Шум в трубах отопления: причины и методы решения
Часто в квартирах можно услышать множество разных звуков, особенно когда стены чересчур тонкие. Помимо голосов соседей и их постоянного ремонта, еще может шуметь система отопления.
На удивление, шум в трубах отопления не редкость, даже когда вся система работает в обычном режиме. Это может быть временными ремонтными работами в системе, либо сигнализировать о неисправностях и не стабильной работе. С чем тот или иной характерный звук может быть связан?
Разберемся и выявим все основные причины, почему шумят трубы отопления.
Содержание
- 1 Основные причины появления шумов
- 2 Шум не в трубах, а в радиаторах отопления
- 3 Шум не в радиаторе, а в трубах
- 4 Шум от насоса отопления
- 5 Когда шум в котлах отопления
- 6 Виброкомпенсаторы для отопления
- 7 Итог
Основные причины появления шумов
Так как батареи и трубы в доме сделаны в основном из металла, а он, как известно, превосходный звукопроводник, то зарождение неприятного звука может быть неблизко. Круглые элементы его только проводят и порой усиливают, отсюда и проблема, что его слышно всем. В основном причины кроются в неправильной эксплуатации оборудования. Но давайте разберемся в основный причинах, которые способствуют появлению шума, вибраций, стука и т. д. На удивление, ответ на вопрос: почему стучат трубы отопления, лежит на поверхности.
Круглые элементы его только проводят и порой усиливают, отсюда и проблема, что его слышно всем. В основном причины кроются в неправильной эксплуатации оборудования. Но давайте разберемся в основный причинах, которые способствуют появлению шума, вибраций, стука и т. д. На удивление, ответ на вопрос: почему стучат трубы отопления, лежит на поверхности.
- Засорение какого-либо элемента в трубопроводе.
- Нарушение правил монтажа и эксплуатации оборудования.
- Неправильно подобраны технические характеристики оборудования.
- Сильный износ деталей.
- Протечка в системе.
- Воздушные пробки.
- Не все строительные нормы были соблюдены или нарушена звукоизоляция.
- Шумит насос из-за поломки или неправильного изначального подбора. Имеется слишком слабый или высокий напор.
- Неправильно подобрали регулятор. Большой перепад давления.
- Недостаточно теплоносителя в системе, отсюда происходит шум текущей воды.
- Если слышно, как будто бьют по металлу, то звук получается обычно при нагреве или охлаждении теплоносителя в трубопроводе.
 Надо проверить опорные кронштейны.
Надо проверить опорные кронштейны. - Другой вид стука батарей, когда проходящая через стену труба не имеет свободы, тем самым металлу некуда расширяться при нагреве.
 Надо проверить опорные кронштейны.
Надо проверить опорные кронштейны.Когда шумит вода в трубах отопления достаточно короткое время, то это может быть нормально. К примеру, пару, тройку часов. Видимо, проводятся какие-то работы в системе. Это при условии, что у вас многоквартирный дом.
Шум не в трубах, а в радиаторах отопления
Чтобы правильно диагностировать причину почему шумит радиатор отопления, нужно убедиться что их техническое состояние в норме. Зачастую сломанный радиатор начинает издавать разные шумы и при осмотре корпуса можно диагностировать дефект или повреждение. При таком положение дел его нужно починить либо провести замену на новый.
В случае когда явных проблем не было обнаружено, пробуем более точно определить вид шума. Наиболее часто от радиаторов исходят щелчки и/или гул. В таком случаем, могу быть следующие проблемы:
- Неправильная установка радиатора. Поток теплоносителя передает вибрации радиатору, а он, в свою очередь, на монтажные узлы в стене.
- Посторонние предметы внутри. Нередко что-то попадает в систему и оседает в радиаторе и там болтается, либо изначально инородный предмет был уже в самом радиаторе и его не вытряхнули при установке.
- Попадание воздуха. От этого возникает шум текущей воды или просто гул.
- Неправильная работа терморегулятора. Произошло смещение запорного штока, из-за чего и возникает шумовой эффект.
 Поток теплоносителя передает вибрации радиатору, а он, в свою очередь, на монтажные узлы в стене.
Поток теплоносителя передает вибрации радиатору, а он, в свою очередь, на монтажные узлы в стене.Это самые часто встречаемые проблемы радиаторов. Убедитесь, что вы правильно диагностировали проблему и только после этого приступайте к исправлению.
Если у вас проблема находится в центральной системе отопления, то нужно обращаться к управляющей компании. Когда труба отопления шумит длительное время, то рекомендуем не затягивать и вызвать специалиста на диагностику.
Шум не в радиаторе, а в трубах
Когда выше перечисленные методики определения ничего не дали, постараемся более подробно разобраться.
Если шум в трубах отопления, то причины могут носить комплексный характер. Особенно когда трещит, гудит, стучит одновременно то сразу непонятно что не так. Звуки накладываются и что есть что и откуда, надо внимательно разобраться.
- Если труба щелкает и бурлит. Скорее всего, где-то образовался засор системы. Диаметр трубы стал уже, давление выше на определенном участке, дальше давление падает и этот перепад начинает заявлять о себе.
- Если труба потрескивает. Скорее всего, неисправность в воздушном клапане. Проверьте его и по необходимости замените.
- Если труба вибрирует. Скорее всего, была допущена ошибка в установке системы. Труба может вибрировать и ударяться о стену.
Если проблемы внутри трубопровода, то самый простой способ ее решить — это сделать промывку системы. Если проблема снаружи, такого вида, как вибрация, то просто надо установить дополнительные крепежи и поглотители.
Шум от насоса отопления
Когда с трубопроводом и радиаторами все в порядке, а проблема исходит от насоса, то надо диагностировать вид его поломки. Зачастую шумы идут от неисправности таких компонентов, как ротор или крыльчатки. При такой проблеме страдает вся система, ведь ее КПД падает. Тут выхода всего два: ремонт или замена.
Зачастую шумы идут от неисправности таких компонентов, как ротор или крыльчатки. При такой проблеме страдает вся система, ведь ее КПД падает. Тут выхода всего два: ремонт или замена.
Шумы от циркуляционного насоса могут быть вызваны внешними причинами. К таким относятся перепады напряжение. Отсюда появляется разбалансировка, потеря синхронизации и теплоноситель движется неравномерно. От этого и может появляться шум как трубах, так и в батареях. Поэтом следует об этом подумать заранее и установить бесперебойник. За диагностикой насоса лучше обращаться к специалисту.
Но бывают случаи, что насос работает стабильно, но проблема шумов и вибраций остается. Тогда надо проверить:
- Мощность оборудования не соответствует изначальным расчетным данным. От этого теплоноситель двигается либо слишком быстро, либо слишком медленно и создает разные виды шумов.
- Неправильный монтаж. Проверьте расположение ротора устройства. Он должен быть в горизонтальном положении.
Приведены только самые частые проблемы и варианты их решения. В жизни понять почему имеется шум в система достаточно проблематично. Нужно обратиться к специалисту либо если все варианты уже испробованы, нужно демонтировать отопление и собрать заново с тем же специалистом, который может указать на ошибки при монтаже.
В жизни понять почему имеется шум в система достаточно проблематично. Нужно обратиться к специалисту либо если все варианты уже испробованы, нужно демонтировать отопление и собрать заново с тем же специалистом, который может указать на ошибки при монтаже.
Когда шум в котлах отопления
В основном шумы в котлах отопления появляются по тем же самым причинам, которые описывались в разделе труб, батарей. Скорее всего, это известковые отложение, а если по-простому засорение теплообменника. Но конструкция оборудования играет не последнию роль.
Соответственно, если дело в засоре, то надо его прочистить. Если прочистка не помогла, тогда двигаемся дальше и ищем неисправность. Если самим не удалось диагностировать, то надо вызвать специалиста по гарантийному талону или за деньги.
Для тех кто хочет определить проблему шума в котле самостоятельно, даем наводки. Стоит учитывать конструкцию и используемое топливо:
- Газовая модель. Возможно, горелка работает неравномерно. Подобная проблема часто появляется в устаревших моделях, где не установлен дополнительный контроль пламени. Если проблема в этом, то стоит обновить модель до современных стандартов.
- Твердотопливный котел. Звук может исходить из дымохода. При длительной эксплуатации дымоход засоряется и уменьшается тяга. Стоить почистить дымоход.
- Дизель и на отработке. Свистящий звук появляется от сопла форсунки.
 Подобная проблема часто появляется в устаревших моделях, где не установлен дополнительный контроль пламени. Если проблема в этом, то стоит обновить модель до современных стандартов.
Подобная проблема часто появляется в устаревших моделях, где не установлен дополнительный контроль пламени. Если проблема в этом, то стоит обновить модель до современных стандартов.Если вы обнаружили неисправность или хотите провести чистку самостоятельно, то вначале ознакомьтесь с инструкцией и рекомендациями производителя. Неправильно произведенная работа может повлечь более серьезные последствия.
Стоит иметь в виду, что проблема шумов может заключать не в одной неполадке, а в целом ряде. Поэтому нужно производить комплексную диагностику отопительного прибора.
Виброкомпенсаторы для отопления
Одним из решений шумоизоляции для труб — это установка виброкомпенсатора. Если в системе присутствуют вибрации, гидравлические удары, то установка специальных фланцевых элементов решит эту проблему. Они поглощают подобные механические издержки и защищают систему от нежелательных нагрузок.
Они поглощают подобные механические издержки и защищают систему от нежелательных нагрузок.
Итог
Если шум в трубах у вас в квартире и он не единоразовый, то не стоит заниматься саморемонтом. Вызовите обслуживающую компанию, она должна провести диагностику, определить проблему и исправить ее.
Если шум в системе отопления частного дома, тогда попробуйте диагностировать его вышеуказанными методами, если ничего не получилось, вызовите специалиста, он даст вектор в котором стоит искать. Предвидеть все варианты проблем трубопроводов невозможно, большинство случаев уникальны.
Похожие статьи:
Шум в системах отопления: батареях, радиаторах, насосах, трубах
Даже самая современная отопительная система не защищена от появления посторонних шумов во время ее работы. Этому может быть несколько причин, начиная от неправильного монтажа и заканчивая условиями эксплуатации. Как диагностировать и устранить шум в системах отопления: батареях, радиаторах, насосах, трубах? Для этого следует сначала разобраться с факторами, вызывающими это явление.
Как диагностировать и устранить шум в системах отопления: батареях, радиаторах, насосах, трубах? Для этого следует сначала разобраться с факторами, вызывающими это явление.
Содержание
- Виды шума и его диагностика
- Шум в радиаторах отопления
- Шум в трубах отопления
- Шум в насосах отопления
- Шум в котлах отопления
Виды шума и его диагностика
Система отопления дома
Если во время работы теплоснабжения в трубах отопления шумит вода – значит есть определенные причины возникновения этого эффекта. Сначала нужно выявить их, а затем приступать к уменьшению шума или полной его ликвидации.
Почему шумит вода в трубах отопления и как правильно исправить этот недостаток? Разберемся с основными видами посторонних звуков. Именно они указывают на объективные факторы возникновения не желаемого эффекта:
- Треск в трубах. Возникает при включении отопительной системы;
- Щелчки, появляющиеся с определенной периодичностью;
- Постоянный гул в транспортных магистралях;
- Едва слышимый стук.

Все эти посторонние эффекты — шум в батарее отопления или радиаторах существенно снижают комфорт проживания в доме. Помимо этого они могут указывать на неправильную работу теплоснабжения. Если вовремя не предпринять действий по исправлению ситуации – может выйти из строя какой-либо элемент отопления.
Если шумит насос отопления или другой компонент системы — следует сначала попытаться локализовать причину появления посторонних звуков. Для этого рекомендуется воспользоваться следующей методикой:
- Проследить периодичность возникновения эффекта.
- Попытаться выявить зависимость – повышение температуры в трубах, скачки давления и т.д.
- Удостовериться, что шум в котле отопления исходит именно от него, а не от других предметов, находящихся в котельной.
Если было выявлено, что источником является компонент отопительной системы – следует предпринять определенные действия по устранению этого явления.
Нередко шум в стояке отопления появляется из-за неисправных элементов группы безопасности – воздухоотводчика и спускного клапана.
 Поэтому рекомендуется сначала проверить их работоспособность.
Поэтому рекомендуется сначала проверить их работоспособность.Шум в радиаторах отопления
Ремонт радиатора отопления
Для выявления, почему шумят радиаторы отопления необходимо сначала проверить их состояние. Нередко причиной этому является их поломка – повреждение корпуса или другой явный дефект конструкции. В этом случае выполняется замена батареи или реставрационные работы.
Если же с внешним видом и целостностью все нормально – определяется вид шума. Чаще эффект происходит в виде щелчков или постоянного гула. Это можно объяснить несколькими факторами:
- Появление небольшой воздушной пробки. Она лишь немного затрудняет движение горячей воды, но при этом возникает гул в системе;
- Большое количество посторонних элементов в приборе отопления. Это частая причина, почему шумят батареи отопления;
- Сбои в работе терморегулятора. Запорный шток сместился, в результате чего появляются нежелательные шумовые дефекты;
- Неправильный монтаж батареи. Вибрация во время потока теплоносителя передается монтажным узлам в стене.
 Вибрация во время потока теплоносителя передается монтажным узлам в стене.
Вибрация во время потока теплоносителя передается монтажным узлам в стене.Это основные причины шума в батареях отопления. После правильной диагностики можно приступать к выполнению работ по уменьшению звуковых эффектов.
В централизованной системе отопления шумный стояк может исправить только управляющая компания. Для этого необходимо составить заявление и передать ее представителям.
Конструкция крана Маевского
Устранение воздушной пробки можно сделать с помощью установленного крана Маевского. Он предназначен именно для этих целей.
При шуме батарей отопления следует остановить автономное теплоснабжение, чтобы температура воды снизилась до уровня +25-30°С. Затем следует выполнить такие действия:
- Открыть кран Маевского.
- Постепенно заполнять водой систему отопления.
- Дождаться, пока из патрубка крана не потечет теплоноситель. Он должен выткать 1,5-2 мин, чтобы воздушная пробка полностью удалилась.
Затем система полностью запускается и проверяется – появился ли шум в радиаторах отопления снова. Если причина была установлена правильно — этот эффект больше не будет возникать.
Если причина была установлена правильно — этот эффект больше не будет возникать.
Концентрация мусора в радиаторе
Для устранения шума в батарее отопления из-за большого количества мусора сначала проверяется состояние сетчатого фильтра. Наличие посторонних элементов в нем (остатков ржавления труб и радиаторов, известкового налета) указывает на засорение системы.
Выяснив причину шума в батареях отопления — следует выполнить очистку системы. Для этого можно использовать несколько способов:
- Гидродинамический. Мусор и известковый налет удаляются из магистрали и батарей под действием сильного напора воды;
- Химический. Специальные реагенты разлагают засор на небольшие фракции, которые затем смываются из отопления.
Таким способом можно устранить шум.
Перед выбором технологии очистки в особенности химической –необходимо ознакомиться с инструкцией по применению состава или способа. В некоторых случаях они могут негативно сказаться на целостности компонентов системы.

Легче всего диагностировать появление шума в отопительных батареях из-за неправильного монтажа. Его источником являются крепежные элементы, установленные в стены. В этом случае необходимо заменить их и сделать повторную установку.
Шум в отопительных радиаторах может быть вызван не только проблемой в них. В некоторых случаях причиной является неправильная работа других компонентов системы – котлы или насосы. Специалисты рекомендуют комплексно подходить к решению вопроса шума в отопительных батареях. Только полная диагностика поможет определить истинную причину.
Шум в трубах отопления
Виды труб отопления
Как определить, почему шумят трубы отопления и чем вызвано это явление? Первым шагом для выявления причин является следование методики, описанной выше. Так, постоянный гул может указывать на некорректную работу циркуляционного насоса.
Шум воды в трубах отопления может быть вызван рядом факторов. Нередко они носят комплексны характер – как бы налаживаясь друг на друга, они создают сложный вид звуковых эффектов. Разберемся с причиной возникновения шума в трубах отопления по характеру звука:
Разберемся с причиной возникновения шума в трубах отопления по характеру звука:
- Бурление и щелчки указывают на засор в трубах. Уменьшение проходного диаметра создает избыточное давление на определенном участке системы, что и является причиной возникновения шума;
- Треск является причиной поломки воздушного клапана. После его проверки и обнаружения неисправности следует выполнить замену;
- Вибрация обусловлена неправильной установкой. Шум в отопительной трубе возникает при прохождении теплоносителя – магистраль может ударяться о стену.
Самый простой способ избавиться от посторонних звуков – сделать промывку отопительной системы. Для этого можно воспользоваться способами, описанными выше. Диагностика неправильного крепления проводится прикосновением к магистрали. Если ощущается сильная вибрация с одновременным шумом воды в трубах отопления – следует установить дополнительные крепежные элементы.
Вода в трубах отопления может шуметь из-за неправильной работы смесительного узла – большая температурная разница ведет к расширению металлических магистралей и появлению посторонних шумов.

Шум в насосах отопления
Поломка циркуляционного насоса отопления
Постоянный шум в насосе отопления может появиться из-за частичной поломки его компонентов – крыльчатки или ротора. При этом ухудшается функционирование всей системы, что приводит к снижению эффективности ее работы. Для устранения это причины следует отремонтировать насос или установить новый.
Также постоянный шум в циркуляционном насосе может быть вызван его нестабильной работой. перепады напряжения приводнят к потере синхронизации и как следствие – неравномерному движению теплоносителя. Это может стать причиной появления шума в системе отопления на других участках – в трубах и радиаторах. Проверить работу насоса можно только после полной диагностики. Выполнить ее в домашних условиях без специального оборудования невозможно.
Помимо этого шумовые эффекты в стояке или других участках теплоснабжения могут возникать из-за неисправности насоса по следующим причинам:
- Неправильный монтаж. Ротор устройства должен находиться строго горизонтально;
- Несоответствие мощности оборудования расчетным данным. Это приводит к значительному увеличению скорости протекания теплоносителя по магистралям. Единственный выход – установка насоса соответствующей мощности.
 Ротор устройства должен находиться строго горизонтально;
Ротор устройства должен находиться строго горизонтально;На практике диагностировать шум в циркуляционном насосе отопления крайне сложно. Для этого необходимо выполнить его демонтаж и разобрать конструкцию. Сделать это можно только при наличии специальных навыков работы и диагностических инструментах. Поэтому эту работу лучше всего доверить профессиональным ремонтникам.
Для правильного расчета мощности насоса рекомендуется воспользоваться специальными программными комплексами.
Шум в котлах отопления
Очистка теплообменника котла
Постоянные шумы в котле отопления возникают по тем же причинам, что и у труб и радиаторов. Чаще всего это отложение извести и засорение теплообменника. Но все зависит от конструкции оборудования и принципа его работы.
Если своевременная очистка системы теплоснабжения не дала результатов – следует искать причины в другом. На практике шум в котле может указывать на его неправильную работу. Поэтому лучше всего вызвать специалистов из сервисного центра, которые устранят причину по гарантии или взяв умеренную плату.
При невозможности выполнить эти действия — можно попробовать самостоятельно установить причину появления шума в котле. Она во многом зависит от конструкции и типа используемого топлива:
- Твердотопливные модели. Посторонние звуки могут возникать в дымоходе. Этому способствует его засорение и уменьшение тяги. Для устранения следует прочистить трубу и запустить котел на полную мощность;
- Газовые. Неравномерная работа горелки. Это свойственно старым моделям без устройств контроля л пламени и уровня СО2. Лучше всего установить новую модуляционную горелку;
- Дизельные и на отработанном масле. Характерный свистящий звук возникает от сопла форсунки. Это указывает на чрезмерное количество копоти, которая также препятствует полной теплоотдаче сгораемого топлива.
 Это указывает на чрезмерное количество копоти, которая также препятствует полной теплоотдаче сгораемого топлива.
Это указывает на чрезмерное количество копоти, которая также препятствует полной теплоотдаче сгораемого топлива.После выявления причин следует постараться исправить их в домашних условиях. Очистку выполняют только по методике, рекомендованной производителем отопительного оборудования. Важно правильно подобрать чистящие средства и технологию их применения.
Также необходимо помнить, что причин появление посторонних щупов в отопительной системе может быть несколько. Устранив одну — проблема не решится. Только комплексная диагностика позволит уменьшить уровень шума в теплоснабжении дома.
В видеоматериале можно ознакомиться с технологией удаления воздушных пробок, которые являются причиной появления шума в отоплении:
Шумный насос центрального отопления — причины и способы устранения
Итак, звук шумного насоса центрального отопления, наконец, дошел до вас? Последнее, что вы хотите услышать уютным зимним вечером, — это странные звуки, доносящиеся из вашего центрального отопления.
Хорошая новость: шумные трубы — это нормально, и в большинстве случаев вам не нужно вызывать теплотехника для их устранения.
Нужен новый котел – Узнайте цену за 20 секунд здесь
Шум насоса центрального отопления Нужен ли мне новый котел?
Хотя существует множество различных причин, вызывающих стук в трубах и шумный насос центрального отопления, их можно просто и легко устранить в домашних условиях, поэтому пока не беспокойтесь о том, сколько стоит новый котел, если только ваш котел не работает вообще.
В этой статье мы расскажем вам, как именно починить шумный насос центрального отопления, от того, что означают различные шумы, до того, как обеспечить безопасность вашего насоса центрального отопления.
Получить фиксированную цену онлайн за 20 секунд:
Q Какое топливо использует ваш котел?
Как починить шумный насос центрального отопления?
В зависимости от типа шума, который вы слышите, вы можете починить насос центрального отопления, обмотав войлоком трубы, расположенные слишком близко друг к другу под половицей, и прокачать радиаторы, осторожно открутив спускной винт, чтобы выпустить воздух, пока не услышите треск. шипящий звук или использование химического очистителя для удаления известкового налета в системе центрального отопления.
шипящий звук или использование химического очистителя для удаления известкового налета в системе центрального отопления.
Если проблема не устранена, а вы не решили ее, лучше всего обратиться к инженеру-теплотехнику для выяснения причины проблемы.
Давайте рассмотрим все, что вам нужно знать, когда речь идет о шумном насосе центрального отопления и о том, как решить эту проблему, а не покупать новый котел.
Что такое насос центрального отопления?
Насос центрального отопления играет жизненно важную роль в поддержании тепла в вашем доме. Он отвечает за циркуляцию горячей воды от вашего котла к радиаторам и кранам.
Затем насос направит воду обратно в бойлер для повторного нагрева, чтобы поддерживать тепло в вашем доме.
Насос центрального отопления обычно можно найти рядом с котлом. Близость насоса к котлу позволяет насосу прокачивать воду по всему дому, как только она нагреется, вместо того, чтобы позволить ей остывать по пути (заставляя вас включать отопление и тратить деньги, пытаясь компенсировать это).
Вы также можете найти насос центрального отопления в сушильном шкафу или под лестницей. Ознакомьтесь с лучшими насосами центрального отопления, которые можно купить прямо сейчас, если вы считаете, что вам нужен новый.
Почему мой насос центрального отопления шумит?
Как уже упоминалось, нормально работающий насос центрального отопления издает небольшой шум, например, низкое гудение или вибрацию. Если у вас недавно был установлен котел, вы можете проверить его, так как новые котлы не должны издавать шума.
Причина этого в том, что ваша система центрального отопления в основном состоит из металла, который расширяется и сжимается при нагреве и охлаждении.
Когда трубопровод расширяется и сжимается, он, естественно, скрипит и стонет. Обычно эти звуки не вызывают большого беспокойства в вашем доме, и к ним можно привыкнуть.
Громкий стук в трубопроводе требует проверки у сантехника
Однако, если ваш насос центрального отопления издает громкие звуки, это может указывать на потенциальные проблемы с вашей системой центрального отопления, и в некоторых случаях вам может потребоваться вызвать сантехника, чтобы расследовать. Причиной может быть несколько проблем, таких как накопление известкового налета, незакрепленные трубы или компоненты, перегрев, утечки или ваши радиаторы могут нуждаться в прокачке.
Хорошей новостью является то, что большинство этих проблем можно аккуратно решить самостоятельно, не обращаясь к профессионалу, что сэкономит вам деньги на дорогостоящем ремонте.
Давайте посмотрим, что означают разные звуки и как их исправить.
Шум от моего котла? нужен новый?
Если ваш котел устарел и начинает чаще шуметь, возможно, пришло время подумать о его модернизации. Ознакомьтесь с некоторыми из этих новых котлов, которые мы предлагаем здесь, в Boiler Central, прямо сейчас. Вы даже можете распределить стоимость с нашими платными ежемесячными планами котлов.
Вот некоторые из лучших комбинированных котлов, доступных в Великобритании прямо сейчас. Вы можете получить фиксированную цену на все эти комбинированные котлы менее чем за 20 секунд онлайн прямо сейчас.
- Worcester Bosch 4000
- Viessmann Vitodens 050-W
- Worcester Bosch 2000
- Идеальная логика
Получите онлайн-фиксированную цену за 20 секунд:
Q What of . Пользователь . Пользователь . Пользователь . ВИДОГО БОЛЬШОЙ ИСПОЛЬЗОВАНИЕ.
Что означают определенные шумы от вашего насоса центрального отопления?
Обратите внимание на следующие шумы от центрального отопления:
Стук труб
Если вы слышите стук всякий раз, когда открываете кран в ванной, скорее всего, у вас «гидроудар».
Гидравлический удар обычно возникает из-за того, что трубы не закреплены должным образом под половицей. Медные трубы особенно необходимо закрепить, иначе они будут греметь.
Когда вы слышите глухой звук, первое, что вам нужно сделать, это проверить термостат, который обычно находится у вас на стене или на бойлере.
Сначала необходимо дать системе остыть, выключив котел. Через некоторое время вы можете снова включить обогрев и увеличивать температуру термостата до тех пор, пока не услышите щелчок. Если вы не слышите щелчка, вам нужно обратиться к профессионалу, чтобы он приехал и исследовал проблему.
Еще один способ избавиться от стука труб — раздавить войлок вокруг каждой трубы, уделяя особое внимание каждому месту, где труба касается балки или другой трубы.
Если вы обнаружите, что исчерпали все варианты, в том числе вызвали профессионала для осмотра, но до сих пор не пришли к решению, то, возможно, стоит инвестировать в пластиковые трубы. Пластиковые трубы более гибкие и будут намного тише медных.
Что булькает в трубах?
Лучший способ описать булькающий звук — это звук закипающего чайника. Если вы слышите этот звук, скорее всего, проблема связана с системой отопления, например, с радиаторами и трубами.
Обычно причиной булькающих звуков является попадание воздуха в систему. Вы можете проверить и подтвердить, так ли это, потрогав радиатор.
Попавший воздух в вашу систему центрального отопления
Радиатор, который кажется холодным сверху, но горячим снизу, обычно содержит воздух внутри. Воздух поднимается к верхней части радиатора и препятствует правильной циркуляции горячей воды, что приводит к неэффективной системе отопления.
Вода, которая не может свободно циркулировать по радиатору, в конечном итоге перегревается, что приводит к булькающим звукам.
Прокачать радиаторы, чтобы остановить булькающие звуки
Чтобы выпустить захваченный воздух, вам нужно прокачать радиаторы. К счастью, это довольно простая процедура, которую можно выполнить всего за несколько шагов. Важно убедиться, что вы делаете это как можно быстрее, так как ваш котел может в конечном итоге вообще отказаться запускаться, оставив вас с огромным счетом за ремонт.
Ознакомьтесь с нашей статьей здесь, чтобы узнать больше о том, как прокачать радиаторы.
Замерзшие трубы, вызывающие засорение
Бульканье также может быть результатом замерзания трубы для конденсата. Конденсатная труба отвечает за отвод сточных вод от котла наружу в канализацию.
Однако в холодные месяцы конденсат может замерзнуть, что блокирует и препятствует выходу воды. Пока труба не оттаяла, ваш котел, скорее всего, заблокируется, а это означает, что он отключится из-за неисправностей в системе.
Изменения давления воды
Помимо замерзания трубы, другими причинами блокировки котла являются высокое или низкое давление воды, засор в системе или утечка в котле. Контрольным признаком того, что ваш котел инициирует процесс отключения, является то, что вы видите мигающие красные или зеленые индикаторы, указывающие на то, что ваш котел не блокируется.
Проверьте коды неисправностей
Если у вас новый котел, на панели дисплея отобразится код неисправности, указывающий, в чем проблема.
Для оттаивания замерзшей трубы для конденсата вам потребуются:
- Теплая вода
- Емкость, например, кувшин или лейка.
Просто налейте немного теплой воды на поверхность трубы, чтобы медленно оттаять и удалить засор. Обычно замерзает наиболее открытая внешняя часть трубы для конденсата, которая является концом трубы и рядом с дренажным отверстием.
Обычно замерзает наиболее открытая внешняя часть трубы для конденсата, которая является концом трубы и рядом с дренажным отверстием.
Обязательно используйте теплую воду, а не кипящую воду, так как это может повредить трубу. После оттаивания трубы и устранения засора содержимое трубы будет полностью слито, и вы сможете перезапустить котел.
Получите фиксированную цену онлайн за 20 секунд:
Q Какое топливо использует ваш котел?
Шум постукивания
Накопление известкового налета в трубах и радиаторах обычно является причиной постукивания насоса центрального отопления. Если это проблема, все, что вам нужно сделать, это выключить отопление и использовать некислотный очиститель, чтобы промыть систему.
Не торопитесь, чтобы выбрать лучший химический очиститель, и спросите у местного продавца сантехники (магазин, торгующий сантехникой и отопительными приборами), какой химический очиститель лучше всего подходит для вашей системы. Например, если у вас старая система центрального отопления, вам может понадобиться более надежное решение.
Гудение
Гудение обычно указывает на неисправность нагревательных элементов в вашем погружном нагревателе.
В таком случае пора включить навыки следователя и проверить термостат на наличие проблем. Если с вашим термостатом все в порядке, взгляните на насос центрального отопления, так как он может быть настроен слишком быстро, и его нужно будет замедлить. Вы также можете уменьшить давление, так как настройка высокого давления также приводит к лязгающим звукам из-за повреждения трубы.
Еще одна причина, по которой вы можете слышать жужжание, — это недавнее заполнение системы отопления. Если это так, проверьте, не оставили ли вы заправочный контур открытым или забыли его отсоединить.
Также стоит проверить вентиль вашего погружного нагревателя, так как вы могли случайно постучать и ослабить вентиль, что обеспечивает постоянный приток воды в систему.
Гудение обычно вызвано проблемами с термостатом, манометром или контуром заполнения, что означает, что наиболее распространенным решением является изменение настроек.
Тем не менее, перед уменьшением уставки следует проконсультироваться с инженером-теплотехником, и иногда по какой-то причине насос может быть настроен на высокое значение.
Стук
Стук в вашей системе центрального отопления обычно указывает на проблему с недостаточным пространством под половицей для ваших труб.
Как упоминалось ранее, по мере того, как вода в системе нагревается, трубы расширяются при протекании горячей воды, а затем сужаются, когда трубы снова остывают.
В этом случае важно отрегулировать трубы, например, изолировать их, чтобы освободить больше места и приглушить их звук.
Также стоит проверить наличие воздуха, так как это также приводит к стуку. Опять же, это можно решить, прокачав радиаторы.
Свистящий звук
Если вы слышите свистящий звук, очень похожий на звук обычного чайника, то причиной часто является скопление известкового налета на теплообменнике.
К сожалению, это не самостоятельная ситуация, и вам нужно будет связаться с инженером-теплотехником, чтобы вызвать промывку, чтобы решить эту конкретную проблему.
Мощная промывка включает в себя промывку системы различными химическими веществами для удаления известкового налета.
Что вызывает шум насоса центрального отопления
Теперь, когда мы определили специфические шумы, которые может издавать ваш насос центрального отопления, и что они означают, давайте сначала рассмотрим, что вызывает шумный насос центрального отопления.
Грязь Засорение
Это нормально, когда в воду попадает ржавчина, шлам и любой другой мусор, когда она циркулирует в системе центрального отопления.
Однако, если оставить ее без присмотра, со временем она может накопиться, что приведет к блокировке системы и насоса центрального отопления.
Радиаторы не нагреваются?
Верным признаком заблокированного насоса центрального отопления является то, что ваши радиаторы нагреваются очень медленно или не нагреваются вообще.
Важно принимать превентивные меры, чтобы избежать наихудшего сценария особенно больших отложений. Если это произойдет, вам, вероятно, придется вызвать инженера-теплотехника, чтобы выполнить промывку.
Чтобы этого не произошло, вы можете установить магнитный фильтр для сбора мусора, циркулирующего в системе отопления, и предотвращения засорения. Кроме того, установка фильтра для котла также является отличным способом избежать накопления грязи и мусора в вашей системе центрального отопления.
Высокоскоростные настройки
Если у вас более новая установка, включающая интеллектуальную панель управления, вы обычно найдете настройки с тремя скоростями для установки и регулировки скорости потока.
Важно проверить, какая настройка скорости лучше всего подходит для вашей системы центрального отопления, так как для большинства систем не требуется, чтобы насос работал на максимальном расходе.
Более высокие настройки обычно являются причиной шумных насосов центрального отопления. Тем не менее, прежде чем уменьшать настройку, всегда стоит проконсультироваться со своим инженером-теплотехником, чтобы убедиться, что настройка высока по какой-либо конкретной причине.
Если нет, то стоит найти переключатель настройки расхода и уменьшить расход, поскольку таким образом вы не только снизите уровень шума, но и уменьшите потребление электроэнергии, что продлит срок службы вашего насоса.
Как только вы найдете переключатель настройки расхода, все, что вам нужно сделать, это выключить его, если он находится в положении максимального расхода. Сделав это, проверьте температуру радиаторов. Если они нагреваются, как должны, это означает, что настройка в порядке.
Получите фиксированную цену онлайн за 20 секунд:
Q Какое топливо использует ваш котел?
Вентилятор задевает другие детали
Шумные насосы центрального отопления также могут быть вызваны неисправностью вентилятора.
Вентилятор предназначен для предотвращения перегрева насоса центрального отопления. Часто такие неисправности, как незакрепленная лопасть вентилятора, могут приводить к металлическому лязгу.
Кроме того, неправильная установка может привести к заклиниванию деталей, и часто все, что вам нужно, это легкое постукивание, чтобы снова запустить насос.
Перегрев насоса
Насос центрального отопления нагревается по мере нагревания и является нормальным явлением. Однако, если он становится слишком горячим для прикосновения, скорее всего, что-то не работает должным образом. Обычно при перегреве насоса проблема связана с двигателем.
Подобные проблемы возникают при длительном отключении центрального отопления, что приводит к перегреву насоса ЦО при повторном включении.
Например, летом вам может не понадобиться использовать центральное отопление, а затем, когда оно остынет и вы им воспользуетесь, ваш насос может перегреться.
Перегрев двигателя происходит, когда деталь застревает, и часто это можно решить легким постукиванием, чтобы освободить ее. Однако, если это повторяющаяся проблема, вам может потребоваться заменить насос центрального отопления.
Неправильно установленный насос
Другой распространенной причиной шума насоса является его неправильная установка, например, насос не находится горизонтально, как должно быть.
Если помпа установлена неправильно, она будет по-прежнему забиваться воздухом, независимо от того, сколько раз вы будете прокачивать ее. Вы обнаружите, что через несколько дней вы снова столкнетесь с шумной помпой. Если эту проблему оставить нерешенной, насос вызовет чрезмерный износ подшипника вала, что приведет к воющему звуку, исходящему от насоса.
Замена насоса центрального отопления — дело сложное, даже незначительное отклонение от точного горизонтального положения повлияет на циркуляцию воды, что приведет к блокировке котла и его износу намного раньше, чем предполагалось!
Для справки: прокачной винт должен быть сбоку, а насос должен стоять горизонтально, если это так, вам нужно будет его отрегулировать.
Как предотвратить шумный насос центрального отопления?
Хотя стоит ли тратить время на то, чтобы узнать, как решать любые проблемы с вашим насосом центрального отопления, есть некоторые меры, которые вы можете предпринять, чтобы предотвратить частоту и вероятность определенных проблем.
Купите умягчитель воды
Жесткая вода — это вода с высоким содержанием минералов, а в некоторых районах вода жестче, чем в других. Если вам посчастливилось жить в районе с жесткой водой, целесообразно установить умягчитель воды рядом с основным водопроводом. Умягчители воды заменяют частицы жесткой воды частицами натрия, уменьшая и предотвращая образование известкового налета.
Использование электролитического средства для уменьшения накипи
Экономичной альтернативой умягчителю воды является использование электролитического средства для уменьшения накипи. Его установка улучшает качество воды и значительно снижает образование известкового налета.
Проверка защитных устройств
Многие проблемы с котлами автоматически отключаются, чтобы предотвратить перегрев или взрыв котла, поэтому вам не нужно беспокоиться о проверке котла.
Однако коррозия, ограниченный поток воды, засорение грязью и образование известкового налета могут повлиять на правильную работу предохранительных устройств. Важно убедиться, что ваш оператор котла проверяет, все ли устройства безопасности находятся в хорошем рабочем состоянии, когда вы обслуживаете свой котел.
Безопасен ли мой насос центрального отопления?
Легко запаниковать, когда система центрального отопления, бойлер или радиаторы начинают издавать громкие звуки. Будьте уверены, ваш котел не взорвется и все еще в безопасности.
Все водонагреватели и бойлеры поставляются со встроенными предохранительными устройствами, в том числе:
Предохранительные клапаны
Несмотря на то, что при возникновении проблемы рекомендуется самостоятельно проверить давление, предохранительные клапаны автоматически сбрасывают давление, как только котел давление становится слишком высоким.
Отключение топлива при низком уровне воды
Когда уровень воды в котле падает ниже безопасного уровня, автоматически отключается подача топлива или источника тепла, что также полностью отключает котел. Это предотвратит перегрев вашего котла, гарантируя вашу безопасность.
Это предотвратит перегрев вашего котла, гарантируя вашу безопасность.
Итак, вот оно. Все, что вам нужно знать о шумном насосе центрального отопления, о том, как его починить и как обеспечить его безопасность и работоспособность, не прожигая дыру в кармане. Если вы думаете, что пришло время для нового котла центрального отопления, но у вас нет денег прямо сейчас, почему бы не попробовать котлы по финансам и не распределить стоимость?
Как уберечь бойлер от поломки в будущем:
Регулярное техническое обслуживание бойлера — лучший способ избежать дорогостоящих, неудобных и даже опасных неисправностей котла. Вы должны ежегодно проверять и обслуживать все газовые приборы в вашем доме сертифицированным инженером по газовой безопасности. На самом деле, мы предлагаем покрытие котла с бесплатным ежегодным обслуживанием котла, поэтому вместо ежегодного посещения вы можете рассчитывать на нашу помощь и регулярную проверку вашего котла.
Получите фиксированную цену онлайн за 20 секунд:
Q Какое топливо использует ваш котел?
Почему мой тепловой насос издает жужжание и другие громкие звуки?
Если вы находитесь на улице рядом с тепловым насосом и заметили, что он издает жужжание или любой другой громкий шум, не пугайтесь. Не нужно убегать, думая, что он взорвется.
Не нужно убегать, думая, что он взорвется.
Но вам следует принять во внимание несколько моментов, поскольку вашему тепловому насосу может потребоваться обслуживание.
Именно поэтому мы потратили время на написание этой статьи. В нем мы обсудим некоторые распространенные шумы теплового насоса и расскажем вам, могут ли эти шумы привести к более серьезной проблеме или это то, что вы даже можете просто исправить самостоятельно.
Считаются ли тепловые насосы шумным устройством? Ответ на этот вопрос — нет. Нормальный уровень шума, издаваемый большинством тепловых насосов, составляет от 40 до 50 децибел. Это меньше, чем работающая посудомоечная машина или небольшой дождь.
Вот почему так важно исследовать громкие звуки, если это звуки, которые вы не привыкли слышать.
Изучите обычные звуки работы вашего теплового насоса
Честно говоря, если вы являетесь домовладельцем, было бы неплохо ознакомиться с типичными звуками, издаваемыми вашим тепловым насосом во время работы. Затем, если вы начнете слышать звуки, исходящие от вашей системы теплового насоса, которые вы не узнаете, это предупредит вас о том, что может быть проблема.
Затем, если вы начнете слышать звуки, исходящие от вашей системы теплового насоса, которые вы не узнаете, это предупредит вас о том, что может быть проблема.
Итак, найдите немного времени, чтобы ознакомиться с обычными рабочими шумами тепловых насосов.
4 Обычные шумы теплового насоса
Прежде чем мы начнем с некоторых шумов теплового насоса, о которых вам действительно нужно беспокоиться, давайте сначала рассмотрим некоторые распространенные шумы теплового насоса, которые указывают на правильно работающий тепловой насос.
Тепловые насосы представляют собой механическое устройство с несколькими движущимися частями, такими как вентиляторы, которые при работе производят некоторый шум. Они также издают звуки, когда хладагент, находящийся внутри них, переходит из жидкого состояния в газообразное. Поэтому некоторый шум при работе теплового насоса считается нормальным явлением.
Какие из этих так называемых хороших шумов исходят от теплового насоса, о котором не стоит беспокоиться? Вот некоторые из них:
Шумы при запуске и выключении
Большинство людей не слышат звуки, которые издает их тепловой насос, когда он включается или выключается. Это потому, что когда ваш тепловой насос установлен, он стратегически расположен за пределами вашего дома, где его рабочие шумы вас меньше всего беспокоят.
Это потому, что когда ваш тепловой насос установлен, он стратегически расположен за пределами вашего дома, где его рабочие шумы вас меньше всего беспокоят.
Некоторые компрессорные агрегаты тепловых насосов при первом запуске издают звук, напоминающий «разбалансированную стиральную машину». Этот шум может быть довольно громким, но должен длиться всего несколько минут. Когда тепловой насос отключается, также возникает некоторый шум, связанный с этим процессом. Некоторые люди описывают этот шум как сочетание громких «щелканий и постукиваний». Опять же, этот шум должен исчезнуть через несколько минут работы теплового насоса.
Режим разморозки
Одним из побочных продуктов, возникающих при подаче тепловым насосом теплого воздуха в дом, является избыток охлажденного воздуха вокруг блока теплового насоса. В конце концов, змеевики испарителя вашего теплового насоса начнут замерзать. Когда это произойдет, ваш тепловой насос будет менее эффективен или вообще не будет передавать тепло. Это нормальная часть работы теплового насоса.
Это нормальная часть работы теплового насоса.
Когда скопление инея на змеевиках испарителя становится слишком сильным, ваш тепловой насос обнаружит это и автоматически переключится в режим оттаивания на несколько минут. Это часто сопровождается громким «свистящим» звуком в течение нескольких минут, когда тепловой насос переключается в этот режим разморозки.
Тихое гудение/жужжание
Не пугайтесь, если ваш тепловой насос издает тихое гудение во время работы. Это что-то совершенно нормальное. В вашем тепловом насосе есть ряд внутренних электрических компонентов, таких как катушки и контакторы, которые, как известно, тихо гудят или мягко гудят при передаче электричества через них.
Шум двигателя вентилятора
Воздух является ключом к тому, как ваш тепловой насос передает тепло в ваш дом и из него. Это движение воздуха создается большим вентилятором, расположенным в самом верху вашего теплового насоса. Когда он работает, он может быть немного шумным, но ничего, что надоедало бы. Шум, производимый вентилятором теплового насоса, должен быть равномерным, плавным и не слишком громким. Вы также можете услышать щелчок непосредственно перед тем, как включится вентилятор теплового насоса.
Шум, производимый вентилятором теплового насоса, должен быть равномерным, плавным и не слишком громким. Вы также можете услышать щелчок непосредственно перед тем, как включится вентилятор теплового насоса.
Назойливые шумы теплового насоса и способы их устранения
Внутренний свистящий шум
Это обычно происходит внутри вашего дома, когда работает ваш тепловой насос. Обычно свистящий звук создается, когда воздух быстро проходит через маленькое отверстие. Обычно это вызвано такими вещами, как грязные воздушные фильтры в вашей системе или объекты, расположенные перед воздушными регистрами и вентиляционными отверстиями, которые ограничивают поток воздуха, входящий или выходящий из них.
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ:
Этот шум системы теплового насоса обычно довольно легко устранить. Простая очистка или замена ваших воздушных фильтров на регулярной основе предотвратит это когда-либо на стороне впуска воздуха. Также постарайтесь убрать любую мебель, коробки и другие предметы, которые мешают потоку воздуха через вентиляционные отверстия или регистры.
Также постарайтесь убрать любую мебель, коробки и другие предметы, которые мешают потоку воздуха через вентиляционные отверстия или регистры.
Дребезжащие звуки в блоке или в системе воздуховодов
Если вы слышите дребезжащие звуки, исходящие от теплового насоса, это обычно означает, что часть мусора попала в область вентилятора. Это довольно распространено, если у вас во дворе возле теплового насоса много больших деревьев или недавно в этом районе были сильные ветры. Сухие ветки, листья и другой мусор будут издавать дребезжащий или лязгающий звук, когда лопасти вентилятора теплового насоса соприкасаются с ними.
Любой крупный мусор, попавший в воздуховоды, может издавать дребезжащий звук, когда он подпрыгивает в них. Правильно установленные фильтры всегда должны предотвращать засасывание мусора в воздуховод, но не всегда.
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ:
Прежде чем пытаться удалить мусор из области вентилятора, чтобы остановить дребезжащий шум, всегда будьте в безопасности и убедитесь, что вы «СНАЧАЛА ВЫКЛЮЧАЕТЕ УСТРОЙСТВО». Затем просто аккуратно удалите мусор вокруг лопастей вентилятора. Возможно, вам придется снять защитный экран, который закрывает вентилятор, чтобы удалить этот мусор из устройства.
Затем просто аккуратно удалите мусор вокруг лопастей вентилятора. Возможно, вам придется снять защитный экран, который закрывает вентилятор, чтобы удалить этот мусор из устройства.
Очистить воздуховоды системы от мусора немного сложнее. Это потому, что может быть трудно найти обломки. Попробуйте точно определить, откуда исходит дребезжащий звук внутри системы воздуховодов, затем выключите тепловой насос и попытайтесь удалить мусор. Возможно, вам придется снять крышку регистра или вентиляционную крышку, чтобы добраться до мусора. Если вам не удается найти мусор, вызывающий шум, вызовите специалиста по системам вентиляции и кондиционирования воздуха, чтобы он забрал его для вас.
Металл о металл Звук рядом с 9-м энергоблоком0020 Это, скорее всего, является результатом погнутых лопастей вентилятора теплового насоса или того, что вентилятор каким-то образом сместился, что привело к контакту с другой металлической частью теплового насоса. Со временем это разрушит либо лопасти вентилятора, либо сам двигатель вентилятора. ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ: Вибрация Любой вибрирующий звук, исходящий от вашего теплового насоса, вам не друг. Вибрации делают такие вещи, как ослабление винтов и гаек на болтах. Если вибрация не устраняется в течение длительного времени, она может привести к выходу из строя гораздо более серьезных деталей. ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ: Громкое гудение Необычно громкое гудение внутри теплового насоса не является нормальным, в отличие от тихого гудения, которое мы обсуждали ранее. Это, скорее всего, будет вызвано тем, что один из электрических компонентов внутри вашего теплового насоса изнашивается или не прекращает электрическое соединение, когда это необходимо. Заклинивший двигатель вентилятора также создает очень заметный громкий гудящий шум. УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ: Шипение Если из вашего теплового насоса или воздуховода слышен шипящий звук, это плохой знак. Это означает, что воздух или, что еще хуже, хладагент выходит из вашей системы теплового насоса, и это никогда не бывает хорошо. Как только ваш хладагент станет низким, ваш тепловой насос больше не сможет передавать тепло внутри или снаружи вашего дома. ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ: Повторяющиеся булькающие звуки Хладагент внутри вашего теплового насоса переходит из жидкого состояния в газообразное в зависимости от того, где он находится, когда он циркулирует по линиям под давлением в вашем тепловом насосе. ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ: Громкий визг при работающем двигателе вентилятора Лопасти вентилятора вашего теплового насоса могут вращаться, поскольку они прикреплены к мощному электродвигателю. К сожалению, этот герметичный электродвигатель находится в открытом доступе. Со временем внутрь может попасть влага. В конце концов, эта влага начнет способствовать разрушению масел, которые смазывают подшипники двигателя. ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ: Всегда рекомендуется регулярное техническое обслуживание теплового насоса Итак, теперь вы должны гораздо лучше знать, являются ли звуки, исходящие от вашей системы теплового насоса, нормальными или вам следует беспокоиться. Помните, что если какой-либо шум, исходящий от вашей системы теплового насоса, очень громкий и ненормальный, вы должны немедленно отключить ее и вызвать профессионального специалиста по системам вентиляции и кондиционирования. Также никогда не помешает ежегодное техническое обслуживание теплового насоса. Регулярное техническое обслуживание и прослушивание аномальных шумов теплового насоса могут в значительной степени помочь вам продлить срок службы вашего теплового насоса. Не говоря уже о том, что этот шум, вероятно, будет настолько громким, что будет раздражать вас даже в вашем доме.
Не говоря уже о том, что этот шум, вероятно, будет настолько громким, что будет раздражать вас даже в вашем доме.
Существует вероятность 50/50, что вы сможете устранить эту проблему с шумом теплового насоса самостоятельно. Для этого сначала снимите защитный экран с двигателей вентиляторов. Затем затяните все винты или гайки, которые могли ослабнуть, что привело к небольшому наклону блока вентилятора. Если проблема заключается в согнутой лопасти вентилятора, попробуйте аккуратно выпрямить ее. Если это не сработает, вы можете купить новую лопасть вентилятора и заменить ее самостоятельно. Если ни один из этих способов не устранит удар лопасти вентилятора о металл, вам необходимо запланировать вызов службы ОВКВ. Чем громче вибрации, тем они серьезнее.
Чем громче вибрации, тем они серьезнее.
С большинством вибраций вы можете справиться самостоятельно, даже если у вас ограниченные механические способности. Попробуйте найти незакрепленную часть оборудования, которая вызывает вибрирующий шум. Как только вы найдете его, затяните все винты или гайки, которые должны закрепить его на месте. Небольшой кусочек резины, размещенный в стратегически важных местах, также творит чудеса, останавливая вибрации.
Если у вас есть электрический компонент, который громко гудит, его необходимо заменить. Если вы знаете, как выполнять электромонтажные работы, возможно, вы сможете сделать это самостоятельно (не забывайте всегда отключать питание перед работой с электрической системой вашего теплового насоса). Однако, вероятно, лучше всего, чтобы эту работу выполнял обученный специалист по HVAC.
Если вы знаете, как выполнять электромонтажные работы, возможно, вы сможете сделать это самостоятельно (не забывайте всегда отключать питание перед работой с электрической системой вашего теплового насоса). Однако, вероятно, лучше всего, чтобы эту работу выполнял обученный специалист по HVAC.
К сожалению, если вы хорошо не разбираетесь в системах отопления и охлаждения, вы не сможете устранить эту проблему самостоятельно. Если вы слышите шипение, исходящее от вашего теплового насоса, выключите его и обратитесь в службу ОВКВ. Чтобы ваш тепловой насос работал должным образом, этот уровень хладагента должен оставаться достаточно постоянным. Небольшие утечки в линиях под давлением теплового насоса могут со временем привести к потере хладагента. Когда это происходит, это может издавать булькающие звуки в линиях под давлением во время работы системы.
Чтобы ваш тепловой насос работал должным образом, этот уровень хладагента должен оставаться достаточно постоянным. Небольшие утечки в линиях под давлением теплового насоса могут со временем привести к потере хладагента. Когда это происходит, это может издавать булькающие звуки в линиях под давлением во время работы системы.
Устранение утечек хладагента и добавление хладагента должны выполняться обученным специалистом по ОВиК. Пришло время запланировать вызов службы ОВКВ, если вы постоянно слышите булькающие звуки в тепловом насосе и кажется, что он работает неэффективно. Как только это произойдет, «визжащий шум», который будут издавать несмазанные подшипники, может, мягко говоря, очень раздражать.
Как только это произойдет, «визжащий шум», который будут издавать несмазанные подшипники, может, мягко говоря, очень раздражать.
Единственный способ прекратить визжащий звук, исходящий от двигателя вентилятора теплового насоса, — это заменить этот двигатель. Эту работу лучше всего доверить профессиональному специалисту по системам вентиляции и кондиционирования.
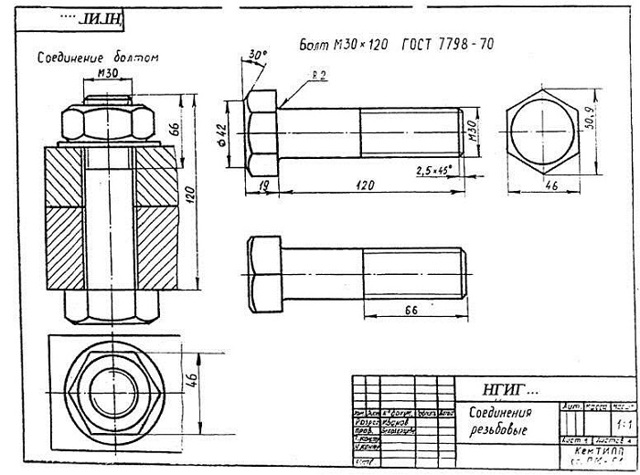
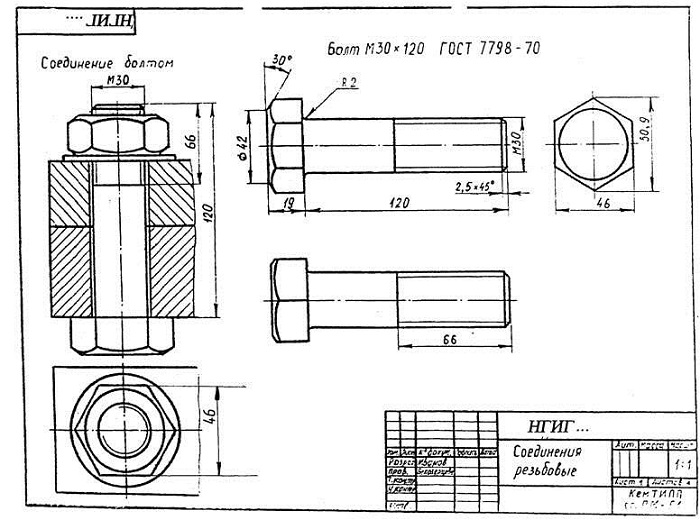

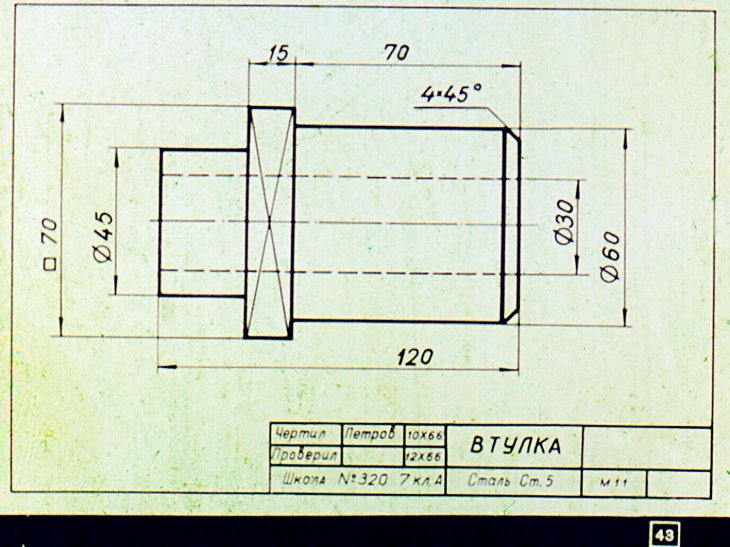
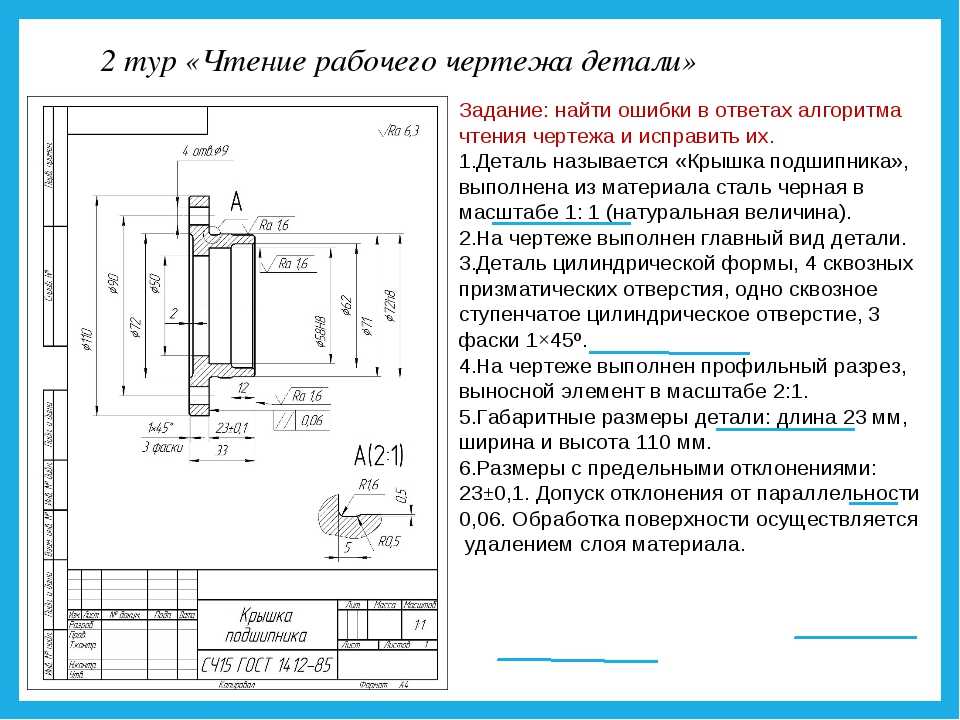
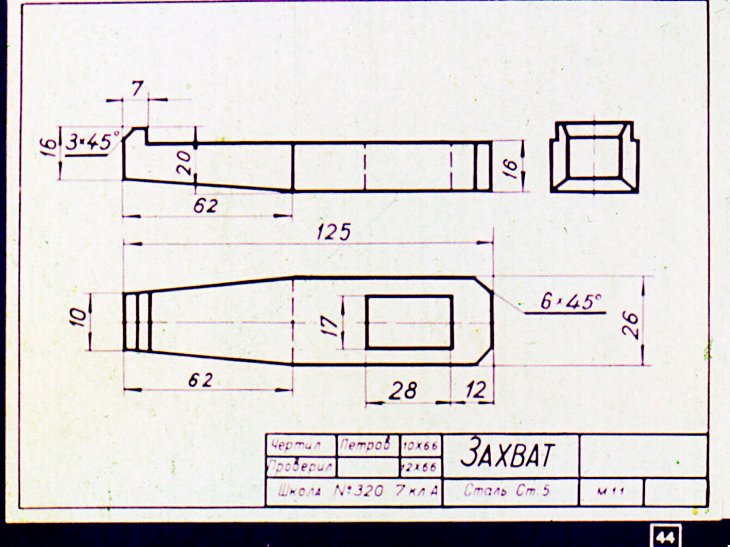
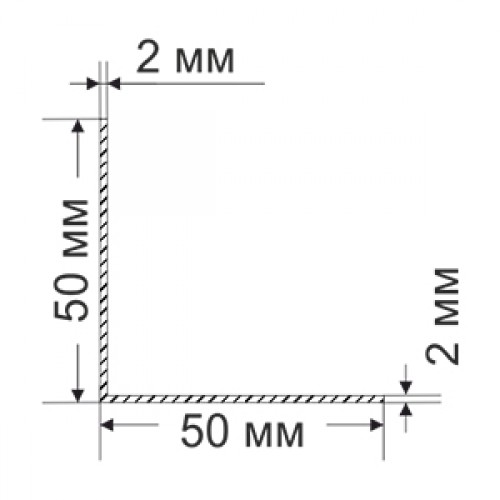
 Масштаб чертежа выполнен в натуральную величину, а именно 1:1.
Масштаб чертежа выполнен в натуральную величину, а именно 1:1.
 д.
д. д.
д.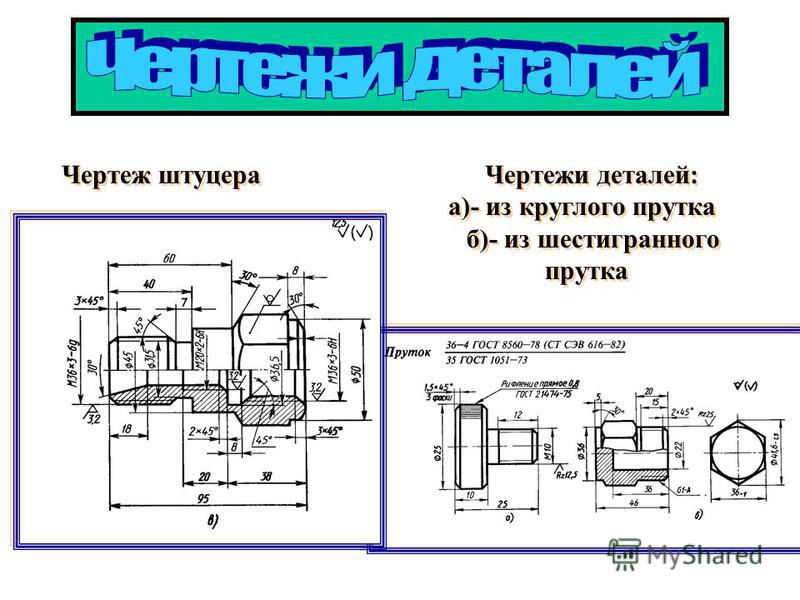 По умолчанию в машиностроении на технических эскизах все размеры указывают в миллиметрах. На других технических схемах — к примеру, архитектурных, — масштаб и размеры уточняют отдельно в соответствии с ГОСТами.
По умолчанию в машиностроении на технических эскизах все размеры указывают в миллиметрах. На других технических схемах — к примеру, архитектурных, — масштаб и размеры уточняют отдельно в соответствии с ГОСТами.
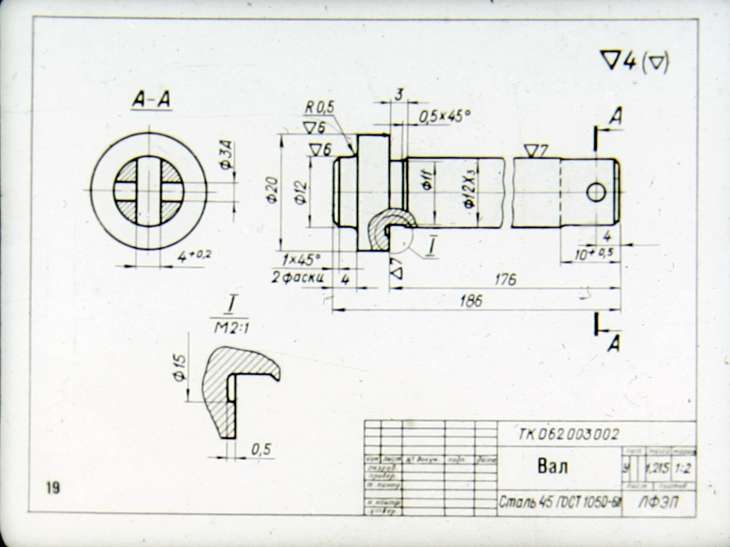 Она определяется величиной зазора или натяга при сборке.
Она определяется величиной зазора или натяга при сборке.
 Он представляет собой изображение фигуры, получившееся после ее условного рассечения. Оно позволяет рассмотреть внутренний вид предмета.
Он представляет собой изображение фигуры, получившееся после ее условного рассечения. Оно позволяет рассмотреть внутренний вид предмета. Пример такой штриховки — на картинке.
Пример такой штриховки — на картинке.
 Эти стандарты регулируют правила оформления знаков, букв, цифр, линий и пр.
Эти стандарты регулируют правила оформления знаков, букв, цифр, линий и пр.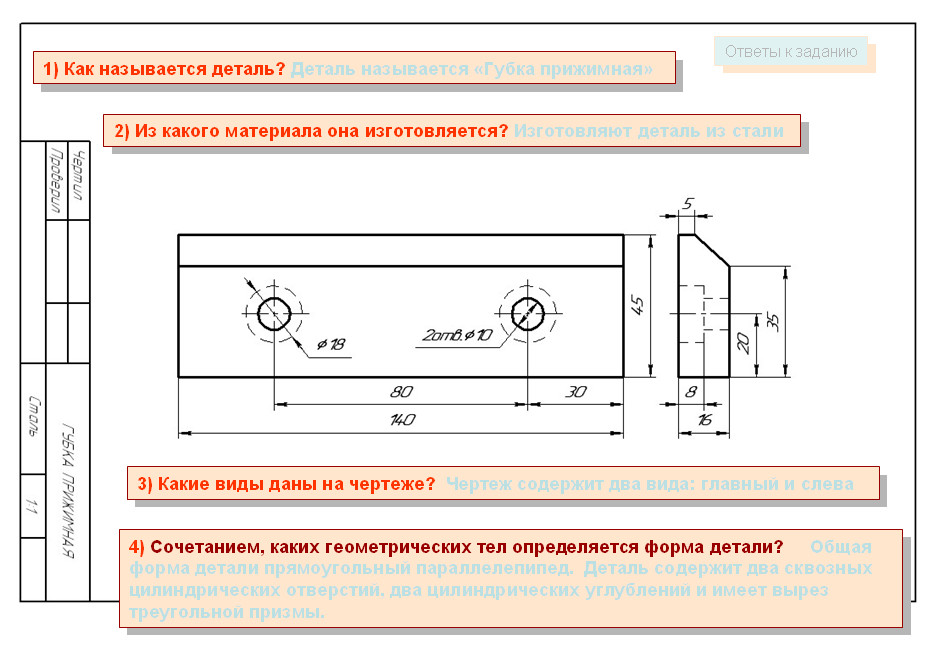 д.
д.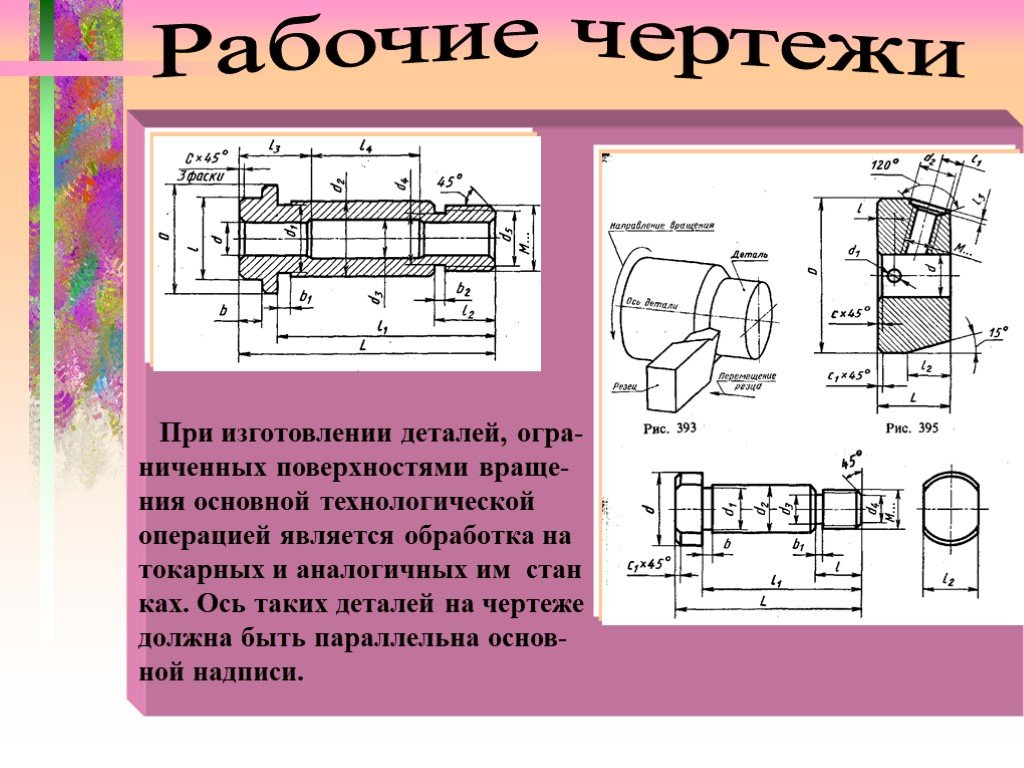

 40 (Голосов: 5)
40 (Голосов: 5) И будь вы архитектором, инженером или строителем, вам нужно уметь их читать.
И будь вы архитектором, инженером или строителем, вам нужно уметь их читать. .
. Также в правом нижнем углу находится номер чертежа или печати, что важно для подачи чертежа и поиска правильного чертежа, когда он упоминается в другом чертеже.
Также в правом нижнем углу находится номер чертежа или печати, что важно для подачи чертежа и поиска правильного чертежа, когда он упоминается в другом чертеже.
 Легенда делает их легкими для понимания.
Легенда делает их легкими для понимания.
 д. В них также могут быть указаны размеры крыши, а также используемые материалы для обшивки и кровли.
д. В них также могут быть указаны размеры крыши, а также используемые материалы для обшивки и кровли. Таблицы E также регулируют системы противопожарной защиты, пожарную сигнализацию, внутреннее и внешнее освещение, резервное питание и электропроводку для встроенных приборов.
Таблицы E также регулируют системы противопожарной защиты, пожарную сигнализацию, внутреннее и внешнее освещение, резервное питание и электропроводку для встроенных приборов.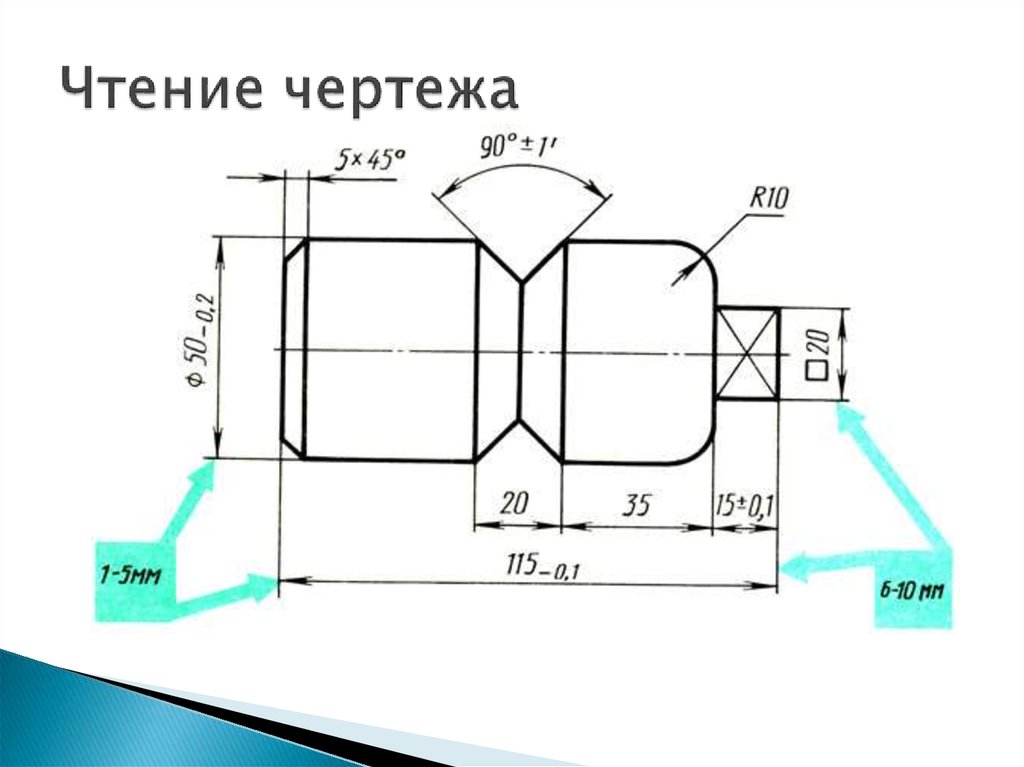 д. каждого экземпляра этого предмета.
д. каждого экземпляра этого предмета.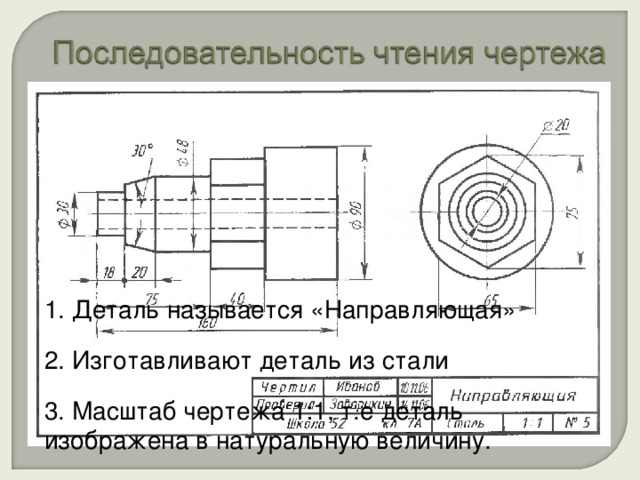 Это может быть не только план этажа, но и страницы, показывающие проект со следующих точек зрения:
Это может быть не только план этажа, но и страницы, показывающие проект со следующих точек зрения: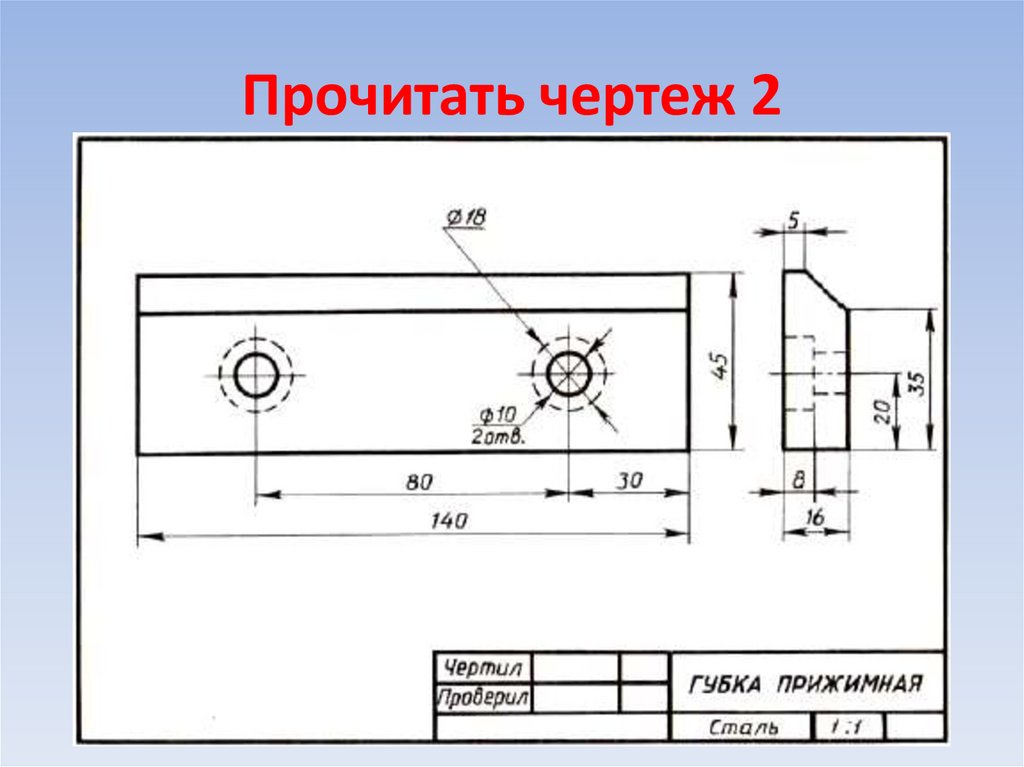

 Это некоторые из наиболее распространенных линий, которые вы встретите на чертеже, и их использование.
Это некоторые из наиболее распространенных линий, которые вы встретите на чертеже, и их использование. Они могут описывать положения переключателя «включено» и «выключено», расстояние до двери, когда она открывается, и так далее.
Они могут описывать положения переключателя «включено» и «выключено», расстояние до двери, когда она открывается, и так далее.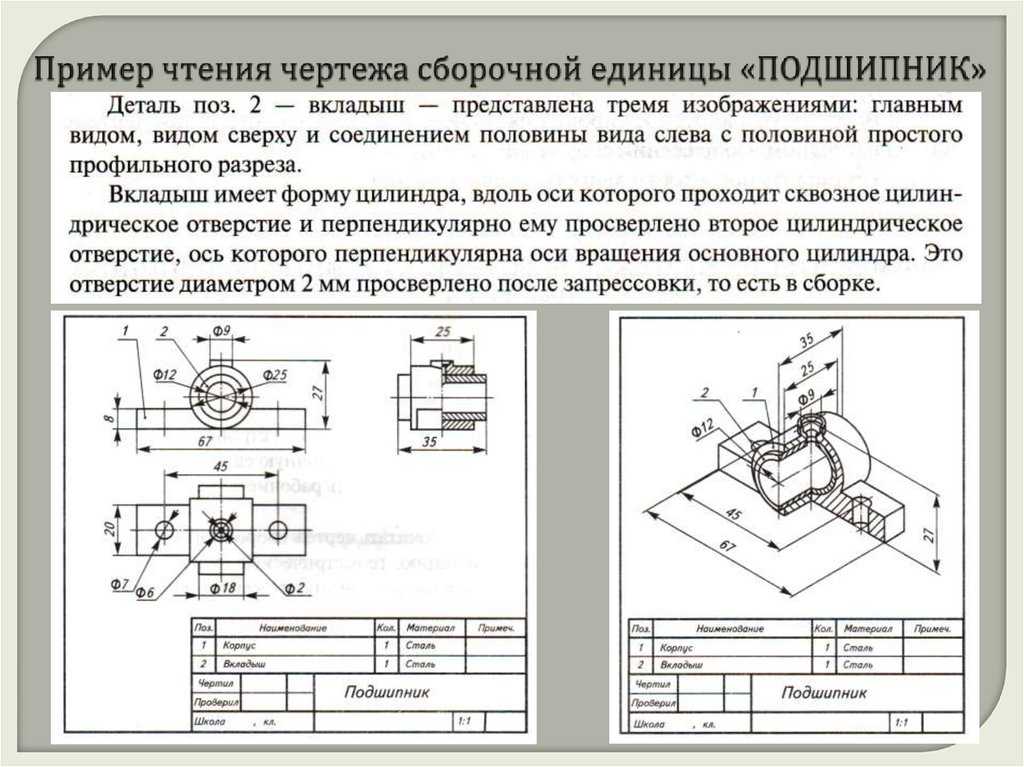
 Блок допусков определяет допуски, связанные с размерами, которые не указаны непосредственно на чертеже.
Блок допусков определяет допуски, связанные с размерами, которые не указаны непосредственно на чертеже.
 Расчет не нужен. Просто держите его между цифрами.
Расчет не нужен. Просто держите его между цифрами.
 Они часто используются как форма рельефа кромки, похожая на фаску. Хотя это наиболее распространенное использование радиуса, радиусы могут быть рассчитаны для всех видов внутренних и внешних элементов.
Они часто используются как форма рельефа кромки, похожая на фаску. Хотя это наиболее распространенное использование радиуса, радиусы могут быть рассчитаны для всех видов внутренних и внешних элементов.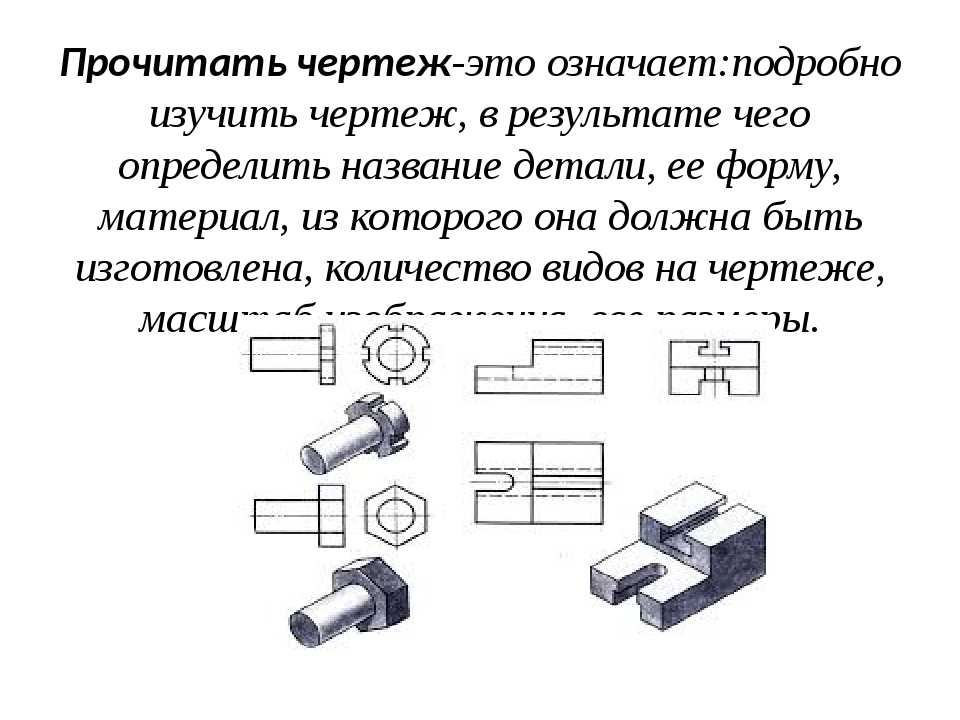 Отклонение от этого «идеального» размера или местоположения будет использоваться для измерения других характеристик детали, таких как истинное положение или профиль. Базовые размеры сами по себе не имеют допуска и вместо этого контролируются другим обозначением GD&T.
Отклонение от этого «идеального» размера или местоположения будет использоваться для измерения других характеристик детали, таких как истинное положение или профиль. Базовые размеры сами по себе не имеют допуска и вместо этого контролируются другим обозначением GD&T.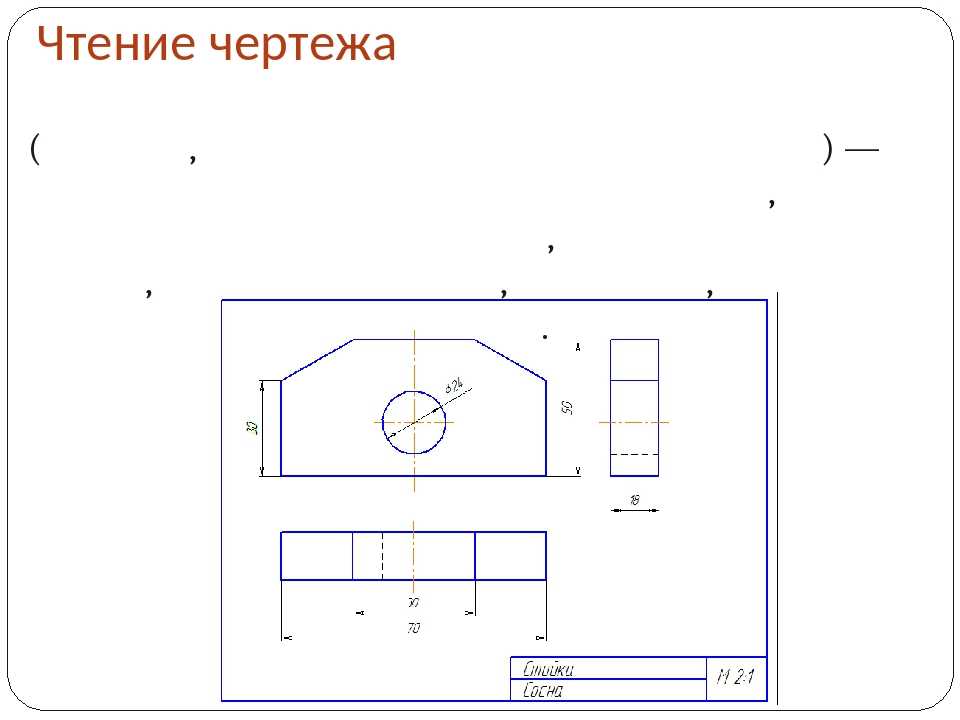 Фаски часто указываются в разных местах. Они могут быть перечислены непосредственно на детали, в разделе примечаний или в общем блоке допусков.
Фаски часто указываются в разных местах. Они могут быть перечислены непосредственно на детали, в разделе примечаний или в общем блоке допусков. Накатки будут различаться по шагу, диаметру и типу накатки.
Накатки будут различаться по шагу, диаметру и типу накатки.
 5.
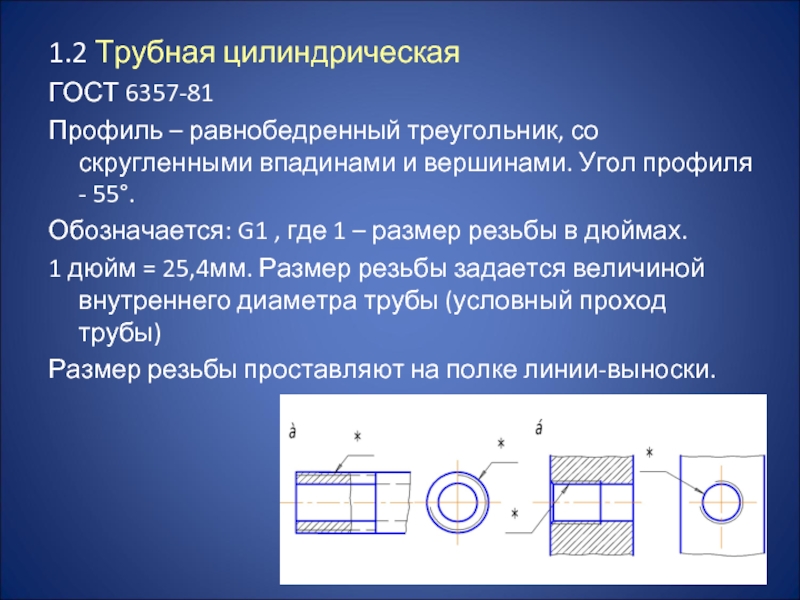
5. Изображая такую резьбу, показывают ее профиль (обычно увеличенный) и наносят все размеры, необходимые для ее изготовления: наружный и внутренний диаметры, шаг резьбы, толщину зуба или ширину впадины. Направление резьбы и число заходов указывают над полкой линии-выноски, например, «Резьба трехзаходная-», «Резьба левая», «Резьба двухзаходная левая» (рис. 402). Линия выноски заканчивается стрелкой, упирающейся острием в наружный контур резьбы.
Изображая такую резьбу, показывают ее профиль (обычно увеличенный) и наносят все размеры, необходимые для ее изготовления: наружный и внутренний диаметры, шаг резьбы, толщину зуба или ширину впадины. Направление резьбы и число заходов указывают над полкой линии-выноски, например, «Резьба трехзаходная-», «Резьба левая», «Резьба двухзаходная левая» (рис. 402). Линия выноски заканчивается стрелкой, упирающейся острием в наружный контур резьбы. е. диаметр отверстия трубы плюс две толщины ее стенок. Обозначение размера трубной резьбы приводится без обозначения единицы физической величины. Стрелка линии-выноски упирается в сплошную основную линию резьбы (рис. 403, 404). Обозначение резьбы в плоскости, перпендикулярной оси резьбы, проставляется только в случае необходимости.
е. диаметр отверстия трубы плюс две толщины ее стенок. Обозначение размера трубной резьбы приводится без обозначения единицы физической величины. Стрелка линии-выноски упирается в сплошную основную линию резьбы (рис. 403, 404). Обозначение резьбы в плоскости, перпендикулярной оси резьбы, проставляется только в случае необходимости.



 20.1 ТРУБНАЯ РЕЗЬБА ОБЩЕГО НАЗНАЧЕНИЯ, 3D-098 FURPOSE/010 (01CH)
20.1 ТРУБНАЯ РЕЗЬБА ОБЩЕГО НАЗНАЧЕНИЯ, 3D-098 FURPOSE/010 (01CH) 20.1 ТРУБНАЯ РЕЗЬБА ОБЩЕГО НАЗНАЧЕНИЯ (ДЮЙМЫ)
20.1 ТРУБНАЯ РЕЗЬБА ОБЩЕГО НАЗНАЧЕНИЯ (ДЮЙМЫ) 20.3 Dryseal Tipe Lids (дюйм)
20.3 Dryseal Tipe Lids (дюйм) 1 УНИФИЦИРОВАННАЯ ДЮЙМОВАЯ РЕЗЬБА (ФОРМА РЕЗЬБЫ UN И UNR)
1 УНИФИЦИРОВАННАЯ ДЮЙМОВАЯ РЕЗЬБА (ФОРМА РЕЗЬБЫ UN И UNR) Это старое обозначение заменено на G.
Это старое обозначение заменено на G.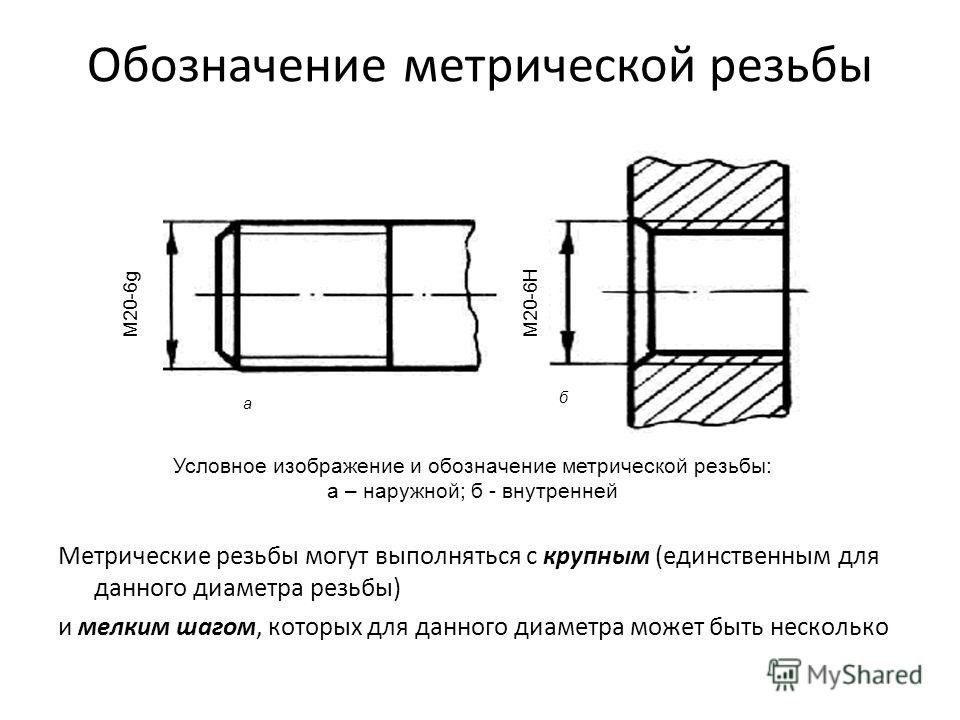
 Это стало известно как британская стандартная трубная резьба (BSP Taper или BSP Parallel thread). Резьба Уитворта в настоящее время используется во всем мире в качестве стандартной резьбы для соединения труб из низкоуглеродистой стали.
Это стало известно как британская стандартная трубная резьба (BSP Taper или BSP Parallel thread). Резьба Уитворта в настоящее время используется во всем мире в качестве стандартной резьбы для соединения труб из низкоуглеродистой стали. Обе резьбы параллельны, а уплотнение обеспечивается прижатием мягкого материала к внешней резьбе или плоской прокладкой.
Обе резьбы параллельны, а уплотнение обеспечивается прижатием мягкого материала к внешней резьбе или плоской прокладкой. 1 и SAE J476.
1 и SAE J476. Для рабочих вместо этих расстояний удобнее знать, сколько оборотов сделать руками, а сколько ключом. Простое эмпирическое правило для установки конической трубной резьбы, как металлической, так и пластиковой, заключается в затягивании от руки плюс один-два оборота гаечным ключом. Значения крутящего момента при установке могут быть определены для каждого применения, но из-за различий, связанных с соединениями труб, таких как разные материалы наружной и внутренней резьбы, типы используемых уплотнений и внутренние различия в толщине стенки изделия, стандартные характеристики крутящего момента не могут быть применимы в целом.
Для рабочих вместо этих расстояний удобнее знать, сколько оборотов сделать руками, а сколько ключом. Простое эмпирическое правило для установки конической трубной резьбы, как металлической, так и пластиковой, заключается в затягивании от руки плюс один-два оборота гаечным ключом. Значения крутящего момента при установке могут быть определены для каждого применения, но из-за различий, связанных с соединениями труб, таких как разные материалы наружной и внутренней резьбы, типы используемых уплотнений и внутренние различия в толщине стенки изделия, стандартные характеристики крутящего момента не могут быть применимы в целом. 060
060 Различия между формами резьбы, полученной литьем под давлением, и обработанной металлической резьбой могут возникать из-за различных производственных процессов.
Различия между формами резьбы, полученной литьем под давлением, и обработанной металлической резьбой могут возникать из-за различных производственных процессов.
 Наиболее известным является NPTF (F для топлива). При такой конструкции резьбы на гребнях и впадинах как охватываемой, так и охватывающей резьбы предусмотрены элементы управления, чтобы убедиться, что гребень раздавливает или смещает материал в основание сопрягаемой резьбы. Посадка с натягом между вершиной одной резьбы и основанием другой, а также совмещение боковых сторон резьбы герметизирует спиральную утечку.
Наиболее известным является NPTF (F для топлива). При такой конструкции резьбы на гребнях и впадинах как охватываемой, так и охватывающей резьбы предусмотрены элементы управления, чтобы убедиться, что гребень раздавливает или смещает материал в основание сопрягаемой резьбы. Посадка с натягом между вершиной одной резьбы и основанием другой, а также совмещение боковых сторон резьбы герметизирует спиральную утечку. Резьба BSP обычно используется для трубопроводов низкого давления, но не рекомендуется для гидравлических систем среднего и высокого давления. В этой форме используется резьба Уитворта с углом 55° и конусностью 1 к 16. Он не взаимозаменяем с американской резьбой NPT, хотя размеры 1/2 дюйма и 3/4 дюйма имеют 14 витков резьбы на дюйм.
Резьба BSP обычно используется для трубопроводов низкого давления, но не рекомендуется для гидравлических систем среднего и высокого давления. В этой форме используется резьба Уитворта с углом 55° и конусностью 1 к 16. Он не взаимозаменяем с американской резьбой NPT, хотя размеры 1/2 дюйма и 3/4 дюйма имеют 14 витков резьбы на дюйм. 9.0531 рисунок 7 . Эти резьбы можно эффективно использовать вместе, если использовать соответствующий резьбовой герметик.
9.0531 рисунок 7 . Эти резьбы можно эффективно использовать вместе, если использовать соответствующий резьбовой герметик.


 Крепление к пеноблоку подбирают в соответствии с нагрузкой и типом монтируемого изделия, диаметр обычно составляет 4-12 миллиметров.
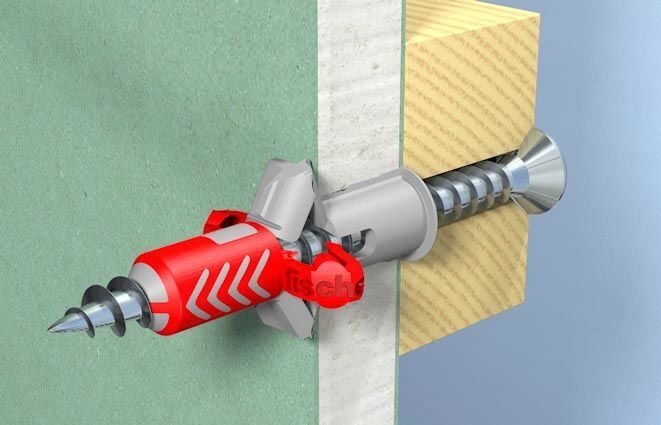
Крепление к пеноблоку подбирают в соответствии с нагрузкой и типом монтируемого изделия, диаметр обычно составляет 4-12 миллиметров. Может применяться как для пенобетона, так и для плотного газобетона. Винт с металлическими распирающими элементами монтируется легко: сначала стену из пенобетона нужно разметить, сделать отверстие, вставить крепеж и затянуть, что заставит металлическую часть надежно зафиксироваться в блоке за счет распора.
Может применяться как для пенобетона, так и для плотного газобетона. Винт с металлическими распирающими элементами монтируется легко: сначала стену из пенобетона нужно разметить, сделать отверстие, вставить крепеж и затянуть, что заставит металлическую часть надежно зафиксироваться в блоке за счет распора.
 [/info-box]
[/info-box]
 В Москве и области, других регионах представлен большой выбор разнообразных изделий по конструкции, типу, нагрузке, материалу. В процессе работ важно соблюдать технологию и последовательность действий, все делать тщательно и качественно.
В Москве и области, других регионах представлен большой выбор разнообразных изделий по конструкции, типу, нагрузке, материалу. В процессе работ важно соблюдать технологию и последовательность действий, все делать тщательно и качественно. Когда нам нужно закрепить радиатор, телевизор, карниз для штор или санфаянс – важно выбрать такой крепеж, который будет держать нагрузку от подвешиваемых предметов. В крепежных магазинах нам предлагается множество вариантов. А если выбранный нами крепеж подведет? – во сколько нам обойдется ущерб от неправильного выбора? Испытания различных видов креплений по газобетону помогут определить, какое из них лучшее.
Когда нам нужно закрепить радиатор, телевизор, карниз для штор или санфаянс – важно выбрать такой крепеж, который будет держать нагрузку от подвешиваемых предметов. В крепежных магазинах нам предлагается множество вариантов. А если выбранный нами крепеж подведет? – во сколько нам обойдется ущерб от неправильного выбора? Испытания различных видов креплений по газобетону помогут определить, какое из них лучшее.
 Наружный диаметр под сверло – 10 мм. Отверстие просверлили в безударном режиме, как и под все последующие крепежи, чтобы не раскрошить газобетон. Внутрь вкрутили шестимиллиметровый шуруп.
Наружный диаметр под сверло – 10 мм. Отверстие просверлили в безударном режиме, как и под все последующие крепежи, чтобы не раскрошить газобетон. Внутрь вкрутили шестимиллиметровый шуруп.




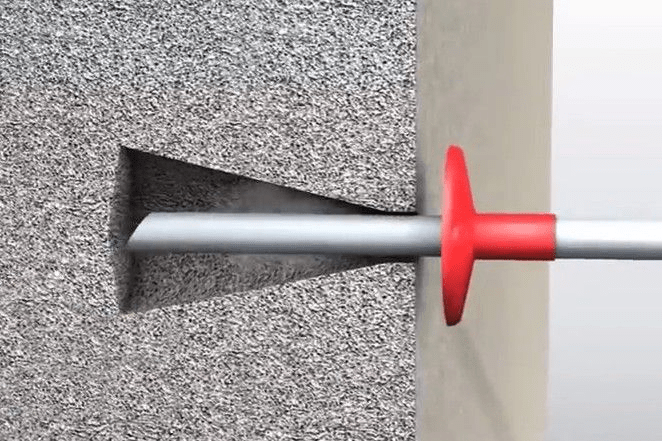
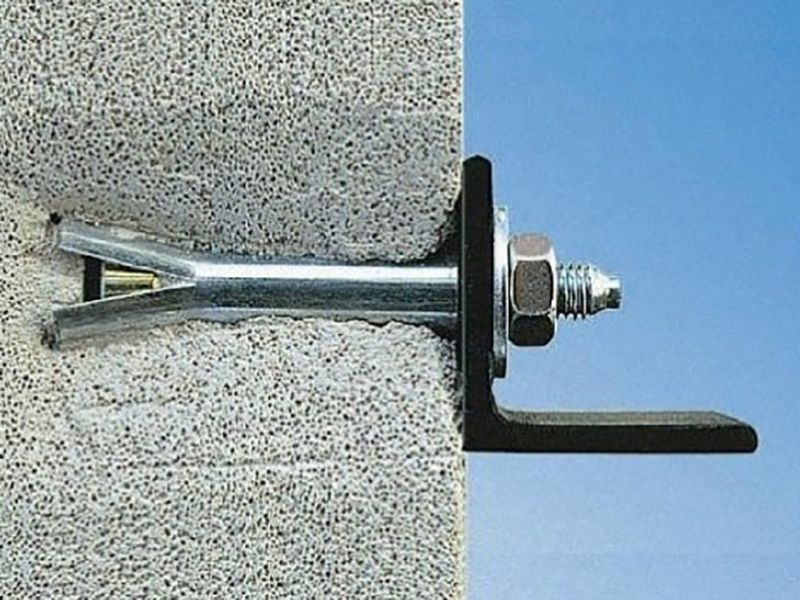
 Пробурили 10-миллиметровым сверлом отверстие, забили в него анкер и расклинили крылышки, вращая шестигранник по часовой стрелке. После этого вкрутили болт, закрепляя тем самым деталь в основании.
Пробурили 10-миллиметровым сверлом отверстие, забили в него анкер и расклинили крылышки, вращая шестигранник по часовой стрелке. После этого вкрутили болт, закрепляя тем самым деталь в основании.
 А насколько прочно удерживается, посмотрим на полученные в ходе испытаний значения:
А насколько прочно удерживается, посмотрим на полученные в ходе испытаний значения:
 Пиковая нагрузка, при которой начинается разрушение, составляет в среднем всего 61 кг. Это самый слабый крепеж для газобетона, способный держать лишь очень легкие предметы типа настенных часов и рамочек с фотографиями.
Пиковая нагрузка, при которой начинается разрушение, составляет в среднем всего 61 кг. Это самый слабый крепеж для газобетона, способный держать лишь очень легкие предметы типа настенных часов и рамочек с фотографиями.

 Вот вопросы об обслуживании и благоустройстве дома из района Южной Аризоны.
Вот вопросы об обслуживании и благоустройстве дома из района Южной Аризоны.  Правильный маляр может помочь вам подобрать правильное покрытие для ваших стен, чтобы уменьшить вероятность повторного появления трещин.
Правильный маляр может помочь вам подобрать правильное покрытие для ваших стен, чтобы уменьшить вероятность повторного появления трещин.

 Подписка поможет вам получить доступ к большему количеству местных историй, которые помогут вам оставаться на связи с сообществом.
Подписка поможет вам получить доступ к большему количеству местных историй, которые помогут вам оставаться на связи с сообществом.  … ну, очень удовлетворительный!
… ну, очень удовлетворительный! Но если невозможно предсказать или избежать склеивания в области, которая позже будет вырезана или отшлифована, я нашел некоторые из следующих вариантов наиболее подходящими, поскольку они обеспечивают наименьшее сопротивление.
Но если невозможно предсказать или избежать склеивания в области, которая позже будет вырезана или отшлифована, я нашел некоторые из следующих вариантов наиболее подходящими, поскольку они обеспечивают наименьшее сопротивление. Шаг дюймовой резьбы определяется по количеству нитей на один дюйм длины резьбовой части детали. Резьбомер комплектуется 17 измерительными пластинами с количеством витков от 4 до 28. Для маркировки инструмента применяется маркировка «Д55».
Шаг дюймовой резьбы определяется по количеству нитей на один дюйм длины резьбовой части детали. Резьбомер комплектуется 17 измерительными пластинами с количеством витков от 4 до 28. Для маркировки инструмента применяется маркировка «Д55». Если нужно определить шаг внутренней резьбы, то место измерение необходимо подсвечивать, чтобы точно определить плотное прилегание гребенки пластины резьбомера.
Если нужно определить шаг внутренней резьбы, то место измерение необходимо подсвечивать, чтобы точно определить плотное прилегание гребенки пластины резьбомера.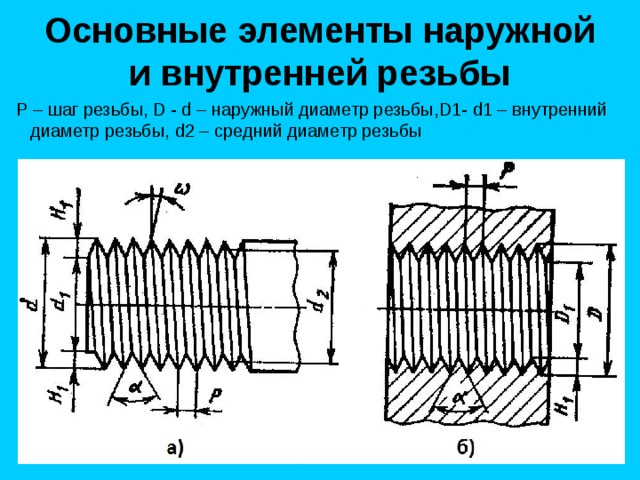 Если они совпадают, значит, шаг составляет 1 мм. В противном случае придется провести несколько более сложные измерения.
Если они совпадают, значит, шаг составляет 1 мм. В противном случае придется провести несколько более сложные измерения.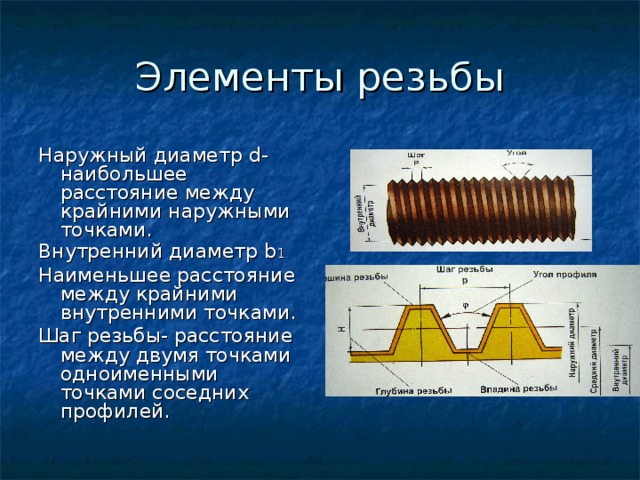
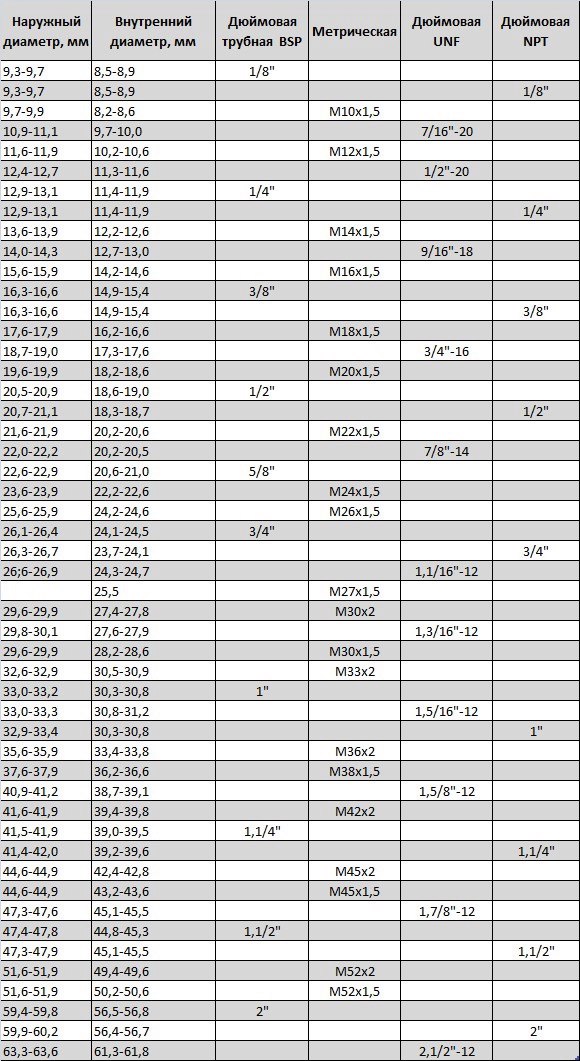
 Предварительно нужно измерить диаметр резьбы болта или гайки. Для этого нужно воспользоваться штангенциркулем, который позволяет с высокой точностью определить размер. Точность замера должна составлять десятые доли миллиметра. После этого, используя полученное значение, можно найти в таблице соответствующий диаметру шаг резьбы.
Предварительно нужно измерить диаметр резьбы болта или гайки. Для этого нужно воспользоваться штангенциркулем, который позволяет с высокой точностью определить размер. Точность замера должна составлять десятые доли миллиметра. После этого, используя полученное значение, можно найти в таблице соответствующий диаметру шаг резьбы. Сегодня большая часть оборудования стандартизирована, но более старое оборудование и нишевые изделия требуют точных измерений. На этой странице приведены некоторые рекомендации по измерению резьбы.
Сегодня большая часть оборудования стандартизирована, но более старое оборудование и нишевые изделия требуют точных измерений. На этой странице приведены некоторые рекомендации по измерению резьбы.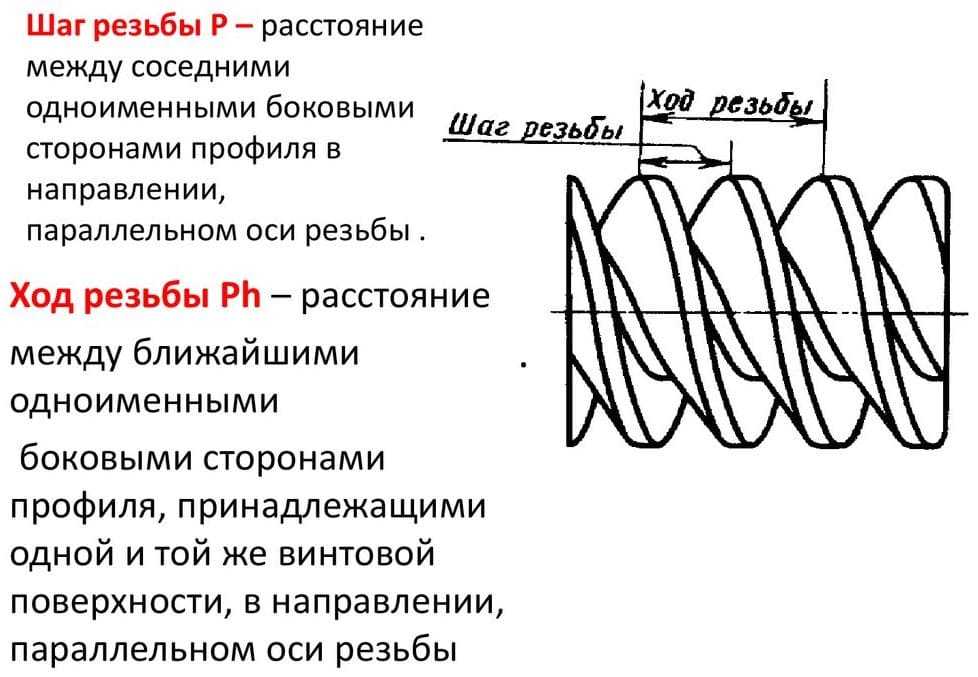 5, М.75, М.9, М1.0, М 1.25 . Обычная резьба для фильтров среднего размера — M.75. Фильтры диаметром 40,5 и меньше обычно имеют размер M.5.
5, М.75, М.9, М1.0, М 1.25 . Обычная резьба для фильтров среднего размера — M.75. Фильтры диаметром 40,5 и меньше обычно имеют размер M.5. Возьмите («Малый диаметр»), затем добавьте номер шага к измерению. Например, если внутренний размер составляет 57,2 мм, добавьте M .75, чтобы получить 57,9 мм.5, что означает «58 мм».
Возьмите («Малый диаметр»), затем добавьте номер шага к измерению. Например, если внутренний размер составляет 57,2 мм, добавьте M .75, чтобы получить 57,9 мм.5, что означает «58 мм».
 Несколько изменений в способе измерения трубной резьбы могут иметь решающее значение и сэкономить время и нервы.
Несколько изменений в способе измерения трубной резьбы могут иметь решающее значение и сэкономить время и нервы.
 это справочное руководство от Eaton Weatherhead.
это справочное руководство от Eaton Weatherhead.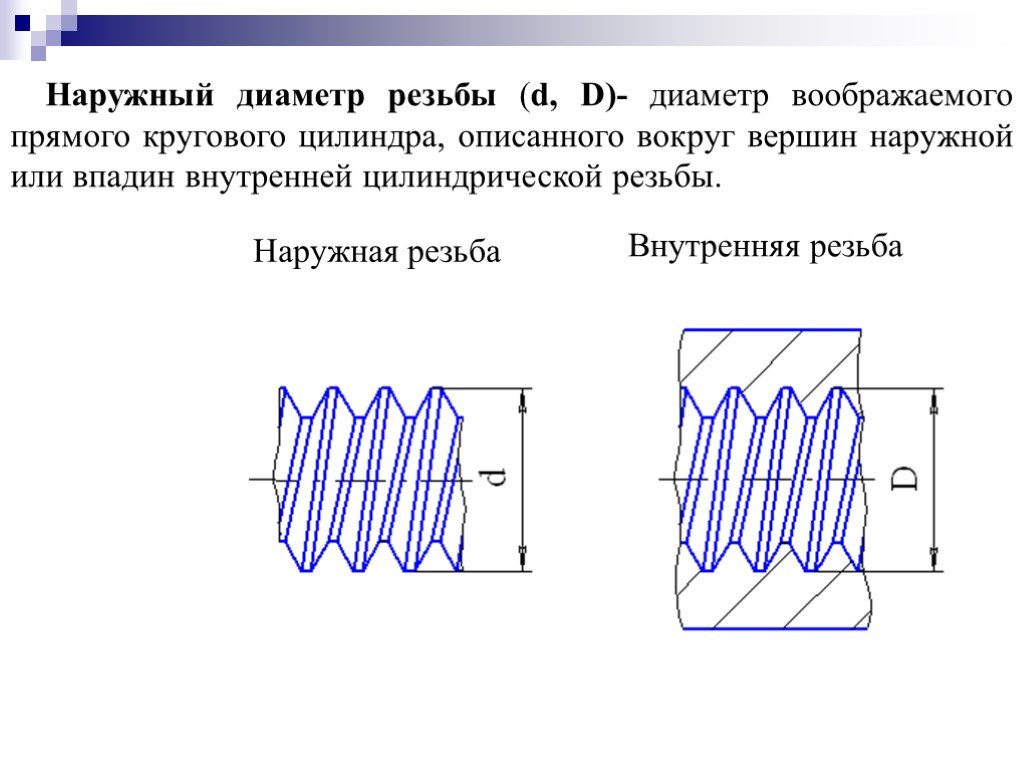 02
02
 Второй профиль из четырех в размерном ряде №5. Номерным рядом №5 в государственном стандарте начинаются 4-ёх типоразмерный ряд уголков.
Второй профиль из четырех в размерном ряде №5. Номерным рядом №5 в государственном стандарте начинаются 4-ёх типоразмерный ряд уголков.
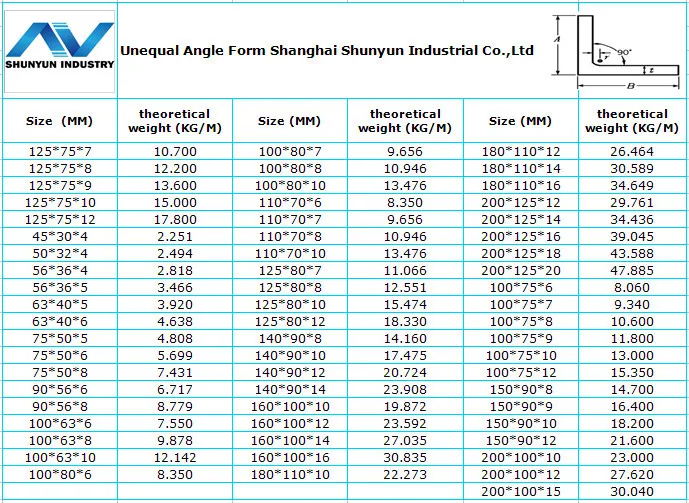
 Как вспомогательный элемент он может применяться в качестве арматуры для укрепления железобетонных конструкций, укрепление частей зданий (фундамента, кровли, стен, перекрытий, проемов). Часто используют стальной угол в качестве декоративных элементов.
Как вспомогательный элемент он может применяться в качестве арматуры для укрепления железобетонных конструкций, укрепление частей зданий (фундамента, кровли, стен, перекрытий, проемов). Часто используют стальной угол в качестве декоративных элементов. Это может значительно увеличить время прохождения круга и сделать автомобиль более предсказуемым для водителя.
Это может значительно увеличить время прохождения круга и сделать автомобиль более предсказуемым для водителя. Если у вашего автомобиля избыточный вес, вы можете уменьшить массу автомобиля до нормального веса, чтобы получить конкурентное преимущество в чемпионате.
Если у вашего автомобиля избыточный вес, вы можете уменьшить массу автомобиля до нормального веса, чтобы получить конкурентное преимущество в чемпионате. 
 Это делается из-за того, что автомобиль находится в центре гонки с оптимальной массой. Таким образом, автомобиль будет работать в направлении оптимума, а затем снова отклоняться в сторону в форме колоколообразной кривой.
Это делается из-за того, что автомобиль находится в центре гонки с оптимальной массой. Таким образом, автомобиль будет работать в направлении оптимума, а затем снова отклоняться в сторону в форме колоколообразной кривой.

 Однако многие заднеприводные гоночные автомобили ближе к разделению 50/50. Наконец, для полноприводного автомобиля выгодно соотношение 50/50, чтобы обеспечить равномерную тягу на всех четырех ведущих колесах.
Однако многие заднеприводные гоночные автомобили ближе к разделению 50/50. Наконец, для полноприводного автомобиля выгодно соотношение 50/50, чтобы обеспечить равномерную тягу на всех четырех ведущих колесах.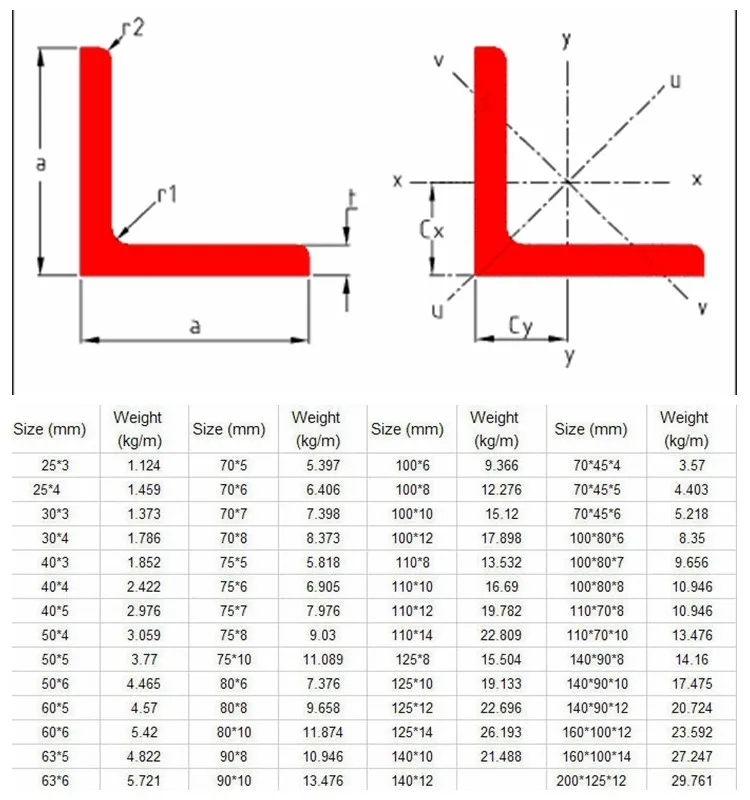 Часто колесо, расположенное по диагонали, противоположное регулируемому, будет затронуто в противоположном направлении. Следовательно, если увеличить дорожный просвет на заднем левом колесе, чтобы увеличить массу на заднем левом колесе, то масса на переднем правом колесе уменьшится. Эти знания могут помочь ускорить процесс балансировки углов.
Часто колесо, расположенное по диагонали, противоположное регулируемому, будет затронуто в противоположном направлении. Следовательно, если увеличить дорожный просвет на заднем левом колесе, чтобы увеличить массу на заднем левом колесе, то масса на переднем правом колесе уменьшится. Эти знания могут помочь ускорить процесс балансировки углов.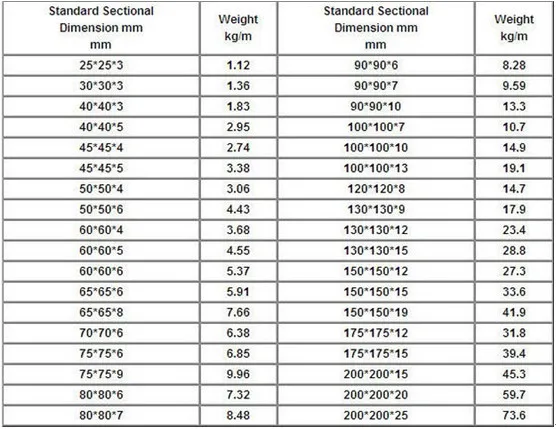 Это может привести к недостаточной или избыточной поворачиваемости, если центр крена перемещается. Таким образом, старайтесь держаться подальше от очень разных дорожных просветов спереди и сзади, если только геометрия подвески автомобиля не рассчитана на значительно увеличенный или уменьшенный дорожный просвет. Поддомкрачивание автомобиля слишком высоко также может привести к смещению центра тяжести, что приведет к чрезмерному крену автомобиля.
Это может привести к недостаточной или избыточной поворачиваемости, если центр крена перемещается. Таким образом, старайтесь держаться подальше от очень разных дорожных просветов спереди и сзади, если только геометрия подвески автомобиля не рассчитана на значительно увеличенный или уменьшенный дорожный просвет. Поддомкрачивание автомобиля слишком высоко также может привести к смещению центра тяжести, что приведет к чрезмерному крену автомобиля.
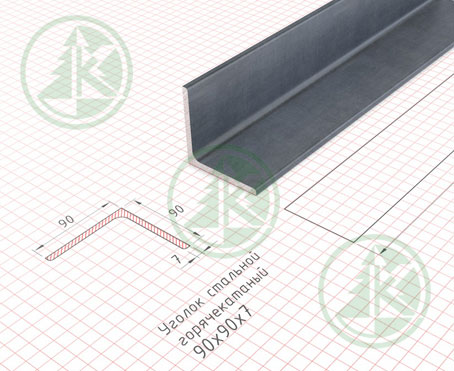
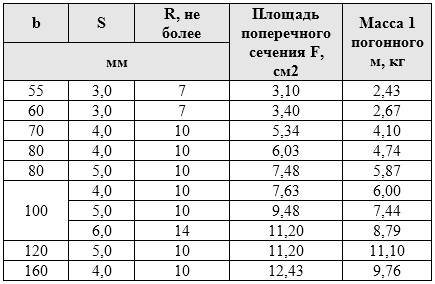 е. передние левые и
е. передние левые и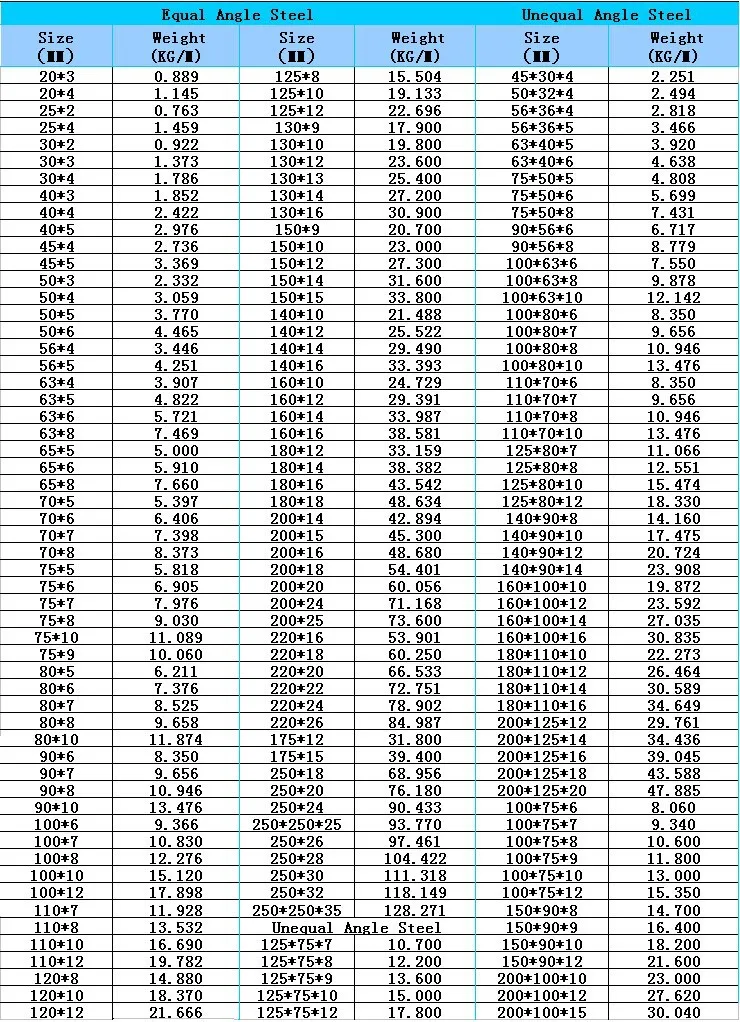 Когда вы регулируете катушки
Когда вы регулируете катушки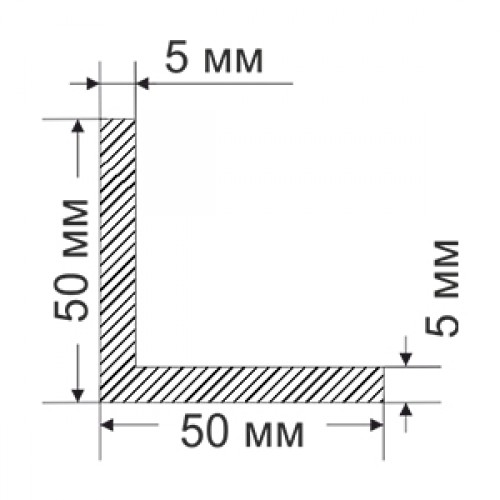 Прикус = левый задний — правый задний и положительное значение означает, что
Прикус = левый задний — правый задний и положительное значение означает, что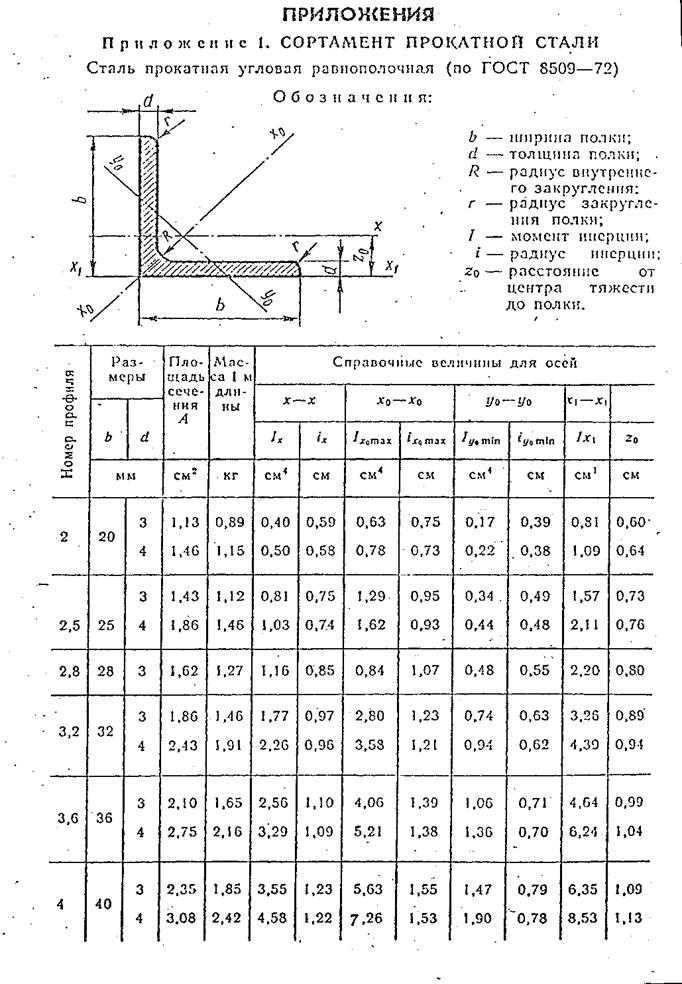
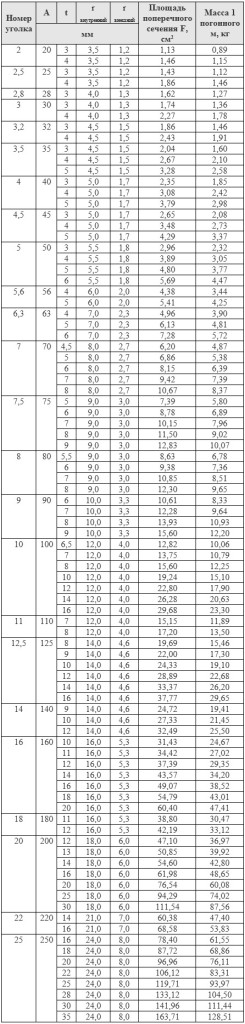

 2 В стали марок Ст3кп, Ст3пс, Ст3сп, Ст4кп, Ст4пс, Ст4сп, Ст5пс, Ст5сп допускается снижение нижнего предела массовой доли марганца на 0,10% для тонколистового проката и толстолистового проката толщиной до 10 мм при условии обеспечения требуемого уровня механических свойств.
2 В стали марок Ст3кп, Ст3пс, Ст3сп, Ст4кп, Ст4пс, Ст4сп, Ст5пс, Ст5сп допускается снижение нижнего предела массовой доли марганца на 0,10% для тонколистового проката и толстолистового проката толщиной до 10 мм при условии обеспечения требуемого уровня механических свойств. 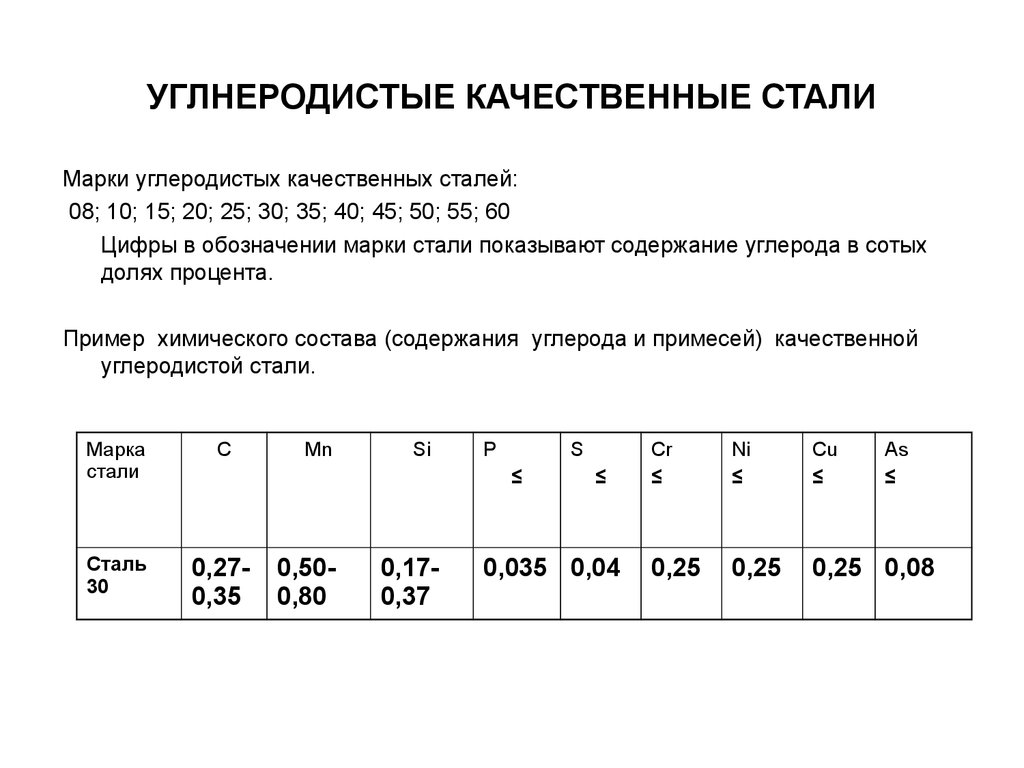

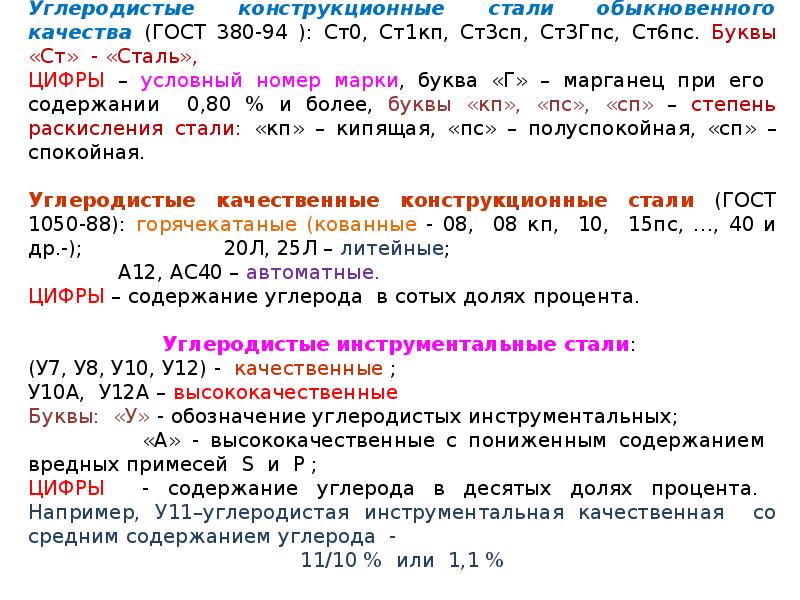



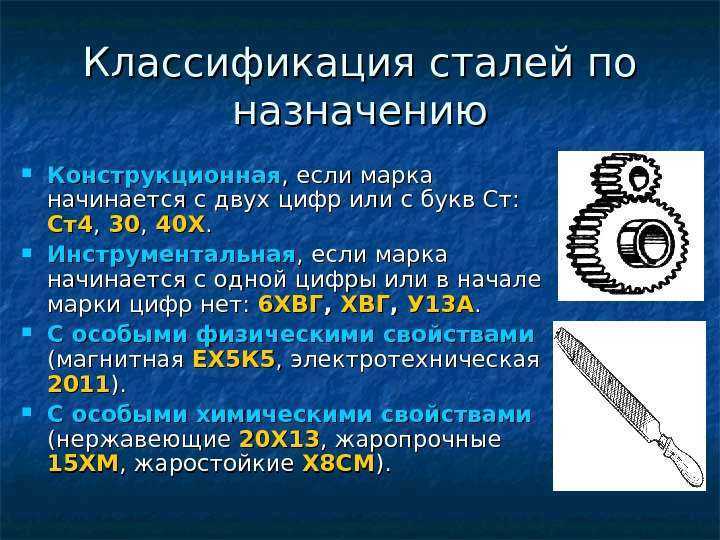
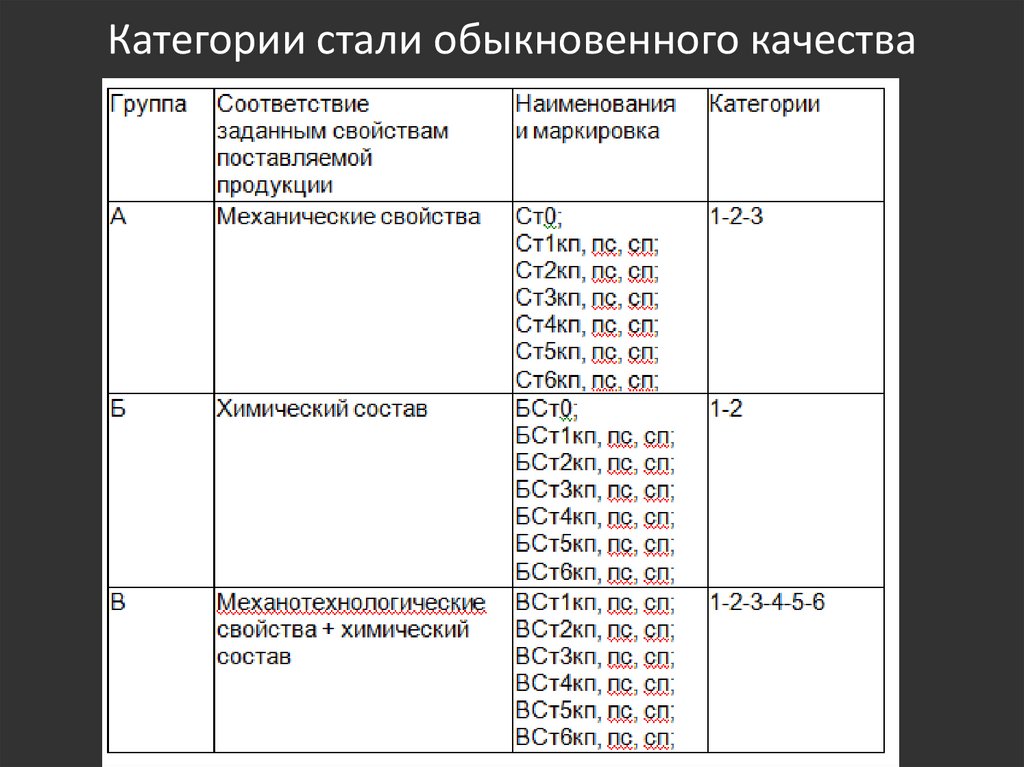


 Это идея.
Это идея.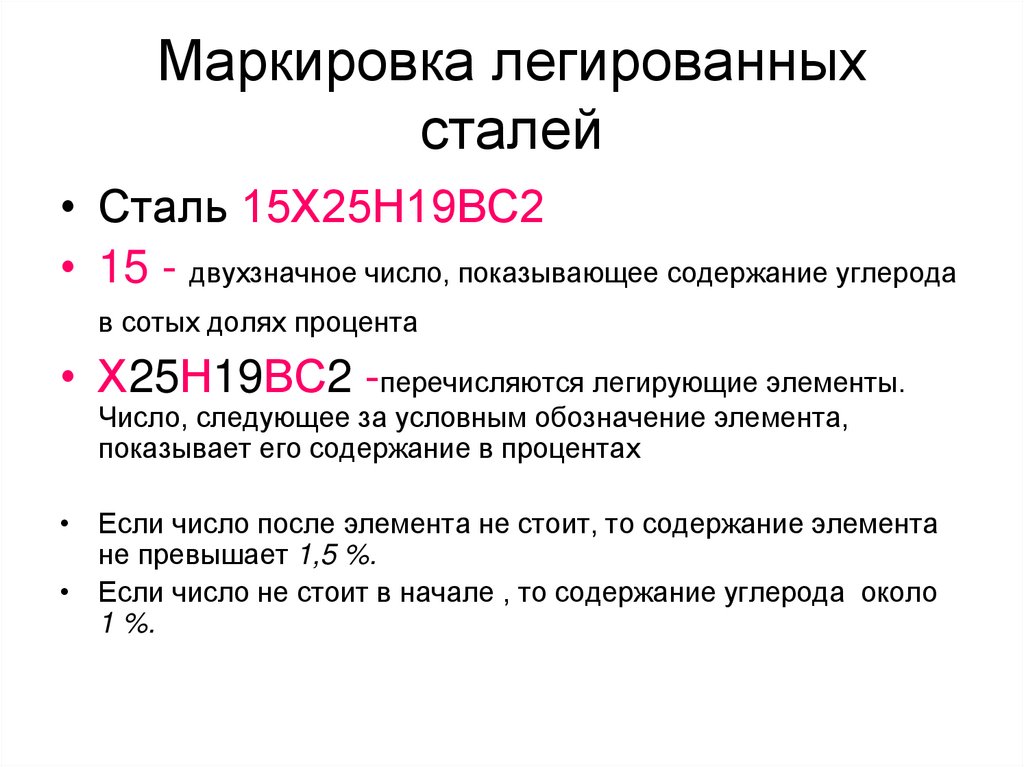 Хром соединяется с кислородом в атмосфере, создавая тонкий слой оксида хрома (толщиной всего несколько атомов). Подробнее об этом важном слое в советах по уходу ниже.
Хром соединяется с кислородом в атмосфере, создавая тонкий слой оксида хрома (толщиной всего несколько атомов). Подробнее об этом важном слое в советах по уходу ниже. Для некоторых применений 201 вполне подходит, но не для ваших напитков (как вы можете видеть выше, фу!)
Для некоторых применений 201 вполне подходит, но не для ваших напитков (как вы можете видеть выше, фу!)
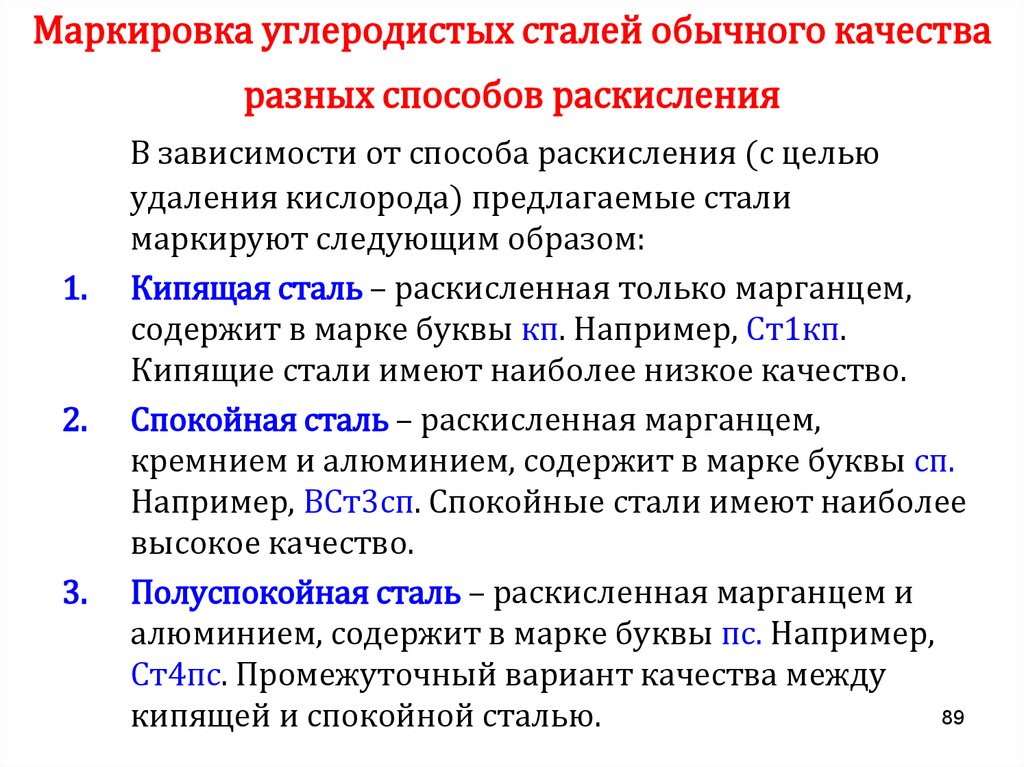
 Нержавеющая сталь является универсальным металлом и может использоваться для самых разных целей, от строительства до кухонного оборудования. В предприятиях общественного питания используется множество различных марок нержавеющей стали, и у каждого типа есть свои плюсы и минусы. Чтобы принять обоснованное решение при покупке оборудования из пищевой нержавеющей стали, вы должны понимать основные элементы в сплаве, различные системы классификации и основные типы нержавеющей стали.
Нержавеющая сталь является универсальным металлом и может использоваться для самых разных целей, от строительства до кухонного оборудования. В предприятиях общественного питания используется множество различных марок нержавеющей стали, и у каждого типа есть свои плюсы и минусы. Чтобы принять обоснованное решение при покупке оборудования из пищевой нержавеющей стали, вы должны понимать основные элементы в сплаве, различные системы классификации и основные типы нержавеющей стали.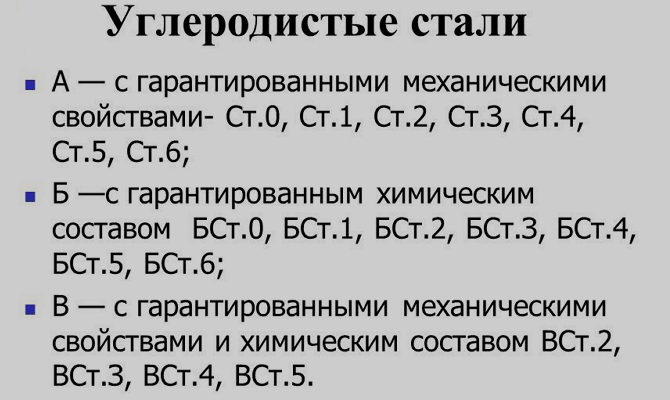
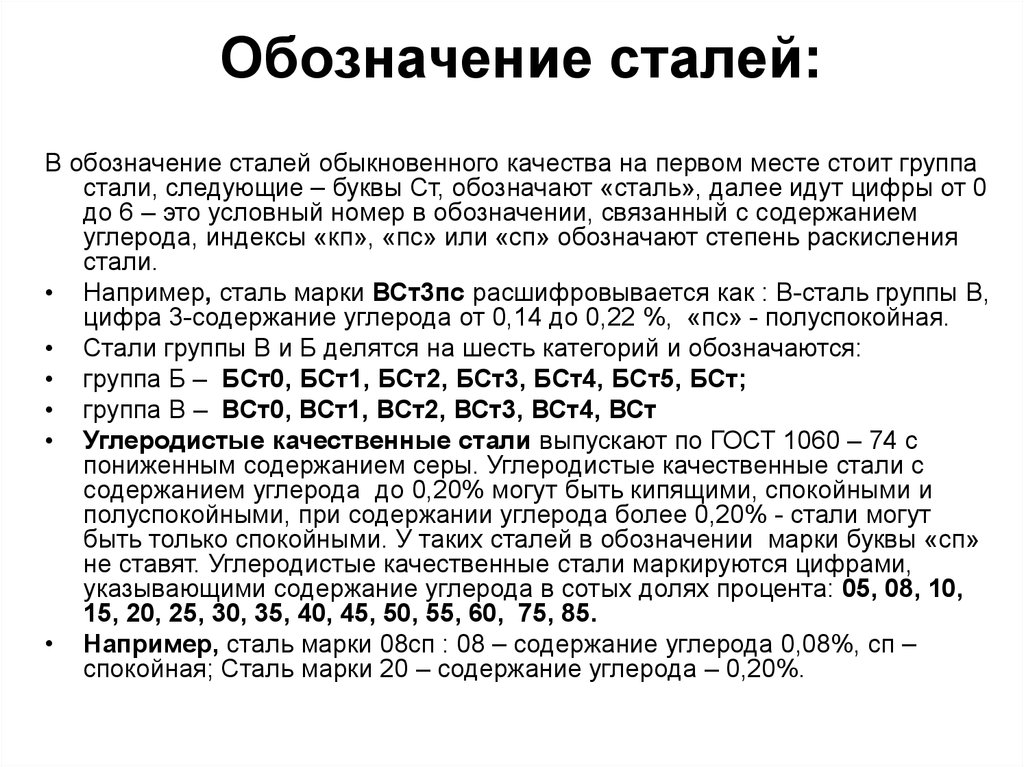
 Пищевая нержавеющая сталь часто используется для кухонного оборудования, замена которого обходится дорого. Но поскольку большинство марок нержавеющей стали обладает высокой коррозионной стойкостью, вам не придется беспокоиться о частой замене оборудования.
Пищевая нержавеющая сталь часто используется для кухонного оборудования, замена которого обходится дорого. Но поскольку большинство марок нержавеющей стали обладает высокой коррозионной стойкостью, вам не придется беспокоиться о частой замене оборудования.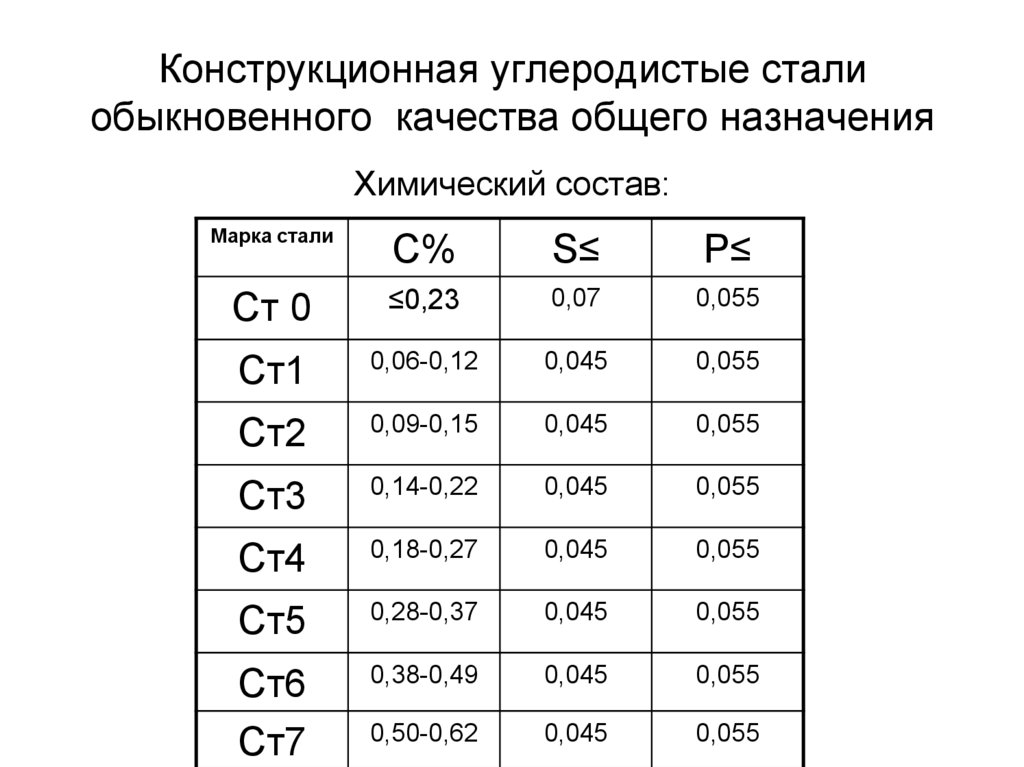 Другие металлы, такие как алюминий и железо, являются реакционноспособными, и приготовление кислых продуктов на этих металлах повлияет на вкус и повредит поверхность металла.
Другие металлы, такие как алюминий и железо, являются реакционноспособными, и приготовление кислых продуктов на этих металлах повлияет на вкус и повредит поверхность металла.
 В ресторанной индустрии также особенно важно различать различные типы, потому что один тип пищевой нержавеющей стали может лучше подходить для конкретной задачи. Например, если вы покупаете кухонную посуду, которая будет контактировать с очень солеными продуктами, кастрюля из нержавеющей стали 316, вероятно, лучше, чем 304, из-за ее превосходной коррозионной стойкости. Понимание различий между марками и типами пищевой нержавеющей стали может помочь вам принимать обоснованные решения и покупать лучшие продукты, соответствующие вашим потребностям.
В ресторанной индустрии также особенно важно различать различные типы, потому что один тип пищевой нержавеющей стали может лучше подходить для конкретной задачи. Например, если вы покупаете кухонную посуду, которая будет контактировать с очень солеными продуктами, кастрюля из нержавеющей стали 316, вероятно, лучше, чем 304, из-за ее превосходной коррозионной стойкости. Понимание различий между марками и типами пищевой нержавеющей стали может помочь вам принимать обоснованные решения и покупать лучшие продукты, соответствующие вашим потребностям.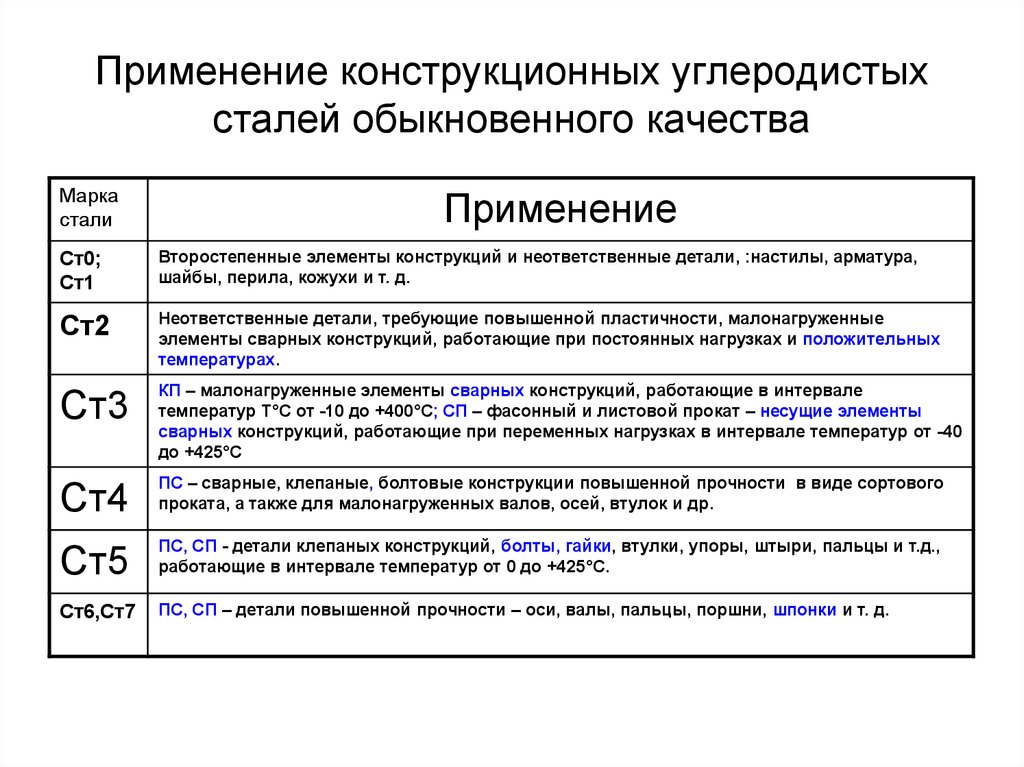 Он также очень устойчив к коррозии и ржавчине, хотя подвержен коррозии, вызванной воздействием соли.
Он также очень устойчив к коррозии и ржавчине, хотя подвержен коррозии, вызванной воздействием соли.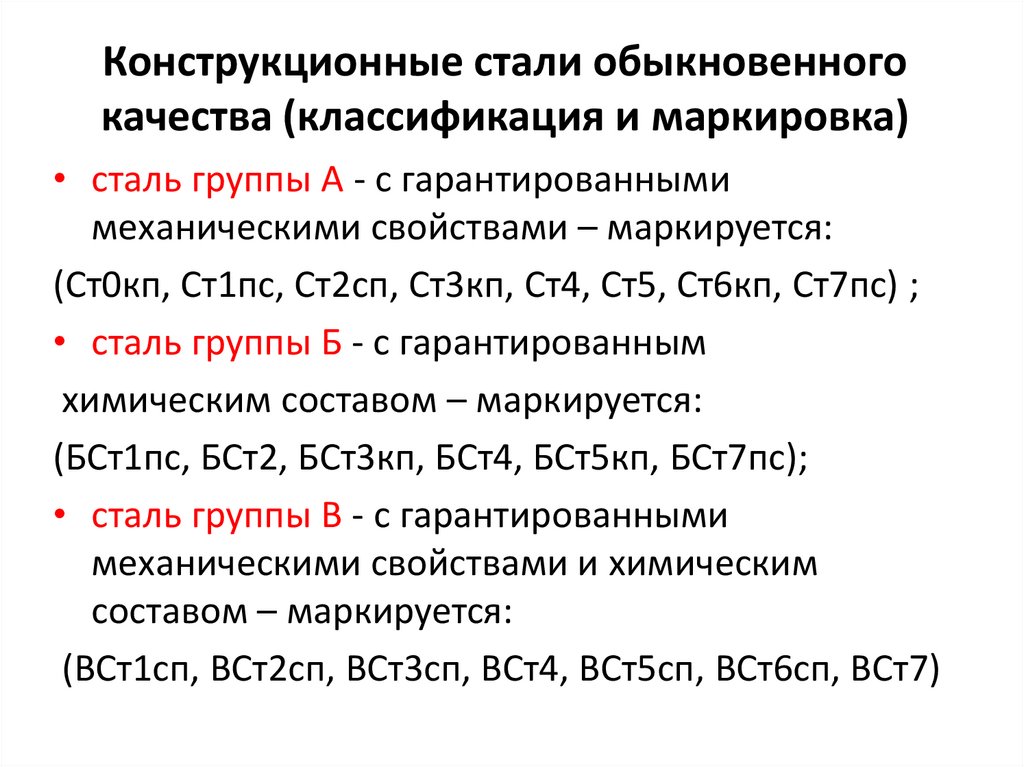 Изделия из нержавеющей стали 440 прочны, устойчивы к коррозии и очень хорошо выдерживают износ.
Изделия из нержавеющей стали 440 прочны, устойчивы к коррозии и очень хорошо выдерживают износ.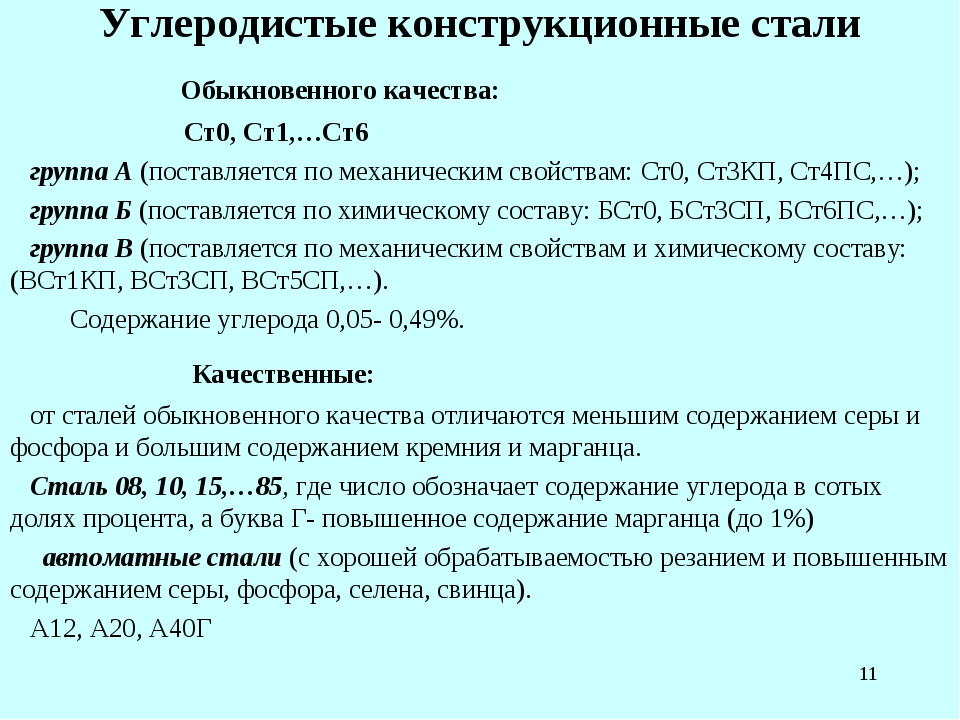


 Специальное оборудование предназначено для расплавления полимера. Это позволяет получить монолитный шов.
Специальное оборудование предназначено для расплавления полимера. Это позволяет получить монолитный шов. В противном случае может лопнуть прижимной модуль или произойдет деформация края трубы.
В противном случае может лопнуть прижимной модуль или произойдет деформация края трубы. Это прокладка из резины. Она вставляется между фланцами, представляющими собой прочные металлические детали. Они выдерживают механические воздействия, перепады температуры и устойчивы перед коррозией.
Это прокладка из резины. Она вставляется между фланцами, представляющими собой прочные металлические детали. Они выдерживают механические воздействия, перепады температуры и устойчивы перед коррозией. Статья будет полезна опытным монтажникам и начинающим мастерам.
Статья будет полезна опытным монтажникам и начинающим мастерам. Работы проходят в несколько этапов:
Работы проходят в несколько этапов:
 Он сочетает в себе передовую технологию полипропиленовой смолы с проверенной конструкцией профиля с двойными стенками для превосходной производительности и долговечности. Гладкая внутренняя стенка обеспечивает дополнительную прочность, а также превосходную текучесть.
Он сочетает в себе передовую технологию полипропиленовой смолы с проверенной конструкцией профиля с двойными стенками для превосходной производительности и долговечности. Гладкая внутренняя стенка обеспечивает дополнительную прочность, а также превосходную текучесть. pdf
pdf 12 HP Storm Pipe Repair Options.pdf
12 HP Storm Pipe Repair Options.pdf Кроме того, Американская ассоциация железнодорожного машиностроения и технического обслуживания путей (AREMA) одобряет полипропиленовые трубы для ливневой канализации под железными дорогами.
Кроме того, Американская ассоциация железнодорожного машиностроения и технического обслуживания путей (AREMA) одобряет полипропиленовые трубы для ливневой канализации под железными дорогами. -й -й век. Металлические трубы прочны, безопасны и обеспечивают отличные эксплуатационные характеристики для многих требовательных услуг. Пластиковые трубы являются альтернативой металлическим трубам для многих жидкостей. Они не обладают такими же характеристиками высокого давления, но обладают высокой коррозионной стойкостью. Они не ржавеют, не окалины, ямы или коррозии. Они легкие и простые в установке, что делает их отличным выбором для многих применений с жидкостями. За десятилетия пользователи узнали, что система пластиковых трубопроводов при правильном выборе и установке требует минимального обслуживания и будет служить много лет. Поскольку термопластиковые трубы являются идеальным выбором для транспортировки жидкостей, как пластиковые трубы будут работать со сжатым воздухом? В этой статье основное внимание будет уделено пригодности систем пластиковых труб, а также методологии соединения в системах сжатого воздуха.
-й -й век. Металлические трубы прочны, безопасны и обеспечивают отличные эксплуатационные характеристики для многих требовательных услуг. Пластиковые трубы являются альтернативой металлическим трубам для многих жидкостей. Они не обладают такими же характеристиками высокого давления, но обладают высокой коррозионной стойкостью. Они не ржавеют, не окалины, ямы или коррозии. Они легкие и простые в установке, что делает их отличным выбором для многих применений с жидкостями. За десятилетия пользователи узнали, что система пластиковых трубопроводов при правильном выборе и установке требует минимального обслуживания и будет служить много лет. Поскольку термопластиковые трубы являются идеальным выбором для транспортировки жидкостей, как пластиковые трубы будут работать со сжатым воздухом? В этой статье основное внимание будет уделено пригодности систем пластиковых труб, а также методологии соединения в системах сжатого воздуха. Мы сосредоточимся на термопластах и обсудим некоторые из них. Термопластичные материалы перерабатываются в расплаве. Термопластичные смолы можно подвергать термической обработке и либо экструдировать в формы, такие как трубы, либо формовать компоненты, такие как фитинги. Термопласт подразумевает, что материал обрабатывается и может быть переработан путем плавления и формования с использованием тепла. Существуют три основные группы термопластичных материалов, используемых для изготовления трубопроводов: винилы, олефины и фторполимеры. Виниловые материалы включают поливинилхлорид (ПВХ) и хлорированный поливинилхлорид (ХПВХ). Олефиновые материалы включают полиэтилен (ПЭ) и полипропилен (ПП). Существует несколько фторполимерных материалов, таких как Halar (ECTFE) и PVDF. Кроме того, существует акрилонитрилбутадиенстирол (АБС), который относится к своему классу.
Мы сосредоточимся на термопластах и обсудим некоторые из них. Термопластичные материалы перерабатываются в расплаве. Термопластичные смолы можно подвергать термической обработке и либо экструдировать в формы, такие как трубы, либо формовать компоненты, такие как фитинги. Термопласт подразумевает, что материал обрабатывается и может быть переработан путем плавления и формования с использованием тепла. Существуют три основные группы термопластичных материалов, используемых для изготовления трубопроводов: винилы, олефины и фторполимеры. Виниловые материалы включают поливинилхлорид (ПВХ) и хлорированный поливинилхлорид (ХПВХ). Олефиновые материалы включают полиэтилен (ПЭ) и полипропилен (ПП). Существует несколько фторполимерных материалов, таких как Halar (ECTFE) и PVDF. Кроме того, существует акрилонитрилбутадиенстирол (АБС), который относится к своему классу. Прежде всего, это связано с катастрофическим режимом разрушения многих пластиков. Это основная причина, по которой ПВХ и ХПВХ не следует использовать в системах сжатого воздуха. Трубы из ПВХ и ХПВХ выходят из строя небезопасным, катастрофическим образом. Стандарты OSHA гласят, что если термопластичные материалы для трубопроводов используются для сжатого воздуха или газа, «трубы должны быть либо изготовлены из ударопрочного материала, либо заключены в него». (Стандартная интерпретация OSHA от 28 февраля 19 г.91).
Прежде всего, это связано с катастрофическим режимом разрушения многих пластиков. Это основная причина, по которой ПВХ и ХПВХ не следует использовать в системах сжатого воздуха. Трубы из ПВХ и ХПВХ выходят из строя небезопасным, катастрофическим образом. Стандарты OSHA гласят, что если термопластичные материалы для трубопроводов используются для сжатого воздуха или газа, «трубы должны быть либо изготовлены из ударопрочного материала, либо заключены в него». (Стандартная интерпретация OSHA от 28 февраля 19 г.91).
 Трубопроводная система из полиэтилена PE100, разработанная специально для применения со сжатым воздухом, продается в Северной Америке с 19 века.92. В 1993 г. Управление по охране труда и промышленной гигиене штата Калифорния выпустило письмо, подтверждающее, что эта трубопроводная система со специальной формулой PE100 соответствует требованиям испытаний в Калифорнии и может быть установлена в системах сжатого воздуха. Этот сертификат был обновлен и повторно выдан в марте 2021 года. С 1993 года в Северной Америке были установлены тысячи систем трубопроводов сжатого воздуха из PE100 для различных применений без каких-либо опасных отказов.
Трубопроводная система из полиэтилена PE100, разработанная специально для применения со сжатым воздухом, продается в Северной Америке с 19 века.92. В 1993 г. Управление по охране труда и промышленной гигиене штата Калифорния выпустило письмо, подтверждающее, что эта трубопроводная система со специальной формулой PE100 соответствует требованиям испытаний в Калифорнии и может быть установлена в системах сжатого воздуха. Этот сертификат был обновлен и повторно выдан в марте 2021 года. С 1993 года в Северной Америке были установлены тысячи систем трубопроводов сжатого воздуха из PE100 для различных применений без каких-либо опасных отказов. Сварной шов такой же прочный, как и сама труба. Трубы и фитинги ПЭ100 соединяются раструбным или стыковым соединением. При раструбной сварке труба вставляется в раструбные фитинги с небольшим конусом; конический фитинг увеличивает давление трубы до упора в фитинг. Вся глубина вставки является зоной сварки. Фитинги для стыковой сварки имеют такой же внутренний диаметр (ID) и внешний диаметр (OD), что и трубы для сварки встык. Две трубы могут быть соединены встык без муфты. Сварка встык всегда дает внешний и внутренний валик. Надежность и целостность стыковых сварных швов полиэтилена общепризнанны. Газовая промышленность США десятилетиями использует полиэтиленовые трубы, сваренные встык, для подземных газоснабжающих предприятий.
Сварной шов такой же прочный, как и сама труба. Трубы и фитинги ПЭ100 соединяются раструбным или стыковым соединением. При раструбной сварке труба вставляется в раструбные фитинги с небольшим конусом; конический фитинг увеличивает давление трубы до упора в фитинг. Вся глубина вставки является зоной сварки. Фитинги для стыковой сварки имеют такой же внутренний диаметр (ID) и внешний диаметр (OD), что и трубы для сварки встык. Две трубы могут быть соединены встык без муфты. Сварка встык всегда дает внешний и внутренний валик. Надежность и целостность стыковых сварных швов полиэтилена общепризнанны. Газовая промышленность США десятилетиями использует полиэтиленовые трубы, сваренные встык, для подземных газоснабжающих предприятий. Утечки дороги и расточительны. Отверстие ¼ дюйма при 100 фунтах на квадратный дюйм теряет около 104 кубических футов в минуту (куб. футов в минуту) и может стоить до 10 000 долларов в год. Утечки в соединениях являются распространенной причиной потерь энергии сжатого воздуха. Есть две философии соединения, которые следует учитывать:
Утечки дороги и расточительны. Отверстие ¼ дюйма при 100 фунтах на квадратный дюйм теряет около 104 кубических футов в минуту (куб. футов в минуту) и может стоить до 10 000 долларов в год. Утечки в соединениях являются распространенной причиной потерь энергии сжатого воздуха. Есть две философии соединения, которые следует учитывать:
 Производственные помещения часто имеют центральные подсобные помещения, где различные службы питаются по всему заводу. Сжатый воздух является одним из них. Здесь основная магистральная линия (или линии) постоянно проложена по всему заводу. Эта линия сварена, чтобы служить фиксированной линией.
Производственные помещения часто имеют центральные подсобные помещения, где различные службы питаются по всему заводу. Сжатый воздух является одним из них. Здесь основная магистральная линия (или линии) постоянно проложена по всему заводу. Эта линия сварена, чтобы служить фиксированной линией. Даже в упомянутых выше приложениях система с постоянной магистральной линией может иметь множество ответвлений и требовать, чтобы эти ответвления можно было адаптировать к смене инструмента. Таким образом, можно сказать, что механическое и немеханическое соединение, а также металлические трубы и трубы из полиэтилена PE100 необходимы для удовлетворения разнообразных требований, предъявляемых к приложениям сжатого воздуха.
Даже в упомянутых выше приложениях система с постоянной магистральной линией может иметь множество ответвлений и требовать, чтобы эти ответвления можно было адаптировать к смене инструмента. Таким образом, можно сказать, что механическое и немеханическое соединение, а также металлические трубы и трубы из полиэтилена PE100 необходимы для удовлетворения разнообразных требований, предъявляемых к приложениям сжатого воздуха.
 При недостатке места, а также в тех случаях, когда это требуется для ясности чертежа, следует
При недостатке места, а также в тех случаях, когда это требуется для ясности чертежа, следует 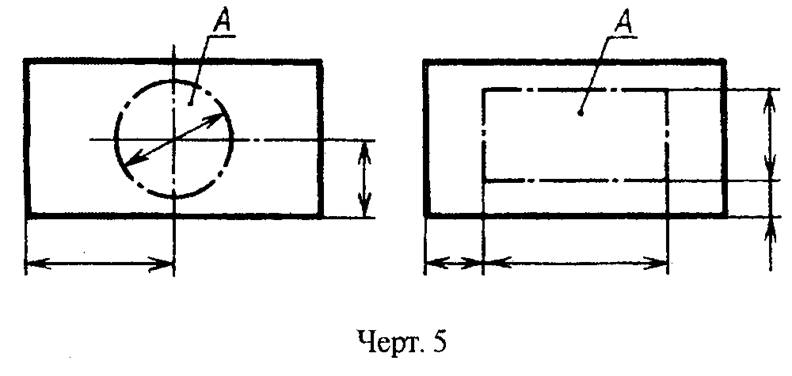 Наибольшее значение Нск в микронах соответственного интервала сопровождается буквами мк или µ (например, 5-й класс чистоты обозначают VV 5, или VV 6,3 мк, или VV 6,3 µ).
Наибольшее значение Нск в микронах соответственного интервала сопровождается буквами мк или µ (например, 5-й класс чистоты обозначают VV 5, или VV 6,3 мк, или VV 6,3 µ).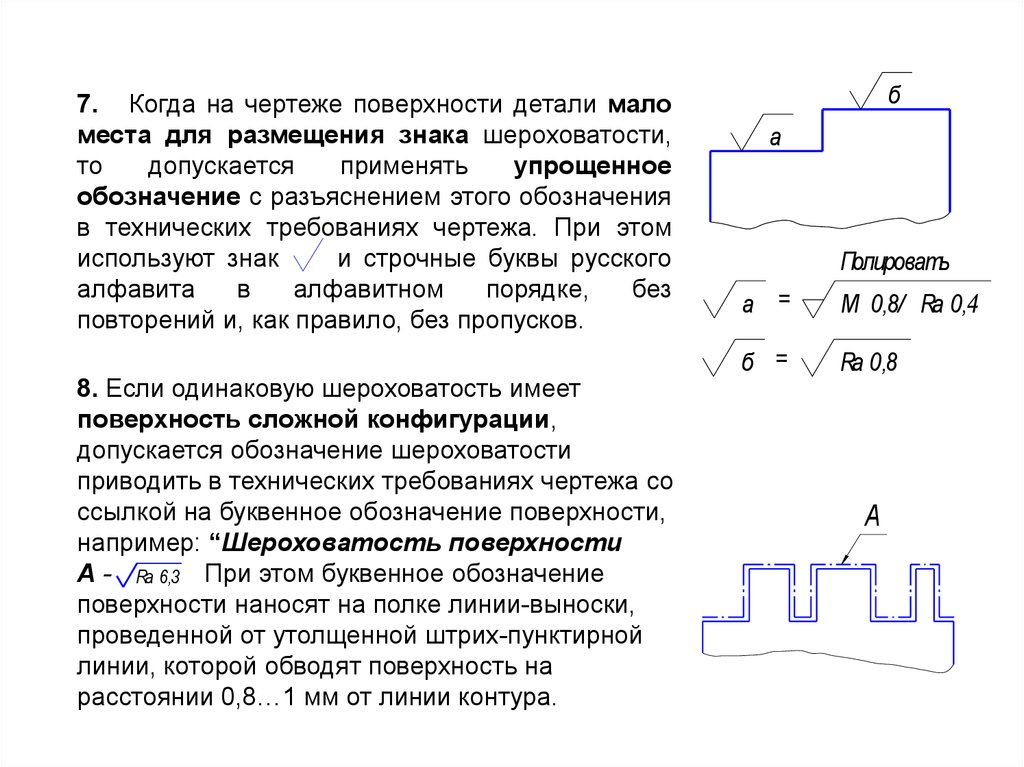 456) или штрих-пунктирной линией (фиг. 457).
456) или штрих-пунктирной линией (фиг. 457).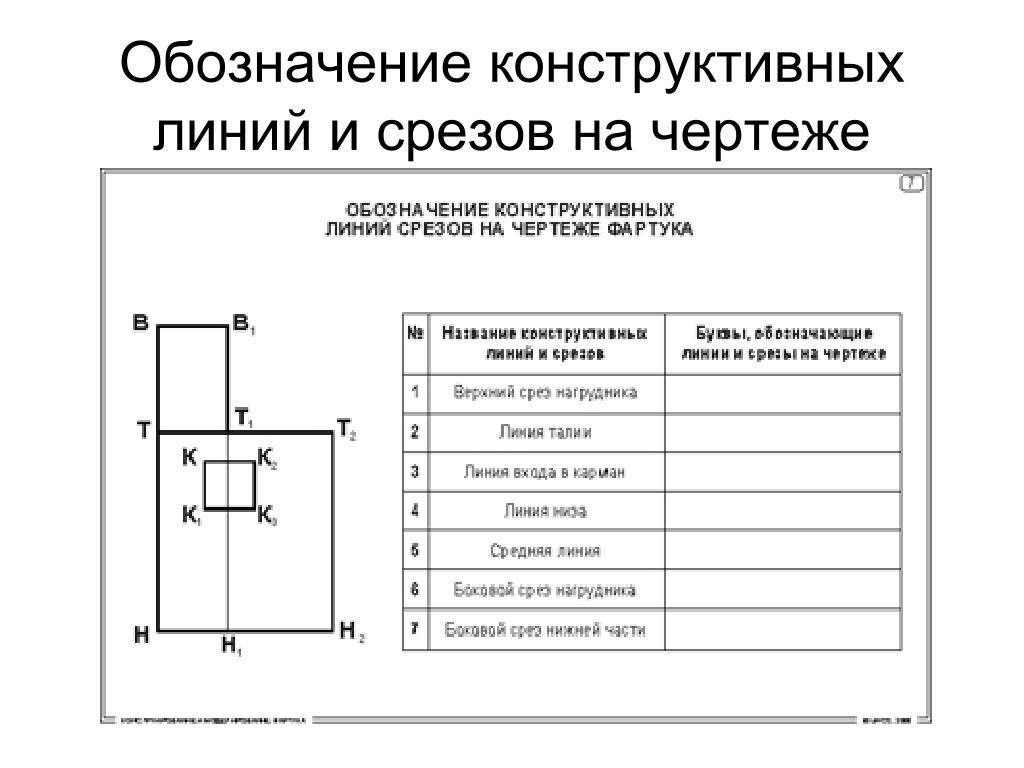
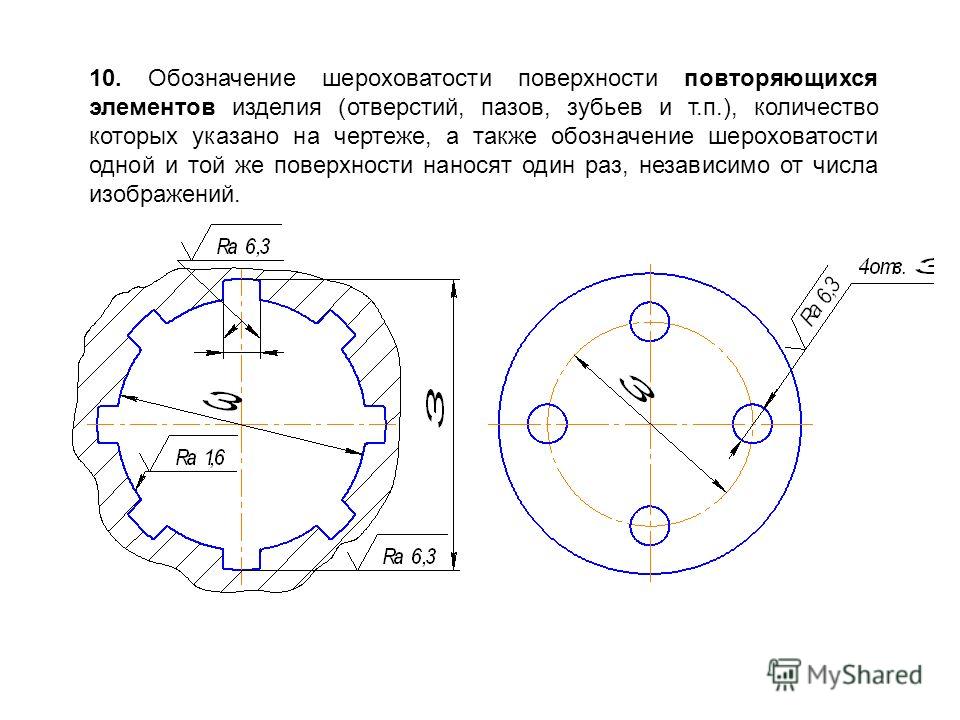
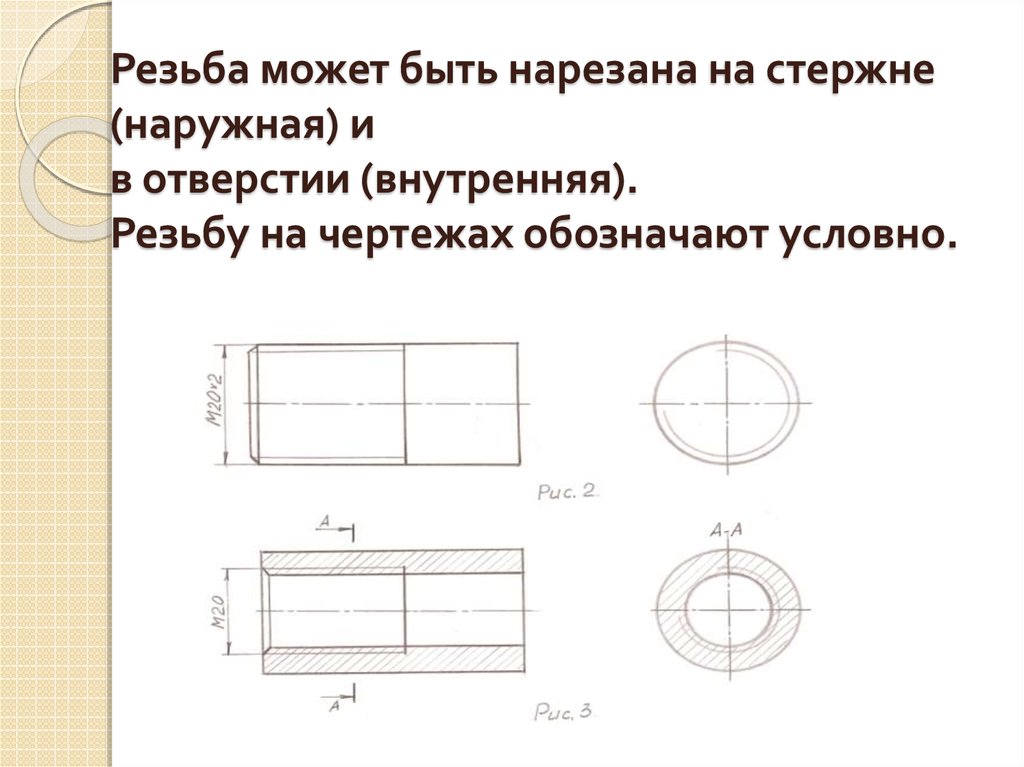 Знаки, применяемые для обозначения шероховатости поверхностей
Знаки, применяемые для обозначения шероховатости поверхностей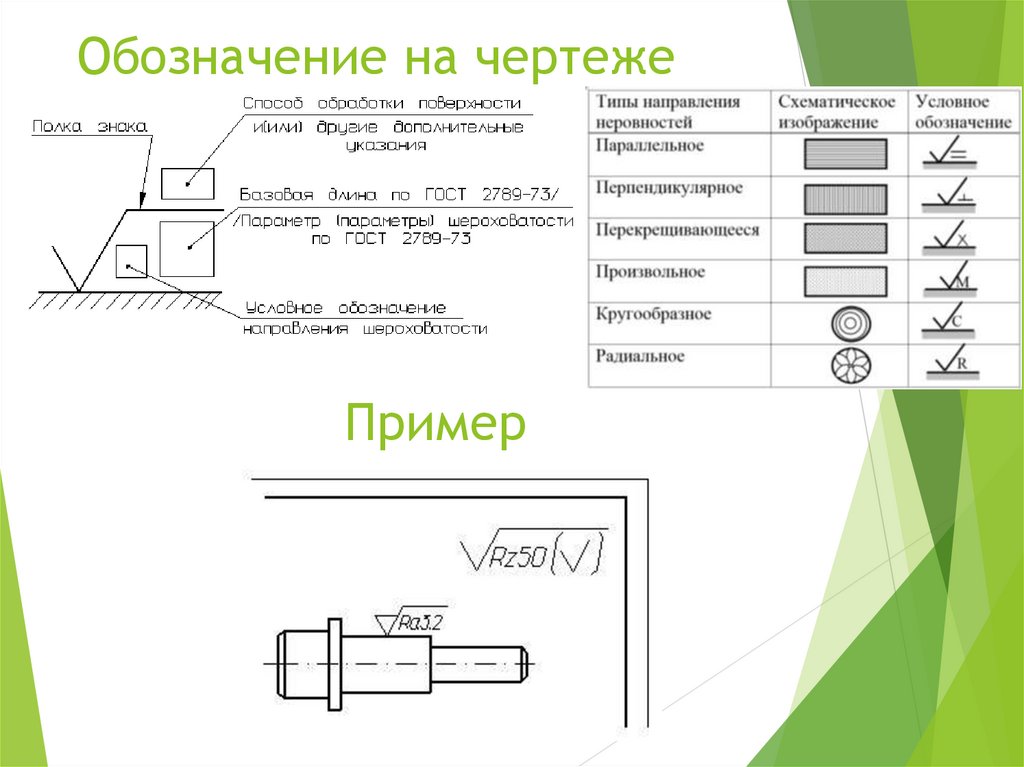 Структура обозначения
Структура обозначения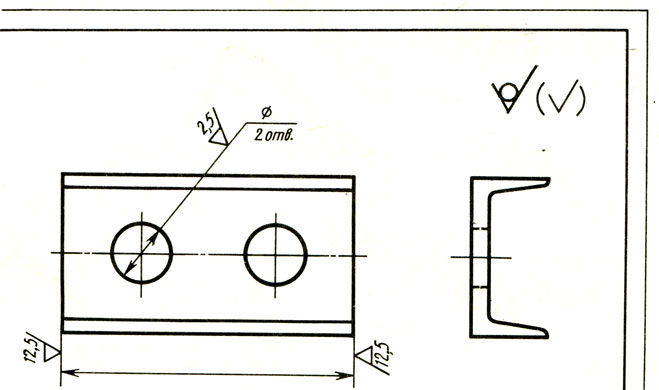

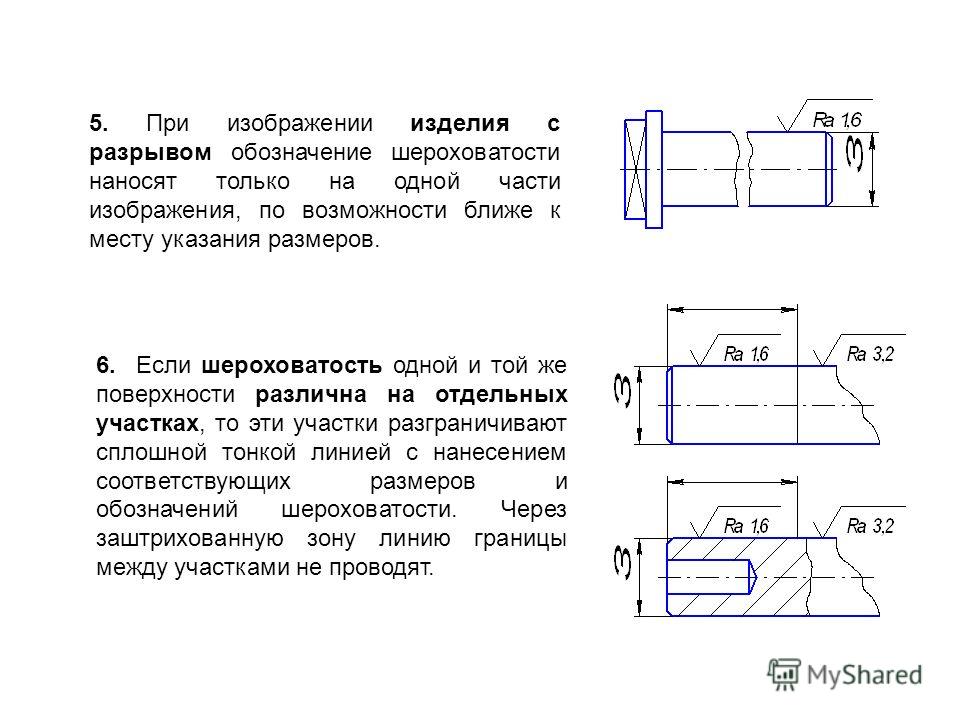 .
. Иванов П. И.
Иванов П. И.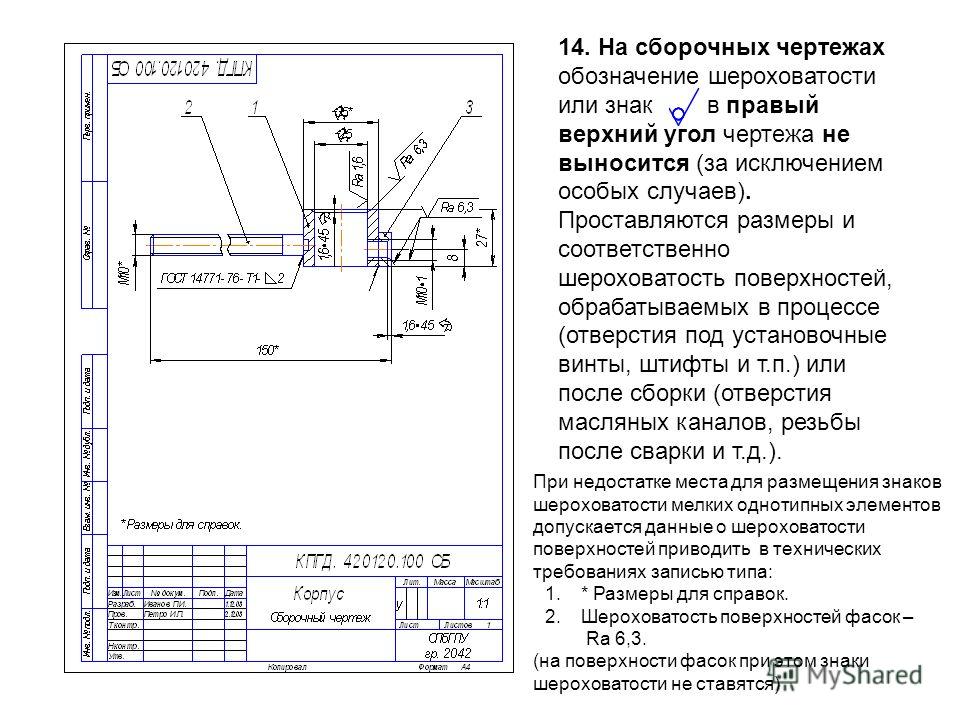
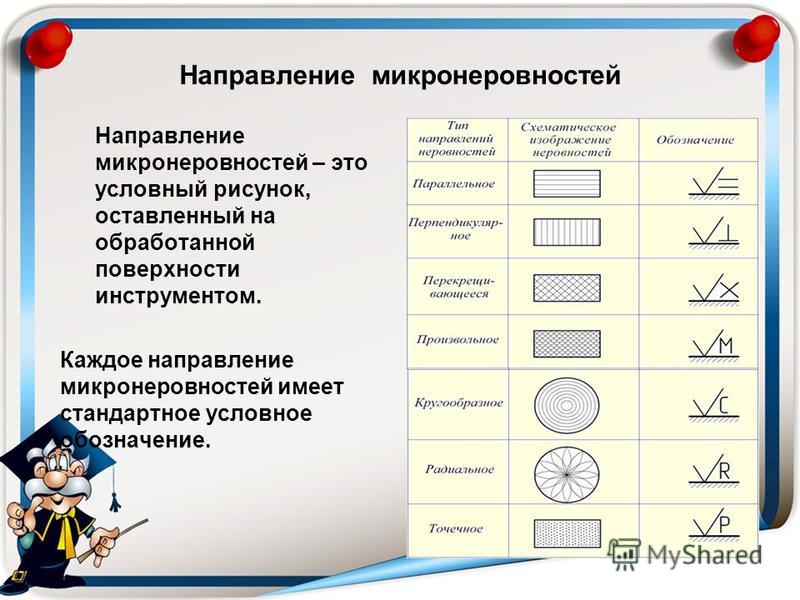 д.). Знак
д.). Знак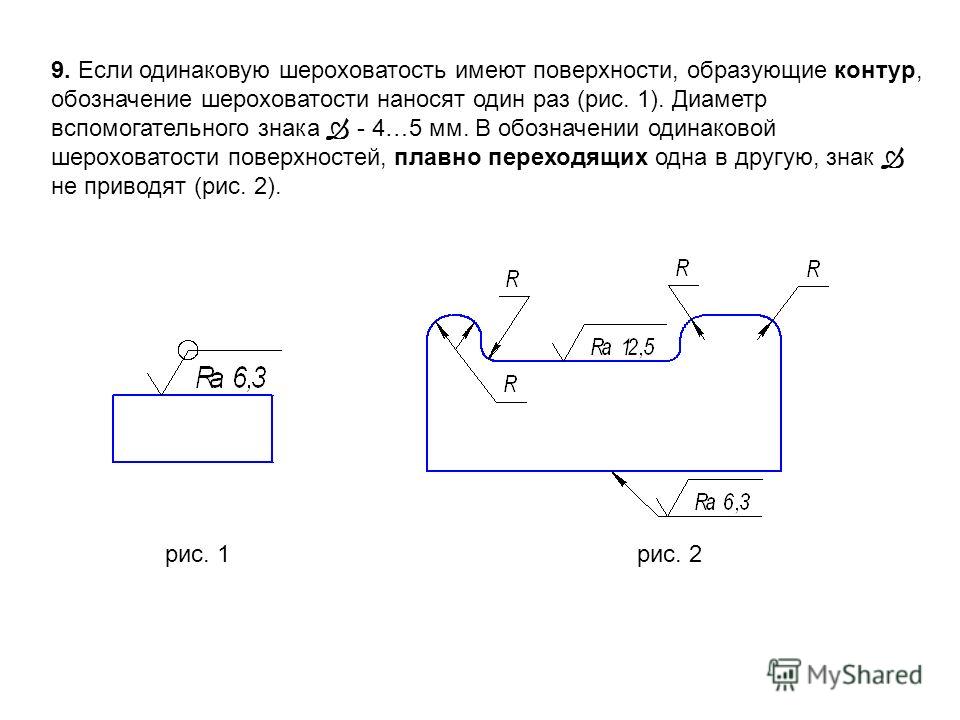 2042
2042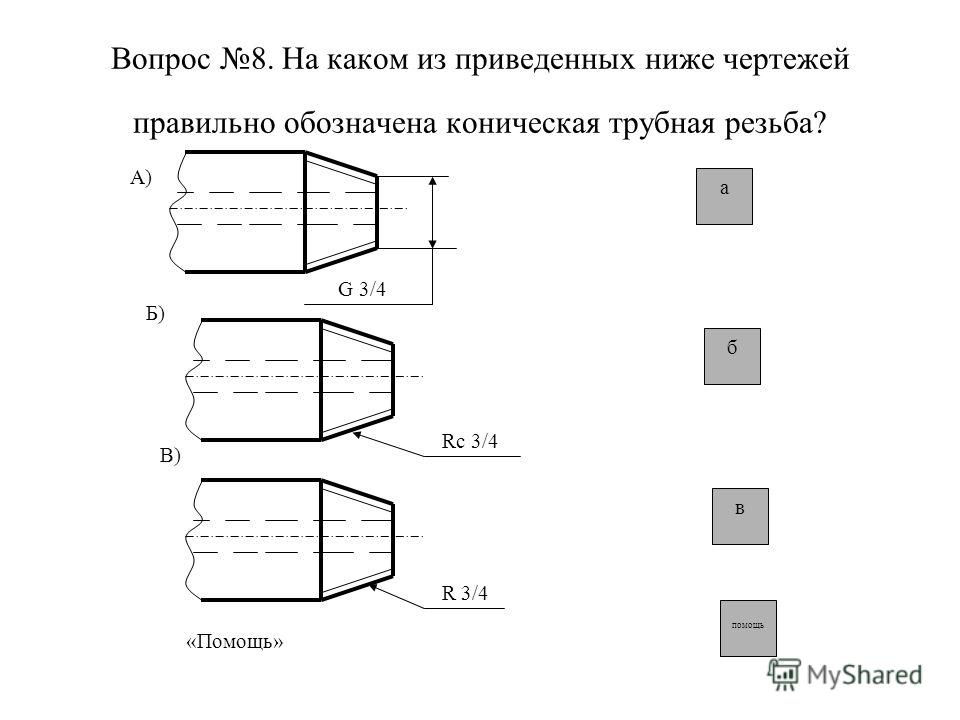
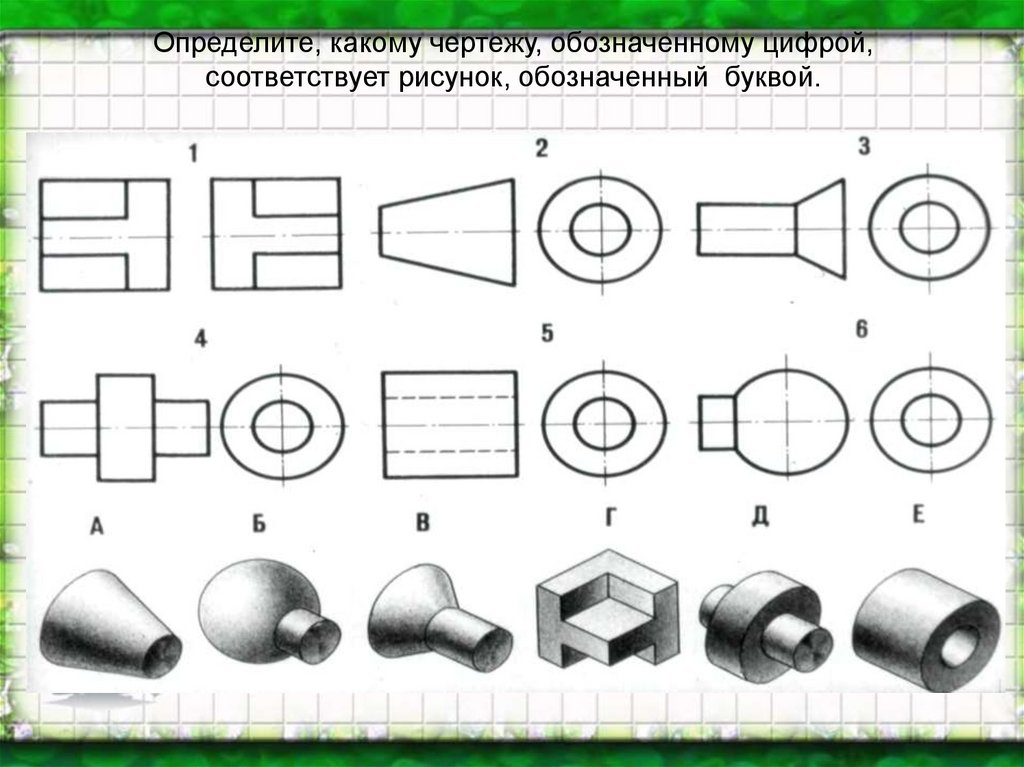 .. на
.. на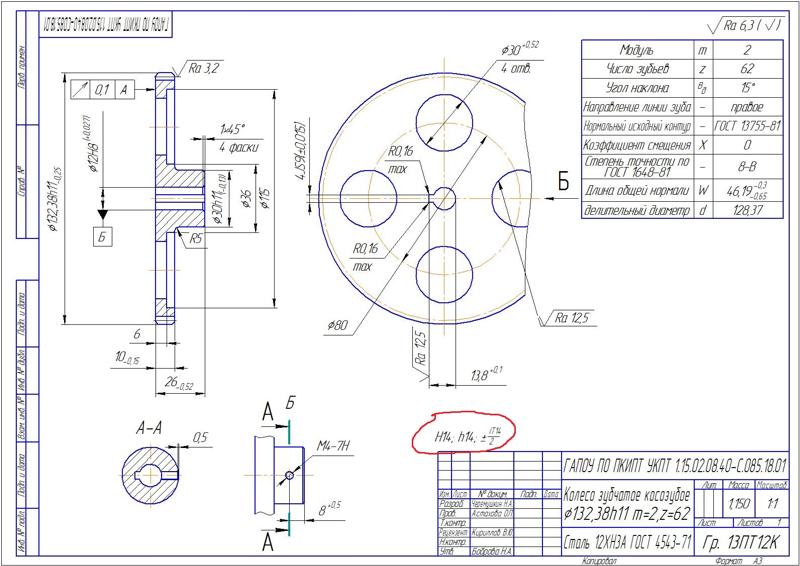
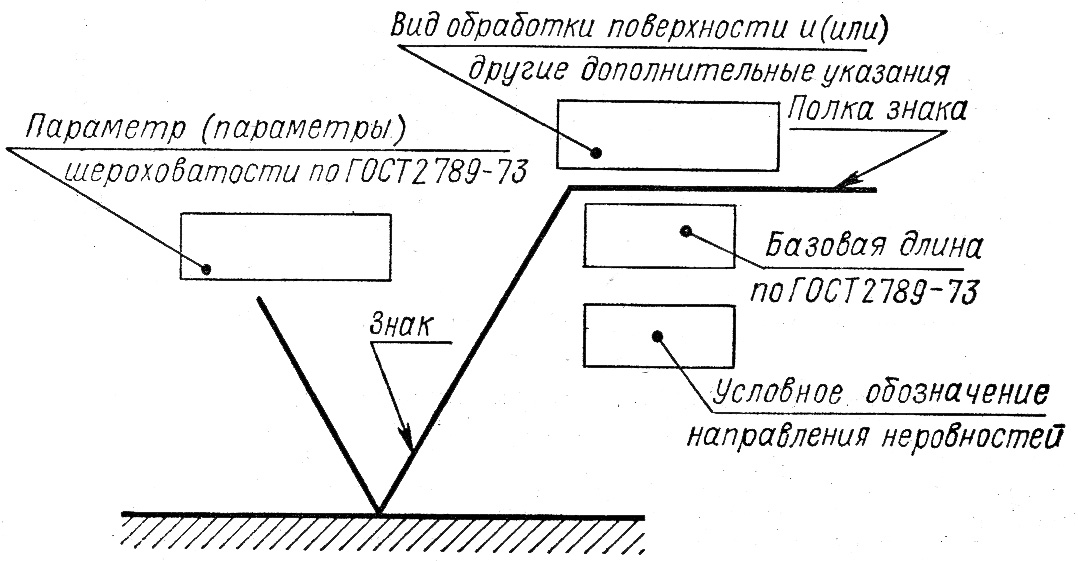 №
№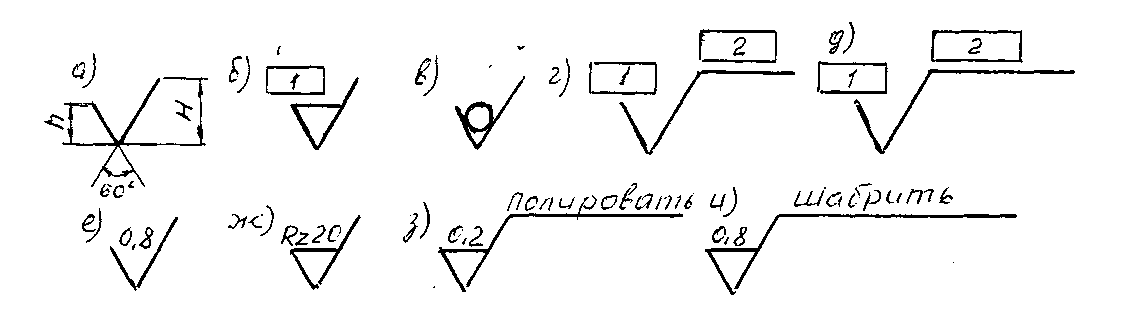 * Размеры для справок.
* Размеры для справок. Другим термином, аналогичным термину «текстура поверхности», является топология поверхности.
Другим термином, аналогичным термину «текстура поверхности», является топология поверхности. Например, поверхность может быть деформирована или отклонена от идеала.
Например, поверхность может быть деформирована или отклонена от идеала.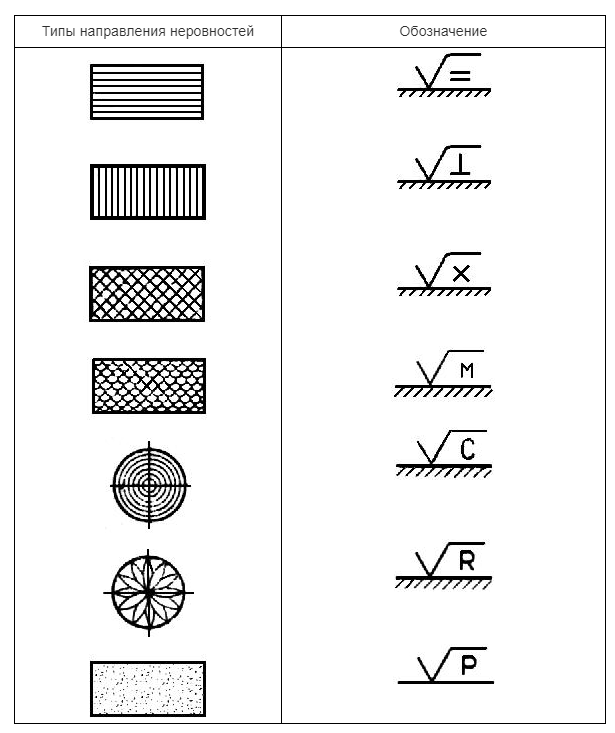
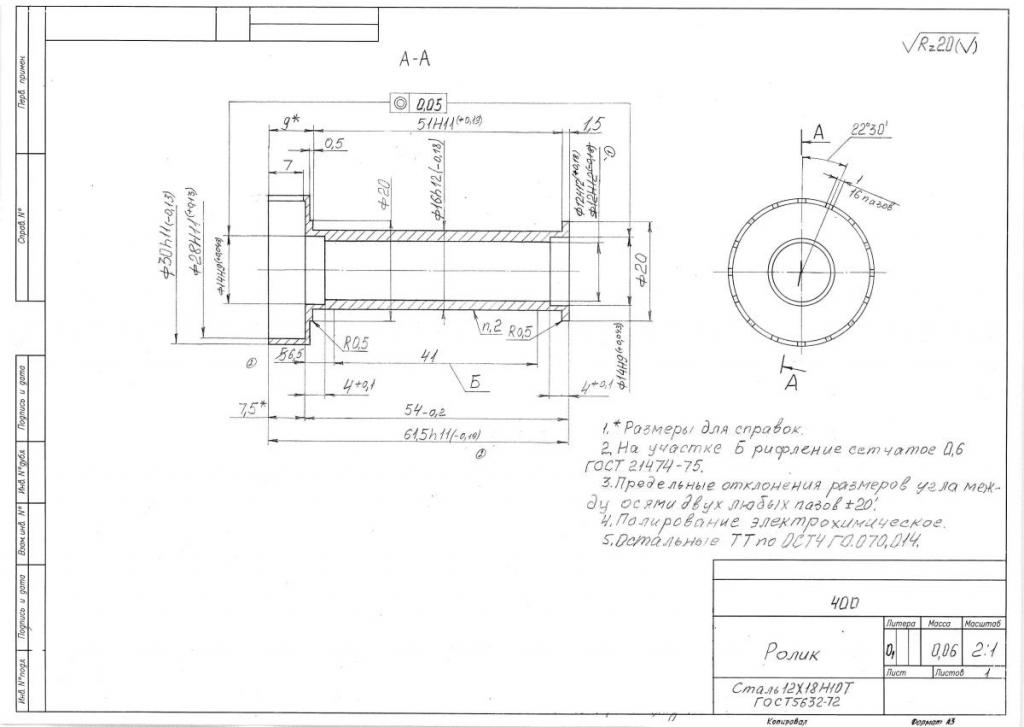
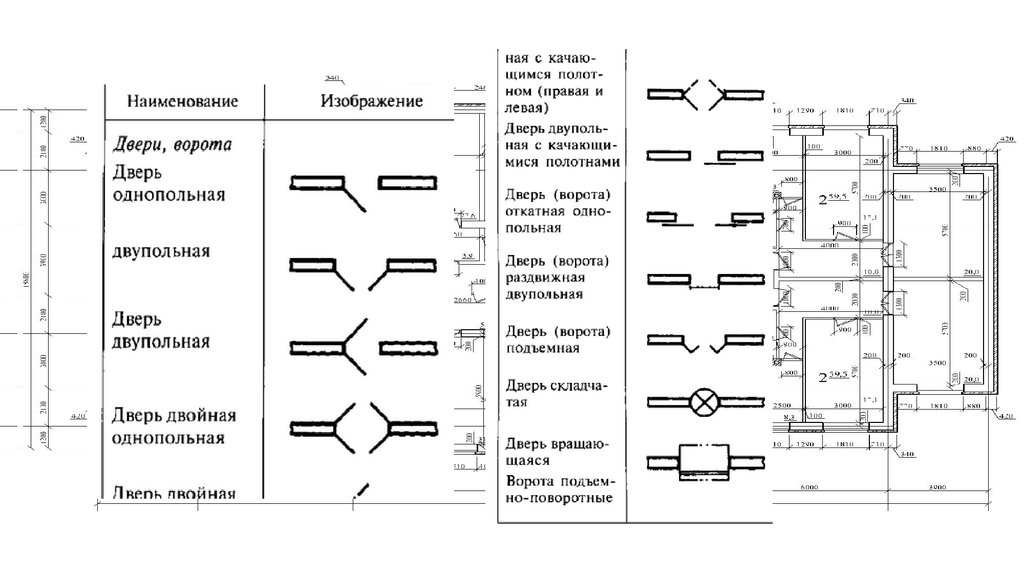 Примеры методов площади включают оптическое рассеяние, ультразвуковое рассеяние и емкостные датчики. Методы областей легче автоматизировать и быстрее выполнять, но методы профилирования часто более точны.
Примеры методов площади включают оптическое рассеяние, ультразвуковое рассеяние и емкостные датчики. Методы областей легче автоматизировать и быстрее выполнять, но методы профилирования часто более точны. мало из многих.
мало из многих.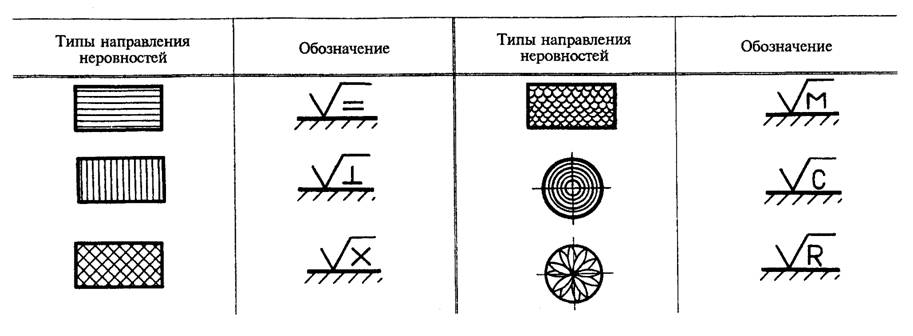
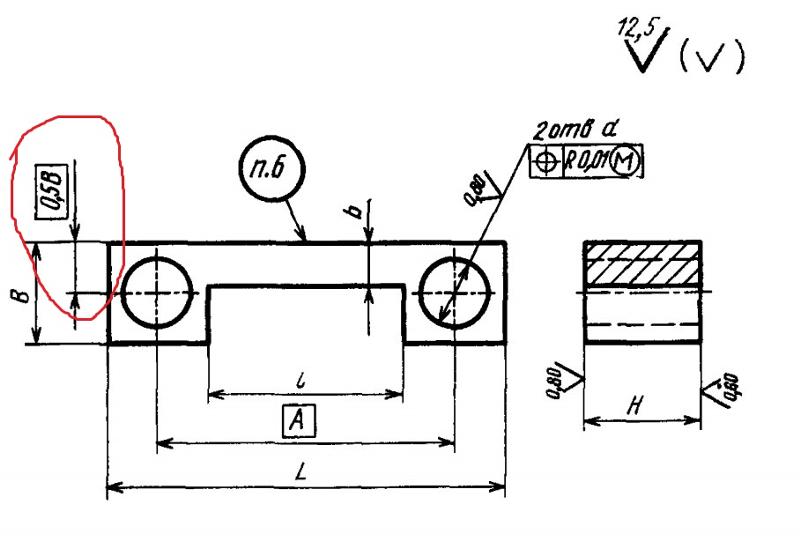 Мы используем это с хорошим эффектом при точении резьбы, но если мы хотим получить гладкий вал, у нас будет требование к чистоте поверхности, которое должно быть выполнено. Это определит скорость подачи и радиус вершины вставки, которые мы можем использовать для работы. В G-Wizard для этого тоже есть хороший калькулятор:
Мы используем это с хорошим эффектом при точении резьбы, но если мы хотим получить гладкий вал, у нас будет требование к чистоте поверхности, которое должно быть выполнено. Это определит скорость подачи и радиус вершины вставки, которые мы можем использовать для работы. В G-Wizard для этого тоже есть хороший калькулятор: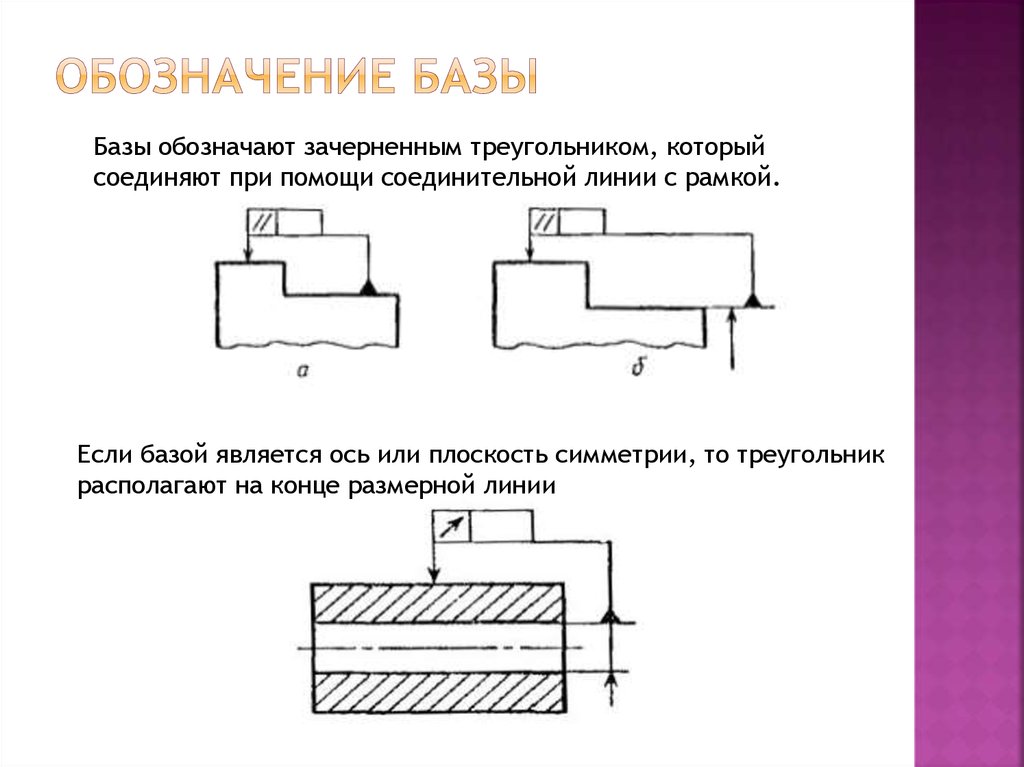 Это средняя шероховатость в области между профилем шероховатости и его средней линией. Графически Ra представляет собой площадь между профилем шероховатости и его центральной линией, деленную на расчетную длину. Длина оценки обычно составляет пять длин выборки, где каждая длина выборки равна одной длине отсечки.
Это средняя шероховатость в области между профилем шероховатости и его средней линией. Графически Ra представляет собой площадь между профилем шероховатости и его центральной линией, деленную на расчетную длину. Длина оценки обычно составляет пять длин выборки, где каждая длина выборки равна одной длине отсечки.
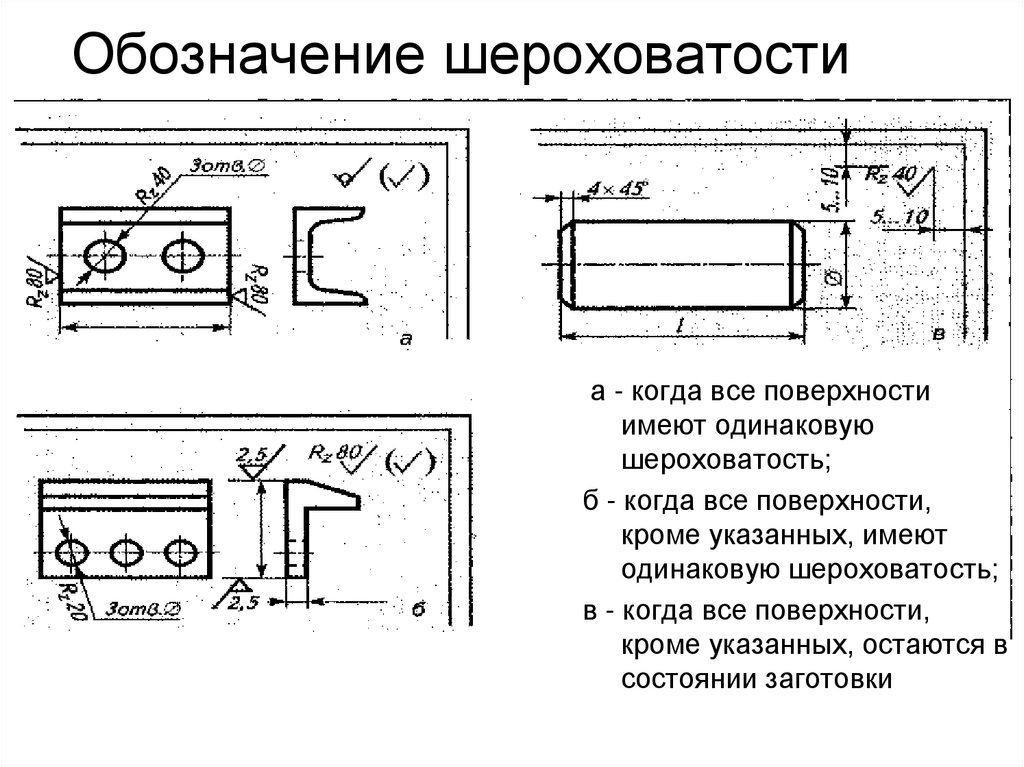 Эта диаграмма преобразует значения абразивного зерна в значения Ra шероховатости поверхности:
Эта диаграмма преобразует значения абразивного зерна в значения Ra шероховатости поверхности: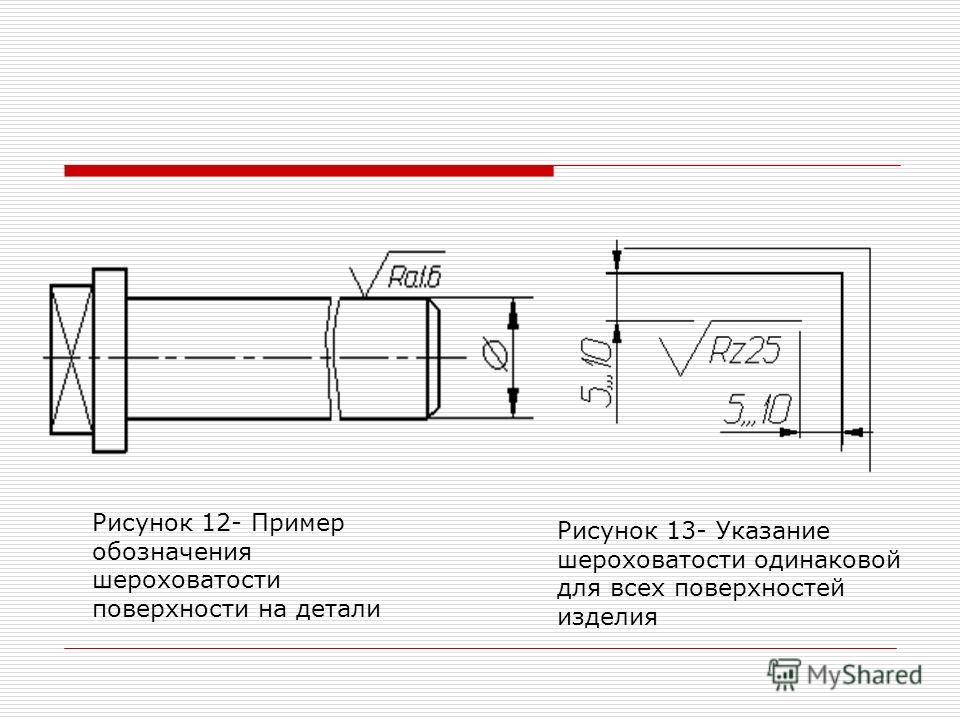 Ra — среднее арифметическое отклонение профиля
Ra — среднее арифметическое отклонение профиля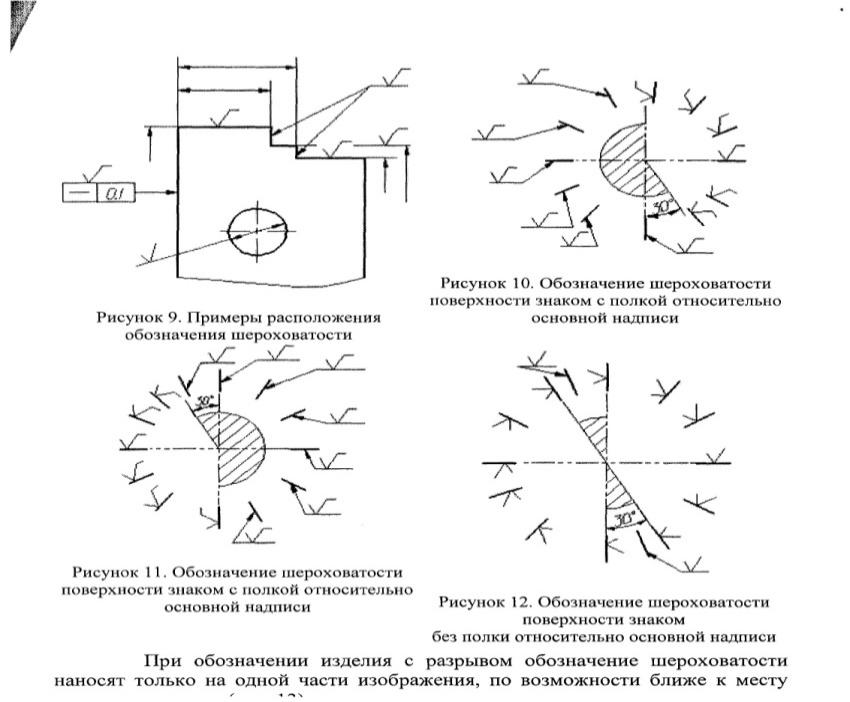 36M. В остальном мире обычно используется стандарт Международной организации по стандартизации (ISO) 1302.
36M. В остальном мире обычно используется стандарт Международной организации по стандартизации (ISO) 1302. Вы, вероятно, ищете длительный срок службы, коррозионную стойкость и низкие потребности в обслуживании. Правильная отделка — это гарантия того, что нержавеющая сталь будет вести себя так, как ожидается.
Вы, вероятно, ищете длительный срок службы, коррозионную стойкость и низкие потребности в обслуживании. Правильная отделка — это гарантия того, что нержавеющая сталь будет вести себя так, как ожидается.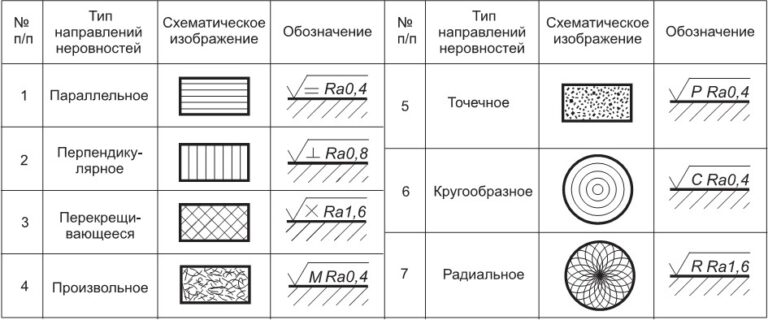 Это дает вам отличный обзор возможностей использования обоих стандартов. Подробнее о каждой отделке мы поговорим позже в статье .
Это дает вам отличный обзор возможностей использования обоих стандартов. Подробнее о каждой отделке мы поговорим позже в статье . Поверхность без накипи.
Поверхность без накипи.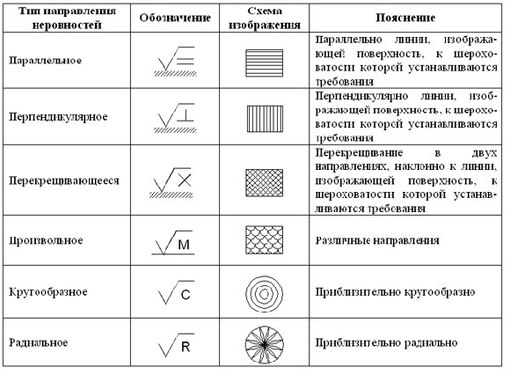

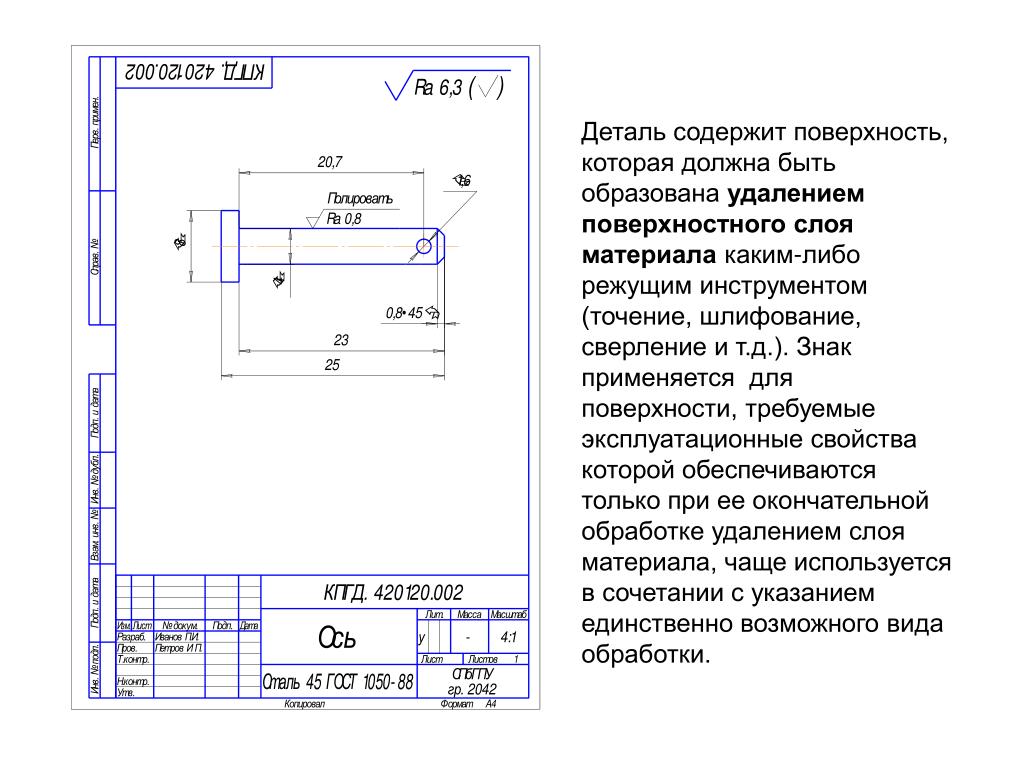 Это делает его более пластичным и работоспособным.
Это делает его более пластичным и работоспособным.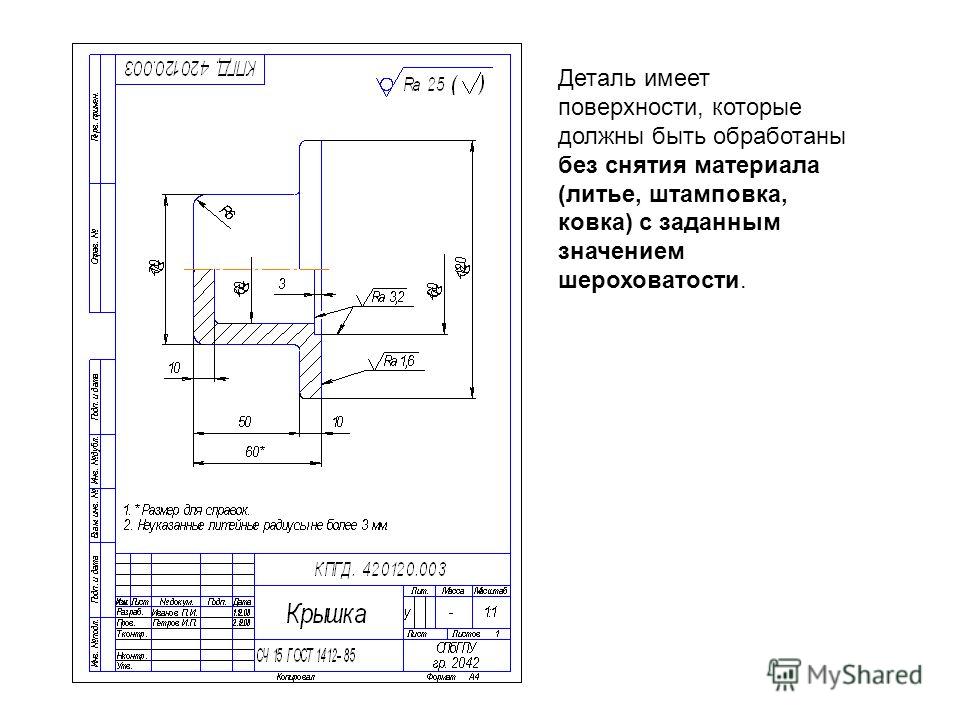 Процессы отжига и травления улучшают его характеристики так же, как и в случае с 1D-нержавеющей сталью. В этом случае травление необходимо, поскольку отжиг проводится для снятия напряжения и снижения твердости, возникающей в результате холодной прокатки.
Процессы отжига и травления улучшают его характеристики так же, как и в случае с 1D-нержавеющей сталью. В этом случае травление необходимо, поскольку отжиг проводится для снятия напряжения и снижения твердости, возникающей в результате холодной прокатки.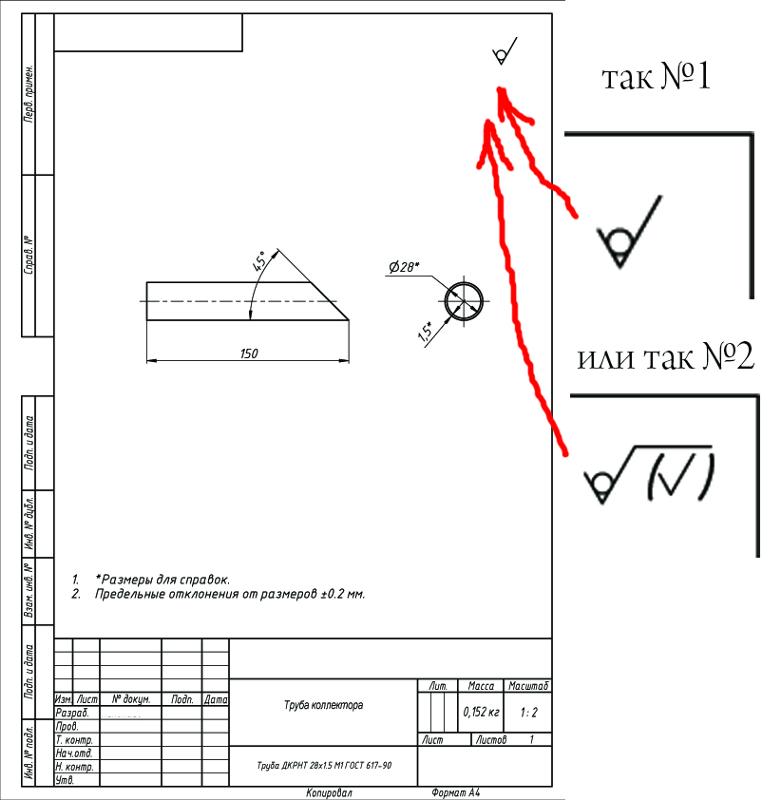 Разница в том, что при производстве поверхности из нержавеющей стали 2B требуется дополнительный этап. Этот шаг заключается в прокатке в последний раз тщательно отполированными валками, известными как яркие валки.
Разница в том, что при производстве поверхности из нержавеющей стали 2B требуется дополнительный этап. Этот шаг заключается в прокатке в последний раз тщательно отполированными валками, известными как яркие валки.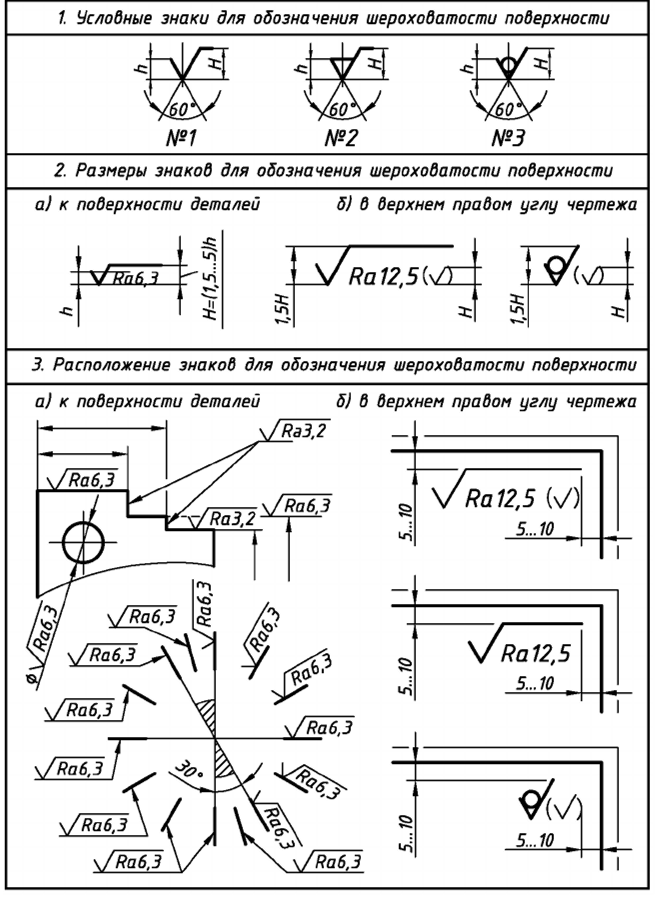 В этом случае у нас добавлен процесс светлого отжига. Он состоит из отжига стали в бескислородных условиях, чтобы защитить ее от окисления и образования окалины.
В этом случае у нас добавлен процесс светлого отжига. Он состоит из отжига стали в бескислородных условиях, чтобы защитить ее от окисления и образования окалины. Здесь металл подвергается холодной обработке после процесса холодной прокатки, чтобы получить повышенную прочность. Закалка производится дрессировкой на полированных валках. Доступны 6 различных уровней прочности в зависимости от предела текучести, прочности на растяжение и относительного удлинения.
Здесь металл подвергается холодной обработке после процесса холодной прокатки, чтобы получить повышенную прочность. Закалка производится дрессировкой на полированных валках. Доступны 6 различных уровней прочности в зависимости от предела текучести, прочности на растяжение и относительного удлинения.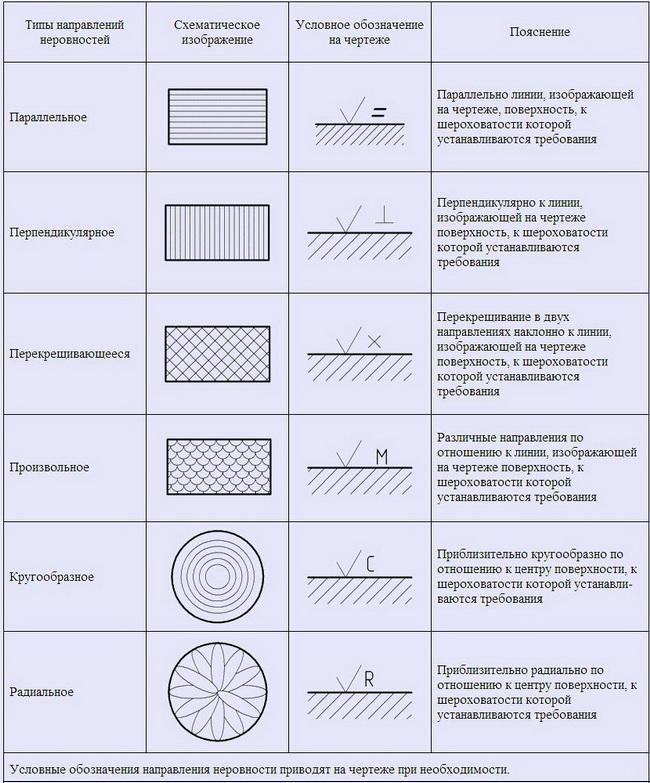 Поэтому он специально используется для мартенситных сталей, которые реагируют на такую обработку.
Поэтому он специально используется для мартенситных сталей, которые реагируют на такую обработку.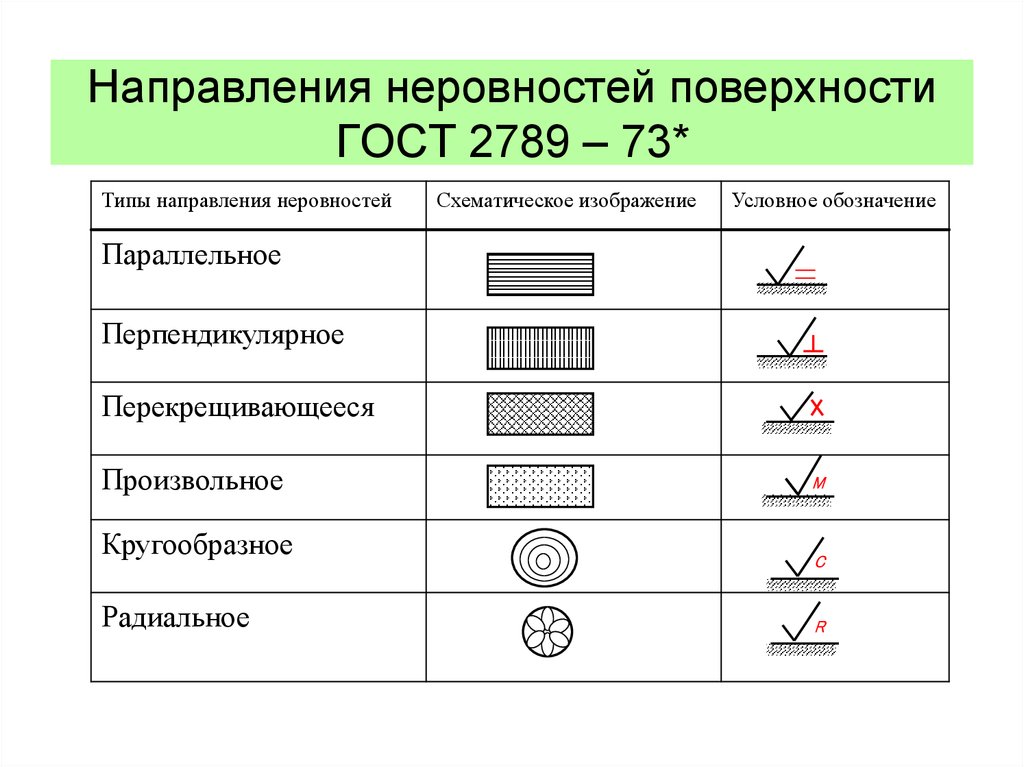
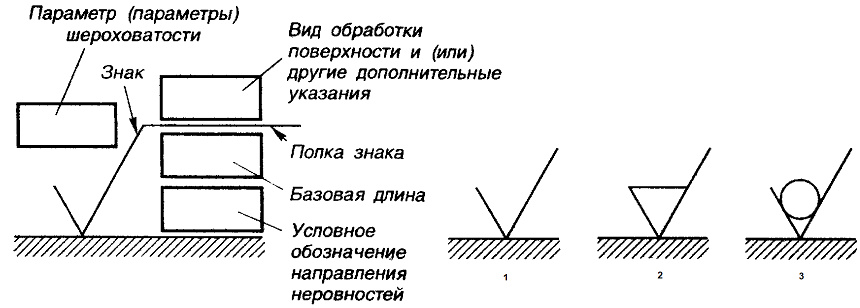 Наиболее распространены зернистость 180 и 240.
Наиболее распространены зернистость 180 и 240.
 youtube.com/embed/GTJmlXSCD0A?start=295&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/GTJmlXSCD0A?start=295&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»How to Sand And Polish Stainless Steel to Mirror Finish»/>
youtube.com/embed/GTJmlXSCD0A?start=295&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/GTJmlXSCD0A?start=295&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»How to Sand And Polish Stainless Steel to Mirror Finish»/>  Типичные значения Ra для этих нержавеющих сталей ниже 0,1 мкм .
Типичные значения Ra для этих нержавеющих сталей ниже 0,1 мкм . Таким образом, обычная обработка включает холодную прокатку, термообработку и дрессировку на шероховатых валках. Иногда можно проводить светлый отжиг или отжиг и травление.
Таким образом, обычная обработка включает холодную прокатку, термообработку и дрессировку на шероховатых валках. Иногда можно проводить светлый отжиг или отжиг и травление.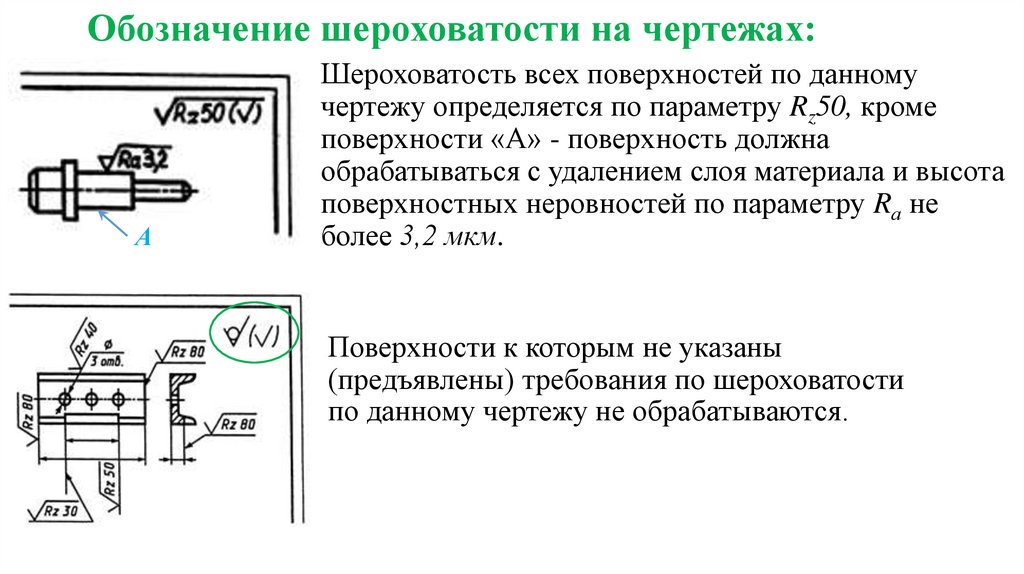 Поэтому меньше шансов, что повреждения будут замечены.
Поэтому меньше шансов, что повреждения будут замечены.
 Она состоит из процессов/действий, направленных на обеспечение качества разработки продукта на каждом из его этапов. Эти действия, как правило, предшествуют развитию продукта и продолжаются, пока процесс пребывает в состоянии развития. На самом QA лежит ответственность за разработку и внедрение процессов и стандартов для улучшения жизненного цикла разработки, и обеспечение уверенности в том, что эти процессы выполняются. Фокусом QA является предотвращение дефектов на всех этапах его реализации и постоянное его совершенствование. В то время, как QA является активной деятельностью, QC – наоборот, пассивной. Примеры деятельности по обеспечению качества включают установление стандартов и процессов, проверки качества и выбор инструментов.
Она состоит из процессов/действий, направленных на обеспечение качества разработки продукта на каждом из его этапов. Эти действия, как правило, предшествуют развитию продукта и продолжаются, пока процесс пребывает в состоянии развития. На самом QA лежит ответственность за разработку и внедрение процессов и стандартов для улучшения жизненного цикла разработки, и обеспечение уверенности в том, что эти процессы выполняются. Фокусом QA является предотвращение дефектов на всех этапах его реализации и постоянное его совершенствование. В то время, как QA является активной деятельностью, QC – наоборот, пассивной. Примеры деятельности по обеспечению качества включают установление стандартов и процессов, проверки качества и выбор инструментов.
 Это играет свою роль в разработке методологий управления проектами, например Prince2, которая поощряет использование планов по качеству проекта и журналов качества, которые были разработаны в начале жизненного цикла, при инициировании проекта.
Это играет свою роль в разработке методологий управления проектами, например Prince2, которая поощряет использование планов по качеству проекта и журналов качества, которые были разработаны в начале жизненного цикла, при инициировании проекта. Там, где требуется такая команда, очень важно, чтобы функция QA оставалась независимой от проекта и оперативных групп. Их линия связи, однако, должна предоставлять им мощную поддержку именно в том виде, в каком это требуется.
Там, где требуется такая команда, очень важно, чтобы функция QA оставалась независимой от проекта и оперативных групп. Их линия связи, однако, должна предоставлять им мощную поддержку именно в том виде, в каком это требуется. Некоторые из этих проблем очерчены ниже.
Некоторые из этих проблем очерчены ниже.
 QC подтверждает, что конкретные результат отвечают стандартам и спецификациям. В отличие от этого, QA является более широкой функцией, что охватывает планирование и контроль на протяжении всего жизненного цикла разработки. Тестирование, с другой стороны, является неотъемлемой частью контроля качества. Для того, чтобы организация эффективно осуществляла процессы управления качеством, эти потоки должны работать в тандеме.
QC подтверждает, что конкретные результат отвечают стандартам и спецификациям. В отличие от этого, QA является более широкой функцией, что охватывает планирование и контроль на протяжении всего жизненного цикла разработки. Тестирование, с другой стороны, является неотъемлемой частью контроля качества. Для того, чтобы организация эффективно осуществляла процессы управления качеством, эти потоки должны работать в тандеме. Обеспечение качества производится на всех этапах развития программного обеспечения: от начала разработки, до выпуска программы в пользование.
Обеспечение качества производится на всех этапах развития программного обеспечения: от начала разработки, до выпуска программы в пользование.
 Принятие стандарта сделает процесс разработки и тестирования программы более качественным. Придерживаясь общему шаблону с перечнем принятых требований к разработке, программисты допускают меньше ошибок. Однако при этом, стандарт не должен накладывать ограничения на разработку, если это не противоречит качеству программы.
Принятие стандарта сделает процесс разработки и тестирования программы более качественным. Придерживаясь общему шаблону с перечнем принятых требований к разработке, программисты допускают меньше ошибок. Однако при этом, стандарт не должен накладывать ограничения на разработку, если это не противоречит качеству программы.

 Предприятие может использовать любой процесс или метод для проверки того, что его конечный продукт или услуга соответствуют потребностям клиента, являются безопасными и законными.
Предприятие может использовать любой процесс или метод для проверки того, что его конечный продукт или услуга соответствуют потребностям клиента, являются безопасными и законными. Контроль качества обеспечивает плавную, эффективную, безопасную работу двигателей, трансмиссии и других механических частей в соответствии с проектом.
Контроль качества обеспечивает плавную, эффективную, безопасную работу двигателей, трансмиссии и других механических частей в соответствии с проектом.
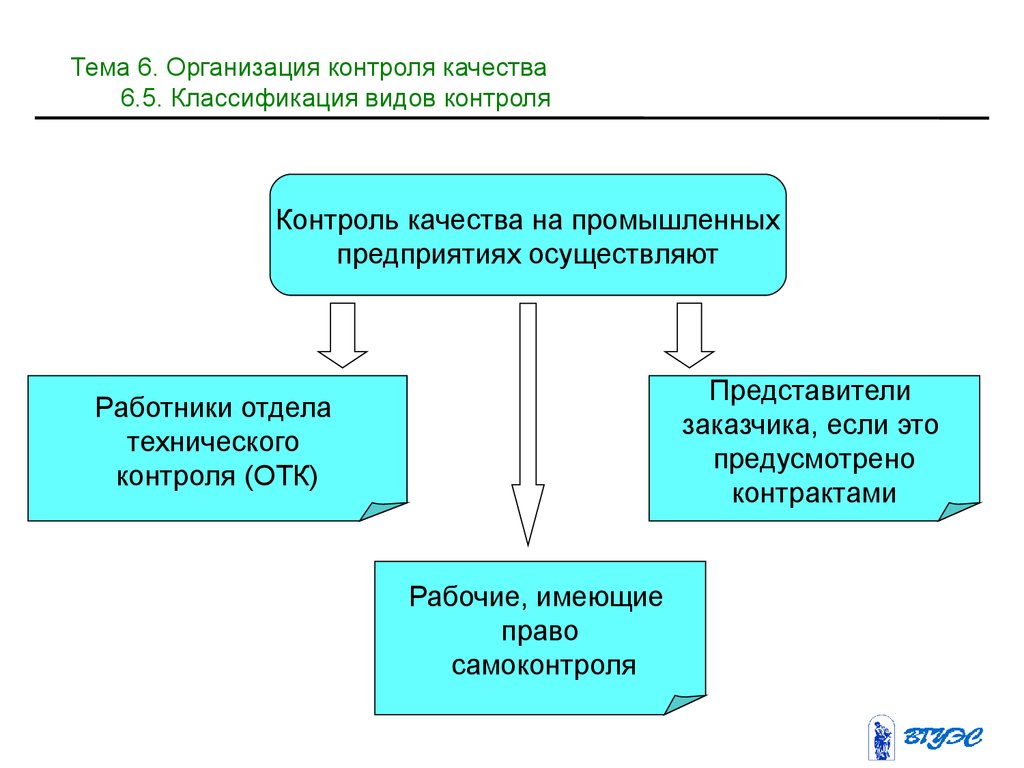 По оси x отслеживаются протестированные образцы. Анализ шаблона отклонения на этой диаграмме поможет вам определить, возникают ли дефекты случайным или систематическим образом.
По оси x отслеживаются протестированные образцы. Анализ шаблона отклонения на этой диаграмме поможет вам определить, возникают ли дефекты случайным или систематическим образом.
 Тем не менее, вам, как правило, потребуется несколько лет опыта работы в вашей отрасли. Как правило, вы начинаете с того, что вас нанимают в качестве помощника по обеспечению качества или контроля после выполнения требований к образованию и опыту работы.
Тем не менее, вам, как правило, потребуется несколько лет опыта работы в вашей отрасли. Как правило, вы начинаете с того, что вас нанимают в качестве помощника по обеспечению качества или контроля после выполнения требований к образованию и опыту работы.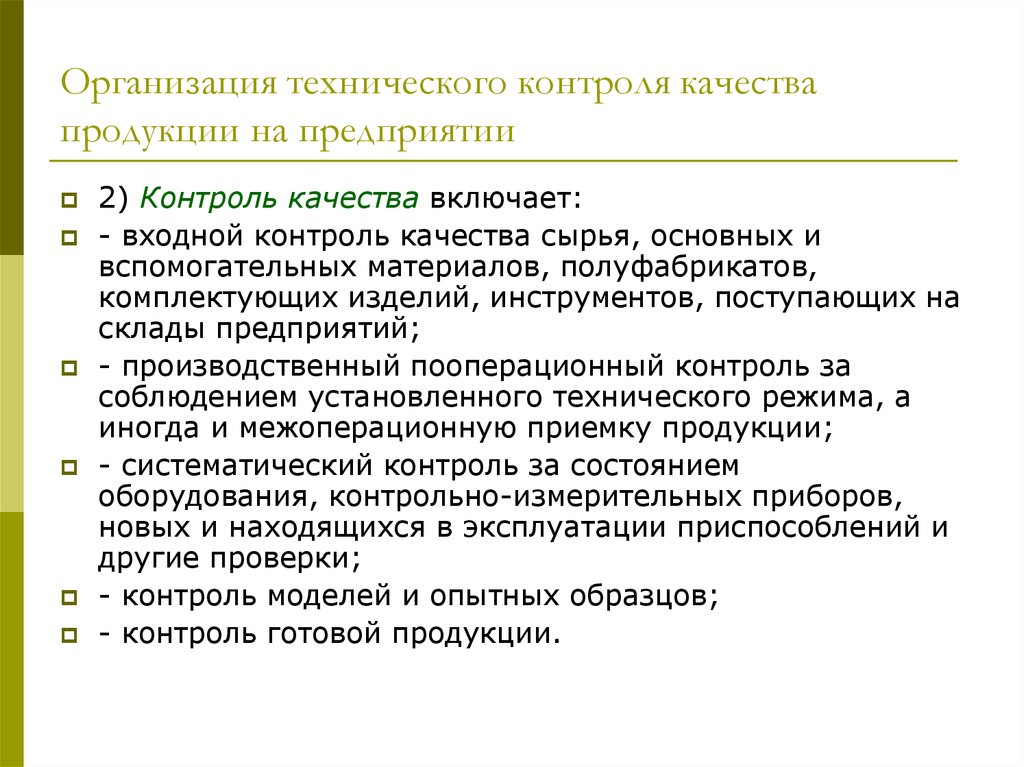 Оплата увеличивается по мере того, как вы набираете опыт и переходите на руководящие должности. Бюро статистики труда сообщает о средней заработной плате как:
Оплата увеличивается по мере того, как вы набираете опыт и переходите на руководящие должности. Бюро статистики труда сообщает о средней заработной плате как: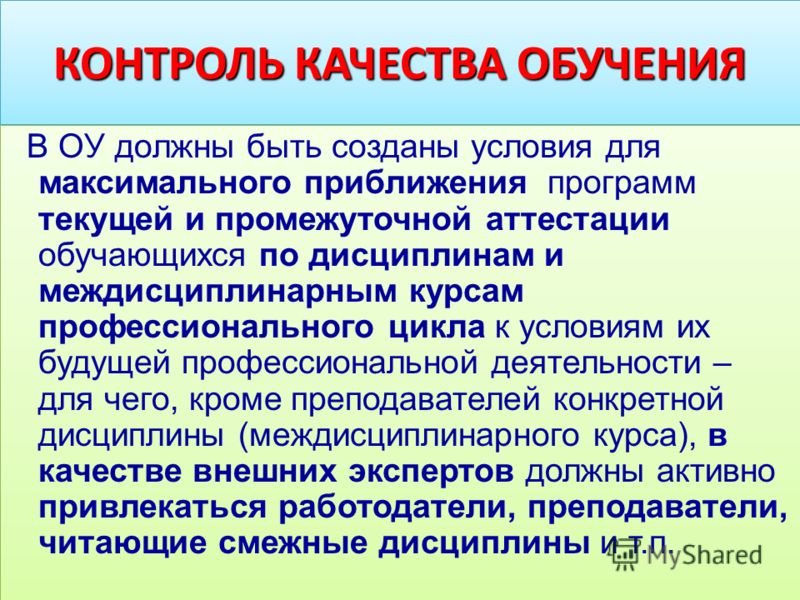 В компаниях, в которых действуют методы контроля качества, часто есть сотрудники, уделяющие пристальное внимание своей работе.
В компаниях, в которых действуют методы контроля качества, часто есть сотрудники, уделяющие пристальное внимание своей работе.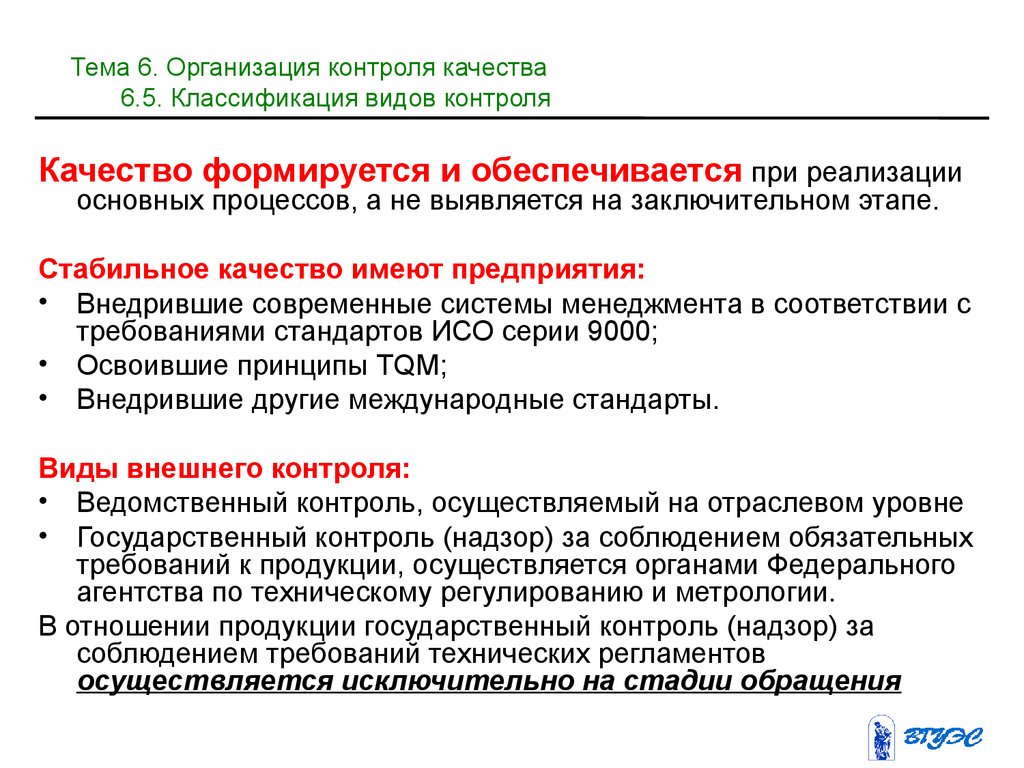 Методы контроля качества помогают создать безопасную рабочую среду и продукты, безопасные в использовании и отвечающие потребностям клиентов. Кроме того, это полезная карьера для тех, кто любит исследовать проблемы и улучшать результаты.
Методы контроля качества помогают создать безопасную рабочую среду и продукты, безопасные в использовании и отвечающие потребностям клиентов. Кроме того, это полезная карьера для тех, кто любит исследовать проблемы и улучшать результаты. Она была инвестором, предпринимателем и консультантом более 25 лет. Она является держателем лицензий FINRA Series 7, 63 и 66.
Она была инвестором, предпринимателем и консультантом более 25 лет. Она является держателем лицензий FINRA Series 7, 63 и 66. Если нет, на диаграмме будет показана степень их отклонения от спецификаций. Диаграмма контроля качества, которая анализирует определенный атрибут продукта, называется одномерной диаграммой, а диаграмма, измеряющая отклонения в нескольких атрибутах продукта, называется многомерной диаграммой. Произвольно выбранные продукты проверяются на заданные атрибуты, которые отслеживает диаграмма.
Если нет, на диаграмме будет показана степень их отклонения от спецификаций. Диаграмма контроля качества, которая анализирует определенный атрибут продукта, называется одномерной диаграммой, а диаграмма, измеряющая отклонения в нескольких атрибутах продукта, называется многомерной диаграммой. Произвольно выбранные продукты проверяются на заданные атрибуты, которые отслеживает диаграмма. Контроль качества требует от бизнеса создания среды, в которой и руководство, и сотрудники стремятся к совершенству. Это делается путем обучения персонала, создания контрольных показателей качества продукции и тестирования продуктов на наличие статистически значимых отклонений. Важным аспектом контроля качества является установление четко определенных механизмов контроля. Эти элементы управления помогают стандартизировать как производство, так и реакцию на проблемы с качеством. Ограничение права на ошибку путем указания того, какие производственные операции должны выполняться каким персоналом, снижает вероятность того, что сотрудники будут вовлечены в задачи, для которых они не имеют надлежащей подготовки.
Контроль качества требует от бизнеса создания среды, в которой и руководство, и сотрудники стремятся к совершенству. Это делается путем обучения персонала, создания контрольных показателей качества продукции и тестирования продуктов на наличие статистически значимых отклонений. Важным аспектом контроля качества является установление четко определенных механизмов контроля. Эти элементы управления помогают стандартизировать как производство, так и реакцию на проблемы с качеством. Ограничение права на ошибку путем указания того, какие производственные операции должны выполняться каким персоналом, снижает вероятность того, что сотрудники будут вовлечены в задачи, для которых они не имеют надлежащей подготовки.