Удельное сопротивление металлов. Таблица | joyta.ru
Удельное сопротивление металлов является мерой их свойства противодействовать прохождению электрического тока. Эта величина выражается в Ом-метр (Ом⋅м). Символ, обозначающий удельное сопротивление, является греческая буква ρ (ро). Высокое удельное сопротивление означает, что материал плохо проводит электрический заряд.
Удельное сопротивление
Удельное электрическое сопротивление определяется как отношение между напряженностью электрического поля внутри металла к плотности тока в нем:
где:
ρ — удельное сопротивление металла (Ом⋅м),
Е — напряженность электрического поля (В/м),
J — величина плотности электрического тока в металле (А/м2)
Если напряженность электрического поля (Е) в металле очень большая, а плотность тока (J) очень маленькая, это означает, что металл имеет высокое удельное сопротивление.
Обратной величиной удельного сопротивления является удельная электропроводность, указывающая, насколько хорошо материал проводит электрический ток:
где:
σ — проводимость материала, выраженная в сименс на метр (См/м).
Электрическое сопротивление
Электрическое сопротивление, одно из составляющих закона Ома, выражается в омах (Ом). Следует заметить, что электрическое сопротивление и удельное сопротивление — это не одно и то же. Удельное сопротивление является свойством материала, в то время как электрическое сопротивление — это свойство объекта.
Электрическое сопротивление резистора определяется сочетанием формы и удельным сопротивлением материала, из которого он сделан.
Например, проволочный резистор, изготовленный из длинной и тонкой проволоки имеет большее сопротивление, нежели резистор, сделанный из короткой и толстой проволоки того же металла.
В тоже время проволочный резистор, изготовленный из материала с высоким удельным сопротивлением, обладает большим электрическим сопротивлением, чем резистор, сделанный из материала с низким удельным сопротивлением. И все это не смотря на то, что оба резистора сделаны из проволоки одинаковой длины и диаметра.
Тестер транзисторов / ESR-метр / генератор
Многофункциональный прибор для проверки транзисторов, диодов, тиристоров. ..
..
Подробнее
В качестве наглядности можно провести аналогию с гидравлической системой, где вода прокачивается через трубы.
- Чем длиннее и тоньше труба, тем больше будет оказано сопротивление воде.
- Труба, заполненная песком, будет больше оказывать сопротивление воде, нежели труба без песка
Сопротивление провода
Величина сопротивления провода зависит от трех параметров: удельного сопротивления металла, длины и диаметра самого провода. Формула для расчета сопротивления провода:
где:
R — сопротивление провода (Ом)
ρ — удельное сопротивление металла (Ом.m)
L — длина провода (м)
А — площадь поперечного сечения провода (м2)
В качестве примера рассмотрим проволочный резистор из нихрома с удельным сопротивлением 1.10×10-6 Ом.м. Проволока имеет длину 1500 мм и диаметр 0,5 мм. На основе этих трех параметров рассчитаем сопротивление провода из нихрома:
R=1,1*10-6*(1,5/0,000000196) = 8,4 Ом
Нихром и константан часто используют в качестве материала для сопротивлений. Ниже в таблице вы можете посмотреть удельное сопротивление некоторых наиболее часто используемых металлов.
Ниже в таблице вы можете посмотреть удельное сопротивление некоторых наиболее часто используемых металлов.
Поверхностное сопротивление
Величина поверхностного сопротивления рассчитывается таким же образом, как и сопротивление провода. В данном случае площадь сечения можно представить в виде произведения w и t:
Для некоторых материалов, таких как тонкие пленки, соотношение между удельным сопротивлением и толщиной пленки называется поверхностное сопротивление слоя RS:
где RS измеряется в омах. При данном расчете толщина пленки должна быть постоянной.
Часто производители резисторов для увеличения сопротивления вырезают в пленке дорожки, чтобы увеличить путь для электрического тока.
Свойства резистивных материалов
Удельное сопротивление металла зависит от температуры. Их значения приводится, как правило, для комнатной температуры (20°С). Изменение удельного сопротивления в результате изменения температуры характеризуется температурным коэффициентом.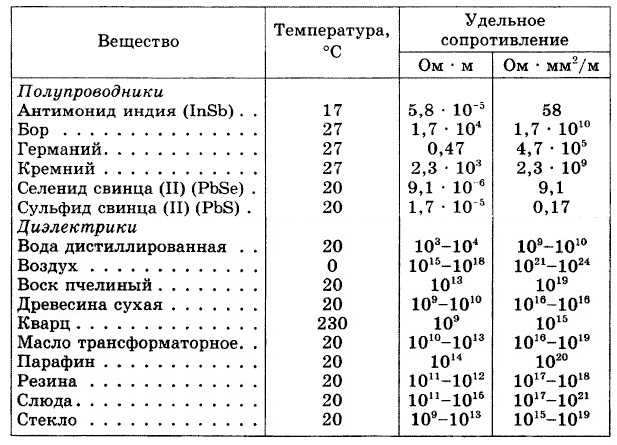
Например, в термисторах (терморезисторах) это свойство используется для измерения температуры. С другой стороны, в точной электронике, это довольно нежелательный эффект.
Металлопленочные резисторы имеют отличные свойства температурной стабильности. Это достигается не только за счет низкого удельного сопротивления материала, но и за счет механической конструкции самого резистора.
Много различных материалов и сплавов используются в производстве резисторов. Нихром (сплав никеля и хрома), из-за его высокого удельного сопротивления и устойчивости к окислению при высоких температурах, часто используют в качестве материала для изготовления проволочных резисторов. Недостатком его является то, что его невозможно паять. Константан, еще один популярный материал, легко паяется и имеет более низкий температурный коэффициент.
Блок питания 0…30В/3A
Набор для сборки регулируемого блока питания…
Подробнее
Удельное сопротивление металлов – таблица формул
4. 6
6
Средняя оценка: 4.6
Всего получено оценок: 216.
4.6
Средняя оценка: 4.6
Всего получено оценок: 216.
Величина удельного сопротивления характеризует способность вещества ограничивать электрический ток (оказывать сопротивление). Металлические проводники имеют самые низкие значения удельных сопротивлений, поэтому они используются и для передачи электроэнергии на большие расстояния, и в качестве соединительных проводов в электронных приборах, и соединительных дорожек на платах микросхем. Разберемся почему металлы обладают этим свойством и какие из них лучше всего подходят для этих целей.
Определение удельного сопротивления
Общая формула для вычисления удельного сопротивления ρ любого вещества выглядит следующим образом:
$ ρ = R * { S \over L } $ (1),
где: R — сопротивление, S — площадь поперечного сечения, L — длина проводника. На основании экспериментальных данных, пользуясь законом Ома и этой формулой, определены удельные сопротивления большого числа материалов, которые приведены в справочниках и на специализированных интернет-ресурсах. 2]}\over [м]} = [Oм]*[м] $ (2).
2]}\over [м]} = [Oм]*[м] $ (2).
Для практических расчетов часто используется внесистемная единица Ом*мм2/м. Эта единица равна удельному сопротивлению вещества, из которого сделан проводник длиной 1 м и площадью поперечного сечения 1 мм2. Числовые значения для ρ становятся более комфортны для восприятия. Еще одна причина связана с тем, что величины сечений реальных проводов и кабелей составляют 1-10 мм2, и для вычисления их параметров внесистемная единица удобнее.
Рис. 1. Таблица удельных сопротивлений различных материалов.
Почему у металлов самые низкие удельные сопротивления
Из приведенной таблицы видно, что самыми низкими значениями удельных сопротивлений обладают металлы: серебро, медь, золото, алюминий и др. Такое свойство металлов связано с большой концентрацией свободных электронов, “не привязанных” к конкретному атому, а блуждающих в пространстве кристаллической решетки. Напряжение, приложенное к концам проводника, создает электрическое поле, которое действует на электроны, заставляя их двигаться согласованно, в одном направлении.
Рис. 2. Электрический ток в металлах, свободные электроны.
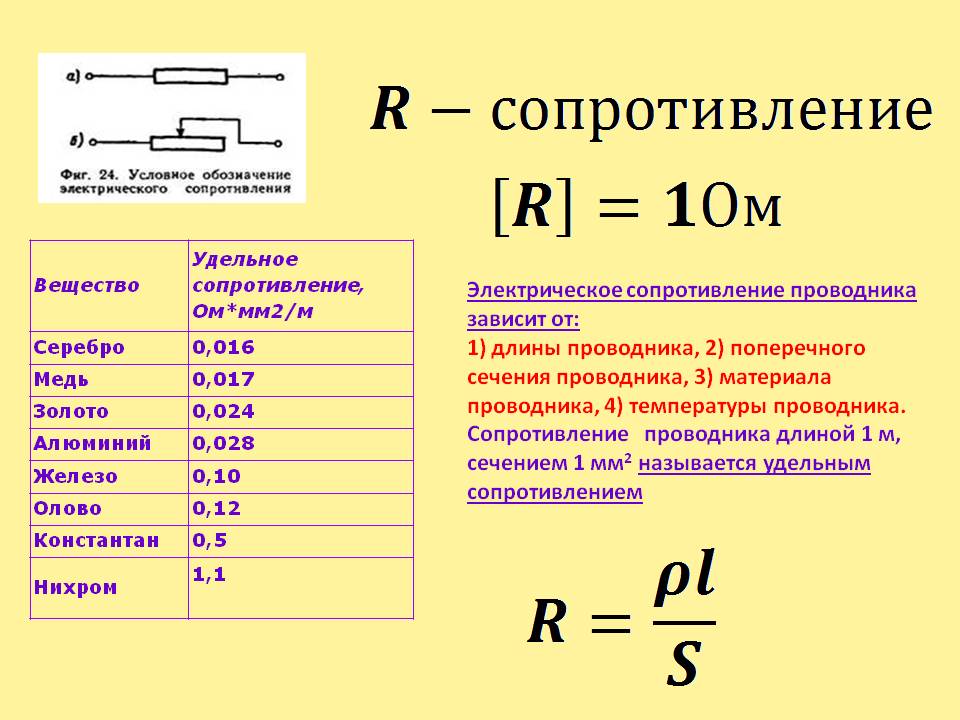
Самым низким значением ρ обладает серебро — 0,016 Ом*мм2/м. Но для повсеместного, массового, использования в сетях электроснабжения и оборудовании этот металл не используется в виду слишком большой цены. Серебро применяется для создания самых ответственных контактов в специальных электротехнических устройствах. В следующей таблице приведены величины удельных сопротивлений металлов и сплавов, часто используемых металлов в электротехнике:
Таблица
Удельные сопротивления металлов, Ом*мм2/м
(при Т = 200С)
Серебро | 0,016 | Бронза (сплав) | 0,1 |
Медь | 0,017 | Олово | 0,12 |
Золото | 0,024 | Сталь (сплав) | 0,12 |
Алюминий | 0,028 | Свинец | 0,21 |
Иридий | 0,047 | Никелин (сплав) | 0,42 |
Молибден | 0,054 | Манганин (сплав) | 0,45 |
Вольфрам | 0,055 | Константан (сплав) | 0,48 |
Цинк | 0,06 | Титан | 0,58 |
Латунь (сплав) | 0,071 | Ртуть | 0,958 |
Никель | 0,087 | Нихром (сплав) | 1,1 |
Платина | 0,1 | Висмут | 1,2 |
Наиболее популярными в электротехнике являются медь и алюминий.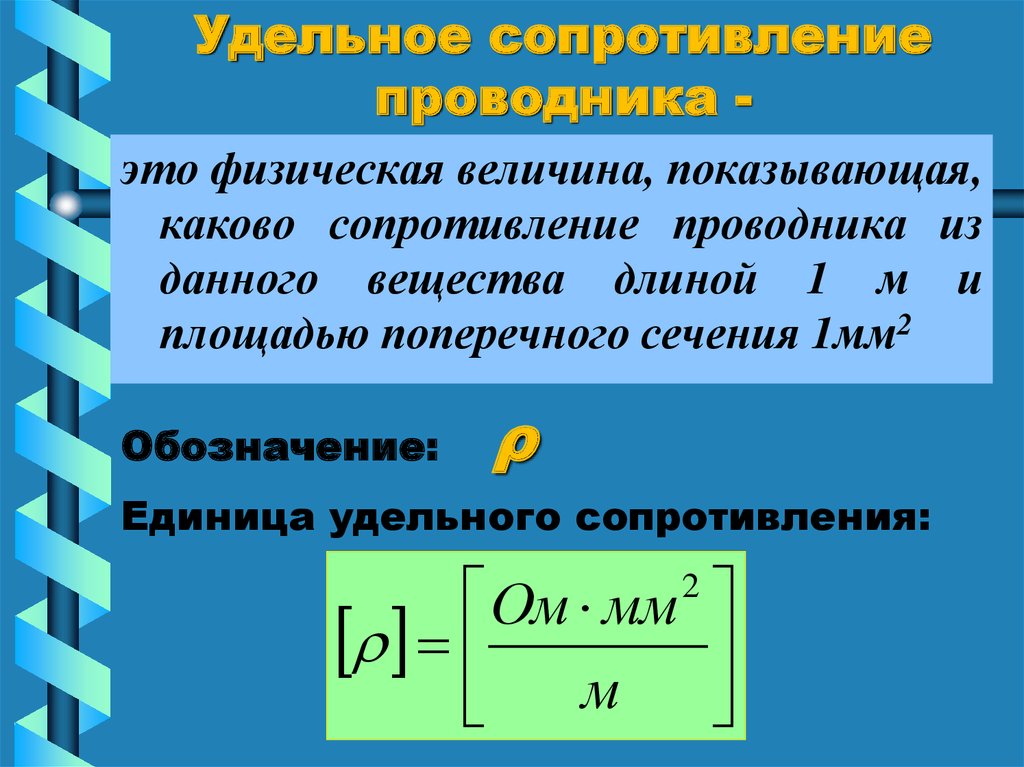 Медь и медные сплавы применяются для изготовления кабельной продукции и шунтов — деталей, ограничивающих большие токи через измерительные приборы.
Медь и медные сплавы применяются для изготовления кабельной продукции и шунтов — деталей, ограничивающих большие токи через измерительные приборы.
Влияние температуры на удельное сопротивление
В справочниках значения ρ металлов приводятся при комнатной температуре 200С. Но эксперименты показали, что зависимость ρ(Т) имеет линейный характер и описывается формулой:
$ ρ(Т) = ρ0 * (1 + α*T)$ (3),
где: ρ0 — удельное сопротивление проводника при температуре 00С, α — температурный коэффициент сопротивления, который тоже имеет тоже индивидуален для каждого вещества. Значения α, полученные опытным путем, можно узнать из справочников. Ниже приведены значения α для некоторых металлов:
- Серебро — 0,0035;
- Медь — 0,004;
- Алюминий — 0,004;
- Железо — 0,0066;
- Платина — 0,0032;
- Вольфрам — 0,0045.
Таким образом, при повышении температуры сопротивление металлов растет.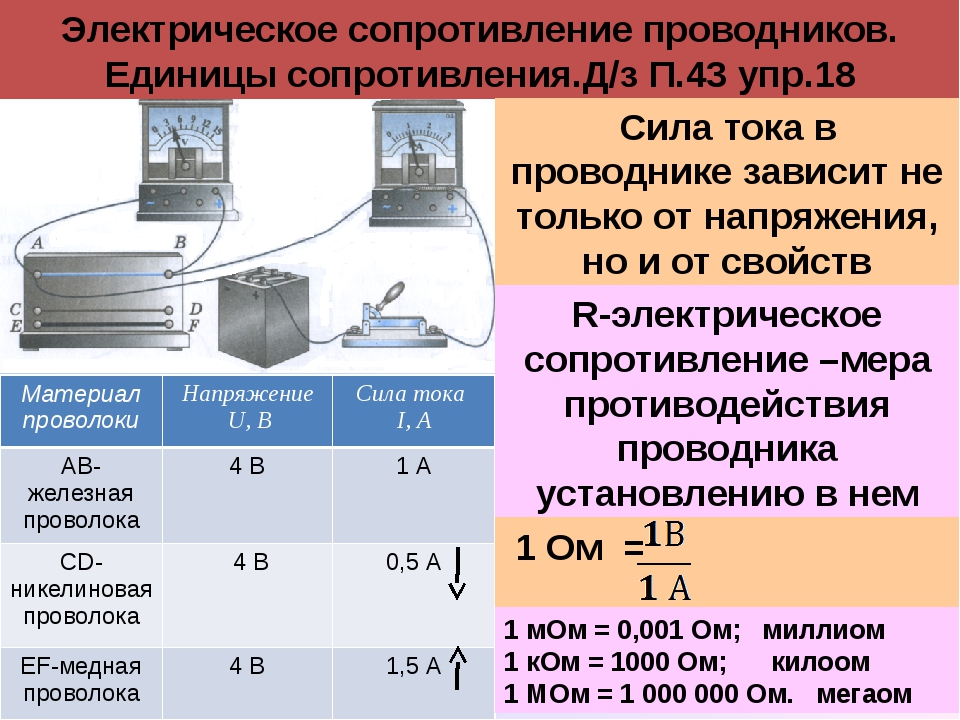 Это объясняется тем, что с ростом температуры увеличивается число дефектов в кристаллической решетке из-за более интенсивных тепловых колебаний ионов, тормозящих электронный ток.
Это объясняется тем, что с ростом температуры увеличивается число дефектов в кристаллической решетке из-за более интенсивных тепловых колебаний ионов, тормозящих электронный ток.
Рис. 3. Температурная зависимость удельного сопротивления металлов.
При приближении температуры металла к абсолютному нулю удельное сопротивление резко падает до нуля. Это явление называется сверхпроводимостью, а материалы, обнаруживающие такую способность, называются сверхпроводниками. Этот эффект открыл в 1911 г. голландский физик Камерлинг-Оннес. В его эксперименте удельное сопротивление ртути уменьшилось до нуля при 4,10К.
Что мы узнали?
Итак, мы узнали, что металлы обладают самыми низкими значениями удельного сопротивления среди проводников. Это свойство металлов используется для передачи электрической энергии с минимальными потерями. Алюминий, медь, сталь, серебро являются основными материалами для изготовления кабельной продукции. Удельное сопротивление металлов зависит от температуры.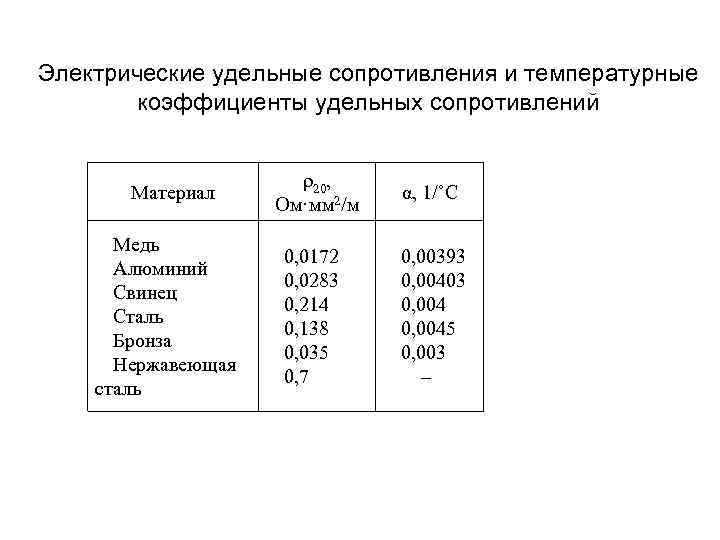 Таблица удельных сопротивлений металлов приведена для комнатной температуры — 200С.
Таблица удельных сопротивлений металлов приведена для комнатной температуры — 200С.
Тест по теме
Доска почёта
Чтобы попасть сюда — пройдите тест.
Пока никого нет. Будьте первым!
Оценка доклада
4.6
Средняя оценка: 4.6
Всего получено оценок: 216.
А какая ваша оценка?
Таблица удельного электрического сопротивления и проводимости (Николас Томас)
Это таблица удельного электрического сопротивления и электропроводности нескольких материалов. Включены металлы, элементы, вода и изоляторы.
Удельное электрическое сопротивление, обозначаемое греческой буквой ρ (rho), является мерой того, насколько сильно материал сопротивляется прохождению электрического тока. Чем ниже удельное сопротивление, тем легче материал пропускает электрический заряд. Чем выше удельное сопротивление, тем труднее течь току. Материалы с высоким удельным сопротивлением являются электрическими резисторами.
Электропроводность – величина, обратная удельному сопротивлению. Электропроводность — это мера того, насколько хорошо материал проводит электрический ток. Материалы с высокой электропроводностью являются электрическими проводниками. Электропроводность может быть представлена греческой буквой σ (сигма), κ (каппа) или γ (гамма).
Таблица удельного сопротивления и проводимости при 20°C
| Материал | ρ (Ом•м) при 20°C Удельное сопротивление | σ (S/M) при 20 ° C Проводящий. 10 −8 | 5.96×10 7 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Annealed copper | 1.72×10 −8 | 5.80×10 7 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Gold | 2.44×10 −8 | 4,10×10 7 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Aluminum | 2.82×10 −8 | 3.5×10 7 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Calcium | 3. 36×10 −8 36×10 −8 | 2.98×10 7 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Tungsten | 5.60×10 −8 | 1.79×10 7 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Zinc | 5.90×10 −8 | 1.69×10 7 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Nickel | 6.99× 10 −8 | 1.43×10 7 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Lithium | 9.28×10 −8 | 1.08×10 7 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Iron | 1.0×10 −7 | 1.00×10 7 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Platinum | 1.06×10 −7 | 9.43×10 6 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Tin | 1.09×10 −7 | 9.17×10 6 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Углеродистая сталь | (10 10 ) | 1.43×10 −7 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Lead | 2.2×10 −7 | 4.55×10 6 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Titanium | 4.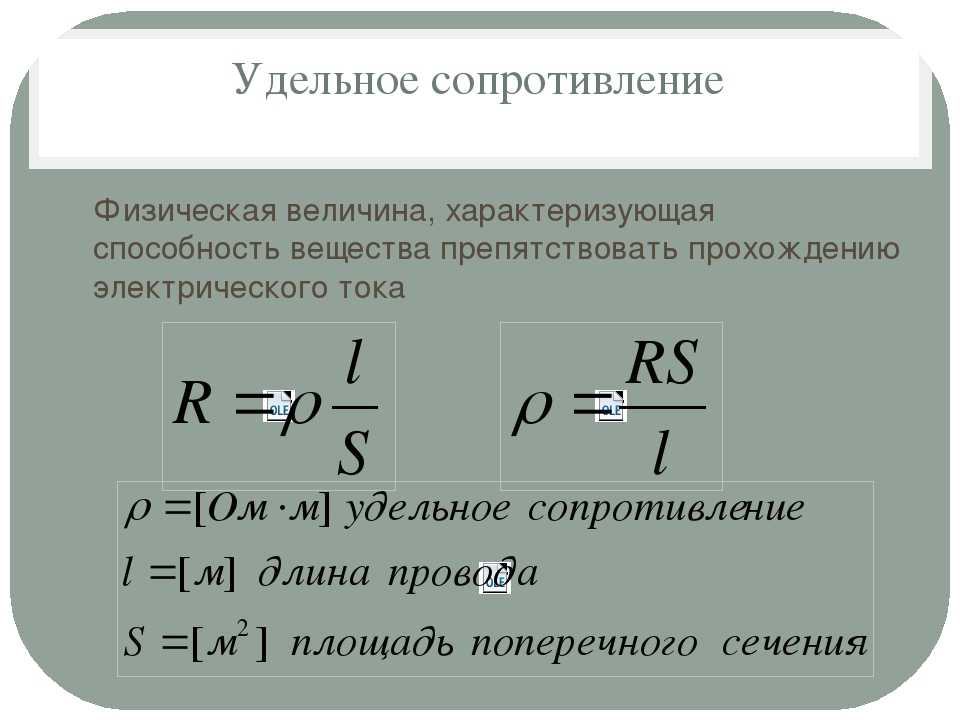 20×10 −7 20×10 −7 | 2.38×10 6 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Grain oriented electrical steel | 4.60×10 −7 | 2.17×10 6 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Manganin | 4.82×10 −7 | 2,07×10 6 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Constantan | 4.9×10 −7 | 2.04×10 6 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Stainless steel | 6.9×10 −7 | 1.45×10 6 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Mercury | 9.8×10 −7 | 1.02×10 6 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Nichrome | 1.10×10 −6 | 9.09×10 5 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| GaAs | 5 ×10 −7 to 10×10 −3 | 5×10 −8 to 10 3 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Carbon (amorphous) | 5×10 −4 to 8×10 −4 | от 1,25 до 2 × 10 3 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Углерод (графит) | 2,5 × 10 —6 до 5,0 × 10 — 6 /// Базала.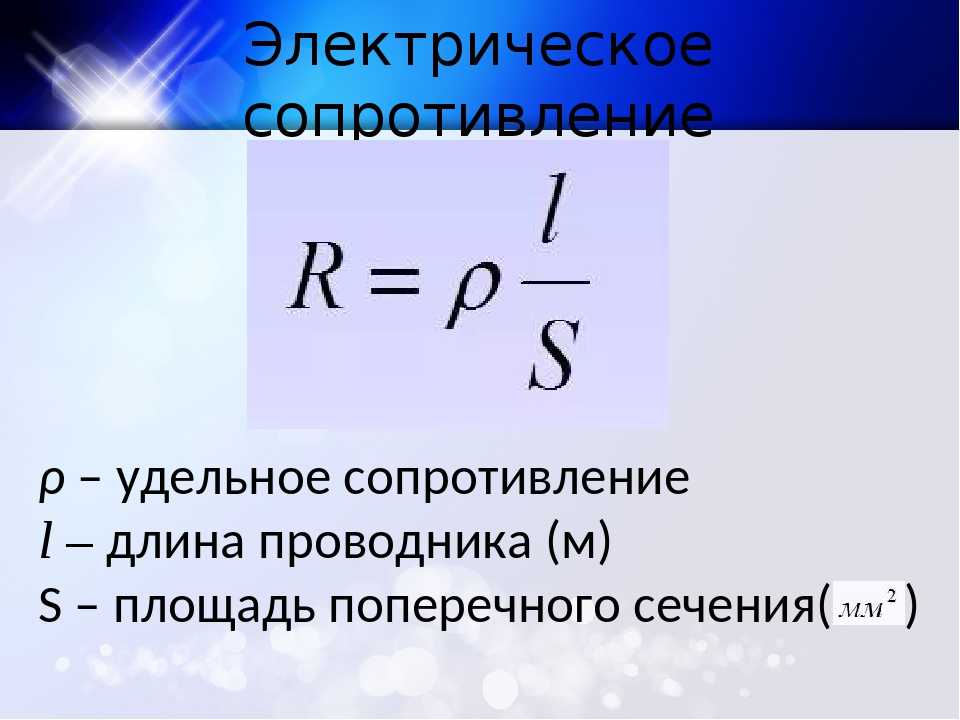 плоскость плоскость | 2 до 3×10 5 //базовая плоскость 3,3×10 2 ⊥базальная плоскость | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Carbon (diamond) | 1×10 12 | ~10 −13 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Germanium | 4.6×10 −1 | 2.17 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Sea water | 2× 10 −1 | 4.8 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Drinking water | 2×10 1 to 2×10 3 | 5×10 −4 to 5×10 −2 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Кремний | 6,40×10 2 | 1,56 × 10 −3 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Дерево (сыро ×10 5 | 5.5×10 −6 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Glass | 10×10 10 to 10×10 14 | 10 −11 to 10 −15 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Твердая резина | 1×10 13 | 10 −14 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Древесина (сухой духов 15 | 10 −16 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Air | 1. 3×10 16 to 3.3×10 16 3×10 16 to 3.3×10 16 | 3×10 −15 to 8×10 −15 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Парафиновый воск | 1×10 17 | 10 −18 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Fused quartz | 7.5×10 17 | 1.3×10 −18 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| PET | 10×10 20 | 10 −21 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Teflon | 10 × 10 22 до 10 × 10 24 | 10 -25 до 100043 -23 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



| Таблица удельного электрического сопротивления обычных материалов | ||
|---|---|---|
| Материал | Удельное электрическое сопротивление при 20°C Ом-метры | |
| Алюминий | 2,8 x 10 -8 | |
| Сурьма | 3,9 x 10 -7 | |
| Висмут | 1,3 х 10 -6 | |
| Латунь | ~0,6 — 0,9 x 10 -7 | |
| Кадмий | 6 х 10 -8 | |
| Кобальт | 5,6 х 10 -8 | |
| Медь | 1,7 x 10 -8 | |
| Золото | 2,4 х 10 -8 | |
| Углерод (графит) | 1 х 10 -5 | |
| Германий | 4,6 x 10 -1 | |
| Железо | 1,0 x 10 -7 | |
| Свинец | 1,9 x 10 -7 | |
| Манганин | 4,2 х 10 -7 | |
| Нихром | 1,1 х 10 -6 | |
| Никель | 7 х 10 -8 | |
| Палладий | 1,0 x 10 -7 | |
| Платина | 0,98 х 10 -7 | |
| Кварц | 7 х 10 17 | |
| Кремний | 6,4 x 10 2 | |
| Серебро | 1,6 x 10 -8 | |
| Тантал | 1,3 x 10 -7 | |
| Олово | 1,1 x 10 -7 | |
| Вольфрам | 4,9 х 10 -8 | |
| Цинк | 5,5 х 10 -8 | |
Удельное сопротивление материалов – что лучше
Можно видеть, что удельное сопротивление меди и удельное сопротивление латуни, как низкое, так и с учетом их стоимости по сравнению с серебром и золотом, делают их экономически выгодными материалами для многих проводов.
Удельное сопротивление меди и простота ее использования означают, что она также используется почти исключительно для изготовления проводников на печатных платах.
Иногда используется алюминий
и особенно медь из-за их низкого удельного сопротивления. Большинство проводов, используемых в наши дни для межсоединений, изготовлены из меди, поскольку она обеспечивает низкий уровень удельного сопротивления по приемлемой цене.
Удельное сопротивление золота также важно, потому что золото используется в некоторых критических областях, несмотря на его стоимость. Часто золотое покрытие встречается на высококачественных слаботочных разъемах, где оно обеспечивает наименьшее контактное сопротивление.
Позолота очень тонкая, но даже при этом она способна обеспечить требуемые характеристики разъемов. Кроме того, поскольку он не окисляется, как многие другие металлы, это также является значительным дополнительным преимуществом.
Серебро
имеет очень низкий уровень удельного сопротивления, но оно не так широко используется из-за своей стоимости и из-за того, что оно тускнеет, что может привести к более высокому контактному сопротивлению.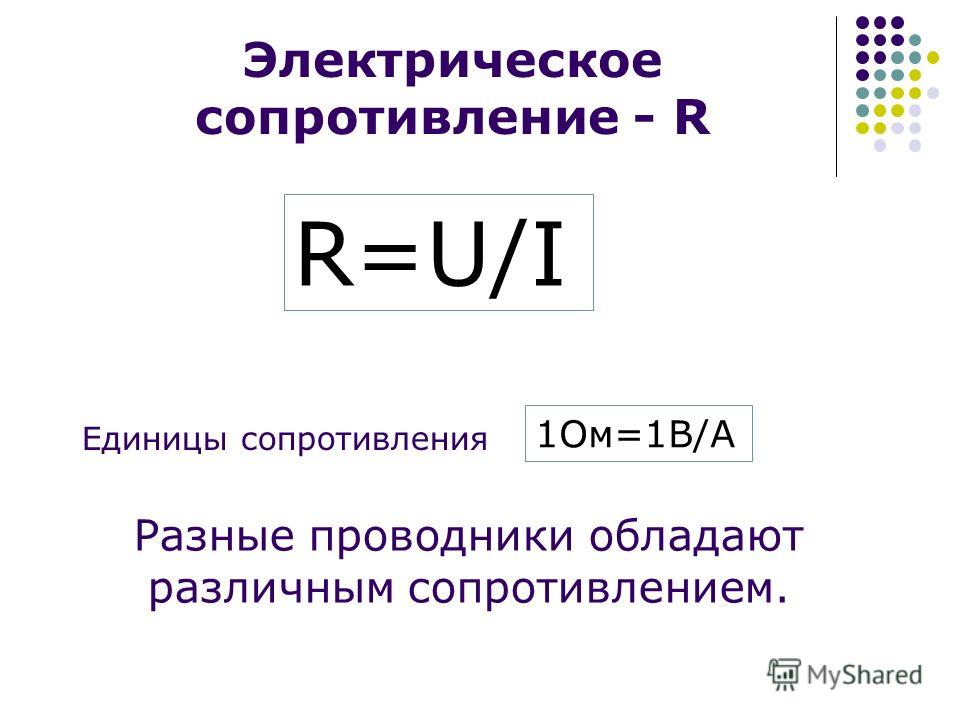 Оксид может действовать как выпрямитель при некоторых обстоятельствах, что может вызвать некоторые неприятные проблемы в радиочастотных цепях, создавая так называемые продукты пассивной интермодуляции.
Оксид может действовать как выпрямитель при некоторых обстоятельствах, что может вызвать некоторые неприятные проблемы в радиочастотных цепях, создавая так называемые продукты пассивной интермодуляции.
Однако он использовался в некоторых катушках для радиопередатчиков, где низкое удельное электрическое сопротивление серебра уменьшало потери.
Когда серебро использовалось в этом приложении, оно обычно наносилось только на существующий медный провод — скин-эффект, влияющий на высокочастотные сигналы, означал, что только поверхность провода использовалась для проведения высокочастотных электрических токов. Благодаря покрытию проволоки серебром это значительно снизило затраты по сравнению с цельной серебряной проволокой без какого-либо существенного влияния на производительность.
Другие материалы в таблице удельного электрического сопротивления могут не иметь таких очевидных применений. Тантал указан в таблице, потому что он используется в конденсаторах — никель и палладий используются в концевых соединениях для многих компонентов поверхностного монтажа, таких как конденсаторы.
Кварц
находит свое основное применение в качестве пьезоэлектрического резонансного элемента. Кристаллы кварца используются в качестве элементов, определяющих частоту, во многих генераторах, где их высокое значение добротности позволяет создавать схемы с очень стабильной частотой.
Они также используются в высокопроизводительных фильтрах. Кварц имеет очень высокий уровень удельного сопротивления и не является хорошим проводником электричества, будучи классифицированным как изолятор.
Классификация удельного сопротивления проводников, изоляторов, полупроводников
Существует три широких классификации материалов с точки зрения их удельного сопротивления: проводники, полупроводники и изоляторы.
| Сравнение удельного сопротивления проводников, полупроводников и изоляторов | ||
|---|---|---|
| Материал | Типовой диапазон сопротивления (Ом·м) | |
| Проводники | 10 -2 — 10 -8 | |
| Полупроводники | 10 -6 — 10 6 | |
| Изоляторы | 10 11 — 10 19 | |
Эти цифры являются ориентировочными.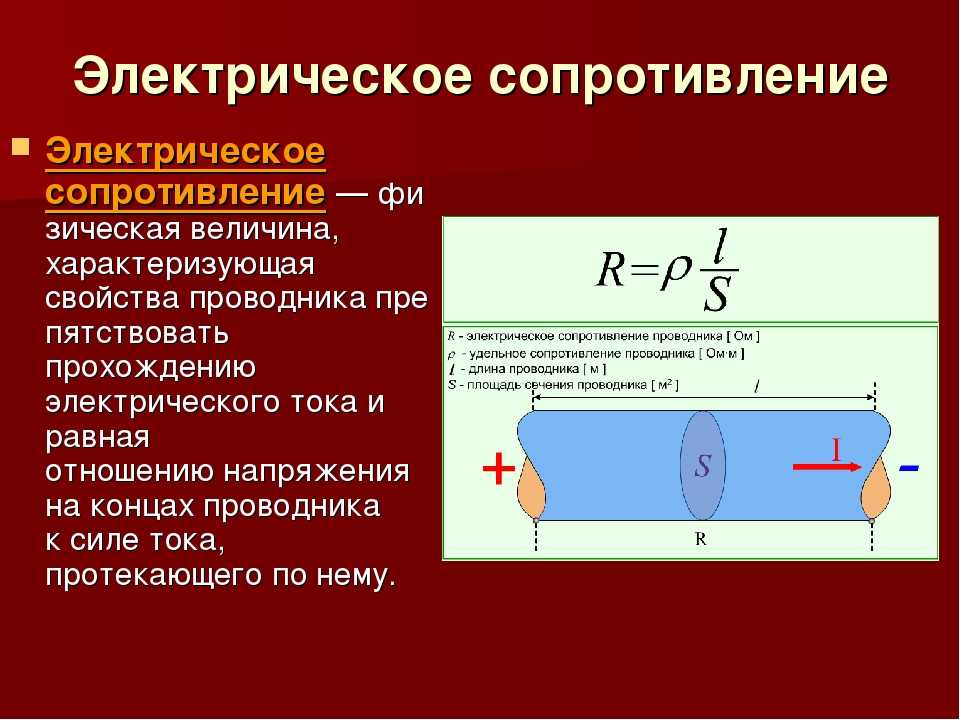
Особенность строения кристаллической решетки металла твердость: Типы кристаллических решёток — урок. Химия, 8 класс.
Кристаллическое строение металлов. Кристаллическая решетка металлов
Одним из самых распространенных материалов, с которым всегда предпочитали работать люди, был металл. В каждую эпоху предпочтение отдавалось разным видам этих удивительных веществ. Так, IV-III тысячелетия до нашей эры считаются веком хальколита, или медным. Позже его сменяет бронзовый, а затем в силу вступает тот, что и по сей день является актуальным — железный.
Сегодня вообще сложно представить, что когда-то можно было обходиться без металлических изделий, ведь практически все, начиная от предметов быта, медицинских инструментов и заканчивая тяжелой и легкой техникой, состоит из этого материала или включает в свой состав отдельные части из него. Почему же металлы сумели завоевать такую популярность? В чем проявляются особенности и как это заложено в их строении, попробуем разобраться далее.
Общее понятие о металлах
«Химия. 9 класс» — это учебник, по которому проходят обучение школьники. Именно в нем подробно изучаются металлы. Рассмотрению их физических и химических свойств отведена большая глава, ведь разнообразие их чрезвычайно велико.
Именно с этого возраста рекомендуют давать детям представление о данных атомах и их свойствах, ведь подростки уже вполне могут оценить значение подобных знаний. Они прекрасно видят, что окружающее их разнообразие предметов, машин и прочих вещей имеет в своей основе как раз металлическую природу.
Что же такое металл? С точки зрения химии, к данным атомам принято относить те, что имеют:
- малое число электронов на внешнем уровне;
- проявляют сильные восстановительные свойства;
- имеют большой атомный радиус;
- как простые вещества обладают рядом специфических физических свойств.
Основу знаний об этих веществах можно получить, если рассмотреть атомно-кристаллическое строение металлов. Именно оно объясняет все особенности и свойства данных соединений.
В периодической системе для металлов отводится большая часть всей таблицы, ведь они образуют все побочные подгруппы и главные с первой по третью группу.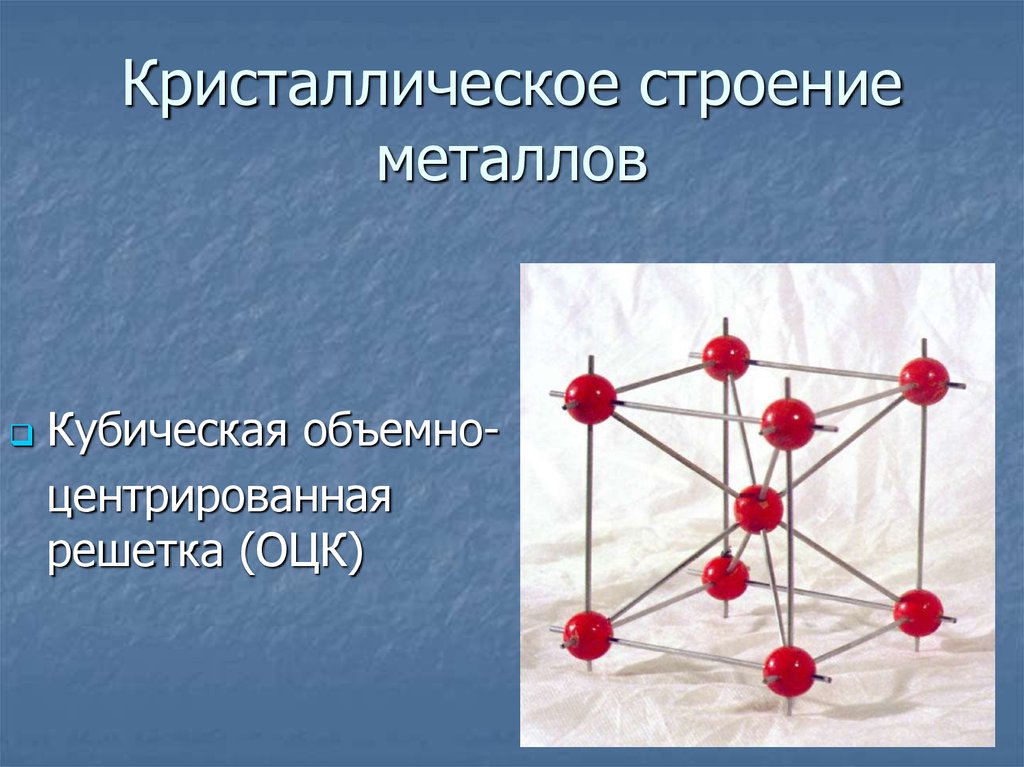 Поэтому их численное превосходство очевидно. Самыми распространенными являются:
Поэтому их численное превосходство очевидно. Самыми распространенными являются:
- кальций;
- натрий;
- титан;
- железо;
- магний;
- алюминий;
- калий.
Все металлы имеют ряд свойств, которые позволяют объединять их в одну большую группу веществ. В свою очередь, эти свойства объясняет именно кристаллическое строение металлов.
Свойства металлов
К специфическим свойствам рассматриваемых веществ относят следующие.
- Металлический блеск. Все представители простых веществ им обладают, причем большинство одинаковым серебристо-белым цветом. Лишь некоторые (золото, медь, сплавы) отличаются.
- Ковкость и пластичность — способность деформироваться и восстанавливаться достаточно легко. У разных представителей выражена в неодинаковой мере.
- Электропроводность и теплопроводность — одно из основных свойств, которое определяет области применения металла и его сплавов.
Кристаллическое строение металлов и сплавов объясняет причину каждого из обозначенных свойств и говорит о выраженности их у каждого конкретного представителя. Если знать особенности такого строения, то можно влиять на свойства образца и подстраивать его под нужные параметры, что и делают люди уже многие десятилетия.
Если знать особенности такого строения, то можно влиять на свойства образца и подстраивать его под нужные параметры, что и делают люди уже многие десятилетия.
Атомно-кристаллическое строение металлов
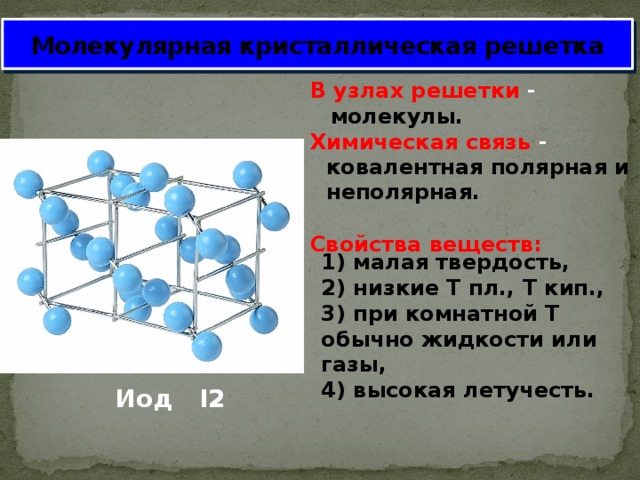
В чем же заключается такое строение, чем характеризуется? Само название говорит о том, что все металлы представляют собой кристаллы в твердом состоянии, то есть при обычных условиях (кроме ртути, которая является жидкостью). А что такое кристалл?
Это условное графическое изображение, построенное путем пересечения воображаемых линий через атомы, которые выстраивают тело. Другими словами, каждый металл состоит из атомов. Они располагаются в нем не хаотично, а очень правильно и последовательно. Так вот, если мысленно соединить все эти частицы в одну структуру, то получится красивое изображение в виде правильного геометрического тела какой-либо формы.
Это и принято называть кристаллической решеткой металла. Она очень сложная и пространственно объемная, поэтому для упрощения показывают не всю ее, а лишь часть, элементарную ячейку. Совокупность таких ячеек, собранная вместе и отраженная в трехмерном пространстве, и образует кристаллические решетки. Химия, физика и металловедение — это науки, которые занимаются изучением особенностей строения таких структур.
Совокупность таких ячеек, собранная вместе и отраженная в трехмерном пространстве, и образует кристаллические решетки. Химия, физика и металловедение — это науки, которые занимаются изучением особенностей строения таких структур.
Сама элементарная ячейка — это набор атомов, которые располагаются на определенном расстоянии друг от друга и координируют вокруг себя строго фиксированное число других частиц. Она характеризуется плотностью упаковки, расстоянием между составными структурами, координационным числом. В целом все эти параметры являются характеристикой и всего кристалла, а значит, отражают и проявляемые металлом свойства.
Существует несколько разновидностей кристаллических решеток. Объединяет их все одна особенность — в узлах находятся атомы, а внутри располагается облако электронного газа, которое формируется путем свободного передвижения электронов внутри кристалла.
Типы кристаллических решеток
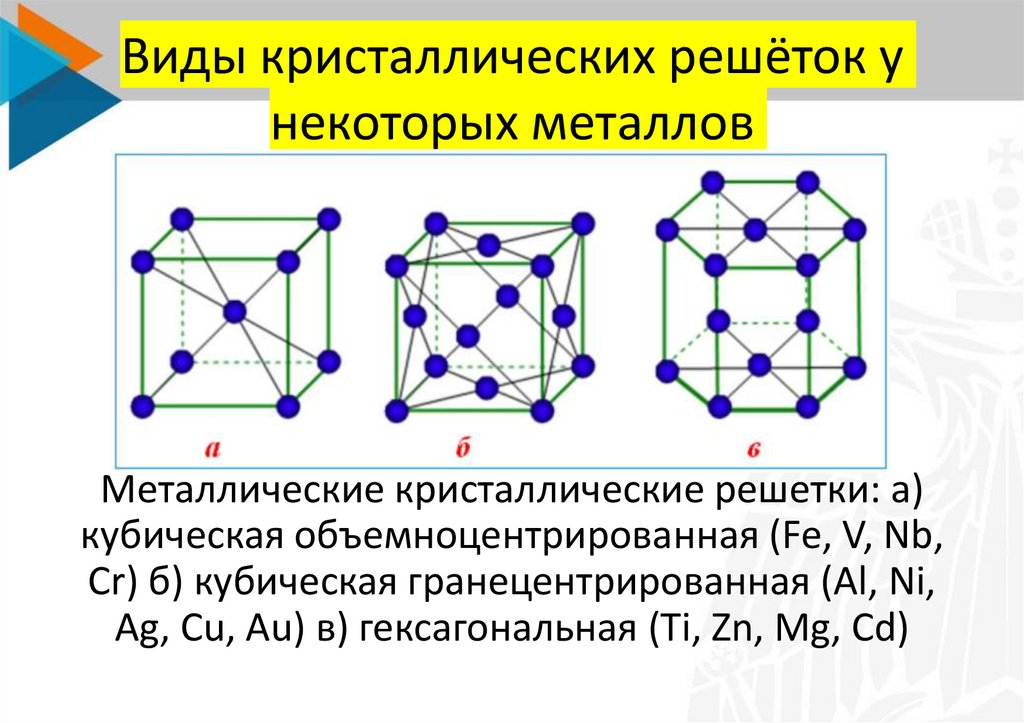
Четырнадцать вариантов строения решетки принято объединять в три основных типа. Они следующие:
Они следующие:
- Объемно-центрированная кубическая.
- Гексагональная плотноупакованная.
- Гранецентрированная кубическая.
Кристаллическое строение металлов было изучено только благодаря электронной микроскопии, когда стало возможным получать большие увеличения изображений. А классификацию типов решеток впервые привел французский ученый Браве, по фамилии которого их иногда называют.
Объемно-центрированная решетка
Строение кристаллической решетки металлов данного типа представляет собой следующую структуру. Это куб, в узлах которого находится восемь атомов. Еще один располагается в центре свободного внутреннего пространства ячейки, что и объясняет название «объемно-центрированная».
Это один из вариантов наиболее простого строения элементарной ячейки, а значит, и всей решетки в целом. Такой тип имеют следующие металлы:
- молибден;
- ванадий;
- хром;
- марганец;
- альфа-железо;
- бетта-железо и другие.


Основные свойства таких представителей — высокая степень ковкости и пластичности, твердость и прочность.
Гранецентрированная решетка
Кристаллическое строение металлов, имеющих гранецентрированную кубическую решетку, представляет собой следующую структуру. Это куб, который включает в свой состав четырнадцать атомов. Восемь из них формируют узлы решетки, а еще шесть расположены по одному на каждой грани.
Подобную структуру имеют:
- алюминий;
- никель;
- свинец;
- гамма-железо;
- медь.
Основные отличительные свойства — блеск разного цвета, легкость, прочность, ковкость, повышенная устойчивость к коррозии.
Гексагональная решетка
Кристаллическое строение металлов, обладающих данным типом решетки, следующее. В основе элементарной ячейки лежит шестигранная призма. В ее узлах располагается 12 атомов, еще два по основаниям и три атома свободно лежат внутри пространства в центре структуры. Всего семнадцать атомов.
Подобную сложную конфигурацию имеют такие металлы, как:
- альфа-титан;
- магний;
- альфа-кобальт;
- цинк.
Основные свойства — высокая степень прочности, сильный серебристый блеск.
Дефекты кристаллического строения металлов
Однако все рассмотренные типы ячеек могут иметь и естественные недостатки, или так называемые дефекты. Это может быть связано с разными причинами: посторонними атомами и примесями в металлах, внешними воздействиями и прочим.
Поэтому существует классификация, отражающая дефекты, которые могут иметь кристаллические решетки. Химия как наука изучает каждый из них с целью выявления причины и способа устранения, чтобы свойства материала не были изменены. Итак, дефекты следующие.
- Точечные. Они бывают трех основных видов: вакансии, примеси или дислоцированные атомы. Приводят к ухудшению магнитных свойств металла, электро- и теплопроводности его.
- Линейные, или дислокационные. Выделяют краевые и винтовые. Ухудшают прочность и качество материала.
- Поверхностные дефекты. Влияют на внешний вид и структуру металлов.
 Ухудшают прочность и качество материала.
Ухудшают прочность и качество материала.В настоящее время разработаны методики устранения дефектов и получения чистых кристаллов. Однако совсем искоренить их не удается, идеальной кристаллической решетки не существует.
Значение знаний о кристаллическом строении металлов
Из вышеизложенного материала очевидно, что знания о тонкой структуре и строении позволяют спрогнозировать свойства материала и повлиять на них. И это позволяет делать наука химия. 9 класс общеобразовательной школы делает в процессе обучения упор на то, чтобы сформировать у учащихся четкое понятие о важном значении основополагающей логической цепочки: состав — строение — свойства — применение.
Сведения о кристаллическом строении металлов очень четко иллюстрирует эту зависимость и позволяет учителю наглядно объяснить и показать детям, насколько важно знать тонкую структуру, чтобы правильно и грамотно использовать все свойства.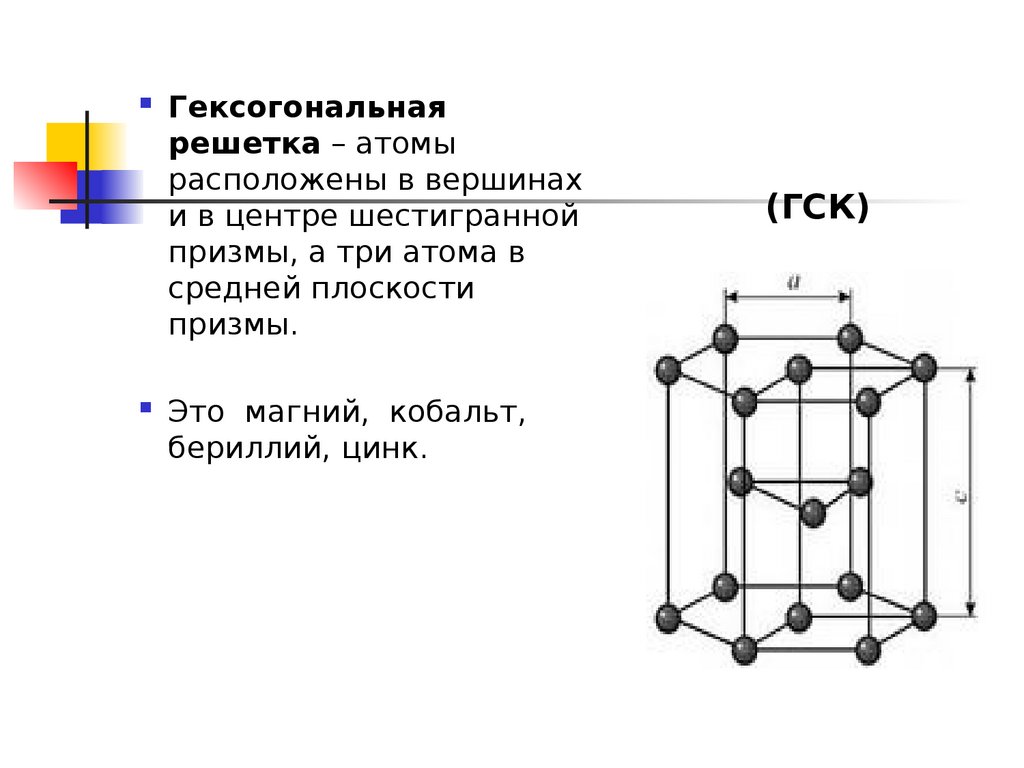
Особенность — строение — кристаллическая решетка
Cтраница 1
Особенности строения кристаллической решетки играют существенную роль для характеристики качества диоксида марганца как активного вещества источника тока, катализатора, абсорбента, твердого электролита.
[1]
| Рентгенограммы двуокиси марганца.
[2] |
Особенности строения кристаллической решетки играют — существенную роль для характеристики качества двуокиси марганца как активного вещества источников тока. Строение кристаллов определяют рентгенографическим способом. Расстояние между плоскостями в кристалле ( межплоскостные расстояния), измеряемые в ангстремах А, позволяют отнести образец к той или иной модификации. Расстояния между плоскостями в кристалле соответствуют промежутку между линиями на рентгенограмме.
[3]
Основные типы кристаллических решеток металлов.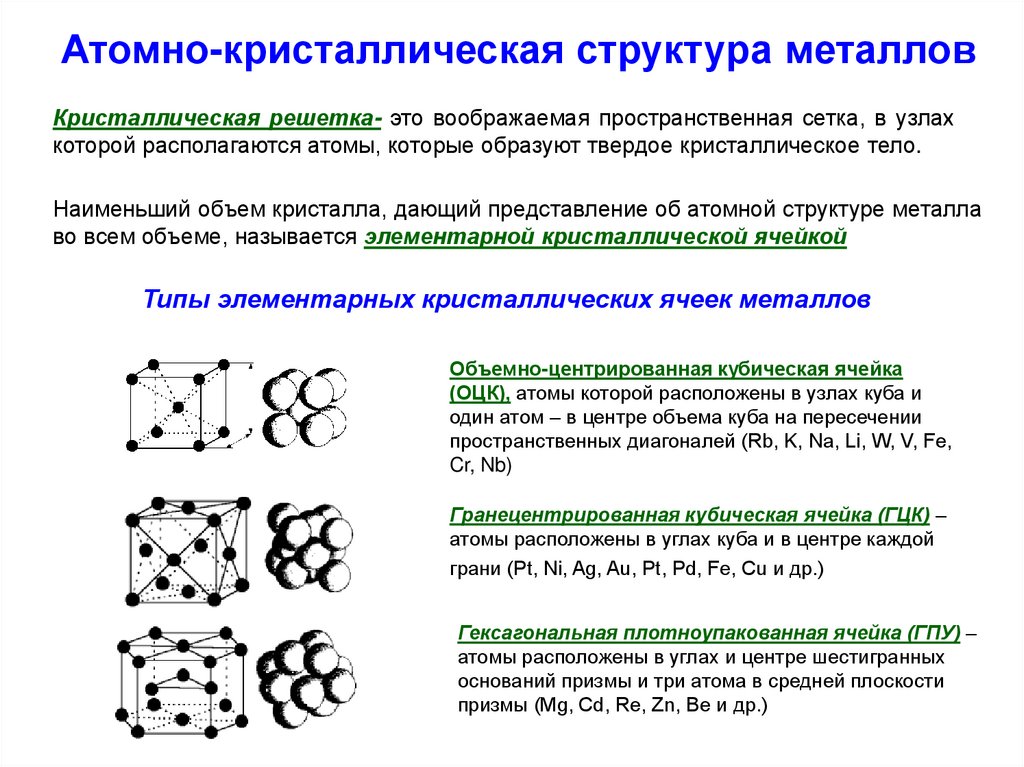
[4] |
Особенность строения кристаллической решетки металлов заключается в том, что одни ее узлы заняты атомами, а другие положительными ионами. В промежутках между узлами перемещаются свободные электроны, образующие как бы электронный газ. Нахождение свободных электронов в металлических кристаллах обусловливают общие свойства металлов, их электро — и теплопроводность. Они же объясняют способность металлов к механической деформации.
[5]
Особенности строения кристаллических решеток графита и алмаза приводят к заметному различию их физических и химических свойств.
[6]
Ионная проводимость некоторых кристаллических тел — твердых электролитов — связана с особенностями строения кристаллической решетки и в отдельных случаях — с присутствием в ней чужеродных ионов.
[7]
Кристаллическая структура графита. а — модель графита.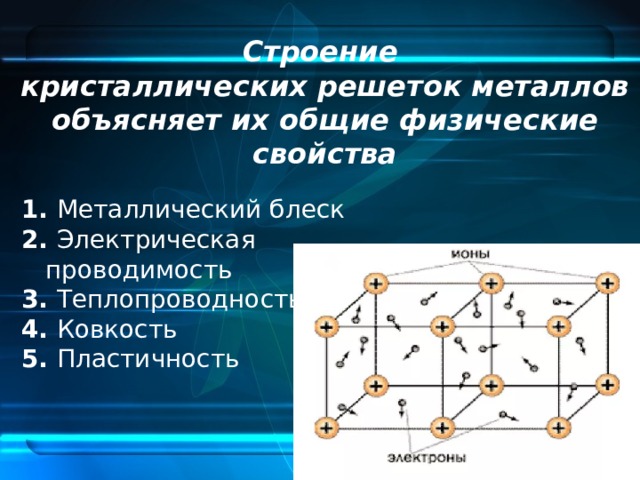 б — взаимное расположение слоев. б — взаимное расположение слоев.
[8] |
В настоящее время авторы многочисленных работ подтвердили, что все реакции углерода обусловлены особенностями строения кристаллической решетки графита.
[9]
Высокая вязкость рассматриваемых сталей и сплавов и их значительное упрочнение в процессе обработки обусловлены особенностями строения кристаллической решетки жаропрочных материалов. Детали следует обрабатывать на мощных и жестких станках, с жестким закреплением детали и инструмента. Инструмент должен хорошо затачиваться. Нельзя применять чрезмерно малые подачи при обработке, так как из-за наклепа поверхностных слоев стойкость инструмента при малых подачах резко падает. Глубину резания также рекомендуется брать не ниже 0 3 — 0 5 мм.
[10]
В [9] предложен механизм, связывающий изомеризацию АВК и юс реакции обмена с р-дикетонами и АВТ с особенностями строения кристаллической решетки.
[11]
Поэтому можно предположить, что повышенная температура плавления га-хлоранилина но сравнению с температурой плавления тг-бромани-лина связана с особенностью строения кристаллической решетки последнего.
[12]
Следует отметить, что наряду с конструкционной анизотропией композита существуют технологическая анизотропия, возникающая при пластической деформации изотропных материалов, и физическая анизотропия, присущая, например, кристаллам и связанная с особенностями строения кристаллической решетки.
[13]
Диэлектрическая проницаемость углей зависит от степени их метаморфизма и имеет минимальное значение, что объясняется ростом электропроводимости у слабометаморфизованных углей за счет наличия в них полярных функциональных групп, а в антрацитах — за счет особенностей строения кристаллической решетки. Диэлектрическая проницаемость возрастает с повышением влажности.
[14]
В минералах группы монтмориллонита связь между кремне-кислородными и гиббситовыми пакетами проходит по кислородным поверхностям и поэтому относительно слаба, она определяется ван-дер-ваальсовыми силами. Такая особенность строения кристаллической решетки позволяет молекулам воды и полярным органическим молекулам легко входить в межпакетное пространство, изменяя его размеры и вызывая набухание породы. Эти минералы характеризуются выраженными катионообменными свойствами, что проявляется в способности глины связывать определенно число катионов, причем одни из них могут быть частично или полностью заменены другими в эквивалентных количествах. Обменная емкость монтмориллонита — более 50Х Х10 — 5 моль / кг. Минералы группы монтмориллонита встречаются в глинистых породах палеогенового, мелового, юрского, пермского и каменноугольного возраста. В более ранних породах не обнаружены.
Эти минералы характеризуются выраженными катионообменными свойствами, что проявляется в способности глины связывать определенно число катионов, причем одни из них могут быть частично или полностью заменены другими в эквивалентных количествах. Обменная емкость монтмориллонита — более 50Х Х10 — 5 моль / кг. Минералы группы монтмориллонита встречаются в глинистых породах палеогенового, мелового, юрского, пермского и каменноугольного возраста. В более ранних породах не обнаружены.
[15]
Страницы:
1
2
4.2a Металлы и металлические сплавы
Черные металлы содержат железо, ржавчину и обладают магнитными свойствами.
| Цветные металлы не содержат железа и не подвержены коррозии.
|
 Устойчив к окрашиванию и коррозии и поэтому используется для столовых приборов и хирургических инструментов.
Устойчив к окрашиванию и коррозии и поэтому используется для столовых приборов и хирургических инструментов. Используется в декоративных целях и в электроустановках.
Используется в декоративных целях и в электроустановках.Металлы часто описывают как положительно заряженные ядра в море электронов. Внешние электроны ядер атомов металлов свободны и могут проходить через кристаллическую структуру. Связь вызвана притяжением между положительно заряженными ядрами металлических атомов и отрицательно заряженным облаком свободных электронов. Особое расположение атомов металла не требуется.
Металлическая связь предполагает совместное использование внешних электронов, но они более свободны и могут проходить через кристаллическую структуру. Связь вызвана притяжением между положительно заряженными ядрами атомов металла и отрицательно заряженным облаком свободных электронов и распространяется по всей решетке — «положительно заряженные ядра в море электронов».
Чистые и легированные металлы существуют в виде кристаллов. Металлы, многие виды керамики и некоторые полимеры имеют однородное геометрическое расположение атомов или ионов, которое повторяется по всему материалу, и поэтому их называют кристаллическими.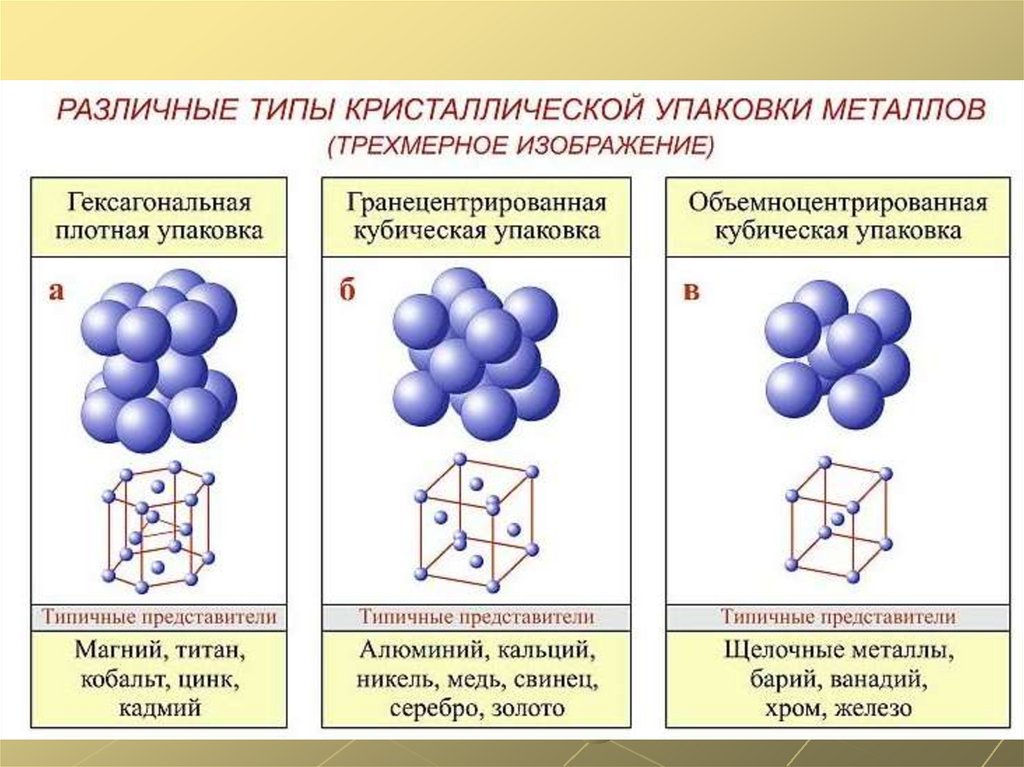 Эта регулярная трехмерная структура атомов известна как пространственная решетка, а элементарная ячейка является наименьшей единицей решетки, которая сохраняет общие характеристики решетки. Кристаллическая структура относится к размеру, форме и расположению атомов элементарной ячейки решетки и варьируется от одного вещества к другому. Кристаллы представляют собой регулярное расположение частиц (атомов, ионов или молекул).
Эта регулярная трехмерная структура атомов известна как пространственная решетка, а элементарная ячейка является наименьшей единицей решетки, которая сохраняет общие характеристики решетки. Кристаллическая структура относится к размеру, форме и расположению атомов элементарной ячейки решетки и варьируется от одного вещества к другому. Кристаллы представляют собой регулярное расположение частиц (атомов, ионов или молекул).
Решетчатая структура металлов |
Если взять в качестве примера скрепку. Типичная скрепка состоит из ок. 1 000 000 000 000 000 000 000 атомов железа. Эти атомы плотно упакованы в кристаллическую структуру (регулярное расположение атомов, которое повторяется много раз). |

Размер зерна
Затвердевание металла достигается в процессе зарождения и роста. Когда чистый расплавленный металл охлаждается чуть ниже температуры замерзания, в жидкости сначала образуются мельчайшие зародыши твердого вещества.
Структура атомов железа не является непрерывной на протяжении всей скрепки. Когда металл охлаждается и переходит из жидкого состояния в твердое, его атомы объединяются, образуя крошечные зерна или кристаллы. Хотя кристаллическая структура не продолжается от кристалла к кристаллу, кристаллы связаны друг с другом.
Затвердевание металлов состоит в том, что оно не происходит внезапно во всей жидкости. По мере затвердевания расплавленного чистого металла начинают формироваться кристаллы (зародыши), и эти кристаллы растут за счет добавления атомов с образованием дендрита, который, как можно видеть, представляет собой кристаллический скелет с остовом, от которого ветви растут в других направлениях, фиксируемых закономерностью элементарной ячейки.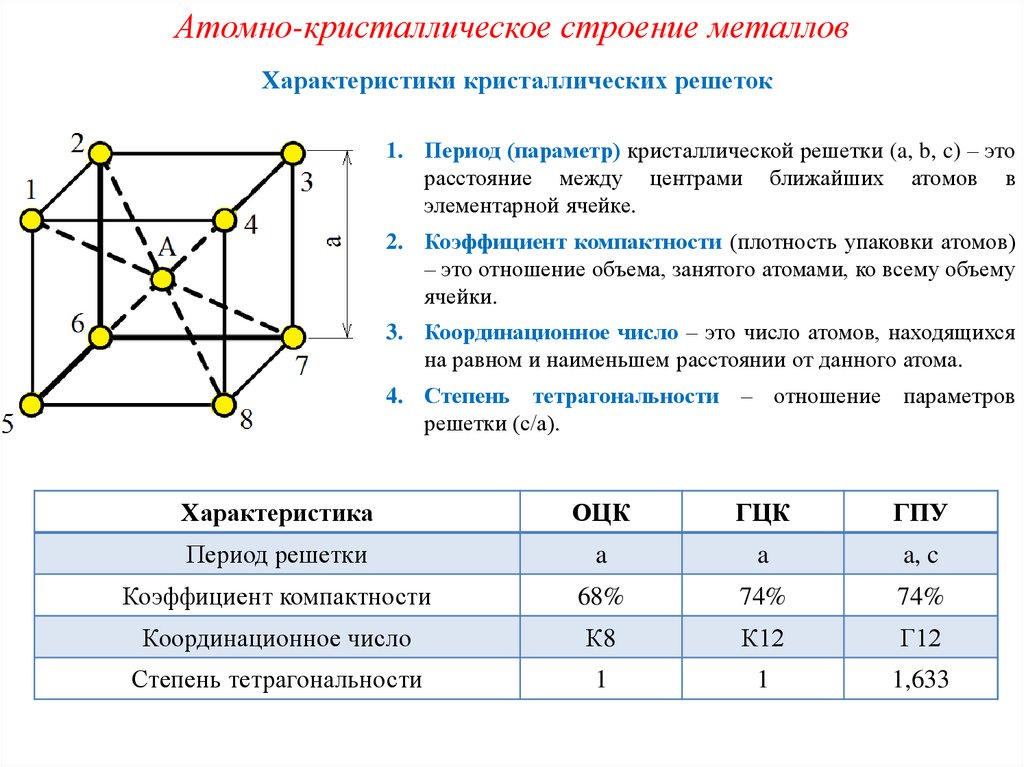
Рост дерева, начиная с его ствола и растущих ветвей и побегов, часто используется в качестве аналогии для описания роста дендритов. |
Кристаллы, обнаруженные во всех коммерческих металлах, обычно называют зернами из-за этого изменения внешней формы. Область, вдоль которой встречаются кристаллы, известная как граница зерна, представляет собой область несоответствия. Границы образованы материалами, которые не являются частью решетки, такими как примеси, которые не имеют определенного рисунка зерен. Это приводит к некристаллической (аморфной) структуре на границе зерен с неравномерно расположенными атомами. Поскольку последняя жидкость затвердевает, как правило, вдоль границ зерен, в этой области наблюдается более высокая концентрация примесных атомов.
Повторный нагрев твердого металла или сплава позволяет материалу диффундировать между соседними зернами и изменять структуру зерен.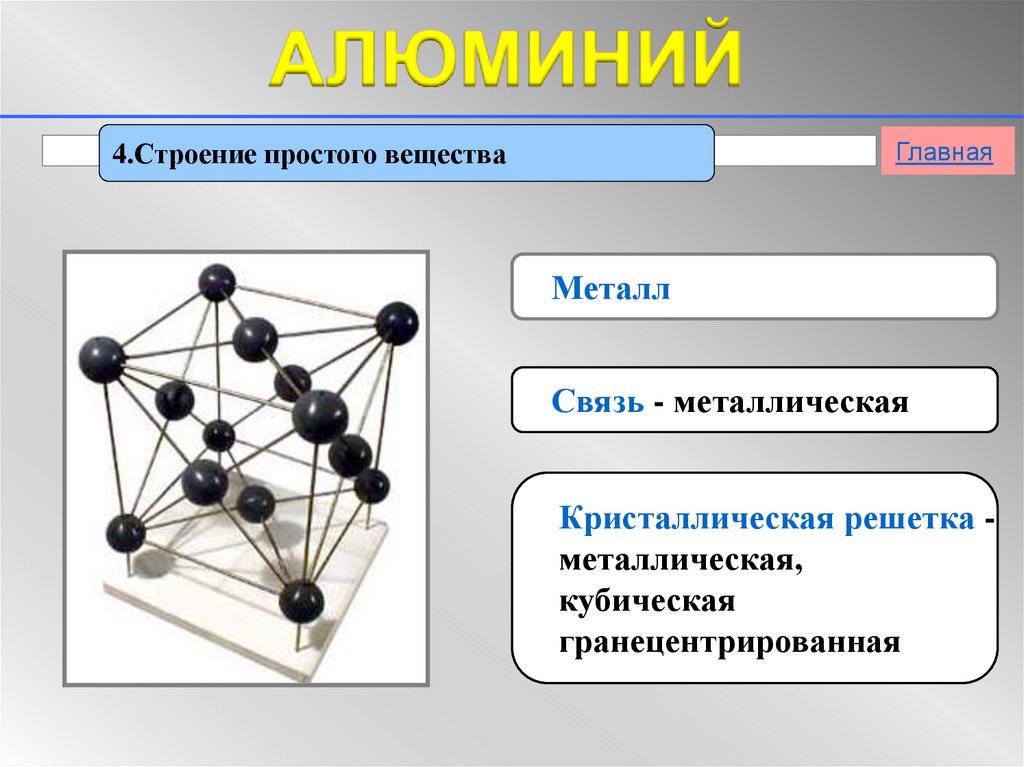 Медленное охлаждение позволяет формировать более крупные зерна; быстрое охлаждение дает более мелкие зерна. Направленные свойства в структуре могут быть достигнуты за счет избирательного охлаждения одной области твердого тела.
Медленное охлаждение позволяет формировать более крупные зерна; быстрое охлаждение дает более мелкие зерна. Направленные свойства в структуре могут быть достигнуты за счет избирательного охлаждения одной области твердого тела.
Скорость охлаждения расплавленного металла будет определять размер зерна. Постепенное охлаждение приводит к образованию лишь нескольких зародышей и, следовательно, к большому размеру зерна, тогда как быстрое охлаждение приводит к образованию большого количества зародышей и меньшего размера зерна.
http://www.ehponline.org/members/2006/114-8/innovations.html
Пластическая деформация: Остаточная деформация твердого тела, подвергаемого напряжению.
Пластическая деформация: материалы остаются деформированными после того, как нагрузка добавлена, а затем удалена.
Упругая деформация металла представляет собой небольшое изменение формы при низком напряжении, которое восстанавливается после снятия напряжения.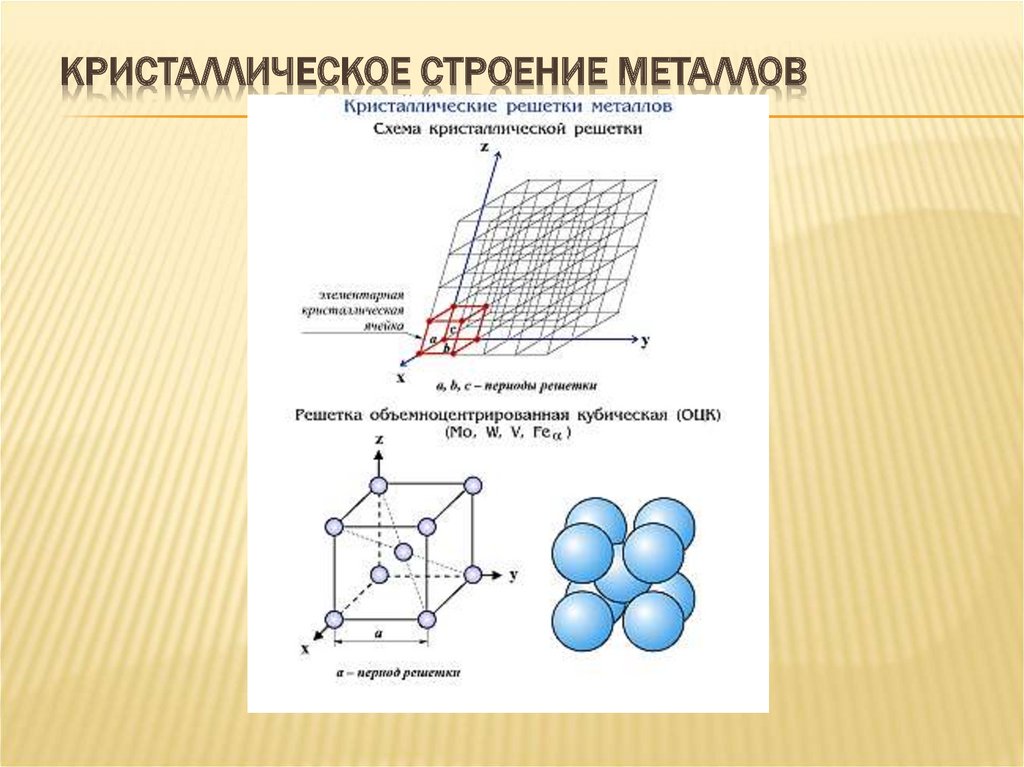 Этот тип деформации включает растяжение металлических связей, но атомы не скользят друг относительно друга.
Этот тип деформации включает растяжение металлических связей, но атомы не скользят друг относительно друга.
Пластическая деформация возникает, когда напряжение достаточно для необратимой деформации металла. Этот тип деформации включает разрыв связей, обычно за счет движения дислокаций.
Пластическая деформация приводит к образованию большего количества дислокаций в металлической решетке. Это может привести к уменьшению подвижности этих дислокаций из-за их склонности к запутыванию или закреплению. Пластическая деформация при температурах, достаточно низких, чтобы атомы не могли перестроиться (холодная обработка) , может упрочнить металл в результате этого эффекта. Одним из побочных эффектов является то, что металл становится более хрупким. По мере использования металла трещины имеют тенденцию образовываться и расти, что в конечном итоге приводит к его поломке или разрушению.
Прочность на растяжение : Способность материала выдерживать растягивающие усилия.
Деформационное упрочнение — увеличение твердости металлов в результате их холодной обработки. Это вызывает необратимое искажение кристаллической структуры и особенно заметно для железа, меди и алюминия и т. д., тогда как для свинца и цинка этого не происходит, поскольку эти металлы способны рекристаллизоваться при комнатной температуре. (мелкий размер зерна).
Холодная обработка:
Поскольку пластическая деформация возникает в результате движения дислокаций, металлы можно упрочнить, предотвращая это движение. Когда металл изгибается или формуется, дислокации генерируются и перемещаются. По мере увеличения количества дислокаций в кристалле они запутываются или скрепляются и не могут двигаться. Это укрепит металл, затруднит его деформацию. Этот процесс известен как холодная обработка. При более высоких температурах дислокации могут перестраиваться, поэтому упрочнение происходит незначительно.
Влияние холодной обработки на растяжение и предел текучести меди. |
Прочность на растяжение, предел текучести и твердость увеличиваются, а пластичность снижается. Твердость обычно увеличивается наиболее быстро при первых 10 % обжатия (холодная обработка), в то время как предел прочности при растяжении увеличивается более или менее линейно. Предел текучести увеличивается быстрее, чем предел прочности при растяжении, так что по мере увеличения величины пластической деформации разрыв между пределом текучести и пределом прочности при растяжении уменьшается. |
Сплав: Смесь, содержащая хотя бы один металл.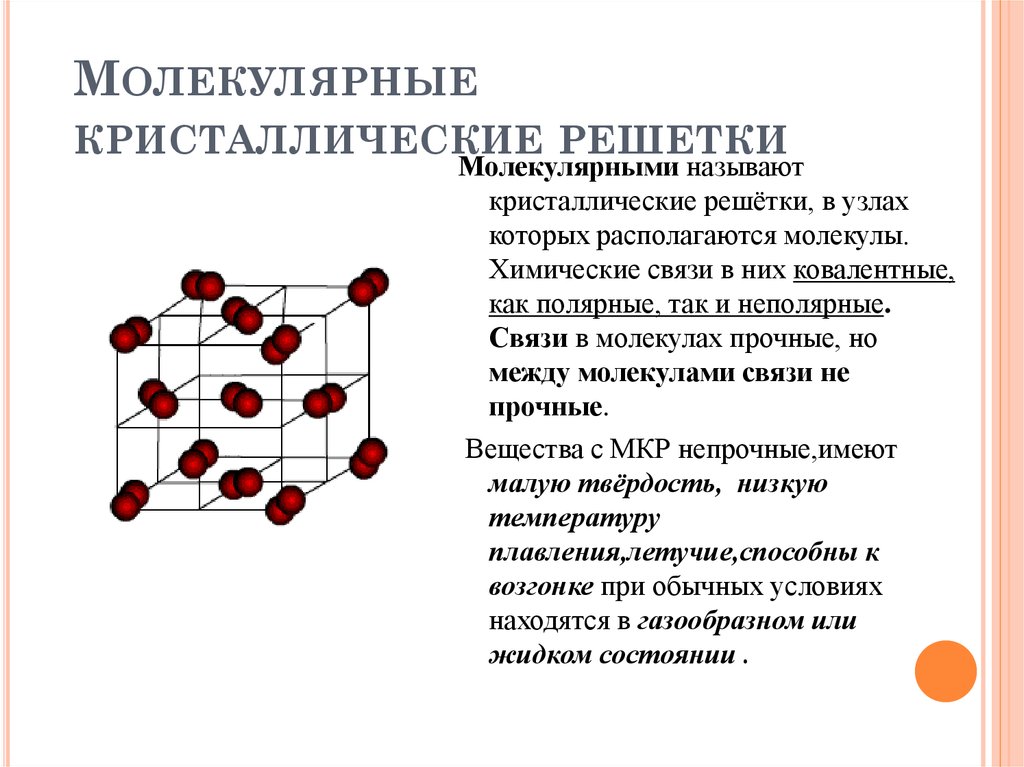 Это может быть смесь металлов или смесь металлов и неметаллов.
Это может быть смесь металлов или смесь металлов и неметаллов.
Стойкость к окислению металла или сплава в окислительной атмосфере определяется свойствами оксидного слоя — окалины, образующейся на поверхности металла. | Ползучесть — это склонность металла (или материала) к медленному перемещению или постоянной деформации из-за длительного воздействия напряжения ниже предела текучести или предела прочности металла. Ползучесть является более серьезной, когда металлы подвергаются воздействию тепла, близкого к точке плавления, в течение длительных периодов времени. | Отпуск — это метод термической обработки, применяемый к сплавам черных металлов, таким как сталь или чугун, для повышения ударной вязкости за счет снижения твердости сплава. |
 Снижение твердости обычно сопровождается повышением пластичности, вследствие чего снижается хрупкость металла.
Снижение твердости обычно сопровождается повышением пластичности, вследствие чего снижается хрупкость металла.Твердость металла | Zahner — Инновации и сотрудничество для достижения невероятного
РЕСУРСЫ
Твердость металла – характеристика, определяющая износостойкость поверхности и стойкость к истиранию. Способность материала сопротивляться вмятинам от удара связана с твердостью, а также с пластичностью материала. Различные степени твердости могут быть достигнуты во многих металлах путем отпуска, процесса термической обработки, используемого в холоднокатаных и холоднодеформированных металлах.
По мере того как зернистая структура металла подвергается холодной штамповке, зерна растягиваются и изменяются. Поверхность становится более твердой, сопротивляясь деформации от контакта. Закалка нагревает обрабатываемый металл до температур, при которых зерна начинают растворяться.
Доступны серии стандартных сплавов. Эти состояния и их доступность в конкретном сплаве варьируются в зависимости от природы зерен при их рекристаллизации.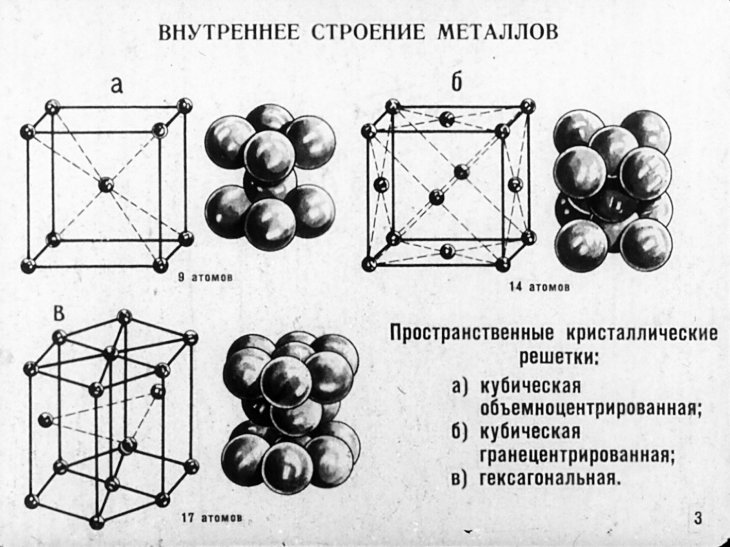 Обозначение отпуска фактически определяется размером зерна, а не пределом текучести металла.
Обозначение отпуска фактически определяется размером зерна, а не пределом текучести металла.
Таблица твердости металлов
Приведенная ниже таблица полезна для определения того, какие металлы будут невосприимчивы к царапинам и вмятинам, поскольку она относится к шкале Роквелла и пластичности. Шкала Роквелла — это шкала твердости, основанная на твердости материала при вдавливании. Испытание Роквелла определяет твердость путем измерения глубины проникновения индентора под большой нагрузкой по сравнению с проникновением, сделанным при предварительном нагружении.
Таблица твердости металла на основе шкалы Роквелла и пластичности.
ИЗОБРАЖЕНИЕ © КОМПАНИЯ A. ZAHNER.
Процессы повышения твердости металла
Существует несколько способов упрочнения архитектурного металла: на заводе или в процессе изготовления. Каждый из механизмов упрочнения вносит неровности кристаллической решетки в кристаллическую структуру металла, что затрудняет дислокацию структуры металла.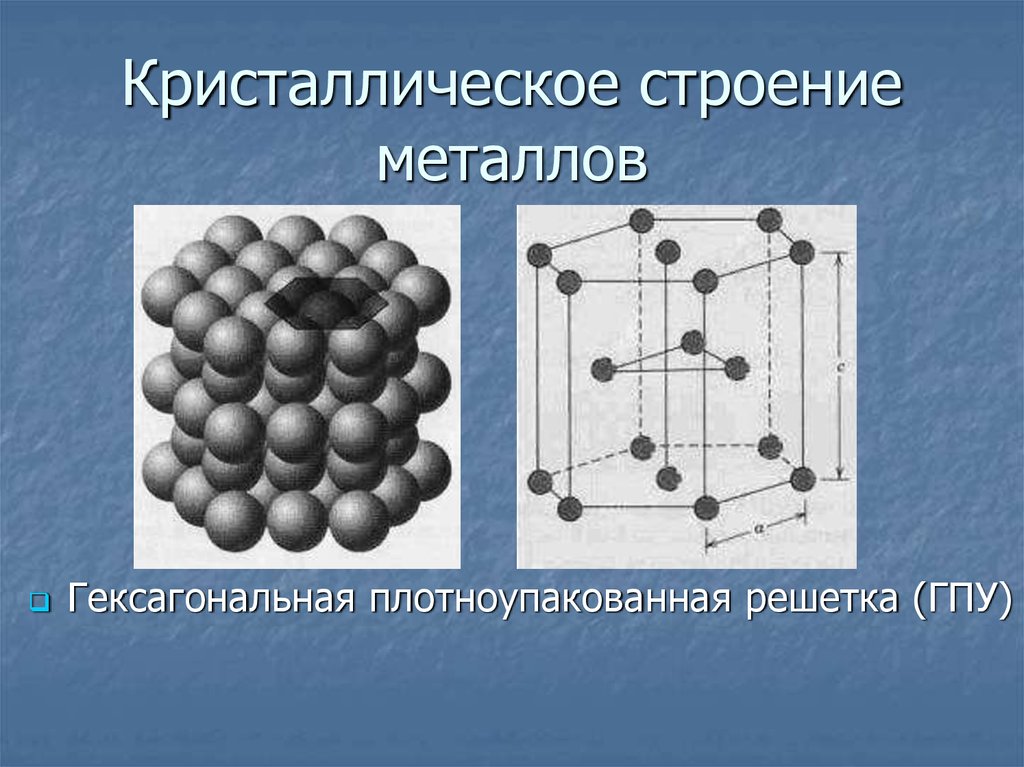 В результате получается более твердая и менее пластичная металлическая поверхность.
В результате получается более твердая и менее пластичная металлическая поверхность.
Деформационное упрочнение относится к деформации или холодному упрочнению металлической поверхности. По мере многократного изгиба или деформации металла пластичность металла снижается, он становится нагартованным и менее пластичным. Обычно относится к деформационному упрочнению металла при его обработке при комнатной температуре. Сплавы некоторых металлов, такие как никель-титан , не подвергаются деформационному упрочнению, но на самом деле имеют свойство снимать деформацию, когда возвращаются к исходной форме.
Упрочнение твердым раствором относится к металлу в процессе легирования, при котором легирующий компонент вводится в твердый материал. Один или несколько элементарных компонентов могут входить в нагретый, но твердый раствор. Затем металл быстро охлаждают, чтобы захватить элемент в твердом растворе.
Старение это процесс, который происходит быстро в первые несколько дней после отливки, а затем гораздо медленнее в течение следующих нескольких недель. Этот процесс часто называют «естественным старением». Другой искусственный вариант этого процесса может быть использован путем нагревания металла в течение короткого периода времени при высокой температуре. В результате он стабилизирует свойства, дополнительно укрепляя сплав. Этот процесс известен как «искусственное старение» или дисперсионное твердение.
Этот процесс часто называют «естественным старением». Другой искусственный вариант этого процесса может быть использован путем нагревания металла в течение короткого периода времени при высокой температуре. В результате он стабилизирует свойства, дополнительно укрепляя сплав. Этот процесс известен как «искусственное старение» или дисперсионное твердение.
Анодирование , процесс, специфичный для алюминия, имеет эффект упрочнения. Последним этапом создания анодированного алюминия является затвердевание и герметизация поверхности с помощью деионизированной кипящей воды или герметиков на основе солей металлов. Герметизация необходима для закрытия пор оксидной пленки и обеспечения однородности за исключением легирующих составляющих.
Цементация относится к процессу термической обработки поверхности, используемому для получения твердой износостойкой поверхности металла. Методы цементации включают науглероживание, цианирование, азотирование, закалку пламенем и электроиндукционную закалку.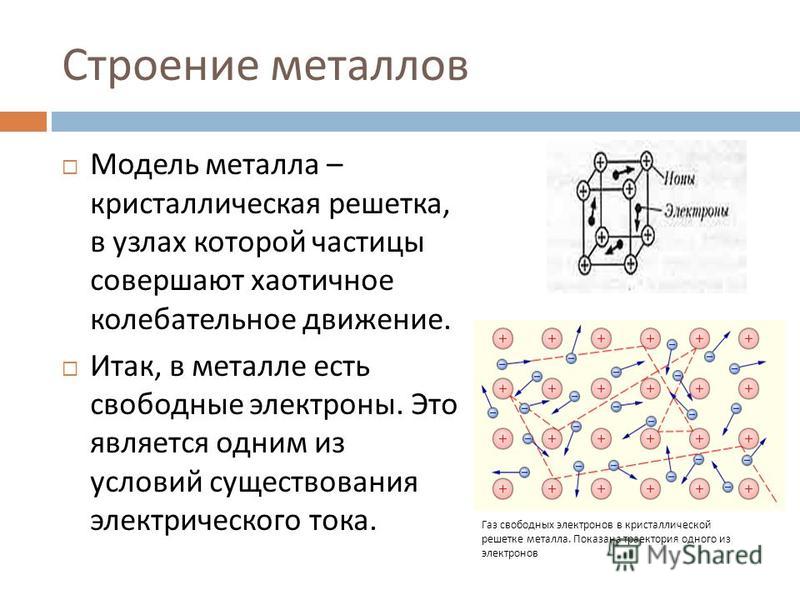
Отпуск – это процесс термической обработки, используемый для холоднокатаных и холоднодеформированных металлов. Когда зернистая структура металла подвергается холодной штамповке, зерна растягиваются и изменяются. Поверхность становится более твердой, сопротивляясь деформации от контакта. Закалка нагревает холоднодеформированный металл до температуры, при которой зерна начинают растворяться друг в друге. Доступны серии стандартных темпераций. Эти состояния и их доступность в конкретном сплаве варьируются в зависимости от природы зерен при их рекристаллизации. Обозначение отпуска фактически определяется размером зерна, а не пределом текучести металла.
Обратная пескоструйная обработка металлическая поверхность — это способ выравнивания металла, который также значительно повышает твердость поверхности. Рекомендуется подвергнуть материал обратной струйной очистке после операций формования, потому что после пескоструйной обработки поверхности материал станет труднее обрабатывать и формировать.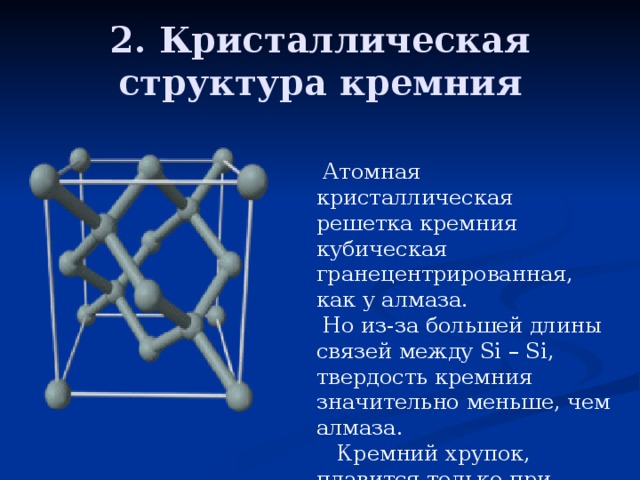
Фрезерный станок по металлу для домашней мастерской: Фрезерные станки по металлу для домашней мастерской — купить в Москве, цена
универсальный, настольный для домашней мастерской
При изготовлении различных металлических деталей невозможно обойтись без фрезерного станка. Для этого существуют модели как крупногабаритные, которые чаще всего используются в промышленности и на крупном производстве, так и настольные, небольшие агрегаты, применяемые в небольших мастерских и домашних условиях.
Содержание:
- 1 Общие сведения
- 2 Разновидности, устройство и особенности конструкции
- 2.1 Консольные
- 2.2 Портальные
- 3 Преимущества портативного (настольного) оборудования
- 3.1 Как выбрать
- 3.2 Направляющие
- 3.3 Мощность электродвигателя
- 3.4 Уровень шума
- 3.5 Дополнительные и защитные приспособления
- 3.6 Система охлаждения
- 4 Что можно делать дома на универсальном станке?
- 5 Рекомендации по эксплуатации в домашней мастерской
Общие сведения
При работе с настольным фрезерным станком используется стандартный набор режущих инструментов. Сам агрегат имеет компактные размеры и подходит для работы в домашней мастерской. При этом по функциональности он может не уступать крупногабаритным собратьям.
Нет необходимости подключать к такому оборудованию привод электросети и при установке агрегат занимает совсем небольшое пространство. Единственное ограничение для рассматриваемого оборудования – размеры рабочего стола не могут быть меньше размеров обрабатываемой детали.
Разновидности, устройство и особенности конструкции
Настольные фрезеровальные станки имеют несколько разновидностей, которые отличаются конструкционными особенностями и функциональностью. Настольные станки отличаются компактностью, простотой в эксплуатации, низким уровнем шума, а также доступной ценой.
Компактные модели состоят из тех же основных узлов, что и промышленное оборудование: станина, шпиндель, направляющие и рабочий стол. На станине устанавливаются крепежные элементы, система управления, провода.
Консольные
Консольные станки имеют схожий принцип работы с вертикально-фрезерным станком с ЧПУ. Шпиндель в них передвигается по вертикальным направляющим.
Шпиндель в них передвигается по вертикальным направляющим.
Портальные
В данном случае передвижение происходит по трем осям. Портальный станок закрепляется на специальной направляющей, которая крепится поперечно столу.
Преимущества портативного (настольного) оборудования
Портативное оборудование имеет несколько определенных преимуществ:
- Занимает небольшое количество места. Подходит для маленьких помещений с небольшим свободным пространством.
- Есть возможность выполнять самые разные технологические операции: гравировку, фрезеровку, сверление отверстий и расточку, обработку торцов и выборку пазов. Функциональность ненамного уступает крупным промышленным моделям.
- Компактная модель издает меньше шума и практически не вибрирует.
- Для подключения достаточно общую сеть в 220В.
- Оборудование небольшой массы можно передвигать по мастерской, по мере необходимости. Несложность в транспортировке и мобильность устройства позволяют использовать его в наиболее удобных местах. При необходимости можно вывезти из одной мастерской в другую с минимальными затратами.
 При необходимости можно вывезти из одной мастерской в другую с минимальными затратами.
При необходимости можно вывезти из одной мастерской в другую с минимальными затратами.Немаловажным преимуществом настольных станков является и их небольшая стоимость. Сейчас такое оборудование используется даже на крупных производствах. Единственный его минус – ограниченный допустимый размер обрабатываемых заготовок на порядок меньше, чем у промышленных агрегатов.
Как выбрать
Существует несколько основных функциональных особенностей, на которые стоит обращать внимание при выборе станка для работы в домашней мастерской. При этом важно учитывать, какие работы будут на нем производиться, необходимый размер рабочего стола, мощность и частоту вращения шпинделя, допустимую скорость обработки.
Направляющие
От их расположения напрямую зависит направление хода шпинделя. Настольные станки в основном снабжены направляющими скольжения или полированным валом, как наиболее бюджетный вариант.
Мощность электродвигателя
От этого параметра зависит, с какими именно металлами сможет работать мастер. Для заготовок из твердых сплавов и высоколегированной стали используется более мощный электродвигатель, чем для работы с мягкими сплавами.
Для заготовок из твердых сплавов и высоколегированной стали используется более мощный электродвигатель, чем для работы с мягкими сплавами.
Уровень шума
Если мастерская находится дома, то важно, чтобы уровень шума от работающего агрегата не сильно беспокоил соседей. Поэтому лучше выбирать оборудование с максимально низким показателем шума.
Дополнительные и защитные приспособления
Несмотря на стандартную конструкцию настольного фрезерного станка по металлу, многие модели снабжены дополнительными устройствами и различными защитными приспособлениями. Особое внимание стоит уделить наличию защитных щитков и системы, улавливающей стружку.
Система охлаждения
Во время рабочего процесса активно нагревается как сама фреза, так и поверхность обрабатываемой заготовки. Системы охлаждения могут быть водные и воздушные. При отсутствии системы охлаждения мастеру придется регулярно останавливать работу оборудования, чтобы дать ему остыть. В противном случае можно сломать инструмент или попортить заготовку.
Что можно делать дома на универсальном станке?
Рассматриваемое оборудование помогает выполнить самые разные технологические процессы. В домашних условиях на фрезеровальном настольном станке можно осуществить обработку вертикальных поверхностей, штампов, горизонтальных плоскостей и поверхностей спирального типа.
Такое оборудование предназначено для работы со всеми основными видами фрез:
- цилиндрическая;
- фасонная;
- концевая;
- торцевая.
Также на станке можно проводить сверление различными типами сверл и расточку отверстий до необходимого диаметра. На настольном оборудовании можно делать зубчатые колеса, вырезать пазы, углы, рамочные элементы различных конструкций.
Рекомендации по эксплуатации в домашней мастерской
Чтобы безопасно и эффективно работать на настольном фрезеровальном станке по металлу, необходимо знать все особенности рабочего процесса и выполнять правила техники безопасности.
- Фрезы следует менять только при отключении аппарата от сети.
- Проверять подключение проводов строго до запуска агрегата.
- Регулярно очищать направляющие от стружки и рабочий стол.
- Все подвижные конструкции смазывать моторным маслом.
- При работе использовать защитные очки, чтобы избегать попадания стружки в глаза.
- При отсутствии системы охлаждения на оборудовании, фрезе во время интенсивной работы, необходимо давать отдыхать.
- Заготовку или обрабатываемую деталь нужно выставлять еще до запуска двигателя. При этом необходимо проверять надежность зажимов перед началом работы шпинделя.

Также запрещено использовать тупые инструменты. Все фрезы должны быть острыми и регулярно подвергаться заточке. Это снизит нагрузку на оборудование и поможет избежать поломки оснастки и порчи заготовки, подробно узнайте какие бывают фрезы. Если аппарат отличается малой мощностью, то на нем нельзя обрабатывать твердые сплавы. Это может привести к поломке оборудования. Соблюдая все правила эксплуатации аппарата, можно добиться максимальной эффективности и производительности.
Настольный фрезеровальный станок по металлу – универсальное и экономичное оборудование, которое можно использовать как в домашней мастерской, так и в промышленном масштабе. Важно при выборе ориентироваться на необходимую производительность, а во время работы соблюдать все правила техники безопасности. Станок настольного типа не производит много шума, занимает мало места и при этом отличается широким набором возможностей при минимальных затратах электроэнергии.
Поделиться в социальных сетях
Фрезерный станок по металлу: классификация и характеристики
ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
Из этой статьи можно узнать, какими особенностями обладает фрезерный станок по металлу, который может использоваться в домашней мастерской: технические характеристики оборудования, классификация инструмента и его применения. В тексте кратко описаны возможности вертикальных и горизонтальных конструкций, фрезеров настольного и ручного типа, а также сверлильно-фрезерных, гравировально-фрезерных и универсальных станков с ЧПУ.
Фрезерный станок – один из самых распространенных инструментов в сфере обработки металлов
Содержание
- 1 Виды фрезерных станков: фото и особенности конструкций
- 1.1 Характеристика вертикальных фрезерных станков
- 1.2 Особенности горизонтальных фрезерных станков
- 1.3 Специфичность сверлильно-фрезерных станков по металлу
- 1.4 Характеристика универсальных фрезерных станков по металлу для домашней мастерской
- 1.5 Особенности настольных фрезерных станков по металлу
- 1.6 Специфичность токарно-фрезерных станков с ЧПУ по металлу
- 1.7 Особенности станков с ЧПУ по металлу: фрезерно-гравировальный инструмент
- 1.8 Характеристика фрезерных мини-станков по металлу
- 1.9 Фрезерный станок по металлу: технология изготовления
- 1.10 Технология изготовления фрезерного станка по металлу своими руками
- 1.11 Как изготовить лифт для самодельного фрезерного станка по металлу
- 1.12 Как создать координатный стол своими руками: подбор материалов и комплектующих
Для обработки металлических заготовок используются фрезерные станки.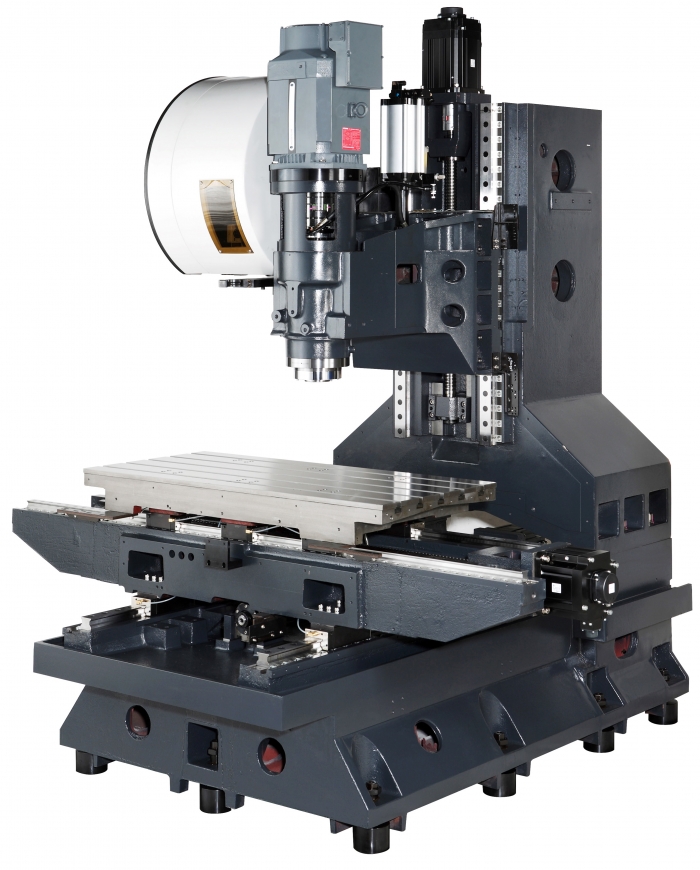 Инструмент этой категории очень популярен и широко применяется в области металлообработки. Причем можно купить фрезерный станок по металлу не только для производственных целей, но и в качестве оборудования для домашней мастерской.
Инструмент этой категории очень популярен и широко применяется в области металлообработки. Причем можно купить фрезерный станок по металлу не только для производственных целей, но и в качестве оборудования для домашней мастерской.
Каждый из типов станков по металлу имеет свои функции, область применения и выбирается для использования в определенном направлении
В продаже представлен обширный ассортимент фрезерных инструментов. Практически все модели станков имеют одинаковое устройство и работают согласно единому принципу. Различия могут затрагивать лишь функциональную сторону, которая зависит от наличия в конструкции дополнительных систем и узловых компонентов.
Потребители могут купить фрезерные станки с ЧПУ по металлу следующих видов:
- вертикальные;
- горизонтальные;
- сверлильно-фрезерные;
- настольные токарно-фрезерные станки по металлу;
- универсальные;
- ручные;
- фрезерно-гравировальные.
Перечисленные модификации являются основными. Каждый тип оборудования имеет свои характерные черты и функциональное назначение.
Каждый тип оборудования имеет свои характерные черты и функциональное назначение.
Настольные фрезерные станки с ЧПУ – это достаточно мощные и точные станки, которые идеально подойдут для домашних мастерских и малых предприятий
Характеристика вертикальных фрезерных станков
Вертикальные конструкции – очень распространенная категория инструмента. Оснастка для фрезерного станка по металлу этой разновидности представлена режущими элементами цилиндрического, фасонного и концевого типа. Кроме этого оборудование позволяет выполнять операции сверления.
Назначение вертикально-фрезерных станков с ЧПУ:
- формирование пазов;
- обработки рамочных деталей;
- изготовление зубчатых колес;
- обработка углов, а также горизонтальных и вертикальных металлических поверхностей.
Оборудование вертикального типа благодаря своему строению обладает очень жесткой конструкцией. За счет этого появляется возможность выполнять обработку металлических деталей на высоком уровне качества. Коробка скоростей установлена на головке шпинделя.
Коробка скоростей установлена на головке шпинделя.
Существует две категории вертикальных фрезерных станков по металлу:
- Консольно-фрезерные.
- Бесконсольные.
Бесконсольные станки по металлу дают возможность заниматься фрезерованием вертикальных, горизонтальных и наклонных поверхностей
Обратите внимание! В тех конструкциях, где отсутствует консоль, перемещение рабочего стола осуществляется за счет направляющих, размещенных на станине инструмента.
Станок, в конструкции которого присутствует консоль, отличается лишь тем, что его гильза и шпиндель могут перемещаться по отношению к оси оборудования. Для изготовления деталей сложной формы используются 5-осевые фрезерные станки с ЧПУ. Такие конструкции обеспечивают очень высокое качество обработки и экономию. Они могут иметь встроенную память и возможность подключения к сети Интернет, а также множество других дополнительных опций. Некоторые варианты имеют съемные столы.
Особенности горизонтальных фрезерных станков
Горизонтальные конструкции отличаются тем, что в них шпиндель имеет горизонтальный характер размещения. Инструмент этой категории используется для обработки металлических деталей небольшого размера.
В качестве оснастки для горизонтальных конструкций используются следующие виды фрез по металлу:
- фасонные;
- угловые;
- концевые;
Горизонтальный фрезерный станок представляет собой станину механизма с горизонтальным шпинделем, на котором располагается фреза, коробка передач и стол
- торцевые;
- цилиндрические.
Стандартная комплектация горизонтально-фрезерного станка с ЧПУ не позволяет выполнять обработку заготовок по винтовой поверхности. Для выполнения подобной операции потребуется дополнительное оснащение.
Благодаря своему строению горизонтальный инструмент позволяет устанавливать столешницу в разных положениях. Стол может располагаться перпендикулярно или параллельно по отношению к оси шпинделя. Все узловые и рабочие элементы конструкции монтируются на станине. Коробка скоростей, предназначенная для настройки вращательной скорости шпинделя, располагается внутри этого участка.
Все узловые и рабочие элементы конструкции монтируются на станине. Коробка скоростей, предназначенная для настройки вращательной скорости шпинделя, располагается внутри этого участка.
Специфичность сверлильно-фрезерных станков по металлу
Сверлильно-фрезерное оборудование позволяет обрабатывать как вертикальные и горизонтальные, так и наклонные поверхности. С помощью этого инструмента можно формировать пазы любых модификаций на заготовках крупного размера. Станок данного типа укомплектован сверлильно-фрезерной головкой. Она позволяет выполнять обработку поверхностей, размещенных под углом по отношению к горизонтальной оси, и операции сверления под наклоном.
На сверлильно-фрезерных станках можно эффективно и точно выполнять обработку деталей с криволинейными поверхностями, осуществлять калибровку, формировать отверстия
Отличительной особенностью настольного сверлильно-фрезерного станка по металлу является расширенный функционал. Рабочая головка может функционировать в режиме реверса. Благодаря своей универсальности этот агрегат может на высшем уровне выполнять такие востребованные операции, как сверление и фрезеровка.
Благодаря своей универсальности этот агрегат может на высшем уровне выполнять такие востребованные операции, как сверление и фрезеровка.
Обратите внимание! За счет многофункциональности сверлильно-фрезерный станок позволяет сэкономить денежные средства при покупке, поскольку потребитель в одной конструкции получает сразу несколько полезных и эффективных инструментов. Кроме этого универсальное оборудование позволяет экономить рабочую площадь в мастерской.
Характеристика универсальных фрезерных станков по металлу для домашней мастерской
Возможности станков универсального назначения будут полезны для небольших частных производств и мастерских, которые специализируются на механических и ремонтных работах.
Универсальные фрезерные станки по металлу могут выполнять обработку различных объектов:
- вертикальные поверхности;
- штампы;
Универсальный фрезерный станок предназначен для выполнения металлообрабатывающих работ цилиндрическими, торцевыми, концевыми, фасонными и другими фрезами, а также сверлами
- горизонтальные плоскости;
- поверхности спирального типа.

С учетом наличия большого количество функций универсальные фрезеры отличаются от стандартных инструментов некоторыми конструкционными особенностями. Такие важные компоненты, как коробка скоростей, узел шпинделя и другие рабочие элементы размещаются с внутренней стороны станины. В конструкции инструмента предусмотрено наличие горизонтальных и вертикальных направляющих. Они предназначены для перемещения рабочего стола и консоли.
Кроме этого рабочая поверхность может дополнительно настраиваться. Этот элемент можно установить под любым удобным углом по отношению к шпинделю. Благодаря этому у оператора появляется возможность выполнять обработку любых металлических деталей. Не являются исключением заготовки, обладающие очень сложной конфигурацией.
Особенности настольных фрезерных станков по металлу
Конструкции настольного типа обладают компактными размерами. Благодаря чему этот тип оборудования подходит для технического оснащения различных объектов:
- Домашние мастерские.

Настольный фрезерный станок, обладающий достаточно высокой функциональностью, может успешно применяться для обработки заготовок из черных и цветных металлов
- Цеха небольших производств.
- Мастерские в учебных заведениях.
Для выполнения таких операций, как формирование отверстий, создание резьбы и обработка деталей лучше купить настольный фрезерный станок по металлу. Он удобен в обращении и за счет наличия различных фрез позволяет выполнять широкий спектр работ. Результат отличается достаточно высокой точностью, поскольку конструкция инструмента очень жесткая (при условии правильного монтажа).
Настольные фрезерные станки по металлу с ЧПУ имеют высокий уровень производительности, что позволяет использовать этот тип оборудования изготовления изделий небольшими серийными партиями. Несмотря на значительный показатель КПД и обширный спектр функциональных возможностей инструмент потребляет небольшое количество электрической энергии. Кроме этого конструкция имеет компактные габариты, благодаря чему ее с легкостью можно установить в мастерской с ограниченной свободной площадью.
Преимущества настольных конструкций перед стандартными моделями:
- небольшой вес и компактные габариты;
- простая система эксплуатации;
- мобильность;
Заготовки, которые необходимо обработать на настольном станке, фиксируются на его рабочем столе, а сама обработка выполняется вращающимся режущим инструментом – фрезой
- невысокий уровень шума;
- доступная стоимость.
Обратите внимание! Размер обрабатываемой заготовки не может превышать ширину стола.
Специфичность токарно-фрезерных станков с ЧПУ по металлу
В продаже можно найти токарное оборудование для домашней мастерской, которое способно обеспечить выполнение полного цикла работ для изготовления необходимой детали.
Токарно-фрезерные станки по металлу разделяют по классу точности на следующие категории:
- нормальная точность;
- повышенное качество;
- высокая точность обработки.
Используя чертеж для изготовления определенной детали необходимо указывать все допуски на линейные размеры, а также степень чистоты обработки. Настольные варианты инструмента практически ничем не отличаются от полноразмерных станков.
Настольные варианты инструмента практически ничем не отличаются от полноразмерных станков.
Токарно-фрезерные станки по металлу имеют понятный пользовательский интерфейс, позволяющий проводить контроль за производством и быстро вносить изменения в настройки оборудования
Самые распространенные виды фрез по металлу для фрезерного станка этого типа:
- дисковые;
- торцевые;
- цилиндрические;
- концевые;
- фасонные.
Статья по теме:
Самодельный токарный станок по металлу своими руками: изготовление и эксплуатация
Выбор мощности двигателя. Создание станка на основе дрели. Техника безопасности, модификации.
Для выполнения определенных операций подбирается соответствующая режущая насадка. Токарно-фрезерные станки с ЧПУ не способны обрабатывать заготовки, которые являются телами вращения. Если в работе будут использоваться фасонные и плоские поверхности, придется перемещать деталь в необходимом направлении по отношению к режущему инструменту.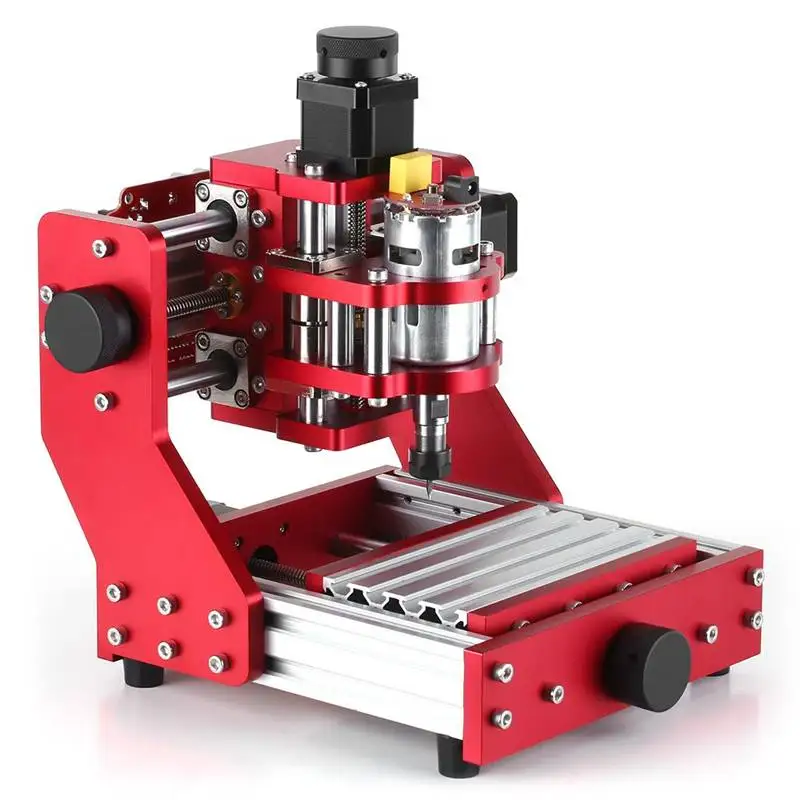 Сама же фреза способна выполнять исключительно вращательные движения.
Сама же фреза способна выполнять исключительно вращательные движения.
Особенности станков с ЧПУ по металлу: фрезерно-гравировальный инструмент
Фрезерно-гравировальное оборудование имеет множество преимуществ, если сравнивать его со стандартным металлообрабатывающим инструментом. Благодаря числовому программному управлению обработка деталей получается очень точной и аккуратной. Это преимущество особенно выгодно в тех случаях, когда металлическая деталь иметь сложную конфигурацию, ведь на ручном фрезерном станке достичь такого же качество крайне сложно.
Фрезерно-гравировальных станков с ЧПУ предназначен для фрезеровки и гравировки металла мелкими граверами и фрезами, ювелирной гравировки изделий
Чаще всего подобное оборудование применяется на предприятиях, занимающихся индивидуальным, а также мелкосерийным выпуском изделий. Возможности инструмента пригодятся в таких отраслях, как ювелирное, мебельное производство и изготовление сувениров. Ассортимент рынка металлообрабатывающего оборудования позволяет подобрать фрезер с необходимыми характеристиками для раскроя листового металла и нанесения надписей на изделия.
Почему выгодно купить фрезерно-гравировальный станок с ЧПУ:
- Простая система обслуживания.
- Обширный функционал.
- Высокое качество обработки металла.
- Надежность и долговечность.
- Высокий показатель КПД.
По типу конструкции различают следующие разновидности фрезеров:
- автоматические конструкции, укомплектованные головкой с тремя шпинделями и пневматическим прижимом;
- настольные фрезеры с механическим способом прижима обрабатываемой детали;
- автоматические конструкции с пневматическим прижимом заготовки.
Вращаясь с большой скоростью, фрезы обрабатывают материал, разрезая, высверливая, раскраивая и гравируя его в соответствии с заданной программой под контролем оператора ЧПУ
Обратите внимание! Фрезерные работы на станках с ЧПУ позволили снизить почти до нуля количество бракованных изделий на производстве.
Характеристика фрезерных мини-станков по металлу
Мини-модели, предназначенные для домашних мастерских, отличаются от стационарных конструкций промышленного типа техническими характеристиками. Уровень мощности такого инструмента обычно не превышает 400 Вт. Этого достаточно для того, чтобы выполнять качественную обработку деталей из мягких металлов или для создания изделий небольшими партиями. Если же потребуется обработка заготовок, изготовленных из стали или чугуна, мощность инструмента должна превышать 600 Вт.
Уровень мощности такого инструмента обычно не превышает 400 Вт. Этого достаточно для того, чтобы выполнять качественную обработку деталей из мягких металлов или для создания изделий небольшими партиями. Если же потребуется обработка заготовок, изготовленных из стали или чугуна, мощность инструмента должна превышать 600 Вт.
Отличаются и размеры столешницы. Максимальные габариты стола, которым комплектуются компактные фрезеровочные станки, составляют 65х25 см, минимальный размер – 35х15 см. Параметры подбираются с учетом деталей, которые будут подвергаться обработке.
От вращательной скорости шпинделя зависит уровень производительности фрезера, а также его способность работать с определенными материалами. Чем тверже металл, из которого изготовлена заготовка, тем меньше должна быть вращательная скорость. Для мягких сплавов и алюминия используются более высокие параметры.
Компактный настольный фрезерный станок, оснащенный ЧПУ
Фрезерный станок по металлу: технология изготовления
Конструкции вертикального типа – самые простые в изготовлении. Для сборки потребуется ручная дрель, немного времени и усилий. Для работы потребуются недорогие и доступные детали. К тому же самодельный фрезер можно наделить дополнительными функциями и сделать из него еще и токарный инструмент.
Для сборки потребуется ручная дрель, немного времени и усилий. Для работы потребуются недорогие и доступные детали. К тому же самодельный фрезер можно наделить дополнительными функциями и сделать из него еще и токарный инструмент.
Для изготовления самодельного фрезерного станок по металлу своими руками необходимы следующие материалы и инструменты:
- швеллера;
- металлическая труба с квадратным сечением;
- сварочный аппарат;
- ромбовидный домкрат для автомобиля;
- металлические уголки;
- угловая шлифовальная машинка;
- напильник;
- металлические штыри для изготовления осей;
- дрель;
- цанговый или сверлильный патрон;
- толстый фанерный лист;
- конус Морзе 2.
а — общий вид фрезерного станка, б -кинематическая схема. 1 , 5 — направляющие линейки; 2 — зубчатый сектор; 3 — фреза; 4 — ограждение; 6 — пульт управления; 7 — дополнительная опора шпинделя; 8 — кронштейн; 9 — маховичок подъема кронштейна; 10 — маховичок натяжения ремня; 11 — электродвигатель; 12 — шпиндель; 13 — маховичок настройки шпинделя по высоте; 14 — станина; 15 — переключатель частоты вращения шпинделя; 16 — выключатель; 17 — стол
Технология изготовления фрезерного станка по металлу своими руками
Сначала из металлического швеллера методом сварки необходимо соединить колонну и станину. В результате должна получиться конструкция П-образной формы. Нижняя поперечина будет выполнять функцию основания для станка. Направляющие, предназначенные для вертикального передвижения консоли, изготавливаются из уголка. Предварительно его нужно отшлифовать и прикрепить к колонне с помощью болтовых соединений.
В результате должна получиться конструкция П-образной формы. Нижняя поперечина будет выполнять функцию основания для станка. Направляющие, предназначенные для вертикального передвижения консоли, изготавливаются из уголка. Предварительно его нужно отшлифовать и прикрепить к колонне с помощью болтовых соединений.
Чтобы консоль смогла перемещаться по вертикали, будет использоваться автомобильный домкрат ромбовидного типа. Расстояние в этом случае составит 10 см. Для создания направляющих потребуется в металлическую трубу с квадратным сечением вставить штыри, имеющие навинченную резьбу. В результате столешница сможет перемещаться назад и вперед в пределах отрезка равного 9 см, а боковая амплитуда составит 13 см.
Полезный совет! Перед сборкой самодельной конструкции не помешает ознакомиться с принципом работы и устройством заводского оборудования, изучить чертежи и тщательно подготовить детали, необходимые для работы.
Схематическое изображение фрезерного станка по металлу
Столешница изготавливается из фанерного листа. Для фиксации используются винты, головки которых следует утопить. После этого на столешницу нужно установить тиски. Они могут быть самодельными: конструкция сваривается из трубы с квадратным профилем и металлического уголка, через них необходимо пропустить штырь, имеющий резьбу. В качестве крепежных элементов для фиксации тисков на столешнице можно использовать саморезы.
Для фиксации используются винты, головки которых следует утопить. После этого на столешницу нужно установить тиски. Они могут быть самодельными: конструкция сваривается из трубы с квадратным профилем и металлического уголка, через них необходимо пропустить штырь, имеющий резьбу. В качестве крепежных элементов для фиксации тисков на столешнице можно использовать саморезы.
Далее в станине закрепляется дрель. Делается это так, чтобы шпиндель в итоге смотрел вниз. Фиксация выполняется методом винтового соединения. Предварительно для этого необходимо приварить специальные перемычки. Затем к шпинделю крепится конус Морзе 2 с последующей установкой на него цангового или сверлильного патрона.
На полученном самодельном станке можно выполнять обработку заготовок, изготовленных из мягких металлов, например, алюминия или бронзы. В данном случае во время работы перемещается консоль, в то время как фрезер остается в неподвижном состоянии. Конструкцию можно изготовить и другим способом, чтобы заготовка была фиксированной, а фрезер с кареткой перемещался. Для этого потребуется лифт.
Для этого потребуется лифт.
Фрезерный станок по металлу в процессе сборки
Как изготовить лифт для самодельного фрезерного станка по металлу
За счет рычага или воротка лифт будет плавно перемещаться вдоль фрезера. При этом отсутствует непосредственный контакт мастера с оборудованием. По этой причине желательно заранее точно рассчитать все размеры формируемых пазов и быстро выполнять смену резаков.
Технология изготовления лифта:
- Из куска текстолита вырезается пластина и закрепляется на столешнице. Она будет использоваться в качестве опоры.
- К опорной пластине крепится две стойки. Обязательно нужно проследить, чтобы они были параллельны друг другу.
- Стойки будут использоваться для перемещения каретки, на которую монтируется фрезер. Движение будет обеспечиваться за счет толкающего механизма.
Обратите внимание! Конструкция лифта должна получиться устойчивой и жесткой. При наличии даже малейшего люфта может нарушиться операция обработки и появиться брак на детали.

На эффективность обработки металлических деталей влияет не только качество станка, но и координатный стол, на котором фиксируется заготовка. Он представлен в виде плоской плиты и может иметь от 1 до 3 степеней свободы. Если предполагается обработка плоских деталей, достаточно, чтобы стол перемещался в горизонтальном направлении. Работа с объемными изделиями требует еще и вертикального перемещения. То же самое касается конструкций, в которых сверло неподвижно фиксируется.
Лифт позволяет оперативно заменять режущий инструмент на самодельном станке, а также максимально точно выверять геометрические параметры фрезеруемых изделий
Как создать координатный стол своими руками: подбор материалов и комплектующих
Конструкция координатного стола может перемещаться за счет электричества, механики или ЧПУ. В качестве материала для изготовления основы можно взять алюминий, сталь или чугун. Выбор зависит от веса заготовок, которые будут обрабатываться на станке. Основание из алюминиевой рамы собирается и фиксируется за счет резьбовых соединений. В результате получается простая и легкая конструкция, доступная в цене.
Основание из алюминиевой рамы собирается и фиксируется за счет резьбовых соединений. В результате получается простая и легкая конструкция, доступная в цене.
Из чугуна изготавливаются литые конструкции. Они получаются очень тяжелыми, зато позволяют выполнять большие производственные объемы. Литая конструкция устанавливается стационарно на фундамент.
Станину лучше изготовить из металла, воспользовавшись сварочным аппаратом. При этом очень важно снизить сварное напряжение материала отпусканием. В противном случае высокая вращательная скорость оборудования станет причиной появления трещин. Стол может быть портальным (для плоских изделий) или крестовым (для трехсторонней обработки объемных заготовок).
При изготовлении координатного стола особое внимание нужно уделить правильному выбору направляющих, а также методу их крепления. Для работы обычно используются элементы цилиндрического или рельсового типа. Они располагают возможностью надстройки каретки и имеют уже установленные подшипниковые узлы.
Конструкция и размеры координатного стола
Подбирая направляющие, следует также учитывать тип привода. Если в работе нужна высокая точность, лучше отдать предпочтение подшипникам скольжения. Чтобы уменьшить трение подойдут подшипники качения, однако они создадут люфт.
С учетом технических особенностей каретки можно выделить два виды направляющих:
- С фланцем увеличенного размера – элемент крепится в нижней части стола.
- Безфланцевые – фиксируются обычным способом через резьбовые отверстия.
Для самодельного стола может использоваться шарико-винтовая (6-12 мкм), зубчато-реечная (до 10 мкм) или ременная передача (50-100 мкм). Каждая из этих систем имеет как преимущества, так и недостатки, поэтому выбор зависит от типа работ, которые будут выполняться на станке. Чтобы увеличить срок службы всех движущих механизмов, желательно своевременно выполнять чистку узловых элементов от мусора и пыли, а также смазывать их.
Вариант самодельного координатного стола
В целом изготовить домашний фрезер и стол для него очень просто. Главное при этом – учитывать условия работы и соблюдать требования безопасности. Все механизмы, присутствующие в конструкции, должны соответствовать друг другу по параметрам: срок службы, загруженность, время остывания и нагревания. Если эти показатели будут совпадать, в процессе работы инструмент будет давать хорошие результаты. Это требование имеет особое значение, если оборудование для домашней мастерской изготавливается самостоятельно.
Главное при этом – учитывать условия работы и соблюдать требования безопасности. Все механизмы, присутствующие в конструкции, должны соответствовать друг другу по параметрам: срок службы, загруженность, время остывания и нагревания. Если эти показатели будут совпадать, в процессе работы инструмент будет давать хорошие результаты. Это требование имеет особое значение, если оборудование для домашней мастерской изготавливается самостоятельно.
 youtube.com/embed/ZyqCmfg8aBQ?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&fs=1&playsinline=0&controls=1&color=red&rel=1&autohide=2&theme=dark&» title=»YouTube player» allow=»autoplay; encrypted-media» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»>
youtube.com/embed/ZyqCmfg8aBQ?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&fs=1&playsinline=0&controls=1&color=red&rel=1&autohide=2&theme=dark&» title=»YouTube player» allow=»autoplay; encrypted-media» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»>
Лучший фрезерный станок для вашей домашней мастерской
BobVila.com и его партнеры могут получать комиссию, если вы покупаете продукт по одной из наших ссылок.
Фото: depositphotos.com
В процессе фрезерования металл, дерево или пластик подается через вращающийся многогранный резак на столе, который перемещается влево и вправо, а также вперед и назад. Фрезу можно поднимать или опускать для регулировки глубины резания, аналогично вертикальному перемещению сверлильного станка. Три оси управления инструмента позволяют выполнять точную резку по всей поверхности материала.
Фрезерные станки могут использоваться для различных целей, включая обработку плоских и контурных поверхностей, нарезание наружной и внутренней резьбы, нарезание зубчатых колес и пазов. При поиске фрезерного станка учитывайте ключевые факторы, такие как размер и режущая способность, которые требуются для ваших проектов. Ниже приведен список некоторых лучших опций и подробная информация о функциях фрезерного станка, которые помогут вам найти лучший вариант для вашей мастерской.
При поиске фрезерного станка учитывайте ключевые факторы, такие как размер и режущая способность, которые требуются для ваших проектов. Ниже приведен список некоторых лучших опций и подробная информация о функциях фрезерного станка, которые помогут вам найти лучший вариант для вашей мастерской.
- ЛУЧШИЙ ОБЩИЙ ОБЪЕМ: Proxxon MICRO Mill MF 70
- Второе место: Фрезерно-сверлильный станок JET JMD-15
- ЛУЧШИЙ ПОЛНЫЙ РАЗМЕР: Вертикально-фрезерный станок Jet JTM-2 115/230 В
- Комплект CNC-PRO0 Genmitrsu Router GRBL Control
Фото: depositphotos.com
На что обратить внимание при выборе фрезерного станка
Прежде чем выбрать фрезерный станок для гаража или мастерской, имейте в виду несколько важных характеристик изделия, в том числе тип фрезерования машина, размер, режущая способность, глубина шпинделя, ход стола и устойчивость рабочего стола.
Тип
Два основных типа фрезерных станков работают с вертикально ориентированным режущим инструментом или горизонтально ориентированным режущим инструментом.
- Вертикально-фрезерные станки имеют режущий инструмент, установленный на вертикальном шпинделе, который можно поднимать или опускать. Этот тип фрезерного станка может сверлить или резать глубоко в материале, но он не является хорошим выбором для обработки плоских или контурных поверхностей.
- Горизонтально-фрезерные станки используют горизонтально ориентированный режущий инструмент, который может обрабатывать поверхность материалов. Этот тип фрезерного станка не предназначен для сверления, растачивания или изготовления пазов — широкий режущий инструмент не может делать узкие проникающие пропилы.
Размер
Три основных размера фрезерных станков: микро, настольные и полноразмерные. При выборе размера учитывайте доступное пространство в мастерской.
- Микрофрезерные станки, уменьшенная версия настольного фрезерного станка, обычно имеют вертикальный режущий инструмент. Хотя обычно они имеют размеры около 6 на 9 дюймов, их все же следует использовать на плоской поверхности, например на верстаке. Используйте микрофрезерный станок для обработки мелких детализированных узоров, нарезки резьбы и сверления отверстий в древесине, пластике и тонком металле.
- Настольные фрезерные станки с общей площадью основания около 1 на 2 фута имеют больший рабочий стол, чем микрофрезерные станки. Созданные для работы с более прочными металлами и с вертикальным или горизонтальным режущим инструментом, настольные фрезерные станки можно использовать для самых разных проектов.
- Полноразмерные фрезерные станки значительно дороже микро- или настольных станков, и обычно их можно найти только в профессиональных обрабатывающих центрах. Эти фрезерные станки стоят на полу мастерской и могут быть более 6 футов в высоту. Они используются в основном для работы с толстыми металлами, такими как сталь, титан и алюминий.
 Они используются в основном для работы с толстыми металлами, такими как сталь, титан и алюминий.
Они используются в основном для работы с толстыми металлами, такими как сталь, титан и алюминий.Режущая способность
На фрезерном станке режущая способность относится к общему размеру стола и размерам резания. Емкость зависит от нескольких факторов, включая ход стола, ход пиноли и зазор шпинделя.
- Размер стола определяет количество материала, с которым можно безопасно работать. Если материал выступает за края стола, он может прогибаться под консольным весом, в результате чего станок будет выполнять непреднамеренные разрезы под углом. Всегда следите за тем, чтобы размер стола соответствовал размеру всего куска материала. Размеры стола варьируются от 3 на 6 дюймов до 1 на 4 фута.
- Ход стола относится к расстоянию, на которое стол может перемещаться влево, вправо, назад или вперед с помощью маховика. Когда у стола небольшой ход, некоторые части материала могут не попасть под фрезу. Большой ход стола облегчает точное позиционирование материала и его перемещение через фрезу.
- Ход пиноли — это расстояние, на которое пиноль, часть шпинделя, используемая для обработки труднодоступных мест по оси W, должна выступать от станка.
- Ход шпинделя используется для измерения глубины резания на фрезерных станках. При коротком ходе шпинделя режущему инструменту будет трудно полностью прорезать толстые материалы. Это расстояние также называется «перемещением по оси Z».

Для наилучшей режущей способности ищите фрезерный станок с размером стола, способным выдержать материал. Кроме того, инвестиции в инструмент с большим ходом стола и ходом пиноли или шпинделя помогают гарантировать, что проект не ограничен инструментом.
Стабильность
Для фрезерного станка очень важна стабильность. Если материал не стабилен во время процесса резки, обработка шестерен и резьбы или шлифовка, вероятно, будут неуклюжими и неточными. Ищите фрезерный станок с широким и тяжелым основанием, например, из чугуна, который не будет смещаться или вибрировать во время работы.
Для дополнительной устойчивости рассмотрите фрезерный станок со встроенными Т-образными пазами, которые позволяют пользователю закрепить материал на столе. Фрезерный станок с числовым программным управлением (ЧПУ) — хорошая идея для тех, кто планирует выполнить много проектов. Вместо ручных настроек машина движется автоматически по командам с компьютера.
Наши лучшие предложения
Эти лучшие предложения были выбраны на основе качества, цены, удовлетворенности клиентов и упомянутых выше соображений. Прочтите этот список, чтобы узнать о некоторых из лучших фрезерных станков для ваших проектов по металлообработке.
Фото: amazon.com
Проверить последнюю цену
Микрофрезерный станок Proxxon работает тихо и без вибрации и предназначен для оптиков, ювелиров и любителей точной и чистой резки деликатных материалов. Этот фрезерный станок имеет широкое чугунное основание, которое следует размещать на плоском прочном столе или верстаке, чтобы обеспечить устойчивость станка при вращении шпинделя со скоростью от 5000 до 20000 об/мин.
Режущая способность этого фрезерного станка включает перемещение по оси X 5,3 дюйма, перемещение по оси Y 1,8 дюйма и перемещение по оси Z 2,8 дюйма при общей рабочей площади 26,7 кубических дюймов. Стол имеет размеры 8 дюймов на 3 дюйма и имеет три Т-образных паза для закрепления материала во время его резки или сверления.
Фото: amazon.com
Проверить последнюю цену
Двигатель мощностью 1 л.с. на JET JMD-15 обеспечивает достаточную энергию для вращения шпинделя с 12 различными скоростями от 110 до 2580 об/мин. Чугунная колонна и основание обеспечивают устойчивость фрезерного станка и снижают вибрацию во время работы. Поместите его на плоский стол или верстак. Головка фрезерного станка имеет универсальный поворот на 360 градусов для более точной резки, сверления и обработки.
Этот настольный фрезерный станок оснащен большими маховиками, которыми легко управлять, и широким рабочим столом. Режущая способность фрезерного станка определяется перемещением по оси X в 14 дюймов, перемещением по оси Y в 5,5 дюймов и перемещением по оси Z в 3,5 дюйма. Фрезерный станок поставляется с регулируемой рабочей лампой для освещения материала в условиях слабого освещения и защитным кожухом шпинделя, помогающим защитить пользователя от летящих кусков металла, дерева и другого мусора.
Фрезерный станок поставляется с регулируемой рабочей лампой для освещения материала в условиях слабого освещения и защитным кожухом шпинделя, помогающим защитить пользователя от летящих кусков металла, дерева и другого мусора.
Фото: amazon.com
Узнать последнюю цену
Оснастите ремонтную, ремонтную или механическую мастерскую полноразмерным фрезерным станком от Jet высотой более 6 футов. Он имеет силовую подачу по оси X, установленную для точной скорости подачи материала, что упрощает создание дублирующих разрезов в нескольких кусках металла. Фрезерный станок весит более 2000 фунтов и имеет прочное основание, которое не смещается и не вибрирует во время использования.
Двигатель мощностью 2 л.с. обеспечивает скорость вращения шпинделя от 80 до 2720 об/мин, а мощный тормоз шпинделя быстро останавливает инструмент после завершения работы. Рабочий стол мер 9на 42 дюйма и имеет перемещение по оси X 23,9 дюйма, перемещение по оси Y 12,5 дюйма и перемещение по оси Z 5 дюймов. Рабочий стол фрезерного станка также оснащен тремя 2,5-дюймовыми Т-образными пазами для дополнительной устойчивости.
Рабочий стол фрезерного станка также оснащен тремя 2,5-дюймовыми Т-образными пазами для дополнительной устойчивости.
Фото: amazon.com
Проверить последнюю цену
Фрезерный станок с ЧПУ Genmitsu работает в соответствии с командами, которые можно вводить через Arduino и программное обеспечение GRBL. Поддержка, обучение и дополнительные учебные пособия для изучения того, как использовать конкретное программное обеспечение, доступны в Интернете. Хотя фрезерный станок более точен, когда он подключен к компьютеру, его можно использовать с пультом дистанционного управления, чтобы он не был привязан к одному месту.
Этот фрезерный станок имеет общую рабочую площадь 150,8 дюймов в кубе. Он измеряет 11,8 дюйма по оси X, 7,1 дюйма по оси Y и имеет диапазон оси Z 1,8 дюйма. Используйте его с пластмассами, деревом, акрилом, ПВХ, печатными платами и мягкими металлами, такими как алюминий.
Часто задаваемые вопросы о фрезерных станках
Теперь, когда вы знаете больше о фрезерных станках, у вас могут возникнуть дополнительные вопросы. Продолжайте читать, чтобы найти ответы на некоторые из наиболее часто задаваемых вопросов о фрезерных станках и принципах их работы.
Продолжайте читать, чтобы найти ответы на некоторые из наиболее часто задаваемых вопросов о фрезерных станках и принципах их работы.
В. Как работает фрезерный станок?
Фрезерный станок предназначен для резки твердых металлов с помощью фрезы, которую можно поднимать или опускать с помощью маховика оси Z. В машине также используется подвижная платформа для удержания материала на месте. Эта платформа обычно может двигаться влево или вправо, назад или вперед, используя маховик оси Y и маховик оси X для управления. Благодаря трем осям управления станок может перемещать материал через фрезу для точных и стабильных резов.
В. Мельницы в Бриджпорте все еще производятся?
Да, фрезы Bridgeport все еще производятся, но теперь они производятся компанией Hardinge Inc.
В. Нужна ли мне смазочно-охлаждающая жидкость при фрезеровании?
СОЖ обычно не требуется для фрезерования, хотя ее следует использовать для смазки, охлаждения и удаления пыли при работе с чугуном, чистовой обработке нержавеющей стали или алюминия или фрезеровании других жаропрочных сплавов на низких скоростях резания.
6 лучших настольных фрезерных станков 2022 года
Настольные фрезерные станки — это миниатюрные версии больших промышленных фрезерных станков, которые вы часто видите на крупных заводах. Это делает их идеальными для проектов «сделай сам», когда вам нужна сила и точность, но нет места для полноразмерной машины.
Однако, поскольку эти машины меньше, они, как правило, и менее мощные. Некоторые из них невероятно маломощны, в то время как другие подходят для большинства целей DIY. Покупка высококачественного настольного фрезерного станка имеет важное значение для вашего успеха. Чтобы помочь вам разобраться во всех вариантах, мы рассмотрели некоторые из лучших вариантов на рынке и написали полное руководство для покупателя, которое поможет вам выбрать идеальный вариант.
Быстрое сравнение наших фаворитов в 2022 году
| Рейтинг | Изображение | Продукт | Детали | |
|---|---|---|---|---|
Лучший в целом | WEN 33013 Настольный фрезерный станок | ПРОВЕРИТЬ ЦЕНУ | ||
Лучшее значение | Мельница Proxxon 37110 MICRO | ПРОВЕРИТЬ ЦЕНУ | ||
Премиум Выбор | Grizzly Industrial G0704 Фрезерно-сверлильный станок | ПРОВЕРИТЬ ЦЕНУ | ||
| JET 350017/JMD-15 Фрезерно-сверлильный станок | ПРОВЕРИТЬ ЦЕНУ | |||
| LittleMachineShop Мини-мельница HiTorque | ПРОВЕРИТЬ ЦЕНУ |
6 лучших настольных фрезерных станков
1.
 Настольный фрезерный станок WEN 33013 – лучший в целом
Настольный фрезерный станок WEN 33013 – лучший в целом
Проверить последнюю цену
Настольный фрезерный станок WEN 33013 с переменной скоростью от 100 до 1000 оборотов в минуту (об/мин) разработан для обеспечения точности и прочности. На высоких настройках он может достигать 2500 об/мин. Скошенная головка и колонна поворачиваются на 45° в любом направлении, что позволяет делать угловые пропилы в различных материалах. Чугунная конструкция создана максимально компактной, но при этом обеспечивает мощность, необходимую большинству энтузиастов-любителей. Стол также немного перемещается. Он может двигаться более чем на 11 дюймов по оси X и более чем на 5 дюймов по оси Y.
Кроме того, этот фрезерный станок имеет множество полезных мелких функций. Предварительно установленный сверлильный патрон высокого качества, и вы можете легко настроить его с помощью маховиков. Кнопка аварийной остановки и прозрачная защита патрона являются важными функциями безопасности, которые помогают снизить количество несчастных случаев. Нам также понравилась 2-летняя гарантия, прилагаемая к этому фрезерному станку.
Нам также понравилась 2-летняя гарантия, прилагаемая к этому фрезерному станку.
Единственный минус в том, что эта машина немного дороже других вариантов. Это действительно подходит только для тех, кто планирует использовать эту машину много, так как это довольно дорого. На рынке есть другие, более дешевые варианты, которые могут больше подойти вашему обычному домовладельцу. В целом, это лучший настольный фрезерный станок, который мы рассмотрели в этом году.
Pros
- Скос 45°
- Переменная скорость
- Чугун
- Маховички для тонкой настройки
- Кнопка аварийной остановки
Минусы
- Дорого
2. Мельница Proxxon 37110 MICRO – лучшее соотношение цены и качества
Проверить последнюю цену
Большинство домовладельцев с ограниченным бюджетом могут приобрести мельницу Proxxon 37110 MICRO. Это лучший настольный фрезерный станок за доступные деньги. Он немного меньше, чем другие варианты, что делает его более подходящим для небольших мастерских, таких как те, которые есть у вашего среднего домовладельца. Он довольно тихий и производит небольшую вибрацию. Эти функции делают эту машину более подходящей для домовладельцев, особенно если вы боитесь разбудить соседей.
Он довольно тихий и производит небольшую вибрацию. Эти функции делают эту машину более подходящей для домовладельцев, особенно если вы боитесь разбудить соседей.
Небольшой вес и тонкий дизайн позволяют легко разместить его в труднодоступных местах. Тем не менее, это не снижает производительность, как некоторые другие компактные варианты. Он по-прежнему работает достаточно хорошо и очень точно. Основание изготовлено из чугуна, а вертикальная колонна и составной стол изготовлены из обработанного алюминия. Он построен, чтобы продлиться во всех отношениях. Маховики позволяют очень точно регулировать эту машину, что позволяет использовать ее в ситуациях, когда точность имеет первостепенное значение.
Одна из основных проблем с этой машиной заключается в том, что оси не очень точны. Когда вы их настраиваете, они имеют тенденцию немного отклоняться от нуля. По большей части это не должно быть проблемой для всех. Тем не менее, некоторые люди могут найти это чрезвычайно разочаровывающим, особенно если вы делаете вещи, требующие точности.
Профи
- Тихий
- Компактный и легкий
- Использование высококачественных материалов
- Маховики для небольших регулировок
Минусы
- Регулировка осей неточна
3. Фреза/сверло Grizzly Industrial G0704 – выбор премиум-класса
Узнать последнюю цену
Для тех, у кого есть немного лишних денег, лучшим вариантом может стать фрезерно-сверлильный станок Grizzly Industrial G0704. Это один из лучших вариантов на рынке, но он дорогой. Вы потратите на это намного больше, чем на любой другой вариант в этом списке. Тем не менее, вы получаете то, за что платите. Поскольку вы потратите так много дополнительных средств на это упражнение, вы также получите некоторые дополнительные функции.
Он имеет те же характеристики, что и многие промышленные мельницы. Например, у него есть колонна типа «ласточкин хвост» и двигатель мощностью 1 л.с. с регулируемой скоростью. Эти функции помогают ему работать лучше и выполнять более сложные задачи. Он также имеет множество функций безопасности, таких как защитное отключение. Эти функции безопасности необходимы для предотвращения несчастных случаев и травм.
Он также имеет множество функций безопасности, таких как защитное отключение. Эти функции безопасности необходимы для предотвращения несчастных случаев и травм.
Единственная серьезная проблема этой машины в том, что она огромна. Если вы ищете машину, которая может конкурировать со своими промышленными аналогами, она должна быть немного больше. Однако, если вы домовладелец с небольшим рабочим пространством, оно может быть слишком большим для ваших нужд.
Профи
- Мощный
- Защитное отключение
- Переменная скорость
Минусы
- Дорого
- Большой
4. Фрезерно-сверлильный станок JET 350017/JMD-15
Проверить последнюю цену
Фрезерно-сверлильный станок JET 350017/JMD-15 находится примерно в середине пакета по цене. Это не самое дорогое, но средний домовладелец, вероятно, дважды подумает, прежде чем покупать его из-за цены. Он достаточно качественный. Он имеет цельную чугунную колонну для дополнительной поддержки и быстросъемную защелку, позволяющую быстро регулировать ремень. Коническое основание позволяет вам быстро убраться, когда вы закончите. Нам особенно понравились поворот головы на 360° и очень большой рабочий стол. Он даже поставляется с рабочей лампой, поэтому ваша заготовка будет постоянно освещена.
Коническое основание позволяет вам быстро убраться, когда вы закончите. Нам особенно понравились поворот головы на 360° и очень большой рабочий стол. Он даже поставляется с рабочей лампой, поэтому ваша заготовка будет постоянно освещена.
Эта машина довольно большая и весит 450 фунтов. Это довольно много для машин, но не много для машины такого калибра. Тем не менее, вы должны тщательно подумать о том, где вы его поместите, а также о том, как вы его туда доставите. В противном случае вы можете оказаться с большой машиной, которую не сможете сдвинуть!
Единственные недостатки этого инструмента относительно незначительны. Тем не менее, большинство из них являются очевидными недостатками дизайна, которые компания может быстро исправить, поэтому очень жаль, что они не попытались исправить эти проблемы. Когда вы поворачиваете левую сторону, она трется о плечо фонаря. Это перемещает свет, что может раздражать.
Pros
- Коническое основание для легкой очистки
- Поворотная головка на 360°
- Рабочая лампа в комплекте
Минусы
- 450 фунтов
- Множество мелких недостатков конструкции
5.
 Мини-фреза LittleMachineShop HiTorque
Мини-фреза LittleMachineShop HiTorque
Проверить последнюю цену
Мы хотели полюбить мини-фрезу LittleMachineShop HiTorque, но нам не понравилось в ней несколько вещей. Во-первых, описание продукта наполнено такими вещами, как «самый большой крутящий момент в своем классе». Однако определить, какой крутящий момент имеет машина, непросто. Он нигде не указан, его легко найти. В описании продукта были небольшие несоответствия, что заставило нас усомниться в общем качестве машины.
При этом эта машина намного легче других вариантов. Согласно описанию продукта, он весит всего 124 фунта и имеет меньшую базу, чем многие другие варианты в этом списке. Это означает, что он может лучше подходить для небольших мастерских. Если вы домовладелец с небольшим рабочим пространством, это может быть надежным вариантом.
Конструкция блокировки шпинделя на этом станке тоже ужасна. Она намного туже, чем должна быть, что приводит к деформации деталей и их практической непригодности. Обслуживание клиентов также кажется очень плохим.
Обслуживание клиентов также кажется очень плохим.
Плюсы
- Легче большинства других вариантов
- Компактный
Минусы
- Плохая конструкция замка шпинделя
- Плохое обслуживание клиентов
- Неточное описание продукта
6. МАГАЗИН FOX M1110 Mill and Drill
Узнать последнюю цену
МАГАЗИН FOX M1110 Mill and Drill — еще одна фреза среднего класса. Это будет стоить вам немного больше, чем наш лучший вариант, но вы не будете платить столько же, сколько некоторые другие варианты, представленные в настоящее время на рынке. Всего у него 12 различных скоростей токарного станка, что позволяет вам быть более точным при фрезеровании. Двигатель не такой мощный, как некоторые другие варианты, всего ¾ л.с. Тем не менее, он по-прежнему должен подходить для большинства проектов DIY.
В целом, качество этой машины значительно ниже, чем у других доступных в настоящее время вариантов. По крайней мере, кажется, что он не прослужит очень долго, а это значит, что вы, вероятно, скоро купите еще один. Это, вероятно, будет стоить вам немало денег в долгосрочной перспективе из-за высокой цены. Как вы можете себе представить, покупка двух машин по умеренной цене обойдется вам в немалые деньги.
По крайней мере, кажется, что он не прослужит очень долго, а это значит, что вы, вероятно, скоро купите еще один. Это, вероятно, будет стоить вам немало денег в долгосрочной перспективе из-за высокой цены. Как вы можете себе представить, покупка двух машин по умеренной цене обойдется вам в немалые деньги.
Вам также нужно будет перекрасить эту мельницу вскоре после покупки, так как краска, которая идет с ней, совсем не качественная. Кроме того, вам нужно будет быстро и регулярно все чистить и смазывать.
Pros
- 12 различных скоростей токарного станка
Минусы
- Не прочный
- Дорогой
- Требуется перекраска и очистка при покупке
Руководство покупателя. Как приобрести лучший настольный фрезерный станок
Как вы, возможно, поняли из наших обзоров, выбор хорошего настольного фрезерного станка зависит от многих аспектов. Хотя все эти машины могут выглядеть одинаково, они могут иметь совершенно разные функции, которые могут серьезно повлиять на производительность инструмента.
Поскольку эти инструменты стоят недешево, для домашней мастерской нужно покупать только самые лучшие. Ниже мы поможем вам разобраться во всех различных функциях и выяснить, какая машина лучше всего подходит для вас.
Часто задаваемые вопросы
Хороши ли настольные фрезерные станки?
Да. Однако важно помнить, что эти машины не такие, как их промышленные собратья. Они значительно слабее, чем более крупные машины, используемые на заводах. Итак, если вам нужно столько же мощности, сколько и промышленному фрезерному станку, вам, вероятно, следует приобрести промышленный фрезерный станок.
При этом обычному человеку не нужен промышленный фрезерный станок, и он, вероятно, может обойтись одним из более дешевых и меньших по размеру станков, которые мы рассмотрели в этой статье. Они по-прежнему подходят для самых разных проектов. Однако они не так хороши для масштабных промышленных проектов, как их промышленные собратья.
Должен ли я получить мельницу или токарный станок?
Использование токарного станка значительно более ограничено, чем фрезерного станка. Однако они очень хороши в производстве цилиндрических деталей. С другой стороны, фрезерный станок более универсален и может использоваться для самых разных проектов, чем токарный станок. Они могут производить те же детали, что и токарный станок, но для этого может потребоваться немного больше времени.
Однако они очень хороши в производстве цилиндрических деталей. С другой стороны, фрезерный станок более универсален и может использоваться для самых разных проектов, чем токарный станок. Они могут производить те же детали, что и токарный станок, но для этого может потребоваться немного больше времени.
В конце концов, какой из них вы выберете, зависит от того, какими проектами вы планируете заниматься. Если вы делаете в основном круглые детали, то токарный станок, вероятно, будет лучшим вариантом. Тем не менее, вы можете подумать о приобретении мельницы, если вы выполняете самые разные проекты.
Можно ли фрезеровать на сверлильном станке?
Да, с небольшим количеством работы. Вы можете перепрофилировать сверлильный станок в мельницу. Тем не менее, он никогда не будет таким же хорошим, как мельница, и для его преобразования потребуется немало усилий. Во многих случаях лучше приобрести настоящую мельницу.
Нужен ли мне фрезерный станок?
Фрезерные станки довольно дороги, поэтому убедитесь, что они вам нужны, прежде чем идти и покупать их. Существует веская причина, по которой фрезерные станки необходимы для производства — они необходимы при обработке металлических деталей. Если вам нужно придать форму металлическим деталям, вам нужен этот станок.
Существует веская причина, по которой фрезерные станки необходимы для производства — они необходимы при обработке металлических деталей. Если вам нужно придать форму металлическим деталям, вам нужен этот станок.
К счастью, фрезерные станки достаточно универсальны, поэтому их можно использовать в самых разных ситуациях. Хотя они дорогие, вы получаете за них свои деньги.
Можно ли использовать фрезерный станок по дереву?
С небольшой дополнительной настройкой, да. Вам понадобится что-то для сбора пыли, так как древесная пыль легко воспламеняется. Использование фрезерного станка по дереву очень похоже на использование других станков по дереву. Просто убедитесь, что у вас настроена надлежащая система сбора пыли, и вы должны быть золотыми.
Посмотреть этот пост в Instagram
Пост, которым поделился Вин Гриффит (@wyngriffith)
Важные особенности
Есть несколько особенностей, на которые следует обратить внимание при покупке фрезерного станка. Мы обсудим некоторые из этих функций ниже, чтобы вы могли выбрать лучший вариант для своих нужд.
Мы обсудим некоторые из этих функций ниже, чтобы вы могли выбрать лучший вариант для своих нужд.
Мощность двигателя
Чем больше мощность у машины, тем лучше она будет работать и с большим разнообразием материалов она будет работать. Вы хотите как можно больше власти. Однако большая мощность обычно обходится дороже. Из-за этого вам нужно учитывать, какую мощность вы нужен при выборе машины. Вы не хотите тратить больше на более мощную машину, когда она вам не нужна.
Если вы занимаетесь легкими проектами, вам, вероятно, подойдет двигатель мощностью ¾ л.с. Однако для регулярного использования вы можете инвестировать в двигатель мощностью 1 л.с. Это зависит только от проектов, которые вы планируете делать, а также от вашего бюджета. Маломощные машины не обязательно некачественные.
Диапазон движения
Вы хотите, чтобы машина немного перемещалась по осям X и Y. Это поможет вам размещать отверстия именно там, где они вам нужны, и с определенным диаметром. Если выбранный вами тренажер не имеет большого диапазона движений, вы можете столкнуться с неспособностью выполнять определенные проекты. В конце концов, если машина не может сделать отверстие там, где вам нужно, вам будет трудно закончить свой проект.
Если выбранный вами тренажер не имеет большого диапазона движений, вы можете столкнуться с неспособностью выполнять определенные проекты. В конце концов, если машина не может сделать отверстие там, где вам нужно, вам будет трудно закончить свой проект.
Это важная характеристика, на которую следует обратить внимание при выборе подходящей машины.
Долговечность
Долговечность вашей машины имеет большое значение. Вы же не хотите, чтобы он сломался после нескольких применений. Эти машины должны служить годами, учитывая их высокую стоимость. Ищите в списке высококачественных материалов чугун и обработанный алюминий. Чем из большего количества чугуна изготовлена машина, тем прочнее она будет.
Вы также должны учитывать внутренние компоненты машины. Это может быть сложнее, потому что вы не можете сразу увидеть, из чего сделаны внутренние части машины. Для этого вам придется больше полагаться на отзывы, такие как наш, чтобы принять решение.
Заключение
При выборе настольного фрезерного станка нужно помнить о многих вещах. Надеюсь, наши обзоры и руководство покупателя дали вам хорошее представление о том, какая машина лучше всего подходит для ваших целей.
Большинству людей мы рекомендуем настольный фрезерный станок WEN 33013. Что касается цены, то она примерно средняя. Тем не менее, он имеет переменную скорость и довольно долговечен, что делает его практичным выбором для большинства домовладельцев и профессионалов.
Тем, кто хочет сэкономить, мы рекомендуем мельницу Proxxon 37110 MICRO Mill. Он очень недорогой и компактный. Это лучший вариант для домашних мастеров, у которых небольшая рабочая зона.
Похожие сообщения:
- 5 лучших мини-заводов по отзывам
- Обзор пяти лучших шлифовальных машин для ремонта мебели
Авторы избранных изображений: Pixabay
Содержание
- 1 Быстрое сравнение наших фаворитов в 2022 году
- 2 6 лучших настольных фрезерных станков
- 2.
- 2.
Соединение труб пнд с металлическими трубами: 7 способов 【соединить ПНД трубу с металлической.】 + Новый БСПС
Соединение ПНД труб. Как соединить трубы?
Аббревиатура ПНД в расшифровке означает полиэтилен низкого давления. Технологический процесс производства основан на применении шнекового экструдера. В результате получается гибкая и легкая труба, устойчивая к коррозии. Область применения обширна: газопровод, водопровод, канализация. Также в трубах ПНД прокладывают различные кабели и используют их как обсадные гильзы при обустройстве скважин. В этом материале рассмотрим, как правильно соединить трубы ПНД.
Способы соединения ПНД труб
Если задать специалисту вопрос, как соединить трубу ПНД, он, наверное, улыбнется. Процесс стыковки настолько прост, что его способен выполнить любой. Различают два типа соединения виниловых труб: разъемное и неразъемное. Первый вариант происходит с помощью фитингов и доступен для выполнения в домашних условиях. Второй основан на пайке пластика и чаще всего применяется на производстве.
Неразъемная стыковка ПНД труб
Неразъемные соединения обычно используют во время строительства напорных трубопроводов и при необходимости укладки цельной магистрали без разъемного фитинга. Существуют два вида соединения труб ПНД с применением сварки.
Сварка электромуфтами
Соединение двух одинаковых по диаметру элементов трубопровода электромуфтовой сваркой сваркой считается самым простым способом неразъемной стыковки. Для выполнения работ нужен специальный фитинг — муфта. Внутри этой детали вмонтирован нагревательный элемент — спираль. После подачи напряжения нагреватель расплавляет внутреннюю стенку муфты и поверхность трубы ПНД. В результате происходит надежное сваривание двух заготовок одного диаметра между собой.
Процесс пайки состоит из следующих действий:
- два конца труб одинакового диаметра зачищают от грязи и обезжиривают;
- заготовки вставляют в муфту соответствующего диаметра, после чего обеспечивают неподвижность соединяемого узла.
На муфте есть две клеммы. К ним подсоединяют провода от источника питания. После подачи тока происходит плавление пластика, вследствие чего получается прочное соединение. Использовать сваренную заготовку можно после полного остывания стыка.
Стыковка контактной сваркой
Второй способ неразъемного соединения основан на использовании специального оборудования — паяльника. Контактной сваркой соединяют элементы пластикового трубопровода диаметром от 50 мм и более. Достоинство способа в дешевизне. Если при монтаже магистрали требуется сделать много стыков, выгоднее купить паяльник. Этот инструмент доступен в цене и может пригодиться в будущем для сварки различных труб и гибких шлангов.
Выполняется соединение контактной сваркой по следующему принципу:
- в зажимах станка фиксируют две заготовки одинакового диаметра;
- после центровки труб приступают к нагреву их концов до начала плавления пластика;
- паяльник убирают, а концы расплавленных заготовок плотно соединяют с помощью зажимного станка.
После охлаждения получается монолитный шов, не уступающий по прочности стенке пластиковой трубы.
Разъемная стыковка ПНД труб
В домашних условия хозяину достаточно знать, как соединить трубы ПНД фитингами, ведь разъемное соединение намного удобнее, чем пайка. Кстати, самый простой способ стыковки называется «в раструб». Он применим при укладке канализации из полиэтилена низкого давления и основан на введении одного конца полипропиленовой трубы в раструб второй заготовки. Для уплотнения стыка используют силиконовые или резиновые манжеты.
Кстати, самый простой способ стыковки называется «в раструб». Он применим при укладке канализации из полиэтилена низкого давления и основан на введении одного конца полипропиленовой трубы в раструб второй заготовки. Для уплотнения стыка используют силиконовые или резиновые манжеты.
Соединение труб фитингами
Перед тем, как рассказать, как правильно соединить трубы ПНД для водопровода фитингами, рассмотрим, что собой представляет эта деталь. Разъемные фитинги предназначены для соединения элементов трубопровода диаметром до 50 мм. Производитель выпускает колена, тройники, крестовины и ровные переходники. Существуют два типа фитингов из ПВХ:
- компрессионные — для стыковки заготовок одинакового диаметра;
- редукционные — для стыковки заготовок разного диаметра.
Как соединяют трубы ПНД с пластмассовыми фитингами? Устройство и принцип использования зажимов одинаков. Фитинг состоит из корпуса, внутрь которого вводят два конца заготовки. Зажимной гайкой-крышкой затягивают соединение, накручивая ее на корпус фитинга по резьбе. Уплотнительное кольцо обеспечивает герметичность стыка. Зная, как соединять трубы ПНД фитингами, можно стыковать трубы, изготовленные из других материалов, например, полипропилена или металлопластика.
Уплотнительное кольцо обеспечивает герметичность стыка. Зная, как соединять трубы ПНД фитингами, можно стыковать трубы, изготовленные из других материалов, например, полипропилена или металлопластика.
Соединение труб ПНД фланцами
Для стыковки пластикового трубопровода с насосным оборудованием, металлической запорной арматурой или соединения магистрали большого диаметра применяют фланцы. Разъемный узел состоит из двух частей:
- компрессионный фланец предназначен для фиксации на трубе ПНД;
- монтажным фланцем зажимают первую деталь, фиксируя болтами к аналогичному элементу на запорной арматуре или насосе.
Принцип фиксации фланца на трубе из полиэтилена одинаков, как и в случае с компрессионной муфтой.
*Для соединения ПНД 160 мм без сварки, используйте фланцы.
Как видите, проводить соединение водопроводных ПНД труб можно даже самостоятельно в домашних условиях без специальных знаний. Нужно только правильно подобрать способ стыковки с учетом озвученных преимуществ и недостатков.
Монтаж труб ПНД
Содержание статьи
- Способы соединения пнд труб
- Стыковка ПНД труб на сварку
- Компрессионное соединение труб ПНД
- Фланцевое соединение пнд труб
Соединение пнд труб должно быть герметичным, прочным и эластичным. Ведь ПНД арматура используется и в газопроводах, и в водопроводах, и в системах отвода стоков. Причем все трубопроводы из полиэтилена низкого давления можно проложить и над землей, и под землей.
А качественное соединение ПНД труб является залогом и прочности, и пропускной способности газовых, водопроводных и канализационных трубопроводов. Поэтому в данной статье мы рассмотрим лишь самые результативные технологии, гарантирующие высокое качество стыковки.
Соединение пнд труб встык
↑
СПОСОБЫ СОЕДИНЕНИЯ ПНД ТРУБ
Полимерные трубопроводы можно стыковать двумя способами:
- На сварку, используя прямоточные муфты или монтажные утолщения (раструбы).
- На обжимные фитинги – особые соединительные элементы или полимеров или металла.

Электромуфтовая сварка ПНД труб
Причем первый способ — монтаж на сварку – дает возможность сформировать лишь неразъемное соединение. А соединение пнд труб фитингами позволяет создать разъемный узел, облегчающий демонтаж и монтаж арматуры при ремонте.
При этом с помощью фитингов или полимерных муфт с металлическими втулками можно стыковать не только полимерные трубы, но и ПНД арматуру со стальными, медными или алюминиевыми аналогами.
И далее по тексту мы рассмотрим типовые способы стыковки на сварку и на муфту.
↑
СТЫКОВКА ПНД ТРУБ НА СВАРКУ
Существует три способа сборки ПНД трубопроводов на сварку:
- Монтаж встык, когда разогретые торцы труб соединяют с помощью термической сварки давлением.
- Монтаж в раструб, когда разогретое плечо (гладкий торец) вставляют в прогретое монтажное утолщение (раструб).
- Монтаж на электромуфту, когда трубы закладывают в прямоточную муфту (или отвод, или тройник), внутри которой установлена легкоплавкая спираль, разогревающая место стыковки после подключения к сварочному трансформатору.

Вышеописанные варианты основаны на термопластичной природе полиэтилена низкого давления. Ведь полимерные волокна, из которых состоит структура ПНД, распадаются на отдельные молекулы при температуре выше 175 градусов Цельсия. И «собираются» в полимерные цепочки при понижении температуры.
Поэтому, разогревая тело трубы или фитинга до указанной температуры и соединяя разогретые элементы перед остыванием, можно добиться возникновения межмолекулярных связей между материалом двух деталей.
При этом таким образом можно обустроить не только стык полиэтиленовой арматуры, но и соединение труб пвх и пнд типов. Правда ПВХ торец придется монтировать на клей.
Словом, все три способа стыковки основываются на общем физическом процессе.
Но реализуются эти технологии совершенно по-разному:
Соединение в сварной раструб
- Так, для монтажа встык нужно сделать следующее: подрезать торцы под прямым углом, вставить трубы в направляющие, подвести и прижать торцы к нагревательному элементу. Ну а после разогрева нагревательный элемент убирается, а торцы спрессовываются с помощью направляющих, в конструкцию которых входят винтовые домкраты.
- Соединение в сварной раструб реализуется так: трубу надевают на ниппель (раструбом) и муфту (гладким торцом) сварочного паяльника, который разогревает место стыка. После этого элементы сопряжения демонтируются с нагревательных калибров и спрессовываются руками.
- Электросварная муфта для соединения пнд труб предполагает следующий порядок стыковки: трубы обрезаются, их поверхности обезжириваются, после чего торцы монтируют в электромуфту, к клеммам которой присоединяют провода от сварочного трансформатора. Включив трансформатор, можно активировать легкоплавкую спираль, которая размягчит поверхность трубы и муфты. Ну а после отключения трансформатора труба и муфта остынут, образуя надежное соединение.
 Включив трансформатор, можно активировать легкоплавкую спираль, которая размягчит поверхность трубы и муфты. Ну а после отключения трансформатора труба и муфта остынут, образуя надежное соединение.
Включив трансформатор, можно активировать легкоплавкую спираль, которая размягчит поверхность трубы и муфты. Ну а после отключения трансформатора труба и муфта остынут, образуя надежное соединение.↑
КОМПРЕССИОННОЕ СОЕДИНЕНИЕ ТРУБ ПНД
Помимо электромонтажных муфт в процессе сборки ПНД трубопроводов можно использовать еще и компрессионные (обжимные) фитинги. Суть процесса монтажа заключается в механической фиксации тела трубы на ниппеле фитинга (муфты). Причем такую фиксацию можно обустроить за счет уплотнительного кольца или эластичности самого тела трубы.
Компрессионное соединение труб ПНД
И в первом случае монтаж осуществляется следующим образом:
- Трубу обрезают, муфту разбирают, отсоединяя контргайку и демонтируя уплотнительное кольцо.
- Трубу калибруют и надевают на нее контргайку и кольцо.
- Трубу монтируют (надвигают) на шпиндель муфты, кольцо передвигают поверх ниппеля, контргайку закручивают.

В итоге, контргайка давит на кольцо, а оно, в свою очередь, прижимает трубу к ниппелю муфты. Причем, один торец такой муфты может быть компрессионным, а другой – резьбовым. Фитинги такой конструкции используют в процессе монтажа в арматуру запорной или контрольно-регулирующей арматуры с резьбовыми штуцерами или стороннего оборудования. Например, с помощью такой муфты можно обустроить соединение трубы пнд с насосом (компрессором), расширительным бачком, обратным клапаном.
Во втором случае монтаж происходит так:
- Трубу расширяют эспандером – особым инструментом, растягивающим тело арматуры в зоне монтажного торца.
- Муфту раскручивают, надевая монтажную гайку на трубу.
- Растянутый торец трубы надевают на ниппель муфты.
- Контргайку затягивают на резьбовом сгоне корпуса муфты.
После этого тело трубы вернется к первичному диаметру (эффект обратной усадки), прижимаясь к ниппелю муфты.
↑
ФЛАНЦЕВОЕ СОЕДИНЕНИЕ ПНД ТРУБ
Кроме компрессионных муфт в полиэтиленовых трубопроводах используются еще и фланцевые фитинги. Основная задача такой арматуры — соединение пнд труб с металлическими аналогами.
Основная задача такой арматуры — соединение пнд труб с металлическими аналогами.
Причем сама фланцевая муфта состоит из двух узлов – компрессионного фланца и монтажного фланца. Первый узел используется для фиксации полимерного участка стыка – он работает по принципу компрессионной муфты. Второй узел – это обычный фланец, габариты которого нормированы. И этот фланец можно соединить на болты или шпильки с аналогичной деталью, зафиксированной на торце стального трубопровода.
В итоге, в границах одного корпуса существуют как бы две муфты – компрессионная (для монтажа ПНД трубы) и фланцевая (для монтажа металлической арматуры). И такое решение дает возможность использовать фланцевые муфты даже в напорных трубопроводах среднего и высокого давления.
↑
Переходные фитинги из полиэтилена высокой плотности | Трубы и фитинги из ПЭНД
ПЕРЕХОДНЫЕ ФИТИНГИ ИЗ ПЭНД
HDPE, Inc. предлагает полную линейку переходных фитингов, которые обеспечивают соединение между полиэтиленом высокой плотности и другими типами материалов для труб. Эти фитинги устраняют необходимость в трудоемких стяжках, обвязках и/или упорных блокировках, предотвращая отделение трубы под действием гидравлического давления и/или движения грунта.
Эти фитинги устраняют необходимость в трудоемких стяжках, обвязках и/или упорных блокировках, предотвращая отделение трубы под действием гидравлического давления и/или движения грунта.
Переходные фитинги доступны для труб большинства распространенных размеров. Каждый переход содержит короткий отрезок трубы из полиэтилена высокой плотности на одном конце для соединения с секцией трубы из полиэтилена высокой плотности. Другой конец может состоять из различных материалов, от ПВХ до стали, в зависимости от материала, соединяемого с трубой из полиэтилена высокой плотности.
Чтобы узнать больше о технических характеристиках HDPE, доступности и системных фитингах, свяжитесь со специалистом по продукту сегодня .
Этот переходник позволяет соединить трубу DI с трубой из полиэтилена высокой плотности. Вращающийся кольцевой сальник этого переходного адаптера позволяет приспособить сборку к любой ориентации болтовых отверстий в существующей металлической трубе MJ или фитингах, к которым он подключен. Эта конструкция была принята для пластиковой трубы как простой переход между трубой из полиэтилена высокой плотности и металлической трубой DI.
Эта конструкция была принята для пластиковой трубы как простой переход между трубой из полиэтилена высокой плотности и металлической трубой DI.
Изделия для перехода из ковкого чугуна в ПЭВП включают:
- Анкерные фитинги DI-MJ
- Комплект переходников MJ
- DI — MJ Сальник и комплект принадлежностей
- 6-дюймовая катушка гидрантного якоря DIPS
- Катушка гидранта DIPS 8″
- Гидрант/поворотный/параллельный тройник
- Гидрант со смещением и золотником на уровне класса
- Упорный изолятор
- Комплект адаптеров Bell MJ
- Принадлежности адаптера Bell MJ
Для получения помощи по спецификациям и доступности, свяжитесь со специалистом по продукту сегодня .
Этот переходник позволяет соединить трубу из ПВХ с гладким концом с трубой из полиэтилена высокой плотности.
Изделия для перехода из ПВХ в ПЭВП включают:
- Анкер для шлицевого соединения из ПВХ
- Переход IPS HDPE на SCH 40/80 PVC
- Информация о HDPE и ребрах жесткости
- Клиновые расширяющиеся элементы жесткости для HDPE
- Комплект адаптеров Bell MJ
- Принадлежности адаптера Bell MJ
Для получения помощи по спецификациям и доступности, свяжитесь со специалистом по продукту сегодня .
Этот переходник позволяет соединить стальную трубу с гладким концом с трубой из полиэтилена высокой плотности. Эти переходные фитинги прошли 100% испытания после сборки и имеют индивидуальный серийный номер. Концы обычно поставляются под сварку с подготовкой фаски и внешней эпоксидной смолой. Резьбовые концы также доступны либо с внутренним внешним эпоксидным покрытием, либо с внешним эпоксидным покрытием. Конструкция включает двойные уплотнительные кольца для обеспечения герметичности. Защитные рукава доступны и рекомендуются для предотвращения чрезмерного сдвига грунта в жестких соединениях.
Компания HDPE, Inc. предоставляет большинство размеров и конфигураций переходов из стали в полиэтилен высокой плотности, включая нормальный размер IPS.
Практический пример: очистка стоков
Цель
Муниципалитет Центральной Флориды столкнулся с высоким уровнем расточительного накопления питательных веществ в большом ручье и озере. Из-за этого водоросли и другие биологические образования угрожали рыбе и природной экосистеме этих водоемов. Чтобы противостоять этому, они искали решение для фильтрации этих питательных веществ таким образом, чтобы оказывать сильное воздействие на окружающую среду с небольшим, более естественным привлекательным следом.
Из-за этого водоросли и другие биологические образования угрожали рыбе и природной экосистеме этих водоемов. Чтобы противостоять этому, они искали решение для фильтрации этих питательных веществ таким образом, чтобы оказывать сильное воздействие на окружающую среду с небольшим, более естественным привлекательным следом.
Решение
Заказчик обратился к ведущему инженеру-экологу, который предложил более экологичное решение по очистке стоков с использованием трубы из полиэтилена высокой плотности в качестве коллектора системы фильтрации. Трубы и фитинги из полиэтилена высокой плотности предложили проекту превосходную способность противостоять коррозии и агрессивным химическим веществам, простоту использования и изготовления, а также превосходную гибкость.
Результат
Как только система была установлена компанией HDPE, Inc., результаты сразу же стали очевидны. Измерения качества воды стали экологически удовлетворительными; рост водорослей стабилизировался и в конечном итоге начал отступать. Экономия материальных затрат в сочетании с долгосрочной экономией на техническом обслуживании оказались положительным фактором для муниципального и окружного бюджета.
Экономия материальных затрат в сочетании с долгосрочной экономией на техническом обслуживании оказались положительным фактором для муниципального и окружного бюджета.
Как я могу соединить другие материалы с трубой из ковкого чугуна? — МакВейн Дуктайл
Filter by AuthorAaron LoosliAlex SheltonAndrea KubikBenjamin LeonardBert Weiss, Operations and Maintenance Manager, City of Hayward, CaliforniaBill KleczkaBob HartzelCarolyn LopezCarrie StephensClinton CJ FowlerCole MitchamCory HumphreysDan FlaigDan HenrieDavid BridgeDoug ClarkDustin HendersonGary GulaGary KurtzGunner ChristianJason HarrisonJeff HendersonJeff HouserJeremy GwinJerry Regula, ENV SP, NACE CTJohn Johnson, ENV SP , NACE CTJohn Simpson PE, ENV SP, NACE CTJosh BakerKemery AicheleKen Rickvalsky, ENV SP, NACE CTKevin ChristianMartin RodriguezMarty KurtzMatt DrummondMcWane DuctileMike PalermoRoy Mundy, PE, ENV SP, Assoc. DBIARyan GrassleyСкотт ФранкСкотт РорикШон СмитСтюарт ЛидделлТери ЛаветтТодд СоудиУэсли КассиерФильтр по категориямКарьераКанавный докторОкружающая среда и безопасностьУстановкаНаша компанияПродукцияПродуктыПрофиль проектаУслугиТехнические услуги
Джефф Хендерсон
31. 07.2019
07.2019
В технической документации по установке
Ковкий чугун (труба DI) был впервые использован в Соединенных Штатах еще в 1950-х годах. Поскольку железные трубы были одним из первых материалов для труб, которые использовались в современных водопроводных и канализационных системах, большинство первых фитингов и муфт были разработаны для использования на трубах из серого литья, а затем на трубах из ковкого чугуна.
Таким образом, подсоединение трубопровода из другого материала к трубе прямого ввода очень просто на стороне пластичного фитинга. Наиболее важный элемент, который следует учитывать, находится на другой стороне материала соединения.
Следующая информация обычно относится к напорным трубам диаметром от трех дюймов и более. Это также относится к соединению трубы в линию, а не к отводу или ответвлению.
Труба DI может быть легко соединена с другими материалами в системах, работающих под давлением, с использованием очень распространенных фитингов и некоторых специальных фитингов или муфт.
Механические соединительные фитинги
Одним из наиболее распространенных способов соединения трубы НВ с другой трубой является использование механических соединительных фитингов (MJ). Поскольку труба DI изготавливается в соответствии с отраслевым стандартом «Внешний диаметр» (OD), независимо от производителя, все трубы DI будут иметь одинаковый внешний диаметр для каждого размера.
Поскольку фитинги MJ изначально были разработаны для использования на трубе с прямым входом, никаких особых требований к фитингу со стороны трубы с прямым входом не требуется.
При использовании фитингов MJ на другой трубе, если наружный диаметр трубы не соответствует размеру трубы из ВЧШГ, необходимо использовать специальные переходные прокладки, чтобы компенсировать разницу наружных диаметров труб.
Таблица наружного диаметра соединительной трубы Tyton
Как насчет поливинилхлорида (ПВХ)?
Как уже упоминалось выше, при соединении труб из ПВХ, труб IPS HDPE или стальных труб необходимы специальные переходные прокладки. OD можно найти с помощью стандартных отраслевых таблиц OD. Ссылка на наружный диаметр, если не фактический наружный диаметр, также должна быть четко обозначена на новой трубе.
Маркировка наружного диаметра трубы
При подсоединении к любой трубе из ПВХ особое внимание необходимо уделить тому, чтобы при выполнении соединения был известен тип трубы из ПВХ и последующие наружные диаметры.
Руководство Ассоциации труб из ПВХ, «Определение типов диаметров для ПВХ», , является хорошим источником информации о том, с каким типом трубы и, как следствие, наружным диаметром вы можете столкнуться.
Если на фитинге используется ограничитель, необходимо соблюдать особую осторожность, чтобы убедиться, что правильный ограничитель используется на трубе из соответствующего материала. Использование ограничителя DI на трубе из ПВХ может повредить трубу. Использование ограничителя из ПВХ на трубе DI может не обеспечить надлежащий крутящий момент, необходимый для фиксации трубы.
Использование ограничителя DI на трубе из ПВХ может повредить трубу. Использование ограничителя из ПВХ на трубе DI может не обеспечить надлежащий крутящий момент, необходимый для фиксации трубы.
Труба из полиэтилена высокой плотности (ПЭВП)
При подсоединении трубы из полиэтилена высокой плотности из ПЭВП потребуется переходник MJ или внутренний «усилитель жесткости» во «внутреннем диаметре» (ID) трубы из ПЭВП для поддержки MJ компрессионное соединение. Размер этого ребра жесткости должен быть основан на (внутреннем диаметре) или толщине стенки, или DR используемой трубы из полиэтилена высокой плотности.
Некоторыми типичными примерами установок с использованием различных труб в фитингах MJ может быть соединение на пожарном стояке в здании или переход к HDPE, используемому для наклонно-направленного бурения, и обратно. Трубу также можно переходить с одного типа на другой на клапане MJ, так же, как и на фитинге MJ.
Переходные муфты
Существует множество производителей, которые производят все типы муфт, хомутов, ограничителей, фитингов и устройств, которые могут соединять трубу НВ с любым другим типом материала трубопровода или необходимым фитингом. Большинство муфт, которые изготавливаются в отрасли водоснабжения, изначально были разработаны для использования сначала на трубах с однократным впрыском, а затем и на других материалах.
Большинство муфт, которые изготавливаются в отрасли водоснабжения, изначально были разработаны для использования сначала на трубах с однократным впрыском, а затем и на других материалах.
Устанавливаемая муфта должна сначала соответствовать номинальному размеру трубы и иметь правильный «диапазон» для соединяемых труб. Наружный диаметр трубы должен находиться в пределах «минимального и максимального» диапазона наружного диаметра муфты.
Это относится и к стороне из ковкого чугуна. Единственным соображением, о котором следует помнить, является проверка наружного диаметра трубы прямого впрыска, чтобы убедиться, что труба находится в правильном диапазоне наружного диаметра.
Это особенно важно, если у вас труба большого диаметра или если вы обрезали соединяемую трубу. При обрезке трубы диаметром 14 дюймов и больше следует по возможности использовать трубу с пометкой «калиброванная» и убедитесь, что любые разрезы находятся на расстоянии не менее 2 футов от раструба. Это должно гарантировать, что внешний диаметр трубы находится в пределах спецификации.
Это должно гарантировать, что внешний диаметр трубы находится в пределах спецификации.
Если возможно, проверьте трубу в полевых условиях с помощью ленты для наружного диаметра. Вы также можете «проверить в полевых условиях» трубу, к которой вы собираетесь подсоединить муфту , надев сальник MJ на трубу, к которой вы подсоединяете муфту/фитинг. Как только это будет сделано, вы просто подсоедините и затяните муфту / фитинг в соответствии с рекомендациями производителя.
Материал, используемый на другой стороне муфты, а также рекомендации производителей муфт определяют, какие шаги необходимо предпринять для соединения труб из другого материала.
Опять же, наружный диаметр другой трубы должен соответствовать минимальному и максимальному диапазону этой стороны муфты. В зависимости от материала могут также потребоваться вставки ребер жесткости.
Если для этого соединения необходимо использовать фиксацию, как указано выше, могут потребоваться различные методы фиксации со стороны трубы прямого впрыска, а также со стороны «другого» материала муфты.
Соединение с фланцами
Фланцевые переходники, переходники фланцевых муфт, EZ Flange, Uni-Flange и другие продукты могут использоваться для соединения трубы прямого впрыска с фланцевым соединением.
Опять же, муфта или переходник должны быть правильного размера и диапазона для трубы прямого впрыска. Эти устройства могут поставляться в конфигурациях с ограничениями и без ограничений.
У каждого производителя есть свои особые инструкции по сборке и затягиванию соединения для муфты на используемом типе трубы. Обязательно следуйте рекомендациям производителя для своего продукта и используемой трубы.
Вставка трубы DI в раструб трубы из ПВХ (размер DI PVC) или вставка трубы DI OD PVC в раструб трубы DI технически должна работать, если другие средства недоступны.
Для этого применения следует учитывать, что отметки глубины на вставляемой трубе должны быть скорректированы с учетом глубины раструба, в который вставляется «другая» труба.
Если возникнут проблемы с соединением после установки, производители двух труб не смогут помочь с соединением их материала с другим материалом.
И, наконец, когда требуется ограничение, метод ограничения одного производителя может не применяться к материалу другого производителя. Например, ограничительная прокладка DI может не работать с трубой из ПВХ, которая предназначена для работы с трубой DI.
При соединении трубы DI с существующей стальной трубой, бетонной напорной трубой, трубой переменного тока или другой трубой может потребоваться открыть существующую трубу для определения типа, размера, наружного диаметра и, если возможно, производителя существующей трубы. Для многих типов труб потребуются изготовленные на заказ муфты для соединения с DI (или любой другой) трубой.
В некоторых случаях изготовителю труб может потребоваться изготовить этот переходник. Есть много производителей муфт, которые могут изготовить муфты для точного материала, который вы соединяете, после того, как вы определили тип, размер и внешний диаметр соединяемого материала.
Я перечислил несколько компаний, производящих стандартные и специальные муфты, изготавливаемые на заказ, которые подойдут для любого вашего применения. Ваш местный торговый представитель McWane или дистрибьютор McWane сможет помочь вам найти наилучший вариант при подключении DI к трубам из других материалов. При установке любой трубы следует руководствоваться рекомендациями производителя трубы И производителя муфты/фитинга.
Ссылки
Графики и ссылки в этой статье получены от: DIPRA, PPI, Uni-Bell, Tyler/Union, Romac, JCM и Ebaa Iron. Другими производителями муфт и соединений для различных труб являются, среди прочих, Smith-Blair, Ford Meter Box, Power-Seal, Robar, Nova-Siria, Hymax, Krausz и Teekay.
Нужна помощь в реализации проекта водной инфраструктуры?
McWane Ductile предлагает своим клиентам множество услуг, выходящих далеко за рамки производства труб из ВЧШГ. От проектирования до установки , мы гордимся тем, что предоставляем образование и обучение для специалистов в области водоснабжения и водоотведения. Вместе мы строим железные прочные коммунальные предприятия для поколений!
Вместе мы строим железные прочные коммунальные предприятия для поколений!
Ознакомьтесь со всеми нашими цифровыми предложениями:
- Железный крепкий блог
- Карманный инженер McWane
- Взаимодействуйте с нами в LinkedIn
- Следуйте за нами на Facebook
- Подпишитесь на нас в Твиттере
Джефф Хендерсон
Джефф Хендерсон — менеджер по работе с национальными клиентами McWane Ductile. Он имеет более чем 40-летний опыт работы в области водопроводных, промышленных и ирригационных трубопроводов и продаж труб и фитингов, а также решений. Джефф работал с американскими и международными производителями труб, дистрибьюторами, проектировщиками и установщиками, используя трубы из многих материалов, включая ковкий чугун, ПВХ, HDPE, профильную стенку, сталь, AC, PCCP и другие, размером от ½ дюйма до более 2500 мм. (100 дюймов) в диаметре. С Джеффом можно связаться по адресу Jeff.Henderson@McWaneDuctile.
Покрытие цинком металла: Способы цинкования металла
Способы цинкования металла
Черный металл
- Статьи
- Rating:
Отправить заявку 24/7
Пожалуйста, оцените Оценка 1Оценка 2Оценка 3Оценка 4Оценка 5
Железо и сталь — это материал из которого изготовлен скелет современной технологической цивилизации. Но — увы! — и у стальной основы нашей цивилизации есть свое уязвимое место. Оно называется коррозия, от которой железо и сталь не имеют той естественной защиты, какой является оксидная пленка для многих цветных металлов — олова, цинка или алюминия.
Сталь нуждается в защите от коррозии — и лучшей защитой для нее будет цинкование. (или оцинковка). Оцинкованный лист прослужит гораздо дольше обычного стального.
Почему именно цинк?
Прежде всего потому, что цинк достаточно распространен и недорог, сам по себе коррозии практически не поддается, плавится при не очень высокой температуре (около 420 градусов, что гораздо ниже температуры плавления железа), обладает приемлемой прочностью. И при этом — что важно! — имеет стационарный электрический потенциал -0,76 В., то есть гораздо более отрицательный, чем у железа.
Благодаря этому своему свойству, цинк, даже при нарушении целостности покрытия и под воздействием электролитов, будет в возникающих электрохимических реакциях играть роль анода. То есть станет медленно растворяться, защищая этим от электрохимической коррозии стальную основу конструкции. В общем — даешь цинковые покрытия! Вот только какими способами их наносить? Это достаточно интересный вопрос, поскольку способов таких несколько — и у каждого из них есть свои плюсы и минусы. Рассмотрим их…
Горячее цинкование
Это самый, на первый взгляд, простой и надежный метод создания цинковой пленки на изделиях их чугуна и стали: эти предметы просто погружают в расплав цинка, а потом вынимают уже покрытыми слоем цинка толщиной от 40 до 80 микрон — то есть достаточно плотным и износостойким.
Однако не все так просто: для того, чтобы цинковая пленка надежно «зацепилась» на поверхности черного металла, эта поверхность должна быть тщательно очищена и офлюсована (то есть покрыта составом, который должен предотвратить ее окисление до соприкосновения с расплавом цинка, и обеспечить надежную адгезию цинковой пленки).
При этом нужно иметь в виду, что расплавленный цинк застывает довольно быстро и может поэтому образовывать наплывы до 1 мм. толщиной, что нежелательно в тех случаях, когда на поверхность оцинкованных изделий есть резьба. Кроме того, сама технология накладывает ограничения на размеры изделий, которые мы хотим оцинковать таким способом — они не могут быть больше, чем ванны с расплавом цинка (а они не могут очень большими по определению).
Холодный метод цинкования
В отличии от горячего цинкования, его холодный вариант никак не связан с размерами цинкуемых деталей и поверхностей, поскольку он состоит в нанесении на них электролитических растворов цинка в различных летучих жидкостях. Такие растворы (гальванол, цинотан, цинотерн, цинкнол) наносятся на стальную поверхность из пульверизатора: растворитель высыхает, а цинковое покрытие остается — причем «садится» оно на поверхность стали очень надежно, с высокой адгезией. При этом покрываемую поверхность не нужно флюсовать, ее достаточно просто очистить от ржавчины и грязи.
Холодный метод цинкования хорош своей простотой
и применимостью для работ на открытом воздухе. Но внешний вид покрытой таким способом стали будет просто матово-серым без металлического блеска.
Поэтому холодное цинкование лучше всего использовать как «покрытие под покраску».
Гальванический метод цинкования
Зато гальванический метод цинкования придает оцинкованой поверхности чрезвычайно привлекательный вид.
Он состоит в том, что через ванну с электролитом течет ток, причем анодом служат цинковые пластины, а катодом — изделия из стали. Под действием тока цинк растворяется в электролите, и его ионы оседают на железе. В результате получается тонкая (от 4 до 20 микрон) пленка, которая не только защищает сталь от коррозии, но и придает поверхности эстетичный внешний вид. Поверхность, покрытая гальваническим цинком может приобрести (в зависимости от своей толщины) сине-голубой, светло-серый или матово-белый металлический блеск. Главными достоинствами такого покрытия будет равномерность его толщины по всей покрываемой поверхности.
Но за этими плюсами идут и свои минусы: тонкое и красивое гальваническое покрытие будет не стойким к истиранию, а увеличение его толщины будет чревато тем, что сталь в процессе гальваники может приобрести заодно и т.н. «водородную хрупкость». Тем не менее, гальваническое цинкование. в силу своей малой себестоимости очень часто используется для антикоррозионной защиты разных видов крепежа, металлических изделий и декоративных элементов.
Термодиффузное цинкование
Главного недостатка гальванического цинкования — «водородной хрупкости» позволяет избежать технология термодиффузионного цинкования.
Она основана на том, что цинк при определенных условиях может испаряться с поверхности цинксодержащего порошка и проникать в поверхностные слои железа, так что в результате образуется сложный сплав цинка с железом.
Такая диффузия становится возможной при
высокой (от 290 до 400 градусов) температуре и наличии электрического потенциала, при котором стальные изделия являются анодом.
Процесс термодиффузии производится во вращающемся контейнере при пониженном давлении (0,1 атмосферы) в восстановительной водородной атмосфере. На термодиффузное цинкование каждой партии крепежных метизов требуется от 90 до 180 минут.
В результате эти детали приобретут мышино-серый цвет — но вместе с ним и повышенную прочность поверхности и отменную устойчивость к коррозии ( в 3-5 раз лучшую, чем при гальваническом цинковании и в полтора-два — чем при горячей оцинковке).
При этом равномерность покрытия будет идеальной, а про адгезию такого покрытия говорить и смысла нет — оно просто «сливается» с черным металлом, так что отделить ее от него просто невозможно. Конечно, внешний вид оцинкованных таким способом метизов, большого эстетического удовольствия не доставляет, но от болтов, гаек, пружин и шурупов особой красоты и не требуется.
Недостаток же у термодиффузного цинкования только один, но существенный — в силу особенностей технологии применять ее можно только в отношении небольших по размеру предметов.
Газо-термическая оцинковка
В последнее время все более широко начинает использоваться еще один вариант нанесения цинкового покрытия — газо-термический. В этом случае цинк в виде тонкой проволоки или порошка подается к соплу специальной горелки, расплавляется в потоке раскаленного газа и мельчайшими каплями оседает на поверхность стального или чугунного изделия.
В принципе, такой метод можно было бы считать разновидностью горячего цинкования, если бы только капли расплавленного цинка, ударяясь о поверхность металла не деформировались, создавая «чешуйчатое» пористое покрытие.
Такое покрытие требует дополнительного слоя краски для заполнения микропор в слое цинка.
Это, конечно, недостаток, но зато такие комбинированные покрытия отличаются отличной адгезией и обладают устойчивостью в самых неблагоприятных условиях эксплуатации (в морской воде, частых атмосферные осадках, кислой среде и т.д.), где они могут сохраняться до 30 лет.
Видео по теме:
 youtube.com/embed/yvCEVwbaD_U?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/yvCEVwbaD_U?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen»>
Популярные статьи
- Сравнение стальной и композитной арматуры
С появлением более современных синтетических материалов металлическ…
ЧИТАТЬ ДАЛЕЕ
- Сортамент гладкой арматуры и ее применение
Сталь…
ЧИТАТЬ ДАЛЕЕ
- Выбор профнастила для кровли
В одной из предыдущих публикации мы детально рассказали о том, как …
ЧИТАТЬ ДАЛЕЕ
- Виды и использование сварной сетки
Сварная сетка – это «полотно», сформированное из …
ЧИТАТЬ ДАЛЕЕ
- Расчет веса стального шестигранника
Стальной шестигранник – одна из разновидностей сортового прок…
ЧИТАТЬ ДАЛЕЕ
- Виды труб для водопровода. Какие выбрать? Что учесть при монтаже?
Широкий ассортимент – палка о двух концах. С одной стороны он…
ЧИТАТЬ ДАЛЕЕ
- Сталь профнастила и варианты защитных покрытий
Профнастил, он же профлист, пользуется достаточно высоким спросом в.
..ЧИТАТЬ ДАЛЕЕ
- Правильное крепление профлиста на крышу
Профлист, он же профилированный лист или профнастил, в последние го…
ЧИТАТЬ ДАЛЕЕ
- Что лучше, швеллер или двутавр? Какой прокат прочнее?
Двутавр и швеллер можно считать одними из самых популярных разновид…
ЧИТАТЬ ДАЛЕЕ
- Стальная полоса как элемент заземляющего контура
С ростом количества разнообразной потребительской электроники в каж…
ЧИТАТЬ ДАЛЕЕ
- Метизы на все случаи жизни
Строго говоря, термин «метизы» (аббревиатура от «…
ЧИТАТЬ ДАЛЕЕ
- Расчет веса вязальной проволоки
Расчет веса проволоки, в основном, может потребоваться в двух ситуа…
ЧИТАТЬ ДАЛЕЕ
- Проверка качества и герметичности сварного шва труб и конструкций
К монтажу металлопроката предъявляются достаточно жесткие требовани…
ЧИТАТЬ ДАЛЕЕ
- Особенности использования швеллера при обвязке фундамента
Швеллер – это одна из разновидностей фасонного проката, отлич.
..ЧИТАТЬ ДАЛЕЕ
- Гнутый стальной уголок: ГОСТ, виды, применение
Гнутый стальной уголок – не самый популярный, но все же доста…
ЧИТАТЬ ДАЛЕЕ
- Коррозия металла
Коррозия металла, в простонародье называемая ржавчиной, – это распа…
ЧИТАТЬ ДАЛЕЕ
- Когда и зачем нужно использовать металлические трубы для прокладки кабелей и проводов
Трубный прокат имеет достаточно обширное применение, в том числе ис…
ЧИТАТЬ ДАЛЕЕ
- Доставка, приемка и правильное хранение арматуры
Стальная арматура является незаменимым атрибутом практически любого…
ЧИТАТЬ ДАЛЕЕ
- Профнастил для всех
Профнастил…
ЧИТАТЬ ДАЛЕЕ
- Технология резки металла лазером
…
ЧИТАТЬ ДАЛЕЕ
- Инструкция о порядке приемки продукции по количеству П-6
Утверждена постановлением Госарбитража при Совете Министров СССР от…
ЧИТАТЬ ДАЛЕЕ
- Колючая проволока для войны и мира
Для современного человека колючая проволока — предмет накрепко ассо.
..ЧИТАТЬ ДАЛЕЕ
- Металлоконструкции
Современный индустриальный пейзаж нево…
ЧИТАТЬ ДАЛЕЕ
- Стальной рифленый лист: стандарты, виды, размеры, вес, использование
Рифленый лист – разновидность листового металлопроката, отлич…
ЧИТАТЬ ДАЛЕЕ
- Металлопрокат — материалы и технологии
Металлопрокат — это строго говоря, тот самый материал который опред…
ЧИТАТЬ ДАЛЕЕ
- Бесшовные трубы — производство и применение
…
ЧИТАТЬ ДАЛЕЕ
- Характеристики и применение просечно-вытяжного листа
Ассортимент производимых металлоизделий, даже без учета типоразмеро…
ЧИТАТЬ ДАЛЕЕ
- Порошковая окраска металлических изделий
Окраска для металлических изделий — процедура совершенно необходима…
ЧИТАТЬ ДАЛЕЕ
- Сварочные электроды УОНИ: особенности, характеристики, использование
Современный рынок предлагает широкий выбор различной продукции для .
..ЧИТАТЬ ДАЛЕЕ
- Спецсталь: состав, изготовление, обработка
Новые отрасли промышленности, бурно развившиеся во второй половине …
ЧИТАТЬ ДАЛЕЕ
- Пробивка отверстий в металле: особенности технологии
Пробивка отверстий в металле является одним из методов перфорации. …
ЧИТАТЬ ДАЛЕЕ
- Проволока гост 3282-74
Стальная проволока — самое простое и широко известное изделие из м…
ЧИТАТЬ ДАЛЕЕ
- Рубка металла: от зубила до станка
Рубка металла – один из основных способов металлообработки, п…
ЧИТАТЬ ДАЛЕЕ
- Соединение швеллеров: способы и методика
За счет своей формы, имеющей перпендикулярные ребра жесткости, швел…
ЧИТАТЬ ДАЛЕЕ
- Металлическая сетка — виды и производство
Металлические сетки — один из наиболее востребованных видов стальны…
ЧИТАТЬ ДАЛЕЕ
- Монтаж профильной трубы: способы и необходимые принадлежности
Профильная труба – один из самых удобных вариантов металлоп.
..ЧИТАТЬ ДАЛЕЕ
- Инструкция о порядке приемки продукции по качеству П-7
Утверждена постановлением Госарбитража при Совете Министров СССР от…
ЧИТАТЬ ДАЛЕЕ
- Зачем нужна стальная двутавровая балка?
…
ЧИТАТЬ ДАЛЕЕ
- Как марка стали бесшовных труб влияет на их применение
Использование любой разновидности металлоизделий зависит сразу от н…
ЧИТАТЬ ДАЛЕЕ
- Катанка и проволока — производство и использование
Проволока — один из самых востребованных видов изделий из металла. …
ЧИТАТЬ ДАЛЕЕ
- Что такое сортовой металл, и чем он отличается от других
Всю массу выпускаемого производителями металлопроката можно раздели…
ЧИТАТЬ ДАЛЕЕ
- Профильная труба – материалы, производство, применение
Трубный металлопрокат предназначен не только для создания трубопров…
ЧИТАТЬ ДАЛЕЕ
- Технология соединения двутавров
Двутавр, он же .
..ЧИТАТЬ ДАЛЕЕ
- Типы и марки сварочных электродов
Сварка металлов при помощи вольтовой дуги появилась в XIX веке и ст…
ЧИТАТЬ ДАЛЕЕ
- Производство и характеристики двутавровой балки
…
ЧИТАТЬ ДАЛЕЕ
- Способы цинкования металла
Железо и сталь — это материал из которого изготовлен скелет совреме…
ЧИТАТЬ ДАЛЕЕ
- Сварные трубы – технология, применение, достоинства
ХХI век – это век трубопроводов. Труб для нефте- и газотранспортных…
ЧИТАТЬ ДАЛЕЕ
- Сортамент металлопроката: основные виды, определения и ГОСТы
Сортамент металлопроката, выпускаемого современной промышленностью …
ЧИТАТЬ ДАЛЕЕ
- Швеллер — использование и нагрузка
Швеллер — это один из видов фасонного стального проката. В поперечн…
ЧИТАТЬ ДАЛЕЕ
 ..
.. ..
.. ..
.. ..
.. ..
.. ..
..
- Назад
- Вперёд
Недостаточно прав для комментирования
Спасибо за обращение! Заявка отправлена.
Что дает металлам цинковое покрытие? Как цинк защищает от коррозии?
Цинкование – самый эффективный метод защиты
Цинкование – это покрытие различных металлических поверхностей слоем цинка с целью защиты от коррозии. То, что именно цинкование является наиболее эффективным методом в борьбе с ржавчиной выяснили давно, более 200 лет назад. При проведении исследований различных методов именно цинкование показывало самые долгосрочные результаты – более 50 лет металлы, покрытые слоем цинка, не ржавеют.
С тех пор специалисты в области антикоррозии применяют цинкование различными способами. Изначально это было горячее цинкование, затем гальваническое, диффузионное, газодинамическое. Но в 80-х годах XX века произошел определенный прорыв в этой области, появился новый метод – холодное цинкование.
Холодное цинкование – наиболее удобный, экономичный и долговечный способ нанесения цинкового покрытия. Он заключается в покрытии подготовленной поверхности металла составом с очень высоким (96-98%) содержанием цинка, а так же различных добавок. Наносить состав для холодного цинкования можно с помощью обычной кисти или валика прямо на месте эксплуатации конструкции, то есть ее не нужно никуда отвозить. Результатом такой защиты является отсутствие коррозии на протяжении 25-50 лет, причем металлы под защитой холодного цинкования коррозируют в 3 раза медленнее, чем защищенные другими способами, несмотря на тот же цинк в составе (по проведенным исследованиям Фулмеровского центра). В чем же секрет?
Наносить состав для холодного цинкования можно с помощью обычной кисти или валика прямо на месте эксплуатации конструкции, то есть ее не нужно никуда отвозить. Результатом такой защиты является отсутствие коррозии на протяжении 25-50 лет, причем металлы под защитой холодного цинкования коррозируют в 3 раза медленнее, чем защищенные другими способами, несмотря на тот же цинк в составе (по проведенным исследованиям Фулмеровского центра). В чем же секрет?
Как работает покрытие цинком?
Железо при взаимодействии с влагой и кислородом окисляется. При этом на поверхности образуется непрочная, рыхлая пленка, которая постепенно превращается в ржавчину. Такая ненадежная защита продолжает пропускать влагу и кислород вглубь железа и разрушать его. Но цинк, олово и алюминий при взаимодействии с влагой и кислородом образуют прочную пленку, не пропускающую разрушения дальше. Именно поэтому с помощью тонкого слоя этих металлов защищают другие металлы, более подверженные коррозии.
Цинк выделяется среди этой группы прочных металлов тем, что обеспечивает дальнейшую защиту от влаги и кислорода даже при повреждении покрытия, в то время как защита олова или алюминия при нарушении целостности слоя слабеет или даже начинает способствовать коррозии.
Цинк защищает металлы сразу двумя способами — барьерным (пассивным) и катодным (также называемым активным, протекторным или электрохимическим).
Катодная защита подразумевает, что цинк при нанесении на железо образует с ним гальваническую пару, в которой железо — менее активный металл, а цинк — более активный. При контакте с влагой и кислородом цинк-анод вступает в реакцию первым, жертвует свои электроны на борьбу с коррозией, а железо — катод принимает электроны, защищается и остается практически не тронутым ржавчиной. Защитный процесс продолжается до полного истощения слоя цинка.Одного слоя в 40-60 мкм хватает на 10-25 лет.
Сразу 2 способа защиты, которые сменяют друг друга, очень пригождаются металлам с первого дня эксплуатации. Дело в том, что любое покрытие составом не герметично на 100%, а имеет дефекты и поры. Цинковое покрытие также может пропускать некоторое количество кислорода на начальном этапе использования. Именно тогда оно защищает металлы от ржавчины протекторным или электрохимическим способом. В процессе эксплуатации происходит уплотнение структуры покрытия, полное растворение цинковых соединений и вступает в силу барьерная защита, как при горячем цинковании. Если целостность покрытия будет нарушена (царапины, механические повреждения, разъедание химикатами), то за работу снова возьмется катодная защита.
Дело в том, что любое покрытие составом не герметично на 100%, а имеет дефекты и поры. Цинковое покрытие также может пропускать некоторое количество кислорода на начальном этапе использования. Именно тогда оно защищает металлы от ржавчины протекторным или электрохимическим способом. В процессе эксплуатации происходит уплотнение структуры покрытия, полное растворение цинковых соединений и вступает в силу барьерная защита, как при горячем цинковании. Если целостность покрытия будет нарушена (царапины, механические повреждения, разъедание химикатами), то за работу снова возьмется катодная защита.
Не просто цинк – или почему холодное цинкование защищает дольше?
На практике, цинковое покрытие – самое надежное и долговечное. Однако, одно цинковое покрытие, другому рознь. Вы можете приобрести краску с цинком, правильно ее нанести, но защита не прослужит десятки лет. Потому что цинк, добавленный в краску, не будет работать таким способом. Такую длительную защиту (25-50 лет) дают только составы для холодного цинкования. Почему же холодное цинкование долговечнее других цинковых способов обработки?
Почему же холодное цинкование долговечнее других цинковых способов обработки?
Холодное цинкование обеспечивает те же защитные характеристики, как и другие методы, например, горячее цинкование. Но, в отличие от них гораздо проще наносится на месте эксплуатации конструкций, меньше стоит и дольше служит.
В составах для холодного цинкования содержится 96 и более % цинка, чистотой 99,995%. То есть почти на 100% без примесей! А чем выше концентрация цинка и его чистота – тем дольше прослужит покрытие. Именно это позволяет «холодному» покрытию коррозировать максимально медленно, по сравнению с другими методами оцинковки. Частицы цинка в составе защищены смолами – это еще повышает защитные характеристики покрытия. Кроме того, минимальный размер частиц (от 12-15 мкм, до 3-5 мкм в разных составах) и их овальная форма образуют прочное электрохимическое соединение с металлом. Благодаря этому, даже царапины и повреждения на поверхности покрытия не приводят к его отслаиванию, сохраняя отличную адгезию. Так могут только активные покрытия с катодной защитой. А просто покрытия, в которых добавлен цинк – так не могут.
Так могут только активные покрытия с катодной защитой. А просто покрытия, в которых добавлен цинк – так не могут.
Даже такой проверенный метод цинкования, как горячий, немного уступает холодному цинкованию. Потому что при горячем цинковании используются составы с содержанием цинка 80-85% с чистотой до 98%. Смолы, защищающие цинк, там отсутствуют, так как не выдерживают нагрева до 400°С и все равно потеряют защитные свойства. К тому же, не каждую конструкцию можно разобрать, перевезти и поместить в горячую ванну с цинком.
Сколько прослужит цинковая защита, нанесенная холодным способом?
Сроки действия покрытий, нанесенных методом холодного цинкования, отличаются в зависимости от условий эксплуатации и толщины слоя, а так же от степени очистки поверхности металла. Загрязненная атмосфера, влияние различных химикатов, бензина, солей, щелочей и нефтепродуктов могут незначительно, но ускорить истощение покрытия. Срок действия покрытия, эксплуатируемого на открытом воздухе, всегда меньше, чем более бережное использование внутри помещений.
Сроки, гарантированные производителем для состава холодного цинкования Барьер-цинк:
Зависимость толщины слоя и срока службы покрытия Барьер-цинком:
- 40 мкм: 7-10 лет;
- 60 мкм: 10-20 лет;
- 80 мкм: 14-25 лет;
- 100 мкм: 18-25 лет;
- 120 мкм: более 20 лет.
Стоит отметить, что это сроки, которые гарантирует производитель. Реальные сроки службы покрытия в 1,5-2,5 раза превышают гарантийные. К тому же срок службы такого покрытия всегда можно продлить, в любой момент, добавив еще слой и сделав его толще.
На нашем сайте представлены и другие цинкосодержащие грунтовки, обеспечивающие надежную и долговечную защиту металла от коррозии. Например, Барьер-Грунт — однокомпонентный антикоррозийный грунт с цинком для защиты металла в различных средах (почве, воде, атмосфере).
Есть вопросы по выбору состава? Обращайтесь в представительство в вашем городе:
в Санкт-Петербурге: +7 (812) 603-41-53, +7 (921) 927-58-47
в других городах: 8 (800) 707-53-17
e-mail: info@terazinc. ru
ru
Краска с высоким содержанием цинка | Американская ассоциация гальванистов
Дом »
Коррозия »
Защита и предотвращение коррозии стали »
Цинковые покрытия »
Краска с высоким содержанием цинка
Цинкование, обычно называемое неправильным термином «холодное цинкование», представляет собой нанесение кистью или распылением цинковой пыли, смешанной с органическими или неорганическими связующими. Перед нанесением сталь должна быть очищена пескоструйной очисткой почти до белого металла (SSPC-SP 10), промышленной пескоструйной очисткой (SSPC-SP 6) или до белого металла (SSPC-SP 5). Цинковая пыль должна быть смешана с полимерсодержащим носителем и постоянно перемешиваться во время нанесения для получения однородной смеси и надлежащей адгезии.
Краски с высоким содержанием цинка содержат 65-95% металлического цинка в сухой пленке, обычно 92-95%. Краски можно наносить кистью или распылять на сталь. При нанесении распылением линии подачи должны быть максимально короткими, чтобы предотвратить оседание цинковой пыли и неравномерность пленочного покрытия. Цинковое окрашивание можно наносить как в цехе, так и в полевых условиях.
Цинковое окрашивание можно наносить как в цехе, так и в полевых условиях.
Краску с высоким содержанием цинка можно наносить на сталь любого размера и формы, хотя на более сложные изделия нанесение затруднено. Краски с высоким содержанием цинка также широко используются в качестве грунтовок для высокоэффективных двух- и трехслойных систем и для ремонта покрытий, нанесенных методом горячего цинкования. В мягких условиях неорганическая цинковая краска может использоваться отдельно для защиты от коррозии, но в более жестких условиях ее следует наносить сверху для продления срока службы. Ограничения для краски с высоким содержанием цинка включают стоимость жизненного цикла, сложность нанесения, отсутствие однородности покрытия (особенно на углах и краях) и требование чистой стальной поверхности.
Как и все лакокрасочные покрытия, обогащенная цинком краска представляет собой поверхностное покрытие, механически связанное со сталью с давлением в несколько сотен фунтов на квадратный дюйм (psi)..jpg) Краски с высоким содержанием цинка бывают органическими, состоящими из эпоксидных смол, хлорированных углеводородов и других полимеров; или неорганические на основе органических алкилсиликатов. Органические или неорганические краски наносятся на толщину сухой пленки от 2,5 до 3,5 мил (64-90 мкм).
Краски с высоким содержанием цинка бывают органическими, состоящими из эпоксидных смол, хлорированных углеводородов и других полимеров; или неорганические на основе органических алкилсиликатов. Органические или неорганические краски наносятся на толщину сухой пленки от 2,5 до 3,5 мил (64-90 мкм).
Одной из общих черт всех цинковых покрытий является обеспечиваемая катодная защита. Однако лакокрасочные покрытия с высоким содержанием цинка отличаются от других тем, что в них используется связующий материал для приклеивания частиц цинка. Чтобы катодная защита была возможной, концентрация цинковой пыли должна быть достаточно высокой, чтобы обеспечить проводимость между частицами цинка и сталью. Это еще одна причина, по которой во время нанесения важно постоянное перемешивание и однородность смеси. Возникает вопрос, возможна ли вообще катодная защита, если частицы цинка инкапсулированы в связующее, а связующее является непроводящим.
Неорганические и органические краски с высоким содержанием цинка несколько различаются по своим характеристикам. Неорганические краски с высоким содержанием цинка, которые прилипают к стали с умеренной химической реактивностью, обладают хорошей стойкостью к растворителям и могут выдерживать температуры примерно до 700 F (375 C). Неорганические краски, богатые цинком, не мелятся, не отслаиваются и не образуют пузырей, легко свариваются и обеспечивают более простую очистку, чем органические краски. Плотность неорганических красок с высоким содержанием цинка составляет примерно половину плотности цинка на тысячу единиц покрытия, нанесенного методом горячего цинкования.
Неорганические краски с высоким содержанием цинка, которые прилипают к стали с умеренной химической реактивностью, обладают хорошей стойкостью к растворителям и могут выдерживать температуры примерно до 700 F (375 C). Неорганические краски, богатые цинком, не мелятся, не отслаиваются и не образуют пузырей, легко свариваются и обеспечивают более простую очистку, чем органические краски. Плотность неорганических красок с высоким содержанием цинка составляет примерно половину плотности цинка на тысячу единиц покрытия, нанесенного методом горячего цинкования.
Свойства органических красок с высоким содержанием цинка зависят от системы растворителей. Можно наносить несколько слоев в течение 24 часов без образования трещин. Краски с высоким содержанием органического цинка не обладают такой же термостойкостью, как неорганические цинковые, поскольку они ограничены 200-300 F. Они также подвержены разрушению под действием ультрафиолета (солнечного света) и не так эффективны в отношении коррозионной стойкости, как неорганические.
Оцинкованная и оцинкованная сталь: в чем разница? | Сообщения в блоге
Дата публикации: 29 апреля, 2021 | Категория: Сообщения в блогах, Металлообработка | теги: производство, Материалы, Металлообработка
Влага может нанести ущерб многим изделиям из стали. Например, изделия из углеродистой стали подвержены окислению при воздействии влаги. Когда влага оседает на поверхности изделия из углеродистой стали, она может вызвать химическую реакцию, известную как окисление, которая разъедает материал, из которого оно изготовлено. Для защиты от окисления некоторые изделия изготавливаются либо из оцинкованной, либо из оцинкованной стали.
Что такое оцинкованная сталь?
Оцинкованная сталь относится к стали, обработанной слоем цинка. Он имеет тонкий слой, но сплошной слой цинка на поверхности, защищая, таким образом, стальную основу продукта. Цинк, конечно же, обеспечивает более высокий уровень защиты от окисления по сравнению с необработанной сталью. Цинк, по сути, корродирует со скоростью примерно 1/30 скорости сырой и необработанной стали. Таким образом, оцинкованная сталь естественно устойчива к повреждениям, связанным с окислением, таким как ржавчина и коррозия.
Цинк, по сути, корродирует со скоростью примерно 1/30 скорости сырой и необработанной стали. Таким образом, оцинкованная сталь естественно устойчива к повреждениям, связанным с окислением, таким как ржавчина и коррозия.
Существуют различные способы изготовления оцинкованной стали. Один из наиболее распространенных методов включает погружение стального изделия в раствор электролита. Раствор электролита содержит частицы цинка, которые прилипают к поверхности стального изделия. На емкость для купания подается электрический ток. При воздействии этого электрического тока частицы цинка притягиваются к поверхности стального изделия.
Что такое оцинкованная сталь?
Оцинкованная сталь, с другой стороны, относится к оцинкованной стали. Как и цинкование, гальванизация — это процесс обработки металла, который защищает его от окисления. Как и при цинковании, гальванизация предполагает использование цинка. Как оцинкованная сталь, так и оцинкованная сталь имеют защитный слой цинка.
Как подобрать сверло по металлу под саморез: Как правильно подобрать сверло под саморезы по металлу и как вкрутить саморез
Как правильно подобрать сверло под саморезы по металлу и как вкрутить саморез
Вам нужно надежно закрепить какой-либо элемент на металлической поверхности? Тогда вам обязательно нужно воспользоваться саморезами по металлу. Такие крепежные изделия стоят совершенно недорого, но при этом являются надежными фиксаторами. Используя их, можно в несколько раз быстрее сделать всю необходимую работу, связанную с ремонтом.
Данные изделия внешне напоминают обычные шурупы, хотя разница все-таки существенная, а именно в кончике. У саморезов он выполнен в виде небольшого сверла (мини бура). Поэтому принцип вкручивания в том, что они сначала, как бы прорезают поверхность, а затем с помощью винтовой резьбы закручиваются. Металлическая шляпка позволяет прочно зафиксировать рабочую поверхность. Также бывают обычные черные саморезы с острым кончикомна конце, которые просто так не закрутишь. Перед тем, как крепить изделия с их помощью, понадобиться сделать отверстия.
Советы по выбору сверла под саморезы
Существуют два вида саморезов: по деревянному и по металлическому основанию. Для металлических поверхностей используют саморез с резьбой, которая отличается небольшим расстоянием между витками. Благодаря чему фиксация элементов получается надежной. Используя крепеж с диаметром 3,5 мм предварительное засверливание выполнять не нужно. Если же работа связана с использованием тонкой жести, необходимо заранее просверлить отверстия.
Толщина просверливаемого отверстия напрямую зависит от толщины используемого материала. Угадав с размером сверла, можно потом саморез вкрутить вручную, используя обычную отвертку.
Таблица рекомендуемых диаметров сверл под определенную толщину металла
| толщина металла, мм | 0,5 | 0,7 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 |
| диаметр сверла, мм | — | 3,3 | 3,4 | 3,5 | 3,6 | 3,7 | 3,8 |
Обычно в работе используется сверла диаметром 3,4. Остальные виды тоже встречаются, но гораздо реже.
Остальные виды тоже встречаются, но гораздо реже.
Крепления к металлическим конструкциям: основные особенности
Саморезы по металлу применимы, когда нужно надежно зафиксировать какой-либо материал к металлической конструкции. Их шляпки бывают шестигранными, полусферическими, с пресс-шайбой. В производстве таких креплений используется углеродистая сталь. Для того чтобы продлить эксплуатационный срок службы, при использовании в помещениях с повышенной влажностью, их дополнительно обрабатывают (подвергают оцинковке).
Для того чтобы осуществить монтаж в основание металла, понадобятся саморезы со сверлом. Такие крепления необходимы, если материал имеет толщину более 0.9 мм, и предварительное сверление не осуществлялось.
Как правильно вкрутить саморез по металлу
Крепежи могут иметь шляпки различных диаметров. Поэтому следует обзавестись подходящей отверткой или шуроповертом с подходящей насадкой. Если в планах закрутить всего 1-3 самореза, то вполне можно обойтись отверткой. Если же планируется более масштабная работа, без шуроповерта выполнить задумку невозможно. Данный инструмент позволит быстро и качественно выполнить все необходимые работы.
Если же планируется более масштабная работа, без шуроповерта выполнить задумку невозможно. Данный инструмент позволит быстро и качественно выполнить все необходимые работы.
Общая технология вкручивания выглядит следующим образом:
- Для начала необходимо определить вид материала, так как существует мягкий металл –алюминий и есть сталь.
- Если работать предстоит со сталью, то предварительно нужно сделать отверстия.
- Крепление установить «на позицию». Осторожно, но уверенно необходимо вкрутить его с помощью дрели, пока оно не углубится и не закрепится в материале. После этого скорость дрели можно увеличить. На последнем этапе скорость лучше снизить во избежание повреждения самореза.
- При работе с алюминием, можно обойтись без предварительного сверления. Вкручивание выполняется с применением шуроповерта.
Дата: 18.09.2017
- ← Виды крепежа: обзор крепежных изделий
- Популярные рисунки тротуарной плитки для сада →
Вернуться к списку
Как подобрать сверло под саморез
Появление саморезов значительно упростило взаимное крепление деталей из древесины, металла, пластика и стекла и позволило повысить качество и безопасность готовых конструкций. Единственное условие – правильно рассчитать размер сверла под саморез для формирования отверстия нужного диаметра, чтобы крепеж не «болтался» и надежно сидел в толще изделия. Эта консультация подскажет, как подобрать сверло под саморез для различных видов материалов и выполнить намеченные работы с учетом правил безопасности.
Единственное условие – правильно рассчитать размер сверла под саморез для формирования отверстия нужного диаметра, чтобы крепеж не «болтался» и надежно сидел в толще изделия. Эта консультация подскажет, как подобрать сверло под саморез для различных видов материалов и выполнить намеченные работы с учетом правил безопасности.
Подбор сверла под саморез: о чем следует помнить
Весь существующий сегодня ассортимент саморезов можно условно разделить на две основные группы – крепежи для дерева и метизы для металла. Их основное отличие – шаг резьбы, меньший для металла и увеличенный для древесины. Такая особенность обусловлена различием структуры указанных материалов: волокнистой древесине проще проникнуть между витками самореза, что гарантирует ее надежную фиксацию. Более прочный и тяжелый металл требует усиленного воздействия. Поэтому для него используют саморезы с небольшим шагом между витками, отдельные виды которых имеют на кончике небольшое сверло для более быстрого и удобного завинчивания.
Однако домашнему мастеру следует знать, что представленная классификация является условной. Часто необходимо подобрать диаметр сверла под саморез по бетону или рассчитать диаметр сверла под кровельный саморез для фирменного строительного инструмента. Указанные материалы имеют особенности структуры, которые обязательно следует учитывать при рассверливании, чтобы выполнить аккуратное отверстие без риска крошения и разрушения детали.
Чтобы выбор сверла для отверстия под саморез был безошибочным, необходимо помнить следующее правило:
-
Диаметр сверла под саморез по дереву равен диаметру оси шурупа без учета резьбы. -
Диаметр сверла под саморез по бетону должен быть меньше диаметра выбранного крепежа на 2-3 мм. Рассверливание на глубину чуть больше длины метиза необходимо для сбора бетонной пыли, толщина слоя которой не позволяет полностью «утопить» саморез в бетонной поверхности.
-
Диаметр сверла под саморез по металлу подбирается с учетом толщины листа. Детали толщиной менее 0,5 мм не нуждаются в рассверливании, для более плотных изделий эта процедура необходима.
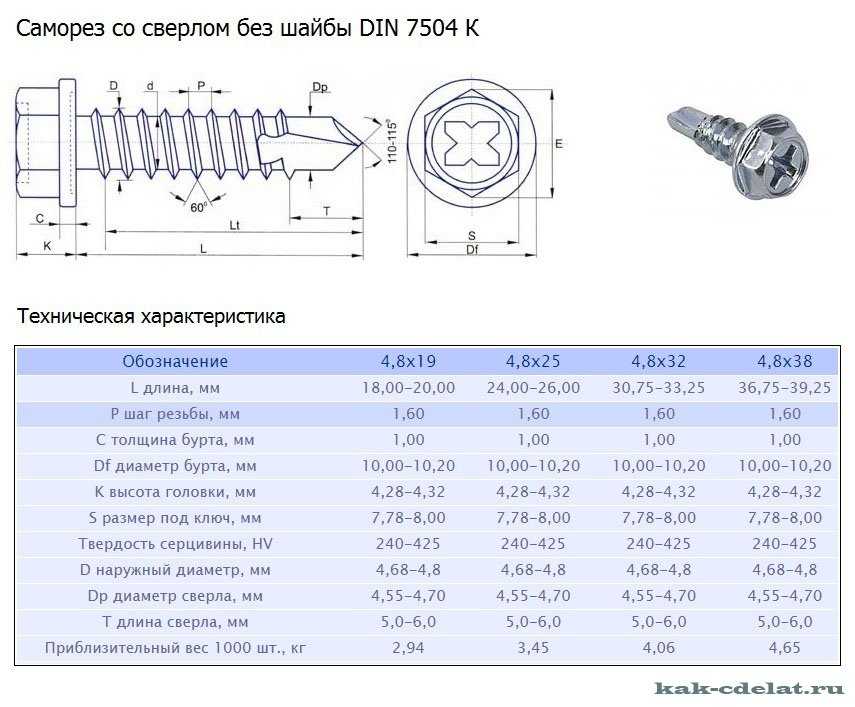
Как подобрать сверло под саморез по дереву
Стандартная разница диаметров сверла и самореза для дерева – около 0,5-1 мм. Для твердых пород древесины рекомендуется вначале просверлить узкое отверстие, которое потом можно аккуратно расширить.
Обратите внимание: для саморезов диаметром до 4 мм в предварительном просверливании нет необходимости. Они легко входят в мягкую структуру дерева и надежно фиксируют соединяемые элементы.
Как подобрать сверло под саморез по металлу
Выбор диаметра сверла под саморез по металлу лучше осуществлять по таблице, учитывающей толщину металлической заготовки:
|
толщина металла, мм |
0. 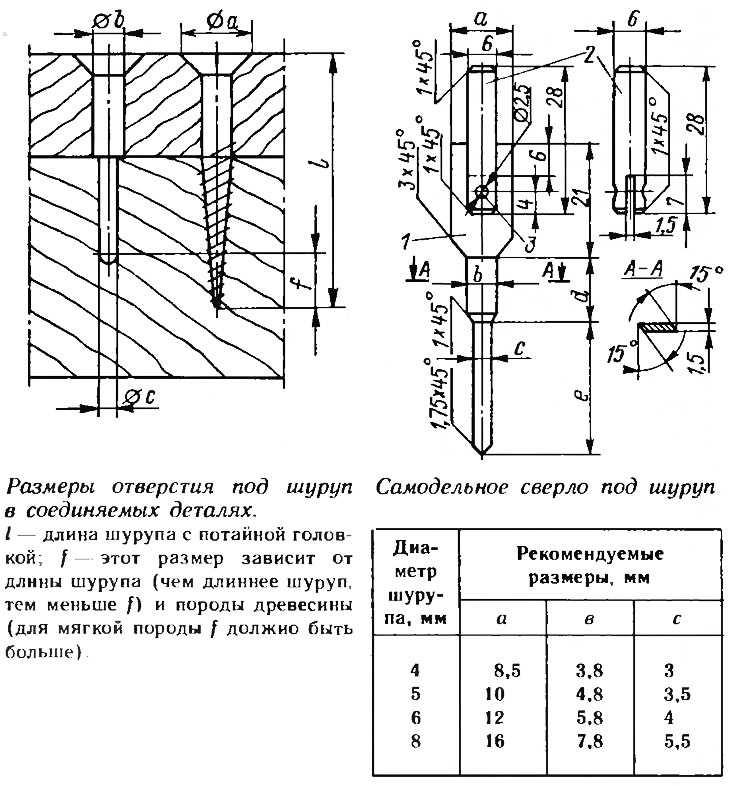 5 5
|
0.7 |
1.0 |
1.5 |
2.0 |
3.0 |
4.0 |
|
диаметр сверла, мм |
- |
- |
2.5 |
2.7 |
2.9 |
3.0 |
3.1 |
Указанные данные могут варьироваться в небольших пределах в зависимости от качества сплава, мощности выбранного рабочего инструмента, прочности и длины саморезов. Перед началом работ рекомендуется рассверлить пробное отверстие на ненужном фрагменте металла, чтобы оценить правильность выбранного сверла и надежность будущего крепления.
Обратите внимание: для саморезов с пресс-шайбой минимальная толщина листа металла для рассверливания может составлять 1,5 мм.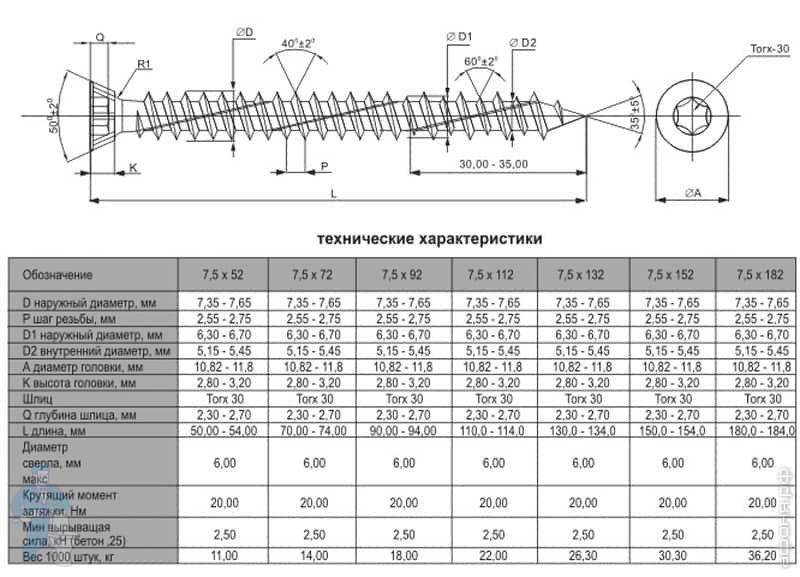 В более тонкие листы этот крепеж можно вкрутить без предварительного формирования отверстия благодаря острому наконечнику.
В более тонкие листы этот крепеж можно вкрутить без предварительного формирования отверстия благодаря острому наконечнику.
Как уточнить размер сверла под саморез
Наша компания «МетизМаркет» приглашает к сотрудничеству оптовых и розничных покупателей, заинтересованных в приобретении крепежных изделий, инструментов, расходных материалов и прочих товаров с доставкой для выполнения строительных и отделочных работ. Широкий выбор модификаций и параметров позволит найти хороший универсальный или специализированный тип крепежа под конкретный формат соединения деталей. Уточнить размеры, характеристики и особенности применения предлагаемых видов метизов можно у консультантов компании, будем рады ответить на любые вопросы заказчика.
← Возврат к списку
13.09.2021
Новинки
Новинка
Артикул: AA-052700
DIN7504K Саморез по мет гол шестигр сверло WS 4.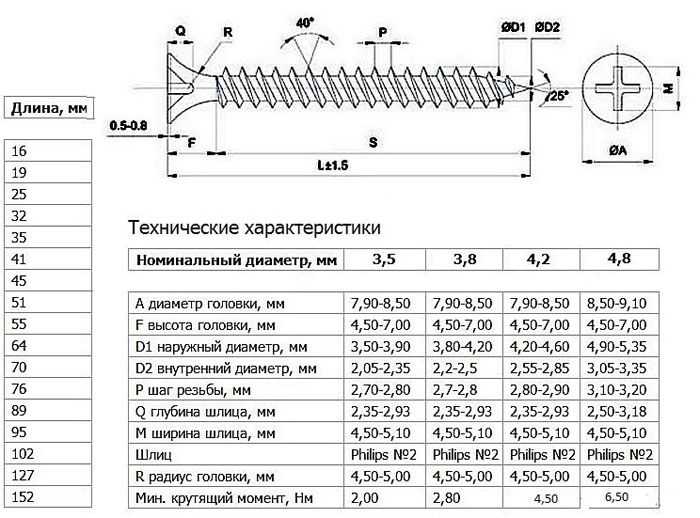 8×25 A2
8×25 A2
358 грн.
шт
Стоимость за шт — 3.58 грн.
-+
1 штуп (100 шт)ящ (500 шт)кг (279 шт)В корзину
Подписаться
В корзине
Новинка
Артикул: AA-052600
DIN7504K Саморез по мет гол шестигр сверло WS 4.8×19 A2
243 грн.
шт
Стоимость за шт — 2.43 грн.
-+
1 штуп (100 шт)ящ (500 шт)кг (299 шт)В корзину
Подписаться
В корзине
Новинка
Артикул: AA-049200
DIN571 Шуруп по дер гол шестигр 6×80 A2
152.6 грн.
шт
Стоимость за шт — 7.63 грн.
-+
1 штуп (20 шт)ящ (100 шт)кг (69 шт)В корзину
Подписаться
В корзине
Новинка
Артикул: AA-049100
DIN571 Шуруп по дер гол шестигр 6×70 A2
119.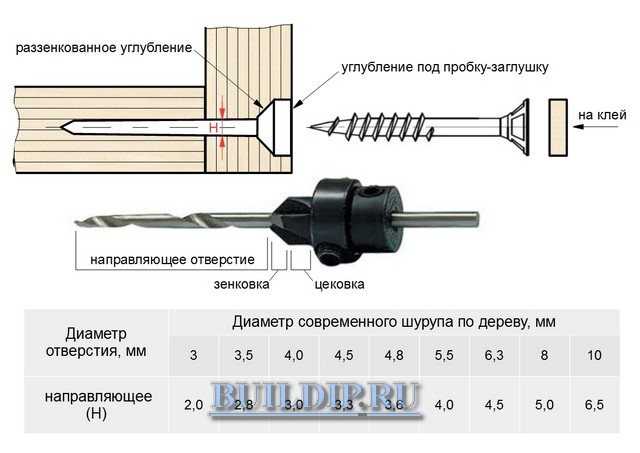 6 грн.
6 грн.
шт
Стоимость за шт — 5.98 грн.
-+
1 штуп (20 шт)ящ (100 шт)кг (77 шт)В корзину
Подписаться
В корзине
Новинка
Артикул: AA-040000
DIN7504M Саморез по мет гол сфера сверло 4.8×19 A2
62 грн.
шт
Стоимость за шт — 1.24 грн.
-+
1 штуп (50 шт)ящ (500 шт)кг (370 шт)В корзину
Подписаться
В корзине
Новинка
Артикул: AA-030100
DIN7504 P Саморез по мет гол потай сверло метрич резьба 4×25 цб
700 грн.
шт
Стоимость за шт — 0.35 грн.
-+
1 штуп (2000 шт)ящ (16000 шт)кг (540 шт)В корзину
Подписаться
В корзине
Новинка
Артикул: AA-030000
DIN7504 P Саморез по мет гол потай сверло метрич резьба 4×16 цб
840 грн.
шт
Стоимость за шт — 0.28 грн.
-+
1 штуп (3000 шт)ящ (24000 шт)кг (746 шт)В корзину
Подписаться
В корзине
Новинка
Артикул: AA-029900
DIN7504 P Саморез по мет гол потай сверло метрич резьба 4×19 цб
840 грн.
шт
Стоимость за шт — 0.28 грн.
-+
1 штуп (3000 шт)ящ (24000 шт)кг (117 шт)В корзину
Подписаться
В корзине
Новинка
Артикул: AE-017500
Гильза сетчатая пластиковая 20х85 / М12
14 грн.
шт.
-+
1 шт.ящ (100 шт.)В корзину
Подписаться
В корзине
Новинка
Артикул: AE-017400
Гильза сетчатая пластиковая 15х85 / М8-М10
12 грн.
шт.
-+
1 шт.ящ (100 шт.)В корзину
Подписаться
В корзине
Новинка
Артикул: AE-017000
Анкер химический ECOFIX 300мл
412 грн.
шт.
-+
1 шт.ящ (12 шт.)В корзину
Подписаться
В корзине
Новинка
Артикул: AE-016900
Анкер химический SUPERFIX 300мл
310 грн.
шт.
-+
1 шт.ящ (12 шт.)В корзину
Подписаться
В корзине
Новинка
Артикул: AA-049250
DIN571 Шуруп по дер гол шестигр 6×90 A2
793 грн.
шт
Стоимость за шт — 7.93 грн.
-+
1 штуп (100 шт)ящ (1200 шт)кг (69 шт)В корзину
Подписаться
В корзине
Новинка
Артикул: AA-049260
DIN571 Шуруп по дер гол шестигр 6×100 A2
-+
В корзину
Подписаться
В корзине
RS Компоненты | Электронные и электрические компоненты
Компоненты РС | Электронные и электрические компоненты
- Поддержка
- Поддержка
Разделов нашей продукции:
- Аккумуляторы и зарядные устройства
- Соединители
- Дисплеи и оптоэлектроника
- Контроль электростатического разряда, чистые помещения и прототипирование печатных плат
- Пассивные компоненты
- Блоки питания и трансформаторы
- Raspberry Pi, Arduino и средства разработки
- Полупроводники
- Механизм автоматизации и управления
- Кабели и провода
- Корпуса и серверные стойки
- Предохранители и автоматические выключатели
- HVAC, вентиляторы и управление температурным режимом
- Освещение
- Реле и формирование сигналов
- Переключатели
- Доступ, хранение и обработка материалов
- Клеи, герметики и ленты
- Подшипники и уплотнения
- Инженерные материалы и промышленное оборудование
- Застежки и крепления
- Ручной инструмент
- Механическая передача энергии
- Сантехника и трубопровод
- Пневматика и гидравлика
- Электроинструменты, Пайка и сварка
- Компьютеры и периферия
- Уборка и техническое обслуживание помещений
- Офисные принадлежности
- Средства индивидуальной защиты и рабочая одежда
- Безопасность и скобяные изделия
- Безопасность сайта
- Испытания и измерения
В чем разница между саморезами и саморезами?
Несмотря на их широкую доступность и широкое использование в коммерческих, промышленных и строительных целях, многие до сих пор путают саморезы с саморезами .
Одной из причин этого является то, что саморезы являются подвидом саморезов.
Давайте рассмотрим эти два продукта по отдельности, чтобы прояснить различия.
Саморезы
Саморезы имеют разные названия. Их часто называют металлическими винтами, винтами для листового металла, саморезами или саморезами.
Их кончики бывают разной формы: заостренные (как у карандаша), тупые или плоские, и они описываются как нитеобразующие, нитенарезные или нитевидные. Если винт заострен, он будет нарезанным — нарезание резьбы и нарезание резьбы в предварительно просверленном отверстии. Если наконечник плоский, он накатывает резьбу – накатывает или выдавливает резьбу и создает нулевой зазор между винтом и материалом.
Самое важное различие между саморезами и саморезами заключается в том, что саморезы не могут проходить сквозь металл без направляющего отверстия , , которое должно быть предварительно просверлено или пробито .
Точный размер сверла или дырокола также важен. Винт ослабнет и не закрутится должным образом и надежно, если отверстие слишком большое. Если отверстие слишком маленькое, винт может сломаться или привести к расщеплению или растрескиванию материала.
Саморезы хорошо подходят для работы с металлами, различными видами пластмасс (фанера, стекловолокно, поликарбонаты), литыми или коваными материалами, такими как железо, алюминий, латунь или бронза. Саморезы также подходят для поверхностей, где вы не можете закрепить задний конец гайкой. Общие области применения включают крепление алюминиевых секций, крепление металлических скоб к дереву или вставку винтов в пластиковые корпуса.
Самонарезающие винты
Самонарезающие винты легко отличить по их острию, которое плавно изгибается на конце и имеет форму спирального сверла. Их часто называют винтами Tek по названию бренда, который их популяризировал.
Длина шурупов различается, но точки сверления стандартизированы и идентифицируются по номеру (от 1 до 5), который определяет их длину и толщину. Голова и стили привода различаются; Саморезы чаще всего бывают крестообразными, шестигранными или квадратными.
Голова и стили привода различаются; Саморезы чаще всего бывают крестообразными, шестигранными или квадратными.
В отличие от саморезов, саморезы не требуют направляющего отверстия для вырезания и крепления; они могут сверлить, нарезать резьбу и крепить за один раз , что избавляет вас от необходимости сначала сверлить, а затем крепить.
Эти винты могут крепить металл к металлу, дерево к металлу и хорошо работают с легкими материалами низкой плотности. Как правило, они имеют более специализированное применение, чем саморезы. Они хороши для металлоконструкций и легких металлических конструкций; Точка №5 уже способна крепить полдюймовые стальные листы.
Самонарезающие винты полезны в системах отопления, вентиляции и кондиционирования воздуха, облицовке, металлической кровле, стальном каркасе и других общих строительных задачах.
Сходства и различия
Что наиболее похоже в этих двух типах шурупов, так это то, что оба они образуют резьбу, проникая в обрабатываемый материал.
Сверла по металлу для резьбы: Набор сверл по металлу №51 Под резьбу, (3-12), ГОСТ 32 шт. сталь Р6М5 2201048 ВИЗ – БауМастер
Диаметры сверл под дюймовую резьбу
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Категории» Абразивный инструмент»» Абразивный инструмент на керамической связке»»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»»» Шлифовальные круги тип 6»»» Бруски»» Инструмент на бакеллитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» Инструмент на гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»»» Наждачная бумага в листах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» Серия GRAVUREM-S Standart ( стандартные требования, до 800 МПа)»» Серия CYRILLIC ALPHABET ( КИРИЛЛИЦА)»» Серия OVERSIZES ( высота > 16 мм)»» Серия GRAVUREM-№1 extra-extra ( маркировка нержавеющих сталей, защита от коррозии)»» Серия GRAVUREM-SPECIAL ( повышенная точность оттиска)»» Серия GRAVUREM-T ( контролируемая глубина оттиска)»» Серия GRAVUREM-RP ( точечные)»» Серия GRAVUREM-R ( бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ С ДЕРЖАТЕЛЯМИ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ серии "Compact Marker"»» РУЧНЫЕ ДЕРЖАТЕЛИ ДЛЯ СТАЛЬНЫХ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком Р6М5, HSS ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком HSSCo5 (Р6М5К5) ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком длинные ГОСТ 886-77, DIN-340»»» Сверла с цилиндрическим хвостовиком длинные HSSCo5 DIN-340»»» Cвёрла с цилиндрическим хвостовиком сверхдлинные для металла и нержавеющей стали»»» Сверла с цилиндрическим проточенным хвостовиком»»» Сверла для сварных точек с центральной вставкой по DIN-1897»»» Центровочные сверла тип "А" ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Центровочные сверла тип "NC" для станков с ЧПУ»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла двухсторонние»» Метчики»»» Метчики с метрической (М) резьбой»»»» Метчики гаечные прямые и изогнутые»»»» Метчики машинно-ручные ГОСТ 3266-81»»»» Метчики ручные»»» Метчики с трубной цилиндрической (G) резьбой»»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»»» Метчики с дюймовой резьбой»»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80»» Развертки»»» Развертки ручные»»» Развертки машинные»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Круглые плашки»»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73»» Пластины твердосплавные»»» Напайные пластины»»» Сменные пластины»» Токарные резцы»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т. д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей. » TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPS-FNБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
Пластическое сверление и формирование резьбы в тонкостенных металлических конструкциях
Пластическое сверление и формирование резьбы в тонкостенных металлических конструкциях
Из истории
Ещё в 1923 году Жан Клод де Вальере в небольшом сарае во Франции смастерил необычный инструмент, с помощью которого отверстия в тонких стальных листах стало возможным выполнять посредством теплоты трения, а не сверления как ранее. Многочисленные опыты были в большинстве своём успешны, однако наладить его промышленное использование было невозможно по ряду причин из-за отсутствия:
– твёрдого металла, необходимого для инструмента,
– знаний о правильной геометрии инструмента,
– алмазных шлифовальных кругов для обработки твёрдых материалов,
– станков для шлифования сложных профилей.
Поэтому прошло ещё 60 лет, прежде чем все эти проблемы были решены, и стало возможным и выгодным использование выдавливающих свёрл. Таким образом, в промышленности появились новые нережущие выдавливающие свёрла.
Выдавливающие свёрла – это полигонально отшлифованные твёрдосплавные инструменты. При достаточно высоком числе оборотов и осевом усилии свёрл на тонкостенные металлические изделия, металл пластифицируется под действием теплоты трения, и сверло свободно проходит через заготовку. Одновременно с образованием отверстия из сместившегося вниз разогретого материала формуется втулка. Длина втулки в несколько раз превышает прежнюю толщину материала. Толщина металла может быть от 1 мм до 10 мм в зависимости от диаметра отверстия.
Имеются разнообразные инструменты для выполнения в тонкостенных партиях упрочнённой резьбы, для изготовления опорных участков большой поверхности.
Данный метод сверления успешно применяется уже несколько десятилетий в разных промышленных производствах. Для достижения оптимальных результатов пользователь должен хорошо изучить данную технологию, варианты просверливания выдавливанием и учитывать предъявляемые к станку требования.
Процесс сверления выдавливанием
В настоящем описании процесса сверления выдавливанием мы исходим из применения стандартного выдавливающего бура.
Часть сверла, подвергающаяся трению, имеет коническую форму (рис. 1). Конус рабочей части переходит в цилиндр. Коническая и цилиндрическая части образуют вместе рабочую сердцевину. Над ними расположена кромка для формирования плотного края отверстия и цилиндрический хвостовик для крепления сверла в цанге. И коническая, и цилиндрическая части в сечении имеют форму многоугольника, что имеет определяющее значение в процессе сверления выдавливанием. В качестве исходного материала при производстве выдавливающих свёрл используется специально разработанный для этого процесса, устойчивый к истиранию и смене теплового режима твёрдый металлический сплав.
• Фаза старта
Для начала процесса требуется достаточно высокое осевое усилие и высокое число оборотов, чтобы произвести между выдавливающим сверлом и заготовкой необходимую теплоту трения. При этом температура сверла повышается до 650–750 °С, а заготовки – примерно до 600 °С.
Число оборотов должно быть по возможности меньшим, чтобы сократить простои из-за нагрева сверла. Выбор числа оборотов в первую очередь зависит от диаметра отверстия под резьбу, он также определяется толщиной и сортом материала. Высоколегированные и нержавеющие стали требуют более низкого числа оборотов и, следовательно, при этом будет меньше простоев инструмента. Для мягких цветных материалов число оборотов должно быть выше. В целом следует отметить: чем мягче материал, тем больше нужно выбирать число оборотов.
Сила подачи повышается до тех пор, пока остриё сверла не пройдёт сквозь материал.
• Процесс сверления
Вытесненный материал сначала течёт против направления подачи, а затем, когда остриё выдавливающего сверла проходит сквозь материал, стекает вниз в направлении подачи сверла. Сила подачи медленно убывает, в то время как скорость подачи возрастает.
• Фаза формообразования
Рабочая сердцевина сверла выталкивает материал. Сила подачи понижается до нуля. Кромка выдавливающего сверла формирует из вытесняемого против направления подачи материала край в форме уплотнительного кольца.
Окончательная ширина и геометрическая форма изготовленной таким образом втулки зависит от выбранного диаметра отверстия для резьбы и соотношения конической и цилиндрической частей сверла.
На рис. 2 показан процесс сверления выдавливанием.
Типы свёрл FLOWDRILL
• FLOWDRILL тип «длинный»
К полигональному фрикционному конусу выдавливающего сверла примыкает тоже полигональная длинная цилиндрическая часть (рис. 3а).
Формованные выдавливанием втулки имеют цилиндрическую форму.
В завершении рабочего процесса материал, вытесняемый в направлении обратном направлению подачи посредством ровного края, формуется в своеобразную уплотнительную кромку.
• FLOWDRILL тип «короткий»
Этот тип был разработан специально для соединительных форм резьбы FLOWTAP в тонких материалах и имеет явно меньшую полигональную цилиндрическую часть (рис. 3в), чем у типа «длинный». Выполненные таким образом втулки преимущественно конической формы, отверстие уменьшается в диаметре, и толщина стенок втулки убывает. Эта форма влияет на равномерность деформации для резьбы FLOWTAP, и в результате инструмент производит полностью отформованную резьбу с высокой прочностью. При большей толщине материала необходимо применять для резьбы тип «длинный».
• FLOWDRILL тип «плоский»
Этот тип можно комбинировать с обоими выше описанными типами – «короткий» и «длинный» (рис. 3б и 3г). По краю сверла – шлифованная режущая кромка, которая удаляет вытесняемый против направления подачи материал. В результате сверления получают ровную заготовку. Шлифовку этой кромки для припасовки изготовитель может производить только один раз за весь срок эксплуатации.
• FLOWDRILL особые формы
В некоторых случаях обрабатываемая заготовка слишком плоская или поперечное сечение трубы недостаточно для выдавливающих свёрл стандартной длины. Тогда применяют особо короткие выдавливающие свёрла с большим углом при вершине.
• FLOWDRILL тип «REM»
В этом типе в конической части сверла шлифуются оба края режущей кромки, которые начинаются в острие сверла (рис. 4). Эти конструкции могут применяться в ручных дрелях, т. к. из-за шлифовки режущей кромки сила подачи уменьшается примерно на 1/3. Этот тип применяется на обрабатываемых или покрываемых гальванически поверхностях. Благодаря устранению поверхностного слоя можно избежать смазочного воздействия легкоплавких веществ.
Конструкция «REM» может комбинироваться со всеми выше названными типами. Однако применение сверла такого типа на низколегированных сталях и цветных металлах, а также на материалах с максимальной толщиной стенки 2 мм следует ограничивать.
Примеры применения FLOWDRILL
Приведём несколько примеров:
– паяные соединения большой поверхности с точной цилиндрической частью (основание теплообменника),
– скользящие опоры с высокой несущей способностью (откидной механизм соляриев),
– гнёзда шарикоподшипников и игольчатых роликоподшипников в тонкостенных трубах (муфта с крестовиной в рулевых стойках безопасности),
– выполнение резьбы.
Наиболее частое применение – изготовление резьбы. Поэтому далее будет подробнее рассказано об этом.
Формирование резьбы FLOWTAP
Наиболее часто сверление выдавливанием используется для изготовления отверстий под резьбу в тонкостенных трубах и листах. Резьбу можно, естественно, нарезать и с помощью метчиков, но в сочетании со сверлением выдавливанием рекомендуем холодную обработку давлением с помощью формовщика резьбы FLOWTAP (рис. 5).
Диаметр отверстия под резьбу при сверлении выдавливанием определяет глубину сторон профиля резьбы и тем самым прочность резьбы.
Преимущества формовщика резьбы относительно резьбонарезания:
– отсутствуют отходы,
– материал сохраняется полностью для снятия нагрузки,
– значительно возрастает прочность резьбы за счёт компрессии материала во время холодной обработки давлением при одновременно непрерывном характере расположения волокон на сторонах профиля резьбы,
– значительно возрастает рабочее число оборотов и, как следствие, производительность,
– нет срезов, благодаря точной направляющей резьбы,
– крайне долгий срок стойкости режущего инструмента и беспроблемная автоматизация,
– применим на любых обычных устройствах нарезания резьбы.
Смазка
Для процесса сверления выдавливанием были разработаны специальные смазочные вещества, которые через определённые интервалы между сверлениями следует наносить тонким слоем. Особенно рекомендуем регулярно смазывать переход от фрикционного конуса к цилиндрической части сверла и края.
Благодаря смазке FLOWDRILL:
– снижается рабочая температура сверла и, следовательно, возрастает срок стойкости,
– материал не остаётся на сверле,
– уменьшается износ,
– выше качество поверхности отформованной втулки,
– чисто выполненный край.
Из-за высоких значений усилия деформации при холодной прокатке возрастает сила трения. Следовательно, при каждом процессе формовки необходимо применять высококачественную смазку FLOWTAP. Вращающий момент при этом становится значительно ниже, что благотворно влияет на срок службы формовщика резьбы. Качество поверхности отформованной резьбы сильно улучшается.
Сверление выдавливанием на станках с ЧПУ
В начале процесса осевое усилие очень высоко, чтобы произвести между инструментом и заготовкой необходимое количество теплоты трения. Скорость подачи практически равна 0. Когда материал начинает становиться пластичным, то скорость подачи можно увеличить, пока остриё выдавливающего сверла не пройдёт материал. Необходимая скорость подачи может регулироваться вручную.
Чтобы выше описанный процесс симулировать на станке с ЧПУ, нужно начать его с очень малой скоростью подачи, которая будет постепенно повышаться до конца процесса. Параметры диаметра отверстия под резьбу, числа оборотов, сорта и толщины материала варьируются.
Обрабатываемые материалы
В общем, все материалы, обрабатываемые резанием, можно сверлить выдавливанием. Все тонкостенные поддающиеся сварке, легированные и нелегированные стали, алюминиевые сплавы, медь, бронза, магнитные материалы и особые сплавы можно обрабатывать по описанной технологии. Все материалы, которые можно сверлить выдавливанием, можно обрабатывать формовщиком резьбы FLOWTAP. Способность к обработке зависит от эластичности материала.
Хорошо подходят для этого:
– легированные и нелегированные стали (также нержавеющие и устойчивые к кислотам) с пределом прочности при растяжении примерно до 700 N/мм,
– цветные металлы (за исключением хрупких металлов как CuZn40Pb2),
– лёгкие металлы с содержанием кремния меньше 5 %.
————————————————————
Информация предоставлена представительством фирмы VKT Trading GmbH
uptodateprouducts Набор высокоскоростных стальных боров RB-6 Рашпили для резьбы по дереву для боров с хвостовиком Dremel Инструменты Режущий инструмент Набор вращающихся насадок Цена в Индии
uptodateprouducts Наборы вращающихся насадок
uptodateproducts Набор высокоскоростных стальных сверл RB-6 Рашпили для резьбы по дереву для боров с хвостовиком Dremel Инструменты Режущий инструмент Набор вращающихся насадок (6 насадок)
3,3
74 Рейтинг и 6 обзоров
₹ 246
₹ 599
58% скидка
Доступные предложения
Узнайте больше
T&C
T & C
Доставка
Проверка
Введите Pincode
Подробная информация
Сервисы
Seller
UPTODODODODODODODODATE
UPTODODATE.
3,2
См. Другие продавцы
Спецификации
в Box
Общие
| Бренд |
| |
| Model Name |
| |
| Model Number |
| |
| Количество насадок |
|
Часто покупают вместе
uptodateprouducts RB-6 Набор высокоскоростных сверл по дереву
3,3
(74)
₹ 246
₹ 599
58% скидка
Techdelivers Drill Machin Шанк-металлический бухгалкий патрон Коллета ротация с S …
3,9
(1 965)
1 Предмет
₹ 246
2 Аддонс
₹ 754
Итого
₹ 1000 9003
Ratings Ratings Ratings и обзоры и обзоры и обзоры и обзоры и обзоры и обзоры и обзоры и обзоры и обзоры и обзоры и обзоров и обзоров.
74 рейтинга и
6 Reviews
5★
4★
3★
2★
1★
27
11
12
5
19
4 9003
SICE Product
NICE Product
Читать
SAINK
NICE
.0003
Сертифицированный покупатель, Гакулнагар
Август 2021 г.
Постоянная ссылка
Сообщить о нарушении
5
Супер!
NICE Product
Читать Lite
Nikhil Jinwal
Сертифицированный покупатель, Indore
4days назад
Permalink
Отчет о оскорблении
5
Террифф. Ванкхаде
Сертифицированный покупатель, Морши
1 месяц назад
Постоянная ссылка
Сообщить о нарушении
5
Лучшее на рынке!
Трепет 🏃♂️.
Читать Подробнее
Flipkart Customer
Сертифицированный покупатель, Srinagar
4 месяца назад
Постоянная ссылка
Отчет о злоумуле
5 месяцев назад
Постоянная ссылка
Отчет о злоупотреблениях
3
NICE
Не ожидания
Читать дальше
Flipkart Custom
Вопросы и ответы
Q: Доза действует на твердую древесину тика
A: Да хорошо работает
Dhananjaya BM
Сертифицированный покупатель
Сообщить о нарушении
Вы не получили правильный ответ, который искали
Безопасные и надежные платежи. Легкий возврат. 100% подлинные продукты.
Купить 5 шт./компл. набор высокоскоростных стальных сверл для резьбы по дереву рашпили для боров с хвостовиком Dremel режущий инструмент черный онлайн по лучшей цене в Индии Режущий инструмент черный онлайн по лучшей цене в Индии — Snapdeal
Показать все данные
Мы хотели бы отправить вам отличные предложения!
Уведомления можно отключить в любое время в настройках.
Введите номер мобильного телефона
+91
Пожалуйста, введите действительный 10-значный номер.
Да, пришлите мне ссылку на приложение
ПОЛУЧИТЬ SMS
SDL602336833
{«SDL602336833»:null}
Дом
694,
93,
4306,
4300,
,
/
Инструменты и оборудование
/
Инструменты
/
Аксессуары для инструментов
/
Наборы бит
/
5 шт. /компл., набор высокоскоростных стальных сверл для резьбы по дереву, рашпили для Dremel Shank Burs, инструменты, режущий инструмент, черный
{{еще}}
${bcrumbName}
{{/если}}
{{if lastBCrumb = $value }} {{/if}}
{{/каждый}}
Сравнить продукты
Очистить все
Сравним!
Ошибка выбора!
Вы достигли максимального количества вариантов. Вы можете выбрать не более 4 элементов для сравнения.
Вы уже выбрали этот продукт.
ОК
Посмотреть заказ
Бесплатная установка
Наведите курсор для увеличения
serviceCentreDetails
3,9
549
7
(3.9)
549 оценок
7 отзывов4 селфи
Есть вопрос?
MRP
рупий. 899
(включая все налоги)
рупий 309
СКИДКА 66%
Включая все налоги
Удалить
Бесплатный EMI поставщика Zero Emi применяется к продукту
Вы выбрали EMI за месяцыИзменить
(3) Предложения | Применимо к корзине
Мгновенная скидка 15% при использовании кредитных карт Bank Of Baroda
Условия
Мгновенная скидка 15% при использовании дебетовых и кредитных карт AU Small Finance Bank
T&C
Подайте заявку на кредитную карту Snapdeal BOB и получите неограниченный кэшбэк 5%
T&C
План (ежемесячно)
EMI
Фактическая стоимость
План (ежемесячно)
EMI
Фактическая стоимость
в корзину
купить
Доставка
Обычно доставляется в
1 — 3
дни
Товар недоступен в этом месте, попробуйте другой пин-код
Товар доступен по адресу . Изменять
Доставка в течение 1-3 дней
Бесплатно
Стоимость доставки: рупий. 0
Дополнительные сборы за обработку взимаются с других расходов, понесенных при доставке к вам
Дополнительные варианты доставки
Доставка 1-3 дня.
Свободно
Стоимость доставки: рупий. 0
Плата за дополнительную обработку взимается в отношении прочих расходов, понесенных при доставке на место вашего нахождения
Стандартная доставка
(СВОБОДНО)
Заказать и получить его в
2
рабочий день(а)
.
Бесплатно /промежуток>
Плата за дополнительную обработку взимается в отношении прочих расходов, понесенных при доставке до места вашего нахождения
.
Свободно
Плата за дополнительную обработку взимается с прочих расходов, понесенных при доставке на место вашего нахождения
.
Свободно
Плата за дополнительную обработку взимается с прочих расходов, понесенных при доставке на место вашего нахождения
.
Вы можете выбрать скорость доставки при оформлении заказа
- Стоимость доставки: рупий. 0
- Местные сборы за обслуживание: рупий. 0
- Узнать больше
- 0
Мы сообщим вам, когда товар будет в наличии
Сообщите мне
Пожалуйста, заполните действительный адрес электронной почты
Спасибо за проявленный интерес
Вы будете уведомлены, когда этот продукт будет на складе
7 дней легкого возврата
Trustpay: 100% защита платежей. Возврат возможен в случае, если товар поврежден, неисправен или отличается от описания
Узнать больше
Номер IMEI
Наберите *#06#, чтобы получить номер IMEI
Я согласен с Условиями использования
.
Примите, чтобы продолжить
ПРИМЕЧАНИЕ.
- В случае проблем с поддержкой устройств попробуйте новое приложение Snapdeal.
- Устройство обмена не должно быть сломано и должно быть в рабочем состоянии.
Как это работает?
Номер IMEI
Изменить
Обменная цена
рупий.
Сводка скидок при обмене
309
рупий.
Скидка на обмен
-рупий.
Окончательная цена
рупий.
Я согласен на
Условия.
ПРИМЕЧАНИЕ:
- Попробуйте новое приложение Snapdeal, чтобы получить более высокую скидку при обмене.
- Устройство обмена не должно быть сломано и должно быть в рабочем состоянии.
Как это работает?
{{? значение.fmcg == ложь}}
{{??}}
{{?}}
{{? значение.имя}}
{{=значение.имя}}
{{?}}
{{? значение.noOfRatings > 0 || значение.noOfReviews > 0 }}
{{?}}
{{? значение.цена || значение.displayPrice || value.exshowroomPrice}}
{{? value.exshowroomPrice }}
Цена от выставочного зала
Rs {{=Snapdeal.utility.commafy(value.exshowroomPrice)}}
{{??}}
{{? value.price && value.price >= 0 && (value.price — value.displayPrice != 0) && (value.discount || value.percentOff) > 0}}
Rs {{=Snapdeal.utility.commafy(value.price)}}
{{?}}
{{? значение.displayPrice}}
Rs {{=Snapdeal. utility.commafy(value.displayPrice)}}
{{?}}
{{?}}
{{? (value.discount || value.percentOff) > 0}}
{{=(value.discount || value.percentOff)}}% СКИДКА
{{?}}
{{?}}
{{~}}
{{?}}
Избранное
- Информация о товаре
- Рейтинги и обзоры
- Вопросы и ответы
Особенности
Электромания
Тип: сверло по дереву
Размер зерна: средний
Количество бит: 5
Содержимое коробки:5
СУПК: SDL602336833
Другие характеристики
| ||||||||||||||||||||
| ||||||||||||||||||||
Описание
▶ ВЫСОКОЕ КАЧЕСТВО: Изготовлен из быстрорежущей стали с черной обработкой поверхности огнем, что делает его более острым и долговечным.
• ВКЛЮЧАЕТ 5 ФОРМ: шар, овал, цилиндр, большой и малый конус, вращающийся рашпиль, набор жерновов, напильник, рашпиль 1/4 «6 мм, сверла с хвостовиком, деревообработка. Высокая эффективность и удобство в использовании. Удобны для сверления, прост в использовании, безопасен и надежен.
• ▶ВЫСОКАЯ ПРОИЗВОДИТЕЛЬНОСТЬ: Эффективность обработки вращающимся бором в несколько раз выше, чем при использовании ручного напильника, а при использовании небольшого маховика – почти в десять раз. Высокая эффективность работы, отличный эффект пробивки и длительный срок службы.
• ▶ Используйте его творчески ï¼Сделай сам энтузиаст или любитель хобби и ремесел, и придайте вашему вращающемуся инструменту еще больше функциональности с помощью этого набора алмазных боров. В значительной части работы он может заменить маленькое колесо черешка, и отсутствие загрязнения пылью.
• ▶МНОГОФУНКЦИОНАЛЬНЫЙ РОТАЦИОННЫЙ РАШПИЛЬ ДЛЯ ДРЕЛИ: Работает в основном с небольшими вращающимися инструментами для самостоятельной резьбы. Используется для шлифовки, полировки, придания формы и полировки деревянных, пластиковых и резиновых поверхностей. Полированный артефакт по дереву своими руками.
Условия
На изображениях представлен реальный товар, хотя цвет изображения и товара могут незначительно отличаться.
Была ли эта информация полезной для вас?
Да
Нет
Благодарим Вас за отправку ответа.
{{=значение.псевдоним}}
{{? value.certifiedBuyer}}
Проверенный покупатель
{{?}}
{{=value.createdAt}}
{{? значение.headLine}}
{{=value.headLine}}
{{?}}
{{? значение.комментарии}}
{{=value.comments}}
{{?}}
{{~}}
Селфи продукта клиента
Сведения о продавце
Просмотреть магазин
Лалджи Хари Вавия
еще 1 продавец
начиная с рупий.
Аллотропия металлов реферат по химии: Аллотропия металлов
Аллотропия металлов
аллотропический
физический свойство металл
Введение
Аллотропией, или полиморфизмом,
называют способность металла в
твердом состоянии иметь
кристаллические формы. Процесс перехода
из одной кристаллической формы в другую
называют аллотропическим превращением.
При нагреве чистого металла такое превращение
сопровождается поглощением тепла и происходит
при постоянной температуре, что связано
с необходимостью затраты определенной
энергии на перестройку кристаллической
решетки. Аллотропические превращения
имеют многие металлы: железо, олово, титан
и др. Например, железо в интервале температур
911 -1392°С имеет гранецентрированную кубическую
решетку (ГЦК) г-Fe (рис. 7). В интервалах до
911°С и от 1392 до 1539°С железо имеет объемно-центрированную
кубическую решетку (ОЦК) — б-Fe. Аллотропические
формы металла обозначаются буквами а,
в, г и т. д. Существующая при самой низкой
температуре аллотропическая форма металла
обозначается через букву б, которая в
виде индекса добавляется к символу химического
элемента металла и т. д.
При аллотропических превращениях
происходит изменение свойств металлов
— изменение объема металлов (особенно
характерно для олова) и растворимости
углерода (характерно для железа).
Методы изучения строения металлов
Изучение строения металлов
и сплавов производится методами макро-
и микроанализа, рентгеновского, а также
дефектоскопии (рентгеновской, магнитной,
ультразвуковой).
Методом макроанализа изучается
макроструктура, т. е. структура, видимая
невооруженным глазом или с помощью лупы,
при этом выявляются крупные дефекты:
трещины, усадочные раковины, газовые
пузыри и т. д., а также неравномерность
распределения примесей в металле. Макроструктуру
определяют по изломам металла, по макрошлифам.
Макрошлиф — это образец металла или сплава,
одна из сторон которого отшлифована,
тщательно обезжирена, протравлена и рассматривается
с помощью лупы с увеличением в 5 -10х.
Микроанализ выявляет структуру
металла или сплава по микрошлифам,
приготовленным так же, как и для
макроанализа, но дополнительно отполированным
до зеркального блеска.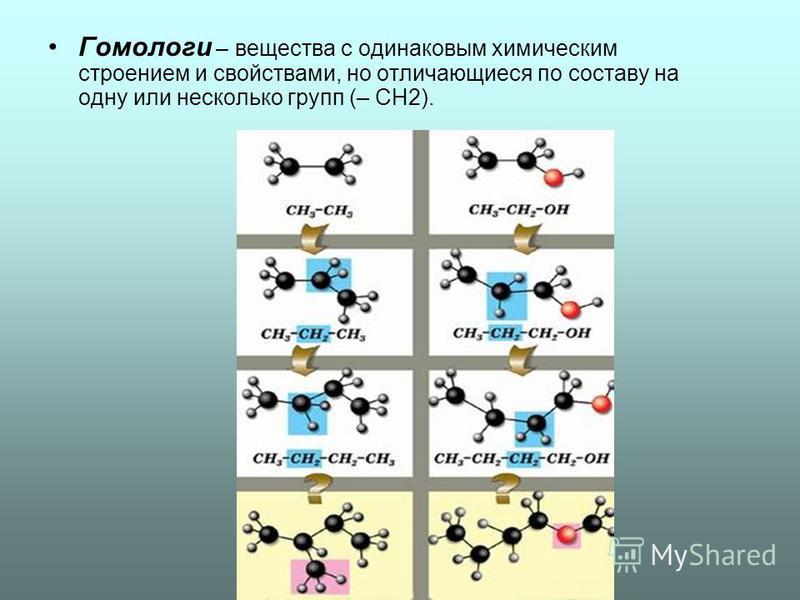 Шлифы рассматривают
Шлифы рассматривают
в отраженном свете под оптическим микроскопом
при увеличении до 3000х. Из-за различной
ориентировки зерен металла они травятся
не в одинаковой степени и под микроскопом
свет также отражается неодинаково. Границы
зерен благодаря примесям травятся сильнее,
чем основной металл, и выявляются более
рельефно. В сплаве структурные составляющие
травятся также различно. В электронном
микроскопе рассматривают реплику — слепок
с особо тонкой структуры блоков, фрагментов,
дислокации при увеличениях до 100000х.
Этот важнейший анализ определяет размеры
и форму зерен, структурные составляющие,
неметаллические включения и их характер
(трещины, пористость и т. д.), качество
термической, обработки. Зная микроструктуру,
можно объяснить причины изменения свойств
металла.
С помощью рентгеновского
анализа изучают атомную
металлов, типы и параметры кристаллических
решеток, а также дефекты, лежащие
в глубине. Этот анализ, основанный
на дифракции (отражении) рентгеновских
лучей рядами атомов кристаллической
решетки, позволяет обнаружить дефекты
(пористость, трещины, газовые пузыри,
шлаковые включения и т. д.), не разрушая
д.), не разрушая
металла. В местах дефектов рентгеновские
лучи поглощаются меньше, чем в сплошном
металле, и поэтому на фотопленке такие
лучи образуют темные пятна, соответствующие
форме дефекта.
Для исследования структуры
металла и дефектов изделий широко
применяют гамма-лучи, которые проникают
в изделие на большую глубину, чем рентгеновские.
Магнитным методом исследуют
дефекты в магнитных металлах (сталь,
никель и др.) на глубине до 2 мм (трещины
различного происхождения, неметаллические
включения и т. д.). Для этого испытуемое
изделие намагничивают, покрывают его
поверхность порошком железа, осматривают
поверхность и размагничивают изделие.
Вокруг дефекта образуется неоднородное
поле, вследствие чего магнитный порошок
повторяет очертания дефекта. Другой метод
— магнитный индукционный — часто используют
для оценки полноты структурных превращений
в сплавах (изделиях) после их термической
обработки.
Ультразвуковым методом
осуществляется эффективный контроль
качества металла изделий и заготовок
практически любых размеров. В импульсных
В импульсных
ультразвуковых дефектоскопах ультразвуковая
волна от щупа — излучателя распространяется
в контролируемом изделии и при встрече
с каким-либо дефектом отражается от него.
При этом отраженные волны принимаются,
усиливаются и передаются на показывающий
индикатор. Ультразвук используют для
контроля качества роторов, рельсов, поковок,
проката и других изделий при необходимости
сохранения целостности изделий.
Физические и
химические свойства
Физические свойства. К
физическим свойствам металлов относят
цвет, плотность, температуру плавления,
теплопроводность, тепловое расширение,
теплоемкость, электропроводность, магнитные
свойства и др.
Цветом называют способность
металлов отражать световое излучение
с определенной длиной волны. Например,
медь имеет розово-красный цвет, алюминий
— серебристо-белый.
Плотность металла характеризуется
его массой, заключенной в единице
объема. По плотности все металлы делят
на легкие (менее 4500 кг/м3) и тяжелые.
Плотность имеет большое значение при
создании различных изделий. Например,
в самолето- и ракетостроении стремятся
использовать более легкие металлы и сплавы
(алюминиевые, магниевые, титановые), что
способствует снижению массы изделий.
Температурой плавления
называют температуру, при которой
металл переходит из твердого состояния
в жидкое. По температуре плавления
различают тугоплавкие металлы (вольфрам
3416° С, тантал 2950°С, титан 1725°С. и др.) и
легкоплавкие (олово 232°С, свинец 327°С,
цинк 419,5°С, алюминий 660°С). Температура
плавления имеет большое значение при
выборе металлов для изготовления литых
изделий, сварных и паяных соединений,
термоэлектрических приборов и других
изделий. В единицах СИ температуру плавления
выражают в градусах Кельвина (К).
Теплопроводностью называют,
способность металлов передавать тепло
от более нагретых к менее нагретым участкам
тела. Серебро. медь, алюминий обладают
большой теплопроводностью. Железо имеет
теплопроводность примерно в три раза
меньше, чем алюминий, и в пять раз меньше,
чем медь.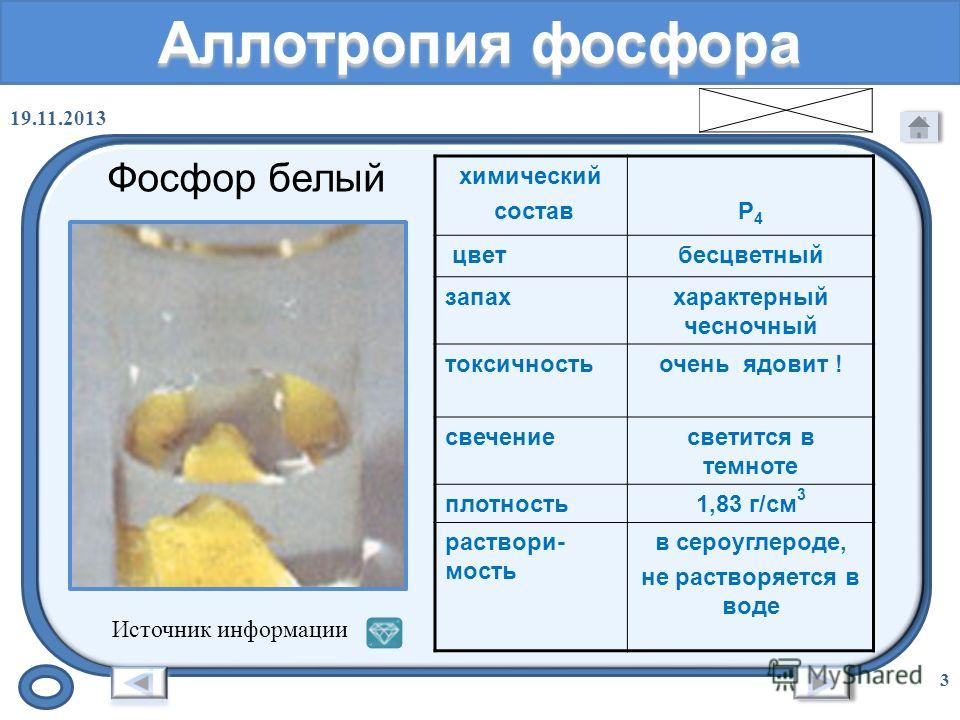 Теплопроводность имеет большое
Теплопроводность имеет большое
значение при выборе материала для деталей.
Например, если металл плохо проводит
тепло, то при нагреве и быстром охлаждении
(термическая обработка, сварка) в нем
образуются трещины. Некоторые детали
машин (поршни двигателей, лопатки турбин)
должны быть изготовлены из материалов
с хорошей тeплопpoводностью. В единицах
СИ теплопроводность имеет размерность
Вт/ (м*К).
Тепловым расширением
называют способность металлов увеличиваться
в размерах при нагревании и уменьшаться
при охлаждении. Тепловое расширение характеризуется
коэффициентом линейного расширения б
= (l2 -l 1)/ [l 1
(t 2 — t 1)], где l 1 и l
2 длины тела при температурах t 1
и t 2. Коэффициент объемного расширения
равен 3 б. Тепловые расширения должны
учитываться при сварке, ковке и горячей
объемной штамповке, изготовлении литейных
форм, штампов, прокатных валков, калибров,
выполнении точных соединений и сборке
приборов, при строительстве мостовых
ферм, укладке железнодорожных рельс.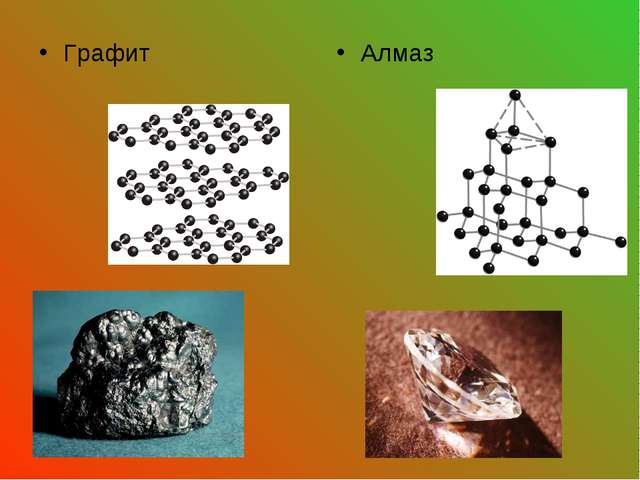
Теплоемкостью называют способность
металла при нагревании поглощать определенное
количество тепла. В единицах СИ имеет
размерность Дж/К. Теплоемкость различных
металлов сравнивают по величине удельной
теплоемкости — количеству тепла, выраженному
в больших калориях, которое требуется
для повышения температуры 1 кг металла
на 1°С (в единицах СИ — Дж/(кг.К).
Электрическая проводимость
оценивается в системе СИ в
сименсах (См), удельная электропроводность
— в См/м.
Электросопротивление выражают
в Омах (Ом), а удельное электросопротивление
— в Ом/м.
Хорошая электропроводность
необходима, например, для токоведущих
проводов (медь, алюминий). При изготовлении
электронагревателей приборов и печей
необходимы сплавы с высоким электросопротивлением
(нихром, константан, манганин). С повышением
температуры металла его электропроводность
уменьшается, а с понижением — увеличивается.
Магнитные свойства характеризуются
абсолютной магнитной проницаемостью
или магнитной постоянной, т. е. способностью
е. способностью
металлов намагничиваться. В единицах
СИ магнитная постоянная имеет размерность
Гн/м. Высокими магнитными свойствами
обладают железо, никель, кобальт и их
сплавы, называемые ферромагнитными. Материалы
с магнитными свойствами применяют в электротехнической
аппаратуре и для изготовления магнитов.
Химические свойства. Химические
свойства характеризуют способность
металлов и сплавов сопротивляться
окислению или вступать в соединение с
различными веществами: кислородом воздуха,
растворами кислот, щелочей и др. Чем легче
металл вступает в соединение с другими
элементами, тем быстрее он разрушается.
Химическое разрушение металлов под действием
на их поверхность внешней агрессивной
среды называют коррозией.
Металлы, стойкие к окислению
при сильном нагреве, называют жаростойкими
или окалиностойкими. Такие металлы
применяют для изготовления деталей, которые
эксплуатируются в зоне высоких температур.
Сопротивление металлов коррозии,
окалине-образованию и
определяют по изменению массы испытуемых
образцов на единицу поверхности за единицу
времени.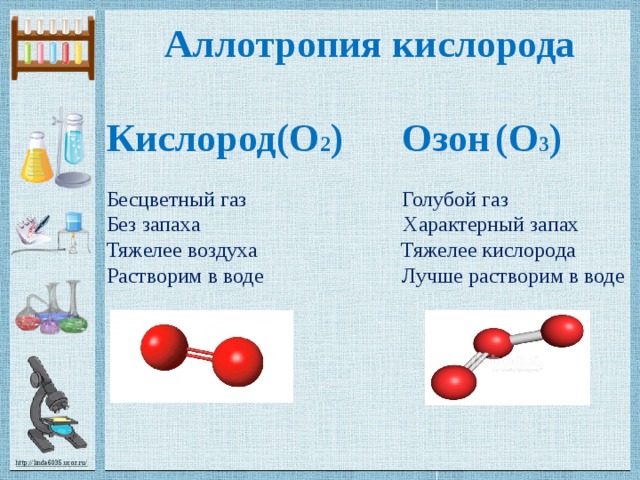
Химические свойства металлов
обязательно учитываются при
изготовлении тех или иных изделий.
Особенно это относится к изделиям
или деталям, работающим в химически
агрессивных средах.
Механические
свойства
Способность металла сопротивляться
воздействию внешних сил характеризуется
механическими свойствами. Поэтому при
выборе материала для изготовления деталей
машин необходимо прежде всего учитывать
его механические свойства: прочность,
упругость, пластичность, ударную вязкость,
твердость и выносливость. Эти свойства
определяют по результатам механических
испытаний, при которых металлы подвергают
воздействию внешних сил (нагрузок). Внешние
силы могут быть статическими, динамическими
или циклическими (повторно-переменными).
Нагрузка вызывает в твердом теле напряжение
и деформацию.
Напряжение — величина нагрузки,
отнесенная к единице площади поперечного
сечения испытуемого образца. Деформация
— изменение формы и размеров твердого
тела под влиянием приложенных внешних
сил. Различают деформации растяжения
Различают деформации растяжения
(сжатия), изгиба, кручения, среза (рис.
8).
В действительности материал
может подвергаться одному или нескольким
видам деформации одновременно.
Для определения прочности,
упругости и пластичности металлы
в виде образцов круглой или плоской
формы испытывают на статическое
растяжение. Испытания проводят на разрывных
машинах. В результате испытаний получают
диаграмму растяжения. По оси абсцисс
этой диаграммы откладывают значения
деформации, а по оси ординат — нагрузки,
приложенные к образцу.
Прочность — способность материала
сопротивляться разрушению под действием
нагрузок оценивается пределом прочности
и пределом текучести. Важным показателем
прочности материала является также удельная
прочность — отношение предела прочности
материала к его плотности. Предел прочности
у в (временное сопротивление) — это
условное напряжение в Па (Н/м2). соответствующее
наибольшей нагрузке, предшествующей
разрушению образца: у в = P max / F
о, где Рmах — наибольшая нагрузка, Н;
Fо — начальная площадь поперечного
сечения рабочей части образца, м2.
Истинное сопротивление
разрыву S к — это напряжение, определяемое
отношением нагрузки Рк в момент
разрыва к площади минимального поперечного
сечения образца после разрыва F к
(S к = Р к/ F к).
Предел текучести (физический)
у т — это наименьшее напряжение
(в МПа), при котором образец деформируется
без заметного увеличения нагрузки:
у т = Р т F о,
где Р т — нагрузка, при которой наблюдается
площадка текучести, Н.
Площадку текучести имеют
в основном только малоуглеродистая
сталь и латуни. Другие сплавы площадки
текучести не имеют. Для таких материалов
определяют предел текучести (условный),
при котором остаточное удлинение достигает
0,2 % от расчетной длины образца: у 0,2
= P 0,2 / F 0.
Упругость — способность
материала восстанавливать первоначальную
форму и размеры после прекращения действия
нагрузки Р уп оценивают пределом
пропорциональности у пц и пределом
упругости у ун.
Предел пропорциональности
у пц — напряжение (МПа), выше которого
нарушается пропорциональность между
прилагаемым напряжением и деформацией
образца у пц = Р пц / Р 0.
Предел упругости (условный)
у 0,05 — это условное напряжение
в Мпа, соответствующее нагрузке, при которой
остаточная деформация впервые достигает
0,05 %, от расчетной длины образца lo: у
0,05 = P 0,05 / F 0, где P 0,05
— нагрузка предела упругости, Н.
Пластичность, т.е. способность
материала принимать новую
и размеры под действием
сил не разрушаясь, характеризуется относительным
удлинением и относительным сужением.
Относительное удлинение (после
разрыва) д — это отношение приращения
(l k — lo) расчетной длины образца после
разрыва к его первоначальной расчетной
длине lo, выраженное в процентах: д = ((1к
-1о)/1о] 100 %.
Относительное сужение (после
разрыва) Ш — это отношение разности начальной
и минимальной площадей (Fo — Fк) поперечного
сечения образца после разрыва к начальной
площади Fo поперечного сечения, выраженное
в про центах: Ш = [( F 0
— F k) / Fо] 100%.
Аллотропия металлов
Аллотропией, или полиморфизмом, называют
способность металла в твердом состоянии
иметь различные кристаллические формы.
Процесс перехода из одной кристаллической
формы в другую называют аллотропическим
превращением. При нагреве чистого
металла такое превращение сопровождается
поглощением тепла и происходит при
постоянной температуре, что связано с
необходимостью затраты определенной
энергии на перестройку кристаллической
решетки.
Например, железо в интервале температур
911 – 1392 °С имеет гранецентрированную
кубическую решетку (ГКЦ) γ-Fe.
В интервалах до 911 ºС и от 1392 до 1539°С
железо имеет объемно-центрированную
кубическую решетку (ОЦК) ‑ α-Fe.
Металлические
сплавы — макроскопически
однородные системы, состоящие из двух
или более сортов атомов металлов (или
неметаллов), в которых доминирующими
являются атомы металла и которые обладают
металлическими свойствами.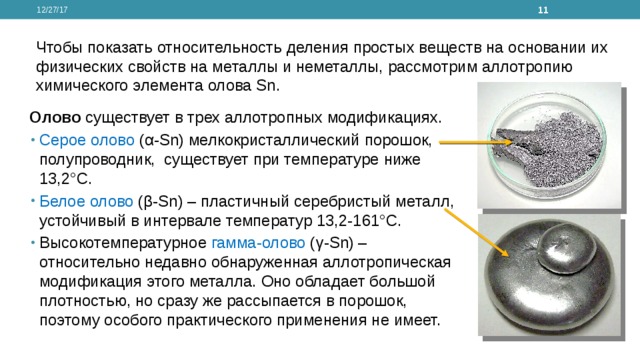 Свойства
Свойства
металлических сплавов могут быть
изменены легированием, механической,
термической, термомеханической,
радиационной и другими видами обработки.
Легирование
— введение в состав металлических
сплавов так называемых легирующих
элементов (например, в сталь — Cr,
Ni, Mo, W,
V и др.) для придания сплавам
определенных физических, химических
или механических свойств.
Классификация сплавов
по
химическому составупо
числу компонентовпо
числу фазпо
способу получения
Для изучения процессов, происходящих
в сплавах при их превращениях, а также
для описания строения сплавов в
металловедении используют понятия:
компонент, фаза, система.
Компонентами называют вещества,
образующие систему. Чистый металл
представляет собой однокомпонентную
систему, сплав двух металлов —
двухкомпонентную систему и т.д.
Компонентами могут быть металлы и
неметаллы, а также устойчивые, т. е. не
е. не
диссоциирующие на составные части в
рассматриваемых интервалах температур
вещества – химические соединения.
Фазой называют однородную часть системы,
имеющую одинаковый состав, одно и то же
агрегатное состояние и отделенную от
остальных частей системы поверхностью
раздела, при переходе через которую
химический состав или структура вещества
изменяются скачкообразно.
Совокупность фаз, находящихся в равновесии
при определенных внешних условиях
(давлении, температуре), называют
системой. Сплав называют однородным
(гомогенным), если его структура однофазна,
и разнородным (гетерогенным), если его
структура состоит из нескольких фаз.
Под структурой сплав понимают видимое
в микроскоп взаимное расположение фаз,
их форму и размеры. Компоненты, входящие
в состав сплава, могут образовывать
следующие фазы:
Металлические
жидкие растворы (расплавы)
представляют собой жидкое негомогенное
состояние металлов и их сплавов, которое
по большинству характеристик (например,
по электропроводности и теплопроводности)
ближе к твердому состоянию.
Однородные жидкие растворы характерны
почти для всех металлов, растворяющихся
друг в друге в жидком состоянии в любых
соотношениях.
В однородном жидком растворе атомы
растворимого металла (компонента)
равномерно распределены среди атомов
металла–растворителя.
Лишь немногие металлы растворяются в
жидком состоянии ограниченно. И только
очень немногие металлы из-за большой
разницы в размерах своих атомов не
растворяются друг в друге в жидком
состоянии. В процессе кристаллизации
и затвердевания сплавов взаимодействие
компонентов может быть различным.
Твердые растворы образуются в результате
перехода в твердое состояние однородных
жидких растворов.
В твердом растворе одно из веществ,
входящих в состав сплава, сохраняет
присущую ему кристаллическую решетку,
а другое в виде отдельных атомов
распределяется в кристаллической
решетке первого вещества.
Металлические твердые растворы образуются
в результате проникновения в кристаллическую
решетку основного металла атомов другого
металла или неметалла. Различают твердые
Различают твердые
растворы замещения (а)
и твердые
растворы внедрения (б) (рис.
2.9).
Рис. |
Так как электронное строение и размеры
атомов основного металла (растворителя)
и растворенного компонента различны,
то при образовании металлического
твердого раствора кристаллическая
решетка всегда искажается, и периоды
ее изменяются. При образовании раствора
внедрения период решетки растворителя
всегда возрастает, а при образовании
твердого раствора замещения — может
увеличиться или уменьшиться в зависимости
от соотношения атомных радиусов
растворителя и растворенного компонента.
Большинство металлов в той или иной
степени взаимно растворяются друг в
друге в твердом состоянии. Например,
Например,
без изменения типа кристаллической
решетки в алюминии может растворяться
до 5,5 % Сu, а в меди — 39 % Zn.
Если компоненты могут замещать друг
друга в любых количественных соотношениях,
то они образуют непрерывный ряд твердых
растворов, имеющих одну и ту же
кристаллическую решетку. Образование
твердых растворов всегда сопровождается
увеличением электрического сопротивления
и уменьшением его температурного
коэффициента. Твердые растворы обычно
менее пластичны (исключение составляют
твердые растворы на основе меди) и всегда
более тверды и прочны, чем чистые металлы.
При этом в значительной мере свойства
изменяются в твердых растворах внедрения,
так как искажения решетки при их
образовании больше.
Полностью упорядоченные твердые
растворы (сверхструктуры) образуются,
когда отношение компонентов в сплаве
равно целому числу: 1:1; 1:2; 1:3 и др. (рис.
3.10.). В этом случае сплаву с упорядоченным
строением можно приписать формулу
химического соединения, например, CuAu
или Сu3Аu.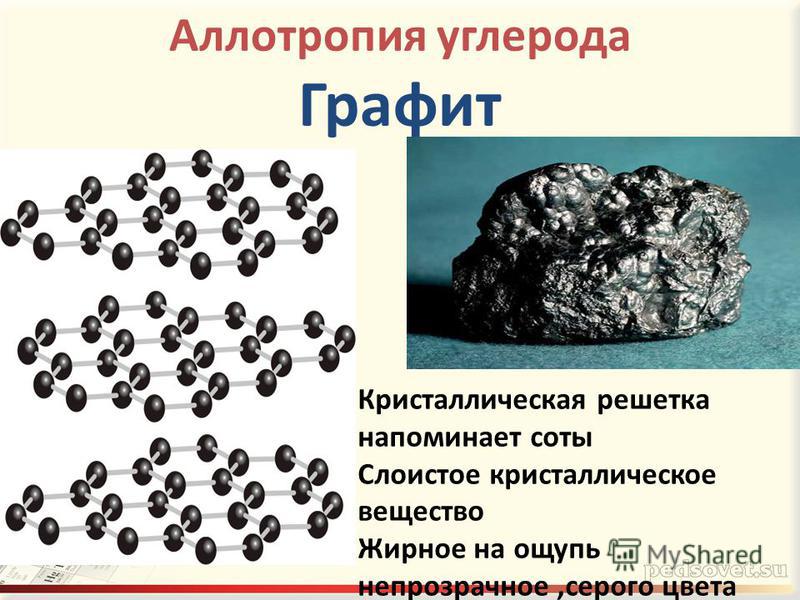
Таким образом, упорядоченные твердые
растворы можно рассматривать как
промежуточные фазы между твердыми
растворами и химическими соединениями.
Рис. 2.10. а) |
В металловедении принято обозначать:
чистые компоненты большими буквами
латинского алфавита — А, В, С и др.;
твердые растворы — малыми буквами
греческого алфавита — α, β, γ и др., a
упорядоченные твердые растворы теми
же буквами со штрихом — α’, β’, γ’ и
др.
Понятие «химическое соединение»
определяет химически индивидуальное
вещество, в котором атомы одного
(например, N2 и O2)
или различных (CuZn, Mо2C)
элементов соединены между собой тем
или иным видом химической связи. Известно
Известно
свыше 3 млн. химических соединений. В
металлических сплавах это понятие
охватывает только химические соединения,
образованные из различных компонентов
сплава.
Химические соединения, образующиеся в
металлических сплавах из различных
компонентов, отличаются от типичных
химических соединений тем, что не
подчиняются законам валентности и не
имеют постоянного состава, а от
упорядоченных твердых растворов — тем,
что сохраняют свою кристаллическую
решетку до температуры плавления.
Химические соединения
по электронному строению и свойствам
разделяют на классы: электронные
соединения, интерметаллиды,
фазы внедрения и
др.
Электронные
соединения
(электронные
фазы) чаще всего образуются между
одновалентными (Сu,
Ag,
Li,
Na
и др.) металлами или переходными металлами
(Fe,
Mn,
Со и др.) и металлами с валентностью
от 2 до 5 (Be, Mg,
Zn, Al и др.).
Интерметаллиды
(интерметаллические
соединения) — химические соединения
металлов с металлами и неметаллами
(нитриды, карбиды, гидриды и др. ), обладающие
), обладающие
металлической связью. Интерметаллические
соединения образуют переходные металлы
(Fe, Mn, Cr,
Mo и др.) с углеродом, азотом,
бором и водородом, то есть с элементами,
имеющими малый атомный радиус.
Кристаллическое строение фаз внедрения
определяется соотношением атомных
радиусов неметалла (Rx)
и металла (Rm).
Атомы металла расположены по типу одной
из простых решеток (кубической или
гексагональной), в определенные пустоты
(поры) которой внедрены атомы неметалла.
Механическая смесь двух компонентов А
и В образуется тогда, когда при
кристаллизации компоненты сплава не
способны к взаимному растворению в
твердом состоянии и не вступают в
химическую реакцию с образованием
соединения. Механическая смесь может
состоять из зерен двух насыщенных
твердых растворов или зерен твердого
раствора и химического соединения. В
этом случае сплав состоит из кристаллов
А и В, которые, если они достаточно
крупны, отчетливо выявляются на
микроструктуре.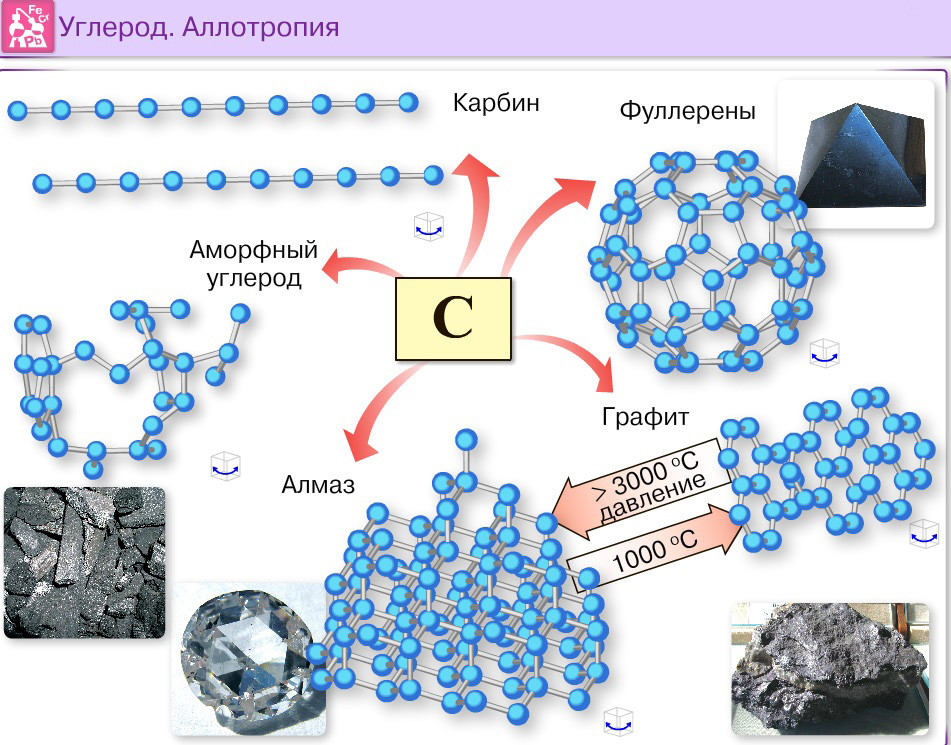 Рентгенограмма сплава
Рентгенограмма сплава
отчетливо показывает наличие двух
решеток компонентов А и В.
Разница между аллотропом и изомером
Ключевая разница — аллотроп против изомера
Некоторые элементы в периодической таблице могут встречаться в разных формулах или в разных расположениях, оставаясь при этом стабильными при комнатной температуре. Они могут быть соединением, состоящим из одного элемента, или соединением, состоящим из нескольких элементов. Аллотропы и изомеры являются хорошими примерами таких элементов. Ключевое различие между аллотропом и изомером заключается в том, что аллотропов представляют собой соединения с одними и теми же элементами, но с разной химической формулой в разном расположении , тогда как изомеры представляют собой соединения, имеющие разные элементы, но одинаковую химическую формулу в разном расположении.
СОДЕРЖАНИЕ
1. Обзор и ключевые отличия
2. Что такое аллотроп
3. Что такое изомер
Что такое изомер
4. Сравнение бок о бок – аллотроп и изомер в табличной форме
5. Резюме
Что такое аллотроп ?
Слово аллотроп можно определить как альтернативный тип. В деталях это относится к разным типам соединений, состоящих из одного и того же элемента, но с разными химическими формулами и разным расположением. Эти аллотропы существуют в одном и том же физическом состоянии в одних и тех же условиях (комнатная температура), но обнаруживают различия в своих физических и химических свойствах. Различные аллотропы можно наблюдать у металлов, неметаллов и металлоидов.
Примеры аллотропов
Аллотропы углерода
Аллотропы углерода существуют в твердом состоянии. Наиболее распространенными типами являются алмаз, графит и сажа. Здесь не так просто превратить один аллотропный тип в другую аллотропную структуру. Алмаз — чрезвычайно твердая структура, в то время как графит не такой твердый. Технический углерод существует в виде порошка.
Рисунок 01: Структура и внешний вид алмаза (слева) и графита (справа)
Аллотропы кислорода
Наиболее распространенными типами аллотропов кислорода, которые встречаются в природе, являются двухатомный кислород (O 2 ) и озон (O 3 ).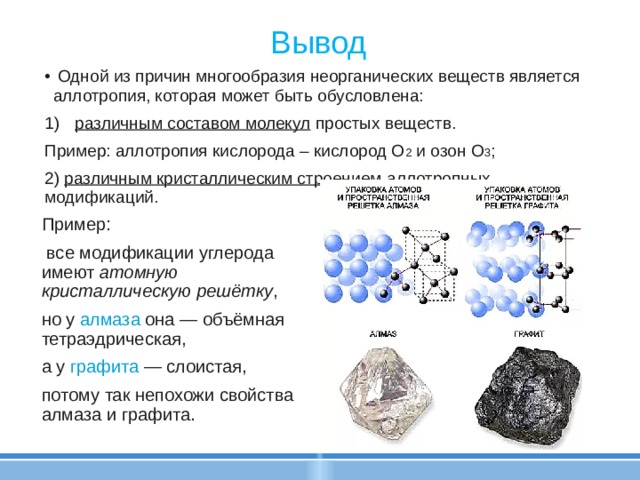 Разница между ними заключается в том, что у кислорода есть два атома кислорода, связанные двойной связью, тогда как озон состоит из трех атомов кислорода, которые существуют как резонансная структура.
Разница между ними заключается в том, что у кислорода есть два атома кислорода, связанные двойной связью, тогда как озон состоит из трех атомов кислорода, которые существуют как резонансная структура.
Аллотропы серы
Аллотропы серы отличаются друг от друга числом присоединенных атомов серы и их расположением. В случае серы довольно легко превратить одну форму серы в другую.
Что такое изомер?
Изомеры – это соединения, имеющие одинаковую химическую формулу, но разное строение. Изомеры имеют одинаковое количество и типы атомов, но эти атомы расположены по-разному. Поэтому химическая структура изомеров отличается друг от друга. Изомеры делятся на две широкие категории, известные как структурные изомеры и стереоизомеры.
Рисунок 02: Классификация изомеров
Структурные изомеры
В этом типе атомы и функциональные группы присоединяются по-разному, образуя структуру. Этот тип включает цепную изомерию, изомерию положения и изомерию функциональных групп.
Стереоизомеры
Структура связи и положение функциональных групп одинаковы для изомеров, но отличаются геометрическим расположением. Стереоизомеры включают цис-транс-изомеры (=диастереомеры) и оптические изомеры (=энантиомеры).
Рисунок 03: Стереоизомеры пропиленгликоля (обратите внимание, что геометрия атома Н в двух молекулах различна).
В чем разница между аллотропом и изомером?
Аллотроп против изомера | |
| Аллотропы – это соединения с одними и теми же элементами, но с разной химической формулой в разном расположении. | Изомеры — это соединения, имеющие разные элементы, но одинаковую химическую формулу в разном расположении. |
| Количество атомов | |
| Аллотропы состоят из разного количества атомов. | Изомеры имеют одинаковое количество атомов. |
| Тип элементов | |
Аллотропы состоят из одного и того же элемента.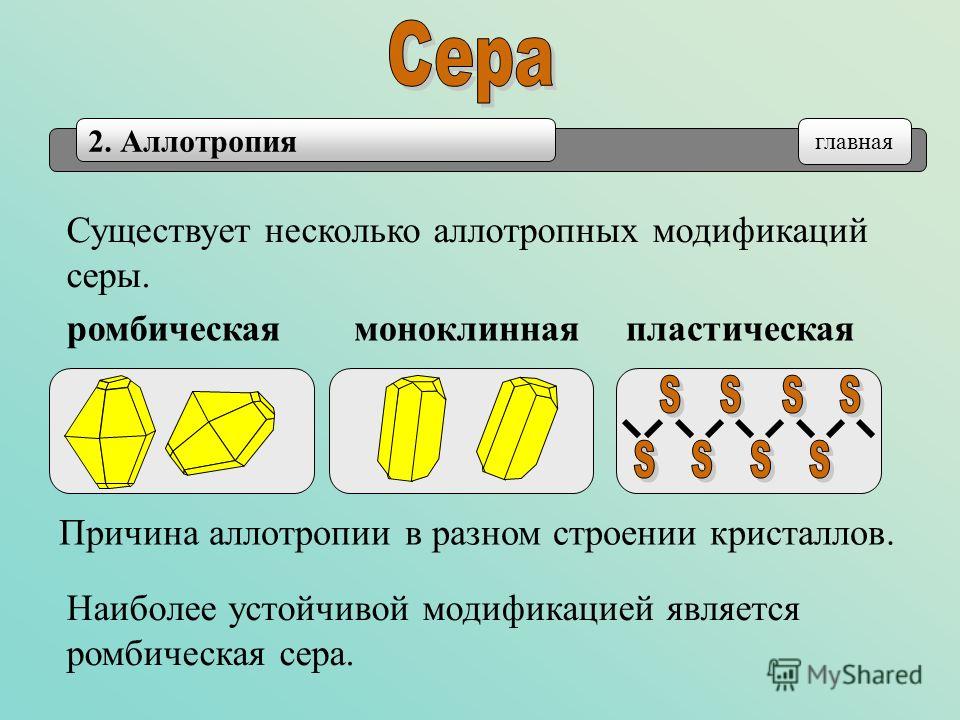 | Изомеры состоят из различных элементов. |
| Структура | |
| Аллотропы всегда имеют разную структуру. | Изомеры могут иметь сходную или различную структуру. |
| Наличие | |
| Аллотропы можно наблюдать в металлах, неметаллах и металлоидах | Изомерию можно увидеть в органических молекулах (например, углеводород) и неорганических молекулах (например, силан). |
| Основные типы | |
| Типы аллотропов включают аллотропы металлов, аллотропы неметаллов и аллотропы металлоидов | Изомеры включают главным образом структурные изомеры и стереоизомеры. |
Резюме – Аллотропы и изомеры
И аллотропы, и изомеры могут быть определены как альтернативные типы элемента или соединения. В большинстве случаев это стабильные и встречающиеся в природе соединения.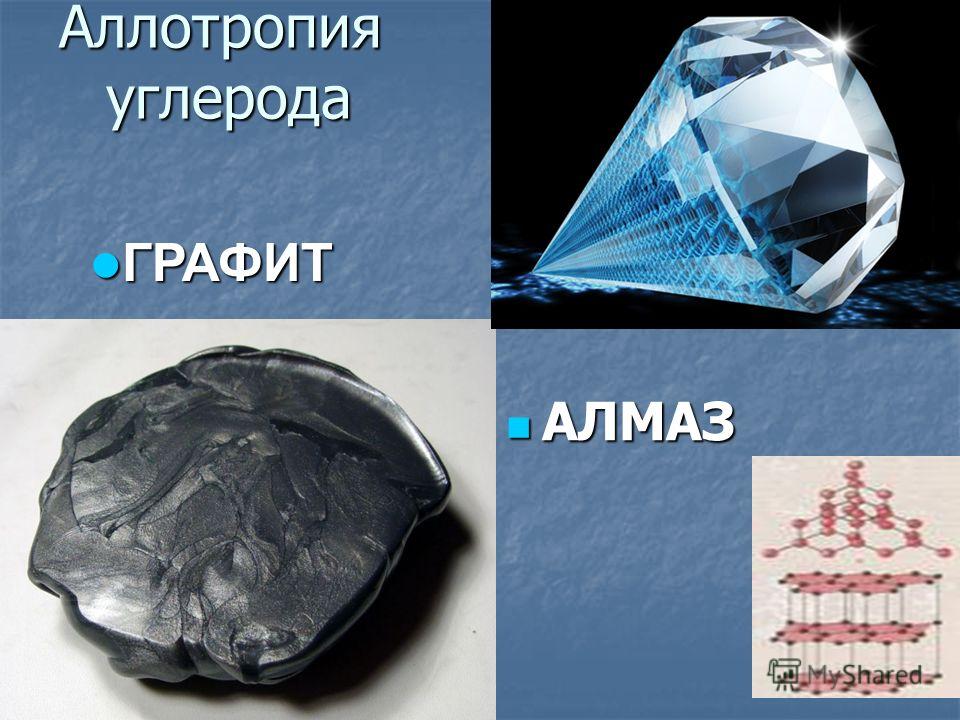 Основное различие между аллотропом и изомером заключается в том, что аллотропы представляют собой соединения с одними и теми же элементами в разных химических формулах в разном расположении, тогда как изомеры представляют собой соединения, содержащие разные элементы с одной и той же химической формулой в разных расположениях.
Основное различие между аллотропом и изомером заключается в том, что аллотропы представляют собой соединения с одними и теми же элементами в разных химических формулах в разном расположении, тогда как изомеры представляют собой соединения, содержащие разные элементы с одной и той же химической формулой в разных расположениях.
Загрузить PDF-версию аллотропов и изомеров
Вы можете загрузить PDF-версию этой статьи и использовать ее в автономном режиме в соответствии с примечаниями к цитированию. Пожалуйста, загрузите PDF-версию здесь. Разница между аллотропом и изомером.
Ссылка:
1.Хельменстин, Энн Мари. «Что такое изомер? Пересмотрите свои химические концепции». Мысль Ко. н.п., н.д. Веб. Доступна здесь. 01 июня 2017 г.
2. «Аллотропы». Химия LibreTexts. Libretexts, 21 марта 2017 г. Доступно здесь. Веб. 01 июня 2017.
Изображение предоставлено:
1. «Алмаз и графит2» Автор Diamond_and_graphite.jpg: Пользователь: Itubderivative work: Materialscientist (разговор) — Diamond_and_graphite. jpgФайл: Graphite-tn19a.jpg (CC BY-SA 3.0) через Commons Wikimedia
jpgФайл: Graphite-tn19a.jpg (CC BY-SA 3.0) через Commons Wikimedia
2 , «Изомерия» Владсингера — собственная работа (CC BY-SA 3.0) через Commons Wikimedia
3. «Стереоизомеры пропиленгликоля v.1» Джу — собственная работа (общественное достояние) через Commons Wikimedia
Аллотропы углерода | Введение в химию |
Цель обучения
- Описать свойства аллотропов углерода.
Ключевые моменты
- Алмаз — хорошо известный аллотроп углерода, обладающий твердостью и высокой дисперсией света. Это самый твердый из известных природных минералов, который находит применение в резке, сверлении и производстве ювелирных изделий, а также в качестве потенциального полупроводникового материала.
- Графен представляет собой одиночный слой атомов углерода, расположенных в одной плоскости; слои графена составляют графит. Графен представляет интерес из-за его высокой подвижности электронов и возможных применений в электронике.
- Фуллерены представляют собой класс аллотропов углерода, в которых углерод принимает форму полой сферы, эллипсоида или трубки. Этот класс материалов включает углеродные нанотрубки, бакиболы и недавно обнаруженные нанотрубки.
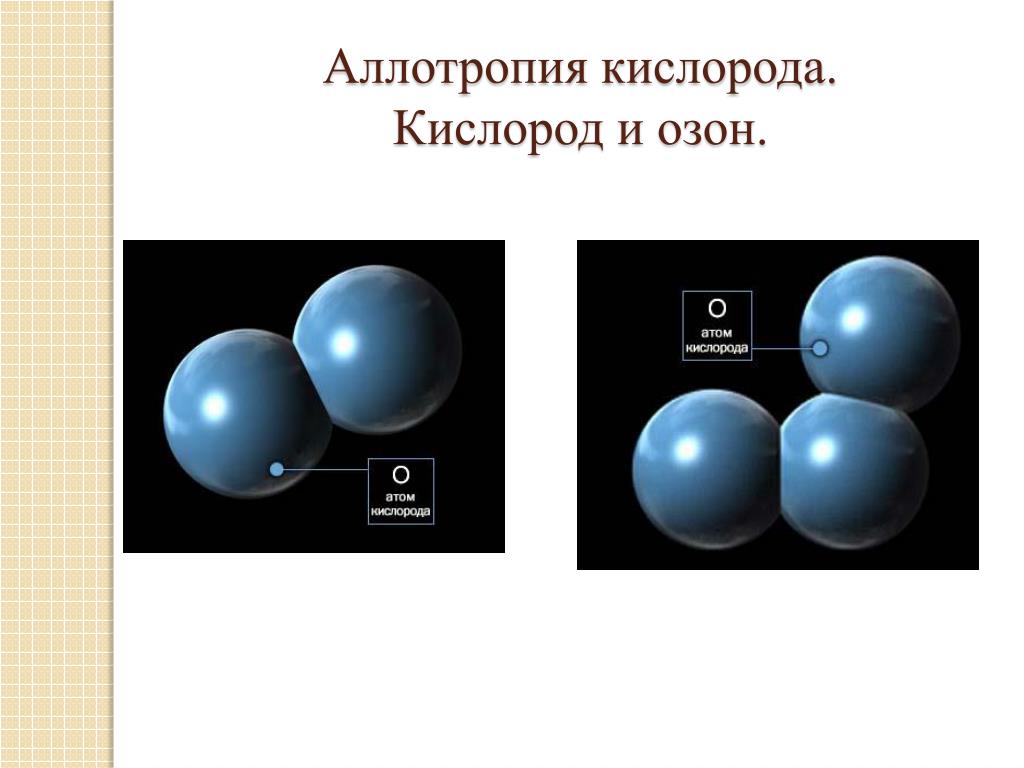
Термин
- аллотропыРазличные формы химического элемента.
Аллотропия — это свойство некоторых химических элементов существовать в двух или более различных формах или аллотропах, когда они встречаются в природе. Существует несколько аллотропов углерода.
Аллотропы углерода Аллотропы углерода: а) алмаз, б) графит, в) лонсдейлит, г) С60 (бакминстерфуллерен или баккибол), д) С540, е) С70, ж) аморфный углерод и з) одноатомный углеродные нанотрубки со стенками, или бакитрубки.
Алмаз
Алмаз, вероятно, является наиболее известным аллотропом углерода. Атомы углерода расположены в решетке, которая представляет собой разновидность гранецентрированной кубической кристаллической структуры.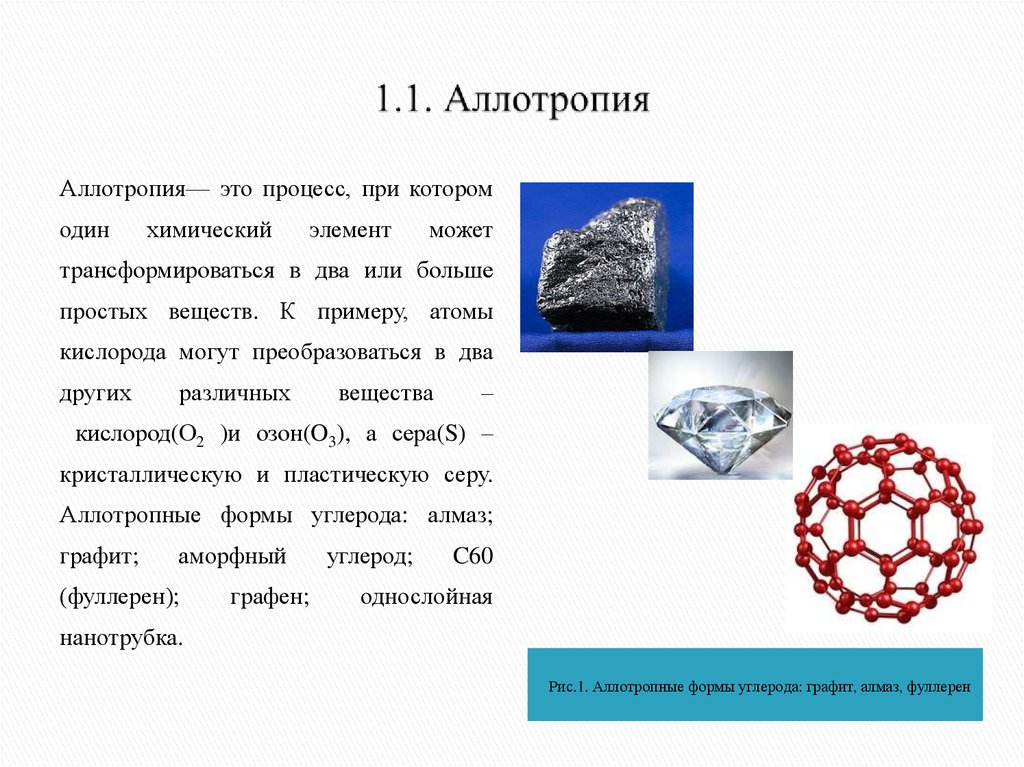 Он обладает превосходными физическими свойствами, большая часть которых обусловлена сильной ковалентной связью между его атомами. Каждый атом углерода в алмазе ковалентно связан с четырьмя другими атомами углерода в тетраэдре. Эти тетраэдры вместе образуют трехмерную сеть шестичленных углеродных колец в конформации кресла, что обеспечивает нулевую угловую деформацию. Эта стабильная сеть ковалентных связей и шестиугольных колец является причиной того, что алмаз невероятно прочен как вещество.
Он обладает превосходными физическими свойствами, большая часть которых обусловлена сильной ковалентной связью между его атомами. Каждый атом углерода в алмазе ковалентно связан с четырьмя другими атомами углерода в тетраэдре. Эти тетраэдры вместе образуют трехмерную сеть шестичленных углеродных колец в конформации кресла, что обеспечивает нулевую угловую деформацию. Эта стабильная сеть ковалентных связей и шестиугольных колец является причиной того, что алмаз невероятно прочен как вещество.
В результате алмаз обладает самой высокой твердостью и теплопроводностью среди всех сыпучих материалов. Кроме того, его жесткая решетка предотвращает загрязнение многими элементами. Поверхность алмаза липофильна и гидрофобна, что означает, что он не может смачиваться водой, но может находиться в масле. Алмазы вообще не реагируют ни с какими химическими реагентами, в том числе с сильными кислотами и основаниями. Использование алмаза включает резку, сверление и шлифование; Ювелирные изделия; и в полупроводниковой промышленности.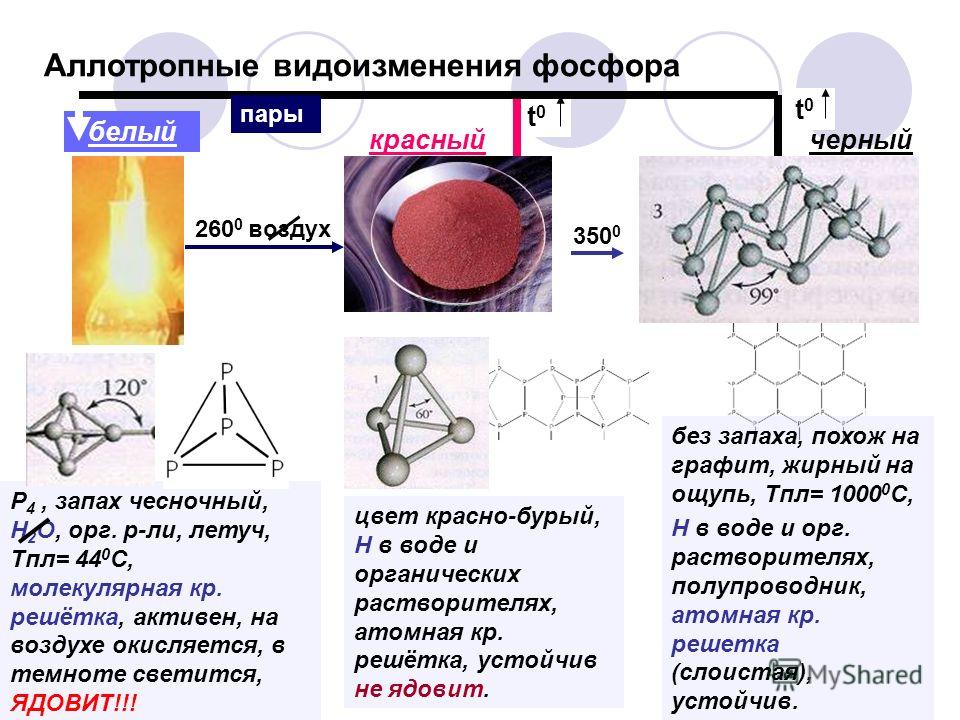
Алмаз и графит Алмаз и графит — две аллотропные формы углерода — чистые формы одного и того же элемента, различающиеся по структуре.
Графит
Графит — еще один аллотроп углерода; в отличие от алмаза, это электрический проводник и полуметалл. Графит является наиболее стабильной формой углерода при стандартных условиях и используется в термохимии в качестве стандартного состояния для определения теплоты образования соединений углерода. Существует три типа природного графита:
- Кристаллический чешуйчатый графит: изолированные, плоские, пластинчатые частицы с шестиугольными краями
- Аморфный графит: мелкие частицы, результат термического метаморфизма угля; иногда называемый метаантрацитом
- Комковатый или прожилковый графит: встречается в трещинах жилок или трещин, выглядит как разрастание волокнистых или игольчатых кристаллических агрегатов
Графит имеет слоистую плоскую структуру. В каждом слое атомы углерода расположены в гексагональной решетке с расстоянием между ними 0,142 нм, а расстояние между плоскостями (слоями) составляет 0,335 нм. Две известные формы графита, альфа (гексагональный) и бета (ромбоэдрический) имеют очень похожие физические свойства (за исключением того, что слои укладываются немного по-разному). Шестиугольный графит может быть плоским или изогнутым. Альфа-форма может быть преобразована в бета-форму посредством механической обработки, а бета-форма возвращается в альфа-форму при нагревании выше 1300 °C. Графит может проводить электричество из-за обширной делокализации электронов в углеродных слоях; поскольку электроны могут свободно двигаться, электричество движется через плоскость слоев. Графит также обладает самосмазывающимися и сухими смазывающими свойствами. Графит применяется в протезах, содержащих кровь, и термостойких материалах, поскольку он может выдерживать температуры до 3000 °C.
В каждом слое атомы углерода расположены в гексагональной решетке с расстоянием между ними 0,142 нм, а расстояние между плоскостями (слоями) составляет 0,335 нм. Две известные формы графита, альфа (гексагональный) и бета (ромбоэдрический) имеют очень похожие физические свойства (за исключением того, что слои укладываются немного по-разному). Шестиугольный графит может быть плоским или изогнутым. Альфа-форма может быть преобразована в бета-форму посредством механической обработки, а бета-форма возвращается в альфа-форму при нагревании выше 1300 °C. Графит может проводить электричество из-за обширной делокализации электронов в углеродных слоях; поскольку электроны могут свободно двигаться, электричество движется через плоскость слоев. Графит также обладает самосмазывающимися и сухими смазывающими свойствами. Графит применяется в протезах, содержащих кровь, и термостойких материалах, поскольку он может выдерживать температуры до 3000 °C.
Один слой графита называется графеном. Этот материал демонстрирует исключительные электрические, тепловые и физические свойства. Это аллотроп углерода, структура которого представляет собой единый плоский лист sp 2 связанных атомов углерода, плотно упакованных в сотовую кристаллическую решетку. Длина связи углерод-углерод в графене составляет ~0,142 нм, и эти листы складываются в графит с межплоскостным расстоянием 0,335 нм. Графен является основным структурным элементом аллотропов углерода, таких как графит, древесный уголь, углеродные нанотрубки и фуллерены. Графен представляет собой полуметалл или полупроводник с нулевой запрещенной зоной, что позволяет ему демонстрировать высокую подвижность электронов при комнатной температуре. Графен — это захватывающий новый класс материалов, уникальные свойства которого делают его предметом постоянных исследований во многих лабораториях.
Этот материал демонстрирует исключительные электрические, тепловые и физические свойства. Это аллотроп углерода, структура которого представляет собой единый плоский лист sp 2 связанных атомов углерода, плотно упакованных в сотовую кристаллическую решетку. Длина связи углерод-углерод в графене составляет ~0,142 нм, и эти листы складываются в графит с межплоскостным расстоянием 0,335 нм. Графен является основным структурным элементом аллотропов углерода, таких как графит, древесный уголь, углеродные нанотрубки и фуллерены. Графен представляет собой полуметалл или полупроводник с нулевой запрещенной зоной, что позволяет ему демонстрировать высокую подвижность электронов при комнатной температуре. Графен — это захватывающий новый класс материалов, уникальные свойства которого делают его предметом постоянных исследований во многих лабораториях.
Аморфный углерод
Аморфный углерод относится к углероду, который не имеет кристаллической структуры.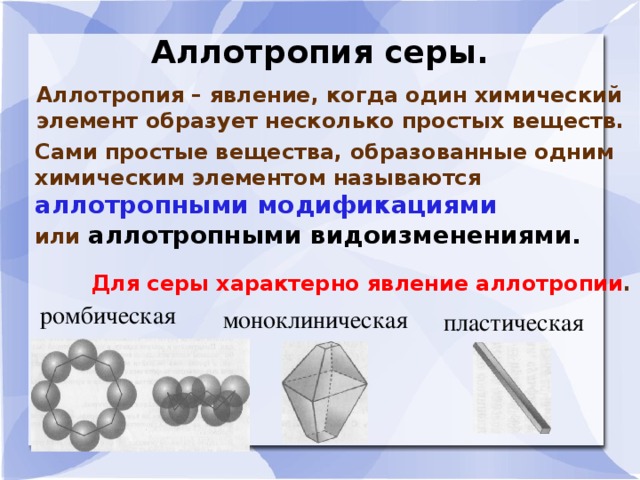 Несмотря на то, что аморфный углерод можно изготовить, все еще существуют микроскопические кристаллы графитоподобного или алмазоподобного углерода. Свойства аморфного углерода зависят от соотношения гибридизованных связей sp 2 и sp 3 , присутствующих в материале. Графит состоит исключительно из sp 2 гибридизированных связей, тогда как алмаз состоит исключительно из sp 3 гибридные облигации. Материалы с высоким содержанием гибридных связей sp 3 называются тетраэдрическим аморфным углеродом (из-за тетраэдрической формы, образованной гибридными связями sp 3 ) или алмазоподобным углеродом (из-за сходства многих его физических свойств). к алмазным).
Несмотря на то, что аморфный углерод можно изготовить, все еще существуют микроскопические кристаллы графитоподобного или алмазоподобного углерода. Свойства аморфного углерода зависят от соотношения гибридизованных связей sp 2 и sp 3 , присутствующих в материале. Графит состоит исключительно из sp 2 гибридизированных связей, тогда как алмаз состоит исключительно из sp 3 гибридные облигации. Материалы с высоким содержанием гибридных связей sp 3 называются тетраэдрическим аморфным углеродом (из-за тетраэдрической формы, образованной гибридными связями sp 3 ) или алмазоподобным углеродом (из-за сходства многих его физических свойств). к алмазным).
Фуллерены и нанотрубки
Углеродные наноматериалы составляют еще один класс аллотропов углерода. Фуллерены (также называемые фуллеренами) представляют собой молекулы различных размеров, полностью состоящие из углерода, которые принимают форму полых сфер, эллипсоидов или трубок. Buckyballs и Buckytubes были предметом интенсивных исследований как из-за их уникального химического состава, так и из-за их технологических применений, особенно в материаловедении, электронике и нанотехнологиях. Углеродные нанотрубки представляют собой цилиндрические молекулы углерода, которые обладают необычайной прочностью и уникальными электрическими свойствами и являются эффективными проводниками тепла. Углеродные нанотрубки — это недавно открытые аллотропы, в которых фуллереноподобные «бутоны» ковалентно присоединены к внешним боковым стенкам углеродной нанотрубки. Таким образом, нанотрубки проявляют свойства как нанотрубок, так и фуллеренов.
Buckyballs и Buckytubes были предметом интенсивных исследований как из-за их уникального химического состава, так и из-за их технологических применений, особенно в материаловедении, электронике и нанотехнологиях. Углеродные нанотрубки представляют собой цилиндрические молекулы углерода, которые обладают необычайной прочностью и уникальными электрическими свойствами и являются эффективными проводниками тепла. Углеродные нанотрубки — это недавно открытые аллотропы, в которых фуллереноподобные «бутоны» ковалентно присоединены к внешним боковым стенкам углеродной нанотрубки. Таким образом, нанотрубки проявляют свойства как нанотрубок, так и фуллеренов.
Стеклоуглерод
Стекловидный или стеклообразный углерод представляет собой класс углерода, широко используемый в качестве электродного материала в электрохимии, а также в протезах и высокотемпературных тиглях. Его наиболее важными свойствами являются высокая термостойкость, твердость, низкая плотность, низкое электрическое сопротивление, низкое трение, низкое термическое сопротивление, чрезвычайная стойкость к химическому воздействию и непроницаемость для газов и жидкостей.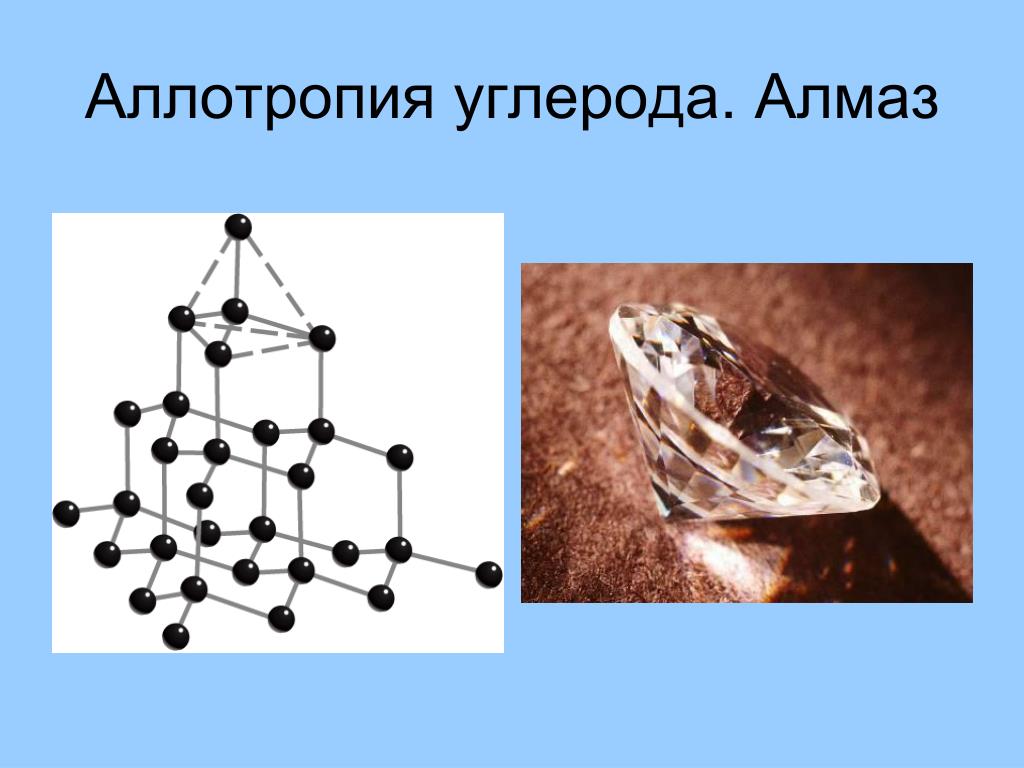
Прочие аллотропы
Другие аллотропы углерода включают углеродную нанопену, которая представляет собой кластерную сборку атомов углерода с низкой плотностью, связанных вместе в рыхлой трехмерной сети; чистый атомарный и двухатомный углерод; и линейный ацетиленовый углерод, который представляет собой одномерный углеродный полимер со структурой -(C:::C) п -.
Show Sources
Безграничный выбор и проверка высококачественного контента с открытой лицензией со всего Интернета. Данный конкретный ресурс использовал следующие источники:
«Безграничный».
http://www.boundless.com/
Безграничное обучение
CC BY-SA 3.0.
«аллотропы».
http://en.wikipedia.org/wiki/allotropes
Wikipedia
CC BY-SA 3.0.
«Стеклоуглерод».
http://en.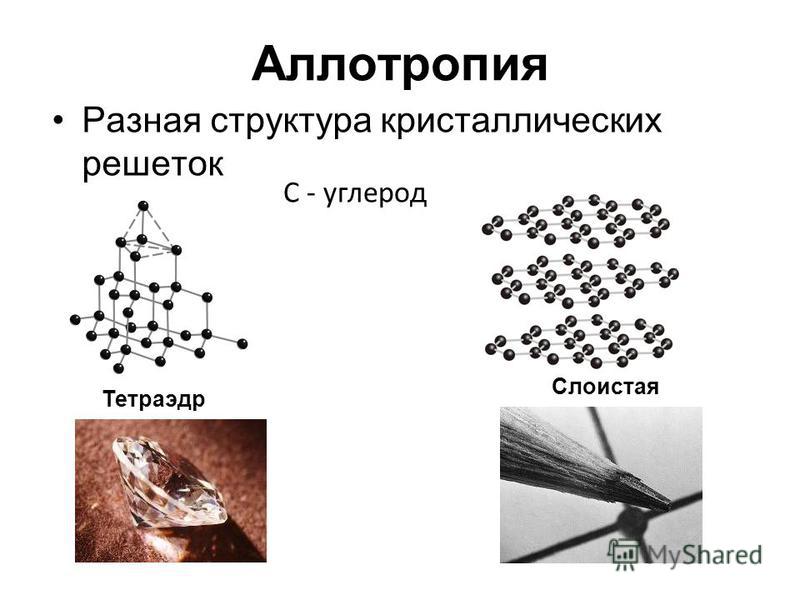 wikipedia.org/wiki/Glassy_carbon
wikipedia.org/wiki/Glassy_carbon
Википедия
CC BY-SA 3.0.
«Углерод аморфный».
http://en.wikipedia.org/wiki/Amorphous_carbon
Википедия
CC BY-SA 3.0.
«Аллотропы углерода».
http://en.wikipedia.org/wiki/Allotropes_of_carbon
Википедия
CC BY-SA 3.0.
«Аллотропия».
http://en.wikipedia.org/wiki/Аллотропия
Википедия
СС BY-SA 3.0.
«Алмаз».
http://en.wikipedia.org/wiki/Diamond
Wikipedia
CC BY-SA 3.0.
«Графит».
http://en.wikipedia.org/wiki/Графит
Википедия
CC BY-SA 3.0.
«Графен».
http://en.wikipedia.org/wiki/Graphene
Wikipedia
CC BY-SA 3.
Стандартные размеры металлических труб: Размеры и диаметры стальных труб, Соответствие диаметров труб в мм и дюймах
Все размеры водопроводных труб в мм и дюймах по таблице
Каждому человеку, который осуществляет прокладку водопровода или его ремонт придется ознакомиться с размерами водопроводных труб в мм и дюймах. Без этого не получится добиться качественных соединений и необходимой пропускной способности трубопровода. Разберем детальнее: почему существуют две системы измерения и как пересчитываются размеры.
Содержание
- Классификация водопроводных труб
- Основные габаритные параметры
- Таблица диаметров водопроводных труб
- Стальные
- Чугунные
- Пластиковые
- Как правильно перевести мм в дюймы
- Заключение
Классификация водопроводных труб
Исторически величина измерения исчислялась в дюймах. Это значение в каждом государстве отличалось. Его условно приравнивали к:
- ширине указательного пальца;
- длине трех зерен ячменя из середины колоска;
- соотношению расстояния от кончика носа до большого пальца вытянутой руки короля Англии Генриха 1.
В следствие развития цивилизации и взаимоотношений между государствами — люди поняли, что для полноценной торговли использовать такую величину неудобно. По этой причине все перешли на общую мерную систему и расстояние начали измерять в метрах. Величина нынешнего метра закреплена в 1983 году на XVII Генеральной конференции по мерам и весам. На данном этапе она привязана к скорости света. Несмотря на это, диаметры в трубах водопровода продолжают измеряться дюймами. Официально признано, что эта единица приравнивается к 0,0254 метра, либо 25,4 мм.
Основные габаритные параметры
У каждой трубы водопроводной есть диаметр и прочие индивидуальные габариты:
- внутреннее расстояние между стенками;
- величина обусловленного прохода;
- номинальный диаметр;
- внешняя толщина;
- толщина стенки.
От этих величин зависит пропускная способность и рентабельность всей системы водопровода. При его проектировке, монтаже и ремонте необходимо быть особо внимательным к соблюдению данных размеров.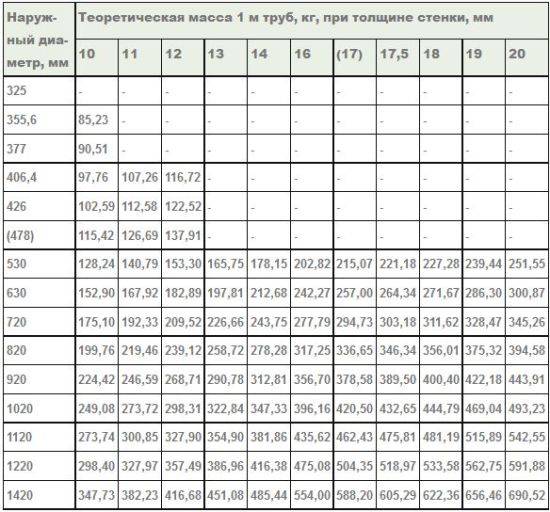 Расхождение в 1 мм на одном соединении может привести к выходу из строя всей конструкции.
Расхождение в 1 мм на одном соединении может привести к выходу из строя всей конструкции.
Таблица диаметров водопроводных труб
Трубы квалифицируются по наружной величине, которая указывается производителем. Для определения внутреннего диаметра понадобится от наружной величины вычесть двойное значение толщины стенки. Однако изделия из чугуна и стали маркируются по внутреннему диаметру, с учетом их пропускной способности. Это следует помнить при использовании в одной системе изделий из различных материалов. Рассмотрим несколько примеров.
Стальная труба 76х3 подразумевает:
- наружный диаметр изделия 76 мм;
- толщина стенки 3 мм;
- внутренний проход будет составлять 70 мм.
Вычисление произошло следующим образом: 76 — (3х2) = 70 мм.
2 пример. Труба из меди 1» подразумевает наружную толщину 1 дюйм, либо 25,4 мм.
Стыковка изделий из различного материала применяются фитинги. Для соединения металлической и пластиковой трубы фитинги будут иметь с одной стороны пластик, который позволит произвести качественную пайку, а с другой — резьбу для надежного резьбового соединения.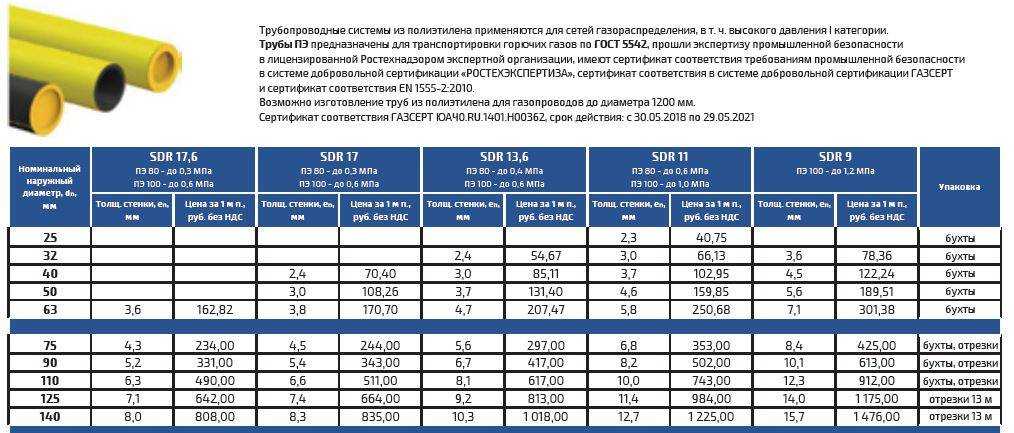 Для этого необходимо обратить внимание на размер резьбы и ее шаг. При соединении с чугуном применяются раструбы и специальные уплотнители. Пластик между собой можно спаять, металл варится электро, газосваркой.
Для этого необходимо обратить внимание на размер резьбы и ее шаг. При соединении с чугуном применяются раструбы и специальные уплотнители. Пластик между собой можно спаять, металл варится электро, газосваркой.
Стальные
Таблица размеров стальных труб
При монтаже со стальными изделиями их выбор осуществляется по внешнему диаметру трубы водопроводной системы. Согласно требованиям ГОСТ 10704–91 — делятся на группы:
- крупного диаметра – от 508 мм;
- среднего – 114-530 мм;
- мелкого – до 114 мм.
В домашнем водопроводе наиболее востребованными являются изделия с малой величиной. Средний — в городском водопроводе. Большой — для магистральных нефтепроводов, газопроводов. К наиболее востребованным изделиям относятся:
- ½» — 12,7 мм;
- ¾» — 19,0 мм;
- 1» — 25,4 мм;
- 1½» — 38,1 мм.
Специалисты, ежедневно занимающиеся укладкой и ремонтом водопровода эти величины знают наизусть, другие — смотрят в таблицах.
Чугунные
Таблица размеров чугунных труб
Эти изделия используются при укладке уличных водопроводных сетей. В помещении их применение ограничено. Они обладают долговечной эксплуатацией, повышенной прочностью. Однако являются хрупкими, боятся ударных воздействий. К недостаткам можно отнести значительный вес и большую стоимость. Размер трубы для такого водопровода считается по внутренней пропускной способности изделия.
Пластиковые
Современные технологии позволяют производить качественный пластик, который обладает достаточной прочностью, небольшим весом, не поддается коррозии и является экологически чистым материалом. Благодаря этим характеристикам он вытесняет из строительного рынка металл и чугун, его себестоимость значительно ниже этих материалов. Наиболее популярными материалами являются:
Таблица размеров пластиковых труб
- полиэтилен — является самым дешевым вариантом, применяется для технического водоснабжения в подсобных помещениях;
- полипропилен — требует специальное оборудование для пайки, хорошо подходит для холодного водоснабжения в доме;
- металлопластик — относится к самым качественным в данном сегменте, используется в холодном и горячем водоснабжении внутри помещения.
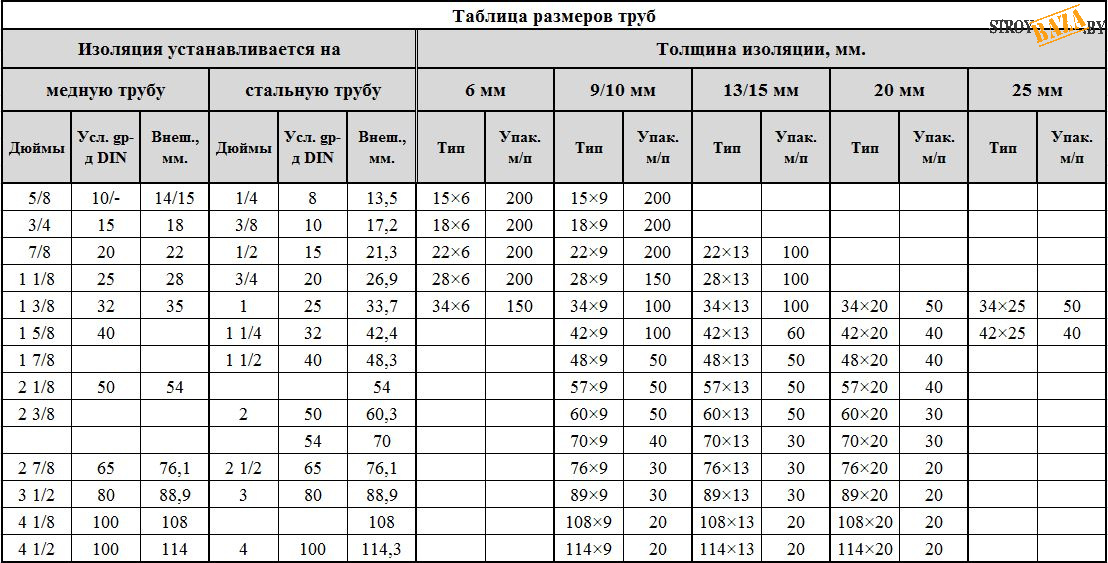
Размер этих изделий оставляет желать лучшего. Проблема в том, что каждый производитель самостоятельно устанавливает размерную сетку. Следовательно, при сборе пластикового водопровода желательно закупать все комплектующие у одного производителя. Либо придется производить замеры каждого изделия. Несмотря на это, пластиковые трубопроводы отличаются своими рабочими характеристиками и пользуются большой популярностью, особенно при прокладке разводки воды внутри помещения.
Как правильно перевести мм в дюймы
Таблица перевода дюймов в миллиметры
При прокладке водопровода либо замене его элементов необходимо хорошо ориентироваться в их соотношении. Для осуществления этих переводов мастера пользуются специальными таблицами.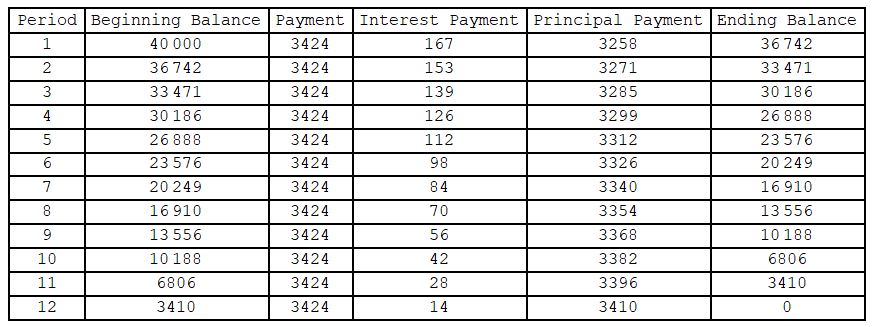 Сложность заключается в толщине стенки. Наглядный пример:
Сложность заключается в толщине стенки. Наглядный пример:
- возьмем изделие с наружной толщиной 1», который должен приравниваться к 25,4 мм;
- диаметр резьбового соединения будет 33,249 мм.
Как просчитать диаметр трубы для водопровода? Резьба нарезается по наружной стороне стенки. Ее номинальное значение по отношению к внутреннему показателю получается условным обозначением. Следовательно, для ее расчета необходимо: к 25,4 мм добавить двойную толщину стенки изделия. В результате получится 33,249 мм. Часто встречаемые резьбовые соединения:
- ½» — 20,4…20,7 мм;
- ¾» — 25,9…26,2 мм;
- 1» — 32,7…33,0 мм;
- 1½» — 45,8…46,2 мм.
Как видим, в каждом случае присущи свои расхождения.
Таблица перевода диаметров водопроводных труб из дюймов в миллиметры
Таблица перевода дюймов в миллиметры
Заключение
При монтаже водопровода или замене его элементов необходимо строго соблюдать диаметр труб водоснабжения. В противном случае, при малейшем расхождении до 1 мм плотность и прочность герметического соединения будет под большим вопросом. Такая стыковка не может считаться надежной и в любой момент может привести к выходу из строя, дать течь.
В противном случае, при малейшем расхождении до 1 мм плотность и прочность герметического соединения будет под большим вопросом. Такая стыковка не может считаться надежной и в любой момент может привести к выходу из строя, дать течь.
ГОСТы, СНиПы Карта сайта TehTab.ru Поиск по сайту TehTab.ru | Навигация по справочнику TehTab.ru: главная страница / / Техническая информация/ / Оборудование — стандарты, размеры/ / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги…./ / Трубы, трубопроводы. Диаметры труб и другие характеристики.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Нашли ошибку? Есть дополнения? Напишите нам об этом, указав ссылку на страницу. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
TehTab.ru Реклама, сотрудничество: [email protected] | Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Все риски за использование информаци с сайта посетители берут на себя. Проект TehTab.ru является некоммерческим, не поддерживается никакими политическими партиями и иностранными организациями. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 / / Трубы стальные (в т.ч. нержавеющие). Диаметры труб и другие характеристики. Труба стальная. Труба нержавеющая. / / Технические характеристики основного сортамента стальных труб тепловых сетей : Ду 32-1400, наружный диаметр, толщина стенки, внутренний диаметр, масса погонного метра, площадь поперечного сечения стенки трубы, внутренний объем погонного метра трубы, л, мо
/ / Трубы стальные (в т.ч. нержавеющие). Диаметры труб и другие характеристики. Труба стальная. Труба нержавеющая. / / Технические характеристики основного сортамента стальных труб тепловых сетей : Ду 32-1400, наружный диаметр, толщина стенки, внутренний диаметр, масса погонного метра, площадь поперечного сечения стенки трубы, внутренний объем погонного метра трубы, л, мо
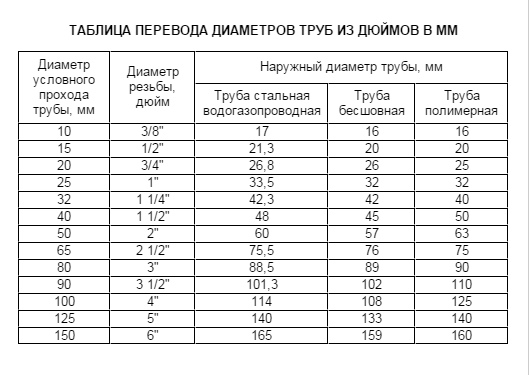 ru:
ru:Стальные трубы
ANSI Schedule 40
На основе ASTM A53 — Стандартные технические условия для труб, стальных, черных и горячеоцинкованных, оцинкованных, сварных и бесшовных.
Для получения полной таблицы с указанием длины по сравнению с внешней и внутренней поверхностью, объемом, весом и количеством нитей — поверните экран!
| Размер трубы (дюйм) | Диаметр (дюйм) | (5 дюймов)17 | Поперечные области (в 2 ) | Длина трубы (фут на кв. 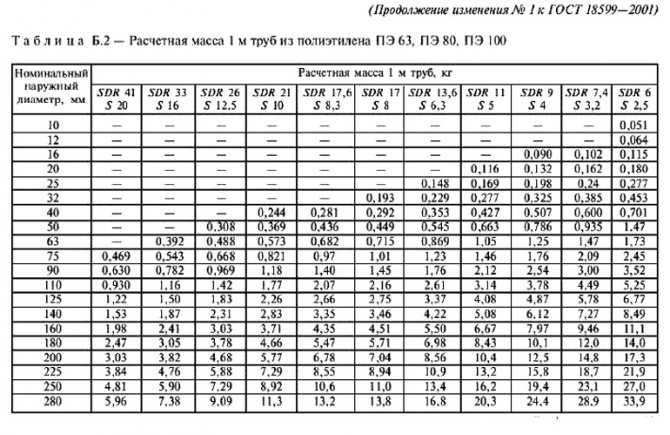 | Количество резьбов на дюйм винта | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Внешний | Внутренний | Внешняя | Внутренняя | Сталь | Внешняя поверхность (FT) | .0016 (ft) | (lb/ft) | (kg/m) | |||||||||||||
| 1/8 | 0.405 | 0.27 | 0.07 | 0.13 | 0.06 | 0.07 | 9.43 | 14.20 | 0.0004 | 0.24 | 0.36 | 27 | |||||||||
| ¼ | 0.540 | 0.36 | 0.09 | 0.23 | 0.10 | 0.13 | 7.07 | 10.49 | 0.0007 | 0.42 | 0.63 | 18 | |||||||||
| 3/8 | 0.675 | 0.49 | 0.09 | 0.36 | 0.19 | 0.17 | 5.66 | 7.75 | 0. 0013 0013 | 0.57 | 0.84 | 18 | |||||||||
| ½ | 0.840 | 0.62 | 0.11 | 0.55 | 0.30 | 0.25 | 4.55 | 6.14 | 0.0021 | 0.85 | 1.26 | 14 | |||||||||
| ¾ | 1.050 | 0.82 | 0.11 | 0.87 | 0.53 | 0.33 | 3.64 | 4.64 | 0.0037 | 1.13 | 1.68 | 14 | |||||||||
| 1 | 1.315 | 1.05 | 0.13 | 1.36 | 0.86 | 0.49 | 2.90 | 3.64 | 0.0060 | 1.68 | 2.50 | 11 ½ | |||||||||
| 1 ¼ | 1.660 | 1.38 | 0.14 | 2.16 | 1.50 | 0.67 | 2.30 | 2.77 | 0.0104 | 2.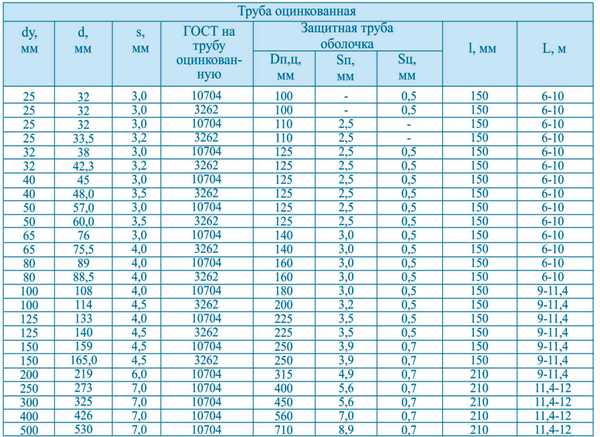 27 27 | 3.38 | 11 ½ | |||||||||
| 1 ½ | 1.900 | 1.61 | 0.15 | 2.84 | 2.04 | 0.80 | 2.01 | 2.37 | 0.0141 | 2.72 | 4.04 | 11 ½ | |||||||||
| 2 | 2.375 | 2.07 | 0.15 | 4.43 | 3.36 | 1.08 | 1.61 | 1.85 | 0.0233 | 3.65 | 5.43 | 11 ½ | |||||||||
| 2 ½ | 2.875 | 2.47 | 0.20 | 6.49 | 4.79 | 1.70 | 1.33 | 1.55 | 0.0333 | 5.79 | 8.62 | 8 | |||||||||
| 3 | 3.500 | 3.07 | 0.22 | 9.62 | 7,39 | 2,23 | 1,09 | 1,25 | 0,0513 | 7,58 | 11,27 | 8 | |||||||||
| 3 , | 99999999999999999999999899899899899899899899899899899999999999999899999999999989989999999999999999999999998999999998 | ||||||||||||||||||||
3 namp4.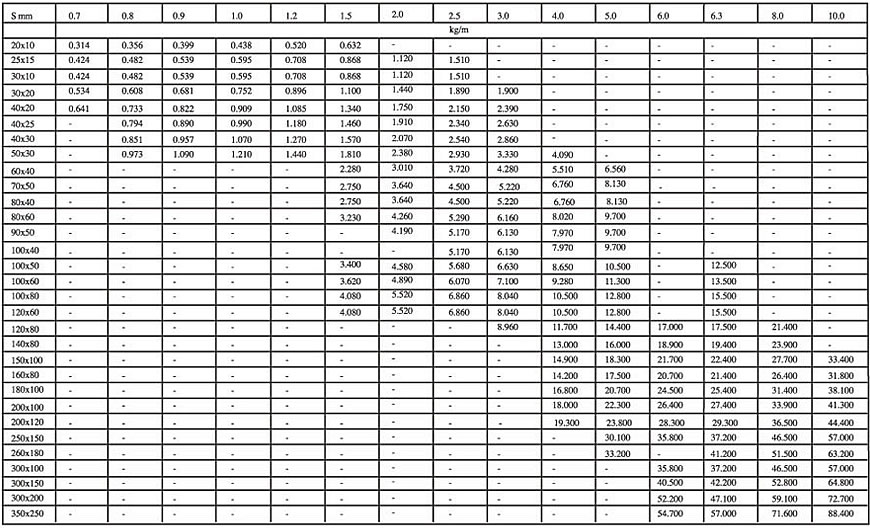 000 000 | 3.55 | 0.23 | 12.56 | 9.89 | 2.68 | 0.95 | 1.08 | 0.0687 | 9.11 | 13.56 | 8 | ||||||||||
| 4 | 4.500 | 4.03 | 0.24 | 15,90 | 12,73 | 3,17 | 0,85 | 0,95 | 0,0884 | 10,79 | 16,06 | 8 | |||||||||
| 8 | |||||||||||||||||||||
| 8 | |||||||||||||||||||||
| 8 | 9006 | 8 | 16.06 | 8 | 16.06 | 8 | 0089 5 | 5.563 | 5.05 | 0.26 | 24.30 | 20.00 | 4.30 | 0.69 | 0.76 | 0.1389 | 14.61 | 21.74 | 8 | ||
| 6 | 6.625 | 6.07 | 0.28 | 34.47 | 28. 89 89 | 5.58 | 0.58 | 0.63 | 0.2006 | 18.97 | 28.23 | 8 | |||||||||
| 8 | 8.625 | 7.98 | 0.32 | 58.42 | 50.02 | 8.40 | 0.44 | 0.48 | 0.3552 | 28.55 | 42.49 | 8 | |||||||||
| 10 | 10.750 | 10.02 | 0.37 | 90.76 | 78.85 | 11.90 | 0.36 | 0.38 | 0.5476 | 40.48 | 60.24 | 8 | |||||||||
| 12 | 12.750 | 11.94 | 0.41 | 127.64 | 111.90 | 15.74 | 0.30 | 0.32 | 0.7763 | 53.60 | 79.77 | 8 | |||||||||
| 14 | 14.000 | 13.13 | 0.44 | 153.94 | 135. 30 30 | 18.64 | 0.27 | 0.28 | 0.9354 | 63.00 | 93.75 | 8 | |||||||||
| 16 | 16.000 | 15.00 | 0.50 | 201.05 | 176.70 | 24.35 | 0.24 | 0.25 | 1.2230 | 78.00 | 116.08 | 8 | |||||||||
| 18 | 18.000 | 16,88 | 0,56 | 254,85 | 224,00 | 30,85 | 0,21 | 30,85 | 0,21 | 30,85 | 0,21 | 30,85 | 0,21 | 30,85 | 0,21 | 30,85 | 0,21 224,000089 0.23 | 1.5550 | 105.00 | 156.26 | 8 |
| 20 | 20.000 | 18.81 | 0.59 | 314.15 | 278.00 | 36.15 | 0.19 | 0.20 | 1.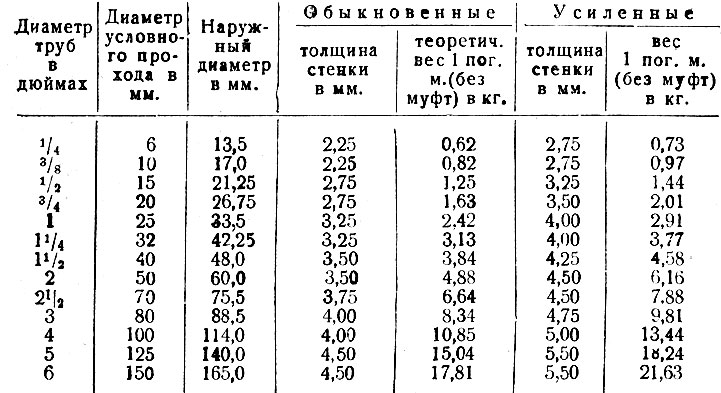 9260 9260 | 123.00 | 183.05 | 8 | |||||||||
| 24 | 24.000 | 22,63 | 0,69 | 452.40 | 402.10 | 452.40 | 402.10 | 452.40 | 402.10 | 0089 50.30 | 0.16 | 0.17 | 2.7930 | 171.00 | 254.48 | 8 | |||||
ASTM A53 pipe — also referred to as ASME Труба SA53 — предназначена для механического и напорного применения. Может использоваться в паровых, водяных, газовых и воздушных линиях. Подходит для сварки и формовки, таких как намотка, гибка и отбортовка.
- 1 in 2 = 645.2 mm 2 = 6.452 cm 2 = 6.452×10 -4 m 2
- 1 ft (foot) = 0.3048 m
РАЗМЕРЫ И РАЗМЕРЫ СТАЛЬНЫХ ТРУБ
Трубы различаются в зависимости от их предполагаемого использования, формы и размера. В своих самых элементарных формах труба представляет собой транспорт жидкости или газа. Они представляют собой пару исключений из этого основного описания, но в основном оно верно. Предполагаемая цель помощи трубы объясняет способ определения размеров материалов.
В своих самых элементарных формах труба представляет собой транспорт жидкости или газа. Они представляют собой пару исключений из этого основного описания, но в основном оно верно. Предполагаемая цель помощи трубы объясняет способ определения размеров материалов.
Размеры труб первоначально подчеркивали важность внутреннего диаметра (ВД), поскольку инженеры имели дело с потоком жидкости или газа. Было и остается важным, чтобы каждая труба одинакового размера имела одинаковый внутренний диаметр для обеспечения одинаковой скорости потока. Размеры стальных труб в Северной Америке обозначаются двумя безразмерными числами: 1) Номинальный размер трубы (NPS) и 2) Спецификация труб (Sch. или Sched.). Для стандартной трубы NPS относится к внутреннему диаметру трубы, а в таблице указана толщина ее стенки.
Размеры стальных труб производства США указаны в дюймах. Чтобы обеспечить соответствие между странами, идентификатор «дюйм» был заменен номинальным размером трубы (NPS), безразмерным обозначением.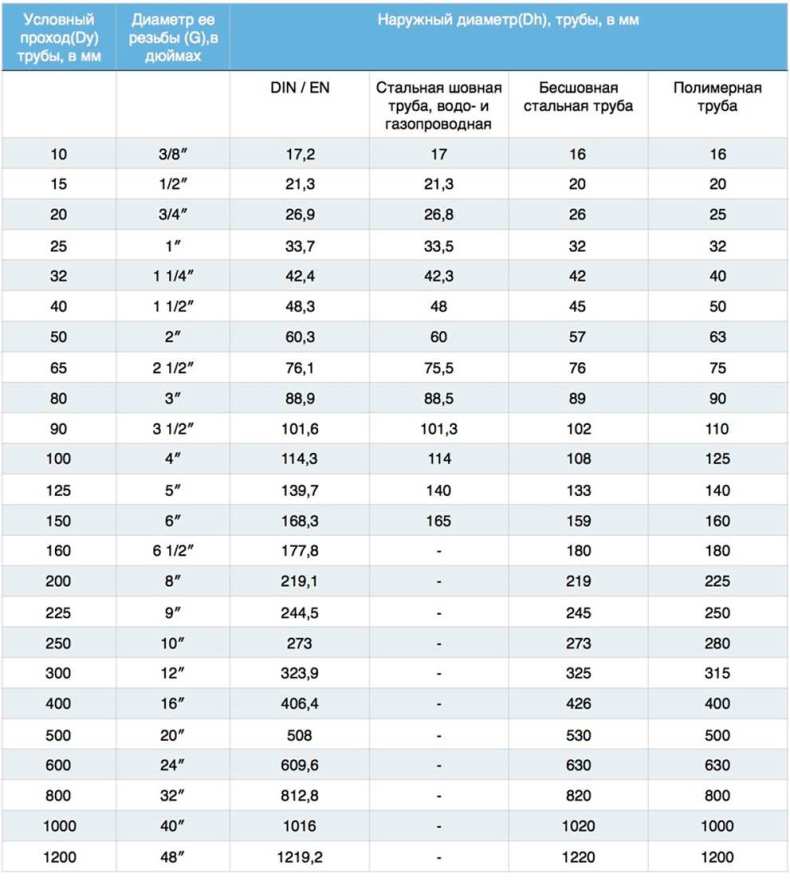 Важно признать, что NPS — это размер только по названию. NPS не всегда соответствует реальным размерам стальной трубы. Вместо этого размеры стальных труб от NPS ⅛ до NPS 12 идентифицируются по их номинальным внутренним диаметрам. Например, NPS 5 в стандартной и линейной трубе имеет точный внешний размер 5,563 дюйма. С другой стороны, стальные трубы размером 14 и выше считаются «трубами большого наружного диаметра» и идентифицируются по их точным внешним размерам.
Важно признать, что NPS — это размер только по названию. NPS не всегда соответствует реальным размерам стальной трубы. Вместо этого размеры стальных труб от NPS ⅛ до NPS 12 идентифицируются по их номинальным внутренним диаметрам. Например, NPS 5 в стандартной и линейной трубе имеет точный внешний размер 5,563 дюйма. С другой стороны, стальные трубы размером 14 и выше считаются «трубами большого наружного диаметра» и идентифицируются по их точным внешним размерам.
Существует четыре дескриптора размеров труб: Номинальный размер трубы (NPS), Внешний диаметр (OD), Спецификация и Толщина стенки. Вот где это становится немного запутанным. Для размеров труб от ⅛ до 12 дюймов NPS ВООБЩЕ зависит от внутреннего диаметра трубы, но это не одно и то же. Для размеров от 14 дюймов и выше NPS равен наружному диаметру трубы. По сути, NPS — это устаревший метод, который когда-то использовался для стандартизации размеров труб. По мере развития трубной промышленности размеры менялись.
Сегодня понятно, что NPS не равно ID. OD является более точным дескриптором размера трубы. Это означает, что если бы вы провели измерительную ленту через конец куска трубы, показание было бы равно «OD». Итак, ОД=ОД. Каждый график имеет толщину стенки, но не все толщины стенок имеют график. Спецификация и толщина стенки используются для определения стенки трубы. Какая толщина стенки трубы? Это тоже немного сложно. Трубы имеют график от 5S до XXH (или XXS). Это сбивает с толку, потому что фактическая толщина стенки (дюймы или мм) изменяется в зависимости от наружного диаметра трубы.
OD является более точным дескриптором размера трубы. Это означает, что если бы вы провели измерительную ленту через конец куска трубы, показание было бы равно «OD». Итак, ОД=ОД. Каждый график имеет толщину стенки, но не все толщины стенок имеют график. Спецификация и толщина стенки используются для определения стенки трубы. Какая толщина стенки трубы? Это тоже немного сложно. Трубы имеют график от 5S до XXH (или XXS). Это сбивает с толку, потому что фактическая толщина стенки (дюймы или мм) изменяется в зависимости от наружного диаметра трубы.
Итак, 2-дюймовая стандартная труба имеет толщину стенки 0,154 дюйма, а 3-дюймовая стандартная труба имеет толщину стенки 0,216 дюйма. Таким образом, «стандартный» график может иметь несколько толщин стенок в зависимости от наружного диаметра трубы. Существуют размеры труб с толщиной стенки больше XXH, они тяжелее стандартных труб. Сказав все это, как заказать трубу? Ну, это исходит от поставщиков стальных труб или поставщиков стальных труб и зависит от покупателя. Один и тот же заказ можно указать двумя разными способами:
Один и тот же заказ можно указать двумя разными способами:
Вариант A: Труба XH 2000” (NPS x Schedule)
Вариант B: Труба 2,375 x 0,218 дюйма (наружный диаметр x толщина стенки)
Варианты A и B эквивалентны. Стальная труба бывает исключительно круглой (цилиндрической) и жесткой.
Американский национальный институт стандартов (ANSI) присвоил порядковые номера для классификации толщин стенок в зависимости от применения под давлением. Таблица размеров труб ANSI помогает покупателям труб определить и лучше понять размеры труб, а также определить идеальные размеры стальных труб для своих конкретных проектов. Знание спецификаций труб также имеет решающее значение.
Размеры
Для измерения размеров стальных труб используются четыре размера. Вот эти размеры:
1. Внешний диаметр
Внешний диаметр (НД) трубы определяется расстоянием по прямой линии, проходящей через выемку в центре трубы, от одного внешнего края до противоположного внешнего края.
2. Внутренний диаметр
Внутренний диаметр (ID) трубы определяется расстоянием прямой линии, проходящей через центр трубы от одной внутренней поверхности до противоположной внутренней поверхности.
3. Толщина стенки
Толщина стенки трубы рассчитывается путем вычитания внутреннего диаметра из наружного диаметра и деления результата на два.
4. Вес
Вес трубы определяется толщиной ее стенки. Труба изготавливается трех весов: 1) стандартный вес, 2) сверхтяжелый, 3) двойной сверхтяжелый.
Для размеров стальных труб вес трубы определяется в фунтах на фут или в килограммах на метр. Вес стальной трубы в таблице размеров труб ANSI не является фактическим весом трубы. Фактический вес зависит от допуска различных размеров стальных труб.
Формула для определения веса трубы на погонный фут:
W = [OD-WT x WT] X 10,96
W: Вес в фунтах/фут
7 OD: Внешний диаметр 9000meter 8
WT: Толщина стенки
Внешний диаметр и толщина стенки измеряются в дюймах.
Работа на токарном станке по металлу видео: токарный станок по металлу работа видео
Токарное дело — видео обработки металла и видов технологии работы с деталями и заготовками на станке
Видеокурс Виктора Леонтьева «Токарное мастерство» и учебные видеофильмы
- 1.1. Устройство токарно-винторезного станка
- 1.2. Управление токарно-винторезным станком
- 1.3. Техническое обслуживание токарного станка
- Устройство токарно-винторезного станка. Учебный видеофильм
- Покупка, эксплуатация и ремонт токарного станка ТВ-4. Учебный видеофильм
- Устройство и принцип работы токарного станка с ЧПУ (CNC). Учебный видеофильм
- 2.1. Эксплуатация трехкулачкового патрона токарного станка
- 2.2. Установка патрона на станке и проверка точности центрирования
- 2.3. Растачивание и притирка кулачков токарного патрона
- 2.4. Восстановление установочной базы шпинделя токарного станка
- 2.5. Контроль качества токарных патронов
- 3. 1. Измерения штангенциркулем на токарном станке
- 3.2. Измерения микрометром на токарном станке
- 4.1. Понятие о процессе резания на токарном станке
- 4.2. Резцы для токарного станка по металлу
- 4.3. Инструментальные стали
- 4.4. Твердые сплавы и материалы
- 4.5. Сверхтвердые режущие материалы
- 4.6. Теплообразование при обработке металлов резанием
- 4.7. Сила резания и жесткость станка
- 4.8. Деформация инструмента и ее причины
- 4.9. Жесткость крепления деталей
- 4.10. Деформация обрабатываемых поверхностей
- 5.1. Установка резцов на токарном станке
- 5.2. Использование лимбов
- 5.3. Осевые упоры на токарном станке
- 5.4. Работа с упорами продольной подачи
- 5.4.1. Работа с универсальным упором
- 5.5. Упоры поперечной и осевой подач
- 6.1. Размер, отклонения, допуск при обработке заготовок на токарном станке
- 6. 2. Допуски и посадки при обработке на станке
- 7.1. Базирование заготовок при обработке на станке
- 7.2. Базы и комплекты баз
- 7.3. Базирование цилиндров
- 8.1. Точильные станки и круги
- 8.1.1 Основные правила работы на точильных станках
- 8.1.2 Установка шлифовального круга
- 8.1.3 Правка шлифовальных кругов
- 8.1.4 Дооснащение настольных точильных станков
- Заточка сверл для сверления листового материала
- Заточка токарных резцов на технологической пластине
- Заточка передних поверхностей токарных резцов
- Заточка сверл с плоскими задними поверхностями
- Заточка метчиков
- Нестандартные заточки сверл
- 9.1. Измерение температур металла по цветам каления и побежалости
- 9.2. Измерения твердости металла
- 9.3. Внутренние напряжения в металлах
Эксплуатация универсального токарно-винторезного станка
Трехкулачковый патрон
Измерительные инструменты
Теория резания
Начало работы на токарно-винторезном станке
Допуски и посадки
 2. Допуски и посадки при обработке на станке
2. Допуски и посадки при обработке на станкеПрактическое базирование деталей
Работа на точильных станках
Измерение твердости и температур металлов
Общие сведенья о токарной обработке металла
Процедура обработки металла производится на специальных токарных станках при помощи различных режущих инструментов. Заготовка устанавливается в шпиндель устройства, работа которого начинается после включения электродвигателя.
Заготовка устанавливается в шпиндель устройства, работа которого начинается после включения электродвигателя.
Обрабатываемая деталь начинает вращаться с большой скоростью и резцом, сверлом или другим режущим инструментом с нее по всей поверхности снимается небольшой слой металла.
С помощью постоянного перемещения инструмента происходит непрерывность резки детали до необходимых размеров и форм. Более подробный процесс токарной обработки детали можно посмотреть по видео ролику.
Станки позволяют производить эффективную обработку различных заготовок, получив в результате коническую, резьбовую, цилиндрическую, фасонную или другую поверхность. С помощью токарных работ могут быть выполнены:
- кольца;
- валы;
- шкивы;
- муфты;
- зубчатые кольца;
- втулки;
- гайки.
Кроме этого, на токарном станке можно:
- Вытачивать канавки.
- Отрезать различные части изделий.
- Делать обработку разных отверстий при помощи зенкерования, развертывания, сверления, растачивания.
- Нарезать резьбу.

В процессе выполнения работ следует обязательно пользоваться различным измерительным инструментом, которым определяются размеры, формы и варианты расположения заготовок. При единичном и мелкосерийном производстве для этого применяются нутромеры, штангенциркули, микрометры. На больших предприятиях пользуются предельными калибрами.
Преимущества токарной обработки металлов
Такой процесс считается универсальной технологией и применяется для изготовления различных изделий из сплавов и металлов. На станке, оснащенном резцами специально назначения, можно обрабатывать даже особо твердые материалы.
Основные достоинства технологии:
- Высокая чистота поверхности получаемых изделий.
- Точность обработки.
- Возможность получения за один рабочий цикл изделия со сложной конфигурацией.
- Полученная после обработки детали стружка переплавляется и может использоваться повторно.
- При применении специального оборудования есть возможность производства крупногабаритных деталей.

Кроме этого, с помощью токарного оборудования можно организовать серийное производство изделий различного назначения.
Режимы работы
Важным показателем можно назвать то, какой режим обработки используется. К основным показателям можно отнести:
- Скорость вращения шпинделя, в котором закрепляют заготовки. Скорость устанавливается исходя из того, какое резание проводится: чистовое или черновое. Скорость чернового резания меньше, чем скорость чистового резания. Это связано с взаимосвязью: чем больше скорость вращения шпинделя, тем меньше подача. В противном случае возникает ситуация, когда резцы деформируются или начинает «гореть» металл. Чрезмерная нагрузка оказывает плохое влияние на состояние станка.
- Подача выбирается с учетом скорости. При черновой обработке она больше, что ускоряет процесс снятия большей части металла, при чистовой – меньше, что необходимо для достижения необходимой точности.
В зависимости от режима обработки также выбираются резцы. Их виды зависят от формы режущей кромки, головки и стержня.
Их виды зависят от формы режущей кромки, головки и стержня.
Точение заготовок из металла путем использования станков токарной группы – наиболее популярный метод обработки, несмотря на появление современного лазерного и другого оборудования. Столь высокая популярность связана с надежность станков и их относительно небольшой стоимость, долгим сроком службы. Некоторые модели из токарно-винторезной группы служат на протяжении нескольких десятилетий при надлежащем уходе и периодическом ремонте.
[Показать слайдшоу]
Особенности процесса
Отличительной особенностью токарной обработки металла является вращение обрабатываемой заготовки и неподвижное закрепление резца. Это позволяет изготавливать валы и другие детали с большим количеством цилиндрических и конических поверхностей.
Точение относится к высокопроизводительным механическим обработкам, дающим высокую точность размеров и хорошее взаимодействие сопрягаемых деталей.
Режимы обработки
Металл, обрабатываемый точением, имеет различные качества: твердость, вязкость, пластичность. Все они требуют разного угла заточки резца и скорости резания. Перед выдачей чертежей в работу технологи делают расчеты режимов резания при токарной обработке. На их основе производится нормирование по затратам времени на выполнение каждой операции. К режимам резания относятся:
Все они требуют разного угла заточки резца и скорости резания. Перед выдачей чертежей в работу технологи делают расчеты режимов резания при токарной обработке. На их основе производится нормирование по затратам времени на выполнение каждой операции. К режимам резания относятся:
- скорость вращения шпинделя;
- глубина резания;
- подача.
Качество и скорость обработки — противоположные показатели при точении. Они зависят от глубины реза и подачи инструмента. Чем больше стружки снимается за один проход, тем больше погрешность в размерах и шероховатость поверхности.
Первоначально делается черновое точение — снимается большой слой металла проходным резцом с кромкой, образующей острый угол к оси вращения заготовки. Затем ставится инструмент с большой площадью контакта по обрабатываемой поверхности и делается чистовая обработка — снимается тонкий слой металла боковой гранью резца и одновременно происходит сглаживание гребешков кромкой, расположенной вдоль оси заготовки.
Чем мягче металл, тем меньше угол заточки — острее резец. Чугун и высоколегированные стали обрабатываются квадратными пластинами. Для алюминия и бронзы делают заточку в 30⁰.
Токарная технология
При обработке на токарных станках резец, перемещаясь вдоль заготовки, врезается в ее поверхность. Режущая кромка отделяет узкую полоску металла — стружку. Ширина и толщина стружки задаются станочником.
Технология обработки позволяет изготавливать валы с большим количеством переходов и размеров. При этом все цилиндры и конусы соосны, поскольку вытачивались с одной установки. Сверловка торца и другая обработка делаются без переустановки детали. Неподвижный инструмент закреплен жестко, что позволяет в несколько раз увеличить скорость обработки.
Это интересно: Штамповка листового металла (горячая и холодная): виды, оборудование
Работа на токарном станке – что это такое, общие сведения
Оборудование токаря оснащено сверлами. Оно имеет два типа движения:
- главное – это вращение элемента;
- подачи – скорость, с которой передвигается резец.

Специалист обязан настроить правильную амплитуду, а также заранее определить параметры, под которые нужно подогнать программу. Эта заданная величина будет непрерывно сниматься с указанного места.
Действий у двух указанных сил несколько, поэтому на станке можно проводить широкий ряд манипуляций с цилиндрическими деталями из металла, превращая их в конус или резьбу.
В момент обработки специалист использует высокоточные измерительные приборы, чтобы не снять лишний слой с поверхности. Это такие приспособления как микрометры, штангенциркули, нутромеры.
Заготовка заблаговременно закрепляется в патроне или планшайбе. Важно плотно прикрутить специальную плашку, иначе во время вращения она может выскочить. Резец (сверло, развертка или иной инструмент для вытачивания) располагается также в определенном разъеме, где плотно крепится.
Обработка металла на токарном станке – это операция по снятию верхнего слоя детали заготовки с целью получить конструкцию точных размеров. Такую процедуру используют повсеместно как на крупных заводах, так и в домашнем применении, потому что большинство материалов хорошо подвергается резке, а также не ломается, не оставляет царапин и пр. При снятии стружки можно заметить, что они получаются различные:
Такую процедуру используют повсеместно как на крупных заводах, так и в домашнем применении, потому что большинство материалов хорошо подвергается резке, а также не ломается, не оставляет царапин и пр. При снятии стружки можно заметить, что они получаются различные:
- Слитая. Может быть двух подвидов – спиральная или ленточная, в зависимости от упругости вещества. Обычно получается после работы с мягкими сплавами и пластмассой. Это, как правило, неразорванная линия.
- Элементная. Соответственно, остатки выходят из-под агрегата частями, короткими промежутками. Такое поведение характерно для твердых металлов и низкой скорости вращения.
- С надломом, когда обрабатывается заготовка с низкой пластичностью.
- Ступенчатая, то есть монолитная, но с явным неравномерным движением.
Прежде чем начать деятельность, следует выбрать правильный режим. Факторы, определяющие вид работы по токарной обработке металла:
- Скорость вращения. Обычно чем тверже поверхность, тем медленнее ее нужно обрабатывать. Наиболее пластичные сплавы хорошо отдают верхний слой.
- Вид резца. Его подбирают в зависимости от того, какую выемку (канавку, резьбу, отверстие) или срез нужно сделать. Также плотность развертки зависит от того, с каким материалом она столкнется.
- Подача, то есть как быстро будет двигаться инструмент вдоль заголовки. От этого зависит, насколько гладкой или шероховатой будет внешняя часть.
 Наиболее пластичные сплавы хорошо отдают верхний слой.
Наиболее пластичные сплавы хорошо отдают верхний слой.Преимущества
Множество достоинств делают этот вид обточки деталей наиболее востребованным в настоящий момент:
- При правильных расчетах и хорошем уровне мастерства можно производить не только классические цилиндрические формы, но и трудные в изготовлении сферы, шары, пирамиды.
- Даже самые прочные соединения, например, чугун или титан поддаются воздействию сверла также хорошо, как и легкие и плавкие – алюминий, бронза.
- Главное движение очень быстрое, поэтому и работа получается выполненная за короткий срок.
- Отходы – это стружка, которую можно переплавить и использовать вторично на заготовки или сдать в пункт приема металлолома.

Но есть моменты, которые хоть и нельзя назвать недостатками, но можно – особенностями:
- Для деятельности за станком нужно образование токаря или годами отточенный навык, потому что это труд с повышенной опасностью, где необходимо точно следить за оборудованием.
- Процесс очень шумный, в цехе, где есть несколько установок и рабочих мест, обязательно использование беруш или специальных технологических наушников.
- Автомат очень дорогостоящий, как и расходники к нему, поэтому он редко покупается для личного пользования. Зато для серийного производства он незаменим и прослужит долгие годы.
Токарный станок по металлу своими руками – чертежи, видео, фото
- Использование токарного станка
- Пример самодельного токарного станка с чертежами
- Конструкционные узлы
- Советы по изготовлению простейшего станка
Многие домашние мастера задумываются о том, как самостоятельно изготовить токарный станок по металлу. Такое желание объясняется тем, что при помощи подобного устройства, стоить которое будет совсем недорого, можно эффективно выполнять большой перечень токарных операций, придавая заготовкам из металла требуемые размеры и форму. Казалось бы, намного легче приобрести простейший настольный станок и использовать его в своей мастерской, но учитывая немалую стоимость такого оборудования, есть смысл потратить время на то, чтобы сделать его своими руками.
Такое желание объясняется тем, что при помощи подобного устройства, стоить которое будет совсем недорого, можно эффективно выполнять большой перечень токарных операций, придавая заготовкам из металла требуемые размеры и форму. Казалось бы, намного легче приобрести простейший настольный станок и использовать его в своей мастерской, но учитывая немалую стоимость такого оборудования, есть смысл потратить время на то, чтобы сделать его своими руками.
Самодельный токарный станок — это вполне реально
Использование токарного станка
Токарный станок, который одним из первых появился в линейке оборудования для обработки деталей из разных материалов, в том числе из металла, позволяет изготавливать изделия различных форм и размеров. С помощью такого агрегата можно выполнять обточку наружных и внутренних поверхностей заготовки, высверливать отверстия и растачивать их до требуемого размера, нарезать наружную или внутреннюю резьбу, выполнять накатку с целью придания поверхности изделия желаемого рельефа.
Серийный токарный станок по металлу — это габаритное устройство, управлять которым не так просто, а его стоимость очень сложно назвать доступной. Использовать такой агрегат в качестве настольного оборудования нелегко, поэтому есть смысл сделать токарный станок для своей домашней мастерской самостоятельно. Используя такой мини-станок, можно оперативно производить обточку заготовок, выполненных не только из металла, но также из пластика и древесины.
На таком оборудовании обрабатываются детали, имеющие круглое сечение: оси, рукоятки инструментов, колеса, конструктивные элементы мебели и изделия любого другого назначения. В подобных устройствах заготовка располагается в горизонтальной плоскости, при этом ей придается вращение, а излишки материала снимает резец, надежно зафиксированный в суппорте станка.
Проточка тормозного диска на самодельном токарном станке
Несмотря на простоту своей конструкции, такой агрегат требует четкой согласованности движений всех рабочих органов, чтобы обработка выполнялась с предельной точностью и наилучшим качеством исполнения.

Пример самодельного токарного станка с чертежами
Рассмотрим подробнее один из рабочих вариантов собранного собственными силами токарного станка, довольно высокое качество которого по праву заслуживает самого пристального внимания. Автор данной самоделки даже не поскупился на чертежи, по которым данное устройство и было успешно изготовлено.
Конечно, далеко не всем требуется настолько основательный подход к делу, зачастую для домашних нужд строятся более простые конструкции, но в качестве донора для хороших идей данный станок подходит как нельзя лучше.
Токарный станок, сделанный своими руками
- Внешний вид станка
- Основные узлы
- Суппорт, резцедержатель и патрон
- Вид сбоку
- Задняя бабка
- Вид снизу на заднюю бабку
- Направляющие валы
- Конструкция суппорта
- Привод от двигателя
- Чертеж №1
- Чертеж №2
- Чертеж №3
Конструкционные узлы
Любой, в том числе и самодельный, токарный станок состоит из следующих конструктивных элементов: несущей рамы — станины, двух центров — ведущего и ведомого, двух бабок — передней и задней, шпинделя, суппорта, приводного агрегата — электрического двигателя.
Конструкция малогабаритного токарного станка про металлу
На станине размещают все элементы устройства, она является основным несущим элементом токарного станка. Передняя бабка — это неподвижный элемент конструкции, на котором располагается вращающийся шпиндель агрегата. В передней части рамы находится передаточный механизм станка, с помощью которого его вращающиеся элементы связаны с электродвигателем.
Именно благодаря такому передаточному механизму вращение получает обрабатываемая заготовка. Задняя бабка, в отличие от передней, может перемещаться параллельно направлению обработки, с ее помощью фиксируют свободный конец обрабатываемой заготовки.
Простая схема узлов самодельного станка по дереву подскажет простой вариант изготовления станины, передней и задней бабок
Самодельный токарный станок по металлу можно оснастить любым электродвигателем даже не слишком высокой мощности, но такой двигатель может перегреться при обработке крупногабаритных заготовок, что приведет к его остановке и, возможно, выходу из строя.
Обычно на самодельный токарный станок устанавливают электродвигатели, мощность которых находится в пределах 800–1500 Вт.
Даже если такой электродвигатель отличается небольшим количеством оборотов, проблему решают при помощи выбора соответствующего передаточного механизма. Для передачи крутящего момента от таких электродвигателей обычно используют ременные передачи, очень редко применяются фрикционные или цепные механизмы.
Токарные мини-станки, которыми оснащаются домашние мастерские, могут даже не иметь в своей конструкции такого передаточного механизма: вращающийся патрон агрегата фиксируется непосредственно на валу электродвигателя.
Станок с прямым приводом
Существует одно важное правило: оба центра станка, ведущий и ведомый, должны располагаться строго на одной оси, что позволит избежать вибрации заготовки в процессе ее обработки. Кроме того, необходимо обеспечить надежную фиксацию детали, что особенно важно для моделей лобового типа: с одним ведущим центром. Решается вопрос такой фиксации при помощи кулачкового патрона или планшайбы.
Кроме того, необходимо обеспечить надежную фиксацию детали, что особенно важно для моделей лобового типа: с одним ведущим центром. Решается вопрос такой фиксации при помощи кулачкового патрона или планшайбы.
По сути, токарный станок своими руками можно сделать и с деревянной рамой, но, как правило, для этих целей применяют профили из металла. Высокая жесткость рамы токарного станка обязательна для того, чтобы на точность расположения ведущего и ведомого центра не оказывали влияние механические нагрузки, а его задняя бабка и суппорт с инструментом беспрепятственно перемещались вдоль оси агрегата.
Использование швеллеров при изготовлении рамы и передней бабки станка
Собирая токарный станок по металлу, важно обеспечить надежную фиксацию всех его элементов, обязательно учитывая нагрузки, которым они будут подвергаться в ходе работы. На то, какие габариты окажутся у вашего мини-станка, и из каких конструктивных элементов он будет состоять, станет оказывать влияние и назначение оборудования, а также размеры и форма заготовок, которые на нем планируется обрабатывать. От этих параметров, а также от величины планируемой нагрузки на агрегат будет зависеть и мощность электродвигателя, который вам необходимо будет использовать в качестве привода.
От этих параметров, а также от величины планируемой нагрузки на агрегат будет зависеть и мощность электродвигателя, который вам необходимо будет использовать в качестве привода.
Вариант исполнения станины, передней бабки и привода
Для оснащения токарных станков по металлу не рекомендуется выбирать коллекторные электродвигатели, отличающиеся одной характерной особенностью. Количество оборотов вала таких электродвигателей, а также центробежная сила, которую развивает обрабатываемая заготовка, резко возрастают при уменьшении нагрузки, что может привести к тому, что деталь просто вылетит из патрона и может серьезно травмировать оператора.
Такие электродвигатели допускается использовать в том случае, если на своем мини-станке вы планируете обрабатывать некрупные и нетяжелые детали. Но даже в таком случае токарный станок необходимо оснастить редуктором, который будет препятствовать бесконтрольному увеличению центробежной силы.
Асинхронный трехфазный электродвигатель, подключаемый к сети 220 Вольт через конденсатор
Уже доказано практикой и конструкторскими расчетами, что для токарных агрегатов, на которых будут обрабатываться заготовки из металла длиной до 70 см и диаметром до 10 см, лучше всего использовать асинхронные электродвигатели мощностью от 800 Вт. Двигатели такого типа характеризуются стабильностью частоты вращения при наличии нагрузки, а при ее снижении в них не происходит ее бесконтрольного увеличения.
Двигатели такого типа характеризуются стабильностью частоты вращения при наличии нагрузки, а при ее снижении в них не происходит ее бесконтрольного увеличения.
Если вы собираетесь самостоятельно сделать мини-станок для выполнения токарных работ по металлу, то обязательно следует учитывать тот факт, что на его патрон будут воздействовать не только поперечные, но и продольные нагрузки. Такие нагрузки, если не предусмотреть ременную передачу, могут стать причиной разрушения подшипников электродвигателя, которые на них не рассчитаны.
Если использовать ременную передачу нет возможности, и ведущий центр устройства напрямую соединяется с валом электродвигателя, то можно предусмотреть ряд мер, которые защитят его подшипники от разрушения. Подобной мерой может стать упор, ограничивающий продольное перемещение вала двигателя, в качестве которого можно использовать шарик, устанавливаемый между корпусом электродвигателя и задним торцом его вала.
В задней бабке токарного станка располагается его ведомый центр, который может быть неподвижным или свободно вращаться. Наиболее простую конструкцию имеет неподвижный центр: его несложно сделать на основе обычного болта, заточив и отшлифовав под конус ту его часть, которая будет соприкасаться с заготовкой. За счет вкручивания или откручивания такого болта, перемещающегося по резьбовому отверстию в задней бабке, можно будет регулировать расстояние между центрами оборудования, тем самым обеспечивая надежную фиксацию заготовки. Обеспечивается такая фиксация и за счет перемещения самой задней бабки.
Чтобы обрабатываемая деталь беспрепятственно вращалась в таком неподвижном центре, заостренную часть болта, которая с ней соприкасается, нужно будет смазывать машинным маслом перед началом работы.
Самодельная задняя бабка для настольного токарного станка
Советы по изготовлению простейшего станка
Сегодня не представляет сложности найти чертежи и фото токарных станков, по которым можно самостоятельно изготовить такое оборудование. Более того, несложно найти различные видео, демонстрирующие процесс их изготовления. Это может быть мини-станок с ЧПУ или очень простое устройство, которое, тем не менее, даст вам возможность оперативно и с минимальными трудозатратами изготавливать изделия из металла различной конфигурации.
Более того, несложно найти различные видео, демонстрирующие процесс их изготовления. Это может быть мини-станок с ЧПУ или очень простое устройство, которое, тем не менее, даст вам возможность оперативно и с минимальными трудозатратами изготавливать изделия из металла различной конфигурации.
Стойки простейшего токарного станка по металлу можно изготовить из древесины. Их необходимо будет надежно закрепить на станине агрегата при помощи болтовых соединений. Саму станину, если есть возможность, лучше изготовить из металлических уголков или швеллера, что обеспечит ей высокую надежность, но если их нет под рукой, можно также подобрать толстые деревянные бруски.
На видео ниже представлен процесс самостоятельного изготовления суппорта для токарного станка.
В качестве узла на таком станке, на котором будет фиксироваться и перемещаться режущий инструмент, выступит подручник, изготавливаемый из двух деревянных дощечек, соединенных под углом 90 градусов. На поверхности дощечки, где будет размещаться инструмент, необходимо зафиксировать лист металла, который защитит древесину от деформирования и обеспечит точное расположение резца по отношению к обрабатываемой детали. В опорной поверхности горизонтальной дощечки, перемещаемой по станине агрегата, необходимо сделать прорезь, за счет которой такое перемещение будет достаточно точным.
На поверхности дощечки, где будет размещаться инструмент, необходимо зафиксировать лист металла, который защитит древесину от деформирования и обеспечит точное расположение резца по отношению к обрабатываемой детали. В опорной поверхности горизонтальной дощечки, перемещаемой по станине агрегата, необходимо сделать прорезь, за счет которой такое перемещение будет достаточно точным.
Для изготовления передней и задней бабки вашего самодельного токарного станка, необходимо будет подобрать металлические цилиндры соответствующего размера, которые размещают в подшипниковых узлах, установленных в деревянные стойки. Вращение, совершаемое обрабатываемой деталью, будет передаваться ей через передний центр, соединенный ременной передачей с электродвигателем. Таким образом, заготовка, надежно зафиксированная между передним и задним центром, обрабатывается при помощи резца, установленного в подручнике оборудования.
Еще один вариант самодельного станка (нажмите для увеличения)
- Общий вид
- Передняя бабка
- Суппорт и патрон
Не должно возникнуть никаких проблем и с поиском электродвигателя, которым следует оснастить токарный мини-станок. Даже если вам не удалось найти двигатель требуемой мощности (500–1000 Вт — для обработки мелких деталей, 1500–2000 Вт — для крупногабаритных заготовок), то вполне подойдет бывший до этого в употреблении агрегат, ранее установленный на бытовой швейной машинке. Кроме того, в качестве привода для компактных токарных станков допустимо применять электродрели или шлифовальные машины.
Даже если вам не удалось найти двигатель требуемой мощности (500–1000 Вт — для обработки мелких деталей, 1500–2000 Вт — для крупногабаритных заготовок), то вполне подойдет бывший до этого в употреблении агрегат, ранее установленный на бытовой швейной машинке. Кроме того, в качестве привода для компактных токарных станков допустимо применять электродрели или шлифовальные машины.
В итоге таких несложных манипуляций вы получите в свое распоряжение станок, способный выполнять самые распространенные токарные операции по металлу. При желании агрегат можно модернизировать, расширяя его функциональные возможности. Конечно, станок с ЧПУ из подобного устройства сделать сложно, но выполнять на нем расточку, сверление, шлифование, нарезание резьбы и ряд других технологических операций по металлу вполне возможно.
 youtube.com/embed/jCEgq0EHw3g»/>
youtube.com/embed/jCEgq0EHw3g»/>
MS Techniker Arbeiten auf einem Metall Drehmaschine Stock Video und Mehr Clips von Fließbandarbeiter
видео
- Bilder
- Fotos
- grafiken
- Vektoren
- Видео
- Von
- 9001 9001
- Von
- 9001
- Von
- Von
- Von
- Von
- Von
- Von
- Von
- Von. токарный станок по металлу на заводе.
Beschreibung
MS Techniker arbeiten auf einem Metall Drehmaschine
Signature
HD Web
HD
HD
125,00 € Für Diesen Videoclip
Neuer kundenpreis
12,80 € MIT EINEME EINMENTI -AILISIGE
12,80 € MIT EINEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMEMELTIP. для 128,00 €)
Optionen und Preise ansehen
Umfasst unsere Standardlizenz.
Erweiterte Lizenz hinzufügen.
Bildnachweis:simonkr
Stock-Video-ID:494418695
Город:
Категория:Видео | Fließbandarbeiter
Suchbegriffe
- Fließbandarbeiter Videos,
- Metallarbeiter Videos,
- Arbeiten Videos,
- Drehmaschine Videos,
- Alt,
- Anpassen Videos,
- Arbeiter Videos,
- Arbeitssicherheit Videos,
- Arbeitsstätten Videos,
- Ausrüstung und Geräte Videos,
- Berufliche Beschäftigung Videos,
- Ein Mann allein Videos,
- Eine Person Videos,
- Erwachsene Person,
- Fabrik Videos,
- Fachberuf Videos,
- Film — Filmtechnik Videos,
- Fließbandfertigung Videos,
Alle anzeigen
Kategorien
- Jobs und Karriere
- Gefühle und Emotionen
- Business und Finanzen
- Büro
- Wissenschaft und Technologie
Häugenfig
- Был ли ist eine lizenzfreie Lizenz?
- Bei lizenzfreien Lizenzen bezahlen Sie einmalig und können urheberrechtlich geschützte Bilder und Videoclips fortlaufend in privaten und kommerziellen Projekten nutzen, ohne bei jeder Verwendung zusätzlich bezahlen zu müssen. Es ist für beide Seiten ein Gewinn und der Grund dafür, dass alles auf iStock ausschlie ßlich lizenzfrei zur Verfügung steht — auch alle Fließbandarbeiter-Bilder und Filme.
- Welche Arten von lizenzfreien Dateien gibt es auf iStock?
- Lizenzfreie Lizenzen sind die beste Option für alle, die Bilder kommerziell nutzen müssen. Deshalb sind alle Dateien auf iStock – egal ob Foto, Grafik oder Videoclip – nur lizenzfrei erhältlich.
- Wie können Sie lizenzfreie Bilder und Videoclips nutzen?
- Von Social-Media-Anzeigen über Werbetafeln bis hin zu PowerPoint-Präsentationen und Kinofilmen: Sie können jede Datei auf iStock ändern, personalisieren und ihre Größe anpassen – einschließlich aller Flißbandarbeiter-Bilder und Ijehret Filme – genau Riche Filme. Mit Ausnahme der «nur zur redaktionellen Verwendung» vorgesehenen Fotos (умейте в redaktionellen Projekten verwendet und nicht geändert werden können), sind Ihrer Kreativität keine Grenzen gesetzt.
Erfahren Sie mehr über lizenzfreie Videos orer sehen Sie sich die häufig gestellten Fragen zu Videos an.
От новичка до мастера — проекты по токарному станку по металлу
Если вы впервые увидели токарный станок по металлу или ищете новые идеи, чтобы поднять свое мастерство на еще более высокий уровень, у нас есть обширный список проекты здесь для вас. Читайте дальше, чтобы узнать больше о том, что такое токарный станок по металлу, как он работает, а также о многих полезных и художественных творениях, которые вы можете сделать с его помощью.
Содержание
- Как работает токарный станок по металлу?
- Токарные станки по дереву и металлу
- Многие типы токарных станков по металлу
- 7 проектов для начинающих для начинающих слесарей-новичков
- 6 проектов среднего уровня для мастеров уровня ученика
- 3 продвинутых проекта для мастеров 9000 Perfect Список
Как работает токарный станок по металлу?
Токарные станки по дереву и по металлу
Токарный станок — это машина, которая удерживает обрабатываемую деталь и вращает ее вокруг оси.
Это позволяет мастеру шлифовать, деформировать, вырезать или иным образом придавать изделию форму по своему желанию. Ключевой особенностью токарного станка является то, что, в отличие, например, от дрели, вращается заготовка, а не инструмент.Токарные станки существуют уже сотни лет в их нынешнем, механическом виде, но первые токарные станки восходят к 13 веку до нашей эры. Токарный станок можно использовать практически для любого материала; исторически токарные станки часто использовались для обработки дерева, камня и металла.
Современные токарные станки приводятся в движение двигателем и часто управляются компьютером. Они могут быть оснащены различными головками, режущими и сверлильными инструментами для выполнения различных операций, что делает лучшие токарные станки почти целым механическим цехом в одном инструменте.
Многие типы токарных станков по металлу
Современный токарный станок по металлу известен как отец станков, поскольку он позволяет создавать другие инструменты, а также готовые детали.
Существует множество видов металлообрабатывающих станков, но большинство из них можно разделить на две основные категории.- Токарные станки с ручным управлением. На токарных станках с ручным управлением оператор должен выполнять формообразование, строгание или шлифование вручную; токарный станок просто удерживает и позиционирует заготовку.
- Токарные станки с ЧПУ – токарные станки с числовым программным управлением (ЧПУ) объединяют новейшие технологии, позволяющие полностью программируемое, полностью автоматическое производство деталей. В них можно загружать файлы САПР, что позволяет инженерам легко проектировать и изготавливать сложные инструменты и детали.
Имея базовые представления о токарном станке, теперь мы можем рассмотреть ряд проектов по металлообработке для вашего нового токарного станка. Традиционно токарные станки по металлу относятся к компетенции инструментальных мастеров и техников. Следовательно, следующие списки разделены на личные проекты (забавные, хитрые, эстетически приятные) и проекты, которые действительно полезны для вашей мастерской.
Большинство из них можно сделать, используя только токарный станок; другим может потребоваться мельница, а также токарный станок.7 Проекты для начинающих слесарей-новичков
- Кольца
Обучение изготовлению базовых колец, таких как металлическое обручальное кольцо, будет сопровождать обучение основам работы на токарном станке по металлу. Если проект недостаточно сложен, более продвинутые проекты могут сосредоточиться на своих методах отделки, создавая что-то, что выглядит профессионально и декоративно.
Даже кольцо, пусть и простое по дизайну, не обязательно должно быть простым или скучным. Посмотрите видео ниже с кольцом из углеродного волокна, меди и мрамора, чтобы увидеть пример высококачественного кольца, изготовленного на токарном станке по металлу.
- Молоток
Основное требование для любого инструментального магазина. Металлический молоток также является отличным проектом для начинающих. Простую головку в виде молоточка сделать несложно, а конусообразная рукоятка представляет собой более сложную задачу.
Молоток можно модифицировать по мере необходимости; вы можете сделать только ручку для резинового молотка или молоток с шариковым бойком для другой формы. Молоток слесаря, как показано на видео ниже, является одним из примеров множества различных видов молотков, которые можно изготовить на токарном станке.- Подсвечник
Подсвечники могут быть очень декоративными или очень простыми, и разница между ними бросит вызов дизайнерским способностям начинающего слесаря и навыкам работы на токарном станке. Для этого потребуется немного шлифовки, чтобы сделать вставку для самой свечи. Дизайн также не должен быть тяжелым, «старомодным»: взгляните на этот современный подсвечник ниже.
- Реплика пули
Подобно кольцу и головке молотка, изготовление копии пули на токарном станке учит некоторым из самых основных методов металлообработки; формирование и отделка. Они непрактичны, но в качестве начинающих проектов они великолепны. Существует ряд полезных руководств.
- Направляющая для метчика
Если вы сделали молоток для своей мастерской, направляющая для метчика станет отличным помощником. Их существует огромное множество, от направляющих блоков до отдельных. Ищите вокруг, чтобы узнать, что лучше всего подходит для вашего проекта.
- Цилиндрический угольник
Прецизионный цилиндрический угольник позволяет точно измерять некоторые объекты, а также является надежным средством удержания и измерения других обрабатываемых деталей. Сделать цилиндрический квадрат достаточно просто, хотя получение точных размеров делает этот проект немного более сложным.
- Чашка/кубок/чаша
Для них требуется немного другая техника; вам нужно либо частично выточить центр каждой детали, либо раскрутить и сформировать из металла миску или чашку, наконец, обработав внешнюю часть. Тот же метод используется для создания чашек, более изящных кубков или больших и маленьких чаш, что дает ряд применений.
6 Промежуточные проекты для начинающего мастера
- Скользящий молоток
Один для инструментальной мастерской, особенно полезный для автомобильных работ. Скользящий молоток обеспечивает силу удара, фактически не ударяя по чему-либо. Его можно использовать, в том числе, для вытаскивания вмятин на автомобилях. Найдите хороший пример изготовления скользящего молотка на токарном станке ниже.
- Тиски слесаря
Тиски слесаря как для токарного, так и для общего проекта по металлообработке являются основным и очень полезным дополнением к любой мастерской. Их также можно сделать практически любого размера.
- Болт с невыпадающим кольцом
Скорее забавный проект, чем полезный, но удобный для обучения различным техникам, включая нарезание резьбы. Это двухсторонний болт с резьбой между головками, с гайкой или кольцом на резьбе. Смущенный? Вот удобное пошаговое руководство с информативными картинками.
- Писец слесаря
Писец слесаря — это ручка слесаря, позволяющая наносить размеры, серийные номера или ключевые идентификационные метки на любые проекты, которые выходят из вашей мастерской.
- Ручка
Если вы сделали писец, рассмотрите возможность изготовления настоящей ручки. Если все сделано правильно, вы можете сделать ручку, которая будет принимать стандартные сменные картриджи с чернилами для шариковой ручки, что даст вам полнофункциональные, персонализированные письменные принадлежности.
- Фрезерная насадка
Вы можете изготовить фрезерную насадку для своего токарного станка, а не покупать ее. С его помощью вы сможете фрезеровать, а также точить свои заготовки, что значительно расширит диапазон проектов, которые вы можете выполнять.
3 продвинутых проекта для почти идеального мастера
- Шахматы
Существует множество инструкций для некоторых очень декоративных деревянных шахматных наборов, но почти то же самое можно сделать и из металла.
Вы можете подражать дизайну другого человека или попытаться придумать свой собственный. В этом случае вам понадобится отдельный дизайн для каждого класса изделий. Дизайн будет половиной дела; высококачественная отделка будет другой частью.Самое замечательное в этом проекте — возможность создания креативного и очень привлекательного конечного продукта. Точный дизайн предметов полностью зависит от вас, от функциональных минималистских наборов до очень декоративных предметов. И, конечно же, выбор материала, от алюминия до бронзы, может подчеркнуть дизайн наборов. Это видео показывает немного красоты современной металлической шахматной фигуры.
- Паровой двигатель
У Tubalcain на YouTube есть очень информативная серия о том, как сделать модель парового двигателя в вашей механической мастерской. Эти модели являются фантастическими учебными пособиями, а также интересными проектами для любителей. Конечно, токарные станки также можно использовать для изготовления деталей полноразмерных двигателей; многие автомобильные
- Куб Тернера
Куб Тернера привлекает внимание контрастом квадратных и круглых линий.
На самом деле рассверлить куб Тернера не обязательно сложно, но правильное соблюдение технических деталей имеет большое значение и может оказаться трудным. Однако, если все сделано хорошо, можно увидеть несколько очень драматических, красивых творений.Для получения дополнительной информации о кубе Тернера перейдите по этой ссылке. На сайте Instructables.com 9 также есть инструкции по использованию куба Тернера.0147
Список ресурсов
- Tubealcain Канал YouTube
Компания Tubalcain разместила на YouTube более 300 видеороликов о механических цехах и получает очень положительные отзывы как от экспертов, так и от начинающих механиков. Не каждое из его видео касается токарного станка, но их достаточно, чтобы посмотреть. Не говоря уже о том, что другие его видео будут очень актуальны для всех, кто интересуется металлообработкой в качестве хобби или карьеры.
На Reddit доступно огромное количество информации, но для металлообработки и токарных работ, вероятно, нет лучшего места, чем r/Machinists.
Умные пользователи Reddit также могут найти много общих советов по токарным станкам и проектных идей, выполнив поиск «токарный станок» в разделе r/woodworking; в то время как инструменты разные, идеи и принципы обычно одни и те же.- Instructables
Instructables.com содержит несколько проектов токарных станков по металлу. Некоторые из них связаны с вышеизложенным, но многие другие ждут своего открытия.
- Книги
- Основы станкостроения (Учебный циркуляр армии США № 9-524)
Более старая книга (1996 г.), это руководство по эксплуатации армии США, тем не менее, является очень информативным и сжатым руководством. ко многим инструментам в механическом цехе и их функциям (включая токарные станки). PDF можно найти здесь.
- Токарный станок по металлу для домашних мастеров
Базовое руководство с хорошими рецензиями от автора с рядом книг по сходным темам.
- Как управлять токарным станком
Это было старое руководство по эксплуатации, которое рассылалось с каждым токарным станком, продаваемым South Bend Lathe Works.
9000 9001 9001 9001
9001
 токарный станок по металлу на заводе.
токарный станок по металлу на заводе. Es ist für beide Seiten ein Gewinn und der Grund dafür, dass alles auf iStock ausschlie ßlich lizenzfrei zur Verfügung steht — auch alle Fließbandarbeiter-Bilder und Filme.
Es ist für beide Seiten ein Gewinn und der Grund dafür, dass alles auf iStock ausschlie ßlich lizenzfrei zur Verfügung steht — auch alle Fließbandarbeiter-Bilder und Filme.
 Это позволяет мастеру шлифовать, деформировать, вырезать или иным образом придавать изделию форму по своему желанию. Ключевой особенностью токарного станка является то, что, в отличие, например, от дрели, вращается заготовка, а не инструмент.
Это позволяет мастеру шлифовать, деформировать, вырезать или иным образом придавать изделию форму по своему желанию. Ключевой особенностью токарного станка является то, что, в отличие, например, от дрели, вращается заготовка, а не инструмент. Существует множество видов металлообрабатывающих станков, но большинство из них можно разделить на две основные категории.
Существует множество видов металлообрабатывающих станков, но большинство из них можно разделить на две основные категории. Большинство из них можно сделать, используя только токарный станок; другим может потребоваться мельница, а также токарный станок.
Большинство из них можно сделать, используя только токарный станок; другим может потребоваться мельница, а также токарный станок. Молоток можно модифицировать по мере необходимости; вы можете сделать только ручку для резинового молотка или молоток с шариковым бойком для другой формы. Молоток слесаря, как показано на видео ниже, является одним из примеров множества различных видов молотков, которые можно изготовить на токарном станке.
Молоток можно модифицировать по мере необходимости; вы можете сделать только ручку для резинового молотка или молоток с шариковым бойком для другой формы. Молоток слесаря, как показано на видео ниже, является одним из примеров множества различных видов молотков, которые можно изготовить на токарном станке.


 Вы можете подражать дизайну другого человека или попытаться придумать свой собственный. В этом случае вам понадобится отдельный дизайн для каждого класса изделий. Дизайн будет половиной дела; высококачественная отделка будет другой частью.
Вы можете подражать дизайну другого человека или попытаться придумать свой собственный. В этом случае вам понадобится отдельный дизайн для каждого класса изделий. Дизайн будет половиной дела; высококачественная отделка будет другой частью. На самом деле рассверлить куб Тернера не обязательно сложно, но правильное соблюдение технических деталей имеет большое значение и может оказаться трудным. Однако, если все сделано хорошо, можно увидеть несколько очень драматических, красивых творений.
На самом деле рассверлить куб Тернера не обязательно сложно, но правильное соблюдение технических деталей имеет большое значение и может оказаться трудным. Однако, если все сделано хорошо, можно увидеть несколько очень драматических, красивых творений. Умные пользователи Reddit также могут найти много общих советов по токарным станкам и проектных идей, выполнив поиск «токарный станок» в разделе r/woodworking; в то время как инструменты разные, идеи и принципы обычно одни и те же.
Умные пользователи Reddit также могут найти много общих советов по токарным станкам и проектных идей, выполнив поиск «токарный станок» в разделе r/woodworking; в то время как инструменты разные, идеи и принципы обычно одни и те же.