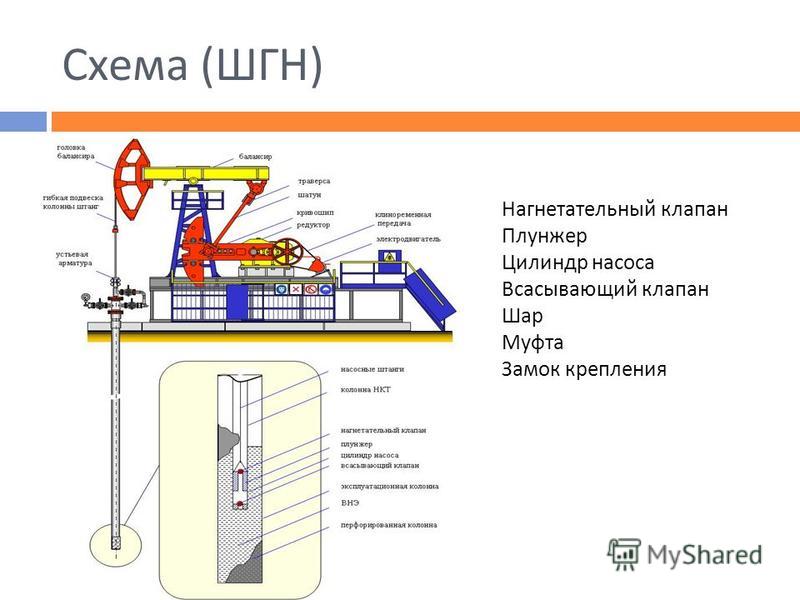
Пластины — Фрезерные и пильные столы
Пластины/Кольца
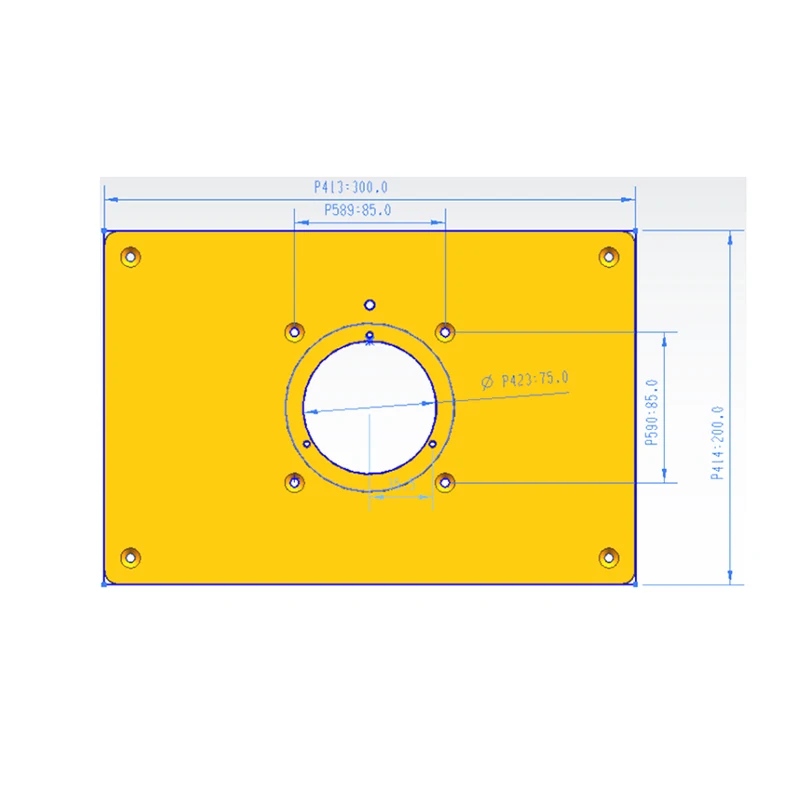
На данной странице Вашему вниманию предоставлены пластины, для разных моделей ручных фрезеров и ручных циркулярок. Максимальный диаметр отверстия в пластинах под фрезер,84 мм.
Будьте внимательны!
При покупке столешницы с пластиной, выравнивание пластины в плоскость столешницы, производится шпильками с шестигранной головкой (размер ключа шестигранного 2.5мм), которые расположены в вы фрезерованном окне под пластины, самой столешницы! Радиус скругления углов 8 мм.
Помните, перед началом работы, проверяйте затяжку инструмента к пластине!!!
Код 030 — Кольца
Кольца-вставки сменные для фрезера, толщина 3 мм нержавейка, для установки в пластину с разным внутренним диаметром (под разный диаметр фрез). Внутренний диаметр колец: 10,20,30,40,50,60 мм.
При заказе в примечании указывать необходимый размер!
Стоимость за одно кольцо!
В наличии
275. 00 руб
00 руб
Добавить
Код 30 — Triton TRA001/СМТ/Elmos 18е
Пластина для фрезера Triton TRA001/СМТ/Elmos 18е
Размер 350х250, толщина 6 мм.(сборка из двух пластин) Нержавейка/сталь с гравировкой. Максимальный диаметр отверстия под фрезы — 84 мм. Общий объем(м3): 0.002
| Наличие: 1 |
4450.00 руб
Добавить
Код 31 — Triton MOF001 (Малый Тритон)
Пластина для фрезера Triton MOF001 (Малый Тритон)
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы — 84 мм.
Общий объем(м3): 0.002
| Наличие: 1 |
4450.00 руб
Добавить
Код 32 — Makita 2300(23001)
Пластина, для фрезера Makita 2300(23001) с отверстием под микролифт , для установки в столешницу
Размер 350х250, толщина 6 мм.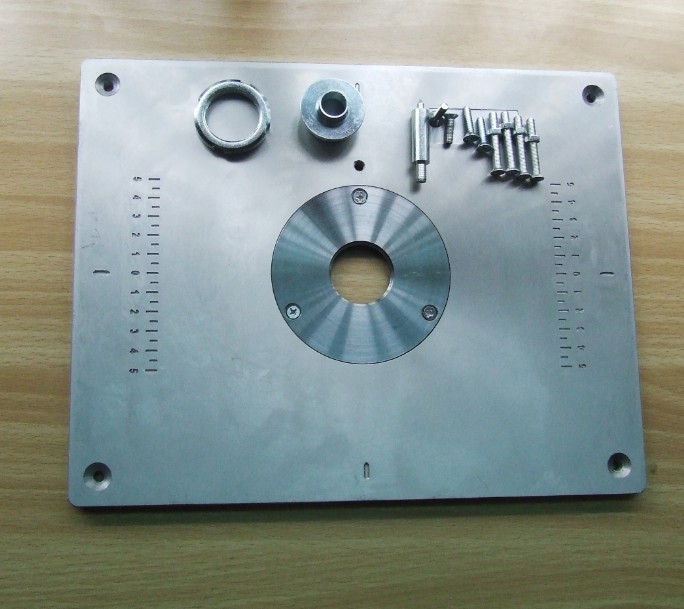 (сборка из двух пластин)
(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы — 84 мм.
Общий объем(м3): 0.002
| Наличие: 3 |
4450.00 руб
Добавить
Код 33 — Makita 3612
Пластина, для фрезера Makita 3612 , для установки в столешницу
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы — 84 мм.
Общий объем(м3): 0.002
| Наличие: 1 |
4450.00 руб
Добавить
Код 34 — Хитачи М8V2
Пластина для фрезера Хитачи М8V2.
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы — 84 мм.
Общий объем(м3): 0.002
| Наличие: 1 |
4350. 00 руб
00 руб
Добавить
Код 36 — Makita PR 1110C
Снята с производства!
Пластина для фрезера Makita PR 1110C, нержавейка верх,сталь низ,
для установки в столешницу фрезера.
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы — 84 мм.
| Продукт недоступен. |
3350.00 руб
Добавить
Код 35 — Хитачи М12V2
Пластины/Кольца
Пластина для фрезера Хитачи М12V2.
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы — 84 мм.
Общий объем(м3): 0.002
| Наличие: 2 |
4350.00 руб
Добавить
Код 38 — Bosch POF 1200 AE
Пластина для фрезера Bosch POF 1200 AE.
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы — 84 мм.
Общий объем(м3): 0.002
| Наличие: 3 |
4450.00 руб
Добавить
Код 37 — Интерскол ФМ-32/1900Э
Пластина, для фрезера Интерскол ФМ-32/1900Э,
для установки в столешницу
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Общий объем(м3): 0.002
Максимальный диаметр отверстия под фрезы — 84 мм.
| Наличие: 1 |
4350.00 руб
Добавить
Код 41 для -Лобзика
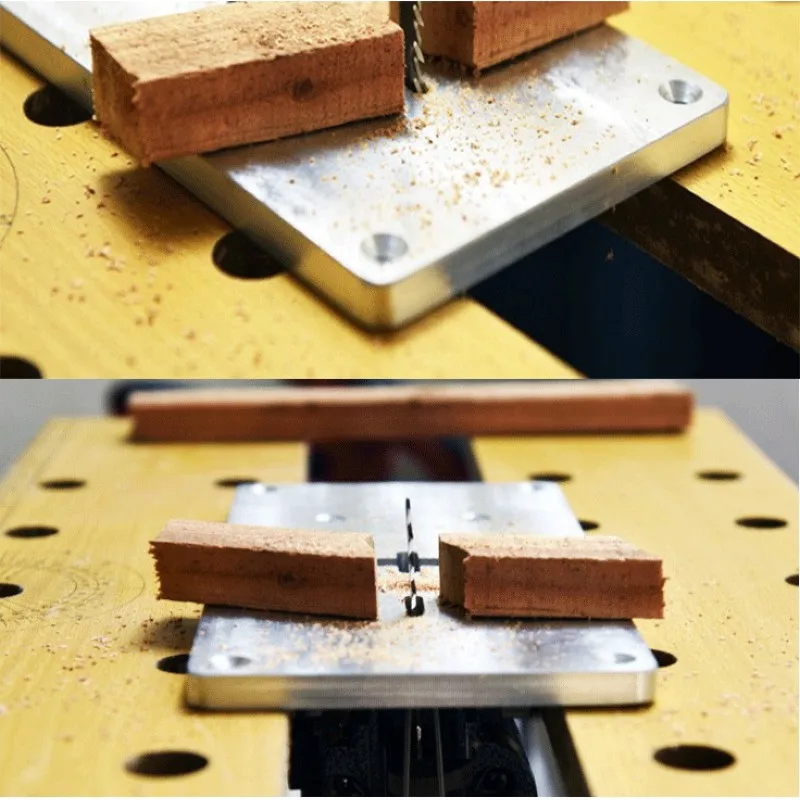
Пластина для Лобзика (с противоскольным вкладышем при выборе варианта с вкладышем)!
Нержавейка/сталь с гравировкой
для установки в столешницу с универсальным креплением лобзика(без сверления подошвы)!
Общий объем(м3): 0. 002
002
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
| Наличие: 5 |
4450.00 руб
Добавить
Код 39 — Bosch POF 1400 ACE
Пластина для фрезера Bosch POF 1400 ACE.
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы — 84 мм.
Общий объем(м3): 0.002
| Наличие: 3 |
4450.00 руб
Добавить
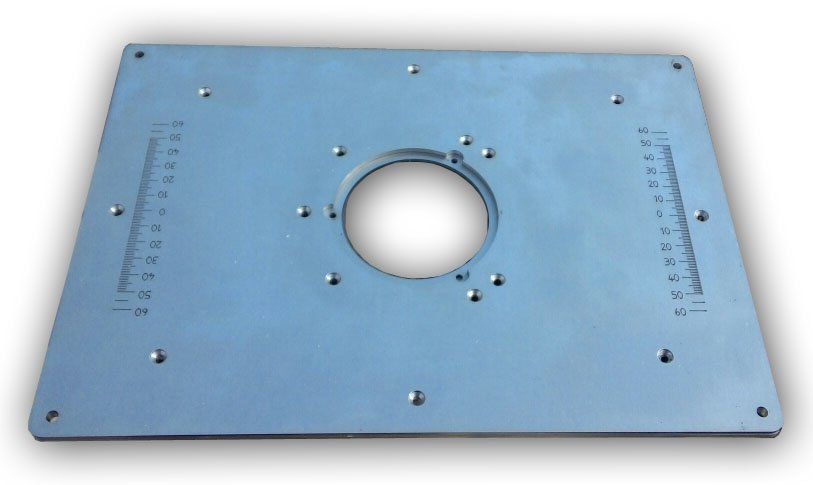
Код 43 -«Универсальная»
Пластина для фрезера -«Универсальная»
размер: 350х250 мм.,
без отверстий под крепления.
Нержавейка/сталь с гравировкой
Общий объем(м3): 0.002
Имеется лазерная гравировка метрической линейки.
Точность линейки , согласно ГОСТ.
Максимальный диаметр отверстия под фрезы — 84 мм.
| Наличие: 2 |
4150. 00 руб
00 руб
Добавить
Код 40 — Bosh GOF 1600CE Professional
Пластина для фрезера Bosh GOF 1600CE Professional.
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы — 84 мм.
Общий объем(м3): 0.002
| Наличие: 2 |
4450.00 руб
Добавить
Код 44 -«Циркулярка Большая»
Пластина для Циркулярки Большая
Размер 340х440 мм.,
толщина 6 мм.(сборка из двух пластин)
Нержавейка верх, низ сталь СТ3.
С лазерной гравировкой линейки.
Общий объем(м3): 0.003
Под Заказ!
Продукт недоступен.
4750.00 руб
Добавить
Код 42 для -Циркулярки
Пластина для Циркулярки
Размер 350х250 мм., толщина 6 мм.(сборка из двух пластин)
Нержавейка верх, низ сталь.
Размер под диск: 260х40 мм..gif) (для бортика 45 мм.)
(для бортика 45 мм.)
Размер под диск: 240х40 (для бортика 25 мм.)
Размер от края до выреза под пильный диск:
два варианта 25 и 45 мм. По умолчанию 25 мм.
Смотрите чертеж с бортиком 45 мм!
Общий объем(м3): 0.002
| Наличие: 2 |
4150.00 руб
Добавить
Код 47 — Циркулярка Makita 5103R
Пластина для Циркулярки Makita 5103R,
нержавейка верх,сталь с гравировкой линейки,
Размер: 510×360, толщина 7 мм.(сборка из двух пластин)
Крепеж осуществляется путем вкручивания винтов в штатные места подошвы самой пилы!
Под заказ!
Общий объем(м3): 0.003
Продукт недоступен.
6150.00 руб
Добавить
Код 46 — Циркулярка Makita 5705R
Пластина для Циркулярки Makita 5705R,
для установки в столешницу
нержавейка/сталь с гравировкой
Размер 340х440,
толщина 6 мм.(сборка из двух пластин)
Крепеж осуществляется путем вкручивания винтов в штатные места подошвы самой пилы!
Под заказ!
Продукт недоступен.
5450.00 руб
Добавить
Код 48 — BOSH GKS 85 G
Пластина для Циркулярки BOSH GKS 85 G
для установки в столешницу
Размер 340х460,
толщина 6 мм.(сборка из двух пластин)
С крепежными отверстиями! Без сверления подошвы!
Под заказ!
Общий объем(м3): 0.003
Продукт недоступен.
5900.00 руб
Добавить
Код 45 — Циркулярка Makita 5903R
Пластина для Циркулярки Makita 5903R,
для установки в столешницу
Размер 340х440, нержавейка/сталь с гравировкой
толщина 7 мм.(сборка из двух пластин)
Крепеж осуществляется путем вкручивания винтов в штатные места подошвы самой пилы!
Под заказ!
Общий объем(м3): 0.003
| Наличие: 1 |
5550.00 руб
Добавить
Код 49 Интерскол ФМ 67-2200Э
Пластина для фрезера Интерскол ФМ 67-2200Э
Размер 350х250, толщина 6 мм.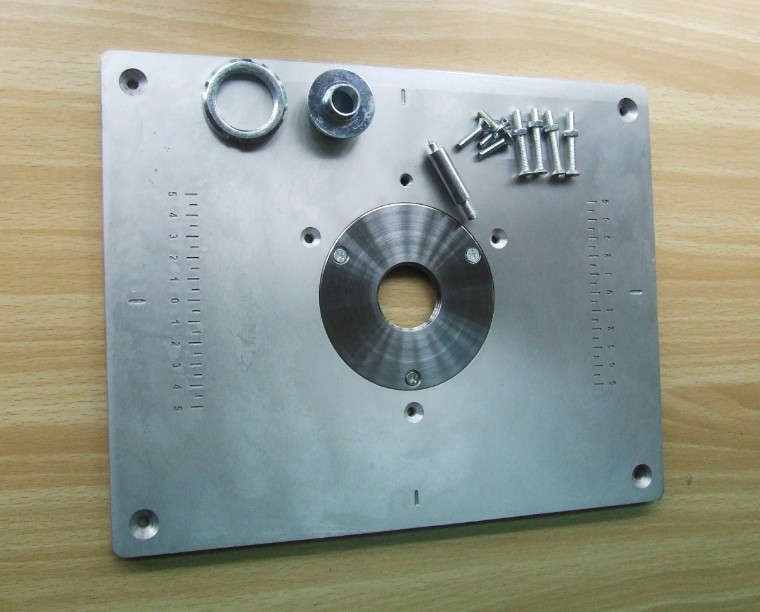 (сборка из двух пластин)
(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы — 84 мм.
Общий объем(м3): 0.002
| Наличие: 2 |
4200.00 руб
4350.00 руб
Добавить
Код 50 Felisatti RF67/2000VE
Пластина для фрезера Felisatti RF67/2000VE
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Максимальный диаметр отверстия под фрезы — 84 мм.
Нержавейка/сталь с гравировкой
Общий объем(м3): 0.002
| Наличие: 2 |
4350.00 руб
Добавить
Код 51 DeWALT DW 625
Пластина для фрезера DeWALT DW 625
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы — 84 мм.
Общий объем(м3): 0.002
| Наличие: 1 |
4450. 00 руб
00 руб
Добавить
Код 52 — Пластина для Циркулярных пил с универсальным креплением!
Пластина для циркулярных пил с универсальным креплением, без сверления дополнительных отверстий как в подошве пилы, так и на самой пластине!
Размер: 300х450х9 мм. Совместимость с большим количество моделей разных фирм, от маленькой модели циркулярных пил, до больших моделей, например: Макита 5903, BOSH GKS 85 и им подобных. Изделиеа состоит из нескольких пластин, верхняя нержавейка с нанесенной гравировкой линейки и из двух нижних в которых внедрен механизм, отвечающий за удобное крепление её к подошве пилы без сверления вспомогательных отверстий! Из-за внедрения данного механизма, толщина общего пирога составляет -9 мм. Т.е максимальный вылет пилы будет уменьшен на 9 мм.
Помните, перед каждым пилениеем, проверяйте затяжку инструмента к пластине!!!
Под заказ!
Общий объем(м3): 0.003
| Наличие: 1 |
6050. 00 руб
00 руб
Добавить
Код 53 DeWALT DW 621
Пластина для фрезера DeWALT DW 621
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы — 84 мм.
Общий объем(м3): 0.002
| Наличие: 1 |
4350.00 руб
Добавить
Код 54 Festool OF 1400
Пластина для фрезера Festool OF 1400
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы — 84 мм.
Возможны отверстия под крепеж родного лифта от Festool
Общий объем(м3): 0.002
| Наличие: 1 |
4550.00 руб
Добавить
Код 55 Festool OF 2200
Пластина для фрезера Festool OF 2200
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы — 84 мм.
Крепеж на двух винтах М6
Общий объем(м3): 0.002
| Наличие: 2 |
4550.00 руб
Добавить
Код 56 — Elitech Ф 1800Э
Пластина, для фрезера Elitech Ф 1800Э ,
для установки в столешницу
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы — 84 мм.
Общий объем(м3): 0.002
| Наличие: 1 |
4350.00 руб
Добавить
Код 57 -«Циркулярка Makita 5008MG
Пластина для Циркулярки в стол Makita 5008MG
Размер 340х440 мм.,
толщина 6 мм.(сборка из двух пластин)
Нержавейка верх, низ сталь СТ3.
С лазерной гравировкой линейки.
Общий объем(м3): 0.003
Под Заказ!
| Наличие: 1 |
5350.00 руб
Добавить
Код 58 DeWalt D26204K
Пластина для фрезера DeWalt D26204K
Размер 350х250, толщина 6 мм.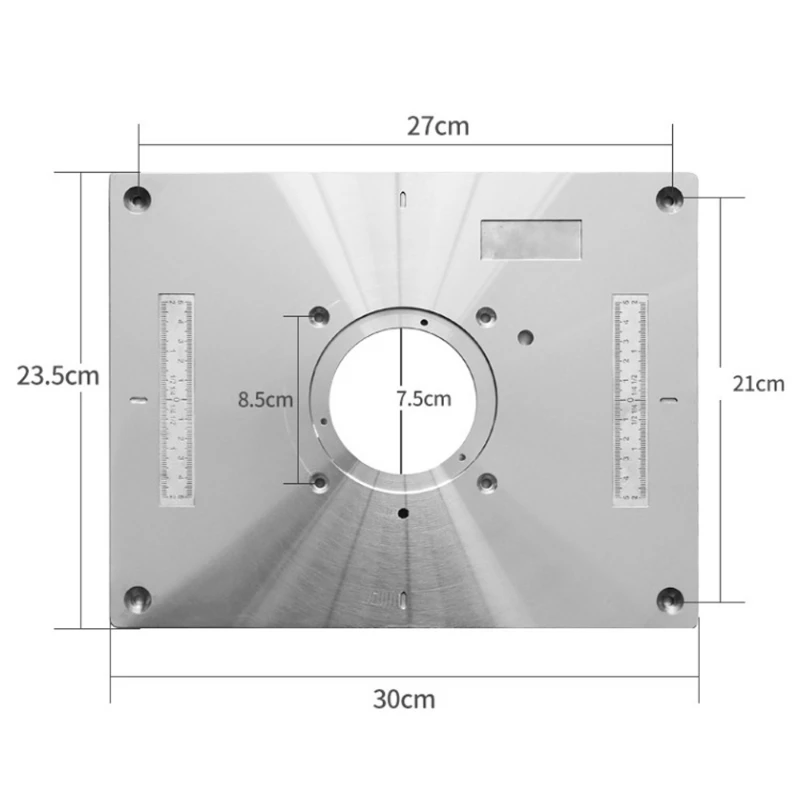 (сборка из двух пластин)
(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы — 84 мм.
Общий объем(м3): 0.002
| Продукт недоступен. |
4350.00 руб
Добавить
Код 59 Ryobi RRT1600
Пластина для фрезера Ryobi RRT1600
Размер 350х250, толщина 6 мм.(сборка из двух пластин)
Нержавейка/сталь с гравировкой
Максимальный диаметр отверстия под фрезы — 84 мм.
Общий объем(м3): 0.002
| Наличие: 1 |
4350.00 руб
Добавить
Внимание!
Технические характеристики, комплектация и внешний вид товара могут отличаться от указанных на сайте,
Убедительно просим Вас проверять наличие желаемых функций и характеристик перед оплатой.
Вся информация на сайте о товарах носит справочный характер и не является публичной офертой.
Пластина для фрезерного стола в категории «Инструмент»
Нагревательная пластина для пайки, нагреватель PTC 220В 300Вт стол, печка для пайки светодиодов LED SMD BGA
На складе в г. Полтава
Полтава
Доставка по Украине
по 559.2 грн
от 2 продавцов
559.20 грн
Купить
Интернет магазин «E-To4Ka»
Нагревательная пластина для пайки, нагреватель PTC 220В 400Вт стол, LED SMD BGA
Доставка по Украине
300 грн
264 грн
Купить
o_neu
Нагревательная пластина для пайки, нагреватель PTC 220В 300Вт стол, печка для пайки светодиодов LED SMD BGA
Доставка из г. Полтава
294.30 грн
Купить
IT Electronics
Стол фрезерний для ручного фрезера Holzmann OFT 102/Австрія/,новий,
Под заказ
Доставка по Украине
9 500 грн
Купить
Интернет-магазин «Казка»
Нагревательная пластина для пайки, нагреватель PTC 220В 300Вт стол, печка для пайки светодиодов LED SMD BGA
Доставка из г. Полтава
294.30 грн
Купить
Интернет магазин «E-To4Ka»
Фрезерный упор для фрезерного стола 98600W JET 98600FJ
На складе
Доставка по Украине
по 7 362. 5 грн
5 грн
от 5 продавцов
7 750 грн
7 362.50 грн
Купить
Профессиональное оборудование и инструмент — Спектр Маркет
Опорний стенд для фрезерного столу JET 98600H
На складе
Доставка по Украине
по 4 987.5 грн
от 5 продавцов
5 250 грн
4 987.50 грн
Купить
Профессиональное оборудование и инструмент — Спектр Маркет
Нагревательная пластина для пайки, нагреватель PTC 220В 200Вт стол, печка для пайки светодиодов LED SMD BGA
Доставка по Украине
240 грн
216 грн
Купить
o_neu
Гребенка прижим для фрезерного стола
Доставка по Украине
170 грн
Купить
Интернет магазин «Мобила»
Гребенка прижим для фрезерного стола
Доставка по Украине
170 грн
Купить
Интернет магазин «Мобила»
Гребенка прижим для фрезерного стола
Доставка по Украине
170 грн
Купить
3DWorks.com.ua
Гребенка прижим для фрезерного стола
Доставка из г. Киев
Киев
170 грн
Купить
3DWorks.com.ua
APMT1135PDER P6320 PROSPECT Пластина фрезерная
Доставка из г. Кременчуг
74 — 91 грн
от 2 продавцов
74 грн
Купить
ООО «Гефест Плюс»
RPMW1003MO P6320 PROSPECT Пластина фрезерная
Доставка по Украине
74 — 91 грн
от 2 продавцов
74 грн
Купить
ООО «Гефест Плюс»
JDMW1204 Пластина фрезерная
Доставка из г. Кременчуг
126 грн
Купить
ООО «Гефест Плюс»
Смотрите также
RPMT1204-M-C P7320 PROSPECT Пластина фрезерная
Доставка по Украине
84 грн
Купить
ООО «Гефест Плюс»
WDNW140520 Пластина фрезерная
Доставка по Украине
137 — 169 грн
от 2 продавцов
137 грн
Купить
ООО «Гефест Плюс»
Нагревательная пластина для пайки, нагреватель PTC 220В 300Вт стол, печка для пайки светодиодов LED SMD BGA
Доставка по Украине
559.20 грн
Купить
РезиStore
Пластина угловая 73х73×40 д/стола ЦБ.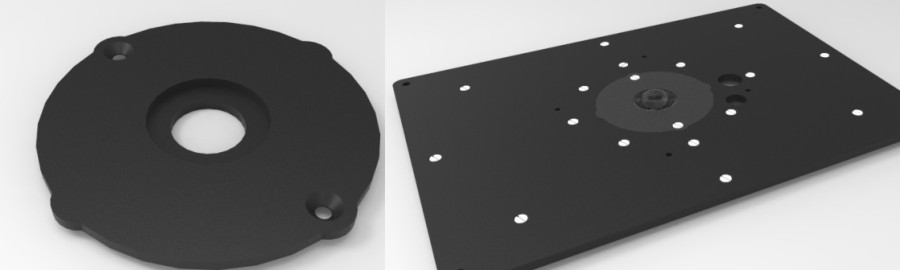 Пластина угловая для стола [3M0003M06791673732]
Пластина угловая для стола [3M0003M06791673732]
Доставка по Украине
29.24 грн/ед.
Купить
Elnik.Shop: Оптово-розничная компания
Нагревательная пластина для пайки, нагреватель PTC 220В 300Вт стол, печка для пайки светодиодов LED SMD BGA
Доставка из г. Полтава
294.30 грн
Купить
Интернет-магазин «Налетай»
Нагревательная пластина для пайки, нагреватель PTC 220В 300Вт стол, печка для пайки светодиодов LED SMD BGA
Доставка из г. Полтава
по 559.2 грн
от 2 продавцов
559.20 грн
Купить
Интернет-магазин «Налетай»
Горизонтально-вертикальный делительный стол (поворотный для фрезерного станка) Optimum RT150
Доставка по Украине
17 911 грн
Купить
Интернет-магазин «COOL-TOOL»
Опорная пластина ножки стола для лодки яхты алюминий встраиваемая 150 mm-Η.9.5 mm 197291
Доставка по Украине
по 1 857 грн
от 2 продавцов
1 850 грн
1 813 грн
Купить
DVmarket
Горизонтальный и вертикальный поворотный стол 100 мм для настольного фрезерного станка RT 4 Bernardo
Под заказ
Доставка по Украине
11 483 грн
Купить
BERNARDO UKRAINE | Бернардо Украина | Интернет магазин австрийские станки по дереву и металлу
Горизонтально вертикальный поворотный стол 75 мм для настольного фрезерного станка RT 3 Bernardo
Под заказ
Доставка по Украине
7 050 грн
Купить
BERNARDO UKRAINE | Бернардо Украина | Интернет магазин австрийские станки по дереву и металлу
Комплект прихватов для столов фрезерных станков под паз 12мм (М10)
Доставка из г. Киев
Киев
3 600 грн/набор
Купить
«Мебельная фурнитура», изготовители: Италия, Польша, Китай, Турция
Комплект прихватов для столов фрезерных станков под паз 10мм (М8)
Доставка из г. Киев
3 500 грн/набор
Купить
«Мебельная фурнитура», изготовители: Италия, Польша, Китай, Турция
Опоры и ножки для стола из металлической пластины / Каркас / Стелька / H = 710 mm
Под заказ
Доставка по Украине
от 1 968 грн
Купить
Мастерская «Krei»
Нагревательная пластина для пайки, нагреватель PTC 220В 200Вт стол, печка для пайки светодиодов LED SMD BGA
Доставка по Украине
220 грн
Купить
o_neu
ALU Монтажная пластина Вставка для фрезерного стола UNIVERSAL
————————————————— ————————————————— —————————-
Allgemeine Geschäftsbedingungen mit Kundeinformationen & Informationen zum Datenschutz & Widerrufsbelehrung & Widerrufsformular
——— ————————————————— ————————————————— ———————
Inhaltsverzeichnis
——————
A.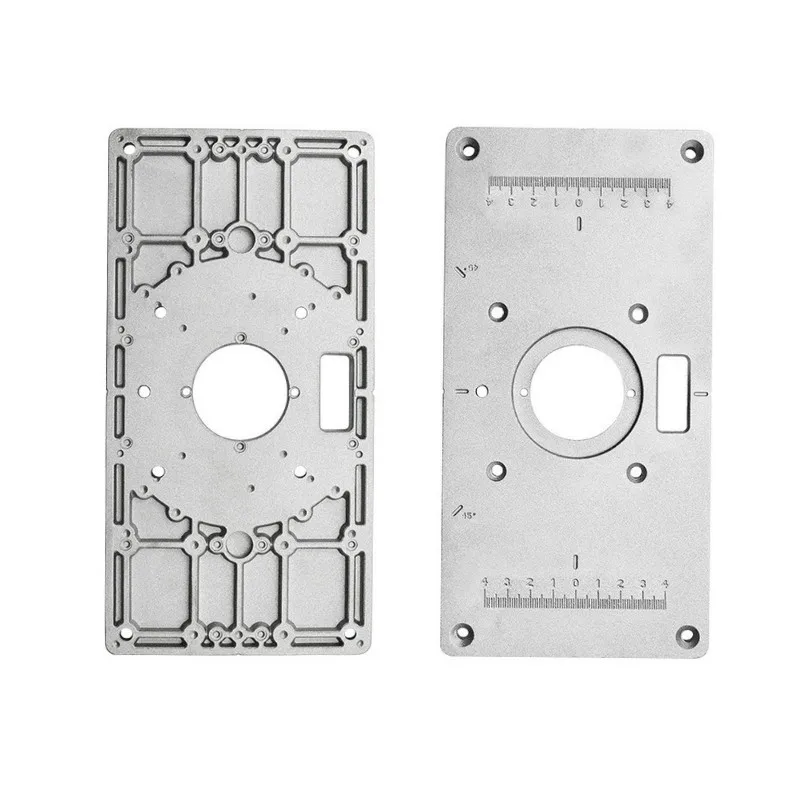 Allgemeine Geschäftsbedingungen mit Kundeinformationen
Allgemeine Geschäftsbedingungen mit Kundeinformationen
——————- —————————————
1. Geltungsbereich
2. Vertragsschluss
3. Widerrufsrecht
4. Preise und Zahlungsbedingungen
5. Liefer- und Versandbedingungen
6. Eigentumsvorbehalt
7. Mängelhaftung
8. Besondere Bedingungen für die Verarbeitung von Waren nach bestimmten Vorgaben 9 0 des Kundungen. Anwendbares Recht
10. Alternative Streitbeilegung
11. Verhaltenskodex
B. Informationen zum Datenschutz
——————————- —
1. Информация über die erhebung personenbezener daten und onkontaktdaten des verantwortlichen
2. Kontaktaufnahme
3. Datenverarbeit Zurestellabwicklung
4. rehte des Betroffenen
5. Dauer Derselenglung genchener gen-gen-lemenruner 9000.000.000.000.000.000.000.000.000.000. , Широкая полоса
———————
1. Widerrufsrecht
2. Folgen des Widerrufs
3. Ausschluss bzw. vorzeitiges Erlöschen des Widerrufsrechts
Ausschluss bzw. vorzeitiges Erlöschen des Widerrufsrechts
D. Widerrufsformular
———————
—————— —————————————-
A. Allgemeine Geschäftsbedingungen mit Kundeinformationen
— ————————————————— ——
1) Geltungsbereich
1.1 Diese Allgemeinen Geschäftsbedingungen (nachfolgend «AGB») der Sarah Bublitz, handelnd unter «Plastik Parts» (nachfolgend «Verkäufer»), gelten für alle Verträge über die Lieferung von Waren, die ein Verbraucher oder Unternehmer (nachfolgend «Kunde») mit dem Verkäufer hinsichtlich der vom Verkäufer auf der Internet-Handelsplattform Etsy (nachfolgend «Etsy») dargestellten Waren abschließt. Hiermit wird der Einbeziehung von eigenen Bedingungen des Kunden widesprochen, es sei denn, es ist etwas anderes vereinbart.
1.2 Verbraucher im Sinne dieser AGB ist jede natürliche Person, die ein Rechtsgeschäft zu Zwecken abschließt, die überwiegend weder ihrer gewerblichen noch ihrer selbständigen beruflichen Tätigkeit zugerechnet werden können. Unternehmer im Sinne dieser AGB ist eine natürliche oder juristische Person oder eine rechtsfähige Personengesellschaft, die bei Abschluss eines Rechtsgeschäfts in Ausübung ihrer gewerblichen oder sebständigen beruflichen Tätigkeit handelt.
Unternehmer im Sinne dieser AGB ist eine natürliche oder juristische Person oder eine rechtsfähige Personengesellschaft, die bei Abschluss eines Rechtsgeschäfts in Ausübung ihrer gewerblichen oder sebständigen beruflichen Tätigkeit handelt.
2) Vertragsschluss
2.1 Mit der Einstellung eines Artikels bei Etsy gibt der Verkäufer ein verbindliches Angebot zum Verkauf dieses Artikels ab.
2.2 Der Kunde kann das Angebot des Verkäufers über das bei Etsy vorgehaltene Online-Bestellformular annehmen. Hierzu muss der Kunde den gewünschten Artikel zunächst in den vitalllen Warenkorb bei Etsy einlegen und anschließend die von Etsy vorgegebenen Bestellschritte durchlaufen. Durch Anklicken des den Bestellprozess abschließenden Buttons erklärt der Kunde die Annahme des Angebots, wodurch ein Kaufvertrag über die vom Kunden zuvor ausgewählte Ware zustande kommt.
2.3 Der Vertragstext wird vom Verkäufer gespeichert und dem Kunden nach Vertragsschluss nebst den vorliegenden AGB und Kundeinformationen in Textform (z.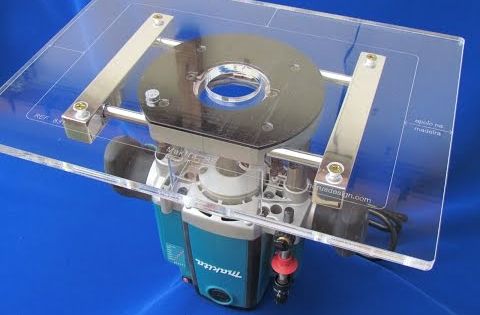 B. E-Mail, Fax oder Brief) zugeschickt. Eine darüber hinaus gehende Zugänglichmachung des Vertragstextes durch den Verkäufer selbst findet nicht statt.
B. E-Mail, Fax oder Brief) zugeschickt. Eine darüber hinaus gehende Zugänglichmachung des Vertragstextes durch den Verkäufer selbst findet nicht statt.
2.4 Vor verbindlicher Abgabe der Bestellung kann der Kunde mögliche Eingabefehler durch aufmerksames Lesen der auf dem Bildschirm dargestellten Informationen erkennen. Ein wirksames technisches Mittel zur besseren Erkennung von Eingabefehlern dabei die Vergrößerungsfunktion des Browsers sein, mit deren Hilfe die Darstellung auf dem Bildschirm vergrößert wird. Seine Eingaben kann der Kunde vor verbindlicher Abgabe der Bestellung im Rahmen des elektronischen Bestellprozesses mit den üblichen Tastatur- und Mausfunktionen korrigieren.
2.5 Für den Vertragsschluss steht ausschließlich die deutsche Sprache zur Verfügung.
3) Widerrufsrecht
3.1 Verbrauchern steht grundsätzlich ein Widerrufsrecht zu.
3.2 Nähere Informationen zum Widerrufsrecht ergeben sich aus der Widerrufsbelehrung des Verkäufers.
4) Preise und Zahlungsbedingungen
4. 1 Die vom Verkäufer angegebenen Preise sind Gesamtpreise und enthalten die gesetzliche Umsatzsteuer. Gegebenenfalls zusätzlich anfallende Liefer- und Versandkosten werden in der jeweiligen Produktbeschreibung gesondert angegeben.
1 Die vom Verkäufer angegebenen Preise sind Gesamtpreise und enthalten die gesetzliche Umsatzsteuer. Gegebenenfalls zusätzlich anfallende Liefer- und Versandkosten werden in der jeweiligen Produktbeschreibung gesondert angegeben.
4.2 Bei Lieferungen in Lander außerhalb der Europäischen Union können im Einzelfall weitere Kosten anfallen, die der Verkäufer nicht zu vertreten hat und die vom Kunden zu tragen sind. Hierzu zählen beispielsweise Kosten für die Geldübermittlung durch Kreditinstitute (z.B. Überweisungsgebühren, Wechselkursgebühren) или einfuhrrechtliche Abgaben bzw. Steuern (zB Zölle). Solche Kosten können in Bezug auf die Geldübermittlung auch dann anfallen, wenn die Lieferung nicht in ein Land außerhalb der Europäischen Union erfolgt, der Kunde die Zahlung aber von einem Land außerhalb der Europäischen Union aus vornimmt.
4.3 Die Zahlungsmöglichkeit/en wird/werden dem Kunden im Angebot des Verkäufers bei Etsy mitgeteilt.
5) Liefer- und Versandbedingungen
5. 1 Die Lieferung von Waren erfolgt auf dem Versandweg an die vom Kunden angegebene Lieferanschrift, sofern nichts anderes vereinbart ist. Bei der Abwicklung der Transaktion ist die in der Bestellabwicklung bei Etsy angegebene Lieferanschrift maßgeblich.
1 Die Lieferung von Waren erfolgt auf dem Versandweg an die vom Kunden angegebene Lieferanschrift, sofern nichts anderes vereinbart ist. Bei der Abwicklung der Transaktion ist die in der Bestellabwicklung bei Etsy angegebene Lieferanschrift maßgeblich.
5.2 Scheitert die Zustellung der Ware aus Gründen, die der Kunde zu vertreten hat, trägt der Kunde die dem Verkäufer hierdurch entstehenden angemessenen Kosten. Позолоченные штампы в Hinblick auf die Kosten für die Hinsendung nicht, wenn der Kunde sein Widerrufsrecht wirksam ausübt. Für die Rücksendekosten gilt bei wirksamer Ausübung des Widerrufsrechts durch den Kunden die in der Widerrufsbelehrung des Verkäufers Hierzu getroffene Regelung.
5.3 Der Verkäufer behält sich das Recht vor, im Falle nicht richtiger oder nicht ordnungsgemäßer Selbstbelieferung vom Vertrag zurückzutreten. Позолоченные штампы для осени, dass die Nichtlieferung nicht vom Verkäufer zu vertreten ist und dieser mit der gebotenen Sorgfalt ein konkretes Deckungsgeschäft mit dem Zulieferer abgeschlossen hat.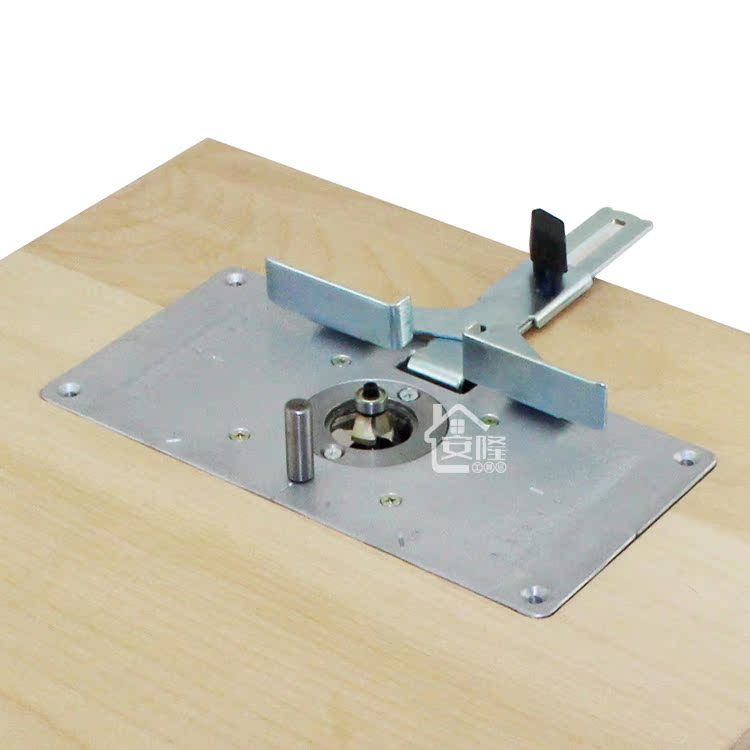 Der Verkäufer wird alle zumutbaren Anstrengungen unternehmen, um die Ware zu beschaffen. Im Falle дер Nichtverfügbarkeit oder дер нур teilweisen Verfügbarkeit дер Ware wird дер Kunde unverzüglich informiert und die Gegenleistung unverzüglich erstattet.
Der Verkäufer wird alle zumutbaren Anstrengungen unternehmen, um die Ware zu beschaffen. Im Falle дер Nichtverfügbarkeit oder дер нур teilweisen Verfügbarkeit дер Ware wird дер Kunde unverzüglich informiert und die Gegenleistung unverzüglich erstattet.
6) Eigentumsvorbehalt
Tritt der Verkäufer in Vorleistung, behält er sich bis zur vollständigen Bezahlung des geschuldeten Kaufpreises das Eigentum an der gelieferten Ware vor.
7) Mängelhaftung
7.1 Ist die Kaufsache mangelhaft, gelten die Vorschriften der gesetzlichen Mängelhaftung.
7.2 Handelt der Kunde als Verbraucher, so wird er gebeten, angelieferte Waren mit offensichtlichen Transportschäden bei dem Zusteller zu reklamieren und den Verkäufer hiervon in Kenntnis zu setzen. Kommt der Kunde dem nicht nach, hat dies keinerlei Auswirkungen auf seine gesetzlichen oder vertraglichen Mängelansprüche.
8) Besondere Bedingungen Für Die Verarbeitung von waren nach bestimmten vorgaben des Kunden
8. 1 Schuldet der Verkäufer nach inhalt des vertrages neben der warenlieferung auch dever verarbeitung der ware nachremtrage vorgaben des warunderung demreun demreun for re raunlirunger demreun demreun demreun demrarenung for raunlierung demreun demrarenung demrarenung demrarenung demrarenun Inhalte wie Texte, Bilder oder Grafiken in den vom Betreiber vorgegebenen Dateiformaten, Formatierungen, Bild- und Dateigrößen zur Verfügung zu stellen und ihm die hierfür erforderlichen Nutzungsrechte einzuräumen. Für die Beschaffung und den Rechteerwerb diesen Inhalten ist allein der Kunde verantwortlich. Der Kunde erklärt und übernimmt die Verantwortung dafür, dass er das Recht besitzt, die dem Verkäufer überlassenen Inhalte zu nutzen. Er trägt insbesondere dafür Sorge, dass hierdurch keine Rechte Dritter verletzt werden, insbesondere Urheber-, Marken- und Persönlichkeitsrechte.
1 Schuldet der Verkäufer nach inhalt des vertrages neben der warenlieferung auch dever verarbeitung der ware nachremtrage vorgaben des warunderung demreun demreun for re raunlirunger demreun demreun demreun demrarenung for raunlierung demreun demrarenung demrarenung demrarenung demrarenun Inhalte wie Texte, Bilder oder Grafiken in den vom Betreiber vorgegebenen Dateiformaten, Formatierungen, Bild- und Dateigrößen zur Verfügung zu stellen und ihm die hierfür erforderlichen Nutzungsrechte einzuräumen. Für die Beschaffung und den Rechteerwerb diesen Inhalten ist allein der Kunde verantwortlich. Der Kunde erklärt und übernimmt die Verantwortung dafür, dass er das Recht besitzt, die dem Verkäufer überlassenen Inhalte zu nutzen. Er trägt insbesondere dafür Sorge, dass hierdurch keine Rechte Dritter verletzt werden, insbesondere Urheber-, Marken- und Persönlichkeitsrechte.
8.2 Der Kunde stellt den Verkäufer von Ansprüchen Dritter frei, die diese im Zusammenhang mit einer Verletzung ihrer Rechte durch die vertragsgemäße Nutzung der Inhalte des Kunden durch den Verkäufer diesem gegenüber geltend machen können.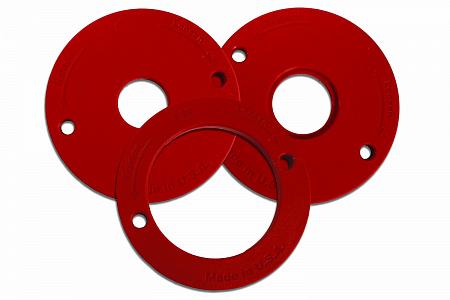 Der Kunde übernimmt hierbei auch die angemessenen Kosten der notwendigen Rechtsverteidigung einschließlich aller Gerichts- und Anwaltskosten in gesetzlicher Höhe. Dies gilt nicht, wenn die Rechtsverletzung vom Kunden nicht zu vertreten ist. Der Kunde ist verpflichtet, dem Verkäufer im Falle einer Inanspruchnahme durch Dritte unverzüglich, wahrheitsgemäß und vollständig alle Informationen zur Verfügung zu stellen, die für die Prüfung der Ansprüche und eine Verteidigung erforderlich sind.
Der Kunde übernimmt hierbei auch die angemessenen Kosten der notwendigen Rechtsverteidigung einschließlich aller Gerichts- und Anwaltskosten in gesetzlicher Höhe. Dies gilt nicht, wenn die Rechtsverletzung vom Kunden nicht zu vertreten ist. Der Kunde ist verpflichtet, dem Verkäufer im Falle einer Inanspruchnahme durch Dritte unverzüglich, wahrheitsgemäß und vollständig alle Informationen zur Verfügung zu stellen, die für die Prüfung der Ansprüche und eine Verteidigung erforderlich sind.
8.3 Der Verkäufer behält sich vor, Verarbeitungsaufträge abzulehnen, wenn die vom Kunden hierfür überlassenen Inhalte gegen gesetzliche oder behördliche Verbote oder gegen die guten Sitten verstoßen. Позолоченные штампы insbesondere bei Überlassung verfassungsfeindlicher, rassistischer, fremdenfeindlicher, diskriminierender, beleidigender, Jugend gefährdender und/oder Gewalt verherrlichender Inhalte.
9) Anwendbares Recht
Für sämtliche Rechtsbeziehungen der Parteien gilt das Recht der Bundesrepublik Deutschland unter Ausschluss der Gesetze über den internationalen Kauf beweglicher Waren. Bei Verbrauchern gilt diese Rechtswahl nur insoweit, als nicht der gewährte Schutz durch zwingende Bestimmungen des Rechts des Staates, in dem der Verbraucher seinen gewöhnlichen Aufenthalt hat, entzogen wird.
Bei Verbrauchern gilt diese Rechtswahl nur insoweit, als nicht der gewährte Schutz durch zwingende Bestimmungen des Rechts des Staates, in dem der Verbraucher seinen gewöhnlichen Aufenthalt hat, entzogen wird.
10) Alternative Streitbeilegung
10.1 Die EU-Kommission Stellt im Internet unter folgendem Link eine Plattform zur Online-Streitbeilegung bereit: ec.europa.eu/consumers/odr — oder Dienstleistungsverträgen, an denen ein Verbraucher beteiligt ist.
10.2 Der Verkäufer ist zur Teilnahme an einem Streitbeilegungsverfahren vor einer Verbraucherschlichtungsstelle weder verpflichtet noch bereit.
11) Verhaltenskodex
Der Verkäufer hat sich den Teilnahmebedingungen für die eCommerce-Initiative „Fairness im Handel“ unterworken, die im Internet unter fairness-im-handel.de/teilnahmebedingungen/einsehbar sind.
———————————
B. Informationen zum Datenschutz
——— ————————
1) Information über die Erhebung personenbezogener Daten und Kontaktdaten des Verantwortlichen
1. 1 Wir freuen uns, dass Sie unseren Etsy-Auftritt ( nachfolgend «Веб-сайт») besuchen und bedanken uns für Ihr Interesse. Im Folgenden informieren wir Sie über den Umgang mit Ihren personenbezogenen Daten bei Nutzung unserer Website. Personenbezogene Daten sind hierbei alle Daten, mit denen Sie persönlich identifiziert werden können.
1 Wir freuen uns, dass Sie unseren Etsy-Auftritt ( nachfolgend «Веб-сайт») besuchen und bedanken uns für Ihr Interesse. Im Folgenden informieren wir Sie über den Umgang mit Ihren personenbezogenen Daten bei Nutzung unserer Website. Personenbezogene Daten sind hierbei alle Daten, mit denen Sie persönlich identifiziert werden können.
1.2 Verantwortlicher für die Datenverarbeitung im Sinne der Datenschutz-Grundverordnung (DSGVO) ist Sarah Bublitz, Plastik Parts, Oppelner Geest 4, 21789 Wingst, Deutschland, тел.: 04754 — 80 89 781, факс: 04754 — 80 89 782, E- Почта: [email protected]. Der für die Verarbeitung von personenbezogenen Daten Verantwortliche ist diejenige natürliche oder juristische Person, die allein oder gemeinsam mit anderen über die Zwecke und Mittel der Verarbeitung von personenbezogenen Daten entscheidet.
2) Kontaktaufnahme
Im Rahmen der Kontaktaufnahme mit uns (z.B. per Kontaktformular oder E-Mail) werden personenbezogene Daten erhoben, welche dies sind, können Sie aus dem Kontaktformular ersehen. Diese Daten werden ausschließlich zum Zweck der Beantwortung Ihres Anliegens bzw. für die Kontaktaufnahme und die damit verbundene technische Administration gespeichert und verwendet. Rechtsgrundlage für die Verarbeitung der Daten ist unser berechtigtes Interesse an der Beantwortung Ihres Anliegens gemäß Art. 6 Абс. 1 лит. ф ДСГВО. Zielt Ihre Kontaktierung auf den Abschluss eines Vertrages ab, поэтому ist zusätzliche Rechtsgrundlage für die Verarbeitung Art. 6 Абс. 1 лит. б ДСГВО. Ihre Daten werden nach abschließender Bearbeitung Ihrer Anfrage gelöscht, dies ist der Fall, wenn sich aus den Umständen entnehmen lässt, dass der betroffene Sachverhalt abschließend geklärt ist und sofern keine gesetzlichen Aufbewahrungspflichten entgegenstehen.
Diese Daten werden ausschließlich zum Zweck der Beantwortung Ihres Anliegens bzw. für die Kontaktaufnahme und die damit verbundene technische Administration gespeichert und verwendet. Rechtsgrundlage für die Verarbeitung der Daten ist unser berechtigtes Interesse an der Beantwortung Ihres Anliegens gemäß Art. 6 Абс. 1 лит. ф ДСГВО. Zielt Ihre Kontaktierung auf den Abschluss eines Vertrages ab, поэтому ist zusätzliche Rechtsgrundlage für die Verarbeitung Art. 6 Абс. 1 лит. б ДСГВО. Ihre Daten werden nach abschließender Bearbeitung Ihrer Anfrage gelöscht, dies ist der Fall, wenn sich aus den Umständen entnehmen lässt, dass der betroffene Sachverhalt abschließend geklärt ist und sofern keine gesetzlichen Aufbewahrungspflichten entgegenstehen.
3) Datenverarbeitung zur Bestellabwicklung
3.1 Die von uns erhobenen personenbezogenen Daten werden im Rahmen der Vertragsabwicklung an das mit der Lieferung beauftragte Transportunternehmen weitergegeben, soweit dies zur Lieferung der Ware erforderlich ist. Ihre Zahlungsdaten geben wir im Rahmen der Zahlungsabwicklung an das beauftragte Kreditinstitut weiter, sofern dies für die Zahlungsabwicklung erforderlich ist. Sofern Zahlungsdienstleister eingesetzt werden, informieren wir hierüber nachstehend explizit. Die Rechtsgrundlage für die Weitergabe der Daten ist hierbei Art. 6 Абс. 1 лит. б ДСГВО.
Ihre Zahlungsdaten geben wir im Rahmen der Zahlungsabwicklung an das beauftragte Kreditinstitut weiter, sofern dies für die Zahlungsabwicklung erforderlich ist. Sofern Zahlungsdienstleister eingesetzt werden, informieren wir hierüber nachstehend explizit. Die Rechtsgrundlage für die Weitergabe der Daten ist hierbei Art. 6 Абс. 1 лит. б ДСГВО.
3.2 Bei Nutzung der Zahlungsmethode Etsy Payments erfolgt die Zahlungsabwicklung über die Etsy Ireland UC, 66/67 Great Strand Street, Dublin 1, Irland (im Folgenden: Etsy UC), es sei denn, die Zahlung erfolgt in den Währungen Доллар США или канадский доллар. In diesem Fall erfolgt die Zahlungsabwicklung über die die Etsy Inc., 117 Adams Street, Brooklyn, NY 11201, Vereinigte Staaten von Amerika (im Folgenden: Etsy Inc.). Die Weitergabe erfolgt gemäß Art. 6 Абс. 1 лит. b DSGVO und nur insoweit, а также dies für die Zahlungsabwicklung erforderlich ist.
Weitere datenschutzrechtliche Informationen entnehmen Sie bitte der Datenschutzerklärung von Etsy: etsy. com/de/legal/privacy/
com/de/legal/privacy/
4) Rechte des Betroffenen
4.1 Das geltende Datenschutzrecht gewährt Ihnen gegenüber dem Verantwortlichen hinsichtlich der Verarbeitung Ihrer personenbezogenen Daten umfassende Betroffenenrechte (Auskunfts- und Interventionsrechte), über die wir Sie nachstehend informieren:
— Auskunftsrecht gemäß Art. 15 DSGVO: Sie haben insbesondere ein Recht auf Auskunft über Ihre von uns verarbeiteten personenbezogenen Daten, die Verarbeitungszwecke, die Kategorien der verarbeiteten personenbezogenen Daten, die Empfänger oder Kategorien von Empfängern, gegenüber denen Ihre Daten offengelegt wurden oder werden, die geplante Speicherdauer bzw. die Kriterien für die Festlegung der Speicherdauer, das Bestehen eines Rechts auf Berichtigung, Löschung, Einschränkung der Verarbeitung, Widerspruch gegen die Verarbeitung, Beschwerde bei einer Aufsichtsbehörde, die Herkunft Ihrer Daten, wenn diese Beste nicht durch uns erhobensten bei Automatic, erhobenisten Entscheidungsfindung einschließlich Profiling und ggf.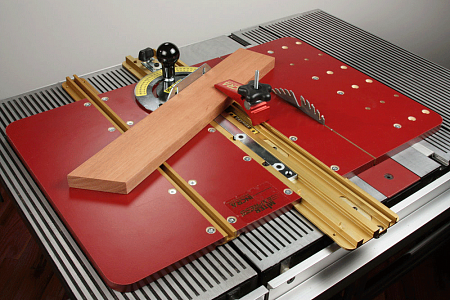 aussagekräftige Informationen über die involvierte Logik und die Sie betreffende Tragweite und die angestrebten Auswirkungen einer solchen Verarbeitung, sowie Ihr Recht auf Unterrichtung, welche Garantien gemäß Art. 46 DSGVO bei Weiterleitung Ihrer Daten in Drittländer bestehen;
aussagekräftige Informationen über die involvierte Logik und die Sie betreffende Tragweite und die angestrebten Auswirkungen einer solchen Verarbeitung, sowie Ihr Recht auf Unterrichtung, welche Garantien gemäß Art. 46 DSGVO bei Weiterleitung Ihrer Daten in Drittländer bestehen;
— Recht auf Berichtigung gemäß Art. 16 DSGVO: Sie haben ein Recht auf unverzügliche Berichtigung Sie betreffender unrichtiger Daten und/oder Vervollständigung Ihrer bei uns gespeicherten unvollständigen Daten;
— Recht auf Löschung gemäß Art. 17 DSGVO: Sie haben das Recht, die Löschung Ihrer personenbezogenen Daten bei Vorliegen der Voraussetzungen des Art. 17 Абс. 1 DSGVO zu verlangen. Dieses Recht besteht jedoch insbesondere dann nicht, wenn die Verarbeitung zur Ausübung des Rechts auf freie Meinungsäußerung und Information, zur Erfüllung einer rechtlichen Verpflichtung, aus Gründen des öffentlichen Interesses oder zur Geltendmachung, Ausübung oder Verteidigung von Rechtsansprüchen erforderlich ist;
— Recht auf Einschränkung der Verarbeitung gemäß Art. 18 DSGVO: Sie haben das Recht, die Einschränkung der Verarbeitung Ihrer personenbezogenen Daten zu verlangen, solange die von Ihnen bestrittene Richtigkeit Ihrer Daten überprüft wird, wenn Sie eine Löschung Ihrer Daten wegen unzulässiger Datenverarbeitung ablehnen und stattdessen die Einschränkung der Verarbeitung Ihrer Daten verlangen, wenn Sie Ihre Daten zur Geltendmachung, Ausübung oder Verteidigung von Rechtsansprüchen benötigen, nachdem wir diese Daten nach Zweckerreichung nicht mehr benötigen oder wenn Sie Widerspruch aus Gründen Ihrer besonderen Situation eingelegt haben, solange noch Gründe nicht ob feststeht;
18 DSGVO: Sie haben das Recht, die Einschränkung der Verarbeitung Ihrer personenbezogenen Daten zu verlangen, solange die von Ihnen bestrittene Richtigkeit Ihrer Daten überprüft wird, wenn Sie eine Löschung Ihrer Daten wegen unzulässiger Datenverarbeitung ablehnen und stattdessen die Einschränkung der Verarbeitung Ihrer Daten verlangen, wenn Sie Ihre Daten zur Geltendmachung, Ausübung oder Verteidigung von Rechtsansprüchen benötigen, nachdem wir diese Daten nach Zweckerreichung nicht mehr benötigen oder wenn Sie Widerspruch aus Gründen Ihrer besonderen Situation eingelegt haben, solange noch Gründe nicht ob feststeht;
— Recht auf Unterrichtung gemäß Art. 19 DSGVO: Haben Sie das Recht auf Berichtigung, Löschung oder Einschränkung der Verarbeitung gegenüber dem Verantwortlichen geltend gemacht, ist dieser verpflichtet, allen Empfängern, denen die Sie betreffenden personenbezogenen Daten offengelegt wurden, diese Berichtigung oder Löschung der Daten oder Einschränkung der Verarbeitung mitzuteilen, es sei denn, dies erweist sich als unmöglich oder ist mit einem unverhältnismäßigen Aufwand verbunden. Ihnen steht das Recht zu, über diese Empfänger unterrichtet zu werden.
Ihnen steht das Recht zu, über diese Empfänger unterrichtet zu werden.
— Recht auf Datenübertragbarkeit gemäß Art. 20 DSGVO: Sie haben das Recht, Ihre personenbezogenen Daten, die Sie uns bereitgestellt haben, in einem strukturierten, gängigen und maschinenlesebaren Format zu erhalten oder die Übermittlung an einen anderen Verantwortlichen zu verlangen, soweit dies technisch machbar ist;
— Recht auf Widerruf erteilter Einwilligungen gemäß Art. 7 Абс. 3 DSGVO: Sie haben das Recht, eine einmal erteilte Einwilligung in die Verarbeitung von Daten jederzeit mit Wirkung für die Zukunft zu widerufen. Im Falle des Widerrufs werden wir die betroffenen Daten unverzüglich löschen, sofern eine weitere Verarbeitung nicht auf eine Rechtsgrundlage zur einwilligungslosen Verarbeitung gestützt werden kann. Durch den Widerruf der Einwilligung wird die Rechtmäßigkeit der aufgrund der Einwilligung bis zum Widerruf erfolgten Verarbeitung nicht berührt;
— Recht auf Beschwerde gemäß Art. 77 DSGVO: Wenn Sie der Ansicht sind, dass die Verarbeitung der Sie betreffenden personenbezogenen Daten gegen die DSGVO verstößt, haben Sie — unbeschadet eines anderweitigen verwaltungsrechtlichen oder gerichtlichen Rechtsbehelfs — das Recht auf Beschwerde bei einer Aufsichtsbehörde, insbesondere in dem Mitgliedstaat Ihres Aufenthaltsortes, Ihres Arbeitsplatzes oder des Ortes des mutmaßlichen Verstoßes.
4.2 WIDERSPRUCHSRECHT
WENN WIR IM RAHMEN EINER INTERESSENABWÄGUNG IHRE PERSONENBEZOGENEN DATEN AUFGRUND UNSERES ÜBERWIEGENDEN BERECHTIGTEN INTERESSES VERARBEITEN, HABEN SIE DAS JEDERZEITIGE RECHT, AUS GRÜNDEN, DIE SICH AUS IHRER BESONDEREN SITUATION ERGEBEN, GEGEN DIESE VERARBEITUNG WIDERSPRUCH MIT WIRKUNG FÜR DIE ZUKUNFT EINZULEGEN.
MACHEN SIE VON IHREM WIDERSPRUCHSRECHT GEBRAUCH, BEENDEN WIR DIE VERARBEITUNG DER BETROFFENEN DATEN. EINE WEITERVERARBEITUNG BLEIBT ABER VORBEHALTEN, WENN WIR ZWINGENDE SCHUTZWÜRDIGE GRÜNDE FÜR DIE VERARBEITUNG NACHWEISEN KÖNNEN, DIE IHRE INTERESSEN, GRUNDRECHTE UND GRUNDFREIHEITEN ÜBERWIEGEN, ODER WENN DIE VERARBEITUNG DER GELTENDMACHUNG, AUSÜBUNG ODER VERTEIDIGUNG VON RECHTSANSPRÜCHEN DIENT.
WERDEN IHRE PERSONENBEZOGENEN DATEN UNS VERARBEITET, UM DIREKTWERBUNG ZU BETREIBEN, HABEN SIE DAS RECHT, JEDERZEIT WIDERSPRUCH GEGEN DIE VERARBEITUNG SIE BETREFFENDER PERSONENBEZOGENER DATEN ZUM ZWECKE DERARTIGER WERBUNG EINZULEGEN. SIE KÖNNEN DEN WIDERSPRUCH WIE OBEN BESCHRIEBEN AUSÜBEN.
MACHEN SIE VON IHREM WIDERSPRUCHSRECHT GEBRAUCH, BEENDEN WIR DIE VERARBEITUNG DER BETROFFENEN DATEN ZU DIREKTWERBEZWECKEN.
5) Dauer der Speicherung personenbezogener Daten
Die Dauer der Speicherung von personenbezogenen Daten bemisst sich anhand der jeweiligen Rechtsgrundlage, am Verarbeitungszweck und – sofern einschlägig – zusätzlich anhand der jeweiligen gesetzlichen Aufbewahrungsfrist (z.B. handels- und steuerrechtliche Aufbewahrungsfristen).
Bei der Verarbeitung von personenbezogenen Daten auf Grundlage einer ausdrücklichen Einwilligung gemäß Art. 6 Абс. 1 лит. a DSGVO werden diese Daten so lange gespeichert, bis der Betroffene seine Einwilligung wideruft.
Existieren gesetzliche Aufbewahrungsfristen für Daten, die im Rahmen rechtsgeschäftlicher bzw. rechtsgeschäftsähnlicher Verpflichtungen auf der Grundlage von Art. 6 Абс. 1 лит. b DSGVO verarbeitet werden, werden diese Daten nach Ablauf der Aufbewahrungsfristen rulesmäßig gelöscht, sofern sie nicht mehr zur Vertragserfüllung oder Vertragsanbahnung erforderlich sind und/oder unsererseits kein berechtigtes Interesse an der Weiterspeicherung fortbest.
Bei der Verarbeitung von personenbezogenen Daten auf Grundlage von Art. 6 Абс. 1 лит. f DSGVO werden diese Daten so lange gespeichert, bis der Betroffene sein Widerspruchsrecht nach Art. 21 Абс. 1 DSGVO ausübt, es sei denn, wir können zwingende schutzwürdige Gründe für die Verarbeitung nachweisen, die die die Die Die Interessen, Rechte und Freiheiten der betroffenen Person überwiegen, oder die Verarbeitung dient der Geltendmachung, Ausübung oder Verteidansprüchen von Rechts.
Bei der Verarbeitung von personenbezogenen Daten zum Zwecke der Direktwerbung auf Grundlage von Art. 6 Абс. 1 лит. f DSGVO werden diese Daten so lange gespeichert, bis der Betroffene sein Widerspruchsrecht nach Art. 21 Абс. 2 DSGVO ausübt.
Sofern sich aus den sonstigen Informationen dieser Erklärung über spezifische Verarbeitungssituationen nichts anderes ergibt, werden gespeicherte personenbezogene Daten im Übrigen dann gelöscht, wenn sie für die Zwecke, für die sie erhoben oder wedhrdenich, notdigwennich weise ver.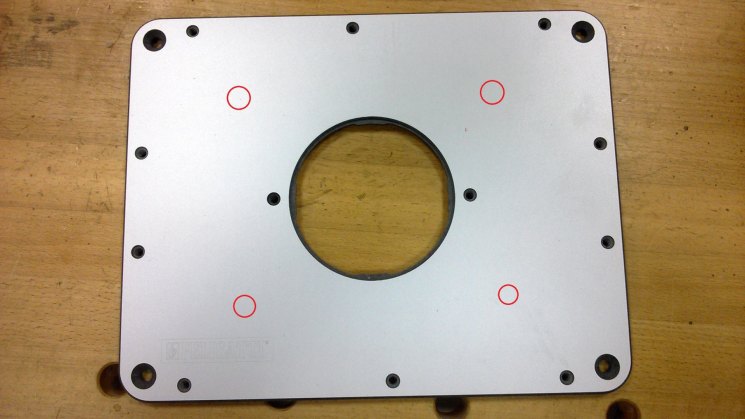
6) Hinweis auf die Etsy-Datenschutzerklärung
Für alle weiteren Datenverarbeitungen, die über die vorstehend beschriebenen Datenverarbeitungen hinausgehen, ist die Plattform Etsy verantwortlich. Weitere Informationen zum Datenschutz von Etsy können Sie in den Datenschutzhinweisen von Etsy einsehen: etsy.com/de/legal/privacy/?ref=ftr
———————————- —
C. Widerrufsbelehrung
———————
Widerrufsrecht
Sie haben das Recht, binnen vierzehn Tagen ohne Angabe von Gründen diesen Vertrag zu widerufen.
Die Widerrufsfrist beträgt vierzehn Tage ab dem Tag, an dem Sie oder ein von Ihnen benannter Dritter, der nicht der Beförderer ist, die letzte Ware in Besitz genommen haben bzw. шляпа.
Um Ihr Widerrufsrecht auszuüben, müssen Sie uns (Sarah Bublitz, Plastik Parts, Oppelner Geest 4, 21789 Wingst, Deutschland, тел.: 04754 — 80 89 781, факс: 04754 — 80 89 782, электронная почта: info@plastik- parts.de) mittels einer eindeutigen Erklärung (z. B. ein mit der Post versandter Brief, Telefax oder E-Mail) über Ihren Entschluss, diesen Vertrag zu widerufen, informieren. Sie können dafür das begefügte Muster-Widerrufsformular verwenden, das jedoch nicht vorgeschrieben ist.
B. ein mit der Post versandter Brief, Telefax oder E-Mail) über Ihren Entschluss, diesen Vertrag zu widerufen, informieren. Sie können dafür das begefügte Muster-Widerrufsformular verwenden, das jedoch nicht vorgeschrieben ist.
Zur Wahrung der Widerrufsfrist reicht es aus, dass Sie die Mitteilung über die Ausübung des Widerrufsrechts vor Ablauf der Widerrufsfrist absenden.
Folgen des Widerrufs
Wenn Sie diesen Vertrag widerufen, haben wir Ihnen alle Zahlungen, die wir von Ihnen erhalten haben, einschlieslich der Lieferkosten (mit Ausnahme der zusätzlichen diekosten, die sich daraus ergeben, dass Sie der eine anderals uns angebotene, günstigste Standardlieferung gewählt haben), unverzüglich und spätestens binnen vierzehn Tagen ab dem Tag zurückzuzahlen, an dem die Mitteilung über Ihren Widerruf dieses Vertrags bei uns eingegangen ist. Für diese Rückzahlung verwenden wir dasselbe Zahlungsmittel, das Sie bei der ursprünglichen Transaktion eingesetzt haben, es sei denn, mit Ihnen wurde ausdrücklich etwas anderes vereinbart; in keinem Fall werden Ihnen wegen dieser Rückzahlung Entgelte berechnet.
Bei Verträgen zur Lieferung von Waren können wir die Rückzahlung verweigern, bis wir die Waren wieder zurückerhalten haben oder bis Sie den Nachweis erbracht haben, dass Sie die Waren zurückgesandt haben, je nachdem, welches der frühere Zeitpunkt ist.
Sie haben die Waren unverzüglich und in jedem Fall spätestens binnen einundzwanzig Tagen ab dem Tag, an dem Sie uns über den Widerruf dieses Vertrags unterrichten, uns zurückzusenden oder zu übergeben. Die Frist ist gewahrt, wenn Sie die Waren vor Ablauf der Frist von einundzwanzig Tagen absenden.
Sie tragen die unmittelbaren Kosten der Rücksendung der Waren.
Sie müssen für einen Wertverlust der Waren nur aufkommen, wenn dieser Wertverlust auf einen zur Prüfung der Beschaffenheit, Eigenschaften und Funktionsweise der Waren nicht notwendigen Umgang mit ihnen zurückzuführen ist.
Ausschluss bzw. vorzeitiges Erlöschen des Widerrufsrechts
Das Widerrufsrecht besteht nicht bei Verträgen zur Lieferung von Waren, die nicht vorgefertigt sind und für deren Herstellung eine individuelle Auswahl oder Bestimmung durch den Verbraucher maßgeblich ist oder die eindeutig auf die persönlichen Bedürfnisse des Verbrauchers zugeschnitten sind.
———————
D. Widerrufsformular
———————
Wenn Sie den Vertrag widerufen Wollen, dann füllen Sie bitte dieses Formular aus und senden es zurück.
An
Sarah Bublitz
Plastik Parts
Oppelner Geest 4
21789 Wingst
Deutschland
Факс: 04754 — 80 89 782
Эл. von mir/uns (*) abgeschlossenen Vertrag über den Kauf der folgenden Waren (*)/die Erbringung der folgenden Dienstleistung (*)
_______________________________________________________
_____________________________________________________
Bestellt am (*) ____________ / erhalten am (*) __________________
________________________________________________________
Название des/der Verbraucher(s)
________________________________________________________
Anschrift des/der Verbraucher(s)
______________________________________________________________________
________________________________________________________
3 ________________________________________________________ ) (nur bei Mitteilung auf Papier)
_________________________
Datum
(*) Unzutreffendes streichen
VEVOR Tilting Melling Table 7×5-дюймовый угловой мельница наклона наклона 0-45 ° Регулируемая пластина поворота w/ 3 T-плиты для шлифования
.
 Представленные предметы, которые вы можете, как
Представленные предметы, которые вы можете, как
,
xcgzt7yckqx000001v0
. Часто покупают вместе
444444444444444444444444444444, Также купили
Описание Спецификация Вопросы и ответы Отзывы
Фрезерный стол с регулируемым наклоном
Этот поворотный стол для фрезерного станка, изготовленный из сверхпрочного чугуна, регулируется в диапазоне 0-45 градусов (с обеих сторон), с 3 Т-образными пазами (10 мм), кривошипной рукояткой и прецизионной шлифовкой, это идеальный инструмент. to improve your milling processing.
Heavy Duty Construction
High Quality Working Gear
Adjustable Angle Plate
Precise & Better Finish
Convenient Cleaning & Assembly
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Прочный, износостойкий, антикоррозийный чугун
5 90 и устойчивость к ржавчине, более прочный и обеспечивает длительный срок службы.
Обработанные Т-образные пазы
Фрезерный стол для 7-дюймовой длины и 5-дюймовой ширины с тремя 10-миллиметровыми Т-образными пазами обработан для чистой, точной и лучшей обработки.
Регулируемая рукоятка
Поворотный стол для фрезерного станка поставляется в комплекте с кривошипной рукояткой, вы можете отрегулировать угол по своему усмотрению. Диапазон от 0 до 90°.
Точная шкала
Оснащенный точным и четким циферблатом, угол можно регулировать путем точного измерения в соответствии с потребностями обработки.
Улучшенная шлифовка
Нижняя поверхность рабочего стола тонко отшлифована, лучше взаимодействует со станком, делая обработку более точной.
Удобные аксессуары
Наклонный стол оснащен щеткой для очистки и гаечным ключом, вам будет легко его чистить и устанавливать.
Specifications
Material: Cast Iron
Tilting Range: 0-45degree (both sides)
Overall Dimension: 7x5x3.
 5inch (178x125x89mm)
5inch (178x125x89mm)Overall Weigh: 15lbs (7kg)
 5inch (178x125x89mm)
5inch (178x125x89mm)Содержимое упаковки
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиум прочное качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Круглосуточный внимательный сервис
Прочное оборудование и инструменты, меньше оплаты
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиум прочное качество
- Невероятно низкие цены
- Быстрая и надежная доставка
- Бесплатный возврат в течение 30 дней
- Внимательное обслуживание 24/7
Фрезерный стол с регулируемым наклоном
0-45 градусов (с обеих сторон), с 3 Т-образными пазами (10 мм), кривошипной рукояткой и прецизионной шлифовкой, это идеальный инструмент для улучшения фрезерной обработки.
- Усиленная конструкция
- Высококачественный рабочий механизм
- Пластина с регулируемым углом наклона
- Точная и улучшенная отделка
- Удобная очистка и сборка
Прочный материал
Изготовлен из сверхпрочного чугуна, устойчивого к коррозии и ржавчине, более прочный и долговечный время обслуживания.
Обработанные Т-образные пазы
Фрезерный стол для 7-дюймовой длины и 5-дюймовой ширины с тремя 10-миллиметровыми Т-образными пазами обработан для чистой, точной и лучшей обработки.
Регулируемая рукоятка
Поворотный стол для фрезерного станка поставляется в комплекте с кривошипной рукояткой, вы можете отрегулировать угол по своему усмотрению. Диапазон от 0 до 90°.
Точная шкала
Оснащенный точным и четким циферблатом, угол можно регулировать путем точного измерения в соответствии с потребностями обработки.
Улучшенная шлифовка
Нижняя поверхность рабочего стола тонко отшлифована, лучше взаимодействует со станком, делая обработку более точной.
Удобные аксессуары
Наклонный стол оснащен щеткой для очистки и гаечным ключом, вам будет легко его чистить и устанавливать.
Содержание пакета
- 1 x Titling Table Table
- 1 x Ручная гаечная газета
- 1 x чистящая щетка
Спецификации
- Материал: Cast Iron
- . Размеры: 7x5x3,5 дюйма (178x125x89 мм)
- Общий вес: 15 фунтов (7 кг)
- Material
- Cast Iron
- Tilting Range
- 0-45degree (both sides)
- Overall Dimension
- 7x5x3. 5inch (178x125x89mm)
 5inch (178x125x89mm)
5inch (178x125x89mm)- Overall Weigh
- 15lbs (7kg)
Вопросы и ответы
Типичные вопросы о продуктах: Является ли продукт долговечным? …
Задайте первый вопрос
Отзывы клиентов
Цена
4.7Качественный
4.6Функции
4,6Легко использовать
4. 6
 6
66 Отзывы
Mark Clinton
Размер верстака: 178 x 125 мм
Техник-производитель
Техник-производитель
стол. Видимо, на коробку была наклеена не та наклейка, и служба поддержки сделала мне частичную скидку. Мне нравится стол, который я получил, и окончательная цена стоит продукта.
См. больше См. меньше
0
Leroy Cordill
Размер верстака: 178 x 125 мм
Понравилось, хорошо использовал.
См. Подробнее см. Меньше
0
Эдвард Хиггинс
Размер рабочей упаковки: 178 x 125 мм
Хорошая цена
I. Использовал этот продукт на моем продукте на моем продукте на моем продукте на моем продукте на моем продукте. деньги
Показать больше Показать меньше
0
Роб
Хорошее соотношение цены и качества
Прочный стол, легко регулируемый.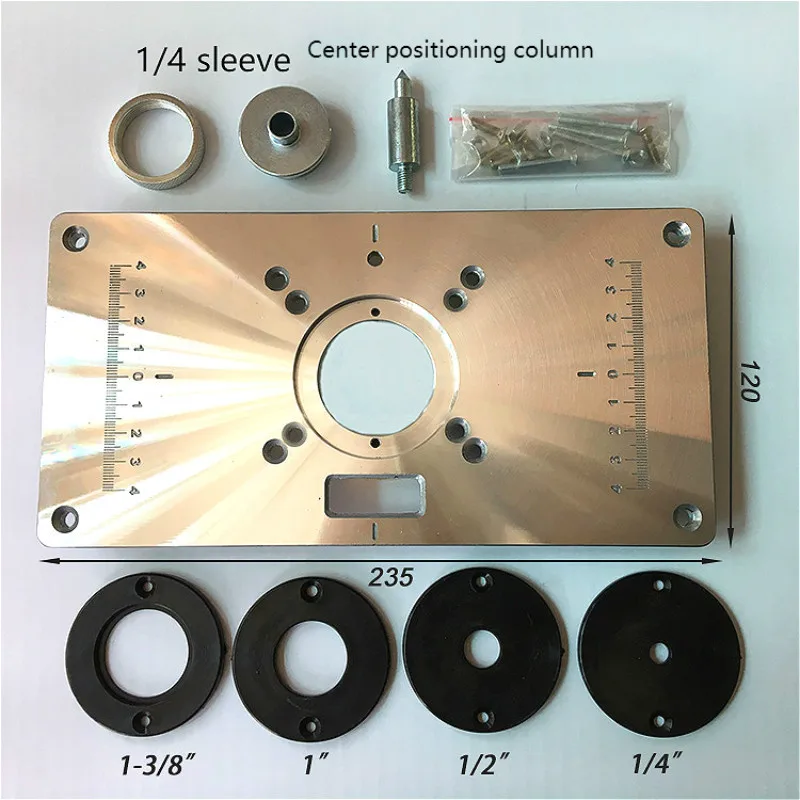
 СССР
СССР 8, Р6М5
8, Р6М5 70 грн
70 грн
 8
8
 ↑
↑ 8
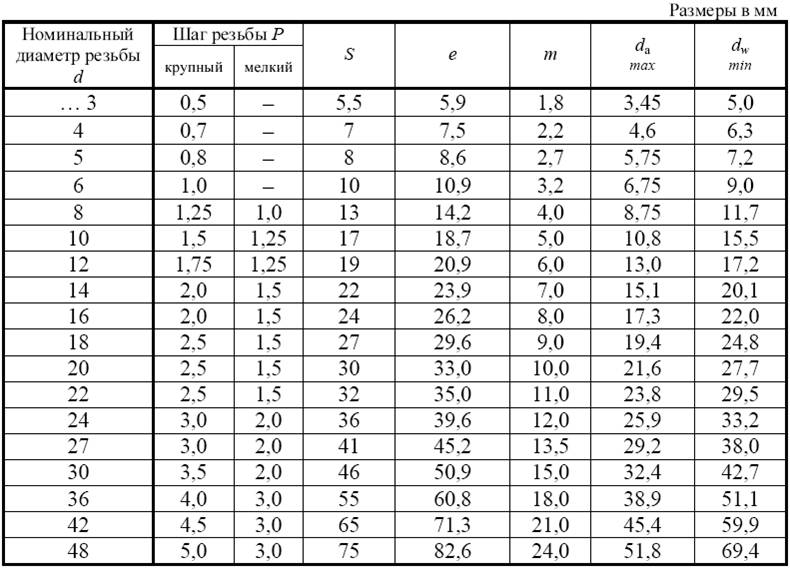
8 Первый тип использует метрическую систему. Второй основан на американском стандарте имперских единиц. Различия могут показаться незначительными, но если вы основываете свои измерения на неправильной системе, это может привести к серьезным проблемам в будущем.
Первый тип использует метрическую систему. Второй основан на американском стандарте имперских единиц. Различия могут показаться незначительными, но если вы основываете свои измерения на неправильной системе, это может привести к серьезным проблемам в будущем.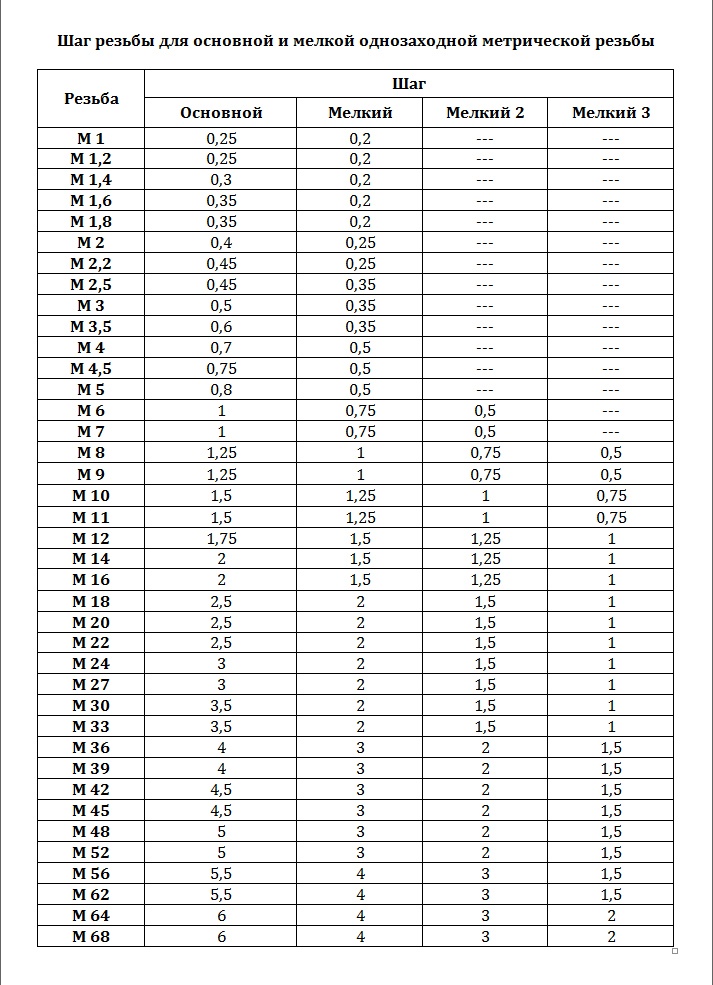 е. размер от одной резьбы до другой
е. размер от одной резьбы до другой
 Как правило, крупная резьба является наиболее распространенной, некоторые болты часто поставляются с мелкой резьбой (например, DIN 9).61, являющийся версией DIN 933 с мелкой резьбой). Болты с сверхтонкой резьбой будут самыми редкими. Варианты с мелкой и сверхмелкой резьбой могут быть еще более ограничены для болтов 2-го и 3-го классов предпочтительного диаметра.
Как правило, крупная резьба является наиболее распространенной, некоторые болты часто поставляются с мелкой резьбой (например, DIN 9).61, являющийся версией DIN 933 с мелкой резьбой). Болты с сверхтонкой резьбой будут самыми редкими. Варианты с мелкой и сверхмелкой резьбой могут быть еще более ограничены для болтов 2-го и 3-го классов предпочтительного диаметра. Например, если клиент запрашивает болт M8 — 1,0 X 40, он ищет версию этого болта с мелкой резьбой. Шаг резьбы в данном случае нельзя было опустить, поскольку он является определяющим требованием для данного крепежного изделия.
Например, если клиент запрашивает болт M8 — 1,0 X 40, он ищет версию этого болта с мелкой резьбой. Шаг резьбы в данном случае нельзя было опустить, поскольку он является определяющим требованием для данного крепежного изделия. Для большинства размеров разницы нет, но для размеров M10, M12, M14 и M22 WAF на самом деле немного отличается, что может повлиять на его полезность в некоторых приложениях.
Для большинства размеров разницы нет, но для размеров M10, M12, M14 и M22 WAF на самом деле немного отличается, что может повлиять на его полезность в некоторых приложениях.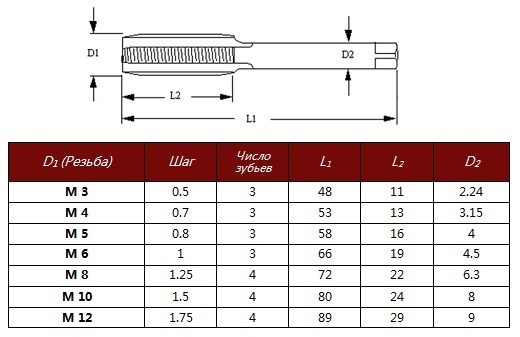

 При содержании марганца 1,5…2,5 % свариваемость ухудшается и возможно появление трещин из-за увеличения твердости стали и образования закалочных структур.
При содержании марганца 1,5…2,5 % свариваемость ухудшается и возможно появление трещин из-за увеличения твердости стали и образования закалочных структур. При сварке образуются тугоплавкие окислы, снижается химическая стойкость стали и образуются закалочные структуры.
При сварке образуются тугоплавкие окислы, снижается химическая стойкость стали и образуются закалочные структуры. Вольфрам ухудшает свариваемость, сильно окисляется и поэтому сварка требует особых приемов.
Вольфрам ухудшает свариваемость, сильно окисляется и поэтому сварка требует особых приемов. Повышенное содержание фосфора ухудшает свариваемость, так как вызывает при сварке появление холодных трещин. Допускается содержание фосфора в углеродистых сталях не более 0,08 %.
Повышенное содержание фосфора ухудшает свариваемость, так как вызывает при сварке появление холодных трещин. Допускается содержание фосфора в углеродистых сталях не более 0,08 %.
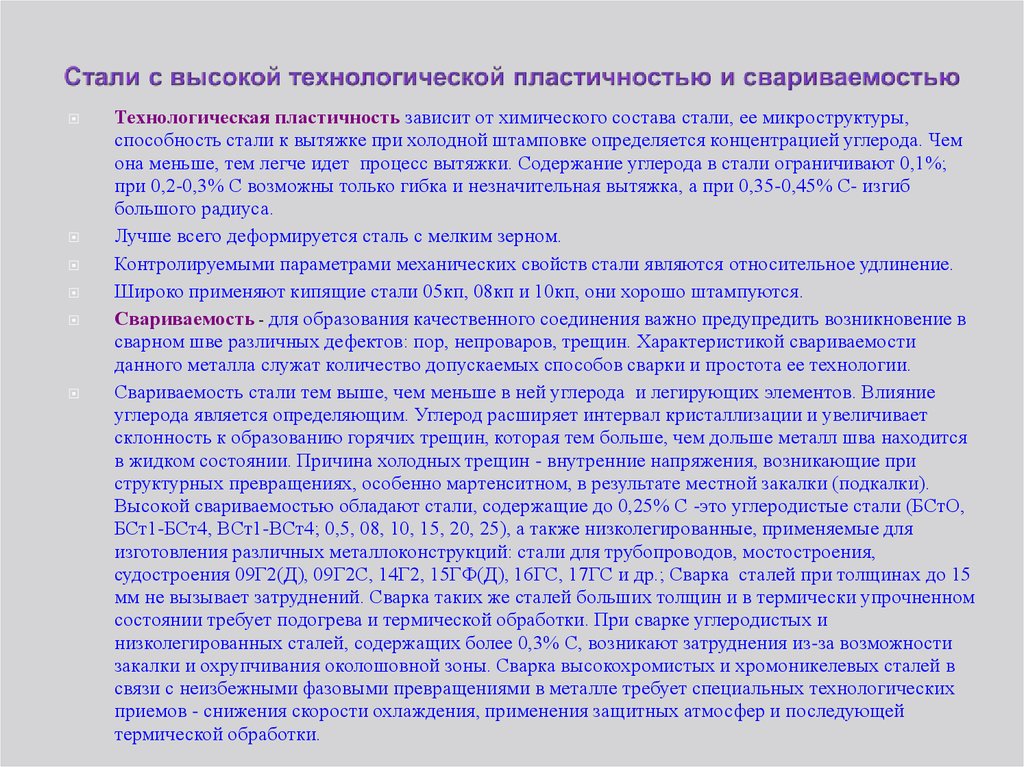
 Эти стали свариваются ограниченно, поэтому сварку их выполняют с обязательной предварительной термообработкой, с подогревом в процессе сварки и последующей термообработкой.
Эти стали свариваются ограниченно, поэтому сварку их выполняют с обязательной предварительной термообработкой, с подогревом в процессе сварки и последующей термообработкой. com®
com® Поэтому для успешной сварки этого универсального материала важно сначала ознакомиться с различными типами сталей и их свойствами.
Поэтому для успешной сварки этого универсального материала важно сначала ознакомиться с различными типами сталей и их свойствами.
 Это потому, что они более склонны к растрескиванию. Стали со средним содержанием углерода всегда следует сваривать с использованием процесса сварки с низким содержанием водорода или контролируемых водородных наполнителей.
Это потому, что они более склонны к растрескиванию. Стали со средним содержанием углерода всегда следует сваривать с использованием процесса сварки с низким содержанием водорода или контролируемых водородных наполнителей. При сварке углеродисто-марганцевых сталей с повышенным содержанием углерода рекомендуется использовать процессы сварки с низким содержанием водорода или контролируемые водородные наполнители.
При сварке углеродисто-марганцевых сталей с повышенным содержанием углерода рекомендуется использовать процессы сварки с низким содержанием водорода или контролируемые водородные наполнители. Как и для других закаливаемых сталей, для снижения риска растрескивания рекомендуются процессы с низким содержанием водорода или наполнитель с контролируемым содержанием водорода.
Как и для других закаливаемых сталей, для снижения риска растрескивания рекомендуются процессы с низким содержанием водорода или наполнитель с контролируемым содержанием водорода. Они широко предпочтительны из-за их производительности даже в самых агрессивных средах. Нержавеющие стали обычно легируют несколькими другими элементами для улучшения жаропрочных свойств, улучшения механических свойств и/или характеристик изготовления, а также для улучшения коррозионной стойкости. Эти легирующие элементы также влияют на их свариваемость. Узнайте больше о том, как сваривать этот универсальный материал, в нашем посте «Свариваемость нержавеющей стали».
Они широко предпочтительны из-за их производительности даже в самых агрессивных средах. Нержавеющие стали обычно легируют несколькими другими элементами для улучшения жаропрочных свойств, улучшения механических свойств и/или характеристик изготовления, а также для улучшения коррозионной стойкости. Эти легирующие элементы также влияют на их свариваемость. Узнайте больше о том, как сваривать этот универсальный материал, в нашем посте «Свариваемость нержавеющей стали».
 Способности стали относятся к тому, насколько легко с ней можно обращаться для практического применения. Это отличается от свойств стали, которые включают механические свойства, такие как предел прочности при растяжении и твердость, тепловые свойства, такие как коэффициент теплового расширения, и другие, но определяется ими.
Способности стали относятся к тому, насколько легко с ней можно обращаться для практического применения. Это отличается от свойств стали, которые включают механические свойства, такие как предел прочности при растяжении и твердость, тепловые свойства, такие как коэффициент теплового расширения, и другие, но определяется ими.
 Однако это также зависит от других факторов, таких как скорость резания, материал режущего инструмента, геометрия режущего инструмента, геометрия резания и состояние станка. Более легко обрабатываемая сталь — это та, которая обеспечивает более длительный срок службы инструмента при заданной скорости резания.
Однако это также зависит от других факторов, таких как скорость резания, материал режущего инструмента, геометрия режущего инструмента, геометрия резания и состояние станка. Более легко обрабатываемая сталь — это та, которая обеспечивает более длительный срок службы инструмента при заданной скорости резания. Он определяется как отношение скорости резания исследуемого типа стали в течение 20 минут к скорости резания стандартной стали в течение 20 минут . Углеродистая сталь SAE 1212 используется в качестве стандарта для расчета индекса обрабатываемости.
Он определяется как отношение скорости резания исследуемого типа стали в течение 20 минут к скорости резания стандартной стали в течение 20 минут . Углеродистая сталь SAE 1212 используется в качестве стандарта для расчета индекса обрабатываемости. Это происходит из-за того, как сталь охлаждается во время литья: в первую очередь охлаждаются области, соприкасающиеся со стенками формы. Считается, что сталь с хорошей литейной способностью имеет низкую или незначительную сегрегацию. Его можно преодолеть медленным охлаждением или последующей термической обработкой.
Это происходит из-за того, как сталь охлаждается во время литья: в первую очередь охлаждаются области, соприкасающиеся со стенками формы. Считается, что сталь с хорошей литейной способностью имеет низкую или незначительную сегрегацию. Его можно преодолеть медленным охлаждением или последующей термической обработкой.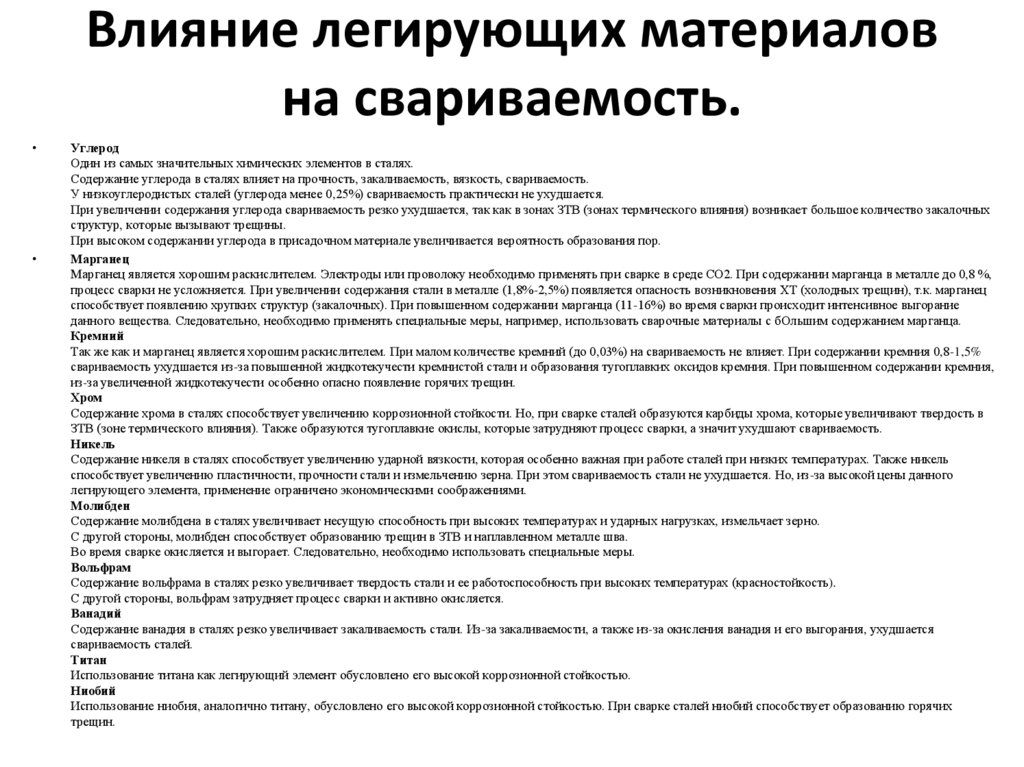 Применяется в котлах и сосудах высокого давления.
Применяется в котлах и сосудах высокого давления. После закалки образца параллельные плоские поверхности, расположенные на расстоянии 180⁰ друг от друга, шлифуют на глубину 0,015 дюйма (0,38 мм) по всей длине цилиндрического стержня. Далее на стальной образец наносится маркировка 1/16 -й -й интервалы. Через каждые 1/16 дюйма проводят испытание на твердость С по Роквеллу и строят кривую. Типичный график этих значений твердости и их положения на стальном стержне показан на рисунке 4 [3]. Он дает четкое представление о глубине затвердевания. Кроме того, по рисунку можно определить приблизительную скорость охлаждения в определенных местах.
После закалки образца параллельные плоские поверхности, расположенные на расстоянии 180⁰ друг от друга, шлифуют на глубину 0,015 дюйма (0,38 мм) по всей длине цилиндрического стержня. Далее на стальной образец наносится маркировка 1/16 -й -й интервалы. Через каждые 1/16 дюйма проводят испытание на твердость С по Роквеллу и строят кривую. Типичный график этих значений твердости и их положения на стальном стержне показан на рисунке 4 [3]. Он дает четкое представление о глубине затвердевания. Кроме того, по рисунку можно определить приблизительную скорость охлаждения в определенных местах.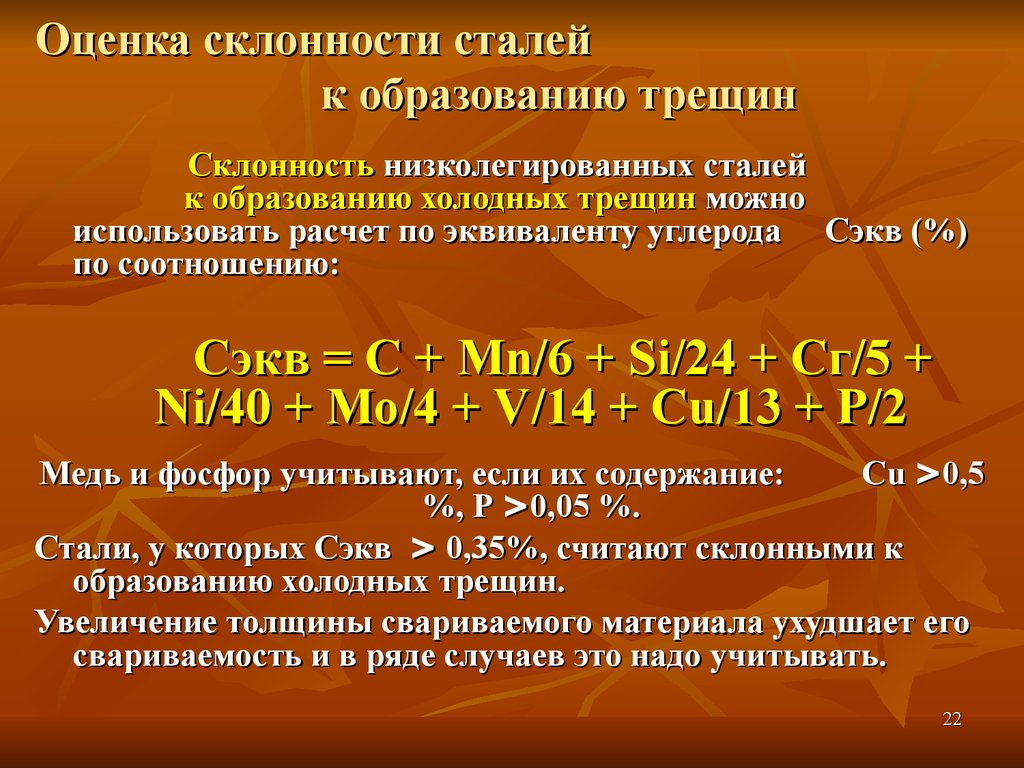 Поскольку содержание углерода играет значительную роль в прокаливаемости стали, оно также влияет на ее свариваемость. Следовательно, с увеличением содержания углерода снижается свариваемость. Другие легирующие элементы, такие как марганец, никель и кремний, также влияют на свариваемость стали. Однако их влияние не столь значительно, как наличие содержания углерода.
Поскольку содержание углерода играет значительную роль в прокаливаемости стали, оно также влияет на ее свариваемость. Следовательно, с увеличением содержания углерода снижается свариваемость. Другие легирующие элементы, такие как марганец, никель и кремний, также влияют на свариваемость стали. Однако их влияние не столь значительно, как наличие содержания углерода.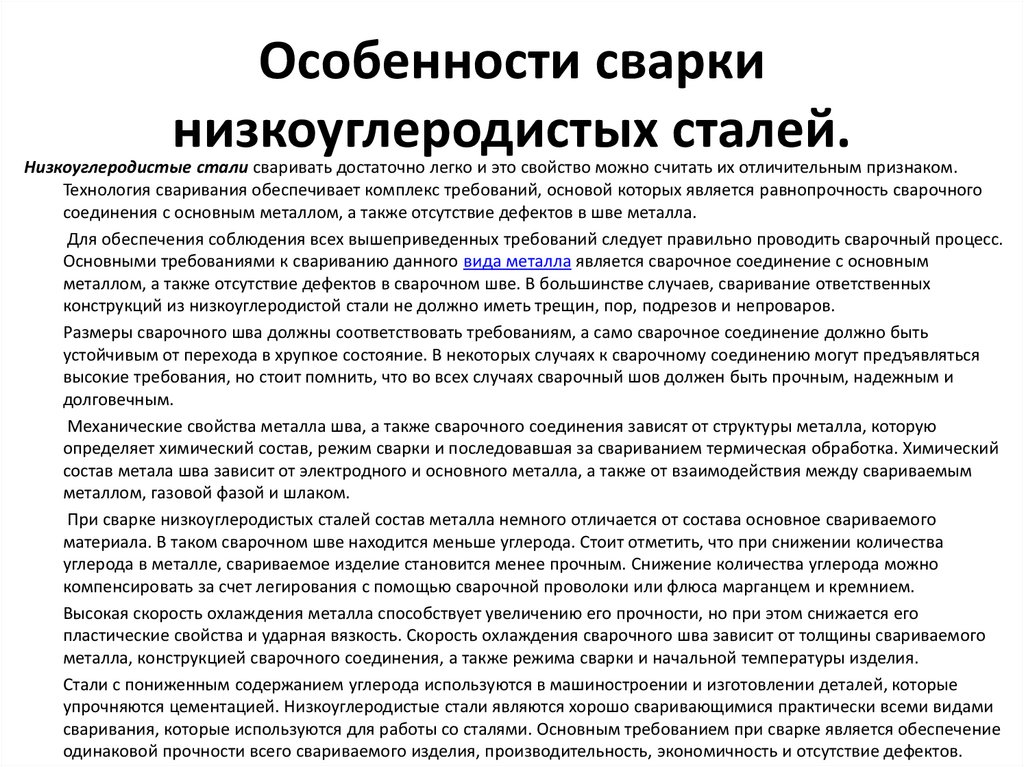

 Примером может служить горячекатаная сталь AISI 1080.
Примером может служить горячекатаная сталь AISI 1080.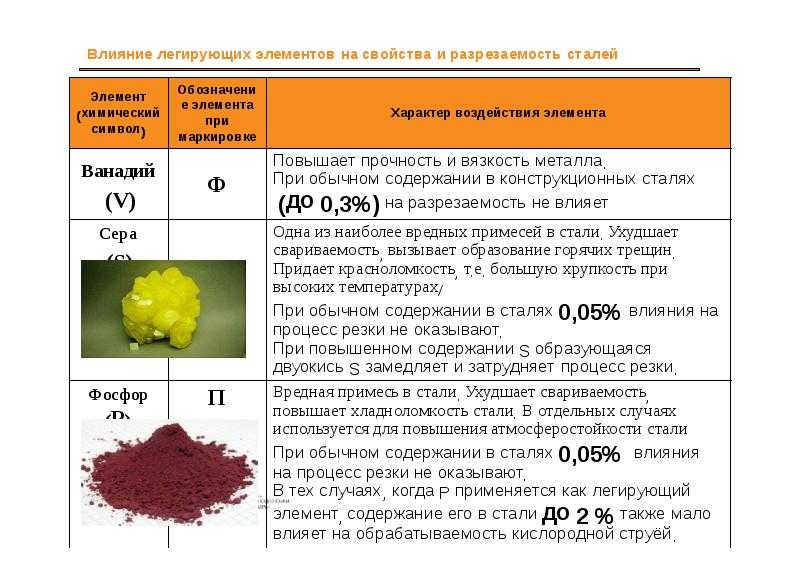 Они содержат не менее 10,5 мас. % хрома и другие элементы, повышающие их термостойкость и улучшающие механические свойства [4].
Они содержат не менее 10,5 мас. % хрома и другие элементы, повышающие их термостойкость и улучшающие механические свойства [4].






 Благодаря этому можно избежать внутренних напряжений в материале, что облегчит работу и позволит избежать перегрева инструмента, тем самым продлив срок его службы.
Благодаря этому можно избежать внутренних напряжений в материале, что облегчит работу и позволит избежать перегрева инструмента, тем самым продлив срок его службы. Не стоит об этом забывать, ведь это позволяет повысить качество проделанных отверстий и продлить срок службы инструмента.
Не стоит об этом забывать, ведь это позволяет повысить качество проделанных отверстий и продлить срок службы инструмента.

 При необходимости сверление можно разделить на этапы, делая последовательные отверстия с постепенно увеличивающимися диаметрами сверла. Стоит помнить, что диаметр меньшего сверла должен быть как минимум таким же, как стержень большего сверла. Сердцевина — это кратчайшее расстояние между двумя режущими кромками сверла.
При необходимости сверление можно разделить на этапы, делая последовательные отверстия с постепенно увеличивающимися диаметрами сверла. Стоит помнить, что диаметр меньшего сверла должен быть как минимум таким же, как стержень большего сверла. Сердцевина — это кратчайшее расстояние между двумя режущими кромками сверла.
 youtube.com/embed/EaC-S1KSP1w» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/EaC-S1KSP1w» frameborder=»0″ allowfullscreen=»allowfullscreen»> 




 Компании были оштрафованы на миллионы долларов.
Компании были оштрафованы на миллионы долларов. 06.2021
06.2021 Покрытие золотистого цвета.
Покрытие золотистого цвета. Кольцевая пила не удалит большую часть материала — она только прорежет линию по периметру отверстия. Этот тип кольцевой пилы можно использовать для вырезания круглых отверстий в тонких листах из нержавеющей стали, но вы должны придерживаться «Техники сверления нержавеющей стали».
Кольцевая пила не удалит большую часть материала — она только прорежет линию по периметру отверстия. Этот тип кольцевой пилы можно использовать для вырезания круглых отверстий в тонких листах из нержавеющей стали, но вы должны придерживаться «Техники сверления нержавеющей стали».
 Если вы не выполните это требование, насос при подъеме застрянет из-за перехлеста погружного кабеля. В некоторых ситуациях проблема подобного рода возникает при использовании резинового шланга для выполнения функций водоподъемной трубы. Крайне не рекомендуется опускать глубинный насос при помощи гибкого резинового шланга.
Если вы не выполните это требование, насос при подъеме застрянет из-за перехлеста погружного кабеля. В некоторых ситуациях проблема подобного рода возникает при использовании резинового шланга для выполнения функций водоподъемной трубы. Крайне не рекомендуется опускать глубинный насос при помощи гибкого резинового шланга.
%20(1).png)
 В составе воды присутствуют соли железа и калия. При взаимодействии с кислородом они постепенно превращаются в осадок. Последний собирается на торце агрегата и трубах. Промывка скважины в такой ситуации результата не даст, т.к. у осадка очень большая плотность. Как и в ранее описанной ситуации, насос нужно будет осторожно и медленно раскачать. Насос должен быть включенным. Так вода быстрее избавится от насадка. В дальнейшем уделяйте большее внимание уходу за источником и правильной установке оборудования.
В составе воды присутствуют соли железа и калия. При взаимодействии с кислородом они постепенно превращаются в осадок. Последний собирается на торце агрегата и трубах. Промывка скважины в такой ситуации результата не даст, т.к. у осадка очень большая плотность. Как и в ранее описанной ситуации, насос нужно будет осторожно и медленно раскачать. Насос должен быть включенным. Так вода быстрее избавится от насадка. В дальнейшем уделяйте большее внимание уходу за источником и правильной установке оборудования.

 Помимо крана-подъемника вам понадобится один надежный помощник.
Помимо крана-подъемника вам понадобится один надежный помощник. Что касается расходов, то основной составляющей является цена аренды подъемника. Если же у вас есть время и желание, можете изготовить такое приспособление своими руками. Так вы сократите расходы и дополнительно сэкономите. Удачной работы!
Что касается расходов, то основной составляющей является цена аренды подъемника. Если же у вас есть время и желание, можете изготовить такое приспособление своими руками. Так вы сократите расходы и дополнительно сэкономите. Удачной работы!
 Что бы не доводить ваш источник воды до такого состояния, обращайте внимание на поступающие с водой ил, песок и другие примеси, а так же на возможное снижение дебита. Вовремя промытая скважина не только продлит жизнь насосу, но и сама прослужит дольше.
Что бы не доводить ваш источник воды до такого состояния, обращайте внимание на поступающие с водой ил, песок и другие примеси, а так же на возможное снижение дебита. Вовремя промытая скважина не только продлит жизнь насосу, но и сама прослужит дольше. Использование гибкого садового шланга в качестве водоподъёмной трубы.
Использование гибкого садового шланга в качестве водоподъёмной трубы. А значит и доставать насос из старой скважины тоже не всегда имеет смысл.
А значит и доставать насос из старой скважины тоже не всегда имеет смысл. Если трос или кабель упали в скважину, их нужно предварительно зацепить крюком и вытянуть на поверхность и только после этого доставать сам насос.
Если трос или кабель упали в скважину, их нужно предварительно зацепить крюком и вытянуть на поверхность и только после этого доставать сам насос.

 Бурильщик устанавливает обсадную трубу в ствол скважины.
Бурильщик устанавливает обсадную трубу в ствол скважины.


 Как правило, сито с размером ячеек 60 или, возможно, 100 меш хорошо отфильтровывает большую часть песка и песка. Фильтры этого типа устанавливаются после гидроаккумулятора.
Как правило, сито с размером ячеек 60 или, возможно, 100 меш хорошо отфильтровывает большую часть песка и песка. Фильтры этого типа устанавливаются после гидроаккумулятора.

 В глинистой почве молекулы глины связываются друг с другом и реагируют с молекулами воды, присоединяя молекулу воды к своей собственной структуре, что приводит к сырости и перенасыщению в дождливые сезоны весной и поздней осенью.
В глинистой почве молекулы глины связываются друг с другом и реагируют с молекулами воды, присоединяя молекулу воды к своей собственной структуре, что приводит к сырости и перенасыщению в дождливые сезоны весной и поздней осенью.


 Для уменьшения фистов, листовой металл готовят особым технологическим процессом. Также следует обратить внимание на мягкость металла, который при резке немного затруднен. Химический состав сплава следует определять по ГОСТ 13938.0 – 68, 13938. 13 – 69, 13938.12 – 68. Предрасположенность водородной болезни проверяется отжигом пластин в водороде при средней температуре 850 градусов, в течении 40 минут. Далее выполняется проверка меди путем изгиба.
Для уменьшения фистов, листовой металл готовят особым технологическим процессом. Также следует обратить внимание на мягкость металла, который при резке немного затруднен. Химический состав сплава следует определять по ГОСТ 13938.0 – 68, 13938. 13 – 69, 13938.12 – 68. Предрасположенность водородной болезни проверяется отжигом пластин в водороде при средней температуре 850 градусов, в течении 40 минут. Далее выполняется проверка меди путем изгиба. М2 является хорошим диамагнетиком, препятствует образованию коррозии и обладает высокой теплопроводностью и электропроводностью. Сплав М2 используется при производстве латуни и бронз. Медные прутки М2 используют как электроды, широко распространена трубка медная М2.
М2 является хорошим диамагнетиком, препятствует образованию коррозии и обладает высокой теплопроводностью и электропроводностью. Сплав М2 используется при производстве латуни и бронз. Медные прутки М2 используют как электроды, широко распространена трубка медная М2.
 , ГОСТ 1173-2006
, ГОСТ 1173-2006 0015 — E —
0015 — E —  0
0 8 J/ (kg K) = 1 kcal/(kg o C)
8 J/ (kg K) = 1 kcal/(kg o C)  0092
0092 . 8 90 горячая вода
. 8 90 горячая вода


 Затраты на оборудование рабочего места окупается удобством работы и повышенной производительностью.
Затраты на оборудование рабочего места окупается удобством работы и повышенной производительностью.
 Нужная глубина обработки выставляется по шкале и зажимается гайкой. При работах в замкнутом контуре устанавливаются ограничители движения шпинделя с фрезой вниз. Рабочий все время вынужден нажимать на фрезер и перемещать его.
Нужная глубина обработки выставляется по шкале и зажимается гайкой. При работах в замкнутом контуре устанавливаются ограничители движения шпинделя с фрезой вниз. Рабочий все время вынужден нажимать на фрезер и перемещать его.
 Ниже устанавливаются на каждой шпильке гайки со звездочками, и одевается цепь. Еще одна шестерня установлена на конце вала с рукояткой для вращения. Когда надо опустить или поднять фрезер, ручку вращают вправо или влево.
Ниже устанавливаются на каждой шпильке гайки со звездочками, и одевается цепь. Еще одна шестерня установлена на конце вала с рукояткой для вращения. Когда надо опустить или поднять фрезер, ручку вращают вправо или влево.
 Чтобы они были соосными, просто соединить их вместе, установив нижней частью, и пройти сверлом насквозь.
Чтобы они были соосными, просто соединить их вместе, установив нижней частью, и пройти сверлом насквозь.
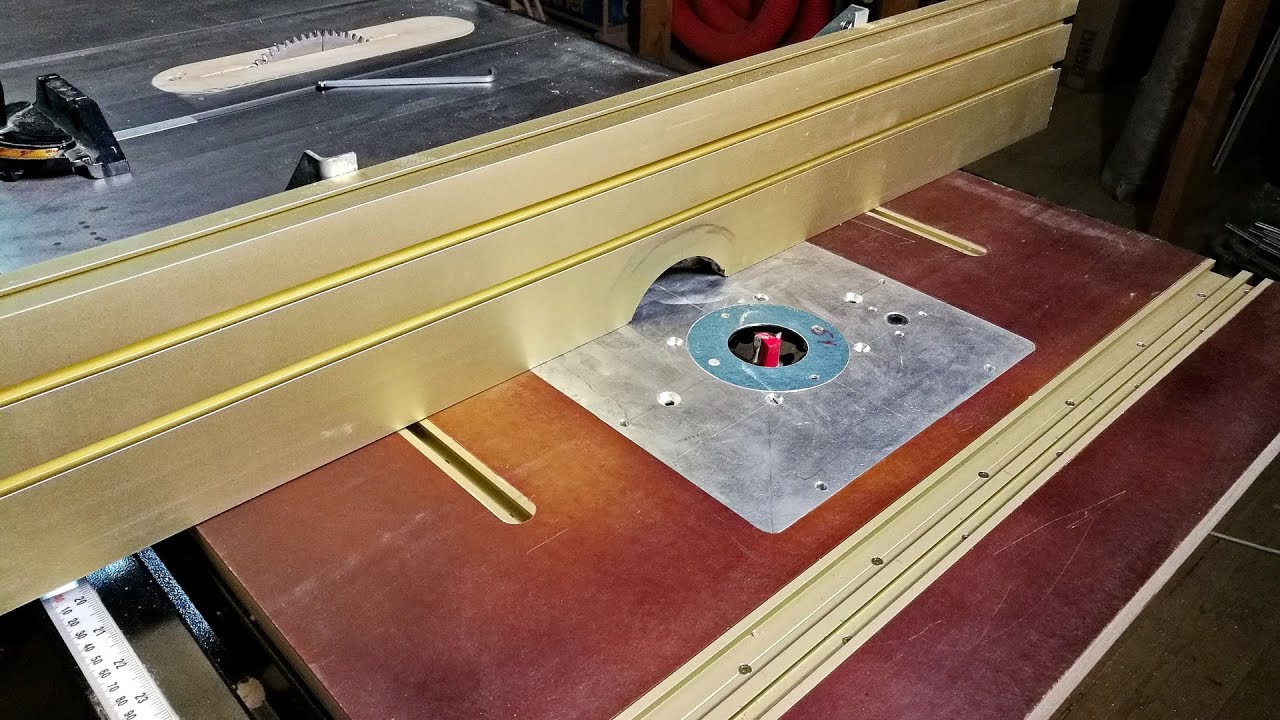
 По центру вырезается круглое отверстие, в которое проходит корпус фрезера. Остальная поверхность прямоугольника фрезеруется, делается занижение. По пластине подмечаются места под регулировочные и крепежные винты, делаются отверстия диаметром 2 мм.
По центру вырезается круглое отверстие, в которое проходит корпус фрезера. Остальная поверхность прямоугольника фрезеруется, делается занижение. По пластине подмечаются места под регулировочные и крепежные винты, делаются отверстия диаметром 2 мм.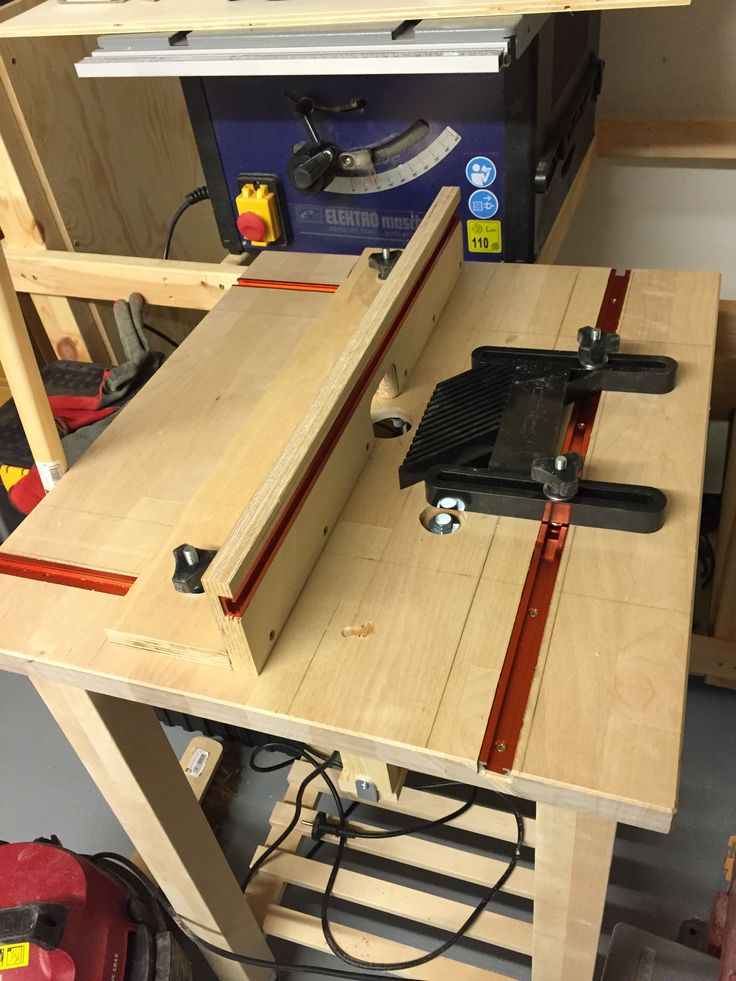 Столешница одевается на каркас с ножками, и крепится 8 саморезами по периметру.
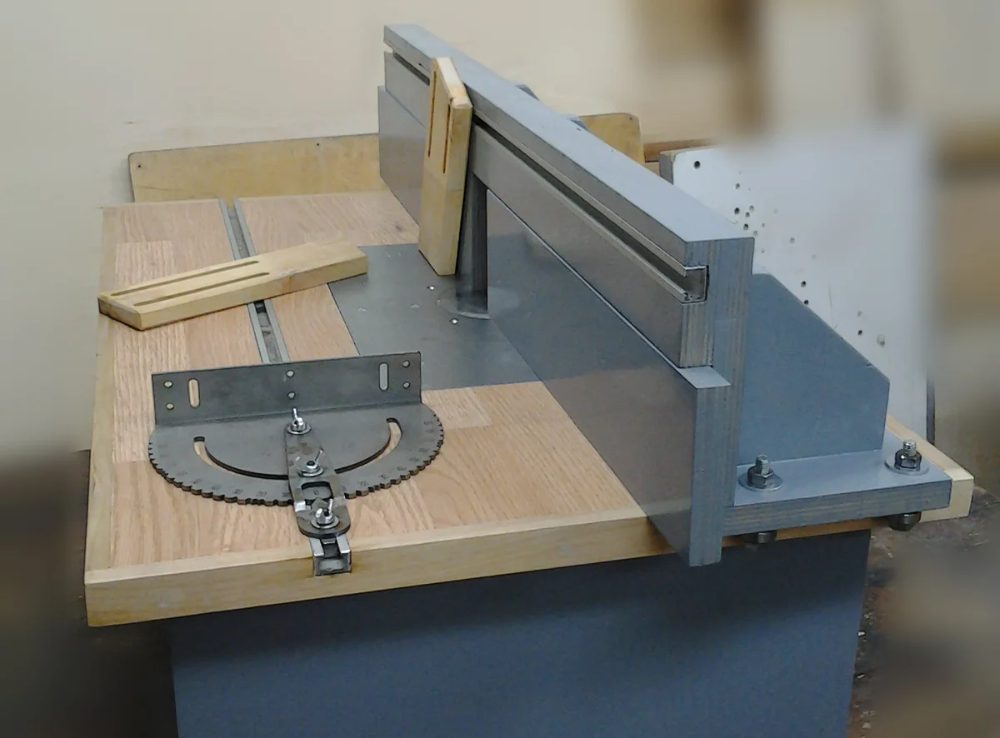
Столешница одевается на каркас с ножками, и крепится 8 саморезами по периметру. В основание встраиваются ящики, делаются полки и дверцы, закрывающие их. По центру параллельного упора с обратной стороны установлен патрубок для подключения пылесоса.
В основание встраиваются ящики, делаются полки и дверцы, закрывающие их. По центру параллельного упора с обратной стороны установлен патрубок для подключения пылесоса.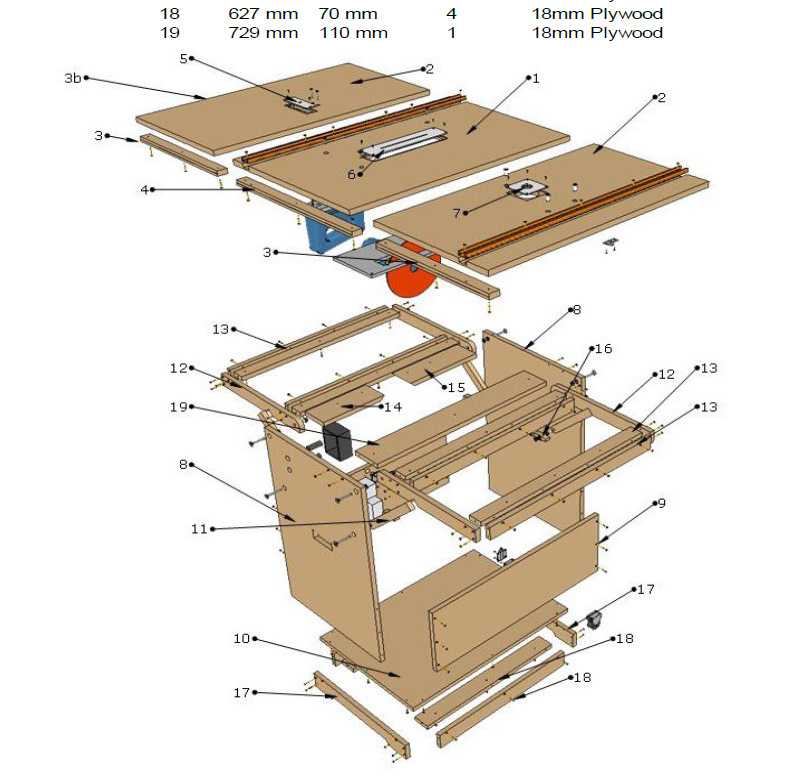 По ним перемещается упорная линейка. Она используется при работе обеих устройств.
По ним перемещается упорная линейка. Она используется при работе обеих устройств. В сложенном состоянии он выглядит как подвесной шкаф. В рабочем состоянии крышка превращается в рабочий стол для фрезера. На полках внутри настенной части хранится инструмент.
В сложенном состоянии он выглядит как подвесной шкаф. В рабочем состоянии крышка превращается в рабочий стол для фрезера. На полках внутри настенной части хранится инструмент. Сбоку имеется дверца для доступа к фрезеру. На переднюю стенку вынесены кнопки пуски и маховички лифта и фрезера. Расположенная сверху маленькая столешница с линейкой обеспечивают комфортную работу.
Сбоку имеется дверца для доступа к фрезеру. На переднюю стенку вынесены кнопки пуски и маховички лифта и фрезера. Расположенная сверху маленькая столешница с линейкой обеспечивают комфортную работу. В крышке фрезерного стола делается выборка – занижение, по размеру фрезерной пластины. В нем делается большое отверстие. Места под крепление по углам подмечаются по пластине до закрепления фрезера. Сразу накерниваются места под регулировочные винты по центру сторон прямоугольника. Собранный узел устанавливают на фрезерном столе, опустив фрезер вниз вместе с кабелем. Закручивают винты по углам. Выставляют пластину в плоскости фрезерного стола.
В крышке фрезерного стола делается выборка – занижение, по размеру фрезерной пластины. В нем делается большое отверстие. Места под крепление по углам подмечаются по пластине до закрепления фрезера. Сразу накерниваются места под регулировочные винты по центру сторон прямоугольника. Собранный узел устанавливают на фрезерном столе, опустив фрезер вниз вместе с кабелем. Закручивают винты по углам. Выставляют пластину в плоскости фрезерного стола. Чем больше работы будет выполняться на устройстве, тем прочнее и надежнее, должно быть основание. Любителям порядка, у которых все лежит на строго определенном месте, стоит сделать станок из письменного стола или самому изготовить основание и тумбы с ящиками. В мастерской с большим объемом столярных работ подойдет комбинированное приспособление с дополнительным местом под лобзик и дисковую пилу. Для тех, кто периодически изготавливает поделки для дома, подойдет переносной столик, который всегда можно поставить за несколько минут и прикрутить к нему фрезер.
Чем больше работы будет выполняться на устройстве, тем прочнее и надежнее, должно быть основание. Любителям порядка, у которых все лежит на строго определенном месте, стоит сделать станок из письменного стола или самому изготовить основание и тумбы с ящиками. В мастерской с большим объемом столярных работ подойдет комбинированное приспособление с дополнительным местом под лобзик и дисковую пилу. Для тех, кто периодически изготавливает поделки для дома, подойдет переносной столик, который всегда можно поставить за несколько минут и прикрутить к нему фрезер. Фрезы — его рабочие органы. С помощью этих деталей при обработке заготовок из древесины выполняют множество операций. На станке в древесине делают продольные пазы, каналы, вертикальные углубления, овальные скосы и многое другое. Стол необходим для точного размещения фрезы — как в горизонтальном, так и в вертикальном направлении.
Фрезы — его рабочие органы. С помощью этих деталей при обработке заготовок из древесины выполняют множество операций. На станке в древесине делают продольные пазы, каналы, вертикальные углубления, овальные скосы и многое другое. Стол необходим для точного размещения фрезы — как в горизонтальном, так и в вертикальном направлении.

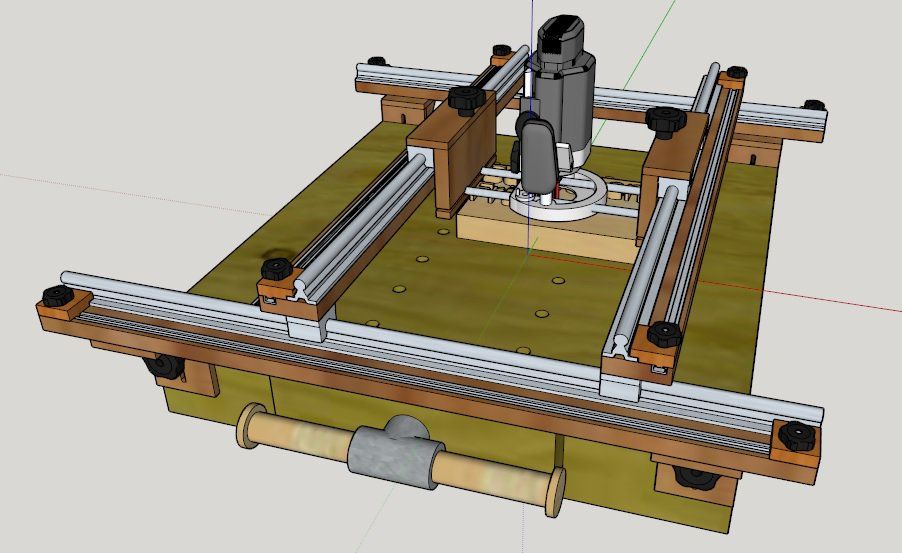

 При конструировании стола нужно обязательно учитывать сохранение пространства для помещения устройства под столешницей.
При конструировании стола нужно обязательно учитывать сохранение пространства для помещения устройства под столешницей. В рабочей площадке просверливают монтажные отверстия по винты крепления фрезера через монтажную пластину.
В рабочей площадке просверливают монтажные отверстия по винты крепления фрезера через монтажную пластину. Выше на стержне устанавливают маховик. Вращая его, добиваются нужной высоты фрезы над поверхностью рабочего стола.
Выше на стержне устанавливают маховик. Вращая его, добиваются нужной высоты фрезы над поверхностью рабочего стола. Самодельная конструкция учитывает все индивидуальные потребности владельца станка, чем выгодно отличается от уже готовых вариантов.
Самодельная конструкция учитывает все индивидуальные потребности владельца станка, чем выгодно отличается от уже готовых вариантов.
 Бревенчатые бревна большого диаметра можно быстро распилить на широкие доски для изготовления мебели или для создания дощатого пола. Большие деревья можно фрезеровать до нужного размера с помощью этого самодельная пилорама .
Бревенчатые бревна большого диаметра можно быстро распилить на широкие доски для изготовления мебели или для создания дощатого пола. Большие деревья можно фрезеровать до нужного размера с помощью этого самодельная пилорама .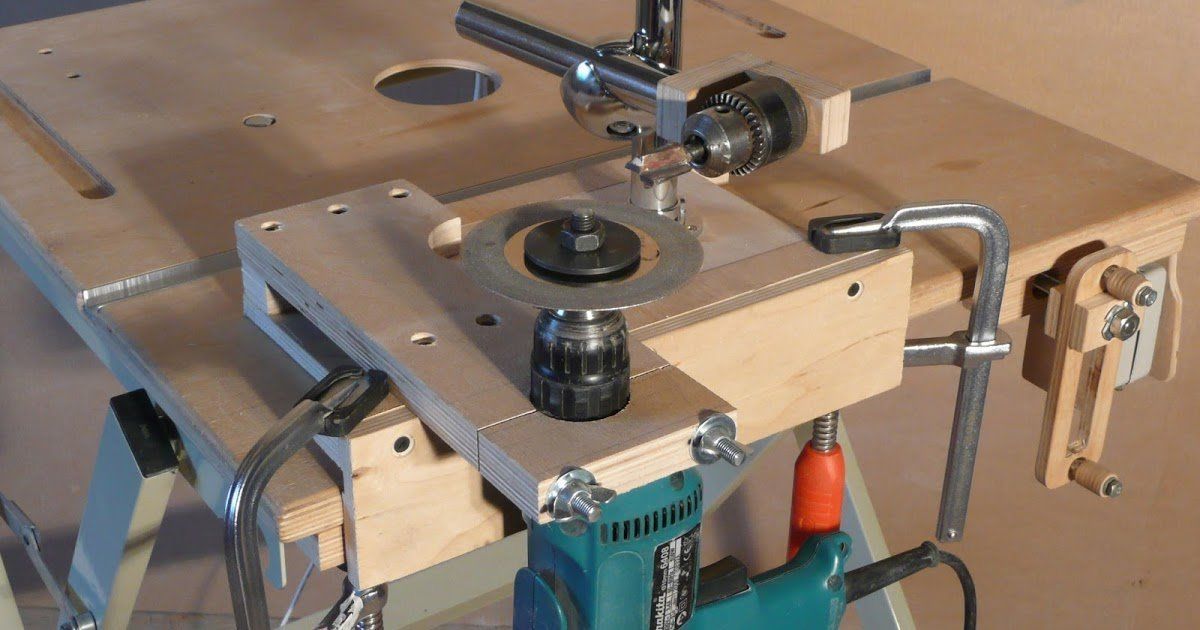 Используйте мертвые деревья на своей территории, чтобы помочь построить эту лесопилку и сэкономить еще больше денег.
Используйте мертвые деревья на своей территории, чтобы помочь построить эту лесопилку и сэкономить еще больше денег.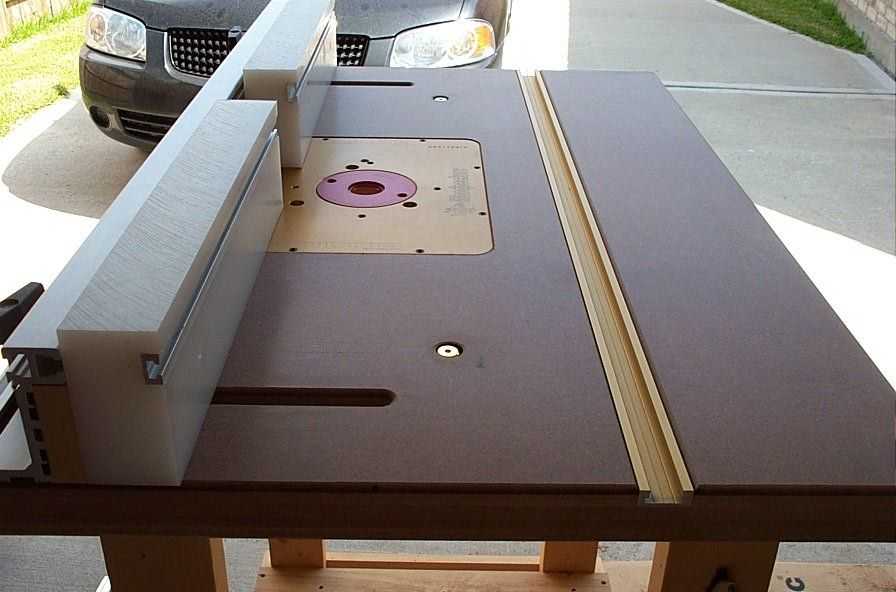
 Превратите упавшие деревья в ценные пиломатериалы с помощью этой доступной ленточной пилорамы своими руками.
Превратите упавшие деревья в ценные пиломатериалы с помощью этой доступной ленточной пилорамы своими руками.
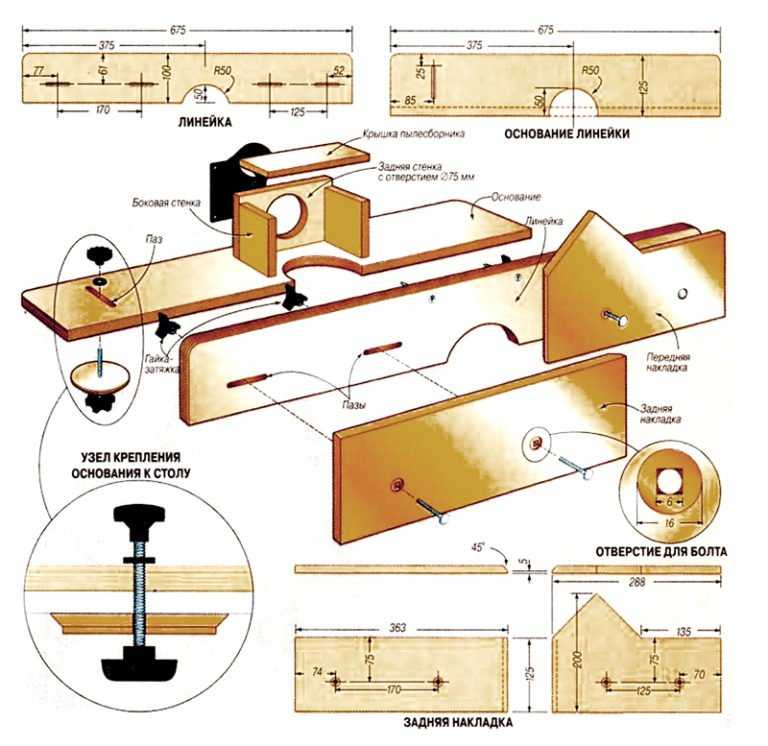
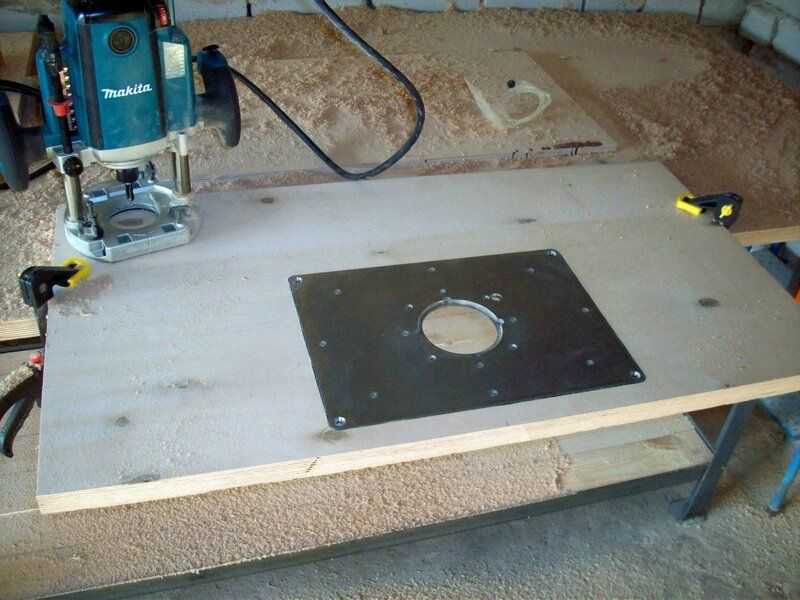 После этого нет ограничений на то, что вы можете построить, чтобы сделать вашу усадьбу более удобной и привлекательной. Это также поможет планете, сохранив старую газонокосилку подальше от свалки.
После этого нет ограничений на то, что вы можете построить, чтобы сделать вашу усадьбу более удобной и привлекательной. Это также поможет планете, сохранив старую газонокосилку подальше от свалки.


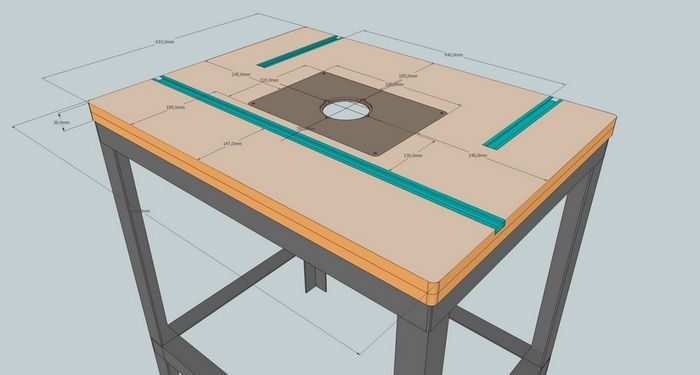
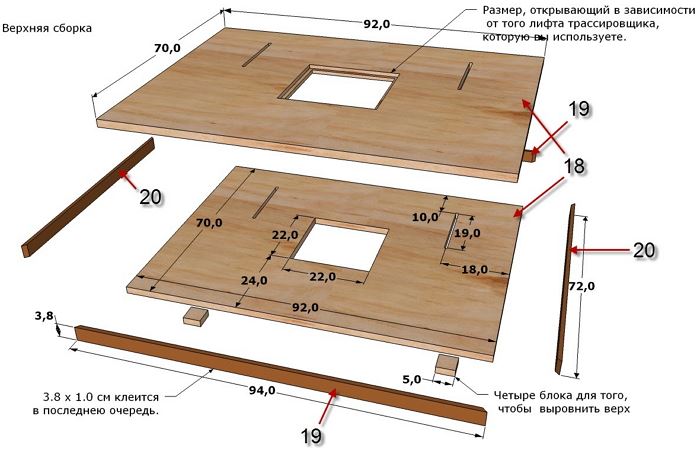
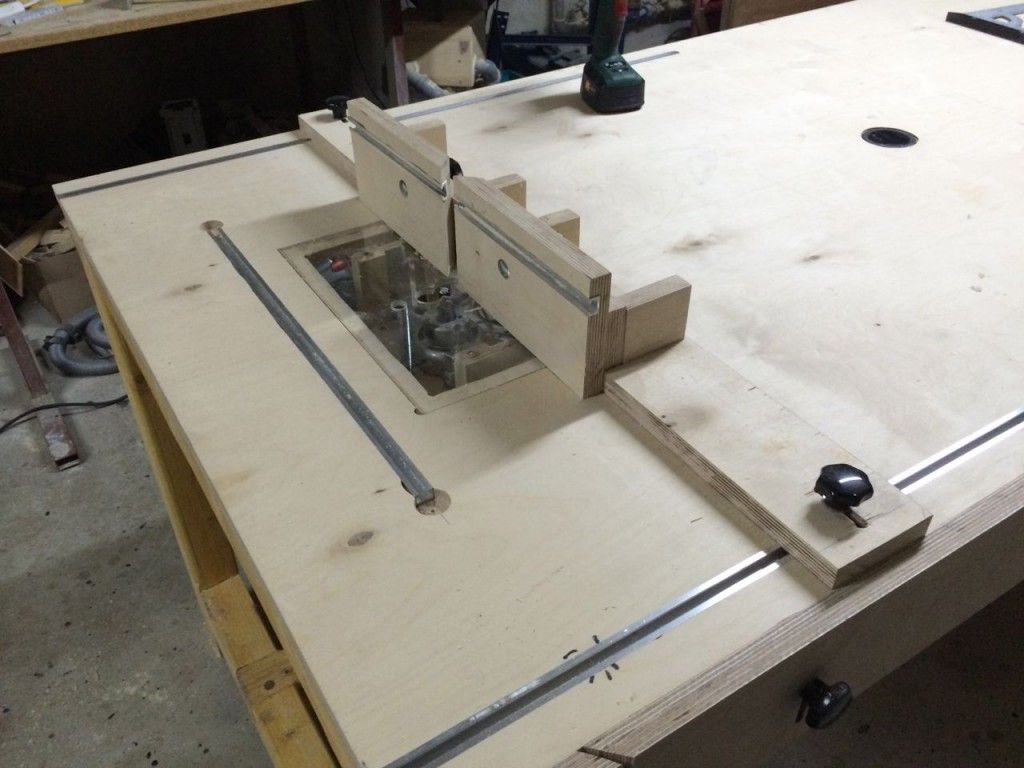
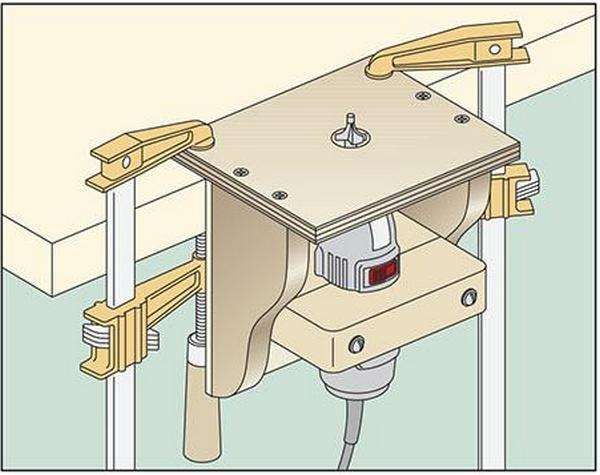
 Вы можете сэкономить время и деньги, имея собственную лесопилку на заднем дворе. Вы также можете использовать его для заработка.
Вы можете сэкономить время и деньги, имея собственную лесопилку на заднем дворе. Вы также можете использовать его для заработка.
 Как только я научился правильно фрезеровать пиломатериалы, все, что я построил, лучше подходило друг к другу с меньшими усилиями. Это отнимает много времени в начале, но оно того стоит в конце.
Как только я научился правильно фрезеровать пиломатериалы, все, что я построил, лучше подходило друг к другу с меньшими усилиями. Это отнимает много времени в начале, но оно того стоит в конце.
 Правильно акклиматизируйте, сушите и храните древесину. Влажная основа древесины. Сушка коробок древесины. Древесина, меняющая окружающую среду, деформируется. Если вы не сушили и не хранили древесину должным образом, не имеет значения, насколько ровной она у вас получится. Он снова будет искривляться.
Правильно акклиматизируйте, сушите и храните древесину. Влажная основа древесины. Сушка коробок древесины. Древесина, меняющая окружающую среду, деформируется. Если вы не сушили и не хранили древесину должным образом, не имеет значения, насколько ровной она у вас получится. Он снова будет искривляться.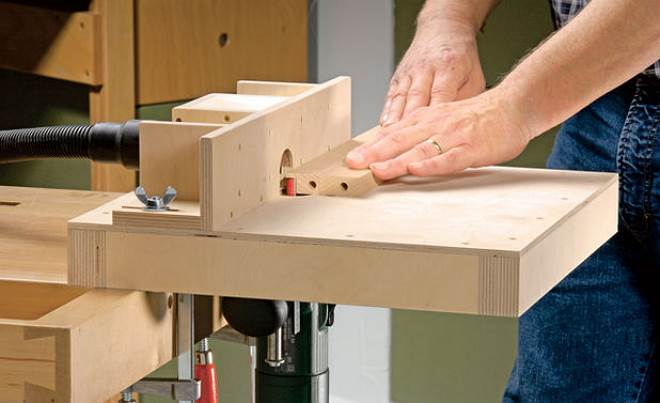
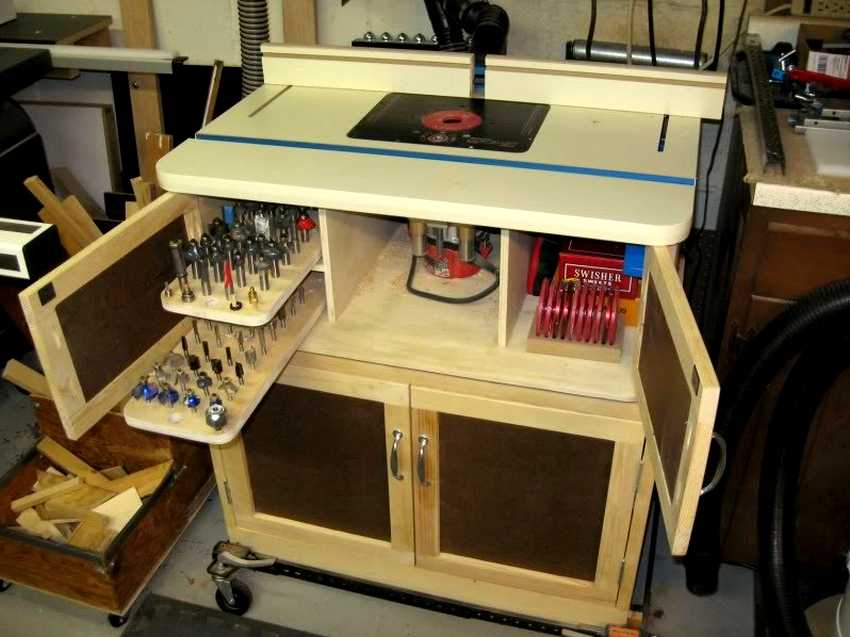 Используя салазки, вы заставляете рубанок следовать по отфрезерованной поверхности салазок, оставляя хороший, плоский срез.
Используя салазки, вы заставляете рубанок следовать по отфрезерованной поверхности салазок, оставляя хороший, плоский срез.
 Вы не можете использовать для этого фуганок, потому что он не может резать параллельно верхней грани. Если вы попробуете, доска, скорее всего, разовьет конусность спереди назад, что сведет на нет точку фрезерования.
Вы не можете использовать для этого фуганок, потому что он не может резать параллельно верхней грани. Если вы попробуете, доска, скорее всего, разовьет конусность спереди назад, что сведет на нет точку фрезерования. Взяв лишь небольшое количество древесины, вы сократите количество отходов и сделаете доску более универсальной для будущих проектов.
Взяв лишь небольшое количество древесины, вы сократите количество отходов и сделаете доску более универсальной для будущих проектов.
 Бетон без добавки имеет мелкие поры, поэтому при контакте с влажным грунтом отсыревает, постепенно теряет прочность и разрушается. Это разрушение может быть ускорено ростом грибка и наличием кислот в воде. Если в смесь был добавлен силикат натрия, пористость и водопроницаемость готового бетона резко снижается, устойчивость к разрушению кислотами возрастает, а развитие грибка исключается.
Бетон без добавки имеет мелкие поры, поэтому при контакте с влажным грунтом отсыревает, постепенно теряет прочность и разрушается. Это разрушение может быть ускорено ростом грибка и наличием кислот в воде. Если в смесь был добавлен силикат натрия, пористость и водопроницаемость готового бетона резко снижается, устойчивость к разрушению кислотами возрастает, а развитие грибка исключается. При добавлении в состав смеси 29–34% жидкого стекла, устойчивость к нагреванию готового изделия возрастает до 1000–1400°С. Из таких смесей с добавкой других жаростойких компонентов отливают блоки для промышленных печей. Смесь с таким высоким содержанием силиката натрия без дополнительных добавок после застывания выдерживает 900–1000°С. Такой цементный раствор используют для кладки жаростойкого кирпича в топках печей.
При добавлении в состав смеси 29–34% жидкого стекла, устойчивость к нагреванию готового изделия возрастает до 1000–1400°С. Из таких смесей с добавкой других жаростойких компонентов отливают блоки для промышленных печей. Смесь с таким высоким содержанием силиката натрия без дополнительных добавок после застывания выдерживает 900–1000°С. Такой цементный раствор используют для кладки жаростойкого кирпича в топках печей. Таким образом можно ремонтировать бетонные, асбоцементные, керамические конструкции и даже чугунные трубы. Эти же смеси применяют для улучшения гидроизоляции бетонных и кирпичных стен, перекрытий и швов между ними.
Таким образом можно ремонтировать бетонные, асбоцементные, керамические конструкции и даже чугунные трубы. Эти же смеси применяют для улучшения гидроизоляции бетонных и кирпичных стен, перекрытий и швов между ними. Сначала готовят сухую строительную смесь, а затем струйкой вливают раствор жидкого стекла при постоянном перемешивании. После приготовления смесь сразу используют. Готовить такие смеси в бетономешалке смысла не имеет, а при высокой концентрации силиката натрия это вообще невозможно – смесь схватится еще до окончания перемешивания.
Сначала готовят сухую строительную смесь, а затем струйкой вливают раствор жидкого стекла при постоянном перемешивании. После приготовления смесь сразу используют. Готовить такие смеси в бетономешалке смысла не имеет, а при высокой концентрации силиката натрия это вообще невозможно – смесь схватится еще до окончания перемешивания. Одним из распространенных компонентов является жидкое стекло для бетона. Оно сокращает продолжительность застывания бетонной смеси, повышает стойкость монолита к воздействию влаги, кислот, повышенной температуре. Важно правильно смешать бетон и стекло, чтобы гарантированно обеспечить требуемые характеристики материала. Рассмотрим детально эту добавку.
Одним из распространенных компонентов является жидкое стекло для бетона. Оно сокращает продолжительность застывания бетонной смеси, повышает стойкость монолита к воздействию влаги, кислот, повышенной температуре. Важно правильно смешать бетон и стекло, чтобы гарантированно обеспечить требуемые характеристики материала. Рассмотрим детально эту добавку.


 Это обеспечивает влагонепроницаемость массива;
Это обеспечивает влагонепроницаемость массива; Арт-бетон высокого качества по выгодной цене, производится в России.
Арт-бетон высокого качества по выгодной цене, производится в России. Они повышают эксплуатационные характеристики монолита, что позволяет использовать его для различных целей.
Они повышают эксплуатационные характеристики монолита, что позволяет использовать его для различных целей. Свойства силикатного материала позволяют обеспечить надежную защиту бетонных конструкций от влаги, повышенной температуры, агрессивной среды.
Свойства силикатного материала позволяют обеспечить надежную защиту бетонных конструкций от влаги, повышенной температуры, агрессивной среды. Нужно отправить вместе с другим строительным мусором на полигон. Осторожно стоит обращаться с застывшими частичками силиката, так как они имеют острые края.
Нужно отправить вместе с другим строительным мусором на полигон. Осторожно стоит обращаться с застывшими частичками силиката, так как они имеют острые края. Остается все тщательно перемешать до однородного состояния, и готовый раствор можно использовать;
Остается все тщательно перемешать до однородного состояния, и готовый раствор можно использовать;

 Добавление уменьшенного объема в бетон жидкого стекла не обеспечит требуемых эксплуатационных характеристик.
Добавление уменьшенного объема в бетон жидкого стекла не обеспечит требуемых эксплуатационных характеристик.
 Учитывая, что время схватывания состава ограничено до 30 минут, весь инструмент необходимо подготовить заранее. Перед нанесением раствора поверхность очищают от загрязнений, снимают осыпавшуюся штукатурку, удаляют краску.
Учитывая, что время схватывания состава ограничено до 30 минут, весь инструмент необходимо подготовить заранее. Перед нанесением раствора поверхность очищают от загрязнений, снимают осыпавшуюся штукатурку, удаляют краску. Но как работает жидкое стекло? И это правильный выбор для вашего телефона?
Но как работает жидкое стекло? И это правильный выбор для вашего телефона? мы в Tricked Out Accessories защитили экраны из закаленного стекла, которые добавляют дополнительный слой усиленного стекла поверх экрана. Это делает так, что, когда ваш телефон падает на землю, закаленное стекло поглощает энергию вместо вашего (гораздо более дорогого) экрана телефона.
мы в Tricked Out Accessories защитили экраны из закаленного стекла, которые добавляют дополнительный слой усиленного стекла поверх экрана. Это делает так, что, когда ваш телефон падает на землю, закаленное стекло поглощает энергию вместо вашего (гораздо более дорогого) экрана телефона. Это решение обеспечивает повышенную прочность экрана вашего телефона, а также дополнительный уровень защиты сверху.
Это решение обеспечивает повышенную прочность экрана вашего телефона, а также дополнительный уровень защиты сверху.
 Он используется в качестве удобного источника натрия для многих промышленных продуктов, в качестве компонента моющих средств для стирки, в качестве связующего вещества и клея, в качестве флокулянта на водоочистных сооружениях и во многих других областях.
Он используется в качестве удобного источника натрия для многих промышленных продуктов, в качестве компонента моющих средств для стирки, в качестве связующего вещества и клея, в качестве флокулянта на водоочистных сооружениях и во многих других областях. H. Классическое определение Захариасеном стекла как трехмерной сети атомов, образующих…
H. Классическое определение Захариасеном стекла как трехмерной сети атомов, образующих… Растворы с высокой вязкостью можно сушить распылением с образованием стекловидных шариков гидратированного силиката натрия. Гранулы могут быть упакованы для продажи коммерческим пользователям так же, как молотый бой, но они растворяются легче, чем безводная форма жидкого стекла.
Растворы с высокой вязкостью можно сушить распылением с образованием стекловидных шариков гидратированного силиката натрия. Гранулы могут быть упакованы для продажи коммерческим пользователям так же, как молотый бой, но они растворяются легче, чем безводная форма жидкого стекла.

 Чтобы ответить на этот вопрос, обратимся к информации, рассмотренной выше. Исходя из нее, делаем три вывода:
Чтобы ответить на этот вопрос, обратимся к информации, рассмотренной выше. Исходя из нее, делаем три вывода: Это обеспечивает прочность фанеры в обоих направлениях, а у обычной древесины она только поперек волокон. Используется нечетное количество слоев, чтобы древесные волокна верхнего и нижнего лежали в одном направлении.
Это обеспечивает прочность фанеры в обоих направлениях, а у обычной древесины она только поперек волокон. Используется нечетное количество слоев, чтобы древесные волокна верхнего и нижнего лежали в одном направлении. Обычная система оценок использует цифры от 1 до 4, в также букву Е –элитный сорт, не допускающий никаких дефектов. Сорт 1 — лучшее качество, практически без дефектов, очень хорошо отшлифовано. Сорт 4 –крайне низкое качество, обычно содержит максимально допустимое количество дефектов. Маркировка двойная. Первая цифра или буква относится к внешней стороне, а вторая — к внутренней. Для каждого сорта есть своя область применения.
Обычная система оценок использует цифры от 1 до 4, в также букву Е –элитный сорт, не допускающий никаких дефектов. Сорт 1 — лучшее качество, практически без дефектов, очень хорошо отшлифовано. Сорт 4 –крайне низкое качество, обычно содержит максимально допустимое количество дефектов. Маркировка двойная. Первая цифра или буква относится к внешней стороне, а вторая — к внутренней. Для каждого сорта есть своя область применения. Для этого бревна вращают вокруг продольной оси, а резак очищает его (толщина каждого слоя обычно менее 2,5 мм). Далее клей наносится на слои с помощью специальной машины. Она помогает в достижении равномерного распределения клея. При этом слои накладываются друг на друга и плотно прижимаются с помощью аппарата горячего прессования.
Для этого бревна вращают вокруг продольной оси, а резак очищает его (толщина каждого слоя обычно менее 2,5 мм). Далее клей наносится на слои с помощью специальной машины. Она помогает в достижении равномерного распределения клея. При этом слои накладываются друг на друга и плотно прижимаются с помощью аппарата горячего прессования.
 В фанере ФК экологичность обеспечивает безопасный карбамидный клей, используемый в ее производстве. В состав фанеры ФБА входит альбкминоказеиновый клей.
В фанере ФК экологичность обеспечивает безопасный карбамидный клей, используемый в ее производстве. В состав фанеры ФБА входит альбкминоказеиновый клей. Цифра показывает уровень содержания вредных веществ. Наиболее безопасная фанера Е0.
Цифра показывает уровень содержания вредных веществ. Наиболее безопасная фанера Е0. Доля содержания вредных веществ в современной фанере небольшая, но они присутствует. Без внимания этот факт оставлять не стоит.
Доля содержания вредных веществ в современной фанере небольшая, но они присутствует. Без внимания этот факт оставлять не стоит.

 Если клей помечен как строительный, то он, скорее всего, фенолформальдегидный и полностью водостойкий.
Если клей помечен как строительный, то он, скорее всего, фенолформальдегидный и полностью водостойкий. Это является преимуществом для изогнутых ламинатов, поскольку помогает уменьшить возврат пружины.
Это является преимуществом для изогнутых ламинатов, поскольку помогает уменьшить возврат пружины. Цвет, однако, может варьироваться в зависимости от марки, от светло-коричневого до бежевого. При теплых температурах он также не деформируется и не сползает.
Цвет, однако, может варьироваться в зависимости от марки, от светло-коричневого до бежевого. При теплых температурах он также не деформируется и не сползает.
 Поскольку метод добавления большего количества формальдегида для обеспечения полной реакции больше не используется в последних рецептурах, эта проблема больше не является серьезной проблемой. Например, в судостроении дегазация не является серьезной проблемой.
Поскольку метод добавления большего количества формальдегида для обеспечения полной реакции больше не используется в последних рецептурах, эта проблема больше не является серьезной проблемой. Например, в судостроении дегазация не является серьезной проблемой. Устройства можно использовать как ручные, ручные приборы или как устройства непрерывного мониторинга с возможностью регистрации данных до одного месяца. Устройство также может выполнять мгновенные одноточечные измерения формальдегида, температуры и влажности при использовании в ручном режиме.
Устройства можно использовать как ручные, ручные приборы или как устройства непрерывного мониторинга с возможностью регистрации данных до одного месяца. Устройство также может выполнять мгновенные одноточечные измерения формальдегида, температуры и влажности при использовании в ручном режиме.
 Другие ничего не почувствуют, даже если их разоблачат. К сожалению, длительное воздействие высоких уровней формальдегида было связано с раком у людей и лабораторных животных. Как правило, дети, пожилые люди и люди с астмой и другими проблемами с дыханием чаще испытывают симптомы.
Другие ничего не почувствуют, даже если их разоблачат. К сожалению, длительное воздействие высоких уровней формальдегида было связано с раком у людей и лабораторных животных. Как правило, дети, пожилые люди и люди с астмой и другими проблемами с дыханием чаще испытывают симптомы.

 Эти клеи, обычно изготавливаемые из карбамидоформальдегидной или фенолоформальдегидной смолы, могут выделять в ваш дом большое количество паров формальдегида.
Эти клеи, обычно изготавливаемые из карбамидоформальдегидной или фенолоформальдегидной смолы, могут выделять в ваш дом большое количество паров формальдегида. Изготовление шкафа на заказ из натурального дерева. Установите настил из натурального дерева вместо искусственного дерева. Убедитесь, что деревянные игрушки вашего ребенка изготовлены из настоящего цельного дерева, а не из композитного дерева (также убедитесь, что изделие из дерева
Изготовление шкафа на заказ из натурального дерева. Установите настил из натурального дерева вместо искусственного дерева. Убедитесь, что деревянные игрушки вашего ребенка изготовлены из настоящего цельного дерева, а не из композитного дерева (также убедитесь, что изделие из дерева
 ЭТО будет потребуется некоторое время, чтобы все изделия из композитной древесины за пределами Калифорнии соответствовали этим новым требованиям, но если вы найдете продукт, соответствующий требованиям TSCA Title VI, это хорошо.
ЭТО будет потребуется некоторое время, чтобы все изделия из композитной древесины за пределами Калифорнии соответствовали этим новым требованиям, но если вы найдете продукт, соответствующий требованиям TSCA Title VI, это хорошо. Изделие с фенолоформальдегидными клеями можно поместить в отходящий газ в гараж или на улицу на пару недель, и это очень поможет.
Изделие с фенолоформальдегидными клеями можно поместить в отходящий газ в гараж или на улицу на пару недель, и это очень поможет.

 Мы готовим к вступительным испытаниям по математике, с небольшим включением заданий по лингвистике и работе с текстом.
Мы готовим к вступительным испытаниям по математике, с небольшим включением заданий по лингвистике и работе с текстом. Это не только полезно для поступления, но и очень интересно! На заочном курсе также разработана система мотивации и отслеживания своих успехов, которая помогает, несмотря на отсутствие личного контакта с преподавателем, успешно двигаться в нужном направлении и не терять интерес к занятиям.
Это не только полезно для поступления, но и очень интересно! На заочном курсе также разработана система мотивации и отслеживания своих успехов, которая помогает, несмотря на отсутствие личного контакта с преподавателем, успешно двигаться в нужном направлении и не терять интерес к занятиям. Но там и нагрузка на учеников значительно больше, поскольку практикуется углубленное изучение предметов.
Но там и нагрузка на учеников значительно больше, поскольку практикуется углубленное изучение предметов. Способные ученики могут продолжить обучение в гимназии или лицее. После окончания 9 класса появляется возможность получить профессиональное образование в профильном училище, став, например, токарем или машинистом тепловоза.
Способные ученики могут продолжить обучение в гимназии или лицее. После окончания 9 класса появляется возможность получить профессиональное образование в профильном училище, став, например, токарем или машинистом тепловоза.
 В спортзале после уроков школьники совершенствуют свои навыки в определенных видах спорта.
В спортзале после уроков школьники совершенствуют свои навыки в определенных видах спорта.
 Есть и другие варианты.
Есть и другие варианты. От греков данные заведения переняли в древних городах Египта и Сирии, в других странах Малой Азии, куда распространили свое влияние Греческая и Римская империи. Позднее определение упростилось до «место для упражнений».
От греков данные заведения переняли в древних городах Египта и Сирии, в других странах Малой Азии, куда распространили свое влияние Греческая и Римская империи. Позднее определение упростилось до «место для упражнений».

 Да и в институте им учиться легче, чем выпускникам СОШ.
Да и в институте им учиться легче, чем выпускникам СОШ.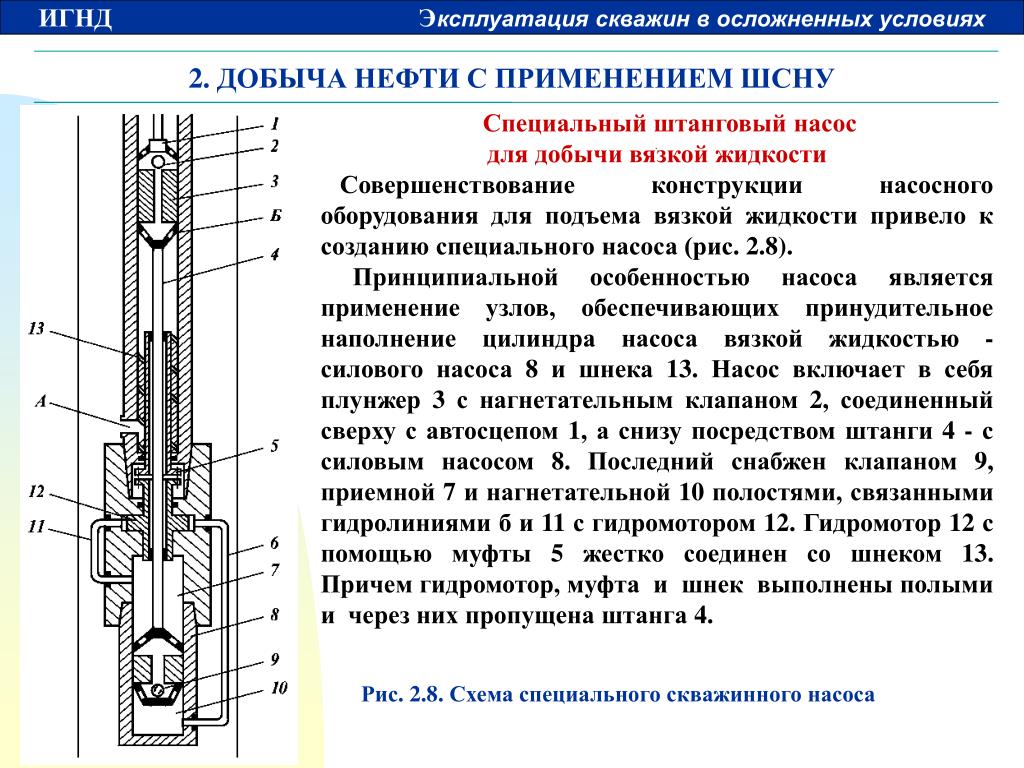 Самый известный из лицеев — Императорский Царскосельский, где получали знания Пушкин и Салтыков-Щедрин. Современные лицеи имеют с дореволюционными мало общего.
Самый известный из лицеев — Императорский Царскосельский, где получали знания Пушкин и Салтыков-Щедрин. Современные лицеи имеют с дореволюционными мало общего.

 Челябинска.
Челябинска.
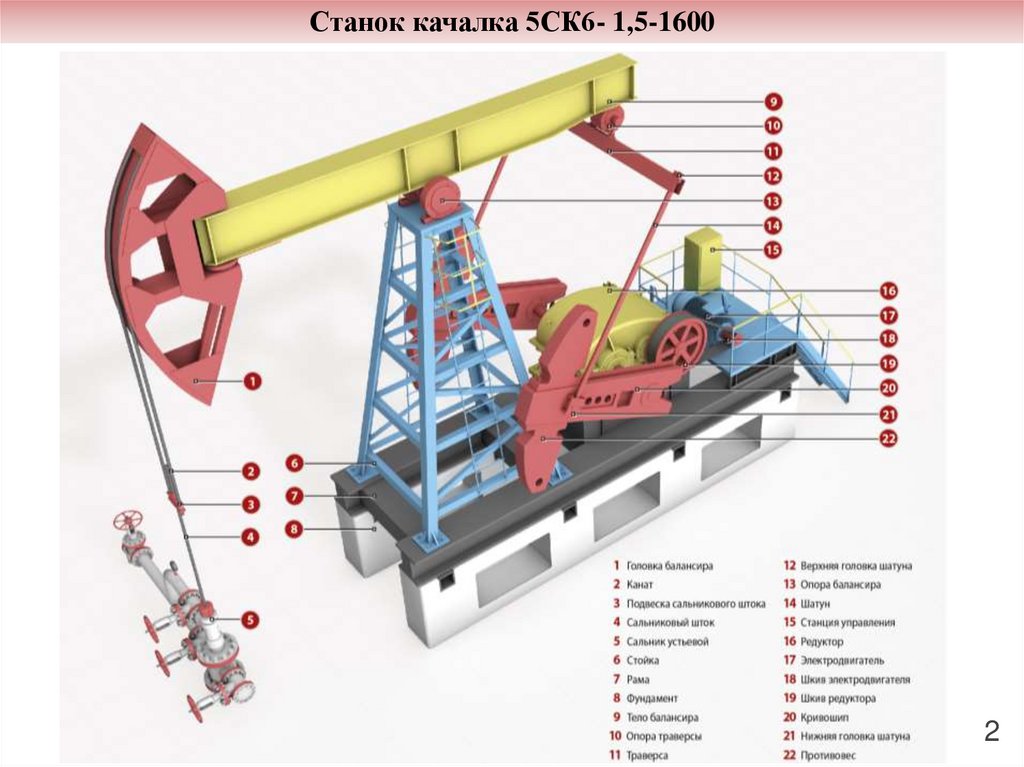 Но, пожалуй, самый важный вклад NAEP в изучение транскриптов заключается в том, что он также проводит высококачественную оценку того, что учащиеся знают и могут делать в различных областях, включая естественные науки и математику.
Но, пожалуй, самый важный вклад NAEP в изучение транскриптов заключается в том, что он также проводит высококачественную оценку того, что учащиеся знают и могут делать в различных областях, включая естественные науки и математику. NAEP использует классификационную схему для оценки общей строгости учебной программы, изучаемой учащимся, по четырем уровням — ниже стандартного, стандартному, среднему уровню и строгому — в зависимости от количества единиц Карнеги, полученных учащимся по английскому языку, математике, естественным наукам, социальным дисциплинам. исследования и языки мира. Процент учащихся, завершивших стандартную или среднюю учебную программу в 2019 г.увеличилась на 4 процентных пункта по сравнению с 2009 годом. Напротив, процент учащихся, прошедших обучение по программе ниже стандартной, снизился с 23 процентов в 2009 году до 16 процентов в 2019 году.
NAEP использует классификационную схему для оценки общей строгости учебной программы, изучаемой учащимся, по четырем уровням — ниже стандартного, стандартному, среднему уровню и строгому — в зависимости от количества единиц Карнеги, полученных учащимся по английскому языку, математике, естественным наукам, социальным дисциплинам. исследования и языки мира. Процент учащихся, завершивших стандартную или среднюю учебную программу в 2019 г.увеличилась на 4 процентных пункта по сравнению с 2009 годом. Напротив, процент учащихся, прошедших обучение по программе ниже стандартной, снизился с 23 процентов в 2009 году до 16 процентов в 2019 году.
 Среди многих результатов, показывающих, что предлагаемая учебная программа часто далека от строгих названий, которые появляются в каталогах курсов, является тот факт, что только 18 процентов курсов по алгебре с отличием I и 33 процента курсов по геометрии с отличием использовали строгую учебную программу. Короче говоря, многим ученикам, даже когда им говорили, что они проходят строгую и академически ориентированную учебную программу, не давали инструментов для полного успеха в алгебре или геометрии.
Среди многих результатов, показывающих, что предлагаемая учебная программа часто далека от строгих названий, которые появляются в каталогах курсов, является тот факт, что только 18 процентов курсов по алгебре с отличием I и 33 процента курсов по геометрии с отличием использовали строгую учебную программу. Короче говоря, многим ученикам, даже когда им говорили, что они проходят строгую и академически ориентированную учебную программу, не давали инструментов для полного успеха в алгебре или геометрии.

 Эта сопоставимость позволяет анализировать тенденции прохождения курсов и их влияние на достижения, о чем я расскажу сегодня.
Эта сопоставимость позволяет анализировать тенденции прохождения курсов и их влияние на достижения, о чем я расскажу сегодня. е. бросивших школу и получивших GED), которые не охвачены этими исследованиями, которые сосредоточены на выпускниках средней школы.
е. бросивших школу и получивших GED), которые не охвачены этими исследованиями, которые сосредоточены на выпускниках средней школы. до 26 кредитов в 2004 г., или рост примерно на 20 процентов.
до 26 кредитов в 2004 г., или рост примерно на 20 процентов.
 Эти уровни определяются в соответствии с последовательностью курсов, предписывающих изучение этих областей: например, алгебра I обычно завершается перед алгеброй II, а алгебра II — перед тригонометрией и исчислением.
Эти уровни определяются в соответствии с последовательностью курсов, предписывающих изучение этих областей: например, алгебра I обычно завершается перед алгеброй II, а алгебра II — перед тригонометрией и исчислением.
 Кроме того, студент должен иметь как минимум 2 кредита по иностранному языку на одном языке.
Кроме того, студент должен иметь как минимум 2 кредита по иностранному языку на одном языке.

 Элементы для тестов ELS: 2002 были адаптированы из основ, используемых для NELS:88, чтобы можно было сравнивать результаты этих тестов.
Элементы для тестов ELS: 2002 были адаптированы из основ, используемых для NELS:88, чтобы можно было сравнивать результаты этих тестов. 92 и ELS в 2004 г.
92 и ELS в 2004 г.
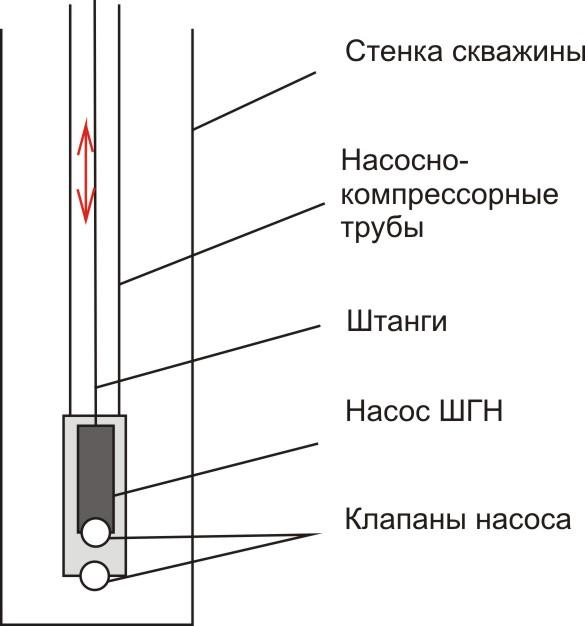
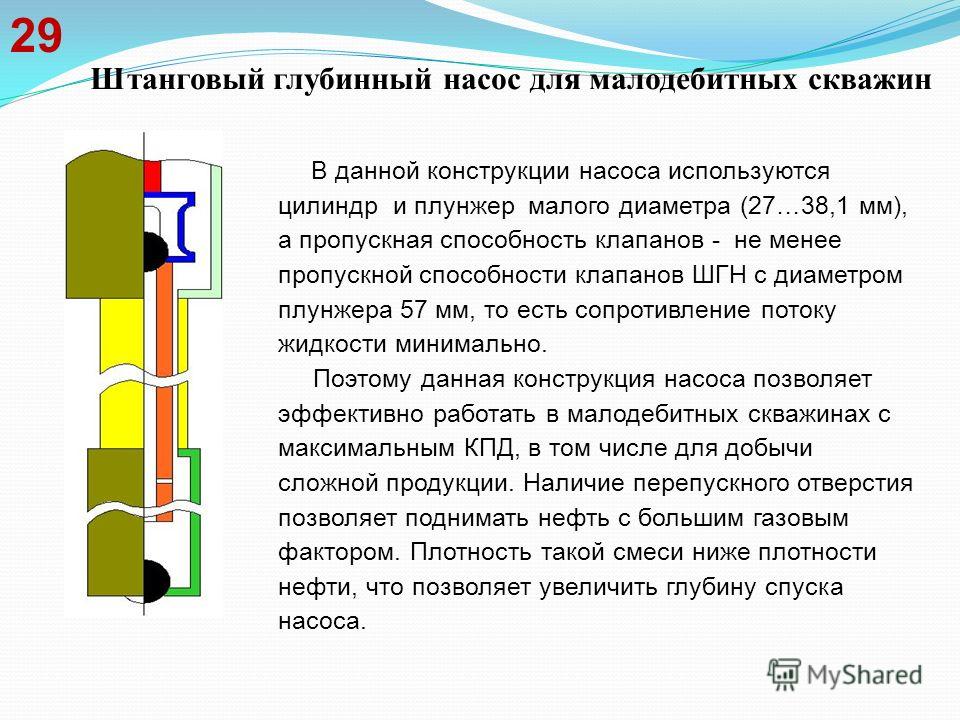 Латиноамериканцы, достигшие продвинутого уровня математики, выросли в период с 1982 по 2004 год.
Латиноамериканцы, достигшие продвинутого уровня математики, выросли в период с 1982 по 2004 год.
 Достижения чернокожих меньше, чем у белых на всех уровнях курса выше нулевой или низкой математики, как и достижения латиноамериканцев.
Достижения чернокожих меньше, чем у белых на всех уровнях курса выше нулевой или низкой математики, как и достижения латиноамериканцев.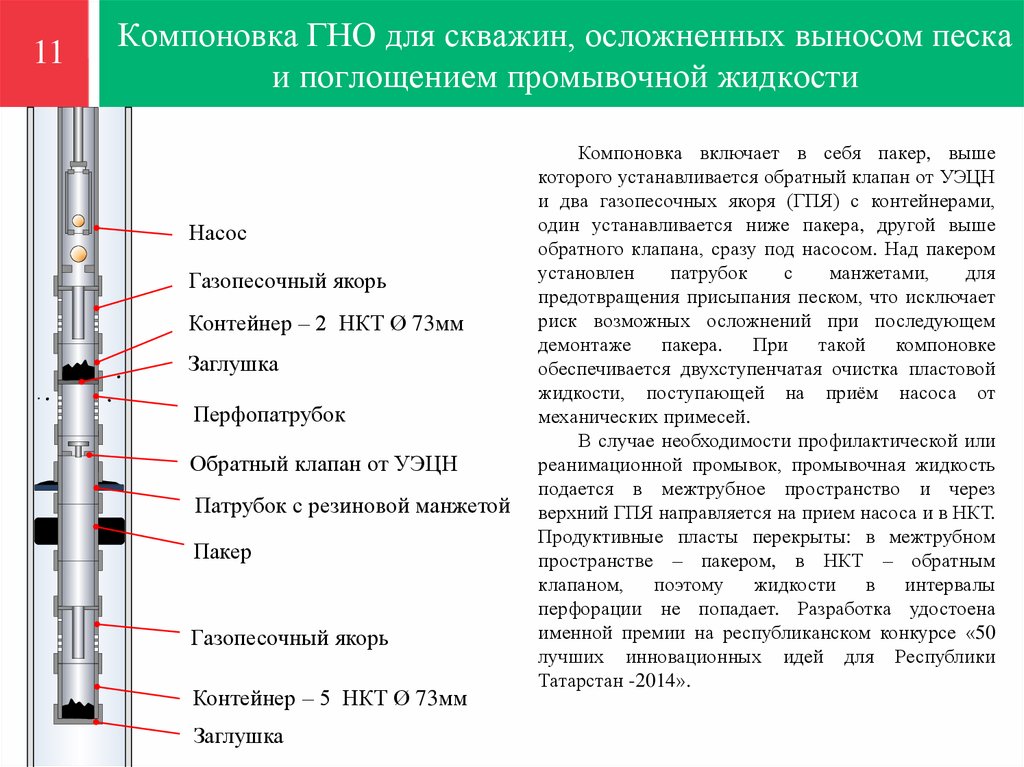 Если это так, то можно разумно ожидать, что средний уровень успеваемости учащихся в целом должен был повыситься в период, когда произошло расширение курсовой работы продвинутого уровня в школьной программе. Это случилось?
Если это так, то можно разумно ожидать, что средний уровень успеваемости учащихся в целом должен был повыситься в период, когда произошло расширение курсовой работы продвинутого уровня в школьной программе. Это случилось?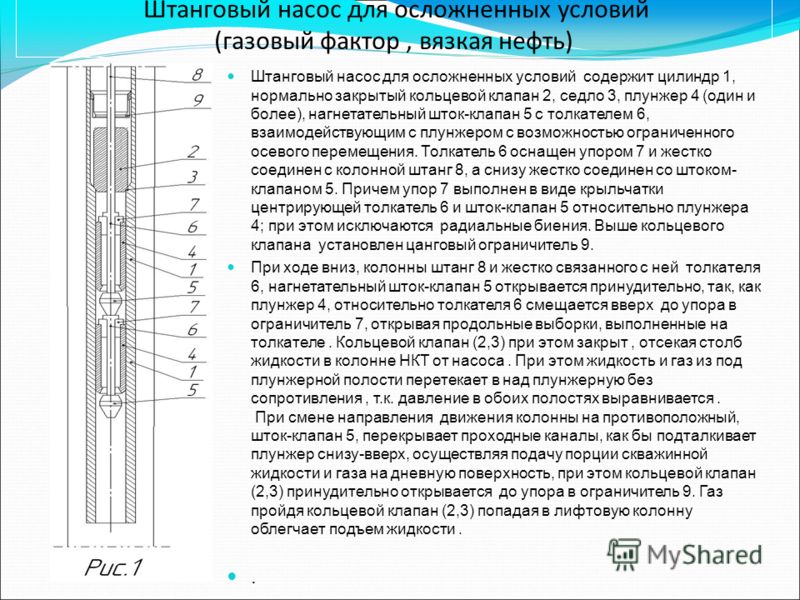 , когда первоначально была разработана учебная программа «Новые основы».
, когда первоначально была разработана учебная программа «Новые основы».