Автор Sergey На чтение 7 мин. Просмотров 171 Опубликовано
Для соблюдения правильной формы и размеров фундамента строители подготавливают особое заграждение. Узнайте, как сделать опалубку для фундамента из досок своими руками. Детальная инструкция, чертежи и фото помогут выполнить все действия пошагово.
Содержание
Особенности опалубки
Виды конструкции
Расчет материалов
Как выбирать материал
Подготовительные работы
Как правильно сделать и установить опалубку
Распространенные ошибки
Заключение
Особенности опалубки
Конструкцию используют для того, чтобы жидкий раствор не растекался. Из-за подготовленного пространства бетон распространяется равномерно, а после высыхания сохраняет нужную форму и прочность.
Из-за особенностей используемого раствора опалубка должна соответствовать следующим требованиям:
высокая прочность, способная выдержать вес бетона;
сопротивляемость деформации, способность сохранять начальную форму на весь срок застывания;
возможность беспрепятственно заливать бетон и укладывать армирующий слой.
[stextbox id=’info’]Обратите внимание! Технические требования к опалубке указаны в ГОСТ 34329-2017. Нормы используют в обязательном порядке на промышленных объектах. Для самостоятельного изготовления будет полезно ознакомиться с основными требованиями.[/stextbox]
Виды конструкции
Различают 2 основных типа опалубок:
съемные;
несъемные.
Выбирая, какая лучше опалубка, важно знать о преимуществах и недостатках обоих типов конструкции. Разборные или съемные опалубки снимают после застывания бетона. Различают одноразовые и щитовые конструкции.
Одноразовые секции делают из подручных материалов и устанавливают для невысокой заливки. Конструкцию укрепляют распорками и кольями снаружи и между щитами. Опалубку применяют для ленточного фундамента. После использования конструкцию разбирают, используют в других целях или утилизируют. Для строителя важно знать, как собрать опалубку из древесины.
Главные преимущества – относительная дешевизна материалов, простота изготовления и доступность.
Щитовой вариант защиты фундамента изготавливают из плит влагостойкой фанеры с металлическим каркасом. Из-за своих размеров такие конструкции используют для заливки высоких частей. Например, для цоколя. Благодаря съемным элементам, секции легко разбираются.
Преимущество конструкции – возможность повторного использования опалубки и экономии средств на сопутствующие работы. Готовые конструкции продают наборами, куда входят регулируемые стойки и соединительные элементы.
Несъемными опалубками называют формы, остающиеся вокруг фундамента после застывания. В качестве каркаса используют полимерные материалы. Например, полистирол. Технология применяется при строительстве крупных промышленных и жилых объектов.
Среди преимуществ выделяют простоту монтажа опалубки, дополнительную защиту фундамента от природных условий. Недостаток – высокая стоимость используемых материалов.
[stextbox id=’info’]Обратите внимание! Снятие щитов проводят до полного затвердевания бетона. В зависимости от природных условий и используемого состава, срок разопалубливания составляет 8-20 дней.[/stextbox]
Расчет материалов
При выборе характеристик и подсчете количества материалов учитывают расстояние между опорами, плотность смеси, свойства грунта.
Чтобы узнать, сколько нужно досок для сооружения опалубки, проводят несложные математические расчеты:
Сначала находят длину периметра ленточного фундамента и умножают число на 2. Щиты устанавливают по обе стороны.
Полученное значение делят на длину доски для определения количества щитов.
Окончательный этап – перемножают численность щитов и количество досок на 1 секцию. Например, если щит состоит из 3 досок, то количество увеличивают в 3 раза.
Теперь, зная размеры доски, легко определить квадратуру. Для этого длину доски умножают на ширину доски. Полученное значение перемножают с количеством материала. Результат покажет, сколько квадратных метров доски потребуется для сбора опалубки.
[stextbox id=’info’]Обратите внимание! Для плитного фундамента первый шаг пропускают, так как монолитную заливку ограждают только с одной стороны.[/stextbox]
Важным параметром является толщина доски. Чем толще полотно, тем больше веса выдержит. Но такая древесина стоит дороже, она сложнее в обработке. Для подсчета нужной толщины используют следующую формулу:
где, G – нагрузка бетонной смеси на доску, n – уплотнение бетона (для фундамента без стороннего уплотнения значение равно 1), l – дистанция между подпорками каждой секции, T – сопротивление материала (для деревянного полотна 8*105 кг/кв.м.).
Нагрузку бетона определяют по формуле G = q x H, где q = 2500 кг/м, а H – высота фундамента.
Результатом вычислений будет минимальная толщина, меньше которой использовать доску нельзя.
[stextbox id=’info’]Обратите внимание! При покупке материалов важно оставлять запас. Профессиональные строители после расчета досок рекомендуют делать запас 10-15% от расчетных значений. Щит делают из доски 25 мм или толще.[/stextbox]
Как выбирать материал
В зависимости от заливаемого фундамента, для опалубки используют различные материалы.
Наиболее часто применяют:
древесину;
пенополистирол;
металл.
Древесина – самый популярный материал, используемый в домашнем строительстве. Дерево легко поддается обработке, дешево стоит, применяется в других целях в хозяйстве. Деревянный щит представляет собой одну или несколько досок, соединенных поперечными рейками в единое полотно. В качестве упоров используют подпорки треугольного типа. Дополнительные распорки устанавливают между щитами. Подходит для легкого основания, например, для фундамента бани.
Следует знать, какие доски нужны. Влажность древесины играет важную роль. Отдают предпочтение влагостойким породам с начальным уровнем влажности 18-25%: сосне, березе или ольхе. Сухие доски не используют. При взаимодействии с влажным раствором такая древесина впитывает влагу, разбухает и разрушает целостность конструкции.
Пенополистирол – полимер, являющийся видом пенопласта. Используют только в несъемных конструкциях. Благодаря своей структуре и составу он хорошо утепляет фундамент, защищает от природного воздействия. Установка и использование опалубки намного проще деревянной, но стоит существенных финансовых вложений.
Металлические листы прочнее дерева. Устройство опалубки позволяет выдерживать высокую нагрузку и не требует дополнительных распорок. Пластичность металла дает возможность придавать любую форму. К недостаткам относится высокая стоимость элементов конструкции.
Подготовительные работы
Перед началом строительных работ проводят подготовку участка:
Площадку очищают от мусора, деревьев и пней. Снимают верхний плодородный слой.
Размечают участок по границам здания с помощью горизонтально натянутых нитей, лески или проволоки.
По сделанным меткам выкапывают траншею на глубину фундамента с учетом подушки. Стены траншеи делают максимально вертикальными.
Грунт на дне траншеи утаптывают или уплотняют специальными инструментами. Для защиты от осыпания стен и гидроизоляции используют геотекстильное полотно.
На дне траншеи делают фундаментную подушку из крупнофракционного песка или мелкого щебня. Для усиления прочности слой заливают жидким цементным раствором.
После выполнения подготовки устанавливают опалубку.
Как правильно сделать и установить опалубку
Доски соединяют в щиты. Для этого одинаковые по размеру детали выкладывают полотном и соединяют шурупами. Стараются избегать щелей, через которые может утекать раствор. Зазоры устраняют герметиком или монтажной пеной.
Для получения хорошего результата следует знать, как правильно собирают опалубку. Монтаж выполняют по следующей схеме:
Установку секций начинают с внешней стороны траншеи. Щит для устойчивости немного заглубляют в грунт или фиксируют кольями. С внешней стороны прибивают распорки. Расстояние между упорами – 30-100 см. Чем толще фундамент, тем меньше интервал.
Устанавливают перемычки между противоположными сторонами. Длина каждой перемычки соответствует ширине фундамента.
Внутреннюю сторону устанавливают аналогично внешнему контуру. Противоположные секции соединяют перемычками, хомутами, внутренними распорками и другими крепежами.
Проверяют правильность установки. Угол уклона составляет не более 3°. Обнаруженные щели устраняют герметиком.
Чтобы исключить вытекание раствора, внутреннюю часть прокладывают рубероидом или плотным полиэтиленом.
Для армированного бетона вяжут и устанавливают арматуру.
Заливают бетон.
[stextbox id=’info’]Обратите внимание! Перед заливкой раствора прокладывают технические отверстия для коммуникаций.[/stextbox]
Распространенные ошибки
В процессе работы начинающие строители допускают ошибки, негативно сказывающиеся на качестве фундамента:
Низкокачественные материалы. В попытках сэкономить часто закупают некачественную древесину. В результате полотно не выдерживает нагрузку и разрушается под давлением бетона. Излишняя экономия чревата дополнительными расходами на повторные работы.
Большие щели и зазоры. В идеальном состоянии промежутка между досками быть не должно. Допускаются небольшие промежутки до 3 мм. В противном случае раствор будет вытекать, и фундамент не будет качественным.
Некачественные внешние упоры. Излишняя экономия вредит не только доскам, но и удерживающим элементам. Из-за большой нагрузки упор может сломаться.
Нарушение гидроизоляции. Множество прорывов в пленке или рубероиде доставит проблемы с демонтажем опалубки и ухудшат надежность основы.
Заключение
Опалубка придает фундаменту нужную форму и защищает от растекания.
Конструкции бывают съемными и несъемными. Съемные части опалубок используют повторно при строительстве, а неразборные защищают фундамент от холода и влаги. Отличие также состоит в том, чем готов пожертвовать строитель – деньгами или временем.
Количество досок зависит от размеров основания, а толщина – от плотности и высоты раствора.
Важно знать, из какой доски соорудить опалубку. Для домашнего строительства оптимальным вариантом является сосна, береза или ольха 18-25% влажности.
Сборку конструкции выполняют после подготовки участка и формирования траншеи.
Защитные щиты являются необходимым условием для правильной заливки основания. Инструкция, чертежи и фото помогут в реализации того, как сделать опалубку из досок для фундамента своими руками пошагово. Делитесь в комментариях советами по строительству и подготовительным работам.
Как сделать опалубку для фундамента своими руками? — Статьи «Первый Стройцентр» в Уфе
Вне зависимости от выбора строительных материалов, дом нуждается в фундаменте, и если принято решение о создании ленточного (или ступенчатого) фундамента, то без опалубки обойтись не получится. Возведение опалубки является занятием непростым, необходимо знать технологию и множество нюансов, в противном случае все усилия могут пойти насмарку, поэтому оптимальным вариантом будет доверить это строительной компании. Однако если подойти к делу с умом и правильно делать опалубку фундамента, выполнять все работы последовательно и качественно, можно обойтись собственными силами. В рамках данной статьи мы рассмотрим, как сделать опалубку своими собственными руками.
Опалубка нужна для обустройства фундамента, и от того, насколько качественно она изготовлена, зависит – выдержит ли она нагрузку, создаваемую весом залитого бетона, будет ли конфигурация фундамента соответствовать предполагаемой конфигурации стен. Важно правильно выставить опалубку — если опалубка лопнет, это приведет к ненужным расходам, связанным с оплатой бетона, а если ее конфигурация окажется неверной, то углы будущих стен никак не смогут быть расположены под прямым углом по отношению друг к другу.
Мы будем исходить из того, что проект дома уже имеется, иначе сложно рассчитывать на то, что дом получится прочный, красивый и безопасный для проживания.
Подготовительные работы
До того, как сделать опалубку дома, нужно завершить подготовительные работы. Участок нужно выровнять, это должна быть сплошная горизонтальная плоскость без ям и выпуклостей, этого можно добиться с привлечением бульдозера или собственными силами с помощью лопаты и строительной тачки. Впрочем, есть и другой вариант – траншею можно вырыть без привязки к поверхности, однако, важно, чтобы глубина залегания фундамента, а также высота опалубки (рабочей части) были одинаковыми.
Согласно утвержденному плану выполняется разметка, с помощью установки колышков, на которых натягивается шпагат, отмечаются внешние и внутренние края стен. Это достаточно важный этап, поскольку именно сейчас определяется конфигурация будущей траншеи, поэтому необходимо замерять углы (они должны быть прямыми). Необходимо добиться того, чтобы по диагонали (всего периметра и в каждом помещении) расстояния между углами были равными.
Траншея роется на глубину промерзания (она отличается в зависимости от региона), ее края должны быть вертикальными. Кроме того, обустройство фундамента предполагает создание армирующего каркаса, который связывает массу бетона. Когда траншея и каркас уже готовы, можно сделать опалубку для дальнейшей заливки фундамента дома.
Подбираем материал: качество и расчеты
Из чего сделать опалубку дешево? На данном этапе возникает вопрос о том, какие материалы выбрать и каким образом сделать опалубку для нашего фундамента. Самым привычным и недорогим материалом традиционно является доска, поэтому поговорим о создании опалубки из дощатых щитов. От качества доски зависит, насколько ровным, прочным и аккуратным получится фундамент, так что не рекомендуется брать горбыль или иные отходы, попытки сэкономить приведут к появлению дополнительных (иногда, весьма значительных) расходов.
Кстати, доски для опалубки вовсе не являются одноразовым материалом, который выбрасывается после заливки. Ведь доски из разобранных щитов вполне могут быть использованы для дальнейшего строительства, например, как черновая основа для пола, как обрешетка для кровли, для изготовления строительных лесов. Так что, выбирая хорошую доску, вы не тратите деньги напрасно, в любом случае этот материал будет приобретаться на обозначенных этапах возведения дома.
Для обрешетки потребуются следующие материалы:
Доска обрезная, толщиной 25-40 см. шириной от 200 до 300 мм и длиной по 2-3 метра. Кстати, влажность доски не должна быть более 22%, в противном случае ее может «повести» в процессе работ, что скажется на качестве фундамента и может привести к невозможности использования материала на дальнейших этапах.
Брус, сечением порядка 40Х40 мм., нарезанный по размеру, равному высоте опалубки. В этом случае необязательно использовать материал идеального раскроя, но нужно подбирать его таким образом, чтобы он надежно выполнял свои функции – скреплял между собой доски;
Чтобы определить, сколько потребуется доски для возведения опалубки фундамента, умножается на два общая длина всей траншеи, а затем результат нужно умножить на количество досок в щите (это уже зависит от высоты опалубки). Брус должен прибиваться с шагом примерно 40 см., поэтому для выяснения его количества достаточно общую длину траншеи разделить на 40 см. (получим количество элементов) и умножить на длину каждого бруса (это тоже зависит от высоты опалубки).
Для опалубки ступенчатых и ленточных фундаментов еще нам понадобится направляющая доска, дощечки для скрепления линий внешних и внутренних стен, подпорки (если высота больше 0,5 м.) и колышки, для этого уже могут использоваться материалы более низкого качества.
Чтобы понять, сколько стоит сделать опалубку, необходимо посчитать все материалы, а также стоимость привлечения труда, если потребуется помощь.
Сборка опалубки: порядок работ
Первым делом осуществляется раскрой материала – нарезаются доски и брус нужной для щитов и вспомогательные материалы для их укрепления.
Собираются щиты – доски скрепляются брусом при помощи гвоздей и саморезов, конца гвоздей загибаются. Саморезами работать быстрее и проще, однако их тяжелее извлечь при разборке опалубки.
Делаем опалубку правильно — направляющие доски ставятся точно по линии, для этого используется натянутая леска. Доска фиксируется при помощи колышков, которые нужно вбивать в землю.
Теперь остается выставить опалубку под фундамент. Дощатые щиты монтируются по направляющим доскам, щиты двух сторон траншеи закрепляются между собой распорками (лучше всего подойдут бруски), после этого форма для заливки фундамента примет окончательное положение.
Компания «Первый стройцентр Сатурн-Р» является одним из лидеров на рынке малоэтажного строительства и предлагает свои услуги по заливки фундамента, а также качественные материалы, необходимые для его изготовления.
Формованный бетон | Жизнь архитектора
Поднимите руки, кому не нравится плитный бетон? Кто угодно? Если ты хочешь быть моим другом, тебе лучше не поднимать руку.
Так что же такое «формованный бетон» и как сделать так, чтобы он выглядел наилучшим образом? Вам повезло, потому что у меня есть ответы на эти вопросы.
Изображение выше взято из одного из моих проектов и представляет собой крупный план текстуры, которую можно получить с помощью плитного бетона. Выглядит очень, очень круто (, если я сам так говорю… хотя на самом деле это не я построил это).
«Формованный бетон» — это название процесса формирования рисунка бетона, при котором на готовой поверхности бетона остается изображение текстуры древесины. Это метод строительства, который в наши дни используется все чаще, потому что бетон очень хорошо подходит в качестве готового материала в современном дизайне, и, отпечатывая древесную текстуру на поверхности, он визуально смягчает и согревает несколько более холодный вид бетона, в то же время сохраняя его. позволяя бетону выразить технику строительства.
Но как добиться такой отделки ваших проектов? На самом деле довольно просто, просто попросите об этом, большинство конкретных подрядчиков, достойных вашей работы, должны знать, о чем вы просите. На случай, если это не так, или если вы хотите, чтобы ваша плита из формованного бетона выглядела так же хорошо, как на изображении выше, я расскажу вам, как мы это делаем.
Бесплатно!
Когда укладываются бетонные стены ( или заливаются, заливаются или монтируются… что угодно ), на месте возводится опалубка, которая удерживает влажный бетон на месте до тех пор, пока он не затвердеет. Как правило, опалубка изготавливается из листов фанеры, к которым прилегает влажный бетон, а затвердевающий (высыхающий) бетон принимает узоры на поверхности фанеры… мне кажется, это довольно прямолинейно. Если вам нужен бетон, сформированный из плит, вы берете ту же фанерную опалубку и добавляете дополнительный слой дерева на внутренние поверхности, чтобы влажный бетон приобрел этот новый узор. На картинке выше вы можете видеть, как бетонщики добавляют этот слой дерева к одной стороне опалубки.
Если вы хотите по-настоящему хороший формованный бетон, вы должны поднять его на ступеньку выше *БАМ! ( удар с разворота в лицо вашей опалубки!) Чтобы получить хорошее представление о процессе, который я использую, вам нужно кое-что узнать о том, как растут деревья.
Готов?
Большинство из нас знает, что если сосчитать годичные кольца на дереве, то можно определить, сколько ему лет… или, по крайней мере, сколько ему было лет в то время, когда его срубили. Возможно, вы никогда не задумывались об этом, НО знаете ли вы, что темные кольца — это зимние побеги, а более светлые — летние? Поскольку в зимние месяцы деревья обычно растут медленнее, клетки древесины более плотные и кажутся темнее, чем более быстрорастущие летние годичные кольца с более свободным расстоянием. Разница между этими кольцами заключается в узоре, который вы видите на формованном бетоне.
Но подождите… будет еще лучше!
Чтобы действительно подчеркнуть эти узоры – это то, что мы делаем. Мы берем 2 куска сосновой ели (толщиной 1 1/2 дюйма) и разрезаем их посередине, так что теперь у нас есть два куска 3/4 дюйма. Этот процесс помогает устранить следы инструментов от процесса изготовления, а также все вмятины и вмятины, которые могут быть на досках только в процессе обработки. Затем …. производим пескоструйную обработку поверхности.
Что?!?
Вы меня правильно услышали (прочитали). Мы подвергаем пескоструйной очистке поверхность ели, которую только что разрезали. Это то, что делает парень в зеленом костюме HazMat на фотографиях выше и ниже.
А зачем мы это делаем?
Путем пескоструйной обработки поверхности мы подчеркиваем разницу между быстрорастущей (мягкой) летней древесиной и медленнорастущей (твердой) зимней.
Пескоструйная обработка удаляет мягкие части древесины быстрее, чем твердые части, поэтому при пескоструйной обработке поверхности рисунок древесины становится более выраженным и не таким тонким и неравномерным, как если бы мы просто обложили нашу опалубку 3/4-дюймовыми кедровыми заборными досками. Кроме того, горизонтальная линия, которую вы видите на изображении выше, где доски из ели и сосны сошлись вместе, и бетон немного просачивается в зазор.
Горизонтальный рисунок от расположения досок был оставлен более выраженным на картинке выше — это был проект, над которым я работал и который был завершен несколько лет назад.
Итак, сколько вы можете ожидать от этой милой детали в вашем проекте? (Вы сидите?) Если вы живете в районе Северного Техаса, вам нужно будет дополнительно выделить 20 долларов на квадратный фут в дополнение к стоимости бетонной стены, чтобы покрыть расходы на получение древесины, разорвав его пополам, обработав поверхность пескоструйным аппаратом, а затем выровняв внутренние поверхности фанерной опалубки.
Нет сомнения, что вы могли бы выполнить эту деталь с меньшими затратами — вы могли бы просто обложить опалубку досками для забора… но это не будет выглядеть так же хорошо, как на изображениях, которые вы видите выше. Это не для каждого проекта или бюджета, и за последние 6 лет я использовал это лечение только дважды. Но если вы рассудительны в своем дизайне и тщательно продумываете, как вы можете использовать эту обработку для достижения максимального эффекта, я думаю, что почти в любом проекте найдется место для этой детали.
Удачи и удачной пескоструйной обработки!
еще лучше из жизни архитектора
Лидерство
Профиль стажера-архитектора — часть первая
5 Недостатки самодельных бетонных форм для фундамента
Важным этапом строительства бетонного фундамента является установка форм, формирующих его фундамент. Качественная опалубка будет определять успех проекта фундамента. Прежде чем принять решение о формах фундамента из бетона своими руками, подумайте о значении фундамента для вашего будущего дома.
Для прочного, долговечного и безопасного дома требуется хорошо построенный фундамент, который выдержит вес дома, перенесет нагрузку дома на основание и землю, выдержит сейсмические и ветровые нагрузки и обеспечит анкерное крепление дома. Прочный фундамент также обеспечивает влагостойкий барьер (в соответствии со строительными нормами) и достаточную устойчивость к напряжениям сдвига и изгиба, возникающим в результате бокового давления грунта и воды. Качественный фундамент также должен обеспечивать изоляцию и предотвращать проникновение насекомых. К сожалению, плохо построенный фундамент может привести к значительным структурным повреждениям, подвергая опасности вашу семью и соседей.
Важность форм фундамента для целостности дома, а также сложность установки ясно показывают, что домовладельцы должны доверить эту часть своего дома профессионалам, таким как сотрудники Fox Blocks.
Высококачественный бетонный фундамент во многом обязан своей формой и устойчивостью своим формам. При строительстве бетонных фундаментов на их характеристики сильно влияют несколько факторов: размеры деревянной доски, расстояние между кольями и их крепление. Высококачественная бетонная плита во многом обязана своей формой и стабильностью своим формам. Опытные подрядчики знают это ﹘ они обеспечат наилучшую гарантию того, что форма будет соответствовать самым высоким стандартам.
Размеры древесной плиты
При использовании деревянных досок для бетонных форм размеры должны обеспечивать, чтобы бетон не выливался, создавая беспорядок и влияя на прочность плиты.
Толщина досок
Для большинства проектов опалубки подойдет доска толщиной 2 дюйма.
Длина досок
Длина доски должна на несколько дюймов превышать длину плиты, что облегчает крепление к перпендикулярным доскам. Если размеры плиты превышают доступную длину доски, вы можете соединить несколько досок
Высота доски
В большинстве проектов для плит толщиной до 5 дюймов используются доски размером 2 на 6 дюймов или 2 на 12 дюймов. Однако для плит с утолщенными краями используйте доски размером 2 на 12 дюймов. Утолщенные края обеспечивают большую устойчивость, образуя защитную стену вокруг бетонного основания.
Расстояние между стойками
Для опалубочных досок по периметру должны быть установлены деревянные стойки, чтобы они не прогибались, не деформировались и не разрушались под огромным весом мокрого бетона. Разместите колышки на расстоянии не более трех футов друг от друга; однако глубокие или большие плиты могут потребовать более близких кольев для дополнительной устойчивости. После заливки бетона колья придают формам устойчивость, позволяющую сохранять их форму.
Крепление кольев
В некоторых типах грунта колья не обеспечивают достаточную устойчивость, чтобы противостоять силе бетона на опалубке. Колья, выдвинутые наружу всего на дюйм или два, могут привести к вздутию опалубки, что приведет к деформации плиты.
У вас есть только один шанс заложить фундамент дома. Если во время строительства что-то пойдет не так, в том числе с бетонными формами фундамента, исправить это не всегда просто и, как правило, довольно дорого. Средний ремонт фундамента колеблется от 5000 до 7000 долларов, и даже выше, если проблемы повреждают другие части вашего дома. Прежде чем вы начнете свой проект «Сделай сам» из бетонных фундаментов, рассмотрите эти пять недостатков строительства бетонных форм «Сделай сам».
1. Подготовка площадки: техническая и трудоемкая задача
Подготовка площадки для установки бетонных опалубок требует много времени и определенного уровня знаний.
Во-первых, вы должны связаться с местным строительным отделом, чтобы узнать, нужно ли вам разрешение и как близко к линиям участков вы можете строить.
Затем вы должны определить уклон земли на участке с помощью линейного уровня и веревки или строительного уровня. Выравнивание участка может означать перемещение тонн почвы или добавление низкой подпорной стены для удержания почвы.
Наконец, вам нужно проверить почву. Прочный бетонный фундамент нуждается в твердой, хорошо дренированной почве. Для песчаной почвы вам нужно только засыпать верхний слой почвы и гравий. Для глины вам нужно будет удалить достаточно, чтобы оставить слой уплотненного гравия от 6 до 8 дюймов; для этого может потребоваться экскаватор.
2. Важность выравнивания
Профессионалы понимают, что любое отклонение формы фундамента от прямолинейности или уровня приведет к тому, что фундамент выйдет из строя. Домашние мастера должны тщательно и точно выровнять каждую доску, прежде чем прибить ее к угловым кольям.
3. Укрепление опалубки для обеспечения прямых сторон
Тяжелый залитый бетон может вытолкнуть доску опалубки наружу, оставив фундамент с изогнутым краем, что очень трудно исправить. Чтобы этого избежать, необходимо применять особо прочные распорки. Поместите уровень на 2 дюйма X 12 дюймов и протяните линию каменщика чуть выше ее верхнего края, затем скрепите ее парами 2 дюйма X 4 дюйма, расположенными через каждые два фута.
4. Уравновешивание других сторон может вызвать трудности у новичка
После обрезки второго 2-дюймового X 12-дюймового по ширине фундамента, прибейте один конец к раскосу. Затем, чтобы обеспечить квадратное основание, используйте длину диагонали, чтобы установить форму под углом 90 градусов.
5. Инструменты, необходимые для самостоятельного изготовления бетонных фундаментов
Перед тем, как принять решение о строительстве бетонных фундаментов, рассмотрите фактические затраты как по времени, так и по материалам. Как DIYer, вам понадобится много инструментов, материалов и, возможно, оборудования.
03 Вы можете избежать рисков и проблем при строительстве бетонных фундаментов с помощью изолированных бетонных форм Fox Blocks (ICF). Метод залитого бетона Fox Blocks создает более прочный, долговечный и энергоэффективный фундамент, чем профессионально построенный традиционный фундамент из залитого бетона.
Строительство фундамента ICF
Строительство фундамента ICF требует сухой укладки пенополистирольных панелей по длине фундамента. Затем квалифицированные рабочие усиливают и скрепляют формы перед заливкой бетона в полые панели опалубки. В строительных нормах IRC и на веб-сайте Fox перечислены таблицы инженерных расчетов для строительства фундамента ICF и надземных стен.
Быстрая и простая установка Fox Blocks снижает трудозатраты и строительные риски по сравнению с другими методами бетонного фундамента. Стеновая сборка Fox Blocks «все в одном» объединяет пять этапов строительства в один: конструкцию, воздушный барьер, пароизоляцию, изоляцию и крепление. Эта функция значительно ускоряет реализацию проекта, устраняя необходимость координировать несколько сделок при реализации всех основных целей.
Конструкция стен фундамента ICF может включать 6-дюймовый или 8-дюймовый железобетон.
Стеновой узел включает в себя замедлитель парообразования, более эффективно противодействующий проникновению влаги в фундамент стены из литого бетона.
ICF имеют коэффициент R выше 20, что делает их намного более энергоэффективными, чем фундаменты из литого бетона.
Строительные формы ICF защищают бетон фундаментов ICF, делая их менее склонными к растрескиванию, чем фундаменты из монолитного бетона.
Фундамент дома образует скальное основание, которое защищает семью и строение от сильных ветров, землетрясений, сырости, насекомых, боковых нагрузок. Важно отметить, что домовладельцы должны доверить эту часть строительства своего дома профессионалам, таким как специалисты Fox Blocks. Fox Blocks упрощает строительство, снижает затраты, экономит время и сводит к минимуму долговременные проблемы с залитым бетонным фундаментом.
Чем нарезать резьбу — виды и назначение инструмента
Главная
Ручной инструмент
Благодаря высокой надежности и простоте резьбовые соединения широко применяются в различных строительных конструкциях, машинах и механизмах. Так как основные геометрические параметры резьб являются общепринятыми, для создания новых соединений и ремонта изношенных узлов достаточно иметь небольшой набор стандартных инструментов.
Содержание
Внутренняя резьба
Наружная резьба
Внутренняя резьба
Внутреннюю резьбу нарезают в отверстии с помощью метчиков (1). Они представляют собой металлические стержни с закаленными зубьями. Изготовляются из инструментальной или быстрорежущей стали.
Виды метчиков
Метчики различают по назначению. Они могут использоваться для нарезания метрической, дюймовой, конической, трубной, а также трапецеидальной резьбы. Согласно соответствующим техническим условиям, а также ГОСТ 3266-81, в таблице представлены пределы применимости этого инструмента.
Наименование резьбы
Номинальные диаметры
Метрическая
1 — 52 мм
Дюймовая
1/4” — 2” (дюйма)
Коническая
1/16” — 2”
Трубная
1/16” — 6”
Трапецеидальная
5,6 — 90 мм
Метчики для нарезания метрической и дюймовой резьбы изготавливаются комплектами. Комплект может состоять как из двух, чистового и чернового, так и из трех — чернового, среднего и чистового метчиков. Черновой метчик предназначен для снятия основной части стружки. Чистовой служит для окончательного, точного формирования профиля резьбы и калибровки.
Чтобы идентифицировать метчик в комплекте, его хвостовую часть маркируют одной, двумя или тремя кольцевыми рисками. Возможно также обозначение с помощью номера: I – черновой, II – средний, III – чистовой.
Гаечные метчики предназначены для нарезания резьбы за один проход. Они являются однокомплектными, то есть продаются поштучно.
Для вращения метчиков используют воротки (2). Они могут быть нерегулируемыми с квадратными отверстиями под хвостовик фиксированного размера, а также регулируемыми. Кроме того, существуют воротки с трещоточным механизмом, обеспечивающие удобство работы в труднодоступных местах.
Наружная резьба
Вручную наружную резьбу нарезают плашками (5) и клуппами (4). Плашка представляет собой круглую гайку из быстрорежущей или инструментальной стали высокой твердости. С целью отвода стружки в ней предусмотрены специальные отверстия. Плашки бывают цельными и разрезными.
Разрезные плашки имеют прорезь величиной до 1,5 мм. Благодаря этому они позволяют регулировать диаметр нарезаемой резьбы в пределах 0,1—0,3 мм. Их недостатком является меньшая точность, поэтому использовать такой инструмент в ответственных соединениях не рекомендуется. Диаметры плашек представлены в таблице.
Наименование резьбы
Номинальные диаметры
Метрическая
1 — 76 мм
Дюймовая
1/4” — 2” (дюйма)
Трубная
1/8” — 2”
Вращение плашек производят с помощью плашкодержателей (3) и трещоток. Эти устройства, как правило, позволяют использовать несколько размеров режущего инструмента, например M16 — M20, 1/2” — 1”. Трещотки применяются для нарезания трубной резьбы плашками в труднодоступных местах, например, у стены.
Клуппы предназначены для нарезания наружной трубной резьбы диаметром 1/2” — 3”. Благодаря своей конструкции, они надежно фиксируются на трубе, что обеспечивает удобство работы, а также высокое качество резьбового соединения. Клуппы обычно оснащаются сменными резцами или головками. Это значительно увеличивает срок их эксплуатации. В зависимости от конструкции, для вращения ручных клуппов могут использоваться как съемные рукоятки, так и держатели-трещотки.
ПОДЕЛИТЬСЯ
Чем можно нарезать резьбу? Каким инструментом нарезают резьбу!
Метчики
Метчик — приспособление, которое обеспечивает нарезание внутренней резьбы. По своей конструкции он похож на винт, выполненный из высокопрочной стали, на котором сделаны три или четыре прямые продольные углубления, образующие при пересечении витков резьбы винта металлорежущие кромки . Выделяют рабочую часть и хвостовик этого инструмента. Рабочий элемент инструмента состоит из: режущей и направляющей части.
Металлорежущая сторона напоминает конус и ею выполняется нарезание. Направляющая сторона посылает инструмент в рабочее отверстие, в котором нарезается, и калибруется резьба.
На конце хвостика есть присоединительный квадрат, который необходим для фиксации инструмента в ручном инструменте. Размерность присоединительного квадрата для ручного привода зависит от размера метчика.
Канавки на рабочей стороне инструмента имеют продольные углубления.Витки резьбы разделяются канавками на режущие перья, передние кромки которыми производится нарезание. Также углубления нужны для отвода стружки, которая появляется при работе. Три канавки обычно производятся на инструменте диаметром до 22 мм, четыре канавки — с диаметром от 22 до 52 мм.
Метчик для нарезки резьбы изготавливается из быстрорежущей или углеродистой стали технологиям, утвержденным для изготовления металлорежущего инструмента. Они проходят термическую обработку, от точности выполнения которой зависит работоспособность и долговечность метчика. Поверхностная твердость метчиков должна находиться в пределах 63 — 66 HRc. Предметы из углеродистой стали имеют намного меньшую стойкость, чем модели из быстрорежущей. Для увеличения твердости и стойкости режущей кромки рабочая часть машинных метчиков может иметь покрытие из нитрида титана характерного «золотого» цвета.
Существует два способа нарезания внутренней резьбы ручным инструментом: европейский и американский. В Европе принято работать в два или три прохода разными метчиками. В США — одним в один проход. В США, например, достаточно широко используется метрическая резьба, и предлагаемые американскими производителями подобные приспособления для метрической системы рассчитаны на работу в один проход. Резьбонарезной инструмент Европейские производства предлагает широкий ассортимент приспособлений только для метрической, но и для дюймовой системы. Однако и те, и другие предлагаются ими только в виде комплектов в два или в три прохода.
В России принят европейский подход, на Дальнем Востоке — американский Соответственно ниже основное внимание уделено именно этим приспособлениям для нарезания резьбы европейским способом. Набор из двух (черновой и чистовой модели) используются для работы в мягких сталях, а комплекты из трех (черновой, средней и чистовой модели) — при работе с более твердыми металлами.
Внутри набора различаются по количеству рисок (ободков), нанесенных на хвостовик. Как часто бывает, стандартов на такие обозначения нет, и существуют отечественная и зарубежная системы обозначений. В отечественной системе одна риска означает черновую модель, две – среднию модель, а три – чистовую модель. В зарубежных наборах чистовой обычно без рисок. Надо также иметь в виду, что возможны ошибки маркировки (они встречаются и у самых именитых производителей) и надежнее всего различать метчики внутри комплекта по длине заходной части, состоящей из режущих перьев уменьшенного диаметра, со срезанными вершинами. Их диаметр плавно растет от конца метчика к хвостовику. У черновой модели самая глубокая заходная сторона. Обычно она содержит от четырех до девяти витков. Самая короткая заходная сторона у чистовой модели, от одного до трех витков. А средний по количеству витков режущих перьев на заходной части находится посередине между выше упомянутых предметов того же комплекта.
Для работы в глухих отверстиях необходимы метчики, имеющие минимальное количество перьев на заходной части и притупленным концом. На хвосте обычно нанесен номинал резьбы, нарезаемой этим инструментом. На импортных предметах, кроме размера резьбы, часто указывается и диаметр сверла под этот размер.
Хвостовик всех предметов заканчивается присоединительным квадратом, который необходим для удержания приспособления в воротке. Стандартизации размеров квадратов по номиналу резьбы нет. Например, метчик на резьбу М10 у одного производителя может иметь квадрат 5,5 мм, у другого — 8 мм. Размеры квадратов на хвостовиках метчиков, мм: 2,1; 2,7; 3,0; 3,4; 4,9; 5,5; 6,2; 7,0; 9,0; 11,0; 12,0; 14,5; 16,0; 18,0; 20,0; 22,0; 24,0; 29,0; 32,0.
Воротки для метчиков
Воротки применяются для работы метчиком. В него вставляется и зажимается хвостовик данного приспособления. Такой ручной инструмент выпускается как нерегулируемый, с фиксированным размером посадочного гнезда, так и регулируемый, с изменяемым размером посадочного гнезда.
Плоский нерегулируемый вороток обычно имеет от одного до трех отверстий различного размера под наиболее употребительные размеры квадратов на хвостовиках метчиков. Сегодня такие воротки практически не выпускаются. За рубежом выпускаются нерегулируемые воротки с шаровой головкой. В головке под прямым углом сделаны четыре квадратных отверстия разных размеров из приведенного выше размерного ряда.
Регулируемые воротки содержат в своей конструкции винтовой механизм, двигающий зажимные части, фиксирующие хвостовик приспособления. При работе в труднодоступных местах могут потребоваться удлинители. Обычно они нерегулируемые и рассчитаны только на один размер присоединительного квадрата.
Торцевые воротки применяются для работы в труднодоступных местах. Они снабжаются фиксирующим патроном с губками, на которых сделаны выборки под квадрат на хвостовике метчика. Они изготавливаются как с фиксированным патроном, так и с храповиком. Храповик должен иметь переключатель направления на три положения (средний режим стопорит патрон).
При работе таким инструментом необходимо соблюдать простые правила, а именно:
Применять смазывающую жидкость, которая содействует минимизации силы, увеличению качества работы и срока службы приспособления;
При проходе первым метчиком обязательно, а при проходе последующими — при создании сопротивления вращению, на каждые четверть или треть оборота давать обратный ход для удаления стружки.
Плашки и приспособления для работы с ними
Для нарезания наружной резьбы применяется приспособление, называемое плашкой. Она похожа на круглую или шестигранную гайку из быстрорежущей или углеродистой стали, закаленной до твердости 63 — 66 HRc. Первый вариант такого приспособления требует особой державки, шестигранная может быть использована с обычным гаечным ключом. Однако начинать нарезание резьбы шестигранной плашкой все равно лучше с клуппом, поскольку он обеспечивает лучшие условия для управления плашкой в момент захода на резьбу, позволяя точнее выставлять плоскость плашки перпендикулярно оси заготовки. Затем, когда заход выполнен, лучше использовать гаечный ключ, поскольку шестигранный профиль лучше работает под большой нагрузкой.
В плашке вокруг центрального резьбового отверстия прорезаны от трех до пяти сквозных продольных отверстий, смещенных на одинаковые расстояния от центра приспособления. Образующие этих отверстий и резьба плашки в местах их пересечения создают режущие кромки. Они также служат и для отвода стружки, образующейся при работе. С двух сторон плашки на режущих кромках размещены фаски на глубину 1,5 — 2-х ниток резьбы, которые именуются заборными частями. На боковых образующих плашки сделаны три или четыре выемки (с шагом угла 120° или 90°) для стопорных винтов, закрепляющих приспособление во время работы. На лицевой поверхности плашки обычно нанесены цифры, обозначающие размер резьбы, которую нарезает данная плашка.
Практически все круглые плашки имеют по боковой образующей выемку с сечением в форме трапеции на достаточно большую глубину .По достижении заметного износа плашка может быть разрезана вдоль этой выемки и затем ее можно использовать как разрезную плашку ,скомпенсировав тем самым ее износ. Следует только помнить, что жесткость разрезанной плашки существенно ниже и точность соблюдения форморазмеров резьбы при этом заметно падает.
В разрезной плашке боковая прорезь шириной 0,5-1,5 мм предусмотрена изначально. Она позволяет в небольших пределах (0,1-0,25 мм) регулировать диаметр резьбы по режущей кромке и тем компенсировать износ режущей кромки или повышенную твердость обрабатываемого материала. Ранее такие плашки широко применялись в промышленности, однако сейчас они уже полностью вышли из употребления. Предлагаются плашки с регулировочным коническим винтом, которые занимают промежуточное положение между обычными круглыми и разрезными плашками. В такой плашке разрез по ее стенке сделан приблизительно на две трети высоты и заканчивается резьбовым коническим отверстием, в которое вворачивается конический же винт, служащий для точной регулировки диаметра плашки по резьбе. Такая регулировка позволяет компенсировать как разную твердость материала заготовки, так и износ плашки. При этом жесткость плашки падает ненамного и конструкция с коническим регулировочным винтом как бы сочетает преимущества цельной и разрезной плашки.
Клупп
Клуппом называется предметы для фиксации плашки при нарезании резьбы. Клупп похож на круглую обойму с внутренним диаметром, который большее внешнего диаметра круглой плашки. В данном инструменте выполнено несколько резьбовых отверстий, в которые вворачиваются закаленные стопорные винты для крепления плашки. Число стопорных винтов изменяется в клуппах разных конструкций от одного до пяти. Выше упоминалось, что на боковой поверхности круглой плашки может быть выполнено три или четыре отверстия под стопорные винты. В качестве упора для стопорного винта может быть использована и трапецеидальная выемка на боковой образующей плашки. Соответственно, число реально используемых винтов изменяется от одного до четырех, в зависимости от конструкции и плашки, и клуппа. При использовании большего количества стопорных винтов нагрузка на каждый винт падает, но снижается жесткость крепления. Шестигранные плашки зажимаются по одной, двум или трем поверхностям, жесткость их фиксации существенно ниже.
В образующие клуппа друг напротив друга вворачиваются две ручки с накаткой для вращения клуппа при работе.
Существуют клуппы, комплектуемые переходными кольцами с одинаковым внешним диаметром, равным внутреннему диаметру обоймы клуппа, но с различными внутренними диаметрами, под плашки разного размера. В переходных кольцах имеются сквозные отверстия для стопорных винтов клуппа. Сборка из плашки и переходника вставляется в клупп, и стопорные винты вворачиваются сквозь отверстия в кольце до упора в выборки, сделанные в плашке, фиксируя как переходное кольцо, так и плашку.
Для работы в местах с ограниченным доступом иногда приходится кустарным способом изготавливать достаточно сложные конструкции клуппов.
Успешная внешняя резьба с помощью матрицы — механические элементы
Несмотря на то, что метчик и плашка идут рука об руку в качестве инструмента для нарезания резьбы, принцип их работы сильно различается. Существуют также различные приемы для достижения успеха. Итак, давайте поговорим о том, как сделать наружную резьбу плашкой.
Метчик и матрица — это фрезы для нарезания резьбы. Метчики имеют зубья снаружи для нарезания резьбы внутри. Матрицы наоборот с зубьями внутри для нарезания резьбы снаружи. Для типичного DIY краны гораздо более распространены, и их проще использовать должным образом. Штампы используются реже (к счастью) и чаще выходят из строя (к сожалению). В основном мы покупаем наружную резьбу в виде болта, но бывают случаи, когда нам нужно их создать, поэтому один из способов — плашка.
Что такое кубик?
Помните эту картинку? Это взято из нашей статьи о нарезке внутренней резьбы. Длинные прямые части на этом изображении — метчики — для нарезания резьбы на внутренних поверхностях отверстия. Круглые цилиндрические детали на изображении — плашки — для нарезания резьбы на внешних поверхностях цилиндра.
Для справки: «внутренняя» история резьбы — нарезание резьбы внутренней резьбы — описана в статье «Прямая нарезка резьбы».
Сегодня мы поговорим о штампах и способах изготовления хорошей внешней резьбы.
Для DIY есть 2 действительно хороших применения штампов. Первый, для чеканки ниток; и второй, для их создания. Первый, нарезание или очистка внешней резьбы плашкой, является более простым случаем, поэтому начнем с него.
Устройство инструмента
Штамп — довольно простой на вид инструмент. Он похож на гайку, но с прерывистой внутренней резьбой, края которой являются режущими зубьями. Резьбовые плашки часто круглые снаружи, как на картинке, но иногда они имеют шестигранную или другую форму. Как и метчики, они бывают разных конфигураций, например, с 3, 4, 5 или более рядами резьбовых зубьев. В то время как специальные штампы имеют форму зубьев для резки определенных материалов, штампы общего назначения обычно достаточно хороши для самостоятельной работы.
Резьбовые гребенки имеют переднюю и заднюю части, или, точнее, входную и выходную стороны. Сторону входа можно отличить по тому, что она имеет рельеф в области нарезки резьбы — с уменьшенной высотой зубьев для начала реза. Рельеф на входной стороне также помогает центрировать матрицу на цилиндре, чтобы начать нарезание резьбы.
Удаление наружной резьбы с помощью матрицы
Вы когда-нибудь пытались навернуть гайку на болт и обнаруживали, что на резьбе есть заусенец или что-то еще, что затрудняет или делает невозможным прохождение гайки? Есть несколько способов победить это, но один из них — с помощью кубика.
Итак, я должен предостеречь этот трюк с парой вещей. Первый , если болт действительно твердый, например класса 8 или 10.9 или что-то подобное, матрица может не захотеть нарезать серьезный заусенец. Второй , в зависимости от того, как была создана резьба болта, матрица может захотеть полностью снять резьбу, и это может вызвать собственные проблемы. (Если оригинальная наружная резьба очень точная и «плотная», плашка общего назначения нарежет ее менее точно и с более свободной посадкой. Это нечастая проблема, но об этом стоит упомянуть.)
Удаление резьбы с помощью штампа — классный трюк, но он не всегда работает идеально. Идея состоит в том, чтобы просто навинтить плашку на вал, как гайку. Когда вы поворачиваете матрицу, она срезает заусенцы и повреждения, снова оставляя красивую резьбу. Очевидно, что он не может вернуть материал, который сдвинулся, но он может срезать заусенцы, чтобы очистить его.
Настоящая хитрость на пути к успеху заключается в том, чтобы убедиться, что он идет прямо, и убедиться, что матрица входит в существующую резьбу. Если он не выровняется правильно, он нарежет новые нити поверх старых, и это полностью испортит деталь. «Перекрестная резьба». В любом случае, позаботьтесь о том, чтобы все совпадало, тогда этот трюк исправит поврежденные нити.
Создание новых нитей
Когда мы думаем о резьбовой матрице, большую часть времени мы думаем о нарезании новых нитей. Эффективное изготовление болта. Если это то, что вам нужно, то, конечно же, матрица — отличный инструмент для этого.
Принцип прост — поместите матрицу на конец вала, затем начните вращать матрицу. По мере того, как матрица вращается, она нарезает новую внешнюю резьбу. Верно? Да, это концепция. Делать это правильно — вот в чем вопрос.
Первые несколько раз, когда я пытался надеть резьбу на вал, у меня ничего не вышло. Оказывается, очень трудно поставить матрицу прямо, когда вы делаете это вручную. В итоге я получил новую резьбу, которая слегка прилегала к валу. У меня нет изображения, но представьте себе резьбу, идущую под небольшим углом к валу, где чем дальше по валу, тем глубже с одной стороны и мельче с другой. В конце концов, матрица больше не будет вращаться, и деталь превратится в мусор. К сожалению, нет способа исправить проблему, когда нити обрезаны, и вы не можете сказать, что ошиблись, пока нити не будут на месте.
Хитрость заключается в использовании чего-то, что заставляет потоки начинаться прямо. Вот видео как я это делаю сейчас.
Видео: нарезание новой наружной резьбы с помощью матрицы Чтобы было тяжелее, мы показываем тонкостенную трубу из нержавеющей стали, сварной шов.
Наслаждайтесь видео.
Так что, если у вас когда-либо были проблемы — как и у меня — с получением кубика, чтобы начать по-настоящему прямо, это хороший метод. Не так уж часто бывает, что плашка для резьбы действительно нужна, но когда она вам нужна, то, безусловно, приятно ее иметь. Как и трубка в этом видео — трубную резьбу я не хотел (да и не подошли бы они к такому диаметру). Таким образом, плашка для резьбы делает свое дело.
Вместо кубика . . .
Хотя штамп подходит для многих работ, существуют заменители, которые могут пригодиться вместо штампа. Первый, и самый красивый, это друг с токарным станком. Хотя это не всегда доступно, как насчет вариаций болтов. Во многих случаях я срезал головки болтов, чтобы использовать их для чего-то. Болты сравнительно дешевы, и они намного прочнее материала, на котором можно нарезать резьбу. Один из примеров показан на изображении. Мне понадобился стержень с резьбой, поэтому я просто срезал головки с болтов, а затем закруглил нужный конец «необходимой» болгаркой. Работает отлично.
Другие варианты включают использование болтов или шпилек с резьбой или что-то подобное. Например, приваривание болта, торчащего из куска трубы для длинного полого вала. Возможности заменителей безграничны, но теперь вы знаете хороший прием для создания внешней резьбы с помощью штампа, и вам не всегда нужно искать обходной путь.
Удачи во всех ваших работах!
Мы нашли это для вас. . .
Продукт
Продукт
Схемы багажника на 6 мест для каноэ/байдарки
Отличный способ хранения и транспортировки лодок с твердым корпусом, таких как каноэ или байдарки. Это простая масштабируемая стойка, которая разбирается для хранения или открывается для размещения лодок — для хранения или безопасной перевозки на прицепе.
См. подробностиДобавить в корзину
Артикул
Сравнение: сталь или алюминий – часть 2
В спорах о стали или алюминии для балок рам прицепов и козловых кранов есть один важный момент, о котором мы мало слышим. Важной частью уравнения, безусловно, является свойство Эластичность. . .…
Прочтите статью
Продукт
6 футов 10 дюймов x 12 футов x 3500# – Чертежи универсального прицепа
Сделайте свой новый прицеп полной ширины, начиная с платформы шириной 6 футов 10 дюймов. Эти чертежи имеют длину 12 футов. и вместимостью 3500 # для очень функционального универсального прицепа. Выберите один из множества вариантов, чтобы построить его так, как вы хотите.0002 Самые популярные страницы на Synthesis — это статья о дизайне трейлера, которая теперь имеет новую редакцию. Май 2017 г. В них больше контента, больше изображений и удобный веб-дизайн для мобильных устройств.
Читать статью
Артикул
Предварительно напряженная стальная конструкция
Концепции изготовления предварительно напряженной стали существуют уже много веков, но они нечасто применяются для простых сварных конструкций, таких как рамы прицепов или стоянки кранов.
Читать статью
Артикул
Сборка прицепа — Видео для клиентов
Мы уже давно работаем с замечательными людьми из компании Johnson Trailer Parts. Их бизнес в основном заключается в продаже запчастей для прицепов, но они понимают и жирную практическую парадигму «сделай сам»!
Прочитать статью
Артикул
Расчет положения оси
Это всегда больше. Наш предыдущий пост под названием «Куда идет ось?» породил массу отличных вопросов. Вот один из них, в частности, запрашивает очень важную информацию о расчете положения оси.
Прочитать статью
Продукт
6′ x 12′ x 3500# – Чертежи универсального прицепа
Чертежи прочного и стабильного универсального прицепа 6×12. Этот одноосный прицеп грузоподъемностью 3500# с множеством опций идеально подходит для миллиона применений. Мы предоставляем отличные планы DIY для строителей, которые хотят лучшего.
См. подробностиДобавить в корзину
Как использовать метчики и плашки для создания резьбы
Постоянный технический эксперт Курт Репшер представляет и демонстрирует основы использования метчиков, плашек и создания резьбы в нашем последнем видео. Изучите все основы работы с потоками и получите советы от профессионалов! Подпишитесь на наш канал YouTube, чтобы посмотреть другие видео о приложениях, подобные этому!
Для чего используется кран?
Метчики используются для нарезания внутренней резьбы в отверстии, создавая резьбовую поверхность, позволяющую ввинтить и закрепить в нем болт. Несмотря на то, что доступны различные метчики, наиболее широко используются метчики со спиральным наконечником и со спиральной канавкой. Спиральные метчики имеют прямые канавки, обеспечивающие эффективное распределение охлаждающей жидкости. Каждая канавка оснащена угловой конструкцией режущей фаски для лучшего управления стружкой. Метчики со спиральным наконечником выталкивают стружку вперед, опережая направление постукивания. Метчики со спиральными канавками имеют канавки, которые закручиваются вокруг оси метчика в виде спирали. Метчики со спиральными канавками удаляют стружку из отверстия. Чтобы узнать, как правильно выбрать метчик для вашего применения, посмотрите наше видео о метчике со спиральной канавкой и со спиральной канавкой.
Как просверлить отверстие?
Нарезание резьбы — это процесс нарезания резьбы внутри просверленного отверстия для вкручивания болта или крепежного винта. Приступая к нарезанию резьбы, выполните следующие шаги:
1) Определите правильный размер отверстия для болта, который вы пытаетесь вкрутить: Отверстие должно быть меньше диаметра болта, потому что резьба, которую вы будете нарезать, увеличит диаметр. Используйте таблицу метчиков и сверл, чтобы сопоставить размеры метчиков или болтов с соответствующими размерами сверла с зазором. Просверлите отверстие, используя размер сверла с зазором, указанный в таблице метчика и сверла.
2) Определите метчик, который вам понадобится для нарезания резьбы в отверстии, которое вы просверлили: Снова обратитесь к таблице метчиков и сверл, чтобы сопоставить размер метчика с соответствующим размером сверла с зазором (сверло, которое вы только что использовали для сверления дыра).
3) Нарежьте отверстие: Чтобы начать нарезание резьбы, поверните метчик по часовой стрелке, пока не почувствуете сопротивление резьбы, врезающейся в материал заготовки. На каждый полный оборот по часовой стрелке делайте половину оборота против часовой стрелки, так как это удалит всю скопившуюся стружку и освободит пространство для режущих кромок метчика, чтобы продолжать чистое резание. Это может быть не так необходимо, если отверстие было нарезано метчиком со спиральной канавкой или особенно метчиком со спиральной канавкой.
4) Проверьте отверстие: После того, как вы нарезали отверстие и пока инструменты, которые вы использовали, все еще доступны, вы захотите проверить его, чтобы убедиться, что вы удовлетворены результатом. Перед тем, как вставить винт или болт, обязательно удалите стружку из отверстия (можно использовать сжатый воздух или приспособления для извлечения стружки). После того, как отверстие очищено от стружки, вставьте и закрутите болт. Если вы столкнулись с каким-либо сопротивлением или болт не ввинчивается в резьбовое отверстие аккуратно, вы можете при необходимости снова запустить метчик через отверстие, следя за тем, чтобы резьба начиналась в одном и том же месте, чтобы избежать перекрестного нарезания резьбы в отверстии. Любые шероховатости на внешней кромке отверстия можно очистить с помощью инструмента для удаления заусенцев, что обеспечит гладкую кромку и профессиональную отделку.
Для чего используется штамп?
Плашки используются для нарезания наружной резьбы на стержне, создавая резьбовую поверхность, позволяющую закрепить на ней болт. Матрица применяется к стержню определенного диаметра для размера и шага резьбы, которую вы хотите нарезать. Наружная резьба (винтовая) нарезается вручную круглой плашкой, закрепленной в плашке. Круглые матрицы имеют три или более режущих кромок, а между каждой из них есть полости, удаляющие стружку.
Как сделать наружную резьбу на стержне?
1) C запрессуйте круглую матрицу в матрицу : Поместите круглую матрицу в центр матрицы (затяните винты вокруг матрицы плоской отверткой). Убедитесь, что отверстия для винтового соединения находятся в правильном положении.
2) Навинтите стержень: Совместите круглую матрицу с краем стержня и осторожно поверните круглую матрицу по часовой стрелке на стержень, прикладывая небольшое усилие. Не торопитесь и убедитесь, что вы режете прямую нить.
3) Снимите плашку со стержня: После нарезания внешней резьбы отвинтите круглую плашку в противоположном (против часовой стрелки) направлении.
4) Проверьте резьбу: После того, как вы навинтите резьбу на стержень и пока инструменты, которые вы использовали, все еще доступны, вы захотите проверить их, чтобы убедиться, что вы удовлетворены результатом.
Наборы метчиков и матриц
Купите набор метчиков и матриц, если вы часто выполняете нарезание резьбы. Набор метчиков и матриц предлагает набор метчиков и матриц совместимого размера и, как правило, включает рукоятку метчика и матрицу. Большинство наборов включают в себя литые футляры, которые надежно удерживают компоненты на месте и легко доступны для использования.
СОВЕТЫ ПРОФЕССИОНАЛЬНОЙ ТЕХНИЧЕСКОЙ КОМАНДЫ:
Обращайте внимание на любое необычное сопротивление, которое вы чувствуете при нарезании резьбы в отверстии, и, если есть сомнения, выверните метчик на несколько витков, чтобы стружка не застряла в отверстии. Вы также можете использовать смазку, например, TapIt-All или Tap Magic, чтобы облегчить нарезание резьбы.
Возникли трудности с извлечением винта? Есть большая вероятность, что вам нужно немного тепла! Использование горелки и нагревание винта в течение нескольких секунд часто ослабляет и размягчает фиксирующий фиксатор резьбы, который мог быть нанесен на винт, что позволяет легче вывернуть винт из отверстия и удалить его.
Когда речь идет о геометрической и технологической точности токарного станка проверяются следующие параметры оборудования:
точность перемещения частей, на которых располагается деталь;
расположение поверхностей, на которых должен находиться инструмент или материал;
форма базовых поверхностей.
Оборудование должно начать эксплуатироваться только после проверки точности и получения акта о приемке. При этом такой акт составляется не только после сборки на заводе-изготовителе, но и после проведения ремонтных работ.
Параметры точности агрегата должны быть указаны в его паспорте. Измерять точность и выявлять погрешности нужно регулярно. Частота проверок оборудования регламентируется соответствующим ГОСТом.
Во время эксплуатации токарного станка его элементы постоянно изнашиваются. Во время работы агрегат неизбежно нагревается, соответственно, происходит тепловая деформация. Кроме этого, на рабочие части и механизмы постоянно воздействуют различные силы, приводящие к изменению их формы и снижению четкости оборудования. В конечном итоге износ и деформации негативно сказываются на качестве изготавливаемой продукции. Чтобы восстановить правильность работы агрегата, следует постоянно проверять его на степень износа и своевременно производить замену деталей и узлов.
Как правильно проверять токарный станок
Качество проверки во многом зависит от того, насколько правильно оборудование установлено на испытательном стенде. Устанавливать станок необходимо строго следуя чертежу. Наиболее популярным и надежным способом является установка агрегата на несколько опор (более трех). Все подвижные узлы и элементы должны быть установлены в среднее положение.
Качество изготавливаемых изделий зависит от геометрической точности оборудования. Поэтому устанавливать заготовку нужно на геометрически правильную поверхность.
Чтобы определить степень износа линейка устанавливается по очереди на каждую направляющую станка. После чего при помощи щупа нужно измерить зазор между линейкой и направляющей. ГОСТ определяет максимально допустимое значение этого зазора – не более 0,02 мм. При большем отклонении обрабатываемые детали могут иметь недопустимую погрешность на выходе.
Точность во многом зависит и от горизонтальности направляющих станка. Этот показатель измеряется при помощи специального уровня. Предельное отклонение должно быть не более 0,05 мм.
При проверке оборудования на исправность обращайте внимание на все вращающиеся детали. Их движение должно осуществляться строго по оси, биение во время вращения недопустимо. Если любой элемент отклоняется от оси вращения, это не только сказывается на качестве изготавливаемых изделий, но и угрожает безопасности оператора. При «биении» заготовки в станке есть риск получения травмы из-за вылетевшей из держателей детали или сломавшегося инструмента.
Во время проверки оборудования важно определить также точность шага винта. Для определения погрешности и отклонения имеется специальная методика:
в бабки станка устанавливается оправка;
на нее фиксируется цилиндрическая гайка с пазом;
в паз гайки фиксируется державка с индикатором, который должен упереться в торец гайки;
аппарат нужно настроить на резьбовой шаг;
в процессе работы индикатор фиксирует погрешность.
Основные геометрические дефекты, вызванные низкой точностью станка:
изделие получается не прямолинейным;
цилиндрическое изделие может получиться конусообразным;
основные линии заготовки не параллельны друг другу;
в сечении изделие не круглое, а овальное или иной формы;
места разного сечения не концентричны.
Инструменты для проверки точности станка:
контрольная линейка;
специальный уровень;
измерительный щуп;
угольник;
оправка, державка с индикатором;
пазовая гайка.
Во время проведения испытаний оборудования на четкость используйте только те приспособления и инструменты, которые прошли метрологическую проверку. Испытания непроверенными измерительными инструментами могут дать неправильный результат, который непременно скажется на качестве работы оборудования.
Точность станка. Испытания металлорежущих станков на точность
Содержание
Введение
Установка станков перед испытанием на точность
Определение основных отклонений
Измерение прямолинейности и плоскостности направляющих поверхностей станков
Средства измерения точности металлорежущих станков
Классификация металлорежущих станков по точности
Сравнение норм точности ГОСТ и иностранных стандартов
Общие замечания
Испытание станков на точность является одним из основных разделов программы испытаний при приемке серийных станков и опытных образцов новых моделей.
Измерения геометрической точности станков относятся к области метрологических работ.
Под геометрической точностью станка, характеризующей качество его изготовления и установки, понимается:
степень приближения поверхностей, базирующих заготовку и инструмент, к геометрически правильным поверхностям;
соответствие перемещений в направляющих опорах основных узлов станка, несущих заготовку и инструмент, расчетным геометрическим перемещениям;
точность расположения базирующих поверхностей относительно друг друга и относительно направляющих опор, определяющих основные перемещения и обусловливающих формообразование обрабатываемых поверхностей;
точность установки линейных и угловых размеров и точность кинематических цепей передачи.
В процессе обработки изделий возникают усилия, вызывающие деформацию узлов станка, обрабатываемой заготовки и инструмента, а также выделяется тепло, вызывающее тепловые деформации их.
Геометрическая точность станка является важной его характеристикой, но не может в полном объеме характеризовать точность обрабатываемых на станке изделий.
Геометрическая точность станка определяется рядом проверок с помощью измерительных инструментов и приборов. Измерение обработанных на чистовых режимах образцов является косвенной оценкой этой точности и дополняет указанные проверки.
Установка станков перед испытанием на точность
Перед испытанием на точность станок устанавливается на испытательном стенде или на фундаменте на опоры, предусмотренные конструкцией станка. Это должно быть проделано очень тщательно, так как геометрическая точность станка в ряде случаев зависит от точности его установки. Существуют следующие виды установки станков при испытании:
1. Установка станка на три точки опоры обычно применяется для прецизионных станков небольших размеров с жесткой станиной, работающей без дополнительного повышения ее жесткости фундаментом.
Установка станка в горизонтальное положение производится регулировкой опор. Выверка производится уровнями, устанавливаемыми в продольном и поперечном направлениях.
При установке станка все его перемещающиеся части (столы, каретки, суппорты, бабки и др.) должны занимать средние положения.
Следует учитывать возможность изменения положения станка на опорах во время испытания; для исключения ошибок необходимо контролировать положение станины дополнительным уровнем.
2. Установка станка (при эксплуатации) на число опор более трех является наиболее распространенным способом. Станина станка при этом жестко связывается с фундаментом болтами, чем увеличивается ее жесткость.
При установке такого станка для испытания на стенде или фундаменте выверкой с помощью клиньев или башмаков станина станка, не обладающая достаточной жесткостью, деформируется под действием собственного веса и веса смонтированных на ней узлов.
Поэтому установка станка на многих опорах производится с помощью измерения уровнями деформаций станины в отдельных ее частях. Регулировкой опор станина устанавливается в положение, при котором ее деформации будут наименьшими. В процессе испытания станка на точность может иметь место дополнительная регулировка опор в пределах допустимых деформаций станины с проверкой взаимного расположения отдельных частей станка.
При испытании станков, станины которых обладают достаточной жесткостью и работают без закрепления их фундаментными болтами или на виброизолирующих опорах, не допускается в процессе испытания на точность дополнительная регулировка опор.
Установка станка перед испытанием должна быть произведена согласно установочному чертежу, но без затяжки фундаментных болтов.
Точность установки станка перед испытанием указана в каждом разделе приведенных ниже норм точности.
Определение основных отклонений
Основные понятия отклонений формы и расположения линейчатых поверхностей, применяемых в стандартах на нормы точности в соответствии с общими условиями испытания станков на точность по ГОСТ 8-53:
1. Непрямолинейность поверхности (в заданном направлении, рис. 124)
Определение
Наибольшее отклонение от прямой линии (AB) профиля сечения проверяемой поверхности, образованного перпендикулярной к ней плоскостью (I), проведенной в заданном направлении; прямая линия проводится через две выступающие точки (a, b) профиля сечения.
2. Неплоскостность поверхности (рис. 125)
Определение
Наибольшее отклонение проверяемой поверхности от плоскости, проведенной через три выступающие точки поверхности (а, Ь, с).
3. Непараллельность поверхностей (рис. 126)
Определение
Наибольшая разность расстояний между плоскостями, проходящими через три выступающие точки каждой из поверхностей (Н и H1), на заданной длине (L).
4. Неперпендикулярность поверхностей (рис. 127)
Определение
Наибольшее отклонение угла, образованного двумя поверхностями и измеренного в заданной точке линии их пересечения или в двух крайних и средней точке этой линии (углы a, γ. δ), от прямого угла.
5. Овальность (рис. 128)
Определение
Наибольшая разность между наибольшим и наименьшим диаметрами в двух крайних и среднем сечениях или в одном обусловленном сечении (D — d; D1—d1).
6. Конусность (рис. 129)
Определение
Отношение наибольшей разности диаметров двух поперечных сечений проверяемой поверхности (D — d) к расстоянию между этими сечениями (L).
7. Огранка (рис. 130)
Определение
Наибольшая разность между диаметром окружности, в которую вписан контур сечения проверяемой поверхности, и расстоянием между двумя параллельными плоскостями, касательными к этой поверхности.
8. Непрямолинейность образующей (рис. 131)
Определение
Наибольшее отклонение профиля осевого сечения проверяемой поверхности от прямой линии (АВ; CD), проведенной через две выступающие точки профиля.
9. Радиальное биение (рис. 132)
Определение
Наибольшая разность расстояний (а) от проверяемой поверхности до оси ее вращения.
10. Торцовое биение (рис. 133)
Определение
Наибольшая разность измеренных параллельно оси проверяемой торцовой поверхности расстояний до плоскости, перпендикулярной к оси вращения (l2—l1) на заданном диаметре.
11. Осевое биение (рис. 134)
Определение
Наибольшее перемещение (x) проверяемой детали вдоль оси ее вращения в течение полного ее оборота вокруг этой оси.
12. Несовпадение осей (рис. 135)
Определение
Наибольшее расстояние (с) между центрами поперечных сечений проверяемых поверхностей в пределах заданной длины (l)•
Примечание. В ГОСТ 10356—63 приведены определения отклонений формы и расположения поверхностей, несколько отличающиеся от приведенных выше определений, принятых по действующему ГОСТ 8—53.
Измерение прямолинейности и плоскостности направляющих поверхностей станков
Прямолинейное движение в металлорежущих станках наряду с круговыми представляет главный и наиболее распространенный вид движения и перестановки подвижных частей станка относительно его базовых деталей (станины, стоек, траверс и т д.) и осуществляется с помощью направляющих поверхностей.
Прямолинейность движения определяет точность формы и взаимное расположение обрабатываемых на станке поверхностей, точность координатных и расчетных перемещений, точность установки переставляемых деталей, узлов и механизмов, взаимодействие механизмов, соединяющих подвижные и неподвижные части станка.
В свою очередь, точность прямолинейного движения определяется точностью изготовления и монтажа направляющих поверхностей базовой детали, т. е. степенью приближения их по форме и взаимному расположению к заданным геометрическим формам.
Измерение прямолинейности системы направляющих включает:
проверку прямолинейности отдельных направляющих поверхностей или следов их пересечения;
определение взаимного расположения в одной или параллельных плоскостях двух направляющих поверхностей или следа пересечения двух поверхностей и третьей направляющей.
Реальные направляющие поверхности не представляют геометрически правильных плоскостей из-за погрешностей, вносимых в процесс их формообразования совокупностью технологических и других факторов, и только в большей или меньшей степени приближаются по своей форме к плоскостям.
Измерение прямолинейности направляющей поверхности имеет целью установление ее действительной формы с помощью координат, выраженных в линейных величинах и определяющих отклонения направляющей поверхности от исходной геометрической плоскости или следа пересечения поверхностей от геометрической прямой.
Методы и средства измерения прямолинейности основываются на двух видах измерений:
измерение линейных величин, определяющих координаты элементарных площадок поверхности направляющей относительно исходной прямой линии;
измерение угловых величин, определяющих углы наклона отдельных участков направляющей, ограниченных элементарными площадками относительно исходной прямой линии
За исходную прямую линию принимаются: линия горизонта, прямолинейный луч света, проекция горизонтально натянутой струны на горизонтальную плоскость, материализованный эталон прямой — линейки и т. д.
Сущность методов измерения линейных величин (оптическим методом визирования, измерением по струне, гидростатическими методами) заключается в том, что координаты элементарных площадок поверхности направляющей определяются непосредственным измерением. Изменение определяет координату элементарной площадки относительно исходной прямой.
Измерение каждой данной площадки не зависит от измерения координат других площадок, за исключением крайних, по которым устанавливаются относительно друг друга измеряемый объект и исходная прямая.
Сущность методов измерения угловых величин (уровнем, коллимационным и автоколлимационным методами) заключается в том, что положение элементарных площадок не измеряется относительно исходной прямой, а определяется взаимное расположение двух соседних площадок последовательно по всей длине направляющей.
Кроме проверки прямолинейности отдельной направляющей, возникает необходимость проверки идентичности формы двух направляющих, которая осуществляется с помощью уровня.
Сущность метода проверки идентичности формы направляющих (извернутости или винтообразности направляющих) заключается в определении посредством уровня углов поворота мостика, установленного в поперечном направлении на две направляющие и перемещаемого вдоль этих направляющих.
Так как допуски на извернутость направляющих назначаются в угловых величинах (часто в делениях шкалы уровня), то результаты измерения непосредственно отражают идентичность формы направляющих. Извернутость определяется наибольшей разностью показаний уровня.
При проверке точности винторезных цепей токарно-винторезных, резьбофрезерных и резьбошлифовальных станков необходимо измерение точности всей винторезной цепи, включая передаточные зубчатые колеса и механизм ходового винта. Отдельные погрешности, определяющие точность этой цепи: осевое биение шпинделя, прямолинейность направляющих, осевое биение ходового винта и т. д. регламентируются рядом самостоятельных проверок.
Измерение точности винторезной цепи производится с помощью эталонного винта, устанавливаемого в центрах испытываемого станка, и измерительного прибора (отсчетного или самопишущего), устанавливаемого на месте режущего инструмента.
Измерение осуществляется на ходу путем непосредственного контакта измерительного стержня прибора витка эталонного винта при настройке станка на шаг этого винта. Таким образом, проверка производится в условиях аналогичных нарезанию резьбы.
При проверке точности кинематических цепей зуборезных станков применяется теодолит с коллиматором или специализированная аппаратура.
Измерение точности абсолютных перемещений по шкалам производится, главным образом, на прецизионных координатно-расточных станках, координатные системы которых перемещаются на заданные размеры с помощью штриховых мер (шкал и масштабных устройств) или по ходовым винтам, снабженным коррекционными устройствами.
Проверка точности абсолютных перемещений производится по образцовым штриховым мерам с помощью отсчетного микроскопа.
Испытания точности координатно-расточных станков должны производиться высококвалифицированным персоналом в особых температурных условиях по аттестованным образцовым штриховым мерам.
Замеренная точность координатных перемещений будет зависеть от места установки образцовой меры в рабочем пространстве станка. При этом следует выбирать наиболее часто встречающиеся зоны обработки в рабочем пространстве.
Необходимо также учитывать отклонения образцовой штриховой меры по ее аттестату с тем, чтобы определить действительные величины координатных перемещений.
Средства измерения точности металлорежущих станков
Приборы и инструмент общего назначения, применяемые для большинства испытаний точности станков (контрольные линейки и угольники, уровни, щупы, концевые меры, контрольные оправки, индикаторы и микрокаторы и т. д.), достаточно просты и не требуют специальных указаний по их применению.
Все средства измерения, применяемые для проверки точности станков, должны быть соответствующим образом проверены и аттестованы, а их погрешности учтены при проведении измерений.
Необходимо иметь в виду, что в ряде случаев погрешности измерительных приборов и инструмента могут быть автоматически исключены из результатов измерений путем известных в измерительной технике приемов, например: перестановки контрольных оправок с поворотом их на 180°, «раскантовки» уровня при проверке горизонтальности, «раскантовки» угольника при проверке перпендикулярности, измерения прямолинейности двумя гранями проверочной линейки с учетом их непараллельности и др.
Такие приемы измерения обеспечивают высокую точность проверок и должны применяться во всех случаях, где это представляется возможным.
Относительно небольшое количество ответственных проверок, характеризующих точность станка, требует применения специальных измерительных приборов.
Применение этих приборов предполагает наличие квалифицированного персонала, владеющего навыками работы с такими приборами.
К числу специальных измерительных приборов относятся:
оптические приборы для измерения прямолинейности направляющих — коллимационные и автоколлимационные приборы, визирные трубы, применяемые также для проверки соосности и других целей;
оптические приборы для измерения углов — теодолиты и коллиматоры, делительные диски с отсчетными микроскопами, применяемые для проверки делительных цепей станков, делительных механизмов и др.;
эталонные винты и специальные измерительные и самопишущие приборы для проверки точности винторезных цепей токарно-винторезных, резьбофрезерных и резьбошлифовальных станков;
прецизионные штриховые меры и отсчетные микроскопы для измерения точности перемещений координатных систем прецизионных координатно-расточных и некоторых других станков;
приборы для непрерывной проверки делительных цепей зуборезных станков.
При проведении измерений специальными приборами и при обработке результатов измерения необходимо руководствоваться инструкциями и наставлениями к этим приборам.
Методы проверки и средства измерения, указанные в стандартах на нормы точности станков являются обязательными; применение других методов и средств измерения допускается при условии, что они полностью обеспечивают определение требуемой стандартами точности станков. При проверке станков на точность (без резания) движения узлов станка производятся от руки, а при отсутствии ручного привода — механически на наименьшей скорости.
Если конструктивные особенности станка не позволяют произвести измерение на длине, к которой отнесен допуск, последний пересчитывается на наибольшую длину, на которой может быть произведено измерение. Для длин, значительно отличающихся от той длины, для которой указан допуск, правило пропорциональности допусков неприменимо.
Классификация металлорежущих станков по точности
По разработанной в СССР классификации станков по точности они подразделяются на пять классов, приведенных в табл. 171.
Таблица 171
Класс точности станка
Обозначение класса точности
Соотношение основных допусков точности станков
Нормальной точности станки
Н
1
Повышенной точности станки
П
0,6
Высокой точности станки
В
0,4
Особо высокой точности станки
А
0,25
Сверхточные станки
С
0,15
Как видно из табл. 171 соотношение между величинами допусков при переходе от класса к классу для большинства показателей точности принято равным φ = 1,6.
Это соотношение позволяет согласовать требования к точности станка с требованиями к точности обрабатываемых на нем изделий, так как коэффициент 1,6 учитывается в системах допусков параметров, характеризующих точность поверхностей изделий широкого применения. Станки повышенной точности, как правило, изготавливаются на базе станков нормальной точности, отличаясь от них, в основном, более точным изготовлением и подбором отдельных деталей и повышенным качеством монтажа.
Станки высокой и особо высокой точности отличаются от предыдущих специальными конструктивными особенностями отдельных элементов, высокой точностью их изготовления и специальными условиями эксплуатации.
Сверхточные станки предназначены для обработки деталей наивысшей точности — делительных зубчатых колес и дисков, эталонных зубчатых колес, измерительных винтов и т. п.
При приемке станков более высокого класса точности, чем регламентируется приведенными ниже нормами, можно использовать принятое соотношение основных показателей точности при переходе от более низкого к более высокому классу путем умножения допускаемых отклонений на 0,6.
Сравнение норм точности ГОСТ и иностранных стандартов
Сравнивая стандарты СССР (ГОСТ) на нормы точности металлорежущих станков с аналогичными стандартами других стран, следует отметить:
По количеству и номенклатуре охваченных стандартами на нормы точности станков (около 65 действующих ГОСТ) СССР занимает ведущее место.
Объем испытаний станков на точность, регламентированных в ГОСТ, в основном соответствует принятому в большинстве иностранных стандартов.
Различие, главным образом, касается проверок отдельных деталей (станин, ходовых винтов, делительных дисков), которые контролируются при их изготовлении и сборке и в ГОСТ, как правило, не включаются.
Величины допускаемых отклонений параметров, приведенные в ГОСТ на нормы точности, также в, основном, соответствуют принятым в большинстве иностранных стандартов.
Возросшие требования промышленности к качеству выпускаемых станков, в особенности к их точности, надежности и долговечности, а также условия поставки станков на экспорт, ставят перед станкостроительной промышленностью Советского Союза задачу обеспечения достаточной продолжительности работы станков с заданной точностью.
В частности, при изготовлении станков, поставляемых на экспорт, разрешается использовать только часть поля допуска на точность станков. Представляется необходимым в отдельных случаях, там, где это целесообразно, предъявлять более жесткие требования к точности и вводить проверку новых параметров.
В ближайшее время будут выпущены новые и пересмотренные ГОСТ с более высокими требованиями по ряду показателей точности станков и добавлением повышенных классов точности в соответствии с разработанной классификацией.
Следует иметь в виду, что в отдельных случаях допуски, указанные в иностранных стандартах, неоправдано завышены и поэтому, при сравнении их с нормами точности ГОСТ нужно проверять целесообразность этого завышения, а также анализировать влияние пониженных требований к точности отдельных параметров на точность работы станка в соответствии с его назначением.
В приведенных таблицах сравнения норм точности ГОСТ и иностранных стандартов (табл. 172—192) не всегда даются совершенно идентичные проверки как по методике их проведения и применяемой контрольной аппаратуре, так и по длинам, к которым отнесены допуски на точность.
В таких случаях в таблицах приведены соответствующие оговорки. Допуски пересчитываются в зависимости от длин, к которым они отнесены. Нужно, также, учитывать, что в различных стандартах принята своя собственная система взаимосвязи отдельных проверок, и буквальное сравнение точности их без учета этой взаимосвязи не всегда дает возможность судить о действительной точности работы станков.
В этих случаях требуется более глубокий анализ сравниваемых показателей точности, а также проверка точности работы станков в совершенно одинаковых условиях.
При сравнении допускаемых отклонений по ГОСТ и иностранным стандартам следует учитывать, что при изготовлении станков, поставляемых заводами Советского Союза на экспорт, разрешается использовать только часть поля допуска на точность по ГОСТ:
0,6 — от величины допуска — для станков нормальной и повышенной точности;
0,8 — от величины допуска — для станков высокой и особо высокой точности.
Список литературы:
Полторацкий Н. Г. Приемка металлорежущих станков, ВнешТоргИздат, 1968
Батов В.П. Токарные станки, 1978
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Читайте также: Методика проверки токарно-винторезных станков на точность и жесткость
Полезные ссылки по теме
Каталог справочник металлорежущих станков
Паспорта и руководства металлорежущих станков
Общий | Как проверить точность токарного станка? | Практик-механик
78снайпер
Алюминий
#1
У меня есть только 3-х кулачковый патрон и старая мертвая точка для задней бабки, я взял 1-дюймовый алюминиевый стержень и обрезал первые 1,25 дюйма, выступающие из патрона, и разница в диаметре составила 0,0005 дюйма (измерено на концах разреза). Я полагаю, что либо передняя бабка должна быть выровнена, либо направляющие изношены. Любые предложения для некоторых контрольных измерений?
Майкл Мур
Титан
#2
Вот тесты, которые должен пройти ручной токарный станок Mori Seiki перед отправкой:
Это должно дать вам некоторые идеи. Возможно, вы захотите упомянуть, какой токарный станок у вас есть и в каком, по вашему мнению, состоянии, чтобы люди могли дать вам более конкретные рекомендации относительно точности, которую вы могли бы разумно ожидать увидеть.
ура, Майкл
БобМ3
Чугун
#3
Вы имеете в виду «живой» центр, верно? Задние бабки можно перемещать в направлении поперечной подачи, чтобы на обоих концах прутка был срез одинакового диаметра. Если разные положения задней бабки требуют разных регулировок, то ваши пути и ваша передняя бабка не параллельны.
Питер из Голландии
Алмаз
#4
Сначала вы должны выровнять и выровнять свой токарный станок, прежде чем вы сможете делать какие-либо измерения На эту тему уже много написано Так что, если вы выполните поиск, это всплывет
Питер
Токарные станки Саут-Бенд | Точность на 9-дюймовой модели A | Практический механик
лекарь1
Горячекатаный
#1
Всем привет, Я новичок. Я только что получил 9-дюймовую модель A SB 1948 года.
Я нахожусь на этапе тестирования. Как лучше всего проверить точность?
До сих пор я вставлял 14-дюймовый кусок алюминиевой трубы 3/4 дюйма в 3-х кулачковый патрон и поддерживал другую сторону задней бабкой.
Результаты: Труба в задней бабке на 0,010 дюйма меньше, чем в патроне, пролет более 11 дюймов
Это нормально?
Не могли бы вы предложить лучший способ проверки точности?
Заранее спасибо.
Богатый
лекарь1
Горячекатаный
#2
Несколько фотографий
старый жлоб
Пластик
#3
Красиво выглядящая машинка, хотелось бы, чтобы на ней было столько краски. Ваш тест указывает на то, что задняя бабка может использовать выравнивание, что вы можете легко сделать, но не является хорошим показателем возможностей станка. В книге «Как запустить токарный станок» у Саутбенда было несколько методов тестирования. Его часто можно найти на e-bay, или вы можете бесплатно загрузить его из библиотеки Williams Soutbend в виде файла в формате pdf. Он имеет тестовый и ожидаемый уровни точности. Здесь вы можете найти множество методов выравнивания задней бабки, но для меня самый простой метод продемонстрирован Tubalcain на You Tube. Я предупреждаю вас, как только вы посетите его сайт и начнете смотреть его отличные обучающие видео, вы потеряете много времени, прежде чем сможете остановиться.
iwananew10K
Алмаз
#4
выглядит как красивая, ухоженная машина. выровняйте его, настройте его с помощью теста на ошейники, и он, вероятно, будет настолько точным, насколько вы могли когда-либо желать.
наслаждайся!
эдколт
Горячекатаный
#5
Нет, это ненормально
1. в станине может быть искривление
см. стр. 20 ниже
http://www.wswells.com/data/howto/H-3.pdf
2. если вы поворачивали между центрами, задняя бабка может быть не выровнена
см. стр. 25 ниже:
http://www.wswells.com/data/howto/H-4.pdf это два разных теста. Сначала выполните №1 без задней бабки, затем №2 с задней бабкой
Ed S
козмо99
Чугун
#6
Я бы начал с покупки или заимствования уровня машиниста. используйте это, чтобы выкрутить кровать.
9-дюймовая станина легко поворачивается или раскручивается с помощью прокладок или, если ваш токарный станок оснащен выравнивающей опорой на конце задней бабки.
затем следуйте указаниям в южных изгибах, точение пробного стержня с двумя воротничками.это делается без использования центров без хвостика.
после этого у вас будет лучшее представление о том, что происходит, тогда вы можете заняться задней бабкой, если нужно
хороший токарный станок!
Дэвид
iwananew10K
Алмаз
#7
у меня нет очков для чтения, так что это могло быть освещено в ссылках, которые предоставили ребята. ..
чтобы вы попали в парк мячей, после того как вы немного выровняетесь (вы можете обойтись уровнем плотника если это все, что у вас есть)
вставьте центр в переднюю бабку и заднюю бабку и сдвиньте заднюю бабку вверх к передней бабке и настраивайте ее на глаз — не беспокойтесь о движении вверх и вниз. сосредоточьтесь на поперечной регулировке задней бабки.
закрепите стержень длиной от 6 до 8 дюймов диаметром не менее 1 дюйма или больше, если он у вас есть, и засверлите концы торцевыми и центрирующими отверстиями.
поместите центры обратно в переднюю и заднюю бабки
используйте приводную пластину и собачку для установки стержня между центрами
отогните середину стержня, оставив около 1/2 дюйма нетронутыми с обоих концов
используйте микрометр и поверните нетронутые части на концах до ТОЧНО такого же диаметра. снимите только столько, сколько необходимо
теперь вы можете установить циферблатный индикатор в стойке инструмента, чтобы сканировать концы и отрегулировать заднюю бабку, чтобы выровнять ее.
, после того как задняя бабка будет отрегулирована так, чтобы показания индикатора были одинаковыми на обоих концах, вы можете сделать еще один легкий надрез в средней части стержня (оставьте концы в покое), и у вас будет тестовый стержень для будущего использования.
это должно вас заинтересовать.
лекарь1
Горячекатаный
#8
Я только что заказал «Как управлять токарным станком» на ebay. Должен быть здесь через несколько дней.
Спасибо за отличные ответы.
Начну с выравнивания машины. Тогда я пойду в поход на выходные.
Тогда у меня, вероятно, будет книга Токарный станок, чтобы следовать ее инструкциям.
Гриндером именуют специальное шлифовальное устройство, которое имеет электрический привод и ленту с абразивным напылением. Такой прибор используется для финишной обработки металлических, деревянных, а также полимерных поверхностей. Основное, на что нужно обратить внимание, собирая гриндер своими руками: чертежи с размерами, этапы работы, выбор подходящих материалов.
Гриндер позволяет шлифовать изделия из дерева, пластика, металла, а также обрабатывать любые поверхности
Содержание
1 Ленточная шлифмашина своими руками: принцип действия
2 Особенности конструкции гриндера своими руками: фото
3 Как сделать гриндер своими руками: правила сборки
3.1 Гриндер своими руками: чертежи с размерами конструктивных элементов
3.2 Самодельный станок гриндер своими руками: выбор подходящего привода
3.3 Особенности изготовления гриндера из стиральной машины своими руками
3. 4 Изготовление роликов гриндера своими руками: чертежи
4 Характеристики, которым должна соответствовать лента для шлифовального агрегата
4.1 Как склеить ленту для шлифовального агрегата самостоятельно
5 Самодельный гриндер: чертежи с размерами поворотного стола и советы по сборке
5.1 Гриндер своими руками в домашних условиях из дрели: особенности сборки
5.2 Гриндер своими руками в домашних условиях: видео и инструкция по сборке из болгарки
Ленточная шлифмашина своими руками: принцип действия
Отличительной особенностью подобного устройства является то, что оно имеет несложную конструкцию, которую может повторить любой желающий в домашних условиях. В состав такого шлифовального агрегата входят электрический двигатель, ролики и непосредственно рабочий инструмент – лента с абразивным покрытием. Полоса может иметь разную зернистость. Этот показатель подбирается в соответствии с назначением инструмента.
Гриндер в отличие от привычного стационарного станка, инструмент более универсальный
При сборке гриндера своими руками в домашних условиях стоит подготовиться и изучить принцип его работы. При включении агрегата запускается двигатель. Он имеет вал, который стыкуется с главным (ведущим) катком. Ролик начинает вращаться вокруг своей оси, воздействуя через абразивную ленту на второстепенные (ведомые) катки.
Шлифовка производится довольно просто при включенном аппарате. Для этого нужно приложить заготовку к движущейся абразивной ленте. Во время работы необходимо ориентироваться на положение рабочей полосы.
Изготовленная своими руками шлифмашина позволит проводить обработку заготовок из разных материалов. Такой агрегат имеет возможность устранения дефектов на поверхности металла, дерева, а также стекла. Используя гриндеры, зачастую регулируют катки, что позволяет выполнять обработку дефектов разной глубины.
Стоит запомнить, что при длительном использовании шлифовальная полоса изнашивается, что приводит к ее растягиванию. В подобных агрегатах данная проблема решается очень просто. Один из роликов прибора содержит специальный механизм, позволяющий натянуть ленту. Чаще всего такое приспособление устанавливается на ролик, расположенный между основным и второстепенным катком устройства.
Гриндером легко удалить ржавчину с поверхности, заточить нож
Особенности конструкции гриндера своими руками: фото
Рекомендуется принять во внимание все нюансы конструкции заводских устройств. Это позволит изготовить максимально эффективный шлифовальный настольный станок. Стандартная комплектация прибора такого типа включает в себя опорный столик. Помимо основного предназначения, данная поверхность выполняет еще одну вспомогательную функцию: используется для фиксации обрабатываемой заготовки.
В заводских аппаратах такой столик может поворачиваться относительно одной оси. Угол поворота, как правило, равен 90°. Это дает возможность шлифовки двух плоскостей заготовки (расположенных перпендикулярно) без изменения положения детали, зафиксированной на поворотной поверхности. При сборке простого гриндера своими руками можно сделать статичный столик. Это значительно упростит сборку, однако готовый агрегат будет обладать меньшей функциональностью.
Существуют и другие, не менее важные детали, которые входят в конструкцию подобных станков. Рассмотрим, какие еще конструктивные элементы в обязательном порядке должен иметь любой гриндер, используемый для шлифовки заготовок из разных материалов:
катки;
основание;
Главная задача в изготовлении гриндера – найти мощный мотор, который необходимо будет снабдить приводом
лента;
натяжной механизм;
защитная стенка.
Все эти детали довольно просто изготовить своими руками. Ленточная шлифовальная машина во время работы может производить пыль или искры. Это зависит от материала детали, обрабатываемой на таком станке. Из-за этого опытные мастера настоятельно рекомендуют пользоваться специальными очками. Кроме того, рекомендуется организовать защитную стенку, для изготовления которой применяется акриловое стекло.
Переносные агрегаты укомплектовываются корпусом, выполненным из стали. Стойка гриндера должна иметь отверстия, которые необходимы для фиксации аппарата на деревянной поверхности (посредством болтов). При выборе ленты стоит учесть, что ее длина зависит от мощности агрегата (и наоборот). Чем выше данный показатель, тем, соответственно, более мощным должен быть привод.
Как сделать гриндер своими руками: правила сборки
Перед началом самостоятельного конструирования шлифовального агрегата такого типа необходимо внимательно изучить последовательность действий, а также принять во внимание некоторые правила. Первым и наиболее важным этапом является подготовка к сборке гриндера. Рассмотрим, какие действия включает в себя этот пункт.
Чертеж с размерами гриндера – важный документ, от которого будут зависеть работоспособность и технические характеристики агрегата
В первую очередь следует составить подходящий чертеж. Следует помнить, что схема должна соответствовать конкретным эксплуатационным условиям. Чертеж можно составить самостоятельно. Второй вариант – загрузка готовой схемы из интернета. На профильных сайтах и форумах можно найти множество модификаций таких устройств, конструкция которых максимально подходит для домашней сборки.
Чем подробнее чертеж, тем лучше. Схема должна содержать детальное описание всех отдельных элементов конструкции с их размерами. Чертеж с габаритами – очень важный документ, от которого будут зависеть работоспособность и технические характеристики будущего станка. Поэтому стоит подходить к его составлению со всей серьезностью.
Самостоятельно можно выполнить разные варианты шлифовальных гриндеров. Помимо стационарных устройств, существуют и более простые типы (например, гриндер из болгарки своими руками). Чертеж и видео по сборке такого приспособления также можно без труда найти во Всемирной сети.
Следующий момент, который стоит учесть, – подготовка всех необходимых деталей и инструментов для сборки агрегата. Для конструирования гриндера в домашних условиях потребуются следующие приспособления:
электролобзик;
Для того чтобы изготовить гриндер, нужно понимать принцип работы станка
дрель;
болгарка.
Обратите внимание! При подборе инструментов необходимо учитывать, что конструкция гриндера предусматривает использование металлических деталей, а также их обработку.
Многие детали данного шлифовального оборудования трудно изготовить новичку. Поэтому рекомендуется детально изучить различные конструктивные элементы и их особенности. Не помешает также ознакомиться с чертежами и видео. Гриндер своими руками сделать гораздо проще, если есть возможность проконсультироваться с квалифицированным мастером, который сможет дать ценные рекомендации по этому вопросу.
Некоторые конструктивные элементы невозможно создать своими руками без использования токарного оборудования. Подобную работу необязательно делать самостоятельно. Для выполнения сложных деталей можно воспользоваться услугами профессионального токаря.
При изготовлении гриндера своими руками желательно учесть еще один важный момент. Наиболее эффективными считаются устройства, с помощью которых можно обрабатывать не только горизонтальные, но и вертикальные поверхности. Специалисты рекомендуют подбирать чертеж, позволяющий отшлифовывать заготовки под разными углами.
Изготовить своими руками можно разные варианты шлифовальных гриндеров
Гриндер своими руками: чертежи с размерами конструктивных элементов
Разработка соответствующей схемы является важнейшим подготовительным этапом. Чертеж можно заказать у квалифицированного мастера. В этом случае он будет максимально точным и позволит изготовить оборудование, которое прослужит не один год.
Как сделать гриндер своими руками? Чертежи, видео, а также фото гриндеров на различных этапах сборки – все это дает возможность самостоятельно выполнить качественный агрегат.
Второй вариант – загрузка схемы из Всемирной сети. В этом случае стоит знать, что некоторые чертежи, расположенные в интернете, не являются эффективными. Поэтому, перед тем как скачать ту или иную схему, рекомендуется ознакомиться с отзывами реальных людей, которые уже использовали ее для сборки ленточно-шлифовального оборудования.
Также рекомендуется сравнить схему, составленную самостоятельно, с другими чертежами с размерами гриндера своими руками. Видео, имеющие соответствующую тематику, позволяют быстрее понять все нюансы изготовления подобного агрегата. В интернете их огромное множество.
Чтобы станок прослужил долго, заказывать чертеж гриндера нужно у квалифицированного мастера
Схема должна быть точной и содержать наброски всех конструктивных элементов конструкции. В обязательном порядке указываются габариты отдельных деталей. И, наконец, готовую схему можно выложить на профильный форум и поинтересоваться о том, какие неточности она содержит. Возможно, что в этом случае удастся получить ценные советы по ее доработке.
Самодельный станок гриндер своими руками: выбор подходящего привода
Перед тем как приступить к сборке такого шлифовального агрегата, необходимо подготовить подходящий двигатель. Чаще всего для этих целей используется привод, мощность которого составляет не менее 1 кВт. Существует несколько факторов, на которые стоит ориентироваться при выборе двигателя. Рассмотрим их более подробно.
В первую очередь нужно понимать, что для применения в домашних условиях подходят устройства, функционирующие от стандартной сети. Напряжение в такой сети традиционно составляет 220 В. Более высокое напряжение необходимо для использования профессионального оборудования, которое встречается на небольших предприятиях, но не для устройства, изготовленного своими руками. Шлифовальный станок гриндер должен создаваться в соответствии с заранее подготовленным чертежом.
Еще один важный момент – количество оборотов привода. От этого параметра зависит точность обработки заготовок. Здесь прослеживается определенная закономерность. Чем выше мощность двигателя, тем большее количество оборотов он сможет производить.
Для гриндера чаще всего используется привод мощностью не менее 1 кВт
Наиболее подходящий вариант привода включает в свою конструкцию специальные лопасти. Их функция заключается в нейтрализации перегрева, возникающего во время работы двигателя. Такое устройство несложно изготовить самостоятельно в условиях домашней мастерской.
Наиболее часто для сборки подобного шлифовального оборудования используют простой двигатель от стиральной машины. Гриндер своими руками такого типа полностью соответствует всем эксплуатационным требованиям и применяется для обработки небольших заготовок из металла, дерева, а также пластика.
Особенности изготовления гриндера из стиральной машины своими руками
Мощность двигателя подбирается в зависимости от размеров других элементов конструкции. В первую очередь это касается габаритов главного (ведущего) шкива. Если размер этого элемента составляет стандартные 150 мм, то тогда необходим двигатель, имеющий мощность, которая позволит выдавать до 3000 об/мин.
Приобрести готовый двигатель, конечно, можно, но на это уйдут лишние финансы. Лучший вариант для сборки в домашних условиях – воспользоваться ненужным двигателем из стиральной машины. Гриндер, в основе которого лежит такое устройство, безусловно, не способен сравниться с заводским, однако для несложной повседневной работы он вполне подходит.
Для изготовления гриндера можно использовать обычный коллекторный двигатель от старой стиральной машины
Двигатель, демонтированный со старой стиральной машинки автоматического типа, имеет небольшую мощность (ниже 300 Вт). Он отличается неплохой надежностью и неприхотлив в эксплуатации. Популярность использования именно такого привода обусловлена его широким распространением.
Статья по теме:
Ленточный гриндер: простое устройство для шлифовки и заточки
Плюсы и минусы. Виды гриндеров. Конструкция и принцип работы. Рекомендации по выбору и применению ленточного шлифовального агрегата.
Привод от стиральной машинки в обязательном порядке вносится в предварительный чертеж. Гриндер своими руками в домашних условиях нуждается в наличии двигателя с выходным валом. В этом случае вал имеет резьбовое соединение, конструкция которого позволяет без особого труда выполнить стыковку со шкивом.
Обратите внимание!Для сборки шлифовальных агрегатов подходят двигатели не только со старых автоматических машинок, но и приводы нового поколения. При использовании устройств второго типа необходимо запомнить, что они нуждаются в приспособлении, которое будет регулировать число оборотов. Это связано с тем, что максимальная скорость вращения таких приводов может доходить до 18 тыс. об/мин.
Приводы нового поколения имеют один существенный минус. При активном применении шлифовального оборудования происходит довольно быстрый износ щеток двигателя.
Гриндер, в основе которого использован мотор от стиральной машины, не способен сравниться с заводским агрегатом
При конструировании своими руками гриндера из двигателя от стиральной машины нужно также учесть, что такой привод лучше всего подходит для небольшого агрегата. Поэтому стоит заранее подобрать оптимальные габариты ведущих и второстепенных катков.
Изготовление роликов гриндера своими руками: чертежи
Конструирование роликов для шлифовального агрегата такого типа – серьезный этап, который требует внимательности и аккуратности. Одним из наиболее важных элементов гриндера является главный каток. Необходимо запомнить, что его габариты должны быть больше, чем размеры оставшихся роликов.
Ведущий каток имеет подобные геометрические показатели неслучайно. Такие габариты позволяют избежать нежелательного рывка, возникающего во время пускового момента. Также важно понимать, что для изготовления данного конструктивного элемента ни в коем случае нельзя использовать материалы, которые имеют большую массу. К таким материалам относят:
сталь;
чугун.
Перед тем как приступить к созданию роликов, необходимо подготовить соответствующие чертежи с размерами. Ленточный гриндер своими руками должен иметь легкие и удобные ролики небольших габаритов. Как правило, этого вполне достаточно для того, чтобы проводить простую работу по шлифовке.
При самостоятельной сборке гриндера важно расположить ролики перпендикулярно друг над другом, чтобы избежать перекосов ленты
Для уменьшения массы ведущего катка можно сконструировать стальную деталь с полостью. Существуют специальные справочники, которые позволяют провести расчеты, необходимые для данной процедуры.
Второй вариант, который чаще всего используют домашние мастера, – применение дюралюминия. Этот материал отличается низким весом и идеально подходит для данной цели. Он содержит примеси меди и магния, которые обеспечивают повышенную прочность сплава. Для сборки гриндера принято использовать дюралюминий марки Д16 и выше.
Как сделать ролики для гриндера своими руками? Специалисты рекомендуют выполнить на шкиве канавку, расположенную на торце. Ее габариты выбираются с учетом размеров абразивной ленты, которая будет применяться в станке. Такая мера направлена на предотвращение слета ленты во время работы оборудования. Желательно проделать ту же манипуляцию и с оставшимися катками.
Очень большое значение имеет степень шероховатости катков. Поверхность роликов может обладать разным уровнем шершавости. При сборке гриндера рекомендуется использовать катки, у которых данный показатель располагается в пределах от 1,25 до 2,5. Таблицу, содержащую информацию о степени шероховатости деталей, можно без труда найти в интернете. Шкив для гриндера своими руками монтируется на оборудование посредством подшипниковых узлов.
Для изготовления роликов для гриндера часто используется дюралюминий
В этом случае применяются подшипники закрытого типа, которые имеют статичное наружное кольцо и относятся к категории самоцентрирующихся. Установка подобных элементов позволяет исключить возможность попадания абразивных или любых других инородных частиц на вал катка.
При выборе подшипников необходимо обязательно учесть их несущие параметры. Эти показатели определяют то, какую нагрузку способна выдержать деталь. Чем выше число оборотов агрегата, тем более надежными должны быть подшипники. Во время работы не рекомендуется отклоняться от чертежей с размерами. Ленточный гриндер, выполненный в соответствии со схемой, будет отличаться более высокой эффективностью, а также длительным сроком использования.
Как зафиксировать ролик в устройстве? Проще всего в домашних условиях для крепления катка воспользоваться стандартными шплинтами. Еще один вариант крепления –применение буртика (на одном конце оси).
Характеристики, которым должна соответствовать лента для шлифовального агрегата
Подбор абразивной полосы – важный этап во время сборки мини-гриндера своими руками. В первую очередь нужно определиться с протяженностью ленты и ее шириной. На геометрические параметры полосы оказывают влияние два основных фактора:
размеры гриндера;
назначение агрегата.
Тканевая основа лучше выдерживает поверхностное натяжение
Бесконечные абразивные полосы также подразделяются на типы по зернистости. Длина шлифовальных полос может быть разной (от 610 до 1830 мм). Такие ленты имеют ширину 50 или 100 мм. Первый вариант чаще всего встречается в агрегатах, собранных своими руками в домашних условиях.
Качественная абразивная полоса в обязательном порядке должна иметь эластичную основу из ткани. При выборе подходящего инструмента также необходимо обращать внимание на то, какое количество оборотов может выдержать полоса. Рекомендуется приобретать изделия, которые способны работать при 1500 об/мин. Такой вариант лучше всего подходит для изготовления ленточного гриндера своими руками. Чертеж, составленный ранее, должен содержать информацию о габаритах абразивной полосы и других ее характеристиках.
Хорошая лента обязана иметь высокую абразивную стойкость. От этого показателя зависит резистентность ленты к износу. Для самодельных аппаратов рекомендуется использовать ленты, протяженность которых составляет не более 123 см. Абразивная полоса должна быть не только устойчивой к износу, но и иметь хорошую сопротивляемость к высоким температурам, образующимся во время трения о заготовку во время работы.
Стоит отметить, что ленты небольшой длины гораздо более подвержены износу, нежели изделия большей протяженности. Специалисты советуют обратить внимание на картинки с изображением готовых изделий. Фото аппаратов позволяют дать ответ на вопрос о том, как сделать гриндер своими руками. Чертеж устройства можно значительно упростить, если в его сборке используются уже готовые элементы, приобретенные отдельно.
От выбора ленты зависит скорость и качество обработки изделий
И, наконец, особое внимание необходимо уделить месту склейки абразивной ленты. Стык двух концов полосы должен быть максимально аккуратным, без каких-либо дефектов или выступов.
Как склеить ленту для шлифовального агрегата самостоятельно
Ленточные шлифовальные аппараты содержат пружину, которая выполняет очень важную функцию: натягивает просевшую в результате износа ленту. Смена ленты производится несколько раз даже при обработке небольшой заготовки. Это следует запомнить.
При сборке гриндера своими руками из фанеры или металла абразивную полосу можно изготовить самостоятельно. Склейка такой ленты – сложное мероприятие, которое не терпит ошибок. В интернете существует множество советов о том, как правильно выполнить склейку ленты, однако многие из них являются неверными.
Процесс склейки выглядит следующим образом. Вначале нужно подобрать наждачный материал на тканевой основе. Затем стоит подготовить оба конца абразивной полосы. Для этого производится их зачистка. Шов на полосе выполняется исключительно методом «встык». Специалисты обязательно рекомендуют усиливать склеенную ленту с внутренней стороны посредством плотной полоски ткани, которая фиксируется с помощью специального клеевого состава.
Склейка ленты – сложное процесс, который не терпит ошибок
Обратите внимание! Для склеивания ленты ни в коем случае нельзя использовать клей «Момент».
Для того чтобы соединить концы абразивной полосы, требуется приобрести специальный клеевой состав. Лучший вариант – применение эластичного клея. Экономить при этом не стоит, так как дешевые средства, как правило, не отличаются хорошим качеством.
Перед началом склеивания необходимо подготовить полосу для ленточного наждака. Гриндер своими руками (из подручных материалов) нуждается в надежной абразивной полосе, которую сложно выполнить в домашних условиях. Процесс производится с применением клеевой палочки, которая устанавливается на термопистолеты. Вначале производится подогрев состава. Для этого можно воспользоваться обычным феном, который есть в каждом доме.
Самодельный гриндер: чертежи с размерами поворотного стола и советы по сборке
В домашних условиях можно сконструировать как простой вариант станка, так и более функциональное устройство. Для того чтобы расширить эксплуатационную принадлежность агрегата и обеспечить удобство работы, изготавливается опорный столик поворотного типа. Данная поверхность устанавливается со стороны самого объемного шкива.
Чертеж станка подготавливается в соответствии с его конструктивными особенностями
Преимущества использования поворотного столика очевидны. В первую очередь это позволит фиксировать деталь в определенном положении, что упростит ее обработку. При сборке поворотного гриндера своими руками стоит предусмотреть возможность смены направления абразивной полосы. Наждак в обязательном порядке должен перемещаться в ту сторону, куда была развернута рабочая поверхность.
Столик необходимо оснастить подвижным фиксаторным элементом – кронштейном. В этой детали должна быть реализована функция поворота относительно горизонтально лежащей оси на фиксированные углы.
Чаще всего для простых станков, создаваемых в домашних условиях, используют столик из дюралюминия. Возможен также вариант из дерева. Чертеж машины подготавливается в соответствии с ее конструктивными особенностями. Толщина поверхности, для изготовления которой применяется дюралюминий, должна быть не менее 15 мм. Это очень важно, так как более тонкий столик может не выдержать рабочих нагрузок.
Функцию прижимной плоскости в этом случае осуществляет рама агрегата. Для этого необходимо провести подготовку рамы. Достаточно просто выполнить шлифовку одной из поверхностей каркаса – той, которая располагается у предметного столика.
Для изготовления простых станков, создаваемых в домашних условиях, используют столик из дюралюминия
Гриндер своими руками в домашних условиях из дрели: особенности сборки
Такое шлифовальное устройство можно выполнить более простым способом. Безусловно, сборка стационарного агрегата, который предназначен для установки на стол, является наилучшим вариантом, позволяющим проводить шлифовку различных деталей на постоянной основе. Существуют и другие, менее сложные варианты создания шлифовального устройства своими руками.
При желании можно изготовить своими руками гриндер из шлифмашинки или из дрели. Дрель является электрическим инструментом, поэтому требуется соблюдать правила безопасности при работе с таким устройством.
Необходимость в обработке металлических, а также деревянных заготовок возникает в быту довольно часто. Приобретать фабричный агрегат для небольших объемов работы – не самое лучшее решение. Проще всего изготовить простой гриндер, воспользовавшись дрелью.
Чаще всего для сборки такой шлифовальной насадки применяются такие подручные материалы, как дерево, пластмасса, фанера. Перед началом работы рекомендуется подготовить схему насадки, что позволит сделать гриндер своими руками. Видео на данную тематику также рекомендуются специалистами к просмотру, так как они освещают все нюансы, связанные со сборкой.
Стационарный гриндер из дрели на деревянной основе
Стоит сказать, что при работе с небольшими заготовками из пластмассы и древесины данный шлифовальный аппарат показывает себя практически не хуже, чем стационарное оборудование.
Еще одним плюсом подобного решения является то, что в современных моделях дрелей присутствует специальный контроллер. Его функция заключается в регулировке оборотов привода. Конструктивная простота и высока эффективность отражаются на популярности такого решения.
Гриндер своими руками в домашних условиях: видео и инструкция по сборке из болгарки
Стационарный гриндер для домашнего использования по своему назначению напоминает приспособление, выполненное из дрели. Устройства, в основе которых лежит угловая шлифмашина или, как ее еще называют, болгарка, имеют свои особенности. Основной отличительной чертой болгарок является то, что их привод имеет высокую скорость вращения.
Таким образом, для изготовления гриндера из болгарки может потребоваться устройство, контролирующее обороты привода. Нередко угловые шлифмашины используются в качестве электронных напильников. Для этого в продаже существуют специальные ленточно-шлифовальные насадки, а именно:
узкие;
длинные.
Конструкции из болгарки часто используют для затирки сварочных швов, заточки мелких деталей
Такие насадки являются довольно популярными среди мастеров. С помощью их можно с легкостью обрабатывать различные труднодоступные места (например, отверстия). Сделать гриндер из болгарки своими руками несложно. Для этого необходимо самостоятельно сконструировать абразивную насадку, в основе которой лежит лента необходимого размера. Однако гораздо проще приобрести готовый инструмент.
Основным конструктивным отличием угловой шлифмашины от другого оборудования, функционирующего от электросети, является расположение выходного вала болгарки. Данный элемент развернут под прямым углом к корпусу. В результате такая конструкция является очень удобной и способствует обеспечению несложной фиксации ведущего ролика и абразивного полотна.
Таким образом, подобную насадку не составляет труда выполнить своими руками. Чертеж гриндера из болгарки можно отыскать на одном из профильных форумов, посвященных данной тематике. Инструмент такого типа является довольно комфортным в использовании. Вытянутое тело насадки способствует проведению шлифовальных работ разного рода.
Гриндеры из болгарки часто появляются в обиходе домашних мастеров, потому что она сама по себе уже и есть мини-станок для шлифования
Изготовление простого гриндера в домашних условиях не является сложным мероприятием, если подойти к делу грамотно. Безусловно, своими руками можно сконструировать и более функциональное оборудование, однако такая работа требует больше времени, материалов и сил. Выбор подходящего чертежа необходимо осуществлять, ориентируясь на индивидуальные потребности.
Ленточный гриндер своими руками – чертежи ленточно-шлифовального станка
Самостоятельное изготовление гриндера
Процесс изготовления
Рабочая лента
Выбор привода для самодельного станка
Гриндер — станок ленточно-шлифовального типа, используемый для сухого шлифования изделий, выполненных из металла, различных сплавов, древесины, искусственного камня, пластика и других материалов.
Самодельный гриндер в сборе
Вопросом о том, как сделать ленточный гриндер своими руками, задаются многие домашние мастера, ведь с помощью такого оборудования можно выполнять разные технологические операции с изделиями, изготовленными из различных материалов. С помощью ленточного гриндера можно снимать заусеницы, устранять дефекты поверхностей, зачищать ржавчину, снимать облой, ликвидировать последствия плазменной и лазерной резки, зачищать сварные швы.
Самостоятельное изготовление гриндера
Казалось бы, что значительно проще приобрести фирменное оборудование и пользоваться им в своей мастерской не один год, чем изготавливать его своими руками. Однако не все могут позволить себе выложить за серийный станок от известного производителя приличную сумму. Тем более что самому сделать такой станок, который будет обладать требуемой функциональностью, совсем несложно.
Основные детали корпуса станка с размерами (нажмите, чтобы увеличить)
Для того чтобы стать обладателем самодельного ленточного гриндера, стоит предварительно набросать чертеж, а также запастись дрелью, болгаркой и электролобзиком. Некоторые детали для ленточного гриндера необходимо будет заказать у токаря, но с этим в наше время нет никаких проблем. Лучше сразу сориентироваться на изготовление гриндера, который будет работать в вертикальной и горизонтальной плоскости: такое оборудование отличается высокой функциональностью и позволяет обрабатывать детали под требуемым углом. За основу можно взять схему фирменного станка и по нему уже делать самодельное оборудование.
Если вам нужен более простой гриндер, сделанный из подручных материалов, то с таким вариантом можно ознакомиться в видео ниже:
Процесс изготовления
Для изготовления силовых деталей станка необходимо использовать листовой металл толщиной 10 мм. Чтобы нарисовать контуры таких деталей для их дальнейшей вырезки, можно ориентироваться на чертеж. Точно соблюдать размеры нет никакой необходимости, так как от них будут зависеть только габариты деталей, которые вы соберетесь обрабатывать на ленточном гриндере. Нарисовать контуры деталей на листе металла можно маркером, а для их вырезания использовать болгарку и электролобзик. Намного проще вырезать такие детали при помощи плазменного резака, но не у всех дома есть такое оборудование.
Основание, детали корпуса станка и двигатель перед сборкой
Чтобы основание вашего самодельного гриндера было более надежным, лучше использовать для его изготовления лист металла толщиной 12 мм. Для сборки основания гриндера можно использовать винтовые соединения, но тогда вам придется сверлить множество отверстий, которые значительно ослабят всю конструкцию. Намного проще и надежнее будет выполнить сборку основания вашего станка при помощи электросварки.
Много времени потребуют полукруглые пазы на деталях ленточного гриндера, обеспечивающих поворот платформы, на которой размещены ролики. Чтобы самому сделать такие пазы, необходимо будет повозиться с дрелью, шарошками и напильником, а также задействовать бормашинку. Можно значительно облегчить себе задачу, если доверить сделать такие пазы квалифицированному фрезеровщику.
Макет станка из пластика: благодаря поворотному узлу, гриндер может находиться как в вертикальном положении…
Для изготовления роликов вашего самодельного мини-станка лучше всего использовать титан или дюралюминий (Д16). Если же возможности найти болванки из этих материалов нет, то можно использовать и сталь, но тогда ролики необходимо максимально облегчить, выбрав металл из их внутренней части. Для изготовления роликов самодельного станка вам потребуется помощь квалифицированного токаря, только позаботьтесь о том, чтобы подготовить для него чертеж.
Самый большой ролик ленточного гриндера, который будет фиксироваться на валу электродвигателя, в любом случае необходимо будет сделать из стали, так как титановую болванку такого диаметра найти очень сложно, а дюралюминий может не выдержать значительных нагрузок. Для всего самодельного станка вам потребуется изготовить 4 ролика, размеры которых (диаметр) составляют: приводной ролик — 150 мм, натяжной — 100 мм, два маленьких — 70 мм. Если вы собираетесь сделать мини-станок, то диаметры роликов могут быть и меньше.
…так и в горизонтальном
Когда вы соберете свой самодельный станок с готовыми роликами, очень важно, чтобы они располагались строго по одной линии. В противном случае вы будете постоянно сталкиваться с соскакиванием ленты. Ширина роликов зависит от того, какого размера шлифовальную ленту вы собираетесь использовать на своем оборудовании. Когда вы будете делать чертеж для изготовления роликов, то обязательно учитывайте, что они должны иметь бочкообразную форму, это обеспечит надежное удержание шлифовальной ленты на них в процессе работы. Для того чтобы придать роликам такую форму, с каждого их края делается небольшой скос: 1–2 мм.
Готовые ролики вашего самодельного ленточного гриндера должны иметь гладкую поверхность, об этом необходимо сказать токарю, который будет их изготавливать. Подшипники, на которых они будут вращаться, должны быть только закрытого типа, в противном случае их быстро забьет пыль, образующаяся в процессе работы шлифовального станка. Чтобы ваше самодельное оборудование работало долго и без сбоев, необходимо выбирать для него подшипники, обладающие классом не ниже 6-го. Ролики шлифовального станка вращаются с высокой частотой, поэтому подшипники для них должны быть очень качественными.
Готовый гриндер в горизонтальном положении с дополнительным столиком
Рабочая лента
У ленточного гриндера всегда можно увидеть пружину, которая необходима для того, чтобы обеспечивать автоматическое натяжение ленты-наждака. Если использовать такую пружину, то менять ленту будет очень удобно, а ее натяжение будет регулироваться автоматически. Следует сразу сказать, что менять ленту даже при обработке одного изделия необходимо будет несколько раз. Обработку любой металлической детали необходимо начинать с лентой с более крупным абразивом, постепенно меняя ее на более мелкую.
Очень важное внимание следует уделить склеиванию ленты. В интернете есть варианты правильной склейки, также можно посмотреть этот процесс на видео. Для ее изготовления необходимо использовать бумагу-наждак на тканевой основе. Шов на ленте делается только встык и его необходимо обязательно усилить, для чего используется полоска плотной ткани, подкладываемая с обратной стороны склеиваемого участка. Для склеивания ленточного наждака необходимо использовать только эластичный клей, и он должен быть очень качественным.
Для качественного и надежного склеивания ленты для ленточного наждака вам понадобится ее правильная подготовка. Склеивать ленту можно при помощи клеевой палочки для термопистолета: такой способ можно наглядно изучить в ролике выше. Для нагрева можно применить обычный технический фен.
При желании, можно сделать свой самодельный шлифовальный станок еще более универсальным, для этого его следует оснастить дополнительным столиком, размещаемым со стороны самого большого шкива. Это позволит вам выполнять обработку деталей на ленточном гриндере, прижимая их к ленте-наждаку со стороны самого большого шкива. Если вы решите сделать такой столик, то необходимо будет предусмотреть возможность изменения направления движения ленточного наждака, который всегда должен перемещаться по направлению к рабочему столу, а не от него.
С более простой конструкцией гриндера можно ознакомиться в видео ниже:
Выбор привода для самодельного станка
Очень важно правильно выбрать электродвигатель для оснащения своего шлифовального и точильного оборудования. Даже если вы собираете мини-станок, то двигатель для него должен иметь мощность 1,2–1,5 кВт. Желательно выбирать двигатель, который работает от электрической сети 220 В, потому что при использовании трехфазного устройства и его подключении через конденсатор, вы потеряете процентов 30 его номинальной мощности. Чтобы ваш точильный и шлифовальный станок был эффективным, необходимо подобрать для него электродвигатель с большим количеством оборотов. По чертежу самодельного ленточного гриндера видно, что электродвигатель для него необходимо выбирать с консольным типом крепления, предусматривающим его фиксацию в передней части корпуса.
Если вы потратите время и усилия для того, чтобы собрать такой мини-станок, то сможете работать на нем как в горизонтальной, так и в вертикальной плоскости. Подобные конструктивные особенности самодельного ленточного гриндера позволяют использовать его для выполнения множества операций с деталями, изготовленными из металла и любых других материалов. Кроме этого, вы получите в свое распоряжение очень удобный точильный станок, который можно использовать для производства и заточки любых режущих инструментов.
Даже если вы затратите на изготовление ленточного гриндера несколько месяцев, то ваш труд и время полностью окупятся использованием такого удобного, надежного и функционального оборудования.
Drawing Grinder — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 168 релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
)
Как рисовать руки: пошаговое руководство для начинающих
Причина, по которой рисовать руки так сложно, заключается в том, что существует так много форм, которые нужно рисовать в перспективе. Каждый палец состоит из нескольких цилиндров, и коробку центральной формы также необходимо нарисовать в перспективе.
Единственный эффективный способ научиться рисовать руки — это пройти его в 4 этапа, что позволит вам сосредоточиться на одном элементе за раз. Этот метод практики идеально подходит для людей, которые хотят научиться рисовать из воображения. Ниже я создал бесплатный рабочий лист, который может помочь вам попрактиковаться.
Скачать бесплатный рабочий лист для рук
Подпишись на ютуб канал
Я рекомендую практиковать каждый из этих этапов, пока вы не почувствуете себя комфортно, прежде чем двигаться дальше. Когда вы начинаете, попробуйте практиковать более простые жесты рук, прежде чем пробовать более сложные, мы хотим избежать ненужного разочарования во время практики.
Этап 1. Центральная коробка
Нарисуйте изогнутую коробку для центральной части руки, нарисуйте подушечки ладони, если они видны под этим углом. Обратите внимание на то, что рука довольно тонкая, глубина руки намного меньше, чем общая площадь поверхности.
Если вам нужна помощь в рисовании блоков с размерами, вы можете ознакомиться с моим руководством по основным формам здесь (открывается в новой вкладке)
Этап 2. Большой палец
Теперь начните добавлять большой палец, который соединяется с коробкой через треугольную коробку, за которой следуют цилиндр и конический цилиндр. Обратите внимание на то, как большой палец соединяется с подушечкой ладони (посмотрите на свою руку, чтобы понять это).
Этап 3. Рукавица
На этом этапе мы пытаемся упростить пальцы, сгруппировав те, которые ближе друг к другу. Я бы порекомендовал потренировать отдельные пальцы на этом этапе, потому что для некоторых жестов потребуются отдельные пальцы. Освоение этого этапа поможет нам во время быстрых блоков, как только мы начнем применять это к иллюстрациям и сеансам рисования фигур.
Этап 4. Рука целиком
Рисовать всю руку будет намного легче, как только мы освоимся с варежкой, потому что мы можем использовать упрощенную форму в качестве ориентира для отдельных пальцев.
Если вам нужна дополнительная помощь в обучении рисованию рук, которое, как я знаю, иногда может быть очень утомительным, ознакомьтесь с рабочей тетрадью ниже. Я разрабатываю эти рабочие тетради, чтобы дать нам четкий способ попрактиковаться в рисовании, который не будет утомительным. Рисование — это навык, требующий практических занятий, к сожалению, просмотра видеоуроков недостаточно , поэтому я создаю рабочие тетради для печати.
Спасибо, что позволили мне стать частью вашего путешествия по рисованию, у меня на сайте есть куча других уроков, которые вы можете посмотреть 😀
Основы рисования рук (PDF)
4,99 $
Узнайте, как рисовать руки с помощью этой 21-страничной рабочей тетради, которая проведет вас через 4 этапа понимания того, как рисовать руки из воображения.
Система HS-LC1500 лазерной очистки от ржавчины, краски, патины, гальванопокрытий.
Оборудование для лазерной очистки — это новое поколение высокотехнологичных приборов для очистки поверхностей. Простота установки, мониторинга и автоматизации. С помощью простой операции включите источник питания, откройте устройство, затем можно выполнить очистку без химического реагента, промывки среды и воды, она имеет много преимуществ ручной регулировки фокуса, очистки поверхности соединения, более высокой чистоты очищаемой поверхности, она также может удалить с поверхности смолу, жир, пятна , грязь, ржавчину, покрытие, краску на объектах.
Особенности
Бесконтактная очистка.
Может быть достигнута точная очистка, точное позиционирование, необходимая площать загрязненной поверхности.
Не требуется химической чистящей жидкости, не требуются расходные материалы, безопасна для окружающей среды.
Простота в эксплуатации, обработка может осуществляться вручную или роботом для автоматической очистки.
Эффективность очистки очень высока, экономия времени.
Система лазерной очистки стабильна, почти не требует технического обслуживания.
Типы загрязнений
Удаление краски с металлических поверхностей
Очистка поверхностных пятен
Очистка поверхностного покрытия
Предварительная очистка сварочных швов
Очистка поверхности камня, плитки
Антивандальная очистка
Очистка остатков резины на прессформах
Характеристика
Значение
Длина волны лазера
1064 нм
Лазерный источник
CW JPT/Raycus
Тип лазерной головки
Сканатор
Длина оптического волокна
10 м
Скорость очистки
≤7000мм/с
Рабочая тепература
0°C-40°C
Ширина сканирования
10-150мм
Фокусировка
500 мм
Частота импульсов
20-200 кГц
Тип охлаждения
Водный
Мощность лазера
1500 Вт
Вес Raptor HS-LC1500 (1500w) (брутто)
280
Вес сканера
1. 2 кг
Потребляемая мощность
6КВт
Электропитание
380V, 50/60H
Габаритный размер
1100x630x740 мм
Вес
280 кг
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о Raptor HS-LC1500 (1500w):
Отзывов пока нет, но ваш может быть первым.
Оставить отзыв
Лазерная очистка металла от ржавчины и краски, обезжиривание поверхностей, очистка сварочных швов, удаление лаковых покрытий
Лазерная очистка – это надежная, безопасная и быстрая технология, предназначенная для очистки поверхностей. С использованием этой технологии можно легко удалять ржавчину, слои краски, лака и других покрытий или осаждений, обезжиривать поверхности, счищать последствия окисления или осаждения пыли. Поскольку при очистке поверхностей не используются посторонние вещества, этот процесс не вредит окружающей среде и пользователю оборудования. Благодаря долговечности и надежности оборудования, а также небольшому расходу энергии лазерная очистка стала широко используемым методом в промышленности.
Области применения:
Очистка пластиковых и резиновых литейных форм
Удаление слоев ржавчины и краски
Обезжиривание поверхностей в пищевой промышленности
Обезжиривание металлических поверхностей перед сваркой
Очистка сварочных швов и поверхности, поврежденной при сварке
Удаление лаковых, полиамидных и других покрытий
Реставрация зданий, мостов, скульптур и даже картин
Удаление сажи
Нейтрализация радиоактивных поверхностей
Удаление изоляции с проводов
Преимущества
Бесконтактная технология – очищаемый материал не подвергается механическому, термическому или химическому воздействию, поэтому сохраняются его структура и поверхность, следовательно данный метод подходит для работы с очень тонкими или хрупкими материалами.
Сухая очистка – в отличие от процессов очистки песком или сухим льдом при лазерной очистке не используются дорогие и опасные материалы, ядовитые химикаты, не выделяется большое количество отходов и пыли.
Точность – четко определяемая и изменяемая длина линии очистки позволяет применять эту технологию там, где требуется высокая точность.
Надежность – система лазерной очистки создана в Литве, предусмотрен ресурс работы более 90 000 часов, система приспособлена к использованию в промышленности.
Скорость очистки – в зависимости от применения и мощности системы можно достичь до 10-ти! раз большей скорости очистки по сравнению со стандартными методами очистки поверхностей.
Быстрая подготовка к работе – система полностью готова к работе менее чем за 5 минут.
Безопасность – для работы с системой требуются лишь защитные очки, а также рекомендуется респиратор.
Компактная и транспортируемая система – оборудование можно с легкостью перемещать в помещении или даже переносить как ранец.
Быстро окупающаяся инвестиция – для эксплуатации оборудования не требуется пополнение материалов, не нужны дорогие и сложные средства защиты. В большинстве случаев оборудование для лазерной очистки окупается за один год.
Небольшая стоимость эксплуатации – в зависимости от модели оборудование для лазерной очистки потребляет всего 1–5 кВт электроэнергии.
Чистота – предлагаемые нами системы не загрязняют окружающую среду и имеют высокий КПД.
Как это работает?
Очень короткие наносекундные импульсы мощностью 100 000 Вт направляются в очищаемый слой, где они впитываются. Абсорбированная загрязнениями энергия вызывает их моментальный распад, часть которых испаряется, превращается в пыль или расщепляется на атомарном уровне. Остатки разложившихся веществ могут быть удалены системой фильтрации воздуха или счищены. Этот процесс повторяется пока не достигается желаемая глубина повреждения слоя или его удаление. Длину волны предлагаемого Optola лазера лучше всего поглощают оксиды и органические вещества такие как резина, краски, изоляция, лак, сажа и т. д.
Процесс лазерной чистки
Сравнение до и после
Решения
Легко транспортируемые системы
Транспортируемые системы состоят из лазерного источника света, оптического кабеля желаемой длины (до 40 метров) и лазерного пистолета. Мы предлагаем системы мощностью 20 – 1000 Вт. В зависимости от модели такие лазерные системы применяются, как для прецизионной обработки поверхностей небольшого площади, так и для поверхностей материалов с большой площадью.
Мы предлагаем системы лазерной очистки ранцевого типа, маленький вес которых (<18 кг) и легкое управление позволяют работать в труднодоступных местах.
Системы, интегрированные в производство
Компактные стационарные твердотельные и волоконные лазеры Nd:YAG, предназначенные для конвейерной лазерной очистки. Системы этого типа оптимизированы для максимальной эффективности и скорейшей окупаемости в автоматизированном производственном процессе.
Решения для автоматизированных и роботизированных систем
Полностью автоматизированные системы лазерной очистки позволяют оптимизировать работу через достижение безукоризненной точности и эффективности. Мы предлагаем полную разработку проекта от адаптации системы лазерной очистки в соответствии с Вашими задачами до сдачи в эксплуатацию и гарантируем всестороннее техническое обслуживание и поддержку системы.
Особенности лазерных систем очистки:
Быстрая скорость лазерной очистки — до 5 мин / м2 (полное перекрытие импульсов)
Частота импульсов от 25 кГц до 500 кГц
Всегда готовая система, просто подключи и работай
Самые компактные и эффективные системы: Размеры 485x390x180 мм, вес 18 кг
Качество: Срок гарантии 2 гола, с возможностью продления до 3 лет
Срок службы: более 90000 часов;
Готовность: 24/7
Метод охлаждения: воздушное (до 300 Вт)
Все системы включают в себя профессиональную подготовку по лазерной безопасности и эксплуатации класса 4
Optola использует технологию Galvano-scanner, которая позволяет достичь до 10 м2 /ч скорости очистки в зависимости от очищаемого материала
Как выбрать подходящую систему?
Самый простой способ — отправить нам образец (предпочтительно ~ 10×10 см).
Мы сможем определить скорость очистки и влияние желаемой системы на конкретный материал. После тестов, мы посоветуем наиболее эффективную систему в зависимости от ваших задач.
Все системы оснащены принадлежностями, необходимыми для работы:
Стандартным оптоволоконным кабелем 5 м, кабелем питания длиной 2 м (может быть изменен). Комплект принадлежностей включает в себя: 2 шт. защита для глаз, 2 шт. респираторы, ИК-детектор, набор для чистки линз.
Оборудование для лазерной очистки:
Что такое лазерное удаление ржавчины и сколько это стоит?
Все мы видели потрясающие видеоролики о лазерном удалении ржавчины, но работает ли эта технология должным образом и есть ли подвох? Давайте проведем вас через это…
Напомнить позже
Ржавчина, особенно в умеренном климате, губительна для автомобилей. Все хорошо, если вы живете в Калифорнии и можете беззаботно оставлять машины на подъездной дорожке, но в часто дождливых местах, таких как Великобритания, автомобили могут легко сгнить и рассыпаться.
Это происходит из-за окисления металла, когда вода остается сидеть и гноиться в любой щели, которую она может найти. А учитывая, что колесные арки и пороги являются первой точкой соприкосновения с водой, поднимаемой с дорожного покрытия, они, как правило, становятся первыми жертвами.
Ржавые пороги и колесные арки классической Mazda MX-5
Как правило, единственный способ отремонтировать автомобиль после заражения ржавчиной – это старая добрая шлифовка, резка и выборочная обработка. Но ранее в этом году вирусным стало видео, в котором традиционные методы удаления ржавчины были перечеркнуты, и мы все тосковали по революционным методам в нашей жизни.
Это эпическое приспособление создано компанией Clean Laser и представляет собой его 1000-ваттное средство для удаления ржавчины под названием CL 1000. Очистив ржавую решетку до красивого блестящего металла, устройство, кажется, выполняет двухчасовую работу за секунды. . И самое замечательное, что здесь нет никакого обмана или обмана камеры, эта технология существует!
Процесс называется сублимацией и представляет собой акт изменения состояния металла в газообразную форму, пропуская жидкую фазу. Это достигается с помощью высокочастотных всплесков микроплазмы, которые в сочетании с чрезвычайно высоким тепловым давлением и ударными волнами можно установить на определенную глубину, чтобы снять поверхность ржавчины. Таким образом, устройство можно настроить так, чтобы оно выжигало практически любой материал, наложенный на металл, будь то краска, шпатлевка или ужасная ржавчина.
Сухой лед — лучший пример сублимации в реальном мире
Эта технология может стать настоящим прорывом в мире реставрации автомобилей. Если шасси и кузов автомобиля не под силу шлифовальной машине, чтобы получить механическую наждачную бумагу, можно использовать пескоструйную очистку для удаления даже самых толстых участков коррозии, но это требует полной разборки и является грязным, трудный процесс. Таким образом, этот портативный вакуумный продукт может стать ответом на мечты каждого реставратора автомобилей.
Что делает это лазерное устройство еще более интригующим, так это тот факт, что в нем есть встроенная система пылесоса, которая немедленно всасывает испарившуюся ржавчину, делая весь процесс удаления ржавчины настолько чистым и простым, насколько вы только могли надеяться.
Ваш обычный друг по удалению ржавчины
К сожалению, есть довольно большой недостаток — стоимость. Эти ультрасовременные приспособления не стоят на полках Machine Mart за 50 фунтов стерлингов. Самая дешевая версия на рынке — это гораздо меньший по размеру и менее мощный блок мощностью 20 Вт, стоимость которого начинается от 80 000 долларов (62 000 фунтов стерлингов). Этот образец мощностью 1000 Вт из видео обойдется вам в невероятные 480 000 долларов (370 000 фунтов стерлингов). Поэтому будет справедливо сказать, что лазерное удаление ржавчины, вероятно, недоступно большинству автолюбителей, пытающихся восстановить свой проект автомобиля для автомобильной встречи в следующем месяце.
С другой стороны, есть надежда. Так много технологий за последние пару десятилетий стало доступно среднему домашнему механику по чрезвычайно доступным ценам, что дает практичным среди нас возможность должным образом работать с нашими собственными автомобилями. Будь то сварочные аппараты MIG, плазменные резаки или целые автомобильные подъемники, механическая работа с вашим автомобилем стала намного проще благодаря наличию когда-то специалиста.
Так что подождите несколько лет, и я могу гарантировать, что эта довольно удобная техника будет в вашем местном хозяйственном магазине, готовая забрать домой и подключить. У вас есть безнадежный проектный автомобиль, который стоит в вашем гараже, купаясь в собственной ржавчине? Ну тогда может быть свет в конце тоннеля!
Удаление ржавчины с помощью лазерной системы очистки (4 преимущества)
youtube.com/embed/gMNBzFm14YE?rel=0″>
Лазерное удаление ржавчины — разновидность лазерной очистки — эффективный процесс очистки металлических деталей. Используя систему очистки волоконным лазером, можно быстро и полностью удалить ржавчину и другие загрязнения, не повреждая металл под ними.
Лазерное удаление ржавчины является отличной альтернативой ручным и химическим методам очистки, поскольку ржавчина удаляется с большей точностью и меньшими регулярными затратами. Это также отличный способ уменьшить воздействие на окружающую среду.
Спросите эксперта
Зачем использовать лазерную технологию для удаления ржавчины
Избавьтесь от расходных материалов и позаботьтесь об окружающей среде
Будучи экологически чистой технологией, лазерная очистка заменяет методы удаления ржавчины с помощью расходных материалов или химикатов. Это единственное решение, отвечающее нормам защиты окружающей среды. Кроме того, импульсные волоконные лазеры имеют низкое энергопотребление.
Лазерная очистка создает небольшое количество пыли в воздухе. Его можно мгновенно пропылесосить с помощью системы пылеудаления, которую мы предоставляем и предварительно настраиваем для вас, если это необходимо.
Устранение ручного труда
Затраты большого количества ручного труда на очистку каждой детали неэффективны. Это дорого и может быть выполнено более эффективно с помощью роботов. Избавьтесь от ручного труда с помощью лазерной очистки — технологии, которая легко может быть полностью или полуавтоматизирована.
Вы можете выбрать стандартное решение «под ключ» или сотрудничать с вашим системным интегратором для решения, адаптированного для вашего предприятия.
Минимальное техническое обслуживание
Каждый, кто использует абразивоструйную очистку, сталкивается с одной и той же проблемой: их машина постоянно прерывается. Будь то наличие песка, состояние сопла или его замена, дробеструйные машины требуют регулярного контроля и обслуживания.
Лазерное удаление ржавчины — это бесконтактный метод непрерывного удаления ржавчины при значительном снижении затрат на техническое обслуживание.
Создайте безопасное рабочее место
Лазеры в производственных условиях чрезвычайно безопасны, если они интегрированы с системой пылеудаления и защитным кожухом для лазеров класса 1.
При наличии этих вещей операторам, находящимся рядом с лазерной системой, не нужны средства индивидуальной защиты органов дыхания, слуха или тела. Кроме того, они больше не работают с опасными материалами.
Как работает средство для удаления ржавчины?
Все материалы имеют характеристики, определяющие их реакцию в определенных условиях. Для удаления ржавчины на металлах необходимо обращать внимание на порог абляции.
Параметры лазера можно настроить таким образом, чтобы интенсивность лазерного луча была чуть выше порога абляции ржавчины, но ниже порога абляции очищаемого металла. Если лазерный луч освещает металлическую поверхность с интенсивностью ниже порога абляции, энергия лазерного луча рассеивается в виде тепла после удаления ржавчины.
В результате получается чистая поверхность с испаренными слоями ржавчины и грязи без необратимого воздействия на основной материал.
Скорость удаления ржавчины зависит от толщины ржавчины и мощности лазера. Наши мощные системы удаляют типичную легкую ржавчину со скоростью примерно 50 см2/сек. Самые толстые формы ржавчины можно удалить со скоростью 5 см2/сек. Лучший способ узнать детали вашего приложения — это провести тесты на ваших деталях.
Запросить образец очистки
Лазерная очистка
Подготовка к сварке
Лазерное удаление ржавчины — высокоселективный процесс — быстрый способ улучшить качество сварных деталей. При полном удалении слоев ржавчины и грязи количество пористостей в сварных швах значительно уменьшается, а их размеры в два-три раза меньше. В результате сварные швы имеют больший предел текучести, предел прочности при растяжении, пластичность и усталостную долговечность.
Обработка перед нанесением покрытия с помощью лазерной очистки
Если вы свариваете детали перед их покраской, необходимо удалить оксиды, чтобы предотвратить разрушение покрытия с течением времени. То же самое относится к ржавой поверхности до процесса покрытия. Процесс лазерной очистки полностью удаляет ржавчину, гарантируя, что вы получите детали с высококачественным покрытием.
Наши продукты
Laserax предлагает широкий ассортимент продуктов для удаления ржавчины. Вы можете выбрать OEM-систему лазерной очистки для интеграции индивидуального решения или лазерную чистящую машину для готового решения. Мобильные лазерные очистители также можно использовать в промышленных целях.
Мощность наших лазеров высокой мощности составляет от 200 до 500 Вт, а систем малой мощности — от 20 до 100 Вт.
Общий анализ мочи — Клиника Здоровье 365 г. Екатеринбург
Алфавитный указатель
Общий клинический анализ мочи включает в себя исследование физических, химических свойств мочи и микроскопию осадка. Больным с патологией почек и мочевыделительной системы этот анализ назначается многократно в динамике для оценки состояния и контроля терапии. Здоровым людям рекомендуется сдавать общий анализ мочи 1-2 раза в год. Исследование физических свойств мочи включает в себя определение количества, цвета, прозрачности, удельного веса, реакции, запаха.
Количество выделяемой за сутки мочи (суточный диурез) в норме у взрослых людей колеблется от 1 до 1,5 л, составляет в среднем около 75% выпитой жидкости. Суточный диурез делится на ночной и дневной; дневной должен преобладать над ночным. Количество выделяемой мочи является показателем не только функционального состояния почек и мочевыводящих путей. Суточный диурез увеличивается (полиурия) при приёме большого количества жидкости, при употреблении мочегонных веществ (арбуз, тыква) и диуретиков. Полиурия (более 2л) отмечается у больных с почечной и сердечной патологией, при сахарном и несахарном диабете. Уменьшение объёма суточной мочи (олигурия – менее 500 мл) возникает при ограничении приёма жидкости, усиленном потоотделении, острой почечной патологии, сердечной недостаточности, при потере жидкой части крови (ожог, рвота, профузный понос, кровотечение). Полное прекращение выделения мочи (анурия – менее 50 мл) бывает почечной, при которой мочевыделительная функция почек прекращается — при тяжёлой почечной недостаточности, отравлениях сулемой. Внепочечная анурия возникает вследствие нарушения оттока мочи из мочевыводящих путей при закупорке камнем, опухоль, при травмах.
Отношение дневного диуреза к ночному в норме составляет 3:1, увеличение ночного диуреза по отношению к дневному называется никтурией. Данный симптом встречается при почечной и сердечной патологии, сахарном диабете, гипертрофии престательной железы.
Цвет мочи в норме колеблется от светло-жёлтого до насыщенно-жёлтого. Окраска мочи зависит от содержания в ней пигментов: урохрома, уроэритрина. Интенсивность цвета мочи зависит от количества выделенной мочи и её удельного веса. Моча насыщенного жёлтого цвета обычно концентрированная, выделяется в небольшом количестве и имеет высокий удельный вес. Очень светлая моча мало концентрированная, имеет низкий удельный вес и выделяется в большом количестве. Также цвет мочи может быть от зелёно-жёлтого до цвета «пива» из-за присутствия желчных пигментов, цвета «мясных помоев» — от наличия примесей крови, гемоглобина. Цвет мочи меняется вследствие приёма некоторых лекарственных препаратов: красный на фоне приёма рифампицина, пирамидона; тёмно-бурый или чёрный из-за приёма нафтола.
Прозрачность (мутность) мочи. В норме свежевыпущенная моча прозрачная. Существуют следующие градации определения прозрачности мочи: полная, неполная, мутная. Помутнение может быть обусловлено наличием эритроцитов, лейкоцитов, эпителия, бактерий, жировых капель, выпадения в осадок солей.
Удельный вес мочи у здорового человека на протяжении суток может колебаться в довольно широком диапазоне, что связано с периодическим приёмом пищи и потерей жидкости с потом и выдыхаемым воздухом. В норме удельный вес мочи равен 1012-1025. Удельный вес мочи зависит от количества растворённых в ней веществ: мочевины, мочевой кислоты, креатинина, солей. Уменьшение удельного веса мочи (гипостенурия) до 1005-1010 указывает на снижение концетрационной способности почек, полиурию, обильное питьё. Повышение удельного веса (гиперстенурия) более 1030 наблюдается при олигоурии, у больных с гломерулонефритом, при сердечно-сосудистой недостаточности. При полиурии высокий удельный вес характерен для сахарного диабета (при массивной глюкозурии удельный вес может доходить до 1040-1050).
Активная реакция мочи (рН-мочи) в норме — слабокислая (рН между 5 и 6), соответствует рН крови. Колебания рН обусловлены составом питания: мясная диета обуславливает кислую реакцию, преобладание молочной и растительной пищи ведет к защелачиванию мочи. Реакция мочи влияет на камнеобразование:при рН ниже 5,5 чаще образуются мочекислые камни, при рН от 5,5 до 6,0 – оксалатные, при рН выше 7,0 – фосфатные.
Запах мочи в норме зависит от присутствия в ней летучих эфирных кислот, поэтому свежевыпущенная моча имеет своеобразный слабый ароматический запах. Аммиачный запах мочи появляется при цистите, пиелонефрите. У больных в прекоматозном состоянии на фоне сахарного диабета моча имеет запах ацетона. Химическое исследование мочи включает в себя – определение белка, сахара, кетоновых тел, жечных пигментов, амилазы (подробнее смотри биохимические показатели мочи). Элементы осадка мочи, видимые под микроскопом, делят на неорганизованные (различные соли) и организованные (клеточные элементы и цилиндры). Среди солей в кислой среде встречаются ураты (мочекислые соли, в состав которых входит мочекислый натрий, кальций), оксалаты (щавелевокислый кальций), в щелочной среде определяются фосфаты.
К организованному осадку мочи относятся эпителиальные клетки (клетки плоского эпителия, клетки переходного эпителия, клетки почечного эпителия), лейкоциты, эритроциты и цилиндры (гиалиновые, зернистые, восковидные, эпителиальные).Лейкоциты в норме обнаруживаются 0 – 2 в поле зрения, увеличение их указывает на инфекционно-воспалительный процесс в почках и мочевыводящих путях. Эритроциты в осадке единичные, появление их свидетельствует о воспалительном процессе, опухоли или обострении мочекаменной болезни. Эпителиальные клетки обнаруживаются до 3 в поле зрения, в норме не обнаруживаются клетки почечного и переходного эпителия. Появление в моче цилиндров наблюдается при почечной патологии, сопровождающейся протеинурией, лейкоцитурией, гематурией (тяжёлое течение гломерулонефритов, пиелонефритов, нефротического синдрома, а также при выраженных симптомах интоксикации). Гиалиновые цилиндры образуются при свёртывании белка в почечных канальцах. Зернистые формируются из распавшихся клеток почечного эпителия при свёртывании белка в результате изменений физико-химических условий в почечных канальцах. Эпителиальные цилиндры состоят из клеток почечного эпителия, скопившихся в почечных канальцах. Эритроцитарные цилиндры образуются из массы эритроцитов, которые задержались в почечных канальцах при гематурии. Гемоглобиновые состоят из продуктов распада гемоглобина. Лейкоцитарные цилиндры образуются из массы лейкоцитов, скопившихся в канальцах при гнойных процессах в почках.
Что означает удельный вес в анализе мочи
Все без исключения диагностические процедуры, проводимые в отношении человека, не обходятся без сдачи анализов. Одним из наиболее информативных и простых является общий анализ мочи, который помогает врачу дать оценку не только функции почек, но и рассказывает о состоянии всего организма. Одним из основополагающих показателей данного анализа является удельный вес мочи, норма которого будет рассмотрена ниже. Этот показатель определяет способность почек фильтровать и выводить вторичную мочу. Разного рода отклонения в обследовании помогут обнаружить различные патологии и начать скорейшее лечение.
Суть анализа
Удельный вес мочи в норме является определяющим звеном в оценки способности почек производить мочу большей или меньшей концентрации. Эта биологическая субстанция образуется в несколько этапов.
Фильтрование крови в клубочковых структурах с образованием первичной мочи, очень схожей с плазмой. Отличие в том, что плазменные белковые и углеводные частицы значительно крупнее. Такой жидкости за сутки образуется до 160 литров.
Осаждение мочи в канальцы почек, где обратно всасываются все необходимые вещества.
Образование вторичной мочи из оставшейся жидкости, содержащей отходы.
Таким образом получается моча, которая выделяется наружу. Она имеет жидкую часть и сухой остаток, в составе которого присутствует ряд компонентов, определяемых в ОАМ.
Мочевина.
Соляные кристаллы мочевой кислоты.
Соли сульфаты.
Хлориды.
Аммиачные ионы.
Не имеет значения, сколько всего жидкостей поступает в организм в течение суток, выводятся все продукты обмена. Если человек мало пьёт, моча будет просто более концентрированной. Если же пациент пьёт очень много, то сухого остатка будет мало, а моча разбавленная, так как почки выводят не только побочные продукты, но и лишнюю воду.
Проведение анализа
Определение плотности производится при помощи аппарата урометра. Моча по стеночке помещается в специальный цилиндр, если процесс сопровождается появление пены, то её нужно убрать. Весь цилиндр помещают в прибор. Нужно отметить, что если больной не может сам сходить в туалет, то мочу нужно забирать катетером. Плотность определяется по уровню нижележащего мениска шкалы аппарата, следовательно, цилиндр и аппарат не должны контактировать. Бывают ситуации, что объём полученной мочи слишком мал, тогда его разводят дистиллированной водой и все подсчёты производят, учитывая степень разведения. И так, при диагностике данным способом в учёт берутся качественные и количественные показатели. В цилиндр помещают смесь хлороформа и бензола, туда капают каплю исследуемой жидкости. Если она утонула, то плотность мочи слишком высокая, если всплыла, то низкая. Добавляя по частям каждый из компонентов, добиваются того, чтобы исследуемый материал находился посередине жидкостей. Плотность мочи будет равна плотности получившегося раствора. Стоит помнить, что калибровка урометра произведена на 15 С, а значит, обязательно нужно делать поправку на окружающую температуру. При высокой температуре человек всегда пьёт больше и больше жидкости теряет, а при низкой очень мало потребляет жидкости. Всё это, безусловно, влияет, да суточные изменения в плотности.
Нормальные значения удельного веса
Как уже было сказано выше этот показатель определяет активность работы почек к разбавлению или концентрации мочи. Он зависит от количества выпитого, потраченного и от окружающей температуры. Есть даже ряд факторов, которые предрасполагают к изменению удельного веса.
Употребление пациентом соли, жирной и жареной пищи.
Изменение количества выпитого.
Сильное отделение пота ввиду разных причин.
Отделение жидкости при дыхании.
Анализ мочи, удельный вес которой варьирует от 1,010 до 1,025, является нормой для взрослого. У детей плотность несколько разнится со взрослыми и связана с возрастом. Как только ребёнок родился, его показатель имеет самое низкое значение и составляет 0,010. С ростом малыша отмечается рост плотности его мочи. Стоит отметить, что время суток так же отражается на показателе. Например, утром плотность наивысшая, так как сухого осадка в данный момент наибольшее количество.
Отклонение от нормальных показателей
Есть два вида изменений данного показателя. 1. Удельный вес превышает норму Повышение концентрации урины является последствием некоторых процессов патологического характера.
Возникаю т нарастающие отёки, которые вызываются гломерулонефритом или недостаточностью функции почек.
Разнообразные патологии гормонального происхождения.
Чрезмерная потеря жидкости организмом при ожогах, рвоте, поносе, потере крови.
Повреждения органов живота и непроходимость кишечника.
Рвота у беременных.
Высокие дозы антибиотиков.
Патологии почек острого или хронического характера.
Очень много факторов, увеличивающих плотность мочи. Это могут быть нарушения обмена веществ или болезни полового и мочевого аппарата. Такое явление может наблюдаться и при физиологических изменениях – повышенном отделении пота и при жажде после употребления соли. Как не странно повышенный удельный вес урины имеет свои чёткие проявления
Объём мочи снижен.
Урина имеет более тёмную окраску.
Запах мочи достаточно неприятный.
Отмечается появление отёков.
У больного становятся видны отёки.
Пациент слаб, сонлив и склонен быстро утомляться.
Нередкими являются боли в пояснице и в животе.
У малышей повышение плотности может возникнуть из-за наличия патологий, имеющих врождённый или приобретённый характер. Очень часто детей поражают кишечные инфекции из-за слабости иммунитета, а при отравлениях, как известно, теряется много жидкости. Можно отдельно рассмотреть сахарный диабет, при котором повышение веса урины основано на высоком содержании в ней сахаров. Или же при наличии в моче белка и продуктов распада. Урина будет более плотной. Для выявления любой такой патологии нужно проводить определённые пробы.
2. Снижение относительной плотности Иногда, после каких-либо заболеваний, врач рекомендует пациенту потреблять побольше воды и других напитков, чтобы быстрее вывести токсины, и восполнить баланс жидкости. Такое восполнение наиболее вероятно снизит концентрацию сухого осадка и разбавит мочу, подобное разбавление носит физиологический характер. Так же нормальным считается снижении концентрации мочи в жару, когда человек много пьёт, или при приёме диуретиков. Есть ряд причин, вызывающих патологическое разбавление.
Нефрогенный диабет, возникающий при толерантности клеток нефрона к антидиуретическому гормону.
Диабет, возникающий при беременности.
Нервные нарушения на фоне стресса и депрессии.
Воспаление канальцев почек.
Состояние пониженной плотности (гипостенурии) требует диагностических мероприятий, так как может иметь довольно серьёзную почву. Для дальнейшей диагностики необходимо назначение проб, которые определяют именно функциональную составляющую. Проба Зимницкого, проводима в питьевом режиме и концентрационная проба. Стоит помнить, что если изменение плотности ночи имеет постоянный характер, нужно срочно обратиться к врачу, который поможет разобраться с проблемой и найти её причину.
Анализ удельного веса мочи
Медицинские анализы
Определение
Удельный вес мочи — это лабораторный тест, который показывает концентрацию всех химических частиц в моче.
Альтернативные названия
Плотность мочи
Как проводится тест
После того, как вы предоставите образец мочи, он сразу же будет проверен. Медицинский работник использует щуп с цветочувствительной подушечкой. Цвет, на который изменится щуп, покажет медицинскому работнику удельный вес вашей мочи. Проверка щупом дает лишь приблизительный результат. Для получения более точного результата ваш врач может отправить образец мочи в лабораторию.
Как подготовиться к тесту
Ваш врач может сказать вам, что вам необходимо ограничить потребление жидкости за 12–14 часов до теста.
Ваш врач попросит вас временно прекратить прием любых лекарств, которые могут повлиять на результаты анализов. Обязательно сообщите своему врачу обо всех лекарствах, которые вы принимаете, включая декстран и сахарозу. НЕ прекращайте принимать какие-либо лекарства, пока не поговорите со своим врачом.
Другие факторы также могут повлиять на результаты теста. Сообщите своему провайдеру, если вы недавно:
Был ли какой-либо вид анестезии во время операции.
Внутривенно вводили краситель (контрастное вещество) для визуализирующего исследования, такого как компьютерная томография или магнитно-резонансная томография.
Использованные травы или натуральные средства, особенно китайские травы.
Как будет проходить тест
Тест включает только нормальное мочеиспускание. Дискомфорта нет.
Зачем проводится тест
Этот тест помогает оценить водный баланс организма и концентрацию мочи.
Нормальные результаты
adam.com»> Осмоляльность мочи является более специфическим тестом для определения концентрации мочи. Анализ удельного веса мочи проще и удобнее и обычно является частью рутинного анализа мочи. Анализ осмоляльности мочи может не понадобиться.
Нормальный диапазон удельного веса мочи составляет от 1,005 до 1,030. Диапазоны нормальных значений могут немного различаться в разных лабораториях. Некоторые лаборатории используют разные измерения или тестируют разные образцы. Поговорите со своим поставщиком медицинских услуг о значении ваших конкретных результатов теста.
Что означают ненормальные результаты
Повышение удельного веса мочи может быть связано с такими состояниями, как:
Надпочечники не производят достаточное количество гормонов (болезнь Аддисона)
Кришнан А., Левин А. Лабораторная оценка заболевания почек: скорость клубочковой фильтрации, анализ мочи и протеинурия. В: Ю. А.С.Л., Чертоу Г.М., Луккс В.А., Марсден П.А., Скорецки К., Таал М.В., ред. Почка Бреннера и Ректора . 11-е изд. Филадельфия, Пенсильвания: Elsevier; 2020: глава 23.
Райли Р.С., Макферсон Р.А. Базовое исследование мочи. В: Макферсон Р.А., Пинкус М.Р., ред. Клиническая диагностика Генри и лечение с помощью лабораторных методов . 23-е изд. Сент-Луис, Миссури: Elsevier; 2017: глава 28.
Villeneuve PM, Bagshaw SM. Оценка биохимии мочи. В: Ронко С., Белломо Р., Келлум Дж. А., Риччи З., ред. Нефрология интенсивной терапии . 3-е изд. Филадельфия, Пенсильвания: Elsevier; 2019:chap 55.
Информация, разработанная A.D.A.M., Inc. относительно тестов и результатов тестов, может не соответствовать напрямую информации, предоставленной UCSF Health. Пожалуйста, обсудите с врачом любые вопросы или опасения, которые могут у вас возникнуть.
Что это такое и как это влияет на ваше здоровье
Написано редакторами WebMD
Медицинский обзор Дэна Бреннана, доктора медицины, 27 апреля 2021 г.
В этой статье
Понимание удельного веса мочи
Как работают тесты на удельный вес мочи
Подготовка к тесту
Влияние удельного веса мочи на ваше здоровье
Риски, связанные с удельным весом мочи
Концентрационный анализ мочи позволяет определить удельный вес мочи. Это измеряет способность ваших почек сбалансировать содержание воды и выделять отходы. Это важно для диагностики некоторых заболеваний, влияющих на содержание воды в моче.
Понимание удельного веса мочи
Тест концентрации мочи также называется тестом водной нагрузки или тестом водной депривации. Удельный вес мочи относится к электролитам и осмоляльности мочи. В зависимости от беспокойства вашего врача, он даст вам конкретные инструкции по еде, питью и приему лекарств перед тестом. Сюда могут входить:
Пить воду. Ваш врач может попросить вас пить больше воды, чем обычно, или подключить вас к внутривенному введению жидкости перед тестом.
Не пейте воду. Возможно, вам придется отказаться от питья любых жидкостей в течение определенного периода времени, предшествующего тесту.
Антидиуретический гормон (АДГ) — это лекарство, которое может помочь сконцентрировать вашу мочу.
Как работают тесты на удельный вес мочи
Во-первых, вы предоставляете образец мочи, который сразу же исследуется. Ваш врач или медсестра берут щуп с цветной подушечкой для получения результатов. Щуп реагирует на вашу мочу, меняя цвет в зависимости от удельного веса мочи.
Это дает вашему врачу представление о том, является ли ваша моча слишком концентрированной или недостаточно концентрированной. Для получения более конкретных результатов образец оценивается в лаборатории. Тогда вы будете знать, какой уровень электролитов и осмоляльность имеет ваша моча.
В некоторых случаях ваш врач может попросить вас брать образцы мочи из дома в течение 24 часов. Независимо от того, как проводится тест, тщательно следуйте инструкциям своего врача. Сообщите им, если вы съели или выпили что-то, что не соответствует рекомендациям, что может повлиять на ваши результаты.
Подготовка к тесту
В течение нескольких дней до теста ешьте, как обычно. Не вносите никаких изменений в свой рацион, кроме рекомендаций вашего врача. Они могут попросить вас прекратить прием определенных лекарств перед анализом мочи, поэтому сообщите своему врачу о любых лекарствах, которые вы принимаете. Это включает в себя безрецептурные лекарства и рецепты.
Если ваш врач не обеспокоен вашими лекарствами, продолжайте принимать их в обычном режиме. Другими факторами, которые могут повлиять на определение удельного веса мочи, являются красители, используемые для компьютерной томографии и магнитно-резонансной томографии. Если у вас есть какие-либо другие тесты, сообщите своему врачу о каждом из них.
Влияние удельного веса мочи на ваше здоровье
Анализ удельного веса мочи используется для диагностики многих заболеваний, в первую очередь центрального несахарного диабета и нефрогенного несахарного диабета. Оба состояния здоровья заставляют ваше тело сигнализировать о чрезмерной жажде, что приводит к увеличению мочеиспускания.
Однако причины каждого состояния разные. Повреждение гипофиза или гипоталамуса вызывает первичный центральный диабет. Порок развития почек способствует развитию нефрогенного несахарного диабета.
Удельный вес вашей мочи не является явно вредным для вашего здоровья. Результаты действительно сигнализируют о других состояниях здоровья, которые могут нанести вред вашему здоровью. Нормальный удельный вес варьируется от человека к человеку. Удельный вес мочи обычно считается нормальным в диапазоне от 1,005 до 1,030.
Если вы пьете много воды, 1,001 может быть нормальным. Если вы избегаете употребления жидкости, уровень выше 1,030 может быть нормальным. Ваш врач принимает во внимание ваши конкретные симптомы, привычки в еде и питье при оценке ваших результатов.
Признаки того, что удельный вес мочи не соответствует норме. Оба этих состояния здоровья влияют на количество натрия и калия в крови, также называемых электролитами. Признаки того, что у вас может быть электролитный дисбаланс, включают:
Ощущение слабых
тошнота или рвота
Отсутствие аппетита
Имея мышечные спазмы
Ощущение, что он запутался
Риски мочи
.
Сердечная недостаточность
Почечная недостаточность
Почечная инфекция
Обезвоживание из-за чрезмерного потоотделения
Диарея или рвота
Стеноз почечной артерии или сужение почечной артерии
Замена тормозной трубки сделать самому своими руками
Утечку жидкости, а также разгерметизацию тормозной системы часто провоцируют старые сгнившие или поврежденные тормозные трубки-магистрали. Это очень важные элементы. По этим магистралям жидкость из бачка подается к тормозным механизмам всех четырех колес. Если какая-либо трубка пришла в негодность, то лучше заменить ее полностью, если есть такая возможность. Давайте посмотрим, как осуществляется замена тормозной трубки на большинстве автомобилей.
Устройство, принцип действия
Итак, водитель останавливает автомобиль нажатием на педаль тормоза. Последняя воздействует на усилитель тормозных усилий, а тот — на ГТЦ, сжимающий жидкость в магистралях.
Под действием усилия ГТЦ жидкость сжимается и переходит в зону с минимальным давлением. Это трубки, а затем – рабочие механизмы. Тормозная жидкость давит на привод, и суппорт сжимает колодки. Когда давление на педаль ослабляется, понижается давление в усилителе тормозов. Пружины в механизме разжимают колодки. Жидкость движется обратно в расширительный бачок — в зону, где давление минимально.
Движение тормозной жидкости осуществляется по медным трубкам. Последние соединены с главным тормозным цилиндром и проложены по днищу авто до тормозных механизмов. Соединения трубок с механизмами и с ГТЦ выполнены в виде резьбы – так достигается максимальная надежность. Ведь давление в магистрали может быть достаточно высоким.
Чтобы повысить надежность систем, трубки связаны с ГТЦ по диагонали. Это дает возможность использовать тормоз при выходе из строя последней. К примеру, из ГТЦ одна из трубок связывает передний левый тормозной механизм и задний правый. Другая трубка направляет жидкость к переднему правому и заднему левому колесу. Чтобы давление в системе не превышало допустимое, на местах, где все трубки соединяются, установлен регулятор давления. В простонародье он называется «колдун».
Признаки необходимости замены
Любой, даже неопытный автомобилист сможет самостоятельно и без особых усилий определить, стоит ли менять тормозные магистрали. Обычно полная замена необходима, если наблюдается вытекание жидкости из системы, если был перегрев барабанов. Также желательно заменить трубку, если увеличился свободный ход педали или тормозной путь. Замену тормозной трубки также рекомендуют и в том случае, если колодки имеют неравномерный износ. Это значит, что работают они под разным давлением.
Причины выхода из строя трубок
Как правило, на большинстве автомобилей тормозная магистраль приходит в негодность по причине коррозии. Нередко на старых трубках образуются трещины. Затем из этих трещин медленно вытекает тормозная жидкость. Трубки изготовлены из меди и, казалось бы, коррозировать не должны, но это не так. Коррозия съедает магистрали, а еще нужно добавить сюда негативные воздействия внешней среды. Особенно негативно окружающая среда влияет на металл трубок зимой, когда коммунальные службы поливают дороги едкими реагентами.
Также одна из причин выхода из строя – плохие крепления магистрали на кузове. Нередко магистраль закреплена на днище автомобиля и ничем не защищена. Зимой дно автомобиля может цеплять различные препятствия и в результате трубка трескается или ломается. Также, если элемент постоянно двигается вместе с кузовом, то со временем на месте, где магистраль гнется, получается излом. Деталь легко повреждается.
Как выполняется замена?
Процесс замены тормозной трубки потребует от автовладельца навыков и умений слесарного дела. Придется пользоваться традиционным и специальным инструментом. Ремонт трубки выполняется, когда невозможно заменить магистраль на новую.
Для замены выкручивают трубку из тормозного цилиндра, а обратный конец выворачивают из главного тормозного цилиндра. Затем приобретается новое изделие. Трубку можно приобрести в магазинах автозапчастей, но важно помнить шаг резьбы. Для иномарок это резьба 10 с шагом 1. Такая запчасть уже имеет две гайки и развальцована. Длина трубок в продаже может быть разной, а подбирать ее необходимо по автомобилю. Так, на некоторых моделях авто деталь может быть проложена с запасом, на другой же модели этого запаса нет. Замена тормозной трубки подразумевает отворачивание старой и заворачивание на ее место новой.
Как менять передние трубки?
Для работы понадобится наличие специального ключа. Он представляет собой инструмент с болтом для поджатия. Ключ напоминает накидной, но не нужно приобретать в магазинах дешевое изделие. Такие ключи изготовлены из мягких сплавов, которые не выдерживают больших нагрузок. Гайка на трубке изготовлена из стали – ключ легко выходит из строя, а грани на гайке слизываются. Тогда откручивание и закручивание такой детали может быть большой проблемой. Гайки закручены достаточно туго и можно поливать их WD-40, а вот нагревать не стоит. При нагреве тормозная жидкость закипает, из-за высокого давления в системе может разорвать шланги, особенно если они старые.
Инструкция
Вот как выполняется замена тормозных трубок на ВАЗ 2110. Первым делом необходимо снять колесо с той стороны, где трубка будет меняться. Затем нужно найти тормозной шланг. Он одним концом соединен с суппортом, а вторым концом – с трубкой. Аккуратно специальным ключом отворачивают гайку на трубке, удерживая другим ключом шланг. Второй конец трубки соединен с ГТЦ. Таким же образом отворачивают гайку трубки от тормозного цилиндра.
Затем на место старой магистрали прикручивается новая. Вначале туго заворачивают трубку к ГТЦ, а затем к тормозному шлангу на суппорте. Прежде чем соединять магистраль с системой, следует проложить трубку по кузову так, как она и была установлена. На этом замену тормозной трубки 2110 можно считать оконченной. Но так как система какое-то время была разгерметизирована, следует прокачать тормоза. Не обязательно прокачивать тормоза полностью. Это делается только там, где была замена. Помним, что трубки соединены по диагонали.
Например, если был замена правой тормозной трубки спереди, то начинать прокачивать систему следует с заднего левого колеса и наоборот, если менялась левая передняя трубка.
Задняя часть
Здесь нет ничего сложного, за исключением того, что магистраль длиннее и соединяется она следующим образом – более длинная часть трубки соединена с ГТЦ и прикручена к «колдуну». Затем короткой трубкой «колдун» соединяется с тормозным механизмом на колесе.
Замена задней тормозной трубки выполняется следующим образом. Если имеется эстакада или яма, то снимать колесо не потребуется. Вначале на все резьбовые соединения наносится жидкий ключ, затем следует немного подождать. После этого крестовой отверткой или другим подходящим инструментом отворачивают саморезы, фиксирующие трубки к кузову авто. После этого подходящим ключом отворачивают два штуцера, крепящие трубку к тормозному шлангу и к регулятору. Элемент извлекают, а вместо него устанавливают новый. Если повреждена длинная магистраль до «колдуна», то действия аналогичные, только откручивают штуцер от ГТЦ и от регулятора.
После проведенной замены нужно не забыть долить тормозную жидкость в расширительный бачок до требуемого уровня и обязательно прокачать систему, так как она набрала внутрь воздуха, и процесс торможения будет неэффективным. Если делалась замена передних тормозных трубок слева, то не нужно прокачивать другую магистраль.
Есть ли особенности замены на иномарках
Большинство бюджетных, да и дорогих иномарок имеет стандартное устройство тормозной системы. Поэтому в случае необходимости и здесь магистрали можно менять своими руками. Замена тормозных трубок на «Ниссане» ничем не отличается от той же операции на ВАЗе.
Заключение
Тормозная система – очень важная составляющая любого автомобиля. Нужно регулярно следить за состоянием трубок и за уровнем рабочей жидкости в бачке. Не стоит медлить с заменой магистралей, если они повреждены. Исправная тормозная система – это залог вашей безопасности.
Тормозные трубки: функции, замена и ремонт
Все автолюбители сталкивались с необходимостью замены тормозных колодок, дисков или же суппортов и цилиндров. Однако не каждый знает, как нужно подбирать и менять тормозные трубки. А ведь именно утечка тормозной жидкости при наличии пробоин в трубках может привести к быстрому выходу из строя всей тормозной системы. Мы ответим на вопросы о том, как поменять тормозные трубки, чем их защитить и какому материалу трубок стоит отдавать предпочтение.
Внештатная ситуация
Трубки и шланги, которые соединяют отдельные элементы тормозных систем (т.н. тормозные магистрали), нужны для передачи усилий. В системе имеется специальная рабочая жидкость (именно она является носителем энергии), которая передает усилие от педали тормоза к главному цилиндру, а уже потом усилие идет к рабочим цилиндрам. Вообще, пробитие трубок случается редко, но вот соединительные узлы и впрямь могут подтекать – это большой редкостью не является. Зачастую автолюбителю достаточно лишь осмотреть гидравлический контур, предварительно подняв автомобиль или загнав его на смотровую яму. Эксперты подтверждают, что осмотр и диагностика тормозных систем авто должны осуществляться каждые 50 тысяч километров пробега. Отдельные элементы контура нужно заменять с определенной периодичностью.
Запчасти на Hyundai accent
Масло моторное
ACCENT sedan (MC) (11.05 — 12.10)
Запчасти на Chevrolet lacetti
Масло моторное
LACETTI sedan (J200) (03. 03 — )
Важно отметить, что контуров в системе тормоза два. Один является основным, а другой дублирующим. Обычно работают оба контура, но стоит одному выйти из строя, как второй возьмет на себя всю его работу. За счет этого вероятность возникновения ситуации, когда вся система торможения выходит из строя, сокращается в разы. Но как понять, что с тормозными трубками случилась неприятность, не обращаясь к специалисту? Здесь надо обращать внимание на следующее:
Тормозные барабаны начали греться сильнее обычного;
Наблюдается утечка тормозной жидкости;
При осмотре было выявлено, что тормозные шланги начали покрываться трещинами;
Наблюдается неравномерный износ установленных тормозных колодок;
Педаль тормоза имеет большой свободный ход;
При нажатии на педаль тормоза водитель слышит скрип и ощущает пульсацию;
Серьезно увеличился тормозной путь авто.
В большинстве случаев тормозные трубки просто отживают свое.Оригинальные трубки обычно являются металлическими, а металл служит не очень долго, ведь рано или поздно он начнет страдать от коррозии. Особенно быстро трубки изнашиваются в зимний период, когда дороги покрывают солью – веществом, которое ускоряет разрушение металла. Кроме того, удары камней, гравия и веток с дороги могут повредить трубки. Нельзя не отметить и важность правильного монтажа трубок. Если штуцеры перетяну, сами трубки зафиксированы неправильно или же сильно переломлены в нескольких местах, они будут изнашиваться быстрее.
Подробнее о материалах
Сегодня тормозные трубки изготавливают из нескольких типов материалов, однако в легковом автотранспорте используется только медь и сталь. Здесь нельзя упомянуть и о нескольких типах вальцовок. Вальцовка типа «грибок» наиболее распространена в европейских автомобилях, тем временем как коническая – в азиатских. У обоих типов вальцовки есть свои особенности. К примеру, при развальцовке медных трубок в районе «грибка» часто наблюдается деформация – прямое следствие высокой пластичности меди. А вот если вальцовка коническая, то соединение напротив становится более герметичным. Вот о чем важно знать рядовым автолюбителям:
Медные трубки легче монтировать, они более гибкие и податливые и лучше переносят воздействия агрессивной среды (недаром выше мы упоминали соль, которой покрывают дороги зимой). Медные трубки считаются особенно предпочтительными, если в системе используется коническая вальцовка;
Стальные трубки жесткие и хорошо держат форму. Их рекомендуется использовать в системе автомобильного сцепление, где трубка жестко фиксируется. Трубки сцепления довольно короткие, так что высокая прочность и низкая склонность стали к деформации оказывается очень кстати.
Эксперты, впрочем, отмечают, что с переходом от обычных тормозных жидкостей из бутилового спирта и касторового масла к жидкостям типа DOT 3 и выше у медных тормозных трубок начали проявляться серьезные недостатки. Во-первых, жидкости DOT довольно гигроскопичны и в тормозной системе они образуют несколько гальванических пар. В местах контакта могут наблюдаться разрушения. Во-вторых, медь имеет отличный от стали коэффициент температурного расширения. В некоторых автомобилях тормозная магистраль может иметь длину около 4 и более метров, и именно такая магистраль при нагревании тормозной жидкости будет ощутимо удлиняться. Опытные автолюбители отмечают, что в обычных легковушках можно смело использовать медные трубки, а вот во внедорожниках, которые эксплуатируются в особенно жестких условиях, лучше использовать трубки из качественной нержавеющей стали.
Как развальцевать тормозные трубки
Если появилась необходимость в замене тормозных трубок, приходится обращаться к специалисту. Однако изготовить трубки или произвести их ремонт вполне можно и самостоятельно. Здесь не обойтись без трубок, специальных инструментов и штуцеров. В качестве донора трубок часто берут отечественную классику, тормозные магистрали в которой медные. Также учитывайте, что использовать лучше трубки из отожженной меди. Если вы знаете специалистов по кондиционерам или холодильникам, они наверняка смогут предоставить вам обрезки трубок нужного диаметра. При подборе штуцеров нужно уделить особое внимание резьбе. Штуцеры для тормозных систем отечественных авто скорее всего не подойдут, если у вас иномарка. Обычно на иномарках стоят штуцеры 10х1. Как показывает практика, штуцеры лучше брать партией – покупать их поштучно весьма дорого. Что касается инструментов, то здесь ситуация неоднозначная. Продаваемые в магазинах станки для развальцовки часто обламывают направляющую «грибка», а наиболее качественные станки стоят немалых денег. Если вы решили изготовить тормозные трубки самостоятельно, придется потратить немало денег именно на станок. Также вам понадобятся клещи, труборез, планка для фиксации, бензин или любая другая жидкость для обезжиривания, дрель. Вот что нужно сделать для ремонта:
Определить поврежденную трубку;
Открутить нужную трубку от суппорта или же от цилиндра;
Срезать поврежденный участок и обезжирить обрезанный край;
Зажать оставшийся участок клещами, оставляя при этом 5-сантиметрвый участок;
На выступе трубки с внутренней ее стороны дрелью снять фаски и сразу удалить стружку;
На обработанную трубку накинуть штуцер, правильно направляя резьбу;
Край трубки вставить в инструмент для развальцовки и воспользоваться им по назначению;
Смонтировать все детали;
Залить тормозную жидкость в систему и прогнать ее. Дополнительно протестировать тормозную систему.
Если все было сделано правильно, новые трубки будут служить долго. Поскольку тормозная система автомобиля устроена довольно просто, с ее ремонтом может справиться даже неопытный автолюбитель. Впрочем, нельзя не отметить, что развальцовка тормозных трубок с помощью станка далеко не всем дается с первого раза. Перед проведением работ лучше всего просмотреть обучающее видео.
Подробнее о производителях трубок и станков для развальцовки
Первое и самое важное: для ремонта тормозных магистралей никогда не используйте в автомобиле шовные медные трубки. Иногда такие встречаются на рынках, реже в магазинах. При больших перепадах давления, которые возникают в системе при резком торможении, такие трубки лопаются. Оптимальный выбор: бесшовные трубки из меди. В случае покупки трубок из нержавеющей стали волноваться особо не о чем, поскольку недобросовестных производителей таких трубок практически нет.
Наиболее востребованными среди отечественных автолюбителей являются трубки фирмы WP (Польша). Фирма предлагает трубки, жидкости, штуцеры, тройники, ремонтные комплекты и наконечники. Качество продукции высоко, а цены весьма демократичны. Что касается комплектов для развальцовки трубок, то здесь стоит обратить внимание на фирмы Biltema (Швеция), VAG (Германия), Jonnesway (Тайвань), Rothenberger (Германия). Особенно хороши инструменты Rothenberger. Они весьма дороги, но зато выполнены очень качественно и вполне подойдут даже для выполнения особенно сложных работ.
Наиболее частые вопросы
В целом, с подбором трубок, инструментов и других вещей, которые потребуются в ходе вальцовки, проблем возникнуть не должно. Однако множество интересных вещей можно почерпнуть из руководств для автослесарей и автомехаников. Давайте ответим на популярные вопросы, касающиеся тормозных трубок, пользуясь указаниями и советами именно из таких руководств:
Чем покрыть тормозные трубки? Ответ: оригинальные трубки обычно покрывают полимерным материалом. Рядовой автолюбитель может воспользоваться антикоррозийным спреем;
Можно ли запаять тормозную трубку? Ответ: это крайне ненадежное решение, к которому специалисты не прибегают. Подтекающие трубки меняют. Лишь в некоторых случаях допускается пайка с использованием твердого припоя – при правильной завальцовке припой не будет занижать диаметр всей трубки;
Можно ли гнуть тормозные трубки? Ответ: можно, но углы сгиба не должны быть большими. Стальные трубки особенно не рекомендуется гнуть под большим углом. Для таких работ лучше всего пользоваться трубогибом. Разгибать трубки запрещено;
Нужно ли чистить тормозные трубки? Ответ: да, но в действительности речь идет о чистке всей системы. Достаточно следить за уровнем тормозной жидкости и ее состоянием. Периодически тормозную систему стоит промывать с помощью свежей тормозной жидкости.
Также нельзя не отметить, что некоторые автолюбители тщательно зачищают тормозные трубки и красят их в тот цвет, который им нравится. Данная процедура не является обязательной, но красить тормозные трубки вполне можно без вреда для тормозной системы.
Вывод
В ремонте тормозных трубок нет особых сложностей, если вы правильно подобрали трубки, штуцеры и инструменты. Велика вероятность, что завальцовка не дастся вам с первой попытки, но стоит провести эту процедуру несколько раз, как у вас начнут получаться трубки, практически ни в чем не уступающие оригинальным. К слову, оригинальные тормозные трубки тоже можно приобрести. Они обойдутся в разы дороже самодельных, но будут выполнены предельно качество. Проще всего искать трубки по VIN-коду, хотя современные интернет-магазины позволяют искать или саму запчасть по одним только характеристикам автомобиля. Также окажутся крайне полезны сайты и сервисы, посвященные тормозным системам автомобилей – там можно будет найти всю информацию о геометрии нужных трубок и даже почерпнуть их коды, а также коды оригинальных инструментов для завальцовки.
Все, что вам нужно знать о ремонте тормозных магистралей
Свяжитесь с нами
Получить предложение
Вы заметили лужу тормозной жидкости под своим автомобилем? Или у вас горит стоп-сигнал, и вы заметили необычный уровень невосприимчивости тормозов?
Вы знаете, что что-то что-то не так с вашими тормозами, но что это может быть?
Тормозная система — чрезвычайно важный компонент вашего автомобиля. Если есть проблемы с тормозами, лучше проверить их как можно скорее.
Если вы испытываете какие-либо из вышеперечисленных симптомов, скорее всего, вы столкнулись с проблемой тормозной магистрали, и вам потребуется замена тормозной магистрали.
В этой статье мы рассмотрим тормозные магистрали, способы выявления проблем с ними и лучший вариант ремонта тормозных магистралей.
Эта статья содержит :
(Нажмите на ссылку ниже, чтобы перейти к определенному разделу)
Что такое тормозная магистраль?
Что произойдет, если ваши тормозные магистрали сломаны?
Как определить проблемы с тормозными магистралями
Что делать, если тормозная магистраль вышла из строя во время вождения
Сколько времени занимает замена тормозной магистрали?
Ремонт тормозной магистрали своими руками: возможен ли он?
Стоимость замены тормозной магистрали
Самое простое решение всех ваших потребностей в ремонте и замене тормозной системы: RepairSmith
Приступим.
Что такое тормозная магистраль?
Тормозная магистраль представляет собой стальную магистраль, которая играет решающую роль в функционировании вся тормозная система .
Вот как работает ваша тормозная система :
тормозная магистраль (также известная как тормозная трубка или тормозная трубка).
Затем жидкость поступает в цилиндры, расположенные на каждом колесе, включая тормозной механизм.
Суппорт и тормозные колодки затем сожмут тормозной диск до упора.
Если в вашем автомобиле используются барабанные тормоза (без тормозных дисков), колесный цилиндр активирует тормозные колодки, чтобы замедлить колесо.
Как насчет тормозного шланга ? Это то же самое, что и ваша металлическая тормозная магистраль ?
Почти.
Стальная тормозная магистраль представляет собой жесткую трубу , очень похожую на топливопроводы и соединенную с топливным баком.
С другой стороны, тормозной шланг обычно представляет собой резиновый шланг, который соединяет жесткую тормозную магистраль с движущимися частями тормоза, такими как тормозной суппорт .
Резиновые тормозные магистрали гибкие, поскольку они перемещаются вместе с подвеской колеса . Иногда вместо резиновых шлангов вы даже найдете гибкий шланг в оплетке из нержавеющей стали. Эти гибкие шланги из нержавеющей стали более долговечны, чем резиновые шланги, что позволяет избежать их слишком частой замены.
Теперь, когда мы рассмотрели, что такое тормозная магистраль, давайте рассмотрим, что произойдет, если ваша тормозная магистраль выйдет из строя:
Что произойдет, если ваши тормозные магистрали повреждены?
Отказ тормозов может произойти по разным причинам. Одной из возможных причин может быть разрыв тормозной магистрали.
При повреждении тормозной магистрали гидравлика не будет работать, так как тормозная жидкость не сможет попасть в тормозной механизм шины.
Чтобы предотвратить полный отказ тормозов, большинство тормозных систем имеют два отдельные цепи — создание раздельной тормозной системы.
Цепи могут быть:
Передние/задние: Один комплект тормозных магистралей управляет передними тормозами, а второй комплект управляет задними тормозами.
Диагональ: Один комплект тормозных магистралей управляет правым передним и левым задним тормозом, а второй комплект управляет левым передним и правым задним тормозом.
Таким образом, если одна тормозная магистраль выйдет из строя, у вас останется еще одна исправная.
Предположим, у вас вышла из строя задняя тормозная магистраль в конфигурации «перед-зад» — задняя часть вашего автомобиля будет подпрыгивать, когда вы тормозите, потому что задний тормоз не работает, и вы начнете скользить. К счастью, поскольку ваши передние тормоза все еще работают, вы все равно сможете остановить машину.
В худшем случае обе тормозные магистрали выйдут из строя, так как вы потеряете все функции тормозов.
Как выявить проблемы с тормозными магистралями
Тормозные магистрали рассчитаны на срок службы вашего автомобиля, но это не всегда так.
Вот обычные предупредительные признаки отказа тормозной системы:
1. Снижение тормозной силы
Контрольным признаком отказа тормозной магистрали является замечание, что ваши тормоза работают с перебоями или у вас возникли внезапные трудности в остановке автомобиля.
Примечание : Это также может быть связано с изношенными тормозными колодками или проблемами с гидравлическими компонентами, такими как главный цилиндр. Всегда доставляйте свой автомобиль к профессионалу, чтобы определить причину.
2. Загорается стоп-сигнал
Когда включается стоп-сигнал, это обычно может означать одно из двух. Либо низкий уровень тормозной жидкости в главном цилиндре, либо (особенно на старых автомобилях) включен стояночный тормоз.
В большинстве случаев это признак низкого уровня тормозной жидкости, что, в свою очередь, может свидетельствовать о повреждении тормозной магистрали.
3. Вы заметили утечку тормозной жидкости
Вы можете обнаружить утечку тормозной жидкости, если тормозная жидкость находится на земле. Новая тормозная жидкость обычно имеет прозрачно-желтый цвет, но со временем она может стать коричневой, поскольку разрушается. Проверка уровня тормозной жидкости в бачке может помочь вам легко определить потенциальную неисправность.0009 утечка жидкости в тормозной трубке.
4. Повреждение тормозной магистрали
Физические повреждения, такие как коррозия металла и трещины на тормозной магистрали, являются явным признаком того, что пора что-то менять. Ржавая тормозная магистраль может легко появиться на автомобилях, которые долгое время стояли без движения.
Тормозные магистрали также более подвержены ржавчине в автомобилях, движущихся по заснеженной местности, где каменная соль используется для оттаивания обледенелых дорог.
Что делать, если тормозная магистраль вышла из строя во время вождения
Если вы столкнулись с отказом тормозной магистрали во время вождения, не паникуйте.
Помните, у вас есть два комплекта тормозных магистралей .
Один комплект должен работать.
Вот что вам следует сделать:
1. Прокачать тормоза
Нажатие на педаль тормоза может создать давление в тормозных магистралях, чтобы усилить тормозное действие. Это не восстановит полную тормозную способность, но может дать вам тормозную мощность, достаточную для управления автомобилем и безопасной остановки.
Это похоже на то, как работает насос ABS для предотвращения заноса.
2. Остановка
Даже если это небольшая утечка в тормозной магистрали, не пытайтесь продолжать движение.
Вы не можете полагаться на неисправные тормоза, чтобы безопасно остановиться в пробке. Остановитесь в первом безопасном месте, которое вы можете найти, и отбуксируйте свою машину.
3. Не тяните за стояночный тормоз (если вы не едете очень медленно)
Стояночные тормоза не предназначены для остановки переезд машина. Они предназначены для предотвращения скатывания вашего автомобиля из стационарного положения . Вытягивание стояночного тормоза на высокой скорости может привести к заносу и повреждению остальной части тормозной системы.
Используйте стояночный тормоз, только если вы едете на очень медленной скорости .
Сколько времени занимает замена тормозной магистрали?
Тормозные магистрали проложены по-разному на всех автомобилях.
Однако замена тормозной магистрали обычно выполняется быстро.
С профессиональным механиком это занимает от одного до двух часов.
Ваш механик должен снять старую тормозную магистраль и вставить новую или соединить поврежденный участок и заменить его.
Прежде чем приступить к ремонту, есть некоторые необходимые инструменты, необходимые для выполнения задачи.
Сюда входят:
Ключи для трубопроводов (накидной)
Комплект для развальцовки
Сменные тормозные магистрали
Фитинг тормозной магистрали
Труборез
Бендер
Напильники
Тормозная жидкость
Домкрат
Как правило, им необходимо выполнить следующие действия: с линейным резаком.
Затем они брали новую тормозную магистраль и делали необходимые изгибы с помощью гибочного инструмента.
После обрезки лески по размеру (с оставлением части на расклешение) они обтачивали все шероховатые поверхности.
После этого они устанавливали фитинги тормозной магистрали на магистраль и развальцовывали концы с помощью развальцовочного инструмента.
После того, как фитинги будут на месте, они установят новую тормозную магистраль и закрепят каждый развальцованный фитинг.
Наконец, они заполняют бачок главного тормозного цилиндра тормозной жидкостью и выпускают воздух из системы пузырьков воздуха с помощью полого болта на выпускном клапане. Ваш механик также может использовать сканер в конце, чтобы проверить вашу тормозную систему, чтобы убедиться, что все аккуратно на месте.
Но что, если вы не хотите отправлять свой автомобиль в сервис?
Ремонт тормозной магистрали своими руками: возможен ли он?
Хотя вы можете заменить тормозную магистраль самостоятельно, рекомендуется доверить эту работу опытному механику.
Помните, что тормоза очень важны для безопасности автомобиля, поэтому важно не срезать углы .
При починке тормозных магистралей нельзя ошибаться. Ошибка может привести к еще большему повреждению вашего автомобиля и, что более важно, к серьезной аварии на дороге.
Вот почему всегда безопаснее довериться опыту профессионала, который сделает это за вас.
Стоимость замены тормозной магистрали
Средняя стоимость деталей тормозной магистрали составляет около 30-50 долларов США.
В среднем замен тормозных магистралей может стоить от 150 до 200 долларов, включая стоимость рабочей силы .
Однако фактическая стоимость зависит от:
Марки автомобиля — как правило, чем дороже модель, тем дороже запасные части
Модель автомобиля — старые автомобили с труднодоступными деталями могут стоить намного дороже
Сколько тормозных магистралей необходимо заменить
Оплата труда в мастерской
Итак, какой самый простой способ получить ваши тормозные магистрали отремонтировали?
Самое простое решение для всех ваших потребностей в ремонте и замене тормозов
Если вы ищете механика, который поможет вам с заменой тормозной магистрали, убедитесь, что он:
Имеют сертификат ASE
Используйте только высококачественные запасные части
Предлагаем вам гарантийное обслуживание
И, к счастью, есть очень простой способ обеспечить все это.
RepairSmith — это самое удобное решение для ремонта и обслуживания автомобилей , которое в настоящее время доступно в Калифорнии, Аризоне, Неваде, Орегоне, Висконсине и Техасе.
Вот почему RepairSmith должен быть вашим выбором для ремонта:
Замена тормозной магистрали может быть выполнена прямо на подъездной дорожке
Удобное и простое онлайн-бронирование
Конкурентоспособная предварительная цена
Экспертные, сертифицированные ASE выездные специалисты заменят ваши тормозные магистрали
Ремонт и техническое обслуживание тормозов выполняется с использованием высококачественного оборудования и запасных частей
Все ремонтные работы RepairSmith предоставляются с 12-месячной гарантией на 12 000 миль
Чтобы получить точную оценку стоимости замены тормозной магистрали, все, что вам нужно сделать, это заполнить эту онлайн-форму.
Функциональные тормозные магистрали Держите автомобиль в курсе
Помните, что ваши тормоза обеспечивают безопасность вас и ваших пассажиров.
Они также обеспечивают безопасность других водителей на дороге.
Так что, если у вас проблемы с тормозными магистралями, не откладывайте их устранение.
Это не та техническая проблема, которая может подождать еще день.
К счастью, с RepairSmith замена тормозных магистралей никогда не была такой простой! Свяжитесь с нами сегодня, чтобы ваши тормоза работали идеально.
#Тормоза
Поделитесь этой историей:
Мастер по ремонту
RepairSmith — это самый простой способ отремонтировать ваш автомобиль. Наши специалисты, сертифицированные ASE, доставят качественный ремонт и техническое обслуживание автомобиля прямо к вашему подъезду. Мы предлагаем предварительную цену, онлайн-бронирование и 12-месячную гарантию на 12 000 миль.
Подпишитесь, чтобы получать советы по техническому обслуживанию, новости и рекламные акции, которые помогут поддерживать ваш автомобиль в отличной форме.
Продолжая, вы соглашаетесь с Условиями обслуживания RepairSmith. и подтвердите, что ознакомились с Политикой конфиденциальности. Вы также соглашаетесь с тем, что RepairSmith может общаться с вами по электронной почте, SMS или телефону.
Замена тормозной магистрали, стоимость, признаки
ЗАМЕНА ТОРМОЗНОЙ МАГИСТРАЛИ
НЕИСПРАВНОСТЬ ТОРМОЗНОЙ МАГИСТРАЛИ ПРИЗНАКИ, СТОИМОСТЬ, ПРИЧИНА
Если тормозные магистрали вашего автомобиля устарели, потрескались или начали протекать, возможно, пришло время заменить тормозные магистрали . Свяжитесь с нами, чтобы запланировать бесплатное предложение с нашими механиками, если вы подозреваете необходимость замены тормозной магистрали. У нас есть множество вариантов финансирования, если вашему автомобилю, грузовику или внедорожнику потребуется капитальный ремонт или полная замена тормозной магистрали.
Перейти к разделу по теме
Почему важны тормозные магистрали
Типы тормозных магистралей
Как тормозные магистрали выходят из строя
Признаки неисправной тормозной магистрали
Стоимость замены тормозной магистрали
У нас есть автомобильные магазины по всему миру Район Хьюстона, в том числе один на шоссе 6 North и West Little York Rd; север Хьюстона в районе Champions Forrest на Джонс-роуд возле Гранта; Портер (через дорогу от Кингвуда) на петле TX-494; Монтгомери на TX-105; и наш самый старый магазин (открыт с 1994) на бульваре Кингсленд и Мейсон-роуд.
ЗНАЧЕНИЕ ТОРМОЗНЫХ МАГИСТРАЛЕЙ
Тормозная система вашего автомобиля представляет собой сложную систему, состоящую из множества рабочих частей. Когда эти части хорошо работают вместе, автомобиль быстро останавливается при нажатии на педаль тормоза. Тормозные магистрали являются важной частью этого процесса. Когда вы нажимаете на педаль тормоза, тормозная жидкость под давлением направляется по металлическим трубкам в тормоза на ваших колесах. Жидкость воздействует на тормозную систему, и автомобиль останавливается. Без тормозных магистралей жидкость не может течь при нажатии на педаль, и автомобиль не может остановиться.
Замена тормозных колодок или барабанов важна для технического обслуживания, но тормозные магистрали также следует регулярно осматривать на наличие признаков износа. Приходите в наш магазин, чтобы получить бесплатную проверку по 35 пунктам, когда ваш автомобиль, грузовик или внедорожник будет готов к эксплуатации.
Как и все детали вашего автомобиля, тормозные магистрали со временем изнашиваются и требуют замены. Ухаживая за своим автомобилем, убедитесь, что вы знаете, на что обращать внимание, чтобы указать, что ваши тормозные магистрали могут нуждаться в замене.
ТИПЫ ТОРМОЗНЫХ ЛИНИЙ
Если вы решите заменить тормозные магистрали, вам придется выбирать между вариантами из резины и нержавеющей стали. Вот более пристальный взгляд на то, что каждый предлагает.
РЕЗИНОВЫЕ ТОРМОЗНЫЕ ТРУБКИ
В стандартную комплектацию большинства современных автомобилей входят резиновые тормозные магистрали. Эти тормозные магистрали имеют несколько слоев резины вокруг водостойкой внутренней оболочки. Это отличный вариант из-за его гибкости, которая позволяет линиям проходить по узким углам и пространствам. Резина также является более доступным из двух типов тормозных магистралей, что иногда является важным фактором.
ТОРМОЗНЫЕ ТРУБКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ
Тормозные магистрали из нержавеющей стали имеют внутренний шланг, окруженный ткаными стальными прядями. Они набухают меньше, чем резиновые магистрали, когда давление тормозной жидкости увеличивается внутри, а это означает, что тормоза более чувствительны со магистралями из нержавеющей стали. Тормозные магистрали из нержавеющей стали более долговечны, чем резиновые, и обеспечивают более высокий уровень защиты от мусора, который может взлететь с проезжей части. Тормозные магистрали из нержавеющей стали стоят дороже, чем резиновые, но они имеют ряд преимуществ, которые стоит учитывать при принятии решения.
КАК ВЫХОДЯТ ТОРМОЗНЫЕ ТРУБЫ
Тормозные магистрали, как и большинство компонентов автомобиля, со временем изнашиваются. Часто износ происходит изнутри наружу. Со временем тормозная жидкость будет удерживать воду, и эта вода может вызвать ржавчину металла внутри тормозных магистралей и коррозию трубок изнутри. Со временем это может привести к образованию отверстия снаружи тормозной магистрали, что приведет к утечке жидкости и потере тормозного давления.
То же самое может произойти и с резиновыми шлангами. В резиновых шлангах тепло и влага внутри разрушают резину и ослабляют ее. Часто видимые выпуклости или трещины являются первым признаком проблемы.
Тормозные магистрали также могут выйти из строя, полностью порвавшись. Это может произойти из-за внутренней коррозии или повреждения внешними элементами. Соль и дорожный мусор могут привести к поломке.
Наконец, тормозные магистрали могут выйти из строя, если они сломаются. Это снижает давление жидкости в этой конкретной линии и может уменьшить действие ваших тормозов. Это приведет к тому, что автомобиль будет тянуть в сторону, когда вы попытаетесь остановиться.
ПРИЗНАКИ НЕИСПРАВНОСТИ ТОРМОЗНОЙ МАГИСТРАЛИ
Неисправная тормозная магистраль представляет серьезную угрозу безопасности вашего автомобиля. Обычно есть признаки, указывающие на то, что линия выходит из строя. Вот на что стоит обратить внимание:
Утечка тормозной жидкости
Тормозная жидкость
Педали депрессии на землю
Видимая влажность или коррозия
Гупкие ощущения
. ряд мест. Если жидкость прозрачная или темно-коричневого цвета, это может быть тормозная жидкость. Тормозная жидкость будет похожа на сухое масло и пахнет рыбьим жиром. Течь тормозной жидкости — явный признак неисправности тормозной магистрали.
Горит сигнальная лампа низкого уровня тормозной жидкости . Ваш автомобиль оснащен световым индикатором, который сообщит вам, когда запасы тормозной жидкости заканчиваются. Если эта лампочка загорается, то, скорее всего, у вас где-то есть утечка. Хотя утечка может быть не в тормозных магистралях, это общий источник этих утечек.
Педаль тормоза прижимается к половице . Педаль тормоза не должна упираться в пол автомобиля. Если это так, или если вам приходится долго ждать после того, как вы нажмете на нее, чтобы машина действительно остановилась, то у вас проблема с тормозной магистралью. Не садитесь за руль, а отбуксируйте автомобиль в ремонтную мастерскую, потому что в этот момент тормозные магистрали близки к выходу из строя.
Влага или коррозия. Если вы осмотрите тормозные магистрали и увидите видимую влагу или коррозию, это может быть из-за утечек. Коррозия, независимо от причины, увеличивает риск выхода из строя тормозной магистрали, поэтому это признак того, что тормозную магистраль необходимо заменить как можно скорее.
Губчатые тормоза . Многие водители описывают ощущение нажатия на губку, когда они нажимают на тормоза. Это признак проблемы с тормозными магистралями. В частности, губчатые тормоза могут означать, что в системе есть пузырьки воздуха внутри тормозной жидкости из-за утечки.
Если у вас возникли эти проблемы, пришло время подумать о замене тормозной магистрали. Езда с неисправными тормозами подвергает опасности себя и всех, кто находится с вами на дороге.
СКОЛЬКО ЗАМЕНИТЬ ТОРМОЗНЫЕ ТРУБКИ?
Стоимость замены тормозной магистрали зависит от автомобиля. Как правило, вы будете платить от 250 до 500 долларов за одну тормозную магистраль.
Технология пассивации – это одно из современных средств, помогающих бороться с коррозией. О необходимости такой защиты знают все, кому приходится работать со стальными деталями и металлоконструкциями.
Намного проще сразу защитить от ржавения, чем бороться с последствиями или искать замену для окончательного испорченного и вышедшего из строя изделия.
В этой статье расскажем о методе подробнее – затронем область применения технологии, условия пассивации, этапы, виды обрабатываемых материалов. Это позволит вам получить четкое представление о том, на что способен процесс и где его применяют.
Что такое пассивация
Так называют процесс, направленный на появление на поверхности металлического изделия оксидной пленки.
В основе технологии лежит представление о том, что металл начинает портиться из-за постоянного контакта с агрессивными средами, в том числе, с водой и воздухом.
Когда пленка образуется и закрепляется на металле, химическая активность сырья становится намного меньше. Важно понимать, что использование процесса напрямую связано с разрушением верхнего слоя материала.
Но затрагивается минимум поверхности, всего несколько нанометров. Коррозия, появившаяся при контакте с другими металлами или агрессивными средами, не распространяется глубже. Это помогает не допустить потери прочности и постепенного разрушения.
Так как при пассивации происходит химическая реакция, важно правильно подобрать окислитель, а также учитывать, какие металлы подойдут для такой обработки, а какие нет. Обо всем этом расскажем далее.
Как проходит процедура
При проведении процедуры важно следить за соблюдением алгоритма процесса.
Пассивацию разделяют на 4 этапа:
Подготовка. Необходима для того, чтобы окислитель вступил в реакцию со сплавом. Наносить состав можно только после того, как поверхность подготовлена. Деталь промывают и обезжиривают. Не должно быть следов краски, растворителей и других посторонних химических веществ, которые могли бы повлиять на реакцию. Также допускается проведение ошкуривания, при котором зачищаются мелкие неровности. После просушки и осмотра металлического изделия, приступают ко следующему этапу.
Нанесение окислителя. В работе используются различные типы реагентов, создающие на изделии защитную пленку. В ее составе преобладают продукты окисления и соль – это безопасно для материала, но сами защитные показатели увеличиваются в разы. Степень эффективности пассивации будет зависеть от того, внимательно ли специалисты подошли к процессу и какие составы они использовали. Учитывается рецептура раствора, тип сплава. В промышленности при проведении пассивации хорошо показывают себя стали высоколегированного типа, в том числе, хромникилевые. С углеродистыми разновидностями сложнее – защитная пленка хоть и образуется на них, но держится меньше.
Зачистка поверхности. Выполняется стандартная промывка для того, чтобы удалить с изделия задержавшиеся на его поверхности соли.
Нейтрализация окислов. Выполняется с использованием двух или трехпроцентного раствора аммиака. Также в него входит гидроксид натрия, олеиновая кислота. Обработка занимает не более трех минут. Процедура требует поддержания фиксированного нагрева среды до температуры в 90 градусов.
Эффект пассивации станет заметен быстро. На поверхности изделия появляется окисленный слой с характерным цветом. Есть стали, которые со временем начинают темнеть, есть также те, для которых удается удержать определенный оттенок.
Особенности используемых в процессе растворов
Как мы уже отметили выше, при пассивации происходит химическая реакция. Это значит, что специалисту нужно знать, с каким сплавом и раствором он работает.
В таблице ниже мы распишем особенности растворов и типы сталей, с которыми они работают:
Класс сплава также влияет на используемые в работе температуры и длительность процесса. Стандартный диапазон нагрева при обработке составляет от 18 до 90 градусов. Короткие процессы занимают около трех минут, но на сложные задачи может потребоваться и до часа.
Скорость протекания процесса также связана с температурой.
Виды процедуры
Выше мы рассмотрели, какие металлы пассивация делает более устойчивыми к коррозии. Теперь стоит определиться с видом процесса, который используют.
Выделяют два основных вида процедуры:
Электрохимическая. В этом случае на металл наносятся как электролиты, так и соли, а также кислые растворы. При таком процессе, удается сформировать на поверхности заряженные частицы и добиться их постепенного оседания. Если процесс проведен правильно, то на материале возникнет ровная и стойкая защитная пленка. В процессе используется ток.
Химическая. В таком случае используются специальные химические реагенты. В их составе такие элементы, как никель и хром. Само нанесение проводится методом напыления, либо при окунании в заполненную раствором емкость. Преимущество такого подхода заключается в том, что сам металл становится тверже. Электролит подогревается.
Особенности обработки разных типов материалов
Рассмотрим примеры пассивации при использовании распространенных металлов.
Среди них такие, как:
Сталь. Пассивация стали активно применяется в производстве. Использование такого подхода связано с необходимостью тщательного обезжиривания поверхности. Доказано, что технология помогает увеличить максимальную длительность использования материала, его защищенность от внешних агрессивных факторов.
Медь. В работе применяются растворы хрома. На меди не так просто создать пленку высокой плотности, но именно такие растворы помогают сделать это. При этом сам защитный слой прочный и не стирается.
Цинк. Получает все большее распространение в последнее время. Обычно изделия из цинка тонкие, потому важно чтобы пленка не была слишком толстой. Процесс окисления затрагивает поверхностный участок. Благодаря этому сохраняются все характеристики изделия.
Железо. При использовании железа, есть большой риск появления коррозии. Стандартное пассивирующее средство – это раствор серной кислоты. Он способствует образованию тонкой пленки, позволяет применять железные детали на открытом воздухе с гарантией высокого уровня защиты.
Области применения технологии
Использование метода зарекомендовало себя в следующих случаях:
Окраска. На созданный защитный слой могут легко наноситься полимерные составы. Таким образом, удается достичь не только повышенной устойчивости к коррозии, но и обезжиривания.
Создание паровых турбин и других изделий, контактирующих с нагретым до высоких температур паром. В таком случае возможна обработка нержавеющей стали. Причина в том, что это добавляет прочности даже если с агрессивными средами нужно контактировать постоянно. Особенно хорошо это работает на примере защиты самой уязвимой части конструкции – сварных швов.
Требуется защитить от коррозии стоматологические изделия. Пассивация применяется в промышленности при создании двухкомпонентных имплантов. Так обрабатывают специальные опорные части имплантов, штифты, на которые ставится коронка. Мера гарантирует, что находясь в челюсти пациента, основание не будет постепенно разрушаться.
Декорирование. Благодаря созданию особой пленки на изделии, его удается не только защитить от ржавения, но и сделать красивее. Причина – в цвете поверхностного слоя и его приятных радужных переливах.
Технология широко распространена и со временем становится только более востребованной. Это далеко не все примеры ее применения в промышленности.
Наша компания также готова предложить и еще один метод защиты от коррозии – оцинковку изделий на качественном оборудовании.
Все что нужно – обратиться к нам по телефону или оставить заявку на сайте.
Вернуться к статьям
Поделиться статьей
что это, особенности процесса и виды пассивирования
Пассивацией металла называют особые виды обработки, при которых на его поверхности образуются тонкие слои антикоррозийных соединений. В зависимости от метода пассивизации, для создания такой оксидной поверхностной плёнки могут быть использованы химические растворы или электрохимические процессы.
Бело-голубая пассивация 9-12 мкм
Желто-радужная пассивация 9-12 мкм
Черная пассивация 9-12 мкм
Бело-голубая пассивация 9-12 мкм
Желто-радужная пассивация 9-12 мкм
Черная пассивация 9-12 мкм
Коррозия – главная причина снижения срока эксплуатации изделий из металла
Несмотря на прочность большинства металлов, они подвержены окислению в результате воздействия влаги и кислорода. Влияние агрессивной среды приводит к образованию налета на поверхности материала, который разрушает его структуру, постепенно поражая более глубокие слои. В результате металл теряет свои прочностные свойства, и изделие становится непригодным для дальнейшего применения.
Пассивизация: сталь приобретает свойства золота
Целью пассивирования является создание на поверхности металла рукотворной «анти ржавчины», которая снижает химическую активность материала.
В ходе этой процедуры внешний слой обрабатываемых материалов приобретает характеристики, которые делают их сходными с благородными металлами – они становятся устойчивыми к окислению и другим агрессивным воздействиям.
Нужно отметить, что универсальных способов пассирования не существует – каждому металлу нужен свой подход. На практике это отражается в составлении специальных составов электролитов, разработке индивидуальных режимов воздействия и расчете показателей тока для каждой отдельной процедуры пассивизации металла.
Для создания фазовых или адсорбционных плёнок, образующих плотный барьер для коррозии, используется электрохимический или химический метод.
Электрохимический способ: использование электролита и тока
Данный метод основан на изменении свойств металлов при их погружении в электролит и гальванизации. При этом для каждого отдельного случая электролит подбирается индивидуально. Анодом служит металл, который по своим химико-физическим параметрам отвечает задачам пассирования.
Металл погружается в ванну с электролитом, после чего подаётся поляризующий ток заданного силы и напряжения. Результатом процедуры является появление на поверхности изделия плёнки, препятствующей возникновению обратного «ионного тока». Это способствует образованию оксидного слоя, который успешно противостоит воздействию окислителей.
Электрохимический метод применяют для пассирования меди с помощью хромосодержащих составов. Для создания оксидной плёнки на цинке используют серную кислоту и дихромат натрия, для алюминия – фторводородный состав.
Химический способ: окислить, чтобы защитить от окисления
Этот метод подразумевает использование растворов окислителей, которые при взаимодействии с металлом образуют на его поверхности оксидную плёнку. Чтобы процесс был контролируемым, и окисление не затронуло более глубокие слои, применяются специальные составы-нейтрализаторы.
Процедура химического пассирования включает в себя следующие этапы:
зачистка поверхности при помощи абразивных материалов с последующим обезжириванием;
смывание обезжиривающих составов сначала горячей, затем холодной водой;
нанесение реагента на заданный период времени;
использование кальцинированной соды в качестве нейтрализатора химического пассиватора;
промывка в холодной воде поточным методом, сушка тёплым воздухом;
использование оптических датчиков для контроля свойств поверхности.
Если инструментальный и визуальный контроль даёт неудовлетворительные результаты, то процедуру повторяют заново, начиная с первого шага.
Свойства металла после пассирования
Данная процедура приводит к образованию на поверхности металла химически стабильного слоя, устойчивого к коррозии. Изделия из пассивированного металла имеют более длительный срок службы. Если пассирование проводилось с использованием хроматов, то их поверхность, ко всему прочему, будет обладать повышенной устойчивостью к механическим воздействиям. Нужно отметить, что у оксидного слоя есть свой предел прочности и его механическое повреждение приводит к последующему появлению коррозии.
Услуги ПЗКИ по пассивизации металла
ООО «Первый Завод Крепежных Изделий» предлагает профессиональную услугу химической и электрохимической пассивизации металла. В ПЗКИ можно заказать пассирование различных металлов по умеренным ценам.
В частности, наше предприятие проводит:
Черную пассивизацию. Процедура проводится по электрохимическому методу – изделия и материалы с цинковым покрытием погружаются в составы на основе хроматов, при гальванизации на поверхности образуется защитная оксидная плёнка. Она представляет собой химически устойчивый барьер от воздействия атмосферных и иных факторов, а также улучшает внешний вид изделия. Толщина слоя – 9-12 мкм.
Бело-голубую пассивацию металла. Для этой цели используют специальный состав, который при погружении в него металлоконструкции приводит к образованию на ней защитной глянцевой плёнки голубого цвета. Покрытие имеет толщину 9-12 мкм и отличается равномерностью, устойчиво к воздействию влаги и обесцвечиванию.
Желто-радужную пассивацию. Данный вид обработки оцинкованной поверхности изделий из металла может сочетаться с хроматированием, что и приводит к её окрашиванию в желто-радужный цвет. При этом металл погружается в специальный состав, содержащий хроматы и биохроматы. Защитный слой имеет толщину 9-12 мкм.
Всю необходимую информацию по специфике проведения указанных процедур, их стоимости, сроках выполнения заказа вы можете получить по телефону, указанному на сайте. Воспользуйтесь услугой заказа звонка, и наши специалисты вам перезвонят в самое короткое время.
Техническая консультация
Задайте вопрос нашим техническим специалистам, отправьте чертеж или сделайте заявку.
Задать вопрос
Заказать звонок
Что такое процесс пассивации?
Что такое процесс пассивации? Согласно определению стандарта MIL-STD-753C, процесс пассивации — это процесс окончательной обработки/очистки, используемый для удаления железа с поверхности коррозионно-стойких стальных деталей таким образом, чтобы получить более однородное формирование пассивной поверхности, что повышает коррозионную стойкость.
Нержавеющая сталь отличается от других металлов тем, что по мере приближения к поверхности состав металла фактически меняется. В процессе пассивации свободное железо удаляется с поверхности в раствор, оставляя более высокий уровень хрома. Хорошим соотношением хрома и железа обычно считается 1,5:1 или выше.
Что такое пассивация?
Пассивация — это химическая обработка нержавеющей стали и других сплавов, которая повышает способность обработанных поверхностей противостоять коррозии.
Пассивированное оборудование и системы имеют множество преимуществ:
Пассивация удаляет загрязнения с поверхности
Пассивация повышает коррозионную стойкость
Пассивация снижает риск загрязнения продукта
Пассивация позволяет увеличить интервалы обслуживания системы
Состав нержавеющей стали
Чтобы понять, что такое пассивация нержавеющей стали, очень важно рассмотреть саму нержавеющую сталь. Все нержавеющие стали представляют собой сплавы железа, никеля и хрома. Хром составляет не менее 10% металла. Именно этот элемент придает нержавеющей стали устойчивость к коррозии. Часто производители стали добавляют молибден для улучшения защитных характеристик хрома для высококоррозионных или высокотемпературных применений.
Помимо химического состава металла, состав различных слоев, из которых состоит нержавеющая сталь, различается. На поверхности находится пассивный слой, иногда называемый пассивной пленкой, который отвечает за обеспечение коррозионной стойкости. Это очень тонкий слой высокостабильных атомов металла, которые не подвержены коррозии или ржавчине. Толщина всего в несколько атомных слоев, где отношение хрома к железу (Cr/Fe) составляет не менее 1,5:1. Хром связывается с кислородом, создавая химически инертную, «пассивную» поверхность.
На приведенном ниже рисунке показан очень тонкий пассивный слой на внешней поверхности металла:
Под пассивным слоем находится переходная зона, где концентрация никеля выше. Как и пассивная пленка, она имеет толщину всего от 3 до 4 атомных слоев. Никель в этом разделе защищает пассивную пленку, предотвращая химические реакции с железом в нижнем слое. Он также действует как защитный барьер для основного металла, из которого состоит большая часть нержавеющей стали. Процентное содержание хрома, никеля и железа зависит от предполагаемого использования предмета.
Зачем нужна пассивация?
Хотя пассивация происходит естественным образом в коррозионно-стойких и богатых хромом сплавах, при соответствующих условиях новый сосуд или деталь из нержавеющей стали необходимо пассивировать перед вводом в эксплуатацию. Изготовление, механическая обработка и сварка оставляют после себя загрязняющие вещества, такие как оксиды металлов, включения, производственные отходы и примеси железа, что ставит под угрозу естественную способность металла противостоять коррозии.
Как работает пассивация?
Химическая пассивация улучшает химический состав пассивного слоя за счет увеличения соотношения очень стабильных атомов хрома к более реакционноспособным атомам железа в верхних трех-пяти атомных слоях поверхности металла. Это обогащение можно количественно измерить с помощью различных методов, включая оже-электроспектроскопию (AES), электронную спектроскопию для химического анализа (ESCA) и энергодисперсионный рентгеновский анализ (EDX). Наиболее часто используемые данные, полученные с помощью этих методов, для оценки пассивного слоя — это соотношение хрома и железа и глубина усиления.
Текущие методики пассивации
В Astro Pak используется множество различных методов пассивации, в том числе:
Погружение в резервуар – обычно выполняется на объекте Astro Pak и имеет преимущество при одновременной обработке всех производственных поверхностей для обеспечения однородности отделки. и оптимальная коррозионная стойкость.
Циркуляция. Химический раствор циркулирует по системе трубопроводов и особенно рекомендуется для трубопроводов, по которым проходят агрессивные жидкости.
Нанесение распылением
— может быть выполнено в Astro Pak или на объекте заказчика, что выгодно для обработки на месте, но необходимы надлежащая утилизация кислоты и соблюдение мер безопасности.
Нанесение геля — ручная обработка может выполняться путем нанесения пасты или геля на поверхность кистью. Это полезно для точечной обработки сварных швов и других сложных областей, требующих ручной детализации.
Услуги и возможности Astro Pak
Пассивация Ultrapass осуществляется в наших современных чистых помещениях и в местах высокой чистоты клиентов. Азотная кислота, а также хелатирующие агенты с лимонной кислотой могут использоваться в зависимости от требований конкретного участка. Очистка и пассивация могут быть предусмотрены для пуско-наладочных работ нового строительства или работ по техническому обслуживанию и остановке. Немедленное реагирование на аварийные отключения и критически важные коммунальные услуги осуществляется в обычном порядке. Пассивирование выполняется в сочетании с травлением дефектов в зоне сварки, удалением коррозионно-окрашивающих пленок и добавлением или заменой оборудования. Профессиональные консультации наших известных отраслевых экспертов с многолетним опытом помогают нашим клиентам в решении их сложных вопросов.
Об авторе
Дэрил Ролл
Консультант Astro Pak, Дэрил является главным старшим техническим консультантом по вопросам коррозии, химии поверхности и пассивации нержавеющей стали. Имея более чем 40-летний опыт работы в области химической обработки, Дэрил опубликовал в журналах MICRO, UltraPure Water Journal и Chemical Engineering свои статьи о пассивации и борьбе с помутнением. Он является участником подкомитетов ASME BPE по требованиям к отделке поверхности и конструкционным материалам, а также ведущим участником рабочих групп по окрашиванию и пассивации. Дэрил имеет степень бакалавра искусств. получил степень бакалавра химии и наук о Земле в Калифорнийском государственном университете Фуллертона и лицензию профессионального инженера штата Калифорния.
Что такое пассивация? Как пассивировать нержавеющую сталь и зачем. | Stellar Solutions
Почему необходимо пассивировать нержавеющую сталь?
Нержавеющая сталь представляет собой природный сплав, устойчивый к коррозии. Основным компонентом нержавеющей стали, обеспечивающим коррозионную стойкость, является хром, который в присутствии кислорода образует коррозионностойкий (также известный как пассивный) слой на поверхности нержавеющей стали. Этот слой оксида хрома защищает металл под ним от взаимодействия с окружающей средой вокруг него, вызывающего коррозию. В то время как хром, обычно присутствующий на поверхности, естественным образом создает пассивный слой, сплаву присуще значительное количество железа (около 60-70%, в зависимости от марки нержавеющей стали), которое ограничивает коррозионную стойкость. Также обычным явлением является попадание дополнительного загрязнения железом на поверхность во время производственных процессов, например, через железную пыль в воздухе цеха или контакт с инструментами из углеродистой стали, что еще больше снижает коррозионную стойкость. Решением этих проблем является процесс пассивации.
Что такое пассивация?
Что такое пассивация? Проще говоря, пассивация — это преднамеренное удаление железа с поверхности нержавеющей стали, и существуют разные типы пассивации. Удаление поверхностного железа и загрязнения железом приводит к получению поверхности из нержавеющей стали с низким содержанием железа и высоким содержанием хрома. При большем количестве хрома на поверхности можно получить более толстый слой оксида хрома, что приводит к значительному повышению коррозионной стойкости из-за отсутствия железа, способного реагировать с окружающей средой.
Как безопасно и экономично пассивировать нержавеющую сталь?
Пассивирование нержавеющей стали можно проводить азотной или лимонной кислотой. Однако есть много причин, по которым лучше использовать лимонную кислоту. Многие тесты показали, что пассивация лимонной кислотой более эффективна, чем азотная, потому что она удаляет только железо, оставляя нетронутыми весь хром, никель и другие «хорошие» компоненты. Напротив, азотная кислота также удалит некоторое количество хрома и никеля вместе с железом. Пассивирование лимонной кислотой также намного безопаснее и лучше для окружающей среды. Азотная кислота чрезвычайно токсична для человека, животных и окружающей среды. Для тех, кто считает, что безопасность рабочих имеет первостепенное значение, пассивация лимонной кислотой является очевидным выбором.
CitriSurf для пассивации нержавеющей стали
Мы производим и продаем полную линейку продуктов Citrisurf® для пассивации нержавеющей стали. Пассивирование нержавеющей стали с помощью CitriSurf безопасно, просто, экономично и безвредно для окружающей среды. Свяжитесь с нами сегодня, чтобы получить рекомендацию по продукту, адаптированному для вашего конкретного применения, или просмотрите наш список продуктов.
Как насчет металлов, кроме нержавеющей стали?
Это во многом зависит от конкретного контекста. Некоторые другие виды обработки поверхности или покрытия, предназначенные для предотвращения коррозии или разрушения других материалов, также иногда называют «пассивацией». Кроме того, удаление поверхностного загрязнения железом из сплавов, которые в остальном содержат мало железа или вообще не содержат его, с использованием того же процесса, что и для нержавеющей стали, обычно называется пассивацией.
Классификация радиоаппаратуры — Производство радиоаппаратуры
Классификация радиоаппаратуры
Категория:
Производство радиоаппаратуры
Классификация радиоаппаратуры
По назначению радиоаппаратуру можно разделить на радиовещательную, военную и специального назначения.
К радиовещательной аппаратуре относятся радиоприемники, телевизоры, устройства звукозаписи и высококачественного звучания. Эта аппаратура в основном предназначена для удовлетворения культурных запросов общества и является мощным средством идейно-политического воспитания.
Военная аппаратура — это радиолокационные и радионавигационные установки для обнаружения и вождения самолетов и кораблей, аппаратура обнаружения, наведения и управления реактивными снарядами, аппаратура связи между подвижными и неподвижными объектами, обеспечивающая оперативность руководства войсками.
Аппаратура специального назначения представляет собой наиболее многочисленную группу, так как имеет разнообразные области применения. Можно отметить радио- и телевизионные передатчики, обслуживающие радиовещание; быстродействующие электронные вычислительные машины; медицинскую радиоаппаратуру; аппаратуру измерительную и применяемую при научных исследованиях и разработках. К этой группе относится также радиоаппаратура, применяемая для управления технологическими процессами в промышленности и контроля за ними.
По условиям эксплуатации радиоаппаратуру можно разделить на стационарную наземную, бортовую авиационную, корабельную, космическую, переносную и устанавливаемую на транспортных средствах.
Стационарную аппаратуру эксплуатируют в условиях, мало отличающихся от тех, при которых производятся ее сборка, монтаж и регулировка. Поэтому к ней не предъявляют особых требований в отношении защиты от воздействия окружающей среды. К этой группе относят стационарные передающие радиостанции, радио- и телевизионные приемники, измерительную и специальную аппаратуру, применяемую на производстве.
Авиационная, корабельная и космическая аппаратура работает в условиях резких изменений температуры, влажности и давления. В процессе эксплуатации на нее также действуют большие динамические перегрузки и вибрации, электрические помехи от источников бортовой сети. Кроме того, корабельная аппаратура подвергается действию дождя, тумана, солей морской воды. Это вызывает необходимость в специальной защите радиоаппаратуры.
Переносная радиоаппаратура — это средства связи, используемые в войсках, при сельскохозяйственных работах и в отрядах научных экспедиций. Основными требованиями, предъявляемыми к конструкции радиоаппаратуры данной группы, являются компактность и удобство эксплуатации; поскольку эту радиоаппаратуру приходится использовать при различных метеорологических условиях, она должна быть защищена от воздействия окружающей среды. Существенный недостаток переносной аппаратуры — использование собственных источников питания (батарей, аккумуляторов), что, естественно, увеличивает ее вес и габариты.
Аппаратура, устанавливаемая на транспортных средствах (в основном приемные и передающие устройства), подверженная динамическим нагрузкам, влиянию метеорологических условий, воздействию пыли, собственных электрических помех от работы двигателей, также нуждается в специальной защите.
Для Вашего МУЗЕЯ ! Авиация ! Военная электроника Рейха ! Переговорная Радиоаппаратура летчиков ЛЮФТВАФФЕ ! Клеймо -1938 г — 1940 г — 1942г ! Авиабаза ИНСТЕРБУРГ. ИЗ послевоенных находок в развалинах Офицерской столовой- на летном поле — в районе бывшей Немецкой Авиабазы города Insterburg — ИНСТЕРБУРГ (сейчас г.Черняховск в Калининградской области.РФ.) ! Все на ФОТО !!! Всего 3 разных штуки !! — одним лотом !
Германия знак Германская Империя редкость люфтваффе вторая мировая война Третий Рейх Рейх пилот компас 3 Рейх ВОВ рейх германия фарфор WW2 армейский авиация форма униформа головной убор третий рейх антиквариат снаряжение Еще…
Что можно сделать:
— Приватный вопрос
Положите в корзину один или несколько лотов, а затем купите их все сразу.
Купить этот лот по цене 1500.00 р.
Помощь: Как покупать?
Вы можете наблюдать за ходом торгов по этому лоту, добавив его в «Избранное».
Racal VRM-5080 — это современный 50-ваттный УКВ-радиопередатчик FM, предназначенный для установки в бронированные или небронированные военные машины. Радио работает в диапазоне частот от 30 до 76 МГц и поставляется со встроенным Блок управления/клавиатуры со встроенным красным светодиодным индикатором.
Радиостанция имеет встроенную тестовую последовательность, которая автоматически проверяет работу трансивера и отображает результаты.
В приемопередатчик также встроена возможность передачи данных со скоростью 16 Кбит/с, а опции расширяют возможности, включая встроенное шифрование псевдобелым шумом как данных, так и речи.
Передняя панель, которая съемный обеспечивает полный контроль над простой последовательной линией данных. Его можно переместить и установить в любом месте на танке с радиостанцией, расположенной в корпусе или аналогичном удаленном месте. Панель управления также обеспечивает управление двумя радиостанциями с одного удаленного поста.
Панель управления позволяет выбрать рабочую частоту и до девяти предварительно выбранных каналов, а также коды шифрования и режим трансивера. Буквенно-цифровой дисплей показывает частоту и статус.
Впервые анонсированный в сентябре 1979 года, VRM5080 производился компанией Racal Radio Ltd в Рединге, Англия, для пользователей по всему миру и компанией Kapsch для австрийской армии. Эти радиостанции поставляются в хорошем состоянии, проверены и находятся в рабочем состоянии, класс 2.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Режим: узкополосный FM-симплекс F3E Диапазон частот: 30–76 МГц Количество каналов: 1841 с 9 предварительно запрограммированными Разнос каналов: интервал 25 кГц Выходная мощность: Высокая мощность: 50 Вт, Средняя мощность: 10 Вт , Низкая мощность: 5 мВт Источник питания: 24 В пост. тока (номинал) отрицательное заземление Потребляемая мощность: высокая мощность: макс. 7,5 А, малая мощность: макс. 1,5 А Диапазон рабочих температур, рабочий: от -40 до + 70 °C Температура Диапазон, хранение: от -40 до +70 °C Вес: 13,5 кг
Скачать техническое руководство
£265.00 (Приблизительно 339,20 долл. США)
Счетчик Гейгера DOM-410
Счетчик Гейгера DOM-410 или измеритель радиации использовался голландской, французской и бельгийской армией в конце 1970-х начале 1980-х годов. Он изготовлен в соответствии с высокими стандартами по лицензии SRAT. Это герметичный блок, не пропускающий воду.
Внутренний рентгеновский и гамма-датчик легко снимается и способен измерять от 1 миллирад в час до 1000 рад в час.
Шесть диапазонов измерения прямым отсчетом по одной шкале. Шкала имеет подсветку для ночного чтения.
В целом, это очень чувствительный счетчик Гейгера, портативный и автономный, он имеет прочную конструкцию и разработан, чтобы выдерживать большие нагрузки.
Счетчик ДОМ-410 питается от двух стандартных 1,5-вольтовых D-элементов и должен работать до 16 часов на новом комплекте батареек.
Счетчик ДОМ-410 поставляется в очень хорошем рабочем состоянии без каких-либо аксессуаров. Некоторые аксессуары и руководство на английском языке можно приобрести отдельно.
Автомобильная УКВ радиостанция RT-524/VRC для M-151 Mutt Jeep, Humvee
Приемо-передатчик, FM, 30-74,95 МГц, разнос 50 кГц, 920 каналов. Вариант ручной настройки RT-246/VRC со встроенным громкоговорителем. RT-524 / VRC является основной частью автомобильной радиостанции AN / VRC-12, обычно используемой в автомобилях серии M151 Truck, Utility ?-Ton, 4×4 Mutt Jeep, а также в более старых автомобилях Humvee и танках.
Работает от автомобильного аккумулятора или источника питания 24 В постоянного тока. Выходная мощность передатчика 8 Вт (низкая) и 35 Вт (высокая).
Предусмотрен шумоподавитель, а также усовершенствованный шумоподавитель с тональным управлением (150 Гц). Тональный шумоподавитель обеспечивает надежную ретрансляцию при использовании двух приемопередатчиков в качестве автоматической ретрансляционной станции.
AN/VRC-12 — это проверенная в боях автомобильная радиостанция, которая особенно хорошо подходит для применения в тактическом развертывании и конкретных оперативных задачах благодаря своей способности собираться в различные конфигурации и устанавливаться на большинстве типов военных транспортные средства, такие как джипы M-151 Mutt, Humvees, тяжелая бронетехника и т. д.
RT-524 поставляется в хорошем рабочем состоянии класса 2. Также доступны некоторые аксессуары и кабели.
365,00 фунтов стерлингов (приблизительно 467,20 долл. США)
УКВ-радиопередатчик STR37E для самолетов
УКВ-радиопередатчик для самолетов STR37E производится компанией STC Standard Telephone and Cable. Это небольшой бортовой УКВ-радиопередатчик, который может быть установлен непосредственно в кабине самолета, а выбор частоты осуществляется с помощью двух больших ручек, установленных на передней панели. Работает в диапазоне частот от 116,00 МГц до 135,9 МГц.5 МГц, всего 400 каналов с разносом каналов 50 кГц. Регулятор шумоподавления и громкости, а также переключатель ВКЛ/ВЫКЛ также установлены на передней панели. Выходная мощность передатчика 1 Вт. Он очень красиво сконструирован с металлическим корпусом. Использует стандартный 36-контактный разъем Centronics на задней панели для питания постоянного тока и аудиоинтерфейса для динамика/гарнитуры и микрофона. Радио работает от стандартного бортового блока питания 28 Вольт.
Эти радиостанции поставляются в очень хорошем состоянии и имеют сертификат испытаний.
Распиновка Centronics: Контакт-1 Минус и корпус (земля) Контакт-2 Радио +ve (+28 Вольт) Контакт-3 PTT Контакт-19 Лампа панели +ve (+ 28 В) Pin-21 и Pin-22 Аудиовыход
£150,00 (приблизительно 192,00 долл. США)
R-442/VRC Автомобильный УКВ-радиоприемник для M-151 Mutt Jeep, Humvee
каналы. Этот приемник является частью автомобильной радиостанции AN / VRC-12, обычно используемой в грузовиках M151, Utility: серии ?-Ton, 4×4 Mutt Jeep, а также в более старых автомобилях Humvee и танках. Радиостанцию можно использовать отдельно в качестве УКВ-приемника или вместе с RT-524 в качестве вспомогательного приемника. Радиоприемник работает от 24-28 В постоянного тока при 0,75 А.
R-442/VRC поставляется в хорошем рабочем состоянии класса 2. Также доступны некоторые аксессуары и кабели.
225,00 фунтов стерлингов (приблизительно 288,00 долларов США)
Racal VRM-5080 — это современный 50-ваттный УКВ-радиопередатчик FM, предназначенный для установки в бронированные или небронированные военные машины. . Радио работает в диапазоне частот от 30 до 76 МГц и поставляется со встроенным Блок управления/клавиатуры со встроенным красным светодиодным индикатором.
Радиостанция имеет встроенную тестовую последовательность, которая автоматически проверяет работу трансивера и отображает результаты.
В трансивер также встроена возможность передачи данных со скоростью 16 Кбит/с, а опции расширяют возможности, включая встроенное шифрование псевдобелым шумом как данных, так и речи.
Передняя панель, которая съемный обеспечивает полный контроль над простой последовательной линией данных. Его можно переместить и установить в любом месте на танке с радиостанцией, расположенной в корпусе или аналогичном удаленном месте. Панель управления также обеспечивает управление двумя радиостанциями с одного удаленного поста.
Панель управления позволяет выбрать рабочую частоту и до девяти предварительно выбранных каналов, а также коды шифрования и режим трансивера. Буквенно-цифровой дисплей показывает частоту и статус.
Впервые анонсированный в сентябре 1979 года, VRM5080 производился компанией Racal Radio Ltd в Рединге, Англия, для пользователей по всему миру и компанией Kapsch для австрийской армии. Эти радиостанции поставляются в хорошем состоянии, протестированы и находятся в рабочем состоянии, класс 2.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Режим: узкополосный FM-симплекс F3E Диапазон частот: 30–76 МГц Количество каналов: 1841 с 9 предварительно запрограммированными Разнос каналов: 25 кГц Выходная мощность: Высокая мощность: 50 Вт, средняя мощность : 10 Вт, малая мощность: 5 мВт Электропитание: 24 В пост. тока (номинал) отрицательное заземление Потребляемая мощность: высокая мощность: макс. 7,5 А, малая мощность: макс. 1,5 А Диапазон рабочих температур, рабочий: от -40 до + 70°С. C Температурный диапазон хранения: от -40 до + 70°C Вес: 13,5 кг
Скачать техническое руководство
£265.00 (Приблизительно 339,20 долл. США)
Счетчик Гейгера DOM-410
Счетчик Гейгера DOM-410 или измеритель радиации использовался голландской, французской и бельгийской армией в конце 1970-х начале 1980-х годов. Он изготовлен в соответствии с высокими стандартами по лицензии SRAT. Это герметичный блок, не пропускающий воду.
Внутренний рентгеновский и гамма-датчик легко снимается и способен измерять от 1 миллирад в час до 1000 рад в час.
Шесть диапазонов измерения прямым отсчетом по одной шкале. Шкала имеет подсветку для ночного чтения.
В целом, это очень чувствительный счетчик Гейгера, портативный и автономный, он имеет прочную конструкцию и разработан, чтобы выдерживать большие нагрузки.
Счетчик ДОМ-410 питается от двух стандартных 1,5-вольтовых D-элементов и должен работать до 16 часов на новом комплекте батареек.
Счетчик ДОМ-410 поставляется в очень хорошем рабочем состоянии без каких-либо аксессуаров. Некоторые аксессуары и руководство на английском языке можно приобрести отдельно.
Автомобильная УКВ радиостанция RT-524/VRC для M-151 Mutt Jeep, Humvee
Приемо-передатчик, FM, 30-74,95 МГц, разнос 50 кГц, 920 каналов. Вариант ручной настройки RT-246/VRC со встроенным громкоговорителем. RT-524 / VRC является основной частью автомобильной радиостанции AN / VRC-12, обычно используемой в автомобилях серии M151 Truck, Utility ?-Ton, 4×4 Mutt Jeep, а также в более старых автомобилях Humvee и танках.
Работает от автомобильного аккумулятора или источника питания 24 В постоянного тока. Выходная мощность передатчика 8 Вт (низкая) и 35 Вт (высокая).
Предусмотрен шумоподавитель, а также усовершенствованный шумоподавитель с тональным управлением (150 Гц). Тональный шумоподавитель обеспечивает надежную ретрансляцию при использовании двух приемопередатчиков в качестве автоматической ретрансляционной станции.
AN/VRC-12 — это проверенная в боях автомобильная радиостанция, которая особенно хорошо подходит для применения в тактическом развертывании и конкретных оперативных задачах благодаря своей способности собираться в различные конфигурации и устанавливаться на большинстве типов военных транспортные средства, такие как джипы M-151 Mutt, Humvees, тяжелая бронетехника и т. д.
RT-524 поставляется в хорошем рабочем состоянии класса 2. Также доступны некоторые аксессуары и кабели.
365,00 фунтов стерлингов (приблизительно 467,20 долл. США)
УКВ-радиопередатчик STR37E для самолетов
УКВ-радиопередатчик для самолетов STR37E производится компанией STC Standard Telephone and Cable. Это небольшой бортовой УКВ-радиопередатчик, который может быть установлен непосредственно в кабине самолета, а выбор частоты осуществляется с помощью двух больших ручек, установленных на передней панели. Работает в диапазоне частот от 116,00 МГц до 135,9 МГц.5 МГц, всего 400 каналов с разносом каналов 50 кГц. Регулятор шумоподавления и громкости, а также переключатель ВКЛ/ВЫКЛ также установлены на передней панели. Выходная мощность передатчика 1 Вт. Он очень красиво сконструирован с металлическим корпусом. Использует стандартный 36-контактный разъем Centronics на задней панели для питания постоянного тока и аудиоинтерфейса для динамика/гарнитуры и микрофона. Радио работает от стандартного бортового блока питания 28 Вольт.
Эти радиостанции поставляются в очень хорошем состоянии и имеют сертификат испытаний.
Распиновка Centronics: Контакт-1 Минус и корпус (земля) Контакт-2 Радио +ve (+28 Вольт) Контакт-3 PTT Контакт-19 Лампа панели +ve (+ 28 В) Pin-21 и Pin-22 Аудиовыход
£150,00 (приблизительно 192,00 долл. США)
R-442/VRC Автомобильный УКВ-радиоприемник для M-151 Mutt Jeep, Humvee
каналы. Этот приемник является частью автомобильной радиостанции AN / VRC-12, обычно используемой в грузовиках M151, Utility: серии ?-Ton, 4×4 Mutt Jeep, а также в более старых автомобилях Humvee и танках. Радиостанцию можно использовать отдельно в качестве УКВ-приемника или вместе с RT-524 в качестве вспомогательного приемника. Радиоприемник работает от 24-28 В постоянного тока при 0,75 А.
Медные листы от ООО УралКомплектМ оптом и в розницу от 1 кг
Сортировать:по цене за кгпо цене за штпо размеру
Показывать по 306090
Медный лист 10.0х1000х2000 МНЖ 5-1 г/к
10.0х1000х2000
1466
Медный лист 0.4х600х1500 М1м
0.4х600х1500
2060
Медный лист 0.5х600х1500 М1м
0.5х600х1500
2060
Медный лист 0.6х600х1500 М1м
0.6х600х1500
2060
Медный лист 0. 8х600х1500 М1м
0.8х600х1500
2060
Медный лист 1х600х1500 М1м
1.0х600х1500
2060
Медный лист 1.2х600х1500 М1м
1.2х600х1500
2060
Медный лист 1.5х600х1500 М1м
1.5х600х1500
2060
Медный лист 2.0х600х1500 М1м
2.0х600х1500
2060
Медный лист 2.5х600х1500 М1м
2.5х600х1500
2060
Медный лист 3.0х600х1500 М1м
3. 0х600х1500
2060
Медный лист 3.5х600х1500 М1м
3.5х600х1500
2060
Медный лист 4.0х600х1500 М1м
4.0х600х1500
2060
Медный лист 5.0х600х1500 М1м
5.0х600х1500
2060
Медный лист 7.0х600х1500 М1м
6.0х600х1500
2060
Медный лист 6.0х600х1500 М1м
7.0х600х1500
2060
Медный лист 8.0х600х1500 М1м
8.0х600х1500
2060
Медный лист 10. 0х600х1500 М1м
10.0х600х1500
2060
Медный лист 12.0х600х1500 М1м
12.0х600х1500
2060
Медный лист 0.4х600х1500 М1т
0.4х600х1500
2060
Медный лист 0.5х600х1500 М1т
0.5х600х1500
2060
Медный лист 0.6х600х1500 М1т
0.6х600х1500
2060
Медный лист 0.8х600х1500 М1т
0.8х600х1500
2060
Медный лист 1.0х600х1500 М1т
1. 0х600х1500
2060
Медный лист 1.2х600х1500 М1т
1.2х600х1500
2060
Медный лист 1.5х600х1500 М1т
1.5х600х1500
2060
Медный лист 2.0х600х1500 М1т
2.0х600х1500
2060
Медный лист 2.5х600х1500 М1т
2.5х600х1500
2060
Медный лист 3.0х600х1500 М1т
3.0х600х1500
2060
Медный лист 3.5х600х1500 М1т
3.5х600х1500
2060
Медный лист 4. 0х600х1500 М1т
4.0х600х1500
2060
Медный лист 5.0х600х1500 М1т
5.0х600х1500
2060
Медный лист 6.0х600х1500 М1т
6.0х600х1500
2060
Медный лист 7.0х600х1500 М1т
7.0х600х1500
2060
Медный лист 8.0х600х1500 М1т
8.0х600х1500
2060
Медный лист 10.0х600х1500 М1т
10.0х600х1500
2060
Медный лист 12.0х600х1500 М1т
12. 0х600х1500
2060
Медный лист 1.0х600х1500 М2т
1.0х600х1500
2060
Медный лист 6.0х600х1500 М2т
6.0х600х1500
2060
Медный лист 7.0х600х1500 М1г/к
7.0х600х1500
2060
Медный лист 8.0х600х1500 М1г/к
8.0х600х1500
2060
Медный лист 10.0х600х1500 М1г/к
10.0х600х1500
2060
Медный лист 12.0х600х1500 М1г/к
12.0х600х1500
2060
Медный лист 14. 0х600х1500 М1г/к
14.0х600х1500
2060
Медный лист 15.0х600х1500 М1г/к
15.0х600х1500
2060
Медный лист 16.0х600х1500 М1г/к
16.0х600х1500
2060
Медный лист 20.0х600х1500 М1г/к
20.0х600х1500
2060
Медный лист 25.0х600х1500 М1г/к
25.0х600х1500
2060
Медный лист 30.0х600х1500 М1г/к
30.0х600х1500
2085
Медный лист 35. 0х600х1500 М1г/к
35.0х600х1500
2085
Медный лист 40.0х600х1500 М1г/к
40.0х600х1500
2085
Медный лист 50.0х600х1500 М1г/к
50.0х600х1500
2085
Медный лист 70.0х600х1500 М1г/к
70.0х600х1500
2085
Медный лист 80.0х600х1500 М1г/к
80.0х600х1500
2085
Наша компания реализует листы медные со склада в Москве. Этот вид металлопроката является одним из самых востребованных в промышленности и производстве. Медные листы характеризуются отличной теплопроводностью и электропроводностью, устойчивостью к коррозии и химическим средам, а также они хорошо поддаются ковке. Благодаря добавлению различных примесей в состав меди, она способна резко изменять свои свойства: прочность, эластичность, цвет, ковкость. Подробнее
Листовая медь часто используется для производства других видов цветного металлопроката: полосы, трубы, шины, ленты и пр. Купить медный лист можно для производства металлочерепицы, кровельного профнастила и других кровельных материалов. Медь отлично себя зарекомендовала в производстве теплообменников и водопроводов.
На нашем сайте представлен каталог меди с ценой за лист м3 и указанием подробных характеристик. Купить этот металлопрокат можно, как в розницу, так и оптом по доступным ценам. Вся продукция сертифицирована и соответствует требованиям ГОСТа.
Медные листы часто применяются в производстве и строительстве. Они обладают достойными характеристиками, которые делают их одним из лучших материалов для разных сфер деятельности. Долговечность, простота обработки и способность противостоять воздействию коррозии, температуры и влаги – все эти качества позволяют использовать изделия практически без ограничений. Медный лист в большинстве случаев может составить конкуренцию даже достаточно популярным материалам, в том числе черепице. Подобные изделия отличаются по размеру пластин. В нашем интернет-магазине можно купить листовую медь разной толщины в розницу и оптом, а также воспользоваться удобной системой доставки по умеренной цене в Москве, МО и по всей России.
В каталоге компании представлены различные варианты нужных Вам материалов. Вы можете заказать листы металла толщиной 0,3; 0,5; 0,8; 1; 1,5; 2; 5 мм, а также других размеров. Мы предлагаем не только обширный выбор качественных изделий по привлекательной стоимости, но и создаем условия, при которых Вам будет комфортно совершать покупки. Достойный уровень обслуживания и удобные интуитивные сервисы сайта помогут сделать заказ быстро и просто.
Уточните, сколько стоят медные листы нужного размера, или оформите заказ, обратившись к нашим менеджерам по телефону. Вы также можете оформить покупку онлайн, воспользовавшись сервисами сайта.
Лист медный | Цветные металлы
Лист медный изготавливается по ГОСТ 495–92 методом холодного или горячего проката. Медный лист бывает нормальной или повышенной точности, по состоянию: мягким, полутвердым или твердым. Марки меди, использующейся в процессе производства медного листа, регламентируются ГОСТ 859.
Из-за своих ценных качеств, заготовки из медного листа имеют широкий спектр применения во всех отраслях промышленности и хозяйства, таких как приборостроение, электротехника, строительство.
В строительстве листовая медь занимает особое место. Благодаря таким характеристикам как устойчивость к коррозии и воздействиям окружающей среды, стойкость к температурным колебаниям, лист медный является отличным материалом для кровельных и фасадных работ. Медные листы отлично гнуться, поддаются формовке, сварке и подходят для покрытия поверхностей любой формы. Высокая цена чистой меди отлично компенсируется ее долговечностью использования. При длительной эксплуатации свойства меди не меняются, в результате чего срок службы медной кровли достигает 150 лет. Достаточно часто кровлю дополняют медным водосливом.
Так же, лист медный используется для монтажа систем вентиляции, кондиционирования, водо- и газороводов. Нередко листовая медь служит полуфабрикатом для изготовления различных деталей, частей теплообменного оборудования и элементов корпусов.
Медь является экологически чистыи материалом, поэтому изделия из листовой меди могут использоваться в пищевой промышленности, например, для изготовления посуды, кухонной утвари. При производстве медного листа используется только медь высококачественных марок.
Вы можете сделать заказ на лист медный на странице заказа или позвонив нам по телефонам: (49245) 2-55-49, 2-33-64, 2-25-89 (факс).
Наименование
ГОСТ
Лист М1 0,4х600х1500 мягк.
1173-2006
Лист М1 0,4х600х1500 тв.
1173-2006
Лист М1 0,5х600х1500 мягк.
1173-2006
Лист М1 0,5х600х1500 тв.
1173-2006
Лист М1 0,6х600х1500 мягк.
1173-2006
Лист М1 0,6х600х1500 тв.
1173-2006
Лист М1 0,7х600х1500 мягк.
1173-2006
Лист М1 0,7х600х1500 тв.
1173-2006
Лист М1 0,8х600х1500 мягк.
1173-2006
Лист М1 0,8х600х1500 тв.
1173-2006
Лист М1 1х600х1500 мягк.
1173-2006
Лист М1 1х600х1500 тв.
1173-2006
Лист М1 1,2х600х1500 мягк.
1173-2006
Лист М1 1,2х600х1500 тв.
1173-2006
Лист М1 1,5х600х1500 мягк.
1173-2006
Лист М1 1,5х600х1500 тв.
1173-2006
Лист М1 1,8х600х1500 мягк.
1173-2006
Лист М1 1,8х600х1500 тв.
1173-2006
Лист М1 2х600х1500 мягк.
1173-2006
Лист М1 2х600х1500 тв.
1173-2006
Лист М1 2,5х600х1500 мягк.
1173-2006
Лист М1 2,5х600х1500 тв.
1173-2006
Лист М1 3х600х1500 мягк.
1173-2006
Лист М1 3х600х1500 тв.
1173-2006
Лист М1 3,5х600х1500 мягк.
1173-2006
Лист М1 3,5х600х1500 тв.
1173-2006
Лист М1 4х600х1500 мягк.
1173-2006
Лист М1 4х600х1500 тв.
1173-2006
Лист М1 5х600х1500 мягк.
1173-2006
Лист М1 5х600х1500 тв.
1173-2006
Лист М1 6х600х1500 мягк.
1173-2006
Лист М1 6х600х1500 тв.
1173-2006
Лист М1 8х600х1500 мягк.
1173-2006
Лист М1 8х600х1500 тв.
1173-2006
Лист М1 10х600х1500 мягк.
1173-2006
Лист М1 10х600х1500 тв.
1173-2006
Лист М1 12х600х1500 мягк.
1173-2006
Лист М1 12х600х1500 тв.
1173-2006
Лист М1 14х600х1500 г/к
1173-2006
Лист М1 15х600х1500 г/к
1173-2006
Лист М1 16х600х1500 г/к
1173-2006
Лист М1 18х600х1500 г/к
1173-2006
Лист М1 20х600х1500 г/к
1173-2006
Лист М1 25х600х1500 г/к
1173-2006
Лист М1 30х600х1500 г/к
1173-2006
Лист М1 35х600х1500 г/к
1173-2006
Лист М1 40х600х1500 г/к
1173-2006
Лист М1 50х600х1500 г/к
1173-2006
Лист М1 70х600х1500 г/к
1173-2006
Лист М1 80х600х1500 г/к
1173-2006
Медные листы и рулоны | Множество размеров на BasicCopper.
com
Мы предлагаем доступные по цене листы из чистой меди с БЫСТРОЙ ДОСТАВКОЙ! Эти листы из чистой меди-C110 — 99,9 % чистой меди! . Эта высокая чистота обеспечивает превосходное качество, необходимое для многих проектов и применений в самых разных отраслях и областях применения. Наши медные листы и рулоны используются для различных применений, включая DIY, строительство, столешницы, барные стойки, мебель, задние панели, тиснение, экранирование от радиопомех, производство, электрические приложения, исследования и разработки, искусство и ремесла, изготовление ювелирных изделий и многое другое. Более!
Патинированные медные листы для барных стоек, столешниц и т. д.
Кованые медные листы
Медные крышки для розеток и настенных панелей
Вам также могут понравиться Резцы
Медные гвозди
Медные гвозди
Патины в бутылках
Медные герметики
Медные направляющие и галереи
Консультации по проектам, советы и учебные пособия
Фотогалерея/Советы и подсказки по проекту
Другие идеи для проектов
Самодельные медные столешницы, столешницы и столешницы. Учебное пособие
Эти медные листы имеют голую, гладкую, коммерческую отделку, отожжены (мягкая и ковкая медь, отожженная намного более гибкая и обрабатываемая, чем неотожженная медь) и производится в соответствии с ASTM-B152. Сертификат соответствия предоставляется по запросу (другие сплавы и сплавы доступны по запросу). Все наши продукты упакованы, чтобы обеспечить превосходную защиту во время транспортировки, чтобы гарантировать доставку без повреждений.
Не уверены в нужной толщине или размере? См. наше руководство по толщине и страницу с советами по проекту, советами и учебными пособиями! Все еще не уверены? Просто отправьте нам электронное письмо по адресу [email protected], позвоните нам по телефону 252-491-2812 или попробуйте онлайн-чат.
Лучшие безопасные для пищевых продуктов металлы для применения в пищевой промышленности
Правила пищевых продуктов FDA гласят, что «материалы, которые используются в конструкции ПОСУДА и ПОВЕРХНОСТЕЙ ОБОРУДОВАНИЯ, КОНТАКТИРУЮЩИХ С ПИЩЕВЫМИ ПРОДУКТАМИ, не должны допускать проникновения вредных веществ или окрашивания , запахи или вкусы к ЕДЕ». Такие материалы также должны быть:
Сейф;
Прочный, устойчивый к коррозии и неабсорбирующий;
Вес и толщина достаточны для многократных стирок;
Гладкая, легко очищаемая поверхность; и
Устойчив к питтингу, сколам, растрескиванию, царапинам, задирам и т. д.
Все эти требования должны быть выполнены, чтобы металл считался «безопасным для пищевых продуктов».
Однако не любой металл, безопасный для пищевых продуктов, подойдет для производства продуктов питания. Производители должны соблюдать строгие требования ко всему оборудованию для обработки и переработки пищевых продуктов. Использование неподходящего металла для производства продуктов питания может привести к катастрофическим последствиям.
Например, если в данном производственном процессе используется много соли, использование «безопасного для пищевых продуктов» металла, устойчивого к точечной коррозии под воздействием хлоридов, может привести к ржавлению металла. Затем эта ржавчина может загрязнить готовящуюся пищу.
В связи с этим важно быть предельно осторожным при выборе безопасного для пищевых продуктов металла для собственного производства продуктов питания. Чтобы помочь вам, команда Marlin Steel подготовила краткое описание наиболее безопасных для пищевых продуктов металлов, используемых в пищевой промышленности. Важно отметить, что в Правилах пищевых продуктов FDA не указан список разрешенных металлов. Вместо этого они устанавливают ограничения на то, какие металлы можно использовать и как их можно использовать.
Чугун (только для приготовления пищи)
Правила пищевых продуктов FDA отмечают, что чугунное оборудование одобрено для использования в пищевой промышленности только для поверхностей для приготовления пищи и в посуде для подачи пищи, «если посуда используется только как часть непрерывного процесса от приготовления пищи до обслуживания».
Для всех других целей чугун ЗАПРЕЩАЕТСЯ ИСПОЛЬЗОВАТЬ в качестве поверхности, контактирующей с пищевыми продуктами. Железо без защитного материала просто слишком уязвимо для коррозии и окисления.
Алюминий
Алюминий — еще один широко используемый пищевой металл. Некоторыми ключевыми преимуществами алюминия являются его устойчивость к температуре, малый вес, коррозионная стойкость и низкая стоимость.
Однако эти преимущества компенсируются некоторыми недостатками. По сравнению со многими другими металлами алюминий имеет низкую прочность на растяжение и ударопрочность, поэтому он не может выдержать слишком большую силу, не сломавшись.
Поскольку алюминий быстро нагревается и остывает, его часто используют для изготовления поверхностей для приготовления пищи, таких как противни.
Медь
Медь имеет ограниченный спектр применения в пищевой промышленности из-за ее восприимчивости к воздействию кислот. Как отмечается в правиле FDA для пищевых продуктов, «медь и медные сплавы, такие как латунь, не могут использоваться в контакте с ПИЩЕВЫМИ ПРОДУКТАМИ, имеющими pH ниже 6, такими как уксус, фруктовый СОК или вино, или для фитингов или трубок, установленных между обратным потоком. профилактическое устройство и карбонизатор».
По сути, все, что более кислое, чем молоко, представляет риск коррозии медного оборудования, поэтому его нельзя использовать в крупномасштабном производстве. Однако есть заметное исключение для использования меди в оборудовании для пивоварения «на этапах ферментации и ферментации пивоваренного производства, такого как пивоварня или микропивоварня».
Сплавы нержавеющей стали
Нержавеющая сталь имеет множество различных составов, поэтому трудно делать общие выводы о пригодности этого материала. Итак, вот краткий обзор сплавов нержавеющей стали, наиболее часто используемых в пищевой промышленности:
Пищевая нержавеющая сталь марки 304
Нержавеющая сталь марки 304 является наиболее часто используемым сплавом нержавеющей стали, используемым в самых разных областях. отрасли. В качестве материала нержавеющая сталь 304 очень полезна, поскольку она может противостоять коррозии, вызванной широким спектром химических веществ, и может быть подвергнута электрополировке до гладкой, блестящей, легко очищаемой поверхности.
Однако некоторые коррозионные вещества и чрезмерное воздействие соли могут все же повредить нержавеющую сталь 304.
Пищевая нержавеющая сталь 316
Нержавеющая сталь марки 316 представляет собой аустенитный сплав нержавеющей стали с высоким содержанием хрома и никеля. Как и многие стальные сплавы, он имеет температуру непрерывного использования в несколько раз выше, чем требуется для большинства процессов приготовления пищи (более 800°C или 1472°F).
Что делает сплав марки 316 идеальным стальным листовым материалом для пищевых продуктов, так это тот факт, что он обладает высокой устойчивостью к кислотам, щелочам и хлоридам (таким как соль). Другие аустенитные нержавеющие стали, такие как нержавеющая сталь марки 304, могут подвергаться сильной точечной коррозии при воздействии соли, которая часто присутствует в пищевых продуктах. 9№ 0009
316 позволяет создавать отличные контейнеры из нержавеющей стали для пищевых продуктов практически для любых пищевых продуктов.
Пищевая нержавеющая сталь 430
Нержавеющая сталь Пищевая сталь 430 очень похожа на нержавеющую сталь марки 316. Он имеет то же содержание хрома, что и 316, но лишь часть содержания никеля, что делает его более доступной альтернативой для некоторых производителей продуктов питания.
Еще одно существенное различие между нержавеющей сталью 430 и 316 заключается в том, что нержавеющая сталь марки 430 представляет собой ферритный сплав, а это означает, что она по умолчанию обладает магнитными свойствами. Ферритные сплавы, такие как нержавеющая сталь 430, также обладают исключительной стойкостью к коррозионному растрескиванию под напряжением (рост образования трещин, которые могут вызвать внезапный отказ в агрессивных средах).
430 SS обладает высокой устойчивостью к азотной и органической кислотам и часто используется в тех случаях, когда продолжительный контакт со слабокислотными соединениями вызывает беспокойство. Сплав также может похвастаться устойчивостью к сере и окислению.



 В зависимости от природных условий и используемого состава, срок разопалубливания составляет 8-20 дней.[/stextbox]
В зависимости от природных условий и используемого состава, срок разопалубливания составляет 8-20 дней.[/stextbox]
 Щит делают из доски 25 мм или толще.[/stextbox]
Щит делают из доски 25 мм или толще.[/stextbox]

 Чем толще фундамент, тем меньше интервал.
Чем толще фундамент, тем меньше интервал. В результате полотно не выдерживает нагрузку и разрушается под давлением бетона. Излишняя экономия чревата дополнительными расходами на повторные работы.
В результате полотно не выдерживает нагрузку и разрушается под давлением бетона. Излишняя экономия чревата дополнительными расходами на повторные работы.
 Возведение опалубки является занятием непростым, необходимо знать технологию и множество нюансов, в противном случае все усилия могут пойти насмарку, поэтому оптимальным вариантом будет доверить это строительной компании. Однако если подойти к делу с умом и правильно делать опалубку фундамента, выполнять все работы последовательно и качественно, можно обойтись собственными силами. В рамках данной статьи мы рассмотрим, как сделать опалубку своими собственными руками.
Возведение опалубки является занятием непростым, необходимо знать технологию и множество нюансов, в противном случае все усилия могут пойти насмарку, поэтому оптимальным вариантом будет доверить это строительной компании. Однако если подойти к делу с умом и правильно делать опалубку фундамента, выполнять все работы последовательно и качественно, можно обойтись собственными силами. В рамках данной статьи мы рассмотрим, как сделать опалубку своими собственными руками.
 Кроме того, обустройство фундамента предполагает создание армирующего каркаса, который связывает массу бетона. Когда траншея и каркас уже готовы, можно сделать опалубку для дальнейшей заливки фундамента дома.
Кроме того, обустройство фундамента предполагает создание армирующего каркаса, который связывает массу бетона. Когда траншея и каркас уже готовы, можно сделать опалубку для дальнейшей заливки фундамента дома. Так что, выбирая хорошую доску, вы не тратите деньги напрасно, в любом случае этот материал будет приобретаться на обозначенных этапах возведения дома.
Так что, выбирая хорошую доску, вы не тратите деньги напрасно, в любом случае этот материал будет приобретаться на обозначенных этапах возведения дома. Брус должен прибиваться с шагом примерно 40 см., поэтому для выяснения его количества достаточно общую длину траншеи разделить на 40 см. (получим количество элементов) и умножить на длину каждого бруса (это тоже зависит от высоты опалубки).
Брус должен прибиваться с шагом примерно 40 см., поэтому для выяснения его количества достаточно общую длину траншеи разделить на 40 см. (получим количество элементов) и умножить на длину каждого бруса (это тоже зависит от высоты опалубки). Саморезами работать быстрее и проще, однако их тяжелее извлечь при разборке опалубки.
Саморезами работать быстрее и проще, однако их тяжелее извлечь при разборке опалубки.
 На случай, если это не так, или если вы хотите, чтобы ваша плита из формованного бетона выглядела так же хорошо, как на изображении выше, я расскажу вам, как мы это делаем.
На случай, если это не так, или если вы хотите, чтобы ваша плита из формованного бетона выглядела так же хорошо, как на изображении выше, я расскажу вам, как мы это делаем.
 Затем …. производим пескоструйную обработку поверхности.
Затем …. производим пескоструйную обработку поверхности.
 Качественная опалубка будет определять успех проекта фундамента. Прежде чем принять решение о формах фундамента из бетона своими руками, подумайте о значении фундамента для вашего будущего дома.
Качественная опалубка будет определять успех проекта фундамента. Прежде чем принять решение о формах фундамента из бетона своими руками, подумайте о значении фундамента для вашего будущего дома.
 Однако для плит с утолщенными краями используйте доски размером 2 на 12 дюймов. Утолщенные края обеспечивают большую устойчивость, образуя защитную стену вокруг бетонного основания.
Однако для плит с утолщенными краями используйте доски размером 2 на 12 дюймов. Утолщенные края обеспечивают большую устойчивость, образуя защитную стену вокруг бетонного основания. Если во время строительства что-то пойдет не так, в том числе с бетонными формами фундамента, исправить это не всегда просто и, как правило, довольно дорого. Средний ремонт фундамента колеблется от 5000 до 7000 долларов, и даже выше, если проблемы повреждают другие части вашего дома. Прежде чем вы начнете свой проект «Сделай сам» из бетонных фундаментов, рассмотрите эти пять недостатков строительства бетонных форм «Сделай сам».
Если во время строительства что-то пойдет не так, в том числе с бетонными формами фундамента, исправить это не всегда просто и, как правило, довольно дорого. Средний ремонт фундамента колеблется от 5000 до 7000 долларов, и даже выше, если проблемы повреждают другие части вашего дома. Прежде чем вы начнете свой проект «Сделай сам» из бетонных фундаментов, рассмотрите эти пять недостатков строительства бетонных форм «Сделай сам».

 Метод залитого бетона Fox Blocks создает более прочный, долговечный и энергоэффективный фундамент, чем профессионально построенный традиционный фундамент из залитого бетона.
Метод залитого бетона Fox Blocks создает более прочный, долговечный и энергоэффективный фундамент, чем профессионально построенный традиционный фундамент из залитого бетона.

 Возможно также обозначение с помощью номера: I – черновой, II – средний, III – чистовой.
Возможно также обозначение с помощью номера: I – черновой, II – средний, III – чистовой.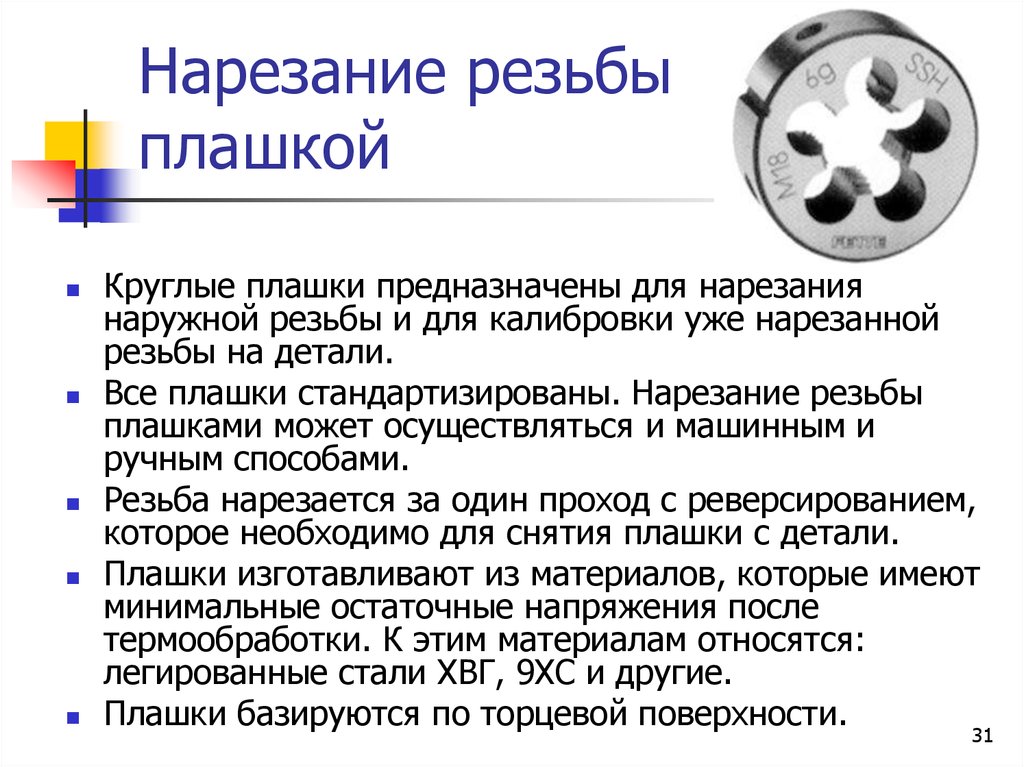 Диаметры плашек представлены в таблице.
Диаметры плашек представлены в таблице.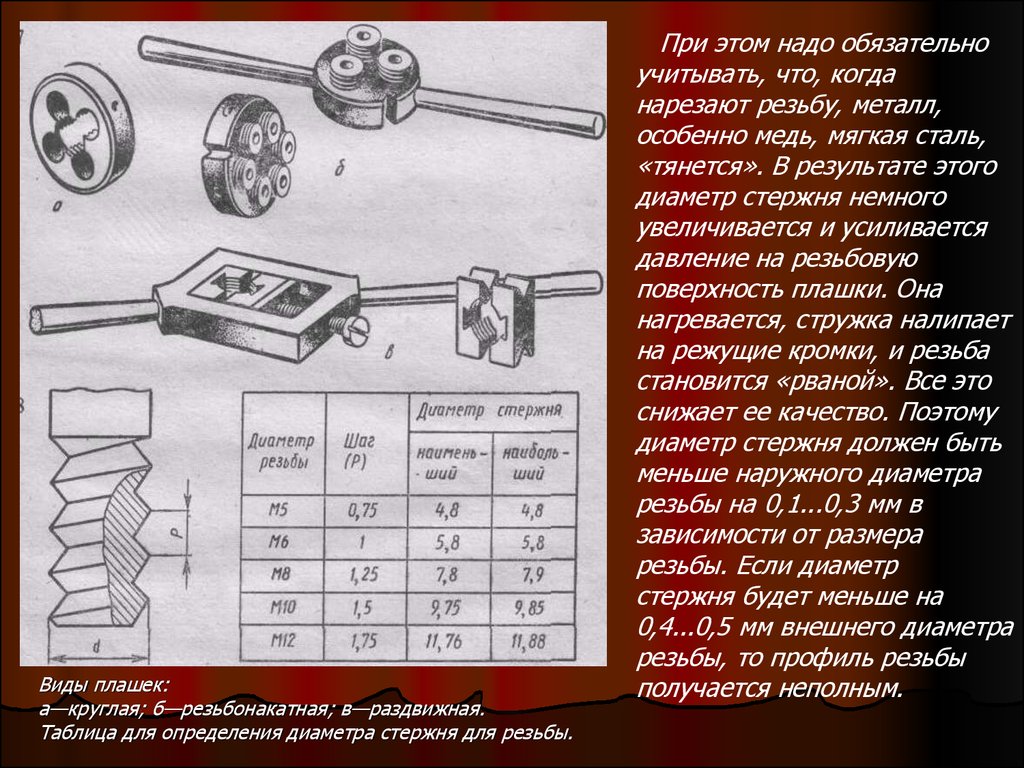 В зависимости от конструкции, для вращения ручных клуппов могут использоваться как съемные рукоятки, так и держатели-трещотки.
В зависимости от конструкции, для вращения ручных клуппов могут использоваться как съемные рукоятки, так и держатели-трещотки. 
 В Европе принято работать в два или три прохода разными метчиками. В США — одним в один проход. В США, например, достаточно широко используется метрическая резьба, и предлагаемые американскими производителями подобные приспособления для метрической системы рассчитаны на работу в один проход. Резьбонарезной инструмент Европейские производства предлагает широкий ассортимент приспособлений только для метрической, но и для дюймовой системы. Однако и те, и другие предлагаются ими только в виде комплектов в два или в три прохода.
В Европе принято работать в два или три прохода разными метчиками. В США — одним в один проход. В США, например, достаточно широко используется метрическая резьба, и предлагаемые американскими производителями подобные приспособления для метрической системы рассчитаны на работу в один проход. Резьбонарезной инструмент Европейские производства предлагает широкий ассортимент приспособлений только для метрической, но и для дюймовой системы. Однако и те, и другие предлагаются ими только в виде комплектов в два или в три прохода.
 Как часто бывает, стандартов на такие обозначения нет, и существуют отечественная и зарубежная системы обозначений. В отечественной системе одна риска означает черновую модель, две – среднию модель, а три – чистовую модель. В зарубежных наборах чистовой обычно без рисок. Надо также иметь в виду, что возможны ошибки маркировки (они встречаются и у самых именитых производителей) и надежнее всего различать метчики внутри комплекта по длине заходной части, состоящей из режущих перьев уменьшенного диаметра, со срезанными вершинами. Их диаметр плавно растет от конца метчика к хвостовику. У черновой модели самая глубокая заходная сторона. Обычно она содержит от четырех до девяти витков. Самая короткая заходная сторона у чистовой модели, от одного до трех витков. А средний по количеству витков режущих перьев на заходной части находится посередине между выше упомянутых предметов того же комплекта.
Как часто бывает, стандартов на такие обозначения нет, и существуют отечественная и зарубежная системы обозначений. В отечественной системе одна риска означает черновую модель, две – среднию модель, а три – чистовую модель. В зарубежных наборах чистовой обычно без рисок. Надо также иметь в виду, что возможны ошибки маркировки (они встречаются и у самых именитых производителей) и надежнее всего различать метчики внутри комплекта по длине заходной части, состоящей из режущих перьев уменьшенного диаметра, со срезанными вершинами. Их диаметр плавно растет от конца метчика к хвостовику. У черновой модели самая глубокая заходная сторона. Обычно она содержит от четырех до девяти витков. Самая короткая заходная сторона у чистовой модели, от одного до трех витков. А средний по количеству витков режущих перьев на заходной части находится посередине между выше упомянутых предметов того же комплекта.
 На хвосте обычно нанесен номинал резьбы, нарезаемой этим инструментом. На импортных предметах, кроме размера резьбы, часто указывается и диаметр сверла под этот размер.
На хвосте обычно нанесен номинал резьбы, нарезаемой этим инструментом. На импортных предметах, кроме размера резьбы, часто указывается и диаметр сверла под этот размер.
 Сегодня такие воротки практически не выпускаются. За рубежом выпускаются нерегулируемые воротки с шаровой головкой. В головке под прямым углом сделаны четыре квадратных отверстия разных размеров из приведенного выше размерного ряда.
Сегодня такие воротки практически не выпускаются. За рубежом выпускаются нерегулируемые воротки с шаровой головкой. В головке под прямым углом сделаны четыре квадратных отверстия разных размеров из приведенного выше размерного ряда.

 Они также служат и для отвода стружки, образующейся при работе. С двух сторон плашки на режущих кромках размещены фаски на глубину 1,5 — 2-х ниток резьбы, которые именуются заборными частями. На боковых образующих плашки сделаны три или четыре выемки (с шагом угла 120° или 90°) для стопорных винтов, закрепляющих приспособление во время работы. На лицевой поверхности плашки обычно нанесены цифры, обозначающие размер резьбы, которую нарезает данная плашка.
Они также служат и для отвода стружки, образующейся при работе. С двух сторон плашки на режущих кромках размещены фаски на глубину 1,5 — 2-х ниток резьбы, которые именуются заборными частями. На боковых образующих плашки сделаны три или четыре выемки (с шагом угла 120° или 90°) для стопорных винтов, закрепляющих приспособление во время работы. На лицевой поверхности плашки обычно нанесены цифры, обозначающие размер резьбы, которую нарезает данная плашка.
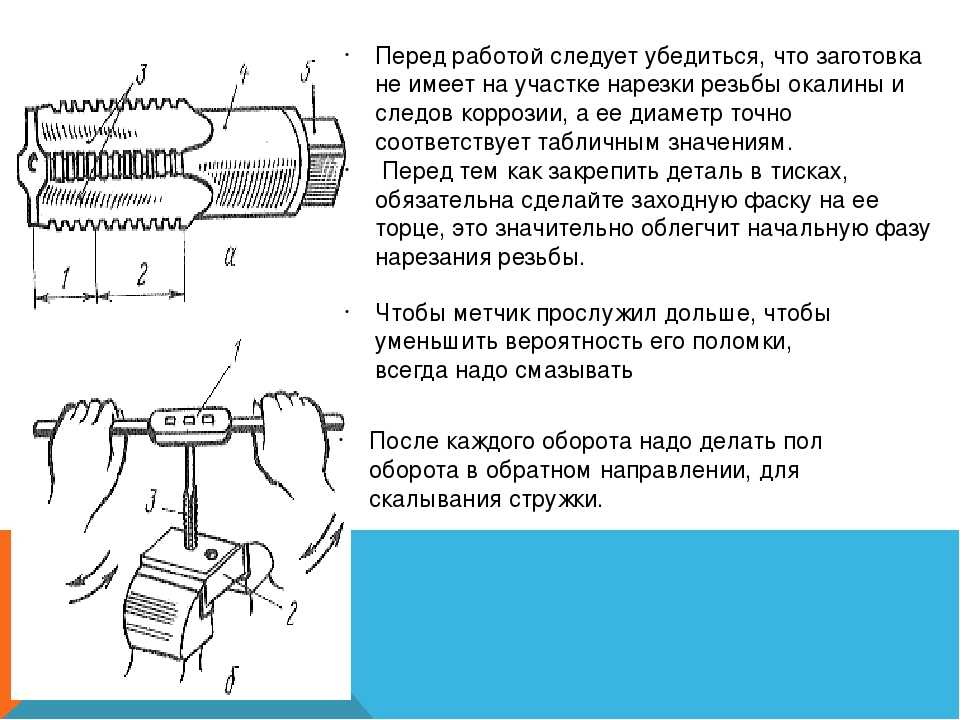 Она позволяет в небольших пределах (0,1-0,25 мм) регулировать диаметр резьбы по режущей кромке и тем компенсировать износ режущей кромки или повышенную твердость обрабатываемого материала. Ранее такие плашки широко применялись в промышленности, однако сейчас они уже полностью вышли из употребления. Предлагаются плашки с регулировочным коническим винтом, которые занимают промежуточное положение между обычными круглыми и разрезными плашками. В такой плашке разрез по ее стенке сделан приблизительно на две трети высоты и заканчивается резьбовым коническим отверстием, в которое вворачивается конический же винт, служащий для точной регулировки диаметра плашки по резьбе. Такая регулировка позволяет компенсировать как разную твердость материала заготовки, так и износ плашки. При этом жесткость плашки падает ненамного и конструкция с коническим регулировочным винтом как бы сочетает преимущества цельной и разрезной плашки.
Она позволяет в небольших пределах (0,1-0,25 мм) регулировать диаметр резьбы по режущей кромке и тем компенсировать износ режущей кромки или повышенную твердость обрабатываемого материала. Ранее такие плашки широко применялись в промышленности, однако сейчас они уже полностью вышли из употребления. Предлагаются плашки с регулировочным коническим винтом, которые занимают промежуточное положение между обычными круглыми и разрезными плашками. В такой плашке разрез по ее стенке сделан приблизительно на две трети высоты и заканчивается резьбовым коническим отверстием, в которое вворачивается конический же винт, служащий для точной регулировки диаметра плашки по резьбе. Такая регулировка позволяет компенсировать как разную твердость материала заготовки, так и износ плашки. При этом жесткость плашки падает ненамного и конструкция с коническим регулировочным винтом как бы сочетает преимущества цельной и разрезной плашки.
 Клупп похож на круглую обойму с внутренним диаметром, который большее внешнего диаметра круглой плашки. В данном инструменте выполнено несколько резьбовых отверстий, в которые вворачиваются закаленные стопорные винты для крепления плашки. Число стопорных винтов изменяется в клуппах разных конструкций от одного до пяти. Выше упоминалось, что на боковой поверхности круглой плашки может быть выполнено три или четыре отверстия под стопорные винты. В качестве упора для стопорного винта может быть использована и трапецеидальная выемка на боковой образующей плашки. Соответственно, число реально используемых винтов изменяется от одного до четырех, в зависимости от конструкции и плашки, и клуппа. При использовании большего количества стопорных винтов нагрузка на каждый винт падает, но снижается жесткость крепления. Шестигранные плашки зажимаются по одной, двум или трем поверхностям, жесткость их фиксации существенно ниже.
Клупп похож на круглую обойму с внутренним диаметром, который большее внешнего диаметра круглой плашки. В данном инструменте выполнено несколько резьбовых отверстий, в которые вворачиваются закаленные стопорные винты для крепления плашки. Число стопорных винтов изменяется в клуппах разных конструкций от одного до пяти. Выше упоминалось, что на боковой поверхности круглой плашки может быть выполнено три или четыре отверстия под стопорные винты. В качестве упора для стопорного винта может быть использована и трапецеидальная выемка на боковой образующей плашки. Соответственно, число реально используемых винтов изменяется от одного до четырех, в зависимости от конструкции и плашки, и клуппа. При использовании большего количества стопорных винтов нагрузка на каждый винт падает, но снижается жесткость крепления. Шестигранные плашки зажимаются по одной, двум или трем поверхностям, жесткость их фиксации существенно ниже.

 Существуют также различные приемы для достижения успеха. Итак, давайте поговорим о том, как сделать наружную резьбу плашкой.
Существуют также различные приемы для достижения успеха. Итак, давайте поговорим о том, как сделать наружную резьбу плашкой.
 Рельеф на входной стороне также помогает центрировать матрицу на цилиндре, чтобы начать нарезание резьбы.
Рельеф на входной стороне также помогает центрировать матрицу на цилиндре, чтобы начать нарезание резьбы. Идея состоит в том, чтобы просто навинтить плашку на вал, как гайку. Когда вы поворачиваете матрицу, она срезает заусенцы и повреждения, снова оставляя красивую резьбу. Очевидно, что он не может вернуть материал, который сдвинулся, но он может срезать заусенцы, чтобы очистить его.
Идея состоит в том, чтобы просто навинтить плашку на вал, как гайку. Когда вы поворачиваете матрицу, она срезает заусенцы и повреждения, снова оставляя красивую резьбу. Очевидно, что он не может вернуть материал, который сдвинулся, но он может срезать заусенцы, чтобы очистить его.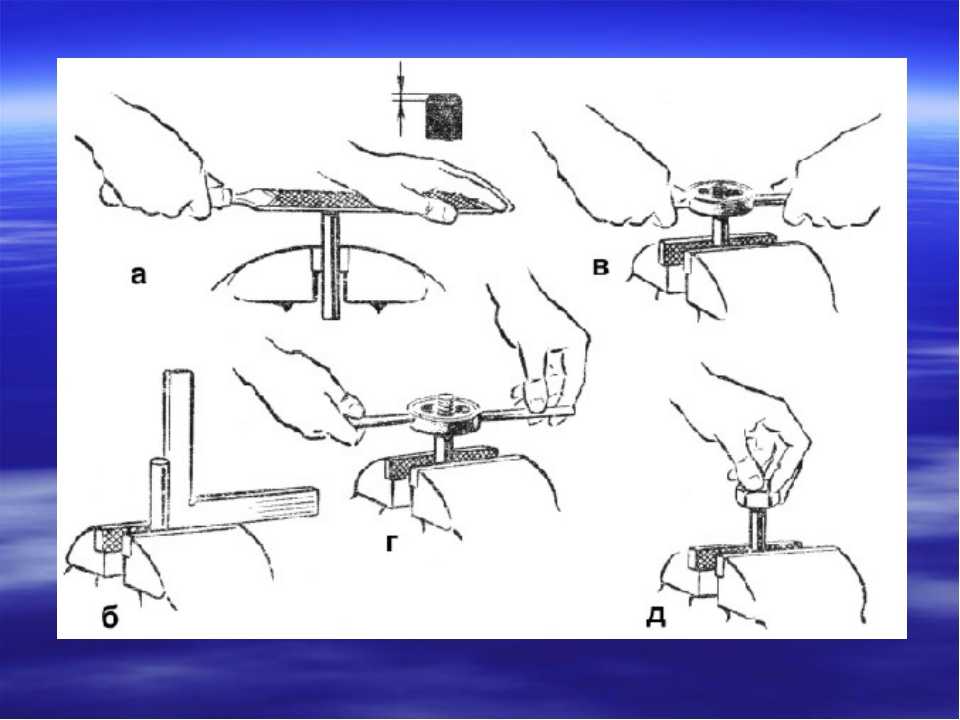 По мере того, как матрица вращается, она нарезает новую внешнюю резьбу. Верно? Да, это концепция. Делать это правильно — вот в чем вопрос.
По мере того, как матрица вращается, она нарезает новую внешнюю резьбу. Верно? Да, это концепция. Делать это правильно — вот в чем вопрос. Наслаждайтесь видео.
Наслаждайтесь видео. Болты сравнительно дешевы, и они намного прочнее материала, на котором можно нарезать резьбу. Один из примеров показан на изображении. Мне понадобился стержень с резьбой, поэтому я просто срезал головки с болтов, а затем закруглил нужный конец «необходимой» болгаркой. Работает отлично.
Болты сравнительно дешевы, и они намного прочнее материала, на котором можно нарезать резьбу. Один из примеров показан на изображении. Мне понадобился стержень с резьбой, поэтому я просто срезал головки с болтов, а затем закруглил нужный конец «необходимой» болгаркой. Работает отлично.

 youtube.com/embed/KMBxno1P2Cg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/KMBxno1P2Cg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Метчики со спиральным наконечником выталкивают стружку вперед, опережая направление постукивания. Метчики со спиральными канавками имеют канавки, которые закручиваются вокруг оси метчика в виде спирали. Метчики со спиральными канавками удаляют стружку из отверстия. Чтобы узнать, как правильно выбрать метчик для вашего применения, посмотрите наше видео о метчике со спиральной канавкой и со спиральной канавкой.
Метчики со спиральным наконечником выталкивают стружку вперед, опережая направление постукивания. Метчики со спиральными канавками имеют канавки, которые закручиваются вокруг оси метчика в виде спирали. Метчики со спиральными канавками удаляют стружку из отверстия. Чтобы узнать, как правильно выбрать метчик для вашего применения, посмотрите наше видео о метчике со спиральной канавкой и со спиральной канавкой.
 Перед тем, как вставить винт или болт, обязательно удалите стружку из отверстия (можно использовать сжатый воздух или приспособления для извлечения стружки). После того, как отверстие очищено от стружки, вставьте и закрутите болт. Если вы столкнулись с каким-либо сопротивлением или болт не ввинчивается в резьбовое отверстие аккуратно, вы можете при необходимости снова запустить метчик через отверстие, следя за тем, чтобы резьба начиналась в одном и том же месте, чтобы избежать перекрестного нарезания резьбы в отверстии. Любые шероховатости на внешней кромке отверстия можно очистить с помощью инструмента для удаления заусенцев, что обеспечит гладкую кромку и профессиональную отделку.
Перед тем, как вставить винт или болт, обязательно удалите стружку из отверстия (можно использовать сжатый воздух или приспособления для извлечения стружки). После того, как отверстие очищено от стружки, вставьте и закрутите болт. Если вы столкнулись с каким-либо сопротивлением или болт не ввинчивается в резьбовое отверстие аккуратно, вы можете при необходимости снова запустить метчик через отверстие, следя за тем, чтобы резьба начиналась в одном и том же месте, чтобы избежать перекрестного нарезания резьбы в отверстии. Любые шероховатости на внешней кромке отверстия можно очистить с помощью инструмента для удаления заусенцев, что обеспечит гладкую кромку и профессиональную отделку. Круглые матрицы имеют три или более режущих кромок, а между каждой из них есть полости, удаляющие стружку.
Круглые матрицы имеют три или более режущих кромок, а между каждой из них есть полости, удаляющие стружку.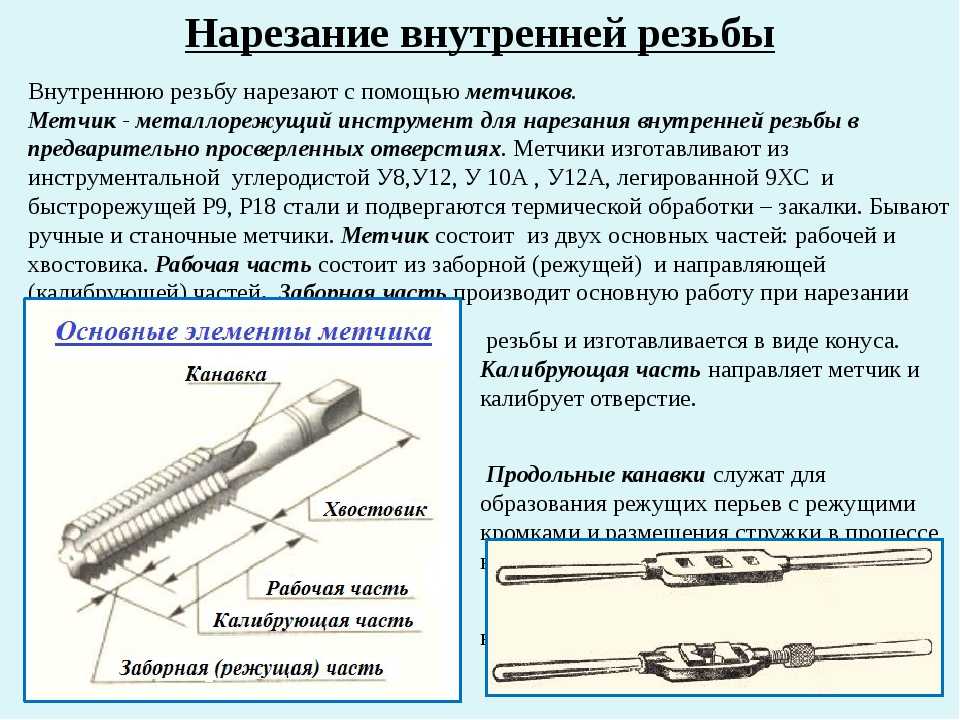


 При «биении» заготовки в станке есть риск получения травмы из-за вылетевшей из держателей детали или сломавшегося инструмента.
При «биении» заготовки в станке есть риск получения травмы из-за вылетевшей из держателей детали или сломавшегося инструмента.




 В процессе испытания станка на точность может иметь место дополнительная регулировка опор в пределах допустимых деформаций станины с проверкой взаимного расположения отдельных частей станка.
В процессе испытания станка на точность может иметь место дополнительная регулировка опор в пределах допустимых деформаций станины с проверкой взаимного расположения отдельных частей станка.










 171.
171. Станки повышенной точности, как правило, изготавливаются на базе станков нормальной точности, отличаясь от них, в основном, более точным изготовлением и подбором отдельных деталей и повышенным качеством монтажа.
Станки повышенной точности, как правило, изготавливаются на базе станков нормальной точности, отличаясь от них, в основном, более точным изготовлением и подбором отдельных деталей и повышенным качеством монтажа.
 Представляется необходимым в отдельных случаях, там, где это целесообразно, предъявлять более жесткие требования к точности и вводить проверку новых параметров.
Представляется необходимым в отдельных случаях, там, где это целесообразно, предъявлять более жесткие требования к точности и вводить проверку новых параметров.
 Г. Приемка металлорежущих станков, ВнешТоргИздат, 1968
Г. Приемка металлорежущих станков, ВнешТоргИздат, 1968 europares.com/graphics/metalwork/MSlatheinspection1.jpg
europares.com/graphics/metalwork/MSlatheinspection1.jpg Если разные положения задней бабки требуют разных регулировок, то ваши пути и ваша передняя бабка не параллельны.
Если разные положения задней бабки требуют разных регулировок, то ваши пути и ваша передняя бабка не параллельны. Он имеет тестовый и ожидаемый уровни точности. Здесь вы можете найти множество методов выравнивания задней бабки, но для меня самый простой метод продемонстрирован Tubalcain на You Tube. Я предупреждаю вас, как только вы посетите его сайт и начнете смотреть его отличные обучающие видео, вы потеряете много времени, прежде чем сможете остановиться.
Он имеет тестовый и ожидаемый уровни точности. Здесь вы можете найти множество методов выравнивания задней бабки, но для меня самый простой метод продемонстрирован Tubalcain на You Tube. Я предупреждаю вас, как только вы посетите его сайт и начнете смотреть его отличные обучающие видео, вы потеряете много времени, прежде чем сможете остановиться. используйте это, чтобы выкрутить кровать.
используйте это, чтобы выкрутить кровать. ..
..


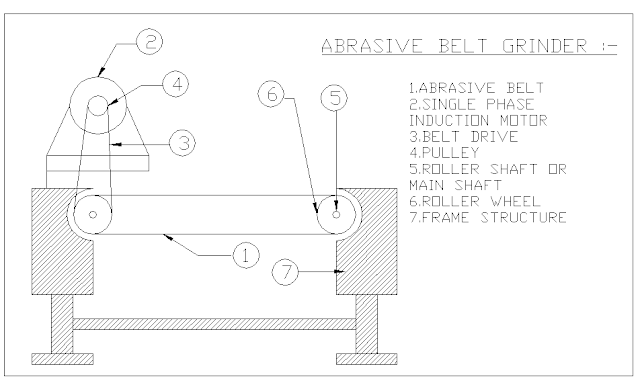 В подобных агрегатах данная проблема решается очень просто. Один из роликов прибора содержит специальный механизм, позволяющий натянуть ленту. Чаще всего такое приспособление устанавливается на ролик, расположенный между основным и второстепенным катком устройства.
В подобных агрегатах данная проблема решается очень просто. Один из роликов прибора содержит специальный механизм, позволяющий натянуть ленту. Чаще всего такое приспособление устанавливается на ролик, расположенный между основным и второстепенным катком устройства.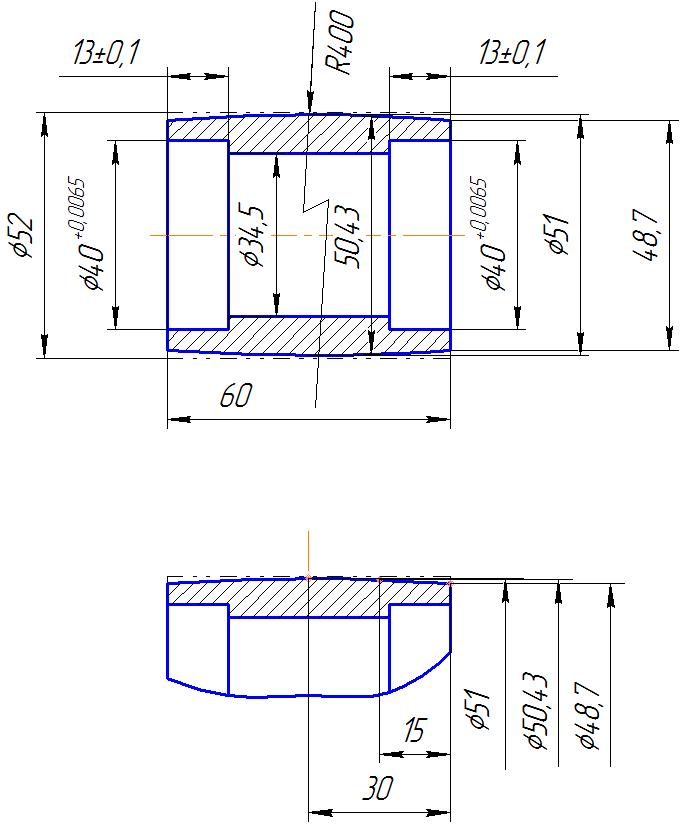 При сборке простого гриндера своими руками можно сделать статичный столик. Это значительно упростит сборку, однако готовый агрегат будет обладать меньшей функциональностью.
При сборке простого гриндера своими руками можно сделать статичный столик. Это значительно упростит сборку, однако готовый агрегат будет обладать меньшей функциональностью.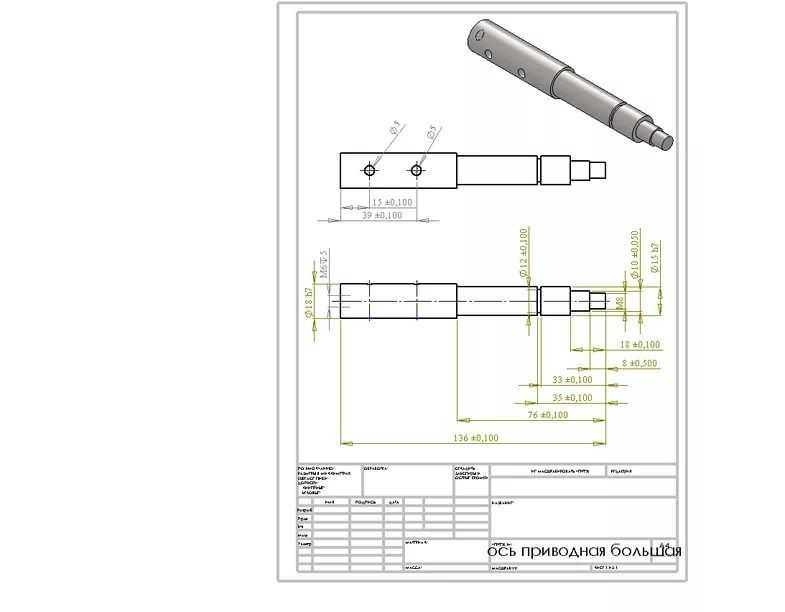
 Чертеж можно составить самостоятельно. Второй вариант – загрузка готовой схемы из интернета. На профильных сайтах и форумах можно найти множество модификаций таких устройств, конструкция которых максимально подходит для домашней сборки.
Чертеж можно составить самостоятельно. Второй вариант – загрузка готовой схемы из интернета. На профильных сайтах и форумах можно найти множество модификаций таких устройств, конструкция которых максимально подходит для домашней сборки.
 Специалисты рекомендуют подбирать чертеж, позволяющий отшлифовывать заготовки под разными углами.
Специалисты рекомендуют подбирать чертеж, позволяющий отшлифовывать заготовки под разными углами.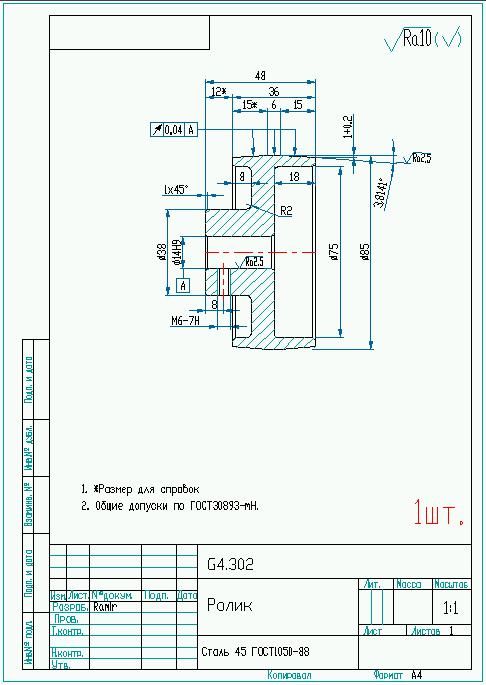
 Существует несколько факторов, на которые стоит ориентироваться при выборе двигателя. Рассмотрим их более подробно.
Существует несколько факторов, на которые стоит ориентироваться при выборе двигателя. Рассмотрим их более подробно. Их функция заключается в нейтрализации перегрева, возникающего во время работы двигателя. Такое устройство несложно изготовить самостоятельно в условиях домашней мастерской.
Их функция заключается в нейтрализации перегрева, возникающего во время работы двигателя. Такое устройство несложно изготовить самостоятельно в условиях домашней мастерской. Гриндер, в основе которого лежит такое устройство, безусловно, не способен сравниться с заводским, однако для несложной повседневной работы он вполне подходит.
Гриндер, в основе которого лежит такое устройство, безусловно, не способен сравниться с заводским, однако для несложной повседневной работы он вполне подходит. В этом случае вал имеет резьбовое соединение, конструкция которого позволяет без особого труда выполнить стыковку со шкивом.
В этом случае вал имеет резьбовое соединение, конструкция которого позволяет без особого труда выполнить стыковку со шкивом. Поэтому стоит заранее подобрать оптимальные габариты ведущих и второстепенных катков.
Поэтому стоит заранее подобрать оптимальные габариты ведущих и второстепенных катков. Как правило, этого вполне достаточно для того, чтобы проводить простую работу по шлифовке.
Как правило, этого вполне достаточно для того, чтобы проводить простую работу по шлифовке. Желательно проделать ту же манипуляцию и с оставшимися катками.
Желательно проделать ту же манипуляцию и с оставшимися катками. Чем выше число оборотов агрегата, тем более надежными должны быть подшипники. Во время работы не рекомендуется отклоняться от чертежей с размерами. Ленточный гриндер, выполненный в соответствии со схемой, будет отличаться более высокой эффективностью, а также длительным сроком использования.
Чем выше число оборотов агрегата, тем более надежными должны быть подшипники. Во время работы не рекомендуется отклоняться от чертежей с размерами. Ленточный гриндер, выполненный в соответствии со схемой, будет отличаться более высокой эффективностью, а также длительным сроком использования. Длина шлифовальных полос может быть разной (от 610 до 1830 мм). Такие ленты имеют ширину 50 или 100 мм. Первый вариант чаще всего встречается в агрегатах, собранных своими руками в домашних условиях.
Длина шлифовальных полос может быть разной (от 610 до 1830 мм). Такие ленты имеют ширину 50 или 100 мм. Первый вариант чаще всего встречается в агрегатах, собранных своими руками в домашних условиях.
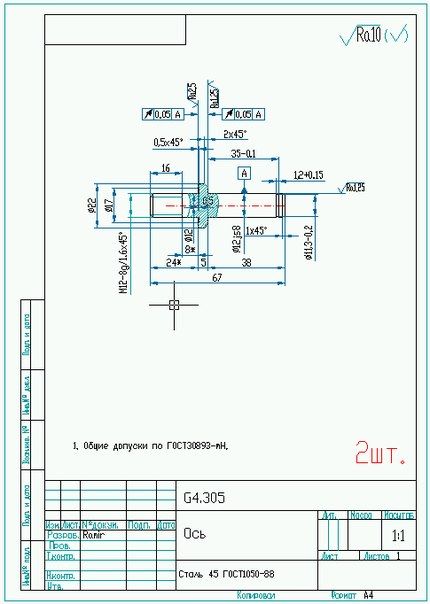 Склейка такой ленты – сложное мероприятие, которое не терпит ошибок. В интернете существует множество советов о том, как правильно выполнить склейку ленты, однако многие из них являются неверными.
Склейка такой ленты – сложное мероприятие, которое не терпит ошибок. В интернете существует множество советов о том, как правильно выполнить склейку ленты, однако многие из них являются неверными.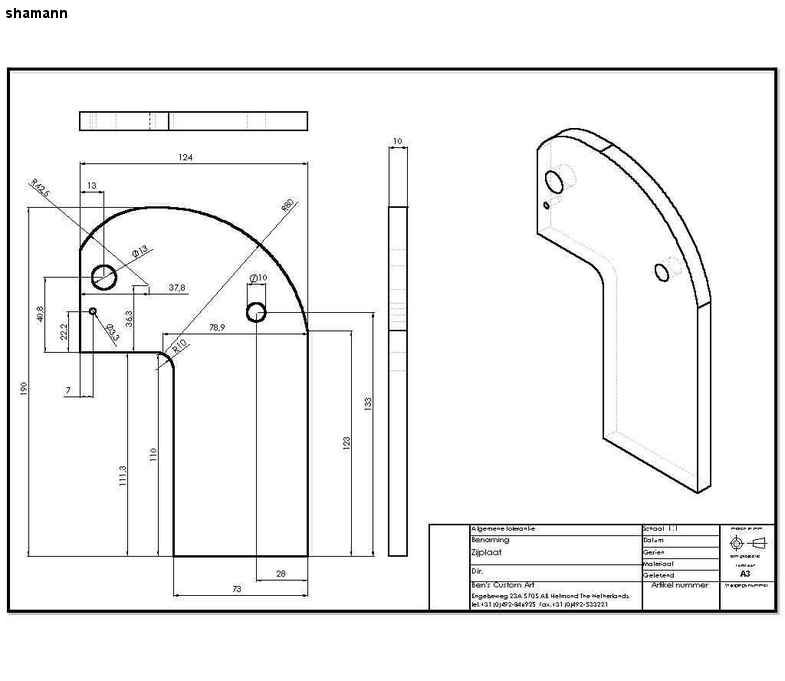
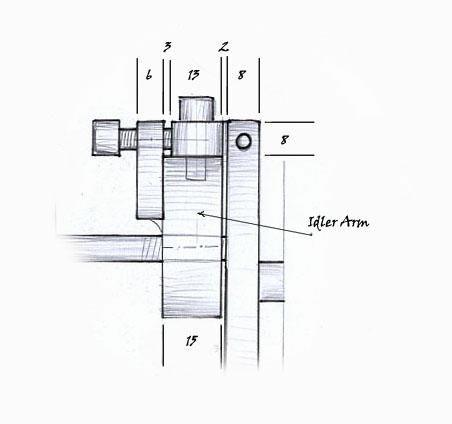 В первую очередь это позволит фиксировать деталь в определенном положении, что упростит ее обработку. При сборке поворотного гриндера своими руками стоит предусмотреть возможность смены направления абразивной полосы. Наждак в обязательном порядке должен перемещаться в ту сторону, куда была развернута рабочая поверхность.
В первую очередь это позволит фиксировать деталь в определенном положении, что упростит ее обработку. При сборке поворотного гриндера своими руками стоит предусмотреть возможность смены направления абразивной полосы. Наждак в обязательном порядке должен перемещаться в ту сторону, куда была развернута рабочая поверхность.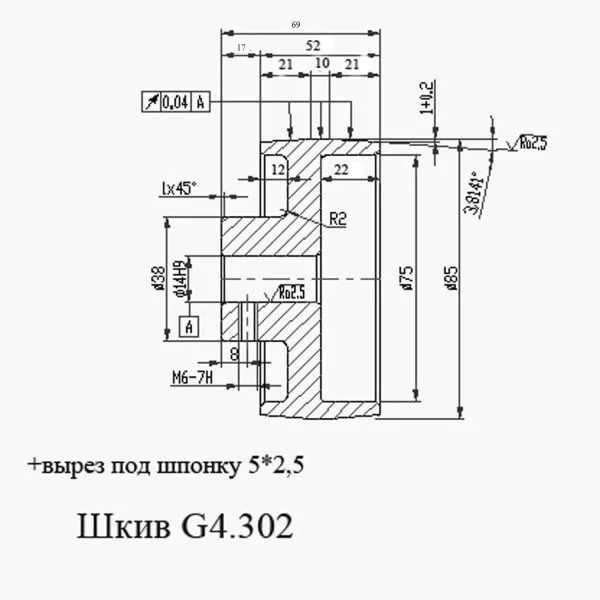 Достаточно просто выполнить шлифовку одной из поверхностей каркаса – той, которая располагается у предметного столика.
Достаточно просто выполнить шлифовку одной из поверхностей каркаса – той, которая располагается у предметного столика.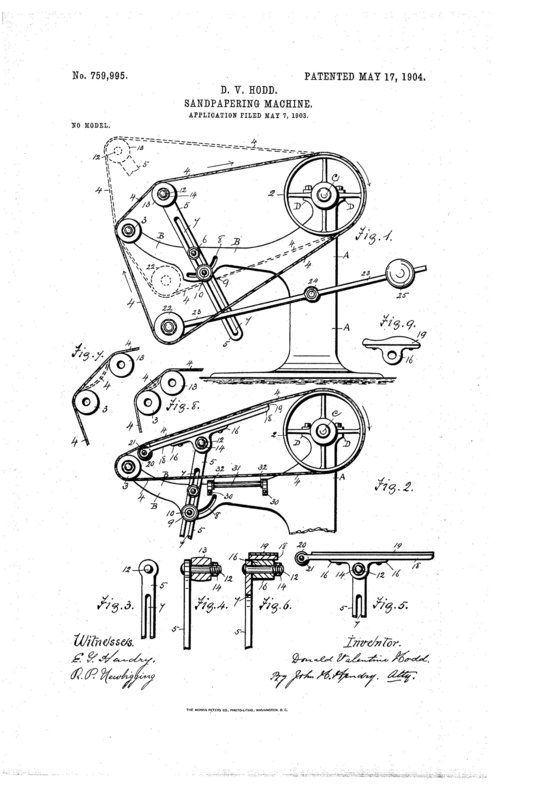 Приобретать фабричный агрегат для небольших объемов работы – не самое лучшее решение. Проще всего изготовить простой гриндер, воспользовавшись дрелью.
Приобретать фабричный агрегат для небольших объемов работы – не самое лучшее решение. Проще всего изготовить простой гриндер, воспользовавшись дрелью.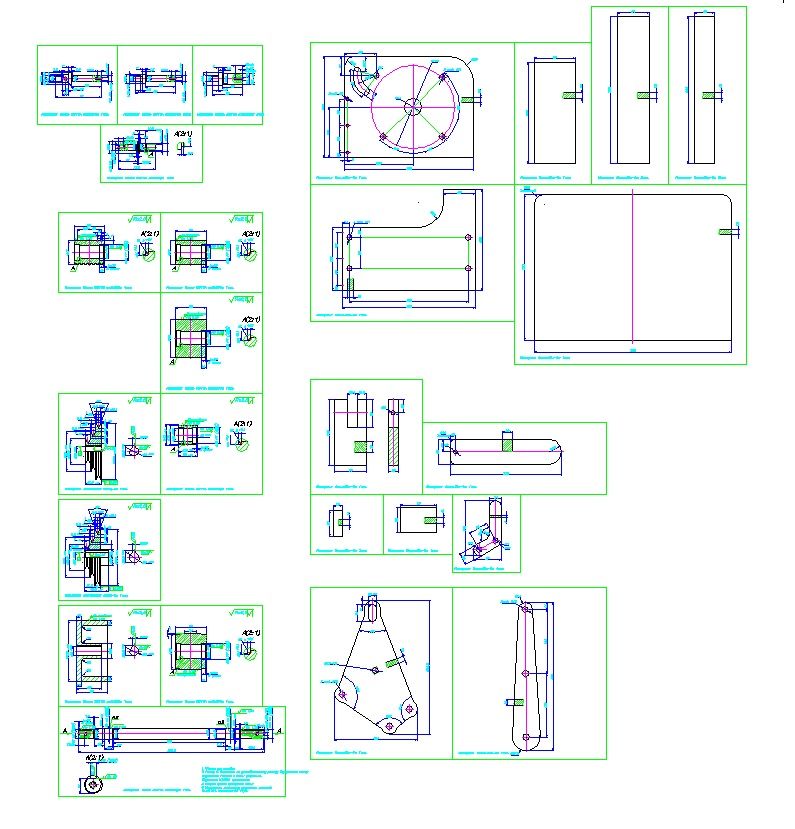
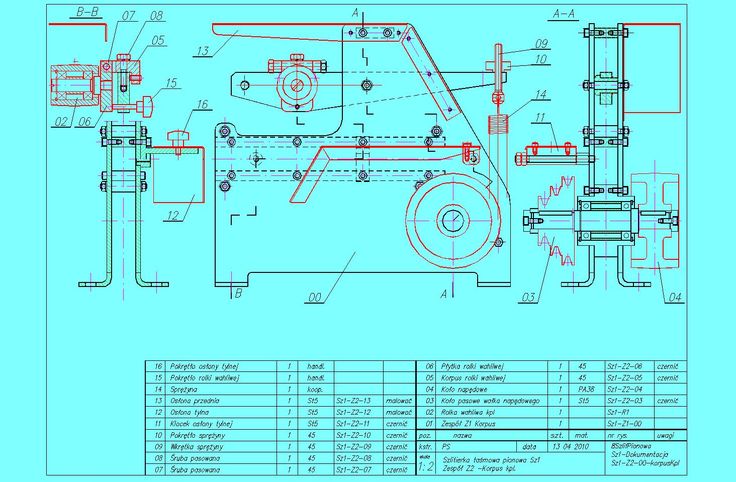 Сделать гриндер из болгарки своими руками несложно. Для этого необходимо самостоятельно сконструировать абразивную насадку, в основе которой лежит лента необходимого размера. Однако гораздо проще приобрести готовый инструмент.
Сделать гриндер из болгарки своими руками несложно. Для этого необходимо самостоятельно сконструировать абразивную насадку, в основе которой лежит лента необходимого размера. Однако гораздо проще приобрести готовый инструмент.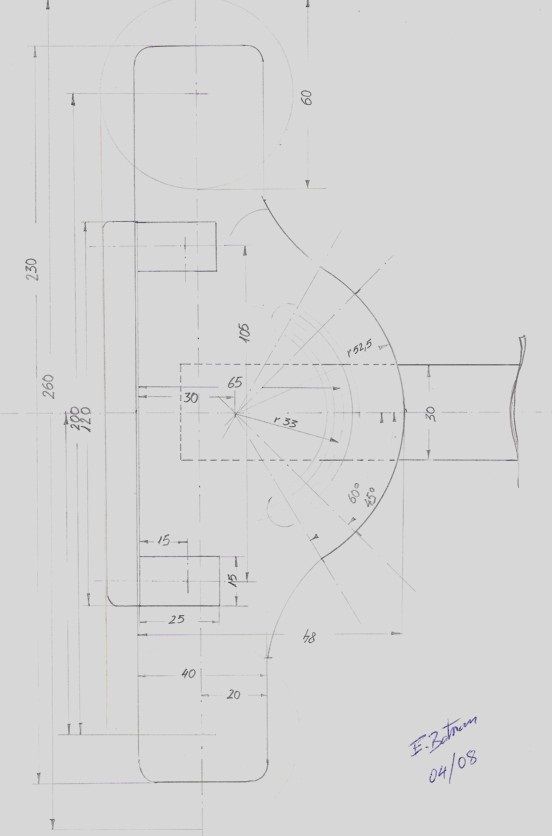 Безусловно, своими руками можно сконструировать и более функциональное оборудование, однако такая работа требует больше времени, материалов и сил. Выбор подходящего чертежа необходимо осуществлять, ориентируясь на индивидуальные потребности.
Безусловно, своими руками можно сконструировать и более функциональное оборудование, однако такая работа требует больше времени, материалов и сил. Выбор подходящего чертежа необходимо осуществлять, ориентируясь на индивидуальные потребности. Точно соблюдать размеры нет никакой необходимости, так как от них будут зависеть только габариты деталей, которые вы соберетесь обрабатывать на ленточном гриндере. Нарисовать контуры деталей на листе металла можно маркером, а для их вырезания использовать болгарку и электролобзик. Намного проще вырезать такие детали при помощи плазменного резака, но не у всех дома есть такое оборудование.
Точно соблюдать размеры нет никакой необходимости, так как от них будут зависеть только габариты деталей, которые вы соберетесь обрабатывать на ленточном гриндере. Нарисовать контуры деталей на листе металла можно маркером, а для их вырезания использовать болгарку и электролобзик. Намного проще вырезать такие детали при помощи плазменного резака, но не у всех дома есть такое оборудование. Чтобы самому сделать такие пазы, необходимо будет повозиться с дрелью, шарошками и напильником, а также задействовать бормашинку. Можно значительно облегчить себе задачу, если доверить сделать такие пазы квалифицированному фрезеровщику.
Чтобы самому сделать такие пазы, необходимо будет повозиться с дрелью, шарошками и напильником, а также задействовать бормашинку. Можно значительно облегчить себе задачу, если доверить сделать такие пазы квалифицированному фрезеровщику.
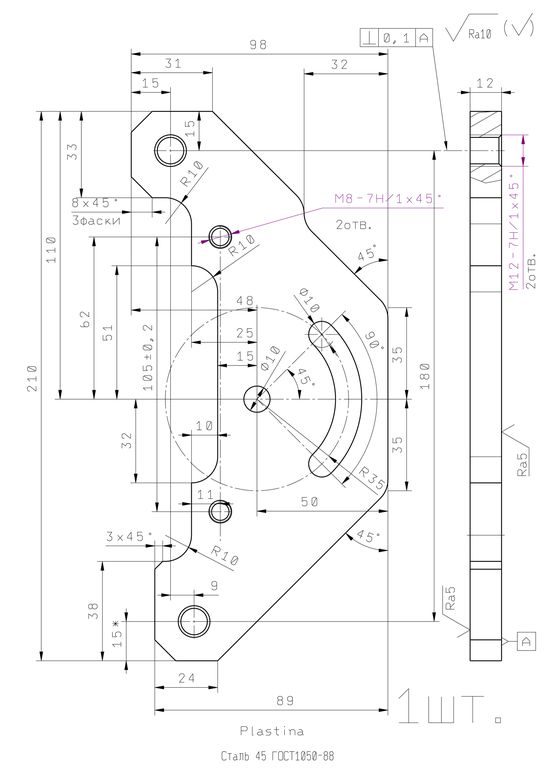 Это позволит вам выполнять обработку деталей на ленточном гриндере, прижимая их к ленте-наждаку со стороны самого большого шкива. Если вы решите сделать такой столик, то необходимо будет предусмотреть возможность изменения направления движения ленточного наждака, который всегда должен перемещаться по направлению к рабочему столу, а не от него.
Это позволит вам выполнять обработку деталей на ленточном гриндере, прижимая их к ленте-наждаку со стороны самого большого шкива. Если вы решите сделать такой столик, то необходимо будет предусмотреть возможность изменения направления движения ленточного наждака, который всегда должен перемещаться по направлению к рабочему столу, а не от него.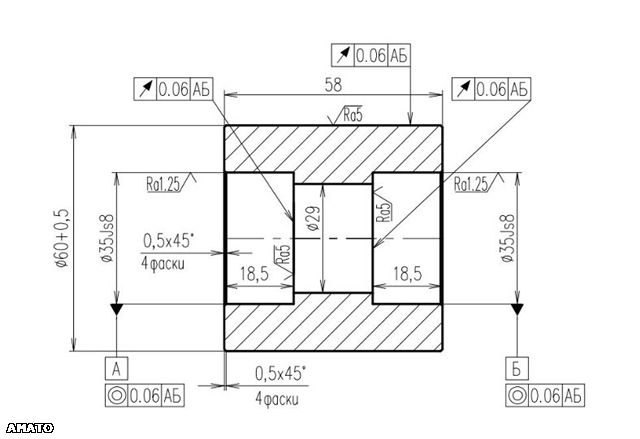 Чтобы ваш точильный и шлифовальный станок был эффективным, необходимо подобрать для него электродвигатель с большим количеством оборотов. По чертежу самодельного ленточного гриндера видно, что электродвигатель для него необходимо выбирать с консольным типом крепления, предусматривающим его фиксацию в передней части корпуса.
Чтобы ваш точильный и шлифовальный станок был эффективным, необходимо подобрать для него электродвигатель с большим количеством оборотов. По чертежу самодельного ленточного гриндера видно, что электродвигатель для него необходимо выбирать с консольным типом крепления, предусматривающим его фиксацию в передней части корпуса.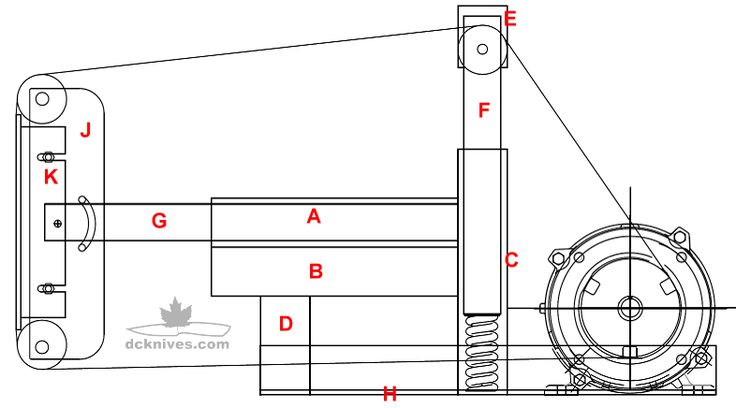
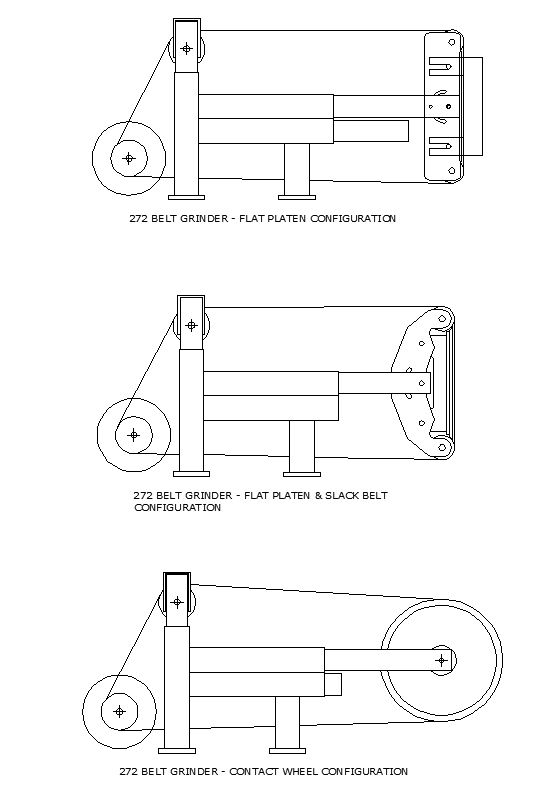 Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше. Каждый палец состоит из нескольких цилиндров, и коробку центральной формы также необходимо нарисовать в перспективе.
Каждый палец состоит из нескольких цилиндров, и коробку центральной формы также необходимо нарисовать в перспективе. Обратите внимание на то, что рука довольно тонкая, глубина руки намного меньше, чем общая площадь поверхности.
Обратите внимание на то, что рука довольно тонкая, глубина руки намного меньше, чем общая площадь поверхности.
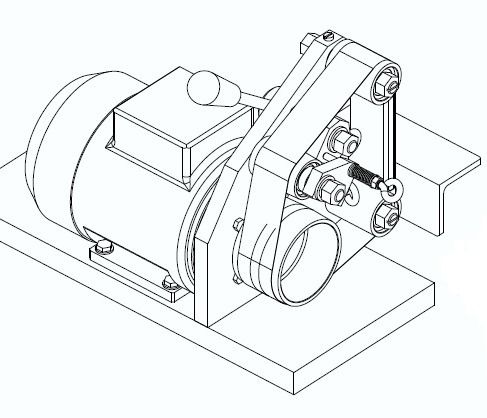
 2 кг
2 кг Поскольку при очистке поверхностей не используются посторонние вещества, этот процесс не вредит окружающей среде и пользователю оборудования. Благодаря долговечности и надежности оборудования, а также небольшому расходу энергии лазерная очистка стала широко используемым методом в промышленности.
Поскольку при очистке поверхностей не используются посторонние вещества, этот процесс не вредит окружающей среде и пользователю оборудования. Благодаря долговечности и надежности оборудования, а также небольшому расходу энергии лазерная очистка стала широко используемым методом в промышленности.

 Этот процесс повторяется пока не достигается желаемая глубина повреждения слоя или его удаление. Длину волны предлагаемого Optola лазера лучше всего поглощают оксиды и органические вещества такие как резина, краски, изоляция, лак, сажа и т. д.
Этот процесс повторяется пока не достигается желаемая глубина повреждения слоя или его удаление. Длину волны предлагаемого Optola лазера лучше всего поглощают оксиды и органические вещества такие как резина, краски, изоляция, лак, сажа и т. д. Системы этого типа оптимизированы для максимальной эффективности и скорейшей окупаемости в автоматизированном производственном процессе.
Системы этого типа оптимизированы для максимальной эффективности и скорейшей окупаемости в автоматизированном производственном процессе.
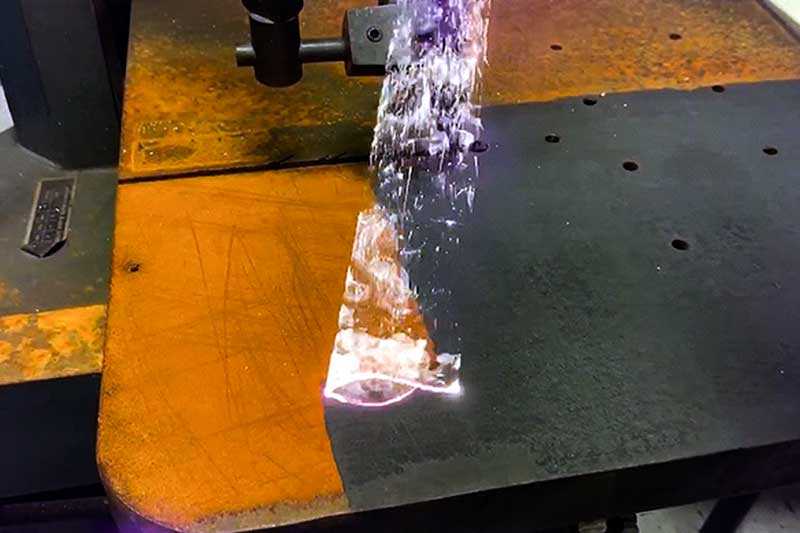
 Очистив ржавую решетку до красивого блестящего металла, устройство, кажется, выполняет двухчасовую работу за секунды. . И самое замечательное, что здесь нет никакого обмана или обмана камеры, эта технология существует!
Очистив ржавую решетку до красивого блестящего металла, устройство, кажется, выполняет двухчасовую работу за секунды. . И самое замечательное, что здесь нет никакого обмана или обмана камеры, эта технология существует! Таким образом, этот портативный вакуумный продукт может стать ответом на мечты каждого реставратора автомобилей.
Таким образом, этот портативный вакуумный продукт может стать ответом на мечты каждого реставратора автомобилей.
 youtube.com/embed/gMNBzFm14YE?rel=0″>
youtube.com/embed/gMNBzFm14YE?rel=0″> 

 Если лазерный луч освещает металлическую поверхность с интенсивностью ниже порога абляции, энергия лазерного луча рассеивается в виде тепла после удаления ржавчины.
Если лазерный луч освещает металлическую поверхность с интенсивностью ниже порога абляции, энергия лазерного луча рассеивается в виде тепла после удаления ржавчины. В результате сварные швы имеют больший предел текучести, предел прочности при растяжении, пластичность и усталостную долговечность.
В результате сварные швы имеют больший предел текучести, предел прочности при растяжении, пластичность и усталостную долговечность.
 Окраска мочи зависит от содержания в ней пигментов: урохрома, уроэритрина. Интенсивность цвета мочи зависит от количества выделенной мочи и её удельного веса. Моча насыщенного жёлтого цвета обычно концентрированная, выделяется в небольшом количестве и имеет высокий удельный вес. Очень светлая моча мало концентрированная, имеет низкий удельный вес и выделяется в большом количестве. Также цвет мочи может быть от зелёно-жёлтого до цвета «пива» из-за присутствия желчных пигментов, цвета «мясных помоев» — от наличия примесей крови, гемоглобина. Цвет мочи меняется вследствие приёма некоторых лекарственных препаратов: красный на фоне приёма рифампицина, пирамидона; тёмно-бурый или чёрный из-за приёма нафтола.
Окраска мочи зависит от содержания в ней пигментов: урохрома, уроэритрина. Интенсивность цвета мочи зависит от количества выделенной мочи и её удельного веса. Моча насыщенного жёлтого цвета обычно концентрированная, выделяется в небольшом количестве и имеет высокий удельный вес. Очень светлая моча мало концентрированная, имеет низкий удельный вес и выделяется в большом количестве. Также цвет мочи может быть от зелёно-жёлтого до цвета «пива» из-за присутствия желчных пигментов, цвета «мясных помоев» — от наличия примесей крови, гемоглобина. Цвет мочи меняется вследствие приёма некоторых лекарственных препаратов: красный на фоне приёма рифампицина, пирамидона; тёмно-бурый или чёрный из-за приёма нафтола.
 Реакция мочи влияет на камнеобразование:при рН ниже 5,5 чаще образуются мочекислые камни, при рН от 5,5 до 6,0 – оксалатные, при рН выше 7,0 – фосфатные.
Реакция мочи влияет на камнеобразование:при рН ниже 5,5 чаще образуются мочекислые камни, при рН от 5,5 до 6,0 – оксалатные, при рН выше 7,0 – фосфатные. Лейкоциты в норме обнаруживаются 0 – 2 в поле зрения, увеличение их указывает на инфекционно-воспалительный процесс в почках и мочевыводящих путях. Эритроциты в осадке единичные, появление их свидетельствует о воспалительном процессе, опухоли или обострении мочекаменной болезни. Эпителиальные клетки обнаруживаются до 3 в поле зрения, в норме не обнаруживаются клетки почечного и переходного эпителия. Появление в моче цилиндров наблюдается при почечной патологии, сопровождающейся протеинурией, лейкоцитурией, гематурией (тяжёлое течение гломерулонефритов, пиелонефритов, нефротического синдрома, а также при выраженных симптомах интоксикации). Гиалиновые цилиндры образуются при свёртывании белка в почечных канальцах. Зернистые формируются из распавшихся клеток почечного эпителия при свёртывании белка в результате изменений физико-химических условий в почечных канальцах.
Лейкоциты в норме обнаруживаются 0 – 2 в поле зрения, увеличение их указывает на инфекционно-воспалительный процесс в почках и мочевыводящих путях. Эритроциты в осадке единичные, появление их свидетельствует о воспалительном процессе, опухоли или обострении мочекаменной болезни. Эпителиальные клетки обнаруживаются до 3 в поле зрения, в норме не обнаруживаются клетки почечного и переходного эпителия. Появление в моче цилиндров наблюдается при почечной патологии, сопровождающейся протеинурией, лейкоцитурией, гематурией (тяжёлое течение гломерулонефритов, пиелонефритов, нефротического синдрома, а также при выраженных симптомах интоксикации). Гиалиновые цилиндры образуются при свёртывании белка в почечных канальцах. Зернистые формируются из распавшихся клеток почечного эпителия при свёртывании белка в результате изменений физико-химических условий в почечных канальцах. Эпителиальные цилиндры состоят из клеток почечного эпителия, скопившихся в почечных канальцах. Эритроцитарные цилиндры образуются из массы эритроцитов, которые задержались в почечных канальцах при гематурии. Гемоглобиновые состоят из продуктов распада гемоглобина. Лейкоцитарные цилиндры образуются из массы лейкоцитов, скопившихся в канальцах при гнойных процессах в почках.
Эпителиальные цилиндры состоят из клеток почечного эпителия, скопившихся в почечных канальцах. Эритроцитарные цилиндры образуются из массы эритроцитов, которые задержались в почечных канальцах при гематурии. Гемоглобиновые состоят из продуктов распада гемоглобина. Лейкоцитарные цилиндры образуются из массы лейкоцитов, скопившихся в канальцах при гнойных процессах в почках.


 Есть даже ряд факторов, которые предрасполагают к изменению удельного веса.
Есть даже ряд факторов, которые предрасполагают к изменению удельного веса.

 Так же нормальным считается снижении концентрации мочи в жару, когда человек много пьёт, или при приёме диуретиков.
Так же нормальным считается снижении концентрации мочи в жару, когда человек много пьёт, или при приёме диуретиков.
 Обязательно сообщите своему врачу обо всех лекарствах, которые вы принимаете, включая декстран и сахарозу. НЕ прекращайте принимать какие-либо лекарства, пока не поговорите со своим врачом.
Обязательно сообщите своему врачу обо всех лекарствах, которые вы принимаете, включая декстран и сахарозу. НЕ прекращайте принимать какие-либо лекарства, пока не поговорите со своим врачом.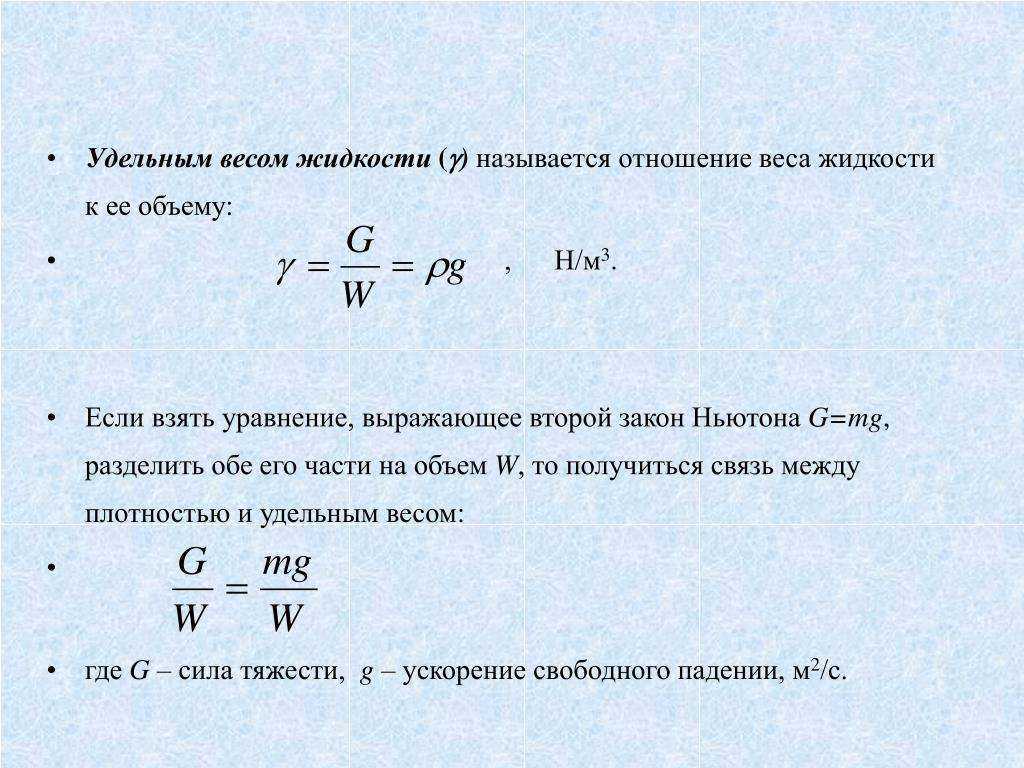 adam.com»> Осмоляльность мочи является более специфическим тестом для определения концентрации мочи. Анализ удельного веса мочи проще и удобнее и обычно является частью рутинного анализа мочи. Анализ осмоляльности мочи может не понадобиться.
adam.com»> Осмоляльность мочи является более специфическим тестом для определения концентрации мочи. Анализ удельного веса мочи проще и удобнее и обычно является частью рутинного анализа мочи. Анализ осмоляльности мочи может не понадобиться. adam.com»> Этот тест не представляет риска.
adam.com»> Этот тест не представляет риска. Для диагностики и лечения любых и всех заболеваний следует проконсультироваться с лицензированным врачом. Звоните 911 для всех случаев неотложной медицинской помощи. Ссылки на другие сайты предоставляются только для информации — они не являются одобрением этих других сайтов. Авторское право © 2019 A.D.A.M., Inc., изменено Калифорнийским университетом в Сан-Франциско. Любое копирование или распространение информации, содержащейся здесь, строго запрещено.
Для диагностики и лечения любых и всех заболеваний следует проконсультироваться с лицензированным врачом. Звоните 911 для всех случаев неотложной медицинской помощи. Ссылки на другие сайты предоставляются только для информации — они не являются одобрением этих других сайтов. Авторское право © 2019 A.D.A.M., Inc., изменено Калифорнийским университетом в Сан-Франциско. Любое копирование или распространение информации, содержащейся здесь, строго запрещено. Это измеряет способность ваших почек сбалансировать содержание воды и выделять отходы. Это важно для диагностики некоторых заболеваний, влияющих на содержание воды в моче.
Это измеряет способность ваших почек сбалансировать содержание воды и выделять отходы. Это важно для диагностики некоторых заболеваний, влияющих на содержание воды в моче.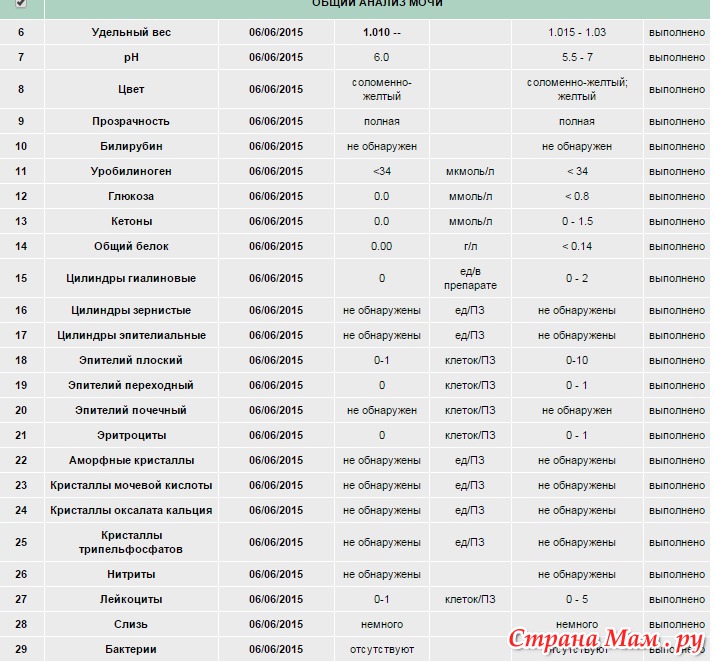 Ваш врач или медсестра берут щуп с цветной подушечкой для получения результатов. Щуп реагирует на вашу мочу, меняя цвет в зависимости от удельного веса мочи.
Ваш врач или медсестра берут щуп с цветной подушечкой для получения результатов. Щуп реагирует на вашу мочу, меняя цвет в зависимости от удельного веса мочи.  Это включает в себя безрецептурные лекарства и рецепты.
Это включает в себя безрецептурные лекарства и рецепты. Результаты действительно сигнализируют о других состояниях здоровья, которые могут нанести вред вашему здоровью. Нормальный удельный вес варьируется от человека к человеку. Удельный вес мочи обычно считается нормальным в диапазоне от 1,005 до 1,030.
Результаты действительно сигнализируют о других состояниях здоровья, которые могут нанести вред вашему здоровью. Нормальный удельный вес варьируется от человека к человеку. Удельный вес мочи обычно считается нормальным в диапазоне от 1,005 до 1,030.
 Обычно полная замена необходима, если наблюдается вытекание жидкости из системы, если был перегрев барабанов. Также желательно заменить трубку, если увеличился свободный ход педали или тормозной путь. Замену тормозной трубки также рекомендуют и в том случае, если колодки имеют неравномерный износ. Это значит, что работают они под разным давлением.
Обычно полная замена необходима, если наблюдается вытекание жидкости из системы, если был перегрев барабанов. Также желательно заменить трубку, если увеличился свободный ход педали или тормозной путь. Замену тормозной трубки также рекомендуют и в том случае, если колодки имеют неравномерный износ. Это значит, что работают они под разным давлением. Зимой дно автомобиля может цеплять различные препятствия и в результате трубка трескается или ломается. Также, если элемент постоянно двигается вместе с кузовом, то со временем на месте, где магистраль гнется, получается излом. Деталь легко повреждается.
Зимой дно автомобиля может цеплять различные препятствия и в результате трубка трескается или ломается. Также, если элемент постоянно двигается вместе с кузовом, то со временем на месте, где магистраль гнется, получается излом. Деталь легко повреждается. Замена тормозной трубки подразумевает отворачивание старой и заворачивание на ее место новой.
Замена тормозной трубки подразумевает отворачивание старой и заворачивание на ее место новой. Аккуратно специальным ключом отворачивают гайку на трубке, удерживая другим ключом шланг. Второй конец трубки соединен с ГТЦ. Таким же образом отворачивают гайку трубки от тормозного цилиндра.
Аккуратно специальным ключом отворачивают гайку на трубке, удерживая другим ключом шланг. Второй конец трубки соединен с ГТЦ. Таким же образом отворачивают гайку трубки от тормозного цилиндра. Затем короткой трубкой «колдун» соединяется с тормозным механизмом на колесе.
Затем короткой трубкой «колдун» соединяется с тормозным механизмом на колесе.

 03 — )
03 — ) Оригинальные трубки обычно являются металлическими, а металл служит не очень долго, ведь рано или поздно он начнет страдать от коррозии. Особенно быстро трубки изнашиваются в зимний период, когда дороги покрывают солью – веществом, которое ускоряет разрушение металла. Кроме того, удары камней, гравия и веток с дороги могут повредить трубки. Нельзя не отметить и важность правильного монтажа трубок. Если штуцеры перетяну, сами трубки зафиксированы неправильно или же сильно переломлены в нескольких местах, они будут изнашиваться быстрее.
Оригинальные трубки обычно являются металлическими, а металл служит не очень долго, ведь рано или поздно он начнет страдать от коррозии. Особенно быстро трубки изнашиваются в зимний период, когда дороги покрывают солью – веществом, которое ускоряет разрушение металла. Кроме того, удары камней, гравия и веток с дороги могут повредить трубки. Нельзя не отметить и важность правильного монтажа трубок. Если штуцеры перетяну, сами трубки зафиксированы неправильно или же сильно переломлены в нескольких местах, они будут изнашиваться быстрее. А вот если вальцовка коническая, то соединение напротив становится более герметичным. Вот о чем важно знать рядовым автолюбителям:
А вот если вальцовка коническая, то соединение напротив становится более герметичным. Вот о чем важно знать рядовым автолюбителям: В местах контакта могут наблюдаться разрушения. Во-вторых, медь имеет отличный от стали коэффициент температурного расширения. В некоторых автомобилях тормозная магистраль может иметь длину около 4 и более метров, и именно такая магистраль при нагревании тормозной жидкости будет ощутимо удлиняться. Опытные автолюбители отмечают, что в обычных легковушках можно смело использовать медные трубки, а вот во внедорожниках, которые эксплуатируются в особенно жестких условиях, лучше использовать трубки из качественной нержавеющей стали.
В местах контакта могут наблюдаться разрушения. Во-вторых, медь имеет отличный от стали коэффициент температурного расширения. В некоторых автомобилях тормозная магистраль может иметь длину около 4 и более метров, и именно такая магистраль при нагревании тормозной жидкости будет ощутимо удлиняться. Опытные автолюбители отмечают, что в обычных легковушках можно смело использовать медные трубки, а вот во внедорожниках, которые эксплуатируются в особенно жестких условиях, лучше использовать трубки из качественной нержавеющей стали. Если вы знаете специалистов по кондиционерам или холодильникам, они наверняка смогут предоставить вам обрезки трубок нужного диаметра. При подборе штуцеров нужно уделить особое внимание резьбе. Штуцеры для тормозных систем отечественных авто скорее всего не подойдут, если у вас иномарка. Обычно на иномарках стоят штуцеры 10х1. Как показывает практика, штуцеры лучше брать партией – покупать их поштучно весьма дорого. Что касается инструментов, то здесь ситуация неоднозначная. Продаваемые в магазинах станки для развальцовки часто обламывают направляющую «грибка», а наиболее качественные станки стоят немалых денег. Если вы решили изготовить тормозные трубки самостоятельно, придется потратить немало денег именно на станок. Также вам понадобятся клещи, труборез, планка для фиксации, бензин или любая другая жидкость для обезжиривания, дрель. Вот что нужно сделать для ремонта:
Если вы знаете специалистов по кондиционерам или холодильникам, они наверняка смогут предоставить вам обрезки трубок нужного диаметра. При подборе штуцеров нужно уделить особое внимание резьбе. Штуцеры для тормозных систем отечественных авто скорее всего не подойдут, если у вас иномарка. Обычно на иномарках стоят штуцеры 10х1. Как показывает практика, штуцеры лучше брать партией – покупать их поштучно весьма дорого. Что касается инструментов, то здесь ситуация неоднозначная. Продаваемые в магазинах станки для развальцовки часто обламывают направляющую «грибка», а наиболее качественные станки стоят немалых денег. Если вы решили изготовить тормозные трубки самостоятельно, придется потратить немало денег именно на станок. Также вам понадобятся клещи, труборез, планка для фиксации, бензин или любая другая жидкость для обезжиривания, дрель. Вот что нужно сделать для ремонта: Дополнительно протестировать тормозную систему.
Дополнительно протестировать тормозную систему.
 Рядовой автолюбитель может воспользоваться антикоррозийным спреем;
Рядовой автолюбитель может воспользоваться антикоррозийным спреем; Данная процедура не является обязательной, но красить тормозные трубки вполне можно без вреда для тормозной системы.
Данная процедура не является обязательной, но красить тормозные трубки вполне можно без вреда для тормозной системы. youtube.com/embed/SFMDSgdqTQg» allowfullscreen=»allowfullscreen»>
youtube.com/embed/SFMDSgdqTQg» allowfullscreen=»allowfullscreen»> 

 Одной из возможных причин может быть разрыв тормозной магистрали.
Одной из возможных причин может быть разрыв тормозной магистрали. К счастью, поскольку ваши передние тормоза все еще работают, вы все равно сможете остановить машину.
К счастью, поскольку ваши передние тормоза все еще работают, вы все равно сможете остановить машину.
 Ржавая тормозная магистраль может легко появиться на автомобилях, которые долгое время стояли без движения.
Ржавая тормозная магистраль может легко появиться на автомобилях, которые долгое время стояли без движения.







 Ухаживая за своим автомобилем, убедитесь, что вы знаете, на что обращать внимание, чтобы указать, что ваши тормозные магистрали могут нуждаться в замене.
Ухаживая за своим автомобилем, убедитесь, что вы знаете, на что обращать внимание, чтобы указать, что ваши тормозные магистрали могут нуждаться в замене. Они набухают меньше, чем резиновые магистрали, когда давление тормозной жидкости увеличивается внутри, а это означает, что тормоза более чувствительны со магистралями из нержавеющей стали. Тормозные магистрали из нержавеющей стали более долговечны, чем резиновые, и обеспечивают более высокий уровень защиты от мусора, который может взлететь с проезжей части. Тормозные магистрали из нержавеющей стали стоят дороже, чем резиновые, но они имеют ряд преимуществ, которые стоит учитывать при принятии решения.
Они набухают меньше, чем резиновые магистрали, когда давление тормозной жидкости увеличивается внутри, а это означает, что тормоза более чувствительны со магистралями из нержавеющей стали. Тормозные магистрали из нержавеющей стали более долговечны, чем резиновые, и обеспечивают более высокий уровень защиты от мусора, который может взлететь с проезжей части. Тормозные магистрали из нержавеющей стали стоят дороже, чем резиновые, но они имеют ряд преимуществ, которые стоит учитывать при принятии решения. В резиновых шлангах тепло и влага внутри разрушают резину и ослабляют ее. Часто видимые выпуклости или трещины являются первым признаком проблемы.
В резиновых шлангах тепло и влага внутри разрушают резину и ослабляют ее. Часто видимые выпуклости или трещины являются первым признаком проблемы. ряд мест. Если жидкость прозрачная или темно-коричневого цвета, это может быть тормозная жидкость. Тормозная жидкость будет похожа на сухое масло и пахнет рыбьим жиром. Течь тормозной жидкости — явный признак неисправности тормозной магистрали.
ряд мест. Если жидкость прозрачная или темно-коричневого цвета, это может быть тормозная жидкость. Тормозная жидкость будет похожа на сухое масло и пахнет рыбьим жиром. Течь тормозной жидкости — явный признак неисправности тормозной магистрали.

 Также допускается проведение ошкуривания, при котором зачищаются мелкие неровности. После просушки и осмотра металлического изделия, приступают ко следующему этапу.
Также допускается проведение ошкуривания, при котором зачищаются мелкие неровности. После просушки и осмотра металлического изделия, приступают ко следующему этапу.


 Использование такого подхода связано с необходимостью тщательного обезжиривания поверхности. Доказано, что технология помогает увеличить максимальную длительность использования материала, его защищенность от внешних агрессивных факторов.
Использование такого подхода связано с необходимостью тщательного обезжиривания поверхности. Доказано, что технология помогает увеличить максимальную длительность использования материала, его защищенность от внешних агрессивных факторов.




 Процедура проводится по электрохимическому методу – изделия и материалы с цинковым покрытием погружаются в составы на основе хроматов, при гальванизации на поверхности образуется защитная оксидная плёнка. Она представляет собой химически устойчивый барьер от воздействия атмосферных и иных факторов, а также улучшает внешний вид изделия. Толщина слоя – 9-12 мкм.
Процедура проводится по электрохимическому методу – изделия и материалы с цинковым покрытием погружаются в составы на основе хроматов, при гальванизации на поверхности образуется защитная оксидная плёнка. Она представляет собой химически устойчивый барьер от воздействия атмосферных и иных факторов, а также улучшает внешний вид изделия. Толщина слоя – 9-12 мкм.
 Хорошим соотношением хрома и железа обычно считается 1,5:1 или выше.
Хорошим соотношением хрома и железа обычно считается 1,5:1 или выше.
 Процентное содержание хрома, никеля и железа зависит от предполагаемого использования предмета.
Процентное содержание хрома, никеля и железа зависит от предполагаемого использования предмета. Наиболее часто используемые данные, полученные с помощью этих методов, для оценки пассивного слоя — это соотношение хрома и железа и глубина усиления.
Наиболее часто используемые данные, полученные с помощью этих методов, для оценки пассивного слоя — это соотношение хрома и железа и глубина усиления.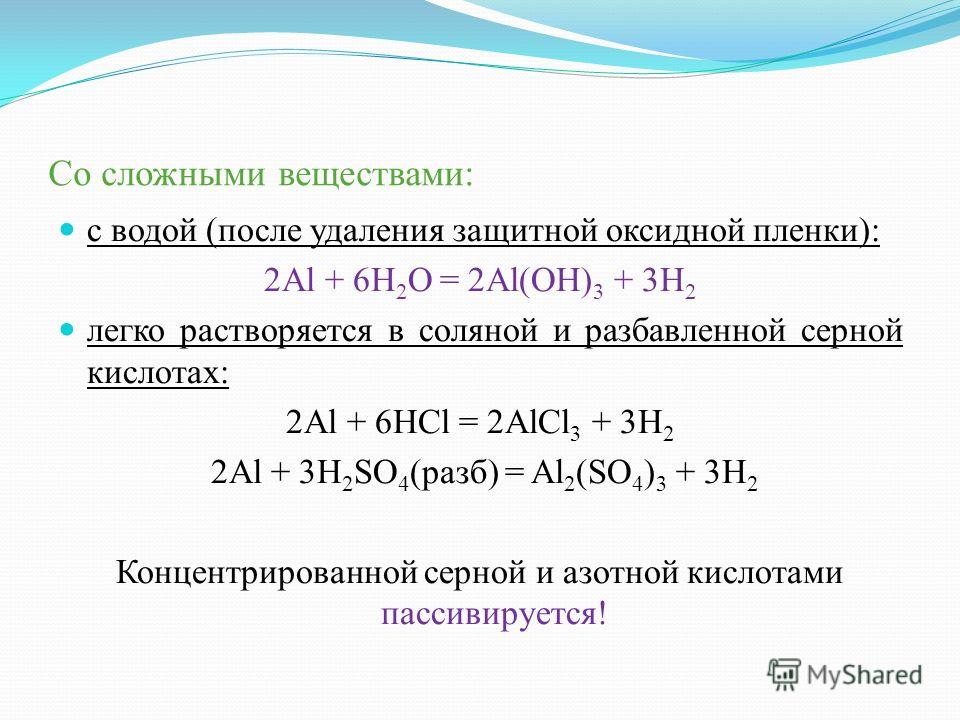

 Основным компонентом нержавеющей стали, обеспечивающим коррозионную стойкость, является хром, который в присутствии кислорода образует коррозионностойкий (также известный как пассивный) слой на поверхности нержавеющей стали. Этот слой оксида хрома защищает металл под ним от взаимодействия с окружающей средой вокруг него, вызывающего коррозию. В то время как хром, обычно присутствующий на поверхности, естественным образом создает пассивный слой, сплаву присуще значительное количество железа (около 60-70%, в зависимости от марки нержавеющей стали), которое ограничивает коррозионную стойкость. Также обычным явлением является попадание дополнительного загрязнения железом на поверхность во время производственных процессов, например, через железную пыль в воздухе цеха или контакт с инструментами из углеродистой стали, что еще больше снижает коррозионную стойкость. Решением этих проблем является процесс пассивации.
Основным компонентом нержавеющей стали, обеспечивающим коррозионную стойкость, является хром, который в присутствии кислорода образует коррозионностойкий (также известный как пассивный) слой на поверхности нержавеющей стали. Этот слой оксида хрома защищает металл под ним от взаимодействия с окружающей средой вокруг него, вызывающего коррозию. В то время как хром, обычно присутствующий на поверхности, естественным образом создает пассивный слой, сплаву присуще значительное количество железа (около 60-70%, в зависимости от марки нержавеющей стали), которое ограничивает коррозионную стойкость. Также обычным явлением является попадание дополнительного загрязнения железом на поверхность во время производственных процессов, например, через железную пыль в воздухе цеха или контакт с инструментами из углеродистой стали, что еще больше снижает коррозионную стойкость. Решением этих проблем является процесс пассивации. Удаление поверхностного железа и загрязнения железом приводит к получению поверхности из нержавеющей стали с низким содержанием железа и высоким содержанием хрома. При большем количестве хрома на поверхности можно получить более толстый слой оксида хрома, что приводит к значительному повышению коррозионной стойкости из-за отсутствия железа, способного реагировать с окружающей средой.
Удаление поверхностного железа и загрязнения железом приводит к получению поверхности из нержавеющей стали с низким содержанием железа и высоким содержанием хрома. При большем количестве хрома на поверхности можно получить более толстый слой оксида хрома, что приводит к значительному повышению коррозионной стойкости из-за отсутствия железа, способного реагировать с окружающей средой. Для тех, кто считает, что безопасность рабочих имеет первостепенное значение, пассивация лимонной кислотой является очевидным выбором.
Для тех, кто считает, что безопасность рабочих имеет первостепенное значение, пассивация лимонной кислотой является очевидным выбором.


 ..
.. «>
«> ИЗ послевоенных находок в развалинах Офицерской столовой- на летном поле — в районе бывшей Немецкой Авиабазы города Insterburg — ИНСТЕРБУРГ (сейчас г.Черняховск в Калининградской области.РФ.) ! Все на ФОТО !!! Всего 3 разных штуки !! — одним лотом !
ИЗ послевоенных находок в развалинах Офицерской столовой- на летном поле — в районе бывшей Немецкой Авиабазы города Insterburg — ИНСТЕРБУРГ (сейчас г.Черняховск в Калининградской области.РФ.) ! Все на ФОТО !!! Всего 3 разных штуки !! — одним лотом !
 Панель управления также обеспечивает управление двумя радиостанциями с одного удаленного поста.
Панель управления также обеспечивает управление двумя радиостанциями с одного удаленного поста. 7,5 А, малая мощность: макс. 1,5 А
7,5 А, малая мощность: макс. 1,5 А  Тональный шумоподавитель обеспечивает надежную ретрансляцию при использовании двух приемопередатчиков в качестве автоматической ретрансляционной станции.
Тональный шумоподавитель обеспечивает надежную ретрансляцию при использовании двух приемопередатчиков в качестве автоматической ретрансляционной станции. Работает в диапазоне частот от 116,00 МГц до 135,9 МГц.5 МГц, всего 400 каналов с разносом каналов 50 кГц. Регулятор шумоподавления и громкости, а также переключатель ВКЛ/ВЫКЛ также установлены на передней панели. Выходная мощность передатчика 1 Вт. Он очень красиво сконструирован с металлическим корпусом. Использует стандартный 36-контактный разъем Centronics на задней панели для питания постоянного тока и аудиоинтерфейса для динамика/гарнитуры и микрофона. Радио работает от стандартного бортового блока питания 28 Вольт.
Работает в диапазоне частот от 116,00 МГц до 135,9 МГц.5 МГц, всего 400 каналов с разносом каналов 50 кГц. Регулятор шумоподавления и громкости, а также переключатель ВКЛ/ВЫКЛ также установлены на передней панели. Выходная мощность передатчика 1 Вт. Он очень красиво сконструирован с металлическим корпусом. Использует стандартный 36-контактный разъем Centronics на задней панели для питания постоянного тока и аудиоинтерфейса для динамика/гарнитуры и микрофона. Радио работает от стандартного бортового блока питания 28 Вольт. Этот приемник является частью автомобильной радиостанции AN / VRC-12, обычно используемой в грузовиках M151, Utility: серии ?-Ton, 4×4 Mutt Jeep, а также в более старых автомобилях Humvee и танках. Радиостанцию можно использовать отдельно в качестве УКВ-приемника или вместе с RT-524 в качестве вспомогательного приемника. Радиоприемник работает от 24-28 В постоянного тока при 0,75 А.
Этот приемник является частью автомобильной радиостанции AN / VRC-12, обычно используемой в грузовиках M151, Utility: серии ?-Ton, 4×4 Mutt Jeep, а также в более старых автомобилях Humvee и танках. Радиостанцию можно использовать отдельно в качестве УКВ-приемника или вместе с RT-524 в качестве вспомогательного приемника. Радиоприемник работает от 24-28 В постоянного тока при 0,75 А.
 Эти радиостанции поставляются в хорошем состоянии, протестированы и находятся в рабочем состоянии, класс 2.
Эти радиостанции поставляются в хорошем состоянии, протестированы и находятся в рабочем состоянии, класс 2. Он изготовлен в соответствии с высокими стандартами по лицензии SRAT. Это герметичный блок, не пропускающий воду.
Он изготовлен в соответствии с высокими стандартами по лицензии SRAT. Это герметичный блок, не пропускающий воду. Вариант ручной настройки RT-246/VRC со встроенным громкоговорителем. RT-524 / VRC является основной частью автомобильной радиостанции AN / VRC-12, обычно используемой в автомобилях серии M151 Truck, Utility ?-Ton, 4×4 Mutt Jeep, а также в более старых автомобилях Humvee и танках.
Вариант ручной настройки RT-246/VRC со встроенным громкоговорителем. RT-524 / VRC является основной частью автомобильной радиостанции AN / VRC-12, обычно используемой в автомобилях серии M151 Truck, Utility ?-Ton, 4×4 Mutt Jeep, а также в более старых автомобилях Humvee и танках. д.
д. Радио работает от стандартного бортового блока питания 28 Вольт.
Радио работает от стандартного бортового блока питания 28 Вольт.
 0х600х1500
0х600х1500 0х600х1500 М1м
0х600х1500 М1м 0х600х1500
0х600х1500 0х600х1500 М1т
0х600х1500 М1т 0х600х1500
0х600х1500 0х600х1500 М1г/к
0х600х1500 М1г/к 0х600х1500 М1г/к
0х600х1500 М1г/к Благодаря добавлению различных примесей в состав меди, она способна резко изменять свои свойства: прочность, эластичность, цвет, ковкость. Подробнее
Благодаря добавлению различных примесей в состав меди, она способна резко изменять свои свойства: прочность, эластичность, цвет, ковкость. Подробнее Медный лист в большинстве случаев может составить конкуренцию даже достаточно популярным материалам, в том числе черепице. Подобные изделия отличаются по размеру пластин. В нашем интернет-магазине можно купить листовую медь разной толщины в розницу и оптом, а также воспользоваться удобной системой доставки по умеренной цене в Москве, МО и по всей России.
Медный лист в большинстве случаев может составить конкуренцию даже достаточно популярным материалам, в том числе черепице. Подобные изделия отличаются по размеру пластин. В нашем интернет-магазине можно купить листовую медь разной толщины в розницу и оптом, а также воспользоваться удобной системой доставки по умеренной цене в Москве, МО и по всей России.
 При длительной эксплуатации свойства меди не меняются, в результате чего срок службы медной кровли достигает 150 лет. Достаточно часто кровлю дополняют медным водосливом.
При длительной эксплуатации свойства меди не меняются, в результате чего срок службы медной кровли достигает 150 лет. Достаточно часто кровлю дополняют медным водосливом.

 com
com / 30 Ga. Медный лист
/ 30 Ga. Медный лист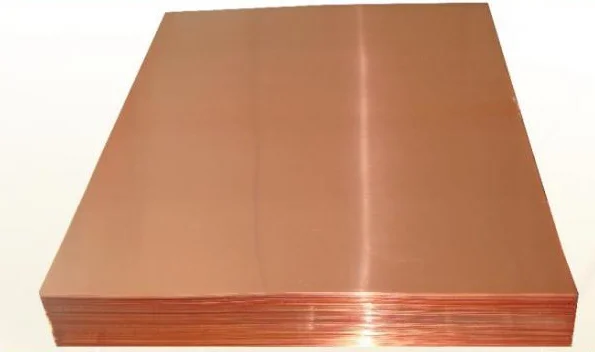 Учебное пособие
Учебное пособие Такие материалы также должны быть:
Такие материалы также должны быть: Затем эта ржавчина может загрязнить готовящуюся пищу.
Затем эта ржавчина может загрязнить готовящуюся пищу. Железо без защитного материала просто слишком уязвимо для коррозии и окисления.
Железо без защитного материала просто слишком уязвимо для коррозии и окисления. профилактическое устройство и карбонизатор».
профилактическое устройство и карбонизатор».