1/4″ SQ {A} x 0,874″ ID {B} x 0,188″ Стенка {C} Квадратная стальная труба
1-1/4″ SQ
1-1/2″ SQ {A} x 1,370″ ID {B} x 0,065″ Стенка {C} Квадратная стальная труба
1-1/2″ SQ
1-1/2″ SQ {A } x 1,334 дюйма ID {B} x 0,083 дюйма Стенка {C} Квадратная стальная труба
1-1/2 дюйма SQ
1-1/2 дюйма SQ {A} x 1,260 дюйма ID {B} x 0,120 «Стена {C} Квадратная стальная трубка
1-1/2″ SQ
1-1/2″ SQ {A} x 1,124″ ID {B} x 0,188″ Стена {C} Квадратная стальная трубка
1 -1/2″ SQ
1-1/2″ SQ {A} x 1,000″ ID {B} x 0,250″ Стенка {C} Квадратная стальная труба
1-1/2″ SQ
1-3/4″ SQ {A} x 1,620″ ID {B} x 0,065″ Стенка {C} Квадратная стальная труба
1-3/4″ SQ
1-3/4″ SQ {A } x 1,584″ ВД {B} x 0,083″ Стенка {C} Квадратная стальная труба
1-3/4″ SQ
1-3/4″ SQ {A} x 1,510″ ID {B} x 0,120 «Стена {C} Квадратная стальная труба
1-3/4″ SQ
2″ SQ {A} x 1,870″ ID {B} x 0,065″ Стена {C} Квадратная стальная труба
2″ SQ
2″ SQ {A} x 1,834″ ID {B} x 0,083″ Стенка {C} Квадратная стальная труба
2″ SQ
2″ SQ {A} x 1,760″ ID {B} x 0,120″ Стена {C} Квадратная стальная труба
2″ SQ
2″ SQ {A} x 1,624″ ID {B} x 0,188″ Стена {C} Квадратная стальная труба
2 дюйма SQ
2 дюйма SQ {A} x 1,500 дюйма ID {B} x 0,250 дюйма Стенка {C} Квадратная стальная труба
2 дюйма SQ
2-1/2 дюйма SQ {A} x внутренний диаметр 2,334 дюйма {B} x стенка 0,083 дюйма {C} Квадратная стальная труба
2-1/2 дюйма SQ
2-1/2 дюйма SQ {A} x внутренний диаметр 2,260 дюйма {B}
2-1/2″ SQ
2-1/2″ SQ {A} x 2,124″ ID {B} x 0,188″ стенка {C} квадратная стальная труба
2-1/2″ SQ
Page: 1 2
Square Hollow Structural Sections — HSS
Add Structural Sections to your Sketchup model with the Enginering ToolBox extension
Самым востребованным конструкционным материалом при частном строительстве остаётся металлический профиль. Его используют при возведении временных конструкций, для забора, для строительства перекрытий и простенков, для гипсокартона и для сайдинга, область применения металлопрофиля чрезвычайно широка, а сегодня мы рассмотрим особенности применения профиля квадратного сечения, цены и основные характеристики.
Содержание
Виды металлических профилей, цена
Область применения квадратного профиля
Преимущества и недостатки профильных квадратных труб
Материалы и технология производства квадратного профиля
Виды металлических профилей, цена
В зависимости от типа профиля и стали, из которого он изготовлен, а кроме того, от способа изготовления, цена может быть совершенно разной и на неё влияет не только размер квадрата. Ниже мы привели примерные цены по Москве на лето 2016 года для нескольких типоразмеров. Металлический профиль квадратного сечения может продаваться как на вес, так и по погонным метрам, от этого также зависит его цена.
Кроме профиля квадратного сечения широко применяются и круглые трубы, цельнокатаный профиль, а особо популярен лёгкий оцинкованный профиль сложной формы для гипсокартона, для сайдинга. Его производят из тонкой горячекатанной стали, а ассортимент спецпрофиля для гипсокартона чрезвычайно широк. Тем не менее вернёмся к квадратному металлическому профилю.
Область применения квадратного профиля
Квадратный профиль применяется в частном строительстве для сооружения опор, колонн, как арматура для бетонирования ж/б конструкций, башен и вышек. Кроме того, определённый типоразмер позволяет строить каркасный дом из квадратного профиля, а такое разнообразие в применении определяется удобством монтажа и фиксации к прокату других элементов конструкции, упрощает сварочные работы. В некоторых случаях квадратный профиль может стать альтернативой силовым балкам — швеллерам и двутаврам, уголку.
Кроме этого, профиль квадратного сечения как нигде востребован в сельском хозяйстве для сооружения теплиц и парников, тепличных комплексов, сооружений для домашних животных и для хранения кормов и удобрений. При обустройстве приусадебного участка также сложно обойтись без квадратного профиля, поскольку его используют не только для строительства заборов и ограждений, но и для лёгких беседок, навесов, ворот и металлических дверей.
Металлоёмкость любой конструкции сильно влияет на её конечную цену и вес, а вес в свою очередь, может повлиять на конструкцию фундамента, к примеру. Как раз квадратный металлопрофиль способен снизить металлоёмкость любой конструкции на 25%, при этом сохранив жёсткость, прочность и стойкость на изгиб и кручение, сравнимые с показателями цельного металлического бруса. Ещё один плюс металлопрофиля квадратной формы в том, что его жёсткость можно регулировать не только с помощью подбора ширины стороны квадрата, но и толщиной стены.
Ещё одна хорошая сторона такого профиля в том, что его проще складировать и транспортировать — он занимает меньше места по сравнению с круглыми трубами, занимает при хранении минимальный объем, что сказывается и на цене транспортировки. Также важно, что при антикоррозионной обработке или при декоративной окраске такие профиля проще и экономнее. А типичный недостаток профильной квадратной трубы — подверженность коррозии, поскольку изготовлена она обычно из чёрных недорогих металлов. Есть, конечно, и оцинкованные профиля, но и х цена может вырасти вдвое, а то и втрое в зависимости от толщины слоя антикоррозионной обработки.
Материалы и технология производства квадратного профиля
Обычно профильный квадрат изготавливают одним из двух способов — сварным или бесшовным. Самый распространённый профиль получают при помощи стального шва. Технология производства, её схема, показана на рисунке, а процесс включает в себя несколько этапов:
Подготовка полуфабриката, металлоленты определённой толщины, которая будет формировать стенку профиля.
На формовочном станке формируют профиль круглой формы.
Токами высокой частоты проваривают полученный шов.
Проводят промежуточную проверку качества сварного шва, отбракованные изделия восстановлению не подлежат.
Формирование на специальном прокатном станке квадратного профиля.
Снятие внутренних напряжений температурными воздействиями.
Распиловка профиля на мерные куски необходимой длины.
Бесшовные трубы считаются более качественными, но и более дорогими. Они изготовлены на специальных станках путём волочения из цельнометаллической заготовки квадратного профиля.
В зависимости от качества металла, профиль может быть класса А или класса В. В первом случае у профиля нормированы только физические качества металла и линейные размеры профиля, во втором — ещё и химический состав металла. Профиль группы В используется обычно в химической промышленности, а также в пищевой промышленности и фармакологии.
Профильная труба: вес, размеры, виды
Трубы из профиля сами собой представлены изделием, в котором имеется плоскость с внутренней стороны с сечением, которое отличное от круглой формы. В таких строительных изделиях сечение может быть овальной формы, квадратной или же прямоугольной.
Естественно, как каждое изделие у профильных трубопроводов имеются свои размеры, которые различны по величине сечения, толще стенок, длины отрезка по которому перерезано изделие.
Содержание
Особые факторы производства профильных трубопроводов разнообразных размеров
Положительные стороны применения труб из профильных листов и заготовок
Разновидности профильной трубы
Какие особые свойства имеет профильное трубчатое изделие, а также, какова сфера её применения?
Основные физические и механические свойства профильных трубчатых продуктов производства
Особые факторы производства профильных трубопроводов разнообразных размеров
Трубы, выполненные из профиля, производят из такого изделия, которые имеют круглую форму сечения. Размер данного вида производственных конструкций можно определить по тому, какой нагрузке будет поддаваться готовое изделие.
Производится такая работа таким образом: готовое изделие с нужным размером применяют в виде заготовки, затем необходимая форма делается при помощи специализированной деформации, которая может быть горячего или холодного вида. Для того чтобы крепко зафиксировать крепление следует применить сварочный шов и затем обработать готовую продукцию.
таблица весов профильных прямоугольных труб
Основные способы производства профильной заготовки для конечной конструкции квадратной формы:
При помощи специализированных готовых арматур, имеющих круглое сечение. При применении данного метода изделие из профиля сжимается со всех существующих сторон, таким образом, в конечном итоге, выходит квадратная форма профильного изделия. Размерные параметры таких труб меняются в зависимости от исходного диаметра.
Металлический лист режут на последующие заготовки, следом производятся сечения как для изготовления коробочки и затем с помощью спаивания швов эти разрезы «сшиваются» между собой на выходе получая готовое изделие.
профильная труба гост
Положительные стороны применения труб из профильных листов и заготовок
Трубы из профиля хорошо себя зарекомендовали за счёт своих многочисленных положительных качеств:
трубки из профиля даже при маленьких нагрузках практически не портится и не деформируется;
профильную трубу можно приобрести за невысокую стоимость, так как при её производстве не затрачивается больших средств на её изготовление;
данный вид трубы имеет маленький вес;
из профильных труб можно соорудить конструкцию любой сложности и процесс конструкции займёт минимальное количество времени и минимум затраты сил;
также следует отметить высокую прочность данного вида изделий, а также устойчивость к всевозможным внешним факторам.
Размерные параметры данного производственно изделия изготовленной из профиля при производстве колеблются в зависимости от того где и для чего данная труба будет применяться в дальнейшем. Следует отметить, что некоторые марки профильных трубопроводов имеют устойчивость даже к соленой воде и самым суровым переменам климата.
Разновидности профильной трубы
По форме такие изделия из профиля могут быть такими:
прямоугольной формы;
формы квадрата;
овальной формы;
овальная форма с плоскостью.
Каждый вид применяется в различной сфере и для различных видов работ. Например, последний вид трубчатых изделий имеет хорошую гибкость, за счёт данного фактора такие изделия очень часто применяют в отрасли мебельной промышленности, а также при помощи таких труб существует возможность выполнения разнообразных элементов декора для интерьера.
Трубы, имеющие квадратную или же прямоугольную форму, выполняются в таких размерах, чтобы их можно было выгодно использовать при постройке конструкций, которые будут находиться на ровной плоскости. Зачастую именно такие виды изделий из профильных заготовок используют как строительную арматуру для специальных видов конструкций.
Также профильная прямоугольная труба 60х40 может использоваться для производства мебели, поскольку, с одной стороны, она легкая, с другой стороны, способна придать мебели необходимую прочность. Для целей производства мебели трубу обрабатывают антикорозийным составом и покрывают порошковой краской.
Какие особые свойства имеет профильное трубчатое изделие, а также, какова сфера её применения?
Основными физическими показателями для труб являются прочность на изгибе, небольшой вес, сопротивление нагрузкам которым подается труба.
За счёт такой особенности труба из профиля имеет очень широкое применение в строительстве, при производстве мебели, а также в машиностроении.
В строительной отрасли трубы из профиля зачастую применяют для постройки несущих конструкций, опор для поддержания стен, а также данные трубы зачастую применяют для укладки кабелей.
Трубные изделия прямоугольной и квадратной формы в основном используют для постройки каркасов. Такие продукты производства имеют маленький вес, хорошую прочность, а также различные размерные параметры за счёт чего могут быть использованы практически везде. Именно такие трубы являются самыми продаваемыми на рынке для потребителя.
Для того чтобы между собой соединить элементы для получения финального результата нужно применить один из данных методов:
Использовать любой вид сварочного шва;
Применить винтовое соединение.
Основные физические и механические свойства профильных трубчатых продуктов производства
Такие изделия, как профильные ресиверы используют также в виде бруска из металла, который имеет четыре степени жесткости и маленький вес за счет, которого не меняются функциональные возможности данных изделий и тем самым труба может быть применена в любых видах строительных работ.
При перегибании такого бруска основная нагрузка падает на края заготовки, за счёт чего брус из металла не деформируется и не разрушается. За счёт этого такие трубы имеют очень высокий спрос.
За счёт небольшого веса по отношению массы самой профильной заготовки может производить довольно ощутимую экономию материалов для опоры, то есть появляется прямая возможность любым образом усложнить или усовершенствовать конструкцию. Зачастую данные производственные продукты из профиля изготавливаются из стальной заготовки, но если того требует конструкция они могут быть произведены и из другого материала.
При выборе профильного ресивера для любых конструкций изначально нужно хорошо ознакомиться с его качеством.
Определение основного веса, какого-либо размерного ряда профильных изделий есть возможность найти в специализированных таблицах. После этого проверив реальную массу изделия трубы из профиля можно выяснить, нормального ли качества, оказывается данная труба. Если же вес не будет достигнут и будет меньше положенного, то значит, что, при производстве производитель добавил меньшее количество нужного материала и таким образом, ухудшил качество готовой продукции.
Speedy Metals — стальная квадратная труба
А
Все
1/2″ SQ
5/8″ SQ
3/4″ SQ
1″ SQ
1-1/4″ SQ
3 Q
1-1900 4 1-1/2″ 3/4″ SQ
2″ SQ
2-1/2″ SQ
3″ SQ
3-1/2″ SQ
4″ SQ
8 4-1/2″ SQ9 4-1/2″ SQ9
5″ SQ
6″ SQ
8″ SQ
10″ SQ
12″ SQ
Страница: 1 2
Описание продукта
А
1/2″ SQ {A} x 0,370″ ID {B} x 0,065″ Стенка {C} Квадратная стальная труба
1/2″ SQ
5/8″ SQ {A} x 0,527″ ID { B} x Стенка 0,049″ {C} Квадратная стальная трубка
5/8″ SQ
5/8″ SQ {A} x 0,495″ ID {B} x 0,065″ Стенка {C} Квадратная стальная трубка
5/8″ SQ
3/4″ SQ {A} x 0,652″ ID {B} x 0,049″ Стенка {C} Квадратная стальная труба
3/4″ SQ
3/4″ SQ {A} x 0,620″ ID {B} x 0,065″ Стенка {C} Квадратная стальная труба
3/4″ SQ
3/4″ SQ { A} x 0,510″ внутренний диаметр {B} x 0,120″ стенка {C} Квадратная стальная труба
3/4″ SQ
1″ SQ {A} x 0,902″ ID {B} x 0,049″ стенка {C} Квадратная стальная труба
1″ SQ
1″ SQ {A} x 0,870″ ID {B} x 0,065″ Стенка {C} Квадратная стальная труба
1″ SQ
1″ SQ {A} x 0,834″ Внутренний диаметр {B} x 0,083″ Стенка {C} Квадратная стальная трубка
1″ SQ
1″ SQ {A} x 0,760″ ID {B} x 0,120″ Стенка {C} Квадратная стальная труба
1″ SQ
1-1/4″ SQ {A} x 1,120″ ID {B} x Стенка 0,065 дюйма {C} Квадратная стальная трубка
1-1/4 дюйма SQ
1-1/4 дюйма SQ {A} x 1,084 дюйма ID {B} x 0,083 дюйма Стенка {C} Квадратная стальная трубка
1-1/4″ SQ
1-1/4″ SQ {A} x 1,010″ ID {B} x 0,120″ Стенка {C} Квадратная стальная труба
1-1/4″ SQ
1-1/4″ SQ {A} x 0,874″ ID {B} x 0,188″ Стенка {C} Квадратная стальная труба
1-1/4″ SQ
1-1/2″ SQ {A} x 1,370″ ID {B} x 0,065″ Стенка {C} Квадратная стальная труба
1-1/2″ SQ
1-1/2″ SQ {A } x 1,334 дюйма ID {B} x 0,083 дюйма Стенка {C} Квадратная стальная труба
1-1/2 дюйма SQ
1-1/2 дюйма SQ {A} x 1,260 дюйма ID {B} x 0,120 «Стена {C} Квадратная стальная трубка
1-1/2″ SQ
1-1/2″ SQ {A} x 1,124″ ID {B} x 0,188″ Стена {C} Квадратная стальная трубка
1 -1/2″ SQ
1-1/2″ SQ {A} x 1,000″ ID {B} x 0,250″ Стенка {C} Квадратная стальная труба
1-1/2″ SQ
1-3/4″ SQ {A} x 1,620″ ID {B} x 0,065″ Стенка {C} Квадратная стальная труба
1-3/4″ SQ
1-3/4″ SQ {A } x 1,584″ ВД {B} x 0,083″ Стенка {C} Квадратная стальная труба
1-3/4″ SQ
1-3/4″ SQ {A} x 1,510″ ID {B} x 0,120 «Стена {C} Квадратная стальная труба
1-3/4″ SQ
2″ SQ {A} x 1,870″ ID {B} x 0,065″ Стена {C} Квадратная стальная труба
2″ SQ
2″ SQ {A} x 1,834″ ID {B} x 0,083″ Стенка {C} Квадратная стальная труба
2″ SQ
2″ SQ {A} x 1,760″ ID {B} x 0,120″ Стена {C} Квадратная стальная труба
2″ SQ
2″ SQ {A} x 1,624″ ID {B} x 0,188″ Стена {C} Квадратная стальная труба
2 дюйма SQ
2 дюйма SQ {A} x 1,500 дюйма ID {B} x 0,250 дюйма Стенка {C} Квадратная стальная труба
2 дюйма SQ
2-1/2 дюйма SQ {A} x внутренний диаметр 2,334 дюйма {B} x стенка 0,083 дюйма {C} Квадратная стальная труба
2-1/2 дюйма SQ
2-1/2 дюйма SQ {A} x внутренний диаметр 2,260 дюйма {B}
2-1/2″ SQ
2-1/2″ SQ {A} x 2,124″ ID {B} x 0,188″ стенка {C} квадратная стальная труба
2-1/2″ SQ
Page: 1 2
Square Hollow Structural Sections — HSS
Add Structural Sections to your Sketchup model with the Enginering ToolBox extension
внешний диаметр / толщина стенки, мм / вес погонного метра, кг
труба бесшовная и сварная согласно американскому стандарту ANSI B36.10
Номинальный размер
Внешний диаметр, мм
НОМИНАЛЬНАЯ ТОЛЩИНА СТЕНОК ДЛЯ СВАРНОЙ И БЕСШОВНОЙ СТАЛЬНОЙ ТРУБЫ согласно американскому стандарту ANSI B36.10 Все размеры в миллиметрах
DN
NPS
мм
Std
Extra Strong
XX Strong
Sched 10
Sched 20
Sched 30
Sched 40
Sched 60
Sched 80
Sched 100
Sched 120
Sched 140
Sched 150
6
1/8
10,3
1,73
2,41
1,73
2,41
8
1/4
13,7
2,24
3,02
2,24
3,02
10
3/8
17,1
2,31
3,20
2,31
3,20
15
1/2
21,3
2,77
3,73
7,47
2,77
3,73
4,78
20
3/4
26,7
2,87
3,91
7,82
2,87
3,91
5,56
25
1
33,4
3,38
4,55
9,09
3,38
4,55
6,35
32
1 1/4
42,2
3,56
4,85
9,70
3,56
4,85
6,35
40
1 1/2
48,3
3,68
5,08
10,15
3,68
5,08
7,14
50
2
60,3
3,91
5,54
11,07
3,91
5,54
8,74
65
2 1/2
73,0
5,16
7,01
14,02
5,16
7,01
9,53
80
3
88,9
5,49
7,62
15,24
5,49
7,62
11,13
90
3 1/2
101,6
5,74
8,08
5,74
8,08
100
4
114,3
6,02
8,56
17,12
6,02
8,56
11,13
13,49
125
5
141,3
6,55
9,53
19,05
6,55
9,53
12,70
15,88
150
6
168,3
7,11
10,97
21,95
7,11
10,97
14,27
18,26
200
8
219,1
8,18
12,70
22,23
6,35
7,04
8,18
10,31
12,70
15,09
18,26
20,62
23,01
250
10
273,1
9,27
12,70
25,40
6,35
7,80
9,27
XS
15,09
18,26
21,44
XXS
28,58
300
12
323,9
9,53
12,70
25,40
6,35
8,38
10,31
14,27
17,48
21,44
XXS
28,58
33,32
350
14
355,6
9,53
12,70
6,35
7,92
Std. W.T
11,13
15,09
19,05
23,83
27,79
31,75
35,71
400
16
406,4
9,53
12,70
6,35
7,92
Std.W.T,
XS
16,66
21,44
26,19
30,96
36,53
40,49
450
18
457
9,53
12,70
6,35
7,92
11,13
14,27
19,05
23,83
29,36
34,93
39,67
45,24
500
20
508
9,53
12,70
6,35
Std.W.T
XS
15,09
20,62
26,19
32,54
38,10
44,45
50,01
550
22
559
9,53
12,70
6,35
Std. W.T
XS
22,23
28,58
34,93
41,28
47,63
53,98
600
24
610
9,53
12,70
6,35
Std.W.T
14,27
17,48
24,61
30,96
38,89
46,02
52,37
59,54
650
26
660
9,53
12,70
7,92
XS
700
28
711
9,53
12,70
7,92
XS
15,88
750
30
762
9,53
12,70
7,92
XS
15,88
800
32
813
9,53
12,70
7,92
XS
15,88
17,48
850
34
864
9,53
12,70
7,92
XS
15,88
17,48
900
36
914
9,53
12,70
7,92
XS
15,88
19,05
1050
42
1067
9,53
12,70
Широкий ассортимент металлических труб по доступным ценам
org/BreadcrumbList»>
Главная
>
Продукция
>
Трубы металлические
Трубы б/у
Трубы водогазопроводные
Трубы профильные
Трубы электросварные водогазопроводные
Трубы металл весьма востребованный материал, который используется для решения самых разных задач: укрепления фундамента, прокладки трубопроводных коммуникаций, возведения свай и т. д. Какой тип труб выбрать для тех или иных работ? Где купить металлическую трубу по приемлемым ценам? И какие трубы лучше купить – трубы бу или новые? Все эти вопросы возникают у покупателей достаточно часто, поэтому мы хотели бы остановиться на них более подробно.
бу трубы оптом
Трубы, которые предлагаются сегодня на рынке, могут различаться по многим параметрам. Вот лишь некоторые из них.
По типу сечения: выделяют трубы круглые и профильные (овальные, квадратные и пр.). Первый вариант используется, как правило, для монтажа трубопроводных систем (купить круглые трубы водогазопроводные вы можете у нас). А купить трубы профильные, отличающиеся своей прочностью и легкостью в монтаже, следует для строительства несущих конструкций, мебельных каркасов, теплиц.
По конструкции: бесшовные и шовные (электросварные). Бесшовные трубы обладают огромной прочностью на разрыв и используются в авиа- и судостроении, энергетике, нефтяной, химической промышленности и т. д. А трубы второго типа более универсальны: вы можете купить трубы электросварные водогазопроводные (круглые), предназначенные для строительства лестниц и каркасов (квадратные), выполняющие армирующие функции и т. д.
По наличию антикоррозийного покрытия трубы могут быть обычными и оцинкованными.
По типу металла: нержавеющая сталь (материал, наиболее устойчивый к коррозии и воздействию агрессивных сред), цветная или черная сталь (менее устойчивый, но более доступный материал).
Трубы различают по массе, длине, диаметру сечения, толщине стенок и т. д.
Купить металлические трубы в Чебоксарах
Труба металлическая толстостенная относится к особой разновидности металлопроката, которая отличается особой прочностью. Этот вид изделий изготавливают из стали. Поэтому об их качестве и надежности беспокоиться не стоит. Даже труба металлическая толстостенная бу подходит для многократного использования в различных сферах деятельности. Где используют металлические толстостенные трубы?
Как правило, бесшовную толстостенную трубу применяют в качестве декоративных элементов. Из нее производят перила, мебель, навесы и даже медицинское оборудование. Очень часто эти изделия применяют в энергетической, пищевой, нефтегазовой промышленности, в машиностроении, судостроении и во многих других отраслях. В общем, эти изделия можно по праву назвать универсальными благодаря их уникальным свойствам, техническим характеристикам.
Делаем правильный выбор
Если вам необходимо приобрести это изделие отличного качества и по разумной цене, то вы нашли, что искали. У нас вы найдете большой ассортимент толстостенных труб, отличающихся друг от друга диаметром. Все изделия соответствуют ГОСТу и подходят для дальнейшего использования в той или иной сфере деятельности.
Широкий ассортимент труб по доступным ценам. (склад бу металла)
Наша компания предлагает вам купить металлические трубы в розницу также имеется Труба металлическая толстостенная бу. У нас вы найдете любые виды бывших в употреблении труб и сможете всегда купить трубы на складе (металл в наличии) – и по самым выгодным ценам. Ведь купить металлические трубы б/у (лежалые или восстановленные) обойдется вам в 2-4 раза дешевле, чем приобрести новые. При этом такие трубы имеют достаточно большой запас прочности и способны прослужить еще не один год.
Наши специалисты помогут вам определиться с выбором и купить оптимальные трубы на складе. Кроме того, мы предоставим вам целый ряд дополнительных услуг – резку и упаковку металла, его погрузку, а также доставку до места назначения.
Толстостенная стальная труба относится к диаметру трубы и отношению толщины стенки менее 20.
Толстостенная стальная труба представляет собой отношение диаметра трубы к толщине стенки менее чем 20 стальная труба. В основном используется в буровых трубах для нефтяной геологии, нефтехимических крекинговых трубах, котельных трубах, опорных трубах, а также в автомобилях, тракторах, авиационных высокоточных конструкционных трубах.
Дополнительная информация для Leading Big O.D. Поставщик стальных бесшовных труб в Азии
Самая большая разница между толстостенной стальной трубой и тонкостенной стальной трубой — это толщина стенки трубы, как правило, вытянутая технология тонкостенной стали и общее использование технологии горячекатаной толстостенной стальной трубы, если она используется чтобы различать единицы измерения, то, как правило, толщина стенки/диаметр, равный 0,02, является водоразделом толстостенной и тонкостенной стальной трубы, толщина стенки/диаметр менее 0,02, тонкостенная стальная труба, толстостенная стальная труба больше, чем в целей, тонкостенная стальная многоцелевая труба. В заготовке использованы многостенные стальные полые детали. Давление, а также важный канал для использования.
Толстостенная сталь, используемая в основном в гидротехническом, нефтехимическом, химическом, энергетическом, сельскохозяйственном орошении, городском строительстве. Для перевозки жидкостей: водоснабжение и водоотведение. Для транспортировки газа: газ, пар, сжиженный нефтяной газ. Для конструкционных целей: в качестве трубы для свай для мостов; доки, дороги, здания и другие конструкции из труб.
Ключом качества толстостенной стальной трубы должна быть однородность толщины, толщина стенки толстостенной стальной трубы не контролируется, что непосредственно влияет на качество и полезность стальной трубы, толстостенной стальной трубы, бесшовной стальной трубы большого диаметра для общего использования в Разнообразная обработка, обработка толстостенных деталей, толстостенная стальная труба с однородной стенкой будут напрямую влиять на качество деталей после обработки, стенка толстостенной стальной трубы не контролируется, общее качество стали не строго.
Сварка толстостенной стальной трубы, сначала очистите масло, краску, воду, ржавчину и т. Д., Затем стенку канавки, откройте большое количество толстых, тонких, чтобы открыть небольшое количество (угловая шлифовальная машина), затем то, что на Зазор продукта, диаметр стержня или проволоки обычно составляет 1-1,5 раза, если вы не будете осторожны, канавка была открыта, несколько слов могут быть уместны, чтобы оставаться маленьким. Прихватки сварки по крайней мере три часа, четыре часа в целом хорошая работа. Время сварки должно быть пополам, начиная с самой нижней точки, желательно более сантиметра или около того, поэтому хорошо от противоположного разъема. Если толщина стенки трубы, она должна быть многослойной, не менее двух слоев, первый слой всего круга, пока они не закончили сварку, можно сварить второй этаж.
Толстостенная труба LSAW большого диаметра
Труба LSAW широко применяется в нефте- и газопроводах, особенно требуется труба большого диаметра и толстостенная с высокой прочностью и большой протяженностью. Между тем, при строительстве конструкций, требующих жесткой прочности, водоподготовки, теплоэнергетики, строительства мостов и т. д.
Стандарт: ГБ/T3091-2001, ГБ/T 3092-1993, ГБ/T 9711. 1-1997, ГБ/T9711.2, ГБ/T9711.3t и т. д.
Размер: 630 мм * 18 мм Материал: X70 Экспорт в Америку
Толстостенная труба большого диаметра
Толстостенная бесшовная чугунная труба
Чугунная труба — это труба, изготовленная преимущественно из серого чугуна. Исторически она использовалась в качестве напорной трубы для передачи воды, газа и канализации, а также в качестве дренажной трубы.
Размер: наружный диаметр 219–680 мм, ширина: 40–90 мм
Материал: 10#, 20#, 35#, 45#, 16Mn, 27Simn и т.д.
Бесшовная чугунная труба
Бесшовная чугунная труба
Роликовая труба
Материал Q345B (Ф5440*28)
Материал Q235B (Ф4500*22)
Материал Q16MnR (Ф2500*60)
Размерный ряд:
Наружный диаметр: Ф1200-3800мм
Толщина стенки: 12–120 мм
Длина устройства (макс. ) 3,2 м.
Толстостенная труба
Толстостенная труба описывается как труба, размеры которой равны или превышают размер трубы сортамента 80 Американского общества инженеров-механиков (ASME).
Толстостенные трубопроводные трубы обычно определяются как трубы с толщиной стенки более 25 мм. Толстостенная труба предназначена для таких применений, как перенос большего объема и более высокое внутреннее давление внутри трубы. Иногда необходимо увеличить толщину стенки, чтобы выдержать внешнюю нагрузку трубы и решить проблемы, связанные с усталостью.
Трубы с толстыми и толстыми стенками используются для гидравлики, транспортировки пищевых продуктов, воды, воздуха, морского транспорта, очистки сточных вод и других промышленных применений.
Трубы толстостенные из нержавеющей стали | МИСУМИ
МИСУМИ Главная>
org/ListItem»> Материалы>
Металлические материалы>
Металлические трубы>
Трубы — толстостенные, нержавеющая сталь
Щелкните это изображение, чтобы увеличить его.
Наведите курсор на изображение для увеличения
Обезжиривание и очистка
MISUMI
MISUMI
Допуск по внешнему диаметру h8, шлифованная наружная поверхность
Как варить тонкий металл полуавтоматом. Полезная информация
Екатерина
Полуавтоматическая сварка металлов обычно происходит в защитной газовой среде. Благодаря этому получается прочный шов, не имеющий пор и устойчивый к коррозии. Такой метод подойдет для соединения деталей любой толщины, однако сварка тонкого металла полуавтоматом имеет ряд нюансов. Прежде чем приступить к работе, ознакомьтесь с полезной информацией.
Содержание статьи
Сварочный полуавтомат: конструкция и технология
Что и какими методами можно сваривать полуавтоматом
Плюсы и минусы сварки металла полуавтоматом
Подготовка прибора к сварке
Как варить тонкий металл полуавтоматической сваркой
Как варить толстый металл при помощи полуавтомата
Сварочный полуавтомат: конструкция и технология
Аппарат для полуавтоматической сварки состоит из следующих компонентов:
Технология сварки включает в себя использование защитных газов. Ацетилен, водород, пиролизный, коксовый, природные газы вытесняют собой те компоненты окружающей среды, которые могут значительно ухудшить качество соединения.
Перед началом работы выставляется сила тока, которая зависит от толщины свариваемых поверхностей, а также скорость подачи электрода и расхода защитного газа. Проверяется количество газа в баллоне, подлежащие соединению металлы очищаются от грязи, лака, краски и т.д. Затем, открутив вентиль подачи газа, можно зажигать дугу и начинать сваривание. Чтобы проволока поступила в зону сварки, достаточно нажать кнопку «пуск». В процессе расходный материал должен располагаться перпендикулярно к детали.
Что и какими методами можно сваривать полуавтоматом
сварка алюминия полуавтоматом
Наиболее часто полуавтоматическая сварка применяется для сваривания листового металла – нержавеющей стали, алюминия, цветных металлов. Сварке подлежат изделия и из чугуна. Зная, как правильно варить черные металлы, можно приступать и к сварке цветных.
Без использования полуавтомата при соединении тонких металлов трудно представить услуги СТО, сборку и ремонт бытовых приборов, установку всевозможных ограждений, емкостей для сбора и нагрева воды на даче и т.д. В промышленных условиях (например, в автомобильной промышленности) полуавтоматическую сварку используют тогда, когда необходимо получить высокое качество шва.
Варить полуавтоматом машину или заменять участки поврежденных деталей можно стыковым методом, однако он требует некоторого опыта сварки. Соединение по готовым отверстиям стоит произвести там, где ставится заранее выкроенная заплатка. Сварка внахлест, при которой происходит точечное соединение поверхностей, доступна даже для новичков.
Плюсы и минусы сварки металла полуавтоматом
Полуавтоматическая сварка имеет ряд преимуществ:
Подойдет для начинающих сварщиков.
Нет необходимости постоянно удалять шлак из области сварного шва.
Не требуется постоянно менять электроды.
Металл при работе не разбрызгивается.
К минусам можно отнести:
Невозможность использования аппарата в ветреных условиях: произойдет выдувание защитных газов из-под горелки.
Газовый баллон делает конструкцию аппарата несколько громоздкой.
Подготовка прибора к сварке
зарядка полуавтомата проволокой
Перед началом работ аппарат заправляется катушкой сварочной проволоки. С помощью механизма протяжки регулируется ее натяжение. Если посадочный диаметр катушки не соответствует, воспользуйтесь адаптером. Сняв сопло и наконечник, выведите проволоку из механизма примерно на 15 см, затем, установив детали на место, обрежьте лишнюю длину.
Установите и зафиксируйте баллон с защитным газом. Удостоверьтесь, что сеть снабжена предохранителями, режим сварки выбран правильный, тип газа соответствует типу металла, в запасе имеются контактные наконечники и подающие ролики для проволоки. Механизм готов к работе.
Как самому настроить сварочный полуавтомат, можно узнать здесь.
Как варить тонкий металл полуавтоматической сваркой
Зная, как правильно варить тонкие металлы, можно использовать сварку полуавтоматическим инвертором при ремонте автомобилей, изготовлении труб небольшого диаметра, емкостей для воды и т.д. Толщина свариваемого металла находится в пределах 0,2-4 миллиметров. Прежде всего, нужно выбрать правильную толщину электродов, поскольку электроды с толщиной более 4 мм будут гасить сварочную дугу. Чтобы она горела непрерывно, металл до 1 мм варят электродами 0,5 – 2 мм. При толщине деталей 1,5 – 2 мм электрод будет иметь диаметр 2 – 2,5 мм. Профессионалы рекомендуют варить полуавтоматом с электродами 2-3 мм.
сварочный шов, полученный при помощи полуавтомата
Произвести сварку металла толщиной 1 мм и тоньше – довольно сложная задача, так как есть большая вероятность сквозного прожога шва. Чтобы избежать дефектов, нужно соединить металл электросваркой при помощи прихваток. Расстояние между ними должно быть 1,5 – 2 см. Затем производятся короткие швы. После каждого из них нужно выдерживать небольшую паузу, чтобы металл успел остыть. Длинное сварочное соединение можно получить, поочередно сваривая металлические поверхности. Кроме того, для охлаждения деталей используется медный или латунный лист, расположенный непосредственно за ними, а также обычный увлажненный текстиль, которым протирают поверхность между швов.
Как правильно варить металл, если вы новичок в сварке? Полуавтомат значительно упрощает работу, однако некоторые нюансы стоит все же учесть:
необходимо правильно подобрать режим сварки.
Соединение поверхностей происходит на пониженных токах (10-75 А).
Скорость подачи проволоки гораздо ниже, чем при сварке толстых металлов.
Движения горелкой должны быть равномерными, иначе не избежать наплыва сварочного валика или прожога детали.
При точечной сварке соединять начинают с центра заготовки, расположенной снизу. Это позволяет избежать заливания металлом отверстия.
Очистив поверхности от ржавчины, загрязнений, следов краски и обезжирив их, вы не только получите более прочный шов, но и избежите токсичных испарений. При очистке не стоит снимать большой слой металла.
Угол между горелкой и зоной сварки должен составлять 45 градусов.
Для получения полного провара сваривать рекомендуют с зазором.
Присадочная проволока должна иметь продолжительный период плавления.
Обязательно используйте защитную одежду.
Предварительно почитайте рекомендации опытных сварщиков о том, как сварить тонкий металл.
С охраной труда при сварке можно ознакомиться здесь.
точечный сварной шов полуавтоматом
Тонкий металл можно варить полуавтоматом в горизонтальном, вертикальном, потолочном, нижнем положениях. Последний способ пользуется большой популярностью. Многие начинающие сварщики задаются вопросом — как варить тонкий металл в вертикальном положении? Чтобы получить вертикальный шов, учитывают толщину свариваемого металла:
До 3 мм. Варить полуавтоматом стоит сверху вниз.
Более 3 мм. Сварка производится по направлению снизу вверх.
Как варить толстый металл при помощи полуавтомата
Предварительно осведомившись, какой толщины металл подлежит сварке, можно подготовить его к этому процессу по всем правилам. Сваривать толстый металл – детали с толщиной стенок более 4 мм – нужно, сняв фаску в предполагаемых местах соединения. Учтите, что можно это сделать с помощью газовой резки, но применяются также ручное и пневматическое зубила. Металлические листы с толщиной 5 – 15 мм оснащаются V-образными скосами, для деталей толщиной более 15 мм предполагается X-образный скос.
сваренный полуавтоматом толстый металл
Шов при соединении толстых поверхностей, особенно при тавровых соединениях, необходимо упрочнять при помощи еще двух, расположенных на верхней и нижней его кромках. Дугой необходимо не вести вдоль прямой линии, но совершать зигзагообразные или возвратно-поступательные движения. Металл шва должен заходить на поверхность изделия на ширину, равную толщине этой детали. Для получения надежного соединения чаще всего используют сварку каскадом или горкой.
При сварке толстого металла есть высокая вероятность, что повредится антикоррозийное покрытие детали. Поэтому после сварки деталь нужно обработать специальными составами. Если же она изготовлена из низколегированной стали, то не помешает предварительный подогрев. Термическая обработка размягчит изделие, подготовив его к дальнейшим работам.
Как варить толстый металл, сохранив первоначальные качества детали? Чтобы уменьшить деформацию или полностью предотвратить ее, изделия из толстого металла перед сваркой надежно фиксируются при помощи струбцин. Сделать это можно на верстаке, сборочном столе или плите из стали.
Похожие публикации
Как правильно варить полуавтоматом тонкий металл
Главная » Сварка
Просмотров 654 Опубликовано Обновлено
Содержание
1 Преимущества сварки полуавтомата
2 Выполнение работы своими руками
3 Виды сварных швов
4 Как сваривать тонкий металл
Изобретение полуавтоматической сварки (так называемой MIG) является своеобразной эволюцией в ручном электродуговом процессе сваривания (так называемого ММА). Даже с учетом доступности инверторов типа ММА для быта лучше применять сварочные аппараты типа MIG. Однако для того, чтобы по достоинству оценить все достоинства необходимо купить сварочный аппарат полуавтомат и научиться правильно им работать. Однако разобраться с принципами работы не так уж и сложно.
Содержание
Преимущества сварки полуавтомата
Выполнение работы своими руками
Виды сварных швов
Как сваривать тонкий металл
Преимущества сварки полуавтомата
1. Существует возможность сваривания деталей из тонколистового железа, имеющего толщину до 0,5 миллиметра.
2. Минимальная степень чувствительности к коррозии и иным типам загрязнения свариваемого металла.
3. Небольшая цена с сравнении с иными видами сварки.
4. При помощи сварочного полуавтомата возможно выполнять спайку оцинкованных элементов, не повреждая цинковую поверхность.
Выполнение работы своими руками
До того, как начать сваривание полуавтоматом, следует провести настройку аппарата:.
1. Выбрать оптимальный режим сварочного тока, исходя из толщин свариваемых деталей. Как правило в комплекте есть таблицы выбора этих значений. Следует отметить, что сваривание при низких токах происходит плохо.
2. Выполнить настройку скорости подачи проволоки. Регулировка осуществляется при помощи сменяемых шестеренок.
3. Осуществить проверку правильности выбора режима на пробных элементах и, если нужно, откорректировать. При правильных настройках вы будете работать устойчивой сварной дугой.
Виды сварных швов
Различные типы создания сварного шва будут отличаться главным образом настройкой аппарата. Швы отличаются типом соединения и расположению деталей при сваривании.
Положение швов в пространстве:
· Вертикальные;
· Горизонтальные;
· Нижние;
· Потолочные.
По типам соединения:
· В нахлест;
· В стык;
· Угловые;
· Тавровые.
Самый простой вариант сваривания – в стык и внахлест.
Как сваривать тонкий металл
В этом процессе нет сложных операций. Напротив, сварить тонколистовые детали даже проще, чем толстые.
Тонкие листы можно сварить 2 методами:
· Обычным – для любых типов соединений;
· Заклепочным – детали располагаются внахлест и свариваются через заблаговременно созданные отверстия в верхней заготовке.
Существуют некоторые правила подобного сваривания:
1. Силу тока и скорость движения проволоки необходимо уменьшить.
2. Не рекомендуется замедлять горелку в одной точке. Будут получаться наплывы или прожоги.
3. Заклепочный метод предполагает старт с центра детали, расположенной внизу. Если начинать с верхнего, то расплавленная масса будет заливать отверстие, что приведет к плохому провару.
Когда не нужно получать герметичные соединения, то не следует сваривать сплошными швами. Чтобы сварить тонкие детали можно варить точечно с промежутками от 1 до 5 сантиметров.
7 Преимущества полностью/полуавтоматической кухни для облачных кухонь
Меняющийся характер поведения потребителей и возросший спрос после пандемии вызвали преобразования в индустрии облачных кухонь. Никто не может игнорировать экспоненциальный рост: цифры показывают, что рост мирового рынка облачных кухонь достигнет 89,5 млрд долларов в 2026 году при среднегодовом темпе роста 11,4%.
В наше время роста у компаний, занимающихся концепцией облачных кухонь и стремящихся стать глобальными брендами, нет другого выбора, кроме как использовать автоматизацию кухни, чтобы соответствовать скорости отрасли. Нет альтернативы поддержанию строгой согласованности вкуса и контролю качества, при этом каждый заказ доставляется покупателю как можно быстрее.
2022 покупатель хочет, чтобы его еда была:
Аппетитной
Доступной
Много вариантов
и, самое главное, легкодоступной (доставка 10-20 минут!)
90 Традиционно это было бы возможно за счет увеличения накладных расходов, найма менеджеров среднего звена, увеличения операционных расходов и многого другого.
Но благодаря современным технологиям все это тоже можно делать, не разоряя банк и не нанимая целую армию персонала.
Автоматизация кухонь и как она меняет индустрию облачных кухонь
От простых миксеров до полноценных машин, способных готовить сотни рецептов одним щелчком мыши, индустрия автоматизации прошла огромный путь развития. Эти изменения и изобретения являются результатом усилий изобретателей, решающих ключевые задачи облачных кухонь.
Давайте рассмотрим преимущества для компаний, выбравших автоматизацию.
Преимущество №1: Беспрецедентная экономия времени
От пиццы до китайской кухни и индийских соусов — существуют автоматические машины, которые могут приготовить сложные рецепты за считанные минуты. Производители из разных уголков Индии предлагают модификации для этих машин.
Вы можете настроить рецепты на свой вкус и добавить варианты в машину, чтобы полностью автоматизировать процесс приготовления.
Преимущество № 2: Экономичное решение
Вы не только сможете сохранить постоянный вкус и быстро подать еду, но и сэкономите при этом много денег. Экономия достигается за счет:
Вы можете масштабировать производство без найма дополнительного персонала
Потери продуктов питания сокращаются, поскольку рецепты отслеживаются программным обеспечением
Масштабирование или сокращение производства без внесения значительных операционных изменений
Минимальные эксплуатационные расходы (одноразовые инвестиции в оборудование для облачной кухни)
Автоматизация упрощает для владельцев бизнеса масштабирование операций, не беспокоясь об удвоении или утроении затрат на заработную плату, аренду, техническое обслуживание и другие расходы.
Преимущество № 4: Постоянство вкуса
Последнее, что вы хотели бы иметь в своей облачной кухне, — непостоянный вкус в еде. Покупателям нравится постоянство вкуса, и автоматические машины помогут вам сохранить это без особых усилий.
Современные алгоритмы автоматизации кухонь, основанные на искусственном интеллекте и машинном обучении, позволяют кухням настраивать программное обеспечение в соответствии со своими рецептами. Практически каждый пакет с едой, выходящий из вашей кухни, будет на вкус таким же, как тот, который приготовил ваш шеф-повар.
Преимущество № 5: Более чистые кухни (Легко поддерживать гигиену)
Поддержание чистоты на кухнях — непростая задача для каждого владельца облачной кухни. Когда на вашей кухне работают десятки, а иногда и сотни поваров, становится сложно содержать кухню в чистоте, а в часы пик это еще больше усугубляется.
Наличие автоматизации потенциально может сократить этот беспорядок более чем на 90%, наряду со всеми другими преимуществами, о которых вы читаете.
Преимущество №6: больше возможностей и надежность
Хотите узнать самое интересное? Расширить свое меню без ущерба для вкуса или эффективности с помощью автоматизированных кухонь не составит труда. Добавление элемента в меню — это всего лишь передача алгоритму рецепта, а затем он обеспечивает одинаковый вкус для каждой партии, которую он производит.
Полагаться на свою автоматизированную кухню также проще, так как вам не придется сталкиваться с нехваткой персонала, которая очень распространена на кухнях и может возникнуть по многим причинам.
Преимущество №7: Безопасность
Миллионы людей во всем мире страдают от несчастных случаев на кухне. Кухонная автоматизация потенциально может сократить это число до нуля, поскольку в большинстве машин человек практически не участвует. В большинстве случаев вы просто добавляете сырье в машину, и все готово.
Будущее впереди
Karkhana. io — это цифровая производственная платформа, которая объединяет поставщиков и клиентов на управляемом рынке. Karkhana.io помогает компаниям разного размера решать задачи на своем уровне, от прототипирования до мелкосерийного и крупносерийного производства, чтобы получить то, что нужно их бизнесу для роста.
Многочисленные компании, такие как Mukunda Foods и React Labs, получили выгоду от автоматизированной кухни, связавшись с производителями, которые помогли им настроить свои автоматизированные машины с помощью Karkhana.io.
Хотите узнать больше? Испытайте мощь безбарьерного производства, зарегистрировавшись на нашей цифровой платформе.
Поделиться в социальных сетях:
Машина для штамповки тиснения Полуавтоматическая машина для маркировки листового металла толщиной 4 мм для жетонов
Полуавтоматическая машина для маркировки металла
Оборудование для маркировки и гравировки заводских табличек предназначено для тиснения букв, цифр и простых символов на листах из различных материалов, включая медь, алюминий, нержавеющую сталь и пластик, на определенную глубину 0,1~0,3 мм (0,004-0,012 дюйма) путем нажатия резиновый молоток, максимальный размер этикетки 7,87″*5,12″ (200*130 мм). Его корректирующий агент регулирует положение тиснителя, межсловный интервал и межстрочный интервал. Высоту символов можно отрегулировать, заменив различные пластины корпуса (4 мм/0,16 дюйма для этого списка).
Tough Equipment & Tools, Pay Less
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Высокое качество
Невероятно низкие цены
Быстрая и безопасная доставка
Бесплатный возврат в течение 30 дней
Внимательное обслуживание 24/7
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24/7
Большая рабочая пластина
Полированная металлическая столешница размером 7,8 x 5,3 дюйма (200 x 135 мм) более износостойкая и устойчивая к ржавчине.
Хорошо спроектированное кодовое колесо
Буквы на колесе алфавита, в основном включая следующие три категории
Удобный маховик
Эргономичный мобильный маховик удобно держать и им легко управлять. Он может точно контролировать и перемещать стол, регулировать соответствующее расстояние.
Точное измерение
Рядом с рабочей поверхностью специально расположена стандартная шкала, которая поможет вам точно измерить расстояние между символами и сделать эффект маркировки более аккуратным и красивым.
Регулируемый интервал между словами
Конструкция удлиненной рукоятки упрощает трудозатраты. Настроив его, вы можете эффективно настроить расстояние между символами, представляя более красивый и аккуратный эффект маркировки.
Различное применение
Гравировальный станок для металлических табличек подходит для всех типов табличек и различных металлических материалов, таких как алюминий, сталь, нержавеющая сталь, медь, латунь, золото, железо и т. д.
Технические характеристики
Корпус Plate: 0.16″ (4 mm)
Working Plate: 7.8″ x 5.3″ (200 x 135 mm)
Printing Speed: 2~4 characters per second
Supportive Characters: A B C D E F G H I J K L M N O P Q R S T UV W X Y Z 1 2 3 4 5 6 7 8 9. x / —
Вес брутто: 21 фунт (9,5 кг)
Размеры упаковки: 15 x 13 x 12 дюймов (37 x 33 x 30 см)
Комплект поставки 90 Инструменты, меньше плати
ВЕВОР – ведущий бренд, специализирующийся на оборудовании и инструментах. Вместе с тысячами мотивированных сотрудников компания ВЕВОР стремится предоставить нашим клиентам прочное оборудование и инструменты по невероятно низким ценам.Сегодня ВЕВОР занял более более 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Tough, специализирующееся на оборудовании и инструментах VOR2 90, Pay Less в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю для тиснения букв, цифр и простых символов на листах из различных материалов, включая медь, алюминий, нержавеющую сталь и пластик, на определенную глубину 0,1~0,3 мм (0,004-0,012 дюйма) путем нажатия резиновым молотком, максимальный размер этикетки 7,87″* 5,12 «(200*130 мм). Его корректирующий агент регулирует положение тиснителя, межсловный интервал и межстрочный интервал. Высоту символов можно отрегулировать, заменив различные пластины корпуса (4 мм/0,16 дюйма для этого списка).
Технические параметры
Табличка для выбора кода
Простота в эксплуатации
Хорошо продуманные детали
Рабочая пластина большой площади
Машина для маркировки заводских табличек имеет большую рабочую пластину размером 7,3″ (2 x 0,5 мм). x 135 мм), полированная металлическая столешница более износостойкая и устойчивая к ржавчине.
Хорошо спроектированное кодовое колесо
Буквы на колесе алфавита, в основном включая следующие три категории
Удобный маховик
Эргономичный мобильный маховик удобно держать и им легко управлять. Он может точно контролировать и перемещать стол, регулировать соответствующее расстояние.
Точное измерение
Рядом с рабочей поверхностью специально расположена стандартная шкала, которая поможет вам точно измерить расстояние между символами и сделать эффект маркировки более аккуратным и красивым.
виды металла и формы исполнения, марки изделий и вычисление массы 1 м2
Из всех прокатных изделий металлургии проще всего определить вес стального листа: формула для нахождения объёма прямоугольного параллелепипеда, каковым является пластина, известна из курса начальной школы: длина, ширина, высота. Остаётся умножить полученное произведение на плотность металла, и будет получен расчётный вес. Но в некоторых случаях такая схема вычислений не срабатывает.
Зависимость веса от размеров
Материалы для листового металла
Разновидности стали плоского проката
Особенности стальных листов
Зависимость веса от размеров
При закупках листового металла приходится оперировать с массой отдельных пластин, если их приобретают по количеству или общим весом стальной поверхности, которую требуется построить. Такая необходимость связана не только с установлением цены, но и с наймом подъёмной техники при выполнении погрузоразгрузочных работ.Обычно вычисления делают калькулятором в последовательности:
устанавливают удельный вес материала листа — если это сталь, то плотность составляет 7,85 т/м3;
определяют объём единичной пластины и умножают на их количество, или общую площадь металла — на толщину;
конечный результат — расчётный вес стали получают по формуле Р = V *7,85 с размерностью в тоннах, если величины принимались в метрах.
Пример: сталь листовая, вес 1 м² пластины толщиной 10 мм составит 1*0,01*7,85 = 0,0785 т, или 78,5 кг. При изготовлении листового проката устанавливаются допуски на предельные отклонения габаритов от номинальных параметров. В результате получаются погрешности между расчётными значениями массы металла и фактическими, полученными в итоге взвешивания. Величина различий тем больше, чем шире поле допуска.
Другой фактор, влияющий на вес листовой стали — наличие покрытия на оцинкованном металлическом прокате или рифления и просечек на определённых марках изделий. В помощь покупателям изготовители и поставщики на своих сайтах помещают автоматический калькулятор, значительно упрощающий вычисления.
Если известен вес листа металла, несложно посчитать количество пластин в тонне или пачке с указанием массы.
Материалы для листового металла
Плоский прокат применяется во многих отраслях промышленности — как в несущих конструкциях, так и в декоративно-отделочных целях. Помимо стали, в качестве сырья для его производства используют:
алюминий;
медь;
цинк;
сплавы.
Часто металлические листы применяют в качестве кровли, скрепляя пластины между собой фальцами вручную или посредством инструментов. Все перечисленные материалы пригодны для этой цели. Кроме цинка, который в чистом виде не используют: его напыляют на сталь, или сплавливают с медью и титаном — получают так называемый титаноцинк. ‘
Естественно, что вес изделий каждого металла будет значительно отличаться, потому как плотность алюминия 2,72, меди 8,3―8,9, цинка — 7,13, титана 4,51 т/м3.
Разновидности стали плоского проката
Благодаря отличным конструкционным свойствам, плоский прокат сплавов железа получил повсеместное распространение. Существует несколько параметров, по которым разделяют листовую сталь:
толщина — тонкие пластины 0,35―3,99 мм и толстые свыше четырёх до 160 мм;
технология — холодно- и горячекатаные с маркировками ХК, ГК, оцинкованные, нержавеющие и просечно-вытяжные листы;
назначение — электротехническая, судостроительная, броневая, котельная, жаропрочная и другие виды стали;
профиль бывает прямым, штампованным или гофрированным, в том числе под кровельную черепицу.
Применяется плоский прокат преимущественно в машиностроении и возведении сооружений. Требования к листовому металлу определяются условиями, в которых он будет употребляться.
Особенности стальных листов
На практике чаще всего пользуются классификацией по признаку технологии изготовления. Краткая характеристика плоского проката стали:
Оцинкованный тип изготавливают из одноимённых металлов. Феррооснову покрывают элементом Zn полностью или с одной стороны. Выпускают несколько видов: профнастил, гладкий лист и гофрированный.
Холоднокатаный сорт — это пластины и полосы из сталей Ст10―Ст45 толщиной от нескольких микрон до 3 мм. Поставляется от изготовителя в рулонах и листах с обрезанным краем.
Горячекатанный толстолистовой прокат изготавливают из марок Ст0―Ст5. Выпускают и тонкие пластины размером 0,5―3,9 мм.
Просечно-вытяжной (ПВЛ) сорт получают способом одновременных операций: на лист наносят надрезы и удлиняют его — образуются ячейки. За счёт такой технологии вес плоского проката уменьшается на 70% против цельного изделия.
Рифлёный тип обеспечивает гладкому листу свойство противоскольжения. Изготавливается из обычной углеродистой стали Ст0―Ст3, часто выпускают декоративные изделия из нержавейки. Ромбические или чечевичные выступы составляют 0,1―0,3 толщины листа и наносятся в виде рисунка. Размеры рифлений 30х70 с промежутками между ними до 20―30 мм.
Выступы увеличивают вес листового металла. Таблица массы гладкого проката и двух типов рифлёного приведена ниже. Значения указаны через дробь для пластин: без выступа, с рифлениями чечевица, ромб:
Сталь листовая
Вес 1 м², выраженный в килограммах
Толщина металла в миллиметрах — 3
23,55/24,15/―
4
31,4/32,2/33,5
5
39,25/40,5/41,8
6
47,1/48,5/50,1
8
62,8/64,9/66,8
10
78,5/―/―
В таблице приведена расчётная масса из условий: плотность стали 7,85 т/м3, размеры и расстояния между выступами усреднены. Высота рифления — 0,2 от толщины гладкого листа.
Размеры и вес рифленого листа (ромб, чечевица): толщина, длина, ГОСТ
Рифленый лист – металлопродукция, применяемая при проведении внутренних и наружных строительных работ. Представляет собой стальной лист с объемным рисунком с одной стороны. Характеристики исходного проката определяются ГОСТом 19903-2015. Размеры и другие свойства рифленых листов с рисунками «ромб» и «чечевица» регламентируются ГОСТом 8568-77. Стальной прокат с чечевичным и ромбическим рифлением обладает антискользящей поверхностью, которая важна для обеспечения безопасности персонала на промышленных и сельскохозяйственных предприятиях, в складских помещениях, пассажиров в транспорте.
Виды рельефных листов
Такие металлоизделия получают методом горячего деформирования на станах валками, которые с одной стороны изготавливают гладкую, а с другой стороны – рифленую поверхность. В массовом варианте для этой продукции используются углеродистые стали Ст0, Ст1, Ст2, Ст3 различных степеней раскисления. Прокат для применения в условиях, в которых важны декоративные, гигиенические качества, коррозионная стойкость, изготавливается из нержавеющих сталей AISI 321, AISI 201, AISI 316, AISI 430.
Помимо материала, используемого при производстве, эти листы различаются по:
типу рифлей и варианту их размещения;
толщине заготовки, используемой для изготовления рифленых полотен;
количеству выступов на 1 м2.
Продукция соответствует следующим требованиям:
высота рифлей – 10-30% от толщины исходного листового или рулонного проката, в металлоизделиях толщиной 5 мм и более высота рифли должна быть не менее 1 мм;
размеры диагоналей ромбов – в диапазоне 25-30х60-70 мм;
дистанция между чечевицами – 20, 25, 30 мм.
Размеры листа рифленого металла:
длина – 1,4-8,0 м с шагом 50 мм;
ширина готового рифленого листа – 0,6-2,0 м, шаг – 50 мм.
Таблица веса 1 м2 стального рифленого листа с чечевичным рифлением или рисунком «ромб»
Рифление «ромб»
Рифление «чечевица»
Толщина исходного листового проката, мм
Ширина основания рифлей, мм
Масса 1 м2, кг
Толщина исходного листового проката, мм
Ширина основания рифлей, мм
Масса 1 м2, кг
2,5
5
21,0
2,5
3,6
20,1
3,0
5
25,1
3,0
4,0
24,2
4,0
5
33,5
4,0
4,0
32,2
5,0
5
41,8
5,0
5,0
40,5
6,0
5
50,0
6,0
5,0
48,5
8,0
5
66,0
8,0
6,0
64,9
10,0
5
83,0
10,0
6,0
80,9
12,0
5
99,3
12,0
6,0
96,8
Виды рисунков рифлений
Производители предлагают следующие типы рисунков:
«Даймонд». Это самый простой рисунок, состоящий из рифлей, которые располагаются перпендикулярно друг другу.
«Дуэт». Этот рисунок отличается от предыдущего сдвоенным размещением рифлей.
«Квартет» и «Квинтет». Это сложные рисунки, отличающиеся декоративно привлекательным видом.
Области применения рифленого листа
Этот металлопрокат применяется в строительстве, промышленности и быту:
Для наружной и внутренней отделки вертикальных ограждающих конструкций – стен, перегородок.
На промышленных предприятиях, складских площадях, а также в других местах с повышенной травмоопасностью для устройства переходов, пандусов, смотровых площадок, изготовления ступеней. Такая металлопродукция востребована на таких ответственных объектах, как нефтяные платформы и электростанции.
В автомобилестроении – для изготовления нескользящих покрытий.
В дорожном строительстве – для устройства мостиков и переходов.
Металлоизделия из нержавеющих сталей используются для решения дизайнерских задач в строительстве и архитектуре.
Калькулятор веса металла — TopOnlineTool.com
Калькулятор веса металла — это простой калькулятор, который вычисляет вес различных металлов. Этот калькулятор полезен для многих дизайнерских предприятий, связанных с металлургической промышленностью.
Калькулятор веса металла Рабочий
Выберите тип металла.
Выберите форму металла. (Например, плоский стержень, листовая пластина, кольцо, круглый стержень, квадрат, шестигранник, круглая трубка, квадратная трубка и т. д.)
Введите количество штук.
Введите размеры. (диаметр и длина)
Нажмите кнопку «Рассчитать».
Формула для расчета веса металла варьируется в зависимости от формы металла, размеров куска металла и количества кусков.
После нажатия на кнопку «Рассчитать» сразу же рассчитывается вес металла.
Калькулятор веса металла
Это очень удобный калькулятор, который можно настроить в соответствии с типом металла, формой металла и количеством деталей. Вы можете выбирать из различных типов металлов, таких как углеродистая сталь, алюминий, цинк, медь, латунь, вольфрам и т. д.
Сталь – это металл, представляющий собой аллотропную форму железа с некоторыми легирующими элементами, особенно с углеродом и другими материалами. Железо извлекается из железной руды с помощью различных методов, а сталь получается после добавления некоторого сплава, такого как углерод, в извлеченное железо, что обеспечивает ему высокую прочность на растяжение. Сталь используется во многих отраслях промышленности и имеет множество применений благодаря своей низкой стоимости и более высоким прочностным характеристикам.
Железо и железная руда Железо обычно находится глубоко внутри земной коры, но оно не является чистым. В нем много примесей. Он находится в форме руды, такой как оксид железа, также называемой гематитовой рудой, магнетитовой рудой и т. Д. Железо — это металл, который извлекается путем плавления железной руды с помощью угля в доменной печи. Затем расплавленное железо заливают в изделия из железа. Чистое железо очень мягкое и пластичное по своей природе из-за менее компактной кристаллической структуры железа. Но его можно сделать хрупким, добавив в него некоторые легирующие материалы.
Производство стали Сталь – это аллотропная форма железа. Из-за добавления углерода железо становится прочным и изготавливается сталь. Сталь производится путем нагрева железной руды в доменной печи при очень высокой температуре. Этот процесс называется процессом плавления. В этом процессе железная руда превращается в расплавленное состояние, но все еще содержит примеси. Таким образом, для удаления этих примесей при плавке добавляют известняк. Известняк превращает нежелательные примеси в отработанный шлак, который можно легко удалить, и мы можем получить расплавленное железо. При плавке оксид железа содержит большое количество кислорода. Углерод добавляется для восстановления оксида железа и выпускает углекислый газ в атмосферу. Благодаря этому железо превращается в сплав железа с углеродом, который называется сталью. В зависимости от содержания углерода сталь подразделяют на различные типы –
Существует четыре основных типа стали а) Углеродистая сталь б) Легированная сталь в) Нержавеющая сталь г) Инструментальная сталь
Эти четыре типа стали различаются во многих аспектах, таких как их физические свойства, химический состав, коррозионная стойкость, экологические свойства и т. д. В зависимости от области применения, необходимо выбрать подходящий материал для стали.
Существует множество марок стали, которые классифицируются в соответствии с их свойствами. Существует два основных типа систем нумерации, используемых для дифференциации марок: первая — это Американский институт чугуна и стали (AISI), а вторая — Общество автомобильных инженеров (SAE). В обоих стандартах есть четыре числа, обозначающие тип стали. 1-я буква указывает на обозначение углеродистой стали и всегда обозначается (1), например, 1XXX, AISI 1020. В случае легированной стали первая буква будет обозначать от 2 до 9.в зависимости от того, какой материал сплава был использован, например – 2XXX для никеля, 3XXX для никель-хромовой стали, 5XXX для хромистой стали и т. д. 2-я цифра нумерации марок указывает процентное содержание этого сплава в стали, например – 1 к 1 %, 2 на 2%. 3-я и 4-я цифры нумерации обозначают концентрацию углерода в стали в процентах. Например, 20 означает 0,20% содержания углерода, а 40 означает 0,40% углерода.
Эти стандарты используются для простого описания точного материала и его химического и физического состава. Например: 1) AISI1020 — это обычная низкоуглеродистая сталь, также известная как мягкая сталь, с содержанием углерода 0,20%. 2) AISI4340 — это молибденовая сталь, содержащая около 3% молибдена и 0,40% углерода.
В зависимости от содержания углерода в стали они подразделяются на три типа –
Низкоуглеродистая сталь – ее также называют мягкой сталью с содержанием углерода от 0,1% до 0,3% веса с другими легирующими материалами, такими как марганец 0,4 %. Некоторые примеры низкоуглеродистой стали: AISI1018, AISI1020 и т. д.
.
Среднеуглеродистая сталь – содержание углерода 0,2-0,4% по массе. Они имеют лучшую прочность на растяжение по сравнению с низкоуглеродистой сталью. Некоторые примеры среднеуглеродистой стали: AISI1045, AISI1137, AISI1144 и т. д.
Высокоуглеродистая сталь – подвергается термообработке, отжигу и имеет высокое содержание углерода около 0,5% – 0,8% по массе. Некоторые примеры высокоуглеродистой стали: AISI1060, AISI1070, AISI1080 и т. д.
.
В зависимости от содержания углерода в стали существуют разные марки стали с разными свойствами. Чем больше содержание углерода, тем больше прочность на растяжение. Некоторые высокопрочные стали подвергаются различным процессам, таким как отжиг, закалка, отпуск, закалка и т. д. Это делает сталь достаточно прочной для использования в тяжелых условиях, таких как инфраструктура, здания, корабли, тяжелое оборудование и т. д.
Из приведенного выше контекста мы поняли сталь и процесс ее производства с ее свойствами стали. Теперь мы узнаем о весе различных материалов из стали, включая мягкую сталь, конструкционную сталь, высокопрочную сталь и т. д., которые чаще всего используются в промышленности. Для любой машиностроительной отрасли общий вес машины является важным фактором, с точки зрения которого инженер смотрит на нее. Чтобы выбрать подходящий материал с правильным весом, нам нужно понять, как вес зависит от разных материалов разной формы.
Вес металла в зависимости от формы объекта
Основная формула для расчета веса:
Плотность (кг/м 3 ) = масса (кг) / объем (м 3 ) Масса = плотность x объем М = р х В Для определенного материала плотность всегда одинакова, но объем может меняться в зависимости от формы объекта.
Наиболее часто используемым материалом в промышленных целях является мягкая сталь. Этот материал используется для легких инженерных целей. Таким образом, мы поймем вес материала из мягкой стали для следующих типов профилей, которые используются в промышленности и легко доступны на рынке.
Треугольный стержень
Для расчета площади треугольного стержня необходимо знать длины всех трех сторон ребра Пусть a,b,c — длины сторон треугольника.
Площадь определяется как A= √(s(s-a)(s-b)(s-c)) Где s = (a+b+c)/2 Рассмотрим треугольный стержень длиной 1 м с длиной сторон a = 40 мм, b = 20 мм, c = 30 мм
Итак, s = (40+20+30)/2 = 45 мм Площадь поперечного сечения треугольного стержня становится, A = √(45(45-40)(45-20)(45-30)) = 290,47 мм 2 = 0,0002905 м 2 Следовательно, объем треугольного бруска = площадь x длина = 0,0002905 x 1 = 0,0002905 м 3
Следовательно, масса треугольного бруска = плотность x объем = 7900 x 0,0002905 = 2,295 кг. Используя эту формулу, мы можем вычислить массу треугольного бруска разных размеров.
Треугольная труба
Для расчета площади треугольной трубы необходимо знать длины всех трех сторон как внешнего края, так и внутреннего края. Пусть a,b,c — длины сторон треугольника с внешним краем, а d, e, f — длины сторон треугольника с внутренним ребром . Площадь определяется как A = √(s(s-a)(s-b)(s-c)) Где, s = (a+b+c)/2
Рассмотрим треугольную трубу длиной 1 м с длиной боковой кромки a = 40 мм, b = 20 мм, c = 30 мм
Итак, s = (40+20+30 )/2 = 45 мм A 1 = √(45(45-40) (45-20) (45-30)) = 290,47 мм 2 = 0,0002905 м 2 Пусть стороны внутреннего края d = 35 , e = 15 , f = 25 A 2 = √(37,5(37,5-35) (37,5-15) (37,5-25)) = 162,38 мм 2 = 0,0001624 м 2 Площадь поперечного сечения треугольной трубы становится,
A = A 1 — A 2 = 0,0002905 — 0,0001624 = 0,000128 M 2
Отсутствие объема треуурина = область x = 0,000128 x 1000128 Muce Suce Triangular Tipe = область x. 3 Следовательно, масса треугольной трубы = плотность х объем = 7900 х 0,000128 = 1,0112 кг. Используя эту формулу, мы можем рассчитать массу треугольной трубы разных размеров.
L-образная балка равной длины
Здесь нам нужно знать размеры внешнего и внутреннего края. Объем L-образного сечения = площадь поперечного сечения × длина V = A x L = (( X 1 × Y 1 ) – (x 2 × y 2 )) × L Где X 1 — ширина внешнего края, Y 1 — высота внешнего края, x 2 — ширина внутреннего края, y 2 — высота внутреннего края. Рассмотрим L-образный участок длиной 1 м с шириной внешнего края 30 мм = 0,030 м, высотой внешнего края = 30 мм = 0,030 м и шириной внутреннего края 25 мм = 0,025 м, высотой внутреннего края = 25 мм = 0,025 м. Итак, Объем сечения L = [(0,030×0,030) – (0,025×0,025)]×1 = 0,000275 м 3 Следовательно, масса L-образного сечения = плотность × объем = 7900 × 0,000275 = 2,1725 кг Используя эту формулу, мы можем вычислить массу равной длины L – сечения балки разных размеров.
Шестигранная труба
Здесь для расчета будет применяться та же формула. Объем = площадь поперечного сечения × длина Рассчитать площадь поперечного сечения шестигранной трубы. сначала нам нужно знать длину стороны как внутреннего, так и внешнего края шестиугольной трубы.
Где S = длина стороны внешнего края шестиугольной трубы. s = длина стороны внутренней кромки шестигранной трубы. Рассмотрим шестигранную трубу длиной 1 м с длиной стороны по внешнему краю S = 10 мм = 0,010 м и длиной стороны по внутреннему краю s = 8 мм = 0,008 м Площадь поперечного сечения = (3√(3)) / 2 × (S 2 – s 2 ) Итак, объем шестигранного стержня = (3√(3))/2 × (0,010 2 – 0,008 2 ) × 1 = 0,0000935 м 3 Следовательно, масса шестигранного стержня = плотность × объем = 7900 × 0,0000935 = 0,7389 кг. Используя эту формулу, мы можем рассчитать массу шестигранной трубы разных размеров.
Это были примеры того, как рассчитать вес металла разного размера и формы. Это очень распространенные металлические предметы, которые доступны на рынке разных размеров и из разных сортов металла. Они очень полезны в промышленных применениях, где вес тела имеет большое значение. Мы также можем рассчитать массу этих форм из разных материалов и разных марок. Есть много форм, доступных на рынке, включая эти формы. Это очень сложные формы, поэтому мы объяснили только несколько основных и стандартных форм, которые доступны на рынке и которые вы можете легко купить, а также те, которые наиболее широко используются в промышленных приложениях, таких как автомобильная, гражданская, механическая и т. д., как у нас есть. поняли все основные формы объектов, теперь мы можем сравнивать многие материалы по типу формы, и мы можем решить, какую марку материала мы должны использовать для нашего приложения. Тем не менее, мы сравнили несколько материалов с разными свойствами и выбрали лучший материал.
ВЫБОР МАТЕРИАЛА СООТВЕТСТВУЮЩЕГО СОРТА
Выбор надлежащего материала является главным фактором снижения веса любой машины или конструкции из металла. Поскольку существуют разные материалы с разными сортами и разными свойствами, немного сложно понять, какой материал подходит для конкретного применения. Давайте разберемся, как сравнить два похожих материала разных марок.
Возьмем в качестве примера две марки стали – AISI1020 и AISI5130
Прежде чем сравнивать, мы должны знать об этих материалах. Здесь AISI1020 представляет собой низкоуглеродистую сталь, также называемую мягкой сталью, с содержанием углерода 0,20%. AISI5130 представляет собой легированную хромом сталь, содержащую 1% хрома и примерно 0,30% углерода, и ее также можно назвать среднеуглеродистой сталью. Поскольку сталь из сплава хрома имеет большее содержание углерода, она имеет большую прочность по сравнению с мягкой сталью, потому что, если содержание углерода в стали больше, она будет прочнее и будет иметь лучшую прочность по сравнению со сталью с низким содержанием углерода.
Теперь давайте проверим вес обоих материалов, чтобы выбрать подходящий материал.
Рассмотрим прямоугольный стержень длиной 1 м, шириной 50 мм = 0,050 м и высотой 20 мм = 0,020 м.
Мы проверим вес обоих материалов из стали. Но чтобы вычислить массу, мы должны знать плотность обоих материалов. Плотность мягкой стали AISI1020 составляет 7900 кг/м 3 , тогда как плотность хромистой стали AISI5130 составляет 7800 кг/м 3 .
1) Масса прямоугольного стержня AISI1020 Масса прямоугольного стержня = плотность AISI1020 x объем прямоугольного стержня Здесь Объем прямоугольного стержня = V = L x B x H = 1 x 0,050 x 0,020 = 0,001 м 3 Следовательно, масса прямоугольного бруска = 7900 х 0,001 = 7,9 кг Масса прямоугольного прутка из стали AISI1020 составляет 7,9 кг
2) Масса прямоугольного прутка из AISI5130 Масса прямоугольного стержня = плотность AISI5130 x объем прямоугольного стержня Здесь Объем прямоугольного стержня = V = L x B x H = 1 x 0,050 x 0,020 = 0,001 м 3 Следовательно, масса прямоугольного бруска = 7800 х 0,001 = 7,8 кг Масса прямоугольного стержня, изготовленного из стали AISI5130 , составляет 7,8 кг. Кроме того, легированная хромом сталь обладает большей прочностью, чем мягкая сталь. Следовательно, легированная хромом сталь AISI5130 является лучшим материалом из-за ее малого веса и большей прочности.
Давайте возьмем еще один пример, чтобы понять
Возьмем два разных материала, скажем, мягкую сталь AISI1020 и алюминий марки 6063, и сравним вес двух разных материалов разных марок.
Прежде чем сравнивать, мы должны знать об этих материалах. Здесь AISI1020 представляет собой низкоуглеродистую сталь, также называемую мягкой сталью, с содержанием углерода 0,20%. алюминий 6063 представляет собой алюминиевый сплав с магнием и кремнием в качестве легирующего материала. Благодаря своей природе сплава он обладает большей прочностью и коррозионной стойкостью. Теперь давайте проверим вес обоих материалов, чтобы выбрать подходящий материал.
Рассмотрим плоскую пластину длиной 1 м, шириной 500 мм = 0,500 м и толщиной 2 мм = 0,002 м.
Мы проверим вес стали и алюминия. Но чтобы вычислить массу, мы должны знать плотность обоих материалов. Плотность мягкой стали AISI1020 составляет 7900 кг/м 3 , тогда как плотность стали из алюминиевого сплава 6063 составляет 2700 кг/м 3 .
1) Масса плоской пластины AISI1020 Масса плоской плиты = плотность AISI1020 x объем плоской плиты Здесь Объем плоской пластины = V = L x B x t = 1 x 0,500 x 0,002 = 0,001 м 3 Следовательно, масса плоской пластины = 7900 x 0,001 = 7,9 кг Масса плоской пластины из AISI1020 составляет 7,9 кг
2) Масса плоской пластины из алюминиевого сплава 6063 Масса плоской пластины = плотность алюминия 6063 x объем плоской пластины Здесь Объем плоской пластины = V = L x B x t = 1 x 0,500 x 0,002 = 0,001 м 3 Отсюда масса плоской пластины = 2700 х 0,001 = 2,7 кг Масса плоской пластины из алюминиевого сплава 6063 составляет 2,7 кг
Таким образом, из приведенных выше расчетов видно, что алюминиевый сплав 6063 имеет меньший вес, чем мягкая сталь AISI1020. Следовательно, алюминиевый сплав 6063 является лучшим материалом из-за его малого веса. Но его можно использовать только там, где вес является единственным основным фактором. Если важнее прочность, то мягкая сталь может дать большую прочность по сравнению с алюминиевым сплавом 6063.
Теперь давайте сравним два разных сорта алюминия 9.0008
Давайте возьмем два разных материала, скажем, алюминий 2011 и алюминий марки 6063, и сравним вес двух разных материалов разных марок.
Прежде чем сравнивать, мы должны знать об этих материалах. Здесь алюминий 2011 представляет собой алюминиевый сплав с медью в качестве легирующего материала, а алюминий 6063 представляет собой алюминиевый сплав с магнием и кремнием в качестве легирующего материала. Благодаря своей природе сплава оба имеют лучшую прочность и коррозионную стойкость. Теперь давайте проверим вес обоих материалов, чтобы выбрать подходящий материал.
Рассмотрим плоскую пластину длиной 1 м, шириной 500 мм = 0,500 м и толщиной 2 мм = 0,002 м.
Мы проверим вес обоих сортов алюминия. Но чтобы вычислить массу, мы должны знать плотность обоих материалов. Плотность алюминиевого сплава 2011 составляет 2830 кг/м 3 , тогда как плотность алюминиевого сплава стали 6063 составляет 2700 кг/м 3 .
1) Масса из алюминиевого сплава 2011 Плоская пластина Масса плоской пластины = плотность алюминиевого сплава 2011 x объем плоской пластины Здесь Объем плоской пластины = V = L x B x t = 1 x 0,500 x 0,002 = 0,001 м 3 Следовательно, масса плоской пластины = 2830 x 0,001 = 2,830 кг Масса плоской пластины из алюминиево-медного сплава 2011 г. составляет 2,830 кг
2) Масса плоской пластины из алюминиевого сплава 6063 Масса плоской пластины = плотность алюминия 6063 x объем плоской пластины Здесь Объем плоской пластины = V = L x B x t = 1 x 0,500 x 0,002 = 0,001 м 3 Следовательно, масса плоской пластины = 2700 х 0,001 = 2,7 кг. Масса плоской пластины из алюминиевого сплава 6063 – 2,7 кг.
Таким образом, из приведенных выше расчетов видно, что алюминиевый сплав 6063 имеет меньший вес, чем алюминиевый сплав 2011. Следовательно, алюминиевый сплав 6063 является лучшим материалом из-за его малого веса. Кроме того, если больше важна прочность, то она может дать большую прочность по сравнению с алюминиевым сплавом 2011 года.0033 Стандарты написаны в классах SAE или AISI.
СТАЛЬ
По этим классам SAE и AISI мы можем узнать тип металла и его химический состав.
УГЛЕРОДИСТАЯ СТАЛЬ
Углеродистая сталь — это тип стали, в которой основным легирующим элементом является углерод. Прочность углеродистой стали зависит от процентного содержания в ней углерода. В каждом материале она варьируется от 0,2 % до 2,2 %. Чем больше содержание углерода, тем больше будет прочность стали. Существует много видов углеродистой стали. В зависимости от легирующего элемента углеродистая сталь подразделяется на следующие типы:
1XXX пронумерованные стали относятся к углеродистой стали. Например – 1010, 1015, 1018, 1020, 1035, 1045 и т. д.
2XXX пронумерованная сталь представляет собой никелевую сталь
.
Сталь с номером 3ХХХ представляет собой хромоникелевую сталь
. Сталь
4XXX – это молибденовая сталь. Например – 4130, 4340 и т. д.
Сталь с номером 5XXX — это хромистая сталь
. Сталь с номером
6XXX – это хромованадиевая сталь 9.0008
Сталь с номером 7XXX представляет собой вольфрамовую сталь
.
Сталь с номером 8XXX представляет собой никель-хромомолибденовую сталь
.
Сталь с номером 9XXX представляет собой кремний-марганцевую сталь
.
Первая цифра указывает тип легирующего материала, использованного в стали.
НЕРЖАВЕЮЩАЯ СТАЛЬ
Нержавеющая сталь содержит больше хрома, который образует тонкий слой на стали для предотвращения коррозии и образования пятен. Нержавеющая сталь имеет более низкую теплопроводность, тогда как углеродистая сталь имеет более высокое содержание углерода, что придает стали низкую температуру плавления и долговечность, а также лучшее распределение тепла.
В зависимости от легирующего элемента нержавеющая сталь подразделяется на следующие типы –
СЕРИЯ 100 также называется аустенитной нержавеющей сталью общего назначения
СЕРИИ 200 также называют аустенитными хромоникелевомарганцевыми сплавами
СЕРИЯ 300 также называется аустенитными хромоникелевыми сплавами
СЕРИЯ 400 также называется ферритными и мартенситными сплавами хрома
СЕРИЯ 500 также называются жаропрочными хромовыми сплавами
СЕРИЯ 600 также называется запатентованными сплавами
.
СЕРИЯ 900 также называется аустенитными хромомолибденовыми сплавами
Числовой ряд указывает на тип легирующего материала, использованного в стали.
АЛЮМИНИЙ
Алюминий является наиболее распространенным материалом, который используется в промышленности. Алюминий обычно сплавляют с медью, цинком, магнием, кремнием, марганцем и литием. В некоторых алюминиевых сплавах есть небольшие добавки хрома, титана, свинца и никеля.
АЛЮМИНИЕВЫЕ СПЛАВЫ
1. Алюминий с номером 1XXX также называется простой нелегированный алюминий (чистый алюминий) 2. Алюминий с номером 2XXX также называется медно-алюминиевым сплавом . 3. Алюминий с номером 3XXX также называют марганцево-алюминиевым сплавом . 4. Алюминий с номером 4XXX также называется кремний-алюминиевым сплавом . 5. Алюминий с номером 5XXX также называется магниево-алюминиевым сплавом . 6. Алюминий с номером 6XXX также называют алюминиевым сплавом магний + кремний 9.0033 7. Алюминий с номером 7XXX также называется цинково-алюминиевым сплавом . 8. Алюминий с номером 8XXX также называют литий-алюминиевым сплавом
Алюминий имеет плотность примерно в три раза меньше плотности стали или меди, что делает его одним из самых легких из всех доступных металлов. Высокое соотношение прочности и веса делает его важным конструкционным материалом и может выдерживать повышенные нагрузки. Это также помогает в экономии топлива для транспортных отраслей.
Алюминий не обладает большой прочностью на растяжение, но после добавления некоторых легирующих материалов, таких как марганец, магний, кремний, медь и т. д., его прочность увеличивается, и впоследствии он может выдерживать большие нагрузки с алюминиевым сплавом.
Расчет веса квадратного стержня и формула веса квадратного стержня
Формула веса квадратного стального стержня и калькулятор веса
Вес квадратного стержня — Вес квадратного стержня на метр, Вес квадратного стержня, Калькулятор веса квадратного стержня и Формула веса квадратного стержня
Вес квадратного стержня легко вычисляется. Просто умножьте соответствующую плотность сплава на длину и толщину требуемой детали, умноженные на два (см. рабочий пример ниже).
Metric
density (g/cm³)
x
T²
x
L / 1000
weight
Example:
7. 85 g/cm³
x
10 mm²
x
1 m / 1000
=
0.785 kg
Imperial
density (lbs/in³)
x
T²
x
L
weight
Example:
0.284 lbs/in³
x
4 in²
x
12 in
=
54.53 lbs
For imperial weight расчеты некоторые измерения (доли) должны быть преобразованы в десятичные дюймы.
Для точного расчета также важно учитывать допуски на прокатку/волочение по диаметру, определяемые производственной спецификацией. Пожалуйста, свяжитесь с нами для получения подробной информации.
Плотность стали
Признанная плотность мягкой стали составляет 7,85 г/см3 (0,284 фунта/дюйм3). В зависимости от элементов сплава, добавленных в спецификации производителя, этот показатель может варьироваться от 7,75 до 8,05 г/см3 (от 0,280 до 0,291 фунта/дюйм3).
В следующей таблице представлены образцы некоторых распространенных размеров. Пожалуйста, свяжитесь с нами для получения подробной информации о нашем полном ассортименте продукции и текущем наличии на складе. Пожалуйста, свяжитесь с нами для получения подробной информации о нашем полном ассортименте продукции и текущем наличии на складе.
Thickness
Weight
mm
in
kg/m
lbs/ft
5
0.20
1/4
0.21
10
0.79
1/2
0.85
15
1.77
5/8
1.33
3/4
1. 92
20
3.14
1
3.41
30
7.07
1 1/4
5.33
1 1/2
7.67
40
12.56
1 3/4
10.44
50
19.63
2
13.63
2 1/2
21.30
65
33.17
2 3/4
25.77
70
38.47
3 1/2
41. 75
90
63.59
100
78.50
4
54.53
120
113.04
4 3/4
76.89
140
5 1/2
153.86
103.09
150
6
176,63
122,69
ПРУТКИ КВАДРАТНЫЕ И КРУГЛЫЕ
кг/см на метр 0,7843 | (cft) кубический фут стали = 490 фунтов
Diameter or Width (mm)
Weight per meter
Sectional Area
Perimeter
Square ( kg)
Round (kg)
Square (cm²)
Round (cm²)
Square (cm)
Round (cm)
5. 0
0.20
0.15
0.25
0.20
2.0
1.57
5.5
0.24
0.19
0.30
0.24
2.2
1.78
6.0
0.28
0.22
0.36
0.28
2.4
1.88
7.0
0.38
0.30
0.49
0.38
2.8
2.20
8.0
0.50
0. 39
0.64
0.50
3.2
2.51
9.0
0.64
0.50
0.81
0.64
3.6
2.83
10
0.73
0.63
1.00
0.79
4.0
3.14
11
0.95
0.75
1.21
0.95
4.4
3.46
12
1.13
0. 89
1.44
1.13
4.8
3.77
14
1.54
1.21
1.96
1.54
5.6
4.40
16
2.01
1.58
2.56
2.01
6.4
5.03
18
2.54
2.00
3.24
2.54
7.2
5.65
20
3.14
2. 47
4.00
3.14
8.0
6.28
22
3.80
2.98
4.84
3.80
8.8
6.91
25
4.91
3.85
6.25
4.91
10.0
7.85
28
6.15
4.83
7.84
6.16
11.2
8.80
32
8. 04
6.31
10.24
8.04
12.8
10.05
36
10.17
7.99
12.96
10.18
14.4
11.31
40
12.56
9.86
16.00
12.57
16.0
12.57
45
15.90
12.49
20.25
15.90
18.0
14.14
50
19. 62
15.41
25.00
19.64
20.0
15.71
56
24.62
19.34
31.36
24.63
22.4
17,59
63
31,16
24,47
36,69
31,17
25,2 9043
25,2 9043
25,2 9043
25,2 9043
9043
9094
25.29043
25.29043
25,69
31,0443
39. 57
31.08
50.41
39.59
28.4
22.31
80
50.24
39.46
64.00
50.27
32.0
25.13
Density based on 7.85 г/см3 (0,284 фунта/дюйм3)
Калькулятор веса плоского стержня и расчет веса Цена.
Квадратный пруток из нержавеющей стали марок 410/ 416/ 420/ 422/ 430/ 431/ 440/ 446 в наличии || Квадратный стержень из нержавеющей стали Запасы и поставщики Индия, один из крупнейших экспортеров, производителей и поставщиков квадратных стержней в Индии. Цена стального стержня / 16-миллиметровый квадратный стержень Цена / Ss квадратный стержень Стандартные размеры / 10-миллиметровый квадратный стержень Цена
Квадратные стержни Спецификация:
Размер: 5 мм до 70 мм
Отделка: Ярко, лак и черный
Длина: 3–6 метров
Допуски: H21, H22, H23
888888.
Квадратные стержни из нержавеющей стали : ASTM A582, ASTM A564, ASTM A479, ASTM A276, ASTM A484 Квадратные стержни и квадратные стержни Дилеры и дистрибьюторы Мумбаи, Махараштра.
Ищете дистрибьютора и производителя качественной стали в Индии? Бизнес, который может поставлять высококачественную сталь, листовой прокат, стержни и стержни, крепежные детали, трубы и трубы в любую точку Индии? Тогда позвоните в Silver Steels сегодня по телефону + 91-22-2386 5626, мы поставляем всю Индию, Южную Африку, Индонезию, Филиппины, Канаду, Великобританию, ОАЭ, Малайзию, Дубай, Сингапур, Бразилию, Шри-Ланку, Саудовскую Аравию и Европу.
Чтобы металлические конструкции могли служить много лет, необходимо провести антикоррозионную защиту металла. Разрушительное действие атмосферы и агрессивных сред приводит к тому, что материал постепенно утрачивает свои качества и теряет внешний вид. В таком случае металлу требуется защита от коррозии.
Цели антикоррозийной защиты
Долговечность и надежность различных металлических деталей, трубопроводов, строительных конструкций и множества других изделий из металла зависит от качественного антикоррозионного покрытия. Для антикоррозийной обработки металлоконструкций, станков, строительного и сельскохозяйственного оборудования применяются специальные краски.
У износостойких покрытий очень широкая сфера применения. Например, антикоррозионная защита необходима трубам и трубопроводам, строительным металлоконструкциям, транспорту (как строительному, так и железнодорожному). Кроме того, в защите нуждаются мосты, гидросооружения, цистерны, эстакады и любые другие металлические конструкции, контактирующие с агрессивной средой.
Обеспечить металлу надежную защиту от коррозии и продлить срок эксплуатации металлоконструкций можно с помощью антикоррозионных красок. Их используют при работе с металлическими конструкциями сложного профиля, в том числе крупногабаритными.
Как выполняется антикоррозийная обработка
Защита металла от коррозии проходит в несколько этапов:
Сначала специалисты ищут повреждения, тщательно обследуя поверхность конструкции. На этом этапе нужно установить вид коррозии, определить степень повреждения и оценить, как внешние факторы влияют на металл.
Следующий шаг — подготовка. Специалисты устраняют следы коррозии, удаляют загрязнения, окалину, химический налет. В соответствии с ГОСТ и международными стандартами ISO поверхность металлоконструкции проходит абразивную чистку с помощью пескоструйной аппаратуры.
После подготовки надо выбрать материал для покрытия. Здесь учитывается множество нюансов — тип конструкции, состояние объекта и внешней среды, предполагаемая стоимость работ.
На этапе обработки антикоррозионным покрытием специалисты наносят защитный материал. В некоторых случаях нужно предварительно загрунтовать поверхность. Нанесение каждого слоя сопровождается межслойной подготовкой. Что касается состава антикоррозийного покрытия, то обычно оно состоит из эмали и грунтовки. Грунтовка, обеспечивающая сцепление между металлом и покрытием, становится первым слоем. Второй слой выполняет функцию барьера, который защищает металлоконструкцию от повреждений. Финишный слой обеспечивает антикоррозийную защиту, препятствует УФ-излучению, и придает конструкции достойный вид.
Финальный этап обработки — контроль. Когда работы по антикоррозионной защите завершены и материал высох, специалисты оценивают покрытие, внимательно осматривая поверхность.
Методы антикоррозионной защиты
Отличаются не только составы защитных материалов, но и способы их нанесения.
Наиболее распространенный метод — покраска. Жидкое антикоррозийное вещество либо распыляют на обрабатываемую поверхность, либо наносят валиком или кистью. Высыхая, краска образует плотно прилегающую к изделию защитную пленку. К сожалению, такой простой метод обладает своими недостатками: краска может пропускать воздух и влагу, что в дальнейшем приводит к коррозии. По этой причине перед покраской поверхность грунтуют.
Второй метод – грунтование. Этот метод более эффективен, поскольку грунтовка, содержащая оксид цинка и мелкодисперсный порошок цинка, защищает металл гораздо надежнее.
Еще один популярный метод защиты от повреждений — нанесение металлических антикоррозионных покрытий. Это гальванизация, плазменное или сверхзвуковое напыление, электроискровая обработка. Такой метод позволяет избежать последствий при повреждении металлоконструкции, но важно учитывать, из каких элементов она выполнена.
Наконец, защитить металлические изделия можно с помощью керамического покрытия. Чтобы достичь желаемого уровня адгезии керамики с металлом, нужно сильно прогреть материалы. Именно поэтому метод применим только при создании высокотемпературных конструкций.
Правила проведения обработки
Выполнение антикоррозийной защиты не обходится без подготовки поверхности. Для этого нужно сделать следующее:
Устранить очаги ржавчины, удалить растрескавшийся лак или краску.
Тщательно очистить и высушить поверхность.
Использовать специальные инструменты при нанесении защитного покрытия.
Следить за тем, чтобы антикоррозионная обработка осуществлялась систематически.
Предприятия, чья деятельность связана с агрессивной средой, используют ингибиторы и удаляют проводящие ржавчину сварные соединения.
Рекомендуется обратить внимание на отдельные СНиПы:
Пропитка изделий веществами с высокой химической устойчивостью.
Оклеивание пленкой.
Применение лакокрасочных материалов, оксидных и металлизированных покрытий.
Правила, разработанные для защиты конструкций от ржавчины, всегда содержат информацию о составе смесей. Они делятся на агрессивные, слабоагрессивные и неагрессивные.
Таким образом, антикоррозионная защита – это необходимая мера для длительного и безопасного использования металлических конструкций.
Назад к списку
Читайте также
Обработка металла
Покраска металла
Плазменная резка металла
Пескоструйная обработка
Антикоррозийная защита металлоконструкций: технология, требования СНИП
Процесс самопроизвольного разрушения металла под воздействием агрессивной внешней среды (коррозия) приводит кардинальному изменению прочностных и физико-химических свойств изделий из стали и ее сплавов, значительному снижению их функциональности и сроков годности. По данным беспощадной статистики постоянные потери от этого физико-химического процесса составляют 4-5% общего национального дохода страны, при этом безвозвратно гибнет 10-15% от объема ежегодно производимых ферросплавов.
Помимо материального ущерба коррозия металлов может привести (и зачастую приводит) к различным катастрофическим последствиям из-за выхода из строя сосудов высокого давления, оборудования энергетических объектов, деталей самолетов и паровых турбин, участков газонефтепроводов и т.д. Существуют различные виды борьбы с процессом окисления металла, при этом технология антикоррозийной обработки металлоконструкций постоянно совершенствуется.
Конструктивные методы защиты
Конструктивные методы защиты используются еще на стадии проектирования и изготовления изделия, до начала его активной эксплуатации. Они заключаются в выборе материала, способного противостоять пагубному воздействию среды (нержавеющие стали, кортеновские стали с прочной, неразрушаемой окисной пленкой, применение в ряде случаев высокополимерных материалов, стекла или керамики).
Помимо этого конструктивная антикоррозийная защита металлоконструкций СНИП подразумевает и методы рациональной эксплуатации металлических изделий:
устранение щелей, трещин и зазоров в конструкции, в которые может попадать влага;
ликвидация зон застоя влаги и защита от брызг и водяных капель;
введение ингибиторов в агрессивную среду.
Пассивная защита от коррозии
К пассивным методам защиты относится нанесение на металлическую поверхность какого-либо покрытия, которое будет препятствовать контакту металла с кислородом и влагой. Современные лакокрасочные материалы обладают улучшенными эксплуатационными свойствами. В зависимости от состава, ЛКМ могут выполнять барьерные, протекторные, преобразующие или пассиваторные функции.
Барьерная защита — механически изолирует поверхность металла. Чаще всего барьерные ЛКМ наносят на черные металлы. При этом любое нарушение целостности защитной пленки (даже в виде микротрещин) ведет к проникновению агрессивной среды и возникновению подпленочной коррозии.
Пассивирование поверхности металла производится лакокрасочными материалами, в составе которых содержится фосфорная кислота или хроматные пигменты (соли хромовой кислоты), замедляющие коррозионные процессы. Антикоррозийное покрытие металлоконструкцийпассивирующими грунтовками выполняется при помощи распылителя. Пассивирующие грунтовки могут быть как одно, так и двухкомпонентными, в последнем случае составляющие части смешивают непосредственно перед употреблением. Таким образом можно защищать как черные, так и цветные металлы.
Следует отметить, что антикоррозийная защита металлоконструкций при помощи ЛКМ эффективна лишь в случае скрупулезно проведенных подготовительных мероприятий, особенно важно тщательное удаление продуктов коррозии, уже образовавшихся на поверхности металла.
При этом наносятся специальные составы, разрушающие ржавчину, а затем поверхность зачищается. Если же механическая обработка перед окрашиванием по тем или иным причинам производится не может или экономически нецелесообразна, используются так называемые преобразователи ржавчины. Преобразующие грунтовки содержат специальные добавки, которые превращают продукты ржавчины в нерастворимые соединения. Эти составы могут наноситься как при помощи кисти, так и распылением. В некоторых случаях преобразователи ржавчины уже входят в состав защитной композиции и тогда ЛКМ может наносится сразу на металл, без предварительной его обработки.
Пассивная антикоррозийная обработка металлоконструкций СНИП может выполнять и роль протектора, в этом случае в состав ЛКМ включают достаточно большое количество (>86%) металлической пыли из элемента, который обладает более высокой восстановительной способностью, чем обрабатываемая поверхность. Так как чаще всего в качестве наполнителя используют высокодисперсный порошок цинка, данный метод получил название «холодного цинкования». Цинконаполненные лакокрасочные материалы выгодно отличаются от традиционных увеличенными сроками службы и устойчивостью к абразивному износу.
Термопластичные полимеры и эпоксидные смолы, на основе которых выпускаются цинкосодержащие композиции, позволяют наносить эти грунтовки даже при сложных погодных условиях (повышенная влажность, отрицательные температуры). Кроме этого, цинковые протекторные ЛКМ не требуют смешивания компонентов, а по своим прочностным и защитным свойствам сопоставимы с такими гораздо более трудоемкими операциями, как горячее цинкование.
Активные методы защиты
К активным методам защиты можно отнести методы специальной обработки металла. Для повышения стойкости ферросплавов и изделий из них применяют:
горячее цинкование деталей. Деталь или конструкция обезжиривается, подвергается пескоструйной обработке или травлению кислотой и покрывается тонким слоем расплава цинка в специальной вращающейся ванне. В результате химической реакции на поверхности образуется защитная пленка, экранирующая металл от доступа влаги, образующая гальвано пару со сталью и способная самовосстанавливаться после небольших повреждений. В качестве сырья для горячей металлизации могут применяться и другие металлы. Этот метод особенно хорош для крупных объектов (судов, баков, цистерн) ;
электрохимическое (гальваническое) цинкование, которое основано на принципе диффузионного извлечения ионов цинка из слабокислого раствора при электролизе. Обрабатываемые детали и источник цинка (пластины, шары, болванки) помещаются в ванну с электролитом, через которую в дальнейшем пропускается электрический ток. В процессе электролиза цинк, являясь анодом, растворяется и оседает на стальной поверхности, придавая ей высокодекоративный блестящий вид. Однако адгезионные свойства полученного покрытия невелики, а сам процесс производства экологически вреден и трудоемок. Гальваническая обработка металлов применяется для обработки метизов и деталей средних размеров;
термодиффузионное нанесение цинкового покрытия. Суть метода состоит в проникновении атомов цинка из цинкосодержащего порошка в поверхность железа при очень высокой температуре (в диапазоне 290-450˚С). При этом покрытие получается очень твердым и износостойким, в точности повторяя исходную деталь, включая резьбы или тонкий рельеф. Не требует сложного подготовительного этапа (очистки от пятен ржавчины, обезжиривания и т.п.). Подобная антикоррозийная обработка металлоконструкций и трубопроводов в 2-3 раза долговечнее, чем гальваническая и может длительно оберегать сталь даже при эксплуатации ее в условиях воздействия морской воды. Из недостатков метода можно отметить его небольшую производительность и необходимость наличия специального оборудования (роторных печей).
Электрохимическая защита металла от коррозии
Антикоррозийная обработка металлоконструкций может быть дополнена электрохимической защитой, при которой на ограждаемую деталь устанавливается специальный протекторный анод из металла с более электроотрицательными свойствами. При этом скорость окислительного процесса в защищаемом партнере падает практически до нуля вплоть до полного разрушения анода, который в данном дуэте называют «жертвенным». Подобным образом экранируют свайные фундаменты, металл которых находится в грунте (особенно засоленном), нефтегазопромысловые сооружения и хранилища, а также днища судов, на которые постоянно воздействует морская вода.
Аноды могут быть изготовлены из платинированного титана, железнокремниевых сплавов, графитопластов. В настоящее время разрабатываются методы электрохимической защиты кузовов автомобилей, при этом токопроводящие аноды выполняются из электропроводящих полимеров в декоративном исполнении и наклеиваются на кузов в потенциальных коррозионноопасных точках.
Новые методы защиты
Несомненно, нанесение лакокрасочных материалов наиболее доступный метод сбережения ферросодержащих конструктивных элементов и деталей. Однако этот защитный слой требует обновления каждые 5-7 лет, что довольно трудоемко. Гальваническая и электрохимическая подготовка металла, позволяющая забыть о ржавчине лет на 50, — дело достаточно затратное. Однако в настоящее время уже существует недорогой инновационный метод защиты металлов от окисления и ржавления.
«Жидкая резина» — двухкомпонентный эластомер, при помощи которого выполняется надежная и долговечная антикоррозийная защита металлоконструкций. Эта сплошная, бесшовная мембранная прослойка наносится на металл при помощи распылительного пистолета, без всякой предварительной подготовки поверхности. После нанесения битумная эмульсия застывает мгновенно, не образуя потеков и неровностей, даже если основа была гладкой, скользкой и влажной. Производитель гарантирует, что данное покрытие в течение первых 20 лет не только не теряет своих свойств, но даже становится со временем прочнее. Таким образом могут быть обработаны металлические трубы, строительные конструкции любой конфигурации, поверхность цистерн и даже кровля. Металлы экранируемые при помощи такого резинового слоя абсолютно индифферентны к воздействию повышенной влажности и критическим температурам.
Антикоррозионные покрытия — Защита от ржавчины и коррозии — NANOMYTE®
Получите преимущества NANOMYTE
® для отделки металлов
Брошюра по антикоррозионным покрытиям
применения для отделки металлов, будь то сохранение эстетического вида или сохранение структурной целостности. Составы легко наносятся на металлические подложки путем погружения, распыления, протирки или кисти даже в полевых условиях без специального оборудования или подготовки поверхности.
Преимущества технологии
Ключом к разработке красок и покрытий NANOMYTE ® стала наша способность понимать механизмы коррозии и характеризовать объемные и поверхностные свойства металла в нанометровом масштабе. Контролируя поведение ионов и молекул, покрытия замедляют или останавливают электрохимические реакции, которые неблагоприятно изменяют внешний вид металлов или нарушают структурную целостность из-за коррозии. Химический состав наших составов и структура наших покрытий обеспечивают ту же активную защиту от коррозии, что и хромат. Результат измеряется лабораторными и полевыми характеристиками, обеспечивающими защиту от коррозии, которая соответствует отраслевым или военным стандартам или превосходит их.
Линии продуктов для защиты от коррозии
NEI предлагает различные средства предварительной обработки, грунтовки и верхние покрытия для различных металлов и областей применения. Выберите вкладку под , чтобы узнать больше о каждой линейке продуктов и покрытиях.
Верхние покрытия
NANOMYTE
® Верхние покрытия
NANOMYTE® TC-1001 »
Самовосстанавливающееся полимерное покрытие для металлов
Самовосстанавливающееся прозрачное покрытие на основе растворителя для стали и алюминия, обеспечивающее легкое восстановление царапин.
NANOMYTE® TC-3001 »
Расширенная защита металла в экстремально коррозионных условиях
Покрытие на основе растворителя для стали и алюминия с проникающей формулой, которая инкапсулирует металл при нанесении непосредственно на поверхность, устраняя необходимость в пескоструйной очистке.
NANOMYTE® TC-4001 »
Нанокомпозитное барьерное покрытие для превосходной защиты от коррозии
Тонкое твердое барьерное покрытие на основе растворителя для стали и алюминия, которое наносится на голые, предварительно обработанные или окрашенные металлические поверхности и обеспечивает превосходную защиту от коррозии.
NANOMYTE® TC-4001-UVP »
Нанокомпозитное барьерное покрытие с защитой от УФ-излучения
TC-4001-UVP — это однокомпонентный состав, предназначенный для защиты металлов и других поверхностей от разрушения, сохранения их структурной целостности и внешнего вида. Твердое, прочное покрытие наносится непосредственно на поверхность, образуя плотный барьер, препятствующий проникновению влаги и коррозии. TC-4001 прочно прилипает к голому, предварительно обработанному и окрашенному металлу, а также к другим поверхностям, таким как пластмассы и композиты. Покрытие легко наносится погружением, распылением или кистью толщиной от микрона до мил.
Узнать больше: UVP Technology ♦ Техническое описание UVP
NANOMYTE® TC-5001 »
Антикоррозионное покрытие для оцинкованной и оцинкованной стали оцинкованной стали, с высоким покрытием и отличными циклическими характеристиками.
NANOMYTE® TC-5001-UVP »
Антикоррозионное покрытие для оцинкованной и гальванизированной стали с защитой от УФ-излучения
TC-5001-UVP представляет собой однокомпонентный состав, предназначенный для защиты оцинкованной и деградация. Продукт представляет собой твердое плотное нанокомпозитное покрытие, обеспечивающее барьерную защиту поверхности сплава. Покрытие устойчиво к царапинам и сколам, прочно прилипает к подложке. Состав обладает повышенной атмосферостойкостью и разработан с учетом требований клиентов в отношении толщины пленки и условий отверждения.
Узнайте больше: Технология UVP ♦ Техническое описание UVP
Предварительная обработка
NANOMYTE
® Предварительная обработка
NANOMYTE® PT-10 »
Сменная замена для предварительной обработки хроматом или фосфатом
Бесхроматная антикоррозионная обработка на водной основе, обеспечивающая превосходную коррозионную стойкость и адгезию краски для алюминия или стали.
NANOMYTE® PT-20 »
Предварительная обработка стали помогает снизить уровень пескоструйной обработки
Тонкий нанокомпозит на водной основе для предварительной обработки, обеспечивающий превосходную адгезию между металлом и грунтовкой, что позволяет сократить количество пескоструйной обработки стальных поверхностей.
NANOMYTE® PT-60 »
Самовосстанавливающееся антикоррозионное покрытие устраняет необходимость в физических прокладках
Водоразбавляемое, не содержащее хроматов, самовосстанавливающееся конверсионное покрытие для магния, которое легко заменяет хромат.
NANOMYTE® PT-60C »
Электропроводящее коррозионностойкое покрытие
Электропроводящее водоразбавляемое самовосстанавливающееся конверсионное покрытие, специально разработанное для обработки поверхности легких металлических сплавов.
NANOMYTE® PT-100 »
Самовосстанавливающееся средство для предварительной обработки для превосходной защиты от коррозии
Средство для предварительной обработки на водной основе для оцинкованной и оцинкованной стали, улучшающее адгезию и сводящее к минимуму образование белой и красной ржавчины, при использовании в сочетании с TC-5001 .
Праймеры
NANOMYTE
® Грунтовки
NANOMYTE® PM-101
Грунтовка на растворителе для стали с высокой эластичностью, обеспечивающая превосходную коррозионную стойкость и отличную адгезию к основанию без образования пузырей.
NANOMYTE® PM-102
Грунтовка на растворителе для стали с высокой эластичностью, обеспечивающая хорошую барьерную защиту и перекрывающая большие трещины; применимо до 200 мкм в один слой.
Особенности и преимущества
Особенности и преимущества
Широкое применение – Совместимость с большинством конструкционных металлов
High Performance – Долговечная защита от коррозии
Green Chemistry – Покрытия, не содержащие хрома, соответствуют стандартам охраны окружающей среды, здоровья и безопасности
Интеллектуальная функциональность – Система, способная самостоятельно восстанавливаться при повреждении
Экономия средств – Меньше обслуживания, материалов и труда
Повышенная производительность – Может потребоваться меньшая физическая подготовка металлической поверхности
Запросить цену
Форма запроса коммерческого предложения
Антикоррозионные покрытия NANOMYTE ® продаются и поставляются напрямую от NEI и доступны в литрах или галлонах (~3,8 л), а также в больших объемах по запросу. Кроме того, NEI предлагает услуги по индивидуальному нанесению покрытий за номинальную плату и будет рада нанести покрытие на ваши образцы подложек для целей оценки. К сожалению, мы не можем предоставить бесплатные образцы.
Чтобы отправить запрос котировок, заполните форму ниже (* – обязательные поля). Обратите внимание, что вводя свои данные и отправляя эту форму, вы соглашаетесь с условиями нашей политики конфиденциальности.
Есть вопрос? Сначала попробуйте нашу страницу часто задаваемых вопросов .
Титул — Г-н Г-жа Г-жа Д-р.
*Имя
*Фамилия
*Компания/Организация
*Адрес электронной почты
*Номер телефона
*Подложка/поверхность (выберите один или несколько) — Пластик- Металл- Стекло- Ткань- Керамика- Волокно Композит- Другое (укажите в комментариях)
Необходимое количество * (выберите один или несколько) LiterGallonOther (укажите ниже)
Дополнительные комментарии
Антикоррозийное/микробное/грибковое покрытие для металла PSC 9450
Металлическое покрытие с антикоррозионными, антимикробными и противогрибковыми свойствами
Запросить информацию
Защита металлических конструкций от коррозии, микробов и грибков
PSC 9450 представляет собой смешанный полимер на водной основе, предназначенный для нанесения непосредственно на металл для предотвращения коррозии и придания конструкции антимикробных и противогрибковых свойств. Используя технологию ядра-оболочки, PSC 9450 представляет собой комбинацию запатентованных полимеров PolyMac, разработанных AIS.
PSC 9450 представляет собой вещество с голубым оттенком, предназначенное для использования на любых металлических конструкциях для предотвращения коррозии. Нанесите на арматуру, арматурную металлическую сетку, бетонные формы, опорные конструкции или любую другую металлическую поверхность, чтобы защитить поверхность и продлить срок службы конструкции.
ПРЕИМУЩЕСТВА
Продлевает срок службы и защищает металлические конструкции
Смешанный ингибитор коррозии с превосходной адгезией для защиты несколькими способами
Environmentally Friendly
Water-based polymeric blend with minimal harsh chemicals
Low VOC, APEO free, & inert when fully cured
No contamination of drainage systems or surrounding areas
Applicator Friendly
Легко наносится валиком, кистью или распылителем, наносится несколькими слоями
Требуется минимальное количество средств индивидуальной защиты
С синей окраской, чтобы было видно места нанесения
Расскажите нам о своем применении, и наши специалисты подберут лучшее полимерное покрытие для вашей ситуации!
Performance
PSC 9450 — это смешанное полимерное покрытие, разработанное с использованием нашей запатентованной линейки полимеров PolyMac, в которых используется технология «ядро-оболочка» для дополнительной прочности. Разработанный как покрытие, наносимое непосредственно на металл, которое включает ингибиторы коррозии, противогрибковые/противомикробные свойства и водостойкость, PSC 9450 покрывает и защищает, связываясь с самим собой и подложкой, образуя физический и химический барьер между металлической подложкой и элементами, которые может повредить его.
Спецификации
Обработанные и необработанные металлические образцы были испытаны в течение трех недель в условиях интенсивного химического испытания при постоянной температуре 125°F с 6% серной кислотой, 6% азотной кислотой, 6% соляной кислотой, 6% гидроксидом аммония. и 6% едкий калий (гидроксид калия) . Необходимые тестовые растворы имели концентрацию на 20% выше, чем сопоставимые тестовые концентрации, и их пополняли еженедельно. Признаков нарушения покрытия на металле и коррозии практически не было. В большинстве протестированных образцов необработанного металла открытый металл был сильно поврежден, демонстрируя очень серьезные признаки коррозионного воздействия. Не наносить на замерзший металл.
Типичные свойства
СОБСТВЕННОСТЬ
ЗНАЧЕНИЕ
Внешний вид
Непрозрачный, синий
рН
9,5 – 11,0
Запах
Легкая
Точка замерзания
~ 32°F
Воспламеняемость
негорючий
Относительная плотность
~ 1,050 г/см 3
Удельный вес
1.050
Содержание сухих веществ
51 – 55%
Вязкость
1000 – 1200 сП
ВНИМАНИЕ: Перед использованием ознакомьтесь с Гарантией производителя и отказом от ответственности.
Как правильно варить тонкий металл инвертором: советы опытных сварщиков
Поскольку работать с тонкими металлическими листами металла сложно, высокие риски получить ожог, в данном обзоре мы рассмотрим ключевые правила варки. Мы рассмотрим типичные ошибки новичков и расскажем, как успешно варить тонкий металл, даже если у вас нет многолетнего опыта.
Варить тонкий металл сложно из-за особенных правил, которые вовсе не работают при варке прочных металлических конструкций. Подобрать электроды, силу тока, установить правильный режим работы сварочного аппарата – основные задачи, которые стоят перед сварщиком. Для варки тонкого металла специалисты советуют применять полуавтоматическое сварочное оборудование. В быту мы чаще используем универсальные инверторы, поэтому научиться правильно варить будет полезно.
При варке тонкого металла инвертором первой трудностью, с которой вы столкнетесь, будет выбор оптимальной температуры. Сильно перегревать пластины нельзя. При неправильной температуре просто образуются дыры на металлической пластине. Здесь вам не нужно будет соблюдать траекторию движения электродов. Процесс должен быть быстрым. Для положительного эффекта достаточно варить электродами вдоль шва по одной линии.
Следующие сложностью будет необходимость работы на небольшом токе. В работе с тонким металлом нельзя устанавливать большие показатели силы тока. Следовательно, дуга будет короткой. Если оторваться от нее, сварочная дуга погаснет. У новичков, которые работают впервые с тонким металлом, часто возникают трудности с розжигом дуги. Во избежание этой проблемы рекомендовано использовать сварочное оборудование с достойными вольтр-амперными характеристиками. Ориентировочно холостой ход должен иметь напряжение не менее 70 В.
Если листы тонкого металла варят на слишком высоких температурах, не исключено образование волн. Структура листа деформируется, а впоследствии исправить геометрию волн невозможно. Чтобы правильно варить тонкий металл, придерживайтесь оптимальных температур и избегайте перегрева.
При варке инвертором листов встык, предварительно обязательно зачистите кромки металлических пластин. Из-за ржавчины процесс варки будет еще проблематичнее. Металлические пластины перед варкой инвертором должны быть зачищенными и ровными. Для варки встык расположите листы рядом друг с другом. Зазора быть не должно. Для фиксации их положения используйте струбцины или другие приспособления. Фиксация позволит избежать смешения и изгибов тонких листов.
Как лучше и правильно работать с тонким металлом?
Существует ряд рекомендаций, которые помогут вам освоить технологию сварки металлических пластин.
Контролируйте температурный режим нагрева инвертора.
Поскольку тонкий металл нельзя перегревать, нужно придерживаться оптимального режима термической обработки. Существуют риски прогорания. Оно происходит в том случае, когда расплавленная сварочная ванна разрушается, отделяя себя от заготовки. Из-за этого соединение не получается, а на его месте образуется дыра. Исправлять этот дефект не стоит, лучше начните сварку с истого листа.
Сведите к минимуму разбрызгивание при варке инвертором.
Поскольку тонкодисперсные металлы гарантируют использование меньших тепловыделений, создание сварного шва может привести к образованию большего количества брызг. Сварщики обычно сталкиваются с этой проблемой при работе с присадочными металлами из нержавеющей стали.
Правильно выбирайте хорошее положение сварочного аппарата.
Размещение горелки существенно влияет на количество передачи энергии. При выборе рабочего угла и скорости движения необходимо учитывать свойства металла и температуру нагрева. Эти факторы влияют на количество энергии. Если контролировать этот вопрос, есть шанс регулировать уменьшить риск выгорания.
Метод пульсации при сварке тонких металлов
Газовая металлическая дуговая сварка или сварка инертным газом является наиболее распространенной для сварки металлических листов. В зависимости от типа сварного шва и размера листа, вы можете использовать либо обычную технологию сварки либо комбинировать ее с методом пульсации, чтобы получить качественное соединение.
Пульсирующий метод заключается в нагреве небольшой части металлического листа на месте будущего соединения. Затем сварочная ванна должна остыть. На первом этапе не нужно пытаться заполнить место соединения сразу, поскольку это может привести к образованию дыры.
Интенсивное воздействие на металл в этой технике требует особой осторожности при работе с хрупким материалом. Чтобы контролировать степень риска, всегда используйте самый короткий диаметр проволоки. Для плавления требуется меньше энергии.
Чтобы уменьшить риск прожога металлического листа, можно прикрепить заготовку к холодным стержням. При нагревании их спереди, стержни охлаждают их сзади, что снижает риск разрушения сварочного соединения.
Советы: как варить электродами тонкие металлические листы
Возьмите на заметку несколько ценных советов для варки тонкого металла электродом:
Не используйте присадочную проволоку существенно большего диаметра, чем толщина основного материала.
Для сварки используйте газ с высоким процентным содержанием аргона. Он передает меньше тепла, что позволит избежать прожига.
Электрод постоянного тока положительной полярности обеспечивает правильное распределение тепла. Он в большей мере направлен на металлическую проволоку, меньше – металлическую пластину.
Если вы выбрали отрицательные электроды для сварки, основной материал будет нагреваться быстрее, что приведет к перегреву заготовки.
Лучше варить электродами небольшого диаметра, поскольку ими проще работать при низких температурах. Для стабильности дуги подойдет заостренный электрод.
Технологии сварки электродом и выбор правильного шва
Существует две популярные технологии сварки – TIG и MIG. При использовании TIG удается производить более качественные швы. Они получаются долговечными и аккуратными. Однако точно обозначить, какой тип сварки подходит именно вам сложно, поскольку технология определяется в зависимости от требуемого шва. Для работы на высокой скорости и создания шва для повышения производительности, может подойти MIG-сварка.
TIG и MIG подходят для сварки тонких листов металла. Они универсальны и подходят практически для всех видов материалов. По мнению опытных сварщиков, для очень тонкого листа из нержавеющей стали и алюминия рекомендовано использовать метод TIG. С ним легче контролировать подачу тепла, что позволит избежать дефектов на металлических листах.
С MIG значительно работать удобнее. Однако он не подходит для использования на хрупких листах. Технологию чаще применяют для сварки толстых металлов, таких как конструкционная сталь. Благодаря высокой производительности, MIG обеспечивает лучшее проникновение и качество соединения. С MIG можно варить листы даже толщиной меньше 0,8 мм. Эксперты советуют применять технологию для пластин толщиной не менее 0,6 мм. TIG позволяет работать и с более тонким листом металла.
Как варить тонкий металл электродом?
Изначально нужно сопоставить две металлические пластины встык без зазора. Если у вас мало опыта, можно сделать небольшой зазор, но тогда будьте готовы к более выпуклому шву. Если вы выбрали способ сварки внахлест, электрод направляете на нижнюю пластину.
При сварке встык старайтесь максимально плотно сопоставить детали и установите прихватки. Затем воспользуйтесь следующим алгоритмом:
установите небольшое значение силы тока и быстро двигайте электрод по разметке будущего шва. От линии соединения не отклоняйтесь;
дугу делайте прерывистой, чтобы у металла была возможность остыть;
варите на специальной подложке во избежание проваливания;
воспользуйтесь технологией шахматного порядка накладывания шва.
При правильном выборе инвертора, диаметра электрода, контролируемой подачи энергии вы сможете делать идеальные сварочные швы на пластинах разной толщины.
Сварка тонкого металла:
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте тут.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
Толщина металла, мм
0,5 мм
1,0 мм
1,5 мм
2,0 мм
2,5 мм
Диаметр электрода, мм
1,0 мм
1,6 мм — 2 мм
2 мм
2,0 мм — 2,5 мм
3 мм
Сила тока, А
10-20 ампер
30-35 ампер
35-45 мм
50-65 мм
65-100 мм
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте тут.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
Как сваривать тонкий металл: пошаговое руководство (2022)
Последнее обновление
Работа с более тонкими металлическими листами усложнена. Избыток тепла может привести к выгоранию. Меньшее количество тепла приводит к недостаточному проплавлению сварного шва и создает хрупкие соединения. Выбранная вами процедура сварки играет решающую роль в успехе процесса.
Есть несколько моментов, о которых следует помнить, чтобы убедиться, что у вас есть плодотворное соединение, если вы будете работать с тонким металлом. Большинство опытных сварщиков рекомендуют метод дуговой сварки, когда речь идет о соединении тонколистовых металлов.
Тем не менее, вы можете решить проблемы соединения тонких материалов с помощью нескольких сварочных процедур. Если вы хотите узнать, как сваривать тонкий металл, продолжайте читать, чтобы узнать больше. Во-первых, давайте рассмотрим несколько вещей, которые вы должны иметь в виду.
Уменьшение выгорания
Выгорание происходит, если расплавленная сварочная ванна прогибается и отделяется от заготовки. В результате получается большая дыра, а не идеальное соединение. Неисправность возникает из-за высокотемпературных выходов, работать с которыми невыносимо. Если такое случается, то сварщику приходится начинать все сначала со свежей заготовкой.
Внешний вид наплавленного валика
Поскольку из-за тонкого металла требуется меньшее тепловложение, внешний вид наплавленного валика может привести к большему количеству брызг. Как сварщик, вы столкнетесь с этой проблемой, если будете работать с присадочными металлами из нержавеющей стали.
Угол наклона факела
Место, где вы разместите факел, значительно повлияет на количество передаваемой энергии. При определении рабочего угла и скорости перемещения необходимо учитывать характеристики металла и его температуру плавления.
Изображение предоставлено: Katya123ua, Shutterstock
Все эти факторы будут влиять на количество энергии, к которой предрасположен металл в один момент времени. Либо это может увеличить или уменьшить опасности, связанные с выгоранием.
Защитный газ
Выбор газа существенно влияет на производительность процесса сварки. Если он не передает энергию должным образом, он может создавать слабые суставы.
Генерирует значительное количество брызг, если обладает невероятно высокой скоростью передачи энергии. При этом вы рискуете продуть материал.
Как использовать сварочные аппараты MIG для сварки тонкого металла?
Настройка стиля сварки
С помощью модели SCT (Short-Circuit Transfer) для тонких металлов вы можете выполнять идеальные сварные швы даже для тонких металлов. SCT также уменьшает деформацию сварных швов над стыком. Кроме того, он уменьшает появление прогаров (лужи расплавленного металла).
Включает передачу слабого тепла. Тем не менее, некоторые аппараты MIG оснащены предустановленными режимами, когда речь идет о транспортировке импульс-на-импульсе и импульс-на-коротком замыкании. Это функция, которую вы можете запрограммировать и выбрать различные условия сварки.
A Защитный газ
Защитный газ имеет решающее значение, поскольку он определяет внешний вид валика. Выберите защитные газы с более высокой концентрацией аргона для параметров сварки с переносом дробовой смеси. Лучше всего подойдет смесь 25% углекислого газа и 75% аргона.
В сварном шве будет меньше брызг, поскольку аргон выделяет меньше тепла по сравнению с углекислым газом. Анод положительной или обратной полярности подходит, если вы хотите сваривать сплошные проволоки с использованием тонких листов основного металла.
Изображение предоставлено: Вадим Куликов, Shutterstock
Выбор присадочных металлов
Используйте присадочные металлы (проволоку), которые тоньше по сравнению с тростниковым листовым металлом. Многие сварщики используют проволоку диаметром 0,023 дюйма и 0,024 дюйма для более тонкого листового металла. Металлы 18-го калибра, такие как нержавеющая сталь, имеют диаметр проволоки 0,030 и 0,034 дюйма.
Угол резака
Выровняйте угол резака, чтобы предотвратить выгорание в модели SCT. Независимо от положения сварки (потолочное, горизонтальное и горизонтальное) следите за соблюдением расстояния между короткоконтактным наконечником и заготовкой. Если между контактными наконечниками и металлическими деталями есть большое расстояние, это приведет к нестабильной дуге.
Преимущества использования сварочного аппарата MIG для сварки тонкого металла
Если у вас есть опыт, вам будет легко работать со сварочным пистолетом MIG.
Спусковой крючок сварочной горелки оснащен функцией пуска и остановки.
Сварные швы MIG эстетичны.
Если вы хотите сваривать скульптуры из тонких металлических листов, сварка MIG — идеальный подход.
Недостатки сварочного аппарата MIG
Имеет ограниченную область применения.
Сварочные аппараты MIG могут быть не лучшим выбором, если основной металл слишком толстый или тонкий.
Они выделяют тепло, слишком мощное для алюминиевых материалов. Тем не менее, это слабо, когда дело доходит до чугуна.
Если вы находитесь во влажной и ветреной среде, то метод сварки MIG не является идеальным вариантом.
В зависимости от типа сварного шва и размера листа можно использовать обычную сварку MIG. Кроме того, вы можете комбинировать его с пульсирующей техникой, чтобы избежать сквозного удара.
Импульсный метод
В этом подходе нагрейте небольшой сегмент пластин, который вы хотите соединить, а затем дайте сварочной ванне полностью остыть. Не пытайтесь заполнить шов сразу. При этом в заготовке образуется отверстие.
Изображение предоставлено: kinganowak_22, Pixabay
Эта процедура обеспечивает высокую проникающую способность материалов и металлических отложений. А поскольку при этом методе сварки происходит интенсивное воздействие энергии, вы должны быть особенно осторожны, если работаете с хрупким материалом.
В процессе убедитесь, что вы постоянно используете самый короткий диаметр провода. Предполагается, что это минимизирует связанные с этим риски, поскольку для плавления требуется меньше тепла. Он ограничивает количество теплопередачи к основному металлу.
Одна из причин, по которой этот метод сварки широко используется при работе с тонкими металлическими листами, заключается в том, что вы можете регулировать выходную мощность. Кроме того, он позволяет лучше контролировать внешний вид сварного шва. Таким образом, будет легче исправить ошибки, которые могут возникнуть из-за более низкой скорости осаждения.
Как использовать сварочные аппараты TIG для сварки металлических листов Reedy?
В отличие от процедуры сварки MIG, метод сварки TIG обеспечивает чистые и прочные сварные швы. Такой подход к сварке идеально подходит для сварки металлов толщиной более шести миллиметров.
Тем не менее, прежде чем использовать его для сварки тонких металлических листов, необходимо настроить аппарат TIG на идеальные параметры.
Установите подходящую настройку мощности и правильную педаль
В нормальных условиях машины для сварки TIG поставляются с ножными педалями. Педаль регулирует тепловую мощность сварочного аппарата. Если вы используете аноды меньшего размера с более низкой настройкой мощности, вы легко остановите перегорание.
Выберите подходящий присадочный металл
Торированные вольфрамовые аноды размером 0,020 и 0,040 дюйма и цериевый вольфрам размером 1/16 дюйма лучше всего подходят, если вы хотите сосредоточить дугу на тростниковых металлах. Тем не менее, обычные аппараты для сварки TIG используют аноды с острым наконечником, которые обеспечивают хороший контроль дуги.
Изображение предоставлено: Prowelder87, Commons Wikimedia под лицензией Creative Commons Attribution-Share Alike 4. 0 International
Они помогают точно концентрировать дугу в сварных швах. При производстве металлов с использованием тонких листов крайне важно уменьшить деформацию за счет использования подходящих присадочных металлов. Если вы выполняете TIG-сварку стальных металлов с использованием тонких листов, сконцентрируйте вольфрам на сварном шве. Затем стачиваем его под углом, параллельным длине.
Некоторые основные подходы, используемые сварщиками TIG
Как правило, если вы бьете или плетете факел, это вызывает деформацию или выгорание. Если дуга концентрируется на определенной области, она выделяет больше тепла на основном металле. Если вы используете горелку TIG, убедитесь, что есть прямая линия подачи с максимальной скоростью.
Неравномерное распределение тепла приводит к искривлению и короблению сварных швов. Чтобы избежать деформаций, используйте подход сварки с пропуском, чтобы выполнить последовательность сварных швов.
Как сваривать тонкий металл методом TIG?
Несмотря на то, что вы можете сваривать тонкий металл в самых разных положениях, при надлежащем контроле легко выполнять быструю сварку вниз по склону. Сварка тростникового металла позволяет вам двигаться с постоянной скоростью без особых усилий.
Отлично подходит для менее опытных сварщиков TIG. Убедитесь, что вы поддерживаете тугую дугу, а лужа движется ровно и ровно. Сварите при несколько меньшей силе тока, если хотите сваривать в гору.
Преимущества использования сварочных аппаратов TIG для сварки тонкого металла
Создает тонкие сварные швы на тростниковых металлах и снижает вероятность разбрызгивания.
Это идеальный выбор для профессионалов, которым нужна точная сварка.
С помощью вольфрамовой палочки можно легко сваривать как тонкие алюминиевые, так и стальные материалы.
Ограничения сварщиков TIG
Техника сварки TIG может применяться только профессиональными сварщиками.
Этот режим сварки использует гораздо более крутую кривую обучения.
По сравнению с методом сварки MIG новичкам требуется больше времени для изучения аппарата TIG. Таким образом, начинающие сварщики должны начать со сварочного аппарата MIG (или гибридных устройств), прежде чем приобретать навыки сварки TIG.
Вы можете использовать TIG для различных материалов. Он работает исключительно хорошо практически на всех материалах. В зависимости от соединения и того, что требуется, вы можете соединить TIG с любым из следующих подходов к сварке.
Изображение предоставлено: Pxhere под лицензией CC0 Public Domain
Пропускная сварка
Вы уменьшаете деформацию и неравномерный вид сварного шва, создавая спазматические швы меньшего размера. В этом способе сварки разделите соединение на две равные части. Убедитесь, что энергия направлена на другие разделы.
Вы уменьшаете количество энергии, которой каждая секция предрасположена одновременно, с помощью скиповой сварки. Делая это, вы уменьшите риск отказа сустава. Это приводит к опрятному виду соединения, которое также является долговечным.
Опорные стержни
Прикрепите заготовку к охлаждающим стержням, чтобы уменьшить риск сжигания листа. Когда вы нагреваете их спереди, опорные стержни охлаждают их сзади. Снижает риск повреждения сварного соединения за счет контроля тепловыделения.
Конструкция соединения и подгонки
Создание соединений в тонких листах затруднено. Вы должны убедиться, что они плотно прилегают друг к другу, потому что даже самые маленькие отверстия считаются прогаром и образуют слабый стык. Чтобы предотвратить это, убедитесь, что два металла соответствуют друг другу, прежде чем начинать сварку.
Более тонкие металлические листы не допускают ошибок. Это потому, что вы не можете отвлечь много материала в одном месте. Основное правило – дважды снять размеры и один раз отрезать. Если вы справитесь с этим, то вы не рискуете повредить сустав.
Как использовать сварочный аппарат для сварки тонкого металла?
Другим названием процедуры дуговой сварки является SMAW (дуговая сварка защищенным металлом). Этот метод сварки является более старым по сравнению с другими типами. Тем не менее, это простая процедура, которая гарантирует вам прочные сварные швы.
Изображение предоставлено: vespaburoks, Pixabay
Если вы используете сварку электродом, анод нагревается и расплавляет заготовку. Это специальный расходный стержень с флюсовым покрытием. Флюс помогает уменьшить опасность загрязнения, образуя экран вокруг сварных швов.
Тем не менее, большинство профессиональных сварщиков не используют электродуговую сварку, так как эта процедура производит слишком много тепла на тростниковых материалах. Вероятность выгорания высока. SMAW также представляет собой подход, при котором сварной шов остается со шлаком.
Какой метод сварки тонкого металла лучше всего?
Для сварки тонких металлических листов MIG и TIG являются лучшим вариантом. Оба прекрасно работают почти со всеми типами материалов. Тем не менее, если ваши металлические листы из алюминия или нержавеющей стали слишком тонкие, мы рекомендуем вам использовать метод TIG. Это потому, что это дает вам улучшенный контроль над тепловой мощностью.
Сварка MIG значительно удобнее в использовании. Большинство людей используют автоматизированных роботов для выполнения задачи. Однако сварка MIG не подходит, если у вас рыхлые листы.
Выберите свой идеальный метод сварки тонкого металла
Сварка тонкого металла не должна вас пугать. Это еще одна часть задачи, которую вы должны научиться осваивать и развивать свой опыт. Не каждый из нас каждый раз начинает сварку каждого типа металла безупречно.
Сварка требует практики, опыта и концентрации, чтобы выполнять ее хорошо. Кроме того, некоторые материалы гораздо труднее сваривать, чем другие.
Не забудьте потратить время и воспользоваться приведенными выше советами по сварке тонкого металла. Возникают ошибки. Однако эти советы сделают вас более продуктивными, если вы уделите поставленной задаче то внимание, которого она требует.
Рекомендуемое изображение: Studio 72, Shutterstock
Уменьшение выгорания
Внешний вид сварного шва
Угол наклона горелки
Защитный газ
Как использовать сварочные аппараты для сварки MIG?
Настройка стиля сварки
Защитный газ A
Выбор присадочного металла
Угол наклона горелки
Импульсный метод
Как использовать аппараты TIG для сварки листового металла?
Установите подходящую мощность и педаль
Выберите правильный присадочный металл
Некоторые основные подходы, используемые сварщиками TIG
Как следует сваривать тонкий металл при сварке TIG?
Сварка скипов
Опорные стержни
Конструкция соединения и сборки
Как использовать сварочный аппарат для сварки тонкого металла?
Какой метод сварки тонкого металла лучше всего?
Выберите идеальный метод сварки тонкого металла
Сварка листового металла или тонкого металла (для начинающих)
Сварщики могут столкнуться с трудностями при работе с тонким листовым металлом, поскольку горячая дуга легко деформирует или прожигает металл. Даже профессиональные сварщики иногда терпят неудачу при сварке тонких заготовок.
Тем не менее, можно сваривать тонкий листовой металл, используя процессы MIG, TIG и электродуговую сварку. Но MIG и TIG дают наилучшие результаты.
В этой статье вы узнаете, как сваривать тонколистовой металл с использованием каждого процесса дуговой сварки, и представите распространенные ошибки, с которыми сталкиваются новички. Хотя сварка тонкого металла станет испытанием даже для лучших сварщиков, вы можете добиться отличных результатов, обладая некоторыми ноу-хау и практикой.
Процессы сварки тонкого или листового металла
Каждый процесс сварки требует определенных мер предосторожности и настройки оборудования для успешной сварки листового металла.
Итак, давайте обсудим подготовку, необходимую для каждого процесса дуговой сварки, прежде чем переходить к общим проблемам, возникающим при сварке тонкостенных сварных швов.
Сварка МИГ
Сварка МИГ отлично подходит для тонких материалов. Однако вы должны использовать проволоку небольшого диаметра, так как для плавления проволоки требуется меньше тепла, что сводит к минимуму ваше тепловложение. Никогда не используйте проволоку толще, чем основной металл, потому что заготовка деформируется или сгорит до того, как проволока расплавится. Для сварки листового металла лучше всего использовать сплошную проволоку MIG диаметром 0,023, 0,024 и 0,030 дюйма.
Кроме того, избегайте использования защитного газа, содержащего 100 % CO2, поскольку он усиливает проникновение, что приводит к прожогу. Лучшим защитным газом для сварки MIG тонких листов мягкой стали является смесь 75% аргона и 25% углекислого газа.
Если возможно, купите или заправьте баллон с защитным газом с еще меньшим содержанием CO2. При сварке очень тонких листов можно снизить содержание CO2 даже до 5 %. Однако не используйте чистый аргон, если только не свариваете алюминий. Для стали необходимо иметь не менее 5% CO2 для стабилизации дуги.
Избегайте порошковых проволок, так как они нагревают металл гораздо сильнее. Порошковые проволоки полые. Так, площадь поперечного сечения стальной проволоки мала, что увеличивает концентрацию тока (тепла) в сварочную ванну. Эти проволоки предназначены для сварки толстых профилей и для улучшения провара, поэтому они не подходят для сварки листового металла.
Сварка ВИГ
Сварка ВИГ хорошо подходит для сварки тонколистового металла, особенно если ваш сварочный аппарат поддерживает импульсный режим ВИГ. Импульсная сварка TIG создает дугу, которая колеблет выходную силу тока между двумя заданными значениями до 500 раз в секунду, что позволяет добиться идеального контроля нагрева при некоторой практике.
Но даже если у вас нет опции импульсной сварки TIG, ножная педаль управления хорошо работает, чтобы синхронизировать подачу высокой и низкой силы тока в сварочную ванну. Однако, если у вас есть базовая установка TIG, уровень контроля нагрева будет на уровне сварки MIG или немного хуже. Это зависит от ваших навыков. Тем не менее, опытные сварщики ВИГ достигают выдающихся результатов, поскольку процесс сварки ВИГ имеет более узкую зону термического влияния («ЗТВ»), чем любой другой процесс дуговой сварки.
Для успешной сварки тонких заготовок необходимо использовать вольфрамовый электрод небольшого диаметра, например 0,020, 0,040 и 1/16 дюйма. Вольфрамовые электроды большого диаметра требуют более высокой силы тока для запуска дуги, что приводит к деформации или возгоранию материала.
Отшлифуйте вольфрамовый наконечник до остроты для сварки стали и используйте присадочный металл ER70S-2 или стержень из кремниевой бронзы. Для плавления кремниевой бронзы требуется небольшое количество тепла, что делает ее одним из самых популярных наполнителей для хрупких тонких стальных листов.
Избегайте смесей защитного газа гелия и аргона, поскольку гелий улучшает тепловложение. Лучше всего использовать чистый аргон в качестве защитного газа при TIG-сварке тонколистовых материалов.
Сварка электродом
Большинство сварщиков избегают сварки тонкого металла методом электродуговой сварки. Трудно контролировать тепловложение и очень легко прожечь материал. Сварка стержнем не является деликатным процессом. Однако при правильной настройке вы можете сваривать листовой металл с помощью SMAW.
В отличие от MIG и TIG, при сварке электродом не требуется защитный газ. Вместо этого флюсовое покрытие на плавящемся электроде не только защищает сварочную ванну, но и влияет на характеристики дуги. Так, некоторые стержневые электроды, такие как E6013, обеспечивают очень мелкое проплавление, необходимое для сварки тонкого металла.
Кроме того, использование полярности DCEN снижает тепловложение и скорость осаждения металла. В результате легче контролировать коробление и предотвращать прожигание тонкого материала. Наконец, при сварке держите выходную силу тока как можно более низкой, но это относится ко всем процессам дуговой сварки при соединении тонких материалов.
Предотвращение или устранение проблем при сварке тонкого металла
Теперь, когда мы рассмотрели основные аспекты различных процессов дуговой сварки, давайте обсудим, как предотвратить и устранить распространенные проблемы при сварке листового металла.
Деформация
Во избежание коробления металла необходимо прикрепить металлические листы на место и избегать значительных зазоров между прихватками. После того, как все будет прихвачено, сделайте прерывистые сварные швы. Избегайте длинных непрерывных сварных швов с большим количеством тепла.
Сварщик, выполняющий прихваточные швы
Лучше, если ваш сварочный аппарат поддерживает таймер прихватки. Например, Eastwood MIG 180 позволяет создавать повторяемые прихваточные швы с одинаковой потребляемой силой тока и длительностью дуги.
Если ваш сварочный аппарат не поддерживает таймер прихватки, вы можете держать дугу горящей слишком долго на некоторых прихватках, что приводит к слишком большому теплу по сравнению с другими прихватками, деформируя материал.
Также попробуйте увеличить скорость сварки. Если вы будете сваривать слишком медленно, вы сосредотачиваете слишком много тепла на одной области. Низкая скорость сварки особенно губительна для нержавеющей стали.
Профессионалы часто используют радиаторы для отвода избыточного тепла от свариваемого металла. Таким образом, размещение алюминиевых или медных плоских стержней под заготовками может помочь предотвратить накопление тепла и деформацию.
Подробнее : Что такое прихваточный шов? И как вы их используете?
Прожиги
Все, что мы обсуждали, чтобы избежать деформации, относится и к предотвращению прожогов. Однако, если вы проделали дыру в металле, вы зашли еще дальше в неправильном направлении. Некоторое чрезмерное тепло деформирует металлический лист, но слишком сильное его сжигает.
Итак, увеличьте скорость сварки и делайте короткие прерывистые швы. Попробуйте сварить соединение с нескольких позиций. Например, разделите длину соединения на четыре, отметьте деления и сплавите каждое отдельно.
Кроме того, используйте заводской воздушный компрессор для охлаждения листового металла между сварными швами. Это также полезно для предотвращения коробления, но если материал слишком тонкий и вы продолжаете проделывать в нем отверстия, вам понадобится вся возможная помощь.
Значительно снизить выходную силу тока. Если ваша текущая настройка силы тока прожигает металл, попробуйте снизить ее на 30-50%. Кроме того, уменьшите диаметр вольфрамового электрода, стержневого электрода или проволоки MIG в соответствии с меньшей силой тока.
Внешний вид
Сварка листового металла часто требует красивой гладкой линии сварки. Вы можете достичь этого только с помощью сварочного аппарата TIG. Сварка MIG с коротким замыканием вызывает появление брызг и неровный валик, в то время как сварка электродами создает наименее привлекательные сварные швы. Кроме того, при сварке электродом остается шлак, который необходимо удалять.
После удаления шлака или очистки остатков кремнезема от сварных швов MIG обычно необходимо отшлифовать линию сварки, чтобы улучшить ее внешний вид. Не нажимайте слишком сильно угловой шлифовальной машиной и не сглаживайте одну область слишком долго, чтобы предотвратить накопление тепла. Даже тепло, выделяемое при трении при шлифовании, также может деформировать тонкий листовой металл.
Шлифование нержавеющей стали — отдельная обширная тема. Поэтому убедитесь, что вы используете тип абразива и размер зерна, которые обеспечивают желаемую отделку. Чтобы удалить обесцвечивание нержавеющей стали от сварки, вы можете использовать проволочные круги из нержавеющей стали, но вы также можете использовать абразив с зернистостью 360 или более грубый. Однако смешивание и выравнивание валиков следует выполнять с помощью абразивного диска, ленты или лепесткового диска с зернистостью 40-80.
Шлифовка низкоуглеродистой стали и алюминия менее сложна. Но для алюминия требуются уникальные шлифовальные круги на восковой основе. Алюминий быстро нагружает обычные колеса, что может привести к их взрыву.
Какой бы металл вы ни обтачивали, будьте осторожны, чтобы не удалить слишком много материала. Легкий материал легко перешлифовать и истончить, что ставит под угрозу прочность соединения.
Гордые (над поверхностью) сварные швы
Если валик сварного шва находится слишком высоко над поверхностью металла, это дефект сварного шва, называемый переполнением или чрезмерным усилением. Это не обязательно требует доработки, но ухудшает внешний вид, подвергает носки сварного шва напряжению и увеличивает вероятность захвата шлака.
Если вы продолжаете делать сварные швы, попробуйте увеличить скорость сварки и уменьшить скорость подачи проволоки MIG или выходную силу тока при сварке электродами.
Вы можете стачивать лишний металл, но при слишком агрессивной шлифовке появляются проколы и трещины. Было бы лучше, если бы вы также помнили, что, поскольку верхняя часть этих валиков является гордой, носки сварного шва испытывают более высокое напряжение, поскольку шлифовальный круг оказывает усилие сверху. Кроме того, давление на выступах сварного шва выше, чем при шлифовке валиков меньшей высоты. Итак, используйте нежное прикосновение.
Различные металлы имеют разные характеристики
Обычно свариваемые металлы, такие как низкоуглеродистая сталь, нержавеющая сталь и алюминий, требуют различных мер предосторожности при сварке тонких листов. С мягкой сталью легче всего работать, если вы держите силу тока на низком уровне, свариваете быстро и разносите сварные швы. Соблюдая эти меры предосторожности, вы должны добиться хороших результатов.
Однако нержавеющая сталь гораздо менее щадящая. Он не так эффективно проводит тепло, как мягкая сталь, поэтому тепло концентрируется в зоне термического влияния (ЗТВ). Это приводит в лучшем случае к обесцвечиванию.
В худшем случае нержавеющая сталь теряет коррозионную стойкость. Кроме того, сохранение тепла в ЗТВ способствует короблению и прожогу. Кроме того, использование радиаторов менее эффективно для нержавеющей стали, чем для мягкой стали.
В отличие от стали, алюминий быстро проводит тепло, но плавится при более низкой температуре (по сравнению со сталью). Что еще хуже, защитный оксид на поверхности алюминия плавится при значительно более высокой температуре, чем алюминий под ним. Эта комбинация факторов делает алюминий очень сложным для сварки, особенно тонких листов.
Чтобы сварить тонкий алюминий, вы должны двигаться даже быстрее, чем со сталью. Дополнительно используйте стрингеры, прямые бусины. Таким образом, вы сведете к минимуму поступление тепла и предотвратите прожигание этого чувствительного материала. Поскольку алюминий исключительно хорошо проводит тепло, использование радиаторов значительно снижает концентрацию тепла в ЗТВ.
Итоговое видео
Это видео от Everlast демонстрирует многие концепции, которые мы обсуждали в этой статье. Таким образом, это может помочь вам визуализировать, как выглядят продувки и деформации и как их предотвратить.
Часто задаваемые вопросы
Какой самый тонкий листовой металл можно сваривать?
Самым тонким листовым металлом, который можно сваривать дугой, является мягкая сталь толщиной 26 Ga. Однако, если вы опытный сварщик, вы можете сваривать даже тоньше с некоторым искажением и прогоранием металла.
Какой процесс сварки лучше всего подходит для тонкого металла или листового металла?
Лучшим процессом сварки тонкого металла является MIG из-за его скорости. Но многие сварщики утверждают, что процесс сварки TIG имеет преимущество из-за узкой ЗТВ.
Что такое правило 1 за 1 при сварке тонкого металла?
Правило 1 к 1 гласит, что для тонкой углеродистой стали следует использовать 1 ампер на 1 тысячную (0,001) дюйма толщины. Однако для нержавеющей стали требуется на 1/3 меньше ампер, а для алюминия — примерно на 1/3 больше.
Какой самый толстый металл можно точечной сваркой?
Самый толстый металл, который можно сваривать точечной сваркой, составляет 1,25 дюйма.
Обертывание
Сварка тонкого металла — сложная задача. Этого нельзя отрицать. Но если вы потренируетесь и будете применять советы, которыми мы поделились в этой статье, вы быстро освоитесь.
Вес листа, стального листового проката ГОСТ 16523-89, ГОСТ14637-89
Калькулятор
Производство › Сортамент проката ›
Вес стального листа ГОСТ 16523-89, ГОСТ14637-89
Все прокатные изделия в зависимости от их формы можно разделить на четыре основные группы:
а) сортовую сталь;
б) листовую сталь;
в) трубы;
г) специальные виды проката.
Листовой прокат из стали и цветных металлов используют в различных отраслях промышленности и строительства. В связи с этим листовую сталь, например, делят на автотракторную, трансформаторную, кровельную жесть и т. д. Расширяется производство листовой стали с оловянным, цинковым, алюминиевым и пластмассовым покрытиями, полимерным напылением, а также плоского, гладкого и профилированного: рифленого листа, просечно-вытяжного, перфорированого.
Листовую сталь разделяют на группы в зависимости от толщины сечения. Листы более 4 мм относят к толстолистовой стали, а менее 4 мм — к тонколистовому металлу. При этом бывают следующие виды листовой стали: судостроительная, котельная, электротехническая, жесть, кислото- и жаропрочная, броневая и т. д. Качественную характеристику плоского проката определяют по механическим свойствам, химическому составу, молекулярной структуре, использованию для дальнейшей обработки и, наконец, методу выплавки. При производстве проката листа, толщина может быть с плюсовыми и минусовыми допусками, что влечет за собой изменения фактического веса квадратного метра листа. Чем больше поле допуска размеров данного плоского проката (разница между максимальными и минимальными размерами плоского проката), тем больше будет разница между теоретическим весом листовой стали и фактической массой.
Лист горячекатаный обыкновенного качества изготавливается из тонколистовой стали (толщина 0,5 мм — 3,9 мм) ГОСТ 16523-89 и толстолистовой стали (толщина 4 мм — 160 мм) ГОСТ 14637-89. Плоский листовой прокат широко применяется компанией «Схид-будконструкция» при производстве стальной емкости.
Сортамент листа ст3 соответствует ГОСТ 19903-74, химический состав стали — ГОСТ 380-88. Сортаментом на холоднокатаную листовую сталь предусматривается поставка листов шириной 600—1400 мм, толщиной 0,2—3,9 мм. Длина листов 1200—3500 мм. Сортаментным стандартам на сталь рулонную холоднокатаную предусматривается поставка ленты шириной от 200—2300 мм и толщиной 0,2—4 мм. Действующими стандартами оговорены удельный вес, допуски по толщине листа и разнотолщинности в зависимости от габаритов листа или ленты и условий поставки. В стандарт включены нормы по пределу прочности и относительному удлинению. Оговаривается также допускаемая коробоватость на 1 пог. м по длине и ширине листа и контроль на обезуглероживание. В отдельных случаях техническими условиями оговорены и более жесткие допуски, чем в стандартах.
Листовой прокат холоднокатаный и горячекатаный
Холоднокатаный лист толщиной 1 мм, 1,2 мм, 1,5 мм, 2 мм, 3 мм, бывает из марок стали 08КП, 3СП/ПС.
Горячекатаный лист толщиной 2 мм, 2,5 мм, 3 мм, лист 4, 5, 6 мм, 8-10 мм, 12 мм, 14-16 мм, 18 мм, 20-32 мм, 35 мм, 36 мм, 40 мм, 45 мм, 50 мм, 60 мм, 65 мм, 70 мм, 80 мм, 90 мм, 103 мм бывает марки ст 3СП/ПС, стали 09Г2С-12; толщиной от 4 мм до 50 мм марки стали 45.
Оцинкованный лист толщиной 0.5 мм, 0.55 мм, 0.6 мм, 0.7 мм, 0.8 мм, 0.9 мм, 1 мм — оцинкованное железо + полимерное покрытие.
Холодная прокатка по сравнению с горячей имеет два больших преимущества: во-первых, она позволяет производить листы и полосы толщиной менее 0,8-1 мм, вплоть до нескольких микрон, что горячей прокаткой недостижимо; во-вторых, она обеспечивает получение продукции более высокого качества по всем показателям — точности размеров, отделке поверхности, физико-механическим свойствам. Эти преимущества холодной прокатки обусловили ее широкое использование как в черной, так и в цветной металлургии.
При производстве горячекатаного стального листа металл сначала раскаляется, а потом деформируется с помощью специальных прокатных станов путем прокатывания. Холодная прокатка обеспечивает равномерную толщину листа, а также повышает его свойства путем наклепа поверхности.
Наклеп образуется в результате изменения структуры стального листа. Зерна металла при пластической деформации листа металла вытягиваются и ориентируются вдоль направления пластического течения металла осями наибольшей прочности. Металлический лист приобретает различные свойства вдоль и поперек, т.е. по длине и по ширине стальной полосы. При больших степенях пластической деформации все зерна металла практически одинаково ориентированы в структуре стального листового проката. Пластическая деформация при прокате стального листа вызывает упрочнение металла — наклеп или иначе нагартовку. В связи с этим для восстановления пластических свойств приходится проводить отжиг.
Горячекатаный и холоднокатаный лист используется в машиностроении, производстве металлоконструкций, строительстве, добывающей промышленности и других отраслях. Собственно область применения и определяет требования к листовому металлу. Для изготовления изделий методом штамповки используется листовой металл: холоднокатаный, горячекатаный, рулон холоднокатаный, оцинкованная сталь в рулонах, полосовой металл.
Данная таблица используется при расчетах массы листового проката по удельному весу квадратного метра листа металла.
Таблица массы листового металла
Прокат листовой по ГОСТ
толщ, мм
вес, кг/м2
толщ, мм
вес, кг/м2
толщ, мм
вес, кг/м2
0,5
3,925
2,5
19,62
18
141,3
0,55
4,32
3
23,55
20
157
0,6
4,71
4
31,4
22
172,7
0,7
5,5
5
39,25
25
196,3
0,8
6,28
6
47,1
30
235,5
0,9
7,06
7
54,95
40
314
1
7,85
8
62,8
50
392,5
1,2
9,42
9
70,65
60
471
1,4
10,99
10
78,5
1,5
11,77
12
94,2
1,8
14,13
14
109,9
2
15,7
16
125,6
Расчет сколько весит 1м2 стального листа по формуле
Как рассчитать вес металла листового по площади?
На простом калькуляторе легко можно посчитать вес стального листа не имея таблицы соответствия толщины и веса 1м2.
Расчет веса листа металла производится на обычном калькуляторе по формуле:
P = H*B*L* 7,85 где
P- теоретический вес, кг
L — длина листа металла в погонных метрах, м;
H — толщина листа, мм;
B — ширина листового проката, м;
7,85 кг/дм3 — плотность черной стали, удельный вес — соответствует весу квадратного метра стали толщиной 1 мм.
Вес листового металла расчитывается в килограммах (кг), если размеры толщины листа подставлять в формулу расчета веса листа металла в милиметрах (мм), а длину и ширину листа в метрах (м). Зная вес стального листа можно легко посчитать сколько листов в тонне или пачке определенной массы.
Вес оцинкованного листа будет незначительно отличаться от черного, т.к. толщина покрытия цинка составляет несколько микрометров.
Для быстрого расчета массы листового проката используйте «Калькулятор веса стального листа» в разделе сайта «Сортамент металлопроката». Калькулятор расчета массы листа считает вес для разных марок сталей, что важно, если Вам нужно посчитать массу листа нержавеющего или изготовленного из цветного металла. Металлокалькулятор листа рассчитывает вес по размерам заготовки и толщине в мм, и размеры стального листа (по общему весу пакета и и толщине листового проката).
Сортамент листовой стали нужен прежде всего снабженцам по закупкам металла для расчета веса металлопроката. Если в процессе работы часто возникает вопрос о том как узнать вес листового металла, а под рукой нет сортамента металлопроката, лучшим способом решения данной задачи будет сделать расчет веса листа по вышеприведенной формуле на калькуляторе.
Онлайн калькулятор – Рассчитать вес листа 1 м2 по ГОСТу + ТАБЛИЦА
Калькулятор веса листового металла позволяет рассчитать массу листовой стали по известной толщине и площади. Вы также можете ознакомиться с марочником металлов и нормативными документами в соответствующих вкладках инструмента. Калькулятор работает на основании ГОСТ 19903-74 «Прокат листовой горячекатаный».
Рассчитать вес металлического листа онлайн
Используя калькулятор можно найти вес листового проката любого размера и толщины, например листы 1, 3, 6, 8, 10 мм и т. д., стандартный материал – углеродистая сталь Ст3ст с плотностью 7850 кг/м3.
Формула расчета веса листового металла
Вес листового металла, также можно рассчитать самостоятельно с помощью простых математических формул и таблиц по ГОСТ.
Формула расчета веса листа металла: m = a × b × t × ρ
a – ширина, м;
b – длина, м;
t – толщина, м;
ρ – плотность, кг/м3
Листовой металл — это изготавливаемая прокаткой заготовка из определенного материала, чаще всего стали, которая находит широкое применение в промышленном производстве, строительстве, автомобилестроении и других отраслях.
Листовая сталь — самый популярный вид листовых заготовок, который производится по технологии холодной или горячей прокатки. В первом случае сталь будет называться холоднокатаной (максимальная толщина листа до 5 мм), а во втором — горячекатаной.
Таблица веса 1 м
2 листового металла по ГОСТ 19903-74
Данная таблица распространяется на листовой горячекатаный стальной прокат шириной 500-4400 мм, толщиной от 0,5 до 160 мм.
С помощью этого калькулятора веса алюминия вы можете быстро вычислить, сколько весит кусок алюминия в зависимости от конкретного сплава и формы. Являетесь ли вы студентом, работающим над домашним заданием по физике 📓✏️, профессиональным строителем, нуждающимся в точной оценке стоимости доставки материалов на строительную площадку 🚚, или просто хотите узнать, сколько может весить алюминий, чтобы удовлетворить ваше любопытство 🥫, вы обязательно найдете этот полезный инструмент.
Калькулятор — это еще не все, что мы можем предложить. Прочтите статью ниже, если вас интересует математика для определения того, сколько алюминия весит ; ознакомьтесь с таблицей алюминиевого сплава , чтобы увидеть, как плотность алюминия варьируется между различными типами, и узнать больше об алюминии и его обычном использовании. Надеюсь, вам больше никогда не придется мучиться с вычислением веса алюминия на кубический дюйм!
🙋 У нас также есть более общий калькулятор веса металла, если вы хотите узнать вес других металлов. У нас также есть отдельный калькулятор веса стали и калькулятор веса золота, которые являются одними из самых популярных металлов в отрасли.
Как пользоваться калькулятором веса алюминия?
Пожалуйста, следуйте этим кратким инструкциям, чтобы получить ответ!
Начните с выбора сплава , вес которого вы хотите рассчитать. Средняя плотность алюминия является вариантом по умолчанию, но у вас есть длинный список сплавов на выбор. Нажмите кнопку, чтобы увидеть раскрывающееся меню различных типов алюминия (упорядоченных по их количеству). Сплавы имеют разную плотность, поэтому правильный выбор имеет решающее значение для правильного ответа.
Выберите форму металлического элемента . Вы можете выбрать из:
Прямоугольная призма — обратите внимание, что сюда входят элементы с квадратным основанием и очень тонкие листы металла. В последнем случае не забудьте переключить единицу толщины на миллиметры или тысячные доли дюйма!
Круглая призма ;
Шестиугольная призма ;
Восьмиугольная призма ;
Кольцевая призма ;
Провод ;
Трубка ;
Сфера ;
Кольцо ;
Банка ; и
Другое — мы включили наиболее распространенные формы в наш калькулятор веса металла, но если вы не можете найти ту, которую ищете, выберите этот вариант. В этом случае мы попросим вас указать объем металлического элемента. Возможно, вы захотите воспользоваться нашими калькуляторами 3D-геометрии, поскольку они могут помочь вам рассчитать необходимое значение!
В зависимости от формы мы попросим вас ввести некоторую дополнительную информацию, необходимую нам для расчета объема одной детали. Например, в случае прямоугольного металлического листа калькулятор веса материала должен будет знать длину и ширину прямоугольника, чтобы вычислить площадь его поверхности, а в случае круга он запросит у вас радиус. В некоторых случаях мы также будем запрашивать толщину металлического элемента.
Введите в калькулятор веса материала количество металлических элементов . Мы установили 1 в качестве опции по умолчанию, чтобы вы могли сразу увидеть вес одной металлической детали. Не стесняйтесь изменять этот номер в соответствии с вашими потребностями!
После ввода всех данных, перечисленных выше, вы увидите результат в самом нижнем поле калькулятора веса металла .
Как рассчитать вес алюминия?
Несмотря на то, что наш калькулятор веса алюминия на первый взгляд кажется сложным, по своей сути он работает по очень простой формуле. Расчет веса алюминия сводится к основному уравнению веса :
.
вес = объем * плотность
В случае с нашим калькулятором у вас есть дополнительный элемент умножения веса на количество элементов, поэтому окончательное уравнение:
общий вес = объем * плотность * количество штук
Как видите, этот инструмент работает на самом деле довольно просто . Сложная часть может заключаться в ручном вычислении объема некоторых фигур, а в некоторых случаях формулы имеют тенденцию усложняться. Но не волнуйтесь! Вы должны найти все, что вам нужно для расчета объемов, в нашем разделе калькуляторов 3D-геометрии.
Таблица алюминиевого сплава
Этот раздел будет интересен вам, если вам интересны расчеты, которые использует наш инструмент. Этот раздел лежит в основе расчета веса алюминия на кубический дюйм. Как вы уже знаете, одним из факторов, сильно влияющих на результат, является число 9.0019 плотность алюминия , которая варьируется в зависимости от конкретного сплава. Здесь вы можете увидеть упрощенную таблицу алюминиевых сплавов, где вы можете найти плотность каждого материала, включенного в наш калькулятор.
Примечание : наш калькулятор веса алюминия основан на значениях плотности, указанных в кг/м³ , так как этот формат чаще всего используется в источниках, связанных с предметом. Если вы заинтересованы в изменении значений на имперскую систему, вы можете использовать наш конвертер плотности.
Сплав
Плотность в кг/м³
Алюминий (средний)
2700
Расплавленный алюминий
2600
Алюминий 1050
2710
Алюминий 1100
2720
Алюминий 3103
3730
Алюминий 5005
2700
Алюминий 5083
2650
Алюминий 5215
2690
Алюминий 5454
2690
Алюминий 5754
2660
Алюминий 6005
2700
Алюминий 6063
2700
Алюминий 6082
2700
Алюминий 7075
2800
Что такое алюминий и где он используется?
Алюминий — это легкий металл серебристо-белого цвета, который чаще всего ассоциируется с фольгой. Название происходит от латинского «alumen», что означает «горькая соль».
Благодаря своим многочисленным преимуществам (малый вес, долговечность и электропроводность, и это лишь некоторые из них) алюминий является популярным материалом во многих областях. Очевидно, первое, что приходит на ум, это строительство, но вы также можете найти множество применений этого металла в таких областях, как транспорт, электрические устройства и товары народного потребления. Вот несколько примеров:
В транспорте алюминий используется в строительстве высокоскоростных железнодорожных систем. Отличным примером являются поезда Синкансэн в Японии, в которых используется легкий вес алюминия для уменьшения трения.
В строительстве вы можете найти алюминий в крышах. Благодаря своей долговечности и высокой коррозионной стойкости алюминиевые крыши относительно не требуют обслуживания.
Алюминий
обладает электропроводностью, что означает, что его можно использовать для строительства линий электропередач. В сочетании с его удивительной долговечностью он является отличным материалом для линий электропередач на большие расстояния.
Мария Клужиак
Размеры:
Длина
Толщина
Количество металлических кусочков
Результат:
Общий вес
Проверьте 46 аналогичных калькуляторов строительных материалов 🏗
Balusterbeam Loadbolt Circle… 43 еще
MS Weight в KG, MM PDF Online
MS.
Поверхность
2B, 2D, BA, NO. 1, НЕТ. 4, № 8, 8K, зеркало, клетчатый, тиснение, линия волос, пескоструйная обработка, кисть, травление
Марка 1, Марка 4, Марка 5(Ti 6Al-4V), Марка 6(Ti 5Al-2. 5Sn), Марка 7, Марка 11, Марка 12, 8Ai-1Mo-1V, Марка 9(3Al-2.5V), 6Al-6V-25n, 6Al-2Sn-4Zr-2Mo, 6Al-7Nb, Grade 23(Ti 6AL-4V ELI), Grade 5 ELI, ТИТАН 6AL4V (GRADE 5) АВИАЦИОННОЕ КАЧЕСТВО, ТИТАН (КЛАСС 2) КОММЕРЧЕСКИЙ
Кристаллизация и аллотропические превращения металлов
Категория:
Автомобильные эксплуатационные материалы
Публикация:
Кристаллизация и аллотропические превращения металлов
Читать далее:
Основы теории металлических сплавов
Кристаллизация и аллотропические превращения металлов
В чистых металлах и сплавах при определенных температурах происходит изменение агрегатного состояния: твердое состояние сменяется жидким при температуре плавления. При обратном переходе из жидкого состояния в твердое образуется кристаллическая решетка и возникают кристаллы. Этот процесс называется кристаллизацией.
Основы кристаллизации разработаны русским ученым Д. К. Черновым, который установил два составных процесса кристаллизации: зарождение мельчайших частиц кристаллов (зародышей или центров кристаллизации) и рост из них кристаллов.
Процесс кристаллизации схематично представлен на рис. 1. Здесь на площади, ограниченной окружностями, показаны последовательные этапы зарождения из атомов первичных центров кристаллизации, их роста и возникновения новых зародышей, дальнейшего Роста кристаллов до соприкосновения их граней и окончания процесса кристаллизации. В результате образуется структура зерен кристаллов с неправильной геометрической формой.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 1. Схема процесса кристаллизации
Величина верен зависит от количества зародышей кристаллизации и скорости их роста. На рис. 4 схематично показано влияние скорости охлаждения на возникновение центров кристаллизации и величину зерен. Если скорость охлаждения мала, то возникает небольшое число зародышей и в конце кристаллизации образуются крупные зерна. При большой скорости охлаждения количество зерен возрастает, но они становятся мельче. Это можно наблюдать на практике — в тонких сечениях литых деталей, где структура стали мелкозернистая, так как происходит быстрое охлаждение. Чтобы сделать зерно мелким, в металл вводят специальные вещества — модификаторы. Процесс искусственного регулирования величины зерел получил название модифицирования.
Рис. 2. Влияние скорости охлаждения на процесс кристаллизации: а — медленное охлаждение; б — ускоренное охлаждение; в — быстрое охлаждение
Рис. 3. Схема дендритной кристаллизации
Рис. 4. Кривые охлаждения при кристаллизации: 1 — теоретическая кривая; 2 — кривая реального процесса
Рис. 5. Кривая охлаждения железа
Процесс образования кристаллов носит дендритный (древовидный) характер, на что впервые обратил внимание Д. К. Чернов. Сущность его состоит в том, что после образования зародышей рост их идет по направлениям кристаллической решетки, где имеется меньшая плотность упаковки атомов. Поэтому образуются оси первого порядка, затем от них под определенными углами начинают формироваться оси второго порядка, от них растут оси третьего порядка и т. д. В результате заполняется все пространство и образуется структура (дендрит), внешне напоминающая строение дерева. Если условия кристаллизации благоприятны, то могут возникнуть огромные дендриты, достигающие в длину нескольких десятков сантиметров. Нормальные дендриты в литых металлах имеют длину, равную всего нескольким миллиметрам. После горячей механической обработки (ковки, прокатки и прессовки) дендриты вытягиваются вдоль направления течения металла и образуют волокна, которые при наилучшем расположении распределяются вдоль контура изделия. Это оказывает положительное влияние на его механические свойства.
Для определения температуры кристаллизации металла термическим методом используют термоэлектрический пирометр, состоящий из термопары и гальванометра. Термопару помещают в расплав металла и по величине термоэдс измеряют температуру охлаждения через определенные промежутки времени, получая кривую охлаждения
Теоретически кривая охлаждения имеет вид, показанный на рис. 4 (кривая 1). Здесь при охлаждении начало кристаллизации (точка А) совпадает с равновесной температурой кристаллиэа-ции Тк. Далее процесс кристаллизации до ее окончания (точка Б) проходит при постоянной температуре, так как отвод тепла компенсируется выделяющейся скрытой теплотой кристаллизации. По окончании этого процесса температура вновь начинает понижаться.
В реальных условиях затвердение металла не может происходить при равновесной температуре Тк, а начинается при более низкой температуре Тф (кривая 2), которая называется фактической температурой кристаллизации или температурой переохлаждения. Для большинства металлов температура переохлаждения очень незначительно отличается от равновесной (теоретической) температуры кристаллизации. Однако при увеличении скорости охлаждения температура Тф понижается.
Аллотропические превращения возникают в структуре кристаллической решетки некоторых металлов при изменении температуры. Они представляют собой перегруппировку атомов и переход одного вида кристаллической решетки в другой, Существование одного металла в нескольких кристаллических формах называется аллотропией, или полиморфизмом, а процесс перехода из одной кристаллической формы в другую — аллотропическим превращением.
Различные кристаллические формы металла называются аллотропическими, или полиморфными, модификациями и обозначаются начальными буквами греческого алфавита а, р, у и т. д. Буква ос обозначает модификацию металла, существующего при самой низкой температуре. Следующие буквы относятся к модификациям с более высокой температурой.
Процесс аллотропического превращения происходит при постоянной температуре и сопровождается выделением скрытой теплоты кристаллизации при охлаждении (или поглощением при нагреве). Вследствие этого аллотропическое превращение отмечается на кривой охлаждения горизонтальной линией.
Например, железо может существовать в нескольких модификациях (рис. 5). До температуры 911 °С железо имеет объемно-центрированную кубическую решетку. При 768 °С на кривой охлаждения получается ступенька, связанная не с перестройкой решетки, а с потерей магнитных свойств До этой температуры телезо магнитно и называется а-железо, а выше указанной температуры желе-80 теряет магнитные свойства и до температуры 911 °С называется железо.
В интервале температур 911—1392 °С железо образует гране-центрированную кубическую решетку и называется v-железо. Высокотемпературная модификация железа устойчивая, при температурах от 1392 °С до 1539 °С, имеет объемно-центрированную кубическую решетку а-железа и в отличие от него называется 3-железо.
Аллотропические превращения различных металлов имеют свои особенности. Знание их необходимо для практического использования при получении сплавов, а также для проведения термической пли химико-термической обработки.
7 Аллотропическое превращение и магнитное превращение в металлах (превращения в твердых состояниях.
Пространственные кристаллические решетки в некоторых металлах не всегда являются постоянными. При определенных условиях решетки могут изменяться. Это изменение происходит главным образом под влиянием температуры. Не исключено влияние и других факторов — изменения давления, наличия посторонних примесей и т. п. Способность металла иметь различные формы кристаллической решетки называется аллотропией, или полиформизмом. Аллотропические превращения происходят в железе, олове, титане, кобальте и других металлах. Медь, алюминий не претерпевают аллотропических превращений. Сущность аллотропии состоит в том, что при определенных температурах в твердом металле возникают новые центры кристаллизации, в процессе роста которых образуется новая решетка. Формирование новой решетки происходит с поглощением тепла при нагревании и с выделением тепла при охлаждении. Поэтому в период перестройки решетки температура остается неизменной и на кривой охлаждения характеризуется горизонтальной площадкой. Различные формы кристаллической решетки для данного металла называются модификациями. Модификацию, существующую при низких температурах, обозначают буквой а. Важнейшее значение в технике имеют аллотропические превращения в железе. До 1535° железо остается жидким, а при 1535° начинается кристаллизация железа. После затвердевания образуется решетка объемноцентрированного куба б-железа с параметром 2,93 А. Эта решетка сохраняется до 1390°, после чего происходит перестройка ее на новую модификацию у, имеющую гранецентрированную кубическую решетку с параметром 3,65 А. Ниже температуры 910° железо неустойчиво и переходит в новую форму, имеющую объемноцентрированную кубическую решетку с параметром 2,9 А. При температуре 768° происходит последняя температурная остановка, но она связана не с перестройкой решетки, а с образованием модификации а и появлением магнитных свойств.
В кристаллах всегда имеются дефекты (несовершенства) строения, обусловленные нарушением правильного расположения атомов кристаллической решетки. Дефекты кристаллического строения подразделяют по геометрическим признакам на точечные, линейные и поверхностные. Атомы совершают колебательные движений возле узлов решетки, и с повышением температуры амплитуда этих колебаний увеличивается. Большинство атомов данной кристаллической решетки имеют одинаковую (среднюю) энергию и колеблются при данной температуре с одинаковой амплитудой. Однако отдельные атомы обладают энергией, значительно большей средней энергии, и перемещаются из одного места в другое. Наиболее легко перемещаются атомы поверхностного слоя, выходя на поверхность. Место, где находился такой атом, называется вакансией (рис. 2, а).
Рис. 2. Дефекты в кристаллах: а — вакансия, б — внедренный атом, в краевая линейная дислокация, г — неправильное расположение атомов на границе зерен 1 и 2 На это место через некоторое время перемещается один из атомов соседнего слоя и т. д. Таким образом вакансия перемещается в глубь кристалла. С повышением температуры количество вакансий увеличивается и они чаще перемещаются из одного узла в другой. В диффузионных процессах, протекающих в металлах, вакансии играют определяющую роль. К точечным дефектам относят также атом, внедренный в междоузлие кристаллической решетки (рис. 2, б), и замещенный атом, когда место атома одного металла замещается в кристаллической решетке другим, чужеродным атомом. Точечные дефекты вызывают местное искажение кристаллической решетки. Линейные дефекты являются другим важнейшим видом несовершенства кристаллической решетки, когда в результате сдвига на одно межатомное расстояние одной части решетки относительно другой вдоль какой-либо плоскости число рядов атомов в верхней части решетки на один больше, чем в нижней. В данном случае в верхней части решетки появилась как бы лишняя атомная плоскость (экстраплоскость). Край экстраплоскости, перпендикулярный направлению сдвига, называется краевой, или линейной, дислокацией (рис. 2, в), длина которой может достигать многих тысяч межатомных расстояний. Шириной дислокации считают расстояние от центра дефекта до места решетки без искажения. Ширина дислокации мала и составляет несколько атомных расстояний. Кристаллическая решетка в зоне дислокации упруго искажена, поскольку атомы в этой зоне смещены относительно их равновесного состояния. Для дислокации характерна их легкая подвижность. Это объясняется тем, что атомы, образующие дислокацию, стремятся переместиться в равновесное состояние. Дислокации образуются в процессе кристаллизации металлов (см. гл.1, § 2), а также при пластической деформации, термической обработке и других процессах. Поверхностные дефекты представляют собой границы раздела между отдельными кристаллами (рис. 2, г). На границе раздела атомы кристалла расположены менее правильно, чем в его объеме. Кроме того, по границам раздела скапливаются дислокации и вакансии, а также концентрируются примеси, что еще больше наpyшает порядок расположения атомов. При этом сами кристаллы разориентированы, т. е. могут быть повернуты относительно друг друга на десятки градусов. Прочность металла может либо увеличиваться вследствие искажений кристаллической решетки вблизи границ, либо уменьшаться из-за наличия примесей и концентрации дефектов. Дефекты в кристаллах существенно влияют на свойства металлов.
Анизотропия кристаллов. Неодинаковость физических свойств среды в разных направлениях называют анизотропией. Анизотропия кристаллов обусловлена различаем плотности упаковки атомов в решетке в различных направлениях. Все кристаллы анизотропны, а аморфные тела (стекло, смола) изотропны, т. е. имеют одинаковую плотность атомов в различных направлениях. Анизотропия свойств важна при использовании монокристаллов — одиночных кристаллов, частицы которых расположены единообразно по всему их объему. Монокристаллы имеют правильную кристаллическую огранку (в форме естественных многогранников), анизотропны по механическим, электрическим и другим физическим свойствам. Металлы и сплавы, применяемые в технике, обычно имеют поликристаллическую структуру, т. е. состоят из множества мелких и различно ориентированных кристаллов, не имеющих правильной кристаллической огранки и называемых кристаллитами (или зернами). В каждом зерне поликристалла наблюдается анизотропия. Однако вследствие разнообразной, беспорядочной ориентировки кристаллографических плоскостей в различных зернах поликристалл может иметь одинаковые свойства по разным направлениям и не обнаруживать анизотропию (когда размеры зерен значительно меньше размеров пол и кристалла и количество их весьма велико). Это обстоятельство во многих случаях позволяет рассматривать поликристаллическое тело как подобное изотропному, несмотря на анизотропию свойств отдельных составляющих его зерен. 9 Упругая и пластическая деформация.
Деформация – это изменение формы и размеров тела, деформация может вызываться воздействием внешних сил, а также другими физико-механическими процессами, которые происходят в теле. К деформациям относятся такие явления, как сдвиг, сжатие, растяжение, изгиб и кручение.
Упругая деформация – это деформация, которая исчезает после снятия нагрузки. Упругая деформация не вызывает остаточных изменений в свойствах и структуре металла; под действием приложенной нагрузки происходит незначительное обратимое смещение атомов.
При растяжении монокристалла возрастают расстояния между атомами, а при сжатии атомы сближаются. При смещении атомов из положения равновесия нарушается баланс сил притяжения и электростатического отталкивания. После снятия нагрузки смещенные атомы из-за действия сил притяжения или отталкивания возвращаются в исходное равновесное состояние и кристаллы приобретают первоначальные размеры форму.
Деформация может быть упругой, исчезающей после снятия нагрузки, и пластической, остающейся после снятия нагрузки.
Самое малое напряжение вызывает деформацию, причем начальные деформации являются всегда упругими и их величина находится в прямой зависимости от напряжения. Основными механическими свойствами являются прочность, пластичность, упругость.
Важное значение имеет пластичность, она определяет возможность изготовления изделий различными способами обработки давлением. Эти способы основаны на пластическом деформировании металла.
Материалы, которые имеют повышенную пластичность, менее чувствительны к концентраторам напряжений. Для этого проводят сравнительную оценку различных металлов и сплавов, а также контроль их качества при изготовлении изделий.
Физическая природа деформации металлов
Под действием напряжений происходит изменение формы и размеров тела. Напряжения возникают при действии на тело внешних сил растяжения, сжатия, а также в результате фазовых превращений и некоторых других физико-химических процессов, которые связанны с изменением объема. Металл, который находится в напряженном состоянии, при любом виде напряжения всегда испытывает напряжения нормальные и касательные, деформация под действием напряжений может быть упругой и пластической. Пластическая происходит под действием касательных напряжений.
Упругая – это такая деформация, которая после прекращения действия, вызвавшего напряжение, исчезает полностью. При упругом деформировании происходит изменение расстояний между атомами в кристаллической решетке металла.
С увеличением межатомных расстояний возрастают силы взаимного притяжения атомов. При снятии напряжения под действием этих сил атомы возвращаются в исходное положение. Искажение решетки исчезает, тело полностью восстанавливает свою форму и размеры. Если нормальные напряжения достигают значения сил межатомной связи, то произойдет хрупкое разрушение путем отрыва. Упругую деформацию вызывают небольшие касательные напряжения.
Пластической называется деформация, остающаяся после прекращения действия вызвавших ее напряжений. При пластической деформации в кристаллической решетке металла под действием касательных напряжений происходит необратимое перемещение атомов. При небольших напряжениях атомы смещаются незначительно и после снятия напряжений возвращаются в исходное положение. При увеличении касательного напряжения наблюдается необратимое смещение атомов на параметр решетки, т. е. происходит пластическая деформация.
При возрастании касательных напряжений выше определенной величины деформация становится необратимой. При снятии нагрузки устраняется упругая составляющая деформации. Часть деформации, которую называют пластической, остается.
При пластической деформации необратимо изменяется структура металла и его свойства. Пластическая деформация осуществляется скольжением и двойникованием.
Скольжение в кристаллической решетке протекает по плоскостям и направлениям с плотной упаковкой атомов, где сопротивление сдвигу наименьшее. Это объясняется тем, что расстояние между соседними атомными плоскостями наибольшее, т. е. связь между ними наименьшая. Плоскости скольжения и направления скольжения, лежащие в этих плоскостях, образуют систему скольжения. В металлах могут действовать одна или одновременно несколько систем скольжения.
Металлы с кубической кристаллической решеткой (ГЦК и ОЦК) обладают высокой пластичностью, скольжение в них происходит во многих направлениях.
Процесс скольжения не следует представлять как одновременное передвижение одной части кристалла относительно другой, оно осуществляется в результате перемещения в кристалле дислокаций. Перемещение дислокации в плоскости скольжения ММ через кристалл приводит к смещению соответствующей части кристалла на одно межплоскостное расстояние, при этом справа на поверхности кристалла образуется ступенька.
Аллотропия металлов (с диаграммой)
РЕКЛАМА:
В этой статье мы поговорим об аллотропии металлов.
Многие металлические элементы (даже такие соединения, как кремнезем и т. д. ) существуют более чем в одной кристаллической форме (но по одной за раз) в зависимости от внешних условий температуры или давления, или того и другого. Это явление называется полиморфизмом или аллотропией. Множественные кристаллические структуры одного и того же состава обычно называют полиморфами.
Термин «аллотропия» обычно используется для обозначения такого поведения чистых элементов, в то время как полиморфизм является более общим термином. Различные фазы называются аллотропами. Это изменение может также произойти в некоторых элементах, когда они подвергаются необычной термической или механической обработке.
РЕКЛАМА:
При нормальных условиях атмосферного давления каждая аллотропная форма металла с определенной кристаллической структурой существует в равновесии в диапазоне температур, а затем переходит в другую кристаллическую форму при критической температуре.
Обычно аллотроп, стабильный при самой низкой температуре, обозначается греческой буквой-α (альфа), предшествующей химическому символу металла, например α-Fe. Следующая более высокая температурная модификация называется β, затем γ и при еще более высоких температурах как δ (дельта). На рис. 1.44 показаны аллотропные изменения железа при изменении температуры при атмосферном давлении. Ниже 910°C железо имеет кристаллическую структуру ОЦК и называется α-железом. Но выше 910°С железо называют γ-железом с кристаллической структурой ГЦК.
При 1394°C γ-железо переходит в δ-железо (структура ОЦК), второе аллотропное превращение. Рис. 1.44 (b) иллюстрирует, что по мере того, как свободная энергия фазы становится меньше при температуре, она становится устойчивой, и более ранняя фаза превращается в эту стабильную фазу. Почти все свойства меняются при переходе металла из одной аллотропной формы в другую. Рис. 1.44 (в) иллюстрирует изменение объема при изменении аллотропных форм (при изменении температуры).
Полиморфное или аллотропное изменение — это фазовый переход, такой же, как переход из жидкой фазы в твердую. Таким образом, как и в процессе замораживания, здесь также наблюдаются два явления: а) переохлаждение, б) выделение теплоты реакции. Оба эти эффекта наблюдаются и при фазовых превращениях в твердом состоянии, т. е. при полиморфных изменениях.
РЕКЛАМА:
Переохлаждение – это задержка фазового перехода до температуры ниже температуры равновесия. Жидкости переохлаждаются на несколько градусов, прежде чем произойдет замерзание, но твердые тела могут быть переохлаждены в гораздо большей степени, прежде чем образуется новая фаза. Новые кристаллы, образующиеся в результате аллотропного превращения, имеют различный размер и форму.
Например, если металл нагреть до температуры чуть больше критической температуры полиморфного превращения, например, α-железо нагреть до температуры чуть больше 910°С образуются мелкие зерна g-железа. Таким образом, фазовое превращение способствует измельчению зерен, если раньше у нас были крупные зерна.
Аллотропные превращения в металлах очень часто изучают методом термического анализа, который заключается в обнаружении отклонений от нормальной кривой охлаждения (или нагревания) вещества за счет выделения (или поглощения) теплоты реакции при фазовом превращении. Таким образом, отклонение от нормальной кривой охлаждения указывает на протекание фазового превращения.
РЕКЛАМА:
Аллотропные изменения происходят при резком изменении всех свойств металлов и сплавов, таких как удельный объем, теплопроводность, электропроводность, магнитные свойства; механические и химические свойства и т. д. В табл. 1.7 показаны некоторые металлы, имеющие различную кристаллическую структуру вследствие полиморфных изменений.
Проблема:
Титан претерпевает изменение фазы ОЦК в ГПУ при 880°C при охлаждении. Рассчитайте % изменения объема. При заданных параметрах решетки
РЕКЛАМА:
a ВСС = 3,32 А,
и HCP = 2,956 А и с = 4,683 А.
Решение:
Наша основа – элементарные ячейки обеих кристаллических структур. В структуре ОЦК на элементарную ячейку приходится 2 атома, а в структуре ГПУ — 6 атомов на элементарную ячейку. Поскольку число атомов после фазового превращения остается прежним, поэтому 3 элементарные ячейки ОЦК дают одну элементарную ячейку ГПУ. Найдем объем одной элементарной ячейки ГПУ и трех элементарных ячеек ОЦК и найдем разницу объемов.
РЕКЛАМА:
Объем 3-элементных потолков BCC = 3(3,32 А) 3
= 109,8 А 3
Объем элементарной ячейки ГПУ- В плоскости базиса имеется шесть равносторонних треугольников. Таким образом, объем одной элементарной ячейки HCP
Таким образом, происходит сжатие, когда титан (ОЦК) превращается в титан (ГПУ) при охлаждении. Сжатие также происходит, когда α-Fe превращается в γ-Fe при нагревании, как показано на рис. 1.29.(в), когда резкое уменьшение объема происходит при 910°С.
Полиморфные превращения также были вызваны применением высоких давлений. Превращения при повышении давления обычно дают более плотную кристаллическую структуру (плотноупакованную), что также соответствует принципу Ле Шателье.
Чистое железо при одном атмосферном давлении, как мы видели, существует в виде альфа (ОЦК) и гамма (ГЦК) железа, но переходит в новую кристаллическую фазу ГПУ (ԑ) при давлениях выше 100 кбар с а = 2,95 А°, с = 3,93 А° и с/а = 1,61.
Полиморфное изменение можно разделить на два класса в зависимости от обратимости изменения:
(i) Энантиотропия (греческое слово — противоположное изменение):
Полиморфы называются энантиотропными, когда каждый из них имеет определенный диапазон стабильности, и одна форма обратимо переходит в другую в определенных точках перехода, определяемых давлением или температурой, как это происходит в случае железа. Этот тип изменений распространен. Например- Fe, Ti и т.д.
(ii) Монотропия (греческое слово — одно изменение):
Монотропия – это состояние, когда один полиморф стабилен, а другой метастабилен на всем протяжении существования. Здесь только метастабильная форма может перейти в стабильную форму. Например, фосфор.
Кинетика полиморфных изменений колеблется в широких пределах от бесконечности до нуля. Преимущества получаются, если метастабильная форма может продолжать существовать за пределами диапазона стабильности, особенно если эта форма обладает более желательными свойствами.
 Ровно
Ровно 5 кВт, металлообрабатывающий настольный токарно-винторезный станок (К1)
5 кВт, металлообрабатывающий настольный токарно-винторезный станок (К1)







 Так как цена двух совмещенных устройств в одном в любом случае будет ниже.
Так как цена двух совмещенных устройств в одном в любом случае будет ниже.

 Поэтому вам не нужно полагаться на своих поставщиков. Таким образом, вы также можете повторять свой дизайн несколько раз и быстрее запускать продукты на рынок.
Поэтому вам не нужно полагаться на своих поставщиков. Таким образом, вы также можете повторять свой дизайн несколько раз и быстрее запускать продукты на рынок. Высокая скорость инструмента помогает быстро резать материал.
Высокая скорость инструмента помогает быстро резать материал. Поэтому перед выбором фрезерного станка с ЧПУ следует учитывать максимальный размер детали.
Поэтому перед выбором фрезерного станка с ЧПУ следует учитывать максимальный размер детали. No
No
 5D AutoCAM
5D AutoCAM с.
с.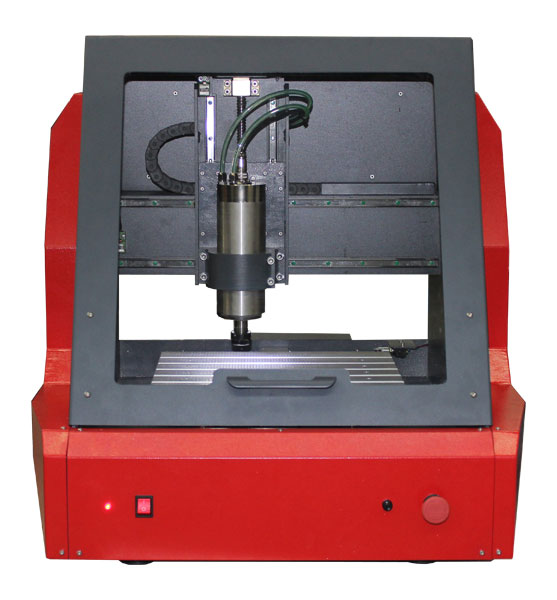
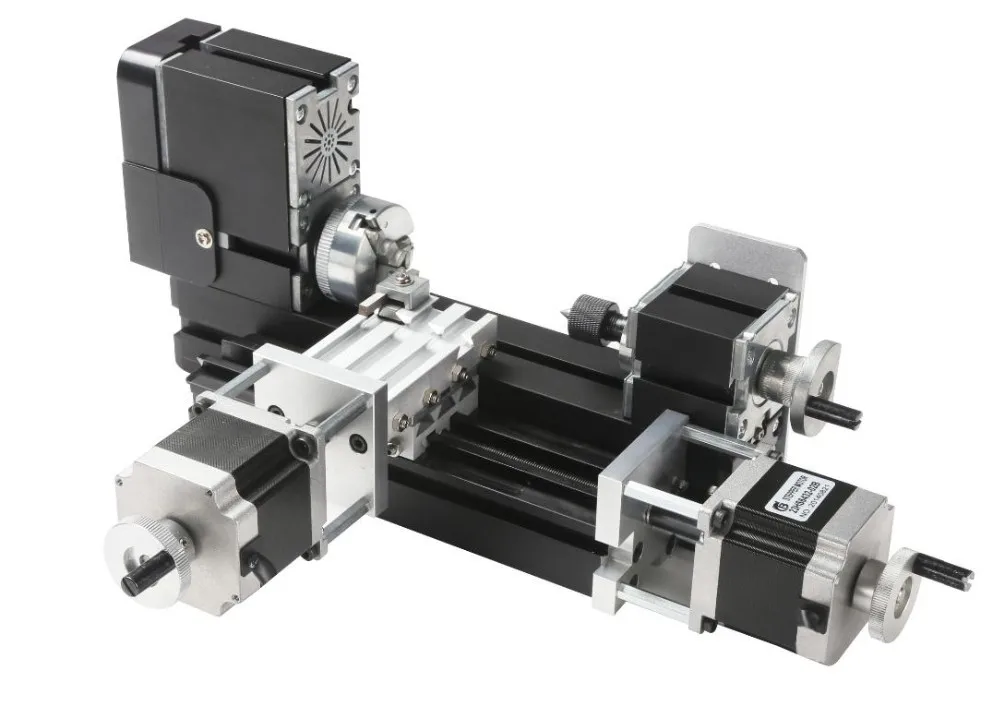
 Он может обрабатывать алюминиевые, латунные, пластиковые печатные платы и т. д.
Он может обрабатывать алюминиевые, латунные, пластиковые печатные платы и т. д.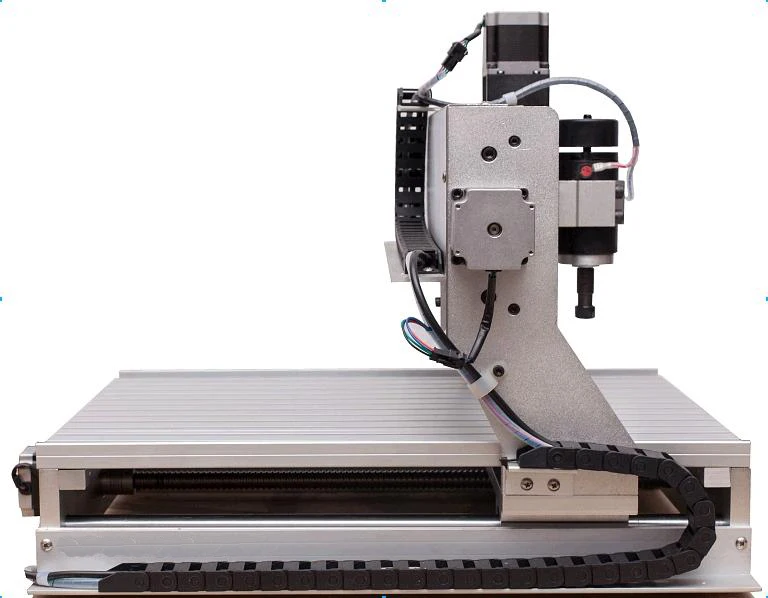 Он не только имеет чугунную раму, но также имеет усовершенствованную систему охлаждения масляным туманом, что позволяет машине не только обрабатывать мягкие материалы, такие как древесноволокнистая плита средней плотности, акрил, пластик, пена и металлические материалы, такие как твердая древесина и обработка алюминия. . Если вы хотите купить мини-фрезерный станок с ЧПУ с небольшой площадью основания и мощной режущей способностью, то наш 6090 очень подходит для вас. Если вы заинтересованы в этом, пожалуйста, свяжитесь с нами как можно скорее.
Он не только имеет чугунную раму, но также имеет усовершенствованную систему охлаждения масляным туманом, что позволяет машине не только обрабатывать мягкие материалы, такие как древесноволокнистая плита средней плотности, акрил, пластик, пена и металлические материалы, такие как твердая древесина и обработка алюминия. . Если вы хотите купить мини-фрезерный станок с ЧПУ с небольшой площадью основания и мощной режущей способностью, то наш 6090 очень подходит для вас. Если вы заинтересованы в этом, пожалуйста, свяжитесь с нами как можно скорее.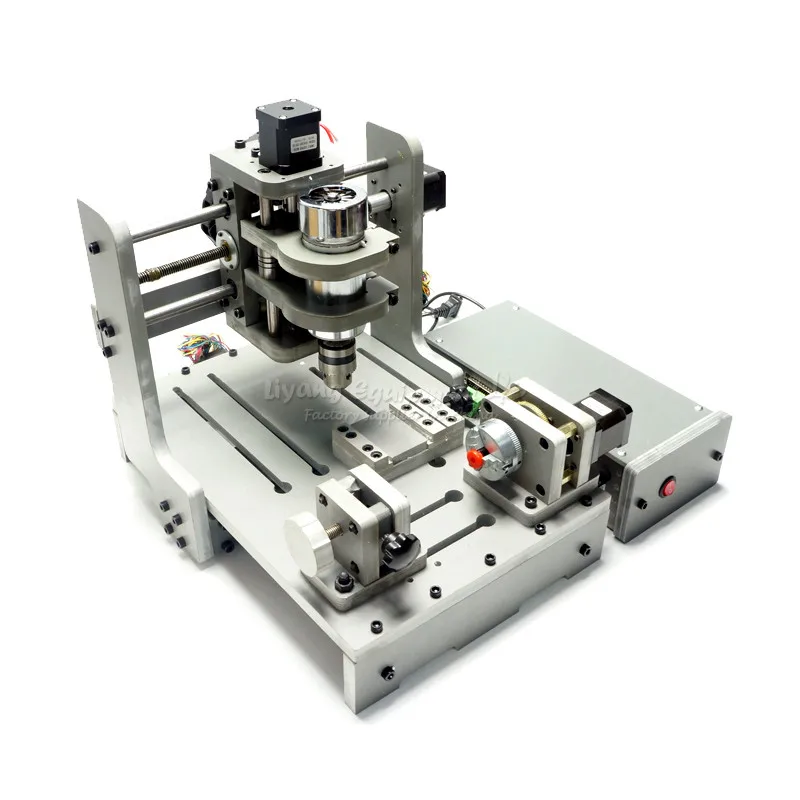 Таким образом, хотя это очень дешевый настольный станок с ЧПУ для обработки алюминия, он может обрабатывать металл или дерево с чрезвычайно высокой точностью.
Таким образом, хотя это очень дешевый настольный станок с ЧПУ для обработки алюминия, он может обрабатывать металл или дерево с чрезвычайно высокой точностью. Шаговый двигатель и драйвер не требуют регулярного обслуживания. Это не только сокращает время простоя на техническое обслуживание, но и позволяет шпинделю нормально работать в течение длительного времени. В сочетании с высокой скоростью работы этот настольный фрезерный станок с ЧПУ очень эффективен. Этот небольшой настольный фрезерный станок с ЧПУ оснащен операционной системой Mach4, которая может управлять станком для гравировки, сверления, резки и других задач.
Шаговый двигатель и драйвер не требуют регулярного обслуживания. Это не только сокращает время простоя на техническое обслуживание, но и позволяет шпинделю нормально работать в течение длительного времени. В сочетании с высокой скоростью работы этот настольный фрезерный станок с ЧПУ очень эффективен. Этот небольшой настольный фрезерный станок с ЧПУ оснащен операционной системой Mach4, которая может управлять станком для гравировки, сверления, резки и других задач. 5KW variable speed, water-cooled( 2,2 кВт для опции)
5KW variable speed, water-cooled( 2,2 кВт для опции)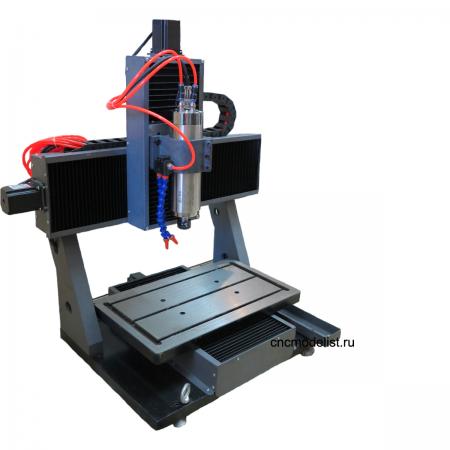
 Значительно повысить эффективность работы дешевого настольного станка с ЧПУ.
Значительно повысить эффективность работы дешевого настольного станка с ЧПУ. Между тем, высокочастотный мощный шпиндель мощностью 2,2 кВт в качестве опции.
Между тем, высокочастотный мощный шпиндель мощностью 2,2 кВт в качестве опции.


 д. Нажмите кнопку ниже, чтобы отправить информацию, и мы предоставим вам профессиональное обслуживание. Добро пожаловать!
д. Нажмите кнопку ниже, чтобы отправить информацию, и мы предоставим вам профессиональное обслуживание. Добро пожаловать! Комментариев нет
Комментариев нет
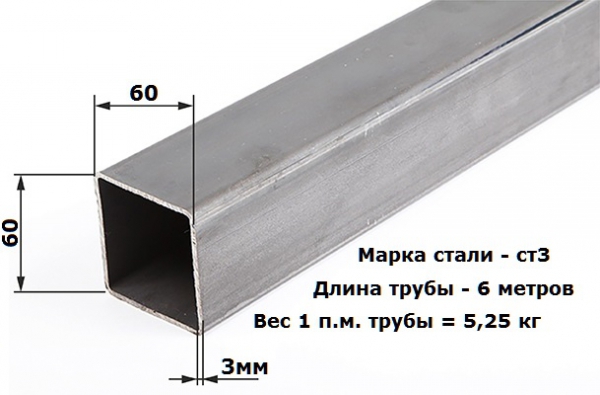
 Также важно, что при антикоррозионной обработке или при декоративной окраске такие профиля проще и экономнее. А типичный недостаток профильной квадратной трубы — подверженность коррозии, поскольку изготовлена она обычно из чёрных недорогих металлов. Есть, конечно, и оцинкованные профиля, но и х цена может вырасти вдвое, а то и втрое в зависимости от толщины слоя антикоррозионной обработки.
Также важно, что при антикоррозионной обработке или при декоративной окраске такие профиля проще и экономнее. А типичный недостаток профильной квадратной трубы — подверженность коррозии, поскольку изготовлена она обычно из чёрных недорогих металлов. Есть, конечно, и оцинкованные профиля, но и х цена может вырасти вдвое, а то и втрое в зависимости от толщины слоя антикоррозионной обработки.
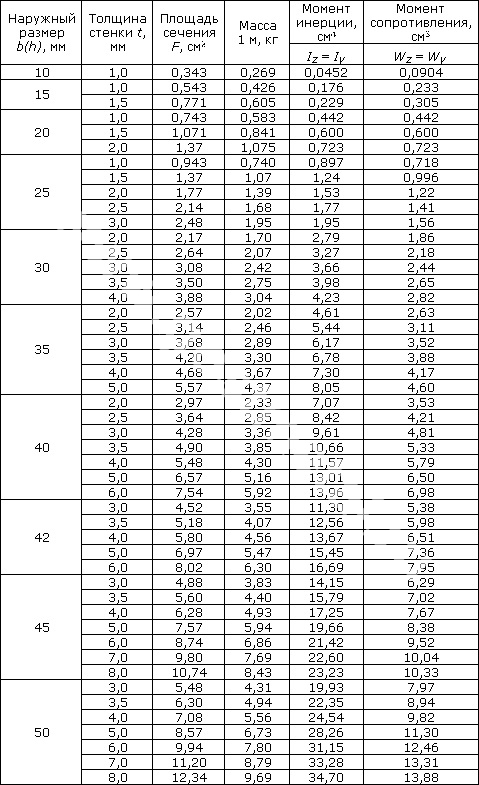
 Для того чтобы крепко зафиксировать крепление следует применить сварочный шов и затем обработать готовую продукцию.
Для того чтобы крепко зафиксировать крепление следует применить сварочный шов и затем обработать готовую продукцию.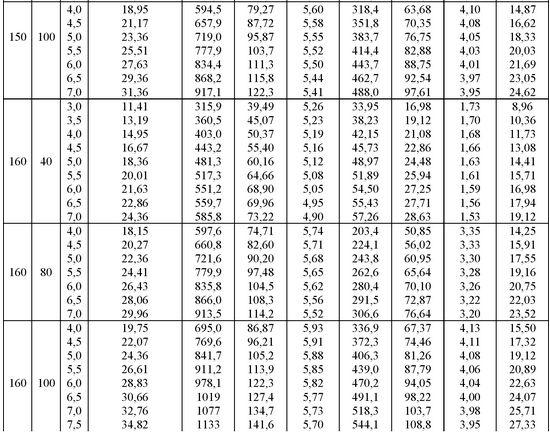
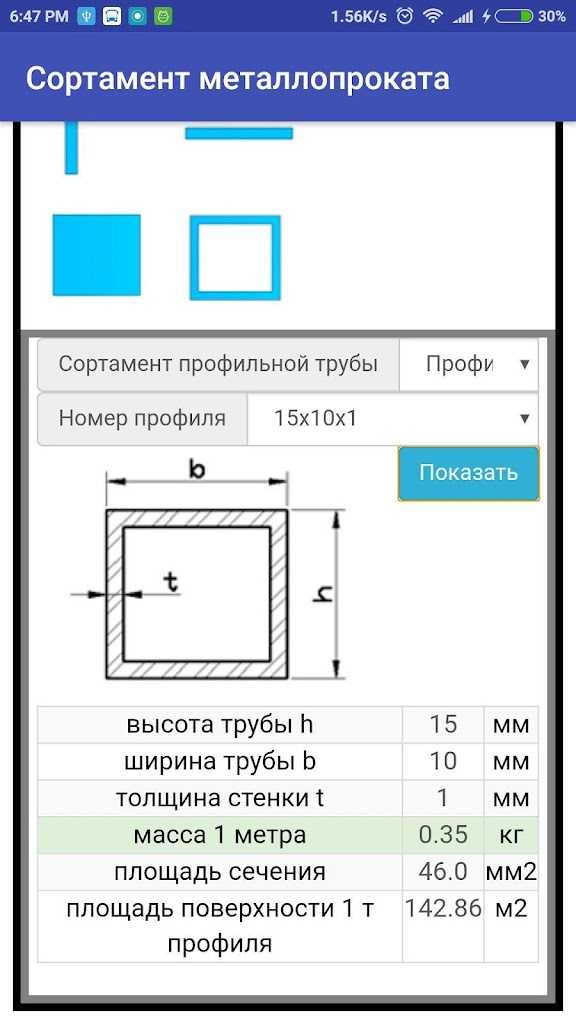 Зачастую именно такие виды изделий из профильных заготовок используют как строительную арматуру для специальных видов конструкций.
Зачастую именно такие виды изделий из профильных заготовок используют как строительную арматуру для специальных видов конструкций.
 За счёт этого такие трубы имеют очень высокий спрос.
За счёт этого такие трубы имеют очень высокий спрос.
 4 mm
4 mm  83
83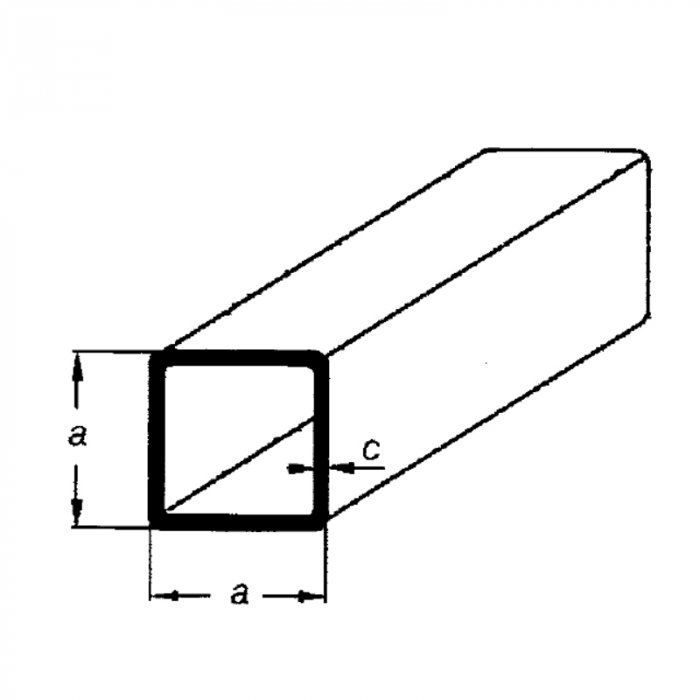 11
11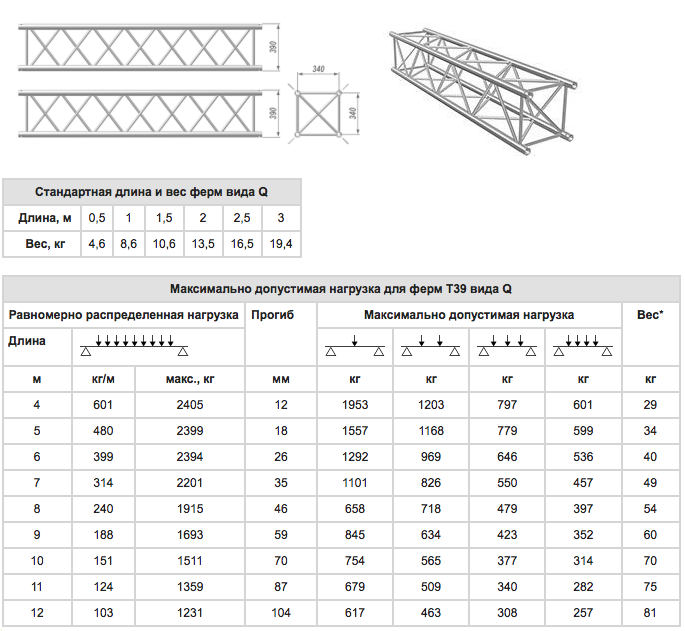 95
95 78
78 01
01 45
45 84
84 25
25 58
58 7
7 8
8 4
4 1
1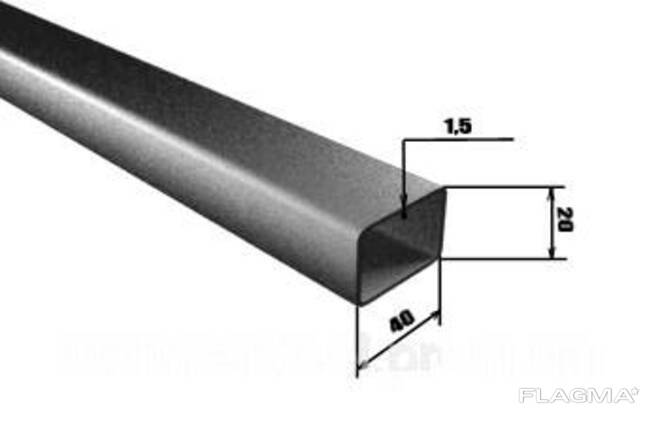 5
5 3
3 2.28
2.28 31
31 8
8 46
46 5
5 9
9 31
31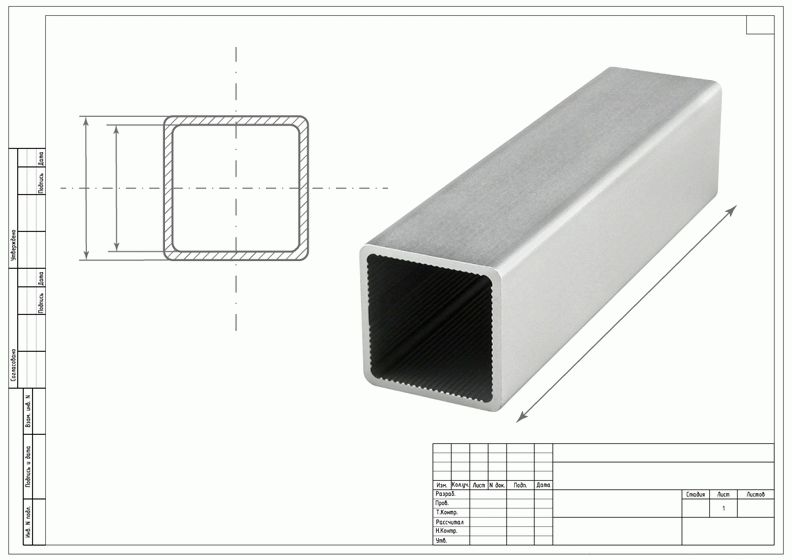 21
21 17
17 64
64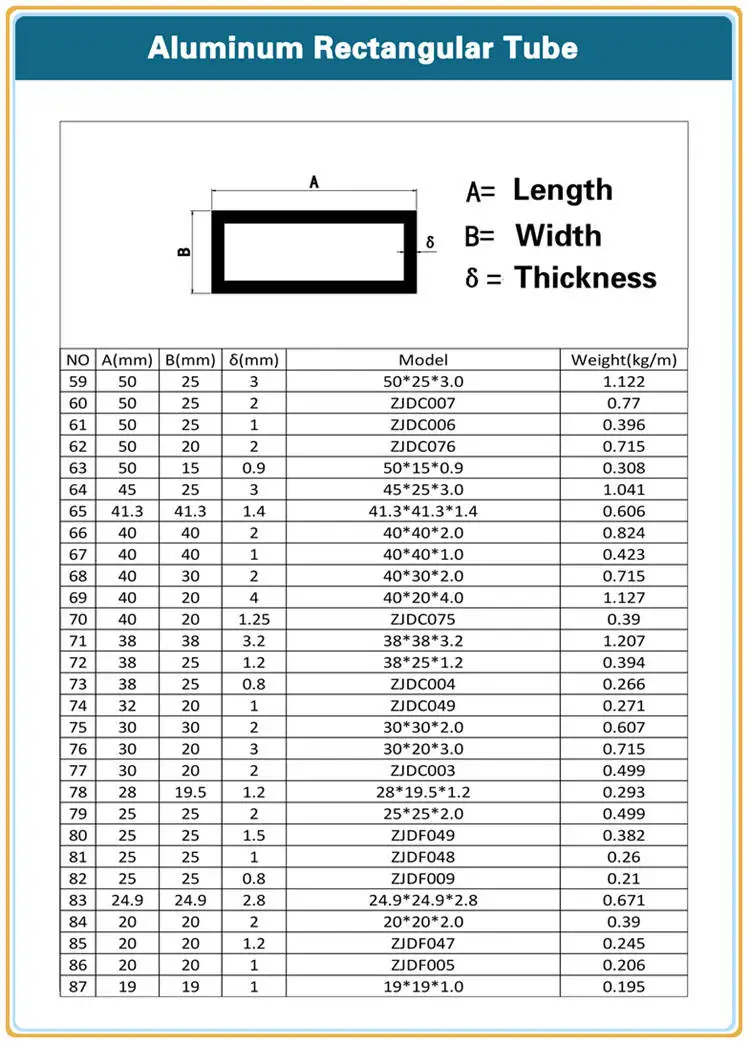 54
54 4
4 174
174

 Также важно, что при антикоррозионной обработке или при декоративной окраске такие профиля проще и экономнее. А типичный недостаток профильной квадратной трубы — подверженность коррозии, поскольку изготовлена она обычно из чёрных недорогих металлов. Есть, конечно, и оцинкованные профиля, но и х цена может вырасти вдвое, а то и втрое в зависимости от толщины слоя антикоррозионной обработки.
Также важно, что при антикоррозионной обработке или при декоративной окраске такие профиля проще и экономнее. А типичный недостаток профильной квадратной трубы — подверженность коррозии, поскольку изготовлена она обычно из чёрных недорогих металлов. Есть, конечно, и оцинкованные профиля, но и х цена может вырасти вдвое, а то и втрое в зависимости от толщины слоя антикоррозионной обработки.
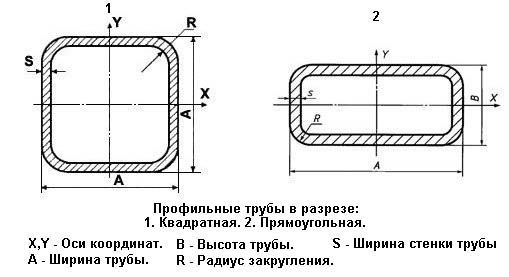
 Для того чтобы крепко зафиксировать крепление следует применить сварочный шов и затем обработать готовую продукцию.
Для того чтобы крепко зафиксировать крепление следует применить сварочный шов и затем обработать готовую продукцию.
 Зачастую именно такие виды изделий из профильных заготовок используют как строительную арматуру для специальных видов конструкций.
Зачастую именно такие виды изделий из профильных заготовок используют как строительную арматуру для специальных видов конструкций.
 За счёт этого такие трубы имеют очень высокий спрос.
За счёт этого такие трубы имеют очень высокий спрос.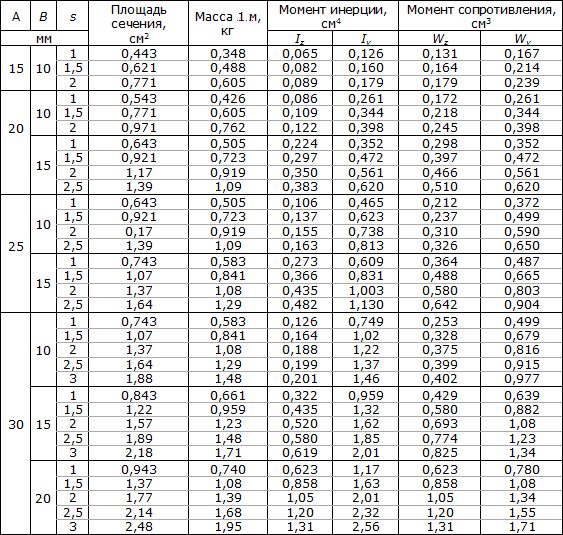
 4 mm
4 mm  83
83 11
11 95
95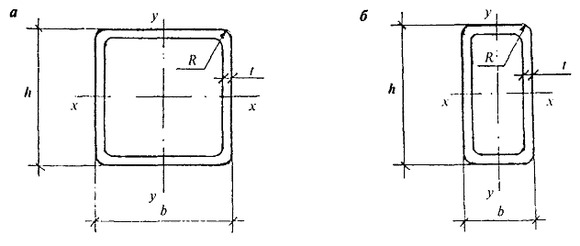 78
78 01
01 45
45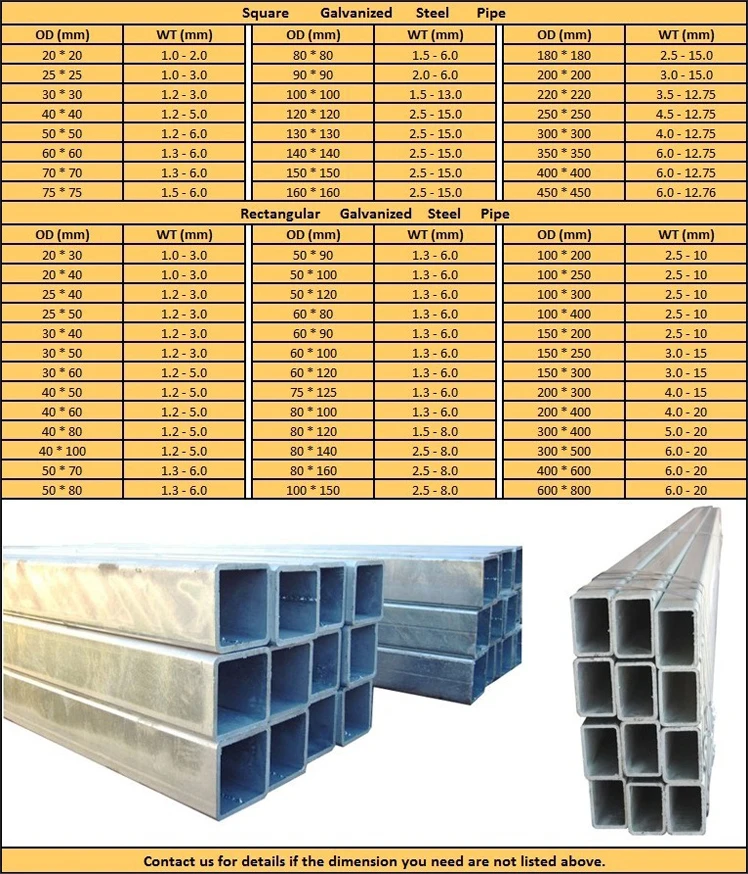 5
5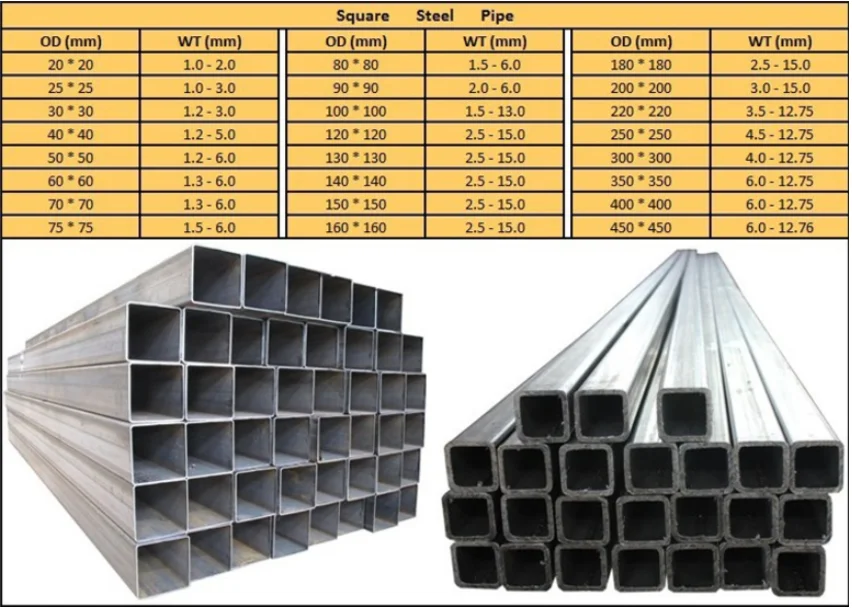 3
3 2.28
2.28 31
31 8
8 46
46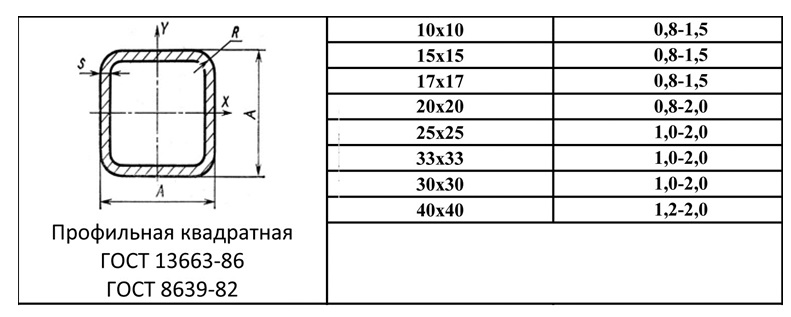 5
5 9
9 31
31 21
21 17
17 64
64 54
54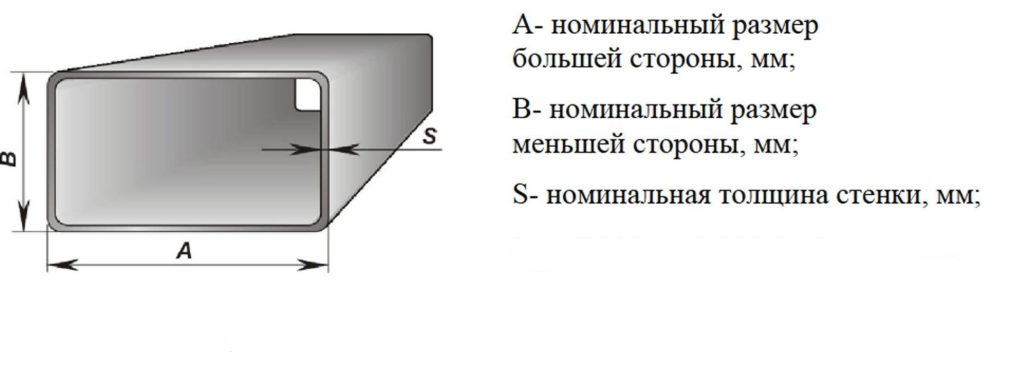 4
4 174
174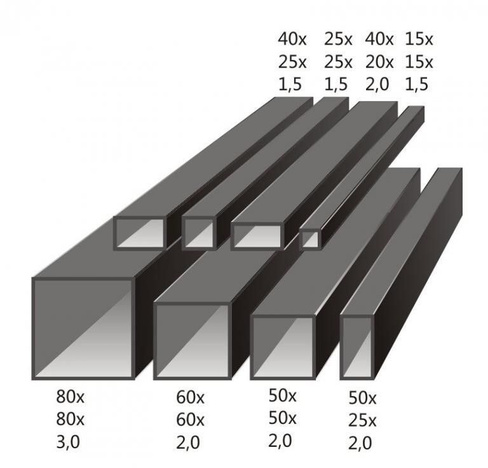
 W.T
W.T W.T
W.T org/BreadcrumbList»>
org/BreadcrumbList»> д. Какой тип труб выбрать для тех или иных работ? Где купить металлическую трубу по приемлемым ценам? И какие трубы лучше купить – трубы бу или новые? Все эти вопросы возникают у покупателей достаточно часто, поэтому мы хотели бы остановиться на них более подробно.
д. Какой тип труб выбрать для тех или иных работ? Где купить металлическую трубу по приемлемым ценам? И какие трубы лучше купить – трубы бу или новые? Все эти вопросы возникают у покупателей достаточно часто, поэтому мы хотели бы остановиться на них более подробно. д. А трубы второго типа более универсальны: вы можете купить трубы электросварные водогазопроводные (круглые), предназначенные для строительства лестниц и каркасов (квадратные), выполняющие армирующие функции и т. д.
д. А трубы второго типа более универсальны: вы можете купить трубы электросварные водогазопроводные (круглые), предназначенные для строительства лестниц и каркасов (квадратные), выполняющие армирующие функции и т. д. Из нее производят перила, мебель, навесы и даже медицинское оборудование. Очень часто эти изделия применяют в энергетической, пищевой, нефтегазовой промышленности, в машиностроении, судостроении и во многих других отраслях. В общем, эти изделия можно по праву назвать универсальными благодаря их уникальным свойствам, техническим характеристикам.
Из нее производят перила, мебель, навесы и даже медицинское оборудование. Очень часто эти изделия применяют в энергетической, пищевой, нефтегазовой промышленности, в машиностроении, судостроении и во многих других отраслях. В общем, эти изделия можно по праву назвать универсальными благодаря их уникальным свойствам, техническим характеристикам. Ведь купить металлические трубы б/у (лежалые или восстановленные) обойдется вам в 2-4 раза дешевле, чем приобрести новые. При этом такие трубы имеют достаточно большой запас прочности и способны прослужить еще не один год.
Ведь купить металлические трубы б/у (лежалые или восстановленные) обойдется вам в 2-4 раза дешевле, чем приобрести новые. При этом такие трубы имеют достаточно большой запас прочности и способны прослужить еще не один год.
 Для транспортировки газа: газ, пар, сжиженный нефтяной газ. Для конструкционных целей: в качестве трубы для свай для мостов; доки, дороги, здания и другие конструкции из труб.
Для транспортировки газа: газ, пар, сжиженный нефтяной газ. Для конструкционных целей: в качестве трубы для свай для мостов; доки, дороги, здания и другие конструкции из труб. Прихватки сварки по крайней мере три часа, четыре часа в целом хорошая работа. Время сварки должно быть пополам, начиная с самой нижней точки, желательно более сантиметра или около того, поэтому хорошо от противоположного разъема. Если толщина стенки трубы, она должна быть многослойной, не менее двух слоев, первый слой всего круга, пока они не закончили сварку, можно сварить второй этаж.
Прихватки сварки по крайней мере три часа, четыре часа в целом хорошая работа. Время сварки должно быть пополам, начиная с самой нижней точки, желательно более сантиметра или около того, поэтому хорошо от противоположного разъема. Если толщина стенки трубы, она должна быть многослойной, не менее двух слоев, первый слой всего круга, пока они не закончили сварку, можно сварить второй этаж. 1-1997, ГБ/T9711.2, ГБ/T9711.3t и т. д.
1-1997, ГБ/T9711.2, ГБ/T9711.3t и т. д. ) 3,2 м.
) 3,2 м. org/ListItem»> Материалы>
org/ListItem»> Материалы> 2
2 5
5 033
033 ..
..




 После каждого из них нужно выдерживать небольшую паузу, чтобы металл успел остыть. Длинное сварочное соединение можно получить, поочередно сваривая металлические поверхности. Кроме того, для охлаждения деталей используется медный или латунный лист, расположенный непосредственно за ними, а также обычный увлажненный текстиль, которым протирают поверхность между швов.
После каждого из них нужно выдерживать небольшую паузу, чтобы металл успел остыть. Длинное сварочное соединение можно получить, поочередно сваривая металлические поверхности. Кроме того, для охлаждения деталей используется медный или латунный лист, расположенный непосредственно за ними, а также обычный увлажненный текстиль, которым протирают поверхность между швов. При очистке не стоит снимать большой слой металла.
При очистке не стоит снимать большой слой металла.


 Швы отличаются типом соединения и расположению деталей при сваривании.
Швы отличаются типом соединения и расположению деталей при сваривании.
 Нет альтернативы поддержанию строгой согласованности вкуса и контролю качества, при этом каждый заказ доставляется покупателю как можно быстрее.
Нет альтернативы поддержанию строгой согласованности вкуса и контролю качества, при этом каждый заказ доставляется покупателю как можно быстрее.


 io — это цифровая производственная платформа, которая объединяет поставщиков и клиентов на управляемом рынке. Karkhana.io помогает компаниям разного размера решать задачи на своем уровне, от прототипирования до мелкосерийного и крупносерийного производства, чтобы получить то, что нужно их бизнесу для роста.
io — это цифровая производственная платформа, которая объединяет поставщиков и клиентов на управляемом рынке. Karkhana.io помогает компаниям разного размера решать задачи на своем уровне, от прототипирования до мелкосерийного и крупносерийного производства, чтобы получить то, что нужно их бизнесу для роста. Его корректирующий агент регулирует положение тиснителя, межсловный интервал и межстрочный интервал. Высоту символов можно отрегулировать, заменив различные пластины корпуса (4 мм/0,16 дюйма для этого списка).
Его корректирующий агент регулирует положение тиснителя, межсловный интервал и межстрочный интервал. Высоту символов можно отрегулировать, заменив различные пластины корпуса (4 мм/0,16 дюйма для этого списка). Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
 Вместе с тысячами мотивированных сотрудников компания ВЕВОР стремится предоставить нашим клиентам прочное оборудование и инструменты по невероятно низким ценам.Сегодня ВЕВОР занял более более 200 стран с более чем 10 миллионами членов по всему миру.
Вместе с тысячами мотивированных сотрудников компания ВЕВОР стремится предоставить нашим клиентам прочное оборудование и инструменты по невероятно низким ценам.Сегодня ВЕВОР занял более более 200 стран с более чем 10 миллионами членов по всему миру. Его корректирующий агент регулирует положение тиснителя, межсловный интервал и межстрочный интервал. Высоту символов можно отрегулировать, заменив различные пластины корпуса (4 мм/0,16 дюйма для этого списка).
Его корректирующий агент регулирует положение тиснителя, межсловный интервал и межстрочный интервал. Высоту символов можно отрегулировать, заменив различные пластины корпуса (4 мм/0,16 дюйма для этого списка).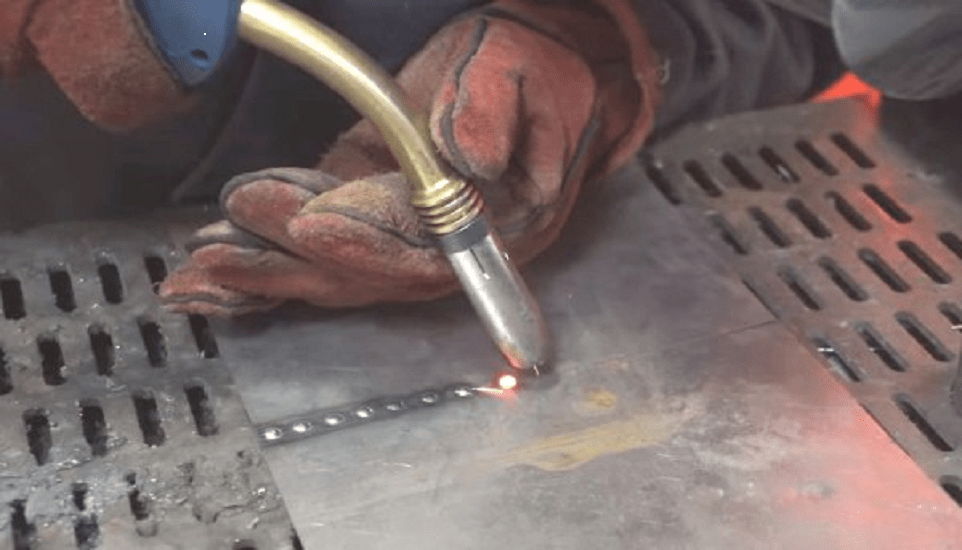
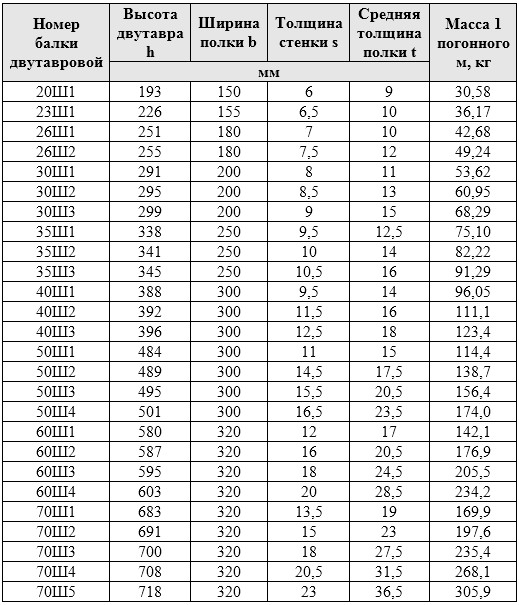 В помощь покупателям изготовители и поставщики на своих сайтах помещают автоматический калькулятор, значительно упрощающий вычисления.
В помощь покупателям изготовители и поставщики на своих сайтах помещают автоматический калькулятор, значительно упрощающий вычисления.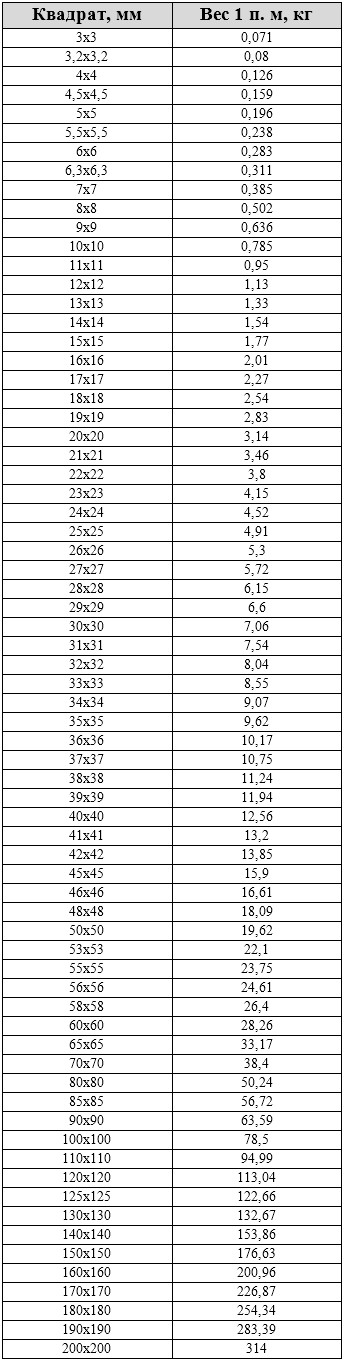 ‘
‘ Требования к листовому металлу определяются условиями, в которых он будет употребляться.
Требования к листовому металлу определяются условиями, в которых он будет употребляться.
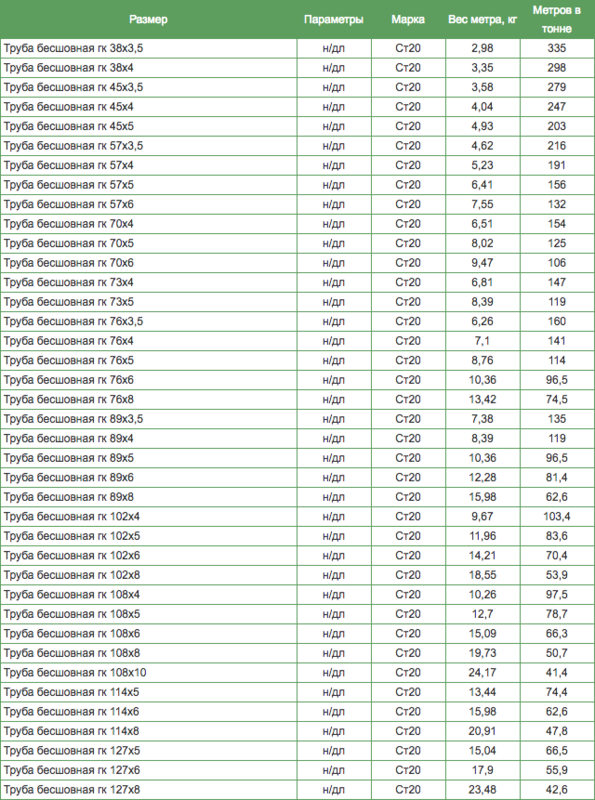 Высота рифления — 0,2 от толщины гладкого листа.
Высота рифления — 0,2 от толщины гладкого листа. В массовом варианте для этой продукции используются углеродистые стали Ст0, Ст1, Ст2, Ст3 различных степеней раскисления. Прокат для применения в условиях, в которых важны декоративные, гигиенические качества, коррозионная стойкость, изготавливается из нержавеющих сталей AISI 321, AISI 201, AISI 316, AISI 430.
В массовом варианте для этой продукции используются углеродистые стали Ст0, Ст1, Ст2, Ст3 различных степеней раскисления. Прокат для применения в условиях, в которых важны декоративные, гигиенические качества, коррозионная стойкость, изготавливается из нержавеющих сталей AISI 321, AISI 201, AISI 316, AISI 430.
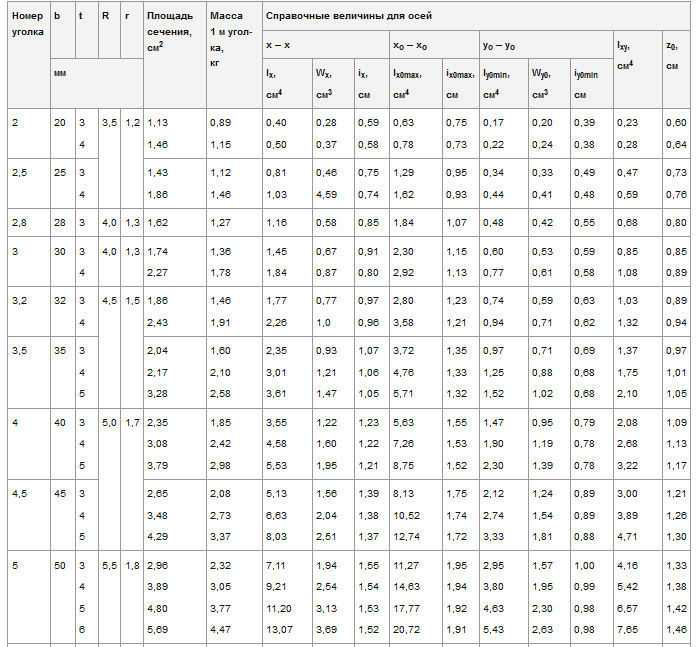 Это самый простой рисунок, состоящий из рифлей, которые располагаются перпендикулярно друг другу.
Это самый простой рисунок, состоящий из рифлей, которые располагаются перпендикулярно друг другу.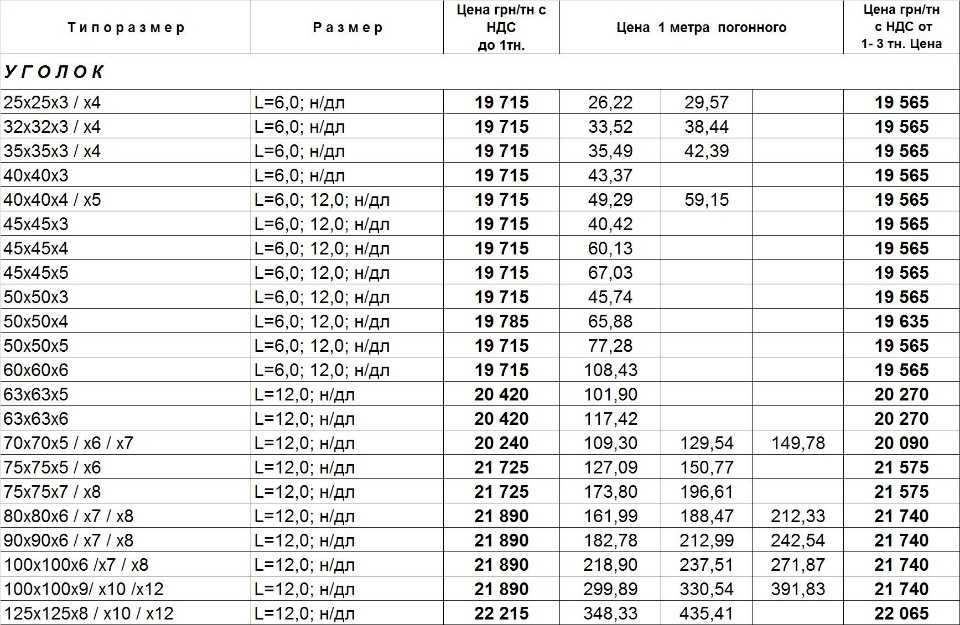
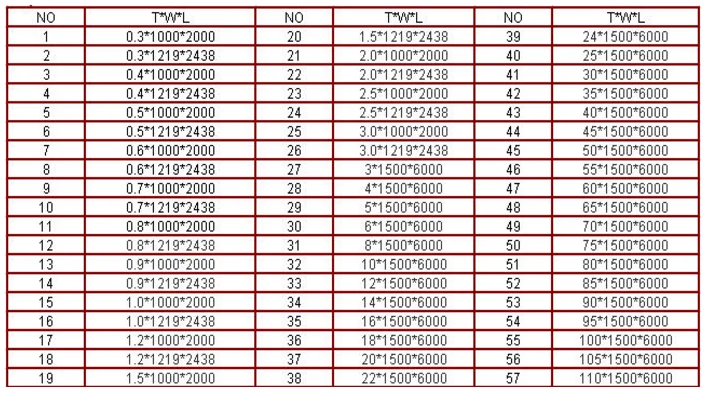
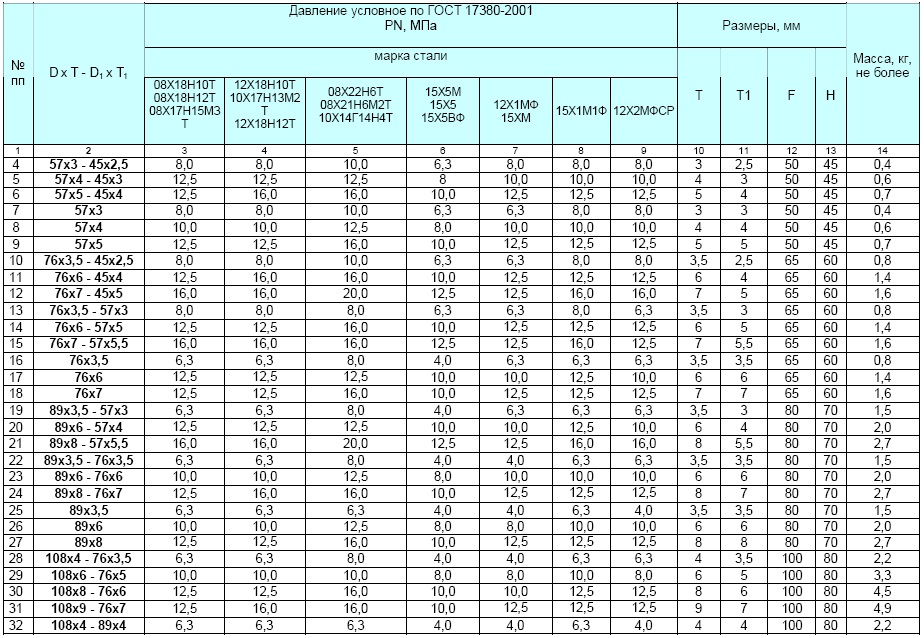 Он находится в форме руды, такой как оксид железа, также называемой гематитовой рудой, магнетитовой рудой и т. Д. Железо — это металл, который извлекается путем плавления железной руды с помощью угля в доменной печи. Затем расплавленное железо заливают в изделия из железа. Чистое железо очень мягкое и пластичное по своей природе из-за менее компактной кристаллической структуры железа. Но его можно сделать хрупким, добавив в него некоторые легирующие материалы.
Он находится в форме руды, такой как оксид железа, также называемой гематитовой рудой, магнетитовой рудой и т. Д. Железо — это металл, который извлекается путем плавления железной руды с помощью угля в доменной печи. Затем расплавленное железо заливают в изделия из железа. Чистое железо очень мягкое и пластичное по своей природе из-за менее компактной кристаллической структуры железа. Но его можно сделать хрупким, добавив в него некоторые легирующие материалы. При плавке оксид железа содержит большое количество кислорода. Углерод добавляется для восстановления оксида железа и выпускает углекислый газ в атмосферу. Благодаря этому железо превращается в сплав железа с углеродом, который называется сталью. В зависимости от содержания углерода сталь подразделяют на различные типы –
При плавке оксид железа содержит большое количество кислорода. Углерод добавляется для восстановления оксида железа и выпускает углекислый газ в атмосферу. Благодаря этому железо превращается в сплав железа с углеродом, который называется сталью. В зависимости от содержания углерода сталь подразделяют на различные типы – В обоих стандартах есть четыре числа, обозначающие тип стали. 1-я буква указывает на обозначение углеродистой стали и всегда обозначается (1), например, 1XXX, AISI 1020. В случае легированной стали первая буква будет обозначать от 2 до 9.в зависимости от того, какой материал сплава был использован, например – 2XXX для никеля, 3XXX для никель-хромовой стали, 5XXX для хромистой стали и т. д. 2-я цифра нумерации марок указывает процентное содержание этого сплава в стали, например – 1 к 1 %, 2 на 2%. 3-я и 4-я цифры нумерации обозначают концентрацию углерода в стали в процентах. Например, 20 означает 0,20% содержания углерода, а 40 означает 0,40% углерода.
В обоих стандартах есть четыре числа, обозначающие тип стали. 1-я буква указывает на обозначение углеродистой стали и всегда обозначается (1), например, 1XXX, AISI 1020. В случае легированной стали первая буква будет обозначать от 2 до 9.в зависимости от того, какой материал сплава был использован, например – 2XXX для никеля, 3XXX для никель-хромовой стали, 5XXX для хромистой стали и т. д. 2-я цифра нумерации марок указывает процентное содержание этого сплава в стали, например – 1 к 1 %, 2 на 2%. 3-я и 4-я цифры нумерации обозначают концентрацию углерода в стали в процентах. Например, 20 означает 0,20% содержания углерода, а 40 означает 0,40% углерода. Некоторые примеры низкоуглеродистой стали: AISI1018, AISI1020 и т. д.
Некоторые примеры низкоуглеродистой стали: AISI1018, AISI1020 и т. д.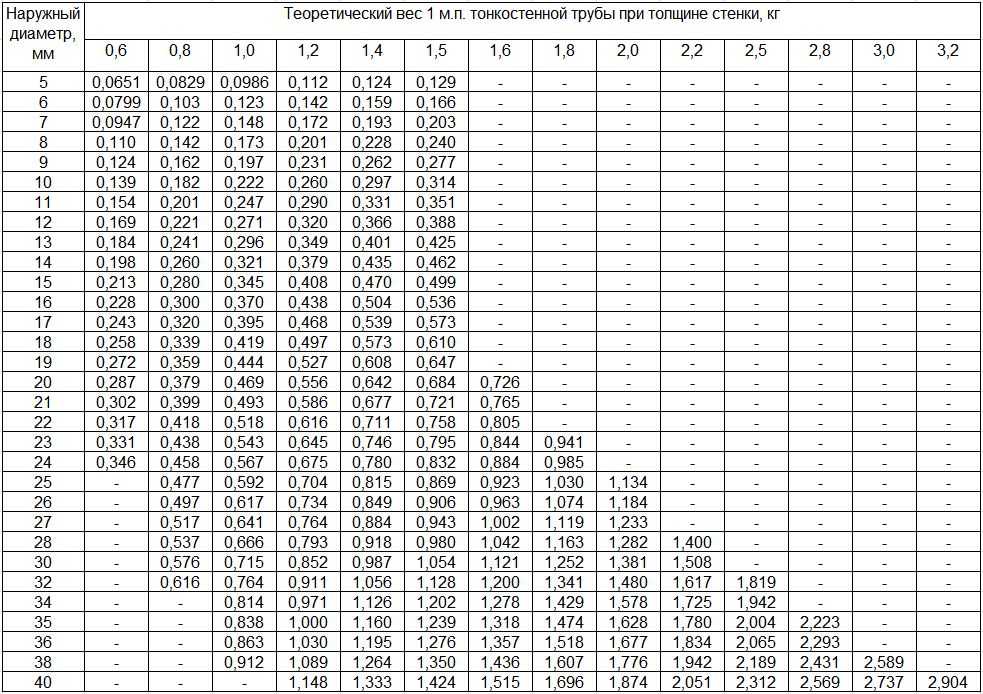 д.
д. Таким образом, мы поймем вес материала из мягкой стали для следующих типов профилей, которые используются в промышленности и легко доступны на рынке.
Таким образом, мы поймем вес материала из мягкой стали для следующих типов профилей, которые используются в промышленности и легко доступны на рынке.
 3
3 


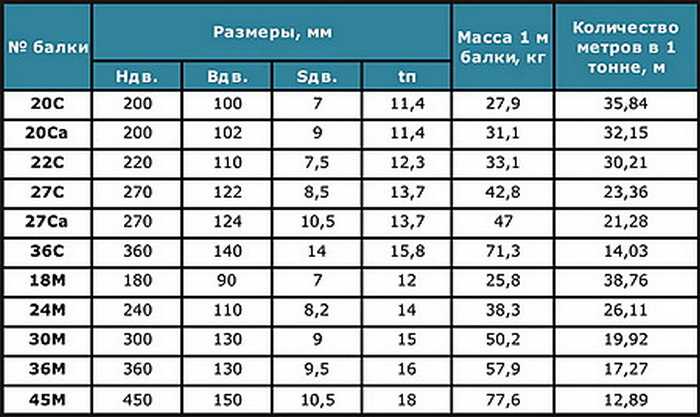
 Кроме того, легированная хромом сталь обладает большей прочностью, чем мягкая сталь. Следовательно, легированная хромом сталь AISI5130 является лучшим материалом из-за ее малого веса и большей прочности.
Кроме того, легированная хромом сталь обладает большей прочностью, чем мягкая сталь. Следовательно, легированная хромом сталь AISI5130 является лучшим материалом из-за ее малого веса и большей прочности. Но чтобы вычислить массу, мы должны знать плотность обоих материалов. Плотность мягкой стали AISI1020 составляет 7900 кг/м 3 , тогда как плотность стали из алюминиевого сплава 6063 составляет 2700 кг/м 3 .
Но чтобы вычислить массу, мы должны знать плотность обоих материалов. Плотность мягкой стали AISI1020 составляет 7900 кг/м 3 , тогда как плотность стали из алюминиевого сплава 6063 составляет 2700 кг/м 3 .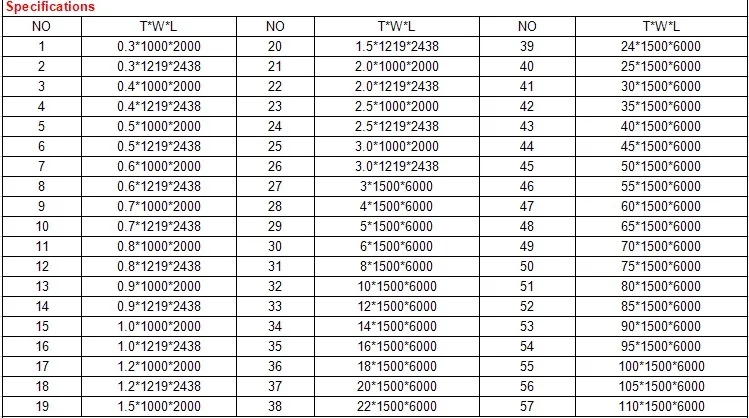 Следовательно, алюминиевый сплав 6063 является лучшим материалом из-за его малого веса. Но его можно использовать только там, где вес является единственным основным фактором. Если важнее прочность, то мягкая сталь может дать большую прочность по сравнению с алюминиевым сплавом 6063.
Следовательно, алюминиевый сплав 6063 является лучшим материалом из-за его малого веса. Но его можно использовать только там, где вес является единственным основным фактором. Если важнее прочность, то мягкая сталь может дать большую прочность по сравнению с алюминиевым сплавом 6063.
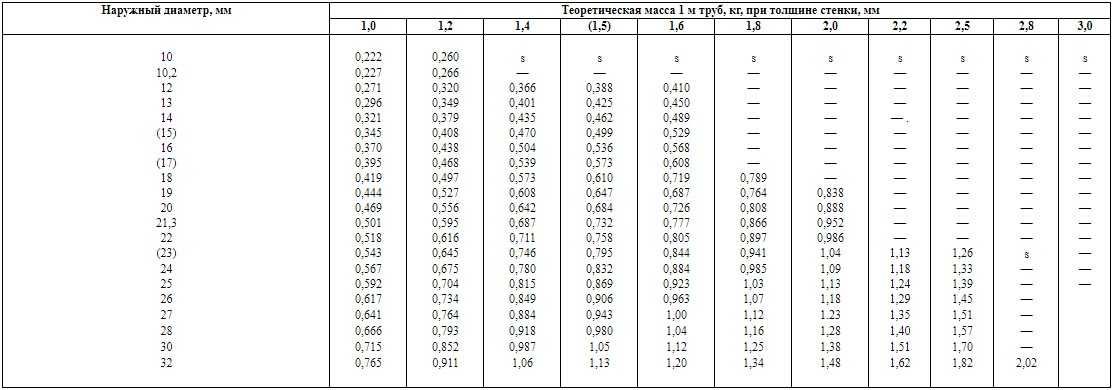
 Например – 1010, 1015, 1018, 1020, 1035, 1045 и т. д.
Например – 1010, 1015, 1018, 1020, 1035, 1045 и т. д.
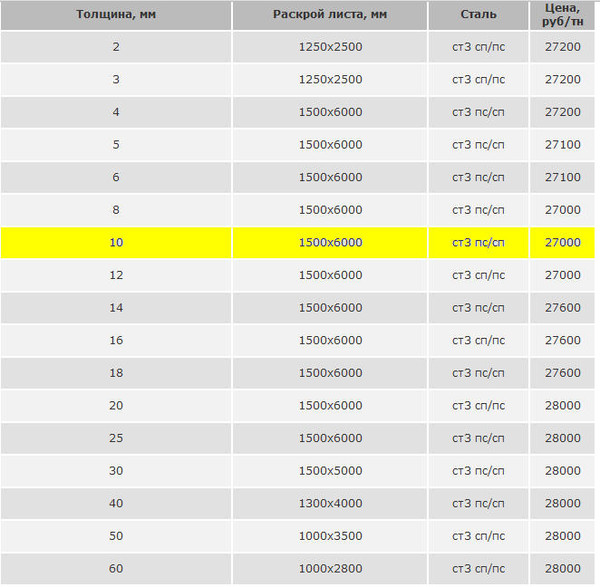
 Это также помогает в экономии топлива для транспортных отраслей.
Это также помогает в экономии топлива для транспортных отраслей.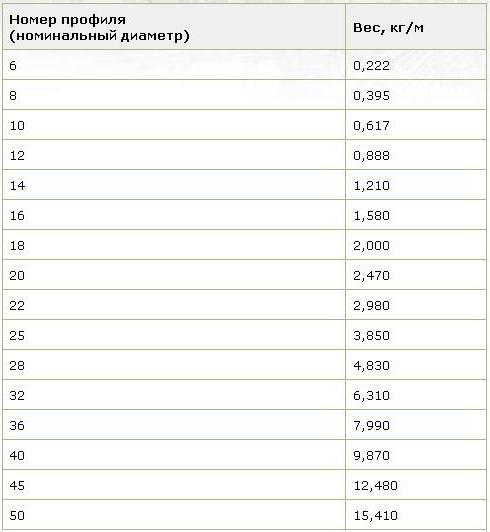 85 g/cm³
85 g/cm³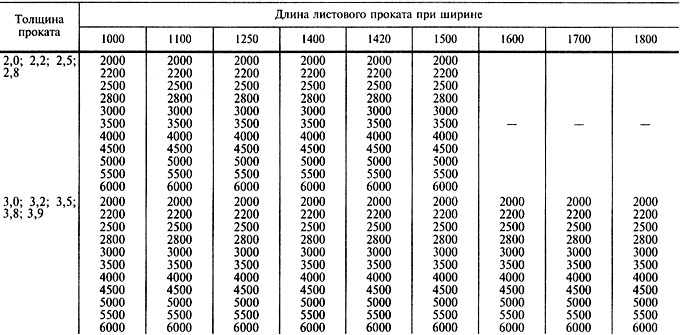
 92
92 75
75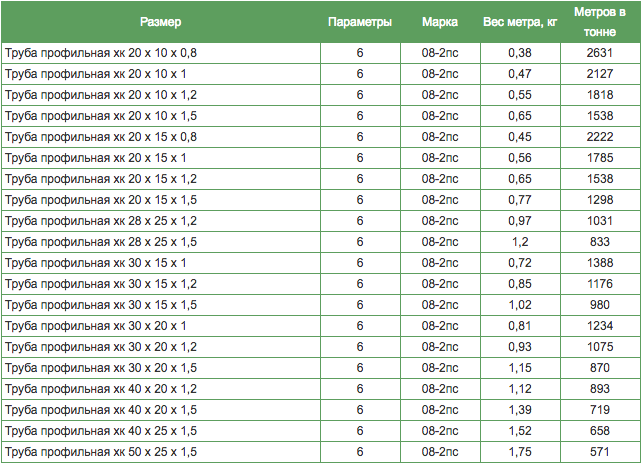 0
0 39
39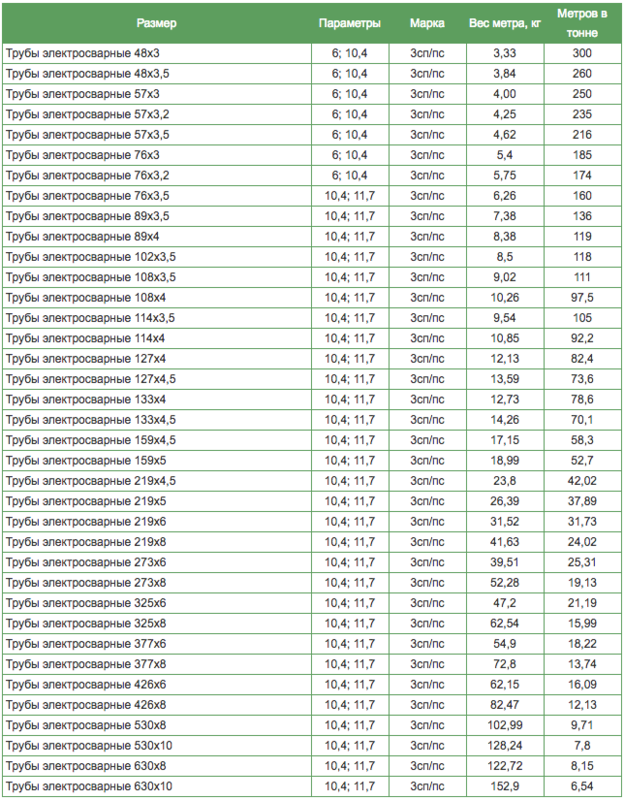 89
89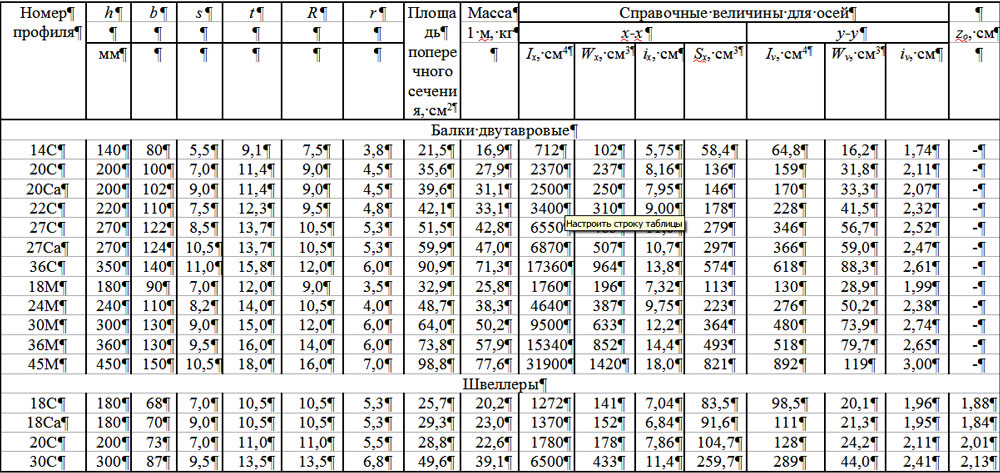 47
47 04
04 62
62 57
57
 Их используют при работе с металлическими конструкциями сложного профиля, в том числе крупногабаритными.
Их используют при работе с металлическими конструкциями сложного профиля, в том числе крупногабаритными.
 В некоторых случаях нужно предварительно загрунтовать поверхность. Нанесение каждого слоя сопровождается межслойной подготовкой. Что касается состава антикоррозийного покрытия, то обычно оно состоит из эмали и грунтовки. Грунтовка, обеспечивающая сцепление между металлом и покрытием, становится первым слоем. Второй слой выполняет функцию барьера, который защищает металлоконструкцию от повреждений. Финишный слой обеспечивает антикоррозийную защиту, препятствует УФ-излучению, и придает конструкции достойный вид.
В некоторых случаях нужно предварительно загрунтовать поверхность. Нанесение каждого слоя сопровождается межслойной подготовкой. Что касается состава антикоррозийного покрытия, то обычно оно состоит из эмали и грунтовки. Грунтовка, обеспечивающая сцепление между металлом и покрытием, становится первым слоем. Второй слой выполняет функцию барьера, который защищает металлоконструкцию от повреждений. Финишный слой обеспечивает антикоррозийную защиту, препятствует УФ-излучению, и придает конструкции достойный вид. Высыхая, краска образует плотно прилегающую к изделию защитную пленку. К сожалению, такой простой метод обладает своими недостатками: краска может пропускать воздух и влагу, что в дальнейшем приводит к коррозии. По этой причине перед покраской поверхность грунтуют.
Высыхая, краска образует плотно прилегающую к изделию защитную пленку. К сожалению, такой простой метод обладает своими недостатками: краска может пропускать воздух и влагу, что в дальнейшем приводит к коррозии. По этой причине перед покраской поверхность грунтуют. Именно поэтому метод применим только при создании высокотемпературных конструкций.
Именно поэтому метод применим только при создании высокотемпературных конструкций.
 По данным беспощадной статистики постоянные потери от этого физико-химического процесса составляют 4-5% общего национального дохода страны, при этом безвозвратно гибнет 10-15% от объема ежегодно производимых ферросплавов.
По данным беспощадной статистики постоянные потери от этого физико-химического процесса составляют 4-5% общего национального дохода страны, при этом безвозвратно гибнет 10-15% от объема ежегодно производимых ферросплавов. 

 Преобразующие грунтовки содержат специальные добавки, которые превращают продукты ржавчины в нерастворимые соединения. Эти составы могут наноситься как при помощи кисти, так и распылением. В некоторых случаях преобразователи ржавчины уже входят в состав защитной композиции и тогда ЛКМ может наносится сразу на металл, без предварительной его обработки.
Преобразующие грунтовки содержат специальные добавки, которые превращают продукты ржавчины в нерастворимые соединения. Эти составы могут наноситься как при помощи кисти, так и распылением. В некоторых случаях преобразователи ржавчины уже входят в состав защитной композиции и тогда ЛКМ может наносится сразу на металл, без предварительной его обработки. Кроме этого, цинковые протекторные ЛКМ не требуют смешивания компонентов, а по своим прочностным и защитным свойствам сопоставимы с такими гораздо более трудоемкими операциями, как горячее цинкование.
Кроме этого, цинковые протекторные ЛКМ не требуют смешивания компонентов, а по своим прочностным и защитным свойствам сопоставимы с такими гораздо более трудоемкими операциями, как горячее цинкование. Обрабатываемые детали и источник цинка (пластины, шары, болванки) помещаются в ванну с электролитом, через которую в дальнейшем пропускается электрический ток. В процессе электролиза цинк, являясь анодом, растворяется и оседает на стальной поверхности, придавая ей высокодекоративный блестящий вид. Однако адгезионные свойства полученного покрытия невелики, а сам процесс производства экологически вреден и трудоемок. Гальваническая обработка металлов применяется для обработки метизов и деталей средних размеров;
Обрабатываемые детали и источник цинка (пластины, шары, болванки) помещаются в ванну с электролитом, через которую в дальнейшем пропускается электрический ток. В процессе электролиза цинк, являясь анодом, растворяется и оседает на стальной поверхности, придавая ей высокодекоративный блестящий вид. Однако адгезионные свойства полученного покрытия невелики, а сам процесс производства экологически вреден и трудоемок. Гальваническая обработка металлов применяется для обработки метизов и деталей средних размеров; Из недостатков метода можно отметить его небольшую производительность и необходимость наличия специального оборудования (роторных печей).
Из недостатков метода можно отметить его небольшую производительность и необходимость наличия специального оборудования (роторных печей).
 Таким образом могут быть обработаны металлические трубы, строительные конструкции любой конфигурации, поверхность цистерн и даже кровля. Металлы экранируемые при помощи такого резинового слоя абсолютно индифферентны к воздействию повышенной влажности и критическим температурам.
Таким образом могут быть обработаны металлические трубы, строительные конструкции любой конфигурации, поверхность цистерн и даже кровля. Металлы экранируемые при помощи такого резинового слоя абсолютно индифферентны к воздействию повышенной влажности и критическим температурам. Контролируя поведение ионов и молекул, покрытия замедляют или останавливают электрохимические реакции, которые неблагоприятно изменяют внешний вид металлов или нарушают структурную целостность из-за коррозии. Химический состав наших составов и структура наших покрытий обеспечивают ту же активную защиту от коррозии, что и хромат. Результат измеряется лабораторными и полевыми характеристиками, обеспечивающими защиту от коррозии, которая соответствует отраслевым или военным стандартам или превосходит их.
Контролируя поведение ионов и молекул, покрытия замедляют или останавливают электрохимические реакции, которые неблагоприятно изменяют внешний вид металлов или нарушают структурную целостность из-за коррозии. Химический состав наших составов и структура наших покрытий обеспечивают ту же активную защиту от коррозии, что и хромат. Результат измеряется лабораторными и полевыми характеристиками, обеспечивающими защиту от коррозии, которая соответствует отраслевым или военным стандартам или превосходит их.
 TC-4001 прочно прилипает к голому, предварительно обработанному и окрашенному металлу, а также к другим поверхностям, таким как пластмассы и композиты. Покрытие легко наносится погружением, распылением или кистью толщиной от микрона до мил.
TC-4001 прочно прилипает к голому, предварительно обработанному и окрашенному металлу, а также к другим поверхностям, таким как пластмассы и композиты. Покрытие легко наносится погружением, распылением или кистью толщиной от микрона до мил.


 Кроме того, NEI предлагает услуги по индивидуальному нанесению покрытий за номинальную плату и будет рада нанести покрытие на ваши образцы подложек для целей оценки. К сожалению, мы не можем предоставить бесплатные образцы.
Кроме того, NEI предлагает услуги по индивидуальному нанесению покрытий за номинальную плату и будет рада нанести покрытие на ваши образцы подложек для целей оценки. К сожалению, мы не можем предоставить бесплатные образцы.  Используя технологию ядра-оболочки, PSC 9450 представляет собой комбинацию запатентованных полимеров PolyMac, разработанных AIS.
Используя технологию ядра-оболочки, PSC 9450 представляет собой комбинацию запатентованных полимеров PolyMac, разработанных AIS. Разработанный как покрытие, наносимое непосредственно на металл, которое включает ингибиторы коррозии, противогрибковые/противомикробные свойства и водостойкость, PSC 9450 покрывает и защищает, связываясь с самим собой и подложкой, образуя физический и химический барьер между металлической подложкой и элементами, которые может повредить его.
Разработанный как покрытие, наносимое непосредственно на металл, которое включает ингибиторы коррозии, противогрибковые/противомикробные свойства и водостойкость, PSC 9450 покрывает и защищает, связываясь с самим собой и подложкой, образуя физический и химический барьер между металлической подложкой и элементами, которые может повредить его. Не наносить на замерзший металл.
Не наносить на замерзший металл.
 Плоский листовой прокат широко применяется компанией «Схид-будконструкция» при производстве стальной емкости.
Плоский листовой прокат широко применяется компанией «Схид-будконструкция» при производстве стальной емкости.
 Холодная прокатка обеспечивает равномерную толщину листа, а также повышает его свойства путем наклепа поверхности.
Холодная прокатка обеспечивает равномерную толщину листа, а также повышает его свойства путем наклепа поверхности.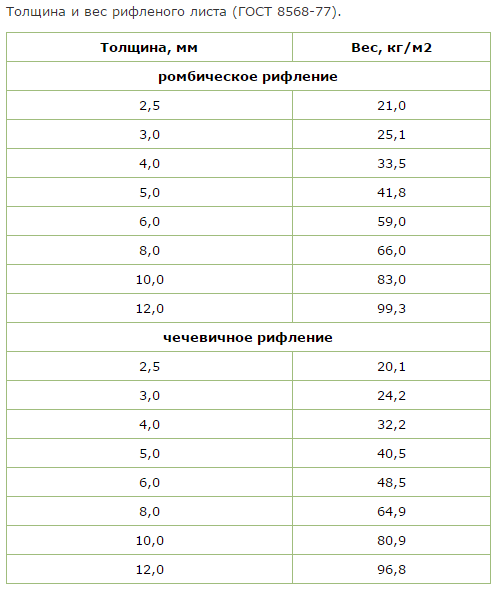 Собственно область применения и определяет требования к листовому металлу. Для изготовления изделий методом штамповки используется листовой металл: холоднокатаный, горячекатаный, рулон холоднокатаный, оцинкованная сталь в рулонах, полосовой металл.
Собственно область применения и определяет требования к листовому металлу. Для изготовления изделий методом штамповки используется листовой металл: холоднокатаный, горячекатаный, рулон холоднокатаный, оцинкованная сталь в рулонах, полосовой металл.  Металлокалькулятор листа рассчитывает вес по размерам заготовки и толщине в мм, и размеры стального листа (по общему весу пакета и и толщине листового проката).
Металлокалькулятор листа рассчитывает вес по размерам заготовки и толщине в мм, и размеры стального листа (по общему весу пакета и и толщине листового проката).
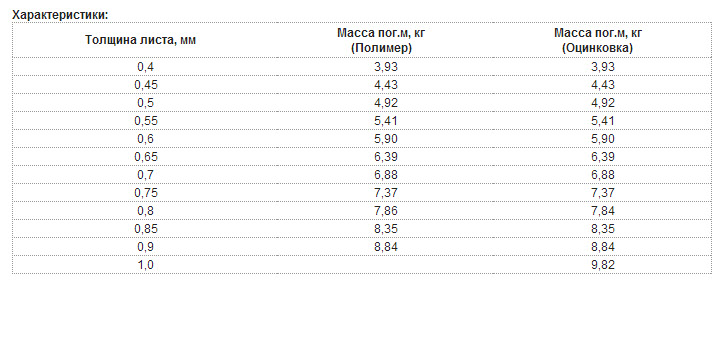 5х1250х2500
5х1250х2500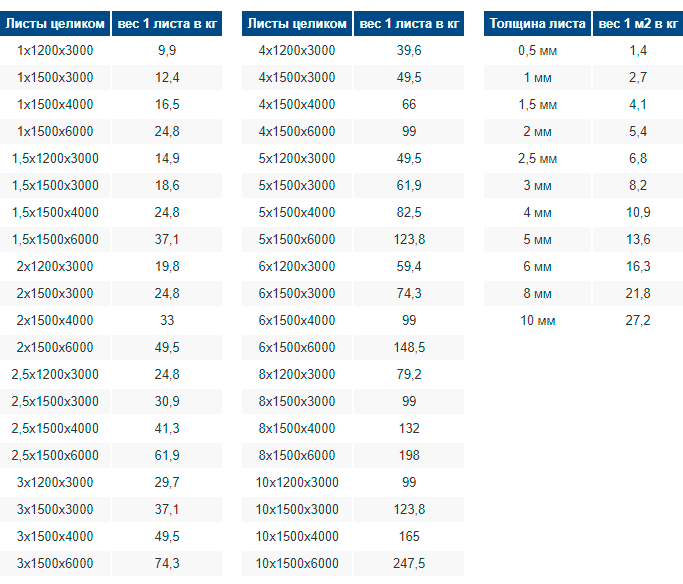 ru
ru Прочтите статью ниже, если вас интересует математика для определения того, сколько алюминия весит ; ознакомьтесь с таблицей алюминиевого сплава , чтобы увидеть, как плотность алюминия варьируется между различными типами, и узнать больше об алюминии и его обычном использовании. Надеюсь, вам больше никогда не придется мучиться с вычислением веса алюминия на кубический дюйм!
Прочтите статью ниже, если вас интересует математика для определения того, сколько алюминия весит ; ознакомьтесь с таблицей алюминиевого сплава , чтобы увидеть, как плотность алюминия варьируется между различными типами, и узнать больше об алюминии и его обычном использовании. Надеюсь, вам больше никогда не придется мучиться с вычислением веса алюминия на кубический дюйм! Нажмите кнопку, чтобы увидеть раскрывающееся меню различных типов алюминия (упорядоченных по их количеству). Сплавы имеют разную плотность, поэтому правильный выбор имеет решающее значение для правильного ответа.
Нажмите кнопку, чтобы увидеть раскрывающееся меню различных типов алюминия (упорядоченных по их количеству). Сплавы имеют разную плотность, поэтому правильный выбор имеет решающее значение для правильного ответа. В этом случае мы попросим вас указать объем металлического элемента. Возможно, вы захотите воспользоваться нашими калькуляторами 3D-геометрии, поскольку они могут помочь вам рассчитать необходимое значение!
В этом случае мы попросим вас указать объем металлического элемента. Возможно, вы захотите воспользоваться нашими калькуляторами 3D-геометрии, поскольку они могут помочь вам рассчитать необходимое значение!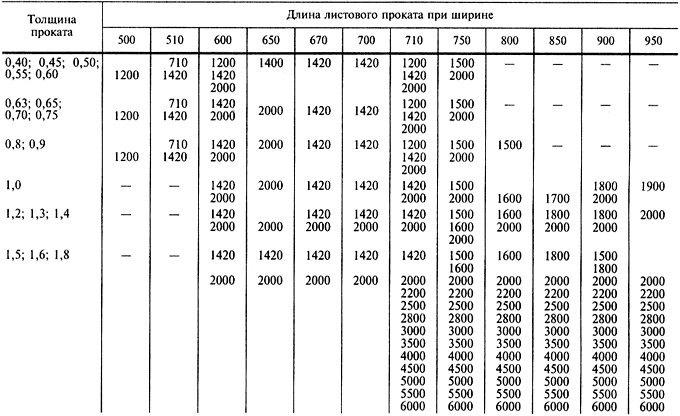
 Название происходит от латинского «alumen», что означает «горькая соль».
Название происходит от латинского «alumen», что означает «горькая соль». В сочетании с его удивительной долговечностью он является отличным материалом для линий электропередач на большие расстояния.
В сочетании с его удивительной долговечностью он является отличным материалом для линий электропередач на большие расстояния.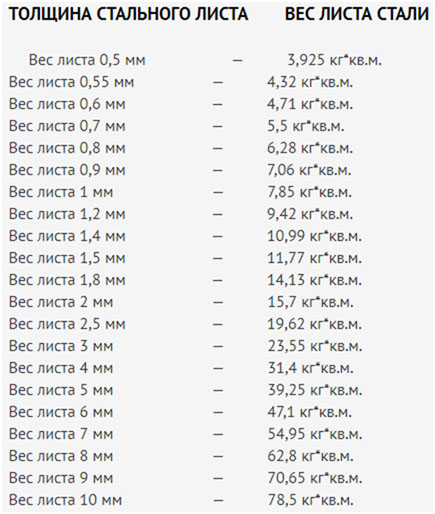 4PH, 904L, AISI 302, AISI 303/303SE, AISI 304/304L, AISI 316/316L, AISI 321, AISI 440C, 13-8-MO, 15-5-PH, 17-4-PF , 17-7-PH
4PH, 904L, AISI 302, AISI 303/303SE, AISI 304/304L, AISI 316/316L, AISI 321, AISI 440C, 13-8-MO, 15-5-PH, 17-4-PF , 17-7-PH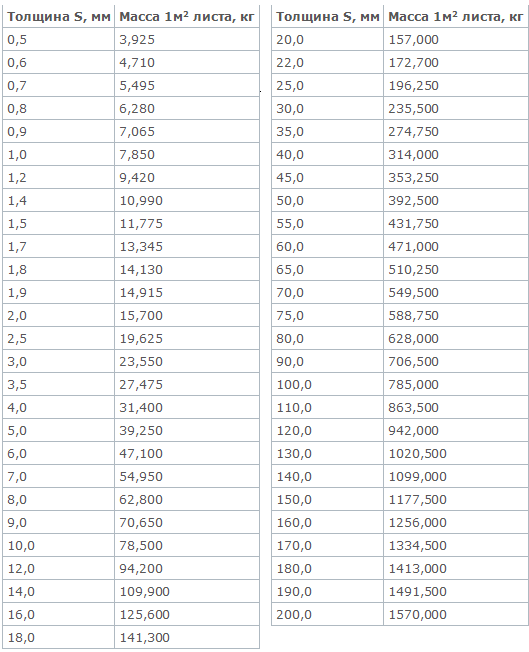 5Sn), Марка 7, Марка 11, Марка 12, 8Ai-1Mo-1V, Марка 9(3Al-2.5V), 6Al-6V-25n, 6Al-2Sn-4Zr-2Mo, 6Al-7Nb, Grade 23(Ti 6AL-4V ELI), Grade 5 ELI, ТИТАН 6AL4V (GRADE 5) АВИАЦИОННОЕ КАЧЕСТВО, ТИТАН (КЛАСС 2) КОММЕРЧЕСКИЙ
5Sn), Марка 7, Марка 11, Марка 12, 8Ai-1Mo-1V, Марка 9(3Al-2.5V), 6Al-6V-25n, 6Al-2Sn-4Zr-2Mo, 6Al-7Nb, Grade 23(Ti 6AL-4V ELI), Grade 5 ELI, ТИТАН 6AL4V (GRADE 5) АВИАЦИОННОЕ КАЧЕСТВО, ТИТАН (КЛАСС 2) КОММЕРЧЕСКИЙ
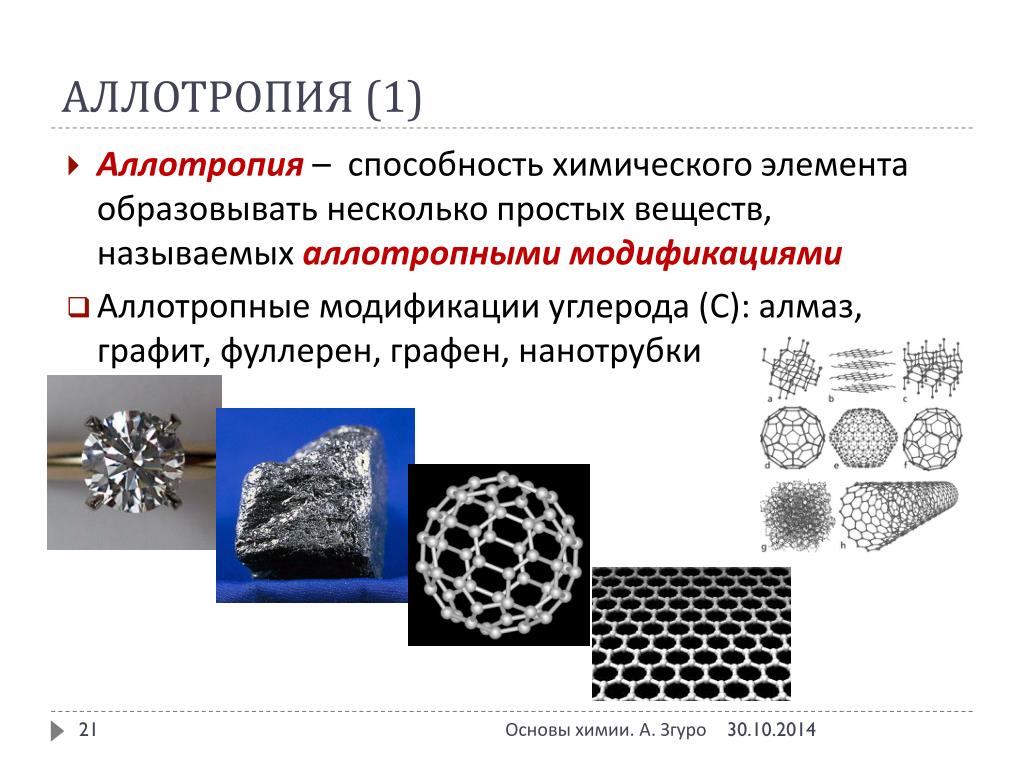 Чтобы сделать зерно мелким, в металл вводят специальные вещества — модификаторы. Процесс искусственного регулирования величины зерел получил название модифицирования.
Чтобы сделать зерно мелким, в металл вводят специальные вещества — модификаторы. Процесс искусственного регулирования величины зерел получил название модифицирования. Если условия кристаллизации благоприятны, то могут возникнуть огромные дендриты, достигающие в длину нескольких десятков сантиметров. Нормальные дендриты в литых металлах имеют длину, равную всего нескольким миллиметрам. После горячей механической обработки (ковки, прокатки и прессовки) дендриты вытягиваются вдоль направления течения металла и образуют волокна, которые при наилучшем расположении распределяются вдоль контура изделия. Это оказывает положительное влияние на его механические свойства.
Если условия кристаллизации благоприятны, то могут возникнуть огромные дендриты, достигающие в длину нескольких десятков сантиметров. Нормальные дендриты в литых металлах имеют длину, равную всего нескольким миллиметрам. После горячей механической обработки (ковки, прокатки и прессовки) дендриты вытягиваются вдоль направления течения металла и образуют волокна, которые при наилучшем расположении распределяются вдоль контура изделия. Это оказывает положительное влияние на его механические свойства. Далее процесс кристаллизации до ее окончания (точка Б) проходит при постоянной температуре, так как отвод тепла компенсируется выделяющейся скрытой теплотой кристаллизации. По окончании этого процесса температура вновь начинает понижаться.
Далее процесс кристаллизации до ее окончания (точка Б) проходит при постоянной температуре, так как отвод тепла компенсируется выделяющейся скрытой теплотой кристаллизации. По окончании этого процесса температура вновь начинает понижаться.
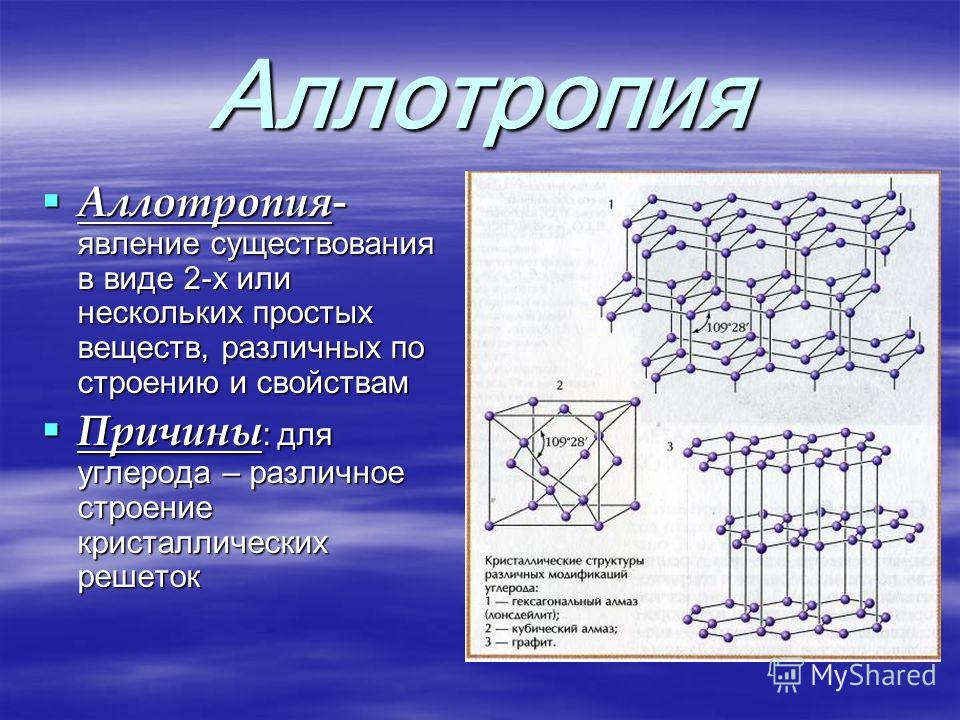
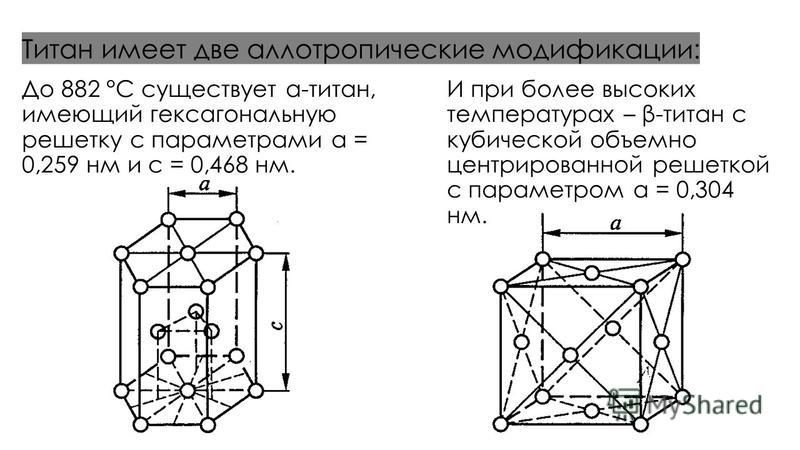
 Ниже температуры
Ниже температуры
 В данном случае в верхней части
В данном случае в верхней части Кроме того, по границам
Кроме того, по границам Монокристаллы имеют правильную
Монокристаллы имеют правильную
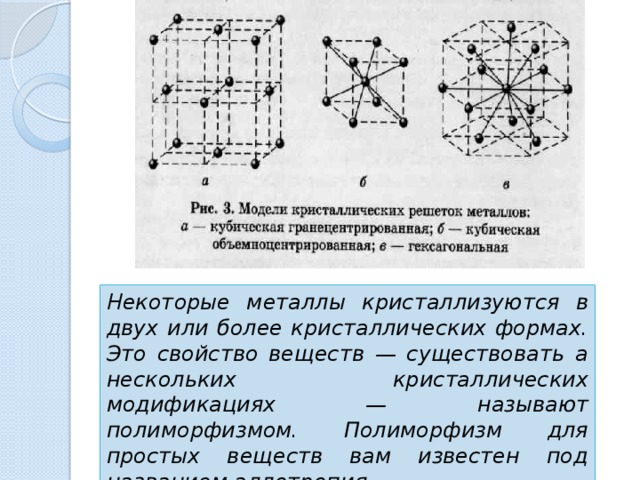
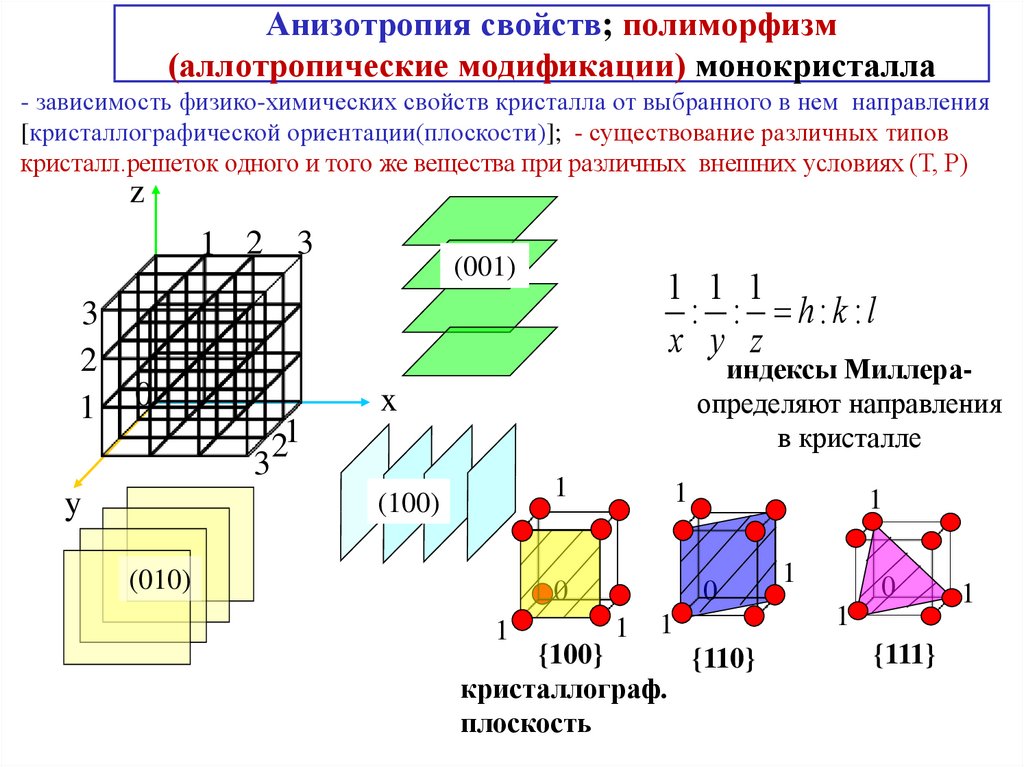 Металл, который находится в
Металл, который находится в При пластической деформации
При пластической деформации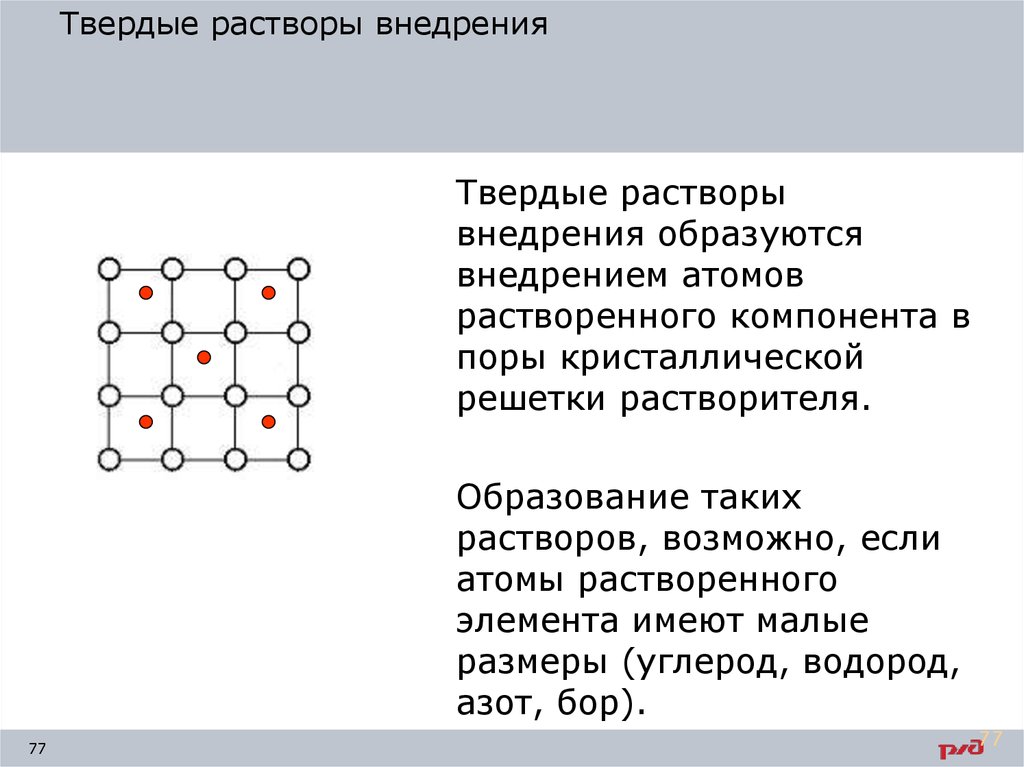 е. связь
е. связь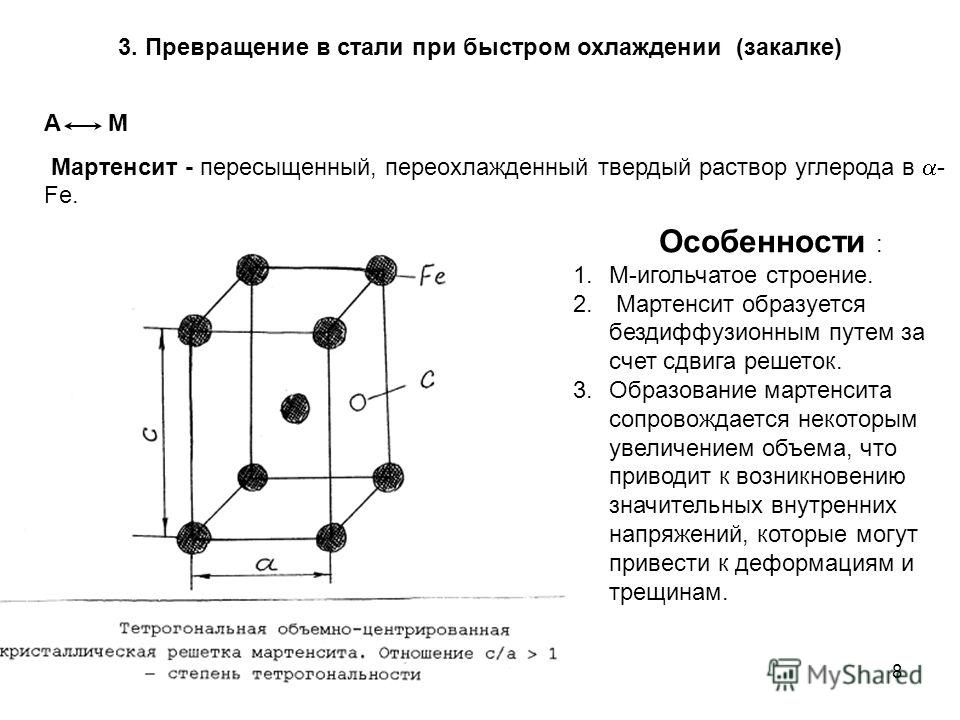 ) существуют более чем в одной кристаллической форме (но по одной за раз) в зависимости от внешних условий температуры или давления, или того и другого. Это явление называется полиморфизмом или аллотропией. Множественные кристаллические структуры одного и того же состава обычно называют полиморфами.
) существуют более чем в одной кристаллической форме (но по одной за раз) в зависимости от внешних условий температуры или давления, или того и другого. Это явление называется полиморфизмом или аллотропией. Множественные кристаллические структуры одного и того же состава обычно называют полиморфами.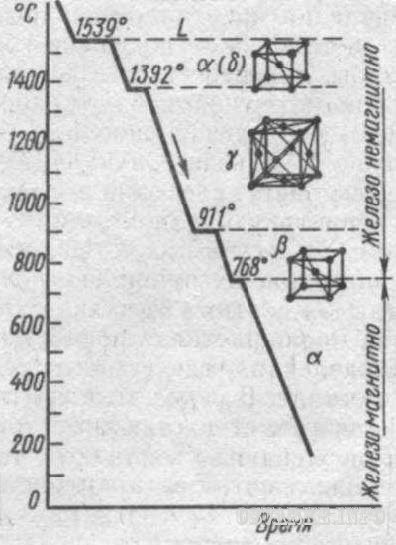 Следующая более высокая температурная модификация называется β, затем γ и при еще более высоких температурах как δ (дельта). На рис. 1.44 показаны аллотропные изменения железа при изменении температуры при атмосферном давлении. Ниже 910°C железо имеет кристаллическую структуру ОЦК и называется α-железом. Но выше 910°С железо называют γ-железом с кристаллической структурой ГЦК.
Следующая более высокая температурная модификация называется β, затем γ и при еще более высоких температурах как δ (дельта). На рис. 1.44 показаны аллотропные изменения железа при изменении температуры при атмосферном давлении. Ниже 910°C железо имеет кристаллическую структуру ОЦК и называется α-железом. Но выше 910°С железо называют γ-железом с кристаллической структурой ГЦК. Оба эти эффекта наблюдаются и при фазовых превращениях в твердом состоянии, т. е. при полиморфных изменениях.
Оба эти эффекта наблюдаются и при фазовых превращениях в твердом состоянии, т. е. при полиморфных изменениях. Таким образом, отклонение от нормальной кривой охлаждения указывает на протекание фазового превращения.
Таким образом, отклонение от нормальной кривой охлаждения указывает на протекание фазового превращения.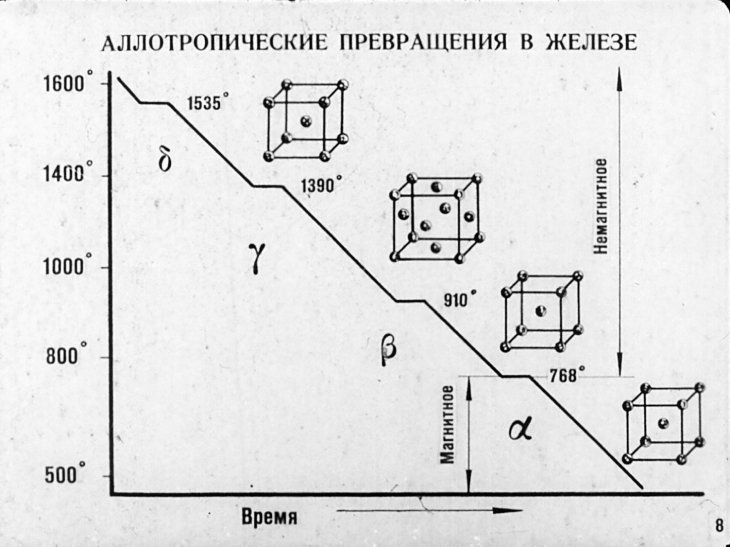 Найдем объем одной элементарной ячейки ГПУ и трех элементарных ячеек ОЦК и найдем разницу объемов.
Найдем объем одной элементарной ячейки ГПУ и трех элементарных ячеек ОЦК и найдем разницу объемов.