Когда вы были ребенком, вспомните, сколько раз ваши родители ругали вас и говорили вам, что у вас только одна пара глаз и надо лучше заботиться о них? Этот урок применим и по отношению к сварочным работам.
Сварка является одним из самых опасных процессов металлообработки. Если вы проводите любого типа сварочные работы, важно иметь необходимое оборудование для сварки, включая и средства защиты.
Одним из наиболее важных средств защиты во время сварки, является сварочная маска, известная также как сварочный шлем, маска хамелеон или маска с автоматическим затемнением.
Сварочная маска защищает от токсинов и паров, которые образуются при плавлении металла. Эти пары являются вредными и поражают дыхательную систему. От сварочной дуги исходит ультрафиолетовое излучение, которое соединяясь с азотом, присутствующим в воздухе, образует оксид азота. Этот оксид азота вдыхается сварщиком и, следовательно, может стать причиной легочных заболеваний.
Маски сварщика имеют специально разработанные линзы и пластины, которые защищают от дыма и других вредных газов. Помимо заболеваний легких, если не использовать сварочную маску, можно повредить глаза и обжечься. Серьезное заболевание глаз, которое может быть вызвано в результате не использования сварочной маски для защиты является сжигание сетчатки глаза. Эта травма может привести к потере зрения, а в некоторых случаях даже привести к постоянной слепоте.
Сварочная маска помогает от воздействия лучей и различных газов. Маски бывают разных форм и размеров, в зависимости от целей и применяемых сварочных технологий. Одним из наиболее часто используемых типов сварочной маски является маска с автоматическим затемнением, называемая хамелеон.
Она обеспечивает оптимальную защиту сварщика при работе. Основной характеристикой популярности использования хамелеонов является наличие специального картриджа, который затемняется при сварке. Есть два типа картриджей автоматического затемнения – с питанием от солнечных батарей и с питанием от батареек.
Сварочная маска с питанием от солнечных батарей: Они более эффективны и удобны, когда сварочные работы ведутся на улице при солнечном свете. Они разработаны таким образом, что сварочное стекло сразу же темнеет от дуги.
Сварочная маска с питанием от батареи: Эти сварочные шлемы выгодны при сварке в темном помещении или цехе. Они должны быть включены для защиты при сварке. Они имеют специальное стекло, которое может быть отрегулировано, в зависимости от количества излучаемого света при сварке.
Хотя сварочные щитки, шлемы и защитные очки были в сварочной индустрии на протяжении десятилетий, появление масок с автоматического затемнения вызвало настоящую революцию в безопасности сварки и комфорте. Теперь можно забыть о постоянном поднимании маски перед зажиганием дуги, чтобы увидеть место начала сварки. Маски хамелеоны позволяют видеть место сварки без подъема маски.
Сварочная маска очень важна для сварщиков, как одна из составляющих сварочного оборудования. Необходимо, чтобы сварщик использовал сварочные маски хорошего качества, которые будут защищать их от ожогов и других повреждений, не экономя на здоровье.
Надеемся, что данная статья была полезна для вас, и позволит сделать оптимальный выбор при приобретении сварочной маски
Как выбрать маску или щиток для сварки?
Как известно работа сварщика связана с опасными факторами, такими как ослепляющий свет, ультрафиолетовое и инфракрасное излучение, токсичные испарения и горячий метал. Поэтому соблюдение правил техники безопасности – это непросто формальность, а жизненно важная необходимость. Сварочный щиток или маска – это, пожалуй, самые необходимые средства защиты, используемые при сварочных работах, так как они защищают глаза, лицо и конечно же органы дыхания.
Качество сварочной маски влияет не только на состояние здоровья сварщика, а и на качество работы, поэтому выбор этого средства защиты вопрос очень серьезный.
Щиток для сварки
Сварочный щиток устроен довольно просто — он снабжен светофильтром и ручкой, за которую его держит человек занимающийся сваркой, чтобы предохранять глаза. Как правило, подобная маска есть в комплектации сварочного аппарата.
Во время рабочего процесса сварочный щиток легко можно убрать от лица и проверить качество работы. Это, пожалуй, и есть основное достоинство такой маски, а что же касается работы, в которой необходимо задействовать обе руки, то в этом случае щиток не годится.
Обычная маска
Обычная маска для сварки имеет преимущество перед щитком, так как она крепится на голове, оставляя обе руки свободными. До недавних пор такая модель маски считалась самой популярной. Маска, в случае необходимости поднимается вверх, открывая лицо и давая возможность осмотреть работу, а опускается назад просто при помощи кивка головы. Конечно, используя такую маску в работе, сварщик имеет возможность задействовать обе руки, но когда она поднята вверх, возникает опасность повредить глаза, отбивая шлак, собирающийся на шве во время сварки.
Маска для сварки с подъемным светофильтром
Такая маска способна обеспечить более надежную безопасность. Даже когда светофильтр поднят, глаза все равно остаются закрытыми щитком из пластика, а значит, такая работа как шлифовка или отбивка шлака уже не опасны.
Сварочная маска для специфических работ
Сварочные работы, которые проводятся в плохо вентилируемых помещениях либо предполагают работу со сплавами, имеющими в составе такие опасные вещества как марганец, цинк или хром, должны проводиться только при наличии специальных средств защиты. Специальная маска, по конструкции напоминающая противогаз, обеспечена устройством подачи воздуха. Поэтому она предотвращает попадание вредного дыма и испарений в органы дыхания.
Что необходимо знать при выборе маски для сварки
Известно, что маска для сварки состоит из двух основных частей – корпуса и фильтра. Зачастую эти составляющие продаются в одном комплекте, но и отдельно их приобрести тоже можно.
Сварочная маска должна быть изготовлена в соответствии с ГОСТом, а также состоять из специального материала, который не проводит ток и устойчив к раскаленным брызгам. Форма маски должна защищать от сварочных излучений и искр. Большинство масок соответствует всем необходимым требованиям, а вот сварочные щиты нет.
Все статьи
Сварочные каски | Огнеупорная защита головы – Weldingoutfitter.com
WELDINGOUTFITTER.COM – эксперт по вытяжкам!!! Мы предлагаем сварочные маски
Miller , 3M Speedglas, Lincoln, FibreMetal, Inweld, Jackson, Metal Man, Save Phace и Weldmark. У нас есть сварочные маски с автоматическим затемнением и сварочные маски с фиксированным затемнением. Оглянитесь вокруг, и если вам нужен шлем, которого нет на странице, позвоните нам!
По любым вопросам звоните по телефону 1-641-201-1352!
Сортировать по
РекомендуемаяЦена, от низкой к высокойЦена, от высокой к низкойПо алфавиту, от A до ZПо алфавиту, от Z до ADДата, от старой к новойДата, от новой к старойЛучшие продажи
Сделать выбор
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Сделать выбор
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Распродажа
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Сделать выбор
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Распродажа
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Распродажа
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Когда дело доходит до средств индивидуальной защиты, сварочные маски часто являются первым аксессуаром, о котором вы думаете, и это правильно, вы не можете сваривать без них! Для оптимальной работы ваше здоровье и безопасность являются наиболее важными вещами, поэтому компромисс со сварочной маской просто недопустим. Они необходимы для предотвращения дуговых ожогов глаз и сетчатки, которые со временем могут привести к потере зрения.
Сварочные маски обеспечивают не только защиту глаз, но и важную защиту лица от искр горячего металла, создаваемых дугой, и от УФ-повреждений кожи. Поэтому важно найти правильный сварочный шлем, потому что даже минимальное воздействие при высокой интенсивности может вызвать ожоги.
Качество, безопасность и комфорт от экспертов «Худ»
Вам не следует торопиться с выбором подходящей сварочной маски для вашего применения и окружающей среды: высококачественная маска повысит вашу производительность, безопасность, долговременное здоровье и даже качество сварки! Наиболее важными критериями при выборе сварочной маски являются качество, безопасность и удобство. Некоторые важные особенности, которые следует учитывать, — это тип линзы, вес шлема, оттенки фильтра и простота использования. Если выбранный вами шлем слишком тяжелый, вы рискуете травмировать шею в долгосрочной перспективе. Если ваша каска неудобна в использовании, ваша производительность и качество сварки могут пострадать. Может показаться заманчивым выбрать шлем, основываясь только на цене, но в конечном итоге этот вариант может поставить под угрозу как ваш комфорт, так и безопасность.
Более 100 вариантов сварочных масок по доступным ценам
Мы предлагаем только продукцию самых надежных брендов в сварочной отрасли — варианты сварочных шлемов Miller, Speedglas, Lincoln, FibreMetal, Inweld, Jackson, Metal Man, Save Phace и Weldmark доступны здесь. Хотите ли вы популярный сварочный шлем Lincoln K3034 Black Viking, который может похвастаться самым большим смотровым окном (3,34 дюйма) в сварочной отрасли с четырьмя датчиками дуги, улучшенной оптической четкостью и улучшенным распознаванием цветов, или что-то вроде сварочного шлема Miller Black Digital Infinity, который предлагает четыре различных режима работы и переработанный головной убор с большой удобной подушкой — мы вас обеспечим.
Быстрая и бесплатная доставка
Многие из наших сварочных масок доставляются бесплатно в любую точку 48 штатов. Мы работаем только с лучшими партнерами по доставке, потому что знаем, как важно получить свое защитное снаряжение вовремя. Бесплатная доставка и быстрая доставка качественного шлема? Это не намного лучше, чем это.
Когда вы думаете о сварке, подумайте о касках
У многих профессий есть «подпись» или «значок», о которых люди сразу же вспоминают при упоминании этой работы. Когда вы говорите о канадских горных конях, на ум приходят образы красных мундиров и офицеров на лошадях. Говоря о хирургах, врач в хирургическом халате и маске — это первое, что приходит вам в голову. А когда дело доходит до сварщиков, каска является культовым изображением этой профессии.
Конечно, во всех этих разных профессиях этот тип одежды используется не только для галочки. Многие работы, особенно в промышленных условиях, требуют специальной одежды, и, хотя может быть немного модного чутья, чтобы выделиться, основная цель этой одежды — выполнить определенную функцию. Сварщикам защитит культовый сварочный шлем.
Все дело в глазах
Цель сварки состоит в том, чтобы взять некоторые из самых плотных материалов на земле и сформировать, разрезать или сплавить этот материал, и для этого требуется огромное количество энергии. Одним из неизбежных побочных эффектов производства такой большой мощности является не только тепло, но и яркий свет, настолько интенсивный, что прямой взгляд на него может навсегда повредить или даже ослепить человеческое зрение. Наши глаза просто не могут выдержать такой уровень яркости.
Вот почему визитная карточка мира сварщиков, шлем так заметен в торговле. В дополнение к полному покрытию лица для защиты от тепла и искр решающее значение для безопасной работы имеет линза сварочной маски. В прошлом «пассивные» сварочные маски действовали как солнцезащитные очки с затемненными линзами, готовыми защитить глаза от яркого света. Сегодняшние шлемы, однако, являются цифровыми, и уровень затемнения может быть вообще нулевым или отрегулированным до максимума, чтобы защитить глаза от самых ярких бликов.
Разные стили, разная функциональность
У нас есть полный ассортимент различных сварочных масок в зависимости от ваших потребностей. Для людей, которые только начинают или ограничены в средствах, у нас есть базовые традиционные модели с пассивными линзами. В топовом сегменте у нас есть шлемы с премиальными функциями, такими как автоматическое затемнение, увеличенная площадь обзора и еще более точная цветовая дифференциация.
У нас также есть полный ассортимент брендов и имен, которым вы доверяете. Lincoln Electric, Miller, Revco, Speedglas, Jackson, Metal Man и Optrel — это лишь некоторые из предлагаемых нами продуктовых линеек. Цены варьируются от бюджетных до премиум-класса, и у нас также есть разные взгляды. Если вам нужен простой цвет, у нас есть это, но если вы хотите что-то действительно выделяющееся, с изысканным искусством, у нас это тоже есть. У нас также есть дополнительные аксессуары, которые могут вам понадобиться, такие как головной убор или защитные линзы, если вам нужно заменить некоторые детали, но вы хотите продолжать использовать тот же шлем.
Быстрая доставка, отличные цены
Когда вы, наконец, определились со сварочной маской или аксессуарами, которые вам нужны, мы можем отправить ваш заказ на любой адрес в континентальной части США. Ваше время ожидания будет сведено к минимуму, а состояние ваших товаров будет идеальным благодаря сотрудничеству с проверенными профессиональными партнерами по доставке. Если вам нужна дополнительная, добавленная стоимость, любой заказ, который вы размещаете у нас на общую сумму 100 долларов США или более, не будет иметь дополнительной платы за доставку и обработку. Это наша благодарность за вашу поддержку гордого американского бизнеса.
Самые продаваемые сварочные маски | ДаСварщик
перейти к содержанию
Быстрый просмотр
Atomic Dice x YesWelder | Агрессор Q800D
(17)
139,99
Быстрый просмотр
Пользовательский графический шлем YesWelder Q800D | Хорошая девочка стала плохой
(0)
139,99
Быстрый просмотр
Сварочная маска True View с автоматическим затемнением | М800ХП
(56)
Обычная цена 85,99 Цена продажи 82,99
Быстрый просмотр
Сварочная маска с автоматическим затемнением, на солнечной энергии, панорамный вид | Q800D
(11)
99,99
Быстрый просмотр
автоматическое затемнение сварочных очков R100A
(34)
69,99
Быстрый просмотр
Сварочный шлем с автоматическим затемнением Графика Cyberpunk | M800H-CP
(3)
129. 99
Быстрый просмотр
Сварочный шлем с автоматическим затемнением Venom Graphic | M800H-VM
(3)
99,99
Быстрый просмотр
Сварочная маска с автоматическим затемнением и панорамным обзором | Q800D-A
(6)
99,99
Быстрый просмотр
Сварочная маска с автоматическим затемнением | Эх2002
(1)
39,88
Быстрый просмотр
Сварочная маска с автоматическим затемнением и большим обзором | M800H-B
(6)
Обычная цена 89,99 Цена продажи 85,99
Быстрый просмотр
Откидная сварочная маска с автоматическим затемнением | 900B Шлем
(1)
199,99
Быстрый просмотр
Сварочная маска с автоматическим затемнением и большим обзором | M800HP-A
(13)
Обычная цена 89,99 Цена продажи 85,99
Быстрый просмотр
Графический сварочный шлем L500A | Киберпанк
(0)
45,99
Быстрый просмотр
Графический сварочный шлем Q800D | Киберпанк
(0)
139,99
Быстрый просмотр
Сварочные очки с автоматическим затемнением на солнечных батареях | LY200L
(0)
19,99
Быстрый просмотр
Сварочный шлем с автоматическим затемнением на солнечной энергии | L500A
(6)
39,88
Быстрый просмотр
Сварочная маска с широким обзором, работающая на солнечных батареях, с автоматическим затемнением | L500A-B
(3)
39,88
Быстрый просмотр
Atomic Dice x YesWelder | Shattered Sunrise Q800D
(0)
139,99
Быстрый просмотр
Atomic Dice x YesWelder | Берсерк | M800H-VK
(0)
99,99
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
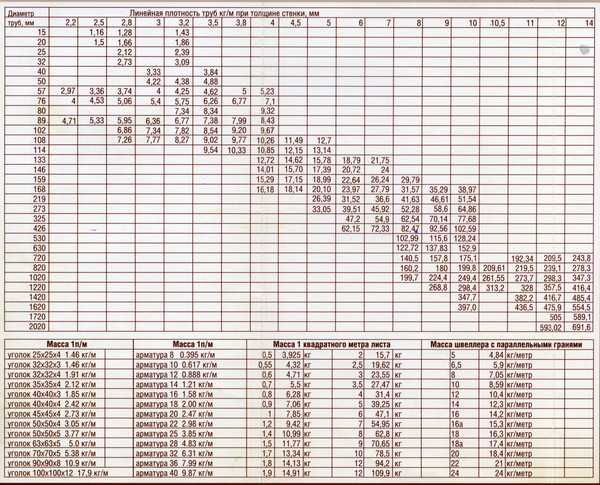
что такое, цены, фото. Какие бывают ростверки: 🔨 ленточный, плитный, высокий и низкий
Ростверк — это верхня часть фундамента соеденяющая сваиили столбы, распределяющая нагрузку равномерно.
Ростверки разделяются:
по конструкции
по материалу
по степени заглубления
Конструкции ростверков
1. Ленточный ростверк. Связывает один ряд свай, устанавливается под стены сооружений. Особенность: в отличие от кустовых и многорядных ростверков при забивке свай отклонения недопустимы. При отклонении в 5 см часть сечения выступает за ростверк, требуется установка специального выступа. При монолитном ростверке это сделать невозможно.
2. Секционный ростверк. Соединяет сваи по всей площади фундамента. Допустимы несущественные отклонения. Недостатки – трудоемкость и дороговизна.
Рекомендуем так же посмотреть калькулятор с Он-лайн рассчетом цены
Материал из которых делают ростверк
1. Деревянный ростверк – брус Используется при строительстве деревянных домов. Фиксируется на сваях стальными прутками. Иногда ростверком служит нижний венец постройки (например, нижний венец бани).
Обычно данный тип ростверка делают для винтовых свай.
Кстати технология установки винтовых свай описана на этой странице
2. Стальной ростверк. Стальной профиль, используется на Ж/Б и винтовых сваях. Ростверк фиксируется на сваях арматурными прутками и приваривается сваркой. Оптимальны для использования на вспучивающихся грунтах.
3. Железобетонный (бетонный) ростверк. Бетонные плиты, наличие арматуры. Используется при строительстве типовых многоэтажных зданий, реже – для загородных домов.
Оптимален для Ж/Б свай. Кстати посмотрите видео о том как забивают железобетонные сваи
Виды бетонных ростверков
Бетонные (железобетонные) ростверки бывают сборные и монолитные.
Недостатки сборных:
Необходимость тяжелой техники.
Возможность коррозии впоследствии.
Последовательность установки монолитного ростверка
Процесс строительства бетонного ростверка
Монтаж опалубки -деревянной или сборной металлической.
При строительстве загородных коттеджей для опалубки можно использовать экструдированный пенополистирол. Несъемный вариант, впоследствии будет обеспечивать теплоизоляцию.
Установка арматуры
В плановом строительстве – сталь AI, AII, AIII). Независимо от конструкции ростверка используется двойное армирование. Продольные арматурные прутья 10-12 мм толщиной, поперечные – 6-8 (они не принимают на себя нагрузку, служат для соединения каркаса воедино). Каркас располагается в 3-5 см от обеих поверхностей плиты. Чтобы он не опускался на дно при заполнении бетоном, под него подкладывают бруски, во избежание смещения крепят к опалубке.
Заливка бетоном
Бетонная смесь подается бетононасосом, уплотняется глубинным вибратором. Когда бетон схватится на 25 %, опалубку убирают. Нагружать ростверк можно по достижении 70 % прочности. Монолитные ростверки, как правило, выполняются низкими. Недостатки метода: энергоемкость и дороговизна.
Тк же смотрите — технология свайного фундамента с ростверком
Степень заглубления
1. Заглубленный (низкий) ростверк.
Плита опущена ниже уровня грунта. Способ противопоказан на вспучивающихся грунтах, т.к. грунт, поднимаясь, будет выдавливать ростверк из земли, возможно разрушение соединений со сваями.
2. Низкий (повышенный) ростверк.
Оголовки свай расположены заподлицо с грунтом, плита лежит на его поверхности. Грунт, который может вспучиваться, из-под плиты удаляют, на его место подсыпают не подверженный вспучиванию – щебень, крупнозернистый песок.
3. Высокий ростверк.
Плита располагается на 10-15 см выше грунта. Подходит для вспучивающихся грунтов. Недостаток: такой фундамент требует утепления.
Наши услуги
Компания «Богатырь» базируется исключительно на услугах: забивка свай, лидерное бурение, забивка шпунта, а так же статических и динамических испытаниях свай. В нашем распоряжении собственный автопарк бурильно-сваебойной техники и мы готовы поставлять сваи на объект с дальнейшим их погружением на строительной площадке. Цены на забивку свай представлены на странице: цены на забивку свай. Для заказа работ по забивке железобетонных свай, оставьте заявочку.
что это такое и какие виды его бывают
Любой фундамент на сваях изготавливается из двух частей – это непосредственно сваи, использующиеся для передачи давления на несущий слой, и ростверк.
Не многие начинающие строители знают, что такое ростверк, и для чего предназначен, но, тем не менее, он имеет большое значение в конструкции основания.
В данной статье будут рассмотрены виды ростверков, их предназначение и основные отличия.
Содержание
Понятие ростверка и его разновидности
Виды по размещению
Высокий
Повышенный
Заглубленный
Разновидности по типу материала
Железобетонное изделие
Металлическая конструкция
Деревянный ростверк
Бетонные конструкции
Виды по типу конструкции
Сборная конструкция
Монолитный ростверк
Сборно-монолитный
Понятие ростверка и его разновидности
Ростверком называют горизонтально размещенный участок свайного базиса, который используется для принятия и передачи нагрузки от стен постройки на сваи. Помимо этого, ростверк позволяет объединить все сваи в цельное изделие, поэтому крайне важно при работе создать жесткие узлы соединения.
Устройство ростверкаКонструкция может не касаться поверхности
В зависимости от разновидности основания и геологических параметров почвы ростверк может иметь различия:
По месту размещения. Он может располагаться на грунте, быть углубленным или и вовсе не касаться поверхности.
По компонентам, которые использовались при производстве. Для изготовления может применяться железобетон, металл, дерево или обычный бетон.
По конструкции. Изготавливаются монолитный, сборно-монолитный и сборный ростверк.
Схему конструкции свайного фундамента можно увидеть ниже.
Виды по размещению
В зависимости от участка нахождения ленты относительно поверхности земли существуют следующие разновидности:
высокий ростверк, еще его именуют висячим;
повышенный;
заглубленный.
Увидеть расположение разных типов относительно грунта можно на схеме ниже.
Высокий
В домах с высоким ростверком полы будут холодными
Такой тип располагается над уровнем почвы, а его нижняя конструкция возвышается на 10 см относительно планировочной отместки земли. Эта разновидность имеет хорошие показатели стабильности и целостности и позволяет избежать возможных повреждений фундамента. При отсутствии необходимых зазоров ростверк или узлы соединения могут быть деформированы, что приведет к вырыванию свай.
В результате выбора высокого ростверка образуется проветриваемое пространство под полом, что позволит обеспечить высокий уровень влаги в доме и прохладу в жаркое время года.
Минусом такого решения является отсутствие герметизации пространства между почвой и нижней плоскостью перекрытия. Холодные потоки воздуха и отсутствие неподвижного воздушного слоя увеличивают теплопотери постройки. Из-за этого при возведении дома в суровой климатической среде, пол понадобится утеплить. Еще одним недостатком является отсутствие возможности соорудить полноценный цоколь или подвал.
Повышенный
Такой тип является более распространенным и предусматривает размещение его подошвы на уровне почвы.
В качестве основания для ленты используется подушка на основе песка или гравия с толщиной 10-15 см, для монтажа которой удаляется необходимое количество грунта и производится замена на гравий.
В результате образуется противопучинистая подушка, предотвращающая морозное пучение почвы.
Гравийная подушка снижает уровень влаги почвы и предотвращает скопление воды. Несомненным плюсом такого ростверка является отсутствие продуваемого пространства между перекрытием и почвой.
Заглубленный
Заглубленные конструкции располагаются ниже уровня грунта
Как производится монтаж заглубленного ростверка и что это такое? Такой вид отличается размещением ленты ниже поверхности грунта.
По линии установленных свай вырывается яма небольшой глубины, на дне которой монтируется подушка из щебня. После этого в траншею устанавливают опалубку, и производится армирование и бетонирование.
Крепеж между элементами осуществляется путем замоноличевания верхушек свай в ростверке.
Разновидности по типу материала
Железобетонные конструкции стабильны и прочны
В зависимости от конструкции постройки и давления на фундамент ростверк может изготавливаться из следующих материалов:
железобетона;
металла;
дерева;
бетона.
Железобетонное изделие
Крайне важно при создании основания ростверка обеспечить для арматуры хорошую защитную прослойку.
Металлическая конструкция
Чаще всего для возведения конструкции используют двутавровые или швеллерные балки
Металлический ростверк производится из профильного проката: двутавра или швеллера. Отличается хорошими показателями прочности и жесткости.
Часто используется при создании фундамента на основе свай и винтов и при возведении одноэтажных построек.
Швеллер укладывается на оголовки свай из металла и крепится путем сварки. Основным недостатком такого материала является невысокая устойчивость к коррозии, что приводит к необходимости дополнительной защитной обработки изделий.
Деревянный ростверк
Чтобы избежать гниения древесины, ростверк обрабатывается специальными антисептиками. Крепеж бруса к свае осуществляется при помощи болтов или кронштейнов.
Бетонные конструкции
Устройство такого вида идентично рассмотренному выше железобетонному изделию. Однако имеется и ряд особенностей. В конструкции не предусмотрено армирования. Все давление воспринимается и распределяется бетоном.
При использовании такой разновидности нужно, чтобы оголовки свай заходили в бетон на уровень в 10 см. Применять бетонный ростверк можно исключительно при возведении одноэтажных построек.
Виды по типу конструкции
Сборный металлический крепеж часто бывает недостаточно прочен
В зависимости от параметров конструкции ростверки бывают следующих типов:
сборные;
монолитные;
сборно-монолитные.
Сборная конструкция
Зачастую такая конструкция изготавливается из стальных балок, скрепленных при помощи сварки. Основным минусом такой разновидности является трудная установка тяжеловесных балок и невысокая прочность сварочного крепежа.
Такие виды укладываются на оголовки свай и закрепляются, необходимость в замоноличивании отсутствует. Такое решение прекрасно подойдет для некапитальных домов со сроком эксплуатации до 20-ти лет.
Монолитный ростверк
Монолитные конструкции заливаются с использованием опалубки
Такое изделие производится в виде цельной конструкции, которая заливается непосредственно на стройплощадке. К этой категории относятся бетонные или железобетонные материалы ленточного или плиточного типа.
Ленточная разновидность более широко применяется, но плиточная незаменима при плохих геологических параметрах почвы.
Работа по монтажу монолитного ростверка не отличается высокой трудоемкостью и не потребует больших финансовых затрат.
Сборно-монолитный
Такая разновидность имеет высокую стоимость, требует специальной техники и точности при установке.
Как видно из статьи, ростверк является важной частью фундамента. Существует много видов такого изделия. Выбор осуществляется исходя из разновидности фундамента и параметров почвы.
ростверк – определение и значение
Определить
Связать
Список
Обсудить
См.
Услышать
и Любовь
Определения
из Словаря английского языка American Heritage®, 5-е издание.
сущ. Сеть или каркас из дерева или стали, служащие основанием, обычно на влажном или мягком грунте.
из словаря века.
сущ. В машиностроение , каркас, состоящий из тяжелых балок, уложенных продольно и пересекаемых под прямым углом такими же балками с надрезами на них, используемый для поддержания фундамента и предотвращения его неравномерной осадки в грунте с неравной сжимаемостью.
сущ. Кружево, фон из отдельных полосок или нитей, не сплетенных между собой в фактуру.
из версии GNU Collaborative International Dictionary of English.
сущ. (Гидравлический привод) Каркас из шпал и поперечных балок, образующих фундамент в болотистой или коварной почве.
из Викисловаря, Creative Commons Attribution/Share-Alike License.
сущ. основание из пересекающихся деревянных или стальных балок, обычно для распределения тяжелых грузов на большие площади.
Этимологии
из Словаря английского языка The American Heritage®, 4-е издание
[французский, от старофранцузского, решетка, от greille , gridiron; см. гриль.]
из Викисловаря, Лицензия Creative Commons Attribution/Share-Alike
Возникла в 1770–1780 годах во французском грильяже.
Служба поддержки
Помогите поддержать Wordnik (и сделайте эту страницу свободной от рекламы), приняв слово «решетка».
Примеры
Комнаты обшиты резными панелями из кедрового дерева, а в фрамугах и наружных воротах есть очаровательный « ростверк » из железа.
Здесь, Там и Везде
«Работа — брус ростверк , но в остальном материалы в основном римские.»
Операция Луна
В одной конструкции обычные ворота подкреплены Ростверк из закладных стальных стержней, проходящих поперек проема, за щелью ворот.
Глава 11
Если по какой-либо причине скорлупа окажется влажной внутри, ее необходимо нагреть и высушить на подготовленном для этой цели ростверке .
Инструкции по боеприпасам для ВМС США. 1866 г. Издание четвертое.
Каждое арочное кольцо было усилено Ростверк из продольных и поперечных стержней.
Методы бетонного строительства и стоимость
Он лежал за крепостными валами из угля, из ростверков, бревен и свай, из пролитых цементных бочек и тонн стали.
Железный след
Экраны выполнены в виде стального ростверка , установлены на наклонных направляющих в бетонной кладке, съемные с помощью крана.
Сила Ниагары: прошлое, настоящее, будущее
Опорные плиты, опорные плиты и ростверки балки должны быть рассчитаны исходя из предположения, что максимальные изгибающие моменты находятся под центром опоры.
Акты и постановления, принятые Генеральным судом
— для приготовления панировки; приготовленное таким образом блюдо гратинай грильяж гриль гротеск гротескеры грюйер грюйер гильотина гильотин
Citizendium, Справочник граждан — Последние изменения [en]
— для приготовления панировки; приготовленное таким образом блюдо гратинай грильяж гриль гротеск гротескеры грюйер грюйер гильотина гильотин
Citizendium, Справочник граждан — Последние изменения [en]
Определение решетки | Law Insider
означает твердый, полутвердый или жидкий остаток, образующийся при очистке бытовых сточных вод на очистных сооружениях, как это определено в разделе 6111. 01 Пересмотренного Кодекса. «Осадок сточных вод» включает, но не ограничивается ими, пену или твердые частицы, удаленные в процессах первичной, вторичной или усовершенствованной очистки сточных вод. «Осадок сточных вод» не включает золу, образующуюся при сжигании осадка сточных вод в установке для сжигания осадка сточных вод, песок и отсев, образующиеся при предварительной очистке бытовых сточных вод на очистных сооружениях, навоз животных, остатки, образующиеся при обработке навоза животных, или бытовых сточных вод. .
означает любое скопление воды, поверхностной или подземной, естественной или искусственной, включая реки, ручьи, ручьи, канавы, болота, озера, пруды, болота, водно-болотные угодья и грунтовые воды. Этот термин не включает какие-либо хранилища или очистные сооружения.
означает уведомление, которое PJM предоставляет членам PJM, владельцам передачи, владельцам ресурсов и операторам, клиентам и регулирующим органам для подготовки персонала и объектов к ожидаемым экстремально холодным погодным условиям.
означает любое электронное устное устройство, например, состоящее из нагревательного элемента и батареи или электронной схемы, или того и другого, которое выделяет пары никотина или любых других веществ, и использование или вдыхание которых имитирует курение. Термин включает любое такое устройство, независимо от того, производится ли оно, распространяется, продается или продается как электронная сигарета, электронная сигара и электронная трубка или под любым другим продуктом, именем или дескриптором.
означает вес осадка сточных вод в сухих тоннах США, включая примеси, такие как известковые материалы или наполнители. Частота мониторинга параметров осадка сточных вод основана на зарегистрированном весе осадка, образовавшегося за календарный год (используйте данные за самый последний календарный год, когда разрешение NPDES подлежит продлению).
означает уведомление, направленное PJM членам PJM, владельцам линий электропередач, владельцам и операторам ресурсов, клиентам и регулирующим органам о подготовке персонала и объектов к экстремально жарким и/или влажным погодным условиям, которые могут вызвать требования к пропускной способности и/или недоступность блока будет значительно выше, чем прогноз, и, как ожидается, сохранится в течение длительного периода.
означает покрытие для входа в дыхательные пути, которое полностью закрывает голову и шею, а также может частично закрывать плечи и туловище.
означает проточный водоем или часть или приток проточного водоема, включая ручьи, ручьи или водохранилища и небольшие озера на них.
означает неочищенные сточные воды, которые не были загрязнены каким-либо туалетным стоком, на которые не повлияли инфекционные, зараженные или вредные для здоровья выделения и которые не представляют угрозы загрязнения вредными отходами обработки, производства или эксплуатации. «Серая вода» включает, помимо прочего, сточные воды из ванн, душей, умывальников в ванных комнатах, стиральных машин и ванн для стирки, но не включает сточные воды из кухонных раковин или посудомоечных машин. Кодекс здоровья и безопасности Раздел 17922.12.
означает деревню, указанную Губернатором путем публичного уведомления как деревню для целей настоящей Части, и включает группу деревень, указанных таким образом.
означает любое огнестрельное оружие со стволом менее шестнадцати дюймов в длину или предназначенное для удерживания и стрельбы одной рукой.
означает координаты цветности (x,y)4 отраженного света, лежащие внутри областей цветности, определяемых границами: W12 фиолетовая граница y = x — 0,030 W23 желтая граница y = 0,740 – x W34 зеленая граница y = x + 0,050 W41 синяя граница y = 0,570 – x С точками пересечения: x y W1 0,300 0,270 W2 0,385 0,355 W3 0,345 0,395 W4 0.260 0.310″
означает продукт, предназначенный для очистки плитки или поверхностей в ванных комнатах. «Очиститель для ванной и плитки» не включает продукты, специально предназначенные для очистки унитазов или туалетных бачков.
означает совокупность или частично сцементированный материал, состоящий из минералов на поверхности земли или под ней. Горная порода включает коренную породу и частично выветрелую породу, которая является твердой и не может быть выкопана ручными инструментами. Верхняя граница горной породы — это «сапролит», «почва» или поверхность земли.
означает удаление определенных хвойных деревьев с видимыми растениями омелы на ветвях, а также видимыми растениями или инфекциями на стволе.
означает любое судно, имеющее туалет или спальные помещения или способное содержать закрытые или полузакрытые спальные помещения;
означает продукты, материалы, методы и процессы, сертифицированные «Зеленым органом», которые сохраняют природные ресурсы, снижают потребление энергии или воды, предотвращают выбросы токсичных или других загрязняющих веществ или иным образом минимизируют воздействие на окружающую среду.
в отношении порта означает район между отметками прилива и отметкой отлива, относящийся к этому порту;
означает дорогу, составляющую или входящую в состав автомагистрали, являющуюся дорогой (кроме велосипедной дорожки), по которой общественность имеет право проезда транспортных средств;
означает участников в возрасте от 11 до 18 лет.
или «Деревья» означает любые живые виды древесных многолетних растений, включая их корневую систему, которые достигли или могут достичь высоты не менее 4,5 метров при физиологической зрелости;
означает координаты цветности (x,y)4 отраженного света, лежащие внутри областей цветности, определяемых границами: R12 желтая граница y = 0,335 R23 спектральное место R34 фиолетовая линия R41 пурпурная граница y = 0,978 — x С точками пересечения: x y R1 0,643 0,335 R2 0,665 0,335 R3 0,735 0,265 R4 0,720 0,258
означает естественно существующую котловину прибрежной зоны ниже среднего паводка, имеющую постоянные или временные сообщения с морем, но защищенную от моря каким-либо естественным барьером. [Раздел 373.403(16) Федерального закона]
означает воздушное судно, способное приземляться и взлетать с воды.
означает продукт, предназначенный для очистки деревянных материалов, включая, помимо прочего, настил, заборы, полы, бревна, краснодеревщики и мебель.
Термообработка представляет собой одну из необходимых и важных операций в процессе обработки стали. Ее широко использует металлургия и машиностроение. Технология термообработки стали 45 обеспечивает достижение высоких характеристик прочности. Это обстоятельство позволяет значительно расширить область применения обработанных подобным способом деталей. При использовании технологии закалки стали 45 твердость изделий становится существенно выше.
Особенности термообработки
Закалка стали 45 – метод, широко используемый в металлургии и машиностроении. Но как закалить сталь 45, чтобы получить ожидаемый результат? Чтобы изменить характеристики, необходимо провести термообработку. При этом должны соблюдаться определенные режимы воздействия. Этот процесс схематично можно представить следующими процессами:
Отжиг.
Нормализация.
Старение.
Закалка и отпуск.
Качество стали 45 при термообработке зависит от ряда факторов.
Температурный режим.
С какой скоростью повышается температура.
Промежуток времени, в течение которого на металл воздействует высокая температура.
С какой скоростью происходит процесс охлаждения.
Термическая обработка состоит в нагревании детали до заданной температуры. Охлаждают ее с той же либо несколько иной скоростью. Железоуглеродистые сплавы характеризуются превращениями при нагревании их до определенных температур. Они носят название критических точек. Эти превращения сопряжены с кристаллизационным характером. При закалке стали 45 твердость изделий значительно повышается.
Использование специальных охлаждающих жидкостей
В ходе проведения технологического процесса для охлаждения деталей в основном используется вода. Качество охлаждающей жидкости можно изменить, добавив соду или специальные соли, что может повлиять на процесс охлаждения заготовки.
Для сохранения процесса закалки категорически запрещается использовать содержащуюся в нем воду для посторонних операций. Вода должна быть чистой и иметь температуру от 20 до 30 °С. Запрещено использовать для закалки стали проточную воду.
Состав смесей солей и щелочей, применяемых в качестве закалочных сред
Данный способ закалки применяется только для цементированных изделий или имеющих простую форму.
Изделия, имеющие сложную форму, изготовленные из конструкционной специальной стали охлаждаются в 5% растворе каустической соды при температуре 50-60 °С. Операция закалки, проводится в помещении, оснащенном вытяжной вентиляцией. Для закалки заготовок выполненных из высоколегированной стали применяют минеральные масла, причем скорость охлаждения в масленой ванне не зависит от температуры масла. Недопустимо смешивание масла и воды, что может привести к появлению трещин на металле.
При закалке в масляной ванне необходимо выполнять ряд правил:
Остерегаться воспламенения масла.
При охлаждении металла в масле происходит выделение вредоносных газов (обязательно наличие вытяжной вентиляции).
Происходит образование налета на металле.
Масло теряет свои свойства при интенсивном использовании для охлаждения металла.
Химический состав
Что для стали означает номер 45? Это говорит о том, что в данном сплаве содержится 0,45% углерода. Остальные примеси представлены в незначительном количестве. Среди основных ее заменителей можно выделить сталь 40 и 50. Их также характеризует высокая прочность. Если рассматривать химические соединения, входящие в состав стали в процентном отношении, то наибольшая доля приходится на железо. У него этот показатель достигает 97%. В различных количествах входят и другие химические элементы. Самый низкий показатель у фосфора. В ней его содержится всего 0,035%.
Сталь 45Х конструкционная легированная
Аналоги и заменители
Вид поставки
Cортовой прокат, в том числе фасонный: ГОСТ 4543—71, ГОСТ 2590-88, ГОСТ 2591-88, ГОСТ 10702-78.
Поковки и кованые заготовки ГОСТ 1133-71, ГОСТ 8479-70.
Назначение и применение
Сталь 45Х является конструкционной углеродистой легированной сталью перлитного класса. Из стали 45Х изготавливают детали к которым предъявляются требования повышенной твердости, износостойкости, прочности и работающие при незначительных ударных нагрузках:
Кроме перечисленного сталь 45Х применяется для изготовления нагруженных валов, штоков насосов и задвижек, работающих при температуре не выше 450 °С в некоррозионной среде, для высоконагруженных болтов и шпилек, для валов центробежных насосов.
Часто детали нефтепромыслового оборудования из стали 45Х (например, цилиндрическая поверхность на рабочем участке штоков поршня грязевых насосов, вылы, звездочки и зубчатые колеса буровых установок, пальцы шарниров и т.д.) подвергаются закалке с нагревом токами высокой частоты.
Расшифровка стали 45Х
Цифра 45 означает, что содержание углерода в стали составляет 0,45%.
Буква Х означает, что в стали содержится хром в количестве до 1,5%.
Химический состав, % (ГОСТ 4543-71)
Химический состав, % (ГОСТ 4543-2016)
ПРИМЕЧАНИЕ: знак «-» означает, что массовую долю данного элемента не нормируют и не контролируют, если не указано иное (см. ГОСТ 4543-2016).
Твердость (ГОСТ 4543-2016)
Твердость по Бринеллю металлопродукции в отожженном (ОТ) или высокоотпущенной (ВО) состоянии, а также горячекатаной и кованой металлопродукции, нормализованной с последующим высоким отпуском (Н+ВО), диаметром или толщиной свыше 5 мм должна соответствовать нормам, указанным в таблице
Марка стали
Твердость HB, не более
45Х
229
ПРИМЕЧАНИЕ Твердость калиброванной металлопродукции в отожженном (ОТ) или высокоотпущенном (ВО) состоянии, а также горячекатаной и кованой металлопродукции, нормализованной с последующим высоким отпуском (Н+ВО), может быть на 15 НВ более указанной в таблице выше.
Твердость горячекатаной и кованой металлопродукции, поставляемой без термической обработки, не нормируют и не контролируют.
Твердость калиброванной металлопродукции и металлопродукции со специальной отделкой поверхности диаметром или толщиной свыше 5 мм, поставляемой в нагартованном состоянии (НГ), должна быть не более 269 НВ.
Механические свойства проката (ГОСТ 4543-2016)
Марка стали
Режим термической обработки
Механические свойства, не менее
Размер сечения заготовок для термической обработки (диаметр круга или сторона квадрата), мм
Закалка
Отпуск
Предел текучести σт, Н/мм2
Временное сопротивление σв, Н/мм2
Относительное
Ударная вязкость КС U, Дж/см2
Температура, °С
Среда охлажде- ния
Темпера- тура, °С
Среда охлаждения
удлинение δ,%
сужение Ψ, %
1-й закалки или нор- мализации
2-й за- калки
45Х
840
—
Масло
520
Вода или масло
835
1030
9
45
49
25
Структурные изменения металла
В исходном состоянии структура представляет собой две фазы, которые смешаны между собой – феррит и цементит. Если медленно нагревать до незначительных температур, то никаких изменений в ней не произойдет. Если вести дальнейшее нагревание, феррит растворится в аустените. При нагреве выше критической температуры, структура их примет однородный характер.
Атомная решетка железа имеет объемно-центрированный характер. При сильном нагревании она становится гранецентрированной по типу. До нагревания углеродные атомы входят в перлит (кристаллы цементита), после этого он примет иное состояние и станет твердым раствором. В этом случае его атомы окажутся в решетке железа. При резком охлаждении, например, при помощи воды, ее можно закалить.
В таком состоянии она приобретет величины, характерные для комнатной температуры. Казалось бы, все перестроится в обратном порядке. Но подобные температурные параметры не придадут углеродным атомам выраженной мобильности. Скорость в этом случае настолько незначительная, что атомы просто не успевают выйти из раствора, когда имеет место быстрое охлаждение. Они остаются в структуре решетки. При этом возникает сильное внутреннее напряжение металла. Использование закаленной стали существенно увеличивают возможность применения деталей, материалом для изготовления которых явилась именно такая сталь.
Свойства стали Ст 45
Приобретая изделия из металла, необходимо знать свойства материала, из которого они изготовлены. То, из стали какой марки произведена продукция, влияет на ее стоимость, прочность, надежность. Это также определяет срок службы и возможную сферу применения.
В данном случае, вы найдете информацию про марку стали 45, которая часто используется для изготовления разнообразных металлических товаров. Она считается конструкционной углеродистой качественной. Чтобы приобрести изделия металлопроката из стали 45, ознакомьтесь с каталогами компании и обратитесь к нашим менеджерам.
Она поставляется в виде сортового и фасонного проката. Вы можете найти обширный список изделий, для которых она применяется. Например, серебрянка, листы металла разной толщины, прутья с разными видами обработки поверхности, поковки и кованые заготовки, длинномерные проволочные изделия, ленты и полоскы, а также трубы.
Закалка
Термообработка стали 45 предполагает нагрев выше критической температуры. В дальнейшем проводится ускоренное охлаждение, проще говоря, осуществляется закаливание. После этого закаленный материал приобретает повышенную прочность и твердость. Температурный режим при закалке стали 45 определяется тем, сколько углерода и присадок легирующего характера содержится в стали.
Технология должна осуществляться в соответствии с установленным регламентом, поскольку после того, как проведена закалка, на заготовке образуется слой окалины. При этом происходит частичная потеря углерода. Металл должен охлаждаться быстро. Это не даст аустениту преобразоваться с появлением сорбита или троостита. Деталь охлаждается в соответствии с точным графиком. Если он будет нарушаться, будут образовываться мелкие трещины. Охладив деталь до температуры 200-300 градусов, процесс искусственно замедляют. При этом проводят применение охлаждающих жидкостей.
Для нагревания используются специальные печи. Перед этим производят подогрев отдельных частей. При этом проводят использование:
печей, где температура 500 градусов;
специальных соляных ванн.
Деталь погружается на несколько секунд 2-3 раза. Непременное условие: прогрев всей детали должен осуществляться равномерно. Все заготовки погружаются одномоментно, далее необходима выдержка. Подробнее об этом можно посмотреть в видео.
Закалка с помощью ТВЧ
С использованием ТВЧ температура нагрева более высокая по своим показателям.
Подобное обстоятельство становится возможным благодаря наличию двух факторов:
Нагрев обусловливает ускоренное изменение и переход перлита в аустенит. Процесс происходит в границах сжатых временных рамок. Температура при этом очень высокая о своей величине. Но при этом заготовка не перегревается. При таких операциях характеристики металла, обусловливающие его твердость, становятся больше на 3 единицы по Роквеллу. С помощью такого способа закалить деталь можно весьма основательно.
Испытание твердости, а, следовательно, и закаливаемость деталей, определяют по методу Бринелля.
Рекомендации при выборе
Сталь 65г совсем не поддаётся свариванию. При изготовлении изделий следует учитывать это свойство.
Также нужно помнить, что материал чаще всего применяется для спортивного холодного оружия. Это обусловлено хорошей стойкостью к ударам при одновременной низкой стоимостью исходного материала. Это позволяет иметь в наличии снаряды при небольших материальных затратах.
Нож сделанный из стали 65Г.
Ножи из 65г не рекомендуется использовать в хозяйственных целях, например, на кухне, где постоянная сырость. Чтобы режущие инструменты, изготовленные из этой марки, не покрывались ржавчиной, их необходимо хранить в сухих помещениях. Масляное покрытие защитит клинки от коррозии.
Отпуск
Этот процесс определяется той температурой, которая необходима. С этой целью используются:
печи, имеющие принудительную циркуляцию воздуха;
селитровый раствор в специальных ваннах;
масляные ванны;
ванна, заполненная щелочью.
Температуру отпуска определяет марка стали. Процесс позволяет изменить структуру и снизить напряженность в металле. При этом не наблюдается значительного снижения твердости. Затем заготовка попадает в поле зрения технического контроля, а после этого отправляется заказчику.
Применение защитных мер
В процессе термической обработки происходит постепенное выгорание углерода и образование налета окалины. Для предотвращения ухудшения качества металла и его защиты используются защитные газы, которые закачиваются в ходе процесса закаливания. В печь имеющую герметичную камеру, где происходит термообработка с помощью специального генератора, закачивается газ аммиак или метан.
При отсутствии герметичных печей операции обработки производятся в специальной герметичной таре, куда предварительно засыпается чугунная стружка для предотвращения выгорания углерода.
При обработке заготовок в соляных ваннах металл защищен от окисления, а для создания необходимых условий для сохранения уровня углерода содержание ванной 2-х кратно в течение суток раскисляется борной кислотой, кровяной солью или бурой. При температуре обработки в диапазоне температур 760-1000 °С в качестве раскислителя может использоваться древесный уголь.
В растворе электролита
Метод базируется на анодном эффекте и подходит для небольших предметов.
Предмет погружается в печь-ванну с раствором, предварительно разогретым до рабочей температуры (от 450 до 1050°С, в среднем — 850-860°С). Необходимое напряжение составляет 150-300 В.
За 1,5-2 часа поверхность металла насыщается углеродом на глубину 0,3-0,4 мм.
Стандартный раствор содержит:
соду 75-85 %;
хлористый натрий 10-15 % ;
карбид кремния 6-10 %.
Видео: цементация (закалка).
Процесс нормализации
Нормализации, сохраняющие исходное написание
Конвертация в нижний регистр. Компоненты схемы и хоста не чувствительны к регистру, и большинство нормализаторов конвертирует URL в нижний регистр. Например: →
Перевод в верхний регистр управляющих конструкций Все символы с процентным указателем (например «%3А») являются регистро-зависимыми и должны быть переведены в верхний регистр. Например:
→
Перекодировка управляющих конструкций в явные символы. Для связанности процентные конструкции переводятся в понятные символы (Альфа (%41-%5A и %61-%7A), Цифровые (%30-%39), дефис (%2D), точка (%2E), подчёркивание (%5F), или тильда (%7E) не должны создаваться URI поставщиками и когда находятся такие URI с процентными конструкциями, то они должны быть переведены в символы. Например:
→
Удаление порта́ по умолчанию. Порт по умолчанию (порт 80 для протокола http) может быть удалён из URL. Например:
→
Нормализация с частичным сохранением исходного написания
Добавление конечной косой черты. Демонстрация каталога при помощи конечной косой черты, включённой в состав URL. Например:
→
Удаление сегментов-точек. Сегменты «..» и «.» могут быть удалены из URL, согласно алгоритму, описанному в RFC 3986 (или похожему). Например:
→
Нормализации, изменяющие написание
Применяются следующие способы нормализации, приводящие к различному написанию URL, ведущих на один ресурс:
Удаление головного индекса. Например:
→ →
Удаление фрагментов. Фрагмент URL (англ.)русск. никогда не виден на сервере и может быть удален. Например:
→ Однако, приложения на AJAX часто используют переменные в таких фрагментах и их удаление может привести к перенаправлению на другой ресурс.
Замена IP адреса именем доме́на. Проверка, есть ли для IP-адреса доменное имя. Например:
→ Обратная замена редко бывает безопасной из-за использования виртуальных веб-серверов.
Сокращение идентификаторов протоколов. Различные протоколы прикладного уровня, например, https, могут быть переведены в http. Например:
→
Удаление дублированных слешей Два соседних слеша в пути можно преобразовать в один. Например:
→
Удаление или добавление «www» как элемента верхнего доменного уровня. Некоторые сайты оперируют двумя интернет-доменами. Например https://example.com/ и https://www.example.com/ могут вести на один ресурс. Многие веб-сайты перенаправляют пользователя с www на не-www адрес или наоборот. Алгоритмы нормализации могут определить эти перенаправления и соответствующим образом преобразовать URL. Например:
→
Сортировка параметров запросов. Некоторые веб страницы используют более чем один параметр в URL. Алгоритмы нормализации могут отсортировать параметры в алфавитном порядке (с сохранением их значений) и пересоздать URL. Например:
→ Однако порядок параметров в URL может быть значимым (это не определяется стандартами) и веб сервер может позволять переменным появляться несколько раз.
Удаление неиспользуемых переменных в запросе. Страница может ожидать только определённые параметры и неиспользуемые параметры можно удалить. Например:
→ Параметр без значения не означает что параметр не используется.
Удаление параметров запроса по умолчанию. Значение параметров по умолчанию в строке запроса могут показывать одинаковый результат, даже если они не будут указаны. Например:
→
Удаление «?» при пустом запросе. Когда запрос пустой, то символ «?», возможно, не нужен. Например:
→
Пережог
Мартенситное превращение в стали
Пережог — неисправимый брак. При ковке изделий из низкоуглеродистых сталей требуется меньше число нагревов, чем при ковке подобного изделия из высокоуглеродистой или легированной стали.
При нагреве металла требуется следить за температурой нагрева, временем нагрева и температурой конца нагрева. При увеличении времени нагрева — слой окалины растет, а при интенсивном, быстром нагреве могут появиться трещины. Известно из опыта, что на древесном угле заготовка 10-20 мм в диаметре нагревается до ковочной температуры за 3-4 минуты, а заготовки диаметром 40-50 мм прогревают 15-25 минут, отслеживая цвет каления.
Это интересно: Термостойкая краска по металлу до 1000 градусов
Термическая обработка (воронение, отжиг, нормализация, закалка) стали (чугуна, меди, латуни) и металла 40х, 45х, 20х (Киев, Харьков, Днепр, Суммы)
Старения — это операция термической обработки, при которой в закаленном без полиморфного превращения сплаве происходит распад пересыщенного твердого раствора. Причиной старения стали является пересыщение феррита углеродом и азотом, а также примесными атомами и характерно для низкоуглеродистых сталей (≤ 0,03 % С). В результате старения происходит изменение свойств закаленных сплавов. В отличие от отпуска, после старения увеличиваются прочность и твердость, и уменьшается пластичность. Старение сплавов связано с переменной растворимостью избыточной фазы, а упрочнение при старении происходит в результате дисперсионных выделений при распаде пересыщенного твердого раствора и возникающих при этом внутренних напряжений. В зависимости о температуры нагрева закаленного сплава старение может происходить при комнатной температуре (естественное старение) или повышенной (искусственное). Кроме того, различают еще два вида старения в зависимости от движущей силы распада: термическое старение, протекающее в закаленном сплаве и деформационное, происходящее в изделиях после пластической деформации при температуре ниже температуры рекристаллизации.
_____________________
Термическая обработка металлов Термическая обработка (отжиг, нормализация, закалка) представляет собой высокотемпературное воздействие на сталь для смены структуры или свойств металла. На металлообрабатывающих предприятиях термическая обработка используется для воздействия на структуру цветных и черных металлов. Разные виды металла обладают разной прочностью, склонностью к различным химическим реакциям, коррозии. Термическая обработка — отжиг, закалка, нормализация помогают улучшить свойства стали или любого металлического сплава, повысить прочность, подготовить к последующей обработке.
Термическая обработка — назначение Термическая обработка металлов, такая как нормализация, закалка и отжиг могут производиться как с металлическими изделиями Харьков, так и с заготовками. У готовых изделий термическая обработка помогает снять напряжённость и сделать материал податливым после штамповки и литья. Обработанный таким методом, как закалка, либо отжиг, либо нормализация материал легко поддается предусмотренному воздействию. Если термическая обработка Харьков применяется к заготовке, то цель стоит повысить устойчивость к температурным воздействиям, повысить прочность, защитить от коррозии, и в целом улучшение эксплуатационных качеств металлопроката.
Термическая обработка стали — виды Термическая обработка стали и чугуна производится не только для повышения прочности, а также может быть сделана для размягчения стали. Для понижения прочности металлопроката перед началом манипуляций по деформации обычно производят отжиг. Чтобы сделать металл более податливым для резки, производится нормализация заготовки или же отжиг металла Харьков. Термическая обработка делится на такие виды: 1. Термическая обработка объемная (закалка, нормализация, отпуск металла). Она нужна для придания заданной структуры или же необходимых свойств металлическому изделию полностью по всей глубине. Термическая обработка этого вида имеет три подвида: — закалка, — отжиг стали и нормализация, — отпуск или состаривание. 2. Термическая обработка локального типа. Этот способ нужен для придания нужной структуры либо качеств в обозначенном объёме металлоизделия Сумы, следовательно, отжиг, закалка или нормализация производится лишь на заданный объем заготовки (закалка стали 45, закалка стали 40х, закалка стали 20). 3. Химико-термические работы с металлом. Эта термическая обработка используется для приведения к требуемым качествам или для придания какой-либо текстуры какой-либо части металлоизделия. При этом методе температурное влияние направлено на внешний слой заготовки путем нанесения химикатов при определенной температуре. Процесс может производить в различных средах: жидких, газовых, порошкообразных. Эти виды термообработки (отжиг, закалка, нормализация) имеют очень много разновидностей. Только процедура отжига насчитывает более десяти вариантов методик.
Отпуск При произведении первичных манипуляций с металлом он получает напряжение, то есть близкое касание молекул вещества. Это приводит к высокой хрупкости металлопроката. Процедура отпуска упрочняет сталь и снижает её напряжение.
Отжиг Отжиг чугуна, отжиг меди, отжиг латуни и сплавов производится для уравновешивания структуры металла для последующей обработки путем резки. Отжиг бывает полный и неполный. Отжиг полный помогает создать однородную пластичную структуру стали, отжиг неполный придает жесткость пластичной стали.
Закалка Закалка очень распространена на предприятиях, потому как помогает придать металлу большую восприимчивость к различным технологическим манипуляциям. Закалка увеличивает срок службы металлоизделий Киев и их стойкость к внешним неблагоприятным факторам. Закалка предполагает сильное нагревание стали, а затем резкое охлаждение с целью предотвратить диффузию в металле. При данной технологии закалка придает стали игольчатую структуру.
Нормализация Нормализация стали Киев производится для уменьшения напряжения и зернистости. Также нормализация нужна для улучшения характеристик металла для последующей работы с ним. Нормализация стали 45 по технологии похожа на отжиг, но температура нормализации не контролируется в печи, так как остывает заготовка в обычной среде. Нормализация стали 40х, и нормализация стали 20 — наиболее востребованные виды нормализации Сумы.
Механическая термическая обработка Механико-термическое воздействие на металлоизделие — это классический метод, который ремесленники применяли издревле при работе с металлом. Этот способ представляет собой процедуру пластичной деформации металлоизделия, которая осуществляется после нагревания заготовки. Термическая обработка такой методикой чаще всего завершается закалкой стали, чтобы улучшить ее эксплуатационные характеристики.
Криогенный метод Такой способ предполагает термальное воздействие без нагрева. Металлоизделие помещают в холодильную камеру, и холод с последующим соревнованием эффективно снижает риск появления ржавчины, увеличивает прочность изделия и срок эксплуатации.
Закаливаемость металла Показатели закаливаемости металла показывают насколько эффективной была термическая обработка (нормализация, закалка, отжиг). Закаливаемость показывает достигнутую твердость стали, а прокаливаемость показывает, на какую глубину закалена сталь.
Термическая обработка — плюсы методики Термическая обработка (закалка, отжиг металлопроката, нормализация) используется на большинстве металлообрабатывающих предприятий Сумы, так как ее применение имеет следующие преимущества: — закалка заготовок, отжиг и нормализация могут производиться со всеми видами металла; — термическая обработка помогает продлить срок эксплуатации металлоизделия; — нормализация, закалка стали и отжиг способствуют снижению абразивного износа изделий; — нормализация металлопроката, отжиг стали и закалка помогают минимизировать брак на предприятии Днепр; — отжиг, нормализация и закалка, упрощают последующие операции с металлическими изделиями и заготовками.
Термическая обработка от компании «КАРБАЗ» Если вам требуется термическая обработка металлопроката Днепр (закалка, нормализация стали, отжиг), мы качественно выполним данную услугу в самые короткие сроки. Полученные заготовки гарантированно будут иметь самое высокое качество и точно соответствовать инженерным требованиям. Научная квалификация и большой опыт работы наших сотрудников обеспечат всем нашим клиентам вам идеальное качество любых предоставляемых нами услуг по термообработке. Также, при необходимости, наша компания предоставляет консультации специалистов Киев по металлообработке. На все наши услуги термической обработки стали, в зависимости от объема работ, имеется гибкая система скидок. Располагаем всем необходимым производственным и лабораторным оборудованием высокого качества, помогающим выполнять поставленные клиентом задачи. Выполним термическую обработку Днепр (закалка, отжиг, нормализация) без повреждений по всем требуемым параметрам вязкости и прочности.
Процесс термической обработки стали 45, закалка и отпуск
Время публикации: Автор: Редактор сайта Посещение: 7087
Закалка и отпуск — это двойная термическая обработка закалки и высокотемпературного отпуска, цель которой — придать заготовке хорошие комплексные механические свойства.
Закаленная и отпущенная сталь имеет две категории: углеродистая закаленная и отпущенная сталь и легированная закаленная и отпущенная сталь. Независимо от того, углеродистая это сталь или легированная сталь, содержание углерода в ней строго контролируется. При слишком высоком содержании углерода прочность заготовки после закалки и отпуска высока, а ударная вязкость недостаточна. Если содержание углерода слишком низкое, ударная вязкость повысится, а прочность будет недостаточной. Чтобы получить хорошие общие характеристики закаленных и отпущенных деталей, содержание углерода обычно контролируют на уровне 0,30–0,50%.
При закалке и отпуске требуется закалка всего сечения заготовки, чтобы заготовка могла получить микроструктуру, в которой доминирует мелкоигольчатый закаленный мартенсит. В результате высокотемпературного отпуска получается микроструктура, в которой преобладает однородный закаленный сорбит. Небольшие заводы не могут проводить металлографический анализ для каждой печи и, как правило, проводят только испытания на твердость. Это означает, что твердость после закалки должна достигать закалочной твердости материала, а твердость после отпуска проверяют по требованиям чертежа.
Операция закалки и отпуска заготовки должна проводиться строго в соответствии с технологической документацией. Мы лишь предоставляем некоторые взгляды на то, как реализовать процесс во время операции.
Закаленная и отпущенная из стали 45 Сталь 45 представляет собой среднеуглеродистую конструкционную сталь с хорошей обрабатываемостью в холодном и горячем состоянии, хорошими механическими свойствами, низкой ценой и широкими источниками, поэтому она широко используется. Его самым большим недостатком является низкая прокаливаемость, большие размеры поперечного сечения и востребованность заготовок.
Температура закалки стали 45 составляет A3+ (30~50) ℃. В реальной эксплуатации обычно берется верхний предел. Более высокая температура закалки может ускорить нагрев заготовки, уменьшить окисление поверхности и повысить эффективность работы. Для гомогенизации аустенита заготовки требуется достаточное время выдержки. Если фактическое количество установленных печей велико, время выдержки необходимо соответствующим образом увеличить. В противном случае может быть недостаточная твердость из-за неравномерного нагрева. Однако, если время выдержки слишком велико, также будут происходить крупные зерна и серьезное окислительное обезуглероживание, что повлияет на качество закалки. Мы считаем, что если установленный объем печи больше, чем предусмотрено технологической документацией, время нагрева и выдержки необходимо увеличить на 1/5.
Поскольку сталь 45 имеет низкую прокаливаемость, следует использовать 10% солевой раствор с высокой скоростью охлаждения. После того, как заготовка попадет в воду, ее следует закалить, но не остудить насквозь. Если заготовку охладить в соленой воде, заготовка может треснуть. Это вызвано быстрым превращением аустенита в мартенсит при охлаждении заготовки примерно до 180°С. Вызвано чрезмерным напряжением тканей.
Поэтому, когда закаленная заготовка быстро охлаждается до этой температурной области, следует использовать метод медленного охлаждения. Так как температуру воды на выходе трудно контролировать, ее нужно эксплуатировать опытным путем. Когда тряска заготовки в воде прекратится, выход можно охладить воздухом (лучше масляным охлаждением). Кроме того, заготовка должна двигаться, но не статично, когда она входит в воду, и должна регулярно перемещаться в соответствии с геометрической формой заготовки. Статическая охлаждающая среда и статическая заготовка приводят к неравномерной твердости, неравномерному напряжению и большой деформации или даже растрескиванию заготовки.
Твердость закаленных и отпущенных деталей из стали 45 после закалки должна достигать HRC56~59. Возможность большого сечения ниже, но она не может быть ниже HRC48. В противном случае это означает, что заготовка не была полностью закалена, и в структуре может появиться сорбит или даже феррит. Организация, такая организация все еще сохраняется в матрице закалкой, не достигая цели закалки и отпуска.
Для высокотемпературного отпуска стали 45 после закалки температура нагрева обычно составляет 560 ~ 600 ℃, а требования к твердости — HRC22 ~ 34. Поскольку цель закалки и отпуска состоит в том, чтобы получить всесторонние механические свойства, диапазон твердости относительно широк. Однако, если чертежи имеют требования к твердости, температура отпуска должна быть отрегулирована в соответствии с чертежами для обеспечения твердости. Например, некоторые детали вала требуют высокой прочности, поэтому требования к твердости высокие; а некоторые детали шестерен и валов со шпоночными пазами необходимо фрезеровать и вставлять после закалки и отпуска, поэтому требования к твердости ниже. Что касается времени отпуска и выдержки, то оно зависит от требований к твердости и размера заготовки. Мы считаем, что твердость после отпуска зависит от температуры отпуска, которая имеет мало общего со временем отпуска, но должна быть отработана. Как правило, время отпуска и выдержки заготовки всегда превышает один час.
Пожалуйста, сохраните источник и адрес этой статьи для перепечатки: Процесс термической обработки стали 45 Закалка и отпуск
Minghe Die Casting Company занимается производством и поставкой качественных и высокопроизводительных деталей для литья (ассортимент металлических деталей для литья под давлением в основном включает литье под давлением с тонкими стенками, литье под давлением с горячей камерой, литье под давлением с холодной камерой), круглое обслуживание (служба литья под давлением, Обработка с ЧПУ, изготовление пресс-форм, обработка поверхности). Любые индивидуальные требования к литью под давлением из алюминия, магния или замака / цинка и другие требования к отливкам могут связаться с нами.
Под контролем ISO9001 и TS 16949, все процессы выполняются на сотнях передовых машин для литья под давлением, 5-осевых машин и других объектов, от бластеров до ультразвуковых стиральных машин. Minhe не только имеет передовое оборудование, но и профессиональная команда опытных инженеров, операторов и инспекторов, чтобы воплотить в жизнь дизайн клиента.
Контрактный производитель литья под давлением. Возможности включают литье под давлением алюминиевых деталей с холодной камерой весом от 0,15 фунта. до 6 фунтов, быстросменная установка и обработка. Дополнительные услуги включают полировку, вибрацию, удаление заусенцев, дробеструйную очистку, покраску, гальванопокрытие, нанесение покрытий, сборку и оснастку. Материалы, с которыми работали, включают такие сплавы, как 360, 380, 383 и 413.
Помощь в проектировании литья цинка под давлением/сопутствующие инженерные услуги. Изготовление на заказ прецизионных отливок из цинка. Могут быть изготовлены миниатюрные отливки, отливки под высоким давлением, отливки в многокомпонентные формы, обычные отливки в формы, единичные и отдельные отливки под давлением, а также отливки с закрытой полостью. Отливки могут изготавливаться длиной и шириной до 24 дюймов с допуском +/-0,0005 дюйма.
ISO 9001: 2015 сертифицированный производитель литого под давлением магния. Возможности включают литье магния под высоким давлением с горячей камерой до 200 тонн и холодной камерой до 3000 тонн, проектирование инструментов, полировку, литье, механическую обработку, порошковую и жидкую окраску, полный контроль качества с КИМ возможности, сборка, упаковка и доставка.
Сертификат ITAF16949. Дополнительные услуги литья включают литье по выплавляемым моделям, литье в песчаные формы, гравитационное литье, литье по выплавляемым моделям, центробежное литье, вакуумное литье, литье в постоянные формы. Возможности включают EDI, инженерную помощь, твердотельное моделирование и вторичную обработку.
Примеры использования деталей для литейной промышленности: автомобили, велосипеды, самолеты, музыкальные инструменты, водные транспортные средства, оптические устройства, датчики, модели, электронные устройства, корпуса, часы, механизмы, двигатели, мебель, ювелирные изделия, приспособления, телекоммуникации, освещение, медицинские устройства. , Фотоаппараты, Роботы, Скульптуры, Звуковое оборудование, Спортивное оборудование, Инструменты, Игрушки и многое другое.
Что мы можем вам сделать дальше?
∇ Перейти на главную страницу для Литье под давлением Китай
Производитель литья под давлением Minghe | Категории: Полезные статьи | Теги материалов: литье алюминия, литье цинка, литье магния, литье титана, литье из нержавеющей стали, литье из латуни, литье из бронзы, литье видео, история компании, литье алюминия под давлением | Комментарии отключены
Сопутствующие товары
45 ТЕРМООБРАБОТКА СТАЛИ | Обработанные детали KYLT
由 KYLT Precision CNC Machining
Термическая обработка стали 45, также называемая отпуском стали 45. Сталь
45 представляет собой среднеуглеродистую конструкционную сталь с хорошими свойствами при холодной и горячей обработке, хорошими механическими свойствами, низкой ценой и широкими источниками, поэтому она широко используется при изготовлении зажимных приспособлений или производстве деталей машин. Его самым большим недостатком является низкая прокаливаемость, большой размер поперечного сечения и высокие требования к заготовке, непригодность для использования.
Деталь инструмента для штамповки
Температура термообработки стали:
Температура закалки стали 45 составляет A3+ (30-50). На практике обычно берется верхний предел. Более высокая температура закалки может увеличить скорость нагрева заготовки, уменьшить окисление поверхности и повысить эффективность работы. Для гомогенизации аустенита заготовки необходимо достаточное время выдержки. Если фактическая нагрузка велика, время выдержки должно быть соответствующим образом увеличено. В противном случае может возникнуть явление недостаточной твердости из-за неравномерного нагрева. Однако, если время выдержки слишком велико, также будут серьезные дефекты, такие как крупные зерна и окислительное обезуглероживание, что повлияет на качество закалки. По нашему мнению, если количество печи больше, чем указано в технологической документации, время нагрева и выдержки следует увеличить на 1/5.
Управление охлаждением стали:
Поскольку сталь 45 имеет низкую прокаливаемость, следует использовать 10% раствор соли с высокой скоростью охлаждения. Заготовка должна быть закалена после попадания воды, но не охлаждена. Если заготовку охлаждать в рассоле, это может привести к растрескиванию заготовки. Это связано с тем, что при охлаждении заготовки примерно до 180°С быстрое превращение аустенита в мартенсит вызывает чрезмерное структурное напряжение. Поэтому, когда закаленная заготовка быстро охлаждается до заданной температуры, следует применять метод медленного охлаждения. Поскольку температуру сточных вод трудно контролировать, ее необходимо эксплуатировать опытным путем. Когда тряска заготовки в воде прекращается, сток охлаждается воздухом (если лучше масляным). Кроме того, заготовка не должна быть статичной при попадании в воду. Он должен двигаться равномерно в соответствии с геометрической формой заготовки. Статическая охлаждающая среда плюс стационарная заготовка приводят к неравномерной твердости и неравномерному напряжению, что приводит к большой деформации и даже растрескиванию заготовки.
Твердость стали после термической обработки:
Твердость закаленных и отпущенных деталей из стали 45 должна достигать HRC56-59, возможность большого сечения ниже, но не ниже HRC48. В противном случае это означает, что заготовка не была полностью закалена, и в структуре может быть сорбит или даже феррит. Такая структура все еще сохраняется в матрице за счет отпуска, что не может достичь цели закалки и отпуска.
Пресс-форма часть
Закалка стали:
После закалки сталь 45 подвергается отпуску при высокой температуре, температура нагрева обычно составляет 560 ~ 600 C, а требования к твердости составляют HRC22 ~ 34. Поскольку целью закалки и отпуска является получение комплексных механических свойств, диапазон твердости относительно широк. Но если чертеж требует твердости, температура отпуска должна быть отрегулирована в соответствии с требованиями чертежа, чтобы обеспечить твердость. Например, некоторые детали осей требуют высокой прочности и высокой твердости, в то время как некоторые шестерни и детали осей со шпоночным пазом требуют фрезерования и интерполяции после закалки и отпуска, поэтому требования к твердости ниже.
Сталь нелегированная: гост, характеристики, классификация, свойства
Сталь нелегированная: гост, характеристики, классификация, свойства — «СтальЭкспресс»
Сплав нелегированной стали-химические термины, используемые для названия двух типов стали. Сталь представляет собой металлический сплав. Он состоит из железа и некоторых других элементов, таких как углерод. Нелегированные стали, не имеют элементов, добавляемых в сталь при ее переплавке. Сталь широко используется во всем мире из-за нескольких причин, таких как низкая стоимость, простота изготовления, прочность и т. д. Существуют различные сорта стали доступны в соответствии с их свойствами.
Легированная сталь
-это вид стали и имеет большое количество другие элементы, кроме железа и углерода. Основное различие между легированные и нелегированные стали, что в легированной стали, остальные элементы добавляются железа при выплавке принимая во внимание, что в нелегированной стали, без элементов добавляются при плавке.
Существует два основных типа сплавов в качестве замещения сплавах и сплавах внедрения. Когда расплавленный металл используется в производстве сплавов, размеры атомов будут определять, какой тип будет сформирована. Если атомы металлов, которые собираются, чтобы быть смешанным иметь относительно одинаковые размеры, образовавшихся замещающих Тип сплава, но если один тип атомов металла меньше, чем другой тип, промежуточный сплав образуется.
Нелегированная сталь
-это вид стали, который имеет другие элементы добавляются во время плавки. Плавка процесс извлечения металла из руды. Этот процесс включает в себя нагрев и плавление руды. При плавки удаляет примеси, присутствующие в железной руде. Процесс плавки проводится несколько раз для того, чтобы удалить нагар. Если слишком много присутствует углерода, это не нелегированные стали. Содержание углерода должно быть примерно до 1 %.
В производстве легированной стали, некоторые элементы, такие как хром, кобальт добавляются железа, но в производстве нелегированной стали, без добавления других элементов. Поскольку нет других элементов, кроме железа и небольшого количества углерода, нелегированной стали есть меньше прочность и меньшую гибкость. Таким образом, эта сталь должна пройти процесс называется темперированнее. Закаливание — это процесс нагревания железа при высокой температуре для того, чтобы сделать ее чувствительной к образованию трещин, которые происходят во время сварки.
Нелегированная сталь используется в области строительства, где требуются от металлов высокой прочности. Нелегированной стали прутки используются для укрепления бетонов, для того чтобы сделать ворота, заборы и т. д.
Заключение сплав-это смесь или смеси из двух или более металлических компонентов. Это могут быть однородными или разнородными. Легированная сталь-это вид стали, который включает в себя железо, углерод и некоторые другие элементы, по своему химическому составу. Основное различие между легированной и нелегированной стали заключается в том, что легированная сталь состоит из железа и других элементов во время плавки, а нелегированной стали без дополнительных элементов.
15Л копровые бабы, блоки, ролики, корпусы, поводки, захваты, пильные рамы, детали сварно-литых конструкций с большим объемом сварки, плиты, подушки и другие неответственные детали, работающие под действием средних статических и динамических нагрузок.
35Л станины прокатных станов, зубчатые колеса, тяги, бегунки, задвижки, балансиры, диафрагмы, катки, валки, кронштейны и другие детали, работающие под действием средних статических и динамических нагрузок.
25Л станины прокатных станов, шкивы, траверсы, поршни, буксы, крышки цилиндров, плиты настильные, рамы рольгангов и тележек, мульды, корпусы подшипников, детали сварно-литых конструкций и другие детали, работающие при температуре от —40 до 450 °С под давлением.
20Л шаботы, арматура, фасонные отливки деталей общего машиностроения, изготовляемые методом выплавляемых моделей, детали сварно-литых конструкций и другие детали, работающие при температуре от —40 до 450 °С.
30Л рычаги, балансиры, корпусы редуктора, муфты, шкивы, кронштейны, детали сварно-литых конструкций, чаши и конусы засыпных аппаратов, станины, балки, опорные кольца, бандажи, маховики и другие детали, работающие под действием средних статических и динамических нагрузок.
40Л станины, корпусы, муфты, тормозные диски, шестерни, кожухи, вилки, звездочки и другие детали, работающие при температурах до 400 °С.
45Л станины, зубчатые колеса и венцы, тормозные диски, муфты, кожухи, опорные катки, звездочки и другие детали, к которым предъявляются требования повышенной прочности и высокого сопротивления износу и работающие под действием статических и динамических нагрузок.
50Л шестерни, бегунки, колеса, зубчатые колеса подъемно-транспортных машин, валки крупно-, средне- и мелкосортных станов для прокатки мягкого металла. Сталь применяется в нормализованном или улучшенном состоянии и после поверхностного упрочнения с нагревом ТВЧ.
55Л зубчатые колеса и муфты подъемно-транспортных машин, ходовые колеса, бегунки, зубчатые сектора и венцы, полумуфты, скаты, втулки зубчатых муфт и другие детали, к которым предъявляются требования повышенной твердости.
последние новости
Нелегированная сталь — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Нелегированные стали и чугуны под воздействием растворов гипохлорита натрия подвергаются равномерному коррозионному разрушению даже при комнатной температуре. [1]
Нелегированная сталь ( ГОСТ 5632 — 72) без дополнительной защиты может быть применена для изготовления промывочных ванн и ванн, предназначенных для щелочных или цианистых электролитов. Эти ванны желательно футеровать внутри каким-либо химически стойким материалом ( гуммирование или покрытие пластиком), что предотвращает попадание загрязнений от материала корпуса ванн в электролиты, облегчает чистку ванн, повышает культуру производства.
[2]
Нелегированные стали в свою очередь делятся на конструкционные ( стали массового производства), не подвергающиеся повышению их качества в результате термической обработки, и на стали цементированные или улучшенные, подвергающиеся термической обработке для получения определенных показателей твердости или вязкости.
[3]
Нелегированная сталь мало устойчива к действию разбавленной плавиковой кислоты, но удовлетворительно устойчива по отношению к очень концентрированным растворам HF ( по дан — — ным ЗГ — к действию кислоты концентрацией выше 75 % в отсутствие аэрации и при низких температурах) и к действию жидкого и газообразного HF. Несколько менее устойчив чугун. Коррозия чугуна и стали, вероятно, существенно зависит от химического состава и структуры их; желательно низкое содержание в них кремния.
[4]
Нелегированные стали, или техническое железо, являются наиболее дешевыми и легко обрабатываемыми материалами для изготовления химической аппаратуры.
[5]
Нелегированные стали не требуют особой подготовки. При подготовке под покрытия низколегированных сталей следует иметь в виду, что при наличии хрома и никеля повышается склонность к пассивированию. Поэтому необходимо дополнительно активировать поверхность.
[6]
Нелегированная сталь марок 2011, 2012 и 2013 поставляют без термической обработки на магнитные свойства, а по соглашению потребителя с изготовителем — с термической обработкой.
[7]
Механические свойства электротехнической нелегированнон стали.
[8]
Нелегированную сталь поставляют без термической обработки. По требованию потребителя сталь поставляют в термически обработанном состоянии.
[9]
Нелегированную сталь без защитных слоев из-за подверженности коррозии в принципе нельзя применять в системах сточных вод. Необходим тщательный подбор мероприятий по пассивной защите от коррозии и их квалифицированное выполнение. В международной практике иногда также применяются высоколегированные стали и алюминий.
[10]
Нелегированную сталь применяют в электротехнической промышленности. Однако низкое удельное электрическое сопротивление ( р 0 1 мкОм м) увеличивает тепловые потери при перемагничивании, а это ограничивает ее применение устройствами с постоянным магнитным полем.
[11]
Низкоуглеродистые нелегированные стали имеют удовлетворительную коррозионную стойкость в неагрессивных средах. Эти стачи самые дешевые и наименее дефицитные. Особенности производства стали и стальных полуфабрикатов оказывают существенное влияние на механические свойства и качество готового изделия. [12]
Мягкая нелегированная сталь меньше теряет свою ковкость после электролитической полировки — всего на 50 % вместо 60 %, чего не наблюдается для полутвердых и твердых сталей.
[13]
Малоуглеродистые нелегированные стали взамен некоторых высокопрочных легированных.
[14]
Электротехническая нелегированная сталь подразделяется на сортовую и тонколистовую.
[15]
Страницы:
1
2
3
4
Нелегированные и легированные закаленные и отпущенные стали
Полотно дисковой пилы из горячекатаной легированной закаленной и отпущенной стали.
Нелегированные закаленные и отпущенные стали используются для более низких нагрузок, тогда как легированные закаленные и отпущенные стали подходят для высоких динамических и статических нагрузок. При этом требования к прочности и пластичности являются определяющими при выборе марок стали; размеры компонентов также должны быть приняты во внимание. Во многих областях применения основное внимание уделяется максимально возможной полной закалке и отпуску.
Существуют различные области применения сталей QT: типичными областями применения в автомобилестроении являются распределительные валы и трансмиссионные валы, оси, компоненты сцепления и крепежные элементы. В машиностроении и машиностроении закаленные и отпущенные стали используются, например, в валах, шестернях, зубчатых колесах, звеньях цепей и пилах.
thyssenkrupp поставляет следующие марки стали в соответствии с информацией о продукте или эталонные марки стали в соответствии с соответствующими стандартами.
Нелегированная закаленная и отпущенная сталь по DIN EN ISO 683-1 (ранее DIN EN 10083-2), DIN EN 10132-3
Обозначение марки стали
Эталонный сорт
№ материала
ТОЛЩИНА 1 от _ до мм
ШИРИНА 1 от _ до мм
С22
С22
1. 1151
2.00 – 13.00
50 – 1 630
С25
С25
1.1158
2.00 – 13.00
50 – 1 630
С35
С35
1.1181
2.00 – 13.00
50 – 1 630
С40
С40
1.1186
2.00 – 13.00
50 – 1 630
С45
С45
1.1191
2.00 – 13.00
50 – 1 630
С50
С50
1.1206
2.00 – 13.00
50 – 1 630
С55
С55
1.1203
2.00 – 13.00
50 – 1 630
С60
С60
1.1221
2.00 – 13.00
50 – 1 630
1. Возможны не все комбинации толщины и ширины.
Химический состав нелегированной закаленной и отпущенной стали
Марка стали
С [%]
Si [%] макс.
Мн [%]
P [%] макс.
S [%] макс.
Cr [%] макс.
Мо [%] макс.
Ni [%] макс.
Cr + Mo +Ni [%]макс.
С22
0,17 – 0,24
0,40
0,40 – 0,70
0,025
0,010
0,40
0,10
0,40
0,63
С25
0,22 – 0,29
0,40
0,40 – 0,70
0,025
0,010
0,40
0,10
0,40
0,63
С35
0,32 – 0,39
0,40
0,50 – 0,80
0,025
0,010
0,40
0,10
0,40
0,63
С40
0,37 – 0,44
0,40
0,50 – 0,80
0,025
0,010
0,40
0,10
0,40
0,63
С45
0,42 – 0,50
0,40
0,50 – 0,80
0,025
0,010
0,40
0,10
0,40
0,63
С50
0,47 – 0,55
0,40
0,60 – 0,90
0,025
0,010
0,40
0,10
0,40
0,63
С55
0,52 – 0,60
0,40
0,60 – 0,90
0,025
0,010
0,40
0,10
0,40
0,63
С60
0,57 – 0,65
0,40
0,60 – 0,90
0,025
0,010
0,40
0,10
0,40
0,63
Массовые доли при ковшевом анализе.
Легированная закаленная и отпущенная сталь в соответствии с DIN EN ISO 683-2 (ранее DIN EN 10083-1 и DIN EN 10083-3), DIN EN 10132-3
Обозначение марки стали
Эталонный сорт
№ материала
ТОЛЩИНА 1 от _ до мм
ШИРИНА 1 от _ до мм
34CrMo4
34CrMo4
1.7220
2.00 – 13.00
100 – 1 630
42CrMo4
42CrMo4
1,7225
2.00 – 13.00
100 – 1 630
50CrMo4
50CrMo4
1,228
2.00 – 13.00
100 – 1 630
51CrV4
51CrV4
1,8159
2.00 – 13. 00
100 – 1 630
58CrV4
Специальная марка проката
1,8161
2.00 – 13.00
100 – 1 630
1. Возможны не все комбинации толщины и ширины.
Химический состав легированной закаленной и отпущенной стали
Марка стали
С [%]
Si [%] макс.
Мн [%]
P [%] макс.
S [%] макс.
Cr [%]
Мо [%] макс. / —
В [%]
Б [%]
34CrMo4
0,30 – 0,37
0,40
0,60 – 0,90
0,025
0,010
0,90 – 1,20
0,15 – 1,30
–
–
42CrMo4
0,38 – 0,45
0,40
0,60 – 0,90
0,025
0,010
0,90 – 1,20
0,15 – 1,30
–
–
50CrMo4
0,46 – 0,54
0,40
0,50 – 0,80
0,025
0,010
0,90 – 1,20
0,15 – 1,30
–
–
51CrV4
0,47 – 0,55
0,40
0,70 – 1,10
0,025
0,010
0,90 – 1,20
0,10
0,10 – 0,25
–
58CrV4
0,54 – 0,62
0,40
0,70 – 1,10
0,025
0,010
0,90 – 1,20
–
0,10 – 0,20
–
Массовые доли при ковшевом анализе.
Подпишитесь на нашу рассылку
Общий запрос
Свяжитесь с нами
Следите за нами на
Классификация стали — Abrams Industries EU
Марки стали классифицируются по их техническим свойствам и/или по их предполагаемому использованию.
Сталь относится ко всем металлическим сплавам, основным компонентом которых является железо и в которых массовая доля углерода С составляет менее 2 %. Две основные группы сталей известны как углеродистая сталь и нержавеющая сталь. В зависимости от комбинации легирующих элементов характеристики данной стали могут быть самыми разными: например, очень мягкой и ковкой или, скорее, чрезвычайно твердой и хрупкой.
Рабочие свойства
Углерод является наиболее распространенным легирующим материалом для железа, но используются различные другие легирующие элементы, такие как марганец, хром, ванадий и вольфрам. Углерод и другие элементы действуют как упрочняющие агенты, препятствуя скольжению дислокаций в кристаллической решетке атомов железа относительно друг друга. Изменение количества легирующих элементов и формы их присутствия в стали (растворенные элементы, выделенная фаза) влияет на такие качества, как твердость, пластичность и предел прочности при растяжении получаемой стали. Сталь с повышенным содержанием углерода можно сделать тверже и прочнее железа, но такая сталь и менее пластична, чем железо.
Высококачественная сталь
К высококачественным сталям относятся все углеродистые и легированные стали. Они обозначаются четырехзначным числом – от 1.00xx до 1.09xx. Как правило, они имеют только несколько определенных свойств, например. минимальный предел текучести нелегированной конструкционной стали: 1.0570 – AISI/SAE 1.0570 (St 52-3) имеет предел текучести не менее 355 МПа.
Высококачественная сталь
К высококачественным сталям относятся все углеродистые и легированные стали. Они обозначаются четырехзначным числом – от 1.1xxx до 1.89.xx, как правило, с очень высокими и специфическими степенями чистоты и низким содержанием фосфора и серы. Таким образом, инструментальные стали, быстрорежущие стали и азотированные стали по определению являются высококачественными сталями.
Нелегированная инструментальная сталь
В соответствии с DIN 10 020 доля легирующих элементов должна быть ниже определенных пределов для нелегированных сталей. В первую очередь они определяются как имеющие содержание углерода в пределах 0,40 – 1,40 %. Термическая обработка нелегированной стали приводит к высокой поверхностной твердости, высокой износостойкости и хорошей режущей способности, характеризующейся прочным сердечником (чистая сталь с поверхностным упрочнением). Они хорошо подходят для простых в использовании инструментов, подверженных низким нагрузкам. Нелегированные инструментальные стали могут подвергаться воздействию рабочих температур до 200 градусов Цельсия. (например, ПРЕМИУМ 1.1730 – AISI/SAE 1045).
Легированная инструментальная сталь
Легированные инструментальные стали названы так потому, что они содержат по крайней мере один легирующий элемент, доля которого находится в определенных пределах, установленных в соответствии с DIN 10 020. Таким образом, возможна очень высокая твердость (в зависимости от на сплаве, а также хорошую прокаливаемость по всему поперечному сечению детали), в дополнение к высокой износостойкости и/или высокой ударной вязкости, что делает их подходящими для обработки различных материалов, таких как листовой металл или пластик. Они делятся на категории в зависимости от рабочей температуры: холоднодеформируемая сталь (постоянная рабочая температура до 200 градусов Цельсия), горячедеформируемая сталь (постоянная рабочая температура > 200 градусов Цельсия) и быстрорежущая сталь (постоянная рабочая температура до 600 градусов Цельсия). ). Независимо от температуры часто проводится дополнительная классификация стали для пластиковых форм, ориентированная на применение, тогда как природа стали отвечает особым требованиям обработки пластмасс. Это в основном включает все обычные инструментальные стали и нержавеющие стали.
Сталь для холодной обработки
В категории легированных сталей могут быть изготовлены инструменты для холодной обработки, которые допускают как механическую обработку (например, резку), так и необработку (например, штамповку) при температурах до 200 градусов Цельсия. Они должны быть достаточно прочными и устойчивыми к давлению, а также иметь высокую износостойкость. Свойства обусловлены определенными комбинациями легирующих элементов: например, более высокое содержание хрома приводит к образованию твердых карбидов, повышающих износостойкость. Добавление молибдена, ванадия и вольфрама может оптимизировать это свойство. Прежде всего, холоднодеформированные стали должны подходить для механической обработки и демонстрировать минимально возможное изменение размеров при последующей термообработке (например, PREMIUM 1.2842 – AISI/SAE O 2).
Сталь для горячей обработки
Также в категории легированных сталей могут быть созданы инструменты для горячей обработки для процессов, которые при температуре менее 200 градусов Цельсия также могут выполняться с помощью инструментов для холодной обработки (например, зажимные инструменты, броня ). Однако их особые сплавы позволяют использовать их в течение длительного времени при температуре более 200 градусов Цельсия (например, ковка, горячая прокатка или горячая резка). Эти стали обладают жаропрочностью, ударной вязкостью, стойкостью к износу и термическому удару, а также высокой стойкостью к отпуску. Важными легирующими элементами, в дополнение к элементам стали для холодной обработки, являются никель, молибден и кобальт (например, PREMIUM 1.2343 – AISI/SAE H 11).
Быстрорежущая сталь
Быстрорежущая сталь используется в основном для инструментов, работающих на очень высоких скоростях резания (например, фрезерование). Они сильно легированы карбидообразующими элементами, такими как хром, молибден, вольфрам и ванадий, а также кобальтом для специальных термических нагрузок. По сравнению с низколегированными сталями быстрорежущие стали способны увеличить скорость резания до 10 раз, так как обладают очень высокой термостойкостью, износостойкостью, стойкостью к отпуску и термической твердостью (красная твердость). Их также называют быстрорежущими сталями (например, PREMIUM 1.3343 – AISI/SAE M 2).
Сталь для форм для пластмасс
Сталь для форм для пластмасс — это общий термин для сталей, которые, в дополнение к другой холодной или горячей обработке, также могут использоваться при механической обработке и переработке пластмасс. Поскольку требования очень разнообразны, существует множество инструментальных и инженерных сталей, доступных для использования в производстве пластиковых деталей. Различают инструменты для литья под давлением (в этом случае пластмасса затвердевает в форме, например, во вкладышах формы) и инструменты для литья под давлением (здесь сталь контактирует только с жидким пластиком, например, экструзионные головки). Стали для форм для пластмасс, например, должны легко поддаваться полировке, в связи с высоким качеством поверхности конечных изделий (степень чистоты), должны быть термостойкими, а также устойчивыми к давлению и износу, а при обработке изделий из ПВХ, также устойчивы к ржавчине и кислотам (например, PREMIUM 1.2316 – AISI/SAE 1.2316).
Коррозионностойкая сталь
Коррозионностойкая сталь обычно имеет высокое содержание хрома (не менее 12 %) (например, PREMIUM 1.2083 – AISI/SAE 420). Они не обязательно гарантируют полную устойчивость к ржавчине, но предотвращают технически проблематичный случай ржавчины. Кислотостойкая сталь, например, еще более устойчива, так как содержит минимум 8 % никеля (например, PREMIUM 1.4301 – AISI/SAE 304). Коррозионно- и кислотостойкие стали в основном используются в пищевой и химической промышленности. В зависимости от состава сплава структура классифицируется как мартенситная (намагничиваемая, например, PREMIUM 1.2316 – AISI/SAE 1.2316) или аустенитная (ненамагничивающаяся, например, PREMIUM 1.4301 – AISI/SAE 304).
Цементируемая сталь
Закаливаемые стали варьируются от среднелегированных до нелегированных сталей, которые обычно содержат менее 0,25 % углерода. При температурах > 920 градусов Цельсия эти стали могут быть обогащены углеродом (науглероживание) (например, с использованием порошка/гранул, газовой или солевой ванны). Углерод диффундирует в поверхностную зону на глубину 1,5 – 2 мм. После науглероживания применяется комбинация различных процессов закалки, принимая во внимание необходимость различных температур отверждения, соответствующих разным концентрациям углерода на поверхности и в сердцевине.
Недорогой и качественный лист алюминиевый рифленый заводского происхождения.
Продажа лист алюм. рифленый
Мы честно ведем свой бизнес, предлагая клиентам качественный алюминиевый металлопрокат заводского производства без любых посредников. Производитель давно сотрудничает с нашей фирмой, потому у нас – самые низкие цены в регионе на рифленый листовой прокат из алюминия. У нас – упорядоченные складские помещения с удобными подъездами и новыми погрузочно-разгрузочными механизмами. Вес контролируется точными электронными весами, регулярно проходящими поверку. Мы не допускаем недовеса или пересортицы цветной металлической продукции. Мы радуем своих постоянных клиентов приятными скидками, акциями, подарками к праздникам. Кроме этого, мы можем предложить доставку листа рифленого алюминиевого своим длинномерным автомобилем на складскую площадку потребителя.
Сортамент и цены
Информация
ГОСТ и ТУ
Стоимость доставки
Как купить
Лист рифленый алюминиевый – цветной листовой металлопрокат с выпукло нанесенными элементами с одной плоскости проката. Чаще всего производственники выпускают металл с чечевичным и ромбическим расположением рифелей. Кроме этого, иногда встречаются алюминиевые листы с рифлением дуэт, квинтет. В нашей компании можно недорого купить лист алюминиевый рифленый любой выпускаемой толщины с разным видом размещения рифелей.
Сортамент и цены на алюминиевый рифленый лист
Наименование
Толщина
Марка стали
Масса 1м, кг
Цена
Лист алюминиевый рифленый 2 мм
2 мм
—
—
Узнать цену
Лист алюминиевый рифленый 2,5 мм
2,5 мм
—
—
Узнать цену
Лист алюминиевый рифленый 3 мм
3 мм
—
—
Узнать цену
Лист алюминиевый рифленый 3,5 мм
3,5 мм
—
—
Узнать цену
Лист алюминиевый рифленый 4 мм
4 мм
—
—
Узнать цену
Лист алюминиевый рифленый 4,5 мм
4,5 мм
—
—
Узнать цену
Лист алюминиевый рифленый 5 мм
5 мм
—
—
Узнать цену
Производство
Лист рифленый алюминиевый изготавливают на прокатных станах горячекатаным методом путем протягивания заготовки через специальные оправки, обеспечивающие с одной стороны выпуклые рифели, а с другой стороны – гладкую поверхность. Этот прокат производится с толщиной листа от 2,5 до 10,5 мм в виде рулонов или листов с длиной от 1,6 до 8,0 метров. Ширина рифленого проката находится в диапазоне 0,6-2,2 метра. Высота рифелей – 0,1-0,3 мм. Для 5-миллиметрового листа высота рифелей не должна быть меньшей, чем 1 мм. У нас Вы можете купить лист рифленый из алюминия от производителя очень дешево. Сейчас действуют горячие предложения на рифленый цветной прокат.
Применение рифленых алюминиевых листов
Рифленые листы из алюминия используют в качестве антискользящего покрытия на промышленных предприятиях, в нефтегазовой отрасли, на электростанциях, в метро, строительстве, в машиностроении, станкостроении. Его используют при:
строительстве металлических лестниц, эстакад, рабочих мостиков;
изготовлении рабочих производственных линий;
производстве перегородок, ограждений, декоративном оформлении;
отделке автомобилей, речных катеров, лодок;
упрочнении стенового или напольного покрытия.
На нашем складе всегда есть в наличии «рифленка» из алюминия разной толщины, оказывающая высокий уровень сопротивления скольжению. Но сегодня рынок металлопроката очень изменчивый. Потому наличие листового проката с рифлением и действующие цены нужно уточнять у менеджера.
Преимущества и особенности листовой «рифленки» из алюминия
Важным достоинством цветного рифленого металлопроката является его повышенная прочность и противоскользящие характеристики. Кроме этого, листовой прокат из алюминия:
легкий и практичный;
обладает высокой износостойкостью и сопротивление трению;
способен выдерживать эксплуатацию в условиях пониженных и повышенных температур, разных атмосферных проявлений;
хорошо противостоит коррозии, окислительным процессам, не боится влаги;
легко сваривается, режется;
имеет невысокую стоимость.
У нас на сайте можно купить сертифицированный алюминиевый рифленый лист отличного заводского качества с любым видом рифления.
Вес рифленого листового проката
В нашем прайс-листе предложены характеристики листа по размерам, толщине базового металла, виду рифления, раскрою и весу 1 ед. Если желаете узнать вес листового проката с рифлением, воспользуйтесь специальными таблицами или калькулятором. В таблицах предложен вес 1 квадратного метра листа с разным рифлением. У нас можно купить любую оптовую или розничную партию рифленого проката из алюминия совсем недорого. Если ваши объемы потребления небольшие, наш менеджер подберет для вас лист требуемого раскроя. Покупателям оптовых партий предлагаются существенные скидки.
Сотрудничество с нами принесет вам требуемый цветной металлопрокат по невысокой стоимости.
“ Металлоторгующая компания ООО»СталиНН» является крупным поставщиком металла в Нижнем Новгороде и Нижегородской области. Прочные партнерские связи с Металлургическими заводами производителями металлопроката, дают возможность представлять металлопродукцию по низким ценам. Весь металлический прокат сертифицирован и конечно отвечает ГОСТ и ТУ.”
Купить Лист рифленый из алюминия в Нижнем Новгороде
Оформление заказа
Уточните наличие и цену листа рифленого из алюминия, по телефону +7 (831) 429-05-85 или на сайте (форма обратной связи). Сделайте заказ, после чего мы составим договор поставки.
Оплата
Оплатите стоимость листа алюминиевого рифленого одним из удобных способов: безналичным расчетом или наличными. Для постоянных клиентов возможна отсрочка платежа.
Доставка
Согласуйте дату доставки/отгрузки со склада. Рифленый лист из алюминия может быть доставлен ЖД и автотранспортом. Возможен выезд спецтехники.
Приемка и разгрузка
В стоимость заказа входит 1 (один) час на разгрузку силами покупателя. После разгрузки, получите на руки полный комплект документов.
Алюминиевый рифленый лист| Стальной прокат в Одинцово
В современной жизни алюминий используется настолько часто, что мы порой даже не замечаем вокруг себя многоликое присутствие этого легкого «воздушного» металла с мягким стальным блеском. Такая популярность объясняется целым рядом положительных качеств, которыми обладает этот материал. В первую очередь это — небольшой вес и одновременно прочность. Алюминий отличается хорошей устойчивостью к коррозии и продолжительным сроком службы. Он не содержит примесей тяжелых металлов и не выделяет вредных веществ, а поэтому совершенно безопасен для здоровья. Немаловажным свойством алюминия является и его способность сохранять работоспособность при любых климатических условиях, не теряя своих структурных характеристик при перепадах температур.
Впервые алюминий применили в строительстве в конце 19 века. Первоначально им заменяли бронзу, медь, сталь, и железо, традиционно использовавшиеся для изготовления декоративных элементов и арматуры. Постепенно инновационный материал занял прочные позиции в архитектуре и дизайне.
Одним из самых востребованных материалов сегодня является алюминиевый рифленый лист. Изделие имеет гладкую матовую поверхность и выпуклый рисунок в виде рисок, которые расположены перпендикулярно друг другу. Толщина листа может варьироваться от полутора до четырех миллиметров и указывается без учета высоты рисок.
Производство алюминиевого рифленого листа Стандартная схема производства рифленых листов из алюминия включает в себя несколько этапов. Сначала отливаются слитки, затем проводится горячая и холодная прокатка металла, термическая обработка, отделочные операции. Для прокатки листов применяются алюминиевые слитки различной массы, которая (как и размеры слитка) определяется несколькими факторами — размерами готовых листов, их назначением, размерами и мощностью заводского оборудования и т.д.
Для изготовления рифленых листов наиболее часто используются сплавы марок АМГ2Н2 и АМГ2НР. Повышенная прочность изделиям придается методом холодной обработки давлением.
Алюминиевый лист АМГ2Н2 совмещает в себе превосходные механические и прочностные качества, отличается пластичностью, стойкостью к коррозии, удобством в обработке и хорошей свариваемостью. Для его производства применяется нагартованный на одну вторую сплав, легированный магнием.
Алюминиевый лист АМГ2НР изготавливаются из нагартованного и рафинированного сплава, который также легируется магнием. Обладает всеми положительными свойствами вышеописанного изделия, но кроме этого, благодаря малому количеству примесей, электропроводность этого изделия значительно выше.
Алюминиевые рифленые листы поставляются анодированными, что позволяет намного увеличить срок их службы.
Виды рифленого алюминия Существует три основных разновидности алюминиевых рифленых листов, различающихся количеством рифлей в рисунке.
Алюминиевый лист «Даймонд» («Алмаз») имеет рисунок из единичных насечек.
Рисунок «Дуэта» схож с «Даймондом», однако, состоит из парных насечек. А «Квинтет» содержит в своей текстуре, соответственно, по пять рифлей в каждом элементе рисунка, что обеспечивает максимально высокие противоскользящие характеристики.
В силу особенностей текстуры наиболее популярен «Квинтет», его часто задействуют в качестве декоративных элементов в тюнинге автомобилей (это особенно актуально для внедорожников), в строительстве, а также для дополнительной защиты от изнашивания пола и стенок изотермических фургонов.
Сферы применения алюминиевого рифленого листа Благодаря своим уникальным свойствам (легкости, пожаробезопасности, способности предотвращать скольжение) рифленка нашла широчайшее применение практически повсеместно — от строительства до самолетостроения. А презентабельный внешний вид алюминия сделал рифленые листы одним из главных отделочных материалов современности. Их назначение во многом зависит от толщины изделий: тонкие листы преимущественно используются для декоративных целей, в то время как рифленка большей толщины предназначается для мест, где выше вероятность износа.
Чаще всего рифленый алюминиевый лист выступает в качестве антискользящего напольного покрытия. Его можно увидеть в производственных цехах, в камерах лифтов, на подножках автомобилей, на ступенях лестниц, в метро, у входов в магазины, в банковских хранилищах, оформлении телестудий и т.д.
Пожаробезопасность алюминия делает его пригодным для использования в помещениях, где хранятся горючие вещества, а благодаря антикоррозионным качествам этого металла алюминиевый рифленый лист активно применяется в химической промышленности, в отделке судов и портовых сооружений.
Этот материал обладает антибактериальными свойствами и соответствует всем санитарным нормам, поэтому получил широкое распространение в медицине и фармацевтике, а также в производстве торгового и прочего оборудования.
Рифленый лист из алюминия — настоящая находка для дизайнеров. Обладающий малым весом, эстетичный, удобный и легкий в обработке, он стал незаменимым элементом в отделке интерьеров (в сочетании с другими материалами, например, камнем или натуральным деревом, рифленка успешно используется в дизайне магазинов, ресторанов или офисов), облицовке фасадов, при создании рекламной продукции и выставочных стендов, в оформлении витрин. Алюминиевый лист отлично подходит для изготовления различных перегородок, стеллажей и подвесных потолков.
«Магазин металла» поставляет все виды алюминиевого рифленого листа, который может применяться для внутренних и наружных работ. Вашему вниманию предлагается материал исключительно высокого качества. Ответственное отношение к делу и богатый опыт работы в сфере продаж алюминия и прочего металлопроката позволяет нам гарантировать своевременное выполнение заказов любого объема и сложности.
В основном используется в строительстве, отделке, упаковке, печати, обложках, вывесках, рекламных щитах, внешней отделке зданий, кузовах автобусов, отделке стен высотных зданий и заводов
Цена гофрированного алюминиевого листа становится популярным выбором для использования в установках и зданиях. Он устойчив к коррозии практически в любой среде. Даже в высококоррозионных промышленных средах он устойчив к дымам и парам органических соединений, а также к химическим веществам, таким как аммиак, двуокись углерода и кислоты, такие как соляная, азотная и серная кислоты. Это коррозионно-стойкое свойство обеспечивает долгий срок службы металла и сохраняет его в хорошем состоянии на протяжении всего срока службы.
Цена гофрированного алюминиевого листа Haomei изготовлена из алюминия и идеально подходит для всех нужд кровли и облицовки. Он прост в использовании, долговечен и экономичен в работе. Использование алюминия для кровли имеет много преимуществ.
Купите гофрированный алюминиевый лист Канада в разделе конструкционного оборудования на сайте aluminiummetals.com. Найдите качественный листовой металл в Интернете или в магазине
Подробнее
96,00 $
Добавляет продукт в сравнение
Добавить к
декоративный гофрированный металл
Новинка | гофрированный алюминиевый лист
Найти предложения по декоративному гофрированному металлу в Building Supply
Подробнее
95,00 $
Добавляет продукт в сравнение
Добавить к
Алюминиевый гофрированный лист Малайзия
Новый | гофрированный алюминиевый лист
Найдите предложения по алюминиевому гофрированному листу Малайзия в Building Supply
Подробнее
70,00 $
Добавляет продукт в сравнение
Добавить к
алюминиевый гофрированный пластиковый лист
Новый | гофрированный алюминиевый лист
Вы ищете алюминиевый гофрированный пластиковый лист, который выдержит разрушительное воздействие времени? Затем изучите продукцию алюминиевых металлов.
Подробнее
50,00 $
Добавляет продукт в сравнение
Добавить к
Размеры алюминиевого гофрированного листа
Новый | гофрированный алюминиевый лист
Алюминиевый гофрированный лист всех размеров имеет защитный барьер с обеих сторон листа, называемый металлическим покрытием, которое защищает от ржавчины.
Подробнее
13,00 $
Добавляет продукт в сравнение
Добавить к
гофрированный алюминиевый лист
Новинка | гофрированный алюминиевый лист
Приобретите гофрированный алюминиевый лист в Интернете или найдите другие инструменты и лезвия
Алюминиевый гофрированный наполнитель изготовлен из алюминиевого листа толщиной 0,2–0,5 мм, свернутого на гофромашине в гофрированную форму.
Характеристики:
стандартная толщина: 0,2–0,5 мм
высота: может быть изменена
Характеристики:
1.суперплоскостность;
2. хорошая жесткость,
3. легкий вес;
4. хорошая огнестойкость;
5.хорошая устойчивость к отслаиванию;
6. пригодный для повторного использования и экологически безопасный
Применение:
Алюминиевые гофрированные сердцевины обычно используются для приклеивания к алюминиевому листу для формирования гофрированных алюминиевых панелей.
Гофрированные панели из алюминиевого гофрированного наполнителя для кровли
Алюминиевый гофрированный сердечник для крыши контейнерного дома
Упаковка:
Защитная пленка на поверхности, затем упакована в экспортный картон из поливинилхлорида.
Композитные материалы Yameijia — это экспортное подразделение компании Foshan Nanhai Hongzan Building Materials Co., Ltd. Мы являемся профессиональным производителем алюминиевых композитных изделий, в том числе алюминиевых сотовых заполнителей, алюминиевых гофрированных заполнителей, алюминиевых сотовых панелей, сплошных алюминиевых листов, алюминиевых потолков, облицовки стен, каменных композитных панелей, корабельных декоративных панелей.
Начните с производства сотового заполнителя, теперь у нас есть несколько филиалов в Китае с общей площадью 30 000 квадратных метров. Все фабрики оснащены высококачественными автоматическими производственными машинами и современными испытательными машинами. Более 300 опытных работников, команда инженеров и отдел продаж посвятят себя предоставлению вам качественной продукции и профессионального обслуживания. Наши алюминиевые сотовые изделия могут широко использоваться в строительстве, отделке, мебели, бытовой технике, связи и транспорте, а также в морской и аэрокосмической областях.
Благодаря многолетнему развитию, Yameijia завоевала большое доверие и доверие со стороны наших клиентов как дома, так и за границей благодаря высочайшему качеству и профессиональному послепродажному обслуживанию. Успешные проекты включают в себя станцию метро Гуанчжоу, павильон IPM Mutli-sport, филиал Китайского строительного банка в Наньхае, больницу Чэнду, новый международный аэропорт Гуанчжоу, таможню Чунци, Юньнаньский золотой таймс-сквер.
Почему выбирают нас?
1 Наши корни восходят к появлению сотовых панелей, мы являемся пионерами в коммерциализации сотовых панелей в Китае.
Большинство членов нашей управленческой команды имеют почти 15-летний опыт изготовления сотовых панелей.
2 Мы полностью контролируем весь производственный процесс от алюминиевых рулонов до готовых панелей. У нас есть производственная база алюминиевых рулонов, сотовых заполнителей, алюминиевых листов и композитных панелей.
3 Опыт нашей команды по исследованиям и разработкам в сочетании с нашей технологической сложностью позволяет нам предоставлять продукцию высокого качества по конкурентоспособной цене.
4 Наша фабрика ISO9001 зарегистрирована, а продукция тестируется международными органами, поэтому вы можете быть уверены, что наше качество гарантировано.
Фланцы плоские приварные — это круглые металлические детали с отверстиями для болтов и шпилек, предназначенные для прочного соединения водопроводных, газопроводных, канализационных и других труб между собой, а так же для подключения к запорной арматуре. Стальные плоские фланцы под приварку производят по ГОСТ 33259-2015 (ранее ГОСТ 12820-80) диаметрами от 15мм до 2000мм и рабочим давлением от 0.6 МПа (6 атм.) до 2,5 Мпа (25 атм.). Эксплуатация стальных фланцев происходит при температуре от -70°C до +300°C.
На сегодняшний день плоские приварные фланцы производят из следующих марок стали:
Сталь 20, 25 по ГОСТ 1050-88
Сталь 09Г2С по ГОСТ 19281-89
Ст3сп по ГОСТ 380-94
Сталь 12Х18Н9Т по ГОСТ 7769-82
Сталь 10Г2 по ГОСТ 4543-71
Сталь 15Х5М по ГОСТ 4543-71
В зависимости от марки стали, из которой производят стальные приварные фланцы, они могут эксплуатироваться в разных температурных условиях:
Марка стали
Температура применения
Ст3сп, 20, 25
от -30°C до +300°C
09Г2С, 10Г2
от -70°C до +300°C
15Х5М, 12Х18Н9Т
от -40°C до +300°C
Размеры стальных плоских приварных фланцев.
PN6
PN10
PN16
PN25
PN = 0,6 МПа (6 атм. )
Условный диаметр, DN, мм.
Наружные диаметр D, мм.
Диаметр по болтовым отверстиям D1, мм.
Внутренний диаметр dв, мм.
Толщина фланца b, мм.
Диаметр болтовых отверстий d, мм.
Количество отверстий n, шт.
Масса, кг.
DN 15
80,0
55,0
19,0
10,0
11,0
4
0,3
DN 20
90,0
65,0
26,0
12,0
11,0
4
0,5
DN 25
100,0
75,0
33,0
12,0
11,0
4
0,6
DN 32
120,0
90,0
39,0
13,0
14,0
4
1,0
DN 40
130,0
100,0
46,0
13,0
14,0
4
1,2
DN 50
140,0
110,0
59,0
13,0
14,0
4
1,3
DN 65
160,0
130,0
78,0
13,0
14,0
4
1,6
DN 80
185,0
150,0
91,0
15,0
18,0
4
2,4
DN 100
205,0
170,0
110,0
15,0
18,0
4
2,8
DN 125
235,0
200,0
135,0
17,0
18,0
8
3,9
DN 150
260,0
225,0
161,0
17,0
18,0
8
4,4
DN 200
315,0
280,0
222,0
19,0
18,0
8
5,9
DN 250
370,0
335,0
273,0
20,0
18,0
12
7,7
DN 300
435,0
395,0
325,0
20,0
22,0
12
10,3
DN 350
485,0
445,0
377,0
22,0
22,0
12
12,6
DN 400
535,0
495,0
426,0
24,0
22,0
16
15,2
DN 450
590,0
550,0
480,0
24,0
22,0
16
17,3
DN 500
640,0
600,0
530,0
25,0
22,0
16
19,7
DN 600
755,0
705,0
630,0
25,0
26,0
20
26,2
DN 800
975,0
920,0
820,0
27,0
30,0
24
46,1
DN 1000
1175,0
1120,0
1020,0
31,0
30,0
28
64,4
DN 1200
1400,0
1340,0
1220,0
34,0
33,0
32
99,0
PN = 1,0 МПа (10 атм. )
Условный диаметр, DN, мм.
Наружные диаметр D, мм.
Диаметр по болтовым отверстиям D1, мм.
Внутренний диаметр dв, мм.
Толщина фланца b, мм.
Диаметр болтовых отверстий d, мм.
Количество отверстий n, шт.
Масса, кг.
DN 15
95,0
65,0
19,0
10,0
14,0
4
0,5
DN 20
105,0
75,0
26,0
12,0
14,0
4
0,7
DN 25
115,0
85,0
33,0
12,0
14,0
4
0,9
DN 32
135,0
100,0
39,0
14,0
18,0
4
1,4
DN 40
145,0
110,0
46,0
15,0
18,0
4
1,7
DN 50
160,0
125,0
59,0
15,0
18,0
4
2,1
DN 65
180,0
145,0
78,0
17,0
18,0
4
2,8
DN 80
195,0
160,0
91,0
17,0
18,0
4
3,2
DN 100
215,0
180,0
110,0
19,0
18,0
8
3,9
DN 125
245,0
210,0
135,0
21,0
18,0
8
5,4
DN 150
280,0
240,0
161,0
21,0
22,0
8
6,6
DN 200
335,0
295,0
222,0
21,0
22,0
8
8,1
DN 250
390,0
350,0
273,0
23,0
22,0
12
10,7
DN 300
440,0
400,0
325,0
24,0
22,0
12
12,9
DN 350
500,0
460,0
377,0
24,0
22,0
16
15,9
DN 400
565,0
515,0
426,0
26,0
26,0
16
21,6
DN 450
615,0
565,0
480,0
26,0
26,0
20
22,8
DN 500
670,0
620,0
530,0
28,0
26,0
20
27,7
DN 600
780,0
725,0
630,0
31,0
30,0
20
39,4
DN 800
1010,0
950,0
820,0
37,0
33,0
24
79,2
DN 1000
1220,0
1160,0
1020,0
43,0
33,0
28
118,4
DN 1200
1455,0
1380,0
1220,0
51,0
39,0
32
197,4
PN = 1,6 МПа (16 атм)
Условный диаметр, DN, мм.
Наружные диаметр D, мм.
Диаметр по болтовым отверстиям D1, мм.
Внутренний диаметр dв, мм.
Толщина фланца b, мм.
Диаметр болтовых отверстий d, мм.
Количество отверстий n, шт.
Масса, кг.
DN 15
95,0
65,0
19,0
12,0
14,0
4
0,6
DN 20
105,0
75,0
26,0
14,0
14,0
4
0,9
DN 25
115,0
85,0
33,0
16,0
14,0
4
1,2
DN 32
135,0
100,0
39,0
16,0
18,0
4
1,6
DN 40
145,0
110,0
46,0
17,0
18,0
4
1,9
DN 50
160,0
125,0
59,0
19,0
18,0
4
2,6
DN 65
180,0
145,0
78,0
21,0
18,0
4
3,4
DN 80
195,0
160,0
91,0
21,0
18,0
4
3,7
DN 100
215,0
180,0
110,0
23,0
18,0
8
4,7
DN 125
245,0
210,0
135,0
25,0
18,0
8
6,4
DN 150
280,0
240,0
161,0
25,0
22,0
8
7,8
DN 200
335,0
295,0
222,0
27,0
22,0
12
10,1
DN 250
405,0
355,0
273,0
28,0
26,0
12
14,5
DN 300
460,0
410,0
325,0
28,0
26,0
12
17,8
DN 350
520,0
470,0
377,0
30,0
26,0
16
22,9
DN 400
580,0
525,0
426,0
34,0
30,0
16
31,0
DN 450
640,0
585,0
480,0
38,0
30,0
20
39,6
DN 500
710,0
650,0
530,0
44,0
33,0
20
57,0
DN 600
840,0
770,0
630,0
45,0
39,0
20
80,0
DN 800
1020,0
950,0
820,0
49,0
39,0
24
104,4
DN 1000
1255,0
1170,0
1020,0
58,0
45,0
28
179,3
DN 1200
1485,0
1390,0
1220,0
71,0
52,0
32
297,8
PN = 2,5 МПа (25 атм)
Условный диаметр, DN, мм.
Наружные диаметр D, мм.
Диаметр по болтовым отверстиям D1, мм.
Внутренний диаметр dв, мм.
Толщина фланца b, мм.
Диаметр болтовых отверстий d, мм.
Количество отверстий n, шт.
Масса, кг.
DN 15
95,0
65,0
19,0
14,0
14,0
4
0,7
DN 20
105,0
75,0
26,0
16,0
14,0
4
0,9
DN 25
115,0
85,0
33,0
16,0
14,0
4
1,2
DN 32
135,0
100,0
39,0
18,0
18,0
4
1,8
DN 40
145,0
110,0
46,0
19,0
18,0
4
2,2
DN 50
160,0
125,0
59,0
21,0
18,0
4
2,7
DN 65
180,0
145,0
78,0
21,0
18,0
8
3,2
DN 80
195,0
160,0
91,0
23,0
18,0
8
4,1
DN 100
230,0
190,0
110,0
25,0
22,0
8
5,9
DN 125
270,0
220,0
135,0
27,0
26,0
8
8,3
DN 150
300,0
250,0
161,0
27,0
26,0
8
10,1
DN 200
360,0
310,0
222,0
29,0
26,0
12
13,3
DN 250
425,0
370,0
273,0
31,0
30,0
12
18,9
DN 300
485,0
430,0
325,0
32,0
30,0
16
23,9
DN 350
550,0
490,0
377,0
38,0
33,0
16
34,4
DN 400
610,0
550,0
426,0
40,0
33,0
16
44,6
DN 500
730,0
660,0
530,0
48,0
39,0
20
67,3
DN 600
840,0
770,0
630,0
49,0
39,0
20
90,9
DN 800
1075,0
990,0
820,0
63,0
45,0
24
181,4
Купить стальные приварные фланцы по ГОСТ 33259-2015 (ГОСТ 12820-80) можно в компании АЛЬФАВОДОСТРОЙ. Для получения более подробной информации о цене и наличии обращайтесь к специалистам нашей компании по телефону +7 (812) 326-05-72 или по электронной почте: [email protected].
Главная
Каталог Детали трубопроводов Фланцы Фланцы стальные плоские ГОСТ 12820-80
Предлагаем купить стальные плоские приварные фланцы, рассчитанные на рабочее давление (Ру) 6 кгс/см2 (0,6 МПа) и со значениями условного прохода или диаметра (Ду) от 15 до 600 мм.
Все товары, присутствующие в каталоге, соответствуют ГОСТ 12820-80. Цены, указанные в прайсе, не отличаются от заводских, так как мы являемся официальным прямым поставщиком брендов-изготовителей. Вы можете приобрести изделия оптом и в розницу.
Каталог размеров — Фланцы стальные плоские Ру6 ГОСТ 12820-80
Название товара
Цена за 1 штуку
Количество
Итого
Фланец стальной плоский Ду 15 Ру6 ГОСТ 12820-80
По запросу
208. 12
По запросу
208.12
Фланец стальной плоский Ду 20 Ру6 ГОСТ 12820-80
По запросу
218.24
По запросу
218.24
Фланец стальной плоский Ду 25 Ру6 ГОСТ 12820-80
По запросу
274.09
По запросу
274. 09
Фланец стальной плоский Ду 32 Ру6 ГОСТ 12820-80
По запросу
340.07
По запросу
340.07
Фланец стальной плоский Ду 40 Ру6 ГОСТ 12820-80
По запросу
368.16
По запросу
368.16
Фланец стальной плоский Ду 50 Ру6 ГОСТ 12820-80
По запросу
403. 54
По запросу
403.54
Фланец стальной плоский Ду 65 Ру6 ГОСТ 12820-80
По запросу
525.34
По запросу
525.34
Фланец стальной плоский Ду 80 Ру6 ГОСТ 12820-80
По запросу
867.97
По запросу
867. 97
Фланец стальной плоский Ду 100 Ру6 ГОСТ 12820-80
По запросу
1002.47
По запросу
1 002.47
Фланец стальной плоский Ду 125 Ру6 ГОСТ 12820-80
По запросу
1451.14
По запросу
1 451.14
Фланец стальной плоский Ду 150 Ру6 ГОСТ 12820-80
По запросу
1691. 78
По запросу
1 691.78
Фланец стальной плоский Ду 200 Ру6 ГОСТ 12820-80
По запросу
2271.40
По запросу
2 271.40
Фланец стальной плоский Ду 250 Ру6 ГОСТ 12820-80
По запросу
2918.38
По запросу
2 918. 38
Фланец стальной плоский Ду 300 Ру6 ГОСТ 12820-80
По запросу
4331.26
По запросу
4 331.26
Фланец стальной плоский Ду 350 Ру6 ГОСТ 12820-80
По запросу
4550.81
По запросу
4 550.81
Фланец стальной плоский Ду 400 Ру6 ГОСТ 12820-80
По запросу
5300. 24
По запросу
5 300.24
Фланец стальной плоский Ду 500 Ру6 ГОСТ 12820-80
По запросу
9330.82
По запросу
9 330.82
Фланец стальной плоский Ду 600 Ру6 ГОСТ 12820-80
По запросу
12213.23
По запросу
12 213. 23
Работаем напрямую с производителем
Мы являемся официальными поставщиками, поэтому можем предложить цены на 15-20% дешевле, чем в среднем по рынку.
Мы готовы вам предоставить:
80% продукции в наличии на складе
Отгрузка со склада в течении 30 минут
Специальные условия и скидки для строительных компаний
Доставка по РФ и странам СНГ
Заводская цена
Скидки от 5% при покупке оптовыми партиями
Как купить стальные плоские приварные фланцы Ру6
Выберите подходящий размер плоского фланца и закажите нужное количество посредством корзины или формы онлайн заказа. Мы обработаем заявку в течение одного рабочего дня. При оформлении заказа, пожалуйста, учитывайте, что стоимость указана за 1 штуку.
Продажа и доставка изделий производится на территории Москвы, МО и всей России. В другие регионы заказы доставляют транспортные компании, с которыми мы сотрудничаем.
Оплата принимается наличными, безналичным расчетом и картой. Постоянным клиентам предоставляем отсрочку платежа, а оптовым покупателям – скидку 5% (при большом заказе уточните у менеджера наличие деталей на складе).
Звоните или оставляйте заявку на обратный звонок – вышлем коммерческое предложение в течение рабочего дня.
Как заказать:
изучите каталог и поместите необходимые товары в Корзину;
перейдите в Корзину и нажмите на кнопку «Оформить заказ»;
укажите способ доставки и оплаты продукции;
введите свои ФИО и контактные данные;
по телефонам: 8 (800) 500-53-08 и 8 (495) 150-29-20;
Наш специалист свяжется с вами для уточнения деталей заказа. Если вы планируете заказать крупную партию продукции, вам будет выслан прайс с указанием оптовой стоимости всех интересующих товаров.
С каждой партией товаров поставляется
Счет-спецификация
Товарная накладная
Транспортный акт о доставке
Паспорт качества
Сертификат соответствия
СЭЗ
Валентина Александровна
Нужна помощь с выбором? Обращайтесь к нашему эксперту!
Поможем выбрать необходимые трубы и фитинги, согласовать детали заказа, организовать доставку.
Время выполнения заказа в сезон пиковой нагрузки: в течение 15 рабочих дней Время выполнения заказа в межсезонье: в течение 15 рабочих дней
Информация отмечена проверяется ТЮФ Рейнланд
Компания создана в 2006 году, специализируется на производстве фланцев уже 16 лет. Компания производит различные типы фланцевых изделий для удовлетворения различных потребностей. С момента своего создания компания всегда придерживалась бизнес-политики «качество во-первых, клиент во-первых, репутация во-первых», искренне удовлетворяя потенциальные потребности наших клиентов. В непреодолимой ситуации экономической глобализации наша компания готова искренне сотрудничать с предприятиями по всему миру, чтобы …
Просмотреть все
Доска объявлений
20 шт.
Фланцы
Фланцы
Фланцы
Фланцы
Фланцы
Фланцы
Фланцы
Фланцы
Фланцы
Фланцы
Фланцы
Фланцы
Фланцы
Фланцы
Фланцы
Фланцы
Фланцы
Фланцы
Фланцы
Фланцы
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
г-н Джинда
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете?
Опубликовать запрос на поставку сейчас
Фланец
Введение
КОВАНЫЙ ФЛАНЕЦ
1) ФЛАНЕЦ ANSI B16.5, ASME B16.47
Диапазон размеров: от 1/2″ до 80″ от DN15 до DN2000
Исполнение: приварная горловина, накладная, глухая, приварка враструб, резьбовая, соединение внахлест
Покрытие: антикоррозийное масло, холодное и горячее цинкование
Упаковка: морской фанерный ящик, деревянный поддон
ГЛУХИЕ ФЛАНЦЫ
Глухие фланцы обычно имеют выступ, плоскую поверхность или поверхность RTJ. Когда выступ необходим для глухих фланцев, стандартная высота составляет 1/16 дюйма для глухих фланцев до 400#. Для глухих фланцев 400# и выше стандартная высота выступа глухого фланца составляет 1/4 дюйма.
Материал: углерод, сплав и нержавеющая сталь
Стандарты: ASTM A105, ASTM A182
Размеры: от 1/2 до 24 дюймов, до 48 дюймов по индивидуальному заказу.
Толщина: График от 10(S) до SCH 160
Номинальное давление: класс от 150 до 2500
Тип лица: RF, RTJ
НАКЛАДНЫЕ ФЛАНЦЫ
Накидные фланцы труб обычно имеют приподнятую или плоскую поверхность. Когда выступ необходим для скольжения на фланцах труб, стандартная высота составляет 1/16 дюйма для накладок на фланцах труб до 400#. Для накладок на фланцы труб от 400# и выше стандартная высота выступа на фланцах труб составляет 1/4″.
Размер: от 1/2 до 24 дюймов, по индивидуальному заказу до 60 дюймов
Номинальное давление: от класса 150 до класса 2500
Тип лица: RF, RTJ
ПРИВАРНЫЕ ФЛАНЦЫ
Фланцы трубы с приварной горловиной обычно имеют выступ, плоскую поверхность или поверхность RTJ. Когда выступ необходим для фланцев трубы с приварной горловиной, стандартная высота составляет 1/16 дюйма для фланцев трубы с приварной горловиной до 400 #. Для фланцев трубы с приварной горловиной от 400 # и выше стандартная высота выступа фланца трубы с приварной горловиной составляет 1/4″.
Материал: углерод, сплав и нержавеющая сталь
Стандарты: ASTM A105, ASTM A182
Размеры: от 1/2 до 24 дюймов, до 48 дюймов по индивидуальному заказу.
Толщина: График от 10(S) до SCH 160
Номинальное давление: класс от 150 до 2500
Тип лица: RF, RTJ
ФЛАНЦЫ НАХОДНОГО СОЕДИНЕНИЯ
Накидные фланцы для труб со ступицей имеют опубликованные спецификации, которые варьируются от 1/2 до 24 дюймов. Размеры выше 24 дюймов изготавливаются в виде соединений внахлест, чтобы скользить по размерам. Coastal Flange предлагает фланцы для соединения внахлестку труб из всех марок материалов, спецификаций и размеров.
Фланцы труб с резьбой обычно имеют выступ, плоскую поверхность или поверхность RTJ. Когда выступ необходим для резьбовых фланцев трубы, стандартная высота составляет 1/16 дюйма для резьбовых трубных фланцев до 400#. Для резьбовых трубных фланцев 400# и выше стандартная высота выступа резьбового фланца трубы составляет 1/4 дюйма. .
Лицо: Рифленое лицо (RF), Соединение кольцевого типа (RTJ)
ПРИВАРНЫЕ ФЛАНЦЫ
Фланцы труб с раструбной сваркой обычно имеют выступ, плоскую поверхность или поверхность RTJ. Когда выступ необходим для фланцев для приварки враструб, стандартная высота составляет 1/16 дюйма для фланцев для приварки враструб до 400#. Для фланцев для приварки враструб от 400# и выше стандартная высота выступа для фланцев для приварки враструб составляет 1/4″.
Внешний диаметр: от 1/2 дюйма до 24 дюймов, до 2500#
Специальное производство: от 24 до 60 дюймов, до 900 #
Толщина стенки: График от 40 до 160
Номинальное давление: от класса 150 до класса 2500
Тип лица: RF, RTJ
Спецификация
ГЛУХИЕ ФЛАНЦЫ
Глухие фланцы обычно имеют выступ, плоскую поверхность или поверхность RTJ. Когда выступ необходим для глухих фланцев, стандартная высота составляет 1/16 дюйма для глухих фланцев до 400#. Для глухих фланцев 400# и выше стандартная высота выступа глухого фланца составляет 1/4 дюйма.
Материал: углерод, сплав и нержавеющая сталь
Стандарты: ASTM A105, ASTM A182
Размеры: от 1/2 до 24 дюймов, до 48 дюймов по индивидуальному заказу.
Толщина: График от 10(S) до SCH 160
Номинальное давление: класс от 150 до 2500
Тип лица: RF, RTJ
НАКЛАДНЫЕ ФЛАНЦЫ
Накидные фланцы труб обычно имеют приподнятую или плоскую поверхность. Когда выступ необходим для скольжения на фланцах труб, стандартная высота составляет 1/16 дюйма для накладок на фланцах труб до 400#. Для накладок на фланцы труб от 400# и выше стандартная высота выступа на фланцах труб составляет 1/4″.
Размер: от 1/2 до 24 дюймов, по индивидуальному заказу до 60 дюймов
Номинальное давление: от класса 150 до класса 2500
Тип лица: RF, RTJ
ПРИВАРНЫЕ ФЛАНЦЫ
Фланцы трубы с приварной горловиной обычно имеют выступ, плоскую поверхность или поверхность RTJ. Когда выступ необходим для фланцев трубы с приварной горловиной, стандартная высота составляет 1/16 дюйма для фланцев трубы с приварной горловиной до 400 #. Для фланцев трубы с приварной горловиной от 400 # и выше стандартная высота выступа фланца трубы с приварной горловиной составляет 1/4″.
Материал: углерод, сплав и нержавеющая сталь
Стандарты: ASTM A105, ASTM A182
Размеры: от 1/2 до 24 дюймов, до 48 дюймов по индивидуальному заказу.
Толщина: График от 10(S) до SCH 160
Номинальное давление: класс от 150 до 2500
Тип лица: RF, RTJ
ФЛАНЦЫ НАКЛАДНОГО СОЕДИНЕНИЯ
Накидные фланцы для труб со ступицей имеют опубликованные спецификации, которые варьируются от 1/2 до 24 дюймов. Размеры выше 24 дюймов изготавливаются в виде соединений внахлест, чтобы скользить по размерам. Coastal Flange предлагает фланцы для соединения внахлестку труб из всех марок материалов, спецификаций и размеров.
Фланцы труб с резьбой обычно имеют выступ, плоскую поверхность или поверхность RTJ. Когда выступ необходим для резьбовых фланцев трубы, стандартная высота составляет 1/16 дюйма для резьбовых трубных фланцев до 400#. Для резьбовых трубных фланцев 400# и выше стандартная высота выступа резьбового фланца трубы составляет 1/4 дюйма. .
Лицо: Рифленое лицо (RF), Соединение кольцевого типа (RTJ)
ПРИВАРНЫЕ ФЛАНЦЫ
Фланцы труб с раструбной сваркой обычно имеют выступ, плоскую поверхность или поверхность RTJ. Когда выступ необходим для фланцев для приварки враструб, стандартная высота составляет 1/16 дюйма для фланцев для приварки враструб до 400#. Для фланцев для приварки враструб от 400# и выше стандартная высота выступа для фланцев для приварки враструб составляет 1/4″.
Внешний диаметр: от 1/2 дюйма до 24 дюймов, до 2500#
Специальное производство: от 24 до 60 дюймов, до 900 #
Толщина стенки: График от 40 до 160
Номинальное давление: от класса 150 до класса 2500
Тип лица: RF, RTJ
Сварная горловина
1, предпочтительнее для высокого давления, минусовой или повышенной температуры
2, втулка имеет коническую форму и расточена, чтобы соответствовать внутреннему диаметру трубы, поэтому поток не ограничен, что предотвращает турбулентность и уменьшает эрозию.
3, легко рентгенографируется и обеспечивает отличное распределение нагрузки
Надевать
1, обычно не используется в приложениях с высокими нагрузками из-за низкой ступицы и крепления под сварку
2, провисание снаружи трубы
3, внутри фланца, приваренного к ступице и концу трубы
Нахлестное соединение
1, используется там, где требуется выравнивание болтов или доступ для очистки
2, аналогично накидному фланцу при использовании с внахлестным концом
3. Радиус на пересечении поверхности фланца и отверстия, соответствующий тупиковому концу соединения внахлестку
Резьбовой
1, используется там, где сварка может быть опасной
2, предназначен для низкого давления и нециклических применений.
1.1.3. Лесные материалы. Справочник по строительству и реконструкции линий электропередачи напряжением 0,4–750 кВ
1.1.3. Лесные материалы. Справочник по строительству и реконструкции линий электропередачи напряжением 0,4–750 кВ
ВикиЧтение
Справочник по строительству и реконструкции линий электропередачи напряжением 0,4–750 кВ Узелков Борис
Содержание
1.1.3. Лесные материалы
В практике электросетевого строительства применяются лесные материалы, в основном круглые лесоматериалы и пиломатериалы. По размерам поперечного сечения пиломатериалы подразделяются на доски, бруски и брусья (толщина и ширина более 100 мм).
Деревянные опоры ВЛ изготовляют из сосны и лиственницы. В отдельных случаях применяют также ель, кедр, пихту. В связи с тем что непропитанная сосна гниет через 3–4 года, а ель еще быстрее, опоры ВЛ изготовляют только после пропитки древесины специальными противогнилостными веществами – антисептиками. В качестве консервантов используются высокоэффективные медно-хромо-мышьяковые (ССА) составы. Опоры, пропитанные ССА, используются при строительстве линий электропередачи напряжением 0,4—10 кВ.
Использование изоляционных свойств древесины позволяет снизить число изоляторов и отказаться от грозозащитного троса. Кроме того, при необходимости, допускается совместная подвеска линий 0,4; 10 кВ и уличного освещения. В среднем срок службы пропитанных опор, находящихся в контакте с почвой, составляет до 45 лет. Пропитанные детали не следует обрабатывать; в крайнем случае, затесанное место или просверленное отверстие необходимо тщательно антисептировать.
Лиственница зимней рубки хорошо противостоит загниванию, и ее иногда применяют непропитанной. Опоры из лиственницы служат 15–20 лет. Недостатки древесины – большие колебания прочности, пороки (сучки, косослой, трещины, гнили и пр.), гигроскопичность, уменьшение прочности при повышенной влажности, уменьшение размеров при сушке, возгорание, расщепление от ударов молнии.
Физико-механические свойства используемой древесины приведены в табл. 1.15, а объемы лесоматериалов – в табл. 1.16 и 1.17.
Таблица 1.15
Физико-механические свойства древесины
Примечание. Прочность древесины дана при стандартной влажности 12 %. С увеличением влажности прочность снижается.
Таблица 1.16
Объем круглых лесоматериалов в зависимости от длины и диаметра бревен
Таблица 1.17
Объем обрезных досок длиной 10 м
Данный текст является ознакомительным фрагментом.
Материалы
Материалы Невозможно точно определить, какой из материалов является главным, а какой — второстепенным. Здесь важно все. Неправильный подбор плитки может сказаться на эстетической стороне, а неправильный подбор клеящей прослойки (подстилающего слоя) — на
Материалы
Материалы Для ковки в условиях небольшой кузницы можно использовать довольно большое число различных металлов и сплавов. Большинство изделий выполняется из стали всевозможных марок.СтальКак говорилось ранее, для ручной ковки наиболее пригодна так называемая
Материалы
Материалы Формовочные материалыПри наличии всевозможных инструментов и приспособлений, модели и песчаной смеси, которую называют формовочной, можно изготовить литейную форму. В нее заливается металл. Этот процесс и есть получение отливки. Процесс изготовления
Пьезоэлектрические материалы
Пьезоэлектрические материалы Существует большое количество разнообразных пьезоэлектрических датчиков. Пьезоэлектрические датчики могут регистрировать вибрации, толчки и тепловое излучение. Компания Pennwall производит уникальный продукт, названный пьезоэлектрической
2. Сверхтвердые материалы
2. Сверхтвердые материалы Для изготовления различного режущего инструмента в настоящее время в различных отраслях промышленности, в том числе в машиностроительной, применяются три вида сверхтвердых материалов (СТМ): природные алмазы, поликристаллические синтетические
1. Неметаллические материалы
1. Неметаллические материалы Еще во второй половине XX в. в нашей стране уделялось большое внимание применению неметаллических материалов в различных отраслях промышленности и народного хозяйства в целом. Было налажено и постоянно наращивалось производство самых
4. Композиционные материалы
4. Композиционные материалы В различных отраслях хозяйства страны, в том числе и в строительстве, широко используются различные композиционные материалы на основе измельченной древесины: древесно—стружечные, древесно—волокнистые плиты, арболит, фибролит, плиты
3.
Гидроизоляционные материалы
3. Гидроизоляционные материалы В строительстве, системе ЖКХ широко применяются различные гидроизоляционные материалы, которые предназначены для защиты строительных конструкций, зданий и сооружений от вредного воздействия воды и химически агрессивных жидкостей –
4. Электроизоляционные материалы
4. Электроизоляционные материалы В условиях большой распространенности различных электроустановок практически во всех отраслях промышленности и хозяйства страны в целом электроизоляционные материалы получили повсеместное применение. Самая важная характеристика
5. Смазочные материалы
5. Смазочные материалы В соответствии со стандартом смазочные материалы классифицируют по происхождению, физическому состоянию, по наличию присадок, по назначению, по температуре применения. По происхождению или исходному сырью смазочные материалы подразделяют
Сырьевые материалы
Сырьевые материалы Сырьевые материалы, используемые для производства стеклоизделий, условно подразделяются на две группы: главные и вспомогательные.К главным сырьевым материалам относятся вещества, с которыми в стекломассу вводятся кислотные, щелочные и
8.2.4.3.2 Сопутствующие материалы
8.2.4.3.2 Сопутствующие материалы Должны быть установлены правила размещения материалов, связанных с электронной документацией, и их
П.2. Материалы для моделей
П.2. Материалы для моделей В практике ювелирного литья применяются только воскоподобные модельные материалы с температурой плавления ниже 100 °C. Это позволяет удалять их горячей водой, паром или в термическом воздушном шкафу. Такие воскоподобные составы используются для
6.1.2. Смазочные материалы
6.1.2. Смазочные материалы Смазочные материалы предназначены для уменьшения интенсивности изнашивания и сил сопротивления в узлах трения, а также для обеспечения нормального функционирования систем, содержащих смазки.Смазочные материалы, применяемые для автомобилей и
Лесные горючие материалы — Энциклопедия пожарной безопасности
Лесные горючие материалы – растения лесов, их морфологические части и растительные остатки различной степени разложения, которые могут гореть при лесных пожарах. Живой напочвенный покров, произрастающий в природной среде, представлен следующими видами растительности: лишайники – почти не регулирующие своей влажности. Содержание влаги в них определяется физическими законами увлажнения и высыхания (аналогично лесной подстилке и опаду). Наиболее пожароопасный тип живого напочвенного покрова, горение по которому может распространяться уже на 2-3 день после выпадения осадков; мхи – с помощью ризоидов активно впитывают влагу, но не регулируют её испарение. Пожароопасность мхов несколько ниже, чем у лишайников, но значительно выше, чем у большинства высших растений. Из этой группы растительности наиболее пожароопасными являются «беломошники», произрастающие в сухих условиях; высшие растения – интенсивно поглощающие влагу из почвы, изменяющие интенсивность транспирации, поддерживающие свою влажность в необходимом для жизни интервале. Представлены различными видами трав, кустарничков и кустарников. Степень их пожароопасности может значительно различаться как между различными видами, так и в течение пожароопасного сезона.
Все лесные горючие материалы условно можно разделить на 3 класса, в которых растительные горючие материалы (р. г. м.) разделены на 7 групп: Класс «Проводники горения»: группа I, вид горючего материала – опад, лишайники, мхи; тип горения – преимущественно пламенное; группа II, вид горючего материала – лесная подстилка, торф; тип горения – тление; группа III, вид горючего материала – валежник, пни, крупные порубочные остатки, торф; тип горения – здоровая древесина горит преимущественно пламенно, гнилая – тлеет; Класс «Поддерживающие горение»: группа IV, вид горючего материала – травы, кустарнички, плауны, сеянцы древесных растений; тип горения – пламенное; группа V, вид горючего материала – подрост и подлесок; тип горения – преимущественно пламенное, хвойные горят интенсивней, чем лиственные; группа VI, вид горючего материала – хвоя, листва, несущие их веточки и мелкие сучья полога древостоя; тип горения – преимущественно пламенное, хвойные горят интенсивней, чем лиственные; Класс «Задерживающие горение»: группа VII, вид горючего материала – некоторые виды трав, кустарничков, кустарников и деревьев; самостоятельно не горят из-за высокого влагосодержания или особенностей химического состава.
Способность задерживать распространение горения на участке у живых растений зависит, прежде всего, от запасов зеленой вегетирующей массы и её влагосодержания, а также от соотношения проводников горения и задерживающих горение лесных горючих материалов. Практически для всех растений характерны сезонная динамика влагосодержания с максимумом в весеннее время и минимумом в осеннее и незначительные суточные изменения влагосодержания. В полуденное время у растений снижается влагосодержание, которое к вечеру опять увеличивается и достигает своего максимума в ночные часы. Минимальный запас сухих растительных горючих материалов, когда возможно распространение горения, составляет 0,1-0,2 кг/м2. Предельное влагосодержание, при котором прекращается горение, для них составляет 25-28%.
Литература: Курбатский Н.П. Исследование количества и свойств лесных горючих материалов // Вопросы лесной пирологии. Красноярск, 1970;
Конев Э.В. Физические основы горения растительных материалов. Новосибирск, 1977.
Что такое древесина и для чего она используется?
Древесина — это термин, который имеет несколько значений и во многих регионах мира используется как синоним термина пиломатериалы. Чаще всего под древесиной понимаются либо несрубленные, либо вырубленные деревья, которые сохраняют свою кору или другие характеристики для эстетических целей.
В этой статье будут рассмотрены некоторые из наиболее распространенных видов использования древесины, в том числе создание объемных изделий из пиломатериалов. Чтобы узнать больше о различиях древесины и пиломатериалов, см. нашу статью о пиломатериалах и пиломатериалах. Чтобы узнать больше о сортах различных лиственных и хвойных пород, ознакомьтесь с нашим руководством по сортам пиломатериалов.
Древесина как материал
Древесина
— универсальный сырьевой материал, обладающий рядом преимуществ, что позволяет использовать его в самых разных областях. Среди этих преимуществ можно выделить следующие:
Древесина является возобновляемым ресурсом и выращивается в странах по всему миру. Такая широкая доступность снижает объем необходимой транспортировки, позволяя использовать материал ближе к месту его производства.
Древесина имеет высокую скорость роста, а сорта хвойных пород могут пополняться быстрее, чем лиственные породы.
Древесина не требует большого количества энергии для ее производства в пригодной для использования форме по сравнению с другим материалом, таким как сталь, для которого требуются печи, работающие при высокой температуре, как часть процесса.
Древесина хранит избыток углерода, удаляемого из атмосферы, и продолжает это делать в течение всего срока своего существования.
Древесина является натуральным материалом, нетоксична, безопасна в обращении и не выделяет вредных паров при резке или механической обработке.
Древесину легко собирать, и ею можно эффективно управлять, чтобы обеспечить отрастание и пополнение.
Древесину легко обрабатывать, резать и формировать с помощью легкодоступных инструментов, что обеспечивает ее широкое применение.
Его лом или отходы можно перепрофилировать таким образом, чтобы неиспользованный материал от данного спила древесины был практически нулевым.
Имеет эстетическую привлекательность и может окрашиваться, окрашиваться или покрываться различными покрытиями.
Древесина
хвойных пород относительно недорога, что делает ее пригодной для широкого использования в качестве строительного материала.
Материал обладает относительно высокой прочностью и может использоваться в конфигурациях, которые функционируют как несущие опоры.
Древесина обладает хорошими теплоизоляционными свойствами и может снизить энергопотребление дома, если этот материал используется в дверях и окнах.
При правильной сушке в рамках обработки заготовленной древесины древесина не подвергается грибковому разложению, а удаление избыточной влаги снижает вес материала, что делает его менее дорогим в транспортировке и более простым в обращении.
Деревянное строительство проще и быстрее, чем с использованием камня или бетона.
Древесина долговечна, может служить веками и за ней легче ухаживать, чем за другими материалами.
Общие виды использования древесины
В следующих параграфах приводится краткое описание распространенных видов использования древесины в качестве материала.
В качестве источника топлива
Древесина является важным источником топлива, где ее сжигание может использоваться для обогрева домов, получения энергии для приготовления пищи и нагрева воды для бытовых нужд. Древесные гранулы и другие отходы переработки древесины, такие как биомасса, отправляются и могут использоваться в качестве удобного вида древесного топлива для использования в печах или обогревателях. По некоторым оценкам, до 40% всей древесины, заготавливаемой в лесах по всему миру, в конечном итоге потребляется в качестве источника топлива. Использование древесины в качестве топлива будет варьироваться от региона к региону в зависимости от наличия других источников топлива, таких как нефть, природный газ, электричество и возобновляемые источники энергии, такие как энергия ветра и солнца.
Древесина также может использоваться в качестве источника топлива для котлов, которые нагревают воду для производства пара и приводят в действие генераторы для выработки электроэнергии.
Строительные материалы
Древесина превращается в широкий спектр строительных материалов, которые используются в строительстве и жилищном строительстве. Сюда входят изделия из габаритных пиломатериалов, встроенные в стены, полы и потолки, такие как:
Шпильки
Тарелки
Лаги
Стропила
Балки
Противопожарные заграждения
Поддерживает
Древесина также используется вместе с клеями для производства листов фанеры, которые используются в качестве обшивки, или для создания плит с ориентированной стружкой (OSB), панелей из шпона или структурно-изолированных панелей (SIP). Из древесины также можно изготовить конструкционные изделия из дерева, которые подходят для выдерживания высоких нагрузок, заменяя другие материалы, такие как стальные двутавровые балки. Из древесины также изготавливаются архитектурные или индивидуальные изделия из дерева, а также другие архитектурные молдинги.
Мебель
Многие лиственные породы ценятся за их более высокую плотность и красоту естественного рисунка волокон, что делает их основным материалом для изготовления шкафов и мебели. Эта древесина тяжелее и долговечнее, но также медленнее растет, поэтому, как правило, дороже, чем хвойная древесина. Дуб, клен, орех, вишня и тополь — распространенный выбор для элитной мебели. Менее дорогие хвойные породы, используемые для изготовления мебели, включают сосну, красное дерево, ель и кедр.
Лом и отходы заводов, такие как древесная стружка и опилки, объединяются с клеями для создания древесно-стружечных плит, древесноволокнистых плит легкой плотности (LDF), древесноволокнистых плит средней плотности (MDF) и других изделий из древесины, которые можно использовать для изготовления недорогой деревянной мебели, продаваемой и поставляются в виде готовых к сборке предметов или деталей мебели.
Деревянные балки
Древесина используется в приложениях, требующих поддержки грузов, в том числе, например, в доках, пирсах, причалах, железнодорожных или железнодорожных шпалах, телефонных и инженерных столбах. Также широко используется в строительстве деревянных домов, где характерной чертой этого стиля является использование древесины, размер которой обычно превышает 5 дюймов. В некоторых случаях древесину можно оставить в ее естественном состоянии, включая кору дерева, по дизайнерским или эстетическим соображениям.
Прочие виды использования древесины включают ландшафтную древесину для подпорных стен или других декоративных целей, а также лодочную древесину в тех случаях, когда деревянное строительство лодок все еще ценится.
Бумага и целлюлоза
Широкий ассортимент бумажной продукции создается с использованием балансовой древесины из древесины. Бумага для книг, журналов, газет и других печатных материалов, таких как брошюры, листовки и маркетинговые материалы, а также копировальная бумага, бумага для конвертов, крафт-бумага, пергаментная бумага, упаковочная бумага и фотобумага — все это в конечном итоге производится из древесины.
Другое использование
Древесина также находит применение в производстве текстильных изделий, таких как искусственный шелк. Масла и другие экстракты из древесины используются при создании продуктов, включая краски, смолы и камедь. Древесина более низких сортов также используется для создания деревянных ящиков и ящиков для транспортировки и хранения.
Резюме
Древесина является ценным природным ресурсом, который служит непосредственно в качестве материала для использования в строительстве, производстве бумаги, специальных изделий из дерева, таких как мебель, и в качестве источника топлива. Чтобы изучить другие темы, обратитесь к нашим дополнительным руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Ведущие компании и поставщики пиломатериалов в США
Пиломатериалы и пиломатериалы — в чем разница?
Объяснение сортов пиломатериалов — что означают различные типы сортов пиломатериалов
Как работают измельчители древесины
Все о отделке для дерева (типы и области применения)
Как согнуть древесину паром
Виды пиломатериалов
Ведущие поставщики фанеры
Еще от другого
Экологически безопасное строительство: самый популярный новый материал — это, э-э, дерево
Архитекторы, строители и сторонники устойчивого развития все в восторге от нового строительного материала, который, по их словам, может существенно сократить выбросы парниковых газов (ПГ) в строительном секторе, сократить количество отходов, загрязнение и затраты, связанные со строительством, а также создать более физически, психологически и эстетически здоровую застроенную среду.
Этот материал известен как древесина.
Деревья использовались для строительства зданий с доисторических времен, но особенно после таких бедствий, как Великий чикагский пожар 1871 года, древесина стала считаться небезопасной и нестабильной по сравнению с двумя материалами, которые с тех пор стали основными в строительной отрасли во всем мире: бетоном. и сталь.
Однако новый способ использования дерева снова привлек внимание к этому материалу. Ажиотаж сосредоточен на конструкционной древесине или, как ее чаще называют, «массовой древесине» (сокращение от «массивная древесина»). В двух словах, это включает в себя склеивание кусков мягкой древесины — обычно хвойных, таких как сосна, ель или пихта, но иногда и лиственных пород, таких как береза, ясень и бук — вместе, чтобы сформировать более крупные куски.
Да, самое модное в архитектуре этого века — «дерево, но как лего».
Массивная древесина — это общий термин, который охватывает продукты различных размеров и функций, такие как клееный (клееный) брус, клееный брус (LVL), клееный брус с гвоздями (NLT) и клееный брус с дюбелями (DLT). Но наиболее распространенной и наиболее знакомой формой массивного бруса, которая открыла самые новые архитектурные возможности, является кросс-клееный брус (CLT).
Arch Daily
Для создания CLT деревянные доски, которые были обрезаны и высушены в печи, наклеиваются друг на друга слоями крест-накрест, при этом волокна каждого слоя обращены к волокнам соседнего слоя. Складывая доски вместе таким образом, можно создавать большие плиты толщиной до фута и размером до 18 футов в длину и 98 футов в ширину, хотя в среднем это что-то вроде 10 на 40. (На данный момент размер плит ограничен не столько производственными ограничениями, сколько ограничениями при транспортировке.)
Деревянные плиты такого размера могут сравниться или даже превзойти характеристики бетона и стали. CLT можно использовать для изготовления полов, стен, потолков — целых зданий. Самая высокая в мире массивная деревянная конструкция высотой 18 этажей и высотой более 280 футов была недавно построена в Норвегии. для Чикаго предлагается построить 80-этажную деревянную башню.
Я разговаривал со многими людьми, которые в восторге от массивной древесины как из-за ее архитектурных качеств, так и из-за ее потенциала в деле обезуглероживания строительного сектора, и некоторые из них высказали важные предостережения. Мы рассмотрим все преимущества и предостережения через мгновение. Но сначала давайте быстро пробежимся по истории массивной древесины и покажем, где она находится в настоящее время.
The Haut, самое высокое деревянное жилое здание в Нидерландах. Аруп
Массовая древесина (наконец-то) приходит в Америку
CLT впервые был разработан в начале 1990-х годов в Австрии, где чрезвычайно распространено лесное хозяйство хвойных пород. Его отстаивал исследователь Герхард Шикхофер, который все еще активен и в прошлом году получил престижную премию в области лесного хозяйства за свою работу по стандартизации и обеспечению поддержки нового материала населением.
В Австрии и Европе в целом, где он распространился в 2000-х годах, CLT был разработан для использования в жилищном строительстве. Европейцам не нравится хлипкая деревянная каркасная конструкция, используемая во многих домах в США; они предпочитают более твердые материалы, такие как бетон или кирпич. CLT должен был сделать жилищное строительство более экологичным.
Но в США CLT не может (пока) конкурировать с каркасной конструкцией, которая дешева и широко распространена. Только когда североамериканским архитекторам пришла в голову идея использовать CLT в больших зданиях в качестве замены бетона и стали, он начал появляться в Северной Америке в 2010-х годах.
В 2015 году CLT был включен в Международный строительный кодекс (IBC), который юрисдикции США принимают по умолчанию. Был принят ряд новых изменений, которые позволят создавать массивные деревянные конструкции высотой до 18 этажей, и ожидается, что они будут формализованы в новейшем кодексе IBC в 2021 году9. 0003
Некоторые юрисдикции в США активно поддерживают массовую лесоразработку, в том числе Вашингтон и Орегон (которые заблаговременно приняли новые изменения в IBC; Орегон включил CLT в качестве «альтернативного метода в масштабах штата» в 2018 году).
Кондоминиумы Carbon 12 в Портленде, штат Орегон. Хочу. Углерод 12
Тихоокеанский Северо-Запад, по понятным причинам, взволнован возможным переходом на деревянные строительные материалы, поскольку здесь много лесов и простаивают лесопилки.
«Заготовка древесины на [тихоокеанском северо-западе] значительно снизилась в результате слабого внутреннего спроса во время жилищного кризиса, который оказал разрушительное воздействие на лесную промышленность», — сообщается в недавнем исследовании выбросов CLT в течение жизненного цикла. «В штате Вашингтон объем производства пиломатериалов сократился на 17% в период с 2014 по 2016 год, и по сравнению с тем, что было 10 лет назад, лесопилки (крупнейший сектор по потреблению древесины) произвели на треть меньше досок».
В национальном масштабе леса настолько переполнены, что Департамент лесного хозяйства выделяет 9 долларовмиллионов в виде грантов на новые идеи по использованию древесины. Многие местные сообщества приветствовали бы новый спрос.
В то время как CLT продолжает бурно развиваться в Европе и ускоряется в Канаде, в США ему по-прежнему мешают анахроничные и чрезмерно предписывающие строительные нормы, ограниченное внутреннее предложение и мелко-консервативное мышление строительных профессий.
Что касается поставок, Vaagen Brothers, известная лесопилка в Вашингтоне, уже выделила вторую компанию, ориентированную на CLT; Ожидается, что другие заводы последуют их примеру. Компания под названием Katerra недавно открыла крупнейший завод по производству CLT в Северной Америке в Спокане, штат Вашингтон, и законодатели штата готовы отпраздновать это событие. Это может помочь массовому производству древесины в регионе.
Наш штат лидирует во многих отношениях, и теперь Вашингтон будет лидировать в стране по производству кросс-клееной древесины для зданий с новым предприятием @katerrainc в Спокане. https://t.co/iMmOtcIMzb
— Губернатор Джей Инсли (@GovInslee) 20 сентября 2019 г.
На данный момент в США существует ряд ярких разовых проектов CLT: инновационный центр Catalyst в Спокане, офисное здание T3 в Миннеаполисе, кондоминиумы Carbon 12 в Портленде, штат Орегон, начальная школа Франклина в Западной Вирджинии, и более. Но поскольку они одноразовые, они требуют много дополнительной работы по тестированию, проектированию и получению разрешений. И не хватает как подходящих материалов, так и знакомых с ними подрядчиков и строителей. «Это незрелая отрасль», — говорит архитектор Майкл Грин, чей основополагающий доклад TED Talk 2013 года, посвященный массовой древесине, помог пробудить интерес к США. (Примечание: Katerra недавно приобрела Michael Green Architecture.)
Тем не менее, растущий энтузиазм строителей и защитников, кажется, подрывает сопротивление. Почему они так настроены?
Преимущества массивной древесины
1. Она хорошо противостоит огню
Особенно в США люди ассоциируют дерево в зданиях с каркасной конструкцией, 2X4 и фанеру, которые легко воспламеняются AF. Не помогает и то, что средства массовой информации в последнее время пестрят изображениями каркасных домов и кварталов, горящих в Калифорнии. Это первый вопрос каждого о массивной древесине: а как насчет огня?
Дело в том, что большие, твердые, сжатые массивы дерева на самом деле очень трудно воспламенить. (Некоторое время поднесите спичку к большому бревну.) В случае пожара внешний слой массивной древесины будет предсказуемым образом обугливаться, что эффективно самозатухает и защищает внутреннюю часть, позволяя ему сохранять структурную целостность в течение длительного времени. несколько часов даже при сильном огне.
Отчеты об огневых испытаниях CLT поступили от Лесной службы США, Международного совета по нормам и правилам и Исследовательского фонда противопожарной защиты. (Лесная служба также провела обширные взрывные испытания CLT, которые она прошла с честью, открыв дверь для его использования на военных объектах.) Суть в том, что все строительные материалы должны соответствовать нормам, а CLT соответствует нормам пожарной безопасности. безопасность.
Интересное дополнение: большинство людей не понимают, что «сталь ужасна в огне», — говорит Грин. «Как только он достигает температуры текучести, он становится крайне непредсказуемым, и дело сделано. Ваше здание должно быть снесено». Когда Грин использует сталь, он часто окружает ее CLT, чтобы защитить в случае пожара.
2. Сокращает выбросы углерода
Примерно 11 процентов глобальных выбросов парниковых газов приходится на строительные материалы и конструкции; еще 28 процентов приходятся на строительные работы, которые в основном связаны с энергией. Поскольку в ближайшие годы энергия станет чище, материалы и конструкции будут представлять собой растущую долю углеродного воздействия зданий. Это то, что массовая древесина стремится уменьшить.
Определение влияния массивной древесины на выбросы углерода в течение всего жизненного цикла — непростая задача. Необходимо учитывать не менее трех углеродных эффектов.
Во-первых, некоторые выбросы парниковых газов высвобождаются в цепочке поставок, начиная с лесного хозяйства. При лесозаготовках почвенный углерод нарушается и высвобождается, образуются растительные и древесные отходы, которые в конечном итоге гниют и выделяют углерод, а выбросы производятся транспортными средствами и оборудованием, необходимыми для рубки древесины, транспортировки ее на лесопилку и обработки. Примечательно, что в большинстве традиционных анализов жизненного цикла древесина считается нейтральной с точки зрения выбросов углерода, если предположить, что она поступает из устойчиво управляемых лесов; как мы увидим позже, это не всегда безопасное предположение.
Во-вторых, некоторое количество углерода содержится в самой древесине, где он хранится в зданиях, которые могут простоять от 50 до сотен лет. Хотя точное количество будет зависеть от породы деревьев, методов ведения лесного хозяйства, транспортных расходов и ряда других факторов, Грин говорит, что хорошее эмпирическое правило (подтвержденное этим исследованием) заключается в том, что один кубический метр древесины CLT секвестрирует примерно одну тонну (1,1 тонн США) CO2.
(Опять же, как мы увидим позже, это зависит от некоторых предположений о лесном хозяйстве.)
Это важно. Шаттерсток
В-третьих, и это наиболее важно, замена массивной древесины на бетон и сталь позволяет избежать углерода, содержащегося в этих материалах, что является существенным. На производство цемента и бетона приходится около 8 процентов глобальных выбросов парниковых газов, больше, чем в любой другой стране, кроме США и Китая. На глобальную металлургическую промышленность приходится еще 5 процентов. Для производства тонны бетона выбрасывается примерно полтонны CO2; При производстве тонны стали выбрасывается 2 тонны CO2. Все эти воплощенные выбросы исключены при замене CLT.
То, как именно уравновешиваются эти три углеродных эффекта, будет зависеть от отдельных случаев, но исследования показывают, что для всех лесов, кроме самых плохо управляемых, общим результатом использования CLT вместо бетона и стали будет сокращение выбросов парниковых газов. Исследование 2014 года, опубликованное в Журнале устойчивого лесоводства, глубоко рассмотрело вопрос о углеродных последствиях крупномасштабной замены древесных материалов альтернативами и пришло к выводу: «В глобальном масштабе как устойчиво заготавливается достаточно дополнительной древесины, так и требуется достаточное количество инфраструктуры зданий и мостов. будет построен для сокращения годовых выбросов CO2 на 14–31% и потребления ТФ на 12–19%%, если бы часть этой инфраструктуры была сделана из дерева». По его словам, самое большое сокращение выбросов CO2 произошло из-за «избегания избыточной энергии [ископаемого топлива], используемой для изготовления стальных и бетонных конструкций».
Совсем недавно группа ученых из Вашингтонского университета предприняла попытку провести полный анализ жизненного цикла «от супа до орехов», сравнив «гибридное среднеэтажное коммерческое здание из клееного бруса (CLT)» с «железобетонным зданием с аналогичным функциональные характеристики». После подсчета всех многочисленных факторов они пришли к выводу, что здание CLT представляет собой «снижение потенциала глобального потепления на 26,5%».
Вероятно, это достойная эмпирическая оценка, хотя, опять же, это число может измениться в любом направлении в зависимости от лучших или худших методов лесоводства, транспортировки, измельчения, строительства и утилизации.
3. Это позволяет строить здания быстрее, с меньшими трудозатратами и меньшим количеством отходов
Вместо того, чтобы заказывать материалы в больших количествах, резать по размеру на месте и собирать, как при обычном строительстве, большая часть труда а изготовление зданий CLT осуществляется на заводе, часто с использованием станков с числовым программным управлением (ЧПУ), позволяющих выполнять точные разрезы.
Если архитекторы и дизайнеры предоставили подробные планы, завод может изготовить, например, CLT-стену точно по спецификациям, с дверными и оконными проемами в нужных местах и местами для сантехники и электрики. Это практически исключает отходы материалов — нет необходимости выбрасывать дверные и оконные проемы, потому что древесина туда никогда не клалась. При изготовлении с компьютерным управлением древесина размещается только там, где это необходимо.
Поскольку эти сборные элементы могут быть собраны по нескольку штук за раз, последовательно, с относительно небольшими трудозатратами, их можно доставлять на строительную площадку точно в срок, избегая больших складских запасов на стройплощадке и сводя к минимуму нарушение работы сайта. Строительные проекты могут быть втиснуты в узкие, своеобразные городские пространства.
Даже высокие башни можно построить за несколько недель с минимальными трудозатратами. По данным деревообрабатывающей промышленности хвойных пород, «здания из массивной древесины строятся примерно на 25% быстрее, чем бетонные, и требуют на 90% меньше строительных работ».
Заводское производство «создаст высокий уровень повторяемости, который устранит отходы и напрасные затраты» обычного строительства, говорит Грин, в конечном итоге делая что-то вроде набора деталей для дома невероятно дешевым.
Действительно, в статье для National Geographic журналист Сол Элбейн пишет о Джоне Кляйне, архитекторе из Массачусетского технологического института, который считает, что «его фирма могла бы предложить многолюдным городам 2020-х ряд стандартных, настраиваемых квартир и офисов средней этажности. здания, в основном сделанные из массивной модульной древесины, которые разработчики могли заказать по спецификациям, как диваны ИКЕА».
Сейчас, по словам Кляйн, «каждое здание — это прототип», спроектированный и построенный один раз. Массовая древесина поможет изменить это.
4. Это фантастика при землетрясениях
Стойкость массивной древесины к землетрясениям многократно проверена (и проверена, и проверена) и оказалась исключительно хорошей.
В то время как бетон просто трескается во время землетрясений, а это означает, что бетонные здания должны быть снесены и заменены, деревянные здания можно ремонтировать после землетрясений.
Массивная древесина также легче и может быть построена на городских землях, например. браунфилды, не подходящие для тяжелого бетонного строительства.
5. Это эстетически и даже духовно привлекательно
Дерево часто остается открытым в массивных деревянных зданиях — его не нужно оборачивать или укреплять, чтобы соответствовать нормам — и нет ничего более красивого, чем большие пространства открытая древесина. Это привлекательно на первобытном уровне, связь с природой. По словам Грина, дерево — это «отпечаток пальца природы в зданиях», и оно обладает глубоко успокаивающим эффектом.
Архитектор Сьюзан Джонс из Atelierjones LLC руководила строительством одного из первых односемейных жилых домов CLT — ее дома, построенного в Сиэтле в течение пяти лет и построенного в соответствии со стандартами сверхэффективного пассивного дома. (Это было опубликовано в журнале Dwell Magazine.) «Нам нравится там жить», — говорит она. Интерьер полностью обшит деревом, а «акустика невероятно богатая, звук красивый, в воздухе все еще чувствуется легкий запах сосны, а то, как он отражает свет, просто волшебно». Джонс говорит, что, учитывая все обстоятельства, строительство ее дома с помощью CLT увеличило общие затраты примерно на 8 процентов.
Внутри дома CLT Сьюзен Джонс. Ателье Джонс
(Посмотрите также этот очень классный дом CLT в Атланте, который вы можете арендовать через Airbnb.)
Массивная древесина также является хорошим естественным изолятором: «Хвойная древесина в целом имеет примерно одну треть теплоизоляционной способности стекловолокна сопоставимой толщины. теплоизоляцией, но примерно в 10 раз больше, чем у бетона и кирпичной кладки, и в 400 раз больше, чем у твердой стали». Это делает его особенно подходящим для окон и дверей.
6. Это может помочь оплатить хорошее управление лесами на общественных землях
Леса на Западе превратились в пороховые бочки, отчасти из-за изменения климата, а отчасти из-за многих лет плохого управления. Они заполнены деревьями, мертвыми или ослабленными от нашествия жука-сосны. Десятилетия чрезмерной противопожарной защиты привели к тому, что они задыхаются от тесно сгруппированных деревьев небольшого диаметра. В последнее время из-за всего этого возгорания «так много топлива, что интенсивность огня стирает все вокруг», — говорит Хилари Франц, уполномоченный по общественным землям в штате Вашингтон. Земля навсегда покрыта шрамами.
Леса на публичных землях остро нуждаются в прореживании, но средств всегда не хватает. Это натолкнуло Франца на мысль: использовать слабые и маленькие деревья, для которых нет другого рынка, для массовой древесины. (Подходят бревна с верхушкой всего 4,5 дюйма.) Достаточно большой рынок массивной древесины обеспечит финансирование для прореживания этих деревьев. В качестве бонуса Франц хочет использовать массовую древесину для строительства недорогого доступного жилья на государственной земле.
7. Это может создать рабочие места в бедствующих сельских районах
Хвойные (в основном сосновые, еловые или пихтовые) леса в США в основном находятся на северо-западе и юго-востоке, и сообщества, которые живут и работают в них, испытывают трудности , особенно после жилищного краха и великой рецессии.
Новый спрос на хвойную древесину может помочь вновь открыть некоторые из закрытых заводов и возродить некоторые из этих сообществ, согласовав их интересы с программой национального возрождения в стиле Нового Зеленого курса.
8. Другого выбора нет
В своем выступлении на TED Грин отмечает, что миллиарды людей во всем мире не имеют жилья — полмиллиона в Северной Америке — и в наступающем столетии им потребуется жилье, в основном в городах. . Если все это городское жилье будет построено из бетона и стали, климат будет испорчен.
«В течение следующих 20 лет будет построено более половины новых зданий, ожидаемых к 2060 году», — сообщает Программа ООН по окружающей среде (ЮНЕП). «Что еще более тревожно, ожидается, что две трети этих дополнений будут происходить в странах, в которых в настоящее время нет обязательных строительных энергетических норм».
Необходимо найти более устойчивую альтернативу. А древесина — единственный материал, который достаточно распространен и возобновляем, чтобы выполнять эту работу. Мы должны выяснить, как заставить его работать. «У нас нет выбора, — сказал мне Грин. «Это единственный вариант».
«Улыбка», общественный павильон из CLT, спроектированный и построенный в Лондоне в 2016 году архитектором Элисон Брукс. Элисон Брукс Архитекторы
Оговорки о массивной древесине
Во всем, что я читал и у всех, с кем я разговаривал о массивной древесине, я не встречал ничего, кроме энтузиазма по поводу ее архитектурных свойств. Единственным исключением может быть коалиция Build With Strength, которая выступала против включения массивной древесины в IBC, характеризуя ее как шаткую, легковоспламеняющуюся и экологически неустойчивую. Но Build With Strength, кхм, спонсируется бетонной промышленностью.
В общем и целом, архитекторы и строители в восторге от массового использования древесины, равно как и лесозаготовительные предприятия и сообщества, политики лесного государства, климатические ястребы, обеспокоенные углеродным воздействием строительства, и городские власти, ищущие способы ускорить обезуглероживание (и выиграть некоторые хороший пиар).
Не все было гладко — несколько CLT-панелей треснули и рухнули во время строительства здания Орегонского государственного университета в марте 2018 года; планы на деревянную башню в Портленде, штат Орегон, провалились, но попутный ветер, стоящий за массивной древесиной, силен. Материал, который можно выращивать в изобилии, создает рабочие места в сельской местности, сокращает строительные отходы и затраты на рабочую силу, а также замедляет рост бетона и стали, кажется беспроигрышным.
Существующие добросовестные оговорки касаются цепочки поставок и бывают двух видов.
Во-первых, защита лесов и надлежащее управление ими являются важной частью борьбы с изменением климата и сохранения пригодного для жизни мира. Нетронутые лесные экосистемы обеспечивают не только секвестрацию углерода, но и экосистемные услуги, среду обитания диких животных, отдых и красоту.
Сплошная вырубка в Орегоне. Шаттерсток
Экологи обеспокоены тем, что леса Северной Америки недостаточно защищены, чтобы выдержать резкий рост спроса. Совет по защите природных ресурсов опубликовал душераздирающий отчет о (систематически занижаемом) объеме выбросов парниковых газов в результате сплошных рубок в бореальных лесах Канады, поскольку нетронутые экосистемы заменяются управляемыми лесными монокультурами. (Подробнее об ущербе, нанесенном бореальным лесам, в этом отчете.) В штате Орегон Уайлд есть аналогичный отчет об устаревших лесных правилах этого штата, одних из самых слабых в стране.
Существует два конкурирующих стандарта сертификации заготовленной древесины: Инициатива по устойчивому лесному хозяйству (SFI), спонсируемая промышленностью, и Лесной попечительский совет (FSC), независимый орган, созданный защитниками окружающей среды. Неудивительно, что стандарты FSC значительно более строги в отношении сплошных рубок, использования пестицидов и многого другого. Хотя у SFI есть свои защитники и недавно были проведены реформы, защитники окружающей среды по-прежнему не впечатлены, и несколько архитекторов и строителей, с которыми я разговаривал, решительно предпочли древесину FSC. (Джонс сказала, что она предлагает это клиентам, но это добавляет 10-процентную надбавку, поэтому они не всегда идут на это.)
Во-вторых, некоторые защитники окружающей среды обеспокоены тем, что преимущества дерева как строительного материала в отношении секвестрации переоцениваются.
Международный институт устойчивого развития опубликовал в прошлом году отчет, в котором рассматриваются пробелы и недостатки в анализе жизненного цикла применительно к строительным материалам, в частности дереву. Они обнаружили, что «существующие ОЖЦ дают сильно различающиеся результаты даже для аналогичных зданий», что существует большая региональная вариабельность характеристик зданий и, что особенно важно, что ОЖЦ имеет тенденцию преувеличивать важность «воплощенного углерода» в древесине, игнорируя или игнорируя его. недооценка выбросов на других этапах жизненного цикла.
В частности, говорится в нем, наиболее неопределенные части большинства LCA связаны с углеродом, поглощенным в древесине , и углеродом, высвобождаемым в конце срока службы — двумя вопросами, имеющими центральное значение для массовой древесины.
Многочисленные экологические группы, возглавляемые Sierra Club, в 2018 году подписали открытое письмо официальным лицам штата Калифорния, призывая к осторожности в отношении массивной древесины. Примечательно, что они не выступали против этого прямо. Они утверждали, что благодаря нынешним методам ведения лесного хозяйства его климатические преимущества преувеличены. «CLT не может быть климатически оптимизированным, если он не основан на климатически оптимизированном лесном хозяйстве», — сказали они.
В письме приводится краткий перечень принципов, которыми следует руководствоваться при ведении климатически оптимизированного лесного хозяйства, в том числе: «Вырубка оставшихся в мире спелых и первобытных лесов, а также бездорожных/неосвоенных и других малонарушенных лесных ландшафтов должна быть прекращена». И еще: «Лесные насаждения не должны создаваться за счет естественных лесов».
Хотя это и не идеально, они пришли к выводу, что «сертификация FSC частных лесных угодий может способствовать прогрессу в правильном направлении».
«Нет никаких сомнений в том, что [FSC] является золотым стандартом, — говорит Джонс, — но все же лучше, чем ничего не делать».
Как разработать систему учета, стимулирующую климатически оптимизированное лесное хозяйство? Критическая проблема движется вперед… https://t.co/KfJauQXXyQ pic.twitter.com/SxutoNBtxL
— Глен Питерс (@Peters_Glen) 20 июня 2017 г.
Массовая древесина должна сочетаться с устойчивым лесным хозяйством
Какой вывод мы должны сделать из всего этого?
Существует много способов уменьшить воздействие строительного сектора на окружающую среду и климат, некоторые из которых, возможно, более важны, по крайней мере, на данный момент, чем воплощенный углерод материалов. К ним относятся плотная городская застройка и мультимодальные перевозки, более устойчивые цепочки поставок и методы строительства, электрификация систем отопления и охлаждения и повышение эффективности зданий (эффективная циркуляция тепла, света и воздуха).
Но тем не менее, математика ясна: будет катастрофой, если мы попытаемся разместить растущее урбанизированное население 21-го века в зданиях из бетона и стали, точно так же, как это будет катастрофой, если мы попытаемся сделать это с помощью энергии. генерируются из ископаемого топлива.
Массивная древесина кажется единственной жизнеспособной альтернативой. И это круто! Он сокращает отходы и затраты, открывает возможность массового производства недорогого жилья на заводах и вызывает интерес и творческий подход в строительном сообществе. «Это так весело!» говорит Джонс.
T3 Bayside в Торонто — после завершения строительства в 2021 году это будет самая высокая деревянная офисная башня в Северной Америке. 3XN
Как бы это ни было круто, но также было бы катастрофой, если бы поворот к массовой древесине привел к дальнейшей потере спелых лесов и усилению сплошных рубок. Воздействие неустойчивого лесного хозяйства может свести на нет остальные преимущества.
На мой взгляд, все моральные, экономические и стратегические аргументы указывают на одно и то же: Массовая древесина заслуживает похвалы и поддержки, но она всегда и везде должна идти рука об руку с новым акцентом на экологически безопасное лесное хозяйство. По крайней мере, все, кто выступает за массовую древесину или участвует в ней, должны настаивать на том, чтобы стандарты сертификации FSC стали нормативным, а не добровольным потолком.
Дерева достаточно; По оценкам Грина, 20 североамериканским лесам требуется около 13 минут, чтобы в совокупности вырастить достаточно древесины для 20-этажного здания. Но если мы хотим, чтобы леса делали для нас больше, обеспечивали все наши квартиры, офисы и дома, мы должны заботиться о них, чтобы они могли сделать то же самое для будущих поколений.
Дополнительная литература
Некоторые подробные ресурсы для людей, которые хотят получить доступ к массовой древесине:
Промышленная группа Think Wood имеет справочник CLT, который охватывает «производство, проектирование конструкций, соединения, противопожарные и экологические характеристики, а также подъем и перемещение элементов CLT». Он также предлагает множество страниц по конкретным темам массового таймера, таким как CLT.
Фирма Fast+Epp, занимающаяся проектированием строительных конструкций, выпустила «Руководство разработчика по массивной древесине», «краткий обзор различных типов массивной древесины, примеры недавних башен из массивной древесины, маркетинговые возможности, а также преимущества и риски строительства».
В журнале Canadian Architect есть чрезвычайно подробный учебник по массивной древесине с точки зрения проектирования конструкций.
Виды сварочных масок для бытового и профессионального использования
Критерии выбора сварочной маски
Наш топ брендов и моделей сварочных масок
Сварочная маска — необходимое средство защиты. Во время любой сварки нужно соблюдать элементарные правила безопасности, чтобы не допустить ожогов и травм от опасного светового излучения. Маски защищают лицо и глаза от видимых световых, невидимых инфракрасных и ультрафиолетовых лучей, летящих искр и окалины. Их используют при сварке ММА, MIG и TIG.
Модели различаются по характеристикам и функционалу. Мы расскажем, какие сварочные маски лучше и почему, как сделать выбор в соответствии с условиями работы и личными требованиями так, чтобы обеспечить безопасность и комфорт при работе.
Виды сварочных масок для бытового и профессионального использования
По конструктивным особенностям и возможностям все защитные маски можно разделить на две группы:
С пассивным или обычным светофильтром. Это модели с фиксированным затемнением стекла. Они недорогие, но служат не один год, и актуальны для сварки в бытовых целях — дома, на даче, в личном гараже. Степень затемнения подбирают индивидуально, исходя из условий работы: способа сварки и силы сварочного тока. Пассивный светофильтр рассчитан только на защиту при горении дуги и не позволяет оценить место сварки после окончания работы. Поэтому маску надо поднимать после каждого цикла, чтобы осмотреть шов и убрать шлак. Это снижает производительность, но не принципиально при бытовой сварке.
С активным или автоматическим светофильтром. Это маски-«хамелеоны» со ступенчатой или плавной регулировкой затемнения. Они оснащены датчиками, реагирующими на увеличения яркости от электрической дуги. Степеней затемнения несколько, поэтому маски подходят для большинства режимов сварки и профессионального использования. Чем сильнее разгорается дуга, тем выше степень затемнения. Фильтр прозрачен до начала сварки и автоматически становится прозрачным после её окончания, поэтому не мешает осматривать край заготовки, шов и удалять окалину — маску не нужно постоянно надевать и снимать в процессе работы.
Критерии выбора сварочной маски
Чтобы подобрать для себя лучшую сварочную маску, обращайте внимание на главные характеристики.
Тип светофильтра и степень затемнения
Для бытовых задач можно выбрать маску с обычным светофильтром, для профессионального использования — с автоматически затемняющимся. Она обеспечит хорошую видимость во всех режимах работы, удобна при сварке в ограниченном пространстве, где невозможны постоянные подъемы-опускания маски, и повышает производительность.
Степень затемнения подбирайте по силе сварочного тока, на котором планируете работать. Маркировка по международным стандартам: DIN или EN (=DIN), по российским — С. Чем больше DIN (EN) или С, тем темнее стекло.
Сориентироваться поможет таблица
Сварочный ток/DIN
Методы сварки
ММА
MIG черные металлы
MIG легкие сплавы
MAG (в углекислоте)
TIG
15
9
30
9
10
9
10
40
9
10
9
10
60
10
80
10
11
100
11
10
11
125
11
12
150
11
12
175
11
200
12
13
225
12
13
250
12
12
300
12
13
14
13
350
13
14
400
13
14
450
13
14
500
14
15
Размер и форма смотрового окна
Чем больше размер экрана, тем лучше обзор во время работы. В зависимости от модели сварочные маски могут иметь классическое смотровое окно или экран изогнутой формы, а также боковые стекла с затемнением. Такая конструкция улучшает периферийный обзор — вы лучше видите во всех направлениях и контролируете ситуацию в процессе сварки, что важно для безопасности и удобства.
Габариты, вес маски и исполнение оголовья
Чем легче маска, тем меньше нагрузка на шею и давление на голову. Это позволяет долго работать без чувства усталости. Ремни оголовья должны регулироваться так, чтобы вы могли подогнать маску точно по форме и окружности головы. Есть модели с возможностью регулировки угла между лицом и маской.
Наш топ брендов и моделей сварочных масок
Мы составили свой рейтинг лучших сварочных масок «хамелеон» и с обычным стеклом по характеристикам и отзывам на модели.
Сварочные маски с простым светофильтром
Маска СВОНА — бюджетная модель для дома и дачи. Она удобно сидит на голове, благодаря регулируемому креплению, и фиксируется в рабочем и приподнятом состоянии. Степень затемнения С-4 или DIN 9-10. Этого достаточно для сварки на бытовых инверторах.
Недорогая маска РОСОМЗ RZ10 FavoriT подходит для гаража, мастерской и профессиональной сварки. Малый вес и продуманное крепление обеспечивают комфорт и позволяют дольше работать без усталости. Можно поставить светофильтр со степенью затемнения DIN 9-14 возможность выполнять сварку практически на любых токах.
Сварочная маска EVERMATIC от известного финского бренда — легкая сбалансированная модель с откидным защитным стеклом на пружинном механизме. Она надежна, удобна для сварки и шлифовки. Светофильтр заменяемый. Степень затемнения DIN 10 подходит для ММА и TIG на небольших сварочных токах.
Маски-«хамелеоны»
Маски с автоматическим светофильтром можно условно разделить на три группы по цене.
Из бюджетных моделей рекомендуем FoxWeld VARTEG V 3500. Это легкая маска с креплениями, регулируемыми по высоте и диаметру. Пять положений фиксации позволяют найти самое удобное для конкретной работы. Степень затемнения DIN 9-13 позволяет использовать маску для бытовых и полупрофессиональных задач.
К хорошим моделям из средней ценовой категории можно отнести маски Сварог SMART-3 с откидным экраном и Сварог PRO В10 повышенной прочности. Маски оснащены светофильтром с DIN 9-13 и натуральной цветопередачей TRUE COLOR. Она облегчает работу — вы можете точно оценивать процесс и результат сварки.
Из моделей премиум сегмента внимания достойна маска Кедр К-704 PRO с временем срабатывания 0,00003 с. Она обеспечивает хороший обзор, имеет шесть регулировок затемнения и режим шлифовки. Диапазон DIN 8/9-13 позволяет работать на разных сварочных токах.
Маска-«хамелеон» ESAB SAVAGE А40 от шведского бренда универсальна и подходит для всех видов сварки. В модели использована технология естественной цветопередачи TRUE COLOR для точной оценки зоны сварки. Режим шлифовки, DIN 9-13, регулировка чувствительности помогают настраивать маску под конкретные задачи.
Ещё одну модель от ESAB Sentinel A50 можно отнести к люкс классу. У неё комфортное оголовье, позволяющее выбирать одно из пяти положений, и мягкий кожух для защиты лица. Увеличенный размер визора обеспечивает лучший обзор. Диапазон DIN 5-8/9-13, сенсорная регулировка затемнения, восемь настроек памяти делают работу удобной при любой сварке.
какую выбрать, рейтинг лучших, для дома, стекло для щитка – Расходники и комплектующие на Svarka.guru
Современный тип индивидуальной защиты считается наиболее эффективным средством, потому что высвобождает руки исполнителя и не требует снятия при выполнении дополнительных работ: зачистку шва, обработку металлических деталей при помощи болгарки и т. п. Стекло маски затемняется за доли секунды до возбуждения сварочной дуги и становится прозрачным после остывания металла.
На внутреннем рынке России представлен широкий ассортимент импортных и отечественных образцов, а чтобы пользователь смог выбрать оптимальный вариант — предоставляем сварочные маски хамелеон топ 10.
Содержание
1 Критерий выбора
2 Какой фирме отдать предпочтение?
2.1 3М
2.2 Сварог
2.3 Ресанта
2.4 Fubag Ultima
2.5 Brima
2.6 Quattro Elementi
3 Рейтинг лучших изделий
3.1 Бюджетный вариант
3.1.1 Интерскол МС-400
3.1.2 Fubag Optima 4-13 Visor
3.1.3 Foxweld Корунд 5895
3.2 Профессиональные
3.2.1 3M Speedglas 9100XX
3.2.2 Fubag Optima 9-13
3.2.3 Fubag ULTIMA 5-13 Panoramic
3.3 Автоматические маски-хамелеоны
3.3.1 Ресанта МС-4
3.3.2 Fubag Ultima 11
3.4 С ручной регулировкой
3.4.1 Fubag Ultima 5-13 Panoramic Black
3.4.2 ESAB Sentinel A50
3.5 Щиток для сварщика
3.5.1 Зубр Мастер 11072
4 Выбираем вариант
5 Выводы
Критерий выбора
Чтобы подобрать для себя оптимальный вариант, нужно знать нюансы:
Надежность защиты глаз — это степень затемнения экрана маски, который выражается в DIN и изменяется в пределах 3—15 единиц.
Режим дополнительных работ — затемнение после остывания металла удаляется, стекло для щитка становится прозрачным, что позволяет продолжать работу, не снимая маску.
Эффективность и качество защиты сетчатки глаз зависит от скорости срабатывания светофильтров, которая считается оптимальной при величине 0,1 с. Некоторые китайские специалисты занижают этот параметр, поэтому надо ориентироваться на средние величины.
Сварщики часто работают в плохо проветриваемых помещениях, поэтому стоит выбрать маску с принудительной вентиляцией, чтобы не дышать ядовитыми парами расплавленного метала и дымом от горения покрытия электродов.
Масса шлема или маски играет большую роль — при правильной регулировке оголовья изделие не давит на голову исполнителя. Легкие же модели из полимеров не смогут защитить сварщика от механического воздействия упавшей детали или подручного инструмента.
Чтобы выяснить, какая марка шлема лучше выполнит защитные функции, надо ознакомиться с рейтингом сварочных масок, который будет представлен в отдельном разделе этой статьи.
Какой фирме отдать предпочтение?
Какая же маска для сварки лучше — решать исполнителям, а мы представляем список наиболее надежных вариантов от разных фирм:
3М
Эта компания обладает большим опытом в производстве защитных масок для сварочных работ — особой популярностью пользуется модельный ряд под названием Speedglas, где представлен широкий ассортимент масок, щитков, светофильтров и защитных пластин.
Сварог
Впервые бренд под этим названием появился в России в 2007 году, кроме оборудования для сварочных работ компания выпускает защитные маски, которые изготавливаются из особой прочности пластика. Такая индивидуальная защита способна противостоять высоким температурам и защищает сварщика от возможных травм.
Ресанта
Оборудование этой компании — это эталон соотношения качества и оптимальной цены, по данным исследований компании MegaResearch сварочная продукция Resanta с 2014 года лидирует на внутреннем рынке России.
Fubag Ultima
Производитель из Германии поставляет надежные маски, обеспечивающие защиту от светового излучения и воздействия температур, в комплекте идут запасные светофильтры.
Brima
Немецкая компания имеет более чем полувековой опыт по производству сварочного оборудования, с начала 90-х годов прошлого века она поставляет продукцию в Россию. Сервисные центры компании сегодня располагаются практически в любом крупном городе РФ.
Quattro Elementi
Пользователи ещё мало знакомы с компанией из Италии, которая поставляет не только сварочное оборудование, но и комплектующие к нему. Защитные приспособления для сварщиков поставляются в широком ассортименте: от классического вида щитков до профессиональных масок, типа Хамелеон.
Рейтинг лучших изделий
На практике сегодня маски хамелеон вытесняют простые щитки с затемненным стеклом — устаревшим вариантом пользуются только на открытых площадках в зимний период, т. к. светофильтры не пригодны для работы в условиях низких температур. Ниже представлен рейтинг лучших масок сварщика по категориям.
Бюджетный вариант
Аналогичные разработки наиболее подходят для мастеров из гаражного кооператива и домашних умельцев, потому что имеют доступные цены.
Интерскол МС-400
Маска используется при ручной и полуавтоматической сварке, скорость срабатывания светофильтра 0,06 с. Светофильтры питаются от батарейки и фотоэлемента, поэтому обеспечивается срабатывание на 100%. Дополнительные функции: защита от брызг и механического воздействия, режим шлифования, Имеется возможность установить дополнительное стекло для эффективной защиты.
Преимущества:
светофильтры имеют комбинированное питание;
уникально быстрое срабатывание затемнения;
имеются регулировки;
доступная стоимость.
Недостатки:
небольшой размер смотрового окна.
Fubag Optima 4-13 Visor
Лидер среди аналогичной защиты для сварщиков, в этой маске сочетаются функциональность и высокое качество, а также доступная ценовая политика. Занимает вторую позицию, т. к. нет защиты от брызг, но зато скорость срабатывания выше — 0,04 с, а плотность затемнения регулируется в диапазоне 4—13 DIN. Изделие имеет 4 датчика и функцию самостоятельного тестирования светофильтров.
Достоинства:
широкий обзор;
качество сборки;
быстрое затемнение;
самотестирование светофильтров.
Недоработки:
регулировка расположена внутри маски.
Foxweld Корунд 5895
Эта маска легче всех вариантов — ее вес всего 370 г, пределы затемнения 9—13 DIN. Занимает третье место, потому что производитель не позаботился о широкой комплектации изделия, ограничившись минимумом. Заявленная скорость срабатывания светофильтров 0,1 с, но происходит скачками, питание от встроенного аккумулятора и солнечной батареи.
Плюсы:
небольшая масса;
комбинированное питание светофильтра;
низкая стоимость.
Минусы:
регулировка скачками;
нет полезных опций.
Профессиональные
Не секрет, что сварщик иногда работает в маске в течение всей смены, снимая ее только во время перекуров или непродолжительного перерыва, поэтому эффективность защиты и комфортное использование имеют первостепенное значение, а стоимость — это уже второй план.
3M Speedglas 9100XX
Именно эта маска создана с учетом комфорта ношения, т. к. оголовье имеет удобные и мягкие крепления. Скорость затемнения 0,1 с, световая индикация режимов. Светофильтры удобно менять, предусмотрена установка защитного стекла и диоптрических линз. Изделие применимо не только при дуговой сварке, но и для проведения газосварочных работ. Вес конструкции 450 г, поэтому она не давит на голову исполнителя, для питания используется съемная батарея.
Достоинства:
много функций;
компактность и легкий вес;
комфортные ощущения при использовании.
Недостатки не выявлены.
Fubag Optima 9-13
Хоть маска по стоимости относится к бюджетному варианту, но пользуется высоким спросом у пользователей, т. к. производители снабдили изделие следующими техническими параметрами: высокая скорость затемнения — 0,03 с; комбинированное питание — встроенный аккумулятор плюс солнечная батарейка; ударопрочные материалы. Уступает лидирующее положение за счет малого обзора и немногим большего веса, но регулировка расположена на внешней стороне маски.
Преимущества:
быстрое затемнение;
ударопрочные материалы;
внешняя регулировка;
низкая стоимость.
Недоработки:
функциональные возможности минимальные.
Fubag ULTIMA 5-13 Panoramic
Этот вариант имеет более широкий обзор за счет большого смотрового окна и стильный 3D корпус. Маска Panoramic оборудована четырьмя датчиками, которые обеспечивают быстрое затемнение, питают светофильтры два сменных аккумулятора и солнечная батарея. Профессиональные сварщики высоко оценили функциональные возможности и собственную массу (510 г) индивидуальной защиты.
Плюсы:
стильный дизайн корпуса;
комбинированное питание;
быстрое срабатывание светофильтров;
больший угол осмотра.
Минусы:
отдельные регулировки расположены внутри.
Автоматические маски-хамелеоны
Представляем маски сварщика Хамелеон с автоматической регулировкой, а какая лучше — решать исполнителям при эксплуатации на практике.
Ресанта МС-4
Работать в такой маске удобно из-за автоматического затемнения/осветления стекла, т. к. для обработки швов сварщик не снимает маску. Питание идет от солнечной батареи, которую просто заменить при окончании срока годности. Сила затяжки ремня оголовья настраивается индивидуально, малый вес изделия в 400 г, способствует комфортному использованию. Экран позволяет широкий угол обзора, при необходимости производится легкая замена.
Достоинства:
высокая, до 11 DIN, степень затемнения;
большой разброс температуры наружного воздуха -5—+50 °С;
надежность защиты;
автоматическая регулировка затемнения;
в летний зной голова не потеет во время работы.
Недостатки:
пластиковые болты крепления оголовья.
Fubag Ultima 11
Самостоятельный переход от сварки к осветлению светофильтров, работать в маске комфортно и безопасно: срабатывание затемнения за 0,04 с, осветление через 0,35 с. Оголовье регулируется индивидуально и прочно сидит на голове, материал корпуса — прочный пластик, размер окна 100х49 мм обеспечивают нормальный обзор.
Плюсы:
хорошая чувствительность сенсорных датчиков;
подходит для всех видов дуговой сварки;
литиевый аккумулятор и солнечная батарея;
надежная защита от брызг раскаленного металла;
высокий показатель затемнения в 16 DIN.
Минусы:
материал корпуса чувствителен к высоким температурам;
нельзя использовать при лазерной и кислородно-ацетиленовой сварке.
С ручной регулировкой
Fubag Ultima 5-13 Panoramic Black
Бесспорный лидер рейтинга в соотношении качество-стоимость, экран с параметрами 100×93 мм позволяет расширить угол обзора, что облегчает работу исполнителя в сложных вариантах проведения сварочных работ. Пригодна для всех видов дуговой сварки, 4 оптических датчика, плавная регулировка затемнения 5—9 и 9—13 DIN, поэтому исполнитель может выбрать оптимальный вариант.
Преимущества:
оптимальное расстояние от глаз исполнителя до окна;
легко найти запасные стекла;
удобное оголовье;
хороший диапазон регулировки;
ударопрочный материал корпуса.
Недоработки:
вес маски в 0,5 кг ощущается исполнителем;
внешняя регулировка затемнения может привести к случайному отключению, что опасно для глаз.
ESAB Sentinel A50
С виду напоминает шлем космонавтов, но противодействует механическим и химическим воздействиям, материал — прочный нейлон, задняя часть открытая, что благоприятно сказывается на вентиляции. Оголовье регулируется на 5 положений, поэтому снижается нагрузка на шейные позвонки. Маска применяется для сварочных работ с дуговой сваркой, используется и при резке металла плазменным и воздушно-дуговым методом.
Плюсы:
защищает голову и шею;
в комплекте идут сменные линзы 3 шт.;
питание за счет аккумулятора и солнечной батареи, ударопрочный корпус;
сенсорный дисплей;
защита от UV и IR лучей;
дополнительный фильтр для очистки воздуха.
Минусы:
время осветления экрана 0,1—1,0 с.
[stextbox id=’info’]М. И. Бактияров, образование: колледж сварщиков, специальность: сварщик шестого разряда, опыт работы с 2002 года: «Для работы надо выбирать легкую маску с мягким регулируемым оголовьем, чтобы не перегружать шейные позвонки, т. к. во время работы на шею идет сильная нагрузка».[/stextbox]
Щиток для сварщика
Такие изделия отличаются от масок тем, что нет в наличии датчиков реакции на вспышку, а опускание и подъем осуществляется вручную.
Зубр Мастер 11072
Изделие используется для непродолжительных операций, стекло с нерегулируемой степенью затемнения до 11 DIN, оголовье устроено таким образом, что щиток откидывается вверх вручную при выполнении дополнительных работ. Корпус изготовлен из термостойкого прочного пластика, оголовье регулируется, а высота — при помощи реечного механизма с пошаговым действием.
Плюсы:
лучшая стоимость среди представленных вариантов;
надежная защита от брызг и излучения;
регулируется размер оголовья;
малый вес до 04 кг.
Минусы:
малый обзор;
нерегулируемое затемнение.
Выбираем вариант
Покупатели задаются вопросом, какую выбрать маску хамелеон для сварки, домашние мастера останавливают свой взор на бюджетных изделиях или щитках, а для профессиональных сварщиков — только маска хамелеон.
Представляем рекомендации профессиональных сварщиков по выбору защиты:
Для работы на открытых площадках подходит Ресанта МС-4.
Чтобы защитить не только голову, но и шею — приобретайте Fubag Ultima 11.
При выполнении дополнительных работ по зачистке и шлифовке пригодится маска Fubag Ultima 5-13 Panoramic Black.
При работе с неплавящимися электродами используйте изделие ESAB Sentinel A50.
Для газосварочных работ подойдет Интерскол МС-400.
Гаражных умельцев защитит щиток Зубр Мастер 11072.
Сегодня производители предлагают широкий модельный ряд защиты при выполнении сварки, но лучшие из них — представлены в нашем рейтинге.
Выводы
Маска типа хамелеон подбирается для каждого сварщика, здесь выбор зависит от варианта производимых работ, размеров головы и строения шеи. Качество изделия обусловлено высокой ценой, но защита и комфорт использования — это первостепенное значение.
Правильный выбор сварочной маски Рейтинг чистоты — Baker’s Gas & Welding Supplies, Inc.
Делиться:
Ed Cyzewski
Прозрачность стекла шлема сварщика оценивается серией из четырех цифр. Самый чистый шлем получает оценку 1/1/1/1, а шлемы с чуть меньшей прозрачностью получают 1/1/1/2, но является ли наивысшая оценка лучшей для вас? Когда дело доходит до шлемов с автоматическим затемнением более высокого класса, качество затемнения может оказаться особенно важным, поскольку они предназначены для ношения в течение длительного периода времени. Существует множество вариантов линз для сварочных шлемов, и мы надеемся внести некоторую ясность в отношении вашей следующей покупки сварочного шлема, а также некоторые из лучших предложений, доступных на шлемы.
Разбор системы оценок для сварочных масок
Линзы для сварочных масок оцениваются от 1 до 3 по четырем категориям четкости, поэтому совершенно прозрачная линза без искажений оценивается: 1/1/1/1. Сварщики, работающие с идеально прозрачными линзами, сообщают, что они могут видеть сварной шов без искажений и размытия, что повышает комфорт во время работы. Многие из самых продаваемых сварочных масок имеют рейтинг прозрачности 1/1/1/1 или 1/1/1/2.
Нынешняя система оценки прозрачности является европейским стандартом, поскольку в Америке еще не приняты формальные стандарты для шлемов. Четыре варианта оценки измеряют следующее:
Оптическое качество: Измерение степени искажения объектов. Они прозрачные или волнистые?
Рассеивание света: Является ли стекло полностью прозрачным и без дефектов?
Консистенция света: Равномерно ли проходит свет через линзу или есть яркие или темные области?
Зависимость угла от коэффициента пропускания света: Являются ли изображения под углом четкими и соответствуют действительности, или они появляются с растяжками или темными областями?
Четкий обзор в постоянном затемнении во время сварки гарантирует, что сварщики смогут работать дольше с меньшим напряжением и усталостью глаз. Опытные сварщики заметят разницу между вариантами затемнения 1 и 2, а в случае линзы с оценкой 3 сварщики заметят значительную нагрузку на глаза.
Вы когда-нибудь хотели рейтинг четкости 1/1/1/2?
Единственная ситуация, когда многие сварщики предпочли небольшую потерю прозрачности, была в случае с затемнением 3 для шлифовки и других подготовительных работ на сварочной маске с автоматическим затемнением. Прозрачность 1/1/1/1 невозможна с более светлым оттенком 3, что побуждает сварщиков сделать важный выбор.
Производителям приходилось выбирать между сохранением чистоты 1/1/1/1 и снижением только до 4 оттенков или выбором чистоты 1/1/1/2, чтобы включить вариант с 3 оттенками. Поскольку многим сварщикам нравится возможность переключения между оттенками с автоматическим затемнением во время подготовительных работ, существует большой спрос на маски с показателем прозрачности 1/1/1/2.
Узнайте больше о сварочных масках с автоматическим затемнением
Baker’s Gas and сварка предлагает одни из самых конкурентоспособных цен на сварочные маски и защитное снаряжение, предлагая большие скидки на Lincoln Electric Viking, Miller Electric Digital Infinity и ESAB. Сварочные маски Sentinel. Легко добавляйте подходящие оттенки, мошеннические линзы, адаптеры для каски и другие дополнения в корзину перед оформлением заказа.
Магазин сварочных касок в Baker’s Gas and Welding Today
Делиться:
Предыдущая статья
Какой вольфрам следует использовать? Попробуйте комбо-пакет Синего Демона!
10 лучших сварочных масок 2022 года – Автоматическое затемнение
Последнее обновление
Как быстро ваша маска приспосабливается, когда начинают летать искры? Имеет ли ваша маска достаточную изменчивость оттенка, чтобы выдерживать яркие условия на улице, а также более темные условия в помещении? Что с вентиляцией? Не забывайте о размере экрана просмотра! Мы провели все исследования сварочных масок и их лучших характеристик. Просто прочитайте эти обзоры, сравнивающие такие функции, чтобы узнать, какая из этих лучших сварочных масок с автоматическим затемнением подойдет вам.
Краткий обзор победителей 2022 года
Изображение
Продукт
Детали
Лучший в целом
Hobart Impact Автоматическое затемнение
Отличная вариативность оттенка при любом освещении
Очень удобный, с отличной вентиляцией
Автоматическое затемнение за 1/25 000 секунды
ПРОВЕРИТЬ ЦЕНУ
Лучшее значение
Антра Автозатемнение
Доступный
Восемь уровней затемнения
Линза с автоматическим затемнением на солнечных батареях
ПРОВЕРИТЬ ЦЕНУ
Премиум Выбор
Lincoln 3350 Автоматическое затемнение
Идеальная оптическая прозрачность
Самая большая смотровая площадка в классе
Удобная и сбалансированная конструкция
ПРОВЕРИТЬ ЦЕНУ
Автоматическое затемнение 3M Speedglas
Боковые окна с затемнением пятого уровня
Оснащен выпускными отверстиями
Большая площадь обзора
ПРОВЕРИТЬ ЦЕНУ
Esab SENTINEL A50 Автоматическое затемнение
Похож на каски «HALO»
Цветная сенсорная панель управления с подсветкой
ПРОВЕРИТЬ ЦЕНУ
10 лучших сварочных масок (с автоматическим затемнением)
1.
Сварочная маска Hobart Impact с автоматическим затемнением – Лучший результат
Проверить последнюю цену
Когда вы ищете надежную маску со всеми максимальными функциями, трудно превзойти Hobart 77056, наш выбор лучшей сварочной маски в целом. Оснащенный тремя датчиками дуги для управления функцией автоматического затемнения, этот шлем разработан с использованием ведущей в своем классе ЖК-технологии, чтобы ваши глаза были защищены каждый раз, когда дуга начинает мигать. С регулируемыми уровнями затемнения от № 8 до № 13 у вас будут отличные возможности при слабом освещении для любого типа сварки, но в самые яркие дни все равно будет достаточно темно. Прибавьте к этому время реакции в доли секунды, равное 1/25 000 секунды, и легко понять, почему этот шлем возглавляет наш список.
Пока металл нагревается, нужно сохранять хладнокровие. Сверхлегкий дизайн этой маски в сочетании с очень удобным головным убором делает этот шлем приятным в ношении. Вы по-прежнему сможете дышать, а пот не будет капать на линзу во время работы. Хотя это очень удобно, невероятная регулировка головного убора довольно сложна, чтобы подогнать его под вашу голову.
Pros
Прекрасная вариативность оттенка при любом освещении
Очень удобный, с отличной вентиляцией
Автоматическое затемнение за 1/25 000 секунды
Минусы
Головной убор сложно настроить на правильную посадку
2. Сварочный шлем с автоматическим затемнением Antra – лучшее соотношение цены и качества
Проверить последнюю цену
Уже потратили свой бюджет на лучшего сварщика и забыли о шлеме? Не волнуйтесь, если вы ищете качественную защиту при небольшом бюджете, маска Antra Welding с автоматическим затемнением — лучший сварочный шлем за эти деньги. Благодаря солнечной энергии этого шлема вам не придется постоянно беспокоиться об уровне заряда батареи, прежде чем приступить к работе.
Такой легкий вес делает этот шлем более удобным при длительном ношении. Благодаря переменной степени затемнения от 5 до 13 вы будете готовы работать в любых условиях освещения, с любым типом сварки. Кроме того, технология подавления помех работает, чтобы предотвратить ложные срабатывания, вызванные источниками света, отличными от вашей сварки.
Что удерживает эту маску от позиции номер один, так это ее срок службы. Известно, что после нескольких месяцев или нескольких лет хорошего использования у этой маски возникают проблемы, такие как отказы электроники или мигание экрана.
Плюсы
Доступность
Восемь уровней затемнения
Линза с автоматическим затемнением на солнечных батареях
Минусы
Меньший срок службы
3. Сварочная маска Lincoln 3350 с автоматическим затемнением — выбор премиум-класса
Проверить последнюю цену
Lincoln Electric — одно из самых надежных имен в области сварки. Если вам нужна каска, которая обеспечивает душевное спокойствие, зная, что ваши глаза защищены лучшей доступной защитой, то сварочная каска Lincoln Electric 3350 — достойный выбор. Кроме того, линейка шлемов 3350 предлагает самую большую площадь обзора в своем классе — 12,5 квадратных дюймов. Если вам когда-либо было трудно увидеть, что вы свариваете, вы оцените эту замечательную функцию. Благодаря идеальной оптической четкости, предлагаемой этой маской, вы увидите свою работу, как никогда раньше.
Переменная степень затемнения от 5 до 13, скорость переключения линз 1/25 000 секунды, защита ваших глаз в любых условиях. Головной убор X6 обеспечивает комфорт в течение всего дня благодаря сбалансированной конструкции, снижающей давление. Конечно, все эти исключительные функции сопровождаются премиальной ценой, которая недоступна многим любителям DIY, что ставит этот шлем на третье место в нашем списке.
Pros
Идеальная оптическая прозрачность
Самая большая смотровая площадка в классе
Удобная и сбалансированная конструкция
Минусы
Высокая цена не по карману многим любителям
Вам также может понравиться : Лучшие обзоры сварочных шлемов Lincoln
4.
Сварочная маска 3M Speedglas с автоматическим затемнением
Узнать последнюю цену
Сварочная маска 3M Speedglas с площадью обзора 12,11 кв. дюймов имеет одно из самых больших полей зрения. Боковые окна с фильтрами пятого уровня затемнения расширяют поле зрения и обеспечивают одно из самых полных впечатлений от просмотра, доступных внутри сварочной маски. Выхлопные вентиляционные отверстия выталкивают воздух из шлема, сохраняя прохладу благодаря прозрачной линзе. Регулируемая степень затемнения от 5 до 13 дает широкие возможности для сварки при любом освещении.
Этот шлем обладает множеством замечательных функций, но его цена не может быть превзойдена, если только вы не используете эту маску каждый день для профессионального использования. Он также не дотягивает до идеальной четкости, предлагаемой нашим выбором номер три, хотя шлем 3M имеет более высокую цену с хорошим отрывом.
Pros
Боковые окна с затемнением пятого уровня
Оснащен выпускными отверстиями
Большая обзорная площадка
Минусы
Очень дорого
5.
Сварочная маска Esab SENTINEL A50 с автоматическим затемнением
Проверить последнюю цену
Это еще одна сварочная маска премиум-класса по соответствующей цене. Несмотря на то, что он оснащен большой площадью обзора, он не так велик, как третий и четвертый варианты в этом списке, оба из которых схожи по цене. Что отличает эту сварочную маску с автоматическим затемнением, так это ее цветная сенсорная панель управления с подсветкой. Это позволяет вам установить восемь отдельных настроек памяти, которые вы можете легко вызвать в любое время.
Хотя это и не обязательно для работы этого шлема, следует упомянуть, что он чертовски круто выглядит. Если вы являетесь поклонником франшизы «HALO», вам может быть выгодно почувствовать себя Мастером во время распыления искр.
Плюсы
Похожи на каски «HALO»
Цветная сенсорная панель управления с подсветкой
Минусы
Очень высокая цена
Площадь обзора меньше, чем у конкурентов
6.
Сварочный шлем Jackson Safety Bh4 Auto Dark
Проверить последнюю цену
С идеальной оптической прозрачностью вы обязательно сможете увидеть свою работу в деталях с Jackson Safety Bh4. Пластиковый корпус высокой плотности обеспечивает безопасность и защиту. Головной убор легко регулируется, хотя и не так удобен, как аналогичные шлемы. Его вес в два фунта довольно тяжел для ценового диапазона и не будет таким удобным для длительных проектов. Диапазон оттенков варьируется только от 9-13, что делает его менее регулируемым, чем предыдущие предложения в этом списке.
Что еще хуже, этот шлем, как известно, прибывает в DOA, и производитель не предоставляет гарантии для США. По цене характеристики не совсем совпадают.
Pros
Идеальная оптическая прозрачность
Легко регулируемый головной убор
Минусы
Тяжелые
Не так удобно, как у конкурентов
Низкая изменчивость оттенка
7.
Сварочная маска Optrel VegaView 2.5 Auto Dark
Проверить последнюю цену
Когда дело доходит до видимости маски, когда вы не свариваете, Optrel VegaView 2.5 лидирует. К сожалению, это, кажется, единственное место, где это происходит. С уровнем затемнения 2,5 в светлом состоянии вы сможете четко видеть между сварными швами и в режиме шлифовки. Легкий вес этого шлема также означает, что вам будет комфортно в течение долгих часов работы над проектом.
Несмотря на то, что линза в этой маске имеет самый светлый оттенок из доступных, она жертвует темнотой, чтобы получить ее. Предыдущие шлемы в этом списке имели уровень затемнения 13, но этот ограничивается 12. Для сварки с большой силой тока вы можете обнаружить, что этого недостаточно. Высокая цена на эту маску соответствует или превышает цены наших предыдущих вариантов, которые рекомендуются в качестве лучшей альтернативы.
Pros
Самый низкий уровень затемнения 2,5
Легкий
Минусы
Дорогие
Подходит только для уровня затемнения 12
8.
Сварочные маски Miller Digital Elite с автоматическим затемнением
Проверить последнюю цену
Маска серии 281000 от Miller имеет приличный набор функций, но не отличается надежностью. Используемая в нем технология линз Clearlight означает, что вы можете видеть свою работу. Цифровые элементы управления также легко читаются и работают.
Головной убор — первая настоящая проблема. Кажется, что он не возвращается в одно и то же положение каждый раз, когда вы снова надеваете его на голову. Это приводит к постоянной необходимости корректировки, которая может довольно быстро надоесть. Известно, что линза имеет проблемы с определением момента переключения обратно в световое состояние после завершения сварки. Защелка, которая удерживает объектив на месте, также является слабым звеном, обычно ломающимся после нескольких смен объектива.
Плюсы
Отличная видимость
Цифровое управление
Минусы
Головной убор нуждается в постоянной регулировке
Проблемы с надежностью объектива
Фиксатор объектива — слабое звено
9.
Маска сварщика с автоматическим затемнением YESWELDER
Проверить последнюю цену
Эта сварочная маска от YESWELDER предлагается по низкой цене для тех, кто только начинает заниматься сваркой. Благодаря четырем датчикам и очень большому экрану просмотр вашей работы не будет проблемой. Но непостоянство датчиков означает, что вы никогда не узнаете, сколько защиты вы действительно получаете. Утечки света — известная проблема этого бюджетного шлема. Если во время процесса сварки возникают утечки света, в результате могут возникать вспышки дуги, что случалось с этой моделью у некоторых пользователей.
Имеются и другие проблемы с линзами, например, невозможность возврата в светлое состояние после сварки. По цене другие производители предлагают более безопасную и надежную альтернативу.
Плюсы
Низкая цена
Минусы
Известные утечки света
Не обеспечивает адекватной защиты глаз
Несовместимые датчики меняют цвет во время работы
10.
Сварочная маска DEKOPRO с автоматическим затемнением
Проверить последнюю цену
Оснащенный смотровым экраном стандартного размера и вариативностью оттенка в диапазоне от 9 до 13, нижнюю позицию в нашем списке занимает DEKOPRO DX-850E. Он экономичен, что отражено в его минимальном наборе функций. Хотя заявленный диапазон оттенков составляет 9-13, на самом деле он больше похож на 10-11. Эта маска, кажется, не обеспечивает достаточной изменчивости оттенка, чтобы сделать любые условия освещения благоприятными. Хуже того, это единственный шлем в нашем списке, на который нельзя установить мошенническую линзу.
Лучшая особенность этой маски — ее способность заряжаться от солнечной энергии, что экономит заряд батареи. Тем не менее, наш выбор номер два предлагает солнечную энергию в том же ценовом диапазоне с более надежным набором функций и более высокой надежностью.
Плюсы
Низкая цена
Минусы
Плохая изменчивость оттенка
Средний размер просмотра
Недостаточно темный, чтобы обеспечить полную защиту во время сварки
Нет возможности установить читерскую линзу
Справочник покупателя: как найти лучшую сварочную маску
Вы видели 10 лучших сварочных масок на рынке и знаете, чем они отличаются друг от друга. Но что важнее всего учитывать? Что нужно знать перед тем, как совершить покупку? В этом разделе мы дадим вам всю необходимую информацию, чтобы вы могли быть уверены в своей способности сделать правильный выбор сварочной маски.
Что такое сварочная маска с автоматическим затемнением?
Это одна из самых важных функций лучших на сегодняшний день сварочных масок. Лучшие сварочные маски с автоматическим затемнением защитят ваши глаза без лишних усилий с вашей стороны. Автоматическое затемнение — это способность линз вашей маски автоматически обнаруживать свет, излучаемый при сварке, и регулировать его, чтобы блокировать его. Затем, когда вы закончите сварку и искры прекратятся, ваша линза автоматически вернется в самый светлый режим, чтобы вы могли видеть, не поднимая маску. Не каждая сварочная маска на рынке оснащена этой функцией, хотя все те, что попали в наш список обзоров, имеют автоматическое затемнение.
Изменение оттенка
Сколько различных уровней затемнения предлагает ваша сварочная маска? Когда вам нужна маска в самом легком состоянии, чтобы вы могли видеть, пока вы не активно свариваете, достаточно ли легкая ваша маска для работы? Когда вы находитесь на улице под ярким солнцем и выполняете сварочные работы с высокой силой тока, достаточно ли темнеет ваша линза, чтобы обеспечить достаточную защиту? Вспышка дуги — это ужасный опыт, который также может привести к необратимому повреждению. Приобретая маску с высоким уровнем изменчивости оттенка на высококачественных линзах, вы можете быть уверены, что ваши глаза защищены даже в самых ярких условиях.
Размер области обзора
Если вы когда-нибудь пытались сваривать в маске с крошечной линзой, вы знаете, как неприятно, когда блокируется все ваше периферийное зрение. Некоторые маски имеют смотровые окна площадью более 12 квадратных дюймов, такие как Lincoln Electric 3350, наш выбор номер три и любимый вариант премиум-класса.
Увеличив окно просмотра, вы сможете увидеть свою работу совершенно по-новому. Это помогает улучшить качество сварки, так как легче разобрать детали. Это также повышает вашу производительность — когда вы ясно видите, вам намного легче работать эффективно.
Изображение предоставлено: Corepics VOF, Shutterstock
Четкость объектива
Помимо размера вашего окна просмотра, уровень четкости является одним из наиболее важных факторов, влияющих на то, насколько хорошо вы можете видеть то, над чем работаете. Объективы тестируются в четырех областях и получают оценку от 1 до 3 в каждой, где 1/1/1/1 является идеальной оценкой. Только несколько сварочных масок премиум-класса достигают такого высокого показателя четкости. Например, сварочная каска Lincoln 3350, занявшая третье место, имеет идеальные единицы по всем направлениям.
Надежность
Надежность — один из самых важных факторов, который следует учитывать при выборе лучшей сварочной маски. Неважно, насколько удобен шлем или сколько в нем отличных уловок. Если нельзя рассчитывать на то, что ваш шлем защитит ваши глаза, значит, он не выполняет свою функцию. В худшем случае, это реальная опасность для вашего здоровья. Вот почему вам нужно выбрать лучший сварочный шлем с автоматическим затемнением, который вы можете найти.
Помимо возможного постоянного риска, с которым ваши глаза могут столкнуться из-за воздействия сварочных вспышек через неисправную маску, ненадежная линза также может затруднить просмотр вашей работы. Мигание разными цветами и изменение уровня оттенка могут не только отвлекать внимание. Когда вы не можете должным образом увидеть свои сварочные работы, вы рискуете своими пальцами и руками.
Долговечность
Ваш сварочный шлем — это инвестиция. Это инструмент, который вы надеетесь использовать во многих проектах без проблем или необходимости замены в ближайшее время. Нет ничего более разочаровывающего, чем отказ вашего дорогостоящего оборудования в критический момент.
Избавьте себя от головной боли и душевных страданий, связанные с тем, что ваше снаряжение выдадут, когда оно вам больше всего нужно. Наш лучший выбор, Hobart 770756, прочный и долговечный. Он будет там, чтобы предоставить вам отличный сервис в течение длительного времени.
Изображение предоставлено: Baloncici, Shutterstock
Grind Mode
Иногда вам просто нужна маска для защиты лица, а не для блокировки света, например, когда вы используете шлифовальную машину и создаете много пыли и летите обломки. В таких случаях вам нужно иметь возможность держать маску на самом низком уровне, даже когда могут быть искры или яркий солнечный свет. Для этого многие маски оснащены режимом измельчения.
Эта функция по-прежнему полезна, когда вы не тренируетесь, а просто хотите видеть, не поднимая постоянно маску. Режим шлифования активируется кнопкой на большинстве шлемов, что упрощает его использование без снятия капюшона. Все сварочные маски из этого списка имеют режим шлифовки.
Цена
Это единственное место, где потребности каждого человека будут самыми разными. Все хотят и нуждаются в наилучшей возможной защите, и мы хотели бы иметь самую удобную маску со всеми прибамбасами. Однако каждый из нас ограничен определенным бюджетом.
Если ваш бюджет ограничен, вы можете рассмотреть сварочную маску Lincoln 3350, наш выбор премиум-класса и выбор номер три. Обладая идеальной оптической прозрачностью и самым большим смотровым окном, он обладает всеми функциями, которые можно найти в сварочной маске премиум-класса.
Если ваш бюджет немного скромнее, вы можете вместо этого выбрать Antra Welding AH6-260-0000, который занимает второе место. Эта маска не зря получила наш выбор за лучшую общую стоимость. Его цена доступна каждому любителю и энтузиасту, а качество сборки не уступает более дорогим моделям. Если вам нужна качественная сварочная маска, на которую вы можете рассчитывать, не разорившись, вы не ошибетесь с этой.
Когда вы ищете лучший выбор в целом, и вы не хотите разориться на нем, но можете позволить себе получить что-то оптимальное, наш выбор номер один, шлем Hobart 770756 Impact Variable Auto-Dark, является всем — вокруг отличный выбор, так как он оснащен всеми необходимыми функциями, очень надежен и имеет скромную цену.
Изображение предоставлено: CC0 Public Domain, pxhere. как небольшой груз, висящий на твоей голове. Это может привести к дням боли и боли, что сделает весь опыт гораздо менее приятным. Кроме того, то, как головной убор вашей маски прилегает к вашей голове, может стать неприятным после нескольких часов использования. Если головной убор не остается на месте, вы можете постоянно его корректировать. Все маски в наших верхних позициях наверняка будут удобной посадкой, что позволит вам сосредоточиться на работе, а не на маске.
Мошенническая линза
Иногда вам нужно небольшое увеличение, чтобы четко видеть, над чем вы работаете. Здесь в игру вступает мошенническая линза. По сути, это небольшая увеличительная линза, которая зажимается внутри смотрового окна вашего шлема, чтобы увеличить то, на что вы смотрите. Чтобы облегчить надевание и снятие маски, большинство производителей предусмотрели систему крепления для мошеннических линз.
Единственная каска в нашем списке, которая не оснащена креплением для объектива, — это наша последняя, сварочная каска DEKOPRO с автоматическим затемнением на солнечной энергии.
Заключение
Прочитав эту статью, вы должны чувствовать себя хорошо подготовленными к покупке лучшей сварочной маски для вас. Вы знаете, какие факторы важны, и после прочтения наших обзоров вы также знаете, как лучшие маски на рынке сравниваются друг с другом. Давайте вспомним лучшие сварочные маски с автоматическим затемнением, представленные в настоящее время на рынке:
Hobart 770756 — это очевидный выбор лучшей сварочной маски. Эта сварочная маска с широким диапазоном оттенков, надежной работой, лучшими характеристиками и скромной ценой — отличный выбор для любого энтузиаста сварки. Если у вас ограниченный бюджет, Antra Welding AH6-260-0000 — отличный вариант за эти деньги. Оснащенный солнечной энергией, восемью уровнями затемнения и разумной ценой, вы не пожалеете о покупке нашего выбора номер два.
Надеюсь, на данный момент вы уверены в своем решении, какой сварочный шлем вам подходит. Мы просеяли всю важную информацию, чтобы максимально упростить ваш выбор. Теперь пришло время выбрать лучший сварочный шлем и начать зажигать сталь!
Примечание: мы также недавно рассматривали пассивные сварочные маски. Нажмите здесь, чтобы увидеть победителей.
Краткий обзор победителей 2022 года
10 лучших сварочных масок (автоматическое затемнение)
Перевод Дюймов в Диаметры Медных Труб Таблица • Материал и резьба
Анжела Курпатова
0 Комментариев
внутренний диаметр, диаметры труб, калькулятор дюймов, материал и резьба, сварное производство
Толщина стенок изделия, величина обозначается в «мм», параметры связаны с объемом проходящего вещества и его давлением. Существенным показателем остается разница между внутренним и наружным диаметром.
Для качественной состыковки магистрали через фитинги важен условный проход – внутренний просвет изделия, для его обозначения также используют миллиметры. На импортных изделиях из цветных металлов он указывается в дюймах, что требует перевода в «наши» величины.
Внутренний диаметр – основной показатель проходимости трубопровода (мм), используется для расчетов в формулах.
Наружный диаметр – важен для классификации изделий (большой, средний и малый), обозначается в «мм» во всех таблицах.
Номинальный диаметр – примерно то же самое, что и «условный проход», но маркируется с точным значением.
Если у человека мало опыта, ему придется приложить некоторые усилия, чтобы подогнать все размеры.
Изготавливают данную продукцию на основе технологии бесшовного производства. Материал для изделий из меди не вступает в химические реакции, он непроницаем для различных видов жидкостей, таких как жиры, масла, не способствует размножению вирусов и бактерий.
Поскольку такие трубы характеризуются малым показателем шероховатости по сравнению с изделиями из металлов и полимеров, в равных условиях можно прокладывать трубопровод меньшего сечения.
Мнение эксперта
Знайка, главный эксперт в Цветочном городе
Если у вас возникли сложности, обращайтесь ко мне, и я помогу разобраться 🦉
Задать вопрос эксперту
3 4 дюйма в мм, 1 2 дюйма в мм в сантехнике | Чему равен дюйм | Таблица размеров в дюймах Ключевая характеристика любой цилиндрической трубы это её диаметр. А если у Вас остались вопросы, задайте их мне!
Размеры медных труб: таблица диаметров в дюймах и мм, обозначение, правила монтажа
Внутренний диаметр основной показатель проходимости трубопровода мм , используется для расчетов в формулах.
Внутренний Диаметр
По сути, условным проходом является минимальное значение внутреннего диаметра данного изделия, округленное до целого числа. Округление всегда выполняется только в сторону максимального значения. Значение условного D регламентируется ГОСТом 355–52.
Внутренние диаметры стальных изделий находятся в диапазоне от 6 до 200 миллиметров. Все промежуточные значения показаны в соответствующей таблице.
Диаметр металлических труб измеряется также в дюймах, который равен 25,4 миллиметра. В ниже приведенной таблице показаны значения диаметров изделий как в дюймах, так и в миллиметрах.
Мнение эксперта
Знайка, главный эксперт в Цветочном городе
Если у вас возникли сложности, обращайтесь ко мне, и я помогу разобраться 🦉
Задать вопрос эксперту
Размеры труб в дюймах и миллиметрах: таблица, калькулятор онлайн на Для таких вычислений существуют специальные таблицы. А если у Вас остались вопросы, задайте их мне!
Труба 3/4 дюйма размеры в мм, какой диаметр, таблица размеров
Данное значение содержит параметр пропускной возможности трубы, и также размер полудюймового трубопроката.
Таблицы для перевода
При строительстве магистралей различного назначения применяют разные трубопрокатные материалы: из стали, из меди, из латуни, из пластика и другие. Все эти изделия отличает классификация и меры измерений.
Ранее пользовались только магистралями из стали, и для них создали свою систему определения размеров. К примеру, диаметр полдюймовой трубы в переводе на мм равен 12,7. Это ее внутренние размеры. То есть, в этом показателе учтен не только габарит полдюймовой трубной заготовки, но и ее пропускная возможность.
Мнение эксперта
Знайка, главный эксперт в Цветочном городе
Если у вас возникли сложности, обращайтесь ко мне, и я помогу разобраться 🦉
Задать вопрос эксперту
Диаметр труб в дюймах и миллиметрах – таблицы, калькулятор и формула для перевода Наружный размер принято обозначать символом O и измерять в миллиметрах. А если у Вас остались вопросы, задайте их мне!
Чему равен дюйм?
Теперь, когда подсчитано сечение трубопрокатного сортамента, следует верно просчитать его объем.
Как переводят дюймовые величины в метрические обозначения
Перевод дюймов в метрические показатели объемов труб выполняют, руководствуясь специальными таблицами. Вот пример такой таблицы:
С такими данными перевод можно выполнить посредством самого простого калькулятора. Теперь, когда подсчитано сечение трубопрокатного сортамента, следует верно просчитать его объем.
На практике чтобы перевести измерения вариантов из стали, нужно учесть, что дюймовые показатели при расчете не будут равняться показателю в мм. Причина в том, что при нанесении маркировки прописывают внутренний объем.
После единицей измерений становится условный проход, обозначенный целым числом. Именно по этим причинам, чтобы перевести значения, их нужно округлять. Неопытному мастеру произвести такой перевод трудно.
1 Выбор медных труб, их характеристики, срок службы и применение
1. 1 Размеры медных труб: таблица диаметров в дюймах и мм, обозначение, правила монтажа
1.2 Внутренний Диаметр
1.3 Труба 3/4 дюйма размеры в мм, какой диаметр, таблица размеров
1.4 Таблицы для перевода
1.5 Чему равен дюйм?
1.6 Как переводят дюймовые величины в метрические обозначения
Бурение скважин на воду в Чувашии VODA121.RU
О компанииВиды скважинОбустройство скважинОчистка и умягчение водыБурение скважинРемонт скважинЧистка скважинОбслуживание скважинДокументация и нормативыПолезные советыКонтактыВопрос-ответ
Диаметры труб
Очень часто измеряется диаметр труб в дюймах. Многие покупатели при выборе труб и арматуры к ним начинают “плавать” в этом вопросе.
Разъяснение: Основной характеристикой всех водогазопроводных труб является условный проход трубы. Под условным проходом трубы ( Dy ) понимают внутренний диаметр трубопровода, округленный до ближайшего значения из установленного стандартного ряда. Применяют следующий ряд Dy: 6, 10, 15, 20, 25, 32, 40, 50, 65, 80, 100, 125, 150, 200, 250, 300, 350, 400, 500, 600, 800, 1000, 1200, 1400, 1600, 2000, 2400 и 3000 мм.
Следующей характеристикой трубы является наружный диаметр Dнар измеряемый в мм. Однако наиболее часто диаметр газоводопроводных труб измеряется в дюймах. 1 дюйм = 25,4 мм. Ниже приведена таблица, которая поможет выбрать необходимый размер трубы и перевести размеры из одной системы в другую.
Условный проход трубы (Dy) мм
Диаметр резьбы (G), дюйм
Наружный диаметр трубы (Dнар), мм
ВГП
БШ
Полимерная
10
3/8″
17
16
17
15
1/2″
21. 3
20
21.3
20
3/4″
26.8
26
26.8
25
1″
33.5
32
33.5
32
1 1/4″
42.3
42
42.3
40
1 1/2″
48
45
48
50
2″
60
57
60
65
2 1/2″
75. 5
76
75.5
80
3″
88.5
89
88.5
90
3 1/2″
101.3
102
101.3
100
4″
114
108
114
125
5″
140
133
140
150
6″
165
159
165
Стоимость работ: Скважины от 1800 руб/п. м. возможна рассрочка платежа
Стандартная таблица перевода в метрическую систему
СИМВОЛ
КОГДА ТЫ ЗНАЕШЬ
УМНОЖИТЬ НА
НАЙТИ
СИМВОЛ
ДЛИНА
в
дюйма
25,4
миллиметра
мм
футов
футов
0,305
метра
м
ярдов
ярда
0,914
метра
м
миль
мили
1,61
км
км
ОБЛАСТЬ
в 2
квадратных дюйма
645,2
квадратных миллиметра
мм 2
футов 2
квадратных фута
0,093
квадратных метра
м 2
ярдов 2
квадратных двора
0,836
квадратных метра
м 2
ак
акра
0,405
га
га
миль 2
квадратных мили
2,59
квадратных километра
км 2
ОБЪЕМ
жидких унций
унции жидкости
29,57
миллилитра
мл
галлонов
галлона
3,785
литра
л
футов 3
кубических фута
0,028
куб. м.
м 3
ярдов 3
кубических ярда
0,765
куб.м.
м 3
МАССА
унций
унции
28,35
грамма
г
фунтов
фунта
0,454
килограмма
кг
Т
короткие тонны (2000 фунтов)
0,907
мегаграмма (или «метрическая тонна»)
Мг (или «т»)
ТЕМПЕРАТУРА
или F
по Фаренгейту
(Ф-32) х 5/9 или (Ф-32)/1,8
по Цельсию
или С
ПОДСВЕТКА
фк
фут-свечи
10,76
лк
лк
фл
фут-ламбертс
3,426
кандела/м 2
кд/м 2
СИЛА и ДАВЛЕНИЕ или НАПРЯЖЕНИЕ
фунт силы
фунт силы
4,45
ньютона
Н
фунт-сила/дюйм 2
фунт силы на квадратный дюйм
6,89
кПа
кПа
Преобразование метрических единиц в стандартные
СИМВОЛ
КОГДА ТЫ ЗНАЕШЬ
УМНОЖИТЬ НА
НАЙТИ
СИМВОЛ
ДЛИНА
мм
миллиметра
0,039
дюйма
в
м
метра
3,28
футов
футов
м
метра
1,09
ярда
ярда
км
км
0,621
мили
миль
ОБЛАСТЬ
мм 2
миллиметра
0,0016
квадратных дюйма
в 2
м 2
квадратных метра
10. 764
квадратных фута
фута 2
м 2
квадратных метра
1,195
квадратных ярда
ярда 2
га
га
2,47
акра
ак
км 2
квадратных километра
0,386
квадратных мили
миль 2
ОБЪЕМ
мл
миллилитра
0,034
унции жидкости
жидких унций
Л
литра
0,264
галлона
галлона
м 3
куб.м.
35.314
кубических фута
фута 3
м 3
куб. м.
1,307
кубических ярда
ярда 3
МАССА
г
грамма
0,035
унции
унции
кг
килограмма
2,202
фунта
фунтов
Мг (или «т»)
мегаграмм (или «метрическая тонна»)
1.103
короткие тонны (2000 фунтов)
Т
ТЕМПЕРАТУРА
или С
по Цельсию
1.8С + 32
по Фаренгейту
или F
ПОДСВЕТКА
люкс
лк
0,0929
фут-свечи
фк
кд/м 2
кандела/м 2
0,2919
фут-ламбертс
эт
СИЛА и ДАВЛЕНИЕ или НАПРЯЖЕНИЕ
Н
ньютона
0,225
фунт силы
фунт-сила
кПа
кПа
0,145
фунт силы на квадратный дюйм
фунт-сила/дюйм 2
Дюйм в мм | Дюймы в мм Таблица
Преобразование дюймов в мм | Дюйм в мм диаграмму | Дюймы в Миллиметры
Калибровочный размер | Расписание труб | Номинальный размер трубы | Измеритель листового металла | Размеры труб из нержавеющей стали | Размер трубки из нержавеющей стали | Спецификация трубы из нержавеющей стали | Размеры труб из нержавеющей стали | Таблица труб ANSI | Диаграмма дюймов в мм | EN 10253 4 Конструктивные размеры фитингов ISO 5251 ISO 3419 | Трубки из нержавеющей стали, размеры
Inch to mm Chart
Inch
Decimal
mm
1/16″
0. 0625
1.59 mm
1/8″
0.1250
3,18 мм
3/16 ″
0,1875
4,76 мм
1/4 ″
0,2500
9002 6,35 ММ
0,2500
9002,1,35 ММ
0,2500
9002,35 ММ
2,50000
9002,35 ММ
2,250000
9002,1,35 ММ
2,50000
9002,1,35 ММ
0,2500
9002,1,35 ММ
2,20013
9002,0022 7.94 mm
3/8″
0.3750
9.53 mm
7/16″
0.4375
11.11 mm
1/2″
0.5000
12.70 mm
9/16″
0.5625
14.29 mm
5/8″
0.6250
15.88 mm
11/16″
0.6875
17.46 mm
3/4 ″
0.7500
19.05 mm
13/16″
0. 8125
20.64 mm
7/8″
0.8750
22.23 mm
15/16″
0.9375
23.81 mm
1″
1.00
25.40 mm
1 1/4″
1.25
31.75 mm
1 1/2″
1.50
38.10 mm
2″
2,00
50,80 мм
Таблица дюймов в мм
Преобразовать в мм; Умножить дюймы *25,4
Преобразовать в мм; Умножить дюймы *25,4
Преобразовать в мм; Умножить дюймы *25,4
Преобразование в дюймы; Умножить мм *0,03937*
Преобразование в дюймы; Умножить мм *0,03937*
Преобразование в дюймы; Умножение мм *0,03937*
*Для немного большей точности при преобразовании в дюймы; Разделить мм на 25,4
*Для немного большей точности при переводе в дюймы; Разделите мм на 25,4
*Для немного большей точности при преобразовании в дюймы; Divide mm By 25. 4
Related References: Pipe Schedule Gauge Size Номинальный размер трубы Размеры трубы из нержавеющей стали Калибр листового металла Размер трубы из нержавеющей стали Таблица стандартных труб ANSI Таблица дюймов в мм B.
Как квадратные метры перевести в погонные метры: калькулятор на trubanet.ru
Главная » Онлайн калькуляторы
На чтение 4 мин. Просмотров 20.1k. Обновлено
Содержание:
Онлайн калькулятор
Инструкция для проведения расчетов онлайн калькулятором
Логика расчетов онлайн калькулятора
Погонный метр – это 1 метр материала (линолеума, ковролина, ламината и т.д.) не зависимо от ширины и толщины. Данный метод применяется для измерения товаров или изделий с известной шириной. Если нужно измерить рулонные изделия, например, пленку, то в расчет берется только длина, при этом ширину не считают
Данный калькулятор позволяет увязать между собой погонные, кубические и квадратные метры, для чего необходимо указать ширину, а в отдельных случаях и толщину материала.
Рекомендуем ознакомиться с инструкцией, чтобы определить, какие данные необходимо вводить для точного расчета!
Онлайн калькулятор
Ниже выберите вид материала, и Вам откроется форма для введения остальных параметров необходимых для расчета!
Выберите вид материала
►◄ Рулонный (линолеум, ковролин, рубероид и т. д.) ►◄ Доски, ламинат, вагонка, щелёвка и др. «элементы»
Погонный метр как понятие используется для указания длины так называемых длинномерных материалов — труб, металлических листов, досок, линолеума, плинтуса и так далее. То есть подразумевается длина объекта в метрах, которая не зависит от ширины и толщины. Как и обычный метр, погонный метр составляет 100 сантиметров. Стоимость же материалов, например линолеума, напрямую зависит от их ширины.
Инструкция для проведения расчетов онлайн калькулятором
Чтобы перевести значения, выберите левой кнопкой мышки ‘Рулонные…’ или ‘Доски,…’
Чтобы перевести вводите данные в следующем порядке: — щёлкните левой кнопкой мышки в окне соответствующего параметра для появления мерцающего курсора; введите Ваши цифры.
Для рулонных материалов приемлемы следующие сочетания входных параметров: B и L; B и F; L и F, что даёт возможность рассчитать площадь фрагмента или длину фрагмента или ширину рулона.
Для дискретных элементов приемлемы следующие сочетания входных параметров: L1, B1 и F1; L1, B1 и Q ‘; L1, B1, S и V; L1, B1, S и Q; L1, B1, и S, что даёт возможность рассчитать количество элементов в объекте, или площадь объекта, или объём элементов на объект, или объём элемента и др.
Перед следующим расчётом нажмите кнопку ‘Сброс…’
Логика расчетов онлайн калькулятора
Чтобы перевести погонный метр в квадратный достаточно знать, что измерение производиться следующим образом. Нужно погонный метр умножить на ширину. В результате мы будем знать сколько квадратным метр. в нем.
Или Вас беспокоит один вопрос — сколько квадратных метров в погонном, то для этого достаточно перемножить ширину рулона (если материал рулонного типа) на длину фрагмента. Чтобы осуществить обратный перевод нужно квадратные метры разделить на ширин. рулона, или площадь элемента разделить на его длину.
Если это доски, фанера или ламинат, то мы поступаем следующим образом. В калькуляторе длину и ширину умножаем на площадь, в результате получаем количество погонных метров.
Рассмотрим пример. Если мы знаем длину, ширину и количество элементов на объекте, то мы с помощью нашего калькулятора можем получить общую площадь объекта в квадратных м. Если в наш калькулятор ввести длину, ширину и толщину и объем элементов на объект, мы сможем посчитать — их количество в объекте и сколько это будет составлять погонных м.
Введя следующие размеры — длину, шир-у, толщину и количество элем-ов, мы узнаем объем элем-ов и сколько это составит погонных м.
Введя длину, шир-у и толщину в калькулятор, он даст ответ какой будет объем элемента (м3).
Квадратный м. — если мы возмем квадрат со стороной равной 1 м., то его площадь составит 1 квадратный м. Погонный м. — длина изделия не взирая на его ширину. Измеряют линолиум, ковровые покрытия, фанеру и т.д.
Перевести одни значения в другие чисто математическим методом нельзя. Но мы будем применять усредненные данные, которые можно использовать для приобретения материалов в магазине.
Поделиться
Оцените автора
( 4 оценки, среднее 5 из 5 )
Правильный расчет погонного метра- Инструменты и их особенности +Видео
Неопытные или начинающие строители не умеют рассчитывать погонный метр.
Эти параметры применяются при выполнении ремонтных или строительных работ, ещё при приобретении мебели.
Расчёт погонного метра возникает тогда, когда нужно облегчить расчёт количества продукции, например, линолеума, штор, плинтусов, ковролина, труб и тому подобное.
Данное понятие почти ничем не отличается от понятия длинны, только при этом учитывают ширину материала.
Чаще всего ширина определённой продукции или напольного покрытия считается стандартной величиной и если надо рассчитать погонный метр, то их не учитывают.
[contents]
Содержание:
1 Подготовка к процедуре
1.1 Инструменты измерения
1.2 Пример
1.3 Советы
1.4 Особенности
2 Расчёт погонного метра
2.1 Для мебели
2.1.1 Рассчет стоимости
2.2 Для карнизов и труб
Подготовка к процедуре
Для расчёта погонного метра напольного покрытия для комнат, стоит измерить ее ширину и длину.
Инструменты измерения
Чтобы измерить ширину и длину комнаты используют такой инструмент как рулетка, а если нет рулетки вы можете воспользоваться обычной сантиметровой лентой.
Чтобы не забыть результаты их лучше всего записать в блокнот или на лист бумаги, только тогда можете идти за покупкой в магазин. Имея все замеры, вы сможете сделать выбор сами или сможете обратиться за помощью к продавцам-консультантам.
Пример
Например, если ширина вашего коридора равна два метра, а его длина равна четырём метрам, то вам понадобится купить четыре погонных метра напольного покрытия, у которого ширина два метра.
Если в магазине нет нужной вам ширины напольного покрытия, можно приобрести два погонных метра покрытия ширина которого составляет четыре метра. Но в этом случае материал вам придётся разрезать пополам и пол накрывать двумя полотнами покрытия.
Советы
Очень тщательно и внимательно делайте замеры, это необходимо для того чтобы не было ошибок в расчётах. Если расчёты погонного метра материала будут не верны, то в магазин его вернуть будет нельзя.
Для расчёта нужного количества напольного покрытия, все вычисления можно делать в квадратных метрах. Например, линолеум изготавливают шириной 1,5 — 4 метра.
В магазинах или на рынках стройматериалов или отделочных материалов указывают стоимость за погонный метр, это не будет зависеть от ширины стройматериала.
Так проще будет проводить расчёты и определиться с ценой нужного количества напольного покрытия.
Особенности
Если при настиле, например, линолеума допустима стыковка материала, то при настилании ковролина стыки делать не рекомендуется. По этой причине при покупке ковролина необходимо покупать необходимое количество погонного метра материала.
Стоимость материала, напрямую будет зависеть от его ширины и чем больше будет ширина, тем больше будет цена материала. Для определения суммы, которую вы должны будете оплатить за материал, нужно умножить полученное количество погонного метра на цену одного погонного метра материала.
Расчёт погонного метра
Для мебели
Часто необходимо произвести расчёт погонного метра для корпусной мебели.
Если мебель изготавливать на заказ — это необходимо для того чтобы изготовитель мебели, мог озвучить вам цену мебели.
Так же погонный метр необходим при покупке уже готовой мебели, при помощи него сможете определиться с количеством тумб и других необходимых деталей.
Рассчет стоимости
Цена погонного метра мебели будет зависеть от материала, взятого для ее изготовления, так же от применяемой фурнитуры, дизайна и размеров. Например, чтобы рассчитать стоимость погонного метра кухонного гарнитура, необходимо его стоимость разделить на длину.
В том случае, если в торговой точке есть цена уже готового гарнитура, то цену одного погонного метра вы сможете вычислить самостоятельно.
Когда вы будете знать какая длина мебели вам понадобиться, вы можете умножить полученное число на количество метров, так вы узнаете стоимость мебели для комнаты.
Необходимо учитывать, то что в цену кухонного гарнитура не входит цена мойки, варочной поверхности. Часто продавцы в магазинах не включают в цену погонного метра ручки, и другие аксессуары. Вот по этой причине за погонный метр готового изделия приходиться платить больше, чем изначально. Лучше всего такие нюансы заранее оговаривать с продавцом.
Для карнизов и труб
Так же погонным метром высчитывают большое количество стройматериалов, например, карнизы, различные трубы и другие материалы. Еще погонным метром измеряют ограждения из металла, которое используют для изготовления забора.
И если при приобретении напольного покрытия проблем ни каких не возникает, то для того чтобы приобрести к примеру плёнку для покрытия теплицы, необходимо сделать замеры крыши и стен, потому что их необходимо будет покрыть плёнкой и после этого выполнять расчёты.
Как вы уже убедились, что выполнять расчёты погонного метра не так уж и трудно.
Чтобы не совершить ошибку при покупке, необходимо в магазин идти с уже готовым планом комнаты и если у вас появятся трудности, то вы сможете спросить совет у продавца.
И так чтобы сделать расчёты нужных вам параметров, необходимо иметь в хозяйстве рулетку или сантиметровую ленту, и вы сможете все замеры и расчёты сделать сами, без помощи специалистов.
Ведь как известно услуги специалистов очень дорого стоят. Сделав все замеры самостоятельно, вы хорошо сможете сэкономить. Надеемся, что данная информация была вам полезной. Желаем вам удачи!
Перевести метры в квадратные метры, м в м2
Основные факты
Таблица преобразования метров в квадратные метры
0,5 M
0,25 M 2
1 M
1 M 2
1,5 M
2,25 M 2
2,25 M 2
9000
2,25 м 2
0008 2 m
4 m 2
2. 5 m
6.25 m 2
3 m
9 m 2
3.5 m
12.25 m 2
4 M
16 M 2
4,5 M
20.25 M 2
5 M
25 M 2
9000 5.5.5. 25 M 2
5.5 5.5 5.0008 30.25 m 2
6 m
36 m 2
6.5 m
42.25 m 2
7 m
49 m 2
7.5 m
56.25 m 2
8 m
64 m 2
8.5 m
72.25 m 2
9 m
81 m 2
9,5 M
90,25 M 2
10 M
100 M 2
10,5 M
110,3 M 2
11 M
121 M 2
9,5 M
132. 3 M 2
12 2 2
12
12 2 2
12,5 м
156.3 m 2
13 m
169 m 2
13.5 m
182.3 m 2
14 m
196 m 2
14.5 m
210.3 m 2
15 m
225 m 2
15.5 m
240.3 m 2
16 m
256 m 2
16. 5 m
272.3 m 2
17 m
289 m 2
17.5 m
306.3 m 2
18 m
324 M 2
18,5 M
342,3 M 2
19 M
361 M 2
19.5 M
380.3 M
19,5 M
330.3 M9003
19.5 M
331 380.3 M
19,5 M
9000 380.3 M9005
19,5 M
9 38031
19,5 M
9 38031
19.5 M
38031
19.5 M
38031
19.5 M
38031.0031
20 м
400 м 2
21 m
441 m 2
22 m
484 m 2
23 m
529 m 2
24 m
576 m 2
25 м
625 м 2
26 м
676 м 2
27 m
729 m 2
28 m
784 m 2
29 m
841 m 2
30 m
900 M 2
31 M
961 M 2
32 M
1024 M 2
33 M
1089 M
33 M
1089 M 29003
33 M
1089 M 2
33 M
9008 1089 M006
34 m
1156 m 2
35 m
1225 m 2
36 m
1296 m 2
37 m
1369 m 2
38 m
1444 m 2
39 m
1521 m 2
40 m
1600 m 2
41 m
1681 m 2
42 m
1764 m 2
43 m
1849 m 2
44 m
1936 m 2
45 M
2025 M 2
46 M
2116 M 2
47 M
2209 M 2
2209 M 2
2209 M 2
9
2209 M 2
0006
48 m
2304 m 2
49 m
2401 m 2
50 m
2500 m 2
55 m
3025 m 2
60 m
3600 m 2
65 m
4225 m 2
70 m
4900 m 2
75 m
5625 m 2
80 m
6400 m 2
85 m
7225 m 2
90 m
8100 m 2
95 M
9025 M 2
100 M
10000 M 2
квадратные метры к достопримечательностям.
Отдохо0003
0.5 m 2
0.7071 m
1 m 2
1 m
1.5 m 2
1.225 m
2 m 2
1.414 M
2,5 M 2
1,581 M
3 M 2
1,732 M
3,5 M 2
1,8711 M
3,5 M 2
1,8711 M
3,5 M 2
,8711 M
0005
4 m 2
2 m
4.5 m 2
2.121 m
5 m 2
2.236 m
5.5 m 2
2,345 M
6 M 2
2,449 M
6,5 M 2
2,55 M
7 M 2
2,6465
2
2,6464
2
9000 2,6464
2
9 2,6464
003
7. 5 m 2
2.739 m
8 m 2
2.828 m
8.5 m 2
2.915 m
9 m 2
3 m
9,5 M 2
3,082 M
10 M 2
3,162 M
10,5 м 2
3,24 м
11 m 2
3.317 m
11.5 m 2
3.391 m
12 m 2
3.464 m
12.5 m 2
3,536 M
13 M 2
3,606 M
13,5 M 2
3,674 M
14 M 2
9000 3,7444 2
14 M 2
9000 3,7442 M
14 M 2
9000 3,74444 2
14 M 2
,3,744 2
14 M 2 . 0005
14.5 m 2
3.808 m
15 m 2
3.873 m
15.5 m 2
3.937 m
16 m 2
4 M
16,5 M 2
4.062 M
17 M 2
4,123 M
17,5 M 2
4.183 M
17,5 M 2
4.183 M
17,5 M 2
9000.0005
18 m 2
4.243 m
18.5 m 2
4.301 m
19 m 2
4.359 m
19.5 m 2
4,416 м
20 м 2
4,472 м
21 м 2
4,583 м
22 м 2
4. 69 m
23 m 2
4.796 m
24 m 2
4.899 m
25 m 2
5 m
26 m 2
5.099 M
27 M 2
5,196 M
28 M 2
5,292 M
29 M 2
919958
29 M 2
29 M 2919958
29 M 2
29 M 2
5,292 M
29 M 2
,0005
30 m 2
5.477 m
31 m 2
5.568 m
32 m 2
5. 657 m
33 m 2
5,745 M
34 M 2
5,831 M
35 M 2
5,916 M
36 M 2
9000 60009
9
36 M 2
9000 600099669
2
9000 60009
9
2 9000 9000 600069
003
37 m 2
6.083 m
38 m 2
6.164 m
39 m 2
6.245 m
40 m 2
6.325 m
41 M 2
6.403 M
42 M 2
6.481 M
43 M 2
6.557 M
43 M 2
6. 557 M
43 M 2
6.557 M
0005
44 m 2
6.633 m
45 m 2
6.708 m
46 m 2
6.782 m
47 m 2
6.856 m
48 m 2
6.928 m
49 m 2
7 m
50 m 2
7.071 m
55 m 2
7.416 m
60 m 2
7.746 m
65 m 2
8.062 m
70 m 2
8.367 m
75 m 2
8.66 m
80 m 2
8.944 m
85 m 2
9. 22 m
90 M 2
9.487 M
95 M 2
9,747 M
100 M 2
10 M
10 M
9003
Конвертер квадратных метров
Создано Луцией Заборовской, доктором медицинских наук, кандидатом наук
Отзыв от Davide Borchia
Последнее обновление: 09 мая 2022 г.1357
Как перевести квадратный метр в кубический?
Как преобразовать погонный метр в квадратный метр?
Как перевести 1 квадратный метр в квадратный фут?
Посмотрите другие наши инструменты площади:
Конвертер квадратных метров ответит на все ваши вопросы, связанные с преобразованием квадратных метров в любую другую единицу . 🖼️
Мы поговорим о метрах в целом, обсудим перевод метров в квадратные метры — продолжайте читать, чтобы узнать все, что вам нужно знать о самая популярная метрическая единица !
Вычисление квадратных метров в различные единицы измерения
Все еще пытаетесь усвоить секреты преобразования метров? Мы покажем вам простой способ расчета квадратных метров и их отношения к большинству имперских и метрических единиц . 🌅
Площадь в выбранной вами единице = площадь в м² × коэффициент пересчета
Найдите коэффициент пересчета в таблице ниже:
1 м² равен:
10,76 кв. футов
(квадратный фут)
1550 дюймов²
(квадратный дюйм)
0,00000039 миль²
(квадратные мили)
1,196 ярда²
(квадратные ярды)
1000000 мм²
(квадратные миллиметры)
10000 см²
(квадратный сантиметр)
0,000001 км²
(квадратный километр)
0,000247 ак
(акров)
0,0001 га
(га)
0,00014 футбольных полей
🏟️
Как перевести квадратный метр в кубический?
Это самая простая часть всех вычислений!
Квадратные метры (м²) являются единицами площади , а кубические метры (м³) представляют собой объема . Чтобы преобразовать их, вам понадобится простое уравнение:
м² × м = м³
Давайте запустим его в работу! Наша ванна имеет площадь 2 м² и высоту 0,4 м. Мы хотели бы вычислить его кубатура .
2 м² × 0,4 м = 0,8 м³ Объем нашей ванны 0,8 м³.
Как перевести погонный метр в квадратный?
Давайте посчитаем это просто и красиво :
погонный метр (м) является единицей расстояния ; пока
квадратных метров (м²) является единицей площади .
Чтобы получить 1 квадратный метр нужно умножить 1 погонный метр на 1 погонный метр .
м × м = м² Вот почему вам всегда нужно два расстояния для вычисления заданной площади.
Как перевести 1 квадратный метр в квадратный фут?
Давайте пошагово:
Найдите коэффициент пересчета. Коэффициент преобразования м² в фут² равен 10,76.
Умножай!
Площадь в квадратных футах = площадь в м² × 10,76
Площадь в квадратных футах = 1 × 10,76
Площадь в квадратных футах = 10,76
Вот и все! Готово. 🎉
Ознакомьтесь с другими нашими инструментами площади:
Преобразование площади
Конвертер квадратных футов
конвертер квадратных футов в акры
Перевод
акров в квадратные футы
Преобразователь квадратных дюймов в квадратные футы
конвертер квадратных сантиметров в квадратные миллиметры
 Этот оксид азота вдыхается сварщиком и, следовательно, может стать причиной легочных заболеваний.
Этот оксид азота вдыхается сварщиком и, следовательно, может стать причиной легочных заболеваний. Есть два типа картриджей автоматического затемнения – с питанием от солнечных батарей и с питанием от батареек.
Есть два типа картриджей автоматического затемнения – с питанием от солнечных батарей и с питанием от батареек.


 Форма маски должна защищать от сварочных излучений и искр. Большинство масок соответствует всем необходимым требованиям, а вот сварочные щиты нет.
Форма маски должна защищать от сварочных излучений и искр. Большинство масок соответствует всем необходимым требованиям, а вот сварочные щиты нет. Они необходимы для предотвращения дуговых ожогов глаз и сетчатки, которые со временем могут привести к потере зрения.
Они необходимы для предотвращения дуговых ожогов глаз и сетчатки, которые со временем могут привести к потере зрения. Если ваша каска неудобна в использовании, ваша производительность и качество сварки могут пострадать. Может показаться заманчивым выбрать шлем, основываясь только на цене, но в конечном итоге этот вариант может поставить под угрозу как ваш комфорт, так и безопасность.
Если ваша каска неудобна в использовании, ваша производительность и качество сварки могут пострадать. Может показаться заманчивым выбрать шлем, основываясь только на цене, но в конечном итоге этот вариант может поставить под угрозу как ваш комфорт, так и безопасность.
 Сварщикам защитит культовый сварочный шлем.
Сварщикам защитит культовый сварочный шлем.

 99
99 «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть 


 Цены на забивку свай представлены на странице: цены на забивку свай. Для заказа работ по забивке железобетонных свай, оставьте заявочку.
Цены на забивку свай представлены на странице: цены на забивку свай. Для заказа работ по забивке железобетонных свай, оставьте заявочку. Помимо этого, ростверк позволяет объединить все сваи в цельное изделие, поэтому крайне важно при работе создать жесткие узлы соединения.
Помимо этого, ростверк позволяет объединить все сваи в цельное изделие, поэтому крайне важно при работе создать жесткие узлы соединения.
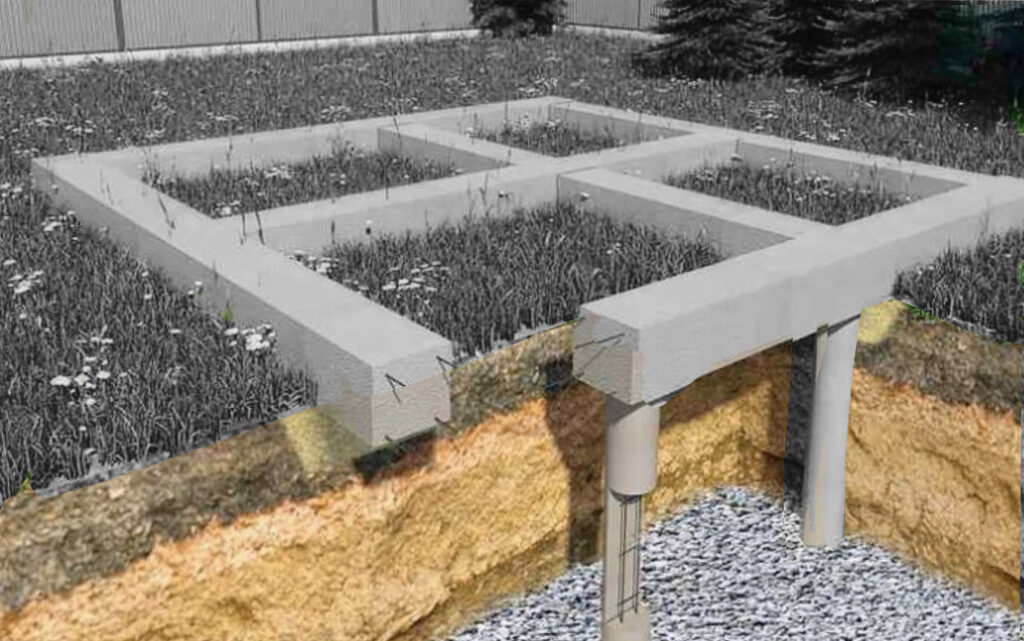
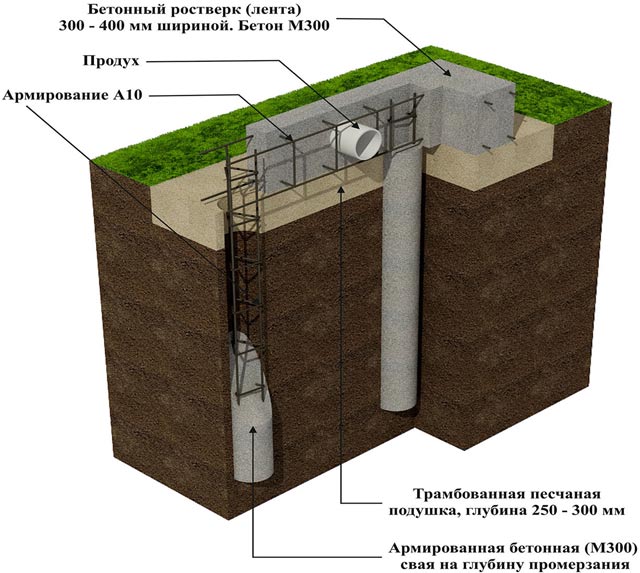

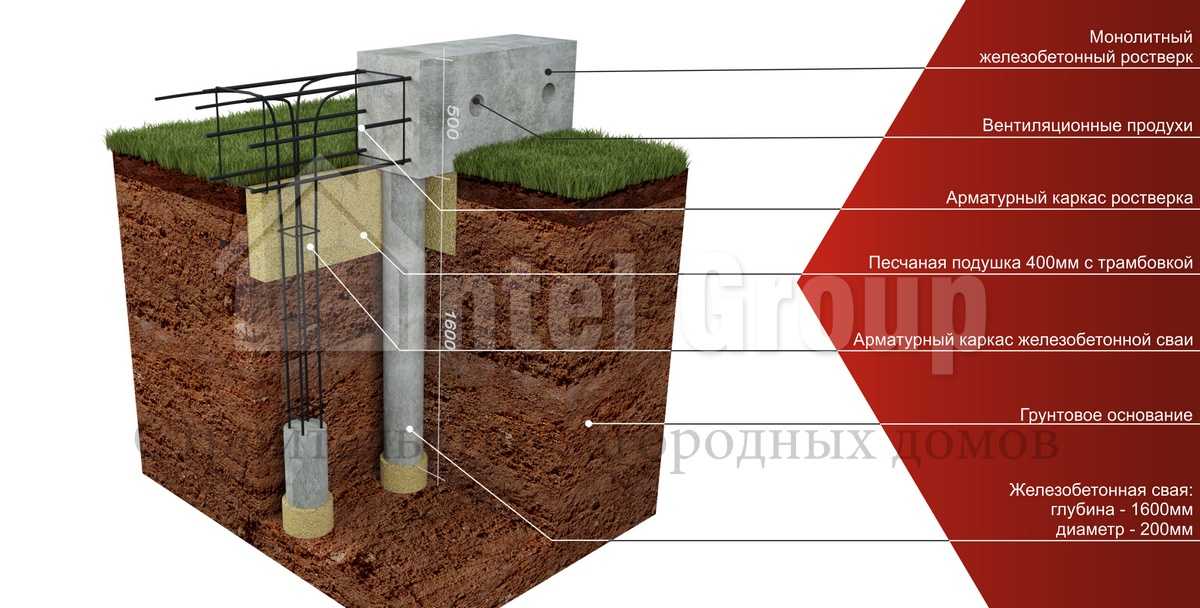

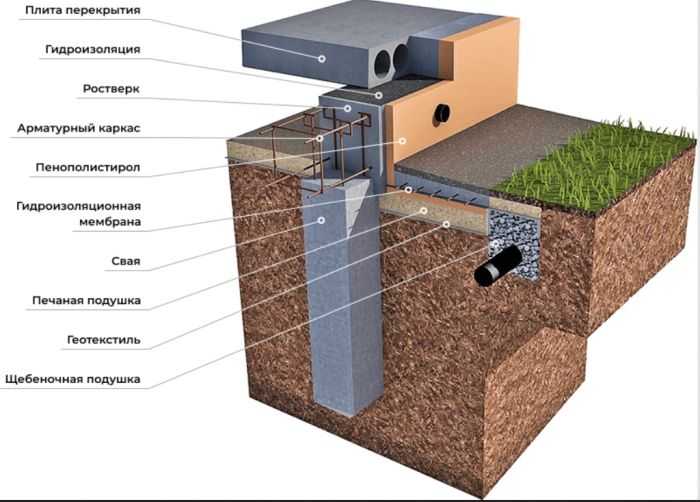
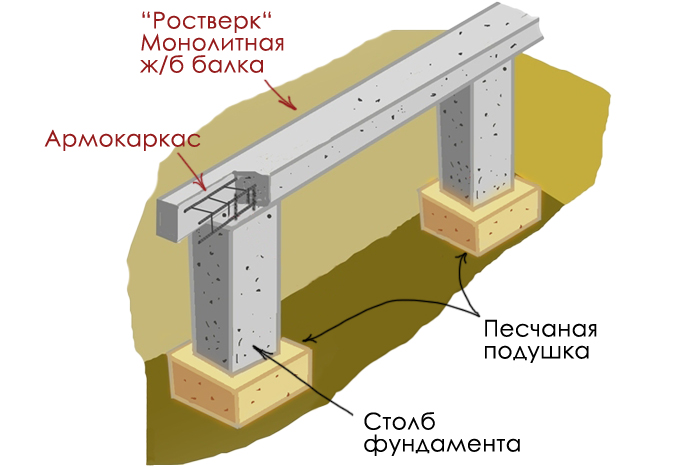 основание из пересекающихся деревянных или стальных балок, обычно для распределения тяжелых грузов на большие площади.
основание из пересекающихся деревянных или стальных балок, обычно для распределения тяжелых грузов на большие площади.
 01 Пересмотренного Кодекса. «Осадок сточных вод» включает, но не ограничивается ими, пену или твердые частицы, удаленные в процессах первичной, вторичной или усовершенствованной очистки сточных вод. «Осадок сточных вод» не включает золу, образующуюся при сжигании осадка сточных вод в установке для сжигания осадка сточных вод, песок и отсев, образующиеся при предварительной очистке бытовых сточных вод на очистных сооружениях, навоз животных, остатки, образующиеся при обработке навоза животных, или бытовых сточных вод. .
01 Пересмотренного Кодекса. «Осадок сточных вод» включает, но не ограничивается ими, пену или твердые частицы, удаленные в процессах первичной, вторичной или усовершенствованной очистки сточных вод. «Осадок сточных вод» не включает золу, образующуюся при сжигании осадка сточных вод в установке для сжигания осадка сточных вод, песок и отсев, образующиеся при предварительной очистке бытовых сточных вод на очистных сооружениях, навоз животных, остатки, образующиеся при обработке навоза животных, или бытовых сточных вод. .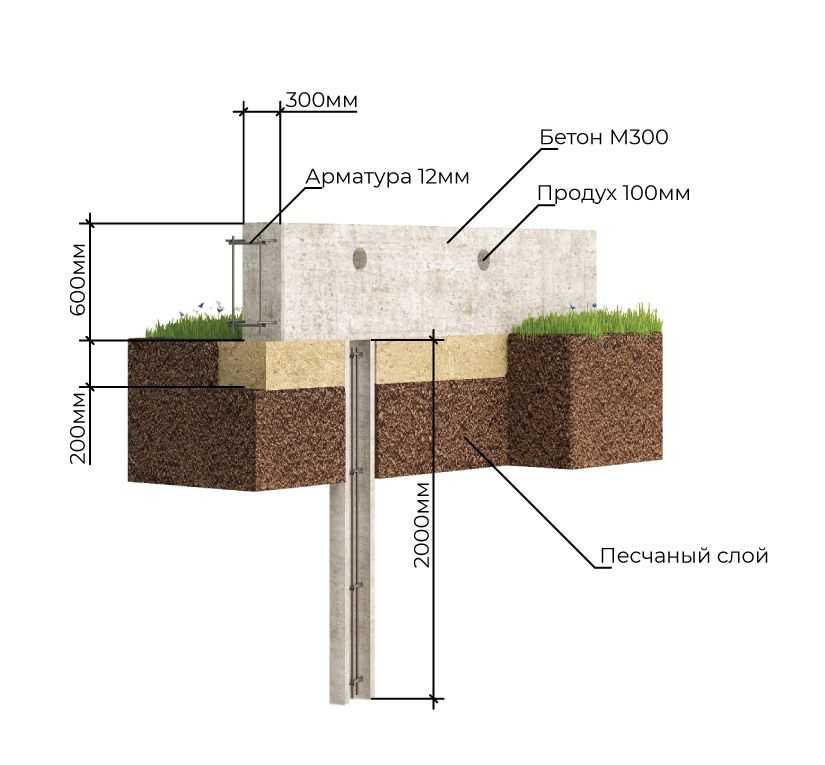


 Верхняя граница горной породы — это «сапролит», «почва» или поверхность земли.
Верхняя граница горной породы — это «сапролит», «почва» или поверхность земли.

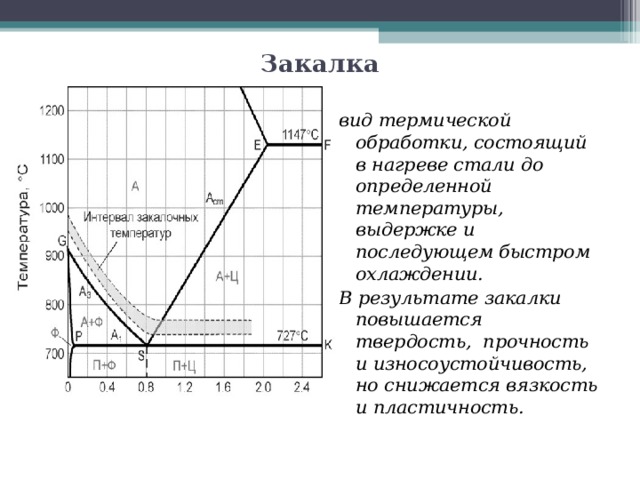 Вода должна быть чистой и иметь температуру от 20 до 30 °С. Запрещено использовать для закалки стали проточную воду.
Вода должна быть чистой и иметь температуру от 20 до 30 °С. Запрещено использовать для закалки стали проточную воду.

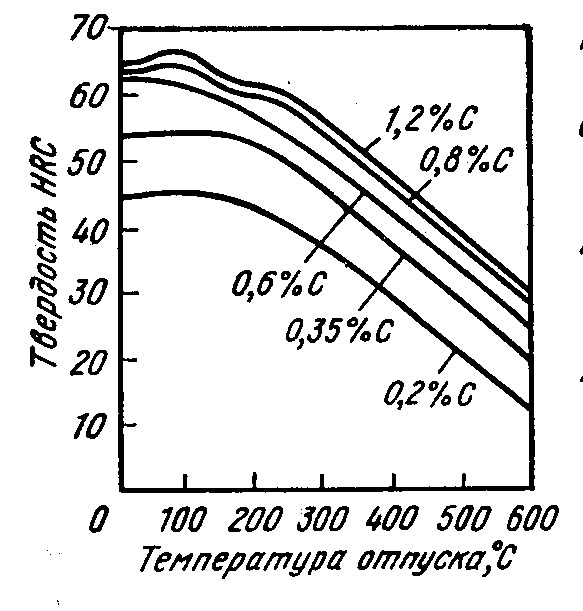

 Если медленно нагревать до незначительных температур, то никаких изменений в ней не произойдет. Если вести дальнейшее нагревание, феррит растворится в аустените. При нагреве выше критической температуры, структура их примет однородный характер.
Если медленно нагревать до незначительных температур, то никаких изменений в ней не произойдет. Если вести дальнейшее нагревание, феррит растворится в аустените. При нагреве выше критической температуры, структура их примет однородный характер.
 Перед этим производят подогрев отдельных частей. При этом проводят использование:
Перед этим производят подогрев отдельных частей. При этом проводят использование:
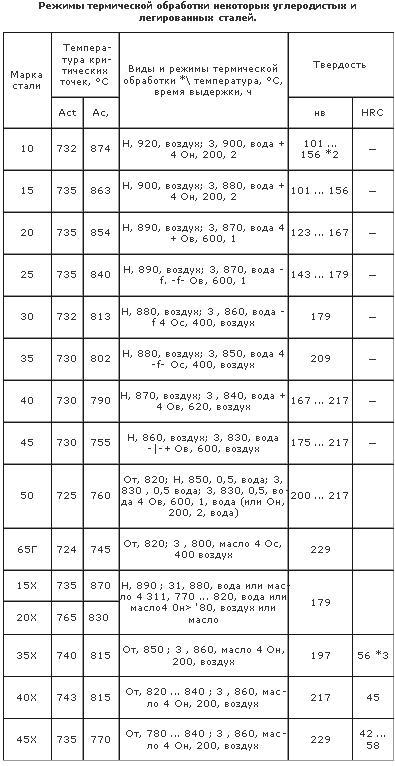
 При температуре обработки в диапазоне температур 760-1000 °С в качестве раскислителя может использоваться древесный уголь.
При температуре обработки в диапазоне температур 760-1000 °С в качестве раскислителя может использоваться древесный уголь.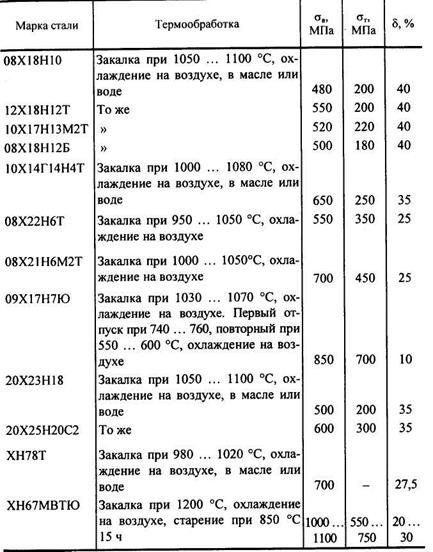 Например:
Например: Например:
Например: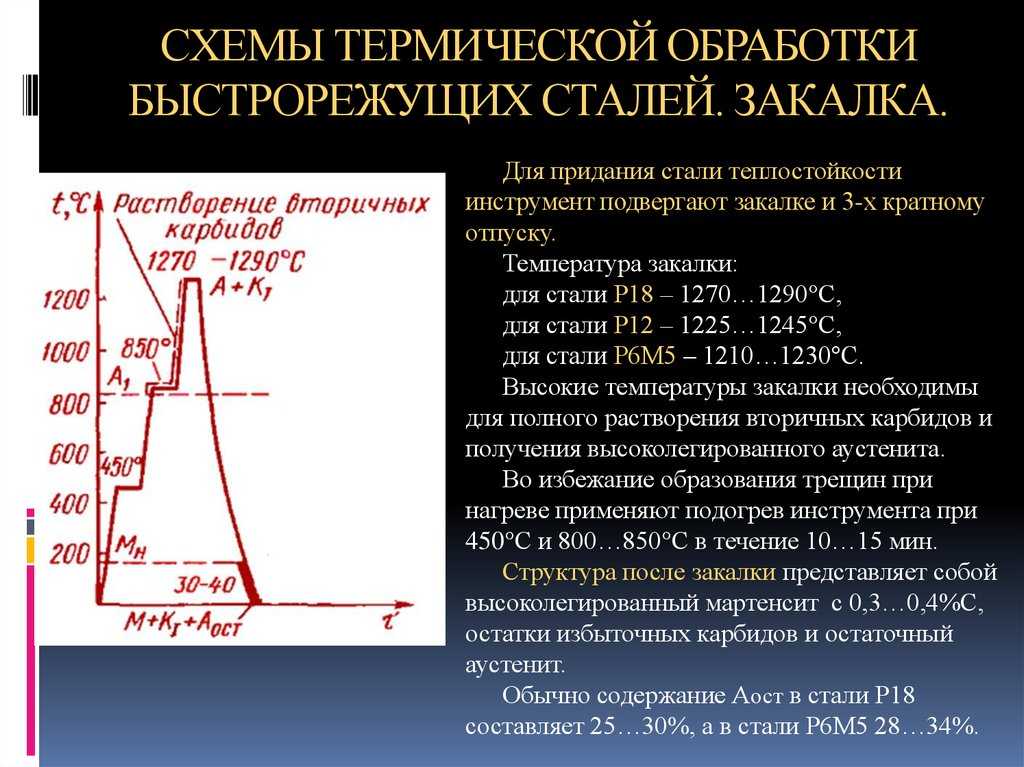 Например:
Например:

 Обработанный таким методом, как закалка, либо отжиг, либо нормализация материал легко поддается предусмотренному воздействию.
Обработанный таким методом, как закалка, либо отжиг, либо нормализация материал легко поддается предусмотренному воздействию.
 Это приводит к высокой хрупкости металлопроката. Процедура отпуска упрочняет сталь и снижает её напряжение.
Это приводит к высокой хрупкости металлопроката. Процедура отпуска упрочняет сталь и снижает её напряжение.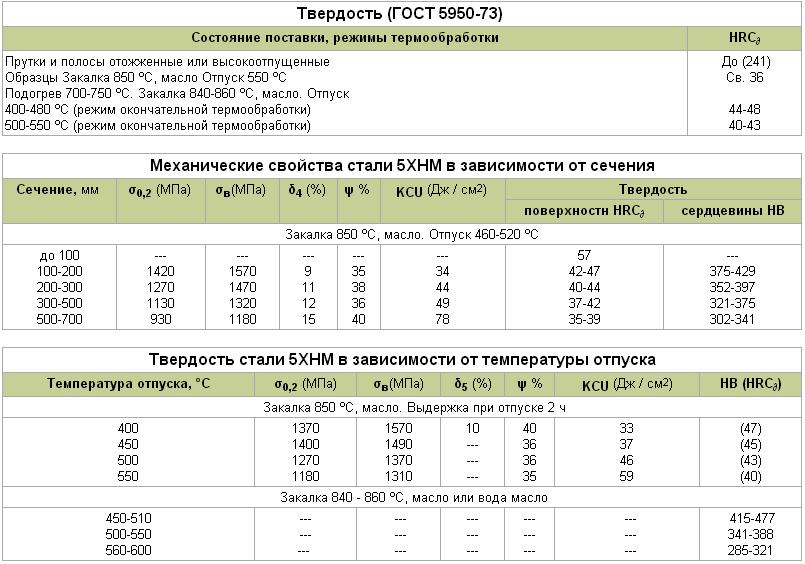 Также нормализация нужна для улучшения характеристик металла для последующей работы с ним. Нормализация стали 45 по технологии похожа на отжиг, но температура нормализации не контролируется в печи, так как остывает заготовка в обычной среде. Нормализация стали 40х, и нормализация стали 20 — наиболее востребованные виды нормализации Сумы.
Также нормализация нужна для улучшения характеристик металла для последующей работы с ним. Нормализация стали 45 по технологии похожа на отжиг, но температура нормализации не контролируется в печи, так как остывает заготовка в обычной среде. Нормализация стали 40х, и нормализация стали 20 — наиболее востребованные виды нормализации Сумы.

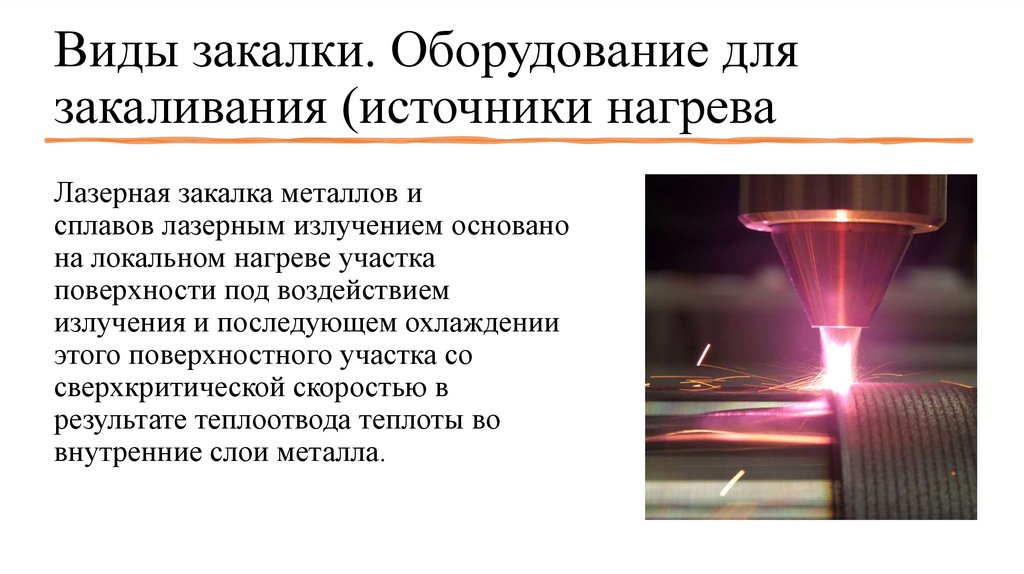

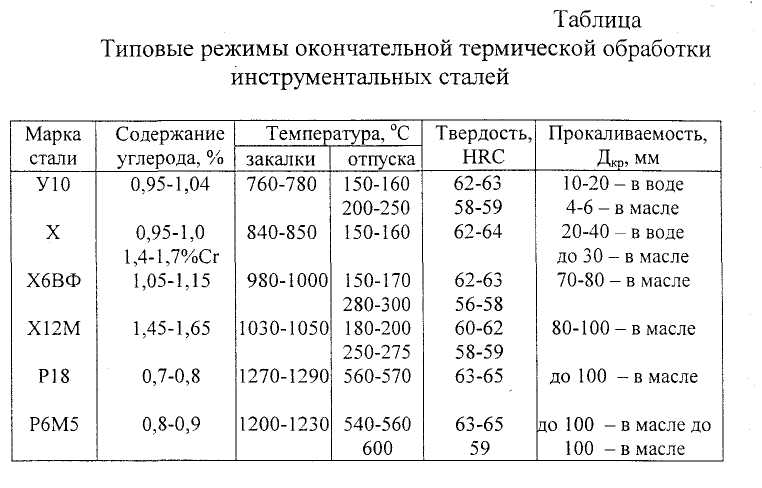 Его самым большим недостатком является низкая прокаливаемость, большие размеры поперечного сечения и востребованность заготовок.
Его самым большим недостатком является низкая прокаливаемость, большие размеры поперечного сечения и востребованность заготовок.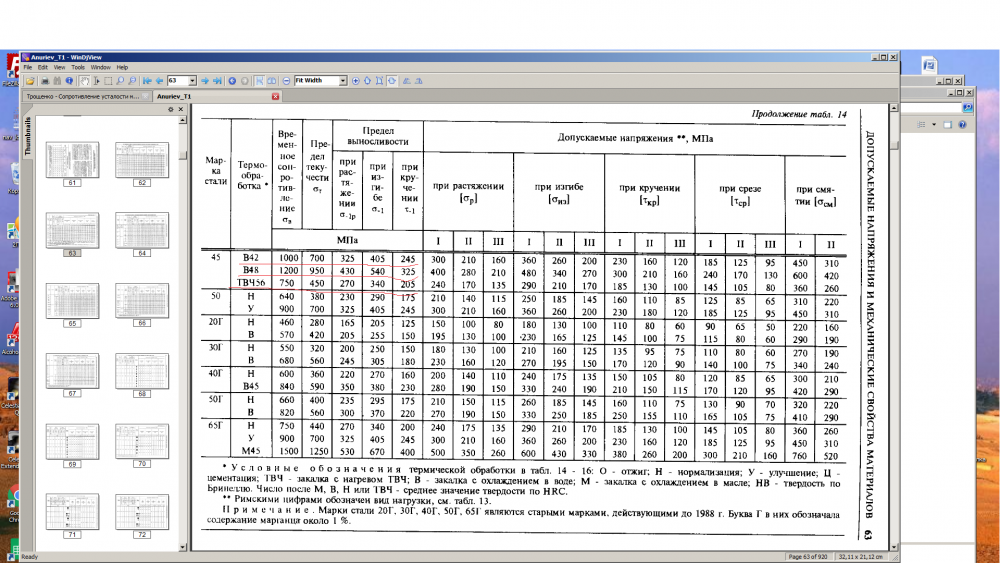 После того, как заготовка попадет в воду, ее следует закалить, но не остудить насквозь. Если заготовку охладить в соленой воде, заготовка может треснуть. Это вызвано быстрым превращением аустенита в мартенсит при охлаждении заготовки примерно до 180°С. Вызвано чрезмерным напряжением тканей.
После того, как заготовка попадет в воду, ее следует закалить, но не остудить насквозь. Если заготовку охладить в соленой воде, заготовка может треснуть. Это вызвано быстрым превращением аустенита в мартенсит при охлаждении заготовки примерно до 180°С. Вызвано чрезмерным напряжением тканей. Возможность большого сечения ниже, но она не может быть ниже HRC48. В противном случае это означает, что заготовка не была полностью закалена, и в структуре может появиться сорбит или даже феррит. Организация, такая организация все еще сохраняется в матрице закалкой, не достигая цели закалки и отпуска.
Возможность большого сечения ниже, но она не может быть ниже HRC48. В противном случае это означает, что заготовка не была полностью закалена, и в структуре может появиться сорбит или даже феррит. Организация, такая организация все еще сохраняется в матрице закалкой, не достигая цели закалки и отпуска.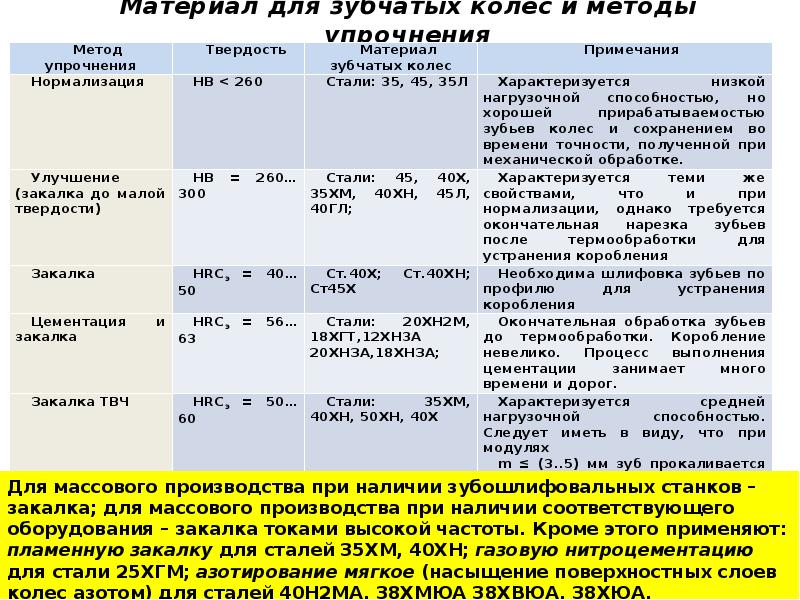 Что касается времени отпуска и выдержки, то оно зависит от требований к твердости и размера заготовки. Мы считаем, что твердость после отпуска зависит от температуры отпуска, которая имеет мало общего со временем отпуска, но должна быть отработана. Как правило, время отпуска и выдержки заготовки всегда превышает один час.
Что касается времени отпуска и выдержки, то оно зависит от требований к твердости и размера заготовки. Мы считаем, что твердость после отпуска зависит от температуры отпуска, которая имеет мало общего со временем отпуска, но должна быть отработана. Как правило, время отпуска и выдержки заготовки всегда превышает один час.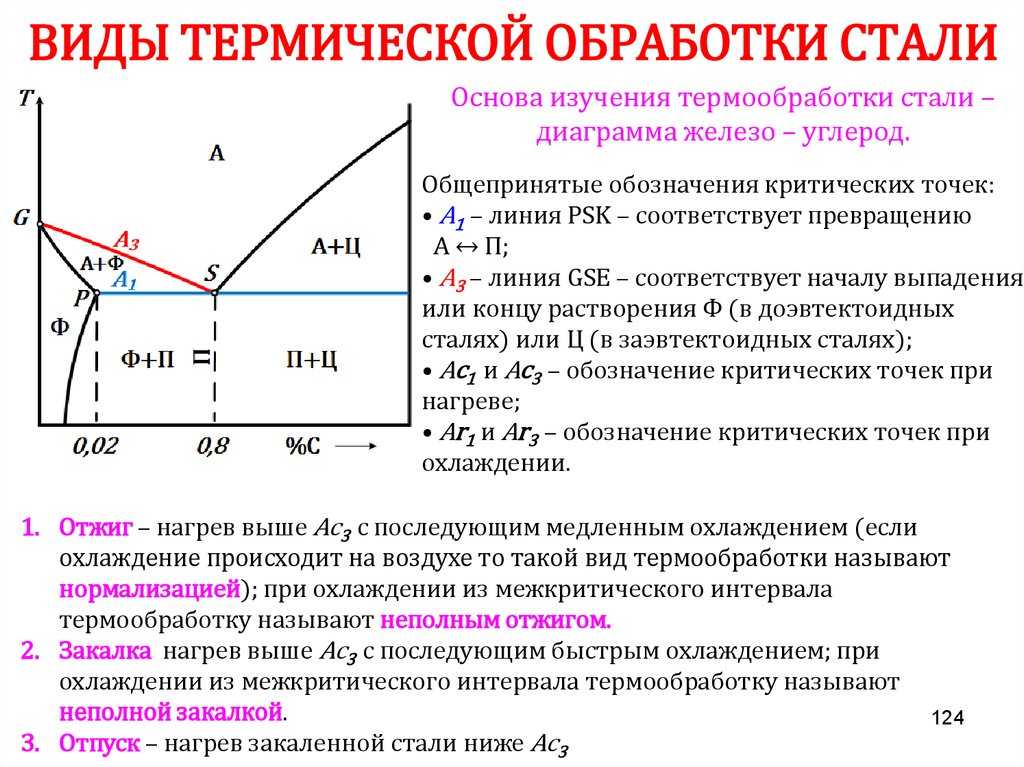
 Отливки могут изготавливаться длиной и шириной до 24 дюймов с допуском +/-0,0005 дюйма.
Отливки могут изготавливаться длиной и шириной до 24 дюймов с допуском +/-0,0005 дюйма.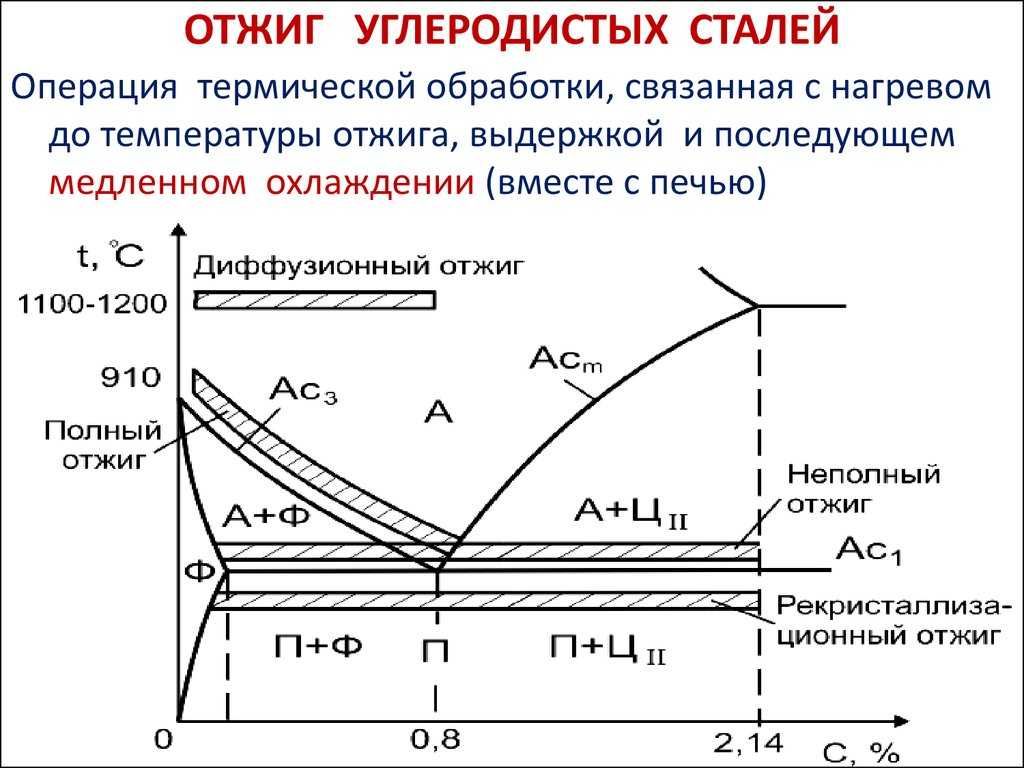 , Фотоаппараты, Роботы, Скульптуры, Звуковое оборудование, Спортивное оборудование, Инструменты, Игрушки и многое другое.
, Фотоаппараты, Роботы, Скульптуры, Звуковое оборудование, Спортивное оборудование, Инструменты, Игрушки и многое другое. Его самым большим недостатком является низкая прокаливаемость, большой размер поперечного сечения и высокие требования к заготовке, непригодность для использования.
Его самым большим недостатком является низкая прокаливаемость, большой размер поперечного сечения и высокие требования к заготовке, непригодность для использования.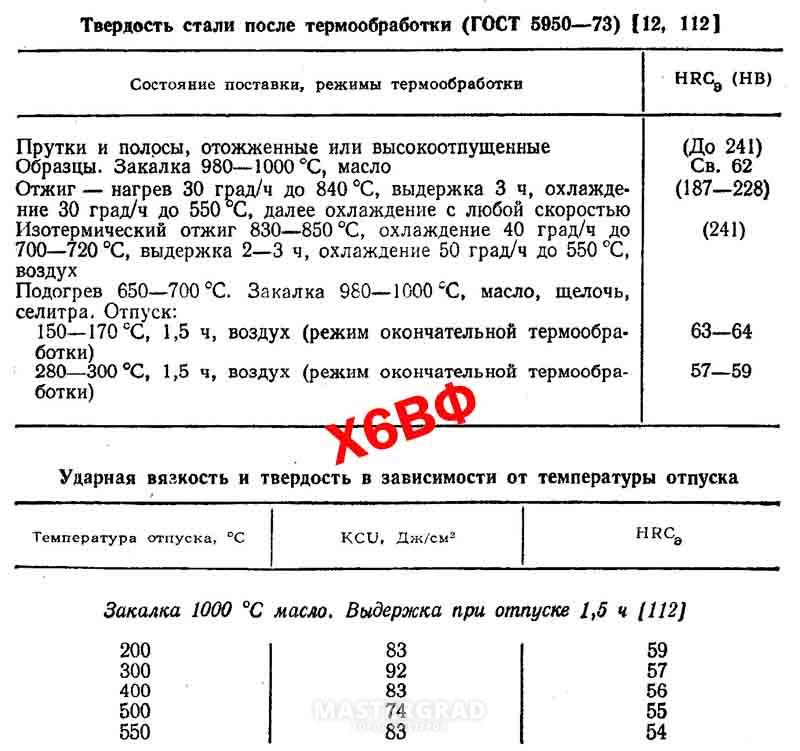


 Поскольку нет других элементов, кроме железа и небольшого количества углерода, нелегированной стали есть меньше прочность и меньшую гибкость. Таким образом, эта сталь должна пройти процесс называется темперированнее. Закаливание — это процесс нагревания железа при высокой температуре для того, чтобы сделать ее чувствительной к образованию трещин, которые происходят во время сварки.
Поскольку нет других элементов, кроме железа и небольшого количества углерода, нелегированной стали есть меньше прочность и меньшую гибкость. Таким образом, эта сталь должна пройти процесс называется темперированнее. Закаливание — это процесс нагревания железа при высокой температуре для того, чтобы сделать ее чувствительной к образованию трещин, которые происходят во время сварки.


 Несколько менее устойчив чугун. Коррозия чугуна и стали, вероятно, существенно зависит от химического состава и структуры их; желательно низкое содержание в них кремния.
Несколько менее устойчив чугун. Коррозия чугуна и стали, вероятно, существенно зависит от химического состава и структуры их; желательно низкое содержание в них кремния.
 По требованию потребителя сталь поставляют в термически обработанном состоянии.
По требованию потребителя сталь поставляют в термически обработанном состоянии.

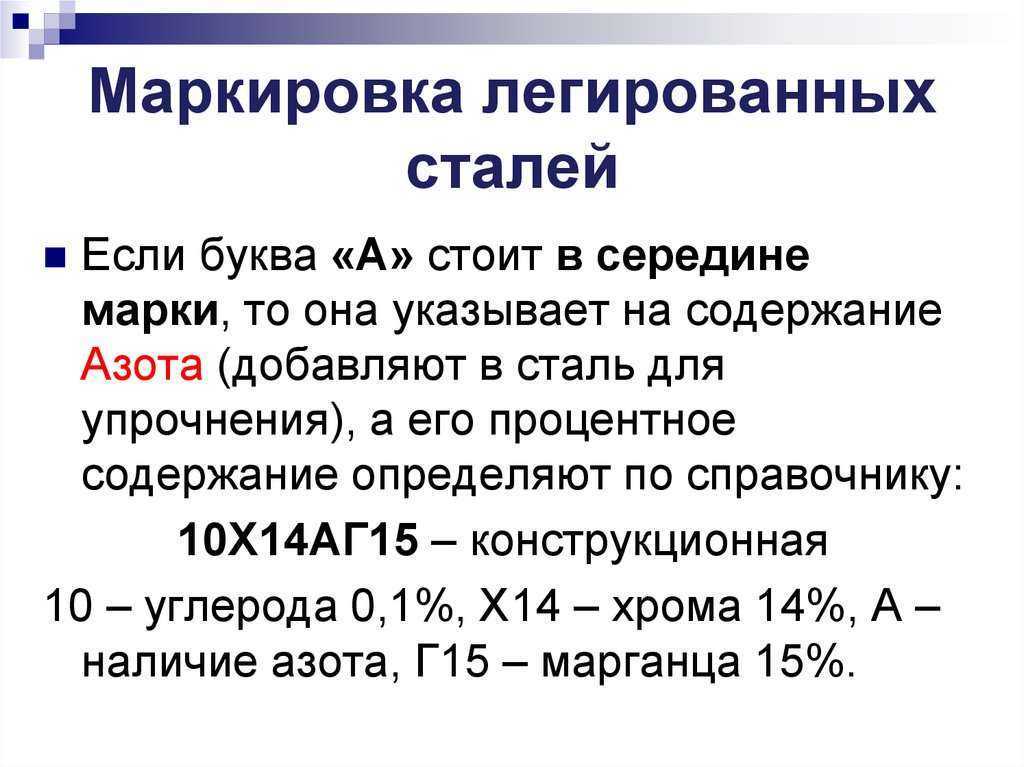 Во многих областях применения основное внимание уделяется максимально возможной полной закалке и отпуску.
Во многих областях применения основное внимание уделяется максимально возможной полной закалке и отпуску. 1151
1151
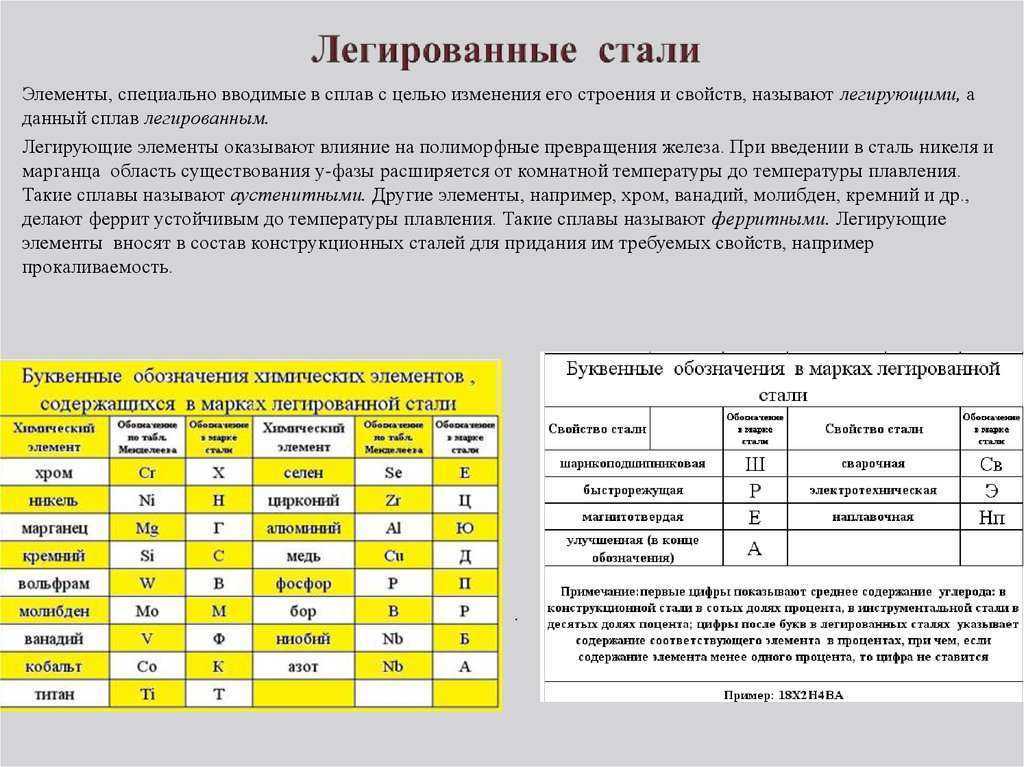
 00
00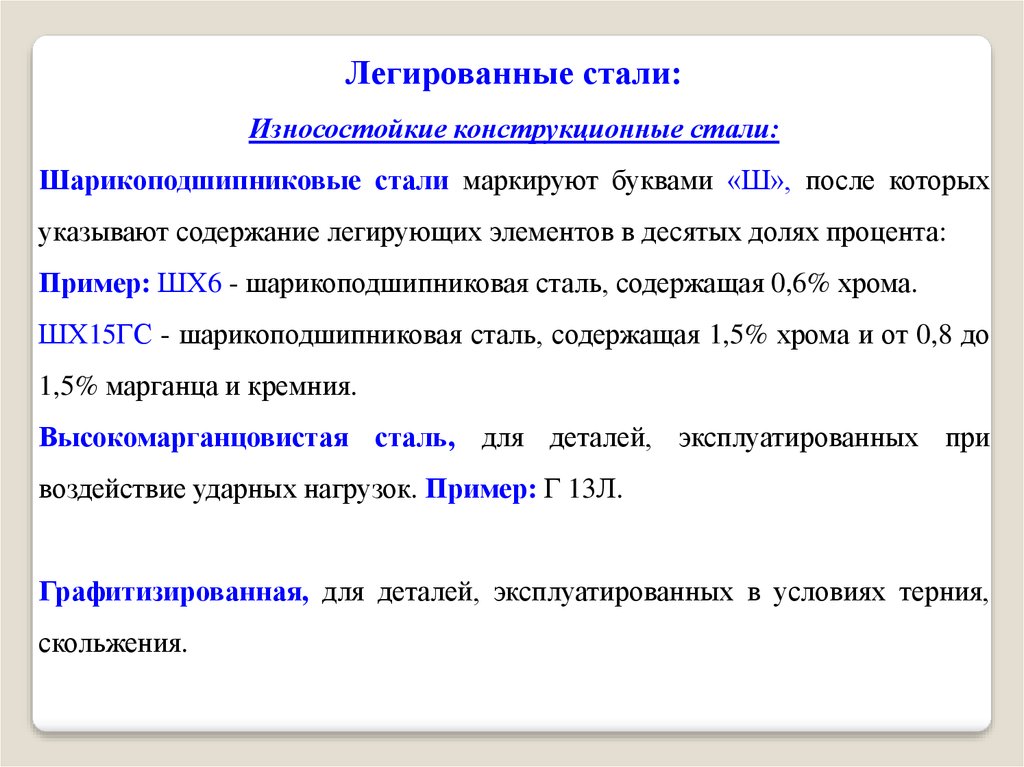
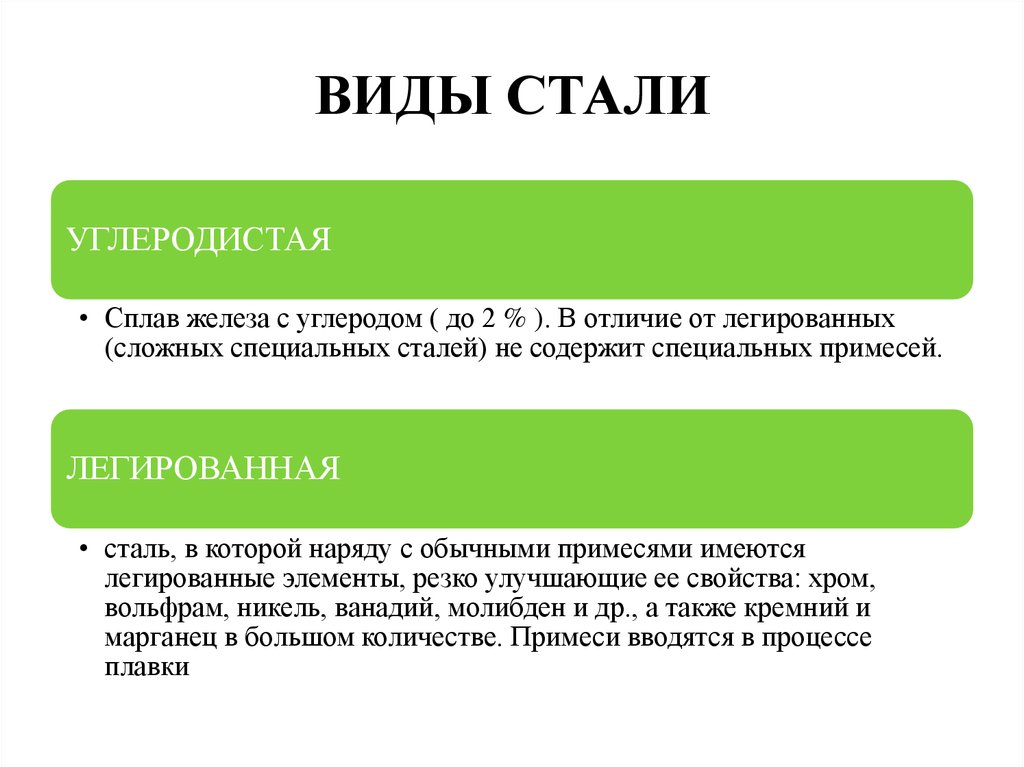 Изменение количества легирующих элементов и формы их присутствия в стали (растворенные элементы, выделенная фаза) влияет на такие качества, как твердость, пластичность и предел прочности при растяжении получаемой стали. Сталь с повышенным содержанием углерода можно сделать тверже и прочнее железа, но такая сталь и менее пластична, чем железо.
Изменение количества легирующих элементов и формы их присутствия в стали (растворенные элементы, выделенная фаза) влияет на такие качества, как твердость, пластичность и предел прочности при растяжении получаемой стали. Сталь с повышенным содержанием углерода можно сделать тверже и прочнее железа, но такая сталь и менее пластична, чем железо. Таким образом, инструментальные стали, быстрорежущие стали и азотированные стали по определению являются высококачественными сталями.
Таким образом, инструментальные стали, быстрорежущие стали и азотированные стали по определению являются высококачественными сталями.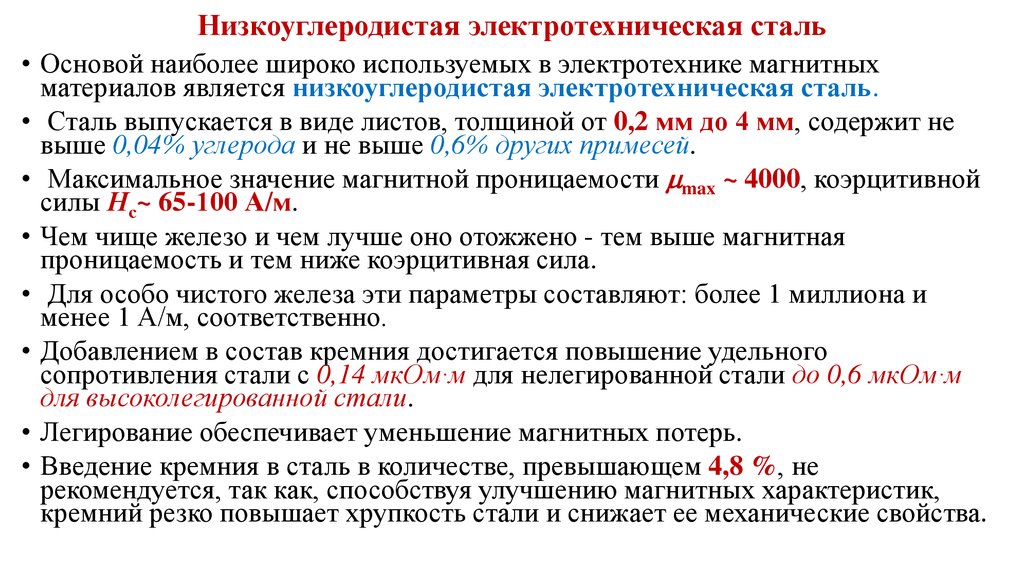 Таким образом, возможна очень высокая твердость (в зависимости от на сплаве, а также хорошую прокаливаемость по всему поперечному сечению детали), в дополнение к высокой износостойкости и/или высокой ударной вязкости, что делает их подходящими для обработки различных материалов, таких как листовой металл или пластик. Они делятся на категории в зависимости от рабочей температуры: холоднодеформируемая сталь (постоянная рабочая температура до 200 градусов Цельсия), горячедеформируемая сталь (постоянная рабочая температура > 200 градусов Цельсия) и быстрорежущая сталь (постоянная рабочая температура до 600 градусов Цельсия). ). Независимо от температуры часто проводится дополнительная классификация стали для пластиковых форм, ориентированная на применение, тогда как природа стали отвечает особым требованиям обработки пластмасс. Это в основном включает все обычные инструментальные стали и нержавеющие стали.
Таким образом, возможна очень высокая твердость (в зависимости от на сплаве, а также хорошую прокаливаемость по всему поперечному сечению детали), в дополнение к высокой износостойкости и/или высокой ударной вязкости, что делает их подходящими для обработки различных материалов, таких как листовой металл или пластик. Они делятся на категории в зависимости от рабочей температуры: холоднодеформируемая сталь (постоянная рабочая температура до 200 градусов Цельсия), горячедеформируемая сталь (постоянная рабочая температура > 200 градусов Цельсия) и быстрорежущая сталь (постоянная рабочая температура до 600 градусов Цельсия). ). Независимо от температуры часто проводится дополнительная классификация стали для пластиковых форм, ориентированная на применение, тогда как природа стали отвечает особым требованиям обработки пластмасс. Это в основном включает все обычные инструментальные стали и нержавеющие стали.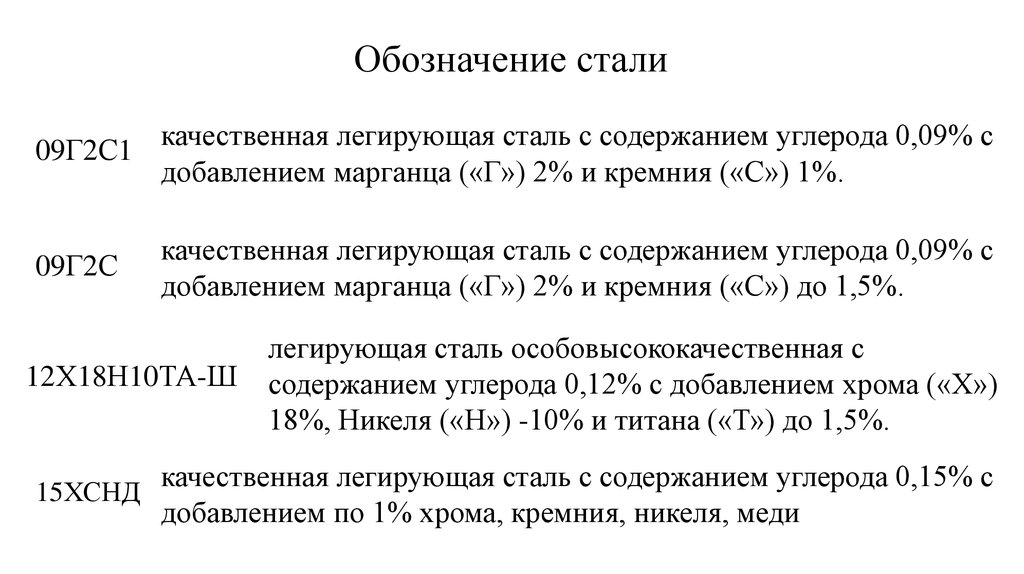 Они должны быть достаточно прочными и устойчивыми к давлению, а также иметь высокую износостойкость. Свойства обусловлены определенными комбинациями легирующих элементов: например, более высокое содержание хрома приводит к образованию твердых карбидов, повышающих износостойкость. Добавление молибдена, ванадия и вольфрама может оптимизировать это свойство. Прежде всего, холоднодеформированные стали должны подходить для механической обработки и демонстрировать минимально возможное изменение размеров при последующей термообработке (например, PREMIUM 1.2842 – AISI/SAE O 2).
Они должны быть достаточно прочными и устойчивыми к давлению, а также иметь высокую износостойкость. Свойства обусловлены определенными комбинациями легирующих элементов: например, более высокое содержание хрома приводит к образованию твердых карбидов, повышающих износостойкость. Добавление молибдена, ванадия и вольфрама может оптимизировать это свойство. Прежде всего, холоднодеформированные стали должны подходить для механической обработки и демонстрировать минимально возможное изменение размеров при последующей термообработке (например, PREMIUM 1.2842 – AISI/SAE O 2). Эти стали обладают жаропрочностью, ударной вязкостью, стойкостью к износу и термическому удару, а также высокой стойкостью к отпуску. Важными легирующими элементами, в дополнение к элементам стали для холодной обработки, являются никель, молибден и кобальт (например, PREMIUM 1.2343 – AISI/SAE H 11).
Эти стали обладают жаропрочностью, ударной вязкостью, стойкостью к износу и термическому удару, а также высокой стойкостью к отпуску. Важными легирующими элементами, в дополнение к элементам стали для холодной обработки, являются никель, молибден и кобальт (например, PREMIUM 1.2343 – AISI/SAE H 11). Поскольку требования очень разнообразны, существует множество инструментальных и инженерных сталей, доступных для использования в производстве пластиковых деталей. Различают инструменты для литья под давлением (в этом случае пластмасса затвердевает в форме, например, во вкладышах формы) и инструменты для литья под давлением (здесь сталь контактирует только с жидким пластиком, например, экструзионные головки). Стали для форм для пластмасс, например, должны легко поддаваться полировке, в связи с высоким качеством поверхности конечных изделий (степень чистоты), должны быть термостойкими, а также устойчивыми к давлению и износу, а при обработке изделий из ПВХ, также устойчивы к ржавчине и кислотам (например, PREMIUM 1.2316 – AISI/SAE 1.2316).
Поскольку требования очень разнообразны, существует множество инструментальных и инженерных сталей, доступных для использования в производстве пластиковых деталей. Различают инструменты для литья под давлением (в этом случае пластмасса затвердевает в форме, например, во вкладышах формы) и инструменты для литья под давлением (здесь сталь контактирует только с жидким пластиком, например, экструзионные головки). Стали для форм для пластмасс, например, должны легко поддаваться полировке, в связи с высоким качеством поверхности конечных изделий (степень чистоты), должны быть термостойкими, а также устойчивыми к давлению и износу, а при обработке изделий из ПВХ, также устойчивы к ржавчине и кислотам (например, PREMIUM 1.2316 – AISI/SAE 1.2316). Кислотостойкая сталь, например, еще более устойчива, так как содержит минимум 8 % никеля (например, PREMIUM 1.4301 – AISI/SAE 304). Коррозионно- и кислотостойкие стали в основном используются в пищевой и химической промышленности. В зависимости от состава сплава структура классифицируется как мартенситная (намагничиваемая, например, PREMIUM 1.2316 – AISI/SAE 1.2316) или аустенитная (ненамагничивающаяся, например, PREMIUM 1.4301 – AISI/SAE 304).
Кислотостойкая сталь, например, еще более устойчива, так как содержит минимум 8 % никеля (например, PREMIUM 1.4301 – AISI/SAE 304). Коррозионно- и кислотостойкие стали в основном используются в пищевой и химической промышленности. В зависимости от состава сплава структура классифицируется как мартенситная (намагничиваемая, например, PREMIUM 1.2316 – AISI/SAE 1.2316) или аустенитная (ненамагничивающаяся, например, PREMIUM 1.4301 – AISI/SAE 304).
 Этот прокат производится с толщиной листа от 2,5 до 10,5 мм в виде рулонов или листов с длиной от 1,6 до 8,0 метров. Ширина рифленого проката находится в диапазоне 0,6-2,2 метра. Высота рифелей – 0,1-0,3 мм. Для 5-миллиметрового листа высота рифелей не должна быть меньшей, чем 1 мм. У нас Вы можете купить лист рифленый из алюминия от производителя очень дешево. Сейчас действуют горячие предложения на рифленый цветной прокат.
Этот прокат производится с толщиной листа от 2,5 до 10,5 мм в виде рулонов или листов с длиной от 1,6 до 8,0 метров. Ширина рифленого проката находится в диапазоне 0,6-2,2 метра. Высота рифелей – 0,1-0,3 мм. Для 5-миллиметрового листа высота рифелей не должна быть меньшей, чем 1 мм. У нас Вы можете купить лист рифленый из алюминия от производителя очень дешево. Сейчас действуют горячие предложения на рифленый цветной прокат.
 Весь металлический прокат сертифицирован и конечно отвечает ГОСТ и ТУ.”
Весь металлический прокат сертифицирован и конечно отвечает ГОСТ и ТУ.” Такая популярность объясняется целым рядом положительных качеств, которыми обладает этот материал. В первую очередь это — небольшой вес и одновременно прочность. Алюминий отличается хорошей устойчивостью к коррозии и продолжительным сроком службы. Он не содержит примесей тяжелых металлов и не выделяет вредных веществ, а поэтому совершенно безопасен для здоровья. Немаловажным свойством алюминия является и его способность сохранять работоспособность при любых климатических условиях, не теряя своих структурных характеристик при перепадах температур.
Такая популярность объясняется целым рядом положительных качеств, которыми обладает этот материал. В первую очередь это — небольшой вес и одновременно прочность. Алюминий отличается хорошей устойчивостью к коррозии и продолжительным сроком службы. Он не содержит примесей тяжелых металлов и не выделяет вредных веществ, а поэтому совершенно безопасен для здоровья. Немаловажным свойством алюминия является и его способность сохранять работоспособность при любых климатических условиях, не теряя своих структурных характеристик при перепадах температур. Толщина листа может варьироваться от полутора до четырех миллиметров и указывается без учета высоты рисок.
Толщина листа может варьироваться от полутора до четырех миллиметров и указывается без учета высоты рисок.



 4pt»>
4pt»> Толщина: 0,2-60 мм
Толщина: 0,2-60 мм Это коррозионно-стойкое свойство обеспечивает долгий срок службы металла и сохраняет его в хорошем состоянии на протяжении всего срока службы.
Это коррозионно-стойкое свойство обеспечивает долгий срок службы металла и сохраняет его в хорошем состоянии на протяжении всего срока службы.




 )
) )
)

 Для получения более подробной информации о цене и наличии обращайтесь к специалистам нашей компании по телефону +7 (812) 326-05-72 или по электронной почте:
Для получения более подробной информации о цене и наличии обращайтесь к специалистам нашей компании по телефону +7 (812) 326-05-72 или по электронной почте:  12
12
 09
09
 54
54
 97
97
 78
78
 38
38
 24
24
/5c1ace9e9101dae.ru.s.siteapi.org/img/1e5ad52d5c8fa451d0c3375a089a80a695e22ff5.jpg) 23
23
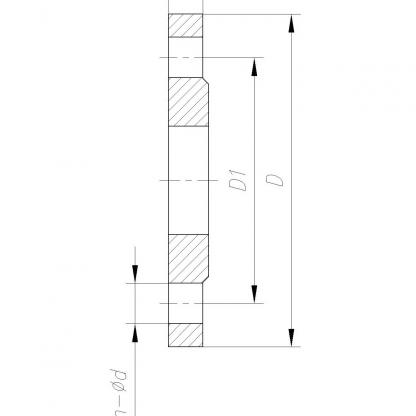 При оформлении заказа, пожалуйста, учитывайте, что стоимость указана за 1 штуку.
При оформлении заказа, пожалуйста, учитывайте, что стоимость указана за 1 штуку. ru и
ru и  each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}} Компания производит различные типы фланцевых изделий для удовлетворения различных потребностей. С момента своего создания компания всегда придерживалась бизнес-политики «качество во-первых, клиент во-первых, репутация во-первых», искренне удовлетворяя потенциальные потребности наших клиентов. В непреодолимой ситуации экономической глобализации наша компания готова искренне сотрудничать с предприятиями по всему миру, чтобы …
Компания производит различные типы фланцевых изделий для удовлетворения различных потребностей. С момента своего создания компания всегда придерживалась бизнес-политики «качество во-первых, клиент во-первых, репутация во-первых», искренне удовлетворяя потенциальные потребности наших клиентов. В непреодолимой ситуации экономической глобализации наша компания готова искренне сотрудничать с предприятиями по всему миру, чтобы …
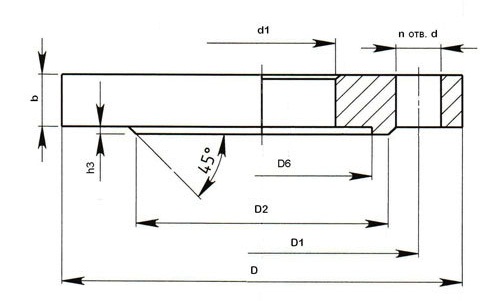
 2, нержавеющая сталь 1.4301, 1.4404.
2, нержавеющая сталь 1.4301, 1.4404. Когда выступ необходим для скольжения на фланцах труб, стандартная высота составляет 1/16 дюйма для накладок на фланцах труб до 400#. Для накладок на фланцы труб от 400# и выше стандартная высота выступа на фланцах труб составляет 1/4″.
Когда выступ необходим для скольжения на фланцах труб, стандартная высота составляет 1/16 дюйма для накладок на фланцах труб до 400#. Для накладок на фланцы труб от 400# и выше стандартная высота выступа на фланцах труб составляет 1/4″.
 Для резьбовых трубных фланцев 400# и выше стандартная высота выступа резьбового фланца трубы составляет 1/4 дюйма. .
Для резьбовых трубных фланцев 400# и выше стандартная высота выступа резьбового фланца трубы составляет 1/4 дюйма. .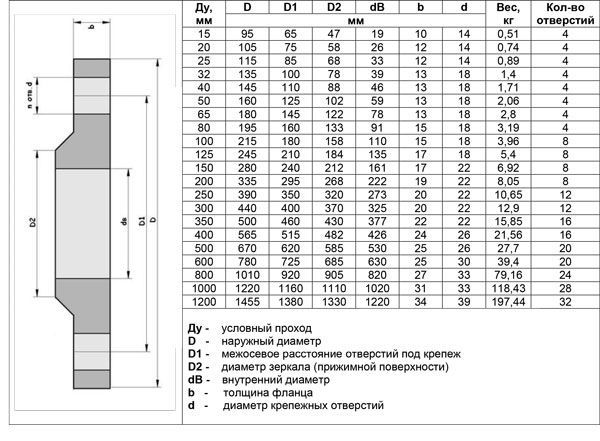 Когда выступ необходим для глухих фланцев, стандартная высота составляет 1/16 дюйма для глухих фланцев до 400#. Для глухих фланцев 400# и выше стандартная высота выступа глухого фланца составляет 1/4 дюйма.
Когда выступ необходим для глухих фланцев, стандартная высота составляет 1/16 дюйма для глухих фланцев до 400#. Для глухих фланцев 400# и выше стандартная высота выступа глухого фланца составляет 1/4 дюйма. Когда выступ необходим для фланцев трубы с приварной горловиной, стандартная высота составляет 1/16 дюйма для фланцев трубы с приварной горловиной до 400 #. Для фланцев трубы с приварной горловиной от 400 # и выше стандартная высота выступа фланца трубы с приварной горловиной составляет 1/4″.
Когда выступ необходим для фланцев трубы с приварной горловиной, стандартная высота составляет 1/16 дюйма для фланцев трубы с приварной горловиной до 400 #. Для фланцев трубы с приварной горловиной от 400 # и выше стандартная высота выступа фланца трубы с приварной горловиной составляет 1/4″.:format(png):watermark(5c1ace9e9101dae.ru.s.siteapi.org/watermark/buweklhpo9kcos0kco0408wo8cc4c0,-1,-1,0,15,none)/5c1ace9e9101dae.ru.s.siteapi.org/img/508b458599daa272f646182ef001fb1d37fe289b.jpg)
 Когда выступ необходим для фланцев для приварки враструб, стандартная высота составляет 1/16 дюйма для фланцев для приварки враструб до 400#. Для фланцев для приварки враструб от 400# и выше стандартная высота выступа для фланцев для приварки враструб составляет 1/4″.
Когда выступ необходим для фланцев для приварки враструб, стандартная высота составляет 1/16 дюйма для фланцев для приварки враструб до 400#. Для фланцев для приварки враструб от 400# и выше стандартная высота выступа для фланцев для приварки враструб составляет 1/4″.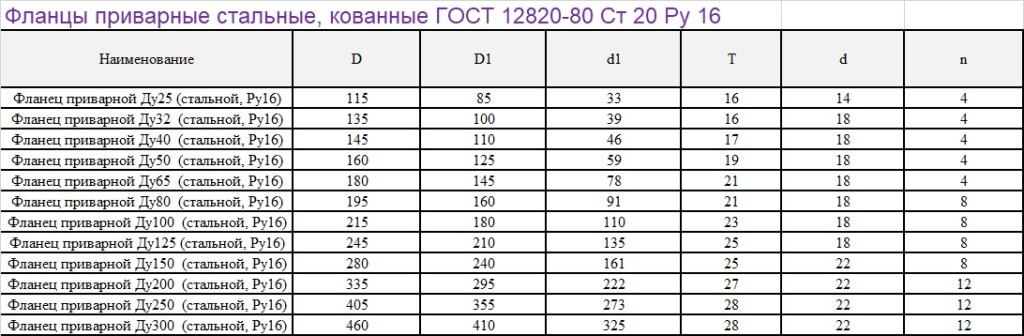


 Большинство изделий выполняется из стали всевозможных марок.СтальКак говорилось ранее, для ручной ковки наиболее пригодна так называемая
Большинство изделий выполняется из стали всевозможных марок.СтальКак говорилось ранее, для ручной ковки наиболее пригодна так называемая Сверхтвердые материалы
Сверхтвердые материалы Гидроизоляционные материалы
Гидроизоляционные материалы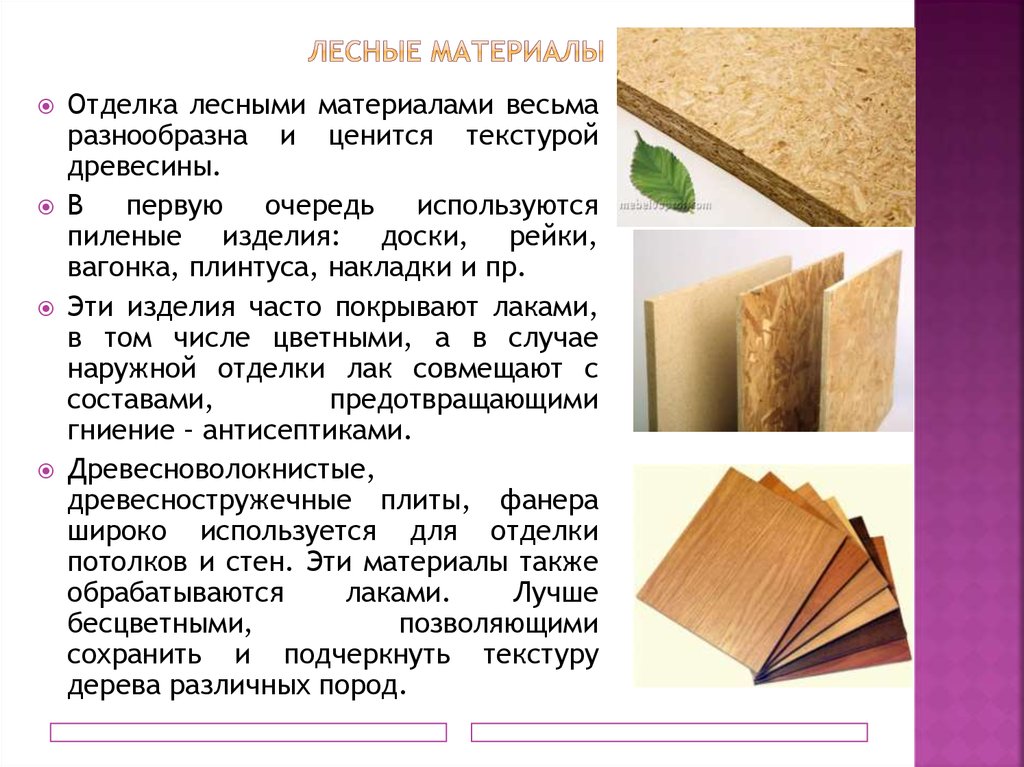 По происхождению или исходному сырью смазочные материалы подразделяют
По происхождению или исходному сырью смазочные материалы подразделяют Такие воскоподобные составы используются для
Такие воскоподобные составы используются для Наиболее пожароопасный тип живого напочвенного покрова, горение по которому может распространяться уже на 2-3 день после выпадения осадков; мхи – с помощью ризоидов активно впитывают влагу, но не регулируют её испарение. Пожароопасность мхов несколько ниже, чем у лишайников, но значительно выше, чем у большинства высших растений. Из этой группы растительности наиболее пожароопасными являются «беломошники», произрастающие в сухих условиях; высшие растения – интенсивно поглощающие влагу из почвы, изменяющие интенсивность транспирации, поддерживающие свою влажность в необходимом для жизни интервале. Представлены различными видами трав, кустарничков и кустарников. Степень их пожароопасности может значительно различаться как между различными видами, так и в течение пожароопасного сезона.
Наиболее пожароопасный тип живого напочвенного покрова, горение по которому может распространяться уже на 2-3 день после выпадения осадков; мхи – с помощью ризоидов активно впитывают влагу, но не регулируют её испарение. Пожароопасность мхов несколько ниже, чем у лишайников, но значительно выше, чем у большинства высших растений. Из этой группы растительности наиболее пожароопасными являются «беломошники», произрастающие в сухих условиях; высшие растения – интенсивно поглощающие влагу из почвы, изменяющие интенсивность транспирации, поддерживающие свою влажность в необходимом для жизни интервале. Представлены различными видами трав, кустарничков и кустарников. Степень их пожароопасности может значительно различаться как между различными видами, так и в течение пожароопасного сезона.
 Новосибирск, 1977.
Новосибирск, 1977. Такая широкая доступность снижает объем необходимой транспортировки, позволяя использовать материал ближе к месту его производства.
Такая широкая доступность снижает объем необходимой транспортировки, позволяя использовать материал ближе к месту его производства.


 Из древесины также изготавливаются архитектурные или индивидуальные изделия из дерева, а также другие архитектурные молдинги.
Из древесины также изготавливаются архитектурные или индивидуальные изделия из дерева, а также другие архитектурные молдинги.

 eartheclipse.com/energy/uses-of-timber.html
eartheclipse.com/energy/uses-of-timber.html
 Но наиболее распространенной и наиболее знакомой формой массивного бруса, которая открыла самые новые архитектурные возможности, является кросс-клееный брус (CLT).
Но наиболее распространенной и наиболее знакомой формой массивного бруса, которая открыла самые новые архитектурные возможности, является кросс-клееный брус (CLT). для Чикаго предлагается построить 80-этажную деревянную башню.
для Чикаго предлагается построить 80-этажную деревянную башню.
 https://t.co/iMmOtcIMzb
https://t.co/iMmOtcIMzb Не помогает и то, что средства массовой информации в последнее время пестрят изображениями каркасных домов и кварталов, горящих в Калифорнии. Это первый вопрос каждого о массивной древесине: а как насчет огня?
Не помогает и то, что средства массовой информации в последнее время пестрят изображениями каркасных домов и кварталов, горящих в Калифорнии. Это первый вопрос каждого о массивной древесине: а как насчет огня? безопасность.
безопасность. Необходимо учитывать не менее трех углеродных эффектов.
Необходимо учитывать не менее трех углеродных эффектов.
 Исследование 2014 года, опубликованное в Журнале устойчивого лесоводства, глубоко рассмотрело вопрос о углеродных последствиях крупномасштабной замены древесных материалов альтернативами и пришло к выводу: «В глобальном масштабе как устойчиво заготавливается достаточно дополнительной древесины, так и требуется достаточное количество инфраструктуры зданий и мостов. будет построен для сокращения годовых выбросов CO2 на 14–31% и потребления ТФ на 12–19%%, если бы часть этой инфраструктуры была сделана из дерева». По его словам, самое большое сокращение выбросов CO2 произошло из-за «избегания избыточной энергии [ископаемого топлива], используемой для изготовления стальных и бетонных конструкций».
Исследование 2014 года, опубликованное в Журнале устойчивого лесоводства, глубоко рассмотрело вопрос о углеродных последствиях крупномасштабной замены древесных материалов альтернативами и пришло к выводу: «В глобальном масштабе как устойчиво заготавливается достаточно дополнительной древесины, так и требуется достаточное количество инфраструктуры зданий и мостов. будет построен для сокращения годовых выбросов CO2 на 14–31% и потребления ТФ на 12–19%%, если бы часть этой инфраструктуры была сделана из дерева». По его словам, самое большое сокращение выбросов CO2 произошло из-за «избегания избыточной энергии [ископаемого топлива], используемой для изготовления стальных и бетонных конструкций». После подсчета всех многочисленных факторов они пришли к выводу, что здание CLT представляет собой «снижение потенциала глобального потепления на 26,5%».
После подсчета всех многочисленных факторов они пришли к выводу, что здание CLT представляет собой «снижение потенциала глобального потепления на 26,5%». Это практически исключает отходы материалов — нет необходимости выбрасывать дверные и оконные проемы, потому что древесина туда никогда не клалась. При изготовлении с компьютерным управлением древесина размещается только там, где это необходимо.
Это практически исключает отходы материалов — нет необходимости выбрасывать дверные и оконные проемы, потому что древесина туда никогда не клалась. При изготовлении с компьютерным управлением древесина размещается только там, где это необходимо.

 (Это было опубликовано в журнале Dwell Magazine.) «Нам нравится там жить», — говорит она. Интерьер полностью обшит деревом, а «акустика невероятно богатая, звук красивый, в воздухе все еще чувствуется легкий запах сосны, а то, как он отражает свет, просто волшебно». Джонс говорит, что, учитывая все обстоятельства, строительство ее дома с помощью CLT увеличило общие затраты примерно на 8 процентов.
(Это было опубликовано в журнале Dwell Magazine.) «Нам нравится там жить», — говорит она. Интерьер полностью обшит деревом, а «акустика невероятно богатая, звук красивый, в воздухе все еще чувствуется легкий запах сосны, а то, как он отражает свет, просто волшебно». Джонс говорит, что, учитывая все обстоятельства, строительство ее дома с помощью CLT увеличило общие затраты примерно на 8 процентов.
 В зависимости от модели сварочные маски могут иметь классическое смотровое окно или экран изогнутой формы, а также боковые стекла с затемнением. Такая конструкция улучшает периферийный обзор — вы лучше видите во всех направлениях и контролируете ситуацию в процессе сварки, что важно для безопасности и удобства.
В зависимости от модели сварочные маски могут иметь классическое смотровое окно или экран изогнутой формы, а также боковые стекла с затемнением. Такая конструкция улучшает периферийный обзор — вы лучше видите во всех направлениях и контролируете ситуацию в процессе сварки, что важно для безопасности и удобства.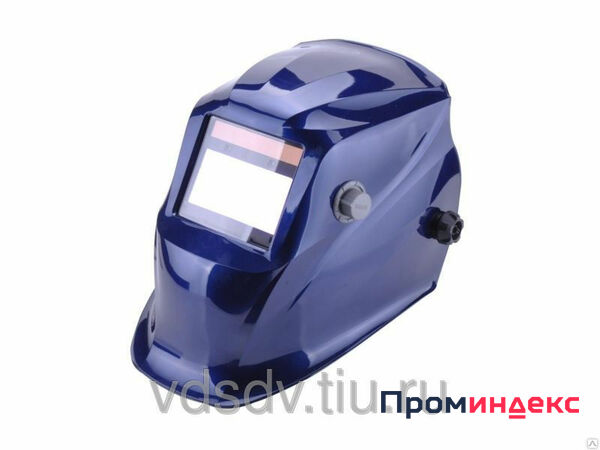 Степень затемнения С-4 или DIN 9-10. Этого достаточно для сварки на бытовых инверторах.
Степень затемнения С-4 или DIN 9-10. Этого достаточно для сварки на бытовых инверторах.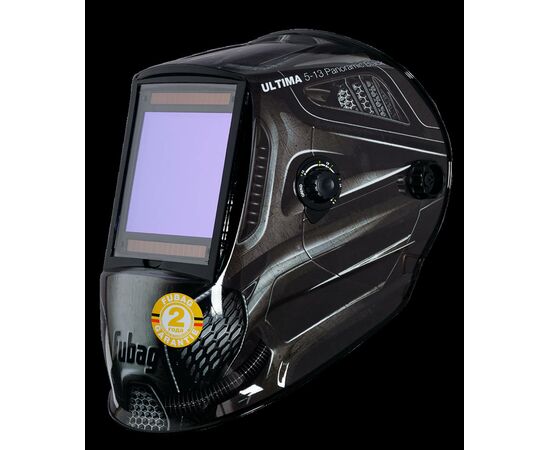 Степень затемнения DIN 9-13 позволяет использовать маску для бытовых и полупрофессиональных задач.
Степень затемнения DIN 9-13 позволяет использовать маску для бытовых и полупрофессиональных задач. У неё комфортное оголовье, позволяющее выбирать одно из пяти положений, и мягкий кожух для защиты лица. Увеличенный размер визора обеспечивает лучший обзор. Диапазон DIN 5-8/9-13, сенсорная регулировка затемнения, восемь настроек памяти делают работу удобной при любой сварке.
У неё комфортное оголовье, позволяющее выбирать одно из пяти положений, и мягкий кожух для защиты лица. Увеличенный размер визора обеспечивает лучший обзор. Диапазон DIN 5-8/9-13, сенсорная регулировка затемнения, восемь настроек памяти делают работу удобной при любой сварке.



 к. светофильтры не пригодны для работы в условиях низких температур. Ниже представлен рейтинг лучших масок сварщика по категориям.
к. светофильтры не пригодны для работы в условиях низких температур. Ниже представлен рейтинг лучших масок сварщика по категориям. Занимает вторую позицию, т. к. нет защиты от брызг, но зато скорость срабатывания выше — 0,04 с, а плотность затемнения регулируется в диапазоне 4—13 DIN. Изделие имеет 4 датчика и функцию самостоятельного тестирования светофильтров.
Занимает вторую позицию, т. к. нет защиты от брызг, но зато скорость срабатывания выше — 0,04 с, а плотность затемнения регулируется в диапазоне 4—13 DIN. Изделие имеет 4 датчика и функцию самостоятельного тестирования светофильтров.
 к. производители снабдили изделие следующими техническими параметрами: высокая скорость затемнения — 0,03 с; комбинированное питание — встроенный аккумулятор плюс солнечная батарейка; ударопрочные материалы. Уступает лидирующее положение за счет малого обзора и немногим большего веса, но регулировка расположена на внешней стороне маски.
к. производители снабдили изделие следующими техническими параметрами: высокая скорость затемнения — 0,03 с; комбинированное питание — встроенный аккумулятор плюс солнечная батарейка; ударопрочные материалы. Уступает лидирующее положение за счет малого обзора и немногим большего веса, но регулировка расположена на внешней стороне маски.

 Пригодна для всех видов дуговой сварки, 4 оптических датчика, плавная регулировка затемнения 5—9 и 9—13 DIN, поэтому исполнитель может выбрать оптимальный вариант.
Пригодна для всех видов дуговой сварки, 4 оптических датчика, плавная регулировка затемнения 5—9 и 9—13 DIN, поэтому исполнитель может выбрать оптимальный вариант.
 Корпус изготовлен из термостойкого прочного пластика, оголовье регулируется, а высота — при помощи реечного механизма с пошаговым действием.
Корпус изготовлен из термостойкого прочного пластика, оголовье регулируется, а высота — при помощи реечного механизма с пошаговым действием. Существует множество вариантов линз для сварочных шлемов, и мы надеемся внести некоторую ясность в отношении вашей следующей покупки сварочного шлема, а также некоторые из лучших предложений, доступных на шлемы.
Существует множество вариантов линз для сварочных шлемов, и мы надеемся внести некоторую ясность в отношении вашей следующей покупки сварочного шлема, а также некоторые из лучших предложений, доступных на шлемы. Четыре варианта оценки измеряют следующее:
Четыре варианта оценки измеряют следующее:  Прозрачность 1/1/1/1 невозможна с более светлым оттенком 3, что побуждает сварщиков сделать важный выбор.
Прозрачность 1/1/1/1 невозможна с более светлым оттенком 3, что побуждает сварщиков сделать важный выбор. Сварочная маска Hobart Impact с автоматическим затемнением – Лучший результат
Сварочная маска Hobart Impact с автоматическим затемнением – Лучший результат Благодаря переменной степени затемнения от 5 до 13 вы будете готовы работать в любых условиях освещения, с любым типом сварки. Кроме того, технология подавления помех работает, чтобы предотвратить ложные срабатывания, вызванные источниками света, отличными от вашей сварки.
Благодаря переменной степени затемнения от 5 до 13 вы будете готовы работать в любых условиях освещения, с любым типом сварки. Кроме того, технология подавления помех работает, чтобы предотвратить ложные срабатывания, вызванные источниками света, отличными от вашей сварки. Кроме того, линейка шлемов 3350 предлагает самую большую площадь обзора в своем классе — 12,5 квадратных дюймов. Если вам когда-либо было трудно увидеть, что вы свариваете, вы оцените эту замечательную функцию. Благодаря идеальной оптической четкости, предлагаемой этой маской, вы увидите свою работу, как никогда раньше.
Кроме того, линейка шлемов 3350 предлагает самую большую площадь обзора в своем классе — 12,5 квадратных дюймов. Если вам когда-либо было трудно увидеть, что вы свариваете, вы оцените эту замечательную функцию. Благодаря идеальной оптической четкости, предлагаемой этой маской, вы увидите свою работу, как никогда раньше. Сварочная маска 3M Speedglas с автоматическим затемнением
Сварочная маска 3M Speedglas с автоматическим затемнением Сварочная маска Esab SENTINEL A50 с автоматическим затемнением
Сварочная маска Esab SENTINEL A50 с автоматическим затемнением Сварочный шлем Jackson Safety Bh4 Auto Dark
Сварочный шлем Jackson Safety Bh4 Auto Dark Сварочная маска Optrel VegaView 2.5 Auto Dark
Сварочная маска Optrel VegaView 2.5 Auto Dark Сварочные маски Miller Digital Elite с автоматическим затемнением
Сварочные маски Miller Digital Elite с автоматическим затемнением Маска сварщика с автоматическим затемнением YESWELDER
Маска сварщика с автоматическим затемнением YESWELDER Сварочная маска DEKOPRO с автоматическим затемнением
Сварочная маска DEKOPRO с автоматическим затемнением Но что важнее всего учитывать? Что нужно знать перед тем, как совершить покупку? В этом разделе мы дадим вам всю необходимую информацию, чтобы вы могли быть уверены в своей способности сделать правильный выбор сварочной маски.
Но что важнее всего учитывать? Что нужно знать перед тем, как совершить покупку? В этом разделе мы дадим вам всю необходимую информацию, чтобы вы могли быть уверены в своей способности сделать правильный выбор сварочной маски. Приобретая маску с высоким уровнем изменчивости оттенка на высококачественных линзах, вы можете быть уверены, что ваши глаза защищены даже в самых ярких условиях.
Приобретая маску с высоким уровнем изменчивости оттенка на высококачественных линзах, вы можете быть уверены, что ваши глаза защищены даже в самых ярких условиях. Объективы тестируются в четырех областях и получают оценку от 1 до 3 в каждой, где 1/1/1/1 является идеальной оценкой. Только несколько сварочных масок премиум-класса достигают такого высокого показателя четкости. Например, сварочная каска Lincoln 3350, занявшая третье место, имеет идеальные единицы по всем направлениям.
Объективы тестируются в четырех областях и получают оценку от 1 до 3 в каждой, где 1/1/1/1 является идеальной оценкой. Только несколько сварочных масок премиум-класса достигают такого высокого показателя четкости. Например, сварочная каска Lincoln 3350, занявшая третье место, имеет идеальные единицы по всем направлениям. Мигание разными цветами и изменение уровня оттенка могут не только отвлекать внимание. Когда вы не можете должным образом увидеть свои сварочные работы, вы рискуете своими пальцами и руками.
Мигание разными цветами и изменение уровня оттенка могут не только отвлекать внимание. Когда вы не можете должным образом увидеть свои сварочные работы, вы рискуете своими пальцами и руками. В таких случаях вам нужно иметь возможность держать маску на самом низком уровне, даже когда могут быть искры или яркий солнечный свет. Для этого многие маски оснащены режимом измельчения.
В таких случаях вам нужно иметь возможность держать маску на самом низком уровне, даже когда могут быть искры или яркий солнечный свет. Для этого многие маски оснащены режимом измельчения.
 Если головной убор не остается на месте, вы можете постоянно его корректировать. Все маски в наших верхних позициях наверняка будут удобной посадкой, что позволит вам сосредоточиться на работе, а не на маске.
Если головной убор не остается на месте, вы можете постоянно его корректировать. Все маски в наших верхних позициях наверняка будут удобной посадкой, что позволит вам сосредоточиться на работе, а не на маске. Давайте вспомним лучшие сварочные маски с автоматическим затемнением, представленные в настоящее время на рынке:
Давайте вспомним лучшие сварочные маски с автоматическим затемнением, представленные в настоящее время на рынке:




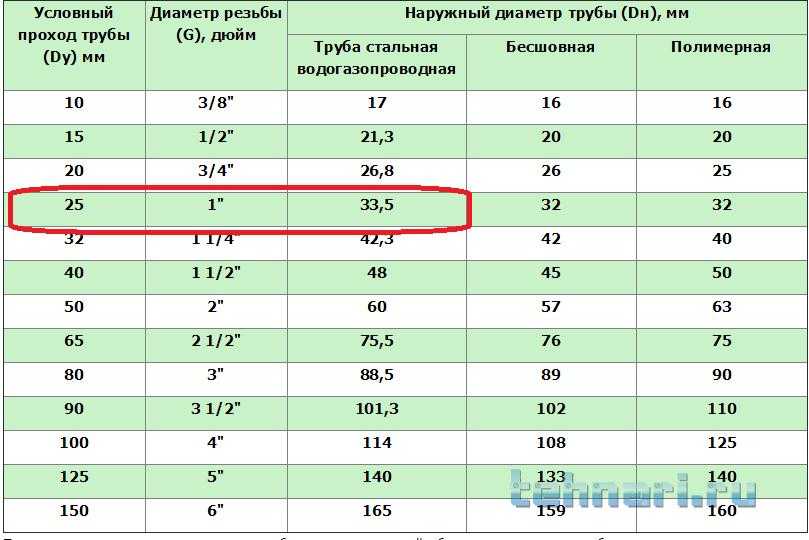 1 Размеры медных труб: таблица диаметров в дюймах и мм, обозначение, правила монтажа
1 Размеры медных труб: таблица диаметров в дюймах и мм, обозначение, правила монтажа Под условным проходом трубы ( Dy ) понимают внутренний диаметр трубопровода, округленный до ближайшего значения из установленного стандартного ряда.
Под условным проходом трубы ( Dy ) понимают внутренний диаметр трубопровода, округленный до ближайшего значения из установленного стандартного ряда. 3
3 5
5 м.
м. 900
900 000
000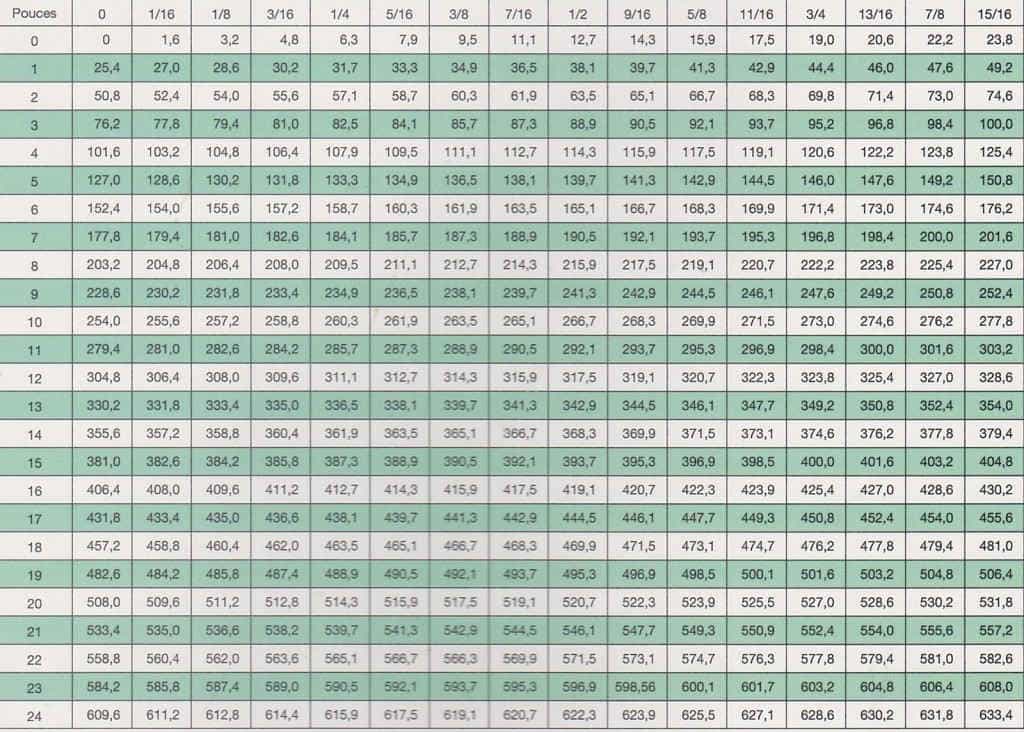 м.
м. 764
764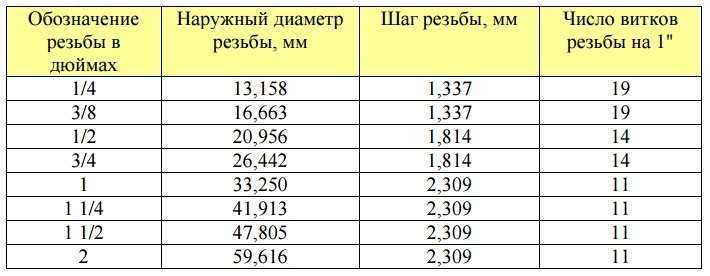 0625
0625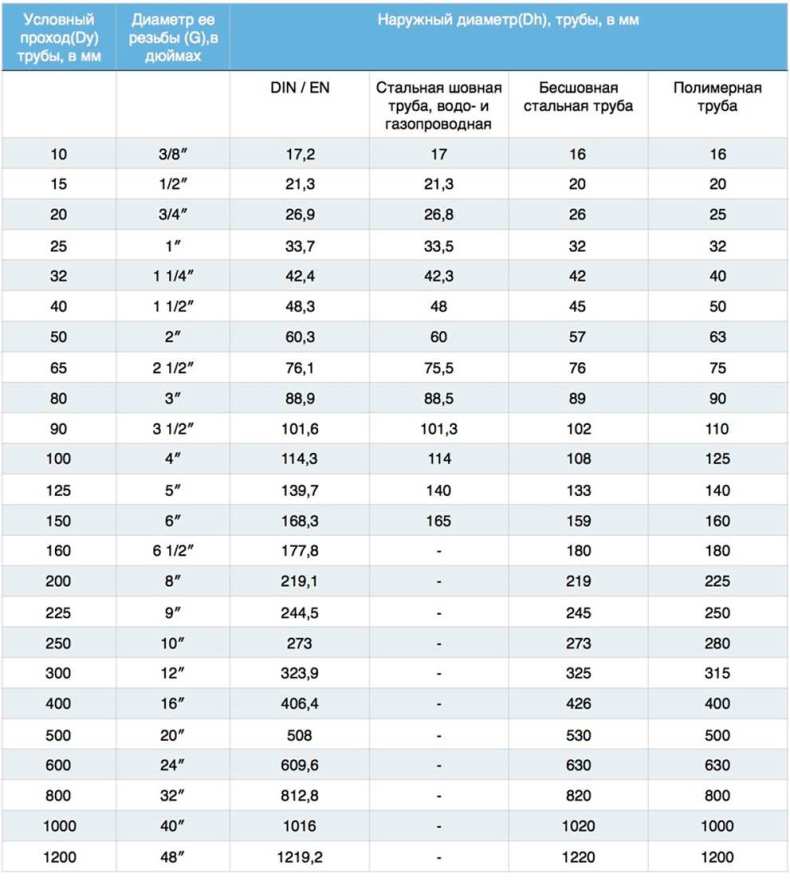 8125
8125 4
4 5781
5781






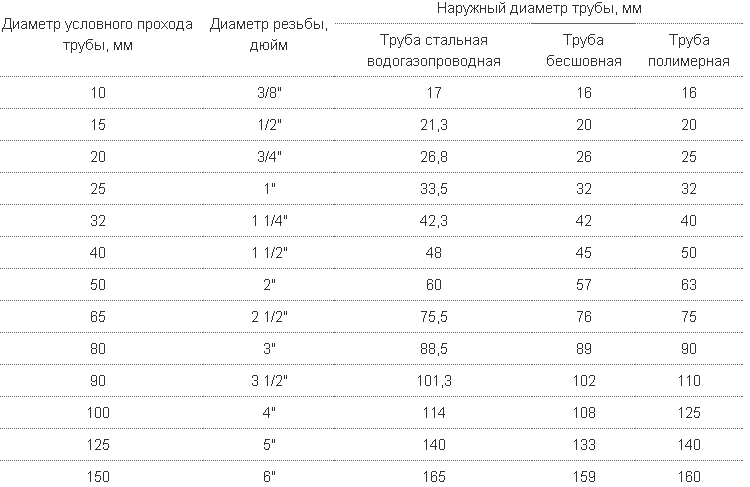
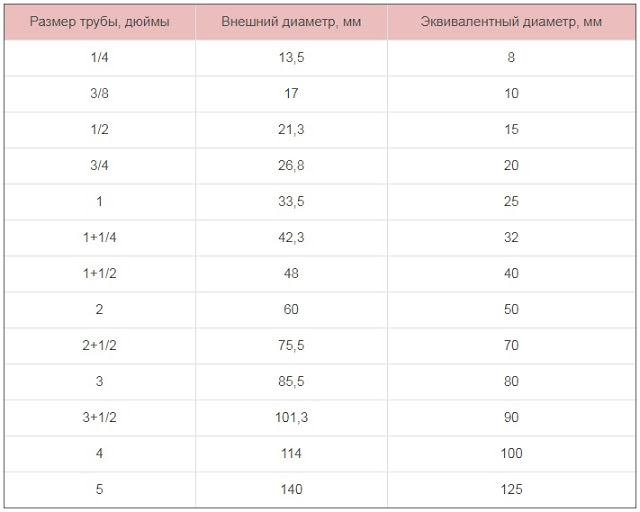
 0006
0006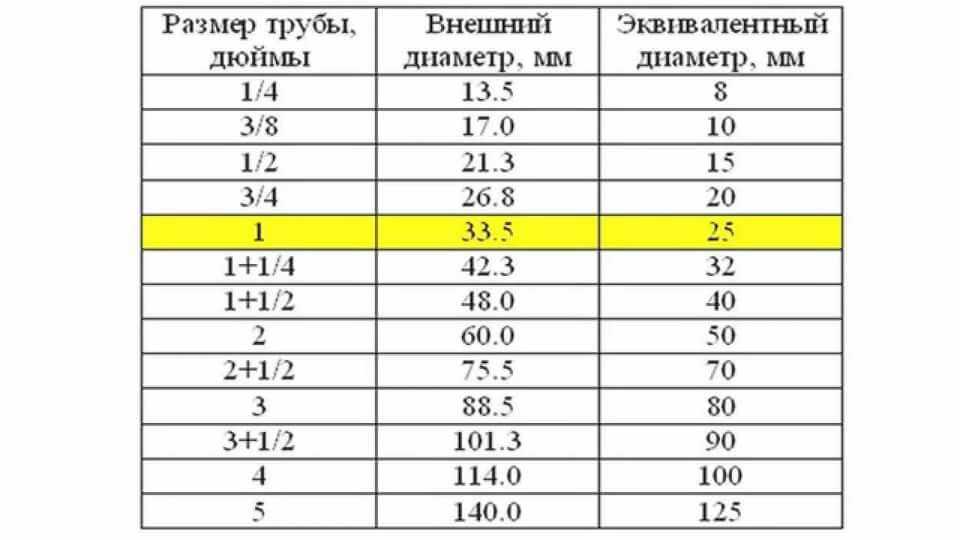 254
254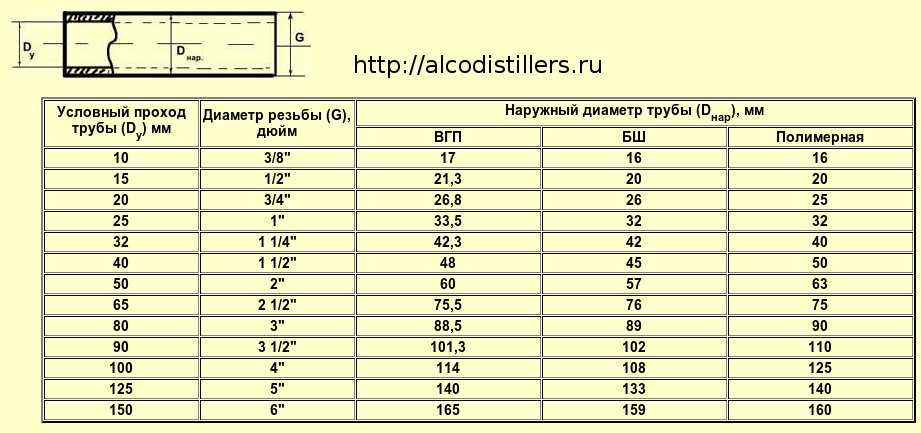 828
828 613
613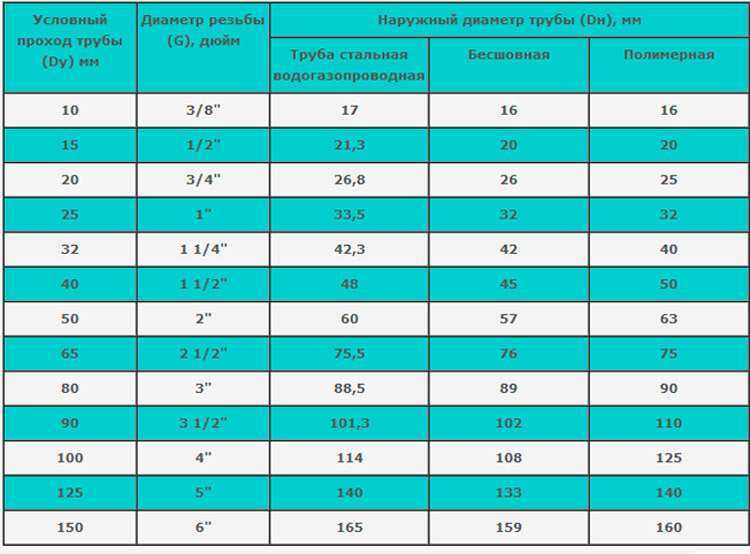 0052
0052


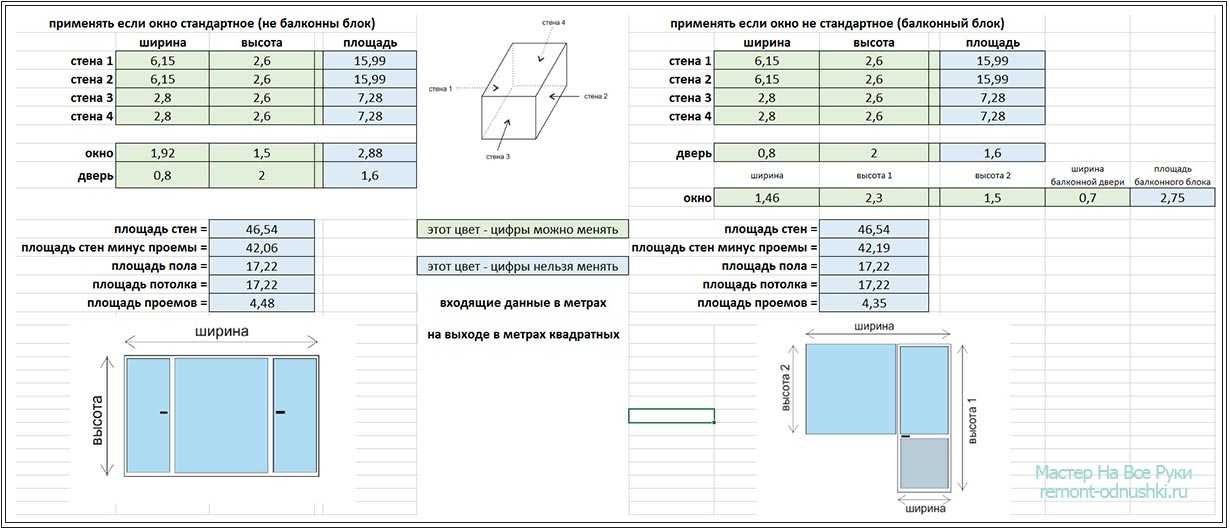

 Например, линолеум изготавливают шириной 1,5 — 4 метра.
Например, линолеум изготавливают шириной 1,5 — 4 метра.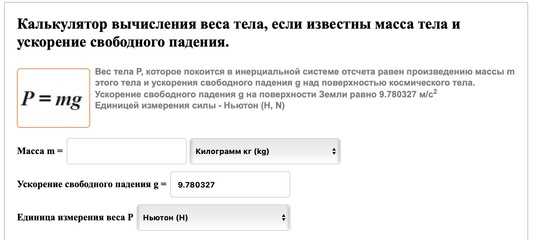
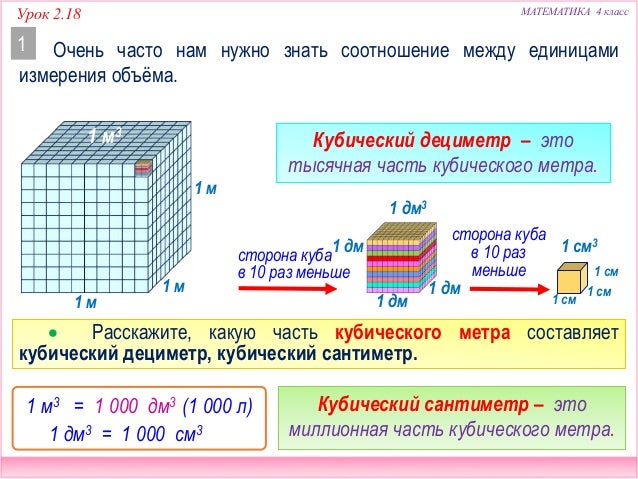 Вот по этой причине за погонный метр готового изделия приходиться платить больше, чем изначально. Лучше всего такие нюансы заранее оговаривать с продавцом.
Вот по этой причине за погонный метр готового изделия приходиться платить больше, чем изначально. Лучше всего такие нюансы заранее оговаривать с продавцом.
 5 m
5 m 3 M 2
3 M 2  5 m
5 m Отдохо0003
Отдохо0003 5 m 2
5 m 2  0005
0005 69 m
69 m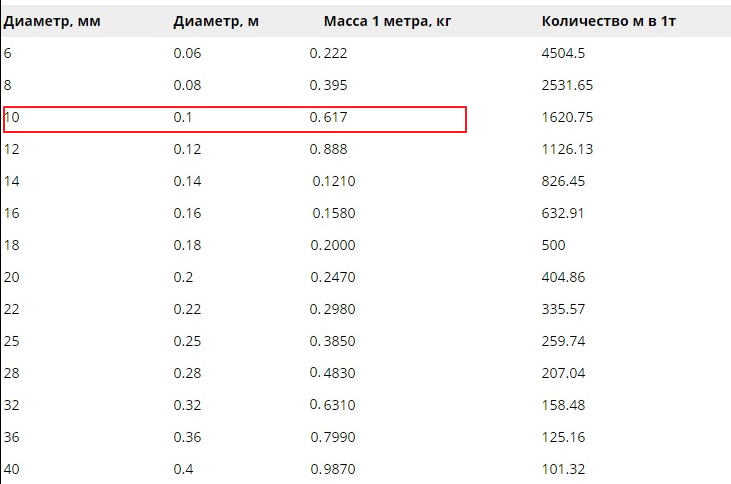 657 m
657 m 557 M
557 M 22 m
22 m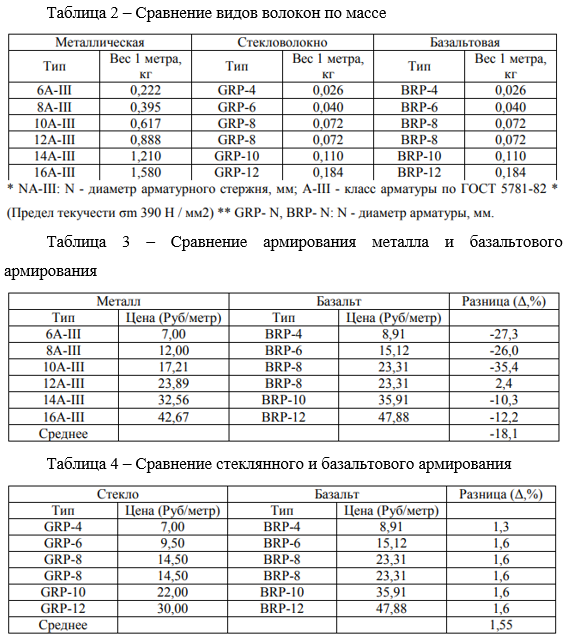 🌅
🌅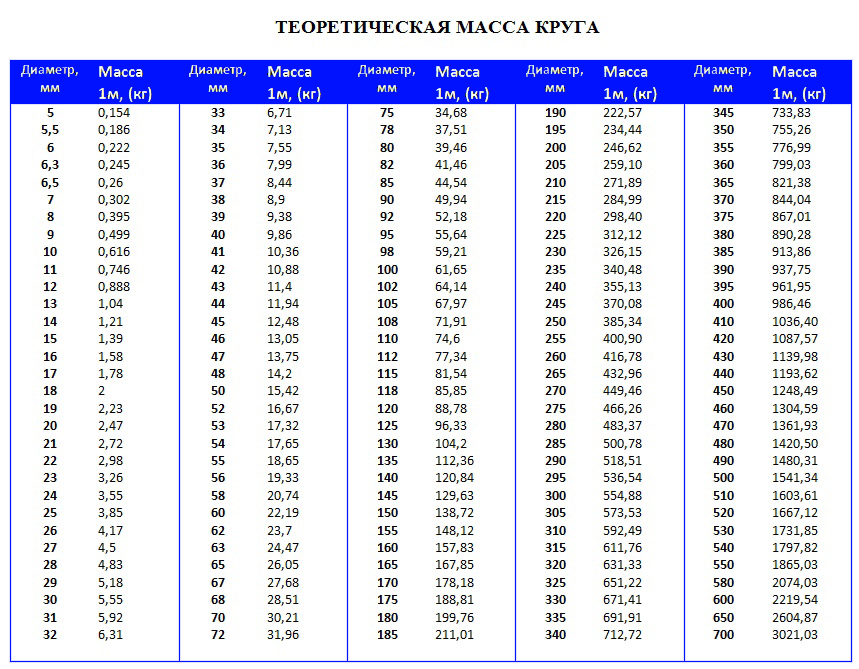 Чтобы преобразовать их, вам понадобится простое уравнение:
Чтобы преобразовать их, вам понадобится простое уравнение: