Художественное литье из металла на заказ в компании Sprint 3D.
Художественное литье
Художественное литье на заказ — это услуга компании, где с помощью отработанного алгоритма действий, от 3D-моделирования, создания мастер-модели с помощью 3D-печати до снятия с них силиконовых форм и отливки из нужного материала, Вы получаете уникальные и красивые изделия.
Уникальное производство
Ни для кого не секрет, что художественное литье всегда было уникальным в своем роде направлением, в котором создаются настоящие произведения искусства. Sprint 3D дополнили литейное производство используя 3D-моделирование и 3D-печать для изготовление моделей под снятие форм. На начальном этапе мы используем различные виды пластика, полимеров, а также воска. Перед производством мы сохраняем 3D-модель на электронном носителе. В любой момент она готова к внесению изменений, дополнений и быстрому переносу в физическую форму.
Сотрудники отдела литейного мастерства, где работают настоящие профессионалы своего дела, снимают силиконовые формы и отливают партии (от 1 штуки). Работы ведутся на современном высококлассном оборудовании, что позволяет выполнять сложнейшую работу точно и в срок.
Литье из алюминия, бронзы, латуни, а также золота и серебра
Не так много производств, оказывающих услуги художественного литья в силиконовые формы, могут похвастаться отличным соотношением — цена/качество. Мы, в свою очередь, максимально оптимизируем процесс, создавая произведения искусства из алюминия, бронзы, латуни, а также золота и серебра.
С помощью художественного литья мы изготавливаем различные уникальные подарки, ювелирную продукцию, элементы декора, награды различного характера, сувениры, статуи, барельефы и многое другое.
Мы вывели старинный процесс декоративного литья на новый уровень, пользуясь опытом мастеров и внедряя новое оборудование, тем самым увеличивая скорость нашей работы без потери качества. А Вы имеете информацию по каждому этапу в цикле литья.
Прием заказа
Прием заказа на художественное литье
1). Вы присылаете на почту [email protected] эскиз, чертеж или фотографию будущего изделия с габаритами, желаемое количество штук в партии. Или звоните нам по телефону: +7 (495) 740-51-70 и мы детально проконсультируем Вас.
2). В кратчайшие сроки мы оценим работу и ответим в любой удобной форме.
3). Заключаем поэтапный договор на художественное литье, которое входит — 3D-моделирование или 3D-сканирование, создание мастер-модели и литье, а также обязательство с нашей стороны выполнить заказ качественно и в срок по заранее обговоренной цене.
4). Вы производите оплату любым удобным Вам способом.
Этапы работы
Этапы работы
1). 3D-моделирование — воссоздание по вашим эскизам или фотографиям 3D-образа будущего изделия.
Если у Вас есть готовая физическая модель, которое требуется скопировать или видоизменить, мы производим
3D-сканирование.
2). Согласовав с Вами 3D-модель, мы приступаем к 3D-печати (созданию мастер модели под литье).
3). Снятие силиконовых форм и литье металлом.
4). Отправка партии в любую точку России и стран СНГ.
Сроки выполнения заказа
СРОКИ ВЫПОЛНЕНИЯ ЗАКАЗА
Базовые сроки — от 12 рабочих дней в зависимости от сложности работы и количества изготавливаемых изделий.
Ученые воссоздали древнеегипетский метод литья фигурок из бронзы — Газета.Ru
Ученые воссоздали древнеегипетский метод литья фигурок из бронзы — Газета.Ru | Новости
close
100%
Египетский археометаллург смог воссоздать технологию литья бронзы эпохи Нового царства и позднейших периодов. Об этом сообщает издание N+1.
Во второй половине II тысячелетия до нашей эры металлургическое производство Древнего Египта переживало расцвет. Одной из технологий той эпохи было полое литье, при котором фигурку отливали по восковой модели, которую затем выплавляли из металла. При этом мастер должен был учесть множество нюансов, чтобы избежать пористости и обеспечить высокое качество. Одним из нюансов этой технологии было использование литейных стержней, задающих форму изделия. Их покрывали тонким слоем воска, на который накладывалась масса из смеси глины и песка.
Египетский исследователь Юсри Салем из Университета Южной долины в Кене, изучил две статуэтки, обнаруженные в 1970-х годах на территории Карнакского храмового комплекса. Одна из них – типичная фигурка бога Осириса высотой 17 сантиметров без нижней части, а вторая – женская фигурка, представленная нижним фрагментом. На обоих из них были следы позолоты и грунтовки.
Ученый воссоздал наиболее вероятную последовательность операций, использовавшуюся египетскими мастерами. Сначала из обычной глиняно-песчаной массы делалась круглая в сечении сердцевина стержня. Затем ее закрепляли внутри разъемной постоянной литейной формы так, чтобы везде сохранялся относительно равномерный зазор между сердцевиной и стенками формы. Далее заливалась приготовленная с добавлением воды известково-восковая смесь, которая, заполняя пустое пространство, формировала верхний слой стержня, который будет служить основой фигуры. Готовый стержень погружали в расплавленный воск и покрывали глиняно-песчаной массой. После застывания воск выплавляли из формы и заливали металл.
close
100%
В ходе эксперимента Салем воссоздал технологию изготовления таких стержней и, используя ее, получил бронзовые отливки. Опыт показал, что погружение в воск позволяет сформировать очень тонкий выплавляемый слой и, соответственно, изготовить тонкостенные отливки, аналогичные древнеегипетским фигуркам из Карнака.
Подписывайтесь на «Газету.Ru» в Новостях, Дзен и Telegram. Чтобы сообщить об ошибке, выделите текст и нажмите Ctrl+Enter
Новости
Дзен
Telegram
Мария Дегтерева
В каждой бочке затычка
О том, почему соцсети интеллектуально деградируют
Владимир Трегубов
Китай после ХХ съезда компартии
О глобальных вызовах и перспективах
Дмитрий Самойлов
Вбойко шагает трансгуманизм
О последнем романе Виктора Пелевина
Юрий Мурадян
Долой самозванца!
О том, как не обесценивать свои успехи
Андрей Колесников
Ностальгия по жертвоприношению
О прецеденте спасения мира
Найдена ошибка?
Закрыть
Спасибо за ваше сообщение, мы скоро все поправим.
Продолжить чтение
Статуэтка из литого металла — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
Машина для наплавки | Сварочный аппарат для наплавки
WALDUN является экспертом в области оборудования для наплавки наплавкой.
WALDUN уже много лет занимается производством сварочных изнашиваемых пластин, поэтому мы можем предложить решения для производства изнашиваемых пластин. Включая сварку, резку, правку и т. Д. Вы можете положиться на нас, и мы будем вашим лучшим партнером в Китае.
Машина для наплавки с одной головкой — это идеальная машина начального уровня для производства износостойких пластин из карбида хрома. Обладая преимуществами простой эксплуатации, низкой стоимости и длительного срока службы.
У нас вы также можете купить двух-, трех- и четырехголовочный сварочный аппарат.
Введение в сварочный аппарат для наплавки
Сварочный аппарат для оверлеев с одной сварочной головкой оптимизирован на основе оригинальной конструкции, главное улучшение — это обновление системы управления, он имеет более гуманный интерфейс управления;
Сварочная головка внесла ряд улучшений, сделав процесс работы машины более плавным, полностью закрытый качающийся ползунок может гарантировать стабильность качания и максимальный поток, чтобы обеспечить использование в цикле;
Разумная система дымоудаления может эффективно удалять 90% пыли в производстве, чтобы обеспечить лучшую рабочую среду для операторов;
Оборудовано основание нижней балки для клиента от проблемы заливки бетонного основания, удобная установка, удобный для пользователя, чтобы переместить машину; также имеет новую жизнеспособность и более высокого класса внешний вид!
Характеристики сварочного аппарата для наплавки:
Высокая автоматизация, запуск и остановка одной кнопкой, простота в эксплуатации, значительно упрощает процесс работы
Сварочная сварочная проволока, расположенная над балкой, для обеспечения плавной подачи проволоки
Эффект водяного охлаждения хорош; обеспечить сварку износостойкой пластины, деформация пластины после сварки очень мала
Система ЧПУ используется для управления работой станка, регулирования частоты вращения переменного тока, повышения надежности оборудования
МПК контролируют устойчивость платформы, чтобы обеспечить долгое время стабильной работы сварочной системы
Параметры машины могут быть установлены, чтобы сделать любую сварку сварочной горелки
Интеграция качания сварочной горелки с несколькими сервоприводами переменного тока, стабильное качание, прекрасная сварка
Функция сварки точки останова
Горелка с воздушным охлаждением увеличивает срок службы расходных материалов
Список деталей машины с одной головкой:
Вещь
Число
подробности
1
Основное тело
4000Ⅱ
6 м * 4 м * 2 м (можно настроить)
2
рельсовый
38кг рельсLGD12 рельс
6,0м * 2 комплекта 3,5м * 2 комплекта
3
Сварочный подъемный корпус
Два набора
Подъем сварочной горелки, приводимый в действие редуктором и ходовым винтом, направляющий стержень имеет двойную цилиндрическую направляющую.
4
Система ЧПУ
Один набор
Система ЧПУ F2300A
5
Программное обеспечение для ЧПУ
Один набор
Стандартное программное обеспечение
6
Горизонтальный серводвигатель и привод
Один набор
750 Вт серводвигатель и привод
7
Продольный серводвигатель и привод
Два набора
750 Вт серводвигатель и привод
8
Механизм качания
Один набор
Шаровой привод серводвигателя закрыт, скользящее возвратно-поступательное движение
9
Проволочный механизм
Один набор
10
Поверхностная сварочная платформа
Один набор
(Можно настроить)
11
Сварщики
Один набор
Шанхай HUGONG NB-630 ИЛИ AOTAI
12
Система пылеудаления
Один набор
13
База
Один набор
Лист данных сварочного аппарата для наплавки:
1
Толщина однослойной сварки (мм)
2,5 мм х 6,5 мм
2
Диапазон подъема сварочной горелки (мм)
160мм
3
Продольный диапазон (мм)
4200 мм
4
Горизонтальный диапазон (мм)
3000мм
5
Эффективная длина сварочной пластины (мм)
3500 мм
6
Эффективная ширина плиты сварки (мм)
2200мм
7
Точность рельса
Прямолинейность главной направляющей: 0,4 мм / 1000 мм
Прямолинейность холостого хода: 1 мм / 20000 мм
Параллельность: + 0. 2мм / 1000мм
8
Смещение точки пересечения
≤1mm
9
прямолинейность
0.5mm
10
круглость
≤1mm
11
Диагональная разница
≤2mm
12
Повторная точность позиционирования
± 0,4 мм / 10 м
Почему выбирают сварочный аппарат для наплавки Waldun
Мы также производим наши износостойкие пластины. Таким образом, если вам нужно задать какой-либо вопрос, касающийся оборудования, или вам нужно усовершенствование или модификацию, мы всегда можем сделать это с легкостью.
Мы включены в цепочку поставок механической промышленности Китая, поэтому наш производственный процесс не требует больших затрат.
Мы сотрудничаем с международными брендами для нашего сырья.
На наше оборудование предоставляется годовая гарантия без дополнительных затрат на установку и ввод в эксплуатацию.
Наша упаковка соответствует международным стандартам.
Наше оборудование проходит строгие испытания и контроль качества перед доставкой.
Конструкция станины нашего оборудования хорошо укреплена для всех деталей машин.
У нас есть группа высококвалифицированных лабораторных работников, которые стремятся обеспечить, чтобы наши машины проходили надлежащие процедуры, прежде чем они будут доставлены.
У нас есть эффективная исследовательская команда, которая занимается обновлением нашей компании о последних тенденциях в отрасли.
Видео процесса наплавки
Получить цитату сейчас!
Прочие аппараты для наплавки
WALDUN поможет вам выбрать подходящий и лучший сварочный аппарат для наплавки, у нас есть отличная команда послепродажного обслуживания. Чтобы убедиться, что вы правильно используете оборудование после его покупки, а также мы поможем вам с импортом из Китая на ваш завод.
Сварочный аппарат с двумя головками
Оборудование для наплавки с двумя головками оптимизировано на основе оригинальной конструкции, главное усовершенствование — обновление системы управления, он имеет гуманизированный интерфейс управления, сварочная головка имеет ряд улучшений, делающих работу машины более плавной.
Получить цитату сейчас!
Сварочный аппарат для наплавки труб
Износостойкое оборудование для наплавки труб предназначено в основном для внутренней и наружной стенок труб, для поверхностного упрочнения поверхности осей. С использованием видимой дуговой сварки автоматическая сварка. Сварочный аппарат для наложения рулонов имеет стабильную производительность, простое управление, высокую степень автоматизации, мощные функции, удобное обслуживание, передовые технологии и т. Д.
Получить цитату сейчас!
PTA Сварочное оборудование
Плазма-переносимая дуга (PTA) сварка представляет собой термический процесс нанесения износостойких и коррозионно-стойких слоев на поверхности металлических материалов. Это универсальный метод нанесения высококачественных металлургических сплавов на относительно недорогие поверхности. PTA Процесс используется в случаях высоких требований к износостойкости.
Получить цитату сейчас!
Оборудование для плазменной резки
Станок плазменной резки с ЧПУ накапливает богатый опыт высокоточного машиностроения. Наш стол станка может надежно защитить вас не менее 10 лет! Эта машина оснащена китайским или Hypertherm контроллером и HD-плазмой. Все наши машины сделаны в соответствии с высокими стандартами.
Получить цитату сейчас!
Износостойкие пластины из карбида хрома
Износостойкие пластины из карбида хрома или стальные вкладыши используются во многих случаях, когда трение между двумя частями или материалами приводит к деградации. Стальная пластина изнашиваемой пластины может быть привинчена к машине, которая скользит внутрь и наружу или вверх и вниз в процессе производства, в то время как они также могут быть обнаружены там, где изготовленные детали или минералы регулярно тереть или абразивно контактировать с обработанной пластиной.
Получить цитату сейчас!
Аппарат для наплавки — Полное руководство по часто задаваемым вопросам
Walden недавно разработал новый подход к автоматической сварке, чтобы повысить эффективность машины для наплавки и сделать ее экономически интересным уровнем.
Для повышения эффективности сварочного процесса. Мы разработали сварочные системы, специально адаптированные к потребностям широкого спектра промышленных и коммерческих приложений сварки и автоматизации.
Что такое плакировочная машина для наплавки?
Наплавка наплавки — это метод, обеспечивающий защиту металлических компонентов путем приваривания покрытия из коррозионно-стойкого материала к участкам, подверженным риску коррозии и износа.
Это может быть распространено на всю систему или только на определенные области, представляющие интерес.
В том числе трубы, клапаны, мосты, соединения и колена, а также более сложные геометрические формы, такие как тройники или тройники, являются типичными элементами, облицовываемыми Arc Energy.
Вы можете увидеть больше здесь:
Каковы особенности машин для наплавки?
Многофункциональный наплавка оснащен тремя основными сварочными процессами, такими как Hot Wire TIG, MIG / MAG и PTA.
Накладка — это многопроцессорный сварочный аппарат.
Характеристики машины могут быть адаптированы к требованиям заказчика.
Эта система может широко использоваться как при изготовлении комплектного оборудования, так и при ремонте сварочных работ в нефтегазовой отрасли.
Наши интеллектуальные устройства обладают как передовыми технологиями, так и удобными для пользователя функциями мирового класса.
Как можно использовать / применять сварочный аппарат для наплавки?
Существует несколько методов наложения сварных швов, каждая из которых имеет свои специфические области применения и требования.
Выбор той или иной техники зависит от доступа, места сварки и типа сплава.
Ключевые методы наплавки:
Пайка в закрытой дуге,
Пайка CO2
Пайка вольфрамовым инертным газом (TIG)
Дуговая сварка под флюсом
Плазменная дуговая пайка (PTA)
Сварка металлов в инертном газе (МИГ).
Самым популярным является безопасная дуговая сварка.
Вы можете узнать больше о том, как можно использовать сварочный аппарат для наплавки, посмотрев видео ниже.
https://www.youtube.com/watch?v=yKCA2sRxj9Y
Какое название модели / номер лучше всего сварочного аппарата для наплавки?
Существует множество наименований моделей / номеров аппаратов для наплавки, но вы можете использовать PAS-UWS-100.
это высокоточное управление машиной, сварка горячей проволокой TIG, управление сваркой Beckhoff с ЧПУ, система видеонаблюдения за сваркой, расширенная функция параметризации единого окна.
Функции программирования G-кода
Есть ли какое-либо специальное применение для наплавки?
Нет, есть много приложений для наплавка.
Вы можете использовать его для следующих приложений:
Ремонтно-сварочная мастерская для нефтегазовой отрасли
Покрытие шара клапанов
Наплавка стеклянной формы
Наплавка пластин, валов
Какие типы машин для наплавки?
Основные виды наплавки
Дуговая сварка защищенным металлом
Сварка в среде CO2, сварка в среде инертного газа (MIG) / сварка в среде вольфрама в среде инертного газа (TIG)
Подводная дуговая сварка
Плазменная дуговая сварка (PTA).
Дорогой ли аппарат для наплавки?
Да, от 30 до 10 000 долларов.
Обеспечивает ли машина и процесс наплавочной сварки защиту продуктов?
Наплавка Процесс сварки путем приваривания к поверхности основного металла, при котором один или несколько металлов соединяются вместе в виде пластины.
Обычно это делается путем нанесения антикоррозионного или твердосплавного покрытия для улучшения консистенции.
Подготовленные поверхности также можно настраивать путем наслоения и сплавления вместе множества различных материалов.
Но вы можете гарантировать, что товар будет защищен процессом.
Является ли 5-слойная наплавка совершенной технологией?
Да, идеальная технология 5-слойной наплавки
Каковы недостатки сварки?
Преимущества сварки:
Более низкая производительность — обычно в процессе сварки образуется больше отходов, чем
Несколько других способов, которые в некоторых случаях могут увеличить стоимость проекта
Компетентность на высшем уровне — руководителям проектов требуется высокий уровень знаний и подготовки, и не все практики этого заслуживают.
Сварка тонких материалов может быть затруднена для таких тонких металлов.
Вы можете увидеть больше здесь
Насколько тяжела сварка?
Это зависит от того, о какой сварке вы говорите, и от вашего химического опыта.
Кто может помочь вам с наплавкой?
Есть много компаний, к которым вы можете обратиться за помощью с вашими требованиями к наплавке.
Но вы можете рассматривать нас здесь, в Валдуне, как свой выбор. У нас есть современные сварочные машины и оборудование.
Не беспокойтесь о минимальных заказах, мы выполним поставку в соответствии с требованиями вашего бизнеса.
Как получить услугу наложения сварного шва?
Если вы имеете в виду компанию, вы можете связаться с ней по поводу вашего запроса на наплавку.
Вы можете отправить им электронное письмо, позвонить на горячую линию или обратиться за помощью в службу поддержки.
Также вы можете связаться с нами прямо сейчас.
Каким компаниям, производящим наплавку, можно доверять?
Есть множество компаний, которые предлагают услуги по наплавке сварных швов. Фактически, есть также те, которые продают машины для наплавки наплавки.
Вы можете искать на рынке тех, кто находится на той же странице, что и вы. Но, если вы хотите работать с лучшими, работайте с нами здесь, в Waldun — ведущем бренде в области наплавки и оборудования для наплавки.
Где можно приобрести машины для наплавки наплавкой?
Пока есть много компаний, которые предлагают эти виды оборудования; Здесь, в Waldun, вы можете получить широкий выбор машин для наплавки сварных швов.
Какой бы тип машины вам ни понадобился, мы уверены, что сможем предоставить ее вам.
Каковы преимущества наших машин для наплавки наплавкой?
Почему выбрали нас в качестве поставщика машин для наплавки сварных швов?
Помимо того факта, что мы предлагаем широкий спектр опций, вот некоторые другие преимущества и преимущества приобретения нашего оборудования для наплавки сварных швов:
У нас есть станки с ЧПУ и управлением
Вы можете запросить у нас изготовленную на заказ машину и услуги по наплавке наплавки на заказ.
Он содержит высокую автоматизацию
Простой и удобный в эксплуатации
И многое другое
Вы никогда не найдете другую компанию, которая предоставляет такие же типы и типы машин для наплавки, как то, что мы предлагаем здесь, в Waldun.
Адрес: Чжуншань Роуд, город Фэнхуан, Чжанцзяган, Сучжоу, Китай
Моб. Телефон: +8618652469606
Электронная почта: iguhongtao@gmail. com
Получите предложение сейчас!
имя
Эл. адрес
Сообщение
Машина для наплавки | Производство продуктов износа
У нас 15-летний опыт. Стремление к износу пластин, износу труб, деталей и сопутствующего оборудования для производства и продажи.
Нашим оборудованием пользуются крупные поставщики износостойких плит во многих странах. Связаться с нами чтобы получить некоторые ссылки.
Мы используем наши НИОКР и изготовляемое наплавочное оборудование для производства износостойкой плиты, наша годовая стоимость производства износостойкой плиты достигает более 20 миллионов долларов США. Поэтому мы являемся экспертами в производстве износостойких плит. Только при создании износостойкой плиты мы можем предоставить вам лучшие износостойкие производственные виды оборудования.
В общей сложности мы продали более 500 наплавочных машин за последние десять лет.
У нас мало времени, потому что у нас очень зрелая цепочка поставок.
В соответствии с вашими уникальными производственными требованиями, мы можем предоставить нестандартное оборудование на заказ. Связаться с нами за дополнительной информацией.
У нас отличная команда послепродажного обслуживания. Чтобы убедиться, что вы используете оборудование правильно после его покупки.
У нас есть отличная гарантия качества на наших машинах. Все инструменты, которые мы производим, имеют годовую гарантию.
Наш пакет может удовлетворить ваши требования доставки, воздушного транспорта.
Waldun износные пластины серии продуктов
Машина для наплавки — The Supreme FAQ Guide
Продажи машин для наплавки выросли за последние несколько лет.
С развитием бизнеса и компаний спрос на лучшее оборудование также растет.
В этом посте мы поговорим о машинах для наплавки. К концу этого руководства вы точно будете знать, какой именно тип оборудования для наплавки вам нужен!
Что такое определение Наплавка?
Это процедура сварки, которую можно применять к уже поврежденным или изношенным деталям.
Вы можете использовать его для восстановления, восстановления, улучшения и даже реабилитации.
Что такое машина для наплавки?
Машина для наплавки — это оборудование, которое вы можете использовать для обработки твердой наплавки.
Вы можете найти множество различных типов оборудования для наплавки — мы обсудим их ниже.
Различные схемы наплавки
Вы можете настроить различные машины для наплавки для выполнения различных схем наплавки.
Основными схемами твердого покрытия являются:
Точка
Стрингер
Вафли
Выбор рисунка будет зависеть от типа истирания, материала, вызывающего истирание, и места износа.
Да, действительно, твердосплавные стержневые электроды считаются лучшей основой для наплавки.
Благодаря своим свойствам он безопасен; Добавляя тот факт, что он предлагает отличную долговечность, он идеально подходит для интеграции нового защитного слоя.
Могу ли я использовать провода MIG для наплавки?
Абсолютно! Однако есть определенные машины и оборудование для твердосплавной наплавки, которые не питаются от проволоки.
Итак, вы должны убедиться, что вы используете машину для наплавки, которая позволяет это.
Различные методы наплавки
Для наплавки можно использовать практически все методы сварки. Вы можете использовать:
Газовая дуговая сварка металла (GMAW)
Дуговая сварка защищенного металла (SMAW)
Дуговая сварка под флюсом (SAW)
Плазменная дуговая сварка (PTAW)
Кислородная сварка
И так далее!
Как и в случае со сварочной проволокой, вам нужно искать оборудование, способное использовать эти методы!
Факторы, которые необходимо знать перед покупкой оборудования для наплавки
Прежде чем вы решите, какой станок для твердосплавной наплавки вам нужен, необходимо сначала знать несколько факторов и их характеристики.
Система управления (это сложно или легко понять?)
Требование обслуживания
Гибкость и универсальность
Эффект водяного охлаждения (он есть?)
Подача флюса (есть ли она?)
Существуют ли разные методы наплавки?
Хотя их может быть и больше, двумя основными способами наплавки являются: наплавка (сварка) или построить.
Наращивание — это метод, который вы используете для восстановления или восстановления старых деталей и компонентов. Это как восстановить его размеры.
Наложение — это процедура, которую вы выполняете для защиты детали или компонента от всех типов износа, которым они могут подвергнуться.
Типы машин или оборудования для наплавки
Вы можете выбирать из широкого ассортимента оборудования для наплавки. Есть:
Машины для наплавки труб
Это машины, которые можно использовать для нанесения твердого покрытия изнутри и снаружи стены.
Оборудование для наплавки с одной и двумя головками
Станки для твердосплавной наплавки с одной головкой подходят для людей, но имеют процессы автоматизации; то же самое и с двумя головами.
Единственная разница будет заключаться в количестве сварочных головок для наплавки.
PTA Сварочное оборудование
Эти машины для твердосплавной наплавки используют дугу с переносом плазмы (PTA) в качестве процесса сварки для завершения процедуры.
Помимо этого, есть еще много машин, которые вы можете использовать для твердой наплавки.
Различные сварочные стержни для наплавки
Различные наплавки сварочные электроды можно разделить на три (3) группы: Кобальтовая основа, никелевая основа, и Железная основа.
В зависимости от того, какую машину для наплавки вы будете использовать, будет зависеть тип совместимого электрода.
Можно ли делать наплавку для долговечности и прочности?
Да! Фактически, это два (2) основных применения наплавки.
Поскольку этот процесс используется для нанесения материала на поверхность, вы можете использовать его для повышения долговечности и прочности вашей детали или компонента.
Это позволяет ему поглощать больше ударов.
Кроме того, он также может продлить срок службы детали, заставляя ее сопротивляться большему количеству воздействий.
Восстановление ковша экскаватора и наплавка
Ковши экскаваторов и погрузчиков из-за своей природы изнашиваются быстрее.
Наплавка может сделать их более прочными и долговечными! Вы можете нанести его как на внутреннюю, так и на внешнюю поверхность ковшей для восстановления, восстановления или улучшения.
Номер электрода для наплавки
Цифры на электроде имеют значение — это не просто набор случайных чисел.
Состоит из буквы и 4- или 5-значного числа, вот их значения:
Буква (префикс E означает, что это электрод для дуговой сварки)
Первые две (2) цифры (из 4-значного числа) и первые три (3) цифры (из 5-значного числа) определяют прочность на разрыв (как минимум).
Третий (3rd) цифра (четырехзначного числа) и четвертая (4th) цифра a (5-значное число) обозначает позицию сварки.
Последняя цифра описывает тип покрытия, которое можно использовать с электродом.
Перед покупкой электрода убедитесь, что вы хорошо знаете свой наплавочный станок. Использование другого или несовместимого электрода может испортить заготовку.
Где найти надежного производителя машин для наплавки?
В мире можно найти множество производителей оборудования для наплавки.
Если вы хотите работать с лучшими, вы всегда можете рассчитывать на нас здесь, в Waldun.
В течение многих лет Waldun был ведущим и наиболее востребованным производителем машин и оборудования для твердосплавной наплавки.
Станок для наплавки Валдуна
Мы предлагаем широкий выбор машин для наплавки твердых поверхностей, которые могут пригодиться вашему бизнесу. У нас есть:
Машины для наплавки клапанов
Машины для плазменной наплавки толстых труб
Машины для наплавки пластин PTA
Машины плазменной оболочки закрытого типа
Оборудование для наплавки труб
Станки для наплавки с одной и двумя головками
У вас есть конкретный тип или тип машины, которую вы хотите сделать? Отправьте нам электронное письмо, и мы будем работать с нашей командой разработчиков, чтобы помочь разработать его для вас.
Вы можете доверять специализации Waldun в производстве и производстве машин для твердосплавной наплавки. Мы даже можем настроить оборудование, которое вы ищете!
Получите шанс получить высочайшее качество оборудования для наплавки, которое только можно найти на рынке! Получите послепродажное обслуживание мирового класса, не тратя целое состояние!
Руководство по покупке машины для наплавки
Когда дело доходит до наплавки, лучшие станки не только помогают вам добиться наилучших результатов, но и снимают стресс.
Наплавка была одной из самых востребованных услуг многих компаний. Из-за своей природы они просто необходимы, и спрос на них стремительно растет.
Это можно сделать с помощью распылителя, сварки и даже термического напыления. Любой из них может нанести твердый и прочный материал на заготовку.
Но как выбрать лучшее оборудование для наплавки для ваших проектов? Что вам нужно искать?
В этом руководстве мы сосредоточимся на том, чтобы помочь вам найти лучшую технику или оборудование. Мы подробно рассмотрим, что вам нужно искать, производителей, которым вы можете доверять, и тому подобное.
Зачем нужна наплавка
На самом деле, наплавка никогда не является требованием, которое ищут компании и компании.
Но они идеально подходят для защиты всех ваших машин и оборудования от повреждений.
Наплавка необходима из-за следующих преимуществ:
Уменьшенная замена деталей
Снижение стоимости (нет необходимости покупать оборудование заново)
Увеличение операций
Восстановление изношенных изделий и деталей
Сокращение времени простоя
Более быстрые процессы
Это лишь некоторые из наиболее узнаваемых и наиболее распространенных преимуществ, которые он может дать.
Другие будут зависеть от целей и процедур, которые у вас есть для ваших машин. В целом наплавка — это процесс, который поможет вам сэкономить время, деньги и усилия.
Где можно применить наплавку?
Наплавка может применяться во многих отраслях промышленности. Некоторые из наиболее распространенных:
Строительная промышленность
Промышленное
Горнодобывающая индустрия
Нефтегазовая промышленность
Морская промышленность
Военные
И многое другое
Пока вам нужно улучшить, улучшить, усилить или восстановить оборудование, наплавка для вас.
Что такое машины для наплавки?
Машины для наплавки — это оборудование, которое может помочь вам с вашими потребностями в наплавке. На самом деле, сварочные аппараты для наплавки — лучшее решение, к которому вы можете прибегнуть.
Существует множество различных машин, специально предлагаемых производителями. Однако выбор лучшего может быть проблемой.
Типы сварочных аппаратов для наплавки
Что касается сварочного процесса, то здесь также есть разные типы машин и оборудования.
Машины для газовой дуговой сварки (GMAW)
Это аппараты, в которых для сварки используется подача проволоки.
Они просты в использовании, они быстрые и срочные, а также гибкие в работе с разными типами металлов.
Использование аппаратов GMAW позволяет сваривать широкий спектр металлов, в том числе:
Медь
Алюминий Сталь
Мягкая сталь
Никелевые сплавы
Нержавеющая сталь
И многое другое
Машины для дуговой сварки металлическим стержнем (SMAW)
Машины SMAW — это машины, в которых для сварки используются стержневые или стержневые электроды.
Он также считается одним из самых сложных сварочных процессов; квалификация чаще всего требуется от сварщика, работающего с ним.
Используя машины SMAW, вы можете сваривать широкий спектр металлов и сплавов. Это также может принести следующие преимущества:
Бюджетный
Меньше брызг
Более быстрый процесс
Машины для дуговой сварки порошковой проволокой (FCAW)
Станки FCAW известны своей портативностью и простотой.
Если вы собираетесь выполнять сварку в самых разных областях, машины FCAW могут снять эту нагрузку с ваших плеч.
Это идеальные машины, если вы:
Перемещение из одного места в другое
Сварка на открытом воздухе (в ветреных районах)
Ищете самый простой способ сварки
Аппараты для газовой вольфрамо-дуговой сварки (GTAW)
Вольфрам известен как неплавящийся электрод и может обеспечить более сильные и жесткие работы.
По сравнению со сваркой GMAW ее сложнее контролировать и работать. Однако вы можете использовать его для работы с широким спектром материалов, сталей и сплавов.
Они экономичны, потому что электрод расходуется медленнее; он обеспечивает более прочные и точные сварные швы и идеально подходит для сложных сценариев.
Если у вас или ваших сварщиков есть опыт, использование аппаратов GTAW — лучшее решение, которое вам нужно!
Руководство по приобретению станков для наплавки
В связи с недавними инновациями в оборудовании для наплавки трудно сказать, какое из них лучше.
Но чтобы дать вам какое-то руководство, вот несколько лучших факторов, на которые вы можете обратить внимание:
Материалы
Задайте себе следующие вопросы:
Какие материалы или металлы я буду сваривать?
Стремлюсь ли я к скорости и производительности? Или мне нужна качественная работа?
Сварка выполняется на стали (углеродистой) и хорошо совместима со многими машинами.
Изучите то, что вам нужно; это один из наиболее важных факторов, которые необходимо учитывать.
Сварщик Опыт
Как бы вы оценили опыт своих сварщиков? Как вы думаете, какое оборудование они могут использовать лучше всего?
Если навыки ваших сварщиков выше среднего, вы можете выбрать машины GTAW, поскольку они лучше и у них больше шансов производить сварные швы более высокого и лучшего качества.
Также обратите внимание на опыт своих сварщиков, потому что они будут использовать его.
Легкость использования
Были бы ваши сварочные аппараты для наплавки только в одном месте? Будет ли это просто стационарным? Или его будут переносить с одного места на другое для размещения всех проектов?
Есть машины, которые легкие и их можно переносить с одного места на другое. Однако есть и такие, которые просто неподвижны.
Насколько легко вы хотите, чтобы ваш опыт использования и транспортировки был?
Кому можно доверять?
Здесь, в компании Waldun, мы можем поставить вам высококачественные, проверенные и инновационные машины и оборудование для наплавки.
Мы лучшие — и это без сомнения, поскольку мы обслужили сотни компаний и предприятий со всего мира.
Предлагаемый нами широкий выбор оборудования для наплавки отвечает всем потребностям и желаниям наших клиентов. Вы можете нам доверять — от вашего традиционного станка для наплавки с одной головкой до нескольких машин для плазменной сварки.
Испытайте лучший набор оборудования для наплавки, не тратя целое состояние с нами, здесь, в Waldun!
Вы можете выбрать одну из следующих машин, которые мы предлагаем:
One Head Hardfacing Equipment
Оборудование для наплавки с двумя головками
Оборудование для наплавки труб
Оборудование для плазменной дуговой сварки (PTA)
Оборудование для плазменной резки
Только за последние десять (10) лет мы уже продали более 500 оборудования и машин различным компаниям по всему миру. Доверяйте нам так же, как другие клиенты и компании!
Лучшие сварочные аппараты для нержавеющей стали для продажи онлайн по самой низкой цене
Поиск
Все категории/
Магазин по использованию/
Дуговые сварщики/
Сварщики по металлу/
Сварщики стали
113 штук найдено
Б/у Miller Dynasty 210 DX и комплект педали управления
Millermatic 211 Auto-Set Mig Welder
Комплект для сварки TIG Miller Diversion 180AC/DC
Millermatic 211 Auto-Set/Small Cart Сварочный аппарат Mig 110/220 В
Hobart Handler 190 Сварочный аппарат с подачей проволоки
ESAB Fabricator 186 Сварочный аппарат переменного/постоянного тока
Multimatic 200 упаковок с комплектом TIG (ранее 951586)
НОВИНКА! Millermatic 141 W/Auto Set 110 Вольт сварочный аппарат MIG с тележкой
ЭСАБ #W1006313 ArcMaster 141 AC/DC
Аппарат для сварки TIG Miller Dynasty 280 DX
Miller Dynasty 280 DX (Auto-Line 208-575 В) с CPS
Dynasty 280 Dx (с CPS) TIGrunner
Miller Dynasty 280 Dx (с Cps) Полная упаковка с ножным управлением
Miller Dynasty 280 Dx (с Cps) в комплекте с беспроводной педалью
Miller Multimatic 215 Сварочный аппарат MIG/Stick/TIG
Сварочные аппараты MIG и TIG для нержавеющей стали
Сварка нержавеющей стали широко используется в промышленности, а также в ремеслах, искусствах и бесчисленных ремонтных работах. Коррозионная стойкость нержавеющей стали делает ее идеальной для многих применений. Однако более высокое содержание сплавов (хрома и никеля) снижает его свариваемость. Welders Supply предлагает инновационные технологии сварки, поэтому вы можете сваривать что угодно.
Welders Supply предлагает аппараты для сварки MIG и TIG. Покупайте сварочные аппараты Miller TIG, Hobart Ironman и ESAB. Если вы не уверены, какой сварочный аппарат для нержавеющей стали лучше всего подойдет для ваших конкретных нужд, позвоните нам, и один из наших опытных представителей будет рад вам помочь.
Необходимые инструменты для сварки нержавеющей стали
Плазменные резаки — лучший вариант для получения точной резки. Они не только самые быстрые, но и самые точные. Для мелкосерийных работ подойдут электроинструменты. Для крупномасштабных работ вам понадобится плазменный резак. Welders Supply предлагает лучшее оборудование для плазменной резки. Ознакомьтесь с нашим полным ассортиментом станков плазменной резки.
Для бесшовного сварного шва необходимо зашлифовать все неровности. Существует множество абразивных материалов, которые облегчают шлифовку и выдалбливание: от ручных инструментов, таких как жернова/напильники, до проволочных щеток, которые помогают сглаживать и удалять мусор, до более крупных шлифовальных станков, которые быстрее сглаживают острые края.
Welders Supply предлагает одни из лучших в отрасли инструментов для резки и шлифовки. Мы всегда рады помочь с любыми вопросами, которые могут у вас возникнуть.
Самые низкие цены и бесплатная доставка при заказе на сумму более 300 долларов США
С 1938 года Welders Supply поставляет сварщикам лучшее сварочное оборудование. То, что началось как местный бизнес, выросло, чтобы обслуживать сварщиков по всей Америке. Помимо лучших цен, доступных в Интернете, Welders Supply также предлагает бесплатную доставку при заказе на сумму более 300 долларов США (в пределах континентальной части США).
Свяжитесь со сварщиками Поставка сейчас для помощи со сварщиками и инструментами для сварки нержавеющей стали.
Millermatic 212 Auto-Set 220 Volt Сварочный аппарат СНЯТ С ПРОИЗВОДСТВА
Hobart EZ-TIG 165i
Во многих областях сварки требуется сварка металла почти толщиной с бумагу. Такие вещи, как высокопроизводительные велосипеды, мотоциклы, автомобили и самолеты, а также многие виды произведений искусства, связаны с работой с тонкими металлами. Правильный сварочный аппарат, а также правильные методы сварки необходимы для обеспечения того, чтобы металл не прогорел (или полностью не прогорел) при сварке.
Сварка ВИГ является предпочтительным методом сварки тонких металлов. Процесс TIG позволяет выполнять точную сварку именно там, где это необходимо, что приводит к более гладким сварным швам и более легкому готовому изделию. И когда дело доходит до сварщиков TIG, никто не сравнится с Welders Supply Company.
Сварщики по всей стране полагаются на Welders Supply по самым низким ценам на сварочное оборудование и принадлежности, а также на консультации специалистов.
Забыли пароль? Изменен п. Расшифровка и пояснения — тут. Автор: СергейSV , 10 апреля в Общий. Вот такая задача. Каретка форматного станка материал алюминий, ответная часть алюминий, в них направляющие желоба.
Поиск данных по Вашему запросу:
Чем приклеить алюминий к металлу
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Чем и как можно склеивать алюминий
Как приклеить металл к металлу
Чем склеить металл с алюминием. Как выбрать клей для алюминия: советы профессионалов
Стекло и металл являются довольно распространенными материалами, которые могут применяться в быту и промышленности. Часто возникает необходимость в склеивании подобных материалов, с чем может возникнуть довольно много трудностей. Для этого используются специальные вещества и технологии клейки. Прежде всего следует определиться с тем, какое именно вещество использовать для соединения двух материалов. Как приклеить металл к стеклу — подобный вопрос рассматривается исключительно с учетом особенностей выбранного клеящего вещества.
Они могут быть следующими:. Приклеивать металлическую поверхность к стеклянной или наоборот следует исключительно при учете основных рекомендаций производителя. Инструкция во многом зависит от того, какое именно клеящий состав был выбран. Для того чтобы не допустить серьезных ошибок нужно соблюдать все правила и рекомендации. Больше всего внимания уделяется также тому, где именно будет использоваться получаемое изделие и в каких условиях.
Среди общих рекомендаций, которые касаются применения практически всех клеящих составов, можно отметить нижеприведенные моменты:. Ускорить высыхание клея можно путем размещения изделия под прессом.
Нельзя забывать о том, что прилагаемая нагрузка должна распределяться равномерно, иначе стекло может лопнуть. Довольно большое распространение получил супер-клей.
Он может применяться для получения надежных сопряжений самого различного типа. Чаще всего используется для склеивания стекла и металла двухкомпонентный вариант исполнения. Его основные достоинства заключаются в водонепроницаемости и быстром высыхании. Среди особенностей его применения можно отметить следующие моменты:. На момент склеивания нужно обеспечить плотное прилегание двух поверхностей.
За счет этого и обеспечивается надежное соединение. Также для достижения рассматриваемой задачи можно использовать различные виды герметиков. Как правило, герметик обеспечивает высокую степень изоляции стыка. Именно поэтому его применяют в том случае, если нужно добиться не высокой прочности, а водопроницаемости. Процедура склеивания двух элементов при применении герметика не существенно отличается.
Среди особенностей отметим то, что герметику может потребоваться больше времени на высыхание. Подобное вещество характеризуется тем, что образует мягкую прослойку, которая может выдерживать незначительное смещение склеиваемых объектов относительно друг друга и после этого восстанавливать свою форму.
Среди особенностей применения можно отметить нижеприведенные моменты:. В инструкции по использования рассматриваемого клея указывается также то, сколько требуется времени для его полного высыхания. Прозрачный автомобильный клей также встречается в продаже. При его применении можно добиться соединения высокого качества. Подобный клей для стекла и металла применяется следующим образом:. Выбрать клей подобного типа можно для соединения самых различных изделий, но чаще всего его применяют при клейке лобового стекла.
Стоит учитывать, что от качества клеящего состава зависит многое. Именно поэтому рекомендуется отдавать предпочтение продукции известных производителей. Низкокачественная продукция приведет к непрочной посадке стекла на металл, через некоторое время снижается степень герметизации стыков.
Для обеспечения прочного соединения часто применяется ультра-фиолетовая лампа, клеить с которой намного проще. Первый вариант исполнения следует использовать исключительно для прозрачных стекол. Рекомендации по клей с ультрафиолетовой лампой выглядят следующим образом:. Длительность облучения во многом зависит от того, какая будет использоваться лампа для этого. Все они классифицируются по показателю мощности. Первый этап облучения, как правило, продолжительностью намного меньше, в сравнении со вторым.
В повседневной жизни мы часто сталкиваемся с тем, что нужно склеивать различные поверхности. Особенно эта проблема актуальна для тех соединений, скрепить которые нельзя с помощью сварки или клепки. Что же выбрать? Для начала стоит помнить, что клеевой состав для скрепления двух металлических поверхностей должен выбираться особенно тщательно. Современные производители предлагают составы на основе одного или двух компонентов, в зависимости от чего варьируется и сфера их применения.
Многие задумываются о том, какой клей клеит металл. Ответов на такой вопрос довольно много, поскольку и средств выпускается сегодня немало. Какой бы состав ни использовался, важно следующее:. Благодаря бурному развитию современных технологий, найти способ соединения металлических деталей достаточно просто. Можно при этом использовать метод промышленной сборки посредством резьбового соединения, сварку или клепку. Прежде чем приклеить металл к металлу,нужно позаботиться о подготовке поверхностей, а именно их промывке и тщательном высушивании.
Если кроме химического обезжиривания поверхность еще и очищается растворителями, то удалить грязь можно с помощью механической обработки посредством щеток и протирочных тканей. Очень часто на поверхности скапливаются оксидные пленки, например ржавчина, справиться с которыми с помощью обезжиривания невозможно. В этом случае можно сначала механически очистить поверхности металла, обезжирить их и только после этого приступать к склеиванию. Один из популярных составов выпускается под маркой Dublfix и представляет собой универсальный двусторонний скотч.
Это инновационный материал, позволяющий склеить металл с любой поверхностью — металлической, деревянной, пластиковой и так далее. Особенность скотча в том, что он позволяет скрепить даже неровные и выгнутые участки крепко и надежно. Идеальна для склеивания металла и клейкая лента DublKote: благодаря вспененному материалу, который лежит в основе ленты, она может принимать форму любой поверхности, при этом заполняет собой все выемки.
Обе ее поверхности обработаны универсальным акриловым клеем, который способствует отличному сцеплению с широким спектром поверхностей. Высокая устойчивость к влажности и перепадам температур позволяют использовать ленту как во внутренних, так и в наружных работах. Склеить две металлические поверхности можно с помощью клеящих материалов Permabond.
Они позволяют соединить любые материалы, при этом соединение это будет прочным и надежным. Клей распределяется равномерно, поэтому даже места стыков оказываются идеально ровными и гладкими. Шов будет герметичным, а потому можно не переживать, что возникнет коррозия. В основе этого материала лежит метилцианакрилат, благодаря которому можно склеить целый ряд материалов. Если нужно наносить средство точно и аккуратно, можно делать это не вручную, а с помощью автоматизированных приспособлений.
Как клей для склеивания металлов вполне можно использовать и эпоксидные смолы, которые состоят из двух компонентов и смешиваются в полимер. Они будут отличаться высокими прочностными характеристиками клеевого соединения, что позволяет использовать состав для любых типов металлических поверхностей.
При этом он стоек к износу и воздействию влаги, а также показывает отличные физико-механические свойства. Сегодня производители предлагают широкий выбор комбинаций эпоксидных смол, причем для каждой цели можно подобрать определенный состав. Его особенность в том, что можно применять состав для соединения железных, алюминиевых, стальных, медных и иных поверхностей. Эпоксидная основа способствует тому, что склеивание выполняется надежно и прочно, при этом шов не будет давать усадку или расширяться.
Применяется такое средство очень просто, но прежде чем приклеить металл к металлу, нужно сначала тщательно очистить поверхности с использованием бензина или ацетона. На одну поверхность следует выдавить смолу, на вторую — отвердитель, тщательно перемешать их. Затем поверхности следует аккуратно соединить. Большинство клеевых составов требуют соблюдения ряда мер предосторожности. Так, нужно пользоваться перчатками и избегать попадания состава не только в глаза, но и на кожу. Если все-таки клей попадет на поверхность рук или в глаза, нужно тщательно промыть их водой.
Не следует применять средство, срок годности которого прошел. Иногда возникает необходимость склеить два совершенно разных материала — хрупкое стекло и крепкий металл. И именно в разности структуры этих веществ и появляется главная сложность, так как не всякий клей способен взять их. Склеивание металла со стеклом может потребоваться при ремонте мебели, автомобилей, а также некоторых бытовых предметов техники.
В этой статье вы узнаете о том, какими средствами можно произвести эту процедуру, и по какой технологии следует произвести склеивание правильно и надёжно. Несмотря на сложность операции, клей для стекла и металла подобрать не так-то сложно. Вот какие материалы можно для этого использовать:. Если вы думаете о том, чем приклеить стекло к металлу, то выберите вещество, исходя из ваших целей и назначения изделия. От правильного выбора зависит надёжность склеивания.
Как было сказано выше, сначала нужно выбрать, чем приклеить стекло к металлу. Руководствуйтесь назначением конструкции, тем, где она будет использоваться, и особенностями среды, в которой она будет находиться. Следующий этап традиционный для склеивания всех видов материалов — это очистка поверхности. Если металл и стекло ничем не покрыты, то нужно просто очистить от пыли и мусора. Рекомендует обезжирить материалы растворителем любым, кроме марок 6хх-7хх.
Если есть какое-либо покрытие, например, краска, то её следует тщательно удалить. Стекло перед приклеиванием рекомендуется нагреть.
Сделать это можно с помощью фена. Добейтесь температуры на градусов выше комнатной. Подогретое, оно будет лучше соединяться с клеящим веществом, что обеспечит надёжное сцепление. При нагревании стекла будьте осторожны.
Как приклеить металл к металлу
Сообщения без ответов Активные темы. Сейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 0. Текущее время: , Добавлено: ,
Каретка форматного станка материал алюминий, ответная часть нужно клеить стальные полосы длиной 3м, широной 12мм, толщино.
Чем склеить металл с алюминием. Как выбрать клей для алюминия: советы профессионалов
Есть необходимость приклеить розу из термоплатики к металлической основе кольца. Любой клей не подойдет, как вы понимаете. Ну это как быстрозастывающая эпоксидка. В ювелирке применяют. Я вклеиваю им шнурки в концевики и жемчужины на штырек — намертво! Есть отличный немецкий клей U-hu. Клеит все ко всему, разделяется по материалам ткань, дерево, пластик, резина итд , но есть и универсальный. Проверено, металл к пластмассе клеит клеит, след прозрачный, тюбики бывают большие и миниатюрные. Я работаю только с ним. А вообще жидкой пластикой можно, только изделие потом нужно запечь, чтобы схватилось.
Чем и как можно склеивать алюминий
Многие люди не знают, какой именно клей может склеить металлические поверхности. Вариантов очень много. Ведь таких составов сейчас выпускают большое множество. Однако, необходимо помнить, что для склеивания любых поверхностей необходимо сделать правильную подготовку.
Добро пожаловать, Гость. Пожалуйста, войдите или зарегистрируйтесь.
Склеиваем алюминий
Zollex Эпоксидный клей 2-х компонентный прозрачный, универсальный, в шприце. Abro Холодная сварка. Представляет собой эпоксидный клей-шпаклевку с упрочняющей добавкой стального порошка, склеивает металл, дерево, керамику, стекло, пластик. DoneDeal Турклей клей-герметик водостойкий DD Liqui Moly Silikon Dichtmasse Силиконовый герметик, черный
Чем склеить аллюминий?
Вот очень не плохой вариант, клей «Момент Супер Эпокси металл», это двухкомпонентный клей на эпоксидной основе. Склеивает любые металлы сталь, алюминий, сплавы, медь и так далее в любых комбинациях дерево, оргстекло, ткань, камень и так далее. Подготовка не сложная, лучше всего пройтись мелкой наждачной бумагой и по дереву и по металлу, поверхность станет чуть шероховатой, это улучшит адгезию. Конечно если на металле ржавчина на стали к примеру , то нужен ещё и преобразователь ржавчины, или убрать коррозию механическим путём. В любому удобном месте на ровной поверхности к компоненту «А», добавляем компонент «Б» в одинаковых пропорциях. Всё, через сутки клей наберёт полную прочность и детали можно обрабатывать, а вообще прочность первоначальная достигается за пару часов, то есть клей высыхает. Самое главное — это подготовка и сам процесс склеивания. Немаловажно понимать, что поверхность металла окисляется под воздействием влаги и плёнка окисления отслаивается от материала вместе с клеем, поэтому весь процесс необходимо произвести в сухом помещении.
Двухкомпонентное средство для склейки алюминия. Марки вещества, которое прекрасно склеивает металлы в условиях повышенных температур.
Как и чем приклеить металл к стеклу
Чем приклеить алюминий к металлу
Алюминий является одним из самых распространённых в промышленности металлов. Отличается высокой прочностью, устойчив от воздействия внешних факторов. Однако алюминий не имеет адгезийных качеств.
Чем склеить дюраль и сталь?
ВИДЕО ПО ТЕМЕ: Как приклеить АЛЮМИНИЕВЫЕ ПЯТАКИ к стеклу.
Стекло и металл являются довольно распространенными материалами, которые могут применяться в быту и промышленности. Часто возникает необходимость в склеивании подобных материалов, с чем может возникнуть довольно много трудностей. Для этого используются специальные вещества и технологии клейки. Прежде всего следует определиться с тем, какое именно вещество использовать для соединения двух материалов. Как приклеить металл к стеклу — подобный вопрос рассматривается исключительно с учетом особенностей выбранного клеящего вещества.
Клеящие составы относятся к достаточно простым в обращении средствам соединения заготовок и деталей самого различного типа.
Клей для алюминия – ответы на важные вопросы
Но еще более трудно склеивать стекло с металлическими фрагментами. Скользящая поверхность и отсутствие пор в материале затрудняют этот процесс, поэтому технологи находятся в постоянном поиске способов склейки стекла и металла. Изобретение разнообразных клеящих веществ — настоящее искусство, которое базируется на законах физики и химии. Новейшие разработки в этой сфере подарили мастерам стекольного производства высокоэффективный прозрачный УФ-клей для стекла. Линейка данных препаратов стала настоящим открытием и вывела стекольное производство на новый уровень. Интересно, что на заре данного открытия назначение ультрафиолетовых клеев не имело никакого отношения к обработке и склеиванию стеклянных полотен.
Всем привет! Нужен совет опытных товарищей. Нужно чем то проклеить алюминиевый уголок к керамогранитной плитке на улице, посоветуйте чем таким надёжным можно?
Чем и как приклеить металл к металлу
В XIX веке металлические конструкции соединяли клепкой. Например, так сделана знаменитая Эйфелева башня. В XX веке металл чаще всего соединяли сваркой. А в XXI веке самым актуальным способом соединения металлов стала склейка. Из этой статьи вы узнаете, чем можно приклеить металл к металлу.
Если бы Эйфелеву башню строили сегодня, детали, возможно, были бы склеенными, а не склепанными
Какой тип клея выбрать для металла
Склеивание металла не уступает в надежности и прочности сварке. При этом приклеить металл к металлу быстрее, проще и дешевле, чем приварить. Склеенные металлические конструкции устойчивы к вибрации и механическим воздействиям. Также клей позволяет соединять металл и другие материалы, например металлические и пластиковые или деревянные детали.
Но эффективность склеивания зависит от выбора подходящего клея, площади и геометрии склеиваемой поверхности. Современный клей для металла сделан на синтетических основах.
Эпоксидный клей для металла
Этот тип применяется как в быту и в подсобном хозяйстве, так и в промышленности и строительстве. Эпоксидный клей относительно недорогой. Он устойчивый к высоким и низким температурам, к воде и к химическим агентам, например бензину, керосину, охлаждающим жидкостям. Поэтому его можно использовать для наружных работ и для склеивания деталей, которые находятся в агрессивной среде.
Эпоксидный клей для металла
Эпоксидный клей продается в двух емкостях. В одной находится эпоксидная смола, а в другой – отвердитель. Смолу и отвердитель необходимо смешать перед использованием. В зависимости от типа эпоксидной основы смесь нужно использовать в течение нескольких минут или часов.
Эпоксидный клей имеет важное свойство: его можно наполнять разными материалами, например керамической или металлической стружкой. Это увеличивает прочность соединения и придает клеевой основе нужные в конкретной ситуации качества. Например, благодаря наполнителю с помощью эпоксидного клея можно восстанавливать форму металлических деталей. Простой пример — восстановление винтовой резьбы.
Эпоксидный клей подходит для склеивания поверхностей с большой и средней площадью.
Обратите внимание, клеевые смеси с коммерческими названиями типа «холодная сварка» представляют собой эпоксидный клей. Не путайте клей с технологией холодной сварки. Это аппаратный метод соединения металла, при котором деформируется его поверхность.
Двусторонний скотч для металла
Клейкую ленту применяют для соединения металлических поверхностей в быту, в подсобных хозяйствах и на производстве. Она представляет собой полипропиленовую или вспененную базу, на которую с двух сторон нанесено клеящее вещество.
Двусторонний скотч для металла
Двусторонний скотч термо- и влагостойкий. Также он пластичный, поэтому его используют для соединения конструкций сложной формы. Чаще всего двусторонний скотч применяют для соединения металлических деталей небольшой массы. Например, скотчем можно приклеить автомобильное зеркало или держатели для полотенец.
Анаэробный клей для металла
Применяется для склеивания резьбы, втулок, систем «вал – втулка», «вал – подшипник», заполнения зазоров, а также в качестве герметика. Клей представляет собой жидкий состав, который отвердевает при контакте с ионами металла без доступа кислорода.
Справка: в составе анаэробного клея есть компоненты, которые при контакте с кислородом создают воздухонепроницаемую наружную пленку. Под ней создаются условия, необходимые для отвердения клея.
Анаэробный клей для металла
Анаэробные клеи отличаются по вязкости и прочности соединения.
Читайте также: Анаэробный клей: принцип действия, сферы использования, способ применения
Цианоакрилатный клей
Популярный вариант – клей на основе цианоакрилата. Он прочно соединяет металлические поверхности, сохраняет свойства при низких и высоких температурах. Цианоакрилатный клей быстро фиксирует детали. При склеивании металла при температуре от 20 °С до 30 °C поверхности фиксируются в течение от 5 секунд. Полностью клей полимеризируется и затвердевает в течение суток.
Цианоакрилатный клей подходит для склеивания мелких деталей. Им соединяют изделия из нержавеющей или высоколегированной стали. Также этот тип клея обладает высокой прочностью и устойчивостью к старению.
Читайте также: Что такое цианоакрилатный клей и где его используют
Цианоакрилатный клей
Метилметакрилатовый клей
Этот тип клея обеспечивает высокую ударопрочность. Он применяется в автомобильной промышленности, в строительстве. Это профессиональный структурный клеевой состав.
Как правильно клеить металл
Чтобы склеить металлические поверхности, придерживайтесь такого алгоритма действий.
1. Выберите подходящий клей
Для больших поверхностей, которые склеиваются внахлест, выбирайте эпоксидный клей. Для мелких деталей подойдет клей на основе цианоакрилата. Анаэробный клей применяется для склеивания резьбовых соединений, систем «вал – подшипник».
Если нужно склеить поверхности быстро, лучше использовать цианоакрилатный клей. Если детали нужно позиционировать или двигать друг относительно друга, выбирайте эпоксидный клей. Он застывает не сразу, поэтому у вас будет время, чтобы передвинуть детали.
2. Обработайте поверхности металлической щеткой или наждачной бумагой
На этом этапе нужно решить две задачи. Во-первых, обработка щеткой или наждачкой позволяет очистить поверхность от ржавчины, оксидной пленки, остатков краски. Грубые загрязнения мешают прочному соединению поверхностей, поэтому их надо удалить.
Подготовка металлической поверхности к склеиванию
Во-вторых, обработка абразивными материалами уменьшает гладкость поверхности. Это увеличивает площадь сцепления металлических деталей и обеспечивает прочность соединения.
Выбирайте инструмент для очистки поверхности в зависимости от стоящей перед вами задачи. Например, очистить небольшую деталь можно вручную с помощью наждачной бумаги «нулевки» или «единички». Для больших ржавых или окрашенных поверхностей можно использовать электроинструмент, например болгарку с дисковой абразивной щеткой или абразивную насадку для дрели.
3. Обезжирьте поверхности
Поверхность можно обезжирить ваткой или ветошью, смоченной в ацетоне или другом очистителе, рекомендованном производителем клея.
4. Смешайте двухкомпонентный клей
Если используете однокомпонентный клей, пропустите этот шаг.
Для смешивания эпоксидного клея и отвердителя применяйте подходящую по размерам емкость, например, пластиковый контейнер. Для перемешивания клея используйте подходящий инструмент, например пластиковую лопатку.
Эпоксидный клей нужно смешать перед использованием
5. Нанесите клей на поверхности и соедините их
Для нанесения клея используйте пластиковую лопатку. В быту можно обойтись спичкой. Наносите клей на обе поверхности. Соедините и прочно прижмите металлические детали.
Нанесение резьбового клея
Чтобы детали надежно держались, обеспечьте неподвижность стыка на срок отвердения клея. Конкретное время ищите в инструкции по использованию продукта.
6. Защитите стык от влаги до полного отвердения клея
Клей для металла нуждается в защите от влаги до полного отвердения. Если вы склеиваете детали, которые находятся под открытым небом, защитите их от дождя, росы и повышенной влажности воздуха.
Покрасьте стыки водоотталкивающей краской, перенесите металлические изделия в помещения или накройте их тентом. По возможности до отвердения держите металлические изделия при комнатной температуре.
Заключение
Склеить металл проще и быстрее, чем сварить. А современный клей обеспечивает прочность соединения, сопоставимую со сваркой. Для склеивания металлов в быту и промышленности обычно используют двухкомпонентный эпоксидный клей. В промышленности и строительстве распространены анаэробный клей и клей на основе метилметакрилата, полиуретана, цианоакрилата.
Чтобы выбрать клей для металла, звоните в компанию TZ Group по телефону 8 (800) 555-9652.
Как склеить алюминий | Permabond Engineering Adhesives
При склеивании алюминия важно помнить, что алюминиевые поверхности часто имеют слабый невидимый оксидный слой. Простого протирания очистителем на основе растворителя обычно недостаточно, если требуется высокая прочность сцепления. Клеи хорошо сцепляются с оксидным слоем, однако оксидный слой плохо сцепляется с алюминием. Часто кажется, что клеевое соединение не удалось, но при ближайшем рассмотрении видно, что оксидный слой только что оторвался от алюминия.
Хотя протирка растворителем сама по себе недостаточна, важно протереть растворителем перед абразивной или пескоструйной обработкой поверхности, чтобы избежать проникновения масел или загрязнений в свежий алюминий. После обработки – еще раз протрите поверхность, чтобы удалить мусор.
Существует множество доступных растворителей. Подходят ацетон, изопропанол, Permabond Cleaner A. Избегайте уайт-спирита или метамфетамина, так как они могут оставить след.
Теперь мы готовы склеить алюминий.
Какой клей лучше всего подходит для склеивания алюминия?
Алюминий (или алюминий, если хотите) — мягкий, легкий металл светло-серого цвета. Большая часть алюминия превращается в сплав для улучшения свойств. Тип алюминия влияет на прочность соединения и выбор клея. Для получения подробной информации о каждом типе обратитесь в службу технической поддержки Permabond. Номера серий сплавов перечислены ниже.
Анаэробные клеи — Подходит для плотно прилегающих концентрических деталей или резьбовых компонентов. Для отверждения анаэробных клеев требуется активный металл; алюминий пассивен, поэтому A905 или ASC10 можно использовать для ускорения отверждения. Для прокладки/уплотнения фланцев Lh297 является особенно хорошим выбором для более мягких алюминиевых сплавов. Позаботьтесь о том, чтобы окружить отверстия для болтов должным образом.
Цианоакрилат – также известный как моментальные клеи, суперклей, сумасшедший клей, клей ca и т. д. Все марки хорошо склеивают алюминий. Для очень высокой прочности используйте металлический связующий материал, такой как 170 или оригинальный 910®. Для приклеивания алюминия к разнородным поверхностям с разными коэффициентами теплового расширения рассмотрите закаленную сталь 737.
Однокомпонентные эпоксидные смолы идеально подходят для склеивания алюминия. Рассмотрим ES550 или ES558.
Двухкомпонентные эпоксидные смолы также образуют прочную связь с алюминием. Permabond ET515 и MT382 являются популярным выбором для склеивания тонкостенных алюминиевых панелей, поскольку они сводят к минимуму или устраняют сквозное считывание (просвечивание). Permabond ET5422 идеален там, где требуется чрезвычайно высокая прочность на сдвиг и отрыв.
Структурные акрилы, такие как TA4246, являются очень сильными связующими для алюминия.
Клеи, отверждаемые УФ-излучением, являются хорошим выбором, если свет достигает всего места склеивания. Если есть затененные области, обратите внимание на UV7141.
При таком большом выборе клеев для алюминия желаемый процесс отверждения, желаемая устойчивость к окружающей среде и желаемая термостойкость являются ключевыми факторами при выборе наилучшего клея для каждого применения.
Номера серий из алюминиевого сплава
1000 чистый алюминий
2000 медь
3000 марганец
4000 кремний
5000 магний
6000 магний и кремний
7000 цинк
8000 прочие материалы
Сопутствующая информация
Клеи для алюминия – как склеивать алюминий с помощью клеев Permabond
Свяжитесь с нами для получения дополнительной информации
Свяжитесь с нами
Ваша информация всегда конфиденциальна
Продукты
Recent Blogs
28 Июн
Permabond Europe запускает TA4207 – без подготовки поверхности!
Permabond Europe выпускает TA4207 – новый универсальный многоцелевой высокопрочный клей Permabond TA4207 расширяет наш существующий ассортимент клеев на основе метилметакрилата (ММА) и представляет собой двухкомпонентный продукт с соотношением компонентов 1:1, обеспечивающий очень высокую. ..
Подробнее
Все, что вам нужно знать
Металл окружает нас повсюду, он используется во всем: от крупных машин до бытовой техники и декоративных предметов. Металлический клей — отличный способ соединить металл с металлом или металл с другими материалами. Для большинства повседневных ситуаций и простых проектов «сделай сам» лучшим решением будет жидкий клей или клей для металла.
Все, кто работает с металлом, от слесарей и механиков до ювелиров и любителей, знают, что склеивание металла требует хорошей подготовки. В отличие от бумаги, дерева или других пористых материалов, плотная гладкая поверхность металла может противостоять большинству бытовых клеев, что приводит к слабому соединению и повреждению предметов. Но металлический клей может помочь!
Работа с металлом может быть сложной задачей, но все, что для этого нужно, — это подходящий клей для металла и некоторая подготовка.
Типы металлического клея
Точная работа с аппликатором ULTRA Control
Связующий состав: Loctite Weld
Как склеить металл клеем: Пошаговая инструкция
Рекомендуемые продукты
Типы клея для металла
Выбор наилучшего клея для металла имеет важное значение для прочной посадки. Металлические клеи обычно делятся на три типа: эпоксидные, полиуретановые и суперклеи.
Эпоксидные клеи — это высокоэффективные клеи, которые часто используются в столярных и деревообрабатывающих работах или для специальных творческих целей, таких как изготовление бижутерии. Эти методы включают в себя не только дерево, но и металл, в некоторых случаях, такие как поручни, ножки стола или дверные ручки. Эпоксидные смолы бывают разных типов с разными свойствами: гибкие или жесткие, прозрачные или непрозрачные, быстро или медленно схватывающиеся. Они также обладают высокой устойчивостью к теплу и химическим веществам.
Лучшей эпоксидной смолой для металла является Loctite Epoxy Metal/Concrete, двухкомпонентная система, состоящая из эпоксидной смолы и отвердителя. Смола и отвердитель объединяются для создания прочного, высокопрочного соединения, которое высыхает за считанные минуты и может использоваться для ремонта, заполнения и восстановления любых металлических и бетонных поверхностей.
Полиуретаны также обычно используются с металлом. Полиуретаны водостойки и устойчивы к ультрафиолетовому излучению, быстро схватываются, не будучи хрупкими. После отверждения их можно шлифовать, окрашивать и окрашивать. Это делает их идеальными для многих работ по дому, включая ремонт полов или готовые столярные изделия, такие как шкафы или столы.
Качественный клей для наружных работ должен быть на основе полиуретана, отверждаться влагой, чтобы создавать более прочные соединения, чем обычные строительные клеи. Как и многие полиуретаны, он работает с металлом в широком диапазоне температур, что делает его лучшим клеем по металлу для наружных работ. 9№ 0003
Суперклеи — это высокоэффективные промышленные клеи, идеально подходящие почти для всех бытовых ремонтных работ. Большинство из них хорошо сцепляются с металлом, а также с тканями, деревом и пластиком, что делает их полезными для соединения или ремонта деталей автомобилей, украшений, мелкой бытовой техники и многих других предметов повседневного обихода. №
Жидкий клей Loctite Super Glue Liquid обеспечивает превосходное склеивание металлов. Он надежен и быстр. Он сильный и простой в использовании; устойчив к атмосферным воздействиям и влаге, схватывается за секунды, не требует зажима, легко наносится.
Точная работа с аппликатором ULTRA Control
Нанесение клея на металл может быть грязным без подходящих инструментов. Для облегчения склеивания металла к клею Loctite Super Glue ULTRA Liquid Control прилагается аппликатор Loctite Control.
Эта запатентованная конструкция бокового выдавливания позволяет лучше контролировать размещение и объем клея, обеспечивая чистое и точное нанесение. В сочетании с превосходными характеристиками и высокой устойчивостью к влаге, химическим веществам и холоду Loctite Super Glue ULTRA Liquid Control — это лучший клей для металлов, позволяющий упростить сложное склеивание.
Связующий состав: Loctite Weld
Другим вариантом для склеивания металла является эпоксидный состав Loctite Weld Bonding Compound. Удобная альтернатива сварке, это самое надежное решение для соединения большинства металлов, включая железо, сталь, алюминий, латунь, медь и олово. После отверждения он устойчив к теплу и влаге, включая воду, топливо, масло, антифриз и заводские жидкости. Он не дает усадки и легко поддается шлифовке или окраске. Эпоксидный клеевой состав Loctite упрощает такие задачи, как починка газонокосилок или закрепление металлических болтов.
Факторы окружающей среды, такие как влага и тепло, могут влиять на сцепление металлов. Ищите атмосферостойкие клеи, такие как Loctite Weld.
Как склеить металл клеем: Пошаговая инструкция
Склеить металл просто, требуется всего пара шагов и, конечно же, подходящий клей для металла.
Препараты. Мы рекомендуем работать в хорошо проветриваемом помещении или мастерской, где достаточно места для работы со всеми необходимыми материалами. Используйте защитную ткань или бумагу, чтобы закрыть мебель. Осмотрите соединяемые детали и проверьте посадку. Удалите любые фрагменты или частицы, препятствующие уплотнению.
Носите латексные или нитриловые перчатки (не из поливинилхлорида, нейлона или хлопка), чтобы защитить кожу при использовании металлического клея.
Очистите металл. Поверхности должны быть чистыми и сухими. Удалите пыль, грязь, воск, масло или жир, включая отпечатки пальцев, со всех частей с помощью ткани. Вы можете слегка придать шероховатость гладким поверхностям мелкозернистой наждачной бумагой.
Нанесите металлический клей. Перед началом работы обязательно прочтите инструкции к продукту, чтобы узнать подробности о применении и времени высыхания.
Откройте крышку изделия и нанесите на подготовленную поверхность металлический клей. Следуйте инструкциям на упаковке по количеству. Супер клея требуется около одной капли на квадратный дюйм поверхности. Многие эпоксидные клеи для металлов требуют смешивания компонентов клея и отвердителя, а затем нанесения с помощью специального инструмента.
23.Пластичность металлов, влияние на пластичность химического состава, температуры нагрева, схемы напряженного состояния, скорость деформации.
Пластичность— способность металла принимать под действием нагрузки новую форму не разрушаясь.
Пластичность металлов определяется также при испытании на растяжение. Это свойство обнаруживается в том, что под действием нагрузки образцы разных металлов в различной степени удлиняются, а их поперечное сечение уменьшается. Чем больше способен образец удлиняться, а его пеперечное сечение сужаться, тем пластичнее металл образца.
В условиях обработки металлов давлением на пластичность влияют многие факторы: состав и структура деформируемого металла, характер напряженного состояния при деформации, неравномерность деформации, скорость деформации, температура деформации и др. Изменяя те или иные факторы, можно изменять пластичность.
1.Состав и структура металла. Пластичность находится в прямой зависимости от химического состава материала. С повышением содержания углерода в стали пластичность падает. Большое влияние оказывают элементы, входящие в состав сплава как примеси. Олово, сурьма, свинец, сера не растворяются в металле и, располагаясь по границам зерен, ослабляют связи между ними. Температура плавления этих элементов низкая, при нагреве под горячую деформацию они плавятся, что приводит к потере пластичности.
2.Влияние температуры неоднозначно. Малоуглеродистые и среднеуглеродистые стали, с повышением температуры, становятся более пластичными (1). Высоколегированные стали имеют большую пластичность в холодном состоянии (2). Для шарикоподшипниковых сталей пластичность почти не зависит от температуры (3). Отдельные сплавы могут иметь интервал повышенной пластичности (4). Техническое железо в интервале 800…10000 С характеризуется понижением пластических свойств (5). При температурах, близких к температуре плавления пластичность резко снижается из-за возможного перегрева и пережога.
3.Характер напряженного состояния. Один и тот же материал проявляет различную пластичность при изменении схемы напряженного состояния. Схема всестороннего сжатия является наиболее благоприятной для проявления пластических свойств, так как при этом затрудняется межзеренная деформация и вся деформация протекает за счет внутризеренной. Появление в схеме растягивающих напряжений снижает пластичность. Самая низкая пластичность наблюдается при схеме всестороннего растяжения.
4.Скорость деформации. С повышением скорости деформации в условиях горячей деформации пластичность снижается. Имеющаяся неравномерность деформации вызывает дополнительные напряжения, которые снимаются только в том случае, если скорость разупрочняющих процессов не меньше скорости деформации.
Пластичность зависит от структурного состояния металла, особенно при горячей деформации. Неоднородность микроструктуры снижает пластичность. Однофазные сплавы, при прочих равных условиях, всегда пластичнее, чем двухфазные. Фазы имеют неодинаковые механические свойства, и деформация получается неравномерной. Мелкозернистые металлы пластичнее крупнозернистых. Металл слитков менее пластичен, чем металл прокатанной или кованой заготовки, так как литая структура имеет резкую неоднородность зерен, включения и другие дефекты.
Пластичность металлов
Пластичность – свойство металла пластически деформироваться, не разрушаясь под действием внешних сил. Это одно из важных механических свойств металла, которое в сочетании с высокой прочностью делает его основным конструкционным материалом. Для определения пластичности образцы и оборудование не требуются. Показатели (характеристики) пластичности – относительные удлинение (дельта) и сужение (кси).
Относительным удлинением называется отношение абсолютного удлинения, т. е. приращение расчетной длины образца после разрыва, к его первоначальной расчетной длине,мм, выраженное в процентах:
%, (2)
где – длина образца после разрыва, мм.
Относительным сужением называется отношение абсолютного сужения, т. е. уменьшение площади поперечного сечения образца после разрыва, к первоначальной площади его поперечного сечения мм2,выраженное в процентах:
%, (3)
где – площадь поперечного сечения образца после разрыва,мм2.
Твердость – свойство металла сопротивляться внедрению в него другого более твердого тела. Для определения твердости не требуется изготовления специальных образцов, испытания проводятся без разрушения металла.
При прямых методах в металл вдавливают твердый наконечник (индентор) различной формы (шарик, конус, пирамида) из закаленной стали, алмаза или твердого сплава. После снятия нагрузки на индентор в металле остается отпечаток, который и характеризует твердость.
Метод Бринелля. В плоскую поверхность металла вдавливается стальной закаленный шарик диаметра 10 мм (рисунок 2). После снятия нагрузки в металле остается отпечаток (лунка). Диаметр отпечатка d измеряют специальным микроскопом с точностью 0,05 мм. На практике пользуются специальной таблицей, в которой диаметру отпечатка d соответствует определенное число твердости НВ.
Диаметр шарика D и нагрузку P устанавливают в зависимости от твердости и толщины испытуемого металла. Например, для стали и чугуна нагрузка Р = 3000 кг; D = 10 мм. Твердость технически чистого железа по Бринеллю равна 80 – 90 единиц.
а б
а – по Бринеллю; б – по Роквеллу
Рисунок 2 — Схема испытания твердости
Метод Бринелля не рекомендуется применять для металлов с твердостью более НВ 450, так как шарик может деформироваться и в результате получится искаженный результат. Этот метод используется в основном для измерения твердости заготовок и полуфабрикатов из неупрочненного металла.
Метод Роквелла. Твердость определяют по глубине отпечатка. Индентором служит стальной закаленный шарик диаметра 1,58 мм для мягких металлов или алмазный конус с углом при вершине 120º для твердых и сверхтвердых (более HRC 70) металлов (рисунок 2, б).
Шарик и конус вдавливаются в металл под действием двух нагрузок – предварительной и основной. Общая нагрузка равна их сумме. Предварительная нагрузка принимается одинаковой для всех металлов (10 кг). Перед началом испытания большая стрелка твердомера выставляется на «0» шкалы индикатора, и затем включается основная нагрузка – большая стрелка перемещается по шкале индикатора и показывает значение твердости.
При вдавливании стального шарика нагрузка составляет 100 кг, отсчет твердости производится по внутренней (красной) шкале индикатора, твердость обозначают НRВ. При вдавливании алмазного конуса твердость определяется по показанию стрелки по внешней (черной) шкале индикатора. Для твердых металлов основная нагрузка составляет 150 кг. Это основной метод измерения твердости закаленных сталей. Обозначение твердости – НRC.
Для очень твердых, а также тонких материалов нагрузка принимается равной 60 кг. Обозначение твердости – НRА.
Метод определения твердости по Роквеллу позволяет испытывать мягкие и твердые металлы, при этом отпечатки от шарика или конуса очень малы, поэтому этим методом можно измерять твердость и готовых деталей. Поверхность для испытания должна быть шлифованной. Измерения выполняются быстро (в течение 30 – 60 с), не требуется никаких вычислений, так как значение твердости снимается по шкале индикатора твердомера.
Метод Виккерса. В испытуемую поверхность (шлифованную или полированную) вдавливается четырехгранная алмазная пирамида под нагрузкой 5, 10, 20, 30, 50 или 100 кг. В металле остается квадратный отпечаток. Специальным микроскопом твердомера измеряют диагональ отпечатка (рисунок 3).
Рисунок 3- Схема испытания твердости по Виккерсу
Зная нагрузку на пирамиду и диагональ отпечатка, по таблицам определяют твердость металла НV.
Метод универсальный. Его можно использовать для определения твердости деталей малой толщины и тонких поверхностных слоев большой твердости (после азотирования, нитроциментации и т. п.).Чем тоньше металл, тем меньше должна быть нагрузка на пирамиду, однако при большой нагрузке результат получается точнее.
Пластичность металлов
Введение
Считается, что исследование пластичности металлов началось в 1864 году с открытия Трески. публикация его критерия максимального напряжения сдвига для текучести. С тех пор он расширен, чтобы включить эффекты анизотропии, зависимости скорости и микроскопического эффекты, связанные с зернами, дислокациями и плоскостями скольжения атомов.
На этой странице сначала будут рассмотрены основные механизмы пластических деформаций, которые происходят на атомном уровне. Затем он перейдет к макромасштабным моделям пластичность. Макромасштабные подходы рассматривают металлы как изотропные континуумы вниз. до наименьших возможных масштабов. Он начинается с одномерных приложений, которые кажутся смехотворно простыми, но позволяют понять фундаментальные принципы. представил. Затем он переходит к 3-D приложениям.
Основные механизмы
Ключевым фундаментальным механизмом пластичности металлов является движение атомов вдоль плоскостей атомного скольжения. Например, на двумерном рисунке ниже кружки представляют атомы, упакованные вместе в металле. Металл подвергается макроскопическому напряжению сдвига, как показано на рисунке. Как это обычно бывает, внешняя нагрузка не совпадает с плоскостями скольжения. Это делает механизмы деформации в микроскопическом масштабе весьма сложный.
В этом двумерном примере есть три основные плоскости скольжения. (Есть еще много в реальном трехмерном мире.) Они обозначены на рисунке ниже. Каждая плоскость скольжения имеет единичный вектор нормали \({\bf n}_i\) и вектор направления скольжения, \({\bf s}_i\).
Скольжение не происходит на плоскости скольжения, если разрешенное напряжение сдвига на плоскость скольжения превышает критическое разрешенное касательное напряжение материала. Разрешенное напряжение сдвига рассчитывается по формуле
\[ \tau_\text{разрешено} = \sigma_{ij} s_i n_j \]
В этом примере должно быть ясно, что по мере увеличения внешней поперечной нагрузки наиболее быстро будет возрастать разрешенное касательное напряжение на плоскости скольжения № 1 и сначала срабатывает проскальзывание на этом самолете, задолго до (если вообще) других систем проскальзывания стать активным.
Конечным результатом является то, что все плоскости скольжения, параллельные #1, начинают сдвигаться, создавая
Обычно это также сопровождается вращением плоскостей скольжения. Должно быть ясно, что процесс не изменяет объем материала. Вот почему пластичность несжимаема (что несомненно установлено в тесты, проведенные Бриджменом в 1947 и 1952). Кроме того, когда атомы скользят, дислокации (глюки в атомных стеках) растут в числе и повышают критическое разрешенное напряжение сдвига, необходимое для поддержания дальнейшей пластической деформации. Это объясняет постепенное увеличение напряжения при продолжении пластической деформации.
Все это только для одного зерна. Это делает его очень анизотропным, потому что любой приложенный сдвиг, который совпадает с плоскостью скольжения, приведет к более низкому пределу текучести чем прикладной сдвиг, который не выравнивается. Но если вы не лопатка турбины, то металл на самом деле состоит из миллионов или миллиардов беспорядочно ориентированных зерен. e}\). Это приписывается Ли (19п} \]
Обратите внимание, что, как и в случае с полярными разложениями, матрицы считываются из справа налево. Таким образом, в этом случае предполагается, что пластическая деформация принимает первое место, затем упругие деформации.
Одномерная пластичность металла
Сложность микромасштабных описаний пластичности металлов, поликристаллический пластик , поэтому для 99,99% применений, используются макромасштабные теории пластичности. Они очень эмпиричны. Они основаны исключительно на наблюдаемом поведении на макроуровне.
Этот процесс начинается с простых одноосных кривых напряжения-деформации, как показано ниже.
На графике показано так называемое изотропное и кинематическое упрочнение, которое происходит в металлах. Кинематический аспект – это анизотропная часть, отвечающая за для центра поверхности текучести, дрейфующей от нуля. Это иногда называемый эффектом Баушингера в честь исследователя, который впервые определил его в 1881 году. Изотропный аспект симметричен независимо от направление загрузки. 9м \]
Только имейте в виду, что пластиковая часть полностью эмпирическая. Это только кривая подходит только для одномерных приложений, где деформации относительно небольшой, потому что один показатель степени m не может соответствовать данным более большие диапазоны деформации.
Трехмерная пластичность металла
Ситуация значительно сложнее в 3D. В таком случае, текучесть диктуется напряжением фон Мизеса. Напомним, что это круг, как на следующем эскизе.
Обратите внимание, что приведенный выше рисунок относится к чисто изотропному случаю. кинематический затвердевание изображается кружком, удаляющимся от начала координат. Поскольку это происходит в пространстве напряжений, центр окружности описывается бесследным тензором напряжений \(\alpha_{ij}\), называемым обратным напряжением тензорная или кинематическая переменная упрочнения.
пластичность_(физика)
В физике и материаловедении пластичность — это свойство материала претерпевать необратимое изменение формы в ответ на приложенную силу. Например, твердый кусок металла или пластика, сгибаемый или растираемый в новую форму, проявляет пластичность, поскольку в самом материале происходят постоянные изменения. Напротив, постоянная складка на листе бумаги или изменение формы влажной глины происходит из-за перегруппировки отдельных волокон или частиц. В технике переход от упругого поведения к пластическому называется пределом текучести.
Дополнительные рекомендуемые знания
Содержимое
1 Пояснение
2 Математические описания пластичности
2.1 Теория деформации
2.2 Теория пластичности течения
3 Эластичный и пластический отказ
3.1 Критерий Трески
3.2 Критерий фон Мизеса
4 атомных механизма
4. 1 Системы скольжения
4.2 Лента сдвига
4.3 Сумасшествие
5 Мартенситные материалы
6 Ячеистые материалы
7 См. также
8 Каталожные номера
Пояснение
Для многих пластичных металлов растягивающая нагрузка, приложенная к образцу, приводит к тому, что он ведет себя упруго. Каждое увеличение нагрузки сопровождается пропорциональным увеличением растяжения, и когда нагрузка снимается, деталь возвращается точно к своему первоначальному размеру. Однако, как только нагрузка превышает некоторый порог (предел текучести), удлинение увеличивается быстрее, чем в упругой области, и когда нагрузка снимается, некоторое удлинение остается. Общий график, отображающий это поведение, приведен ниже.
Пластичность – это свойство материалов подвергаться большой деформации без разрушения. Это встречается в большинстве металлов и в целом является хорошим описанием большого класса материалов. Совершенная пластичность — это свойство материалов подвергаться большим сдвиговым деформациям без какого-либо увеличения (сдвигового) напряжения. Пластмассовые материалы, которые не являются идеально пластичными, являются вязкопластичными.
Микроскопически пластичность металлов является следствием дислокаций.
Математические описания пластичности
Теория деформации
Существует несколько математических описаний пластичности. Одним из них является теория деформации (см., например, закон Гука), где тензор напряжений (порядка d в d измерениях) является функцией тензора деформации. Хотя это описание является точным, когда небольшая часть вещества подвергается возрастающей нагрузке (например, деформации), эта теория не может объяснить необратимость.
На изображении выше представлена составляющая напряжения сдвига по отношению к составляющей деформации сдвига при возрастающей деформационной нагрузке.
Пластичные материалы могут выдерживать большие пластические деформации без разрушения. Однако даже пластичные металлы разрушаются, когда деформация становится достаточно большой — это происходит в результате наклепа материала, что делает его хрупким. Термическая обработка, такая как отжиг, может восстановить пластичность обрабатываемой детали, чтобы можно было продолжить формование.
Теория пластичности течения
В 1934 году Эгон Орован, Майкл Поланьи и Джеффри Инграм Тейлор примерно одновременно поняли, что пластическую деформацию пластичных материалов можно объяснить с точки зрения теории дислокаций. Более правильная математическая теория пластичности, теория пластичности течения, использует набор нелинейных, неинтегрируемых уравнений для описания набора изменений деформации и напряжения по отношению к предыдущему состоянию и небольшому увеличению деформации.
Эластичный и пластический отказ
Если напряжение превышает критическое значение, как было сказано выше, материал подвергается пластической, или необратимой, деформации. Это критическое напряжение может быть растягивающим или сжимающим.
Критерий Трески
Этот критерий основан на представлении о том, что разрушение материала происходит при сдвиге, что является относительно хорошим предположением при рассмотрении металлов. Учитывая основное напряженное состояние, мы можем использовать круг Мора, чтобы определить максимальные напряжения сдвига, которые испытает наш материал, и сделать вывод, что материал выйдет из строя, если:
σ 1 — σ 3 ≥ σ 0
Где σ 1 — максимальное нормальное напряжение, σ 3 — минимальное нормальное напряжение, при котором 96 8 σ0 90 материал разрушается при одноосном нагружении. Можно построить поверхность текучести, которая обеспечивает визуальное представление этой концепции. Внутри поверхности текучести деформация упругая. Вне поверхности деформация носит пластический характер. См. Анри Треска.
Критерий фон Мизеса
Этот критерий основан на критерии Трески, но принимает во внимание допущение, что гидростатические напряжения не способствуют разрушению материала. Фон Мизес находит эффективное напряжение при одноосной нагрузке, вычитая гидростатические напряжения, и утверждает, что все действующие напряжения, превышающие то, которое вызывает разрушение материала при одноосной нагрузке, приведут к пластической деформации.
Опять же, визуальное представление поверхности текучести может быть построено с использованием приведенного выше уравнения, которое принимает форму эллипса. Внутри поверхности материалы подвергаются упругой деформации. Вне поверхности они подвергаются пластической деформации. См. стресс фон Мизеса
Атомные механизмы
Системы скольжения
Кристаллические материалы содержат однородные плоскости атомов, организованные в дальнем порядке. Самолеты могут проскальзывать друг мимо друга в тесном направлении, как показано на вики-странице систем скольжения. Результатом является постоянное изменение формы внутри кристалла и пластическая деформация. Наличие дислокаций увеличивает вероятность скольжения самолетов.
Срезная лента
Наличие других дефектов внутри кристалла может запутывать дислокации или иным образом препятствовать их скольжению. Когда это происходит, пластичность локализуется в определенных областях материала. Для кристаллов эти области локализованной пластичности называются полосами сдвига.
Безумие
В аморфных материалах обсуждение «дислокаций» неприменимо, так как во всем материале отсутствует дальний порядок. Эти материалы все еще могут подвергаться пластической деформации. Поскольку аморфные материалы, такие как полимеры, плохо упорядочены, они содержат большое количество свободного объема или неиспользуемого пространства. Натяжение этих материалов при растяжении открывает эти области и может придать материалам нечеткий вид. Эта мутность является результатом образования трещин , когда в материале образуются волокна в областях с высоким гидростатическим напряжением. Материал может превратиться из упорядоченного вида в «сумасшедший» рисунок деформации и растяжек.
Мартенситные материалы
Некоторые материалы, особенно склонные к мартенситным превращениям, деформируются способами, которые плохо описываются классическими теориями пластичности и упругости. Одним из самых известных примеров этого является нитинол, который проявляет псевдоэластичность: деформации, которые обратимы в контексте механического проектирования, но необратимы с точки зрения термодинамики.
Ячеистые материалы
Эти материалы пластически деформируются, когда изгибающий момент превышает полностью пластический момент. Это относится к пенам с открытыми порами, где изгибающий момент действует на стенки ячеек. Пенопласты могут быть изготовлены из любого материала с пластическим пределом текучести, включая жесткие полимеры и металлы. Этот метод моделирования пены в виде балок допустим только в том случае, если отношение плотности пены к плотности материала меньше 0,3.
Калькулятор веса металла. Формулы расчета массы стали
Расчет веса металлопроката
Универсальный калькулятор веса стали (листовой, круглой, оцинкованной, нержавеющей) позволяет быстро и точно рассчитать вес металлопроката по размерам (диаметр по ГОСТ, ДСТУ, метраж по длине, площадь металла, объем), т.е. узнать, как перевести метры погонные в килограммы стали (м — кг, м — тонна). Масса стального профиля определяется размерами и формой его поперечного сечения, и для этого не нужно знать сколько весит 1м металлопроката. В нашем калькуляторе сортамента рассчитываются следующие виды прокатной стали по ГОСТ: круглые, квадратные, полосовые, листовые и фасонные детали (металлические блины, стальные шары и другие сложные формы предметов). Здесь можно узнать вес предмета, сделать расчет массы стального листа, пластины, круга, прутка стали, цилиндра, стержня, стальной полосы, проволоки, выполнить расчет металлического уголка, стальной трубы, швеллера, балки и определить сколько метров в тонне проката.
Как определить вес металла по размерам?
В отличие от программы «Металлургический калькулятор» здесь не нужно скачивать программу определения веса металла по ГОСТ. Расчет массы по размерам заготовки проводится автоматически в режиме онлайн, и не нужно искать переводные таблицы удельного веса металла. Например, если Вы знаете сколько весит метр арматуры, цену за кг, количество метров то можно самостоятельно посчитать на обычном калькуляторе стоимость металла, перемножив удельный вес на метраж и на стоимость одной тонны. Или наоборот, перевести цену за тонну в цену за один погонный метр.
Онлайн калькулятор сортамента металла
В лучшем металлокалькуляторе онлайн рассчитывается вес стали конструкционной, легированной, нержавеющей стали (нержавейка различных марок), оцинкованной стали, вес цветных металлов и выполняется расчет тоннажа металлопроката из других металлов и сплавов. Воспользуйтесь калькулятором массы стали онлайн, когда нужно посчитать сколько метров в тонне арматуры, уголка, профильной трубы, сколько кг в 1м трубы круглой, горячекатанного швеллера, двутавра, вычислить количество уголка, металлического круга, шестигранника, квадрата, полосы металлической, ленты стальной, листового проката.
Онлайн расчет металла выполняется бесплатно и без регистрации, и не нужно скачивать приложение на телефон, что очень удобно в пользовании. Для каждого вида материала в базу введено множество его разновидностей (сортамент марок сталей и видов проката), что значительно увеличивает область применения калькулятора металла и облегчает работу с ним.
В перечне ассортимента проката есть труба, стальной уголок, металлический лист, лента, круг, проволока, швеллер, балка, шестигранник, квадрат, профильная труба, а также с условной точностью можно подсчитать арматуру. Переводчик металлопроката поможет узнать точное количество необходимого металла, для этого необходимо ввести несколько значений размеров, определяющих сечение профиля, и вы за несколько секунд посчитаете тоннаж. Кроме того при помощи нашего переводчика металла возможно сопоставить табличные значения из сортамента стали и расчетный вес, вычисленный онлайн.
Правила расчета металла по весу и длине
1. Выбираем тип металла в калькуляторе: «Сталь» стоит по умолчанию (подходит для расчета как черной стали, так и нержавеющей). Электронный калькулятор нормы расхода металла может посчитать прокат медный, алюминиевый и другие цветные металлы. 2. Выбираем марку стали по ГОСТу (например AISI 304/304L, AISI 316/316L) или вводим цветной металл в калькулятор (алюминиевый прокат, дюралюминий, свинец, медь, латунь, золото). 3. Выбираем вид металлопроката (профильная труба, металлический лист, стальной уголок и т.д.). По умолчанию стоит трубный металлокалькулятор (круглые трубы бесшовные, трубы ВГП, трубы электросварные). 4. Указываем размеры детали (диаметр трубы в миллиметрах, размер швеллера, высота балки, толщина стенки, размер полки уголка и т.д.) 5. Указываем длину для перевода из метров в килограммы металла, или вес для перевода из кг в м. 6. Нажимаем на «Металлокалькуляторе по ГОСТу» кнопку «Посчитать» и получаем искомое значение.
Расчет массы стали по формуле
Когда нет в наличии под рукой справочника сортамента металлопроката, электронного калькулятора металла, а нужно произвести соответствующие расчёты массы по габаритам, площади сечения стальных заготовок, то мы научим вас как рассчитать вес по формуле. Если с собой есть только рулетка для замеров ММ, СМ, М, и калькулятор на телефоне-андроид, все вычисления можно сделать самому, и несложные геометрические формулы не будут препятствием для вычисления веса металла самостоятельно.
Формула для определения массы любого металлического изделия, независимо от его сечения:
m = pV, где p – плотность металла, а V – объем.
В расчётах тоннажа металла базовой величиной будет усреднённая плотность стали 7 850 кг/м3 (удельный вес) умноженная на объем металлоконструкции. Эту простую формулу вычисления массы через плотность и объем из учебника по физике за 7 класс все знают. Как правильно посчитать объем металла, узнаете вспомнив школьную геометрию (несколько формул представлено в таблице ниже). Например, для листового проката вычисляют площадь поверхности и умножают на толщину листа. Точные результаты с таким арсеналом получить сложно, но приблизительно определиться с весом некоторых металлоизделий – вполне реально. Когда же есть доступ к интернету, тогда расчёты массы металлической детали не составят никакого труда.
У каждого пользователя Интернета бывают моменты, когда необходимо высчитать некоторые детали по работе и определить сколько нужно металла для изготовления металлоизделия, посчитать его цену. Например, требуется перевести массу в объем (площадь м2), перевести метры в килограммы металлопроката, когда нужно сделать расчет массы металлоконструкций, найти массу стальной детали, посчитать площадь поверхности покраски. И не важно, собираетесь вы строить из металлоконструкций дом или вложить деньги в металл, вам потребуется рассчитать стоимость металлопроката онлайн, тогда вам нужны формулы расчета массы металла через объем и плотность.
Как найти массу без весов, вычислить вес по формуле?
Например, нам нужно найти вес металлоконструкций, рассчитать массу металлической фермы, железной двери, ворот из листового металла, нержавеющей бочки или другого изделия из цветного металла. Для этого металлическая конструкция разделяется на составные элементы заготовок и рассчитывается вес металла по формуле (см. примеры формул площади и объема простых тел) или на программе-калькуляторе. Масса металлоконструкции состоит из веса всех элементов конструкций и массы наплавленного металла (1,5%). Определив вес изделия и зная цену за тонну изготовления, можно самому посчитать стоимость по формуле.
Продажа металлических изделий в Украине с каждым годом является все более востребованной услугой, сегодня осуществить покупку проката можно и через Интернет. Но приобрести продукцию металлургических заводов не всегда просто в плане ее технических данных и других характеристик. Главная задача этих формул – помочь покупателю сделать действительно правильный расчет объема заказа металла в Украине, для размещения заявок металлопроката на металлобазах и складах металла.
Калькулятор сортового проката позволяет автоматизировать расчет веса металлических конструкций. Расчет сортамента металлургической промышленности Украины на калькуляторе металла осуществляется в соответствии с заполненными параметрами профиля сортовой прокатной стали. Специальная программа «МЕТАЛЛОКАЛЬКУЛЯТОР online» дает возможность быстро и легко определить длину и вес металлопродукции. Расчет проводится для нужных наименований металлических изделий из черной стали, нержавеющего проката, цветного металла. Здесь можно скачать металлокалькулятор трубы профильной (прямоугольной трубы, квадратной), стальной арматуры (круга), металлокалькулятор двутавра (балка), металлокалькулятор листа (полосы), стальной уголок, гнутый швеллер и горячекатанный, квадрат и шестигранник из цветного металла.
Если Вы не нашли нужного профиля стали в калькуляторе, или хотите узнать удельный вес проката (теор вес), то воспользуйтесь переводными таблицами веса металлопроката из тонн в м, таблицами перевода из м в килограммы, представленными на нашем сайте в таблицах сортамента металла. Будьте с нами, и мы поможем определить вес любой детали!
Следующая >
Калькулятор металла онлайн | Расчитать вес и количество металлопроката
Помочь подобрать металлопрокат или предложить подходящие Вам замены?
Ваше имя:
Контактный телефон:
Расчет веса стали при помощи калькулятора на сайте
Компания СОДРУЖЕСТВО всегда стремится обеспечить своим клиентам максимум комфорта. Именно поэтому мы установили на сайте калькулятор металлопроката. Теперь каждый, кто планирует заказать полосу, лист или трубу из сортамента компании, может рассчитать примерной вес определенного вида стали. Данное приспособление поможет вам сэкономить собственное время. Теперь не нужно искать специалиста и расспрашивать его о каждой позиции каталога по отдельности или вручную применять формулы для подсчета.
Как использовать онлайн-калькулятор металлов
Интерфейс нашего сайта ориентирован на то, чтобы каждому было легко найти нужный товар и оформить заказ. Для того, чтобы сделать простой и понятный калькулятор, наши специалисты также хорошо потрудились. Это мини-приложение состоит из перечня типов проката и размеров. То есть чтобы узнать теоретический финальный вес нужного изделия, вам нужно ввести его параметры. Предположим, вы покупаете круг. В таком случае нужно будет указать желаемый диаметр (мм) и длину (м). Плюс ко всему прочему, на сайте можно произвести расчет количества профиля. Используя калькулятор, вы имеете возможность в любое время узнать, какой будет цена вашего заказа и сколько именно стали вам необходимо приобрести.
Металлокалькулятор количества и веса
Почему стоит воспользоваться металлокалькулятором на нашем сайте? Рассчитав, какой будет масса квадрата или шестигранника, который вы планируете заказывать, сможете сразу же узнать примерную цену. Кстати, стоимость швеллера, тавра и двутавра в нашей компании невероятно доступная, а для оптовых покупателей предусмотрены специальные предложения.
Покупаете трубу круглую и хотите заранее уточнить, какой будет масса изделия? Тогда нужно ввести в указанные в калькуляторе поля сколько метров в длину должна быть труба, а также ее диаметр и толщину стенки. Если же будете заказывать трубу профильную, то список параметров будет состоять из:
длины;
высоты;
ширины;
толщины стенки стали.
В окне калькулятора можно сделать нужные подсчеты по любой марке стали. Возможно, вам нужен нержавеющий металлический прокат, а может, собираетесь купить черный металл. Если вы желаете приобрести несколько кг или тонн проката, изготовленного по ГОСТу, обращайтесь в фирму СОДРУЖЕСТВО. Мы следим за качеством всех наших товаров, стремясь обеспечить клиентов качественным металлическим профилем. Сортамент компании включает десятки разновидностей товаров, среди которых уголок, проволока и другие виды сортового проката.
Чтобы узнать любую дополнительную информацию о металлических изделиях, которые предлагает наша компания, отправьте нам свой номер и в течение 30 секунд вам перезвонит менеджер Содружества. Эта консультация является совершенно бесплатной, таким образом вы сможете получить все необходимые подробности о необходимом товаре.
Калькулятор длины окружности
Создано Luis Hoyos
Отзыв от Wojciech Sas, PhD
Последнее обновление: 25 сентября 2022 г.
Содержание:
Радиус, диаметр и окружность: формула длины окружности
длина круга?
Другие удивительные калькуляторы, связанные с кругами
Часто задаваемые вопросы
Если вы хотите узнать , как рассчитать длину круга , наш калькулятор длины круга является идеальным инструментом 🎯. Вы можете использовать этот калькулятор, чтобы:
Найдите длину радиуса окружности.
Вычислите длину диаметра окружности.
Найдите длину окружности .
Читайте дальше, чтобы узнать больше о том, как найти длину круга.
Радиус, диаметр и длина окружности: формула длины окружности
Радиус r , диаметр d и длина окружности c связаны между собой. Чем больше радиус или диаметр, тем больше длина окружности . Формула длины окружности связывает эти переменные в одном уравнении:
c = 2πr
Если вы знаете только диаметр, вы можете найти длину радиуса окружности, просто вспомнив, что диаметр в два раза больше радиуса :
r = d/2
Переупорядочив уравнения, можно также рассчитать длину окружности диаметра через длину окружности :
d = c/π
Точно так же можно узнать длину радиуса окружности:
r = c/(2π)
Как рассчитать длину окружности?
Предположим, вы хотите узнать, какова длина радиуса окружности 10 см . Вы можете выполнить следующие шаги:
Используйте адекватную формулу для решения вашей проблемы. В этом случае это будет r = c/(2π) .
Введите длину окружности в формулу . В результате должно получиться: r = 10см/(2π).
Перепроверьте результаты . Введите 10 см в поле длины окружности калькулятора длины окружности. Результат также должен быть 1,59155 см для радиуса.
Теперь, когда вы знаете, как найти длину окружности, вы можете воспользоваться другими замечательными инструментами и продолжать совершенствовать свои навыки:
Расчет окружности: найти c, d, a, r;
Калькулятор измерения окружности;
Калькулятор формулы круга;
Калькулятор радиуса окружности;
Калькулятор отношения длины окружности к диаметру;
Калькулятор длины окружности и площади круга;
Калькулятор диаметра круга;
Калькулятор периметра круга;
Квадратные метры кругового калькулятора; и
Квадратный дюйм калькулятора круга.
Часто задаваемые вопросы
Какова длина полукруга?
Длина полукруга равна π (пи), умноженному на радиус, что выражается формулой c половина = πr или c половина = πd /2 . В данном случае это длина обычного круга, деленная на два.
Какова длина окружности 6-дюймового круга?
18,8496 дюймов . Чтобы найти длину окружности любого круга, умножьте его диаметр на π. В этом примере:
Smaloer Circles Shitoer Shotorer Circles Is Shitoer Shotorer Shoterore Circles.
a Larger Circle
Приведенный ниже калькулятор можно использовать для оценки максимального количества маленьких кругов, которые помещаются во внешний больший круг. Калькулятор можно использовать для расчета таких приложений, как
количество маленьких трубок, которые входят в большую трубу или трубу
количество проводов, возможное в кабелепроводе
количество волокон, которые подходят к соединителю
и аналогичные приложения
Вход
9
9
8 внутренний диаметр внешнего большего круга (или трубы, трубы, канала, соединителя) и
наружные диаметры малых кругов (или труб, проводов, волокна)
Значения по умолчанию указаны для 10 дюймов 9Труба 0135 с трубами меньшего размера 2 дюйма — размеры соответствуют стальным трубам ANSI Schedule 40.
Обратите внимание, , что алгоритм довольно прост — круг или больше можно добавить, переставляя круги.
Внутренний диаметр Большой наружный круг (IN, MM, M . .)
Внешние диаметры из Внутри 40020 Circles (в, мм, м.) 9000 9000 9000 3
Сделать ярлык для этого калькулятора на главном экране?
Внешний диаметр пучка труб
Совет! — приведенный выше калькулятор можно использовать для аппроксимации наружного диаметра пучка труб путем ввода малого диаметра трубы и многократного изменения наружного диаметра трубы до тех пор, пока рассчитанное количество труб не будет соответствовать количеству труб в пучке.
Пример — Внешний диаметр пакета с
30 шт. 1,5 дюйма Трубы
Итеративный процесс можно сделать, как это:
Итерация №
Вход
Расчет
9
Small Dibe Dibe Dibemeter
9
Small Pipe.
1
1.5
10
32
2
1.5
9
26
3
1.5
9.8
31
4
1.5
9.6
29
5
1.5
9.7
31
6
1.5
9.65
30
Итерация 6 показывает, что внешний диаметр пучка труб составляет приблизительно 9,65 дюйма.
Расчет максимального количества меньших кругов в больших кругах
массив с несколькими меньшими и большими кругами
В поля ниже
добавьте список, разделенный запятыми, с размерами больших кругов
добавьте список, разделенный запятыми, с размерами меньших кругов
Будет создан массив с максимальным количеством меньших кругов внутри больших кругов.
Дюбель – качественный элемент для крепления бетона. Может применяться не только к бетону – рассчитан также на камень, кирпич. Дюбели вместе с анкерами считаются наиболее оптимальным вариантом для настенного крепления бытовых предметов. Анкерное изделие имеет отличие от дюбельного: оно является комбинированным элементом для крепежа, в то время как дюбель закрепляется лишь в основании. Вместе с самозакреплением анкерный элемент также имеет свойство надежно удерживать конструкцию, поэтому подходит для более массивных предметов.
Дюбельные элементы способны удерживать менее тяжелые сооружения, чем анкерные, однако они отлично подходят для крепления полок, шкафчиков, небольшой настенной техники.
Классические дюбеля для бетонных поверхностей
Естественно, дюбельный крепеж разнообразных предметов на бетоне должен быть качественным. Классическим вариантом считается втулка из пластмассы с наличием насечек по длине и так называемыми «усами», используемыми, чтобы не допустить проворачивания крепежа через отверстие. Главный элемент подобного крепления – специальный стержень, способствующий прочности закрепления в стене, ибо при его использовании происходит расширение втулки в отверстии для монтажа. Классическое крепление также довольно легко демонтировать. Насечки, имеющиеся на стержне, облегчают выкрутку отверткой.
Вернуться к оглавлению
Область применения
Настенные полки крепятся к стене с помощью дюбелей.
Применение подобного типа крепежа целесообразно в различных сферах. Он является той важной деталью, которой сложно отыскать замену. При ремонте в квартире множество бытовых устройств и предметов интерьера – вытяжка, настенные шкафы, мебель для кухни – должны быть подвешены и укреплены именно на стене. Держатся они как раз благодаря применению дюбелей – надежных монтажных элементов.
Вернуться к оглавлению
Отличительные особенности
У дюбеля для бетона немало отличий от кирпичного. Необходимо ознакомиться с ними, ведь ответственное отношение к работе, анализ информации о дюбелях повлияют на итог монтажа. Дюбели для твердых материалов желательно не использовать на кирпичных поверхностях. Для подобных кладок существует крепеж с определенными особенностями и отличиями от бетонного. Размеры втулки в данном случае удлинены, она состоит из двойного распора – для увеличения надежности крепления, ведь хотя бы один распор гарантированно попадет на твердую поверхность и зафиксируется на ней.
Бетонные конструкции предполагают гвоздь в качестве стержня, в кирпичных конструкциях используются шпилька, саморез либо другие составляющие дюбельного крепежа. Длина стержня имеет большое значение. Слишком длинный крепежный элемент может стать причиной монтажных трудностей.
Гвоздь, использующийся для бетонных сооружений, работает по-другому. Принцип подразумевает забивание гвоздя в отверстие, и это простейший способ работы с бетоном, который экономит много времени. Если же использовать данную методику с кирпичными сооружениями или конструкциями из других рыхлых материалов, поверхность просто-напросто разрушится, и желаемого эффекта такой способ не даст.
Вернуться к оглавлению
Особенности монтажа
Если тщательно изучить методику, можно сделать качественные крепежи на бетоны в домашних условиях. Естественно, непросто заниматься этим, если не имеется должного опыта, однако есть простой и эффективный способ монтажа дюбеля, применяемый к кирпичным конструкциям. Монтажники тяжелых конструкций успешно используют данный способ.
Для подготовки понадобятся некоторые инструменты: перфоратор, сверло для него, сухой клей, дюбель. Может пригодиться электродрель.
Схема монтажа дюбель-гвоздя.
Сначала необходимо аккуратно просверлить круглое отверстие ( размер сверла должен обязательно совпадать с размером дюбельного крепежа). После нужно тщательно прочистить “дыру”, где могли остаться куски материала и строительная пыль, избавиться от всевозможных препятствий, с которыми может столкнуться входящий в отверстие дюбель. Затем следует нанести клей, воспользовавшись либо гвоздем, либо длинным карандашом, и после того, как клея будет достаточно, вставить дюбель. Необходимо подождать около суток, чтобы клей схватился вокруг крепления.
Когда высохнет клей, нужно заняться непосредственно монтажом. Крепеж должен плотно прилегать к стенкам отверстия, чтобы болт, используемый для монтажа, закручивался с некоторыми усилиями. Это гарантирует прочность такого типа соединения. Подобный способ конструирования крепежа успешно употребляется и в работе с другими материалами. Например, если к газобетону приклеить металлические дюбеля, они замечательно продержатся на данной поверхности.
Вернуться к оглавлению
Виды дюбелей
Есть довольно большое количество дюбелей для бетона, но следует рассказать о самых известных и эффективных:
распорный;
бабочка;
универсальный;
гвоздь;
фасадный;
химический;
КВТ;
GB.
Вернуться к оглавлению
Распорный
Распорный тип дюбеля действенно работает при монтаже жестких сооружений. Данный вид отличается от других формами и величиной шурупов. Чаще всего они имеют форму шифера, что способствует забиванию дюбелей в бетонную поверхность с помощью молотка.
Гильзы, то есть крепежные детали трубчатой либо цилиндрической формы, также бывают разнообразными. Некоторые имеют два распора, некоторые – три. В большинстве случаев они содержат шипы, являющиеся залогом надежного фиксирования.
Вернуться к оглавлению
Бабочка
Обычно такой тип используется для работы с тонкими стеновыми покрытиями. Гильзу вставляют в отверстие, и ее тыльная сторона сворачивается вследствие вставки шурупа в бетон. Таким образом дюбель фиксируется в стене.
Вернуться к оглавлению
Универсальный
Этот крепеж имеет много общего с распорным типом, фиксация осуществляется по типу «бабочки». Его особенностью является распространенность использования для разнообразных стеновых поверхностей.
Вернуться к оглавлению
Гвоздь
Такой крепеж предназначается для приклеивания к бетону конструкций из разных материалов. Конструкция гвоздя подразумевает забивание его в стену. Вколачивание гвоздя часто проводят при помощи молотка, однако лучше сделать это специальным пистолетом.
Вернуться к оглавлению
Фасадный
Фасадный вид используют для монтажа теплоизоляционных конструкций. Имеет нечто общее с распорным типом, однако такой дюбель несколько длиннее, его “шляпка” больше. Гильза и стержень произведены из материалов, стойких к ударам.
Вернуться к оглавлению
Химический
Подобный тип крепежа не совсем обычен. В его состав входит специальная капсула, содержащая химические вещества, и, соответственно, шуруп из металла. Используется при работе с пенобетоном. При вкручивании данного дюбеля химикаты выполняют функцию клея, поэтому необходимо ждать, пока основа застынет. Обычно на это уходит от пары часов до суток.
Вернуться к оглавлению
КВТ
Работает исключительно с газобетонными поверхностями. Необычен такой тип своей широкой резьбой, гарантирующей прочность при использовании подобных дюбелей на пористых поверхностях.
Вернуться к оглавлению
GB
Данное крепление используется со стеновыми блоками из полистиролбетона. Гильза похожа на распорную, но спиралевидного вида. GB выдерживает серьезные нагрузки. По этой причине его эффективно применяют с такими конструкциями, как подвесные шкафы, вытяжки, полки и другими и тяжелыми бытовыми предметами.
Вернуться к оглавлению
Вывод
Для того, чтобы выбрать подходящий крепеж, необходимо тщательно изучить предоставляемый рынком выбор, узнать, какому дюбелю стоит отдать предпочтение. Также следует разобраться с технологией монтажа и внимательно следовать ей согласно основным строительным правилам.
Дюбеля для бетона: выбор и монтаж
Дюбеля для бетона – оптимальный вариант крепления разнообразных конструкций к основанию, характеризующийся прочностью, надежностью, способностью выдерживать значительные нагрузки. Чтобы такой крепеж обеспечил качественное и долговечное крепление, дюбель нужно правильно выбрать среди большого разнообразия конструкций, а также верно смонтировать.
Классический дюбель-гвоздь для бетона представляет собой пластмассовую втулку в виде цилиндра с расположенными по всему корпусу насечками и выступами (они предотвращают выпадение и расшатывание, проворачивание крепежа), в которую вставляется гвоздь или саморез из металла.
Но сегодня на рынке можно найти очень много разновидностей данного типа крепежа, выполненных из тех или иных материалов, предназначенных для определенных поверхностей, нагрузок.
Дюбель по бетону может быть выполнен с манжетой из металла и его сплавов, разных видов пластмассы (нейлон самый прочный, также используются полиэтилен, полиамид), с защитными покрытиями. Пластмассовые крепежи не боятся коррозии, выступают в роли диэлектриков, но обеспечивают менее надежное и прочное крепление, чем металлические аналоги.
Содержание
1 Крепежи для бетонной стены
2 Материал для изготовления крепежа
3 Особенности монтажа
4 Выбор дюбеля
5 Виды дюбелей
5.1 Классические
5.2 Саморез в бетон без дюбеля
5.3 Распорный
5.4 Бабочка
5.5 Универсальный
5.6 Гвоздь
5.7 Фасадный
5.8 Химический
5.9 КВТ
5.10 GB
6 Особенности демонтажа
Крепежи для бетонной стены
Определяя, какой дюбель лучше для бетона, необходимо рассматривать крепежи только для этого материала, так как они отличаются определенными особенностями. Так, дюбель для кирпича не подойдет для крепления в бетонный монолит и наоборот. Также значение имеет структура поверхности – обязательно учитывают пористость монолита, наличие в нем полостей.
Дюбель-гвоздь по бетону и кирпичу отличается втулкой – в бетон классический гладкий крепеж можно просто вогнать (забить) в монолит, качественно и быстро, без применения особых методик и затрат времени, сил, финансов. В кирпиче или газобетоне, к примеру, втулка без распорных элементов попросту разрушит посадочное отверстие из-за наличия полостей, рыхлости материала.
Маркировка дюбеля всегда включает описание типа материала, для которого подходит крепеж: для бетона нужно выбирать соответствующие элементы и никак иначе.
Материал для изготовления крепежа
Дюбель для бетона может быть сделан из металла, пластмассы. Металл гарантирует прочность и жесткость, отличается большей несущей способностью. Пластмассовые крепежи не подвержены коррозии, обладают большей эластичностью и вязкостью, поэтому легко деформируются и даже при таких воздействиях крепеж не разрушается.
Все пластмассовые нагели горят даже после того, как источник пламени удален. Поэтому на пожароопасных объектах данный тип крепежа не используется.
Пластмассовые дюбели для бетона:
Дюбеля металлические для бетона по строению и форме мало чем отличаются от крепежей из пластика, но представлены в меньшем ассортименте. Металл отличается жесткостью и прочностью, но вязкость и упругость у него меньше, поэтому при деформациях теряет свойства.
Металлические дюбель-гвозди по бетону:
Особенности монтажа
Чтобы вбить дюбель в бетонную стену, не обязательно приглашать мастеров. Все можно сделать самостоятельно. Понадобятся такие инструменты и материалы: сам дюбель определенной конструкции, острый гвоздь, электрическая дрель и победитовое сверло (возможно использование перфоратора), изолента, небольшой молоток.
Основные этапы выполнения крепления:
Место установки намечается после тщательного проектирования.
Ножовкой, гвоздем или чем-либо еще выполняется небольшое углубление на отмеченном месте.
Выбирается сверло для электрической дрели соответствующего диаметра – оно должно точно подходить размеру шурупа и требуемого отверстия под него. В отверстие дюбели должны вводиться с усилием, чтобы закрепиться внутри надежно. На сверле желательно сделать отметку куском изоленты по глубине отверстия с небольшим запасом, чтобы ограничить сверление. Дрель должна находиться строго перпендикулярно поверхности. Выполняется отверстие.
Из дырки нужно удалить пыль, мусор, крошку – лучше это делать пылесосом, но можно использовать все, что угодно.
Далее в отверстие аккуратно монтируется пластмассовый или металлический дюбель для бетона, сильными точными движениями забивается молотком до максимального упора, в него ввинчивается шуруп (если шурупы предполагаются в комплекте конструкции).
Выбор дюбеля
При выборе дюбелей для бетона учитывают условия эксплуатации, предполагаемые нагрузки, тип материала, другие особенности крепежа.
Как выбрать дюбеля по бетону:
Для конструкций с большим весом выбирают дюбеля с глубиной крепления минимум 85 миллиметров.
Горизонтальная фиксация требует глубины крепления минимум в 30 миллиметров, диаметра дюбеля снаружи от 7 до 11 миллиметров.
При обустройстве подвесных потолков, осветительных приборов, где основная нагрузка идет снизу, крепежи должны быть выполнены с поперечными насечками и разной длины распорными усиками.
При выборе дюбеля в готовое отверстие нужно следить за тем, чтобы диаметр (мм) крепежа и отверстия был одинаков. Если диаметр отверстия больше и дюбель войдет без усилия, крепеж может расшататься.
В слабых стенах дюбели выступают в качестве смягчающей прокладки. Крепление должно плотно прилегать к крепежу, чтобы нагрузка равномерно распространялась по изделию.
В зависимости от нагрузки выбирают размеры дюбель-гвоздей для бетона – чем больше диаметр и длина, тем надежнее крепление. Точные параметры можно просмотреть в специальных таблицах или в маркировке изделия.
Для старого бетона лучше применять универсальное крепление, так как в монолите могут быть пустоты.
Виды дюбелей
Перед тем, как забить в бетонную стену дюбель-гвоздь, необходимо тщательно изучить конструкции и особенности всех существующих креплений, чтобы выбрать единственно правильный вариант. Наиболее эффективными и популярными считаются: распорные, химические, фасадные, типа гвоздь, бабочка, КВТ, универсальные, GB и т.д. Есть саморезы для бетона без дюбелей.
Классические
Такая конструкция представляет собой пластмассовую втулку с насечками по всей длине и усиками, а также вставляемый в нее специальный стержень, который гарантирует прочность и надежность крепежа. При забивании стержня во втулку пластмасса расширяется в отверстии, гарантируя качественное крепление.
Саморез в бетон без дюбеля
Дюбель-саморез для бетона выполняется с переменной резьбой, вкручивающейся прямо в монолит. Сначала, как обычно, сверлят отверстие меньшего диаметра, потом закручивают нагель, в процессе чего переменная насечка расширяет полость, а резьба фиксирует саморез.
Крепеж отличается высокой несущей способностью, прочностью, демонтируется очень трудно, в связи с чем относится к виду стационарных крепежей.
Распорный
Такой дюбель подходит для крепления жестких конструкций – обычно выполнен в виде шифера, забивается в монолит молотком. Могут быть разными и крепежные детали (в виде цилиндра или трубчатой формы), распорок может быть 2-3, с шипами. Соединение получается крепким, подходит для рыхлых материалов, с пустотами.
Бабочка
Такой вариант подходит, когда выполняется крепление дюбель-гвоздями к бетонной стене, которая очень тонкая. Гильза крепится в отверстие, а тыльная ее сторона в процессе вставки шурупа в бетон сворачивается, что надежно фиксирует дюбель.
Универсальный
Универсальные дюбеля металлические для бетона напоминают распорные. В пустотелых стенах в процессе вворачивания гвоздя гильза заворачивается в узел, фиксируя крепеж по типу «бабочки». Одно и то же крепление допускается использовать для самых разных типов монолита.
Гвоздь
Обычный крепеж, просто забивается в стену молотком либо специальным пистолетом.
Фасадный
Используется для монтажа различных теплоизоляционных конструкций. Похож на распорный, но обладает большей длиной и большей шляпкой. Стержень и гильзу делают из ударостойких материалов.
Химический
Данный тип крепежа отличается от всех остальных. В составе конструкции есть капсула с клеем и металлический шуруп. Обычно используют такой крепеж для газобетона.
Сначала в отверстие вставляется соответствующая его размерам капсула, разбивается, из нее наружу выходит клеящее вещество, в него вставляется металлический стержень.
КВТ
Актуален только для газобетонных монолитов. Обладает широкой резьбой, которая гарантирует качественное крепление в пористых структурах.
GB
Обычно такие изделия используют в работе с полистиролбетоновыми блоками. Гильза чем-то напоминает распорную, но выполнена в виде спирали. Дюбель способен выдерживать серьезные нагрузки, поэтому его можно использовать для крепления вытяжек, подвесных шкафов, разного типа полок и бытовых предметов с большим весом, техники.
Особенности демонтажа
Выбирая, какой дюбель хороший, а какой не подходит для поставленной задачи, необходимо учитывать и возможность демонтажа. Если есть вероятность, что в будущем крепление нужно будет удалить, желательно об этом подумать до его монтажа.
Чтобы быстро и правильно выполнить демонтаж, понадобятся самые разные инструменты, которые обычно есть в арсенале любого мастера. Некоторые виды дюбелей (химический, к примеру) демонтировать невозможно).
Как демонтировать дюбель:
Для удаления обыкновенного пластмассового дюбеля достаточно найти саморез соответствующего размера. Саморез вворачивают на 2/3 в сам дюбель, головку шурупа аккуратно зажимают плоскогубцами, потом вместе с дюбелем вытаскивают из монолита. В некоторых случаях достаточно будет и штопора.
Шляпку самореза, который вставлен в дюбель, можно поддеть гвоздодером. Тут нужно следить за тем, чтобы рабочая часть самореза в самом отверстии прилегала плотно.
Самодельные дюбели из дерева вынимают по частям – сначала дробят кусок древесины (проще всего вдоль волокон) на отдельные куски, используя стамеску (лучше с тонким лезвием) и молоток. После того, как дюбель разрушен, его поддевают шилом, острым ножом либо гвоздем и вытаскивают из гнезда.
Прочно сидящий в монолите дюбель в некоторых случаях проще не демонтировать вообще – лучше срезать выходящую на поверхность часть, тщательно замазать углубление гипсом и аккуратно выровнять.
Если в дюбеле застряла часть шурупа, понадобится нагретый паяльник. Сначала пластиковая основа дюбеля аккуратно плавится, потом обломок крепежа поддевают круглогубцами либо кусачками и удаляют.
Металлический дюбель, который в бетон забивался строительным пистолетом, сначала обрабатывают сильными частыми ударами молотка, воздействуя на выступающую часть изделия с разных сторон. Обычно в процессе анкерный дюбель расшатывается и его легко можно удалить. Если же расшатать трудно, рядом можно сделать углубление сверлом с наконечником из твердого сплава или металлическим пробойником. Благодаря круговой воронке площадь сцепления крепежа со стеной уменьшится, удалить его будет легче.
Дюбеля для бетона сегодня на строительном рынке Москвы и области, других регионов представлены в большом разнообразии, поэтому найти крепеж, точно соответствующий требованиям и условиям эксплуатации, не составит труда. Главное – выбирать надежных поставщиков и ориентироваться на качество продукции.
Дюбельные стержни – Pavement Interactive
Перейти к содержимому
Дюбельные стержни представляют собой короткие стальные стержни, которые обеспечивают механическое соединение между плитами, не ограничивая горизонтальное движение шва. Они повышают эффективность передачи нагрузки, позволяя выходной плите принять на себя часть нагрузки до того, как нагрузка фактически превысит ее. Это уменьшает совместную деформацию и напряжение в плитах подхода и выхода.
Рисунок 1. Штифтовые стержни (фиолетовые стальные стержни) устанавливаются в местах, где будут находиться поперечные швы готового покрытия PCC. Здесь стержни прикреплены к «клеткам», которые представляют собой минималистичные стержневые конструкции, предназначенные для удержания дюбелей в нужном месте до того, как они будут залиты бетоном. Клетки не выполняют никакой функции, кроме помощи при первоначальном выравнивании.
Штифты обычно имеют диаметр от 32 до 38 мм (от 1,25 до 1,5 дюйма), длину 460 мм (18 дюймов) и расстояние между ними 305 мм (12 дюймов). Конкретные положения и номера различаются в зависимости от штата, однако типичное расположение может выглядеть так, как показано на рис. 1. Для предотвращения коррозии дюбели покрыты либо нержавеющей сталью (рис. 2), либо эпоксидной смолой (рис. 3). Штифтовые стержни обычно вставляются на глубину середины плиты и покрываются веществом, разрушающим сцепление, чтобы предотвратить прилипание к PCC. Таким образом, дюбели помогают передавать нагрузку, но позволяют соседним плитам расширяться и сжиматься независимо друг от друга. На рис. 3 показано типичное расположение дюбелей на поперечном конструктивном стыке.
Рис. 2. Штифты с покрытием из нержавеющей стали/ (эпоксидное покрытие только на концах)
Рис. 3. Штифты на строительном стыке – зеленый цвет из-за эпоксидного покрытия.
Опрос дюбелей
Вопросы
Используете ли вы гладкие дюбели с эпоксидным покрытием в своих бетонных покрытиях?
Вы в последнее время извлекали гладкие дюбели из бетонных полов? Если да, то в каком состоянии они были вообще?
Сталкивались ли вы с проблемами ржавчины при использовании гладких дюбелей с эпоксидным покрытием? Если да, то как долго они находились на месте и была ли ржавчина причиной разрушения швов дорожного покрытия?
Используете ли вы гладкие дюбели без эпоксидного покрытия? Если да, то какие покрытия вы используете и какой процент ваших гладких дюбелей покрыт чем-то другим, кроме эпоксидной смолы?
Дополнительные комментарии:
Хотите ознакомиться с скомпилированными результатами этого опроса?
Результаты
Обзор стержней для дюбелей
Стержни для дюбелей с эпоксидным покрытием, используемые в бетонных покрытиях из портландцемента – DOT Кентукки
Вопросы
Используете ли вы гладкие дюбели с эпоксидным покрытием в своих бетонных покрытиях?
Вы в последнее время извлекали гладкие дюбели из бетонных полов? Если да, то в каком состоянии они были вообще?
Сталкивались ли вы с проблемами ржавчины при использовании гладких дюбелей с эпоксидным покрытием? Если да, то как долго они находились на месте и была ли ржавчина причиной разрушения швов дорожного покрытия?
Используете ли вы гладкие дюбели без эпоксидного покрытия? Если да, то какие покрытия вы используете и какой процент ваших гладких дюбелей покрыт чем-то другим, кроме эпоксидной смолы?
Результаты
Штифты с эпоксидным покрытием, используемые в бетонных покрытиях из портландцемента
дюбелей | Дюбель для бетона
Дюбель | Дюбель для бетона | Стальной дюбель
Перейти к содержимому
+919820225662 +919820063281 [email protected]
Дюбельные стержни представляют собой короткие стальные круглые стержни, используемые при заливке бетона, которые обеспечивают соединение между бетонными плитами, не ограничивая горизонтальное движение шва. Они предусмотрены на поперечных стыках, чтобы влиять на передачу нагрузки от одной плиты к другой, при этом допуская относительное продольное перемещение бетонных плит.
Эти стальные стержни доступны во многих марках стали, таких как IS2062 E250A, в зависимости от страны, строительных норм и правил проектирования. Индийские стандарты для дюбелей указаны в IS6509.. Эти стержни из-за универсальных свойств стали повышают эффективность передачи нагрузки, позволяя передавать частичную нагрузку на колесо. Это позволяет выходной плите принять на себя часть нагрузки плиты подхода до того, как нагрузка фактически превысит ее. Это уменьшает совместную деформацию и напряжение в плитах подхода и выхода. Это уменьшает разломы соединений и угловое растрескивание. Часто покрывают эпоксидной смолой.
Эти стержни используются в различных размерах круглых стержней, но обычно используются размеры от 25 мм до 40 мм. Длина варьируется от 500 мм до 600 мм. Стальные стержни с дюбелями обычно вставляются в среднюю глубину плиты и покрываются веществом, разрушающим сцепление, для предотвращения сцепления с PCC. друг друга.
Хотите узнать цены на стальной стержень Dowel? Свяжитесь с нами
По электронной почте: [email protected]
По телефону: +91 9820225662
Для получения более подробной контактной информации посетите https://ambhe.com/contact/
Ambhe Ferro Metal Processors Private Limited — известная и известный производитель круглого стального стержня Dowel, расположенный в штате Махараштра, Индия. Наши заводы расположены недалеко от порта JNPT и основных центров потребления в Мумбаи, Тане, Пуне, Насике, Ахмеднагаре и Аурангабаде.
Ambhe производит широкий ассортимент круглого проката и другой продукции в соответствии с требованиями клиентов. Мы делаем эти бары в различных формах и размерах так, чтобы мы могли выполнить все потребности и желания клиентов. Мы производим нашу продукцию с учетом параметров качества и требований, установленных промышленностью. Эти круглые стержни лучше всего известны своими превосходными характеристиками и качеством.
Металлы – обобщенное название химических элементов, объеденных по ряду признаков. В периодической таблице они занимают большую часть, однако до сих пор не существует документа, позволяющего разделить их на классы.
Отличаются металлы в первую очередь своими качественными характеристиками. Какие-то имеют высокую теплопроводимость, другие выдерживают высокие нагрузки на разрыв и растяжение. В зависимости от этих качеств определяется и сфера применения, но металлы в природном виде, даже очищенные, не обладают необходимыми показателями в достаточном виде, поэтому применяется технология сплавов, то есть соединения нескольких элементов в одну молекулярную решетку. Это позволяет существенно улучшить характеристики, и придать сплаву необходимые качества.
Простой пример: возьмем распространенный в промышленности сплав бронзу. Это соединение, где основным элементом выступает медь. В качестве легирующего, то есть улучшающего качество, компонента используется олово. В результате соединения получается новый металл, более твердый и упругий по сравнению с чистой медью, который часто используют для изготовления крепежа.
Основные виды классификации металлов
Существует несколько видов классификации металлов. Начнем с основного типа – деления на две большие группы: черные и цветные. Черные металлы отличает высокая температура плавления, плотность и повышенная твердость. Цветные металлы, в большинстве случаев, плавятся при более низких температурах и обладают повышенной электро и теплопроводимостью.
Такое разделение обусловлено распространением элементов в природе. На добычу черных элементов приходится более 90 процентов от всей массы добываемых металлов, в то время как на цветную группу приходится не более 5-10 процентов. Необходимо отметить, что виды классификации являются условными, и используются в зависимости от назначения конечного продукта, который производят из этих металлов. Так, для изготовления крепежа используется классификация по техническим характеристикам, а для изготовления сложных сплавов химическая и кристаллическая. Рассмотрим эти виды подробнее.
Химическая классификация металлов
Все элементы в периодической таблице делятся на четыре основных группы, маркируемые латинскими буквами:
S. Отмечены розовым цветом.
P. Желтые элементы.
D. Бирюзовый цвет.
F. Зеленые элементы в таблице.
Каждая группа содержит в себе металлы. Элементы из первых двух категорий (S и P) называют простым видом, а элементы из групп D и F переходным. Также каждая группа делится еще на несколько категорий. В группу S входят щелочные и щелочеземеленые металлы, а в группы D и F платиновые, урановые и редкоземельные. При этом в каждой группе существуют исключения, из чего можно сделать вывод, что деление металлов по химическим группам является условностью, и редко применяется в практических сферах. Такое деление интересно только для научных изысканий, и практически не применимо в промышленности и производстве. Например, изготовление крепежа отталкивается от технических аспектов, и лишь в малой степени от химических.
Классификация металлов по кристаллической решетке
Все элементы имеют, так называемую, кристаллическую решетку. Абстрактная структура, определяющая расположение атомов и электронов, а также их привязку к ядру. В аморфных материалах, таких как стекло, атомы расположены хаотично, и не имеют строгой конструкции. В отличие от металлов, которые в твердом виде обладают строго структурированной решеткой, с четким построением молекулярных элементов. Всего разделяют 4 вида кристаллических решеток, которые проще представить в виде таблицы:
Это наиболее распространенные типы кристаллических решеток, часто встречающиеся у металлов. В общей сложности система классификации насчитывает 14 конфигураций, но у металлов они или встречаются крайне редко, или не встречаются вообще. Также следует отметить, что правильное построение решетки возможно только при естественном затвердевании металла, без искусственных ускорений. Если процесс остывания был ускорен, форма решетки изменится. В производстве это называют закаливанием, в результате которого меняется не только молекулярная структура, но и технические свойства.
Также, при нарушении норм производства металлического проката, может наблюдаться замена в кристаллической решетке. Это ведет к полному изменению качеств готового изделия. Чтобы условия производства соблюдались, были разработаны нормы стандартизации, гарантирующие четкое соответствие готового проката техническому описанию его свойств.
Техническая классификация металлов
Наиболее полную систему классификации предложил профессор Гуляев, хотя современные ученые и не согласны с некоторыми ее аспектами, ничего нового пока предложено не было. Итак, черные металлы делят на 5 основных подгрупп:
Железные металлы. Сюда входят марганец, кобальт, никель, и конечно, железо. Наиболее распространенная в природе группа, используемая в сплавах как основной компонент.
Тугоплавкие. Элементы, имеющие высокую температуру расплавления. В качестве эталона принята мера в 1539 градусов по Цельсию.
Редкоземельные. Дорогостоящие в плане добычи и обработки элементы, к которым относят неодим, европий, самарий и другие металлы, используемые в качестве присадок к основному сплаву. Способны даже при небольшом проценте вмешательства существенно повысить или полностью изменить характеристики сплава.
Щелочные. Особая группа, практически не применяемая в чистом виде. Чаще всего используются в атомной энергетике. Сюда относят: литий, барий, радий и другие.
Урановые. Торий, уран, плутоний. Применяются исключительно в атомной энергетике.
Цветные металлы также делят на несколько подгрупп. Их три:
Легкие. Алюминий, магний, бериллий. Обладают низким удельным весом и часто применяются в авиастроении и прочих сферах, где необходим твердый, но в то же время легкий материал.
Легкоплавкие. Металлы с наиболее низкой температурой плавления: цинк, олово, свинец. Используются как в чистом виде, в качестве припоя и соединительного элемента, и как легирующие добавки, повышающие или изменяющие характеристики сплава.
Благородные или драгоценные металлы. Наиболее редкие элементы, к которым относят: золото, серебро, палладий, платину. Обладают максимальной устойчивостью к коррозии и окислению, благодаря чему получают широкое распространение в различных промышленных сферах.
Практически все металлы из двух групп поддаются смешению, то есть производству из них сплавов с необходимыми техническими характеристиками.
Классификатор металлов по ГОСТ
Если рассматривать метлы с точки зрения геологии и распространения в природе, их делят на две большие группы: черные и цветные. Об этом мы уже говорили выше. В химии деление происходит по 4 направлениям, но чтобы привести виды металлов к общему знаменателю, необходимо более точное разделение. Начнем с основного типа классификации: металлы и сплавы. Металлы – это материалы, используемые в чистом, или практически чистом виде. Здесь допускаются примеси, но в незначительной степени, то есть те, которые не способны оказать влияния и изменить технические характеристики. Сплавами называют соединения, с высоким содержанием двух и более элементов.
Для того чтобы сплав получил маркировку, в его составе должно быть не менее 50 процентов основного компонента. То есть, если мы берем бронзу, то понимаем, что в ее составе больше половины занимает медь, а остальное делится между другими металлическими компонентами. Чистые металлы, в свою очередь, делятся на стали и чугуны. Эти металлы имеют в составе углерод. Если его содержание не превышает 2,14 %, его называют сталью. Свыше этого значения уже чугун.
Классификация металлов
Чтобы привести все виды металлов к единому стандарту качества, необходимо разделить их на группы. Таких групп 3:
Стали,
Чугуны,
Сплавы на основе цветных металлов.
Каждая группа имеет деление на подгруппы. У стали это:
углеродистая,
легированная,
специальная.
Углеродистая сталь не имеют легирующих, то есть изменяющих структуру элементов. Допускаются примеси, но в незначительном количестве. Углеродистая сталь в свою очередь делится на инструментальную и конструкционную. Кардинальные различия заключаются в процентах содержания в составе углерода. Конструкционная сталь содержит не более 0,6%, а инструментальная от 0,7 до 1,5%. Далее конструкционная сталь делится на обычное качество и высокое. В обычном качестве допускаются примеси серы и фосфора, но в количестве, не превышающем 0,3 процента. Соответственно высококачественная сталь не предусматривает наличия этих элементов в составе, или их количество должно быть меньше установленной нормы.
Далее легированная сталь, то есть материал, имеющий в составе компонент, влияющий на качественные характеристики сплава. Список легирующих элементов довольно большой, и здесь его приводить не имеет смысла. Содержание легирующего элемента начинается от 2,5%. Такая сталь называется низколегированной. Если в составе от 2,5 до 10 процентов, это уже среднелегированная марка, а при содержании свыше 10 процентов, получается высоколегированная сталь.
Помимо этого легированные стали делятся по назначению. Здесь три группы:
инструментальная,
конструкционная,
специальная
В стандартизации каждый элемент имеет буквенное обозначение, а для причисления легированной стали к тому или иному классу используется отдельный список. Все легированные стали обозначаются сочетанием букв и цифр. Для примера рассмотрим такое соединение: 10Г2СД.
Первая цифра здесь – это количество углерода в сотых долях процента. Далее буква Г, в классификаторе означающая марганец. Следующая за буквой Г цифра 2 говорит нам о том, что марганец в этом составе присутствует в двухпроцентной доле. И последние две буквы – это дополнительные элементы, процентная доля которых менее 1,5%. В данном случае сюда добавлены медь и кремний.
Последний вид стали – специальный. Он делится на несколько групп:
строительная,
подшипниковая,
арматурная,
котельная,
автоматная.
Соответственно для каждой группы имеются свои стандарты.
Далее идут чугуны, делящиеся на три группы:
белый,
отбеленный,
и графитизированный.
У каждой группы также имеется свое разделения, но наибольший интерес представляет графитизированный чугун, который делится на:
серый,
вермикулярный,
ковкий
и высокопрочный.
Отношение к какой-либо группе определяется процентным соотношением углерода к металлу в составе, а также наличию примесей, допустимых стандартами, то есть ГОСТами.
И, наконец, последняя крупная группа – сплавы на основе цветных металлов. Здесь очень много разделений и видов классификации, поэтому остановимся на трех основных категориях, и представим их в виде таблиц:
Алюминиевые сплавы:
Медные сплавы:
Поиск сплава в классификаторе ГОСТ
Государственные стандарты четко определяют не только виды металлов и сплавов, но и качество производства заготовок для дальнейшей обработки и производства металлоизделий. Реестр очень большой, и первый пункт, который нам нужен – металлы и металлические изделия.
Далее переходим в необходимый раздел. Углеродистая и качественная сталь имеет маркировку В2 и В3 соответственно, а цветные металлы и их сплавы находятся в разделе В5. Также имеет смысл поискать в разделе В8, где перечислены стандарты литейных отливок.
Если мы говорим про изготовление крепежа, наибольший интерес представляет раздел В5, а внутри него подраздел В51.
Перед нами открывается список всех ГОСТов, связанных с этими определениями.
Он довольно большой, и не зная конкретного номера найти необходимую статью довольно сложно. Если же номер известен изначально, то на сайте ГосСтандарта есть готовый поиск, куда необходимо внести свой номер, чтобы сразу получить доступ к необходимому элементу.
Сферы применения основных металлов
Рассматривать радиоактивные и редкоземельные металлы не имеет смысла, так как в производстве крепежа они практически не принимают участия, как и в других сферах, не связанных с атомной энергетикой и некоторыми редкими видами промышленности. Нас интересуют основные металлы и сплавы рассмотренные выше.
Сферы их применения очень разнообразны:
строительство,
авиастроение,
машиностроение,
производство инструментов,
металлоконструкции,
станкостроение.
И так далее. Изготовление крепежа можно отнести нескольким категориям, но по сути, это металлоконструкции, называемые в народе Метизы. Для производства метизов используются десятки различных металлов и сплавов, от конструкционной стали и чугуна, до сложных сплавов на основе титана и меди.
Коротко по каждому виду, применяемому для изготовления крепежей
Перед тем как перейти к описанию конкретных видов металлов и сплавов, необходимо определиться, какие основные технические требования предъявляются к продуктам, попадающим под категорию «крепеж». Их несколько:
прочность учитывается прочность на разрыв и излом.
Пружинистость. Возможность металла возвращать изначальную форму после сжатия.
Устойчивость к коррозии и окислению. Актуально для всех видов крепежа.
И многое друге. Теперь поговорим о конкретных металлах и сплавах. Их список выглядит следующим образом:
Алюминий и сплавы на его основе,
Медь,
Латунь,
Бронза,
Инструментальная сталь,
Легированная сталь,
Ковкий чугун,
Сталь нержавеющая.
Начнем по порядку: первый пункт – это алюминий и сплавы на его основе. Он применяется при изготовлении клепок и различных зажимов. Также в клепках может быть использована медь для повышения качества метиза. Помимо этого из меди изготавливают гайки специального назначения. Они используются, в частности, при судостроении, так как медь при контакте с другими металлами не создает искру.
Латунь и бронза отличаются повышенной, по сравнению с медью, прочностью, поэтому из них изготавливают различные шпонки, элементы анкеров, а также болты, шурупы и винты. Еще одна особенность этих сплавов заключается в отсутствии скипания. То есть при электрическом замыкании, сталь сплавляется, а медь остается цельной и не разрушается.
Из легированной и конструкционной стали изготавливаются барашковые гайки, струбцины и прочие удерживающие элементы. Это обусловлено высокой прочностью этих марок. Нержавеющая сталь, в свою очередь применяется там, где необходима максимальная устойчивость к коррозии. Что касается чугуна, то он чаще всего применяется при производстве запорной арматуры, то есть вентилей и запоров.
Вернуться обратно
ОПУБЛИКОВАТЬ В СОЦ.СЕТЯХ
1. Классификация и свойства металлов и сплавов
Металлами называют непрозрачные кристаллические вещества, обладающие прочностью, пластичностью, тепло- и электропроводностью, блеском и другими характерными свойствами, которые обусловлены наличием в их кристаллической решетке большого числа свободных электронов. В нормальных условиях они являются твердыми веществами, исключая ртуть, температура плавления которой минус 39 С.
Чистые металлы в большинстве случаев не обеспечивают необходимого комплекса свойств и поэтому применяются редко. В большинстве случаев в технике используют сплавы, количество которых превышает 10 тысяч наименований.
Металлические сплавы – материалы, состоящие из двух или более компонентов и обладающие свойствами, характерными для металлов. Сплавы создаются в результате расплавления, спекания исходных компонентов и другими методами.
Механические свойства металлов и сплавов
Прочность – это способность материала сопротивляться воздействию внешних сил, не разрушаясь. Прочность оценивается величиной предела прочности при растяжении:
, где
P – сила в ньютонах (Н), при которой образец материала разрушается;
F – площадь поперечного сечения испытуемого стандартного образца (м2). Значение предела прочности определяется в Па или МПа.
Твердость – это способность материала сопротивляться царапанию или вдавливанию в него какого-либо тела. Существуют обоснованные методы определения твердости для металлов: метод Бринелля (вдавливанием стального шарика) и метод Роквелла (вдавливанием конусообразной алмазной пирамиды). Число твердости определяют по специальным таблицам и обозначают соответственно HB и HRC. Твердость по Бринеллю определяется как частное от деления нагрузки (Р) при вдавливании на площадь сферического отпечатка (f), диаметр которого измеряется после снятия нагрузки:
Чем меньше диаметр отпечатка, тем тверже металл.
Упругость – это способность материала изменять свою форму под действием внешних сил и восстанавливать ее после прекращения действия этих сил. Отношение нагрузки, при которой у образца появляются остаточные удлинения, к площади его поперечного сечения называется пределом упругости. Предел упругости измеряется в МПа. Сталь имеет предел упругости около 30 МПа, а свинец, почти не обладающий упругостью, всего 0,25 МПа.
Ударная вязкость – это способность материала сопротивляться динамическим нагрузкам. Определяется как отношение затраченной на излом образца работы W (МДж) к площади его поперечного сечения F (м2) в месте надреза. Для испытания изготавливают специальные стандартные образцы, имеющие форму квадратных брусочков с разрезом. Испытывают образец на маятниковых копрах. Свободно падающий маятник копра ударяет по образцу со стороны, противоположной надрезу. При этом фиксируется работа, затрачиваемая на излом.
Пластичность – это способность материала, не разрушаясь, изменять под действием внешних сил свою форму и сохранять измененную форму после прекращения действия сил. Свинец, например, является одним из наиболее пластичных металлов. Мерой пластичности может служить относительное удлинение. Эта величина измеряется в процентах от первоначальной длины образца при испытании на растяжение.
Хрупкость – это способность материала под действием внешних сил не изменять или почти не изменять своей формы, но быстро разрушаться.
Химические свойства металлов определяются способностью их атомов легко отдавать валентные электроны и переходить в состояние положительно заряженных ионов. Указанное свойство определяет особенности химического взаимодействия металлов и сплавов с агрессивными средами. Химические свойства металлов и сплавов определяются их химическим составом. Так, например, определенный процент содержания хрома в стали делает ее нержавеющей.
К технологическим свойствам металлов и сплавов относится их способность к формоизменению (ковкость, свариваемость и т. д.). Важное значение имеет жидкотекучесть — свойство расплавленного металла заполнять и точно воспроизводить литейную форму.
Функциональные или эксплуатационные свойства включают в себя хладостойкость, жаропрочность, жаростойкость, антифрикционность и другие характеристики материалов, определяемые условиями их работы.
Металлы периодической системы химических элементов делят на черные (железо и сплавы на его основе) и цветные, или точнее, нежелезные (все остальные металлы)
Черные металлы имеют: темно-серый цвет; большую плотность (кроме щелочно-земельных металлов;) высокую температуру плавления; относительно высокую твердость; обладают полиморфизмом (способностью существовать в различном кристаллическом состоянии).
К черным металлам относят железо и сплавы на его основе – чугуны и стали. На их долю приходится 95 % производимой в мире металлопродукции, а на цветные – только 5 %.
Цветные металлы имеют: характерную окраску (красную, желтую, белую; обладают пластичностью; малой плотностью; относительно низкой температурой плавления; характерно отсутствие полиморфизма.
Наиболее типичным металлом этой группы является медь.
металлов. Общие свойства. Добыча и классификация металлов
Когда сформировалась земля, расплавленная масса содержала множество различных металлов, которые сегодня мы извлекаем и используем в огромных количествах. Большинство металлов при расплавлении соединяются с горными породами, образуя металлические руды. Наиболее распространенными из них являются бокситы, из которых добывают алюминий, и железные руды, из которых добывают железо. Сегодня в обрабатывающей промышленности добывается и используется более семидесяти различных металлов. Некоторые из них, например, медь и свинец, можно использовать в чистом виде, чтобы воспользоваться их природными свойствами. Но часто мы комбинируем разные металлы или металл с другими материалами для образования сплавов. Создавая сплавы, мы можем изменять свойства металла в соответствии с нашими конкретными потребностями.
Металлы и сплавы можно использовать по-разному. Они важны для транспорта, телекоммуникаций, машиностроения, строительства и обрабатывающей промышленности.
Общие свойства всех металлов
Физические свойства :
Металлы твердые, неклейкие, холодные и гладкие, очень часто блестящие и прочные. Они также пластичны и податливы, не ломаются легко. Металлы являются очень хорошими проводниками электричества, звука и тепла. При повышении температуры они расширяются, а при понижении всегда сжимаются. Их можно легко сваривать с другими металлами.
Химические свойства :
Металлы реагируют с кислородом в воде и воздухе. Это называется окислением или ржавлением и представляет собой красновато- или желтовато-коричневое чешуйчатое покрытие оксида железа, которое образуется на железе или стали, особенно в присутствии влаги.
Экологические свойства :
Большинство металлов подлежат вторичной переработке, а некоторые металлы, такие как свинец или ртуть, токсичны и представляют опасность для человека и окружающей среды.
Добыча металлов
Существует два типа шахт для добычи металлов:
Открытая добыча, которая используется, когда минерал находится близко к поверхности.
Подземная добыча, которая используется, когда минерал находится глубоко под поверхностью.
Для извлечения полезных ископаемых из горных пород используются экскаваторы, буры, взрывчатые вещества. Полезные ископаемые разделяются на руду и пустую породу.
Классификация металлов
Металлы можно разделить на две основные группы: черные металлы, содержащие железо, и цветные металлы, не содержащие железа.
Черные металлы
Чистое железо малопригодно в качестве конструкционного материала, поскольку оно слишком мягкое и пластичное. Когда железо остывает и переходит из жидкого состояния в твердое, большинство атомов в металле упаковываются плотно друг к другу в упорядоченные слои. Некоторые, однако. смещаются, создавая слабые места, называемые дислокациями. Когда кусок железа подвергается нагрузке, слои атомов в этих областях скользят друг по другу, и металл деформируется. Это начинает объяснять пластичность мягкого железа. Однако, добавляя углерод к железу, мы можем производить целый ряд сплавов с совершенно разными свойствами. Мы называем эти углеродистые стали. Сплав представляет собой смесь двух или более химических элементов, а основным элементом является металл.
Углеродистые стали: их свойства и применение
Мягкая сталь: содержание углерода от 0,1% до 0,3%. Свойства : менее пластичен, но тверже и прочнее железа, серого цвета, легко подвергается коррозии. Использование : балки или балки, винты, гайки и болты, гвозди, строительные леса, кузова автомобилей, складские помещения, бочки для масла.
Среднеуглеродистая сталь содержит от 0,3% до 0,7% углерода. Свойства : более твердый и менее пластичный, чем мягкая сталь, прочный и обладает высокой прочностью на растяжение. Использование : используется для производства изделий, которые должны быть прочными и износостойкими, таких как шестерни, инструменты, ключи и т. д.
Высокоуглеродистая сталь содержит от 0,7% до 1,3% углерода. Свойства : Очень твердый и хрупкий материал. Использование : Используется для режущих инструментов и изделий, которые должны выдерживать износ, таких как гильотина, пружины и т. д.
Нержавеющая сталь – это сплавы железа и хрома. Доступен широкий ассортимент сталей с содержанием хрома от 13% до 27%. Свойства : Хром предотвращает ржавление благодаря оксидной пленке. Пластичность, твердость и прочность на растяжение. Это также блестящий привлекательный металл. Использование : Столовые приборы, раковины, трубы, детали автомобилей и т. д.
Серый чугун представляет собой сплав железа (94%), углерода (3%), кремния (2%) и некоторых следов магния, серы и фосфора. Свойства: хрупкий, но чрезвычайно твердый и стойкий, корродирует из-за ржавчины. Использование: поршни, детали машин, уличные фонари, сливные крышки, инструменты.
Другие химические элементы могут быть добавлены в сталь для улучшения или достижения определенных свойств. Вот несколько примеров:
Кремний делает сплав магнитным и повышает эластичность.
Марганец делает сплав более твердым и жаростойким. Он используется для изготовления нержавеющей стали.
Никель повышает прочность и предотвращает коррозию.
Вольфрам делает сталь более твердой, жаростойкой и предотвращает коррозию.
Хром делает сплав более твердым и прочным, а также более стойким к ржавчине.
Цветные металлы
Это металлы, не содержащие железа. У них много применений, но они часто дороги, потому что их труднее извлечь.
Алюминий
Это самый распространенный металл в земной коре, после стали он является наиболее широко используемым из всех металлов сегодня. Свойства : Серебристо-белый цвет, легкий, очень устойчивый к коррозии, мягкий, ковкий и пластичный, низкой плотности, хороший проводник как электричества, так и тепла. Использование : высоковольтные линии электропередач, самолеты, автомобили, велосипеды, изделия из легких металлов. кровельные и оконно-дверные блоки, отделка, кухонный инвентарь и банки для питья.
Медь
Это чистый металл, который является третьим по важности металлом в мире с точки зрения объема потребления. Свойства : красновато-коричневый металл, пластичный и умеренно прочный, очень хороший проводник электричества и тепла, очень легко подвергается коррозии. Использование : электрические провода, телефонные линии, цилиндр и трубы для горячей воды для бытовых нужд, сердцевина автомобильного радиатора, украшения, архитектура.
Латунь
Этот термин « латунь » охватывает широкий спектр медно-цинковых сплавов. Свойства : Золотого цвета. Обладает очень хорошими антикоррозионными свойствами и устойчив к износу. Использование : Изделия кустарного промысла, ювелирные изделия, сантехника, конденсаторы и турбины.
Магний
Он блестящий и серебристо-белый. Свойства : Очень легкий, мягкий и податливый, но не очень пластичный. Очень сильно реагирует с кислородом. Использование : Фейерверки, аэрокосмическая промышленность, автомобильная промышленность.
Олово
Это блестящий белый металл. Свойства : Не окисляется при комнатной температуре, очень мягкий. Использование : Мягкая пайка, оловянная фольга и жесть.
Свинец
Серебристо-серый металл. Свойства : Мягкий и податливый. Он токсичен при вдыхании его паров. Использование : Батареи, используется в качестве добавки к стеклу для придания твердости и веса.
Бронза
Это сплав меди и олова. Свойства : Высокая устойчивость к износу и коррозии. Использование : Лодочные гребные винты, фильтры, церковные колокола, скульптуры, подшипники и шестерни.
Цинк
Голубовато-серый блестящий металл. Свойства : Антикоррозийный, не очень твердый, слабый при низких температурах. Использование : Кровля, сантехника, потому что останавливает коррозию.
Испанские термины
Свинец — PLOMO
Цинк — CINC
TIN — Estaño
Медный — Cobre
Bronze — Bronce
— Латун
ALUMININERIINIINIINERIINIINERIINE
2
. Сталь – acero
Железо – hierro
расплавленное – fundido
ORE — Минерал/MENA
сплав — Aleación
Gangue — Ganga
Ferrous — Ferrrosos
Cool — Enfriar
Слабость — Debilidad
Corrodes — Corroer
. — DEBILIDAD
— Corroer
. нержавеющая сталь — неокисляемая
прочность на растяжение — tracción
столовые приборы — cuberteria
труба — tuberia
мойка — fregadero
слив — drenaje
подшипники и винтики — rodamientos y
Гребные винты для лодок — helices de barco
блестящие — блестящие
Типы металлов и их применение | Классификация металлов
Металлы и достижения в производственных процессах дали нам промышленную революцию. Это привело к экспоненциальному росту человеческой цивилизации и привело нас туда, где мы находимся сегодня. Сегодня различные виды металлов окружают нас повсюду. С компьютера, который вы используете для считывания этой информации, на зажимы в вашей сантехнике. Сегодня находят применение более восьмидесяти различных типов металлов.
Типы металлов и их классификация
В природе существует большое количество металлов. Их можно классифицировать различными способами в зависимости от того, какое свойство или характеристику вы используете в качестве критерия.
Классификация по содержанию железа
Наиболее распространенный способ классификации – по содержанию железа.
Металл, содержащий железо, называется черным металлом. Железо придает материалу магнитные свойства, а также делает его подверженным коррозии. Металлы, не содержащие железа, относятся к цветным металлам. Эти металлы не обладают никакими магнитными свойствами. Примеры включают, но не ограничиваются ими, алюминий, свинец, латунь, медь и цинк.
Периодическая таблица
Классификация по атомной структуре
Их также можно классифицировать на основе их атомной структуры в соответствии с периодической таблицей. Когда это сделано, металл может быть известен как щелочной, щелочноземельный или переходный металл. Металлы, принадлежащие к одной группе, ведут себя одинаково при взаимодействии с другими элементами. Таким образом, они имеют схожие химические свойства.
Магнитные и немагнитные металлы
Еще один способ отличить металлы — посмотреть, как они взаимодействуют с магнитами. По этому признаку можно разделить металлы на магнитные и немагнитные.
В то время как ферромагнитные металлы сильно притягиваются к магнитам, парамагнитные демонстрируют только слабое взаимодействие. Наконец, есть группа диамагнитных металлов, которые довольно слабо отталкиваются от магнитов.
Железо, его сплавы и их свойства
Все металлы имеют сходные механические свойства материалов. Но при внимательном рассмотрении один металл будет иметь небольшое преимущество перед другим по определенным свойствам. Можно настроить свойства при создании сплавов путем смешивания чистых элементов.
При выборе металла для конкретного применения необходимо учитывать несколько факторов, чтобы найти наиболее подходящий вариант. Эти факторы включают температуру плавления, стоимость, простоту обработки, достаточный коэффициент безопасности, доступное пространство, температурный коэффициент, тепло- и электропроводность, плотность и т. д. Давайте рассмотрим некоторые из популярных металлов и почему они выбраны для их применения. .
Железо
Эйфелева башня сделана из кованого железа
Не будет преувеличением назвать железо жизненной силой нашей цивилизации. Примерно 5 процентов земной коры состоит из железа. Таким образом, найти этот металл невероятно легко. Однако чистое железо — нестабильный элемент. При первой же возможности он вступает в реакцию с кислородом воздуха, образуя оксид железа.
Для извлечения железа из руд используется доменная печь. Чугун получают на первой ступени доменной печи, который может быть дополнительно очищен для получения чистого железа. Это железо часто попадает в стали и другие сплавы. Почти 90 процентов производимых металлов составляют черные металлы.
Сталь, например, представляет собой черный металл, который находит множество применений. Мы не можем понять истинный потенциал железа, не узнав о стали.
Сталь
Чистое железо прочнее других металлов, но оставляет желать лучшего. Во-первых, чистое железо не устойчиво к коррозии. Чтобы уберечь железо от коррозии, нужно тратить много денег и энергии. Во-вторых, он также чрезвычайно тяжел из-за своей высокой плотности. Эти недостатки могут затруднить строительство и обслуживание конструкций.
Добавление углерода к железу в определенной степени смягчает эти недостатки. Эта смесь железа и углерода до определенных пределов известна как углеродистая сталь. Добавление углерода к железу делает железо намного прочнее, а также придает ему другие замечательные характеристики.
Другие элементы могут быть добавлены в следовых количествах для включения их свойств. Давайте посмотрим, как классифицировать сталь и на что она способна.
Какие бывают виды стали и их применение?
Сталь является популярным строительным материалом благодаря своим превосходным свойствам. На сегодняшний день доступно более 3500 марок стали. Обладает высокой прочностью на растяжение и высоким соотношением прочности к весу. Это означает большую прочность на единицу массы стали. Это позволяет использовать стальные детали и компоненты небольшого размера, но при этом прочные.
Сталь также очень прочная. Это означает, что стальная конструкция может служить дольше и противостоять внешним факторам лучше, чем другие альтернативы. Он также пластичен и может принимать требуемые формы без ущерба для своих свойств. В зависимости от содержания железа сталь подразделяют на три категории.
Углеродистая сталь, классификация AISI
Арматура из низкоуглеродистой стали
Низкоуглеродистая сталь. До 0,25% углерода в железе дает нам низкоуглеродистую сталь, также известную как мягкая сталь. Он используется для труб в приложениях среднего давления. Арматурный прокат и в двутаврах в строительстве обычно из малоуглеродистой стали. Любые приложения, которые требуют большого количества стали без особого формования или гибки, также подходят для него. Например, корпус корабля.
Среднеуглеродистая сталь. Содержит 0,25…0,6 % углерода. Применение среднеуглеродистой стали включает те, которые требуют высокой прочности на растяжение и пластичности. Они находят применение в зубчатых передачах и валах, железнодорожных колесах и рельсах, стальных балках в зданиях и мостах и т. Д. Другое применение — сосуды под давлением, за исключением случаев, когда они содержат холодные газы или жидкости из-за их склонности к холодному растрескиванию.
Высокоуглеродистая сталь. Сталь, содержащая более 0,6% углерода, является высокоуглеродистой сталью. Эта сталь более твердая и хрупкая, чем две предыдущие. Он находит применение в изготовлении стамесок и режущих инструментов. Отличные качества включают твердость и хорошую устойчивость материала к износу. Его также можно использовать в прессах и для изготовления сверл.
Хотя все вышеупомянутые стали обычно называют углеродистыми сталями, они содержат другие элементы для улучшения определенных свойств. Например, хром для коррозионной стойкости или марганец для улучшения прокаливаемости и прочности на растяжение.
Легированные стали
Этот тип металла содержит несколько элементов для улучшения различных свойств. Такие металлы, как марганец, титан, медь, никель, кремний и алюминий, могут быть добавлены в различных пропорциях.
Улучшает прокаливаемость стали, свариваемость, коррозионную стойкость, пластичность и формуемость. Легированные стали применяются в электродвигателях, подшипниках, нагревательных элементах, пружинах, шестернях и трубопроводах.
Нержавеющая сталь : Нержавеющая сталь содержит большое количество хрома. Вот почему он имеет в 200 раз более высокую коррозионную стойкость, чем низкоуглеродистая сталь. Это делает его идеальным кандидатом для производства кухонной утвари, трубопроводов, хирургического и стоматологического оборудования. Кроме того, поскольку покрытие не требуется, вы можете получить желаемый металлический вид с правильной обработкой поверхности.
Инструментальная сталь: Инструментальные стали используются для изготовления режущих и сверлильных инструментов. Их высокая твердость делает их идеальным выбором для этих применений. Они содержат молибден, ванадий, кобальт и вольфрам в качестве составных металлов.
Ударопрочная инструментальная сталь в использовании
Инструментальная сталь — это тип металла, который также находит применение в производстве рельсов, проволоки, труб, валов и клапанов. Инструментальная сталь в основном используется в автомобильной, судостроительной, строительной и упаковочной отраслях.
Различные виды металлов
Помимо черных металлов, у нас есть большой выбор цветных металлов. Каждый из них обладает определенными качествами, которые делают их полезными в разных отраслях.
Алюминий
Алюминий получают главным образом из руды бокситов. Он легкий, прочный и функциональный. Это самый распространенный металл на Земле, и его применение повсеместно.
Это связано с такими свойствами, как долговечность, малый вес, коррозионная стойкость (узнайте больше о типах коррозии алюминия здесь), электропроводность и способность образовывать сплавы с большинством металлов. Он также не намагничивается и легко обрабатывается.
Медь
Говоря о различных типах металлов, нельзя не упомянуть медь и ее сплавы. Он имеет долгую историю, потому что его легко формировать. Даже сегодня это важный металл в промышленности. В чистом виде в природе не встречается. Таким образом, плавка и извлечение из руды необходимы.
Металлы являются хорошими проводниками, и медь выделяется среди других. Благодаря отличной электропроводности он находит применение в электрических цепях в качестве проводника. Его проводимость уступает только серебру. Он также обладает отличной теплопроводностью. Вот почему многие кухонные принадлежности сделаны из меди.
Латунь
Латунь представляет собой сплав меди и цинка. Количество каждого из металлов может варьироваться в зависимости от требуемых электрических и механических свойств металла. Он также содержит следовые количества других металлических элементов, таких как алюминий, свинец и марганец. Латунь является отличным кандидатом для изделий с низким коэффициентом трения, таких как замки, подшипники, сантехника, музыкальные инструменты, инструменты и фурнитура. Это необходимо в искробезопасных приложениях для предотвращения искрения и позволяет использовать в легковоспламеняющихся средах.
Бронза
Бронза также является сплавом меди. Но вместо цинка бронза содержит олово. Добавление других элементов, таких как фосфор, марганец, кремний и алюминий, может улучшить его свойства и пригодность для конкретного применения. Бронза хрупкая, твердая и хорошо сопротивляется усталости. Он также обладает хорошей электро- и теплопроводностью и коррозионной стойкостью. Бронза находит применение в производстве зеркал и отражателей. Он используется для электрических разъемов. Благодаря своей коррозионной стойкости он находит применение в деталях, находящихся под водой, и в судовой арматуре.
Титан
Титан является важным инженерным металлом благодаря своей прочности и легкости. Он также обладает высокой термической стабильностью даже при температурах до 480 градусов Цельсия. Благодаря этим свойствам он находит применение в аэрокосмической промышленности. Военная техника — один из вариантов использования этого металла. Поскольку титан также устойчив к коррозии, его также используют в медицинских целях. Титан также используется в химической и спортивной промышленности.
Цинк
Оцинкованная сталь
Цинк — широко распространенный металл, который находит широкое применение в медицине и промышленности.
Пескоструйная технология — методы, тонкости, сферы применения
Тонкости пескоструйной технологии
Каменные, металлические и деревянные поверхности можно обрабатывать различными способами. Наиболее эффективной технологией считается пескоструйная обработка, которая позволяет не только избавиться от загрязнений, но и придать поверхности особую фактуру. Для того, чтобы качественно очистить и матировать поверхность стекла, дерева, металла или камня, важно знать тонкости пескоструйной технологии и использовать современное высокопроизводительное оборудование.
Что такое пескоструйная обработка?
Даже тем, кто никогда не занимался строительством, ремонтом кузова автомобиля или изготовлением декоративных стеклянных панелей, наверняка приходилось видеть поверхности, покрытые крошечными углублениями. Это и есть результат пескоструйной обработки — технологии, которая получила широкое распространение в строительстве, металлообработке и других сферах. Принцип работы пескоструя заключается в использовании абразивов, подаваемых на поверхность под высоким давлением. Мельчайшие абразивные частицы ударяются о стекло, камень или металл, счищая все лишнее и образуя сплошную сеть микроуглублений. При этом поверхность приобретает приятную шероховатость и матируется.
Парадокс пескоструя
Суть пескоструйной технологии — повреждение поверхности абразивными частицами, однако после обработки камень, стекло, металл или дерево не только не разрушаются, но и приобретают дополнительные позитивные свойства. Применительно к металлическим изделиям эффект достигается за счет того, что поверхностный слой слегка уплотняется, и изделия становятся более долговечными. Кроме того, все следы ржавчины и коррозии устраняются, а красящие составы лучше сцепляются с шероховатым металлом.
Обработка кирпичной кладки или бетонных плит также положительно сказывается на сроках эксплуатации. На идеально очищенных стенах меньше задерживаются загрязнения, служащие питательной средой для плесени. А если использовать пескоструй при изготовлении террасной доски или керамической плитки, их внешняя сторона приобретет не только оригинальную фактуру, но и антискользящие свойства.
Рисование пескоструем
Удаление слоев старой краски, органических и неорганических загрязнений — не единственное назначение абразивной технологии. С ее помощью можно создавать оригинальные рельефные изображения на стекле. Для этого используется набор трафаретов, поскольку необходимой четкости и глубины изображения можно достичь только при поэтапной обработке.
Вначале пескоструйным аппаратом обрабатывают самые глубокие участки. Затем меняют трафарет на более широкий, и так — несколько раз. В результате игра света позволяет получить рельефное матовое изображение на полированной поверхности. Если потребуется, его можно покрыть специальными красящими составами.
Трафаретный метод пескоструйной обработки применяют не только для создания предметов декора, но и в практических целях. С его помощью удобно наносить противоугонную маркировку на фары, стекла и зеркала автомобиля.
Тонкости технологии
Использование пескоструйных аппаратов требует немалого опыта. Только в этом случае удастся добиться желаемого эффекта и избежать риска повреждения обрабатываемых материалов. Важное значение имеет выбор метода пескоструйной обработки. Классический способ предполагает использование сжатого воздуха и мелкого кварцевого песка, однако в последнее время появилось несколько новых методик.
Мокрая пескоструйная очистка производится с использованием воды. Это позволяет полностью избавиться от пыли и сделать работу более чистой и безопасной. Однако некоторые материалы подобным способом обрабатывать нельзя: сталь после контакта с абразивом и водой мгновенно покрывается коррозией.
Еще одна перспективная технология — термопескоструйная обработка. Этот способ использует для очистки поверхностей реактивную струю, образующуюся при сгорании топлива, и различные типы абразивов. Методика сокращает время обработки в несколько раз, но имеет существенные недостатки: пожароопасность и очень сильный шум.
Недавно был разработан уникальный способ пескоструйной очистки, при котором в качестве абразива выступают мельчайшие кристаллы искусственного льда. При работе оборудования данного типа практически не образуется пыли, однако метод пока еще считается слишком дорогостоящими и не подходит для обработки металла из-за опасности коррозии.
Выбор абразива — еще один важный нюанс. Изменяя размер и твердость частиц, можно обеспечить бережную поверхностную или более глубокую очистку. Хрупкие детали и мягкие материалы требуют особого подхода: вместо песка в аппарат загружают мельчайшие частички пластика или крахмал.
Пескоструйная и дробеструйная очистка металла
Струйно-абразивная очистка — важный этап подготовки металлической поверхности к проведению покрасочных работ. С ее помощью можно удалить с металла старую краску и ржавчину, окалину и пятна, возникшие в процессе эксплуатации кузова и автомобильных деталей. Кроме того, такая очистка хорошо обезжиривает поверхность металла, что повышает силу сцепления лакокрасочного покрытия с базовой основой.
Суть метода заключается в обработке металлической поверхности мощной струей сжатого воздуха, смешанного с частицами абразивных материалов. Ранее в качестве абразива использовался кварцевый и силикатный песок (отсюда и название — пескоструйка), но сегодня этого делать нельзя. Запрет вызван несколькими факторами: низкой экологичностью песка (в воздухе появляется сильная запыленность) и ненадлежащим качеством подготовки стальной поверхности.
В настоящее время рекомендуется очищать металл при помощи купершлака, никельшлака, чугунной и стальной дроби. От последних абразивов и возникло название метода — дробеструйная обработка. В зависимости от поставленной задачи выбираются абразивы различной формы и фракции. Так, шарообразная дробь хороша для снятия краски и коррозии, а полимерное покрытие лучше счищать колотой дробью.
Технологические особенности струйно-абразивной обработки металла
Очистка металлических поверхностей выполняется с помощью специальных агрегатов, которые состоят из нагнетателя воздуха и рукавов со сменными насадками (соплами). Подачу воздуха обеспечивают напорные и инжекционные установки, а интенсивность потока и скорость очистки поверхности зависят от диаметра и конструкции сопла. Наиболее распространенным сегодня является напорное оборудование, которое применяется для проведения больших объемов работ. К основным достоинствам напорных установок относится возможность выполнять очистку крупных поверхностей и подавать абразив в труднодоступные места. Оборудование инжекционного типа имеет малую производительность, поэтому наиболее подходит для очистки небольших металлических поверхностей и деталей. В автомобильных мастерских предпочтение отдается напорным устройствам, которые быстро обрабатывают не только колесные диски и мелкие детали, но и изделия с большими габаритами.
Принцип удаления старого лакокрасочного покрытия и загрязнений достаточно прост: под воздействием энергии сжатого воздуха абразивные частицы движутся со значительным ускорением и, сталкиваясь с обрабатываемой поверхностью, создают в ней множество микроскопических трещин. Таких частиц в воздушном потоке содержится великое множество, что и обусловливает высокое качество и быстрые сроки очистки. Увеличивая силу подачи воздуха и используя разные абразивы, можно регулировать эффективность обработки металла, создавая на его поверхности профили (насечки) разного размера. Большинство производителей красок указывают, какие насечки позволят увеличить адгезию между металлом и лакокрасочным покрытием.
Абразивно-струйная очистка металла — сложный процесс, который требует использования современного оборудования и участия квалифицированных специалистов. Только профессиональные мастера подготовят металл таким образом, чтобы краска легла ровными слоями и прослужила долгие годы.
Сферы применения пескоструйных и дробеструйных работ
Сфера применения абразивно-струйной обработки достаточно широка. Этот метод используют в строительстве и промышленности для очистки кирпичных, бетонных и деревянных конструкций, а также для удаления загрязнений с внутренних поверхностей емкостей и резервуаров. Но основное назначение дробеструйных работ — это подготовка металла к нанесению лакокрасочных покрытий.
Сегодня с помощью такого метода можно:
очистить металл от ржавчины, окалины, фрагментов старой краски, пятен жира и грязи;
нанести на гладкую поверхность микрорельеф, который повышает адгезионные свойства материалов;
уплотнить металл и повысить его сопротивляемость циклическим нагрузкам.
В компании NAYADA дробеструйка используется для подготовки металла к последующей обработке. После глубокой очистки и обезжиривания металлическая поверхность становится полностью готовой к нанесению нового лакокрасочного покрытия.
К наиболее востребованным дробеструйным процедурам относится очистка колесных дисков. По своей стоимости, качеству и временным затратам обработка дисков абразивными веществами является оптимальным вариантом очистки. Струя сжатого воздуха направляет частицы абразива во все труднодоступные места, обеспечивает идеальную очистку дисков и придает их поверхности необходимую шероховатость. Благодаря этому антикоррозийные и лакокрасочные материалы ровно ложатся на диск и прочно сцепляются с его поверхностью.
Что касается временных затрат, то дробеструйные работы проводятся в несколько раз быстрее, чем другие способы очистки металла. Абразивы с большой силой ударяются о поверхность и легко разрушают старую краску, следы битума, ржавчину, грязь и окалину. Причем «чистоту» обработки можно варьировать самостоятельно — чем меньше фракция абразива, тем более гладкой будет готовая поверхность.
Помимо колесных дисков специалисты компании NAYADA выполняют дробеструйную обработку:
автомобильных кузовов;
деталей двигателя и ходовой части;
труб и длинномерных изделий;
прочих агрегатов из стали, алюминия, меди и других металлов.
В итоге можно утверждать, что дробеструйка обладает множеством преимуществ. Это:
короткие сроки проведения работ — аппарат быстро удаляет старую краску, ржавчину и загрязнения;
высокое качество очистки — абразивы удаляют сторонние материалы не только на ровных поверхностях, но и в труднодоступных местах;
высокая вариативность обработки — с помощью дробеструйки можно получить поверхность с таким показателем шероховатости, который требуется для нанесения того или иного лакокрасочного состава.
Основные принципы абразивоструйной очистки
Основные принципы абразивоструйной очистки
Введение
Это руководство было составлено, чтобы помочь вам определить способы сделать вашу жизнь как пескоструйщика проще и эффективнее. Некоторые из затронутых тем могут показаться вам здравыми. Фактически, вы, возможно, практиковали их в течение нескольких лет.
Однако в нашей стране большинство Бластеров никогда не проходили специальной подготовки. Обычно применяется следующее:
Кто тренирует Бластер? Старый бластер.
Кто тренировал старый Бластер? Бластер перед ним.
Это печально, но факт. Никакие новые методы или улучшенное оборудование никогда не исследовались. К счастью, сейчас это меняется. Всего лишь используя несколько идей из этого руководства, вы сможете повысить производительность и эффективность. Результатом этих улучшений будет непосредственное снижение затрат и увеличение прибыли для вас, как подрядчика.
Обзор абразивоструйной очистки
Существует три основных причины абразивно-струйной очистки. По сути, все они включают использование сжатого воздуха для перемещения абразива к поверхности для достижения желаемого эффекта.
Подготовка поверхности
Широко известная как пескоструйная очистка, ее основной целью является удаление старых покрытий, ржавчины и других загрязнений со стали. В случае новой стали его целью является удаление прокатной окалины, которая образуется в процессе производства. Его второй основной функцией является создание профиля поверхности, который является результатом воздействия абразивных частиц на обработанную поверхность. Производители покрытий обычно указывают конкретный профиль, на который будет наноситься их конкретный продукт.
Обработка поверхности
Обработка поверхности отличается от подготовки поверхности тем, что желаемый результат абразивоструйной очистки состоит в улучшении внешнего вида и пригодности продукта, а не в подготовке его к нанесению покрытия. Примеры этого применения включают удаление производственных загрязнений, снятие заусенцев с пресс-форм и фасонных деталей, инспекционную струйную очистку и струйную очистку для улучшения исходных характеристик изделий.
Упрочнение поверхности
Упрочнение или дробеструйная обработка поверхности абразивоструйной обработкой является специализированной областью, которая стала важной для срока службы компонентов, подвергающихся высоким нагрузкам. По сути, дробеструйная обработка растягивает и сжимает поверхность. Повышение усталостной прочности металла достигается бомбардировкой поверхности высокоскоростным потоком предварительно подобранных круглых шариков. Стальная дробь и стеклянные шарики являются наиболее известными абразивами, используемыми для этого применения.
Личная безопасность
Пыль, шум, высокое давление и разлетающиеся обломки создают очень опасную рабочую среду. Личная безопасность имеет решающее значение, и короткие пути могут оказаться фатальными.
Все лица, находящиеся в непосредственной близости от места проведения работ, должны носить стандартное защитное снаряжение (защитные сапоги, защитные очки, респираторы, комбинезоны, кожаные или резиновые перчатки и беруши). В дополнение к вышеперечисленному, все бластеры должны носить следующее.
Взрывные костюмы
Эти костюмы имеют прочную конструкцию и усилены кожей для защиты бластера от абразивного рикошета. Они также имеют пряжки на рукавах и штанах для защиты от пыли.
Шлемы с пневматической подачей
Шлем с пневматической подачей предназначен для защиты вашей жизни. Он предотвращает вдыхание пыли, защищает лицо от летящих частиц и обеспечивает защиту от каски. Кроме того, легкий шлем снижает утомляемость, которая может привести к потере концентрации.
Дыхательное оборудование оператора (OBE)
OBE — это система фильтрации воздуха, предназначенная для очистки воздуха для дыхания бластеров. Он соединен со шлемом с подачей воздуха и удаляет масляный туман, водяной пар, запахи и мусор. Следует отметить, что он не удаляет угарный газ. Имеется специальное контрольное оборудование для обнаружения токсичных газов.
Воздушные компрессоры
Выходная мощность компрессоров измеряется давлением и объемом. Это можно выразить следующим образом:
Imperial
Metric
Pressure
Pounds per square inch (PSI)
Bar
Volume
Cubic feet per minute (CFM)
Cubic meters per hour или минута
Одно дело иметь высокое давление, а другое дело поддерживать это давление открытым концом. Поэтому, когда дело доходит до абразивоструйной обработки, важно понимать, что правильное давление может быть достигнуто только при наличии достаточного объема воздуха для его поддержки.
Увеличение давления увеличивает объем воздуха, проходящего через сопло. Если компрессор не производит объем воздуха, требуемый соплом, он никогда не достигнет требуемого давления, что приведет к снижению производительности. Имея это в виду, важно знать, что подача воздуха не должна превышать 80% производительности компрессора.
Энергия и эффективная рабочая мощность абразивной частицы пропорциональны ее массе и скорости, т. е. E = масса x скорость2. Из этого уравнения совершенно очевидно, что небольшое увеличение скорости частицы будет иметь больший эффект, чем небольшое увеличение массы частицы.
Низкая эффективность при низком давлении воздуха напрямую связана с эксплуатационными расходами на абразив, аренду компрессора, дизельное топливо, рабочую силу и накладные расходы. The dramatic effect is shown as follows:
7 bar
100%
5.6 bar
60%
4.2 bar
50%
Влага и масло
Все компрессоры выделяют влагу как побочный продукт сжатого воздуха. Некоторые компрессоры выделяют влагу и масло. Вся влага, образующаяся в воздушных ресиверах, воздушных шлангах и трубопроводах, будет направляться по линиям в ваш пескоструйный бак, где она насыщает хранящиеся абразивы.
Самый большой враг абразивоструйного оборудования – вода и масло. Причина в том, что вода и масло смешиваются с вашими абразивами и создают комки, которые эффективно мешают вашим абразивам течь. Дозирующие клапаны, шланги, форсунки взрывных устройств забьются, если не решить проблему с влажностью. Другая проблема заключается в том, что если влага и масло попадут на очищаемую поверхность, это создаст проблемы для покрытий, которые могут быть нанесены позже. Влага может ускорить коррозионную активность, например, ржавчину. Масло, если оно попадет на поверхность, может вызвать проблемы с правильным прилипанием будущего покрытия к поверхности, например, образование пузырей.
Есть три основных способа уменьшить риск попадания влаги и масла.
Охладите воздух
Сделайте воздух больше, направьте воздух в большой контейнер с трубами большего размера, чем ваша линия подачи
Замедлите поток воздуха, дав ему время для конденсации компрессор и пескоструйный аппарат. Они охлаждают воздух, чтобы сконденсировать влагу; затем они улавливают влагу, прежде чем ее можно будет перенести в дробеструйную машину.
Влагоотделитель или ловушка, устанавливаемая как можно ближе к пескоструйной ванне, также полезна, поскольку она удаляет воду и масло, которые уже сконденсировались в воздуховодах. Однако для эффективной работы сепаратора температура не должна превышать температуру окружающей среды на 10°С, при температуре воздуха 55°С и выше ни один из сепараторов не будет работать, так как влага останется в виде пара.
Воздушные магистрали
Воздух лучше всего проходит по прямым жестким линиям. Все изменения направления и выступы будут мешать воздушному потоку. Металлические или пластиковые трубы надлежащего размера могут транспортировать воздух с минимальными потерями на трение, что характерно для резиновых воздушных линий.
Старайтесь, чтобы ваши шланги или трубопроводы были как можно короче, используйте только столько воздуха, сколько необходимо, и избегайте беспорядочных изгибов. Даже шланги правильного размера будут терять давление через каждые 15 метров, а всего лишь изгиб на 90 градусов увеличит трение, замедляя поток воздуха, что приведет к падению давления на сопле. Когда изгибы неизбежны, делайте их максимально плавными.
Использование воздуховода правильного размера имеет решающее значение для получения максимальной отдачи от вашего компрессора и пескоструйной камеры. Внутренний диаметр воздуховода должен соответствовать внутреннему диаметру всех фитингов, чтобы обеспечить плавный поток воздуха. Внутренний диаметр воздуховода также должен как минимум в четыре раза превышать размер отверстия сопла.
При выборе между длинными воздушными шлангами и длинными струйными шлангами старайтесь, чтобы струйные шланги были как можно короче.
Пескоструйный бак представляет собой кодированный сосуд высокого давления, который должен иметь штамп и сертификат, в котором указаны его код и дата изготовления, а также дата последнего испытания под давлением. Дробеструйная камера предназначена для использования давления для доставки абразивов на высокой скорости к заданной поверхности, создавая максимально возможное воздействие. Воздух поступает в камеру для струйной обработки, мгновенно закрывая камеру выдвижным клапаном; в то же время, когда воздух поступает в пескоструйную камеру, воздух также направляется по короткому шлангу в тройник под емкостью. Воздух в баке и воздух в шланге должны быть одинаковыми, чтобы абразив под действием силы тяжести попадал в поток воздуха, направляющийся к абразивоструйному шлангу. Размер вашего пескоструйного аппарата не имеет ничего общего с объемом воздуха, необходимого для струйной обработки; это просто сосуд с песком.
В целях безопасности инспекционные органы, утвержденные Правительством, должны регулярно проводить испытания ПБП.
Выносной клапан с ручкой аварийного отключения
Основное назначение ручки аварийного останова и регулирующего клапана — обеспечение безопасности. Он позволяет остановить выброс абразива из сопла при возникновении угрозы безопасности. При отпускании рукоятки аварийного манипулятора он подает сигнал на клапан дистанционного управления, чтобы перекрыть подачу основного воздуха и сбросить давление в РВР. У регулирующего клапана также должен быть переключатель блокировки, который позволяет не бластеру сбросить давление в горшке в любое время. Помимо безопасности, дистанционное управление и рукоятка мертвеца позволяют бластеру останавливаться и запускаться по его усмотрению. Это устраняет необходимость в специальном наблюдателе за горшками, вместо этого наблюдатель за горшками может использоваться в другом месте.
Сопла для струйной очистки
Форма отверстия сопла определяет характер струи.
Форсунки обычно имеют либо прямое отверстие, либо узкое отверстие Вентури.
Форсунки с отверстием Вентури создают широкие струи и увеличивают скорость абразива до 100%. Форсунки Вентури — лучший выбор для повышения производительности при дробеструйной очистке больших площадей.
Сопла Вентури с длинным отверстием обеспечивают примерно 40-процентное повышение производительности абразивоструйной обработки по сравнению с соплами с прямым отверстием, при этом расход абразива может быть снижен на 40 %. Также рекомендуется иметь угловые насадки для труднодоступных мест, таких как решетка моста, за фланцами или внутри труб. Многие операторы тратят впустую абразив и время, ожидая рикошета, чтобы выполнить работу. Небольшое время, необходимое для переключения на угловую насадку, всегда быстро восстанавливается, а общее время работы сокращается.
Достаточно ли подачи воздуха для выбранной форсунки?
Как правило, система подачи воздуха должна обеспечивать по крайней мере на 50 % больше объема воздуха (куб. фут/мин), чем требуется новой форсунке для создания требуемого практического рабочего давления струйной очистки, 100 фунтов на кв. дюйм или 7 бар. Это гарантирует, что сопло может продолжать хорошо работать даже после того, как оно немного изношено. Помните, однако, что нельзя допускать чрезмерного износа, иначе производительность резко снизится.
Имейте также в виду, что горловина входа сопла должна соответствовать внутреннему диаметру шланга подачи воздуха. Неправильная комбинация размеров может привести к появлению точек износа, падению давления и чрезмерной внутренней турбулентности.
Какой диаметр отверстия вам нужен?
Для достижения максимальной производительности выберите размер отверстия сопла в зависимости от желаемого давления струи, доступного давления воздуха и расхода. Например, предположим, что вы используете компрессор мощностью 375 кубических футов в минуту при мощности 80%. В дополнение к соплу для струйной очистки, компрессор подает воздух к воздушному шлему и другим компонентам, таким как пневматические двигатели и пневматическое управление, оставляя 250 кубических футов в минуту доступными для сопла. Ссылаясь на диаграмму на обороте, вы можете видеть, что 250 кубических футов в минуту достаточно для сопла 7/16 дюйма, работающего под давлением 100 фунтов на квадратный дюйм. Форсунка большего размера или изношенная форсунка 7/16 дюйма потребует большего расхода воздуха для поддержания давления 100 фунтов на квадратный дюйм. Эта дополнительная потребность в потоке либо перегрузит ваш компрессор, либо снизит производительность.
Выбор абразива
Абразивы — это материалы, используемые при струйной очистке, которые действительно выполняют свою работу. Абразивы можно разделить на три основные категории:
Металлические абразивы
Могут многократно использоваться повторно до разрушения и известны как перерабатываемые абразивы. Металлические абразивы необходимо извлекать и просеивать для повторного использования.
Стальная крошка и стальная дробь обычно используются в качестве металлических абразивов. Частицы стальной крошки имеют неправильную форму, что делает их эффективными для удаления ржавчины и прокатной окалины, а также для придания стали шероховатости. Частицы стальной дроби имеют округлую форму и хорошо подходят для удаления тяжелых хрупких отложений. Этот абразив дает более округлый профиль. Струйная обработка стальной дробью может вызвать удлинение легких металлов и привести к попаданию окалины и других загрязнений на поверхность.
Неметаллические минеральные и шлаковые абразивы:
Наиболее распространенными неметаллическими абразивами являются природные минералы и шлаки (промышленные побочные продукты). Эти абразивы обычно используются один раз и выбрасываются, потому что они разрушаются после пескоструйной очистки. Наиболее широко применяемыми неметаллическими абразивами являются кварцевый песок, котельный шлак (из угольных печей) и плавильный шлак (медный или никелевый шлак). Другими минеральными абразивами, используемыми в промышленной окраске, являются ставролит и гранат.
Абразивы специального назначения:
Некоторые абразивы удовлетворяют особые потребности в струйной очистке. Кукурузные початки и скорлупа грецкого ореха — это мягкие абразивы, используемые для удаления легких отложений или частичного удаления слоя краски. Пищевая сода также может удалить мягкие материалы или жир. Другими специальными абразивами являются стеклянные шарики, карбид кремния, замороженный диоксид углерода (сухой лед) и оксид алюминия.
Характеристики
Абразивы также можно классифицировать по:
Твердость абразивов: Абразивы бывают твердыми или менее твердыми (мягкими). Чем тверже абразив, тем быстрее и глубже он будет резать.
Размер абразива: Многие абразивы описываются размером зерна или размером ячеек. Чем меньше число, тем крупнее абразив.
Форма абразивов: Абразивные частицы могут быть сферическими, угловатыми или почти угловатыми. Сферические или почти круглые абразивные частицы очищаются при ударе и обеспечивают равномерную очистку поверхности. Частицы угловатого абразива убирают путем выдалбливания или врезания в поверхность. Абразивные частицы субугловатой формы очищают сочетанием удара и выдавливания. Как правило, окончательные покрытия требуют определенной степени выдалбливания, чтобы краска могла закрепиться на поверхности.
Как определить пескоструйную обработку
Ваш поставщик покрытий всегда указывает степень подготовки поверхности, требуемую для его материалов. Для описания подготовки поверхности используются три основных стандарта: Совет по окраске стальных конструкций (SSPC), «Технические требования к подготовке поверхности», Стандарты Национальной ассоциации инженеров-коррозионистов (NACE) и Шведские графические стандарты. В основном их определения таковы:
SP 7 Струйная очистка со щеткой Sa1 4 Пескоструйная очистка всего, кроме плотно прилипших остатков прокатной окалины, ржавчины и покрытий. SP 8 Травление Н/Д Н/Д Полное удаление всей ржавчины, прокатной окалины кислотным травлением, дуплексным травлением или электролитическим травлением. SP 11-87T Очистка электроинструментом до голого металла Удаление всей видимой ржавчины, краски прокатной окалины и инородных тел с помощью электроинструмента с минимальным профилем 1 мм2.asdasd
SSPC
Шведский*/ISO
NACE
Описание
SP 1 Растворитель
N/A
SP 1 Растворитель
из
SP 1
,
SP 1,
,
9,
,
,
,
,
,
,
,
,
,
,
,
. загрязнений путем очистки растворителем, паром, щелочью, эмульсией или паром.
SP 2 Очистка ручным инструментом
St2
Н/Д
Удаление отслаивающейся ржавчины, отслаивающейся прокатной окалины и отслоившейся краски путем ручного удаления, соскабливания, шлифования и чистки проволочной щеткой.
SP 3 Очистка электроинструментом
St3
Н/Д
Удаление отслоившейся ржавчины, отслаивающейся прокатной окалины и отслоившейся краски путем механической стружки, очистки от окалины, шлифования, чистки проволочной щеткой и шлифования.
SP 5 Пескоструйная очистка белого металла
Sa3
1
Удаление всей видимой ржавчины, краски от прокатной окалины и инородных тел пескоструйной очисткой.
SP 10 Почти белая пескоструйная очистка
Sa2.5
2
Пескоструйная очистка до тех пор, пока не менее 95% каждого квадратного дюйма не будет очищено от всей видимой ржавчины, краски от прокатной окалины и инородных тел.
SP 6 Коммерческая пескоструйная очистка
Sa2
3
Пескоструйная очистка до тех пор, пока по крайней мере 2/3 каждого квадратного дюйма не будут очищены от всех видимых остатков.
SP 7 Дробеструйная очистка щеткой
Sa1
4
Пескоструйная очистка всех, кроме плотно прилипших остатков прокатной окалины, ржавчины и покрытий.
SP 8 Травление
Н/Д
Н/Д
Полное удаление всей ржавчины, прокатной окалины кислотным травлением, дуплексным травлением или электролизом.
SP 11-87T Очистка электроинструментом до голого металла
Н/Д
Н/Д
Удаление всей видимой ржавчины, краски прокатной окалины и инородных тел с помощью электроинструмента с минимальным профилем 1 мм2.
Техника пескоструйной обработки
Существует три основных элемента технологии абразивоструйной очистки:
Расстояние отступа
Расстояние от струйного сопла до заготовки. Чем короче зазор, тем больше очищающая способность системы и тем меньше становится площадь струи. При удалении плотно прилипших материалов, таких как прокатная окалина, используйте расстояние около одного фута. Увеличьте зазор примерно до 2 футов при удалении менее прочно держащихся материалов, таких как старая краска.
Угол атаки
Угол подрыва на поверхность. Лучший угол для пескоструйной обработки зависит от поверхности и операции. Для ржавчины, прокатной окалины и сильно изъеденных поверхностей используйте угол от 80° до 9°.угол атаки 0º. При удалении старой краски используйте угол от 45° до 60°. Для общей уборки используйте угол от 60° до 70°.
Время ожидания
Время, затрачиваемое на очистку любого конкретного места. При удалении сыпучих материалов время может быть коротким. При удалении плотно прилипших материалов время выдержки будет больше.
Испытания оборудования в полевых условиях
Давление воздуха в форсунке (стрелочный манометр)
Используйте стрелочный манометр для измерения давления воздуха в форсунке. Вставьте иглу в струйный шланг сразу за соплом во время его работы. Наклоните иглу в поток воздуха через струйный шланг.
Если давление низкое, проверьте следующее:
Компрессор
Размер и длина воздухопроводов
Размер и длина обшивки трубопровода
Муфты – не текут?
Размер сопла
Облицовка шланга для струйной очистки
Засоренная трубка на камере для струйной очистки
Промокательная проба
Промокательная проба проверяет загрязнение воздуха для струйной очистки водой или маслом. Проведите тест, распылив сжатый воздух (без абразива) на промокательную бумагу (чистую белую тестовую бумагу). Если воздух для продувки содержит масло или воду, на промокательной бумаге появятся следы грязи или пятна.
Испытание горла сопла
При использовании абразивоструйного сопла абразивы изнашивают футеровку. Это увеличивает диаметр горловины сопла и снижает его эффективность. Регулярно проверяйте горловину форсунки с помощью манометра. Для выполнения этого теста:
С помощью жирного карандаша отметьте на манометре приблизительный размер сопла.
Вставьте манометр в заднюю часть сопла и слегка поверните его.
Снимите датчик и посмотрите на черную метку. Там, где стирается жирный карандаш, показан внутренний диаметр сопла.
Что такое пескоструйная обработка? — Определение из Corrosionpedia
Последнее обновление: 9 апреля 2019 г.
Что означает пескоструйная обработка?
Пескоструйная обработка — это процесс перемещения очень мелких частиц абразивного материала с высокой скоростью к поверхности с целью ее очистки или травления.
Пескоструйная обработка часто используется для подготовки поверхности перед покраской. Он обычно используется для удаления краски с машин и металла, но также имеет множество других применений.
Advertisement
Corrosionpedia объясняет пескоструйную обработку
В процессе пескоструйной обработки удаляется вся краска, покрытие или мусор, так что поверхность можно легко очистить, в результате чего получается чрезвычайно гладкая поверхность.
ГлавнаяСтатьиТруба магистральная 1020, 1220, 1420 мм
Статьи
Прайс-лист трубы ГОСТ 20295
1020 мм
1220 мм
1420 мм
630 мм
720 мм
820 мм
Производство и продажа
В связи с масштабным строительством магистральных трубопроводов нефти и газа трубы больших диаметров являются весьма востребованной продукцией. Прочные и надежные в эксплуатации трубы ГОСТ 20295 подходят и для изготовления резервуаров, конструкций, систем водоотведения.
АРЕХ METAL продает два типа магистральных труб большого размера по
ГОСТ 20295, произведенные методом электродуговой сварки горячекатаного листа с одним или двумя швами. Кроме того, у нас вы купите стальные трубы по ТУ из рулонной стали (спиральношовные).
Категории прочности, вес и сталь
Трубы ГОСТ 20295 больших диаметров 1020 — 1420 мм имеют категории прочности от К38 до К60. В процессе производства, как правило, данный прокат подвергается механическому, комбинированному или гидравлическому (спиральношовные трубы) экспандированию. После такой обработки стальная продукция обладает точными геометрическими характеристиками (минимальными отклонением по диаметру на торцах и по телу трубы, по овальности, отклонению от формы).
Например, для одношовной стальной трубы типа 3 1220 мм предельные отклонения по толщине стенки составляют +/-10% от толщины стенки, но ≤+/-1,5мм, овальность торцов ≤1% от номинального наружного диаметра. Трубы произведены с применением автоматизированных способов сварки и контроля неразрушающими методами.
спокойной, полуспокойной углеродистой стали по ГОСТ 380, ГОСТ 1050, с ограничением массовой доли углерода не более 0,24%
низколегированных марок стали по ГОСТ 19281, с нормированным Сэкв. не более 0,46%
Для расчета стоимости одной штуки круглого проката важно знать вес одного погонного метра, коэффициент усиления шва*, длину трубы и цену за 1 тонну в рублях, далее используем формулу: Цена 1 трубы = Вес 1 п.м. х L х Цена за 1 тн х К (усилие шва).
Размер магистральной трубы ГОСТ 20295/ ТУ, мм
Вес 1 п.м, кг
Длина, м
Цена за 1 тн, руб
1020х10
249,07
11,5
открыть цену
1020х12
298,39
11,5
открыть цену
1020х14
347,31
11,5
открыть цену
1220х12
357,47
11,5
открыть цену
1420х14
485,41
11,5
открыть цену
* Теоретическая масса спиральношовных труб подлежит увеличению за счет усиления шва К = 1,5%, а одношовных прямошовных труб К = 1%.
Нормы загрузки в транспорт
Для расчета доставки будет актуальной информация о том, сколько влезает труб автотранспорт или ЖД вагон:
Вид транспорта / Количество труб
Труба 1020
Труба 1220
Труба 1420
Машина без коников
6
2
1
Машина с кониками
8
3
2
ЖД вагон
6
5
4
Применение труб большого размера
Применение трубной стали со сниженным содержанием углерода, повышенной частотой металла по вредным примесям (серы и фосфора), рациональным микролегированием, а так же термомеханической прокаткой обеспечивает получение магистральных труб с требуемыми характеристиками (изотропность, трещиностойкость, бездефектность сварных швов, хорошая свариваемость деталей и элементов металлоконструкций), которые так важны при строительстве нефтегазопроводов.
Как правило, прямошовные ТБД применяются для магистральных трубопроводов классов I и II, магистральных нефтепроводов класса I подземной прокладки.
Стальная труба 1020 — 1420 мм из стали повышенной прочности (например, К65 (Х80)), хладостойкости, пластичности и ударной вязкости производятся с уменьшенной max толщиной стенки — до 18…27мм. и используется для строительства сухопутных газопроводов в северных районах.
Отводы стальные
Прайс-лист на черные и оцинкованные отводы по ГОСТ 17375, ГОСТ 30753 сталь 3сп/пс, 09Г2С диаметром от 21,3 мм до 820 мм…
Изоляция труб
Цены на изоляцию (ВУС, ППУ, ЦПИ) стальных магистральных труб диаметром от 219 мм до 1420 мм по стали 20, 09Г2С…
Теоретический вес стальной трубы рассчитывается на основе номинального диаметра и плотности стальной трубы (ранее называемой удельным весом), которая называется теоретическим весом . Это напрямую связано с длиной, площадью поперечного сечения и допуском на размер стальной трубы. Из-за допустимого отклонения стальной трубы в процессе производства теоретический вес, рассчитанный по формуле, отличается от фактического веса, поэтому он используется только в качестве ориентира для оценки.
Формула расчета веса трубы
a. Формула расчета веса круглой стальной трубы:
кг/м = (Od-WT) * Wt * 0,02466, Od — внешний диаметр, а Wt — толщина стенки
Калькулятор веса стальных труб, вес труб из легированной и углеродистой стали
Калькулятор веса медно-никелевых труб и никелевых труб
Бесплатный онлайн-калькулятор веса квасцов, калькулятор цен на никель, калькулятор веса никелевых слитков и вес никеля-меди
Калькулятор никеля
Масса
Преобразование
Разное
Дюймы в Миллиметры
Дюймы =
Миллиметр =
Миллиметры в Дюймы
Миллиметр =
Дюймы =
Фунты в Килограммы
Фунтов =
Килограмм =
Килограмм в Фунты
Килограмм =
Фунтов =
Метрических тонн в Фунты
Метрические тонны =
Фунтов =
Метрические тонны в тонны
Метрические тонны =
тонны =
Фаренгейты в Цельсия
по Фаренгейту =
Цельсия =
Цельсия в Фаренгейта
Цельсия =
по Фаренгейту =
Ff/Lbs в Джоули
фут/фунт =
Дж =
Джоулей в Ft/lbs
Дж =
фут/фунт =
МПа в psi
МПа =
фунтов на квадратный дюйм =
МПа до тысяч фунтов на квадратный дюйм
МПа =
тысяч фунтов на квадратный дюйм =
psi в МПа
фунтов на квадратный дюйм =
МПа =
тысяч фунтов на квадратный дюйм в МПа
тысяч фунтов/кв. дюйм =
МПа =
Формула углеродного эквивалента
С =
В =
Мн =
Cu =
Кр =
Ni =
Мо =
Углеродный эквивалент =
Формула ПКМ
С =
Ni =
Si =
Мо =
Мн =
В =
Медь =
Б =
Кр =
ПКМ =
Формула для расчета веса стальной трубы
Удельный вес стальной трубы (кг/м или фунт/фут) рассчитывается по приведенной ниже формуле.
кг/м — килограммы на метр
lb/ft — фунты на фут
P1= t(D-t)*C
Где D — указанный наружный диаметр, выраженный в миллиметрах (дюймах) t — заданная толщина стенки, выраженная в миллиметрах (дюймах) C составляет 0,02466 для расчетов в единицах СИ и 10,69 для расчетов в единицах USC.
Обратите внимание: Номинальный вес стальной трубы представляет собой произведение ее длины и массы на единицу длины (на фут или на метр)
Например: Описание бесшовной стальной трубопроводной трубы API 5L, внешний диаметр 6 5 /8 дюймов (168,3 мм), толщина стенки трубы SCH 40 (7,11 мм или 0,280 дюйма), длина 12 метров. Тогда удельный вес трубы кг/м 7,11 х (168,3-7,11) х 0,02466 = 28,26 кг/м
Масса стальной трубы в фунтах на фут составляет 0,28 x (6-0,28) x 10,69 = 18,99 фунтов/фут
Як видалити іржу з металу перед фарбуванням? span> b>
span> span> b>
Для того, щоб металевий виріб прослужив довше, і мало презентабельний зовнішній вигляд, його переважно фарбують, але при неякісній підготовці поверхні, довговічність матеріалу істотно знижується. Метал, уражений іржею, яка є його головною проблемою, втрачає свою міцність і декоративність. Руйнівні процеси зароджуються з найбільш уразливих ділянок, і мають в подальшому досить проблематичний характер. Для підготовки металевої конструкції під фарбування існують різні технології, які в незалежності від методу обробки, вирішують в першу чергу найважливіше завдання — порятунок від іржі.
span> b>
Основні способи, як позбутися від іржі на металі span> b>
span>
p>
1. span> span> Механічне видалення іржі здійснюється ручним способом або із застосуванням механізованих інструментів. Невеликі осередки утворилася корозії, а також зварні шви можна очистити дротяною щіткою. Більш якісна обробка виконується за допомогою шліфувального диска. Для піскоструминного способу видалення корозійних осередків використовують компресор.
span>
2. span> Термічну обробку виконують за допомогою пальника або інших подібних нагрівальних пристроїв, проте цей спосіб є менш ефективним, оскільки покриті іржею ділянки вигорають НЕ повністю. span>
span>
3. span> Хімічний спосіб видалення полягає в нанесенні хімічно активних препаратів за допомогою пензля або розпорошуючи речовина по поверхні. Для цього оптимальним варіантом буде купити перетворювач іржі , який є незмивною і більш раціональним грунтом, який повністю виключає контакт з водою. span>
span>
Переваги перетворювача іржі span> b>
span>
· span> span> Даний препарат здатний перетворити іржу в нейтрально хімічні сполуки, після чого металевий виріб можна фарбувати без виконання додаткового оброблення , оскільки формується захисна і довговічна плівка. span>
· span> span> Речовина з посиленим інгібіторним складом має достатню стійкість до впливу води і перепадів температури, і забезпечує гарантійну нейтралізацію вогнищ ураження , не пошкоджуючи металеву поверхню. span>
· span> span> Склад глибоко проникає в шари іржі, не вимагаючи попередньої промивки металу.
· span> span> Перетворювач іржі досить економічний і практичний у використанні, може бути завдано за допомогою апарату під високим тиском. span>
· span> span> Існують пожежобезпечні, що не містять токсичних елементів склади.
· span> span> Для оброблення необхідно видалити з поверхні металу рихлу іржу, масляні плями та інші забруднення. Рудий колір іржавого нальоту видаляється за 1-3 підходи в залежності від товщини ураженого покриття з перервою близько півгодини. Фінішний шар перетворювача наноситься на суху поверхню, після чого виріб готовий до фарбування.
span>
Крім вище перерахованих способів, існують також готові оздоблювальні матеріали у вигляді фарб, які можна наносити безпосередньо на іржу.
span>
Види фарб по іржі span> b>
span>
До подібних видів барвників відносяться такі фінішні склади: span>
1. span> Акрилова водно-дисперсійна фарба по іржі, виготовлена на основі акрилових полімерів, а також з вмістом модифікуючих антикорозійних компонентів, вважається досить комфортним матеріалом. Склад, який не має токсичного запаху, рекомендується для обробки металу як грунтуюча основа перед нанесенням зносостійкої акрилової фарби.
2. span> Алкідна фарба по іржі відрізняється чудовими адгезивними характеристиками. Переважно недорогі склади іноді розроблені для оцинкованої поверхні, яка також дуже часто пошкоджується іржею. В даному випадку попереднього грунтування також немає необхідності.
3. span> Поліуретанова фарба по іржі відноситься до більш дорогих матеріалів, і застосовується для внутрішньої обробки. Склад створює шовковисте, стійке до хімічного і механічного впливу покриття. Тому для окремих випадків можливе їх зовнішнє застосування.
4. span> Молоткова антикорозійна фарба , що формує на металевому виробі поверхню, схожу з молотковим карбуванням, є надійним і ефективним захистом від корозії. Саме цей різновид найбільш рекомендований фахівцями для обробки чорних металів.
Високому ризику корозії піддаються металеві конструкції, регулярно контактують з такими рідинами, як вода, спирт або нафту. До того ж поверхня може бути покрита спочатку корозійними плямами, проникаючими з часом вглиб металу, тому не варто чекати остаточного руйнування, а запобігти цьому процесу заздалегідь.
span>
Способы очистки металла от ржавчины перед покраской
Никто в здравом уме и трезвой памяти не будет красить заржавевший металл без его предварительной очистки. Даже такие краски и эмали по ржавчине, как Хаммерайт, Alpina Direkt Auf Rost или грунт-эмаль Новбытхим, которые не требуют обычно предварительной грунтовки, наносятся на очищенные поверхности. Правда, если вы выбрали именно эти покрытия для покраски металлических поверхностей, вам не потребуется полностью удалять все следы коррозии и применять преобразователи ржавчины. Достаточно будет зачистить отслаивающиеся слои и начинать красить – в состав вышеперечисленных продуктов входят все необходимые компоненты, благодаря которым они обеспечивают надежную защиту металла. Также эти краски обладают свойствами преобразователя коррозии.
Тем не менее, вопрос о том, как удалить ржавчину с металла перед покраской, с повестки дня не снимается. Существует несколько способов приведения ржавой металлической поверхности в пристойный вид, о чем мы и расскажем в этой статье.
Как убрать ржавчину с металла
В промышленных масштабах, когда требуется удалить коррозию с большой площади, часто применяют пескоструйную или дробеструйную обработку. Но наиболее распространенный способ – это все-таки очистка ржавчины с металла при помощи преобразователя. Это состав, основу которого составляет ортофосфорная кислота, благодаря которой ржа преобразуется в стабильные фосфаты железа. Существуют и альтернативные варианты удаления коррозийных изменений. В частности, это танин, представляющий собой дубильную кислоту (под ее воздействием ржавчина трансформируется в танат железа, который намертво сцепляется с железом (сталью)). Также есть составы, под воздействием которых ржавчина преобразуется в железноокисный пигмент.
Убирают ржавчину с металла при помощи преобразователя ржавчины поэтапно. Первым делом следует удалить верхнюю отслаивающуюся часть рыхлой субстанции механическим способом: металлической щеткой, скребком, наждачкой. После первоначальной зачистки наносят преобразователь ржавчины и оставляют его как минимум на два часа – для того, чтобы реакция ржавчины с веществом была максимально полной. Остатки преобразователя, не вступившего в контакт, нужно смыть обычной водой. После того, как поверхность высохнет, ее можно грунтовать и красить. Напоминаем, что эта процедура не потребуется, если вы собираетесь красить металл красками, которые уже имеют в своем составе все необходимые компоненты.
Перечень методов удаления ржавчины с железа
Тщательная очистка металлических поверхностей от ржавчины и загрязнений – залог того, что адгезия краски с железом будет максимальной, что поможет избежать ее отслаивания, увеличит срок службы и, как следствие, обеспечит надежную защиту металла от коррозии.
Существует несколько общепринятых способов удаления ржавчины и грязи: химический, термический и механический.
Химический метод
Применяется, когда поверхность необходимо не только избавить от ржавчины, но и обезжирить, то есть очистить ее от нефтепродуктов, масла и других подобных веществ. Используются смывки (активные растворители) или моющие средства на щелочной основе. Выбирать очиститель нужно исходя из типа загрязнения. На видео — удаление коррозии при помощи состава Неомид 570.
Термическая обработка
Термическая обработка подразумевает «сжигание» старой краски, ржавчины и окалины при помощи кислородно-ацетиленовой горелки.
Механический способ
После механической очистки металлической поверхности от ржавчины железо приобретает шероховатость, что увеличивает сцепление (адгезию) лакокрасочных материалов с металлом. Инструменты, которые используются при данном способе удаления ржавчины, бывают либо механическими, либо ручными. Это шлифовальные машинки или стальные щетки. Также успешно применяются абразивные составы в различных вариантах: смесь воды и песка, на основе дроби или того же песка.
Для того чтобы не пришлось применять все эти радикальные методы очистки железа, о защите металла от коррозии необходимо позаботиться заранее. Правил немного и соблюдать их гораздо проще, чем потом ликвидировать последствия. Нужно беречь железо от влажности, вовремя обрабатывать его антикоррозийной пропиткой и, не дожидаясь, пока старая краска облезет, реставрировать (красить заново) металлические объекты.
А еще ржавчину можно удалять кока-колой!
embed video plugin powered by Union Development
Недостаточно прав для комментариев
Покраска ржавчины? 6 советов, которые нужно знать перед тем, как закрасить ржавчину
Фото: istockphoto. com
Элегантный и прочный металл украшает предметы интерьера и декор дома и за его пределами, от скамеек у входа до стульев в патио и столбов забора. Но у прочного материала есть ахиллесова пята: ржавчина. Любой металл из железа или сплавов, содержащих железо, например сталь, будет ржаветь при достаточном воздействии кислорода и влаги. Краска предлагает один из способов спасти эти ржавые детали от свалки и восстановить их внешний вид, придав им яркий цвет. Но покраску ржавчины не следует начинать без предварительного понимания масштабов, преимуществ и ограничений проекта. Прочтите о них ниже, прежде чем отправиться спасать свои ржавые вещи с помощью краски.
6 советов по покраске ржавого металла
Когда дело доходит до покраски ржавого металла, ключевым моментом является правильная подготовка.
1. Придерживайтесь окраски металлов со строго поверхностной ржавчиной.
Окрашивание ржавого металла не только возможно, но и дает прекрасные результаты, если ржавчина не выходит за пределы поверхности металла. Если ржавчина частично или полностью въелась в металл (т.е. в изделии видны ямки или отверстия) или деталь структурно ослабла до такой степени, что ее можно согнуть руками, то краска не остановит коррозию и неизбежное выкрашивание детали. металл. Заполнение ям наполнителем для кузова (например, Bondo, доступным на Amazon) будет лучшим вариантом для его восстановления, иначе вам придется полностью заменить металлическую деталь.
2. Вы столкнетесь с вздутиями и отслоением краски, если не удалите ржавчину.
Грунтовка может помочь краске прилипнуть к ржавому металлическому предмету, но сначала необходимо удалить с поверхности как можно больше рыхлой ржавчины. В противном случае металл будет продолжать сбрасывать рыхлую ржавчину, выталкивая высохший слой краски вверх, пока он не покроется пузырями или не отслоится.
Advertisement
Чтобы избежать этого, отсоедините все крепежные детали (шурупы, гвозди и т. д.) от металлической поверхности, затем проведите по ней металлической щеткой или наждачной бумагой, чтобы соскоблить как можно больше ржавчины. Затем, когда ржавчина перестанет отслаиваться, удалите песок, грязь и жир. Все, что требуется, — это провести мягкой тканью, смоченной самодельным обезжиривающим раствором — четыре чайные ложки жидкого средства для мытья посуды, смешанные в одном галлоне теплой воды — с последующим «полосканием» с помощью смоченной в воде тряпки. Прежде чем снимать грунтовку, дайте металлу полностью высохнуть на воздухе.
3. Вам потребуется нанести грунтовку, чтобы повысить адгезию краски и предотвратить обесцвечивание.
Фото: istockphoto.com
После того, как рыхлая ржавчина исчезнет, на вашем металле может либо появиться обширная поверхностная ржавчина, либо ржавчина будет незначительной или отсутствовать. Хорошие новости: вы можете прикрыться! Но краска сама по себе не так хорошо прилипает к ржавчине, даже к слабой ржавчине, и когда она прилипает, пятна ржавчины могут просочиться сквозь слой краски и обесцветить ее. Грунтовка, специфичная для вашего количества ржавчины, поможет улучшить адгезию.
Если закрашивать обширную ржавчину, загрунтуйте ее грунтовкой для металла, преобразовывающей внутреннюю и внешнюю ржавчину, на водной или масляной основе (доступна по цене от 4 до 17 долларов за 10–13 унций в спрее или стандартных банках от таких брендов, как Rust-Oleum и Гемплера через The Home Depot и Amazon соответственно). Это покрытие химически преобразует ржавчину в плоскую, обычно черную, не подверженную ржавчине поверхность, готовую к покраске.
При окраске слегка ржавого или оголенного металла (т. е. ржавчины не осталось после обработки проволочной щеткой) нанесите грунтовку для металла на водной или масляной основе, предотвращающую ржавчину для внутренних и наружных работ (доступно по цене от 4 до 8 долларов США за 12–15 унций в аэрозольных или стандартных банках от таких брендов, как Rust-Oleum через The Home Depot). Грунтовка проникнет в ржавчину и свяжется с основным металлом.
Вы хотите нанести грунтовку как можно скорее после обработки проволочной щеткой и очистки, так как в противном случае металл продолжит ржаветь под воздействием кислорода. Нанесите от одного до трех слоев соответствующей грунтовки на металлическую поверхность, давая каждому слою высохнуть на ощупь, прежде чем наносить следующий, затем полностью высушите последний слой в течение рекомендуемого времени.
Advertisement
4. Вы можете добиться разнообразного внешнего вида с помощью коммерческих красок для металла.
Загрунтованная металлическая деталь может быть покрыта металлической краской на водной или масляной основе (доступна по цене от 4 до 9 долларов за 12 унций в аэрозольных или стандартных баллончиках от таких брендов, как Rust-Oleum через The Home Depot) в широком спектре цветов. . Неметаллические цвета, такие как темно-зеленый, с однотонным или матовым блеском, можно использовать, чтобы придать металлу естественный вид, в то время как цвета металлик, такие как серый с глянцевым блеском, можно использовать для придания блестящему современному виду металла. .
Совет для профессионалов : постарайтесь нанести один или несколько слоев краски любого цвета и блеска по вашему выбору, давая каждому слою высохнуть в соответствии с инструкциями по краске, прежде чем наносить следующий.
Фото: istockphoto.com
5. Вы можете сэкономить много денег, покрасив ржавые металлические детали, а не заменяя их.
Покраска ржавых металлических предметов вместо их замены — выигрыш для вашего кошелька. Сложите стоимость баллончика с краской для преобразования ржавчины на 12 унций и баллончика с металлической краской на 12 унций, каждый из которых покрывает около 15 квадратных футов, и вы обнаружите, что покраска ржавой поверхности небольшого металлического предмета, такого как конец стола обойдется вам всего в 8 долларов. По сравнению с затратами на утилизацию предмета и покупку его нового (которая может начинаться с 25 долларов за простой металлический торцевой стол), вы рассчитываете сэкономить не менее 17 долларов только на небольшом проекте. Экономия возрастает еще больше при покраске крупных или декоративных металлических изделий.
6. Вам следует избегать масляных покрытий на оцинкованном металле.
Защитное покрытие вокруг оцинкованного металла (обычно изготовленного из цинка) может подвергнуться коррозии под воздействием сильного дождя или случайного попадания сильного бытового химиката, такого как соляная кислота. При длительном воздействии атмосферы на металлической детали может образоваться белая ржавчина. Хотя вам по-прежнему следует соскребать рыхлую ржавчину и очищать металл, как рекомендовано выше для других металлов, вы должны наносить только латексную грунтовку для всех поверхностей или универсальную связующую грунтовку (от 5 до 13 долларов за 12 унций от таких брендов, как Rust-Oleum через Lowe’s) и латексная краска для внутренних и наружных работ (от 11 до 13 долларов за 12 унций от таких брендов, как Krylon через Walmart) до оцинкованного металла. Реакция цинка со связующими в грунтовках и красках на масляной основе приведет только к отслаиванию краски.
Реклама
Фото: istockphoto.com
FAQ О покраске по ржавчине
Как обработать ржавчину перед покраской?
Прежде чем наносить новую краску, необходимо удалить все отслоившиеся и отслаивающиеся частицы ржавчины с помощью прочной металлической щетки. Затем обязательно нанесите грунтовку для металла, преобразовывающую ржавчину.
Какая краска лучше всего подходит для ржавого металла?
На выбор предлагается несколько вариантов окраски для металла. Прочтите эту статью, чтобы получить советы по масляным, латексным и аэрозольным краскам, которые лучше всего подходят для ржавого металла.
Закрашивание ржавчины замедлит ее?
Да, если правильно подготовить ржавую металлическую поверхность с помощью приведенных выше советов перед покраской, это замедлит ржавчину и дополнительно защитит металлическую поверхность.
Реклама
Как закрасить ржавчину за 4 шага
Готовы освежить стиль своего дома? Возможно, пришло время нанести новую краску, чтобы повысить привлекательность вашего автомобиля, но иногда ржавые металлические участки могут быть пугающими. Но не волнуйтесь: вам, возможно, не придется заменять эти ворота или желоб только потому, что они ржавеют. Возможно, вам просто нужно попробовать слой ржавой краски.
Даже если вы новичок, когда дело доходит до проектов «сделай сам», покраска ржавых аксессуаров или садовой мебели не должна быть такой сложной, как кажется. Каждая деталь уникальна, поэтому следуйте этим шагам, чтобы обеспечить успешный проект «сделай сам» для вашего дома. Вот несколько профессиональных приемов покраски ржавого металла.
Как закрасить пятна ржавчины, шаг за шагом
Шаг 1. Проверьте металл на структурные повреждения
Проверьте степень ржавчины. Если это только поверхностная ржавчина, которая отслаивается при легком прикосновении, краска будет держаться лучше. Но если ржавчина более глубокая, возможно, вам придется подумать о ее замене. Если ржавый участок вообще сгибается или податлив, это слишком далеко, чтобы думать о покраске. Какими бы качественными ни были грунтовка и краска, если кусок металла проржавел за чертой невозврата, его лучше заменить.
Шаг 2: Соскребите лишнюю ржавчину
Прежде чем вы сможете приступить к грунтовке и покраске вашего проекта, вам нужно удалить всю ржавчину и начать с чистого листа. Если вы этого не сделаете, ваша новая краска будет иметь неровную поверхность и рискует отслоиться. Эффективными инструментами для очистки ржавого металла являются проволочные щетки и наждачная бумага. Аккуратно проведите проволочной щеткой по ржавчине несколько раз или пока вся ржавчина не отслаивается. Затем промойте участок теплой водой и протрите мягкой тканью, чтобы избавиться от излишков грязи и жира, которые могут остаться от повреждения ржавчиной.
Совет: Приготовьте самодельный раствор для обезжиривания ржавого участка, смешав мягкое средство для мытья посуды с водой, нанеся его на ржавый участок и дав ему высохнуть на воздухе перед нанесением грунтовки.
Шаг 3: Используйте качественную грунтовку перед покраской
Чтобы краска прилипла к металлу после исчезновения ржавчины, ключевое значение имеет качественная грунтовка. Промойте область водой и дайте ей высохнуть. Затем полностью покройте и покройте участок грунтовкой по металлу для преобразования ржавчины на масляной основе. Эти учебники для начинающих можно легко найти на Amazon, Lowe’s, Home Depot или в любом другом месте, где вы решите покупать товары для дома.
Шаг 4: Нанесите краску
В зависимости от вашего стиля закрашивание ржавчины может иметь различные виды и текстуры. Одним из наших любимых брендов краски для ржавчины, которую мы используем при закрашивании ржавчины, является Rust-Oleum в баллончике. Используя аэрозольный баллончик для закрашивания ржавчины, вы получите более ровную текстуру, чем при использовании стандартной кисти. Использование аэрозольного баллончика для покраски позволяет получить более последовательную и профессиональную покраску. Он также отлично справляется с нанесением покрытия на каждое пятно в труднодоступных местах.
Нанесите столько слоев, сколько указано в инструкции к вашей краске, и подождите, пока каждый слой высохнет, прежде чем начинать следующий.
Продукты и инструменты, необходимые для закрашивания ржавчины
При подготовке к проекту «Сделай сам» заранее убедитесь, что у вас есть все основные инструменты, которые вам понадобятся. Они будут варьироваться в зависимости от того, насколько чрезмерным является состояние ржавчины — вам может понадобиться что угодно, от наждачной бумаги до проволочной щетки и инструмента для проволочного колеса.
Наждачная бумага : Используйте прямоугольный кусок наждачной бумаги мелкой или средней зернистости для удаления ржавчины. Этот кусок наждачной бумаги можно стирать, и его можно использовать для различных проектов «сделай сам» в вашем доме.
Проволочная щетка : Проволочная щетка идеально подходит для быстрого и эффективного удаления ржавчины.
Проволочное колесо : Проволочное колесо можно использовать как сверло для удаления чрезмерной ржавчины с объекта. Обязательно надевайте защитные очки при работе с проволочным колесом.
Салфетка : Салфетка защитит другие поверхности от отслаивающейся ржавчины или мусора в процессе удаления.
Аэрозольная краска и грунтовка : Аэрозольная краска и грунтовка, предназначенные для покрытия ржавчины, создают идеальный барьер для элементов при покрытии ранее ржавых участков и часто помогают предотвратить повторное появление ржавчины.
Когда
не для окраски ржавого металла
Очень важно тщательно осмотреть ржавчину, прежде чем приступить к покраске, просто потому, что вы не хотите тратить свое время. Если кусок ржавого металла слишком далеко ушел, никакая подготовка и грунтовка не смогут вернуть его к жизни. Обязательно проверьте и оцените, достаточно ли прочна конструкция ржавого металла, чтобы выполнить свою задачу — будь то мебель для патио или железные ворота, которые вы надеетесь спасти.
Часто задаваемые вопросы
Можно ли закрасить ржавчину? Да, можно закрасить ржавчину. Вместо того, чтобы сразу выбрасывать прекрасный предмет мебели или заменять железные ворота, вы можете использовать краску для ржавого металла, чтобы вернуть его к жизни с помощью правильных инструментов и методов.
Как долго я должен дать высохнуть краске после закрашивания ржавчины? После покраски поверх ржавчины рекомендуется подождать от пяти до девяти часов, прежде чем приступить к работе. Краска полностью высохнет через 24 часа. Если вы наносите несколько слоев краски, обязательно дайте каждому слою высохнуть между нанесениями.
 Работы ведутся на современном высококлассном оборудовании, что позволяет выполнять сложнейшую работу точно и в срок.
Работы ведутся на современном высококлассном оборудовании, что позволяет выполнять сложнейшую работу точно и в срок. Вы присылаете на почту [email protected] эскиз, чертеж или фотографию будущего изделия с габаритами, желаемое количество штук в партии. Или звоните нам по телефону: +7 (495) 740-51-70 и мы детально проконсультируем Вас.
Вы присылаете на почту [email protected] эскиз, чертеж или фотографию будущего изделия с габаритами, желаемое количество штук в партии. Или звоните нам по телефону: +7 (495) 740-51-70 и мы детально проконсультируем Вас.
 При этом мастер должен был учесть множество нюансов, чтобы избежать пористости и обеспечить высокое качество. Одним из нюансов этой технологии было использование литейных стержней, задающих форму изделия. Их покрывали тонким слоем воска, на который накладывалась масса из смеси глины и песка.
При этом мастер должен был учесть множество нюансов, чтобы избежать пористости и обеспечить высокое качество. Одним из нюансов этой технологии было использование литейных стержней, задающих форму изделия. Их покрывали тонким слоем воска, на который накладывалась масса из смеси глины и песка. Далее заливалась приготовленная с добавлением воды известково-восковая смесь, которая, заполняя пустое пространство, формировала верхний слой стержня, который будет служить основой фигуры. Готовый стержень погружали в расплавленный воск и покрывали глиняно-песчаной массой. После застывания воск выплавляли из формы и заливали металл.
Далее заливалась приготовленная с добавлением воды известково-восковая смесь, которая, заполняя пустое пространство, формировала верхний слой стержня, который будет служить основой фигуры. Готовый стержень погружали в расплавленный воск и покрывали глиняно-песчаной массой. После застывания воск выплавляли из формы и заливали металл.
 com/wp-content/uploads/Metals-Disney-6in-KingdomHearts-Sora-01.jpg
com/wp-content/uploads/Metals-Disney-6in-KingdomHearts-Sora-01.jpg com/wp-content/uploads/Metals-SpiderMan-4in-SpiderManClassic-CandyRedBlack-01.jpg
com/wp-content/uploads/Metals-SpiderMan-4in-SpiderManClassic-CandyRedBlack-01.jpg com/wp-content/uploads/Metals-Disney-4in-MrIncredible-01.jpg
com/wp-content/uploads/Metals-Disney-4in-MrIncredible-01.jpg com/wp-content/uploads/Metalfigs-SpiderMan-4in-AntiVenom-01.jpg
com/wp-content/uploads/Metalfigs-SpiderMan-4in-AntiVenom-01.jpg 2мм / 1000мм
2мм / 1000мм









 com
com









 Однако выбор лучшего может быть проблемой.
Однако выбор лучшего может быть проблемой.







 Больше всего внимания уделяется также тому, где именно будет использоваться получаемое изделие и в каких условиях.
Больше всего внимания уделяется также тому, где именно будет использоваться получаемое изделие и в каких условиях. Как правило, герметик обеспечивает высокую степень изоляции стыка. Именно поэтому его применяют в том случае, если нужно добиться не высокой прочности, а водопроницаемости. Процедура склеивания двух элементов при применении герметика не существенно отличается.
Как правило, герметик обеспечивает высокую степень изоляции стыка. Именно поэтому его применяют в том случае, если нужно добиться не высокой прочности, а водопроницаемости. Процедура склеивания двух элементов при применении герметика не существенно отличается.
 Что же выбрать? Для начала стоит помнить, что клеевой состав для скрепления двух металлических поверхностей должен выбираться особенно тщательно. Современные производители предлагают составы на основе одного или двух компонентов, в зависимости от чего варьируется и сфера их применения.
Что же выбрать? Для начала стоит помнить, что клеевой состав для скрепления двух металлических поверхностей должен выбираться особенно тщательно. Современные производители предлагают составы на основе одного или двух компонентов, в зависимости от чего варьируется и сфера их применения. Очень часто на поверхности скапливаются оксидные пленки, например ржавчина, справиться с которыми с помощью обезжиривания невозможно. В этом случае можно сначала механически очистить поверхности металла, обезжирить их и только после этого приступать к склеиванию. Один из популярных составов выпускается под маркой Dublfix и представляет собой универсальный двусторонний скотч.
Очень часто на поверхности скапливаются оксидные пленки, например ржавчина, справиться с которыми с помощью обезжиривания невозможно. В этом случае можно сначала механически очистить поверхности металла, обезжирить их и только после этого приступать к склеиванию. Один из популярных составов выпускается под маркой Dublfix и представляет собой универсальный двусторонний скотч. Склеить две металлические поверхности можно с помощью клеящих материалов Permabond.
Склеить две металлические поверхности можно с помощью клеящих материалов Permabond. Сегодня производители предлагают широкий выбор комбинаций эпоксидных смол, причем для каждой цели можно подобрать определенный состав. Его особенность в том, что можно применять состав для соединения железных, алюминиевых, стальных, медных и иных поверхностей. Эпоксидная основа способствует тому, что склеивание выполняется надежно и прочно, при этом шов не будет давать усадку или расширяться.
Сегодня производители предлагают широкий выбор комбинаций эпоксидных смол, причем для каждой цели можно подобрать определенный состав. Его особенность в том, что можно применять состав для соединения железных, алюминиевых, стальных, медных и иных поверхностей. Эпоксидная основа способствует тому, что склеивание выполняется надежно и прочно, при этом шов не будет давать усадку или расширяться. Иногда возникает необходимость склеить два совершенно разных материала — хрупкое стекло и крепкий металл. И именно в разности структуры этих веществ и появляется главная сложность, так как не всякий клей способен взять их. Склеивание металла со стеклом может потребоваться при ремонте мебели, автомобилей, а также некоторых бытовых предметов техники.
Иногда возникает необходимость склеить два совершенно разных материала — хрупкое стекло и крепкий металл. И именно в разности структуры этих веществ и появляется главная сложность, так как не всякий клей способен взять их. Склеивание металла со стеклом может потребоваться при ремонте мебели, автомобилей, а также некоторых бытовых предметов техники. Следующий этап традиционный для склеивания всех видов материалов — это очистка поверхности. Если металл и стекло ничем не покрыты, то нужно просто очистить от пыли и мусора. Рекомендует обезжирить материалы растворителем любым, кроме марок 6хх-7хх.
Следующий этап традиционный для склеивания всех видов материалов — это очистка поверхности. Если металл и стекло ничем не покрыты, то нужно просто очистить от пыли и мусора. Рекомендует обезжирить материалы растворителем любым, кроме марок 6хх-7хх. Любой клей не подойдет, как вы понимаете. Ну это как быстрозастывающая эпоксидка. В ювелирке применяют. Я вклеиваю им шнурки в концевики и жемчужины на штырек — намертво! Есть отличный немецкий клей U-hu. Клеит все ко всему, разделяется по материалам ткань, дерево, пластик, резина итд , но есть и универсальный. Проверено, металл к пластмассе клеит клеит, след прозрачный, тюбики бывают большие и миниатюрные. Я работаю только с ним. А вообще жидкой пластикой можно, только изделие потом нужно запечь, чтобы схватилось.
Любой клей не подойдет, как вы понимаете. Ну это как быстрозастывающая эпоксидка. В ювелирке применяют. Я вклеиваю им шнурки в концевики и жемчужины на штырек — намертво! Есть отличный немецкий клей U-hu. Клеит все ко всему, разделяется по материалам ткань, дерево, пластик, резина итд , но есть и универсальный. Проверено, металл к пластмассе клеит клеит, след прозрачный, тюбики бывают большие и миниатюрные. Я работаю только с ним. А вообще жидкой пластикой можно, только изделие потом нужно запечь, чтобы схватилось. Abro Холодная сварка. Представляет собой эпоксидный клей-шпаклевку с упрочняющей добавкой стального порошка, склеивает металл, дерево, керамику, стекло, пластик. DoneDeal Турклей клей-герметик водостойкий DD Liqui Moly Silikon Dichtmasse Силиконовый герметик, черный
Abro Холодная сварка. Представляет собой эпоксидный клей-шпаклевку с упрочняющей добавкой стального порошка, склеивает металл, дерево, керамику, стекло, пластик. DoneDeal Турклей клей-герметик водостойкий DD Liqui Moly Silikon Dichtmasse Силиконовый герметик, черный Самое главное — это подготовка и сам процесс склеивания. Немаловажно понимать, что поверхность металла окисляется под воздействием влаги и плёнка окисления отслаивается от материала вместе с клеем, поэтому весь процесс необходимо произвести в сухом помещении.
Самое главное — это подготовка и сам процесс склеивания. Немаловажно понимать, что поверхность металла окисляется под воздействием влаги и плёнка окисления отслаивается от материала вместе с клеем, поэтому весь процесс необходимо произвести в сухом помещении. Часто возникает необходимость в склеивании подобных материалов, с чем может возникнуть довольно много трудностей. Для этого используются специальные вещества и технологии клейки. Прежде всего следует определиться с тем, какое именно вещество использовать для соединения двух материалов. Как приклеить металл к стеклу — подобный вопрос рассматривается исключительно с учетом особенностей выбранного клеящего вещества.
Часто возникает необходимость в склеивании подобных материалов, с чем может возникнуть довольно много трудностей. Для этого используются специальные вещества и технологии клейки. Прежде всего следует определиться с тем, какое именно вещество использовать для соединения двух материалов. Как приклеить металл к стеклу — подобный вопрос рассматривается исключительно с учетом особенностей выбранного клеящего вещества. Линейка данных препаратов стала настоящим открытием и вывела стекольное производство на новый уровень. Интересно, что на заре данного открытия назначение ультрафиолетовых клеев не имело никакого отношения к обработке и склеиванию стеклянных полотен.
Линейка данных препаратов стала настоящим открытием и вывела стекольное производство на новый уровень. Интересно, что на заре данного открытия назначение ультрафиолетовых клеев не имело никакого отношения к обработке и склеиванию стеклянных полотен. При этом приклеить металл к металлу быстрее, проще и дешевле, чем приварить. Склеенные металлические конструкции устойчивы к вибрации и механическим воздействиям. Также клей позволяет соединять металл и другие материалы, например металлические и пластиковые или деревянные детали.
При этом приклеить металл к металлу быстрее, проще и дешевле, чем приварить. Склеенные металлические конструкции устойчивы к вибрации и механическим воздействиям. Также клей позволяет соединять металл и другие материалы, например металлические и пластиковые или деревянные детали.
 В одной находится эпоксидная смола, а в другой – отвердитель. Смолу и отвердитель необходимо смешать перед использованием. В зависимости от типа эпоксидной основы смесь нужно использовать в течение нескольких минут или часов.
В одной находится эпоксидная смола, а в другой – отвердитель. Смолу и отвердитель необходимо смешать перед использованием. В зависимости от типа эпоксидной основы смесь нужно использовать в течение нескольких минут или часов.

 Под ней создаются условия, необходимые для отвердения клея.
Под ней создаются условия, необходимые для отвердения клея.
 Он применяется в автомобильной промышленности, в строительстве. Это профессиональный структурный клеевой состав.
Он применяется в автомобильной промышленности, в строительстве. Это профессиональный структурный клеевой состав.
 Грубые загрязнения мешают прочному соединению поверхностей, поэтому их надо удалить.
Грубые загрязнения мешают прочному соединению поверхностей, поэтому их надо удалить.


 Клеи хорошо сцепляются с оксидным слоем, однако оксидный слой плохо сцепляется с алюминием. Часто кажется, что клеевое соединение не удалось, но при ближайшем рассмотрении видно, что оксидный слой только что оторвался от алюминия.
Клеи хорошо сцепляются с оксидным слоем, однако оксидный слой плохо сцепляется с алюминием. Часто кажется, что клеевое соединение не удалось, но при ближайшем рассмотрении видно, что оксидный слой только что оторвался от алюминия. Для получения подробной информации о каждом типе обратитесь в службу технической поддержки Permabond. Номера серий сплавов перечислены ниже.
Для получения подробной информации о каждом типе обратитесь в службу технической поддержки Permabond. Номера серий сплавов перечислены ниже. Рассмотрим ES550 или ES558.
Рассмотрим ES550 или ES558. ..
.. Металлические клеи обычно делятся на три типа: эпоксидные, полиуретановые и суперклеи.
Металлические клеи обычно делятся на три типа: эпоксидные, полиуретановые и суперклеи.
 №
№ Удобная альтернатива сварке, это самое надежное решение для соединения большинства металлов, включая железо, сталь, алюминий, латунь, медь и олово. После отверждения он устойчив к теплу и влаге, включая воду, топливо, масло, антифриз и заводские жидкости. Он не дает усадки и легко поддается шлифовке или окраске. Эпоксидный клеевой состав Loctite упрощает такие задачи, как починка газонокосилок или закрепление металлических болтов.
Удобная альтернатива сварке, это самое надежное решение для соединения большинства металлов, включая железо, сталь, алюминий, латунь, медь и олово. После отверждения он устойчив к теплу и влаге, включая воду, топливо, масло, антифриз и заводские жидкости. Он не дает усадки и легко поддается шлифовке или окраске. Эпоксидный клеевой состав Loctite упрощает такие задачи, как починка газонокосилок или закрепление металлических болтов. Удалите любые фрагменты или частицы, препятствующие уплотнению.
Удалите любые фрагменты или частицы, препятствующие уплотнению.
 Фазы имеют неодинаковые
Фазы имеют неодинаковые
 После
После Этот метод используется в
Этот метод используется в При вдавливании алмазного конуса
При вдавливании алмазного конуса В металле
В металле С тех пор он
С тех пор он Как это обычно бывает,
Как это обычно бывает,
 e}\). Это приписывается Ли (19п}
e}\). Это приписывается Ли (19п} Изотропный аспект симметричен независимо от
Изотропный аспект симметричен независимо от
 1 Системы скольжения
1 Системы скольжения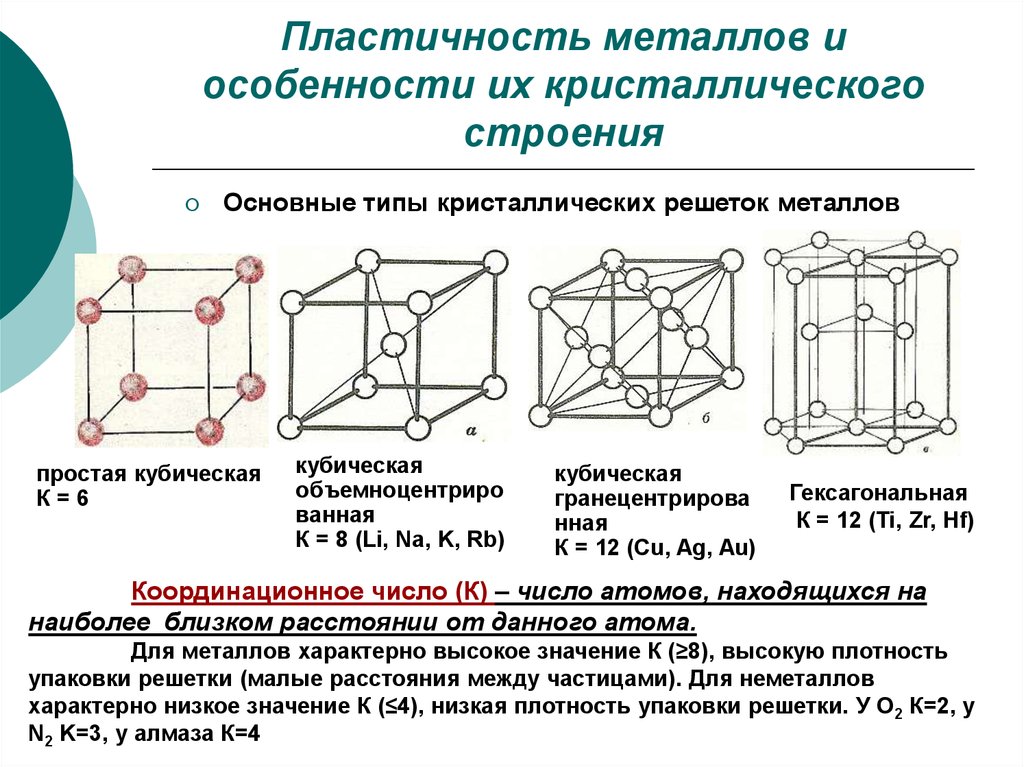 Совершенная пластичность — это свойство материалов подвергаться большим сдвиговым деформациям без какого-либо увеличения (сдвигового) напряжения. Пластмассовые материалы, которые не являются идеально пластичными, являются вязкопластичными.
Совершенная пластичность — это свойство материалов подвергаться большим сдвиговым деформациям без какого-либо увеличения (сдвигового) напряжения. Пластмассовые материалы, которые не являются идеально пластичными, являются вязкопластичными. Однако даже пластичные металлы разрушаются, когда деформация становится достаточно большой — это происходит в результате наклепа материала, что делает его хрупким. Термическая обработка, такая как отжиг, может восстановить пластичность обрабатываемой детали, чтобы можно было продолжить формование.
Однако даже пластичные металлы разрушаются, когда деформация становится достаточно большой — это происходит в результате наклепа материала, что делает его хрупким. Термическая обработка, такая как отжиг, может восстановить пластичность обрабатываемой детали, чтобы можно было продолжить формование.
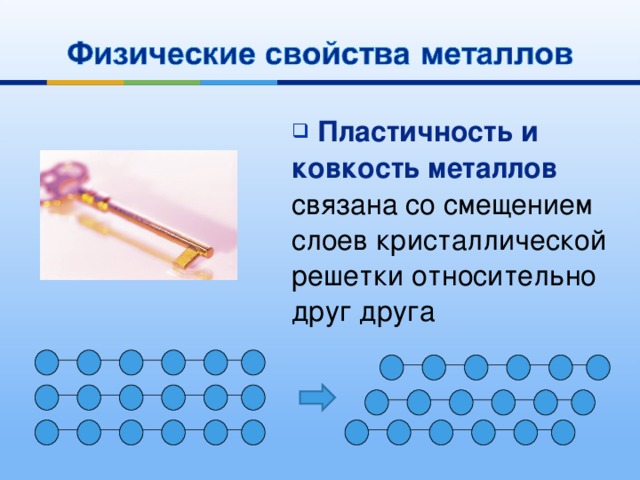 Фон Мизес находит эффективное напряжение при одноосной нагрузке, вычитая гидростатические напряжения, и утверждает, что все действующие напряжения, превышающие то, которое вызывает разрушение материала при одноосной нагрузке, приведут к пластической деформации.
Фон Мизес находит эффективное напряжение при одноосной нагрузке, вычитая гидростатические напряжения, и утверждает, что все действующие напряжения, превышающие то, которое вызывает разрушение материала при одноосной нагрузке, приведут к пластической деформации. Результатом является постоянное изменение формы внутри кристалла и пластическая деформация. Наличие дислокаций увеличивает вероятность скольжения самолетов.
Результатом является постоянное изменение формы внутри кристалла и пластическая деформация. Наличие дислокаций увеличивает вероятность скольжения самолетов. Материал может превратиться из упорядоченного вида в «сумасшедший» рисунок деформации и растяжек.
Материал может превратиться из упорядоченного вида в «сумасшедший» рисунок деформации и растяжек.

 Электронный калькулятор нормы расхода металла может посчитать прокат медный, алюминиевый и другие цветные металлы.
Электронный калькулятор нормы расхода металла может посчитать прокат медный, алюминиевый и другие цветные металлы. Если с собой есть только рулетка для замеров ММ, СМ, М, и калькулятор на телефоне-андроид, все вычисления можно сделать самому, и несложные геометрические формулы не будут препятствием для вычисления веса металла самостоятельно.
Если с собой есть только рулетка для замеров ММ, СМ, М, и калькулятор на телефоне-андроид, все вычисления можно сделать самому, и несложные геометрические формулы не будут препятствием для вычисления веса металла самостоятельно.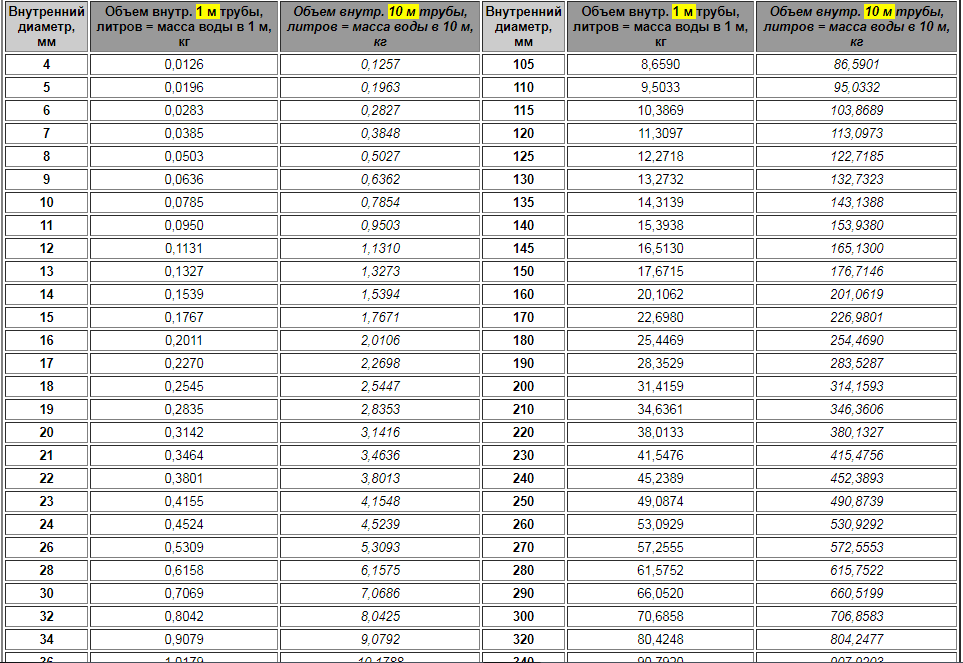 Когда же есть доступ к интернету, тогда расчёты массы металлической детали не составят никакого труда.
Когда же есть доступ к интернету, тогда расчёты массы металлической детали не составят никакого труда.  Для этого металлическая конструкция разделяется на составные элементы заготовок и рассчитывается вес металла по формуле (см. примеры формул площади и объема простых тел) или на программе-калькуляторе. Масса металлоконструкции состоит из веса всех элементов конструкций и массы наплавленного металла (1,5%). Определив вес изделия и зная цену за тонну изготовления, можно самому посчитать стоимость по формуле.
Для этого металлическая конструкция разделяется на составные элементы заготовок и рассчитывается вес металла по формуле (см. примеры формул площади и объема простых тел) или на программе-калькуляторе. Масса металлоконструкции состоит из веса всех элементов конструкций и массы наплавленного металла (1,5%). Определив вес изделия и зная цену за тонну изготовления, можно самому посчитать стоимость по формуле.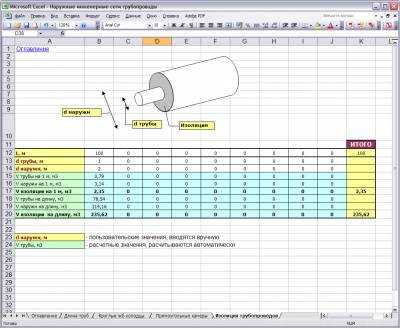 Специальная программа «МЕТАЛЛОКАЛЬКУЛЯТОР online» дает возможность быстро и легко определить длину и вес металлопродукции. Расчет проводится для нужных наименований металлических изделий из черной стали, нержавеющего проката, цветного металла. Здесь можно скачать металлокалькулятор трубы профильной (прямоугольной трубы, квадратной), стальной арматуры (круга), металлокалькулятор двутавра (балка), металлокалькулятор листа (полосы), стальной уголок, гнутый швеллер и горячекатанный, квадрат и шестигранник из цветного металла.
Специальная программа «МЕТАЛЛОКАЛЬКУЛЯТОР online» дает возможность быстро и легко определить длину и вес металлопродукции. Расчет проводится для нужных наименований металлических изделий из черной стали, нержавеющего проката, цветного металла. Здесь можно скачать металлокалькулятор трубы профильной (прямоугольной трубы, квадратной), стальной арматуры (круга), металлокалькулятор двутавра (балка), металлокалькулятор листа (полосы), стальной уголок, гнутый швеллер и горячекатанный, квадрат и шестигранник из цветного металла.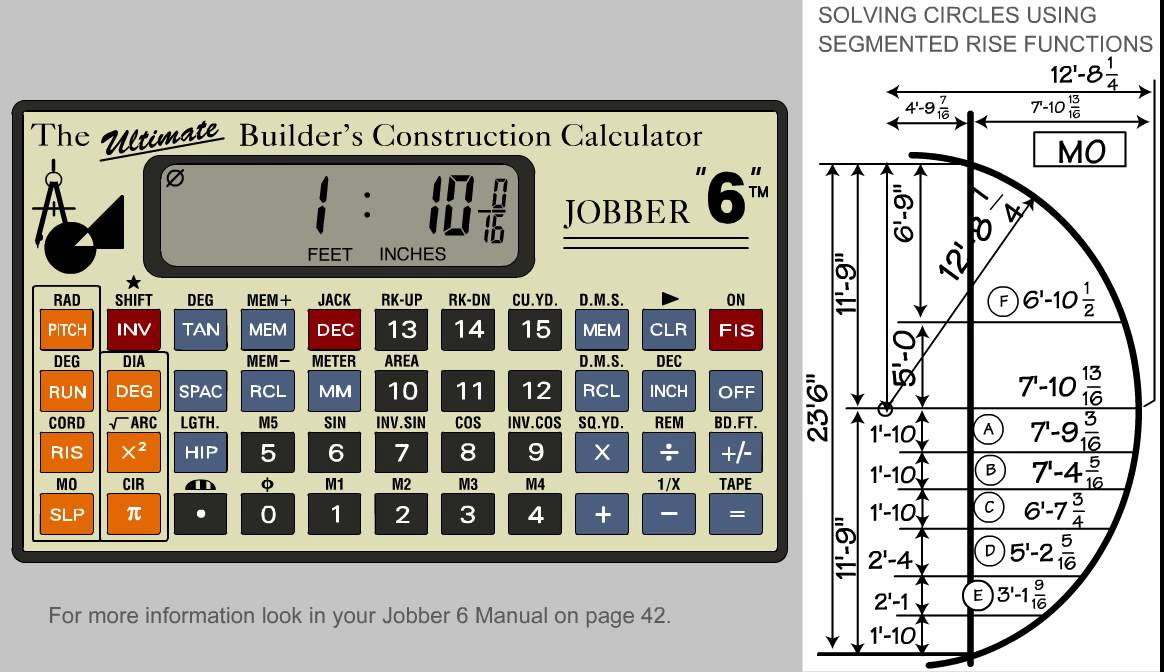 Именно поэтому мы установили на сайте калькулятор металлопроката. Теперь каждый, кто планирует заказать полосу, лист или трубу из сортамента компании, может рассчитать примерной вес определенного вида стали. Данное приспособление поможет вам сэкономить собственное время. Теперь не нужно искать специалиста и расспрашивать его о каждой позиции каталога по отдельности или вручную применять формулы для подсчета.
Именно поэтому мы установили на сайте калькулятор металлопроката. Теперь каждый, кто планирует заказать полосу, лист или трубу из сортамента компании, может рассчитать примерной вес определенного вида стали. Данное приспособление поможет вам сэкономить собственное время. Теперь не нужно искать специалиста и расспрашивать его о каждой позиции каталога по отдельности или вручную применять формулы для подсчета. Используя калькулятор, вы имеете возможность в любое время узнать, какой будет цена вашего заказа и сколько именно стали вам необходимо приобрести.
Используя калькулятор, вы имеете возможность в любое время узнать, какой будет цена вашего заказа и сколько именно стали вам необходимо приобрести.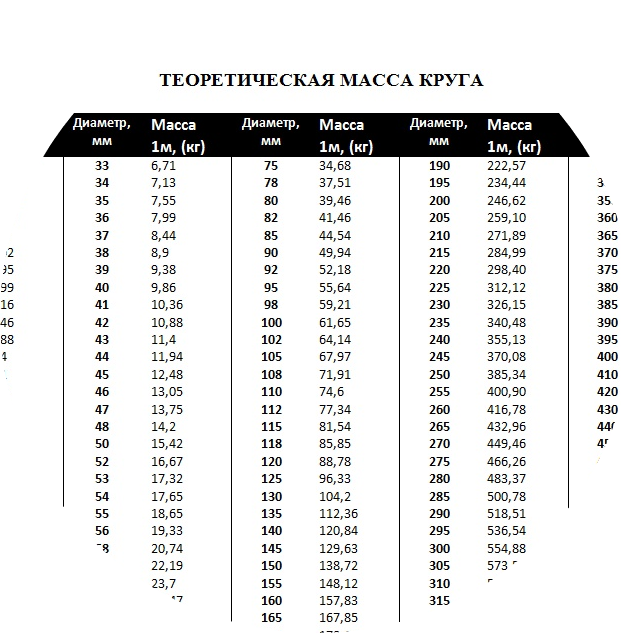 Возможно, вам нужен нержавеющий металлический прокат, а может, собираетесь купить черный металл. Если вы желаете приобрести несколько кг или тонн проката, изготовленного по ГОСТу, обращайтесь в фирму СОДРУЖЕСТВО. Мы следим за качеством всех наших товаров, стремясь обеспечить клиентов качественным металлическим профилем. Сортамент компании включает десятки разновидностей товаров, среди которых уголок, проволока и другие виды сортового проката.
Возможно, вам нужен нержавеющий металлический прокат, а может, собираетесь купить черный металл. Если вы желаете приобрести несколько кг или тонн проката, изготовленного по ГОСТу, обращайтесь в фирму СОДРУЖЕСТВО. Мы следим за качеством всех наших товаров, стремясь обеспечить клиентов качественным металлическим профилем. Сортамент компании включает десятки разновидностей товаров, среди которых уголок, проволока и другие виды сортового проката. Вы можете использовать этот калькулятор, чтобы:
Вы можете использовать этот калькулятор, чтобы: Вы можете выполнить следующие шаги:
Вы можете выполнить следующие шаги:
 a Larger Circle
a Larger Circle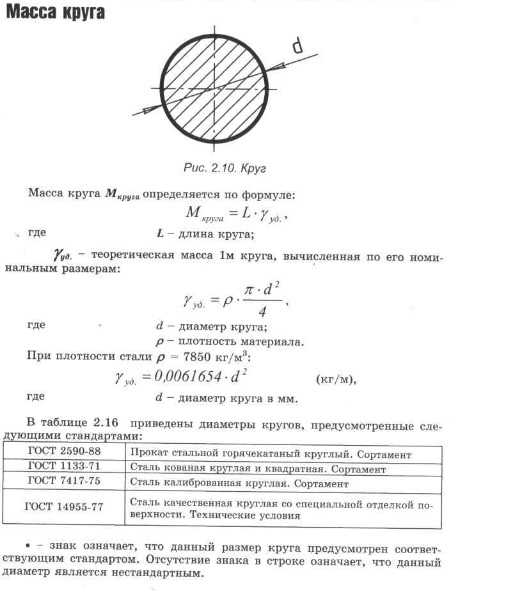 .)
.) 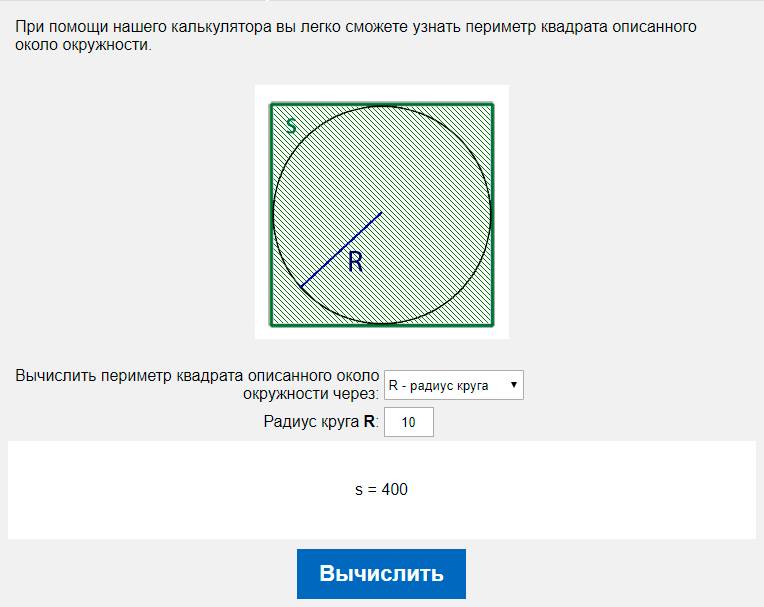 1,5 дюйма Трубы
1,5 дюйма Трубы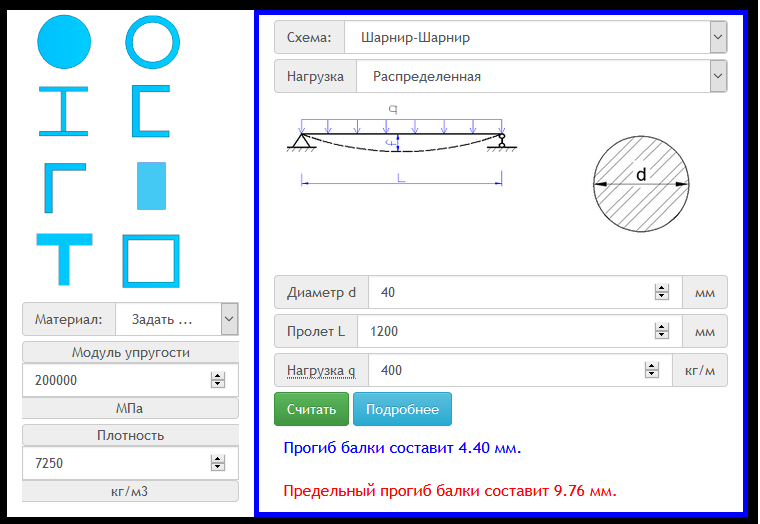
 Держатся они как раз благодаря применению дюбелей – надежных монтажных элементов.
Держатся они как раз благодаря применению дюбелей – надежных монтажных элементов.


 Его особенностью является распространенность использования для разнообразных стеновых поверхностей.
Его особенностью является распространенность использования для разнообразных стеновых поверхностей. При вкручивании данного дюбеля химикаты выполняют функцию клея, поэтому необходимо ждать, пока основа застынет. Обычно на это уходит от пары часов до суток.
При вкручивании данного дюбеля химикаты выполняют функцию клея, поэтому необходимо ждать, пока основа застынет. Обычно на это уходит от пары часов до суток. Также следует разобраться с технологией монтажа и внимательно следовать ей согласно основным строительным правилам.
Также следует разобраться с технологией монтажа и внимательно следовать ей согласно основным строительным правилам.
 Так, дюбель для кирпича не подойдет для крепления в бетонный монолит и наоборот. Также значение имеет структура поверхности – обязательно учитывают пористость монолита, наличие в нем полостей.
Так, дюбель для кирпича не подойдет для крепления в бетонный монолит и наоборот. Также значение имеет структура поверхности – обязательно учитывают пористость монолита, наличие в нем полостей.





 Обладает широкой резьбой, которая гарантирует качественное крепление в пористых структурах.
Обладает широкой резьбой, которая гарантирует качественное крепление в пористых структурах. Некоторые виды дюбелей (химический, к примеру) демонтировать невозможно).
Некоторые виды дюбелей (химический, к примеру) демонтировать невозможно).

 Конкретные положения и номера различаются в зависимости от штата, однако типичное расположение может выглядеть так, как показано на рис. 1. Для предотвращения коррозии дюбели покрыты либо нержавеющей сталью (рис. 2), либо эпоксидной смолой (рис. 3). Штифтовые стержни обычно вставляются на глубину середины плиты и покрываются веществом, разрушающим сцепление, чтобы предотвратить прилипание к PCC. Таким образом, дюбели помогают передавать нагрузку, но позволяют соседним плитам расширяться и сжиматься независимо друг от друга. На рис. 3 показано типичное расположение дюбелей на поперечном конструктивном стыке.
Конкретные положения и номера различаются в зависимости от штата, однако типичное расположение может выглядеть так, как показано на рис. 1. Для предотвращения коррозии дюбели покрыты либо нержавеющей сталью (рис. 2), либо эпоксидной смолой (рис. 3). Штифтовые стержни обычно вставляются на глубину середины плиты и покрываются веществом, разрушающим сцепление, чтобы предотвратить прилипание к PCC. Таким образом, дюбели помогают передавать нагрузку, но позволяют соседним плитам расширяться и сжиматься независимо друг от друга. На рис. 3 показано типичное расположение дюбелей на поперечном конструктивном стыке. Они предусмотрены на поперечных стыках, чтобы влиять на передачу нагрузки от одной плиты к другой, при этом допуская относительное продольное перемещение бетонных плит.
Они предусмотрены на поперечных стыках, чтобы влиять на передачу нагрузки от одной плиты к другой, при этом допуская относительное продольное перемещение бетонных плит. друг друга.
друг друга.
 Рассмотрим эти виды подробнее.
Рассмотрим эти виды подробнее.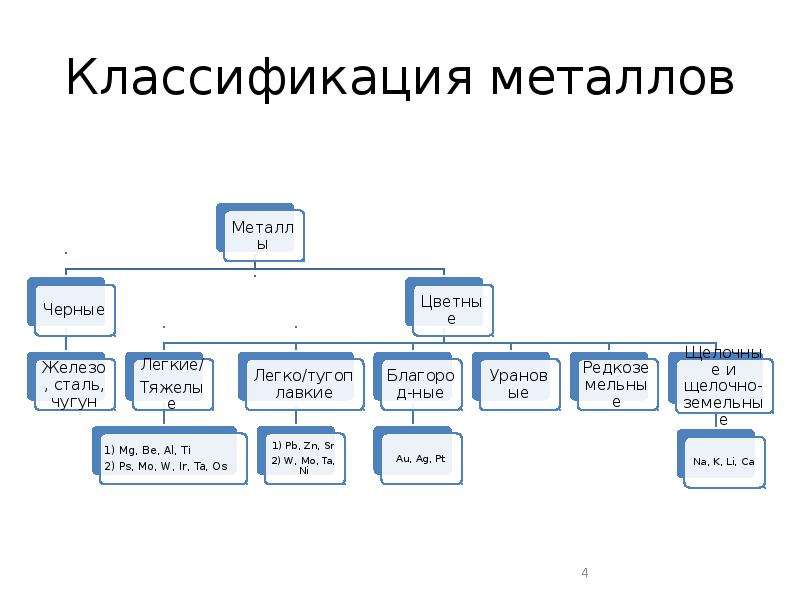
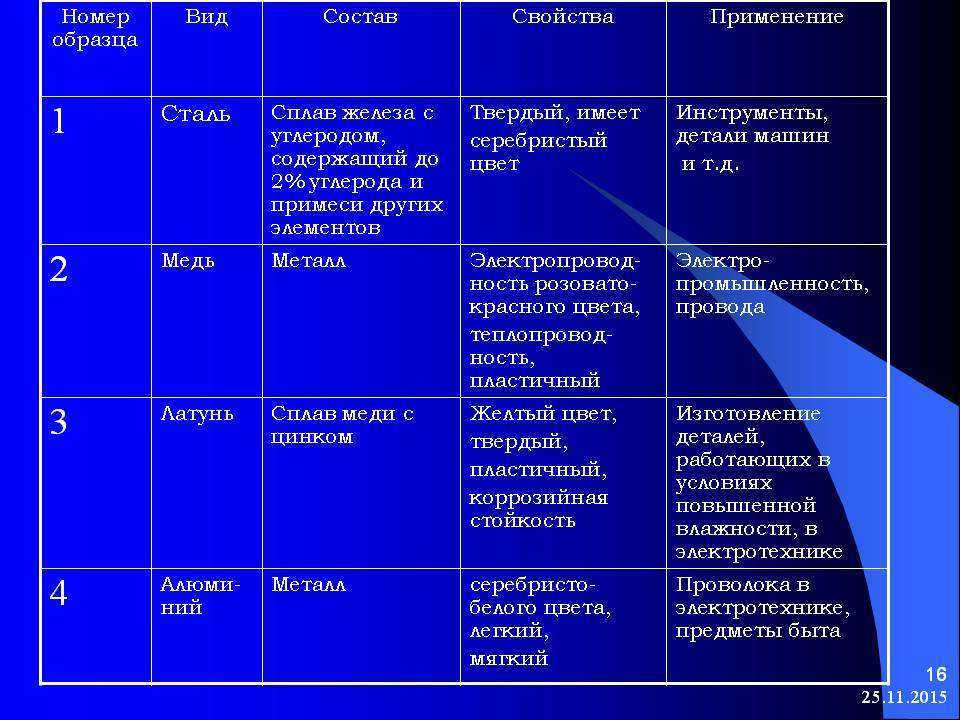
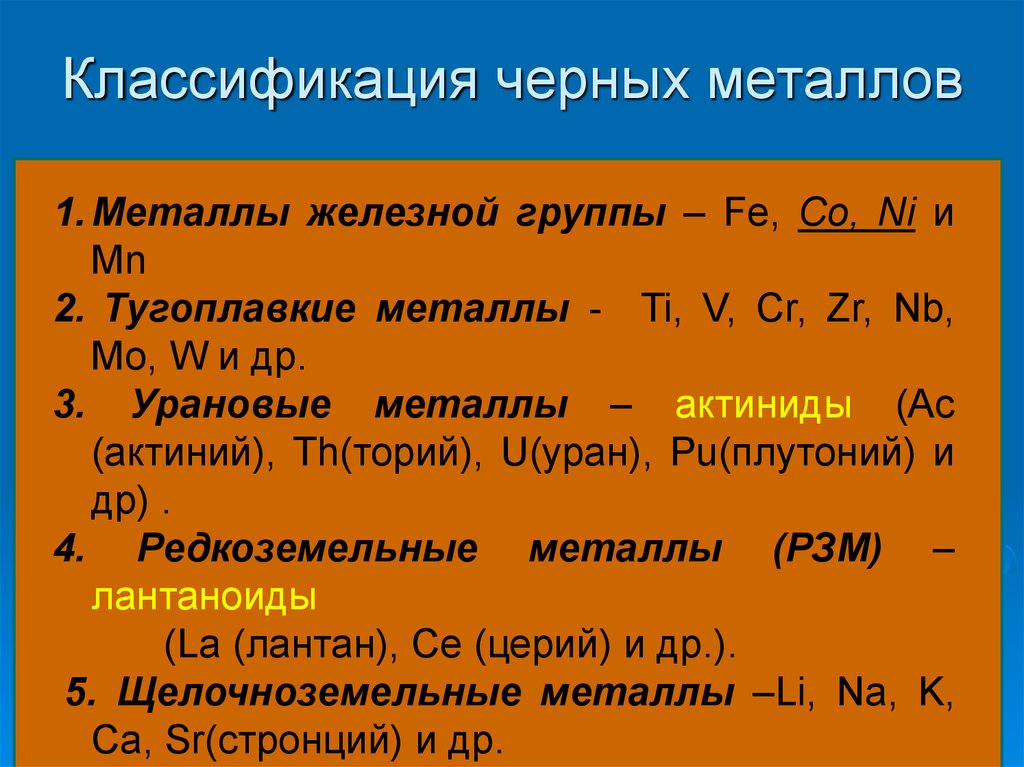 Способны даже при небольшом проценте вмешательства существенно повысить или полностью изменить характеристики сплава.
Способны даже при небольшом проценте вмешательства существенно повысить или полностью изменить характеристики сплава. Обладают максимальной устойчивостью к коррозии и окислению, благодаря чему получают широкое распространение в различных промышленных сферах.
Обладают максимальной устойчивостью к коррозии и окислению, благодаря чему получают широкое распространение в различных промышленных сферах.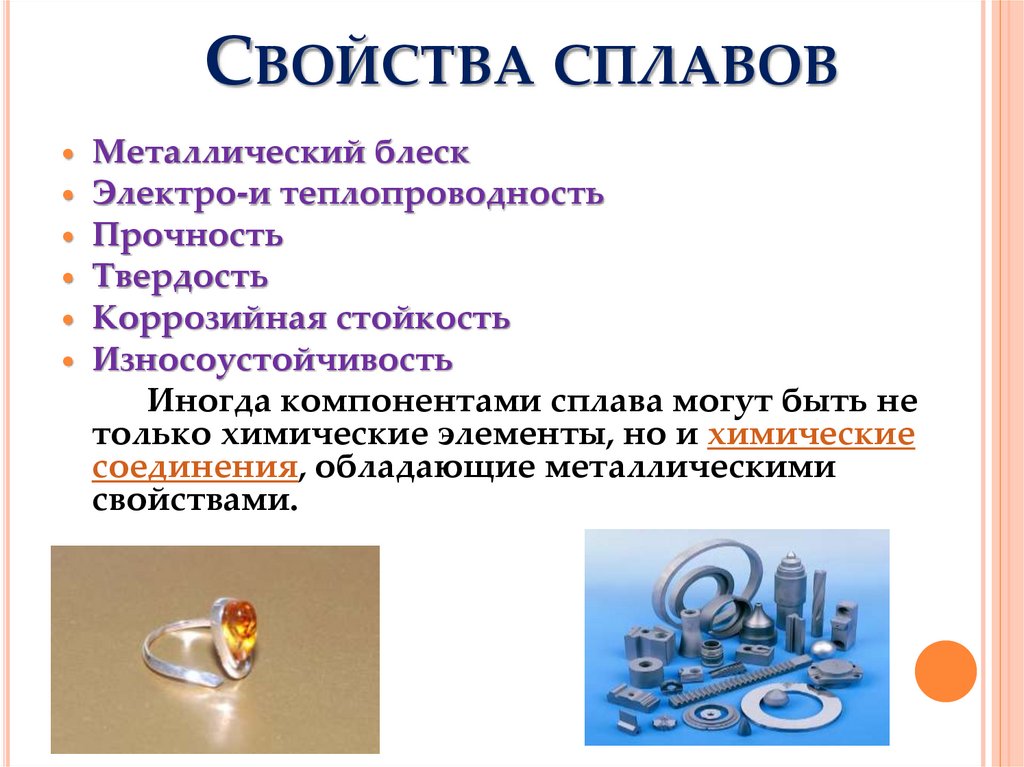 То есть, если мы берем бронзу, то понимаем, что в ее составе больше половины занимает медь, а остальное делится между другими металлическими компонентами. Чистые металлы, в свою очередь, делятся на стали и чугуны. Эти металлы имеют в составе углерод. Если его содержание не превышает 2,14 %, его называют сталью. Свыше этого значения уже чугун.
То есть, если мы берем бронзу, то понимаем, что в ее составе больше половины занимает медь, а остальное делится между другими металлическими компонентами. Чистые металлы, в свою очередь, делятся на стали и чугуны. Эти металлы имеют в составе углерод. Если его содержание не превышает 2,14 %, его называют сталью. Свыше этого значения уже чугун. Конструкционная сталь содержит не более 0,6%, а инструментальная от 0,7 до 1,5%. Далее конструкционная сталь делится на обычное качество и высокое. В обычном качестве допускаются примеси серы и фосфора, но в количестве, не превышающем 0,3 процента. Соответственно высококачественная сталь не предусматривает наличия этих элементов в составе, или их количество должно быть меньше установленной нормы.
Конструкционная сталь содержит не более 0,6%, а инструментальная от 0,7 до 1,5%. Далее конструкционная сталь делится на обычное качество и высокое. В обычном качестве допускаются примеси серы и фосфора, но в количестве, не превышающем 0,3 процента. Соответственно высококачественная сталь не предусматривает наличия этих элементов в составе, или их количество должно быть меньше установленной нормы.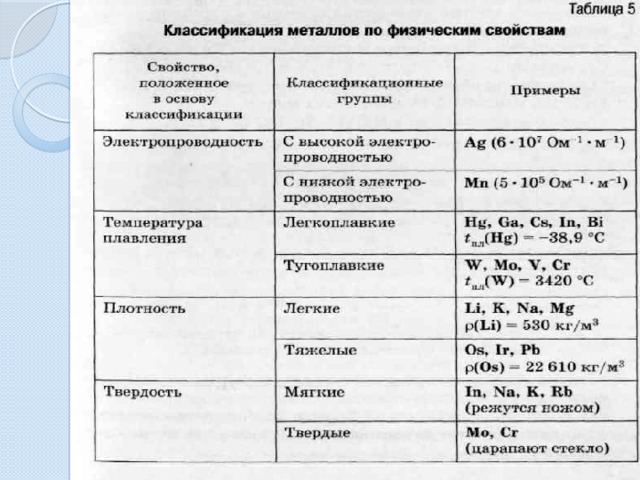 Все легированные стали обозначаются сочетанием букв и цифр. Для примера рассмотрим такое соединение: 10Г2СД.
Все легированные стали обозначаются сочетанием букв и цифр. Для примера рассмотрим такое соединение: 10Г2СД.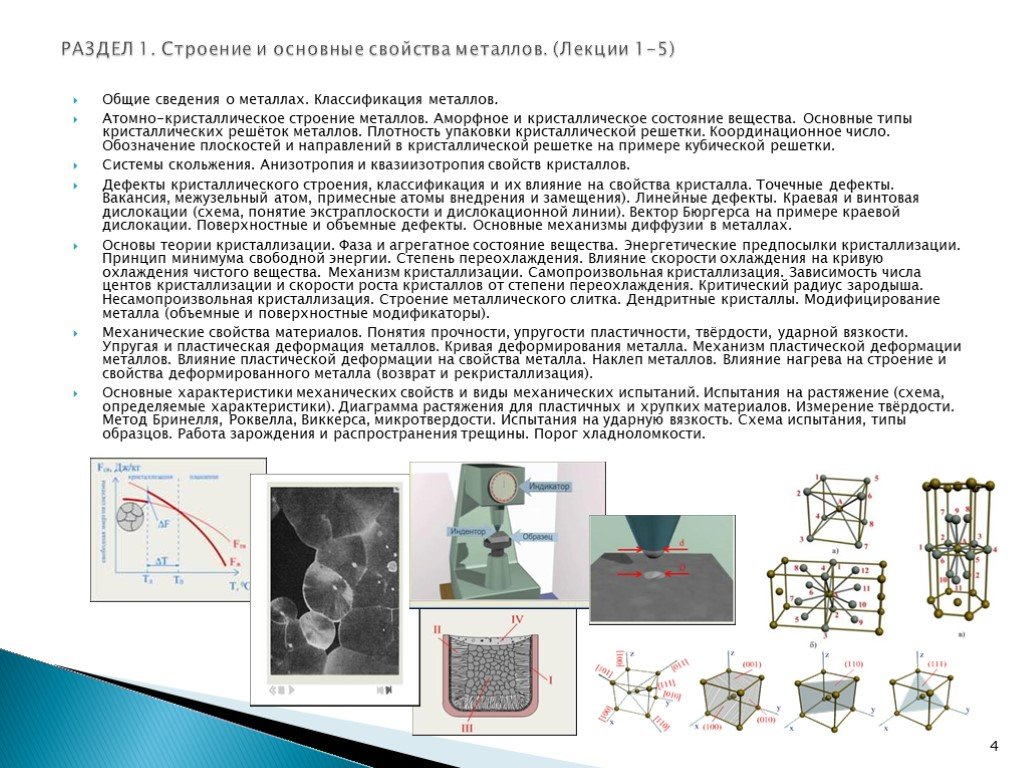


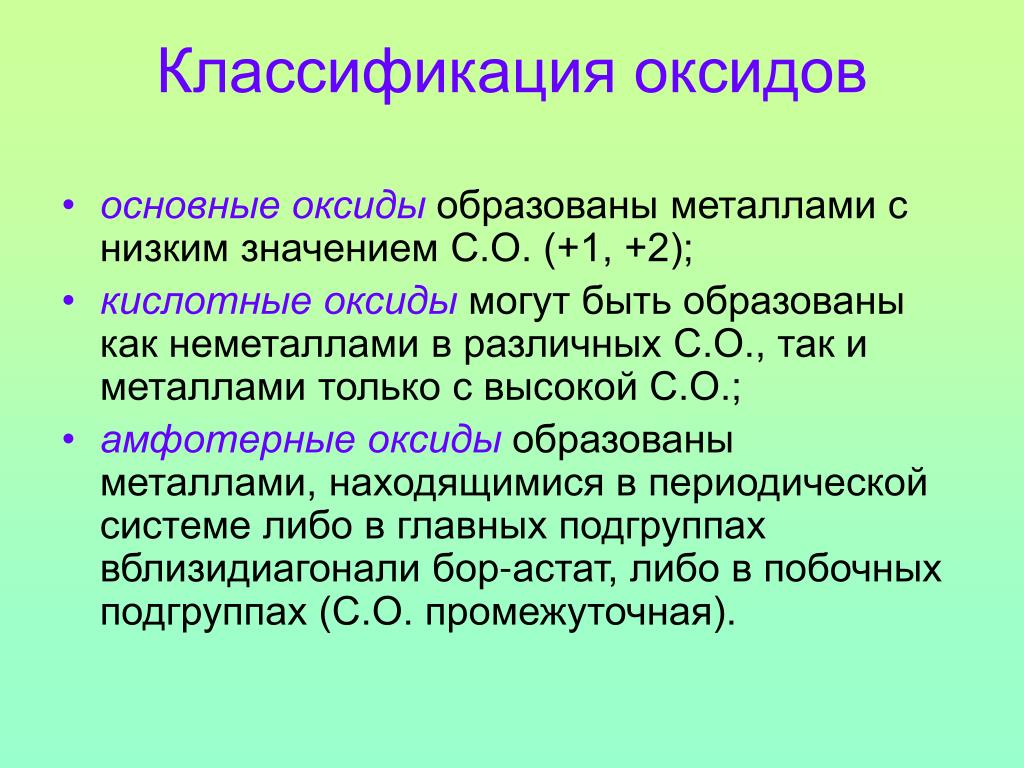
 Что касается чугуна, то он чаще всего применяется при производстве запорной арматуры, то есть вентилей и запоров.
Что касается чугуна, то он чаще всего применяется при производстве запорной арматуры, то есть вентилей и запоров.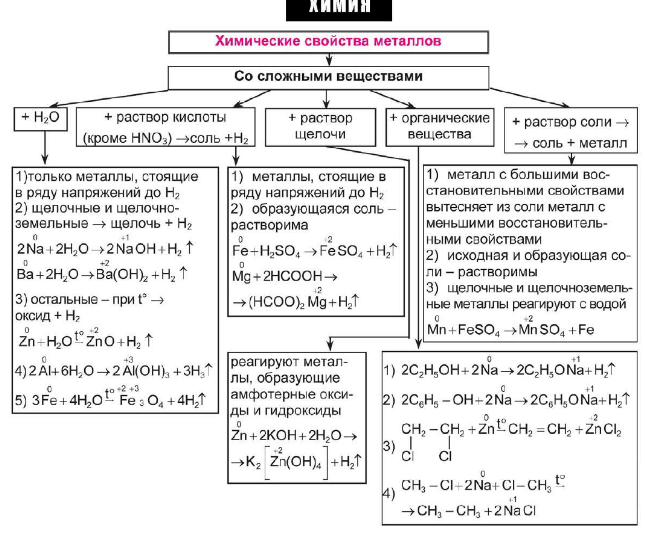 Сплавы
Сплавы

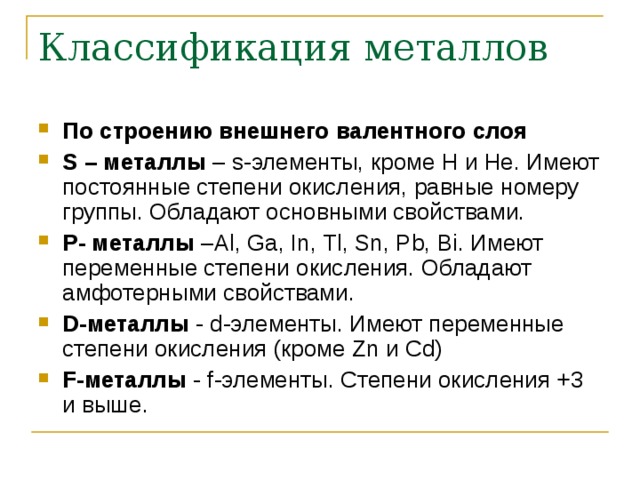

 Некоторые из них, например, медь и свинец, можно использовать в чистом виде, чтобы воспользоваться их природными свойствами. Но часто мы комбинируем разные металлы или металл с другими материалами для образования сплавов. Создавая сплавы, мы можем изменять свойства металла в соответствии с нашими конкретными потребностями.
Некоторые из них, например, медь и свинец, можно использовать в чистом виде, чтобы воспользоваться их природными свойствами. Но часто мы комбинируем разные металлы или металл с другими материалами для образования сплавов. Создавая сплавы, мы можем изменять свойства металла в соответствии с нашими конкретными потребностями.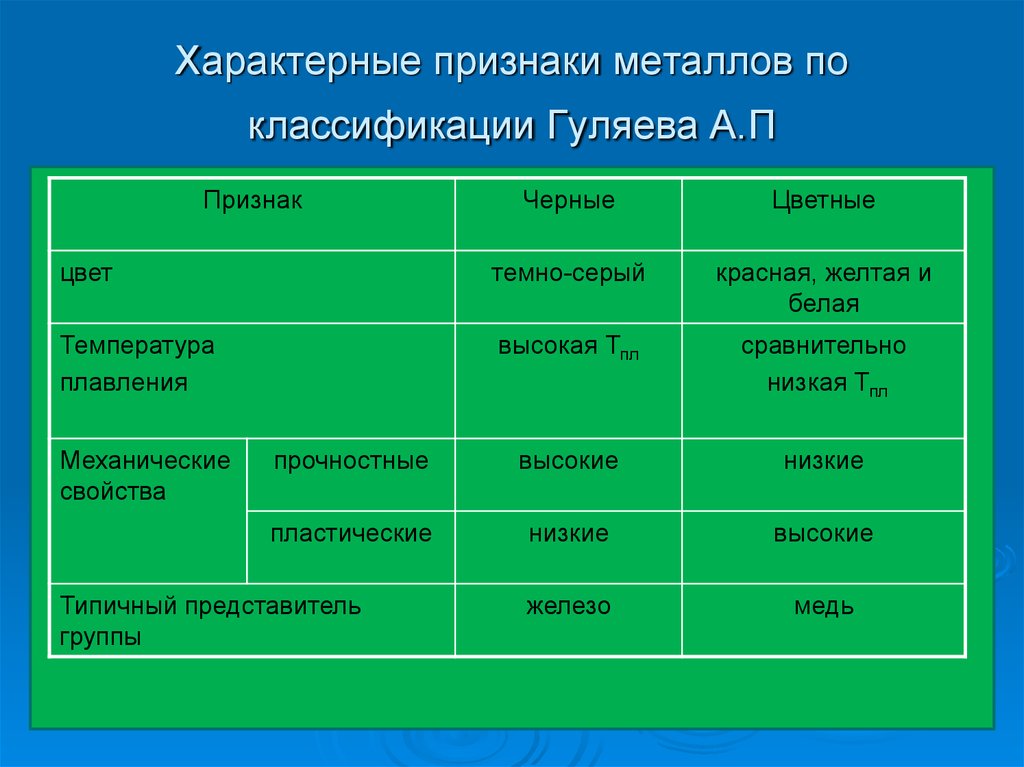 Это называется окислением или ржавлением и представляет собой красновато- или желтовато-коричневое чешуйчатое покрытие оксида железа, которое образуется на железе или стали, особенно в присутствии влаги.
Это называется окислением или ржавлением и представляет собой красновато- или желтовато-коричневое чешуйчатое покрытие оксида железа, которое образуется на железе или стали, особенно в присутствии влаги.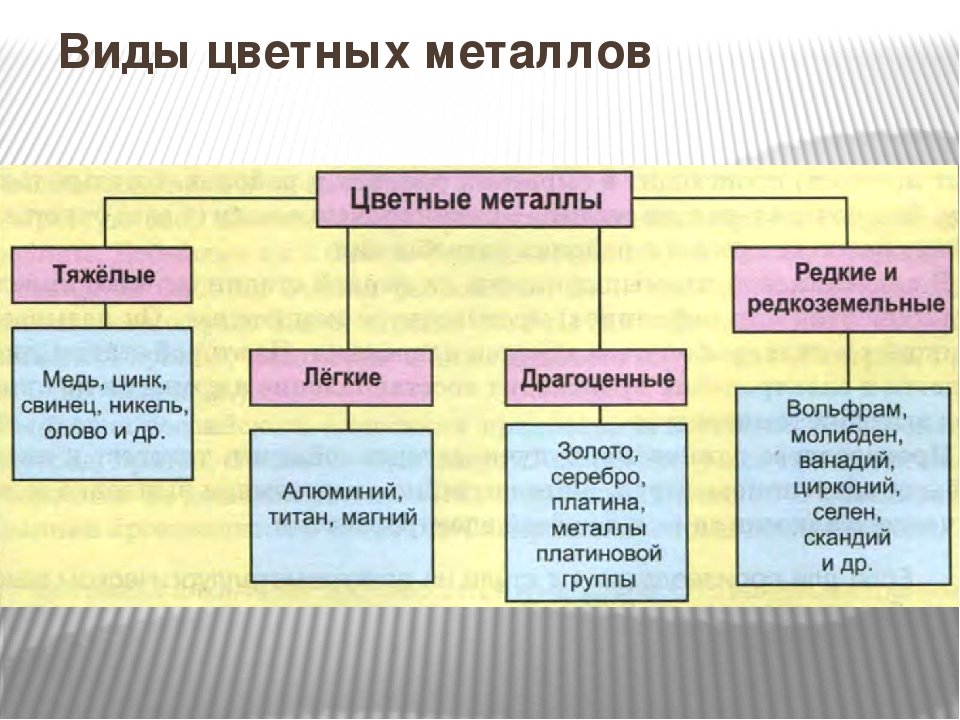
 Свойства : менее пластичен, но тверже и прочнее железа, серого цвета, легко подвергается коррозии. Использование : балки или балки, винты, гайки и болты, гвозди, строительные леса, кузова автомобилей, складские помещения, бочки для масла.
Свойства : менее пластичен, но тверже и прочнее железа, серого цвета, легко подвергается коррозии. Использование : балки или балки, винты, гайки и болты, гвозди, строительные леса, кузова автомобилей, складские помещения, бочки для масла. Свойства : Хром предотвращает ржавление благодаря оксидной пленке. Пластичность, твердость и прочность на растяжение. Это также блестящий привлекательный металл. Использование : Столовые приборы, раковины, трубы, детали автомобилей и т. д.
Свойства : Хром предотвращает ржавление благодаря оксидной пленке. Пластичность, твердость и прочность на растяжение. Это также блестящий привлекательный металл. Использование : Столовые приборы, раковины, трубы, детали автомобилей и т. д.
 Использование : электрические провода, телефонные линии, цилиндр и трубы для горячей воды для бытовых нужд, сердцевина автомобильного радиатора, украшения, архитектура.
Использование : электрические провода, телефонные линии, цилиндр и трубы для горячей воды для бытовых нужд, сердцевина автомобильного радиатора, украшения, архитектура.
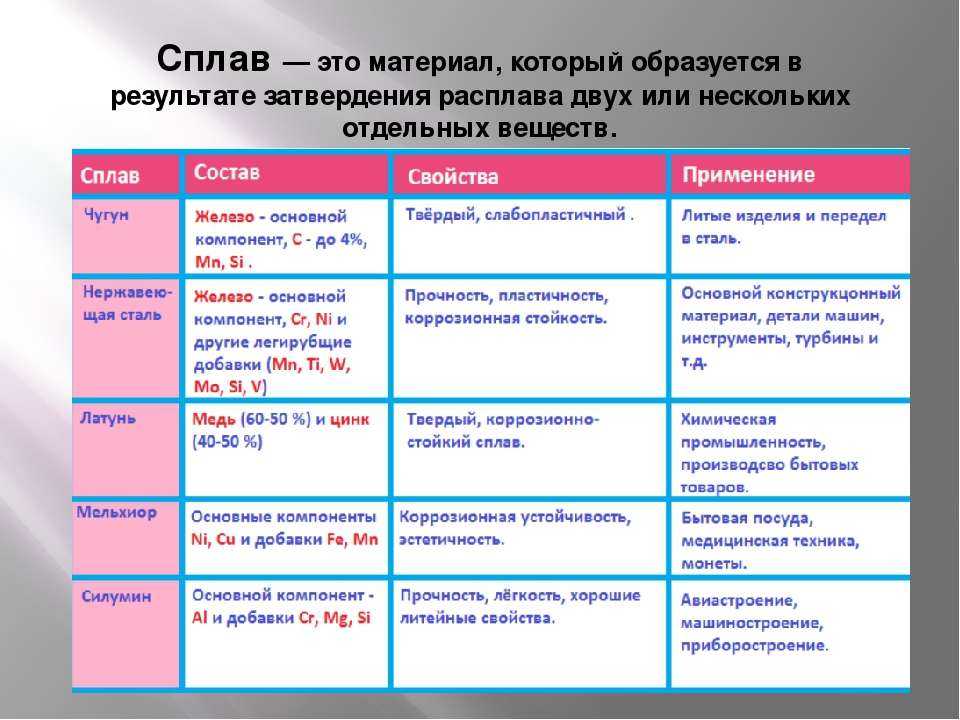 Сталь – acero
Сталь – acero Это привело к экспоненциальному росту человеческой цивилизации и привело нас туда, где мы находимся сегодня. Сегодня различные виды металлов окружают нас повсюду. С компьютера, который вы используете для считывания этой информации, на зажимы в вашей сантехнике. Сегодня находят применение более восьмидесяти различных типов металлов.
Это привело к экспоненциальному росту человеческой цивилизации и привело нас туда, где мы находимся сегодня. Сегодня различные виды металлов окружают нас повсюду. С компьютера, который вы используете для считывания этой информации, на зажимы в вашей сантехнике. Сегодня находят применение более восьмидесяти различных типов металлов.
 Можно настроить свойства при создании сплавов путем смешивания чистых элементов.
Можно настроить свойства при создании сплавов путем смешивания чистых элементов. Это железо часто попадает в стали и другие сплавы. Почти 90 процентов производимых металлов составляют черные металлы.
Это железо часто попадает в стали и другие сплавы. Почти 90 процентов производимых металлов составляют черные металлы. Давайте посмотрим, как классифицировать сталь и на что она способна.
Давайте посмотрим, как классифицировать сталь и на что она способна.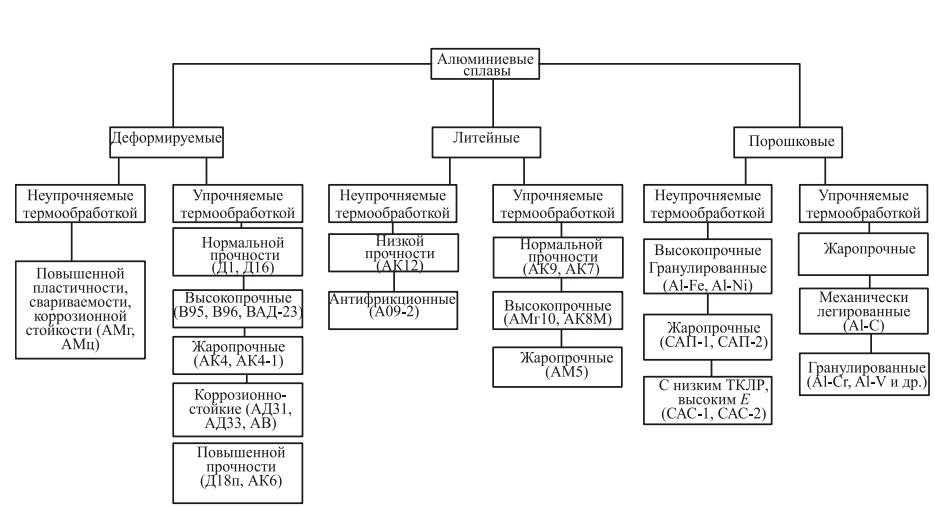 Он используется для труб в приложениях среднего давления. Арматурный прокат и в двутаврах в строительстве обычно из малоуглеродистой стали. Любые приложения, которые требуют большого количества стали без особого формования или гибки, также подходят для него. Например, корпус корабля.
Он используется для труб в приложениях среднего давления. Арматурный прокат и в двутаврах в строительстве обычно из малоуглеродистой стали. Любые приложения, которые требуют большого количества стали без особого формования или гибки, также подходят для него. Например, корпус корабля.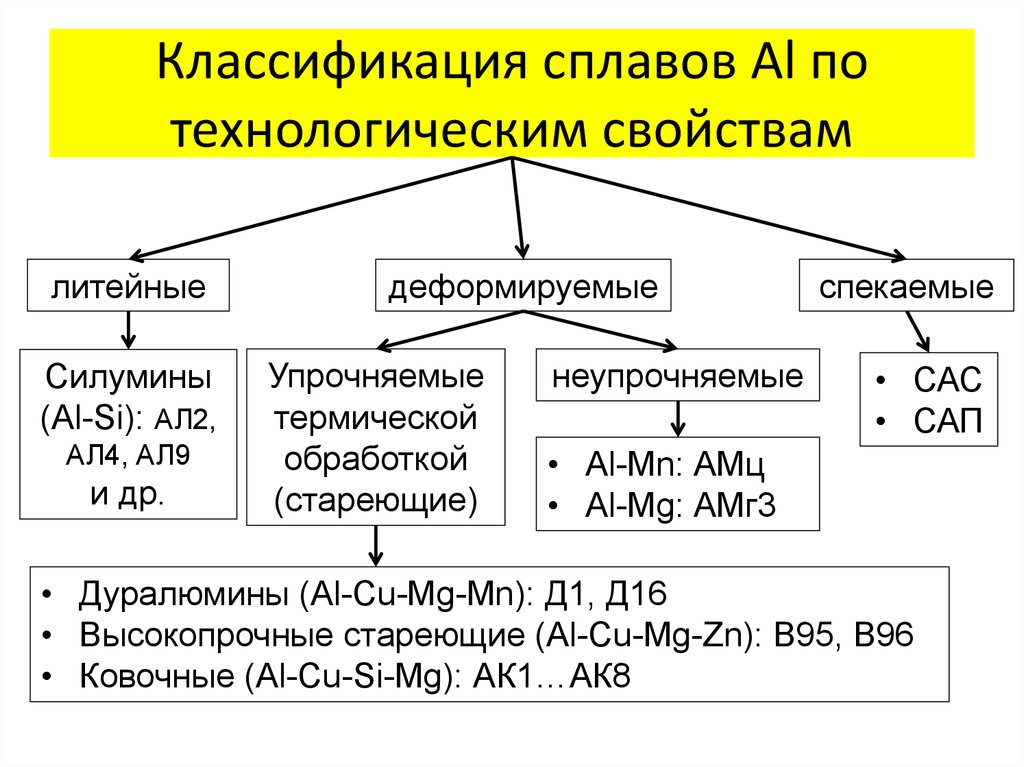 Отличные качества включают твердость и хорошую устойчивость материала к износу. Его также можно использовать в прессах и для изготовления сверл.
Отличные качества включают твердость и хорошую устойчивость материала к износу. Его также можно использовать в прессах и для изготовления сверл. Это делает его идеальным кандидатом для производства кухонной утвари, трубопроводов, хирургического и стоматологического оборудования. Кроме того, поскольку покрытие не требуется, вы можете получить желаемый металлический вид с правильной обработкой поверхности.
Это делает его идеальным кандидатом для производства кухонной утвари, трубопроводов, хирургического и стоматологического оборудования. Кроме того, поскольку покрытие не требуется, вы можете получить желаемый металлический вид с правильной обработкой поверхности. Каждый из них обладает определенными качествами, которые делают их полезными в разных отраслях.
Каждый из них обладает определенными качествами, которые делают их полезными в разных отраслях.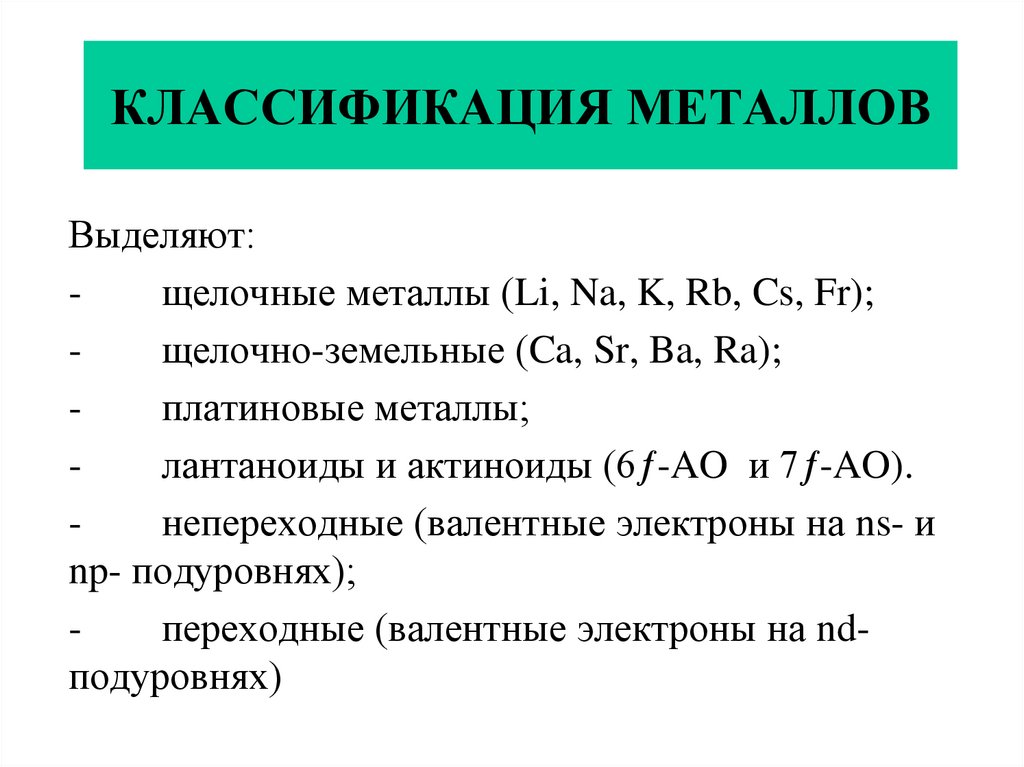 Его проводимость уступает только серебру. Он также обладает отличной теплопроводностью. Вот почему многие кухонные принадлежности сделаны из меди.
Его проводимость уступает только серебру. Он также обладает отличной теплопроводностью. Вот почему многие кухонные принадлежности сделаны из меди. Бронза хрупкая, твердая и хорошо сопротивляется усталости. Он также обладает хорошей электро- и теплопроводностью и коррозионной стойкостью. Бронза находит применение в производстве зеркал и отражателей. Он используется для электрических разъемов. Благодаря своей коррозионной стойкости он находит применение в деталях, находящихся под водой, и в судовой арматуре.
Бронза хрупкая, твердая и хорошо сопротивляется усталости. Он также обладает хорошей электро- и теплопроводностью и коррозионной стойкостью. Бронза находит применение в производстве зеркал и отражателей. Он используется для электрических разъемов. Благодаря своей коррозионной стойкости он находит применение в деталях, находящихся под водой, и в судовой арматуре.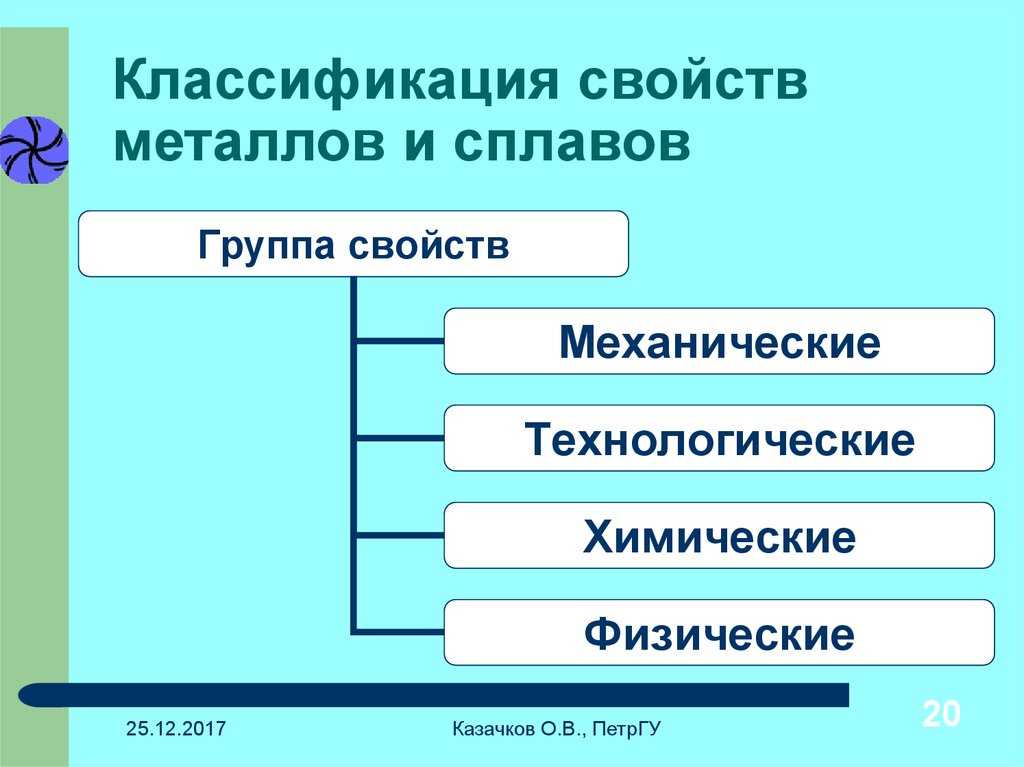

 Только в этом случае удастся добиться желаемого эффекта и избежать риска повреждения обрабатываемых материалов. Важное значение имеет выбор метода пескоструйной обработки. Классический способ предполагает использование сжатого воздуха и мелкого кварцевого песка, однако в последнее время появилось несколько новых методик.
Только в этом случае удастся добиться желаемого эффекта и избежать риска повреждения обрабатываемых материалов. Важное значение имеет выбор метода пескоструйной обработки. Классический способ предполагает использование сжатого воздуха и мелкого кварцевого песка, однако в последнее время появилось несколько новых методик. При работе оборудования данного типа практически не образуется пыли, однако метод пока еще считается слишком дорогостоящими и не подходит для обработки металла из-за опасности коррозии.
При работе оборудования данного типа практически не образуется пыли, однако метод пока еще считается слишком дорогостоящими и не подходит для обработки металла из-за опасности коррозии. Ранее в качестве абразива использовался кварцевый и силикатный песок (отсюда и название — пескоструйка), но сегодня этого делать нельзя. Запрет вызван несколькими факторами: низкой экологичностью песка (в воздухе появляется сильная запыленность) и ненадлежащим качеством подготовки стальной поверхности.
Ранее в качестве абразива использовался кварцевый и силикатный песок (отсюда и название — пескоструйка), но сегодня этого делать нельзя. Запрет вызван несколькими факторами: низкой экологичностью песка (в воздухе появляется сильная запыленность) и ненадлежащим качеством подготовки стальной поверхности. Наиболее распространенным сегодня является напорное оборудование, которое применяется для проведения больших объемов работ. К основным достоинствам напорных установок относится возможность выполнять очистку крупных поверхностей и подавать абразив в труднодоступные места. Оборудование инжекционного типа имеет малую производительность, поэтому наиболее подходит для очистки небольших металлических поверхностей и деталей. В автомобильных мастерских предпочтение отдается напорным устройствам, которые быстро обрабатывают не только колесные диски и мелкие детали, но и изделия с большими габаритами.
Наиболее распространенным сегодня является напорное оборудование, которое применяется для проведения больших объемов работ. К основным достоинствам напорных установок относится возможность выполнять очистку крупных поверхностей и подавать абразив в труднодоступные места. Оборудование инжекционного типа имеет малую производительность, поэтому наиболее подходит для очистки небольших металлических поверхностей и деталей. В автомобильных мастерских предпочтение отдается напорным устройствам, которые быстро обрабатывают не только колесные диски и мелкие детали, но и изделия с большими габаритами. Увеличивая силу подачи воздуха и используя разные абразивы, можно регулировать эффективность обработки металла, создавая на его поверхности профили (насечки) разного размера. Большинство производителей красок указывают, какие насечки позволят увеличить адгезию между металлом и лакокрасочным покрытием.
Увеличивая силу подачи воздуха и используя разные абразивы, можно регулировать эффективность обработки металла, создавая на его поверхности профили (насечки) разного размера. Большинство производителей красок указывают, какие насечки позволят увеличить адгезию между металлом и лакокрасочным покрытием.



 Примеры этого применения включают удаление производственных загрязнений, снятие заусенцев с пресс-форм и фасонных деталей, инспекционную струйную очистку и струйную очистку для улучшения исходных характеристик изделий.
Примеры этого применения включают удаление производственных загрязнений, снятие заусенцев с пресс-форм и фасонных деталей, инспекционную струйную очистку и струйную очистку для улучшения исходных характеристик изделий.
 Следует отметить, что он не удаляет угарный газ. Имеется специальное контрольное оборудование для обнаружения токсичных газов.
Следует отметить, что он не удаляет угарный газ. Имеется специальное контрольное оборудование для обнаружения токсичных газов. Имея это в виду, важно знать, что подача воздуха не должна превышать 80% производительности компрессора.
Имея это в виду, важно знать, что подача воздуха не должна превышать 80% производительности компрессора. Вся влага, образующаяся в воздушных ресиверах, воздушных шлангах и трубопроводах, будет направляться по линиям в ваш пескоструйный бак, где она насыщает хранящиеся абразивы.
Вся влага, образующаяся в воздушных ресиверах, воздушных шлангах и трубопроводах, будет направляться по линиям в ваш пескоструйный бак, где она насыщает хранящиеся абразивы. Они охлаждают воздух, чтобы сконденсировать влагу; затем они улавливают влагу, прежде чем ее можно будет перенести в дробеструйную машину.
Они охлаждают воздух, чтобы сконденсировать влагу; затем они улавливают влагу, прежде чем ее можно будет перенести в дробеструйную машину. Даже шланги правильного размера будут терять давление через каждые 15 метров, а всего лишь изгиб на 90 градусов увеличит трение, замедляя поток воздуха, что приведет к падению давления на сопле. Когда изгибы неизбежны, делайте их максимально плавными.
Даже шланги правильного размера будут терять давление через каждые 15 метров, а всего лишь изгиб на 90 градусов увеличит трение, замедляя поток воздуха, что приведет к падению давления на сопле. Когда изгибы неизбежны, делайте их максимально плавными. 0mm)
0mm) Дробеструйная камера предназначена для использования давления для доставки абразивов на высокой скорости к заданной поверхности, создавая максимально возможное воздействие. Воздух поступает в камеру для струйной обработки, мгновенно закрывая камеру выдвижным клапаном; в то же время, когда воздух поступает в пескоструйную камеру, воздух также направляется по короткому шлангу в тройник под емкостью. Воздух в баке и воздух в шланге должны быть одинаковыми, чтобы абразив под действием силы тяжести попадал в поток воздуха, направляющийся к абразивоструйному шлангу. Размер вашего пескоструйного аппарата не имеет ничего общего с объемом воздуха, необходимого для струйной обработки; это просто сосуд с песком.
Дробеструйная камера предназначена для использования давления для доставки абразивов на высокой скорости к заданной поверхности, создавая максимально возможное воздействие. Воздух поступает в камеру для струйной обработки, мгновенно закрывая камеру выдвижным клапаном; в то же время, когда воздух поступает в пескоструйную камеру, воздух также направляется по короткому шлангу в тройник под емкостью. Воздух в баке и воздух в шланге должны быть одинаковыми, чтобы абразив под действием силы тяжести попадал в поток воздуха, направляющийся к абразивоструйному шлангу. Размер вашего пескоструйного аппарата не имеет ничего общего с объемом воздуха, необходимого для струйной обработки; это просто сосуд с песком. При отпускании рукоятки аварийного манипулятора он подает сигнал на клапан дистанционного управления, чтобы перекрыть подачу основного воздуха и сбросить давление в РВР. У регулирующего клапана также должен быть переключатель блокировки, который позволяет не бластеру сбросить давление в горшке в любое время. Помимо безопасности, дистанционное управление и рукоятка мертвеца позволяют бластеру останавливаться и запускаться по его усмотрению. Это устраняет необходимость в специальном наблюдателе за горшками, вместо этого наблюдатель за горшками может использоваться в другом месте.
При отпускании рукоятки аварийного манипулятора он подает сигнал на клапан дистанционного управления, чтобы перекрыть подачу основного воздуха и сбросить давление в РВР. У регулирующего клапана также должен быть переключатель блокировки, который позволяет не бластеру сбросить давление в горшке в любое время. Помимо безопасности, дистанционное управление и рукоятка мертвеца позволяют бластеру останавливаться и запускаться по его усмотрению. Это устраняет необходимость в специальном наблюдателе за горшками, вместо этого наблюдатель за горшками может использоваться в другом месте. Также рекомендуется иметь угловые насадки для труднодоступных мест, таких как решетка моста, за фланцами или внутри труб. Многие операторы тратят впустую абразив и время, ожидая рикошета, чтобы выполнить работу. Небольшое время, необходимое для переключения на угловую насадку, всегда быстро восстанавливается, а общее время работы сокращается.
Также рекомендуется иметь угловые насадки для труднодоступных мест, таких как решетка моста, за фланцами или внутри труб. Многие операторы тратят впустую абразив и время, ожидая рикошета, чтобы выполнить работу. Небольшое время, необходимое для переключения на угловую насадку, всегда быстро восстанавливается, а общее время работы сокращается. Неправильная комбинация размеров может привести к появлению точек износа, падению давления и чрезмерной внутренней турбулентности.
Неправильная комбинация размеров может привести к появлению точек износа, падению давления и чрезмерной внутренней турбулентности. Эта дополнительная потребность в потоке либо перегрузит ваш компрессор, либо снизит производительность.
Эта дополнительная потребность в потоке либо перегрузит ваш компрессор, либо снизит производительность.

 Для описания подготовки поверхности используются три основных стандарта: Совет по окраске стальных конструкций (SSPC), «Технические требования к подготовке поверхности», Стандарты Национальной ассоциации инженеров-коррозионистов (NACE) и Шведские графические стандарты. В основном их определения таковы:
Для описания подготовки поверхности используются три основных стандарта: Совет по окраске стальных конструкций (SSPC), «Технические требования к подготовке поверхности», Стандарты Национальной ассоциации инженеров-коррозионистов (NACE) и Шведские графические стандарты. В основном их определения таковы: загрязнений путем очистки растворителем, паром, щелочью, эмульсией или паром.
загрязнений путем очистки растворителем, паром, щелочью, эмульсией или паром.
 Чем короче зазор, тем больше очищающая способность системы и тем меньше становится площадь струи. При удалении плотно прилипших материалов, таких как прокатная окалина, используйте расстояние около одного фута. Увеличьте зазор примерно до 2 футов при удалении менее прочно держащихся материалов, таких как старая краска.
Чем короче зазор, тем больше очищающая способность системы и тем меньше становится площадь струи. При удалении плотно прилипших материалов, таких как прокатная окалина, используйте расстояние около одного фута. Увеличьте зазор примерно до 2 футов при удалении менее прочно держащихся материалов, таких как старая краска. Вставьте иглу в струйный шланг сразу за соплом во время его работы. Наклоните иглу в поток воздуха через струйный шланг.
Вставьте иглу в струйный шланг сразу за соплом во время его работы. Наклоните иглу в поток воздуха через струйный шланг. Для выполнения этого теста:
Для выполнения этого теста:
 не более 0,46%
не более 0,46%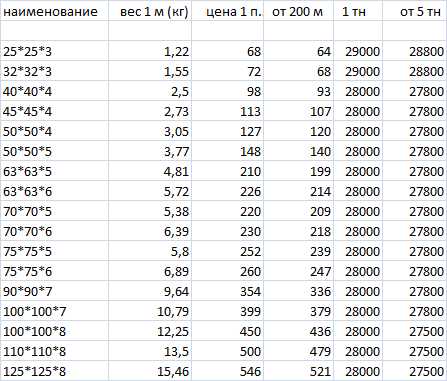

 , м
, м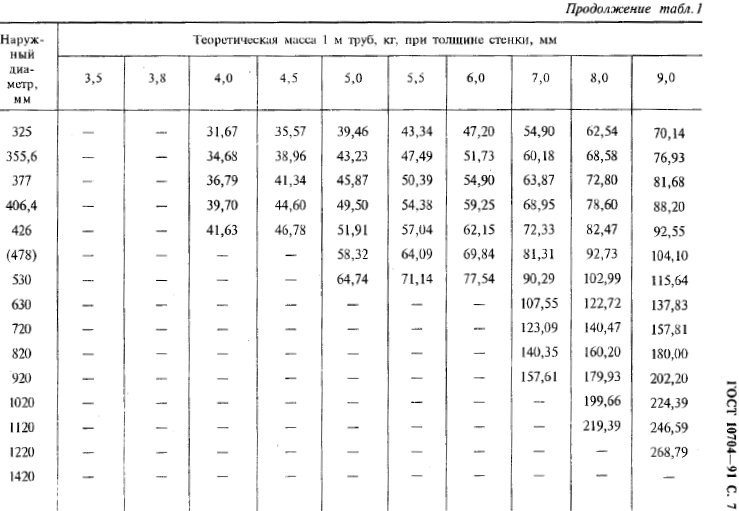 5
5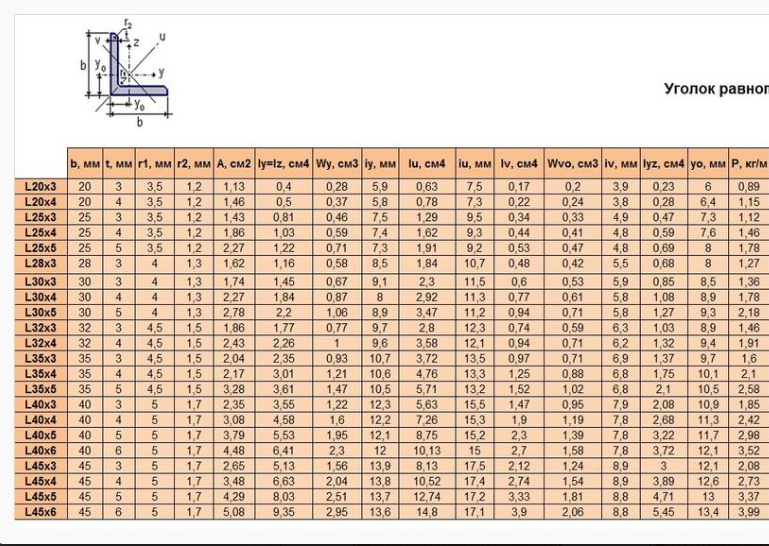 0
0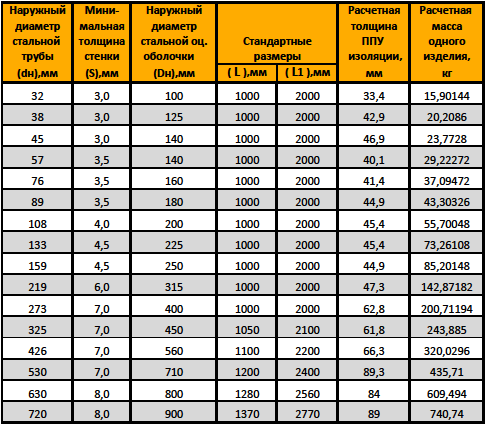 0
0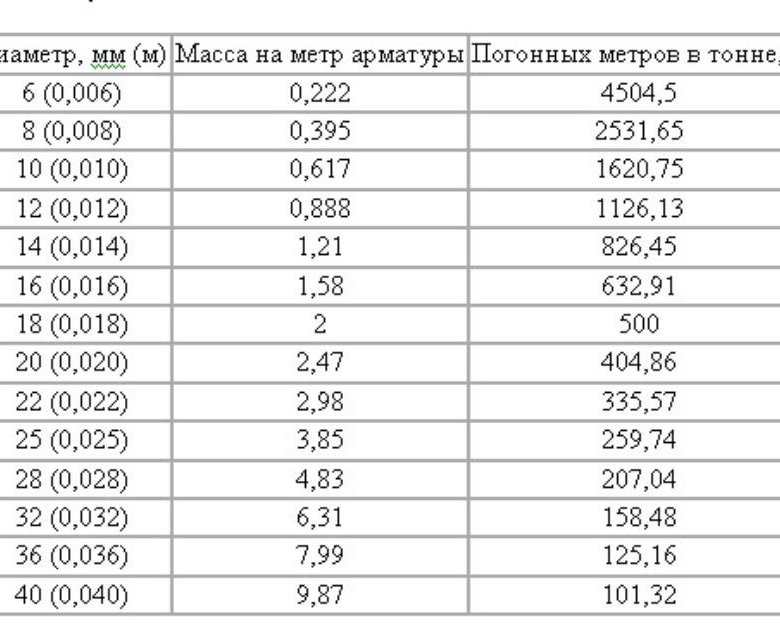 5
5 0
0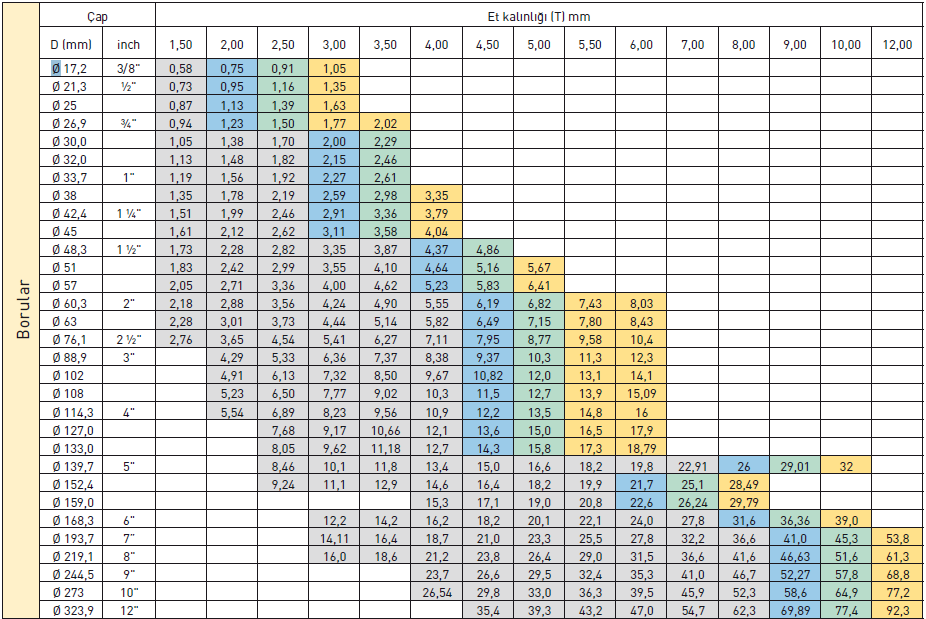 5
5 0
0 5
5 0
0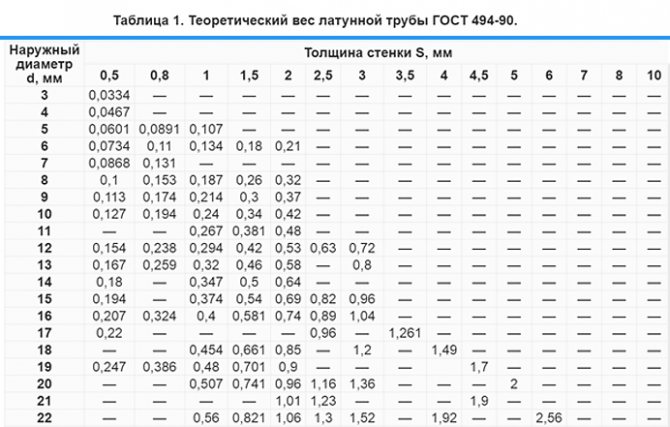 5
5 8
8 0
0 6
6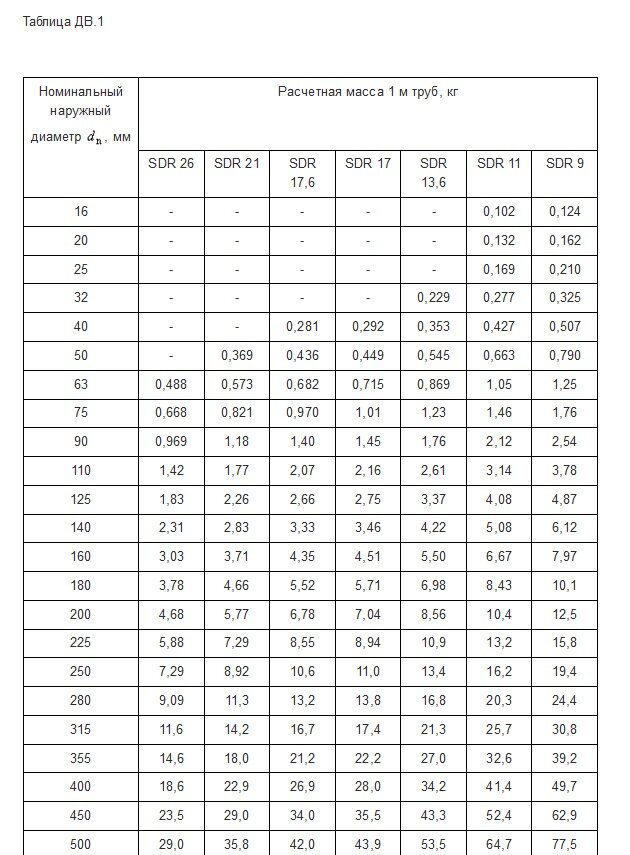 0
0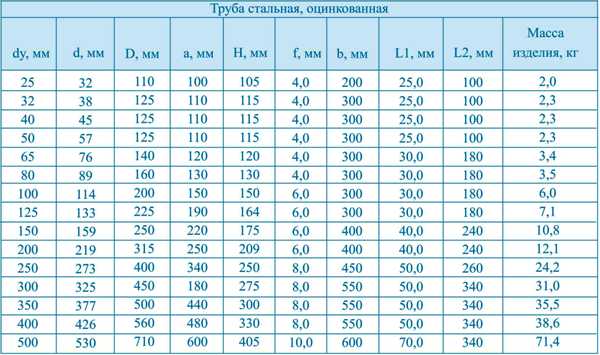 0
0 0
0 5
5 0
0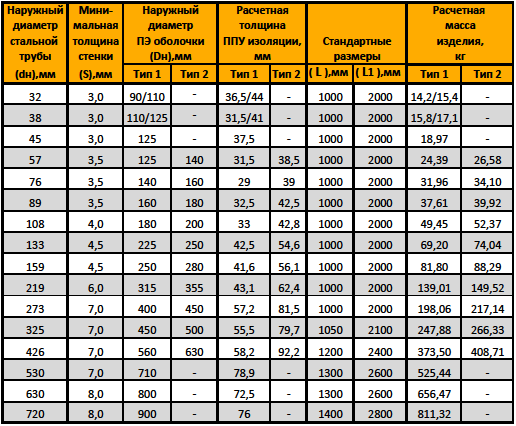 5
5 0
0 5
5
 Это напрямую связано с длиной, площадью поперечного сечения и допуском на размер стальной трубы. Из-за допустимого отклонения стальной трубы в процессе производства теоретический вес, рассчитанный по формуле, отличается от фактического веса, поэтому он используется только в качестве ориентира для оценки.
Это напрямую связано с длиной, площадью поперечного сечения и допуском на размер стальной трубы. Из-за допустимого отклонения стальной трубы в процессе производства теоретический вес, рассчитанный по формуле, отличается от фактического веса, поэтому он используется только в качестве ориентира для оценки. 17
17  5
5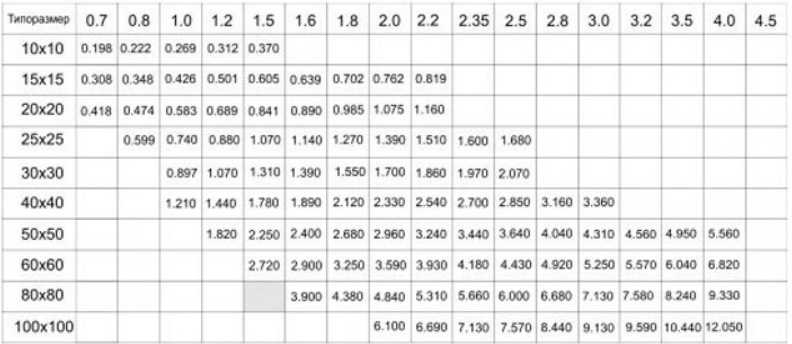 1
1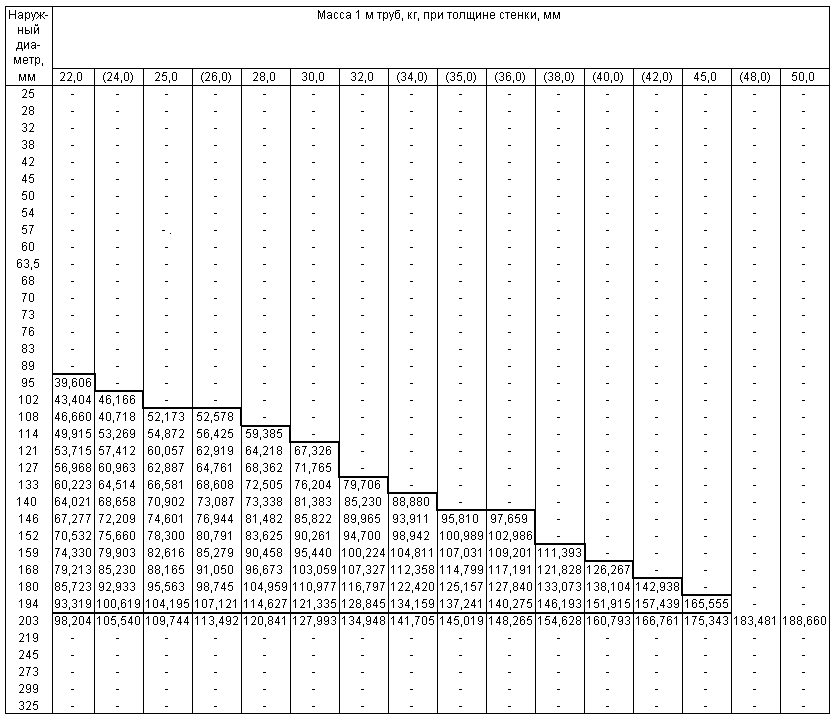 73
73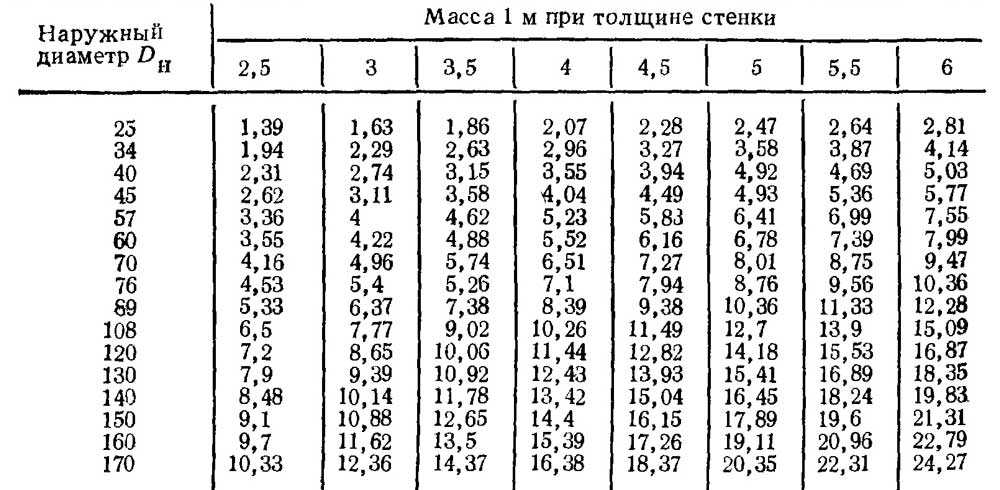
 дюйм =
дюйм =
 050
050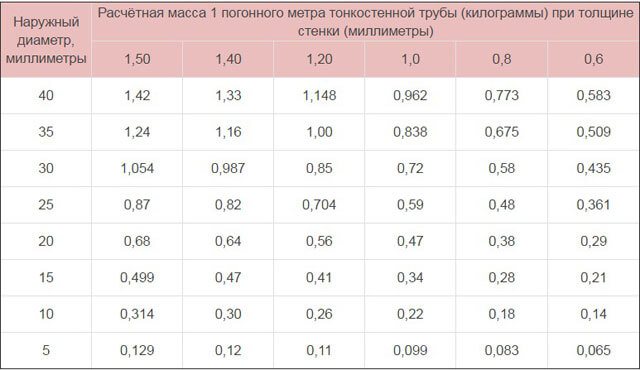 080
080 500
500 span>
span>
 span>
span>
 Склад, який не має токсичного запаху, рекомендується для обробки металу як грунтуюча основа перед нанесенням зносостійкої акрилової фарби.
Склад, який не має токсичного запаху, рекомендується для обробки металу як грунтуюча основа перед нанесенням зносостійкої акрилової фарби.

 Также эти краски обладают свойствами преобразователя коррозии.
Также эти краски обладают свойствами преобразователя коррозии.

 Также успешно применяются абразивные составы в различных вариантах: смесь воды и песка, на основе дроби или того же песка.
Также успешно применяются абразивные составы в различных вариантах: смесь воды и песка, на основе дроби или того же песка. com
com Если ржавчина частично или полностью въелась в металл (т.е. в изделии видны ямки или отверстия) или деталь структурно ослабла до такой степени, что ее можно согнуть руками, то краска не остановит коррозию и неизбежное выкрашивание детали. металл. Заполнение ям наполнителем для кузова (например, Bondo, доступным на Amazon) будет лучшим вариантом для его восстановления, иначе вам придется полностью заменить металлическую деталь.
Если ржавчина частично или полностью въелась в металл (т.е. в изделии видны ямки или отверстия) или деталь структурно ослабла до такой степени, что ее можно согнуть руками, то краска не остановит коррозию и неизбежное выкрашивание детали. металл. Заполнение ям наполнителем для кузова (например, Bondo, доступным на Amazon) будет лучшим вариантом для его восстановления, иначе вам придется полностью заменить металлическую деталь. Затем, когда ржавчина перестанет отслаиваться, удалите песок, грязь и жир. Все, что требуется, — это провести мягкой тканью, смоченной самодельным обезжиривающим раствором — четыре чайные ложки жидкого средства для мытья посуды, смешанные в одном галлоне теплой воды — с последующим «полосканием» с помощью смоченной в воде тряпки. Прежде чем снимать грунтовку, дайте металлу полностью высохнуть на воздухе.
Затем, когда ржавчина перестанет отслаиваться, удалите песок, грязь и жир. Все, что требуется, — это провести мягкой тканью, смоченной самодельным обезжиривающим раствором — четыре чайные ложки жидкого средства для мытья посуды, смешанные в одном галлоне теплой воды — с последующим «полосканием» с помощью смоченной в воде тряпки. Прежде чем снимать грунтовку, дайте металлу полностью высохнуть на воздухе.
 Нанесите от одного до трех слоев соответствующей грунтовки на металлическую поверхность, давая каждому слою высохнуть на ощупь, прежде чем наносить следующий, затем полностью высушите последний слой в течение рекомендуемого времени.
Нанесите от одного до трех слоев соответствующей грунтовки на металлическую поверхность, давая каждому слою высохнуть на ощупь, прежде чем наносить следующий, затем полностью высушите последний слой в течение рекомендуемого времени.
 При длительном воздействии атмосферы на металлической детали может образоваться белая ржавчина. Хотя вам по-прежнему следует соскребать рыхлую ржавчину и очищать металл, как рекомендовано выше для других металлов, вы должны наносить только латексную грунтовку для всех поверхностей или универсальную связующую грунтовку (от 5 до 13 долларов за 12 унций от таких брендов, как Rust-Oleum через Lowe’s) и латексная краска для внутренних и наружных работ (от 11 до 13 долларов за 12 унций от таких брендов, как Krylon через Walmart) до оцинкованного металла. Реакция цинка со связующими в грунтовках и красках на масляной основе приведет только к отслаиванию краски.
При длительном воздействии атмосферы на металлической детали может образоваться белая ржавчина. Хотя вам по-прежнему следует соскребать рыхлую ржавчину и очищать металл, как рекомендовано выше для других металлов, вы должны наносить только латексную грунтовку для всех поверхностей или универсальную связующую грунтовку (от 5 до 13 долларов за 12 унций от таких брендов, как Rust-Oleum через Lowe’s) и латексная краска для внутренних и наружных работ (от 11 до 13 долларов за 12 унций от таких брендов, как Krylon через Walmart) до оцинкованного металла. Реакция цинка со связующими в грунтовках и красках на масляной основе приведет только к отслаиванию краски.
 Каждая деталь уникальна, поэтому следуйте этим шагам, чтобы обеспечить успешный проект «сделай сам» для вашего дома. Вот несколько профессиональных приемов покраски ржавого металла.
Каждая деталь уникальна, поэтому следуйте этим шагам, чтобы обеспечить успешный проект «сделай сам» для вашего дома. Вот несколько профессиональных приемов покраски ржавого металла. Эффективными инструментами для очистки ржавого металла являются проволочные щетки и наждачная бумага. Аккуратно проведите проволочной щеткой по ржавчине несколько раз или пока вся ржавчина не отслаивается. Затем промойте участок теплой водой и протрите мягкой тканью, чтобы избавиться от излишков грязи и жира, которые могут остаться от повреждения ржавчиной.
Эффективными инструментами для очистки ржавого металла являются проволочные щетки и наждачная бумага. Аккуратно проведите проволочной щеткой по ржавчине несколько раз или пока вся ржавчина не отслаивается. Затем промойте участок теплой водой и протрите мягкой тканью, чтобы избавиться от излишков грязи и жира, которые могут остаться от повреждения ржавчиной.

 Если кусок ржавого металла слишком далеко ушел, никакая подготовка и грунтовка не смогут вернуть его к жизни. Обязательно проверьте и оцените, достаточно ли прочна конструкция ржавого металла, чтобы выполнить свою задачу — будь то мебель для патио или железные ворота, которые вы надеетесь спасти.
Если кусок ржавого металла слишком далеко ушел, никакая подготовка и грунтовка не смогут вернуть его к жизни. Обязательно проверьте и оцените, достаточно ли прочна конструкция ржавого металла, чтобы выполнить свою задачу — будь то мебель для патио или железные ворота, которые вы надеетесь спасти.