Онлайн расчёт сопротивлений проводов. Площадь сечения проводов от мощности.
На первый взгляд может показаться, что эта статья из рублики «Электрику на заметку».
С одной стороны, а почему бы и нет,
с другой — так ведь и нам, пытливым электронщикам, иногда нужно рассчитать сопротивление обмотки катушки индуктивности, или
самодельного нихромового резистора, да и чего уж там греха таить — акустического кабеля для высококачественной звуковоспроизводящей
аппаратуры.
Формула тут совсем простая R = p*l/S, где l и S соответственно длина и площадь сечения проводника, а p — удельное сопротивление
материала, поэтому расчёты эти можно провести самостоятельно, вооружившись калькулятором и Ля-минорной мыслью, что все собранные
данные надо привести к системе СИ.
Ну а для нормальных пацанов, решивших сберечь своё время и не нервничать по пустякам, нарисуем незамысловатую таблицу.
ТАБЛИЦА ДЛЯ РАСЧЁТА СОПРОТИВЛЕНИЯ ПРОВОДНИКА
Материал проводника
 
медьсереброалюминий стальнихром
Диаметр проводника (мм)
Длина проводника
сантиметрыметры
Сопротивление проводника R (Ом)
Площадь сечения проводника S (мм2)
Удельное сопротивление материала p (Ом•мм2/м)
Страница получилась сиротливой, поэтому помещу-ка я сюда таблицу для желающих связать своё время с прокладкой
электропроводки, подключить мощный источник энергопотребления, либо просто посмотреть в глаза электрику Василию
и, «похлёбывая из котелка» задать справедливый вопрос: «А почему, собственно? Может разорить меня решил? Зачем мне тут четыре
квадрата из бескислородной меди для двух лампочек и холодильника? Из-за чего, собственно?»
И расчёты эти мы с вами сделаем не от вольного и, даже не в соответствии с народной мудростью, гласящей, что
«необходимая площадь сечения провода равна максимальному току, делённому на 10», а в строгом соответствии нормативными
документами Минэнерго России по правилам устройства электроустановок.
Правила эти игнорируют провода, сечением, меньшим 1,5 мм2. Проигнорирую их и я, а за компанию и алюминиевые,
в силу их вопиющей архаичности.
Итак.
РАСЧЁТ ПЛОЩАДИ СЕЧЕНИЯ ПРОВОДОВ В ЗАВИСИМОСТИ ОТ МОЩНОСТИ НАГРУЗКИ
Напряжение питания
220 В 380 В
Максимальная мощность нагрузки (кВт)
Длина проводов (м)
Тебуемое сечение провода (мм2)
Значение силы тока в проводе (А)
Сопротивление провода с учетом длины (Ом)
Мощность потерь на проводе (Вт)
Напряжение на нагрузке (В)
Потери в проводниках возникают из-за ненулевого значения их сопротивления, зависящего от длины провода.
Значения мощности этих потерь, выделяемых в виде тепла в окружающее пространство, приведены в таблице.
В итоге к потребителю энергии на другом конце провода напряжение доходит в несколько урезанном виде — меньшим, чем
оно было у источника. Из таблицы видно, что к примеру, при напряжении в сети 220 В и 100 метровой длине провода, сечением 1,5мм2,
напряжение на нагрузке, потребляющей 4 кВт, окажется не 220, а 199 В.
Хорошо, это или плохо?
Для каких-то приборов — безразлично, какие-то работать будут, но при пониженной мощности, а какие-то взбрыкнут и пошлют Вас к
едрене фене вместе с вашими длинными проводами и умными таблицами.
Поэтому Минэнерго — минэнергой, а собственная голова не повредит ни при каких обстоятельствах. Если ситуация складывается подобным
примеру образом — прямая дорога к выбору проводов, большего сечения.
Расчет сопротивления медных проводов и выбор сечения кабеля
Содержание
1 От чего зависит сопротивление металла
2 Удельное сопротивление различных металлов
2. 1 Медь и алюминий
2.2 Другие металлы
3 Выбор сечения кабелей
3.1 Выбор сечения проводника по допустимому нагреву
3.2 Выбор сечения по потерям напряжения
4 Видео
При проектировании электросхем важно правильно выбрать материал и сечение проводов. Чаще всего для этих целей применяется медь, обладающая меньшим сопротивлением.
Медные провода
От чего зависит сопротивление металла
Электрический ток – это направленное движение заряженных частиц. В металлах это свободные электроны. Они двигаются между атомами кристаллической решётки. Сопротивление их движению зависит от металла или сплава, а также его температуры – при её повышении сопротивление провода электрическому току растёт.
Исключение составляют специальные сплавы, применяемые в измерительных приборах. Из них изготавливаются резисторы, не меняющие своих параметров при изменении температуры. Кроме того, для подключения термопар применяются двухжильные провода, сопротивление одного из которых при повышении температуры растёт, а другого – уменьшается. В результате параметры кабеля не меняется.
Удельное сопротивление различных металлов
Разные металлы обладают различными свойствами и используются для разных целей.
Медь и алюминий
Удельное сопротивление меди
Самыми распространёнными проводами являются медные и алюминиевые. У меди ниже электросопротивление, чем сопротивление алюминиевого провода, кабеля из неё имеют меньшее сечение. Она прочнее, это позволяет сделать кабеля тоньше, а также гибкими и многожильными. Кроме того, медь паяется оловянными припоями.
Но у алюминия есть одно преимущество: он намного дешевле. Поэтому его используют для намотки трансформаторов и прокладки проводки, при эксплуатации которой отсутствуют изгибы, движение или вибрация.
Другие металлы
Золото. Имеет самое малое электросопротивление, но из-за его цены используется только в отдельных местах в военной и космической технике;
Серебро. Обладает лучшим соотношением цена/качество, чем золото, но также применяется ограниченно, в основном для изготовления контактов и разъёмов – оно не окисляется;
Нихром (сплав никеля и хрома) и фехраль (железо, хром и алюминий). Обладают высокой температурой плавления. Сопротивление нихрома и нихромовой проволоки достаточно большое для изготовления нагревателей и проволочных сопротивлений;
Вольфрам. Имеет высокое удельное сопротивление и очень тугоплавкий – 3422 градуса. Из него изготавливаются нити накала в электролампочках;
Константан. Сплав из меди, никеля и марганца, не меняющий своих свойств при изменениях температуры. Применяется для изготовления резисторов в измерительных приборах;
Компенсационные. Из этих сплавов изготавливаются кабеля для подключения термопар и других датчиков. При повышении температуры электросопротивление одного проводника увеличивается, а другого – уменьшается. В результате общее значение остаётся неизменным.
Интересно. В 50-е годы проектировались трансформаторы для высоковольтных подстанций с серебряными обмотками. С учётом пониженных потерь это было выгодно. Но из-за повышения цены на серебро на мировом рынке эти проекты не были реализованы.
Выбор сечения кабелей
При расчёте сечения токопроводящей жилы учитываются нагрев и падение напряжения в кабелях большой длины. Выполнить расчет сопротивления провода можно по специальным таблицам или при помощи онлайн-калькуляторов.
Сечение, рассчитанное по потерям, может быть больше или меньше рассчитанного по нагреву. Это зависит от длины кабеля. Для прокладки выбирается большее значение.
Выбор сечения проводника по допустимому нагреву
При протекании электрического тока по кабелю он греется. Этот нагрев может расплавить изоляцию, что приведёт к её разрушению и замыканию рядом расположенных проводов между собой или на заземлённые детали конструкций.
Важно! Разрушение изоляции и К.З. (короткое замыкание) могут привести к пожару.
Расплавленная изоляция
Для того чтобы предотвратить подобную ситуацию, сечение кабеля должно соответствовать току нагрузки, типу изоляции и условиям прокладки. По проводам, проложенным открыто, или с термостойкой изоляцией можно пропускать больший ток, чем по кабелю, проложенному по трубам в виниловой или резиновой оболочке.
Выбор сечения по нагреву
Выбор сечения по потерям напряжения
При протекании электрического тока по кабелю происходит уменьшение напряжения возле нагрузки. Это связано с тем, что, хотя и сопротивление небольшого куска провода, и падение напряжения на нём невелико, на большой длине оно может достичь значительной величины.
Например, удельное сопротивление медного провода – 0,017 Ом•мм²/м. Но в одножильном кабеле длиной 100 м сечением 10 мм² оно составит 0,17Ом. При токе 80А (допустимому по нагреву) падение напряжения в сети 220В составит 27В (100 м фазного провода и 100 м нулевого с падением 13В в каждом проводнике). Поэтому при допустимом падении напряжения 2% или 5В сечение кабеля должно быть не меньше, чем 66 мм², или ближайшее большее стандартное значение – 75 мм².
Если расчет сечения по нагреву производится по рабочему току электродвигателя и на участке от вводного автомата до устройства, то расчёт по потерям необходимо производить по пусковому току с учётом всей длины кабелей: от магистрали до электромашины.
Выбор сечения провода по допустимому падению напряжения
Сопротивление медного провода – это величина, влияющая на выбор кабелей и проводов для намотки катушек при проектировании электросхем, а также электродвигателей и трансформаторов. Знание того, как выполняется расчет сопротивления проводника, и необходимых формул поможет правильно спроектировать электропроводку и избежать аварийных ситуаций.
Рассчитывает сопротивление постоянному току одиночного круглого провода из обычных проводящих материалов, используя приведенное ниже уравнение 2.
ВХОДНЫЕ ДАННЫЕ
Проводник M Материал:
Введите данныеАлюминийМедьЗолотоНикельСеребро
Проводник L Длина:
мм
Проводник D диаметр:
мм
РЕЗУЛЬТАТЫ
Удельное сопротивление (ρ):
x 10 -8 Ом·м
пост. Сопротивление:
Ом
Примечание. Чтобы использовать другие значения удельного сопротивления, выберите «Ввести данные» в текстовом поле «Выбор материала проводника», а затем введите требуемое значение удельного сопротивления (ρ) в поле, выделенном желтым цветом.
Этот калькулятор использует JavaScript и будет работать в большинстве современных браузеров. Подробнее см. О наших калькуляторах
.
Сопротивление проводника постоянному току рассчитывается с использованием удельного сопротивления и площади поперечного сечения: —
Уравнение 1.
Где:
ρ — Удельное сопротивление проводника в Ом·м
l — Длина в метрах
A — Площадь поперечного сечения в метрах
Круглый провод обычно указывается по диаметру, а сопротивление постоянному току от диаметра составляет: —
Уравнение 2.
Где:
ρ — удельное сопротивление проводника в Ом.м
l — длина в метрах
d — диаметр круглого проводника в метрах
Значения ρ взяты из CRC Handbook of Chemistry and Physics 1st Student Edition 1998 page F-88 и относятся к элементам высокой чистоты при 20°C.
Таблица контрольных измерений, выполненных в нашей лаборатории с использованием эмалированной медной проволоки.
Измерено
Рассчитано
Диаметр
Длина
Напряжение
Текущий
Сопротивление
Сопротивление
(мм)
(мм)
(В)
(А)
(Ом)
(Ом)
1,0
410
0,0091
1,031
0,008826
0,0087596
0,5
410
0,0359
1,031
0,03482
0,0350385
0,2
410
0,24
1,032
0,2326
0,2189908
Этот калькулятор бесплатно предоставляется Chemandy Electronics для продвижения FLEXI-BOX
Вернуться к индексу калькулятора
Медь и электричество.
Сопротивление и сопротивление.
Медь и электричество. Сопротивление и сопротивление.
стр. 4
Сопротивление и удельное сопротивление
Сыпучие свойства
gif»>
Рисунок 2.2 Высокая проводимость меди делает ее подходящей для электрододержателя, который пропускает огромные токи в сталеплавильную дуговую печь.
Когда мы говорим, что медь тяжелее алюминия, мы сравниваем их плотности. Точно так же, когда мы говорим, что медь является лучшим проводником, чем алюминий, мы сравниваем их сопротивления Ом.
Плотность и удельное сопротивление являются объемными свойствами материала. Их стоимость не зависит от размера или формы конкретного образца только от самого материала.
Удельное сопротивление : зависит только от материала Сопротивление : зависит от размера и формы, а также от материала.
Что такое удельное сопротивление?
По сути, удельное сопротивление представляет собой сопротивление двух противоположных граней кубического метра материала (точно так же, как плотность представляет собой массу кубического метра). Удельное сопротивление говорит о том, насколько резистентен материал.
Удельное сопротивление имеет символ r — ( rho рифмуется со словом «снег»), а его единицами измерения являются ом-метры.
Количество
Символ
Блок
Удельное сопротивление
r (греческая буква ро)
Вт м (Ом-метр)
Сопротивление
Р
Вт
Удельное сопротивление чистой меди 1,7·10 -8 Вт·м
Обратите внимание, что это очень маленькое число 0,000 000 017 Вт м. Это связано с тем, что сопротивление кубического метра меди было бы практически нулевым. Чем меньше удельное сопротивление, тем лучше материал проводит электричество. Удельное сопротивление является обратной величиной проводимости (что говорит нам о том, насколько хорошим проводником является материал).
Рисунок 2.2 График удельных сопротивлений некоторых металлов.
Некоторые удельные сопротивления
В таблице 3 показаны некоторые удельные сопротивления. Вы увидите, что удельное сопротивление изменяется от примерно 10 -8 Ом·м до более чем 10 16 Ом м более чем на 24 порядка. Ни одно другое свойство материалов не изменяется в таком широком диапазоне.
Металл
Удельное сопротивление /(Вт·м)
Материал
Удельное сопротивление /(Вт·м)
серебро
1,6 × 10 -8
уголь
от 35 до 5000 × 10 -8
медь
1,7 × 10 -8
графит
800 × 10 -8
алюминий
3,2 × 10 -8
германий
0,65
свинец
21,0 × 10 -8
кремний
2,3 × 10 -3
манганин (сплав)
44,0 × 10 -8
стекло пирекс
10 12
эврика (сплав)
49,0 × 10 -8
ПТФЭ
10 12 до × 10 16
сталь (варьируется)
от 10 до 100 × 10 -8
кварц
5 × 10 16
Таблица 3. Значения удельного сопротивления при комнатной температуре. Для металлов удельное сопротивление увеличивается с повышением температуры. Для полупроводников и многих изоляторов верно обратное.
Рисунок 2.3 График, иллюстрирующий изменение сопротивления в зависимости от l, A и rho.
Расчет сопротивления
Чтобы рассчитать сопротивление R провода, нам нужно знать три вещи:
его длина чем длиннее провод, тем больше его сопротивление
его площадь поперечного сечения А чем больше площадь, тем меньше его сопротивление
удельное сопротивление материала r больше удельное сопротивление, тем больше его сопротивление.
Область применения сталей, прошедших электроннолучевой переплав, еще недостаточно определена.
[1]
Область применения углеродистой инструментальной стали.
[2]
Область применения сталей I группы приведена в табл. 3.11; в этой же таблице даны значения твердости по Бринеллю.
[3]
Область применения сталей нормальной и повышенной прочности — корпуса судов и кораблей всех типов и назначений, а также корпусные конструкции плавающих буровых установок и других морских сооружений, постоянно эксплуатируемых в нормальных климатических условиях. Под расчетной температурой понимают минимальную среднесуточную температуру воздуха за пять лет эксплуатации.
[4]
В послевоенные годы область применения стали и вообще сплавов на основе железа суживается, они становятся преимущественно конструкционным материалом, качество которого определяется в основном прочностью. Требования к жаропрочности, окалиностойкости и физическим свойствам материалов послевоенной техники настолько повышаются, что во многих случаях для их обеспечения потребовались сплавы на других основах — никеля, кобальта, тугоплавких металлов и пр. Однако ограничение требований к качеству стали показателями прочности не означает их упрощения. Усложнение условий работы объектов современного машиностроения и повышение их ответственности исключают возможность однозначно характеризовать сталь пределом прочности, как это делалось многие годы. Требование прочности ныне входит в критерий качества материала наряду с новым для материаловедения требованием надежности.
[5]
Указанные недостатки ограничивают область применения сернистых сталей повышенной обрабатываемости резанием, они используются для мелких крепежных деталей и малонагруженных деталей сложной формы, где важны шероховатость поверхности и точность размеров.
[6]
В таблице 27 и 28 приведены характеристики и области применения основных нержавеющих, кислотостойких и термостойких сталей и чугунов. [7]
В третьем томе справочника приведены классификация, принципы выбора и области применения коррозионностой-ких, нержавеющих, теплоустойчивых, жаропрочных, износостойких, инструмейтальвых сталей и сплавов. Он содержит также даняыеяо тугоплавких материалах, сплавах со специальнынГи йагнитными и упругими свойствами, высоким омическим1 сопротивлением, аномальным тепловым расширением, металлокерамических материалах на основе железа, а также о химическом составе, физико-механических и технологических свойствах материалов.
[8]
Характеризовать микроструктуру стали каждого из образцов, определить содержание углерода и указать область применения стали в технике.
[9]
ГОСТ 380 — 71, делятся на три основных группы, которые определяют области применения стали. Стали группы А характеризуются механическими свойствами, группы Б — химическим составом и группы В — механическими свойствами и химическим составом. [10]
Стали обыкновенного качества, изготавливаемые по ГОСТ 380 — 71, делятся на три основных группы, которые определяют области применения стали. Стали группы А характеризуются механическими свойствами, группы Б — химическим составом и группы В — механическими свойствами и химическим составом.
[11]
Стали обыкновенного качества, изготавливаемые по ГОСТ 380 — 71, делятся на три основных группы А, Б, В, которые определяют области применения стали. В зависимости от нормируемых показателей сталь каждой группы делится на категории.
[12]
Сплавы железа ( стали) бывают различных типов: магнитные, немагнитные, кислотостойкие, твердые, нержавеющие, жаропрочные ( устойчивые при высоких температурах) и др. Не перечисляя всех областей применения сталей, достаточно сказать, что они используются в производстве электровозов, вагонов, железнодорожных рельсов, автомашин, тракторов, экскаваторов, буровых установок, железнодорожных мостов и подъемных кранов. [13]
Однако фирма поставляет также сталь промежуточного качества. В таблице указаны области применения стали. Для оценки намагничиваемости служат значения индукции при определенных напряженностях поля. Некоторые из этих значений тоже указаны в таблице, причем в ней даны как гарантированные, так и средние измеренные величины. В табл. 21 включены также коэффициенты потерь V10 и У15 — как гарантированные, так и средние измеренные. Кроме того, указана доля потерь на гистерезис в общих потерях в стали при 25, 50 и 60 гц.
[14]
Конструкционные материалы для работы в условиях отсутствия коррозии.
[15]
Страницы:
1
2
Марки стали и область их применения ГОСТ Обозначение и сфера применения
Высоколегированные марки стали
20Х13
Детали с повышенной пластичностью, подвергающиеся ударным нагрузкам (клапаны гидравлических прессов, предметы домашнего обихода), а также изделия, подвергающиеся воздействию слабоагрессивных сред (атмосферные осадки, водные растворы солей органических кислот при комнатной температуре и др. ). Клапаны гидравлических прессов, лопатки паровых турбин, тарелки и седла клапанов, поршневые кольца и др. детали, подвергающиеся ударным нагрузкам и работающие при температуре до +450-500 °С; изделия, подвергающиеся воздействию слабоагрессивных сред.
08Х13
Детали с повышенной пластичностью, подвергающиеся ударным нагрузкам (клапаны гидравлических прессов, предметы домашнего обихода), а также изделия, подвергающиеся действию слабоагрессивных сред (атмосферные осадки, водные растворы солей органических кислот при комнатной температуре и др.). Лопатки, бандажи, трубы, а также другие изделия, для которых требуется сопротивление окислению до +800 °С. Сталь ферритного класса.
12Х13
Детали с повышенной пластичностью, подвергающиеся ударным нагрузкам (клапаны гидравлических прессов, предметы домашнего обихода), а также изделия, подвергающиеся действию слабоагрессивных сред (атмосферные осадки, водные растворы солей органических кислот при комнатной температуре и др. ). Турбинные лопатки, бандажи, скрепляющая проволока, детали, работающие при температуре +450-500 °С; детали, работающие в атмосферных условиях и слабоагрессивных средах.
Предметы домашнего обихода и кухонной утвари, оборудование заводов, пищевой и легкой промышленности. Сталь для изготовления сварных конструкций не рекомендуется.
08Х17Т
Рекомендуется в качестве заменителя стали марки 12X18Н10Т для конструкций, не подвергающихся воздействию ударных нагрузок, и эксплуатирующихся при температуре не ниже -20 °С. Применяется для тех же целей, что и сталь марки 12X17, в том числе для сварных конструкций.
15Х25Т
Рекомендуется в качестве заменителя стали марки 12X18Н10Т для сварных конструкций, не подвергающихся действию ударных нагрузок, эксплуатирующихся при температуре не ниже -20 °С для работы в более агрессивных средах по сравнению со средами, для которых рекомендуется сталь марки 08X17Т. Трубы для теплообменной аппаратуры, работающей в агрессивных средах, арматура нагревательных печей, чехлы термопар, электроды искровых зажигателей, трубы пиролизных установок. Не рекомендуется эксплуатировать в интервале температур 400-700 °С.
08Х22Н6Т
Рекомендуется как заменитель стали марок 12X18Н10Т и 08X18Н10Т для изготовления сварной аппаратуры в химической, пищевой и других отраслях промышленности, работающей при температуре не выше 300 °С. Обладает более высокой прочностью по сравнению со сталью 12X18н10Т и 08X18Н10Т. Сварные аппараты и сосуды для химического машиностроения, камеры горения и другие конструктивные элементы газовых турбин, корпуса аппаратов, днища, фланцы, детали внутренних устройств аппаратов, трубные доски и пучки, работающие при температуре от -70 °С до +300 °С, и соприкасающиеся с коррозионными средами.
08Х21Н6М2Т
Рекомендуется как заменитель марки 10X17Н13М2Т для изготовления деталей и сварных конструкций, работающих в средах повышенной агрессивности: уксуснокислых, сернокислых, фосфорнокислых средах. Обладает более высокой прочностью по сравнению со сталью 10X17Н13М2Т. Ректификационные колонны, экстракционные, насадочные, продувные емкости, хранилища, баки, сборники и другое оборудование, работающее в окислительно-восcтановительных средах, например, при органическом синтезе, серно-кислотном производстве, в целлюлозно-бумажной промышленности.
10Х14Г14Н4Т
Рекомендуется как заменитель стали марки 12X18Н10Т для изготовления оборудования, работающего в средах слабой агрессивности, а также при температурах -196 °С. Обладает удовлетворительной сопротивляемостью межкристаллитной коррозии.
10Х17Н13М2Т 10Х17Н13М3Т
Рекомендуется для изготовления сварных конструкций, работающих в условиях действия кипящей фосфорной, серной, 10% уксусной кислоты и сернокислых средах. Аппараты и сосуды, работающие в средах повышенной агрессивности. Лопатки газодувки, штампуемые из листовой стали, заклепки, изготавливаемые методом горячей высадки, поковки дисков, покрышек, валов и других деталей компрессорных машин, детали турбин.
08Х17Н15М3Т
Рекомендуется для изготовления сварных конструкций, работающих в условиях действия кипящей фосфорной, серной, 10% уксусной кислоты и сернокислых средах. Практически не содержит ферритной фазы. Обладает более высокой стойкостью против точечной коррозии, чем сталь марки 10X17Н13М2Т в средах, содержащих ионы хлора.
03Х17Н14М2
Рекомендуется для изготовления сварных конструкций, работающих в условиях действия кипящей фосфорной, серной, 10 уксусной кислоты и сернокислых средах. Обладает более высокой стойкостью против межкристаллитной и ножевой коррозии, чем сталь 08X17Н15М3Т и 10X17Н13М2Т.
15Х18Н12С4ТЮ
Рекомендуется для сварных изделий, работающих в воздушной и агрессивных средах, в частности для концентрированной азотной кислоты.
08Х10Н20Т2
Рекомендуется как немагнитная сталь для производства крупногабаритных деталей, работающих в морской воде
04Х8Н10
Применяется для тех же целей, что и сталь марки 08X18Н10Т, и для работы в азотной кислоте и азотнокислых средах при повышенных температурах. Обладает более высокой стойкостью к межкристаллитной коррозии.
03Х18Н11
Применяется для тех же целей, что и сталь марки 08X18Н10Т, и для работы в азотной кислоте и азотнокислых средах при повышенных температурах. Обладает более высокой стойкостью к межкристаллитной коррозии и с повышенной стойкостью к ножевой коррозии по сравнению со сталью 12X18Н12Б.
08Х18Н10Т
Рекомендуется для изготовления сварных изделий, работающих в средах более высокой агрессивности, чем сталь марок 12Х18Н10Т и 12Х18Н12Т. Сталь обладает повышенной сопротивляемостью межкристаллитной коррозии по сравнению со сталью 12Х18Н10Т и 12Х18Н12Т. Детали и узлы основного оборудования и трубопроводов АЭУ с водяным теплоносителем. Сварная аппаратура, работающая в растворах азотной, фосфорной, уксусной кислот, растворов щелочей и солей, теплообменники, муфели, трубы, детали печной арматуры, изделия автомобилестроения, торгового машиностроения, товары широкого потребления
12Х18Н10Т
Детали и узлы основного оборудования и трубопроводов АЭУ с водяным теплоносителем. Лопатки, трубы и другие детали энергетического машиностроения, работающие при температуре до +600 °С. Сварные аппараты и сосуды, работающие в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей; днища адсорбера, регенераторы, теплообменники и др. Корпуса и другие детали, работающие под давлением при температуре от -196 °С до +600 °С, а при наличии агрессивных сред — до +350 °С.
02Х22Н5АМ3
Для изготовления сварных труб и теплообменного оборудования
10Х13Г12Н2Д2Б
Жаростойкая, жаропрочная аустенитная сталь до температуры 700 °С для элементов оборудования теплоэнергетической (трубы поверхностей нагрева котлов энергоблоков, работающих на высоко-агрессивных органических топливах с высоким содержанием ванадия, серы и др.), нефтеперерабатывающей, нефтехимической и др. областей промышленности.
08Х14МФ
Трубы теплообменного оборудования, трубы, лист, поковки для энергооборудования, а также оборудования для пищевой промышленности.
12Х18Н9
Применяется в виде холоднокатанного листа и ленты повышенной прочности для различных деталей конструкций, свариваемых точечной сваркой, а также изделий, подвергаемых термической обработке (закалке). Сварные детали и конструкции различного назначения, муфели термических печей, детали крепежа теплообменников, опорные элементы кладки печей.
08Х18Н10
Применяется в виде холоднокатанного листа и ленты повышенной прочности для различных деталей конструкций, свариваемых точечной сваркой, а также изделий, подвергаемых термической обработке (закалке). Детали из тонкого листа и ленты в автомобилестроении, торговом машиностроении, для товаров ширпотреба, для изделий, подвергаемых закалке, для сварных аппаратов и сосудов химического машиностроения, для работы в средах, не вызывающих межкристаллитную коррозию.
12Х18Н12Т
Детали и узлы основного оборудования и трубопроводов АЭУ с водяным теплоносителем; трубы для перегревателей и коллекторов тепловых электростанций, работающие при температуре +610-640 °С. Сварные аппараты и сосуды, работающие в коррозионно-активных средах (разбавленные растворы азотной и фосфорной кислот, растворы щелочей и солей).
06ХН28МДТ
Для сварных конструкций, работающих при температурах до 80 °С в серной кислоте различных концентраций, за исключением 55% уксусной и фосфорной кислот, в кислых и сернокислых средах, в производстве сложных минеральных удобрений.
10Х23Н18
Трубы и детали установок для конверсии метана, пиролиза, листовые детали
20Х23Н18
Детали установок в химической и нефтяной промышленности, газопроводы, камеры сгорания (может применяться для нагревательных элементов сопротивления)
Сплавы на железоникелевой основе
ХН32Т
Газоотводящие трубы, листовые детали высокотемпературных установок в нефтехимическом машиностроении с длительным сроком службы при температурах +700-850С
ХН35ВТ
Лопатки газовых турбин, диски, роторы, крепежные детали, плоские пружины и другие детали, работающие при температуре до +650°С
ХН45Ю
Детали горелочных устройств, чехлы термопар, листовые и трубчатые детали печей (например производство вспученного перлита)
Сплавы на никелевой основе
ХН60ВТ
Листовые детали турбин, детали газопроводных систем, жаровые трубы, детали камер сгорания, уплотнения и другие детали высокотемпературных газовых турбин
ХН65МВУ
Применяется для изготовления сварных конструкций, работающих при повышенных температурах в агрессивных средах окислительно-восстановительного характера (серная, уксусная, влажный хлор, хлориды и т. д.). Сплав устойчив к межкристаллитной коррозии в агрессивных средах.
Н70МФВ
Применяется для изготовления сварных конструкций, работающих при высоких температурах в соляной, серной, фосфорной кислоте и других средах восстановительного характера. Сплав устойчив к межкристаллитной коррозии в агрессивных средах восстановительного характера
ХН77ТЮР
Газовые диски и рабочие лопатки турбин
ХН78Т
Жаровые трубы, детали газопроводных систем, сортовые детали
Поставка металлов, пластмассовые материалы — Scope Metals
Поставка металлов, пластмассовые материалы — Scope Metals
Scope что угодно, в любое время
Scope Metals Group — универсальный сервисно-распределительный центр с большим ассортиментом более 80 000 готовых изделий и полуфабрикатов из различных металлов и инженерных пластиков, технических изделий и насосов, пожарного оборудования, поиск и спасение и многое другое. Scope предлагает идеальное сочетание доступного инвентаря в непревзойденном масштабе, управления хранением с использованием передовых технологий и большого парка грузовиков, что гарантирует клиентам быструю доставку точно в срок.
Более
80 000
Продукция
Универсальный магазин
Сырье
Поставка со склада бескомпромиссного качества
Металлы и инженерные пластмассы
Плиты, листы, рулоны, плоские стержни, круглые, квадратные и шестигранные стержни, трубы, профили, уголки, балки и решетки. Все предметы существуют в различных сплавах, формах и размерах, включая специальные и редкие размеры и спецификации.
Нержавеющая сталь Алюминий Стали Пластиковые материалы Вести Титан Вольфрам Цинк Латунь Бронза Медь никель Магний
Технические продукты
От ведущих мировых производителей
Инженеры Scope к вашим услугам
Scope Metals предлагает широкий спектр комплексных продуктов и услуг, включая индивидуальные решения для требований клиентов в Израиле и за рубежом, в сотрудничестве с ведущих производителей в своих областях.
Приводы Компенсаторы Позиционеры Санитарные клапаны Задвижки и запорные клапаны Регулирующая и запорная арматура Пластиковые клапаны Редукционные клапаны Контрольно-измерительные приборы Обратные клапаны и фильтры Измерительные приборы Клапаны для КИПиА конденсатоотводчики Расширительные сосуды и баки под давлением Пластиковые клапаны Паровые увлажнители
Пожарно-спасательное оборудование
Ведущие производители
Соответствует требованиям NFPA и UL/FM
Scope продает широкий спектр противопожарных и спасательных решений для местных органов власти, общественных и коммерческих организаций, а также оборудование для охранных, пожарных и спасательных служб. .
Системы пожаротушения Трубопроводы и фитинги Насосы противопожарной защиты Пены для пожаротушения Мониторы и сопла Клапаны противопожарной защиты Промышленные системы пожаротушения Аппаратное оборудование Гидранты и аксессуары Аппарат дикой природы
Насосы
Произведено компанией Hamania и другими ведущими производителями
Профессионализм и опыт
Компания Hamania Pumps была основана в 1937 году и с момента основания занимается производством, продажей и ремонтом насосов. В феврале 2020 года деятельность компании была продана Scope Metals Group. В дополнение к местному производству водяных насосов, Scope представляет некоторые из ведущих мировых компаний по поставке насосов и связанного с ними качественного оборудования. У нас есть большой парк насосов и возможность адекватно удовлетворить требования заказчика, предоставляя инженерно-технические консультации на высоком уровне.
Насосы/бустеры для чистой воды Вакуумные насосы Промышленные насосы Погружные насосы Смесители Санитарные насосы Мембранные насосы Силукит / Мацератор Насосы противопожарной защиты
Трубы и фитинги
Трубы и аксессуары для трубопроводов совместимы с сваркой, завинчиванием, прессованием и т. д.
Изготовлены из металлов и промышленного пластика энергетика, канализация и водоотведение, микроэлектроника, пожаротушение и многое другое для текущего обслуживания, строительства объектов и мегапроектов по всей стране.
Трубы и фитинги из нержавеющей стали Стальные трубы и фитинги Медные трубы и фитинги Трубы и фитинги из ПВДФ ПВХ трубы и фитинги ПЭ трубы и фитинги Полипропиленовые трубы и фитинги ECTFE трубы PP-R трубы и фитинги Трубы и фитинги из полиэтилена высокой плотности Аксессуары
Крепежные детали
Винты, болты и шайбы из нержавеющей стали
Более 15 000 наименований со склада
Большой выбор винтов, болтов и шайб из нержавеющей стали, стреловидных анкеров и шурупов по бетону, отвечающих европейским стандартам, винтовых стержней. самый передовой в мире автоматизированный склад.
Винты Орехи Шайбы и кольца Резьбовые стержни Штифты и заклепки Хомуты Авиация Самозажимные застежки Анкеры, одобренные ETA
Сварочное оборудование
Сварочное оборудование и аксессуары для идеальной сварки
Scope также поставляет сварочное оборудование
Sagam Welding Materials – Scope также закупает электроды и сварочную нить производства корейской компании KISWEL с многолетним опытом работы в этой области. как уникальные продукты для обработки поверхности металлов и текущего обслуживания.
Область применения Решетки различной высоты и стандартных размеров / специальные размеры по запросу, декоративные напольные покрытия, поручни, кабели и многое другое для жилые башни, фабрики и различные отрасли промышленности
Системы промышленных полов Напольные плиты Модульные перила Перфорированные листы Цепи, тросы и натяжители Ручки и петли Расширенные сетки
Наша продукция
Новинка!
Новое в наличии!
Познакомьтесь с компанией, которая изобрела клеевой анкер
Клеевые анкеры, болты для бетона и химические анкеры европейского стандарта! Обладая более чем 100-летним опытом, польская компания RAWLPLUG, которая изобрела клеевой анкер, предлагает клеевые анкеры из нержавеющей стали и специально разработанную сталь под названием ZINC FLAKE, которая выдерживает около 1500 часов в соляной камере, шурупы, которые вставляются непосредственно в бетон и различные химические клеи.
Новинка в наличии!
Новинка на складе Scope!
Пневматические насосы
Пневматические насосы высочайшего качества, сертифицированные по европейскому стандарту и стандарту TUV NORD.
Ассортимент материалов конструкции: алюминий, полипропилен, ПВДФ, железо и нержавеющая сталь 316.
Мембрана из BUNA, сантофрана, тефлона и вайтона.
Размеры: 1/4″-3″ для широкого диапазона потоков.
Двухлетняя гарантия.
Доступно по запросу:
Насосы из нержавеющей стали с сертификатом FDA для пищевых продуктов
Сертифицированные по ATEX насосы
Электромеханические насосы
Быстрая доставка со склада
Мембраны для резервуаров для воды, дорог и т. д.
Листы из полиэтилена высокой плотности для герметизации
Листы из полиэтилена высокой плотности для уплотнения дорог и водоемов
Для защиты и уплотнения почвы от масел, химикатов и жидкостей, которые могут просачиваться в подземные водоемы, а также для защиты бетона на автозаправочных станциях, дорогах, железных дорогах, мостах, нефтеперерабатывающих заводах, водохранилищах, аэропортах, туннелях и свалках
Продукт не содержит токсичных пластификаторов, обладает высокой устойчивостью к проникновению, высокой устойчивостью к химическим веществам, устойчивостью к проникновению корней, устойчивостью к микроорганизмам, отличной устойчивостью к погодным и радиационным условиям, устойчивостью к грызунам, высокой гибкостью, соответствием пищевым стандартам.
Scope Metals Group продает свою продукцию тысячам клиентов в Израиле и за границей
Многие отрасли получают выгоду от качества и обслуживания Scope
Заходи и открой для себя мир контента с Scope
Добро пожаловать в базу знаний Scope
Заполните следующие данные, и мы свяжемся с вами
Для RFQ
Один из наших флагманских продуктов
Обшивка мирового класса
Скобонд Х Алюминиевая облицовка Scobond X удобна в работе с возможностью достижения крупных проявителей на стене – не содержит пластика и имеет огнестойкость класса A2. Scobond X весит всего 4,1 кг на квадратный метр, его легко транспортировать и использовать в высотных зданиях. 100 процентов материала подлежит вторичной переработке — Scobond X Высококачественная алюминиевая облицовка, которая не увеличивает стоимость строительства
Проверка. ..
eTools: сборка металлоконструкций — объем
eTools
Стальная конструкция: прицел
Монтаж металлоконструкций » Область применения
Примеры работ по монтажу металлоконструкций [29 CFR 1926.750(b)(1)]:
Крепление стальных конструкций, стальных балок и металлических зданий
Связи конструкционной стали, стальных балок и металлических зданий
Сжигание конструкционной стали, стальных балок и металлических зданий
Соединение конструкционной стали, стальных балок и металлических зданий
Растяжки из конструкционной стали, стальных балок и металлических зданий
Подъем стальных конструкций, стальных балок и металлических зданий
Установка навесных стен
Монтаж металлического настила
Установка различных металлов
Установка декоративного железа и аналогичных материалов
Установка боковых систем
Установка оконных перегородок
Разметка конструкционной стали, стальных балок и металлических зданий
Перемещение из точки в точку при выполнении работ по монтажу металлоконструкций
Размещение конструкционной стали, стальных балок и металлических зданий
Сантехнические конструкции из стали, стальных балок и металлических зданий
Такелаж стальных конструкций, стальных балок и металлических зданий
Сварка конструкционной стали, стальных балок и металлических конструкций
Действия, подпадающие под действие стандарта по монтажу металлоконструкций, когда они происходят во время и как часть работ по монтажу металлоконструкций [29 CFR 1926.
Что написано пером, не вырубишь топором, но конструкторы ИНТЕРСКОЛ в конце двухтысячных явно старались. Этот топорный инструмент трудится у меня достаточно давно, с 2008 года.
Лично я считаю его преимуществами хороший крутящий момент и великолепную работу кнопки регулировки оборотов. Долгое время использовал эту дрель в качестве сверлильного станка установив в станину советского производства. Недостатки это патрон низкого качества который был заменен 4 года назад, неудачная развесовка и плохая эргономика, свойственная всем инструментам фирмы ИНТЕРСКОЛ тех лет. Спустя 7 лет решил провести техноческое обслуживание инструмента. При снятии крышки для доступа к щеткам не ожидаешь, что вторая половина рукоятки так-же съемная, в результате все разваливается во все стороны и придется еще вспоминать как все это собрать обратно!
Когда дрель работает исправно, то у пользователя вопросов не возникает, но бывают случаи, требующие ее разборки, многие входят в ступор, решая возникшую проблему: как же снять патрон с дрели. Чтобы правильно выполнить такую операцию, необходимо знать, каким способом закреплен патрон на валу, а потом уже начинать демонтаж.
Классификация патронов
Существуют следующие виды патронов:
быстрозажимного действия или самозажимное устройство;
sds-устройства цангового типа;
кулачковые.
На дрели с быстрозажимным патроном поменять сверло или другую насадку можно довольно быстро, при этом не нужно применять никаких дополнительных приспособлений. Патроны первого варианта делятся на одно- и двухмуфтовые устройства.
Одномуфтовые устройства имеют систему блокировки вала, которая срабатывает во время замены оснастки. У них есть существенный негативный момент — весьма низкая прочность элементов фиксации, внешние детали патрона выполнены из пластика, что сильно увеличивает их повреждение и поломку всего устройства.
Ремонт патрона такого вида не предусмотрен — только замена.
На ударные модели и перфораторы производители ставят кулачковые изделия, потому что их конструкция более крепкая — в основном здесь применяются патроны под ключ, для надежного закрепления сверла.
Цангового типа патрон был создан еще в 70-х годах прошлого столетия, его конструкция отличается тем, что в хвостовой части есть две канавки, а сверло надо вкручивающими движениями заглублять на 40 мм. Имеется 4 желобка: 2 фиксирующих , 2 — для направления клиньев, режущий инструмент фиксируется стопорными шариками.
Способы крепления
Патрон на валу у дрели электрической или ручной крепится двумя способами — конусное соединение и резьба, так что разновидностей здесь минимум. На практике встречаются устройства с метрической или дюймовой резьбой, а на корпусе изделия, даже самого малогабаритного обязательно присутствует маркировка.
Например, обозначение такого вида 1,5-15М13х1,2 расшифровывается так:
1,5—15 — это диаметр хвостовой части режущего инструмента в миллиметрах;
М13 — резьба метрическая с диаметром 13 мм;
1,2 — шаг резьбы.
При использовании резьбы в дюймах — UNF и указывается диаметр: 1/2”. Этот вид соединения считается международным и применяется во всех инструментах зарубежных производителей. Для особой надежности на вал ставят стопор, в виде винта на левой резьбе — это надо учитывать, когда путаетесь, как разобрать патрон импортной дрели. Выкручивать его необходимо только по часовой стрелке.
Во втором способе используется конус Морзе, который сегодня чаще называют конус инструментальный. Вал имеет на конце конусную часть, на которую насаживается устройство, при этом надо приложить небольшое усилие для плотного соединения. Маркировка такая: В10, где буква указывает на применение конуса, а цифра — диаметр хвостовой части режущего инструмента. Такой вид крепления распространен у шуруповертов.
Некоторые дрели оснащены переходником (адаптером) для зажимного механизма, что позволяет проводить сверление с максимальной точностью.
Проблемы патронного механизма
В современных моделях дрели, таких, как Интерскол или Макита, закрепление сверла или других насадок осуществляется патроном с кулачковым механизмом: 3 или 4 кулачка надежно удерживают режущий инструмент, перемещаться они могут только вдоль оси вала дрели. Быстрозажимной патрон регулируется вручную, более сложные конструкции, применяемые в современных дрелях – при помощи ключа.
Во время работы может появиться биение зажатой биты, причиной является износ кулачков во время длительной эксплуатации. Ремонт инструмента производится следующим образом: надо снять устройство с вала, такие же действия необходимы при заклинивании сверла, потому что удалить его можно только после полной разборки патронной части изделия.
Встречается и такая неисправность: патрон проворачивается относительно вала инструмента. Причина такого поведения — повреждение резьбовой части крепления устройства, или у посадочного конуса возникло проседание. Выход из создавшегося положения — поменять патрон на исправный аналог.
Инструмент для проведения работ
Замена патрона дрели производится легко, если вы знаете конструкцию этого узла и методы его крепления. Для проведения ремонта вам понадобится простой набор инструмента:
слесарные тиски, можно использовать не стандартные, а уменьшенный вариант для домашних нужд;
молоток стальной;
столярная киянка;
плоскогубцы или пассатижи;
трубный ключ среднего размера;
набор гаечных ключей;
штангенциркуль;
отвертка;
напильник;
наждачная бумага для шлифования.
В перечне указан минимальный набор, бывают ситуации, когда могут потребоваться и другие слесарные приспособления.
Демонтируем патрон
В зависимости от способа крепления патронного механизма, методы разборки будут различаться.
Выкручиваем патрон против часовой стрелки, если резьба затянута на совесть, зажимаем вал инструмента в тиски. Для откручивания используется газовый ключ. Потом снимаем устройство и осматриваем его на предмет целостности и исправности.
Если сверло заклинило в губках, то наносим не сильные, но точные удары молотком с помощью выколотки по кулачкам сверху.
Установку осуществляем в обратном порядке. При закручивании нового устройства вал надо фиксировать от проворачивания свободной рукой. Последним закручиваем стопорное устройство. В помощь домашним умельцам видео:
Соединение конусом
Снять патрон с конусной части вала довольно легко. В комплекте дрели должно быть специальное приспособление для этих целей, но многие опытные мастера пользуются таким методом: переворачивают инструмент сверлом вниз, закрепляют его и равномерными ударами молотком по тыльной стороне приспособление выбивается с вала.
После демонтажа надо отшлифовать конусные поверхности при помощи наждачного полотна, если есть задиры поверхности, то удалите их напильником. Новый патрон устанавливается на место еще проще — ударами киянки поверху он усаживается плотно на место соединения.
Пользователям необходимо помнить, что удаление сверла или другой насадки, когда их заклинило в патроне, требует определенных навыков и умения обращаться со слесарными инструментами, но в любом случае надо демонтировать устройство. Если же патрон на дрели вышел из строя, то его надо заменить.
Где лучше применять быстрозажимной патрон
Важным составляющим дрели является патрон – он зажимает сверло необходимого диаметра и обеспечивает правильные вращательные движения сверла. Выделяют типы и виды и разновидности патронов, в зависимости от способа зажатия сверла – при помощи специального ключа (применяется на мощных инструментах) и быстрозажимной патрон. Существует огромное количество производителей дрели.
При частом использовании, каждый электрический инструмент требует периодического сервисного обслуживания (профилактики) и ремонта, независимо от:
Производителя;
Мощности;
Назначения;
И источника питания.
С таким патроном необходимое сверло можно зажать за пару секунд без применения дополнительных электро-инструментов. Прилагая усилия одной руки, проворачивается головка, и необходимо повернуть патрон, и разъем для сверла увеличится, благодаря чему можно вытащить ненужное сверло и вставить подходящее.
Быстрозажимной патрон удобно использовать, как в строительстве, так и в бытовых условиях.
Затем, путем прокручивания патрона, снова повернуть цилиндр, и зафиксировать нужное сверло для работы. При частой смене свёрл, разъем патрона может прийти в негодность, и сверло будет прокручиваться, осложняя процесс работы. В этом случае необходимо заменить патрон.
Советы: как поменять патрон на дрели
Внутри патрона имеется болт, с помощью отвертки его необходимо открутить. Здесь имеется особенность – выкручивать нужно в обратную от привычной сторону – вправо. Если болт откручивается туго, можно попробовать залить жидкий ключ – вполне возможно, от времени внутри появилась ржавчина. После этого, с помощью рывка открутить непосредственно патрон. Бывают варианты, когда необходимо зафиксировать ось, на которой крепится деталь.
Для этого:
В ней есть специальные пазы;
В таком случае ось придется зафиксировать ключом;
И затем резким движением открутить и снять;
Далее необходимо закрепить новый патрон.
Перед заменой, желательно смазать ось, чтобы в следующий раз не возникало проблем. При сборке, неудобств возникнуть не должно. Главное – не забыть вкрутить обратно болт – напоминаем, что закручивается он также в непривычную сторону – влево. Теперь можно продолжать использовать дрель.
Важно в магазине перед покупкой сравнить патроны для дрели, так как они могут незначительно отличаться резьбой.
Иногда возникают ситуации, когда поломка дрели связана не с разъемом патрона, а в него что-то попало или заклинило. В этом случае необходимо снять патрон (этот процесс описан выше), и далее разобрать его для очистки.
Инструкция: как разобрать патрон от дрели
Инструменты популярны в России и странах бывшего Союза в виду хорошего качества и недорогой цены. Российский производитель, который выпускает, как дрель-миксер, так и шуруповерт, различает ударные и безударные дрели. Ударная отличается наличием дополнительной функции – ударное движение.
В зависимости от выбранной модели, варьируется:
Мощность электродвигателя;
Диаметр патрона;
Скорость вращения.
Самый простой и эффективный способ разбора выглядит следующим образом. Нужно взять перфоратор, снять с него пыльник, установить переходник и одеть на него патрон, который предварительно сняли с дрели, прижать патрон к стене, не забыв проложить между ними резиновую прокладку-амортизатор.
Обязательно кулачки, находящиеся в патроне (элементы, участвующие непосредственно в зажиме деталей), спрятать внутрь – вкрутить.
Далее прижимаем к стене и включаем перфоратор в режиме удара. Все, патрон разобран. Очищаем его от мусора, которым он был забит – оптимально смазать все внутренности перед сборкой. Важный момент – не перепутать в патроне кулачки местами, каждый кулачок должен стоять на своем месте.
Этапы: как снимать патрон с дрели Интерскол
Дрель Интерскол имеет ряд преимуществ. Она легкая и удобная в управлении, при работе на высоте, есть возможность вешать ее на ремень, тем самым освобождая руки. Можно менять количество оборотов.
В первую очередь она стоит в сегменте самых недорогих в сравнении с такими конкурентами, как:
Есть функция фиксации оборотов двигателя: нажимаете рычаг включения до упора, после давите кнопку фиксации и отпускаете рычаг. Обороты зафиксируются и можно продолжать работать, в этом время можете быть сконцентрированы не на нажиме дрели, а на материале, с которым работаете.
Существуют нестандартные варианты снятия патрона с дрели, например, не во всех дрелях Интерскол есть специальные пазы в оси для фиксации ключом.
Главное, ни в коем случае не бить по патрону молотком или другими инструментами при откручивании – можно поломать не только патрон, но и повредить ось. Итак, в первую очередь необходимо, как обычно, выкрутить болт. Далее можно взять газовый ключ, ухватиться за край детали, которую нужно снять, и либо рывком, либо медленными поступательными движениями откручиваете патрон. Для того чтобы в будущем не сталкиваться с проблемой невозможности снятия патрона, обязательно смажьте литолом или другой смазкой все детали.
Разбор дрели с конусом Морзе
Существуют модели дрели, в которых используется патрон не с кулачками (кулачковый патрон), а с резьбовым соединением (или конус Морзе). Для него можно подобрать переходник, либо продолжать работать с таким конусом – все зависит от предпочтений. Для того чтобы провести ремонт дрели или шуруповерта, важно определиться, какой патрон. Внешний вид у них похож, поэтому смотреть нужно на маркировку, которая выбита на поверхности детали. Если на патроне размещена маркировка с буквой В – это устройство с конусом Морзе. В таком случае снять патрон можно при помощи выколотки и слесарного молотка.
Также важно знать про резьбовой патрон то, что он бывает 2 видов: дюймовый (характерен для моделей иностранного производства) и метрический (производится российскими производителями).
В каждой советской электродрели, шуруповерте есть зажимной сверлильный патрон с левой резьбой, иногда нужна разборка, если заклинил самозажимной конусный вал, или следует достать насадку станка, сменить винт, отремонтировать или застряло крепление. В том числе дрель нуждается в правильном использовании и своевременной профилактике.
С помощью этого инструмента, можно сверлить:
Пластик;
Кафель;
Дерево;
Бетон;
Металл;
Кирпич и другие материалы.
Чаще всего в бытовых условиях пользуются ударно-вращательной дрелью. В ее состав входит патрон системы SDS, которую придумала компания Bosch. Для такой системы не характерна особая точность. Для более четкого сверления, существуют переходники, которые состоят из кулачковых патронов.
Как снять патрон с дрели (видео)
При выборе дрели в магазине, обращайте особое внимание на патрон – от него зависит, какими насадками сможете пользоваться в период эксплуатации инструмента. Также важно помнить, что при частой работе будет возникать ситуация, когда необходимо снять патрон, и требуется его чистка, смазка своими руками и замена. Поэтому для предотвращения проблем со снятием в будущем, новую дрель желательно раскрутить, и смазать все детали смазкой.
Страница не найдена — Вместе мастерим
Контакты
Содержание1 Как выбрать хороший накопительный водонагреватель?1.1 Мощность1.2 Объём резервуара1.3 Материал бака1.4 Антикоррозийный анод2 Топ 5 лучших накопительных электрических водонагревателей2.1 Timberk SWH FSK7 30 V на 30 л — водонагреватель бюджетный и экономичный2.2 Ballu BWH/S 50 Smart WiFi на 50 л — водонагреватель с управлением со смартфона2.3 Electrolux EWH 80 Centurio IQ 2.0 Silver на 80 …
Читать далее
Содержание1 Какую рожковую кофеварку лучше выбрать?2 Лучшие рожковые кофеварки с автоматическим капучинатором2.1 Polaris PCM 1536E Adore Cappuccino2.2 Kitfort КТ-7432.3 VITEK VT-15143 Лучшие рожковые кофеварки с ручным капучинатором 2022 года3.1 De’Longhi ECP 33.213.2 VITEK VT-15193.3 Dauken HC1204 Лучшие рожковые кофеварки 3 в 14.1 Ariete Moderna 13184.2 Jura E804.3 Gaggia Classic5 Лучшие недорогие рожковые кофеварки в 2022 …
Читать далее
Содержание1 Критерии выбора проточного электрического водонагревателя1. 1 Тип устройства1.2 Мощность1.3 Управление нагревом2 Лучшие недорогие проточные электрические водонагреватели2.1 Atmor Platinum Tri 52.2 Thermex Surf 35002.3 Timberk WHEL-6 OSC2.4 Hyundai H – IWR1-3P-UIO57/S2.5 Electrolux Smartfix 2.0 5.5 TS3 Лучшие проточные электрические водонагреватели (премиум)3.1 Stiebel Eltron DHC 63.2 Electrolux NPX 8 Flow Active3.3 Stiebel Eltron DHC 83.4 Electrolux NPX …
Читать далее
Содержание1 Критерии выбора1.1 Батарея1.2 Размер1.3 Мощность1.4 Функциональные возможности2 Рейтинг, плюсы и минусы2.1 Xiaomi Mi Robot Vacuum-Mop Essential2.2 Xiaomi Dreame F92.3 Xiaomi MiJia Sweeping Robot G12.4 Xiaomi Dreame D92.5 Roborock S5 MAX (RU)2.6 Xiaomi EVE Plus2.7 Kitfort KT-5322.8 Roborock E4 (RU)2.9 Roborock S6 MaxV (RU)2.10 Ecovacs DeeBot OZMO 9003 Так какой же выбрать? Роботы пылесосы являются …
Читать далее
Содержание1 Популярные модели и отзывы1. 1 Gorenje WE 62S3 R – высокий класс энергопотребления и эффективная работоспособность.1.2 Gorenje Color W 65Z03R/S – большой выбор программ.1.3 Samsung WD1142XVR – вместительность и сушка1.4 Schaub Lorenz SLW MG5131 – стиль1.5 Стиральная машина ARTEL TE 452 Выводы В 2022 году процент покупок стиральных машин значительно увеличился. Производственные компании выяснили что …
Читать далее
Содержание1 Виды электрических зубных щеток: плюсы и минусы1.1 Звуковые электрические зубные щетки1.2 Ротационные электрические зубные щетки1.3 Ультразвуковые зубные щетки1.4 3D-чистка2 Какая форма насадок бывает3 Какие батарейки и аккумуляторы ставят в щётки4 Классические электрические щётки: ТОП-3 лучших моделей4.1 1 место: Oral-B PRO 70004.2 2 место: Oral-B PRO 5004.3 3 место: Oral-B Vitality 3D White 3D White5 …
Читать далее
Содержание1 Устройство шуруповерта Интерскол2 Разборка шуруповерта Интерскол3 Поломки в механической части — как устранить3. 1 Ремонт редуктора3.2 Ремонт патрона4 Поломки в электрической части — как выявить и устранить4.0.1 Щетки и Электродвигатель4.0.2 Кнопка4.0.3 Зарядное устройство4.1 Ремонт зарядного устройства4.2 Ремонт аккумулятора4.3 Ремонт пусковой кнопки5 Как собрать шуруповерт Интерскол Если вы самостоятельно занимаетесь работами с использованием электроинструмента или строитель …
Читать далее
Содержание1 Функциональные отличия блендера и измельчителя2 Измельчитель: Плюсы и минусы3 Блендер: Плюсы и минусы4 Видео. ТОП 10 ЛУЧШИХ БЛЕНДЕРОВ . Рейтинг 2022 года. Какой выбрать для дома: стационарный или погружной? 5 Что же лучше выбрать: измельчитель или блендер? Сейчас, чтобы удивить своих друзей и близких кулинарным шедевром, много усилий прилагать не нужно. На полках магазина …
Читать далее
Содержание1 Характеристики выбора пряжи2 Топ 5 пряжи для детей3 Хлопок для вязания. 4 Пряжа из шерсти.5 Акриловые нитки6 Как правильно позаботиться об одежде из пряжи7 Какая пряжа не подходит для вязания детям Многие женщины любят вязать красивые вещи для своих деток или внуков. Вязание требует очень большое терпение и много времени. Перед вязкой стоит выбрать качественную …
Читать далее
Содержание1 Тренды изделий из кожи на 2022 год1.1 Экзотическая кожа и высококачественная крокодиловая кожа на весну-лето 20221.2 Перфорированная кожа1.3 Мужские сумки1.4 Кожаный пэчворк1.5 Промасленная кожа Весна Лето 20211.6 Лакированная глянцевая кожа на весну-лето 20211.7 Мягкая кожа со сборками на весну-лето 20222 Как ухаживать за кожаными аксессуарами3 РЫНОК КОЖАНЫХ ИЗДЕЛИЙ – РОСТ, ТЕНДЕНЦИИ И ПРОГНОЗЫ (2022–2027 …
Читать далее
ударные или безударные? Ремонт миксера электродрели
Характеристики
Преимущества
недостатки
Просмотры
Шок
без стресса
Перезаряжаемый
Смеситель для дрели
Как выбрать?
Правила эксплуатации
Как отремонтировать?
Российская компания «Интерскол» за сравнительно небольшой период работы успела успешно зарекомендовать себя на рынке производителей инструмента. Это стало возможным благодаря сочетанию высокого качества, богатого опыта и профессионализма производителей и выгодной цены товара. На сегодняшний день на территории Российской Федерации реализовано более 40 млн единиц продукции «Интерскол», и это не говоря о поставках за рубеж через интернет-магазин.
Уже достаточно продолжительное время одним из самых популярных товаров марки являются электродрели, отличающиеся качеством на фоне других производителей.
Технические характеристики
Торговая марка Интерскол предлагает более 15 моделей дрелей. В их ассортименте есть ударные и безударные инструменты, одно- или двухскоростные. Мощности различаются, например можно выбрать безударную дрель на 300 Вт, а можно проголосовать за модель ДУ-22/1200ЭРП2, мощность которой достигает 1200 Вт .
Сверла различаются и по весу, например, масса одного равна 1 килограмму, а другого весит почти 4. На это влияют предусмотренные в инструменте функции.
Компания предлагает сверла для работы с хрупкими предметами (кирпич, плитка или керамика), а также модели для всех видов материалов, включая дерево и металл.
Если проанализировать ценовую политику бренда, то бренд Интерскол предлагает вполне адекватную цену за свою действительно качественную продукцию. Рассмотрим, например, простейшую безударную дрель Д-10/300ЭР. Его цена 1,490 руб. Конечно, с ростом набора функций растет и плата за устройство.
Например, стоимость мощной двухскоростной ударной дрели ДУ-16/1050ЭР, подходящей для работы в качестве миксера, начинается от 4520 рублей. Короче говоря, больше возможностей требует больше денег. Однако при выборе любой модели неизменным остается высокое качество изделий.
Преимущества
Компания «Интерскол» использует все самые современные технологии при производстве своей продукции.
Каждая из моделей готова похвастаться высокопроизводительным двигателем. Кроме того, сверла оснащены щеточным реверсом, обеспечивающим одинаково высокий уровень крутящего момента как в прямом, так и в обратном направлении.
Безударные дрели этой марки применяются для выполнения отверстий как в мягких материалах (например, в дереве), так и в более прочных конструкциях (металл, сталь, пластик). Наиболее популярны ударные дрели, в которых мастерски сочетаются возможности обычного сверления и сверления с осевым ударом (то есть сверления). Эти инструменты способны обеспечить достаточно высокий крутящий момент и хорошо подходят для создания отверстий значительной глубины.
Следует отметить высокую скорость сверл. Это позволяет работать с инструментом быстро и аккуратно.
Самым главным преимуществом является, конечно же, надежность продукции этого бренда. Однако, даже если с инструментом что-то случилось, вы всегда можете обратиться в сервисный центр. Они существуют в огромном количестве во многих городах России.
Безусловно, каждый владелец инструмента этой фирмы отмечает адекватную стоимость изделий, а это является ключевым фактором при покупке, особенно в сочетании с отличным качеством.
недостатки
Владельцы инструмента Интерскол до сих пор отмечают недостатки сверл.
К ним относится, например, слабое встроенное освещение рабочей зоны некоторых моделей этой фирмы. Многие отмечают недостаточную длину электрических проводов, что не всегда удобно при работе на больших площадях.
Бывает, что скорости переключаются не сразу, но это, скорее всего, зависит от конкретной модели и ее исправности.
Некоторые виды сверл оснащены достаточно большими вентиляционными отверстиями, через которые может попасть мусор и отходы производства.
Конечно, важно помнить, что все недостатки связаны с условиями эксплуатации данного инструмента, с его исправностью.
Во избежание неприятностей нужно быть внимательным даже при покупке, ознакомиться с дрелью в магазине и задать интересующие вопросы консультанту.
В любом случае разнообразие мнений сходится в одном – продукция торговой марки Интерскол имеет большое количество преимуществ, благодаря которым можно совершенно не обращать внимания на мелкие недостатки.
Views
Как было сказано выше, российская компания предлагает достаточно широкий ассортимент сверл. Ваше внимание могут привлечь тихоходные дрели со скоростью вращения 650 об/мин или инструменты с высоким крутящим моментом. Вы можете выбрать подходящую дрель из электрических и пневматических моделей. Можно купить тихоходные инструменты или те, которые предназначены для более простой и стандартной работы.
Рассмотрим ассортимент продукции Интерскол на примере некоторых товаров.
Ударная
Наиболее популярными среди ударных дрелей являются практически все предлагаемые модели, ведь каждая из них имеет свои особенности, и покупатель выбирает товар, исходя из собственных потребностей.
Модель ДУ-13/780ЭР одна из лучших. Его мощность достигает 780 Вт, чего достаточно для масштабных строительных работ. Удобство заключается в наличии дополнительной ручки, что немаловажно при работе с очень твердыми поверхностями. Диаметр подходящего сверла достигает 13 миллиметров, а скорость вращения составляет 2700 об/мин. При весе 2,2 килограмма он достаточно удобен для длительной работы.
А вот модель ДУ-16/1000ЭР может выпускаться с пометкой «Профессионал», так как его мощность достигает 1000 Вт, а диаметр сверления достигает 16 миллиметров. Основные преимущества: металлический корпус редуктора, обеспечивающий безопасность, дополнительная рукоятка держится на алюминиевом креплении, наличие переключателя скоростей, а также достаточно плавная регулировка скорости, что, безусловно, удобно при работе.
Безударная
В категории «Безударные дрели» наиболее выгодной по цене является модель Д-10/300ЭР — ее цена на официальном сайте немного не дотягивает до 1,5 тыс. руб. Он приспособлен для работы со сверлами малого диаметра, подходит для работы с термопластичными материалами, а его небольшой объем и небольшой вес сказываются на результате процесса только с положительной стороны.
Пожалуй, самая дорогая и по-настоящему профессиональная модель в этой категории – модель Д-16/1050Р2.
Цена его 5 тысяч рублей, однако качество этой дрели можно считать лучшим. Несомненно, это самый мощный двигатель, обеспечивающий высокую производительность инструмента в течение достаточно длительного периода. Металлический корпус редуктора из легкого сплава позволяет ему работать в достаточно тяжелых условиях. Ключевой патрон 16 мм идеально подходит для больших инструментов.
Аккумуляторная
Аккумуляторная ударная дрель ДАУ-10/18Л2 отлично подходит для многих видов строительных работ … Ударный режим обеспечивает успешный процесс сверления на твердых поверхностях, литий-ионный аккумулятор позволяет дрели оставаться заряженной в течение долгое время, модель отличается высоким энергопотреблением, а также имеется LED-подсветка рабочей зоны, что очень удобно. Цена, по сравнению с электроинструментами, довольно высока и достигает 6 290 рублей, но это полностью оправдано.
Производители предусмотрели и более дешевый вариант из той же категории, например аккумуляторная дрель-шуруповерт ДА-10/12М2 (2 акк. ) Так же есть хороший кейс с оптимальным положением инструмента, и зарядное устройство с удобным индикатором зарядки и подсветкой, направленной именно туда, куда вам нужно.
Характеристики этой модели отлично сочетаются с любой работой и полностью соответствуют стоимости. Идеально подходит для начинающих.
Дрель-миксер
В этой категории наверное наиболее популярна модель Д-16/850ЭР … Имеет мощный электродвигатель, что обеспечивает длительный процесс работы, металлический корпус поможет дрели оставаться в надлежащем состоянии в течение длительного времени.
С помощью этой дрели-миксера можно не только смешивать смеси (от шпаклевок до красок), но и работать дрелью. Он вам обязательно понадобится, если в ваши планы входит капитальный ремонт своими руками.
Цена начинается от 4 тысяч рублей, но качество вас непременно порадует.
Как выбрать?
Если вы думаете о покупке дрели, то важно ознакомиться с некоторыми характеристиками действительно качественного инструмента.
В первую очередь обратите внимание на мощность устройства. Это влияет на то, насколько быстро и эффективно дрель выполняет свою задачу. Для работы по хозяйству достаточно мощности 500-700 Вт.
Посмотреть, есть ли функция регулировки скорости. Например, для долбления или шлифования требуется более высокая скорость, а для затяжки винта требуется около 500 об/мин. Поэтому важна регулировка.
Диаметр сверления. Известно, что такой диаметр указывается в паспорте прибора для бетона, металла и дерева. Минимум она достигает 0,6 сантиметра, затем увеличивается до 30 сантиметров на многофункциональных моделях. Однако промежуточного значения будет достаточно.
Обратите внимание на тип сверлильного патрона. Он может быть быстроразъемным или ключевым. Несомненно, пользоваться первым гораздо проще, чем вторым, так как можно потерять этот ключ от ключевого. Но бывает и так, что патрон с быстрозажимным патроном долго не прослужит. Тебе решать.
Такие мелочи, как электронный переключатель скоростей, плавный пуск или удержание кнопки, также важны. С их помощью можно значительно упростить процесс строительства и сэкономить свое время.
Правила эксплуатации
При работе с любым электроинструментом необходимо, прежде всего, соблюдать технику безопасности.
Проверить устройство на отсутствие повреждений, убедиться, что электрические провода не проходят через место сверления, не допускать попадания воды, хорошо закрепить сверло в патроне, проверить это перед началом работы.
Ознакомьтесь со схемой подключения сверла, чтобы избежать всевозможных проблем при работе с инструментом. Отметьте будущее отверстие и, равномерно нажимая кнопку пуска, протолкните инструмент в направлении отметки.
Отпустите кнопку только тогда, когда полностью вытащите сверло из отверстия. Для масштабных работ удобно использовать стенд, однако необходимо следить за его надежностью.
Как отремонтировать?
Неисправности могут возникать как в электрической, так и в механической части дрели. Вы можете обратиться в сервисные центры компании «Интерскол», которые есть в крупных городах России. Здесь можно заменить вышедшие из строя детали, а с ремонтом можно справиться самостоятельно.
Например, при неисправности патрона необходимо разобрать корпус дрели, снять сам патрон и проверить состояние шестерен в редукторе. При разрушении зубьев или износе креплений шестерню необходимо заменить на новую.
Проблема может заключаться в износе или обгорании щеток. Это легко определить по наличию искрения в зоне контакта. Щетки необходимо заменить на новые, а для этого открутить все винты, соединяющие корпус, и снять щеткодержатель.
Часто возникают проблемы при нажатии кнопок, это связано с частым использованием инструмента. В этом случае можно обратиться в сервисный центр или поискать запчасти в магазинах самостоятельно.
О том, как отремонтировать дрель Интерскол ДУ-750 ЭР, смотрите в следующем видео.
ударный механизм Разборка пистолета Интерскол П710ЭР
Демонтаж электроперфоратора Интерскол
разборка статора
Демонтаж ротора
Разборка и снятие цепей управления угольными щетками
Видео разборки молотков Интерскол
Перфоратор разборный Интерскол П-18/450ЭР
Перфоратор разборный Интерскол П-26/800ер
Перфоратор разборный Интерскол П-600ер
Перфоратор демонтажный Интерскол П-710ЭР
В последнее время особенно популярны перфораторы Интерскол. Они надежны в эксплуатации, легко ремонтируются. К ним легко достать запчасти.
Молотки Интерскол есть в широком ассортименте. Инструменты условно делятся на два сегмента: перфораторы, укомплектованные патроном типа SDS-plus, и сверла с патроном типа SDS-max.
Ремонт перфоратора Интерскол можно произвести как в сервисных центрах, так и самостоятельно. Чтобы выполнить ремонт молотков Интерскол своими руками, надо иметь навыки и знания слесаря в области электротехники в объеме средней школы.
И всегда помните о правилах безопасности.
Каждый инструмент имеет соответствующий знак маркировки. например: Перфоратор Интерскол П-18/450Эр. стенды:
буква Р указывает на принадлежность инструмента к семейству Дрифтеры;
цифра 18 точек, что с диаметром перфоратора можно использовать до 18 мм;
Интерскол Молоты с патронами SDS-max представлены модели: Интерскол П-35/1100, П-35/1100ЭВ-2, П-40/110ЭВ-2, П-45/1100Э, П-50/1200Э.
В продаже есть другие модели молотков Интерскол: Интерскол П-600 ЭР и Интерскол П-710 ЭР. Эти модели выпускаются в ранних разработках производства Интерскол.
В бытовых условиях у людей наиболее распространенными моделями являются молотки Интерскол п.26/800ЭР, П30/900ЭР, П710/ЭР.
Крутящий момент от ротора передается на вал ствола и закрепленный на нем рабочий орган. одновременно с помощью кулисного подшипника, известного в народе как «пьяный подшипник», крутящий момент преобразуется в возвратно-поступательное движение, передавая ударный импульс на рабочий инструмент.
Все перфораторы Интерскол собраны по одной общей схеме и состоят из одних и тех же узлов.
Условно перфораторы Интерскол состоят из трех блоков:
Ударный узел Редуктор.
Блок статора
.
Блок силовых цепей и управления.
Ремонт молотков Интерскол следует начинать с изучения схемы прибора, подготовки инструмента и рабочего места.
Эти блоки у этих моделей имеют свои конструктивные особенности.
Для удобства рассмотрения разделите представленные сверла на группы.
В первую группу войдут перфораторы Интерскол П-18, П-22, П-24, П-26, П-30.
Во второй группе рассмотрим разборку молотов Интерскол П-600 и П710.
Конструктивные особенности быстрозажимного патрона типа SDS-plus
Начнем с отличий в конструкции узла крепления быстрозажимного патрона.
Принцип демонтажа быстрозажимного патрона у всех перфораторов практически одинаковый.
В перфораторах Интерскол применяется быстрозажимной патрон типа СДС-плюс. Для работы с молотком Интерскол необходимо использовать инструмент с хвостовиком SDS-plus.
Разборка быстрозажимного патрона
Разборка бесключевого патрона рассмотрим на примере перфоратора Интерскол П-26/800ЭР.
Установив пробойник на тыльную сторону рукоятки, необходимо снять защитную втулку Поз.1, поз.2 снять шайбу и стопорное кольцо, чтобы получить поз.3.
Затем сняли шайбу поз.4 и стопорное кольцо поз.5. Следующим этапом сняли запрессовочную втулку поз.6.
Для освобождения стопорного шарика поз.8 нажмите на специальную шайбу поз.9. Снять шар, снять коническую пружину поз.10.
Конструкция бесключевого патрона Интерскол перфоратора П-30/900ER состоит из минимального количества деталей. Но порядок разборки тот же.
Быстрозажимной патрон в перфораторах Интерскол П-600ЭР и 710ЭР-П-практически идентичен и разбирается в идентичной последовательности.
Быстрозажимной патрон для перфоратора Intersol P-30/900ER
Детали быстрозажимного патрона для перфоратора Interskol P600ER и P710ER разбираются в следующей последовательности:
снимается специальное кольцо позиция 1;
свободный рукав верховой поз.2;
прижимает кольцо и получает специальный шарик поз. 3 поз.4;
спиральная пружина извлечена поз.5.
На всех перфораторах Интерскол для снятия коробки передач необходимо предварительно снять переключатель режимов.
Демонтаж ручки переключения режимов в перфораторе Интерскол П-26
Наклонив в одну сторону перфоратор, повернуть рукоятку поз.28 режимов против часовой стрелки до упора, одновременно нажимая на кнопку 26. Снять ручку с корпуса пистолета.
Никогда не переключать режимы работы ручки, перфорация.
Основные отличия ряд заключенных в конструкции ударника.
Ударно-спусковой механизм состоит из нескольких узлов:
ударный механизм ствол;
промежуточный вал;
Бойко и наковальня;
гильза поршня;
подшипник скольжения.
Ударно-спусковой механизм перфораторов Интерскол работает по такому же принципу. Отличия в конструктивных особенностях.
Разборка перфоратора Интерскол П-26/800ЭР
Перфоратор Интерскол П-26/800ЭР ударный состоит из следующих узлов:
резцедержатель;
запрессовка ствола в сборе;
багажник;
промежуточный вал;
Бойко, перкуссия, проммасса.
Резцедержатель Разборка
Позиция 12 резцедержателя разбирается после их удаления из этих частей быстрозажимного патрона.
На первом этапе аккуратно снимаются четыре ролика поз.11. Затем ресивер снимается с корпуса поз.18, при этом вставляется игольчатый подшипник поз.20.
Игольчатый подшипник навесного вала поз.36.
Снимите приемник инструмента со ствола.
Из ресивера инструмента снять проммассу поз.16, втулку поз.15, манжету поз.14 и резиновое уплотнительное кольцо поз.13.
Демонтаж ствола ударного механизма
Поз.36 Ствол снимается с внутреннего кожуха после поз.18, так как корпус редуктора отделяется от корпуса статора. Для этого от картера коробки передач необходимо открутить четыре винта поз.30.
Затем откручиваем три винта на ручке поз.85 поз.86. Сняв рукоятку, поверните корпус щеткодержателя поз.81. до тех пор, пока его можно будет вытащить из корпуса.
Теперь корпус редуктора и корпус статора легко отделяются отверткой, куда зацепить один из них в месте стыковки.
Ствол легко вынимается из промщита поз.53(внутренний корпус).
На наружный диаметр ствола надеваются: цилиндрическая шестерня поз.35, пружина поз.33, шайба поз.32 и стопорное кольцо поз.31.
В полости корпуса бочки находится улавливатель поз.40, краска 45.
Разборка улавливателя, бойка
Разборка уловителя поз.40 заключается в отделении его от подвески поз.41, улавливателя штифта поз.42, крышки уловитель поз.43 и стопорное кольцо поз.44.
Поршень вставляется в боек поз.47 поз.45, выучивается.
С бойка поз.45 снято уплотнительное кольцо поз.46.
поз.47 необходимо отделить поршневой палец поз. 48 от ушек и снять два кольца поз.49.
Разборка промежуточного вала
Для разборки промежуточного вала поз.57 необходимо вытащить его из внутреннего корпуса. С вала поз.58 снять переключатель опережения поз.55, пружину поз.56.
C с другой стороны: Снять подшипник скольжения поз.65, седло пружины поз.64, пружину поз.63, Шестерни комбинированные поз.62.
ударный механизм Разборка пистолета Интерскол П710ЭР
Конструкция ударного механизма и порядок разборки пистолета у Интерскол 710ЭР несколько отличается от других моделей молотков.
Основные отличия в конструкции промежуточного вала, ствола и переключателя режимов удара.
Схема ударного механизма и промежуточного вала перфоратора Интерскол П710ЭР
Перфоратор Интерскол 710ЭР представляет собой машину роторно-ударного действия. Он состоит из привода и исполнительного механизма. В качестве электродвигателя используется коллекторный. Привод представляет собой комбинацию ударного типа на воздушной подушке и вращательного механизма. Возвратно-поступательное движение передается за счет подшипника качения.
На схеме порядок разборки поз.15 ствола (обозначено красной стрелкой), части бойков и бойков (обозначено синей стрелкой). Зеленые стрелки указывают детали переключения режимов.
Вал промежуточный включает в себя вал поз.47 и насаженные на него детали. легко разбирается, согласно прилагаемой схеме, не требует специальных знаний.
Разборка электроперфоратора Интерскол
Электрическая часть перфоратора Интерскол состоит из трех основных частей:
ротор;
статор
;
Цепь управления с угольными щетками.
Порядок демонтажа электрической части всех моделей молотов Интерскол практически одинаков.
Схема перфоратора Интерскол П-26/800ЭР
На предыдущих этапах мы разделили корпус на два: корпус редуктора и корпус статора.
Разборка статора
Чтобы разобрать статор поз.74, необходимо вытащить защитный кожух поз.77, диафрагму поз.72, закрывающую статор от грязи, пыли.
Открутить два винта и снять статор поз.73 поз.74. Для облегчения процесса вытаскивания достаточно постучать по торцу статора деревянным молотком или бруском.
Статор можно снять с клеммной колодки поз.75. Делается это, для проверки качества контактов от статора до щеткодержателя.
Демонтаж ротора
Ротор разбирается в том случае, когда необходимо заменить коллектор, подшипники, перемотать обмотку.
Отделить ротор от молота в сборе можно, ослабив два винта поз.68 и сняв щиток поз.67.
С ротора поз.69 необходимо снять подшипники поз.66, 70, втулки демпфирующие поз.71. Подшипники легко снимаются с помощью съемника.
Разборка и снятие цепей управления угольными щетками
Основа управления перфоратором Интерскол поз.87 Переключатель и блокировка реверса поз.
Сварочные аппараты инверторного типа в наши дни являются надёжными помощниками в выполнении работ квалифицированными специалистами. Их поломка и последующий ремонт у мастера может затянуться, а время простоя — сказаться на оперативности выполнения работ и потере денег. Некоторые прибегают к самостоятельной починке аппарата.
Как работает сварочный инвертор
Конструкция инверторных аппаратов
Типовые неисправности инверторов
Как отремонтировать сварочный инвертор своими руками
Ремонт инверторных сварочных аппаратов своими руками довольно прост, если знать типовые неисправности и иметь нужное оборудование и запчасти. Здесь помогут как измерительная техника вроде мультиметров и осциллографов, так и обычный мощный паяльник, качественный флюс и припой для замены повреждённых элементов. Это ведёт к значительной экономии средств на обслуживание, так как обращаться в специализированные сервисные центры придётся только в случае крупных или фатальных неисправностей.
Как работает сварочный инвертор
Инверторный аппарат — источник постоянного тока, обеспечивающий во время сварки конструкций и изделий из металла зажигание и непрерывность работы электрической дуги. Это достигается высокочастотной трансформацией тока большой силы, что приводит к уменьшению размера трансформатора и делает выходящий ток стабильнее. Нужные параметры тока достигаются в несколько этапов:
первичное выпрямление тока, поступившего из сети;
трансформация выпрямленного тока в высокочастотный;
увеличение силы тока высокочастотным трансформатором, что ведёт к уменьшению его напряжения;
вторичное выпрямление до заданной величины.
Выпрямление тока происходит с помощью диодных мостов нужной мощности, частоту регулируют высокомощные трансформаторы, которые, имея высокую частоту, обеспечивают необходимую силу тока на выходе.
youtube.com/embed/lei9GDzJp74″>
Конструкция инверторных аппаратов
Большинство сварочных инверторов имеет блочное строение, где каждый из блоков можно, в свою очередь, разделить на собственные составляющие. Основных блоков три:
блок питания;
управляющий блок;
силовой блок.
Блок питания стабилизирует входной ток. От других элементов его обычно отделяет металлическая перегородка. Он состоит из конденсаторов, накапливающих заряд, дроссельной системы управления, собранной на диодах, и управляемого транзисторами многообмоточного дросселя.
В свою очередь, силовой блок, контролирующий процессы преобразования тока, состоит из таких частей, как:
первичный и вторичный выпрямители — собраны на основе диодных мостов, в случае первичного способных выдерживать ток силой до 40 ампер, напряжением до 250 вольт и частотой 50 Гц, а в случае вторичного — мощных диодов, способных поддерживать ток в 250 ампер с напряжением около 100 вольт;
инверторный преобразователь — силовой транзистор с пороговыми значениями силы, напряжения и мощности тока, соответственно, 32 ампера, 400 вольт и 8 киловатт;
высокочастотный трансформатор, состоящий из обмоток медной ленты, делающих возможным повышение силы тока до 250 ампер с напряжением во вторичной обмотке трансформатора не выше 40 вольт.
Тепловая и силовая защита силового блока осуществляется термовыключателями и специальными платами, построенными на основе логических микросхем типа 561ЛА7 или её аналогов (CD4011 или К176ЛА7, например). Конденсаторы и резисторы входят в состав фильтров высокой частоты, защищающих преобразователи и выпрямители тока. Для охлаждения всех частей инвертора используются вентиляторы малого диаметра (до 60 мм) и радиаторы, отводящие тепло от самых горячих радиоэлектронных элементов плат.
Управляющий блок, как правило, собирают на основе либо задающего генератора, либо широкоимпульсного модулятора. В его состав входят и резонансные дроссели и конденсаторы.
Типовые неисправности инверторов
Ремонт сварочного инвертора своими руками следует начинать с установления причин выхода аппарата из строя. Таких причин может быть две: неправильно выбранный режим работы аппарата (например, когда его мощности не хватает для разрезания металла большой толщины) или неисправности в силовой и электронной части.
Признаки неправильной работы аппарата помогают понять к какой причине относится неисправность. Так, если в процессе сварки в горении дуги наблюдается неустойчивость или разбрызгивается металл, следует проверить правильность выставленной величины силы тока. Её для каждого электрода нужно подбирать в зависимости от его длины, толщины и типа. От силы тока также зависит и скорость сварки.
Если сварочный электрод прилипает к поверхности детали, но при этом величина силы тока установлена в соответствии с его характеристиками, следует проверить длину и толщину провода используемого удлинителя, так как для сварки должны использоваться электрические кабеля небольшой длины, не больше 40 метров, и сечением более 4 квадратных миллиметров. Ещё несколькими причинами этого могут быть упавшее напряжение в сети, плохо подготовленная поверхность сварки, окисление ключевых элементов схемы питания инвертора и плохой контакт блоков инвертора в панельных гнёздах.
Если аппарат отключается при продолжительном выполнении сварки деталей, ему, скорее всего, нужно дать остыть, так как срабатывает защита от перегрева. Получаса достаточно для продолжения работ.
Невозможность включить аппарат может говорить о многих проблемах. В первую очередь следует проверить стабильность напряжения в сети, так как если оно опускается ниже 190 вольт, инвертор работать не будет.
Как отремонтировать сварочный инвертор своими руками
Приступая к ремонту, в первую очередь необходимо снять корпус инвертора, осмотреть на предмет запылённости и проверить основные силовые элементы. Признаки окисления и потемнения вследствие перегрева на платах основных блоков, вспухшие конденсаторы, выгоревшие детали, канавки на ножках электронных элементов и отсутствие контактов ножек с платой в результате некачественной пайки, всё это может привести к потере работоспособности. Если есть возможность визуально определить такие элементы, они выпаиваются с плат.
Кроме мощного паяльника здесь пригодятся отсос для припоя, легкоплавкие сплавы для упрощения съёма некоторых деталей, в пайке которых применялся, например, бессвинцовый припой, оплётки из медных нитей, позволяющие убрать крупные скопления припоя возле ножек элементов и, конечно же, качественный флюс, улучшающий теплопередачу и позволяющий припою на плате расплавляться легче.
Замена производится на детали с такой же маркировкой или аналогичные, подбираемые с помощью сравнения основных характеристик — конденсаторы могут быть чуть более высокой ёмкости, например. Оборванные провода нужно соединять аналогичными по толщине сечения и использовать термоусадочные трубки в местах спайки двух проводом между собой.
Если замена самых визуально заметных повреждений плат не помогла, следует приступить к прозвонке электронных схем. Самое уязвимое место, с которого следует начать прозвонку — это силовой блок с транзисторами. Если транзисторы не прозваниваются в соответствии с нормой, неисправность могла затронуть и драйвер, который их раскачивает.
Самый сложный ремонт, с которым можно столкнуться, обслуживая инвертор — это ремонт платы управления ключами, подающей управляющие сигналы на шины затворов блока ключей. Здесь необходимо использовать осциллограф, так как только при его помощи можно увидеть наличие этих сигналов и стабильность их прохода на блок управления.
Отремонтировать аппарат своими руками, имея определённые навыки и детали под рукой, не составляет проблем. Но если опыта работы с паяльником или понимания принципа работы радиоэлектронных деталей у вас нет, лучше всё же доверить такой ремонт профессионалам. Инвертор работает с токами большой силы и при неправильном ремонте может выйти из строя окончательно и грозить покупкой нового аппарата.
Как отремонтировать инверторный сварочный аппарат
Хотя сварочный аппарат и является достаточно сложным устройством, зачастую его ремонт вполне может быть выполнен своими руками. Если вы достаточно хорошо знакомы с конструктивными особенностями подобных агрегатов и понимаете принцип его работы, то вам вполне по силам оптимизировать те затраты, которые обычно обусловлены профессиональным сервисным обслуживанием.
Содержание
1 Особенности, характерные для технического обслуживания сварочных инверторов и их ремонта
2 Инверторный сварочный аппарат: логика и последовательность выполнения ремонта
2. 1 Последовательность ремонта
Особенности, характерные для технического обслуживания сварочных инверторов и их ремонта
Ремонт инверторных сварочных аппаратов обладает рядом особенностей, что обусловлено сложностью конструкции этих агрегатов. Наличие в них электронных узлов и элементов требует от людей, взявшихся за их обслуживание и ремонт, наличия определенных специальных знаний в данной области. Кроме того, ремонтируя сварочный инвертор, нужно уметь достаточно свободно пользоваться такими измерительными приборами, как вольтметр, осциллограф, цифровой мультиметр и др.
Читайте также Как выбрать мультиметр
Ремонтируя сварочный аппарат данного типа, прежде всего, выполняют комплекс проверочных мероприятий, позволяющих установить истинное состояние составляющих его электронных элементов, к которым относятся, в частности, транзисторы, диоды, стабилитроны. Кроме того, проверке подвергаются и такие важные узлы, как трансформаторы и дроссели. Конструктивная особенность инверторов состоит в том, что в ходе их ремонта бывает очень сложно выявить те компоненты, которые стали причиной неисправности всего агрегата.
Зачастую приходится последовательно подвергать проверке каждую из деталей. Успешное решение подобной задачи под силу лишь тем, кто умеет правильно использовать измерительные приборы и неплохо разбирается в схемах электронных приборов. Если подобные навыки отсутствуют, то попытка ремонта сварочного инвертора своими руками вполне может стать причиной других, более серьезных поломок.
Если вы реально оценили свои силы и понимаете, что вполне можете взяться за устранение возникшей неисправности, предварительно следует детально ознакомиться с инструкцией конкретного агрегата, а также с изложенными в ней характерными неисправностями и методами их устранения.
Познакомиться с последовательностью действий, выполняемых в ходе ремонта, а также с логикой самого ремонта вам поможет следующее подобранное нами видео.
Инверторный сварочный аппарат: логика и последовательность выполнения ремонта
Если произведенное тестирование агрегата показывает, что причину неисправности инвертора следует искать в его внутренней схеме, необходимо вскрыть корпус агрегата и произвести осмотр его электронной начинки. Следует помнить, что причина неисправности может состоять не только в выходе из строя отдельных деталей, но и в некачественно выполненной пайке или в плохом подсоединении каких-либо проводов.
Визуальный осмотр внутренних электронных схем инвертора может позволить обнаружить неисправные детали. Неисправность может проявляться в их потемнении, наличии трещин, вздутии корпуса или в подгорании контактов.
В ходе ремонта подобные детали следует выпаять и заменить их на аналогичные. В тех случаях, когда маркировка на замененных изделиях не читается, для подбора аналогов следует воспользоваться специальными таблицами. Произведя замену неисправных деталей, отремонтированные платы следует протестировать с помощью тестера. Тестирование производится и в тех случаях, когда в результате визуального осмотра не удалось выявить элементов, подлежащих ремонту или замене.
Если вы хотите побольше узнать о методике выполнения сварочных работ, познакомьтесь с нашей статьей, которую мы опубликовали немного ранее.
Последовательность ремонта
Визуальная проверка электронных схем при ремонте сварочного аппарата и их тестирование начинаются, как правило, с транзистором силового блока, поскольку именно этот элемент относится к наиболее уязвимым. В случае исправности транзисторов следует обратить особое внимание на их драйвер – контур, обеспечивающий их раскачку.
После этого проверке поочередно подвергаются все другие блоки агрегата. Для этого также необходимо пользоваться тестером. Поверхность всех печатных плат обязательно подвергается тщательному осмотру, который позволяет выявить подгоревшие участки и обрывы. В случае обнаружения подобных дефектов их необходимо тщательно зачистить и напаять в эти места перемычки.
При обнаружении в инверторе перегоревших или оборванных проводов в ходе ремонта их следует заменять аналогичными по сечению.
Несмотря на высокую надежность выпрямительных мостов, их также обязательно прозванивают с помощью тестера.
Наиболее сложным элементом инвертора по праву считают плату управления ключами, исправность которой определяет работоспособность агрегата в целом. Чтобы убедиться в наличии управляющих сигналов, подающихся на шины блока ключей, следует воспользоваться осциллографом.
На заключительном этапе тестирования инверторного устройства и ремонта его электронных схем необходимо выполнить проверку всех его разъемов и их зачистку, используя для этого обычный ластик.
Читайте также Сварочный аппарат на дачу: оптимальный вариант по разумной цене
Итак, из сказанного выше можно сделать вполне закономерный вывод, что самостоятельный ремонт таких электронных устройств, как инверторы, достаточно сложен. Однако наличие определенных базовых знаний и расширение круга своих знаний и умений, несомненно, позволит вам успешно справляться с этим видом работ и всегда содержать свой инверторный сварочный аппарат в исправном состоянии.
РЕМОНТ СВАРОЧНЫХ АППАРАТОВ | Нежелательная почта
Политики нежелательной почты обновлены. Просмотрите их внизу этой страницы.
Все категории
Услуги
Ремонтно-строительные услуги
Электротехнические услуги
Гаутенг
Йоханнесбург
Восточный Рэнд
Категория: Услуги — Ремонтные и строительные услуги — Электротехнические услуги
Регион: Гаутенг — Йоханнесбург
Опубликовано: 05. 04.2021
Тип объявления: Бизнес
Идентификатор объявления: rb8z4s2
Добавить в список желаний
Свяжитесь со мной
Почини свой сварочный аппарат Ремонт инверторного сварочного аппарата от R550 мы ремонтируем все виды сварочных аппаратов
мы производим платы подачи проволоки для аппаратов MIG (CO2), тиристорные платы, высокочастотные платы для сварки TIG и плазмы и т.д. больше контактов Явуз 0793537738 больше
Категория: Услуги — Ремонтные и строительные услуги — Электрические услуги
Регион: Гаутенг — Йоханнесбург
Опубликовано: 05.04.2021
Тип объявления: Бизнес
Идентификатор объявления: rb8z4s2
Сообщить об этом объявлении
Больше объявлений от этого рекламодателя
Поделись объявлением
Похожие объявления в нежелательной почте
Узнайте больше о нежелательной почте, просмотрев похожие объявления ниже.
Akasia Electricians
Contact Me
Electricians Available
Contact Me
Johannesburg Airconditioners and Electrical Services
Contact Me
Electricians available 24hours
Contact Me
Электрик
Основные услуги
Электрические принадлежности
R 2 500
Лицензионные электрики
Основные услуги
Electricals Repairs: холодильники, газовые машины, айф. Me
PHOSA ELECTRICAL PTY LTD
Essential Services
Solar Installations Pretoria 0714866959
Свяжитесь со мной
Телефон
ватсап Электронная почта
РЕМОНТ СВАРОЧНЫХ МАШИН
Фейсбук
Твиттер
LinkedIn
WhatsApp
Телеграмма
Эл. адрес
Регистрация прошла успешно.
Эл. адрес *
Контактная информация
Пароль * (минимум 7 символов)
Подтвердить Пароль *
О, неееет! Похоже, что-то пошло не так. Пожалуйста, попробуйте снова зарегистрироваться через некоторое время.
Я принимаю Условия обслуживания и Политику конфиденциальности нежелательной почты.
Уже зарегистрирован? Войти сейчас!
Обратная связь
Эл. адрес*
Номер мобильного
Имя*
Тип сообщения* Пожалуйста, выберите один из них. Расскажите нам свою историю успеха. Сообщите о мошенничестве, спаме или злоупотреблениях.
Сообщение*
Я принимаю Условия обслуживания и Политику конфиденциальности нежелательной почты.
Использование генераторов для питания инверторных сварочных аппаратов
Дата: 05-06-2020
Weldclass Academy
Могу ли я использовать свой сварочный аппарат на генераторе? Генератор какой мощности мне нужен для работы инверторного сварочного аппарата?
Мы ответим на все эти и другие вопросы! Вот что мы рассмотрим в этой статье;
Мощность генератора в зависимости от мощности сети
Почему мощность генератора потенциально опасна?
Почему инверторные сварщики уязвимы?
Защита входного напряжения
Инструкции по использованию генератора с инверторными сварочными аппаратами
Могу ли я использовать небольшой генератор для работы сварочного аппарата?
Советы по покупке подходящего генератора
1.
Мощность генератора в сравнении с мощностью сети
По сравнению с питанием от сети питание от генератора может быть характерно «грязным» и, таким образом, может повредить чувствительные электронные компоненты внутри инверторных сварочных аппаратов. Это особенно касается небольших генераторных установок, которые часто выбирают для работы с электроинструментами и сварочными аппаратами из-за их портативности и доступности.
В то же время, возможность использовать мощность генератора дает много преимуществ операторам, желающим использовать свои инверторные сварочные аппараты в полевых условиях или на месте, где невозможно или трудно получить доступ к сети.
Поэтому неудивительно, что одним из первых вопросов, которые задают операторы, прежде чем решиться на покупку инверторного сварочного аппарата, является: «Безопасно ли отключать генератор?». Правдивый ответ не всегда «да». Конечно, подключите практически любой инверторный сварочный аппарат к генератору, и он, скорее всего, будет работать на каком-то уровне. Но не все машины имеют защиту, необходимую для предотвращения повреждения от «грязного» или непредсказуемого источника питания генератора в долгосрочной перспективе.
2. Почему мощность генератора потенциально опасна?
Источник питания переменного тока (сетевой) имеет форму, называемую синусоидой. Когда речь идет о работающем оборудовании с чувствительной электроникой (например, инверторных машинах и компьютерах), наиболее безопасным является питание с идеально чистой синусоидой, однако в действительности этого добиться практически невозможно.
Совершенно «чистая» синусоидальная волна однофазного переменного тока 240 В будет выглядеть примерно так:
Мощность сети (обычно) относительно близка к идеальной синусоидальной мощности и поэтому редко вызывает какие-либо проблемы.
С другой стороны, источник питания от портативного генератора, по сравнению с ним, обычно «грязный». Пики, впадины и частота циклов не будут постоянными, даже если средняя выходная мощность может по-прежнему показывать 240 В на простом измерительном устройстве, таком как мультиметр. Мощность генератора также может характеризоваться «скачками» напряжения (ростом напряжения) и «скачками» напряжения (очень внезапными пиками избыточного напряжения).
В генераторе скачки и скачки напряжения могут возникать по ряду причин, в том числе:
Качество генератора: Все портативные генераторы обычно производят непостоянную мощность по сравнению с идеальной синусоидой. Эта степень отклонения от мощности идеальной синусоидальной волны измеряется в процентах, называемых «Общими гармоническими искажениями» или THD. Приемлемый показатель THD в портативном генераторе обычно считается равным 6% или меньше. В последние годы рынок столкнулся с большим количеством импорта дешевых, некачественных генераторов с недопустимо высокими коэффициентами нелинейных искажений (более 6%). Хотя эти более дешевые генераторы могут без проблем работать с основными электроинструментами, они не подходят для работы машин на основе инверторов, поскольку напряжение может колебаться и достигать неприемлемо высокого уровня.
Запуск и остановка: При запуске и остановке генератора двигатель явно работает неравномерно и с постоянной скоростью, поэтому выходная мощность генератора, скорее всего, будет колебаться в зависимости от частоты вращения двигателя.
Прерывание подачи топлива: Подобно запуску и останову, если в генераторе заканчивается топливо или если есть «сбой» в подаче топлива, двигатель обычно резко ускоряется и замедляется очень скачкообразно, снова вызывая мощность колебания.
Нагрузка в зависимости от размера генератора: Генератор недостаточного размера и/или перегруженный будет очень тяжело работать, пытаясь поддерживать достаточный ток. Затем, когда нагрузка снимается (например, когда сварка останавливается), двигатель обычно увеличивает обороты до тех пор, пока регулятор не вернет двигатель на скорость холостого хода. Это чрезмерное увеличение оборотов генератора, скорее всего, увеличит выходное напряжение, иногда до опасного уровня.
Дополнительные нагрузки: Использование других устройств (например, шлифовальной машины, отрезной пилы и т. д.) на том же генераторе и одновременно со сварочным аппаратом может вызвать перегрузку и, следовательно, вызвать колебания мощности, если размер генератора недостаточно.
Отсутствие технического обслуживания: Генератор, не обслуживаемый в плохом состоянии, будет вести себя так же, как генератор низкого качества.
3. Почему инверторные сварочные аппараты уязвимы?
Чтобы значительно уменьшить размер трансформатора и получить множество преимуществ, которые дает нам инвертор (уменьшенный размер/вес и т. д.), входная мощность должна быть «обработана» до того, как она поступит на трансформатор — другими словами, вместо того, чтобы сразу проходить через трансформатор, он сначала проходит через чувствительные электронные компоненты.
Основными проблемными компонентами являются конденсаторы. Конденсаторы — это устройства, которые постоянно заряжаются и разряжаются. В инверторном сварочном аппарате конденсаторы будут заряжаться примерно в 1,4 раза выше стандартного входного напряжения. Таким образом, в случае источника питания 240 В они будут заряжаться примерно при 335 В. То же самое произойдет в случае скачка или скачка напряжения. Таким образом, при скачке напряжения 280 В они будут заряжаться примерно при 395 В, что соответствует увеличению напряжения на 155 В. Именно это значительное колебание рабочего напряжения может повредить или разрушить электронные компоненты инверторного сварочного аппарата.
4. Защита входного напряжения — превосходная технология Weldclass
В Weldclass мы понимаем, что многим операторам (особенно в сельских, строительных и ремонтных отраслях) необходимо, чтобы их сварочный аппарат работал от генератора.
Аппараты Weldforce производства Weldclass специально разработаны для использования в генераторах и имеют высокий уровень защиты от колебаний напряжения. Для вашего спокойствия гарантия Weldforce включает/распространяется на использование машин Weldforce с питанием от генератора (при условии, что оператор соблюдает рекомендации, включенные в руководство по эксплуатации – см. пункт 5 ниже).
В инверторные сварочные аппараты Weldforce включены следующие функции для обеспечения оптимальной защиты от перепадов напряжения в сети:
Датчик напряжения: Это устройство отслеживает входное напряжение аппарата и определяет, поднимается ли оно выше (или ниже) определенного уровня машина автоматически отключает подачу напряжения на уязвимые компоненты. Эти высокие и низкие параметры на машинах Weldforce установлены на уровне 240 В +/- 15% (200–280 В).
Высоковольтные конденсаторы: Инверторы Weldforce содержат высокопроизводительные конденсаторы, которые обеспечивают более высокую устойчивость машин к колебаниям входного напряжения и снижают риск повреждения конденсатора и других компонентов.
Технология IGBT: В инверторах Weldforce используется только новейшая инверторная технология IGBT, в отличие от более традиционной технологии MOSFET. IGBT менее уязвимы к колебаниям мощности сети и генератора.
Компоненты, превышающие спецификации, и испытания на нагрузку до 440 В: Ключевые компоненты машин Weldforce имеют завышенные спецификации для гарантированной надежности, и каждая машина подвергается строгим испытаниям во время производства под «перегрузкой» 440 В.
Технология PFC: Кроме того, машины WF-205MST и WF-255MST MIG/Stick/TIG оснащены технологией PFC (или коррекции коэффициента мощности). Проще говоря, PFC автоматически компенсирует любые колебания входного напряжения, обеспечивая стабильное и «чистое» питание инвертора. Это значительно снижает риск повреждения от грязного питания. Это также значительно повышает эффективность, позволяя этим машинам предлагать более высокую производительность и рабочий цикл.
Благодаря этому при использовании инверторов Weldforce с генераторами риск повреждения из-за грязного питания значительно сводится к минимуму.
5. Указания по использованию генератора со сварочными аппаратами с инвертором:
Следуя этим указаниям, оператор сведет к минимуму риск повреждения скачков напряжения и поможет сварочному аппарату работать на полную мощность.
а. Размер генератора:
Определение точного размера генератора, необходимого для безопасной работы сварочного аппарата, не всегда является простым процессом. Некоторые из факторов, которые следует учитывать, включают: номинальный ток сварочного аппарата, номинальную мощность генератора и то, является ли это подлинным номиналом (к сожалению, некоторые генераторы имеют завышенные номинальные параметры), будет ли генератор использоваться для одновременно запускать другое силовое оборудование и т. д.
Информацию о рекомендуемых размерах генератора для работы с определенными машинами Weldforce Weldclass см. в руководстве по эксплуатации или в информации о продукте на этом веб-сайте.
Ниже приводится практическое руководство по минимальному размеру генератора 1 ;
Инвертор Сварочный аппарат Макс. Выход
Рекомендуемый «Минимальный» Размер генератора 2
Рекомендуемый «Идеальный» Размер генератора 3
До 130 А
6 кВА (4,75 кВт 4 )
7+ква (5,75 кВт 4 )
140–160 А
7 кВА (5,75 кВт 4 )
8+ква (6,5 кВт 4 )
180–200 А
8ква
10+ква
250 А
13ква
15+ква
1: Обратите внимание, что если предполагается, что генератор будет использоваться для запуска дополнительного оборудования одновременно со сварочным аппаратом, размер генератора должен быть соответственно увеличен. Эти цифры являются приблизительными ориентирами и не должны заменять рекомендации производителя. 2: «Минимальный» размер — это наименьший размер, который мы предлагаем, чтобы свести к минимуму риск скачков напряжения и т. д., однако этого может быть недостаточно для достижения полной мощности сварочного аппарата. 3: «Идеальный» размер еще больше снизит риск проблем с электропитанием и обеспечит более высокую производительность сварочного аппарата. 4: Приблизительный эквивалентный размер инверторных генераторов, исходя из коэффициента мощности генератора 0,8.
Дополнительные комментарии по размерам генераторов см. в пункте 6 ниже ↓.
б. Качество генератора :
Как мы уже упоминали (пункт 2а выше ↑), генератор хорошего качества, подходящий для работы с инвертором, должен иметь выходной сигнал с низким коэффициентом нелинейных искажений (THD). Все уважаемые поставщики или производители портативных генераторов смогут указать рейтинг THD на своем продукте.
Генераторы с низким коэффициентом нелинейных искажений (6% или меньше) будут иметь «относительно» чистую мощность и, таким образом, будут пригодны для работы инверторных сварочных аппаратов.
Генератор с высоким коэффициентом нелинейных искажений (более 6%), скорее всего, будет устройством низкого качества, и его следует , а не , можно использовать для работы инверторных сварочных аппаратов. См. также «Советы по покупке подходящих генераторов» — пункт 6 ниже ↓.
в. Что можно и чего нельзя делать при использовании генераторов с инверторными сварочными аппаратами:
Запуск и остановка : Всегда отсоединяйте кабель питания сварочного аппарата от генератора перед запуском или остановкой двигателя на генераторе.
Подача топлива : Всегда проверяйте, что двигатель генератора имеет безопасную подачу топлива и что топливопровод находится в хорошем состоянии. Нельзя допускать, чтобы в двигателе закончилось топливо, пока сварочный аппарат подключен к генератору.
Техническое обслуживание : Всегда держите генератор в хорошем состоянии. Не используйте генератор, который нуждается в обслуживании или замене.
Удлинители питания : Не используйте кабели питания низкого качества или требующие ремонта или замены. Всегда используйте высокопрочные провода – см. таблицу ниже.
Рекомендуемое сечение кабеля удлинителей, используемых с инверторными сварочными аппаратами*:
Сварочный аппарат Макс. Выход
Источник питания
Рекомендуемый минимальный размер кабеля *
До 200 А
240 В 10/15 А
Длина до 10 м: 2,0 мм 2
Длина более 10 м: 2,5 мм 2
250 А
240 В 15 А
2,5 мм 2
240 В 20/25/32 А
4,0 мм 2
*Эти цифры являются приблизительными и не должны заменять рекомендации производителя.
6. Могу ли я использовать небольшой генератор для работы сварочного аппарата?
Как показано в таблице 5a выше ↑, рекомендуемая минимальная мощность генератора составляет не менее 7 кВА (для сварочных аппаратов до 160 А). Нам часто задают такие вопросы, как «почему я не могу использовать свой генератор на 5 кВА для запуска этого сварочного аппарата?».
Мы также иногда видим, что другие поставщики сварочных аппаратов предполагают, что их машины могут питаться от генераторов мощностью всего 4-5 кВА.
Конечно, сварочный аппарат может работать на каком-то уровне, но вот почему использование генераторов меньшего размера НЕ является хорошей идеей ;
Как объяснялось в пункте 2d выше, генератору придется работать намного интенсивнее, и это значительно повысит вероятность сильных скачков напряжения, которые могут повредить сварочный аппарат или привести к его частым отключениям.
Производительность сварочного аппарата будет значительно снижена, возможно, до такой степени, что аппарат станет малопригодным. .. или станет очень раздражающим для оператора.
Часто генератор будет использоваться в какой-то момент для одновременной работы другого оборудования (например, электроинструмента), и это еще больше усугубит вышеуказанные проблемы.
Хотя изначально генератор большего размера будет стоить дороже, правильно подобранный (или увеличенный) генератор позволит вам выполнить работу правильно с первого раза… и значительно снизить риск дорогостоящего повреждения вашего сварочного аппарата. И кто когда-либо сожалел о том, что у него «слишком много» производительности?
Вот еще один способ взглянуть на это; скажем, вы покупаете автомобиль для буксировки прицепа. Вы бы купили автомобиль, у которого едва хватает мощности, и который должен постоянно работать на оборотах, близких к «красной черте», чтобы выполнять работу? Возможно нет! Точно так же покупка генератора, который имеет большую мощность / мощность, чем то, что вам действительно нужно, имеет большой смысл.
См. дополнительные комментарии в пункте 5a выше ↑.
7. Советы по покупке генератора, подходящего для работы сварочных аппаратов
Качество генератора : Как мы уже упоминали, генератор хорошего качества, пригодный для работы с инвертором, должен иметь низкий коэффициент нелинейных искажений (см. 2a и 5b выше ↑) 6% или менее. Все уважаемые поставщики или производители портативных генераторов смогут указать рейтинг THD на своем продукте.
Сверхмощный / Частое использование : Если предполагается использовать генератор очень часто / полный рабочий день / каждый день (например, мобильные сварочные операции), мы настоятельно рекомендуем пользователю рассмотреть возможность приобретения генератора с «щеточным» генератор переменного тока с комбинированным регулированием или технология автоматического регулирования напряжения (AVR).
Хотя генераторы этого типа, как правило, более дорогие, чем стандартные генераторы (с «бесщеточными» генераторами), их регулирование напряжения и выходная мощность намного лучше и «чище». Это означает, что они с гораздо меньшей вероятностью вызовут проблемы с электропитанием, которые могут привести к отключению или повреждению сварочного аппарата.
Есть вопросы?
Разместите комментарий внизу этой страницы ↓ или нажмите здесь, чтобы отправить нам запрос.
Другие статьи об инверторных сварочных аппаратах;
Что такое инверторный сварочный аппарат и как он работает?
Что такое рабочий цикл и как он рассчитывается?
Все изделия для сварочных аппаратов
Несмотря на то, что были приняты все меры предосторожности, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации или ссылках и приложениях. Любые комментарии, предложения и рекомендации носят общий характер и могут не относиться к определенным приложениям. Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении. Э.&О.Э.
Теги
Сварочные аппараты
Комментарии
Дата: 03-02-2022
Ромель Горио
Здравствуйте.. Я ничего не знаю об этом, и я планирую купить генератор, могу ли я использовать генератор на 50 кВА в инверторном сварочном аппарате на 300 ампер,
Дата: 20.10.2021
Деррик Фримпонг
Какой фактический размер или мощность подходит для сварочного аппарата на 250А?
Дата: 07.04.2021
Кайру Кахига Христос есть ответ министерства — (CITAM)
Большое спасибо за очень полезную информацию о сварочных аппаратах и генераторах. Я работаю в отдаленной части Северной Кении, и у меня есть желание начать работу. Я уверен, что информация из этой статьи станет отличным руководством для моих дальнейших начинаний. У меня только один вопрос, как ваша продукция может быть доставлена мне в Кению? Я буду признателен за ваш добрый ответ.
Дата: 07-07-2020
Класс сварки Класс сварки
Ладет, см. пункт 7 этой статьи «7. Советы по покупке генератора, подходящего для работы сварочных аппаратов».
Дата: 07.06.2020
Ладет CGS
Какой тип генератора подходит для сварки в течение длительного времени
Дата: 15-06-2020
Класс сварки
Регина, рекомендуем уточнить это у производителя сварочного аппарата 300А. Требуемый размер генератора будет зависеть от количества требуемой мощности машины, которая может варьироваться в зависимости от типа машины (инвертор или трансформатор), рейтингов эффективности и т. д.
Дата: 15-06-2020
Регина Дела Фуэнте
Генератор какой мощности можно использовать для работы инверторного сварочного аппарата на 300 А?
Дата: 19-05-2020
Класс сварки Класс сварки
Росс, входной ток варьируется от одной марки/модели машины к другой. Наилучшее сравнение — обычно эффективный номинал потребляемого входного тока (I1eff).
Дата: 15-05-2020
Росс Питерс ABC ELECTRIC
какой входной ток потребляется от однофазного инвертора 200А и 3-х фазный инвертор 400 ампер
Дата: 24-04-2020
Уильям Рейнольдс
Привет, Я в Америке и интересуюсь сваркой. У меня нет опыта, но планирую начать сварку в ближайшее время. У меня вопрос, на который я пока не могу ответить: Я заинтересован в получении генератора, подобного двойному генератору Champion мощностью 5,5 кВт. Как вы, наверное, знаете, это 240 В переменного тока, две фазы. Я также хочу однофазный сварочный аппарат на 230 В переменного тока. Я видел, как люди без проблем сваривают с помощью адаптера L14-30 на 14-30 (YouTube). Однако я думаю, что использование только одной из двух фаз создаст несбалансированную нагрузку и, в конечном итоге, повредит генератор. Каковы ваши мысли, сэр?
Спасибо,
Уильям Рейнольдс
Дата: 24-02-2020
Класс сварки
Рональд: независимо от настройки мощности, на которой должен работать сварочный аппарат, мы не рекомендуем использовать генераторы меньшего размера. Как вы заметили в пункте 5а этой статьи, разница в рекомендуемом размере генератора для сварочного аппарата на 140 А и на 180 А составляет всего 1 кВА (от 7 кВА до 8 кВА). В то время как сварочный аппарат может нормально работать на более низкой мощности и т. д., факт остается фактом: использование генератора меньшего размера повышает риск повреждения сварочного аппарата.
Как залить фундамент под дом своими руками + фото, схемы
Строительство частного дома всегда начинается с подготовки и заливки фундамента. Обустройство основания дома – один из самых важных и ответственных этапов строительства, он требует максимального внимания и тщательности при проведении работ. В данной статье мы поговорим о том, как залить фундамент под дом своими руками, покажем схемы, фото и видео инструкции.
Содержание
Виды фундамента
Подготовительный этап
Свайный фундамент
Ленточный
Под старый дом
Начало работ
Внутренняя опалубка
Армирование и внешняя опалубка
Финишные работы
Изготовление свайного фундамента
Видео
Схемы
Фото
Виды фундамента
При постройке жилого здания можно использовать следующие виды фундамента:
свайный,
ленточный,
монолитный.
Плита
Для определенного вида постройки подходит тот или иной вид фундамента. Например, свайный необходим в случае, когда грунт на участке является достаточно слабым, чтобы организовать в нем другие типы основания дома.
Ленточный фундамент хорош тем, что его можно обустраивать в большинстве видов грунта без лишних подготовительных работ.
При наличии «плавающего» грунта – песочного или так называемого плывуна, рекомендуется использовать монолитный, или плитный фундамент.
Для большинства возводящихся загородных домов выбирается ленточный фундамент.
Подготовительный этап
Подготовка, перед тем как залить фундамент под дом, имеет большое значение. На данном этапе необходимо сделать разметку участка под основание дома согласно составленному ранее чертежу. Глубина и толщина фундамента, его местоположение на участке зависит не только от рельефа местности, но и от состава грунта. Например, болотистая или глинистая земля требует свайного фундамента, неустойчивый грунт – монолитного основания, а ленточный фундамент подходит при наличии смешанного грунта.
Схема разметки фундамента
Разметка проводится при помощи веревки и колышков. Выбрав нужный тип фундамента и проведя разметку согласно чертежам, можно приступать к организации отверстий под фундамент. Для свайного фундамента со сваями круглой формы необходимо воспользоваться ручным или электрическим буром, ленточного – лопатой и буром, если нет возможности использовать специальную технику. Для получения монолитного основания потребуется мощная строительная техника.
Свайный фундамент
После проведения разметки на участке можно начинать организовывать отверстия под фундамент. Для большей прочности их глубина должна находиться ниже уровня промерзания грунта. После заливки фундамент обычно оседает, и предотвратить растрескивание или любые другие деформации основания дома можно, если соорудить в каждом отверстии песчаную подушку. Для этого грунт на дне отверстия нужно утрамбовать, сверху насыпать около 15–20 см песка, пролить его водой и также хорошо утрамбовать.
Заливаем раствор
Количество бетонного раствора для свайного фундамента можно рассчитать следующим образом: площадь опоры (дна одного отверстия) умножают на высоту сваи. Под площадью опоры одного столба понимается четвертая часть от диаметра проделанного в грунте отверстия в квадрате, умноженная на 3,14 (1/4πD2). Высота одной сваи представляет собой сумму глубины отверстия и длины сваи, которая будет находиться над землей.
Свайный — схема устройства
Бетонный раствор необходимо подготовить из цемента марки не ниже М200. Однако по-настоящему прочное основание дома можно получить лишь при использовании цемента марки M400. Внимание следует обратить и на качество песка – он должен быть мелкозернистым, без крупных камешков. Для качественного бетонного раствора необходимо смешать цемент, песок, щебень и воду в пропорции, определяемой маркой используемого цемента.
Подготавливать бетонный раствор нужно в таком количестве, чтобы он не оставался после завершения строительных работ. Сначала отверстие заполняется на 10-15 см. В него помещается арматура – металлическая труба или несколько металлических прутьев толщиной не менее 1 см. Арматура придаст фундаменту дополнительную прочность. После помещения арматуры в подготовленные отверстия бетон постепенно заливается до самого верха.
Ленточный
При обустройстве ленточного фундамента на заранее размеченной территории оборудуются траншеи, глубиной ниже уровня промерзания. Ширина их должна составлять не больше 50-60 см.
Перед заливкой фундамента, обустраивается песчаная подушка – толщиной не менее 15-20 см; она должна быть пролита водой и хорошо утрамбована. На дно фундамента заливается первая порция бетонного раствора – толщиной не более 10-20 см. На первичный раствор укладывается армированная сетка, и сверху заливается бетонный раствор до поверхности грунта.
Если ленточный фундамент должен выступать над землей, необходимо заранее соорудить опалубку из деревянных досок. Бетонный раствор нужно залить в опалубку. Деревянные доски опалубки можно снимать только после высыхания бетонного раствора.
Водонепроницаемая пленка
При заливке бетона в опалубку необходимо на внутреннюю сторону деревянных щитов прикрепить водонепроницаемую пленку – она предотвратит впитывание воды из раствора деревянными досками.
Под старый дом
Если вы живете в старом загородном доме, то вам наверняка известно, что его нужно время от времени ремонтировать. Некачественная работа по обустройству фундамента и плохие материалы могут привести к нарушению целостности дома. А что, если ваш дом вообще не имеет фундамента? Такая проблема характерна для домов из дерева. Как бы там ни было, предлагаем вам ознакомиться с инструкцией по заливке нового или замене старого фундамента под дом, который уже давно построен.
Начало работ
Перед тем как приступить к каким-либо действиям, запаситесь следующим инструментом и материалом:
Песок.
Лопата.
Гидроизоляционный материал.
Опоры.
Рулетка.
Вода.
Трамбовка.
Если вам нужно залить фундамент и под внутренние стены дома, то придется подлезать под конструкцию. Но, если размеры дома не так велики, а его вес умерен, то достаточно осуществить заливку фундамента по периметру постройки. Глубина котлована под фундамент в этом случае должна составлять два штыка лопаты.
Чтобы в конечном счете фундамент под старым домом получился достаточно прочным, в траншею/котлован следует установить опоры на определенном расстоянии друг от друга таким образом, чтобы с одной стороны они упирались в основание котлована, а с другой – в основание дома.
В качестве таковых опор можно использовать железобетонные или деревянные колонны. Какой бы вид столбов ни был вами выбран, важно провести их гидроизоляцию. Сделать это можно при помощи специальных материалов или химических растворов. Делается это для защиты железобетона от разрушений, а дерева – от гниения, вследствие воздействия на эти материалы повышенной влажности.
Опорные столбы
Ширина котлована зависит от размеров колонн/опорных столбов. После установки опор, вы можете приступать к устройству дна фундамента. Засыпьте его песком. Проведите трамбовку песчаной подушки. При этом ее толщина должна составлять порядка 10–15 см. Этой толщины достаточно для равномерного распределения нагрузки от фундамента на почву. Соблюсти это условие важно, потому как некачественное изготовление песчаной подушки может привести к растрескиванию и разрушению готового фундамента, находящегося под тяжестью веса дома.
Для качественной трамбовки песка, его нужно пролить водой. Однако перед заливкой бетона нужно подождать, чтобы песок подсох. Ну или утрамбуйте его вручную, но учтите, мокрый песок легче и быстрее трамбуется.
Если вам нужно сделать основание и под внутренними стенами дома или перегородками, то вам также нужно будет выкопать траншеи, установить опорные столбы и сделать песчаную подушку.
Внутренняя опалубка
На следующем этапе вам нужно установить опалубку. Делается это с внутренней стороны внешнего фундамента. Для этого вам понадобятся обрезные доски, имеющие толщину приблизительно 2–3 см. Заменить доски можно листом фанеры или ДСП. Из одного из предложенных материалов вам будет нужно сделать стенки под опалубку.
Итак, чтобы сделать опалубку вам нужно приобрести:
Обрезные доски/фануру/ДСП.
Молоток-кувалду.
Шуруповерт и саморезы.
Металлические стойки.
Пилу.
Нельзя просто установить деревянные щиты (или из ДСП/фанеры) опалубки в грунт, так как эти действия не позволят вам сделать прочные ограничители. Под давлением бетона такая опалубка быстро разрушится. Закрепить опалубку можно при помощи металлических стоек. Они будут удерживать конструкцию. Важно расположить их на углах. Еще вариант изготовления опалубки – соединить несколько ее частей в одно целое. Сделать это можно саморезами и шуруповертом.
Гидроизоляция
В одной из сторон фундамента следует оставить некоторое расстояние или лаз. С его помощью вы сможете вытащить стенки опалубки по завершении заливки фундамента и застывания бетона. Но, если в будущем вам опалубка не пригодится, то вы можете ее оставить в фундаменте насовсем.
Фундамент необходимо заливать с учетом уровня грунтовых вод. Они, как известно, оказывают на эту часть дома разрушительное влияние. Поэтому важно убедиться, что уровень грунтовых вод на территории вашего дома во время таяния снега и сезона дождей не поднимается так высоко, что может подмыть основание дома.
Если вы оставили в фундаменте лаз, то его после завершения всех строительных работ нужно задекорировать. Сделать это можно разными способами. Например, установите створку, что позволит вам в будущем при необходимости забраться под пол дома. Или соорудите перед лазом клумбу, которая будет заграждать это отверстие в фундаменте.
Армирование и внешняя опалубка
После установки внутренней стороны опалубки следует провести армирование фундамента. Это мероприятие посодействует усилению основания дома, благодаря чему он станет более выносливым и надежным. Некоторые специалисты утверждают, что проводить армирование фундамента деревянного старого дома ненужно, потому как бетон и опорные столбы уже создадут достаточно прочное основание. Но если вы не хотите в будущем еще долгое время возвращаться к вопросу ремонта фундамента, то лучше провести армирование.
Чтобы максимально усилить фундамент, соедините армопояс с установленными ранее опорными столбами конструкции.
В качестве армирующего материала может служить стальная проволока, сетка, металлические прутья, стальная решетка или катанка. Как вариант можно использовать арматуру подходящей длины.
После этого нужно соорудить и установить наружную сторону опалубки. При изготовлении опалубки из обрезной доски велика вероятность того, что бетон может выливаться через небольшие щели. Во избежание таковой ситуации, оббейте щит двумя слоями полиэтиленовой пленки. Закрепить ее к деревянному щиту можно при помощи строительного степлера.
Финишные работы
В котлован следует засыпать щебень мелкой фракции. Это необходимо сделать ввиду того, что камень крупной фракции приводит к тому, что раствор проникает в армопояс неравномерно, вследствие чего качество заливки страдает. Это приведет к ухудшению прочностных характеристик фундамента, да и дома в целом. Очень важно выполнить все работы на совесть.
Кирпичный фундамент под старый дом
По мере заполнения опалубки бетоном, важно проводить его уплотнение, хотя это будет и непросто, ввиду того, что между поверхностью земли и домом останется не такой уж большой зазор. Проведение этих работ требует терпения. Если у вас слабо развито это качество, то, может быть, стоит рассмотреть другие виды сооружения фундамента под старый дом.
Изготовление свайного фундамента
О том, что собой представляет свайный фундамент вы, уже знаете. Конечно, процесс установки свай под готовый дом немного отличается от изготовления такого фундамента под еще не построенный дом. Винтовые сваи в нашем случае следует установить по периметру дома, прямо под его основанием. Монтаж свай осуществляется следующим образом: в почву постепенно вкручиваются сваи. Делается это до установки свай в плотный слой грунта. Опорные столбы нужно забетонировать. Они устанавливаются у основания дома. Затем постройку при помощи домкратов приподнимают и устанавливают на сваях.
Дом поднятый домкратами
Этот вид фундамента сделать легче предыдущего варианта, да и сам рабочий процесс занимает гораздо меньше времени. Однако выбор в пользу свайного фундамента можно осуществлять, только если речь идет о его изготовлении под малогабаритную конструкцию дома.
Крепкая основа дома станет залогом его долговечности, а, значит, и надежности. Конечно, написать о том, как залить фундамент проще, чем выполнить эту задачу. Но, стоит заметить, что хоть это и трудоемкий процесс, но вполне выполнимый.
Видео
Чтобы не допустить ошибок, советуем ознакомиться с видеоматериалом, в котором рассказывается об особенностях строительства фундамента:
Когда лучше заливать фундамент под дом: пара года и температура
Заливка бетоном опорной части дома выполняется в конкретных погодных условиях, непосредственно влияющих на прочность фундамента. Это главный критерий долговечности жилого строения.
На устойчивость основания еще отражаются: технология укладочных работ, состав бетонной смеси, условия работы специалистов.
Приступая к практической части, необходимо изучить теорию. Постараться вникнуть, когда лучше возводить фундамент, при какой погоде получается качественный бетон, как избежать дополнительных затрат на укладку.
Содержание
Подходящая погода для заливки
Оптимальное время года
Лето
Весенне-осенний период
Можно ли заливать зимой
Подходящая погода для заливки
Естественный процесс отвердевания цементного камня происходит лишь при положительной температуре окружающего воздуха, в среднем +15-25 градусов по Цельсию. Наибольшая прочность фундамента достигается, если повышенный уровень влажности — от 80 до 100%.
Исходя из вышеуказанных требований, следует четкий ответ, что делать фундамент жилой постройки лучше в сезон устойчивого тепла и сырой погоды.
Не рекомендуется проводить работы в дождливую погоду. Излишняя влага ухудшает прочность основания, особенно, если попала в свежий раствор на момент схватывания. Если дождь начался, а заливка состоялась, то лучше защитить конструкцию, накрыв полиэтиленовой пленкой.
После затвердения бетона дождевая вода уже не окажет негативного воздействия, а избавит фундамент от чрезмерного высыхания.
Оптимальное время года
Мастера предпочитают заливать бетонные опоры:
Летом;
Поздней весной;
Ранней осенью.
Оптимальным временем проведения работ смело считают лето. Весной либо осенью тоже радуют одновременно теплые и влажные деньки, идеально подходящие для выполнения ответственной процедуры общего строительства дома. На длительность периода схватывания раствора влияет температура.
Современные технологии и материалы в строительстве позволили делать фундамент дома и зимой, существенно изменив подходы.
Лето
В жаркую погоду фундамент высыхает довольно быстро, что не является показателем высокого качества основания под здание. В ходе стремительного испарения воды образуются пустоты, делающие бетон хрупким, а жилую постройку неустойчивой.
Планируя заливать фундамент летом, потребуются:
Температура, не превышающая 15-25̊°C и сохраняющаяся стабильной днем и ночью, на протяжении длительного времени, до полного затвердевания бетона;
Влажность воздуха свыше 80%;
Уход за бетоном (увлажнение) во избежание появления поверхностных трещин.
Из сказанного выше делается вывод: начало июня — наиболее оптимальный период для заливки фундамента дома летом. Но не стоит забывать о климатических особенностях конкретной местности. В июне не жарко, а достаточно тепло, влажность нормальная.
Что касается июля/августа, — в этот период либо довольно знойно, либо ощутимы резкие похолодания вечерами. Выбирая между июлем и августом, предпочтение лучше отдать второму варианту.
Весенне-осенний период
Из-за заморозков осень и весна — наиболее опасные периоды для заливки основания под постройку. Планируя работы на весенне-осенний период, следует следить за прогнозами синоптиков либо в бетон добавлять противоморозные составы.
Первая половина осени и вторая половина весны — наиболее оптимальные периоды для работы на стройплощадке.
Заливку фундамента можно делать без опаски, если шкала уличного термометра не опускается ночью ниже нулевой отметки, днём достигает плюсовых величин. Нежелательны перепады температур в течение суток.
Можно ли заливать зимой
Благодаря новым технологиям стала возможна заливка зимой. Этот процесс трудоемкий и затратный. Стоимость работ в холодный период за счет внедрения защитных мер от промерзания основания возрастает на 30-40%.
Заливочные работы ведутся при температуре не меньше −15°C с:
Вводом в жидкий раствор противоморозных добавок;
Применением ускорителей твердения;
Использованием метода термоса.
Если температура меньше −15°C, то прибегают к дополнительному электрообогреву бетонного раствора до показателя + 50-60 градусов либо к греющей опалубке.
Посмотрите видео:
Ознакомившись с теорией заливки основания под жилую постройку, смело приступайте к практическим действиям.
Сколько стоит бетонный фундамент в 2022 году? – Forbes Home
Фундаменты для дома могут быть разных стилей в зависимости от вашего региона, поэтому, если вам нужен новый фундамент, учитывайте потребности вашего дома. Новый фундамент может быть дорогим в зависимости от масштаба проекта. В среднем бетонный фундамент стоит около 8 500 долларов . На низком уровне фундамент может стоить около 6000 долларов США , а на высоком уровне фундамент будет стоить около 15000 долларов США . Общая стоимость будет варьироваться в зависимости от разрешений, труда и типа фундамента.
Реклама
ЭТО РЕКЛАМА, А НЕ РЕДАКЦИОННОЕ СОДЕРЖАНИЕ. Обратите внимание, что мы получаем компенсацию за любые продукты, которые вы покупаете или подписываетесь через эту рекламу, и эта компенсация влияет на ранжирование и размещение любых предложений, перечисленных здесь. Мы не предоставляем информацию о каждом доступном предложении. Информация и суммы сбережений, изображенные выше, предназначены только для демонстрационных целей, и ваши результаты могут отличаться.
Сравните предложения лучших архитекторов, строителей и дизайнеров
Бесплатные сметы без обязательств
Найти подрядчика
Калькулятор стоимости бетонного фундамента
Средняя стоимость бетонного фундамента
При наличии шести различных типов фундамента дома оценки стоимости различаются в зависимости от конструкции. Оценки основаны на доме площадью 2000 квадратных футов.
Монолитная бетонная плита: 13 000 долларов США
Бетонная плита стены ствола: 14 000 долларов США (требуется больше труда, земляных работ и материалов)
Пространство для опор и балок/проходов: 21 000 долл. США Фундаменты для опор и балок встречаются редко, и опоры стоят около 1000 долл. США каждая , балки также стоят от 1000 до 5000 долл. США . Кроме того, если вы ремонтируете опорно-балочный фундамент, вам нужно будет поднять дом, что может стоить около 1500 долларов . Обычному дому требуется от восьми до десяти опор. Подпольные пространства также требуют герметизации и гидроизоляции.
Фундамент из шлакоблоков: $16 000
Подвал: $40 000 и выше, в зависимости от того, готов ли подвал
Типы фундаментов и плюсы/минусы
Монолитная бетонная плита
Монолитные бетонные плиты фундаментов более известны как плиты на уровне грунта, потому что они опираются непосредственно на землю и обычно заливаются целиком сразу. Обычно они дешевле в установке и служат долго. Недостаток плитного фундамента заключается в том, что канализационные и дренажные трубы устанавливаются до заливки фундамента, поэтому, если у вас возникнут какие-либо проблемы с сантехникой, вам нужно будет врезаться в плиту, чтобы исправить это.
Бетонная плита стены ствола
В плитах стены ствола сначала заливают нижний колонтитул, а затем укладывают блоки, чтобы сформировать стену до уровня готовой плиты. Он считается более стабильным, но требует больше времени для строительства.
Фундамент из опор и балок/Фундамент для ползания
Фундаменты из опор и балок обычно используются в старых домах и приподнимают дом, что делает его менее подверженным затоплению. Но поскольку он приподнят, вредители и твари могут проникнуть в подполье. Они могут повредить балки с течением времени.
Фундамент из столбов и балок обеспечивает меньшую опору для полов, чем бетонная плита, и они могут быть повреждены водой. Они также не так энергоэффективны, как другие фундаменты, потому что теплый и холодный воздух могут проникать в дом.
Фундамент из шлакоблоков
Фундамент из шлакоблоков не так популярен, как стены из монолитных бетонных блоков. Фундамент из шлакоблоков имеет свои преимущества, например, способность выдерживать больший вес поверх фундамента. Это требует больше денег в трудозатратах. С другой стороны, они могут быть более восприимчивы к изгибу и короблению.
Подвальный фундамент
Подвальный фундамент защищает дом этажом ниже земли. Он может быть незавершенным или законченным, чтобы добавить жилое пространство. Фундаменты подвала имеют тенденцию страдать от проблем с влажностью, а иногда и от плесени. Дренажный насос может помочь решить проблемы с влажностью.
Стоимость фундамента за квадратный фут
Стоимость цементного фундамента
Шлакоблок: от 9 до 12 долларов
Место для сканирования: $13
Пирс и балка: $9 (пирсы и балки добавятся к стоимости)
Плитный фундамент Стоимость
Монолитная бетонная плита: $5
Бетонная плита стены ствола: $6
Стоимость фундамента подвала
Добавление фундамента подвала сопряжено со значительными затратами, и они могут увеличиться, если вы решите закончить подвал. Но готовый подвал может увеличить жилую площадь и повысить стоимость вашего дома, поэтому вам придется взвесить затраты и вознаграждение.
За квадратный фут
Незавершенный подвал обычно стоит от 10 до 25 долларов за квадратный фут , в то время как стоимость готового подвала увеличивается до от 30 до 100 долларов за квадратный фут . Подвал с выходом будет стоить около 100 долларов за квадратный фут .
Стоимость установки фундамента
Бетон стоит от 4,25 до 6,25 долларов США за квадратный фут , а средний размер дома составляет около 2000 квадратных футов. Это может означать от 8 500 долларов и 12 500 долларов только за бетон. Рабочая сила обычно стоит около 2,60 долларов за квадратный фут , что составляет около 5200 долларов за дом площадью 2000 квадратных футов.
Фундамент из пирса и балки может стоить дороже из-за стоимости балок ( от 1000 до 5000 долларов ) и опор (вам понадобится от восьми до десяти). Дополнительные расходы включают:
Земляные работы: от 500 до 9000 долларов
Проверка качества почвы: от 500 до 2000 долларов
Удаление деревьев: от 500 до 2000 долларов
Разрешения на строительство: от 500 до 2000 долларов
Форма и отделка: от 1000 до 5000 долларов
Усиление: от 150 до 750 долларов
Пломбирование: от 600 до 6000 долларов
Проверки: от 80 до 300 долларов
Реклама
ЭТО РЕКЛАМА, А НЕ РЕДАКЦИОННОЕ СОДЕРЖАНИЕ. Обратите внимание, что мы получаем компенсацию за любые продукты, которые вы покупаете или подписываетесь через эту рекламу, и эта компенсация влияет на ранжирование и размещение любых предложений, перечисленных здесь. Мы не предоставляем информацию о каждом доступном предложении. Информация и суммы сбережений, изображенные выше, предназначены только для демонстрационных целей, и ваши результаты могут отличаться.
Сравните предложения лучших архитекторов, строителей и дизайнеров
Бесплатные сметы без обязательств
Найти подрядчика
Вопросы дополнительных расходов
При расчете стоимости вашего фонда учитываются многие факторы, но прежде чем продолжить, необходимо знать о любых дополнительных расходах, с которыми вы можете столкнуться.
Осмотр фундамента
Осмотр фундамента проводится перед заливкой бетона и после завершения работ, чтобы убедиться, что новый фундамент соответствует всем требованиям норм и выдержит вес вашего дома. Они стоят около 145 долларов в час , при этом большинство домовладельцев тратят от 150 до 1300 долларов в час в сумме.
Изоляция фундамента
Чтобы обеспечить надлежащий поток воздуха, предотвратить попадание влаги или насекомых, многие домовладельцы предпочтут добавить изоляцию фундамента, например, плинтусы и вентиляционные отверстия вокруг подполья или опоры и балки фундамента. Некоторые даже добавляют пенопласт, пенопласт или войлок между или поперек нижней части балок, чтобы добавить больше изоляции под пол. В среднем установка фундамента стоит около 2000 долларов.
Лучистое тепло
Лучистое тепло — это когда все трубы нужно проложить под фундаментом, а поверх них залить бетоном. Следовательно, лучистое тепло должно быть завершено при установке фундамента. В среднем лучистое тепло добавляет 3 доллара за квадратный фут , при этом большинство домовладельцев платят от 4800 до 10000 долларов .
Стоимость замены фундамента
Если вы начнете замечать трещины вдоль фундамента или подозреваете его провисание, вам, скорее всего, понадобится вызов инженера для составления структурного отчета. Отчет обычно стоит около $500 и выявит проблемы с фундаментом.
Замены фундамента могут быстро накапливаться, поэтому рассчитывайте заплатить около от 20 000 до 100 000 долларов в зависимости от масштаба проекта. Если ваш дом необходимо поднять для замены фундамента, вы, вероятно, заплатите от 24 500 до 115 000 долларов , чтобы поднять и заменить фундамент. Возведение дома будет стоить от 3000 до 9000 долларов в одиночку, тогда раскопки могут стоить от 1500 до 6000 долларов .
«Сделай сам» или «Наймите профессионала»
Строительство фундамента — это не проект «сделай сам», хотя опытные мастера, скорее всего, смогут уложить бетонную плиту с помощью друзей. Поскольку фундамент является структурой, поддерживающей ваш дом, измерения должны быть точными, а цемент должен быть размещен в правильном положении, если вы живете в климате, где вы должны обращать внимание на линию промерзания.
Как залить бетонный фундамент сарая
28 мая 2011 г. | Итан (электронная почта) |
Заливка бетона находится на пороге того, чем займутся многие самодельщики , но при правильной подготовке и знаниях вы действительно сможете построить что-то стоящее. Это не слишком сложный проект, особенно если вы заручитесь поддержкой нескольких друзей. В этой статье рассказывается о выборе места, проблемах копания, инструментах, материалах и методах, которые мы использовали для заливки плиты размером 8 x 12 футов для нового сарая.
Заливка настила является отличным решением для навесов, которые будут построены или доставлены на относительно ровную поверхность. Для установки на склоне вам нужно проявить больше творчества с односкатным фундаментом, предназначенным для склонов и холмов. В этом альтернативном методе поддержки сарая используется конструкция из стоек и балок поверх залитых бетонных фундаментов, чтобы получить ровную поверхность сарая.
Этапы подготовки
Для успешной заливки необходимо выполнить некоторые подготовительные действия. Убедитесь, что площадка расположена в удобном месте, не загороженном деревьями или камнями. Сделайте себе одолжение и избегайте больших склонов, которые потребуют много копания и больше бетона.
Подготовительный этап 1. Определение линий метрополитена
После того, как вы выбрали место, вам необходимо найти все линии метрополитена. В Мэриленде мы называем мисс Утилити, но в каждом штате есть аналогичный ресурс. Эти услуги бесплатны, требуются по закону и очень просты в использовании. Позвоните как минимум за 48 часов до начала вашего проекта, и они выйдут и отметят все закопанные линии электропередач, связи, газа и воды. Нажмите здесь, чтобы узнать больше о правилах копания и о том, что означают разные цвета. Наш сарай располагался в месте, где не было подземных коммуникаций. Вот почему вы не видите ничего отмеченного на наших фотографиях.
Подготовительный этап 2: Разрешения и правила ТСЖ
Важно получить согласие любого товарищества собственников жилья и, при необходимости, получить разрешение. Мы пошли о том, чтобы получить одобрение от архитектурного комитета ТСЖ и соседних соседей. В нашем округе сарай размером 8 на 12 футов не требует разрешения. Проверьте местный кодекс, чтобы убедиться, что вы его соблюдаете.
Этап подготовки 3: планирование подходящей погоды
Подходящая погода может значительно облегчить заливку бетона. Мы дождались прихода весны и температуры почвы, прежде чем начать. Бетон можно успешно заливать при более низких температурах, но вам необходимо использовать теплую воду и изолированные одеяла, чтобы обеспечить правильное отверждение бетона. На самом деле у нас были идеальные 70-градусные дни и без дождя всю неделю.
Инструменты и материалы
Вот инструменты и материалы, которые мы использовали для завершения этого проекта:
Пиломатериал 2 х 6 футов, деревянные стойки, стяжка, арматура, арматурные стяжки, гвозди с двойной головкой
Гравий,
Бетон (мы использовали Quickrete № 1006 — см. ниже)
Бетономешалка
Ручная пила, мастерок
Для этого проекта мы использовали трещиностойкую бетонную смесь QUIKRETE® (№ 1006). Это строительная смесь портландцемента, песка, гравия и специальных армирующих волокон, которые уменьшают усадочные трещины и повышают ударопрочность. Ознакомьтесь с их полной линейкой продуктов, чтобы увидеть, что подходит для вашего проекта. В QUICKRETE также есть полезный калькулятор, позволяющий определить, сколько мешков бетона вам понадобится. Мы хотели плиту размером 4″ x 12’ x 8’ и использовали мешки весом около 55, 80 фунтов.
Шаг 1: Отметьте местоположение сарая
Этот сарай будет расположен на границе участка, и мы использовали лазерный дальномер, чтобы убедиться, что мы выбрали правильное расстояние от дома. Мы не хотели случайно оказаться на коммунальном сервитуте или на территории соседей. Используя рулетку и баллончик с краской, мы отметили место бетонной подушки.
Шаг 2: Выкапывание фундамента
К этому моменту мы должны были быстро измерить уклон земли. Это важно, потому что тогда вы будете знать, насколько глубоко вам нужно копать. В итоге мы перетасовывали землю немного больше, чем нужно, потому что копали слишком глубоко в некоторых местах. Самый простой способ определить уклон — вбить в землю колья с линией между ними. Выровняйте линию и измерьте изменение высоты от линии до земли.
Тем не менее, мы удалили верхний слой земли, чтобы перейти к более твердой поверхности и гарантировать, что верхняя часть нашей формы будет находиться на высоте не менее 1 дюйма над землей. Мы копали достаточно глубоко, чтобы учесть несколько дюймов гравия и обеспечить толщину плиты 4 дюйма. Выкопайте площадь больше, чем желаемая площадка, потому что вам нужно место, чтобы установить форму на место. Сучкорезы пригодились для обрезки корней деревьев, а садовая мотыга — для обрезки краев.
Шаг 3. Создание бетонной формы
Вы можете приобрести наборы для изготовления бетонной формы, но мы предпочитаем собирать ее из досок 2 x 6. Целью была площадка размером 12 x 8 футов, поэтому мы купили две доски 12 футов и две доски 10 футов и обрезали их по размеру. Убедитесь, что вы получаете хорошие, прямые пиломатериалы и имейте в виду, что внутреннее измерение имеет значение. Форма снимается после застывания бетона. Гвозди с двойной головкой не обязательны, но потом их очень легко вытащить.
Шаг 4: Установите форму на место и уровень
Мы поставили форму на место и начали проверять, чтобы она была квадратной. Самый простой способ сделать это — измерить расстояние по диагонали (от одного угла до противоположного). Требуется некоторое время назад и вперед, чтобы убедиться, что они измеряют одинаково, но это очень важно. Затем мы забили пару деревянных колышков по внешнему краю каждой стороны формы. Используя уровень в качестве ориентира, мы забивали или поднимали колья, чтобы достичь уровня. Это также занимает некоторое время назад и вперед, так что идите медленно. Когда все в квадрате и вводят небольшой уклон, чтобы вода могла стекать вниз.
Шаг 5: Укладка гравия для достижения равномерной глубины 4″
Гравий подходит для участков с плохим дренажем, поскольку он пропускает воду, не разрушая почву. Мы положили пару дюймов универсального гравия, помня о том, чтобы поддерживать минимальную глубину бетона 4 дюйма.
Шаг 6: Установка арматурного стержня
Арматурный стержень (арматура) представляет собой ребристые стальные стержни, используемые для придания бетону прочности на растяжение. Мы разместили несколько брусков, заходящих в каждый угол и прикрепив их друг к другу стяжками.
Шаг 7. Сбрызните водой гравий и арматуру
Бетон приобретает прочность благодаря химическому процессу гидратации, когда вода соединяется с портландцементом. Существует прекрасный баланс, потому что вы не хотите слишком много воды или слишком мало. Перед заливкой бетона опрыскивали форму и щебень из шланга. Вы не хотите, чтобы вода скапливалась вместе, но все должно быть влажным. Периодически повторяйте процесс по мере необходимости.
Этап 8: Смешайте и залейте бетон
Мы арендовали миксер в Big Orange. Утверждалось, что он может одновременно смешивать четыре 80-фунтовых мешка, но мы сократили его до двух мешков, чтобы предотвратить любые разливы. Вы можете отмерить воду и медленно добавлять ее, стараясь не добавлять слишком много. Мы решили использовать шланг и медленно добавлять воду, пока она не станет консистенцией пюре. Миксер был полезен, потому что он устранял несмешанные карманы бетона и помогал нам работать быстрее.
Когда мы выливали каждую партию, два человека использовали лопату и садовую решетку, чтобы распределять бетон по опалубке и по углам. Мы смешали много бетона, пока форма не была заполнена чуть выше краев.
Шаг 9: Вырежьте временные стойки на уровне
Используйте ручную пилу, чтобы вырезать временные стойки на уровне поверхности рамы.
Шаг 10: Используйте стяжку для выравнивания поверхности
Затем мы вырезаем все деревянные колышки, чтобы они не выступали за верхнюю часть формы. Мы использовали 12-футовую стяжку, чтобы выровнять бетон с верхней частью нашей формы, сделав несколько проходов. Мы работали «распиливая», заполняя низкие участки по мере продвижения от одной стороны к другой.
Шаг 11: Отделка, кромка и бетон
Наша подушка предназначена для сарая, поэтому нас не особо заботило, как будет выглядеть поверхность после отверждения. Если вы заливаете крыльцо, ступени или что-то еще, что будет видно, рассмотрите возможность использования шпателя, терки или кисти для отделки поверхности. Отделка щеткой обеспечивает текстуру и идеально подходит для ступеней или других участков, которые будут скользкими во влажном состоянии. На внутренние полы обычно наносится шпатель/бетон. Затирку проводят после того, как влага с поверхности испарится и бетон потеряет свой блеск. Вы также можете использовать инструмент для скоса, чтобы создать чистый, профессиональный край. После того, как бетон начал затвердевать, проведите инструментом для снятия фаски по периметру.
Посадка с зазором – посадка, при которой всегда образуется зазор в соединении, т. е. имеется наименьший гарантированный зазор. В этом случае наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему.
Особенности посадок с зазором:
— в сопряжении образуется зазор;
— посадки предназначены для подвижных сопряжений, например для подшипников скольжения, а также для неподвижных сопряжений, для обеспечения беспрепятственной сборки деталей, что особенно важно при автоматизации сборочных единиц.
Зазор (S) – разность между размерами отверстия и вала до сборки, если отверстие больше размера вала.
При графическом изображении посадки с зазором поле допуска отверстия расположено выше поля допуска вала (рис. 2.5).
В связи с разбросом действительных размеров сопрягаемых деталей в пределах заданных допусков зазоры будут колебаться от наименьшего до наибольшего значения.
Наибольший зазор Smax есть положительная разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала, или алгебраическая разность между верхним предельным отклонением
а)
б)
Рис. 2.5. Поля допусков посадки с зазором:
а – эскиз; б – схема расположения
отверстия и нижним предельным отклонением вала:
. (2.1)
Для примера найдем наибольший зазор, показанный на рис. 2.5:
Smax= 40,02 — 39,97 = 0,05 мм;
Smax = 0,02 — (-0,03) = 0,05 мм.
Наименьший зазор Smin — положительная разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала или алгебраическая разность между нижним предельным отклонением отверстия и верхним предельным отклонением вала:
. (2.2)
Для примера найдем наименьший зазор, показанный на рис. 2.5:
Smin = 40,00 — 39,99 = 0,01 мм;
Smin= 0 — (-0,01) = 0,01 мм.
Значения зазоров, рассчитанные через предельные размеры и через предельные отклонения, одинаковые. Это говорит о том, что решение выполнено верно.
Допуск посадки с зазором определяется как разность между наибольшим и наименьшим предельными зазорами.
Посадкой с натягом называется посадка, при которой обеспечивается наименьший гарантированный натяг в соединении.
Посадки с натягом в основном применяют для передачи крутящих моментов и осевых сил без дополнительных крепежных средств, а иногда для создания предварительного напряженного состояния у сопрягаемых деталей.
Посадки предназначены для неподвижных и неразъемных соединений. Относительная неподвижность деталей обеспечивается силами трения, возникающими на контактирующих поверхностях вследствие их упругой деформации, создаваемой натягом при сборке соединения.
Преимущество посадок – отсутствие дополнительного крепления, что упрощает конфигурацию деталей и их сборку. Посадки обеспечивают высокую нагрузочную способность сопряжения, которая резко возрастает с увеличением диаметра сопряжения.
В то же время прочность и качество сопряжения зависят от материала сопрягаемых деталей, шероховатости их посадочных поверхностей, формы, способа сборки и т. п.
Наиболее распространенные способы сборки: запрессовка одной детали в другую под усилием пресса или путем предварительного нагрева детали с охватывающей поверхностью и ее охлаждения после сборки до нормальной температуры. Соответственно таким технологическим процессам в старых стандартах посадки называли прессовой или горячепрессовой.
Натяг N — положительная разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия. Натяг обеспечивает взаимную неподвижность деталей после их сборки.
При графическом изображении посадки с натягом поле допуска вала расположено выше поля допуска отверстия (рис. 2.6).
а)
б)
Рис. 2.5. Поля допусков посадки с натягом
а – эскиз; б – схема расположения
Наибольший натяг Nmax есть положительная разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия или алгебраическая разность между верхним предельным отклонением вала и нижним предельным отклонением отверстия:
. (2.3)
Для примера найдем наибольший натяг, показанный на рис. 2.6:
Nmax= 40,045 — 40,000 = 0,045 мм;
Nmax = 0,045 — 0 = 0,045 мм.
Наименьший натяг Nmin — положительная разность между наименьшим предельным размером вала и наибольшим предельным размером отверстия или алгебраическая разность между нижним предельным отклонением вала и верхним предельным отклонением отверстия:
. (2.4)
Для примера найдем наименьший натяг, показанный на рис. 2.6:
Nmin= 40,025 — 40,020 = 0,005 мм;
Nmin= 0,025 — 0,020 = 0,005 мм.
Допуск посадки с натягом определяется как разность между наибольшим и наименьшим предельными натягами.
ПОСАДКИ. ТИПЫ ПОСАДОК И ИХ ХАРАКТЕРИСТИКИ. ГРАФИЧЕСКОЕ ИЗОБРАЖЕНИЕ ДОПУСКОВ И ПОСАДОК — Студопедия
Поделись
Две или несколько подвижно или неподвижно соединяемых деталей называют сопрягаемыми. Поверхности, по которым происходит соединение деталей, называют сопрягаемыми. Остальные поверхности называют несопрягаемыми (свободными).
Рис. 1.6. Сопряжение вала и отверстия
Посадкой называется характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов.
Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
Различают три типа посадок: с зазором, с натягом и переходные посадки.
При графическом изображение поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии (рис.1.7).
Рис. 1.7. Поля допусков отверстия и вала при посадке с зазором
Посадки с зазором. Посадкой с зазором называется посадка, при которой всегда обеспечивается зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему (поле допуска отверстия расположено над полем допуска вала) (рис. 1.8).
Зазор S — положительная разность размеров отверстия и вала. Зазор обеспечивает возможность относительного перемещения сопряженных деталей.
Основными характеристиками посадки с зазором являются:
Рис. 1.8. Схемы расположения полей допусков при посадках с зазором
Посадки с натягом. Посадкой с натягом называется посадка, при которой всегда обеспечивается натяг в соединении, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему (поле допуска отверстия расположено под полем допуска вала) (рис. 1.9).
Натяг N — положительная разность размеров вала и отверстия до сборки. Натяг обеспечивает взаимную неподвижность деталей после их сборки
Рис. 1.9. Схемы расположения полей допусков при посадках с натягом
Основными характеристиками посадки с натягом являются:
Переходные посадки. Переходной посадкой называется посадка, при которой возможно получение как зазора, так и натяга в зависимости от действительных размеров отверстия и вала (поля допусков отверстия и вала перекрываются частично или полностью) (рис. 1.10).
Переходные посадки используют для неподвижных соединений в тех случаях, когда при эксплуатации необходимо проводить разборку и сборку, а также когда к центрированию деталей предъявляются повышенные требования.
Рис. 1.10. Схемы расположения полей допусков при переходных посадках
Переходные посадки, как правило, требуют дополнительного закрепления сопрягаемых деталей, чтобы гарантировать неподвижность соединений (шпонки, штифты, шплинты и другие крепежные средства).
Основными характеристиками переходных посадок являются:
5 типов разрешений на посадку и что вы можете делать с каждым из них
1) «Приземлиться разрешено»
«Приземлиться разрешено» — это то, что вы обычно слышите с вышки. Когда вам разрешено приземляться, это означает, что вы имеете право использовать всю посадочную длину взлетно-посадочной полосы, и вы должны игнорировать любую маркировку места ожидания, расположенную на взлетно-посадочной полосе. Но помните, вы не сможете снова взлететь, пока УВД не даст вам разрешение на взлет.
Boldmethod
2) «Посадка разрешена, не доезжайте XX»
Когда УВД дает разрешение на посадку и говорит держаться до пересекающей взлетно-посадочной полосы, после приземления у вас есть два варианта действий. Во-первых, вы можете покинуть взлетно-посадочную полосу до короткой линии ожидания. Во-вторых, вы можете остановиться на взлетно-посадочной полосе до разметки места ожидания.
Google Maps
3) «Трансформация разрешена»
После «разрешения на трансляцию» вы можете снова приземлиться и взлететь, не останавливаясь и не покидая взлетно-посадочную полосу.
Жирный метод
4) «Стоп-старт разрешен»
Если вам нужно несколько секунд, чтобы изменить конфигурацию самолета и подготовиться к следующему взлету, или если вы получаете ночное течение, вам понадобиться. Когда вы «разрешите останавливаться и идти», вы можете приземлиться, полностью остановить свой самолет и снова взлететь, не покидая взлетно-посадочную полосу.
Вы не хотите торопиться с остановкой, но вы должны иметь в виду, что у башни может быть самолет позади вас, который приземляется. Не тратьте слишком много времени на взлетно-посадочную полосу и не превращайте приземление в «лагерь и вперед».
Boldmethod
5) «Очищено для опции»
Если вы ищете максимальное количество вариантов, которые вы можете получить от контроллера башни, этот вариант для вас. Когда вы «допущены к выбору», вы можете делать практически все. Диспетчер УВД разрешает вам выполнять касания и старты, стоп-энд-гоу, низкий заход на посадку, уход на второй круг или посадку с полной остановкой.
Когда бы вы использовали это? Это полезно на тренировках, особенно если вы не уверены, какой маневр вам понадобится (если вы смазаете свое приземление, вы можете отказаться от него. Но если у вас грубое приземление, вы можете попробовать еще один.)
Когда УВД дает вам возможность, помните, что вы должны сообщить им о своих намерениях как можно скорее, чтобы они могли спланировать, как справиться с движением вокруг вас.
Boldmethod
Думаете стать пилотом? Начните с Летной школы ATP и узнайте, как начать свою авиационную карьеру здесь.
Станьте лучшим пилотом. Подпишитесь на рассылку Boldmethod и еженедельно получайте советы и информацию о реальных полетах прямо на свой почтовый ящик.
Зарегистрироваться
НАЗВАНИЕ
Тег
Автор
Дата
Свод правил Калифорнии, раздел 8, раздел 3231.
Лестницы.
(а) Общие. Каждая лестница, обслуживающая какое-либо здание или его часть, должна соответствовать требованиям настоящего Раздела. (См. раздел 3214 по спецификациям лестничных перил и поручней и раздел 3234 по промышленным лестницам). (Заголовок 24, Часть 2, Раздел 3305(а).)
(б) Ширина.
(1) Лестницы, обслуживающие более 50 пассажиров, должны иметь ширину не менее 44 дюймов.
Лестницы, обслуживающие 50 или менее пассажиров, могут иметь ширину 36 дюймов. Частные лестницы, обслуживающие менее 10 человек, могут иметь ширину 30 дюймов.
(2) Обрезка не должна уменьшать требуемую ширину более чем на 3 1/2 дюйма. Поручни могут выступать с каждой стороны лестницы на расстояние 3 1/2 дюйма до требуемой ширины. Стрингеры могут выступать на 1 1/2 дюйма. (Раздел 24, Часть 2, Раздел 3305(b).)
(c) Вставай и беги.
(1) Высота каждой ступени лестницы должна быть не менее 4 дюймов и не более 7 1/2 дюймов.
(2) Пробег должен составлять не менее 10 дюймов по горизонтали между вертикальными плоскостями самого дальнего выступа соседних ступеней. Самый большой шаг ступени в пределах любого лестничного марша не должен превышать наименьший более чем на 3/8 дюйма. Наибольшая высота подступенка в пределах любого лестничного марша не должна превышать наименьшую более чем на 3/8 дюйма.
Исключение: Частные лестницы, обслуживающие менее 10 человек, и лестницы на незанятые крыши могут быть построены с максимальной высотой подъема 8 дюймов и минимальной длиной 9 дюймов.
(Раздел 24, Часть 2, Раздел 3305(c).)
(d) Поверхность. Все ступени должны быть противоскользящими. Лестницы должны содержаться в чистоте и исправном состоянии.
(раздел 24, часть 2, раздел 2-3305(s).)
(e) Круговые лестницы. Круглые лестницы могут использоваться в качестве выхода при условии, что минимальная ширина пролета не менее 10 дюймов, а меньший радиус не менее удвоенной ширины лестницы. Все ступени в любом одном пролете между площадками должны иметь одинаковые размеры с допуском в три восьмых дюйма.
(Заголовок 24, Часть 2, Раздел 3305(e). )
(f) Посадки. Каждая лестничная площадка должна иметь размер, измеренный в направлении движения и равный ширине трапа. Такой размер не должен превышать 4 фута, если лестница имеет прямой марш. Площадки, если они предусмотрены, не должны уменьшать ширину менее чем на половину требуемой ширины в любом положении качелей или более чем на 7 дюймов у полностью открытой двери. Между площадками должно быть не более 12 футов по вертикали.
(Заголовок 24, Часть 2, Раздел 3305(g) и (i).)
(g) Лестница на крышу. В каждом здании высотой четыре или более этажей одна лестница должна доходить до поверхности крыши, за исключением случаев, когда уклон крыши превышает 4 дюйма 12. (Заголовок 24, Часть 2, Раздел 3305(o).)
(h) Высота. Каждая требуемая лестница должна иметь высоту над головой не менее 6 футов 6 дюймов. Такие зазоры должны быть установлены путем измерения по вертикали от плоскости, параллельной и касательной к проступи лестницы, выступающей к софиту выше во всех точках. (Заголовок 24, Часть 2, Раздел 3305(p).)
В существующих установках, где зазор над лестницей составляет менее 6 футов 6 дюймов, лестница должна быть перемещена, препятствие должно быть устранено, или, если и то, и другое невыполнимо, рядом с препятствием должно быть размещено соответствующее предупреждение, чтобы уведомить сотрудников своего присутствия. Если характер опасности таков, что ее набивка повысит безопасность, это также должно быть сделано. (Заголовок 24, Часть 2, Раздел 2-3305(p), Исключение.)
(i) Строительство ограждения эвакуационных лестниц. При необходимости защиты эвакуационной лестницы путем отделения от других частей здания отделяющая конструкция должна быть огнестойкой конструкции не менее двух часов в зданиях высотой более четырех этажей и не менее одного- часовая огнестойкая конструкция в другом месте.
(1) Отверстия в корпусах. Не должно быть отверстий в выходных ограждениях, кроме выходных дверных проемов и отверстий в наружных стенах. Все выходные двери в ограждении выхода должны быть защищены противопожарным устройством с пределом огнестойкости не менее одного часа, если разрешена одночасовая конструкция шахты, и полтора часа, если требуется двухчасовая конструкция шахты.
Сталь А1 применяется: для изготовления прокатанных и кованых заготовок квадратного или круглого сечения предназначенных для производства осей локомотивов, электропоездов, дизель- и электропоездов, вагонов железных дорог и вагонов метрополитена железных дорог.
Примечание
Сталь нелегированная. Если по соглашению требуется сталь без термообработки (прокатка или ковка), то применяют обозначение стали А0 вместо А1.
Стандарты
Название
Код
Стандарты
Бандажи. Колеса. Оси
В41
ГОСТ 30272-96, ГОСТ 31334-2007
Химический состав
Стандарт
C
S
P
Mn
Cr
Si
Fe
Cu
V
Mo
ГОСТ 31334-2007
≤0.4
≤0.04
≤0.04
≤1.2
≤0.3
≤0.5
Остаток
≤0.3
≤0.05
≤0.08
Fe — основа.
Механические характеристики
Сечение, мм
sТ|s0,2, МПа
σB, МПа
d5, %
кДж/м2, кДж/м2
Сталь А0. Оси тяговых и прицепных вагонов по ГОСТ 31331-2007, ИСО 105-3-82. Без термообработки
≥280
500-650
≥20
≥196
Сталь А1. Оси тяговых и прицепных вагонов по ГОСТ 31331-2007, ИСО 105-3-82. Режим N: Нормализация или Нормализация + Отпуск
≥300
520-650
≥22
≥245
Сталь А1. Оси тяговых и прицепных вагонов по ГОСТ 31331-2007, ИСО 105-3-82. Режим Т: Закалка + Отпуск
≥350
550-700
≥24
≥392
Описание механических обозначений
Название
Описание
Сечение
Сечение
sТ|s0,2
Предел текучести или предел пропорциональности с допуском на остаточную деформацию — 0,2%
σB
Предел кратковременной прочности
d5
Относительное удлинение после разрыва
кДж/м2
Ударная вязкость
Сталь для рельсового транспорта А1 — характеристики, свойства, аналоги
Мы работаем по будням с 9:00 до 18:00
Прием заявок по телефону — круглосуточно
+ 7 (812) 640-28-30
+ 7 (812) 441-23-33
+ 7 (812) 640-28-30
+ 7 (812) 441-23-33
На данной страничке приведены технические, механические и остальные свойства, а также характеристики стали марки А1.
Марка: А1 Классификация материала: Сталь для рельсового транспорта Применение: для изготовления прокатанных и кованых заготовок квадратного или круглого сечения предназначенных для производства осей локомотивов, электропоездов, дизель- и электропоездов, вагонов железных дорог и вагонов метрополитена железных дорог.
Химический состав материала А1 в процентном соотношении
C
Si
Mn
S
P
Cr
Mo
V
Cu
до 0.4
до 0.5
до 1.2
до 0.04
до 0.04
до 0.3
до 0.08
до 0.05
до 0.3
Механические свойства А1 при температуре 20
oС
Сортамент
Размер
Напр.
sв
sT
d5
y
KCU
Термообр.
—
мм
—
МПа
МПа
%
%
кДж / м2
—
Ось, ГОСТ 31334 — 2007
520-650
300
22
Нормализация
Ось, ГОСТ 31334 — 2007
550-700
350
24
Закалка и отпуск
Расшифровка обозначений, сокращений, параметров
Механические свойства :
sв
— Предел кратковременной прочности , [МПа]
sT
— Предел пропорциональности (предел текучести для остаточной деформации), [МПа]
d5
— Относительное удлинение при разрыве , [ % ]
y
— Относительное сужение , [ % ]
KCU
— Ударная вязкость , [ кДж / м2]
HB
— Твердость по Бринеллю , [МПа]
Другие марки из этой категории:
Марка 1
Марка 2
Марка 3
Марка 63
Марка 76
Марка 76Т
Марка 76Ф
Марка 76Ц
Марка А1
Марка А2
Марка А3
Марка А4
Марка ГОСТ5257-98
Марка К63
Марка К76
Марка К76Т
Марка К76Ф
Марка К78ХСФ
Марка К86Ф
Марка М54
Марка М68
Марка М73В
Марка М73Т
Марка М73Ц
Марка М74
Марка М74Т
Марка М74Ц
Марка М76
Марка М76В
Марка М76ВТ
Марка М76Т
Марка М76Ф
Марка М76Ц
Марка Н50
Марка ОС
Марка ПТ70
Марка Т60
Марка Э76
Марка Э76Т
Марка Э76Ф
Марка Э78ХСФ
Марка Э86Ф
Обращаем ваше внимание на то, что данная информация о марке А1, приведена в ознакомительных целях. Параметры, свойства и состав реального материала марки А1 могут отличаться от значений, приведённых на данной странице. Более подробную информацию о марке А1 можно уточнить на информационном ресурсе Марочник стали и сплавов. Информацию о наличии, сроках поставки и стоимости материалов Вы можете уточнить у наших менеджеров. При обнаружении неточностей в описании материалов или найденных ошибках просим сообщать администраторам сайта, через форму обратной связи. Заранее спасибо за сотрудничество!
Сталь А1 применяется : для изготовления пластинчатых и кованых заготовок квадратного или круглого сечения, предназначенных для изготовления осей локомотивов, электропоездов, дизель- и электропоездов, вагонов, железнодорожных и метро РЖД.
Примечание
Нелегированная сталь. Если по соглашению требуется сталь без термической обработки (прокатка или ковка), то используется обозначение стали А0 вместо А1.
Стандарты
Наименование
Код
Стандарты
Бинты. Колеса. Оси
В41
ГОСТ 30272-96, ГОСТ 31334-2007
Химический состав
Стандартный
С
С
Р
Мн
Кр
Си
Фе
Медь
В
Пн
ГОСТ 31334-2007
≤0,4
≤0,04
≤0,04
≤1,2
≤0,3
≤0,5
Остальные
≤0,3
≤0,05
≤0,08
Fe является основой.
Механические характеристики
Сечение, мм
с Т |с 0,2 , МПа
σ B , МПа
д 5 , %
кДж/м 2 , кДж/м 2
Сталь А0. Ось ведущих и прицепных вагонов по ГОСТ 31331-2007, ИСО 105-3-82. Без термической обработки
≥280
500-650
≥20
≥196
Сталь A1. Ось ведущих и прицепных вагонов по ГОСТ 31331-2007, ИСО 105-3-82. Режим N: Нормализация или Нормализация + Отпуск
≥300
520-650
≥22
≥245
Сталь A1. Ось ведущих и прицепных вагонов по ГОСТ 31331-2007, ИСО 105-3-82. Режим T: Закалка + Отпуск
≥350
550-700
≥24
≥392
Описание механические метки
Наименование
Описание
Раздел
Секция
с Т | с 0,2
Предел текучести или предел пропорциональности с допуском на остаточную деформацию 0,2%
σ Б
Предел кратковременной прочности
д 5
Удлинение после разрыва
кДж/м 2
Прочность
Свойства стальных материалов — SteelConstruction.
info
Свойства конструкционной стали определяются как ее химическим составом, так и методом производства, включая обработку в процессе изготовления. Стандарты на продукцию определяют пределы состава, качества и производительности, и эти ограничения используются или предполагаются проектировщиками конструкций. В этой статье рассматриваются основные свойства, представляющие интерес для дизайнера, и указываются соответствующие стандарты для конкретных продуктов. Спецификация стальных конструкций описана в отдельной статье.
Схематическая диаграмма напряжения/деформации для стали
Содержание
1 Свойства материала, необходимые для проектирования
2 Факторы, влияющие на механические свойства
3 Сила
3.1 Предел текучести
3.1.1 Горячекатаные стали
3.1.2 Холоднодеформированные стали
3.1.3 Нержавеющая сталь
4 Прочность
5 Пластичность
6 Свариваемость
7 Прочие механические свойства стали
8 Прочность
8. 1 Атмосферостойкая сталь
8.2 Нержавеющая сталь
9 Каталожные номера
10 ресурсов
11 См. также
[наверх]Свойства материалов, необходимые для проектирования
Свойства, которые должны учитываться проектировщиками при выборе стальных строительных изделий:
Прочность
Прочность
Пластичность
Свариваемость
Прочность.
При проектировании механические свойства определяются на основе минимальных значений, указанных в соответствующем стандарте на продукцию. Свариваемость определяется химическим составом сплава, который регламентируется стандартом на продукцию. Долговечность зависит от конкретного типа сплава – обычная углеродистая сталь, атмосферостойкая сталь или нержавеющая сталь.
[вверх]Факторы, влияющие на механические свойства
Механические свойства стали определяются сочетанием химического состава, термической обработки и производственных процессов. Хотя основным компонентом стали является железо, добавление очень небольших количеств других элементов может оказать заметное влияние на свойства стали. Прочность стали можно увеличить за счет добавления таких сплавов, как марганец, ниобий и ванадий. Однако эти добавки к сплаву могут также неблагоприятно повлиять на другие свойства, такие как пластичность, ударная вязкость и свариваемость.
Сведение к минимуму содержания серы может повысить пластичность, а ударная вязкость может быть улучшена за счет добавления никеля. Поэтому химический состав для каждой спецификации стали тщательно сбалансирован и протестирован во время ее производства, чтобы гарантировать достижение соответствующих свойств.
Легирующие элементы также дают различную реакцию, когда материал подвергается термической обработке, включающей охлаждение с заданной скоростью от определенной пиковой температуры. Производственный процесс может включать комбинацию термической обработки и механической обработки, которые имеют решающее значение для характеристик стали.
Механическая обработка происходит во время прокатки или формовки стали. Чем больше стали прокатывают, тем прочнее она становится. Этот эффект очевиден в стандартах на материалы, которые, как правило, определяют снижение уровней предела текучести с увеличением толщины материала.
Эффект термической обработки лучше всего объясняется ссылкой на различные технологические процессы, которые могут использоваться в производстве стали, основными из которых являются:
Сталь после проката
Нормализованная сталь
Прокат нормализованный
Термомеханически катаная (TMR) сталь
Сталь, подвергнутая закалке и отпуску (Q&T).
Сталь охлаждается во время прокатки, при этом типичная температура конца прокатки составляет около 750°C. Сталь, которой затем дают остыть естественным путем, называют материалом в состоянии после прокатки. Нормализация происходит, когда прокатанный материал снова нагревается примерно до 900°C и выдерживается при этой температуре в течение определенного времени, прежде чем дать ему возможность остыть естественным образом. Этот процесс уменьшает размер зерна и улучшает механические свойства, особенно ударную вязкость. Нормализованно-прокатный процесс, при котором температура выше 900°C после завершения прокатки. Это оказывает такое же влияние на свойства, как и нормализация, но исключает лишний процесс повторного нагрева материала. Нормализованные и нормализованные прокаты имеют обозначение «Н».
Использование высокопрочной стали может уменьшить объем необходимой стали, но сталь должна быть прочной при рабочих температурах, а также должна обладать достаточной пластичностью, чтобы противостоять любому распространению вязкой трещины. Следовательно, более прочные стали требуют улучшенной ударной вязкости и пластичности, что может быть достигнуто только при использовании чистых сталей с низким содержанием углерода и при максимальном измельчении зерна. Внедрение процесса термомеханической прокатки (TMR) является эффективным способом достижения этой цели.
Термомеханически прокатанная сталь использует особый химический состав стали, чтобы обеспечить более низкую конечную температуру прокатки около 700°C. Для прокатки стали при этих более низких температурах требуется большее усилие, и свойства сохраняются до тех пор, пока она не будет повторно нагрета выше 650°C. Сталь, прокатанная термомеханическим способом, имеет обозначение «М».
Процесс производства закаленной и отпущенной стали начинается с нормализованного материала при температуре 900°C. Его быстро охлаждают или «закаливают» для получения стали с высокой прочностью и твердостью, но с низкой ударной вязкостью. Прочность восстанавливается повторным нагревом до 600°C, поддержанием температуры в течение определенного времени и последующим естественным охлаждением (отпуск). Закаленные и отпущенные стали имеют обозначение «Q».
Закалка включает быстрое охлаждение продукта путем погружения непосредственно в воду или масло. Он часто используется в сочетании с отпуском, который представляет собой вторую стадию термообработки до температур ниже диапазона аустенизации. Эффект отпуска заключается в размягчении ранее закаленных структур и повышении их прочности и пластичности.
Схематический температурно-временной график процессов прокатки
[наверх] Прочность
[наверх] Предел текучести
Предел текучести является наиболее распространенным свойством, которое необходимо проектировщику, поскольку оно является основой для большинства правил, приведенных в нормах проектирования. В европейских стандартах на конструкционные углеродистые стали (включая атмосферостойкие стали) основное обозначение относится к пределу текучести, например Сталь S355 представляет собой конструкционную сталь с указанным минимальным пределом текучести 355 Н/мм².
Стандарты на продукцию также определяют допустимый диапазон значений предела прочности при растяжении (UTS). Минимальный UTS имеет отношение к некоторым аспектам дизайна.
[наверх]Горячекатаные стали
Для горячекатаных углеродистых сталей число, указанное в обозначении, представляет собой значение предела текучести для материала толщиной до 16 мм. Конструкторы должны учитывать, что предел текучести уменьшается с увеличением толщины листа или профиля (более тонкий материал обрабатывается больше, чем толстый, и обработка увеличивает прочность). Для двух наиболее распространенных марок стали, используемых в Великобритании, указанные минимальные значения предела текучести и минимального предела прочности при растяжении показаны в таблице ниже для сталей в соответствии со стандартом BS EN 10025-2 9.0196 [1] .
Минимальный предел текучести и предел прочности при растяжении для обычных марок стали
Марка
Предел текучести (Н/мм 2 ) для номинальной толщины t (мм)
Прочность на растяжение (Н/мм 2 ) для номинальной толщины t (мм)
т ≤ 16
16 < t ≤ 40
40 < t ≤ 63
63 < t ≤ 80
3 < t ≤ 100
100 < t ≤ 150
S275
275
265
255
245
410
400
S355
355
345
335
325
470
450
Национальное приложение Великобритании к BS EN 1993-1-1 [2] позволяет использовать минимальное значение текучести для определенной толщины в качестве номинального (характеристического) предела текучести f y и минимальный предел прочности при растяжении f u использовать в качестве номинального (характеристического) предела прочности.
Аналогичные значения даны для других марок в других частях BS EN 10025 и для полых профилей в BS EN 10210-1 [3] .
[top]Стали холодной штамповки
Существует широкий диапазон марок стали для полосовой стали, подходящей для холодной штамповки. Минимальные значения предела текучести и предела прочности указаны в соответствующем стандарте на продукцию BS EN 10346 9.0196 [4] .
BS EN 1993-1-3 [5] содержит значения базового предела текучести f yb и предела прочности при растяжении f u , которые следует использовать в качестве характеристических значений при проектировании.
[top]Нержавеющая сталь
Марки нержавеющей стали обозначаются числовым «номером стали» (например, 1,4401 для типичной аустенитной стали), а не системой обозначения «S» для углеродистых сталей. Соотношение напряжение-деформация не имеет четкого различия в пределе текучести, и предел текучести нержавеющей стали для нержавеющей стали обычно указывается в терминах условного предела прочности, определенного для определенного смещения остаточной деформации (обычно 0,2% деформации).
Прочность обычно используемых конструкционных нержавеющих сталей находится в диапазоне от 170 до 450 Н/мм². Аустенитные стали имеют более низкий предел текучести, чем обычно используемые углеродистые стали; Дуплексные стали имеют более высокий предел текучести, чем обычные углеродистые стали. Как для аустенитных, так и для дуплексных нержавеющих сталей отношение предела прочности к пределу текучести больше, чем для углеродистых сталей.
BS EN 1993-1-4 [6] содержит номинальные (характеристические) значения предела текучести f y и предельной минимальной прочности на растяжение f u для сталей в соответствии с BS EN 10088-1 [7] для использования в конструкции.
[вверх] Прочность
Образец для испытания на ударный изгиб с V-образным надрезом
Природа всех материалов состоит в том, чтобы иметь некоторые дефекты. В стали эти дефекты принимают форму очень маленьких трещин. Если сталь недостаточно прочная, «трещина» может быстро распространяться без пластической деформации и приводить к «хрупкому разрушению». Риск хрупкого разрушения увеличивается с толщиной, растягивающим напряжением, концентраторами напряжения и при более низких температурах. Прочность стали и ее способность сопротивляться хрупкому разрушению зависят от ряда факторов, которые следует учитывать на этапе спецификации. Удобной мерой прочности является испытание на ударную вязкость по Шарпи с V-образным надрезом — см. изображение справа. В этом испытании измеряется энергия удара, необходимая для разрушения небольшого образца с надрезом при определенной температуре одним ударом маятника.
В различных стандартах на продукцию указаны минимальные значения энергии удара для различных марок основания каждого класса прочности. Для нелегированных конструкционных сталей основные обозначения марок: JR, J0, J2 и K2. Для мелкозернистых сталей и закаленных и отпущенных сталей (которые, как правило, более прочные, с более высокой энергией удара) используются разные обозначения. Сводная информация об обозначениях ударной вязкости приведена в таблице ниже.
Минимальная энергия удара для оснований из углеродистой стали
Стандарт
Основание
Ударная вязкость
Температура испытания
БС ЕН 10025-2 [1] БС ЕН 10210-1 [3]
Младший
27Дж
20 или С
ДЖ0
27Дж
0 или С
Дж2
27Дж
-20 о С
К2
40Дж
-20 или С
БС ЕН 10025-3 [8]
Н
40Дж
-20 или в
НЛ
27Дж
-50 или в
БС ЕН 10025-4 [9]
М
40Дж
-20 или в
МЛ
27Дж
-50 о с
БС ЕН 10025-5 [10]
Дж0
27Дж
0 или С
Дж2
27Дж
-20 или С
К2
40Дж
-20 или С
Дж4
27Дж
-40 или С
Дж5
27Дж
-50 или С
БС ЕН 10025-6 [11]
В
30Дж
-20 или в
КЛ
30Дж
-40 или в
QL1
30Дж
-60 о в
Для тонколистовых сталей для холодной штамповки требования к энергии удара для материала толщиной менее 6 мм не устанавливаются.
Выбор подходящей марки основания для обеспечения достаточной прочности в расчетных ситуациях приведен в BS EN 19.93-1-10 [12] и связанный с ним UK NA [13] . Правила связывают температуру воздействия, уровень напряжения и т. д. с «предельной толщиной» для каждой марки стали. PD 6695-1-10 [14] содержит полезные справочные таблицы, а руководство по выбору соответствующего грунтового основания дано в ED007.
SCI-P419
Эти правила проектирования были разработаны для конструкций, подверженных усталости, таких как мосты и опорные конструкции кранов, и признано, что их использование для зданий, где усталость играет незначительную роль, чрезвычайно безопасно.
Публикация SCI P419 представляет модифицированные пределы толщины стали, которые могут использоваться в зданиях, где усталость не является расчетным соображением. Эти новые пределы были получены с использованием точно такого же подхода, как и правила проектирования Еврокода, но они существенно уменьшают рост трещин из-за усталости. Употреблено слово «уменьшать», так как допущение отсутствия роста означало бы полное устранение эффекта утомления. Допускается некоторая усталость (20 000 циклов) на основе ориентировочных указаний стандарта DIN.
Термин «квазистатический» будет охватывать такие конструкции — в действительности может быть некоторое ограниченное циклическое воздействие нагрузки, но обычно это не рассматривается — подход к проектированию заключается в том, чтобы рассматривать все нагрузки как статические. Ключом к новому подходу является формула для выражения роста трещины при 20 000 циклов. Эксперты из Аахенского университета (участвовавшие в разработке Еврокода) дали это чрезвычайно важное выражение.
Дополнительную информацию можно найти в технической статье в сентябрьском выпуске журнала NSC за 2017 г.
Нержавеющая сталь обычно намного прочнее углеродистой стали; минимальные значения указаны в BS EN 10088-4 [15] . В стандарте BS EN 1993-1-4 [6] указано, что аустенитные и дуплексные стали достаточно прочны и не подвержены хрупкому разрушению при рабочих температурах до -40°C.
[top]Пластичность
Пластичность — это мера степени деформации или удлинения материала между началом текучести и возможным разрушением под действием растягивающей нагрузки, как показано на рисунке ниже. Конструктор полагается на пластичность в ряде аспектов конструкции, включая перераспределение напряжения в предельном состоянии, конструкцию группы болтов, снижение риска распространения усталостных трещин, а также в производственных процессах сварки, гибки и правки. Различные стандарты для марок стали в приведенной выше таблице настаивают на минимальном значении пластичности, поэтому расчетные допущения действительны, и если они указаны правильно, проектировщик может быть уверен в их адекватных характеристиках.
Напряженно-деформационное поведение стали
[вверх]Свариваемость
Приварка ребер жесткости к большой сборной балке (Изображение предоставлено Mabey Bridge Ltd)
Все конструкционные стали в основном поддаются сварке. Однако сварка предполагает локальное расплавление стали, которая впоследствии охлаждается. Охлаждение может быть довольно быстрым, потому что окружающий материал, напр. луч предлагает большой «радиатор», а сварной шов (и подводимое тепло) обычно относительно мал. Это может привести к упрочнению «зоны термического влияния» (ЗТВ) и снижению ударной вязкости. Чем больше толщина материала, тем больше снижение ударной вязкости.
Склонность к охрупчиванию также зависит от легирующих элементов, главным образом, но не исключительно, от содержания углерода. Эта восприимчивость может быть выражена как «значение углеродного эквивалента» (CEV), и различные стандарты на продукцию для углеродистых сталей дают выражения для определения этого значения.
BS EN 10025 [1] устанавливает обязательные ограничения для CEV для всех охватываемых изделий из конструкционной стали, и тем, кто контролирует сварку, несложно обеспечить, чтобы используемые спецификации процедуры сварки были квалифицированы для соответствующей марки стали и CEV.
Другие механические свойства стали
Другие механические свойства конструкционной стали, важные для проектировщика, включают:
Модуль упругости, E = 210 000 Н/мм²
Модуль сдвига, G = E/[2(1 + ν )] Н/мм², часто принимается равным 81 000 Н/мм²
Коэффициент Пуассона, ν = 0,3
Коэффициент теплового расширения, α = 12 x 10 -6 /°C (в диапазоне температур окружающей среды).
[вверх]Долговечность
Защита от коррозии за пределами объекта (Изображение предоставлено Hempel UK Ltd.)
Еще одним важным свойством является защита от коррозии. Хотя доступны специальные коррозионно-стойкие стали, они обычно не используются в строительстве. Исключением является атмосферостойкая сталь.
Наиболее распространенным средством защиты от коррозии конструкционной стали является покраска или цинкование. Требуемый тип и степень защиты покрытия зависят от степени воздействия, местоположения, расчетного срока службы и т. д. Во многих случаях в сухих условиях внутри помещений не требуется никаких антикоррозионных покрытий, кроме соответствующей противопожарной защиты. Доступна подробная информация о защите от коррозии конструкционной стали.
[top]Сталь, устойчивая к атмосферным воздействиям
Сталь, устойчивая к атмосферным воздействиям, представляет собой высокопрочную низколегированную сталь, которая устойчива к коррозии, образуя прочную защитную «патину» ржавчины, препятствующую дальнейшей коррозии. Защитное покрытие не требуется. Он широко используется в Великобритании для строительства мостов и снаружи некоторых зданий. Он также используется для архитектурных элементов и скульптурных сооружений, таких как Ангел Севера.
Ангел Севера
[верх]Нержавеющая сталь
Типичные кривые напряжения-деформации для нержавеющей стали и углеродистой стали в отожженном состоянии
Нержавеющая сталь представляет собой материал с высокой коррозионной стойкостью, который можно использовать в конструкции, особенно там, где требуется высококачественная отделка поверхности. Подходящие сорта для воздействия в типичных условиях приведены ниже.
Деформационно-напряженное поведение нержавеющих сталей отличается от поведения углеродистых сталей в ряде аспектов. Наиболее важное отличие заключается в форме кривой напряжения-деформации. В то время как углеродистая сталь обычно демонстрирует линейное упругое поведение вплоть до предела текучести и плато перед деформационным упрочнением, нержавеющая сталь имеет более округлый отклик без четко определенного предела текучести. Таким образом, предел текучести нержавеющей стали, как правило, определяется для определенного смещения постоянной деформации (обычно 0,2% деформации), как показано на рисунке справа, который показывает типичные экспериментальные кривые напряжения-деформации для обычных аустенитных и дуплексных нержавеющих сталей. Показанные кривые представляют диапазон материалов, которые могут поставляться, и не должны использоваться при проектировании.
Указанные механические свойства обычных нержавеющих сталей по EN 10088-4 [15]
Описание
Марка
Минимум 0,2 % предела текучести (Н/мм 2 )
Предел прочности при растяжении (Н/мм 2 )
Удлинение при разрыве (%)
Основные хромоникелевые аустенитные стали
1. 4301
210
520 – 720
45
1.4307
200
500 – 700
45
Молибден-хромоникелевые аустенитные стали
1.4401
220
520 – 670
45
1.4404
220
520 – 670
45
Дуплексные стали
1.4162
450
650 – 850
30
1.4462
460
640 – 840
25
Механические свойства относятся к горячекатаному листу. Для холоднокатаной и горячекатаной полосы указанные значения прочности на 10-17 % выше.
Рекомендации по выбору нержавеющей стали
BS EN ISO 9223 [16] Класс атмосферной коррозии
Типичная внешняя среда
Подходящая нержавеющая сталь
C1 (очень низкий)
Пустыни и арктические районы (очень низкая влажность)
1. 4301/1.4307, 1.4162
C2 (низкий)
Засушливый или слабозагрязненный (сельский)
1.4301/1.4307, 1.4162
C3 (средний)
Прибрежные районы с небольшими отложениями соли Городские или промышленные районы с умеренным загрязнением
1.4401/1.4404, 1.4162 (1.4301/1.4307)
C4 (Высокий)
Загрязненная городская и промышленная атмосфера Прибрежные районы с умеренными отложениями солей Дорожная среда с противогололедными солями
1.4462, (1.4401/1.4404), другие более высоколегированные дуплексы или аустениты
C5 (Очень высокий)
Сильно загрязненная промышленная атмосфера с высокой влажностью Морская атмосфера с высокой степенью солевых отложений и брызг
1.4462, другие более высоколегированные дуплексы или аустениты
Материалы, подходящие для более высокого класса, могут использоваться для более низких классов, но могут оказаться нерентабельными. Материалы, указанные в квадратных скобках, могут быть рассмотрены, если приемлема некоторая умеренная коррозия. Накопление агрессивных загрязняющих веществ и хлоридов будет выше в защищенных местах; следовательно, может быть необходимо выбрать рекомендуемую марку из следующего более высокого класса коррозии.
[наверх]Ссылки
↑ 1,0 1,1 1,2 BS EN 10025-2:2019 Горячекатаный прокат из конструкционных сталей. Технические условия поставки нелегированных конструкционных сталей BSI.
↑ NA+A1:2014 к BS EN 1993-1-1:2005+A1:2014, Национальное приложение Великобритании к Еврокоду 3: Проектирование стальных конструкций Общие нормы и правила для зданий, BSI
↑ 3.0 3.1 BS EN 10210-1:2006 Горячедеформированные конструкционные полые профили из нелегированных и мелкозернистых сталей. Технические требования к поставке, BSI.
↑ BS EN 10346:2015 Стальной плоский прокат с непрерывным горячим покрытием для холодной штамповки. Технические условия поставки. БСИ
↑ BS EN 1993-1-3:2006 Еврокод 3: Проектирование стальных конструкций. Общие правила — Дополнительные правила для холодногнутых элементов и листов, BSI.
↑ 6.0 6.1 BS EN 1993-1-4:2006+A1:2015 Еврокод 3. Проектирование стальных конструкций. Основные правила. Дополнительные правила для нержавеющих сталей, BSI
↑ БС ЕН 10088-1:2014 Нержавеющие стали. Список нержавеющих сталей, BSI
↑ BS EN 10025-3: 2019, Горячекатаный прокат из конструкционных сталей, Часть 3. Технические условия поставки нормализованного / нормализованного проката свариваемых мелкозернистых конструкционных сталей, BSI
↑ BS EN 10025-4: 2019, Горячекатаный прокат из конструкционных сталей, Часть 4. Технические условия поставки для термомеханического проката свариваемых мелкозернистых конструкционных сталей, BSI
↑ BS EN 10025-5:2019, Горячекатаный прокат из конструкционных сталей, Часть 5. Технические условия поставки конструкционных сталей с повышенной атмосферной коррозионной стойкостью, BSI
↑ BS EN 10025-6: 2019, Горячекатаный прокат из конструкционных сталей, Часть 6. Технические условия поставки плоского проката из конструкционных сталей с высоким пределом текучести в закаленном и отпущенном состоянии, BSI
↑ BS EN 1993-1-10:2005 Еврокод 3. Проектирование стальных конструкций. Прочность материала и свойства по толщине, BSI.
↑ NA к BS EN 1993-1-10: 2005, Национальное приложение Великобритании к Еврокоду 3: Проектирование стальных конструкций. Прочность материала и свойства по толщине. БСИ
↑ PD 6695-1-10:2009 Рекомендации по проектированию конструкций по BS EN 1993-1-10. БСИ
↑ 15,0 15,1 BS EN 10088-4:2009 Нержавеющие стали. Технические условия поставки листа и ленты из коррозионно-стойких сталей строительного назначения, BSI.
↑ BS EN ISO 9223:2012 Коррозия металлов и сплавов, Коррозионная активность атмосфер, Классификация, определение и оценка. БСИ
[наверх] Ресурсы
SCI ED007 Выбор марки стали в соответствии с Еврокодами, 2012 г.
Бочата, как правило, изготавливаются следующим методом: берется труба нужного диаметра, затем от нее отрезается отрезок нужной длины и на специальном оборудовании с двух сторон данного отрезка нарезается наружная резьба определенной длины. По сути бочата – это те же сгоны, основное отличие бочат от сгонов заключается в том, что длины резьб на концах у сгона различны, а у бочонка равны. Бочата используются для соединения водогазопроводных труб, в системах отопления, водопровода, газопровода и других системах, работающих в условиях неагрессивных сред (вода, насыщенный водяной пар, горючий газ и др.). На рисунке, приведенном ниже, вы можете посмотреть, как схематично выглядят бочата:
Бочата:
Как видно из схематичного изображения, приведенного выше, бочата представляют из себя деталь цилиндрической формы, с наружной резьбой, нарезанной с обеих сторон. Резьба у бочат нарезается на токарном станке с помощью резца. Бочата используются с применением уплотнителя, при температуре среды не выше 175°С и давлении не выше 1,6 МПа. Бочата изготавливаются по ГОСТ 8969-75 и могут быть изготовлены всего в одном исполнении. На рисунке, приведенном ниже, Вы можете посмотреть, как схематично выглядит данное исполнение:
Бочата по ГОСТ 8969-75 могут быть изготовлены из стали, с оцинкованным покрытием (оцинкованные бочата) или без покрытия. Диаметр бочат по ГОСТ 8969-75 варьируется от Ду 15мм до Ду 50мм. В нижеприведенной таблице вы можете посмотреть параметры стальных бочат, изготовленных по ГОСТ 8969-75:
Условный проход Dу, мм
Резьба d
Длина, L, мм
Длина резьбы , мм
Масса без покрытия, кг
15
1/2″ трубы
60
9
0,07
20
3/4″ трубы
60
10,5
0,075
25
1″ трубы
60
11
0,14
32
1 1/4″ трубы
70
13
0,19
40
1 1/2″ трубы
70
15
0,27
50
2″ трубы
80
17
0,38
Ниже приведен пример условного обозначения бочат по ГОСТ 8969-75:
Бочонок стальной без покрытия с Dу=25мм: Бочонок 25 ГОСТ 8969-75
Стальной бочонок с оцинкованным покрытием с Dу=50мм: Бочонок 50-Ц ГОСТ 8969-75
Если Вам требуются остальные характеристики бочат, изготовленных по ГОСТ 8969-75, то вы можете посмотреть их, скачав данный ГОСТ с нашего сайта.
Пользуясь вышеприведенной таблицей на нашем сайте вы всегда сможете точно рассчитать стоимость транспортных расходов т.к. в ней указан вес всех существующих бочат по ГОСТ 8969-75.
Наша компания может поставлять бочата из стали марки 20 с оцинкованным покрытием и без него (бочата стальные, бочата стальные оцинкованные).
Если у вас остались вопросы, связанные с бочатами, то Вы можете задать их менеджерам нашей компании по электронной почте [email protected] или по телефону +7 (343)361 2377
БОЧАТА — Строй Сити
Исходная сортировкаПо популярностиПо новизнеЦены: по возрастаниюЦены: по убыванию
10% БОНУС на дисконтную карту
Код: 48721
БОЧАТА 1 1/2
230 ₽/шт (бонусы на карту 23 ₽)
Услуги: Доставка автомашиной грузоподъёмностью до 3т. Для доставки данного материала используются автомашины «Тоннаж до 3т», т. к. использовать автомобиль меньшего объема не позволяют габариты товара.
12 шт в наличии
В корзину
Количество товара БОЧАТА 1 1/2
Детали
10% БОНУС на дисконтную карту
Код: 02230
БОЧАТА 1 1/2 х 1 1/4
270 ₽/шт (бонусы на карту 27 ₽)
Услуги: Доставка автомашиной грузоподъёмностью до 3т. Для доставки данного материала используются автомашины «Тоннаж до 3т», т.к. использовать автомобиль меньшего объема не позволяют габариты товара.
40 шт в наличии
В корзину
Количество товара БОЧАТА 1 1/2 х 1 1/4
Детали
10% БОНУС на дисконтную карту
Код: 02231
БОЧАТА 1 1/4
285 ₽/шт (бонусы на карту 29 ₽)
Услуги: Доставка автомашиной грузоподъёмностью до 3т. Для доставки данного материала используются автомашины «Тоннаж до 3т», т.к. использовать автомобиль меньшего объема не позволяют габариты товара.
2 шт в наличии
В корзину
Количество товара БОЧАТА 1 1/4
Детали
10% БОНУС на дисконтную карту
Код: 02234
БОЧАТА 1 х 1/2
100 ₽/шт (бонусы на карту 10 ₽)
Услуги: Доставка автомашиной грузоподъёмностью до 3т. Для доставки данного материала используются автомашины «Тоннаж до 3т», т.к. использовать автомобиль меньшего объема не позволяют габариты товара.
64 шт в наличии
В корзину
Количество товара БОЧАТА 1 х 1/2
Детали
10% БОНУС на дисконтную карту
Код: 02236
БОЧАТА 1 х 3/4
100 ₽/шт (бонусы на карту 10 ₽)
Услуги: Доставка автомашиной грузоподъёмностью до 3т. Для доставки данного материала используются автомашины «Тоннаж до 3т», т.к. использовать автомобиль меньшего объема не позволяют габариты товара.
14 шт в наличии
В корзину
Количество товара БОЧАТА 1 х 3/4
Детали
10% БОНУС на дисконтную карту
Код: 09003
БОЧАТА 1 Ш/Ш
129 ₽/шт (бонусы на карту 13 ₽)
Услуги: Доставка автомашиной грузоподъёмностью до 3т. Для доставки данного материала используются автомашины «Тоннаж до 3т», т.к. использовать автомобиль меньшего объема не позволяют габариты товара.
142 шт в наличии
В корзину
Количество товара БОЧАТА 1 Ш/Ш
Детали
10% БОНУС на дисконтную карту
Код: 02238
БОЧАТА 1/2
45 ₽/шт (бонусы на карту 5 ₽)
Услуги: Доставка автомашиной грузоподъёмностью до 3т. Для доставки данного материала используются автомашины «Тоннаж до 3т», т.к. использовать автомобиль меньшего объема не позволяют габариты товара.
162 шт в наличии
В корзину
Количество товара БОЧАТА 1/2
Детали
10% БОНУС на дисконтную карту
Код: 02239
БОЧАТА 1/2 х 3/8
31 ₽/шт (бонусы на карту 3 ₽)
Услуги: Доставка автомашиной грузоподъёмностью до 3т. Для доставки данного материала используются автомашины «Тоннаж до 3т», т.к. использовать автомобиль меньшего объема не позволяют габариты товара.
43 шт в наличии
В корзину
Количество товара БОЧАТА 1/2 х 3/8
Детали
10% БОНУС на дисконтную карту
Код: 39336
БОЧАТА 1/4 х 3/8
45 ₽/шт (бонусы на карту 5 ₽)
Услуги: Доставка автомашиной грузоподъёмностью до 3т. Для доставки данного материала используются автомашины «Тоннаж до 3т», т.к. использовать автомобиль меньшего объема не позволяют габариты товара.
35 шт в наличии
В корзину
Количество товара БОЧАТА 1/4 х 3/8
Детали
10% БОНУС на дисконтную карту
Код: 87637
БОЧАТА 2″
330 ₽/шт (бонусы на карту 33 ₽)
Услуги: Доставка автомашиной грузоподъёмностью до 3т. Для доставки данного материала используются автомашины «Тоннаж до 3т», т.к. использовать автомобиль меньшего объема не позволяют габариты товара.
6 шт в наличии
В корзину
Количество товара БОЧАТА 2″
Детали
10% БОНУС на дисконтную карту
Код: 02241
БОЧАТА 3/4
70 ₽/шт (бонусы на карту 7 ₽)
Услуги: Доставка автомашиной грузоподъёмностью до 3т. Для доставки данного материала используются автомашины «Тоннаж до 3т», т.к. использовать автомобиль меньшего объема не позволяют габариты товара.
171 шт в наличии
В корзину
Количество товара БОЧАТА 3/4
Детали
10% БОНУС на дисконтную карту
Код: 02243
БОЧАТА 3/4 х 1/2
60 ₽/шт (бонусы на карту 6 ₽)
Услуги: Доставка автомашиной грузоподъёмностью до 3т. Для доставки данного материала используются автомашины «Тоннаж до 3т», т.к. использовать автомобиль меньшего объема не позволяют габариты товара.
316 шт в наличии
В корзину
Количество товара БОЧАТА 3/4 х 1/2
Детали
4 основных шага бачаты для танца любой песни
Как вы должны знать, бачата живет в последние годы своего золотого века, так как она стала одним из танцев с большим количеством последователей. Относительно легкий танец для начинающих, где у самых опытных танцоров есть много возможностей проявить свои таланты.
Появившееся в 1960-х годах в Доминиканской Республике как трансформация болеро в соответствии с антильскими вкусами, в настоящее время оно не отсутствует ни в одном танцевальном зале или школе с уроками бачаты, которые могут похвастаться.
Его типичная хореография родилась в 1990-х годах с двумя формами танца бачата:
Доминиканская бачата: пара обычно танцует с несколькими фигурами и фокусируется на движениях бедер и ног.
Городская бачата: танцоры собираются вместе и расходятся, чтобы иметь возможность выполнять различные фигуры, фокусируя движения тела.
Для большинства экспертов главной характеристикой танца бачата, несомненно, является непрерывное движение бедер, особенно в четвертом такте (ритм бачаты состоит из четырех тактов, танец из восьми).
Бачата — это танец, в основе которого лежит личный стиль. Но какие основные шаги бачаты вы должны знать, чтобы танцевать под любую песню?
№1. Базовый шаг бачаты
Базовый шаг бачаты, по сути, состоит из трех шагов, которые исполняются в первые три раза, и касания подошвой стопы, которое исполняется в четвертый раз.
Когда подошва стопы касается земли в четвертый период времени, бедро движется вверх. Движение бедра, более выраженное у женщин, чем у мужчин.
Базовый шаг бачаты должен быть выполнен в хорошем стиле с самого начала процесса обучения. Рекомендация, которая обычно дается для освоения, состоит в том, чтобы не отставать от музыки и держать колени слегка согнутыми. Таким образом, движение бедра возникнет естественным образом.
#2. Повороты в бачате
Одним из основных движений бачаты являются повороты и повороты. Самым простым из всех является тот, в котором мужчина поднимает руку, чтобы женщина могла сделать полный оборот в такт музыке. Затем они оба возвращаются к обычному танцу, не теряя ритма.
Процесс поворота мужчины и женщины будет выглядеть следующим образом:
Возвращение мужчины в бачате
Когда она танцует, она считает время в уме (1,2,3 ,4), и когда она достигает четвертой доли, она начинает поднимать свою ведущую руку (вытянутую руку) над головой пары, начиная ослаблять давление другой руки.
В такте 1 следующего такта пара начинает вращаться, делая круг под рукой мужчины, осторожно держась за ведущую руку.
Поворот завершится за время 3, так что за время 4 и мужчина, и женщина снова танцуют синхронно.
Возвращение женщины в бачате В момент времени 4 (вытянутая) ведущая рука мужчины начинает подниматься. В этот момент продолжайте удерживать ведущую руку, но уберите другую руку с плеча партнера и двигайтесь под изгибом ведущей руки.
В такте 1 женщина делает круг под своей основной рукой, пытаясь закончить поворот в такте 3. Намерение состоит в том, чтобы занять нормальное танцевальное положение в такте 4 и снова начать вместе шаги в противоположном направлении в такте 1.
#3. Винт
Винт — это шаг бачаты, в котором девочка проходит впереди мальчика. Позиция изменилась чуть сложнее предыдущих, но без видимых затруднений.
В скручивании мужчина продвигается вперед и располагается позади женщины. Во время процесса она поднимет левую руку так, чтобы женщину можно было поставить в завинчивающееся положение.
Когда мужчина проходит за женщиной, она остается на том же месте. Вот как вы попадаете в свернутое положение, когда мужчина находится за женщиной.
#4. Волны бачаты
Волны — одно из основных движений чувственной бачаты. Танец, который, как следует из названия, играет с чувственностью движений.
Волна — очень простой шаг. Вам просто нужно немного сделать шаг вперед корпусом, подняться вверх, слегка откинуться назад и привести этот наклон от головы вниз, как будто это волна, которая скользит по телу.
Непрерывное повторение движения сделает нас похожими на волну.
Как вы видели, шаги бачаты на самом деле не очень сложные. Но, как и во всем остальном, требуется много практики, чтобы уметь забивать и позволять себе вести себя до совершенства.
Бачата — это танец, в котором могут участвовать люди всех возрастов, и в последнее время он звучит повсюду, так что вперед, записывайтесь на занятия по бачате независимо от вашего уровня. Вы отлично проведете время!
Как танцевать бачату для начинающих
Бачата — один из самых веселых танцев в клубах и на вечеринках наряду с сальсой и меренге. В этом видео вы узнаете , как танцевать шаги бачаты .
Танцевальный шаг бачата #1: Основные шаги из стороны в сторону
Краткое изложение шагов бачаты:
Мужчины:
Сторона левой ногой Прикоснитесь правой ногой к левой (частичный вес)
В сторону правой ногой В сторону правой ногой В сторону правой ногой В сторону левой ногой правой ногой (Частичный вес)
Женщины:
В сторону правой ногой В сторону левой ногой правой ногой В сторону правой ногой Притопнуть левой ногой к правой (Частичный вес)
Вбок левой ногой Приставить правую ногу к левой Вбок левой ногой Притопнуть правой ногой к левой (Частичный вес)
Танец бачата Шаг #2: The Бачата вперед и назад Basic 9
Вперед левой ногой Вперед правой ногой (малый шаг) правой ногой Назад левой ногой (маленький шаг) Назад правой ногой Похлопывание левой ногой по правой ноге (частичный вес)
Женщины:
Назад правой ногой Назад левой ногой (маленький шаг) Назад с правая нога Притопнуть левой ногой к правой (Частичный вес)
Вперед левой ногой Вперед правой ногой (маленький шаг) Вперед левой ногой Притопнуть правой ногой к левой (Частичный вес)
Что такое бачата? История и характер
Бачата — танец из Доминиканской Республики, и сегодня это один из самых популярных латиноамериканских танцев.
[Дуговая сварка] – это такой прием сварки, при котором детали изделия нагреваются до температуры плавления путем воздействия электрического дугового импульса.
Вариантов проведения сварки масса, это сварка под флюсом, дуговая сварка в защитных газах, ручная сварка.
Содержание:
Методы электросварки
Азы электросварки
Технология ручной дуговой сварки
Методы электросварки
Дуговую сварку вручную проводят посредством переменного или постоянного тока в электродах, покрытых особой обмазкой.
Тот, кто руководит ходом сварки, своими руками переносит дугу вдоль краев металла, контролируя ход плавления и поднося электрод к обрабатываемому участку.
Для сваривания вручную чугуна можно смело пользоваться чугунным электродом. В диаметре он может составлять 6-15 мм. Лучшее решение – электроды малого диаметра и низкие токи.
Также для сварки чугуна вручную подходят электроды на медной или никелевой основе.
Если электрод содержит и никель, и медь, то он может использоваться для сварки чугуна уже без предварительного подогрева.
Для сварки чугуна, если края сварочного шва потом будут обрабатываться, не советуют использовать стальной электрод.
Сваривание под флюсом – способ механизированный. Он проводится посредством оголенной электродной проволоки.
Свариваемый участок предохраняется от взаимодействия с воздухом флюсом.
Это вещество вступает в реакцию с расплавленной поверхностью металла и изменяет его структуру, улучшая химические характеристики.
Флюсом называют сыпучий крупчатый состав. По назначению он может применяться при сварке разных типов стали, цветного металла и сплава. А по технологии производства он бывает плавленым и не плавленым.
В промышленных масштабах популярна автоматическая дуговая сварка под флюсом.
Автоматическая дуговая сварка отличается тем, что проволоку на участок дуги, перемещаемой вдоль кромок изделия, подает автомат.
Когда сварка под флюсом не полностью автоматическая, действует полуавтомат, то есть проволока подается автоматически, но своими руками переносится дуга.
На большой скорости производится многодуговая сварка. Существует сваривание, которое выполняется в три фазы, и сварка под флюсом посредством расщепленного электрода.
Чтобы восстановить изношенные элементы изделия, можно варить их под флюсом в оси.
Сварочный аппарат, которым необходимо варить под флюсом, бывает разной серии. Полуавтомат выпускается под сериями ПШ-5 и ПШ-54, а автомат – ТС-17М и АДС-1000.
Видео:
Почти ничем не отличается от сварки под флюсом плавка металла порошковой проволокой с помощью углекислого газа, поскольку металлический элемент приобретает те же свойства.
А дуговая сварка в защитных газах предполагает то, что участок дуги защищен от влияния воздуха специальным газом.
Это может быть газ вроде аргона или гелия или активный газ, например, реагирующий со структурой металла азот.
Чистый аргон активно используется как защитный газ, когда идет сварка по алюминию.
Во время сваривания по алюминию нужна регулировка частоты тока. Такую функцию как раз и имеют аргонодуговые аппараты.
Сложный процесс – сварка в аргоне чугуна. Большое содержание углерода делает его очень хрупким материалом, который трудно сварить.
При сварке аргоном чугуна применяют никелевые или бронзовые присадочные прутки.
Сварочный процесс под защитой газов ведется с помощью неплавящегося или плавящегося электрода.
Варить под аргоном предпочтительнее цветной металл, нержавеющую сталь или сплав.
Когда необходимо лишь слегка окислить в зоне дуги углеродистую или легированную сталь, то используют сварку под углекислым газом.
Если металл тонкий, то есть его толщина менее 3 мм, целесообразнее варить с помощью неплавящегося вольфрамового электрода.
Графитовый или угольный неплавящийся электрод необходим при сварке тонкого изделия толщиной полтора-два мм.
Действуя неплавящимся электродом, можно проводить сварку тонкого изделия своими руками.
Когда материал толстый, применяют сварку плавящимся электродом. Эти виды сварки подходят для стали толщиной более 0,8 мм, он гарантирует образование прочного и качественного соединения.
Использование плавящегося электрода требует полной автоматизации, или хотя бы понадобится сварочный аппарат-полуавтомат.
Широко используется импульсно дуговая сварка. Такое сваривание рекомендовано для тонкого металла, очень подходит алюминию.
Им легко варить потолочный или вертикальный шов, так как почти ничего не разбрызгивается и обеспечивается высокое качество сварки.
В отличие от стандартной процедуры сварки, данные виды сварки не приводит к деформации изделия. Здесь понадобится обычный аппарат и специальный агрегат для подачи импульсов.
Азы электросварки
Чтобы постичь основы дуговой сварки, надо иметь на руках аппарат для сварки и электроды.
В период обучения их понадобится много, какие-то просто испортятся, пока будут предприниматься попытки произвести сварку своими руками.
Самые подходящие электроды для дуговой сварки в период обучения составляют в диаметре 3 мм.
Электроды должны быть именно такой толщины, поскольку более тонкими выполняют сварку тонкого материала, что могут сделать только сварщики с опытом.
Также не стоит брать электроды более 3 мм толщиной, поскольку они могут дать большую нагрузку на сеть.
Сварка дугой для начинающих потребует терпения, но научиться правильно приваривать металлические детали и изделия из чугуна вполне реально.
Главное правило для начинающих — больше практики!
Видео:
Но чтобы начать уроки по свариванию с уверенностью, начинающим рекомендуется посмотреть обучающие видео по сварке, предложенные в нашей статье. Также необходимо усвоить советы по технике безопасности сварки.
Чтобы разобраться в специфике сваривания чугуна и разных металлических предметов, пройдите уроки на примере ненужного металлического куска.
Вблизи приготовьте ведро с водой. Не пробуйте варить электродом на деревянном предмете — техникой безопасности это запрещено!
Будьте бдительны, поскольку крошечные остатки примененного для сваривания электрода способны привести к возгоранию. Эти правила диктует техника безопасности при сварке.
В первую очередь, уроки, обучающие как правильно варить металлические конструкции, указывают, что обрабатываемая деталь в целях безопасности должна быть крепко зафиксирована зажимом «заземления».
А кабель, как говорит техника безопасности, нужно тщательно спрятать и убрать в электрододержатель.
Этот инструмент обеспечивает быструю смену электродов. Электрододержатель должен выдерживать повышенные нагрузки, элементарно собираться — это тоже диктуется правилами безопасности.
Главное условие — электрододержатель должен быть удобным в работе.
Простую конструкцию имеет электрододержатель винтового вида, при этом он весьма практичен. Максимальный показатель тока – 500А. Вес инструмента – 300-750 гр.
Электрододержатель можно соорудить и своими руками, соблюдая технику безопасности.
Потребуется кусок трубы из меди 25 см длиной. К ней с одного конца приваривается металлическая пластина в форме половины кольца, ее край должен быть загнут.
Видео:
На другом боку трубу нужно сплющить и просверлить небольшую дыру. Туда крепится наконечник кабеля, а потом на эту часть трубы устанавливают отрезок дюритового шланга.
Электрододержатель нельзя перегружать в течение работы по правилам техники безопасности, то есть нужно делать небольшие перерывы.
Когда электрододержатель зафиксировал электрод, включают сварочный аппарат, выставляя на нем коэффициент силы тока. Этот показатель должен быть равен цифре диаметра электрода.
После того как электрододержатель и сварочный аппарат подготовлены, можно испытать себя, то есть зажечь дугу своими руками и начать варить, соблюдая правила техники безопасности.
Электрод необходимо установить под определенным углом к металлическому предмету, по правилам этот угол обычно составляет примерно 60 градусов.
Теперь нужно не спеша провести электродом по металлу. Появились искры – пора затронуть металл электродом и немного поднять его, оставляя пятимиллиметровый зазор.
Дуга обязательно зажжется, если процедура проделана правильно. Не нужно забывать, что промежуток в 5 мм поддерживается в течение всей работы. Электрод постепенно выгорает, его передвигают неторопливо.
Если электрод стал прилипать, то его резким движением просто отклоняют в сторону. Когда дуга расстоянием в 2 или 3 мм не зажигается, добавляют мощность электрического тока.
Необходимо попытаться сделать стабильную дугу, длина которой составляет от 3 до 5 мм между обрабатываемым элементом и краем электрода.
Если эти первые уроки для начинающих пройдены успешно, то можно попытаться правильно наплавить валик.
Дугу зажигают и медленно передвигают в горизонтальном направлении, совершая волнообразные движения. Плавящийся металл нужно как бы сдвигать к середине дуги.
В идеале появится ровный шов, на котором будут выступать небольшие волны материала наплавления.
Технология ручной дуговой сварки
Дугу правильно зажигают путем прямого отрыва электрода, когда произошло короткое замыкание, или скольжением по поверхности его края.
Технология сварки любого материла, в том числе чугуна, требует, чтобы электрод перемещался по трем направлениям.
Первый прием – постепенное движение по самой оси электрода. Это направление поддерживает стабильную длину дуги.
Длина дуги во время сваривания своими руками должна колебаться между двумя величинами – 0, 5 и 1, 2 диаметра электрода.
Если дуга будет чересчур маленькая, то шов сформируется плохо, и может возникнуть короткое замыкание.
Видео:
Если дуга будет слишком длинная, то снизится глубина провара, и сварочный шов будет хуже по механическим характеристикам.
Второй прием – движение электрода по длине оси валика, чтобы образовался шов. С какой быстротой совершается это перемещение, зависит от мощности электротока, размера электрода и времени его плавления.
Если не совершаются поперечные движения электрода, то шов будет тонкий, то есть его ширина составит 1,5 диаметра электрода. Такой шов предпочтительнее варить на поверхности тонкого листа.
Последний прием – техника движения электрода по ширине самого шва. Это необходимо, чтобы шов соответствовал необходимой ширине и глубине плавления.
Если по шву прошлись правильно, то его ширина будет составлять 1,5-5 диаметров электрода.
Сварка дугой также выполняется исходя из того, в каком пространственном положении расположен сварочный шов.
В нижнем положении важно, чтобы сечения проплавлялись полностью и не образовывались прожоги.
Если идет сваривание угловых швов, то нужно повернуть изделие на 45 градусов или пользоваться наклонным электродом.
Если сваривание выполняется своими руками в вертикальном положении, то на создание шва влияет стекание расплавленного материала.
Оттого швы по вертикали делают на подъем, тем самым обеспечивая нужную степень провара.
Правда эти виды сварки выполняются медленно и годятся только для тонкого изделия, что объясняется малой глубиной проплавления.
Чтобы правильно сделать потолочный или вертикальный шов, придется постараться. Чтобы расплавленный материал не вытекал из сварочной ванны, когда делаешь вертикальный или потолочный шов — его удерживают поверхностным натяжением.
Размеры сварочной ванны лучше уменьшить, выполнять сварку непродолжительными замыканиями так, чтобы потолочный рубец успевал немного подвергнуться кристаллизации.
Проделывать потолочный или вертикальный шов своими руками не всегда целесообразно, если необходимо сваривать тонкие металлические конструкции, вроде кузова автомобиля.
Для сваривания тонкого изделия лучше применить сварочный аппарат полуавтомат, имеющий ряд преимуществ.
Сварочный полуавтомат отличает малая площадь нагревания, не надо тщательно подгонять свариваемые детали. Полуавтомат требует использования углекислого газа, а он дешевле ацетилена.
К тому же, сварочный аппарат полуавтомат работает в 2 раза лучше, чем при работе сваркой своими руками.
Видео:
Аппарат полуавтомат для сваривания чугуна, железа или алюминия состоит из сварочного трансформатора и выпрямителя, кабелей, переносного блока, баллона с газом и редуктора.
Также полуавтомат оснащен держателем с кнопкой пуска. Отечественные виды – это оборудование марок А-537 и А-537У.
Аппарат полуавтомат потребляет много энергии, поэтому в целях безопасности перед работой с ним нужно проверить, до упора ли закручены сварочные кабели.
Как варить дуговой сваркой: основы, техники, обучение
Содержание:
Сущность сварочного процесса
Инструменты и оборудование
Подготовка к свариванию
Особенности и порядок сваривания
Интересное видео
Существуют разные способы прочного и неразъемного соединения металлических деталей, которые при создании металлоизделий используют профессиональные сварщики. Если же научиться варить хочет новичок, то наилучшей для таких случаев будет ручная дуговая электросварка.
Обычно именно с такого типа сварки начинают обучение те, кто впоследствии становится профессиональными сварщиками. Сам по себе такой способ не сложный и позволяет понять основные принципы сварочного процесса начинающим мастерам. Но, чтобы сварочные швы получались качественными и прочными, необходимо знать, как правильно варить дуговой сваркой.
Сущность сварочного процесса
От правильности действий и умений человека непосредственно зависит, насколько надежным и качественным будет сварное металлоизделие. Поэтому в первую очередь следует изучить основы дуговой сварки.
Место, в котором происходит соединение электрода с металлом называют сварочной ванной. Перед тем как варить дуговой сваркой необходимо знать параметры ванны. Стандартные размеры следующие:
5-6 мм — глубина;
10-32 мм — длина;
7-15 мм — ширина.
Это условные параметры, конкретные размеры зависят от формы кромок соединяемых элементов, режима сварки, скорости движения электрода и других факторов.
Чтобы четко понимать, как правильно варить дуговой сваркой начинающим мастерам сперва необходимо досконально разобраться в происходящих при сваривании процессах:
электрическая дуга возникает в момент, когда электрод соприкасается с металлической поверхностью;
металл вместе образования дуги расплавляется;
одновременно с металлом сам электрод также плавится и при этом расплавившиеся частички перемещаются в сварную ванну;
плавке подвергается и защитное покрытие электрода. Оно образует газовое облако, которое защищает ванну от воздействия кислорода и обеспечивает поддержание необходимой для плавления металла температуры в месте сварки;
в процессе сварки образуется шлак, который также способствует подержанию оптимального температурного режима и не допускает перегревания сварной ванны;
сварочный шов образуется в результате движения электрода и перемещения ванны;
после остывания металла на соединении остается шлаковая корочка, которую с помощью молотка необходимо аккуратно отбить.
Если вы никогда ранее не видели держатель электрода и общие понятия сварочного процесса вам незнакомы, то следует пройти уроки дуговой сварки, которые в открытом доступе есть в интернете на многих сайтах.
Обратите внимание! Только при наличии двух проводящих ток элементов с противоположными зарядами возможно возникновение электрической дуги. Такими элементами являются металл и электрод. Начинающим мастерам лучше всего использовать стандартный электрод, у которого центральный элемент выполнен из металла.
Инструменты и оборудование
Техника ручной дуговой сварки относительно простая и выполняется с применением специализированного оборудования и электродов. Также понадобятся вспомогательные инструменты и защитные средства.
Типы оборудования
Существует три вида аппаратов, которыми может выполняться дуговая сварка своими руками:
трансформаторы. Принцип работы таких устройств основан на переменном токе. Следует отметить что они довольно тяжелые, способны вызывать резкие изменения напряжения в общей электросети и сильно шумят. Выполнить ровный шов на трансформаторе довольно сложно, это под силу только обладающим опытом сварщикам. Но если начинающие мастера пройдут обучение дуговой сварке именно с применением трансформатора, то работать с другим оборудованием будет намного легче;
выпрямители. Работу приборов обеспечивают полупроводниковые диоды. Агрегаты такого типа переменный ток превращают в постоянный. Это универсальные устройства. Для них подходят практически все электроды и сваривание проводить можно на разных металлах. В сравнении с трансформатором процесс сварки намного проще и сохраняется стабильность дуги;
инверторы. Работают почти бесшумно. Удобны в применении благодаря компактности и автоматической системе настроек. В процессе работы устройство выдает постоянный ток высокой мощности посредством превращения переменного.
Среди всех аппаратов самыми лучшими считаются инверторы. Они создают стабильную дугу даже при скачках напряжения и отличаются многофункциональностью.
Инструменты и обмундирование
Перед тем как варить электродуговой сваркой, нужно вначале подготовить средства для личной защиты и инструменты:
аппарат для сварки и электроды к нему. Тем, кто только учится сварочному мастерству, следует приготовить побольше электродов;
подсобные инструменты. Техника дуговой сварки подразумевает удаление возникшего при сваривании шлака, а для этого понадобится молоток и щетка по металлу;
защитное обмундирование. Нельзя приступать к свариванию без специальной маски, перчаток и защитной одежды из плотных материалов. Пренебрегать такими средствами не стоит, поскольку от них зависит безопасность человека.
Если вы первый раз работаете с аппаратом и хотите научиться как правильно варить ручной дуговой сваркой, то рекомендовано предварительно подготовить тренировочные металлические элементы.
Подготовка к свариванию
Задаваясь целью как научиться правильно варить дуговой сваркой следует понимать, что безопасность и эффективность сваривания во многом зависит от подготовительного процесса. Приступать к сварным работам следует только после подготовки сварочного аппарата:
необходимо проверить частоту электротока и напряжение, показания в рабочем аппарате и в сети должны быть одинаковыми;
номер электрода подбирать нужно с учетом мощности оборудования;
клемму заземления обязательно необходимо надежно зафиксировать;
проверить все соединения, целостность изоляции кабеля;
электрод поместить в держатель и проверить прочность его фиксации.
Подготовить нужно также свариваемую поверхность. Ее нужно тщательно очистить от ржавчины, следов масла и других загрязнений. Если этого не сделать, то сварочный шов будет с дефектами.
На целостность проверяются и электроды. Важно чтобы покрытие было без сколов и трещин. Нередко требуется сперва прокалить или просушить электроды и только потом вставлять в держатель аппарата.
Особенности и порядок сваривания
Дуговая сварка для начинающих сварщиков считается самой простой и доступной в обучении. Начинать процесс сваривания нужно с розжига дуги, который осуществляется двумя методами:
касание. Под углом 60° размещается электрод, концом которого нужно слегка коснуться металлической поверхности и сразу же поднять его на 3-5 мм. Если все сделать правильно, то должна дуга образоваться;
чиркание. По подготовленному металлу быстро нужно провести самим кончиком электрода и без замедлений поднять его на расстояние 2-3 мм.
Лучше всего зазор выдерживать в среднем 0,5 см, поскольку при его уменьшении электрод будет залипать. Контролировать длину дуги можно также по присутствующему звуку. Наличие резких звуков указывает на то, что зазор чрезмерно большой. Если звук ритмичный и размеренный, то длина дуги постоянная и нормальная.
Начинать сваривать детали нужно сразу же как поймана оптимальная дуга. Плавно и медленно с незначительными колебаниями в стороны электрод перемещается по направлению создаваемого стыка. Когда еще до окончания шва электрод сгорел, то следует вставить второй, отступить примерно 10-12 мм от образовавшего в оборвавшемся шве кратера, повторно зажечь дугу и продолжать процесс, двигаясь вперед.
Обычно стыковые соединения в несколько слоев выполняет:
двумя — элементы, толщина которых не превышает 6 мм;
тремя — детали с диапазоном толщины от 6 до 12 мм;
четырьмя — изделия, у которых больше 12 мм составляет толщина.
Различают также разные траектории движения дуги и выполнять их нужно одновременно:
поперечная. Ширина движений должна отвечать заданной ширине шва;
поступательная. Способствует поддержанию однообразной дуги, сам электрод при этом перемещается вдоль линии сварного соединения.
Сплошным швом сваривать не рекомендовано, поскольку произойдет перекос металла. При слишком быстрых движениях электродом стык получится неровным и на нем останутся непроваренные участки. Слишком медленно также нельзя электрод вести, потому в металле возникнут дырки от прожига.
Следить необходимо за зазором между свариваемой поверхностью и электродом. Если он очень маленький, то металл попросту не прогреется. Непрочный и неровный шов получится чрезмерно большом зазоре.
Хоть с первого взгляда довольно сложной кажется ручная дуговая сварка для начинающих, но если изучить технологию и следовать инструкции, то научиться сварочному мастерству может каждый.
Добро пожаловать в полное руководство по сварке электродом для начинающих ! В следующем посте вы найдете простые определения, ссылки на полезные ресурсы по сварке электродами, обзоры оборудования и советы по использованию правильных настроек сварочного аппарата и стержней.
Чтобы узнать о лучших наконечниках для сварки стержнем , ознакомьтесь с содержанием ниже.
Сварка электродом для начинающих: Содержание
Что такое дуговая сварка?
Сварка электродом для начинающих: преимущества и недостатки
Сварочные наконечники
Руководство для начинающих по сварке листового металла электродами
Видео: Как сварить с помощью сварочного аппарата
Настройки сварочного аппарата, электроды для сварки и где найти в Интернете таблицу сварочных электродов
Ручная сварка против сварки Mig
Лучшие обзоры сварочного оборудования для стержневой сварки
Основы дуговой сварки: Что такое сварка электродом?
Сварка стержнем представляет собой тип дуговой сварки .
Из всех различных видов сварки сварка стержнем является одной из самых универсальных. Это также относительно недорого и полезно как для промышленных, так и для бытовых проектов. Другим термином для этого же метода сварки является дуговая сварка защищенным металлом (SMAW) или сокращенно дуговая сварка .
Проще говоря, сварка электродом представляет собой процесс ручной дуговой сварки, в котором для сварки используется электрод, покрытый флюсом. Очевидно, это слишком упрощенное определение. Но это хорошая отправная точка.
Вот отличное определение сварки электродом из Википедии:
Важно помнить, что существуют разные названия, которые относятся к одному и тому же методу сварки. Следующие обозначения являются синонимами дуговой сварки:
Дуговая сварка в среде защитного металла (SMAW)
Ручная дуговая сварка металлическим электродом (MMAW или даже просто MMA)
Дуговая сварка в среде флюса
Сварка электродом для начинающих: преимущества и недостатки
Как и все другие виды сварки, сварка электродом имеет свои плюсы и минусы, особенно если вы новичок.
С положительной стороны сварка электродом имеет множество преимуществ:
Универсальность: Например, этот метод сварки можно применять к чему угодно: от судостроения до нефтеперерабатывающих заводов и домашних сварочных работ . Кроме того, сварка стержнем совместима со многими сплавами и металлами.
Портативность: Сварка электродом, в частности, делает проекты на открытом воздухе очень выполнимыми. И меньше материала для переноски.
Стоимость: В целом оборудование для сварки стержнем стоит недорого.
С другой стороны, вот некоторые недостатки сварки электродом:
Ручной процесс: В частности, сварка электродом — это ручной процесс. Без простоты автоматического процесса он требует больше времени, а относительная стоимость наплавленного металла шва довольно высока. Еще одним недостатком ручного способа является то, что он более сложен и не обеспечивает такой чистоты сварных швов.
Несколько ограничено: К сожалению, сварка стержнем совместима только с металлами толщиной более 18 калибра.
Несовместимости: Сварка электродом несовместима с химически активными металлами, такими как колумбий, цирконий, тантал и титан. Это связано с тем, что экранирование не предотвращает загрязнение кислородом.
Основные советы по сварке электродом
В целом, сварке электродом может быть трудно научиться. Однако вы не должны позволять этому останавливать вас! После времени, потраченного на исследования и практику, у вас все будет хорошо. Как только вы станете сертифицированным сварщиком, вы быстро освоите дуговую сварку.
Подводя итог, вы должны хорошо разбираться в CLAMS:
C urrent Stick Welder Settings
L Длина дуги
А ампераж
M Аккуратно манипулируйте сварочными электродами
S пед
Вот несколько замечательных веб-страниц с информацией о сварке электродом для начинающих:
Советы, рекомендации и информация по сварке: сварка электродом
Сварочные материалы
Различные типы сварочных электродов
Дуговая сварка в защитном металле
Безопасность
Для получения более подробных советов по сварке с помощью предохранительной палки мы рекомендуем просмотреть эти 3 видео/статьи:
Усовершенствованная безопасность при сварке с помощью палки
12 советов по повышению безопасности сварки
Видео: Техника безопасности при сварке электродом
Видео: Советы по сварке электродами для начинающих
Чтобы получить краткое руководство по выполнению качественных сварных швов, просмотрите это видео от 3 Welders.
Сварка листового металла электродом: основные приемы
Если вам нужна помощь в сварке листового металла электродом, вот несколько полезных ресурсов:
Сварка листового металла с помощью сварочного аппарата
Видео: Как сварить листовой металл с помощью сварочного аппарата
Основные советы по улучшению электродуговой сварки
Видео: Сварка с помощью сварочного аппарата
Настройки аппарата для ручной сварки: Использование сварочного электрода Таблица
Сварочный электрод представляет собой сварочный стержень типа . Другими словами, это провод, соединяющий сварочный аппарат с металлами, которые вы сплавляете.
При SMAW/сварке электродом этот стержень является электродом или плавящимся электродом , так как он плавится вместе со свариваемыми деталями. Термин «расходный материал» имеет смысл, поскольку вы больше никогда не будете использовать этот конкретный сварочный электрод. Он становится единым целым со сварным швом.
Щелкните здесь, чтобы ознакомиться с обзором лучших сварочных электродов для стержневой сварки по соотношению цена-качество.
3 типа стержней для электродуговой сварки
Всего существует 3 различных типа стержней для электродуговой сварки:
Понятно, что трудно понять, какой тип сварочного электрода использовать. В конце концов, вариантов так много – а с помощью таблицы сварочных электродов? Это может потребовать некоторой практики.
Ниже приведены дополнительные ресурсы по использованию таблицы сварочных электродов:
Лучший электрод для начинающих дуговых сварщиков
Факторы для выбора правильного стержневого электрода
Использование таблицы сварочных электродов с настройками электродуховной сварки
Проще говоря, таблица силы тока электрода помогает решить, какой тип сварочной проволоки использовать, в зависимости от таких факторов, как толщина металла.
Вот несколько бесплатных таблиц сварочных электродов:
Руководство по сварке стержневым электродом Lincoln Electric PDF
Miller Stick Сварочный калькулятор онлайн
Лучший аппарат для ручной сварки должен поставляться со специальными таблицами электродов для ручной сварки.
Чтобы получить полное руководство, ознакомьтесь с «Лучшие советы в Интернете для понимания сварочных стержней » .
Сварка электродом против сварки MIG
Сварка электродом и сварка MIG имеют некоторые общие черты:
Оба типа сварочных процессов требуют использования мер предосторожности и гаджетов для защиты от травм.
Кроме того, в обоих случаях необходимо подготовить чистое соединение без ржавчины, краски или воды.
Они оба требуют правильной настройки силы тока и полярности.
Наконец, может быть сделано новичками и профессионалами довольно эффективно.
С другой стороны, вот некоторые заметные отличия сварки MIG от сварки электродом:
Прежде всего, электродуговая сварка немного сложнее, чем MIG. Вот почему лучше сначала заняться Мигом. (Но не обязательно.)
Во-вторых, сварка электродом занимает больше времени. Другими словами, для завершения проекта просто требуется больше времени.
Несмотря на то, что сварка электродом в целом является более сложной, она не обеспечивает такой чистоты сварных швов, как MIG.
В пользу компании Stick: сварка стержнем лучше всего подходит для сварки на открытом воздухе. В отличие от MIG, этот тип сварки не использует газ.
Обзоры онлайн-оборудования для дуговой сварки Essential
К счастью, в Интернете можно найти множество доступных принадлежностей для дуговой сварки. Ниже приведены ссылки на обзоры расходных материалов для газовой дуговой сварки:
Различные типы сварочных аппаратов: аппарат для сварки электродом подойдет вам, если…
Обзоры лучших сварочных аппаратов
Лучшие сварочные стержни
Лучшие перчатки для сварки стержнями
Сварочные электроды
Каска для дуговой сварки
Сварочный электрододержатель
Ознакомьтесь с этими обзорами 6 лучших сварочных аппаратов, а также с подробным Руководством покупателя.
Советы по сварке электродом: Заключительные мысли
Завершая это руководство по сварке электродом для начинающих, мы надеемся, что вы нашли информацию, необходимую для получения удовольствия от качественной сварки электродом. Если поначалу вы боретесь, не волнуйтесь.
Добавьте эту страницу в закладки, чтобы иметь список лучших статей и видеороликов с советами по сварке электродами и возвращаться к нему всякий раз, когда вам нужно освежить свои знания.
Конечно, вы можете ожидать обновленную страницу со всеми последними ресурсами. Удачной сварки!
И не забудьте ознакомиться с другими публикациями, которые помогут вам при сварке электродом: Обзоры лучших сварочных аппаратов: Подробное руководство покупателя Сделайте свой кошелек счастливее
Что такое сварка электродами? – Тщательное понимание
Последнее обновление
SMAW (дуговая сварка защищенным металлом), также называемая электродуговой сваркой, является наиболее часто используемым методом сварки во всех процедурах дуговой сварки. Для соединения различных металлов используется электрический ток и анод в сварочной ванне.
Универсальность и простота делают его еще более популярным. Анод состоит из стержня или цельного металлического стержня (отсюда и название), окруженного покрытием из металлических порошков и композитов с агентом, который связывает их, чтобы они могли закрепляться на его поверхности.
Помните, что правильным термином для стержня является электрод. Электрический ток (переменный или постоянный) используется для создания электрической дуги между металлами, которые вы прикрепляете, и электродом. Это место известно как сварочная ванна.
Сварка стержнем в основном используется при сварке стали и чугуна и широко используется в ремонте и техническом обслуживании, а также при строительстве тяжелых стальных конструкций.
Как это работает?
SMAW восходит к 1889 году, когда Чарльз Л. Коффин запатентовал эту процедуру. В наши дни это один из наиболее широко используемых методов сварки, поскольку вы можете использовать его как для ремонтной сварки, так и для производства.
Кроме того, вы можете использовать его во всех положениях сварки на всех черных металлах. Его также называют ручным металлом; дуговая сварка под флюсом или дуговая сварка защитным металлом. При сварке электродом электрод, покрытый флюсом (металлический стержень или палка, удерживаемый на держателе электрода, подключенном к источнику питания), используется для создания сварного шва.
Авторы и права: Tortoon, Shutterstock
Электрический ток проходит через электрод и касается основного металла. Между тем, флюс создает газ, который защищает электрическую дугу между свариваемым металлом и анодом.
Помогает предотвратить загрязнение атмосферными газами и делает электродуговую сварку, в отличие от сварки МИГ, подходящей для работы на открытом воздухе. Когда анод начинает оттаивать, флюс, покрывающий его, образует облако газов, которое защищает расплавленный металл и останавливает коррозию.
По этой причине она также известна как дуговая сварка металлическим электродом в среде защитного газа. Облако газа оседает на ванну расплавленного металла при остывании и превращается в шлак. Его нужно срезать после того, как вы закончите сварку.
Процедура SMAW относительно проста и не требует особого оборудования.
Хотя сварка электродом является одним из наиболее широко используемых методов сварки, для получения чистых сварных швов высшего качества требуются опыт и обучение.
Несколько проблем, которые могут возникнуть при ухудшении качества, включают:
Плохой сплав
Растрескивание
Брызги
Слабые сварные швы
Неглубокое проникновение
Проницаемость
Эти проблемы вызваны ошибками в процедуре сварки, такими как грязный металл, использование низкого напряжения или большой силы тока. К другим ошибкам относятся использование слишком быстрого времени перемещения, пузырьки газа, использование металлов, не подходящих для этой цели, и недопущение движения в сварном шве.
Такие подводные камни объясняют, почему правильная подготовка имеет решающее значение. При сварке электродом также необходимо избавиться от «шлака» (слоя побочного продукта, который необходимо сколоть после сварки).
Оборудование, используемое для сварки электродом
Из всех процедур электродуговой сварки аппарат для сварки электродом является самым простым. Сварочный аппарат состоит из четырех частей:
Держатель стержня/электрода
Выходная мощность (непрерывное напряжение) или сварочный аппарат SMAW
Зажим заземления
Приклеиваемые сварочные стержни/электроды для сварки с
Кредит: Bannafarsai_Stock, Shutterstock
Основные требования безопасности при сварке электродами
В отличие от многих других профессий, где проповедуется безопасность и где происходят несчастные случаи и травмы, ошибки при сварке неизбежны, если вы не соблюдаете меры предосторожности буквально.
Если вы будете проводить сварку, не надев правильное защитное снаряжение, вы сильно напортачите — и это может даже привести к летальному исходу! Поэтому отнеситесь к этому серьезно.
Для начала вам нужно надеть подходящую одежду и защитное снаряжение. Вам также может потребоваться вентилятор, если вы работаете в замкнутом пространстве.
Сварочный дым ядовит! Необходимое основное снаряжение должно включать:
Сварочные перчатки из кожи
Огнеупорная обувь или кожаные сапоги
Сварочная насадка
Кожаная куртка сварщика или хлопковая рубашка с длинными рукавами
Брюки из хлопка или любых негорючих материалов
Если вентиляция затруднена, используйте респиратор или вентилятор
Если вокруг есть легковоспламеняющиеся вещества, необходимо иметь огнетушитель
Даже при наличии надлежащего защитного снаряжения (также называемого средствами индивидуальной защиты или СИЗ) ваша одежда может загореться и получить ожоги от расплавленного металла и искр. Наиболее распространенная травма известна как «вспышка». Вспышка исходит от ультрафиолетового света, который излучает сварочная палочка.
Технически вспышка — это ультрафиолетовое излучение. Это похоже на солнечные ожоги открытых и незащищенных частей тела. Хуже всего то, что свет дуги вспыхнет прямо вам в глаза.
Вам может показаться, что песок попал в глаза. Также могут возникнуть ожоги третьей степени, и если вы слишком промокнете от пота или дождливой погоды, вас может ударить током.
Кроме того, не выполняйте сварку рядом с легковоспламеняющимися предметами, поскольку это может привести к возгоранию или даже взрыву. Относительно часто одежда сварщиков загорается от тепла или искр. Убедитесь, что вы прочитали предупредительные надписи на своем снаряжении и соблюдайте их!
Где используется?
Вы можете использовать электродную сварку на различных типах металла различной толщины. Он часто используется для работы в тяжелых условиях, включая промышленное железо и сталь, такие как чугун и углеродистая сталь, а также при работе с низколегированными и высоколегированными никелевыми и стальными сплавами.
Ручная сварка используется в различных отраслях промышленности, включая:
Строительство
Строительство судов
Сварка под водой
Трубопроводы
Производство сельскохозяйственных машин
Производство стали
Горнодобывающая промышленность
Сварка конструкций
Морской
Некоторые из преимуществ сварки электродом по сравнению с другими типами сварки заключаются в том, что шестерню легко транспортировать и ее можно использовать в самых разных условиях, внутри и снаружи, а также в море на судне.
Хотя SMAW является одной из самых древних форм сварки, новые технологии постоянно совершенствуют процедуры сварки электродами и делают их все более эффективными.
Если сварщик знает, как выбрать правильный электрод, длину дуги, скорость сварки (и работает с чистыми материалами), задача сварки электродом обеспечивает надежную сварку в различных отраслях промышленности.
Преимущества сварки электродом
Сварку электродом можно использовать независимо от краски или окисления в месте сварки.
Можно установить заземляющий зажим для захвата металла в точке, удаленной от места сварки.
При сварке электродом образуется большая дуга, на которую не влияют ни температура, ни ветер.
Сварка стержнями облегчает замену или замену стержней для сварки определенных металлов, таких как нержавеющая сталь, литые металлы и многие другие.
Обеспечивает эффективную сварку внутри и вне помещений
Если вы сварщик, использующий альтернативу постоянного тока (постоянный ток), вы можете изменить полярность электрода, чтобы уменьшить вероятность прожога более тонких металлов.
Вы можете использовать его в местах с ограниченным доступом.
Процедура подходит для многих широко используемых сплавов и металлов.
Приспособление для стержневой сварки довольно простое, доступное и портативное.
Вам не нужен гранулированный флюс или дополнительный защитный газ.
Недостатки сварки электродом
После создания соединения при сварке электродом на металле остаются шлаковые отложения. Перед покраской или последующей сваркой убедитесь, что вы соскоблили или стерли шлак со сварных швов.
При сварке электродом образуется незначительное количество брызг. При сварке электродом на постоянном токе (постоянном токе) образуется меньше брызг, чем при сварке на переменном токе.
Время от времени необходимо заменять стержень, что прерывает процесс сварки.
При сварке электродом трудно сваривать металл толщиной менее ⅛ дюйма.
Вы не можете легко механизировать процедуру сварки электродов, так как она считается ручной.
Процедура не подходит для химически активных металлов, таких как тантал, ниобий, цирконий и титан. Это связано с тем, что защита не останавливает кислородное загрязнение сварного шва.
См. также: Что такое точечная сварка? Тщательное понимание
Кредит: Tricky_Shark, Shutterstock
SMAW для новичков
Сварка электродом является одним из наиболее распространенных способов дуговой сварки. Однако освоить эту технику сварки сложно. Если вы хотите стать эффективным сварщиком электродуговой сварки, вам необходимо изучить несколько методов и повысить уровень знаний.
Вот важные вещи, на которых вы должны сосредоточиться как новичок:
Текущий контекст
Выбранный вами анод определяет, требуется ли вашему устройству переменный ток (переменный ток) или постоянный ток (постоянный ток). Используйте правильную настройку для вашего конкретного предприятия. Положительный электрод обеспечивает более глубокое проникновение, а отрицательный анод обеспечивает улучшенные результаты для тонких материалов.
Выберите силу тока в зависимости от положения сварки, электрода и визуального контроля идеального сварного шва. Для идеальной настройки силы тока следуйте рекомендациям производителя.
Длина дуги
При сварке электродом очень важно иметь правильную длину дуги. Для каждого применения и электрода требуется определенная длина дуги, не превышающая диаметр электрода. Например, 0,125-дюймовый анод 6010 удерживается примерно на расстоянии ⅛ дюйма от исходного материала.
Угол хода
Используйте технику «наотмашь» или «перетаскивание», если вы выполняете сварку в горизонтальном положении, над головой или в положении лежа. Убедитесь, что электрод находится под прямым углом к сварному шву.
Наклоните кончик электрода на 5-15 градусов в направлении его перемещения. Используйте технику «вперед» или «толчок», когда речь идет о вертикальной сварке, которая движется вверх. Наклоните электрод на 15 градусов от направления движения. Это также влияет на скорость движения.
Часто задаваемые вопросы
В: Какой тип сварочного аппарата лучше всего подходит для комплексного использования?
A: Сварочный аппарат переменного/постоянного тока подойдет. Постоянный ток обеспечивает преимущества по сравнению с переменным током при выполнении многочисленных операций дуговой сварки.
К преимуществам относятся:
Меньшее количество отключений дуги и залипания.
Легкий запуск.
Меньше брызг.
Легкая потолочная и вертикальная сварка вверх
Более плавная дуга.
Положительный электрод (постоянный ток обратной полярности) обеспечивает на 10 % больше провара, чем переменный ток при определенной силе тока, в то время как отрицательный электрод (постоянный ток прямой полярности) лучше сваривает более тонкие металлы.
В: Есть ли преимущества у выхода переменного тока?
A: Да, это отличный вариант, когда вам требуется сварка материала, намагниченного трением, например, когда сено, корм или вода постоянно трутся о стальную деталь. Из-за дугового разряда выход постоянного тока не будет работать.
Это место, где магнитное поле выдувает расплавленный присадочный металл из сварочной ванны. Вы можете сваривать намагниченные детали, поскольку на выходе переменного тока чередуются полярности.
В: Насколько большая машина вам нужна?
A: Машина с палками размером от 225 до 300 дюймов справляется почти со всем, с чем может столкнуться обычный человек. Это связано с тем, что для многих процессов дуговой сварки требуется 200 ампер или меньше. Если вы хотите сваривать материал толщиной более ⅜ дюйма, сделайте много проходов — так делают специалисты при сварке низкоуглеродистой стали толщиной 1 дюйм
В: Вам нужно избавиться от пыли или масла перед началом сварки?
A: В грязных условиях электродуговая сварка более щадящая. Тем не менее, не помешает очистить участки с помощью проволочной щетки или соскоблить лишнюю ржавчину.
Если вы обладаете средними способностями к сварке и должным образом подготовились, вы можете произвести качественный сварной шов. Тем не менее, отличные навыки сварки не могут преодолеть плохую подготовку, потому что это может привести к шлаковым включениям, растрескиванию и несплавлению.
См. также: Насколько горяча сварочная дуга?
A Краткое справочное руководство
Когда использовать сварку МИГ
Когда использовать сварку электродом
При работе с хрупким металлом менее ⅛ дюйма
Если вы будете работать на открытом воздухе, лучше всего подойдет электродуговая сварка, поскольку вы можете получить мощную дугу, на которую не влияет ветер
Если у вас сталь, алюминий и нержавеющая сталь
При сварке сплавов или соединений
Когда вы работаете в помещении
Если вам нужны прочные сварные швы
Если у вас есть несколько различных типов металла различной толщины
Если у вас более тонкие металлы
При ремонте настила косилки, ограждения, гаража своими руками и изготовления малых конструкций
Если вы занимаетесь ремонтом трубчатых рам, газонокосилок и мелким ремонтом автомобилей
Если у вас есть коммерческие проекты
Когда у тебя ограниченный бюджет
Если вы не будете использовать защитный газ
Заключение
Несмотря на то, что электродуговая сварка является одной из первых форм сварки, она по-прежнему широко известна среди всех методов дуговой сварки.
Горизонтальные центробежные насосы состоят из прочного корпуса и цевочного колеса, предназначенного для крепления электродвигателя и проверки механического уплотнения. Вал насоса, к которому прикреплена открытая крыльчатка, жестко закреплен с валом электродвигателя. На обратной стороне крыльчатки расположено механическое уплотнение вала.
Скрыть
Крыльчатка, жёстко закрепленная с валом и электродвигателем с прямым зацеплением, приводится во вращение на заданной скорости, создавая за счет действия центробежной силы всасывание на стороне впуска и нагнетание на напорной стороне.
TL = манжетное уплотнение
А — Керамический втулка
В — Уплотнигольное кольцо
С — Распорка втулки
D — Уплотнение
Е — Опорный фланец уплотнения
TS = сильфонное уплотнение
А — Сильфон
В — Подвижное уллотнительное кольцо
С — Неподвижное уллотнительное кольцо
О — Пружина
Е — Шайба
F — Пружинное кольцо
G — Опорный фланец уплотнения
Скрыть
Ось горизонтальных центробежных насосов ADH при установке должна располагаться исключительно горизонтальным образом, а высота столба жидкости находиться над всасывающим патрубком насоса. Необходимо использовать специальные приспособления для предотвращения работы всухую, образования вихрей и возможного отсоса воздуха.
Горизонтальные центробежные насосы должны работать в ЗАТОПЛЕННОМ СОСТОЯНИИ; работа всухую или наличие воздушных пузырей может повредить механическое уплотнение.
Скрыть
Тип жидкости, температура и эксплуатационная среда являются факторами, которые должны учитываться для правильного выбора материалов насоса и определения их химической совместимости. В нижеследующей таблице приведены некоторые примеры:
Реагент
PP
PVDF (Halair)
EPDM (Dutral)
PTFE (Teflon)
FPM (Viton)
Ацетальдегид
A1
D
A
A
D
Ацетамид
A1
C
A
A
B
Винилацетат
B1
A2
B2
A2
A1
Ацетилен
A1
A
A
A
A
Уксус
A
B
A
A
A
Ацетон
A
D
A
A
D
Жирные кислоты
A
A
D
A
A
A = отличная
B = хорошая
C = плохая, не рекомендуется
D = сильное травление, не рекомендуется
— = нет информации
1 = удовлетворительно до 22°C
2 = удовлетворительно до 48°C
Скрыть
1 Необходим химической насос для подачи реагента в систему теплообмена (отопительная система). Промывка производится кислотными реагентами:
Ортофосфорная кислота, Соляная кислота до 6%
Температура 65°С. Необходимая производительность 10 м3/ч, напор не более 10 метров.
Процесс промывки теплообменника:
с течением времени в отопительной системе накапливаются различного рода отложения, такие как ржавчина, накипь и другие органические наслоения. При большом количестве таких отложений система теряет эффективность работы, обогрев становится неравномерным, а стенки трубопровода подвергаются разрушению. В связи с этим любое отопительное оборудование требует своевременной промывки, которую необходимо производить регулярно во избежание поломок и аварийных ситуаций.
Так как разборный метод промывки достаточно трудоёмок и не всегда допустим, чаще используют безразборный метод очистки. Для этого необходим насос, материалы которого будут стойкими к реагентам, используемым при промывке системы. Данный насос должен подавать в систему реагент, который предварительно подогревают до необходимой рабочей температуры.
Для промывки систем отопления используют специализированные химические растворы, которые необходимо подбирать в зависимости от объёма загрязнения и материала трубопровода.
По составу химические реагенты разделяют на два основных вида: Кислотные и Щелочные
Для промывки сильнозагрязненных систем используют кислотные растворы, щелочные среды, в свою очередь, оказывает щадящее воздействие на поверхности, их обычно используют для профилактической обработки системы.
Решение:
для решения данной задачи предлагаем центробежный насос с механическим уплотнением ADH 110. Материал проточной части с учётом используемых реагентов, а так же с учётом того, что температура будет превышать допустимые для PP (Полипропилена) показатели (выше 60°С) рекомендуем использовать материал PVDF, который так же является более стойким к внешним воздействиям. Нельзя забывать о том, что есть опасность попадания в насос мельчайших частиц, к тому же качество реагента всегда зависит от поставщика раствора, в которых так же не исключены лёгкие примеси в небольших количествах.
Данный насос имеет сильфонное уплотнение из PTFE с кольцами из карбида кремния и керамики, которое способно прекрасно справиться с поставленной задачей.
Скрыть
Современные инженерные системы работы с жидкими веществами очень часто требуют провести их транспортировку. Транспортировка должна быть безопасной и надежной. Помочь в решении этой задачи могут наши центробежные насосы химически стойкие к агрессивным средам различным кислотам, щелочам, аминам, кетонам, растворителям, солевым растворам…
Сфера применения и предназначение насосов ADH
Химостойкие центробежные насосы – это специальные агрегаты, созданные для обеспечения технологических процессов, связанных с перекачкой опасных жидкостей. Основной сферой применения такого оборудования является нефтехимическая, химическая, газовая, холодильная, перерабатывающая и пищевая промышленность, судостроение, энергетика и другие отрасли народного хозяйства.
Используются насосы чаще всего для перекачивания химически активных, нейтральных, легковоспламеняющихся, токсичных, агрессивных и содержащих вредные вещества растворов и кислот всех классов опасности. От прочих агрегатов химические насосы отличаются способностью функционировать в неблагоприятных и особых условиях эксплуатации.
Функции химического насосного оборудования
герметичность и изоляция технологического процесса;
безопасность для окружающей среды и обслуживающего персонала;
сохранение чистоты и первоначальной структуры перекачиваемого вещества;
точность расхода и необходимый уровень производительности.
Ключевые требования к химическим центробежным насосам
Применение оборудования в работе с опасными средами, заставляет разработчиков учитывать условия его дальнейшей эксплуатации, чтобы свести до минимума риск возникновения чрезвычайных и опасных аварий. При конструировании агрегатов обязательно необходимо знать физико-химические характеристики агрессивных веществ, для перекачки которых они будут использоваться. Исходя из этого, подбираются материалы, устойчивые к химическим веществам и предлагающие повышенную механическую и физическую устойчивость. Но самым важным требованием, предъявляемым к материалам, применяемым при создании является их коррозионная неуязвимость — характеристика, непосредственно влияющая на срок службы оборудования.
Концерн ALPHADYNAMIC выпускает горизонтнальные кислотостойкие центробежные насосы в полипропилене или фторопласте различных марок.
Полипропилен (PP). Этот недорогой и практичный материал постепенно вытесняет использование металлов при производстве химических насосов. Материал широко распространен, его легко обрабатывать. Насосы из полипропилена обладают хорошей химической устойчивостью ко многим агрессивным средам и относительно недорого стоят.
Фторопласт поливинилденфторид (PVDF). Этот материал существенно дороже полипропилена, но обладает лучшей химической стойкостью. Шире и температурный диапазон применения насосов из PVDF (от -30 до +100 градусов).
Плотность жидкостей для разных моделей насосов не должна превышать 1,1 — 2 кг/дм3. Следует помнить, что изменение плотности без изменения вязкости не влияет на рабочую кривую насоса, но влияет на потребляемую мощность, что влечет необходимость подбора электродвигателя правильной мощности.
* Соглашение с Политикой конфиденциальности
Сотовый. : 8 (911) 11 показать
Телефон:
Электронная почта:
Обращайтесь к нам по вопросам
сотрудничества.
Альфадинамик производит продажу оборудования с доставкой по России.
Химические центробежные насосы для перекачки кислот и щелочей
Отображение 1–15 из 226
Нет данных о совместимости
Химический насос DEBEM MB 110 PP
Горизонтальный центробежный насос для перекачивания жидкостей.
113 330 ₽
Бесплатная доставка
В корзинуКупить в 1 клик
Нет данных о совместимости
Химический насос DEBEM DM30 PP IEC 100
Насос центробежный с магнитной муфтой.
125 860 ₽
Бесплатная доставка
В корзинуКупить в 1 клик
Нет данных о совместимости
Химический насос DEBEM MB 100 PP
Горизонтальный центробежный насос для перекачивания жидкостей.
81 620 ₽
Бесплатная доставка
В корзинуКупить в 1 клик
Нет данных о совместимости
Химический насос DEBEM MB 80 PP
Горизонтальный центробежный насос для перекачивания жидкостей .
81 620 ₽
Бесплатная доставка
В корзинуКупить в 1 клик
Нет данных о совместимости
Химический насос DEBEM MB 80 PVDF
Горизонтальный центробежный насос для перекачивания жидкостей.
128 940 ₽
Бесплатная доставка
В корзинуКупить в 1 клик
Нет данных о совместимости
Химический насос DEBEM MB 160 PVDF
Горизонтальный центробежный насос для перекачивания жидкостей .
486 430 ₽
Бесплатная доставка
В корзинуКупить в 1 клик
Нет данных о совместимости
Химический насос DEBEM DM10 PP IEC 71
Насос центробежный с магнитной муфтой.
68 040 ₽
Бесплатная доставка
В корзинуКупить в 1 клик
Центробежный насос использует в работе один из базовых принципов классической механики – возникновение на вращающемся диске усилия, направленного от его центра к окружности. Жидкость, поданная к оси диска, оснащённого направляющей крыльчаткой, отбрасывается к стенкам рабочей камеры насоса; возникающее избыточное давление выталкивает её наружу через выпускной патрубок. Величина напора жидкости и производительность насоса зависят от
скорости вращения диска;
диаметра диска и, соответственно, величины рабочей камеры;
конструкционно-технических параметров – материала диска и камеры, допусков между ними, конфигурации крыльчатки и др.
При высокой частоте вращения крыльчатки пульсация жидкости в системе выпуска не является существенной, что несколько выделяет центробежные насосы среди других химических насосов, и в ряде случаев может являться достаточно важным эксплуатационным преимуществом.
Центробежные насосы MB-серии от Debem конструкционно просты: крыльчатка расположена на оси, непосредственно крепящейся к валу двигателя – без редуктора или иного преобразователя. Вращательный момент передаётся крыльчатке без промежуточных механических потерь, что улучшает энергоэффективность насоса.
Небольшое количество деталей, составляющих конструкцию насоса, предполагает меньший диапазон для износа и как следствие – увеличенный срок службы, простоту и экономичность его обслуживания.
Широкий модельный ряд позволяет подобрать насос под конкретные требования по объёму перекачки: каталог центробежных насосов Debem включает модели с максимальной производительностью от 6 до 75 м³/ч т.е до 75 000 литров в час.
В зависимости от класса перекачиваемой жидкости и её конкретных химических характеристик есть возможность выбрать соответствующий им вариант исполнения корпуса насоса из PP-полипропилена или PVDF (поливинилиденфторид). Температура перекачиваемой жидкости может лежать в диапазоне от +3 до +60 или +90 градусов Цельсия соответственно.
При необходимости может использоваться манжетное (маркировка TL) или сильфонное (TS) уплотнение ведущего вала. Усиленное элементами из керамики и карбида кремния сильфонное уплотнение в сочетании с открытым типом крыльчатки насоса позволяет перекачивать не только чистые, но и существенно загрязнённые жидкости с достаточно крупными твёрдыми включениями – с диаметром нерастворимых частиц от 2-х до 9-ти миллиметров, в зависимости от выбранной модели насоса. Для любого из видов уплотнения могут использоваться расходные комплектующие из фтористой резины (материал «Витон») или связки каучук+пропилен.
Фото центробежного насоса Debem. Насос MB 80 в полипропиленовом исполнении, с максимальной производительностью до 6 м³/ч.
Чтобы купить центробежный насос серии MB Debem, достаточно связаться с представительством компании «PlastTime» любым из способов, указанных в разделе «Контакты» данного сайта. Цена центробежного насоса фиксируется на момент выставления счета и в дальнейшем не зависит от колебаний валютного курса или иных факторов.
Центробежные насосы с механическим уплотнением
Центробежные насосы с механическим уплотнением
Характеристики центробежный химический насос
Ознакомьтесь с преимуществами центробежного химического насоса по сравнению с обычным насосом.
Для всех применений, где металлические насосы подвержены коррозии.
Взаимозаменяемость с металлическими насосами благодаря стандартизированным соединениям.
Полностью выточен из цельных блоков пластика.
Не содержит металлических частей в жидкости – чрезвычайно устойчив к коррозии.
Без литья под давлением или сварки – без химического расщепления!
Самая высокая химическая стойкость.
Конфигурации с близкой (KR) и длинной (TK) связью.
Горизонтальный или вертикальный монтаж.
Специальные конфигурации для абразивных жидкостей.
Для пластиковых насосов уникальный новый гидравлический
Расход (Q) до 500 м³/ч
Скорость потока (H) до 90 м
Компания Arbo Pumps известна как производитель химических центробежных насосов из Нидерландов.
Скачать ARBO PG 1.0 EN.PDF
Диапазон Диапа Эта серия тесно связана. Насос крепится непосредственно к фланцу двигателя с помощью пластикового кронштейна. Это компактное исполнение идеально подходит в качестве стационарного центробежного насоса или для использования в машинах.
СЕРИЯ COMPACT ХИМИЧЕСКИЙ СТАНДАРТ HD МОДЕЛЬ KR ДО 600 М3/Ч Опять же, эта серия является моноблочной, но скоба изготовлена из металла для максимальной устойчивости. Это компактное исполнение благодаря меньшему количеству изнашиваемых деталей по сравнению с обычными насосами с длинной муфтой требует меньше обслуживания и связанных с этим расходов. Опционально доступен в вертикальном исполнении Модель KRV.
ДЛИННАЯ СОЕДИНИТЕЛЬНАЯ СЕРИЯ ХИМИЧЕСКИЙ СТАНДАРТ HD МОДЕЛЬ TK ДО 600 М3/Ч Эта конфигурация состоит из насоса со свободным валом, полностью собранного со стандартным двигателем и гибкой муфтой на нормализованной опорной плите из полиэстера, армированного стекловолокном, в соответствии с DIN 24. 259. Благодаря конструкции по системе «обратного вытягивания» вся механическая часть насоса может быть снята без разборки трубопровода или двигателя. Поэтому центробежный насос легко открыть для очистки, осмотра или технического обслуживания. Выравнивание не нарушается, и не создается ненужной работы или затрат.
ХАРАКТЕРИСТИКИ ХИМИЧЕСКИЙ ЦЕНТРОБЕЖНЫЙ НАСОС
РАБОЧЕЕ КОЛЕСО
Эта серия центробежных насосов оснащена рабочим колесом новой конструкции HiEff со сбросом давления. Он закреплен на валу независимо от направления вращения. Эти рабочие колеса особенно подходят для транспортировки или циркуляции (высокой вязкости) жидкостей с максимальной эффективностью. Твердые частицы диаметром до 3 мм могут проходить через центробежный насос без повреждений.
КОНСТРУКЦИЯ
Все детали, контактирующие с жидкостью, изготовлены из цельных блоков пластика. Благодаря особому методу производства и отсутствию сварных швов отсутствует риск химического растрескивания, что является большим преимуществом по сравнению с центробежными насосами, изготовленными методом литья под давлением. ПП является стандартным материалом и охватывает широкий спектр задач. Для высокоабразивных жидкостей (высокий процент твердых частиц) по запросу могут поставляться рабочие колеса или детали корпуса из RCH-1000 HMPE (высокомодульного полиэтилена). Для чрезвычайно агрессивных смесей при более высоких температурах возможен даже центробежный насос, полностью выполненный из ПТФЭ, хотя вал центробежного насоса не находится в прямом контакте с жидкостью, он защищен сменной пластиковой втулкой вала. Прокладки стандартно изготавливаются из EPDM, но их можно заказать из витона или с покрытием из витона/ПТФЭ.
МЕХАНИЧЕСКОЕ УПЛОТНЕНИЕ
Наиболее важной частью центробежного центробежного насоса, без сомнения, является уплотнение вала. По этой причине большое внимание уделялось разработке этой части. ARBO производит одинарное, промываемое средой вращающееся уплотнение вала. В жидкостной зоне используются исключительно высококачественные пластмассы или детали из карбида кремния. Напорный элемент обеспечивает правильное уплотнение вала и расположен вне жидкостной зоны. Он полностью покрыт пластиком или изготовлен из хастеллоя для максимальной прочности. Статическое уплотнительное кольцо установлено гибко, чтобы компенсировать возможные волны давления. Опционально коробка пломбы может быть снабжена разъемом для электронного обнаружения повреждений пломбы. Существует множество вариантов уплотнения для давления в системе в зависимости от типа от 1,5 до 10 бар.
Одинарное уплотнение ARBO TGSI может быть выполнено с двойной промывкой по очень привлекательной цене. Помимо превосходных уплотнений ARBO, альтернативно нормализованные уплотнения могут быть установлены только с небольшими изменениями конструкции
Для двойных уплотнений мы рекомендуем использовать так называемые мониторы жидкостных уплотнений. Эти устройства могут быть установлены на центробежные насосные агрегаты для регулировки и контроля правильного расхода и давления промывочной жидкости. в качестве промывочной жидкости может использоваться обычная чистая вода или внешний блок промывочной жидкости для обеспечения работы одного или нескольких центробежных насосов в замкнутом контуре с небольшим потреблением воды.
ДВИГАТЕЛИ
Все двигатели соответствуют стандарту NEN-EN-IEC 10072-1 DIN 42673 NEN 3321, 2-, 4- или 6-полюсные на 230/400 В (до 2,2 кВт) или 400/690 В/ 50 или 60 Гц, IP55. , класс ISO F. Другие классы защиты от пыли и/или влажности по запросу.
СИСТЕМА ПОКРАСКИ
Эти центробежные насосы часто используются в коррозионно-активных средах. Поэтому все металлические части имеют покрытие в соответствии с NEN-EN-ISO 12944-5, категория C3, подходящее для наружной установки. Другие категории окраски и цвета по запросу.
СУХАЯ РАБОТА
Очевидно, что ни один жидкостный центробежный насос не рассчитан на работу без жидкости. Тем не менее, на практике это может иногда происходить. Благодаря продуманной конструкции уплотнения работа всухую вызовет лишь ограниченный ущерб. Уплотнение вала и втулка перегреваются только через несколько минут, и их можно очень просто заменить. Относительно дорогая крыльчатка и другие детали корпуса останутся целыми!
САМОВСАСЫВАЮЩАЯ КОНФИГУРАЦИЯ
Центробежные центробежные насосы имеют нормальную заливку. Это означает, что установка должна быть выполнена таким образом, чтобы всасывание было затоплено. Возможности самозапуска могут быть созданы.
КОРОТКИЕ СРОКИ
Центробежные насосы ARBO отличаются высокой степенью стандартизации. Благодаря модульной конструкции и обширному складу деталей ваш конкретный центробежный насос может быть собран относительно быстро.
Благодаря выдвижной системе нет необходимости ослаблять всасывающий и нагнетательный трубопровод. Техническое обслуживание сводится к регулярной очистке и замене уплотнения вала и подшипников двигателя. при нормальном использовании срок службы 30000 часов работы не является исключением. Благодаря этому центробежный насос практически не требует технического обслуживания!
Универсальный центробежный насос, который вместе с множеством опций предлагает решение для многих областей применения при температуре до 140°C.
Подробнее о химических центробежных насосах и нашей компании смотрите в видео ниже:
Хотите узнать больше о химических центробежных насосах?
Дополнительная информация и советы о том, какой центробежный насос лучше всего подходит для вашей организации? Пожалуйста, свяжитесь с нами по номеру .
Сделать выбор
Горизонтальный центробежный химический насос одинарного всасывания серии
IH — Tullyn Trading
Горизонтальный химический центробежный насос одинарного всасывания серии IH Применение
Горизонтальный химический центробежный насос одинарного всасывания серии IH представляет собой одноступенчатые центробежные насосы одностороннего всасывания новой конструкции. Это идеальные энергосберегающие насосы вместо насосов типа F для защиты от коррозии. Деталь, изготовленная из другого материала для передачи среды, может быть выбрана в зависимости от коррозии среды.
Насосы серии IH могут использоваться в качестве насосов для перекачивания агрессивных жидкостей при температуре от -20°C до 105°C в различных областях промышленности, таких как химическая, нефтеперерабатывающая, металлургическая, пищевая и пивоваренная, фармацевтическая, синтетические волокна. и т. д.
Одноступенчатый центробежный химический насос из нержавеющей стали с торцевым всасыванием IH специально разработан для агрессивных жидкостей, кислот и оснований. Насос применяется для перекачки агрессивной жидкости (химической) без твердого вещества и вязкости, аналогичной воде. Он превосходен по производительности, эффективности и прост в обслуживании. Обычный IH может перекачивать среду с температурой от -20°C до 105°C (от -4°F до 221°F), в то время как высокотемпературный насос достигает 300°C (572°F). Он широко используется в химической, нефтяной, металлургической, электроэнергетической, бумажной, пищевой, фармацевтической, природоохранной, очистной, синтетической и других отраслях промышленности.
Горизонтальный химический центробежный насос одинарного всасывания серии IH Чертеж
Конструкция горизонтального химического центробежного насоса одинарного всасывания серии IH
Спецификация горизонтального химического центробежного насоса одинарного всасывания серии IH
Тип
Вход
Розетка
Емкость
Головка
Скорость двигателя
Мощность двигателя
Рабочее колесо Диаметр
мм
мм
(м³/ч)
(м)
об/мин
(кВт)
мм
Их35-25-125
25
25
4
20
2900
1,1
125
Их35-25-160
25
25
4
32
2900
1,5
160
Их42-25-125
32
25
5
20
2900
1,5
125
Их42-25-160
32
25
5
32
2900
2,2
160
Их42-25-200
32
25
5
50
2900
3
200
Их50-32-125
40
32
7
20
2900
1,5
125
Их50-32-160
40
32
7
32
2900
2,2
160
Их50-32-200
40
32
7
50
2900
4
200
ИХ50-32-125
50
32
12,5
20
2900
2,2
125
ИХ50-32-125
50
32
6,3
5
1450
0,55
125
ИХ50-32-160
50
32
12,5
32
2900
3
160
ИХ50-32-160
50
32
6,3
8
1450
0,55
160
ИХ50-32-200
50
32
12,5
50
2900
5,5
200
ИХ50-32-200
50
32
6,3
12,5
1450
0,75
200
ИХ50-32-250
50
32
12,5
80
2900
11
250
ИХ50-32-250
50
32
6,3
20
1450
1,5
250
ИХ65-50-125
65
50
25
20
2900
3
125
ИХ65-50-125
65
50
12,5
5
1450
0,55
125
ИХ65-50-160
65
50
25
32
2900
5,5
160
ИХ65-50-160
65
50
12,5
8
1450
0,75
160
ИХ65-40-200
65
40
25
50
2900
11
200
ИХ65-40-200
65
40
12,5
12,5
1450
1,1
200
ИХ65-40-250
65
40
25
80
2900
15
250
ИХ65-40-250
65
40
12,5
20
1450
2,2
250
ИХ65-40-315
65
40
25
125
2900
30
315
ИХ65-40-315
65
40
12,5
32
1450
4
315
ИХ80-65-125
80
65
50
20
2900
5,5
125
ИХ80-65-125
80
65
25
5
1450
0,75
125
ИХ80-65-160
80
65
50
32
2900
7,5
160
ИХ80-65-160
80
65
25
8
1450
1,1
160
ИХ80-50-200
80
50
50
50
2900
15
200
Обратите внимание, что приведенные выше характеристики являются «общими характеристиками», которые относятся к большей части нашей продукции.


 1 Медь и алюминий
1 Медь и алюминий 1 Медь и алюминий
1 Медь и алюминий В результате параметры кабеля не меняется.
В результате параметры кабеля не меняется.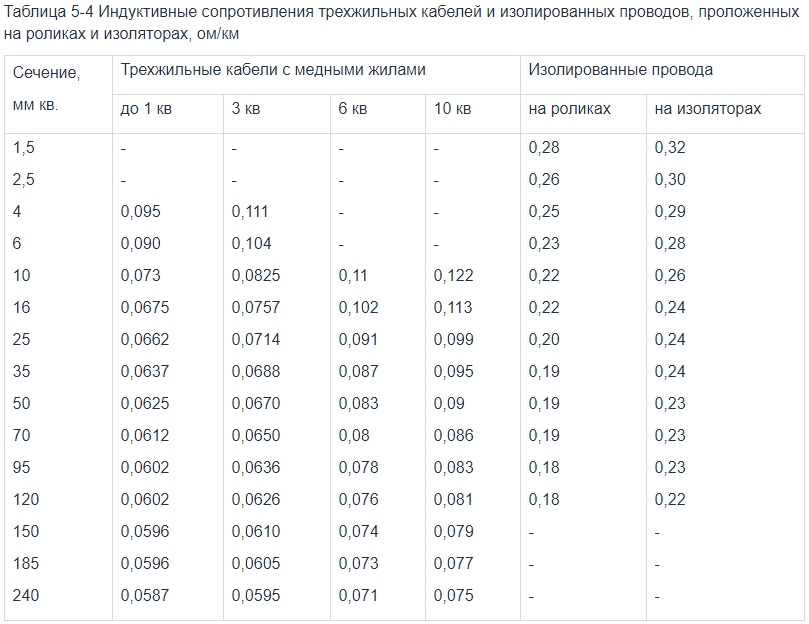 Обладают высокой температурой плавления. Сопротивление нихрома и нихромовой проволоки достаточно большое для изготовления нагревателей и проволочных сопротивлений;
Обладают высокой температурой плавления. Сопротивление нихрома и нихромовой проволоки достаточно большое для изготовления нагревателей и проволочных сопротивлений;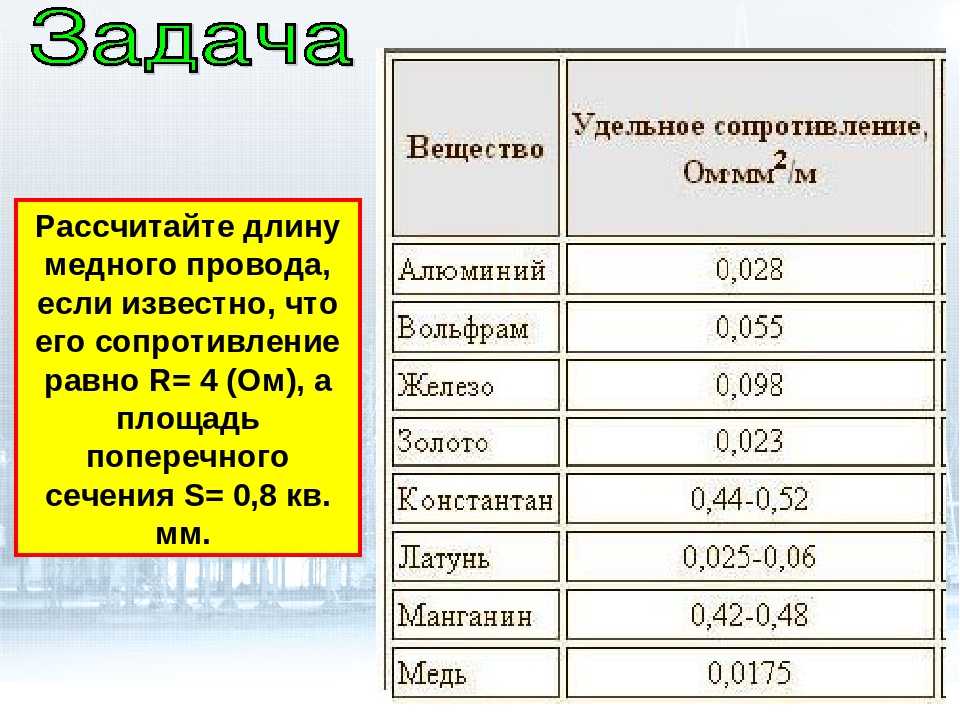


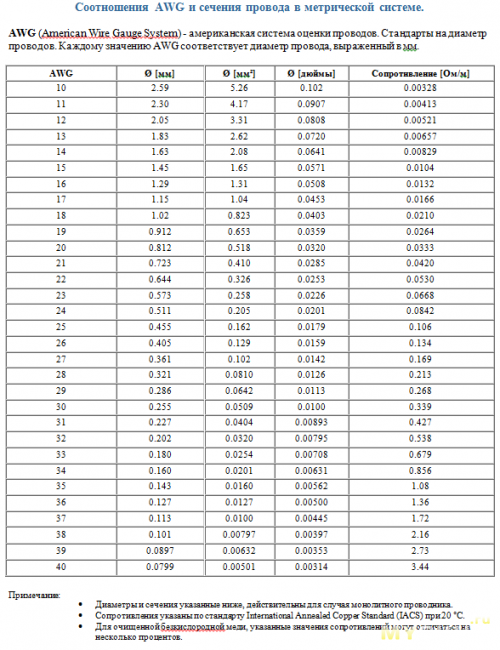 Сопротивление:
Сопротивление: 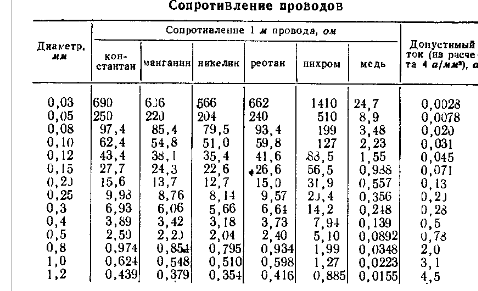
 Сопротивление и сопротивление.
Сопротивление и сопротивление. gif»>
gif»>
 Это связано с тем, что сопротивление кубического метра меди было бы практически нулевым. Чем меньше удельное сопротивление, тем лучше материал проводит электричество. Удельное сопротивление является обратной величиной проводимости (что говорит нам о том, насколько хорошим проводником является материал).
Это связано с тем, что сопротивление кубического метра меди было бы практически нулевым. Чем меньше удельное сопротивление, тем лучше материал проводит электричество. Удельное сопротивление является обратной величиной проводимости (что говорит нам о том, насколько хорошим проводником является материал). Вы увидите, что удельное сопротивление изменяется от примерно 10 -8 Ом·м до более чем 10 16 Ом м более чем на 24 порядка. Ни одно другое свойство материалов не изменяется в таком широком диапазоне.
Вы увидите, что удельное сопротивление изменяется от примерно 10 -8 Ом·м до более чем 10 16 Ом м более чем на 24 порядка. Ни одно другое свойство материалов не изменяется в таком широком диапазоне.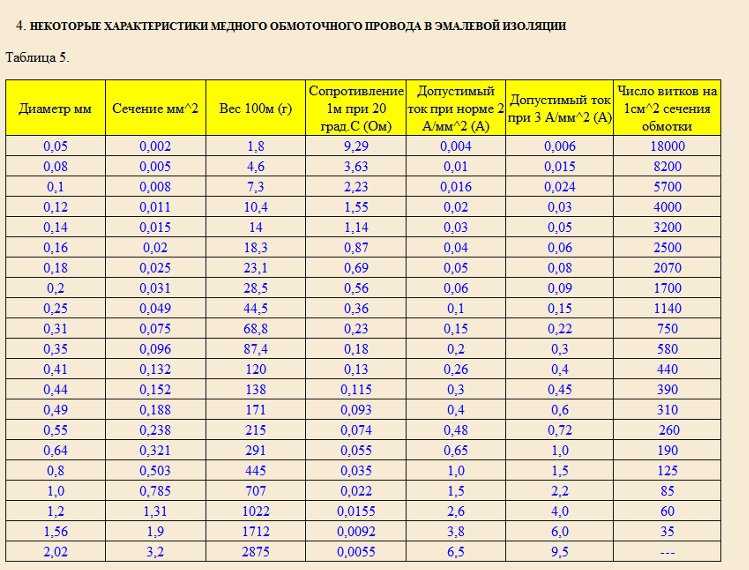 Значения удельного сопротивления при комнатной температуре. Для металлов удельное сопротивление увеличивается с повышением температуры. Для полупроводников и многих изоляторов верно обратное.
Значения удельного сопротивления при комнатной температуре. Для металлов удельное сопротивление увеличивается с повышением температуры. Для полупроводников и многих изоляторов верно обратное.


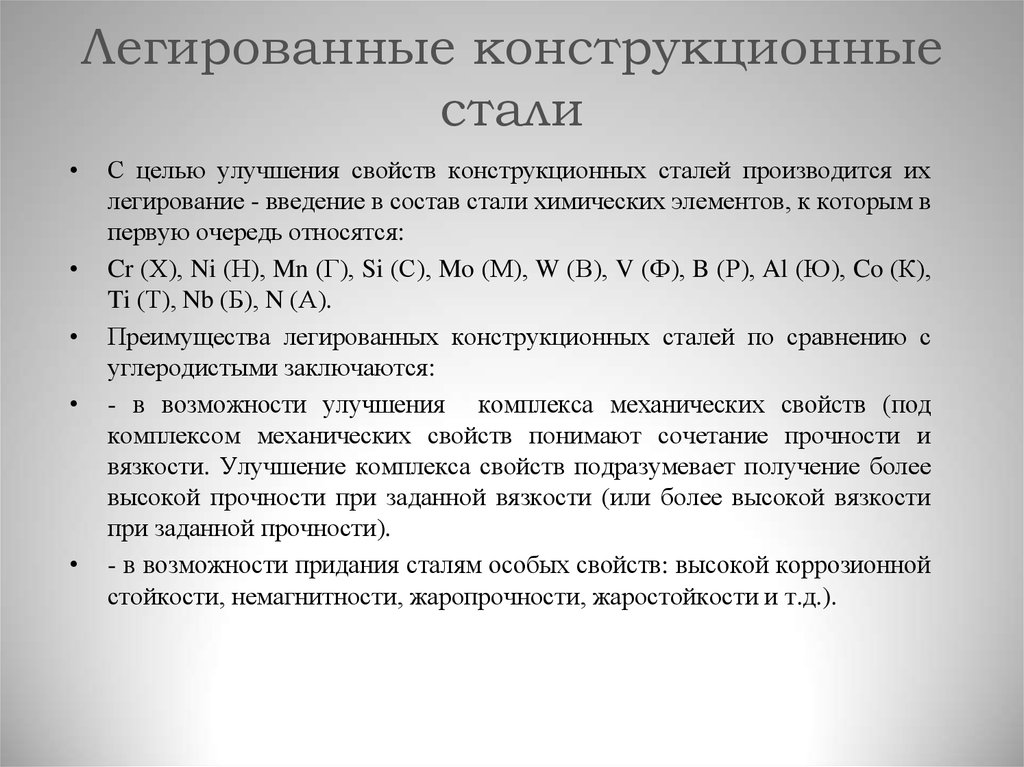
 ). Клапаны гидравлических прессов, лопатки паровых турбин, тарелки и седла клапанов, поршневые кольца и др. детали, подвергающиеся ударным нагрузкам и работающие при температуре до +450-500 °С; изделия, подвергающиеся воздействию слабоагрессивных сред.
). Клапаны гидравлических прессов, лопатки паровых турбин, тарелки и седла клапанов, поршневые кольца и др. детали, подвергающиеся ударным нагрузкам и работающие при температуре до +450-500 °С; изделия, подвергающиеся воздействию слабоагрессивных сред. ). Турбинные лопатки, бандажи, скрепляющая проволока, детали, работающие при температуре +450-500 °С; детали, работающие в атмосферных условиях и слабоагрессивных средах.
). Турбинные лопатки, бандажи, скрепляющая проволока, детали, работающие при температуре +450-500 °С; детали, работающие в атмосферных условиях и слабоагрессивных средах. Трубы для теплообменной аппаратуры, работающей в агрессивных средах, арматура нагревательных печей, чехлы термопар, электроды искровых зажигателей, трубы пиролизных установок. Не рекомендуется эксплуатировать в интервале температур 400-700 °С.
Трубы для теплообменной аппаратуры, работающей в агрессивных средах, арматура нагревательных печей, чехлы термопар, электроды искровых зажигателей, трубы пиролизных установок. Не рекомендуется эксплуатировать в интервале температур 400-700 °С. Обладает более высокой прочностью по сравнению со сталью 10X17Н13М2Т. Ректификационные колонны, экстракционные, насадочные, продувные емкости, хранилища, баки, сборники и другое оборудование, работающее в окислительно-восcтановительных средах, например, при органическом синтезе, серно-кислотном производстве, в целлюлозно-бумажной промышленности.
Обладает более высокой прочностью по сравнению со сталью 10X17Н13М2Т. Ректификационные колонны, экстракционные, насадочные, продувные емкости, хранилища, баки, сборники и другое оборудование, работающее в окислительно-восcтановительных средах, например, при органическом синтезе, серно-кислотном производстве, в целлюлозно-бумажной промышленности. 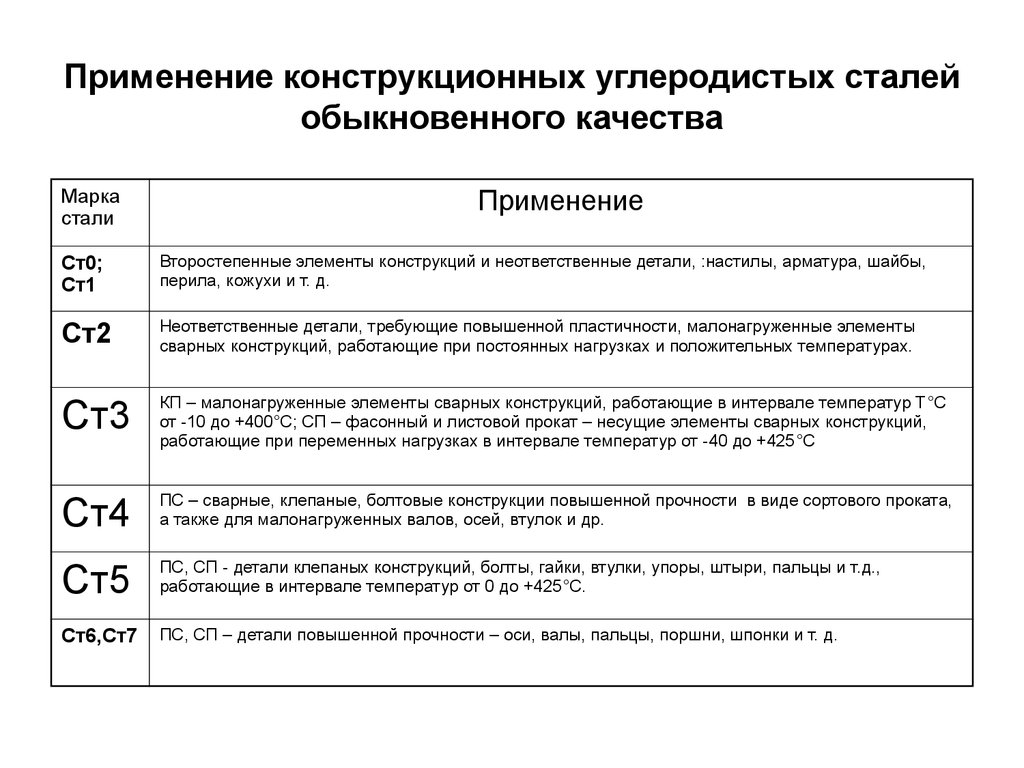
 Обладает более высокой стойкостью к межкристаллитной коррозии.
Обладает более высокой стойкостью к межкристаллитной коррозии. Лопатки, трубы и другие детали энергетического машиностроения, работающие при температуре до +600 °С. Сварные аппараты и сосуды, работающие в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей; днища адсорбера, регенераторы, теплообменники и др. Корпуса и другие детали, работающие под давлением при температуре от -196 °С до +600 °С, а при наличии агрессивных сред — до +350 °С.
Лопатки, трубы и другие детали энергетического машиностроения, работающие при температуре до +600 °С. Сварные аппараты и сосуды, работающие в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей; днища адсорбера, регенераторы, теплообменники и др. Корпуса и другие детали, работающие под давлением при температуре от -196 °С до +600 °С, а при наличии агрессивных сред — до +350 °С.
 Сварные аппараты и сосуды, работающие в коррозионно-активных средах (разбавленные растворы азотной и фосфорной кислот, растворы щелочей и солей).
Сварные аппараты и сосуды, работающие в коррозионно-активных средах (разбавленные растворы азотной и фосфорной кислот, растворы щелочей и солей). д.). Сплав устойчив к межкристаллитной коррозии в агрессивных средах.
д.). Сплав устойчив к межкристаллитной коррозии в агрессивных средах. Scope предлагает идеальное сочетание доступного инвентаря в непревзойденном масштабе, управления хранением с использованием передовых технологий и большого парка грузовиков, что гарантирует клиентам быструю доставку точно в срок.
Scope предлагает идеальное сочетание доступного инвентаря в непревзойденном масштабе, управления хранением с использованием передовых технологий и большого парка грузовиков, что гарантирует клиентам быструю доставку точно в срок.
 .
. В феврале 2020 года деятельность компании была продана Scope Metals Group. В дополнение к местному производству водяных насосов, Scope представляет некоторые из ведущих мировых компаний по поставке насосов и связанного с ними качественного оборудования. У нас есть большой парк насосов и возможность адекватно удовлетворить требования заказчика, предоставляя инженерно-технические консультации на высоком уровне.
В феврале 2020 года деятельность компании была продана Scope Metals Group. В дополнение к местному производству водяных насосов, Scope представляет некоторые из ведущих мировых компаний по поставке насосов и связанного с ними качественного оборудования. У нас есть большой парк насосов и возможность адекватно удовлетворить требования заказчика, предоставляя инженерно-технические консультации на высоком уровне. д.
д. самый передовой в мире автоматизированный склад.
самый передовой в мире автоматизированный склад. как уникальные продукты для обработки поверхности металлов и текущего обслуживания.
как уникальные продукты для обработки поверхности металлов и текущего обслуживания.
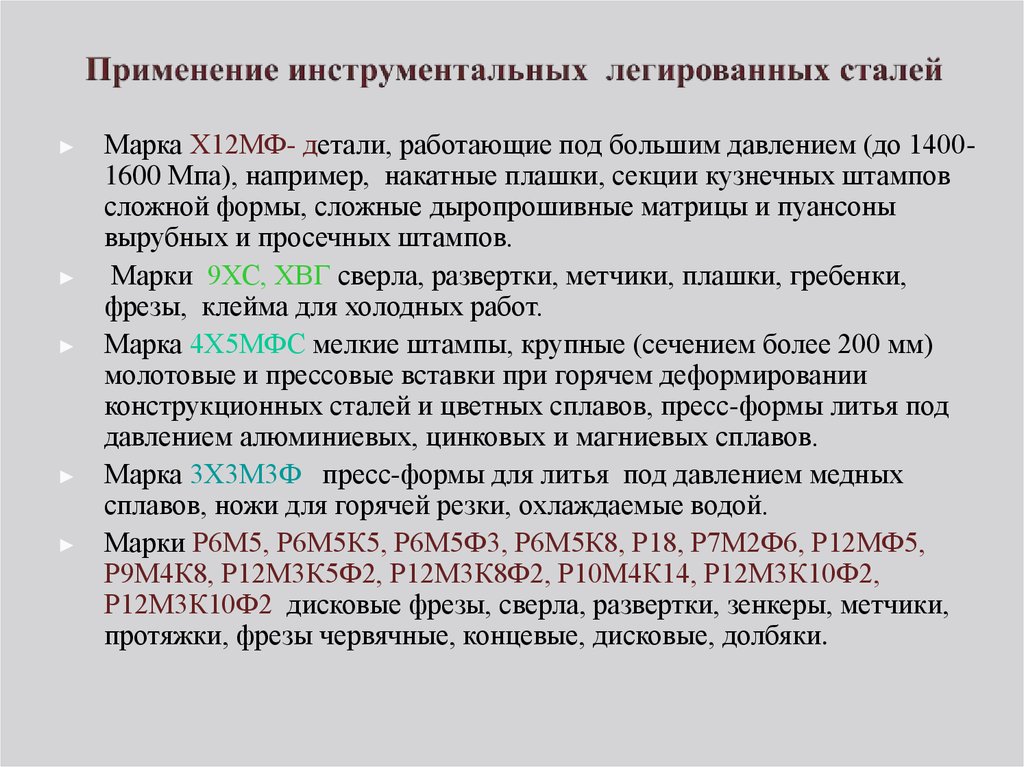 ..
..

 Этот вид соединения считается международным и применяется во всех инструментах зарубежных производителей. Для особой надежности на вал ставят стопор, в виде винта на левой резьбе — это надо учитывать, когда путаетесь, как разобрать патрон импортной дрели. Выкручивать его необходимо только по часовой стрелке.
Этот вид соединения считается международным и применяется во всех инструментах зарубежных производителей. Для особой надежности на вал ставят стопор, в виде винта на левой резьбе — это надо учитывать, когда путаетесь, как разобрать патрон импортной дрели. Выкручивать его необходимо только по часовой стрелке. Быстрозажимной патрон регулируется вручную, более сложные конструкции, применяемые в современных дрелях – при помощи ключа.
Быстрозажимной патрон регулируется вручную, более сложные конструкции, применяемые в современных дрелях – при помощи ключа.
 В помощь домашним умельцам видео:
В помощь домашним умельцам видео:



 Она легкая и удобная в управлении, при работе на высоте, есть возможность вешать ее на ремень, тем самым освобождая руки. Можно менять количество оборотов.
Она легкая и удобная в управлении, при работе на высоте, есть возможность вешать ее на ремень, тем самым освобождая руки. Можно менять количество оборотов. Для того чтобы в будущем не сталкиваться с проблемой невозможности снятия патрона, обязательно смажьте литолом или другой смазкой все детали.
Для того чтобы в будущем не сталкиваться с проблемой невозможности снятия патрона, обязательно смажьте литолом или другой смазкой все детали. В том числе дрель нуждается в правильном использовании и своевременной профилактике.
В том числе дрель нуждается в правильном использовании и своевременной профилактике.
 1 Тип устройства1.2 Мощность1.3 Управление нагревом2 Лучшие недорогие проточные электрические водонагреватели2.1 Atmor Platinum Tri 52.2 Thermex Surf 35002.3 Timberk WHEL-6 OSC2.4 Hyundai H – IWR1-3P-UIO57/S2.5 Electrolux Smartfix 2.0 5.5 TS3 Лучшие проточные электрические водонагреватели (премиум)3.1 Stiebel Eltron DHC 63.2 Electrolux NPX 8 Flow Active3.3 Stiebel Eltron DHC 83.4 Electrolux NPX …
1 Тип устройства1.2 Мощность1.3 Управление нагревом2 Лучшие недорогие проточные электрические водонагреватели2.1 Atmor Platinum Tri 52.2 Thermex Surf 35002.3 Timberk WHEL-6 OSC2.4 Hyundai H – IWR1-3P-UIO57/S2.5 Electrolux Smartfix 2.0 5.5 TS3 Лучшие проточные электрические водонагреватели (премиум)3.1 Stiebel Eltron DHC 63.2 Electrolux NPX 8 Flow Active3.3 Stiebel Eltron DHC 83.4 Electrolux NPX … 1 Gorenje WE 62S3 R – высокий класс энергопотребления и эффективная работоспособность.1.2 Gorenje Color W 65Z03R/S – большой выбор программ.1.3 Samsung WD1142XVR – вместительность и сушка1.4 Schaub Lorenz SLW MG5131 – стиль1.5 Стиральная машина ARTEL TE 452 Выводы В 2022 году процент покупок стиральных машин значительно увеличился. Производственные компании выяснили что …
1 Gorenje WE 62S3 R – высокий класс энергопотребления и эффективная работоспособность.1.2 Gorenje Color W 65Z03R/S – большой выбор программ.1.3 Samsung WD1142XVR – вместительность и сушка1.4 Schaub Lorenz SLW MG5131 – стиль1.5 Стиральная машина ARTEL TE 452 Выводы В 2022 году процент покупок стиральных машин значительно увеличился. Производственные компании выяснили что … 1 Ремонт редуктора3.2 Ремонт патрона4 Поломки в электрической части — как выявить и устранить4.0.1 Щетки и Электродвигатель4.0.2 Кнопка4.0.3 Зарядное устройство4.1 Ремонт зарядного устройства4.2 Ремонт аккумулятора4.3 Ремонт пусковой кнопки5 Как собрать шуруповерт Интерскол Если вы самостоятельно занимаетесь работами с использованием электроинструмента или строитель …
1 Ремонт редуктора3.2 Ремонт патрона4 Поломки в электрической части — как выявить и устранить4.0.1 Щетки и Электродвигатель4.0.2 Кнопка4.0.3 Зарядное устройство4.1 Ремонт зарядного устройства4.2 Ремонт аккумулятора4.3 Ремонт пусковой кнопки5 Как собрать шуруповерт Интерскол Если вы самостоятельно занимаетесь работами с использованием электроинструмента или строитель … 4 Пряжа из шерсти.5 Акриловые нитки6 Как правильно позаботиться об одежде из пряжи7 Какая пряжа не подходит для вязания детям Многие женщины любят вязать красивые вещи для своих деток или внуков. Вязание требует очень большое терпение и много времени. Перед вязкой стоит выбрать качественную …
4 Пряжа из шерсти.5 Акриловые нитки6 Как правильно позаботиться об одежде из пряжи7 Какая пряжа не подходит для вязания детям Многие женщины любят вязать красивые вещи для своих деток или внуков. Вязание требует очень большое терпение и много времени. Перед вязкой стоит выбрать качественную … Это стало возможным благодаря сочетанию высокого качества, богатого опыта и профессионализма производителей и выгодной цены товара. На сегодняшний день на территории Российской Федерации реализовано более 40 млн единиц продукции «Интерскол», и это не говоря о поставках за рубеж через интернет-магазин.
Это стало возможным благодаря сочетанию высокого качества, богатого опыта и профессионализма производителей и выгодной цены товара. На сегодняшний день на территории Российской Федерации реализовано более 40 млн единиц продукции «Интерскол», и это не говоря о поставках за рубеж через интернет-магазин.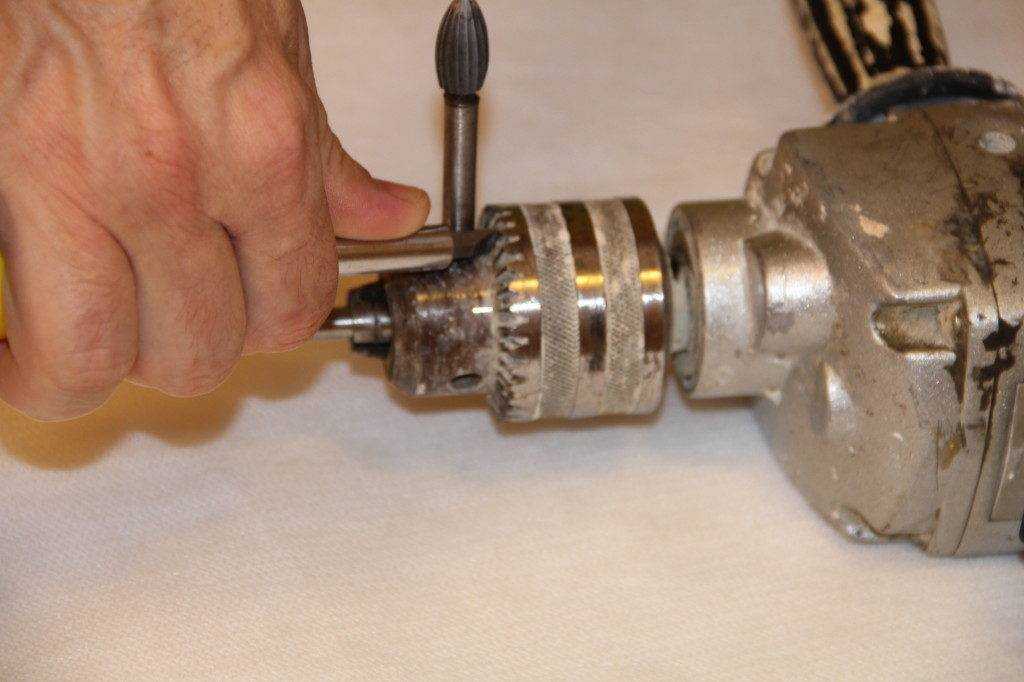
 Наиболее популярны ударные дрели, в которых мастерски сочетаются возможности обычного сверления и сверления с осевым ударом (то есть сверления). Эти инструменты способны обеспечить достаточно высокий крутящий момент и хорошо подходят для создания отверстий значительной глубины.
Наиболее популярны ударные дрели, в которых мастерски сочетаются возможности обычного сверления и сверления с осевым ударом (то есть сверления). Эти инструменты способны обеспечить достаточно высокий крутящий момент и хорошо подходят для создания отверстий значительной глубины. Многие отмечают недостаточную длину электрических проводов, что не всегда удобно при работе на больших площадях.
Многие отмечают недостаточную длину электрических проводов, что не всегда удобно при работе на больших площадях. Ваше внимание могут привлечь тихоходные дрели со скоростью вращения 650 об/мин или инструменты с высоким крутящим моментом. Вы можете выбрать подходящую дрель из электрических и пневматических моделей. Можно купить тихоходные инструменты или те, которые предназначены для более простой и стандартной работы.
Ваше внимание могут привлечь тихоходные дрели со скоростью вращения 650 об/мин или инструменты с высоким крутящим моментом. Вы можете выбрать подходящую дрель из электрических и пневматических моделей. Можно купить тихоходные инструменты или те, которые предназначены для более простой и стандартной работы.
 Несомненно, это самый мощный двигатель, обеспечивающий высокую производительность инструмента в течение достаточно длительного периода. Металлический корпус редуктора из легкого сплава позволяет ему работать в достаточно тяжелых условиях. Ключевой патрон 16 мм идеально подходит для больших инструментов.
Несомненно, это самый мощный двигатель, обеспечивающий высокую производительность инструмента в течение достаточно длительного периода. Металлический корпус редуктора из легкого сплава позволяет ему работать в достаточно тяжелых условиях. Ключевой патрон 16 мм идеально подходит для больших инструментов.
 С их помощью можно значительно упростить процесс строительства и сэкономить свое время.
С их помощью можно значительно упростить процесс строительства и сэкономить свое время.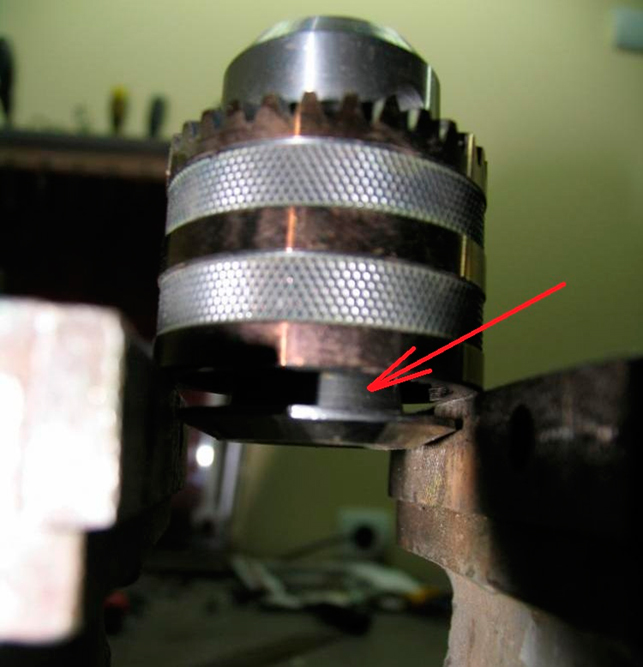 Вы можете обратиться в сервисные центры компании «Интерскол», которые есть в крупных городах России. Здесь можно заменить вышедшие из строя детали, а с ремонтом можно справиться самостоятельно.
Вы можете обратиться в сервисные центры компании «Интерскол», которые есть в крупных городах России. Здесь можно заменить вышедшие из строя детали, а с ремонтом можно справиться самостоятельно. youtube.com/embed/SIU3NirXWbY» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/SIU3NirXWbY» frameborder=»0″ allowfullscreen=»»>  Они надежны в эксплуатации, легко ремонтируются. К ним легко достать запчасти.
Они надежны в эксплуатации, легко ремонтируются. К ним легко достать запчасти.


 3 поз.4;
3 поз.4; Отличия в конструктивных особенностях.
Отличия в конструктивных особенностях. Для этого от картера коробки передач необходимо открутить четыре винта поз.30.
Для этого от картера коробки передач необходимо открутить четыре винта поз.30. В качестве электродвигателя используется коллекторный. Привод представляет собой комбинацию ударного типа на воздушной подушке и вращательного механизма. Возвратно-поступательное движение передается за счет подшипника качения.
В качестве электродвигателя используется коллекторный. Привод представляет собой комбинацию ударного типа на воздушной подушке и вращательного механизма. Возвратно-поступательное движение передается за счет подшипника качения.

 youtube.com/embed/lei9GDzJp74″>
youtube.com/embed/lei9GDzJp74″> 

 Получаса достаточно для продолжения работ.
Получаса достаточно для продолжения работ.

 1 Последовательность ремонта
1 Последовательность ремонта Конструктивная особенность инверторов состоит в том, что в ходе их ремонта бывает очень сложно выявить те компоненты, которые стали причиной неисправности всего агрегата.
Конструктивная особенность инверторов состоит в том, что в ходе их ремонта бывает очень сложно выявить те компоненты, которые стали причиной неисправности всего агрегата.
 Произведя замену неисправных деталей, отремонтированные платы следует протестировать с помощью тестера. Тестирование производится и в тех случаях, когда в результате визуального осмотра не удалось выявить элементов, подлежащих ремонту или замене.
Произведя замену неисправных деталей, отремонтированные платы следует протестировать с помощью тестера. Тестирование производится и в тех случаях, когда в результате визуального осмотра не удалось выявить элементов, подлежащих ремонту или замене. В случае обнаружения подобных дефектов их необходимо тщательно зачистить и напаять в эти места перемычки.
В случае обнаружения подобных дефектов их необходимо тщательно зачистить и напаять в эти места перемычки. Однако наличие определенных базовых знаний и расширение круга своих знаний и умений, несомненно, позволит вам успешно справляться с этим видом работ и всегда содержать свой инверторный сварочный аппарат в исправном состоянии.
Однако наличие определенных базовых знаний и расширение круга своих знаний и умений, несомненно, позволит вам успешно справляться с этим видом работ и всегда содержать свой инверторный сварочный аппарат в исправном состоянии. 04.2021
04.2021 
 адрес
адрес
 Мощность генератора в сравнении с мощностью сети
Мощность генератора в сравнении с мощностью сети Но не все машины имеют защиту, необходимую для предотвращения повреждения от «грязного» или непредсказуемого источника питания генератора в долгосрочной перспективе.
Но не все машины имеют защиту, необходимую для предотвращения повреждения от «грязного» или непредсказуемого источника питания генератора в долгосрочной перспективе. Мощность генератора также может характеризоваться «скачками» напряжения (ростом напряжения) и «скачками» напряжения (очень внезапными пиками избыточного напряжения).
Мощность генератора также может характеризоваться «скачками» напряжения (ростом напряжения) и «скачками» напряжения (очень внезапными пиками избыточного напряжения).

 Конденсаторы — это устройства, которые постоянно заряжаются и разряжаются. В инверторном сварочном аппарате конденсаторы будут заряжаться примерно в 1,4 раза выше стандартного входного напряжения. Таким образом, в случае источника питания 240 В они будут заряжаться примерно при 335 В. То же самое произойдет в случае скачка или скачка напряжения. Таким образом, при скачке напряжения 280 В они будут заряжаться примерно при 395 В, что соответствует увеличению напряжения на 155 В. Именно это значительное колебание рабочего напряжения может повредить или разрушить электронные компоненты инверторного сварочного аппарата.
Конденсаторы — это устройства, которые постоянно заряжаются и разряжаются. В инверторном сварочном аппарате конденсаторы будут заряжаться примерно в 1,4 раза выше стандартного входного напряжения. Таким образом, в случае источника питания 240 В они будут заряжаться примерно при 335 В. То же самое произойдет в случае скачка или скачка напряжения. Таким образом, при скачке напряжения 280 В они будут заряжаться примерно при 395 В, что соответствует увеличению напряжения на 155 В. Именно это значительное колебание рабочего напряжения может повредить или разрушить электронные компоненты инверторного сварочного аппарата. Для вашего спокойствия гарантия Weldforce включает/распространяется на использование машин Weldforce с питанием от генератора (при условии, что оператор соблюдает рекомендации, включенные в руководство по эксплуатации – см. пункт 5 ниже).
Для вашего спокойствия гарантия Weldforce включает/распространяется на использование машин Weldforce с питанием от генератора (при условии, что оператор соблюдает рекомендации, включенные в руководство по эксплуатации – см. пункт 5 ниже).

 в руководстве по эксплуатации или в информации о продукте на этом веб-сайте.
в руководстве по эксплуатации или в информации о продукте на этом веб-сайте. Эти цифры являются приблизительными ориентирами и не должны заменять рекомендации производителя.
Эти цифры являются приблизительными ориентирами и не должны заменять рекомендации производителя. 


 .. или станет очень раздражающим для оператора.
.. или станет очень раздражающим для оператора.
 Это означает, что они с гораздо меньшей вероятностью вызовут проблемы с электропитанием, которые могут привести к отключению или повреждению сварочного аппарата.
Это означает, что они с гораздо меньшей вероятностью вызовут проблемы с электропитанием, которые могут привести к отключению или повреждению сварочного аппарата. Э.&О.Э.
Э.&О.Э. Я работаю в отдаленной части Северной Кении, и у меня есть желание начать работу. Я уверен, что информация из этой статьи станет отличным руководством для моих дальнейших начинаний. У меня только один вопрос, как ваша продукция может быть доставлена мне в Кению?
Я работаю в отдаленной части Северной Кении, и у меня есть желание начать работу. Я уверен, что информация из этой статьи станет отличным руководством для моих дальнейших начинаний. У меня только один вопрос, как ваша продукция может быть доставлена мне в Кению? Требуемый размер генератора будет зависеть от количества требуемой мощности машины, которая может варьироваться в зависимости от типа машины (инвертор или трансформатор), рейтингов эффективности и т. д.
Требуемый размер генератора будет зависеть от количества требуемой мощности машины, которая может варьироваться в зависимости от типа машины (инвертор или трансформатор), рейтингов эффективности и т. д.
 Я видел, как люди без проблем сваривают с помощью адаптера L14-30 на 14-30 (YouTube). Однако я думаю, что использование только одной из двух фаз создаст несбалансированную нагрузку и, в конечном итоге, повредит генератор. Каковы ваши мысли, сэр?
Я видел, как люди без проблем сваривают с помощью адаптера L14-30 на 14-30 (YouTube). Однако я думаю, что использование только одной из двух фаз создаст несбалансированную нагрузку и, в конечном итоге, повредит генератор. Каковы ваши мысли, сэр?


 Сначала отверстие заполняется на 10-15 см. В него помещается арматура – металлическая труба или несколько металлических прутьев толщиной не менее 1 см. Арматура придаст фундаменту дополнительную прочность. После помещения арматуры в подготовленные отверстия бетон постепенно заливается до самого верха.
Сначала отверстие заполняется на 10-15 см. В него помещается арматура – металлическая труба или несколько металлических прутьев толщиной не менее 1 см. Арматура придаст фундаменту дополнительную прочность. После помещения арматуры в подготовленные отверстия бетон постепенно заливается до самого верха. Бетонный раствор нужно залить в опалубку. Деревянные доски опалубки можно снимать только после высыхания бетонного раствора.
Бетонный раствор нужно залить в опалубку. Деревянные доски опалубки можно снимать только после высыхания бетонного раствора.

 Делается это с внутренней стороны внешнего фундамента. Для этого вам понадобятся обрезные доски, имеющие толщину приблизительно 2–3 см. Заменить доски можно листом фанеры или ДСП. Из одного из предложенных материалов вам будет нужно сделать стенки под опалубку.
Делается это с внутренней стороны внешнего фундамента. Для этого вам понадобятся обрезные доски, имеющие толщину приблизительно 2–3 см. Заменить доски можно листом фанеры или ДСП. Из одного из предложенных материалов вам будет нужно сделать стенки под опалубку. С его помощью вы сможете вытащить стенки опалубки по завершении заливки фундамента и застывания бетона. Но, если в будущем вам опалубка не пригодится, то вы можете ее оставить в фундаменте насовсем.
С его помощью вы сможете вытащить стенки опалубки по завершении заливки фундамента и застывания бетона. Но, если в будущем вам опалубка не пригодится, то вы можете ее оставить в фундаменте насовсем. Некоторые специалисты утверждают, что проводить армирование фундамента деревянного старого дома ненужно, потому как бетон и опорные столбы уже создадут достаточно прочное основание. Но если вы не хотите в будущем еще долгое время возвращаться к вопросу ремонта фундамента, то лучше провести армирование.
Некоторые специалисты утверждают, что проводить армирование фундамента деревянного старого дома ненужно, потому как бетон и опорные столбы уже создадут достаточно прочное основание. Но если вы не хотите в будущем еще долгое время возвращаться к вопросу ремонта фундамента, то лучше провести армирование. Это необходимо сделать ввиду того, что камень крупной фракции приводит к тому, что раствор проникает в армопояс неравномерно, вследствие чего качество заливки страдает. Это приведет к ухудшению прочностных характеристик фундамента, да и дома в целом. Очень важно выполнить все работы на совесть.
Это необходимо сделать ввиду того, что камень крупной фракции приводит к тому, что раствор проникает в армопояс неравномерно, вследствие чего качество заливки страдает. Это приведет к ухудшению прочностных характеристик фундамента, да и дома в целом. Очень важно выполнить все работы на совесть. Монтаж свай осуществляется следующим образом: в почву постепенно вкручиваются сваи. Делается это до установки свай в плотный слой грунта. Опорные столбы нужно забетонировать. Они устанавливаются у основания дома. Затем постройку при помощи домкратов приподнимают и устанавливают на сваях.
Монтаж свай осуществляется следующим образом: в почву постепенно вкручиваются сваи. Делается это до установки свай в плотный слой грунта. Опорные столбы нужно забетонировать. Они устанавливаются у основания дома. Затем постройку при помощи домкратов приподнимают и устанавливают на сваях. youtube.com/embed/L703jyWU_S4″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/L703jyWU_S4″ frameborder=»0″ allowfullscreen=»allowfullscreen»> 
 Если дождь начался, а заливка состоялась, то лучше защитить конструкцию, накрыв полиэтиленовой пленкой.
Если дождь начался, а заливка состоялась, то лучше защитить конструкцию, накрыв полиэтиленовой пленкой. В ходе стремительного испарения воды образуются пустоты, делающие бетон хрупким, а жилую постройку неустойчивой.
В ходе стремительного испарения воды образуются пустоты, делающие бетон хрупким, а жилую постройку неустойчивой. Планируя работы на весенне-осенний период, следует следить за прогнозами синоптиков либо в бетон добавлять противоморозные составы.
Планируя работы на весенне-осенний период, следует следить за прогнозами синоптиков либо в бетон добавлять противоморозные составы.
 Обратите внимание, что мы получаем компенсацию за любые продукты, которые вы покупаете или подписываетесь через эту рекламу, и эта компенсация влияет на ранжирование и размещение любых предложений, перечисленных здесь. Мы не предоставляем информацию о каждом доступном предложении. Информация и суммы сбережений, изображенные выше, предназначены только для демонстрационных целей, и ваши результаты могут отличаться.
Обратите внимание, что мы получаем компенсацию за любые продукты, которые вы покупаете или подписываетесь через эту рекламу, и эта компенсация влияет на ранжирование и размещение любых предложений, перечисленных здесь. Мы не предоставляем информацию о каждом доступном предложении. Информация и суммы сбережений, изображенные выше, предназначены только для демонстрационных целей, и ваши результаты могут отличаться. США Фундаменты для опор и балок встречаются редко, и опоры стоят около 1000 долл. США каждая , балки также стоят от 1000 до 5000 долл. США . Кроме того, если вы ремонтируете опорно-балочный фундамент, вам нужно будет поднять дом, что может стоить около 1500 долларов . Обычному дому требуется от восьми до десяти опор. Подпольные пространства также требуют герметизации и гидроизоляции.
США Фундаменты для опор и балок встречаются редко, и опоры стоят около 1000 долл. США каждая , балки также стоят от 1000 до 5000 долл. США . Кроме того, если вы ремонтируете опорно-балочный фундамент, вам нужно будет поднять дом, что может стоить около 1500 долларов . Обычному дому требуется от восьми до десяти опор. Подпольные пространства также требуют герметизации и гидроизоляции.
 Это требует больше денег в трудозатратах. С другой стороны, они могут быть более восприимчивы к изгибу и короблению.
Это требует больше денег в трудозатратах. С другой стороны, они могут быть более восприимчивы к изгибу и короблению. Но готовый подвал может увеличить жилую площадь и повысить стоимость вашего дома, поэтому вам придется взвесить затраты и вознаграждение.
Но готовый подвал может увеличить жилую площадь и повысить стоимость вашего дома, поэтому вам придется взвесить затраты и вознаграждение. Дополнительные расходы включают:
Дополнительные расходы включают:
 Некоторые даже добавляют пенопласт, пенопласт или войлок между или поперек нижней части балок, чтобы добавить больше изоляции под пол. В среднем установка фундамента стоит около 2000 долларов.
Некоторые даже добавляют пенопласт, пенопласт или войлок между или поперек нижней части балок, чтобы добавить больше изоляции под пол. В среднем установка фундамента стоит около 2000 долларов.  Если ваш дом необходимо поднять для замены фундамента, вы, вероятно, заплатите от 24 500 до 115 000 долларов , чтобы поднять и заменить фундамент. Возведение дома будет стоить от 3000 до 9000 долларов в одиночку, тогда раскопки могут стоить от 1500 до 6000 долларов .
Если ваш дом необходимо поднять для замены фундамента, вы, вероятно, заплатите от 24 500 до 115 000 долларов , чтобы поднять и заменить фундамент. Возведение дома будет стоить от 3000 до 9000 долларов в одиночку, тогда раскопки могут стоить от 1500 до 6000 долларов . Это не слишком сложный проект, особенно если вы заручитесь поддержкой нескольких друзей. В этой статье рассказывается о выборе места, проблемах копания, инструментах, материалах и методах, которые мы использовали для заливки плиты размером 8 x 12 футов для нового сарая.
Это не слишком сложный проект, особенно если вы заручитесь поддержкой нескольких друзей. В этой статье рассказывается о выборе места, проблемах копания, инструментах, материалах и методах, которые мы использовали для заливки плиты размером 8 x 12 футов для нового сарая.
 Проверьте местный кодекс, чтобы убедиться, что вы его соблюдаете.
Проверьте местный кодекс, чтобы убедиться, что вы его соблюдаете. ниже)
ниже) Это важно, потому что тогда вы будете знать, насколько глубоко вам нужно копать. В итоге мы перетасовывали землю немного больше, чем нужно, потому что копали слишком глубоко в некоторых местах. Самый простой способ определить уклон — вбить в землю колья с линией между ними. Выровняйте линию и измерьте изменение высоты от линии до земли.
Это важно, потому что тогда вы будете знать, насколько глубоко вам нужно копать. В итоге мы перетасовывали землю немного больше, чем нужно, потому что копали слишком глубоко в некоторых местах. Самый простой способ определить уклон — вбить в землю колья с линией между ними. Выровняйте линию и измерьте изменение высоты от линии до земли. Целью была площадка размером 12 x 8 футов, поэтому мы купили две доски 12 футов и две доски 10 футов и обрезали их по размеру. Убедитесь, что вы получаете хорошие, прямые пиломатериалы и имейте в виду, что внутреннее измерение имеет значение. Форма снимается после застывания бетона. Гвозди с двойной головкой не обязательны, но потом их очень легко вытащить.
Целью была площадка размером 12 x 8 футов, поэтому мы купили две доски 12 футов и две доски 10 футов и обрезали их по размеру. Убедитесь, что вы получаете хорошие, прямые пиломатериалы и имейте в виду, что внутреннее измерение имеет значение. Форма снимается после застывания бетона. Гвозди с двойной головкой не обязательны, но потом их очень легко вытащить.
 Периодически повторяйте процесс по мере необходимости.
Периодически повторяйте процесс по мере необходимости. Мы использовали 12-футовую стяжку, чтобы выровнять бетон с верхней частью нашей формы, сделав несколько проходов. Мы работали «распиливая», заполняя низкие участки по мере продвижения от одной стороны к другой.
Мы использовали 12-футовую стяжку, чтобы выровнять бетон с верхней частью нашей формы, сделав несколько проходов. Мы работали «распиливая», заполняя низкие участки по мере продвижения от одной стороны к другой.

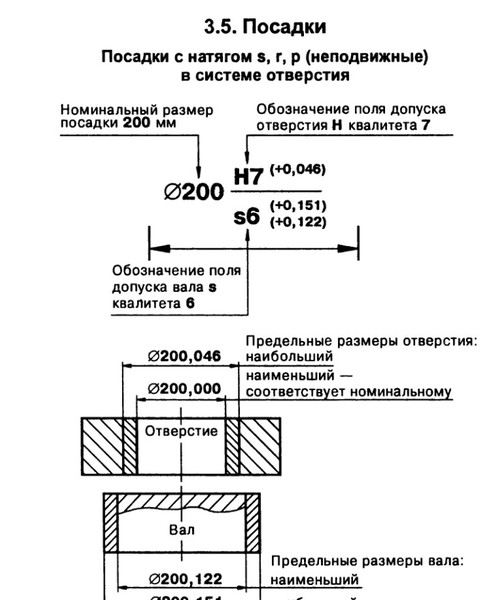 Соответственно таким
Соответственно таким
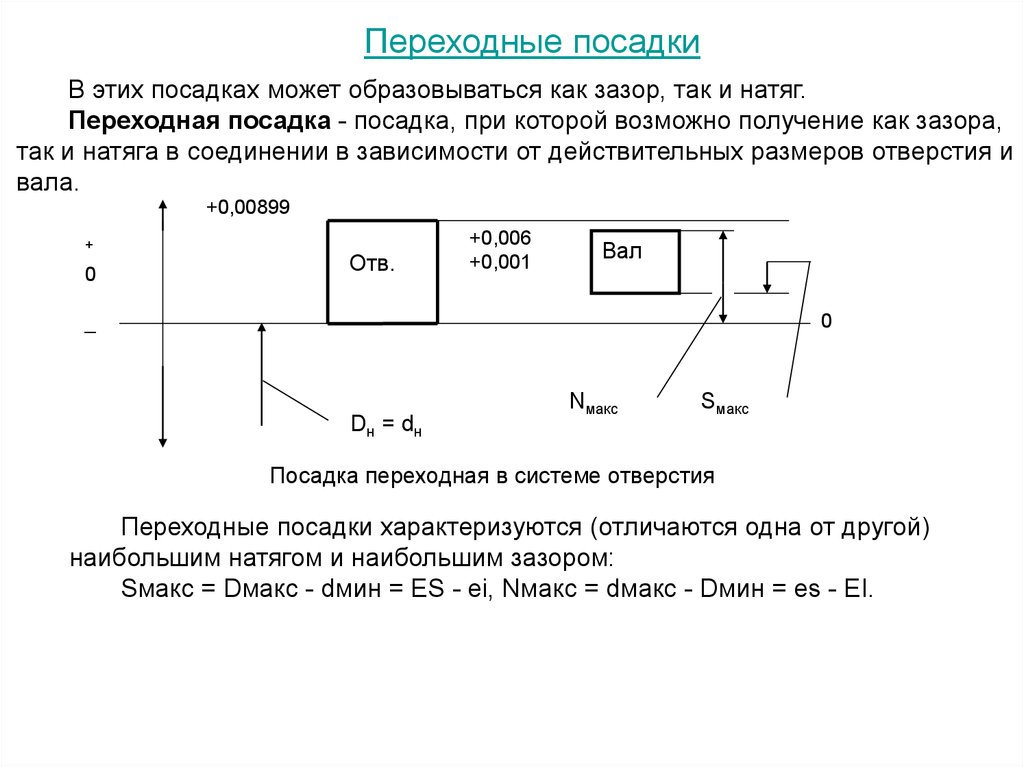
 1.7. Поля допусков отверстия и вала при посадке с зазором
1.7. Поля допусков отверстия и вала при посадке с зазором 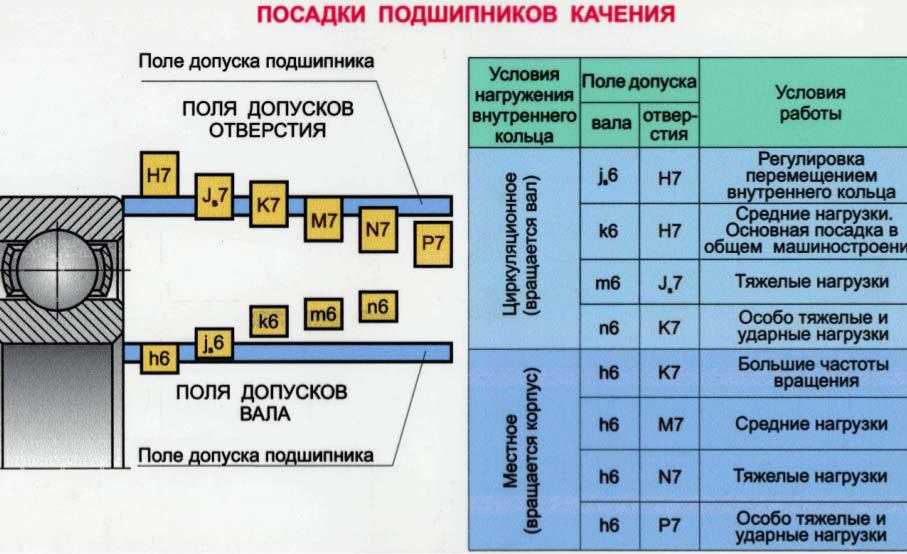 1.8. Схемы расположения полей допусков при посадках с зазором
1.8. Схемы расположения полей допусков при посадках с зазором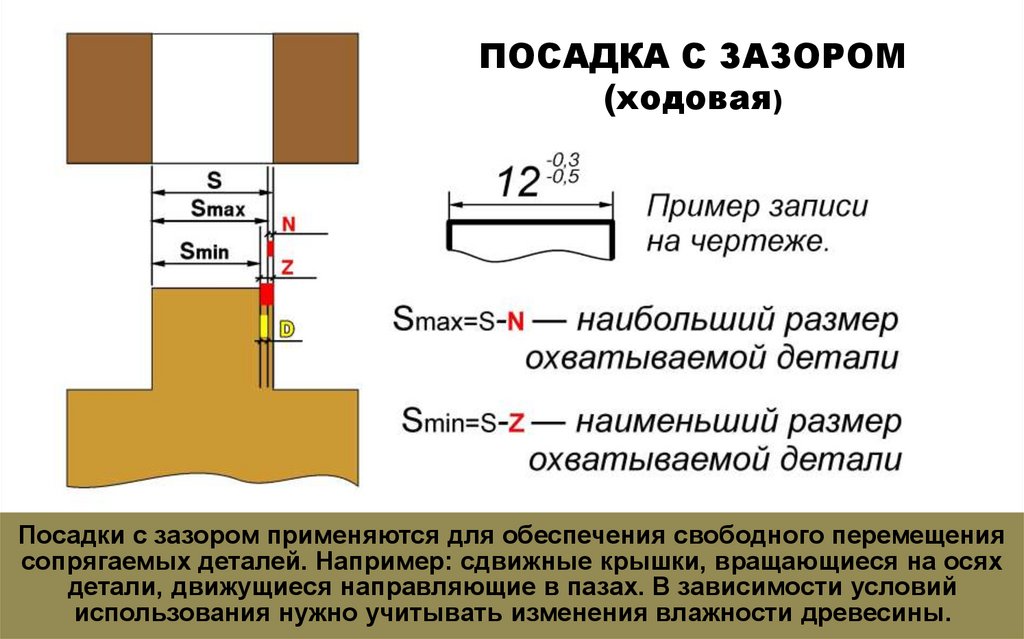
 Когда вам разрешено приземляться, это означает, что вы имеете право использовать всю посадочную длину взлетно-посадочной полосы, и вы должны игнорировать любую маркировку места ожидания, расположенную на взлетно-посадочной полосе. Но помните, вы не сможете снова взлететь, пока УВД не даст вам разрешение на взлет.
Когда вам разрешено приземляться, это означает, что вы имеете право использовать всю посадочную длину взлетно-посадочной полосы, и вы должны игнорировать любую маркировку места ожидания, расположенную на взлетно-посадочной полосе. Но помните, вы не сможете снова взлететь, пока УВД не даст вам разрешение на взлет.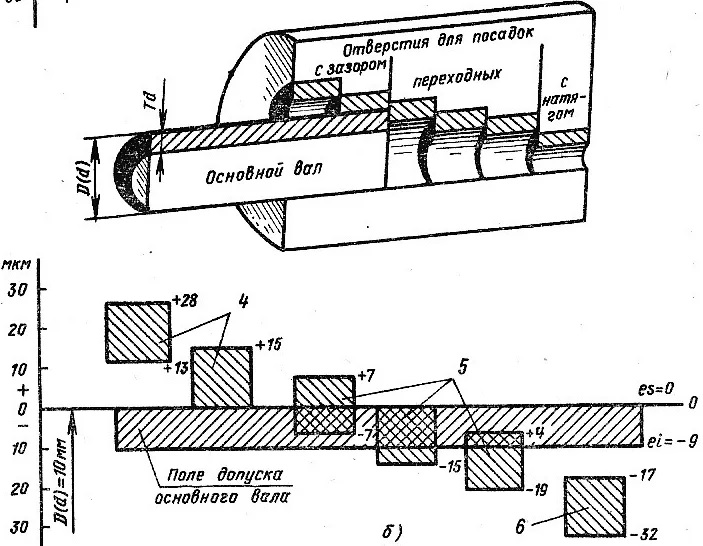 Когда вы «разрешите останавливаться и идти», вы можете приземлиться, полностью остановить свой самолет и снова взлететь, не покидая взлетно-посадочную полосу.
Когда вы «разрешите останавливаться и идти», вы можете приземлиться, полностью остановить свой самолет и снова взлететь, не покидая взлетно-посадочную полосу.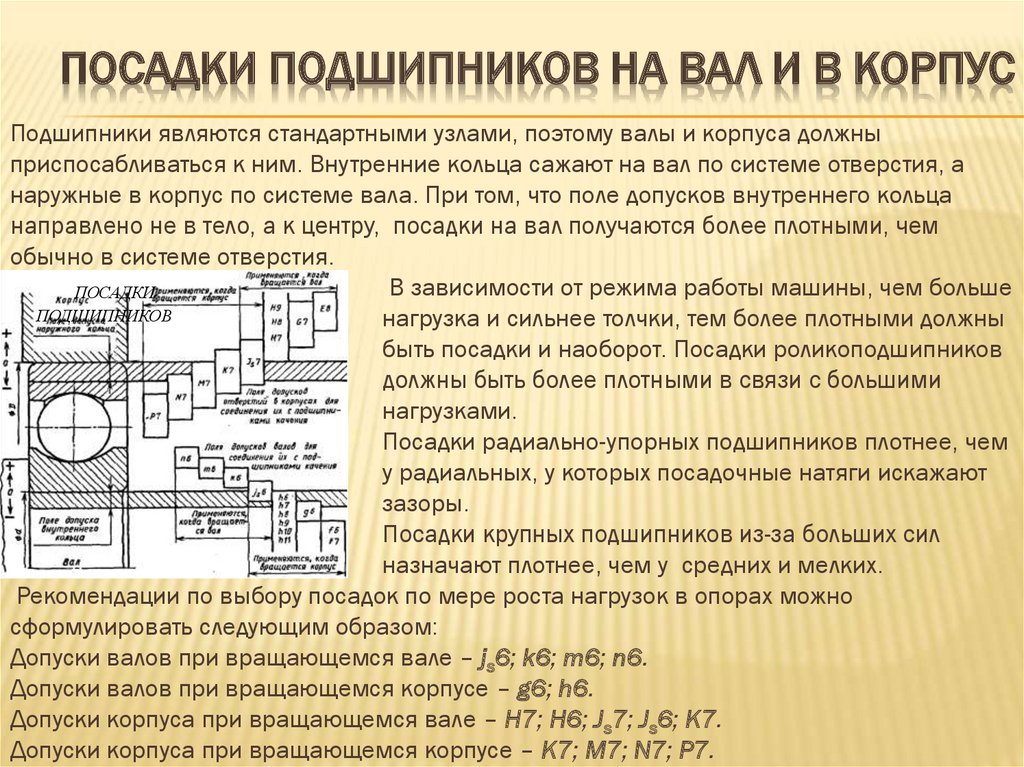 Но если у вас грубое приземление, вы можете попробовать еще один.)
Но если у вас грубое приземление, вы можете попробовать еще один.)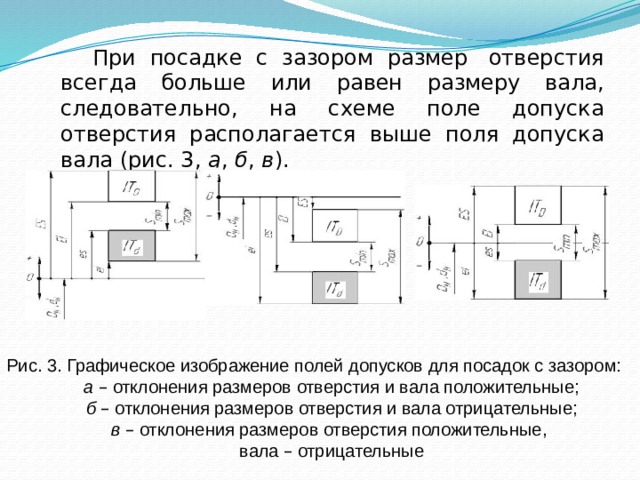 Лестницы.
Лестницы.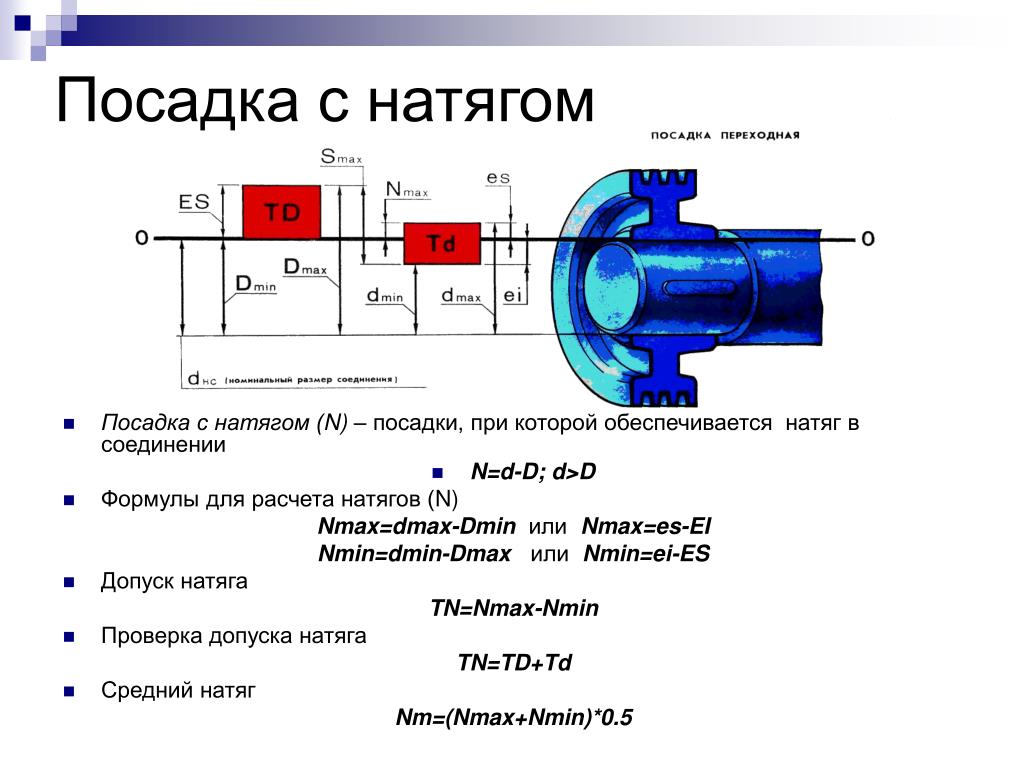 Самый большой шаг ступени в пределах любого лестничного марша не должен превышать наименьший более чем на 3/8 дюйма. Наибольшая высота подступенка в пределах любого лестничного марша не должна превышать наименьшую более чем на 3/8 дюйма.
Самый большой шаг ступени в пределах любого лестничного марша не должен превышать наименьший более чем на 3/8 дюйма. Наибольшая высота подступенка в пределах любого лестничного марша не должна превышать наименьшую более чем на 3/8 дюйма.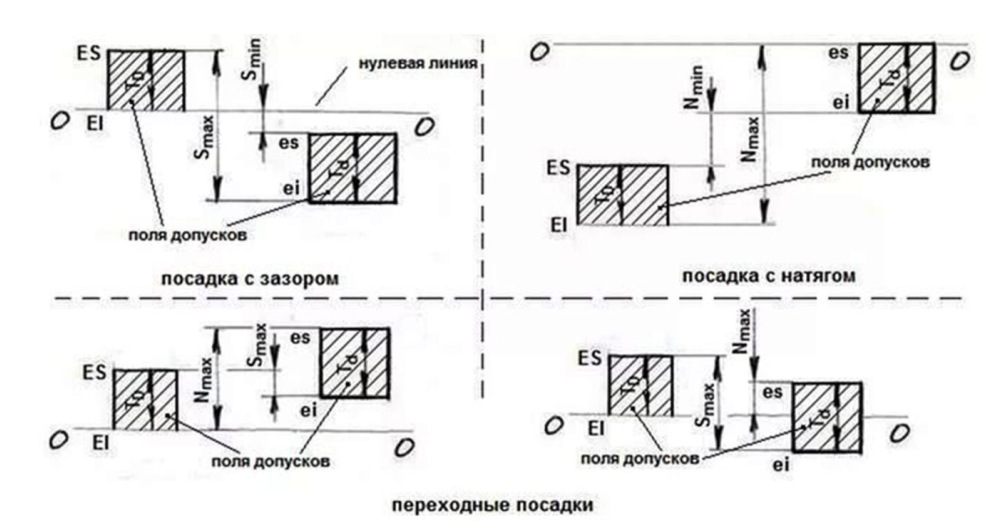 )
) (Заголовок 24, Часть 2, Раздел 3305(p).)
(Заголовок 24, Часть 2, Раздел 3305(p).)

 к. использовать автомобиль меньшего объема не позволяют габариты товара.
к. использовать автомобиль меньшего объема не позволяют габариты товара. Для доставки данного материала используются автомашины «Тоннаж до 3т», т.к. использовать автомобиль меньшего объема не позволяют габариты товара.
Для доставки данного материала используются автомашины «Тоннаж до 3т», т.к. использовать автомобиль меньшего объема не позволяют габариты товара. Для доставки данного материала используются автомашины «Тоннаж до 3т», т.к. использовать автомобиль меньшего объема не позволяют габариты товара.
Для доставки данного материала используются автомашины «Тоннаж до 3т», т.к. использовать автомобиль меньшего объема не позволяют габариты товара. Для доставки данного материала используются автомашины «Тоннаж до 3т», т.к. использовать автомобиль меньшего объема не позволяют габариты товара.
Для доставки данного материала используются автомашины «Тоннаж до 3т», т.к. использовать автомобиль меньшего объема не позволяют габариты товара. Для доставки данного материала используются автомашины «Тоннаж до 3т», т.к. использовать автомобиль меньшего объема не позволяют габариты товара.
Для доставки данного материала используются автомашины «Тоннаж до 3т», т.к. использовать автомобиль меньшего объема не позволяют габариты товара. Для доставки данного материала используются автомашины «Тоннаж до 3т», т.к. использовать автомобиль меньшего объема не позволяют габариты товара.
Для доставки данного материала используются автомашины «Тоннаж до 3т», т.к. использовать автомобиль меньшего объема не позволяют габариты товара. Относительно легкий танец для начинающих, где у самых опытных танцоров есть много возможностей проявить свои таланты.
Относительно легкий танец для начинающих, где у самых опытных танцоров есть много возможностей проявить свои таланты. Но какие основные шаги бачаты вы должны знать, чтобы танцевать под любую песню?
Но какие основные шаги бачаты вы должны знать, чтобы танцевать под любую песню? Затем они оба возвращаются к обычному танцу, не теряя ритма.
Затем они оба возвращаются к обычному танцу, не теряя ритма. Намерение состоит в том, чтобы занять нормальное танцевальное положение в такте 4 и снова начать вместе шаги в противоположном направлении в такте 1.
Намерение состоит в том, чтобы занять нормальное танцевальное положение в такте 4 и снова начать вместе шаги в противоположном направлении в такте 1.


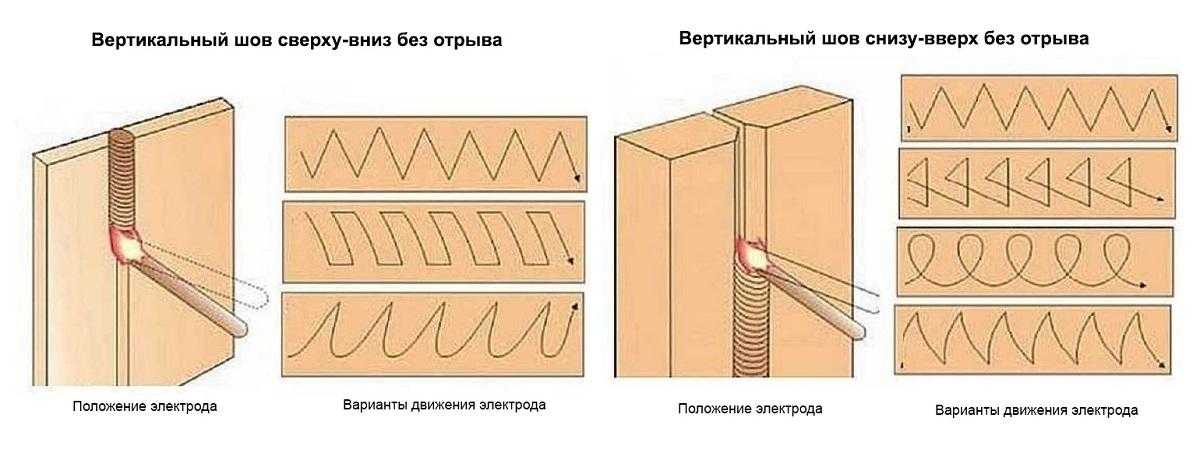
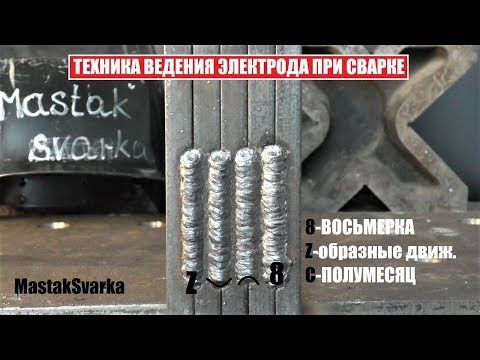
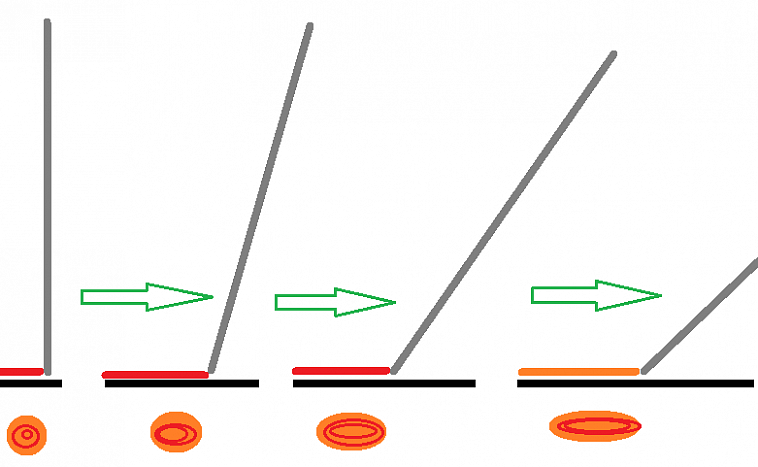

 Также необходимо усвоить советы по технике безопасности сварки.
Также необходимо усвоить советы по технике безопасности сварки.
 Этот показатель должен быть равен цифре диаметра электрода.
Этот показатель должен быть равен цифре диаметра электрода. youtube.com/embed/P2CzIuF_VhQ» allowfullscreen=»allowfullscreen» frameborder=»0″>
youtube.com/embed/P2CzIuF_VhQ» allowfullscreen=»allowfullscreen» frameborder=»0″> 



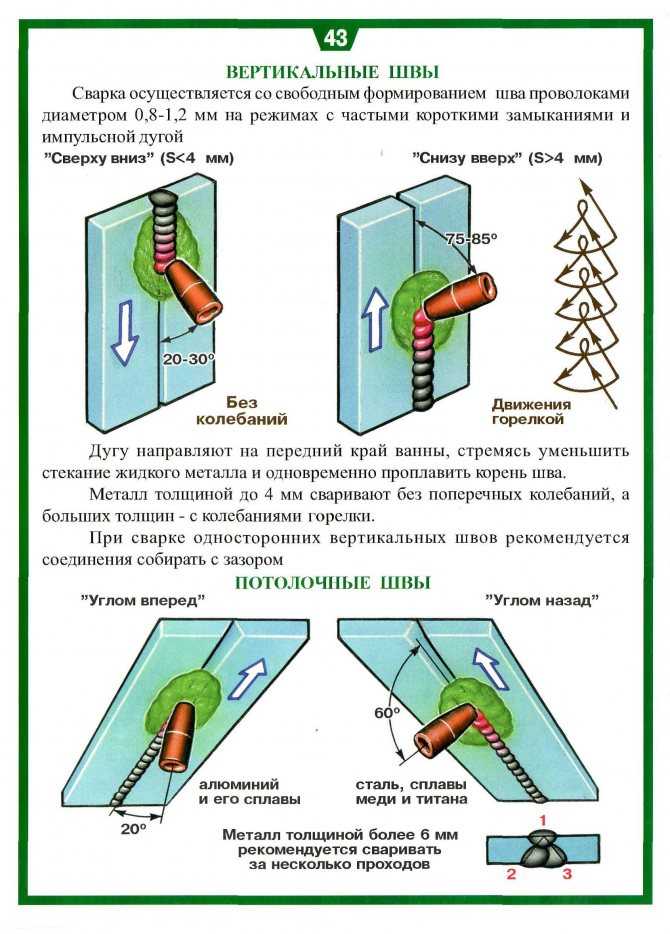 Сам по себе такой способ не сложный и позволяет понять основные принципы сварочного процесса начинающим мастерам. Но, чтобы сварочные швы получались качественными и прочными, необходимо знать, как правильно варить дуговой сваркой.
Сам по себе такой способ не сложный и позволяет понять основные принципы сварочного процесса начинающим мастерам. Но, чтобы сварочные швы получались качественными и прочными, необходимо знать, как правильно варить дуговой сваркой. Оно образует газовое облако, которое защищает ванну от воздействия кислорода и обеспечивает поддержание необходимой для плавления металла температуры в месте сварки;
Оно образует газовое облако, которое защищает ванну от воздействия кислорода и обеспечивает поддержание необходимой для плавления металла температуры в месте сварки;
 Для них подходят практически все электроды и сваривание проводить можно на разных металлах. В сравнении с трансформатором процесс сварки намного проще и сохраняется стабильность дуги;
Для них подходят практически все электроды и сваривание проводить можно на разных металлах. В сравнении с трансформатором процесс сварки намного проще и сохраняется стабильность дуги; Нельзя приступать к свариванию без специальной маски, перчаток и защитной одежды из плотных материалов. Пренебрегать такими средствами не стоит, поскольку от них зависит безопасность человека.
Нельзя приступать к свариванию без специальной маски, перчаток и защитной одежды из плотных материалов. Пренебрегать такими средствами не стоит, поскольку от них зависит безопасность человека.
 Ширина движений должна отвечать заданной ширине шва;
Ширина движений должна отвечать заданной ширине шва; youtube.com/embed/dxVoNDuUcM8?autoplay=0&start=0&rel=0″>
youtube.com/embed/dxVoNDuUcM8?autoplay=0&start=0&rel=0″> 
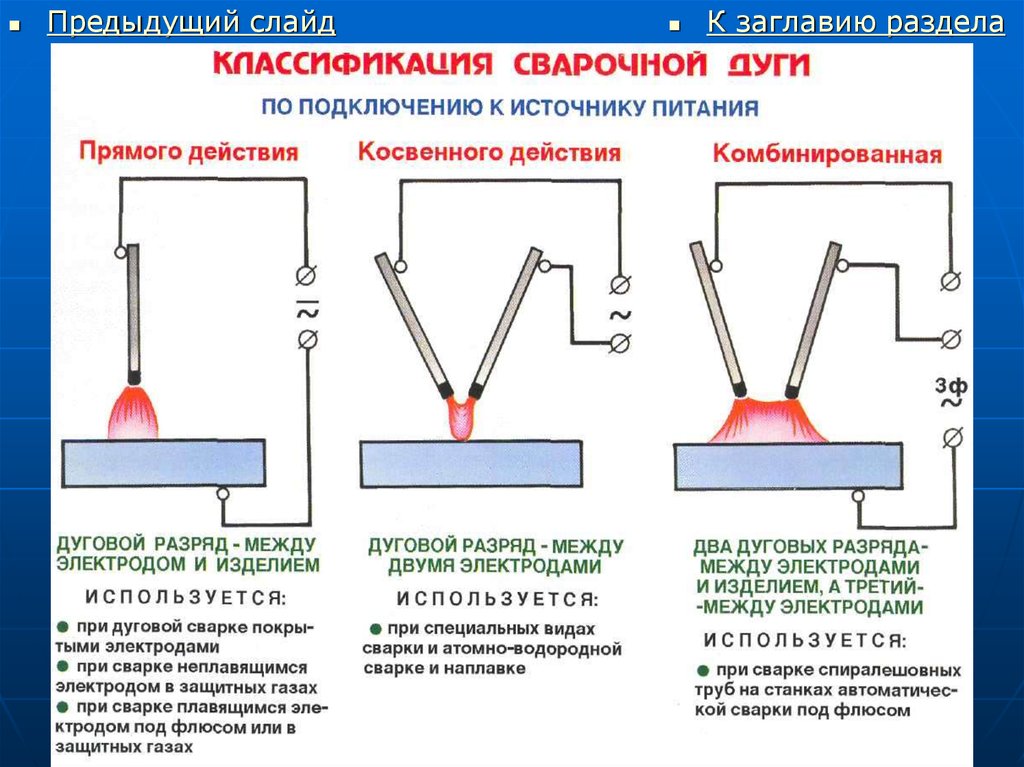
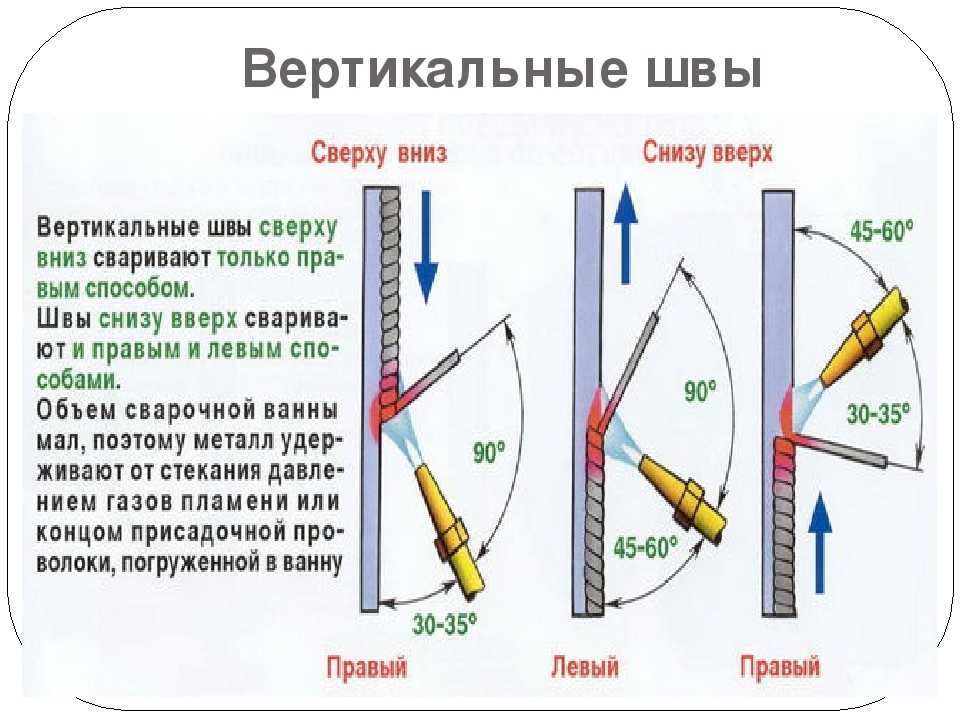



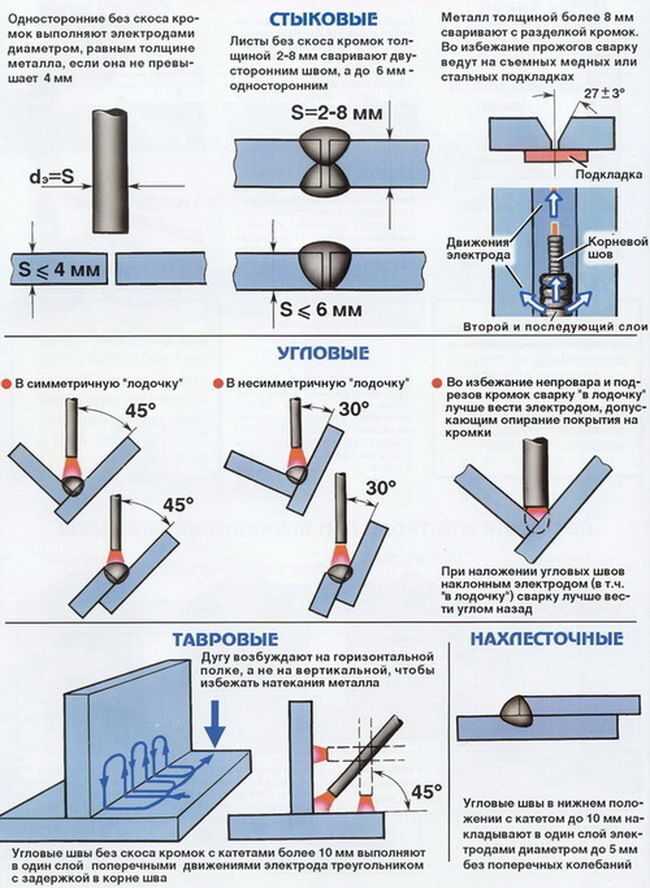

 Если поначалу вы боретесь, не волнуйтесь.
Если поначалу вы боретесь, не волнуйтесь.

 Облако газа оседает на ванну расплавленного металла при остывании и превращается в шлак. Его нужно срезать после того, как вы закончите сварку.
Облако газа оседает на ванну расплавленного металла при остывании и превращается в шлак. Его нужно срезать после того, как вы закончите сварку.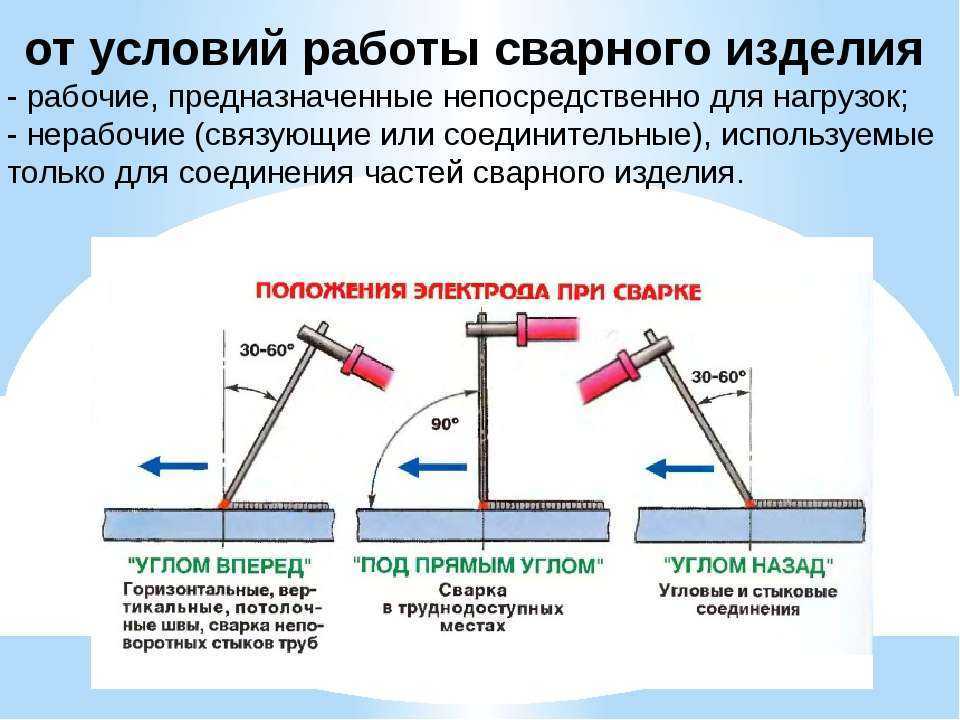 При сварке электродом также необходимо избавиться от «шлака» (слоя побочного продукта, который необходимо сколоть после сварки).
При сварке электродом также необходимо избавиться от «шлака» (слоя побочного продукта, который необходимо сколоть после сварки).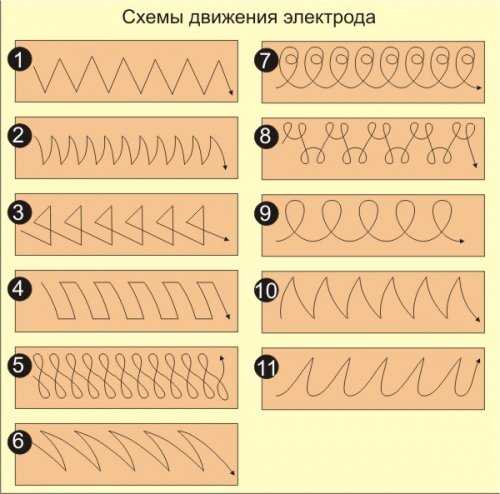
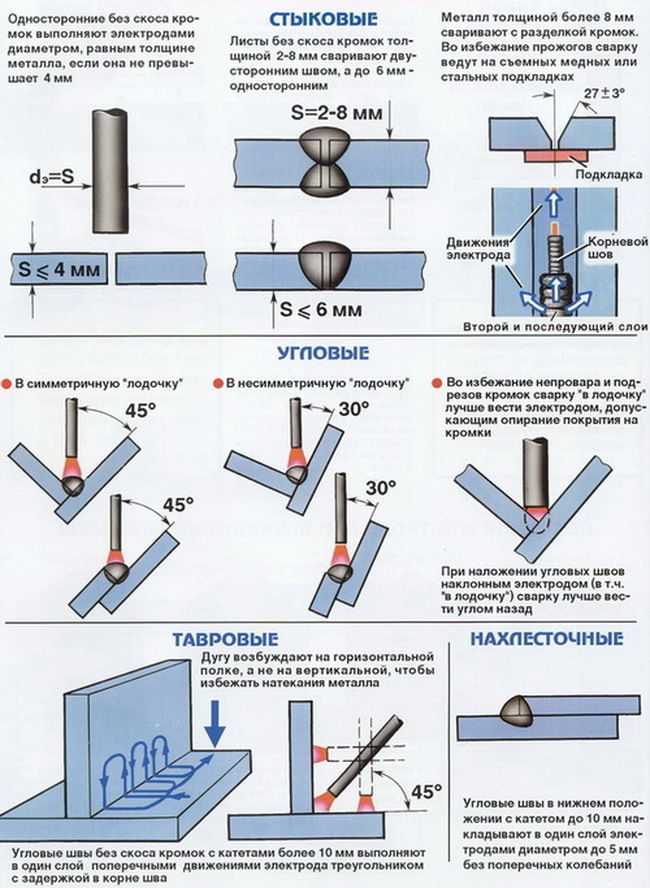




 Для идеальной настройки силы тока следуйте рекомендациям производителя.
Для идеальной настройки силы тока следуйте рекомендациям производителя. Постоянный ток обеспечивает преимущества по сравнению с переменным током при выполнении многочисленных операций дуговой сварки.
Постоянный ток обеспечивает преимущества по сравнению с переменным током при выполнении многочисленных операций дуговой сварки. Вы можете сваривать намагниченные детали, поскольку на выходе переменного тока чередуются полярности.
Вы можете сваривать намагниченные детали, поскольку на выходе переменного тока чередуются полярности.
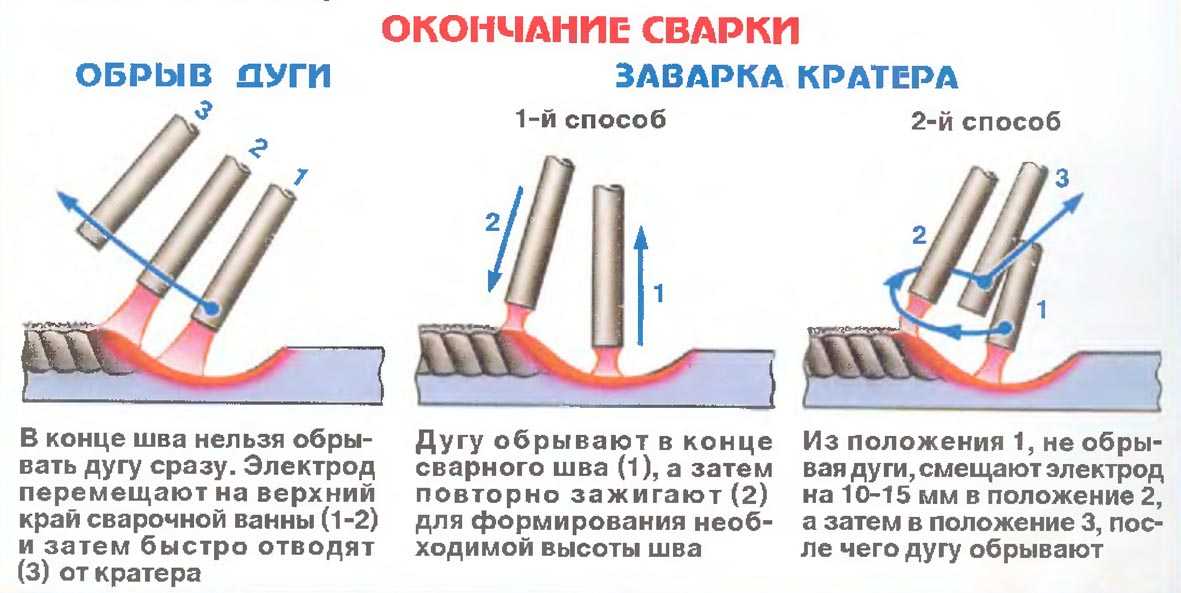
 Промывка производится кислотными реагентами:
Промывка производится кислотными реагентами:
 Исходя из этого, подбираются материалы, устойчивые к химическим веществам и предлагающие повышенную механическую и физическую устойчивость. Но самым важным требованием, предъявляемым к материалам, применяемым при создании является их коррозионная неуязвимость — характеристика, непосредственно влияющая на срок службы оборудования.
Исходя из этого, подбираются материалы, устойчивые к химическим веществам и предлагающие повышенную механическую и физическую устойчивость. Но самым важным требованием, предъявляемым к материалам, применяемым при создании является их коррозионная неуязвимость — характеристика, непосредственно влияющая на срок службы оборудования.



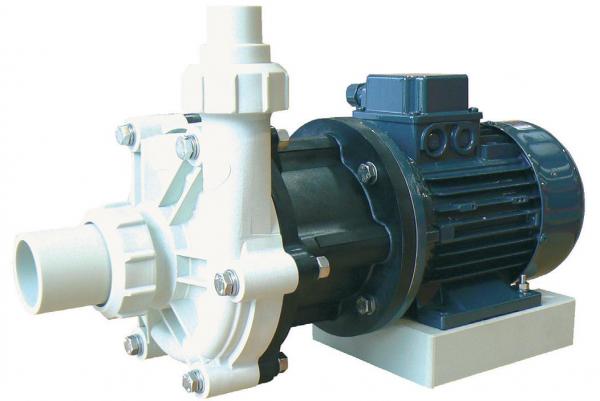 259. Благодаря конструкции по системе «обратного вытягивания» вся механическая часть насоса может быть снята без разборки трубопровода или двигателя. Поэтому центробежный насос легко открыть для очистки, осмотра или технического обслуживания. Выравнивание не нарушается, и не создается ненужной работы или затрат.
259. Благодаря конструкции по системе «обратного вытягивания» вся механическая часть насоса может быть снята без разборки трубопровода или двигателя. Поэтому центробежный насос легко открыть для очистки, осмотра или технического обслуживания. Выравнивание не нарушается, и не создается ненужной работы или затрат.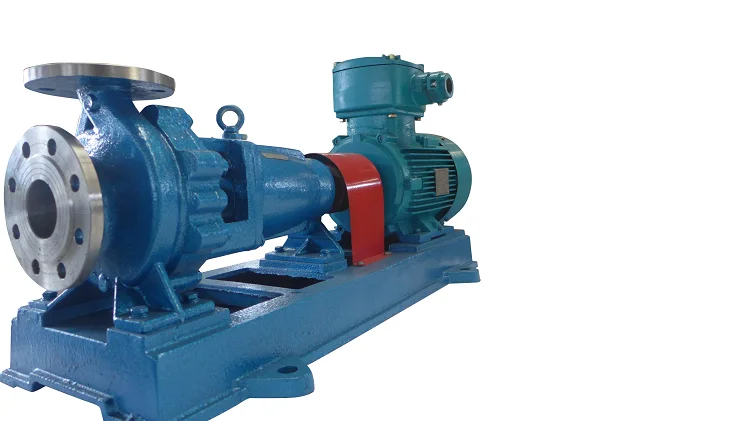 Благодаря особому методу производства и отсутствию сварных швов отсутствует риск химического растрескивания, что является большим преимуществом по сравнению с центробежными насосами, изготовленными методом литья под давлением. ПП является стандартным материалом и охватывает широкий спектр задач. Для высокоабразивных жидкостей (высокий процент твердых частиц) по запросу могут поставляться рабочие колеса или детали корпуса из RCH-1000 HMPE (высокомодульного полиэтилена). Для чрезвычайно агрессивных смесей при более высоких температурах возможен даже центробежный насос, полностью выполненный из ПТФЭ, хотя вал центробежного насоса не находится в прямом контакте с жидкостью, он защищен сменной пластиковой втулкой вала. Прокладки стандартно изготавливаются из EPDM, но их можно заказать из витона или с покрытием из витона/ПТФЭ.
Благодаря особому методу производства и отсутствию сварных швов отсутствует риск химического растрескивания, что является большим преимуществом по сравнению с центробежными насосами, изготовленными методом литья под давлением. ПП является стандартным материалом и охватывает широкий спектр задач. Для высокоабразивных жидкостей (высокий процент твердых частиц) по запросу могут поставляться рабочие колеса или детали корпуса из RCH-1000 HMPE (высокомодульного полиэтилена). Для чрезвычайно агрессивных смесей при более высоких температурах возможен даже центробежный насос, полностью выполненный из ПТФЭ, хотя вал центробежного насоса не находится в прямом контакте с жидкостью, он защищен сменной пластиковой втулкой вала. Прокладки стандартно изготавливаются из EPDM, но их можно заказать из витона или с покрытием из витона/ПТФЭ.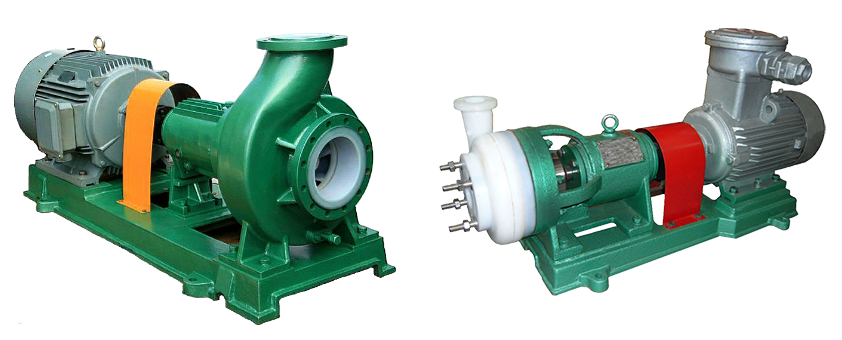 ARBO производит одинарное, промываемое средой вращающееся уплотнение вала. В жидкостной зоне используются исключительно высококачественные пластмассы или детали из карбида кремния. Напорный элемент обеспечивает правильное уплотнение вала и расположен вне жидкостной зоны. Он полностью покрыт пластиком или изготовлен из хастеллоя для максимальной прочности. Статическое уплотнительное кольцо установлено гибко, чтобы компенсировать возможные волны давления. Опционально коробка пломбы может быть снабжена разъемом для электронного обнаружения повреждений пломбы. Существует множество вариантов уплотнения для давления в системе в зависимости от типа от 1,5 до 10 бар.
ARBO производит одинарное, промываемое средой вращающееся уплотнение вала. В жидкостной зоне используются исключительно высококачественные пластмассы или детали из карбида кремния. Напорный элемент обеспечивает правильное уплотнение вала и расположен вне жидкостной зоны. Он полностью покрыт пластиком или изготовлен из хастеллоя для максимальной прочности. Статическое уплотнительное кольцо установлено гибко, чтобы компенсировать возможные волны давления. Опционально коробка пломбы может быть снабжена разъемом для электронного обнаружения повреждений пломбы. Существует множество вариантов уплотнения для давления в системе в зависимости от типа от 1,5 до 10 бар. Эти устройства могут быть установлены на центробежные насосные агрегаты для регулировки и контроля правильного расхода и давления промывочной жидкости. в качестве промывочной жидкости может использоваться обычная чистая вода или внешний блок промывочной жидкости для обеспечения работы одного или нескольких центробежных насосов в замкнутом контуре с небольшим потреблением воды.
Эти устройства могут быть установлены на центробежные насосные агрегаты для регулировки и контроля правильного расхода и давления промывочной жидкости. в качестве промывочной жидкости может использоваться обычная чистая вода или внешний блок промывочной жидкости для обеспечения работы одного или нескольких центробежных насосов в замкнутом контуре с небольшим потреблением воды. Тем не менее, на практике это может иногда происходить. Благодаря продуманной конструкции уплотнения работа всухую вызовет лишь ограниченный ущерб. Уплотнение вала и втулка перегреваются только через несколько минут, и их можно очень просто заменить. Относительно дорогая крыльчатка и другие детали корпуса останутся целыми!
Тем не менее, на практике это может иногда происходить. Благодаря продуманной конструкции уплотнения работа всухую вызовет лишь ограниченный ущерб. Уплотнение вала и втулка перегреваются только через несколько минут, и их можно очень просто заменить. Относительно дорогая крыльчатка и другие детали корпуса останутся целыми! Техническое обслуживание сводится к регулярной очистке и замене уплотнения вала и подшипников двигателя. при нормальном использовании срок службы 30000 часов работы не является исключением. Благодаря этому центробежный насос практически не требует технического обслуживания!
Техническое обслуживание сводится к регулярной очистке и замене уплотнения вала и подшипников двигателя. при нормальном использовании срок службы 30000 часов работы не является исключением. Благодаря этому центробежный насос практически не требует технического обслуживания!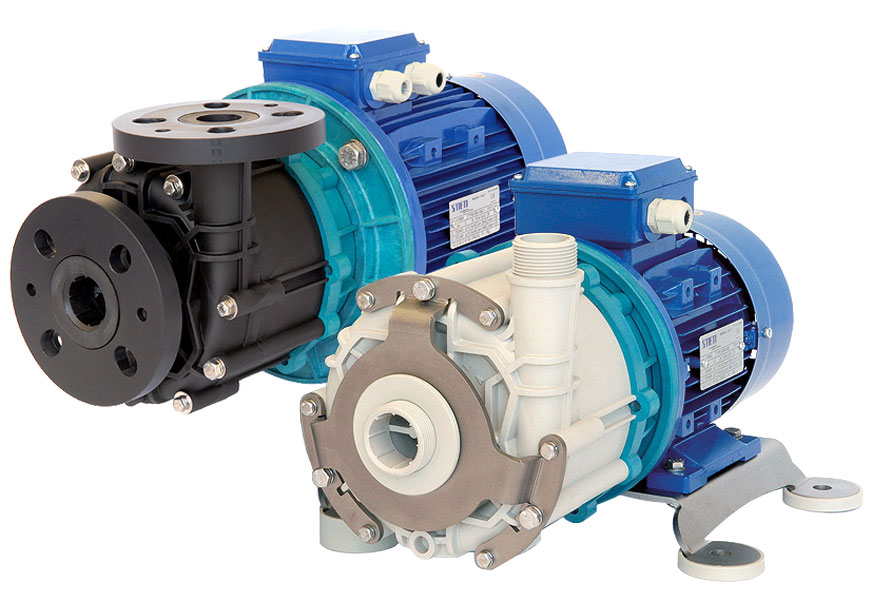 Это идеальные энергосберегающие насосы вместо насосов типа F для защиты от коррозии. Деталь, изготовленная из другого материала для передачи среды, может быть выбрана в зависимости от коррозии среды.
Это идеальные энергосберегающие насосы вместо насосов типа F для защиты от коррозии. Деталь, изготовленная из другого материала для передачи среды, может быть выбрана в зависимости от коррозии среды. Он широко используется в химической, нефтяной, металлургической, электроэнергетической, бумажной, пищевой, фармацевтической, природоохранной, очистной, синтетической и других отраслях промышленности.
Он широко используется в химической, нефтяной, металлургической, электроэнергетической, бумажной, пищевой, фармацевтической, природоохранной, очистной, синтетической и других отраслях промышленности.