По возрастанию ценыПо убыванию ценыАлфавиту А-ЯАлфавиту Я-АНовые-СтарыеСтарые-Новые
Показывать
15243390
450 руб
Т — образный профиль для ворот и калиток. 6,7м хлыст.
Откатные ворота из Т образного профиля это новейшая разработка, позволяющая обеспечить предельную конструкционную жёсткость замкнутых контуров при относительно малой общей массе подвижной части. Форма обусловлена не только достижение определенного свода рабочих характеристик, но также функциональными особенностями системы. Откатное полотно имеет большую парусность и общую площадь, что приводит к постоянному воздействию сил, работающих на кручение по различным осям. Заказать Т образный профиль для откатных ворот можно в компании ВСЕ ДЛЯ ВОРОТ прямо сейчас. Это прокатное изделие нельзя сравнивать с профилированными квадратными или овальными трубами, ведь скрутить сложную форму практически невозможно. Также она даёт возможности для присоединения сопряженных элементов, вроде подкосов и распорок.
Преимущества Т профиля
Данный тип металлопроката быстро завоевал популярность по всему миру. Т профильв СПб хорошо покупается по следующим объективным причинам:
Сваривать обычные профильные трубы между собой крайне сложно. Это изделие исключает ошибки сварщиков и сборщиков, ведь в нём невозможно перепутать стороны. Также имеется функциональный жесткий наружный каркас и ниши для надежного закрепления профильных листов.
Подгонять Т профиль очень просто, это можно сделать под любым углом. Для этого нужно просто один раз посмотреть инструкцию. Для обработки достаточно простой болгарки. Время на сварочные работы сокращается вдвое, а обваривать Т намного проще, чем распространенную ранее профилированную трубу квадратного или прямоугольного сечения.
Проблема с проникновением влаги внутрь полого контура будет навсегда исключена. После качественного сваривания швов получается практически герметичная конструкция. Допускается защита стыков с помощью полимерных герметизирующих составов.
Конструкции из Т профиля могут быть собраны самостоятельно без обращения к сторонним специалистам. Элементарных навыков для обращения со сварочным аппаратом и болгаркой будет достаточно для успешной работы.
Что можно сделать из этого проката
Т образный профиль для производства ворот и калиток также может применяться для создания одноплоскостных ферменных конструкций любой степени сложности. Это могут быть скаты нагруженной крыши быстровозводимого павильона, стены здания, ангара, спортивного сооружения. Это гибкий материал и принципиально новый тип металлопроката, позволяющий создавать высокопрочные неразъёмные сварные соединения. На созданные каркасы легко крепится поликарбонат, проволочная сетка, разнообразные композитные панели, металлический шифер и прочие листовые и рулонные материалы. Всё зависит от поставленных целей и задач. Это один из наиболее вариативных стальных прокатных материалов.
Почему стоит приобретать именно здесь?
Купить Т профиль в СПб клиенты компании ВСЕ ДЛЯ ВОРОТ стараются по следующим причинам:
Поставки производятся без посредников, подрядчиков и прочих третьих лиц с их необоснованными наценками. Благодаря этому цена Т профиля для ворот в СПб всегда остаётся на приемлемом уровне. Для оптовых покупателей возможно
Купить Т профиль для ворот в Санкт Петербурге можно в любом типоразмере. Всегда в наличии имеется полный сортамент. Можно подобрать всё под простейший забор или надёжные ворота с большим запасом прочности.
Т профиль для производства сдвижных (консольных) ворот строго соответствует заявленным характеристикам. Это не только толщина стенки и геометрические параметры, но также марка стали, защита поверхности, прочностные показатели.
Производство Т-образного профиля в Санкт-Петербурге позволяет создавать нестандартные образцы, выполнять порезку по предварительной договоренности. Получаются готовые наборы, которые просто нужно сварить на месте монтажа. Это намного удобнее для транспортировки, чем готовые конструкции.
Компания поставляет данную продукцию много лет, а среди официальных партнеров есть крупные предприятия России, постоянно делающие новые заказы.
В наличии имеются также прочие элементы, используемые для ворот, калиток, ограждений, быстровозводимых конструкций. Также здесь можно приобрести автоматику, аксессуары и фурнитуру. При необходимости также есть возможность покупки уже собранного каркаса, но это удобно только для небольших конструкций, допускающих транспортировку по дорогам общего пользования. Приглашаем к сотрудничеству на постоянной основе оптовых и розничных покупателей.
Как сделать заказ
Купить Т профиль в СПб можно прямо сейчас в компании ВСЕ ДЛЯ ВОРОТ. Наличие собственного склада позволяет заказать любое количество для сборки разнообразных конструкций. Поставки производятся от ведущих металлургических предприятий России, что обеспечивает стабильное качество. В наличии имеется полный сортамент товарных размеров, а наличие собственного склада позволит приобрести партию произвольного объёма без ожиданий и простоев. Понятие заводского брака полностью исключено. Доставка действует по всем городам и регионам. Чтобы заказать Т образный профиль для откатных ворот, свяжитесь любым удобным способом с менеджерами компании для уточнения детальной информации.
Вы смотрели
Длинна
М.П (1)
Заказ в один клик
Контактный телефон:
Контактное лицо (ФИО):
Согласие на обработку персональных данных
Настоящим подтверждаю, что я ознакомлен и согласен с условиями оферты и политики конфиденциальности.
Профиль алюминиевый Т-образный в наличии на складе в Минске недорого, звоните +375 (44) 533-55-18
Подбор по параметрам
9 Br
Профиль алюминиевый Т-образный 15x15x1.5 мм, АД31, без покрытия, вес 1 метра 0.12 кг, цена за метр
9 Br
org/Offer»>
9 Br
Профиль алюминиевый Т-образный 20x20x1.5 мм, АД31, без покрытия, вес 1 метра 0.16 кг, цена за метр
9 Br
org/Offer»>
9 Br
Профиль алюминиевый Т-образный 20x20x2 мм, АД31, без покрытия, вес 1 метра 0.21 кг, цена за метр
9 Br
org/Offer»>
9 Br
Профиль алюминиевый Т-образный 20x20x3 мм, АД31, без покрытия, вес 1 метра 0.30 кг, цена за метр
9 Br
org/Offer»>
9 Br
Профиль алюминиевый Т-образный 25x25x1.5 мм, АД31, без покрытия, вес 1 метра 0.20 кг, цена за метр
9 Br
org/Offer»>
9 Br
Профиль алюминиевый Т-образный 25x25x2 мм, АД31, без покрытия, вес 1 метра 0.26 кг, цена за метр
9 Br
org/Offer»>
2 Br
Профиль алюминиевый Т-образный 30x20x1.5 мм, АД31Т1, без покрытия, длина: 6 м, вес 1 метра 0.20 кг, цена за метр
2 Br
org/Offer»>
3 Br
Профиль алюминиевый Т-образный 30x30x2 мм, АД31Т1, без покрытия, длина: 6 м, вес 1 метра 0.31 кг, цена за метр
3 Br
org/Offer»>
9 Br
Профиль алюминиевый Т-образный 30x30x3 мм, АД31, без покрытия, вес 1 метра 0.46 кг, цена за метр
9 Br
org/Offer»>
9 Br
Профиль алюминиевый Т-образный 60x60x3 мм, АД31, без покрытия, вес 1 метра 0.95 кг, цена за метр
9 Br
org/Offer»>
2 Br
Профиль алюминиевый Т-образный 15x15x2 мм, АД31, прессованный, без покрытия, длина: 1 м, 2 м, 3 м, 4 м, 6 м, вес 1 метра 0.15 кг, цена за метр
2 Br
org/Offer»>
3 Br
Профиль алюминиевый Т-образный 15x15x2 мм, АД31Т, без покрытия, длина: 2 м, вес 1 метра 0.15 кг, цена за метр
3 Br
org/Offer»>
6 Br
Профиль алюминиевый Т-образный 15x15x2 мм, АД31Т, анодированный, длина: 3 м, вес 1 метра 0.15 кг, цена за метр
6 Br
org/Offer»>
5 Br
Профиль алюминиевый Т-образный 15x15x2 мм, АД31Т1, прессованный, без покрытия, длина: 6 м, вес 1 метра 0.15 кг, цена за метр
5 Br
org/Offer»>
4 Br
Профиль алюминиевый Т-образный 18x13x1.5 мм, АД31Т, без покрытия, длина: 2 м, вес 1 метра 0.12 кг, цена за метр
4 Br
org/Offer»>
7 Br
Профиль алюминиевый Т-образный 19x28x1.2 мм, АД31Т, без покрытия, длина: 2 м, 6 м, вес 1 метра 0.15 кг, цена за метр
7 Br
org/Offer»>
4 Br
Профиль алюминиевый Т-образный 20x15x2 мм, без покрытия, длина: 2 м, вес 1 метра 0.18 кг, цена за метр
4 Br
org/Offer»>
1 Br
Профиль алюминиевый Т-образный 20x15x2 мм, АД31Т, без покрытия, длина: 6 м, вес 1 метра 0.18 кг, цена за метр
1 Br
org/Offer»>
2 Br
Профиль алюминиевый Т-образный 20x15x2 мм, АД31Т1, без покрытия, длина: 6 м, вес 1 метра 0.18 кг, цена за метр
2 Br
org/Offer»>
9 Br
Профиль алюминиевый Т-образный 20x20x1.2 мм, АД31, без покрытия, вес 1 метра 0.13 кг, цена за метр
9 Br
Показать ещё 20 из 164
-10% на доставку
действует до 13. 11.2022
-10% на доставку
действует до 13.11.2022
-15% на резку
действует до 13.11.2022
-10% на доставку
действует до 13.11.2022
-15% на резку
действует до 13.11.2022
-15% на резку
действует до 13.11.2022
-15% на резку
действует до 13.11.2022
-15% на резку
действует до 13.11.2022
-10% на доставку
действует до 13.11.2022
-15% на резку
действует до 13.11.2022
Различные типы трубной и водопроводной арматуры
Трубопроводная и водопроводная арматура — это детали, которые соединяют трубы и помогают изменять направление потока или размер трубы или соединять различные компоненты, например коленчатые фитинги, тройники, эксцентриковые переходники и компрессионные соединения. фитинг и т. д. Они используются для того, чтобы контролировать направление и количество жидкости или жидкости в трубопроводных и водопроводных системах без утечек. Эти фитинги включают колено, тройник, крестовину, переходник, соединение, муфту, ниппель, заглушку и крышку, адаптеры, фланцы и клапан.
Колено трубы:
Колено трубы является одним из наиболее часто используемых фитингов для изменения направления трубы. Это остро изогнутая труба, которая используется для нескольких целей в промышленности, например, в выкидных линиях для управления потоком и направлением жидкостей, химикатов, газов и жидкостей в различных процессах. Они доступны из различных материалов, включая медь, резину, пластик, нержавеющую сталь, алюминий и железо. Колено трубы устанавливается между двумя длинными трубами для изменения направления потока жидкости или жидкости. Они обычно доступны в двух типах; то есть 90 градусов и 45 градусов.
Переходное колено:
Переходное колено представляет собой изогнутую трубу с разными диаметрами на обоих концах. Обычно используется для соединения двух труб разных размеров с целью изменения количества потока жидкости, газа или жидкости. Они доступны из различных материалов, включая железо, нержавеющую сталь, резину, медь, алюминий и латунь. Переходные коленчатые фитинги доступны с изгибами под разными углами, такими как 90°, 45°, 135°, 180° и т. д.
Уличный угловой фитинг:
Уличный угловой фитинг — это угловой фитинг, который имеет внутреннюю резьбу на одном конце и наружную резьбу на другом конце. Это трубопроводный и водопроводный фитинг, который используется для соединения двух труб под разными углами, одна из которых имеет внутреннюю резьбу (внутренняя резьба), а другая — наружную резьбу (наружная резьба).
Тройник для труб:
Тройник для труб представляет собой Т-образный фитинг. Имеет два отвода под углом 90° каждый и одну магистральную соединительную линию. Это труба, которая имеет смежные выходы и используется для соединения труб на 9угол 0°. Тройники для труб используются как в коммерческих, так и в промышленных целях. Они доступны в нескольких размерах. Они изготовлены из материалов, включая углеродистую сталь, железо, алюминий, пластик, нержавеющую сталь, медь, латунь и резину. Существуют различные типы трубных тройников, такие как прямой тройник, тройник с внутренней и наружной резьбой, тройник с наружной и внутренней резьбой, переходной тройник и тройник с тройником.
Прямой тройник:
Прямой тройник представляет собой Т-образный фитинг с двумя выходами под прямым углом.
Тройник с наружной и внутренней резьбой:
Тройник с наружной и наружной резьбой является одним из наиболее часто используемых фитингов для труб. Тройник с наружной резьбой состоит из трех частей; тело, орех и олива. Он используется для соединения частичной трубы с внутренней резьбой NPT (национальная трубная резьба), в то время как тройник с внутренней резьбой соединяется с наружной резьбой NPT. Они доступны из различных материалов, включая нержавеющую сталь, алюминий, медь, никель, железо, бронзу, пластик, ПВХ и резину. Они сконструированы таким образом, что подходят для стандартной внутренней резьбы, такой как BSP, BSPT, RC, G и т. д.
Тройник с наружной и внутренней резьбой:
Тройник с наружной резьбой используется для соединения компонентов пневматической системы, а тройник с внутренней резьбой используется для соединения трех труб с наружной резьбой на одной или нескольких сторонах. Эти фитинги считаются простыми в установке и обеспечивают безопасное и надежное герметичное соединение. Он используется в нескольких различных областях, таких как химическая промышленность, нефтегазовая промышленность, пищевая промышленность и производство электроэнергии и т. д.
Тройник-переходник:
Тройник-переходник — это тип фитинга, который обычно используется в трубопроводной арматуре. Он имеет Т-образную форму с двумя концами одинакового размера, а один конец немного меньше двух других сторон. Он доступен в различных размерах и материалах, включая алюминий, пластик, бронзу, чугун, латунь, стекловолокно, керамику, резину или свинец. Тройник-переходник используется в различных областях, таких как производство продуктов питания и напитков, судостроение, водоподготовка, установка химической обработки и т. д.
Тройник-тройник и боковой тройник:
Тройник-тройник имеет два отвода труб под углом 45 градусов, и оба отвода симметричны. Боковой тройник также имеет два отвода, но один прямой в одном направлении, а другой под углом 45 градусов.
Крестообразный фитинг:
Крестообразный фитинг представляет собой трубный фитинг с четырьмя отверстиями, имеющий форму креста. Он состоит из 1 входа и 3 выходов или наоборот.
Переходник для трубы: 9 шт.0005
Трубный переходник — это сантехнический фитинг. Это труба с большим диаметром на одной стороне, которая сужается до меньшего диаметра на другом конце. Наиболее часто используемые переходники:
концентрические
эксцентрик
Концентрический переходник:
Концентрический переходник также известен как конический переходник, поскольку он имеет форму конуса. Центр обоих концов находится на одной оси, в результате чего образуются пузыри.
Эксцентриковый переходник:
Эксцентриковый переходник не образует пузырей, потому что центр обеих сторон находится на другой оси.
Соединительный фитинг:
Соединительный фитинг используется в качестве альтернативы фланцам и муфтам, когда использование последних считается нецелесообразным. Муфта состоит из трех частей: гайки, внутренней и наружной резьбы. Они легко устанавливаются и снимаются.
Муфта:
Муфта представляет собой механическое устройство, соединяющее два вала для передачи мощности. Существует три типа муфт: полная муфта, полумуфта и редукционная муфта. Полная муфта используется для соединения небольших труб, полумуфта используется для ответвления от контейнера или трубы, а редукционная муфта используется для соединения двух труб разных размеров.
Трубный ниппель:
Трубный ниппель представляет собой небольшой трубный фитинг с наружной резьбой на одном или обоих концах. Он используется для соединения двух различных типов фитингов, таких как шланги, клапаны и трубы. Он доступен из различных материалов: латуни, меди и нержавеющей стали.
Заглушка и крышка:
Заглушка и крышка используются для герметизации отверстий в трубах в процессе ремонта и технического обслуживания. У них есть нити; пробка имеет наружную резьбу, а крышка — внутреннюю резьбу. Он доступен в различных материалах, включая резину, металл и пластик.
Переходные фитинги:
Переходные фитинги используются для соединения различных труб. У них есть охватываемые и охватываемые концы, и если у них нет резьбы, их можно припаять или приварить к трубе. Они доступны из таких материалов, как ПВХ, латунь и нержавеющая сталь.
Фланцевые фитинги:
Фланцы плоские и имеют круглую форму. Это идеальное уплотнение для крепежа. Его можно использовать с водопроводной арматурой, проходящей через стены и потолки, а также для дренажных труб.
Клапан:
Клапан используется для изменения направления потока воды. Существуют различные типы клапанов, которые используются для различных целей, таких как односторонний поток, для управления объемом или давлением и т. д.
Главная страница /Трубные фитинги по типам / Трубные тройники
Используемые материалы
Типы
Тройники для труб используются для соединения одной трубы с другой под определенным углом или под определенным углом. Как следует из названия, тройники для труб представляют собой Y-образные фитинги для труб. Они являются популярным типом фитингов для труб, используемых в различных промышленных целях.
Тройники и тройники: Тройники похожи на тройники. Единственное отличие состоит в том, что ответвление расположено под углом, чтобы уменьшить трение, которое может препятствовать потоку. Соединение труб обычно выполняется под углом 45 градусов, а не под обычным углом 9 градусов.Угол 0 градусов. Если ответвление на конце оказывается перпендикулярным сквозной линии, фитинг становится «тройником-тройником».
Используемые материалы: Для изготовления тройников используются различные материалы. Они следующие:
Углеродистая сталь
Нержавеющая сталь
Железо
Медь
Монель
Никель
Титан
Цирконий
Пластик
Резина и т. д.
Советы по покупке
Некоторые факторы, которые следует учитывать при покупке тройников, следующие:
Размеры труб
Толщина стенки
Материалы
Степень отделения: 30, 45 и 60
Отделка
Прочность
Коррозионностойкий
Различные формы тройников: Тройники (в форме буквы Y) могут иметь различную форму.
Пошаговая кладка цоколя в 1 кирпич: видеоинструкция
Осуществление построения цокольного этажа, используя метод кладки в один кирпич, пользуется популярностью. Уже несколько веков эта методика проверяется строителями на крепость и устойчивость.
Необходимо выбрать стройматериал для облицовки перед началом кладки цоколя в 1 кирпич. Преимущество отдается красному кирпичу. Материал, из которого его производят, а именно красная глина, обеспечивает ему устойчивость к воздействию влаги и длительный срок эксплуатации.
Рассчитать количество несложно: на 1 кубометр кирпичной кладки потребуется 400 кирпичей, учитывая, что шов будет составлять 12 мм. Следующим этапом умножаем длину цоколя на его ширину и высоту. Полученную цифру множим на 400. Применяем единицы измерения – метры.
Виды цоколя
Существуют различные способы кладки цоколя. Рассмотрим самые популярные виды:
Ровный цоколь. Толщина конструкции и основания одинаковые. Для красоты внешнего вида и отделения стен от основания, применяются бордюры, декоративные карнизы.
Выпирающий цоколь. Акцент делается на основании или стенах. Применение такого вида подразумевает присутствие отливов.
Западающий цоколь. Популярен вид в местах, где часто выпадают обильные осадки, так как защищает строение. Главная стена толще от основания.
На всех этапах важно, чтобы была строго соблюдена пошаговая инструкция кладки цоколя в 1 кирпич.
Необходимые материалы и инструменты
Перечислим необходимые материалы:
кладочная сетка;
цемент и песок;
красный кирпич.
Перечислим необходимые инструменты:
уровень строительный;
шнур строительный;
отвес;
порядовка;
кирка;
кельма для каменных работ;
лопата;
шаблоны, металлические прутья.
Проверяем горизонтальность фундамента
После того как залили фундамент, гидравлическим уровнем его проверяем. На одном углу фиксируем первую колбу, вторую поочередно перемещаем по остальным углам. Вновь проверяем уровнем.
Если залитая плоскость неровная, используем метод, описанный далее. Выбирается один угол, который проверяем, наносим вверху на нем отметку и сверяем ее с первой колбой. Вторую переносим по остальным углам. Аналогичные действия производятся по всему фундаменту. Измеряем расстояние к верху, устанавливаем погрешность.
Большую разницу в измерениях корректируем с помощью раствора, при этом отсчет ведем от наивысшего угла. Небольшую разницу компенсируем, нанеся раствор на шов, который не должен превышать 16 мм, учитывая армированный материал.
Забив в каждый угол по колу диагонально, натягиваем строительный шнур между ними. Измеряем длину каждого отрезка. Если они отличаются, погрешность можно выровнять во время кладки.
Кладка цоколя в 1 кирпич
Выкладываем первый ряд, не используя раствор. Чтобы промежутки при кладке были равномерными, следует использовать шаблоны, которые изготавливаются из металлических прутьев.
Если последний кирпич длиннее или короче, можем выполнить коррекцию, изменяя размер швов. Последующие кирпичи размещаем так, чтобы не возникала несхожесть параметров.
Проводим гидроизоляцию строительной площадки
Гидроизоляция служит для выполнения таких функций:
защита от всевозможных неблагоприятных ситуаций;
укрепление строительной площадки;
защищает от влияния влаги, которая может превышать уровень стен конструкции.
Читайте также: Какие анкеры лучше выбрать для кирпичной стены
Гидроизоляция помогает устранить полости при возведении фундамента. Защищает от возможной пропускной возможности само сооружение в целом. Лучше всего гидроизоляцию проводить не только горизонтальную, но и вертикальную, то есть между основанием и цоколем.
Существуют такие способы гидроизоляции:
Обшивка мягкой резиной уровня.
Фиксация мастикой нескольких слоев рубероида.
Использование этих способов гидроизоляции, защищает стройматериал от воздействия влаги и нарушения герметичности цоколя.
Нюансы кладки
Для того чтобы было можно подкорректировать недочеты кладки, рекомендуется сначала смочить кирпич. Раствор готовим, соблюдая пропорции: песок и цемент в соотношении 1:4. Водой разводим смесь до нужной консистенции.
Возводя цокольный этаж, производим армирование арматурной сеткой через каждые 2-3 ряда кирпича. При невысоком цоколе такие манипуляции не нужны.
Начинать стройку следует с диаметральных углов, возводя их на одинаковой высоте. С каждым ярусом применяем натянутый шнур для соблюдения подгона по уровню. С каждым рядом изначально лучше выкладывать кирпич без раствора в качестве примерки.
Под цокольный ряд рекомендуется класть раствор слоем 20 см, пройдя прессовку 12 мм остается на швы, как и требуется. Каждый ярус контролируем, используя уровень.
Возводим углы. Контролируем вертикаль при помощи отвеса. Начинающим строителям понадобится порядовка, на ней делается разметка расположения швов и кирпичей.
Шнур-причалку прикрепляем к порядовке – это нужно для кладки кирпича горизонтально. Гвозди и скобы используем для фиксации шнура по длине яруса.
Горизонтальный ярус кладем, смещая швы в каждом ряду. Оптимальным отклонением считается ½ от длины кирпича. Роль вертикальной перевязки выполняют ярусы с поперечной кладкой. Осуществляя кладку цоколя, чередуем ярусы поперечный и продольный.
Выполняя кладку своими руками, не привлекая строителей, можно значительно сэкономить личный бюджет. Выполняя все рекомендации по кладке цоколя в один кирпич, вполне реально получить хороший результат.
как выложить из кирпича на фундамент
Цоколь – это наземная часть здания, которая является переходом от фундамента непосредственно к перекрытию первого этажа дома. Устройство цоколя может быть наземным продолжением стен подвала или ограждением подполья сооружения. Всё зависит от проекта строения.
Цоколь из кирпича на ленточный фундамент кладут разной ширины. Надо знать, как правильно выложить цоколь из кирпича, чтобы стены дома имели достаточно надёжную опору. Все параметры стен подполья рассчитывают на стадии проектирования дома. Кладка цоколя из кирпича начинается после подготовки фундаментного основания.
Содержание
Виды ленточного фундамента
Подготовка поверхности фундамента
Внешние границы кладки цоколя
Особенности кирпичной кладки цоколя
Защитное покрытие стен цоколя
Штукатурка
Сайдинг
Натуральный камень
Искусственная плитка
Самостоятельное возведение кирпичных стен цоколя
Расчёт количества кирпича
Виды ленточного фундамента
Монолитное основание заливают при помощи опалубки
Ленточный фундамент устраивают на слабых грунтах или для многоэтажных домов. В основном ленточное основание зданий бывает 3 видов:
монолит;
сборный железобетон;
из бутового камня;
Основание из монолитного бетона возводят путём заливки арматуры жидким бетоном. Объём ленты формируется в границах опалубки.
Фундамент дома из сборных железобетонных блоков заводского изготовления устраивают с помощью грузоподъёмных механизмов. В этом случае опалубочные работы не нужны.
Основание здания выкладывает бригада каменщиков в прорытых траншеях. Бутовый камень в одном случае могут укладывать на цементном растворе, в другом варианте бутовую кладку осуществляют раствором на гипсово-цементной основе.
Подготовка поверхности фундамента
Битум защитит основание от влаги
Кладка кирпича на фундамент осуществляется на подготовленную поверхность основания здания. Подготовка цоколя заключается в устройстве гидроизоляции. Её делают из двух- или трёхслойной прокладки из рубероида или толи.
Начинать нужно с покрытия основания фундамента горячим битумом. Уложенные листы рубероида или толи образуют надёжный барьер на пути проникновения влаги снизу.
Ширина положенного слоя гидроизоляции должна быть такой, чтобы её края выступали наружу на 5 мм. Это предотвратит затекание воды в шов между кладкой и фундаментом.
По выложенному рубероиду начинают класть цоколь. Первый ряд кирпичей запрещается выкладывать «на сухую». На гидроизоляцию следует предварительно уложить слой раствора.
Внешние границы кладки цоколя
Как выложить цоколь, чтобы его стенки были максимально защищены от внешних воздействий атмосферы? Кладут цоколь из кирпича на ленточный фундамент в трёх вариантах:
Стенка подполья выступает наружу за пределы плоскости стены дома. В этом варианте порог верхней части ограждения подполья выполняют в виде откоса. Это делают для свободного стока дождевой воды на отмостку дома. Поверхность ската покрывают кровельным железом, асбестовой или керамической плиткой, шифером либо другим облицовочным материалом.
Внешняя поверхность ограждения подполья заступает внутрь за плоскость стены здания. При таком варианте цокольный этаж из кирпича защищён верхним выступом стены от атмосферных осадков.
В третьем варианте кирпичный цоколь находится в одной плоскости с верхними стенами. В какой-то мере это приносит экономию кирпича. Однако специалисты полагают, что кирпичный цоколь в этом случае наиболее подвержен воздействию негативных атмосферных явлений.
Особенности кирпичной кладки цоколя
Рекомендуется возводит цоколь из красного кирпича
Цоколь дома рекомендуют поднимать на высоту 500 мм над уровнем земли. Хотя следует заметить, что при высоком полуподвальном этаже высота кирпичного цоколя на ленточном фундаменте может доходить до 2 м.
Кирпичи для цоколя фундамента применяют в основном красные стандартного размера. Иногда кладку делают из силикатного кирпича.
Кладку толщиной в 1 кирпич делают тогда, когда стены дома равны или тоньше ширины цоколя. Ширина кладки стен подполья определяется расчётами на основе величины нагрузки на фундамент здания и местных климатических условий.
Ни в коем случае нельзя допускать совпадения вертикальных швов смежных рядов кладки. Это может вызвать разрушение кирпичной стены.
Защитное покрытие стен цоколя
Сайдинг – недорогое покрытие для цоколя
Чтобы защитить кирпич, который уложили на ленточный фундамент, кладку облицовывают различными материалами:
штукатурка;
сайдинг;
натуральный камень;
искусственная плитка.
Штукатурка
Оштукатуривание цоколя – самый распространённый метод защиты кирпичной кладки. Существуют различные составы штукатурных растворов на цементной и гипсовой основах. Один из популярных способов оштукатуривания – это покрытие стен под «шубу». Добавлением пигментов нужного цвета добиваются общей гармонии колорита с общим видом фасада дома.
Сайдинг
Облицовка цоколя сайдингом заключается в закрытии кирпичной кладки панелями из пластика или оцинкованного металла. Перед установкой сайдинга стены утепляют плитами из пенополистирола или пенопласта.
Натуральный камень
Облицовка кладки натуральным камнем бывает двух видов.
В первом варианте используют натуральный камень в виде плит правильной геометрической формы.
Во втором случае цоколь обкладывают диким камнем или плитняком.
Искусственная плитка
Облицовка защитит основание от механических повреждений
Плитку кладут таким же способом, как и плиты из натурального камня.
Применять искусственную облицовку очень выгодно.
Современные технологии производства строительных материалов позволяют получить искусственную облицовку, полностью имитирующую структуру ценных горных пород, а стоимость искусственного материала гораздо дешевле облицовки из мрамора или гранита.
Самостоятельное возведение кирпичных стен цоколя
Самостоятельно один человек без опыта работы может только испортить всю кладку. Начать класть кирпич по основанию фундамента нужно вместе с опытным каменщиком. Специалист покажет, как правильно делать кирпичную кладку.
Расчёт количества кирпича
На 1 м3 расходуется до 400 кирпичей
Определить потребность в кладочном материале несложно. Для этого нужно произвести ряд действий:
На этапе проектирования определяют общий объём кладки путём умножения длины периметра фундамента на высоту и ширину стен цоколя.
Норма среднего расхода кирпича на 1 м3 составляет 400 шт. Путём перемножения величин нормы расхода на объём кладки получают среднее количество кирпича.
Транспортировка кирпича осуществляется на деревянных поддонах в количестве 300-330 шт. в каждом комплекте поставки.
Имея эти данные, можно определить потребность материала в количестве поддонов. Приобретать материал нужно с запасом в 5-7% от общего количества кирпича.
От правильного формирования кирпичной кладки цоколя зависит прочность и надёжность всего здания. Отмостка вокруг дома, выполненная в соответствии со строительными нормами и правилами, обеспечит долговечность цоколя здания.
Цокольный кирпич | IG Поддержка каменной кладки
Цокольные кирпичи
Эти кирпичи особой формы используются для эстетических деталей, позволяя изменять глубину кирпичной кладки, обычно у основания зданий. Они обычно используются для подоконников, деталей выступов, крышек и бордюров.
Наша команда специалистов по резке кирпича может проконсультировать вас и обсудить с вами любые конкретные требования проекта или технические вопросы. Пожалуйста, позвоните по телефону +44 (0)1283 200 157 или напишите по электронной почте [email protected]
PL.1 Ограничитель плинтуса или ограничитель наклона (левый и правый)
PL.2 Цокольный коллектор
PL.3 Носилки для плинтуса
PL. 4 Цоколь с внутренним возвратом — длинный (левый и правый)
Цоколь PL.5 с внутренним возвратом — короткий (левый и правый)*
PL.6 Внутренний угол плинтуса (левый и правый)
PL.7 Цоколь с внешним возвратом (левый и правый)
Плинтус PL.8 Внешний уголок (левый и правый)
Плинтус Squint PL.9 (левый и правый)
IG.PL.9 Цокольный цоколь, обращенный к торцу (левый и правый)
IG. PL.10 Подрамник для цоколя с торцом (левый и правый)
IG.PL.11 Распорка для цоколя/косы под углом (левая и правая)
IG.PL.12 Цоколь / наклонная косая головка (левая и правая)
IG.PL.13 Плинтус с внутренним возвратом (левый и правый)
IG.PL.14 Широкий плинтус с внешним возвратом (левый и правый)
IG.PL.15 Носилки для широкой кровати
PL.1 Ограничитель плинтуса или ограничитель наклона (левый и правый)
К этому моменту площадка была полностью подготовлена и готова к бетонированию. Дизайн Майка показывает цоколь из двух-трех рядов кирпичей; Я решил использовать три вместе с дополнительным 50-миллиметровым блоком, уложенным на заднюю часть кирпичной кладки, чтобы край оперения только нависал над передней частью кирпичной кладки (рисунок здесь).
Заливка бетона
Из-за большого объема бетона, необходимого из-за крутого холма, единственным способом получить бетон на месте было использование наземного насоса. Это закачивало бетон, который представлял собой смесь C25, на 60 м вверх по склону. Одним из недостатков насоса является риск того, что оператор насоса перекачает слишком много бетона из-за неправильной оценки количества, оставшегося в трубе; в моем случае, по моим оценкам, было перекачано ~2 кубических метра, довольно большие дополнительные затраты. Этот дополнительный бетон оказался за пределами формы после стяжки, и на следующий день его пришлось выкапывать, чтобы удалить формы!
Когда бетон был выровнен и начал сохнуть, я плавал вручную, опираясь на два длинных бревна. В течение следующих нескольких солнечных дней я намочил и накрыл плиту, чтобы замедлить процесс высыхания, что привело к большей прочности.
Изготовление цоколя
Когда плита высохнет, можно приступать к кладке кирпича. Для всей кирпичной кладки я использовал растворную смесь 6:1:1/2, песок:белый цемент:известь. Я использовал белый портландцемент и известь, чтобы придать раствору более светлый и привлекательный вид (это можно было бы исключить для блоков, которые не видны снаружи). Я вручную смешал цемент на большой доске из фанеры. На этом этапе мне помогал мой дедушка, бывший каменщик.
Прежде чем приступить к кладке кирпича, мы должны были определить, есть ли у плиты небольшой уклон. Для этого мы использовали прямой брус, уровень и два кирпича, которые мы перемещали между углами, отмечая их высоту по отношению друг к другу. Затем мы могли варьировать толщину слоя раствора на первом ряду, чтобы цоколь был на одном уровне с рамой.
Поднятие углов
Первый кирпич положили по углам, где мы подняли углы на три кирпича (высота цоколя). Было важно, чтобы они были квадратными, поскольку они используются в качестве точки отсчета для всех остальных кирпичей на цоколе. Некоторые углы также были сколоты, так как я забыл купить кромочный шпатель для бетона, что усложняло получение первого уровня кирпича.
Подъем карликовой стены
Перед тем, как начать заполнять углы, мы оценили толщину бокового шва раствора, выложив кирпичи насухо и помня об остальном: это означало, что мы могли обеспечить достаточно постоянную толщину бокового шва.
Затем я начал класть кирпич в задней части здания; это дало мне возможность попрактиковаться в укладке, наведении и соединении на нелицевой стороне. Сначала я положил несколько кирпичей, а затем вернулся с остроконечной кельмой, чтобы заполнить щели, а затем зашпаклевал шовной планкой. В то время как отделка задней части была довольно плохой, плитка, которую я добрался до передней части, смогла получить приемлемый вид. Мы смогли закончить всю кладку кирпича за два дня, а затем перешли к кладке блоков.
Стяжки и блоки
Деревянный каркас здания необходимо прижать к фундаменту; на самом деле силы тяжести в основном достаточно, но при сильном ветре необходимы стяжки, чтобы удерживать его на месте. Я использовал гибкие оцинкованные стропы, их можно было залить в плиту, но я решил закрутить их шурупами. Сначала я разрезал обвязку каменным зубилом, оставив дополнительное пространство, так как не был уверен, насколько толстый слой раствора удержит раму. было бы. Затем я использовал дрель SDS, чтобы сделать пилотные отверстия через каждые 1,5 м прямо перед кирпичной кладкой (в идеале они должны быть вдали от углов для повышения прочности). Затем я закрепил их шурупами по бетону — с помощью винтов со звездообразным шлицем и ударного гайковерта это легко.
Затем пошла кладка блоков; Я сделал простое приспособление, чтобы разрезать 100-миллиметровые блоки пополам, это было довольно много работы, поэтому в идеале можно было найти 50-миллиметровые блоки.
Мебельный кондуктор и шаблоны — что это и как применять
17.05.2019
Содержание
Что такое мебельный кондуктор
Виды мебельных кондукторов
Скользящие
Поворотные
Опрокидываемые
Универсальные
Преимущества
Производители
Assistant
KBW
Кондор
Главной целью любого бизнеса является максимизация прибыли. Существуют разные пути увеличения маржи, один из них снижение трудозатрат и как следствие ускорение процесса производства. Применение такого несложного приспособления как кондуктор поможет сократить затраты ручного труда и повысить точность сборки.
Что такое мебельный кондуктор
Мебельные кондукторы и шаблоны — это специальный инструмент, применяемый при сверлении отверстий. Использование кондуктора позволяет исключить операцию наметки и повысить точность выверки элементов конструкции. Сборку с использованием кондуктора может осуществлять даже начинающий специалист, так как возможность ошибки сводится на минимум.
Процесс сборки корпусной мебели унифицирован, вся фурнитура выпускается по стандартам, что позволяет применять заводские кондуктора. Такие изделия выпускаются для всех типовых сборочных процессов. Различают устройство двух типов – непосредственно для сверления или только для наметки. Более функциональным являются первые устройства, совмещающие два процесса одновременно.
На первое время начинающий производитель может использовать самодельные кондукторы, тем более, что принцип их устройства не сложный. В основе устройства используется металлическая линейка, перпендикулярно ей устанавливают поперечину. В линейке просверливаются отверстия на необходимых расстояниях, так для полкодержателя эти значения составят 100, 200, 300 мм, для минификса – 32 мм. Недостатком таких самодельных устройств является небольшой срок службы, из-за быстрого износа увеличивается неточность наметки, что негативно влияет на качество сборки мебели. Аналогичным способом можно изготовить другие специальные устройства, например, кондуктор для ручек или мебельных петель.
На серьезном производстве, где объем сборочных операций достаточно высок целесообразно применять заводские сборочные кондукторы. Стоимость приспособления окупиться за несколько производственных циклов.
Виды мебельных кондукторов
Исходя из потребности применяют различные виды мебельных кондукторов для сверления отверстий. Рассмотрим основные их виды.
Накладные
Вид кондуктора, когда приспособление устанавливается сверху на основную деталь с фиксацией, либо без нее. Применяется для сверления отверстий древесно-стружечных плитах под прямым углом.
Скользящие
Данные кондукторы не имеют постоянной опоры, а переставляются отдельно для каждого отверстия. Процесс производства на них менее эффективен.
Поворотные
Эти приспособления используются на цилиндрических заготовках. Их производят с несколькими осями поворота – горизонтальной, вертикальной и наклонной. Используют для сверления в наклонной плоскости.
Опрокидываемые
Опрокидываемые кондукторы применяют для сверления отверстий в различных плоскостях.
Универсальные
Такие приспособления целесообразно применять при мелкосерийном производстве. Они позволяют использовать различные комбинации сверлильных отверстий и быстро перенастраивать устройство.
В мебельном производстве используются так же узкоспециализированные кондукторы, применяемые для отдельных операций. Например, шкантовый кондуктор для сверления монтажных отверстий под конфирмат или отверстий под углом.
Преимущества
Мебельный кондуктор для отверстий не только повышает качество сборки, но и минимизирует возможность ошибки, которая может повлечь за собой полную замену дорогостоящей испорченной детали. Работу с шаблоном можно доверить низкоквалифицированному персоналу, так как эта операция проще ручной выверки. Рабочим нет необходимости измерять углы, делать наметку и проверку измерений. Угол сверления контролируется кондуктором, который исключает возможность отклонений. Это значительно повышает точность сверления, что особенно критично для глубоких отверстий.
Что бы работа с кондуктором была эффективной, инструмент должен отвечать следующим требованиям:
быть промытым и интуитивно понятным в использовании;
он должен ускорять процесс сборки;
позволять делать несколько отверстий сразу без дополнительной ручной наметки;
повышать качество работы со сверлом.
Немаловажное значение имеет материал из которого изготовлен кондуктор. Для шаблонов чаще всего используется пластик или оргстекло, сверлильные приспособления производятся из стали. При выборе кондуктора обратите внимание на следующие его характеристики:
паспортное значение деформаций при повышенных нагрузках;
выверенная ось отверстия под сверло;
отсутствие перегревов во время работы.
Всеми вышеперечисленными достоинствами обладают заводские кондукторы, они изготовлены на основе длительных научных исследований и прошли строгий контроль качества.
Производители мебельных кондукторов
На отечественном рынке широко используются и хорошо зарекомендовали себя кондукторы следующих торговых марок.
Assistant
Система мебельных кондукторов этой фирмы разработана для производства корпусной мебели базирующейся на 32 мм системе сборки, подходящей для всей европейской фурнитуры. Комплектацию системы заказчик подбирает для себя индивидуально, что позволяет сэкономить, выбрав только самое необходимое. Кондуктор Assistant содержит модули для наметки и сверления отверстий под направляющие (роликовые и шаровые), тандемы, петли, подъемные механизмы, конфирмат, эксцентрики, шканты, ручки и другие отверстия по системе 32 мм.
Dubel-Profi от KWB
Немецкий кондуктор для сверления отверстий под шканты. Механизм прибора позволяет производить идеально точное позиционирование отверстий диаметром от 3 до 12 мм. Кондуктор оснащен глубиномером и специальным упором, который помогает рассверливаться под прямым и косым углом. Благодаря резиновой накладке прибор удобно использовать на гладких и полированных поверхностях.
Кондор
Мебельный шаблон Кондор является портативным устройством, которое удобно взять с собой непосредственно на установку мебели. Благодаря сменным втулкам можно регулировать расстояние между отверстиями. Инструмент позволяет производить отверстия под шкант или конфирмат. Фрезеровочные пазы устанавливаются на растояниях 16 или 18 мм, что позволяет работать с различными материалами.
Мебельный кондуктор является незаменимым помощником на любом мебельном производстве. Это недорогое приспособление поможет не только сократить трудозатраты, но и значительно повысить качество ваших изделий.
Рассылка новостей от эксперта по увеличению продаж мебели
Прочитал и согласен на обработку персональных данных в соответствии с политикой конфиденциальности
Да, пожалуйста уведомляйте меня о новостях, событиях и предложениях ММКЦ
Мебельный кондуктор и шаблоны: виды, применение, производители
Для чего используется
Основные типы
Кондукторы, представленные на отечественном рынке
Кондуктор мебельный представляет собой приспособление, позволяющее значительно упростить и ускорить процесс производства и сборки мебельных конструкций. Это устройство, которое может быть изготовлено в различном конструктивном исполнении, дает возможность качественно и точно выполнять отверстия в элементах мебельных конструкций даже начинающим мастерам.
Сверление сквозь кондуктор гарантирует точное расположение монтажных отверстий
Для чего используется
При изготовлении и сборке элементов мебельных конструкций специалистам приходится осуществлять множество однотипных действий, связанных как с разметкой мест расположения, так и со сверлением будущих отверстий. Мебельный кондуктор позволяет оптимизировать оба эти процесса.
По своему функциональному назначению мебельные кондукторы могут быть разметочными и сверловочными. Первые, как понятно из их названия, предназначены для упрощения разметки мест расположения будущих отверстий. Сверловочные кондукторы, используемые при производстве мебельных конструкций, исключают применение разметочных устройств.
Сверловочный кондуктор под конфирматы
Мебельный шаблон, предназначенный для предварительной разметки мест будущих отверстий, многие приобретают в заводском исполнении. Однако можно изготовить кондукторное приспособление для сборки мебели своими руками. Проще всего сделать мебельный кондуктор из металлической линейки, к которой строго перпендикулярно прикручивается поперечина. Такой мебельный шаблон является многоцелевым разметочным устройством, простым как в изготовлении, так и в использовании. Отверстия, через которые будет выполняться разметка мест сверления, выполняются в металлической линейке на определенном расстоянии. Так, если отверстия сверлят для минификса, то расстояние между ними будет соответствовать величине 32 мм, а для полкодержателей – 100, 200 или 300 мм.
Изготовить простейший разметочный мебельный шаблон можно, используя в качестве основы обычный столярный угольник, в котором также сверлятся отверстия на требуемом расстоянии. Такое разметочное приспособление, хотя и является более функциональным, менее устойчиво на поверхности обрабатываемой заготовки. Это наиболее значимый его недостаток.
Простейший мебельный шаблон под ручки – это пластина с калиброванными отверстиями, на обратной стороне которой закреплена упорная планка
По похожему принципу, используя подручные материалы, можно изготовить и узкоспециализированные разметочные приспособления (например, кондуктор для мебельных петель или для разметки отверстий, предназначенных для фиксации мебельных ручек или любой другой мебельной фурнитуры).
Конечно, если у вас свое серьезное мебельное производство и объем выполняемых сборочных операций достаточно большой, стоит обратить внимание на профессиональные приспособления для сборки мебели. Однако стоимость таких мебельных кондукторов и шаблонов, особенно если они произведены под известными брендами, довольно высока.
Основные типы
По типу конструкции и функциональным возможностям приспособления, используемые для присадки (сверления) отверстий в элементах мебельных конструкций, могут относиться к одной из следующих категорий.
Накладные
Это кондукторы, которые накладываются на поверхность обрабатываемой детали и либо фиксируются на ней, либо придерживаются в заданном положении руками. Используя такое приспособление для изготовления мебели, выполняют отверстия в плоских деталях (например, в плитах, изготовленных из ДСП или МДФ).
Поворотные
Рабочая планка таких кондукторов может вращаться как в горизонтальной, так и в вертикальной плоскости. Используя это приспособление, можно выполнять отверстия в деталях сложной геометрической формы. Применяют такой кондуктор для сверления отверстий, ось которых располагается под углом.
Универсальные
Это переналаживаемые кондукторы для изготовления мебели. Использовать приспособления данного типа целесообразно в производственных цехах, выпускающих мебель мелкими сериями. Универсальность, которой обладают такие кондукторы для мебельного производства, заключается в том, что их можно быстро перенастраивать на различные комбинации расположения выполняемых отверстий.
Опрокидываемые
Кондукторы данного типа используют в тех случаях, когда сверлить отверстия необходимо в нескольких плоскостях.
Кроме того, в мебельном производстве активно применяются и более узкоспециализированные кондукторные устройства (в частности, шкантовый кондуктор для сборки мебели и приспособление, позволяющее точно и качественно выполнять отверстия под конфирматы).
Использование кондуктора при сверловке торца мебельных плит обезопасит вас от случайного ухода сверла в сторону и, как следствие, порчи заготовки
По способу фиксации на поверхности обрабатываемой детали кондукторы делятся на приспособления скользящего и закрепляемого типа. Устройства, которые закрепляются на детали перед началом ее обработки, хотя и являются более удобными в использовании, несколько ограничивают свободу действий мастера. Это особенно критично в тех случаях, когда сверление выполняется на станке, оснащенном одним шпиндельным механизмом.
Используя кондуктор, удается избежать достаточно серьезной проблемы: вхождения сверла в поверхность обрабатываемого изделия не под тем углом. Справиться с этой проблемой, если она уже возникла, достаточно сложно, а во многих случаях просто невозможно. При использовании кондуктора сверло не только входит в обрабатываемый материал под требуемым углом, но и не отклоняется от заданного направления на протяжении всего процесса сверления. Не обойтись без кондуктора в тех случаях, когда необходимо просверлить отверстие под определенным углом в тонких мебельных плитах, изготовленных из ДСП или МДФ.
Некоторые сверлильные операции, (например, выполнение косых отверстий) просто невозможно сделать без специальных приспособлений
Наладить производство мебели своими руками, если применять в таком производстве кондукторы, под силу даже человеку, который не обладает высокой квалификацией и не имеет достаточного опыта работы в данной сфере. При использовании таких приспособлений нет необходимости выполнять сложные предварительные расчеты и заниматься разметкой мест для будущих отверстий.
Практически все типы подобных устройств отличаются несложной конструкцией, поэтому изготовить свой кондуктор не так уж и трудно.
Кондукторы, представленные на отечественном рынке
Среди домашних мастеров, самостоятельно занимающихся изготовлением мебели, а также среди специалистов, работающих в небольших мебельных цехах, популярность завоевали кондукторные устройства следующих торговых марок.
Assistant
Разметочный кондуктор Assistant относится к профессиональной серии. Это многофункциональное кондукторное устройство, которое при использовании соответствующих втулок можно применять не только для выполнения разметки, но и для присадки отверстий.
Разметка фурнитуры с помощью шаблона Assistant
Dubel-Profi
Кондуктор Dubel-Profi выпускает компания KVB. Это недорогое, но функциональное устройство для домашнего использования. В комплект такого кондуктора входят различные приспособления (зажимы, линейки и проч.), которые значительно упрощают работу с ним и делают его использование более удобным.
Несмотря на свою простоту кондуктор Dubel-Profi используется для множества операций
«Кондор»
Это кондукторы российского производства – недорогие, но достаточно функциональные. Они оснащены системой позиционирования и набором сменных втулок.
Кондуктор «Кондор» позволяет высверливать перпендикулярные отверстия нужного диаметра, выбирая расстояние между ними и меняя втулки, входящие в комплект
Отдельную категорию составляют профессиональные кондукторы, используемые для изготовления мебели и ее сборки. Такие приспособления отличаются максимальной функциональностью, с ними в комплекте обязательно идет набор сменных втулок, предназначенных для сверл разного диаметра.
Выбор кондукторного устройства определенного типа в первую очередь зависит от того, какие задачи и с какой производительностью вы собираетесь решать с его помощью.
Полный ассортимент дирижерских подиумов, столов для руководителей и исполнительных кресел, специально разработанных для дирижеров.
Читать дальше
Посмотреть все
Полный ассортимент прочной оркестровой мебели, отвечающей требованиям оркестровых музыкантов.
Читать дальше
Посмотреть все
Чтобы вы могли возобновить свою деятельность в здоровых санитарных условиях, мы стремимся разработать и произвести полный спектр COVID-19средства защиты, разработанные с учетом текущего контекста и продолжительности, в которую он, кажется, вписывается.
Подробнее
Посмотреть все
ОТКРЫТАЯ ДОРОГА ® РИТМЫ И СЫНОВА RYTHMES & SONS (кофры) МАНХАССЕТ ® КОНИГ И МЕЙЕР (K&M) ЯМАХА АНДЕКСИНГЕР ГИБРАЛТАР ХАРПО ГЕРКУЛЕС ЖЕМЧУГ УАЙЛЬД И СПИТ ЛЮДВИГ VIVA LA MUSICAL
Создано в 1996 от Rythmes & Sons, кофры OpenRoad® оснащены легкой, плоской и съемной крышкой и скользящими защелками. Практика и простота в использовании.
Читать дальше
Посмотреть все
RYTHMES ET SONS специализируется на разработке, производстве и дистрибуции авиационных кейсов, оркестровой мебели и ударных инструментов для оркестра с 1981 года. Французское производство!
Подробнее
Смотреть все
СПЕЦИАЛИЗИРОВАННАЯ КОМПАНИЯ MANHASSET® — американская компания, основанная в 1935. Это один из бесспорных лидеров рынка по производству оркестровых подставок и оркестровых аксессуаров.
Подробнее
Посмотреть все
KONIG & MEYER (K&M) — немецкая компания, основанная в 1949 году. скамейки, микрофонные стойки…).
Подробнее
Посмотреть все
YAMAHA® — японская компания, основанная в 1887 году. Она работает во многих областях, включая музыку. Наследие более чем 130-летнего мастерства, исследований, разработок и технологий позволяет Yamaha предлагать перкуссионные инструменты высочайшего качества.
Узнать больше
Посмотреть все
Семейный бизнес Германа, основанный в 1952 году, ANDEXINGER специализируется на разработке и производстве скамеек и табуретов для фортепиано, которые сочетают в себе эргономику, комфорт и надежность.
Подробнее
Посмотреть все
GIBRALTAR — производитель аксессуаров для барабанов и перкуссии, основанный в 1993 году в США. Бренд присоединился к Drum Workshop (DW) в 2014 году.
Подробнее
Просмотреть все
HARPO® — это торговая марка, производящая транспортные тележки, специально разработанные для перевозки арф. Их особенно ценят за эргономичность и надежность. Вилочные погрузчики HARPO производятся в Германии.
Подробнее
Посмотреть все
HERCULES® является торговой маркой тайваньской группы KHS. Компания HERCULES, специализирующаяся на производстве подставок и подставок для музыкальных инструментов, поставляет аксессуары, дизайн которых обеспечивает безопасность, надежность, устойчивость и надежность.
Подробнее
Посмотреть все
Компания PEARL была основана в Японии в 1946 году. Этот известный бренд специализируется на разработке и производстве барабанов, перкуссии и аксессуаров.
Подробнее
Посмотреть все
Компания WILDE + SPIETH, основанная в 1831 году в Германии, производит качественные оркестровые стулья, трибуны и оркестровые аксессуары.
Подробнее
Посмотреть все
LUDWIG — известный американский производитель барабанов и перкуссии. Компания была основана в 1910 году двумя братьями, Уильямом и Тео Людвигом, в Чикаго.
Читать дальше
Смотреть все
VIVA LA MUSICA® — бренд словенской компании Augustin VLM, специализирующейся на 30-летнем опыте (компания основана в 1986) при изготовлении инструментов и принадлежностей для скрипок и виолончелей.
Подробнее
Посмотреть все
Если вы хотите качественно и экологично оборудовать свой оркестр, консерваторию или зрительный зал, Rythmes & Sons — это решение!
Мы разрабатываем и производим в регионе Гранд-Эст полный ассортимент французской оркестровой мебели, стилизованной и функциональной, предназначенной для удовлетворения конкретных потребностей дирижеров, инструменталистов и режиссеров.
Чтобы расширить и обогатить ассортимент нашей продукции, мы выбрали проверенные бренды, такие как Manhasset® или K&M.
Подробнее
Сделано во Франции Полный ассортимент оркестровой мебели, разработанной и изготовленной во Франции компанией Rythmes & Sons. Качество — наш приоритет!
Признанный опыт Мы оснащаем оркестры по всему миру. Мы разрабатываем и производим долговечную дизайнерскую оркестровую мебель, адаптированную к потребностям каждого музыканта.
Опыт
Профессиональные знания
Мы разрабатываем и производим оркестровую мебель с 1990 года. Мы работаем в прямом сотрудничестве с музыкантами и менеджерами, чтобы гарантировать соблюдение ограничений их профессии. Мы оборудовали множество оркестров по всему миру.
Уважение пользователя
Мы особенно чувствительны к рискам для здоровья, связанным, например, с плохой осанкой в инструментальной практике. Вот почему мы разрабатываем ряд мебели, подходящей для интенсивного и повторяющегося использования, которое требует от тела.
Прочное оборудование
Использование прочных материалов и качество изготовления гарантируют срок службы мебели Rythmes & Sons не менее 10 лет.
Узнать больше
Вы дилер ?
Создайте свою учетную запись в Интернете, чтобы воспользоваться специальными ценами
Я создал свою учетную запись в Интернете
Наши сильные стороны
Инновации, качество и оперативность
Мы прилагаем все усилия, чтобы предложить надежное, прочное и перспективное оборудование путем:
точного изучения и квалификации потребностей;
поиск инновационных решений и усовершенствование существующих;
Découvrez un grand choix d’instrument en déstockage: https://www.r-sons.com/fr/instruments-de…» target=»_blank»>https://www.r-sons. com/fr/instruments-de…
Маримбы, ксилофоны, тимбалы, кессоны …
N’hésitez pas à nous contacter ! en aura pas pour tout le monde ❗
Ограниченный выпуск 100 экземпляров вибрафона Marimba One Limited Edition, посвященный 100 экземплярам виброфона Marimba One (выпуск ограничен 12 экземплярами в мире):
3 октавы la2-do7 Clavier алюминиевая отделка noir Accord: 440, 442 или 443 Гц Тип шасси: съемная алюминиевая черная Резонаторная отделка «состаренная медь» Reglage en hauteur par vérin à gaz sans vis Avec moteur Gravure «Limited Edition» Côté Public Signé Par Ron Samuels Концепция и итоги: Калифорния (США) 𝘓𝘪𝘷𝘳𝘦́ 1 𝘩𝘰𝘶𝘴𝘴𝘦 𝘥𝘦 𝘱𝘳𝘰𝘵𝘦𝘤𝘵𝘪𝘰𝘯
Почему офисная мебель регулируется NEC? Какие виды подпадают или не подпадают под действие статьи 605? Действительно ли офисная мебель , подключаемая через шнур и вилку, является обязанностью электрика и уполномоченного органа (AHJ)?
Отдельностоящую модульную офисную мебель разрешается подключать к системе электропроводки помещения.
В настоящее время модульная офисная мебель используется в большинстве офисов. Они определены в Разделе 605.2 NEC как:
Панели шкафов, перегородки, кабинеты для занятий, рабочие станции, письменные столы, стеллажи и единицы хранения, которые могут быть механически и электрически соединены между собой для формирования системы офисной мебели.
Эти блоки могут быть подключены с помощью штепсельной вилки и шнура или проводной проводки. Подобно тому, как модульный дом строится по частям на заводе, а затем собирается на месте, модульная офисная мебель привозится по частям и затем устанавливается. Эта мебель представляет особый набор опасностей и особые электрические требования. Они заслуживают внимания установщика и AHJ, чтобы каждая установка была максимально безопасной.
W шляпа закрыта, а что нет ?
Во-первых, какой тип мебели относится к , а не к , на который распространяется статья 605? Отдельные элементы, такие как моторизованные письменные столы или стулья, которые не соединены между собой , не покрываются. по отдельности соединены шнуром и вилкой и не подпадают под действие Статьи 605.
Статья распространяется на электрическое оборудование и проводники, установленные в офисной мебели, которые предназначены для соединения между собой. Они могут быть перегородками, отдельно стоящими или стационарными, но они не являются постоянными, как типичные перегородки с металлическими стойками и стеновыми панелями. Они также могут включать в себя блоки хранения, столы и рабочие станции, которые соединены между собой. Важно знать, что, если это специально не разрешено AHJ, перегородки не разрешал простираться до потолка, так как это могло создать комнату, отрезанную от окружающего пространства. Это повлияет на распространение или сдерживание огня и дыма, обнаружение тепла и дыма, а также на расположение спринклерных головок.
Требования
Раздел 605. 6, Принадлежности для освещения — Поскольку в цепях освещения разрешено использовать провод номер 18 AWG, они не могут содержать электрическую розетку. Осветительное оборудование должно быть прикреплено или закреплено, а если они подключены с помощью шнура и вилки, шнур должен быть прочным и содержать заземляющий провод оборудования. (Кроме источника питания класса 2 со стороны нагрузки)
Секции 605.7, 605.8 , Подключение к электрической системе – Закрепленная на месте мебель должна быть жестко подключена, но отдельно стоящая мебель может также быть постоянно подключена к электросети здания, при условии, что она метод, который соответствует Глава 3 NEC .
Раздел 605.9 , Шнур и штепсельные соединения. Если они представляют собой отдельно стоящую мебель, их можно подключать с помощью шнура и штекера, если они соответствуют следующим требованиям:
Шнур должен быть сверхпрочного использования (например, типа EV или EVE, см. Таблица 400.4) и содержать изолированный провод заземления оборудования. Длина шнура ограничена двумя футами.
Проводники должны быть не менее 12 AWG. Розетка должна быть на выделенной цепи, и не может быть более 13 (15 ампер) розеток на цепь. При расчетной нагрузке 180 ВА на ярмо это составит 19,5 ампер.
","469777815":"hybridMultilevel"}» aria-setsize=»-1″ data-aria-posinset=»3″ data-aria-level=»1″> Многопроводные цепи не допускаются.
Кабельный канал внутри мебели не должен иметь острых краев, которые могут повредить изоляцию проводов. Канал проводки, отдельный от канала, содержащего ответвленные цепи света и питания, может быть предусмотрен в компонентах системы для прокладки кабелей связи, сигнализации и волоконно-оптических кабелей.
Популярность модульной офисной мебели делает эти правила очень важными.
Лесопильные предприятия: точки роста | Деревообработка. Бизнес и профессия
30.11.2018
Стратегия развития лесного комплекса Российской Федерации до 2030 года предусматривает увеличение выпуска пиломатериалов до 49,5–58,7 млн м3, что требует существенного увеличения объемов переработки круглых лесоматериалов. Своей точкой зрения о современном состоянии и тенденциях развития лесопиления в России с нами делится руководитель отдела продаж по России компании USNR Владимир Швец.
Владимир Швец, руководитель отдела продаж по России компании USNR
– Какие основные тренды развития и сдерживающие факторы характерны для современной лесопильной промышленности?
– В складывающихся рыночных условиях прослеживается тенденция к концентрации производств и поглощению малых предприятий крупными компаниями, ориентированными на выпуск стандартных сечений пиломатериалов. Этот процесс обусловлен меньшей себестоимостью процесса лесопиления и лучшим качеством механической обработки при использовании современного специализированного оборудования. Схожая ситуация наблюдается в прибалтийских странах, где в нише малого лесопиления работают преимущественно деревянное домостроение, небольшие столярные производства и выпуск пал-летной доски.
Увеличение единичной мощности предприятий не является каким-либо следствием специфики работы именно в России, а прослеживается во всем мире. Любая современная проходная линия рассчитана на производительность от 250 тыс. м3 бревен в год. Единственным ограничением являются возможности лесосырьевой базы.
Эффективно вырабатывать пиломатериалы для экспорта на малых предприятиях с высокой удельной стоимостью труда сегодня практически невозможно
Для примера можно привести один из самых крупных заводов в Швеции Norra мощностью около 650 тыс. м3 бревен в год. Высокая скорость подачи сырья – до 150 м/мин, в совокупности с использованием ленточнопильного оборудования с функцией криволинейного пиления, позволяют заводу обеспечивать минимальную себестоимость выработки пиломатериалов. Запуск таких крупных предприятий позволил не только более эффективно перерабатывать сырье, но и привел к тому, что вместо 30 заводов, работавших в регионе всего 25 лет назад, при тех же самых объемах переработки древесины с этой задачей справляются всего 4 предприятия. Как доказала практика, при наличии хорошей дорожной инфраструктуры более выгодно увеличить плечо вывозки до крупного завода, где бревна распиливаются с большим объемным выходом и минимальными затратами.
В России сегодня наблюдаются серьезные проблемы с сырьевым обеспечением, и это касается не только известной проблемы отсутствия хороших лесовозных дорог круглогодичного действия. Кроме привычных уже проблем с вывозкой древесины, наблюдается тенденция к снижению среднего диаметра сырья. Не только уменьшаются линейные размеры сортиментов, но и увеличивается доля древесины с пороками строения и формы, в первую очередь количество сортиментов с кривизной более 1 %, эффективный раскрой которых фактически невозможен без установки специализированного оборудования.
Еще одной насущной проблемой лесопиления является отсутствие необходимой инфраструктуры, позволяющей вовлекать в промышленное использование весь объем закупаемого древесного сырья. В рыночных условиях, помимо собственно эффективного производства пиломатериалов, необходима реализация щепы и опилок, доходы от продаж которых составляют значительную долю в прибыли западных компаний, с которыми отечественные производители конкурируют на мировых рынках. Кроме того, необходимо решать вопросы утилизации коры, сжигание которой в смеси с древесными отходами позволяет обеспечивать предприятия дешевой тепловой, а в некоторых случаях и электрической энергией.
Малые лесопильные предприятия, зачастую работающие без использования окорочных станков, фактически не имеют возможности рационального использования сырья, что-либо приводит к их банкротству, либо вынуждает укрупняться или ориентироваться на выпуск продукции с высокой добавленной стоимостью.
– Лесопиление характеризуется низкой рентабельностью. Кто сегодня готов инвестировать в строительство средних и крупных производств?
– В первую очередь необходимо точное понимание того, какие предприятия следует считать средними или крупными. С моей точки зрения, к средним предприятиям сегодня относятся заводы, перерабатывающие свыше 100 тыс. м3 бревен в год при работе в две смены, то есть при фонде рабочего времени около 4000 часов в год. К крупным могут быть отнесены заводы мощностью свыше 500 тыс. м3 бревен в год при том же количестве смен.
Организация крупных заводов практически всегда является следствием развития бизнеса. Многие лесопильные предприятия начинают свое развитие с приобретения одно- пильных круглопильных или ленточнопильных станков. При росте объемов производства они, как правило, сначала просто увеличивают их количество, а также встраивают в линии многопильные станки отечественного или импортного производства или же устанавливают несколько параллельных лесопильных участков. Однако при больших объемах производства эффективно управлять большим парком оборудования и разросшимся штатом работников становится практически невозможно. Иными словами, компании достигают предельных технологических ограничений по возможностям станков, что характерно именно для малых предприятий. Дальнейшее развитие требует качественного изменения подхода к лесопилению, что не может быть достигнуто путем модернизации какого-либо отдельного станка или участка, а требует принципиального перехода на использование линий проходного типа.
Далеко не всегда средние и крупные лесопильные предприятия строятся только крупными холдингами. Так, среди клиентов USNR есть и холдинги, и индивидуальные предприниматели, которым переход на использование поточных линий позволил сократить расходы на производство пиломатериалов. Кроме того, в условиях отсутствия на рынке труда квалифицированных специалистов внедрение автоматизированных поточных линий является одним из путей решения проблемы кадрового обеспечения.
– Крупные предприятия обеспечивают низкую себестоимость пилопродукции. Какие рыночные ниши занимают малые и средние лесопильные предприятия?
– Вся продукция средних и крупных предприятий реализуется на экспортных рынках. При таком подходе, помимо более высокой, чем внутри страны, стоимости пиломатериалов, обеспечивается возможность заключения долгосрочных контрактов, что позволяет более эффективно планировать работу предприятия.
С нуля крупное лесопильное предприятие организовать практически невозможно
Для малого и на нижней границе среднего лесопильного бизнеса еще возможна работа внутри страны, но таким заводам необходимо выпускать продукцию глубокой переработки: сухие строганые пиломатериалы, клееный брус, ламели для мебельного щита, столярные и мебельные заготовки. Актуальны варианты совмещения малых лесопильных предприятий с домостроительными компаниями.
– Привело ли введение системы ЛесЕГАИС к возможности объективной оценки внутреннего рынка пиломатериалов? Что должно произойти для того, чтобы сделать внутренний рынок привлекательным для крупных компаний?
– Работа крупных и средних лесопильных предприятий без использования ЛесЕГАИС сегодня невозможна. Однако большинством малых предприятий выработана политика противодействия. Формулировки закона не учитывают все виды выпускаемой продукции, что пока не позволяет говорить о возможности появления в ближайшее время точных данных об объеме выпуска пиломатериалов небольшими предприятиями, которые как раз и ориентированы на внутренний рынок.
При размещении производства в непосредственной близости от лесосырьевой базы, а в современных условиях это порядка 250–300 км от ближайших населенных пунктов, основными проблемами являются отсутствие стабильного подключения к энергетическим сетям, а также невозможность реализации отходов производства. Также следует помнить, что, кроме самого лесопильного предприятия, необходимо будет строить поселки для работников завода.
На мой взгляд, для изменения ситуации должна быть выработана и внедрена государственная политика в области деревянного домостроения, определяющая требования к пилопродукции, что автоматически заставит все лесопильные предприятия работать в общем едином правовом поле. Это также позволит гражданам приобретать действительно качественные дома, изготовленные в соответствии со всеми стандартами. Когда у потребителя будет возможность выбора земельного участка и технологии строительства, а также появятся гарантии качества, тогда и следует ждать увеличения спроса на пилопродукцию внутри страны. Вместе с тем производителям следует быть готовым к тому, что востребованными будут лишь те пиломатериалы, которые соответствуют не только размерным, но и физико-механическим требованиям стандартов и сводов правил, что на большинстве малых предприятий повлечет за собой необходимость дополнения или изменения парка лесопильного оборудования.
– Основным потребителем российских пиломатериалов является рынок Китая. Какие сдерживающие факторы не позволяют малым и средним предприятиям эффективно работать в данном направлении?
– Для рынка Китая характерно не только увеличение объемов потребления, но и повышенные требования как к качеству пиломатериалов, так и к стабильности поставок. Малые предприятия не могут обеспечить такое качество сортировки пиломатериалов по ТУ заказчика, как средние и крупные заводы, активно внедряющие автоматизированные системы сканирования древесины, которые позволяют избежать ошибок при классификации пиломатериалов по сортам с учетом всех дополнительных требований. Отгружается именно та продукция, которая предусмотрена спецификацией. Исключается человеческий фактор, когда при визуальной сортировке часть пиломатериалов высших сортов попадает в низшие не только из-за случайных ошибок, но и по причине желания оператора подстраховаться, если он не полностью уверен в принимаемом решении.
– Создание крупного предприятия предусматривает значительные инвестиции не только в оборудование, но и в инфраструктуру. Где взять средства, необходимые для развития лесопильных предприятий?
– Это достаточно сложный вопрос, и его в первую очередь необходимо адресовать к государственным органам, которые должны обеспечивать доступность денежных средств, в первую очередь по программам содействия развитию промышленных предприятий. Существенную государственную поддержку можно получить путем включения предприятия в перечень приоритетных инвестиционных проектов, а также в фонде развития промышленности.
– В последние годы отечественным машиностроением налажен выпуск лесопильного оборудования для малых и средних предприятий: ЦДС, «Барс», «Молома», «Арктант», «Авангард» и другое. Получается ли у российского оборудования конкурировать со станками Kara, Laimet, ZBL, Madrew, Walter, Vesto и другими?
Рынок расставляет все
по своим местам
– Наличие конкуренции является отличным фактором, необходимым для развития в любой отрасли. Если смотреть на компонентную базу оборудования, то для всех указанных станков она, как правило, импортная. Российские предприятия могут конкурировать по стоимости металла, рабочей силы.
Необходимо работать над повышением культуры производства, поскольку это серьезно отражается на качестве выпускаемой продукции, в большей мере использовать системы оптимизации раскроя и предварительного сканирования бревен, что, в принципе, в той или иной степени уже осуществляется разными производителями.
– На российском рынке – все больше предприятий, использующих для организации производства бывшее в употреблении лесопильное оборудование. В каких случаях такой подход является оправданным?
– Использование оборудования, бывшего в употреблении, возможно при наличии у предприятия исходной инфраструктуры, в первую очередь цехов и зданий, где оно может быть размещено без выполнения дополнительных строительных работ. Его приобретение является неплохим первым шагом для зарабатывания денег. С одной стороны, это оборудование будет не самым современным, но уже проверенным в работе. Его можно достаточно быстро запустить, а при дальнейшем развитии модернизировать.
С другой стороны, необходимо понимать, что оборудование, даже восстановленное в условиях завода-изготовителя, по своим характеристикам не будет отвечать всем требованиям, предъявляемым к новым станкам.
В случае строительства нового лесопильного завода, если сравнивать затраты на организацию всей необходимой инфраструктуры, покупка оборудования, бывшего в употреблении, не позволит обеспечить существенной экономии, поскольку его стоимость, как правило, ниже всего на 35–40 %, а работа предприятия будет менее эффективна, чем при использовании последних моделей станков и линий.
– Видите ли Вы предпосылки создания отечественного лесопильного оборудования для крупных предприятий?
– К сожалению, подобное оборудование не выпускается, и, более того, отсутствуют какие- либо предпосылки к его появлению. Даже те линии, которые выпускались в СССР в 70-80-е годы, были лишь копиями западного оборудования. Их производство не было успешным, и, по сути, это были экспериментальные образцы. На момент развала Советского Союза оказалось, что мы не в состоянии создать ни фрезернопильных, ни, тем более, ленточнопильных линий проходного типа, поскольку их создание требует не только высокой культуры производства, но и специальных знаний у проектировщиков и инженеров, что не может быть обеспечено только путем копирования чужих технологий. Отставание отечественного станкостроения от ведущих мировых фирм, таких как USNR, Linck, EWD, Heinola, HewSaw и т. д., на тот момент составляло минимум 40 лет, и этот разрыв только увеличивается.
При этом в области разработки систем управления и оптимизации отечественная продукция вполне конкурентоспособна на мировом рынке, но нет собственных станков, где могли бы быть в полной мере реализованы современные разработки.
Делая выбор между новым станком и бывшем в употреблении, следует решать вопрос, не сколько вы сэкономите, а сколько недополучите.
Отсутствуют не только профилирующие агрегаты, но и круглопильные станки, способные работать на скоростях до 100 м/мин, нет производства ленточнопильного оборудования, использование которого позволяет эффективно перерабатывать древесину с большим объемным выходом, не выпускаются современные линии обрезки, работа которых является более сложной, чем даже у фрезерно-профилирующих станков.
С другой стороны, я не вижу ничего плохого в том, что наши лесопильные предприятия покупают хорошие станки на Западе. Задача лесопильного оборудования заключается в обеспечении минимальной себестоимости распиловки при максимальном выходе пилопродукции. Используя то же оборудование, что и у конкурентов, но обладая преимуществом в стоимости сырья, электроэнергии и рабочей силы, мы можем быть вполне конкурентоспособными и играть значительную роль на мировом рынке пиломатериалов.
Беседовал Александр Тамби, д. т. н. , профессор ЯГСХА
Оцените материал:
Задать вопрос эксперту
Предприятия лесопромышленного комплекса
Предприятия ЛПК
Предприятия лесопромышленного комплекса. На данный момент в каталоге 929 предприятий.
Предприятия по алфавиту
Предприятия по видам деятельности:
Лесозаготовка
Лесозаготовительные предприятия (422 предприятия)
Лесопитомники (44 предприятия)
Лесопиление
Лесопильное производство (499 предприятий)
Строганые пиломатериалы (346 предприятий)
Биоэнергетика
Древесноугольные брикеты (5 предприятий)
Древесный уголь (35 предприятий)
Производство пеллет (192 предприятия)
Технологическая щепа (86 предприятий)
Топливная щепа (30 предприятий)
Топливные брикеты (118 предприятий)
Производство древесных плит
HDF (16 предприятий)
Большеформатная фанера (41 предприятие)
Изоляционные ДВП (1 предприятие)
Ламинированная фанера (35 предприятий)
Производство MDF (28 предприятий)
Производство OSB (16 предприятий)
Производство ДВП (21 предприятие)
Производство ДСтП (53 предприятия)
Производство ЛДСтП (36 предприятий)
Производство ламинированных напольных покрытий (13 предприятий)
Производство фанеры (110 предприятий)
Производство шпона (48 предприятий)
Фибролит (3 предприятия)
ЦСП (6 предприятий)
Деревообработка
CLT (9 предприятий)
LVL (3 предприятия)
Гнутоклеенные заготовки (14 предприятий)
Деревянные окна (32 предприятия)
Клееный брус (110 предприятий)
Конструкции деревянные клееные (37 предприятий)
Мебельные заготовки (21 предприятие)
Мебельный щит (87 предприятий)
Межкомнатные двери (52 предприятия)
Оконный брусок (11 предприятий)
Паллеты (деревянные поддоны) (34 предприятия)
Паркетный щит (2 предприятия)
Подоконники из массива древесины (2 предприятия)
Производство паркета (10 предприятий)
Производство шпона (48 предприятий)
Профилированный брус (57 предприятий)
Разделочные доски (1 предприятие)
Строганые пиломатериалы (346 предприятий)
Термомодифицированная древесина (14 предприятий)
Художественный паркет (2 предприятия)
Деревянное домостроение
CLT (9 предприятий)
LVL (3 предприятия)
PHE-панели (1 предприятие)
Большепролетные клееные деревянные конструкции (23 предприятия)
Гнутоклееные балки (7 предприятий)
Двутавровые балки (5 предприятий)
Деревянные церкви (2 предприятия)
Дома-вагончики (1 предприятие)
Домокомплекты из СИП-панелей (2 предприятия)
Домокомплекты из клееного бруса (74 предприятия)
Каркасно-панельные дома (26 предприятий)
Клееный брус (110 предприятий)
Конструкции деревянные клееные (37 предприятий)
Оцилиндрованные бревна (68 предприятий)
Производство деревянных домов (84 предприятия)
СИП-панели (4 предприятия)
Срубы (15 предприятий)
Стропильные фермы (13 предприятий)
ЦБП
БХТММ (3 предприятия)
Бумажные пакеты (4 предприятия)
Газетная бумага (7 предприятий)
Гофрокартон (16 предприятий)
Картон (23 предприятия)
Картонная тара (4 предприятия)
Крафт-бумага (13 предприятий)
Мелованная бумага (2 предприятия)
Микрогофрокартон (1 предприятие)
Обои (3 предприятия)
Офисная бумага (5 предприятий)
Офсетная бумага (5 предприятий)
Переработка макулатуры (13 предприятий)
Производство целлюлозы (17 предприятий)
СГИ (7 предприятий)
Тиссью (1 предприятие)
Целлюлозно-бумажный комбинат (21 предприятие)
Производство мебели
Деревянные стулья (16 предприятий)
Корпусная мебель (60 предприятий)
Кухонная мебель (38 предприятий)
Мебель для ванных комнат (1 предприятие)
Мебель из массива (59 предприятий)
Мебель из фанеры (2 предприятия)
Мебельные заготовки (21 предприятие)
Мебельные фасады из MDF (7 предприятий)
Мебельные фасады из массива (6 предприятий)
Мягкая мебель (35 предприятий)
Садовая мебель (5 предприятий)
Столешницы для кухонь (4 предприятия)
Столы из массива (17 предприятий)
Другое
Арболит (3 предприятия)
Береста (1 предприятие)
Шашки (2 предприятия)
Двутавровые балки (5 предприятий)
Деревянная посуда из шпона (9 предприятий)
Деревянная тара (20 предприятий)
Деревянные игрушки (3 предприятия)
Деревянные лодки/яхты (2 предприятия)
Детские игровые площадки (1 предприятие)
Детские спортивные комплексы (1 предприятие)
Древесная мука (12 предприятий)
Древесно-полимерные композиты (1 предприятие)
Древесно-слоистый пластик (1 предприятие)
Древесностружечные поддоны (1 предприятие)
Дрова (42 предприятия)
Импрегнация древесины (37 предприятий)
Кабельные барабаны (1 предприятие)
Латофлексы (17 предприятий)
Лесохимия (15 предприятий)
Окрашенная щепа (1 предприятие)
Опоры ЛЭП (19 предприятий)
Производство лыж (1 предприятие)
Скипидар (4 предприятия)
Спички (7 предприятий)
Талловое масло (7 предприятий)
Формальдегидные смолы (7 предприятий)
Шлифовальная пыль (1 предприятие)
Шпалы (34 предприятия)
Щепа для копчения (1 предприятие)
Элементы лестниц (34 предприятия)
Эфирные масла (1 предприятие)
Новости предприятий ЛПК
Каталог предприятий по регионам:
Алтайский край (20 предприятий)
Амурская область (5 предприятий)
Архангельская область (29 предприятий)
Белгородская область (1 предприятие)
Брянская область (12 предприятий)
Владимирская область (21 предприятие)
Волгоградская область (1 предприятие)
Вологодская область (79 предприятий)
Воронежская область (5 предприятий)
Еврейская автономная область (1 предприятие)
Забайкальский край (3 предприятия)
Ивановская область (7 предприятий)
Иркутская область (62 предприятия)
Калининградская область (7 предприятий)
Калужская область (11 предприятий)
Кемеровская область (4 предприятия)
Кировская область (51 предприятие)
Костромская область (26 предприятий)
Краснодарский край (5 предприятий)
Красноярский край (36 предприятий)
Курганская область (4 предприятия)
Курская область (2 предприятия)
Ленинградская область (60 предприятий)
Липецкая область (1 предприятие)
Москва (28 предприятий)
Московская область (33 предприятия)
Мурманская область (4 предприятия)
Нижегородская область (31 предприятие)
Новгородская область (24 предприятия)
Новосибирская область (3 предприятия)
Омская область (2 предприятия)
Оренбургская область (3 предприятия)
Пензенская область (14 предприятий)
Пермский край (21 предприятие)
Приморский край (26 предприятий)
Псковская область (14 предприятий)
Республика Адыгея (3 предприятия)
Республика Башкортостан (11 предприятий)
Республика Беларусь (30 предприятий)
Республика Бурятия (4 предприятия)
Республика Дагестан (3 предприятия)
Республика Ингушетия (1 предприятие)
Республика Карелия (36 предприятий)
Республика Коми (27 предприятий)
Республика Крым (1 предприятие)
Республика Марий Эл (6 предприятий)
Республика Мордовия (1 предприятие)
Республика Саха (Якутия) (7 предприятий)
Республика Северная Осетия – Алания (1 предприятие)
Республика Татарстан (9 предприятий)
Республика Тыва (1 предприятие)
Республика Хакасия (2 предприятия)
Республика Чувашия (1 предприятие)
Ростовская область (3 предприятия)
Рязанская область (6 предприятий)
Самарская область (1 предприятие)
Санкт-Петербург (41 предприятие)
Саратовская область (2 предприятия)
Сахалинская область (5 предприятий)
Свердловская область (44 предприятия)
Смоленская область (14 предприятий)
Ставропольский край (3 предприятия)
Тамбовская область (2 предприятия)
Тверская область (31 предприятие)
Томская область (13 предприятий)
Тульская область (7 предприятий)
Тюменская область (16 предприятий)
Удмуртская Республика (12 предприятий)
Ульяновская область (3 предприятия)
Хабаровский край (19 предприятий)
ХМАО – Югра (12 предприятий)
Челябинская область (8 предприятий)
Ямало-Ненецкий автономный округ (1 предприятие)
Ярославская область (7 предприятий)
Владимир Волынский
Кандидат технических наук, доцент
[email protected]
Даниил Иванов
к.
т.н., доцент кафедры технологии древесных и целлюлозных композиционных материалов СПбГЛТУ им. С.М. Кирова
[email protected]
Игорь Лапченко
Начальник отдела продаж по Восточной Европе Kvarnstrands Verktyg AB
Фиксированная ставка $349 за доставку Нажмите, чтобы узнать больше
2 года гарантии
Та же ценовая политика
Описание продукта
Характеристики
Видео
Woodland Mills HM122 — это портативная лесопилка начального уровня, обладающая множеством впечатляющих функций и доступной ценой. Предназначен для пилорам-любителей, которые ищут экономичное решение для фрезерования пиломатериалов. HM122 включает в себя такие функции, как система лезвий RapidChange™, автоматическая смазка, счетчик часов работы, возможность более широкого реза и многое другое.
Переносная лесопилка Woodland Mills HM122 предназначена для пилорам-любителей, которые ищут экономичное решение для распиловки пиломатериалов. HM122 может резать бревна диаметром 22 дюйма (55 см), производя доски шириной до 20 дюймов (51 см) и длиной до 10 футов 4 дюйма (3,1 м). Конструкция головки с четырьмя стойками и трубчатой задней балкой обеспечивает максимальную жесткость, обеспечивая плавный и точный рез. Головка перемещается вверх и вниз по стойкам из оцинкованной стали с помощью легко поворачиваемой рукоятки. Работает на надежном 7,0 л.с. или 94-тактный газовый двигатель Kohler мощностью .5 л.с. HM122 оснащен новыми и инновационными функциями, такими как автоматическая система смазки лезвий, которая активируется при включении дроссельной заслонки, и система лезвий RapidChange™ для быстрой замены лезвий без инструментов. Высоко оцененная лесопилка HM122 по-прежнему остается лучшей в своем классе.
ТОЧНАЯ РЕЗКА
Станок HM122 может резать бревна диаметром 22 дюйма (55 см) и фрезеровать доски шириной до 20 дюймов (51 см). Распилите бревна длиной 10 футов 4 дюйма (3,1 м) со стандартной конфигурацией гусеницы или откройте неограниченный потенциал длины с опциональной 6 футов 5 дюймов (1,9 м).5м) удлинители гусениц. Он также может снимать шпон толщиной до 1/16 дюйма (1,6 мм). HM122 будет резать в пределах 1″ (25 мм) от деки, гарантируя, что вы максимизируете выход полезной доски.
ЭФФЕКТИВНАЯ МОЩНОСТЬ
Приводится в действие надежным 4-тактным газо-бензиновым двигателем Kohler мощностью 7,0 или 9,5 л. с. HM122 имеет наклонную конструкцию цилиндра с чугунным отверстием цилиндра и верхним клапаном для легкого доступа. Четырехступенчатая система фильтрации воздуха Quad-Clean гарантирует, что в двигатель поступает только чистый воздух, что обеспечивает максимальную мощность и срок службы двигателя. К двигателю прикреплена промышленная центробежная система сцепления, облегчающая работу на газу. Предоставляется 3-летняя коммерческая гарантия Kohler.
СИСТЕМА ЖЕСТКИХ ГУСЕНИЦ
Головка лесопильного станка HM122 катится по жесткому обработанному L-образному каналу размером 2 3/8″ x 2,5″ (6 см x 6 см), который поперечно поддерживается сверхпрочными 2 3/8″ x 4 3 4-дюймовые (6 см x 12 см) прямоугольные бревенчатые нары. Эти поперечные опоры обеспечивают распределение веса бревна по большой несущей поверхности, что позволяет избежать образования вмятин на бревне и обеспечивают дополнительную жесткость системы направляющих. Гусеница оснащена простым в использовании винтовым зажимом для бревна, который надежно удерживает бревно во время фрезерования, и состоит из двух 6 футов 5 дюймов (1,9 дюйма). 5 м) секции, позволяющие использовать бревна длиной 10 футов 4 дюйма (3,1 м). Дополнительные гусеницы длиной 6 футов 5 дюймов (1,95 м) могут быть прикреплены для размещения бревен любой длины. Гусеница поставляется с 12 выравнивающими ножками с регулировкой до 4 дюймов (10 см).
РАБОТА НА ГАЗЕ & GO
Ручка дроссельной заслонки одновременно включает обороты двигателя, пильный диск и автоматическую систему смазки. Эта система делает процесс резки пиломатериалов быстрым и эффективным, а также сокращает количество операций, необходимых оператору. Положение рукоятки дроссельной заслонки также можно отрегулировать для удобства в зависимости от высоты гусеницы.
СИСТЕМА НОЖЕЙ RAPIDCHANGE™
Система лезвий RapidChange™ является эксклюзивной для Woodland Mills. Это безинструментальный подход к быстрой замене лезвий, который снижает потребность в регулировке слежения за лезвиями между заменами лезвий. Набор шайб Belleville действует как амортизатор для лезвия, обеспечивая постоянное натяжение лезвия при любых температурах, снижая нагрузку на лезвие.
ТОНКИЕ ПИЛЫ
В HM122 используются закаленные лезвия размером 1,25″ x 125″ x 0,042″ (32 мм x 3,175 м x 1,0 мм), которые можно приобрести в Woodland Mills. Ширина пропила лезвия сведена к минимуму и составляет всего 0,080 дюйма (2 мм), чтобы максимизировать максимальное количество пиломатериалов на бревно.
WOODLAND MILLS КАЧЕСТВО И ОБСЛУЖИВАНИЕ КЛИЕНТОВ
Компания Woodland Mills ставит своих клиентов на первое место. Если у вас есть вопросы о приобретенном продукте, вы можете связаться с нами по телефону 1-855-476-6455. На HM122 распространяется 2-летняя гарантия производителя (за исключением быстроизнашивающихся деталей, ремней, лезвий и подшипников). На двигатель Kohler распространяется 3-летняя коммерческая гарантия производителя Kohler, которую можно получить у любого дилера Kohler для малых двигателей.
Фиксированная ставка $399 за доставку Нажмите, чтобы узнать больше
2 года гарантии
Та же ценовая политика
Описание продукта
Характеристики
Видео
Любимая переносная лесопилка HM126 стала еще лучше. Идеально подходит для пильщиков-любителей, предпринимателей или опытных столяров. Портативная лесопилка HM126 включает в себя такие функции, как система лезвий RapidChange™, автоматическая смазка, счетчик часов работы, возможность более широкого пропила и многое другое, оставаясь при этом одной из самых ценных портативных лесопилок в отрасли.
Двигатель:
9,5 л.с. или 14 л.с. Ручной запуск Kohler
Система фиксации лезвия:
Центробежная муфта (Gas & Go)
Диаметр бревна:
26 дюймов [66 см]
Макс. ширина активной кромки:
24 дюйма [61 см]
Максимальная толщина платы:
7 дюймов [18 см]
Чугунное маховое колесо Диаметр:
19 дюймов [48 см]
Стандартная длина резки:
3,1 м [10 футов 5 дюймов]
Ширина гусеницы:
30,5″ [77,5 см]
Длина удлинителя гусеницы:
6 футов 5 дюймов [1,95 м]
Регулируемые ножки:
12
Оцинкованные рельсы:
Да
Гусеничные полки:
3 x 6 дюймов [75 x 150 мм]
Зажимы для бревен:
1 быстродействующий замок
Конструкция головки с 4 стойками:
Да
Регулируемая направляющая полотна:
Стандарт с двигателем 14 л. с.; Дополнительно с двигателем 9,5 л.с.
Любимая пилорамой портативная лесопилка HM126 стала еще лучше. Нарежьте сами пиломатериалы для кают, палуб, сайдинга и многого другого. Идеально подходит для пильщиков-любителей, предпринимателей или опытных столяров. HM126 может распиливать бревна диаметром 26 дюймов (66 см), производя доски шириной до 24 дюймов (61 см) и длиной до 10 футов 5 дюймов (3,1 м). Конструкция с 4-х опорной головкой пилы с трубчатой задней балкой, обеспечивает максимальную жесткость, обеспечивающую плавный и точный срез.Головка перемещается вверх и вниз по стойкам из оцинкованной стали с помощью легко поворачиваемой рукоятки.Приводится в действие надежным 9Варианты 4-тактного газового двигателя Kohler мощностью .5 л.с. или 14 л.с. HM126 оснащен новыми и инновационными функциями, такими как автоматическая система смазки лезвий, которая активируется при включении дроссельной заслонки, и система лезвий RapidChange™ для быстрой замены лезвий без инструментов. Переносная лесопилка HM126 отличается точностью, плавностью хода и лучшим соотношением цены и качества в своем классе.
ТОЧНАЯ РЕЗКА
HM126 может распиливать бревна диаметром 26 дюймов (66 см) и фрезеровать доски шириной до 24 дюймов (61 см). Распиливать бревна длиной 10 футов 5 дюймов (3,1 м) со стандартной конфигурацией гусениц или раскрыть неограниченный потенциал длины с дополнительными 6 футами 5 дюймов (1,95м) удлинители гусениц. Он также может снимать шпон толщиной всего 1/16 дюйма (2 мм). HM126 будет резать в пределах 1 дюйма (25 мм) от деки, обеспечивая максимальное использование полезного выхода доски.
ЭФФЕКТИВНАЯ МОЩНОСТЬ
Приводится в действие надежным 4-тактным бензиновым/газовым двигателем Kohler мощностью 9,5 или 14 л.с. Отличается наклонной конструкцией цилиндра с чугунным отверстием цилиндра и верхним клапаном для легкого доступа. Четырехступенчатая система фильтрации воздуха Quad-Clean гарантирует, что в двигатель поступает только чистый воздух, что обеспечивает максимальную мощность и срок службы двигателя. К двигателю прикреплена промышленная центробежная система сцепления, облегчающая работу на газу. Предоставляется 3-летняя коммерческая гарантия Kohler.
СИСТЕМА ЖЕСТКИХ ГУСЕНИЦ
Головка лесопильного станка HM126 катится по жесткому L-образному каналу 2,5″ x 4″ (63 мм x 101 мм), который опирается на прочную прямоугольную трубу размером 3″ x 6″ (76 мм x 152 мм). Эти поперечные опоры обеспечивают распределение веса бревна по большой несущей поверхности, что позволяет избежать образования вмятин на бревне и обеспечивают дополнительную жесткость системы направляющих. На гусенице также имеется простой регулируемый быстрозажимной зажим для бревна, который надежно удерживает бревно во время фрезерования. Сама гусеница состоит из двух 6 футов 5 дюймов (1,95 м) секции, позволяющие использовать бревна длиной 10 футов 5 дюймов (3,1 м). Дополнительные гусеницы длиной 6 футов 5 дюймов (1,95 м) могут быть прикреплены для размещения бревен любой длины.
ПИЛЬНАЯ ГОЛОВКА С АВТОБЛОКИРОВКОЙ
Держите направляющие близко к распиливаемой древесине, чтобы уменьшить отклонение лезвия. Регулируемая направляющая лезвия с автоматической блокировкой сконструирована с использованием V-образных роликов из нержавеющей стали и соответствующего механически обработанного алюминиевого рычага, что делает ее системой премиум-класса по сравнению с традиционными регулируемыми направляющими лезвия. Он входит в стандартную комплектацию модели 14HP HM126 и может быть приобретен в качестве дополнительного аксессуара вместе с двигателем 9.Модель .5 л.с.
РЕГУЛИРУЕМАЯ НАПРАВЛЯЮЩАЯ ДИСКА С АВТОБЛОКИРОВКОЙ
Держите направляющие близко к распиливаемой древесине, чтобы уменьшить отклонение лезвия. Регулируемая направляющая лезвия с автоматической блокировкой сконструирована с использованием V-образных роликов из нержавеющей стали и соответствующего механически обработанного алюминиевого рычага, что делает ее системой премиум-класса по сравнению с традиционными регулируемыми направляющими лезвия. Он входит в стандартную комплектацию модели HM126 мощностью 14 л.с. и может быть приобретен в качестве дополнительного аксессуара для модели мощностью 9,5 л. с.
РАБОТА НА ГАЗЕ & GO
Ручка дроссельной заслонки одновременно включает обороты двигателя, пильный диск и автоматическую систему смазки. Эта система делает процесс резки пиломатериалов быстрым и эффективным, а также сокращает количество операций, необходимых оператору. Положение рукоятки дроссельной заслонки также можно отрегулировать для удобства в зависимости от высоты гусеницы.
СИСТЕМА НОЖЕЙ RAPIDCHANGE™
Система лезвий RapidChange™ является эксклюзивной для Woodland Mills. Это безинструментальный подход к быстрой замене лезвий, который уменьшает количество регулировок слежения за лезвиями между заменами лезвий. Набор шайб Belleville действует как амортизатор для лезвия, обеспечивая постоянное натяжение лезвия при любых температурах, снижая нагрузку на лезвие.
ТОНКИЕ ПИЛЫ
В HM126 используются закаленные лезвия размером 1,25″ x 144″ x 0,042″ (32 мм x 3660 мм x 1,0 мм), которые можно приобрести в Woodland Mills. Ширина пропила лезвия сведена к минимуму и составляет всего 0,080 дюйма (2 мм), чтобы максимизировать максимальное количество пиломатериалов на бревно.
СТАНЬТЕ МОБИЛЬНЫМ С WOODLANDER™
Перемещайте свой HM126 между локациями с прицепом Woodlander™. В собранном виде прицеп HM126 Woodlander обеспечивает мобильность, позволяющую доставлять лесопилку на разные рабочие площадки или легко перемещать ее на склад. Предусмотрены выравнивающие домкраты, чтобы вы могли быстро выровнять прицеп и гусеницы в развернутом состоянии.
КАЧЕСТВО И ОБСЛУЖИВАНИЕ КЛИЕНТОВ
Компания Woodland Mills ставит своих клиентов на первое место. Если у вас есть вопросы о приобретенном продукте, вы можете связаться с нами по телефону 1-855-476-6455. На HM126 распространяется 2-летняя гарантия производителя, за исключением быстроизнашивающихся деталей (ремни, лезвия, подшипники и косметические повреждения). 3-летняя гарантия Kohler на коммерческие малогабаритные двигатели предоставляется любым дилером Kohler по малогабаритным двигателям.
Обработка изготавливаемых деталей фрезером – представляет множество возможностей. Детали с необходимыми пазами, канавками различной формы необходимы для качественной отделки. Операции по работе ручным оборудованием по дереву выполняются специальным инструментом — фрезами. Каждый тип действий предусматривает отдельную разновидность используемой оснастки.
Фреза по дереву
Содержание
Классификация и виды фрез для обработки древесины
Электроинструмент для работы с пиломатериалами – фрезер ручного типа. Поверхности деталей, изготовленных из древесины подвержены выполнению работ при помощи специальных приспособлений. Изготовка изделий, требующих наличие необходимых пазов, выемок и углублений подразумевает использование фрезера по дереву. Перед началом, нужно приобрести оснастку, предназначенную для конкретных целей согласно конфигурации изделия.
Выбор инструмента, обрабатывающего дерево происходит согласно спецификации поделок. Профессионалы имеют достаточный опыт и навыки, чтобы использовать нужное оборудование. Фреза по дереву имеет множество назначений:
При кромочной обработке используется, чтобы соединить заготовки путем сращивания пазов.
Изготовка выемок для использования, установки навесных петель, других приспособлений.
Изготовление декора – в данном случае используется резак изготовки рисунка или при процессах по дереву со сложной конфигурацией.
Инструмент сильно различается типом конфигураций, назначению. До начала производимых действий с деревом, необходимо определить тип и виды, используемых для заготовок. Единица измерения хвостика исчисляется в миллиметрах либо дюймах, в зависимости от типа используемого фрезера. Распространенными вариантами являются виды фрез диаметром от 6 до 12 мм. Стоит сконцентрировать внимание, что использование дюймовой цанги и миллиметрового хвостика недопустимо, так как это может вызвать поломку оборудования, либо травматизму.
Разнообразие фрез по дереву
Производителями комплектов предусматривается различные модификации. На строительном рынке имеется большой выбор видов фрез ручного фрезера, в зависимости от назначения и используемого при изготовлении материала. Оснастка ручного устройства может быть использована для обработки пластика и металла, но наибольшее распространение получила в обработке древесины. Основные разновидности по работе с древесиной.
Изготовление пазов, формирование углублений производится торцевыми типами фрез.
Фасонные оснастки по дереву используются в фигурных углублениях, кромках, позволяют придать уникальности изделию.
Кромочные изготовлены в конструкции с подшипником, что позволяет изготовить изделие по шаблону.
Важно помнить, что наличие подшипника в ручной фрезе подразумевает его техническое обслуживание. Необходимо смазывать вращающийся элемент тонким слоем, данное действие выполняется по желанию продолжительного срока службы инструмента.
Концевые фрезы
Концевая фреза по дереву
Концевые приборы в конструкции и внешнему виду схожи с обычным сверлом. Отличительной чертой является отсутствие конусной части на конце фрезы. На торцевой части, расположенной к боковым сторонам под углом 90 градусов изготовлены зубья резки. Конструктивная особенность позволяет выполнять различные операции. К основным видам производимых работ относятся:
Изготовка изделий с пазами определенной глубины, сквозных отверстий.
Раскрой изделий.
Сверление, либо обработка кромок детали.
Основными функциями ручного фрезера концевого типа фрез предусмотрено получение в детали пазов замков и петель, устанавливаемых в дверях. Комплект отличается многофункциональностью, с помощью подготовленного оборудования и грамотного подхода можно выполнить множество интересных элементов.
Кромочные фрезы по дереву
Разнообразие кромочных фрез
Кромочные приборы применяют для изготовления разнообразного вида кромок и выемок. Изделия из древесины поддаются обработке ручным фрезером с кромочными фрезами полной обработке. Кромочный вид наиболее распространен в использовании и имеет множество модификаций:
Профильные наборы обрабатывают детали таким образом, чтобы придать необходимую форму краям.
Калевочными имеется возможность округлить на четверть окружности край детали.
Конусные снимают фаску, угол которой зачастую составляет 45 градусов.
Дисковые служат для изготовления фасок в деталях, делая возможным последующие соединения.
Фальцевые обрабатывают деталь с кромки, оставляя четверть от высоты.
Галтельные необходимы для изготовки желобки, которая выведена в четверть окружности.
Кромочные фрезы по дереву, используемые для ручного фрезера зачастую оснащены подшипником, функции которого ограничить глубину необходимой обработки. Вылет регулировки площади обработки производится регулировкой на самом инструменте. Выполнение обработки массивных деталей требует множество попыток. Ручным фрезером производится работа по дереву в несколько этапов, пока не начнет действовать упорный подшипник.
Пазовые фрезы по дереву
Пазовые фрезы по дереву и их размеры
Основное предназначение вида пазовых по дереву – изготовка пазов с помощью ручного электроинструмента. Разновидностей приспособлений достаточно, пазовая фреза, позволяет выполнять действия по дереву ручным фрезером. Основные виды пазовых фрез:
Спиральные, напоминающие сверло, сформированы с винтовой кромкой внешнего типа. Дают возможность изготавливать детали с выемками и пазами с прямым углом.
Галтельные – выполнены с закругленным наконечником.
Конические зачастую используют для действий с плоскостями.
Фасонные позволяют изготавливать углубления необходимой структуры.
«Т» образные, фрезы «Ласточкин хвост».
Комбинированные применяются при стыковке деревянных деталей большого размера.
Большинство видов выполнены в монолитном формате, реже встречаются оснастки из твердосплавного металла.
Копировальные фрезы
Наименее распространенным типом приспособлений при выполнении задач по обработке дерева инструментом ручного типа являются копировальные фрезы. Отличительными особенностями являются многочисленная разновидность режущих элементов, различное расположение упорных подшипников и небольшие размеры. Фрезерная головка, для ремесла по дереву устроена в форме дуги. Углубление в деталь зависит от угла обработки.
Использование инструмента по шаблону позволяет добиться необходимого результата при работах с деревянными заготовками. Использовать ручной фрезер необходимо с точностью и осторожностью, несоблюдение требований может привести к порче детали или электрического оборудования.
Конструкции фрез и их влияние на технологию производства фрезерных операций
Рассматриваемые инструменты подразделены на несколько основных категорий, классифицируется по типу и назначению. Они выполняют свои функции не только под осевой нагрузкой, имеют возможность перемещения во время работы, за счёт наличия боковых кромок. Режущие кромки, точнее их количество, напрямую зависит на качество выполняемых действий ручным фрезером.
Используемый инструмент, предназначенный для обработки принято считать ручной фрезер. Существуют средства исполнения корончатого типа, они позволяют выполнять работы обыкновенной дрелью. В таком случае, фрезерная головка, применяемая по дереву, выполняет роль обработки кромок, изготовления простых отверстий.
Нож для фрезы по дереву
Фрезерная головка
Оформление и изготовка изделий с пазами необходимой глубины, размеров осуществляется с помощью торцевых фрез. Ножи, используемые для фрезы по дереву подвергаются немалым нагрузкам. Предотвращение излишней обработки сказывается, за счет использования подшипников. Торцевые фрезы для ручного фрезера позволяют создавать соединения деревянных конструкций посредством системы шип/паз.
Чтобы изготовить на дереве необходимое отверстие, понадобится борфреза. В большинстве случаев такой инструмент используется при промежуточной обработки. Шарошки позволяют «раскрыть» отверстие на необходимую глубину, после производятся дальнейшие действия.
Типы конструкции фрез
Существует множество конструкций и разновидностей оснастки к ручному деревообрабатывающему станку. При выборе инструмента стоит обратить внимание на предназначение, устройство оборудования. Форма заточки фрез может быть двух видов – винтовая и прямая. Использование прямой формы заточки может привести к быстрой порче оборудования, а конечное изделие может получится имея выбоины и заусенцы.
Для работ по дереву ручным фрезером наиболее лучшим вариантом становится использование инструмента винтовой линией расположения зубьев. Единственным минусом является невозможная заточка подручными средствами, чтобы произвести возврат былой остроты, необходимо воспользоваться специальным оборудованием. Используя фрезы, для работ ручным фрезером по дереву следует обратить внимание на угол заточки. Деревянная поверхность наилучшим способом подвергается обработке инструментом, угол заточки которого составляет не более 90 градусов. Конструкцией предусмотрен эффективный вывод стружки, тем самым достигается максимальное действие инструмента.
Конструкция электрофрезера
Схема сборки фрезерного станка
Сборные
Наиболее распространенный вид на рынке – сборные. Состоит из болванки, наваренными поверх кромками. Простое изготовление делает их наиболее привлекательных для изготовителя. Относительно невысокая цена позволяет не тратить время на заточку, а просто заменять на новую при потере остроты.
Со сменными режущими кромками
Фрезы со сменными кромками. Имеют сменные режущие кромки, когда происходит потеря остроты ножа с одной стороны, возможно перевернуть инструмент, далее продолжать работу.
Монолитные
Фрезы монолитного типа имеют в основании режущие кромки. Отличаются повышенной прочностью, однако после не продолжительной работы и последующей заточки деталь быстро теряет режущие свойства.
Типы лезвий фрез
Используемые при изготовлении материалы для фрез по дереву отличаются некоторыми характеристиками. Первый тип материала – быстрорежущая сталь. Товары, которые изготавливаются из данного материала, маркируются символами HSS. Ручным инструментом, использование оснастки такого типа, будет легко обработать мягкую древесину. Благодаря заостренным свойствам, скорость работы увеличивается в отношении к твердотельной фрезе.
Режущая часть может быть изготовлена из твердосплавных металлов. Такие изделия обозначены HM, преимущественно используются при обработке твердых пород древесины. Отличительной особенностью является прочность и стойкость к повышенным температурам. Качественно обработать мягкие породы дерева такой фрезой будет затруднительно, так как частота выполненных действий заметно отличается от быстрорежущих материалов.
Функциональные наборы фрез
Зачастую можно встретить в продаже функциональные наборы, которые состоят из двух или более элементов. В данный набор входят приспособления и насадки для фрезера по дереву. Основное предназначение таких наборов – обработка двух или более деталей для получения однотипных соединений. Например, существует набор из 2-х фрез, одна из которых формирует кромку внутри изделия, а вторая позволяет сделать пазовую часть.
Существуют универсальные варианты, которые благодаря конструкции могут использоваться в различных целях. Разборная часть предполагает замену ножей для фрезы, после чего производятся работы с деревом.
Стоит отметить, что наличие стола для хранения всех видов оснастки к оборудованию сократит время на производимые действия, а также существует возможность соорудить подобие фрезерного станка. Установив на стол подвижные упоры, мастер расширяет круг возможностей инструмента для работ по дереву.
Сферы применения
Использование любого типа оборудования предполагает опасные работы с вращающимися элементами. При работе с деревом необходимо помнить о технике безопасности. Выполнение сложных элементов не производится в один подход, кромки фрезы должны быть заточены для наилучшего результата.
Мастерская, оборудованная фрезером по дереву
Фреза по дереву в работе
Резьба по дереву фрезером
Приступая к выполнению, следует понимать какой тип фрезы необходимо использовать. Высокую распространенность получил инструмент кромочной категории. Данная категория дает возможность производить практически все виды работ по дереву собственноручно. Пазовые или цилиндрические фрезы служат в основном для изготовления углублений в торцах материала.
Как выбирать фрезу по дереву под ручной фрезер
Выбор фрез на рынке стройматериалов очень богат. Ценовой диапазон разнообразен, не всегда возможно определиться, правильно ли делается покупка. Необходимо придерживаться нескольких основных условий для правильного выбора фрезы по дереву.
Качество. Стоит обратить внимание на внешний вид детали. Изделие должно быть без заусенцев, иметь качественную резьбу, посадочные места.
Термическая прочность указывается в паспорте, чем выше, тем лучше и надежнее при дальнейшем использовании.
Материал припоя, а также соединение хвостика с частью, ответственную за резку.
Качество пайки изделия играет немаловажную роль при действиях с пиломатериалом. Тогда, когда выполняются работы с твердыми породами дерева, необходим определенный запас прочности инструмента. Припой делится на виды и марки, при покупке необходимо обратить внимание на его качество во фрезе. Желательно обращать внимание на инструмент, марка припоя которого не ниже ПСр 37.5. Чем выше цифра – тем лучше показатели надежности, качества детали. Марка обозначается в составе количеством меди и серебра. При соединении способом сварки, использование фрезера становится небезопасным и бессмысленным.
Монолитные фрезы необходимо проверять перед использованием. Качество металла определяется надпилом. Если появились заметные царапины или трещины, значит стоит отложить данный инструмент. Оптимальная твердость металла от 58 единиц. Качество выполняемых работ ручным фрезером напрямую зависит от наличия приспособлений и комплектов.
Подбор необходимого инструмента правильный путь к хорошему результату при работе с деревом. Фреза, изготовленная для фрезера по дереву должна отвечать всем стандартам и быть качественно изготовленной. Существует множество наборов, которые предназначены для работ по дереву. Качественный комплект гарантирует не только выполненные поставленные задачи, но и безопасную работу.
Фрезы по дереву на ручной фрезер их виды и применение
Фрезерование деревообрабатывающих деталей — это процесс, позволяющий вырезать, вытачивать или формировать кромки, пазы и канавки разных видов, размеров, глубины и формы. Фрезой по дереву именуется приспособление для фрезера или дрели, которое имеет сложную конструкцию, позволяющую вытачивать нужные формы на используемых заготовках. Специалисты знают, что такое фреза для обрабатывания дерева, и какими они бывают, а вот новичкам будет полезно и интересно узнать об их устройстве, видах и параметрах.
Что называют фрезой по дереву
Чтобы просверлить заготовку, используется дрель со сверлом. Перед сверлением надо взять соответствующего диаметра сверло, что зависит от поставленной технологической задачи. Когда на заготовке надо сделать выемку, канавку, скруглить углы или снять фаску, то для таких целей применяются специализированные виды инструментов — ручные фрезеры. Фрезер выступает приводным механизмом, а для получения соответствующих выемок и канавок применяются фрезерные насадки.
Фреза, как и сверло, имеет свои технологические особенности. Они имеют не только разные формы рабочей части, но еще и отличаются по размерам, поэтому выбор фрезы по дереву — это мероприятие, требующее грамотного подхода. Фреза состоит из двух основных элементов:
Рабочая — это головка, которая имеет соответствующую конфигурацию
Хвостовик — цилиндрическая часть, ее приспособление крепится в патроне приводного инструмента. Не только рабочие части имеют разные размеры, но и хвостовики
Ручные фрезы по дереву имеют следующие назначения:
Высверливание кромок — этот процесс вытачивания пазов. Они бывают разных видов, служащие для подготовки пазов шип/паз
Врезание петель и разных видов крепежных шарнирных элементов
Декорирование — изготовление разных видов объемных форм и конфигураций
Не только в столярных мастерских и на производстве мебели служат фрезы по дереву, но еще и в хозяйстве, когда поставлена задача изготовить мебель или разные заготовки из деревообрабатывающих материалов. Чтобы разобраться в вопросе о том, какие насадки в виде фрез по дереву бывают, надо разобраться с их конструктивными особенностями.
Какие диаметры хвостовиков на насадках
До того, как купить фрезы по дереву, надо разобраться с их размерами и толщиной хвостовой части. Хвостовики бывают разных размеров, а единицы их измерения — дюймы и миллиметры. Учитывать толщину ножки насадки надо для того, чтобы иметь возможность закрепления фрезы в цанговом патроне приводного инструмента. В зависимости от единицы измерения, хвостовики на рассматриваемых насадках бывают:
Для устройств в миллиметрах — 6, 8 и 12 мм. Это самые популярные размеры устройств
Для насадок, где толщина хвостовиков пишется в дюймах, выбирается из двух вариантов, так как они выпускаются на ¼ и ½ дюйма. Насадки с хвостовиками, толщина которых измеряется в дюймах, еще называются забугорными. Применяются они в Украине по причине своего высокого качества и точности, отражаясь на надежности и долговечности
К использованию фрезы по толщине хвостовика требуется грамотный подход, иначе малейшее разногласие повлечет за собой не только порчу инструмента, но еще и получение серьезных травм. Патрон фрезера крутится со скоростью свыше 20 000 оборотов в минуту, поэтому малейшее разногласие станет причиной получения серьезных травм. Хвостовики в мм и дюймах несовместимы, поэтому устанавливать в патрон фрезера, служащего для миллиметровых фрез, дюймовые насадки
Это интересно!Фреза по дереву закрепляется не только в патроне специализированного инструмента — фрезера, но и в дрели. При этом стоит учитывать, что дрель не способна заменить полноценный ручной фрезер. Исходя из этого, надо сделать вывод, что если использовать дрель для работы с рассматриваемыми насадками, то исключительно недолго. Для случаев частого применения фрез для обработки дерева необходимо купить ручной или стационарный фрезер.
Какой вид имеет фреза их виды и типы
Рабочая часть фрез по дереву представляет собой устройство разный форм, основу которого выполняют зубья. Именно за счет зубьев происходит обработка древесины. Вращательные детали классифицируют на:
Торцевые — рабочая часть находится с торцевой части
Концевые — режущие зубья находятся на концах оснастки
Цилиндрические и пазовые — делают разные пазы и выемки
Фасонные
Дисковые
Некоторые устройства имеют опорные подшипники, количество которых не ограничивается. Подшипник опорный на фрезах играет роль упора при прохождении насадкой по деревообрабатывающей заготовке. Если перед началом каждого процесса смазывать подшипники, то устройства прослужат в 10 раз дольше. По конструктивным особенностям рассматриваемые фрезы по дереву классифицируют на:
Монолитные — хвостовик и рабочая часть сделаны из однородных материалов. Достоинство таковых устройств в том, что они являются прочными и надежными, однако при притуплении режущих кромок, подлежат заточке или утилизации
Сборные — это более популярные, но при этом стоят в 2 раза дороже монолитных. Хвостовик цилиндрической формы и режущая часть соединяются спаечными швами. При нарушении целостности таких насадок, восстановить их целостность можно самостоятельно
Имеющие сменные режущие кромки — одни из самых дорогих насадок, которые служат в 5 раз дольше монолитных и сборных. Их достоинство в том, что после притупления одной части кромки, лезвие можно перевернуть, и продолжить эксплуатацию насадки
По типам обрабатываемых пород деревьев различают насадки, режущие части которых получают из следующих материалов:
Для мягких деревьев — это быстрорежущие виды сталей
Для твердых древесин — твердосплавные стали
Если надо в заготовке сделать соответствующую кромку, то потребуется взять фрезу нужной формы. Если же планируется выполнять разные работы с древесиной, тогда лучше купить набор фрез. Сделать это можно в интернет-магазине Цилиндр, где представлены модели разных производителей Miol, LT, Intertool и другие. Далее узнаем, какие виды фрез для ручного фрезера бывают, чем отличаются и как их можно применять.
Пазовая фреза и ее конструктивные параметры
Категория насадок, служащих для выборки пазов требуемой ширины и глубины. Выборка выполняется в середине детали, а также от края или к центру. По конструкции упора фрезерной машины, ширина получаемого паза может соответственно регулироваться, и не понадобится устанавливать новые фрезы в патроне приводного инструмента.
Пазовые устройства делятся на соответствующие виды:
Галтельные — узкоспециализированная насадка для придания полукруглых форм
Конические — устройства, применяемые для нанесения резьбовых соединений на плоскую поверхность
Спиральные — имеют сходство с концевыми элементами, но их главное отличие в том, что имеют они более выраженную конструкцию режущей части, находящейся на внешней стороне. Конструктивно спиральные фрезы похожи на сверла, однако ими невозможно сверлить отверстия
Фасонные
Т-образные служат для изготовления пазов соответствующих форм и видов
Устройства, получившие название «Ласточкин хвост»
Комбинированные
Пазовые прямого типа — насадки, позволяющие получить пазы, имеющие прямоугольные сечения
Копировальные фрезы, которые также еще называют прямыми, принадлежат к категории маленьких насадок, служащие для применения на ручных фрезерах. Они имеют отличительные особенности по таким признакам:
Число режущих частей
Размеры
Расположение подшипников и их численность
Подшипник играет важную в конструкции насадок, так как он обеспечивает плавное и эффективное перемещение фрезы по обрабатываемой поверхности, получая в итоге паз соответствующей конфигурации.
На галтельных фрезах головка имеет скругленную внешность, поэтому получаемые в итоге пазы имеют форму буквы «U». Служат галтельные устройства для получения полукруглых выемок, и для обеспечения разных углов наклона стенок, необходимо применять насадки разной конфигурации.
Кромочные фрезы и их главные параметры
Кромочной фрезой называется насадка, служащая для подготовки кромок на заготовках. Это одна из основных видов фрезерных насадок, применяемая всеми мастерами. Кроме того, в наборах именно эти виды фрез преобладают. Покупая набор кромочных фрез по дереву, можно столкнуться со следующими их видами:
Калевочные или фасонные — для закругления кромок выпуклой формы
Конусные — служат для удаления фаски под углом. Для работы служит фреза под 45 градусов
Дисковые устройства — формируют пазы в кромочной части
Фальцевые — берутся для выборки четверти кромки
Галтельные — такие насадки позволяют желобки в кромке на ¼ их окружности
Фигирейные — их берут для кромок филенок. Филенки — декоративные элементы на дверях и прочих предметах
В комплектации к кромочным фрезам прилагаются упорные подшипники, служащие не только для плавного перемещения насадки по обрабатываемой поверхности, но еще и не заглубляют фрезы в деревообрабатывающий материал. Режущие части насадки могут быть сверху или снизу подшипника, а также между ним.
Это интересно!Фрезы, которые предназначены для больших срезов, необходимо применять по принципу постепенного углубления в материал. Делается это для снижения нагрузки на приводной инструмент, а также с целью исключения повреждения режущих кромок фрезы. Постепенно углубление делается до момента срабатывания подшипника.
Если нет подшипника, то при применении надо воспользоваться втулкой или упором. Фигирейные фрезы отличаются по весу и размеру, поэтому эти элементы нуждаются в прикладывании больших усилий для срезания. Чтобы обеспечить такое усилие, насадки изготавливаются исключительно с хвостовиками, размером не менее 12 мм.
Что надо знать о концевых фрезах и их назначениях
Концевая фреза имеет кромки, отвечающие за заготовки, на торцевой или концевой части. Эти устройства имеют много общего со сверлами по дереву, но имеют свои отличительные свойства. От поставленных задач зависит применение соответствующих видов фрез концевых по дереву. Они имеют не только разные формы, но еще и отличительное количество режущих кромок, оказывающих соответствующее влияние на чистовую обработку.
В отличие от пазовых и кромочных, концевые фрезы имеют преимущественно монолитную форму, но встречаются также и составные устройства. Корончатая фреза может работать на электрических дрелях. Концевые устройства бывают:
Торцовочные
Шарошки или борфрезы
Спиралевидные
Профильной формы
Сферического типа
Конусообразные
Торцевая оснастка для ручного фрезера служит для создания соединений шип/паз. Профильными моделями выполняется:
Торцевой способ обработки
Создание трудной конфигурации пазов
Украшение заготовок разными видами орнаментов
Борфрезы известны в народе, как шарошки. Работают также с электрическими дрелями. Служат не только для черновой обработки, но и для произведения финальной доводки заготовок.
Фрезеры для ручных фрезеров как выбираются
При обработке древесины особое внимание надо уделить не только приводному инструменту, но и расходным материалам, то есть насадкам. Именно от выбора насадок достигается точность и эффективность обработки. По виду запланированных работ обработки древесины, надо приобретать соответствующие насадки. Лучшее решение при выборе приспособлений — это приобретение набора. В наборах имеются разные виды устройств, позволяющие в итоге иметь пазы нужной формы.
При выборе фрез под ручной фрезер или станок, надо знать следующее:
Качество изготовления оснастки
Термическая прочность
Способ объединения оснастки
Соединительный припой
Покупая набор фрез по дереву, надо посмотреть на спаечное соединение. Спаечный шов должен быть качественным, и отвечать всем требованиям прочности. Кроме того, шов должен быть вскрыт краской, которая предотвращает возникновение коррозионных процессов. Учитывать качество соединительных швов следует обязательно, и не важно, какие виды материалов при этом планируется обрабатывать — мягкие или твердые деревья.
К категории качественных припоев относятся соединители следующих марок:
ПСр 37,5
ПСр 40
Их главное достоинство в том, что они имеют большое содержание меди с серебром. Недорогие фрезы обычно изготавливаются с применением низкого качества припоев, содержащие в составе никель. Сварное соединение — это не самый лучший вариант объединения хвостовика с ножевой частью, поэтому выбирать такую оснастку надо в самом крайнем случае.
При покупке монолитных фрез рекомендуется учитывать еще один немаловажный критерий, как твердость используемого материала. Для проверки прочности стали не обязательно спешить в специализированные сервисные центры, так как эта процедура свободно выполняется на дому.
Типы лезвий для фрез по обработке древесины
Различают три вида лезвий на фрезах, имеющих вертикальное, наклонное и спиральное расположение. От качества лезвий зависит эффективность работы фрезерной оснастки, поэтому надо узнать, из каких материалов выпускаются лезвия для рассматриваемых насадок. Они бывают:
Быстрорежущие стали — имеют маркировку в виде букв HM, и служат для мягких пород дерева
Твердосплавные — служат для обрабатывания твердой древесины. Разнятся с быстрорежущими тем, что имеют высокие технические свойства, что отрицательно сказывается на их стоимости
Тип используемой стали для изготовления фрез тех или иных видов указывается в виде маркировке на хвостовике насадки. Работа с древесиной требует соответствующего подхода, поэтому если предстоит выполнять большой объем работы, то надо купить ручной фрезер и набор насадок в виде фрез по дереву.
Где всегда есть фрезы по дереву для фрезера и дрелей в Украине
Часто в хозяйстве возникает необходимость починить мебель или выточить из древесины дизайнерскую деталь. Для этого понадобятся фрезы, воспользоваться которыми можно, закрепив насадки в цанговом патроне дрели или фрезера. Приобрести необходимые наборы фрез по дереву можно в интернет магазине Цилиндр, где есть много видов фрез от известных производителей.
Покупать в интернет магазине Цилиндр выгодно, и для этого имеются сопутствующие причины:
Многообразие качественных электроинструментов, а также расходных материалов
Возможность заказа набора в любую точку Украины. Доставка осуществляется передовыми транспортными компаниями Украины
Возможность выбора соответствующих насадок — концевые, калевочные, кромочные, пазовые и т.п.
Насадки представлены в наборах, что упрощает не только их хранение, но и транспортировку
Возможность приобретения товара в кредит
Большой выбор среди многообразия насадок
Начисление мгновенных бонусов, размер которых зависит от стоимости товара
Самые выгодные покупки делаются в интернет магазине Цилиндр. Почему? Ведь именно здесь есть не только насадки и расходные материалы, но и электроинструменты. У нас вы можете выбрать необходимое оборудование, и заказать его доставку, получив одним заказом. Кстати, если вы не знаете, то при заказе товаров на сумму более 1000 гривен, магазин Цилиндр оплатит доставку заказа в отделение перевозчика за Вас. Убеждены, что нашли то, что вам нужно, тогда выбирайте, заказывайте и получайте.
Определение
в кембриджском словаре английского языка
Даже строительство требовало от лесника посадки деревьев, которые дровосек срубил бы, чтобы лесопилка могла делать доски.
Из Арс Техника
Тщательно прикрыв за собой дверь, молодые люди поспешили к дороге лесорубов.
Из проекта Гутенберг
Жил-был бедный дровосек , который работал от дневного до темноты, и так как он тратил мало, то скопил немного денег.
Из проекта Гутенберг
Лесорубы вскоре узнали о странной паре, жившей дико, но мирно в лесу, хотя и не мечтавшей о ее знатном звании.
Из проекта Гутенберг
Поначалу, даже при самой тяжелой работе, молодые дровосек едва мог достать и продать древесину, чтобы купить достаточно еды, чтобы прокормить их обоих.
Из проекта Гутенберг
Дровосек , похоже, не наслаждался своим супом и сухим хлебом.
Из проекта Гутенберг
Вскоре он подошел к дому дровосека и спешился, чтобы спросить дорогу.
Из проекта Гутенберг
Он подумал, что должен быть возле хижины какого-нибудь дровосека, но каково же было его удивление, когда он очутился перед воротами великолепного замка!
Из проекта Гутенберг
Теперь все изменилось, так как халиф принял решение в пользу дровосека .
Из проекта Гутенберг
После того, как дровосек был осмотрен, парикмахер попросил компаньона, после чего дровосек привел своего осла.
Из проекта Гутенберг
Теперь, моя честная дровосек , вот тебе кошелек с золотом.
Из проекта Гутенберг
Трудно было найти более счастливую семью, чем семья дровосека, когда они в тот день отправились в деревню.
Из проекта Гутенберг
И с тех пор дровосек и его жена перестали быть бедняками.
Из проекта Гутенберг
Он увидел, как дровосек идет на работу, и окликнул их, сказав, что произошел несчастный случай.
Из проекта Гутенберг
Мы можем предположить, что когда он повзрослел, он почувствовал потребность преуспеть в качестве дровосека и покинул страну, чтобы развить свои способности.
Из проекта Гутенберг
Эти примеры взяты из корпусов и из источников в Интернете. Любые мнения в примерах не отражают мнение редакторов Кембриджского словаря, издательства Кембриджского университета или его лицензиаров.
дровосек — Викисловарь
Содержание
1 Английский
1.1 Этимология
1.2 Существительное
1.2.1 Переводы
1.2.2 См. также
Английский [править]
Этимология
Существительное
Человек, рубящий деревья; лесоруб.
Человек, который рубит дерево.
Человек, занимающийся гравюрой на дереве.
Переводы[править]
лесоруб — см. лесоруб
лесоруб
Арабский: حَطَّاب м (ḥaṭṭāb)
Армянский: փայտահատ (hy) (pʿaytahat)
Азербайджанский: одунчу
Белорусский: дрывасе́к м (дривасьек), драўні́к м (дравник), лесару́б м (лесаруб)
Болгарский: дървосека́ч м (dǎrvosekáč), дърва́р (bg) м (dǎrvár)
Каталонский: estellador m , estelladora f
Китайский:
Мандарин: 樵夫 (zh) (qiáofū)
Чехия: dřvorytec м
Голландский: houthakker (nl) м
Эстонский: puuraidur
Финский: puunhakkaaja
Французский: bûcheron (fr) m
Грузинский: ტყისმჭრელი (ṭq̇ismč̣reli)
Немецкий: Holzfäller (de) m , Holzhacker (de) m
Греческий: ξυλοκόπος (el) м (ксилокопос)
Древний: ξυλοκόπος м (хулокопос)
Венгерский: favágó (hu)
Итальянский: taglialegna м
Японский: 樵 (ja) (きこり, кикори)
Корейский: 나무꾼 (ко) (намуккун)
Македонский: дрвосечач м (дрвосечач), дрвар м (дрвар)
Польский: drwal (pl) м
Русский: дровосе́к (ru) m (дровосеk), лесору́б (ru) м (лесоруб), дровору́б (ру) м (дроворуб) (региональный или датированный)
Словацкий: drevorubač (sk) м , drevorytec м
Турецкий: oduncu (tr)
Ukrainian: дроворі́з m (drovoríz), дровору́б m (drovorúb), лісору́б m (lisorúb)
person who makes woodcuts
Финский: puunkaivertaja, puunleikkaaja
Немецкий: Formschneider m , Xylograph (de) m
Польский: drzeworytnik (pl) m
Приведенные ниже переводы необходимо проверить и вставить выше в соответствующие таблицы переводов.
Это стальной металлопрокат, который выпускается путем горячей или холодной прокатки. По наличию покрытий разделяют на непокрытые, оцинкованные или с полимерным покрытием. Основные области использования — строительство или машиностроение.
Листы горячекатаные (г/к) (ГОСТом 19903-2015)
Это вид стального плоского металлопроката, получаемого резкой горячекатаных рулонов после прокатки на полунепрерывных или непрерывных прокатных станах. Стальной горячекатаный (г/к) металлопрокат выпускается из углеродистой, низколегированной, легированной марок стали.
Используются:
в строительстве для сооружения металлоконструкций, профилей, фасадных элементов, для защитей коммуникацей, товаров народного потребления.
в машиностроение, автомобилестроение — корпусы, рабочие изделя станков, горные, дорожные, подъемно-транспортные машины, кузова автомобилей, грузовиков, элементы обшивки грузовых вагонов, сельскохозяйственные техники (плуги, лапы, бороны, детали сеялок, корпуса агротехники).
в изготовлении изделей народного потребления.
Оцинкованные (ГОСТ 14918−80)
Это холоднокатаные или горячекатаные стальные листы с нанесенным на них цинковым покрытием, защищающим основной металл от атмосферной коррозии. Оцинкованный востребован в тех отраслях промышленности, где предъявляются высокие требования к коррозионной стойкости, долговечности, прочности, внешнему виду.
Оцинкованные листы широко используются в строительстве при изготовлении изделей конструкций малоэтажного строительства, обшивке труб отопления и различных теплоизоляционных материалов, в автомобильной промышленности для передней и внутренней части кузова, машиностроении и приборостроении, широко используется при производстве товаров для дома (посуда, раковины, ведра, цистерны, ванны).
С полимерным покрытием
Это стальной лист (без покрытия или оцинкованный), на поверхность которого нанесен слой краски или декоративного лака. Окрашенный стальной лист используется в строительстве, машиностроении и производстве товаров народного потребления (металлочерепица, профнастил, плинтусы, полки, двери, элементы приборов, агрегатов, металлическая мебель).
Рифленый (ГОСТом 8568-77
)
Это материал, который имеет с одной стороны гладкую поверхность, а с другой чечевичный или ромбовидный рифли. Имеет нескользящую поверхность, используется для изготовления ступеней, мостиков, в лифтах и транспортных средствах.
Стальной холоднокатаный (х/к)
Этот вид металлопроката, получаемый поперечной резкой рулонов холоднокатаной стали, а также пластической деформацией листа горячекатаных полуфабрикатов на станах холодной прокатки. Холоднокатаные (х/к) имеют более точные допуски на размеры, лучшее качество поверхности, больший набор механических характеристик, чем горячекатаные. Кроме того, более тонкий листовой металл может быть получен путем холодной прокатки, которая в настоящее время недоступна для станов горячей прокатки (менее 0,8-1,0 мм).
Выпуск холоднокатаного (х/к) листового проката регламентируется ГОСТ 19904-90, согласно которому толщина составляет 0,35-5,00 мм.
Холоднокатаный лист в результате холодной деформации имеет свойства:
Повышенная точность размеров;
Улучшение качества поверхности;
Повышенная прочность и твердость;
Низкие характеристики пластичности.
Главные сферы потребления:
Строительство — изготовление металлоконструкции, гнутые замкнутые и незамкнутые профили, элементы фасадов, дверей.
Машиностроение, автомобилестроение — элементы корпусов, кузова, несущие элементы автомобилей, агрегатов.
Используется при возведении ограждений, ангарных украшений; в сельском хозяйстве для изготовления корпусов сельскохозяйственных систем, навесного оборудования и инструментов, конвейеров и складских помещений; при изготовлении корпусов для бытовой техники, станков и производственных механизмов; как распил для изготовления штампованных и гнутых изделий.
На нашем сайте интернет-магазина вы найдете типоразмеры холоднокатаные листы толщиной 1 мм 1250х1150 (длинна — 1250, ширина — 1150), 1250х2500 (длинна — 2500, ширина — 1250, площадь — 3,125 м2, вес 1 листа — 24,53 кг). Данные характеристики позволяют использовать материал для необходимого производства профильных листов, автомобильных каркасов, посуды и т.д.
Компания «Робметаллсталь» предлагает приобрести лист металлический в Москве оптом и в розницу.
Мы занимается реализацией листов холоднокатаной, горячекатаной, рифлёной и оцинкованной. Вы можете самостоятельно купить лист на нашей металлобазе или оформить заказ с доставкой.
Звоните, и специалисты помогут приобрести товар недорого на лучших условиях.
Как считается вес нержавеющего листа?
Цена на 07.11.2022
Если вы решили купить лист нержавейки, основываясь на прайс металлоторговцев, то вам нужно ещё знать и вес нержавеющего листа, который вы собираетесь приобрести. Узнать вес листа нержавейки можно позвонив в саму компанию. Но, если у вас нет желания звонить из-за одного-двух листов, чтобы узнать точную стоимость, то вы можете воспользоваться нижеобозначенными данными.
Обычно самим металлоторговцам не нужно ничего высчитывать, при условии, что листы приобретаются у официальных заводов-производителей, так как на пачках указан вес самой пачки и количество листов. Достаточно разделить вес пачки на количество листов и в результате получается вес нержавеющего листа. К примеру, есть пачка с нержавейкой AISI 304 4х1000х2000 2B (матовая поверхность). В пачке 32 листа. Общий вес пачки, указанный на этикетке — 2006 кг. Значит, разделив общий вес на количество получим 2008 кг : 32 шт = 62.75 кг
на закрытых пачках на белой этикетке указан вес пачки и количество листов в ней
Если хотите высчитать вес нержавеющего листа, вам поможет формула:
Вес нержавеющего листа = Толщина листа (мм) х Ширина (м) х Длина (м) х Плотность стали (г/см3)
В нашем варианте 4 (мм) Х 1 (м) Х 2 (м) Х 7.8 (г/см3) = 62.4 кг
Вы спросите – откуда взялась эта плотность? Где брать данные?
Плотность, являющаяся важной количественной характеристикой вещества, выраженной массой вещества в единице объема, отображена в специальных таблицах. Приведем данные по плотности распространенных марок стали (при температуре 20 ºС)
Марка стали
Плотность стали, г/см3
AISI 304
7.85
AISI 321
7.9
AISI 430
7.72
AISI 316
8
AISI 420
7.65
Надеемся, эти цифры облегчат подсчет веса нержавеющего листа.
В интернете на основе этих данных и по точно такой же логике расчета можно найти калькуляторы для определения веса. Стоит отметить, что часто металлоторговцы округляют показатель плотности до 7.9 или 8 г/см3 специально для упрощения подсчета стоимости нержавеющего листа, в случае, если они продают не по фактическому весу листа.
Оформление заказа
Для осуществления заказа вам достаточно позвонить по телефону 8 (800) 333-06-56 (Бесплатный звонок по РФ).
Склад с нержавеющей продукцией находится в Санкт-Петербурге на Парнасе, Энгельса пр-кт, 163. Вся продукция сертифицирована.
Получить оплаченный товар можно путем самовывоза из Санкт-Петербурга, либо мы самостоятельно просчитаем и закажем доставку. При заказе не забывайте сообщить менеджеру район куда бы вы хотели чтобы был доставлен материал.
Если у вас остались вопросы. Вся контактная информация указана на сайте. Наш прокат это высококачественные материалы, определенной конструкции и вида. Заказывая у нас вы можете быть уверены в их качестве. Для всех покупателей предоставляется услуга хранения (до вывоза) и упаковки.
Расчет веса электрической панели
ПРИМЕР-1 (односекционная панель):
Расчет массы электрической панели при высоте 800 мм, ширине 200 мм и глубине 500 мм.
Материал панели – сталь CRCA толщиной 2 мм. Плотность стали CRCA 7860 кг/м3.
Панель установлена на угловой подставке MS размером 25x25x4,5 мм, высота стойки 500 мм, вес MS Angle 1,6 кг/метр
Расчет:
Нам необходимо рассчитать вес стального листа CRCA для передней, верхней и боковой панели.
Передняя сторона (передняя + задняя):
С передней стороны Мы видим либо 3 номера пластины (передняя, задняя и монтажная пластина распределительного устройства), либо 2 номера пластины (передняя и задняя) в зависимости от типа панели.
Вес стального листа с передней и задней стороны = Высота X Ширина X Плотность листа X Толщина листа X Количество листов
Вес стального листа передней и задней стороны = 0,8 x 0,5 x 7860 x 0,002 x 3
Вес стального листа спереди и сзади = 18,86 кг
Верхняя сторона (верх + низ):
Вес стального листа верхней стороны = Высота X Глубина X Плотность листа X Толщина листа X Количество листов
Вес стального листа верхней стороны = 0,2 x 0,5 x 7860 x 0,002 x 2
Вес стального листа верхней стороны = 3,14 кг
Сторона (левая + правая):
Боковой стальной лист Вес = Высота X Глубина X Плотность листа X Толщина листа X Количество листов
Вес бокового стального листа = 0,8 x 0,2 x 7860 x 0,002 x 2
Боковой стальной лист Вес = 5,03 кг
Масса стойки для панели MS.
Общая периферийная длина панели = 500+500+200+200=1400 =1,4 метра
Высота стойки 500 мм, длина угла MS = 500×4=2000=2 метра
Общая длина 25x25x4,5 мм Угол MS = 1,4+2=3,4 метра
Масса уголка MS 25x25x4,5 мм составляет 1,6 кг/метр
Всего 75 мм Базовый канал MS Вес = 3,4 x 1,6 = 5,44 кг
Общий вес панели
Общий вес электрической панели = Вес переднего листа + Вес верхнего листа + Вес бокового листа + подставка MS
Общий вес электрической панели = 18,86 + 314 + 5,03 + 5,44 = 32,47 кг
С учетом дополнительных 20% веса петель, замков и т. д.
Общий вес электрической панели = 32,47 x 1,2 = 38,97 кг
Общий вес электрической панели = 38,97 кг
ПРИМЕР-2 (Многосекционная панель):
Рассчитайте вес электрической панели при высоте 2300 мм, глубине и ширине 3700 мм.
Материал панели – сталь CRCA толщиной 2 мм. Плотность стали CRCA 7860 кг/м3.
Базовый канал для монтажа на панель составляет 75 мм.
Расчет:
Нам необходимо рассчитать вес стального листа CRCA для передней, верхней и боковой панелей для каждого отсека панели.
Здесь основной размер отсека составляет 600 мм, 300 мм и 400 мм
(1) Для отсека 600 мм:
Передняя сторона (передняя + задняя):
С передней стороны видны 3 номера пластины (передняя, задняя и монтажная пластина распределительного устройства).
Общая высота=300+1800+200=2300=2,3 метра.
Вес стального листа с передней и задней стороны = Высота X Ширина X Плотность листа X Толщина листа X Количество листов
Вес стального листа передней и задней стороны = 2,3 x 0,6 x 7860 x 0,002 x 3
Вес стального листа передней и задней стороны = 65,08 кг—————————(1)
Верхняя сторона (верх + низ):
Вес стального листа верхней стороны = Высота X Глубина X Плотность листа X Толщина листа X Количество листов
Вес стального листа верхней стороны = 0,6 x 0,5 x 7860 x 0,002 x 4
Вес стального листа верхней стороны = 18,86 кг———————————(2)
Боковой (левый + правый):
Боковой стальной лист Вес = Высота X Глубина X Плотность листа X Толщина листа X Количество листов
Вес бокового стального листа = 2,3 x 0,5 x 7860 x 0,002 x 2
Боковой стальной лист Вес = 36,15 кг—————————————(3)
Общий вес отсека 600 мм:
Вес отсека 600 мм = (1) + (2) + (3) = 65,08 + 18,86 + 36,15 = 120,1 кг
Количество отсеков 600 мм в панели = 1 №
ОБЩИЙ вес отсека 600 мм =120,1×1=120,1 кг———(A)
(2) Для отсека 300 мм:
Передняя сторона (передняя + задняя):
С передней стороны видны 2 номера пластины (спереди и сзади, в шинопроводной камере Базовая пластина не требуется).
Общая высота=300+1800+200=2300=2,3 метра.
Вес стального листа с передней и задней стороны = Высота X Ширина X Плотность листа X Толщина листа X Количество листов
Вес стального листа передней и задней стороны = 2,3 x 0,3 x 7860 x 0,002 x 2
Вес стального листа передней и задней стороны = 21,69 кг—————————(1)
Верхняя сторона (верх + низ):
Вес стального листа верхней стороны = Высота X Глубина X Плотность листа X Толщина листа X Количество листов
Вес стального листа верхней стороны = 0,3 x 0,5 x 7860 x 0,002 x 4
Вес стального листа верхней стороны =9,43 кг———————————(2)
Боковой (левый + правый):
Боковой стальной лист Вес = Высота X Глубина X Плотность листа X Толщина листа X Количество листов
Вес бокового стального листа = 2,3 x 0,5 x 7860 x 0,002 x 1 (мы видим 2 номера пластины, но 1 номер пластины уже рассматривается в соседнем отсеке 600 мм)
Боковой стальной лист Вес = 18,07 кг—————————————(3)
Общий вес отсека 300 мм:
Вес отсека 300 мм = (1) + (2) + (3) = 21,69+9,43+18,07=49,20 кг
Количество отсеков 300 мм в панели = 5 №
ОБЩИЙ вес отсека 300 мм =49,20×5=246,01 кг———(B)
(4) Для отсека 400 мм:
Передняя сторона (передняя + задняя):
С передней стороны видны 3 номера пластины (передняя, задняя и монтажная пластина распределительного устройства).
Общая высота=300+1800+200=2300=2,3 метра.
Вес стального листа с передней и задней стороны = Высота X Ширина X Плотность листа X Толщина листа X Количество листов
Вес стального листа передней и задней стороны = 2,3 x 0,4 x 7860 x 0,002 x 3
Вес стального листа с передней и задней стороны = 43,38 кг—————————(1)
Верхняя сторона (верх + низ):
Вес стального листа верхней стороны = Высота X Глубина X Плотность листа X Толщина листа X Количество листов
Вес стального листа верхней стороны = 0,4 x 0,5 x 7860 x 0,002 x 9
Вес стального листа верхней стороны = 28,29 кг———————————(2)
Боковой (левый + правый):
Боковой стальной лист Вес = Высота X Глубина X Плотность листа X Толщина листа X Количество листов
Вес бокового стального листа = 2,3 x 0,5 x 7860 x 0,002 x 1 (мы видим 2 номера пластины, но 1 номер пластины уже рассматривается в соседнем отсеке 300 мм)
Боковой стальной лист Вес = 18,07 кг—————————————(3)
Общий вес отсека 400 мм:
Вес отсека 400 мм = (1) + (2) + (3) = 43,38 + 28,29 + 18,07 = 89,76 кг
Количество отсеков 400 мм в панели = 4 №
ВСЕГО 400 ММ Вес отсека =89,76×4=359,04 кг———(C)
(5) Для основного канала MS 75 мм:
Общая периферийная длина панели = 3700+500+3700+500=8400 =8,4 метра
Вес канала MS 75 мм составляет 7,14 кг/метр
Общая масса основного канала MS 75 мм = 8,4 x 7,14 = 59,97 кг—————-(D)
Общий вес панели
Общий вес электрической панели = 600 мм Вес отсека + 300 мм Вес отсека + 400 мм Вес отсека + 75 мм Вес основного канала панели
Общий вес электрической панели = 120,10 + 246,01 + 359,04 + 59,97
Общий вес электрической панели = 785,13 кг
С учетом дополнительных 20% веса петель, замков и т. д.
Общий вес электрической панели = 785,13 x 1,2 = 942,16 кг
Общий вес электрической панели =942,16 кг
Оценить:
Нравится:
Нравится Загрузка…
Рубрика: Без рубрики
О Jignesh.Parmar (BE, Mtech, MIE, FIE, CEng) Jignesh Parmar закончил M.Tech (управление энергосистемой), BE (электрика). Он является членом Института инженеров (MIE) и CEng, Индия. Членский номер: M-1473586. Он имеет более чем 16-летний опыт работы в области передачи-распределения-обнаружения хищения электроэнергии-электротехнического обслуживания-электрических проектов (планирование-проектирование-технический анализ-координация-выполнение). В настоящее время он работает в одной из ведущих бизнес-групп в качестве заместителя менеджера в Ахмадабаде, Индия. Он опубликовал ряд технических статей в журналах «Electrical Mirror», «Electrical India», «Lighting India», «Smart Energy», «Industrial Electrix» (Australian Power Publications). Он является внештатным программистом Advance Excel и разрабатывает полезные электрические программы на основе Excel в соответствии с кодами IS, NEC, IEC, IEEE. Он технический блоггер и знаком с английским, хинди, гуджарати и французским языками. Он хочет поделиться своим опытом и знаниями и помочь техническим энтузиастам найти подходящие решения и обновить себя по различным инженерным темам.
Сравнение плотности бумаги и многое другое
Чтобы помочь устранить проблему путаницы с «Плотностью бумаги», мы составили исчерпывающую таблицу, указанную ниже. Теперь вы можете сравнить различные типы бумаги и их «эквивалентный вес».
Определения:
Базовый вес Базовый вес бумаги – это обозначенный фиксированный вес 500 листов, измеряется в фунтах основного размера листа этой бумаги. Важно отметить, что «базовый размер листа» не тот же для всех видов бумаги.
Суппорт Калипер относится к толщине листа бумаги, выраженной . в тысячных долях дюйма. Это измерение проводится микрометром. Обычно бумажный штангенциркуль не должен иметь отклонение более + или — 5% внутри листа. Как правило, отношение между калипером и базовой массой …. чем больше штангенциркуль (чем толще бумага), тем больше вес бумаги.
Эквивалентный вес Хотя разные типы бумаги имеют разные основные размеры, бумаги все еще можно сравнивать, используя эквивалентный вес.
БАЛЛЫ Каждая ТОЧКА = 0,001 дюйма Например: карта 10 pt = 0,010 дюйма.
Базовый вес («Категория») Таблица
Тип бумаги
Базовый формат — 500 листов
«Бонд» Бухгалтерская книга Мимео Дубликатор Тряпичная бумага
17 x 22 дюйма
«Смещение» Книга Текст Бумага с покрытием
25 x 38 дюймов
«Крышка»
20 x 26 дюймов
«Ярлык»
24 x 36 дюймов
«Указатель»
25-1/2″ x 30-1/2″
Значения в таблице ниже предназначены только для справки. Их не следует использовать в качестве спецификаций из-за отклонений в пределах той же основной массы за счет других характеристик бумаги. Бумага одинаковой плотности может различаться у разных производителей бумаги.
— Облигация Бухгалтерская книга
— Смещение Текст
— Крышка —
— Бирка —
— Индекс —
— Очки —
— *Штангенциркуль (дюймы)
— мм —
— Метрическая система (грамм/кв. м)
Эквивалент
16
40
22
37
33
3,2
.0032
0,081
60,2 г/м²
Масса
18
45
24
41
37
3,6
.0036
0,092
67,72 г/м²
20
50
28
46
42
3,8
. 0038
0,097
75,2 г/м²
24
60
33
56
50
4,8
.0048
0,12
90,3 г/м²
28
70
39
64
58
5,8
.0058
0,147
105,35 г/м²
29
73
40
62
60
6
. 0060
0,152
109,11 г/м²
31
81
45
73
66
6.1
.0061
0,155
116,63 г/м²
32
74
67
120 г/кв.м
35
90
48
80
74
6,2
. 0062
0,157
131,68 г/м²
36
90
50
82
75
6,8
.0068
0,173
135,45 г/м²
39
100
54
90
81
7,2
.0072
0,183
146,73 г/м²
40
100
56
93
83
7,3
. 0073
0,185
150,5 г/м²
43
110
60
100
90
7,4
.0074
0,188
161,78 г/м²
44
110
61
102
92
7,6
.0076
0,193
165,55 г/м²
47
120
65
108
97
8
. 0078
0,198
176,83 г/м²
53
135
74
122
110
9
.0085
0,216
1990,41 г/м²
54
137
75
125
113
9
.009
0,229
203,17 г/м²
58
146
80
134
120
9,5
. 0092
0,234
218,22 г/м²
65
165
90
150
135
10
.0095
0,241
244,56 г/кв.м
67
170
93
156
140
10,5
.010
0,25
252,08 г/кв.м
72
183
100
166
150
11
. 011
0,289
270,9 г/м²
76
192
105
175
158
13
.013
0,33
285,95 г/м²
82
208
114
189
170
14
.014
0,356
308,52 г/кв.м
87
220
120
200
180
15
. 015
0,38
312 г/кв.м
105
267
146
244
220
18
.0175
0,445
385,06 г/кв.м
Более темные прямоугольники выше представляют «самая распространенная плотность бумаги» для этой категории.
Обычная бумага Допуск изготовления бумаги в пределах производственный цикл бумаги составляет от + или — 5% до 7% толщины
Эта таблица была составлена Micro Format, Inc.
Copyright 1997-2005 Micro Format, Inc.
Эта таблица может быть продублирована с разрешения Micro Format, Inc.
Отправить эту страницу другу
Международные метрические размеры бумаги — стандарт ISO
РАЗМЕР
ШИРИНА (мм)
ВЫСОТА (мм)
ШИРИНА (дюймы)
ВЫСОТА (дюймы)
А0
841 мм
1189 мм
33,11 дюйма
46,81 дюйма
А1
594 мм
841 мм
23,39 дюйма
33,11 дюйма
А2
420 мм
594 мм
16,54 дюйма
23,39 дюйма
А3
297 мм
420 мм
11,69 дюйма
16,54 дюйма
А4
210 мм
297 мм
8,27 дюйма
11,69 дюйма
А5
148 мм
210 мм
5,83 дюйма
8,27 дюйма
А6
105 мм
148 мм
4,13 дюйма
5,83 дюйма
А7
74 мм
105 мм
2,91 дюйма
4,13 дюйма
В0
1028 мм
1456 мм
40,48 дюйма
57,32 дюйма
В1
728 мм
1028 мм
28,66 дюйма
40,48 дюйма
В2
514 мм
728 мм
20,24 дюйма
28,66
В3
364 мм
514 мм
14,33 дюйма
20,24 дюйма
В4
257 мм
364 мм
10,12 дюйма
14,33 дюйма
В5
182 мм
257 мм
7,17 дюйма
10,12 дюйма
В6
128 мм
182 мм
5,04 дюйма
7,17 дюйма
ПОЛЕЗНЫЕ РЕКОМЕНДАЦИИ ПО ИСПОЛЬЗОВАНИЮ БУМАГИ
Перед использованием бумаге необходимо дать акклиматизироваться по крайней мере 48 часов в среде, в которой он будет использоваться. Оптимальное хранилище будет поддерживать температуру в пределах 70-80 градусов по Фаренгейту при относительной влажности 50%.
Перед загрузкой бумаги распушите листы со всех четырех сторон. Это создает небольшой слой воздуха между листами, что должно помочь механизмы подачи принтера.
Не складывайте материалы, такие как Designer Gold, Designer Silver, Super Color Gloss, Super Color Photo, Super Color Photo Cards, Суперусадка цвета. Подавайте в принтер по одному листу за раз.
Загрузка материалов в соответствии с инструкциями в руководство пользователя принтера. Обычно рекомендуется использовать лоток для ручной подачи. или самый прямой путь через принтер.
По завершении неиспользованный материал следует хранить в ящике . закрытая упаковка, повторно запечатанная и хранящаяся в горизонтальном положении.
HighSecurityPaper Бумага для защиты документов и функции
ОСОБЕННОСТИ И ПРОДУКТЫ GRID Нажмите для
Глоссарий бумажных терминов
Бескислотная бумага Бумага изготовлена с нейтральным значением pH (7). Используется для художественной печати, печати ограниченным тиражом, скрапбукинга
Античная отделка Случайное качество поверхности, создаваемое «войлоком» в процессе производства
Яркость Светоотражающая способность бумаги при измерении под специально откалиброванным синим светом.
Базовый вес Вес одной пачки бумаги (500 листов) при нарезке в соответствии с отраслевым стандартом для данного сорта бумаги.
Бристоль Твердая или ламинированная плотная бумага для печати толщиной 0,006 дюйма или выше. Бристоль часто используется для печатных материалов, требующих многократного обращения.
Навалом Толщина бумаги по сравнению с ее весом. Бумага с большим объемом толще, но менее компактна, чем бумага с меньшим объемом того же веса и размера.
Каландрирование Часть процесса производства бумаги, при котором бумажная «паутина» проходит между полированными металлическими валами. Это увеличивает гладкость бумаги и обеспечивает равномерную толщину (калипер).
Термобумага ~ Срок годности при хранении Информация о термобумаге, предоставленная нам Appleton Papers.
Калькулятор преобразования единиц измерения
Веб-инструмент для преобразования единиц измерения, который позволяет преобразовывать единицы в более чем 20 категориях, таких как . Вес, Тепло и температура, Давление, Объем, Площадь, Плотность, Время, Скорость, Скорость, Сила, Угол, Мощность, Энергия, Частота, Компьютер, Электрический ток, электрическая емкость, освещенность, яркость, приготовление пищи, размеры обуви, конвертер валют, конвертер календаря и т. д.
Учебный материал
Этот увлекательный сайт раскрывает традиционные методы изготовления различных видов отпечатков. Думаем, вам будет интересна эта информация. Посетите этот сайт. Что такое печать?
Дополнительные определения терминологии и сокращений стандартной бумаги
Облигация
Немелованная «обычная» бумага — без примесей. Также называется «бесплатный лист».
Переработанный
Бумага, изготовленная из макулатуры. Все переработанные продукты Micro Format содержат как минимум 100 % переработанный материал, включая 40 % бытовых отходов
Поток макулатуры
Макулатура, образующаяся в процессе производства бумаги
Бытовые отходы
Обработанная бумага, повторно использованная при производстве новых бумажных изделий
Безуглеродный
Бумага, покрытая специальными инкапсулированными химическими веществами, производящими дубликат без использования копирки
Термический
Бумага, покрытая специальными химическими веществами, производящими изображение при воздействии тепла
«фунт» — используется для описания веса бумаги . Нажмите для получения дополнительной информации о ВЕС БУМАГИ
Символ «М»
Метр — 1 метр = 39,37 дюйма
Обозначение «мм»
Миллиметр — 1 дюйм = 25,4 миллиметра
Символ «sc»
Автономная бумага бумага, изображение которой можно распечатать на принтере без использования ленты
Символ «cb»
Обратная сторона с покрытием — самокопирующаяся бумага (часть 1)
Символ «cfb»
Мелованная лицевая и обратная стороны — самокопирующаяся бумага внутренняя часть в многопульной форме
Символ «cf»
Лицевая сторона с покрытием — самокопирующаяся бумага (последняя часть в наборе)
Символ «sccb»
Автономный лист с безуглеродным покрытием на обратной стороне обычно используется как первая часть в наборе из нескольких частей в ударном принтере без ленты
Символ «sccb/cf»
Безуглеродный набор — автономный задний лист с покрытием, часть 1 Лицевой лист с покрытием, часть 2
Автор статьи: Екатерина Степанова, начальник отдела по планированию запасов,
Управление коммерческого сервиса ООО «МЕТИНВЕСТ-СМЦ»
Сталь, как материал, настолько тесно вошла в нашу жизнь, что мы даже не подозреваем этого. Человек уже много веков пользуется металлическими изделиями в быту. Ежедневно каждый из нас сталкивается с различными видами металлов и сплавов, многие из которых находятся у нас дома или на придомовой территории.
Что такое сталь и чугун?
Все металлы делят на два вида: цветные и черные. Черные металлы – это марганец, хром, ванадий, железо и их сплавы. К данному виду относят сталь (сплав железа с содержанием углерода до 2,14%) и чугун (сплав железа с углеродом в количестве более 2,14%). Все остальные металлы: медные, никелевые, алюминиевые и другие, — называются цветными металлами.
Основные отличия, которые есть междусталью и чугуном
Сталь обладает более высокой температурой плавления, чем чугун.
Стальной прокат легче поддается обработке, чем чугунное изделие: его проще порезать, просверлить, выполнить ковку или сварку.
Преимущество чугуна в том, что он обладает хорошими литейными качествами, что позволяет отливать изделия сложной формы.
Изделия из стали имеют большую теплопроводность, так как стальной прокат имеет менее пористую и более однородную структуру в отличие от чугуна
Есть цветовые различия. Стальной прокат и белый чугун более светлые; серый чугун, в котором свободный углерод находится в виде графита, обладает более темным цветом.
Стальная решетка
Применение чугуна в быту
Сантехника, произведенная из чугуна, надежная, неприхотливая в уходе и способна долгий период сохранять свой внешний вид. К сантехнике относятся: ванны, раковины и кухонные мойки, краны, смесители, трубы и фитинги. Отопительные радиаторы, которые изготовлены из чугуна обладают долговечностью, хорошим теплоаккумулирующими свойствами и высокой теплоотдачей. Если сравнивать чугунные радиаторы со стальными радиаторами, то чугунные радиаторы при выключении продолжают излучать еще тепло на треть своей первоначальной мощности, при этом стальные радиаторы остывают в 2 раза быстрее.
Так же, благодаря литейным и прочностным характеристикам, чугун используют для производства комплектующих к кухонным плитам (дверцы, задвижки, сажетруски).
Если вы готовите блюда, в которых требуется длительное томление, тогда для приготовления таких блюд отлично подойдет посуда из чугуна. К таким блюдам относятся плов и различные каши, которые прекрасно готовить в чугунном казане, а также овощи, мясо и птица, для которых будет незаменимой чугунная утятница.
В посуде из чугуна продукты лучше сохраняют свои полезные и питательные свойства и не образуют канцерогены. На кухне также можно встретить чугунную сковородку или чугунный горшок, в котором получается очень вкусное овощное рагу. Также определенным спросом пользуются кухонные инструменты и столовые приборы из чугуна.
Чугунный казан
Чугун имеет пористую структуру, поэтому имеет свойство впитывать жир, который образуется в процессе приготовления еды. Таким образом антипригарные свойства чугунной посуды со временем только улучшаются. Чугунная посуда имеет недостатки – она тяжелая и легко поддается коррозии.
Чугун широко используется в архитектуре домовой и придомовой территории. К изделиям из чугуна можно отнести ажурные ограждения, решетки, винтовые лестницы, уличные беседки и навесы, камины в доме, уличные столбы и фонари, различные декоративные скульптуры для сада. Спортивный инвентарь, к примеру гантели или диски для штанг, может также быть произведен из чугуна.
Чугунная гиря
Применение стали в быту
Различная сталь применяется при производстве посуды и утвари для кухни: черный стальной прокат, эмалированная сталь, нержавеющая сталь, сталь листовая оцинкованная. К бытовым кухонным стальным принадлежностям относятся все виды устройств, которые используются на различных этапах приготовления пищи: кухонная мясорубка, прибор с помощью которого шинкуют овощи, бытовые кухонные весы, навесная или настольная сушилка для тарелок и вилок, ложек и т. д.
Посуда для кухни
Кухонное оборудование: духовки, микроволновки, посудомоечные машины, пароварки и пр. – все имеют корпус в большинстве случаев из листа холоднокатаного.
На кухне применяются хозяйственные ножи различного назначения: хлебный нож, нож для разделывания мяса, нож для нарезки сыра и масла, нож для чистки фруктов и овощей и разные модели складных ножей.
К столовым кухонным приборам относим разные виды ложек и вилок. Ложки подразделяются по размеру и назначению: столовые, десертные, чайные и кофейные ложки. Вилки делятся на два вида: столовые и буфетные. Также используются в быту столовые кухонные наборы, куда входят ножи, вилки и ложки.
Среди хозяйственных ножниц существует несколько видов: кухонные, портновские, ножницы для маникюра, ножницы, используемые в парикмахерских и т.д.
Металлоизделия и инструменты, которые используются для ремонта и строительства
различные изделия для крепежа: гайки, гвозди, болты, шурупы и т. д;
фурнитура для окон и дверей: ручки, петли, замки, шпингалеты и т.д;
стальные инструменты, которые используются для обработки дерева: пилы, топоры и т.д;
строительные инструменты для обработки металлических элементов: зубила, зажимные тиски, кувалды, молотки, наковальни, ножовки, напильники, сверлильные инструменты и устройства для нарезания резьбы;
инструменты, необходимые для монтажа: плоскогубцы, отвертки, кусачки, клещи;
строительное оборудование, которое содержит элементы из стали: дрель, перфоратор, шуруповерт и т.д.;
садовый инвентарь: лопаты, грабли, вилы, косы, мотыги, серпы и т.д.
Садовый стальной инвентарь
Нагревательные и осветительные приборы
газовые кухонные плиты;
водонагреватели для дома;
котлы электрические для помещений;
отопительные котлы, которые работают на твердом и жидком топливе;
керосиновые лампы и уличные фонари.
Дымоходы
В устройстве дымоходов применяется труба профильная, в тч из специальной жаростойкой стали, которая имеет устойчивость к высокотемпературной коррозии.
Мебель
Различная стальная фурнитура используется в мебельных конструкциях. Основным элементом фурнитуры является мелкая труба профильная стальная, уголок металлический и полоса стальная. Часто используется металлический декор в мебели.
В чем преимущество стали и чугуна в быту?
Ответ один – долговечность. Когда у вас выбор установить ограждение из металлопроката или любого другого альтернативного материала (дерева, пластика, профнастила и т.д.), и в приоритете выбора – долговечность, то конечно же необходимо выбирать изделие из из металлопроката.
Забор из стали
Купить металлопрокат вы можете у надежного поставщика производителя ООО «МЕТИНВЕСТ-СМЦ». Поставка розничными и оптовыми партиями. Доставка в любую точку Украины. Заявку можно оставить на сайте или перезвонить по телефону 0 800 30 30 70.
характеристики и расшифовка, применение и свойства стали
Стали
Стандарты
Всего сталей
Страна
Стандарт
Описание
Россия
ГОСТ 1050-2013
Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
Россия
ГОСТ 10702-78
Прокат из качественной конструкционной углеродистой и легированной стали для холодного выдавливания и высадки. Технические условия
Россия
ТУ 14-152-42-98
Трубы стальные электросварные для теплоэлектронагревателей (ТЭН) и других изделий машиностроения. Технические условия.
Механические свойства стали 08пс
Свойства по стандарту ГОСТ 1050-2013
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение,ψ, %
> 175
> 290
> 35
> 60
Свойства по стандарту ГОСТ 10702-78
Временное сопротивление разрыву, σв, МПа
Твердость, НВ
Относительное сужение,ψ, %
Группы осадки
Временное сопротивление разрыву, σв, МПа
Твердость, НВ
Относительное сужение,ψ, %
Группы осадки
Размер: < 30 мм
Размер: > 30 мм
310-410
115
60
50,66,66И
310-410
115
60
-
После сфероидизируещего отжига
Размер: < 30 мм
Размер: > 30 мм
290-390
115
60
50,66,66И
290-390
115
60
-
Временное сопротивление разрыву, σв, МПа
Твердость, НВ
Относительное сужение,ψ, %
Относительное удлинение при разрыве, δ5, %
Группы осадки
Временное сопротивление разрыву, σв, МПа
Твердость, НВ
Относительное сужение,ψ, %
Относительное удлинение при разрыве, δ5, %
Группы осадки
Размер: < 30 мм
Размер: > 30 мм
370
131
60
8
50,66,66И
370
131
60
8
-
Нагартованный и калиброванный со специальной отделкой поверхности
Размер: < 28 мм
Размер: > 28 мм
370
179
8
60
50,66,66И
370
179
8
60
-
Свойства по стандарту ТУ 14-152-42-98
Сортамент
Временное сопротивление
разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
После термообработки
Трубы
260
30
Дополнительные характеристики 08пс
Сварка стали 08пс
Сталь марки 08ПС отличается отличной свариваемостью, любыми методами (под флюсом АДС, КТС, РДС). При перегреве на поверхности стали не образуются трещины. Сваривая листы толстые из данной стали, необходимо вести сварки в несколько слоёв.
Но после термообработки сварка невозможна, что обусловлено высоким содержанием углерода, которым перенасыщается сплав в процессе термической обработки.
Форма поставки стали 08 пс
Поставляется как прокат по сортаменту, включая фасонный, пруток — калиброванный и шлифованный, серебрянка, оцинкованные рулоны, тонкие и толстые листы, ленты, полосы.
Из данной стали изготавливают шайбы, вилки, трубопрокат, а также изделия после химической и термической обработки — тяги, втулки, проушины и пр., в том числе элементы, подвергающиеся при эксплуатации большим нагрузкам.
Обработка стали
Для повышения всех свойств, сталь подвергают термической обработке разными методами – отжиг, закалка, отпуск.
Отжиг способствует выравниванию структуры и снижает повышенную пластичность.
А за счёт закалки сталь приобретает необходимую степень твердости.
Отпуск способствует снятию внутренних напряжений, которые возникают внутри сплава.
Применение стали 08пс с учётом характеристик и свойств
Благодаря отличной свариваемости из данной стали изготавливают электросварные трубы для электронагревателей, и различные изделия для применения их в машиностроении.
Исходя из характеристик стали 08пс, её выгодно использовать при изготовлении подшипников, проволоки, комплектующих.
Особенности химического состава стали делают её незаменимой при производстве элементов, эксплуатация которых ведётся под большими нагрузками.
Подходит сталь 08пс для создания плакирующего слоя.
К сожалению, данная функция доступна только на платном тарифе
Выбрать тариф
Применение усовершенствованной высокопрочной стали | National Material Company
Какой материал находится в авангарде инноваций в автомобильной промышленности? Если вы угадали, что это алюминий или композитная сталь, вы ошиблись. Когда дело доходит до повышения эффективности использования топлива, качества, доступности и долговечности, ни один материал не имеет большего значения, чем усовершенствованная высокопрочная сталь (AHSS) и сверхвысокопрочная сталь (UHSS).
В этом и будущих сообщениях мы начнем делиться информацией об этих продуктах.
Усовершенствованная высокопрочная сталь относится к стали нового поколения, которая обеспечивает высокую прочность (до 2000 МПа) и долговечность при сохранении формуемости, что имеет решающее значение для производственного процесса.
Первичные марки AHSS производятся на высокотехнологичных линиях непрерывного отжига, которые обеспечивают очень высокую температуру с последующим быстрым контролируемым охлаждением аустенитной фазы. Дальнейший контролируемый нагрев и охлаждение могут иметь место в зависимости от желаемых свойств.
Отличие заключается в производственном процессе и готовой микроструктуре стали. В то время как обычные марки стали с низким содержанием углерода и HSLA демонстрируют почти 100% микроструктуру феррита, стали AHSS / UHSS будут иметь множество различных микроструктур в зависимости от марки.
Основными типами используемых материалов являются двухфазные, комплексно-фазовые/многофазные, трип-материалы, мартенситные и упрочняемые прессованием стали.
Феррито-мартенситная двухфазная сталь представляет собой углеродистый материал с низким и средним содержанием углерода с долей мартенсита в объеме 5-50%, которые распределены в мягкой матрице феррита . В дополнение к мартенситу также могут существовать компоненты бейнит и остаточный аустенит ; они обычно производятся, когда желательна улучшенная способность к формованию при растяжении краев.
Эти вариации микроструктуры придают двухфазным сталям широкий спектр прочности и пластичности. Известно, что стали DP способны поглощать большое количество энергии. В сочетании с низкой себестоимостью производства эти свойства делают стали DP очень востребованными для применения в автомобилестроении.
Двухфазные стали могут производиться как в горячекатаном, так и в холоднокатаном виде. При горячей прокатке температура прокатки и процесс охлаждения на стане горячей прокатки тщательно контролируются для получения ферритно-мартенситной структуры из аустенита. При холодной прокатке свойства развиваются на линиях непрерывного отжига, где существует еще больший контроль над термической обработкой.
Автомобильные детали, в которых в настоящее время используются стали DP, включая, помимо прочего, поперечины, стойки, рейлинги крыши, удлинители рамы, амортизаторы, раздавливающие стаканы и колеса.
Стали с комплексной фазой приобретают свою прочность благодаря чрезвычайно мелкому размеру зерна и микроструктуре, содержащей небольшое количество мартенсита, перлита и остаточного аустенита, встроенных в ферритно-бейнитную матрицу. Высокое измельчение зерна достигается за счет осаждения микролегирующих элементов, таких как Nb, Ti или V, или замедленной рекристаллизации.
ХП стали имеют более высокий минимальный предел текучести по сравнению с двухфазными сталями с одинаковым пределом прочности 800 МПа и выше. По сравнению со сталями DP, стали CP имеют гораздо более высокое отношение предела текучести к пределу прочности при растяжении.
Комплексно-фазовая сталь производится как горячекатаной, так и холоднокатаной, которая может быть подвергнута горячему цинкованию погружением для защиты от коррозии. Горячекатаные изделия доступны в более высоких диапазонах толщины, необходимых для производства деталей конструкционного типа.
Сталь, закаленная под давлением или горячедеформированная сталь, подвергается уникальному производственному процессу, при котором сталь нагревается до минимальной температуры 850°C, а затем формуется до окончательной формы в штампах с водяным охлаждением, которые контролируют скорость охлаждения/закалки для обеспечения требуемых свойств. встретились. Высокая температура в сочетании с быстрым охлаждением превращает микроструктуру почти в 100% мартенсит и обеспечивает очень высокую прочность на разрыв до 2000 МПа. Этот процесс обычно называют «горячим тиснением». Готовый продукт квалифицируется как передовая высокопрочная сталь и в три раза более стабилен, чем материал до прохождения процесса. Отношение прочности к весу также значительно увеличилось.
Внедрение закалки под давлением и использование закаленных сталей являются многообещающими альтернативами для оптимизации геометрии деталей сложной формы без проблем с возвратом пружины. Процесс горячей штамповки позволяет формировать формы, которые не могут быть подвергнуты холодной штамповке из сталей сверхвысокой прочности.
Уникальные свойства этого материала сочетают в себе сложность и прочность, а компоненты, изготовленные из закаленной под давлением стали, могут выполнять в одной детали то, что обычно требует более тяжелых и толстых деталей, сваренных вместе.
Микроструктура сталей TRIP состоит как минимум из пяти объемных процентов остаточного аустенита, внедренного в первичную ферритовую матрицу. Микроструктура также содержит твердые фазы, такие как бейнит и мартенсит, в различных количествах.
Стали TRIP отличаются более высоким содержанием углерода, чем другие члены семейства AHSS, такие как двухфазные стали. Обычно они требуют использования изотермической выдержки при промежуточной температуре, при которой образуется некоторое количество бейнита. Кремний и алюминий добавляются, чтобы ускорить процесс образования феррита и бейнита, а также избежать накопления карбида в бейнитной области материала.
Повышенное содержание кремния, алюминия и углерода в сталях TRIP приводит к увеличению доли остаточного аустенита в конечной микроструктуре материала. Повышенное содержание углерода также стабилизирует фазу остаточного аустенита ниже обычной температуры окружающей среды.
По мере развития технологии расширяется и применение AHSS в автомобилях. Безопасность при столкновении с передовыми высокопрочными сталями продолжает расти; а также экономия топлива, повышенная производительность двигателя и максимальная скорость благодаря уменьшенному весу. Кроме того, его экономическая эффективность делает его привлекательным материалом для деталей конструкций, а также систем бамперов, сидений, дверей и других элементов безопасности.
Помимо автомобильной промышленности, следующие отрасли также могут выиграть от разработки передовых высокопрочных сталей.
Железнодорожный транспорт
Энергия
Инфраструктура
Судостроение
Аэрокосмическая промышленность
Компания National Material недавно модернизировала свои предприятия, установив линию продольной резки Red Bud шириной 72 дюйма (1830 мм) с линейной правкой, которая имеет диапазон толщины от 0,012 дюйма до 0,250 дюйма и способна производить продольную резку сортов до 250 000 фунтов на квадратный дюйм (1725 МПа) – модернизация, выполненная с учетом обслуживания современного рынка высокопрочной стали.
О компании National Material LP — Имея более 3000 сотрудников из многонационального портфолио компаний, NMLP поставляет конструкционные металлические изделия, в том числе компании, занимающиеся экструзией алюминия и прокатом из нержавеющей стали, для автомобильной, аэрокосмической, строительной, оборонной, электротехнической и промышленные рынки.
Посетите сайт National Material: https://www.nationalmaterial.com или позвоните (США) 847-806-7200, Диана Пулидо
Первоначально опубликовано в ноябре 27, 2017. Обновлено 5 мая 2018 г.
15 общих применений для универсальной стали 4140
перейти к содержанию
15 распространенных областей применения универсальной стали 4140
9Марка стали 0002 AISI 4140 является универсальной маркой стали. Материал 4140 широко используется во многих областях промышленности. Это хромомолибденовая легированная сталь. Содержание хрома обеспечивает хорошее проникновение в твердость, а содержание молибдена обеспечивает равномерную твердость и высокую прочность. Хромомолибденовая сталь ASTM 4140 может быть закалена в масле до относительно высокого уровня твердости. Желательные свойства стали AISI 4140 включают превосходную ударную вязкость, хорошую пластичность и хорошую износостойкость в условиях закалки и отпуска.
Здесь мы перечисляем 15 общих применений для стали 4140 материал:
Вал
2. Crankshaft
3. Bolt
4. Machinery Parts
5. Gear
6. Фрезерный шпиндель
7. Гайка
8. Slide
9. Steel Collet
10. Steel Converyor and Roll
11. Steel Coupling
12. Обработка бурового цвета
13. Стальной эжектор
14. Стальной поршень
0002
15. Стальная заглушка
Кроме указанных выше 15 применений для материалов из стали марки 4140, она также используется в качестве:
Стриппера
держатели инструментов
блоки держателей
корпуса инструментов
валики
муфты
части и компоненты машин
формовочные основы
части конвейера
шатуны
рулевые тяги
корпуса патронов
расточные оправки
Корпуса разверток
инструмент для резервного копирования и поддержки
оси
монтировки
направляющие
детали для лесозаготовки
светильники
штифты выталкивателя
штифты и ролики конвейера
треков
формы
шаблоны
баранов
валы насоса
пути
звездочки
торсионы
валы гидравлических машин
вилки
зубчатые рейки
направляющие стержни
кулачки
тормозные колодки
УБТ
сменные накладки или детали
шпиндели
формовочные штампы
звездочки
беседки
звенья цепи
зубчатый венец
прижимные планки
адаптеры
шпиндели токарного станка
розетки
детали для лесозаготовки
клапаны
валы двигателя
штифты
триммеры
шестерни
черви
держатели инструментов
валы насоса
Одновременно можно было наблюдать за процессом термообработки , , который обычно требуется для материала из стали 4140.
Лучшие сварочные инверторы, ТОП-12 рейтинг инверторов 2022
Практически всё вокруг изготовлено из металла: здания, детали автомобилей, тяжелая техника, разнообразные инфраструктурные объекты. Вследствие, существует множество профессионалов, работающих с этим материалом. Каждый выбирает лучший сварочный инвертор для себя, опираясь на свои задачи и трудности, которые нужно преодолеть. Он должен быть надежный, практичный и удобный для владельца. Следует внимательно изучить все предложения, обратив внимание на все положительные и негативные стороны.
Содержание рейтинга
Универсальные сварочные инверторы
Сварог PRO MIG 200 (N229)
EWM Pico 162
Кедр MultiARC-3200
РЕСАНТА САИ-250АД AC/DC
Форсаж 201АД
Fubag INMIG 200 PLUS
Сварочные инверторы-полуавтоматы
BLUEWELD Starmig 210 Dual Synergic
Fubag INMIG 250 T
Aurora SPEEDWAY 175
Инверторы для ручной дуговой сварки
Wester MIG-110i
Сварог REAL ARC 220 (Z243N)
РЕСАНТА САИ-220
Как выбрать сварочный инвертор
Универсальные сварочные инверторы
Сварог PRO MIG 200 (N229)
Аппарат считается одним из лучших на российском рынке и относится к категории профессиональных, но, при большом желании, подойдет и для любителей. Продуктом от Сварог можно варить все виды цветных и черных металлов. Выделяется он своей многофункциональностью, поддерживая виды сварок:
полуавтоматическую;
аргонодуговую;
ручную дуговую.
Для всех режимов максимальный ток составляет 200 А, мощность инвертора — 9 кВт. Анти-прилипание ускоряет процесс и улучшает качество выполненной работы. Производитель радует красивым и утонченным дизайном.
Большой плюс – качество выполненной сборки и соответствие всех заявленных функций. Выделяется выбором из трех видов сварки, с которыми всегда получаются ровные швы. Аппарат не сильно шумит и идеален для профессионального использования.
Из минусов: высокая цена. Не смотря на хорошее качество, многие конкуренты больше радуют своей стоимостью. Катушка тяжелая и не плотно садится. Комплектация могла быть более богатой в виде держателя ручной сварки, тефлоновой трубки и набора переходников.
EWM Pico 162
Хороший конкурент для предыдущего инвертора, но с рядом отличий. Полуавтоматическая сварка не поддерживается, при этом максимальный ток – 150 А (ручная дуговая) и 160 А (аргонодуговая), что меньше, чем у Сварог. Не смотря на приличную цену, мощность составляет всего 5.50 кВт. Однофазовый инвертор часто применяется на предприятиях и в автомастерских.
Важно отметить, что немецкий производитель дает добро на подключение своего продукта к генератору при помощи кабеля только до 50 метров. Такой длины хватает для работы на стройках и на предприятиях.
Достоинство EWM PICO – универсальность. Он без проблем пробьет ржавчину и краску. Мощность не падает при использовании удлинителя и на слабой сети. Неприхотлив к электродам, “дружит” с любыми. Доставляет только удовольствие во время сварочных работ.
Не радует цена девайса, учитывая небольшой набор функций. Кабель питания может деревенеть при длительном использовании. В остальном — недостатков нет.
Кедр MultiARC-3200
Любой сварщик был бы рад такому подарку. Инвертор является одним из самых мощных на рынке, за свои деньги. Максимальный сварочный ток – 320 А, а мощность – 9.30 кВт. Очень хорош для промышленных целей, редко применяется в быту. Российский аппарат аналогичен по режимам сварки EWM Pico. Он намного тяжелее (19 кг) и поддерживает:
горячий старт;
функцию VRD;
форсаж дуги.
Данные параметры легко регулируются. Благодаря уникальной системе охлаждения обеспечивается 100% ПВ при большом токе. Не стоит переживать за чувствительные детали, они имеют хорошую защиту (изоляцию).
Аппарат уверенно чувствует себя в условиях низких температур. С хорошими электродами получаются качественные швы. Отечественная машина отлично справляется с hot start и форсажем дуги.
Из отзывов: Несоответствие показателей тока на табло – отображаются цифры меньше, чем есть на самом деле. В конкретно прописанных режимах из-за этого могут быть проблемы. Прибор довольно тяжелый, что осложняет транспортировку.
РЕСАНТА САИ-250АД AC/DC
Если необходимо совершать сварочные работы в гараже, на даче или дома — данный аппарат идеален. Он дешевый и поможет в любой бытовой ситуации. Ресанта имеет те же функции, что и предшественник, работая с мощностью 10 кВт. Компактный прибор имеет сварочный ток в пределах 250 А и напряжение на входе от 198 до 242 вольт. Удобная ручка на корпусе делает инверторный аппарат легко переносным. Он новичок на рынке и отвечает всем современным стандартам.
Фирма-производитель позаботилась о легкости и интуитивности управления. Одно из первых по значимости достоинств – маленькая цена (на уровне китайских производителей) и габариты, по сравнению с предыдущими гигантами. Электроды зажигаются мгновенно, справиться с девайсом смогут даже новички.
Недостатком является отсутствие защиты от пыли и короткие кабеля, клеммы которых держатся не лучшим образом. Следует быть осторожным с регулятором тока, так как он вращается от малейшего касания.
Форсаж 201АД
Еще один представитель недорогого инвертора, который можно посоветовать домашним сварщикам. Он занимает топ-место в рейтинге универсальных аппаратов. Форсаж отличается от РЕСАНТА наличием анти-прилипания и функции НАКС, остальные характеристики идентичны (макс. ток 200 А). Выбирать агрегат стоит, если он будет работать в пределах -20 — +40 градусов, при другой погоде производитель не гарантирует правильно работающий механизм. В характеристиках указан стандарт IP22, которая дает:
сохранность от проникновения объектов размером свыше 12 мм;
защиту пальцев на руках или предметов длиной до 80 мм;
защиту от капель жидкостей.
Проверять стандарт IP22 не рекомендуется своими руками, лучше довериться заявлениям фирмы-производителя.
Обзоры и отзывы от покупателей в целом хорошие. Цена доступная и можно эксплуатировать устройство в быту. Форсаж удобный в транспортировке и мало весит.
Подкачал дизайн и, иногда, бывает недостача в комплектации («папа» для быстрого съема). Дуга шумит и, даже после смены баллона, ситуация не меняется. Привередлив к поджиганию, например, с синим вольфрамом уходит в ошибку.
Fubag INMIG 200 PLUS
Самый дешевый из списка, но не самый худший агрегат немецкого производства. Купить его выгодно: есть три вида сварки, средняя мощность (7.92 кВт) и полезные доп. функции (hot start и анти-прилипание). Лучше не проверять прибор при низких температурах (критическая отметка -10 градусов). Благодаря способности “synergy” подгоняется значение напряжения при конкретно заданном токе. Использовать рекомендовано с удлинителями до 20 метров, иначе будет срабатывать защита от нехватки мощности.
Стоит отметить, что не нужно настраивать скорость подачи проволоки, так как это делается исключительно после начала сварки.
Важным преимуществом, помимо стоимости, является отличное качество сварки: тонкий и толстый металл, не очищенный от краски, — не проблема. Fubag умеет регулировать скорость проволоки автоматически.
Негативное впечатление оставляет “забывание” аппаратом настроек с предыдущего включения. Необходимо аккуратно обращаться с ручками регулировок, так как могут выйти из строя после недолгой эксплуатации.
Сварочные инверторы-полуавтоматы
BLUEWELD Starmig 210 Dual Synergic
Если среди предыдущих аппаратов лишь некоторые имели возможность полуавтоматической сварки, то итальянская модель от BLUEWELD целиком и полностью направленна на этот режим. Максимально поддерживаемый ток – 200 А и мощность – 5 кВт. Девайс по-настоящему современный, с понятным интерфейсом и приятным экстерьером. Позволяет получить крепкое соединение изделий цветных и черных металлов. Основные области применения приспособления:
гаражи;
станции тех. обслуживания;
автосервисы.
На стройках и промышленных предприятиях почти нельзя встретить агрегат.
Приятно, что оборудование адекватно ведет себя с алюминием, которому необходимо особое отношение (за счет диаметра проволоки). Удобная возможность переключения полярности и выбора программы для работы. Кроме сварки MIG/MAG, можно использовать порошковую проволоку (без газа).
Огорчает товар дороговизной и вялостью работы после определенного периода использования. При поломке придется отдать круглую сумму за ремонт и не стоит рассчитывать на качество технической поддержки. Полуавтомат очень скудный в обширности функционала для такой стоимости. Бывают конфузы с закусыванием проволоки (1 мм), а горелка не выглядит на свою цену и не внушает доверия. Несмотря на то, что родина BLUEWELD – Италия, инвертор производится в Китае.
Fubag INMIG 250 T
Практически аналогичная BLUEWELD машина, но от немцев. Отличается мощностью в 8.70 кВт и 2-х роликовым приводом. Он часто используется на строительной площадке или в автомастерской. Внутренности надежно защищены от внешнего мира прочным корпусом. Производитель Fubag позаботился о возможных скачках напряжения, перегрева и сильного тока – все эти факторы не страшны для аппарата. Комплект стандартный: с газовым шлангом, кабелем заземления и горелкой со шнуром 3 метра (дополнительно необходим удлинитель). Выделяется электросварка ярким внешним видом: на стройке всегда будет заметна.
Радует своих владельцев долгим сроком службы и красивым дизайном. Цифровая панель показывает себя с хорошей стороны, информативная. Толстый и тонкий металл хорошо поддаются продукту от Fubag. Начало работы облегчает функция бестоковой проволочной заправки.
Встречает электросварочный аппарат огромным ценником и малым количеством оборудования в комплекте. Был бы лучше 4-х роликовый привод за такие деньги.
Aurora SPEEDWAY 175
Китайская компания с корейскими корнями предлагает бюджетный инвертор, имеющий не только полуавтоматическую, но и аргонодуговую, ручную сварку. Сварочный ток достигает 165 А и 175 А. Мощность скромная – 4,80 кВт, но прибор способен одолеть импульсные трубки и нетолстые металлы. Аппарат понравится любителям отечественного Интерскол, с которым они похожи по характеристикам и манере поведения, например:
электрод с диаметром 2,50 — 5 мм;
рабочее напряжение в пределах 16,50 – 22 В;
минимальная толщина металла – 0,80 мм;
скорость подачи головки – 2-12 м/мин.
Аврора защищена стандартом IP23S и выдерживает температуры, которые неподвластны дорогим аналогам: от -20 до +50 градусов. Вес для подобного аппарата средний – почти 13 килограмм.
Учитывая, что прибор комбинированный, во всех режимах сварка оставляет позитивное впечатление (и полуавтомат, и электродом). Простота и ничего лишнего – всего одна ручка регулирует параметры. Хорошо подходит начинающему и бытовому сварщику.
Отзывы покупателей: С другой стороны, крайне мешает кабель смены полярности, болтающийся во время транспортировки. Не всегда можно найти провода с разъемом dx50, предусмотренным у данного инвертора. Hot start слабоват в режиме ММА. В индивидуальных случаях, крышка отсека, где находится проволока, с трудом закрывается. Приходится докупать многие девайсы, не хватающие у модели SPEEDWAY 175.
Инверторы для ручной дуговой сварки
Wester MIG-110i
Компактный, стильный аппарат за такую цену – идеальный вариант для новичка или при редком пользовании дома, на даче, в гараже. Не смотря на нацеленность работать в дуговом режиме, присутствует полуавтоматическая сварка. Похвастаться высоким максимальным показателем тока и внушительной мощностью, Wester MIG не может. Цифры составляют 110 А и 3,50 кВт соответственно. Диаметр электрода в рамках 1.60 — 3.20 мм, а проволоки: 0.60 – 0.80 мм. Производитель выделился комплектацией набора:
щетка-молоток;
кабель с электрододержателем;
кабель с зажимом массы;
сварочный щиток;
контактный наконечник;
стальная проволока.
Приятный список для подобной стоимости. Аппарат устойчив к перегревам, имеет простейшую настройку. Благодаря форме корпуса и большой ручке сверху, он без проблем переносится.
Плюсов у Wester много: дешевизна, ровная сварка, отсутствие перебоев в напряжении. При повторном запуске не сбиваются настройки. На удивление, ролик без проблем тянет проволоку (у многих производителей в такой ценовой политике имеются с этим проблемы). Греется очень долго и только при продолжительной работе. Идеальный подопытный для новичков и надежный помощник опытным владельцам.
Инвертор не без минусов, явно пожалели кабелей – необходимы удлинители даже в бытовых условиях. Иногда возникают трудности с заменой горелки и лучше быть аккуратней с проводом массы (может отвалиться). В остальном, за такую дешевизну, особых недостатков нет.
Сварог REAL ARC 220 (Z243N)
Девайс дешевле предшественника в полтора раза, по большей части, из-за отсутствия полуавтомата. Мощность и максимальный ток в два раза выше. Диаметр электрода от 1.50 мм доходит до 5 мм. Для подарка следует подбирать именно такой вариант: можно пользоваться редко (в бытовых условиях) и быть уверенным в качестве проделанной с его помощью работы. Сварог характерен своим не убиваемым корпусом и простотой сборки. В отличие от многих конкурентов, шнур у этой модели длинный, а вес легкий. Редкий случай, когда инвертор рассчитан на 5-ти миллиметровые электроды, из-за чего он незаменим в отдельных ситуациях. Завод предлагает гарантию сроком на 5 лет, дающую уверенность в надежности приспособления.
Все владельцы отзываются с положительной стороны. У всех получаются ровные швы, прибор не перегревается, благодаря неплохой системе охлаждения. Защита IP21S не врет и правда оберегает от влаги. Вентилятор внутри работает и не приходит в неисправность со временем.
Нарекание на вентилятор все равно присутствует – зря расходуется его ресурс. Когда аппарат холодный, можно было добавить функцию отключения обдува, но её нет. Бывают проблемы с антистиком: он либо отсутствует, либо сломан (случаи единичны).
РЕСАНТА САИ-220
Модель предусмотрена исключительно для малых работ. Макс. ток – 220 А, присутствует функция анти-прилипания и горячего старта. За годы продаж, стал одним из самых популярных инверторов. Используется, зачастую, в быту. Транспортировка не вызывает трудностей – прибор маленький и весит около 5 кг. При среднем токе отлично прожигаются дырки (140 — 160 А).
Многие люди, не занимавшиеся сваркой, впервые сев за данный агрегат, с легкостью варят металл. Дуга стабильная, маленькое напряжение – не проблема для ровной работы инвертора. Зарекомендовал себя надежным и долговечным. Цена полностью соответствует качеству.
Из недостатков, как обычно, короткие кабеля, которые требуют удлинителя. Регулировка очень легкая, из-за чего можно задеть рукоятку и сбить настройки. Бывают случаи некорректной разметки на ней.
Важно отметить, что с вентилятором у этой модели следует быть аккуратным: при малейшем попадании туда предметов, могут быть неисправности.
Как выбрать сварочный инвертор
Необходимо определиться с назначением покупки и со своим бюджетом. Для начинающего подойдут дешевые, простые и надежные варианты. Не стоит выбирать аппарат за космические деньги и “жирной” комплектацией, если он будет использоваться лишь в домашних целях. Профессиональное оборудование предназначено для промышленных целей, строек и т.д. Лучше взвесить все плюсы и минусы (критичные и простительные), по мнению покупателя, в зависимости от его планов и стиля сварки.
Перед покупкой необходимо задуматься, с каким металлом предстоит работать, какое время это займет и как часто будет включаться прибор. Нужно помнить, что некоторые девайсы перегреваются, а некоторые требуют дополнительного удлинителя или оберегания от влаги и пыли.
ТОП—7. Лучшие сварочные аппараты для дома и дачи. Рейтинг 2022 года!
Главная » Садовая техника, электроинструмент » Сварочные аппараты, маски для сварки
Автор Анатолий Воронцов На чтение 7 мин. Просмотров 193 Опубликовано
Обновлено
Всем привет! Сегодня наш выпуск посвящен сварочным аппаратам, которые рассчитаны на длительную эксплуатацию, имеющие высокие технические характеристики и приемлемую цену.
Современные производители предлагают множество сварочных аппаратов в различных ценовых сегментах. Как выбрать лучшую модель и не оплошать? Ведь каждый производитель утверждает, что его оборудование лучше, круче, чем у конкурентов и потому заслуживает внимания.
Чтобы облегчить поиск лучшего сварочного аппарата для дома и дачи, мы составили рейтинг из семи моделей от ведущих производителей – компаний Elitech, Start, Pecanta, Сварог, Wert Win, Зубр. Я специально подобрал оптимальные модели, которые можно приобрести в 2022 году.
Содержание
START MIG183, MMA, MIG/MAG
РЕСАНТА САИ-160, MMA
DEKO DKWM 200A, MMA
Eurolux IWM-205, MMA
Сварог REAL SMART ARC 200 (Z28303), TIG, MMA
Wert MIG 240, MMA, MIG/MAG
ЗУБР МАСТЕР ММА СА-190К, MMA
START MIG183, MMA, MIG/MAG
потребляемая мощность – 6 кВт;
сварочный ток – 30-180 А;
КПД – 85%;
диаметр электрода – 0. 8-1.0 мм;
степень защиты – IP21;
класс изоляции – F;
вес – 10 кг.
Инвертор START MIG183 – это надежный сварочный аппарат, предназначенный для полуавтоматической сварки.
Точная настройка параметров работы аппарата позволяет выполнять ровный и красивый шов. Инвертор типа Старт станет отличным вариантом для дома и дачи. Разобраться с работой аппарата сможет даже начинающий сварщик. Во время работы инвертор оставляет незначительное количество брызг.
Сварочный аппарат имеет сверхпрочный корпус, который отличается устойчивостью к механическим повреждениям, температурным перепадам и негативному воздействию внешних факторов (влага, пыль). Данная модель не боится скачков напряжения. Инвертор стабильно работает при любом напряжении, подстраиваясь под показатели. Достаточно задать параметры, чтобы аппарат давал дугу. Если в сети нет напряжения или показатели падают максимально низко, то срабатывает автоматическая защита. Исходя из этого сварочный аппарат Старт МИГ183 полностью безопасен в эксплуатации.
Высокие технические характеристики гарантируют стабильность дуги и обеспечивают плавную регулировку подачи проволоки. Инвертор продается вместе со встроенной горелкой MS 15, кабелем с клеммой заземления и с электрододержателем.
РЕСАНТА САИ-160, MMA
потребляемая мощность – 6.5 кВт;
сварочный ток – 10-160 А;
КПД – 80%;
диаметр электрода – 4 мм;
степень защиты – IP21;
класс изоляции – Н;
вес – 4.1 кг.
Сварочный аппарат РЕСАНТА САИ -160 предназначен для дуговой сварки с использованием электрода диаметром не более 4 мм. Для удобного и безопасного перемещения мобильного оборудования предусмотрен крепкий, износостойкий ремень. Работать с таким инвертором можно, как дома, так и на даче, в гараже. Легкость и простота в использовании позволяет работать со сварочным аппаратом даже новичку.
Модель САИ-160 имеет широкий диапазон регулировки сварочного тока до 160А, что значительно расширяет диапазон сварочных работ. Компактность, небольшой вес обеспечивают простоту транспортировки инвертора. Главное преимущество этого инвертора заключается в его производительность, которая достигает 95%. Благодаря высокочастотному импульсному преобразователю на полупроводниках индуктивные потери отсутствуют. Достичь таких показателей с обычным сварочным трансформатором вряд ли получится. Еще один плюс этой модели – высокое качество сборки, простота обслуживания, длительный срок эксплуатации и доступная стоимость.
DEKO DKWM 200A, MMA
потребляемая мощность – 7.8 кВт;
сварочный ток – 10-200 А;
диаметр электрода – 1.6-5 мм;
степень защиты – IP20;
класс изоляции – Н;
вес – 5.2 кг.
Сварочный аппарат DEKO DKWM 200A предназначен для ручной дуговой сварки электродами диаметром от 1.6 мм до 5 мм в среде углекислого или смешанных газов. Инвертор широко применяется в бытовых условиях: на даче, в гараже, а также в мастерских. Владельцы данной модели отмечают оптимальное сочетание стоимости и функциональных возможностей.
Инверторы Deko оснащены плавным регулятором и специальным индикатором сварочного тока, контроллером цепи. Эти важные функции позволяют точно настраивать рабочие параметры. Аппарат отличается низким уровнем шума. Система автоматического гашения дуги подходит для различных режимов работы.
К преимуществам инвертора Деко относятся: компактные размеры, прочный корпус, устойчивый к механическим повреждениям, доступная стоимость, простота обслуживания и долгий срок эксплуатации.
Eurolux IWM-205, MMA
потребляемая мощность – 6.9 кВт;
сварочный ток – 10-220 А;
диаметр электрода – 1.6-4 мм;
КПД – 80%;
степень защиты – IP21;
класс изоляции – Н;
вес – 3.4 кг.
Сварочный аппарат Евролюкс ИВМ-205 можно использовать в бытовых условиях: гараж, мастерская, дача. Инвертор разработан для ручной дуговой сварки электродами до 4 мм с любым видом твердого покрытия.
Модель IWM-205 может использоваться для сварки стальных деталей и заготовок, с толщиной металла не более 8 мм. Сварочный аппарат адаптирован для работы при низком напряжении, а также к перепадам напряжения в сети от 160 до 260 Вольт.
Преимущества инвертора Евролюкс заключаются в компактных размерах, небольшом весе. Это упрощает его транспортировку, переноску, для хранения нужно минимум пространства. Владельцы данной модели отмечают простоту эксплуатации и долговечность. Аппарат оборудован защитой от перегрева. В случае ее срабатывания, загорится лампочка на передней панели.
Сварог REAL SMART ARC 200 (Z28303), TIG, MMA
потребляемая мощность – 7.1 кВт;
сварочный ток – 20-220 А;
диаметр электрода – 1.6-4 мм;
КПД – 85%;
степень защиты – IP21S;
класс изоляции – F;
вес – 3.8 кг.
Сварочный аппарат Сварог REAL SMART ARC 200 предназначен для аргонодуговой и ручной дуговой сварки. Инвертор рассчитан на бытовое и полупрофессиональное использование в мастерских или специализированных цехах.
Эта модель может работать, как в ручном, так и в синергетическом режиме, который позволяет сконцентрироваться на сварке и не тратить время на подбор оптимальных параметров работы. Синергетические настройки в режиме ММА дают возможность быстро настроить режим сварки. В зависимости от диаметра электрода, сила сварочного тока всегда находится в оптимальном диапазоне. Функции «Форсаж дуги» и «Горячий старт» подстраиваются автоматически.
Сварочный аппарат Сварог с уникальным функционалом прост и надежен в эксплуатации, подходит, как начинающим, так и опытным сварщикам. Оригинальный дизайн в сочетании с доступной стоимостью обеспечивают популярность данной модели. В дополнение к инвертору идут краги и маска сварщика «Хамелеон» с откидным светофильтром и сменными батарейками, а также электродержатель, клемма заземления в сборе и рутиловые электроды.
Wert MIG 240, MMA, MIG/MAG
потребляемая мощность – 5. 2 кВт;
сварочный ток – 30-240 А;
диаметр электрода – 1.6-5 мм;
КПД – 85%;
степень защиты – IP21S;
класс изоляции – F;
вес – 10.8 кг.
Сварочный аппарат Wert MIG 240 разработан с использованием современных технологий, на основе мощных биполярных транзисторов с изолированным затвором. Плавная регулировка силы тока и напряжения на дуге позволяют устанавливать оптимальные настройки для конкретного вида сварочных работ.
Инверторы Верт используются на автосервисах, предприятиях, занимающихся производством металлоконструкций, а также в бытовых условиях (на дачах, в мастерских). Широкий функционал полуавтомата позволяет сваривать тонкостенные трубы и емкости, выполнять кузовной ремонт автомобилей, монтаж легких металлоконструкций, сварку изделий, требовательных к форме и внешнему виду сварного шва.
Модель MIG 240 отличается простотой эксплуатации и использования. Высокие технические характеристики аппарата позволяют получать качественный, ровный шов. Инвертор можно использовать для сварки стали разных марок, включая нержавейку и алюминиевые сплавы.
Сварочный аппарат Wert продается вместе с горелкой, кабелем с электродержателем и с зажимом массы. Это одна из наиболее популярных и продаваемых моделей на российском рынке.
ЗУБР МАСТЕР ММА СА-190К, MMA
потребляемая мощность – 5.4 кВт;
сварочный ток – 20-190 А;
диаметр электрода – 1.6-4 мм;
КПД – 85%;
степень защиты – IP21;
класс изоляции – I;
вес – 3.8 кг.
Легкий и компактный сварочный аппарат ЗУБР Мастер СА-190К предназначен для ручной электродуговой сварки с применением электродов диаметром от 1.6 до 4 мм. Инвертор обеспечивает стабильную дугу, что позволяет работать опытным и начинающим сварщикам в бытовых условиях: на даче, в гараже или мастерской.
Аппарат ЗУБР Мастер разработан по технологии IGBT, что обеспечивает плавную регулировку сварочного тока в широком диапазоне, экономичное потребление электроэнергии и высокий КПД. Инвертор можно использовать для работы с различными марками стали. Микропроцессорное управление сварочным током обеспечивает автоматическую подстройку к любым условиям сварочного процесса.
Инвертор ЗУБР – это многофункциональный аппарат, у которого есть такие важные опции, как: «Горячий старт», «Форсаж дуги», «Антиприлипание электрода».
Сварочный аппарат устойчив к колебаниям сетевого напряжения до 160 до 260 Вольт. Принудительное охлаждение увеличивает производительность и снижает риск перегрева. А небольшой вес и компактные габариты позволяют работать даже в небольших помещениях. Для удобства транспортировки предусмотрен специальный ремень. Также отмечу, что этот инвертор может работать от генератора.
10 лучших аппаратов для электродуговой сварки
Последнее обновление
Знаете ли вы, что аппараты для сварки электродом намного превосходят аппараты для сварки MIG и TIG по двум основным причинам?
Мы любим сварщиков MIG и TIG, и они являются ценными ресурсами в мастерской и на месте, но есть две причины, которые мы обсуждаем в руководстве покупателя, которые показывают, почему сварщикам MIG и TIG еще предстоит вытолкнуть палочную сварку за дверь.
Однако, во-первых, мы нашли пятерку наших любимых сварочных аппаратов, доступных в Интернете, и написали отзывы о том, что нам нравится и не нравится в них. Не стесняйтесь видеть, что мы думали, и вы можете оставить свое мнение в разделе комментариев ниже.
Сравнение наших любимых вариантов на 2022 год:
Изображение
Продукт
Детали
Лучший в целом
Лотос LTPDC2000D 3-в-1
Низкий ценовой диапазон
Выходной диапазон: от 15 до 200 А
Гарантия на один год
ПРОВЕРИТЬ ЦЕНУ
ЭВЕРЛАСТ PowerARC 140
Низкий ценовой диапазон
Универсальная машина
Пятилетняя гарантия
ПРОВЕРИТЬ ЦЕНУ
Лучшее значение
Амико ARC-160D
Низкий ценовой диапазон
Провод зажима электрода: 10’
Гарантия на один год
ПРОВЕРИТЬ ЦЕНУ
Хобарт Stickmate 210i
Высокое качество
Выходной диапазон: 25–210 А
Пятилетняя гарантия
ПРОВЕРИТЬ ЦЕНУ
HITBOX 160A Инвертор
Низкий ценовой диапазон
Вес: 9,5 фунтов
Гарантия один год Без многоцелевых функций
ПРОВЕРИТЬ ЦЕНУ
10 лучших аппаратов для дуговой сварки – обзоры 2022
1.
Аппарат для ручной сварки Lotos LTPDC2000D 3-в-1 – лучший в целом
Проверить последнюю цену
Lotos хорошо справляется с производством качественных машин по доступной цене. Нам очень нравится то, что было разработано в LTPDC2000D для плазменной резки/Tig/Stick Welder. Он не только обеспечивает красивый сварной шов, но и представляет собой портативную машину «три в одном», которая выполнит большинство задач, которые необходимы сварщику на месте.
Зажим электрода короткий, шесть футов. Тем не менее, стандартные зажимы для электродов нередко имеют шестифутовые выводы. Это определенно работает, но можно легко добавить расширение, если люди хотят, чтобы оно было длиннее.
Двойной вход напряжения для дуговой сварки и сварки TIG, а также функция плазменной резки (с гарантией на один год) в диапазоне от 15 до 200 ампер — отличная цена. Эта машина заслуживает нашего лучшего выбора.
Pros
Входное напряжение: 110/120 и 220/240
Низкий ценовой диапазон
Выходной диапазон: от 15 до 200 А
Вес: 43 фунта
Размеры: 5 x 8 x 12 дюймов
Универсальная машина
Гарантия один год
Минусы
Провод зажима электрода: Шесть футов
2.
Сварочный аппарат EVERLAST PowerARC 140 TIG / Stick
Проверить последнюю цену
Сварочный аппарат Everlast PowerARC 140 занял второе место. Он немного выше по качеству, с невероятной пятилетней гарантией и имеет более длинные поводки длиной около восьми футов. Тем не менее, он стоит столько же, сколько Lotos LTPDC2000D, и работает при значительно меньшей силе тока. Он также не включает плазменный резак, который удобен для портативной машины.
Если вам нужен только более легкий сварочный аппарат и вам не нужен плазменный резак, мы рекомендуем именно этот аппарат. Он удивительно легкий и определенно подойдет как любителю, так и промышленному работнику.
Pros
Входное напряжение: 110/120 и 220/240
Низкий ценовой диапазон
Вес: 24,8 фунта
Размеры: 20 x 12,5 x 13,5 дюймов
Провод зажима электрода: восемь футов
Универсальная машина
Пятилетняя гарантия
Минусы
Выходной диапазон: от 10 до 140 А
3.
Сварочный аппарат Amico ARC-160D – лучшее соотношение цены и качества
Проверить последнюю цену
Это один из лучших сварочных аппаратов на 110 В для людей с ограниченным бюджетом. Стоимость инвертора Amico ARC-160D невысока, учитывая качество. Он не устоит перед чем-то, за что вы заплатили бы немного больше, но он создает хороший шарик, его легко носить с собой на месте, и он поставляется с опцией входа с двойным напряжением.
Его прочный корпус и удобный щиток, который закрывает регуляторы настроек для защиты от влаги. Заземляющие и электродные зажимы имеют впечатляющую длину 10 футов и сделаны более качественно, чем другие стандартные выводы. В целом, этот инверторный сварочный аппарат — отличный выбор для начинающих и, безусловно, один из лучших сварочных аппаратов для дуговой сварки в 2021 году.
Низкий ценовой диапазон
Вес: 15,4 фунта
Размеры: 6 x 11,8 x 7,5 дюймов
Провод зажима электрода: 10’
Гарантия один год
Минусы
Низкое качество
Без многоцелевых функций
Выходной диапазон: от 20 до 160 А
4.
Hobart 500571 Сварочный аппарат Stickmate 210i
Проверить последнюю цену
Компания Hobart производит качественную продукцию, о чем свидетельствует ее пятилетняя гарантия. Сварочный аппарат Stickmate 500571 не является исключением. Он не имеет более высокого рейтинга, потому что он не находится в низком ценовом диапазоне за то, что он предлагает, по сравнению с тремя другими сварочными аппаратами, опережающими его.
Он обеспечивает лучший сварной шов из всех, исключительно легкий и имеет высочайшее качество. Нам нравятся более длинные десятифутовые выводы, которые он обеспечивает. Нам не нравится, что он поставляется только с одним входом 220/240 В, так как полезно также иметь опцию 110/120.
Hobart 500571 Stickmate 210i, тем не менее, отличается качеством, и мы уверены, что он останется на четвертом месте.
Плюсы
Вес: 15,5 фунтов
Выходной диапазон: 25–210 А
Размеры: 4 дюйма x 10,5 дюйма x 7,1 дюйма
Провод зажима электрода: 10’
Высокое качество
Пятилетняя гарантия
Минусы
Средний ценовой диапазон
Без многоцелевых функций
Входное напряжение: 220/240
5.
Инверторный сварочный аппарат HITBOX 160A для дуговой и электродуговой сварки
Проверить последнюю цену
HITBOX ARC Welder 160A Inverter Stick Welder не самый качественный сварочный аппарат, но он хорошо сваривает для своей низкой цены. Это самый легкий из почти всех доступных сварочных аппаратов, и он идеально подходит для портативного сварочного аппарата, который нам нравится.
Годовая гарантия дает людям уверенность в том, что этот сварочный аппарат действительно надежен, но его качество низкое, а максимальная сила тока составляет 160 ампер, что является минимальным для тяжелых работ. Нам также не нравится, что у него есть только вариант ввода 220/240 вольт с 5,5-дюймовыми выводами. Однако, как и Lotos LTPDC2000D с короткими проводами, его легко удлинить или купить более длинный провод, если он вам нужен.
В целом, он намного доступнее, чем большинство доступных сварочных аппаратов. Для легкой машины это разумный вариант для рассмотрения.
Pros
Низкая цена
Вес: 9,5 фунтов
Размеры: 3 дюйма x 13 дюймов x 9,8 дюйма
Гарантия один год Без многоцелевых функций
Минусы
Входное напряжение: 220/240
Низкое качество
Провод зажима электрода: 5,5’
6.
Аппарат для дуговой сварки Forney Easy Weld 298
Проверить последнюю цену
Аппарат для дуговой сварки Forney Easy Weld 298 подтверждает надежность бренда, который производит превосходные сварочные аппараты по более низкой цене, чем большинство его высококачественных конкурентов. Несмотря на то, что это маломощная машина, она очень хорошо сделана по такой доступной цене.
Машина отлично подходит для начинающих, желающих учиться на простой машине. У него есть хорошее руководство по эксплуатации, написанное английским писателем, который разбирается в сварке. Можно было бы предположить, что это касается всех руководств по сварке, но такое встречается на удивление редко.
Сварщик хорошо зажигает дугу, но для 90-амперного сварочного аппарата она работает холоднее, чем можно было бы ожидать. Поэтому не рассчитывайте сварить что-то большее, чем легкие профили. Он исключительно хорошо сваривает в своем небольшом диапазоне, но диапазон невелик, поэтому он находится ниже в нашем списке.
Зажимы электрода и заземления хорошего качества. Как правило, они обеспечивают хороший контакт и удобны в использовании, но сами провода немного коротки для того, что нам нравится. Для тонкостенной сварки Forney 298 — выгодное вложение. В остальном Amico ARC-160D представляет собой аналогичную машину с большим диапазоном силы тока.
Pros
Низкая цена за качество сварщика
Легкая машина
Хорошее качество
Инструкции хорошего сварщика
Минусы
Малый диапазон силы тока
Холодная сварка в диапазоне силы тока
Короткие провода
7. Сварочный аппарат S7 мощностью 200 А переменного/постоянного тока 110 В
Узнать последнюю цену
Сварочный аппарат для начинающих S7 мощностью 200 ампер — это аппарат с широким диапазоном силы тока по цене даже ниже, чем у аппарата для дуговой сварки Forney Easy Weld 298. Он предлагает отличное соотношение цены и качества, учитывая его производительность, но не предлагает такого же качества.
Аппарат сваривает не так хорошо, как другие сварочные аппараты на 200 ампер, такие как Lotos LTPDC2000D, потому что он не может работать от 220 вольт. Это делает сварку более холодной при тех же настройках на других сварочных аппаратах на 220 вольт, но это все еще полезная машина, если у вас есть доступ только к розеткам на 110 вольт.
Руководство по эксплуатации бесполезно, поэтому, если вы не знакомы с настройкой нового сварочного аппарата, мы рекомендуем провести собственное исследование или посмотреть полезные видеоролики перед началом сварки. Провода у S7 200-Amp Welder тоже короткие. Для небольших работ на скамейке это не должно быть проблемой. Однако, если вы свариваете более крупные проекты, требующие частого перемещения более чем на шесть футов от вашего сварочного аппарата, это сэкономит ваше время, купив несколько проводов послепродажного обслуживания.
В целом неплохая амперная машина для 110-вольтовых розеток. Это не высококачественный сварочный аппарат, но за такую цену вы, скорее всего, останетесь довольны приобретением его для базовой работы любителя.
Профи
Сварщик по доступной цене
Большой диапазон силы тока
Хороший диапазон силы тока для сварщика цена
Минусы
Плохое руководство по эксплуатации
Короткие провода
Холодные сварные швы для диапазона силы тока
8. SUNGOLDPOWER 200A ARC Welder
Узнать последнюю цену
Инверторный сварочный аппарат SUNGOLDPOWER ARC MMA 200A — это аппарат, аналогичный сварочному аппарату S7 200-Amp Power для начинающих. Он имеет тот же диапазон силы тока, но не более 200 ампер. Это также небольшая машина более низкого качества по очень доступной цене.
Он может работать как от 110, так и от 220 вольт, что делает его более разнообразным и позволяет достичь более высокой температуры на основе того же диапазона силы тока, что и S7 200-Amp Welder. Однако провода и зажим гораздо хуже по качеству. Они такие же короткие, но не дают надежного контакта, как хотелось бы.
Светодиодный экран тоже неточен. Если вы работаете от 220 вольт, то он работает достаточно хорошо, но регулировка не переключается должным образом для 110 вольт, что делает игру в угадайку для определения правильной силы тока для ваших сварных швов.
Сварочный аппарат SUNGOLDPOWER 200A по-прежнему заслуживает внимания при выполнении домашних работ. Каждая машина имеет свои уникальные отличия, к которым нужно время, чтобы привыкнуть, а к расхождениям в показаниях силы тока со временем легко привыкнуть.
Pros
Недорогой сварочный аппарат
Хороший диапазон силы тока для сварщика цена
Вилки с двойным напряжением
Минусы
Проблемы с запуском
Плохие провода и зажим
Неточный светодиодный экран
9. C.M.T Pitbull 100-амперный электродуговой сварочный аппарат
Узнать последнюю цену
как. Он работает от 110 вольт и обеспечивает хорошую дугу для сварочного аппарата с максимальной силой тока 100 ампер. Он сваривает различные типы стержней, но большинство людей согласны с тем, что стержни 6013 лучше всего работают с этой машиной.
Сварочный аппарат надежен, несмотря на то, что это простой аппарат со старомодными функциями. Купив его, вы можете быть уверены, что он будет стабильно работать долгие годы. Однако для работы в более низком диапазоне силы тока требуется выключатель как минимум на 20 ампер, а для работы без ограничений — выключатель на 30 ампер.
Аппарат также отключается для охлаждения после короткого сеанса сварки. Вот почему он так надежен — никогда не перегружается; однако это делает выполнение работы медленным процессом. Провода и зажимы некачественные. Они работают, но они короткие и не обеспечивают легкого и достаточного соединения.
Кроме того, шкала силы тока не имеет четкого указания, какая сила тока у вас работает. Методом проб и ошибок нужно определить, на что следует настраивать машину. Сварщики, которые привыкли к машинам старого образца, предпочитают Pitbull больше, чем люди, которые использовали только машину более нового типа. Эта машина не подойдет последней группе.
Pros
Недорогой сварочный аппарат
Надежная машина
Аналог старых аппаратов для сварки электродами
Минусы
Перегревается и легко выключается
Требуется выключатель на 30 А
Сложно начать и привыкнуть
Низкокачественные провода и зажим
Нет четкой шкалы силы тока
10. Сварочный аппарат для дуговой сварки Campbell Hausfeld, 115 В Его намного проще настроить и использовать, но он имеет меньшую силу тока и стоит примерно ту же цену.
Аппарат имеет аналогичную проблему с отключением после короткого промежутка времени, поэтому мы не рекомендуем его, если вам нужно быстро сварить большое количество длинных проходов. У машины есть три настройки; выкл., низкий и высокий. Это делает процесс сварки невероятно простым, при условии, что вы свариваете легкие секции и используете правильные стержни. Лучше всего подходят стержни 6011 или 6013 диаметром не более 1/16 дюйма.
Однако сварочный аппарат Campbell Hausfeld 70 Amp не обеспечивает надежного контакта через зажимы. Они оба жестко подключены к машине, поэтому их нелегко заменить. Сваривать на нем сложнее, чем на других машинах, но многие люди считают его надежным для выполнения простых домашних работ, небольших и удаленных. Это машина, которую мы меньше всего рекомендуем из нашего списка, но она делает разумную работу, если вы придерживаетесь ее параметров.
Pros
Недорогой сварочный аппарат
Легко настраиваемый сварочный аппарат
Хорошая машина для домашнего ремонта
Минусы
Только две настройки силы тока
Перегревается и легко отключается
Трудно получить хороший контакт для дуги
Низкокачественные провода и зажим
Руководство покупателя: как выбрать лучший аппарат для сварки электродом
Аппарат для сварки электродом – самый простой из сварочных аппаратов. Они являются ценным вариантом для достижения того, чего просто не могут сварщики MIG или TIG. Многие формы резервуаров или герметичных контейнеров свариваются исключительно с помощью аппаратов для сварки электродами из-за безупречного качества хорошего сварного шва, а также их предсказуемости и их превосходной скорости, когда вы настроены на это.
Сварка МИГ, безусловно, является более быстрым и простым процессом, но она не обеспечивает такого же качества шва, который должен быть герметизирован. Сварные швы TIG очень предсказуемы, и их легче всего отличить от качественного сварного шва; однако это медленный и дорогостоящий процесс.
Сварочные аппараты для сварки электродами уже не появляются на обложках журналов, как раньше, но они неподвластны времени в производстве надежных сварных швов, требуемых резервуарами высокого давления или герметичными контейнерами, не говоря уже об их полезности на строительной площадке, снаружи и под водой.
На что следует обратить внимание перед покупкой?
Сила тока
Диапазон силы тока сварочного аппарата является решающим фактором при выборе сварочного аппарата, поскольку он точно определяет, что можно и что нельзя сваривать. Почти все аппараты для ручной сварки могут плавить любой свариваемый металл, но для сварки различных профилей требуется сварщик с правильным диапазоном силы тока.
Некоторые ворчливые аппараты для сварки стержнями могут пропустить хороший толстый валик через толстую стальную пластину, но они не коснутся тонкой трубы диаметром ⅛ дюйма, не проделав в ней уродливой дыры. Точно так же сварочный аппарат на 140 ампер не оставит вмятину на двухдюймовом стыке, который необходимо заполнить.
Выберите сварочный аппарат с правильным диапазоном силы тока для того типа сварки, для которого он вам нужен. Как правило, выбирайте сварочный аппарат на 20–50 ампер больше, чем указано в спецификациях, которые вам понадобятся для вашего участка, поскольку всегда есть неизвестные переменные. Сварка в холодном состоянии намного хуже, чем сварка с максимальным диапазоном силы тока, несколько большим, чем вам нужно.
Входное напряжение
Ваша электрическая мощность влияет на тип сварочного аппарата, который вы должны купить. Сварочные аппараты подходят либо для входа 110/120 В, либо для входа 220/240 В в качестве однофазного источника питания, либо для них требуется трехфазный вход 240 В. Трехфазные сварочные аппараты представляют собой мощные машины, предназначенные для промышленного использования.
Однофазные сети 110/120 В и 220/240 В можно получить от стандартных бытовых розеток, хотя 220/240 В обычно должен подключаться электриком, если у вас еще нет 220/240 В.
Знайте, какую информацию вы можете предоставить сварщику, чтобы не покупать то, что вы не можете запустить.
См. также: 7 лучших сварочных аппаратов на 110 В (MIG, TIG, Stick) — лучший выбор в этом году
Дополнительные функции
Аппараты для ручной сварки могут иметь некоторые дополнительные функции. Мощные сварочные аппараты с большим диапазоном силы тока могут использоваться для прорезки сварных швов и других металлических частей; однако это становится менее распространенным из-за появления плазменных резаков.
Плазменные резаки сами по себе являются дополнительной функцией для сварщиков электродов. Мы считаем их одной из самых ценных функций. Lotos LTPDC2000D оснащен плазменным резаком, поэтому он занимает первое место в нашем рейтинге.
Другие функции включают в себя различные процессы сварки, такие как функция сварки ВИГ или процесс сварки МИГ/сварка с флюсовой сердцевиной. Эти дополнительные функции полезны для быстрого переключения между функциями с низкими затратами в одной машине.
Они бесполезны, если вам нужен только сварочный аппарат, но если вам нужно выполнять плазменную резку или другие виды сварки, покупка многофункционального аппарата стоит своих денег.
Качество
Качество приобретаемого вами сварочного аппарата является важным фактором, поскольку оно определяет цену и ожидаемый срок службы аппарата. Машина, предназначенная для одного процесса, такая как Hobart 500571 Stickmate 210i, обычно имеет детали самого высокого качества для дуговой сварки. Однако цена, которую вы можете заплатить за дополнительные процессы, часто такая же, а иногда и ниже, когда вы получаете за это больше.
Цена сварочного аппарата и предоставляемая на него гарантия — два лучших способа определить качество аппарата, но это не всегда точно. Стоит прочитать отзывы и убедиться, что то, что обещает компания, на самом деле является тем, что получают клиенты.
Другое оборудование, которое мы рассмотрели и которое относится к электродуговой сварке:
Наши лучшие 5 сварочных аппаратов по выбору менее 500 долларов США
Подробнее: верхние перчатки для сварки электродами
Заключение
Сварка электродом является важной частью сварочной отрасли, поэтому мы рады составить этот список обзоров лучших онлайн-сварщиков электродов на 2021 год. В целом, мы думаем, что это лучший аппарат для сварки электродом из доступных. в этом году: Lotos LTPDC2000D Plasma Cutter/Tig/Stick Welder Combo 3 in 1. Он имеет высококачественные детали, которые можно сваривать электродами при высоких токах, а при необходимости можно использовать TIG и плазменную резку.
Мы также считаем, что лучшим предложением является сварочный аппарат Amico ARC-160D Inverter STICK, потому что он работает аккуратно, почти ничего не стоит и имеет годовую гарантию. Мы были очень впечатлены этим.
Спасибо, что остановились на наших отзывах. Надеемся, вам было интересно читать и вы нашли нужную информацию. Не стесняйтесь оставлять комментарии ниже или задавать любые дополнительные вопросы.
Сравнение наших фаворитов на 2022 год:
10 лучших аппаратов для электродуговой сварки – обзоры 2022
1. Сварочный аппарат 3-в-1 Lotos LTPDC2000D — лучший в целом
2. EVERLAST PowerARC 140 TIG / сварочный аппарат
3. Сварочный аппарат Amico ARC-160D — лучшее соотношение цены и качества
4. Hobart 5005101 Stickmate Welding Аппарат
5. HITBOX 160A Inverter Arc & Stick-Welder
6. Forney Easy Weld 298 Arc Welder
7. S7 200-Amp Power AC-DC 110V Stick-Welder
8. 9003POWER 2090 ARC3 Welder , C.M.T Pitbull 100-амперный сварочный аппарат для дуговой/электрической сварки
10. Campbell Hausfeld 115 Volt Arc Stick Welder
Buyer’s Guide: How To Choose The Best Stick Welder
3 Пример армирования плиты перекрытия дома 6 х 6 м
4 Примеры чертежей
5 Типичные ошибки армирования плиты перекрытия
5.1 Проект армирования плиты перекрытия
5.2 Брак при изготовлении
5.3 Методы контроля
6 Практические рекомендации
Использование технологий армирования для монолитных плит перекрытий в малоэтажном жилищном строительстве – обязательное условие. Бетон и металл в монолитных конструкциях взаимно дополняют друг друга. Бетон защищает арматурные стержни и обеспечивает прочную поверхность перекрытия. Арматура принимает конструктивные нагрузки и защищает бетонный слой от разрушения.
В итоге строение получает прочное и долговечное перекрытие. Для усиления его прочности и устойчивости, помимо опорной арматуры в конструкции предусмотрен венец, соединяющий устраиваемый каркас с концами арматуры стен, колонн, балок, пилонов.
В армировании применяются металлические пруты диаметром 6-25 мм из гладкой (АI) или ребристой (АIII) стали. Конкретные параметры указываются в чертежах, схемах и спецификациях армирования.
Принцип работы арматуры в перекрытии
Монолитные конструкции наиболее часто применяются в устройстве различного рода балок. Перекрытие – это та же балка, но более широкая и тонкая. Расчёт такой конструкции осуществляется в сечении по заданному пролёту. Верхняя часть плиты в пролёте сжимается. Нижняя часть растягивается. Воспринимающий нагрузку нижний армирующий стержень не позволяет плите разрушиться. Над опорами всё работает наоборот. Если опирание плиты на опоры не защемляется, то растяжение над ней незначительное.
Задача проектировщиков и исполнителей армирования плиты перекрытия: вовлечение в работу большей части конструкции для обеспечения противодействия малейшей деформации. Это общий упрощённый принцип работы армокаркаса в монолитном перекрытии. Иногда простого понимания этого принципа достаточно для качественного изготовления каркаса перекрытия в небольшом частном доме.
Пошаговая инструкция
Подготовка
Начальный этап – осмотр арматуры перед приобретением. Обычно она уложена в пачки с товарными бирками. На них указывается марка, вес и диаметр, номер партии, плавка и другие данные. В случае, когда материал приобретается без наличия проекта, нужное количество металла приобретается по весу из расчёта 80-100 кг на кубический метр монолитного перекрытия.
В процессе работы обязательно будут отходы, останутся обрезки, поэтому материал приобретается с запасом примерно в 10%. Если по каким-то соображениям планируется использовать арматуры больше указанной нормы, то это предполагает избыточность, нерациональность армирования плиты.
Стержни должны быть ровными, без явных изломов и замятий, без выраженных проявлений ржавчины в виде «хлопьев», небольшой налет ржавчины допустим.
В состав каркаса входят продольные и поперечные стержни, изделия специального назначения. Наиболее эффективно арматура работает при оптимальном расположении верхней и нижней сетки каркаса, — они должны находиться в толще бетона максимально близко соответственно к верху и низу конструкции. Иначе: армокаркас должен плотно обжиматься бетоном, имея достаточный внешний защитный бетонный слой. Контроль толщины защиты снизу и сбоку бетонного слоя обеспечивается монтажом типовых пластиковых фиксаторов.
Они изготавливаются в различных вариантах по назначению, например, для установки на основание из песка и щебня или для фиксации бетонного слоя по боковым поверхностям опалубки. Не стоит подкладывать под арматуру различные кирпичики или камешки, если имеется возможность применить недорогие изделия для фиксации.
Нужное расстояние между сетками обеспечивается установкой «лягушек», – самодельных изделий из 10 мм периодического профиля.
Укладка армокаркаса
К месту ведения работ подаётся уже нарезанная по размерам арматура. Установка армокаркаса в перекрытии производится примерно по следующей схеме:
Раскладываются по кратчайшему расстоянию от одной опорной стены к другой все поперечные стержни. На них укладываются продольные стержни с шагом примерно 3 м, связываются все точки пересечения. Получается как бы эскиз нижнего слоя.
Далее устанавливаются все продольные стержни нижнего ряда с нужным либо проектным шагом. Фиксация проволокой выполняется через каждые два пересечения. Необходимости связки в каждом узле нет, так как проволока не выполняет никаких иных функций в работе каркаса, кроме фиксации арматуры в заданном положении. Сварка не применяется по нескольким причинам: высокая температура ослабляет стержни и может повредить опалубку, а сам процесс трудоёмкий и длительный.
Связывание прутов выполняется с помощью специальных крючков. Это простейшее приспособление используют не только самодеятельные строители, но и профессиональные монолитчики. Автоматические пистолеты для вязания используются только при больших объёмах работ. Кстати, применение различного рода приспособлений для шуруповёрта при связывании арматуры говорит не о продвинутости исполнителя работ, а, скорее, о его непрофессионализме.
При недостаточной длине, стержни между собой соединяются с перехлёстом, длина которого должна быть в диапазоне от 30 до 40 диаметров стержня, выполняется не менее трёх узлов вязки. Перехлесты в соседних рядах разносятся на разные стороны.
После полного устройства нижней сетки устанавливаются «лягушки». Шаг монтажа рассчитывается под человека весом примерно 90 кг, — он должен передвигаться по сетке без её прогибов. Для работы без проекта применяется стандартное решение: шаг 80х80 см, при арматуре 12 мм и ячейке 20 см. Лягушки выставляются по единой линии.
«Лягушка»
Направляющий стержень прокладывается по «лягушкам» как можно точнее над нижним арматурным стержнем.
Между уложенными направляющими укладываются арматурные стержни без фиксации в количестве, равном числу соответствующих нижних стержней.
Далее на нижнюю сетку укладываются дополнительные изделия в соответствии с проектом. Это могут быть выпуска, П-образки, арматура усиления проёмов, каналы коммуникаций, гильзы и другие элементы.
На направляющие укладывают с фиксацией на всех пересечениях арматуру верхней сетки, — лучше, если пруты будут расположены точно над нижней арматурой.
Затем крючками поднимаются уложенные без фиксации стержни, — и подвязываются к верхней арматуре через каждые два пересечения.
На последнем этапе собранный каркас приподнимается с помощью монтажных ломиков, под него устанавливаются фиксаторы.
Технические сложности у исполнителей часто возникают при поднимании стержней, положенных без связки на нижнюю сетку. Для этой операции требуются определённые навыки. Затем из конструкции вычищается мусор, проводится контрольный замер защитных слоёв и других параметров. После чего каркас готов к приёму бетона.
Пример армирования плиты перекрытия дома 6 х 6 м
Толщина перекрытия из монолитного бетона рассчитывается из соотношения 1 к 30 по отношению к длине пролёта. Если величина пролёта превышает 6 м – расчёт нагрузок должны производить специалисты. Поэтому можно рассмотреть устройство армирования для дома с перекрытием 6 х 6 м, — для таких параметров можно воспользоваться стандартными решениями:
Арматуру используем с периодическим профилем марок A-III, А400 или А500.
Под пролётом понимается расстояние между стенами, на которые опирается перекрытие. Если она прямоугольная, то пролёт рассчитывается по короткой стороне.
Укладываем нижний ряд арматуры вдоль пролёта, диаметр стержней 12 мм. Так как параметры дома 6 х 6 указываются по осям, — длина стержней составит 6 м каждый для кирпичного (каменного, монолитного) дома. Если стены выполнены из пористых блоков, то нахлёст армосетки на стены должен быть не менее 20 см. Рассчитываем по кирпичным стенам. Расстояние между параллельной арматурой для всех слоёв сетки – 20 см.
Подкладываем под него фиксаторы-сухарики высотой 30 мм, обеспечивая нижний защитный бетонный слой.
Следующий ряд – нижний поперечный, диаметр тот же.
Связываем проволокой диаметром 0,8 — 1,4 мм по всем пересечениям.
На нижнюю сетку устанавливаются разделители сеток. Их можно сделать самостоятельно из аналогичной арматуры. Шаг подставок также произвольный, — верхняя сетка не должна провисать при воздействии на неё веса человека. После окончательного монтажа каркаса можно будет добавить подставки при необходимости.
На разделители укладывается верхняя поперечная арматура и связывается с ними.
Далее — верхний слой арматуры вдоль пролёта. Диаметр стержней – 8 мм. Связывается на всех пересечениях.
В торцах каркаса по каждому ряду устанавливаются П-образные изделия из арматуры, связывающие в единую конструкцию верх и низ каркаса.
Таким образом, на устройство армирования монолитного перекрытия понадобится:
арматура диаметром 12 мм – 372 м;
на верхнюю сетку – арматура 8 мм – 372 м;
на изготовление разделителей сетки и П-образных элементов потребность арматуры 8 мм составляет примерно 10 % от общей длины всех стержней – 75 м.
Изготовить дополняющие элементы каркаса можно самостоятельно с помощью простейшего трубогиба, либо купить как готовые изделия. Пересчитать длину на вес можно по таблицам, а также при приобретении арматуры, она реализуется на вес. Усиление основной сетки для монолитной плиты 6 х 6 м , как правило, не требуется.
Примеры чертежей
Типичные ошибки армирования плиты перекрытия
Наиболее распространённая причина ошибок в армировании монолитных перекрытий – самонадеянность и некомпетентность индивидуальных застройщиков. Самостоятельное выполнение данного вида строительных работ без профессиональных знаний вполне возможно, но определённый багаж знаний исполнителю всё же необходим. Недостаточно качественное армирование встречается и в работе подрядчиков. Причины аналогичны: некомпетентность, невнимательность, работа «по старинке», без учёта конкретных условий строительства.
Проект армирования плиты перекрытия
Задача инженерного расчёта арматурного каркаса: обеспечение работоспособности создаваемого перекрытия и предоставление исчерпывающей информации по его изготовлению. Форма общего проекта железобетонной конструкции нормируется, состоит из ряда обязательных составных частей:
Спецификация. Представляет собой полный список металлических деталей, необходимых для устройства армирования. В документе указываются характеристики, марки, классы, геометрические и иные параметры арматурных стержней, а также их требуемое количество.
Чертежи с достаточной и понятной детализацией для определения предназначенного каждому стержню места в арматурном каркасе.
Указания по размещению армокаркаса в плане создания защитного слоя для защиты металла от коррозии.
Данные по размещению закладных деталей и расчёты для их изготовления.
Разумеется, проект главная и необходимая часть для выполнения качественного армирования плиты, но сам процесс требует профессионализма исполнителей и грамотного контроля со стороны заказчика или производителя работ.
Брак при изготовлении
Прежде чем приступить к раскладке арматуры в опалубке, исполнитель изучает проект либо составляет собственную схему устройства каркаса, исходя из собственных навыков и опыта. Несколько вариантов типичных ошибок:
Самодеятельные строители чаще ошибаются, стремясь максимально «усилить» конструкцию, это приводит не только к ненужным затратам, но и снижает её качество. Например, при слишком «густой» сетке невозможно максимально уплотнить бетонную смесь.
Недостаточно прочный каркас под воздействием бетонной смеси может сместиться при укладке.
Характеристики железобетона снижаются при неточном размещении рабочих арматурных стержней или произвольным изменением марки арматуры.
Частая ошибка – неправильно подобранная величина защитного слоя арматуры.
Перечисленные ошибки и большой ряд иных возможных дефектов могут стать причиной:
дополнительных расходов по усилению конструкции;
ограничений по эксплуатации перекрытия с изменением допустимых нагрузок;
демонтажа конструкции.
Методы контроля
Достаточно часто при строительстве небольших частных домов проект армирования отсутствует. Застройщик всецело полагается на опыт и знания привлеченных строителей, либо полностью уверен в своих строительных способностях.
Но ошибки случаются, в том числе и у профессионалов, — именно поэтому при возведении значимых объектов составляется документ по «приёмке скрытых работ». К «скрытым» относится и армирование, потому что каркас впоследствии заливается бетонным слоем. Но сам с собой такой акт застройщик не составляет, а нанятые для устройства перекрытия разовые исполнители подобные обязывающие документы не подписывают.
Допустим, что перекрытие получилось достаточно прочным, но сомнения в качестве этой ответственной конструкции имеются. В этом случае применяются методы неразрушающего контроля, которыми можно проверить:
марку прочности монолитного перекрытия;
точное место размещения арматурных стержней и прутов с их параметрами;
уровень поражения арматуры коррозией;
однородность бетонного слоя с наличием или отсутствием в нём технологических дефектов.
Методы проверки эффективны, но затратны, поэтому важно выполнить работы по армированию правильно и ответственно.
Практические рекомендации
На рынке строительных материалов представлено много вариантов готовой сетки для армирования. На первый взгляд – оптимальное решение для быстрого создания армокаркасов перекрытий. Но применение готовых сеток неизбежно приводит к увеличению стыков арматурных полотен, что, в свою очередь, приводит к снижению общей прочности конструкции.
Кроме того, стыковка сеток производится внахлёст, — а это приводит к перерасходу материала и увеличению стоимости перекрытия. Сварка сетки, выполненная в заводских условиях точечным методом, приводит к незначительному, но всё же снижению прочности каркаса.
Реализация арматуры производится на вес, поэтому застройщику нужно научиться пересчитывать материал из мер длины в меры веса. При составлении схемы раскладки арматуры следует учитывать, что максимальная длина выпускаемых промышленностью стержней составляет 11,75 м.
Металл – достаточно дорогой материал. В стремлении удешевить строительство, некоторые застройщики стали использовать композитную арматуру для перекрытий.
Но не стоит забывать, что перекрытия относятся к ответственным конструкциям, а использование композитных изделий пока не достаточно проверено в практическом строительстве. Кроме того, экономия материала при замене металла композитом незначительна: композитные стержни всегда больше диаметром заложенных в проекты стержней из металлической арматуры.
материалы, схемы, расчет, пошаговая инструкция выполнения работ
Перекрытие один из несущих элементов строения. Самый распространённый материал, применяемый для его возведения, это железобетон (композиция бетона и стали). Соблюдение строительных правил и норм по армированию плиты перекрытия, это гарантия надёжности железобетонной конструкции. Правильное расположение арматуры в бетоне, даёт ему необходимую прочность, для того чтобы выдержать все будущие нагрузки на растяжение и изгиб. Можно выполнить армирование монолитной плиты перекрытия своими руками, для этого необходимо соблюдать технологию выполнения работ.
Содержание
1 Виды бетонных перекрытий
2 Достоинства и недостатки монолитного перекрытия
3 Чем и зачем армируют перекрытие
4 Этапы строительства монолитной плиты перекрытия
5 Пошаговый пример устройства армирования монолитной плиты перекрытия
5.1 Схема армирования плиты перекрытия
5.2 Нижний слой армирования плиты перекрытия
5.3 Верхний слой армирования монолитной плиты
5.4 Важные моменты при армировании плиты
Виды бетонных перекрытий
Бетонные перекрытия бывают двух типов.
Стандартные – это железобетонные плиты, которые изготовляются на заводе.
Монолитное перекрытие – это железобетонная конструкция, возведение которой осуществляется на месте строительства.
Стандартные плиты могут быть: пустотными, ребристыми, сплошными, а также иметь и другие конструктивные особенности. Всё зависит, от места их применения в строительстве.
Основное преимущество возведения перекрытия готовыми плитами, от монолитного, это скорость строительства и цена. В течение дня можно перекрыть частный дом ж/б плитами, когда для сооружения сплошной монолитной плиты необходимо минимум месяц. Но это не пугает застройщиков, так как у монолитной плиты масса преимуществ перед плитами перекрытия.
Достоинства и недостатки монолитного перекрытия
Преимущества, благодаря которым монолитное перекрытие пользуется большой популярностью в строительстве.
Надёжность. Обладает прочностью и несущей способностью, способной выдерживать механические нагрузки, воздействие температур, влаги, с которыми не могут справиться другие виды перекрытий.
Форма плиты может быть любой!
Целостность конструкции.
Распределение нагрузки.
Пожаробезопасность. Обладает высокой огнестойкостью.
Срок службы.
Самостоятельное строительство.
К недостаткам строительства монолитного перекрытия можно отнести.
Стоимость.
Трудоёмкость строительных работ.
Время строительства.
Чем и зачем армируют перекрытие
Для армирования плит перекрытия используют стальную, так и композитную арматуру (в основном стеклопластиковую). Более распространена металлическая арматура А500С (в проектной спецификации может обозначаться S500), популярны диаметры 10 и 12 мм. Для основного армирования железобетонной конструкции используют только рифлёную арматуру, чтобы создания качественную связь арматуры с бетоном. Для изготовления дополнительных элементов, не влияющих на несущую способность будущей железобетонной конструкции, можно использовать гладкую арматуру А1. Практикуют в современном частном строительстве и комбинирование арматуры, используют для армирования монолитной плиты одновременно металлические и стеклопластиковые пруты.
Несмотря на то что какая арматура используется, играет она одну и ту же роль в бетоне – придаёт ему необходимую прочность, чтобы выдержать все будущие нагрузки на растяжение, скручивание и изгиб.
Этапы строительства монолитной плиты перекрытия
Начинается строительство с составление чертежа будущей конструкции плиты. А именно, расчета толщины перекрытия, подсчета веса арматуры необходимой для армирования, марки используемого бетона. На эти параметры влияют многие факторы, которые следует учесть при составлении чертежа, самостоятельно это делать не советую, лучше заплатить проектировщику и он произведет все расчеты, а вы будете спать спокойно.
На начальном этапе возводятся вертикальные несущие опоры строения, на которые будет опираться перекрытие. Это могут быть колонны, стены из бетона или кирпича, а также и газосиликатного блока необходимой плотности.
Установка опалубки под бетонные стены.
После возведения несущих опор устанавливается горизонтальная опалубка под перекрытие необходимого размера, с запасом от 30 см, для установки борта. В состав опалубки входят телескопические стойки, треноги, короны, ригеля и ламинированная фанера. Процесс монтажа опалубки проводится в следующем порядке:
Устанавливаются треноги. Их функция фиксировать стойки в необходимом месте в вертикальном положении.
Расстановка и крепление стоек к треногам. Изначально стойки выдвигаем на необходимое расстояние, в зависимости от высоты будущего перекрытия, с учетом ригелей и фанеры, например: если перекрытие высотой 3 метра, то стойку выдвигаем на 258 см, то есть 300 см отнимаем 2 ригеля по 20 см и фанеру 2 см. На стойки надеваем короны.
Монтируем несущие ригеля в короны стоек. Они должны выступать минимум 15 см, за корону.
Раскладка поперечных ригелей и выравнивание опалубки по уровню, с помощью нивелира или лазерного уровня.
Укладка фанеры. Шаг ригелей в пределах 40-60 см, при толщине перекрытия 15 – 22 мм. Этот параметр зависит от толщины используемой фанеры и от толщины будущей плиты.
Установка борта, края перекрытия. Бывают случаи, когда пробиваются по краю плиты только гвозди в качестве ориентира для армирования, а бортовая опалубка устанавливается позже, так как она может мешать процессу армирования.
Сборка горизонтальной опалубки под плиту перекрытия.
После установки опалубки выполняется армирование плиты перекрытия, укладывается арматура нижнего и верхнего слоя, по проекту и соединяется между собой проволокой, образуя железный каркас (подробнее процесс армирования разберём ниже).
На следующем этапе плиту бетонируют. С помощью крана и колокола для подачи бетона, либо бетононасосом. При укладке бетонной смеси её обязательно следует уплотнять вибратором, заливка производится беспрерывно, плита должна быть монолитной (бывают исключения при больших объёмах, могут устанавливаться отсечки, обязательно согласовывается с проектировщиком). В жару следует накрыть плиту клеёнкой и периодически поливать водой, чтобы бетон не пересыхал, в зимний период на арматурный каркас крепят обогрев.
Процесс бетонирования монолитной плиты бетононасосом.
После того как плита перекрытия наберёт необходимую прочность, производится демонтаж опалубки, места стыков листов фанеры, при необходимости шлифуют.
Пошаговый пример устройства армирования монолитной плиты перекрытия
Для более подробного изучения рассмотрим на примере, как выполняется армирование монолитного перекрытия толщиной 200 мм. В качестве основной арматуры используются пруты диаметром 12 мм, размер ячейки основной сетки 200х200 мм.
Схема армирования плиты перекрытия
Арматурный каркас плиты будет состоять из двойного армирования, 2 уровня сетки с расположенными в ней усилениями, требуемыми проектом. Как писалось выше, размер ячейки 20 на 20 см. Дополнительная арматура – усиление, в нижней сетке укладывается в области между опорами, так как на бетон в этом месте действует сила растяжение, вверху, наоборот, над опорами.
Нижний слой армирования плиты перекрытия
Начинается процесс армирования плиты с разметки. Отмеряем по чертежу, все его стороны и во все его углы внутренние и наружные вбиваем гвозди. По гвоздям натягиваем нить и получаем контур нашего будущего перекрытия, край бетона. От него будет проводиться разметка расположения арматуры. Согласно чертежу, смотрим какая арматура укладывается первой и от параллельной ей стороны перекрытия начинаем разметку.
В нашем случае защитный слой до центра арматуры от края перекрытия 4.5 см, следовательно, отмеряем от нити расстояние 4 см, и забиваем в это место гвоздь. Далее, на расстоянии 11.5 метров отступаем то же расстояние от края и забиваем второй гвоздь. По этим двум гвоздям натягиваем нить, это будет край первой арматуры, далее по шнурку через расстояние 1.2 м, пробиваем гвозди, укладываем первый прут, прижимаем его к гвоздям и фиксируем, с другой стороны, тоже гвоздями. Это необходимо, для того чтобы зафиксировать первый прут, от него будет зависеть ровность завязанной сетки и производится разметка расположения арматуры.
Далее, от нашего зафиксированного прута с помощью рулетки делаем разметку арматуры через 200 мм, рисуем маркером либо карандашом корректором отметки. По ним будет производиться укладка арматуры.
Если на перекрытии присутствуют балки либо капители колонн, вяжем сперва их по месту, либо на земле, а потом монтируем краном.
Следующим шагом устанавливаем «деки» в местах продавливания, по чертежу. Обычно ставятся на колоннах и углах стен.
Теперь можно приступить к армированию основной сетки. По меткам разносим арматуру, выравниваем по торцу, делая защитный слой 2 см.
Сразу зарезаем разбежку нахлестов арматуры. В нашем случае нахлест равен 40 диаметрам, для арматуры 12 мм, это 48 см. Разбежка равна 1,5 перехлеста – это 72 см, минимум, больше можно. Из получившихся кусков можно сделать пешки, они нам понадобятся для установки по краям плиты перекрытия и для обрамления отверстий.
Схема стыковки и размер нахлеста арматуры в монолитной плите перекрытия (без сварки).
После того как уложили первый слой, приступаем к укладке второго, он будет перпендикулярен первому. Так же натягиваем нить, пробиваем гвозди и фиксируем первую арматуру, от неё будет производиться дальнейшее армирование нижнего слоя монолитной плиты перекрытия. Зафиксировав её, связываем каждое пересечение арматуры по рулетке – шаг 200 мм. Следующим шагом укладываем арматуры через каждые 2 метра и также провязываем по рулетке с шагом в 20 см. Этот прут является монтажным и сразу же частью нижней сетки.
Провязав монтажные пруты, подставляем под них фиксаторы защитного слоя для арматуры, и производим разметку и укладку усиления 1-ого слоя.
Уложив все усиления разносим и привязываем остальные пруты основного армирования. Завязав всю нижнюю основную сетку, подставляем фиксаторы, с шагом 600 на 600 мм (5 штук на 1 метр квадратный). После установки фиксаторов укладываем усиления 2 слоя. Привязывается усиление по центру ячейки основного армирования, если шаг 200 мм, при шаге 100 мм, на расстоянии 50 мм от центра основного армирования, получится в ячейке по два прута усиления.
Важно! Связывать арматуры следует в шахматном порядке, с шагом 400 мм. Это обеспечит надёжную фиксацию металлических стержней между собой.
Финальный вид нижней сетки, с фиксаторами защитного слоя 25 мм, 5 штук на квадратный метр.
Если на перекрытии есть отверстия, их лучше разметить сразу, пока нет арматуры, начертить на опалубке и забить по углам гвозди. Можно сразу поставить опалубку для них, или же вырезать позже после армирования всей плиты, кому как удобней. Отверстия, размер которых более чем 200 на 200 мм, следует обрамлять дополнительной арматурой, выпуская в каждую сторону от короба по 50 см, то есть если короб 60 на 60 см, то размер обрамления 160 см. Привязывается по два прута с шагом 100 мм, с каждой стороны короба на верхнем и нижнем слое армирования, в общем, 16 прутов на короб. Так же привязываются пешки, к каждому пруту основной сетки.
Устройство усиления отверстий в плите перекрытия.
Верхний слой армирования монолитной плиты
Армирование верхнего слоя начинается с монтажа пространственных каркасов или “лягушек”. Их функция, поддержка верхнего армирующего слоя и соблюдение проектное расстояние между слоями. Шаг установки каркасов 1 метр, если устанавливаются “лягушки”, шаг 800 мм.
При наличии в плите перекрытия балкона, его усиляют, балками либо дополнительными прутами, в зависимости от проектных требований. Между балками арматура вырезается, и вставляется полистирол толщиной 100 мм, для уменьшения промерзаемости.
Далее, по нижней сетке укладываем арматуру 3 слоя армирования. Привязываем к каркасу или “лягушке” строго напротив нижней сетки. Через 2 метра укладываем монтажные пруты 4 слоя армирования и провязываем арматуру.
Выравнивание и крепеж арматуры верхнего слоя проволокой к “лягушкам”.
Следующим шагом укладываем верхнее усиление 3 слоя с необходимым шагом, то что попадает на каркас или “лягушку” привязываем.
Уложив усиления, раскладываем всю основную арматуру 4 слоя армирования и привязываем напротив нижней сетки. После укладываем усиление 4 слоя армирования и закрепляем вязальной проволокой.
Финальный вид армирования плиты перекрытия 20 см.
На последнем этапе армирования по краю перекрытия по основной сетке привязываем пешки. Это можно делать и в этапе вязки нижнего слоя.
Выполнив армирование плиты перекрытия, следует выполнить контрольную проверку, всё ли усиление на месте, соблюдены ли везде защитный слой. Если всё в порядке можно приступать к бетонированию плиты.
Важные моменты при армировании плиты
Правильно выполненное армирование плиты перекрытия обеспечит её долгую эксплуатации, для этого запомните следующие моменты, на которые следует обращать внимание в первую очередь.
Защитный слой. Именно он обеспечивает правильную работу арматуры в плите перекрытия и защищает о коррозии.
Величина нахлеста. Минимум 40 диаметров арматуры, этого будет достаточно, можно больше, но ни меньше.
Расположение нахлестов. Верхний и нижний нахлест не должен совпадать.
Обрамление отверстий. Неправильно выполненное обрамление, может привести к трещинам на перекрытии.
Надёжная вязка арматуры. Она не должна шататься и прогибаться, а так же идти ровно без изгибов.
Усиление. Количество должно соответствовать проектным требованиям, располагаться строго по чертежу.
Арматура должна быть чистой и не ржавой.
Вот и всё о чем следует помнить при выполнении работ для качественного результата, если есть вопросы по армированию плиты перекрытия, задавайте их в комментариях.
Монолитное разрешение | Монолитный фундамент | Монолитный плитный фундамент | Преимущества и недостатки монолитного плитного фундамента
Монолитное Определение:
Монолитное строительство – это процесс, при котором здание строится монолитно с использованием однородной смеси.
Это конструкция, изготовленная из единого материала, собранная и выкопанная. Обе стены, плиты, лестницы, а также дверные и оконные проемы отлиты на месте в Монолитный метод .
Процесс на месте с использованием специально изготовленной, более простой в эксплуатации модульной опалубки из алюминиевого и пластикового композита с меньшими трудозатратами и техникой.
Система сопротивления поперечной и гравитационной нагрузке в этой системе состоит из железобетонных стен и железобетонных плит.
Ключевыми вертикальными конструктивными элементами являются железобетонные конструктивные стены, выполняющие двойную функцию по сопротивлению как силе тяжести, так и боковым нагрузкам
Монолитные строительные работы способны экономически эффективно обеспечить высокое качество и прочную конструкцию . Он использовался для строительства промышленных бункеров, жилых домов, школ, стадионов и крыш, атомных электростанций, сосудов высокого давления и аудиторий.
Мы использовали опалубку в монолитном каркасе, что обеспечивает правильную ориентацию, гладкую поверхность и высокое качество работы. Это повышает скорость строительства по сравнению с традиционными подходами за счет использования опалубки.
Монолитная конструкция важна для минимизации толщины стены, минимизации ширины основания и минимизации сейсмического воздействия.
Также прочтите: Что такое модуль упругости | Что такое модуль упругости при изгибе | Что такое изгибное напряжение | Прочность бетона на изгиб | Модуль изгиба | Что такое прочность на изгиб
Монолитный фундамент:
Монолитный фундамент предусматривает только одну заливку, так что фундамент строится для замены нижних колонтитулов с единственной заливкой из бетонного пола с более толстыми секциями под конструктивными элементами и с обеих сторон окружности.
Гораздо ровнее и снижает стоимость производства, так как плита сливается сразу. Возведение монолитных фундаментов действительно несложно. Все это можно сделать за один день. Монолитная конструкция имеет толщину всего 12 дюймов.
Благодаря подходящему усилению это является основой для стоимости, скорости и дизайна предпочтения. Это также самое великое, что можно выразить. На данный момент это, безусловно, самый безопасный вариант, когда бетон смешивают и поддерживают достаточное количество стали, чтобы он не расслаивался.
Без затяжки швов и холодных соединений нет. Сборные фундаменты не используются.
Также прочтите: Что такое торкрет-бетон | Торкрет-бетон и бетон | Технология торкретирования | Виды технологии торкретирования | Преимущества торкретбетона | Недостатки набрызг-бетона
Монолитный плитный фундамент:
Для увеличения несущей способности стен залитая бетонная плита снаружи более гладкая, а нижние колонтитулы снаружи отсутствуют.
Для ровного грунта идеально подходят монолитные плитные фундаменты. Если земля неровная, то для присыпки земли сверху используется много насыпной почвы; если земля плохо уплотнена, это со временем приведет к растрескиванию.
Обычно бетонную поверхность заливают монолитно или отдельно от основания.
Во избежание растрескивания из-за оседания предпочтительнее использовать арматуру или волокнистую сетку.
На строительство уходит меньше времени и труда, чем на традиционный фундамент.
Под линией промерзания основание фундамента должно простираться вниз.
Также прочтите: Что такое шлифовка бетона | Как обновить бетон » вики полезно Бетонный шлифовальный материал | Ремонт и облицовка бетона
Преимущества монолитно-плитного фундамента:
1. Скорость строительства.
Монолитные плиты невероятно просты в изготовлении. Добавьте траншею по периметру и рассыпьте гравий, пока не уплотните почву (или не выбросите верхний слой почвы).
В самой тонкой части (т. е. в середине дома) бетон должен иметь толщину 4 дюйма, и обычно для полного высыхания требуется несколько дней. Это значительно быстрее, чем любой другой метод строительства фундаментов.
2. Устойчивость.
С точки зрения простоты монолитно-плитный фундамент при правильном строительстве прослужит около 50 лет. Из-за отсутствия сложных элементов в самой плите нет ничего плохого.
В бетоне нет швов, и если опора и анкерные болты установлены правильно, у вас будет прочный фундамент, способный выдержать большой вес.
3. Плохое обслуживание.
Чтобы поддерживать его в хорошем состоянии, вам не нужно ничего делать каждый месяц, если вы регулярно проверяете его, чтобы убедиться, что в фундаменте нет пробелов.
4. Энергоэффективность.
Для монолитно-плитного фундамента нет пространства между землей и домом, а значит, вам не придется тратить слишком много энергии на подогрев воздуха под ним в вашем доме. Даже для подвала или подвального помещения существует постоянная трата энергии.
Это означает, что фундамент из монолитных плит не только дешевле в краткосрочной перспективе, но и в долгосрочной перспективе сэкономит ваши деньги.
Также читайте: Как удалить краску с бетона без химикатов | Процедура удаления краски с бетонной поверхности | Как очистить бетон от аэрозольной краски
Недостатки монолитного плитного фундамента:
1.
Нет доступа.
Ниша или подвал обеспечивает доступ к полу, что гарантирует, что в этом пространстве вы можете разместить сантехнику, электрический щит и проводку.
Также, если что-то пойдет не так с монолитным плитным основанием, вы не сможете добраться до него, чтобы устранить проблему.
2. Дорогой ремонт.
В то время как с фундаментами из монолитных плит редко возникают проблемы, когда они ломаются, это может быть невероятно дорого.
Как правило, вам нужно использовать стратегии, которые могут стоить тысячи долларов, такие как грязевой или базовый джектинг.
3. Плохая погода.
Ваш дом возвышается всего на 6 дюймов или около того над землей с полами из бетонных плит, что делает остальную часть здания уязвимой для наводнений. Это серьезная уязвимость в некоторых частях мира.
4. Цена перепродажи дома.
Монолитная плита может в некоторых случаях снизить стоимость вашего дома. Если у вас есть старое монолитное плитное основание, потенциальный покупатель обнаружит, что может потребоваться дорогостоящий ремонт.
Если вы разработали его самостоятельно, клиент может быть не уверен в результатах.
Также прочтите: сталь прочнее бетона | Затраты на строительство из стали и бетона | Сталь против бетона | Насколько силен бетон | Бетон против стальной стоимости строительства
Монолитная плита:
В строительстве из бетонных плит термин «монолитная плита» используется для описания компонентов бетонных конструкций, таких как фундаменты, плиты, фундаменты, балки уклона, опоры и колонны, заливаемые одновременно.
Монолитная цементная плита не только относится к залитому на грунт бетону, но и соответствует подвесной плите.
Использование подкрепляющих материалов делает заливку бетонных плит монолитной с бетонными балками и колоннами, при этом висячая бетонная плита находится над уровнем земли.
Монолитные плиты представляют собой базовые конструкции, спроектированные с использованием единой бетонной заливки, обычно состоящие из бетонной плиты толщиной 4 дюйма с утолщенными внутренними участками под несущими стенами и часто утолщенными по краям периметра.
Среди преимуществ монолитных плит:
Более быстрое среднее время строительства.
Более высокая цена.
Очень прочный, особенно с добавлением арматуры из стали и волокнистой сетки.
Его можно дополнительно улучшить, добавив пост-натяжение на участки со слабым грунтом.
Также прочтите: Что такое поперечная балка | Детали соединительной балки | Преимущества использования анкерной балки | Усиление стяжной балки | Зачем использовать бетонную анкерную балку
Как сформировать монолитную плиту?
Надлежащее планирование площадки и усиление бетона являются важными критериями для строительства монолитной плиты.
1. Почва.
Необходимо уплотнить почву под плитой и не содержать органических веществ. Если верхний слой почвы соскоблить, то он обычно в достаточной степени цементирует ненарушенный грунт под ним.
Важно хорошо дренировать почву. Важно учитывать потоки воды, и необходимо подготовить правильное перенаправление, чтобы оно не подрезало плиту.
2. Траншеи по периметру.
Утолщенный край монолитной плиты образован канавкой по окружности плиты. В теплом климате траншея может быть только фут глубиной и фут шириной.
Траншея должна быть глубиной 2 фута в местах, подверженных промерзанию, и может быть изолирована, чтобы предотвратить морозное пучение под плитой.
3. Гравий.
Плотный гравий рассыпается под плитой и в траншеях на глубину от 3-1/2 до 4 и более дюймов. Популярным вариантом является хорошо дренируемый гравий с заполнителями размером от 3/8 до 3/4 дюймов.
4. Армирование.
Плетеная проволочная сетка размером 6 дюймов на 6 дюймов (6 дюймов x 6 дюймов) используется в стандартной установке, которая размещается на опорах из арматуры таким образом, чтобы ее можно было расположить ближе к середине готовой плиты.
Для усиления утолщенного края, № 4 арматурный стержень 9Обычно определяется 0008. Там, в нижней части траншеи, можно расположить 2 последовательных стержня рядом друг с другом, начиная с одного стержня в верхней части.
Арматура должна быть помещена в траншеи и постоянно связана.
5. Бетон.
Очень часто бетон определяется как 3000 фунтов на квадратный дюйм, а также толщиной не менее 4 дюймов. Минимум 6 дюймов над основной землей должен быть в конце плиты. Земля, которая покрывает его, должна иметь уклон в сторону от плиты.
6. Анкерные болты.
С помощью 1/2-дюймовых анкерных болтов нижние пластины строительных стен крепятся к перекрытию. На концах, которые помещаются в уже влажный бетон, эти болты имеют J- или L-образную форму.
Другие стороны анкерных болтов имеют резьбу, так что верхняя сторона настенной пластины может быть затянута гайками. Обычно анкерные болты располагаются на расстоянии 6 футов от середины.
Читайте также: Железобетонный каркас | Бетонная конструкция каркаса | Строительство бетонных зданий | Каркасная конструкция | Типы рамок
Монолитное строительство:
Монолитная строительная система с алюминиевой опалубкой — это быстрое и устойчивое к стихийным бедствиям строительство, новая разработка, позволяющая создавать экономичные и быстрые массовые жилые дома.
Монолитная архитектура представляет собой механизм, посредством которого стены и плиты укладываются одновременно.
В этой системе свежая цементная смесь помещается в легкое алюминиевое формующее устройство с арматурными стержнями, необходимыми для необходимой прочности.
Метод достаточно прост, так как стены и перекрытия отливаются за один раз. Это подходит для многоэтажного строительства, что позволяет быстро масштабировать строительство.
Позволяя лучше использовать время, ресурсы и строительные материалы, такие как сталь и цемент, эта технология обеспечивает более быстрые альтернативы быстро растущей нехватке жилья в городских районах.
Когда мы переходим к массовому жилью, оно предлагает быстрое развитие с оптимизированными затратами и временем, особенно для экономически более слабых слоев населения и слоев населения с низким доходом, у которых много жилья.
Это высокоэффективная технология, которая одновременно облегчает бетонирование всех компонентов, таких как стены, крыша и т. д., в результате чего получается конструктивно очень прочная монолитная конструкция
Технология требует неквалифицированного и полуквалифицированного (ручного) труда и поэтому не требует использования дорогостоящей строительной техники.
Следовательно, рентабельно
Модульные конструкции в широкомасштабных жилых комплексах открывают новые возможности для повторного использования опалубки, что делает технологию весьма рентабельной.
Материал опалубки (алюминий или ПЭВП) является экологически чистым и исключает использование ценной древесины из природных ресурсов. Это делает устройство экологически безопасным.
Эта система обеспечивает превосходное управление качеством всего каркаса в соответствии с BIS и другими международными стандартами.
Нет необходимости в плитке, блоках и штукатурке.
Затраты на надстройку и фундамент могут быть снижены без потери прочности благодаря уменьшению статической нагрузки примерно на 50 процентов.
Коробчатое поведение по существу создает очень сильную структурную прочность, делая ее устойчивой к землетрясениям и ветру/циклонам по отношению к вертикальным и горизонтальным силам.
Превосходно обработанная поверхность устраняет необходимость дорогостоящей штукатурки и укрепляет относительно полностью водонепроницаемую поверхность.
Из-за уменьшения толщины стенок для данной зоны цоколя доступно больше места на ковре.
Монолитная бетонная конструкция обеспечивает точную подготовку и гарантированную регулировку консистенции.
Метод опалубки, который позволяет отливать стены и плиты в соответствии с заранее определенным процессом, используется системой монолитного железобетона.
Он сочетает в себе скорость, эффективность и точность производства с эффективностью и экономичностью проектирования на месте.
Эффект 3 здания из железобетона, материалы которого достаточно высокого качества, чтобы обеспечить только ограниченную отделку, в то время как торцевые стены и фасады легко завершить.
Поскольку пол, стена и плита строятся как единая конструкция, арматура является непрерывной и сцепляется со всеми элементами конструкции здания, такими как фундамент, стены и плиты.
Таким образом, колонны и балки не нужны, в результате чего тонкие детали обеспечивают высокую устойчивость к землетрясениям, циклонам, ветрам и наводнениям.
Также прочтите: Что такое строительство плит | Типы дизайна плит | Что такое плита перекрытия | Типы плит перекрытия | Толщина бетонных плит | Сборные бетонные плиты
Краткое примечание
Монолитная плита
Это означает «состоящая из одного большого каменного блока». В строительной отрасли мы определяем это как «все за один раз». Итак, монолитная плита — это гигантский блок цемента, который заливается одним махом. Хотя он может быть вылит сразу, это не обязательно однородная плита.
Монолитное строительство.
Монолитная конструкция означает, что вся конструкция вместе с плитой отливается за один раз. Чтобы построить монолитная конструкция, потребовалась опалубка для конструкции . В этом проекте мы обсуждаем важность использования монолитной конструкции для высотных зданий.
Фундамент из монолитной плиты
Этот фундамент создается путем заливки одного слоя бетона для формирования плиты и основания . Подрядчикам нравится монолитная концепция, потому что она снижает затраты на рабочую силу, а процесс строительства происходит быстрее, чем при использовании других фундаментов.
Монолитная бетонная плита
Монолитная бетонная плита — это гигантский блок цемента, заливаемый одним махом . Хотя он может быть вылит сразу, это не обязательно однородная плита. Его делают утолщенным в местах, где будет несущая стена, и по всему периметру (на месте цоколя).
Монолитное разрешение | монолитная плита | Монолитный фундамент | монолитный фундамент | Преимущества и недостатки монолитно-плитного фундамента
Post Contents
Монолитное определение
Монолитное строительство — это процедура, при которой с использованием однородной смеси конструкция строится монолитно . Это конструкция, построенная из единого материала, собранная и выкопанная.
Обе монолитные плиты, стены , лестницы, вместе с дверью и оконными проемами отлиты на месте монолитным методом . Процедура на месте с использованием специально изготовленной, более простой в использовании модульной опалубки , изготовленной из алюминия , пластикового композита с меньшими затратами рабочей силы и техники.
Система сопротивления боковой и гравитационной нагрузке в этой системе содержит железобетонные стены и плиты из железобетона . Основные вертикальные структурные элементы представляют собой железобетонные несущие стены с двойной функцией , выдерживающей как гравитационные и боковые нагрузки. ( стандартный размер кирпича )
Монолитная опора
Монолитная опора
A Монолитный фундамент дает только One Pour , так что фундамент построена, чтобы заменить Coners с DOLE DOLE POLY, так что фундамент построена на замену CONERES с DOLE DOLE DOLE. изготовлен из бетонного пола с более толстыми секциями под конструктивными элементами и обеими сторонами периметра .
Он значительно более гладкий и поддерживает себестоимость производства на низком уровне, потому что плита отливается одновременно . Строительство монолитных фундаментов очень простое. Вполне вероятно, что все это можно сделать за один день.
Монолитная конструкция имеет толщину всего 12 дюймов (1 фут). Благодаря благоприятному подкреплению, это основа для стоимости, цены, и дизайна предпочтения. Точно так же считается, что это выражение тоже.
Что такое монолитная плита?
Монолитные плиты представляют собой базовые конструкции, построенные из одной бетонной заливки, обычно содержащие бетонную плиту толщиной 4 дюйма с утолщенными i внутренними секциями под несущими стенами и всегда утолщенными по краям
8 периметра
.
Монолитная плита
В строительстве из бетонных плит монолитная плита — это словосочетание, используемое для обозначения бетона конструктивные элементы , такие как фундаменты, плиты, фундаменты, поперечные балки, опоры, и колонны , заливаемые одновременно.
Монолитная цементная плита не просто применима к бетонной отливке на земле, но также соответствует подвесной плите . Применение подкрепляющих материалов делает заливку бетонных плит монолитной с бетонными балками и колоннами , а подвесную бетонную плиту — поверх .0007 уровень земли.
Строительство монолитной плиты происходит значительно быстрее, а трудозатраты низки, так как в этой плите бетон заливается сразу весь. Монолитная конструкция имеет решающее значение для минимизации толщины стены, минимизации ширины основания и минимизации сейсмического воздействия . ( МДФ )
При использовании в подходящих условиях монолитная плита может быть такой же прочной, как Плиты ствола-стены . Мы использовали опалубку в монолитном каркасе , что дает правильную ориентацию , гладкую поверхность и высокое качество работы. Это повышает скорость строительства по сравнению с традиционными подходами за счет использования опалубки .
Подробнее: Что такое плавучий фундамент | Пригодность плавающего фундамента
Монолитного фундамента Для плиты
Монолитный плитный фундамент
Монолитный означает одинарная заливка , что подчеркивает основное отличие от этого типа фундамента – это залитое все за один раз. Тот факт, что он заливается за один раз, делает его более быстрым, что позволяет снизить трудозатраты.
Залитая бетонная плита толще снаружи, чтобы поддерживать несущие стены, и нет нижние колонтитулы снаружи.
Монолитные фундаменты прекрасно подходят для плоской поверхности. Если поверхность земли не является плоской, то количество заполняющей земли используется для выравнивания земли; со временем это может привести к трудностям с растрескиванием , если грунт не будет должным образом уплотнен.
Как правило, бетонная поверхность заливается монолитно или независимо от основания . Чтобы избежать растрескивания из-за оседания, выбирают арматуру или волокнистую сетку . На его строительство уходит меньше времени и труда, чем на обычный фундамент . ( Водопропускная труба)
Под линией промерзания , пол фундамента должен простираться ниже.
Преимущества монолитно-плитного фундамента
Монолитно-плитный фундамент имеет ряд преимуществ,
1.
Скорость строительства
Монолитные плиты очень просты в изготовлении. Добавьте периферийную траншею и рассыпьте гравий , пока не уплотните почву (или не удалите верхний слой почвы ).
В самой узкой части (например, в середине дома) бетон должен быть толщиной 4 дюйма и в основном выдерживать несколько дней до полного высыхания. Это значительно быстрее , чем любой другой метод построения фонды .
2.
Устойчивость
С точки зрения простоты , монолитный плитный фундамент прослужит почти 50 лет при правильной конструкции. Из-за отсутствия сложных компонентов , в самой плите нет ничего плохого.
В бетоне нет швов , и если помощь и анкерные болты правильно установлены, у вас есть прочный фундамент , который может справиться с большим весом.
3.
Плохое техническое обслуживание
Чтобы поддерживать его в приличном виде , вам не нужно ничего делать на ежемесячной основе , до тех пор, пока вы регулярно проводите осмотр для убедитесь, что нет зазоров в фундаменте .
4.
Энергоэффективный
Нет пространства между землей и домом на монолитный плитный фундамент, что означает, что вам не нужно тратить слишком много энергии на обогрев воздуха под ним в вашем доме . Даже для подвала или подполья есть постоянная трата энергии.
Это говорит о том, что фундамент из монолитной плиты не только дешевле в краткосрочной перспективе, но и в долгосрочной перспективе сэкономит ваши деньги.
Недостатки монолитно-плитного фундамента
Монолитно-плитный фундамент имеет ряд недостатков,
1.
Нет доступа
Подполье или подвал дает доступ к полу, что гарантирует, что в этом конкретном пространстве можно установить сантехнику и электрическую панель и электропроводку.
Точно так же, если что-то пойдет не так с монолитным плитным основанием , вы не сможете добиться исправления трудности.
2.
Дорогой ремонт
Пока вещи с монолитные плитные фундаменты редко выходят из строя, когда они трескаются , это может быть чрезвычайно дорого .
В основном вам нужно использовать методы , которые могут стоить тысяч долларов , такие как бурение грунтом или бурение базы.
3.
Плохая погода
Дом только что поднят 6 дюймов или около того от уровня земли л с бетонными плиточными перекрытиями , гарантируя, что остальная часть здания уязвима для наводнения . Это значительная уязвимость в определенных частях мира.
4.
Вторичная цена дома
Монолитная плита может в некоторых случаях снизить стоимость вашего дома. Если у вас есть старое монолитное плитное основание, потенциальный потребитель обнаружит, что может потребоваться проведение дорогостоящего ремонта .
Если вы продолжите разработку самостоятельно, потребитель может быть не уверен в своих результатах.
Как сформировать монолитную плиту?
Формование монолитной плиты
Удовлетворительное планирование и укрепление бетона являются важными критериями для строительства монолитной плиты .
1.
Почва
Это, безусловно, удобный вариант , где бетон смешивается в настоящее время и поддерживается достаточным количеством стали, чтобы он не расслаивался. Разве что затяжка стыка, есть нет швов или холодных стыков . Использование сборных фундаментов не предусмотрено.
Необходимо уплотнить почву под плитой и не включать органические вещества . Если верхний слой почвы представляет собой соскобленный , то он, как правило, адекватно цементирует ненарушенный грунт под ними.
Важно дренаж грунт колодец . Крайне важно учитывать потоки воды, и должны быть подготовлены адекватные перенаправления так, чтобы они не подрезали плиты.
2.
Траншеи по периметру
Утолщенный периметр монолитной плиты образован траншеей вдоль окружности плиты. Траншея может просто потребовать, чтобы она была глубиной фута и шириной футов в теплую погоду.
Траншея должна быть глубиной 2 фута в регионах, где проникающие морозы и могут быть изолированы, чтобы предотвратить морозное пучение под плитой.
3.
Гравий
Плотный гравий рассыпается под плитой и в траншеях на глубину от 3,5 дюймов от до 4 дюймов и более.
Хорошо дренируемый гравий с заполнителями в диапазоне от 0,38 дюймов до 0,75 дюймов является превосходным выбором.
4.
Армирование
Армирование имеет размер около 6 дюймов на 6 дюймов. быть закреплена рядом с промежуточным звеном готовой плиты .
К усиливают утолщенный периметр , обычно указываются 4 арматурных стержня . Там, в самой нижней части траншеи, 2 последовательных баров могут быть размещены рядом друг с другом, начиная с одного бара в верхней части.
Арматура должна быть уложена в траншеи и многократно перевязана.
5.
Бетон
В большинстве случаев бетон определяется как 3000 psi , а также как минимум толщиной 4 дюйма.
Минимум 6 дюймов над нижележащим полом должен быть в конце плиты. Земля, которая его окружает, должна уклон от плиты.
6. Анкерные болты
Анкерные болты с 0,5-дюймовыми болтами , самые нижние пластины стен формации крепятся к плите . На концах, которые расположены в бетоне, когда он уже влажный, эти болты обычно имеют J-образную или L-образную форму.
Разные стороны анкерных болтов имеют резьбу таким образом, что верхняя сторона 9Настенную пластину 0007 можно затянуть с помощью гаек . Как правило, анкерные болты располагаются на расстоянии 6 футов от промежуточного звена.
Какие проблемы с монолитным фундаментом?
Несмотря на удобство и простоту устройства монолитного фундамента , могут возникнуть проблемы, которые могут повредить фундамент. Фундамент может нуждаться в дорогостоящем ремонте , что указывает на то, что было бы неплохо пойти с обычный фундамент .
Типичными затруднениями обнаруженными при монолитном фундаменте являются трещины в различных хозяйственных районах поддерживаемых фундаментом.
Трещины фундамента являются огромным районом концерна . Когда фундамент дает трещины, фундамент можно изолировать в местах холодных стыков (стена встречается с плитой) . Маленькие отверстия облегчают проникновение воды, влаги и насекомых в дом.
Проблемы с повышением влажности в почве или неправильное строительство могут повредить фундамент. Это может привести к тому, что столешницы , этажи, и стены в доме станут неровными. Движение в фундаменте может привести к дверям и окнам , которые застревают и ломаются в стенах из гипсокартона .
Когда следует избегать монолитного плитного фундамента под строительство
Подрядчики должны избегать использования монолитных плит фундаментов (монополярных) в следующих ситуациях,
Домашние площадки с уклоном могут привести к дорогостоящим расходам из-за необходимого количества бетона .
Домашние участки с несколькими дырами под домом, заполненными грязью, приводят к растрескиванию бетона.
Строительная компания не может строить монолитный плитный фундамент в 0007 зона затопления в соответствии с положениями кодекса.
Надлежащая подготовка площадки для фундамента из монолитной плиты
Почва под плитой не должна содержать органических веществ. Почва должна быть уплотнена (удаление верхнего слоя почвы) и хорошо дренирована .
Применение Кодекса определяет тип и расположение арматуры в этом типе фундамента . Чаще всего используется плита монолитная четырехстержневая. Арматурный стержень представляет собой два металлических стержня , которые легко изгибаются и располагаются бок о бок внахлест, в траншеях и соединены проволокой.
Канавка вдоль периферии плиты создает утолщенный край. Строительные нормы Чиновники указывают глубину и ширину траншеи. Эта траншея может быть шириной 1 фут и глубиной 1 фут в теплую погоду или 1 фут в ширину и 2 фута в глубину в средах , которые испытывают морозное пучение.
Подробнее: Фонд What Is Well | Строительство фундамента колодца
Монолитное строительство
Монолитная строительная система с алюминиевой опалубкой представляет собой быстрое и устойчивое к стихийным бедствиям строительство, происходящее развитие, которое производит экономически эффективное и быстрое и быстрое 0008 жилая недвижимость.
Монолитная архитектура представляет собой механизм , посредством которого плиты и стены позиционируются одновременно.
В этой конкретной системе свежая цементная смесь помещается в легкий алюминий , создавая устройство с арматурными стержнями, необходимыми для необходимой прочности .
Процедура относительно проста, так как стены и плиты отливаются за один раз. желательно многоэтажное здание строительство, позволяющее быстрое повсеместное строительство.
Строительство из монолитных плит
Благодаря более эффективному использованию времени, ресурсов, и строительных материалов , таких как цемент и сталь, эта технология дает более быстрые альтернативы быстро растущему дефициту жилья в городских районах .
Когда мы выбираем массовое жилье , это обеспечивает быстрое развитие с оптимизированными затратами и временем, особенно для экономически более слабые секции и классы с низким доходом , которые многочисленны без домов.
Это очень полезная технология, которая одновременно упрощает бетонирование всех элементов , таких как крыша , стены и т. д., в результате чего получается конструктивно чрезвычайно прочная монолитная конструкция .
Техника включает необученный и полуквалифицированный (ручной) труд и поэтому не требует затрат строительная техника для утилизации.
Таким образом, рентабельны, Модульные конструкции в популярных жилых домах разработки открывают новые возможности для повторного использования опалубки, делая технологию относительно рентабельной.
Материал опалубки ( либо алюминий, либо HDPE ) безвреден для окружающей среды и позволяет отказаться от использования важной древесины из природных ресурсов. Это приводит к устройству экологически безопасный .
Эта система обеспечивает выдающееся управление качеством всей структуры в соответствии с BIS и различными международными стандартами.
Плитка , блоки, штукатурка и не требуются.
Надстройка и расходы на фундамент могут быть уменьшены без ущерба для прочности благодаря снижению собственной нагрузки примерно на 50 %.
Коробчатое поведение почти создает чрезвычайно сильную структурную прочность , что делает его устойчивым к землетрясениям и ветру или циклонам по отношению к вертикальным и горизонтальным силам.
Великолепная обработанная поверхность устраняет дорогостоящую штукатурку и укрепляет поверхность , которая является относительно полностью водонепроницаемой.
Из-за уменьшения толщины стенки, более Ковровое пространство доступно для предоставленной зоны цоколя .
Монолитная бетонная конструкция приводит к точной подготовке и гарантированному регламенту однородности.
Когда лучше монолитный плитный фундамент?
В некоторых погодных условиях монолитный плитный фундамент является достойным выбором. В основном это страны с влажным и умеренным климатом.
1.
Влажный климат
В влажном климате монолитная плита сможет противостоять влаге двумя основными способами.
Во-первых , это материал, который не подвергается коррозии после намокания; в отличие от , опоры и балочные фундаменты созданы из дерева, которое относительно плохо переносит влагу .
Во-вторых , так как между землей и домом нет отверстия , влага не может попасть. Это не просто уменьшает структурное повреждение , а также повреждение от плесени (что часто встречается в подпольях).
Подробнее: Какой фундамент для дома является самым прочным дома (на самом деле это , уполномоченный некоторыми из строительных норм ). Однако, если вы не живете в районе, где зависает часто , нет аналога императив для подвала.
Как было сказано выше, в мягком климате можно установить монолитный плитный фундамент для повышения общей энергоэффективности. В очень жаркую или пустынную погоду лучше всего подойдет подвальное помещение , в холодном климате это может быть подвал, но в погоду , которые попадают между этими двумя (например, большинство Соединенных Штатов ).
Часто задаваемые вопросы
Монолитный фундамент?
Монолитная плита фундаменты представляют собой базовые конструкции, сооруженные с помощью одной бетонной заливки, обычно содержащие бетонную плиту толщиной 4 дюйма с утолщенными внутренними секциями под несущими стенами и всегда утолщенными по краям периметра.
Чем монолитная плита лучше?
Да, монолитная плита — хороший выбор, , потому что она значительно более гладкая и снижает себестоимость производства, поскольку плита отливается сразу. Его строительство происходит значительно быстрее, а трудозатраты низки.
Фундамент из монолитных плит имеет следующие преимущества, 1. Монолитные плиты очень просты в изготовлении. 2. Если говорить о простоте, то монолитный плитный фундамент прослужит почти 50 лет при правильной конструкции. 3. Чтобы поддерживать его в приличном состоянии, вам не нужно ничего делать ежемесячно, если вы регулярно проводите его осмотр 4. В самой узкой части (например, в середине дома) бетон должен иметь толщину 4 дюйма и полностью высыхать в основном в течение нескольких дней.
Какой толщины должна быть монолитная плита?
Монолитная плита имеет толщину всего от 12 дюймов от (1 фут) до 18 дюймов. Это базовые конструкции, сооруженные с помощью одной бетонной заливки, обычно содержащие бетонную плиту толщиной 4 дюйма с утолщенными внутренними секциями под несущими стенами и всегда утолщенными по краям периметра.
Монолитный фундамент
A монолитный фундамент дает всего одну заливку , так что фундамент построен для замены нижних этажей на подошву из бетонного пола под 80070 более толстыми структурными секциями
1. Какой сплав называется чугуном? Расскажите о классификации чугунов.
Чугун – сплав железа (основа) с углеродом (2-4%), содержащий постоянные примеси Si, Mn, S, P, а иногда и легирующие элементы Cr, Ni, V, Al и др. Как правило хрупок. Классифицируют: Белые чугуны— из за большого содержания цементита очень хрупкие и твердые. Серые чугуны – металл (основа)+графит (вкрапление). Ковкие чугуны— получают из белых чугунов, подвергая их специальному графитизирующему отжигу. Высокопрочные чугуны – получают модифицированием жидкими присадками магния, церия, иттрия и др. мет. Состоит из феррита и перлита. Чугуны специального назначения – подразд. на: жаростойкие, жаропрочные, корозионостойкие.
2. Какие исходные материалы используются для получения чугуна?
3. Какие детали изготовляют из высокопрочного и ковкого чугунов? Как обозначаются высокопрочные и ковкие чугуны?
Ковкие чугуны обладая применяются при изготовлении тонкостенных деталей, работающих при ударных и вибрационных нагрузках (фланцы, муфты, ступицы и др. ). Согласно ГОСТу маркируются как «КЧ», например КЧ45-7 первые 2 цифры – мин предел прочности при растяжении, цифры после тире – относительное удлинение при растяжении %.
Высокопрочные чугуны используются для массивных отливок – цилиндры, шестеренки, коленчатый и распределительный вал.
4. Что такое доменная плавка. Назовите продукты доменного производства. Что такое коэффициент использования полезного объема доменной печи?
Доменная плавка относится к числу непрерывных металлургических процессов, в основу его механизма заложен принцип противотока, что обусловливает высокую экономичность протекающих при этом тепловых и массообменных процессов. Продукты производства — радиаторы машин, секции котлов, смывные бачки, трубы. Коэффициент использования полезного объема представляет собой отношение полезного объема доменной печи к ее суточной производительности при плавке чугуна.
5. Этапы металлургического производства. В чем заключается прямое получение железа из руд? На какие этапы делится сталеплавильный процесс?
1 этап – расплавление шихты и нагрев металла. 2 этап – кипение металлической ванны, восстановление железа из оксида с выделением углекислого газа. 3 этап – раскисление стали (восстановление железа из оксида)
Под процессами прямого получения железа понимают такие химические, электрохимические или химико-термические процессы, которые дают возможность получать непосредственно из руды, минуя доменную печь, металлическое железо в виде губки, крицы или жидкого металла. Такие процессы ведутся, не расходуя металлургический кокс, флюсы, электроэнергию (на подготовку сжатого воздуха), а также позволяют получить очень чистый металл.
6. Что называется сталью? Что такое низкоуглеродистая, среднеуглеродистая, высокоуглеродистая сталь?
Сталь — деформируемый (ковкий) сплав железа с углеродом (и другими элементами), характеризующийся эвтектоидным превращением.
Низкоуглеродистая сталь (менее 0,25% С) – устойчива к деформационному старению. Среднеуглеродистая сталь (от 0,25 до 0,6% С) – применяются в судостроении, машиностроении. Высокоуглеродистые (от 0,6% С) – используют для получения канатной проволоки, при изготовл. применяют патентирование, быстро охлаждают до получения мелкозернистой структуры.
7. В чем заключается конверторный способ получения стали?
Получение стали в сталеплавильных агрегатах — конвертерах путём продувки жидкого чугуна воздухом или кислородом. Превращение чугуна в сталь происходит благодаря окислению кислородом содержащихся в чугуне примесей (кремния, марганца, углерода и др.) и последующему удалению их из расплава.
8. В чем заключается мартеновский способ получения стали?
В зависимости от состава огнеупорных материалов подины печи мартеновский способ выплавки стали может быть основным (в составе огнеупора преобладают СаО и MgO) и кислым (подина состоит из SiO2). Выбор футеровки зависит от предполагаемого состава шлака в процессе плавки. Основной принцип действия — вдувание раскаленной смеси горючего газа и воздуха в печь с низким сводчатым потолком, отражающим жар вниз, на расплав. Нагревание воздуха происходит посредством продувания его через предварительно нагретый регенератор (специальная камера, в которой выложены каналы огнеупорным кирпичом). Нагрев регенератора до нужной температуры осуществляется очищенными горячими печными газами
Железоуглеродистые сплавы — сталь и чугун
Наиболее широкое применение в современном машиностроении имеют железоуглеродистые сплавы — сталь и чугун.
Сталь — это сплав железа с углеродом; содержание углерода в стали не превышает 2%.
К сталям относятся:
Чугун — сплавы железа с углеродом, в которых содержание углерода превышает 2%. Среднее содержание углерода в чугуне 2,5—3,5%.
Кроме железа и углерода, в сталях и чугунах присутствуют примеси:
кремний и марганец в десятых долях процента (0,15— 0,60%)
сера и фосфор в сотых долях процента (0,05—0,03%) каждого элемента.
Сталь
Сталь с содержанием углерода до 0,7% применяется для изготовления:
листов,
ленты,
проволоки,
рельсов,
таврового и уголкового железа,
различного фасонного профиля,
а также для многочисленных деталей в машиностроении: шестерни, оси, валы, шатуны, болты, молотки, кувалды и т. п.
Сталь с содержанием углерода свыше 0,7% применяется для изготовления различного режущего инструмента:
резцы,
сверла,
метчики,
бородки,
зубила и др.
Свойства стали зависят от содержания углерода. Чем больше углерода, тем сталь прочнее и тверже.
Чугун
Машиностроительный чугунприменяют для производства отливок всевозможных деталей машин.
По составу и строению чугуны делятся на:
белый,
серый,
ковкий.
Ковкий чугун
Ковкий чугун получается в результате специальной обработки белого чугуна. В белом чугуне весь углерод находится в химически связанном состоянии с железом (Fe3C — цементит), что придает этому чугуну большую твердость и хрупкость и плохую обрабатываемость.
Белый чугун
В машиностроении белый чугун применяют для изготовления отливок, отжигаемых на так называемый ковкий чугун.
При отжиге цементит разлагается па железо и свободный углерод, и отливки приобретают невысокую твердость и хорошую обрабатываемость.
Серый чугун
Наиболее широкое применение в технике имеет серый чугун, в котором большая часть углерода находится в свободном состоянии, в виде графита. Этому способствует высокое содержание кремния.
Такой чугун обладает хорошими литейными качествами и применяется для производства чугунных отливок. Детали из этого чугуна получаются путем отливки в земляные или металлические формы (станины, шестерни, цилиндры, блоки и т.п.).
Благодаря наличию свободного углерода (графита) серый чугун имеет небольшую твердость и хорошо обрабатывается резанием.
§
Поделиться:
…
← Печи для термической обработки металла. Камерные печи
Непрерывное выдавливание →
Чугунный сплав
Чугунный сплав
Главная » Литейные сплавы » Черные сплавы » Чугунный сплав
Термин «чугун» описывает большое семейство ферросплавов. Содержит 2-4% углерода, наряду с кремнием, марганцем. Чугуны производятся в определенных формах для обработки механической обработкой, термообработкой или сборкой. Иногда для удовлетворения определенных требований он может быть кованым или прокатным. Чугун получают путем плавления чугуна и последующего соединения его со сталью или железным ломом.
В норме чугун содержит кремния до 3%. Однако при изготовлении специальных композиций, например:
Силал: кремний до 6%
Duriron: кремний до 12%
Вы можете приобрести чугун различных товарных марок, таких как серый чугун, отбеленный чугун, пятнистый чугун, белый чугун, ковкий чугун, ковкий чугун, чугун с шаровидным графитом, чугун с шаровидным графитом и аустенитный чугун.
Чугун получают плавлением чугуна. Часто эта плавка производится вместе со стальным и железным ломом. Он также включает в себя ряд шагов, которые приводят к удалению нежелательных элементов (фосфор и сера).
Основной целью этой обработки является снижение содержания углерода и кремния до желаемого уровня. Затем происходит добавление в расплав других элементов.
Небольшая доменная печь, известная как вагранка, используется для плавки железа.
После завершения плавки расплавленный чугун удаляют из шахты доменной печи.
Окончательная форма изготавливается методом литья.
Типы чугуна При затвердевании большая часть углерода осаждается в виде графита или цементита. Когда затвердевание завершается, выделившаяся фаза внедряется в матрицу аустенита, которая имеет равновесную концентрацию углерода около 2 мас.%. При дальнейшем охлаждении концентрация углерода в аустените уменьшается по мере выделения из твердого раствора большего количества цементита или графита. В обычных чугунах аустенит затем распадается на перлит при эвтектоидной температуре. Однако в серых чугунах, если скорость охлаждения через эвтектоидную температуру достаточно мала, получается полностью ферритная матрица с отложением избыточного углерода на уже существующем графите.
Белый чугун : Белый чугун плохо поддается механической обработке, так как он твердый и хрупкий.
Серый чугун: благодаря наличию микроструктуры графита в преобразованной аустенитной и цементитной матрице серый чугун более мягкий.
Чугун со сфероидальным графитом
: химический состав чугуна аналогичен составу серого чугуна, но с содержанием магния 0,05 мас.%.
Ковкий чугун: один из самых популярных сплавов, используемых в литье. Он имеет широкое применение, включая автомобильные компоненты, промышленное оборудование, производство электроэнергии ветряными турбинами, клапаны, оборудование для кондиционирования воздуха, оборудование для газонов и сада, а также сельскохозяйственную продукцию.
Чугун с шаровидным графитом: Чугун с шаровидным графитом известен своей превосходной ударной вязкостью и имеет широкое применение, например. коленчатые валы.
Отливки из чугунного сплава Чугунные сплавы широко используются в литье благодаря своим характеристикам, таким как прочность, хорошее соотношение прочности и веса, экономичная цена и доступность в изобилии, возможность изготовления изделий сложной геометрии. Чугунные отливки используются в различных областях, таких как автомобилестроение, сельское хозяйство, бытовая техника и многое другое.
Преимущества в литье:
Семейство материалов, способных удовлетворить различные инженерные и производственные задачи («семейство» включает серый чугун, ковкий чугун, чугун с уплотненным графитом, ковкий чугун и белый утюг).
Возможность отливки со вставками из других материалов.
Возможность изготовления деталей сложной геометрии и профилей различных размеров.
Возможность литья сложных форм, а также от очень тонких до очень толстых профилей.
Хорошее соотношение прочности и веса.
В целом экономичнее, чем конкурирующие материалы, и имеет относительно низкую стоимость на единицу прочности по сравнению с другими материалами.
Превосходная демпфирующая способность, особенно у серого чугуна.
Возможность изменения конструкции и объединения двух или более деталей из других материалов в одну отливку, что сокращает время и стоимость сборки.
Различные типы процессов литья для низкой, средней или высокой производительности.
Различные отливки из чугуна могут использоваться без термической обработки (в виде литья), однако, при необходимости, они могут подвергаться термической обработке для улучшения общих свойств или конкретных свойств, таких как поверхностная твердость.
Литейные сплавы
Черные сплавы
Чугунный сплав
Железный сплав
Цветные сплавы
Характеристики литейного сплава
Затвердевание литейного сплава
Переработка металлолома
Типы металлов
Отделка металла
Дизайн литья
Процесс литья
Коммерческое литейное производство
Литейные приложения
Литейное оборудование
Хобби Литейный завод
Отчеты об исследованиях рынка
Отчеты об исследованиях рынка
Снимки США Алюминий 2007
Металлургия и горнодобывающая промышленность в Соединенном Королевстве
Узнать больше
Центр дополнительной информации
Экологические проблемы
Углубленный анализ производственных процессов, рециркуляции и экологических проблем литейной промышленности. Подробнее
Основные литейные компоненты
Основные литейные компоненты, включая автомобильное литейное оборудование, компоненты насосов и клапанов.Подробнее
Новый Технологические исследования
Новейшие исследования производственных технологий в области производства, производственной инженерии и управления. Узнать больше
Применение литья
Все о промышленном применении технологий литья металлов в автомобилестроении, промышленном оборудовании.Подробнее
Чугун: свойства, обработка и применение
Чугун – сплав железа, содержащий 2–4 мас.% углерода, 1–3 мас.% кремния и меньшее количество второстепенных элементов [1]. Для сравнения, сталь имеет более низкое содержание углерода до 2 мас.% и более низкое содержание кремния.
Чугун можно дополнительно оптимизировать путем легирования небольшими количествами марганца, молибдена, церия, никеля, меди, ванадия и титана перед литьем.
В зависимости от содержания кремния в чугуне он классифицируется как белый или серый чугун и может подвергаться дальнейшей обработке при определенных температурах для получения ковкого или ковкого чугуна.
Общие свойства чугуна
Чугун высоко ценится за его способность легко отливать сложные формы в расплавленном состоянии и за его низкую стоимость. Кроме того, его свойства можно легко изменить, регулируя состав и скорость охлаждения без существенных изменений в методах производства.
Другими его основными преимуществами перед стальным литьем являются простота обработки, гашение вибрации, прочность на сжатие, износостойкость и коррозионная стойкость [2]. Коррозионная стойкость чугуна повышается за счет добавления второстепенных элементов, таких как кремний, никель, хром, молибден и медь [3].
Типы чугуна и их применение
Чугун можно разделить на серый чугун, белый чугун, ковкий чугун и ковкий чугун, в зависимости от его состава.
Серый чугун
Серый чугун или серый чугун имеет темно-серый цвет излома из-за графитовой микроструктуры. Наличие чешуек графита связано с добавлением кремния, который стабилизирует углерод в форме графита, а не карбида железа. Серый чугун обычно имеет состав от 2,5% до 4,0% углерода и от 1,0% до 3,0% кремния [1].
Применение серого чугуна
Серый чугун является наиболее распространенной формой чугуна. Он используется в приложениях, где его высокая жесткость, обрабатываемость, гашение вибрации, высокая теплоемкость и высокая теплопроводность имеют преимущество, например, блоки цилиндров двигателей внутреннего сгорания, маховики, корпуса коробок передач, коллекторы, роторы дисковых тормозов и посуда.
Общепринятой классификацией серого чугуна является международный стандарт ASTM A48. В соответствии с этой системой серый чугун классифицируется в зависимости от его прочности на растяжение, например, серый чугун класса 20 имеет минимальную прочность на растяжение 20 000 фунтов на квадратный дюйм (140 МПа).
Белый чугун
Белый чугун имеет белый цвет излома из-за присутствия карбида железа или цементита Fe3C. Наличие углерода в этой форме, в отличие от графита, является результатом более низкого содержания кремния по сравнению с серым чугуном. Белый чугун обычно содержит 1,8% масс. – 3,6% масс. углерода, 0,5% масс. – 1,9% масс.мас.% кремния и 1,0 мас.% – 2,0 мас.% марганца.
Белые чугуны чрезвычайно износостойкие, но хрупкие. Они обладают высокой твердостью из-за своей микроструктуры, содержащей крупные частицы карбида железа, и плохо поддаются механической обработке.
Применение белого чугуна
Белый чугун используется в износостойких деталях, где его хрупкость не имеет большого значения, таких как гильзы, шламовые насосы, шаровые мельницы, подъемные штанги, экструзионные сопла, бетономешалки, трубопроводная арматура, фланцы, дробилки и рабочие колеса насосов.
Популярным сортом белого чугуна является белый чугун с высоким содержанием хрома, ASTM A532. Он содержит никель и хром для обеспечения хорошей износостойкости [4].
Ковкий чугун
Ковкий чугун получают медленным отжигом при термической обработке белого чугуна. Это приводит к превращению углерода в виде карбида железа в белом чугуне в графит, а оставшаяся матрица состоит из феррита или перлита [1]. Графит присутствует в виде сферических или узловатых форм.
Ковкий чугун обладает хорошей ковкостью и пластичностью. Из-за более низкого содержания кремния по сравнению с другими чугунами он обладает хорошей вязкостью разрушения при низких температурах.
Применение ковкого чугуна
Благодаря хорошей прочности на растяжение и пластичности ковкий чугун используется для изготовления электрических фитингов и оборудования, ручных инструментов, фитингов для труб, шайб, скоб, сельскохозяйственного оборудования, оборудования для горнодобывающей промышленности и деталей машин.
Общепринятой классификацией ковкого чугуна является ASTM A47.
Ковкий чугун
Ковкий чугун, также известный как чугун с шаровидным графитом и чугун с шаровидным графитом, характеризуется наличием графита в форме сферических узелков, как и в ковком чугуне. В отличие от ковкого чугуна, ковкий чугун образуется не термической обработкой белого чугуна, а за счет определенного химического состава.
Чугун ковкий содержит 3,2 мас. % — 3,6 мас. % углерода, 2,2 мас. % — 2,8 мас. % кремния и 0,1 мас. % — 0,2 мас. % марганца, а также меньшие количества магния, фосфора, серы и медь. Присутствие марганца обуславливает сферическую форму графитовых включений [4].
Применение ковкого чугуна
Благодаря своей микроструктуре этот материал более пластичен, чем серый или белый чугун. По этой причине он используется в качестве трубы из ковкого чугуна для водопроводной и канализационной инфраструктуры. Он также может выдерживать термоциклирование и поэтому используется в автомобильных передачах и компонентах подвески, тормозах и клапанах, насосах и гидравлических деталях, а также в корпусах ветряных турбин.
Ковкий чугун обычно классифицируется как ASTM A536.
Производство и переработка
Для производства чугуна железо должно быть извлечено из железной руды. Руда плавится в доменной печи, где она разделяется на чугун и шлак.
 Откатное полотно имеет большую парусность и общую площадь, что приводит к постоянному воздействию сил, работающих на кручение по различным осям. Заказать Т образный профиль для откатных ворот можно в компании ВСЕ ДЛЯ ВОРОТ прямо сейчас. Это прокатное изделие нельзя сравнивать с профилированными квадратными или овальными трубами, ведь скрутить сложную форму практически невозможно. Также она даёт возможности для присоединения сопряженных элементов, вроде подкосов и распорок.
Откатное полотно имеет большую парусность и общую площадь, что приводит к постоянному воздействию сил, работающих на кручение по различным осям. Заказать Т образный профиль для откатных ворот можно в компании ВСЕ ДЛЯ ВОРОТ прямо сейчас. Это прокатное изделие нельзя сравнивать с профилированными квадратными или овальными трубами, ведь скрутить сложную форму практически невозможно. Также она даёт возможности для присоединения сопряженных элементов, вроде подкосов и распорок.

 Это могут быть скаты нагруженной крыши быстровозводимого павильона, стены здания, ангара, спортивного сооружения. Это гибкий материал и принципиально новый тип металлопроката, позволяющий создавать высокопрочные неразъёмные сварные соединения. На созданные каркасы легко крепится поликарбонат, проволочная сетка, разнообразные композитные панели, металлический шифер и прочие листовые и рулонные материалы. Всё зависит от поставленных целей и задач. Это один из наиболее вариативных стальных прокатных материалов.
Это могут быть скаты нагруженной крыши быстровозводимого павильона, стены здания, ангара, спортивного сооружения. Это гибкий материал и принципиально новый тип металлопроката, позволяющий создавать высокопрочные неразъёмные сварные соединения. На созданные каркасы легко крепится поликарбонат, проволочная сетка, разнообразные композитные панели, металлический шифер и прочие листовые и рулонные материалы. Всё зависит от поставленных целей и задач. Это один из наиболее вариативных стальных прокатных материалов. Всегда в наличии имеется полный сортамент. Можно подобрать всё под простейший забор или надёжные ворота с большим запасом прочности.
Всегда в наличии имеется полный сортамент. Можно подобрать всё под простейший забор или надёжные ворота с большим запасом прочности. Также здесь можно приобрести автоматику, аксессуары и фурнитуру. При необходимости также есть возможность покупки уже собранного каркаса, но это удобно только для небольших конструкций, допускающих транспортировку по дорогам общего пользования. Приглашаем к сотрудничеству на постоянной основе оптовых и розничных покупателей.
Также здесь можно приобрести автоматику, аксессуары и фурнитуру. При необходимости также есть возможность покупки уже собранного каркаса, но это удобно только для небольших конструкций, допускающих транспортировку по дорогам общего пользования. Приглашаем к сотрудничеству на постоянной основе оптовых и розничных покупателей.

 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>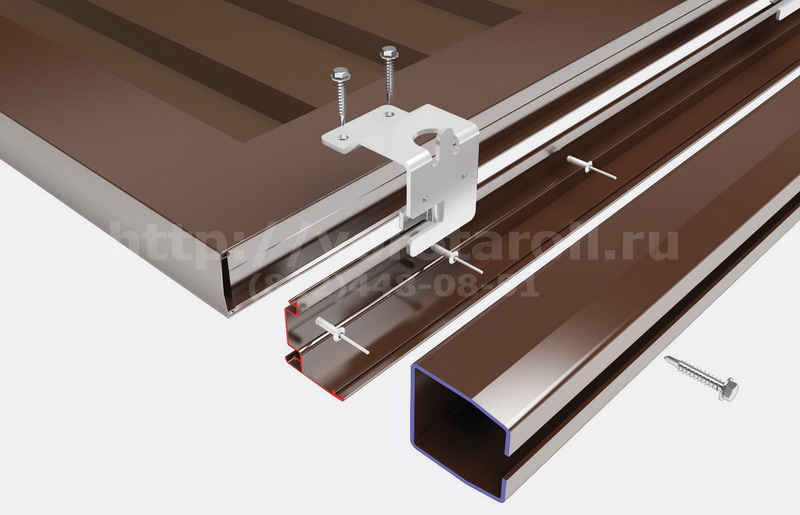 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>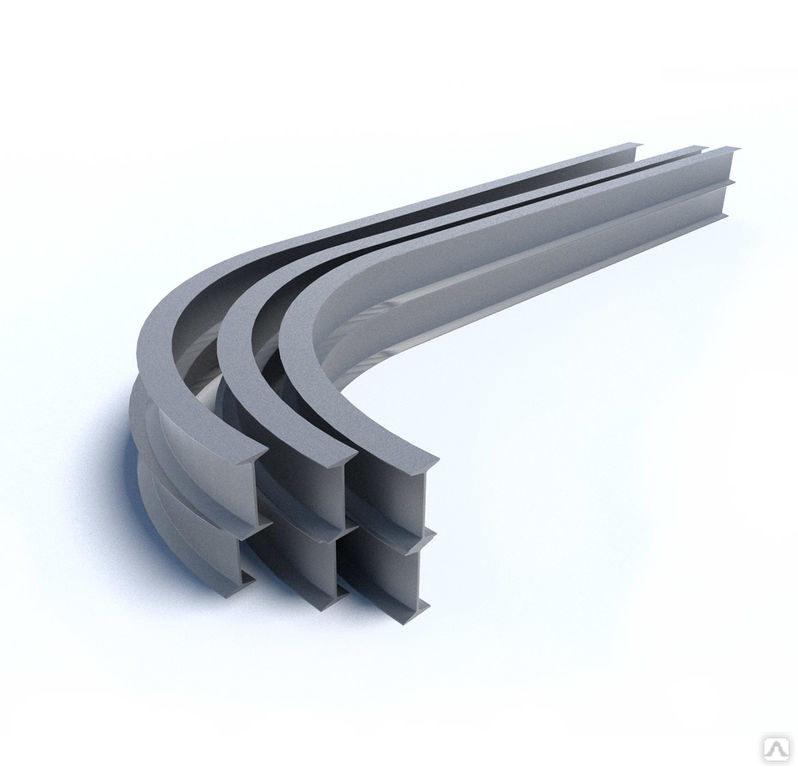 org/Offer»>
org/Offer»>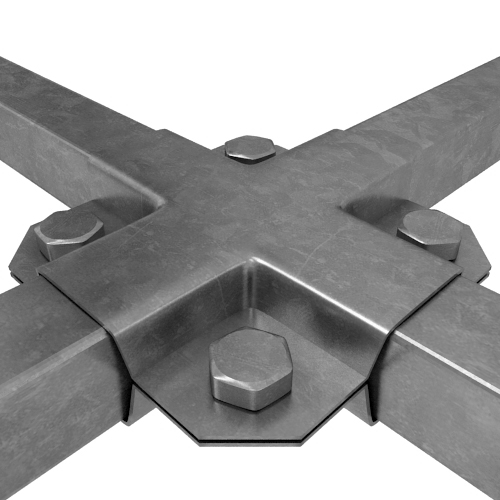 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>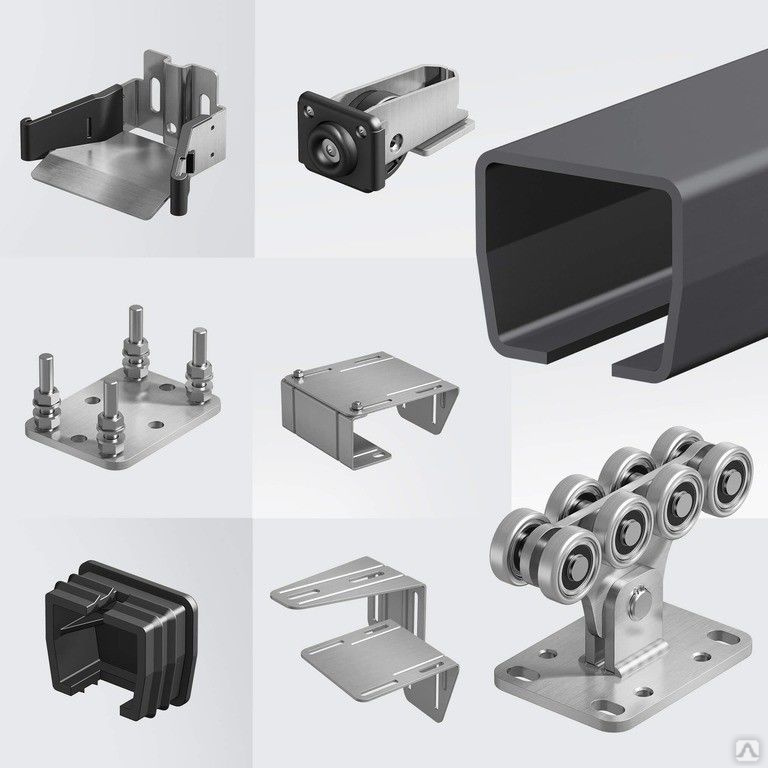 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> 11.2022
11.2022 фитинг и т. д. Они используются для того, чтобы контролировать направление и количество жидкости или жидкости в трубопроводных и водопроводных системах без утечек. Эти фитинги включают колено, тройник, крестовину, переходник, соединение, муфту, ниппель, заглушку и крышку, адаптеры, фланцы и клапан.
фитинг и т. д. Они используются для того, чтобы контролировать направление и количество жидкости или жидкости в трубопроводных и водопроводных системах без утечек. Эти фитинги включают колено, тройник, крестовину, переходник, соединение, муфту, ниппель, заглушку и крышку, адаптеры, фланцы и клапан.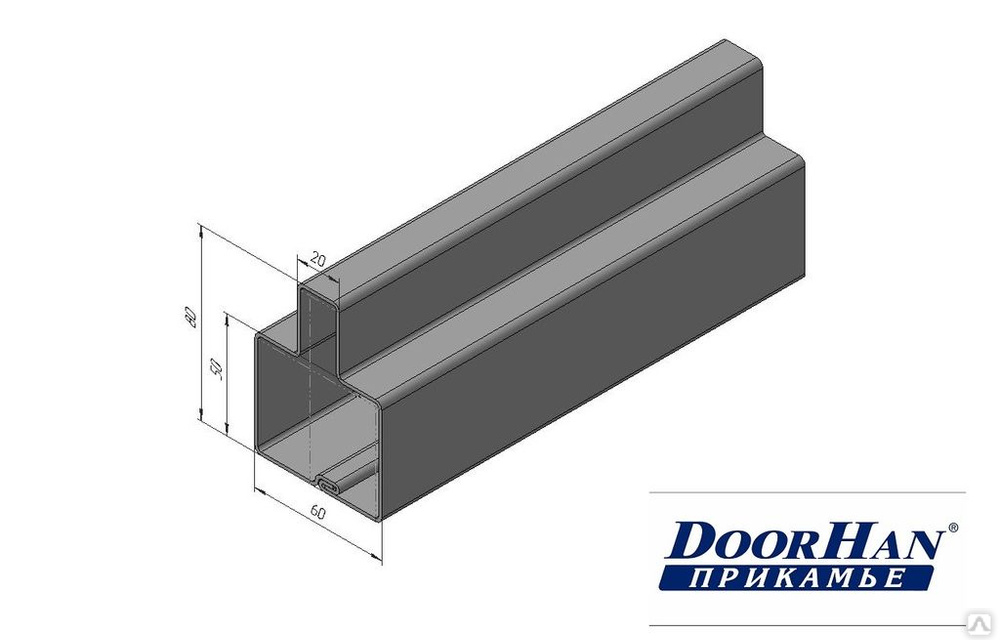 Обычно используется для соединения двух труб разных размеров с целью изменения количества потока жидкости, газа или жидкости. Они доступны из различных материалов, включая железо, нержавеющую сталь, резину, медь, алюминий и латунь. Переходные коленчатые фитинги доступны с изгибами под разными углами, такими как 90°, 45°, 135°, 180° и т. д.
Обычно используется для соединения двух труб разных размеров с целью изменения количества потока жидкости, газа или жидкости. Они доступны из различных материалов, включая железо, нержавеющую сталь, резину, медь, алюминий и латунь. Переходные коленчатые фитинги доступны с изгибами под разными углами, такими как 90°, 45°, 135°, 180° и т. д. Они доступны в нескольких размерах. Они изготовлены из материалов, включая углеродистую сталь, железо, алюминий, пластик, нержавеющую сталь, медь, латунь и резину. Существуют различные типы трубных тройников, такие как прямой тройник, тройник с внутренней и наружной резьбой, тройник с наружной и внутренней резьбой, переходной тройник и тройник с тройником.
Они доступны в нескольких размерах. Они изготовлены из материалов, включая углеродистую сталь, железо, алюминий, пластик, нержавеющую сталь, медь, латунь и резину. Существуют различные типы трубных тройников, такие как прямой тройник, тройник с внутренней и наружной резьбой, тройник с наружной и внутренней резьбой, переходной тройник и тройник с тройником. Они сконструированы таким образом, что подходят для стандартной внутренней резьбы, такой как BSP, BSPT, RC, G и т. д.
Они сконструированы таким образом, что подходят для стандартной внутренней резьбы, такой как BSP, BSPT, RC, G и т. д. Тройник-переходник используется в различных областях, таких как производство продуктов питания и напитков, судостроение, водоподготовка, установка химической обработки и т. д.
Тройник-переходник используется в различных областях, таких как производство продуктов питания и напитков, судостроение, водоподготовка, установка химической обработки и т. д. Центр обоих концов находится на одной оси, в результате чего образуются пузыри.
Центр обоих концов находится на одной оси, в результате чего образуются пузыри. Он используется для соединения двух различных типов фитингов, таких как шланги, клапаны и трубы. Он доступен из различных материалов: латуни, меди и нержавеющей стали.
Он используется для соединения двух различных типов фитингов, таких как шланги, клапаны и трубы. Он доступен из различных материалов: латуни, меди и нержавеющей стали. Существуют различные типы клапанов, которые используются для различных целей, таких как односторонний поток, для управления объемом или давлением и т. д.
Существуют различные типы клапанов, которые используются для различных целей, таких как односторонний поток, для управления объемом или давлением и т. д. Единственное отличие состоит в том, что ответвление расположено под углом, чтобы уменьшить трение, которое может препятствовать потоку. Соединение труб обычно выполняется под углом 45 градусов, а не под обычным углом 9 градусов.Угол 0 градусов. Если ответвление на конце оказывается перпендикулярным сквозной линии, фитинг становится «тройником-тройником».
Единственное отличие состоит в том, что ответвление расположено под углом, чтобы уменьшить трение, которое может препятствовать потоку. Соединение труб обычно выполняется под углом 45 градусов, а не под обычным углом 9 градусов.Угол 0 градусов. Если ответвление на конце оказывается перпендикулярным сквозной линии, фитинг становится «тройником-тройником».
 Вновь проверяем уровнем.
Вновь проверяем уровнем. Последующие кирпичи размещаем так, чтобы не возникала несхожесть параметров.
Последующие кирпичи размещаем так, чтобы не возникала несхожесть параметров. Раствор готовим, соблюдая пропорции: песок и цемент в соотношении 1:4. Водой разводим смесь до нужной консистенции.
Раствор готовим, соблюдая пропорции: песок и цемент в соотношении 1:4. Водой разводим смесь до нужной консистенции. Оптимальным отклонением считается ½ от длины кирпича. Роль вертикальной перевязки выполняют ярусы с поперечной кладкой. Осуществляя кладку цоколя, чередуем ярусы поперечный и продольный.
Оптимальным отклонением считается ½ от длины кирпича. Роль вертикальной перевязки выполняют ярусы с поперечной кладкой. Осуществляя кладку цоколя, чередуем ярусы поперечный и продольный. Всё зависит от проекта строения.
Всё зависит от проекта строения. Объём ленты формируется в границах опалубки.
Объём ленты формируется в границах опалубки. Это предотвратит затекание воды в шов между кладкой и фундаментом.
Это предотвратит затекание воды в шов между кладкой и фундаментом.
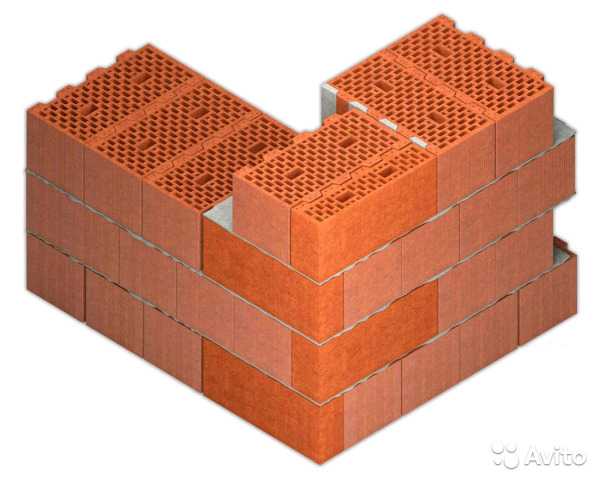 Это может вызвать разрушение кирпичной стены.
Это может вызвать разрушение кирпичной стены.
 Специалист покажет, как правильно делать кирпичную кладку.
Специалист покажет, как правильно делать кирпичную кладку.
 4 Цоколь с внутренним возвратом — длинный (левый и правый)
4 Цоколь с внутренним возвратом — длинный (левый и правый) PL.10 Подрамник для цоколя с торцом (левый и правый)
PL.10 Подрамник для цоколя с торцом (левый и правый)
 3 Plinth Stretcher
3 Plinth Stretcher 5.1*
5.1* 6.3*
6.3* 6.11*
6.11* 6.18*
6.18*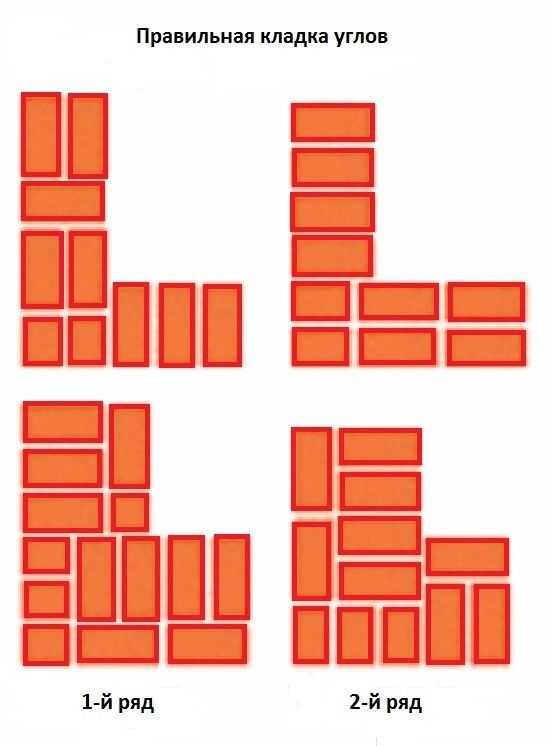
 8.7*
8.7* 9.1*
9.1*
 PL.11 Plinth / Cant Mitre Носилки (левая и правая рука)
PL.11 Plinth / Cant Mitre Носилки (левая и правая рука) Тип №
Тип № Дизайн Майка показывает цоколь из двух-трех рядов кирпичей; Я решил использовать три вместе с дополнительным 50-миллиметровым блоком, уложенным на заднюю часть кирпичной кладки, чтобы край оперения только нависал над передней частью кирпичной кладки (рисунок здесь).
Дизайн Майка показывает цоколь из двух-трех рядов кирпичей; Я решил использовать три вместе с дополнительным 50-миллиметровым блоком, уложенным на заднюю часть кирпичной кладки, чтобы край оперения только нависал над передней частью кирпичной кладки (рисунок здесь). В течение следующих нескольких солнечных дней я намочил и накрыл плиту, чтобы замедлить процесс высыхания, что привело к большей прочности.
В течение следующих нескольких солнечных дней я намочил и накрыл плиту, чтобы замедлить процесс высыхания, что привело к большей прочности. Было важно, чтобы они были квадратными, поскольку они используются в качестве точки отсчета для всех остальных кирпичей на цоколе. Некоторые углы также были сколоты, так как я забыл купить кромочный шпатель для бетона, что усложняло получение первого уровня кирпича.
Было важно, чтобы они были квадратными, поскольку они используются в качестве точки отсчета для всех остальных кирпичей на цоколе. Некоторые углы также были сколоты, так как я забыл купить кромочный шпатель для бетона, что усложняло получение первого уровня кирпича. Мы смогли закончить всю кладку кирпича за два дня, а затем перешли к кладке блоков.
Мы смогли закончить всю кладку кирпича за два дня, а затем перешли к кладке блоков.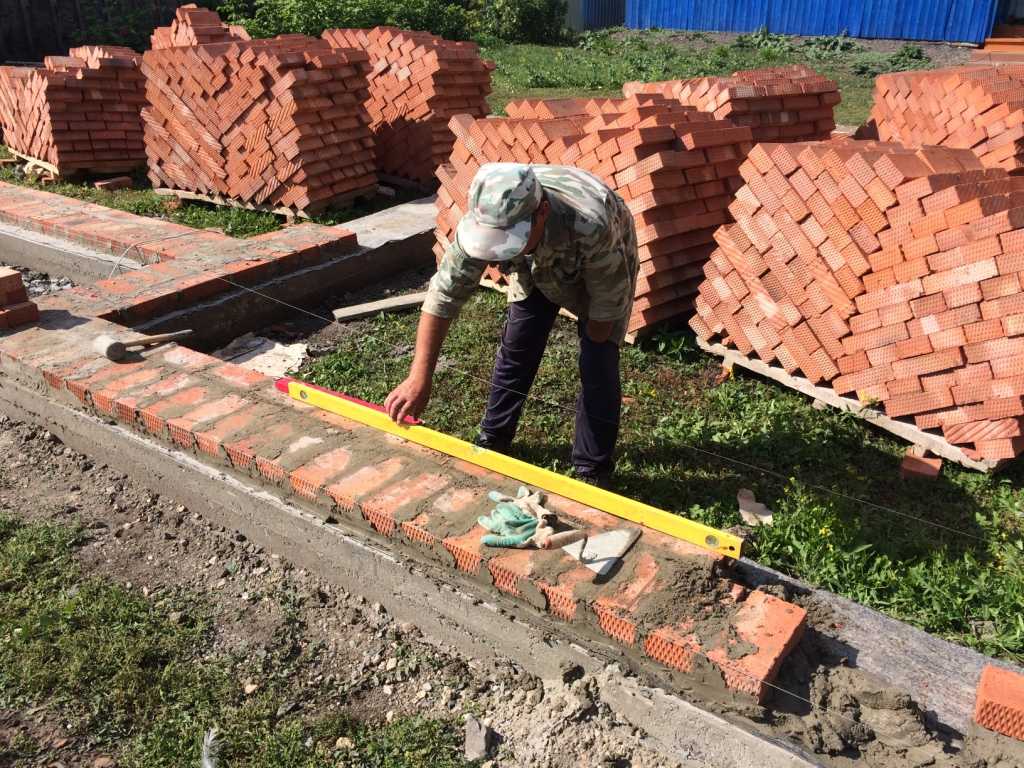
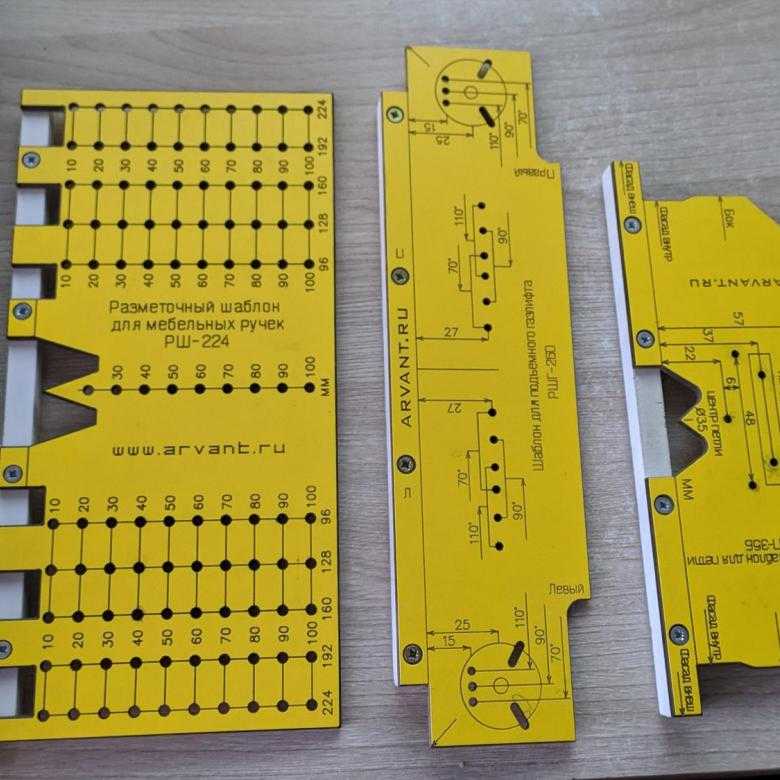 Недостатком таких самодельных устройств является небольшой срок службы, из-за быстрого износа увеличивается неточность наметки, что негативно влияет на качество сборки мебели. Аналогичным способом можно изготовить другие специальные устройства, например, кондуктор для ручек или мебельных петель.
Недостатком таких самодельных устройств является небольшой срок службы, из-за быстрого износа увеличивается неточность наметки, что негативно влияет на качество сборки мебели. Аналогичным способом можно изготовить другие специальные устройства, например, кондуктор для ручек или мебельных петель.
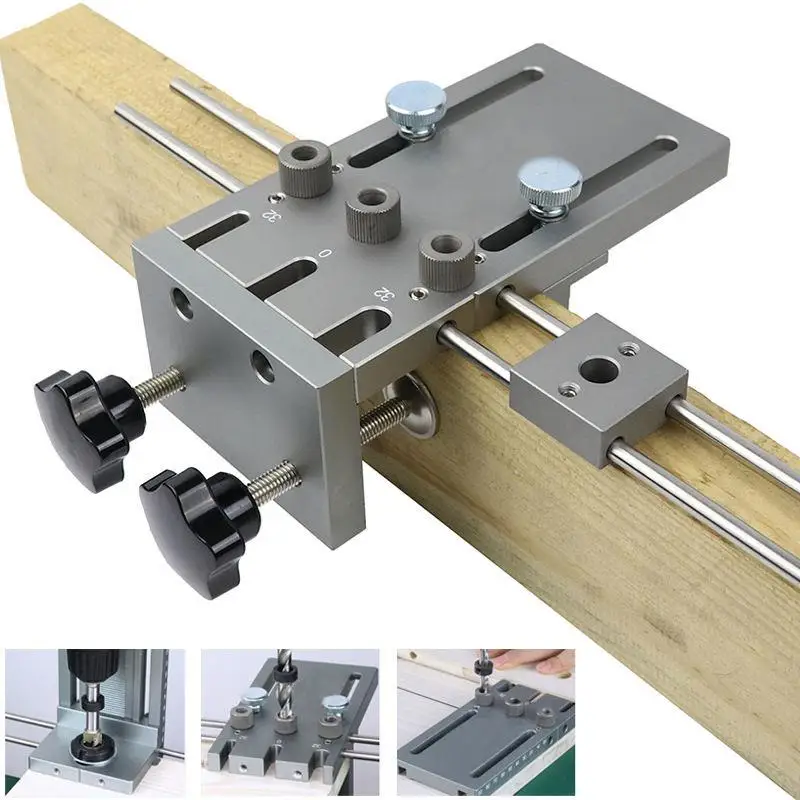 Процесс производства на них менее эффективен.
Процесс производства на них менее эффективен.
 Работу с шаблоном можно доверить низкоквалифицированному персоналу, так как эта операция проще ручной выверки. Рабочим нет необходимости измерять углы, делать наметку и проверку измерений. Угол сверления контролируется кондуктором, который исключает возможность отклонений. Это значительно повышает точность сверления, что особенно критично для глубоких отверстий.
Работу с шаблоном можно доверить низкоквалифицированному персоналу, так как эта операция проще ручной выверки. Рабочим нет необходимости измерять углы, делать наметку и проверку измерений. Угол сверления контролируется кондуктором, который исключает возможность отклонений. Это значительно повышает точность сверления, что особенно критично для глубоких отверстий.

 Механизм прибора позволяет производить идеально точное позиционирование отверстий диаметром от 3 до 12 мм. Кондуктор оснащен глубиномером и специальным упором, который помогает рассверливаться под прямым и косым углом. Благодаря резиновой накладке прибор удобно использовать на гладких и полированных поверхностях.
Механизм прибора позволяет производить идеально точное позиционирование отверстий диаметром от 3 до 12 мм. Кондуктор оснащен глубиномером и специальным упором, который помогает рассверливаться под прямым и косым углом. Благодаря резиновой накладке прибор удобно использовать на гладких и полированных поверхностях.
 Это недорогое приспособление поможет не только сократить трудозатраты, но и значительно повысить качество ваших изделий.
Это недорогое приспособление поможет не только сократить трудозатраты, но и значительно повысить качество ваших изделий.

 Проще всего сделать мебельный кондуктор из металлической линейки, к которой строго перпендикулярно прикручивается поперечина. Такой мебельный шаблон является многоцелевым разметочным устройством, простым как в изготовлении, так и в использовании. Отверстия, через которые будет выполняться разметка мест сверления, выполняются в металлической линейке на определенном расстоянии. Так, если отверстия сверлят для минификса, то расстояние между ними будет соответствовать величине 32 мм, а для полкодержателей – 100, 200 или 300 мм.
Проще всего сделать мебельный кондуктор из металлической линейки, к которой строго перпендикулярно прикручивается поперечина. Такой мебельный шаблон является многоцелевым разметочным устройством, простым как в изготовлении, так и в использовании. Отверстия, через которые будет выполняться разметка мест сверления, выполняются в металлической линейке на определенном расстоянии. Так, если отверстия сверлят для минификса, то расстояние между ними будет соответствовать величине 32 мм, а для полкодержателей – 100, 200 или 300 мм.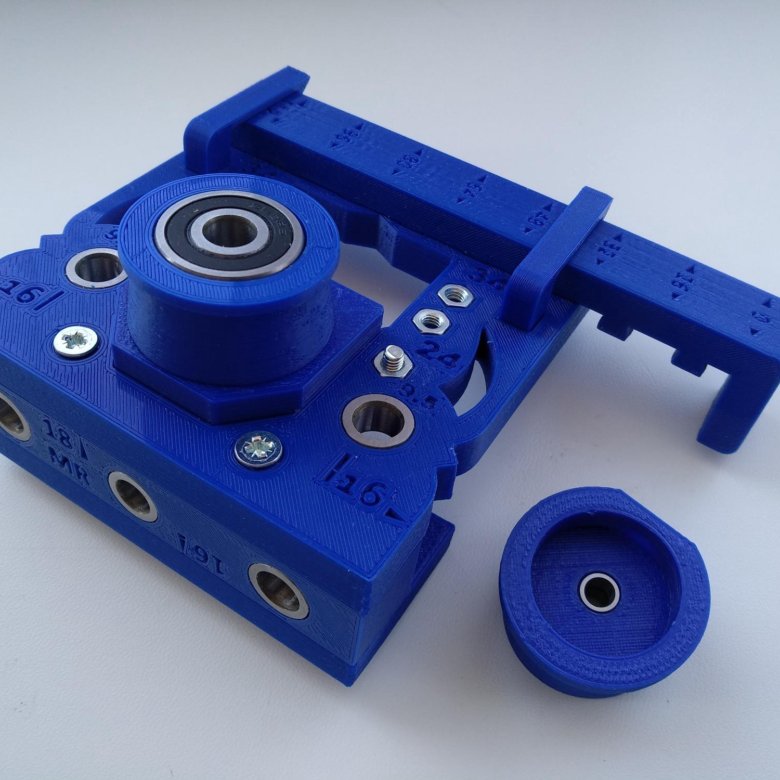


 Не обойтись без кондуктора в тех случаях, когда необходимо просверлить отверстие под определенным углом в тонких мебельных плитах, изготовленных из ДСП или МДФ.
Не обойтись без кондуктора в тех случаях, когда необходимо просверлить отверстие под определенным углом в тонких мебельных плитах, изготовленных из ДСП или МДФ.
 Такие приспособления отличаются максимальной функциональностью, с ними в комплекте обязательно идет набор сменных втулок, предназначенных для сверл разного диаметра.
Такие приспособления отличаются максимальной функциональностью, с ними в комплекте обязательно идет набор сменных втулок, предназначенных для сверл разного диаметра.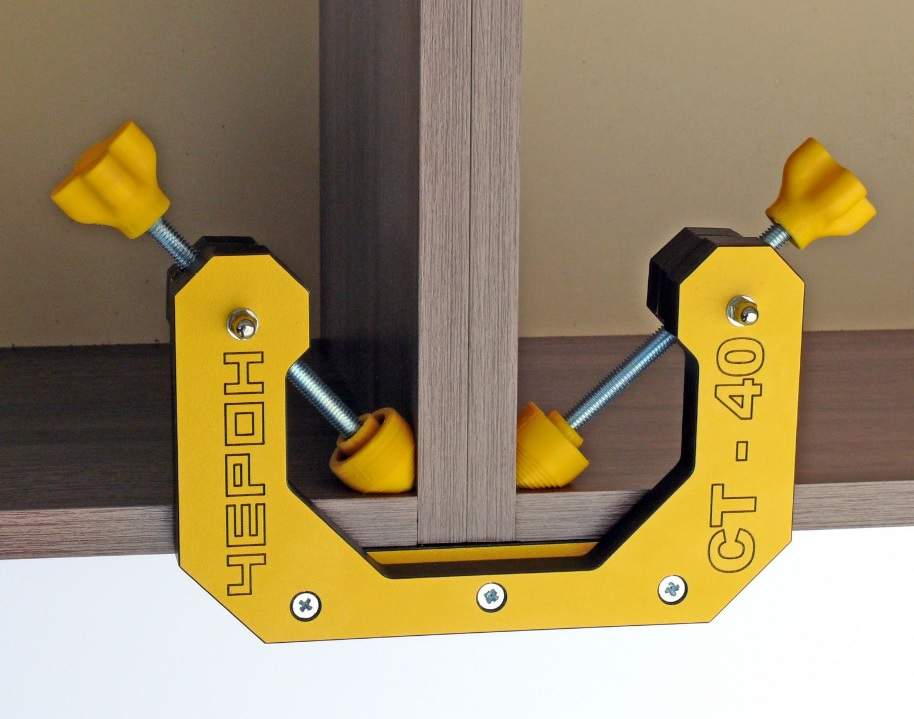
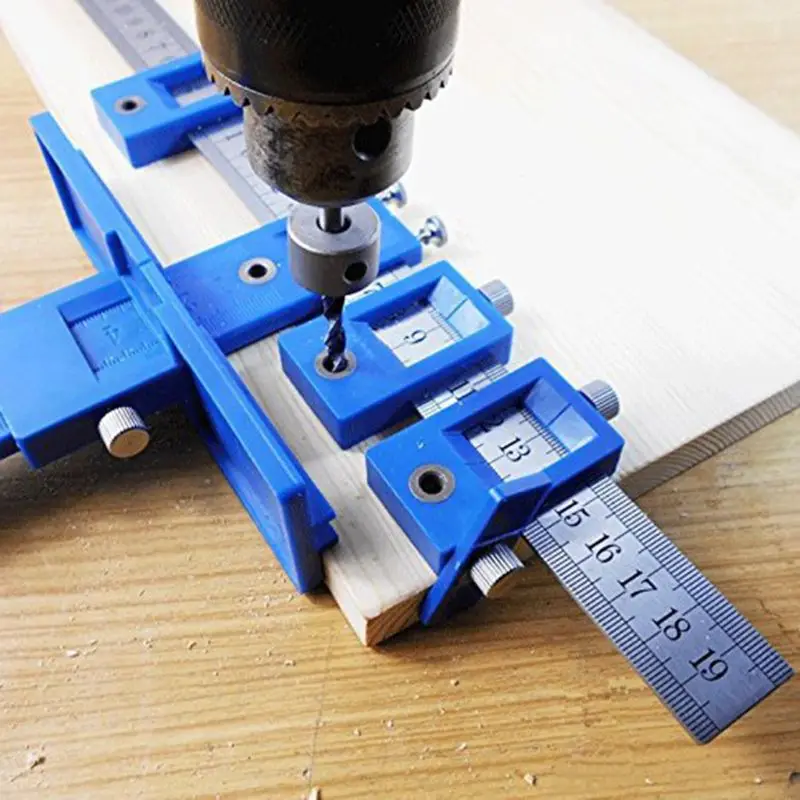 скамейки, микрофонные стойки…).
скамейки, микрофонные стойки…). Вилочные погрузчики HARPO производятся в Германии.
Вилочные погрузчики HARPO производятся в Германии.
 Мы работаем в прямом сотрудничестве с музыкантами и менеджерами, чтобы гарантировать соблюдение ограничений их профессии. Мы оборудовали множество оркестров по всему миру.
Мы работаем в прямом сотрудничестве с музыкантами и менеджерами, чтобы гарантировать соблюдение ограничений их профессии. Мы оборудовали множество оркестров по всему миру.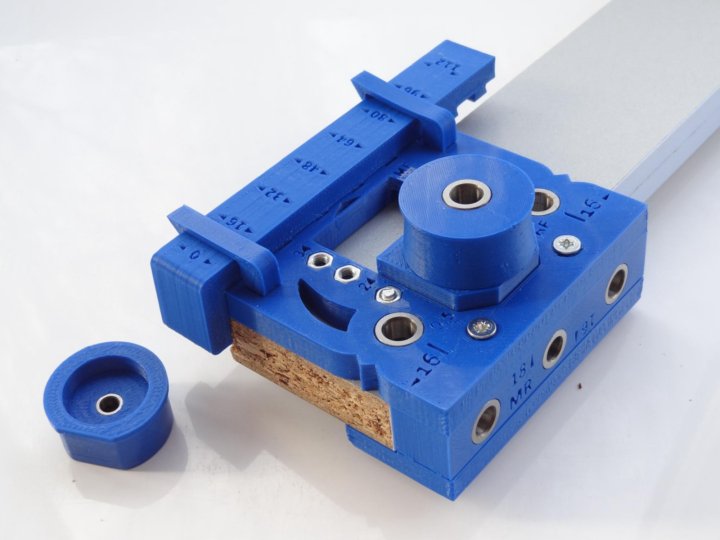

 по отдельности соединены шнуром и вилкой и не подпадают под действие Статьи 605.
по отдельности соединены шнуром и вилкой и не подпадают под действие Статьи 605.  6, Принадлежности для освещения — Поскольку в цепях освещения разрешено использовать провод номер 18 AWG, они не могут содержать электрическую розетку. Осветительное оборудование должно быть прикреплено или закреплено, а если они подключены с помощью шнура и вилки, шнур должен быть прочным и содержать заземляющий провод оборудования. (Кроме источника питания класса 2 со стороны нагрузки)
6, Принадлежности для освещения — Поскольку в цепях освещения разрешено использовать провод номер 18 AWG, они не могут содержать электрическую розетку. Осветительное оборудование должно быть прикреплено или закреплено, а если они подключены с помощью шнура и вилки, шнур должен быть прочным и содержать заземляющий провод оборудования. (Кроме источника питания класса 2 со стороны нагрузки) 
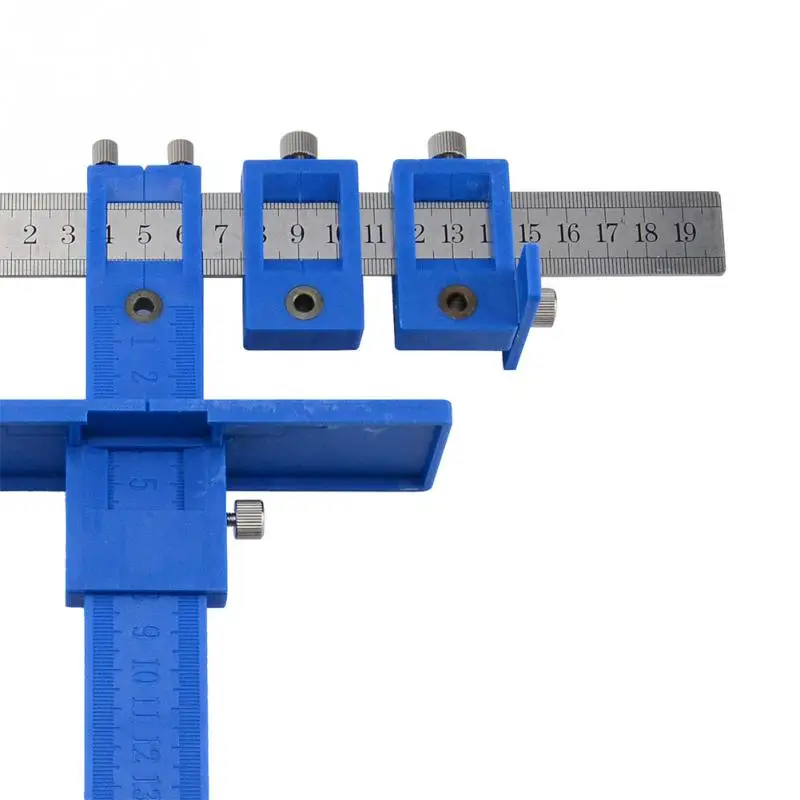 Таблица 400.4) и содержать изолированный провод заземления оборудования. Длина шнура ограничена двумя футами.
Таблица 400.4) и содержать изолированный провод заземления оборудования. Длина шнура ограничена двумя футами. ","469777815":"hybridMultilevel"}» aria-setsize=»-1″ data-aria-posinset=»3″ data-aria-level=»1″> Многопроводные цепи не допускаются.
","469777815":"hybridMultilevel"}» aria-setsize=»-1″ data-aria-posinset=»3″ data-aria-level=»1″> Многопроводные цепи не допускаются. 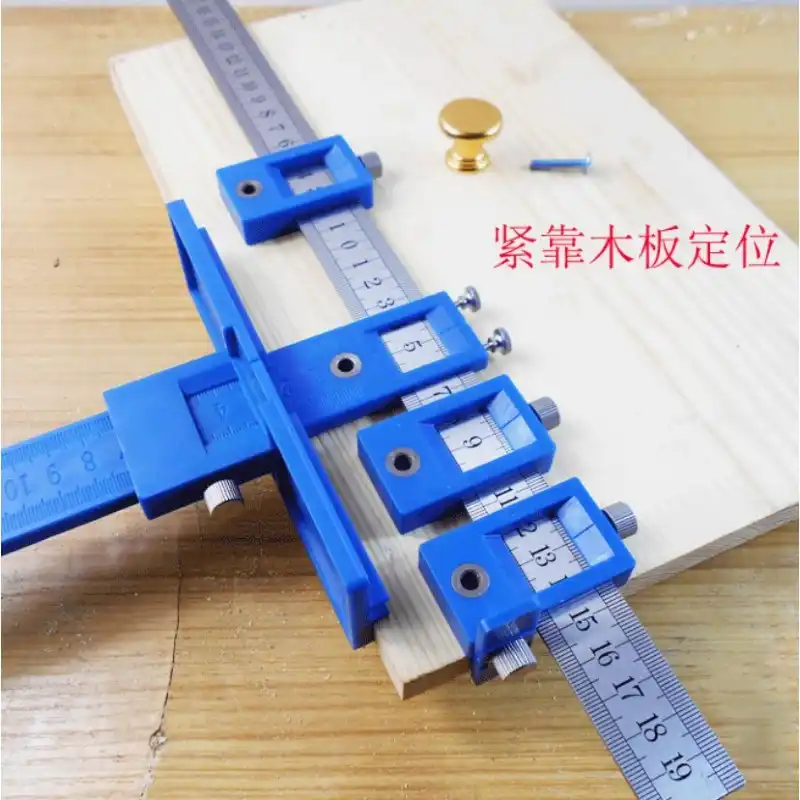
 Высокая скорость подачи сырья – до 150 м/мин, в совокупности с использованием ленточнопильного оборудования с функцией криволинейного пиления, позволяют заводу обеспечивать минимальную себестоимость выработки пиломатериалов. Запуск таких крупных предприятий позволил не только более эффективно перерабатывать сырье, но и привел к тому, что вместо 30 заводов, работавших в регионе всего 25 лет назад, при тех же самых объемах переработки древесины с этой задачей справляются всего 4 предприятия. Как доказала практика, при наличии хорошей дорожной инфраструктуры более выгодно увеличить плечо вывозки до крупного завода, где бревна распиливаются с большим объемным выходом и минимальными затратами.
Высокая скорость подачи сырья – до 150 м/мин, в совокупности с использованием ленточнопильного оборудования с функцией криволинейного пиления, позволяют заводу обеспечивать минимальную себестоимость выработки пиломатериалов. Запуск таких крупных предприятий позволил не только более эффективно перерабатывать сырье, но и привел к тому, что вместо 30 заводов, работавших в регионе всего 25 лет назад, при тех же самых объемах переработки древесины с этой задачей справляются всего 4 предприятия. Как доказала практика, при наличии хорошей дорожной инфраструктуры более выгодно увеличить плечо вывозки до крупного завода, где бревна распиливаются с большим объемным выходом и минимальными затратами. Кроме привычных уже проблем с вывозкой древесины, наблюдается тенденция к снижению среднего диаметра сырья. Не только уменьшаются линейные размеры сортиментов, но и увеличивается доля древесины с пороками строения и формы, в первую очередь количество сортиментов с кривизной более 1 %, эффективный раскрой которых фактически невозможен без установки специализированного оборудования.
Кроме привычных уже проблем с вывозкой древесины, наблюдается тенденция к снижению среднего диаметра сырья. Не только уменьшаются линейные размеры сортиментов, но и увеличивается доля древесины с пороками строения и формы, в первую очередь количество сортиментов с кривизной более 1 %, эффективный раскрой которых фактически невозможен без установки специализированного оборудования.
 Многие лесопильные предприятия начинают свое развитие с приобретения одно- пильных круглопильных или ленточнопильных станков. При росте объемов производства они, как правило, сначала просто увеличивают их количество, а также встраивают в линии многопильные станки отечественного или импортного производства или же устанавливают несколько параллельных лесопильных участков. Однако при больших объемах производства эффективно управлять большим парком оборудования и разросшимся штатом работников становится практически невозможно. Иными словами, компании достигают предельных технологических ограничений по возможностям станков, что характерно именно для малых предприятий. Дальнейшее развитие требует качественного изменения подхода к лесопилению, что не может быть достигнуто путем модернизации какого-либо отдельного станка или участка, а требует принципиального перехода на использование линий проходного типа.
Многие лесопильные предприятия начинают свое развитие с приобретения одно- пильных круглопильных или ленточнопильных станков. При росте объемов производства они, как правило, сначала просто увеличивают их количество, а также встраивают в линии многопильные станки отечественного или импортного производства или же устанавливают несколько параллельных лесопильных участков. Однако при больших объемах производства эффективно управлять большим парком оборудования и разросшимся штатом работников становится практически невозможно. Иными словами, компании достигают предельных технологических ограничений по возможностям станков, что характерно именно для малых предприятий. Дальнейшее развитие требует качественного изменения подхода к лесопилению, что не может быть достигнуто путем модернизации какого-либо отдельного станка или участка, а требует принципиального перехода на использование линий проходного типа. Так, среди клиентов USNR есть и холдинги, и индивидуальные предприниматели, которым переход на использование поточных линий позволил сократить расходы на производство пиломатериалов. Кроме того, в условиях отсутствия на рынке труда квалифицированных специалистов внедрение автоматизированных поточных линий является одним из путей решения проблемы кадрового обеспечения.
Так, среди клиентов USNR есть и холдинги, и индивидуальные предприниматели, которым переход на использование поточных линий позволил сократить расходы на производство пиломатериалов. Кроме того, в условиях отсутствия на рынке труда квалифицированных специалистов внедрение автоматизированных поточных линий является одним из путей решения проблемы кадрового обеспечения.
 Актуальны варианты совмещения малых лесопильных предприятий с домостроительными компаниями.
Актуальны варианты совмещения малых лесопильных предприятий с домостроительными компаниями.
 Также следует помнить, что, кроме самого лесопильного предприятия, необходимо будет строить поселки для работников завода.
Также следует помнить, что, кроме самого лесопильного предприятия, необходимо будет строить поселки для работников завода. 

 Если смотреть на компонентную базу оборудования, то для всех указанных станков она, как правило, импортная. Российские предприятия могут конкурировать по стоимости металла, рабочей силы.
Если смотреть на компонентную базу оборудования, то для всех указанных станков она, как правило, импортная. Российские предприятия могут конкурировать по стоимости металла, рабочей силы.
 С одной стороны, это оборудование будет не самым современным, но уже проверенным в работе. Его можно достаточно быстро запустить, а при дальнейшем развитии модернизировать.
С одной стороны, это оборудование будет не самым современным, но уже проверенным в работе. Его можно достаточно быстро запустить, а при дальнейшем развитии модернизировать.
 Даже те линии, которые выпускались в СССР в 70-80-е годы, были лишь копиями западного оборудования. Их производство не было успешным, и, по сути, это были экспериментальные образцы. На момент развала Советского Союза оказалось, что мы не в состоянии создать ни фрезернопильных, ни, тем более, ленточнопильных линий проходного типа, поскольку их создание требует не только высокой культуры производства, но и специальных знаний у проектировщиков и инженеров, что не может быть обеспечено только путем копирования чужих технологий. Отставание отечественного станкостроения от ведущих мировых фирм, таких как USNR, Linck, EWD, Heinola, HewSaw и т. д., на тот момент составляло минимум 40 лет, и этот разрыв только увеличивается.
Даже те линии, которые выпускались в СССР в 70-80-е годы, были лишь копиями западного оборудования. Их производство не было успешным, и, по сути, это были экспериментальные образцы. На момент развала Советского Союза оказалось, что мы не в состоянии создать ни фрезернопильных, ни, тем более, ленточнопильных линий проходного типа, поскольку их создание требует не только высокой культуры производства, но и специальных знаний у проектировщиков и инженеров, что не может быть обеспечено только путем копирования чужих технологий. Отставание отечественного станкостроения от ведущих мировых фирм, таких как USNR, Linck, EWD, Heinola, HewSaw и т. д., на тот момент составляло минимум 40 лет, и этот разрыв только увеличивается.

 , профессор ЯГСХА
, профессор ЯГСХА
 т.н., доцент кафедры технологии древесных и целлюлозных композиционных материалов СПбГЛТУ им. С.М. Кирова
т.н., доцент кафедры технологии древесных и целлюлозных композиционных материалов СПбГЛТУ им. С.М. Кирова bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/387/HM122-Primary1__31208.1635362593.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/387/HM122-Primary1__31208.1635362593.jpg?c=1?imbypass=on»> bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/383/HM122-LubeTank__02908.1635362588.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/383/HM122-LubeTank__02908.1635362588.jpg?c=1?imbypass=on»> bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/388/HM122-Sawhead-Middle__12358.1635362593.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/388/HM122-Sawhead-Middle__12358.1635362593.jpg?c=1?imbypass=on»> bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/380/Lifestyle2__22153.1635362567.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/380/Lifestyle2__22153.1635362567.jpg?c=1?imbypass=on»> Предназначен для пилорам-любителей, которые ищут экономичное решение для фрезерования пиломатериалов. HM122 включает в себя такие функции, как система лезвий RapidChange™, автоматическая смазка, счетчик часов работы, возможность более широкого реза и многое другое.
Предназначен для пилорам-любителей, которые ищут экономичное решение для фрезерования пиломатериалов. HM122 включает в себя такие функции, как система лезвий RapidChange™, автоматическая смазка, счетчик часов работы, возможность более широкого реза и многое другое. 0 л.с.: 589фунт [267 кг] / 9,5 л.с.: 615 фунтов [279 кг]
0 л.с.: 589фунт [267 кг] / 9,5 л.с.: 615 фунтов [279 кг] Работает на надежном 7,0 л.с. или 94-тактный газовый двигатель Kohler мощностью .5 л.с. HM122 оснащен новыми и инновационными функциями, такими как автоматическая система смазки лезвий, которая активируется при включении дроссельной заслонки, и система лезвий RapidChange™ для быстрой замены лезвий без инструментов. Высоко оцененная лесопилка HM122 по-прежнему остается лучшей в своем классе.
Работает на надежном 7,0 л.с. или 94-тактный газовый двигатель Kohler мощностью .5 л.с. HM122 оснащен новыми и инновационными функциями, такими как автоматическая система смазки лезвий, которая активируется при включении дроссельной заслонки, и система лезвий RapidChange™ для быстрой замены лезвий без инструментов. Высоко оцененная лесопилка HM122 по-прежнему остается лучшей в своем классе.  с. HM122 имеет наклонную конструкцию цилиндра с чугунным отверстием цилиндра и верхним клапаном для легкого доступа. Четырехступенчатая система фильтрации воздуха Quad-Clean гарантирует, что в двигатель поступает только чистый воздух, что обеспечивает максимальную мощность и срок службы двигателя. К двигателю прикреплена промышленная центробежная система сцепления, облегчающая работу на газу. Предоставляется 3-летняя коммерческая гарантия Kohler.
с. HM122 имеет наклонную конструкцию цилиндра с чугунным отверстием цилиндра и верхним клапаном для легкого доступа. Четырехступенчатая система фильтрации воздуха Quad-Clean гарантирует, что в двигатель поступает только чистый воздух, что обеспечивает максимальную мощность и срок службы двигателя. К двигателю прикреплена промышленная центробежная система сцепления, облегчающая работу на газу. Предоставляется 3-летняя коммерческая гарантия Kohler.  5 м) секции, позволяющие использовать бревна длиной 10 футов 4 дюйма (3,1 м). Дополнительные гусеницы длиной 6 футов 5 дюймов (1,95 м) могут быть прикреплены для размещения бревен любой длины. Гусеница поставляется с 12 выравнивающими ножками с регулировкой до 4 дюймов (10 см).
5 м) секции, позволяющие использовать бревна длиной 10 футов 4 дюйма (3,1 м). Дополнительные гусеницы длиной 6 футов 5 дюймов (1,95 м) могут быть прикреплены для размещения бревен любой длины. Гусеница поставляется с 12 выравнивающими ножками с регулировкой до 4 дюймов (10 см). 
 НДС
НДС bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/118/401/HM126-Sawhead-Middle__94685.1635437881.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/118/401/HM126-Sawhead-Middle__94685.1635437881.jpg?c=1?imbypass=on»> bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/118/392/HM126-Open__04853.1635437859.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/118/392/HM126-Open__04853.1635437859.jpg?c=1?imbypass=on»> bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/118/396/Lifestyle4__42547.1635437860.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/118/396/Lifestyle4__42547.1635437860.jpg?c=1?imbypass=on»> Идеально подходит для пильщиков-любителей, предпринимателей или опытных столяров. Портативная лесопилка HM126 включает в себя такие функции, как система лезвий RapidChange™, автоматическая смазка, счетчик часов работы, возможность более широкого пропила и многое другое, оставаясь при этом одной из самых ценных портативных лесопилок в отрасли.
Идеально подходит для пильщиков-любителей, предпринимателей или опытных столяров. Портативная лесопилка HM126 включает в себя такие функции, как система лезвий RapidChange™, автоматическая смазка, счетчик часов работы, возможность более широкого пропила и многое другое, оставаясь при этом одной из самых ценных портативных лесопилок в отрасли. с.; Дополнительно с двигателем 9,5 л.с.
с.; Дополнительно с двигателем 9,5 л.с. )
) Переносная лесопилка HM126 отличается точностью, плавностью хода и лучшим соотношением цены и качества в своем классе.
Переносная лесопилка HM126 отличается точностью, плавностью хода и лучшим соотношением цены и качества в своем классе.  К двигателю прикреплена промышленная центробежная система сцепления, облегчающая работу на газу. Предоставляется 3-летняя коммерческая гарантия Kohler.
К двигателю прикреплена промышленная центробежная система сцепления, облегчающая работу на газу. Предоставляется 3-летняя коммерческая гарантия Kohler.  Регулируемая направляющая лезвия с автоматической блокировкой сконструирована с использованием V-образных роликов из нержавеющей стали и соответствующего механически обработанного алюминиевого рычага, что делает ее системой премиум-класса по сравнению с традиционными регулируемыми направляющими лезвия. Он входит в стандартную комплектацию модели 14HP HM126 и может быть приобретен в качестве дополнительного аксессуара вместе с двигателем 9.Модель .5 л.с.
Регулируемая направляющая лезвия с автоматической блокировкой сконструирована с использованием V-образных роликов из нержавеющей стали и соответствующего механически обработанного алюминиевого рычага, что делает ее системой премиум-класса по сравнению с традиционными регулируемыми направляющими лезвия. Он входит в стандартную комплектацию модели 14HP HM126 и может быть приобретен в качестве дополнительного аксессуара вместе с двигателем 9.Модель .5 л.с.  с.
с.  Ширина пропила лезвия сведена к минимуму и составляет всего 0,080 дюйма (2 мм), чтобы максимизировать максимальное количество пиломатериалов на бревно.
Ширина пропила лезвия сведена к минимуму и составляет всего 0,080 дюйма (2 мм), чтобы максимизировать максимальное количество пиломатериалов на бревно. 
 На строительном рынке имеется большой выбор видов фрез ручного фрезера, в зависимости от назначения и используемого при изготовлении материала. Оснастка ручного устройства может быть использована для обработки пластика и металла, но наибольшее распространение получила в обработке древесины. Основные разновидности по работе с древесиной.
На строительном рынке имеется большой выбор видов фрез ручного фрезера, в зависимости от назначения и используемого при изготовлении материала. Оснастка ручного устройства может быть использована для обработки пластика и металла, но наибольшее распространение получила в обработке древесины. Основные разновидности по работе с древесиной.
 Изделия из древесины поддаются обработке ручным фрезером с кромочными фрезами полной обработке. Кромочный вид наиболее распространен в использовании и имеет множество модификаций:
Изделия из древесины поддаются обработке ручным фрезером с кромочными фрезами полной обработке. Кромочный вид наиболее распространен в использовании и имеет множество модификаций: Ручным фрезером производится работа по дереву в несколько этапов, пока не начнет действовать упорный подшипник.
Ручным фрезером производится работа по дереву в несколько этапов, пока не начнет действовать упорный подшипник.
 Они выполняют свои функции не только под осевой нагрузкой, имеют возможность перемещения во время работы, за счёт наличия боковых кромок. Режущие кромки, точнее их количество, напрямую зависит на качество выполняемых действий ручным фрезером.
Они выполняют свои функции не только под осевой нагрузкой, имеют возможность перемещения во время работы, за счёт наличия боковых кромок. Режущие кромки, точнее их количество, напрямую зависит на качество выполняемых действий ручным фрезером.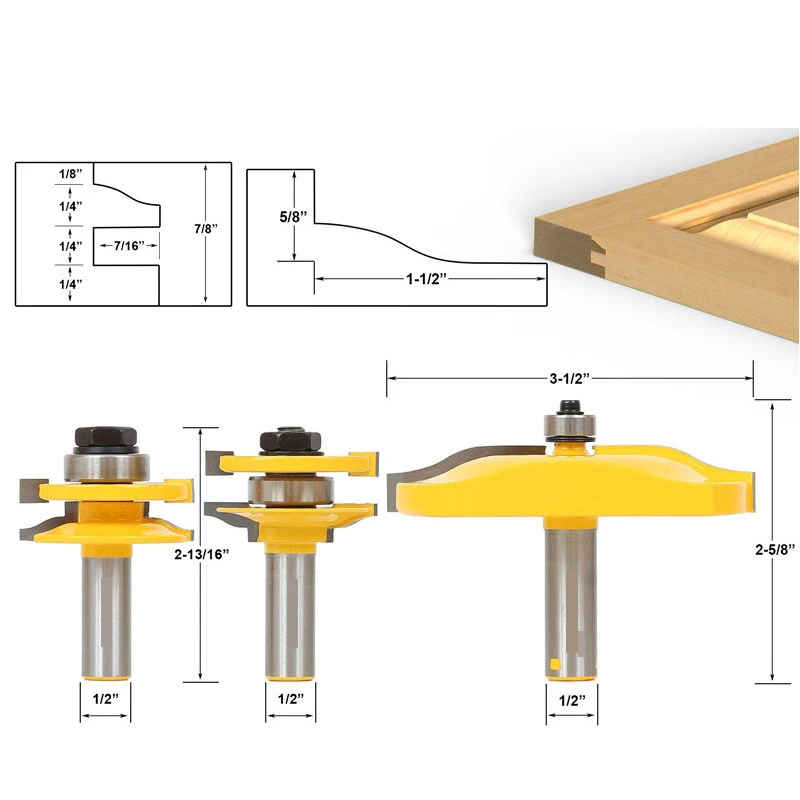
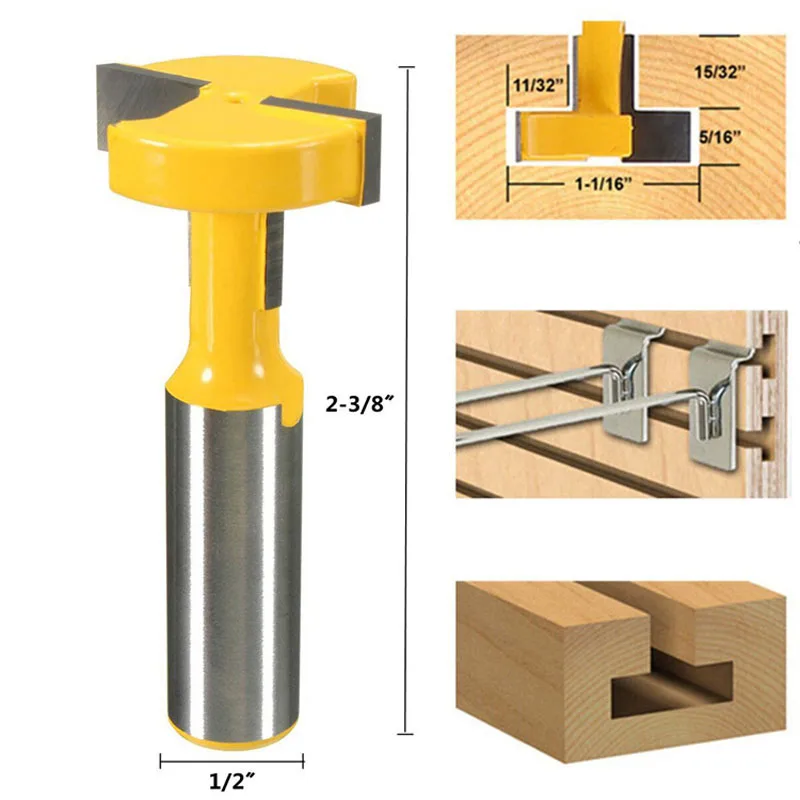 Деревянная поверхность наилучшим способом подвергается обработке инструментом, угол заточки которого составляет не более 90 градусов. Конструкцией предусмотрен эффективный вывод стружки, тем самым достигается максимальное действие инструмента.
Деревянная поверхность наилучшим способом подвергается обработке инструментом, угол заточки которого составляет не более 90 градусов. Конструкцией предусмотрен эффективный вывод стружки, тем самым достигается максимальное действие инструмента.

 Установив на стол подвижные упоры, мастер расширяет круг возможностей инструмента для работ по дереву.
Установив на стол подвижные упоры, мастер расширяет круг возможностей инструмента для работ по дереву. Ценовой диапазон разнообразен, не всегда возможно определиться, правильно ли делается покупка. Необходимо придерживаться нескольких основных условий для правильного выбора фрезы по дереву.
Ценовой диапазон разнообразен, не всегда возможно определиться, правильно ли делается покупка. Необходимо придерживаться нескольких основных условий для правильного выбора фрезы по дереву. Желательно обращать внимание на инструмент, марка припоя которого не ниже ПСр 37.5. Чем выше цифра – тем лучше показатели надежности, качества детали. Марка обозначается в составе количеством меди и серебра. При соединении способом сварки, использование фрезера становится небезопасным и бессмысленным.
Желательно обращать внимание на инструмент, марка припоя которого не ниже ПСр 37.5. Чем выше цифра – тем лучше показатели надежности, качества детали. Марка обозначается в составе количеством меди и серебра. При соединении способом сварки, использование фрезера становится небезопасным и бессмысленным. Существует множество наборов, которые предназначены для работ по дереву. Качественный комплект гарантирует не только выполненные поставленные задачи, но и безопасную работу.
Существует множество наборов, которые предназначены для работ по дереву. Качественный комплект гарантирует не только выполненные поставленные задачи, но и безопасную работу. Фрезер выступает приводным механизмом, а для получения соответствующих выемок и канавок применяются фрезерные насадки.
Фрезер выступает приводным механизмом, а для получения соответствующих выемок и канавок применяются фрезерные насадки. Чтобы разобраться в вопросе о том, какие насадки в виде фрез по дереву бывают, надо разобраться с их конструктивными особенностями.
Чтобы разобраться в вопросе о том, какие насадки в виде фрез по дереву бывают, надо разобраться с их конструктивными особенностями. Патрон фрезера крутится со скоростью свыше 20 000 оборотов в минуту, поэтому малейшее разногласие станет причиной получения серьезных травм. Хвостовики в мм и дюймах несовместимы, поэтому устанавливать в патрон фрезера, служащего для миллиметровых фрез, дюймовые насадки
Патрон фрезера крутится со скоростью свыше 20 000 оборотов в минуту, поэтому малейшее разногласие станет причиной получения серьезных травм. Хвостовики в мм и дюймах несовместимы, поэтому устанавливать в патрон фрезера, служащего для миллиметровых фрез, дюймовые насадки Подшипник опорный на фрезах играет роль упора при прохождении насадкой по деревообрабатывающей заготовке. Если перед началом каждого процесса смазывать подшипники, то устройства прослужат в 10 раз дольше. По конструктивным особенностям рассматриваемые фрезы по дереву классифицируют на:
Подшипник опорный на фрезах играет роль упора при прохождении насадкой по деревообрабатывающей заготовке. Если перед началом каждого процесса смазывать подшипники, то устройства прослужат в 10 раз дольше. По конструктивным особенностям рассматриваемые фрезы по дереву классифицируют на: Если же планируется выполнять разные работы с древесиной, тогда лучше купить набор фрез. Сделать это можно в интернет-магазине Цилиндр, где представлены модели разных производителей Miol, LT, Intertool и другие. Далее узнаем, какие виды фрез для ручного фрезера бывают, чем отличаются и как их можно применять.
Если же планируется выполнять разные работы с древесиной, тогда лучше купить набор фрез. Сделать это можно в интернет-магазине Цилиндр, где представлены модели разных производителей Miol, LT, Intertool и другие. Далее узнаем, какие виды фрез для ручного фрезера бывают, чем отличаются и как их можно применять. Конструктивно спиральные фрезы похожи на сверла, однако ими невозможно сверлить отверстия
Конструктивно спиральные фрезы похожи на сверла, однако ими невозможно сверлить отверстия Служат галтельные устройства для получения полукруглых выемок, и для обеспечения разных углов наклона стенок, необходимо применять насадки разной конфигурации.
Служат галтельные устройства для получения полукруглых выемок, и для обеспечения разных углов наклона стенок, необходимо применять насадки разной конфигурации. Филенки — декоративные элементы на дверях и прочих предметах
Филенки — декоративные элементы на дверях и прочих предметах
 Работают также с электрическими дрелями. Служат не только для черновой обработки, но и для произведения финальной доводки заготовок.
Работают также с электрическими дрелями. Служат не только для черновой обработки, но и для произведения финальной доводки заготовок.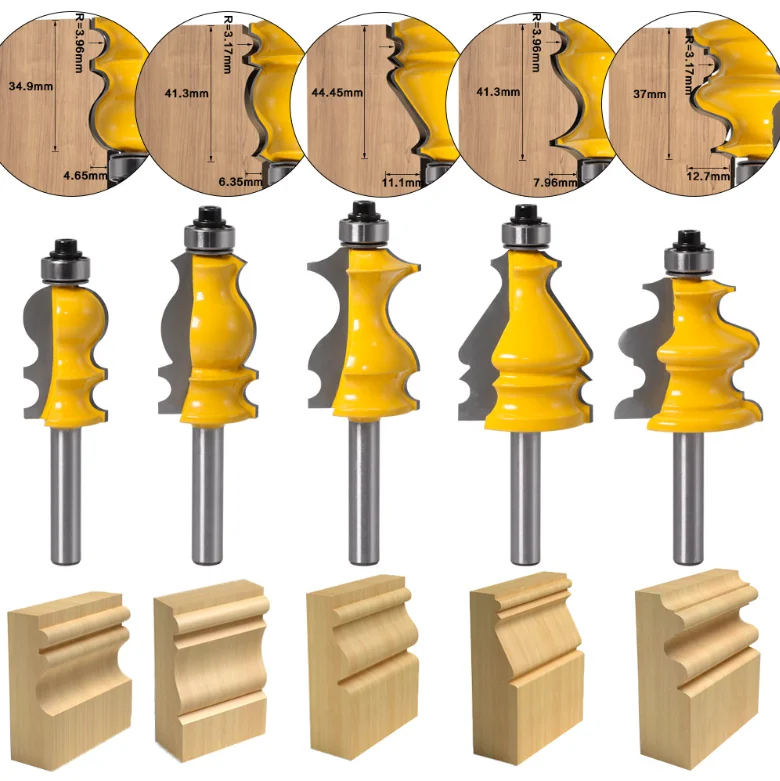 Кроме того, шов должен быть вскрыт краской, которая предотвращает возникновение коррозионных процессов. Учитывать качество соединительных швов следует обязательно, и не важно, какие виды материалов при этом планируется обрабатывать — мягкие или твердые деревья.
Кроме того, шов должен быть вскрыт краской, которая предотвращает возникновение коррозионных процессов. Учитывать качество соединительных швов следует обязательно, и не важно, какие виды материалов при этом планируется обрабатывать — мягкие или твердые деревья.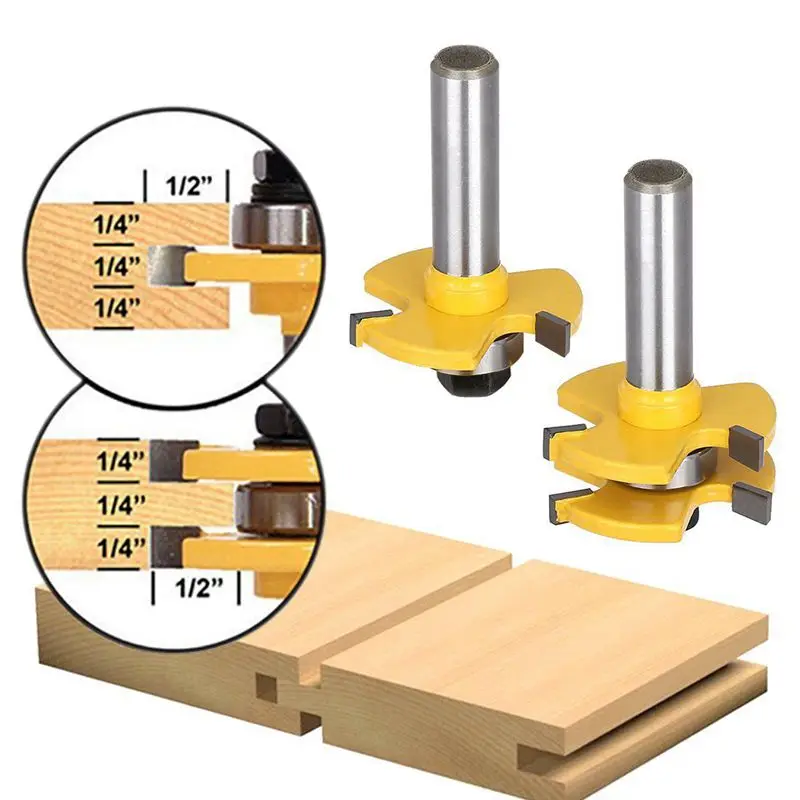

 Почему? Ведь именно здесь есть не только насадки и расходные материалы, но и электроинструменты. У нас вы можете выбрать необходимое оборудование, и заказать его доставку, получив одним заказом. Кстати, если вы не знаете, то при заказе товаров на сумму более 1000 гривен, магазин Цилиндр оплатит доставку заказа в отделение перевозчика за Вас. Убеждены, что нашли то, что вам нужно, тогда выбирайте, заказывайте и получайте.
Почему? Ведь именно здесь есть не только насадки и расходные материалы, но и электроинструменты. У нас вы можете выбрать необходимое оборудование, и заказать его доставку, получив одним заказом. Кстати, если вы не знаете, то при заказе товаров на сумму более 1000 гривен, магазин Цилиндр оплатит доставку заказа в отделение перевозчика за Вас. Убеждены, что нашли то, что вам нужно, тогда выбирайте, заказывайте и получайте.





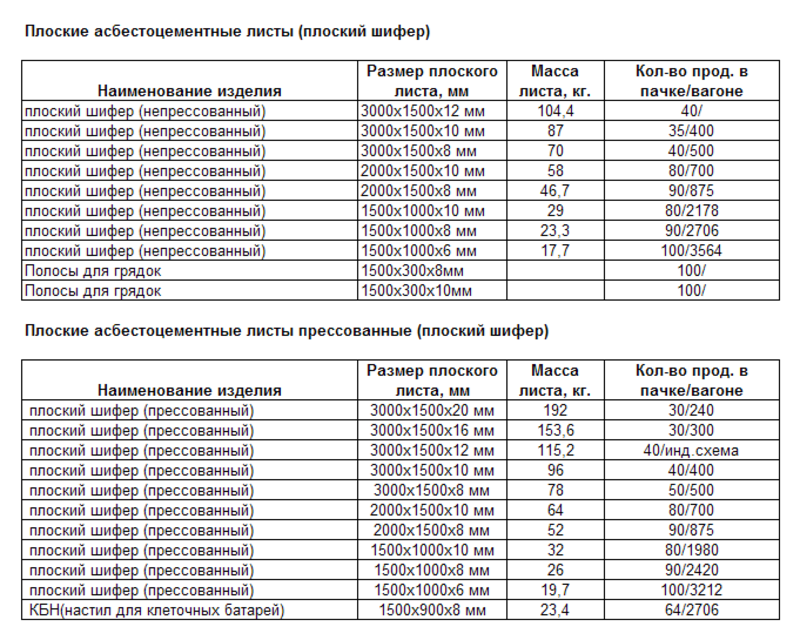

 Данные характеристики позволяют использовать материал для необходимого производства профильных листов, автомобильных каркасов, посуды и т.д.
Данные характеристики позволяют использовать материал для необходимого производства профильных листов, автомобильных каркасов, посуды и т.д.
 Приведем данные по плотности распространенных марок стали (при температуре 20 ºС)
Приведем данные по плотности распространенных марок стали (при температуре 20 ºС)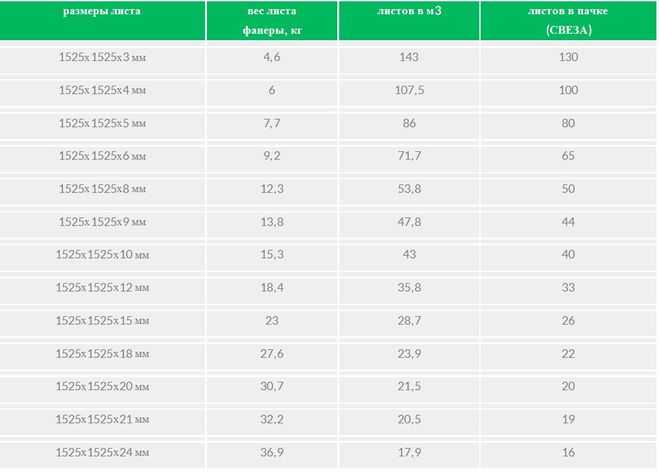



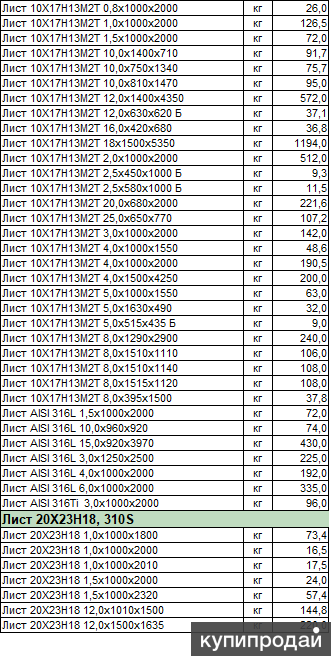

 д.
д. Он является внештатным программистом Advance Excel и разрабатывает полезные электрические программы на основе Excel в соответствии с кодами IS, NEC, IEC, IEEE. Он технический блоггер и знаком с английским, хинди, гуджарати и французским языками. Он хочет поделиться своим опытом и знаниями и помочь техническим энтузиастам найти подходящие решения и обновить себя по различным инженерным темам.
Он является внештатным программистом Advance Excel и разрабатывает полезные электрические программы на основе Excel в соответствии с кодами IS, NEC, IEC, IEEE. Он технический блоггер и знаком с английским, хинди, гуджарати и французским языками. Он хочет поделиться своим опытом и знаниями и помочь техническим энтузиастам найти подходящие решения и обновить себя по различным инженерным темам.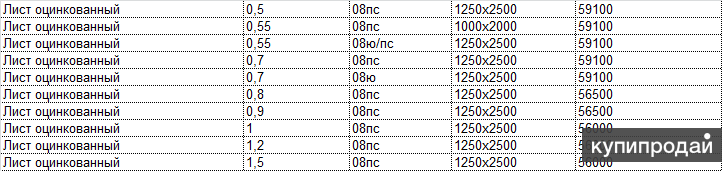
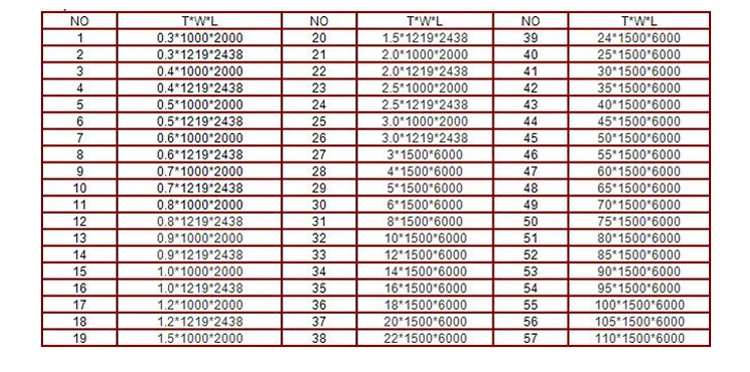
 м)
м) 0038
0038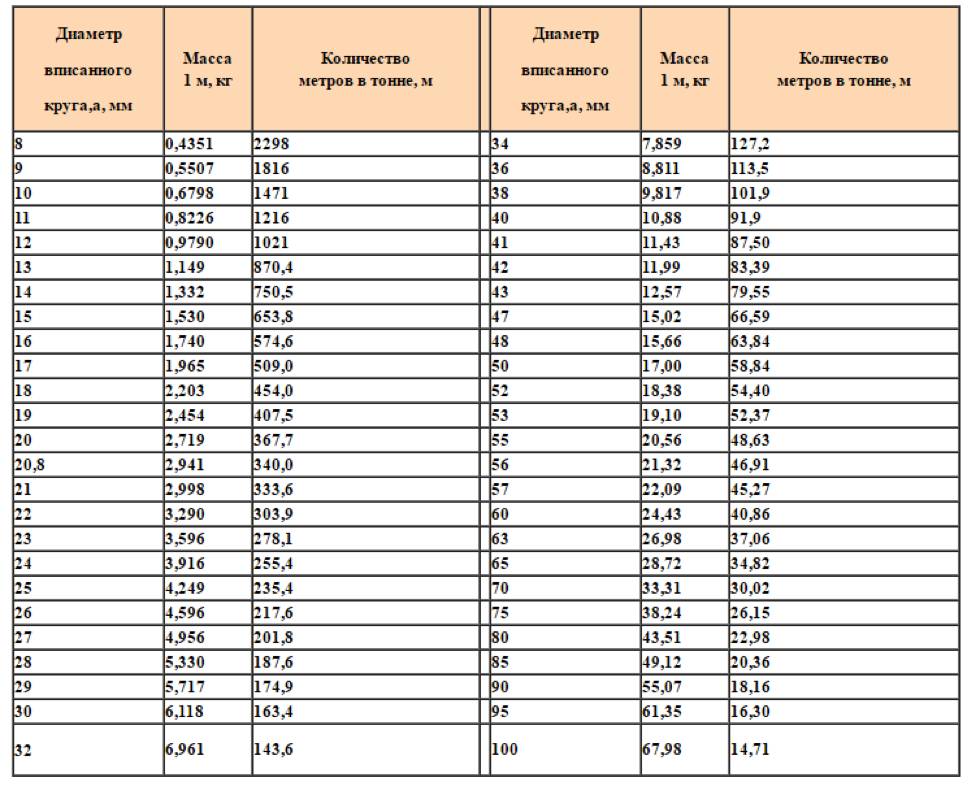 0060
0060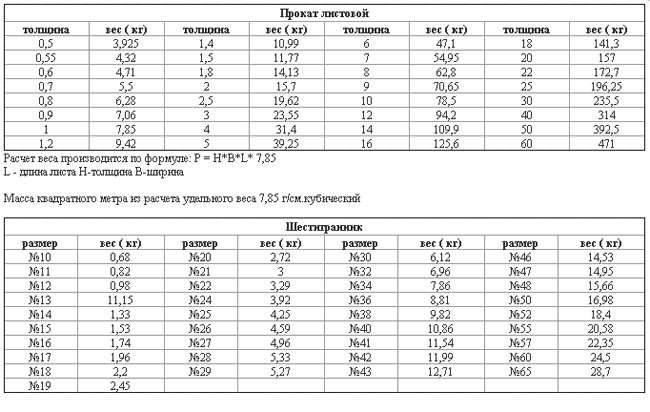 0062
0062 0073
0073 0078
0078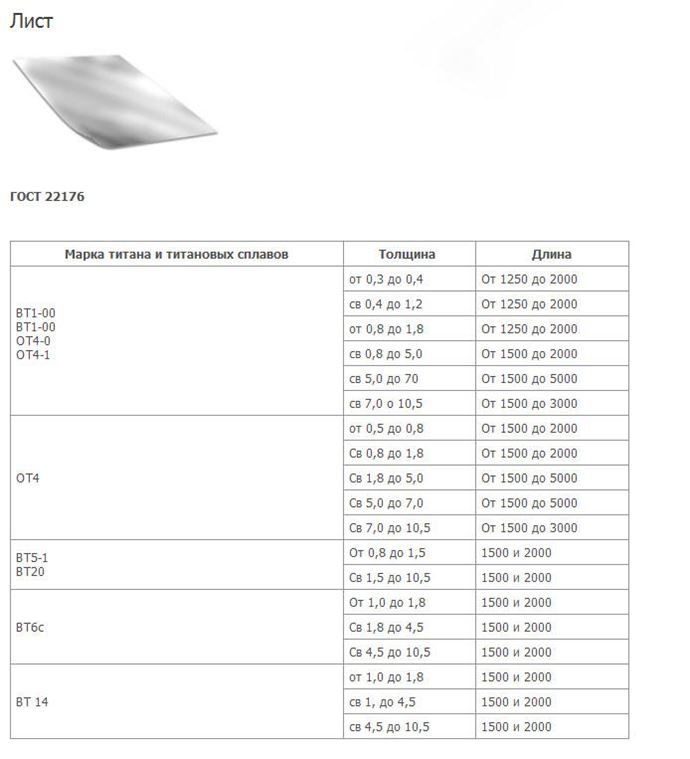 0092
0092 011
011 015
015
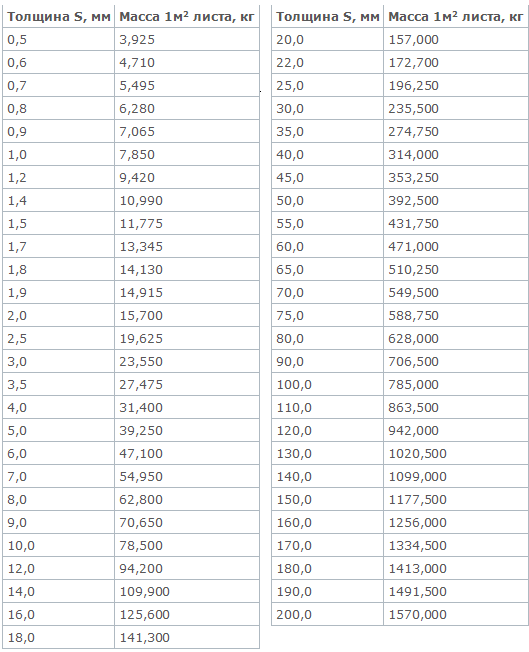

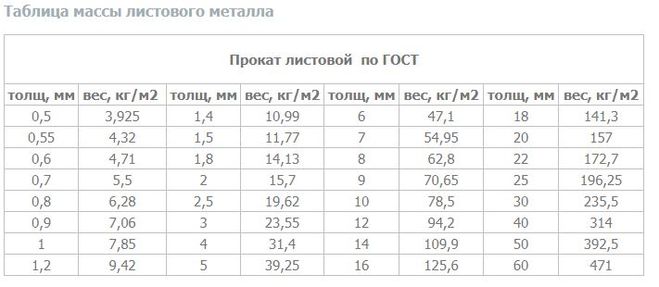

 480
480
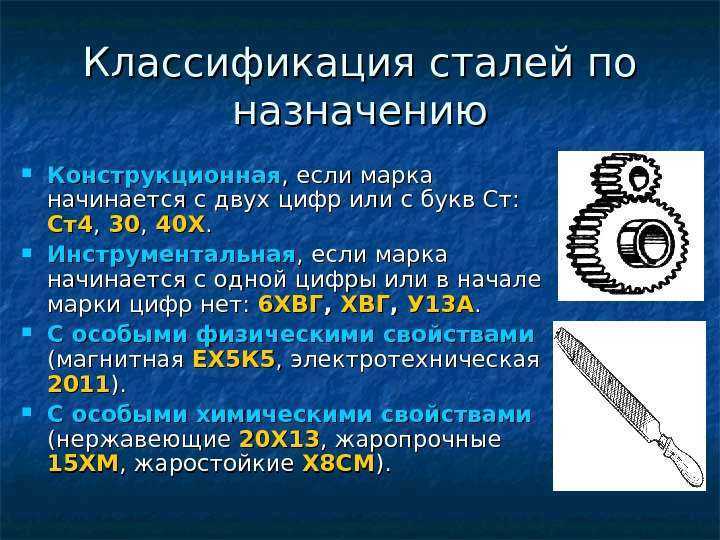 Если сравнивать чугунные радиаторы со стальными радиаторами, то чугунные радиаторы при выключении продолжают излучать еще тепло на треть своей первоначальной мощности, при этом стальные радиаторы остывают в 2 раза быстрее.
Если сравнивать чугунные радиаторы со стальными радиаторами, то чугунные радиаторы при выключении продолжают излучать еще тепло на треть своей первоначальной мощности, при этом стальные радиаторы остывают в 2 раза быстрее.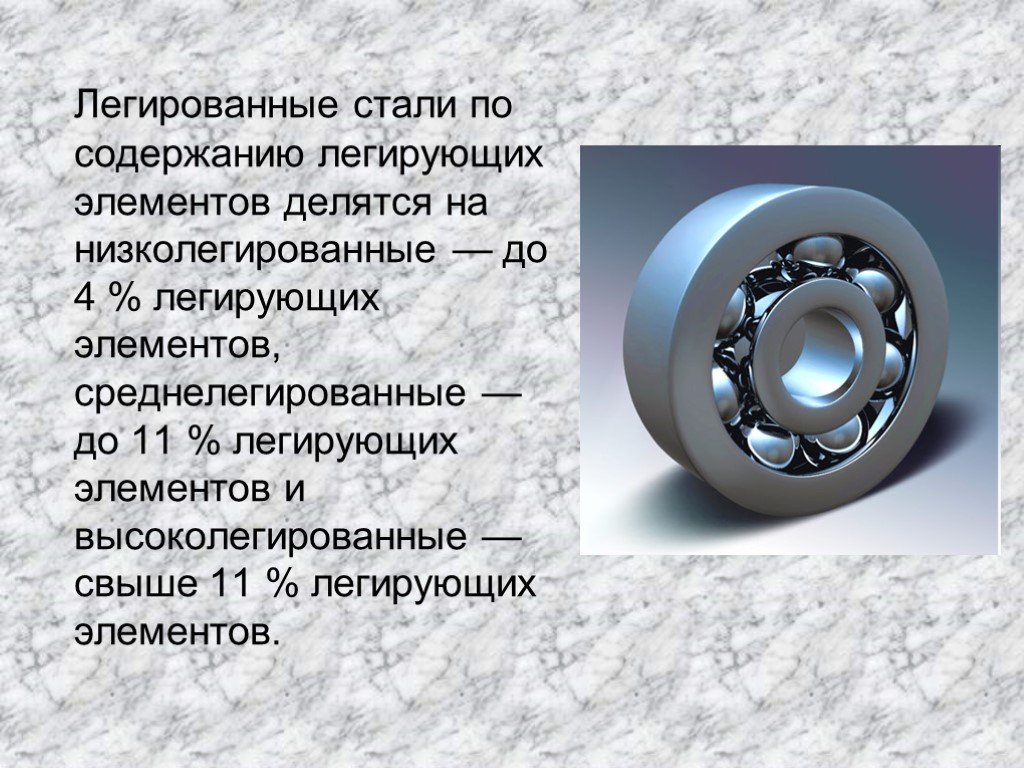
 д.
д.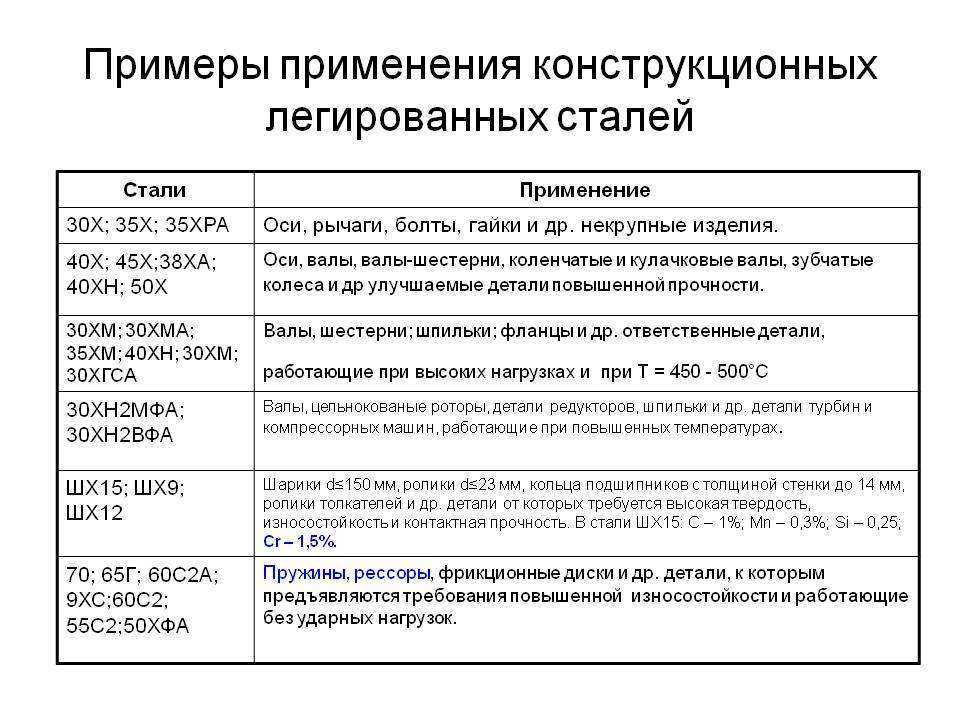 д;
д;

 Общие технические условия
Общие технические условия При перегреве на поверхности стали не образуются трещины. Сваривая листы толстые из данной стали, необходимо вести сварки в несколько слоёв.
При перегреве на поверхности стали не образуются трещины. Сваривая листы толстые из данной стали, необходимо вести сварки в несколько слоёв.
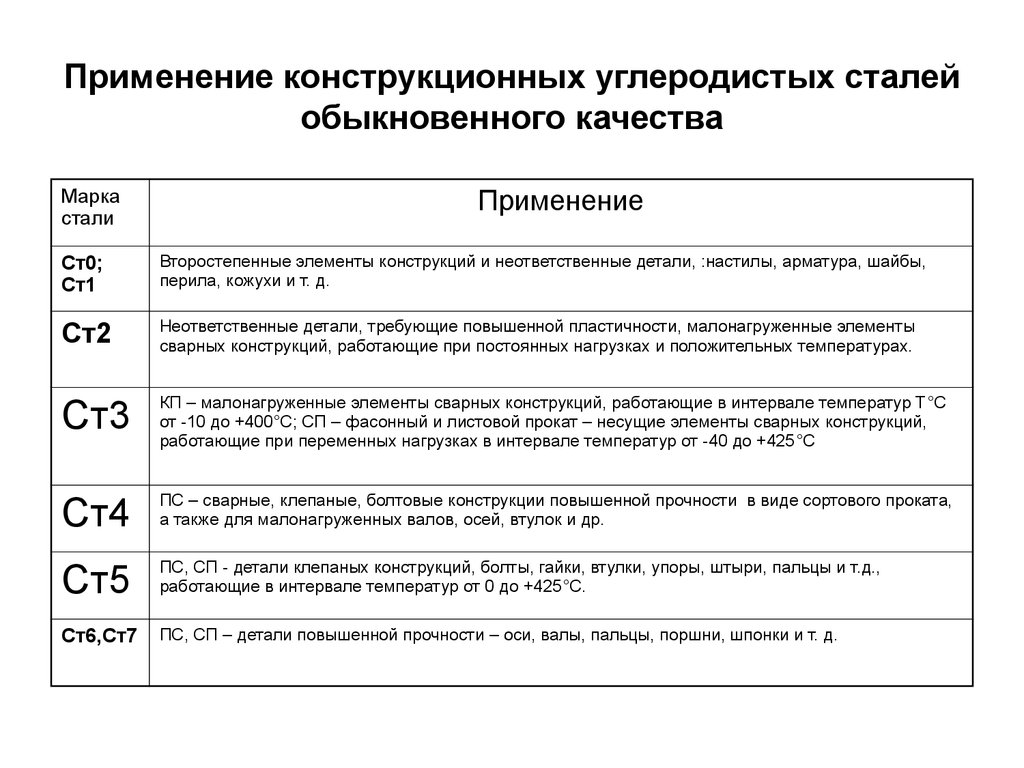
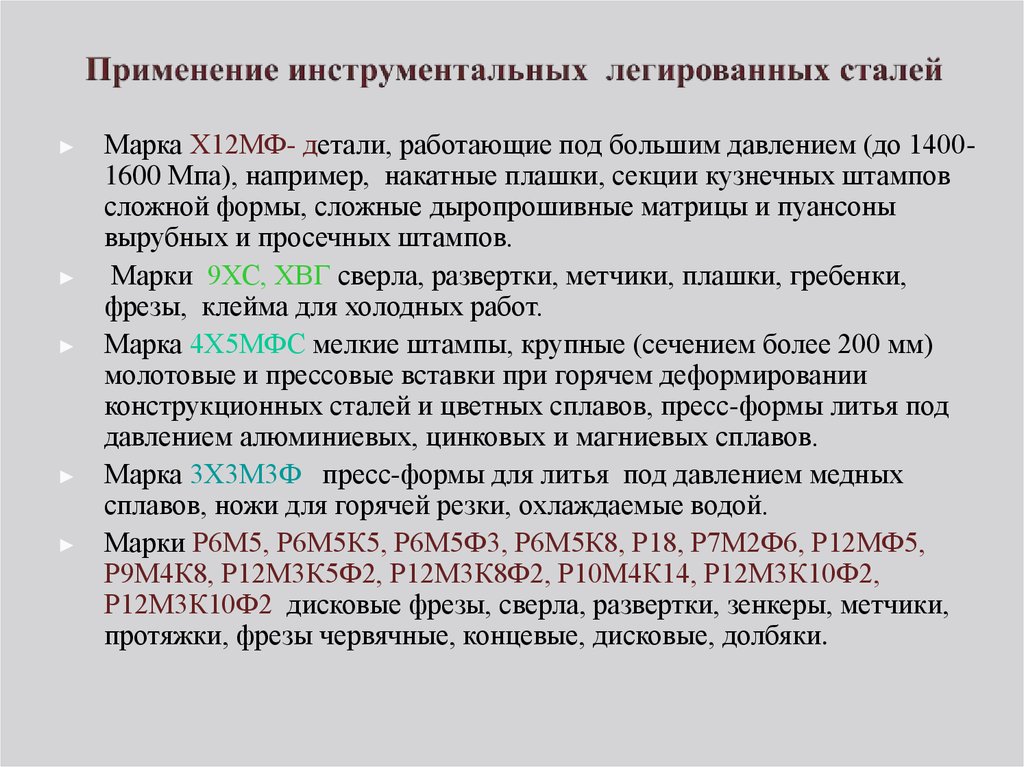
 Когда дело доходит до повышения эффективности использования топлива, качества, доступности и долговечности, ни один материал не имеет большего значения, чем усовершенствованная высокопрочная сталь (AHSS) и сверхвысокопрочная сталь (UHSS).
Когда дело доходит до повышения эффективности использования топлива, качества, доступности и долговечности, ни один материал не имеет большего значения, чем усовершенствованная высокопрочная сталь (AHSS) и сверхвысокопрочная сталь (UHSS).
 При горячей прокатке температура прокатки и процесс охлаждения на стане горячей прокатки тщательно контролируются для получения ферритно-мартенситной структуры из аустенита. При холодной прокатке свойства развиваются на линиях непрерывного отжига, где существует еще больший контроль над термической обработкой.
При горячей прокатке температура прокатки и процесс охлаждения на стане горячей прокатки тщательно контролируются для получения ферритно-мартенситной структуры из аустенита. При холодной прокатке свойства развиваются на линиях непрерывного отжига, где существует еще больший контроль над термической обработкой. По сравнению со сталями DP, стали CP имеют гораздо более высокое отношение предела текучести к пределу прочности при растяжении.
По сравнению со сталями DP, стали CP имеют гораздо более высокое отношение предела текучести к пределу прочности при растяжении. Готовый продукт квалифицируется как передовая высокопрочная сталь и в три раза более стабилен, чем материал до прохождения процесса. Отношение прочности к весу также значительно увеличилось.
Готовый продукт квалифицируется как передовая высокопрочная сталь и в три раза более стабилен, чем материал до прохождения процесса. Отношение прочности к весу также значительно увеличилось.

 Хромомолибденовая сталь ASTM 4140 может быть закалена в масле до относительно высокого уровня твердости. Желательные свойства стали AISI 4140 включают превосходную ударную вязкость, хорошую пластичность и хорошую износостойкость в условиях закалки и отпуска.
Хромомолибденовая сталь ASTM 4140 может быть закалена в масле до относительно высокого уровня твердости. Желательные свойства стали AISI 4140 включают превосходную ударную вязкость, хорошую пластичность и хорошую износостойкость в условиях закалки и отпуска. Обработка бурового цвета
Обработка бурового цвета 
 Полуавтоматическая сварка не поддерживается, при этом максимальный ток – 150 А (ручная дуговая) и 160 А (аргонодуговая), что меньше, чем у Сварог. Не смотря на приличную цену, мощность составляет всего 5.50 кВт. Однофазовый инвертор часто применяется на предприятиях и в автомастерских.
Полуавтоматическая сварка не поддерживается, при этом максимальный ток – 150 А (ручная дуговая) и 160 А (аргонодуговая), что меньше, чем у Сварог. Не смотря на приличную цену, мощность составляет всего 5.50 кВт. Однофазовый инвертор часто применяется на предприятиях и в автомастерских. Максимальный сварочный ток – 320 А, а мощность – 9.30 кВт. Очень хорош для промышленных целей, редко применяется в быту. Российский аппарат аналогичен по режимам сварки EWM Pico. Он намного тяжелее (19 кг) и поддерживает:
Максимальный сварочный ток – 320 А, а мощность – 9.30 кВт. Очень хорош для промышленных целей, редко применяется в быту. Российский аппарат аналогичен по режимам сварки EWM Pico. Он намного тяжелее (19 кг) и поддерживает: Он дешевый и поможет в любой бытовой ситуации. Ресанта имеет те же функции, что и предшественник, работая с мощностью 10 кВт. Компактный прибор имеет сварочный ток в пределах 250 А и напряжение на входе от 198 до 242 вольт. Удобная ручка на корпусе делает инверторный аппарат легко переносным. Он новичок на рынке и отвечает всем современным стандартам.
Он дешевый и поможет в любой бытовой ситуации. Ресанта имеет те же функции, что и предшественник, работая с мощностью 10 кВт. Компактный прибор имеет сварочный ток в пределах 250 А и напряжение на входе от 198 до 242 вольт. Удобная ручка на корпусе делает инверторный аппарат легко переносным. Он новичок на рынке и отвечает всем современным стандартам. Форсаж отличается от РЕСАНТА наличием анти-прилипания и функции НАКС, остальные характеристики идентичны (макс. ток 200 А). Выбирать агрегат стоит, если он будет работать в пределах -20 — +40 градусов, при другой погоде производитель не гарантирует правильно работающий механизм. В характеристиках указан стандарт IP22, которая дает:
Форсаж отличается от РЕСАНТА наличием анти-прилипания и функции НАКС, остальные характеристики идентичны (макс. ток 200 А). Выбирать агрегат стоит, если он будет работать в пределах -20 — +40 градусов, при другой погоде производитель не гарантирует правильно работающий механизм. В характеристиках указан стандарт IP22, которая дает:

 При поломке придется отдать круглую сумму за ремонт и не стоит рассчитывать на качество технической поддержки. Полуавтомат очень скудный в обширности функционала для такой стоимости. Бывают конфузы с закусыванием проволоки (1 мм), а горелка не выглядит на свою цену и не внушает доверия. Несмотря на то, что родина BLUEWELD – Италия, инвертор производится в Китае.
При поломке придется отдать круглую сумму за ремонт и не стоит рассчитывать на качество технической поддержки. Полуавтомат очень скудный в обширности функционала для такой стоимости. Бывают конфузы с закусыванием проволоки (1 мм), а горелка не выглядит на свою цену и не внушает доверия. Несмотря на то, что родина BLUEWELD – Италия, инвертор производится в Китае. Цифровая панель показывает себя с хорошей стороны, информативная. Толстый и тонкий металл хорошо поддаются продукту от Fubag. Начало работы облегчает функция бестоковой проволочной заправки.
Цифровая панель показывает себя с хорошей стороны, информативная. Толстый и тонкий металл хорошо поддаются продукту от Fubag. Начало работы облегчает функция бестоковой проволочной заправки. Вес для подобного аппарата средний – почти 13 килограмм.
Вес для подобного аппарата средний – почти 13 килограмм. Похвастаться высоким максимальным показателем тока и внушительной мощностью, Wester MIG не может. Цифры составляют 110 А и 3,50 кВт соответственно. Диаметр электрода в рамках 1.60 — 3.20 мм, а проволоки: 0.60 – 0.80 мм. Производитель выделился комплектацией набора:
Похвастаться высоким максимальным показателем тока и внушительной мощностью, Wester MIG не может. Цифры составляют 110 А и 3,50 кВт соответственно. Диаметр электрода в рамках 1.60 — 3.20 мм, а проволоки: 0.60 – 0.80 мм. Производитель выделился комплектацией набора:

 Дуга стабильная, маленькое напряжение – не проблема для ровной работы инвертора. Зарекомендовал себя надежным и долговечным. Цена полностью соответствует качеству.
Дуга стабильная, маленькое напряжение – не проблема для ровной работы инвертора. Зарекомендовал себя надежным и долговечным. Цена полностью соответствует качеству.

 8-1.0 мм;
8-1.0 мм;
 Владельцы данной модели отмечают оптимальное сочетание стоимости и функциональных возможностей.
Владельцы данной модели отмечают оптимальное сочетание стоимости и функциональных возможностей.
 Инвертор рассчитан на бытовое и полупрофессиональное использование в мастерских или специализированных цехах.
Инвертор рассчитан на бытовое и полупрофессиональное использование в мастерских или специализированных цехах.  2 кВт;
2 кВт; Инвертор можно использовать для сварки стали разных марок, включая нержавейку и алюминиевые сплавы.
Инвертор можно использовать для сварки стали разных марок, включая нержавейку и алюминиевые сплавы. Инвертор можно использовать для работы с различными марками стали. Микропроцессорное управление сварочным током обеспечивает автоматическую подстройку к любым условиям сварочного процесса.
Инвертор можно использовать для работы с различными марками стали. Микропроцессорное управление сварочным током обеспечивает автоматическую подстройку к любым условиям сварочного процесса.
 Аппарат для ручной сварки Lotos LTPDC2000D 3-в-1 – лучший в целом
Аппарат для ручной сварки Lotos LTPDC2000D 3-в-1 – лучший в целом Сварочный аппарат EVERLAST PowerARC 140 TIG / Stick
Сварочный аппарат EVERLAST PowerARC 140 TIG / Stick Сварочный аппарат Amico ARC-160D – лучшее соотношение цены и качества
Сварочный аппарат Amico ARC-160D – лучшее соотношение цены и качества Hobart 500571 Сварочный аппарат Stickmate 210i
Hobart 500571 Сварочный аппарат Stickmate 210i Инверторный сварочный аппарат HITBOX 160A для дуговой и электродуговой сварки
Инверторный сварочный аппарат HITBOX 160A для дуговой и электродуговой сварки Аппарат для дуговой сварки Forney Easy Weld 298
Аппарат для дуговой сварки Forney Easy Weld 298



 Он сваривает различные типы стержней, но большинство людей согласны с тем, что стержни 6013 лучше всего работают с этой машиной.
Он сваривает различные типы стержней, но большинство людей согласны с тем, что стержни 6013 лучше всего работают с этой машиной. Эта машина не подойдет последней группе.
Эта машина не подойдет последней группе.
 Они являются ценным вариантом для достижения того, чего просто не могут сварщики MIG или TIG. Многие формы резервуаров или герметичных контейнеров свариваются исключительно с помощью аппаратов для сварки электродами из-за безупречного качества хорошего сварного шва, а также их предсказуемости и их превосходной скорости, когда вы настроены на это.
Они являются ценным вариантом для достижения того, чего просто не могут сварщики MIG или TIG. Многие формы резервуаров или герметичных контейнеров свариваются исключительно с помощью аппаратов для сварки электродами из-за безупречного качества хорошего сварного шва, а также их предсказуемости и их превосходной скорости, когда вы настроены на это. Почти все аппараты для ручной сварки могут плавить любой свариваемый металл, но для сварки различных профилей требуется сварщик с правильным диапазоном силы тока.
Почти все аппараты для ручной сварки могут плавить любой свариваемый металл, но для сварки различных профилей требуется сварщик с правильным диапазоном силы тока. Сварочные аппараты подходят либо для входа 110/120 В, либо для входа 220/240 В в качестве однофазного источника питания, либо для них требуется трехфазный вход 240 В. Трехфазные сварочные аппараты представляют собой мощные машины, предназначенные для промышленного использования.
Сварочные аппараты подходят либо для входа 110/120 В, либо для входа 220/240 В в качестве однофазного источника питания, либо для них требуется трехфазный вход 240 В. Трехфазные сварочные аппараты представляют собой мощные машины, предназначенные для промышленного использования.
 Однако цена, которую вы можете заплатить за дополнительные процессы, часто такая же, а иногда и ниже, когда вы получаете за это больше.
Однако цена, которую вы можете заплатить за дополнительные процессы, часто такая же, а иногда и ниже, когда вы получаете за это больше. Он имеет высококачественные детали, которые можно сваривать электродами при высоких токах, а при необходимости можно использовать TIG и плазменную резку.
Он имеет высококачественные детали, которые можно сваривать электродами при высоких токах, а при необходимости можно использовать TIG и плазменную резку. Forney Easy Weld 298 Arc Welder
Forney Easy Weld 298 Arc Welder Leitungen & Heizfunktion» data-item-source=»list» data-partner-item-brand=»DIMSTAL» data-partner-item-id=»B09ZRTWG2S» data-price=»84990″ data-seller=»Amazon» data-target=»» front-role=»product_list_object»>
Leitungen & Heizfunktion» data-item-source=»list» data-partner-item-brand=»DIMSTAL» data-partner-item-id=»B09ZRTWG2S» data-price=»84990″ data-seller=»Amazon» data-target=»» front-role=»product_list_object»> Leitungen & Heizfunktion/Wärmepumpe
Leitungen & Heizfunktion/Wärmepumpe 3m Kupferleitungen (2,6 kW)» data-item-source=»list» data-partner-item-brand=»DIMSTAL» data-partner-item-id=»B07VX9SYXG» data-price=»49990″ data-seller=»Amazon» data-target=»» front-role=»product_list_object»>
3m Kupferleitungen (2,6 kW)» data-item-source=»list» data-partner-item-brand=»DIMSTAL» data-partner-item-id=»B07VX9SYXG» data-price=»49990″ data-seller=»Amazon» data-target=»» front-role=»product_list_object»>
 Иначе: армокаркас должен плотно обжиматься бетоном, имея достаточный внешний защитный бетонный слой. Контроль толщины защиты снизу и сбоку бетонного слоя обеспечивается монтажом типовых пластиковых фиксаторов.
Иначе: армокаркас должен плотно обжиматься бетоном, имея достаточный внешний защитный бетонный слой. Контроль толщины защиты снизу и сбоку бетонного слоя обеспечивается монтажом типовых пластиковых фиксаторов. Получается как бы эскиз нижнего слоя.
Получается как бы эскиз нижнего слоя. Перехлесты в соседних рядах разносятся на разные стороны.
Перехлесты в соседних рядах разносятся на разные стороны.

 После окончательного монтажа каркаса можно будет добавить подставки при необходимости.
После окончательного монтажа каркаса можно будет добавить подставки при необходимости. Усиление основной сетки для монолитной плиты 6 х 6 м , как правило, не требуется.
Усиление основной сетки для монолитной плиты 6 х 6 м , как правило, не требуется. Представляет собой полный список металлических деталей, необходимых для устройства армирования. В документе указываются характеристики, марки, классы, геометрические и иные параметры арматурных стержней, а также их требуемое количество.
Представляет собой полный список металлических деталей, необходимых для устройства армирования. В документе указываются характеристики, марки, классы, геометрические и иные параметры арматурных стержней, а также их требуемое количество. Несколько вариантов типичных ошибок:
Несколько вариантов типичных ошибок: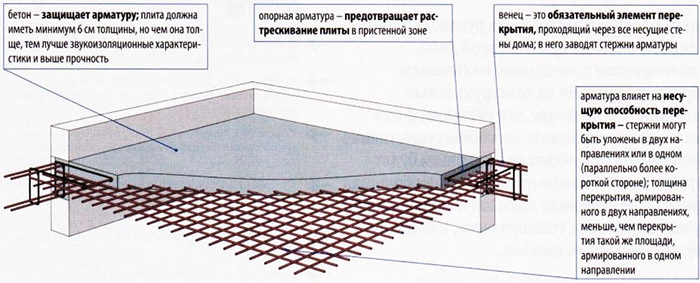 Застройщик всецело полагается на опыт и знания привлеченных строителей, либо полностью уверен в своих строительных способностях.
Застройщик всецело полагается на опыт и знания привлеченных строителей, либо полностью уверен в своих строительных способностях.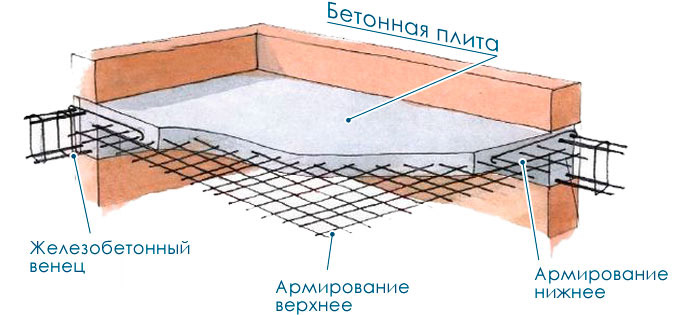

 Можно выполнить армирование монолитной плиты перекрытия своими руками, для этого необходимо соблюдать технологию выполнения работ.
Можно выполнить армирование монолитной плиты перекрытия своими руками, для этого необходимо соблюдать технологию выполнения работ. Всё зависит, от места их применения в строительстве.
Всё зависит, от места их применения в строительстве.
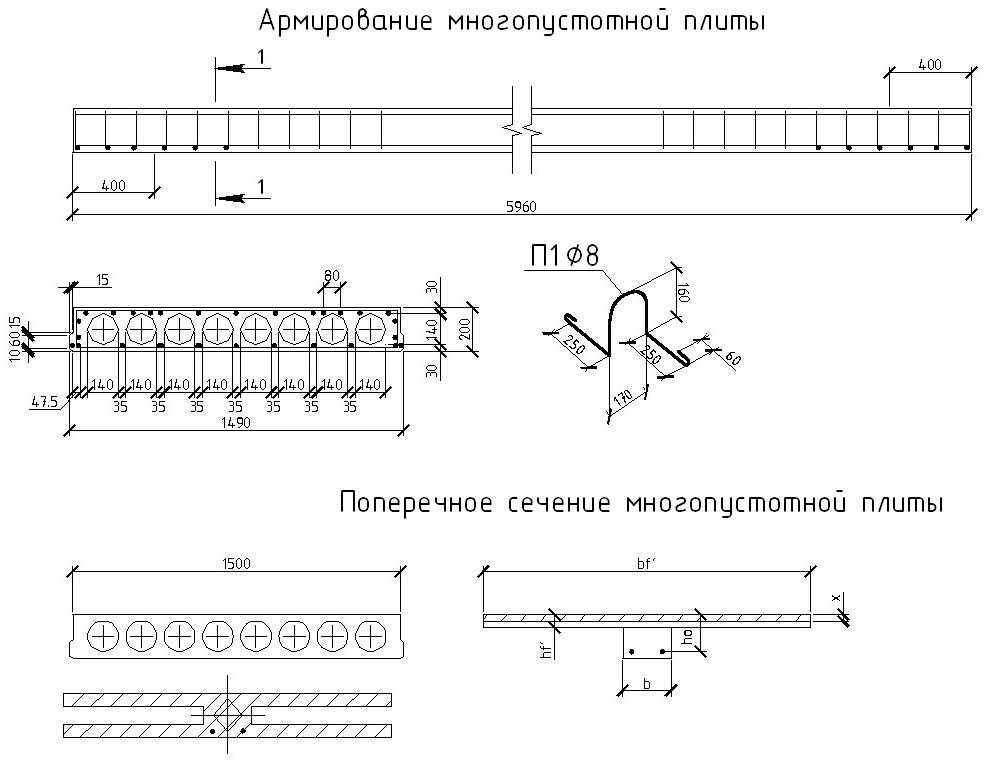
 Их функция фиксировать стойки в необходимом месте в вертикальном положении.
Их функция фиксировать стойки в необходимом месте в вертикальном положении.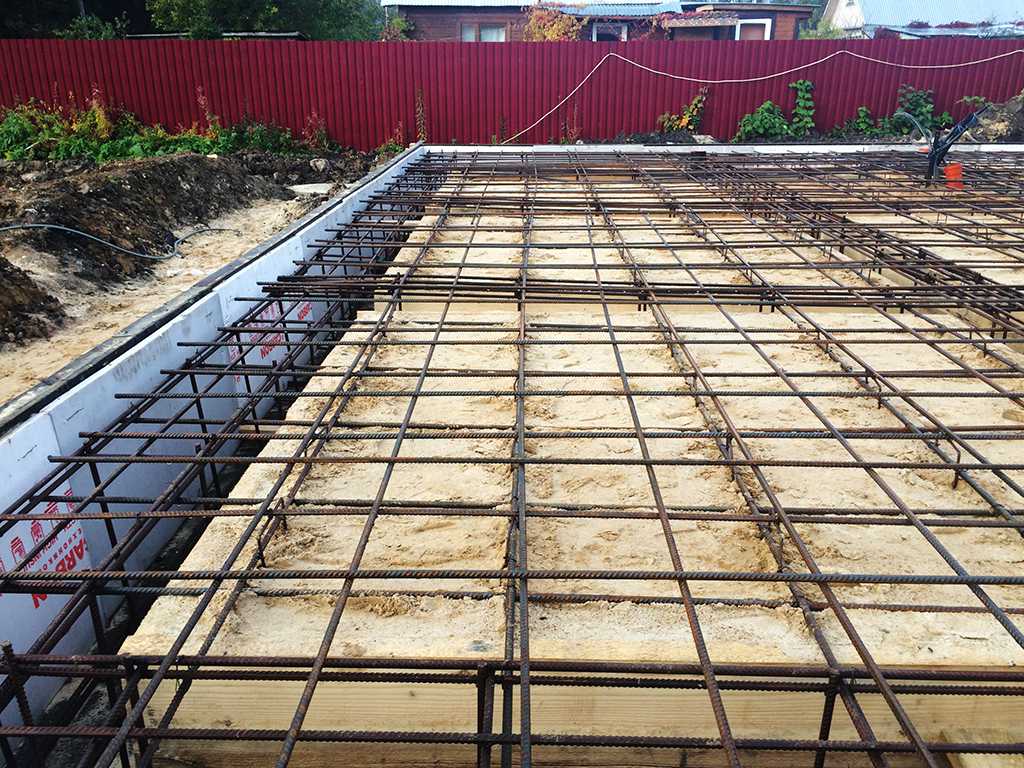
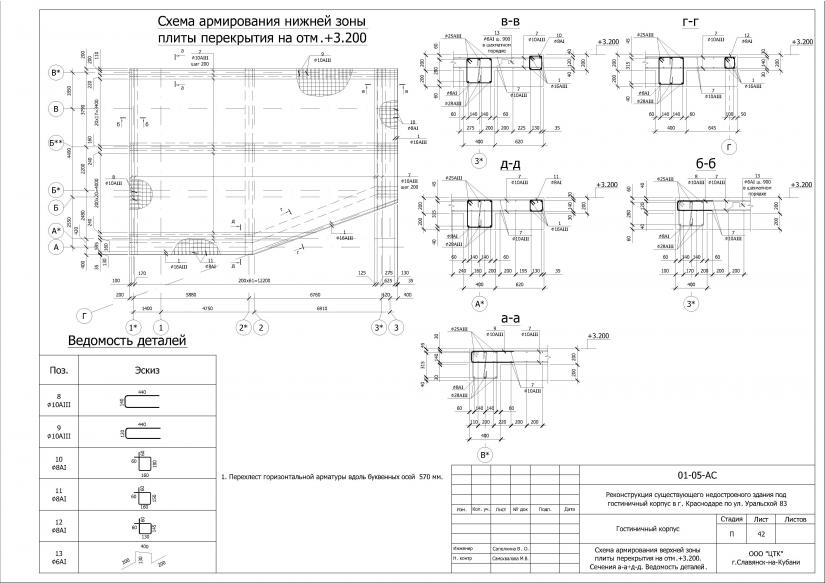
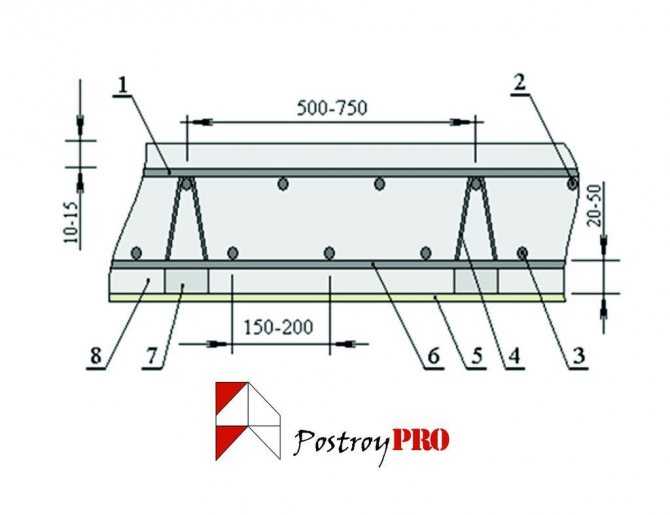 От него будет проводиться разметка расположения арматуры. Согласно чертежу, смотрим какая арматура укладывается первой и от параллельной ей стороны перекрытия начинаем разметку.
От него будет проводиться разметка расположения арматуры. Согласно чертежу, смотрим какая арматура укладывается первой и от параллельной ей стороны перекрытия начинаем разметку.
 Зафиксировав её, связываем каждое пересечение арматуры по рулетке – шаг 200 мм. Следующим шагом укладываем арматуры через каждые 2 метра и также провязываем по рулетке с шагом в 20 см. Этот прут является монтажным и сразу же частью нижней сетки.
Зафиксировав её, связываем каждое пересечение арматуры по рулетке – шаг 200 мм. Следующим шагом укладываем арматуры через каждые 2 метра и также провязываем по рулетке с шагом в 20 см. Этот прут является монтажным и сразу же частью нижней сетки.
 Шаг установки каркасов 1 метр, если устанавливаются “лягушки”, шаг 800 мм.
Шаг установки каркасов 1 метр, если устанавливаются “лягушки”, шаг 800 мм.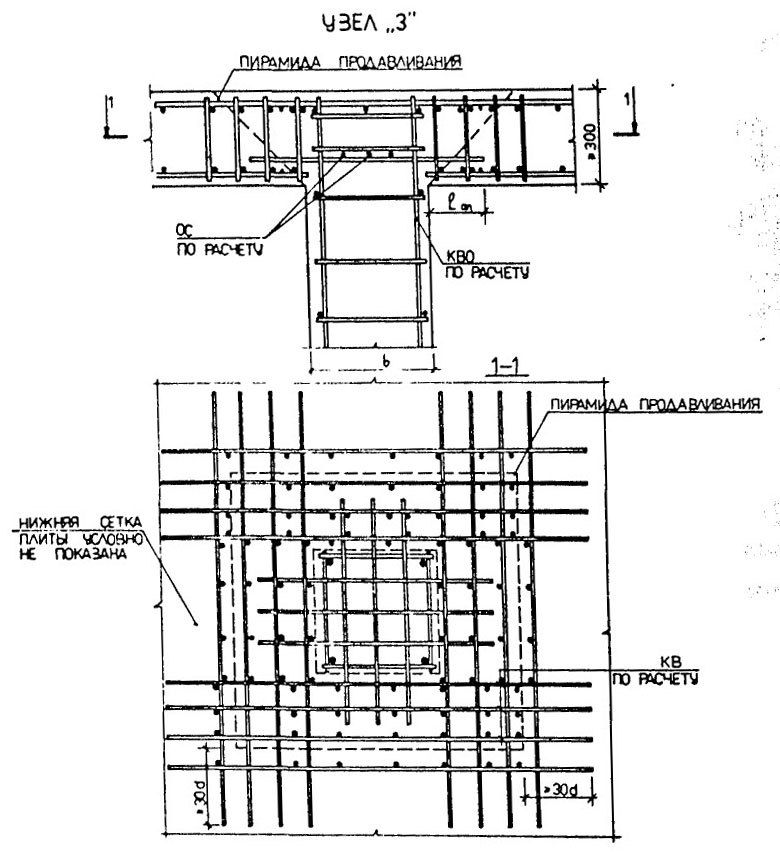

 Это также самое великое, что можно выразить. На данный момент это, безусловно, самый безопасный вариант, когда бетон смешивают и поддерживают достаточное количество стали, чтобы он не расслаивался.
Это также самое великое, что можно выразить. На данный момент это, безусловно, самый безопасный вариант, когда бетон смешивают и поддерживают достаточное количество стали, чтобы он не расслаивался.
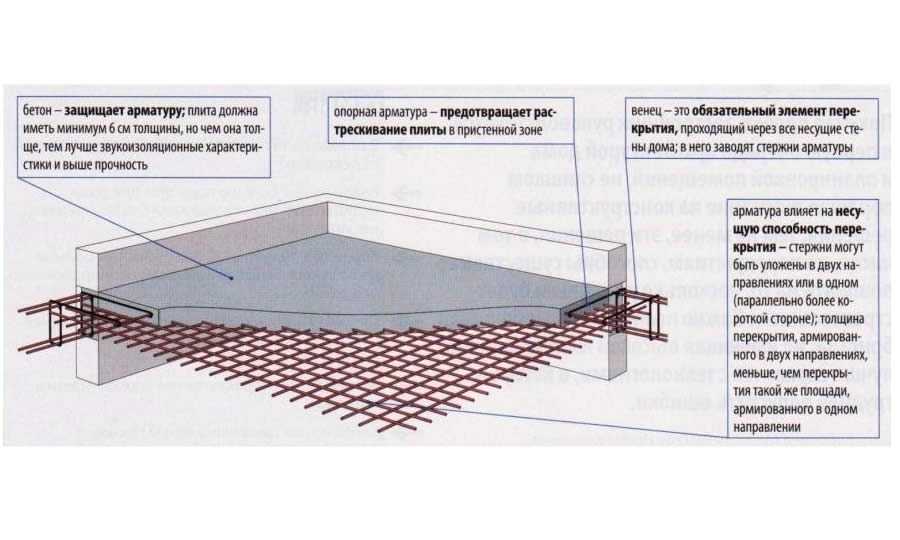 Из-за отсутствия сложных элементов в самой плите нет ничего плохого.
Из-за отсутствия сложных элементов в самой плите нет ничего плохого. Нет доступа.
Нет доступа.

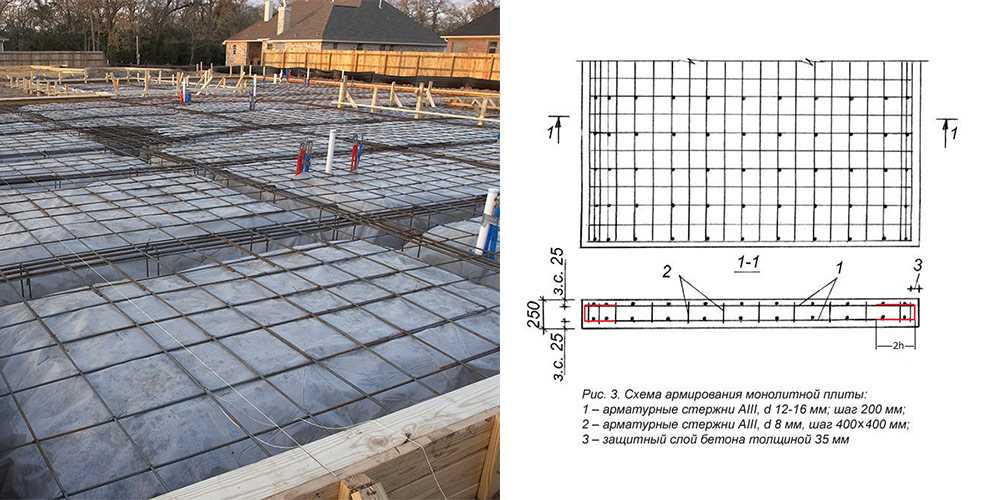


 д., в результате чего получается конструктивно очень прочная монолитная конструкция
д., в результате чего получается конструктивно очень прочная монолитная конструкция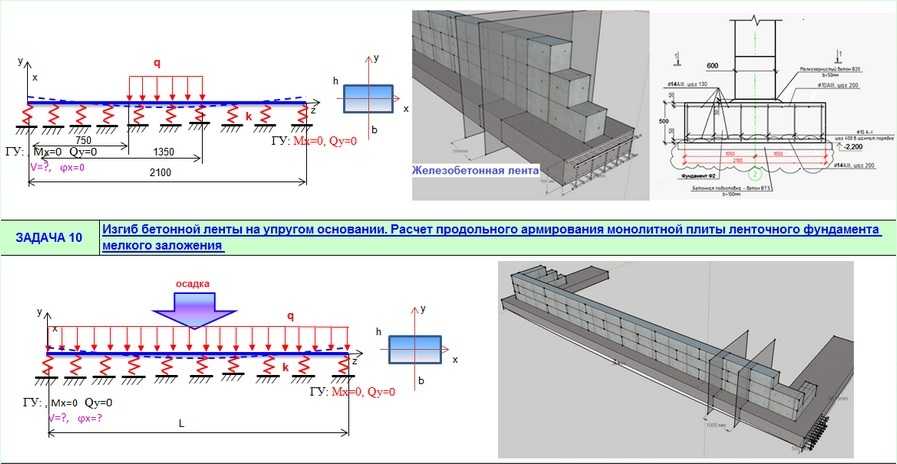
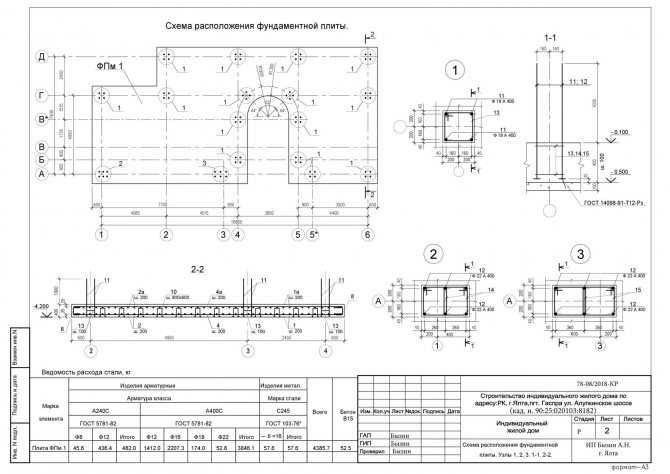
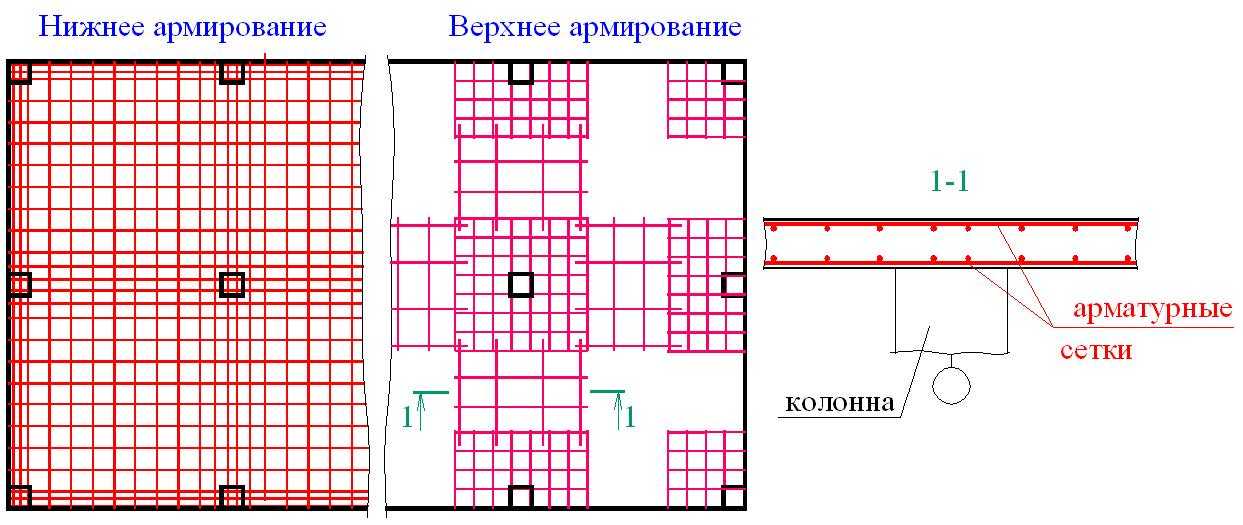 Чтобы построить монолитная конструкция, потребовалась опалубка для конструкции . В этом проекте мы обсуждаем важность использования монолитной конструкции для высотных зданий.
Чтобы построить монолитная конструкция, потребовалась опалубка для конструкции . В этом проекте мы обсуждаем важность использования монолитной конструкции для высотных зданий.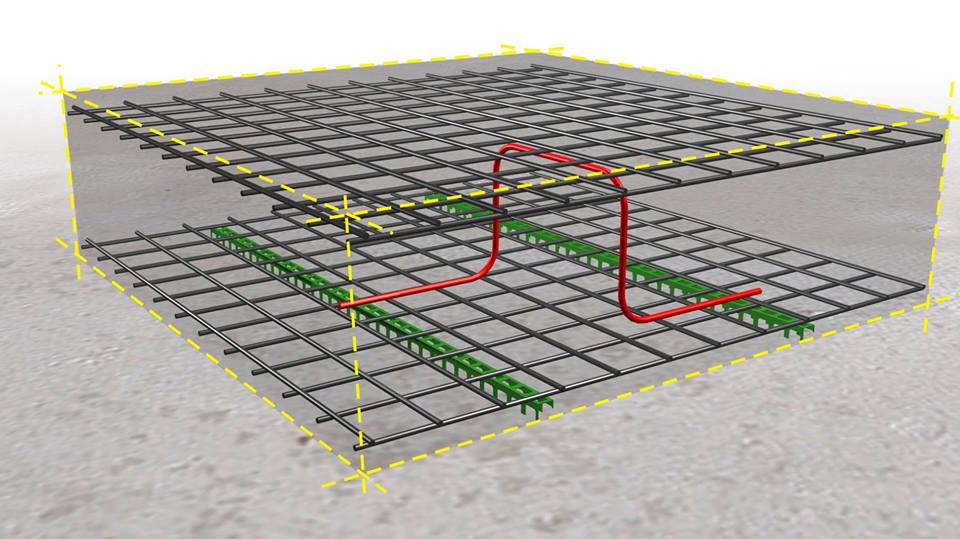 Это конструкция, построенная из единого материала, собранная и выкопанная.
Это конструкция, построенная из единого материала, собранная и выкопанная. изготовлен из бетонного пола с более толстыми секциями под конструктивными элементами и обеими сторонами периметра .
изготовлен из бетонного пола с более толстыми секциями под конструктивными элементами и обеими сторонами периметра .
 ( МДФ )
( МДФ )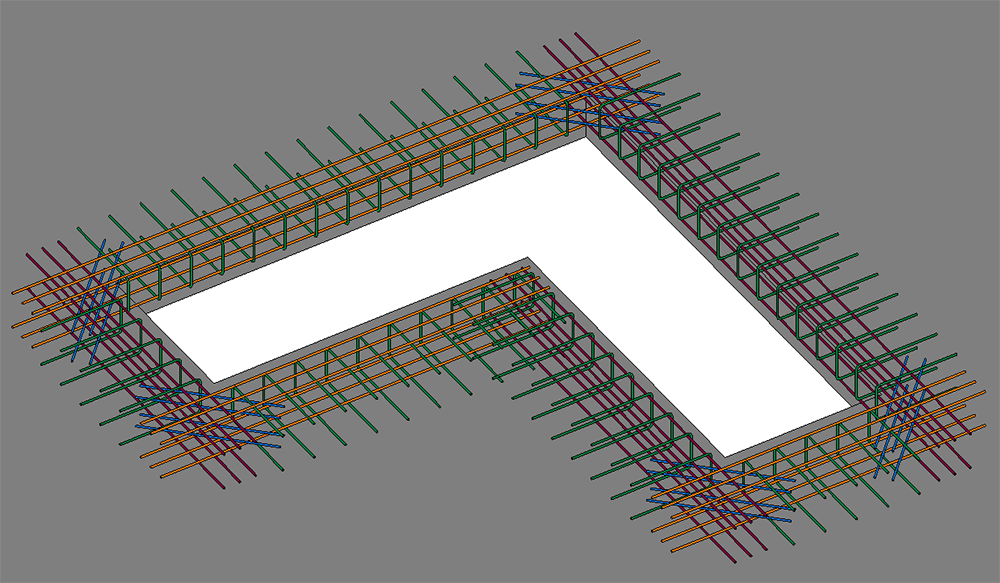
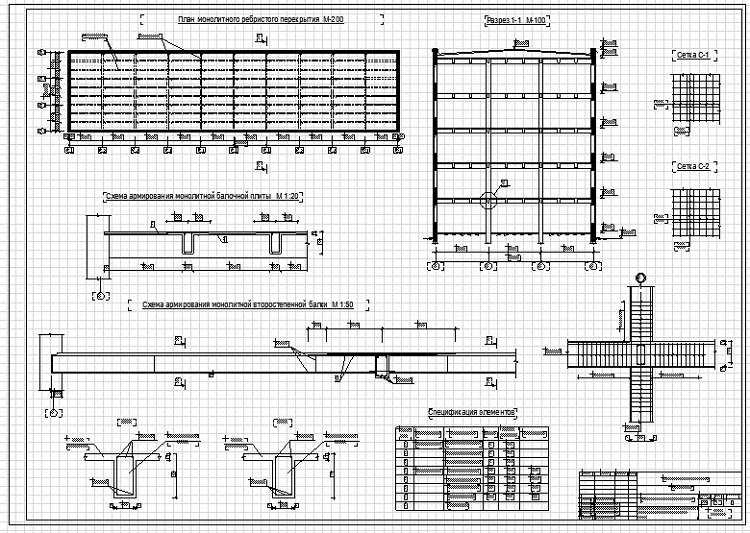
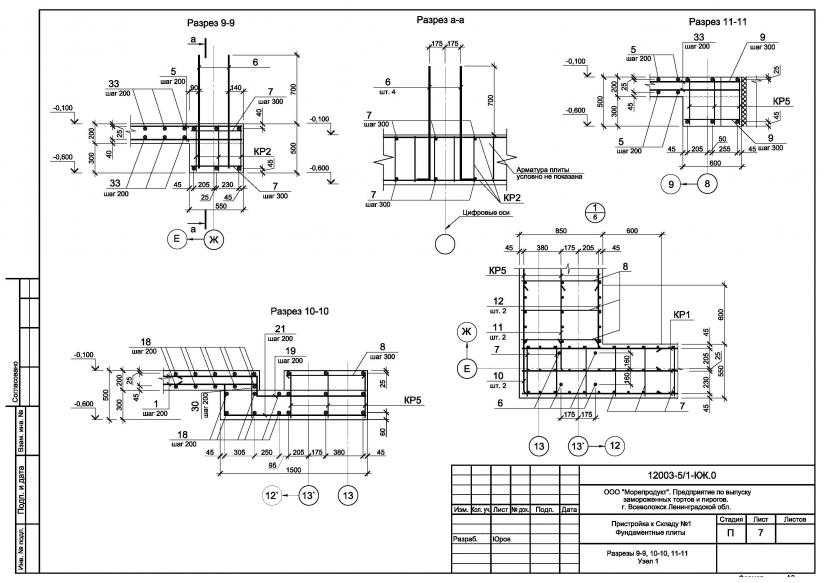
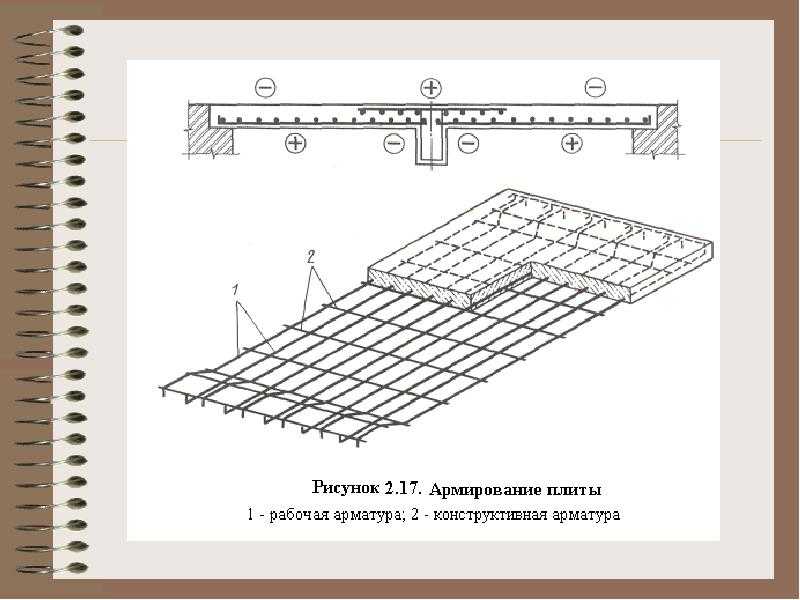

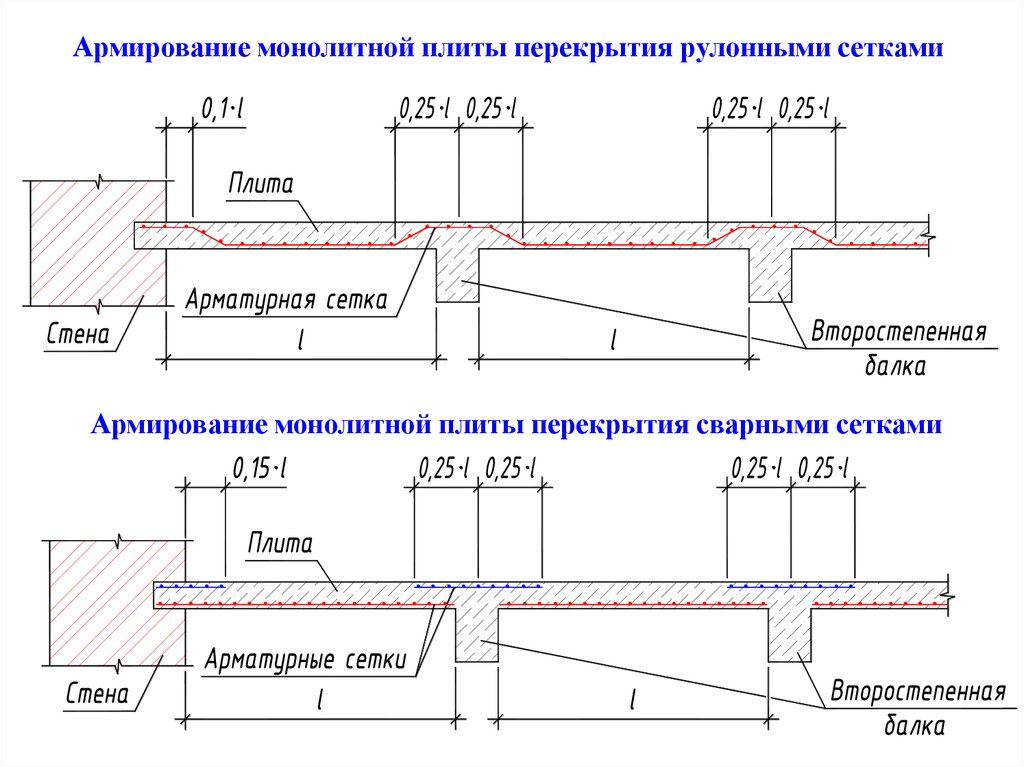
 Траншея может просто потребовать, чтобы она была глубиной фута и шириной футов в теплую погоду.
Траншея может просто потребовать, чтобы она была глубиной фута и шириной футов в теплую погоду. Там, в самой нижней части траншеи, 2 последовательных баров могут быть размещены рядом друг с другом, начиная с одного бара в верхней части.
Там, в самой нижней части траншеи, 2 последовательных баров могут быть размещены рядом друг с другом, начиная с одного бара в верхней части.
 Когда фундамент дает трещины, фундамент можно изолировать в местах холодных стыков (стена встречается с плитой) . Маленькие отверстия облегчают проникновение воды, влаги и насекомых в дом.
Когда фундамент дает трещины, фундамент можно изолировать в местах холодных стыков (стена встречается с плитой) . Маленькие отверстия облегчают проникновение воды, влаги и насекомых в дом.

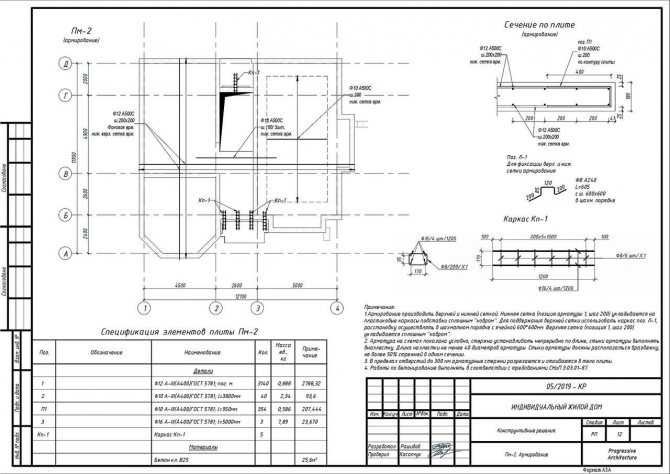
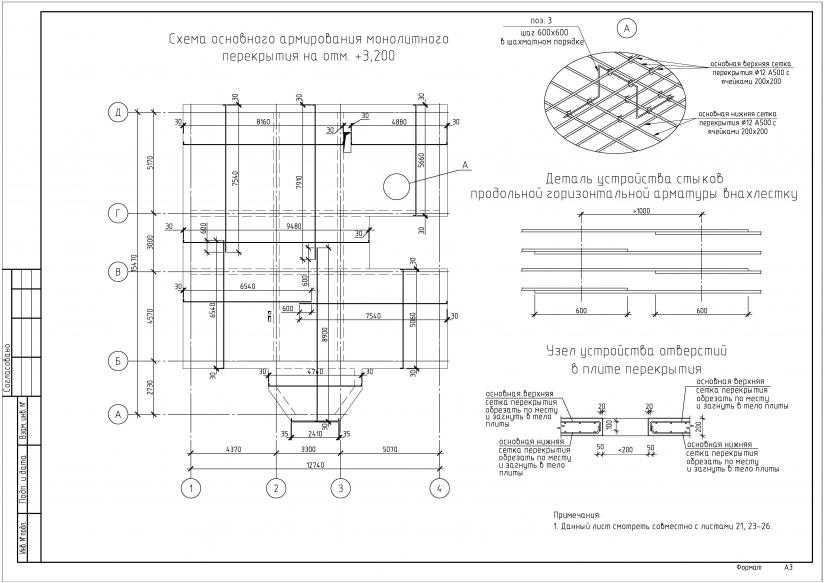
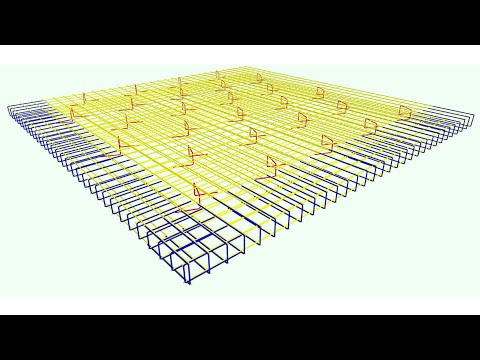 Это приводит к устройству экологически безопасный .
Это приводит к устройству экологически безопасный .
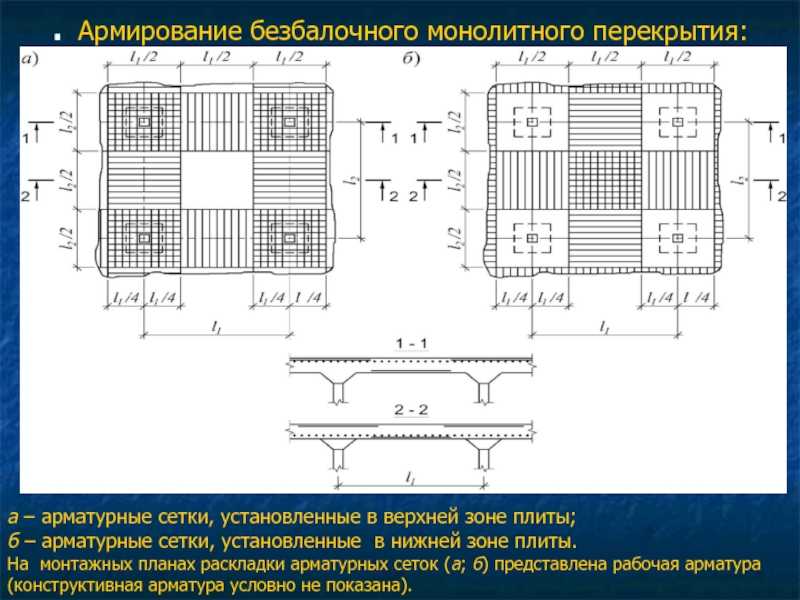

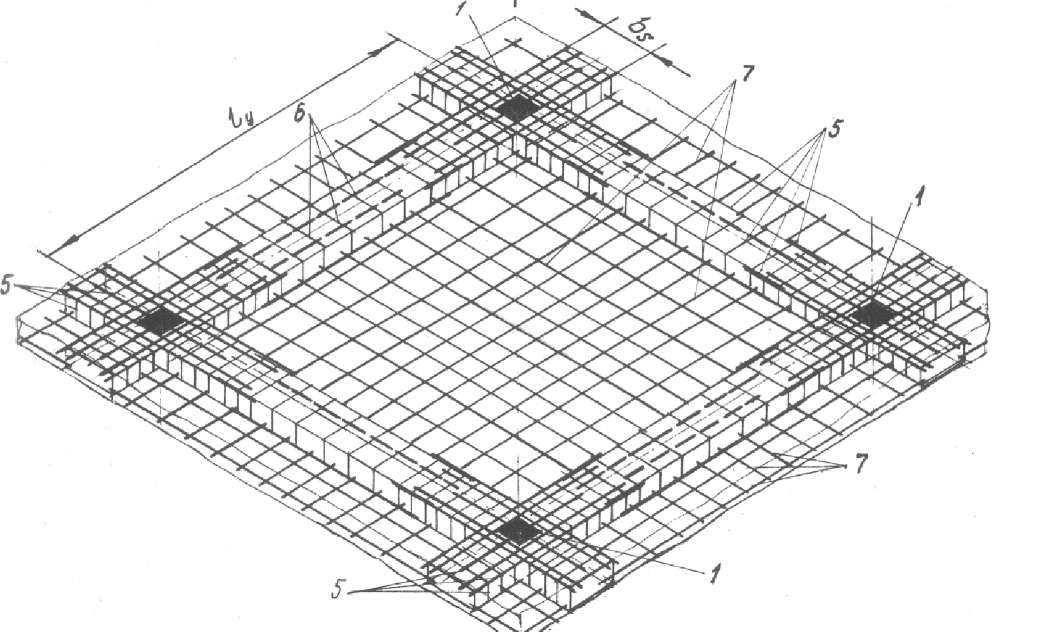 Чтобы поддерживать его в приличном состоянии, вам не нужно ничего делать ежемесячно, если вы регулярно проводите его осмотр
Чтобы поддерживать его в приличном состоянии, вам не нужно ничего делать ежемесячно, если вы регулярно проводите его осмотр 
 2 этап – кипение металлической
2 этап – кипение металлической
 Нагревание воздуха происходит
Нагревание воздуха происходит п.
п.
 Камерные печи
Камерные печи
 В обычных чугунах аустенит затем распадается на перлит при эвтектоидной температуре. Однако в серых чугунах, если скорость охлаждения через эвтектоидную температуру достаточно мала, получается полностью ферритная матрица с отложением избыточного углерода на уже существующем графите.
В обычных чугунах аустенит затем распадается на перлит при эвтектоидной температуре. Однако в серых чугунах, если скорость охлаждения через эвтектоидную температуру достаточно мала, получается полностью ферритная матрица с отложением избыточного углерода на уже существующем графите.
 Подробнее
Подробнее
 Серый чугун обычно имеет состав от 2,5% до 4,0% углерода и от 1,0% до 3,0% кремния [1].
Серый чугун обычно имеет состав от 2,5% до 4,0% углерода и от 1,0% до 3,0% кремния [1]. Белый чугун обычно содержит 1,8% масс. – 3,6% масс. углерода, 0,5% масс. – 1,9% масс.мас.% кремния и 1,0 мас.% – 2,0 мас.% марганца.
Белый чугун обычно содержит 1,8% масс. – 3,6% масс. углерода, 0,5% масс. – 1,9% масс.мас.% кремния и 1,0 мас.% – 2,0 мас.% марганца. Графит присутствует в виде сферических или узловатых форм.
Графит присутствует в виде сферических или узловатых форм.