Как определить класс прочности болтов
Класс прочности – ключевая характеристика резьбового крепежа. Он определяет механические свойства метиза, зависит от марки стали и видов обработки. Чем выше класс прочности, тем выше предел прочности и текучести крепежного изделия. Для неответственных соединений и хозяйственных конструкций в большинстве случаев класс прочности крепежа не имеет особого значения. Другое дело – транспортная и грузоподъемная техника, мостовые, кровельные и тоннельные конструкции, станки и оборудование. При их сборке часто используется высокопрочный крепеж, и его замена может привести к крайне неприятным последствиям. Упавший башенный кран, отпавшая подвеска на автомобиле, заваленная металлоконструкция – часто именно таким бывает результат замены крепежа с несоблюдением классов прочности.
Как определить класс прочности болтов
Для метрического и дюймового крепежа класс прочности маркируется по-разному. Система маркировки класса прочности отечественного метрического крепежа (болтов, винтов, шпилек) указана в ГОСТ ISO 898-1-2014. Американский дюймовый крепеж маркируется классом прочности согласно стандарта SAE J429.
Американский дюймовый крепеж маркируется классом прочности согласно стандарта SAE J429.
Маркировка класса прочности болтов по ГОСТ ISO 898-1-2014
Для изготовления болтов стандартом предусмотрены следующие классы прочности: 4.6, 4.8, 5.6, 5.8, 6.8, 8.8, 9.8, 10.9, 12.9. Рассмотрим маркировку болтов с шестигранной головкой как наиболее распространенного вида крепежных изделий.
Символы маркировки обязательно наносятся цифровым обозначением на крепеж диаметром от 5 мм включительно. Точку допускается упускать из обозначения. Предпочтительное место для маркировки – это верхняя поверхность головки. Знаки на верхней поверхности головки болта могут выполняться в виде углублений или выпуклостей. Другой вариант маркировки – нанесение символов на боковую поверхность шестигранника в форме углублений.
Для болтов, на которые невозможно нанести цифровое обозначение ввиду малого размера головки или по другим причинам, может применяться циферблатная система маркировки. Соответствие цифровой и циферблатной систем в таблице ниже:
Соответствие цифровой и циферблатной систем в таблице ниже:
Маркировка класса прочности болтов по SAE J429
SAE J429 – американский стандарт, охватывающий механические свойства дюймового крепежа для автомобильной и смежных отраслей размерами до 1½ дюйма включительно. Всего в градацию дюймовых болтов SAE J429 входит 10 классов прочности, из которых наиболее распространенные GRADE 1, 2, 5, 8. Маркировка выполняется в виде нанесения радиальных линий от центра к краю окружности на головке шестигранного болта. GRADE 1, 2 – без маркировки, GRADE 5 – три радиальных линии, GRADE 8 – шесть радиальных линий.
Полностью посмотреть маркировку классов прочности дюймовых болтов согласно стандарта SAE J429 можно в таблице ниже:
|
| ||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
| ||||
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||
|
|
|
|
|
|
|
|
| |
|
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 1
1
 000
000
 000
000
 000
000
 000
000
 000
000
 000
000
Соответствие классов прочности дюймовых и метрических болтов
При ремонте автомототехники, сельскохозяйственных машин и другого оборудования американского производства за отсутствием дюймового крепежа его часто приходится заменять метрическим. При этом возникает необходимость подобрать аналог по классу прочности. Механические свойства нового болта не должны уступать оригиналу. Ниже в таблице указано соответствие классов прочности метрических и дюймовых болтов дюймовым, а также приведены их маркировка и значение предела прочности на растяжение.
|
| ||
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 8 (4.6, 5.8)
8 (4.6, 5.8)
 000 psi
000 psi
В интернет-магазине «Крепком» большой выбор метрических и дюймовых болтов с разными классами прочности. Менеджеры компании всегда помогут выбрать крепеж соответственно требованиям клиента или подобрать подходящую замену.
Полезные советы
Обновлено: 09.01.2019 13:54:28
Поставить оценку
Успешно отправлено, Спасибо за оценку!
Нажмите, чтобы поставить оценку
Болты, винты, шпильки Запас прочности для болтов, винтов и шпилек из углеродистых сталей обозначают двумя цифрами через точку. Класс прочности для болтов, винтов и шпилек из углеродистых сталей обозначают двумя цифрами через точку. Утверждённый прочностной ряд для болтов, винтов и шпилек из углеродистых сталей содержит 11 классов прочности: 3.6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9 Ниже перечислены некоторые примеры классификации болтов по их назначению с указанием величин их характеристик прочности.
Первая цифра маркировки класса прочности болта обозначает 0,01 часть номинального временного сопротивления — это предел прочности на растяжение — измеряется в МПа (мегапаскалях) или Н/мм² (ньютонах на миллиметр квадратный). Также первая цифра маркировки класса прочности обозначает ≈0,1 часть номинального временного сопротивления, если Вы измеряете предел прочности на растяжение в кгс/мм² (килограммах-силах на миллиметр квадратный). Пример: Шпилька класса прочности 5.8: Определяем предел прочности на растяжение 5/0,01=500 МПа (или 500 Н/мм²; или ≈50 кгс/мм²) Вторая цифра обозначает 0,1 часть отношения предела текучести (напряжения, при котором уже начинается пластическая деформация) к номинальному временному сопротивлению (пределу прочности на растяжение) — таким образом для шпильки класса прочности 10. Пример: Шпилька класса прочности 5.8: Определяем предел текучести 500х0,8=400 МПа (или 400 Н/мм²; или ≈40 кгс/мм²) Значение предела текучести — это максимально допустимая рабочая нагрузка болта, винта или шпильки, при превышении которой происходит невосстанавливаемая деформация. При расчётах нагрузки на болты, винты или шпильки используют 1/2 или 1/3 от предела текучести, то есть, с двукратным или трёхкратным запасом прочности соответственно.
В таблице приведены самые распространённые в метизном производстве и рекомендованные марки сталей, но в различных особых случаях также применяются и другие стали, когда их применение продиктовано дополнительными требованиями к крепежу. Значками помечено в таблице: * применительно к номинальным диаметрам до 16 мм. ** применительно к номинальным диаметрам больше,чем 16 мм. Существуют специальные стандарты на высокопрочные болты узкоотраслевого применения, имеющие свою градацию прочности. Например, стандарты на высокопрочные болты с увеличенным размером «под ключ», применяемые в мостостроении — так называемые «мостовые болты»: ГОСТ 22353-77 и российский стандарт ГОСТ Р 52644-2006. Прочность болтов согласно этих стандартов обозначается значением временного сопротивления на разрыв (границы прочности) в кгс/см²: то есть, 110, 95, 75 и т.д. Такие болты могут производиться в двух исполнениях:
|
 6, 5.8, 6.6, 8.8, 9.8; 10.9; 12.9.
6, 5.8, 6.6, 8.8, 9.8; 10.9; 12.9.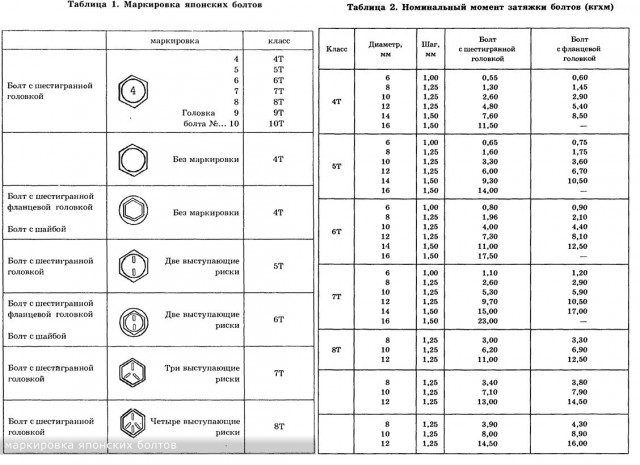 9 второе число означает, что у шпильки, относящейся к этому классу, минимальный предел текучести будет равен 90% от значения предела прочности на растяжение, то есть будет равен: (10/0,01)×(9×0,1)=1000×0,9=900 МПа (или Н/мм²; или ≈90 кгс/мм²)
9 второе число означает, что у шпильки, относящейся к этому классу, минимальный предел текучести будет равен 90% от значения предела прочности на растяжение, то есть будет равен: (10/0,01)×(9×0,1)=1000×0,9=900 МПа (или Н/мм²; или ≈90 кгс/мм²) 6
6 6
6 8
8 8*
8* 35ХГСА, Ст.40ХНМА
35ХГСА, Ст.40ХНМА
Болты из метрической стали – сорта и классы свойств
Болты, винты и шпильки из метрической стали – предел прочности и прочность на растяжение.
Рекламные ссылки
- Стальные болты — метрические марки
- Стальные болты — марки SAE
Для метрических болтов прочность соответствует ISO 898 Механические свойства крепежных изделий из углеродистой стали и легированной стали описаны «классами свойств » с обозначениями 4. 6, 4.8, 5.8, 8.8, 9.8, 10.9 и 12.9.
6, 4.8, 5.8, 8.8, 9.8, 10.9 и 12.9.
| Property Class | Head Marking | Size Range (mm) | Minimum Proof Strength (10 6 Pa) | Minimum Tensile Strength (10 6 Pa) | Материал |
|---|---|---|---|---|---|
| 4.6 | M5 — M36 | 225 | 400 | Низкий или средняя углеродистая сталь | 4.8 | M1.6 — M16 | 310 | 420 | Low or medium carbon steel |
| 5.8 | M5 — M24 | 380 | 520 | Low or medium carbon steel | |
| 8,8 | M1.6 — M36 | 600 | Средняя углеродная сталь, Q & T | ||
| 650 | 900 | Medium carbon steel, Q & T | |||
10. 9 9 | M5 — M36 | 830 | 1040 | Low carbon martensite steel, Q & T | |
| 12.9 | M1.6 — M36 | 970 | 1220 | Alloy steel, Q & T |
- 1 Pa = 1 N/m 2 = 1.4504×10 -4 lb/in 2 (фунт/кв. дюйм)
- Метрические болты — минимальные предельные растягивающие и пробные нагрузки
Рекламные ссылки
Добавляйте стандартные и настраиваемые параметрические компоненты, такие как балки с полками, пиломатериалы, трубопроводы, лестницы и т. д., в свою модель Sketchup с помощью Engineering ToolBox — расширения SketchUp, которое можно использовать с потрясающими, интересными и бесплатными приложениями SketchUp Make и SketchUp Pro. .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
Перевести
О Engineering ToolBox!
Мы не собираем информацию от наших пользователей. В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
Некоторые из наших калькуляторов и приложений позволяют сохранять данные приложения на локальном компьютере. Эти приложения будут — из-за ограничений браузера — отправлять данные между вашим браузером и нашим сервером. Мы не сохраняем эти данные.
Google использует файлы cookie для показа нашей рекламы и обработки статистики посетителей. Пожалуйста, прочитайте Конфиденциальность и условия Google для получения дополнительной информации о том, как вы можете контролировать показ рекламы и собираемую информацию.
AddThis использует файлы cookie для обработки ссылок на социальные сети. Пожалуйста, прочитайте AddThis Privacy для получения дополнительной информации.
Реклама в ToolBox
Если вы хотите продвигать свои товары или услуги в Engineering ToolBox — используйте Google Adwords. Вы можете настроить таргетинг на Engineering ToolBox с помощью управляемых мест размещения AdWords.
Citation
Эту страницу можно цитировать как
- Engineering ToolBox, (2008). Болты из метрической стали — Марки и классы прочности . [онлайн] Доступно по адресу: https://www.engineeringtoolbox.com/steel-bolts-metric-grades-d_1428.html [День обращения, мес. год].
Изменить дату доступа.
. .
закрыть
TR база знаний | База знаний по винтам и болтам
TR | Винты и болты — механические свойства
| Класс недвижимости | 3,6 | 4,6 | 4,8 | 5,6 | 5,8 | 6,8 | 8,8 | 10,9 | 12,9 | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| <= 16 мм | > 16 мм | ||||||||||
| Прочность на растяжение | номинальное значение | 300 | 400 | 400 | 500 | 500 | 600 | 800 | 800 | 1000 | 1200 |
| Rm в МПа (Н/мм2) | минимум | 330 | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 1040 | 1220 |
| Твердость по Виккерсу | минимум | 95 | 120 | 130 | 155 | 160 | 190 | 230 | 255 | 310 | 372 |
| В=Г 98Н | максимум | 220 | 220 | 220 | 220 | 220 | 250 | 300 | 336 | 382 | 434 |
| Твердость по Бринеллю | минимум | 90 | 114 | 124 | 147 | 152 | 181 | 219 | 242 | 295 | 353 |
| НВ F=30D2 | максимум | 209 | 238 | 285 | 319 | 363 | 412 | ||||
| Твердость по Роквеллу HR | минимум HRB | 52 | 67 | 71 | 79 | 82 | 89 | ||||
| минимум HRC | 20 | 23 | 31 | 38 | |||||||
| максимум HRB | 95 | 95 | 95 | 95 | 95 | ||||||
| максимум HRC | 30 | 34 | 39 | 44 | |||||||
| Твердость поверхности | максимум | 320 | 356 | 402 | 454 | ||||||
| ВН 0,3 | |||||||||||
| Предел текучести | номинальное значение | 180 | 240 | 320 | 300 | 400 | 480 | ||||
| Отн. в МПа (Н/мм2) | минимум | 190 | 240 | 340 | 300 | 420 | 480 | ||||
| Предел удлинения 0,2% | номинальное значение | 640 | 640 | 900 | 1080 | ||||||
| Rp0,2 дюйма МПа (Н/мм2) | минимум | 640 | 660 | 940 | 1100 | ||||||
| Тестовое напряжение Sp | Sp/ReL или 0,2 рупий | 0,94 | 0,94 | 0,91 | 0,94 | 0,91 | 0,91 | 0,91 | 0,91 | 0,88 | 0,88 |
| МПа (Н/мм2) | 180 | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 830 | 970 | |
| Удлинение после разрушения | минимум | 25 | 22 | 14 | 20 | 10 | 8 | 12 | 12 | 9 | 8 |
| A5 в % | |||||||||||
Разрывной момент ISO 898-7 DIN 267 pt25
| Резьба | Шаг | Класс собственности | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 4,6 | 4,8 | 5,6 | 5,8 | 8,8 | 10,9 | 12,9 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Разрывной момент (Нм) минимум | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М1 | 0,25 | 0,02 | 0,02 | 0,024 | 0,024 | 0,033 | 0,04 | 0,045 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
M1. 2 2 | 0,25 | 0,045 | 0,046 | 0,054 | 0,055 | 0,075 | 0,092 | 0,1 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М1,4 | 0,3 | 0,07 | 0,073 | 0,084 | 0,087 | 0,12 | 0,14 | 0,16 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М1,6 | 0,35 | 0,098 | 0,1 | 0,12 | 0,12 | 0,16 | 0,2 | 0,22 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М2 | 0,4 | 0,22 | 0,23 | 0,26 | 0,27 | 0,37 | 0,45 | 0,5 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М2,5 | 0,45 | 0,49 | 0,51 | 0,59 | 0,6 | 0,82 | 1 | 1,1 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М3 | 0,5 | 0,92 | 0,96 | 1,1 | 1,1 | 1,5 | 1,9 | 2.1 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М3,5 | 0,6 | 1,4 | 1,5 | 1,7 | 1,8 | 2,4 | 3 | 3,3 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М4 | 0,7 | 2. Сталь для топора: Страница не найдена — Ваш НожЗакалка топораКузнец Валерий Самович: «На примере топора, хочу рассказать о термообработке стали в домашних условиях, которая включает в себя три стадии: отжиг, закалку и отпуск. Потребность в закалке возникает в том случае, если производителем нарушена технология термообработки. Закалка топора в домашних условияхЕсли топор при работе быстро тупится, на острие появляются вмятины, то сталь мягкая. И это значит, что топор не закален. А если острие выкрашивается или растрескивается, то есть, сталь очень твердая и хрупкая, то это возможно в том случае, если не был проведен отпуск после закалки». Оценить твердость стали, а значит и качество закалки нам поможет незатертый напильник с мелкой насечкой.
Если твердость стали высокая, то напильник по ней скользит почти не цепляя. Если твердость стали средняя, то напильник ее чуть-чуть берет. И если твердость стали низкая и напильник ее спокойно берет, то значит, эта сталь не закалена, либо были нарушена технология термообработки. ГОСТ 18578 – 89 Топоры строительныеСледующий момент, который мы должны знать для проведения эффективной термообработки, это марка стали, из которой изготовлен топор. Все строительные топоры, которые изготавливались в Советском Союзе и изготавливаются сейчас на постсоветском пространстве, должны соответствовать ГОСТу 18578 – 89 Топоры строительные. Этот ГОСТ оговаривает марки сталей для изготовления топоров.
Узнать об этом можно в марочниках сталей или в справочниках термиста, которые есть в свободном доступе в библиотеке. Однако, хочу подчеркнуть тот факт, что основным материалом для изготовления топоров являются стали У7 и У7А. Топор, который я выбрал для экспериментов, имеет клеймо.
Сверху год выпуска — 1963. Слева – размер по ГОСТу А2. Справа – сталь. Из которой изготовлен топор. Это инструментальная, углеродистая сталь У7. Режимы термообработки для стали У7 следующие:
Перед термообработкой надо затупить режущую кромку топора, чтобы его толщина стала примерно один миллиметр. ОтжигИтак, приступаем к термообработке. Дело в том, что сталь, так же как и железо, перестает магнититься при температуре 768 градусов. По мере нагрева магнитом проверяем магнитится ли сталь. Когда магнит перестанет приставать к стали, это значит, что температура нашего топора превысила 768 градусов и больше нагревать его не нужно. Запоминаем цвет свечения для температуры 768 градусов. Он называется красно-бордовый. Это знание нам понадобится при закалке, которая производится при температуре 800-830 градусов, что соответствует переходу от темновато красного к красному цвету. Хочу обратить ваше внимание на то, что камера искажает реальный цвет, делая его светлее. Итак, требуемая для отжига температура достигнута. Угли сдвигаем подальше от топора, печь закрываем, задвигаем главную задвижку и оставляем часов на 10. Пусть топор остывает вместе с печью. В процессе отжига улучшается микроструктура металла, снимается внутреннее напряжение и уменьшается твердость. После остывания отожженная сталь становится мягкой и легко берется напильником. ЗакалкаСледующая операция термообработки – закалка. Как я уже говорил, закалка стали марки У7 производится при температуры 800-830 градусов. Нагревать топор можно на костре, в буржуйке или кирпичной печи. Как только металл перестанет магнититься, ждем еще несколько минут, а затем приступаем к закалке. Закалка производится в двух средах. Первая среда, это вода, подогретая до 30 градусов. Вторая – масло. В воду мы окунаем лезвие топора на 3-4 сантиметра.
Лезвие после закалки получилось очень твердым, а значит и хрупким. Поэтому, путем отпуска его нужно будет сделать более мягким и пластичным. Для того, чтобы хорошо видеть цвета побежалости во время и после отпуска, зачищаем топор проволочным кругом. Вот, что имеем в итоге.
Последняя операция термообработки называется отпуск. Отпуск необходим для уменьшения хрупкости закаленной стали и снятия внутренних напряжений в металле, появившихся в процессе закалки.
Закалка с самоотпускомЕще один способ закалки инструмента — это закалка самоотпуском. В начале инструмент разогревается в печи до температуры закалки. Затем, режущая часть охлаждается до температуры 150-170 градусов. После этого режущая часть зачищается от окалины для того чтобы видеть цвета побежалости. Смотрим, как идет фиолетовый цвет. Инструмент выдерживается на воздухе до тех пор, пока тепло от раскаленной части не нагреет охлажденную часть до температуры 250-300 градусов. Об этом мы судим по цвету побежалости. Все фиолетовое. Охлаждаем. В качестве закалочной среды используется вода. Только для охлаждения режущей части она нагрета до 30 градусов. А для окончательного охлаждения топора она нагрета до 50 градусов. Не любите ШХ15? Вы просто не умеете ее готовить!Не любите ШХ15? Вы просто не умеете ее готовить! Вопрос «А почему вы используете сталь ШХ15?» нам задают так же часто, как пишут в комментариях «А что так дорого?». Во всех марочниках написано, что сталь ШХ15 не используется для инструмента. Точнее, там прописаны назначения, среди которых нет инструментального. И поначалу нас это тоже смущало. Долгое время считалось, что подшипниковая сталь хрупкая. Однако многие опытные российские кузнецы еще 5-6 лет назад уже ковали топоры из этой стали, и мы начали разбираться, почему они это делают. Нам потребовалось разбить не одну поковку и поучиться у опытных металлургов и термистов, чтобы избавиться от предубеждения насчет ШХ15 и понять, как грамотно проводить термообработку заготовок из нее. Подавляющее большинство топоров в СССР делали из У6-У7, так как она в этом случае удобнее всех остальных для производства топоров — легко обрабатывается и не капризна в термообработке. Заметим справедливости ради, что в ГОСТе на режущий инструмент указаны марки 9ХС, ХВГ и некоторые другие, но скорее всего из-за более сложного и дорогого производства такие топоры не производились. Сегодня в качестве материала для топора в России чаще всего встречается сталь У8. Если говорить о термообработке, корректнее будет сравнивать ШХ15 с этой маркой. Наша практика показывает, что топор из ШХ15 дает большую стойкость режущей кромки при более низкой твердости, чем из У8 при одинаковом сведении и угле заточки.. Первое свойство, которое имеет значение для топора — стойкость режущей кромки, то есть способность сохранять остроту кромки под воздействием ударных нагрузок, давления и трения. Если мы будем закаливать поковку на твердость 60HRC, то из ШХ15 она будет плохо выдерживать ударные нагрузки. Сталь мы закупаем в прутках. На поковку всегда отрезается кусок с запасом — часть сгорит в процессе нагрева и ковки. Это видео расскажет вам, как наиболее эффективно заточить наш топор дома. Второе, что важно в работе со сталью для топора — ее прокаливаемость. Под прокаливаемостью мы понимаем свойство стали закаливаться на определенную глубину от поверхности. Во время работы со сталью у кузнеца есть четко ограниченное количество времени, чтобы остудить раскаленную заготовку так, чтобы она получила определенную твердость, и эти интервалы у каждой марки разные. Многие из высоколегированных сталей, инструментальных и штамповых, — например, Х12МФ, 95Х18 и т. Таким образом, марка ШХ15 для нашей производственной «кухни» имеет наилучший баланс свойств. Наш опыт показывает, что кованый топор из ШХ15 — это лучший вариант из того, что вы можете найти на отечественном рынке. Max Steel (2016)-IMDB
IMDBPRO
. ( . . Grander . 94040404040404040403. )
Photos170Top castBen Winchell
Джош Бренер
Maria Bello
Энди Гарсия
96 Энди Гарсия
Ana Villafañe
Mike Doyle
Phillip DeVona
Billy Slaughter
Al Mitchell
Лоуренс Као
Бретт Джентиле
Джани Кастро
Avis-Marie Barnes
Brandon Larracuente
Clayton Frey Megan Hayes
Элизабет Фейт Ладлоу
Уилл Милвид
See detailed box office info on IMDbPro Technical specs
Связанные новостиВнесите свой вклад в эту страницуПредложите отредактировать или добавить отсутствующий контент Top Gap Под каким названием Max Steel (2016) был официально выпущен в Канаде на французском языке? Ответить Еще для изученияНедавно просмотренныеУ вас нет недавно просмотренных страниц Max Steel (TV Series 2000–2002)Episode guide
IMDbPro
РЕЙТИНГ IMDb 6. 581 ВАША ОЦЕНКА AnimationActionAdventure Подросток со случайными улучшениями тела борется с врагами мира в роли сверхмощного секретного агента. Подросток со случайными улучшениями тела борется с врагами мира как сверхмощный секретный агент.Подросток мальчик со случайными улучшениями тела борется с врагами мира как сверхмощный секретный агент. РЕЙТИНГ IMDb 6.1/10 581 ВАШ РЕЙТИНГ
Episodes36Browse episodes TopTop-rated 3 seasons 321See all 3 years 200220012000See all Photos6Top castMatt Kaminsky
Джейкоб Варгас
Кристиан Кэмпбелл
Chi McBride
Debi Mae West Keith Szarabajka
Shannon Kenny
. Август Паро Лорен Том Обба Баба0011 Mia Korf John de Lancie Edward Albert Edward Asner Jean Gilpin Mae Whitman Больше похоже на этоMax Steel El Chapulín Colorado Sonic the Hedgehog The Mask The Life and Times of Juniper Lee Static Shock The Zeta Project Seven Little Monsters Little Bear El Chavo Teletubbies Totally Spies! Сюжетная линияЗнаете ли выОтзывы пользователей8Обзор Рекомендуемый обзор Почему это великолепное шоу так неизвестно? Почти все, кого я знаю, никогда бы даже не догадались, что Макс Стил существует, если бы я не ходил более или менее размахивая транспарантами и используя громкоговорители. Даже тогда, они все еще действительно не заботятся. Большинство людей бросают на меня пустой взгляд, когда я начинаю говорить о Максе Стиле. Удручает невозможность поговорить с кем-то, кто тебя понимает. Полезно • 7 1 Подробная информация Вес отвода 219х6: Отвод 219х6 стальной 90 градусов ГОСТ 17375-2001 крутоизогнутый бесшовный приварной диаметр 219 стенка 6 мм.Отвод 90гр. эсв(Оцинк) 219х6/315 ППУ-ПЭ 520/520 (Отводы ППУ) производства ПКФ ТЕПЛО с доставкой по РоссииЗаказать звонок
/ / / Гарантия на продукцию 5 лет Срок службы 25 лет Гарантия лучшей цены Нашли дешевле? Снизим цену! Прикрепите предложение конкурента Ø219 -10% Наименование в спецификации Подпишись на Instagram ПКФ ТЕПЛО от 01.02.2022г.Цена от 01.02.2022г. Актуальную цену уточняйте у специалистов компании Цена с НДС: 12 996.70 ₽
1 — стальная труба: Электросварная Оцинкованная 219х6 мм (d) Сопутствующая ППУ продукция (Электросварная Оцинкованная, 219 х 6 / 315 ППУ-ПЭ)-9% 38,97 кг / 1 м. 6 194.50 ₽ 6 752.01р Труба эсв(Оцинк) 219х6/315 ППУ-ПЭ -10% 77,90 кг / 1 шт 19 264.90 ₽ 21 191.39р Отвод 90гр. эсв(Оцинк) 219х6/315 ППУ-ПЭ 1000/1000 -30% 126,80 кг / 1 шт 51 308.00 ₽ 66 700.40р Неподвижная опора эсв(Оцинк) 219х6/315 ППУ-ПЭ 2500 -10% 91,70 кг / 1 шт 26 345. 28 979.61р Концевой элемент эсв(Оцинк) 219х6/315 ППУ-ПЭ МЗИ 2200 -12% 4,38 кг / 1 шт 2 032.00 ₽ 2 309.00р Комплект заделки стыка 219/315 ППУ-ПЭ ТЕПЛО-6 Посмотреть еще Обозначение в спецификацииПозиция Наименование и техническая характеристика Тип, марка, обозначение документа, опросного листа Код оборудования, изделия, материала Завод-изготовитель Единица измерения Количество Масса еденицы, кг Примечание 1 2 3 4 5 6 7 8 9 Отвод 90гр. ГОСТ 30732-2006 / ГОСТ 30732-2020 02-0000914-ПКФ-ТЕПЛО ООО ПКФ «ТЕПЛО» +74852919622 или аналог шт 1 40,50 кг Труба стальнаяТруба в производстве используется только новая ППУ изоляцияИспользуется система Отвод стальнойДопускается в производство только поднадзорные ПЭ труба оболочкаОЦинк оболочкаОболочка в производстве только из В производстве оболочка из тонколистовой оцинкованной стали Медная проволокаДопускается в производство только проволока сечением Центратор трубУстанавливаются на расстоянии Отвод 90гр. эсв(Оцинк) 219х6/315 ППУ-ПЭ 520/520— это Отвод, в котором труба Электросварная Оцинкованная диаметра 219 мм с толщиной стенки 6 мм в изоляции из пенополиуретана Пример условного обозначения отвода по ГОСТ 30732-2006 Отвод Ст Все стыки выполнены с помощьюполуавтоматической сварки. Производство балок: Изготовление и производство сварочной балки в Москве по выгодной ценеИзготовление и производство сварочной балки в Москве по выгодной ценеВ настоящий период на рынке металлопроката работает много компаний, предлагающих услуги по изготовлению стальных балок. Этот строительный материал очень востребован, так как представляет собой наиболее часто использующийся элемент при изготовлении металлических каркасов зданий и сооружений. Производство балок — процесс, требующий от производителя профессионализма, очень ответственного и обстоятельного подхода. От того, насколько качественные балки используются при возведении здания, зависит его прочность, долговечность и в конечном итоге безопасность людей. Как известно, главная функция, которую выполняет балка в конструкции корпуса — несущая. Это обусловливает большую нагрузку на каждую деталь и сварные швы, при помощи которых она изготовлена. Наша компания “Металлоконструкции МСК” понимает свою ответственность перед заказчиками, которыми являются как частные лица, так и строительные компании. Наше предприятие оказывает услуги по производству металлических балок самых разнообразных конструкций и размеров. Приступая к новому заказу, мы осуществляем специальный расчет всех параметров с учетом нагрузок, которые будет испытывать балка,а также тех условий, в которых она будет выполнять свою функцию. Наши специалисты выполняют подбор формы балки, оптимально подходящей в каждом конкретном случае. А также определяют, из какого материала наиболее целесообразно изготовить деталь. Мы тщательно изучаем проектную документацию с целью подобрать оптимальное оформление сварной конструкции. На нашем предприятии трудятся настоящие профессионалы своего дела, которые специализируются в области проектирования, изготовления и монтажа двутавров, их опыт и квалификация позволяют производить продукцию отменного качества из металла любого типа строго в срок. Компания “Металлоконструкции МСК” работает в области металлопроката не первый год. Соответствие готовых изделий существующим стандартам ГОСТ и СТО напрямую зависит от того, насколько профессионально осуществляются сварочные работы. Наши технические специалисты в совершенстве владеют всеми методами сварки, применяющимися в современном производстве. При изготовлений деталей они четко придерживаются параметров, указанных в предоставленной заказчиком проектной документации. В соответствии с актуальными тенденциями наше производство является автоматизированным, благодаря чему мы можем браться за проекты любой сложности и изготавливать сварные балки по индивидуальным параметрам. Технология изготовления сварных балок Процесс производства металлоконструкций данного типа состоит из следующих последовательных этапов:
Изготовление двутавровых балок на нашем заводе Завод “Металлоконструкции МСК” специализируется на производстве металлопроката достаточно давно для того, чтобы накопить уникальный практический опыт. Наши специалисты в совершенстве владеют современными технологиями изготовления металлических сварных конструкций, в том числе сварных двутавровых балок. Для изготовления балок на нашем заводе используется горячекатаная сталь. Процесс сварки происходит в углекислой среде с использованием флюса автоматическим способом. Соответствие готовых изделий СТО АСЧМ 20-93 и ГОСТ 26020-83 гарантировано. Всех своих потенциальный заказчиков мы призываем не экономить на безопасности и заказывать изготовление балок у проверенного, авторитетного подрядчика. Хорошая репутация “Металлоконструкции МСК” и наш ответственный подход к делу, которым мы занимаемся, гарантируют нашим клиентам получение изделий высокого качества. Смотрите также:
Двутавровые Балки Перекрытия Подробнее Изготовление Сварной Балки Подробнее Изготовление Двутавровой Балки Подробнее Изготовление Кран Балок Подробнее Изготовление Металлических Балок Подробнее Стальная Балка Подробнее Производство сварной двутавровой балки — цена на заводе в СПб и МосквеИзготовление сварной балки на «ЗАВОДЕ МЕТАЛЛОКОНСТРУКЦИЙ СТАРОРУССКОМ»
Процесс изготовления сварной двутавровой балки Раскрой листовой стали на полосы Сборка балки на прихватки Сварка поочередно четырех швов балки Правка геометрии полок балки — фрезерование торцов балки Дробеструйная обработка балки Покраска балки Раскрой листового металла на полосы нужной длины и ширины на установке газотермической резки с ЧПУ, которая позволяет распускать лист одновременно девятью резаками. 1 Производится для улучшения провара на кромкофрезерном стане. 2 Подготовленные заготовки (полосы) укладываются с помощью крана на входной конвейер сборочного стана, фиксируются и позиционируются с помощью трех комплектов зажимов сборочного стана. Затем сборочный стан, в соответствии с исходными параметрами стенки и полок, производит центрирование и гидравлическое обжатие заготовок. Пуск и остановка процесса сборки балки контролируются с пульта управления. Процесс сборки:
3 Во время сварки балка располагается на стапелях под углом 45 градусов, что обеспечивает хороший провар и катет шва. 4 Во время производства сварной двутавровой балки непременно возникает нарушение «геометрии» ее полок — «грибовидность», которая появляется в результате нагрева металла. Стан для правки сварных двутавровых балок предназначен исправлять эту деформацию, путем ее прокатки через систему роликов, используя при этом свойства упругости металла. 5 Дробеструйная установка — это разновидность оборудования, предназначенная для очистки металлических конструкций после проведения сварочных работ. Машина производит мощные струи стальной дроби, направленные на поверхность конструкции под разными углами, удаляющие ржавчину, сварочный шлак, грязь, жировой налет, создавая блестящую чистую поверхность металла, с целью улучшения качества лакокрасочного покрытия. 6 Гарантированное качество продукции Наши возможности позволяют выполнять изготовление сварных тавровых и двутавровых балок. Производим изделия: По чертежам КМД На современном оборудовании Из сталей высшего качества Различных типоразмеров Клиентам из Санкт-Петербурга, Москвы и других городов России предоставляются все необходимые гарантии соответствия реализуемых работ требованиям сертификации и высочайшего качества готовой продукции. Предоставление комплекса проектно-производственных услуг Оперативное выполнение заказов Доступность цены на сварные тавровые и двутавровые балки Помощь в доставке продукции автомобильным или железнодорожным транспортом Примерную стоимость сварной балки можно рассчитывать с помощью специального калькулятора, присутствующего на нашем сайте. Консультации по вопросам сотрудничества предоставляются по телефону. Смотреть видео Jim Beam планирует расширение на 400 миллионов долларов для увеличения производства бурбонаBusiness News Компания, производящая самый продаваемый бурбон, заявила, что расширение будет использовано для производства двух основных продуктов — бурбона Jim Beam с белой и черной этикеткой. . Бутылки бурбона спускаются по конвейерной ленте внутри завода по розливу на ликероводочном заводе Jim Beam Bourbon Distillery в Клермонте, штат Кентукки, 13 января 2014 года. 56 вечера по всемирному координированному времени Ассошиэйтед Пресс Джим Бим планирует увеличить производство бурбона на своей крупнейшей винокурне в Кентукки, чтобы удовлетворить растущий глобальный спрос за счет расширения более чем на 400 миллионов долларов, которое будет питаться от возобновляемых источников энергии. Проект позволит увеличить мощность завода Beam в Бостоне, штат Кентукки, на 50%, при этом выбросы парниковых газов сократятся на тот же процент, сообщила Beam Suntory в среду. Компания, производящая самый продаваемый бурбон, заявила, что достигла производственной мощности на заводе в Бостоне, примерно в 36 милях (58 км) к югу от Луисвилля, штат Кентукки. Расширение будет использоваться для производства двух основных продуктов — бурбона Jim Beam с белой и черной этикеткой — и в основном поддержит ожидаемый рост продаж за рубежом, особенно на рынках Европы и Азии, сказал Карло Коппола, управляющий директор брендов Beam. Компания Jim Beam сообщила, что за последние два года глобальный рост составил среднее однозначное число. Смешивая возобновляемую энергию для производства виски, Beam будет использовать процесс производства возобновляемого природного газа для питания завода, говорится в сообщении компании. Компания Beam Suntory заявила, что заключила соглашение с 3 Rivers Energy Partners о строительстве завода через улицу для переработки отходов производства бурбона в биогаз, который будет обрабатываться в соответствии со стандартами возобновляемого природного газа и поступать обратно на перегонный завод. После завершения проекта, который ожидается в 2024 году, винокурня будет на 65% работать на возобновляемом природном газе и на 35% на природном газе из ископаемого топлива, говорится в сообщении компании. «Это расширение поможет нам удовлетворить будущий спрос на наш культовый бурбон устойчивым образом, поддерживая окружающую среду и местное сообщество, которое помогло создать и поддержать Jim Beam», — сказал президент и генеральный директор Beam Suntory Альберт Балади. Компания Beam Suntory, продукция которой включает созданный в Кентукки бренд Maker’s Mark, заявила в прошлом году, что к 2030 году намерена вдвое сократить выбросы парниковых газов и потребление воды в масштабах всей компании. Более амбициозная цель компании — удалить больше углерода, чем выделяется в результате ее деятельности. и среди своих поставщиков к 2040 году. К 2030 году алкогольный гигант также намерен высаживать 500 000 деревьев ежегодно с целью посадки большего количества деревьев, чем используется для изготовления бочек для выдерживаемого виски. Новый проект создаст еще 51 рабочее место и включает в себя дополнительные склады хранения. Бурбон выдерживается в новых, обожженных дубовых бочках, где приобретает свой цвет и вкус, пока хранится на складах. Большинство бурбонов обычно выдерживают от четырех до восьми лет, прежде чем они попадут к потребителю. Продолжающийся рост Beam «отражает силу фирменной индустрии бурбона в нашем штате», — сказал губернатор Кентукки Энди Бешир. Beam также «полностью использует» свои мощности на винокурне в Клермонте, штат Кентукки, где производятся бренды Jim Beam, Basil Hayden, Knob Creek и Legent. Две винокурни Beam находятся примерно в 14 милях (22 км) друг от друга в центральном Кентукки. На другой винокурне, открывшейся в прошлом году в Клермоне, компания производит такие мелкосерийные бренды, как Booker’s, Baker’s и Little Book. Ранее летом компания в общих чертах рассказала о расширении своего завода в Бостоне, но в объявлении, сделанном в среду, содержались подробности о производстве и использовании возобновляемых источников энергии. Beam Suntory, дочерняя компания Suntory Holdings Limited из Японии, не первый производитель бурбона, который стал экологичным. В прошлом году гигант по производству спиртных напитков Diageo открыл углеродно-нейтральный завод по производству бурбона Bulleit, работающий на возобновляемых источниках энергии, в Ливане, штат Кентукки. Расширение бостонского винокуренного завода компании Beam происходит на фоне продолжающегося быстрого роста государственноймиллиард перегонной промышленности. The Associated Press Jim Beam инвестирует 400 миллионов долларов в увеличение производства бурбонаЕда и напитки
Проект позволит увеличить мощность на 50% при одновременном сокращении выбросов парниковых газов на тот же процент.Jim Beam планирует увеличить производство бурбона на своем крупнейшем заводе в Кентукки, чтобы удовлетворить растущий мировой спрос. Производитель самого продаваемого бурбона заявил, что достиг производственных мощностей на своем заводе в Бостоне, штат Кентукки, примерно в 36 милях к югу от Луисвилля. Смешивая возобновляемую энергию для производства виски, Beam будет использовать процесс производства возобновляемого природного газа для питания завода, говорится в сообщении компании. Бутылки бурбона на полке винокурни Джима Бима, 17 февраля 2020 года, Клермонт, Кентукки. Экспорт виски из США сократился на 27 процентов в Европейский Союз, крупнейший экспортный рынок этого продукта, из-за ответных тарифов im (Bryan Woolston/Getty Images/Getty Images) 0065 3 Rivers Energy Partners предоставит техническое ноу-хау для строительства завода через дорогу по переработке отходов производства бурбона в биогаз, который будет обрабатываться в соответствии со стандартами возобновляемого природного газа и поступать обратно на спиртзавод. «Это расширение поможет нам удовлетворить будущий спрос на наш культовый бурбон устойчивым образом, поддерживая окружающую среду и местное сообщество, которое помогло создать и поддержать Jim Beam», — сказал президент и генеральный директор Beam Suntory Альберт Балади. Японский производитель напитков Suntory купил Jim Beam в апреле 2014 года по цене 83,50 доллара за акцию, оценив компанию в 13,6 миллиарда долларов. В результате сделки Beam была переименована в Beam Suntory. Напитки и продукты питания Сантори .
Beam Suntory, whose products include Kentucky-crafted Maker’s Mark and Компания Sipsmith Gin заявила в прошлом году, что к 2030 году намерена вдвое сократить выбросы парниковых газов и потребление воды в масштабах всей компании. Более амбициозная цель компании состоит в том, чтобы к 2040 году удалить больше углерода, чем выделяется в результате ее деятельности и среди ее поставщиков. больше деревьев, чем используется для изготовления бочек для выдерживаемого виски. НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ ПРИЛОЖЕНИЕ FOX BUSINESS Новый проект создаст еще 51 рабочее место и включает дополнительные складские помещения. Бурбон должен выдерживаться в новых, обожженных дубовых бочках, где он приобретает свой цвет и аромат. Шотландский виски (Scotch), который производится из бывших в употреблении бочек из-под бурбона, также пользуется беспрецедентным спросом в последние годы. Крупный план Бутылки Johnnie Walker (Red Label) на прилавке рынка ждут покупателей в Анталии, Турция, 12 февраля 2014 г. Johnnie Walker — бренд шотландского виски, принадлежащий Diageo и созданный в Kilmarnock, Ayrshire, S (iStock / iStock) С 50-процентным увеличением производства бурбона на 50 % увеличиваются бочки из использованного дуба, которые со временем помогут удовлетворить растущий спрос на все сорта виски, включая шотландский. Нержавейка по английски: Что-то пошло не так (404)перевод на английский, синонимы, антонимы, примеры предложений, значение, словосочетания
Русско-английский словарь, перевод на английский языкwordmap Русско-английский словарь — показательная эрудиция Русско-английский словарь — прерогатива воспользоваться вариативным функционалом, насчитывающим несколько сотен тысяч уникальных английских слов. Чтобы воспользоваться сервисом, потребуется указать предпочтенное слово на русском языке: перевод на английский будет отображен во всплывающем списке. Русско-английский словарь — автоматизированная система, которая отображает результаты поиска по релевантности. Русско-английский словарь содержит строку для поиска, где указывается запрос, а после запускается непосредственный поиск. Система может «предлагать» пользователю примеры по использованию слова: «здравствуйте» на английском языке, «хризантема» на английском языке. Дополнительные опции системы — отображение частей речи (будет выделена соответствующим цветом). В WordMap русско-английский словарь характеризуется наличием функции фильтрации запросов, что позволит «отсеять» ненужные словосочетания. Применение сервиса и достоинства Перевод на английский язык с сервисом WordMap — возможность улучшить словарный запас учащегося. Дополнительные преимущества в эксплуатации WordMap:
Онлайн-сервис WordMap предлагает пространство для совершенствования интеллектуальных способностей, способствует результативной подготовке к сдаче экзамена. Быстрый перевод на английский может быть использован с игровой целью: посоревноваться с коллегой или одноклубником; бросить вызов преподавателю, превзойдя ожидания собственного ментора. Только что искали: ууаргсп 1 секунда назад кшувлао 2 секунды назад азалигве 2 секунды назад перебазировавшая 2 секунды назад чрезмерное напряжение 6 секунд назад пансолец 7 секунд назад сдасеко 12 секунд назад грюндерским 12 секунд назад разные лохи 15 секунд назад пластеин 25 секунд назад белый жакет 27 секунд назад макияжащийся 28 секунд назад фаисторк 29 секунд назад кертачь 30 секунд назад агбцнрио 30 секунд назад Ваша оценка Закрыть Спасибо за вашу оценку! Закрыть Последние игры в словабалдучепуху
НЕРЖАВЕЮЩАЯ СТАЛЬ определение | Кембриджский словарь английского языкаПримеры из нержавеющей сталиНержавеющая сталь Браслет также включает пластину из нержавеющей стали из стали для измерения температуры кожи. От TechCrunch Полированная нержавеющая сталь сталь и сенсорные экраны выглядят гладкими, но они не имеют ничего общего с фитнесом. От Хаффингтон Пост Раньше он тестировал его только с кубиками алюминия и нержавеющая сталь сталь . Из журнала The New Yorker Или вы из тех, кто предпочитает бросать филе-миньон на из нержавеющей стали стали hibachi за пределами вашей двухэтажной палатки со встроенным патио? От ВРЕМЕНИ В то время как нержавеющая сталь сталь красива, эффективна и устойчива к пятнам, на ней также быстро появляются пятна и отпечатки пальцев. От Хаффингтон Пост Неудивительно, что все это связано с химией чеснока и нержавеющей стали . От Хаффингтон Пост Амин не только воняет, но и очень агрессивен и разрушает все, что не сделано из нержавеющая сталь сталь . Из проводного Корпус из нержавеющей стали из стали окружает 1,4-дюймовый круглый дисплей с разрешением 400×400 пикселей, что составляет около 286 пикселей на дюйм. От CNET Это сочетание высококачественного пластика и нержавеющей стали стали кривых, что приводит к гладкому и стройному телефону премиум-класса. Из CNET Выдвижной стеклянный мундштук выдвигается из верхней части устройства рядом с кнопкой питания и встроенной кочергой из нержавеющей стали из стали . От Гизмодо 9Затем пробирку из нержавеющей стали 0009 из стали нагревают для концентрирования образца. Из новостей ABC Конструкция из нержавеющей стали из стали и сапфировое стекло делают часы похожими на настоящие часы. С Грани Эти примеры взяты из корпусов и источников в Интернете. Любые мнения в примерах не отражают мнение редакторов Кембриджского словаря, издательства Кембриджского университета или его лицензиаров. Переводы нержавеющая стальна китайский (традиционный) 不銹鋼… Подробнее на китайском (упрощенном) 不锈钢… См. на испанском языке acero inoxidable, acero inoxidable [мужской род, единственное число]… Подробнее на португальском языке aço inoxidável, aço inoxidável [мужской род]… Увидеть больше на других языках на турецком на французском в Чешском на датском в Индонезии в Thai в Вьетнамском языке в польском в Малайском в немецком в норвеге в UKRIAN в Малайском в нем Русский Итальянский paslanmaz çelik… Увидеть больше acier [мужской род] inoxydable, inox [мужской род], (en) acier inoxydable… Подробнее nerezavějící ocel… Узнать больше сталь ржавчины… Подробнее baja antikarat… Увидеть больше เหล็กที่ไม่เป็นสนิม… Подробнее inốc… Подробнее stal nirdzewna… Подробнее besi tahan karat… Узнать больше rostfreier Stahl… Увидеть больше rustfritt stål [нейтральный], rustfritt stål… Подробнее нержавіюча сталь… Подробнее нержавеющая сталь… Узнать больше acciaio inossidabile… Узнать больше Нужен переводчик? Получите быстрый бесплатный перевод! Как произносится нержавеющая сталь ?
Обзор -окрашенный витраж окрашивание нержавеющая сталь нержавеющая сталь лестница лестница лестница лестничный подъемник Нержавеющая сталь Определение и значение
Показывает уровень оценки в зависимости от сложности слова. Сохрани это слово! Показывает уровень оценки в зависимости от сложности слова. сущ. легированная сталь, содержащая 12 или более процентов хрома, чтобы быть устойчивой к ржавчине и воздействию различных химических веществ. ВИКТОРИНА Сыграем ли мы «ДОЛЖЕН» ПРОТИВ. «ДОЛЖЕН» ВЫЗОВ? Следует ли вам пройти этот тест на «должен» или «должен»? Это должно оказаться быстрым вызовом! Вопрос 1 из 6 Какая форма обычно используется с другими глаголами для выражения намерения? Также называется нержавеющим. Происхождение нержавеющей сталиВпервые записано в 1915–20 гг.0005 Dictionary.com Полный текст Как использовать нержавеющую сталь в предложении
Определения нержавеющей стали из Британского словарянержавеющая сталь сущ. Блок питания для плазмотрона своими руками: Как самому собрать плазморезПлазменный резак своими руками: принцип действия, конструкция, сборкаГлавная » Обработка металла » Резка » Принципы изготовления плазменного резака своими руками Содержание
Создавать плазменный резак своими руками весьма выгодно благодаря простой конструкции и применению доступных комплектующих. Они уступают по функциональности промышленным моделям, но позволяют выполнять основные виды резки металла с не меньшей эффективностью и качеством. Плазменный резак своими руками Для чего нужен плазморез?Плазморез позволяет обрабатывать различные металлы при температурах 25–30 тыс. Плазменная резка используется для нарезания металлических заготовок с формами различной сложности. За счёт защитной газовой атмосферы при нагреве не образуются сложные металлические соединения, свойства которых отличаются от требуемых. Принцип действияРабота плазмореза основана на поджиге электрической дуги, в которую подаётся под давлением инертный газ, прогреваемый в замкнутом объёме до состояния плазмы, а затем поступающий прямо на поверхность разрезаемого металла. Направленная струя газа формируется в результате его перегрева внутри закрытой ёмкости при создании избыточного давления. Когда электроды прикладываются к поверхности металла, создаётся вторая дуга, мощность которой превышает первоначальную в несколько раз. В ней плазменный поток ускоряется до 1,5 км/с. Комбинация высокой температуры дуги с потоком плазмы позволяет резать металлические заготовки, толщина разреза которых зависит от параметров сопла. В плазморезах косвенного действия создаётся только плазменная направленная струя, способная резать не только металлы, но и непроводящие ток материалы. Однако их самостоятельное изготовление сложно, так как требуется точный расчёт параметров конструкции, подбора характеристик, настройки. Инвертор или трансформаторЧтобы получить плазму, нужно подключать качественные источники питания. Это могут быть трансформаторы или инверторы. Сделать плазморез из инвертора выгодно благодаря компактности, точности подстроек тока, напряжения, контроля электрических параметров, экономному потреблению электроэнергии. Он имеет ограничение по току до 70 А, но мощности хватает для выполнения типичных работ по обработке металла. Недостатком инвертора являются высокие требования к качеству питания, что не позволяет их применять в сетях с перепадами напряжения без подключения к стабилизаторам. Трансформаторы лишены недостатка инвертора, более надёжны в эксплуатации, неприхотливы в обслуживании. Инвертор для плазменного резака КонструкцияКонструкция плазменного резака состоит из следующих компонент:
Необходимые комплектующиеПеред сборкой резака потребуется подготовить следующие комплектующие:
Подбор блока питанияВыбор источника электроэнергии для плазменной установки выполняется с учётом следующих критериев:
Блок питания ПлазмотронПоскольку плазмотрон используется для генерации плазмы, к подбору его параметров нужно подходить грамотно. Важные параметры:
По типу стабилизации дуги плазмотроны бывают газового, водяного и магнитного вида. При работе важно своевременно заменять электроды, чтобы максимально продлить срок службы сопла. Понять необходимость данной процедуры можно по ухудшению качества резки: нарушение точности, появлению поверхностных волн. Важно не перегревать плазмотрон, поскольку это может повлечь серьёзные поломки. Для создания плазмотрона потребуются следующие детали:
ОсцилляторОсциллятор применяется для выработки токов высокой частоты. Работает в режимах коротких импульсов или постоянного горения дуги. Предназначен для быстрого запуска плазмореза. Конструктивно состоит из следующих элементов:
ЭлектродыВыбор электродов определяется на основе рабочих режимов резки, типа металла, требований к качеству работ. Для эксплуатации в небольших мастерских рекомендуется приобретать гафниевые электроды. Бериллиевые или ториевые могут формировать токсичные соединения. Компрессор и кабель шлангиМодель компрессора подбирается на основе его технических параметров, требований к конструкции плазмореза. Он используется для создания воздушных потоков внутри рабочих каналов, охлаждения компонентов оборудования при непрерывной работе. Внутри шлангов размещают кабель, трубку для сжатого воздуха. На массовом кабеле располагают щуп для обеспечения контакта с разрезаемым металлом и поджига стабильной дуги. Достоинства самодельного аппаратаПреимущества создания плазмореза своими руками:
Самодельные аппараты отличаются высокой скоростью сборки, так как существует много доступных для освоения схем. Они неприхотливы в эксплуатации, позволяют резать практически любые виды металлов, могут быть легко разобраны для транспортировки или хранения. СборкаПошаговая сборка выполняется в такой последовательности:
Когда изготовление плазмореза завершено, необходимо убедиться в правильности сборки, плотности контактов, соблюдении правил техники безопасности. Сборка плазменного резака Проверка плазморезаПроверка станка для плазменной резки, изготовленного своими руками, выполняется в несколько этапов:
Доработка инвертораДоработать инвертор до плазмореза можно путём подключения в электрическую цепь осциллятора.
Недостатками параллельного подключения являются:
самодельный празморез из сварочного инвертораПлазменные резаки активно используются в мастерских и предприятиях, связанных с цветными металлами. Большинство небольших предприятий применяют в работе плазменный резак, изготовленный своими руками. хорошо себя показывает при разрезе цветных металлов, поскольку позволяет локально прогревать изделия и не деформировать их. Самостоятельное производство резаков обусловлено высокой стоимостью профессионального оборудования. В процессе изготовления подобного инструмента используются комплектующие от других электроприборов. Содержание
Особенности и назначение плазменного резакаИнвертор используется для выполнения работ как в домашних, так и в промышленных условиях. Существует несколько видов плазморезов для работы с различными типами металлов. Различают:
или плазматрон – это основная часть плазменной резки, отвечающая за непосредственную нарезку металла. Плазменный резак в разборе. Большинство инверторных плазменных резаков состоят из:
Затем, ток, идущий через ионизированный газ, разрезает металл путем локального плавления. По виду воздействия на металл различают такие виды плазматронов:
Конструкция плазменного резака и рекомендации по работе с ним серьезно разнятся в зависимости от типа устройства. Делаем плазменный резак своими рукамиПлазменная резка своими руками может быть изготовлена в домашних условиях. Самодельный плазморез можно выполнить при условии наличия всех необходимых компонентов. Перед тем как сделать плазморежущую установку, необходимо подготовить следующие комплектующие:
Источник питания устройства может быть либо трансформаторным, либо инверторным. Схема работы плазменного резака. Трансформаторные источники постоянного тока характеризуются следующими недостатками:
К преимуществам такого источника питания можно отнести:
Инверторы, в качестве блока питания плазмореза можно использовать, если необходимо:
Благодаря доступности и легкости инверторного блока питания плазморезы на его основе могут быть сконструированы в домашних условиях. К недостаткам инвертора можно отнести лишь сравнительно малую мощность струи. Из-за этого толщина металлической заготовки, разрезаемой инверторным плазморезом, серьезно ограничена. Одной из главнейших частей плазмореза является ручной резак. Сборка данного элемента аппаратуры для резки металла осуществляется из таких компонентов:
Резка металла различной толщины осуществляется путем смены сопел в плазмотроне. В большинстве конструкций плазмотрона, сопла закрепляются специальной гайкой, с диаметром, позволяющим пропустить конусный наконечник и зажать широкую часть элемента. После сопла располагаются электроды и изоляция. Для получения возможности усиления дуги при необходимости в конструкцию плазматрона включают завихритель воздушных потоков. Сделанные своими руками плазморезы на основе инверторного источника питания являются достаточно мобильными. ЧертежиВ глобальной сети интернет имеется множество различных чертежей плазменного резака. Проще всего изготовить плазморез в домашних условиях, используя инверторный источник постоянного тока. Электрическая схема плазмореза. Наиболее ходовой технический чертеж резака на основе плазменной дуги включает следующие компоненты:
Большинство схем аппарата плазменной резки подразумевают такой алгоритм работы резака на основе струи ионизированного газа:
Наиболее удачными считаются схемы плазмореза модели АПР-91. Что нам понадобится?Чертеж плазменного резака. Для создания аппарата плазменной сварки необходимо обзавестись:
В состав последнего входят:
Большинство современных мастеров изготавливают плазменную сварку, подключаемую к инверторному блоку питания. Сконструированный при помощи данных компонентов плазмотрон для ручной воздушной резки работает следующим образом: нажатие на управляющую кнопку зажигает электрическую дугу между соплом и электродом. После завершения работы, после нажатия на кнопку выключения, компрессор подает струю воздуха и сбивает остатки металла с электродов. Сборка инвертораВ случае, если фабричного инвертора нет в наличии, можно собрать самодельный. Инверторы для резаков на основе газовой плазмы, как правило, имеют в строении такие комплектующие:
Плазменная горелка в разрезе. для плазморезов или сварочного оборудования не может обойтись без необходимых инструментов в виде:
Блок питания для плазменной резки собирается на базе ферритового сердечника и должен иметь четыре обмотки:
Обратите внимание! Для минимизации негативных последствий от перепадов напряжения в электрической сети, намотку следует проводить по всей ширине деревянного основания. Силовой блок самодельного инвертора должен состоять из специального трансформатора. Для создания данного элемента следует подобрать два сердечника и намотать на них медную проволоку толщиной 0.25 миллиметров. Отдельного упоминания стоит система охлаждения, без которой инверторный блок питания плазмотрона может быстро выйти из строя. Рекомендации по работеЧертеж технологии плазменной резки. При работе на аппарате для достижения наилучших результатов нужно соблюдать рекомендации:
ЗаключениеАппаратура для плазменной резки – это незаменимый инструмент для аккуратной нарезки металлических изделий. Благодаря продуманной конструкции плазмотроны обеспечивают быстрый, ровный и качественный порез металлических листов без необходимости последующей обработки поверхностей. Большинство рукоделов из небольших мастерских предпочитают своими руками собирать мини резаки для работы с не толстым металлом. Как правило, самостоятельно сделанный плазморез по характеристикам и качеству работы не отличается от заводских моделей. Блок питания для плазменной резки | diyAudioНиксиЗапрещен
#1
Ищу схемы подходящего импульсного блока питания, 115 В переменного тока на входе, 90 В постоянного тока 15 А на выходе. Не хотел делать линейный из-за необходимости огромных трансформаторов и фильтрующих колпачков.
Высокая теньУчастник
#2
Привет, Никси, Высокая тень
НиксиЗапрещен
#3
Делаем своими руками с нуля. Я уже построил головку факела.
Высокая теньУчастник
#4
Буду рад получить от вас любую информацию! Будут полезны любые планы, сайты или другая информация! Возможно, блок питания может быть сделан из модифицированного существующего блока питания….. Я не знаю.. Спасибо! Я действительно с нетерпением жду возможности увидеть, что из этого получится. Высокая тень
НиксиЗапрещен
#5
Ну, у меня есть планы только на голову факела. Источник питания с прямым выпрямлением от сети и фильтрацией с использованием многогаллонного сопротивления соленой воды можно найти по адресу http://tech.groups.yahoo.com/group/plasmacutting/files/HomeBrewPlasma/
НиксиЗапрещен
#6
О, да ладно, наверняка кто-то здесь знает про импульсные источники питания. Где найти высокочастотный трансформатор на 15 кВА? Как насчет нескольких трансформаторов меньшего размера, например, нескольких таких последовательно: http://www.surplussales.com/Transformers/SwitchingXmers.html (TP) 20T0175-A01
повербекерУчастник
#7
Хорошая ссылка! • Вход: 115/230 В — 15 А макс. 50 / 60 / 400 Гц
НиксиЗапрещен
#8
Могу ли я соединить их последовательно, чтобы получить нужное мне напряжение? Кроме того, 138 долларов за менее 1,5 кВт — это круто, и где же самодельная покупка полного блока.
повербекерУчастник
#9
Никси: Не знаю, но обычно вторичная обмотка остается плавающей. «138 долларов за менее 1,5 кВт — это круто» Это зависит от… Я полагаю, что покупка только запчастей (плюс сломанные части) будет стоить примерно столько же! «а где же самостоятельная покупка комплектного устройства?» А почему Вы смотрите на излишки запчастей? Хайнц!
Ультима ТулеУчастник
#10
http://www.paytongroup.com/
НиксиЗапрещен
#11
Основным моментом наличия трансформатора в блоке питания плазменного резака является изоляция от сети, чтобы плюсовой зажим, подключенный к заготовке, можно было заземлить, чтобы оператор был в безопасности. В противном случае я мог бы просто напрямую выпрямить сеть и оставить заготовку под напряжением, чтобы убить себя.
Я не думаю, что ваша оценка верна для импульсного источника питания, хотя она была бы правильной, если бы я выбрал линейный из-за потребности в большом трансформаторе.
Мощность моего линейного плазменного динамика составляет 1,8 кВт, а не от 3 до 5, и намотка обмотки малого калибра для высоковольтной плазмы была тривиальной по сравнению с тем, что бороться с большим калибром для низкого напряжения 15+ ампер на трансформаторе вдвое большей мощности. размер бы.
Спасибо за ссылку, но, так как они производитель, а не продавец, что-то я сомневаюсь, что они продадут мне меньше сотни.
повербекерУчастник
#12
Nixie: ??? «Я не думаю, что ваша оценка верна для импульсного источника питания, хотя она была бы правильной, если бы я выбрал линейный из-за потребности в большом трансформаторе. После того, как вы закончите, вы будете знать это точно! «Моя мощность линейного плазменного динамика составляет 1,8 кВт, а не от 3 до 5, и намотать маленькую обмотку для высоковольтной плазмы было тривиально..» Блок питания — это только его часть. Есть еще много дел, включая усилитель, с которым я считаю! «…по сравнению с тем, что будет бороться с тяжелым калибром для низкого напряжения 15+ ампер на трансформаторе вдвое большего размера.» Не беспокойтесь, вам пришлось использовать много тонких проводов…литц для высокой частоты 15А…
НиксиЗапрещен
№13
Я говорил о линейном питании, так как вы приводили сравнение с плазменными колонками. Я говорил о сплошном проводе большого сечения для линейного силового трансформатора, чтобы завершить сравнение, которое вы начали.
Две ложкиУчастник
№14
Вы можете посмотреть на веб-сайте TI примечания к приложениям для некоторых из их контроллеров режима переключения.
НиксиЗапрещен
№15
Я до сих пор не могу найти РОЗНИЧНЫХ ПРОДАВЦОВ в Северной Америке (не производителей или дистрибьюторов) сердечников трансформаторов SMPS.
Факторы, которые следует учитывать при покупке дешевого плазменного резакаПри покупке инструментов для вашей торговли необходимо учитывать множество факторов, и плазменный резак не является исключением. Но прежде чем вы купите самый дешевый плазменный резак, вы должны рассмотреть несколько важных факторов. Независимо от того, являетесь ли вы любителем или профессионалом, в этой статье будут рассмотрены ключевые элементы, которые вы должны учитывать при покупке лучшего дешевого плазменного резака на рынке. Сколько стоит плазменный резак?Диапазон цен на воздушно-плазменные резаки может варьироваться от нескольких сотен до нескольких тысяч долларов, поэтому, прежде чем мы рассмотрим, на что следует обратить внимание при покупке плазменного резака, давайте начнем с объяснения того, почему существует такой широкий диапазон цен. . Конструкция блока питания Как правило, системы более высокого качества, такие как плазменные резаки Hypertherm Powermax ® , имеют меньшее количество деталей, более прочные компоненты и конструкцию, которая отделяет чувствительные компоненты от металлической пыли, которая может вызвать преждевременный износ. Если вам нужно будет снять металлическую крышку с одного из плазменных резаков Hypertherm Powermax, вы быстро заметите несколько вещей. Вы заметите, как пусто внутри. На самом деле внутри не так много деталей. Это связано с тем, что система спроектирована с использованием методологии, называемой «Проектирование для производства и сборки» или DFMA. DFMA призывает инженеров выявлять, количественно оценивать и устранять потери или неэффективность при разработке продукта. Кроме того, вы заметите, что система имеет две стороны: чистую сторону, на которой расположена плата управления, и грязную сторону, на которой расположен вентилятор. Поскольку на рынке так много дешевых плазменных резаков, невозможно описать внутреннюю часть каждой из этих систем. Резак и расходные материалы Еще одна большая разница между более дешевыми и более дорогими плазменными резаками заключается в резаке и расходных материалах. В дешевых и недорогих плазменных резаках используются старые (в некоторых случаях 30-летние) горелки и расходные материалы. Если бы вы внимательно посмотрели на горелки лучших дешевых плазменных резаков, вы бы заметили, что все они выглядят одинаково. Факелы могут быть разных цветов, но основной дизайн одинаков. Резак и расходные детали в системах более высокого качества спроектированы для совместной работы с плазменной системой, для которой они были разработаны. Если у вас нет плазменного адаптера Powermax SYNC™ или адаптера Hypertherm, который позволяет использовать расходные материалы в виде цельного картриджа, вам потребуется установить следующие пять расходных деталей на конец плазменного резака:
Как только ваши детали будут помещены в резак, и вы нажмете курок, между электродом и соплом образуется дуга ионизированного газа. Затем к этой электрической дуге добавляется энергия для повышения температуры до 13 871 градуса Цельсия (25 000 градусов по Фаренгейту). После этого дуга пропускается через медное отверстие, чтобы сделать дугу идеально круглой и увеличить ее скорость. Расходные материалы, которые вы используете, должны выдерживать эти высокие температуры и не плавиться. Срок службы расходных материалов — это только начало. Также необходимо учитывать качество резки. Для этого давайте объясним, как дуга воздействует на каждую из пяти расходных частей. Как упоминалось ранее, при плазменной резке плазменная дуга с температурой 13 871 градус Цельсия (25 000 градусов по Фаренгейту) проходит через крошечное отверстие в медном сопле. Электрод — еще одна важная деталь. Прочность и надежность Теперь поговорим о долговечности и надежности. Системы Hypertherm Powermax — это промышленные машины, предназначенные для работы в суровых условиях и десятилетиями. При разработке новой системы альфа-устройства проходят месяцы испытаний на надежность. Технические специалисты в наших лабораториях по надежности модифицируют системы таким образом, чтобы сила тока была на 10 % выше той, на которую устройства рассчитаны. Затем эти системы подвергаются воздействию температур и уровней влажности, которые на 30 процентов превышают расчетные характеристики. Кроме того, все эти агрегаты проходят ряд испытаний. Мы встряхиваем их, запекаем, вносим большое количество пыли, а затем бросаем. Все эти агрегаты запускаются и выполняют настоящую плазменную резку в этих условиях. Наши специалисты намеренно нагружают эти устройства до тех пор, пока они не выйдут из строя. Затем они анализируют неисправность, при необходимости переделывают детали, возвращают устройство в испытательную камеру и повторяют те же испытания. Таким образом, все плазменные резаки имеют одну общую черту, они режут металл достаточно быстро и достаточно экономично. Однако существует большая разница в производительности и надежности между лучшими дешевыми плазменными резаками и высококачественными плазменными резаками, такими как от Hypertherm. Всем ли нужен высококачественный плазменный резак для хобби-магазина? Нет. Цель этой статьи не в том, чтобы убедить вас в обратном. Скорее, это нужно для того, чтобы вы понимали, что покупаете, если решите купить дешевый плазменный резак. Если вы хотите узнать больше о различиях между высококачественными и дешевыми плазменными резаками, прочитайте нашу запись в блоге «Почему Powermax». Факторы, которые следует учитывать при покупке плазменного резака Выбор подходящей системы из довольно широкого ценового диапазона зависит от предполагаемого использования и частоты использования. Далее предполагается, что у вас уже есть общее представление о типе и размере плазменного резака, который вам нужен. Если нет, вы можете начать с прочтения нашего блога Выбор воздушно-плазменной системы. Метод запуска Существует два основных метода запуска плазменной дуги. Плазменные системы используют либо высокочастотный пуск, либо так называемый пуск с обратной продувкой. Высокочастотный запуск является более старым и менее желательным методом, поскольку он может создавать помехи для чувствительного электронного оборудования, такого как компьютер, и представляет риск поражения электрическим током. По этим причинам наиболее распространенным методом, используемым сегодня, и методом, который вам нужен, является второй метод. Выходная мощность При покупке плазменного резака производители и покупатели обращают внимание на силу тока. Мысль заключается в том, что сила тока определяет относительную мощность резки системы и что все 40-амперные системы будут иметь примерно одинаковую мощность. К сожалению, это мышление ошибочно. На самом деле истинная мощность плазменного резака определяется мощностью. Хотя производители редко указывают мощность в ваттах, ее легко рассчитать. Все, что вам нужно сделать, это умножить силу тока на допустимое напряжение нагрузки источника питания плазмы. ампер x вольт = ватт Это полезно знать при покупке дешевого плазменного резака или вообще любого плазменного резака. Допустим, вы наткнулись на плазменный резак на 40 ампер на Amazon. Когда вы прочитаете мелкий шрифт, вы заметите, что он может обеспечить безопасное напряжение нагрузки 96 вольт. Вот математика: 40 ампер x 96 вольт = 3840 Вт Теперь давайте посмотрим на самый дешевый и маломощный плазменный резак, который производит Hypertherm: Powermax30 ® ХР. Эта система имеет 30 ампер и 125 вольт, что при умножении равно 3750 ваттам. Несмотря на то, что у вас на 10 ампер больше, вы увидите, что 40-амперный плазменный резак на самом деле имеет почти такую же мощность, как и 30-амперный Hypertherm. То же самое относится и к Powermax45 ® XP. Хотя при покупке у вас может возникнуть соблазн сравнить Powermax45 XP с системой на 40 ампер, на самом деле 45-амперный плазменный резак Hypertherm больше похож на 60-амперную систему большинства производителей. Рабочий цикл После метода запуска и мощности вам необходимо рассмотреть рабочий цикл, который представляет собой количество времени, в течение которого вы можете непрерывно использовать систему перед перерывом. Теоретически система со 100-процентным рабочим циклом может работать 10 из 10 минут, тогда как система с 50-процентным рабочим циклом предназначена для работы 5 из 10 минут и так далее. К сожалению, определить истинный рабочий цикл любой системы сложно, потому что среди производителей нет согласованного стандарта. Хотя многие используют стандарты Международной электротехнической комиссии, нет закона, который обязывал бы их использовать. Два разных производителя могут предложить разные рейтинги рабочего цикла для одной и той же системы. Простота обслуживания и доступность запчастей Последнее, что следует учитывать при покупке лучшего дешевого плазменного резака, — это простота обслуживания и доступность запчастей. Вы должны спросить себя, насколько легко будет исправить эту систему, когда что-то пойдет не так. В большинстве случаев вы обнаружите, что ремонт дешевого плазменного резака не прост и не стоит денег. Вероятно, вам лучше вернуть его, если он все еще находится на гарантии, или сдать его в лом и купить новую дешевую систему. Что касается доступности запчастей, то речь идет именно о расходных материалах. Насколько легко будет найти расходные материалы для приобретаемой вами системы? Производитель кажется стабильным? Ожидаете ли вы, что она продолжит производить расходные материалы для вашей системы? Кроме того, Hypertherm гарантирует, что будет поддерживать все наши плазменные системы в течение как минимум семи лет с даты прекращения производства системы. Как изготовить бур ручной для столбов: Ручной бур для земли своими руками: чертежи, инструкцияклассификация, разновидности и инструкция по сборкеМеханический или ручной бур — это универсальный прибор, который помогает без лишних усилий сделать яму в почве нужного диаметра. Его полезно использовать, если делать выемки под столбы или стойки для забора, стола и различных креплений. Где взять такое приспособление? Покупка — лишь трата денежных средств, ведь бур легко собрать своими руками используя обычные материалы и инструменты. Главное — это соблюдать все правила и рекомендации при его сборке.
Особенности примененияОсновная задача использования бура — помощь в работе с проделыванием лунок нужного диаметра. Это намного проще, чем копать бесформенную яму лопатой, при этом тратить колоссальное количество времени и сил для её засыпания в конце процесса. Бур пригодится в таких случаях, как:
Это лишь самые распространённые виды работ, для которых применяется бур. Особенность этого инструмента заключается в его конструкции, которая включает в себя стержень, множество лезвий или спиралевидную систему, позволяющую рыхлить и задерживать на них землю. После того, как это приспособление полностью вводится в землю путём вращений, его достают без обратного вращения, чтобы на спирали осталась земля. В итоге получается яма ровного диаметра и необходимой длины. В отличие от промышленного типа своими руками можно сделать бур с разборной конструкцией. То есть под бурение лунок можно будет легко подобрать необходимый диаметр и длину путём обычной замены нескольких деталей. Промышленный вид бура отличается высокой прочностью деталей, возможностью выбора механических видов, которые не требуют ручного воздействия, но стоимость техники иногда просто пугает и особенно это касается случаев, когда бур необходим только для единичных работ. Виды бурильных установокВсе буры разделяют на несколько групп в зависимости от конструкции и типа работы. В частном секторе чаще всего встречается ручное и компактное оборудование. В основном все ручные модели с небольшим диаметром и длиной, используются в качестве помощников при проделке ям под деревья или столбы. Механические модели используют в специализированном секторе промышленности, где работа по созданию лунок поставлена на поток и работа вручную занимает много времени и сил. Такие буры оснащены двигателями, которые работают на бензине или электричестве, что значительно увеличивает расходы. Кроме того, для изменения диаметра и длины чаще всего приходится дополнительно покупать, переходники и различные насадки. Классификация по двигателюВсе аппараты делятся по типу двигателя:
Вариант с двигателем, который работает на бензине, самый распространённый и качественный. Использование такого топлива позволяет выходить на большие мощности и проделывать ямы в твёрдых грунтах с большой примесью камней, гальки или просто утрамбованной и сухой земле. Бур на бензиновом двигателе бывает:
Выбирать, какой больше вариант подходит, нужно в зависимости от целей. Для сооружения забора или посадки деревьев в личных целях, несомненно, подойдёт именно ручной вариант. Если хочется расширить собственный бизнес в сфере строительства или садоводства, то лучше приобрести вариант колёсного типа, ведь так работа будет выполнена быстрее с минимальными физическими затратами. Работа бура с бензиновым двигателем делится на три этапа:
При бурении таких маленьких скважин часто люди сталкиваются с проблемами из-за твёрдой почвы или наличия крупных камней, мусора, металлических обломков. Это значительно повышает нагрузку на инструмент, деформируя его, и не гарантирует, что камень или мусор будет в итоге разрушен под действием шнека. В таких случаях срабатывает система безопасности, отключающая аппаратуру при длительных или высоких нагрузках, которые могут сильно деформировать шнек, систему гидравлики или двигатель. Электрический бур системы безопасности не имеет. Его мощности не хватит для деформации инструмента. Попав на камень или металлический предмет, шнек будет крутиться на его поверхности без видимых проблем для себя, но и работе в этом участке придёт конец. В любом случае буры, которые работают с помощью двигателя, имеют такие преимущества, как:
К недостаткам механических двигателей относят:
Разнообразные насадки и лезвияКак уже упоминалось выше, насадки для промышленных моделей придётся докупать дополнительно, а стоят они дорого. Правда, разнообразие различных переходов, лезвий и насадок просто огромно. Это позволяет сделать яму любой глубину, диаметра и не зацикливать внимание на твёрдости грунта или вкраплениях внутри его.
Шнек отличается высокой производительностью. Спиралевидные формы быстро вкапываются даже в твёрдую и сухую породу, автоматически доставляя её на поверхность, очищая ствол скважины. Он отлично подходит для подготовки места под столбы, сваи или озеленение участка. К минусам этой насадки относится маленький диаметр, который не позволяет бурить большие ямы под фундамент. Эту модель сложно изготовить своими руками. Дисковый бур представляет собой стержень, на котором установлены металлические половинки заточенного диска. Толщина дисков около 2 мм и они располагаются параллельно под углом 25 градусов. Угол обязательно должен сохраняться, чтобы диски легко втыкались в землю и выносили её на поверхность. За счёт такого принципа работы дисковый бур может проделывать ямы любого диаметра и глубины. Промышленные и садовые бурыРучной бур отличается от механических моделей только отсутствием двигателя, который задаёт движение. К более сложным способам бурения относят:
Все эти методики используют при изготовлении ручного бура. Своими руками такой инструмент получится сделать у слесаря, сварщика или даже у человека с небольшим опытом работы. Сборка в домашних условияхПеред тем как приступить к сборке бурояма ручного, следует выбрать тип конструкции. От этого уже отталкиваются, собирая необходимый материал и оборудование. Самый популярный бур самодельный — это аппарат с формой в виде буквы «т». Изготавливают его путём соединения вертикальной штанги с коротким куском горизонтальной штанги. Дисковый тип представляет собой простую конструкцию, которая не требует специального оборудования. Такой вариант отличается хорошей пробивной способностью даже сухой почвы. Кроме того, в отличие от шнека, здесь легко заменять диски и тем самым увеличивать или уменьшать диаметр бурения. Для сборки дискового стержня потребуются такие материалы и инструменты, как:
Весь цикл изготовления бурояма своими руками делят на несколько этапов:
Изготовление шнекового бураСделать шнековый ручной ямобур своими руками сложно, но если следовать поэтапной инструкции и приложить максимум терпения то всё получиться. Выделяют несколько этапов сборки:
В отличие от дисковой модели, при изготовлении шнека придётся некоторое время помучиться, но в итоге всё получится. Буроям своими руками сделать легко и просто. Такое приспособление отлично поможет в домашнем хозяйстве, сэкономит денежные средства, время и силы. Собирая этот аппарат самостоятельно, легко сделать необходимый диаметр и длину без покупки дополнительных переходников. Главное во время сборки — это соблюдать технику безопасности и следовать необходимым рекомендациям, чтобы сделать качественное и долговечное оборудование. Как сделать садовый бур своими рукамиВ частном хозяйстве такой инструмент пригодится всегда. Большой выбор коловоротов в магазине позволяет экономить время и приобретать уже готовый товар. Но бывалые дачники утверждают, что сделать бур самостоятельно лучше, чем взять заводской вариант. Самодельный будет надежнее и прослужит дольше. Кроме того, всегда можно модифицировать или видоизменить свое изобретение. Детали ямобура и особенности его работыСферы применения садового бура:
Производительность напрямую зависит от:
Чтобы стандартным земляным буром получилось сделать лунку глубиной до 3 м в диаметре 25-30 см, потребуется около 2-3 часов. Для более глубинного бурения применяется спецтехника в виде буровых установок. Ручная конструкция содержит такие детали:
Определяем диаметрВыбор осуществляется с учетом цели бурения:
В среднем ручной коловорот служит 10 и более лет. Его хватает примерно на 300 скважин. Разновидности бура по назначениюВ зависимости от места, сферы использования имеют нюансы в конструкции. Разберем каждый из них подробнее. ШнековыйПрименяется для бурения глубинных скважин на воду, обустройства подземных зондов под тепловые насосы.
ТИСЭТакой инструмент берется для рытья ям под монтаж свай. Внизу у него откидывающаяся лопатка, которая отвечает за расширение. Проще говоря бур ТИСЭ имеет:
Для удобства работы нож иногда делают съемным. Такой инструмент умельцы научились изготавливать самостоятельно. Ножом служит обрезанная лопата с хорошей заточкой. Землеприемником станет жестяная банка из-под соленой рыбы. Нож фиксируется не вплотную, а чтобы он мог двигаться. При опускании инструмента в шурф он подтягивается капроновой нитью, закрепленной на конце. Как только бур касается дна, натяжение нити делают меньше. Лопатка подрезает бока ямы, достигая нужного расширения. Бур из лопатыОтличный вариант для посадки кустарников, деревьев. Низ лопаты распиливают по центру на глубину до 30 см. Левую часть отгибают вперед, правую – назад или наоборот. Образовавшиеся лепестки проходят сварочным швом. Для мягких грунтовВ таких условиях работать стандартным буром неудобно и это занимает больше времени. Поэтому для таких участков эффективным станет инструмент с режущей частью, которая делается удлиненной. Оформляется в виде стакана по бокам с небольшими прорезями. На разрезах выступает режущая кромка. Лучший материал для этого – закаленная сталь. Ее нужно хорошо заточить.
Навыки создания ручного бура особенно пригодятся, если дом с участком стоит на глине, суглинке, скалистой почве, где заводские буры-универсалы просто не справляются. Мотобур (с бензиновым приводом), электрическийМагазинные варианты буров остаются привлекательными для владельцев частных домов, благодаря большой производительности, скорости работы. Мотобур удобен в транспортировке, но зависит от заправки топлива. Инструмент с электроприводом будет работать только в условиях постоянной подачи электроэнергии. Оба типа функционируют в разных режимах: на больших и малых оборотах.
Как изготовить земляной бур самомуПриложив немного усилий и четко соблюдая требования пошаговой инструкции от мастеров, сделать коловорот получится своими руками за считанные часы. Подбор материаловЧтобы собрать заготовки под основные элементы бура, понадобятся:
Работать с металлом лучше в защитных перчатках и очках. Подготовка инструментаСписок такой:
Для антикоррозийной защиты металла отдельно покупаются грунтовка, кисть. Чертеж или схема
Схема. 1 – стальной стержень; 2 – приварной нож-полудиск; 3 – перекладина-рукоятка; L – глубина пробиваемого отверстия. Здесь каждый мастер делает бур под себя, подбирает размеры, материал, тип конструкции, рассчитывает расход материала и его стоимость. В процессе использования готовое изделие может совершенствоваться. Сборка бураНеобходимо проанализировать, какими лопастями его нужно оснастить: стационарными или съемными. Стационарные лопасти просто привариваются к стержню. Чтобы получились съемные, потребуется:
Из листовой сталиДля начала проще вырезать из белой бумаги эскиз. Лопасти делают двух видов:
Из пильного дискаЛучший вариант пильного диска — алмазный. Он отличается высокой прочностью. Подойдут и б/у диски от циркулярки. Их делают из закаленной стали. Они имеют хорошо заточенную кромку, надежны, но их невозможно согнуть, поэтому диск пилят пополам и ставят две части под углом. Чтобы бур легче шел, дополнительно на станке или вручную точат боковые грани.
Фото: бур из диска циркулярной пилы СваркаПроводится в защитной маске типа «хамелеон» (желательно) и перчатках. Лопасти привариваются к стержню как с внутренней, так с наружной стороны, швы зачищаются. Защита от коррозииГотовое изделие шлифуют наждачной бумагой, обрабатывают грунтовкой против ржавчины. Альтернатива – фосфатирующий раствор. После грунтования бур можно красить. УходПериодически рекомендуется его разбирать, чистить от накопившейся пыли и грязи, смазывать водоотталкивающим раствором. Это позволит избежать заклинивания деталей, ремонта или замены отдельных частей и продлит срок службы изделия. Изготовление бура — дело несложное, но требующее навыков. В умелых руках самодельный бур станет отличным помощником в работах на дачном участке, при строительстве небольших сооружений. Сверление столба — МероприятияШаг №1: настройте рабочее место и верстак Убедитесь, что область, в которой вы работаете, свободна и у вас Доска на паре кругов бревен представляет собой удобный переносной верстак, если вам нужно работать с пола. Примите удобное положение, позволяющее работать вертикально Шаг №2: закрепите шестСуществуют различные способы крепления шеста. В том числе:
В нашем примере мы используем мини-переносные тиски на переносном верстаке. Шаг №3 Зафиксируйте стойку в нужном положении Вы В нашем примере мы использовали набор зажимов F; с раскрытием челюстей до 150 мм. Поместите шест на верстак так, чтобы он располагался по всей длине верстака. Если вы не хотите повредить скамейку, подложите под нее небольшой диск. Расположите один зажим на одном конце стержня и установите его так, чтобы хомут располагался под верстаком и над стержнем. Когда зажим примерно установлен, затяните его, удерживая Т-образный стержень. Повторите это на другом конце шеста, пока шест не будет надежно закреплен. Шаг № 4. Отметьте положение отверстияСделайте все необходимые измерения и отметьте место, где вы хотите просверлить отверстие, карандашом или маркером. Вы можете сделать это до или после того, как закрепите шест. Шаг № 5 просверлите пилотное отверстие Делать пилотное отверстие не обязательно, но может быть полезно при использовании С помощью дрели проделайте небольшое направляющее отверстие (глубиной примерно 2 мм) в отмеченном месте. Поскольку при использовании дрели для рук у вас будут свободны руки, вы можете Шаг № 6. Настройка ручной вращающейся дрели Выберите диаметр используемого сверла (5 мм подходит для нарезания струны или проволоки) – может оказаться полезным наше руководство по сверлам. Установите насадку в дрель. Шаг № 7. Найдите свое положение для буренияСтоя на коленях на земле, можно удобно работать. Если вам нужно сидеть или стоять, найдите положение, в котором вы чувствуете себя комфортно и устойчиво. Шаг №8 просверлить отверстиеДержите основную рукоятку ручной дрели неведущей рукой в вертикальном положении. Убедитесь, что сверло находится в направляющем отверстии и находится под углом 90 градусов к вехе. Не надавливайте – веса вашей руки должно быть достаточно, чтобы удерживать сверло на месте. Начните поворачивать поворотную рукоятку ведущей рукой по часовой стрелке Продолжайте сверлить до тех пор, пока не пробьете отверстие прямо в шесте. ДАЛЕЕ:Что можно сделать с шестом и дырой?! Вы можете создать:
Что еще можно сделать? Мы будем рады услышать о ваших проектах с шестом с дыркой! Отказ от ответственности: Muddy Faces не несет никакой ответственности за несчастные случаи или ущерб, возникшие в результате выполнения этого действия. Вы несете ответственность за обеспечение безопасного проведения мероприятия. 8 лучших шнеков для Bushcraft в 2022 годуПоследнее обновление: 15 мая 2022 г. Лучший шнековый шнек для Bushcraft В этом руководстве по лучшим шнекам для бушкрафта мы узнаем, кто их производит, для чего они используются и какой из них лучше всего добавить в свой набор инструментов. Вы узнаете о различных размерах и о том, почему они хороши для определенных задач, а также увидите видео шнека для шотландского глаза в действии. Шнеки со шпилькой — удобный инструмент для ношения в лагере. В ситуациях, связанных с бушкрафтом и выживанием, когда у вас нет доступа к мощности, подобная ручная дрель может значительно упростить задачу. Особенность изготовления собственной ручки означает, что если она когда-нибудь сломается, вы просто сделаете новую. Часто вы можете просто взять ветку с пола, сломать ее до разумной длины и использовать для Т-образной ручки. Существует множество различных вариантов ручных дрелей, но в основном они предназначены для сверл меньшего размера. Шнеки со шпилькой обычно имеют диаметр от одного до двух дюймов и предназначены для использования в твердой древесине и стволах деревьев. Это делает их надежными и полезными для множества различных задач. Узнайте больше под нашими рекомендациями ниже. 8 Лучший дровяной шнек для BushcraftШнек Albatross Scotch Eyed компании Black Raven
Шнек Albatross от Black Raven Company, возможно, является их лучшим шнеком для проделывания широких отверстий диаметром 2 дюйма. Несмотря на то, что этот бур по дереву широкий, он также довольно короткий и поэтому не создает самую глубокую дыру, но достаточно глубокую, чтобы вставить дюбель. Это шнек для бушкрафта, с которым вам не нужно носить с собой отдельный стержень, так как вы всегда можете найти ветку, которая пройдет через него. Проблема с некоторыми из их других ручных дрелей заключается в том, что ушко слишком маленькое, и вам трудно найти тонкую и достаточно прочную ветку. ВЕРДИКТ : Шнек Albatross компании Black Raven является хорошим компаньоном для меньшей модели Hummingbird, представленной ниже, так что вы можете иметь один толстый и один тонкий дырокол. Как и сверла, шнеки не являются неразрушимыми, но у этого есть пожизненная гарантия, поэтому, если с ним что-то случится, вы можете получить бесплатную замену.
вернуться в меню ↑ WEYLAND Survival Settlers Tool Ручной гаечный ключ Bushcraft
Инструмент WEYLAND Survival Settlers Tool небольшой, но мощный и изготовлен из высокоуглеродистой стали для дополнительной прочности и долговечности. Вы получаете удобную сумку для переноски, чтобы сохранить ваш шнек в безопасности, а также предотвратить повреждение рюкзака или другого снаряжения. Ушко сужается, поэтому его можно использовать в качестве пробойника, однако его следует использовать только для создания шаблона отверстия. Есть несколько сообщений о разрывах сварных швов, но это общая проблема всех шнеков, так как это их самое слабое место. Leyland рекомендует сверлить только мягкую и сырую древесину, чтобы не врезаться во что-то слишком твердое. Однако, если вы будете осторожны, эта дрель прослужит очень долго, а это то, что вам нужно для бушкрафта. ВЕРДИКТ : Инструмент WEYLAND Survival Settlers Tool — это удобный бур для строительства укрытий, мебели или плотницких работ. Вы можете слегка ударить перфоратором походным молотком или молотком, чтобы оставить идеальный круг в том месте, где вам нужно просверлить, а затем быстро выдолбить отверстие с помощью рычага. Определенно один для бушкрафтеров, которые любят хороший футляр для переноски своих карманных инструментов.
вернуться в меню ↑ Black Raven Company Hummingbird Scotch Eyed Auger
Шнек Hummingbird компании Black Raven Company вдвое короче шнека Sasquatch и намного тоньше, но использует проушину того же размера. Отверстие под скотч такого размера имеет гораздо большее значение для размера сверла и означает, что у вас не будет особых проблем с поиском стержня, чтобы обеспечить достаточную прочность, чтобы служить рычагом. Этот более тонкий шнек для бушкрафта идеально подходит для проделывания отверстий для темляков в деревянных предметах, которые вы смастерили. Во многих случаях пригодится более тонкий шнек, который совсем не весит. Это также один из наименее повреждающих шнеков, которые можно использовать при сборе сока из дерева из-за его небольшого диаметра. Диаметр 8 мм идеально подходит для проделывания небольших отверстий и может легко использоваться с крепкими ветвями, которые вы найдете на земле или срежете из свежих. Шпора на кончике с трудом ввинчивается, поэтому, если можете, постучите по ней, чтобы край сверла начал вгрызаться в древесину. ВЕРДИКТ : Шнек Hummingbird от компании Black Raven максимально близок к дрели с карманной втулкой. Это идеальное отверстие для паракорда, что означает, что вы можете добавить ремешки ко всему, что сделано из дерева. Нам очень нравится этот шнек, особенно для постукивания по деревьям, поскольку он гораздо менее травматичен, чем более широкий шнек.
вернуться в меню ↑ Шнек Bushcraft Survival Scotch Eye
Сверло для шотландского глаза Bushcraft Survival описывается как агрессивно острое, что является справедливым комментарием. Края сверла были прецизионно отфрезерованы под идеальным углом, чтобы врезаться в идеальную деревянную пробку и удалить ее. Наконечник ребристый, так что он захватывает именно ту точку, где вы хотите получить отверстие, пока вы не будете готовы просверлить. Ушко было вручную приварено к сверлу для тяжелых условий эксплуатации, но оно не выглядит более прочным, чем другие. Мы бы хотели, чтобы ушко было немного больше, чтобы в него можно было вставить более прочные куски дерева, поэтому упаковка отвертки или аналогичного небольшого металлического стержня всегда будет хорошей идеей. ВЕРДИКТ : Шнек Scotch Eye Survival, сделанный Bushcraft Survival, является отличным инструментом, который можно добавить в ваш набор, и он пригодится больше, чем вы когда-либо знали. Вы можете получить его в двух размерах; 1 дюйм и 1,5 дюйма, которые хорошо справляются со своей задачей и значительно облегчают процесс сверления и проделывания отверстий в кемпинге или в лесу.
вернуться в меню ↑ Black Raven Company Sasquatch Scotch Eyed Auger
The Black Raven Company Sasquatch Scotch Eyed Auger — один из самых длинных буров для бушкрафта. При длине 16 дюймов вы часто можете пройти через целые стволы деревьев, если вам нужно. Сверло диаметром 1,5 дюйма создает аккуратное отверстие с чистым краем, так что вы можете легко удалить его после того, как отверстие будет сделано. Этот бур отлично подходит для проделывания отверстий в поваленных деревьях, чтобы вы могли продеть веревку и перетащить ее обратно в лагерь. Вы также можете использовать его для создания мебели для бушкрафта или при строительстве укрытий, однако, если вам не нужно делать глубокие ямы, вам будет достаточно более короткого шнека. Отверстие для глаз довольно маленькое, а это означает, что вам понадобится какой-нибудь брусок, чтобы использовать его в качестве рычага, или прочное дерево. Это немного раздражает, так как может быть трудно найти ветку, достаточно маленькую, чтобы вы могли применить любую реальную силу, не изгибаясь и не ломаясь. Поскольку он такой длинный, ему может понадобиться отдельный чехол для хранения, если носить его в рюкзаке, однако некоторые люди просто используют картонную трубку. ВЕРДИКТ : Ручная дрель Sasquatch от Black Raven Co — это самый длинный бур для бушкрафта, поэтому для глубоких отверстий это лучший вариант.
вернуться в меню ↑ VASGOR Шнековое сверло по дереву Scotch Eye 1 x 10 дюймов
Шнековое сверло по дереву VASGOR 1 x 10 дюймов отлично подходит для сбора сока из деревьев с отверстием немного большего размера. Диаметр 1 дюйм достаточно велик, чтобы в него можно было вставить небольшой кран, а также запечатать его колышком, как только вы соберете достаточное количество сока. Вы можете использовать это на кленах или березах и получить полный горшок сока в течение 24 часов. Конструкция, форма и расстояние между зубьями очень похожи на CRIZTA Bushcraft Auger (ниже), только немного короче длина и ровно половина диаметра. Испытатель, которого мы спросили об этом сверле, сказал, что на самом деле они используют колышек для палатки в качестве рычага для поворота сверла. Какая хорошая идея. ВЕРДИКТ : Шнек по дереву VASGOR Scotch Eye — отличный инструмент для сбора сока при поиске пищи или для небольших строительных работ. Он может проделать отверстие диаметром 1 дюйм и глубиной около 8 дюймов и легко справляется с мягкой и свежей древесиной с острыми, как бритва, краями. Это определенно шнек со скотчем, который мы рекомендуем, мы просто хотим, чтобы отверстие для проушины было больше.
вернуться в меню ↑ CRIZTA Шнековое сверло по дереву Scotch Eye 2 x 12 дюймов
Шнековое сверло по дереву CRIZTA 2 x 12 дюймов на 4 дюйма длиннее сверла Black Raven Co Albatross в верхней части, поэтому оно отлично подходит для просверливания глубоких и широких отверстий в древесине. Общая длина составляет 12 дюймов, но длина сверла составляет всего около 7-8 дюймов. Вы по-прежнему можете бурить примерно до 10 дюймов в глубину, чего достаточно, чтобы пройти через большинство небольших стволов деревьев. Вы можете начать, постукивая по дрели, чтобы центральная точка немного углубилась. Затем вам нужно вставить рычаг и начать вращать шнек, медленно нажимая вниз, пока зубья не вгрызутся в древесину. ВЕРДИКТ : CRIZTA 2” x 12” Сверло Scotch Eye Wood идеально подходит для строительства убежища, так как широкое сверло создает отверстие, достаточно большое, чтобы вставить в него шест. По сути, вы можете использовать эту ручную дрель для сборки вещей без гвоздей, если вырежете колышек, который вставляется в отверстие. Качество такое же хорошее, как и у всех остальных в этом руководстве, и есть много положительных отзывов, подтверждающих это.
вернуться в меню ↑ Woodowl BCH-Set Комплект буров для выживания Bushcraft из 6 предметов с Т-образной рукояткой
Комплект буров для выживания WoodOwl BCH-Set из 6 предметов с Т-образной рукояткой поставляется в комплекте с пятью сверлами, Т-образной рукояткой с шестигранной опорой и удобной сумкой для переноски, которая складывается. Это один из лучших комплектов шнеков для проделывания отверстий разного размера в древесине на природе. Выбор размеров позволяет всегда подобрать шнек нужного размера для работы. Шестигранный адаптер изготовлен из твердой латуни, поэтому он никогда не ржавеет, и подходит для шестигранных хвостовиков 1/4 дюйма и 5/16 дюйма для работы с различными типами сверл. Чтобы ослабить захват и освободить сверло, просто отвинтите ручку из нержавеющей стали, и сверло выпадет. Набор из пяти шнеков изготовлен из высококачественной японской стали и имеет одну канавку, одну режущую головку и одну шпору. Это делает сверление отверстий намного проще, быстрее и требует меньше усилий, если вы держите их достаточно острыми. ВЕРДИКТ : Комплект Bushcraft Survival из 6 предметов WoodOwl BCH-Set выходит за рамки одного шнека с косым ушком и позволяет выбирать отверстия разного размера. Это очень удобно при постукивании по деревьям для получения сока, поскольку это означает, что вы можете сопоставить размер отверстия с размером дерева или ветки. Если вам нравится строгать и создавать инструменты для бушкрафта из дерева, то этот набор станет отличным дополнением к вашему набору инструментов.
Что такое шотландский шнек? Шнек со шпилькой — это тип ручной дрели, которая используется для сверления отверстий в твердой древесине. Обычно к нему приваривается кольцо, через которое проходит рычаг, образующий Т-образную рукоятку. Идея состоит в том, что вам не нужно всегда носить с собой рычаг, вместо этого вы можете использовать немного дерева, подобранного с земли, или быстро изготовить его по размеру. Это снижает вес и снижает вероятность повреждения, не подлежащего ремонту. Почему его называют шотландским шнеком?Название шнека со шпилькой происходит от рисунка сверла, которое представляет собой скотч, и того факта, что наверху у него есть ушко для вставки рычага. Ушко на шнеке с Т-образной рукояткой НЕ было разработано в Шотландии (насколько нам известно), и неизвестно, кто начал называть его шнеком с шотландским глазком. Этот тип ручной дрели также известен как «гаечный ключ Settlers» или «Bushcraft Drill». Если вам нравится, вы можете назвать его полным именем шотландского шнека с бочкообразным ушком. Для чего используются шнековые шнеки? Шнеки с шотландским глазком используются в лесном хозяйстве для создания и постройки вещей, а также для сбора сока из деревьев.
Путеводитель по лучшим шнекам BushcraftКогда вы ищете бур для бушкрафта, вам нужно что-то, на что вы можете положиться. Честно говоря, лучшие шнеки были сделаны несколько десятилетий назад, и поэтому единственное место, где их можно найти, — это дворовые распродажи, блошиные рынки, комиссионные магазины и онлайн-рынки, такие как eBay или craigslist. Однако их очень и очень мало. Вот наше руководство по шнеку с шотландским глазком о том, что искать: Ширина Ширина сверла, пожалуй, самая важная характеристика шнека со шпоном, поскольку она определяет размер отверстия, которое вы можете сделать. Более тонкие шнековые шнеки хороши для сбора древесной соки, поскольку они теоретически менее вредны для дерева. Они хороши для детальной работы и для проделывания отверстий для крепления темляка. Более толстые шнеки с проушинами лучше подходят для строительства мебели и навесов, так как более широкие отверстия позволяют вставлять более толстые и прочные колышки. Если вместо паракорда вы хотите сделать петлю для крепления веревки, то имеет смысл использовать более толстый шнек. ДлинаДлина шнека имеет значение по двум причинам. Во-первых, более длинные шнеки просверливают более глубокие отверстия, а во-вторых, более длинные шнеки труднее упаковать в рюкзак. Итак, вам нужен шнек со сверлом для шотландки и ушком, достаточно длинный для отверстий, которые вы хотите сделать, и не намного длиннее. Более длинные буровые буры обеспечивают лучший рычаг и означают, что вам не нужно приседать, чтобы бурить бревно. Более короткие шнеки для бушкрафта гораздо легче упаковывать и носить с собой, и их часто бывает достаточно для большинства задач. Вы не получите такой гибкости с коротким стержнем сверла, что означает, что вы можете применить большую мощность, но общая структура будет более хрупкой. ВесВес вашего шнека напрямую зависит как от длины, так и от ширины сверла. Вес действительно проблема, только если вы планируете много передвигаться со всем своим снаряжением. Если вы планируете держать шнек на одном месте, то вес не имеет большого значения. Средний вес 12-дюймового бурового бура составлял чуть менее 1 фунта или около 14 унций (410 граммов). Было трудно найти индивидуальный вес шнеков, которые мы рекомендуем, без фактических кухонных весов, поэтому мы не включили эту спецификацию в пункты списка. ХранениеШнеки Scotch Eye — острые и заостренные, что отлично подходит для сверления дерева, но не очень подходит для ношения в рюкзаке. В идеале вы должны хранить шнеки в каком-то защитном кожухе. Это может быть пакет или рулон, или это может быть какая-то коробка. Некоторые шнеки Bushcraft поставляются с чехлом для хранения, но, на мой взгляд, он часто немного хлипкий. Вам лучше сделать свой собственный или найти что-то подходящее для использования после того, как у вас есть шнек. Наш предпочтительный способ хранения бура, пока он не будет использован, — это толстая брезентовая или кожаная кожа, обернутая вокруг сверла. Вы также должны обработать шнековый бур маслом, чтобы предотвратить появление ржавчины во время хранения. Прочность Кажется, что долговечность шнеков с годами ухудшилась. Если в прошлом сверла могли быть выкованы из цельного куска, то в настоящее время их изготавливают путем сварки двух кусков вместе. Из всех случаев, когда я видел или слышал о сломанном шнеке, именно там ушко приварено к валу. В то время как сварные швы должны быть достаточно прочными, чтобы выдерживать большую силу, чем может произвести человеческая рука. Это становится точкой стресса, которую со временем можно ослабить, пока, в конце концов, она больше не сможет удерживать. Вот почему мы рекомендуем по возможности приобретать винтажные шнеки, поскольку они гораздо более долговечны. Какой размер шнека Scotch Eyed вам нужен?Прежде чем заказывать шнек, вам необходимо иметь некоторое представление о типе отверстия, которое вы хотите сделать, и для чего. Свой первый шнек я купил, когда собирал сок из берез весной, поэтому хотел что-то довольно тонкое и короткое. Но когда я захотел использовать его для строительства убежища, он оказался слишком маленьким. Для чего-либо структурного, такого как мебель или строительство убежища, я бы рекомендовал более широкий шнек для больших отверстий. Для более детальной работы куста более тонкое сверло даст лучшие результаты.
Как пользоваться шнеком Scotch Eyed Лучший способ использовать шнековый бур – это хорошенько постучать им по дереву перед тем, как начать сверлить. После того, как вы начали снимать древесину и сверлить, важно, чтобы вал был как можно более прямым и сбалансированным. Сосредоточьтесь больше на том, чтобы держать вал прямо, чем на самом отверстии, и оно само о себе позаботится. Регулярно удаляйте шнек и опилки, чтобы контролировать ход работы и визуализировать глубину. Если отверстие осталось шероховатым после того, как вы закончили сверление, просто войдите и выйдите еще несколько раз, вращая его, чтобы удалить свободный материал. Вот видео, показывающее, как использовать шнековый шнек для изготовления деревянной ракетной печи (используя самодельную люльку):
Мы надеемся, что это руководство по выбору лучшего шнека для бушкрафта помогло вам найти то, что вы искали. Обозначение на чертежах шероховатости поверхности: Обозначение шероховатости поверхности на чертежахОбозначение шероховатости поверхности на чертеже по ГОСТудекабрь 03, 2020 2209 Чертеж Содержание
Одним из условных обозначений на чертеже, необходимых для создания и производства качественной детали, является шероховатость поверхности. Ее показатель напрямую влияет на то, каким получится чертеж и конечная деталь. В этой статье я расскажу, как обозначается шероховатость и какие правила нанесения существуют. Все нюансы обозначения регулирует ГОСТ 2789-73. Показатель шероховатости выбирают исходя из роли детали в механизме, в котором планируется ее использование. Но шероховатость — не то, с чего нужно начинать работу над чертежом. Для начала нужно поработать с линиями: первый этап предполагает нанесение тонких линий. После этого обозначается шероховатость, а затем — контур выделяется четкими плотными линиями. Чтение шероховатости на чертеже предполагает, что вы знаете определенные правила ее нанесения и как именно выглядят условные обозначения шероховатости. Правила обозначения шероховатости поверхности:
Самый часто используемый знак шероховатости — перевернутая галочка. Означает, что тип обработки не устанавливается. Если в галочке есть перемычка, то это значит, что необходима обработка с удалением материала. А вот этот вариант не предполагает удаление материала. Указывает на класс. Это среднеарифметический показатель отклонения профиля. Имеет числовое выражение. По нему определяют класс шероховатости, а после — во время обработки контролируют качество поверхности. Обозначает неровности профиля по 10-ти точкам. Привычная нам галочка говорит о том, что перед нами часть поверхности. Если есть пояснительные надписи, то они обозначаются вот таким символом. Пример условного обозначения шероховатости на чертеже символом с полкой относительно основной надписи. Не нашли ответов на вопросы? У вас есть возможность обратиться за помощью к опытным экспертам Studently. Чертеж Наши рубрикиДипломная работаКонтрольная работаЧертежРефератыОформление работУчеба по обмену, стажировка, волонтерствоЭссеКурсовые работыКурсы, вебинары, лекцииПрезентацияСамостоятельные работыОтчет по практикеВКРИностранные языкиДиссертацииСтудентам и школьникамНеудобные вопросыВыпускникам и абитуриентамДистанционный экзамен, online тестыРабочая тетрадь, конспектСочинениеРецензияРечьМагистерская диссертацияПортфолиоКопирайтингАспирантский реферат Топ 5 тем по курсовым работы: полезным статьям с примерамиДипломные, контрольные, курсовые работыОт лучших специалистов Правила обозначения шероховатости поверхностей на чертежах :: ТОЧМЕХПравила обозначения шероховатости поверхностей устанавливает ГОСТ 2.309-73. Параметры и другие показатели шероховатости устанавливает ГОСТ 2789-73. Правила нанесения обозначений шероховатости поверхностей на чертежах Обозначения шероховатости поверхностей на изображении изделия располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках линий-выносок. Допускается при недостатке места располагать обозначения шероховатости на размерных линиях или на их продолжении, а так же разрывать выносную линию. На линии невидимого контура допускается наносить обозначение шероховатости только в случаях, когда от этой линии нанесен размер. Обозначение шероховатости поверхности, в которых знак имеет полку располагают с учетом его поворота относительно основной надписи чертежа. Обозначение шероховатости поверхности, в которых знак не имеет полки располагают учетом его поворота относительно основной надписи чертежа, но по иным правилам. При изображении изделия с разрывом обозначение шероховатости наносят только на одной части изображения, по возможности ближе к месту указания размеров. При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят. Размеры и толщина линий знака вынесенного в угол чертежа, должны быть примерно в 1,5 раза больше чем на изображении. Обозначение шероховатости, одинаковой для части поверхностей, может быть помещено в правом верхнем углу чертежа только вместе со знаком, взятым в скобки, размеры которого равны размерам знаков на чертеже. Обозначение шероховатости поверхностей повторяющихся элементов изделия (отверстий, пазов, зубьев и т.п.), количество которых указано на чертеже, а также обозначение шероховатости одной и той же поверхности наносят один раз, независимо от числа изображений. Обозначение шероховатости симметрично расположенных элементов симметричных изделий наносят один раз. Если шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной тонкой линией с нанесением соответствующих размеров и обозначений шероховатости. Через заштрихованную зону линию границы между участками не проводят. Обозначение шероховатости рабочих поверхностей зубьев зубчатых колес, шлицев и т.п., если на чертеже не приведен их профиль, условно наносят на линии делительной поверхности, а для глобоидных червяков и сопряженных с ними колес — на линии расчетной окружности. Обозначение шероховатости поверхности профиля резьбы наносят по общим правилам при изображении профиля, или условно на выносной линии для указания размера резьбы, на размерной линии или на ее продолжении. Если шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносят один раз с дополнительным значком (кругом). В обозначении одинаковой шероховатости поверхностей плавно переходящих одна в другую, дополнительный знак не приводят. Обозначение одинаковой шероховатости поверхности сложной конфигурации допускается приводить в технических требованиях чертежа со ссылкой на буквенное обозначение поверхности, нанесенное на полке линии-выноски проведенной от утолщенной штрихпунктирной линии, которая обозначает соответствующую поверхность. Понимание символов шероховатости поверхности | Введение в шероховатостьПонимание символов шероховатости поверхности Символы, обозначающие текстуру поверхности обработанных и конструкционных деталей, используются в промышленных схемах. В этом разделе объясняется, как писать эти символы для обозначения текстуры поверхности. Объяснение терминологии
Символы, указывающие поверхность цели и положение этих символов При графическом представлении текстуры поверхности символ, указывающий на целевую поверхность, выражается двумя линиями, имеющими Этот метод индикации шероховатости поверхности графически отображает такую информацию, как значение шероховатости поверхности, пороговое значение,
Показанные ниже дескрипторы используются для графического представления шероховатости поверхности.
Таблица шероховатости поверхности : Понимание отделки поверхностиПоверхности в производственных приложениях должны оставаться в пределах желаемых пределов шероховатости для обеспечения оптимального качества деталей. Обработка поверхности оказывает решающее влияние на долговечность и эксплуатационные характеристики изделия. Поэтому очень важно узнать о диаграмме шероховатости поверхности и ее важности. Шероховатые поверхности часто изнашиваются быстрее. Уровни трения выше, чем на гладких поверхностях, а неровности гладкости поверхности имеют тенденцию создавать участки зародышей. Разрывы и коррозия, возникающие в этих местах, могут привести к легкому износу материала. И наоборот, существует определенная степень шероховатости, которая может дать место для желаемой адгезии. Что такое отделка поверхности? Прежде чем мы перейдем к таблице шероховатости поверхности, давайте разберемся, что влечет за собой шероховатость поверхности. Отделка поверхности относится к процессу изменения поверхности металла, который включает удаление, добавление или изменение формы. Это мера полной текстуры поверхности продукта, которая определяется тремя характеристиками поверхности: шероховатостью, волнистостью и укладкой. Шероховатость поверхности – это мера общего количества неровностей, расположенных на расстоянии друг от друга на поверхности. Всякий раз, когда машинисты говорят о «шероховатости поверхности», они часто имеют в виду шероховатость поверхности. Волнистость относится к искривленной поверхности, расстояние между которой больше, чем длина шероховатости поверхности. Почему отделка поверхности важна в технологических процессах? Шероховатость поверхности играет очень важную роль в определении реакции продукта на окружающую среду. Внешний вид продукта указывает на эффективность его компонентов. Кроме того, уровень шероховатости может повлиять на эффективность продукта. Это зависит от применения такого продукта. Инженеры и производители должны постоянно поддерживать чистоту поверхности. Это помогает производить последовательные процессы и надежные продукты. Измерения поверхности также помогают контролировать производство. Это очень полезно, когда есть необходимость в поверхностной инженерии. Различные варианты отделки поверхности имеют различные эффекты. Самый простой способ получить желаемую чистоту поверхности — сравнить ее со стандартами чистоты поверхности.
Чтобы узнать больше об обработке поверхности, ознакомьтесь с нашим руководством по вариантам обработки поверхности для литья пластмасс под давлением и прочитайте нашу статью о том, как получить наилучшую обработку поверхности с ЧПУ для ваших продуктов. Как измерить шероховатость поверхности Шероховатость поверхности — это расчет относительной гладкости профиля поверхности. Числовой параметр – Ra. Диаграмма шероховатости поверхности Ra показывает среднее арифметическое значений высоты поверхности, измеренной по всей поверхности. Как уже упоминалось, есть три основных компонента поверхности, включая шероховатость, волнистость и рельефность. Поэтому на характеристики геометрии поверхности влияют различные факторы. Также существует несколько систем измерения шероховатости поверхности. Системы включают:
Прямые методы измерения измеряют шероховатость поверхности с помощью щупа. Это включает в себя рисование стилуса перпендикулярно поверхности. Затем оператор использует зарегистрированный профиль для определения параметров шероховатости. Бесконтактные методы предполагают использование света или звука. Оптические инструменты, такие как белый свет и конфокальные, заменяют перо. Эти приборы используют разные принципы измерения. Затем физические датчики можно заменить оптическими датчиками или микроскопами. Сначала используемый инструмент посылает на поверхность ультразвуковой импульс. Методы сравнения используют образцы шероховатости поверхности. Эти образцы генерируются оборудованием или процессом. Затем производитель использует тактильные и визуальные ощущения для сравнения результатов с поверхностью с известными параметрами шероховатости. Примером внутрипроизводственных методов является индуктивность. Этот метод помогает оценить шероховатость поверхности с помощью магнитных материалов. Датчик индуктивности использует электромагнитную энергию для измерения расстояния до поверхности. Затем определенное параметрическое значение может помочь определить сравнительные параметры шероховатости. Различные методы измерения шероховатости поверхности Существуют различные методы и оборудование для измерения шероховатости поверхности. Методы можно разделить на три категории.
Символы и сокращения на диаграмме шероховатости поверхности При поиске символов шероховатости поверхности в вашем любимом браузере вы заметите ряд сокращений. К ним относятся Ra, Rsk, Rq, Rku, Rz и другие. Это единицы измерения чистоты поверхности. Ra – средняя шероховатость поверхности Хотя большинство людей называют Ra средней линией или средним арифметическим, это средняя шероховатость между профилем шероховатости и средней линией. Это наиболее часто используемый параметр для обработки поверхности. Таблица шероховатости поверхности Ra также является одной из наиболее часто используемых для абсолютных значений. Rmax — расстояние по вертикали от пика до впадины Этот параметр шероховатости лучше всего использовать для аномалий, таких как заусенцы и царапины. Rz – средняя максимальная высота профиля В отличие от Ra, Rz измеряет средние значения пяти самых больших различий между пиками и впадинами. Измерение выполняется с использованием пяти длин дискретизации, что помогает устранить ошибку, поскольку Ra совершенно нечувствителен к некоторым крайностям. Таблица шероховатости поверхности Таблица шероховатости обработанной поверхности содержит важные рекомендации по измерению стандартных параметров шероховатости поверхности. Производители всегда используют его в качестве справочного материала для обеспечения качества в производственном процессе. Существуют различные процессы проверки диаграммы шероховатости обработанной поверхности. В результате становится сложно выбрать лучший процесс. Однако наиболее надежным является использование таблицы преобразования шероховатости поверхности. Таблица преобразования шероховатости поверхности В этом разделе есть таблица для диаграммы преобразования шероховатости поверхности. В этой таблице сравниваются различные шкалы шероховатости поверхности для производственных процессов. А пока давайте рассмотрим некоторые сокращения, которые вы там найдете. Ra = среднее значение шероховатости RMS = среднеквадратичное значение CLA = среднее значение центральной линии Rt = общая шероховатость N = новые номера шкалы ISO (марки) Длина отсечки = длина, необходимая для образца Ra (micrometers) | Ra (microinches) | RMS (microinches) | CLA (N) | Rt (microns) | N | Cut-off Length (inches) | 0. | 025 1 | 1.1 | 1 | 0.3 | 1 | 0.003 | 0.05 | 2 | 2.2 | 2 | 0.5 | 2 | 0.01 | 0.1 | 4 | 4.4 | 4 | 0.8 | 3 | 0.01 | 0.2 | 8 | 8.8 | 8 | 1.2 | 4 | 0.01 | 0.4 | 16 | 17.6 | 16 | 2.0 | 5 | 0.01 | 0.8 | 32 | 32.5 | 32 | 4.0 | 6 | 0.03 | 1.6 | 63 | 64.3 | 63 | 8.0 | 7 | 0.03 | 3.2 | 125 | 137.5 | 125 | 13 | 8 | 0.1 | 6.3 | 250 | 275 | 250 | 25 | 9 | 0. | 1 12.5 | 500 | 550 | 500 | 50 | 10 | 0.1 | 25.0 | 1000 | 1100 | 1000 | 100 | 11 | 0.3 | 50.0 | 2000 | 2200 | 2000 | 200 | 12 | 0.3 | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Каждая из этих сталей имеет свои температурные режимы термообработки. И свои закалочные среды.
Каждая из этих сталей имеет свои температурные режимы термообработки. И свои закалочные среды. Первая операция называется отжиг. Перед закалкой топора или любого другого инструмента необходимо выполнить отжиг. Отжиг — это своеобразное обнуление структурной памяти металла. Заключается он в нагревании всего инструмента до температуры 740-760 градусов и постепенном охлаждении до 550 градусов. Со скоростью примерно 30-50 градусов в час. Отжиг лучше всего проводить в кирпичной печи. Самый важный вопрос, как определить температуру металла. Профессионал легко определит температуру по цвету. Ну, а новичку на помощь придет обычный магнит.
Первая операция называется отжиг. Перед закалкой топора или любого другого инструмента необходимо выполнить отжиг. Отжиг — это своеобразное обнуление структурной памяти металла. Заключается он в нагревании всего инструмента до температуры 740-760 градусов и постепенном охлаждении до 550 градусов. Со скоростью примерно 30-50 градусов в час. Отжиг лучше всего проводить в кирпичной печи. Самый важный вопрос, как определить температуру металла. Профессионал легко определит температуру по цвету. Ну, а новичку на помощь придет обычный магнит. На экране вы видите таблицу цветов каления и побежалости для углеродистой стали.
На экране вы видите таблицу цветов каления и побежалости для углеродистой стали. Интенсивно двигаем для того, чтобы паровая подушка не препятствовала охлаждению. Время нахождения в воде – порядка 3 секунд. Затем полностью окунаем топор в масло. Так как масло может загореться, держим наготове кусок плотной ткани. Для того, чтобы в случае возгорания закрыть ею ведро и прекратить доступ кислорода для горения. Контролируем твердость стали после закалки.
Интенсивно двигаем для того, чтобы паровая подушка не препятствовала охлаждению. Время нахождения в воде – порядка 3 секунд. Затем полностью окунаем топор в масло. Так как масло может загореться, держим наготове кусок плотной ткани. Для того, чтобы в случае возгорания закрыть ею ведро и прекратить доступ кислорода для горения. Контролируем твердость стали после закалки. Отпуск я делаю в обычной духовке. Топор выдерживается один час при температуре 300 градусов, а затем остывает на воздухе. Вот такой красавчик у нас получился после отпуска. Цвет побежалости – синий, свидетельствует о том, что температура отпуска была примерно 300 градусов. Увидеть этот цвет можно, если повернуть определенным образом поверхность металла к освещению. Проверяем твердость металла после отпуска, и убеждаемся, что лезвие стало чуть мягче. Как мы уже знаем, температура закалки У7 стали 800-830 градусов. И уменьшать ее нельзя. При более низких температурах закалки может не произойти вообще. А что же делать в том случае, если после закалки нам необходимо получить пластичную сталь, с относительно невысокой твердостью? При такой ситуации закаляем сталь, как положено, но увеличиваем температуру отпуска. Чем выше температура отпуска, тем пластичнее и мягче будет сталь после отпуска. Данные о твердостях сталей после отпуска, в зависимости от температуры отпуска, есть на каждую марку в марочниках сталей.
Отпуск я делаю в обычной духовке. Топор выдерживается один час при температуре 300 градусов, а затем остывает на воздухе. Вот такой красавчик у нас получился после отпуска. Цвет побежалости – синий, свидетельствует о том, что температура отпуска была примерно 300 градусов. Увидеть этот цвет можно, если повернуть определенным образом поверхность металла к освещению. Проверяем твердость металла после отпуска, и убеждаемся, что лезвие стало чуть мягче. Как мы уже знаем, температура закалки У7 стали 800-830 градусов. И уменьшать ее нельзя. При более низких температурах закалки может не произойти вообще. А что же делать в том случае, если после закалки нам необходимо получить пластичную сталь, с относительно невысокой твердостью? При такой ситуации закаляем сталь, как положено, но увеличиваем температуру отпуска. Чем выше температура отпуска, тем пластичнее и мягче будет сталь после отпуска. Данные о твердостях сталей после отпуска, в зависимости от температуры отпуска, есть на каждую марку в марочниках сталей.
 Пришло время подробно рассказать, почему мы избрали сталь этой марки основным материалом для наших топоров.
Пришло время подробно рассказать, почему мы избрали сталь этой марки основным материалом для наших топоров. Во всяком случае, мы ни разу не сталкивались с таким продуктом. Надо понимать, что перед советской промышленностью стояла задача обеспечить всю страну дешевым инструментом, исходя из этой задачи и происходил отбор сырья. В силу того, что у нас малосерийное производство, мы можем использовать более сложную в обработке сталь, чтобы получить продукт лучшего качества.
Во всяком случае, мы ни разу не сталкивались с таким продуктом. Надо понимать, что перед советской промышленностью стояла задача обеспечить всю страну дешевым инструментом, исходя из этой задачи и происходил отбор сырья. В силу того, что у нас малосерийное производство, мы можем использовать более сложную в обработке сталь, чтобы получить продукт лучшего качества. Но если снизить планку до 57-58 HRC, то мы получим оптимальное сочетание твердости и вязкости. Топор из ШХ15 при такой твердости можно точить и править простейшими подручными средствами, тем более на стойкости кромки это никак не сказывается. Но при этом его кромка будет более стойкой, чем у топора из У8. Стойкость достигается достаточно большим содержанием углерода в стали ШХ15 и легирующим компонентом — хромом. В составе У8 хрома нет вообще, а углерода меньше.
Но если снизить планку до 57-58 HRC, то мы получим оптимальное сочетание твердости и вязкости. Топор из ШХ15 при такой твердости можно точить и править простейшими подручными средствами, тем более на стойкости кромки это никак не сказывается. Но при этом его кромка будет более стойкой, чем у топора из У8. Стойкость достигается достаточно большим содержанием углерода в стали ШХ15 и легирующим компонентом — хромом. В составе У8 хрома нет вообще, а углерода меньше. Для нас важно, чтобы лезвие топора было твердым, а проушина и обух-молоток остались мягкими и пластичными. В случае с У8 это время слишком короткое, прокаливаемость низкая. ШХ15 имеет более высокую прокаливаемость в сравнении с У8. Другие «конкуренты» подшипниковой стали в производстве топоров — 9ХС и 65г — за счет наличия кремния в составе дают больше запаса по времени и прокаливаемость у них чуть выше, чем у ШХ15. Но в нашем случае максимально высокая прокаливаемость не означает лучший выбор: так, у поковки из 9хс при остывании тонкие стенки проушины тоже подкалятся, а это минус для конечного изделия. Кроме того, кремний также повышает упругость стали — слабо закаленные участки (например, проушина и обух) будут больше пружинить, чем деформироваться, в связи с чем будут со временем накапливать напряжение. В конце концов это напряжение может привести к трещине.
Для нас важно, чтобы лезвие топора было твердым, а проушина и обух-молоток остались мягкими и пластичными. В случае с У8 это время слишком короткое, прокаливаемость низкая. ШХ15 имеет более высокую прокаливаемость в сравнении с У8. Другие «конкуренты» подшипниковой стали в производстве топоров — 9ХС и 65г — за счет наличия кремния в составе дают больше запаса по времени и прокаливаемость у них чуть выше, чем у ШХ15. Но в нашем случае максимально высокая прокаливаемость не означает лучший выбор: так, у поковки из 9хс при остывании тонкие стенки проушины тоже подкалятся, а это минус для конечного изделия. Кроме того, кремний также повышает упругость стали — слабо закаленные участки (например, проушина и обух) будут больше пружинить, чем деформироваться, в связи с чем будут со временем накапливать напряжение. В конце концов это напряжение может привести к трещине. п., разумеется, превзойдут по рабочим показателям ШХ15 и другие легированные стали. Но надо понимать, что большинство из них крайне трудны в ковке и для прошивания на горячую вообще не предназначены. Мы практически не используем их для производства топоров, равно как и многие другие производители.
п., разумеется, превзойдут по рабочим показателям ШХ15 и другие легированные стали. Но надо понимать, что большинство из них крайне трудны в ковке и для прошивания на горячую вообще не предназначены. Мы практически не используем их для производства топоров, равно как и многие другие производители. Приключения подростка Макса МакГрат и его инопланетный компаньон Стил, которые должны обуздать и объединить свои огромные новые способности, чтобы превратиться в супергероя с турбонаддувом Макса Стила. эволюционировать в супергероя с турбонаддувом Макса Стила.
Приключения подростка Макса МакГрат и его инопланетный компаньон Стил, которые должны обуздать и объединить свои огромные новые способности, чтобы превратиться в супергероя с турбонаддувом Макса Стила. эволюционировать в супергероя с турбонаддувом Макса Стила. Йост
Йост 0004
0004 Bernardo
Bernardo Йост
Йост .. так и должно быть?)
.. так и должно быть?) Больше кредитов компании по адресу IMDBPRO
Больше кредитов компании по адресу IMDBPRO 39 : 1
39 : 1 1/10
1/10

 п.
п. 10 ₽
10 ₽ эсв(Оцинк) 219х6/315 ППУ-ПЭ 520/520
эсв(Оцинк) 219х6/315 ППУ-ПЭ 520/520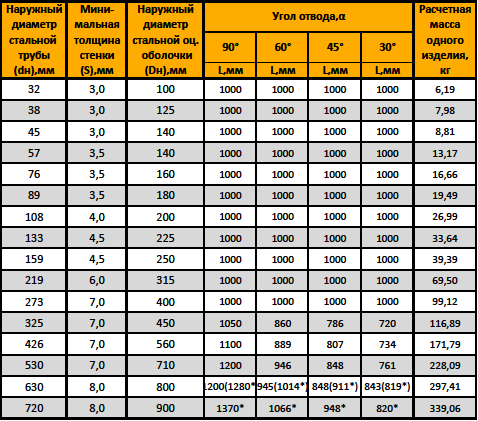
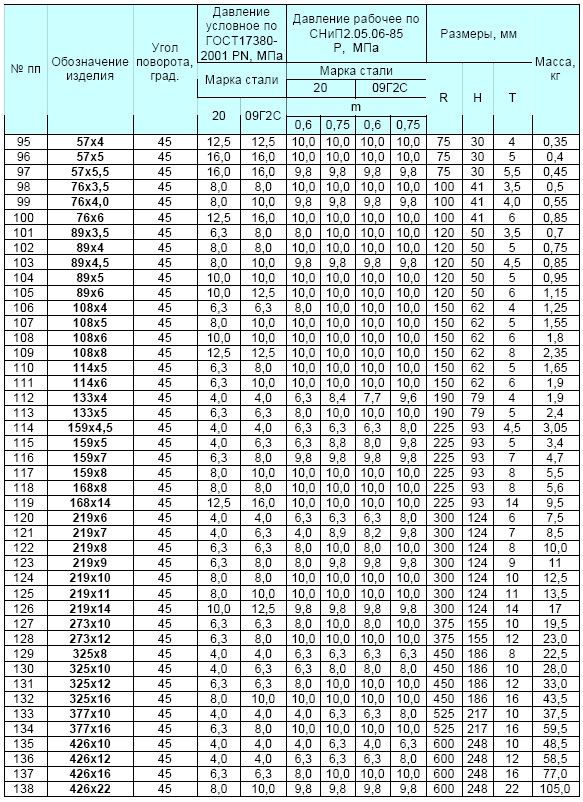
 Наше промышленное предприятие располагает техническими и промышленными мощностями, позволяющими нам брать заказы на изготовление металлических балок большого объема и исполнять свои обязательства точно в оговоренный с клиентом срок. Используя металлопрокат собственного производства и контролируя производственные процесс на всех этапах, мы можем с чистой совестью гарантировать заказчикам 100% качество двутавровых балок.
Наше промышленное предприятие располагает техническими и промышленными мощностями, позволяющими нам брать заказы на изготовление металлических балок большого объема и исполнять свои обязательства точно в оговоренный с клиентом срок. Используя металлопрокат собственного производства и контролируя производственные процесс на всех этапах, мы можем с чистой совестью гарантировать заказчикам 100% качество двутавровых балок.
 На нашем заводе процесс сварки является автоматизированным, что сводит к нулю вероятность брака и сокращает сроки производства продукции. После завершения соединения деталей, мы осуществляем проверку качества сварных швов при помощи специальных приборов.
На нашем заводе процесс сварки является автоматизированным, что сводит к нулю вероятность брака и сокращает сроки производства продукции. После завершения соединения деталей, мы осуществляем проверку качества сварных швов при помощи специальных приборов.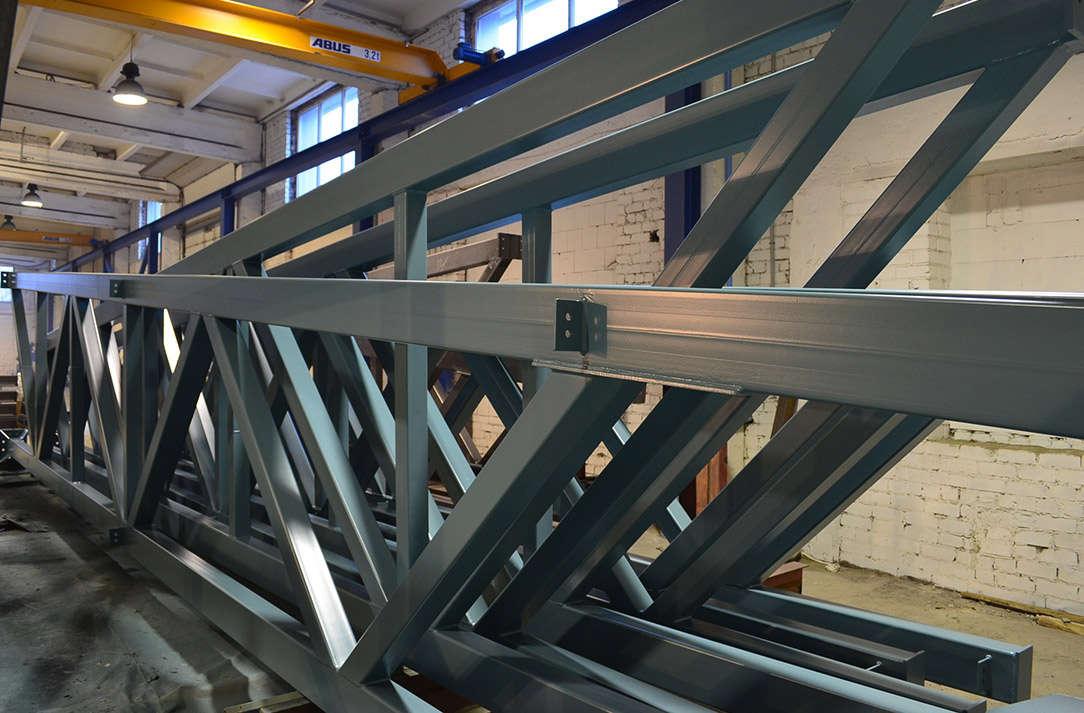 Оснастив цеха передовым оборудованием, мы смогли наладить производство изделий самого высшего класса.
Оснастив цеха передовым оборудованием, мы смогли наладить производство изделий самого высшего класса. youtube.com/embed/TWKiULjm60M» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/TWKiULjm60M» frameborder=»0″ allowfullscreen=»allowfullscreen»>  Скорость резки, в зависимости от толщины металла, доходит до 1 метра в минуту.
Скорость резки, в зависимости от толщины металла, доходит до 1 метра в минуту. На портале смонтированы два комплекта сварочных головок, которые могут перемещаться в горизонтальном или вертикальном направлении вдоль портала. Установка оснащена лазерной системой слежения за сварным швом, что позволяет производить автоматическую сварку одновременно с движением портала по рельсам. Также на установке располагается система подачи, переработки и уборки флюса.
На портале смонтированы два комплекта сварочных головок, которые могут перемещаться в горизонтальном или вертикальном направлении вдоль портала. Установка оснащена лазерной системой слежения за сварным швом, что позволяет производить автоматическую сварку одновременно с движением портала по рельсам. Также на установке располагается система подачи, переработки и уборки флюса.




 По данным Kentucky Distillers’ Association, производители спиртных напитков Кентукки находятся в разгаре кампании капитальных вложений на сумму более 5 миллиардов долларов, которая включает расширение производственных мощностей и складских помещений для удовлетворения глобальной потребности в бурбоне Кентукки. По данным ассоциации, в Кентукки производится 95% мирового производства бурбона.
По данным Kentucky Distillers’ Association, производители спиртных напитков Кентукки находятся в разгаре кампании капитальных вложений на сумму более 5 миллиардов долларов, которая включает расширение производственных мощностей и складских помещений для удовлетворения глобальной потребности в бурбоне Кентукки. По данным ассоциации, в Кентукки производится 95% мирового производства бурбона. Расширение будет использоваться для производства двух основных продуктов — бурбона Jim Beam с белой и черной этикеткой — и в основном поддержит ожидаемый рост продаж за рубежом, особенно на рынках Европы и Азии, сказал Карло Коппола, управляющий директор брендов Beam.
Расширение будет использоваться для производства двух основных продуктов — бурбона Jim Beam с белой и черной этикеткой — и в основном поддержит ожидаемый рост продаж за рубежом, особенно на рынках Европы и Азии, сказал Карло Коппола, управляющий директор брендов Beam.
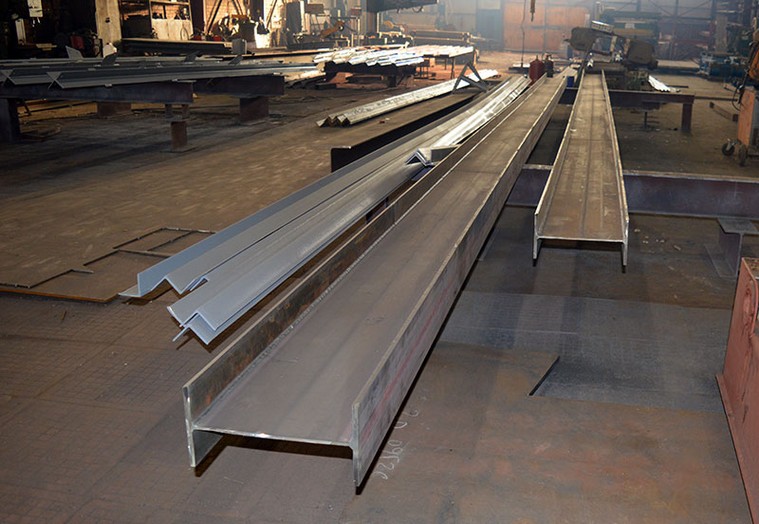 Сообщается, что Gordon & MacPhail перегнали скотч в 1940. (Sotheby’s)
Сообщается, что Gordon & MacPhail перегнали скотч в 1940. (Sotheby’s)



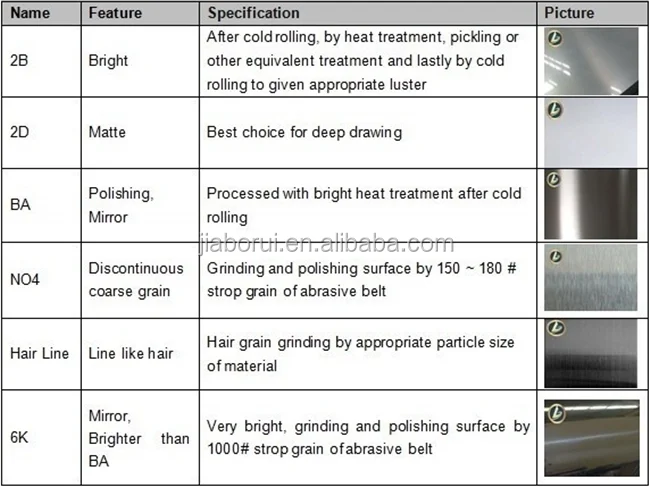










 Нужный перевод на английский будет в верхней части списка: альтернативные слова указываются в порядке частоты их применения носителями языка. При нажатии на запрос откроется страница с выборкой фраз: система отобразит примеры использования искомого слова.
Нужный перевод на английский будет в верхней части списка: альтернативные слова указываются в порядке частоты их применения носителями языка. При нажатии на запрос откроется страница с выборкой фраз: система отобразит примеры использования искомого слова.
 178.94.116
178.94.116 162.174.27
162.174.27 52.37.93
52.37.93



 больше
больше
 Вот как их отследить.|Laura Daily|11 февраля 2021 г.|Washington Post
Вот как их отследить.|Laura Daily|11 февраля 2021 г.|Washington Post |Popular-Science
|Popular-Science

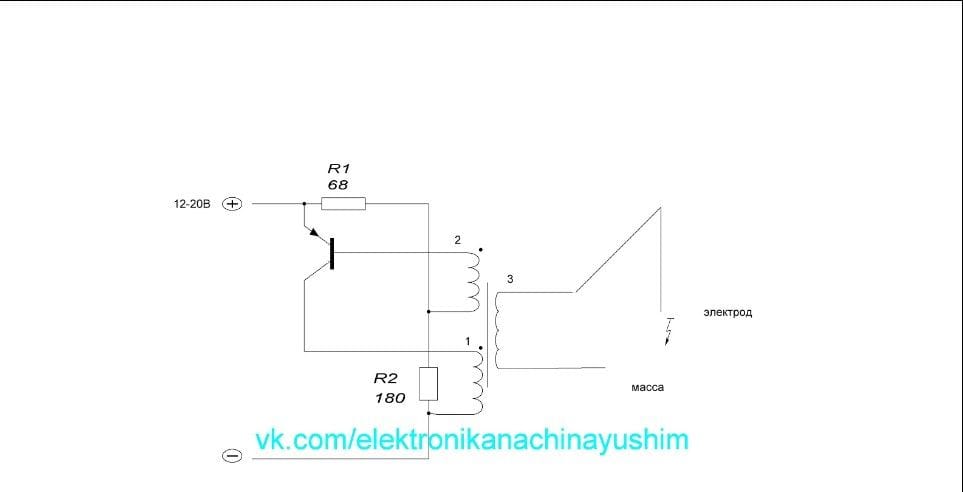
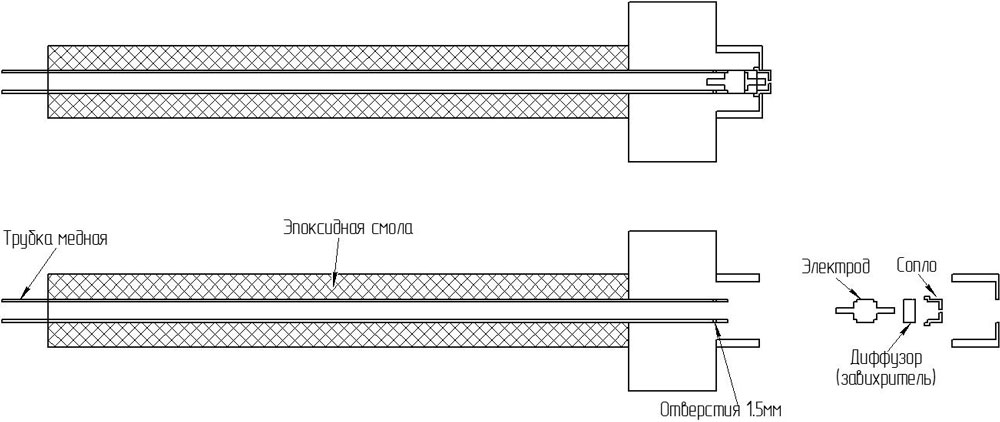 Но при этом они имеют большие габариты, вес, высокое потребление электроэнергии. Ограничение по току достигает 180 А, в зависимости от количества витков, диаметра используемой проволоки.
Но при этом они имеют большие габариты, вес, высокое потребление электроэнергии. Ограничение по току достигает 180 А, в зависимости от количества витков, диаметра используемой проволоки.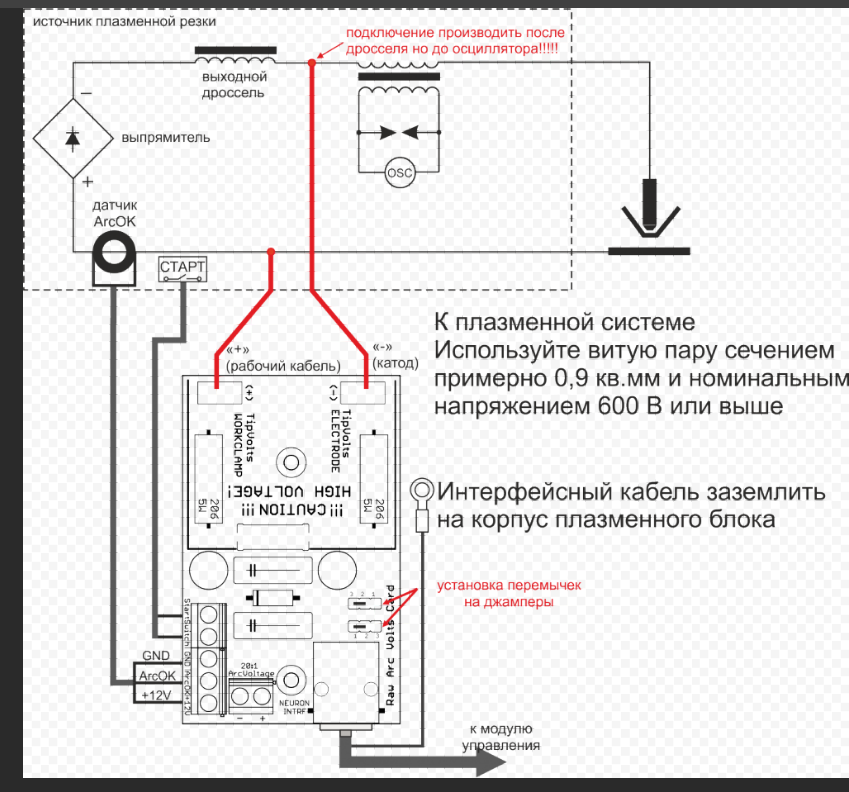 Подходит практически любая модель. Чтобы не попала влага, потребуется установить осушитель.
Подходит практически любая модель. Чтобы не попала влага, потребуется установить осушитель.
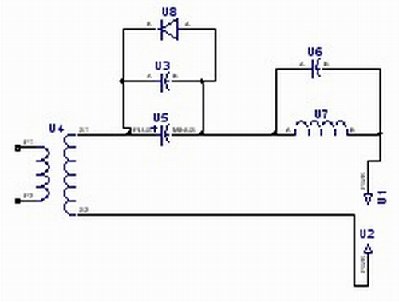
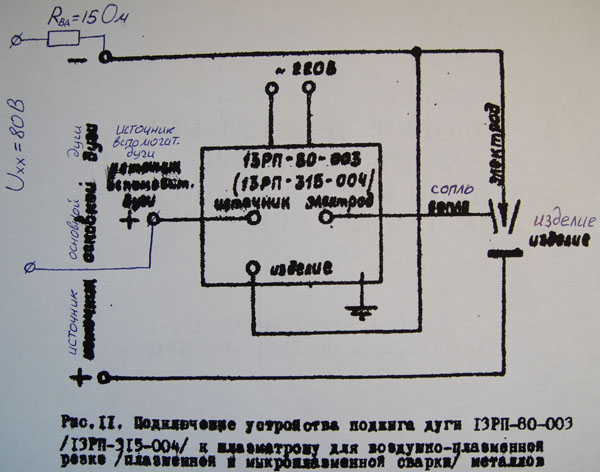 Для регулировки подачи воздуха на выходе из компрессора устанавливается электрический клапан.
Для регулировки подачи воздуха на выходе из компрессора устанавливается электрический клапан.
 Существует два способа подсоединения:
Существует два способа подсоединения: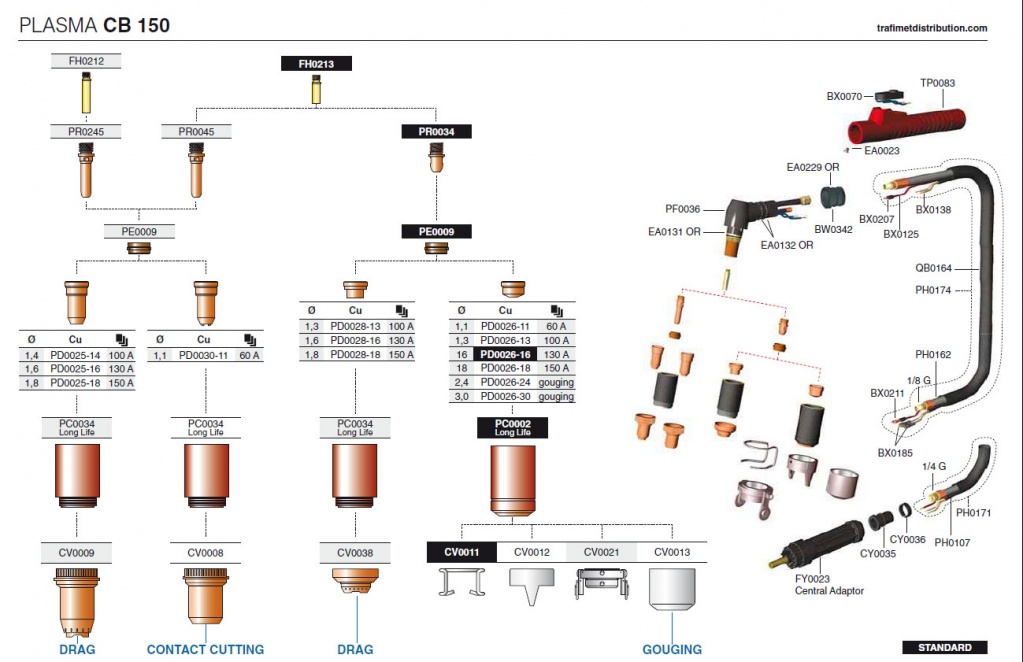

 После этого струя плазмы снимает остатки расплавленного металла и получается аккуратный срез.
После этого струя плазмы снимает остатки расплавленного металла и получается аккуратный срез. Неподъемная стоимость на профессиональное оборудование и ограниченное количество представленных на рынке моделей вынуждают умельцев собирать плазморез из сварочного инвертора своими руками.
Неподъемная стоимость на профессиональное оборудование и ограниченное количество представленных на рынке моделей вынуждают умельцев собирать плазморез из сварочного инвертора своими руками.

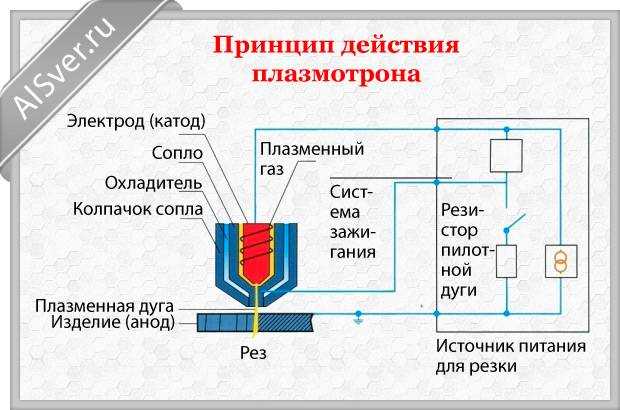 Благодаря малым габаритам такую аппаратуру можно использовать даже в самых труднодоступных местах.
Благодаря малым габаритам такую аппаратуру можно использовать даже в самых труднодоступных местах.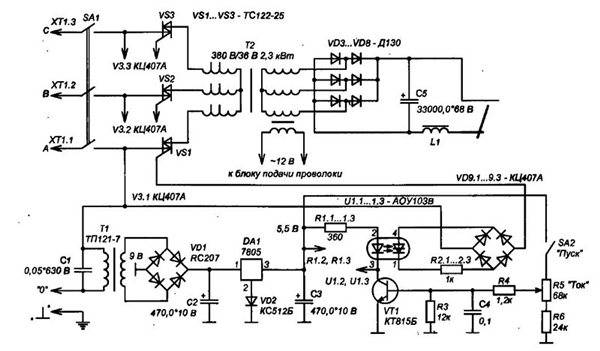 В большинстве случаев конструкторы сварочных аппаратов используют гафний, цирконий или титан. Лучшим выбором материала электрода для домашнего использования является гафний.
В большинстве случаев конструкторы сварочных аппаратов используют гафний, цирконий или титан. Лучшим выбором материала электрода для домашнего использования является гафний.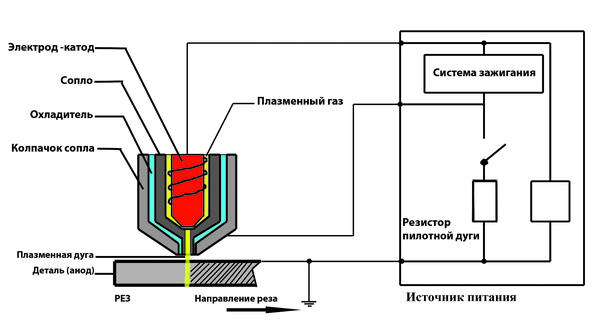
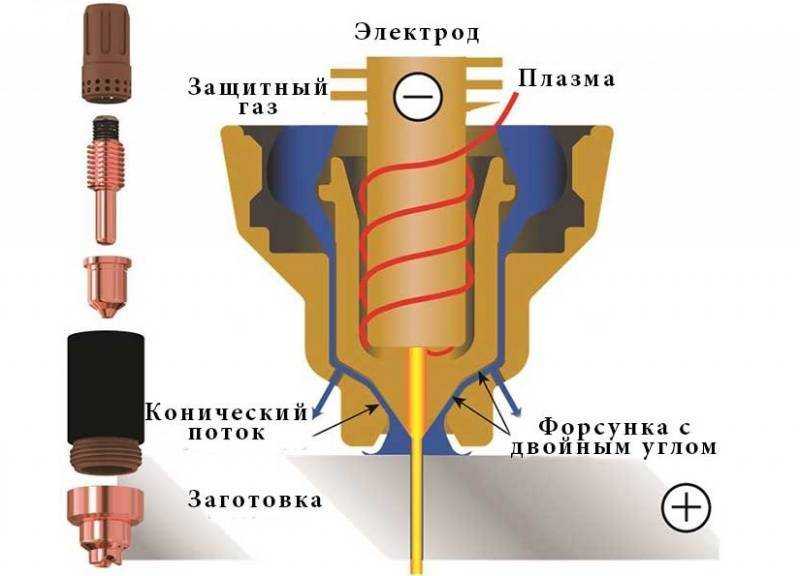
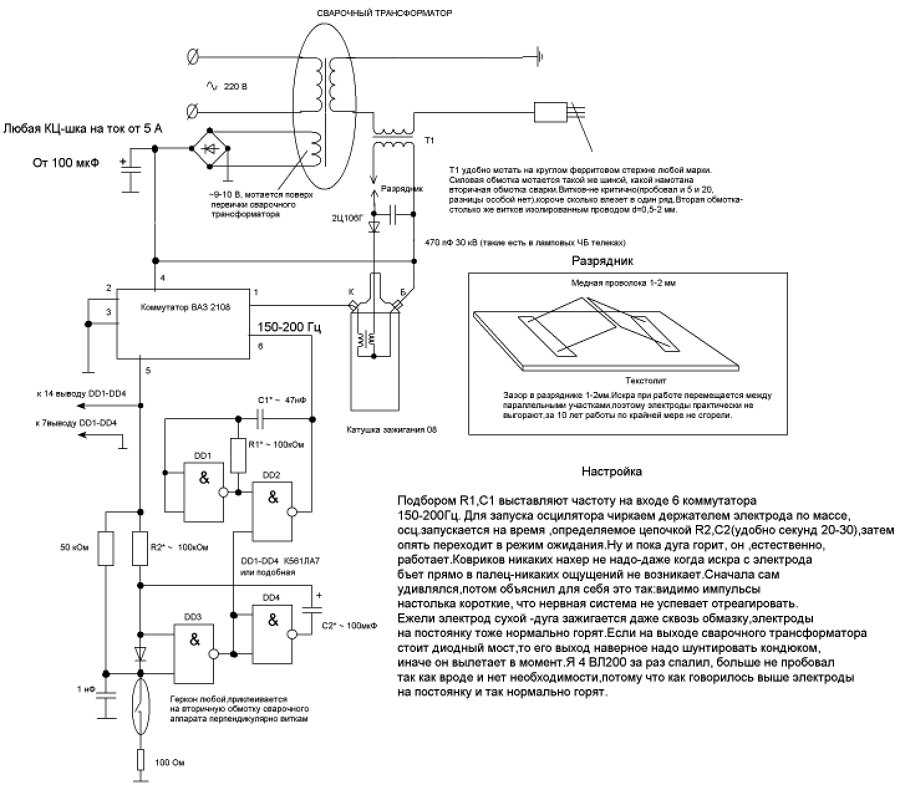
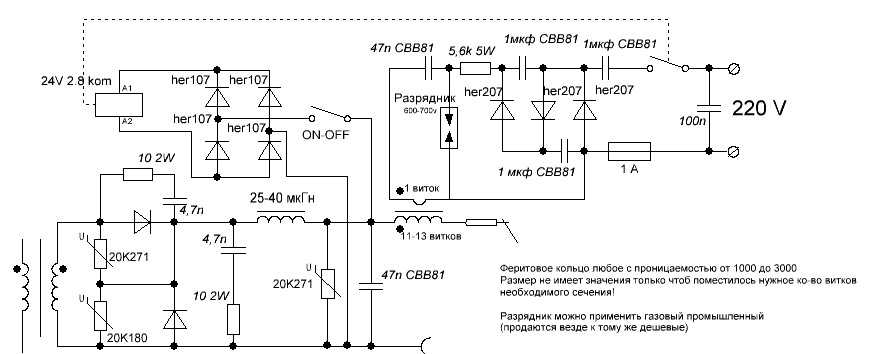
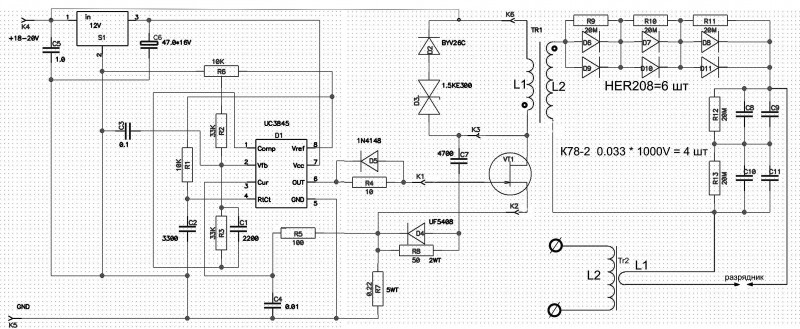

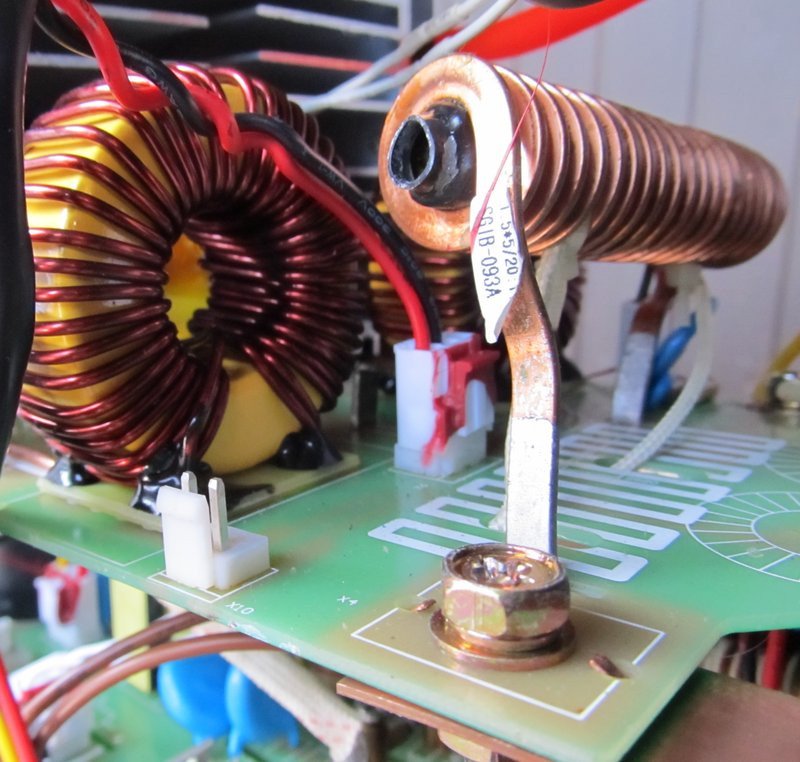
 Я купил их на eBay и не думаю, что было бы справедливо по отношению к продавцу, если бы я отдал их другим. За 7 долларов купить их не так уж и много.
Я купил их на eBay и не думаю, что было бы справедливо по отношению к продавцу, если бы я отдал их другим. За 7 долларов купить их не так уж и много.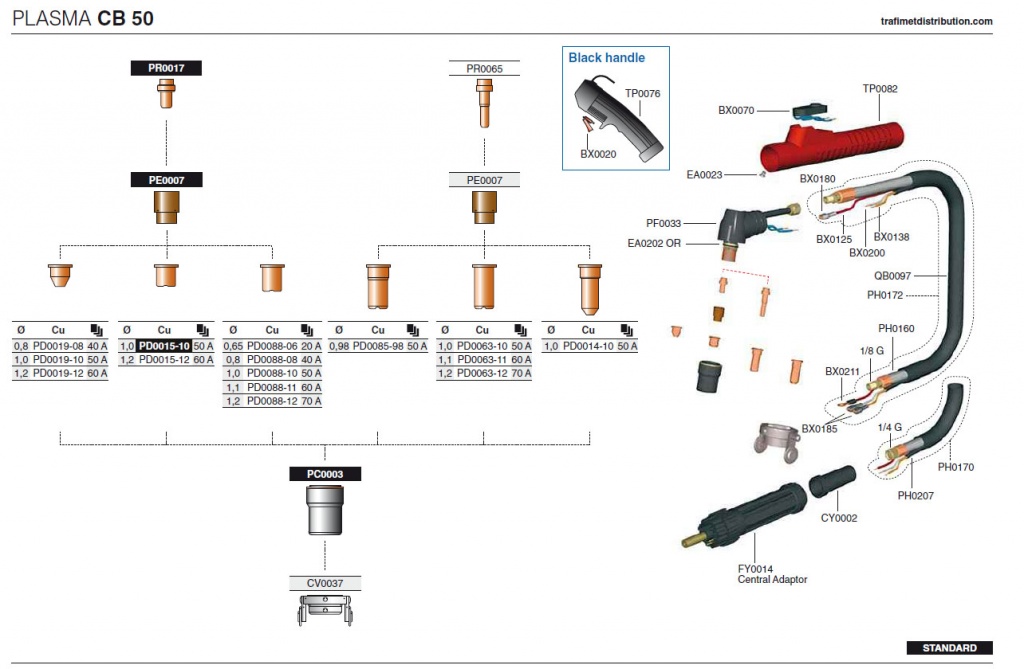 Входной модуль: Автовосстановление. Модули вывода: Recycle AC
Входной модуль: Автовосстановление. Модули вывода: Recycle AC 
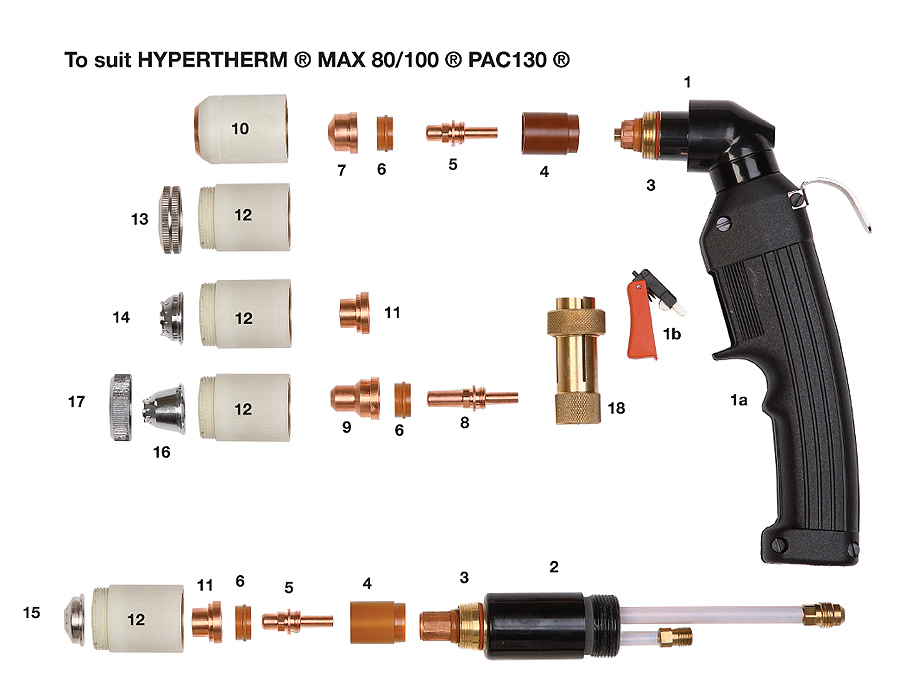 »
» Резонансный полный мост подойдет вам на таком уровне мощности. Хорошо, значит, придется немного поработать над дизайном этой штуки, но в этом-то и весь смысл.
Резонансный полный мост подойдет вам на таком уровне мощности. Хорошо, значит, придется немного поработать над дизайном этой штуки, но в этом-то и весь смысл.
 Другими словами, эти системы рассчитаны на длительный срок службы и обеспечивают хорошее соотношение цены и качества. С другой стороны, дешевые плазменные резаки используют более дешевые компоненты, которые далеко не так надежны, как в более качественных системах.
Другими словами, эти системы рассчитаны на длительный срок службы и обеспечивают хорошее соотношение цены и качества. С другой стороны, дешевые плазменные резаки используют более дешевые компоненты, которые далеко не так надежны, как в более качественных системах. Однако в целом внутренняя часть этих систем может напоминать птичье гнездо с путаницей деталей и проводов. Теперь вы можете подумать: «Ну и что? Какая разница, как выглядит мой плазменный резак внутри?» Это важно, потому что чем больше деталей, тем больше деталей, которые могут выйти из строя. А когда какая-то часть выходит из строя, исправить ее будет гораздо сложнее, потому что вам нужно будет разобраться в путанице компонентов, чтобы найти деталь, которую необходимо заменить.
Однако в целом внутренняя часть этих систем может напоминать птичье гнездо с путаницей деталей и проводов. Теперь вы можете подумать: «Ну и что? Какая разница, как выглядит мой плазменный резак внутри?» Это важно, потому что чем больше деталей, тем больше деталей, которые могут выйти из строя. А когда какая-то часть выходит из строя, исправить ее будет гораздо сложнее, потому что вам нужно будет разобраться в путанице компонентов, чтобы найти деталь, которую необходимо заменить. Они протестированы с блоком питания и оптимизированы для наилучшей работы с выходными характеристиками блока питания. Это важно из-за чрезвычайно высоких температур, создаваемых при плазменной резке.
Они протестированы с блоком питания и оптимизированы для наилучшей работы с выходными характеристиками блока питания. Это важно из-за чрезвычайно высоких температур, создаваемых при плазменной резке. Дешевые расходные материалы дешевы, потому что они не продуманы и не изготовлены тщательно. Они не изготавливаются с допусками, необходимыми для обеспечения того, чтобы расходные детали могли выдерживать чрезвычайно высокие температуры, вызванные плазменной дугой, и, как таковые, очень быстро изнашиваются, обычно после 120–250 пусков. Расходные материалы в более дорогих высококачественных системах выдерживают тысячи пусков, прежде чем потребуется их замена. Вывод: несмотря на то, что дешевые расходные материалы стоят меньше, в долгосрочной перспективе они будут стоить вам больше, поскольку вам нужно будет купить гораздо больше комплектов, чтобы сравняться со сроком службы одного комплекта расходных материалов хорошего качества.
Дешевые расходные материалы дешевы, потому что они не продуманы и не изготовлены тщательно. Они не изготавливаются с допусками, необходимыми для обеспечения того, чтобы расходные детали могли выдерживать чрезвычайно высокие температуры, вызванные плазменной дугой, и, как таковые, очень быстро изнашиваются, обычно после 120–250 пусков. Расходные материалы в более дорогих высококачественных системах выдерживают тысячи пусков, прежде чем потребуется их замена. Вывод: несмотря на то, что дешевые расходные материалы стоят меньше, в долгосрочной перспективе они будут стоить вам больше, поскольку вам нужно будет купить гораздо больше комплектов, чтобы сравняться со сроком службы одного комплекта расходных материалов хорошего качества. Медь плавится при температуре около 593 градусов по Цельсию (1100 градусов по Фаренгейту), поэтому высококачественные горелки сконструированы таким образом, что воздушный поток, проходящий через завихрительное кольцо и поступающий во внутреннюю камеру сопла, создает уникальную и точную схему завихрения газа. Это действует как центрифуга, отбрасывая более холодные и тяжелые молекулы газа к внешней стороне отверстия сопла, где они создают холодный непроводящий пограничный слой, защищающий медное сопло от плавления. Есть попытка сделать это с помощью горелок с более старой технологией, но она не работает так же хорошо, как требуется большой инженерный опыт. Кроме того, в горелках более высокого качества используется запатентованная технология, называемая технологией конического потока. Эта технология охлаждает выходное отверстие и увеличивает плотность энергии дуги, что приводит к более узкой и концентрированной дуге и, следовательно, к лучшему качеству резки.
Медь плавится при температуре около 593 градусов по Цельсию (1100 градусов по Фаренгейту), поэтому высококачественные горелки сконструированы таким образом, что воздушный поток, проходящий через завихрительное кольцо и поступающий во внутреннюю камеру сопла, создает уникальную и точную схему завихрения газа. Это действует как центрифуга, отбрасывая более холодные и тяжелые молекулы газа к внешней стороне отверстия сопла, где они создают холодный непроводящий пограничный слой, защищающий медное сопло от плавления. Есть попытка сделать это с помощью горелок с более старой технологией, но она не работает так же хорошо, как требуется большой инженерный опыт. Кроме того, в горелках более высокого качества используется запатентованная технология, называемая технологией конического потока. Эта технология охлаждает выходное отверстие и увеличивает плотность энергии дуги, что приводит к более узкой и концентрированной дуге и, следовательно, к лучшему качеству резки. Во время резания в установившемся режиме электрод-эмиттер, представляющий собой небольшой кусок гафния, остается в расплавленном состоянии. Когда вы отпускаете спусковой крючок после разреза, охлаждающий воздух после потока вытягивает небольшую порцию этого расплавленного гафния и выплевывает его через отверстие сопла. После 120-250 циклов дешевой плазменной резки большая часть этого гафния исчезает. Вы начнете видеть срезы с гораздо большей угловатостью и окалиной, а вскоре после этого из горелки выйдет зеленое пламя, когда медная часть электрода сгорит. Высококачественные системы предназначены для повышения и понижения давления воздуха и минимизации теплового удара по электроду, когда он переходит от комнатной температуры к 1648 градусам Цельсия (3000 градусов по Фаренгейту) в начале резки. Если делает что-то подобное в конце разреза. Он снижается при отпускании курка, так что гафний может снова затвердеть. Для каждого уровня мощности и конструкции источника питания/резака требуются разные профили, управляемые микропроцессором, и это одна из причин, по которой горелки и источники питания должны совместно разрабатываться одной и той же командой инженеров.
Во время резания в установившемся режиме электрод-эмиттер, представляющий собой небольшой кусок гафния, остается в расплавленном состоянии. Когда вы отпускаете спусковой крючок после разреза, охлаждающий воздух после потока вытягивает небольшую порцию этого расплавленного гафния и выплевывает его через отверстие сопла. После 120-250 циклов дешевой плазменной резки большая часть этого гафния исчезает. Вы начнете видеть срезы с гораздо большей угловатостью и окалиной, а вскоре после этого из горелки выйдет зеленое пламя, когда медная часть электрода сгорит. Высококачественные системы предназначены для повышения и понижения давления воздуха и минимизации теплового удара по электроду, когда он переходит от комнатной температуры к 1648 градусам Цельсия (3000 градусов по Фаренгейту) в начале резки. Если делает что-то подобное в конце разреза. Он снижается при отпускании курка, так что гафний может снова затвердеть. Для каждого уровня мощности и конструкции источника питания/резака требуются разные профили, управляемые микропроцессором, и это одна из причин, по которой горелки и источники питания должны совместно разрабатываться одной и той же командой инженеров. Это помогает продлить срок службы расходных материалов и улучшить качество резки.
Это помогает продлить срок службы расходных материалов и улучшить качество резки.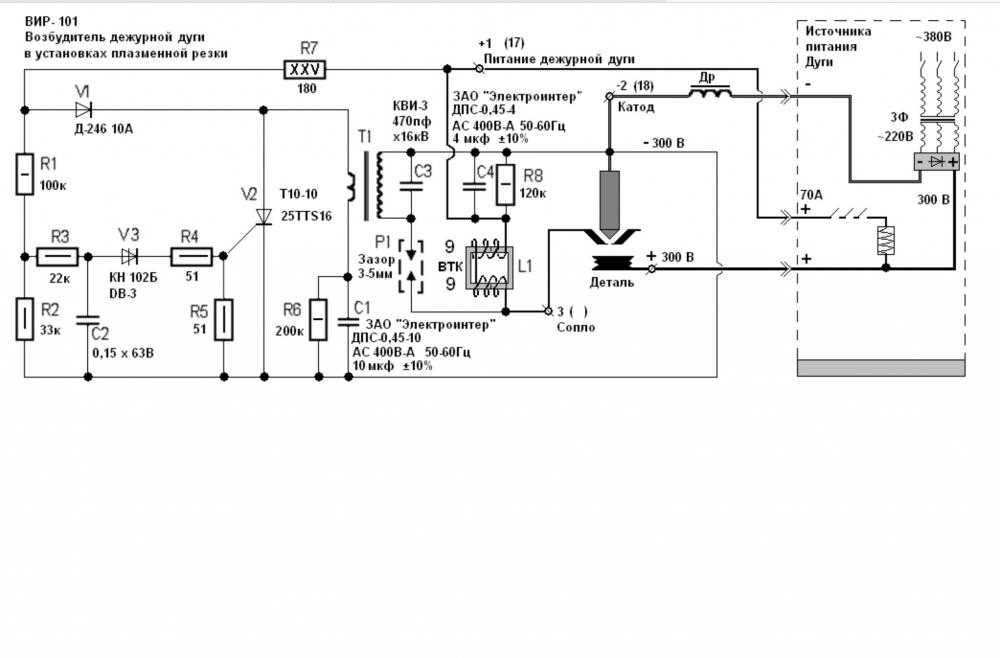 Эти пыточные испытания продолжаются более 18 месяцев, пока не будет больше отказов. Это приводит к длительным циклам разработки новых продуктов, но очень надежным продуктам.
Эти пыточные испытания продолжаются более 18 месяцев, пока не будет больше отказов. Это приводит к длительным циклам разработки новых продуктов, но очень надежным продуктам.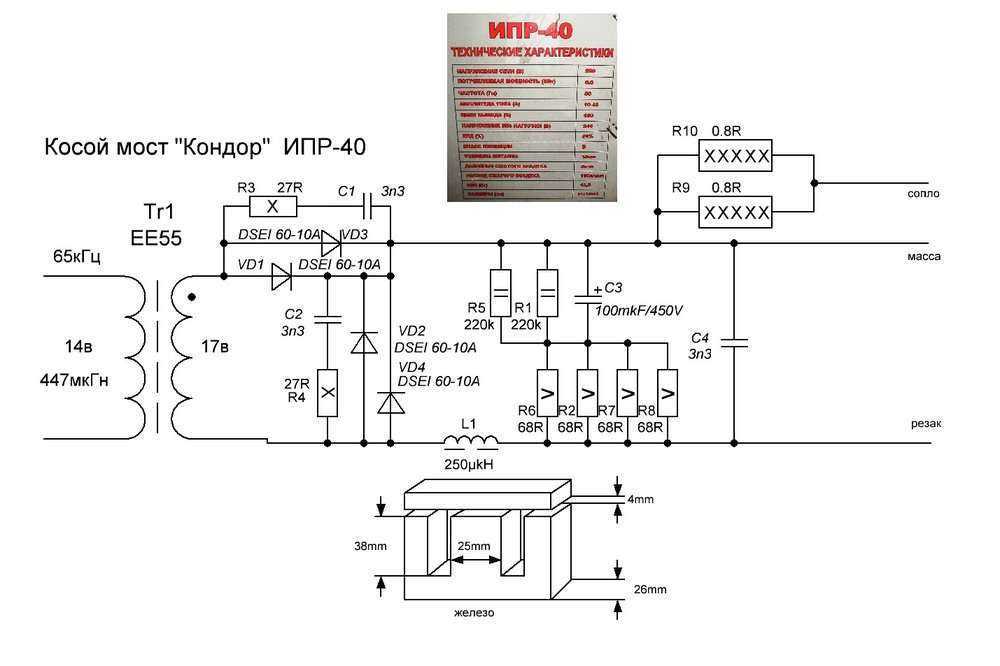 Вам нужна система для выполнения разовых проектов по дому или вам нужно что-то, способное выдерживать регулярное использование? Вот факторы, которые вы должны учитывать при покупке лучшего дешевого плазменного резака.
Вам нужна система для выполнения разовых проектов по дому или вам нужно что-то, способное выдерживать регулярное использование? Вот факторы, которые вы должны учитывать при покупке лучшего дешевого плазменного резака.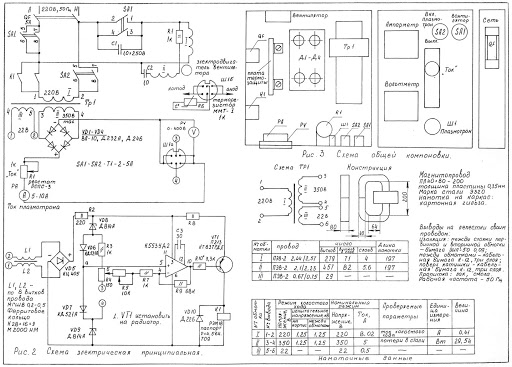 Метод запуска с обратной продувкой использует давление воздуха, чтобы подтолкнуть электрод обратно к соплу и создать вспомогательную плазменную дугу. Это намного безопаснее и надежнее, чем другие методы, поэтому большинство плазменных резаков, даже дешевых плазменных резаков, будут использовать этот метод. Тем не менее, будьте осторожны при покупке, так как иногда вы можете найти дешевые плазменные резаки, которые все еще используют высокочастотный запуск.
Метод запуска с обратной продувкой использует давление воздуха, чтобы подтолкнуть электрод обратно к соплу и создать вспомогательную плазменную дугу. Это намного безопаснее и надежнее, чем другие методы, поэтому большинство плазменных резаков, даже дешевых плазменных резаков, будут использовать этот метод. Тем не менее, будьте осторожны при покупке, так как иногда вы можете найти дешевые плазменные резаки, которые все еще используют высокочастотный запуск. Вот как это выглядит.
Вот как это выглядит. На самом деле Powermax45 XP имеет более высокую выходную мощность, чем почти все 60-амперные дешевые плазменные резаки, доступные сегодня. Эта мощность определяет эффективную длину режущей дуги и толщину, которую вы можете разрезать.
На самом деле Powermax45 XP имеет более высокую выходную мощность, чем почти все 60-амперные дешевые плазменные резаки, доступные сегодня. Эта мощность определяет эффективную длину режущей дуги и толщину, которую вы можете разрезать. Мы не можем говорить за других производителей, однако у нас есть следующее руководство: при покупке дешевого плазменного резака спросите, как производитель достиг заявленного рабочего цикла. Это лучший способ узнать, действительно ли вы получаете то, за что платите.
Мы не можем говорить за других производителей, однако у нас есть следующее руководство: при покупке дешевого плазменного резака спросите, как производитель достиг заявленного рабочего цикла. Это лучший способ узнать, действительно ли вы получаете то, за что платите.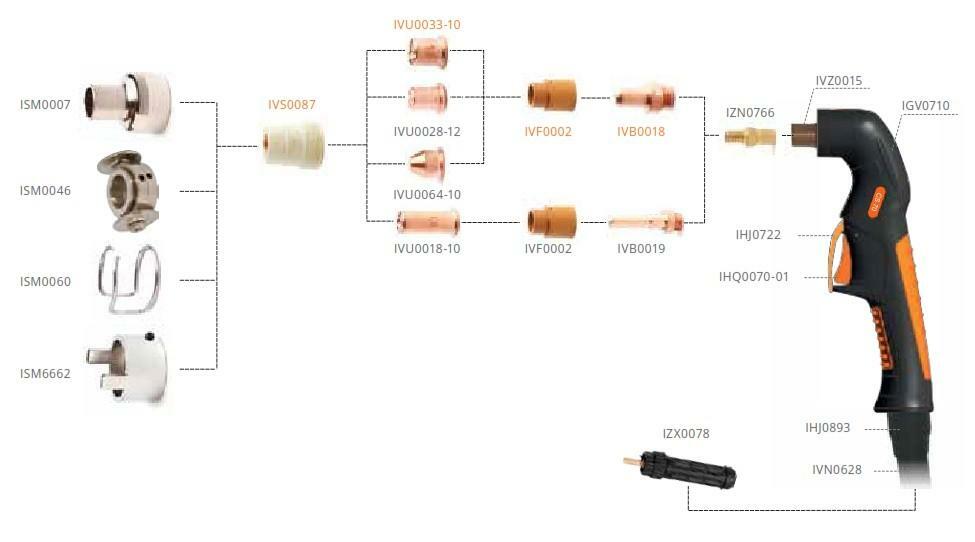



 Аппарат с двигателем, который работает от электросети, используется только в качестве помощника для бурения скважин на 1−1,5 метра в рыхлом грунте с минимальным количеством камней и мусора. Такая модель больше подходит для использования в частном доме.
Аппарат с двигателем, который работает от электросети, используется только в качестве помощника для бурения скважин на 1−1,5 метра в рыхлом грунте с минимальным количеством камней и мусора. Такая модель больше подходит для использования в частном доме.
 Такой тип работает от физической силы человека, который вращает ручку и приводит инструмент в действие. Кстати говоря, инструмент ручной модели — это шнек или дисковый стержень. То есть ничего нового в конструкции нет, кроме того, что приходится прилагать свои силы.
Такой тип работает от физической силы человека, который вращает ручку и приводит инструмент в действие. Кстати говоря, инструмент ручной модели — это шнек или дисковый стержень. То есть ничего нового в конструкции нет, кроме того, что приходится прилагать свои силы. На практике с помощью алмазных коронок возможно разрушение даже гранитной толщи.
На практике с помощью алмазных коронок возможно разрушение даже гранитной толщи. Дальше следует выбрать тип буровой конструкции.
Дальше следует выбрать тип буровой конструкции. Рекомендуется сточить диски для безопасности во время работы.
Рекомендуется сточить диски для безопасности во время работы.
 Применяется он для копки ям под столбы, в строительстве легких сооружений, создании свайного фундамента.
Применяется он для копки ям под столбы, в строительстве легких сооружений, создании свайного фундамента.
 Лишнюю почву убирают при доставании инструмента из скважины. Наибольшим спросом пользуется вариант с двумя стальными заточенными по краям полукругами. Диаметр подбирается согласно назначению. Для повышения удобства работы лопасти делают съемными.
Лишнюю почву убирают при доставании инструмента из скважины. Наибольшим спросом пользуется вариант с двумя стальными заточенными по краям полукругами. Диаметр подбирается согласно назначению. Для повышения удобства работы лопасти делают съемными. На каменистых, скалистых почвах берется усиленный вариант бура диаметром 300 мм.
На каменистых, скалистых почвах берется усиленный вариант бура диаметром 300 мм.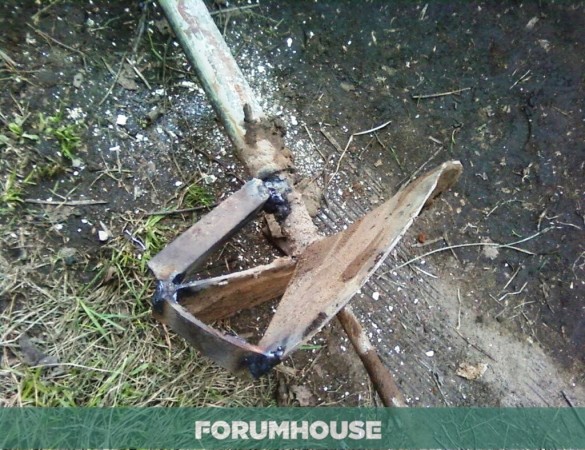 Имеет большое количество витков, именуемых шнеками.
Имеет большое количество витков, именуемых шнеками. Лопату нужно брать из качественной стали, чтобы не пришлось часто затачивать. Снизу с обеих сторон отрезают болгаркой небольшие сегменты, чтобы она приобрела прямоугольную форму.
Лопату нужно брать из качественной стали, чтобы не пришлось часто затачивать. Снизу с обеих сторон отрезают болгаркой небольшие сегменты, чтобы она приобрела прямоугольную форму.
 Размер — 20*20 мм, 35*35 мм.
Размер — 20*20 мм, 35*35 мм.
 После чего по нему режется круг из стали подходящего диаметра. По центру проделывается отверстие в виде квадрата или круга, в зависимости от того, какого сечения труба для вала. Размер отверстия берется немного больше, чем стержень, для удобства сварки.
После чего по нему режется круг из стали подходящего диаметра. По центру проделывается отверстие в виде квадрата или круга, в зависимости от того, какого сечения труба для вала. Размер отверстия берется немного больше, чем стержень, для удобства сварки.
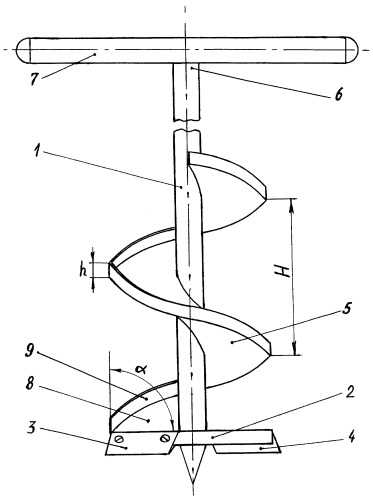



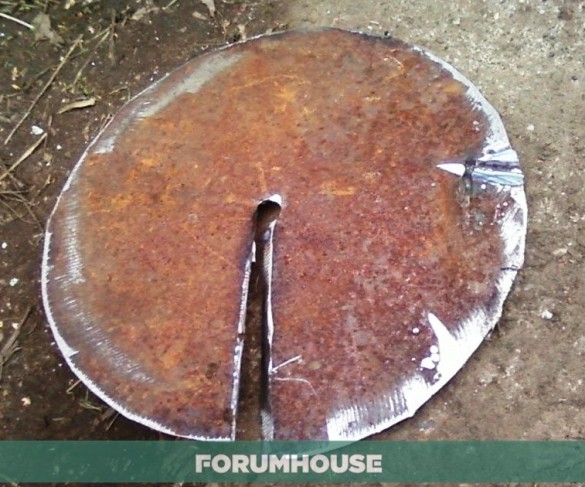
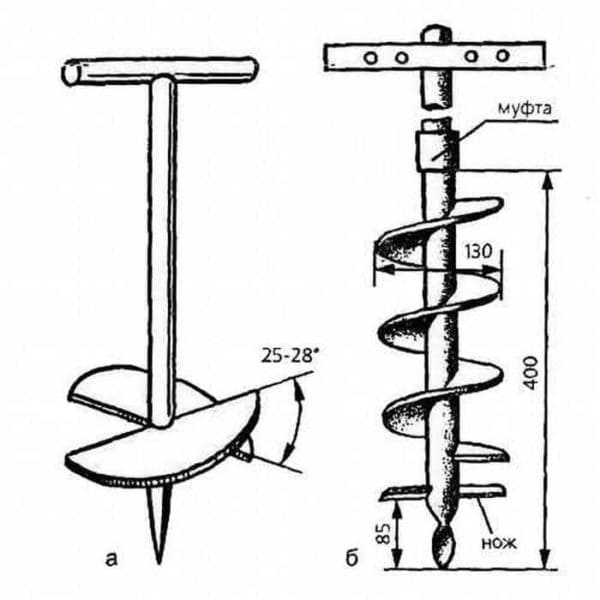
 Причина, по которой он так хорош, заключается в том, что у него самая широкая проушина для просовывания рычага. Широкая проушина позволяет использовать достаточно толстую ветку для создания мощности, необходимой для преодоления некоторых лиственных пород.
Причина, по которой он так хорош, заключается в том, что у него самая широкая проушина для просовывания рычага. Широкая проушина позволяет использовать достаточно толстую ветку для создания мощности, необходимой для преодоления некоторых лиственных пород.



 При этом, если древесина достаточно мягкая, дрелью часто можно пользоваться голыми руками без каких-либо рычагов.
При этом, если древесина достаточно мягкая, дрелью часто можно пользоваться голыми руками без каких-либо рычагов.
 Мы бы хотели, чтобы отверстие для глаза было немного шире (намного шире), но если вы держите с собой отвертку или что-то еще, вам никогда не понадобится найти маленькую и достаточно прочную ветку, чтобы пройти через нее.
Мы бы хотели, чтобы отверстие для глаза было немного шире (намного шире), но если вы держите с собой отвертку или что-то еще, вам никогда не понадобится найти маленькую и достаточно прочную ветку, чтобы пройти через нее. Вы по-прежнему можете использовать этот шнек для строительства укрытий и т. д., но вы не получите таких же несущих свойств, используя более тонкие дюбели.
Вы по-прежнему можете использовать этот шнек для строительства укрытий и т. д., но вы не получите таких же несущих свойств, используя более тонкие дюбели. Это один из более тяжелых вариантов для упаковки в рюкзак из-за его размера, но он кажется прочным и хорошо сделанным.
Это один из более тяжелых вариантов для упаковки в рюкзак из-за его размера, но он кажется прочным и хорошо сделанным.

 Они используются бушкрафтерами и людьми на открытом воздухе для бурения отверстий там, где нет мощности для питания электродрели.
Они используются бушкрафтерами и людьми на открытом воздухе для бурения отверстий там, где нет мощности для питания электродрели. Они станут отличным подарком для бушкрафтеров и станут удобным инструментом в вашем арсенале. Вот список вещей, для которых используются шнеки Bushcrafter:
Они станут отличным подарком для бушкрафтеров и станут удобным инструментом в вашем арсенале. Вот список вещей, для которых используются шнеки Bushcrafter: Если у вас есть конкретная задача, вы можете выбрать подходящую ширину, но если нет, то, возможно, нацелитесь где-то между 1 и 2 дюймами.
Если у вас есть конкретная задача, вы можете выбрать подходящую ширину, но если нет, то, возможно, нацелитесь где-то между 1 и 2 дюймами. Но эта дополнительная длина и рычаг могут означать, что вы подвергаете любые сварные швы огромному давлению, что может привести к повреждению. Хорошей новостью является то, что более длинные шнеки, как правило, немного более гибкие и прощающие.
Но эта дополнительная длина и рычаг могут означать, что вы подвергаете любые сварные швы огромному давлению, что может привести к повреждению. Хорошей новостью является то, что более длинные шнеки, как правило, немного более гибкие и прощающие.

 Это даст вам некоторую начальную тягу, чтобы рисунок сверла впился в древесину.
Это даст вам некоторую начальную тягу, чтобы рисунок сверла впился в древесину.
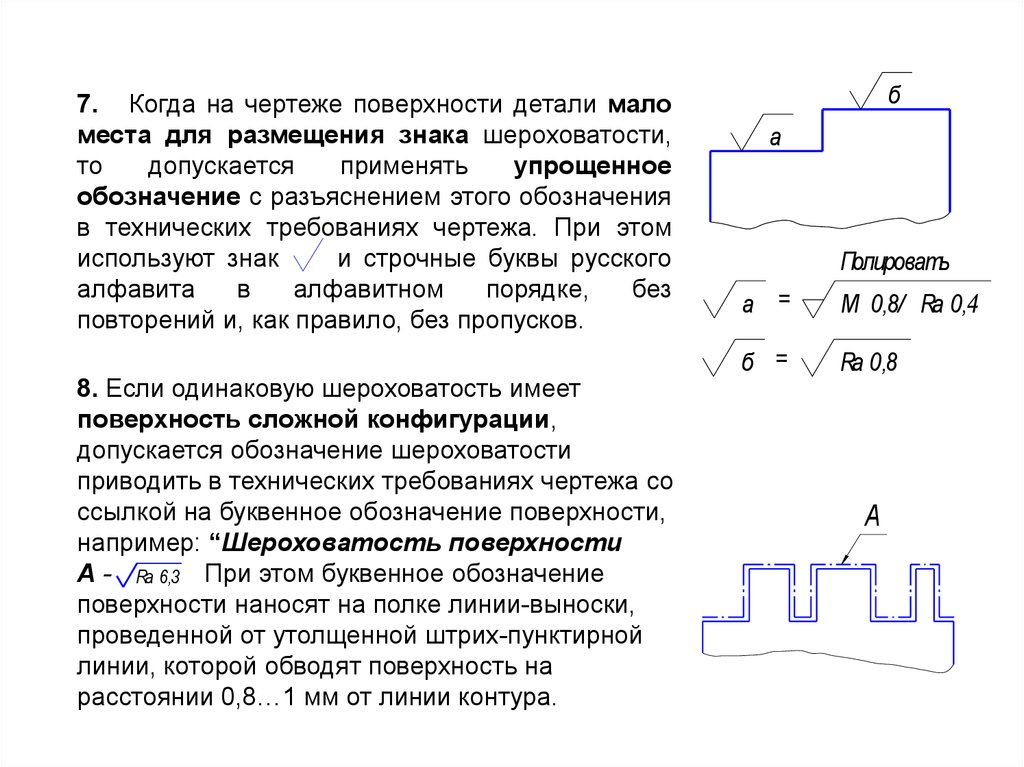 Вместе с другими параметрами ее указывают на выноске, когда не хватает места.
Вместе с другими параметрами ее указывают на выноске, когда не хватает места.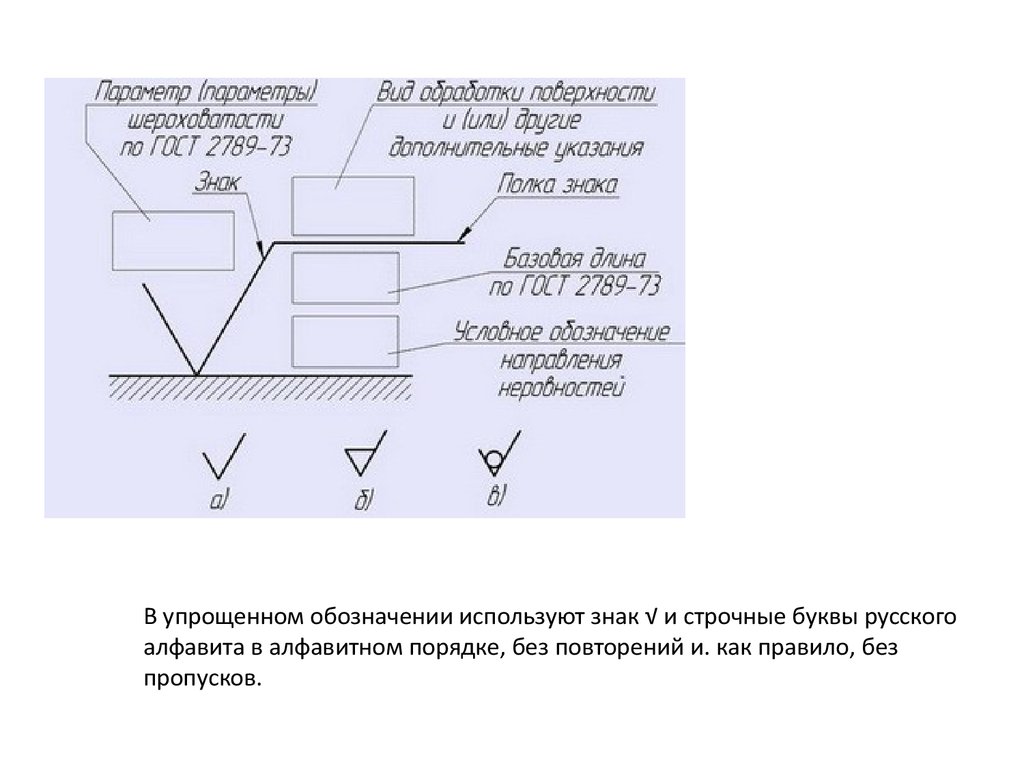



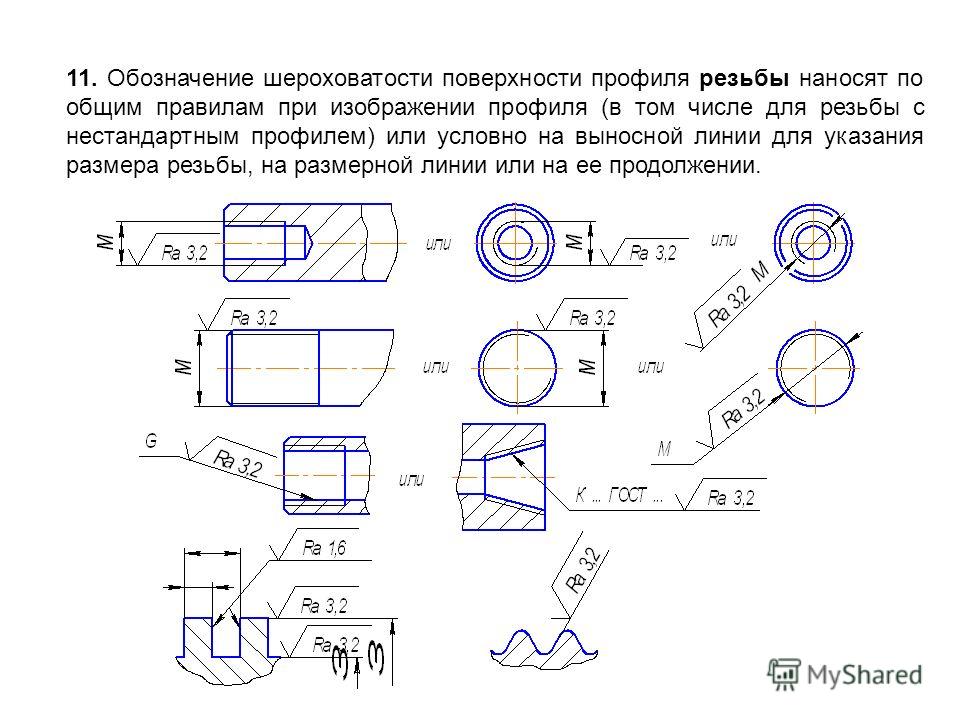 Графическое представление с использованием этих символов определено в ISO 1302:2002.
Графическое представление с использованием этих символов определено в ISO 1302:2002.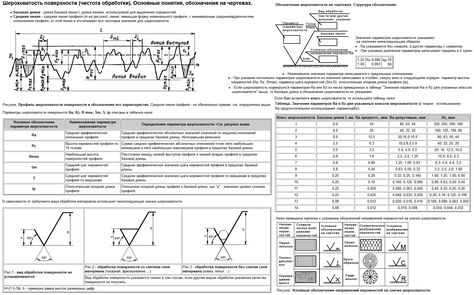
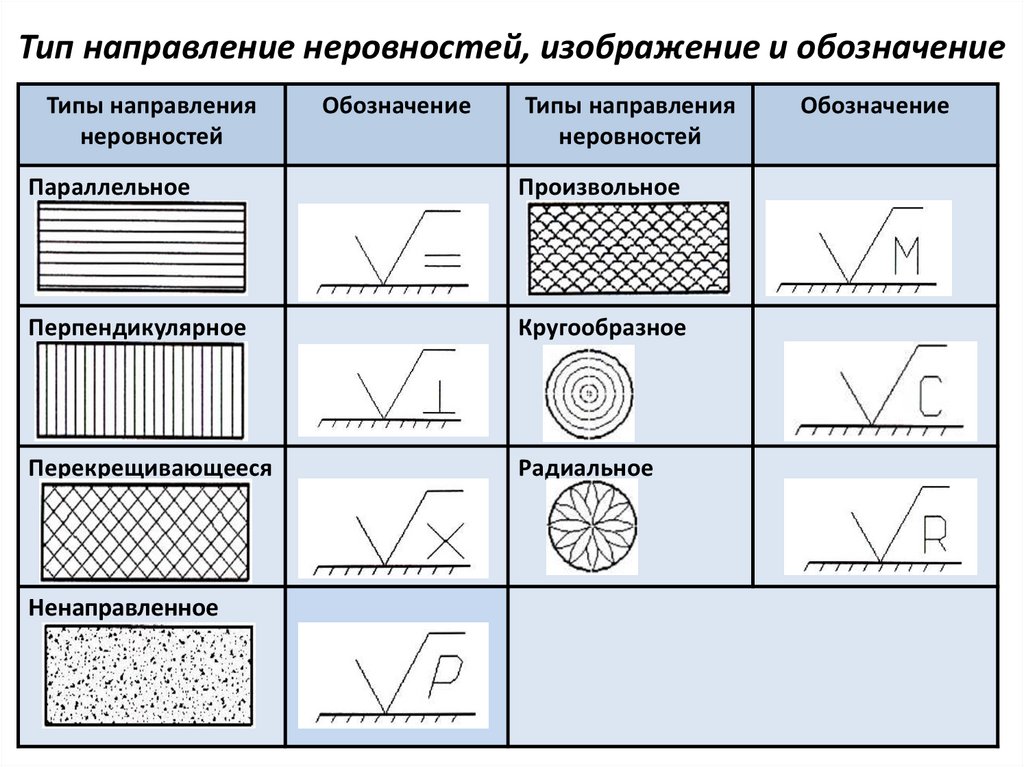 Однако, вообще говоря, стандартные условия, , которые показаны красным цветом , опущены, а обозначения, показанные синим цветом, включаются только при необходимости.
Однако, вообще говоря, стандартные условия, , которые показаны красным цветом , опущены, а обозначения, показанные синим цветом, включаются только при необходимости.

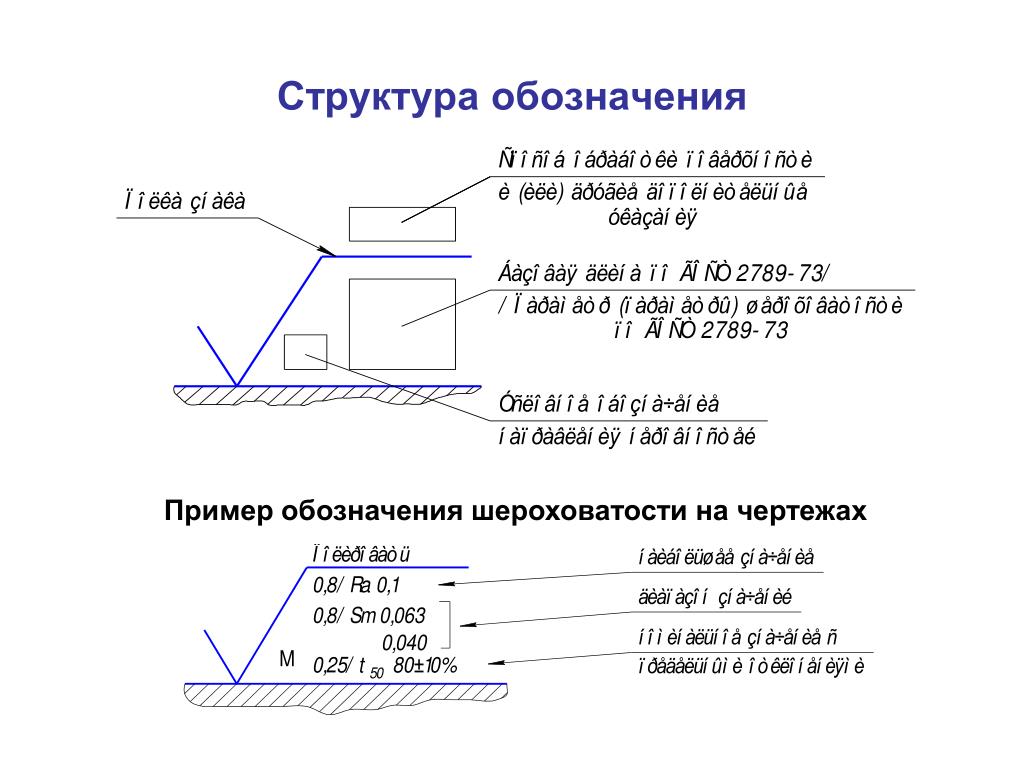
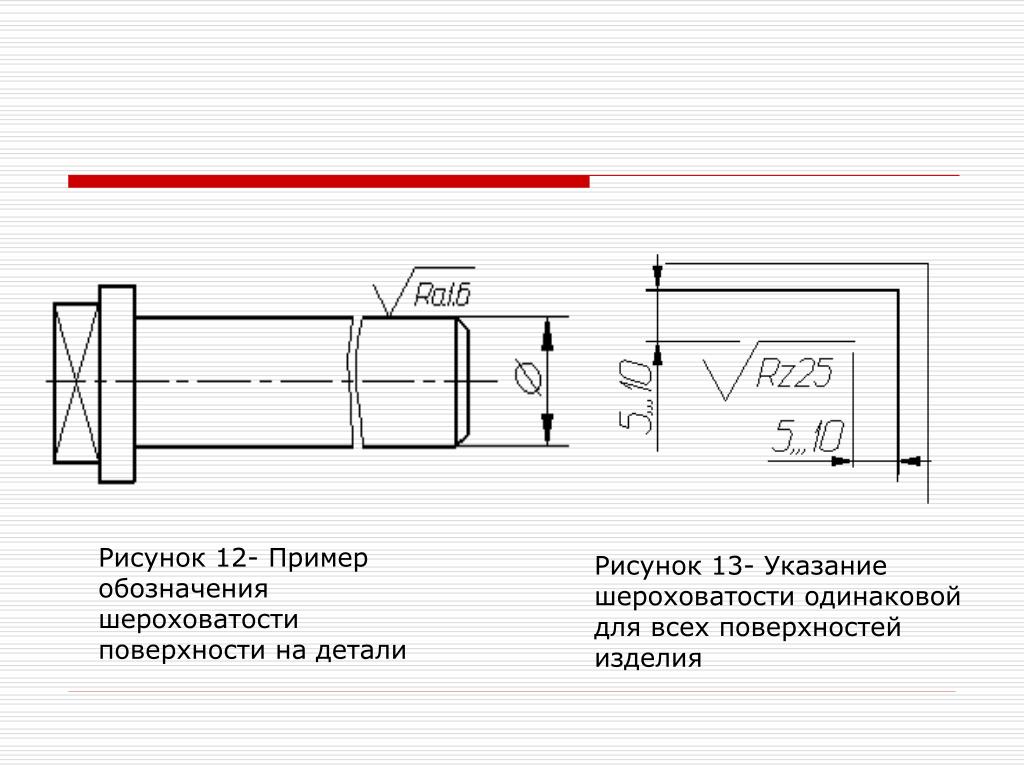 Таким образом, вы никогда не должны оставлять поверхность для интерпретации. Предположим, вы считаете, что отделка поверхности имеет значение для вашего продукта, и это руководство для вас.
Таким образом, вы никогда не должны оставлять поверхность для интерпретации. Предположим, вы считаете, что отделка поверхности имеет значение для вашего продукта, и это руководство для вас.Surface Roughness Chart Cheat Sheet
Эта «шпаргалка» по отделке поверхности — очень удобный инструмент, который поможет вам лучше понять различные доступные отделки поверхности.
| Микрометры Рейтинг | Microinches Оценка | Appl ICATIONS | |||
| 25 | 100 | ||||
| 25 | 100 | ||||
| 25 | 100 | 25 | 100 | . Поэтому такие поверхности подходят для определенных необработанных зазоров. | |
| 12,5 | 500 | Это шероховатые низкокачественные поверхности, образовавшиеся в результате грубой подачи и тяжелого резания. В то время как сокращения происходят от токарной обработки, фрезерования, дискового шлифования и многого другого. | |||
| 6.3 | 250 | Этот тип обработки поверхности получается в результате плоского шлифования, дискового шлифования, фрезерования, сверления и т. д. Поэтому они предназначены для поверхностей зазора с требованиями к нагрузке и разрешениями на проектирование | |||
| 3.2 | 125 | Для деталей часто рекомендуется самый шероховатый вид поверхности. Он также используется для деталей, подверженных вибрации, нагрузкам и высоким нагрузкам. | |||
| 1,6 | 63 | Хорошая машинная шероховатость/шероховатость при производстве в контролируемых условиях. Это также связано с тонкой подачей и относительно высокими скоростями. | |||
| 0,8 | 32 | Высококачественная машинная отделка, требующая тщательного контроля. Его относительно легко производить с помощью цилиндрических, бесцентровых или плоскошлифовальных станков. Он также предпочтителен для изделий, не требующих непрерывного движения или больших нагрузок. | |||
| 0,4 | 16 | Высококачественную поверхность часто получают с помощью наждачной шлифовки, притирки или грубого хонингования. Таким образом, эти отделки являются отличным вариантом, когда гладкость имеет большое значение. | |||
| 0,2 | 8 | Чистая, высококачественная поверхность, полученная притиркой, полировкой или хонингованием. Машинисты используют это, когда кольца и набивки должны скользить по поверхностным волокнам. | |||
| 0,1 | 4 | Обработанная поверхность, которая предлагается путем притирки, полировки или хонингования. Производители используют его только при наличии обязательных требований к конструкции. Следовательно, это лучшая отделка в калибровочных и инструментальных работах. | |||
| 0,05 0,025 | 2 1 | Самая совершенная поверхность, полученная с помощью тонкой полировки, хонингования или суперфинишной обработки. Таким образом, их лучше всего использовать для тонких и чувствительных прецизионных мерных блоков. |
Заключение
Поскольку получение точной шероховатости поверхности может быть дорогостоящим и сложным в современном производстве, операции по чистовой обработке поверхности требуют наилучшей методологии для получения желаемой отделки готовых деталей.
Чистота поверхности зависит от понимания скорости затвердевания поверхности данного материала. Не беспокойтесь. RapidDirect — ваш лучший выбор для качественных услуг по отделке поверхностей по лучшим ценам. Наша команда экспертов понимает правильные методы, связанные со строгими стандартами отделки поверхности.
В RapidDirect мы предлагаем полные отчеты о проверке размеров, чтобы вы могли быть уверены в желаемых результатах. Мы также выполняем различные процессы отделки, начиная от анодирования, гальванического покрытия, пескоструйной обработки и заканчивая полировкой, чисткой щеткой и т. д.
Наши услуги самого высокого качества, и вы можете быть уверены, что получите лучшие услуги по требованию. Кроме того, у нас есть все необходимое, чтобы максимально использовать ваши продукты. Свяжитесь с нами по электронной почте сегодня; мы всегда готовы работать с вами.
Получите мгновенное онлайн-предложение
Часто задаваемые вопросы – Таблица шероховатости поверхности
Как измерить шероховатость поверхности?
Вы можете рассчитать шероховатость поверхности, измерив средние пики и впадины на этой поверхности.
 Затем можно просто вымыть пол водой и обычным моющим средством.
Затем можно просто вымыть пол водой и обычным моющим средством. Но, в любом случае, попытаться стоит.
Но, в любом случае, попытаться стоит. Правильно ухаживайте за своими изделиями из металла, следите за тем, чтобы уровень влажности в помещении не превышал допустимые нормы. А еще лучше – не покупайте некачественные изделия, они ржавеют быстро. В таком случае вы и вовсе не столкнетесь с подобной проблемой.
Правильно ухаживайте за своими изделиями из металла, следите за тем, чтобы уровень влажности в помещении не превышал допустимые нормы. А еще лучше – не покупайте некачественные изделия, они ржавеют быстро. В таком случае вы и вовсе не столкнетесь с подобной проблемой.
 Если вы ищете, как избавиться от ржавчины на ножах, в частности, вы можете просто воткнуть запятнанный нож в картофель и дать ему отстояться в течение нескольких часов. Все, что осталось сделать, это промыть нож под струей воды.
Если вы ищете, как избавиться от ржавчины на ножах, в частности, вы можете просто воткнуть запятнанный нож в картофель и дать ему отстояться в течение нескольких часов. Все, что осталось сделать, это промыть нож под струей воды. Выглядит как белый порошок). Но знаете ли вы, что эта необходимая добавка также служит в качестве домашнего средства для удаления ржавчины в сочетании с некоторыми другими пищевыми ингредиентами? Просто поместите часть винного соуса в миску с равными частями пищевой соды, затем добавляйте немного перекиси водорода за раз, пока не достигните пастообразной консистенции. Нанесите эту смесь на ржавое пятно, оставьте на час, затем смочите водой и высушите.
Выглядит как белый порошок). Но знаете ли вы, что эта необходимая добавка также служит в качестве домашнего средства для удаления ржавчины в сочетании с некоторыми другими пищевыми ингредиентами? Просто поместите часть винного соуса в миску с равными частями пищевой соды, затем добавляйте немного перекиси водорода за раз, пока не достигните пастообразной консистенции. Нанесите эту смесь на ржавое пятно, оставьте на час, затем смочите водой и высушите. Положите ржавый предмет в раствор и оставьте их на 12 часов. Затем вылейте раствор соли и уксуса, смочите водой металлический предмет, а затем немедленно верните его обратно в раствор. Теперь смешайте ½ литра пресной воды и ½ стакана пищевой соды, чтобы нейтрализовать оставшийся уксус, попавший в щели посуды. Примерно через 10 минут промойте предмет в теплой воде и затем тщательно высушите его.
Положите ржавый предмет в раствор и оставьте их на 12 часов. Затем вылейте раствор соли и уксуса, смочите водой металлический предмет, а затем немедленно верните его обратно в раствор. Теперь смешайте ½ литра пресной воды и ½ стакана пищевой соды, чтобы нейтрализовать оставшийся уксус, попавший в щели посуды. Примерно через 10 минут промойте предмет в теплой воде и затем тщательно высушите его. И многие люди на самом деле не знают, что уксусом можно удалить ржавчину со многих предметов!
И многие люди на самом деле не знают, что уксусом можно удалить ржавчину со многих предметов!
 В зависимости от того, насколько сильна ржавчина, дайте ему отмокнуть от 10 до 60 минут.
В зависимости от того, насколько сильна ржавчина, дайте ему отмокнуть от 10 до 60 минут.

 Это не только предотвратило повторное столь быстрое образование ржавчины (потому что она вернется), но также помогло стержням плавно и быстро скользить, что очень важно в игре в настольный футбол.
Это не только предотвратило повторное столь быстрое образование ржавчины (потому что она вернется), но также помогло стержням плавно и быстро скользить, что очень важно в игре в настольный футбол. столько, сколько необходимо для удаления ржавчины. Вы не хотите повредить исходную поверхность.
столько, сколько необходимо для удаления ржавчины. Вы не хотите повредить исходную поверхность.

 Или мы так думали. Они нашли единственную вещь в своей комнате — вентиляционное отверстие в полу — и начали запихивать свои носки и другую одежду в кассу. Это не только раздражало, но и оставляло на их одежде уродливые оранжевые пятна.
Или мы так думали. Они нашли единственную вещь в своей комнате — вентиляционное отверстие в полу — и начали запихивать свои носки и другую одежду в кассу. Это не только раздражало, но и оставляло на их одежде уродливые оранжевые пятна.
 Все мысли и слова принадлежат мне.
Все мысли и слова принадлежат мне. 
 Замочите инструмент в ванне с уксусом.
Замочите инструмент в ванне с уксусом.
 Это тот же метод, который описан в шагах 1 и 2 выше, но увеличенный размер для размещения более крупных инструментов.
Это тот же метод, который описан в шагах 1 и 2 выше, но увеличенный размер для размещения более крупных инструментов. Может показаться, что разница невелика, но этот дополнительный 1 процент на самом деле делает чистящий уксус на 20 процентов сильнее.
Может показаться, что разница невелика, но этот дополнительный 1 процент на самом деле делает чистящий уксус на 20 процентов сильнее.
 Поместите инструмент в банку или другую емкость, затем налейте столько уксуса, чтобы все заржавевшие детали были полностью погружены в него. Замочите инструмент на 12-24 часа, в зависимости от степени ржавчины и типа используемого уксуса. (Иногда для небольшого количества ржавчины достаточно даже часа или двух.)
Поместите инструмент в банку или другую емкость, затем налейте столько уксуса, чтобы все заржавевшие детали были полностью погружены в него. Замочите инструмент на 12-24 часа, в зависимости от степени ржавчины и типа используемого уксуса. (Иногда для небольшого количества ржавчины достаточно даже часа или двух.)

 ..
.. org/Product»>
org/Product»> Если вы решили заняться мебельным производством, создать какие-то конструкции, предусматривающие использование петель, вам наверняка будет полезно знать про сверло Форстнера для мебельных петель.
Если вы решили заняться мебельным производством, создать какие-то конструкции, предусматривающие использование петель, вам наверняка будет полезно знать про сверло Форстнера для мебельных петель. В этом вопросе главное грамотно подобрать диаметр используемого сверла. Отталкиваться следует от показателей диаметра чаши самой мебельной петли. Она может иметь размерные характеристики 22мм, 26мм, 35 мм и не только. Учитывается именно диаметр чаши и соответственно диаметр используемого для монтажа сверла. Купить его можно практически в любом магазине, включая Леруа Мерлен.
В этом вопросе главное грамотно подобрать диаметр используемого сверла. Отталкиваться следует от показателей диаметра чаши самой мебельной петли. Она может иметь размерные характеристики 22мм, 26мм, 35 мм и не только. Учитывается именно диаметр чаши и соответственно диаметр используемого для монтажа сверла. Купить его можно практически в любом магазине, включая Леруа Мерлен. В центре находится еще один наконечник, необходимый для центровки и отметки центра будущего отверстия. Режущий элемент располагается на оси. Саму ось можно зафиксировать непосредственно в обычной дрели, на шуруповерте или на специальном станке. Обычно спецсверло делает отверстие под петли для мебели на глубину 9-11 мм. Но этот параметр также может меняться в зависимости от глубины чашки петли. Размеры головки (диаметр) варьируется в зависимости от конкретных задач и фурнитуры. Чаще всего это 26 мм, 35 мм и 40 мм.
В центре находится еще один наконечник, необходимый для центровки и отметки центра будущего отверстия. Режущий элемент располагается на оси. Саму ось можно зафиксировать непосредственно в обычной дрели, на шуруповерте или на специальном станке. Обычно спецсверло делает отверстие под петли для мебели на глубину 9-11 мм. Но этот параметр также может меняться в зависимости от глубины чашки петли. Размеры головки (диаметр) варьируется в зависимости от конкретных задач и фурнитуры. Чаще всего это 26 мм, 35 мм и 40 мм.
 В этом деле вам поможет спецсверло.
В этом деле вам поможет спецсверло.
 57%
57%
 Эти линии должны быть прямыми, так как вы собираетесь использовать их в качестве ориентира в следующих шагах. Постарайтесь сделать их максимально толстыми и хорошо заметными.
Эти линии должны быть прямыми, так как вы собираетесь использовать их в качестве ориентира в следующих шагах. Постарайтесь сделать их максимально толстыми и хорошо заметными. Продолжайте наносить легкие удары, пока глубина паза не совпадет с глубиной дверной петли. Повторите процесс вдоль четырех сторон контура.
Продолжайте наносить легкие удары, пока глубина паза не совпадет с глубиной дверной петли. Повторите процесс вдоль четырех сторон контура. 0083-й шаг , упомянутый выше. Следите за тем, чтобы карандашные пометки были толстыми и хорошо заметными.
0083-й шаг , упомянутый выше. Следите за тем, чтобы карандашные пометки были толстыми и хорошо заметными.
 Вам понадобится меньше минуты, чтобы сделать врезной разрез.
Вам понадобится меньше минуты, чтобы сделать врезной разрез.