Что такое коуши — разновидности, характеристики, фото, способы фиксации
Коуш — жёсткая желобчатая конструкция из металла, реже - из пластика. Коуш как цельная закладная деталь монтируется в огон - петлю стропального (буксировочного, натяжного) каната или троса. В стационарных креплениях чаще используются разборные коуши. Применяются устройства для уменьшения эксплуатационного износа строп.
Размер стандартного круглого или каплевидного коуша вчетверо превышает диаметр используемого каната.
Полимерные коуши рассчитаны на небольшие нагрузки. Коуши из стали универсальны. Иногда в качестве материала для коушей применяются сплавы из цветных металлов.
Основные разновидности металлических коушей
Широкое распространение металлических коушей обусловлено прочностью, износоустойчивостью, долговечностью изделий. К числу востребованных конструкций относятся:
Судовой коуш. Каплевидная форма изогнутого жёлоба обеспечивает нормализацию нагрузки на элементы стропа. Изготавливается из упрочнённой углеродистой (реже из нержавеющей) стали. Достаточная конструктивная жёсткость изделия исключает возможность деформации петли.
Круглый коуш. Представляет собой кольцо с канавкой по окружности. Характеризуется высокой жёсткостью. Требует особо надёжного крепления троса.
Вантовый коуш. По форме напоминает судовой коуш с поперечной перемычкой. Изготавливается методом литья или ковки. Обладает высокой стойкостью к статическим и динамическим нагрузкам.
Клиновой коуш. Состоит из массивной сужающейся обоймы и клина, снабжённого канавкой для троса. Под действием рабочей нагрузки клин плотно входит в суженную обойму. Сила трения, прямо пропорциональная весу груза, препятствует выскальзыванию каната из канавок.
Закрытый коуш. Трубчатая конструкция канавок для троса исключает контакт прядей с окружающей средой.
При изготовлении коушей используются технологии защиты металла от коррозии - воронение, анодирование, цинкование, порошковая окраска. Закрытые коуши могут производиться из нержавеющей стали и сплавов.
Высоколегированная сталь находит применение в изготовлении коушей, предназначенных для работы в химически агрессивных средах и при высоких температурах. Изделия для местностей с зимними температурами ниже -40°С выполняются из стали со сниженным содержанием лигатур.
Преимущества использования коушей
Наличие коуша улучшает эксплуатационные характеристики стропа. С жёсткой вставкой петля троса:
испытывает равномерную нагрузку по всей длине;
работает на растяжение, а не на излом;
не создаёт сопротивления прикреплении стропа к грузу;
повышает темп работы такелажника;
исключает возможность разрыва прядей из-за перегиба;
снижает вероятность перетирания каната;
минимизирует возможность деформации троса при экстремальных нагрузках;
удлиняет срок эксплуатации изделия.
Стропальный трос, оснащённый стальным коушем по ГОСТ 2224-93, предназначен для применения во всех отраслях промышленности, кроме атомной энергетики, воздушного и водного транспорта.
Способы фиксации троса на коуше
В практике машиностроения используется несколько способов фиксации коуша в концевой петле стропа. Это:
вплетение конца троса, охватывающего вставку, в пряди вышерасположенного участка;
затяжка свободного конца каната винтовыми зажимами или хомутами;
обжимка тросов петли втулками из пластичного металла;
клиновое крепление — используется в клиновых коушах, входящих в конструкцию разнообразных грузоподъёмных механизмов.
При выборе способа фиксации троса на круглом коуше следует учитывать эксплуатационную нагрузку на строп. Чем больше диаметр круга, тем больше угол между векторами сил, действующих на трос. Поэтому требования к качеству фиксации троса - повышенные.
Где купить стальные коуши?
Несмотря на появление высокопрочных полимеров, основным материалом для изготовления коушей остаётся сталь. Отличные эксплуатационные характеристики стальных коушей обуславливают высокий спрос на стропы из проволочных канатов. ТД «Стропкомплект» реализует широкий ассортимент профессионального оборудования для такелажных работ в Санкт-Петербурге, Ленинградской области, с доставкой в любой регион России по разумной, доступной стоимости. Уточнить детали, оформить заказ можно по бесплатному телефону 8 (800) 550-93-95 или по почте [email protected].
разновидности и особенности конструкции • Области применения коушей в зависимости от вида и назначения
12 февраля
2019
Одним из элементов подъемников и транспортных устройств являются коуши – крепежные элементы, предназначенные для удерживания стальных тросов и канатов. При подъеме, перемещении и монтаже грузов используются коуши разной формы и конфигурации.
Особенности конструкции коушей
Коушем называют небольшой крепежный элемент, по наружному краю которого проложен специальный желобок. Благодаря этому желобку тросы из металла не стираются и не деформируются в процессе эксплуатации. Канавки, расположенные на наружной стороне коушей, также позволяют надежно фиксировать грузы даже при воздействии боковых нагрузок.
В зависимости от вида и назначения, коуши могут использоваться в строительной сфере и на производстве. Чтобы быть уверенным в безопасности погрузочных работ, коуши нужно подбирать в соответствии с диаметром каната. Эти параметры регламентируются государственными стандартами. В ГОСТ приводятся специальные таблицы и рекомендации, по которым можно сверять изделия.
Согласно государственным стандартам, стальной коуш должен иметь диаметр, в 4 раза превышающий диаметр стального каната.
Виды коушей
При погрузке или строительных работах обычно используются отлитые коуши или коуши, имеющие специальные перемычки. В зависимости от формы различают следующие виды крепежных коушей:
Круглые. Этот вид коушей считается наиболее универсальным. Они имеют форму круга и используются в тех случаях, когда петли троса также свернуты в виде круга. Это доставляет удобство при осуществлении погрузочно-разгрузочных работ.
Вантовые. Используются в тех случаях, когда необходима надежная фиксация, стяжка или соединение элементов строительных конструкций. Они имеют небольшой внутренний диаметр, но при этом отличаются высокой грузоподъемностью. В процессе эксплуатации оказывают минимальную нагрузку на металлические детали.
Судовые. Несмотря на название, эта разновидность металлических крепежей используется в самых разных сферах. Они изготавливаются по методу горячей ковки, что делает их максимально прочными. Каждое изделие маркируется для того, чтобы понять, с каким видом троса оно может сочетаться – металлическим или синтетическим. Маркировка также позволяет определить подъемную силу крепежа. Если изделие рассчитано на нагрузку до 2000 тонн, то в его маркировке указано «P20», а если оно способно выдерживать нагрузку до 300000 тонн, то «C300».
Клиновые. Состоят из вставки, обоймы, специального клина и крепежных «пальцев». Они чаще всего применяются для фиксации механизмов поднятия грузов, так как в процессе обеспечивают максимальное воздействие определенных сил. При этом металлические тросы фиксируются между обоймой и вставкой. При выборе данных приспособлений нужно учитывать качество отливки и отдавать предпочтение коушам без каких-либо пор. Наличие отверстий потенциально травмоопасно и может стать причиной преждевременной порчи приспособления.
Закрытые. Данный вид коушей изготавливается из смеси разных сплавов. Предпочтительнее пользоваться ими совместно с синтетическими тросами и тросами, изготовленными из сырья растительного происхождения. Они также имеют боковые канавки, но борта при этом у них закрыты. Это препятствует скольжению каната во время подъема или перемещения грузов.
Рассказать
Поделиться
Поделится
Поделится
Новый комментарий
Отправить
Что такое каннабис «Куш»? | Leafly
Откуда вы?Соединенные ШтатыКанада
Перенаправление на
Заходя на этот сайт, вы принимаете Условия использования и Политика конфиденциальности.
Каннабис можно классифицировать по-разному. Как правило, этот смолистый цветок классифицируется как сатива, гибрид или индика в зависимости от морфологии растения. Но каннабис может быть дополнительно классифицирован с помощью народного языка, определенного популярной культурой, такого как Kush, Haze и Purple. Эти термины относятся к сортам каннабиса, характеризующимся отчетливыми запахами, вкусами, эффектами и/или географическими регионами.
Что характеризует каннабис «Куш»?
Куш — особый сорт каннабиса, произрастающий в горах Гиндукуша. Этот горный массив охватывает афгано-пакистанскую границу и является одним из немногих географических регионов, где произрастает конопля.
Наличие сильной генетики Kush обычно означает, что сорт будет иметь несколько из следующих атрибутов:
Внешний вид: Ваш сорт может иметь темно-зеленые колы и листья с пурпурными оттенками. Пестики (волоски) могут иметь оранжевый, бронзовый или ржавый цвет. Шишки плотные, коренастые и узловатые, исходящие от приземистых, толстых растений.
Запах: Аромат может варьироваться от землистого, цветочного, острого, хвойного, ладана, сладких фруктов, специй, перца, цитрусовых, газа и трав.
Вкус: Дым или пар должны быть мягкими и травянистыми, со вкусом цветов, винограда, дизельного топлива, цитрусовых и земли.
Эффекты: Эффекты обычно тяжелые и седативные. Кроссы OG Kush обычно сочетаются с яркой эйфорией, которая вызывает улыбку у сидящего на диване потребителя. Самоанализ или внутреннее размышление также является обычным эффектом Куша. Эти церебральные эффекты являются веским аргументом в пользу Kush как медитативного сорта каннабиса.
Имейте в виду, что эти характеристики могут варьироваться от штамма Kush к штамму Kush. Способ выращивания штамма и его уникальная генетическая экспрессия (называемая «фенотипом») естественным образом влияют на характеристики штамма.
Среди селекционеров сортов сорта Куш являются популярными кандидатами для обратного скрещивания и, в свою очередь, для стабилизации гибридной генетики. Как и в случае со многими сортами местных сортов, генетика Kush обладает естественной устойчивостью к определенным элементам, присущим стране их происхождения. Это включает в себя выносливые побеги и растительность, которые могут выжить в более холодном и суровом климате и умеренном потреблении воды, что позволяет растению выдерживать несколько засушливую местность. В дополнение к их естественной устойчивости многие производители предпочитают выращивать сорта Kush из-за их высокой урожайности и управляемой высоты.
Какие самые популярные сорта каннабиса Kush?
Простой поиск «Куш» выдаст сотни штаммов с афганским предком, но давайте начнем с пяти самых популярных: Известный из всех сортов Kush, OG Kush попал в золотую середину гибридной шкалы с преобладанием индики. Удобный, но мощный седативный эффект этого сорта в сочетании с поднимающей настроение эйфорией делают его идеальным сортом, чтобы просто чувствовать себя хорошо.
2. Бабба Куш
Бабба Куш. (Leafly)
Bubba Kush — каменный и успокаивающий, отягощающий потребителя до дивана, как если бы он был одет в цементные сапоги с соответствующим цементным спортивным костюмом и величественным цементным плащом. Bubba Kush также может разжечь аппетит; просто постарайтесь не заснуть перед холодильником, пока ложкой ложится коробка вафель Eggo.
3. Пурпурный куш
Пурпурный куш имеет фиолетовую листву и, как правило, имеет землистый, виноградный вкус, а также оказывает сонное действие.
4. Master Kush
Master Kush — еще одна классика Kush, которая унаследовала атрибуты непосредственно от Hindu Kush. Со смесью сонных, счастливых и расслабляющих эффектов Master Kush заслужил свое название. Этот сорт является отличной альтернативой Bubba Kush.
Какие сорта Куш ваши любимые? Поделитесь ими в разделе комментариев ниже!
Расширьте свой словарный запас о каннабисе
Последние новости о каннабисе 101
Показать все
Что такое куш каннабис и почему он так популярен?
Куш, генотип каннабиса, выведенный в горном массиве Гиндукуш, одинаково высоко ценится как медицинскими, так и рекреационными пользователями. Вот все, что вам нужно знать
Автор статьи:
Alex Trpkovich • greencamp.com
Дата публикации:
03 мая 2019 г. • 5 марта 2020 г. • 6 минут чтения
Макровид на Black Lotus Kush . Фото iStock / Getty Images Plus
Содержание статьи
Возможно, вы слышали, как Kush упоминается во многих популярных хип-хоп песнях. Время для обучения всему, что нужно знать о штамме.
Объявление 2
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание статьи
Гиндукуш, исторически выращиваемый только в одноименном горном хребте, который в основном проходит вдоль границы между Афганистаном и Пакистаном, является одним из самых мощных доступных сортов местных сортов. Склоны Гималаев породили сорт, который со временем породил множество других сортов, унаследовавших часть своего названия — Куш.
Приносим свои извинения, но это видео не удалось загрузить.
Попробуйте обновить браузер или нажмите здесь, чтобы посмотреть другие видео от нашей команды.
Что такое конопля Kush и почему она так популярна? Назад к видео
Рекомендовано редакцией
Как каннабис может помочь в потере веса?
Топ-3: популярные сорта каннабиса и их преимущества
Supreme Cannabis и Khalifa Kush Enterprises объявляют о международном партнерстве
Weekend Dispensary
Подпишитесь на Weekend Dispensary, чтобы получать последние новости о каннабисе и эксклюзивные статьи прямо на ваш почтовый ящик.
Адрес электронной почты
Нажав кнопку подписки, вы соглашаетесь получать вышеуказанный информационный бюллетень от Postmedia Network Inc. Вы можете отказаться от подписки в любое время, нажав на ссылку отказа от подписки в нижней части наших электронных писем. Постмедиа Сеть Inc. | 365 Bloor Street East, Торонто, Онтарио, M4W 3L4 | 416-383-2300
Содержание статьи
Что означает сленг Куш?
Примерно за последнее десятилетие слово «Куш» стало синонимом премиальных сортов каннабиса; качественный уличный каннабис среди потребителей часто называют кушем. Куш стал популярным термином для высококачественного каннабиса в США, быстро вытеснив своих современников.
Объявление 3
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание статьи
Что такое Куш?
Kush — это прежде всего индика-сорт каннабиса, популярность которого в последнее десятилетие возросла, и он сыграл ключевую роль в создании десятков современных гибридных сортов. Редко можно увидеть штамм Kush, который является чистокровной сативой, хотя это может произойти при надлежащих условиях выращивания в сочетании с неустанным скрещиванием.
Когда Kush выращивают в определенных условиях, его уникальные фенотипы проявляются в другом свете. Известно, что растения куш эволюционируют и акклиматизируются, чтобы выжить. В настоящее время Куш выращивают по всему миру, но его жесткая гималайская генетика сохранилась и продолжает следовать за сортом, придавая ему как долговечность, так и эффективность.
Вероятнее всего, Куш — потерянный сорт, и его точная генетика неизвестна. Тем не менее, следующая лучшая вещь доступна, а именно OG Kush, также известный как Ocean Grown Kush.
Объявление 4
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание статьи
Подъем OG Kush
OG Kush впервые появился в Калифорнии в 1990-х, как раз в то время, когда Dr. Dre выпустил свой альбом The Chronic, который штурмом покорил любителей каннабиса.
Есть две истории, объясняющие загадочную генетику штамма. Во-первых, селекционер утверждал, что получил семена из пакета сорта Chemdawg 91 в районе озера Тахо в 1996 году; во второй говорится, что он был привезен в Калифорнию из Флориды производителем, который сейчас управляет компанией, известной как Imperial Genetics. Он сообщает, что родителями этого штамма были мужской гибрид Lemon Thai и Old World Paki Kush и женский завод Chemdawg.
К сожалению, OG Kush — это клонированный штамм, и в то время нельзя было просто посадить семена этого штамма. Скорее, необходим черенок от существующего растения.
Существует много путаницы в отношении происхождения названия и того, что именно означает OG. Учитывая, что он был выведен в Калифорнии, многие пользователи подумали, что это означает Original Gangster или просто Original Kush. Тем не менее, правда в том, что гровер, который первым вывел OG Kush в Калифорнии, был спрошен потребителем, выращен ли он в горах, что хвалило качество его шишек. Производитель ответил просто: «Этот Куш выращен в океане, братан». Остальное уже история.
Реклама 5
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание статьи
Вскоре после этого черенки различных растений OG Kush начали распространяться по Лос-Анджелесу и остальной части Калифорнии. Эти черенки уступили место новым, близкородственным штаммам.
Hindu Kush, исторически выращиваемый только в одноименном горном хребте, который в основном проходит вдоль границы между Афганистаном и Пакистаном, является одним из самых мощных доступных сортов местного сорта. Фото iStock / Getty Images Plus
Все штаммы, полученные из этих растений, завоевали популярность и сами стали победителями Cannabis Cup, включая Bubba Kush, West Coast Dog, Larry OG, Tahoe OG Kush, Triple OG, Ghost OG, Diablo OG и так далее.
На что похож кайф Куш?
Штаммы Kush, как известно, обладают максимальным расслабляющим эффектом, при этом вызывая смех и радость у пользователя. Эти черты не характерны для различных сортов каннабиса, происходящих из Куша.
Штаммы Kush с сильными связями со своими корнями индики очень трудно найти в наши дни, поскольку сообщество каннабиса перешло к выращиванию высокоустойчивых гибридов. Тем не менее, те, кто все еще выращивает Куш с более высоким содержанием индики, как известно, производят цветы с мощными церебральными эффектами, которые «успокаивают» пользователя, и эти шишки часто рекомендуются как способ борьбы с бессонницей.
Объявление 6
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание статьи
Популярные штаммы Kush
Существует более 100 штаммов, содержащих слово Kush в своих названиях, и многие другие, полученные путем скрещивания штаммов Kush с другими штаммами. Как упоминалось ранее, ландрас Гиндукуш известен своей устойчивостью и способностью расти практически в любом месте, что сделало Гиндукуш одним из самых популярных сортов среди производителей и селекционеров.
В нынешнем виде гибридных и индичных штаммов Kush значительно больше, чем сативных сортов Kush. Кроме того, большинство штаммов Kush не являются чистыми индиками и сативами, а скорее гибридами, у которых одна черта доминирует над другой.
Имея это в виду, вот подборка некоторых из лучших сортов Kush по трем отдельным категориям. Наиболее популярные сорта Kush с преобладанием индики включают Kosher Kush, Bubba Kush, Critical Kush, афганский Kush, Platinum Kush, Hindu Kush, Super Kush, Sin City Kush, Alien Kush, Purple Kush, Purple OG Kush и Master Kush; самые популярные гибридные штаммы Kush включают OG Kush, Pink Kush, Lemon OG Kush, Cali Kush, Royal Kush, Mango Kush, Pineapple Kush, Holy Grail Kush и Big Kush; а самые популярные сорта Kush с преобладанием сативы включают Mickey Kush, Silver Kush, Quantum Kush и Heisenberg Kush.
Объявление 7
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание статьи
Какой сорт Kush лучший?
OG Kush считается лучшим сортом Kush благодаря своему наследию. Тем не менее, довольно сложно классифицировать один сорт как абсолютно лучший, в основном потому, что каждый урожай различается по качеству и уровням каннабиноидов и терпенов. Есть также много вариаций более или менее одного и того же штамма.
Учитывая, что OG Kush изначально был штаммом, предназначенным только для клонирования, производители давали клонам разной силы разные названия. Это привело к путанице, поскольку в какой-то момент человек мог курить одну и ту же травку от двух разных производителей, продаваемых под двумя разными названиями.
Если лучший сорт характеризуется как «тот, у кого самый высокий уровень ТГК , », то Оскар достается Ghost OG. Этот сорт, без сомнения, является самым сильным сортом Куш, по крайней мере, так свидетельствуют данные штата Вашингтон I-502.
Объявление 8
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание статьи
В этом испытательном образце Ghost OG, являющийся черенком исходного материнского поголовья OG Kush, неизменно демонстрировал колоссальное содержание ТГК в 28,7%. В том же тесте результаты OG Kush оказались значительно ниже, в среднем около 19,4% содержания ТГК.
В исследовании, проведенном учеными Ником Джикомсом и Майклом Зуробом, они обнаружили, что OG Kush не превосходит своих конкурентов, по крайней мере, по уровню ТГК. В их исследовании Gorilla Glue # 4, теперь обычно известный как оригинальный клей, занял первое место со средним содержанием ТГК 21%. Исследователи пришли к выводу, что по-прежнему происходит много манипуляций с результатами тестов и что розничные продавцы часто отображают уровни каннабиноидов намного выше, чем они есть на самом деле.
Имея это в виду, уровни ТГК не должны определять, какой сорт Kush является «лучшим», потому что тонкий баланс второстепенных каннабиноидов и терпенов также играет важную роль в воздействии каждого конкретного штамма. Напряженность — это гораздо больше, чем просто цифры на листе бумаги.
Greencamp.com – это образовательный веб-сайт, посвященный изучению многих неизведанных сторон каннабиса в медицинских и рекреационных целях. Помимо информирования людей о безопасном употреблении каннабиса, Greencamp также предоставляет технологии для поиска оптимального лечения каннабиса. Вы можете загрузить их приложение из Itunes или Google Play магазина.
Хотите быть в курсе того, что происходит в мире каннабиса? Подпишитесь на информационный бюллетень Cannabis Post, чтобы получать еженедельную информацию об отрасли, о том, о чем будут говорить инсайдеры, и о контенте со всей сети Postmedia.
Поделитесь этой статьей в своей социальной сети
Последние национальные истории
Реклама 1
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Особенности сварочного полуавтомата и аппарата аргонодуговой сварки Статьи
Сварочные работы в среде инертного газа широко применяется в промышленности и строительстве. При этом в зависимости от используемого для проведения электрической дуги электрода различают две технологии соединения металлических заготовок.
Что такое TIG и MIG/MAG?
TIG — ручная дуговая сварка в инертной среде. Для проведения тока применяется неплавящийся электрод (вольфрамовый, также используются графитовые). Режим подачи присадочной проволоки — ручной либо автоматический. Оборудование для проведения работ — аппарат аргонодуговой сварки. Другие варианты названия технологии — АДС, GTA, WIG.
MIG/MAG — сварка «бесконечной» металлической плавящейся проволокой в активной (диоксид углерода) / инертной (аргон) газовой среде. Присадочная проволока подается автоматически. Для работы используется сварочный полуавтомат. Другой вариант названия технологии — GMAW.
Таким образом, в случае с TIG сваркой оператору приходится вручную подавать припой и флюс в точку плавления и следить за параметрами окутывающего её газового облака. Полуавтомат же — практичный и удобный электромеханический аппарат, предназначенный для соединения металлических элементов плавящимся проволочным электродом в единый монолит. В нём эти функции автоматизированы. Технология MIG/MAG широко распространена в автомобильном кузовном ремонте, поскольку швы получаются высокого качества, ровными, прочными, без «соплей» и шлаковых образований. Именно поэтому сварочный аппарат такого типа пользуется популярностью как среди профессионалов, так и у мастеров-любителей.
Особенности сварки в среде инертного газа
Поскольку процесс соединения частей происходит в неактивной среде газового облака, препятствующего доступу атмосферного кислорода, исключено образование окислов, снижающих механические кондиции шва. Кроме того, облегчается работа с тонкими листовыми материалами без опасности их прогара. Возможна сварка разнородных металлов и сплавов.
Использование полуавтоматов упрощает процесс, поскольку оператору не требуется следить за подачей присадки и объёмом газа (скорость доставки припоя и приток аргона регулируются). В результате производительность труда возрастает в несколько раз. Естественно, легированная проволока для полуавтомата выбирается идентичной по составу свариваемому материалу.
В последнее время наметилась тенденция отхода от классических трансформаторных схем аппаратов в сторону полупроводниковых инверторов. Эти установки преобразуют стандартную промышленную частоту 50 Гц в более высокую, что приводит к уменьшению веса и габаритов оборудования. Кроме того, переменный ток модифицируется в постоянный (точнее, пульсирующий), что положительно сказывается на параметрах дуги. Электронная схема обеспечивает её устойчивость при скачках напряжения.
С точки зрения специалиста, оптимальный сварочный аппарат должен иметь возможность адаптации под различные виды проволок, обладать функциями регулировки дуги и «антизалипания» электрода. Эти требования (помимо наличия соответствующих функций в сварочном источнике) обеспечиваются возможностью замены подающего канала горелки со шланг-пакетом для полуавтоматической сварки.
Аппараты для сварки аргоном в Крыму | Севастополе
Аппараты для аргоновой сварки
Металлические элементы соединяются между собой при помощи сварки. Для проведения таких работ используется специальное оборудование нескольких типов. Наиболее популярным из них является инвертор. Сама сварка также бывает нескольких типов. Для соединения деталей из нержавейки и цветных металлов применяется аргоновая технология.
Особенности аргоновой сварки
Обычная сварка предусматривает использование плавящегося электрода. Но бронза, нержавеющая сталь, алюминий и некоторые другие металлы не формируют качественных швов при таком подходе из-за контакта с кислородом, который содержится в атмосфере и процесса окисления соединений.
Решить эту проблему позволяет проведение сварочных работ с использование защитного газа аргона, который предотвращает проникновение кислорода в сварочную зону.
Аппараты для выполнения аргоновой сварки бывают нескольких видов. В ручных устройствах дуга и подача присадочных материалов контролируются человеком, используется горелка с подачей газа и вольфрамовый электрод. В полуавтоматах в качестве электрода используется проволока, которую подает специальный механизм, но сварщик контролирует процесс. В автоматах также происходит подача проволоки, но контроль осуществляет автоматика.
Как выбрать аппарат для аргоновой свакрки
Аргоновая сварка допускает применение трех технологий:
ММА – процесс с использованием горелки с вольфрамом;
TIG – инверторная методика аргонодуговой сварки;
MIG/MAG — сварка за счет плавления проволоки, особенно актуальна для деталей из тонкого металла.
Существуют комбинированные устройства, сочетающие в себе сразу несколько перечисленных функций.
Основной критерий выбора аппарата для аргоновой сварки – специфика работ, в которых он будет использоваться. Например, для сварки на высоте или на выезде актуальны устройства весом до 8 кг. Диапазон силы тока определяет толщину металла, с которым можно будет работать. Наличие импульсного режима дает возможность варить особо тонкие элементы, а продолжительность включения указывает на время, на протяжении которого оборудование может работать без остановок.
Преимущества аппаратов для аргоновой сварки
Оборудование, применяемое для электродуговой сварки, обладает рядом преимуществ:
Создание высококачественных сварных швов, в том числе узких и тонких;
Надежная изоляция от окружающей среды, позволяющая предотвратить окисление металла;
При помощи таких сварочников можно варить металлы с присадками или без них. Швы получаются герметичными, способными выдерживать значительное давление. Как правило, последующая обработка после использования аппаратов для аргоновой сварки не требуется. Дополнительным плюсом можно считать небольшие габариты и вес устройства.
Аппарат для аргонно-дуговой сварки — Перевод на испанский язык – Linguee
Горелки для сварки TIG f o r Аппараты для аргонно-дуговой сварки .
cn-hanker.com
cn-hanker.com
? Анторч как пункт сольдадура TIG сольдадура d e арко де аргн mquinas .
cn-hanker.com
cn-hanker.com
6-осевые роботы
[…] typically used for tasks suc h a s arc welding , l as er cuttin g o r machine l o объявление инг.
гармоникдрайв.de
www.haronicdrive.de
Роботы для 6 пользователей
[…] gener al mente pa ra soldadura al arco, co rte por l ser o al iment aci n мкинас .
гармоникдрайв.de
гармоникдрайв.де
Некоторые газы в принципе могут быть заменены другими для конкретных целей, для
[…] Например, углекислый газ A N D ARGON F O R Сварка .
eur-lex.europa.eu
eur-lex.europa.eu
Algunos gas pueden, en principio,
[…]
ser sustituidos por otros para aplicaciones especficas, por ejemplo, el
[. ..] dixido de c arbon o y e l argn p ara l a soldadura .
eur-lex.europa.eu
eur-lex.europa.eu
2 . аргоновая дуга l i gh t системы, специально разработанные […]
ниже 1 000 м
eur-lex.europa.eu
eur-lex.europa.eu
2 . Fuentes LUM INOSA S D E ARCO D E ARGN D ISE AD AS PE Cialmente […]
для работы на расстоянии 1000 м
eur-lex.europa.eu
eur-lex.europa.eu
9№ 0005
Кольцевой внутренний бак с большой поверхностью нагрева для производства горячей воды изготовлен из хромоникелевой нержавеющей стали 18/10. Гофрирована
[. ..]
полная высота эксклюзивного производства
[…] re l y аргонно-дуговая сварка b y t […]
Инертный газ).
acv.com
acv.com
Внутренний акумуладор кольцевого типа, с одним поверхностным слоем калентамиенто для санитарных продуктов, изготовленный из неокисляемого хромоникелевого сплава 18/10. Ha sido ondulado en toda su
[…]
Посредничество в процедуре
[…] Fabricacin exc lu sivo y soldad o con argn seg ne l p roced im iento […]
TIG (вольфрамовый инертный газ).
acv.com
acv.com
Серия роботов с верхним креплением предлагает увеличенный рабочий диапазон
[. ..]
благодаря первой оси на рейке
[…] и обеспечивает повышенную гибкость f o r машина 9.
fanucrobotics.it
fanucrobotics.it
La serie de Top Mount loader ofrecen un rango de trabajo mayor gracias al eje main montado en el
[…]
Единая пропорция
[…] flexibilidad par a traba JAR CO N MQUINAS P LEG ADO RAS, MA NIPULAC I N DE PIE ZAS Y FOLDURA AL ARCO .
fanucrobotics.es
fanucrobotics.es
Дуговая сварка , A нерж. сталь вставка, диспенсер в 7 г ,
08 Машина t e nd ing, Материал [. ..]
обращение, упаковка
motoman.co.uk
motoman.co.uk
Soldadura arco, En sam blaje , Corte, Colado/sellado, Manipulacin, […]
Материал Arranque
motoman.es
motoman.es
Этот успешный шаг сделал компанию лидером
[…]
для использования нержавеющей стали, в то время как FABBRI смогла предложить последнюю версию
[…] processes suc h a s welding w i th a n argon g a s shield .
fabbri.fr
fabbri.fr
De esta forma se convierte en el primer Fabricante de este
[… ]
Сектор en utilizar el acero inoxidable con processos de transformacin
[…] vanguardistas como po r ejemp lo la soldadura c on argn .
fabbri.fr
fabbri.fr
Wolturnus uses GT A W welding w i th a unique reverse technology, in which a mi x o f argon / h e li um газ защищает алюминий в течение t h e сварка
8 р р ок эсс.
ottobock.com
ottobock.com
Wolturn us emp lea la soldadura TIG co n un a exclusiva tecnologa reversible en la que una mezcl a de ga ses de argn y h eli o pro te gen el aluminio durante el pro ceso d e soldadura .
ottobock.com
ottobock.com
Wolturnus использует Tungsten-Inert G A S Сварка W I TH Уникальная обратная технология, WHIC H A N 9 9000 9 9 9 9 9 000 9000 9000 9000 9000 9000 9000 9 0008 0007 argon / h e li um gas mixture protects the aluminium during t h e welding p r oc ess .
ottobock.com.au
ottobock.com.au
Волтурнус
[…] utili za el soldad o WIG c on un A Tecnologa exclusiva de inversin en la Que Mediante UN A MEZ CLA DE ARGN Y H ELI O SE PR ELE ALUMINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIIN пр oceso де солдат .
ottobock.com.mx
ottobock.com.mx
Запчасть: — Проводка на б оа r d машина f o r 900 дуговая сварка.
comau.it
comau.it
Ответ: —
[…] Cableado a bord o de l a mquina p a ra soldadura por arco .
comau.it
comau.it
Наша компания в основном производит более 80 видов
[…] продуктов, включая инвертор мм A ( ARC ) Сварная машина S E RI ES, серия Helding Machine Tig, воздух […]]
машины плазменной резки
[…] Серия
, серия сварочных аппаратов MIG / MAG и т. д., а также другие сварочные отрасли.
chanrongweld.com
chanrongweld.com
La empresa product Principalmente ms de 80
[…]
типы продуктов, сказки
[…] como s ol dado r de arco de m ano de serie MMA, s ol dado r de arco de a rgon д д Т IG , mquina d e корте […]
плазменный воздух
[…]
серия CUT, продавец газовой защиты серии MIG/MAG и другие промышленные корреспонденты, и т.д.
esp.chanrongweld.com
esp.chanrongweld.com
№
Фильтр ЭМС PREMO подходит для следующих применений: преобразователи частоты, лифты, промышленная автоматизация, возобновляемые источники энергии (солнечная и ветровая), ветряные мельницы и солнечные инверторы, ИБП и большие импульсные источники питания,
[…] Домохозяйство Applian CE S , ARC Weling Machines , C из Make Machine и т. Д.
Premo.ES
Premo.ES
222218 Premo.ES
Premo.es
22222222228.
Фильтры EMC de PREMO, рекомендованные для основных приложений: преобразователи частот, асценсоры, промышленная автоматизация, возобновляемые источники энергии (солнечная и элика), аэрогенерадоры и инверторы солнечных батарей, ИБП и СМПС гран тамао, оборудование mdicos
[…]
elctricos, mquinas expendora s, mquinas re creativas, equipos sub ensambladores, telecomunicaciones, militar, aparatos
[…] Electrodomstico S, MQU INA S DE SOLDADURA AL ARCO , MQU INA DE CAF,
8
INA DE Prem.
9008 INA DE .
Arc welding , C ut ting, Dispens in g , Machine t e nd ing, Material […]
обработка, обработка
motoman.co.uk
motoman.co.uk
Солдадура арко, Энс Амблаже, Cort e, Colado/sellado, Carga, […]
Manipulacin , Empaquetado , Plegado, материал Arranque
motoman.es
motoman.es
W H E N Сварка W I TH Окрытие газа (CO2 A N D A N D A N D N D 0007 Аргон ) i t бывает, что из-за [. ..]
воздействие высоких температур, выделение CO2
[…]
в O+CO, который после охлаждения снова превращается в CO2.
comau.it
comau.it
E n l as soldaduras co n g as de pr ot ecci n ( CO2 y Argn) s e v eri fica qu e, пор […]
efecto de las Temperatureas Elevadas, el CO2 se
[…]
escinde en O+CO for recomponerse enfrindose en CO2.
comau.it
comau.it
Аргонная сварка ; c le очистка и обезжиривание […]
детали, загрязненные растворителями, такими как трихлорэтилен; использование органических жидкостей
[. ..]
, такие как дифенил, трифенил, полифенил, Dowtherm, высококипящие остатки в контурах; заливка парафином или битумом.
eur-lex.europa.eu
eur-lex.europa.eu
Солдадура в аргенте; li mp ieza y d es engrasado […]
de piezas muy sucias con disolventes tales como el tricloroetileno; утилизацин
[…]
en los Circuitos de lquidos orgnicos tales como difenilo, trifenilo, polifenilo, Dowtherm, escorias de altos hornos; коладо де парафина, де alquitrn.
eur-lex.europa.eu
eur-lex.europa.eu
Изготовлено
[…] полностью из нержавеющей стали s te e l сварочный аппарат u s in g rod and stainless steel, TIG proc es s ( welding w it h argon ) a и плазменная резка.
lozadarte.com
lozadarte.com
Полное производство на асеро
[…] неокисляемый u тилиз and o mquina d e s oldar y varilla de acero inoxidable, pro ce so TI G ( soldadura c on argn) y c orte con p lasma.
lozadarte.com
lozadarte.com
Аргон i с a использование защитного газа d i n дуговая сварка , r 9000
encyclopedia.airliquide.com
encyclopedia.airliquide.com
E l argn es u n ga s de p roteccin ut il izado
7 la
80007 сольдадура де арко , г as де ре sp альдот [. ..]
Кортеплазма.
encyclopedia.airliquide.com
encyclopedia.airliquide.com
A отдельно li e d аргон s h т.е.0007 H E ARC A N D T H E Сварка Z O NE NE .
lorch.biz
lorch.biz
Un g as prot ect или de argn al ime nta do se pa radamente p rote ge e l arco y la zona de la soldadura co ntr a el ac ceso де […]
в атмосфере.
lorch.biz
lorch.biz
Дуговая сварка , А ss Embly, Cutting, Dispens in g , Machine t Материал nd
Rol li n g machine , e qu ipment for subme rg e d arc welding , s и дробеструйные […]
камера шириной 6 метров.
iimacr.com
iimacr.com
Mquina RO LADO , Equip OS P AR A ARCO S UM ERGI DO, C MARA DE SANBLASTE [. ..]
6 метро Анчо.
iimacr.com
iimacr.com
Подходит для сжатого воздуха во всех областях применения, кислород (внутренний диаметр ‘ 25 мм
[…] Только), и инертные газы F O R Агрочная сварка : ARGON , N IT ROGEN и Carbon Dioxide.
trelleborg.com
trelleborg.com
Пункт
[…]
аппликации, oxgeno (внутренняя глубина 25 мм) y
[…] газы я NE RTES PAR A L A SOLDADURA D E ARCO: ARGN, N ITR GE NO Y DI XIDO […]
карбоновый.
trelleborg.com
trelleborg.com
Inverte r D C Сварочный аппарат ARC ARC 1 6 0
chanrongweld. com
chanrongweld.com
Mquina d e soldadura d e M IGM AG — MI G160
esp.chanrongweld.com
esp.chanrongweld.com
Мотор-редукторы мощностью 120 Вт, установленные в механизмах подачи проволоки WF101 и WF102, обеспечивают высочайшее качество
[…]
надежность и эффективность в отношении провода
[…] feeding, avoi di n g machine s t ops o r arc i n te т ч е сварка р р ос эсс.
weco.it
weco.it
Моторредукторы мощностью 120 Вт, установленные на автомобилях WF101 и WF102, гарантированный максимум мощности
[. ..]
и eficacia en trminos de arrastre del
[…] hilo, evitan do parad as de mquina o int errupcio nes de arco dur an тэ ла сольдадура .
weco.it
weco.it
Аргон i s n […]
воздухоразделительные установки, а также как побочный продукт аммиачного процесса.
eur-lex.europa.eu
eur-lex.europa.eu
E l Argn No s lo se pr od uce en […]
unidades de separacin de aire, sino tambin como producto derivado del proceso de amonaco.
eur-lex.europa.eu
eur-lex.europa.eu
Манометр для
[. ..] Контроль жидкости T H E Argon , O XY Gen и Propane
Afilasol.com
afilasol.com
Манметрос пункт
[…] contr ol de fluj o de argn, o xi geno y p
8 .
afilasol.com
afilasol.com
(b) аэрация или барботирование u si n g аргон o r n итроген
europarl.europa.eu
europarl.europa.eu
б) ла аиреацин или эл
[…] Burbu JE O UT ILIZ ARGN DO ARGN O NI TRG EN O
EUROPARL.EUROPA.EU
EUROPARL.EUROPA.EUURO.EUROPA.EU
Europarl.EUUROPA. EUUROPA.EU
EUROPARL.EUURO.EUURO.EUROPA.EU
Europarl.EUURO.EUUROPA.EU
EUROPARL.EUURO.EUROPA.EU
.
История сварки ВИГ
Сварка ВИГ была создана в 1940-х годов сварщиком по имени Рассел Мередит, который работал в Northrop Aircraft Corporation в Южной Калифорнии. Он создал эту технику, потому что методы того времени не подходили для сварки алюминиевых и магниевых сплавов. Это имело огромный успех и дало американской промышленности возможность строить корабли, самолеты и другую продукцию быстрее, чем когда-либо прежде в истории человечества. Президент Рузвельт даже хвастался этим процессом в письме Уинстону Черчиллю.
Патент на процесс был приобретен подразделением Linde Union Carbide, и до 19 века компания разрабатывала и продавала различные резаки, детали и расходные материалы для этого метода.60-е и 1970-е годы, когда истек срок действия их патентов на процесс и инструменты, связанные с TIG. Горелки Linde использовали гелий.
Ряд компаний начали продавать TIG-горелки и аксессуары, но лидером была CK Worldwide, фирма, расположенная в Сиэтле, которая тесно сотрудничала с аэрокосмическим гигантом Boeing. Компания CK решила ряд прикладных проблем при разработке своей продукции, и горелки CK, комплекты для экономии газа и вольфрамовые шлифовальные станки стали выбором многих, занятых в производстве самолетов.
Другим лидером отрасли в эпоху после закрытия Linde была компания Weldcraft. Расположенная в Южной Калифорнии, фирма специализировалась на ремонте горелок, которые были отправлены в металлолом такими компаниями, как Hughes и Rockwell. Специалисты по сварке сжигали пластиковое покрытие горелок, чтобы добраться до поврежденного вольфрама под ним. Затем был произведен ремонт, и горелка была повторно запечатана материалом на основе кремния. Результатом стал новый и более надежный тип инструмента, который с меньшей вероятностью выйдет из строя из-за слишком большого количества электричества, проходящего через дугу.
Первые аппараты для сварки TIG были разработаны компанией Linde, когда они владели патентом на процесс TIG. Эти бегемоты весили сотни фунтов, но со временем машины становились меньше. В 1970-х годах корпорация Miller представила функцию прямоугольной формы волны, которая позволила лучше контролировать силу тока при работе со сварочным аппаратом. Печатные платы стали следующей крупной разработкой в этой области и дали сварщикам TIG возможность выполнять еще более точную настройку.
Купить наш бестселлер TIG Welder
Что такое сварка TIG и как она работает?
Сварка вольфрамовым электродом в среде инертного газа (TIG) — это тип дуговой сварки; как и в случае с другими типами дуговой сварки, основной принцип заключается в том, что источник электроэнергии используется для создания электрической дуги между электродом и металлами, расплавляемыми в сварном шве. Электрод в стержне изготовлен из вольфрама редкого металла и охлаждается и защищается инертным газом, обычно аргоном.
Рутиловые электроды МР-3 – одна из самых популярных и востребованных марок на рынке сварочных электродов. Она используется при сварке углеродистых низколегированных сталей общего назначения.
Электроды с рутиловым покрытием содержат 95% рутила (природный минерал, состоящий в основном из титаната закиси железа FeOTiO2), некоторое количество карбонатов и немного целлюлозы, а в качестве раскислителя – ферромарганец.
Взаимодействие этих веществ в процессе сварки обеспечивает умеренные характеристики сварного шва несколько ниже, чем с основными покрытиями. Они подходят для сварки ответственных конструкций из углеродистых и низколегированных сталей.
Стабильность дуги – это свойство, позволяющее использовать электрод как для сварки постоянным, так и переменным током с прямой полярностью. Чаще всего они используются для сварки тонких изделий.
Производство электродов МР-3
Производство электродов марки МР-3 регламентируется требованиями и положениями ГОСТ 9466 и 9467. В соответствии с ними данный присадочный материал относится к типу Э46 – электроды такого типа применяются в сварке конструкционных низколегированных углеродистых сталей с содержанием углерода не менее 0,25%.
Покрытие электрода МР-3 – рутиловое. На металлический сердечник в порошкообразном виде нанесен концентрат из рутила – минерала, который состоит, в основном, из диоксида титана (TiO2). В состав обмазки могут входить карбонат или алюмосиликат – они повышают вязкость наплавляемого металла, снижая риски появления пор и трещин в получаемом сварном шве.
Материал, из которого изготавливается сердечник электрода МР-3, – холоднокатаная проволока Св08 из низкоуглеродистой стали диаметром от 2 до 6 мм. Такими электродами можно сваривать детали толщиной от 3 до 20 мм. Показатель свариваемых сталей по временному механическом сопротивлению разрыву – до 490 МПа.
Условное обозначение электродов МР-3 – пример полной расшифровки
Э – электроды для ручной дуговой сварки;
46 – временное сопротивление разрыву – не более 46 кгс/мм2;
МР-3 – марка;
ЛЮКС – коммерческое название, под которым электрод выпускается определенным производителем;
Ø – диаметр;
У – для сварки углеродистых и низколегированных сталей;
Д – с толстым покрытием;
43 – временное сопротивление разрыву в состоянии после сварки при нормальной температуре;
0 – относительное удлинение менее 18%;
->(3) – ударная вязкость наплавленного металла αн45 (при температуре -20°C), не менее 3,5 кгс•м/см2;
РЦ – рутилово-целлюлозное покрытие;
11 – сварка во всех пространственных положениях кроме вертикального сверху вниз при переменном и постоянном токе.
Диаметр и вес
В зависимости от диаметра и длины (от 300 до 450 мм) вес одного стержня составляет:
d 3 мм – 30 г;
d 4 мм – 60 г;
d 5 мм – 92 г.
Массовая доля элементов, %
Марганец (Mn) – 0,08–0,12
Кремний (Si) – 0,07–0,2
Углерод (C) – 0,8
Фосфор (P) – не более 0,04
Сера (S) – не более 0,04
Электроды МР-3 – технические характеристики
Электроды МР-3 используются для сварки при постоянном (обратной полярности) или переменном токе, который обеспечивает напряжение в режиме холостого хода не ниже 50 Вольт. В условиях нормальных температур металл получаемого соединения демонстрирует следующие характеристики.
Показатель механического сопротивления разрыву – не более 46 кгс/мм2.
Относительное удлинение – 18%.
Ударная вязкость – 8 кгс∙м/см2
Расход электродов на 1 кг металла – около 1,7 кг МР-3.
Предел коэффициента наплавки шва – 8,5 г/А*ч.
Коэффициент разбрызгивания металла при сварке – 9–13%.
Напряжение холостого хода – 60–80 В.
Сварка во всех пространственных положениях, кроме вертикального сверху вниз.
Чтобы рассчитать правильную величину рабочего тока для сварки, необходимо учитывать диаметр электрода и пространственное положение, в котором выполняется сварка. В таблице представлены рекомендуемые параметры.
Диаметр
Положение
Сила тока, А
3 мм
вертикальное
90−110
нижнее
100−140
потолочное
100−120
4 мм
вертикальное
140−180
нижнее
160−220
потолочное
140−180
5 мм
вертикальное
160−200
нижнее
180−260
6 мм
только нижнее
300−360
Какой полярностью варить электродами МР-3
Если от источника питания подается постоянный ток, он должен быть обратной полярности. Выполнение сварки возможно не только на короткой и средней, но и длинной дуге, а также «с отрывом» – короткими прихватками.
Как и любые электроды, МР-3 должны храниться в сухом отапливаемом помещении при температуре не ниже +15 °C. При отсыревании их необходимо прокалить не менее часа при температуре 180 °C.
Преимущества
Недостатки
Получаемое сваркой соединение характеризуется высокой прочностью.
Дуга отличается легких поджигом и стабильностью горения, особенно – при низкой силе тока.
Без труда достигается повторное зажигание.
В получаемом шве отсутствуют стыки, он отличается ровностью, хорошим товарным видом.
Между металлом шва и детали отсутствуют выраженные переходные зоны.
Благодаря рутиловому типу покрытия шов надежно защищен от попадания в него шлака и окисления.
Для электрода характерно очень малое разбрызгивание металла.
Работы характеризуются высокой производительностью.
МР-3 в равной степени подходит как для сварки, так и для прихваток.
Минусов у электродов этой марки сравнительно немного, и некоторые из них достаточно условны.
Относительно высокая цена – стоимость этого расходного материала несколько выше, чем многих других электродов.
Невозможность производства сварки вертикально сверху вниз – однако, этим не могут «похвастаться» и многие другие марки.
Не самый низкий расход материала – 1,7 кг на 1 кг шва (у МР-3Р несколько меньше – 1,62 кг).
В процессе сварки электрод необходимо удерживать под острым углом относительно поверхности делали. Если варить под прямым углом, неизбежно выделение большого количество шлака, который будет проникать в шов.
Крайне важно установить нужную силу тока – в противном случае есть риски образования пор в металле шва.
И еще одна особенность – прерывистые швы необходимо накладывать достаточно быстро, что требует определенных навыков. Однако даже новички могут в короткие сроки освоить эту технику, не имея большого опыта и специального образования.
Применение электродов МР 3
Электроды повсеместно применяются при монтаже ответственных конструкций из низколегированных сталей, когда необходима повышенная прочность соединений. Области использования:
сварка труб при монтаже трубопроводов, создание неповоротных стыков труб;
сварка, ремонт резервуаров, эксплуатируемых в условиях высокого давления;
судостроение;
машиностроение.
Аналоги
На современном рынке аналогами электродов МР-3 являются ОК.46 и ОЗС-12. Они также имеют рутиловое покрытие.
Где купить оптом и в розницу
Один из ведущих и старейших российских производителей электродов этой и других марок – Магнитогорский электродный завод. Продукция предприятия традиционно отличается образцовым качеством. Приобрести электрод сварочный МР-3 ГОСТ производства МЭЗ сегодня можно по всей России (адреса представительств по городам) по весьма доступной цене.
Возможно, вас заинтересует
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (5 кг)
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 5 (6.5 кг)
Ø 4 (6.5 кг)
Ø 5 (1 кг)
АНО-21 (НАКС)
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2. 5 (2.5 кг)
Ø 3 (1 кг)
Ø 3 (2.5 кг)
Ø 4 (1 кг)
Ø 4 (2.5 кг)
АНО-21 СТАНДАРТ
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (5 кг)
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 4 (6. 5 кг)
Ø 5 (1 кг)
Ø 5 (6.5 кг)
МР-3 (НАКС, РРР)
Ток – переменный или постоянный обратной полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (2.5 кг)
Ø 3 (1 кг)
Ø 3 (2.5 кг)
Ø 4 (1 кг)
Ø 4 (2.5 кг)
МР-3 ЛЮКС
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 4 (6.5 кг)
Ø 5 (1 кг)
Ø 5 (6.5 кг)
МР-3 ЛЮКС (НАКС)
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø 2.5 (1 кг)
Ø 2.5 (5 кг)
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 4 (6. 5 кг)
Ø 5 (1 кг)
Ø 5 (6.5 кг)
ОЗС-4 (НАКС)
Ток — переменный или постоянный прямой полярности (на электроде минус), допускается сварка на обратной полярности
Цена с НДС за 1 кг.
Ø 2.5 (1 кг)
Ø 2.5 (5 кг)
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 4 (6.5 кг)
Ø 5 (1 кг)
Ø 5 (6.5 кг)
АНО-4 (НАКС)
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (5 кг)
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 4 (6 кг)
Ø 5 (1 кг)
Ø 5 (6 кг)
ОЗС-12 (НАКС, РРР)
Ток — переменный или постоянный прямой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2. 5 (5 кг)
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 4 (6.5 кг)
Ø 5 (1 кг)
Ø 5 (6.5 кг)
МК-46.00 (НАКС)
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (4.5 кг)
Ø 3 (1 кг)
Ø 3 (4. 5 кг)
Ø 4 (1 кг)
Ø 4 (6 кг)
Ø 5 (1 кг)
Ø 5 (6 кг)
УОНИ-13/45 (НАКС, РРР, РС)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø 3 (1 кг)
Ø 3 (4.5 кг)
Ø 4 (1 кг)
Ø 4 (6 кг)
Ø 5 (1 кг)
Ø 5 (6 кг)
УОНИИ-13/45 (ОСТ 5. 9224-75)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø 3 (1 кг)
Ø 3 (4.5 кг)
Ø 4 (1 кг)
Ø 4 (6 кг)
Ø 5 (1 кг)
Ø 5 (6 кг)
УОНИ-13/45 А (НАКС)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Показать еще
МР-3
ТЕХНИЧЕСКИЕ ДАННЫЕ ЭЛЕКТРОДА MP-3
Основное назначение сварочных электродов. Электроды марки МР-3 тип Э46 по ГОСТ 9467-75 предназначены для сварки ответственных конструкций из малоуглеродистых сталей марок Ст1, Ст2, Ст3, по ГОСТ 380-2005, марок 0,8, 10, 15, 20 по ГОСТ 1050-88. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, переменным или постоянным током обратной полярности.
Электроды изготавливаются в соответствии с требованиями ГОСТ 9466-75, ГОСТ 9467-75 и технологической инструкции.
ГОСТ 9466-75
ISO 2560 : E432RR26
ГОСТ 9467-75
AWS А5.1 : E6013
ТУ 1272-033-48265127-2009
Eh599 : E382RC22
Характеристики плавления сварочных электродов при сварке
Устойчивость дуги
— высокая
Разбрызгивание
— умеренное
Формирование шва
— отличное
Отделимость шлаковой корки
— хорошая
Коэффициент наплавки
— 8,5 г/А·ч
Коэффициент разбрызгивания
— 8÷13 %
Выход металла
— 65 ÷ 68 %
Расход электродов на 1 кг наплавленного материала
— 1,7 кг
Химический состав наплавленного металла сварочных электродов при сварке, %
Массовая доля элементов, %
Углерод
Кремний
Марганец
Сера
Фосфор
Не более
0,08÷0,12
0,07÷0,20
0,50÷0,80
0,040
0,045
Механические свойства металла шва сварного соединения при нормальной температуре:
Временное сопротивление разрыву, кгс/м2, не менее
46
Относительное удлинение, % не менее
18
Ударная вязкость, кгс/см2, не менее
8
Режим сварки
Род тока — переменный, постоянный обратной полярности
Длина дуги — короткая, средняя
Напряжение холостого хода источника питания — 60÷80 вольт
Рекомендуемые значения тока сварочных электродов при сварке (А)
Диаметр электрода, мм
Сила тока, А
Напряжение дуги, В
Положение шва
Нижнее
Вертикальное /снизу-вверх/
Потолочное
3
100÷140
80÷100
80÷100
20÷23
4
160÷220
140÷180
140÷180
22÷25
5
170÷260
160÷200
—
22÷25
6
220÷290
—
—
24÷28
Содержание влаги в покрытии электродов, перед использованием – не более 1,0 %.
В случае увлажнения /длительного хранения/, необходимо провести прокаливание (сушку) электродов при температуре 150÷180ºС.
Упакованные электроды хранить в сухом отапливаемом помещении при температуре не ниже +15оС.
Расшифровка обозначения
Э46-МР-3-d-УД
——————————— ГОСТ 9466, ГОСТ 9467
Е 430/3/-Р 26
где Э46 — тип электрода;
МР-3 — марка электрода;
d- диаметр электрода;
У — для сварки углеродистых и низколегированных сталей;
Д — с толстым покрытием;
43 — временное сопротивление разрыву в состоянии после сварки при нормальной температуре не менее 46 кгс/мм2;
О — относительное удлинение менее 18%;
/3/ -ударная вязкость наплавленного металла αн45 /при температуре — 20оС/, не менее 3,5 кгс·м/см2;
Р — кислое покрытие; рутиловое покрытие;
2 — для сварки во всех пространственных положениях кроме вертикального сверху вниз;
6 — для сварки на постоянном токе обратной полярности или переменном токе от источника питания с напряжением холостого хода 60÷80±5В.
Стержневой электрод LINCOLN ELECTRIC: углеродистая сталь, E7018 h5R, 3/32 дюйма x 14 дюймов, 50 фунтов, Excalibur 7018 MR — 12C110|ED028280
ЛИНКОЛЬН ЭЛЕКТРИК
Вещь # 12С110
производитель Модель #
ED028280
UNSPSC #
23171512
Группа каталога №
К4380
№ страницы каталога
2417
2417
Страна происхождения
США.
Страна происхождения может быть изменена.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
ЛИНКОЛЬН ЭЛЕКТРИК
Вещь # 12С110
производитель Модель #
ED028280
UNSPSC #
23171512
Группа каталога №
К4380
№ страницы каталога
2417
2417
Страна происхождения
США.
Страна происхождения может быть изменена.
Экскалибур® 11018M MR®
Диаметры/упаковка
Диаметры
10 фунтов
50 фунтов
1/8 дюйма
ED032607
ED031976
3/16 дюйма
ED031978
3/32 дюйма
ED031975
5/32 дюйма
ED032608
ED031977
Стержень (SMAW)
AWS: E11018M-h5R
Низколегированный, с низким содержанием водорода • AWS E11018M h5R
Диаметр
3
3
3 Выберите диаметр
1/8 дюйма
3/16 дюйма
3/32 дюйма
5/32 дюйма
Упаковка
Выберите пакет
10 фунтов
50 фунтов
купить сейчас
Особенности
Премиальная дуга
Выжигание квадратного покрытия
Легкий удар и легкое удаление шлака
Типичные области применения
Закаленные и отпущенные стали, такие как A514, A517 и A709
Общее производство высокопрочных сталей
Крановые стрелы
Рамы прицепа
Положения сварки
Все, кроме вертикального вниз
Защитный газ
Неприменимо
Предупреждение —
Рак и репродуктивный вред —
www. P65Warnings.ca.gov
СООТВЕТСТВИЕ
СПЕЦИФИКАЦИЯ
КЛАССИФИКАЦИЯ
АМС
АМС А5.5
E11018M-h5R
АБС
АБС — Часть 2
4YQ620 H5
АБС
АМС А5. 5
E11018M-h5R
CWB
АМС А5.5
E11018M-h5R
CWB
CWB AWS A5.5
Э7618М-х5Р (Э11018М-х5Р)
ДНВ-ГЛ
ДНВ — 2,9
4 Y62H5
Классификация
Предел текучести при смещении 0,2%
МПа (фунтов на квадратный дюйм)
Прочность на растяжение
МПа (фунтов на квадратный дюйм)
Удлинение
%
Шарпи V-образный вырез
Дж (фут-фунт) при -50°C (-60°F)
Твердость по Роквеллу B
E11018M-h5R Требование
680-760 (98-110)
760 (110) мин.
20 мин.
27 (20) мин.
Типичный результат после сварки
700-750 (101-109)
760-810 (110-117)
21-25
52-110 (38-81)
98-103
Классификация
%С
%Cr
%Мн
%Мо
%Ni
%Р
%S
%Si
%В
Диффузионный водород
мл/100 г Сварной металл
1800F h3O — При получении
1800F h3O — Через 9 часов при 80F/80% относительной влажности
Как удалить ржавчину с металлической поверхности: самые доступные средства
Любой незащищенный металл со временем обрастает ржавчиной. Чем суровее условия эксплуатации, тем быстрее это происходит. Домашняя сантехника, детали кузова автомобиля, инструменты, посуда – всё это подвержено коррозии. Если вовремя заметить рыжие пятна, можно довольно просто справиться с ними домашними средствами, не прибегая к серьезной химии. Этот материал Housechief.ru расскажет вам о том, как удалить ржавчину с металлической поверхности.
Ржавчина – показатель процесса разрушения металла. Если с ней не бороться, она уничтожит изделие
Читайте в статье
1 Почему даже маленькая ржавчина может стать большой проблемой
2 Чем можно убрать ржавчину с металла: механический способ
3 Как убрать ржавчину термической обработкой
4 Чем из химических средств можно удалить ржавчину с металла
4.1 Как избавиться от ржавчины на металле с помощью хлорида цинка: мастер класс
4. 2 Серная и соляная кислоты как средство борьбы с коррозией
4.3 Использование щавелевой и молочной кислот
5 Народные средства в борьбе с ржавчиной
5.1 Как удалить ржавчину с металлической поверхности с помощью обычного картофеля
5.2 Чем отмыть ржавчину с металла: лимонный секрет
5.3 Как очистить ржавчину с металла с помощью пищевой соды
5.4 Столовый уксус против ржавых пятен
5.5 Как удалить ржавчину с металла в домашних условиях перекисью водорода
6 Оригинальные средства для удаления ржавчины с металла
6.1 Кока кола – универсальное средство
6.2 Кетчуп как очиститель ржавчины с металла
7 Методика домашнего электролиза
Почему даже маленькая ржавчина может стать большой проблемой
Как только человек научился добывать и использовать железную руду, он стал искать способы сохранения металла от коррозии. Ещё Геродот в своих произведениях подробно описывал методику покрытия железа слоем защитного олова, а археологические раскопки более древних культурных слоёв свидетельствуют о практике защиты металлических изделий с помощью смазки.
Предотвратить появление коррозии может только качественная смазка
Так что происходит с таким твердым и прочным металлом, почему он со временем становится рыхлым и хрупким? Все дело в кислороде. Именно он вызывает химическую реакцию окисления, постепенно захватывая всё более глубокие слои. Остановить эту реакцию можно только одним способом: покрыть предмет защитным слоем, который не допустит прямого контакта металла с воздухом. Если этого не сделать, ржавчина из маленького пятнышка разрастется в огромную язву, а затем и вовсе превратится в дыру. Особенно страдают от такого процесса предметы из тонкого листового металла: сантехника, посуда, различные бытовые ёмкости.
Ржа «съедает» зубцы шестеренок и другие детали механизмов, портит корпус автомобиля
Можно ли предотвратить этот процесс? Бережный уход, защитное покрытие и своевременная смазка – всё это простые меры профилактики. А что делать, если коррозия все же проявилась?
Чем можно убрать ржавчину с металла: механический способ
Начнем с самого элементарного: механической очистки.
Механическая очистка отнимет у вас много сил и времени, но даст наглядный результат, особенно если вы не особо дорожите заржавевшим изделием
Очистка металла от ржавчины может проходить вручную, наждаком, или с помощью домашних инструментов: шлифовальной машинки, гриндера, дрели или болгарки с насадкой, пескоструйного аппарата. Если речь идет о крупных деталях строительных конструкций – это правильный выбор метода борьбы с ржой.
В процессе берегите руки и легкие – работайте в перчатках и респираторе
Важно! Открывая механической очисткой слой чистого металла, обязательно покройте его затем соответствующим грунтом и краской, или другим защитным покрытием, иначе коррозия немедленно приступит к его разрушению.
Как убрать ржавчину термической обработкой
Разрушенные коррозией слои металла можно просто выжечь с помощью ацетиленовой горелки. Методика довольно проста, но она имеет свой недостаток: нельзя быть полностью уверенным в том, что все пораженные участки достаточно надежно обработаны.
Вы рискуете не увидеть под потемневшей от огня поверхностью «выжившие» пятна и после покраски они снова проявятся
Чем из химических средств можно удалить ржавчину с металла
Химики преуспели в изобретении различных составов для успешной борьбы с коррозией металла.
В любом магазине для автомобилистов вы найдете целый арсенал специальных химических средств от коррозии
Мы не ищем лёгких путей, так что рассмотрим арсенал подручной химии – что может пригодиться?
Как избавиться от ржавчины на металле с помощью хлорида цинка: мастер класс
Чтобы защитить металлическую деталь от коррозийного повреждения, можно покрыть её слоем хлорида цинка. Сделать это вполне возможно в домашних условиях:
Иллюстрация
Описание действия
Для работы потребуется паяльная кислота, цинк, который можно раздобыть из аккумуляторных батареек, кусочек тонкого поролона и зарядное устройство или автомобильный аккумулятор.
Цинк заверните в поролон, зафиксируйте его в обложке проволокой или нитью, оставив кусочек для контакта.
На открытом участке цинковой заготовки закрепите плюсовой контакт зарядного устройства.
Минус крепится непосредственно на детали, которую вы будете обрабатывать
Обмакните поролоновую обертку в паяльную кислоту.
Наносите цинковое покрытие на деталь, особенно тщательно обрабатывая сложные места.
Обратите внимание, что показания зарядного устройства будут уменьшаться по мере высыхания покрытия.
Внимание! Работать с паяльной кислотой следует крайне осторожно, она очень едкая. Защитите руки перчатками.
Серная и соляная кислоты как средство борьбы с коррозией
Удаление ржавчины с металла в домашних условиях с небольших металлических предметов можно осуществлять с помощью соляной или серной кислот. Важное условие в этом процессе – использование ингибитора – уротропина.
Если не убрать кислоту с металла нашатырем – можно безнадежно повредить изделие Процедура такова: деталь погружают в пятипроцентный раствор кислоты до исчезновения пятна, а затем прополаскивают в растворе нашатыря (на литр воды – 500 мг).Если предмет слишком габаритный, пятна покрывают средством для снятия ржавчины с металла с помощью кисти
Использование щавелевой и молочной кислот
С токсичной щавелевой кислотой нужно работать очень осторожно: непременно используйте средства защиты органов дыхания, очки и перчатки. Перед протравкой кислотой изделие следует промыть мыльной водой и высушить. Для обработки в стакане воды растворяют 5.5 чайных ложек кислоты. Деталь оставляют в этом растворе на 30 минут.
После следы коррозии легко счищаются щеткой, а само изделие следует промыть под краном и высушить
Если в вашем арсенале есть молочная кислота – её разводят в вазелине в пропорции 1 к 2. Полученную жидкость для удаления ржавчины с металла наносят на поврежденное место, а после растворения пятен удаляют салфеткой с вазелином.
Народные средства в борьбе с ржавчиной
Ни у каждого дома просто так не ждут своего часа цинк, серная или щавелевая кислоты. Не беда, есть и другие эффективные методы борьбы с рыжим налетом, причём что-нибудь из необходимых ингредиентов непременно есть у вас дома.
Как удалить ржавчину с металлической поверхности с помощью обычного картофеля
Чем оттереть ржавчину с посуды? Этот рецепт понравится хозяйкам, которые устали бороться с ржой на кухонных противнях.
В борьбе с ржавым налетом поможет простая картошка и немного поваренной соли
Крупную картофелину следует разрезать пополам, обмакнуть срезы в соль и натереть этим «инструментом» ржавые следы на посуде. Секрет эффективности этого метода всё в той же щавелевой кислоте, которая содержится в любимом овоще. Соль сработает как абразив, а кислота растворит ржавчину.
Чем отмыть ржавчину с металла: лимонный секрет
Лимонная кислота используется в выпечке и домашней консервации. Поможет она и в борьбе с коррозией на кухонных ножах. Жидкость для снятия ржавчины с металла готовится из воды и порошка лимонной кислоты.
Можно использовать натуральный лимонный сок для чистки ножа
Опустите в раствор нож на ночь и утром просто промойте его чистой водой.
Как очистить ржавчину с металла с помощью пищевой соды
Домашнюю сантехнику обрабатывают пастой из пищевой соды и воды. Следует оставить смесь на порыжевших местах на полчаса, затем почистить синтетической щеткой и промыть обычной водой.
Сода – безопасный состав для чистки металлических деталей в ванной
Столовый уксус против ржавых пятен
Если вы ещё не решили, чем снять ржавчину с металла, обратите внимание на столовый уксус. Если уже началось расслоение поверхности, сначала зачистите место металлической щёткой, а потом погрузите изделие в уксус или положите на повреждённое место тряпку, смоченную в нём. Время контакта – от 12 часов до полных суток.
Уксус нужен самый обычный – белый, не яблочный или винный
После обработки – промывка и просушка.
Как удалить ржавчину с металла в домашних условиях перекисью водорода
Что еще эффективно разъедает ржавчину? Отличный вариант – смесь перекиси водорода и нашатыря. 1 часть перекиси смешивают с 2 частями нашатыря. Этой жидкостью обрабатывают все поврежденные участки и оставляют на четверть часа. После ополаскивают водой. Работа эта очень непростая – нужно беречь глаза и легкие.
При обработке лучше открыть все форточки и одеть респиратор, очки и перчатки
Оригинальные средства для удаления ржавчины с металла
Есть и другие варианты борьбы с ржой, для которых можно использовать очень неожиданные продукты: кока колу и кетчуп.
Кока кола – универсальное средство
Как убрать ржавчину с хромированных деталей велосипеда или автомобиля?
Купите настоящую колу – вот уж средство буквально от всех проблем: от насекомых-вредителей до пятен разного происхождения
Есть люди, которые с недоверием относятся к этому методу, но лучше один раз увидеть, вот наглядный пример:
Watch this video on YouTube
Кетчуп как очиститель ржавчины с металла
Кетчуп или томатный сок могут справиться с небольшим налетом на столовых приборах. Намажьте их соусом и оставьте на полчаса. После просто вымойте и насухо протрите.
В большинстве случаев этот метод работает при условии, что в кетчупе есть хоть что-то натуральное
Методика домашнего электролиза
В завершении нашего материала несколько слов о домашнем электролизе. Это не самый простой метод борьбы с коррозией, но, если вы особо дорожите металлическим изделием, он вам пригодится. Его используют коллекционеры редких монет и кладоискатели.
Это как раз тот вариант, когда предмет практически не получает никаких повреждений
Электролит идеально удаляет следы ржавчины даже в самых трудных местах. Вы не рискуете передержать или испортить металл в процессе обработки. Посмотрите, как это делается:
Watch this video on YouTube
Какой бы метод из описанных выше вы не выбрали, помните: без последующей защиты очищенного металла все ваши усилия напрасны. Поэтому подумайте, как обработать изделие после удаления ржавчины, чтобы больше не возвращаться к этому вопросу.
Если у вас остались вопросы по теме – задайте их в комментариях!
Как удалить ржавчину с металла
Почему ржавчина «съедает» железо?
Слой ржавчины на металлической поверхности является продуктом окисления металла. Его необходимо вовремя убирать, а лучше не допускать начала коррозийного процесса.
Как удалить ржавчину с металла, если она все-таки его накрыла?
Новый металл выходит из проката незащищенным от взаимодействия с агрессивной средой. Это могут быть атмосферные явления, попадание химических препаратов. Во время транспортировки или длительного хранения на срезах, изгибах и по всей площади могут появиться рыжие пятна. Это ржавчина пытается уничтожить металлические предметы. Если не предотвратить ее наступление, то будут большие убытки. Пораженный на 30% коррозией металл практически нельзя восстановить.
Зачем нужно убирать ржавчину
Во-первых, налет ржавчины уничтожает металл и приводит в негодность отдельные металлические детали, что приводит к непредвиденным расходам.
Во-вторых, убирать слой необходимо перед обработкой преобразователями для лучшего результата.
В-третьих, для улучшения внешнего вида металлического изделия перед нанесением лакокрасочных материалов.
Способы удаления ржавчины
Существует несколько общепринятых способов удаления ржавчины в зависимости от толщины слоя.
Механический способ. Слой ржавчины снимают с помощью ручных приспособлений: щетки, наждачной бумаги, ручной шлифовальной машинки и т.п. Потом остатки стирают или сдувают компрессором с поверхности.
Химический способ. Этот способ имеет несколько рецептов, как удалить ржавчину с металла.
Органическая и неорганическая химия. Для удаления ржавчины используют подручные средства, содержащие кислоты и другие активные вещества. В бытовых условиях можно брать уксус, соду, соль, лимонную кислоту и даже известный напиток «Кока-кола».
Специальные химические средства — химические растворители, содержащие кислоту. Такие средства выпускают в достаточном количестве на химических предприятиях в специальной пластиковой упаковке в готовом жидком виде. Предварительно ржавые слои снимают механическим способом, а потом наносят средство на место очистки, оставляют на некоторое время и протирают тряпкой поверхность.
Преобразователи или модификаторы ржавчины активно преобразуют ненужный слой окиси металла в другие химические соединения. Практически во всех жидкостях присутствует кислота. После такой обработки металл не требует дополнительной защиты. Кроме этого, мягкая обработка жидкостью не повреждает металлическое покрытие.
Смолистые и масляные средства, способствующие глубокому прониканию в металл и созданию защитного барьера от коррозии. Их используют уже после механического удаления ржавчины для грунтовки металлической поверхности.
Обратите внимание, что механический способ является обязательным при всех видах удаления ржавчины.
Сначала поверхность зачищается, а потом покрывается химическими средствами.
Плюсы и минусы химического способа борьбы с ржавчиной
Преимущества химического способа:
Качественная характеристика химических средств удаления ржавчины.
Средства экономичны в использовании.
Огромный выбор средств от производителя.
Быстрое и надежное удаление ржавчины.
Одновременная очистка и создание защитного слоя.
Недостатки химического способа:
Нужно быть осторожным при наличии кислот в составе средства, чтобы не повредить тонкие металлические поверхности.
Преобразователь ржавчины меняет цвет металла, поэтому его необходимо красить.
Необходимо соблюдать все меры предосторожности при обработке металла, чтобы не допустить попадания химических средств на кожу или слизистую.
Рекомендуем
Удалитель ржавчины DOCKER STEEL PLUS Предназначен для мгновенной химической очистки и удаления ржавчины с любых поверхностей. Без ортофосфорной кислоты. Быстрого действия (4-8 мин.)
Подробнее
Чем обработать металл от ржавчины
Преобразователь ржавчины: правила применения
Антикоррозийная обработка арматуры перед бетонированием
Как удалить ржавчину с металла
Ржавчина или оксид железа могут быть эстетически привлекательными для одних, но другие могут счесть их неприглядными и, если их не удалять или не поддерживать, могут стать причиной непоправимого ущерба.
Если вы нашли инструмент, металлический забор или даже плитку внутреннего дворика, которые подверглись ржавчине, есть несколько способов удалить ее.
Во-первых, что такое ржавчина?
Ржавчина – это красный оксид железа, который образуется в результате химической реакции между железом и кислородом в присутствии воды или влаги воздуха. Ржавчина — это общий термин для этого типа коррозии, и при наличии достаточного количества времени, кислорода и воды любой железный предмет в конечном итоге полностью превратится в ржавчину и распадется.
Несмотря на то, что предмет стал ржавым, это не всегда означает, что он непригоден для использования или нуждается в замене. Некоторые способы удаления ржавчины могут занять время и потребовать немного усилий, но ее можно удалить.
Существует 6 распространенных способов удаления ржавчины, и сегодня мы рассмотрим их и объясним, почему они работают. Кому-то это может показаться немного странным, но на самом деле все дело в химии!
6 лучших способов удаления ржавчины
Белый уксус
Лимон/лайм и соль
Пищевая сода
Картофельное мыло и мыло для посуды
Лимонная кислота
Химикаты для удаления ржавчины
Некоторые из них могут показаться немного странными, но мы рассмотрим их все и выясним, какой метод больше всего подходит для вас!
Белый уксус
Белый уксус — один из тех предметов домашнего обихода, которые, кажется, можно использовать практически для чего угодно!
Лучше всего использовать этот метод на поверхностях со значительной ржавчиной, особенно если предмет можно погружать в воду.
Очень эффективное средство для удаления ржавчины, так как ржавчина просто вступает в реакцию с уксусом и растворяется. Если предмет, с которого вы удаляете ржавчину, достаточно мал, чтобы его можно было погрузить в ванну с белым уксусом, просто оставьте его там на несколько часов, а затем сотрите пасту.
Однако, если объект слишком велик и его нельзя погружать в воду, просто налейте белый уксус на поверхность и дайте ему время подействовать.
Вы также можете использовать кусок стальной ваты, проволочную щетку или даже алюминиевую фольгу, смоченную уксусом, и вытереть ржавчину.
При необходимости этот процесс можно повторить.
Если вы довольны результатом, просто промойте его водой с мылом и дайте высохнуть.
Известь/лимон и соль
Это еще один эффективный и дешевый способ удаления ржавчины.
Лучше всего использовать этот метод на очень легких ржавых поверхностях. Отлично подходит для таких вещей, как кухонные ножи, из-за характера используемых продуктов.
Все, что вам нужно сделать, это покрыть ржавую поверхность слоем соли. Затем выдавите на соль лайм/лимон. Будьте щедры с обоими продуктами и дайте от 2 до 4 часов рабочего времени.
Наконец, соскребите смесь. Сначала мы рекомендуем использовать остатки кожуры, чтобы удалить смесь, но если вам нужна дополнительная помощь, вы можете использовать стальную мочалку или проволочную щетку.
Этот процесс можно безопасно повторить при необходимости.
Смыть остатки смеси водой с мылом и дать высохнуть.
Пищевая сода
Еще один продукт домашнего обихода, который, похоже, используется для самых разных целей – пищевая сода!
Лучше всего использовать метод пищевой соды для предметов, которые имеют менее сильную ржавчину и тонкие металлы.
Сначала добавьте небольшое количество воды в разрыхлитель, чтобы получилась густая паста. Убедитесь, что паста густая, так как если она будет жидкой или растекающейся, это повлияет на ее эффективность.
Равномерно распределите пасту по металлу и оставьте на час или два. Затем с помощью стальной мочалки или проволочной щетки соскребите пасту.
Этот процесс можно повторять до тех пор, пока ржавчина не удаляется при каждом применении. Если ржавчина перестанет удаляться вместе с пастой, возможно, вам придется использовать другой метод.
Наконец, смойте остатки пасты водой с мылом и дайте высохнуть.
Мыло для картофеля и посуды
Да, вы правильно прочитали; картофель и средство для мытья посуды. Хотя это звучит немного безумно, есть причина, которая имеет большой смысл.
Этот метод лучше всего использовать при незначительной ржавчине в легкодоступных местах.
Картофель содержит так называемую «щавелевую кислоту» — соединение, которое отлично очищает и удаляет ржавчину!
Картофель в сочетании с средством для мытья посуды используется для удаления жира и грязи.
Просто разрежьте картофелину пополам и положите срезом в емкость с моющим средством. Оставьте на несколько минут, чтобы мыло впиталось.
Затем просто положите мыльную сторону картофеля на поверхность и оставьте на час или два, чтобы произошла химическая реакция.
Когда будете готовы продолжить, потрите участок картофелем, чтобы удалить ржавчину. При необходимости используйте стальную мочалку или проволочную щетку, чтобы удалить более стойкую ржавчину.
Наконец, промойте область водой и дайте ей высохнуть.
Этот процесс можно безопасно повторить при необходимости.
Забавный факт; Зеленый лук и петрушка на самом деле содержат больше щавелевой кислоты, чем картофель, но, очевидно, их гораздо труднее использовать!
Лимонная кислота
Другим способом эффективного удаления ржавчины является использование лимонной кислоты.
Лучше всего использовать этот метод при более сильной ржавчине, которую можно легко покрыть водой.
Имейте в виду, что этот конкретный метод удалит краску или другие покрытия с поверхности. Мы рекомендуем использовать один из других вариантов, перечисленных выше, если вы хотите избежать этого.
Чтобы использовать метод лимонной кислоты, просто создайте ванну из нескольких дюймов горячей воды и добавьте 2–3 столовые ложки.
Погрузите ваш предмет в воду и оставьте на несколько часов (можно даже на ночь, если необходимо).
Затем выньте изделие из раствора, соскребите отслаивающуюся ржавчину стальной мочалкой или проволочной щеткой, промойте и дайте высохнуть.
Химикаты для удаления ржавчины
Некоторые из этих типов химикатов очень сильнодействующие, и при их использовании следует соблюдать крайнюю осторожность.
Мы рекомендуем сначала попробовать один из вышеупомянутых методов, прежде чем использовать химикаты.
Наиболее часто используемым реагентом для удаления ржавчины является фосфорная кислота. Раствор создает химическую реакцию при нанесении на ржавчину, превращая ее в водорастворимое соединение, которое можно быстро и легко стереть.
Этот тип химикатов быстро действует и очень эффективен, но важно знать, что он очень токсичен. Если вы выберете этот метод, обратите особое внимание на то, какое химическое вещество присутствует в продукте, и внимательно следуйте инструкциям.
При использовании этих типов химикатов вам необходимо носить перчатки, маску, достаточно тесную обувь, футболку с длинными рукавами и длинные брюки.
Удаление ржавчины с террасы
У нас есть истории успеха, когда наши клиенты использовали Net-Trol для удаления ржавчины с плитки террасы.
Net-Trol — это очиститель и отбеливатель на водной основе, который можно использовать на многих поверхностях, включая камень, цемент, дерево и пластик.
Не содержит отбеливателя или хлора, поэтому не наносит вреда вашим поверхностям, растениям или кустарникам, что позволяет безопасно использовать его в вашем саду.
Прочтите нашу предыдущую запись в блоге, где мы говорим обо всем этом.
Теперь, когда ржавчина удалена, необходимо защитить ее от повторного появления.
Если вы планируете покрасить недавно отреставрированную поверхность, почему бы не попробовать Owatrol CIP?
Что такое Owatrol CIP?
Owatrol CIP – это антикоррозийный грунт, который можно покрывать любым типом краски. Он содержит антикоррозионные свойства масла Owatrol Oil , которые позволяют ему стабилизировать поверхность, проникая глубоко в основание, вытесняя излишнюю влагу и воздух, образуя прочный стабильный слой.
Прост в использовании и может использоваться как на новых, так и на ржавых поверхностях, как внутри, так и снаружи. CIP обладает отличной адгезией, что позволяет ему исключительно хорошо работать с чистой, блестящей сталью — обычно трудно поддающейся покрытию поверхности.
Он также не разрушается даже при нанесении на него красок и финишных покрытий с высоким содержанием растворителя, что делает его идеальным для использования в качестве грунтовки для двухкомпонентных красок.
Повышенная защита от коррозии и прочная поверхность CIP делают его идеальным для использования в экстремальных климатических условиях, таких как морская среда и тропические районы.
Вот и все! Мы надеемся, что вы узнали что-то новое и теперь готовы бороться с этой ржавчиной!
Как всегда, если у вас есть какие-либо советы или советы, не стесняйтесь оставлять комментарии ниже — мы рады услышать от вас!
Кислоты и растворы на водной основе для удаления промышленной ржавчины
Если вы работаете с железными или стальными деталями или оборудованием, вам почти наверняка приходилось иметь дело с ржавчиной. Ржавчина может испортить необходимые вам металлические детали, вызвать неисправность оборудования и создать угрозу безопасности. В течение дня не хватает времени, чтобы отшлифовать и счистить ржавчину, но вам все еще нужно, чтобы ваши металлические детали и оборудование были в отличной форме. В этом посте мы объясним, как работают различные типы промышленных кислот и растворов на водной основе для удаления ржавчины, чтобы вы могли найти лучший продукт для своих нужд.
Что такое ржавчина?
Ржавчина возникает при окислении железа и других черных (содержащих железо) металлов. Когда кислород, вода и железо встречаются, происходит тонкий и невидимый химический процесс, который заставляет электроны двигаться и превращает железо в оксид железа, также известный как ржавчина. Соленая вода в прибрежных районах или из соли зимних дорог, а также кислотные дожди в некоторых городских или промышленных районах являются известными факторами, ускоряющими окисление.
Все ли металлы ржавеют?
Окисление — это один из видов коррозии металлов, и многие металлы страдают от окисления. Однако ржавчина характерна для металлов, содержащих железо, к которым относятся все виды железа (кованое железо, чугун) и стали (углеродистая сталь, нержавеющая сталь). Другие цветные металлы, такие как алюминий, медь или свинец, могут подвергаться коррозии, но на самом деле они не ржавеют.
Что это означает для промышленного удаления ржавчины? Понимание того, что вызывает ржавчину, может помочь понять, как от нее избавиться, какие методы работают лучше других и почему.
Как работает средство для удаления ржавчины?
Подобно образованию ржавчины, промышленные кислоты для удаления ржавчины используют химические процессы для удаления ржавчины. Для удаления ржавчины можно использовать механические процессы, такие как очистка или шлифование/пескоструйная обработка, но они являются трудоемкими и требуют много времени. В этом посте мы расскажем о промышленных кислотах для удаления ржавчины и растворах на водной основе.
Различные продукты для удаления ржавчины используют разные методы для удаления ржавчины, и они будут иметь разные эффекты и риски.
Промышленное удаление ржавчины для удаления ржавчины с труб, арматуры или механически обработанных деталей включает все следующие методы:
Сильные кислоты и щелочи щелочи, реагируют с ржавчиной и растворяют ее. Однако эти едкие химикаты разъедают и большинство других веществ, и работать с ними очень опасно.
Слабые кислоты : Слабые кислоты, такие как щавелевая кислота или ЭДТА, реагируют с ржавчиной менее интенсивно, чем сильные кислоты, с несколько иной реакцией. Эти слабые кислоты менее едкие, с ними безопаснее работать, и их легко утилизировать.
Растворы на водной основе : Бескислотные растворы на водной основе используют другой химический процесс, чтобы конкретно реагировать с ржавчиной и удалять ее, не затрагивая основной металл. Они являются наиболее безопасным вариантом для работы.
Электролиз : Электролиз ускоряет химические реакции и уничтожает ржавчину за счет подачи электрического тока в реакцию. Это также может быть опасно и может производить токсичные химические вещества и пары.
Механический : Металлические детали можно чистить и подвергать пескоструйной очистке для механического удаления ржавчины. Это тяжелая работа, которая может создать заметные неровности, которые повлияют на функцию или внешний вид детали или оборудования.
Узнайте больше о бескислотных, биоразлагаемых и экологически безопасных средствах для удаления ржавчины от ARMOR
Средство для удаления ржавчины ARMOR Metal Rescue »
Что лучше всего растворяет ржавчину?
Существует множество промышленных продуктов для удаления ржавчины, которые могут подойти для ваших металлических деталей или оборудования, и то, что лучше всего растворяет ржавчину, зависит от нескольких факторов. Тяжесть или уровень ржавчины, тип металлической детали, размер и форма детали, количество деталей и тип имеющегося у вас оборудования — все это влияет на то, что лучше растворяет ржавчину. Важно учитывать безопасность, утилизацию раствора для удаления ржавчины, время и другие факторы.
Как действуют сильные кислоты для удаления промышленной ржавчины?
Сильные кислоты и сильные щелочи могут быстро удалить ржавчину, однако эти едкие химикаты представляют много рисков для здоровья и безопасности и требуют от пользователя соблюдения строгих мер предосторожности. Сильные кислоты растворяют ржавчину, но они также растворяют краску, отделку, а иногда и сам металл. Соляная кислота (которую также называют соляной кислотой в разбавленной форме), а также фосфорную и серную кислоты можно использовать в составах для удаления ржавчины с использованием сильных кислот. Это минеральные кислоты, и они очень агрессивны, особенно в концентрированных формах. Сильные щелочи действуют аналогичным образом, но на противоположном конце спектра рН.
Сильные кислоты растворяют ржавчину. Многие продукты для удаления ржавчины на кислотной основе представляют собой гелевые составы. После нанесения, если гель остается на металле слишком долго, он начнет его растворять, вызывая точечную коррозию. В то время как минеральные кислоты очищают внешний слой ржавчины, они также переводят нижележащий металл в реактивное состояние, делая его восприимчивым к «мгновенной ржавчине», если он не будет герметизирован или нейтрализован каким-либо иным образом.
Безопасны ли сильные кислоты для удаления ржавчины?
Даже если минеральные кислоты растворены в воде или других веществах, с ними опасно работать, они могут серьезно повредить кожу, вызвать раздражение легких и вызвать другие проблемы со здоровьем без надлежащих мер предосторожности. Эти химические вещества вызывают коррозию и токсичны, поэтому их необходимо безопасно утилизировать, особенно в больших количествах.
Промышленные средства для удаления ржавчины, содержащие сильные кислоты, идеально подходят для решения серьезных проблем, связанных с ржавчиной, которые необходимо быстро устранить. Тем не менее, эти продукты должны быть тщательно проверены и тщательно соблюдать меры предосторожности. Надлежащая вентиляция, защитные очки, перчатки и осторожное нанесение необходимы для защиты пользователей.
Как действуют слабые кислоты для удаления промышленной ржавчины?
Несмотря на свое название, слабая кислота не означает слабой реакции. Поскольку слабые кислоты встречаются в природе в окружающей среде, они гораздо менее токсичны, чем перечисленные выше минеральные кислоты. Существует множество слабых кислот, которые реагируют со ржавчиной и удаляют ее, и каждая из них действует по-своему. Дубильная кислота, щавелевая кислота, лимонная кислота и этилендиаминтетрауксусная кислота (ЭДТА) могут использоваться в качестве промышленного средства для удаления ржавчины. Эти кислоты встречаются в природе в орехах, овощах и фруктах или используются в качестве добавки в лекарства и продукты питания.
Слабые кислоты используют процесс, аналогичный сильным кислотам, за исключением того, что их реакция более постепенная и менее летучая. Хотя слабые кислоты все еще могут быть вредными в концентрированных формах, они далеко не так опасны, как минеральные кислоты. Промышленные средства для удаления ржавчины с использованием слабых кислот обычно используются в виде ванн или гелей.
Безопасны ли слабые кислоты для удаления ржавчины?
Слабые кислоты, такие как щавелевая кислота, могут быть опасны в высококонцентрированной форме, но они природного происхождения и содержат углерод, поэтому они менее токсичны и менее агрессивны, чем минеральные кислоты. Тем не менее, при работе со слабыми кислотами требуется осторожность, поскольку они по-прежнему представляют угрозу безопасности как для человека, так и для окружающей среды. Поскольку химический процесс отличается от минеральных кислот, щавелевая кислота и другие слабые кислоты снижают риск мгновенного ржавления металла, однако риск все же остается.
Как работают бескислотные растворы на водной основе для удаления промышленной ржавчины?
Не только кислоты способны удалять ржавчину. Бескислотные промышленные средства для удаления ржавчины на водной основе используют несколько иной химический процесс, чтобы конкретно реагировать с ржавчиной и удалять ее с металла. В то время как кислоты разрушают и растворяют ржавчину, бескислотные средства для удаления ржавчины на водной основе удаляют ржавчину или снимают ее с металла. Этот процесс обычно осуществляется за счет хелатирования.
Хелатирование заставляет молекулы раствора для удаления ржавчины связываться с ржавчиной и вытягивать ее из основного металла в подложку. Часто это связано с использованием ванны для удаления ржавчины. Ржавые металлические детали замачивают в ванне, позволяя раствору вытягивать или поднимать ржавчину с металла в ванну, и ржавые детали выходят чистыми. Эти промышленные продукты для удаления ржавчины также предлагаются в форме геля.
Безопасны ли бескислотные растворы на водной основе для удаления ржавчины?
Бескислотные растворы на водной основе являются одними из самых безопасных продуктов для удаления ржавчины как для человека, так и для окружающей среды. В бескислотных растворах на водной основе используются специальные формулы для ускорения реакции удаления ржавчины, поэтому их следует использовать с осторожностью, но бескислотные продукты на водной основе, как правило, не выделяют дыма и безвредны при контакте с кожей. Для безопасного, экологически чистого удаления ржавчины, а также высокоэффективного удаления ржавчины, бескислотные растворы на водной основе часто являются лучшим вариантом. Также они являются одним из самых безопасных вариантов поверхности металла.
Узнайте больше о чистых, безопасных и простых в использовании средствах для удаления ржавчины от ARMOR
Средство для удаления ржавчины ARMOR Metal Rescue »
Какое средство для удаления ржавчины следует использовать?
Теперь, когда вы немного знакомы с тем, как работают различные промышленные средства для удаления ржавчины, вам будет легче выбрать правильный. Посмотрите на активные ингредиенты, а также на рекомендуемые меры безопасности и меры предосторожности при утилизации, чтобы узнать, используются ли в продукте сильные кислоты, слабые кислоты или бескислотный состав на водной основе.
Высокотемпературная и низкотемпературная пайка | Сварка и сварщик
Пайка — это процесс получения неразъемного соединения материалов в твердом состоянии при нагреве ниже температуры их плавления путем смачивания, растекания и заполнения зазора между ними расплавленным припоем с последующей кристаллизацией жидкой фазы и образованием спая.
Преимущества пайки как технологического процесса и преимущества паяных соединений обусловлены главным образом возможностью формирования паяного шва ниже температуры плавления соединяемых материалов. Такое формирование шва происходит в результате контактного плавления паяемого металла в жидком припое, внесенном извне (пайка готовым припоем), либо восстановленным из солей флюса (реактивно-флюсовая пайка), либо образовавшемся при контактно-реактивном плавлении паяемых металлов, контактирующих прослоек или паяемых металлов с прослойками (контактно-реактивная пайка). В отличие от автономного плавления (одностадийного процесса, протекающего в объеме при температуре, равной или выше температуры солидус соединяемых материалов), контактное плавление того же материала протекает при контактном равновесии по поверхности контакта с твердым, жидким, газообразным телом, иными по составу. Это многостадийный процесс, протекающий по разным механизмам; жидкая фаза при контактном плавлении твердого тела образуется ниже его температуры солидус.
Пайка обеспечивает получение бездефектных, прочных и работоспособных в условиях длительной эксплуатации, паяных соединений, если учтены физико-химические, конструктивные, технологические и эксплуатационные факторы.
Возможность образования спая между паяемым металлом и припоем характеризуется паяемостью, т.е. способностью паяемого металла вступать в физико-химическое взаимодействие с расплавленным припоем и образовывать паяное соединение. Практически пайкой можно соединить все металлы, металлы с неметаллами и неметаллы между собой. Необходимо только обеспечить такую активацию их поверхности, при которой стало бы возможным установление между атомами соединяемых материалов и припоя прочных химических связей.
Для образования спая необходимым и достаточным является смачивание поверхности основного металла расплавом припоя, что определяется возможностью образования между ними химических связей. Смачивание принципиально возможно в любом сочетании основной металл — припой при обеспечении соответствующих температур, высокой чистоты поверхности или достаточной термической или другого вида активации. Смачивание характеризует принципиальную возможность пайки конкретного основного металла конкретным припоем. При физической возможности образования спая (физической паяемости) уже в какой-то мере гарантирована паяемость с технологической точки зрения при обеспечении соответствующих условий проведения процесса пайки.
Паяемость того или иного материала нельзя рассматривать как способность его подвергаться пайке различными припоями. Можно рассматривать только конкретную пару, и в конкретных условиях пайки. Важным моментом в оценке паяемости, как физической, так и технической, является правильный выбор температуры пайки, которая нередко является решающим фактором не только для обеспечения смачивания припоем поверхности металла, но и дополнительным важным резервом повышения свойств паяных соединений. При оценке паяемости нужно учитывать температурный интервал активности флюсов.
Паяльный флюс — это активное химическое вещество, предназначенное для очистки и защиты поверхности паяемого металла и припоя, в первую очередь, от окисных пленок. Однако флюсы не удаляют посторонние вещества органического и неорганического происхождения (лак, краску). Механизм флюсования флюсами, самофлюсующими припоями, контролируемыми газовыми средами, в вакууме, физико-механическими средствами может выражаться:
1. В химическом взаимодействии между основными компонентами флюса и окисной пленкой, образующиеся при этом соединения растворяются во флюсе, либо выделяются в газообразном состоянии; 2. В химическом взаимодействии между активными компонентами флюса и основным металлом, в результате происходит постепенный отрыв окисной пленки от поверхности металла и переход ее во флюс; 3. В растворении окисной пленки во флюсе; 4. В разрушении окисной пленки продуктами флюсования; 5. В растворении основного металла и припоя в расплаве флюса.
Окисные флюсы взаимодействуют преимущественно с окисной пленкой. Основой флюсования галоидными флюсами является реакция с основным металлом. Для повышения активности оксидных флюсов вводят фториды и фторборы, в результате одновременно с химическим взаимодействием между окислами происходит растворение окисной пленки во фторидах.
К активным газовым средам относятся газообразные флюсы, которые работают самостоятельно или как добавка в нейтральные или восстановительные газовые среды для повышения их активности. При пайке металлов в активных газовых средах удаление окисной пленки с поверхности основного металла и припоя происходит в результате восстановления окислов активными компонентами сред или химического взаимодействия с газообразными флюсами, продуктами которого является летучие вещества или легкоплавкие шлаки, к восстановительным средам относятся водород и газообразные смеси, содержащие водород и окись углерода в качестве восстановителей окислов металлов.
В качестве нейтральных газовых сред используют азот, гелий и аргон, роль газовой среды сводится к защите металлов от окисления. Как газовая среда вакуум защищает металлы от окисления и способствует удалению с их поверхности окисной пленки. При пайке в вакууме, в результате разрежения, парциальное давление кислорода становится ничтожно малым и, следовательно, уменьшается возможность окисления металлов. При высокотемпературной пайке в вакууме создаются условия для диссоциации окислов некоторых металлов.
По условиям заполнения зазора способы пайки разделяются на капиллярные и некапиллярные.
Капиллярная пайка по методу образования спая разделяется на пайку готовым припоем, контактно-реактивную, диффузионную и реактивно-флюсовую. При капиллярной пайке расплавленный припой заполняет зазор между паяемыми деталями и удерживается в нем под действием капиллярных сил. Капиллярная пайка, при которой используется готовый припой и затвердевание шва происходит при охлаждении, называется пайкой готовым припоем. Контактно-реактивной называется капиллярная пайка, при которой припой образуется в результате контактно-реактивного плавления соединяемых материалов, промежуточных покрытий или прокладок с образованием эвтектики или твердого раствора. При контактно-реактивной пайке нет необходимости в предварительном изготовлении припоя. Количество жидкой фазы можно регулировать изменением времени контакта, толщиной покрытия или прослойки, т.к. процесс контактного плавления прекращается после расходования одного из контактирующих материалов.
Диффузионной называется капиллярная пайка, при которой затвердевание шва происходит выше температуры солидус припоя без охлаждения из жидкого состояния. Припой, применяемый при диффузионной пайке, может быть полностью или частично расплавленным, может образовываться при контактно-реактивном плавлении соединяемых металлов с одной или несколькими прослойками других металлов, нанесенных гальваническими способами, напылением или уложенных в зазор между соединяемыми деталями, или в результате контактного твердо-газового плавления. Цель диффузионной пайки — проведение процесса кристаллизации таким образом, чтобы обеспечить наиболее равновесную структуру соединения, повысить температуру распайки соединений.
При реактивно-флюсовой пайке припой образуется в результате восстановления металла из флюса или диссоциации одного из его компонентов. В состав флюсов при реактивно-флюсовой пайке входят легковосстанавливаемые соединения. Образующиеся в результате реакции восстановления металлы в расплавленном состоянии служат элементами припоев, а летучие компоненты реакции создают защитную среду и способствуют отделению окисной пленки от поверхности металла.
Некапиллярная пайка разделяется на пайку-сварку и сварку-пайку. Пайко-сварка относится к процессам исправления дефектов в чугунных, алюминиевых и др. деталях, выравнивания поверхности, устранения вмятин, т.е. заливку расплавленным припоем с использованием технических возможностей низко- и высокотемпературной пайки. Обычно используется для изделий из чугуна и выполняется припоями из латуни с добавлением кремния, марганца, аммония. Сварко-пайка применяется при соединении разнородных металлов за счет расплавления более легкоплавкого металла и смачивания им поверхности более тугоплавкого металла. Необходимая температура подогрева поверхности тугоплавкого металла достигается за счет регулирования величины смещения электрода от оси шва к более тугоплавкому металлу. При подготовке изделий к пайке, при необходимости, на паяемую поверхность наносят металлические покрытия. Технологические покрытия (медь, никель, серебро) наносят на поверхность труднопаяемых металлов, либо металлов, поверхность которых при пайке интенсивно растворяется в припое, что вызывает ухудшение смачивания и капиллярного течения припоя в зазоре, хрупкость в соединениях, по месту нанесения припоя появляется эрозия, подрезы основного металла. Назначение покрытия — предотвращение нежелательного растворения основного металла в припое и улучшение смачивания; в процессе пайки покрытие должно полностью растворяться в расплавленном припое.
При капиллярной пайке используются нахлесточные, стыковые, косостыковые, тавровые, угловые, соприкасающиеся соединения. Нахлесточные соединения наиболее распространены, т.к. изменяя длину нахлестки, можно изменять характеристики прочности изделия. Нахлесточные паяные соединения обладают некоторыми преимуществами перед нахлесточными сварными, передача усилий в которых происходит по периметру элемента. В сварных конструкциях любые швы являются источником концентрации напряжений в переходной зоне от основного металла к шву, и при неблагоприятных очертаниях шва концентрация достигает значительных величин. Сопоставление механических свойств паяных и сварных соединений позволяет сделать следующие выводы:
1. Применение пайки наиболее эффективно в тонкостенных конструкциях, толщиной не более 10 мм; 2. Производительность технологического процесса пайки оказывается часто более высокой; 3. Паяные соединения вызывают, как правило, меньшие остаточные деформации; 4. Паяные конструкции в большинстве случаев имеют меньшую концентрацию напряжений по сравнению со сварными.
Прочность паяных соединений определяется также влиянием дефектов, которые могут образовываться при несоблюдении оптимальных условий и режима пайки. Типичные дефекты, которые снижают прочность паяных соединений — поры, раковины, трещины, флюсовые и шлаковые включения, непропаи.
Все дефекты сплошности в паяных соединениях разделяются на дефекты, связанные с заполнением жидким припоем капиллярных зазоров, и дефекты, возникающие при охлаждении и затвердевании паяных швов. Возникновение первой группы дефектов определяется особенностями движения расплавов припоев в капиллярном зазоре (поры, непропаи). Другая группа дефектов появляется из-за уменьшения растворимости газов в металле при переходе из жидкого состояния в твердое (газо-усадочная пористость). К этой группе относится также пористость кристаллизационного и диффузионного происхождения.
Трещины в паяных швах могут возникнуть под действием напряжений и деформаций металла изделий или шва в процессе охлаждения. Холодные трещины возникают в зоне спаев при образовании прослоек хрупких интерметалидов. Горячие трещины образуются в процессе кристаллизации; если в процессе кристаллизации скорость охлаждения высока и возникающие при этом напряжения велики, а деформационная способность металла шва мала, то возникают кристаллизационные трещины. Полигонизационные трещины в металле шва возникают уже при температурах ниже температуры солидус после затвердевания сплава по так называемым полигонизационным границам, которые образуются при выстраивании дислокации в металле в ряды и образовании сетки дислокации под действием внутренних напряжений. Неметаллические включения типа флюсовых или шлаковых могут возникать в результате недостаточно тщательной подготовки поверхности изделия к пайке или при нарушении режима пайки. При слишком длительном нагреве под пайку флюс реагирует с основным металлом с образованием твердых остатков, которые плохо вытесняются из зазора припоем.
Инструкция по пайке сталей. Пайка высокотемпературными припоями узлов агрегатов
Назначение
Инструкция является руководством по пайке сталей: конструкционных, коррозионностойких (нержавеющих) и жаропрочных высокотемпературными твердыми серебрянными припоями ПСр40; ПСр МИН63; ПСр21,5; и медными припоями ВПР1; ВПР4 и их импортными аналогами газовыми горелками, а также в камерных печах и печах с вакуумной средой.
Оборудование и материалы
2.1 Горелка газовая ГОСТ 1077-79 2.2 Электропечь камерная с температурой до 1300 градусов 2.3 Вакуумная печка типа СНВ 2.4 Необходимые приспособления для установки и фиксации деталей 2.5 Ацетон ГОСТ 2603-79 2.6 Аргон чистый класса «А» ГОСТ 10157-79 2.7 Пинцет
ТВЕРДЫЕ ПРИПОИ И ФЛЮСУЮЩИЕ ВЕЩЕСТВА
3.1 Для пайки применять припои, указанные в табл.
Марка
припоя
Температура пайки оС
ПСр40 ГОСТ 19738-74
19746-74
650-670
ПСрМИН63
800-820
ПСр21.5
1080
ВПР1
1130
ВПР4
1050
3.2 Термообработка припоя производится в случае целесообразности, если припой недостаточно пластичен. 3.3 Для пайки применять перечисленные виды флюсов: • ПВ200 для пайки припоями ПСр21,5 и ВПР1; • ПВ201 для ПСр40 и ПСрМИН63; • Калий тетрафторборат (КВF2) ГОСТ 9532-75 для пайки ПСр21,5 и ВПР1 в нейтральной среде.
Читайте статью «Как приготовить флюс своими руками»
4 ПОДГОТОВКА ПОВЕРХНОСТИ ДЕТАЛЕЙ И ПРИПОЯ
4.1 Размер зазоров должен быть, как правило, от 0,7 до 0,15мм для соединений типа «телескоп» и до 0,2 мм для других соединений (нахлесточных, стыковых, тавровых) Допускается уменьшение зазора в соединении типа «телескоп», если это вызвано особенностями конструкции узла. 4.2 Поверхности, подлежащие пайке, должны быть доведены до шероховатости не ниже 2,5. 4.3 На цементированных изделиях, после снятия медного покрытия, поверхности под пайку должны быть зачищены механически до чистого металла. 4.4 Наличие фаски в месте формирования галтели при печной пайке необходимо исключить. Кромки разделки в которой размещается паяемая деталь, должны притупляться радиусом ±0,1 мм. 4.5 Присутствие цветов побежалости и коррозии на паяемых поверхностях узлов после мех. обработки не допускается 4.6 Детали, поступающие на пайку, должны быть промыты. 4.7 Непосредственно перед пайкой обезжирить детали, входящие в узел и припой в ацетоне или другом растворителе и посушить на воздухе 10-15 мин. Сборку после данной процедуры проводить пинцетом или пользоваться х/б перчатками.
5 ПОДГОТОВКА ОБОРУДОВАНИЯ И ОСНАСТКИ
5.1 При пайке в камерной печи в аргоне внутренняя поверхность контейнера должна быть очищена от грязи и очищена путем промывки ацетоном или др. растворителем. 5.2 Вакуумная печь перед загрузкой узлов под пайку должна быть очищена от грязи и масла согласно руководству по эксплуатации. 5.3 Оснастка должна быть перед пайкой промыта в ацетоне или др. растворителе. В случае наличия рыхлых окисных пленок допускается обдувка оснастки электрокорундом или гидрохонингом. 5.4 При пайке в нейтральной среде перед запуском аргона в печь систему трубопроводов продуть аргоном. Смена баллонов в процессе пайки запрещается.
6 СБОРКА
6.1 Сборку узлов производить в приспособлениях обеспечивающих требуемое положение деталей и исключающих напряжения в зоне пайки. 6.2 Фиксацию припоя производить на машинах контактной сварки при помощи сварочного пистолета или сварочных клещей.
7 ПАЙКА
а) Пайка газовой горелкой 7.1 Развести флюс в Н2О или в спирте до пастообразного состояния, затем покрыть соединяемые поверхности. 7.2 Припой покрыть флюсом, разведенным в Н2О или в спирте и обсыпать порошком флюса В процессе нагрева необходимо наблюдать за тем, чтобы поверхность металла у места зазора не оголялась от флюса и, при необходимости, делать подсыпку порошка флюса. 7.3 Нагреть паяемый участок до температуры, указанной в таблице выше. Температура при пайке контролируется зрительно по началу плавления припоя. Нагрев зоны соединения производить равномерно по всей длине соединения, не допуская перегрева. При пайке деталей с разной толщиной стенок прогревать сначала более массивные детали. 7.4 Не допускать контакта флюса с пламенем более 4-5 минут из-за возможности потери им флюсующих свойств. Оптимальное время нагрева флюса при пайке в газовом пламени 20-60 сек.
7.5 В процессе пайки до полного охлаждения узел подвергать механическому воздействию воспрещается.
7.6 При необходимости для предохранения внутренней поверхности труб от чрезмерного окисления, на внутреннюю поверхность трубы нанести флюс или пропускать внутрь аргон.
При пайке трубу в зоне соединения располагать, по возможности, вертикально. Арматура должна находиться снизу.
7.7 Нагартованные детали из стали типа 12Х18Н9Т перед пайкой подвергать отжигу (детали из труб после гибки)
7.8 Подгибка трубопроводов после пайки не рекомендуется и совершенно не разрешается на расстоянии меньшем 20 мм от места пайки. Наплывы припоя на ниппеле разрешается запиливать.
б) Пайка в камерной печи
7.9 Производить в герметичных контейнерах со стальным колпаком-экраном в атмосфере аргона.
7.10 Флюсы 200, 201, 209 разводятся в воде до пастообразного состояния и наносятся тонким слоем, затем просушиваются в течение 10-15 мин. Порошок тетрафторбората калия засыпается в контейнер. Количество флюса, температура, время выдержки, расход аргона, скорость нагрева и охлаждения оговаривается в технологии.
7.12 Контроль температуры производить термопарой, вводимой внутрь контейнера.
Горячий спай термопары должен быть помещен, по возможности, как можно ближе к поверхности паяемого изделия.
7.13 Детали охлаждать под потоком аргона до комнатной температуры. Допускается обдув контейнера сжатым воздухом с целью уменьшения времени охлаждения.
в) Пайка в вакуумной печи
7.14 Производить преимущественной в среде аргона.
7.15 Собранный узел в приспособлении поместить на поддон печи, закрыв его колпаком-экраном из стали типа 12Х18Н10Т.
7.16 Пайка в среде аргона выполняется по следующей схеме:
Продуть систему трубопроводов до вакуумного крана аргоном
Откачать из печи воздух до остаточного давления, указанного в технологии. Разрешается промывка камеры аргоном, заключающаяся в следующем: откачка до 10-3мм рт. ст., заполнение газом и снова откачка до требуемого разряжения.
Подать в камеру печи газообразный аргон. Подачу вести непрерывно в течение 8-10 мин.
Включить нагрев и произвести пайку.
7.18 Контроль температуры выполняют при помощи термопары с записью на самописце. Горячий спай термопары должен быть помещен как можно ближе к поверхности паяемого узла. Допускается замер температуры в камере при условии учета экспериментально определенной разницы температур на поверхности изделия и в камере.
8 УДАЛЕНИЕ ОСТАТКОВ ФЛЮСА
В горячей, затем в холодной проточной воде с последующей обдувкой гидрохонингом.
9 КОНТРОЛЬ ШВОВ
9.1 Контроль состояния узлов должен проводиться на всех этапах тех.процесса подготовки поверхностей, сборки и пайки, введения флюса и припоя, устранения остатков флюса после пайки.
9.2 Применяемые материалы должны быть ГОСТированны или иметь ТУ. Следить за сроком годности флюса.
9.3 Применять следующие виды контроля:
а) внешний осмотр;
б) рентгенографический анализ;
в) проверка узлов на прочность и герметичность;
г) металлография;
9. 4 Внешнему осмотру подвергать 100% узлов с помощью увеличительного стекла 4-7 кратного увеличения.
Осматривать нужно паяный шов и зону, примыкающего к нему основного металла на расстоянии не менее 10 мм.
9.5 Шов должен быть чистым, без пористости, раковин, свищей, непропаев, посторонних включений, остатков флюсов и т.д. при условии, что припой заполнил зазор и образовал галтель.
10 ИСПРАВЛЕНИЕ ДЕФЕКТОВ
10.1 Недопустимые непропаи, поры, раковины и др. дефекты устранять подпайкой не более 2-х раз тем же припоем, которым проводилась пайка или с более низкой температурой плавления.
Международный микроволновый симпозиум (IMS) (21-23 июня) – это ведущая ежегодная международная встреча технологов, занимающихся всеми аспектами теории и практики микроволнового излучения. Он состоит из целой недели мероприятий, включая презентации технических документов, семинары и учебные пособия, а также многочисленные социальные мероприятия и возможности для общения.
Подробнее
Когда жизнь дает вам люмены, сделайте светодиодную пасту!
03 мая 2022 by Jenny Gallery | View Bio
AuLTRA™ 3.2 и AuLTRA™ 5.1 представляют собой пасты AuSn для пайки оплавлением воздухом или азотом, специально разработанные для более высоких температур обработки и требований сборки, необходимых для массивов мощных светодиодных модулей. Эти паяльные пасты AuSn обеспечивают стабильную печать и оплавление, а также исключительное смачивание и низкий уровень пустот. Паяльные пасты AuLTRA™ 3.2 и AuLTRA™ 5.1 доступны со следующими составами сплавов: 80Au/20Sn, 79Au/21Sn, 78Au/22Sn и 77Au/23Sn, а также размеры порошка от 2 до 7SGS.
Подробнее
SPIE Photonics West 2022
19 января 2022 г. by Jenny Gallery | View Bio
Indium Corporation продвигает новые специализированные продукты: AuLTRA™75 , AuLTRA™ ThInFORMS™ и AuLTRA™ Fine Ribbon , по адресу: SPIE, 2 января, Калифорния, США 27).
Подробнее
2021 Space Tech Expo
24 сентября 2021 г. автор Галерея Дженни | Посмотреть биографию
Приходите посмотреть на новые материалы AuLTRA™75, AuLTRA™ ThInFORMS™ и термоинтерфейсы Indium Corporation на выставке Space Tech Expo в Лонг-Бич, Калифорния, 6–8 октября 2021 г.
Подробнее
«Да, вы , вы делаете украшения?
27 окт. 2020 г. by Jenny Gallery | View Bio
Продолжая оставаться ведущим производителем и поставщиком материалов для пайки, Indium Corporation в настоящее время производит и поставляет материалы для изготовления ювелирных изделий. Эти материалы доступны в 9Золотое зерно 9,99%, розовое, фиолетовое и красное золото.
Подробнее
Просмотреть все сообщения в блоге Закрыть
Indium Corporation является ведущим новатором в области связующих и припоев на основе золотых и серебряных сплавов для высокотемпературных и высоконадежных применений, таких как крепление штампов и герметизация, в различных отраслях, включая автомобильную, радиочастотную инфраструктуру, военную, лазерную и аэрокосмическую.
Имея в наличии более 200 сплавов, мы предлагаем сплавы для температур до 1100 ° C. Предлагая альтернативу традиционным вариантам с высоким содержанием свинца, корпорация Indium в настоящее время предлагает и постоянно разрабатывает новые бессвинцовые решения, такие как золотые припои, спекание, преформы и технологии сплавов с новыми системами флюсов
Высокотемпературные продукты
Бессвинцовые варианты от Indium Corporation
Золотые припои
Сплавы на основе золота обеспечивают высокую прочность сцепления, отличную коррозионную стойкость и стойкость к окислению, а также хорошую тепло- и электрическую передачу в месте пайки.
Продукты для спекания
Пасты для спекания серебра QuickSinter ® Indium Corporation представляют собой материалы с высоким содержанием металла, предназначенные для легкого применения в процессе дозирования без замены оборудования для напыления. Пасты также могут использовать быстрые процессы спекания, подобные оплавлением (RFL), для образования прочных соединений на многих стандартных отделках выводных рамок, DBC и IPM, и они будут прочно связываться с кристаллами с поверхностями Ag, Au или Cu.
Жаропрочные сплавы на основе серебра
Высокая тепло- и электропроводность, очень хорошая капиллярность в соединениях и хорошая стойкость в приложениях с большими нагрузками и с несоответствиями КТР.
Прокрутите вправо, чтобы просмотреть всю доступную информацию.
Атрибуты
Сплавы
Температура
Сплавы на основе золота
Сильная прочность сцепления, отличная стойкость к коррозии и окислению, а также хорошая тепловая и электрическая передача в месте пайки.
1064 ° С Эвтектика Солидус 451 ° С / Ликвидус 485 ° С 363 ° С Эвтектика 356 ° C Eutectic Solidus 278 ° C / Liquidus 332 ° C Solidus 278 ° C / Liquidus 301 ° C Solidus 278 ° C / Liquidus 289 ° C 280 ° С Эвтектика
Сплавы на основе серебра
Высокая тепло- и электропроводность, очень хорошо проникает в соединения и хорошо выдерживает нагрузки в приложениях с большими нагрузками и с несоответствием коэффициента теплового расширения.
962 ° C Эвтектика 780 ° C Эвтектика Солидус 685 ° C / Ликвидус 730 ° C
Прокрутите вправо, чтобы просмотреть всю доступную информацию.
Стандартные материалы
Комментарии
Сн
Аг
Сб
Золото
Би
Гэ
Солидус (°С)
Ликвидус (°С)
Низкое использование Tj IGBT
96,5
3,5
221°С
Эвтектика
Также известен как «J-сплав»
65
25
10
233°С
Эвтектика
Обычно используется в процессах ступенчатой пайки
95
5
237°С
240°С
Максимально возможное содержание Sb в стандартной проволоке Sn/Sb
91,5
8,5
241°С
248°С
Обычно используется в процессах ступенчатой пайки
90
10
243°С
257°С
Самый высокоплавкий сплав Sn/Sb
86
14
Очень плохая способность к пайке
11
89
262°С
360°С
Очень высокая прочность на растяжение и тепло/электропроводность
20
80
280°С
Эвтектика
Используется для крепления матрицы с очень высоким Tj, например SiC
88
12
356°С
Эвтектика
Сопутствующие товары
Золотые припои
Золотые преформы
Золотая паста
QuickSinter ®
Технология пайки для работы при высоких и сверхвысоких температурах.
(Конференция)
Технология пайки для работы при высоких и сверхвысоких температурах. (Конференция) | ОСТИ.GOV
перейти к основному содержанию
Полная запись
Другие родственные исследования
Аннотация не предоставлена.
Авторов:
Вианко, Пол Т.;
Килго, Элис С .;
Реджент, Джером А.
Дата публикации:
Исследовательская организация:
Национальная лаборатория Сандия. (SNL-NM), Альбукерке, Нью-Мексико (США)
Организация-спонсор:
Национальная администрация по ядерной безопасности Министерства сельского хозяйства США (NNSA)
Идентификатор OSTI:
1148152
Номер(а) отчета:
ПЕСОК2007-3372К 522692
Номер контракта с Министерством энергетики:
АК04-94АЛ85000
Тип ресурса:
Конференция
Отношение ресурсов:
Conference: Предлагается для презентации на конференции/совещании JIP, состоявшемся 30-31 мая 2007 г. в Альбукерке, Нью-Мексико.
Страна публикации:
США
Язык:
Английский
Форматы цитирования
ГНД
АПА
Чикаго
БибТекс
Вианко, Пол Т., Килго, Элис С., и Реджент, Джером А. Технология пайки для работы при высоких и сверхвысоких температурах. . США: Н. П., 2007. Веб.
Копировать в буфер обмена
Вианко, Пол Т., Килго, Элис С. и Реджент, Джером А. Технология пайки для работы при высоких и сверхвысоких температурах. . Соединенные Штаты.
Копировать в буфер обмена
Вианко, Пол Т. , Килго, Элис С. и Реджент, Джером А. 2007. «Технология пайки для работы при высоких и сверхвысоких температурах». Соединенные Штаты. https://www.osti.gov/servlets/purl/1148152.
Копировать в буфер обмена
@статья{osti_1148152, title = {Технология пайки для работы при высоких и сверхвысоких температурах.}, автор = {Вианко, Пол Т. и Килго, Элис С. и Реджент, Джером А.}, abstractNote = {Аннотация не предоставлена.}, дои = {}, URL-адрес = {https://www.osti.gov/biblio/1148152}, журнал = {}, номер =, объем = , место = {США}, год = {2007}, месяц = {5} }
Копировать в буфер обмена
Посмотреть конференцию (6,09 МБ)
Дополнительную информацию о получении полнотекстового документа см.
Технология и устройство фундамента монолитная плита
Варианты технологии обустройства монолитного фундамента
Технология подготовки основы плитного фундамента своими руками
Заливка бетона
Заключение
Простота технологии плитного фундамента обманчива, при всех своих достоинствах система построения такого рода основания требует не меньшего, а зачастую даже большего внимания к особенностям грунта и рельефа местности. Устройство подобного рода монолитной плиты недаром называют «плавающим», нестандартное название прилипло в большей части за широкое использование в качестве фундамента для частного дома на слабой заболоченной почве. Плавающий – это значит, плита из бетона, отлитая по технологии, способна держать здание при высоком уровне грунтовых вод, образно говоря – «по уши в грязи».
Технология и устройство фундамента монолитная плита
Чтобы понять, в чем главная особенность технологии устройства монолитных плитных вариантов, необходимо различать, в чем основное отличие монолитной плиты фундамента отленточных типов фундаментных систем. Обе схемы преимущественно используются при устройстве опоры тяжелых коробок зданий, но условия работы монолитной плиты и бетонной ленты существенно отличаются:
Устройство монолитной плиты предусматривает наличие подготовленной поверхности грунта на всем пятне фундамента, тогда как лента требует очень хорошей несущей способности опорной части грунта только по периметру здания и под внутренними капитальными стенами;
Давление на грунт монолитного фундамента на порядок меньше, чем у ленточной схемы. Здание можно строить на слабых грунтах. При правильном расчете и соблюдении технологии плита с коробкой здания не должна тонуть или давать крен, но в остойчивости такое устройство плитного фундамента явно уступает бетонной ленте;
В жесткость ленточного фундамента основной вклад вносят слои твердого и прочного грунта с небольшим довеском за счет коробчатого устройства ленты. В монолитной схеме весь объем устойчивости и прочности решается за счет только бетонного тела плиты.
Важно! Но при высокой стоимости работ по устройству у монолитной плиты практически нет альтернативы для возведения зданий на слабых грунтах большой толщины. Реальную конкуренцию монолитной плите могут составить только забивные железобетонные сваи.
Варианты технологии обустройства монолитного фундамента
На первый взгляд монолитная фундаментная плита представляет собой привязанный к подушке базовый слой бетона с заделанной в бетонный массив арматурой. На самом деле обеспечить прочность и жесткость технология ручного обустройства единой монолитной плиты приличных размеров не может. Поэтому на практике изготовленная вручную монолитная плита, даже при соблюдении технологии, получается в виде очень тяжелого бетонного массива, дорогого и неоднородного по структуре.
Прежде чем принимать решение об использовании монолитной плиты в качестве фундамента дома, следует понимать, что строительство должно базироваться на точном конструкторском расчете и технологическом устройстве основных компонентов:
Грунтовой поддержки и подготовки основы под фундамент. Объем затрат на выемку верхнего слоя грунта и подготовка пластов под монолитную плиту в некоторых случаях стоят не дешевле затрат на бетон и арматуру;
Укладка гидроизоляции, утепления, монтаж и заполнение труб будущей канализации, водопровода, всех жизненно важных элементов коммуникаций. Устройство арматурного каркаса, установка опалубки;
Заливка бетона в форму, наиболее сложный этап устройства монолитной основы, потребуется учесть массу нюансов технологии заливки и контроля схватывания бетонной массы большого объема;
Устройство гидроизоляции, утепления контура и отмостки плиты фундамента.
Важно! Устройство монолитной фундаментной системы всегда связано с риском выйти за пределы и без того объемной и недешевой сметы. Поэтому перед заключением договора на строительство с подрядчиком абсолютно все ключевые и дорогостоящие приемы технологии следует оговорить заранее до мелочей.
Технология подготовки основы плитного фундамента своими руками
Подготовка грунта под устройство монолитной плиты является своего рода «изюминкой» во всей технологии выведения фундамента. От качества работы с подушкой под заливку бетонной плиты зависит 90% успеха всех дальнейших этапов обустройства. Понятно, что большая часть проблем возникает именно на тех этапах реализации проекта монолитной плиты, которые невозможно точно и объективно учесть при проектировании и выборе технологии реализации задуманного.
Речь идет о структуре грунта и уровне грунтовых вод. На первом этапе выполняется забивка породных шурфов и скважин на глубину воды. Технология требует, перед тем как выполнить проектирование, необходимо получить максимально точное представление о том, что у нас под ногами. Чем больше замеров, тем точнее можно подобрать технологию уплотнения грунта под плиту.
Если решение об использовании монолитного типа фундамента под здание принято окончательно, можно, не дожидаясь результатов расчета схемы армирования плиты, приступать к подготовке грунта по следующей технологии.
Удаляется весь плодородный слой, торф, суглинки, супесь на глубины устойчивого сухого основания. Это может быть 60 см, а может быть и 100 см. В некоторых случаях такой подход приводит к значительному увеличению расходов на земляные работы, и к этому необходимо быть готовым. Учитывая тот факт, что абсолютно ровных, как стол, планов под постройку дома не существует, под будущую монолитную плиту по технологии потребуется выполнить планирование и выравнивание поверхности.
Уже на этапе первичной подготовки по технологии в обязательном порядке нужно установить очень качественный глубинный дренаж. Для этого по контуру подготовленного котлована выкапывается ров в 25 см, отсыпается отсевом, укладывается труба, геотекстиль, опять отсев. Все трубы дренажа под монолитную плиту необходимо делать под уклоном до 3о с обустройством вывода в емкость дренажного колодца. Без дренажа котлована плиты работать с уплотнением отсыпки бессмысленно. Но даже при заделке дренажных трубв основание монолитной плиты потребуется последовательно, как требует технология, выполнить усиление несущей способности дна котлована.
Для этого потребуется отсыпать щебеночный слой в 15-20 см толщиной. Материал, по технологии, трамбуется минимум в три слоя засыпки, с максимальной забивкой щебенки в грунт, сначала крупной фракции, последний слой породным отсевом. При соблюдении технологии мы получим сухой участок, отсыпанный достаточно ровным и прочным слоем отсева. Границы отсыпанного и трамбованного с грунтом слоя щебенки примерно на метр шире периметра будущих стен здания.
Далее уложим слой геотекстиля. Обычно по технологии строительства монолитных плит используется марка дакрон или смесь песка с отсевом.
Устанавливаем опалубку и укладываем полотно геотекстиль. Далее по технологии требуется отсыпать слой песка минимум в 15 см толщиной и тоже утрамбовать с максимальной степенью нагрузки. На песчаный слой по технологии потребуется уложить полиэтиленовую пленку и новый слой щебня, который выравнивается с максимальной тщательностью по горизонту.
Заливка бетона
Далее технология требует уложить на бетонную подготовку слой гидроизоляции, и можно приступать к укладке утеплителя и арматуры. Пруток устанавливается ячейкой не менее 25 см, расстояние от утеплителя до нижнего слоя арматуры 2,5-3 см, верхний слой бетона над арматурной сеткой устанавливают в пределах 4- 5 см.
Бетон заливается набивкой. В этом случае смесь отливается секторами под борта опалубки. Лучше использовать автомобильную насосную установку и подавать бетон с помощью рукава, установленного на стреле.
Существует определенного рода иллюзия о том, что на очень слабых и нестойких почвах проблему несущей способности монолитной плиты можно решить за счет обычного наращивания толщины и устройства дополнительного слоя арматуры. Такая технология становится первой рекомендацией большинства «опытных» мастеров, допустивших брак в подготовке грунта. Мало того, что это повлечет значительные дополнительные расходы, это может только усугубить ситуацию.
В такой ситуации можно посоветовать дополнить устройство плиты установкой по периметру винтовых или набивных свай с обустройством армированного ростверка.
Прочность плиты определяется не столько мощностью или толщиной плиты, сколько правильностью укладки арматуры. В тонкой плите арматура работает практически на 100%, фундамент получается более гибкий, но при этом остается достаточно прочными одновременно податливым, чтобы под нагрузкой адаптироваться к противодавлению грунта.
Заключение
Технология устройства монолитной структуры постепенно вытесняется более легким и устойчивым свайным фундаментом с монолитным ростверком. В этом случае исключается подавляющее количество проблем, связанных с теплоизоляцией фундамента и возможным пучением грунтов. Устройство такого фундамента не намного сложнее монолитной схемы, а стоимость постройки практически вдвое ниже.
Строим дом из пеноблоков своими руками
Плавающий фундамент
Опалубка для фундамента своими руками
Фундамент под печь в баню
Монолитная фундаментная плита: устройство и где применяется
Содержание:
1 Что нужно знать о монолитном фундаменте до начала работы?
1. 1 Где применяется
1.2 Преимущества
1.3 Виды
2 Расчет параметров основания
3 Возведение своими руками
4 Подготовительный этап
5 Армирование
6 Бетонирование монолитного основания
7 Устройство сборной конструкции
8 Уход за фундаментом после завершения заливки
9 Рекомендации
Тщательная подготовка к строительству коттеджа, дачи, или своего дома – это залог надёжности и долговечности сооружения. Фундамент относится к важнейшим этапам возведения дома. В частном строительстве всё чаще встречается технология монолитной плиты. Устройство монолитной фундаментной плиты обеспечивает ряд преимуществ: целостность основания, устойчивость к просадке грунта, выступает своеобразным плотом для эксплуатации в регионах с повышенной влажностью грунта и высоким залеганием грунтовых вод.
Что нужно знать о монолитном фундаменте до начала работы?
Устройство монолитной плиты требует обязательное формирование подушки из песка. Другим важным условием является армирование основания. В результате, конструкция способна выдерживать экстремальные нагрузки. Технология чаще применяется для многоэтажных домов или коммерческих сооружений с высокой нагрузкой на основание. Среди всех разновидностей основания – монолит, является самым надёжным и прочным вариантом, который устойчив к влиянию влаги. На данном фундаменте возводятся 1-3-этажные здания.
При планировании фундамента существуют условия, когда приходится пренебречь экономией, для того чтобы обеспечить наиболее надежное основание для здания
Габариты и вес сооружения не единственные факторы для выбора монолита, другой важной причиной является неустойчивость грунта в регионе или поверхностное залегание грунтовых вод. Песчаная подушка предотвратит усадку и появление трещин, а монолитная конструкция распределит нагрузку по большой поверхности для защиты от просаживания отдельных участков. Благодаря большой площади покрытия фундамента и распределению давления, нагрузка равномерно распределится по почве и предотвратит движение грунта.
Как и другие виды фундаментов, монолит можно обустроить своими руками. Используется стандартная смесь, которая изготавливается вручную или с помощью специализированной техники. При финансовых возможностях можно ускорить процесс, закупив приготовленный раствор.
Нужно знать главное о строительстве монолитного фундамента – сборка опалубки и этапы. В качестве материала удобно использовать деревянные щиты. Вместо формы для монолитной плиты можно применять стены котлована. Из котлована удобнее всего делать опалубку, но придётся использовать гидроизоляцию с помощью полиэтилена или рубероида. В противном случае, цементное «молочко» впитается в землю и фундамент получит лишь часть показателей прочности.
Где применяется
Строительство плитного фундамента используется в частной сфере, но подходит для формирования многоэтажных домов. Является наилучшим вариантом для строительства:
Монолитная плита – это самый надежный тип фундамента
на заболоченных местностях;
в регионах с высокой влажностью грунта;
в местах с неустойчивой почвой, которая склонна к пучению и оползням;
в областях с частой сейсмической активностью;
в широтах России с низкими температурами в зимнее время с глубоким промерзанием почвы;
на участках с торфяниками.
В технологии строительства фундамента монолитная плита накладывает существенное ограничение – невозможность построения подвала или цокольного помещения. Единственный вариант сводится к формированию плиты на полу подвала, глубоко заглубленное основание часто используется для обустройства подземного гаража.
Преимущества
Плита должна располагаться над поверхностью почвы и двигаться вместе с грунтом, это требование могут обеспечить только пруты для создания арматурного каркаса. Во время промерзания и вспучивания почвы основание подымается, а при таянии фундамент возвращается на место.
Плюсы:
высокая надёжность и прочность;
повышенная несущая способность в сравнении с другими видами фундамента;
срок использования составляет 150 лет;
предотвращает неравномерную усадку здания и появление растрескивание.
Главным недостатком является высокая цена основания, к другим минусам относится сложность просчёта нагрузки и объёмные земельные работы.
Также этот тип основания в строительстве называется плавающим
Виды
Перед началом устройства основания необходимо тщательно изучить местность и провести оценку условий грунта, затем рассчитать нагрузку от стен, перекрытия, облицовки и т. п.
На основании результатов выбирается вид плиты:
коробчатый. Выполняется в виде соединения рёбер плитами перекрытий, от чего приобретает вид прямоугольника с замкнутыми гранями. Все рёбра формируются с равной высотой со стенами от цокольного этажа. Коробчатый фундамент способен выдерживать высокие нагрузки;
сплошная плита. Применима для создания зданий без цокольных помещений и подвала;
ребристое перекрёстное основание. Схема и устройство фундаментной плиты предназначено для противодействия высокому давлению. На ребристом фундаменте строятся многоэтажные сооружения. В качестве рёбер используются железобетонные блоки. Высота каждого из рёбер равна цоколю;
для областей с сейсмической активностью. Технология обустройства подразумевает установку рёбер жёсткости, арматура которых переплетается с металлическими стержнями бетонного основания.
Благодаря утепленной монолитной плите, удаётся экономить до 30% стоимости отопления в регионах с глубоким промерзанием грунта.
Расчет параметров основания
Важнейшее влияние на расчёт оказывают параметры:
характеристика грунта;
глубина залегания грунтовых вод;
Фундаментная плита будет идеальным решением для дома с двумя и более этажами
уровень промерзания;
габаритные размеры требуемой плиты;
количество арматуры;
нагрузка от постройки. Сюда же учитываются предметы бытовой жизни: техника, мебель, система отопления, камин и т. д. Дополнительно закладывается вес ото льда и снега, скапливаемых на крыше.
При выборе фундамента учитывается: углублённость основания, толщина бетонного слоя и площадь. Для индивидуального строительства достаточно закладывать плиту толщиной 150 мм с основанием из одного ряда прутьев. Для усиления прочности в местах расположения несущих стен устанавливаются рёбра жёсткости. Устойчивость и целостность здания обеспечивает увеличение габаритов плиты, она должна быть шире нижней части сооружения.
Возведение своими руками
Несмотря на необходимость весомых одноразовых затрат, монолитная плита помогает сэкономить деньги в процессе эксплуатации за счёт отсутствия необходимости в ремонте и снижении теплопотерь здания. Перечисленные преимущества наступают исключительно при точном следовании инструкции, просчёте нагрузки и исполнении технологии обустройства плиты. Важно уделить время утеплению и гидроизоляции основания и поверхности фундамента.
Заранее определяется тип армирования и шаг их установки. Обычно плита выполняется с толщиной 100-250 мм.
К недостатку конструкции можно отнести тот факт, что с таким основанием будет проблематично построить подвал
Подготовительный этап
На первом этапе следует подготовить участок для строительства и выполнить разметку согласно составленному чертежу. По углам устанавливаются колышки, они описывают периметр планируемой плиты. Между ними проводится верёвка, их параллельность стоит проверить на этапе подготовки, по необходимости пруты переставляются. Дополнительно выполняется проверка по диагонали, нити должны совпадать ровно по центру, а их длина быть идентичной.
После установки правильной разметки с её помощью вырывается котлован по периметру всего здания. Глубина ямы чаще всего до 50 см. Задача строителя – проверить ровность фундамента, используя нивелир. Если грунтовые воды залегают высоко, на дно засыпают слой глины, щебня, песка. Все материалы используются с крупной фракцией. Величина каждого слоя – 100-200 см. После закладывания слоя выполняется трамбовка основания виброплитой.
Чтобы стены, потолок и пол не дали трещин, а электроприборы были качественно заземлены, рекомендуется заранее обустраивать коммуникации и предусмотреть трубы для дренажа воды по периметру заглубления. На сформированную подушку укладывают геотекстиль, по сторонам должен выступать на 1 м или более.
Сверху выполняется начальная заливка фундаментной плиты тонким слоем – до 70 мм. Небольшой слой призван создать ровное и плотное основание. После застывания укладывается материал для гидроизоляции фундамента. Высыхание занимает от 2 до 4 недель. Экономичная гидроизоляция – плотная полиэтиленовая плёнка или проникающая изоляция. Чтобы увеличить эффективность утепления можно укладывать слой полистирола с толщиной от 10 см.
Строительство любого типа фундамента начинается с подготовительных операций, монолитная плита не является исключением
Армирование
На этапе создания каркаса выполняется закладывание металлических прутов. Диаметр стержня зависит от толщины и размеров фундамента. Если длина до 3 м, укладывают прут сечением 10-12 мм. Вертикальная укладка арматуры подразумевает использование меньшего прута – 6-8 мм. Ряды закладываются со строгой перпендикулярностью между собой. Ячейки между прутами должны получиться до 100 мм.
На практике для одноэтажного здания закладывается арматура 16 мм, выбирают либо с гладкой поверхностью, либо с ребристым покрытием. При постройке фундамента под многоэтажные сооружения используется арматура с сечением прута 40 мм.
Технические нормы требуют армирование торцов с помощью стального профиля в форме буквы П. На участках с большей нагрузкой целесообразно укладывать прут в 2 раза чаще. Для создания полноценного каркаса необходимо выполнить перевязку с прутом стен и плитного фундамента.
Бетонирование монолитного основания
Для заливки раствора обязательно устанавливается опалубка, которую после высыхания бетона можно демонтировать. Съёмное основание чаще всего выполняется из древесных щитов, а несъёмные опалубки изготавливаются из пенополистирола, он улучшит теплоизоляционные характеристики здания.
Далее выполняется бетонная подготовка
Несколько советов на этапе бетонирования:
для создания качественного фундамента заливание должно выполняться равномерно и непрерывно;
перед замешиванием бетона важно позаботиться о непрерывном поступлении смеси. В домашних условиях возможно собрать бетоновод или воспользоваться арендой бетономешалки, специальной техники;
лучше использовать пески мелкой или пылеватой фракции, они улучшат целостность основания;
чтобы металл не подвергался коррозии, его важно полностью покрыть бетоном. Любые выступающие части прута ускорят износ здания;
после заливания котлована бетоном, его следует уплотнить для устранения воздушных карманов. Уплотнение выполняется двумя методами: виброплита или прокалывание;
защитить плиту от появления трещин в процессе застывания поможет регулярное увлажнение. Если на неё воздействует прямой солнечный свет, сверху раствора натягивают полиэтиленовую плёнку;
опалубку стоит демонтировать исключительно после полного застывания основания. Длительность приобретения достаточной прочности зависит от погоды, но преимущественно процесс занимает 28 дней;
чтобы сформировать плитное основание в холодных регионах в цементный раствор вносятся специальные присадки, они увеличивают устойчивость к минусовым температурам;
рекомендуется закладывать утолщённые грани, они выполняют функцию рёбер жёсткости.
Устройство сборной конструкции
Устройство фундаментной плиты отличается высокой прочностью, но наилучшие технические показатели наступают при использовании монолита. Здание из железобетонных плит строится быстрее, но имеет меньшую долговечность и устойчивость к различным негативным влияниям. Устройство монолитной плиты занимает 1,5-2 месяца, а монтаж готовых плит выполняется за несколько дней, но характеристики здания существенно ухудшатся.
Применять монолит можно к разным типам сооружений
Фундамент из монолитной плиты отличается эффективной теплоизоляцией, высокой прочностью и износостойкостью. Сборная конструкция более подвержена разрушению, на месте швов образуются мостики холода, со временем появляются сквозные отверстия.
Уход за фундаментом после завершения заливки
Бетон до полного застывания требует некоторого ухода. Если проигнорировать процедуру, бетон покроется трещинами. Наибольшее внимание уделяется смеси на протяжении 1,5 недели. Важно поддерживать достаточную влажность и избегать чрезмерного нагрева материала. Наилучшая температура застывания – 18-25°С.
На протяжении 10 суток нельзя оказывать ударов, нагрузок и других влияний, которые привели бы к нарушению целостности фундамента. Свежий бетон следует защитить от минусовых температур, действия ветра, прямых солнечных лучей, иначе влага быстро испарится и монолит получит трещины. В жаркий период года сверху раствора наносится любая влагоёмкая плёнка: мешковина, ткань, а сверху подливается холодная вода. Частота смачивания определяется индивидуально, поверхность следует поддерживать всегда во влажном состоянии.
Если работа выполняется в мороз, опалубку дополнительно утепляют. Самый доступный и простой материал – минеральная вата или опилки, но подойдет и остальная теплоизоляция. Бетон в мороз нужно подогревать, обеспечить обогрев поможет обработка паром или подогретым воздухом. Лучше в состав вносить быстродействующий цемент с высоким уровнем тепловыделения. Самый распространённый метод – электрический обогрев.
Рекомендации
Ещё больше идей в дополнительных материалах:
создание прочного основания требует устройство каркаса. Вязка арматуры под фундамент выполняется несколькими способами;
долговечное бетонное строение обязательно нужно утеплить. Гидроизоляция под фундаментную плиту предотвратит потери тепла и разрушение от проникновения влаги;
сохранение тепла в помещении во многом зависит от теплоизоляции пола. В современном строительстве разработано много материалов, от чего выбор, чем утеплить фундамент, становится ещё сложнее. Разобраться с вопросом можно только с учётом конкретной ситуации;
устройство фундаментной плиты различается в зависимости от предназначения и типа грунта. В каждом случае технология, как делать плитный фундамент, несколько отличается;
геологическая экспертиза грунта – это важная процедура, которая помогает определить прочность земли. В сложных условиях обустраиваются глубоко заглублённые или монолитные основания. Свайно-ростверковый фундамент с плитой идеально подходит для регионов с высокой влажностью и болотистой местностью.
Монолитный фундамент является одним из самых прочных оснований, который помогает экономить на теплоносителях. Плита устойчива к растрескиванию, разрушению и износу, служит на протяжении 150 лет.
Фундаменты из бетонных плит: монолитные и стволовые стены
Фундаменты из бетонных плит, обычно называемые плитами, являются наиболее распространенной системой фундаментов, используемых в коммерческих зданиях. Бетон представляет собой смесь портландцемента, песка, щебня и воды. Когда бетону дают вылечиться или затвердеть, он может выдержать нагрузку здания.
Существует два основных типа плит, применяемых в коммерческих объектах: монолитные фундаменты и фундаментные стены. Монолитная плита — это плита, вся плита которой заливается как один элемент и обычно имеет одинаковую толщину по всей глубине. Однако, в зависимости от региона, внешний слой может быть сделан толще, чтобы предотвратить морозное пучение и обеспечить лучшую поддержку наружных стен. Плита стволовой стены имеет морозостойкие фундаменты или стены, которые размещаются первыми, и плита заливается сверху или внутри этих фундаментов. Это помогает выдерживать внешнюю нагрузку и предотвращает морозное пучение.
Независимо от типа плиты она укладывается на ненарушенном грунте или уплотненном основании в соответствии со спецификациями, определенными инженером-строителем. Ненарушенная почва относится к почве, которая не была выкопана. В любом случае сначала добавляется слой песка или гравия, который уплотняется перед тем, как поверх него будет залита плита, чтобы улучшить дренаж и предотвратить движение в будущем.
Сравнение сжатия и растяжения
Бетон обладает превосходной прочностью на сжатие. Когда бетон достигает своей полной прочности и твердости, его прочность определяется приложенной к нему силой. Это означает, что давление, воздействующее на бетон, может быть равномерно распределено по массе с минимальным повреждением или воздействием на бетон. И наоборот, бетон имеет очень низкую прочность на растяжение. Прочность на растяжение – это растяжение и изгиб бетона. Бетон может легко треснуть, когда он изгибается или когда на него воздействуют силы, отличные от давления. Этот тип силы может включать удар.
Сталь добавляется в бетон для улучшения свойств бетона при растяжении или прочности на растяжение. Он известен как железобетон, когда его заливают вокруг стальных стержней или сварной сетки из стальной проволоки. Стальные стержни называются арматурой, сокращенно от арматурного стержня, а сетка обычно называется WWR для армирования сварной проволокой. Количество используемой арматуры или проволочной сетки будет влиять на прочность плиты на растяжение. Обычно это проектируют инженеры, и арматура редко видна после отверждения плиты. Отказ может произойти, когда это армирование видно во время осмотра.
Строительство перекрытий
На начальных этапах разработки инженер или архитектор обычно посещает строительную площадку, чтобы осмотреть недвижимость и определить местонахождение готовой плиты. Каждая из сторон также определяет высоту плиты, которая определяет высоту пола. Конечная высота пола помогает в расчете всех измерений здания вверх и вниз, а пол всегда предполагается ровным.
Плита должна быть уложена на ненарушенный грунт или уплотненное основание. В большинстве случаев потребуются некоторые земляные работы, чтобы выровнять строительную площадку или разместить плиту в соответствующем месте. Чтобы определить глубину, необходимую для раскопок, конечная высота плиты вычитается из глубины плиты плюс количество необходимого гравия.
Например, если плита имеет толщину 6 дюймов, под плиту нужно будет положить 6 дюймов гравия, поэтому глубина выемки должна быть 12 дюймов.
Используя этот пример, ненарушенный грунт под плитой будет составлять 12 дюймов. Если раскопки необходимо углубить более чем на 12 дюймов, то нарушенная почва должна быть доведена до уплотнения, равного уплотнению ненарушенной почвы, или необходимо будет использовать дополнительный гравий, чтобы сбалансировать эту область чрезмерной выемки.
После создания всего контура плиты размещаются формы для выемки грунта, чтобы создать внешние границы или форму плиты. Это место, где будет заливаться жидкий бетон, где ему дают затвердеть и высохнуть. Также на этом сформированном участке будет располагаться арматура. Этот метод позволит создать монолитный плитный фундамент.
Если плита представляет собой стволовую стену, потребуется несколько дополнительных шагов. Первым дополнительным шагом будет раскопки фундаментов. Фундаменты размещаются по периметру опоры на глубину, равную или превышающую глубину промерзания в районе здания. В зависимости от региона эти глубины могут составлять от 24 до 50 дюймов. Затем размещаются формы для создания мест для фундаментов. Фундаменты укладывают на ненарушенный грунт или уплотненное основание. Наконец, фундаменты армируются, и бетон заливается в опалубку для отверждения и высыхания.
После того, как фундамент затвердеет, на него устанавливается еще один набор опалубок, чтобы обеспечить устойчивое основание для плиты и стен по периметру. Армирование добавляется в формы фундамента. Затем заливается бетон, затвердевает и высушивается, и стенка ствола готова к заливке плиты поверх нее или внутри фундамента.
Эти стволовые стены обеспечивают стабильную основу для передачи нагрузки от наружных стен на грунт. Монолитная плита также воспринимает нагрузку, но может сместиться или разрушиться в условиях мороза.
Инспекция
Основные принципы построения плит. Плита должна быть ровной, а стенка ствола должна быть отвесной. При осмотре плиты первое, что должен определить инспектор коммерческой недвижимости, — это ровность плиты. На неровных участках могут быть признаки скопления воды, провалов и гребней, горбов или подъемов.
Тепло, выделяемое бетоном в процессе твердения, называется экзотермической реакцией. Именно во время этого процесса нагрева в плите происходит наибольшее количество трещин. Поэтому во время строительства по всей плите добавляется ряд контрольных стыков или швов, чтобы защитить ее от случайного растрескивания. Цель этих швов — позволить бетону идеально растрескиваться только в местах швов. Осмотр включает в себя проверку этих соединений на предмет любых областей, которые могут создать опасность спотыкания или признаки того, что могло произойти движение в плите.
Выход за рамки визуального осмотра
Инспектор не сможет определить глубину плиты. Плита может быть 4 дюйма, 6 дюймов или, может быть, толще, в зависимости от потребностей здания. Например, для помещений с печатными станками или другими тяжелыми нагрузками могут потребоваться более толстые плиты. Для определения точной толщины плиты потребуется взять керн плиты и измерить толщину сердцевины. Эта услуга выходит за рамки ComSOP, но может быть добавлена к вашему соглашению об инспекции, если это представляет интерес для клиента.
Инспектор также не может видеть состояние основания под плитой. Потенциальное разрушение под плитой может быть вызвано пустотами, в которых плита не полностью поддерживается. Прикладывание нагрузки к плите на участках с недостаточной опорой может привести к растрескиванию плиты и возможной осадке или провисанию. Постоянное давление на эти области может вызвать структурные проблемы или, по крайней мере, проблемы. Большинство из них не будут видны инспектору, и их будет сложно идентифицировать.
Помимо визуальной оценки, инспектор может провести слуховую оценку, используя такой реквизит, как железный прут, деревянный штифт или ручку от метлы. Когда стойка падает на бетон с соответствующей опорой, раздается четкий звук, и стержень или ручка резко отскакивают вверх. Однако, если винт упадет на неподходящее место или полое основание, он не подпрыгнет вверх, и звук будет глухим.
Несмотря на то, что этот метод не является окончательным, он может, по крайней мере, дать некоторое свидетельство о возможных проблемах с поддержкой плиты в этой конкретной области. Это может указывать на то, что в этом районе должен быть взят образец керна, или рекомендацию инженера для дальнейшего структурного анализа. В большинстве случаев арматура внутри плиты позволяет перекрыть эту полую область, но экстремальные сжимающие нагрузки могут вызвать проблемы.
Заключение
Бетонные плиты являются наиболее распространенным типом фундамента в коммерческих зданиях. Инспектор коммерческой недвижимости должен понимать методы строительства и основные типы отказов, которые могут возникнуть. Не забывайте о проверке ровности плиты и опасности спотыкания, а также о выявлении областей движения, которые должны быть частью каждой проверки, а любые результаты должны быть отмечены в отчете клиента.
Статья написана: Rob, Claus, CMI ®
Дополнительные ресурсы для инспекторов коммерческой недвижимости:
Железобетонные конструкции: традиционный железобетон в сравнении с предварительно напряженным бетоном
Онлайн-курс по структурной оценке коммерческих зданий
Экстерьер коммерческого здания: бетонный блок с разъемной облицовкой
Плавающая плита против монолитной плиты | Что такое монолитная плита
Важный момент
1
Что такое монолитная плита?
Слово «монолитный» означает «все в одной заливке», поэтому в строительстве, где используется монолитная плита, фундамент изготавливается в одну заливку, состоящую из слоя бетонной плиты с более толстой площадью под несущим слоем. стены и все края по периметру заменить колонтитулом.
Строительство монолитной плиты происходит намного быстрее, а трудозатраты низкие, так как в этой плите бетон заливается сразу. При использовании в идеальных условиях монолитная плита может быть такой же прочной, как и плиты Stem-Wall.
При строительстве большинства микрорайонов земля выравнивается, а почва равномерно распределяется по земле, что делает территорию плотно уплотненной. В этом случае монолитная плита может быть лучшим вариантом, если все отметки чистового пола одинаковы от участка к участку и имеется очень небольшой уклон.
Есть несколько серьезных проблем, которые могут возникнуть, если многие условия не нарушают работу монолитной плиты. Монолитную плиту нельзя использовать, когда требуется больше грунта для заполнения, потому что бетон с большей вероятностью растрескается, если грунт недостаточно уплотнен.
Это проблема для домов, которые должны быть построены так, чтобы возвышаться над уровнем затопления, установленным инженерами-строителями (как и большинство зданий во Флориде).
В этом случае монолитная плита имеет тенденцию к растрескиванию по периметру стен и другим большим несущим участкам. Эти трещины могут вызвать структурные проблемы, влияющие на другие аспекты дома во время процесса строительства, такие как сухие стены и полы, если каркасные стены неустойчивы.
Также прочтите: Монолитное определение | Монолитный фундамент | Монолитный плитный фундамент | Преимущества и недостатки монолитного плитного фундамента | Монолитная плита
Что такое плавающая плита?
Плавающие плиты используются в качестве основы для различных гражданских сооружений, таких как навесы, гаражи, пристройки, коттеджи, навесы для автомобилей, вспомогательные постройки и амбары.
В плавающей плите плиты имеют утолщенный армированный периметр, но не имеют морозостойких оснований.
Плавучие плиты называются « плавучими », потому что они могут перемещаться по кромке льда как единое целое. Изоляция также может быть добавлена для уменьшения движения из-за мороза, в зависимости от потребностей проекта.
Строительство плавающей плиты — один из самых экономичных способов возведения фундамента. Традиционные фундаменты включают ленточный фундамент по краю с морозостойкой стеной сверху. Ленточный фундамент, укладываемый ниже уровня промерзания, обычно на 4′-0″ ниже уровня земли.
Стоимость плавающей плиты выше, потому что требуется много земляных работ, бетона и труда для строительства ленточного фундамента и морозостойкой стены.
Плавающая плита является лучшим вариантом для строительства навесов, но для строительства дома есть некоторые недостатки, о которых следует подумать.
Когда плавающие плиты сооружаются в здании, их можно обогревать лучистым теплом пола, что обеспечит комфортное и сбалансированное тепло.
Также прочтите: Что такое плавающая плита| Строительство плавучих плит | Как построить плавающую плиту » вики полезно Преимущества и недостатки Плавающие плиты
Что такое монолитная плита VS плавающая плита?
Плавающие плиты иногда называют монолитными плитами, потому что они не имеют контакта с фундаментом. В некоторых конструкциях в качестве опоры используется плавающая плита, и только после возведения фундамента мы бросаем плавающую плиту.
Обычно монолитная плита дешевле, чем плавающая плита. Плавающие плиты также представляют собой монолитные плиты в форме перевернутой буквы U, где бетон наносится монолитно или в 2/3 этапа. Монозаливка означает то, как она построена и залита, а не тип фундамента здания.
Если есть большая конструкция или неустойчивый грунт, вам определенно нужен глубокий фундамент, но с простым гаражом в хорошем грунте плавающая плита хороша и привлекательна. Если местный грунт имеет меньшую устойчивость или как обычная вода на недрах, то плавающая плита очень плавучая и склонна к растрескиванию или наклону.
Плавающие плиты — это те парни, которые плавают на земле или в морозных областях. Плавающие плиты в такой среде называются монолитными, потому что они не имеют контакта с фундаментом.
Также прочтите: Что такое строительство плит | Типы дизайна плит | Что такое плита перекрытия | Типы плит перекрытия | Толщина бетонных плит | Сборные бетонные плиты
Краткое примечание
Плавающая плита против монолитной плиты
Плавающая плита называются монолитными плитами , так как не имеют связи с фундаментом. В таком случае только после отверждения фундамента заливаем плавающую плиту .
Что такое монолитная плита?
Монолитный означает «все за одну заливку», поэтому фундамент строится за одну заливку, состоящую из бетонной плиты с более толстыми участками под несущими стенами и всеми краями по периметру вместо нижних колонтитулов. Потому что это Плита заливается сразу, это намного быстрее и снижает трудозатраты.
Также прочтите: Что такое длина круга | Длина колена колонны | Длина перекрытия плиты | Длина перегиба балки
Что такое плавающая плита?
Плавающие плиты используются в качестве фундамента для различных конструкций, включая навесы, гаражи, пристройки, коттеджи и многое другое. Плиты имеют утолщенный армированный периметр, но не имеют морозостойких фундаментов. Они называются « плавающие », потому что им разрешено двигаться выше линии промерзания как единое целое.
Ключ для фіксації шківа водяного насосу VW, AUDI 1326 JTC
На складе
Доставка по Украине
820 грн
Купить
TWIST AUTO — инструмент по доступной цене
Водяной насос для полива JET 100L 1100 вТ для бытовых насосных станций
На складе
Доставка по Украине
2 875. 10 грн
Купить
Интернет-магазин «Хозмир»
Водяной насос для насосных станций JET 100 S ( чугун ) для полива Бытовые поверхностные электронасосы
На складе
Доставка по Украине
2 864.19 грн
Купить
Интернет-магазин «Хозмир»
Водяной насос для систем отопления дома
Основное предназначение циркуляционного насоса в отопительной системе – обеспечить непрерывное перемещение теплоносителя с определенной скоростью. Насос водяной для отопления создает в системе стабильно равное давление, что способствует более равномерному прогреву помещений. Циркуляционные насосы можно использовать как в отопительных контурах, так и в системах, которые обеспечивают также ГВС в доме.
Циркуляционные насосы для отопления
Выбор изделия и его характеристики
Установка циркуляционного насоса
Выбор изделия и его характеристики
Перед тем, как приобретать циркуляционный насос для водяного отопления, необходимо ознакомиться с его характеристиками – ведь он в полной мере должен соответствовать требованиям вашей отопительной системы. Особенно внимательными необходимо быть к таким параметрам, как производительность устройства и выдаваемый им напор. Что же это за показатели?
Производительность циркуляционного насоса – это количество воды (теплоносителя) в отопительной системе, которое он способен перекачать за определенное время.
Нормой для обычной отопительной системы, используемой в жилом доме, является способность насоса перекачать весь объем теплоносителя три раза в течении часа.
Таблица с помощь которой подбирается насос для системы отопления
В случае если площадь дома достаточно велика, что, соответственно, требует и увеличения продолжительности отопительной системы, и большее количество теплоносителя, чтоб ее заполнить, мощность насоса также должна быть более высокой. Это позволяет создавать в помещениях дома максимально комфортные условия.
Перед тем, как приобретать водяные насосы для отопления, необходимо произвести некоторые расчеты.
В частности, определить сумму сопротивления всех гидравлических узлов системы – она также влияет на мощность насоса. Важная особенность – диаметр патрубков насоса, как выходного, так входного, должен быть на одно деление меньше, чем сечение труб системы.
Установка циркуляционного насоса
Установка водяного насоса для отопления обязательно должны выполняться профессионально. Если вы самостоятельно это делаете – потребуется подробная инструкция. Неправильно установленный циркуляционный водяной насос для отопления может существенно снизить уровень нагрева помещения. Именно поэтому при монтаже данного элемента следует строго соблюдать некоторые правила.
Установка циркуляционного насоса
Ранее считалось, что лучшим местом для установки насоса является отрезок трубы непосредственно перед котлом. Насос устанавливался там по простой причине – более прохладный теплоноситель менее губительно действует на отдельные элементы насоса. Однако, поскольку сегодня чаще всего разница температуры теплоносителя на входе и выходе минимальна, то насос можно устанавливать на любом наиболее удобном отрезке системы.
Важно учитывать – насос необходимо устанавливать таким образом, чтоб его ось была расположена строго горизонтально. В противном случае он может работать излишне громко или не работать вовсе.
Запуск устройства возможен только после полного завершения его установки. При этом перед тем, как включать водяные насосы для отопления дома, необходимо открутить верхний винт – это позволит удалить из системы воздух, попавший в нее во время установки насоса.
В случае если насос ставится для системы «теплый пол», этого можно не делать – он расположен на подающей трубе, в которой не возникают воздушные пробки.
В каком бы месте системы не был установлен циркуляционный насос, перед ним непременно должен стоять защитный фильтр. Он нужен для того чтобы защитить внутреннюю поверхность насоса от частичек ржавчины или твердых осадков, присутствующих в системе. В случае если они будут оседать в насосе, это значительно сократит срок его эксплуатации. Фильтр следует устанавливать в систему только после того, как из нее будет слит теплоноситель. Места соединения должны быть тщательно герметизированы при помощи пакли или клейкой ленты.
Применение циркуляционного насоса в отопительной системе сделает ее более качественной и экономной. И позволит вам наслаждаться приятным теплом в доме.
Выбор нового водонагревателя
Изображение
Выбирая новый водонагреватель для своего дома, выберите систему нагрева воды, которая обеспечивает достаточное количество горячей воды для вашей семьи, а также энергоэффективна, чтобы сэкономить ваши деньги. Рассмотрите различные типы доступных водонагревателей и определите правильный размер и источник топлива для вашего дома. Ознакомьтесь с инфографикой Energy Saver 101: Водяное отопление , чтобы узнать больше о различных типах водонагревателей и о том, как выбрать правильную модель для вашего дома.
Типы водонагревателей
Перед покупкой рекомендуется ознакомиться с различными типами водонагревателей:
Обычные накопительные водонагреватели повседневное использование. Однако в некоторых случаях, например, когда используется более одного раза горячая вода или когда в доме гости, возрастают потребности в горячей воде.
Проточные или проточные водонагреватели нагревает воду напрямую без использования накопительного бака. Этот тип водонагревателя предназначен для обеспечения достаточного количества горячей воды без протекания при соответствующем размере.
Водонагреватели с тепловым насосом перемещают тепло из одного места в другое вместо выработки тепла непосредственно для подачи горячей воды, что обеспечивает высокую эффективность и значительную экономию средств.
Солнечные водонагреватели используют солнечное тепло для нагрева воды, а также для экономии денег на счетах за электроэнергию.
Безбаковые змеевики и косвенные водонагреватели используют домашнюю систему отопления для нагрева воды.
Критерии выбора
При выборе наилучшего типа и модели водонагревателя для дома учитывайте следующее:
Тип топлива, доступность и стоимость. Тип топлива или источник энергии, который вы используете для нагрева воды, влияет не только на годовые эксплуатационные расходы водонагревателя, но и на его размер и энергоэффективность. Подробнее о выборе типов топлива см. ниже.
Размер. № Чтобы обеспечить свое домашнее хозяйство горячей водой и добиться максимальной эффективности, вам понадобится водонагреватель соответствующего размера. Посетите страницы, посвященные различным типам водонагревателей (ссылки указаны выше), чтобы узнать больше о размерах.
Энергоэффективность. Чтобы добиться максимальной экономии энергии и затрат, проверьте энергоэффективность водонагревателя перед его покупкой. Посетите страницы, посвященные различным типам водонагревателей (ссылки указаны выше), чтобы узнать больше об оценке энергоэффективности.
Затраты. Перед покупкой водонагревателя рекомендуется оценить годовые эксплуатационные расходы и сравнить эти затраты с другими менее или более энергоэффективными моделями. Посетите страницы, посвященные различным типам водонагревателей (ссылки указаны выше), чтобы узнать больше об оценке затрат.
Также обязательно изучите способы сократить потребление горячей воды, например, стирайте одежду в холодной воде. Вы также можете изучить другие варианты, такие как рекуперация тепла дренажной воды, чтобы сэкономить деньги на счетах за подогрев воды.
Виды топлива, доступность и стоимость нагрева воды
При выборе нового водонагревателя важно учитывать тип топлива или источник энергии, который вы будете использовать, включая его доступность и стоимость. Топливо, используемое системой водяного отопления, повлияет не только на ежегодные эксплуатационные расходы, но и на размер водонагревателя и его энергоэффективность.
Изучение вариантов водонагревателей в зависимости от типа топлива
Тип топлива и его доступность в вашем регионе могут сузить выбор водонагревателей. Ниже приведен список вариантов водонагревателей по видам топлива или источникам энергии:
Электричество Широко доступны в Соединенных Штатах для обычных водонагревателей без бака или по требованию, а также для водонагревателей с тепловым насосом. Его также можно использовать с комбинированными системами водяного отопления и отопления помещений, в том числе безбаковыми змеевиками и косвенными водонагревателями.
Мазут Доступно в некоторых регионах США для подпитки обычных накопительных водонагревателей и непрямых комбинированных систем водяного отопления и отопления помещений.
Геотермальная энергия Доступно на всей территории Соединенных Штатов для тех, кто планирует или уже установил в своих домах систему геотермального теплового насоса для обогрева и охлаждения помещений. Дополнительную информацию см. в разделе «Водонагреватели с тепловым насосом».
Природный газ Доступен во многих регионах США для подпитки обычных накопительных и водонагревателей по требованию (безбаковых или проточных) водонагревателей, а также комбинированных систем водяного и комнатного отопления, которые включают безрезервуарные змеевики и косвенные водонагреватели.
Пропан Доступен во многих регионах США для подпитки обычных накопительных и водонагревателей по требованию (безрезервуарных или проточных) водонагревателей, а также непрямых комбинированных систем водяного отопления и отопления помещений.
Солнечная энергия Доступна по всей территории Соединенных Штатов — в основном на юго-западе — для солнечных водонагревателей.
Сравнение стоимости топлива и типов водонагревателей
Если в вашем районе имеется более одного вида топлива, рекомендуется сравнить стоимость топлива, особенно если вы строите новый дом. Даже если вы заменяете водонагреватель, вы можете обнаружить, что в долгосрочной перспективе сэкономите больше денег, если будете использовать другой источник топлива или энергии. Однако, если вы переходите с одного вида топлива на другой, есть и другие соображения по стоимости, такие как добавление прерывателя или прокладка газовой линии к водонагревателю и его вентиляция снаружи. Свяжитесь с коммунальным предприятием для получения информации о текущих расходах на топливо или тарифах.
Тип водонагревателя, который вы выберете, также повлияет на ваши расходы на подогрев воды. Один тип водонагревателя может использовать тип топлива более эффективно, чем другой тип водонагревателя. Например, водонагреватель с электрическим тепловым насосом обычно более энергоэффективен, чем обычный электрический накопительный водонагреватель. Кроме того, водонагреватель с электрическим тепловым насосом может иметь более низкие затраты на энергию, чем обычный накопительный водонагреватель, работающий на газе, даже несмотря на то, что местные затраты на природный газ могут быть ниже, чем тарифы на электроэнергию.
Учить больше
Ссылки
использованная литература
Выбор нового водонагревателя
Определение размеров нового водонагревателя Узнать больше
Безбаковые водонагреватели или водонагреватели по требованию Узнать больше
Водонагреватели с тепловым насосом Узнать больше
Солнечные водонагреватели Узнать больше
Накопительные водонагреватели Узнать больше
Безрезервуарные змеевики и косвенные водонагреватели Узнать больше
Рекуперация тепла дренажной воды Узнать больше
Сокращение потребления горячей воды для энергосбережения Узнать больше
Товары и услуги для нагрева воды Узнать больше
Какой водонагреватель ENERGY STAR® вам подходит?
Факторы, влияющие на цены на электроэнергию
Кригер, Дж. ; Дорси, К. (2004). Жилая энергия: экономия средств и комфорт для существующих зданий. Управление ресурсами Сатурна.
Водяное отопление. (август 2001 г.). МЭ/ГО-102001-0785. Министерство энергетики США.
Краткий обзор домашней энергии: № 5 Водяное отопление (2004 г.). Институт Скалистых гор. 6 стр.
Wiehagen, J.; Сикора, JL (март 2003 г.). Сравнение производительности бытовых систем горячего водоснабжения. Отчет NREL № SR-550-32922.
Плюсы и минусы водонагревателей с тепловым насосом
goodbeestag
Вы планируете приобрести водонагреватели с тепловым насосом для своего дома? Если ваш водонагреватель нуждается в ремонте или даже замене, то, возможно, вы видели водонагреватели с тепловым насосом как один из многих вариантов, доступных для вас и вашего дома.
Тепловые насосы используются с момента их изобретения в 1940-х годах. Хотя они стали популярными в 1970-х годах, многие дома по-прежнему полагаются на традиционные электрические или газовые обогреватели для получения горячей воды. Вот почему мы составили это полное руководство по водонагревателям с тепловым насосом и все, что вам нужно знать о них при принятии этого решения.
Все о водонагревателях с тепловым насосом
Как это работает
Многие домовладельцы могут упускать из виду важность хорошего водонагревателя и удивительно высокую цену горячей воды. Средняя семья тратит от 400 до 600 долларов в год на роскошь горячего душа и теплой воды. Эта цена отчасти связана с тем, что обычные водонагреватели известны своей неэффективностью; на них может приходиться до 20 процентов всего вашего счета за коммунальные услуги. Вот почему многие домовладельцы переходят на водонагреватели с тепловым насосом и другие энергоэффективные варианты.
Прежде чем выбрать водонагреватель с тепловым насосом, вы должны знать, как он работает. В то время как большинство водонагревателей используют газ или электричество для выработки тепла, водонагреватели с тепловым насосом отличаются друг от друга — на самом деле, эти насосы не генерируют тепло напрямую. Вместо этого они забирают тепло из воздуха, которое затем доставляется в накопительный бак устройства. Это то, как работают холодильники, но водонагреватели с тепловым насосом делают обратное, в то время как холодильник вытесняет горячий воздух. Поскольку они втягивают горячий воздух, это делает их идеальными для преимущественно теплого климата, такого как Луизиана!
Плюсы и минусы
Плюсы: водонагреватели с тепловым насосом более эффективны
Поскольку они могут получать тепло из воздуха, этим водонагревателям не нужно работать для выработки нового тепла. Вместо этого это тепло исходит из любого места в воздухе, даже отходящее тепло от ближайшей печи. Из-за этого они невероятно энергоэффективны по сравнению с традиционными моделями, что означает, что они могут сэкономить вам несколько сотен долларов на счетах за электроэнергию каждый год, и они долговечны — хороший, ухоженный обогреватель может прослужить от десяти до пятнадцати. годы.
Против: большие первоначальные расходы
Эти водонагреватели могут стоить в два раза дороже, чем другие модели, что может стать препятствием для тех, кто работает с ограниченным бюджетом. Стоимость может варьироваться от 2100 до 3300 долларов авансом, не включая установку. Хотя эти обогреватели по-прежнему могут сэкономить вам деньги с течением времени за счет ежегодных затрат на электроэнергию, начальной цены достаточно, чтобы вытолкнуть их из бюджета некоторых покупателей.
Pro: Экологичность и безопасность для семьи
Поскольку водонагреватели с тепловым насосом не выделяют тепла, утечек газа и токсичных выбросов не существует. Кроме того, само устройство не нагревается снаружи, что делает его более безопасным вариантом для семей с домашними животными или детьми.
Исследования показали, что если бы все электрические водонагреватели в жилых домах были заменены водонагревателями с тепловым насосом, экономия затрат на энергию подскочила бы до 12 миллиардов долларов в год, а выбросы парниковых газов в атмосферу составили бы 140 миллиардов фунтов стерлингов ежегодно. Это эквивалентно выбросам от 13 миллионов автомобилей, что больше, чем все население Лос-Анджелеса.
Против: может быть сложно в холодном климате
Водонагреватели с тепловым насосом берут воздух из воздуха, поэтому при наличии большого количества теплого воздуха (скажем, в летние месяцы) проблем не возникает. Однако это может занять больше времени в холодные зимние месяцы. Если это не гибридная модель с электрическими опциями, вы должны дать ей время, чтобы ваша модель насоса восстановилась. Однако это не такая большая проблема в субтропическом климате, таком как юг Америки, где много теплого воздуха почти круглый год.
Другие варианты
Проточный водонагреватель: Это все более популярный выбор для тех, кто хочет энергоэффективности без высоких первоначальных затрат. Безрезервуарный водонагреватель не хранит нагретую воду в большом баке, как большинство вариантов — вместо этого он нагревает воду по мере необходимости, поэтому он доступен только по запросу. Преимущества безрезервуарного водонагревателя заключаются в том, что для небольших устройств требуется меньше места для хранения и повышенная энергоэффективность, поэтому вы экономите деньги на счетах за электроэнергию. Этот вариант идеально подходит для небольшого дома или помещения или небольших семей, которым не так часто требуется горячая вода.
Солнечный водонагреватель: Солнечные водонагреватели используют энергию Солнца, используя установленные на крыше солнечные панели, которые передают энергию непосредственно водонагревателю для нагрева воды. У них много преимуществ, в том числе экономия денег на счетах за электроэнергию, налоговые льготы в определенных областях и экологичность. К сожалению, солнечная энергия ненадежна, так как требует регулярного доступа к солнечному свету. Вы все еще можете собирать солнечную энергию в пасмурные дни, но повторяющиеся дни с низким солнечным светом могут негативно повлиять на эффективность вашего обогревателя. Солнечная энергия является отличным вариантом для некоторых домохозяйств, но не является универсальным решением.
Традиционный водонагреватель: Среди самых популярных вариантов водонагревателя традиционный водонагреватель имеет конструкцию, которая еще не вышла из моды. Обычно эти нагреватели имеют большой изолированный резервуар для воды, нагреваемый источником тепла, обычно газовым пламенем. Эти обогреватели, как правило, очень дешевы по сравнению с альтернативными вариантами, эффективны во всех климатических условиях и просты в обслуживании благодаря своей простой конструкции. У этой конструкции есть два недостатка, которые оставили место для инноваций в нагревателях; однако: они занимают много места и тратят много энергии. Кроме того, эта конструкция обычно требует доступа к природному газу, который может быть недоступен для некоторых районов или быть дорогим для других.
Как продлить срок службы нагревателя
Когда вы тратите большие суммы денег на водонагреватель, в ваших же интересах предпринять шаги, необходимые для продления срока службы нагревателя как можно дольше, чтобы избежать покупки новый.
Инвестируйте в качественный обогреватель. Лучший способ гарантировать, что ваш водонагреватель окупит ваши деньги, — это инвестировать в качественный водонагреватель. Если вы ищете самый дешевый водонагреватель на рынке, есть вероятность, что вы получите то, за что платите, и в конечном итоге вам придется покупать новый раньше, чем обычно.
Регулярно обслуживайте обогреватель. Как и в случае с любым другим бытовым прибором, вы должны регулярно обслуживать обогреватель. Эти обогреватели должны обслуживаться профессиональным сантехником не реже одного раза в год. Это необходимо для обеспечения долговечности вашего водонагревателя и качества горячей воды. Goodbee Plumbing предлагает множество различных услуг для всех ваших сантехнических потребностей.
По возможности используйте холодную воду. Это может показаться очевидным, но отличный способ продлить срок службы вашего водонагревателя — просто использовать его реже. Вам никогда не придется обходиться без горячего душа, горячей воды из раковины или чего-то еще — вместо этого стирайте одежду холодной водой, когда можете, и подумайте о том, чтобы использовать плиту для нагрева воды для приготовления пищи.
Установите таймер. Водонагреватели обычно остаются включенными в течение всего дня, что может быть пустой тратой электроэнергии. Вместо этого подумайте о том, чтобы нанять профессионального сантехника, чтобы он установил таймер на ваш водонагреватель, позволяя ему нагревать воду только в те часы, когда он будет использоваться. Таймеры при эффективном использовании могут продлить срок службы любого обогревателя на годы.
Когда приобретать новый обогреватель
Водонагреватели являются неотъемлемой частью системы комфорта в вашем доме. Если ваш обогреватель барахлит, вы должны работать быстро. Goodbee Plumbing всегда даст честный совет, нужен ли вам новый водонагреватель или можно отремонтировать свой. Есть много признаков того, что вам может понадобиться новый нагреватель, в том числе если:
Вашему обогревателю более десяти лет
Вам не хватает горячей воды
Быстро заканчивается горячая вода
Вода имеет металлический запах или вкус
Резко различаются температуры – слишком жарко или слишком холодно
Вода ржавого цвета
Странные звуки, включая хлопки, треск или стук
Вода вытекает из бака
Обязательно обратите внимание на свой водонагреватель, потому что, если есть проблема, вы должны действовать быстро, чтобы предотвратить кризис.
Если у вас возникли проблемы с водонагревателем и вы думаете, что вам может потребоваться ремонт или замена, вы можете довериться высококвалифицированной команде Goodbee Plumbing. Мы предлагаем множество услуг по водонагревателям и будем рады проконсультировать вас по выбору подходящего варианта для вас и вашей семьи.
Тарелка опорная с липучкой для УШМ (болгарки), диаметр 125 мм, толщина 10 переходником под дрель (хвостовик цилиндрический 8 мм) дрели на болгарку
291
399
в магазин
Тарелка опорная с липучкой для УШМ (болгарки), диаметр 125 мм, толщина 4 переходником под дрель (хвостовик цилиндрический 8 мм) дрели на болгарку
297
390
в магазин
Шлиф круг ЕРМАК резиновый с липучкой+переходник 125мм / насадка для шлифовальных кругов тарелка на липучке дисков ушм болгарки углошлифовальной машины дрели электродрели Переходник
184
610
в магазин
Насадка для УШМ под липучку D125 толстая (на болгарку + переходник для дрели) СTУ-202 стронг с дрели на
в магазин
Переходник дрель — УШМ М14 для зачистных щеток,полировочных насадок техмаш с дрели на болгарку
в магазин
Насадка на ушм усиленная 100мм (с переходником) для дрели арт. sp-100-04 Переходник с болгарку
в магазин
Reli Ware Tools/Насадка шлифовальная для УШМ 125мм на липучке с переходником для дрели и наждачный круг 8 шт и 16 шт болгарку
501
1166
в магазин
Чеглок / Насадка на УШМ болгарку для круга шлифовального 100мм на липучке толстая с переходником на дрель М14, чеглок дрели
в магазин
Насадка на ушм усиленная 125 мм (с переходником) для дрели арт.sp-100-05 Переходник с болгарку
в магазин
Насадка на ушм универсальная 125 мм (с переходником) для дрели арт.sp-200-01 Переходник с болгарку
в магазин
Переходник(дрель-УШМ) для насадок, д-8мм/М14 ЗУБР Переходник с дрели на болгарку
в магазин
Насадка для УШМ под липучку D150 (на болгарку + переходник для дрели) с дрели на
в магазин
Насадка для УШМ под липучку D100 тонкая (на болгарку + переходник для дрели) СTУ-202 стронг с дрели на
в магазин
Насадка для УШМ(Болгарка) 125мм на липучке с переходником для дрели и войлочный диск для полировки Reli Ware Tools болгарку
434
790
в магазин
Reli Ware Tools / Насадка на Болгарку(УШМ) для шлифовки на липучке 125 мм с переходником для дрели и шуруповерта, Reli Ware Tools болгарку
в магазин
Насадка для УШМ(Болгарка) 125мм на липучке с переходником для дрели и войлочный диск для полировки Reli Ware Tools болгарку
434
790
в магазин
Насадка на ушм усиленная 150 мм (с переходником) для дрели арт. sp-100-06 Переходник с болгарку
в магазин
Насадка на ушм усиленная 180 мм (с переходником) для дрели арт.sp-100-07 Переходник с болгарку
в магазин
Переходник с дрели на болгарку и точило
в магазин
Насадка для УШМ под липучку D125 тонкая (на болгарку + переходник для дрели) СTУ-202 стронг с дрели на
в магазин
Патрон на болгарку без токаря своими руками
Использование лепестковых насадок очень удобно, если вам нужно отшлифовать сложную по форме поверхность. Такие насадки имеют два основных типа: диск и круг. Диски используются для болгарки и крепятся на ней стандартным способом. А круги – это насадки на дрель со штырём для фиксации. Оба этих варианта очень востребованы в различных работах, такие насадки долговечны и работают до полного истирания. Но работа такой насадкой на дрели не очень удобна из-за положения лепестков, приходится держать инструмент боком, что мешает обзору. С болгаркой всё намного удобнее. Но закрепить круг на болгарку невозможно из-за отсутствия соответствующего креплению патрона. Патроны есть в продаже, но подобрать их к болгарке непросто, подходящие экземпляры крайне редко можно найти. Возможно заказать подгонку патрона токарю, но вот автор YouTube-канала StoDel_56 на собственном опыте продемонстрировал, как можно обойтись своими силами в переделке патрона. Возможно, и вам будет интересен этот опыт.
Читайте в статье
1 Что потребуется для переделки
2 Расточка патрона под болгарку
3 Доработка патрона для устранения биения
Что потребуется для переделки
Переделать патрон под болгарку без токаря непросто, но в принципе возможно. Сразу нужно отметить, что точность при ручной переделке будет неидеальной и нужно будет ещё потратить время на подгонку и шлифовку.
ФОТО: YouTube.comНо в любом случае работать болгаркой с лепестковым насадками вам будет очень удобно ФОТО: YouTube.comВы сможете использовать насадки с разным абразивом, большого диаметра и маленькиеФОТО: YouTube.comДля переделки лучше взять патрон для свёрл 1,5-10 мм с посадкой на конус В12 – это оптимальный вариант, нужно просто его рассверлить и нарезать резьбу для крепления насадок
Из инструментов вам потребуется дрель на стойке со свёрлами разного диаметра. Приготовьте куски бруса для фиксации патрона в процессе работы.
Расточка патрона под болгарку
Чтобы работать с патроном, его нужно надёжно зафиксировать. Для этого потребуется кусок бруса и сверло.
ФОТО: YouTube.comСверло нужно посадить в центр бруса так, чтобы оно держалось в нём намертво. Для этого сначала просверлите примерно на глубину 2,5 см, а потом продолжайте сверлить, с силой вдавливая сверло в поверхность. Оставьте на поверхности кончик в 3 смФОТО: YouTube.comТеперь можно надеть патрон на этот штырь и прочно зафиксировать егоФОТО: YouTube. comПатрон должен не только держаться на штыре, но и не крутиться на нём, если он крутится, используйте дополнительные зажимыФОТО: YouTube.comДля расточки патрона возьмите сверло на 12 мм и заточите его кончик так, чтобы передний угол был немного отрицательным. Это нужно для того, чтобы сверло скоблило поверхность патронаФОТО: YouTube.comРасточите отверстие в патроне на сверлильном станкеФОТО: YouTube.comСледующее сверло должно соответствовать диаметру шпинделяФОТО: YouTube.comСверлу большого диаметра нужно придать такую форму, чтобы его кончик заходил в отверстие патрона, выступая в роли направляющегоФОТО: YouTube.comДве режущие кромки сверла сделают расточку под шпиндель болгаркиФОТО: YouTube.comПри расточке важно строго соблюдать направление, чтобы не получилось перекосовФОТО: YouTube.comВы получите посадочное гнездо, соответствующее размерам вашей болгаркиФОТО: YouTube.comВ патроне нужно нарезать резьбу, используйте метчики первого и второго номеров. Для смазки автор рекомендует использовать льняное маслоФОТО: YouTube. comРезьба готова, значит, можно провести ходовые испытания изделияФОТО: YouTube.comНужно отметить, что патроны на небольшие болгарки найти немного легче. Трудности возникают именно с диаметром М14. Можно поискать переходники, но это долго и хлопотно
Доработка патрона для устранения биения
Даже если бы вы проделали всю эту процедуру на токарном станке, небольшое биение всё равно бы присутствовало. Проблема в том, что при нарезке резьбы метчиками сложно соблюсти соосность, так что в любом случае придётся дорабатывать патрон. Резец, конечно, даёт большую точность в сравнении с метчиками.
ФОТО: YouTube.comДля устранения биения на токарном станке растачивают кулачки патрона. При отсутствии станка вы можете выйти из положения, шлифуя кулачки насадкой на дремеле. Делается это на работающем инструменте, закреплённом в верстаке
Полностью устранить биение вам вряд ли удастся, но добиться весьма приличного результата возможно. Дополнительно для устранения вибрации можно отшлифовать головку патрона снаружи.
Самоделка эта годится только для лепестковых барабанов. Не стоит использовать её для сверления, это может быть опасно из-за слишком больших оборотов. Не рискуйте использовать в таком патроне и фрезы, фреза может закусить и вырвать инструмент из рук. А вот для лепестковых барабанов и торцевых шлифовальных насадок инструмент вам точно пригодится. Таким образом, самодельный патрон будет решать нестандартные для болгарки задачи.
ФОТО: YouTube.com
Дополнить этот материал можно небольшим видео по ремонтным работам на сверлильном патроне, эти знания могут в будущем вам очень пригодиться:
Watch this video on YouTube
Поделитесь своим мнением о приведённом опыте в комментариях! Как считаете, насколько такая насадка на болгарку будет эффективна? Если у вас есть опыт по изготовлению подобных изделий, присылайте свои фото процесса и подробное описание. Самые интересные материалы мы непременно опубликуем.
угловая шлифовальная машина к адаптеру сверлильного патрона — Купить угловая шлифовальная машина к адаптеру сверлильного патрона с бесплатной доставкой
угловая шлифовальная машина к адаптеру сверлильного патрона — Купить угловая шлифовальная машина к адаптеру сверлильного патрона с бесплатной доставкой | Покупки на Banggood США
Дом
«» 31 результатов
Цена —
ОК
Доставить из
1 шт. 5 ячеек, одиночная ячейка, 1200 мА, подходит для всех принадлежностей Mutian, гаечного ключа, угловой шлифовальной машины, электродрели6 отзывов
наложенным платежом
Всего 1 страница
Перейти на страницу
Перейти
Подтвердите свой возраст
Вам должно быть не менее 18 лет, чтобы войти в этот раздел.
МНЕ ДО 18 ЛЕТ МНЕ СТАРШЕ 18
Адаптер для угловой шлифовальной машины MILWAUKEE: размер резьбы 5/8″-11, круглый с плоским хвостовиком — 33Uh32|49-56-7105
МИЛУОКИ
Вещь # 33Uh32
производитель Модель #
49-56-7105
UNSPSC #
27112826
№ страницы каталога
708
708
Страна происхождения
Китай.
Страна происхождения может быть изменена.
Удлинители оправки прикрепляются к существующей оправке, чтобы увеличить радиус действия кольцевой пилы или кольцевой фрезы. Адаптеры оправки позволяют прикрепить оправку к инструменту без сверлильного патрона, например к угловой шлифовальной машине. Оправки прикрепляются к кольцевой пиле или кольцевой фрезе, чтобы удерживать предмет в дрели.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
ГОСТ 18885-73 Резцы токарные резьбовые с пластинами из твердого сплава. Конструкция и размеры
Текст ГОСТ 18885-73 Резцы токарные резьбовые с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 18885-73
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЦЫ ТОКАРНЫЕ РЕЗЬБОВЫЕ С ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
Конструкция и размеры
Carbide-tipped thread turning tools. Design and dimensions
МКС 25.100.10
Дата введения 1974-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. N 1429
Ограничение срока действия снято Постановлением Госстандарта СССР от 12.02.81 N 655
ВЗАМЕН MH 623-64; МН 624-64; MH 625-64; MH 626-64
ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в феврале 1981 г., июне 1985 г. (ИУС 4-81, 9-85)
1. Настоящий стандарт распространяется на токарные резьбовые резцы общего назначения с пластинами из твердого сплава.
(Измененная редакция, Изм. N 1).
2. Резцы должны изготовляться следующих типов:
1 — резьбовые для наружной метрической резьбы;
2 — резьбовые для внутренней метрической резьбы;
3 — резьбовые для наружной трапецеидальной резьбы;
4 — резьбовые для внутренней трапецеидальной резьбы.
3. Конструкция и основные размеры резцов должны соответствовать указанным на черт.1-4 и в табл.1-4.
Тип 1
Черт.1
Таблица 1
мм
Обозначение резцов
Применяемость
Сечение резца
Тип пластин по ГОСТ 25398-90
Шаг резьбы
2660-0001
16х10
100
1,5
0,5-2,5
2660-0003
20х12
120
3,0
11
0,8-3,0
2660-0005
25х16
140
4,0
1,25-5
2660-0007
32х20
170
5,0
2-6
Примечание. Размер выполняется в зависимости от шага резьбы .
Пример условного обозначения резца типа 1, сечением мм, для метрической резьбы с шагом мм, с пластиной из твердого сплава марки Т15К6:
Резец 2660-0003 2 Т15К6 ГОСТ 18885-73
Тип 2
Черт.2
Таблица 2
Размеры в мм
Обозначение резцов
Приме- няемость
Сечение резца
Тип пластин по ГОСТ 25398-90
Шаг резьбы
2662-0001
10х10
120
40
10
4
0,75-2,50
18
2662-0003
12х12
140
50
12
5
1-3
24
2662-0005
16х16
170
60
16
9
11
1,5-4
30
2662-0007
20х20
200
80
20
12
2-5
42
2662-0009
25х25
240
100
25
14
3-6
52
Пример условного обозначения резца типа 2, сечением мм, для метрической резьбы с шагом мм, с пластиной из твердого сплава марки Т15К6:
Резец 2662-0007 3,5 Т15К6 ГОСТ 18885-73
Тип 3
Черт. 3
Таблица 3
Размеры в мм
Резцы
для правой резьбы
для левой резьбы
Сечение резца
Тип пластин
Шаг резьбы
Обозначение
Приме- няемость
Обозначение
Приме- няемость
2664-0001
2664-0002
2,0
2
2664-0003
2664-0004
20х12
120
3
2664-0005
2664-0006
3,0
4
2664-0007
2664-0008
48 по ГОСТ 25422-90
5
2664-0009
2664-0010
4,0
6
2664-0011
2664-0012
25х16
140
8
2664-0013
2664-0014
6,0
10
2664-0015
2664-0016
32х20
170
12
2664-0017
2664-0018
8,0
16
2664-0019
2664-0020
40х25
200
10,0
32 по ГОСТ 25412-90
20
2664-0021
2664-0022
12,5
24
Пример условного обозначения резца типа 3, сечением мм, для правой трапецеидальной резьбы с шагом мм, с пластинами из твердого сплава марки Т15К6:
Резец 2664-0009 6 Т15К6 ГОСТ 18885-73
Тип 4
Черт. 4
Таблица 4
Размеры в мм
Резцы
для правой резьбы
для левой резьбы
Сечение резца
Тип пластин по ГОСТ 25422-90
Шаг резьбы
Обозна- чение
Приме- няемость
Обозна- чение
Приме- няемость
2666-0001
2666-0002
10х10
120
40
10
4
2
16
2666-0003
2666-0004
4
2666-0005
2666-0006
4
2
2666-0007
2666-0008
12х12
140
50
12
6
5
22
2666-0009
2666-0010
7
8
2666-0011
2666-0012
6
3
2666-0013
2666-0014
16х16
170
60
16
8
6
30
2666-0015
2666-0016
10
48
10
2666-0017
2666-0018
8
3
2666-0019
2666-0020
20х20
200
80
20
10
8
44
2666-0021
2666-0022
12
12
2666-0023
2666-0024
6
4
2666-0025
2666-0026
25х25
240
100
25
10
10
62
2666-0027
2666-0028
15
6
Пример условного обозначения резца типа 4, сечением мм, для правой трапецеидальной резьбы с шагом мм, с пластиной из твердого сплава марки Т15К6:
Резец 2666-0001-2 Т15К6 ГОСТ 18885-73
(Измененная редакция, Изм. N 1, 2).
4. Величины радиусов скруглений и фасок, не указанные в настоящем стандарте, принимаются по технологическим соображениям.
5. Элементы конструкций и геометрические параметры резцов указаны в приложении.
6. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2 к ГОСТ 18877-73.
7. Технические требования — по ГОСТ 5688-61.
8. (Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ
Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИЙ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЗЦОВ
1. Элементы конструкций и геометрические параметры резцов указаны на черт.1-4 и в табл.1-6.
Тип 1
_______________
* На длине не менее шага резьбы.
Черт.1
Таблица 1
Размеры в мм
Сечение резца
Обозначение пластин по ГОСТ 25398-90
16х10
3
9,3
13,5
15,5
13
11130
20х12
6
15,0
16,0
19,0
19
11190
25х16
8
18,6
20,0
22,5
24
11210
32х20
10
23,3
26,0
29,0
29
11230
Таблица 2
мм
Шаг резьбы
0,50
0,75
0,80
1,00
1,25
1,50
1,75
2,00
2,50
3,00
3,50
4,00
4,50
5,00
5,50
6,00
0,072
0,108
0,115
0,144
0,180
0,216
0,252
0,288
0,360
0,432
0,504
0,576
0,648
0,720
0,792
0,870
0,047
0,079
0,085
0,113
0,146
0,179
0,213
0,249
0,317
0,389
0,459
0,529
0,601
0,670
0,742
0,812
Тип 2
_______________
* На длине не менее шага резьбы.
Черт.2
Таблица 3
Размеры в мм
Сечение резца
Обозначение пластин по ГОСТ 25398-90
10х10
4
5,5
5,0
8,5
11150
12х12
7,5
6,0
10,5
16х16
6
9,5
9,0
13,5
11190
20х20
8
12,5
11,5
17,5
11210
25х25
10
16,0
15,0
22,0
11230
Таблица 4
мм
Шаг резьбы
0,75
0,80
1,00
1,25
1,50
1,75
2,00
2,50
3,00
3,50
4,00
4,50
5,00
5,50
6,00
0,050
0,055
0,072
0,090
0,110
0,125
0,145
0,18
0,215
0,250
0,288
0,325
0,360
0,400
0,430
Тип 3
______________
* На длине не менее шага резьбы.
Черт.3
Таблица 5
Размеры в мм
Сечение резца
Обозначение пластин по ГОСТ 25422-90, ГОСТ 25412-90
4,0
0,60
1,0
11,3
0,75
15
48010
0,96
1,5
1,00
20х12
5,5
1,33
2,0
15,3
1,25
16
18,0
19
48030
1,56
2,5
1,75
25х16
0,25
8,5
1,93
3,0
16,9
2,00
19
22,0
21
48050
2,67
4,0
2,50
13,0
3,39
5,0
18,9
3,00
26
29,0
24
48090
32х20
4,12
6,0
3,50
18,0
5,32
8,0
23,7
5,00
25
28,5
29
48130
40х25
0,50
22,0
6,78
10,0
30,7
6,00
34
37,0
36
32230
28,0
8,24
12,0
34,7
7,00
40
32250
Тип 4
_________________
* На длине не менее шага резьбы.
Черт.4
Таблица 6
Размеры в мм
Сечение резца
Обозначение пластин по ГОСТ 25422-90
10х10
0,60
1,0
0,75
3,0
5,0
4,0
7,0
4,0
1,33
2,0
11,3
1,25
7
48010
0,60
1,0
0,75
5,5
7,5
12х12
5,5
1,56
2,5
15,3
1,75
5,5
9,5
9
48030
8,5
2,67
4,0
16,9
2,50
3,5
6,5
11
48050
4,0
0,96
1,5
11,3
1,00
9,0
11,0
7
48010
16х16
0,25
5,5
1,93
3,0
15,3
2,00
7,5
13,0
9
48030
8,5
3,39
5,0
16,9
3,00
7,0
10,0
11
48050
4,0
0,96
1,5
11,3
1,00
13,0
15,0
7
48010
20х20
8,5
2,67
4,0
16,9
2,50
11,0
14,0
11,0
17,0
11
48050
13,0
4,12
6,0
18,9
3,50
16
48090
4,0
1,33
2,0
11,3
1,25
19,0
21,0
7
48010
25х25
8,5
3,39
5,0
16,9
3,00
17,0
20,0
15,0
23,0
11
48050
0,50
13,0
5,32
8,0
18,9
5,00
16
48090
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. N 1, 2).
Текст документа сверен по:
Резцы. Конструкция и размеры. Часть 1: Сб. ГОСТов. — М.: ИПК Издательство стандартов, 2003
Резцы резьбовые ГОСТ 18876-73
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию: Все Категории» Абразивный инструмент»» Абразивный инструмент на керамической связке»»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»»» Шлифовальные круги тип 6»»» Бруски»» Инструмент на бакеллитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» Инструмент на гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»»» Наждачная бумага в листах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» Серия GRAVUREM-S Standart ( стандартные требования, до 800 МПа)»» Серия CYRILLIC ALPHABET ( КИРИЛЛИЦА)»» Серия OVERSIZES ( высота > 16 мм)»» Серия GRAVUREM-№1 extra-extra ( маркировка нержавеющих сталей, защита от коррозии)»» Серия GRAVUREM-SPECIAL ( повышенная точность оттиска)»» Серия GRAVUREM-T ( контролируемая глубина оттиска)»» Серия GRAVUREM-RP ( точечные)»» Серия GRAVUREM-R ( бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ С ДЕРЖАТЕЛЯМИ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ серии "Compact Marker"»» РУЧНЫЕ ДЕРЖАТЕЛИ ДЛЯ СТАЛЬНЫХ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком Р6М5, HSS ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком HSSCo5 (Р6М5К5) ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком длинные ГОСТ 886-77, DIN-340»»» Сверла с цилиндрическим хвостовиком длинные HSSCo5 DIN-340»»» Cвёрла с цилиндрическим хвостовиком сверхдлинные для металла и нержавеющей стали»»» Сверла с цилиндрическим проточенным хвостовиком»»» Сверла для сварных точек с центральной вставкой по DIN-1897»»» Центровочные сверла тип "А" ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Центровочные сверла тип "NC" для станков с ЧПУ»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла двухсторонние»» Метчики»»» Метчики с метрической (М) резьбой»»»» Метчики гаечные прямые и изогнутые»»»» Метчики машинно-ручные ГОСТ 3266-81»»»» Метчики ручные»»» Метчики с трубной цилиндрической (G) резьбой»»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»»» Метчики с дюймовой резьбой»»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80»» Развертки»»» Развертки ручные»»» Развертки машинные»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Круглые плашки»»» М- метрическая резьба с основным ( крупным) шагом»»» Mf — метрическая резьба с мелким шагом»»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»»» G — трубная цилиндрическая резьба»» Пластины твердосплавные»»» Напайные пластины»»» Сменные пластины»» Токарные резцы»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т. д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей. » TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
Здесь вы можете бесплатно скачать ГОСТы на резьбы, резьбовые заготовки и Инструменты для формовки резьбы; Чертежи метчиков, резьбонакатных и нарезных плашек и других инструментов; познакомить с руководствами и инструкциями по накатыванию и нарезке резьбы станки и головки, технические справочники и другую полезную информацию.
Информация размещена на данной странице в учебно-ознакомительных целях, не является официальный и не предназначен для коммерческого использования.
В справке использовалась информация сайтов , chipmaker.ru, in-teh.ru и stroyinf.ru.
Для просмотра документов в формате djvu и pdf вам может понадобится DjVuBrowser и Адоб Ридер.
ГОСТ
Болты, винты и гайки. Характеристики. ГОСТ 1759.0-87 [Скачать].
Таблицы для определения размеров потоков и средств их контроля (не отключать макросы). [Скачать].
Суворов А.А., Зайдлин Г.С., Стискин Г.М. Металлорежущие инструменты: Альбом рисунков. — Москва: Машиностроение, 1979. — 64 с.
[Скачать].
Помощь в разработке резьбонакатного штампа повышенной износостойкости, нестандартные резьбонарезные инструменты и разработка технологии обработки резьбы для вас наши научные кадры.
SprutCAM 14.0.12.218 выпущена 27.04.2021
Перейти к содержимому
Что нового
Обновлены таблицы резьбы для токарных операций
Добавлена опция для параллельных стратегий: Порядок обработки
Обновлены таблицы резьб для токарных операций
SprutCAM имеет операции для точения наружной и внутренней резьбы. Чтобы каждый раз не заполнять параметры, к этим операциям подключаются библиотеки потоков. В этом релизе мы обновили библиотеки.
Резьба трубная цилиндрическая — РЕЗЬБА ТРУБНАЯ ЦИЛИНДРИЧЕСКАЯ — для класса В (наружная — наружная и внутренняя — внутренняя) ГОСТ 6357-8
Метрическая резьба ISO — Метрическая резьба. В ГОСТ 16093-81 представлены основные поля допусков 6г/6Н.
В SprutCAM есть специальная операция для профильной резьбы.
Опция для параллельной стратегии: Заказ на обработку
Добавлен параметр для заказа на обработку для параллельной стратегии.
Если вы используете эту стратегию для чистового прохода, вы должны выбрать прямой или обратный порядок обработки. Тогда на поверхности не останется разных следов от фрезы.
Гальваника в домашних условиях: подготовка и варианты покрытий
Те, кто хорошо помнит школьную программу по курсу «Химия», сразу ответят на вопрос, что такое гальваника. Тем, кто немного подзабыл, напомним, что это раздел электрохимии, так называют процесс, когда на практически любое изделие наносится покрытие из металла. Этот процесс применяется и в промышленных масштабах, например, как при оцинковке или хромировании металлических изделий, так и при изготовлении декоративных предметов.
Процесс оседания электролитов на нужную поверхность достаточно сложный, требует соблюдения техники безопасности и определенных навыков обработки дома. Гальваника в домашних условиях не позволит вам усилить прочность металлического изделия (для этого нужны промышленные мощности), но может использоваться для декорирования отдельных предметов.
Содержание
1 Гальваническая лаборатория на дому
2 Что нужно для приготовления электролита?
3 Как подготовить изделие
4 Техника безопасности
5 Варианты обработки
5. 1 Никелирование
5.2 Хромирование
5.3 Меднение
5.4 Цинкование
5.5 Латунирование
5.6 Серебрение и золочение
6 Гальванопластика и гальваностегия
6.1 Мастер-класс по гальванике (1 видео)
6.2 Предметы с гальваническим покрытием (17 фото)
6.2.1 Рекомендуем прочитать:
Гальваническая лаборатория на дому
Для организации процесса вам потребуется:
Гальваническая ванна своими руками – банка (из стекла или прочной пластмассы, достаточна большая, чтобы поместилось обрабатываемое изделие, термостойкая) с раствором электролита.
Провод, разделенный на анод («плюс») и катод («минус»). При этом аноды должны быть по площади больше, чем обрабатываемое изделие. Они проводят ток в электролит и замещают убыль металла в нем, того, что будет оседать на гальванируемом изделии.
Оборудование для взвешивания, например, точные электронные весы.
Источник постоянного тока с регулировкой напряжения, домашняя розетка не подойдет.
Электроплитка с обязательной регулировкой температурного режима.
Сам процесс нанесения гальванического покрытия в домашних условиях достаточно прост: в емкости развести электролит, нагреть, погрузить туда аноды, подключенные к «плюсу», на расстоянии закрепить гальванируемое изделие (в нашем случае – катод), который подключают к «минусу». При подключении к источнику тока металл из электролита начинает оседать на «минусе», то есть на изделии.
Что нужно для приготовления электролита?
Как сделать электролит дома? Сначала выберем правильную посуду для хранения: это должна быть емкость из неактивного вещества (стекла или пластика), прочная, плотно закрывающаяся крышкой, чтобы избежать доступ кислорода для электролита.
Совет! Выпрямитель для гальваники своими руками легко получается из обычного автомобильного аккумулятора.
Химия – наука точная. Каждое используемое вещество придется отмерять с точностью до сотых грамма. Вам потребуется качественное весовое оборудование, удобнее всего электронное. Если возможности или желания купить весы нет – берите мелочь советского периода, монеты тогда имели точный вес.
Самое труднодоступное для простого гражданина – приобретение реактивов для изготовления электролита. Многие вещества запрещены к продаже физическим лицам, только промышленным предприятиям при наличии особого разрешения. Простым людям опасные реактивы не продадут!
На видео: Ток 60А в домашних условиях или кустарная гальваника.
Как подготовить изделие
Собрав вес необходимых компонентов, подготовив емкости, систему подогрева и источник тока, переходим к подготовке изделия, которое хотим обработать.
Чтобы металл из электролита ровным слоем осел на предмет, его нужно очень хорошо очистить, иначе гальваническое покрытие в домашних условиях получится неровным и непрочным. Некоторые предметы достаточно будет просто обезжирить, некоторые потребуют чистки наждачной бумагой и шлифовки, чтобы удалить с поверхности коррозию и «заусенцы».
Важно! Качественное обезжиривание обеспечивает раствор ацетона, спирт и даже бензин.
Стальные изделия держат несколько минут в растворе фосфорнокислого натрия, разогретого до 90 градусов. Цветные металлы обезжиривают тоже в растворе натрия, только без подогрева.
Техника безопасности
Прежде чем начинать процесс гальванизации, не забудьте о технике безопасности. Гальваника своими руками не подразумевает проведения манипуляций, например, на кухне. Речь идет скорее о гараже или сарае, нежилом месте с хорошей вентиляцией, где можно организовать заземление.
Важно! Не отравитесь ядовитыми испарениями! Гальванизация может нанести реальный вред здоровью. Организуйте вытяжку и закройте лицо маской-респиратором.
На руки обязательны плотные резиновые перчатки. Глаза защитите очками. Перед началом манипуляций почитайте специальную литературу. При каких-либо проявлениях недомогания незамедлительно обратитесь к врачу.
Варианты обработки
Никелирование
Нанесение покрытия из никеля на металлические предметы – несложный процесс, в результате которого ваши изделия получат роскошный блестящий вид, станут более стойкими к дождю и прочим явлениям.
От вас потребуется:
Приготовить электролит для гальваники, смешав сульфат никеля, натрий, магний, хлористый натрий (поваренная соль) и борную кислоту. Проверьте рН, он должен быть в диапазоне 4–5.
Разогрейте электролит до 25 градусов.
Поместите в емкость изделие и подключите ток 1,2 А/кв. дм.
Примерное время – около получаса.
Указанное время зависит от таких факторов, как размер изделия, плотность тока и температура электролита. Чем больше время, тем толще получится слой наносимого никеля. По окончании промойте предмет и отполируйте любой полировочной мазью.
На видео: химическое никелирование.
Хромирование
Один из самых популярных способов придания прочности и внешнего вида изделиям из металла – хромирование. Пусть дома добиться высокой прочности не удастся, для этого нужен ток плотностью 100 А/кв. дм., декоративное покрытие нанести вы все же сможете.
Покрытие из хрома пористое. Перед его применением предмет покрывают медью или никелем. Зато домашнее хромирование позволяет добиться большего разнообразия оттенков, что достигается разной температурой электролита: чем она выше, тем более блестящим получится покрытие.
Процесс хромирования в домашних условиях выглядит следующим образом:
Аноды из свинца, олова и сурьмы (85%/11%/4%).
Погрузите изделие в электролит нужной вам температуры и подождите около получаса.
Промойте в слабом растворе пищевой соды, просушите, отполируйте.
На видео: декоративное хромирование в домашних условиях.
Меднение
Покрытие поверхностей металлов медью в домашних условиях применяют для создания слоя, который будет впоследствии проводить ток, или для защиты от коррозии.
Сделать гальванику медью дома на черных металлах в домашних условиях невозможно, поскольку для этого используются смертельно опасные цианиды. Первоначально стальные и чугунные предметы надо никелировать, а затем уже проводить гальванизацию меднением с использованием солей медного купороса, разведенных в серной кислоте. Покрытие медью алюминиевых изделий потребует первоначальной очистки последних от окиси в электролите, содержащем серную кислоту, а потом гальванизируют также, как и сталь.
На видео: гальваническое меднение.
Цинкование
Самый простой в домашнем исполнении метод гальванизации – это обработка цинком. Его используют для защиты предметов из металла (электропроводящих и неэлектропроводящих) от появления коррозии. При цинковании в электролит в качестве анода погружают пластинку из цинка, соответствующую по площади оцинковываемому предмету, и подключают к источнику тока.
В состав электролита входит: сернокислый цинк (200 г), сернокислый аммоний (50 г), уксусный натрий (15 г) из расчета на 1 л воды. Примерно за полчаса анод растворится и его молекулы плотным слоем покроют обрабатываемый предмет.
На видео: оцинковка металла в домашних условиях.
Латунирование
Самый декоративный метод гальваники – латунирование (нанесение пленки из сплава меди и цинка). Покрытые латунью изделия используют для мебельной фурнитуры, в качестве дверных ручек и т.д. Латунь придает предметам благородный золотой цвет и насыщенный блеск.
Электролит для латунирования должен содержать соли меди и цинка, растворенные в растворе цианида. Данный вид гальванизации также не рекомендуется для применения в домашних условиях из-за возможности отравления цианидами.
Каким бы ни был увлекательным процесс гальванизации, повторять его дома без предварительной подготовки не рекомендуется – может быть опасно для жизни. Оборудование стоит денег, а некоторые необходимые для изготовления электролитов реагенты вы просто не сможете приобрести. Затевать процесс, например, для хромирования одной детали того не стоит – дешевле будет обратиться в специализированные предприятия.
Серебрение и золочение
Гальваническое нанесение серебра на изделия имеет не только декоративное предназначение, оно также защищает от появления коррозии и образует электропроводящее покрытие. Как и в случае с медью, чугунину и сталь предварительно покрывают никелем, затем серебрят.
Электролит для серебрения содержит:
хлористое серебро;
железноцианистый калий;
кальцинированную соду;
дистиллированную воду.
Электролит необходимо подогреть до температуры до 20 градусов. Высокой мощности не требуется – хватит 0,1 А/кв. дм. Анодом станет пластина из графита, размером, соответствующем размеру гальванизируемого изделия.
Гальваника золотом — наиболее декоративный метод.
Для этого потребуется подогретый раствор золота в пропорциях 5 г на 1 л воды, смешанный с синеродистым калием. Можно использовать и холодный электролит, но тогда золота необходимо будет в 3 раза больше.
Будьте крайне аккуратны – испарения синеродистой кислоты крайне опасны, как в горячем виде, так и в холодном. Не пренебрегайте вентиляцией, не допускайте попадания ее на открытые участки кожи. При возможности замените её на железистосинеродистый калий.
Предварительно тщательно очистите изделие. Если оно выполнено из черного металла, покройте сначала медью, затем золотите. Чтобы золото лучше «приставало», окуните изделие в азотнокислую ртуть.
На видео: гальваническое золочение серебряной ложки.
Главное правило: аккуратно при использовании тока – он должен быть не мощнее 1 А/кв. дм. Более сильный ток приведет к тому, что золото будет черными хлопьями падать на дно емкости, а гальванизируемый предмет вместо золотого превратится в бурый. После окончания процесса изделие просушивают и полируют с применением полировочной мази.
Гальванопластика и гальваностегия
Что такое гальванопластика? Это метод, который применяется для изготовления точных копий изделий, метод копирования. Его применяют, когда необходимо сделать копию с предметов тончайшей конфигурации – пластинок, чипов и схем. Гальваностегия позволяет усилить механические свойства одного металла путем нанесения на него слоя другого металла, например, хромирование и никелирование стали, никелирование меди и т.д.
Гальванопластика и гальваностегия имеют схожую природу, отличаются лишь способом подготовки металла перед обработкой. При осуществлении гальваностегии поверхность металла должна быть максимально подготовленной для сцепления с наносимым металлом. Метод гальванопластики, наоборот, подразумевает свободное отделение наносимого металла.
Для гальванопластических процессов применяют чаще всего медь, никель и серебро, а в гальваностегических – практически все виды металлов. Гальванопластика в домашних условиях проводится на том же оборудовании, что и другие гальванические процессы.
Под гальванопластическую ванну прекрасно подойдет большая стеклянная емкость.Её размеры зависят от величины гальванизируемого предмета, поскольку он не должен располагаться слишком близко от анодной пластины.
Гальванопластика дома может применяться для изготовления копий предметов небольшого размера по предварительно отлитым из легкоплавких металлов формам.
Мастер-класс по гальванике (1 видео)
Предметы с гальваническим покрытием (17 фото)
Аппарат для лица «Домашняя Гальваника» с вибрацией и ИК-прогревом m775, Gezatone
Описание:
Инновации и революционные исследования воплотились в многофункциональном комбайне для лица Gezatone Galvanic Beauty SPA m775, который создан для высококачественного профессионального ухода за собой в домашних условиях. Теперь нет необходимости посещать дорогостоящие салоны и записываться на процедуры заранее, ведь с прибором Gezatone Galvanic Beauty SPA m775 салон красоты переезжает к Вам домой. Теперь Вы сами решаете, когда посвятить себе время, а эффективность от процедур с прибором m775 превосходит все ожидания.
Прибор Gezatone Galvanic Beauty SPA m775 это компактный и элегантный массажер для лица, который вобрал в себя три максимально эффективных методики коррекции возрастных изменений: функцию гальванических токов, глубокий инфракрасный прогрев и вибрационный массаж.
Многие женщины активно пользуются косметическими средствами, но только прибор Gezatone Galvanic Beauty SPA m775 способен повысить их усвоение клетками кожи, улучшить питание и кислородное насыщение тканей.
Прибор Gezatone Galvanic Beauty SPA m775 незаменим как в комплексном уходе за собой в домашних условиях, так и в деловых поездах, и на отдыхе.
Почему стареет кожа?
Кожа – самый обширный орган нашего тела, клетки дермы постоянно вырабатывают волокна соединительной ткани, которые придают упругость нашей коже, делают ее эластичной. С возрастом выработка этих элементов снижается, кожа становится вялой и дряблой. Можно пытаться остановить процессы старения внешними методами, но гораздо правильнее воздействовать гальваническими токами, ведь они восстанавливают кожу изнутри, замедляя процессы старения, возвращая клеткам молодость.
Принцип действия:
В косметологии апробированный и зарекомендовавший себя метод гальванических токов применяется уже на протяжении многих лет. Косметологи и специалисты SPA-центров активно используют гальванические токи в восстанавливающих, омолаживающих и оздоровительных процедурах.
Под воздействием ионов положительной и отрицательной полярности улучшается работа клеточных ворот, проницаемость мембран, в результате чего клетки активно получают ионы кальция, натрия, калия и многих других. Перемещение ионов способствует улучшению работы клеточных систем, стимулируется выработка собственного коллагена, гиалуроновой кислоты, эластина — белков, отвечающих за упругость и эластичность кожи.
Гальванические токи используются также для введения активных препаратов в глубокие слои кожи. Эта методика носит название «ионофорез», способствует усвоению компонентов косметики, создавая клеточные «депо», в которых на протяжении суток – двух сохраняются увлажняющие, питательные и омолаживающие вещества. Таким образом, устраняется дефицит активных ионов, который приводит к преждевременному старению кожи.
Использование слабых токов значительно укрепляет и оздоравливает кожу, способствует клеточному очищению и детоксикации, стимулирует обменные процессы в клетках. Гальванические токи снимают спазм мимических мышц, провоцирующий образование морщин, а также восстанавливают нормальную работу сосудов и лимфатических каналов, что улучшает цвет лица и способствует снятию отеков.
Клинически доказанным эффектом от проведения курса процедур гальванотерапии является увеличение количества волокон эластина и коллагена в дерме, в результате чего многократно увеличивается гладкость кожи, улучшается цвет и внешний вид лица.
Программы воздействия прибором Gezatone Galvanic Beauty SPA m775:
В приборе Gezatone Galvanic Beauty SPA m775 предусмотрены четыре программы воздействия на кожу лица, все эти программы предназначены для решения различных проблем.
Очищающая программа – Cleaning – это идеальное решение для глубокого очищения и детоксикации кожи. Под воздействием положительно заряженных ионов клетки кожи выводят токсины и продукты метаболизма, доступ кислорода улучшается, устраняются внешние загрязнения и ороговевшие клетки кожи. Таким образом, кожа выглядит более чистой, здоровой и ухоженной. Режим очищения способствует осветлению кожи, укреплению стенок сосудов, уменьшению застоя лимфы в тканях. На режиме очищения кожи дополнительно работают функции вибрации и инфракрасного излучения, которые способствуют самоочищению кожи, снятию отеков.
Массажная программа – Massage – режим тонизации и увлажнения клеток кожи, который способствует ионизации и «перезарядке» воды в клетках. Таким образом, увлажнение становится более совершенным, кожа перестает терять жидкость, становится более увлажненной, с меньшим количеством морщин. Функция вибрационного массажа восстанавливает кровоток, а инфракрасный прогрев способствует насыщению кожи кислородом.
Программа питания кожи — Nutrient – клетки кожи испытывают почти постоянный дефицит питательных веществ. Гальванические токи улучшают проникновение и усвоение активных элементов косметики, восстанавливая клеточное насыщение питательными и увлажняющими элементами. Благодаря ионофорезу активность косметики многократно возрастает, улучшается обмен веществ в тканях. Двойное усиленное воздействие вибрацией и инфракрасным прогреванием нормализует кровоток, улучшает состояние кожи и возвращает ей молодость.
Программа гальванического лифтинга – Lifting – режим, препятствующий потере влаги, коллагена и эластина. Благодаря режиму подтяжки устраняются глубокие морщины и обвисания кожи, количество морщин уменьшается. Инфракрасный прогрев в сочетании с гальваническим воздействием позволяет бороться со свободными радикалами, стимулируют выработку собственного коллагена и эластина. Программа лифтинга дает наиболее выраженный подтягивающий эффект при воздействии курсом.
Возможность выбора одного из двух режимов мощности делает процедуры прибором Gezatone Galvanic Beauty SPA m775 оптимальными для людей с любой чувствительностью кожи.
Для работы прибором Gezatone Galvanic Beauty SPA m775 косметологи предпочитают использовать специально разработанные «заряженные» сыворотки, ведь именно они разработаны для процедур гальванотерапии.
Противопоказания:
Заболевания сердечно-сосудистой системы выше 2Б степени, использование электрокардиостимулятора.
Период беременности.
Эпилепсия, сахарный диабет, рассеянный склероз.
Злокачественные онкологические заболевания.
Наличие нарушений чувствительности кожи (болевой и температурной) в области применения аппарата.
Нарушение целостности кожных покровов (травмы, ссадины), послеоперационный период, дерматологические заболевания (экзема, дерматит), не использовать на родимых пятнах.
Перед использованием аппарата после косметических и пластических операций и операций с применением имплантов из металлических материалов необходимо предварительно проконсультироваться с врачом.
При наличии металлических зубных протезов, брекетов и т.п. рекомендуется изолировать их от воздействия гальванического тока, поместив между зубами и губой кусочек токонепроводящего материала (тонкий пластик, пленка).
При аллергии на металл следует воспользоваться нетканой маской, пропитанной косметическим средством, в качестве промежуточной среды.
При выполнении процедур не затрагивайте параорбитальную зону (глазное яблоко), слизистую губ и зону проекции щитовидной железы.
Технические характеристики:
Напряжение питания DC 3 В (от встроенного аккумулятора)
Ток потребления не более 120 мА
Параметры выходного сигнала:
– в монополярных режимах
Cleaning / Nutrient постоянное напряжение ± 9/18 В
– в биполярных импульсных режимах
Massage ± 8/15 В, длительность импульсов 45 мс
Lifting ± 8/15 В, длительность импульсов 400 мс
Вибромассаж 4 сек работает, 1 сек пауза (во всех режимах,
кроме режима Lifting)
Диапазон рабочих температур +15 … 35°С при влажности 20 … 85%
Размеры упаковки 240 х 230 х 65 мм
Масса в упаковке 0.55 кг
Комплектация:
Аппарат Gezatone Galvanic Beauty SPA m775 1 шт.
База для зарядки встроенных аккумуляторов 1 шт.
Сетевой адаптер 1 шт.
Инструкция по эксплуатации 1 шт.
Упаковочная коробка 1 шт.
Производитель: Gezanne I. T.C./Жезанн И.Т.С. Saint Avertin, 39 rue des Granges Galand/Сэнт Авертен, 39 рю де Гранж Галан, France/Франция.
Гарантийный срок эксплуатации – 1 год со дня продажи.
Как гальванизировать в домашних условиях
••• Jupiterimages/Photos.com/Getty Images
Обновлено 25 апреля 2017 г.
Автор: Шон Ланкастер
Гальваника — это огромный бизнес, учитывая количество отраслей, которые гальванизируют свою продукцию. Хромирование, возможно, является наиболее широко известным типом покрытия, но при этом процессе образуются опасные отходы. Гальваническое покрытие применимо ко многим металлам, таким как золото, серебро, платина и цинк. Независимо от типа гальванического покрытия, вам необходимо правильно утилизировать отходы. Для процесса гальванического покрытия требуется батарея, проводящий раствор, содержащий ионы металла, который вы хотите покрыть, и что-то для покрытия. Цинкование является одним из самых простых в выполнении видов покрытия. Следуйте примеру гальванического покрытия монеты цинком, описанному ниже.
Наденьте латексные перчатки для защиты и предохранения кожного сала от покрытия копейки или цинка.
Соберите систему покрытия, подготовив пластиковый контейнер, кусок цинка, монету, два куска проволоки и 1,5-вольтовую батарейку типа «D».
Наполните пластиковый контейнер уксусом до половины. Этого количества уксуса будет достаточно, чтобы покрыть пенни, когда вы поместите его в контейнер.
Прикрепите один провод к куску цинка с помощью зажима типа «крокодил». Затем вставьте цинк в емкость с уксусом так, чтобы проволока торчала из емкости. Уксус является слабой кислотой и растворяет цинк. Это генерирует ионы цинка в уксусе. Чтобы произошло гальванопокрытие, гальванический раствор должен содержать ионы металла, который вы хотите покрыть. Оставьте цинк в уксусе не менее чем на 15 минут, прежде чем начинать гальваническое покрытие.
Растворите пять столовых ложек столового сахара и 3-1/2 столовых ложки английской соли в емкости с уксусом. Хорошо перемешайте, пока кристаллы не исчезнут. Английская соль делает раствор проводящим, а сахар придает блеск. Сахар является отбеливателем, который препятствует росту крупных кристаллов на катоде во время покрытия и позволяет равномерно наносить покрытие на весь катод. Используйте соль Эпсома вместо поваренной соли, чтобы исключить возможность образования газообразного хлора в процессе покрытия.
Очистите поверхность монеты, почистив ее зубной щеткой с небольшим количеством зубной пасты. Поверхность пенни должна выглядеть блестящей после этой очистки.
Опустите монетку в емкость с уксусом. Используйте зажим типа «крокодил», чтобы прикрепить монетку к проволоке. Единственное, что осталось добавить, это аккумулятор для управления процессом гальваники.
Подсоедините провод, соединенный с кусочком цинка, к отрицательному полюсу ячейки «D». Подсоедините провод, удерживающий монетку, к положительному выводу ячейки «D». Ток начнет течь между цинком и монетой за счет движения ионов металла и противоионов из соли. Напряжение батареи достаточно мало, поэтому покрытие будет происходить медленнее и более равномерно, чем с батареей высокого напряжения.
Позвольте покрытию продолжаться примерно 30 минут, чтобы получить толстый слой на монете.
Отсоедините аккумулятор от копейки и куска цинка. Снимите пенни с зажима из кожи аллигатора и промойте в воде. Отполируйте цинковое покрытие с помощью небольшого количества зубной пасты и зубной щетки.
Вещи, которые вам понадобятся
Латексные перчатки
Пластиковый контейнер на 1 кварту
Кусочек цинка
Пенни
Два отрезка проволоки
1,5 Вольт «D» батарея ячейки
уксус
Зажимы аллигатора
Сахар
Epsom Salt
Зубная щетка
Зубная паста. .
Более высокое напряжение сократит время, необходимое для гальванического покрытия, но если оно будет слишком высоким, отделка будет выглядеть не так хорошо.
Предупреждения
Храните или утилизируйте электролит надлежащим образом. Раствор содержит опасные вещества.
Связанные статьи
Ссылки
Tom Mackie Racing: Home Zinc Elecloplating
Финиша Dot Dot Com: Объекционирование — как вы захотите. размер батареи.
Более высокое напряжение сократит время, необходимое для гальванического покрытия, но если вы поднимете слишком высокое напряжение, отделка будет выглядеть не так хорошо.
Предупреждения
Храните или утилизируйте электролит должным образом. Раствор содержит опасные вещества.
Об авторе
Шон Ланкастер работает писателем-фрилансером с 2007 года. Он писал для Writers Research Group, Alexis Writing и Торговой палаты Ливана. Ланкастер имеет степень доктора философии по химии Вашингтонского университета.
Авторы фотографий
Jupiterimages/Photos.com/Getty Images
Узнайте, как гальванизировать медь
Перейти к основному содержанию
В гальванике используется форма электролиза, в которой электроды играют большую роль, чем просто проведение тока.
Используя электричество, вы можете покрыть металл одного электрода металлом другого в процессе гальваники, также известном как электрохимия.
Гальваническое покрытие, также известное как электроосаждение, представляет собой химическую реакцию, которая помогает создавать различные предметы, которые мы видим и используем каждый день. Существуют также особые виды гальванического покрытия, такие как меднение, серебрение и хромирование. Ювелирные изделия и столовое серебро могут быть покрыты серебром или золотом, а цинк часто используется для покрытия железа для защиты от коррозии. Профессиональное гальваническое покрытие требует специальных химикатов и оборудования для создания высококачественного покрытия, но в этом проекте вы можете попробовать свои силы в простой процедуре переноса меди (универсального природного металла) на латунный ключ.
Медь красного цвета известна своей высокой электропроводностью, ковкостью и коррозионной стойкостью. При гальванике меди металлическая подложка помещается в электролитическую ванну, и используется электрический ток, чтобы заставить ионы меди прилипать к поверхности основного материала.
(Требуется наблюдение взрослых и средства химической защиты.)
Посмотрите, как мы используем электричество для медного покрытия латунного ключа (медное гальванопокрытие) в этом видео Home Science Tools. Посмотрите этот проект в действии!
Посмотрите, как мы используем электричество для медного покрытия латунного ключа (медное гальванопокрытие) в этом видео Home Science Tools. Посмотрите этот проект в действии!
Что вам нужно:
1,5-вольтовая батарея D с держателем батареи (для источника питания)
Два провода с зажимом типа «крокодил» или изолированный провод
Химический стакан или стакан (рекомендуется стакан на 250 мл или стакан аналогичного размера)
Медная полоса (чистая медь)
Медный купорос
Медный электрод (или моток медной проволоки)
Латунный ключ
Оборудование для обеспечения безопасности
Как гальванизировать медь:
Подготовьте ключ к покрытию медью, очистив его тонким слоем зубной пасты или воды с мылом. Высушите его на бумажном полотенце.
Размешайте сульфат меди в стакане с небольшим количеством горячей воды, пока он не перестанет растворяться. Ваш раствор должен быть темно-синим. Дать остыть.
Используйте один зажим типа «крокодил» и прикрепите медный электрод к положительной клемме батареи (теперь это 9-й контакт).0154 анод ), а затем прикрепите ключ к отрицательной клемме (теперь называемой катодом ).
Частично подвесьте ключ в растворе, свободно обернув проволочный стержень вокруг карандаша, и поместите карандаш на горловину стакана. Зажим «крокодил» не должен касаться раствора.
Поместите медную полоску/массу меди в раствор, убедившись, что они не касаются ключа. Уровень гальванического раствора теперь находится ниже зажима типа «крокодил». Медная полоска создаст путь для проводимости. Теперь с положительными и отрицательными электродами образовалась электрическая цепь, и по ней течет электрический ток.
Оставьте цепь включенной на 20–30 минут или до тех пор, пока вас не устроит количество меди на ключе.
Что произошло во время процесса нанесения покрытия:
Раствор сульфата меди представляет собой раствор электролита, который проводит электричество от одного электрода к другому, создавая электрический ток.
Когда протекает ток, окисление (потеря электронов) происходит на медном аноде, добавляя ионы меди в раствор.
Эти ионы перемещаются под действием электрического тока к катоду, где 9Происходит восстановление 0154 (прирост электронов), нанесение ионов меди на ключ.
Ионы меди уже присутствовали в растворе сульфата меди до того, как вы начали, но реакция окисления на аноде продолжала заменять их в растворе, поскольку они наносились тонким слоем на ключ, поддерживая реакцию.
В этом проекте много переменных, в том числе чистота и гладкость ключа, сила раствора медного купороса и сила тока.
Если на ключе начинает образовываться черное копоть, ваш раствор недостаточно силен для тока. Выньте электроды и добавьте еще сульфата меди.
 Изготавливается из упрочнённой углеродистой (реже из нержавеющей) стали. Достаточная конструктивная жёсткость изделия исключает возможность деформации петли.
Изготавливается из упрочнённой углеродистой (реже из нержавеющей) стали. Достаточная конструктивная жёсткость изделия исключает возможность деформации петли. Закрытые коуши могут производиться из нержавеющей стали и сплавов.
Закрытые коуши могут производиться из нержавеющей стали и сплавов.
 ТД «Стропкомплект» реализует широкий ассортимент профессионального оборудования для такелажных работ в Санкт-Петербурге, Ленинградской области, с доставкой в любой регион России по разумной, доступной стоимости. Уточнить детали, оформить заказ можно по бесплатному телефону 8 (800) 550-93-95 или по почте [email protected].
ТД «Стропкомплект» реализует широкий ассортимент профессионального оборудования для такелажных работ в Санкт-Петербурге, Ленинградской области, с доставкой в любой регион России по разумной, доступной стоимости. Уточнить детали, оформить заказ можно по бесплатному телефону 8 (800) 550-93-95 или по почте [email protected].
 Они имеют небольшой внутренний диаметр, но при этом отличаются высокой грузоподъемностью. В процессе эксплуатации оказывают минимальную нагрузку на металлические детали.
Они имеют небольшой внутренний диаметр, но при этом отличаются высокой грузоподъемностью. В процессе эксплуатации оказывают минимальную нагрузку на металлические детали. При выборе данных приспособлений нужно учитывать качество отливки и отдавать предпочтение коушам без каких-либо пор. Наличие отверстий потенциально травмоопасно и может стать причиной преждевременной порчи приспособления.
При выборе данных приспособлений нужно учитывать качество отливки и отдавать предпочтение коушам без каких-либо пор. Наличие отверстий потенциально травмоопасно и может стать причиной преждевременной порчи приспособления. Как правило, этот смолистый цветок классифицируется как сатива, гибрид или индика в зависимости от морфологии растения. Но каннабис может быть дополнительно классифицирован с помощью народного языка, определенного популярной культурой, такого как Kush, Haze и Purple. Эти термины относятся к сортам каннабиса, характеризующимся отчетливыми запахами, вкусами, эффектами и/или географическими регионами.
Как правило, этот смолистый цветок классифицируется как сатива, гибрид или индика в зависимости от морфологии растения. Но каннабис может быть дополнительно классифицирован с помощью народного языка, определенного популярной культурой, такого как Kush, Haze и Purple. Эти термины относятся к сортам каннабиса, характеризующимся отчетливыми запахами, вкусами, эффектами и/или географическими регионами.
 Как и в случае со многими сортами местных сортов, генетика Kush обладает естественной устойчивостью к определенным элементам, присущим стране их происхождения. Это включает в себя выносливые побеги и растительность, которые могут выжить в более холодном и суровом климате и умеренном потреблении воды, что позволяет растению выдерживать несколько засушливую местность. В дополнение к их естественной устойчивости многие производители предпочитают выращивать сорта Kush из-за их высокой урожайности и управляемой высоты.
Как и в случае со многими сортами местных сортов, генетика Kush обладает естественной устойчивостью к определенным элементам, присущим стране их происхождения. Это включает в себя выносливые побеги и растительность, которые могут выжить в более холодном и суровом климате и умеренном потреблении воды, что позволяет растению выдерживать несколько засушливую местность. В дополнение к их естественной устойчивости многие производители предпочитают выращивать сорта Kush из-за их высокой урожайности и управляемой высоты. (Leafly)
(Leafly) Вот все, что вам нужно знать
Вот все, что вам нужно знать
 Вы можете отказаться от подписки в любое время, нажав на ссылку отказа от подписки в нижней части наших электронных писем. Постмедиа Сеть Inc. | 365 Bloor Street East, Торонто, Онтарио, M4W 3L4 | 416-383-2300
Вы можете отказаться от подписки в любое время, нажав на ссылку отказа от подписки в нижней части наших электронных писем. Постмедиа Сеть Inc. | 365 Bloor Street East, Торонто, Онтарио, M4W 3L4 | 416-383-2300 
 Во-первых, селекционер утверждал, что получил семена из пакета сорта Chemdawg 91 в районе озера Тахо в 1996 году; во второй говорится, что он был привезен в Калифорнию из Флориды производителем, который сейчас управляет компанией, известной как Imperial Genetics. Он сообщает, что родителями этого штамма были мужской гибрид Lemon Thai и Old World Paki Kush и женский завод Chemdawg.
Во-первых, селекционер утверждал, что получил семена из пакета сорта Chemdawg 91 в районе озера Тахо в 1996 году; во второй говорится, что он был привезен в Калифорнию из Флориды производителем, который сейчас управляет компанией, известной как Imperial Genetics. Он сообщает, что родителями этого штамма были мужской гибрид Lemon Thai и Old World Paki Kush и женский завод Chemdawg. Остальное уже история.
Остальное уже история. Эти черты не характерны для различных сортов каннабиса, происходящих из Куша.
Эти черты не характерны для различных сортов каннабиса, происходящих из Куша.


 Напряженность — это гораздо больше, чем просто цифры на листе бумаги.
Напряженность — это гораздо больше, чем просто цифры на листе бумаги.
 В результате производительность труда возрастает в несколько раз. Естественно, легированная проволока для полуавтомата выбирается идентичной по составу свариваемому материалу.
В результате производительность труда возрастает в несколько раз. Естественно, легированная проволока для полуавтомата выбирается идентичной по составу свариваемому материалу.
 В ручных устройствах дуга и подача присадочных материалов контролируются человеком, используется горелка с подачей газа и вольфрамовый электрод. В полуавтоматах в качестве электрода используется проволока, которую подает специальный механизм, но сварщик контролирует процесс. В автоматах также происходит подача проволоки, но контроль осуществляет автоматика.
В ручных устройствах дуга и подача присадочных материалов контролируются человеком, используется горелка с подачей газа и вольфрамовый электрод. В полуавтоматах в качестве электрода используется проволока, которую подает специальный механизм, но сварщик контролирует процесс. В автоматах также происходит подача проволоки, но контроль осуществляет автоматика. Диапазон силы тока определяет толщину металла, с которым можно будет работать. Наличие импульсного режима дает возможность варить особо тонкие элементы, а продолжительность включения указывает на время, на протяжении которого оборудование может работать без остановок.
Диапазон силы тока определяет толщину металла, с которым можно будет работать. Наличие импульсного режима дает возможность варить особо тонкие элементы, а продолжительность включения указывает на время, на протяжении которого оборудование может работать без остановок. Как правило, последующая обработка после использования аппаратов для аргоновой сварки не требуется. Дополнительным плюсом можно считать небольшие габариты и вес устройства.
Как правило, последующая обработка после использования аппаратов для аргоновой сварки не требуется. Дополнительным плюсом можно считать небольшие габариты и вес устройства.
 ..]
..] ..]
..] ..]
..] ..]
..] ]
]

 д., а также другие сварочные отрасли.
д., а также другие сварочные отрасли. ..]
..]
 ..]
..] ..]
..]
 ..]
..] ..]
..] ..]
..] com
com ..]
..] ..]
..] EUUROPA.EU
EUUROPA.EU





 Выполнение сварки возможно не только на короткой и средней, но и длинной дуге, а также «с отрывом» – короткими прихватками.
Выполнение сварки возможно не только на короткой и средней, но и длинной дуге, а также «с отрывом» – короткими прихватками.
 Однако даже новички могут в короткие сроки освоить эту технику, не имея большого опыта и специального образования.
Однако даже новички могут в короткие сроки освоить эту технику, не имея большого опыта и специального образования.
 5
5 5 кг)
5 кг)
 5 кг)
5 кг)
 5
5 5 кг)
5 кг) 9224-75)
9224-75) Сварка во всех пространственных положениях, кроме вертикального сверху вниз, переменным или постоянным током обратной полярности.
Сварка во всех пространственных положениях, кроме вертикального сверху вниз, переменным или постоянным током обратной полярности.



 P65Warnings.ca.gov
P65Warnings.ca.gov 5
5







 Важное условие в этом процессе – использование ингибитора – уротропина.
Важное условие в этом процессе – использование ингибитора – уротропина.
 Жидкость для снятия ржавчины с металла готовится из воды и порошка лимонной кислоты.
Жидкость для снятия ржавчины с металла готовится из воды и порошка лимонной кислоты.
 Намажьте их соусом и оставьте на полчаса. После просто вымойте и насухо протрите.
Намажьте их соусом и оставьте на полчаса. После просто вымойте и насухо протрите.

 Такие средства выпускают в достаточном количестве на химических предприятиях в специальной пластиковой упаковке в готовом жидком виде. Предварительно ржавые слои снимают механическим способом, а потом наносят средство на место очистки, оставляют на некоторое время и протирают тряпкой поверхность.
Такие средства выпускают в достаточном количестве на химических предприятиях в специальной пластиковой упаковке в готовом жидком виде. Предварительно ржавые слои снимают механическим способом, а потом наносят средство на место очистки, оставляют на некоторое время и протирают тряпкой поверхность.
 Быстрого действия (4-8 мин.)
Быстрого действия (4-8 мин.)



 Оставьте на несколько минут, чтобы мыло впиталось.
Оставьте на несколько минут, чтобы мыло впиталось. Мы рекомендуем использовать один из других вариантов, перечисленных выше, если вы хотите избежать этого.
Мы рекомендуем использовать один из других вариантов, перечисленных выше, если вы хотите избежать этого.




 Эти слабые кислоты менее едкие, с ними безопаснее работать, и их легко утилизировать.
Эти слабые кислоты менее едкие, с ними безопаснее работать, и их легко утилизировать.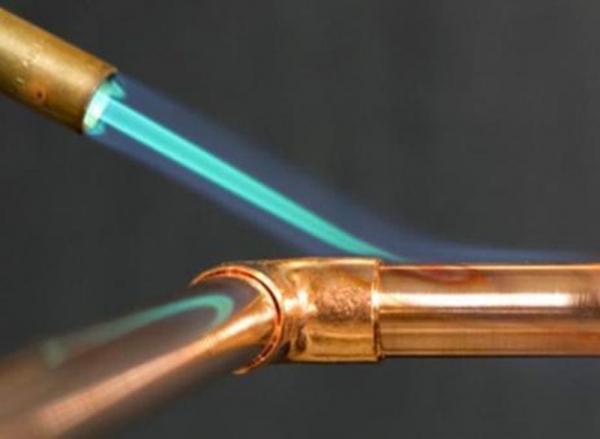 Смачивание принципиально возможно в любом сочетании основной металл — припой при обеспечении соответствующих температур, высокой чистоты поверхности или достаточной термической или другого вида активации. Смачивание характеризует принципиальную возможность пайки конкретного основного металла конкретным припоем. При физической возможности образования спая (физической паяемости) уже в какой-то мере гарантирована паяемость с технологической точки зрения при обеспечении соответствующих условий проведения процесса пайки.
Смачивание принципиально возможно в любом сочетании основной металл — припой при обеспечении соответствующих температур, высокой чистоты поверхности или достаточной термической или другого вида активации. Смачивание характеризует принципиальную возможность пайки конкретного основного металла конкретным припоем. При физической возможности образования спая (физической паяемости) уже в какой-то мере гарантирована паяемость с технологической точки зрения при обеспечении соответствующих условий проведения процесса пайки. При оценке паяемости нужно учитывать температурный интервал активности флюсов.
При оценке паяемости нужно учитывать температурный интервал активности флюсов. В растворении основного металла и припоя в расплаве флюса.
В растворении основного металла и припоя в расплаве флюса.
 Контактно-реактивной называется капиллярная пайка, при которой припой образуется в результате контактно-реактивного плавления соединяемых материалов, промежуточных покрытий или прокладок с образованием эвтектики или твердого раствора. При контактно-реактивной пайке нет необходимости в предварительном изготовлении припоя. Количество жидкой фазы можно регулировать изменением времени контакта, толщиной покрытия или прослойки, т.к. процесс контактного плавления прекращается после расходования одного из контактирующих материалов.
Контактно-реактивной называется капиллярная пайка, при которой припой образуется в результате контактно-реактивного плавления соединяемых материалов, промежуточных покрытий или прокладок с образованием эвтектики или твердого раствора. При контактно-реактивной пайке нет необходимости в предварительном изготовлении припоя. Количество жидкой фазы можно регулировать изменением времени контакта, толщиной покрытия или прослойки, т.к. процесс контактного плавления прекращается после расходования одного из контактирующих материалов. Цель диффузионной пайки — проведение процесса кристаллизации таким образом, чтобы обеспечить наиболее равновесную структуру соединения, повысить температуру распайки соединений.
Цель диффузионной пайки — проведение процесса кристаллизации таким образом, чтобы обеспечить наиболее равновесную структуру соединения, повысить температуру распайки соединений. Сварко-пайка применяется при соединении разнородных металлов за счет расплавления более легкоплавкого металла и смачивания им поверхности более тугоплавкого металла. Необходимая температура подогрева поверхности тугоплавкого металла достигается за счет регулирования величины смещения электрода от оси шва к более тугоплавкому металлу. При подготовке изделий к пайке, при необходимости, на паяемую поверхность наносят металлические покрытия. Технологические покрытия (медь, никель, серебро) наносят на поверхность труднопаяемых металлов, либо металлов, поверхность которых при пайке интенсивно растворяется в припое, что вызывает ухудшение смачивания и капиллярного течения припоя в зазоре, хрупкость в соединениях, по месту нанесения припоя появляется эрозия, подрезы основного металла. Назначение покрытия — предотвращение нежелательного растворения основного металла в припое и улучшение смачивания; в процессе пайки покрытие должно полностью растворяться в расплавленном припое.
Сварко-пайка применяется при соединении разнородных металлов за счет расплавления более легкоплавкого металла и смачивания им поверхности более тугоплавкого металла. Необходимая температура подогрева поверхности тугоплавкого металла достигается за счет регулирования величины смещения электрода от оси шва к более тугоплавкому металлу. При подготовке изделий к пайке, при необходимости, на паяемую поверхность наносят металлические покрытия. Технологические покрытия (медь, никель, серебро) наносят на поверхность труднопаяемых металлов, либо металлов, поверхность которых при пайке интенсивно растворяется в припое, что вызывает ухудшение смачивания и капиллярного течения припоя в зазоре, хрупкость в соединениях, по месту нанесения припоя появляется эрозия, подрезы основного металла. Назначение покрытия — предотвращение нежелательного растворения основного металла в припое и улучшение смачивания; в процессе пайки покрытие должно полностью растворяться в расплавленном припое.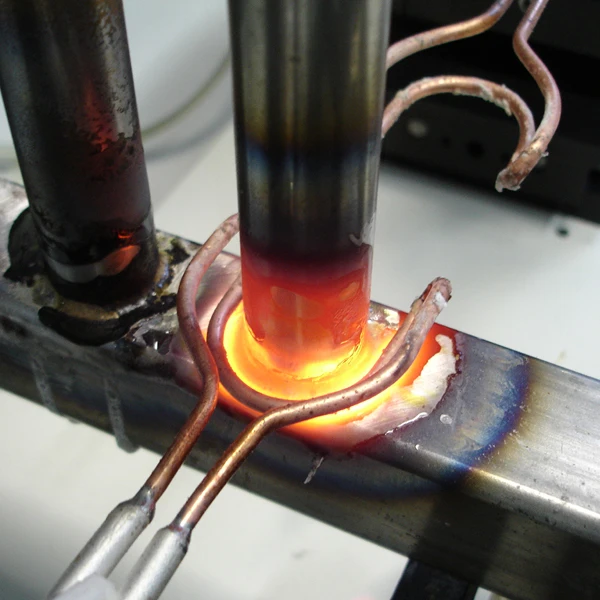 Нахлесточные соединения наиболее распространены, т.к. изменяя длину нахлестки, можно изменять характеристики прочности изделия. Нахлесточные паяные соединения обладают некоторыми преимуществами перед нахлесточными сварными, передача усилий в которых происходит по периметру элемента. В сварных конструкциях любые швы являются источником концентрации напряжений в переходной зоне от основного металла к шву, и при неблагоприятных очертаниях шва концентрация достигает значительных величин. Сопоставление механических свойств паяных и сварных соединений позволяет сделать следующие выводы:
Нахлесточные соединения наиболее распространены, т.к. изменяя длину нахлестки, можно изменять характеристики прочности изделия. Нахлесточные паяные соединения обладают некоторыми преимуществами перед нахлесточными сварными, передача усилий в которых происходит по периметру элемента. В сварных конструкциях любые швы являются источником концентрации напряжений в переходной зоне от основного металла к шву, и при неблагоприятных очертаниях шва концентрация достигает значительных величин. Сопоставление механических свойств паяных и сварных соединений позволяет сделать следующие выводы: Типичные дефекты, которые снижают прочность паяных соединений — поры, раковины, трещины, флюсовые и шлаковые включения, непропаи.
Типичные дефекты, которые снижают прочность паяных соединений — поры, раковины, трещины, флюсовые и шлаковые включения, непропаи. Полигонизационные трещины в металле шва возникают уже при температурах ниже температуры солидус после затвердевания сплава по так называемым полигонизационным границам, которые образуются при выстраивании дислокации в металле в ряды и образовании сетки дислокации под действием внутренних напряжений. Неметаллические включения типа флюсовых или шлаковых могут возникать в результате недостаточно тщательной подготовки поверхности изделия к пайке или при нарушении режима пайки. При слишком длительном нагреве под пайку флюс реагирует с основным металлом с образованием твердых остатков, которые плохо вытесняются из зазора припоем.
Полигонизационные трещины в металле шва возникают уже при температурах ниже температуры солидус после затвердевания сплава по так называемым полигонизационным границам, которые образуются при выстраивании дислокации в металле в ряды и образовании сетки дислокации под действием внутренних напряжений. Неметаллические включения типа флюсовых или шлаковых могут возникать в результате недостаточно тщательной подготовки поверхности изделия к пайке или при нарушении режима пайки. При слишком длительном нагреве под пайку флюс реагирует с основным металлом с образованием твердых остатков, которые плохо вытесняются из зазора припоем.

 Сборку после данной процедуры проводить пинцетом или пользоваться х/б перчатками.
Сборку после данной процедуры проводить пинцетом или пользоваться х/б перчатками.





 2SI)
2SI)  в Альбукерке, Нью-Мексико.
в Альбукерке, Нью-Мексико. , Килго, Элис С. и Реджент, Джером А. 2007.
, Килго, Элис С. и Реджент, Джером А. 2007.

 Объем затрат на выемку верхнего слоя грунта и подготовка пластов под монолитную плиту в некоторых случаях стоят не дешевле затрат на бетон и арматуру;
Объем затрат на выемку верхнего слоя грунта и подготовка пластов под монолитную плиту в некоторых случаях стоят не дешевле затрат на бетон и арматуру; От качества работы с подушкой под заливку бетонной плиты зависит 90% успеха всех дальнейших этапов обустройства. Понятно, что большая часть проблем возникает именно на тех этапах реализации проекта монолитной плиты, которые невозможно точно и объективно учесть при проектировании и выборе технологии реализации задуманного.
От качества работы с подушкой под заливку бетонной плиты зависит 90% успеха всех дальнейших этапов обустройства. Понятно, что большая часть проблем возникает именно на тех этапах реализации проекта монолитной плиты, которые невозможно точно и объективно учесть при проектировании и выборе технологии реализации задуманного. Это может быть 60 см, а может быть и 100 см. В некоторых случаях такой подход приводит к значительному увеличению расходов на земляные работы, и к этому необходимо быть готовым. Учитывая тот факт, что абсолютно ровных, как стол, планов под постройку дома не существует, под будущую монолитную плиту по технологии потребуется выполнить планирование и выравнивание поверхности.
Это может быть 60 см, а может быть и 100 см. В некоторых случаях такой подход приводит к значительному увеличению расходов на земляные работы, и к этому необходимо быть готовым. Учитывая тот факт, что абсолютно ровных, как стол, планов под постройку дома не существует, под будущую монолитную плиту по технологии потребуется выполнить планирование и выравнивание поверхности.
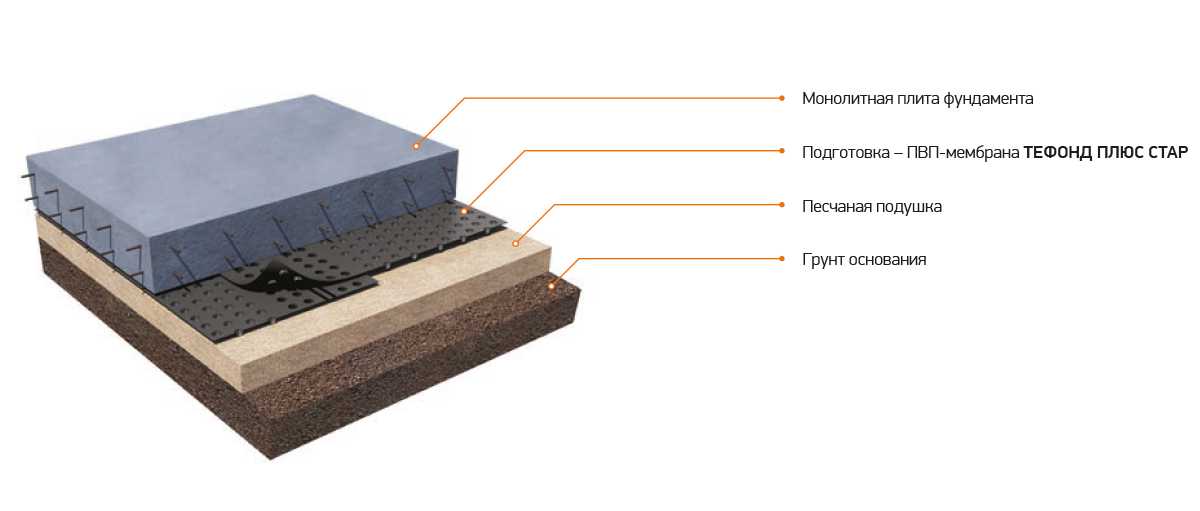 Пруток устанавливается ячейкой не менее 25 см, расстояние от утеплителя до нижнего слоя арматуры 2,5-3 см, верхний слой бетона над арматурной сеткой устанавливают в пределах 4- 5 см.
Пруток устанавливается ячейкой не менее 25 см, расстояние от утеплителя до нижнего слоя арматуры 2,5-3 см, верхний слой бетона над арматурной сеткой устанавливают в пределах 4- 5 см.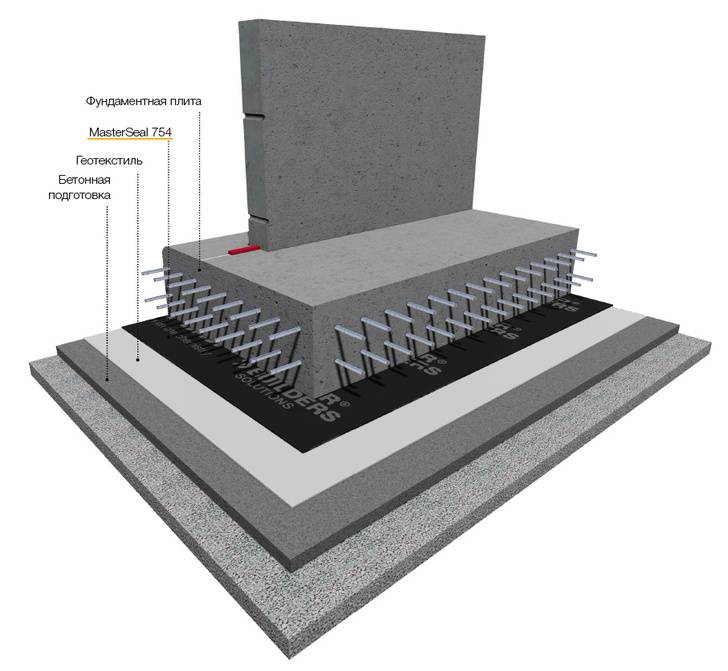
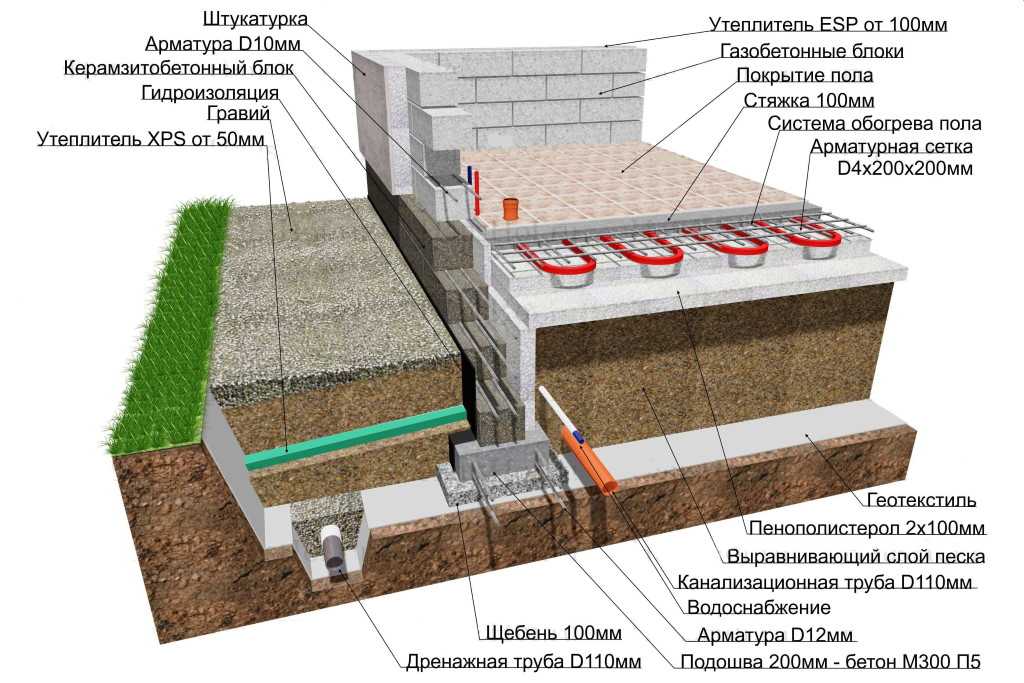 1 Где применяется
1 Где применяется Другим важным условием является армирование основания. В результате, конструкция способна выдерживать экстремальные нагрузки. Технология чаще применяется для многоэтажных домов или коммерческих сооружений с высокой нагрузкой на основание. Среди всех разновидностей основания – монолит, является самым надёжным и прочным вариантом, который устойчив к влиянию влаги. На данном фундаменте возводятся 1-3-этажные здания.
Другим важным условием является армирование основания. В результате, конструкция способна выдерживать экстремальные нагрузки. Технология чаще применяется для многоэтажных домов или коммерческих сооружений с высокой нагрузкой на основание. Среди всех разновидностей основания – монолит, является самым надёжным и прочным вариантом, который устойчив к влиянию влаги. На данном фундаменте возводятся 1-3-этажные здания.

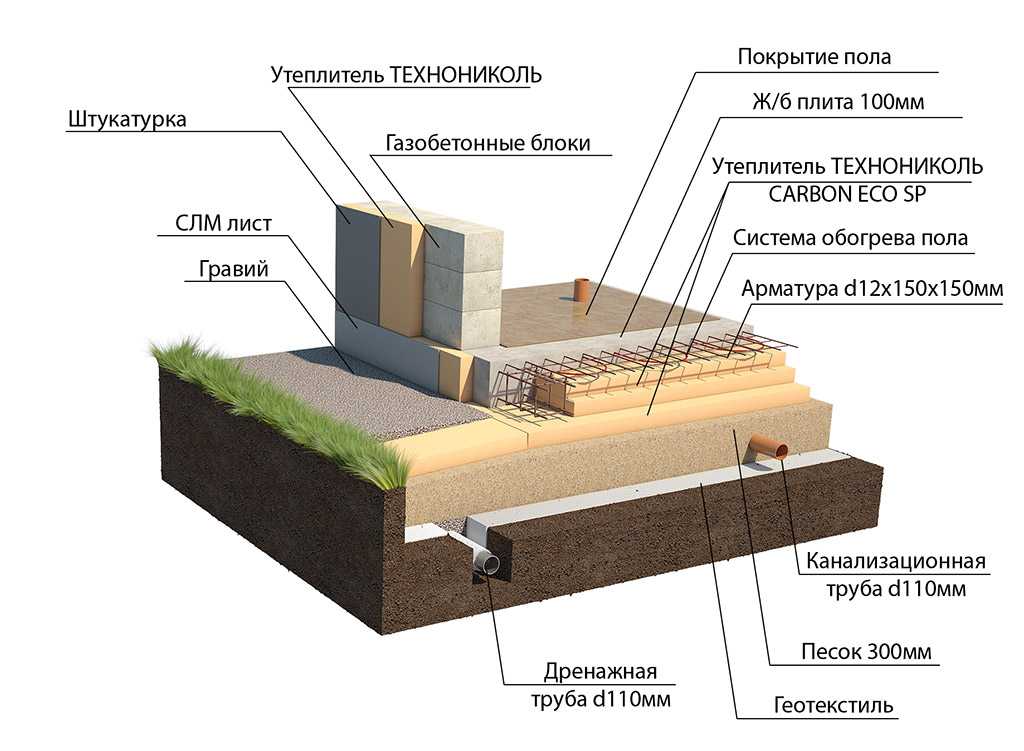
 Технология обустройства подразумевает установку рёбер жёсткости, арматура которых переплетается с металлическими стержнями бетонного основания.
Технология обустройства подразумевает установку рёбер жёсткости, арматура которых переплетается с металлическими стержнями бетонного основания. Для усиления прочности в местах расположения несущих стен устанавливаются рёбра жёсткости. Устойчивость и целостность здания обеспечивает увеличение габаритов плиты, она должна быть шире нижней части сооружения.
Для усиления прочности в местах расположения несущих стен устанавливаются рёбра жёсткости. Устойчивость и целостность здания обеспечивает увеличение габаритов плиты, она должна быть шире нижней части сооружения.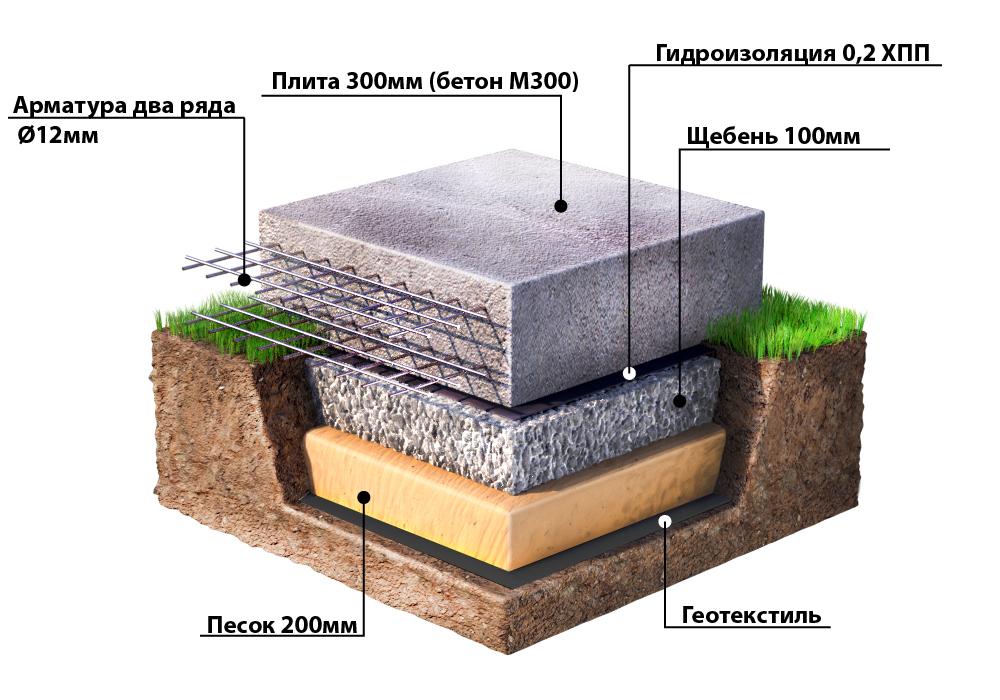 По углам устанавливаются колышки, они описывают периметр планируемой плиты. Между ними проводится верёвка, их параллельность стоит проверить на этапе подготовки, по необходимости пруты переставляются. Дополнительно выполняется проверка по диагонали, нити должны совпадать ровно по центру, а их длина быть идентичной.
По углам устанавливаются колышки, они описывают периметр планируемой плиты. Между ними проводится верёвка, их параллельность стоит проверить на этапе подготовки, по необходимости пруты переставляются. Дополнительно выполняется проверка по диагонали, нити должны совпадать ровно по центру, а их длина быть идентичной.
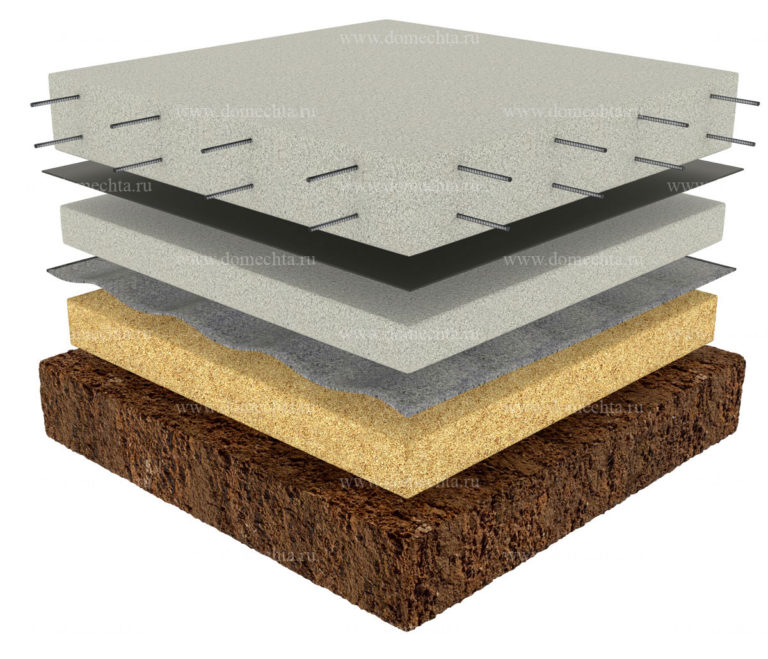 При постройке фундамента под многоэтажные сооружения используется арматура с сечением прута 40 мм.
При постройке фундамента под многоэтажные сооружения используется арматура с сечением прута 40 мм. В домашних условиях возможно собрать бетоновод или воспользоваться арендой бетономешалки, специальной техники;
В домашних условиях возможно собрать бетоновод или воспользоваться арендой бетономешалки, специальной техники;
 Важно поддерживать достаточную влажность и избегать чрезмерного нагрева материала. Наилучшая температура застывания – 18-25°С.
Важно поддерживать достаточную влажность и избегать чрезмерного нагрева материала. Наилучшая температура застывания – 18-25°С. Самый распространённый метод – электрический обогрев.
Самый распространённый метод – электрический обогрев. В каждом случае технология, как делать плитный фундамент, несколько отличается;
В каждом случае технология, как делать плитный фундамент, несколько отличается; Монолитная плита — это плита, вся плита которой заливается как один элемент и обычно имеет одинаковую толщину по всей глубине. Однако, в зависимости от региона, внешний слой может быть сделан толще, чтобы предотвратить морозное пучение и обеспечить лучшую поддержку наружных стен. Плита стволовой стены имеет морозостойкие фундаменты или стены, которые размещаются первыми, и плита заливается сверху или внутри этих фундаментов. Это помогает выдерживать внешнюю нагрузку и предотвращает морозное пучение.
Монолитная плита — это плита, вся плита которой заливается как один элемент и обычно имеет одинаковую толщину по всей глубине. Однако, в зависимости от региона, внешний слой может быть сделан толще, чтобы предотвратить морозное пучение и обеспечить лучшую поддержку наружных стен. Плита стволовой стены имеет морозостойкие фундаменты или стены, которые размещаются первыми, и плита заливается сверху или внутри этих фундаментов. Это помогает выдерживать внешнюю нагрузку и предотвращает морозное пучение. Когда бетон достигает своей полной прочности и твердости, его прочность определяется приложенной к нему силой. Это означает, что давление, воздействующее на бетон, может быть равномерно распределено по массе с минимальным повреждением или воздействием на бетон. И наоборот, бетон имеет очень низкую прочность на растяжение. Прочность на растяжение – это растяжение и изгиб бетона. Бетон может легко треснуть, когда он изгибается или когда на него воздействуют силы, отличные от давления. Этот тип силы может включать удар.
Когда бетон достигает своей полной прочности и твердости, его прочность определяется приложенной к нему силой. Это означает, что давление, воздействующее на бетон, может быть равномерно распределено по массе с минимальным повреждением или воздействием на бетон. И наоборот, бетон имеет очень низкую прочность на растяжение. Прочность на растяжение – это растяжение и изгиб бетона. Бетон может легко треснуть, когда он изгибается или когда на него воздействуют силы, отличные от давления. Этот тип силы может включать удар.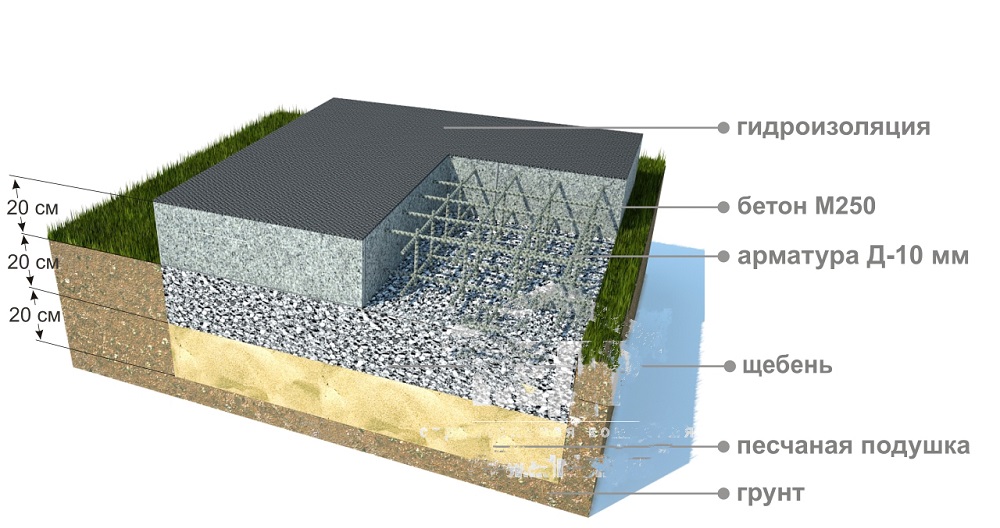 Отказ может произойти, когда это армирование видно во время осмотра.
Отказ может произойти, когда это армирование видно во время осмотра.
 Затем размещаются формы для создания мест для фундаментов. Фундаменты укладывают на ненарушенный грунт или уплотненное основание. Наконец, фундаменты армируются, и бетон заливается в опалубку для отверждения и высыхания.
Затем размещаются формы для создания мест для фундаментов. Фундаменты укладывают на ненарушенный грунт или уплотненное основание. Наконец, фундаменты армируются, и бетон заливается в опалубку для отверждения и высыхания. На неровных участках могут быть признаки скопления воды, провалов и гребней, горбов или подъемов.
На неровных участках могут быть признаки скопления воды, провалов и гребней, горбов или подъемов. Эта услуга выходит за рамки ComSOP, но может быть добавлена к вашему соглашению об инспекции, если это представляет интерес для клиента.
Эта услуга выходит за рамки ComSOP, но может быть добавлена к вашему соглашению об инспекции, если это представляет интерес для клиента.
 стены и все края по периметру заменить колонтитулом.
стены и все края по периметру заменить колонтитулом.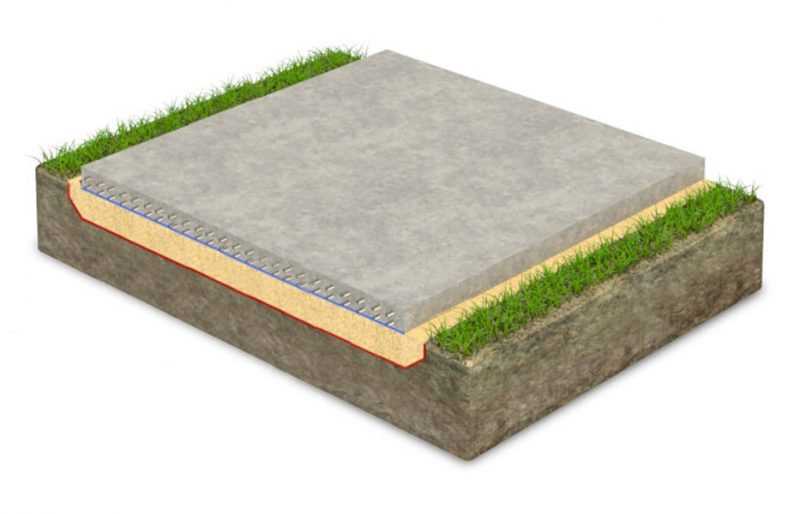
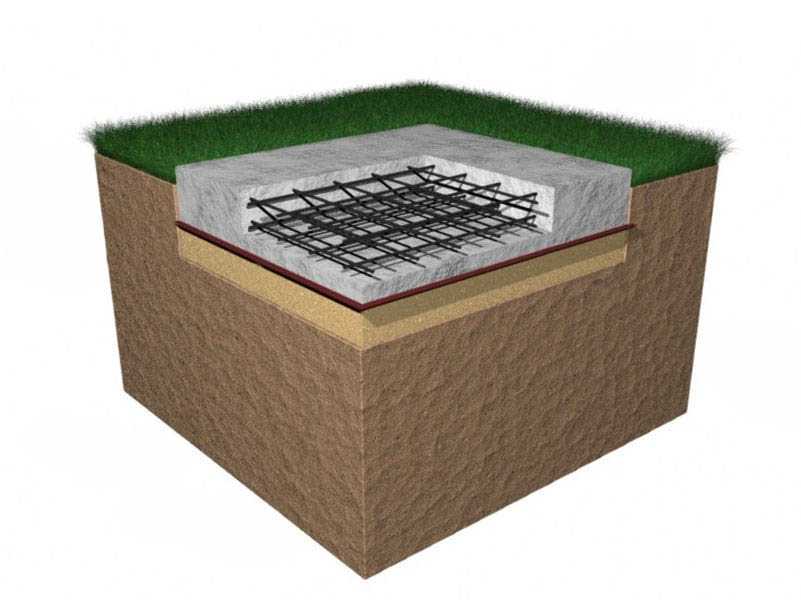 Изоляция также может быть добавлена для уменьшения движения из-за мороза, в зависимости от потребностей проекта.
Изоляция также может быть добавлена для уменьшения движения из-за мороза, в зависимости от потребностей проекта. В некоторых конструкциях в качестве опоры используется плавающая плита, и только после возведения фундамента мы бросаем плавающую плиту.
В некоторых конструкциях в качестве опоры используется плавающая плита, и только после возведения фундамента мы бросаем плавающую плиту.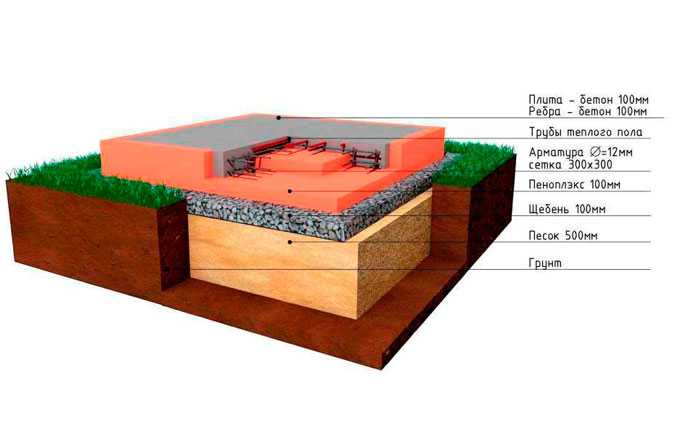 В таком случае только после отверждения фундамента заливаем плавающую плиту .
В таком случае только после отверждения фундамента заливаем плавающую плиту .
 75 грн
75 грн Харьков
Харьков Черкассы
Черкассы 10 грн
10 грн Особенно внимательными необходимо быть к таким параметрам, как производительность устройства и выдаваемый им напор. Что же это за показатели?
Особенно внимательными необходимо быть к таким параметрам, как производительность устройства и выдаваемый им напор. Что же это за показатели? Важная особенность – диаметр патрубков насоса, как выходного, так входного, должен быть на одно деление меньше, чем сечение труб системы.
Важная особенность – диаметр патрубков насоса, как выходного, так входного, должен быть на одно деление меньше, чем сечение труб системы.
 В случае если они будут оседать в насосе, это значительно сократит срок его эксплуатации. Фильтр следует устанавливать в систему только после того, как из нее будет слит теплоноситель. Места соединения должны быть тщательно герметизированы при помощи пакли или клейкой ленты.
В случае если они будут оседать в насосе, это значительно сократит срок его эксплуатации. Фильтр следует устанавливать в систему только после того, как из нее будет слит теплоноситель. Места соединения должны быть тщательно герметизированы при помощи пакли или клейкой ленты.

 Посетите страницы, посвященные различным типам водонагревателей (ссылки указаны выше), чтобы узнать больше об оценке энергоэффективности.
Посетите страницы, посвященные различным типам водонагревателей (ссылки указаны выше), чтобы узнать больше об оценке энергоэффективности.
 Дополнительную информацию см. в разделе «Водонагреватели с тепловым насосом».
Дополнительную информацию см. в разделе «Водонагреватели с тепловым насосом». Даже если вы заменяете водонагреватель, вы можете обнаружить, что в долгосрочной перспективе сэкономите больше денег, если будете использовать другой источник топлива или энергии. Однако, если вы переходите с одного вида топлива на другой, есть и другие соображения по стоимости, такие как добавление прерывателя или прокладка газовой линии к водонагревателю и его вентиляция снаружи. Свяжитесь с коммунальным предприятием для получения информации о текущих расходах на топливо или тарифах.
Даже если вы заменяете водонагреватель, вы можете обнаружить, что в долгосрочной перспективе сэкономите больше денег, если будете использовать другой источник топлива или энергии. Однако, если вы переходите с одного вида топлива на другой, есть и другие соображения по стоимости, такие как добавление прерывателя или прокладка газовой линии к водонагревателю и его вентиляция снаружи. Свяжитесь с коммунальным предприятием для получения информации о текущих расходах на топливо или тарифах.
 ; Дорси, К. (2004). Жилая энергия: экономия средств и комфорт для существующих зданий. Управление ресурсами Сатурна.
; Дорси, К. (2004). Жилая энергия: экономия средств и комфорт для существующих зданий. Управление ресурсами Сатурна. Хотя они стали популярными в 1970-х годах, многие дома по-прежнему полагаются на традиционные электрические или газовые обогреватели для получения горячей воды. Вот почему мы составили это полное руководство по водонагревателям с тепловым насосом и все, что вам нужно знать о них при принятии этого решения.
Хотя они стали популярными в 1970-х годах, многие дома по-прежнему полагаются на традиционные электрические или газовые обогреватели для получения горячей воды. Вот почему мы составили это полное руководство по водонагревателям с тепловым насосом и все, что вам нужно знать о них при принятии этого решения. В то время как большинство водонагревателей используют газ или электричество для выработки тепла, водонагреватели с тепловым насосом отличаются друг от друга — на самом деле, эти насосы не генерируют тепло напрямую. Вместо этого они забирают тепло из воздуха, которое затем доставляется в накопительный бак устройства. Это то, как работают холодильники, но водонагреватели с тепловым насосом делают обратное, в то время как холодильник вытесняет горячий воздух. Поскольку они втягивают горячий воздух, это делает их идеальными для преимущественно теплого климата, такого как Луизиана!
В то время как большинство водонагревателей используют газ или электричество для выработки тепла, водонагреватели с тепловым насосом отличаются друг от друга — на самом деле, эти насосы не генерируют тепло напрямую. Вместо этого они забирают тепло из воздуха, которое затем доставляется в накопительный бак устройства. Это то, как работают холодильники, но водонагреватели с тепловым насосом делают обратное, в то время как холодильник вытесняет горячий воздух. Поскольку они втягивают горячий воздух, это делает их идеальными для преимущественно теплого климата, такого как Луизиана! годы.
годы. Это эквивалентно выбросам от 13 миллионов автомобилей, что больше, чем все население Лос-Анджелеса.
Это эквивалентно выбросам от 13 миллионов автомобилей, что больше, чем все население Лос-Анджелеса. Преимущества безрезервуарного водонагревателя заключаются в том, что для небольших устройств требуется меньше места для хранения и повышенная энергоэффективность, поэтому вы экономите деньги на счетах за электроэнергию. Этот вариант идеально подходит для небольшого дома или помещения или небольших семей, которым не так часто требуется горячая вода.
Преимущества безрезервуарного водонагревателя заключаются в том, что для небольших устройств требуется меньше места для хранения и повышенная энергоэффективность, поэтому вы экономите деньги на счетах за электроэнергию. Этот вариант идеально подходит для небольшого дома или помещения или небольших семей, которым не так часто требуется горячая вода. Солнечная энергия является отличным вариантом для некоторых домохозяйств, но не является универсальным решением.
Солнечная энергия является отличным вариантом для некоторых домохозяйств, но не является универсальным решением.
 Вам никогда не придется обходиться без горячего душа, горячей воды из раковины или чего-то еще — вместо этого стирайте одежду холодной водой, когда можете, и подумайте о том, чтобы использовать плиту для нагрева воды для приготовления пищи.
Вам никогда не придется обходиться без горячего душа, горячей воды из раковины или чего-то еще — вместо этого стирайте одежду холодной водой, когда можете, и подумайте о том, чтобы использовать плиту для нагрева воды для приготовления пищи. Есть много признаков того, что вам может понадобиться новый нагреватель, в том числе если:
Есть много признаков того, что вам может понадобиться новый нагреватель, в том числе если:
 sp-100-06 Переходник с болгарку
sp-100-06 Переходник с болгарку Но работа такой насадкой на дрели не очень удобна из-за положения лепестков, приходится держать инструмент боком, что мешает обзору. С болгаркой всё намного удобнее. Но закрепить круг на болгарку невозможно из-за отсутствия соответствующего креплению патрона. Патроны есть в продаже, но подобрать их к болгарке непросто, подходящие экземпляры крайне редко можно найти. Возможно заказать подгонку патрона токарю, но вот автор YouTube-канала StoDel_56 на собственном опыте продемонстрировал, как можно обойтись своими силами в переделке патрона. Возможно, и вам будет интересен этот опыт.
Но работа такой насадкой на дрели не очень удобна из-за положения лепестков, приходится держать инструмент боком, что мешает обзору. С болгаркой всё намного удобнее. Но закрепить круг на болгарку невозможно из-за отсутствия соответствующего креплению патрона. Патроны есть в продаже, но подобрать их к болгарке непросто, подходящие экземпляры крайне редко можно найти. Возможно заказать подгонку патрона токарю, но вот автор YouTube-канала StoDel_56 на собственном опыте продемонстрировал, как можно обойтись своими силами в переделке патрона. Возможно, и вам будет интересен этот опыт.
 comПатрон должен не только держаться на штыре, но и не крутиться на нём, если он крутится, используйте дополнительные зажимыФОТО: YouTube.comДля расточки патрона возьмите сверло на 12 мм и заточите его кончик так, чтобы передний угол был немного отрицательным. Это нужно для того, чтобы сверло скоблило поверхность патронаФОТО: YouTube.comРасточите отверстие в патроне на сверлильном станкеФОТО: YouTube.comСледующее сверло должно соответствовать диаметру шпинделяФОТО: YouTube.comСверлу большого диаметра нужно придать такую форму, чтобы его кончик заходил в отверстие патрона, выступая в роли направляющегоФОТО: YouTube.comДве режущие кромки сверла сделают расточку под шпиндель болгаркиФОТО: YouTube.comПри расточке важно строго соблюдать направление, чтобы не получилось перекосовФОТО: YouTube.comВы получите посадочное гнездо, соответствующее размерам вашей болгаркиФОТО: YouTube.comВ патроне нужно нарезать резьбу, используйте метчики первого и второго номеров. Для смазки автор рекомендует использовать льняное маслоФОТО: YouTube.
comПатрон должен не только держаться на штыре, но и не крутиться на нём, если он крутится, используйте дополнительные зажимыФОТО: YouTube.comДля расточки патрона возьмите сверло на 12 мм и заточите его кончик так, чтобы передний угол был немного отрицательным. Это нужно для того, чтобы сверло скоблило поверхность патронаФОТО: YouTube.comРасточите отверстие в патроне на сверлильном станкеФОТО: YouTube.comСледующее сверло должно соответствовать диаметру шпинделяФОТО: YouTube.comСверлу большого диаметра нужно придать такую форму, чтобы его кончик заходил в отверстие патрона, выступая в роли направляющегоФОТО: YouTube.comДве режущие кромки сверла сделают расточку под шпиндель болгаркиФОТО: YouTube.comПри расточке важно строго соблюдать направление, чтобы не получилось перекосовФОТО: YouTube.comВы получите посадочное гнездо, соответствующее размерам вашей болгаркиФОТО: YouTube.comВ патроне нужно нарезать резьбу, используйте метчики первого и второго номеров. Для смазки автор рекомендует использовать льняное маслоФОТО: YouTube. comРезьба готова, значит, можно провести ходовые испытания изделияФОТО: YouTube.comНужно отметить, что патроны на небольшие болгарки найти немного легче. Трудности возникают именно с диаметром М14. Можно поискать переходники, но это долго и хлопотно
comРезьба готова, значит, можно провести ходовые испытания изделияФОТО: YouTube.comНужно отметить, что патроны на небольшие болгарки найти немного легче. Трудности возникают именно с диаметром М14. Можно поискать переходники, но это долго и хлопотно
/%D0%BF%D0%B0%D1%82%D1%80%D0%BE%D0%BD5-500x500.jpg) 5 ячеек, одиночная ячейка, 1200 мА, подходит для всех принадлежностей Mutian, гаечного ключа, угловой шлифовальной машины, электродрели6 отзывов
5 ячеек, одиночная ячейка, 1200 мА, подходит для всех принадлежностей Mutian, гаечного ключа, угловой шлифовальной машины, электродрели6 отзывов


 Размер выполняется в зависимости от шага резьбы .
Размер выполняется в зависимости от шага резьбы .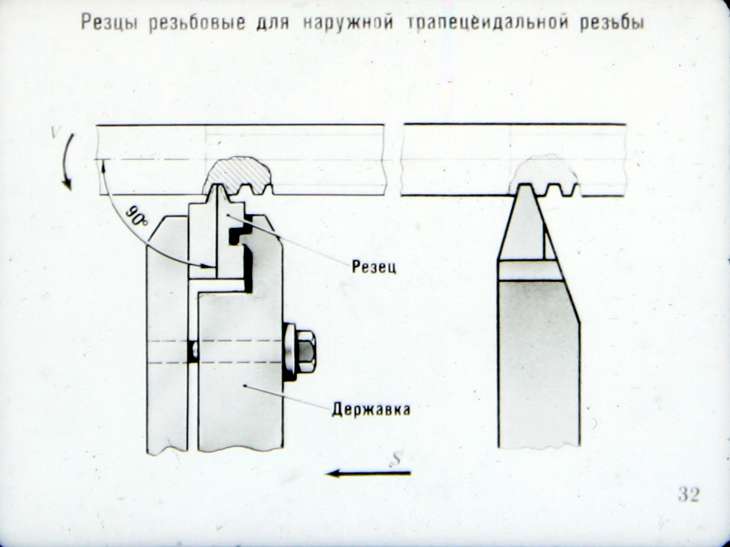 3
3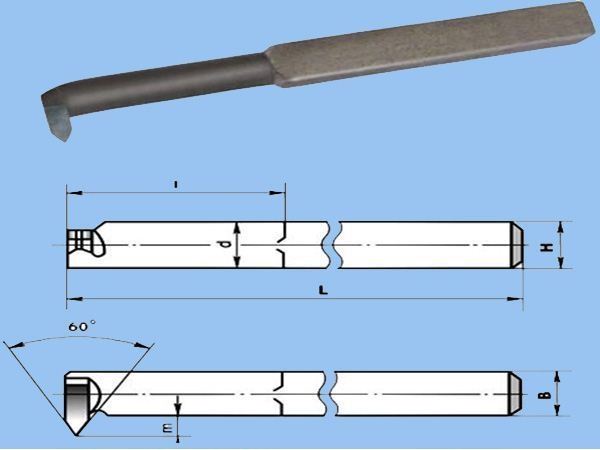 4
4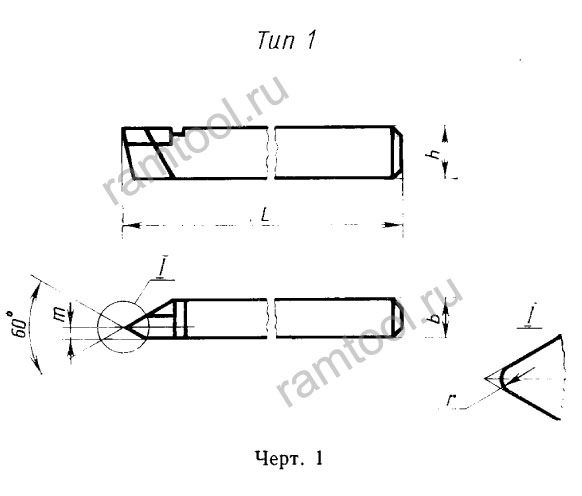 N 1, 2).
N 1, 2).


 (Измененная редакция, Изм. N 1, 2).
(Измененная редакция, Изм. N 1, 2). д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.
д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей. » TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
» TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком Справочная информация.
Справочная информация.
 Представительские размеры. ГОСТ 18842-73.
Представительские размеры. ГОСТ 18842-73. Конструкция и размеры. ГОСТ 3266-81.
Конструкция и размеры. ГОСТ 3266-81.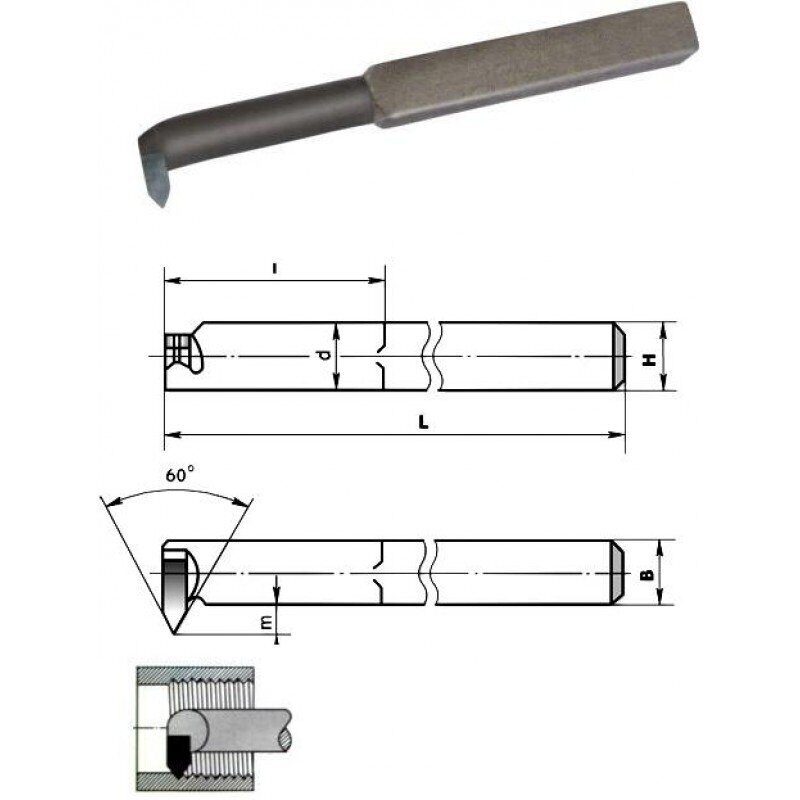 Профиль, диаметры и шаги, допуски. ГОСТ 30892-2002.
Профиль, диаметры и шаги, допуски. ГОСТ 30892-2002. Общие технические требования. ГОСТ Р 51906-2002.
Общие технические требования. ГОСТ Р 51906-2002.
 Чтобы каждый раз не заполнять параметры, к этим операциям подключаются библиотеки потоков. В этом релизе мы обновили библиотеки.
Чтобы каждый раз не заполнять параметры, к этим операциям подключаются библиотеки потоков. В этом релизе мы обновили библиотеки. Тогда на поверхности не останется разных следов от фрезы.
Тогда на поверхности не останется разных следов от фрезы.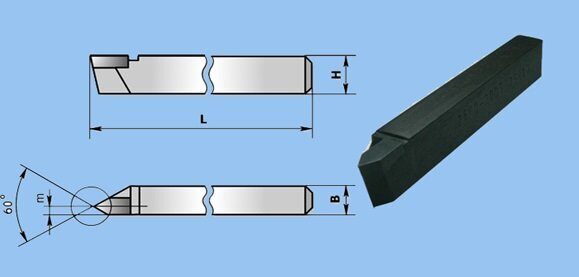

 Вам потребуется качественное весовое оборудование, удобнее всего электронное. Если возможности или желания купить весы нет – берите мелочь советского периода, монеты тогда имели точный вес.
Вам потребуется качественное весовое оборудование, удобнее всего электронное. Если возможности или желания купить весы нет – берите мелочь советского периода, монеты тогда имели точный вес. Некоторые предметы достаточно будет просто обезжирить, некоторые потребуют чистки наждачной бумагой и шлифовки, чтобы удалить с поверхности коррозию и «заусенцы».
Некоторые предметы достаточно будет просто обезжирить, некоторые потребуют чистки наждачной бумагой и шлифовки, чтобы удалить с поверхности коррозию и «заусенцы». Глаза защитите очками. Перед началом манипуляций почитайте специальную литературу. При каких-либо проявлениях недомогания незамедлительно обратитесь к врачу.
Глаза защитите очками. Перед началом манипуляций почитайте специальную литературу. При каких-либо проявлениях недомогания незамедлительно обратитесь к врачу.

 Его используют для защиты предметов из металла (электропроводящих и неэлектропроводящих) от появления коррозии. При цинковании в электролит в качестве анода погружают пластинку из цинка, соответствующую по площади оцинковываемому предмету, и подключают к источнику тока.
Его используют для защиты предметов из металла (электропроводящих и неэлектропроводящих) от появления коррозии. При цинковании в электролит в качестве анода погружают пластинку из цинка, соответствующую по площади оцинковываемому предмету, и подключают к источнику тока. Данный вид гальванизации также не рекомендуется для применения в домашних условиях из-за возможности отравления цианидами.
Данный вид гальванизации также не рекомендуется для применения в домашних условиях из-за возможности отравления цианидами.

 При осуществлении гальваностегии поверхность металла должна быть максимально подготовленной для сцепления с наносимым металлом. Метод гальванопластики, наоборот, подразумевает свободное отделение наносимого металла.
При осуществлении гальваностегии поверхность металла должна быть максимально подготовленной для сцепления с наносимым металлом. Метод гальванопластики, наоборот, подразумевает свободное отделение наносимого металла. Теперь нет необходимости посещать дорогостоящие салоны и записываться на процедуры заранее, ведь с прибором Gezatone Galvanic Beauty SPA m775 салон красоты переезжает к Вам домой. Теперь Вы сами решаете, когда посвятить себе время, а эффективность от процедур с прибором m775 превосходит все ожидания.
Теперь нет необходимости посещать дорогостоящие салоны и записываться на процедуры заранее, ведь с прибором Gezatone Galvanic Beauty SPA m775 салон красоты переезжает к Вам домой. Теперь Вы сами решаете, когда посвятить себе время, а эффективность от процедур с прибором m775 превосходит все ожидания. С возрастом выработка этих элементов снижается, кожа становится вялой и дряблой. Можно пытаться остановить процессы старения внешними методами, но гораздо правильнее воздействовать гальваническими токами, ведь они восстанавливают кожу изнутри, замедляя процессы старения, возвращая клеткам молодость.
С возрастом выработка этих элементов снижается, кожа становится вялой и дряблой. Можно пытаться остановить процессы старения внешними методами, но гораздо правильнее воздействовать гальваническими токами, ведь они восстанавливают кожу изнутри, замедляя процессы старения, возвращая клеткам молодость.
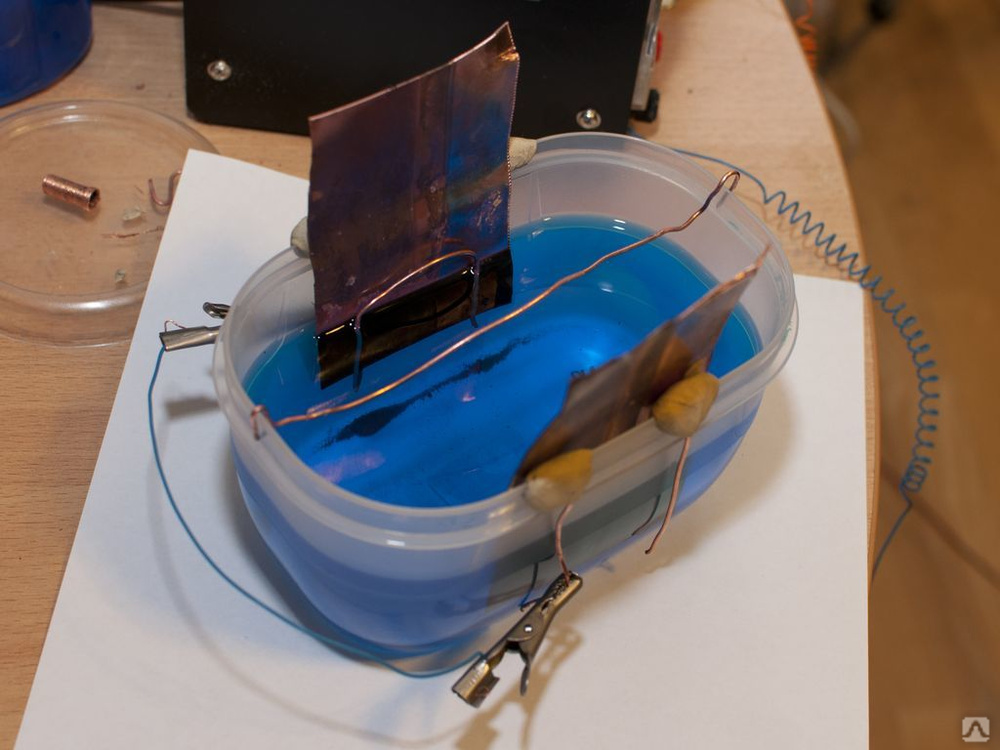
 Таким образом, увлажнение становится более совершенным, кожа перестает терять жидкость, становится более увлажненной, с меньшим количеством морщин. Функция вибрационного массажа восстанавливает кровоток, а инфракрасный прогрев способствует насыщению кожи кислородом.
Таким образом, увлажнение становится более совершенным, кожа перестает терять жидкость, становится более увлажненной, с меньшим количеством морщин. Функция вибрационного массажа восстанавливает кровоток, а инфракрасный прогрев способствует насыщению кожи кислородом.  Инфракрасный прогрев в сочетании с гальваническим воздействием позволяет бороться со свободными радикалами, стимулируют выработку собственного коллагена и эластина. Программа лифтинга дает наиболее выраженный подтягивающий эффект при воздействии курсом.
Инфракрасный прогрев в сочетании с гальваническим воздействием позволяет бороться со свободными радикалами, стимулируют выработку собственного коллагена и эластина. Программа лифтинга дает наиболее выраженный подтягивающий эффект при воздействии курсом.

 T.C./Жезанн И.Т.С. Saint Avertin, 39 rue des Granges Galand/Сэнт Авертен, 39 рю де Гранж Галан, France/Франция.
T.C./Жезанн И.Т.С. Saint Avertin, 39 rue des Granges Galand/Сэнт Авертен, 39 рю де Гранж Галан, France/Франция.  Следуйте примеру гальванического покрытия монеты цинком, описанному ниже.
Следуйте примеру гальванического покрытия монеты цинком, описанному ниже. Хорошо перемешайте, пока кристаллы не исчезнут. Английская соль делает раствор проводящим, а сахар придает блеск. Сахар является отбеливателем, который препятствует росту крупных кристаллов на катоде во время покрытия и позволяет равномерно наносить покрытие на весь катод. Используйте соль Эпсома вместо поваренной соли, чтобы исключить возможность образования газообразного хлора в процессе покрытия.
Хорошо перемешайте, пока кристаллы не исчезнут. Английская соль делает раствор проводящим, а сахар придает блеск. Сахар является отбеливателем, который препятствует росту крупных кристаллов на катоде во время покрытия и позволяет равномерно наносить покрытие на весь катод. Используйте соль Эпсома вместо поваренной соли, чтобы исключить возможность образования газообразного хлора в процессе покрытия. Напряжение батареи достаточно мало, поэтому покрытие будет происходить медленнее и более равномерно, чем с батареей высокого напряжения.
Напряжение батареи достаточно мало, поэтому покрытие будет происходить медленнее и более равномерно, чем с батареей высокого напряжения. Раствор содержит опасные вещества.
Раствор содержит опасные вещества.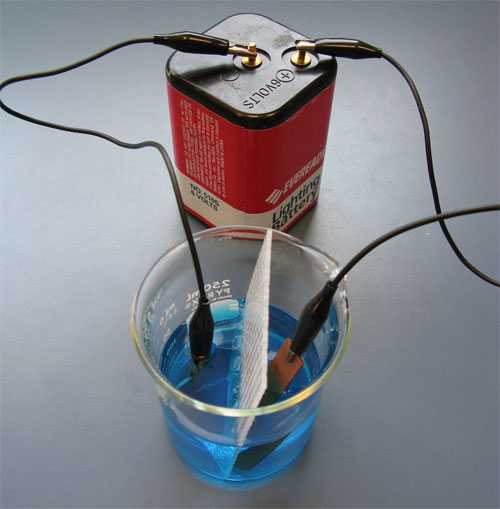

 Высушите его на бумажном полотенце.
Высушите его на бумажном полотенце.
