М3 марка меди меньшей чистоты, чем М1 и М2. М3 применяется для изготовления деталей криогенной техники. Медные прутки М3 используют как электроды, также можно купить проволоку медную М3, однако проще найти М1.
Химический состав М3
Марка меди М3 допускает гораздо большее количество примесей, чем, даже, марка М2.
Химсостав М3
Fe
Ni
S
As
Pb
O
Sb
Bi
Sn
—
до 0.05
до 0.2
до 0.01
до 0.01
до 0.02
до 0.08
до 0.05
до 0.003
до 0.05
Cu+Ag min 99.5
Свойства меди М3
В основном, свойства меди М3 аналогичны меди М1 и М2.
Физические свойства меди М3
T
Модуль упругости первого рода М3 E 10— 5
Коэффициент линейного температурного расширения М3 α 10 6
Литейно-технологические свойства раскисленной меди М3
Температура плавления меди М3: 1083 ℃
Температура литья меди М3: 1150 — 1250 ℃
Линейная усадка меди М3: 2. 1%
+7(495)988-30-04
Дополнительные мобильные телефоны —
+7(915)332-61-30 +7(916)328-86-67
МЕДЬ
МЕДНЫЙ ПРОКАТ
СВОЙСТВА МЕДИ
ГОСТы на МЕДЬ
Контакты и реквизиты
РАСЧЁТ ВЕСА МЕТАЛЛА
МЕТАЛЛОПРОКАТ
ЛАТУНЬ
МЕДЬ
БРОНЗА
АЛЮМИНИЙ
ТИТАН
ОЛОВО
НИКЕЛЬ
ЦИНК
РАСЧЁТ ВЕСА МЕТАЛЛА
Медь М0, М1, М2, М3
Химический состав, %
Марка
Cu
Fe
Pb
Sn
Sb
Bi
As
S
P
Ni
Ag
Zn
O2
Сумма примесей
не менее
не более
М0
99,95
0,004
0,004
0,002
0,002
0,001
0,002
0,004
0,002
0,002
0,003
0,004
0,02
0,05
М1
99,9
0,005
0,005
0,002
0,002
0,001
0,002
0,005
—
0,002
0,003
0,005
0,05
0,1
М2
99,7
0,05
0,01
0,05
0,005
0,002
0,01
0,01
—
0,2
—
—
0,07
0,3
М3
99,5
0,05
0,05
0,05
0,05
0,003
0,05
0,01
—
0,2
—
—
0,08
0,5
Механические свойства по ГОСТ
Вид полуфабриката
ГОСТ
Состояние
σв
δ10
Глубина сферической лунки при толщине материала, мм* (не менее)
кгс/мм2
%
0,08
0,10-0,15
0,18-0,25
0,3-0,55
0,60-1,10
0,20-1,50
Листы и полосы
холоднокатаные
ГОСТ 495-70
Мягкие
20
30
—
—
—
—
—
—
Твердые
30
3
—
—
—
—
—
—
горячекатаные
—
20
30
—
—
—
—
—
—
Лента
ГОСТ 1173-70
Мягкая
21
30
6,5/-
7,5/3,4
8/3,8
9/4
9,5/-
10/-
Твердая
30
3
—
—
—
—
—
—
Трубы:
тянутые и холоднокатаные
ГОСТ 617-72
Мягкие
20
35
—
—
—
—
—
—
Полутвердые
25
8
—
—
—
—
—
—
Твердые
29
2
—
—
—
—
—
—
прессованные диаметром, мм
до 200
—
19
30
—
—
—
—
—
—
свыше 200
—
18
30
—
—
—
—
—
—
Прутки тянутые
ГОСТ 1535-71
Мягкие
20
35
—
—
—
—
—
—
Полутвердые
24
10
—
—
—
—
—
—
Твердые
28
5
—
—
—
—
—
—
Прутки горячекатаные
ГОСТ 1535-71
—
20
8
—
—
—
—
—
—
Прутки пресованные
ГОСТ 1535-71
—
20
30
—
—
—
—
—
—
Примечание: Проволока электротехническая диаметром 0,02-10 мм выпускается по ГОСТ 2112-71. Трубы капиллярные из меди марки М2 выпускаются по ГОСТ 5.1196-72.
* Показатели приведены для пуансона радиусом 10 мм; в дробных числах в знаменателе приведены показатели для пуансона радиусом 4 мм.
Типичные механические свойства при комнатной температуре
Вид полуфабриката
Состояние
Е
G
μ
σ0,2
σв
Sk
δ10
ψ
τср
HB
ан
σ-1*
кгс/мм2
кгс/мм2
%
кгс/мм2
кгс·м/см2
кгс/мм2
Прутки тянутые
Мягкие
12000
4480
0,34
8
24
60
50
75
15
45
16
8
Твердые
—
—
—
30
35
—
10
35
20
95
—
9
* На базе 1·108 циклов.
Физические свойства
Плотность: 8950 кг/м3
Коэффициент термического линейного расширения
Температура, °С
20-100
20-300
20-600
20-800
α·106 1/град
16,8
17,7
18,9
19,6
Коэффициент теплопроводности
λ = 385 Вт/м·град
Удельная теплоемкость
с = 0,377 кдж/кг·град
Удельное электросопротивление
Температура, °С
20
ρ·106, ом·см
1,75 для мягкой меди
1,79 для деформированной меди
Антифрикционные свойства
Коэффициент трения
— со смазкой (маслом МС) 0,011; — без смазки 0,4.
Коррозионная стойкость
Медь обладает удовлетворительной коррозионной стойкостью в атмосферных условиях при комнатной температуре.
Технологические данные
Медь высокопластична в отожженном состоянии, при обработке давлением выдерживает без промежуточных отжигов обжатие до 85—95%. Температура горячей обработки 800—900°С. Отжиг рекомендуется проводить в интервале температур 500—700°С в зависимости от толщины материала. Рекомендуемая температура литья 1150—1230°С; линейная усадка 2,1%. Медь, содержащая кислород (до 0,01%), подвержена растрескиванию при нагреве в восстановительной среде с водородом. Хорошо сваривается, паяется и обрабатывается резанием (лучше в деформированном состоянии).
Применение
Шины, контакты и другие токоведущие детали, трубопроводы, шайбы, заклепки, ниппели, прокладки и др.
WebWISER — Главная
WISER — это система, предназначенная для оказания помощи аварийно-спасательным службам при инцидентах с опасными материалами. WISER предоставляет широкий спектр информации об опасных веществах, в том числе поддержка идентификации, физические характеристики, информация о здоровье человека и рекомендации по сдерживанию и подавлению. Для начала настройте свой профиль и выберите элемент ниже.
Известные вещества
Поиск вещества в базе данных известных веществ WISER.
Помогите определить химическое вещество
Определите неизвестное химическое вещество на основе его физических свойств, симптомов воздействия, окружающей среды и других критериев.
Инструменты
Ознакомьтесь с общими инструментами и справочными материалами.
Последние новости
×
Взгляните на то, что включено в этот выпуск:
Доступны обновления для ERG 2020!
Переводы на испанский язык теперь предоставляются только для ограниченного контента, относящегося к ERG (страница руководства ERG и данные о наиболее безопасном расстоянии).
Данные сценария пожара теперь можно наносить на карты защитного расстояния.
Добавлено множество мелких исправлений и обновлений для всех платформ WISER.
Подробнее см. ниже.
Обновления ERG 2020
Контент, относящийся к ERG (страница руководства ERG и данные о безопасном расстоянии), теперь доступен на французском и испанском языках, если они доступны. Эта функция ограничена только данными ERG.
Добавлена возможность отображать данные о защитном расстоянии от пожара, если они доступны для данного вещества. Эти расстояния взяты непосредственно из данных страницы справочника ERG.
×
Взгляните на то, что включено в этот выпуск:
ERG 2020 уже доступен!
Французские переводы теперь предоставляются только для ограниченного контента, относящегося к ERG (страница руководства ERG и данные о наиболее безопасном расстоянии). Испанские переводы этого контента скоро появятся.
Материалы ERG без UN, процесс маркировки, новый для ERG 2020, теперь обрабатываются как внутри, так и в API обмена WISER.
Критерии поиска транспорта (плакаты, железнодорожные вагоны и автомобильные трейлеры) для инструмента WISER Help Identify Chemical были обновлены и обновлены.
API WISER для Android были обновлены, что повышает совместимость с более новыми устройствами.
Добавлено множество мелких исправлений и обновлений для всех платформ WISER.
Подробнее см. ниже.
ЭРГ 2020
Теперь доступен полностью интегрированный контент из Руководства по реагированию на чрезвычайные ситуации Министерства транспорта 2020 (ERG 2020). Это включает в себя страницу руководства ERG 2020 и информацию о защитном расстоянии, а также возможность просматривать материалы ERG 2020 вместе с результатами поиска веществ WISER.
Контент, относящийся к ERG (страница руководства ERG и данные о безопасном расстоянии), предоставляется на французском языке, если он доступен. Эта экспериментальная функция ограничена только данными ERG. Испанские переводы будут добавлены позже.
×
Взгляните на то, что включено в этот выпуск:
Совместное использование и совместная работа теперь доступны на всех платформах.
Делитесь ссылками на вещества, данными о веществах, картами защитных расстояний и справочными документами.
Общедоступный API теперь доступен для интеграции со сторонними организациями.
Более 60 новых веществ
Различные улучшения функции поиска WISER, чтобы сделать ее более точной и гибкой
Улучшения безопасного расстояния, которые включают:
Обновления пользовательского интерфейса на всех платформах
Улучшена поддержка языков за пределами США
Обновления экспорта KML
Обновления данных PubChem
Много мелких обновлений и улучшений
Подробнее см. ниже.
Совместное использование и сотрудничество
Все платформы теперь предоставляют возможность обмениваться веществами, данными о веществах (например, процедурами пожаротушения или реактивами), картами защитных расстояний и справочными документами. Кроме того, общедоступный API теперь доступен для интеграции со сторонними организациями.
Чтобы поделиться со своего устройства, выберите значок общего доступа в меню или на панели инструментов. Затем следуйте инструкциям вашего устройства, чтобы поделиться ссылкой через приложение (например, текстовое сообщение) или скопировать ссылку данных в буфер обмена. В WebWISER скопируйте ссылку из меню или, в случае более сложных данных (например, химическая активность и защитное расстояние), выберите соответствующую кнопку «Копировать ссылку».
Ссылками можно делиться со всех платформ и открывать их непосредственно на платформах iOS и Android. Если на вашем устройстве не установлен WISER или вы используете платформу Windows, ссылки будут автоматически открываться в WebWISER.
Общедоступный API является открытым, бесплатным для использования и используется для предоставления функций обмена, перечисленных выше. Есть вопросы? Пожалуйста свяжитесь с нами.
60+ новых веществ
В WISER добавлены следующие вещества. Выбор новых веществ осуществляется на основании потребительского спроса и отзывов экспертов. Экспертная оценка включает анализ вероятности обнаружения вещества, опасности, которую представляет вещество, а также информацию от аварийно-спасательных служб, токсикологов и медицинского персонала.
У вас есть на примете вещество для следующей версии WISER? Пожалуйста, свяжитесь с нами и дайте нам знать!
Хлорат натрия
Озон
Бензальдегид
Метомил
Ангидрид уксусной кислоты
1-бутен
Изобутилен
Циклогексан
Формамид
Ацетат свинца
N-метилформамид
2-Аминотолуол
Фенилацетонитрил
1-хлор-2-пропанон
Мононитротолуолы
Сульфат аммония
Пентахлорид фосфора
Муравьиная кислота
Формиат аммония
Дихромат натрия
Нитроэтан
Йодоводород
Гидроксид аммония
Гидроксид кальция
Циклогексанол
Ацетат натрия
Псевдоэфедрин
(Л)-Эфедрин
Сульфат натрия
Ацетилхлорид
Фенилмагния хлорид
Калий хлорат
Палладий, элементный
Карбонат бария
Сульфат бария
Бензолсульфонилхлорид
Изобутилацетат
Пиррол
Сафрол
Натрия тиосульфат
п-толуолсульфокислота
Альфентанил
Суфентанил
ПХФ (фенциклидин)
Циклогексанон
Бисульфит натрия
Бромбензол
ЛСД
Ацетамид
Аллилхлорид
Изосафрол
N,N-диметилацетамид
1,4-бензохинон
Амфетамин
Аргон
1,1,1,2-тетрафторэтан
Бора треххлористый
Гидрид кальция
Гидроксид тетраметиламмония
Паракват
Метамфетамин
×
COVID-19 — быстро развивающаяся ситуация. Будьте в курсе последней информации из следующего:
Получите последнюю информацию о здравоохранении от CDC: https://www.coronavirus.gov/
Получите последнюю исследовательскую информацию от NIH: https://www.nih.gov/health-information/coronavirus
Для руководства по лечению коронавирусной болезни 2019 г. (COVID-19) NIH: https://www.covid19treatmentguidelines.nih.gov/
Для получения информации о том, что нужно знать пожарным и службам скорой помощи о COVID-19: https://www.cdc.gov/coronavirus/2019-ncov/community/organizations/firefighter-EMS.html
×
Взгляните на то, что включено в этот выпуск:
Новости и уведомления, очень похожие на этот, теперь предоставляют подробную информацию о каждом выпуске WISER.
Подробные библиографии теперь доступны для большей части данных о веществах в WISER.
Защитное сопоставление расстояний теперь поддерживает экспорт данных KML (язык разметки замочной скважины) на платформах WISER для Windows и WebWISER.
Переработана функция защитного отображения расстояния WISER для Windows.
Добавлено множество небольших обновлений и исправлений ошибок.
Подробнее см. ниже.
Новости и уведомления
Все платформы WISER теперь включают возможность просмотра пользователями функций, добавленных в последних выпусках. Пожалуйста, взгляните на эти элементы, чтобы увидеть последние обновления контента и функций, добавленные в WISER.
Библиографии
Большая часть данных WISER получена из банка данных по опасным веществам Национальной медицинской библиотеки (HSDB). Данные, предоставленные этим важным проверенным и обновленным источником данных, теперь включают подробные библиографии в рамках WISER.
Кроме того, переработано отображение библиографий. Библиографии предоставляются в виде простого заголовка, который, если его выбрать, будет отображать полную библиографию. В случае совпадения нескольких источников содержимое теперь отображается один раз вместе со всеми совпадающими библиографическими данными.
Обновления безопасного расстояния
Защитное сопоставление расстояний теперь поддерживает экспорт данных KML (язык разметки замочной скважины) на платформах WISER для Windows и WebWISER. Поделитесь созданной зоной защитного расстояния с любым сторонним приложением, которое поддерживает импорт KML, например. Программное обеспечение CAMEO MARPLOT.
Защитное отображение расстояния в WISER для Windows было переработано. Новая собственная реализация Windows включает в себя значительно улучшенную производительность наряду со многими небольшими обновлениями, например. лучшее масштабирование и обнаружение местоположения.
×
Кратко ознакомьтесь с тем, что включено в этот выпуск:
Добавлены записи веществ и справочные материалы Агентов четвертого поколения.
Добавлен прототип инструмента ASPIRE (алгоритм, предлагающий пропорциональное реагирование на инцидент), помогающий принять решение, и рекомендации PRISM (первичное реагирование на инциденты).
Обновлено использование и отображение библиографий данных.
Реализованы обновления совместимости операционных систем Android и iOS.
Добавлено множество небольших обновлений и исправлений ошибок.
Подробнее см. ниже.
Агенты четвертого поколения
Отравляющие вещества четвертого поколения, также известные как «Новички» или отравляющие вещества нервно-паралитического действия серии А, относятся к категории боевых отравляющих веществ, представляющих собой уникальные фосфорорганические соединения. Они более стойкие, чем другие нервно-паралитические агенты, и не менее токсичны, чем VX. Данные WISER для агентов четвертого поколения теперь включают полную запись о веществе, а также справочный материал, включенный в комплект медицинских руководств CHEMM (Chemical Hazards Emergency Medical Management).
СТРЕМЛЕНИЕ И ПРИЗМА
ASPIRE (алгоритм, предлагающий пропорциональное участие в реагировании на инциденты) — это прототип инструмента, помогающего принимать решения, разработанный экспертами в области медицины и реагирования на чрезвычайные ситуации, чтобы помочь определить потребность пациентов, подвергшихся воздействию химических агентов, в проведении влажной дезактивации.
Инструкции PRISM (первичное реагирование на месте происшествия), которые включены в инструмент ASPIRE, были написаны для предоставления авторитетных, основанных на фактических данных рекомендаций по раздеванию и обеззараживанию массовых пострадавших во время инцидента с химическим веществом. См. полный набор руководств PRISM здесь.
WebWISER лучше всего просматривать в следующих браузерах (указанная версия или выше): Internet Explorer 9, Firefox 26, Safari 7 или Google Chrome 30.
WISER также доступен как отдельное приложение для ПК и различных мобильных платформ. включая устройства iOS и Android. Посетите домашнюю страницу WISER для бесплатных загрузок и получения дополнительной информации о WISER.
Другие ресурсы для чрезвычайных ситуаций с химическими веществами в NLM
Служба экстренной медицинской помощи при химических опасностях (CHEMM)
Управление неотложной медицинской помощью при радиационном воздействии (REMM)
ТОКСНЕТ
MedlinePlus предлагает надежные ссылки на общие темы о здоровье
Пожарная безопасность
Аварийная подготовка и восстановление
Отравление
и более. ..
База данных товаров для дома
Токс Таун
Другие темы гигиены окружающей среды
Other Chemical Emergency Resources
DOT ERG — (Министерство транспорта — Аварийное реагирование Путеводитель)
Информационные бюллетени EPA по химическим веществам
ATSDR ToxFAQs
Информационные бюллетени об опасных веществах штата Нью-Джерси
ХЕМТРЕК
Готовность и реагирование на химические чрезвычайные ситуации CDC
WebWISER — Главная
WISER — это система, предназначенная для оказания помощи аварийно-спасательным службам при инцидентах с опасными материалами. WISER предоставляет широкий спектр информации об опасных веществах, в том числе поддержка идентификации, физические характеристики, информация о здоровье человека и рекомендации по сдерживанию и подавлению. Для начала настройте свой профиль и выберите элемент ниже.
Известные вещества
Поиск вещества в базе данных известных веществ WISER.
Помогите определить химическое вещество
Определите неизвестное химическое вещество на основе его физических свойств, симптомов воздействия, окружающей среды и других критериев.
Инструменты
Ознакомьтесь с общими инструментами и справочными материалами.
Последние новости
×
Взгляните на то, что включено в этот выпуск:
Доступны обновления для ERG 2020!
Переводы на испанский язык теперь предоставляются только для ограниченного контента, относящегося к ERG (страница руководства ERG и данные о наиболее безопасном расстоянии).
Данные сценария пожара теперь можно наносить на карты защитного расстояния.
Добавлено множество мелких исправлений и обновлений для всех платформ WISER.
Подробнее см. ниже.
Обновления ERG 2020
Контент, относящийся к ERG (страница руководства ERG и данные о безопасном расстоянии), теперь доступен на французском и испанском языках, если они доступны. Эта функция ограничена только данными ERG.
Добавлена возможность отображать данные о защитном расстоянии от пожара, если они доступны для данного вещества. Эти расстояния взяты непосредственно из данных страницы справочника ERG.
×
Взгляните на то, что включено в этот выпуск:
ERG 2020 уже доступен!
Французские переводы теперь предоставляются только для ограниченного контента, относящегося к ERG (страница руководства ERG и данные о наиболее безопасном расстоянии). Испанские переводы этого контента скоро появятся.
Материалы ERG без UN, процесс маркировки, новый для ERG 2020, теперь обрабатываются как внутри, так и в API обмена WISER.
Критерии поиска транспорта (плакаты, железнодорожные вагоны и автомобильные трейлеры) для инструмента WISER Help Identify Chemical были обновлены и обновлены.
API WISER для Android были обновлены, что повышает совместимость с более новыми устройствами.
Добавлено множество мелких исправлений и обновлений для всех платформ WISER.
Подробнее см. ниже.
ЭРГ 2020
Теперь доступен полностью интегрированный контент из Руководства по реагированию на чрезвычайные ситуации Министерства транспорта 2020 (ERG 2020). Это включает в себя страницу руководства ERG 2020 и информацию о защитном расстоянии, а также возможность просматривать материалы ERG 2020 вместе с результатами поиска веществ WISER.
Контент, относящийся к ERG (страница руководства ERG и данные о безопасном расстоянии), предоставляется на французском языке, если он доступен. Эта экспериментальная функция ограничена только данными ERG. Испанские переводы будут добавлены позже.
×
Взгляните на то, что включено в этот выпуск:
Совместное использование и совместная работа теперь доступны на всех платформах.
Делитесь ссылками на вещества, данными о веществах, картами защитных расстояний и справочными документами.
Общедоступный API теперь доступен для интеграции со сторонними организациями.
Более 60 новых веществ
Различные улучшения функции поиска WISER, чтобы сделать ее более точной и гибкой
Улучшения безопасного расстояния, которые включают:
Обновления пользовательского интерфейса на всех платформах
Улучшена поддержка языков за пределами США
Обновления экспорта KML
Обновления данных PubChem
Много мелких обновлений и улучшений
Подробнее см. ниже.
Совместное использование и сотрудничество
Все платформы теперь предоставляют возможность обмениваться веществами, данными о веществах (например, процедурами пожаротушения или реактивами), картами защитных расстояний и справочными документами. Кроме того, общедоступный API теперь доступен для интеграции со сторонними организациями.
Чтобы поделиться со своего устройства, выберите значок общего доступа в меню или на панели инструментов. Затем следуйте инструкциям вашего устройства, чтобы поделиться ссылкой через приложение (например, текстовое сообщение) или скопировать ссылку данных в буфер обмена. В WebWISER скопируйте ссылку из меню или, в случае более сложных данных (например, химическая активность и защитное расстояние), выберите соответствующую кнопку «Копировать ссылку».
Ссылками можно делиться со всех платформ и открывать их непосредственно на платформах iOS и Android. Если на вашем устройстве не установлен WISER или вы используете платформу Windows, ссылки будут автоматически открываться в WebWISER.
Общедоступный API является открытым, бесплатным для использования и используется для предоставления функций обмена, перечисленных выше. Есть вопросы? Пожалуйста свяжитесь с нами.
60+ новых веществ
В WISER добавлены следующие вещества. Выбор новых веществ осуществляется на основании потребительского спроса и отзывов экспертов. Экспертная оценка включает анализ вероятности обнаружения вещества, опасности, которую представляет вещество, а также информацию от аварийно-спасательных служб, токсикологов и медицинского персонала.
У вас есть на примете вещество для следующей версии WISER? Пожалуйста, свяжитесь с нами и дайте нам знать!
Хлорат натрия
Озон
Бензальдегид
Метомил
Ангидрид уксусной кислоты
1-бутен
Изобутилен
Циклогексан
Формамид
Ацетат свинца
N-метилформамид
2-Аминотолуол
Фенилацетонитрил
1-хлор-2-пропанон
Мононитротолуолы
Сульфат аммония
Пентахлорид фосфора
Муравьиная кислота
Формиат аммония
Дихромат натрия
Нитроэтан
Йодоводород
Гидроксид аммония
Гидроксид кальция
Циклогексанол
Ацетат натрия
Псевдоэфедрин
(Л)-Эфедрин
Сульфат натрия
Ацетилхлорид
Фенилмагния хлорид
Калий хлорат
Палладий, элементный
Карбонат бария
Сульфат бария
Бензолсульфонилхлорид
Изобутилацетат
Пиррол
Сафрол
Натрия тиосульфат
п-толуолсульфокислота
Альфентанил
Суфентанил
ПХФ (фенциклидин)
Циклогексанон
Бисульфит натрия
Бромбензол
ЛСД
Ацетамид
Аллилхлорид
Изосафрол
N,N-диметилацетамид
1,4-бензохинон
Амфетамин
Аргон
1,1,1,2-тетрафторэтан
Бора треххлористый
Гидрид кальция
Гидроксид тетраметиламмония
Паракват
Метамфетамин
×
COVID-19 — быстро развивающаяся ситуация. Будьте в курсе последней информации из следующего:
Получите последнюю информацию о здравоохранении от CDC: https://www.coronavirus.gov/
Получите последнюю исследовательскую информацию от NIH: https://www.nih.gov/health-information/coronavirus
Для руководства по лечению коронавирусной болезни 2019 г. (COVID-19) NIH: https://www.covid19treatmentguidelines.nih.gov/
Для получения информации о том, что нужно знать пожарным и службам скорой помощи о COVID-19: https://www.cdc.gov/coronavirus/2019-ncov/community/organizations/firefighter-EMS.html
×
Взгляните на то, что включено в этот выпуск:
Новости и уведомления, очень похожие на этот, теперь предоставляют подробную информацию о каждом выпуске WISER.
Подробные библиографии теперь доступны для большей части данных о веществах в WISER.
Защитное сопоставление расстояний теперь поддерживает экспорт данных KML (язык разметки замочной скважины) на платформах WISER для Windows и WebWISER.
Переработана функция защитного отображения расстояния WISER для Windows.
Добавлено множество небольших обновлений и исправлений ошибок.
Подробнее см. ниже.
Новости и уведомления
Все платформы WISER теперь включают возможность просмотра пользователями функций, добавленных в последних выпусках. Пожалуйста, взгляните на эти элементы, чтобы увидеть последние обновления контента и функций, добавленные в WISER.
Библиографии
Большая часть данных WISER получена из банка данных по опасным веществам Национальной медицинской библиотеки (HSDB). Данные, предоставленные этим важным проверенным и обновленным источником данных, теперь включают подробные библиографии в рамках WISER.
Кроме того, переработано отображение библиографий. Библиографии предоставляются в виде простого заголовка, который, если его выбрать, будет отображать полную библиографию. В случае совпадения нескольких источников содержимое теперь отображается один раз вместе со всеми совпадающими библиографическими данными.
Обновления безопасного расстояния
Защитное сопоставление расстояний теперь поддерживает экспорт данных KML (язык разметки замочной скважины) на платформах WISER для Windows и WebWISER. Поделитесь созданной зоной защитного расстояния с любым сторонним приложением, которое поддерживает импорт KML, например. Программное обеспечение CAMEO MARPLOT.
Защитное отображение расстояния в WISER для Windows было переработано. Новая собственная реализация Windows включает в себя значительно улучшенную производительность наряду со многими небольшими обновлениями, например. лучшее масштабирование и обнаружение местоположения.
×
Кратко ознакомьтесь с тем, что включено в этот выпуск:
Добавлены записи веществ и справочные материалы Агентов четвертого поколения.
Добавлен прототип инструмента ASPIRE (алгоритм, предлагающий пропорциональное реагирование на инцидент), помогающий принять решение, и рекомендации PRISM (первичное реагирование на инциденты).
Обновлено использование и отображение библиографий данных.
Реализованы обновления совместимости операционных систем Android и iOS.
Добавлено множество небольших обновлений и исправлений ошибок.
Подробнее см. ниже.
Агенты четвертого поколения
Отравляющие вещества четвертого поколения, также известные как «Новички» или отравляющие вещества нервно-паралитического действия серии А, относятся к категории боевых отравляющих веществ, представляющих собой уникальные фосфорорганические соединения. Они более стойкие, чем другие нервно-паралитические агенты, и не менее токсичны, чем VX. Данные WISER для агентов четвертого поколения теперь включают полную запись о веществе, а также справочный материал, включенный в комплект медицинских руководств CHEMM (Chemical Hazards Emergency Medical Management).
СТРЕМЛЕНИЕ И ПРИЗМА
ASPIRE (алгоритм, предлагающий пропорциональное участие в реагировании на инциденты) — это прототип инструмента, помогающего принимать решения, разработанный экспертами в области медицины и реагирования на чрезвычайные ситуации, чтобы помочь определить потребность пациентов, подвергшихся воздействию химических агентов, в проведении влажной дезактивации.
Инструкции PRISM (первичное реагирование на месте происшествия), которые включены в инструмент ASPIRE, были написаны для предоставления авторитетных, основанных на фактических данных рекомендаций по раздеванию и обеззараживанию массовых пострадавших во время инцидента с химическим веществом. См. полный набор руководств PRISM здесь.
WebWISER лучше всего просматривать в следующих браузерах (указанная версия или выше): Internet Explorer 9, Firefox 26, Safari 7 или Google Chrome 30.
WISER также доступен как отдельное приложение для ПК и различных мобильных платформ. включая устройства iOS и Android. Посетите домашнюю страницу WISER для бесплатных загрузок и получения дополнительной информации о WISER.
Другие ресурсы для чрезвычайных ситуаций с химическими веществами в NLM
Служба экстренной медицинской помощи при химических опасностях (CHEMM)
Управление неотложной медицинской помощью при радиационном воздействии (REMM)
ТОКСНЕТ
MedlinePlus предлагает надежные ссылки на общие темы о здоровье
Труба стальная оптом и в розницу: цены размеры, гост
Труба электросварная
Труба профильная горячекатаная
Труба водогазопроводная
Трубы бесшовные горячедеформированные
Труба бесшовная холоднодеформированная
Монтаж стальных труб кратко
Чаще всего изделия всех размеров монтируются в систему при помощи сварки. Фланцевые соединения встречаются гораздо реже (в основном для соединения труб с диаметром, превышающим 50 мм). Малого диаметра могут соединяться при помощи латунных, стальных или чугунных фитингов.
Крепеж для стальных труб к различным поверхностям производится при помощи различных скоб.
Достоинства:
Высокая прочность. Прочность является одним из самых важных преимуществ.
Благодаря прочности материала, эти трубы могут выдерживать более мощное давление на их стенки.
Коэффициент теплового расширения совсем невелик.
Не подвержены завоздушиванию. Трубы имеют практически идеальную герметичность, как кислородную, так и газовую.
Невысокая стоимость.
Типы стальных труб
У нас вы можете купить металлические трубы разных типов:
обычные и оцинкованные водогазопроводные (ВГП), предназначенные для транспортировки жидкостей и газов, в том числе агрессивных веществ;
обычные и оцинкованные электросварные, которые используются для систем отопления, газо- и водопроводов, а также в качестве деталей разнообразных конструкций;
бесшовные, которые изготовлены методом прокатки, волочения или прессования. Они не имеют сварного шва и отлично подходят для использования в нефтяной отрасли.
СОРТАМЕНТ МЕТАЛЛИЧЕСКИХ ТРУБ
Трубопрокатная продукция делится на несколько категорий в зависимости от материала, из которого она изготовлена, технологии производства и формы поперечного сечения.
По форме поперечного сечения различаются:
круглая;
прямоугольная;
квадратная.
По способу изготовления весь ассортимент трубной продукции разделяется на 2 категории:
бесшовная;
электросварная.
Материалоемкость изделия – это важная характеристика, от которой зависит цена за метр металлической трубы. По этому критерию все изделия разделены на 3 вида:
толстостенная;
тонкостенная;
общего назначения.
При правильном выборе труб из стали они будут служить долго, и не будут причинять особенных сложностей и отлично работают как в домашних условиях, так и в производственных.
В нашей компании выгодная цена на трубы стальные круглого, квадратного и прямоугольного сечения больших, средних и малых диаметров. Наши консультанты подскажут цены за метр и цены за тонну.
Контакты
197342, город Санкт-Петербург, Торжковская улица, дом 3 литера а, офис 305
Если вы не нашли интересующей вас информации о предоставляемом нами ассортименте металлопроката — позвоните нам в офис или на телефон менеджера.
Телефоны для связи Санкт-Петербург: +7 (812) 509-60-52 +7 (812) 317-79-73
Москва: +7 (499) 450-97-07 Оставить заявку на почту: [email protected]
Чугунные канализационные трубы — Размеры
Размеры чугунных канализационных труб.
Спонсируемые ссылки
Размеры чугунной почвы трубки и фитинги:
Сервисная чугун
Размер (в)
Внутренний диаметр (в)
.
Внешний диаметр ствола (дюйм)
Внутренний диаметр ствола (дюйм)
2
2. 94
2.30
1.96
3
3.94
3.30
2.96
4
4.94
4.30
3.94
5
5,94
5,30
4,94
6
6,94
6,30
5,94
444494
44444494
..25
8.38
7.94
10
11.38
10.50
9.94
12
13.50
12.50
11.94
Extra Heavy Cast Iron
Размер (дюйм)
Внутренний диаметр втулки (дюйм)
Внешний диаметр цилиндра (дюйм)
Внутренний диаметр цилиндра (in)
2
3. 06
2.38
2.00
3
4.19
3.50
3.00
4
5.19
4.50
4.00
5
6.19
5,50
5,00
6
7,19
6.50 40045
6.0045
6.00
.0045
9.50
8.62
8.00
10
11.62
10.75
10.00
12
13.75
12.75
12.00
Sponsored Links
Related Topics
Связанные документы
Engineering ToolBox — Расширение SketchUp — 3D-моделирование в режиме онлайн!
Добавляйте стандартные и настраиваемые параметрические компоненты, такие как балки с полками, пиломатериалы, трубопроводы, лестницы и т. д., в свою модель Sketchup с помощью Engineering ToolBox — расширения SketchUp, которое можно использовать с потрясающими, интересными и бесплатными приложениями SketchUp Make и SketchUp Pro. .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
Перевести
О Engineering ToolBox!
Мы не собираем информацию от наших пользователей. В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
Некоторые из наших калькуляторов и приложений позволяют сохранять данные приложения на локальном компьютере. Эти приложения будут — из-за ограничений браузера — отправлять данные между вашим браузером и нашим сервером. Мы не сохраняем эти данные.
Google использует файлы cookie для показа нашей рекламы и обработки статистики посетителей. Пожалуйста, прочитайте Конфиденциальность и условия Google для получения дополнительной информации о том, как вы можете контролировать показ рекламы и собираемую информацию.
AddThis использует файлы cookie для обработки ссылок на социальные сети. Пожалуйста, прочитайте AddThis Privacy для получения дополнительной информации.
Реклама в ToolBox
Если вы хотите продвигать свои товары или услуги в Engineering ToolBox — используйте Google Adwords. Вы можете настроить таргетинг на Engineering ToolBox с помощью управляемых мест размещения AdWords.
Citation
Эту страницу можно цитировать как
Engineering ToolBox, (2011). Чугунные канализационные трубы — Размеры . [онлайн] Доступно по адресу: https://www.engineeringtoolbox.com/cast-iron-soil-pipe-dimensions-d_1751.html [День доступа, мес. год].
Изменить дату доступа.
. .
закрыть
Таблица размеров и размеров чугунных труб
(Ваша корзина пуста)
Задайте вопрос
Выберите механические или надувные заглушки для труб на основе приведенного ниже идентификатора трубы и давления, которое необходимо заблокировать
Без втулки
Размеры и допуски на втулки и втулки для труб и фитингов без втулки
Размер
Внутренний диаметр ствола
Внешний диаметр ствола
Внешний диаметр ствола
Ширина втулки
Толщина ствола
Прокладка позиционирующая проушина
дюймы
дюймы
дюймы
дюймы
дюймы
дюймы
дюймы
дюймы
Б
Дж
М
Н (± 0,13)
Т-ном.
Т-Мин.
Вт
1,5
1,50 ± 0,09
1,90 ± 0,06
1,96 ± 0,06
0,25
.16
.13
1.13
2
1,96 ± 0,09
2,35 ± 0,09
2,41 ± 0,09
0,25
.16
.13
1.13
3
2,96 ± 0,09
3,35 ± 0,09
3,41 ± 0,09
0,25
.16
.13
1.13
4
3,94 ± 0,09
4,38 + 0,09
4,44 + 0,09
.31
.19
.15
1.13
-0,05
5
4.94 ± 0,09
5,30 + 0,09
5,36 ± 0,09
.31
. 19
.15
1,50
— 0,05
6
5,94 ± 0,09
6,30 + 0,09
6,36 + 0,09
.31
.19
.15
1,50
— 0,05
8
7,94 ± 0,13
8,38 ± 0,09
8,44 ± 0,09
.31
.23
.17
2.00
10
10.00 ± .13
10,56 ± 0,09
10,62 ± 0,09
.31
0,28
0,22
2.00
12
11,94 ± 0,09
12,50 ± 0,13
12,62 ± 0,13
.31
0,28
0,22
2,75
15
15,11 ± 0,09
15,83 ± 0,13
16,12 ± 0,13
. 31
0,36
.30
2,75
Десятифутовые связки труб (для труб без втулки)
Размер
Частей
Масса
Высота
каждый
фунты
дюймы
1,5 х 10
72
2109
12
2 х 10
54
2068
11
3 х 10
36
1965 г.
14
4 х 10
27
1943 г.
17
5 х 10
24
2380
20
6 х 10
18
2142
23
8 х 10
8
1332
22
10 х 10
6
1542
26
12 х 10
6
1925 г.
29
15 х 10
2
1002
19
Вышеуказанные веса являются приблизительными и предназначены только для целей доставки.
Сервисные грузы
Размер
Телескопическая длина
Идентификатор концентратора
Баррелл О.Д.
Баррелл И.Д.
Номинальная толщина
дюймы
Д
А
Дж
Б
Т
2
2,50
2,94
2.30
1,96
0,17
3
2,75
3,94
3.30
2,96
0,17
4
3.00
4,94
4.30
3,94
0,18
5
3. 00
5,94
5.30
4,94
0,18
6
3.00
6,94
6.30
5,94
0,18
8
3,50
9.25
8,38
7,97
0,23
10
3,50
11.38
10.50
9,94
0,28
12
4,24
13.50
12.50
11,94
0,28
15
4,25
16,95
15,88
15.16
0,36
Длина 5 футов, одинарная ступица
Размер
Длина (Д)
Масса
ступня
фунты
2 х 5
5
22,5
3 х 5
5
31,8
4 х 5
5
41,0
5 х 5
5
52,5
6 х 5
5
69. 2
8 х 5
5
101,0
10 х 5
5
150,9
12 х 5
5
185,7
15 х 5
5
287,5
Сверхтяжелый
Размер
Телескопическая длина
Идентификатор концентратора
Баррелл О.Д.
Баррелл И.Д.
Номинальная толщина
дюймы
Д
А
Дж
Б
Т
2
2,50
3.06
2,38
2.00
0,19
3
2,75
4.19
3,50
3.00
0,25
4
3.00
5. 19
4,50
4.00
0,25
5
3.00
6.19
5,50
5.00
0,25
6
3.00
7.19
6.50
6.00
0,25
8
3,50
9.50
8,62
8.00
0,31
10
3,50
11,62
10,75
10.00
0,37
12
4,25
13,75
12,75
12.00
0,37
15
4,25
16,95
15,88
15.00
0,44
Длина пять футов, одинарная ступица
Размер
Длина (Д)
Масса
ступня
фунты
2 х 5
5
25,0
3 х 5
5
44,4
4 х 5
5
59,6
5 х 5
5
73,7
6 х 5
5
81,4
8 х 5
5
141,1
10 х 5
5
196,7
12 х 5
5
245,2
15 х 5
5
350,0
Содержимое этого веб-сайта может быть использовано, но без каких-либо гарантий или обязательств. Эта информация считается верной, но ее всегда следует перепроверять с помощью альтернативных источников. Строго соблюдайте и соблюдайте все применимые национальные и местные нормы и правила.
Продукты, защищенные одним или несколькими из следующих патентов: 4 565 222; 5 353 842; 5 901 752; 6 446 669; 6 568 429; 6 899 138, 11 156 319 B2 и другие заявки находятся на рассмотрении.
Предупреждение: Все трубные заглушки должны быть заблокированы или должным образом закреплены, чтобы противостоять силе, равной напору, умноженному на площадь поперечного сечения трубы. Мусор или выступы в трубопроводе могут повредить уплотнение или разорвать надувные заглушки. НИКОГДА не используйте надувную пробку, если ее выход из строя может привести к травме или катастрофическому ущербу, или в качестве единственного средства защиты для персонала, работающего ниже по течению. НИКОГДА не используйте испытательное давление, превышающее пропускную способность самой слабой трубы или компонента в системе. Фактические условия различаются, поэтому пользователь должен принять на себя весь риск и ответственность за выбор и использование любого продукта. Пожалуйста, ознакомьтесь с нашей гарантией, положениями и условиями.
Примечание 1. Механические и литые резиновые заглушки обычно используются для испытаний, поскольку изготовленные заглушки типа Multi-Flex ® могут допускать некоторую утечку, если они не настроены для надежного уплотнения.
Примечание 2: Мы постоянно обновляем наши продукты, и, хотя мы стараемся поддерживать веб-сайты в актуальном состоянии, возможно, более актуальные спецификации могут быть указаны в предложении или подтверждении заказа. Изображения, как правило, являются репрезентативными и могут не отражать точное представление, особенно размера предмета.
Возвраты: Электронная почта «Разрешение на возврат товаров» для стандартного товары в новом состоянии возвращаются в течение 30 дней по адресу: [email protected] Включите исходный номер заказа и дату получения. Любой разрешенный кредит будет быть против будущих покупок после 20% платы за обработку и пополнение запасов. Загрузите, заполните и прикрепите это форма с вашей электронной почтой.
Гарантия, положения и условия Petersen
Условия и положения веб-сайта Petersen
Цена может быть изменена без предварительного уведомления
Существует несколько способов сварки, которые зависят не только от применяемой техники, но и от режимов, которые выставляет пользователь. Если рассматривать использование электросварки, то здесь может возникнуть несколько вариантов, которые зависят от рода тока. Сварка алюминия постоянным током является как раз одной из таких разновидностей. Она используется не так часто, как переменным током, но все же имеет ряд особенностей, которые определяются полярностью. Мастера отдают предпочтение переменному электричеству, так как оно сочетает в себе преимущества обоих полярностей.
Сварка алюминия на постоянном токе обратной полярности
Когда идет сварка алюминия постоянным током, то приходится выбирать, что более важно для сварочного процесса. Ведь свойства сваривания алюминия являются далеко не самыми лучшими, поэтому, следует подбирать подходящие условия, которые бы смогли удовлетворить технологические требования и обеспечили ровный и плотный сварочный шов алюминия. Основной проблемой этого формирования становится оксидная пленка, с которой не может справиться высокая температура сварки, так как она плавится при 2200 градусах Цельсия, а алюминий при 680. Обратная полярность постоянного тока помогает разрушить ее благодаря катодному распылению, которое отлично воздействует в сочетании с флюсами и предварительной обработкой.
Сварка алюминия аргоном постоянным током
Преимущества
При использовании постоянного тока прямой полярности получается стабильная дуга, которая помогает формировать качественный и ровный шов;
Если используется постоянный ток для сварки алюминия обратной полярности, то обеспечивается катодной распыление, уничтожающее оксидную пленку.
Недостатки
Приходится выбирать между стабильной дугой или разрушением оксидов;
Без разрушения оксидной пленки невозможно достичь высокого качества сварки, так как она обволакивает расплавленный металл, не давая ему нормально соединиться;
Сложно подобрать параметры оборудования для сваривания конкретной толщины металла при таком режиме работы.
Нюансы при сварке постоянным током
Перед тем как варить алюминий электросваркой требуется в первую очередь разобраться с параметрами оборудования. Специалисты не рекомендуют использовать постоянный ток прямой полярности, так как его недостатки перевешивают преимущества и сварка алюминия электродом с ним получается очень проблематичной. При обратной полярности удается побороть одну из главных проблем свариваемости алюминия, но это не единственная проблема, с которой приходится сталкиваться.
Ток для сварки алюминия
К прочим нюансам данного процесса можно отнести высокую текучесть металла в расплавленном состоянии, с которой не поможет справиться ни какой род тока, а лишь мастерство сварщика. Также стоит учитывать повышенную предрасположенность к напряжению, что предполагает подогрев металла и тщательную просушку электродов перед использованием. Здесь нужно учитывать низкую глубину проварки металла, так что при работе с толстыми заготовками может потребоваться дополнительная обработка кромок. В плане предварительной подготовки здесь также есть несколько нюансов, которые касаются очистки поверхности растворителями и простыми механическими способами, что должно увеличить качество соединения.
Сварка алюминия аргоном
Материалы и инструмент
Сварочный аппарат, без которого невозможна была бы электросварка алюминия электродом. Он подбирается в зависимости от способа, так как возможно еще применение газа;
Присадочный материал, в качестве которого могут выступать алюминиевые электроды или сварочная проволока;
Баллон с инертным газом, если используется сварка алюминия аргоном постоянным током.
Надежные шланги для соединения баллона с горелкой;
Горелка, которая рассчитана специально для аргонодуговой сварки;
Редуктор, чтобы изменять давление газа, подаваемое с баллона;
Манометр, чтобы следить за уровнем давления, с которым ведется работа.
Выбор материалов и оборудования
Электросварка алюминия на постоянном токе обратной полярности может проводиться стандартным методом, при использовании обычной электросварки и электродов, а также аргонодугового аппарата. Первый вариант более простой и дешевый, тогда как второй оказывается одним из самых надежных, но себестоимость процесса и его сложность становится выше. Поэтому, для обыкновенного соединения используются электросварку, тогда как при работе с ответственными сооружениями и деталями нужно применять только ТИГ вариант. В любом случае, при выборе аппарата нужно обращать внимание на широту его диапазона, а также плавность регулировки параметров.
С подбором расходного материала все проще, так как для электросварки нужны специальные электроды, которые предназначены для чистого металла или его определенного сплава, а для аргонодугового способа требуется сварочная проволока, состав которой бы максимально совпадал с составом свариваемого металла или его сплава.
Пошаговая инструкция
Сварка алюминия постоянным током в среде аргона предполагает следующий ряд действий:
Подготовка металла, куда входит обработка кромок, механическая очистка и обработка растворителем, которым может стать ацетон или другая похожая жидкость;
Далее следует расположить на поверхности сваривания флюс, который улучшит соединение;
После этого можно приступать к настройке техники, в соответствии с заданным режимом;
Далее уже идет сама сварка, во время которой следует провести шов по всей поверхности кромок;
Дать остыть шву и проверить его качество каким-либо из доступных методов.
«Важно!
Процесс проходит преимущественно в нижнем положении, так как металл сильно растекается в горизонтальном или потолочном.»
Таблица режимов сварки алюминия постоянным током
Вид заготовки
Толщина свариваемой детали, мм
Электрод, мм
Сварочная проволока, мм
Величина тока, А
Расход газа, л/мин
При обработанных кромках
1 1,5 2
1 1,6-2 1,6-2
45…50 70…75 80-85
4-5 5-6 7-8
Односторонняя сварка встык без обработки кромок
2 3 4
1,5-2 3-4 3-4
1-2 2-3 2-3
55…75 100…120 120…150
5-6 7-8 8-10
Двусторонняя сварка встык без обработки кромок
4 5 6
3-4 4-5 4-5
3-4 3-4 3-4
120…180 200…250 240…270
7-8 8-10 8-10
Техника безопасности
Электросварка алюминия в домашних условиях и на производстве требует выполнение правил безопасности. Первым делом это касается использования защитной одежды и таких средств, как сварочная маска Хамелеон. Правила электробезопасности должны соблюдаться как на производстве, так и дома. Баллоны с газом должны находиться, как минимум на 5 метровом удалении от источника огня.
Можно ли варить алюминий постоянным током? — Аргонодуговая сварка — TIG
#1
energyos
Отправлено 15 June 2013 22:03
хочу варить алюминий инвертором постоянным током в среде аргон? реально ли? просто слышал что алюминий варать переменным током
Наверх
Вставить ник
#2
tig
Отправлено 15 June 2013 22:33
Можно варить. Обратная полярность(+ на электрод), ток примерно 20А на 1 мм диаметра электрода. В «Сварочных швах» есть фото ремонта топливного бака-(алюминий+постоянка). Где то на форуме есть и тема про это. Но технология экономически не выгодная-большой расход вольфрама, малые токи. Что то серьезное варить не получится.
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
Наверх
Вставить ник
#3
ЛехаКолыма
Отправлено 16 June 2013 18:18
все здравствуйте вот видео сварка алюминия в среде гелия
Наверх
Вставить ник
#4
АВН
Отправлено 16 June 2013 23:35
ЛехаКолыма, а теперь прокомментируйте всё то,что этот дяденька показывает. Подробно и с особым упором на рекламу Линкольна и weld.com.
Наверх
Вставить ник
#5
ЛехаКолыма
Отправлено 17 June 2013 17:02
Всем здравствуйте, а что коменнтировать перевод есть человек показывает пример сварки,а насчет рекламы это к авторам ролика вопросы
Наверх
Вставить ник
#6
АВН
Отправлено 17 June 2013 18:32
что коменнтировать
Как Вы считаете для чего при сварке планок такой толщины без зазора он снизу ставит подкладку,если в аргоне на переменном токе можно варить всё тоже самое на весу с зазором безо всякой керамики? Для какой радости получать такой «чулок» над св. ванной?Для чего городить весь этот огород?Почему «эксперт по сварке» при собственно сварке выводит пруток из зоны газовой защиты?Про маску и вялый шуруповерт с кардщёткой воздержусь от вопросов,т.к. вероятно это тоже вина авторов ролика…Подобному творчеству место в Библиотеке,в разделе «Ученики ученик» «Показательные выступления».
Наверх
Вставить ник
#7
blazen79
Отправлено 17 June 2013 18:38
АВН , Так же отводит присадку от изделия и обратный валик не показал(или я пропустил чего?)
Наверх
Вставить ник
#8
АВН
Отправлено 17 June 2013 18:51
Потому что там показывать нечего. Какой обратный валик,если металл находится на грани протёка и всё это безобразие удерживает керамика? Ладно бы на миллиметровке он такой фокус показал,а то в конце ролика промямлено про множество применений подобного способа сварки.
Наверх
Вставить ник
#9
blazen79
Отправлено 17 June 2013 19:09
АВН , К пенсии, тоже накатаю планок в «нижнем» и буду внукам заливать.
Наверх
Вставить ник
#10
АВН
Отправлено 17 June 2013 19:19
Э-э,нет,не так всё просто. Авторское право… Этим уже я занимаюсь:аргоном планки в нижнем заварю и несу пацанам показывать, как нужно п/а и рдс потолки варить. Пока прокатывает,но если раскусят — точно побьют.Если Andrew отсюда меня раньше не выгонит…
Наверх
Вставить ник
#11
marat
Отправлено 17 June 2013 21:28
то же самое , что в ролике, раньше проделывали с помощью обычной ацетиленовой горелки(может и до сих пор кто-то)
Наверх
Вставить ник
#12
ЛехаКолыма
Отправлено 17 June 2013 21:44
Да то что-то,выводят присадочную проволоку из под сопла это неправильно,а керамическую подкладку используют для формирования обратного валика
Наверх
Вставить ник
#13
АВН
Отправлено 17 June 2013 21:55
И где этот самый «обратный валик» показан? Как правило керамику применяют как раз для формирования по зазору. Если нет зазора,а просветитель даже не указал конкретную толщину пластин,то вполне можно было подложить медную либо другую подкладку.Весь этот ролик с характерными движениями рук «эксперта» напоминает учебный фильмец по физике,с полетом условной ракеты в условное межзвёздное пр-во. Рон Хаббард и все-все-все…
Наверх
Вставить ник
#14
ЛехаКолыма
Отправлено 17 June 2013 22:00
Ну так применяет автор гелий,а у гелия намного больше проплавления чем в аргоне,вот и зазор минимальный использует Да но медная подкладка в этом случае будет интенсивно отводить тепло,придется больше его вкладывать в шов
Наверх
Вставить ник
#15
АВН
Отправлено 17 June 2013 22:07
А теперь внимательно читаем название темы и пост дяди tig,который располагается как раз над постом с видеороликом. ЛехаКолыма,в следующий раз,размещая подобные изыски,сразу подготавливайте свои комментарии. p.s. Если гелия и постоянного тока (180 А ,насколько я помню?) не хватит из-за теплоотвода через медь,то как же всё это применять на практике,где в принципе не возможно положить под низ плоское и толстое?
Наверх
Вставить ник
#16
kuznezs
Отправлено 22 August 2013 17:30
Думал поварить алюминий на обратной полярности.Только оказалось что у аппаратов постоянного тока на тиг сварке не предусмотренна обратная полярность.И ни где это не написано!!! А на ас/дс аппаратах есть переменка,зачем на нём варить алюминий постоянкой?
Наверх
Вставить ник
#17
Шурпет
Отправлено 22 August 2013 17:41
kuznezs,Насколько мне позволяют судить мои скудные познания в схемотехнике таких аппаратов (ac/dc), там изначально нельзя зажечь дугу в режиме ТИГ на обратной полярности, чтоб вольфрам не жечь зазря. Если память не изменяет, Моргмэйл то же самое про «Рилон» свой писАл. Название темы — не очень корректное, слова «тиг» там не хватает. Вроде все полуавтоматы DC выдают, а алюминий варят же.
Наверх
Вставить ник
#18
kuznezs
Отправлено 22 August 2013 18:04
Шурпет, А что разъём ,если с минуса на плюс переставить?Как же тогда варят люди тигом на обратной полярности?
Наверх
Вставить ник
#19
Шурпет
Отправлено 22 August 2013 18:09
kuznezs аппаратов (ac/dc)
На обычном ММА инверторе можно перекинуть (но зачем???), но там выше tig привел «за» и «против». А если защита есть — осциллятор бьет, а дуги — юк.
Наверх
Вставить ник
#20
мутный
Отправлено 22 August 2013 18:29
мой первый tiq аппарат был DC Puls, брал его для работы с нержавейкой,потом когда стали обращаться с заказами с аллюминькой и сплавами пробовал множество способов варить постоянкой люминь-в итоге купил AC/DC .
Наверх
Вставить ник
насадок для сварки алюминия методом TIG на постоянном токе — Baker’s Gas & Welding Supplies, Inc.
Делиться:
Ed Cyzewski
Каждый сварщик знает, что вы получите гораздо более чистый шов, который с большей вероятностью пройдет проверку, если вы будете использовать переменный ток при сварке алюминия методом TIG. Там по большей части нет дебатов. Тем не менее, в Интернете вы найдете гораздо более оживленные дебаты о том, можете ли вы или даже должны ли вы сваривать алюминий TIG с питанием от постоянного тока. Это возможно? Это желательно?
Во многих случаях AC отлично справится с задачей, зачем рисковать другим методом? Однако существуют особые ситуации, когда сварщик может захотеть поэкспериментировать со сваркой ВИГ на постоянном токе.
Выберите правильное приложение для сварки TIG на постоянном токе
Наиболее распространенной причиной использования постоянного тока на алюминии является ситуация, когда металл имеет большую толщину, обычно толще ½ дюйма в большинстве случаев. Алюминий может деформироваться, если вы выполняете сварку с питанием от сети переменного тока и вам необходимо обеспечить достаточное проплавление для прочного сварного шва.
Если вы попытаетесь сварить на переменном токе более толстый кусок алюминия, есть вероятность, что вы можете деформировать, деформировать или прожечь металл. Алюминий, как известно, непрост, так как небольшой предварительный нагрев может помочь, но слишком сильный предварительный нагрев может вызвать большие проблемы при начале сварки.
Выберите правильный защитный газ
Сварщики TIG обычно используют в качестве защитного газа чистый аргон, особенно для металлов толщиной ½ дюйма или менее. Однако, когда вы работаете с более толстым алюминием, вам понадобится газовая смесь гелия и аргона, чтобы достаточно глубоко проникнуть в сварной шов. Если вы собираетесь попробовать сварку TIG на постоянном токе, вам нужно добавить в смесь правильный газ, а гелий-аргон — хорошее место для начала. Некоторые сварщики предлагают использовать 100% гелиевый защитный газ для сварки TIG более толстых металлов.
Вопросы, которые следует учитывать при сварке алюминия методом TIG на постоянном токе
При работе от источника постоянного тока в сварной шов будет направляться много тепла. Это здорово, если вам нужно много проникновения, но все может очень быстро выйти из-под контроля. Сварщики, которые экспериментировали с этим, отметили, что они создавали неаккуратные сварные швы, которые подходят, если вам нужно что-то сделать в крайнем случае. Однако, если вы собираетесь пройти инспекцию, возможно, вы не захотите идти по этому пути, если у вас нет опыта.
Сварочные аппараты и расходные материалы для сварки TIG также дадут разные результаты. Новые машины и инверторы могут давать другие результаты, чем старые машины. Кроме того, некоторые сварщики отмечают, что они добились большего успеха при сварке алюминия методом TIG на постоянном токе, используя более толстые, намного более толстые электроды для своих сварных швов.
Стоит ли вам попробовать сварку алюминия методом TIG на постоянном токе
Единственная точка зрения, которую вы найдете в Интернете, заключается в том, что сварщики, которые лучше всего подходят для сварки алюминия методом TIG на постоянном токе, имеют большой опыт. В этот процесс не стоит погружаться, если вы только начинаете осваивать сварку TIG. Сосредоточьтесь на правильной очистке металла, используя педаль, и внимательно следите за сварочной ванной; алюминий может расплавиться очень, очень быстро, если вы не будете осторожны!
Две ситуации, которые наиболее подходят для этого типа сварки, — это толстый кусок алюминия, который вы не хотите деформировать, и аварийная ситуация, когда вам нужна быстрая сварка, и единственным выходом является питание от постоянного тока. Имейте в виду, что некоторые сварщики могут создать чистый шов, но есть большая вероятность, что ваши первые проходы этим методом не пройдут проверку!
Если вам нужна машина TIG, ознакомьтесь со всеми предложениями компании Bakers. Если вы ищете аксессуары и расходные материалы для TIG, ознакомьтесь с ними здесь.
Поданный в:
алюминий с питанием постоянного тока,
заварка дк тиг,
алюминий заварки дк тиг,
как сварить,
заварка тиг дк инвертора,
Учиться,
защитный газ для сварки TIG постоянным током,
сварка TIG с питанием постоянного тока,
TIG-сварка
Делиться:
Предыдущая статья
Какой вольфрам следует использовать? Попробуйте комбо-пакет Синего Демона!
11 советов по сварке алюминия методом TIG с DC
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после нажатия на мои ссылки».
При сварке алюминия методом TIG почти всегда используется переменный ток (или «AC»). Переменный ток очищает поверхность, разрушая оксиды, которые ограничивают качество сварки. Однако можно сваривать алюминий методом TIG на постоянном токе (также называемом «DC»). Иногда постоянный ток является лучшим выбором для сварки алюминия методом TIG. Как и когда следует использовать постоянный ток для сварки алюминия методом TIG?
Сварка алюминия методом ВИГ на постоянном токе быть хитрым, но эти уловки могут помочь вам сделать это.
Знайте разницу в постоянном токе и переменный ток для сварки TIG
Знайте, когда использовать постоянный и когда использовать переменный ток для алюминия
Используйте подходящие материалы
Подберите подходящие электроды, стержни и защитный газ
Настройка сварочного аппарата для сварки постоянным током с обратным полярность
Используйте ножную педаль или ручное управление для сила тока
Получите алюминий как можно более чистым
Попрактикуйтесь перед началом сварки
Используйте правильную технику всегда правильный выбор для алюминия
Комбинируйте сварку переменным и постоянным током, чтобы получить лучший стык
В этой статье я дам вам все советы, которые вам необходимо знать, чтобы начать сварку алюминия методом TIG на постоянном токе.
AC или DC» «В чем разница?
Полярность указывает, в каком направлении течет. При постоянном токе (обычно называемом постоянным током) полярность электрический ток всегда течет в одну сторону. Нормальный поток электрод отрицательный, Это означает, что электричество течет от сварщика через электрод к заготовку и обратно к сварщику. Обратная полярность переворачивает это и пропускает ток от сварочного аппарата через заготовку к электроду.
Постоянный ток наиболее предпочтителен для сварки TIG металлы, потому что проникает глубоко. Сварка алюминия – один из немногих случаев что переменный ток предпочтительнее.
Переменный ток меняет полярность между стандартным и обратным быстро, от шестидесяти до ста двадцати раз каждую секунду. Алюминий обычно сваривают методом TIG на переменном токе. быстрый Переключение полярности имеет эффект пескоструйной обработки, который разрушает поверхностные оксиды до произвести чистый сварной шов. Недостатки сварки переменным током заключаются в том, что сварной шов не проникают глубоко и оставляют на поверхности большой шарик.
Зачем использовать постоянный ток для алюминия
Проблема с Сварка переменным током заключается в том, что ток не проникает глубоко в соединение и получается неглубокий шов. Если вы соединяете алюминиевые детали толщиной ¼ дюйма или более, переменный ток не обеспечит прочного сварного шва всего за один проход.
Для производства сильного сварка толстого алюминия переменным током, сварка выполняется поэтапно. Ты должны скосить края соединения, уложить корневой валик, затем вернуться с один или несколько проходов заполняющих и накладных швов для получения прочного соединения. Это требует три или четыре прохода сварщика до завершения соединения.
Обратная полярность Сварка постоянным током не имеет этой проблемы. Вы можете получить хороший, глубокий сварной шов за один раз. пройти с помощью сварки постоянным током. Это экономит время и обеспечивает более прочный сварной шов.
Сварка постоянным током также полезен для устранения глубоких ям и выбоин в алюминии. Вы можете быстро заполнить полость с помощью сварки постоянным током и получить прочный шов, удерживающий заливку на месте. Один раз отверстие заполнено, поверхность шлифуется шлифовальной машиной, и деталь как новый. Это помогает исправить дорогие механически обработанные алюминиевые детали, которые стали слегка поврежден.
Используйте подходящие материалы
Не все марки алюминия подходит для сварки TIG на постоянном токе. Лучшие марки алюминия для этого процесс 6061, 2219, и чистый алюминий (все в 1100 серии). Если вы работаете с другими категориями алюминия, вам может понадобиться использовать переменный ток для сделать сварку.
В дополнение к при использовании правильного сорта алюминия важны правильные размеры. ОКРУГ КОЛУМБИЯ сварка сильно нагревает заготовку. Если вы попытаетесь сварить тонким током сток, он может перегреться и деформироваться. Сварка постоянным током лучше всего работает с кусками толщиной не менее ¼ дюйма. Помимо проблемы коробления, преимущества сварки постоянным током алюминий в любом случае не вступает в игру, пока не появится ваш запас. Придерживайтесь переменного тока для вещи вещи.
Оборудование для сварки алюминия постоянным током
Использование правильного оборудования важно для с использованием постоянного тока для сварки алюминия методом TIG. Имея подходящие стержни, электрод, и газ имеет большое значение в качестве сварки. Если вы не получите право снасти, вы не сможете разработать хорошую лужу и применить удилище для покрытия соединение.
Стержни
Стержни из чистого алюминия необходимы для сварки алюминия методом TIG на постоянном токе. 4043 работает лучше всего и дает чистый валик. Вы также можете использовать стержни 5356, но сварные швы, как правило, будут грубыми и не будут хорошо выглядеть. Не используйте стержни из сплавов или другие металлы для сварки постоянным током.
Электрод
Лучшими электродами для сварки ВИГ на постоянном токе являются стержни из вольфрама с содержанием 2 % лантана. У них есть синий наконечник. В отличие от сварки на переменном токе, для сварки на постоянном токе вам нужен острый кончик электрода. В наличии имеются предварительно заточенные стержни, либо их можно самостоятельно заточить болгаркой. Также подойдут стандартные вольфрамовые и торированные стержни.
Из-за высокая температура, связанная с сваркой алюминия TIG с использованием стандартного 1/16 дюйма диаметр электрода может привести к перегреву электрода и загрязнению сварка. Чтобы справиться с дополнительным нагревом, выберите электрод размером 3/32 дюйма немного большего размера.
Газ
Лучшим газом для сварки постоянным током является сверхчистый гелий. Он производит более горячую дугу, чем смеси гелия и аргона или чистый аргон. Высокая температура дуги помогает разрушить оксидный слой и создать сварной шов, который лучше держится. Дополнительная очистка от тепла важна для сварки постоянным током, потому что у вас нет очищающей способности, которую обеспечивает переменный ток.
Выбор сверхчистый гелий по сравнению со стандартным гарантирует отсутствие примесей в защитный газ. Даже небольшое количество кислорода, смешанного с гелием, может вызвать окисление в сварном шве, что приводит к растрескиванию.
Настройка сварочного аппарата
Конечно, вам необходимо настроить постоянный ток сварочного аппарата. Ты также необходимо изменить полярность сварочного аппарата, чтобы электрод был положительная клемма, а поверхность сварного шва — отрицательная клемма. Задний ход полярность создаст сварочную ванну под оксидированным слоем с плавающим оксидом наверху. Обратитесь к руководству для вашего сварочного аппарата для рекомендуемой силы тока и других параметров. настройки для сварки постоянным током.
Переменная сила тока
Вместо того, чтобы использовать одну и ту же силу тока для весь сварной шов, настройте сварочный аппарат с контроллером на переменную силу тока. С переменная сила тока, уровень мощности регулируется ножной педалью или ползунком включить электродную горелку. Переменная сила тока очень важна для постоянного тока сварка алюминия. Использование фиксированной силы тока может вызвать серьезные проблемы с вашим суставом.
Тепло быстро рассеивается через алюминий. К тому времени, как вы дойдете до конца соединения, материал уже нагрелся от сварного шва, и теплу больше некуда деваться. Это приводит к тому, что алюминий становится достаточно горячим, чтобы деформироваться или плавиться. Использование переменной силы тока позволяет уменьшить поступающее тепло, чтобы предотвратить повреждение от перегрева.
Процесс сварки алюминия постоянным током
Чтобы получить хороший сварной шов с использованием постоянного тока на алюминии, вам нужно следовать правильному процессу. Некоторые шаги такие же, как у вас применяются для сварки переменным током, но некоторые отличаются. Обязательно относитесь к сварке постоянным током как к свой процесс вместо того, чтобы пытаться использовать все шаги для сварки переменным током.
Сначала потренируйтесь
Прежде чем пытаться сварить готовое изделие, потратьте несколько минут, чтобы попрактиковаться в сварке детали лома алюминия. Сварка алюминия постоянным током отличается от сварки переменным током. и не так-то просто получить бусину с видом «стока десяти центов» хорошего TIG сварка. Небольшая практика поможет вам почувствовать сварной шов и пройти долгий путь. путь к симпатичному сварному шву на готовом изделии.
Get It Clean
Вы всегда должны очистите металл, который вы свариваете, как можно лучше, прежде чем разжечь дугу. Этот Этап особенно важен для сварки алюминия постоянным током. Температура плавления оксид на поверхности намного выше, чем температура плавления алюминиевой основы металл. Если вы попытаетесь сварить оксидированный алюминий, оксид загрязнит сваривать и предотвращать его затвердевание. В результате получится некрасивая, ломкая бусина.
Алюминий должен быть очищены независимо от того, какой процесс вы используете, но это особенно важно с постоянный ток. Дуга при сварке алюминия переменным током обладает некоторой очищающей способностью. ОКРУГ КОЛУМБИЯ не хватает этой моющей способности, поэтому вы должны сделать все идеально, прежде чем начать сварка.
Начните с очистки удалите краску, жир и масло салфеткой с растворителем. Обезжириватели удаляют масло и жир, в то время как растворитель снимает краску. Ацетон удалит и то, и другое. Этот шаг необходим для любого вида сварки и любого металла.
Следующий шаг к Подготовка алюминия заключается в соскабливании оксидного слоя. Этот слой трудно удалите, но вы должны снять как можно больше перед сваркой алюминия постоянным током.
Удаление скрабом
Один из способов удаления оксидный слой — щетка из нержавеющей стали. Используйте щетку с тонкой щетиной и это только для алюминия. Грубые щетинки царапают алюминий, а не удаление оксидного слоя. Использование кисти с другими материалами может добавить загрязнения на поверхность и ухудшить процесс сварки вместо лучше.
Если вы чистите щеткой, трите металл, пока он не станет ярким и блестящим. Не торопитесь и снимите оксидный слой.
Лучшая уборка с помощью химии
Если у вас большой работа, или оксидное покрытие является существенным, необходим химический очиститель. Используйте кислотной ванне или коммерческом чистящем средстве для алюминия, чтобы снять оксидный слой с поверхности. поверхность вашей заготовки. Химические вещества, которые могут удалить оксид алюминия противны, поэтому обязательно прочитайте и следуйте указаниям на этикетке и носите надлежащее защитное снаряжение. Эти очистители удалят весь оксид с поверхность, однако.
Не оставляйте это без внимания
Как только ваша поверхность чистый, не забудьте сварить его в течение дня или около того; в противном случае кислород в воздух вступает в реакцию с поверхностью и образует новый оксидный слой, который необходимо удалить. Если твой деталь сидит слишком долго, очистите ее перед сваркой.
Когда ты при очистке не забывайте о стержнях и электроде. Сварка постоянным током не имеет естественный очищающий эффект, который дает сварка переменным током, поэтому все, что нужно быть идеально чистым перед началом сварки.
Техника сварки алюминия постоянным током TIG
Техника важно для большинства видов сварки. Вы должны скорректировать свой стиль работы, чтобы соответствовать потребности металла, наполнителя и настройки, которые вы используете. сварка постоянным током алюминий ничем не отличается. Несколько советов, которые помогут вам использовать постоянный ток для Сварка алюминия TIG:
Будьте в безопасности. Как и другие виды сварки, сварка TIG включает в себя высокую температуру и интенсивное освещение. Делать Обязательно наденьте сварочную маску, перчатки и одежду с длинными рукавами.
Используйте Правильный метод резки. Плазменные резаки и высокоскоростные циркулярные пилы оставляют хороший чистая поверхность для сварки. Избегайте низкоскоростных ленточных пил, которые могут размазывать загрязнения. в разрез и избегайте кислородно-ацетиленовых горелок, которые приводят к окислению разреза. поверхность.
Использовать тугая дуга», «намного туже, чем при сварке алюминия переменным током. Жара течет вверх от заготовки, а не вниз от электрода. Свести к минимуму распространение дуги, чтобы максимально нагреть ванну. Держите кончик электрод в пределах одной восьмой дюйма от поверхности.
Держите факел под углом 90 градусов к заготовке и держите наконечник близко к поверхности. Этот обеспечивает равномерную ванну и чистый сварной шов. Держите электрод в вертикальном положении обеспечивает наилучшую газовую защиту сварного шва и обеспечивает лучший контроль дуга.
Держите глаз на кончике электрода. Сварка с обратной полярностью может закруглить кончик электрод и вызвать распространение дуги. Если это произойдет, остановитесь и повторно заточить наконечник.
Держите стержень почти плоский. Ткните стержнем в лужу в середине дуги, затем потяните его обратно. Вы можете получить чистый сварной шов, используя постоянный ток, но вы должны быть осторожнее со стержнем.
Алюминий плавится при гораздо более низкой температуре, чем оксидное покрытие. Обратная полярность прогоняет тепло через металл и образует лужу под оксидом. оксид всплывает на поверхность лужи; постарайтесь не потревожить его стержнем. Работа под оксидным слоем.
Переместить быстро, чтобы изделие не сильно нагревалось. Используйте переменный контроль, чтобы уменьшить силу тока и предотвратить точечную коррозию, деформацию или плавление детали.
Позвольте мне помочь вам улучшить свои навыки сварки!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теории о сварке и соединении.
Когда использовать AC
Если ваша заготовка очень грязный или окисленный, DC может быть не лучшим выбором. С тех пор не обладает очищающей способностью переменного тока, постоянному току требуются чистые поверхности, чтобы получить хороший сварной шов. Если вы работаете с деталями двигателя, имеющими углеродное покрытие, или старые детали, которые сильно окислены, сварка переменным током может быть лучшим выбором.
Сварка постоянным током также плохой выбор для соединения деталей из литого алюминия. Процесс литья производит большее окисление поверхности, чем другие производственные процессы, такие как механическая обработка. Поверхностный оксид затрудняет получение хорошего сварного шва, поэтому ток не подходит для сварки литых деталей.
Вы также должны избегайте сварки алюминия постоянным током, если важен внешний вид сварного шва. это труднее получить традиционную стопку десятицентовиков при сварке постоянным током, поэтому придерживайтесь AC, если важен внешний вид окончательного сварного шва.
Лучшее из обоих миров
Для некоторых проекты, использующие как переменный ток, так и постоянный ток, могут быть выигрышными. Для очень толстого материала вы можете необходимо комбинировать приемы для получения наилучшего результата. Чтобы получить лучший сварной шов толстого материала, используйте следующие шаги:
Скосить края соединяемых частей так, чтобы они соединялись в V-образной форме.
Сделать корневой шарик с использованием постоянного тока. Это основной шов, который заполняет дно. канала v. DC обеспечивает глубокое проплавление и прочную основу для сварного шва.
Почистите очистите сварку, чтобы удалить как можно больше окисления и загрязнения.
Сделать точечная сварка на переменном токе. Кондиционер удалит загрязнения с поверхность корневого шва и кромки шва. AC также делает это легче получить привлекательный сварочный шов, который выглядит как гладкая стопка десятицентовиков.
Переменный ток является стандартом для сварки TIG алюминия по уважительной причине. Он хорошо сочетает свойства алюминия и делает сварные швы красивыми. Однако сварка переменным током имеет свои ограничения. Когда вам нужно глубокое проникновение в толстый алюминий, постоянный ток лучше проникает и обеспечивает лучший сварной шов. Знание того, когда и как использовать постоянный ток для сварки алюминия, открывает новые возможности и позволяет решать задачи, с которыми не может справиться переменный ток.
Также ознакомьтесь с моей статьей о сварке алюминия методом MIG. Особенно для более толстых листов (> 4 мм) и высокой скорости наплавки лучше всего подходит сварка MIG.
Легирование (нем. legieren — сплавлять, от лат. ligo — связываю, соединяю) — введение в расплав или шихту дополнительных элементов (например, в сталь — хрома, никеля, молибдена, вольфрама, ванадия, ниобия, титана), улучшающих механические, физические и химические свойства основного материала. Легирование является обобщающим понятием ряда технологических процедур, проводимых на различных этапах получения металлического материала с целями повышения качества металлургической продукции.
Влияние легирующих элементов. Для улучшения физических, химических, прочностных и технологических свойств стали легируют, вводя в их состав различные легирующие элементы (хром, марганец, никель и др.). стали могут содержать один или несколько легирующих элементов, которые придают им специальные свойства. Легирующие элементы вводят в сталь для повышения ее конструкционной прочности. Основной структурной составляющей в конструкционной стали является феррит, занимающийв структуре не менее 90% по объему. Растворяясь в феррите, легирующие элементы упрочняют его. Твердость феррита (в состоянии после нормализации) наиболее сильно повышают кремний, марганец и никель. Молибден, вольфрам и хром влияют слабее. Большинство легирующих элементов, упрочняя феррит и мало влияя на пластичность,снижают его ударную вязкость (за исключением никеля). Главное назначение легирования: повышение прочности стали без применения термической обработки путем упрочнения феррита, растворением в нем легирующих элементов; повышение твердости, прочности и ударной вязкости в результате увеличения устойчивости аустенит и темсамым увеличения прокаливаемости; придание стали специальных свойств, из которых для сталей, идущих на изготовление котлов, турбин и вспомогательного оборудования., особое значение имеют жаропрочность и коррозионная стойкость. Легирующие элементы могут растворяться в феррите или аустените, образовывать карбиды, давать интерметаллические соединения, располагаться в виде включений, не взаимодействуя с ферритом и аустенитом., а также с углеродом. В зависимости от этого, как взаимодействует легирующий элемент с железом или углеродом, он по-разному влияет на свойства стали. В феррите в большей или меньшей степени растворяются все элементы. Растворение легирующих элементов в феррите приводит к упрочнению стали без термической обработки. При этом твердость и предел прочности возрастают,а ударная вязкость обычно снижается. Все элементы, растворяющиеся в железе, изменяют устойчивость феррита и аустенита. Критические точки легированных сталей смещаются в зависимости от того, какие легирующие элементы и в каких количествах присутствуют в ней. Поэтому при выборе температур под закалку, нормализацию и отжигили отпуск необходимо учитывать смещение критических точек.
Примеры использования Хромистые стали; Хорошо известные стали ШХ15 (устаревшее обозначение марки) используемые в качестве материала для подшипников; Так называемые «нержавеющие стали»; Стали и сплавы, легированные молибденом, вольфрамом, ванадием; Жаростойкие стали и сплавы.
История
Легирование стало целенаправленно применяться сравнительно недавно. Отчасти это было связано с технологическими трудностями. Легирующие добавки просто выгорали при использовании традиционной технологии получения стали. Поэтому для получения дамасской (булатной) стали использовали достаточно сложную по тем временам технологию.
Легирование металлов и сплавов — компания Ауремо / Auremo
Легирование
Согласно ГОСТ 5632–72), нержавеющий прокат в своем составе содержат не менее 10,5% хрома, никель или марганец, который способен как никель растворять другие элементы, придавая сплаву пластичность, однородность и коррозионную стойкость. Помимо этого нержавеющая сталь имеет в составе железо, алюминий, цирконий, ванадий, кремний, углерода, фосфор и серу, а также другие элементы. Легирование способствует повышению жаропрочности и дает возможность производить из стали самые ответственные детали. Выбирая жаропрочную сталь для не отягощенных условий работы, можно выбрать марку с более низким содержанием углерода. Нержавеющая сталь обладает сбалансированными характеристиками относительно жаропрочности и жаростойкости, благодаря чему она очень популярна. Наибольшую стойкость к коррозии в агрессивных средах. демонстрируют сложно легированные составы с высоким процентным содержанием молибдена, меди, никеля, кремния. Марка с необходимым заданным набором качеств подбирается в зависимости от конкретных условий (концентрации агрессивного фактора и t°.Легирование нержавеющей стали экономит средства, время на их обслуживание и ремонт, в сравнении с изделиями, изготовленными из обычной стали.
Сплавы замещения
Если атомы легирующего элемента замещают атомы основного металла внутри кристаллической решетки, мы получаем сплавы замещения. Сплав формируется только тогда, когда атомы основного металла и атомы легирующего агента имеют примерно одинаковый размер. В большинстве сплавов замещения, легирующие элементы расположены близко друг от друга в периодической таблице. Латунь, например, представляет собой сплав на основе меди, в которых 10−35% атомов меди замещены на атомы цинка Латунь работает как сплав, так как медь и цинк близки друг к другу, в периодической таблице, и имеют атомы примерно одинакового размера.
Интерстициальные сплавы
Также сплавы получаются, если сплавленные агенты имеют атомы, которые намного меньше, чем у основного металла. В этом случае атомы легирующего вещества попадают в зазоры также, что дает интерстициальное легирование. Сталь является примером такого сплава, в котором относительно небольшое число атомов углерода расположились в промежутках между большими атомами железа в кристаллической решетке.
Легирование и маркировка стального сплава
Марка стального сплава может быть обозначена буквенно-цифровой аббревиатурой. Каждая из букв озбозначает определённый элемент, включённый в состав сплава.
Обозначение
Элемент
Название
Б
Nb
ниобий
В
W
вольфрам
Г
Mn
марганец
Д
Cu
медь
Е
Se
селен
Л
Be
бериллий
М
Mo
молибден
Н
Ni
никель
Р
Ce
церий
С
Si
кремний
П
P
фосфор
Ф
V
ванадий
Х
Cr
хром
Ц
Zr
цирконий
Ю
Al
алюминий
Ионная имплантация — технология внедрения атомов легирующих элементов в поверхностный слой ленты или фольги путём бомбардировки поверхности пучком высокой энергии (10−2000 КэВ). Используется при создании полупроводников с заданными свойствами, донорных или акцепторных зон, а также низкоомных контактов. Ионную имплантацию также используют для легирования металла с целью придания твердости, износостойкости поверхностному слою.
Термическая диффузия — технология внедрения атомов легирующих элементов в сплав под действием градиента температуры. Это явление открыто в 1856 году немецким химиком К Людвигом и исследовано швейцарским ученым Ш. Соре.
Другие виды легирования
Цели, которые ставит перед собой такой процесс как легирование металлов заключаются в повышении механических и физических параметров характеристик материала. Это и жаростойкость, и устойчивость от коррозии, и криогенность, и износостойкость и многое другое. Легирование сплавов проводится аустенитными и ферритообразующими элементами. Что касается конкретной технологии легирования, то она отличается в зависимости от отрасли промышленности:
·объемное;
·диффузное;
·поверхностное;
·ионное;
·механическое.
Сталь по количеству легирующих компонентов бывает высоко- (от 10%), средне- (диапазон 2,5−10%) и низколегированной (до 2,5%). Самый полный ассортимент металлопроката по рыночной цене компания «Ауремо» поставляет в кратчайшие сроки и в любом количестве.
Поставщик
Все представленные на складе поставщика «Ауремо» изделия имеют сертификат качества. Легирование проводится согласно технической документации, где отражён химический состав и механические качества изделий. У нас легко купить любую металлопродукцию для масштабных производств. Мы также предлагаем оптимальные условия розничным покупателям. Высокий уровень сервиса по праву являются лицом нашей компании.
Что такое сплав?
Металлический сплав представляет собой вещество, которое объединяет более одного металла или смешивает металл с другими неметаллическими элементами.
Например, латунь представляет собой сплав двух металлов: меди и цинка. Сталь представляет собой сплав металлического элемента (железа) и небольшого количества — до 2 % — неметаллического элемента (углерода).
Сплавы являются примером того, что «работа в команде заставляет мечту работать», поскольку каждое вещество в сплаве придает свои свойства раствору или смеси. Некоторые сплавы сочетают в себе лучшие качества каждого элемента и создают конечный продукт, более твердый, долговечный и/или более устойчивый к коррозии.
Тщательная химия, которая используется для создания этих точных соотношений, в конечном итоге производит вещества с уникальными полезными свойствами.
Как изготавливают сплавы? Как работают сплавы?
Более глубокое изучение химии сплавов показывает, почему сплавы так полезны в самых разных отраслях промышленности.
Поскольку сплавы сочетают в себе разные элементы, они содержат атомы разного размера. То, как эти атомы объединяются и взаимодействуют друг с другом, определяет классификацию сплавов. В химии сплавов сплав можно классифицировать как замещающий или внедренный в зависимости от его атомного расположения.
сплавы замещения
Сплавы замещения образуются в результате механизмов обмена атомами. Металлические компоненты имеют одинаковые атомные радиусы и возможности химической связи, поэтому атомы одного металла могут занимать те же места, что и их аналог в атомной решетке металла. Хорошо известные замещающие сплавы включают латунь и бронзу.
Сплавы внедрения
Сплавы внедрения образуются, когда более мелкие атомы одного элемента заполняют отверстия в металлической решетке. Атомы каждого элемента не занимают одни и те же позиции. Сталь является примером междоузельного сплава. В случае стали меньшие атомы углерода заполняют промежутки между атомами железа.
Химия увлекательна, но мы перейдем к сути: в обоих случаях атомы в сплаве не могут скользить друг по другу так же легко, как атомы в чистом металле, а это означает, что сплав прочнее и тверже, чем в обоих случаях. чистых металлов, используемых для его создания. Думайте об этом как о липучке: если у вас есть только одна сторона липучки, она не будет прилипать сама к себе так прочно, как контрастные петли и крючки будут сцепляться друг с другом.
Чем полезны сплавы металлов?
Чистые металлы редко используются в производстве, так как они слишком ковкие или мягкие. Но, как мы показали выше, легирование металла часто улучшает его свойства. Некоторые сплавы созданы, чтобы иметь лучшую стойкость к коррозии или лучшую проводимость, а некоторые созданы, чтобы значительно увеличить их несущую способность.
Физические свойства сплава, такие как проводимость, реакционная способность и плотность, могут незначительно отличаться от составляющих его элементов. Однако технические свойства сплава, такие как прочность на сдвиг и прочность на растяжение, могут существенно различаться.
Из-за этого металлические сплавы пользуются большим спросом в различных областях и отраслях, таких как производство, электроника, товары для дома, архитектура, сантехника, а также автомобильная и аэрокосмическая промышленность.
Примеры популярных сплавов и их применения:
Латунь
Латунь — это сплав меди и цинка. Латунь имеет низкую температуру плавления и чрезвычайно удобна в обработке и долговечна. Он используется в тех случаях, когда требуется низкое трение и устойчивость к коррозии, например:
Замки
Подшипники
Компоненты боеприпасов
Части прибора
Украшение
Фосфористая бронза
Фосфористая бронза состоит из меди, легированной 0,5-11% олова и 0,01% фосфора. Он устойчив к коррозии и усталости и должен использоваться в:
Сварочные стержни
Втулки
Подшипники
Пружины
Детали переключателя
Судовые гребные винты и другие применения в морской среде
Сталь
Сталь представляет собой сплав железа и углерода. Обладает высокой прочностью на растяжение и низкой стоимостью. Mead Metals предлагает множество классификаций стали, таких как нержавеющая сталь, отожженная и отпущенная пружинная сталь и холоднокатаная сталь. Часто используется в:
Автозапчасти
Инфраструктура
Строительство
Товары для дома
Кухонные приборы
Бериллиевая медь
Бериллиевая медь, также известная как Alloy 25 или BeCu, представляет собой медный сплав с содержанием бериллия 0,5-3%. Он поддается сварке, пластичен, обладает немагнитными и искробезопасными свойствами. Он устойчив к окислению, коррозии и неокисляющим кислотам. Кроме того, бериллиевая медь обладает отличными тепловыми и электрическими свойствами. Часто используется в:
Контакты электронного разъема
Малые пружины
Музыкальные инструменты
Компьютерные компоненты
Инструменты для опасных сред, таких как аэрокосмическая техника и металлообработка
Металлические сплавы дорогие?
Распространенное заблуждение состоит в том, что металлические сплавы дороги из-за множества этапов, необходимых для их производства. Однако многие металлические сплавы, такие как латунь и бронза, использовались в течение столь долгого времени, что этот сплав часто можно было получить по более низкой цене, чем входящие в его состав чистые металлы.
Наш опыт означает, что вы экономите.
По нашему опыту, ненужные расходы для производителя возникают, когда поставщик имеет высокий MOQ для специального металла, такого как бериллиевая медь. Мы понимаем, что производители часто нуждаются в меньшем количестве нишевого сырья и недостаточно обслуживаются крупными дистрибьюторами.
Если вы ищете поставщика, который предлагает низкий минимальный объем заказа на специальные металлы, сохраняя при этом конкурентоспособные сроки поставки и непревзойденное обслуживание клиентов, свяжитесь с Mead Metals, чтобы получить быстрое предложение сегодня.
Определение легирования в The Free Dictionary
Также найдено в: Тезаурус, Медицина, Юридические термины, Идиомы, Энциклопедия, Википедия.
Связанные с легированием: легирующие элементы
сплав·сплав
(ăl′oi′, ə-loi′)
n.
1. Металлическое твердое вещество или жидкость, состоящая из однородной смеси двух или более металлов или металлов и неметаллических или металлоидных элементов, обычно с целью придания или улучшения определенных характеристик или свойств: Латунь представляет собой сплав из цинка и меди.
2. Смесь; смесь: «Телевизионные новости … всегда были сплавом журналистики и шоу-бизнеса» (Билл Мойерс).
3. Относительная степень смешения с основным металлом; тонкость.
4. Добавление чего-то, что снижает ценность или чистоту.
2. Комбинировать; смесь: идеализм, смешанный с политическим мастерством.
3. Унижать добавлением низшего элемента.
[Изменение (под влиянием французского aloi) устаревшего allay, от среднеанглийского alay, от древнесеверофранцузского allai, от allayer, до сплава , от латинского alligāre, до bind : ad-, ad- + ligāre, , чтобы связать ; см. leig- в индоевропейских корнях.]
В сплавы A356. 2 и 357.2 были внесены специальные легирующие добавки для предотвращения образования фаз [бета] и [пи] и, как следствие, улучшения соотношения прочности и пластичности.
Новый сплав для снижения веса автомобильных колес: в одном исследовании новый сплав показал, что он на 10–15% прочнее, чем 357, в зависимости от выбора обработки старением с аналогичным удлинением.
[17] ввели четыре критерия, которым необходимо удовлетворять в процессе подбора легирующих элементов с целью получения литейных дисперсионно-упрочненных алюминиевых сплавов с высокой стабильностью и прочностью при повышенных температурах.
Механические характеристики Zr-содержащего литейного сплава Al-Si-Cu-Mg типа 354: роль добавок и термическая обработка
Однако добавление легирующих элементов мало влияет на электропроводность, хотя некоторые из них могут улучшить механическую прочность, температуру рекристаллизации и износостойкость.
Физические свойства и микроструктура осадков сплавов Cu-Hf на различных стадиях обработки
Легирование ПЭТ и ПЭ не имеет экономического смысла, если вы начинаете с первичного ПЭТ, но оно окупается за счет использования недорогих потоков отходов, таких как цветной ПЭТ и отходы барьерной ПЭТ-пленки, которые обычно находят малоценное применение или выбрасываются.
Переработанные сплавы ПЭТ/ПЭ перспективны в производстве моноволокна, поддонов, труб
Материал из суперсплава представляет собой сплав на основе никеля с составом, включающим номинальные массовые доли 60 % Ni, 5 % Cr, 10 % Go и ряд дополнительных легирующие элементы.
Измерение теплопроводности электронно-лучевого физического осаждения покрытия из паровой фазы
«Вот в чем их сила — в материалах с более высокой концентрацией легирующих элементов. анализа, технология обещает повышение скорости и точности (анализаторы металлов)
К несчастью для этих материаловедов, взаимодействие тепла и гравитации в образце расплавленного металла создает потоки восходящего и падающего материала, препятствуя сплавлению некоторых металлов и подавляя тонкое взаимодействие между молекулами чистых металлов и металлов, которые хорошо смешиваются.
Металлы космической эры: освобожденные от гравитации материалы раскрывают свои тайны
Влияние легирующих элементов Al и Ti, добавляемых в сплав AlCoCrFeNi, широко изучалось благодаря их превосходным механическим свойствам при комнатной температуре, которые даже превосходит большинство высокопрочных объемных аморфных сплавов [11,18].
Влияние содержания Cr на микроструктуру и механические свойства высокоэнтропийного сплава AlCo[Cr.sub.x]FeNi
Для повышения коррозионной стойкости биосовместимого магниевого сплава, мелкозернистого [15-17], высокого -очистка [18], легирование [19] и обработка поверхности [20, 21].
Исследование состава, механических свойств и коррозионной стойкости биологического сплава Mg-0,5Ca-X(Sr, Zr, Sn)
Традиционно сплавы на основе меди, используемые в отливках водопроводных сооружений, включали свинец в качестве легирующего элемента.
Несколько вариантов медных сплавов, не содержащих свинца, для компонентов воды: литейщики могут выбирать из различных медных сплавов, не содержащих свинца, для изготовления литых компонентов для систем питьевой воды, и каждый сплав требует особых методов преобразования из сплавов, содержащих свинец
Это легирование технология основана на предварительном диспергировании одного из компонентов реактивного эластомера Lotader.
Новые смеси полимеров обеспечивают прочность и эластичность
Джаваид и др., Alloying and Process Design of Mg Sheet.0003
Влияние добавки алюминия на микроструктуру, свойства при растяжении и фрактографию литых сплавов на основе Mg
2 Баня своими руками из блоков – особенности материала
3 Особенности блочного стройматериала
3.1 Достоинства блоков
3.2 Слабые стороны блоков
4 Разновидности материала для блочной бани
5 Собираемся построить баню из блоков своими руками – технология работ
6 Подготовительные работы
7 Постройка фундамента
8 Как построить из блоков баню – строительство стен
9 Монтаж кровли и напольного покрытия
10 Чистовая отделка блочной бани
11 Подводим итоги
Владельцы дач и загородных домов не представляют отдых без банных процедур. Завершив возведение дома, хозяева приступают к оборудованию баньки. Баня традиционно строилась в виде сруба, однако повышенная цена на древесину заставляет искать альтернативные варианты. Используйте проверенное решение – баня из блоков! Ее несложно построить самостоятельно из недорогого, безвредного, легкого и простого в кладке материала. Рассмотрим свойства, характеристики блочных изделий, технологию постройки из них.
Как построить баню из пеноблоков своими руками
О пользе банных процедур
Посещение бани – традиция, которой придерживается большинство людей. Оптимальное сочетание влаги и температуры, которое достигается только в правильно построенной и оборудованной бане, оказывает благотворное влияние на сердечно-сосудистую, дыхательную, нервную систему, а также опорно-двигательный аппарат. Доказано, что после водных процедур омолаживается кожа, приходит состояние бодрости, свежести, силы. Применение безопасных стройматериалов для постройки бани и правильное выполнение строительных работ обеспечит положительное воздействие на здоровье.
Баня своими руками из блоков – особенности материала
Стандартная планировка бани предусматривает предбанник, парную и моечную. Строение возводится на капитальном фундаменте, надежно теплоизолируется.
Для возведения стен используют различные стройматериалы:
каркасные панели. При внешней привлекательности, утепленные сэндвич панели плохо пропускают пар. В помещении концентрируется конденсат, вызывающий ускоренное гниение;
деревянный брус или бревна. Это традиционный материал, который обеспечивает комфортные условия. Однако он дорогой и подвержен разрушению при повышенной влажности;
кирпич. Отличается прочностью и долговечностью. Расходы на постройку кирпичной бани довольно высокие, так как кирпичные стены нуждаются в массивном фундаменте;
бетонные блоки. Имеют ячеистую структуру. Отличаются небольшой массой, увеличенным объемом, паропроницаемостью, повышенными теплоизолирующими характеристиками, а также доступной ценой.
Чертеж бани из блоков
Рассмотрим строительство бани из блоков более детально.
Особенности блочного стройматериала
Главная особенность материала – равномерно распределенные внутри бетонного массива воздушные ячейки.
Пористая структура влияет на характеристики:
гигроскопичность. Незащищенный материал, активно поглощая влагу, нуждается в эффективной внешней и внутренней гидроизоляции. При замерзании влага кристаллизуется, увеличивая объем. Это может вызвать появление трещин;
паропроницаемость. Благодаря повышенной концентрации воздушных ячеек и равномерному распределению их в массиве, стройматериал способен пропускать лишний пар, поддерживая комфортный уровень влажности в банном помещении;
теплопроводность. Блочный материал обладает повышенными теплосберегающими характеристиками. При качественно выполненной теплоизоляции он поддерживает комфортную температуру;
звукоизоляцию. Благодаря многочисленным воздушным порам, занимающим более половины объема изделия, блочный стройматериал препятствует проникновению внешнего шума внутрь помещения.
Остановимся подробно на преимуществах блочной бани.
Достоинства блоков
Пенополистиролбетон блоки для бан
Построенная из пористого стройматериала, блочная баня имеет свои плюсы:
не подвержена усадке в отличие от бревенчатых строений;
может эксплуатироваться сразу после завершения строительных мероприятий;
быстро строится, благодаря увеличенному размеру изделий;
не требует мощного фундамента из-за небольшого веса стройматериала;
может возводиться своими силами без посторонней помощи;
требует небольших финансовых затрат по сравнению с брусом и кирпичом.
Поддержанию благоприятных условий также способствует:
бактериологическая чистота. Состав и структура материала не позволяют развиваться бактериям, микроорганизмам и плесени;
экологичность. Бетонные блоки не оказывают отрицательного влияния на здоровье окружающих, так как в стройматериале отсутствуют вредные примеси.
Блочный материал отличается:
повышенными теплоизоляционными характеристиками;
устойчивостью к влиянию отрицательной температуры;
стойкостью к воздействию нагрева;
длительным сроком эксплуатации;
повышенным запасом прочности;
хорошей обрабатываемостью.
Строительные блоки для бани
Увеличенные габариты блочного материала и небольшой вес позволяют выполнять работы без привлечения наемных рабочих. Благодаря перечисленным достоинствам, многие принимают решение построить баню из блоков своими руками.
Слабые стороны блоков
Ячеистый материал имеет ряд недостатков:
нуждается в надежной гидроизоляционной защите, препятствующей проникновению влаги в массив;
отличается пониженной экологической чистотой в сравнении с натуральной древесиной.
Несмотря на слабые стороны блочного стройматериала, ему отдают предпочтение при недостатке средств и отсутствии возможности пользоваться услугами профессиональных строителей.
Разновидности материала для блочной бани
Построить баню из блоков своими руками можно, используя различные виды стройматериала:
Виды строительных блоков блоков
Принимая решение о выборе блоков для постройки бани, изучите их характеристики, проанализируйте эксплуатационные свойства. Ориентируясь на коэффициент теплопроводности, можно отдать предпочтение газобетону.
Собираемся построить баню из блоков своими руками – технология работ
Процесс постройки предусматривает выполнение следующих работ:
Подготовительных мероприятий.
Возведение фундамента.
Строительство коробки.
Сооружение кровли.
Осуществление облицовочных работ.
Рассмотрим детально особенности каждого этапа.
Подготовительные работы
Готовясь к предстоящему строительству и определившись с выбором стройматериалов, необходимо выполнить следующие мероприятия:
Выбрать на участке удобное место для строительства.
Определиться с размерами строения, а также разработать проект.
Проект бани из строительных блоков
Согласовать проектную документацию в необходимых инстанциях.
Рассчитать потребность в стройматериалах.
Подготовить необходимые инструменты.
На подготовительной стадии важно продумать варианты отделки и определиться с типом фундамента.
Постройка фундамента
Для легких газоблоков подойдет мелкозаглубленная ленточная основа.
При ее сооружении соблюдайте указанную последовательность действий:
Подготовьте площадку.
Произведите разметку.
Выкопайте траншею на глубину 0,6 м.
Смонтируйте опалубку.
Засыпьте в приямок песчано-щебеночную подушку.
Уплотните подсыпку, поливая водой.
Установите в приямок арматурный каркас.
Подготовьте бетонную смесь.
Забетонируйте фундамент в один прием.
Не подвергайте фундамент нагрузкам до окончательного застывания бетона. Через 4 недели демонтируйте опалубку и гидроизолируйте поверхность основы.
Ленточный фундамент для бани из газосиликатных блоков
Как построить из блоков баню – строительство стен
Постройка коробки – ответственная операция, с которой можно справиться самостоятельно:
Проверьте горизонтальности основы.
Уложите угловые блоки.
Натяните шнур, выложите на цементный раствор первый ряд.
Сделайте штроборезом канавку для арматуры.
Удалите мусор, уложите стальные прутки.
Подготовьте клеевой состав и нанесите на поверхность.
Уложите следующий уровень кладки.
Осуществляйте укладку, производя армирование с промежутком в 4 ряда. Установите мауэрлат для крепления кровельной конструкции.
Монтаж кровли и напольного покрытия
Последовательность действий по монтажу крыши:
Уложите опорные балки.
Закрепите стропильные брусья.
Зафиксируйте обрешетку.
Крыша бани своими руками: поэтапное строительство
Постелите пароизоляционное покрытие.
Уложите утеплитель.
Произведите монтаж кровельного покрытия.
Процесс обустройства пола:
Спланируйте грунт внутри фундамента.
Засыпьте подушку из песка, уплотните ее.
Постелите гидроизоляционную прослойку.
Насыпьте керамзит и залейте стяжку.
При выполнении стяжки обеспечьте уклон для стока воды.
Чистовая отделка блочной бани
Работа по отделке банного помещения предусматривает:
качественную внутреннюю облицовку;
наружную отделку.
Отделочные мероприятия внутри помещения требуют крепления обрешетки, установки теплоизоляционного материала, а также защиты с помощью пароизоляционной мембраны.
Чистовая отделка бани из керамзитобетонных блоков
Возможны различные варианты внутренней отделки, которая крепится к утепленному и пароизолированному каркасу:
деревянная вагонка. Она насытит помещение неповторимым ароматом во время банных процедур;
соляные блоки. Это оригинальный вариант отделки, оказывающий благотворное влияние на органы дыхания.
Выбор отделочного материала производите индивидуально, с учетом финансовых возможностей и личных предпочтений.
Подводим итоги
Имея представление, как построить из блоков баню, окончательно определитесь с выбором материала, детально ознакомьтесь с технологией. Важно ответственно подойти к разработке проекта и своевременно приобрести стройматериалы в необходимом количестве. Нужно терпение, базовые навыки выполнения строительных работ, и самостоятельно построенное помещение неоднократно порадует во время отдыха.
пошаговая инструкция постройки каркасной бани, проекты бани 3 на 4 из бруса и из блоков, делаем фундамент
На сегодняшний день баня считается самым популярным местом для отдыха, поскольку в ней можно не только хорошенько попариться с веничком, укрепить иммунитет, улучшить состояние кожи, но и весело провести время в кругу друзей. Именно поэтому большинство владельцев загородных участков решается на строительство таких сооружений. Если территория дачи небольшая, то специалисты рекомендуют выбирать проекты бань 3х4 – они обходятся недорого, занимают мало места и устанавливаются за несколько месяцев.
Выбираем материалы
В настоящее время существует огромный выбор строительных материалов, из которых можно возвести баню размером 3х4, при этом особым спросом пользуются проекты деревянных (клееный брус, бревно), каркасных и каменных (газобетонные, керамические блоки, бетон, кирпич) построек.
Бани из бруса считаются самыми бюджетными и экологичными, тепловые процедуры в парилках, построенных из бруса, позволяют укреплять иммунитет, благотворно влияют на кожный покров и легочную систему. Для строительства таких бань применяют строганный брус стандартной длины 6 м.
Если планируется возводить стены шириной 3 м, то материал распиливают пополам.
Неплохо себя зарекомендовали и каркасно-щитовые конструкции, они считаются самыми легкими по весу, поэтому для установки не требуют подготовки массивного фундамента. Стены таких парилок возводят из бруса и щитовых панелей, между которыми укладывается утеплитель. Внутри помещений отделку, как правило, выполняют деревянной вагонкой, снаружи – сайдингом или блок-хаусом. Подобные парилки обходятся недорого в эксплуатации, они быстро прогреваются и удерживают тепло, что позволяет экономить на топливе. Минусом каркасно-щитовых бань считается то, что для их гидро-, паро- и теплоизоляции используются синтетические материалы, которые препятствуют в помещениях естественному воздухообмену.
Баня размером 3х4 может быть выстроена также из керамических блоков и пеноблоков. Этот материал считается самым удобным в строительстве, он характеризуется высокой прочностью, устойчивостью к влаге, температурным перепадам и отлично удерживает тепло, не давая усадку. Из пеноблоков возводят несущие стены, для перегородок же обычно применяют более легкие газоблоки. Постройку из блоков обязательно утепляют снаружи, а внутри устанавливают гидро- и пароизоляцию. Помимо этого, в подобных парилках дополнительно требуется штукатурка и декоративная отделка. Недостаток таких строений – низкая экологичность и воздухообмен
Многие мастера для строительства бань выбирают кирпич, который обладает высокими эксплуатационными характеристиками и прост в укладке. Несмотря на то, что цена на кирпич значительно выше стоимости на дерево, его срок службы намного больше и может составлять 120 лет. Чтобы парилка из кирпича быстро прогревалась и удерживала тепло, ее стены утепляют как снаружи, так и внутри.Декоративную отделку обычно выполняют вагонкой.
Помимо основного строительного материала, для возведения парилки размером 3 на 4 м требуется также паро-, гидро- и теплоизолятор. Это может быть стекловата, минеральная вата или пенопласт.
В смету необходимо включать и фурнитуру, двери, окна, а также металлический лист, осветительные приборы, монтажную пену, антисептик и кровельные материалы.
Готовим проект
Мини-баня размером 3х4 относится к хозяйственным постройкам, возведение которых регламентируется утвержденными государственными нормами СНиП 30-02-97. Поэтому перед началом строительства такого сооружения необходимо ознакомиться со всеми санитарными нормами, подобрать на участке подходящую территорию и подготовить проект. Под постройку рекомендуется выбирать ровные участки, где грунтовые воды пролегают глубоко. Кроме этого, стоит учесть, что будущая баня должна гармонично вписаться в общий вид территории и сочетаться с другими постройками.
Составляя проект парилки 3 на 4 метра, нужно учесть все моменты – это позволит правильно организовать строительные работы, не срывая сроки. Для начала следует с помощью специальных программ создать эскиз постройки, можно также чертеж нарисовать на клетчатых листах, соблюдая масштаб. Проект должен включать вид сверху, сбоку, спереди и в разрезе. На всех проекциях обязательно указывается расположение потолков, печи, дверей, окон, стропильной системы, стен и фундамента.
Баня 3х4 считается небольшим сооружением, поэтому в ней обычно планируют три основных помещения: комнату отдыха, моечную и парную. Если же планируется пользоваться парилкой круглый год, то не помешает также предусмотреть в проекте и маленький предбанник. Он защитит помещение от проникновения холодного воздуха зимой. Чтобы увеличить пространство, можно возвести двухэтажную баню. В этом случае на первом этаже разместится моечная, парная и предбанник, а на верхнем – комната отдыха.
Пошаговая инструкция
Чтобы баня надежно прослужила долгий срок, во время ее строительства следует выполнять все работы в строгой последовательности. Если планируется возводить парилку 3 на 4 метра своими руками, то рекомендуется выбирать проекты с каркасными конструкциями. Такое строительство несложное, выполняется быстро и обходится недорого.
До того как приступить к возведению постройки, следует составить проект, подготовить чертеж, получить разрешение на строительство объекта, сделать расчет строительных материалов и подготовить территорию. Также особое внимание нужно уделить обустройству дренажной ямы и организации основания, после чего можно приступать к сборке корпуса, установке стропильной системы.
По окончании всего делаем крышу и выполняем отделочные работы.
Подготовка участка
Каркасная конструкция должна быть установлена на идеально ровной поверхности, поэтому выделенную территорию под застройку тщательно выравнивают, очищают от насаждений.Самой сложной работой при подготовке участка считается выкорчевывание пней. Для этого их вначале выжигают, потом просверливают отверстия внутри и заливают их смолой или засыпают солью, селитрой (благодаря этим веществам древесина быстро разложится). Территории, которые имеют ямы (места постоянного скопления воды), засыпаются. Участки со слишком влажной почвой требуют отвода влаги – для этого необходимо дополнительно подготовить дренажные канавы, придав им нужное направление и уклон.
Фундамент
Поскольку каркасная постройка площадью 12 м2 обладает небольшим весом (от 2 до 3 тонн), то ее основание можно построить по упрощенной схеме. Чаще всего для таких бань выбирают столбчатый фундамент – его устанавливают на асбестоцементные трубы, которые заливаются бетоном.
Можно также малогабаритную постройку возводить и на монолитном основании, которое готовится следующим образом.
Вначале на участке роется котлован прямоугольной формы. Его глубина должна быть не более 40 см, ширина – 3.5 м, длина – 4.5 м.
Следующим этапом в подготовке фундамента является создание опалубки, которая над поверхностью земли должна возвышаться на 20-30 см. Дно котлована засыпается подушкой, состоящей из гравия и песка.
Потом выполняется организация водоотвода и все заливается бетоном, который готовят из цемента марки М250 или М200. Такой фундамент должен выстояться от 2 до 4 недель.
Часто каркасные конструкции устанавливают и на ленточное основание. Для этого копается траншея глубиной 35 см и шириной до 40 см, она должна повторять периметр будущего здания. Затем готовится опалубка из досок или фанеры с высотой стенок 20-30 см и оборудуется трубный отвод или дренажный сток. Опалубочное пространство заливают смесью, подготовленной из воды, песка и цемента. Чтобы получить прочный фундамент, рекомендуется дополнительно применить арматуру – ее закладывают в опалубку, засыпают камнями, кирпичным боем и заливают бетоном. Ленточное основание просушивается около 3 недель, после чего можно продолжать строительство парилки.
Бани каркасного вида также можно возводить и на блочный фундамент, для которого готовят площадку и роют углубления под бетонные блоки.
Дно ямы засыпается подушкой из гравия и песка высотой до 15 см, потом все уплотняется почвой и устанавливаются блочные стойки.
Возведение каркаса
Начальной стадией в строительстве каркасной бани считается ее обвязка доской 100*50 мм, которую нужно подготовить заранее (обработать антисептическими средствами). В первую очередь осуществляется разметка стен, затем можно по наружным контурам начинать обкладку.
Верхняя и нижняя обвязка делается из досок, их крепят гвоздями, обвязка же цоколя фиксируется специальными опорами. Каркас нужно возводить, контролируя горизонтальный уровень, и если выявляются отклонения, то из толя укладываются многослойные прокладки. Стойки следует устанавливать учитывая монтаж теплоизоляции и дальнейшую обшивку. Чтобы каркас получился прочным, обвязку и лаги нужно закреплять между собой металлическими пластинами, а по завершении работ обвязку рекомендуется обрабатывать защитным раствором, предотвращающим деформацию и гниение.
Начинать сборку каркаса лучше всего с формирования угла. Для этого в первую очередь собирается стена, которая будет в дальнейшем соединяться с привязкой. Затем нужно проверить все на вертикальность и приступать к фиксации временных подкосов. Завершается сборка установкой рам, которые должны располагаться под прямым углом. После установки каркаса начинаются работы по внутренней и внешней обшивке постройки.
Внешняя и внутренняя отделка
Снаружи баню можно оформить как штукатуркой, декоративной плиткой, так и сайдингом или блок-хаусом. До начала внешней обшивки на стены набивается тепло- и гидроизоляционный материал. Что же касается внутренней облицовки помещений, то ее чаще всего выполняют вагонкой, которую нельзя покрывать красками или лаком, поскольку при нагреве они будут выделять вредные испарения.
Перед внутренней отделкой нужно обязательно установить двери и окна, все стыки заделать акриловым герметиком. Пароизоляция в парилке делается только из фольги, в моечной и комнате отдыха ее можно выполнить пергамином.
Чтобы было удобно пользоваться баней, высота потолков в ней должна быть не менее 2.2 м. Это важно учитывать при монтаже теплоизоляционного материала и декоративной отделке.
Стыки между потолком и стенами необходимо также хорошо утеплять и проклеивать герметиком. Стены лучше всего обшивать вагонкой из липы, так как она обладает приятным запахом и высокими эксплуатационными характеристиками.
Печь устанавливается в парной согласно всем правилам пожарной безопасности. Заднюю стенку, где планируется ее разместить, обязательно обшивают металлическим листом. В будущем стены можно украсить предметами декора.
Обзор бани размером 3х4 смотрите в следующем видео.
Душевая панель и основание для ванны своими руками
Эти простые в установке комплекты для душа и ограждения ванны своими руками сочетают в себе внешний вид натурального гранита, мрамора и камня с композитным ПВХ-материалом толщиной 1/4″, с которым легко работать и который практически исключает техническое обслуживание. Здесь нет линий затирки, не требуется герметизация, а наши комплекты для ванн и душевых кабин «сделай сам» также доступны по цене. С помощью этой линии вы также можете приобрести поддоны для душа, полностью сочетающиеся по цвету с душем!
Поделиться этой страницей
Стеновые панели для ванны и душа
Слоновая кость Аляски
Калабрия
Брекчия Парадизо
Everest
Наши комплекты стеновых панелей для ванн и душевых кабин сочетают в себе композитный материал на основе ПВХ толщиной 1/4″ и напечатанное цифровое изображение с высоким разрешением для создания эффекта настоящего камня, мрамора или гранита. Материал устойчив к УФ-излучению, чтобы противостоять окрашиванию или обесцвечиванию. Изображения защищены твердым верхним слоем, устойчивым к царапинам, и прозрачным защитным полимерным слоем. С этим инновационным материалом легко работать, и он прослужит долго! Для резки этих панелей вам понадобится только обычное деревообрабатывающее оборудование. А если вам нужен поддон для душа, спросите о наших подставках стандартных и нестандартных размеров, подобранных по цвету.
Где использовать — эти стенки можно использовать везде, где вам нужна высококачественная окантовка ванны или душевой кабины, простая в уходе и водонепроницаемая. Наиболее популярные области применения включают в себя окантовку ванны, душевые комплекты в угловом и нишевом стиле, угловое сиденье, шампунь, полки для мыла и ящики.
Преимущества
Внешний вид
Выглядит как настоящий мрамор, гранит и камень — широкий выбор цветов — вам больше не нужно скучное белое окружение! Вы получите высококачественный вид без высокой цены.
Значение
Стоит значительно меньше, чем натуральный камень, и часто намного меньше, чем другие продукты для ремонта ванной комнаты.
Выбор
Благодаря постоянному обновлению ассортимента, основанному на современных тенденциях дизайна, эти продукты доступны в широком разнообразии цветов и оттенков на выбор.
Простая установка
Этот продукт может быть легко адаптирован к ванным комнатам любой конфигурации и может быть установлен домовладельцем, работающим своими руками, или начинающим подрядчиком.
Гигиенический
Хотя эти панели выглядят как натуральные материалы, они полностью непроницаемы для воды, бактерий, плесени и грибка и не требуют герметиков, в отличие от натурального камня и цементного раствора.
Легко чистится
С панелями во всю стену и без линий затирки, этот продукт очень легко чистить и обслуживать в течение всего срока службы.
Бесплатная доставка
Имея общенациональные поставки, мы можем доставить эти наборы прямо к вам!
Экспертная помощь
Поскольку Innovate Building Solutions также является авторизованным установщиком этих систем, мы можем помочь вам с вопросами по установке (мы не только являемся оптовым интернет-сайтом, но у нас также есть подрядчики по установке, которые ежедневно работают с продуктом!).
Размеры комплекта окантовки ванны и душа
Elite 60 – 3-х панельный объемный комплект для ванны
(основание для душа/ванны не входит в комплект) Модель: TSK60326031 Размер: 60″ x 32″ x 60 (на палубе) – 81″ 9″ (до пола)
Этот комплект окантовки ванны состоит из сплошной задней панели (без швов вдоль спинки) и декоративных элементов, которые могут доходить до пола. В комплект входит 1 панель 60 х 60, 2 панели 32 х 60, 4-3х96 краевых накладок, 1 – 15-дюймовая угловая полка
Этот настенный комплект предназначен только для окантовки ванны. ПОДХОДИТ ДЛЯ ОТВЕРСТИЙ ДО: 60 ДЮЙМОВ В ШИРИНУ, 34 ДЮЙМОВ В ГЛУБИНУ, 60 ДЮЙМОВ В ВЫСОТУ (НАД ВЕРХОМ ВАННЫ).
Комплект для душа и ванны Royale 3 80″
(основание для душа/ванны не входит в комплект) Модель: SSK60368031 Размер: 60″ x 36″ x 80″ Этот настенный комплект прост в изготовлении своими руками
3 90 устанавливается при реконструкции или новом строительстве и имеет полную заднюю стенку для устранения швов. Эта система хорошо работает со стандартными прямоугольными душевыми поддонами шириной 60 дюймов (и это отличный выбор для проектов по переоборудованию ванны в душ). В этот комплект входит 1 панель 60 x 80, 2 панели 36 x 80, 4 панели 3 x 96 краевых накладок, 1 – 15-дюймовая угловая полка
Комплект для душа и ванны Royale 3 96″
(основание для душа/ванны не входит в комплект) Модель: SSK48368031 Размер: 60″ x 36″ x 96″ Эта душевая кабина отлично работает, когда она сделана своими руками
3 900 вы хотите избавиться от необходимости красить небольшой участок на потолке (поскольку он будет достигать верхней части потолка высотой 8 футов). В комплект входит 1 панель – 60 х 96, 2 панели 36 х 96, 2 – 3 х 96 боковых накладок и 1 – 15″ угловая полка.
Примечание: НЕ ВКЛЮЧАЕТ ВЕРХНИЕ НАКЛАДКИ (при желании заказывайте отдельно).
Комплект для душевой кабины Elegance с 3 стенами
(основание для душа/ванны не входит в комплект) Модель: SSK48368031 Размер: 48″ x 36″ x 80″ 3-стенная система доступна с комплектом для душа своими руками
полная задняя стенка, чтобы исключить шов сзади. Эта система хорошо работает со стандартными прямоугольными душевыми поддонами шириной 48 дюймов (или размерами меньше 48 дюймов). В этот комплект входит 1 панель 48 x 80, 2 панели 36 x 80, 4 панели 3 x 96 краевых накладок, 1 – угловая полка 15″
Elegance 2 Комплект для душевой кабины
(основание для душа/ванны не входит в комплект) Модель: SSK48368021 Размер: Двухстенная система 48″ x 36″ x 80″.
Этот душевой комплект идеально подходит для прямоугольного или квадратного углового душа с 2 стенками. В комплект входят 1 панель 48 x 80, 1 панель 36 x 80, 3 планки 3 x 96, 1 угловая полка 15″
Комплект Splendor 2 для настенного углового душа
(основание для душа/ванны не входит в комплект) Модель: SSK40408021 Размер: 40″ x 40″ x 80″
угловые и квадратные душевые кабины со стенами 40″ или меньше. Этот комплект включает в себя 2 – панели 40 x 80, 3 – 3 кромки x 96, 1 – угловую полку 15″
Нестандартные размеры
Если у вас есть душ нестандартного размера, вам не о чем беспокоиться — мы обеспечим вас. Различные группы наших стандартных панелей могут быть объединены в комплект для вашего конкретного проекта. Вот размеры панелей, с которыми мы можем работать для вашего индивидуального душа или ванны:
96-дюймовые панели 60 x 96 | 36 х 96 | Панель боковой стенки 38 x 96 с предварительно прорезанными канавками и возвратной кромкой 2″ | 16 x 96
Панели 80″ 60 х 80 | 36 x 80
Панели 60″ 60 x 60 | 36 х 60 | 16 х 60 | Панель юбки ванны 22 x 60
Декоративные поддоны и основания для душа
Несмотря на то, что иметь готовые комплекты панелей для душа своими руками, не следует пренебрегать вашим поддоном (или поддоном для душа, как его называют некоторые люди). В конце концов, база — это «основа» вашего душа!
И если вам нужен прочный душевой поддон, который идеально сочетается с вашим душевым набором, вы найдете на этой странице прекрасное решение.
В наших душевых поддонах стандартного размера используется декоративная (и соответствующая) нескользящая текстурированная верхняя поверхность пола душа поверх АБС-пластика с подложкой из экструдированного полистирола внизу. Высота бордюра составляет 2 5/8 дюйма. Для сковороды размером 60″ x 36″ вы можете ожидать, что она будет весить около 75 фунтов.
Душевые поддоны на заказ представляют собой цельный блок из ПВХ высокой плотности с декоративной панелью из ПВХ сверху. Высота бордюра и расположение стоков могут варьироваться в зависимости от индивидуальных требований.
Нужен ли вам стандартный поддон для душа или индивидуальный поддон, вам не нужно беспокоиться о поиске подходящего поддона, который выдержит испытание временем. На кастрюли распространяется пожизненная гарантия при установке авторизованным дилером завода или 10-летняя гарантия при установке домовладельцем или несертифицированным установщиком.
Стандартные размеры душевых поддонов
Ниша 36″ x 26″ (центральный слив)
Ниша 48″ x 34″ (центральный слив)
Ниша 60″ x 32″ (слева или справа)
Ниша 60″ x 36″ (центральный слив)
Узоры и стили
Ознакомьтесь с более чем 20 цветами натурального камня, представленными ниже, чтобы придать вашей ванной комнате неповторимый вид. Независимо от того, есть ли у вас традиционная схема оформления интерьера, переходный или современный дизайн, вы найдете образец, который оживит даже самую серую ванную комнату. Если вы хотите добавить еще один уровень волнения, обратите внимание на варианты декоративной акцентной отделки. 9№ 0003
Отделка этих стеновых панелей для ванны и душа с имитацией камня похожа на полуматовую краску. Они создают красивый блеск, но не такой блестящий, как глянцевая отделка. Эта отделка имеет более тонкое покрытие из полиэстера с твердым покрытием для превосходной устойчивости к царапинам.
Слоновая кость Аляски
Афины
Бардильо
Крем Боттичино
Брекчия Парадизо
Калабрия
Калакатта белая
Золото Калькутты
Крема Бордо
Кремовый травертин
Эверест
Золотые пляжи
Серый кварц
Лагос Серый
Мокко Травертин
Петрафини
Тритон
Veincut Серый
Белый жемчуг
Тетрид Синий Акцент
Аксессуары
Декоративные молдинги
Как и настоящий камень, наши декоративные наборы стеновых панелей для душа и ванны поставляются с различными декоративными молдингами, чтобы украсить ваш проект. Имеются молдинги для отделки краев панелей, внутренних и внешних углов, закрытия швов между двумя панелями, а также для заполнения оконных проемов и угловых и скамейных сидений.
Стандартная отделка
Края наших внутренних стеновых панелей для душа и ванны покрыты нашей системой отделки. Эти элементы отделки имеют «L-образную форму» и предназначены для перекрытия панелей. Маленькая кромка отделки возвращается обратно к гипсокартону. Эта отделка облегчает установку (поскольку панели не нужно идеально обрезать), а также создает вид настоящего камня, мрамора или гранита.
Отделка для реконструкции
Если вы хотите приклеить наши водонепроницаемые стеновые панели к плитке или другой поверхности, вам следует заказать систему с опцией «облицовка для реконструкции». В этом случае молдинги отделки имеют более длинную возвратную кромку (короткая ножка молдинга «L-образной формы» длиннее, чем у стандартного пакета отделки). Эту более длинную кромку можно обрезать до нужной глубины, чтобы покрыть все плитки разной толщины.
Размеры накладок
Если вам нужна дополнительная накладка для обшивки окна, угла или покрытия стеновых панелей душевой кабины, вот ваши варианты: панель толщиной 3/8″
3″ x 96″ с кромкой 2″ (для переделки)
3″ x 96″ DG-фальцевая накладка между 2 панелями
Накладка SG 6″ x 96″ для закрытия только края панели
6″ x 96″ с кромкой 2″ (для переделки)
1 1/2″ x 96″ отделка наружного угла (L-образная)
1 1/2″ x 96″ внутренняя угловая накладка (L-образная)
Накладка на подоконник – 6″ (удлинитель косяка) x 96″ с готовой кромкой 1″
Полки и ниши для шампуня, угловые сиденья и скамейки
Необходимость создания ниш для мыла и шампуня (либо утопленных в стенах, либо выступающих из стен) чрезвычайно важна для создания хорошо функционирующего и безопасного пространства. Наши ниши предварительно собраны для легкой установки и создают вид настоящего камня, не опасаясь протечек.
Большой монтажный комплект (12 тюбиков клея, 2 тюбика силикона)
15-дюймовая угловая полка
Встраиваемая тележка 10″ x 10″ (внутренний размер – внешний размер 17″ x 17″)
Встраиваемая тележка 9″ x 17″ (внутренний размер с полкой)
10-дюймовая полка для бритья
Акцентная полоса 6″ x 96″
Акцентная панель 12″ x 96 (Tetride)
Угловое сиденье 15 дюймов по бокам, 24 дюйма спереди, 17 дюймов в высоту
Акцентирующие полосы
Чтобы завершить законченный вид камня, рассмотрите возможность добавления декоративной акцентной полосы. Небольшой выбор показан ниже.
Акцент цвета слоновой кости Аляски
Брекчия Парадизо Акцент
Кремовый акцент Botticino
Калабрия Акцент
Калакатта Белый Акцент
Калькуттский золотой акцент
Крема Бордо Акцент
Акцент кремового травертина
Эверест Акцент
Морозный акцент
Акцент «Золотые пляжи»
Мокко Травертин Акцент
Акцент Петрафини
Акцент тропического леса
Тритон Акцент
Серый акцент Veincut
Белый жемчуг Акцент
Тетрид Синий Акцент
Афины Акцент
Bardiglio Accent
Процесс установки комплекта для ванны и душа своими руками
Одним из важных преимуществ этой системы является то, что она обеспечивает быстрый и простой процесс установки как для подрядчика, так и для самостоятельного потребителя. Следуйте этим 4 основным шагам установки для успешной беспроблемной установки.
Шаг 1. Вырежьте стеновые панели душа и ванны, чтобы они подошли и приклеились к стенам с помощью полиуретанового клея
Сначала вырежьте задние стенки, затем боковые стенки и прикрепите их с помощью полиуретанового клея. Во многих случаях с помощью наборов для самостоятельной сборки не потребуется резка, если у вас есть ванна или душ стандартного размера.
Шаг 2. Вырежьте декоративные молдинги, чтобы они соответствовали краям панелей и приклеивались к ним
Поскольку декоративные панели перекрывают края стеновых панелей душа и ванны, разрезы панелей не обязательно должны быть идеальными, а декоративные молдинги можно отрегулировать, чтобы они были ровными и отвес. Обратите внимание: в стандартных наборах для самостоятельной сборки элементы отделки уже вырезаны заранее.
Шаг 3. Установка угловой полки
Со стандартным комплектом для крепления на стену или ванну вы получите одну угловую полку. Вкрутите в стену металлические установочные кронштейны. Затем полка устанавливается «раскладушкой» поверх кронштейна.
Шаг 4. Нанесите 100%-ный силиконовый герметик для герметизации всех стыков.
Силиконовый герметик понадобится там, где одна панель соединяется с другой панелью или ваша отделка соединяется с другой панелью. Полупрозрачный герметик, соответствующий цвету, доступен с нашим дополнительным монтажным комплектом.
Часто задаваемые вопросы об окантовке ванны и душевых комплектах
В чем преимущество работы с Innovate Building Solutions?
Innovate Building Solutions — это гораздо больше, чем общенациональный поставщик стеновых панелей для душа и ванны. Мы предлагаем множество других товаров для ремонта ванных комнат (в том числе современные душевые поддоны, стильные стеклянные перегородки и душевые перегородки из стеклоблоков) по оптовым прямым ценам, чтобы дополнить ваше пространство. Кроме того, наша компания является профессиональным установщиком и подрядчиком на наших местных рынках (Кливленд и Колумбус, штат Огайо) — материалы, которые вы покупаете у нас, также являются материалами, которые мы ежедневно устанавливаем на наших региональных рынках. У нас есть квалифицированные специалисты, которые помогут вам с вашими вопросами!
Могу ли я установить ваши панели для душа и ванны поверх моей старой плитки?
Да — наш композитный материал на основе ПВХ можно укладывать поверх старой плитки, но вам необходимо выбрать «вариант ремоделирования», чтобы молдинги закрывали старую плитку. Перед установкой новых стен убедитесь, что ваши старые стены не пористые и не разваливаются. Если вы подозреваете, что за стенами есть ЛЮБАЯ влага, мы рекомендуем снять старую плитку и подложку и установить за стенами новую влагостойкую зеленую доску.
Можно ли использовать вашу систему поверх цельного стекловолоконного обрамления?
Нет. Старые ванны и душевые кабины из стекловолокна должны быть удалены, а перед нанесением нашего композитного материала на ПВХ-основе необходимо будет установить настенную подложку.
Из чего сделан этот композитный материал? Продлится ли это со временем?
Наш композитный материал прослужит долго. Эта 5-компонентная система включает в себя прозрачный полиэфирный верхний слой, за которым следует пигмент высокого разрешения, цемент Xtra Bond, поливиниловая основа толщиной 1/4″ и адгезионный слой Dow Corning на внутренней стороне. На него действует пожизненная гарантия, поэтому вы можете быть уверены, что он прослужит вам долго.
Каковы самые большие преимущества этого материала?
Этот материал легко чистить (и укладывать), он не трескается, не скалывается, не выцветает и не собирает плесень и грибок. это также входит во многие различные варианты камня, мрамора и гранита по рентабельной цене.
Какие чистящие средства можно использовать?
Используйте чистую мягкую ткань с чистящими средствами, такими как Fantastic, Windex, Green Works, 409, Tilex Spray, Pine Sol и Lime Away spray. Не используйте абразивные или твердые чистящие средства (такие как Comet, Scotch Brite Pads, Magic Eraser и т. д.).
При замене стенок ванны нужно использовать определенный тип ванны?
С этой системой можно использовать любой тип ванны. Самые популярные из них, как правило, сделаны из чугуна и акрила. Ключевым моментом установки является размещение панелей, окружающих ванну, внутри фланца вашей ванны, чтобы обеспечить надлежащую гидроизоляцию вашей системы.
Если я переоборудую ванну в душ, подходит ли этот материал для проекта?
Абсолютно – при демонтаже ванны вам нужно будет использовать стеновую подложку на месте старой ванны, а затем нанести на эту основу наш композитный материал.
Легко ли использовать этот материал для домашнего мастера?
Абсолютно. Он легкий, поэтому с ним гораздо проще работать, чем с другими настенными панелями, такими как искусственный мрамор или гранит. В этой системе также не используются агрессивные химикаты, которые создают неприятные запахи в вашем доме.
Поставляется ли монтажный комплект с ванной и стенкой для душа?
Установочный комплект (который включает 8 тюбиков полиуретанового клея 9500 и 2 тюбика полупрозрачного силиконового герметика) входит в стандартную комплектацию наших комплектов для окантовки ванны и душа.
Какая у вас гарантия?
На изделие распространяется пожизненная гарантия при установке сертифицированным заводом-изготовителем установщиком и 10-летняя гарантия при установке другими лицами.
На что распространяется гарантия: Наша гарантия распространяется на все панели стеновых панелей, отделку и предварительно упакованные комплекты, которые не должны иметь дефектов производителя в течение всего срока службы. Эти материалы должны быть установлены в соответствии с нашими инструкциями по установке и не должны быть повреждены из-за неправильного использования, неправильного использования или неправильной установки. Эта гарантия распространяется на установку внутри помещений.
На что данная гарантия не распространяется: Повреждения, вызванные во время транспортировки или в результате неправильной загрузки, перемещения или других форм обращения с данным продуктом. Повреждения, вызванные неправильной очисткой или использованием чистящих средств, не рекомендованных производителем. Изменения, внесенные в продукт продавцом или установщиками, или ошибки при установке. Обратите внимание, что от одной партии к другой могут наблюдаться небольшие различия в цвете. Затраты, связанные с установкой или демонтажем внутренних стеновых панелей.
Что сделает Innovate Building Solutions: Если Innovate Building Solutions (или один из наших уполномоченных представителей) обнаружит дефекты стеновых панелей, на которые распространяется настоящая гарантия, мы отремонтируем или по нашему выбору или заменим продукт на аналогичный панель или элемент отделки. Наш вариант ремонта или замены по данной гарантии не распространяется на работу или расходы, связанные с демонтажем или установкой. Мы не несем ответственности за любой другой случайный или косвенный ущерб, связанный с дефектом продукта или с ремонтом или заменой дефектного продукта.
Фотографии
Слоновая кость Аляски
Слоновая кость Аляски
Угловой душ цвета слоновой кости с полочкой
Arctic Haze 48 x 36 угловая душевая стенка
Комплект для душа Arctic Haze 3
Афины Комплект окантовки для ванны высотой 60 дюймов
Угловой душевой комплект Athens NEO
Набор для душа Bardiglio Royale
Угловой душ Bardiglio Splendor
Комплект душевой кабины Botticino кремового цвета из ПВХ с угловой полкой и отделкой
Панели для ванной Botticino кремового цвета
Комплект окантовки ванны кремового цвета Botticino с угловой полкой
ПВХ-панель Brecchia paradiso, изогнутая вокруг арочного проема
угловая отделка brecchia paradiso вокруг стены с пони
brecchia paradiso Настенная панель из ПВХ для шампуня
бреккия райская с окантовкой
brecchia paradiso обрамление для душа и ванны
Изогнутые душевые панели Brecchia paradiso без затирки
стеновые панели из калабрии вокруг ванны и душевой кабины
душевая кабина calabria со встроенной нишей
Комплект стеновых панелей для душа Calabria 60 x 36 x 96
calacatta белый комплект для душа 48 x 36 с угловой полкой
calacatta белая элитная панель для окантовки ванны DIY комплект
обрамление для душа и ванны из золота calcutta
calcutta gold угловая душевая кабина
calcutta gold royale Душевой набор из ПВХ композита
Угловая полка из ПВХ бордового кремового цвета
бордовая ванна и угловая полка
creme travertineelement 48 x 36 угловой душевой комплект и отделка
Комплект ванны из кремового травертина с угловой полкой
Комплект стеновых панелей из ПВХ Everest размером 60 x 36 x 80, размер
Душевой набор everest royal 60 x 36 x 96 с полкой
Everest NEO угловой душевой комплект без затирки
Frost Необслуживаемые угловые душевые и ванны из ПВХ с окантовкой
Frost 60 x 36 x 96 угловая душевая кабина
frost Комплект Elegance с акриловым поддоном для душа
Золотые пляжи ПВХ душ
Комплект для душа из ПВХ «Золотые пляжи»
Golden Beach 48 x 36 угловой душевой комплект
Травертин цвета мокко, ПВХ, окантовка для ванны своими руками
Душевой набор из ПВХ, травертин мокко
Угловой травертин цвета мокко с полкой
комплект для душа петрафини 60 x 36 x 96
комплект петрафини элитный для полных ванн
Душевой набор Petraifini из ПВХ
синяя акцентная полоса тетрид на белых панелях из ПВХ
Тетрид, синий «водопад», вертикальная акцентная полоса из ПВХ
У вас был тяжелый день, и наконец у вас есть немного времени, чтобы расслабиться. Горячая ванна — это то, что вам нужно, но в вашей ванне нет работающей пробки или пробки. Если вам интересно, как заблокировать ванну без пробки, вам повезло! К счастью, есть несколько быстрых бытовых решений, которые могут предотвратить слив вашей роскошной воды из ванны до того, как у вас появится возможность избавиться от стресса. Эти методы также могут хорошо работать, если вам нужно знать, как заглушить раковину без пробки. Попробуйте эти три временных решения, чтобы увидеть, какое из них лучше всего подходит для вас.
1. Повторно используйте пустую кофейную капсулу
Заблокируйте слив в ванне одноразовой кофейной чашкой или маленькой пластиковой чашкой для лекарств. Пустая капсула (например, чашка Keurig) или чашка для лекарств объемом 15 мл может быть как раз подходящего размера, чтобы эффективно заблокировать дренаж. Плотно поместите пластиковый контейнер или чашку в слив (сначала дном) и начните наполнять ванну, чтобы проверить, насколько хорошо она держится. Если он слишком мал, оберните его несколькими толстыми резиновыми лентами, чтобы улучшить герметичность.
2. Используйте крышку с пользой
Если чалда не работает или у вас нет чалды под рукой, потому что вы готовите кофе по старинке, попробуйте плоскую крышку от банки с вареньем или пластиковую крышку, достаточно большую, чтобы закрыть сливное отверстие. Поместите крышку так, чтобы она ровно лежала на дне ванны. Создайте более прочное уплотнение, увлажнив нижнюю часть крышки и плотно прижав ее, когда вы начнете наполнять ванну. В конечном итоге вес воды должен помочь удержать крышку на месте.
3. Трюк с пластиковым пакетом
Создайте импровизированную сливную пробку, используя тряпку для мытья посуды или небольшую губку, вставленную в небольшой пластиковый пакет. Плотно скрутите мокрую тряпку или смочите губку, свернутую в трубку. Поместите ткань или губку в пластиковый пакет для сэндвичей. Выдавите как можно больше воздуха и застегните его на молнию или закрепите резинкой. Засунуть пакет в канализацию. Материал должен расшириться, чтобы плотно заполнить отверстие, а полиэтиленовый пакет предотвратит вытекание воды в канализацию. В качестве альтернативы наполните пластиковый пакет с застежкой-молнией водой, закройте его и поместите над сливом.
Или наймите специалиста для замены сломанной или отсутствующей заглушки
Знание того, как заблокировать слив в ванне без заглушки или как закрыть раковину без заглушки, может помочь в крайнем случае, но поиск постоянного решения поможет вам избежать будущие хлопоты.
Труба НКТ — характеристики и правила эксплуатации: tvin270584 — LiveJournal
Широкие эксплуатационные характеристики труб НКТ позволяют использовать изделия не только в нефтяной и газовой промышленности, но и в частном домостроении. Подробностимастерсантехник рассмотрит в этой статье.
Они эффективны при выполнении ремонтных и спуско-подъемных задач. Отличаются размером, диаметром и весом. Могут обрабатываться специальным напылением, которое продлевает срок службы на 20 лет.
Что такое НКТ?
Аббревиатура НКТ расшифровывается как насосно-компрессорная труба. С ее помощью выполняется широкий спектр работ от выкачки газа и жидкости из полости скважины до производства различных ремонтных работ внутри нее.
За счет изоляции потока от стенок скважины, она препятствует образованию коррозии, эрозии, а также возникновению отложений песка и асфальтенов. Размеры НКТ могут варьироваться от 50.8 до 139.7 мм в диаметре. Их назначение зависит от флюида, с которым они работают.
Таким образом, различают:
модели для комплектации нефтяных скважин;
модели для оборудования газовых скважин;
модели для скважин нагнетающего типа;
модели для оборудования скважин по добыче битума.
В одной скважине могут одновременно эксплуатироваться до нескольких колонн НКТ. Их главным отличием от традиционных обсадных труб является мобильность. Они могут быть извлечены из скважины, если нужна замена или ремонт. В то время как обсадные аналоги цементируются и устанавливаются стационарно. Также в последнее время используются модели, не нуждающиеся в замене.
Такая насосно-компрессорная труба выполняет следующие функции:
возможность осуществлять кислотные работы, мерить давление, находить залегания вод;
возможность осуществлять циркуляции выброса, предотвращать нарастание давления меду НКТ и обсадной колонной;
возможность перфорирования горизонтов для комплектации.
Такое насосно-скважинное оборудование может достигать 20 лет эксплуатации без извлечения на поверхность грунта.
Виды компрессорной трубы
Насосно-компрессорная труба бывает двух видов:
безмуфтовая;
муфтовая.
Первый тип оборудования — безмуфтовая труба — эксплуатируется в условиях давления до 50 мПа. Именно до этого показателя оно сохраняет свои эксплуатационные характеристики и герметичность. Концы такой трубы характеризуются высадкой наружу, а ее соединения отличаются максимальной прочностью. Добиться высокой герметичности удается при помощи конических уплотнительных поверхностей. Они располагаются за трапецеидальной резьбой.
Муфтовая труба НКТ также работает под давлением не более 50 мПа. Показатели прочности ее соединений демонстрируют до 90% прочности ее тела. Изделие выполнено из алюминиевых сплавов. Оно обладает износостойкостью перед ингибиторами коррозии. Несмотря на небольшой вес материала, он в 2. 5 раза прочнее стального аналога, что позволяет сооружать колонны в 2.5 раза длиннее стальных колонн.
Муфтовые трубы делятся на такие подтипы:
модель с гладкой поверхностью, конической резьбой профиля треугольной формы;
модель с гладкой высокогерметичной поверхностью, конической резьбой профиля трапецеидального типа;
модель с гладкой поверхностью, конической резьбой профиля треугольного профиля (обладает повышенной пластичностью и устойчивостью к низким температурам).
Также выпускаются изделия с защитным напылением, призванным предотвратить отложения на их поверхности в виде парафина, солей, гипса и т.д.
Как происходит ремонт НКТ?
Насосно-компрессорная труба со специальным покрытием служит дольше. Время от времени она требует очистки в виде химической обработки или механического удаления отложений. Они направлены на удаление асфальтенов, смол, а также парафинов. Помимо указанных методов очистки также применяется магнитный, тепловой способ и депарафинизация.
В некоторых случаях самой очистки недостаточно и требуется ремонт, включающий широкий перечень этапов по восстановлению эксплуатационных характеристик материала. Ремонт насосно-скважинного оборудования может проводиться с трубами, размеры которых составляют 60, 73, 89, 102, 114 мм в диаметре.
Их ремонт включает такие этапы:
Отбраковка изделия путем визуального контроля.
Очистка изделия водой.
Механическое удаление загрязнений по внутренней поверхности изделия.
Шаблонирование.
Выявление и устранение дефектов изделия.
Токарная обработка — включает перенарезку резьбы, а также ремонт и очистку муфты.
Муфтонаворот.
Испытание системы посредством воды.
Проверка на прочность.
Обязательная маркировка изделий.
Обработка муфтовой и ниппельной части смазочным составом.
Чтобы ремонт материала имел более длительный эффект, применяют специальные напыления. Его поверхность обрабатывают диффузионным цинковым покрытием, которое демонстрирует высокую адгезию к железу и отталкивающий эффект к парафинам. Это покрытие способно продлить срок службы системы в 3-5 раз.
Технические характеристики
Согласно ГОСТу, размеры изделия варьируются от 6 до 10.5 метров. При эксплуатационной потребности возможно удлинение изделия до 11.5 метров. Размеры их условного наружного диаметра составляют 60; 73; 89; 114 мм. Размеры толщины стенок изделия могут колебаться в пределах 5,0; 5,5; 6,5; 7,0 мм.
Изготавливаются изделия из стали НКТ 20, НКТ 30 и стали НКТ 30ХМА. При производстве изделий исключаются любые дефекты. После их обнаружения изделие отправляется на переработку. Ее прочность характеризуется группами Д, К, Е. В процессе изготовления каждая единица изделия должна проверяться на растяжение, прочность, твердость, растрескивание, ударную вязкость и проходить гидроиспытание.
Трубы 73 и 89 производятся с треугольной или трапецеидальной резьбой, а 60 и 114-миллиметровые – с треугольной. Размеру 89 миллиметров соответствует толщина стенок – 7.0 мм. Назначение трубы на 89 мм достаточно широкое. Она может применяться не только в нефте- и газодобывающей пресыщенности, но и в частном домостроении для обустройства свайного фундамента. Вес изделия диаметром 89 мм на 1 п.м. составляет 13.5 кг.
Видео
В сюжете — Особенности и выбор труб для бурения скважин.
Правила эксплуатации
Чтобы трубы служили долго, необходимо придерживаться определенных правил их эксплуатации. Для погружения и транспортировки применяются механизированные трубовозки. Не допускается транспортировка изделий волоком. Они не должны гнуться или провисать. Следует защитить материал от механических повреждений. Поэтому разгрузку осуществляют краном.
На рабочей площадке он должен укладываться не на голую землю, а на деревянные бруски во избежание их загрязнения или деформации. На резьбовую часть в обязательном порядке надевается предохранительное кольцо.
Перед эксплуатацией необходимо провести контроль изделий путем шаблонировнаия. Для этого через линию пропускается метровый шаблон диаметром на 2.3 мм уже ее внутреннего диаметра. Также стоит очистить при помощи щетки резьбу и муфту. Обработать поверхность деталей специальной смазкой. Свинчивание муфты с резьбы осуществляется аккуратно. При этом нельзя использовать механический натиск, удары.
Видео
В сюжете — Обслуживание и ремонт труб НКТ
В продолжение темы посмотрите также наш обзор Гарантия на скважину
Источник http://santekhnik-moskva.blogspot.com/2018/03/truba-nkt-nasosno-kompressornaya.html
Бурильные трубы, НКТ трубы
Бурильные трубы это основная составная часть бурильной колонны, которая предназначенна для спуска в буровую скважину и подъёма породоразрушающего инструмента, передачи вращения, создания осевой нагрузки на инструмент, транспортирования бурового раствора к забою скважины.
Бурильные трубы применяются для бурения нефтяных и газовых скважин.
Трубы для бурения полые, именно через них удаляется на поверхность отход породы, и обсадная труба проходит через очищенные слои. При таком способе бурения скорость проходки несколько снижается, но если нужно качество, разница в 1-2 дня на скважину в 20 м особой роли не сыграет.
Бурильные трубы изготавливают бесшовными, из углеродистых или легированных сталей, в основном с высадкой концов. Диаметр бурильных труб составляет 33,5-168 мм.
Бурильные трубы выпускают двух конструкций: цельные из кованой заготовки с утолщёнными концами и термической и механической обработкой по всей длине; сборные из горячекатаной заготовки с переводниками, навинчиваемыми на концы трубы, аналогично бурильному замку.
Труба бурильная с приварными замками ТБСУ служит для спуска на забой и подъема на поверхность породоразрушающего инструмента, а так же для передачи ему крутящего момента при определенной частоте вращения и осевой нагрузке.
К бурильным трубам относятся также утяжелённые (УБТ) и ведущие (ВТ) бурильные трубы. Утяжелённые стальные бурильные трубы преимущественно круглого сечения изготавливают толстостенными из поковки с механической обработкой или горячекатаными. Они предназначены для создания нагрузки на породоразрушающий инструмент, увеличения жёсткости нижней части колонны.
Ключевой особенностью всех этих труб является то, что их соединение между собой производится при помощи замков особого типа, оснащенных замковой резьбой. Сам процесс изготовления таких трубных изделий регламентируется рядом технических условий и государственных стандартов:
— ГОСТ Р 51245–99
— ГОСТ 23786–79
— ТУ 1–2–365–81
— ГОСТ Р 50278–92
— ТУ 1321–205–00147016–01
— ТУ 14–161–175–98
— ТУ 39.0147016–63
— ТУ 14–3р–29–2007
— ТУ 14–162–13–95
— ЭСБТМ – 42
— ЭСБТМ – 50
— ЭСБТМ – 63,5
— ЭСБТМ – 73
Классификация бурильных труб осуществляется по нескольким признакам: по тем тонкостям, которые имеют готовые изделия, по материалу, из которого они производятся (горячекатаные листы либо алюминиевые сплавы). По особенностям конструкции трубы для выполнения бурильных работ бывают:
— ТБН – с наружными концами
— ТБВ – с внутренними концами
— ТБНК – со стабилизирующими поясками и концами высаженными наружу
— ТБВК – с поясками и концами высаженными внутрь
— ТБПН, ТБПВ, ТБПК – с приваренными замками
— АБТ (либо ЛБТ) – отдельная группа изделий, изготавливаемых из сплавов алюминия
Буровая труба имеет следующую классификацию:
1. Обычная. Стальная или цельнотянутая труба из алюминиевого сплава имеет круглое поперечное сечение и толщину стенок 0,475-1,1 см. Соединение происходит при помощи бурильного замка.
2. Утяжеленная. Стальное изделие с круглым или квадратным поперечным сечением, толщина стенок 1,6-5, соединение резьбовое. Увеличивает жесткость нижних сжатых частей колонн.
3. Ведущая. Цельнотянутая конструкция с многогранным поперечным сечением. Устанавливается вверху колонн и передает им движения от вращателей буровых установок.
Бурильные трубы и соединительные муфты к ним изготовляются следующих размеров (условный наружный диаметр): 60, 73, 89, 102, 114, 127, 140 и 168 мм с толщиной стенок от 7 до 11 мм.
Бурильные трубы типа ТПБ применяются только в турбинном бурении, а типа ТБПВ как в роторном, так и турбинном бурении. Трубы типа ТБПВЭ созданы для бурения скважин электробуром.
Набор для вытягивания линий обслуживания NCT и латунь RedHed, полностью не содержащая свинца
Многие предприятия водоснабжения начали прокладывать новые линии водоснабжения и заменять стареющий свинец в своих системах в ответ на кризис водоснабжения во Флинте. Но замена линий обслуживания может создать много работы и повредить существующие поверхностные конструкции. К счастью, так быть не должно. Комплект съемника сервисной линии New Concept Tool позволяет быстро установить новую сервисную линию с минимальным объемом работы. Мы также сотрудничаем с нашей родственной компанией, RedHed Brass Manufacturing, для разработки нового адаптера для развальцовки, на 100 % не содержащего свинца, который работает рука об руку с комплектом съемника сервисной линии. Вот еще несколько деталей, которые помогут вам начать работу:
Наличие инструмента, который сводит к минимуму копание, повреждение ландшафта или дорожных покрытий, а также уменьшает нарушение работы других коммунальных служб, имеет большое значение для многих предприятий водоснабжения. Тем не менее, многие доступные съёмники сервисных линий не могут сравниться по производительности с нашим комплектом съёмников сервисных линий. Комплект с механически прикрепленной бычьей головкой спроектирован так, чтобы его можно было легко отремонтировать в полевых условиях, вместо того, чтобы ждать замены кабелей и деталей от производителя.
Если вы используете наш комплект для замены свинцовых фитингов в вашей системе, у RedHed есть несколько опций, которые действительно могут обеспечить высокое качество работы вашей системы без использования свинца. Даже в фитингах, которые соответствуют действующим стандартам на отсутствие свинца, часто добавляют некоторое количество свинца, чтобы улучшить обработку латуни и заполнить небольшие пустоты, что может произойти, когда компания пытается выпустить как можно больше деталей за как можно более короткое время. . RedHed использует другой подход, продавая только латунные фитинги, которые на 100% не содержат свинца, используя более высокие стандарты качества при литье и обработке этих фитингов.
Несмотря на то, что наша дочерняя компания предлагает ряд различных фитингов, RedHed специально сотрудничала с нашими инженерами и дизайнерами для разработки 100-процентно бессвинцового переходника с наружной резьбой. Это позволяет вам навинтить адаптер непосредственно на головку съемника сервисной линии и развальцовывать его непосредственно на новую медную сервисную линию, которую вы устанавливаете. RedHed использует стандартные размеры, поэтому размер раструба будет соответствовать размеру линии, которую вы устанавливаете.
Почему фитинг с раструбом? Компрессионные фитинги довольно распространены в сантехнике, они затягиваются только снаружи трубы, что может создать более слабое соединение, чем раструб. Для сравнения, раструбные адаптеры могут фактически фиксировать внутреннюю и внешнюю часть медной линии в фитинге, создавая более прочное соединение. После замены водопроводной линии используйте латунь RedHed, на 100 % не содержащую свинца, чтобы обеспечить надежное соединение в течение многих лет безопасной и надежной подачи воды вашим клиентам.
Но не нужно останавливаться на достигнутом. RedHed предлагает 100% бессвинцовые упоры для бордюров, переходники свинцового фланца и корпоративные упоры для замены устаревших компонентов и может создавать полностью бессвинцовые детали, изготовленные по индивидуальному заказу для вашей коммунальной службы. Когда вы используете латунные фитинги RedHed, полностью не содержащие свинца, и набор для съёма сервисных линий New Concept Tools, вы обнаружите, что быстро выполнили большую часть своего списка задач, сведя к минимуму время, затрачиваемое на ремонт или дерн в процессе.
Если у вас есть вопросы о нашем комплекте съемников для сервисных линий или латунных фитингах RedHed, полностью не содержащих свинца, не стесняйтесь обращаться к нам для получения более подробной информации. В New Concept Tools наша работа заключается в обеспечении непрерывности вашей работы.
100% бессвинцовая латунь Red Hed и комплект для вытягивания линий обслуживания NCT
Вы работаете с коммунальным предприятием, которому необходимо регулярно прокладывать новые бессвинцовые линии обслуживания, не нарушая окружающую среду? Вы являетесь аварийным подрядчиком, работающим с жилыми или небольшими коммерческими службами, и вам нужно выполнить работу быстро и эффективно? После водного кризиса во Флинте многие предприятия водоснабжения меняют линии обслуживания на те, которые полностью не содержат свинца. По этой причине у Red Hed и ее дочерней компании New Concept Tools есть идеальное решение, которое поможет вам вносить эти изменения быстро, эффективно и абсолютно без вмешательства в систему.
Когда вы заменяете жилые или небольшие коммерческие коммуникации, не лучше ли вам иметь вариант, который сводит к минимуму земляные работы, повреждение ландшафта или дорог и нарушение работы других коммуникаций? Абсолютно! Хотя несколько компаний разработали съемники сервисных линий, ни одна из них не может сравниться со съемником, разработанным нашей дочерней компанией New Concept Tools.
Компания New Concept Tools была начата с целью разработки инструментов специально для нужд водоканалов, и комплект съемников для сервисных линий не является исключением. Голова быка механически крепится к кабелю, что упрощает ремонт в полевых условиях и позволяет вашим бригадам двигаться. Теперь профессионалы из Team Red Hed разработали 100% бессвинцовый штуцер для развальцовки, который ввинчивается непосредственно в головку быка и развальцовывается на новой медной сервисной линии. Размер раструба соответствует размеру линии, которую вы устанавливаете, что позволяет легко найти идеальную посадку.
Несмотря на то, что компрессионные фитинги довольно распространены в сантехнике, раструбные переходники фактически фиксируют медь в фитинге. Для сравнения, компрессионный фитинг затягивается только снаружи трубы, создавая более слабое соединение. После замены линии обслуживания вам просто нужно использовать латунь Red Hed, на 100% не содержащую свинца, чтобы обеспечить высококачественное соединение, которое обеспечит вашим клиентам безопасное и надежное водоснабжение в течение многих лет.
Если в существующей службе есть свинцовый бордюр, вы, вероятно, не сможете использовать существующую бордюрную остановку. Мы можем предоставить вам новую бордюрную остановку Red Hed, соответствующую требованиям вашего водного района. Если корпоративный упор представляет собой свинцово-развальцовочный тип, мы можем предоставить вам переходники свинцового фланца для перехода от существующей корпоративной резьбы к медной сервисной линии компрессионного типа. Если существующая корпоративная остановка больше не работает, вы можете установить новую корпоративную остановку Red Hed, используя прямой или седельный кран для вашей новой медной или CTS-водопроводной системы.
8 простых схем света с тремя источниками | Статьи | Фото, видео, оптика
Освещение — один из самых важных инструментов фотографа. С его помощью можно добавить глубину, объём, драматичность, лёгкость кадру. Но в руках новичка свет иногда может не подчеркнуть достоинства модели, а наоборот, выделить недостатки. Поэтому учиться легче на готовых примерах. Собрали различные схемы для съёмки с тремя источниками света, которые можно повторить.
Пример расстановки трёх источников света. Фото: essteticprint.com
Почему одного источника света не всегда достаточно Какие источники света можно использовать при студийной съёмке Классическая световая схема для съёмки с тремя источниками света Схема света «Высокий ключ» Световая схема для студийного портрета Простая световая схема с параболическим зонтом Световая схема в фотостудии с параболическим зонтом №2 Световая схема студийного света — 6-й вариант Световая схема в фотографии с цветными источниками Световая схема для портретной съёмки — 8-й вариант
Почему одного источника света не всегда достаточно
Три источника — это классическая схема.Но для чего она используется? Для формирования объёмного изображения. Эта техника максимально востребована при съёмке портретов.
Если снимать портрет, например, на однотонном фоне и поставить один источник света спереди, лицо человека будет плоским.
Важно: на самом деле и с одним источником света можно снять интересные портреты. Как это сделать — рассказали в отдельной статье.
Три источника света позволяют показать глубину кадра, получить освещённые по-разному области.
Например:
плоскость, которая ярко освещена благодаря основному свету;
мягкую или жёсткую тень с помощью бокового света;
яркий блик с помощью контрового света.
Есть много схем расстановки источников света. Фотограф может взять любую и изменить её под локацию, идею. Всегда можно экспериментировать. Фото: ps-studio.su
Какие источники света можно использовать при студийной съёмке
Софтбоксы
Нужны для создания рисующего (создаёт тень, добавляет объём) или заполняющего света (делает тени мягкими, освещает полностью предмет съёмки).
Есть много разновидностей, например:
стрипбоксы — нужны при освещении всей фигуры модели, для съёмки крупных объектов. Используются для формирования тонких и вытянутых бликов;
октобоксы — восьмиугольные конструкции большого диаметра.
Рефлекторы
Популярная насадка, нужна для концентрации светового луча в одном направлении. Кроме стандартной насадки есть:
фоновая — используется для аккуратной подсветки фона;
рассеивающая — не даёт жёсткому свету от импульсной вспышки попасть на модель;
зонтичная — нужна для съёмки с зонтами, направляет отражённый луч на зонт.
Зонты
Популярные насадки большого диаметра (65–120 см). Есть просветные (рассеивают свет, снижают его интенсивность), отражающие.
Тубусы
Имеют необычную форму конуса. Она позволяет сформировать узкий луч света. Так можно выделить какую-то деталь, сделать акцент.
Портретные тарелки
Позволяют получить одновременно мягкий, но сконцентрированный свет.
Теперь перечислим популярные схемы, которые можно повторить в студии.
Классическая световая схема для съёмки с тремя источниками света
Понадобится:
вертикальный софтбокс. Его ставят за моделью. Луч света идёт ей в спину. Так обеспечиваем узкий направленный луч по всей высоте объекта съемки;
октобокс (софтбокс восьмиугольной формы) расположен чуть левее камеры, выполняет роль заполняющего и рисующего света. Он полностью освещает модель, при этом формирует светотеневой рисунок;
вспышка с рефлектором направлена в сторону фона. Она делает фон более светлым, ярким, а модель выглядит ещё выразительней.
Фон используют белый, бумажный.
Пример классической расстановки трёх источников света. Иллюстрация: Фотосклад.Эксперт
Схема света «Высокий ключ»
В такой схеме преобладают светлые тона, практически нет тёмных и глубоких теней. Но с помощью свечения можно также создать желанный объём.
Схема похожа на Голливудскую и на описанную выше. В этих случаях лицо модели также освещает один источник света. Он размещается над камерой (как вариант — чуть сбоку, но всё равно рядом с ней).
Но в чём отличие? Разница в фоновом освещении. За моделью устанавливают 2 источника света, которые находятся под углом 45 градусов по отношению к фону. При этом у фонового освещения должна быть интенсивность выше на 1–2 ступени по экспозиции, чем у основного источника.
Со схемой «Высокий ключ» фото получается очень светлым. Но всё равно объёмным. Иллюстрация: Фотосклад.Эксперт
Световая схема для студийного портрета
Понадобятся:
октобокс для создания рассеянного освещения и смягчения теней. В отличие от предыдущих схем, он сильней развёрнут к модели. Если нужно ещё больше смягчить тени, можно использовать дополнительный отражатель света с правой стороны;
вертикальный стрипбокс — контурный свет. Нужен для подчёркивания боковых сторон объекта съёмки;
вспышка с рефлектором — направлена в сторону фона (не тёмный, можно цветной), осветляет его.
Ещё один способ расставить 3 источника света для портретной съёмки. Иллюстрация: Фотосклад.Эксперт
Простая световая схема с параболическим зонтом
Такой зонт обычного большого диаметра (1–2 м). Его особенность в том, что «глубокая» форма позволяет создать плотный и интенсивный световой поток. Он получается более направленным. Объект полностью хорошо освещён. Теперь достаточно только подсветить дополнительные участки, чтобы был более чёткий контур.
Понадобятся:
параболический зонт, который расположен за камерой;
2 вертикальных стрипа. Их ставят за моделью. Используются в роли контурных источников.
Такой способ можно использовать для фотосъёмки статичного портрета. Фон для работы лучше всего выбирать светлый.
Схема расстановки источников света с параболическим зонтом. Иллюстрация: Фотосклад.Эксперт
Световая схема в фотостудии с параболическим зонтом №2
Эта схема отличается от предыдущей расположением вертикальных стрипов. В предыдущем случае они подсвечивали саму модель. В этом они нацелены на задний план. Вариант подходит, если фон недостаточно светлый, белый, выделяющийся. И задача — сделать более светлым, ярким, чтобы объект на его фоне выделялся.
Зонт можно взять 165–180 см в диаметре. Благодаря такому большому размеру освещение будет мягким, деликатным, без жёстких теней.
Схема используется для fashion съёмки, портретной, съёмки для фотостоков.
Ещё один способ использования параболического зонта. Иллюстрация: Фотосклад.Эксперт
Световая схема студийного света — 6-й вариант
Для создания стильного чёрно-белого фото понадобится однородный бумажный фон тёмно-серого цвета. Поставить модель нужно максимально далеко.
Для работы понадобится:
рефлектор — его ставят сбоку от модели и отодвигают ближе к заднему плану. Задача — поставить его так, чтобы он освещал левую часть фона;
октобокс — ставится за спиной фотографа. Лучше выбрать с большим диаметром (1,5 м). Он нужен для формирования теней;
рефлектор с сотами — основной источник света, который располагается практически над лицом модели. Нужен для освещения лица, причёски.
Простая схема с тремя источниками для эффектного чёрно-белого фото. Иллюстрация: Фотосклад.Эксперт
Световая схема в фотографии с цветными источниками
Вариант для любителей нестандартный. С его помощью можно сделать красивые цветные акценты на объекте съёмки. Фон чёрный, бумажный. Модель лучше одеть в белое, чтобы композиция выглядела максимально эффектно. Девушка становится на максимально возможном расстоянии от фона.
1. Первый источник света — рефлектор с сотами и шторками, на который установлен красный гелевый фильтр. Задача — подсветить волосы модели снизу, при этом не допустить распространение света на спину. Точное расположение рефлектора зависит от роста модели.
2. Второй источник света — рефлектор без сот, с синим гелевым фильтром. Нужен, чтоб сделать холодные тени снизу. Его нужно поставить внизу справа, чтобы световой луч был снизу вверх. Важно, чтобы синий луч не сильно засвечивал лицо. Иначе картинка будет казаться грязной.
3. Последний источник (главный) — тарелка. Её нужно поставить высоко и близко к объекту съёмки, чтобы световой луч был практически вертикальным.
Необычная схема с цветными фильтрами. Иллюстрация: Елизавета Чупикова, Фотосклад.Эксперт
Световая схема для портретной съёмки — 8-й вариант
Для чёрно-белого снимка стоит взять фон серого цвета (любого оттенка, от светлого до тёмного).
Используются 3 типа источника:
Рисующий
Очень важный. Именно он создает красивую тень, добавляет объём. Свет от этого источника жёсткий. Можно взять портретную тарелку (как с ней работать, описали в нашем гайде), стандартный рефлектор, зонт на отражение.
Заполняющий
Делает тени мягкими, освещает полностью предмет съёмки. Этот свет должен быть рассяенным. Можно взять зонт на просвет, софтбокс.
Фоновый
Нужен, чтобы подсветить фон, добавить объём, выделить объект от заднего плана. Для формирования светлого пятна можно взять вспышку с рефлектором, тубус.
Простая схема для портретной съёмки с тремя источниками света. Иллюстрация: Фотосклад.Эксперт
В представленной схеме источники рисующего и заполняющего света нужно поставить перед объектом, по разные стороны от фотографа. А тубус направлен на фоновое полотно.
Фотосъёмка с одним источником света: распространённые и креативные световые схемы | Статьи | Фото, видео, оптика
С одним источником света лучше всего учиться отражать и рассеивать его, моделируя изображение. Источник: pixabay.com
Освещение — один из главных и самых вариативных инструментов фотографа. Существует огромное число способов сформировать свет под определённый замысел. Но с начинающим такое разнообразие может сыграть злую шутку. Можно долго сидеть, подбирая подходящую осветительную схему, переживать, что чего-то не хватает, — и так ничего и не снять.
Мы считаем, что начинать нужно с малого. Один источник света — не ограничение, а повод для экспериментов! Поэтому представляем вам список световых схем, построенных на одном источнике света. Вы можете повторить их без особых усилий.
Для всех описанных в статье схем требуется основной свет, им может быть вспышка или постоянный свет. Вы можете использовать импульсные моноблоки, накамерные вспышки или LED-осветители.
Самым важным является то, где расположен источник света, но вам могут также понадобиться световые модификаторы. Подробнее о них мы писали в статье о насадках для студийного света.
Распространённые схемы освещения с одним источником Butterfly lighting или световая схема «бабочка» Loop lighting или петлевое освещение Split lighting или боковое освещение Rembrandt lighting или рембрандтовский свет Креативные схемы освещения с одним источником Верхнее освещение из «Крёстного отца» Simulating sunlight или имитация естественного освещения Reverse key lightning или upstage lighting Book light
Распространённые схемы освещения с одним источником
Butterfly lighting или световая схема «бабочка»
Фото: Константин Дёмин, Фотосклад. Эксперт
В этой схеме модель, камера и источник света расположены на одной линии. Источник света устанавливают выше головы модели и наклоняют к её лицу под углом в 45 градусов.
Такой свет смягчает лицо модели, рисует небольшие тени под подбородком и носом. Последняя по форме напоминает бабочку. Она и дала название схеме.
В этой схеме глаза и обе стороны лица модели равномерно освещены. С помощью butterfly lighting в портретах подчеркивают линию подбородка и скулы.
Она популярна в бьюти-фотографии, а ещё позволяет сымитировать модные снимки в стиле 50-х. Butterfly lighting использовалось для фотографирования некоторых из самых известных звёзд классического Голливуда. Собственно, его второе имя — Paramount lighting, по названию кинокомпании, в лентах которой эта схема была распространена.
С помощью этой схемы можно выделить скулы и создать тени под ними, а также под шеей — что делает модель стройнее. Butterfly lighting также хорошо подойдёт для портретов пожилых людей, поскольку не заостряет внимания на морщинах.
Loop lighting или петлевое освещение
Фото: Константин Дёмин, Фотосклад.Эксперт
Как и большинство схем, loop lighting получил название от создаваемой им характерной тени, которая на этот раз идёт от носа до уголка рта.
Схема представляет собой butterfly lighting, в котором источник света не находится с моделью и камерой на одной линии. В loop lighting источник света немного отстоит от камеры вбок и повёрнут к модели на всё те же 45 градусов. Как и в BL, свет устанавливается так, чтобы быть выше головы модели, он наклонён к её лицу.
В loop lighting большая часть лица хорошо освещена. Но поскольку источник света стоит чуть сбоку от камеры, к одной из сторон лица добавляются тени (если они покажутся слишком глубокими, к схеме можно добавить отражатель, повёрнутый на 45 градусов к затенённой стороне). Свет должен стоять достаточно далеко от камеры, чтобы создавать эти тени, но при этом достаточно близко, чтобы обе стороны лица были хорошо освещены.
Loop lighting не такой драматичный, как split lighting или rembrandt lighting, но более интересный, чем плоское освещение. Loop lighting придаст портрету глубину, сохранив при этом хорошую освещённость.
Loop lighting также хорошо подходит для людей с овальными лицами. Он помогает выделить и немного приподнять скулы, тем самым сузить и удлинить овал лица.
Split lighting или боковое освещение
Фото: Константин Дёмин, Фотосклад.Эксперт
В этой схеме свет словно делит лицо модели напополам. Одна половина хорошо освещена, другая находится в тени.
Добиться такого эффекта можно, поместив источник света сбоку от модели примерно на высоте лица. За счёт этого свет должен достигать только одной стороны лица, оставляя другую сторону тёмной.
Эта схема создаёт драматичное и мрачное настроение. Распространена в fashion- и коммерческой фотографии, а также добавит разнообразия в набор тематических портретных фотографий.
Rembrandt lighting или рембрандтовский свет
Фото: Константин Дёмин, Фотосклад. Эксперт
Этот паттерн назван в честь знаменитого голландского художника, так как часто встречался в его картинах. Суть схемы — добиться того, чтобы одна сторона лица модели была освещена, другая — затенена. Но на затенённой стороне, на щеке и под глазом должен оставаться световой узор в форме треугольника.
Чтобы добиться такого узора, источник света нужно сдвинуть свет правее или левее относительно loop-схемы и направить его вниз под более крутым углом. А модель должна стоять перпендикулярно камере.
Креативные схемы освещения с одним источником
Верхнее освещение из «Крёстного отца»
Фото: Константин Дёмин, Фотосклад.Эксперт
Это очень сдержанная схема с яркими областями и глубокими тенями, при этом свет практически не падает на фон (в этой схеме он должен быть тёмным).
В «Крёстном отце» на глазах Марлона Брондо — глубокие тени. Это создаёт таинственное и угрожающее впечатление от персонажа — мы не видим его глаз.
Источник света нужно расположить прямо над моделью, например, при помощи стойки-журавля, а потом сдвинуть его немного вперёд.
Если свет окажется за моделью, всё её лицо будет затенено. Лоб, нос и скулы будут лишь слегка видны, а это уже скорее какой-то фильм ужасов.
Если слишком вытянуть свет перед моделью, глаза будут освещены, а это противоречит цели.
Simulating sunlight или имитация естественного освещения
Фото: Константин Дёмин, Фотосклад.Эксперт
Суть этой схемы, как следует из названия, в имитации естественного освещения.
Свет, бьющий из единственного источника, может отражаться от белых стен, отражателей или фона (чего угодно, главное — цвет). И его характер становится похож на освещение солнечным днем.
Один из способов создания такой схемы — построить вокруг модели П-образную конструкцию из белого пенопласта. Свет необходимо направить в верхний блок. Многократно отразившись от окружающих белых поверхностей, свет станет рассеянным. Если вам покажется, что на лице модели он стал слишком плоским, можете добавить немного чёрной ткани с той стороны, где вы хотите углубить тени.
Reverse key lightning или upstage lighting
Фото: Константин Дёмин, Фотосклад.Эксперт
Key light — это основной источник света, с помощью которого вы формируете свой объект. Им может быть хоть фонарик, хоть окно. Reverse в этом контексте значит, что свет должен стоять сбоку или чуть позади объекта или модели. В это время камера направлена в ту часть объекта, что покрыта тенью.
Такой подход создаёт отличное ощущение глубины. Схему можно дополнить отражателем, поместив его перед объектом, чтобы рассеять контровой свет. С противоположной стороны от источника света отлично впишется чёрный предмет (ткань, картон, пенопласт, главное — цвет). Его цель — поглотить свет и ещё сильнее затемнить объект со стороны, направленной в камеру.
Эта схема создаёт интересные тени, а это означает глубину, интерес и контраст, давая вам область тени вдоль лица модели, с которой можно играть.
Book light
Фото: Константин Дёмин, Фотосклад.Эксперт
Этот паттерн был разработан, чтобы добиться мягкого рассеянного света, но при этом не занимать много места, как при использовании стандартного рассеивателя. Это отличный способ смягчить свет, если у вас на руках есть только жёсткий вариант.
Схема такова: сначала свет нужно пропустить через отражатель. Это сделает световой поток более широким и одновременно смягчит его. Поставьте отражатель под углом в 45 градусов к источнику света. Затем свет нужно рассеять. Для этого подойдёт упаковочная пена, пузырчатая пленка, пищевая бумага, калька или белая ткань (нейлон, подкладочная ткань). Её нужно поставить под углом в 45 градусов к отражателю.
Кроме того, эта схема полезна, если вам нужно приглушить направленный свет, но помещение, в котором вы снимаете, слишком маленькое, чтобы отдалить источник света от объекта. Почему так? Вспоминаем закон обратных квадратов: сила света обратно пропорциональна квадрату расстояния. Выстраивая схему с отражателем, мы увеличиваем расстояние, которое свет проходит от источника до объекта. Тем самым заодно понижаем его мощность.
Как видно по схеме, «книжной» эта схема называется, потому что расположение друг относительно друга напоминает открытую книгу.
Заключение
Бывает, что ограничиваться одним источником света приходится не из-за творческого замысла, а по вполне обыденным причинам. Либо вы ограничены пространством, места в котором хватит только для одного источника света. Либо ограничены бюджетом.
Попадая в такие ограничения, учишься новому. Когда у вас только один источник света, вы должны научиться контролировать и формировать его: отражать и рассеивать. Добавляя тени, вы углубляете и моделируете изображение.
3 простые цветовые схемы, которые сделают ваши фотографии эффектными
В нашем распоряжении множество инструментов для создания великолепных фотографий, в том числе рекомендации по композиции, такие как правило третей, направляющие линии и эффективное кадрирование. Преднамеренный выбор цвета с использованием теории цвета — еще один отличный способ усилить композицию ваших изображений. Теория цвета — это набор принципов и рекомендаций, используемых для создания гармоничных цветовых комбинаций, приятных для глаз.
В основе теории цвета лежит цветовой круг, созданный Исааком Ньютоном в 1660-х годах. Цветовой круг — это удобный инструмент, помогающий визуализировать взаимосвязь и гармонию между цветами.
Гармоничные цветовые схемы — это устоявшиеся комбинации, основанные на расположении цветов на колесе. В этой статье мы познакомим вас с тремя основными цветовыми схемами, которые можно использовать при создании изображений: дополнительная, аналогичная и монохромная .
Здесь мы будем ссылаться на цветовую систему RYB, в которой красный, желтый и синий являются основными цветами.
1. Дополнительные цвета
Чтобы получить простую дополнительную цветовую палитру для создания максимального и яркого контраста, выберите два цвета на противоположных сторонах цветового круга. Использование дополнительных цветов на фотографиях приведет к тому, что изображения будут выделяться на странице или экране. Дополнительные цвета в системе RYB:
Желтый и фиолетовый
Красный и зеленый
Синий и оранжевый
Используйте цветовой круг, чтобы легко найти дополнительные цветовые комбинации. Фото (слева) Zamurovic Brothers // Фото (справа) by Yes PhotographersФото (слева) Yes Photographers // Фото (справа) от Zamurovic BrothersФото (слева) от Zamurovic Brothers // Фото (справа) от Bogdan Dreava
Разновидностью этого подхода является использование триадных цветов. Триадные цвета – это три цвета с равным расстоянием между ними. Эта цветовая комбинация приведет к тому, что изображения будут довольно яркими и полными контраста. Чтобы успешно использовать триадные цвета в своей композиции, выберите один доминирующий цвет и два цвета для акцента.
Примеры триадных дополнительных цветов:
Красный, желтый и синий
Пурпурный, зеленый и оранжевый
Вы также можете использовать цветовой круг для определения триадных цветовых комбинаций для ваших изображений. Фото (L) Алины Хо // Фото (справа) от Zamurovic BrothersФото от Iceman Photos
2. Аналоговые цвета
Аналоговые цвета — это цвета, расположенные рядом друг с другом на цветовом круге. Без сильного контраста дополнительных цветов аналогичные цвета могут иметь более успокаивающий эффект.
Примеры двухцветных аналогов:
Синий и фиолетовый
Зеленый и синий
Желтый и зеленый
Оранжевый и желтый
Фиолетовый и красный
Выберите аналогичные цвета с помощью цветового круга более успокаивающий эффект.Фотографии братьев Замурович. ) Джейкоб Лунд Фотография
Аналогичные цветовые схемы также могут быть созданы с использованием трех цветов, расположенных рядом или рядом друг с другом на цветовом круге. Чтобы успешно реализовать три аналогичных цвета, выберите один в качестве доминирующего цвета, а два других — в качестве акцентов. Дизайнеры часто следуют правилу 60/30/10, означающему, что доминирующий цвет занимает 60% пространства, второстепенный цвет — 30%, а акцентный цвет — оставшиеся 10%.
Примеры трехцветных аналоговых схем:
Оранжевый, желтый и зеленый
Красный, оранжевый и желтый
Синий, фиолетовый и красно-фиолетовый
Вы также можете использовать цветовой круг для создания трех цветовых аналоговых цветовых схем. Фото (слева) Карлоса Давида // Фото (справа) от Yes PhotographersPhoto ( L) Yes Photographers // Фото (R) Zamurovic Brothers
3. Монохромная цветовая схема
Вариации тонов и оттенков только одного цвета создают монохроматическую цветовую схему. Использование монохроматической цветовой схемы приводит к спокойному и безмятежному изображению. Это дает зрителю возможность сосредоточиться на композиции или текстуре изображения.
Фото (слева) Марии Вокович // Фото (в центре) Богдана Дреава // Фото (справа) от Yes PhotographersФото (слева) от Алии Хо // Фото (посередине) от Zamurovic Brothers // Фото (справа) от Yes Photographers
Используйте эти три основные цветовые схемы, основанные на теории цвета и цветовом круге, в качестве руководства, чтобы вывести изображения на новый уровень.
Хотите присоединиться к нашему сообществу фотографов и внести свой вклад в Noun Project? Отправьте свою работу здесь.
* Оригинальный цветной круг из Викисклада: CC Attribution-Share Alike 3.0 ; дополнительные значки линий и треугольников от Noun Project
Сюзанна Стронг
Креативный директор по фотографиям Noun Project и фотограф
Лучшие цвета для семейных фотографий на открытом воздухе
Как семейный фотограф, я чаще всего слышу от семей вопрос: «Что надеть?». И я, как мама, понимаю его! Идея выбора цветовых схем для семейных фотографий и подбора сочетающихся нарядов тоже может вскружить мне голову! Вот почему я создал серию блогов с информацией от общих советов о том, что надеть, до лучших цветов для семейных фотографий вне дома.
ТЕМНО-СИНИЙ, КРЕМОВЫЙ С ЗАЖАЛЫМ
Темно-синий, кремово-коричневый — классическая цветовая гамма для семейных фотографий, подходящая для любого времени года. Темно-синий и кремовый прекрасно сочетаются с пастельными цветами и яркой зеленью весны. Они также идеально смотрятся среди зеленой травы и листьев в парке для летних семейных фотографий. И эти «нейтральные тона» дополняют ярко-желтые и оранжевые осенние листья.
Наряд для семейного фото в темно-синей и кремовой цветовой гамме
СЕРЫЙ, РОЗОВЫЙ И ЗОЛОТОЙ
Цветовая схема «Семейная фотография» | Серый и приглушенный розовый и золотой
АКВА И ТЕМНО-СИНИЙ
Цветовая гамма экипировки цвета морской волны и темно-синего цвета
КОРАЛЛОВЫЙ И ТЕМНО-СИНИЙ
Вы обнаружите, что большинство цветовых схем имеют один или два ярких или ярких цвета в сочетании с одним или двумя «нейтральными» тонами. В этом наряде коралловый является смелым основным цветом. Темно-синий, серый и белый цвета действуют как нейтральные тона, которые помогают сбалансировать яркий коралловый цвет и приземлить наряд.
Лучшие цвета для летних семейных фотографий на улице | Темно-синий и коралловый
ТЕМНО-СИНИЙ И ЖЕЛТЫЙ
Еще один пример цветовой схемы для семейных фотографий, в которой используется яркий цвет (желтый) в небольших количествах. А затем уравновешивает его нейтральными оттенками (серым и темно-синим).
цветовая схема наряда темно-синий и желтый
АКВА, СЕРЫЙ И ЖЕЛТЫЙ
Аква, серый и желтый — идеальная цветовая гамма для весенних или летних семейных фотографий.
Лучшие цвета для весенних семейных фотографий на природе | Морской, желтый и серый
БИРЮЗОВЫЙ И КОРОТКИЙ
Цветовая гамма бирюзово-коричневого наряда
ЖЕМЧУЖЕННЫЙ ОРАНЖЕВЫЙ, БЕЛЫЙ И ТЕМНО-СИНИЙ
Осень — популярное время для семейных фотографий. На северо-востоке Огайо у нас, как правило, есть парки, полные красивой золотисто-желтой осенней листвы. Этот семейный наряд имеет идеальную цветовую гамму для золотых осенних листьев.
осенняя цветовая схема семейного фото | Оранжевый, желто-коричневый и темно-синий
РОЗОВЫЙ, ВИННО-СЕРЫЙ
Цветовая гамма наряда «Вино и розовый»
ВИНО, КРЕМ И ЗОЛОТО
Я люблю эту цветовую гамму для праздничных семейных фотографий. Так часто мы думаем о красном и зеленом для рождественских фотографий. Но использование цветовой гаммы вина, сливок и золота по-прежнему создает ощущение праздника, если вы планируете использовать их для рождественских открыток. Но он также достаточно классический и традиционный, чтобы висеть у вас дома круглый год.
Цветовая гамма праздничного наряда: винный, кремовый и золотой
РОЗОВЫЙ, КОРИЧНЕВЫЙ И КРЕМОВЫЙ
Желтовато-коричневый, кремовый и розовый — один из лучших наборов цветов для семейных фотографий на пляже. Это будет идеальный семейный наряд, если вы ищете очень сдержанный и однотонный образ. Розовый цвет, использованный в этом семейном наряде, настолько мягкий и бледный, что сам по себе действует почти как нейтральный. А оттенки загара и крема перекликаются с оттенками песка на пляже.
* Только не забудьте про обувь, если вы используете такой наряд для пляжной фотосессии. Босиком на пляже всегда выглядит лучше *
Персиковый, голубой и джинсовый — излюбленная цветовая гамма для весенних семейных снимков. Персик идеально сочетается с пастельными тонами весенних цветов северо-восточного Огайо. В то время как джинсовая ткань помогает действовать как нейтральная, чтобы одежда не конкурировала со всеми удивительными цветами, которые природа может предложить весной.
Легкая и воздушная цветовая гамма семейных фотографий | Персиковый, синий и джинсовый
КРАСНЫЙ, ГОРЧИЧНЫЙ И СЕРЫЙ
осенняя цветовая схема семейного фото | красный, горчичный и серый
КРАСНЫЙ, БЕЛЫЙ И СИНИЙ
Эта красно-бело-синяя цветовая гамма идеально подходит для семейных фотографий, посвященных 4 июля. Красный цвет может быть сложным для использования на фотографиях, потому что он действительно требует внимания. Но это также может помочь создать яркий семейный портрет. Если вы планируете использовать красный цвет как часть своей цветовой схемы, обязательно учитывайте место вашего сеанса. Нейтральные тона пляжа или городского центра станут идеальным фоном для этой цветовой схемы. В то время как травянистый парк с большим количеством зелени, может сделать вашу фотографию немного более рождественской, чем вы ожидали.
Красная, бело-синяя цветовая гамма наряда
СЕРЫЙ, СИНИЙ И КОРИЧНЕВЫЙ
Лучшие цвета для семейных фотографий на улице | Желто-коричневый и синий
КАК ВЫБРАТЬ ИДЕАЛЬНУЮ ЦВЕТОВУЮ СХЕМУ
Возможно, вы нашли вышеприведенную цветовую схему, в которую влюбились. Большой! Прежде чем рыться в шкафу или отправиться в магазин, давайте рассмотрим несколько советов, которые помогут вам убедиться, что цветовая схема идеально подходит. Или помочь вам сузить список избранных до лучшего для вашей семьи.
1. МЕСТО
При выборе цветовых схем для семейных фотографий не забывайте о месте съемки. В то время как яркие и яркие цвета идеально подходят для сеанса городского стиля в центре города, они могут показаться немного неуместными на поле с высокой тонкой травой. Или, если ваша обстановка полна пышной зеленой листвы, использование большого количества красного может случайно сделать ваш портрет похожим на Рождество.
2. ВАШ ДОМ
Когда вы выбираете лучшие цвета для ваших семейных фотографий снаружи, начните с того, что загляните внутрь своего дома. Где вы планируете повесить свои последние портреты? Возможно, вы захотите взять цвета из своего декора, чтобы ваша окончательная работа выглядела так, как будто она была сделана для ваших стен. Если ваш стиль — мягкие и приглушенные тона, наряды в таком же мягком и приглушенном стиле будут идеальным выбором. Украсить в более холодных тонах? Не забудьте также одеться в более холодные тона.
3. ОТТЕНКИ КОЖИ
У всех нас есть любимый цвет. Тебе известно. Тот, в котором все делают тебе комплименты, когда ты его носишь. Обычно мы тяготеем к цветам, которые хорошо сочетаются с оттенком нашей кожи, даже не осознавая этого. Например, если у вас теплый оттенок кожи, вы, как правило, будете тяготеть к теплым цветам, таким как коричневый, золотой, оранжевый и красный, и выглядеть лучше всего.
И если вы выглядите лучше всего и всегда носите холодные цвета, такие как серый, фиолетовый и синий, то, скорее всего, у вас холодный оттенок кожи.
Но когда у вас есть семья, может быть несколько оттенков кожи. И вы все еще хотите убедиться, что цвета, которые вы выбираете, подходят всем. Хотя это может показаться невозможным, если у вас есть члены вашей семьи с холодными тонами, а некоторые с теплыми, есть простое решение.
4. УБЕДИТЕСЬ, ЧТО ВАША ЦВЕТОВАЯ СХЕМА ОТЛИЧНО ВЫГЛЯДИТ НА ВСЕХ
Возможно, вам нравится цветовая схема цвета морской волны и синего, показанная выше. Но цвет морской волны не идет вашей дочери. Вы могли бы одеть ее более доминирующим в нейтральный якорный цвет. В данном случае темно-синий. Затем добавьте бирюзовый пояс, чтобы связать ее наряд. Таким образом, бирюзовый пояс будет опираться на темно-синее платье, а не на тон кожи ее лица.
5. ВЗЯТЬ С СОБОЙ БЕСПЛАТНОЕ РУКОВОДСТВО ПО ЧЕМ НАДЕТЬСЯ, КОГДА ТЫ ПОКУПАЕШЬ
Загрузите бесплатное руководство ниже. Полный примеров нарядов и вдохновения, а также моих 5 любимых советов по согласованию ваших семейных нарядов, он идеально подходит для вашего телефона, когда вы идете по магазинам. Или ссылку, когда вы прочесываете свой шкаф дома.
UNF — Унифицированная национальная тонкая резьба. Аналогичен УНК. Резьба UNC и UNF подходит для обычных винтов и гаек. Угол наклона 60°.
Реклама:
Номинальный Диаметр
Основной Диаметр Дюймы
Major Diameter mm
Tapping Drill Size mm
TPI
Pitch mm
#0 — 80 UNF
0. 060
1.524
1.25
80
0.317
#1 — 72 UNF
0,073
1,854
1,55
72
0,353
#2 — 64 UNP
0,086
2,184
1,
020202079 9007
0 2,184
1,
0202020799997 9007
.0020 0.397
#3 — 56 UNF
0.099
2.515
2.15
56
0.453
#4 — 48 UNF
0.112
2.845
2.40
48
0.529
#5 — 44 UNF
0.125
3.175
2.70
44
0.577
#6 — 40 UNF
0.138
3.505
2.95
40
0.635
#8 — 36 UNF
0.164
4.166
3.50
36
0.705
#10 — 32 UNF
0. 190
4.826
4.10
32
0,794
#12 — 28 UNF
0,216
5,486
4,70
28
0,907
1/4 ” — 28 UNF
0,2507
9000 9000 9000 9000 9000
3
9000 9000 9000 9000 9000
3
9000 9000 9000 9000
3
9000 9000 9000 9000
3
9000 9000 9000 9000
3
9000 9000 9000 9000
3
9000 9000 9000 9000 9000 35020020 5.50
28
0.907
5/16″ — 24 UNF
0.313
7.938
6.90
24
1.058
3/8″ — 24 UNF
0.375
9.525
8.50
24
1.058
7/16″ — 20 UNF
0.438
11.112
9.90
20
1.270
1/2″ — 20 UNF
0.500
12.700
11. 50
20
1.270
9/16″ — 18 UNF
0.563
14.288
12.90
18
1.411
5/8″ — 18 UNF
0.625
15.875
14.50
18
1.411
3/4″ — 16 UNF
0.750
19.050
17.50
16
1.587
7/8″ — 14 УНФ
0.875
22.225
20.40
14
1.814
1″ — 12 UNF
1.000
25.400
23.25
12
2.117
1 1/8″ — 12 UNF
1.125
28.575
26.50
12
2.117
1 1/4″ — 12 UNF
1.250
31.750
29.50
12
2.117
1 3/8″ — 12 UNF
1.375
34. 925
32.75
12
2.117
1 1/2″ — 12 UNF
1.500
38.100
36.00
12
2.117
Реклама:
Реклама:
Таблица резьб UNC, UNF и UNEF
Перейти к содержимому
Таблица потоков UNC, UNF и UNEFOptimas2022-10-14T12:25:59+01:00
Optimas — поставщик комплексных цепочек поставок и производственных решений. Прежде чем приступить к разработке следующего продукта или обновлению существующего продукта, рассмотрите возможность сотрудничества с Optimas, чтобы воспользоваться нашими многочисленными возможностями.
ОБРАЩАЙТЕСЬ К ЭКСПЕРТУ
В таблице ниже показаны типы резьбы, размеры и характеристики резьбы Unified Coarse (UNC), Unified Fine (UNF) и Unified Extra Fine (UNEF).
Размеры резьбы не взаимозаменяемы напрямую. Только для руководства.
Под болтом понимают крепежное изделие в виде стержня цилиндрической формы, который располагает наружной резьбой и головкой под гаечный ключ, образующее соединение при помощи гайки или иного резьбового отверстия.
Болты классифицируются: по назначению, форме головки, классу прочности, покрытию и материалу.
Области применения: сборка ответственных конструкций, машиностроение, строительство и производство мебели.
Головка болта бывает овальной, конической, шестигранной, эллиптической, цилиндрической, квадратной. Прообраз современных болтов с резьбой появился в 15-м столетии.
Классы прочности болтов характеризуют их механические свойства при определенных температурах. Также параметром, который определяет, какой класс прочности будет у болтов, является не только марка стали, но и технология, по которой они изготовлены. Болты, относящиеся к категории высокопрочных, преимущественно изготавливаются по технологии высадки, резьбу на них формируют накаткой на специальном автомате. После изготовления они подвергаются термообработке.
Материал, из которого изготавливаются болты – сталь различных марок в зависимости от класса прочности. Покрытие – цинк.
При выборе болтов советуем обратить внимание:
Резьба качественных болтов должна быть ровной и однородной. Сколы, трещины и прочие дефекты лучше слов говорят о том, что такой метиз сделан с нарушением технологии. Если вы покупаете болты из нержавеющей стали, убедитесь, что серебристая поверхность метиза не просто слой краски, которая никак не сможет защитить крепеж от коррозии. Хорошим инструментом для проверки качества болтов и гаек является обычный рожковый ключ соответствующего размера, который должен точно подходить к шестиграннику метиза. Для большей уверенности попробуйте накрутить гайку на болт, и если этот процесс вызвал у вас какие-либо затруднения, то можете смело усомниться в качестве предлагаемого вам товара.
Чаще всего мы имеем дело с шестигранными болтами DIN 933, хотя в последнее время все большей популярностью пользуются болты с внутренним шестигранником DIN 912, которые при прочих равных требуют значительно меньшую площадь опоры под шляпкой.
Самый распространенный вид болта во всем мире. От всех остальных болтов его отличает головка в виде шестигранника. Для закручивания такого болта требуются специальные ключи. Резьба может выполняться как по всей длине стержня, так и неполной. Сама резьба на таких болтах может различаться по шагу. При этом чаще всего такие болты в соединениях идут в паре с гайками и шайбами соответствующего диаметра.
Диаметр резьбы варьируется от М3 до М64, длина от 30 мм до 560 мм.
Болты с полукруглой головкой DIN 603 очень похожи на болты с потайной головкой. Для таких болтов требуется квадратное отверстие для подголовка. При сборке изделия из дерева квадратный подголовник вдавливается в поверхность и надежно фиксируется от возможного прокручивания болта.
Диаметр резьбы варьируется от М5 до М16, длина от 16 мм до 220 мм.
Еще такие болты называют мебельными, так как именно в этой сфере они чаще всего и применяются. Именно в мебели необходимы метизы, которых или совсем не видно, или которые видны, но не портят вид и безопасны. В других сферах они если и применяются, то не массово.
Болты с внутренним шестигранником DIN 912 представляет собой изделие из металлического стержня на одном конце которого головка в виде цилиндра, а с другой стороны — резьба, расположенная на всю длину вплоть до головки, либо частично. Для изготовления болтов используют углеродистую сталь.
В головке этого метиза имеется отверстие под шестигранный ключ (шлиц). Болты с внутренним шестигранником широко используются в автомобилестроении, строительстве, мебельном производстве. Такие метизы эффективно использовать при монтаже конструкций с жесткими ограничениями по габаритам, потому что в таких случаях применение дополнительных элементов конструкции может неблагоприятно отразится эксплуатационные качества всей конструкции. Также такой вид крепежа подходит для монтажа деталей в труднодоступных местах для других видов инструментов.
Как производится маркировка резьбовых соединений?
Маркировка болтов осуществляется с учетом требований DIN, ANSI/ISO и других стандартов. На головку изделия наносят:
класс прочности материала, из которого изготавливается болт;
клеймо производителя;
стрелку левой резьбы (правая резьба никак не маркируется).
Указанные знаки могут быть выпуклыми либо углубленными. А их величина определяется на заводе, который выпускает болты.
Класс прочности изделий из углеродистых сталей указывается в виде двух цифр, разделенных точкой – 3.6, 10.9, 8.8 и так далее. Первая цифра показывает, какую нагрузку может выдержать соединение. Вторая является отношением, умноженным на 10, двух пределов – текучести и прочности. Так, если вы видите маркировку на болтах – «8.8», это означает, что при нагрузке более 8 тонн на квадратный сантиметр они порвутся.
Таблица соответствия крепежа немецкого стандарта DIN – российского стандарта ГОСТ – международного стандарта ISO.
DIN
ГОСТ
ISO
DIN 933
ГОСТ 7798-70, ГОСТ 7805-70
ISO 4017
DIN 912
ГОСТ 11738-84
ISO 4762, ISO 21269
DIN 603
ГОСТ 7802-81
ISO 8677
Сделать заказ болтов Вы сможете в каталоге интернет-магазина стройматериалов «РДС строй».
С уважением,
Команда интернет-маркетинга холдинга «РДС строй»
#Стройматериалы для профессионалов
Характеристики болтов по DIN 933. Размеры, типоразмерный ряд, материал для изготовления
Сопряжение стальных конструкций на стройплощадках обычно выполняется болтовым соединением. У этого способа есть ряд преимуществ, в том числе и по сравнению с таким популярным, как применение сварки. Прежде всего – это простота формирования соединения, а также контроля его качества. Но, продолжая сопоставление этих двух методов, справедливости ради необходимо сказать, что болтовое соединение характеризуется большей металлоемкостью, а это считается недостатком.
Разновидности болтов в зависимости от класса точности
Нормы стандарта DIN 933 распространяются на крепежные изделия, изготовленные согласно требованиям классов точности «A» и «B» (повышенная и нормальная точность, соответственно). Отличия заключаются в показателях шероховатости опорной плоскости головки, а также поверхности резьбы.
Наибольшее распространение получили болты с нормальным классом точности – «B». Их помещают в отверстия с диаметром, превышающим эту характеристику стержня данных крепежных изделий на 1-1,5 миллиметров.
Болты с повышенным классом точности – «A» – нашли наибольшее применение в соединениях, относящихся к категории особо ответственных. Здесь разница в диаметрах колеблется в диапазоне от 0,25 до 0,3 миллиметра.
Особенности применения
Основными факторами, оказывающими влияние на сферу применения болтов стандарта DIN 933, являются используемое для изготовления сырье и вид покрытия заготовки. Так, сегодня для производства подобного крепежа используется, в основном, сталь марок Cт.20 и Cт.35. Что же касается покрытия, то наибольшее распространение получило оцинкование. Но для защиты болтов от коррозии на их поверхность наносят и другие материалы. В таблице представлена соответствующая информация.
Тип болта
Вид покрытия
Область применения
С покрытием слоем цинка
Термодиффузионное оцинкование
Эксплуатация объектов сферы промышленного производства
С покрытием слоем цинка
Горячее оцинкование
Строительно-монтажные работы обоих типов: наружные, а также внутренние
С гальваническим покрытием
Медь
Нагревательное оборудование (баки, бойлеры)
Хром
Конструкции с повышенными требованиями к декоративным характеристикам
Латунь
Конструкции с повышенными требованиями к декоративным характеристикам.
Электротехнические устройства.
Сантехнические приспособления.
Кадмий
Условия высокой влажности типа «море-река»
Нержавеющий
——————
Сталь A4 – объекты медицины, пищепром (кислотосодержащие рабочие среды). Сталь A2 – прибрежные конструкции и сооружения.
Высокопрочный
Возведение высотных зданий, конструкций дорожного типа, метро- и мостостроение.
Формирование болтового соединения
Болт DIN 933, имеющий метрическую резьбу, помещается в один элемент конструкции и осуществляет фиксацию другого путем завинчивания гайки стандарта DIN 934 тоже с метрической, но с внутренней резьбой. Для равномерного распределения нагрузки рекомендуется применять шайбу стандарта DIN 125.
Время формирования соединения в условиях современной промышленности – буквально считанные секунды., поскольку для этого используются торцевые головки на инструменте с электрическим приводом. В домашних условиях применяется, преимущественно, инструментарий ручного типа – трещотки, оснащенные теми же торцевыми головками, ключи накидного и гаечного типов.
Комбинация компонентов болтового соединения зависит от предполагаемых особенностей формируемого крепления. Самые распространенные сочетания представлены в таблице.
Технические характеристики
Основные параметры болтов, прописанные в общепринятом стандарте DIN 933, указаны в таблице.
Параметры
B
K
H
S
max
max
М56
16,50
1
0,3
35,0
5,50
М48
15
0,3
30,0
5,0
М42
13,5
0,3
26,0
4,50
М36
12
0,8
0,2
22,5
4,0
М30
10,5
18,7
3,50
М27
9
17,0
3,0
М24
9
15,0
3,0
М22
7,5
14,0
2,50
М20
7,5
12,5
2,50
М16
6
10,0
2,0
М14
6
0,6
0,15
8,8
2,0
М12
5,3
7,5
1,75
М10
4,5
6,4
1,50
М8
4
5,3
1,25
М6
3
0,5
4,0
1,0
М5
2,4
0,5
3,5
0,8
М4
2,1
0,4
2,8
0,7
М3
1,5
0,4
2,0
0,5
Единица измерения – миллиметры. В таблице приняты следующие обозначения: B – сбег резьбы, max; K – высота подголовка; H – высота головки болта; S – шаг резьбы.
Что же касается длины стержня болтов стандарта DIN 933, то она находится в пределах min 7, max 200 мм.
Еще одна важная характеристика такого крепежа – это величина минимальной разрушающей нагрузки (Fmin). Очевидно, данный параметр зависит от диаметра стержня болта (Dст.), а также от класса прочности, обеспечиваемого примененной технологией его изготовления.
В частности, у болта класса прочности 5.8 с Dст.= 4мм, Fmin= 4,57 кН. А у высокопрочного такого крепежного изделия с классом прочности 12.9 при Dст.= 24 мм Fmin= 431 кН.
Заключение
Надежность болтового соединения обусловила факт его применения для создания конструкций из разнообразных материалов. Согласно статистике, в 90% случаев с помощью болтов стандарта DIN 933 соединяются металлические элементы, на долю деревянных приходится приблизительно 8% а остальные 2% идут на крепление компонентов из других материалов.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Выбор материала крепежа и классы болтов
Крепежи бывают самых разных спецификаций, но планируете ли вы использовать болт, винт, заклепку, штифт, зажим или какой-либо тип самозажимного оборудования, выбирая материал, подходящий для предполагаемое применение является важной проблемой. Например, выбор крепежа из стали, а не из алюминия, может сильно повлиять на качество и долговечность соединения, которое он образует. Аналогичным образом на эффективность материалов могут влиять многочисленные факторы, такие как условия окружающей среды, наличие коррозионно-активных элементов, требования к физической нагрузке и общая стабильность конструкции.
Типы застежек
Изображение предоставлено Shutterstock/APPOLLOMAN
Большинство промышленных крепежных изделий изготавливаются из алюминия, латуни, некоторых синтетических неметаллов, а также различных марок стали и нержавеющей стали. Кроме того, такие металлы, как титан, также ценны для строительного крепежа, хотя они имеют очень специфическое применение в узком диапазоне областей. Как правило, крепежные материалы оцениваются по их механическим свойствам, возможности обработки после изготовления, экономической эффективности и ряду других вторичных критериев. Вы также можете заказать их изготовление на заказ в соответствии с вашими потребностями.
Стальные крепежи
Сталь является наиболее часто используемым материалом в производстве крепежных изделий, на ее долю приходится почти 90 процентов всех ежегодно производимых крепежных изделий. Популярность этого металла связана с его высокой степенью пластичности в сочетании с прочностью на растяжение и долговечностью. По сравнению с другим металлом сталь также относительно недорога в производстве. Он часто обрабатывается цинкованием или хромированием, но также может быть сформирован без какой-либо обработки поверхности.
Болт из углеродистой стали
класса
Углеродистая сталь
является наиболее распространенным типом стали, используемой в производстве крепежа. Марки 2, 5 и 8, как правило, являются стандартом для винтов и болтов на основе углеродистой стали, а легированная углеродистая сталь представляет собой более совершенную вариацию этих металлов. Их механическая прочность колеблется от примерно 50 тысяч фунтов на квадратный дюйм (килофунтов на квадратный дюйм) до 300 тысяч фунтов на квадратный дюйм в готовом изделии. Свойства материалов для этих марок включают:
Класс 2 : Это категория с низким содержанием углерода, которая включает в себя наименее дорогие, но и наименее прочные типы стали. Материал класса 2 хорошо поддается обработке и составляет основную часть крепежных изделий из стали.
Класс 5 : Стали класса 5 производятся из нелегированных среднеуглеродистых групп, таких как тип 1038, и обычно подвергаются деформационному упрочнению для повышения их прочности. Это наиболее распространенный сорт, используемый в автомобильной промышленности.
Класс 8 : Эти стали, как правило, представляют собой среднеуглеродистые сплавы, такие как марки 4037 и 4340. Они имеют высокую степень деформационного упрочнения, что делает их прочнее и лучше подходит для механических нагрузок, таких как системы подвески транспортных средств.
Легированная сталь : Это сплав, образованный высокопрочной углеродистой сталью, который можно термически обрабатывать до 300 ksi. Легированная сталь имеет низкую коррозионную стойкость и обычно имеет дополнительное покрытие. Эти стали чрезвычайно прочны, но могут быть жесткими и хрупкими.
Крепеж из нержавеющей стали
Нержавеющая сталь
представляет собой сплав, который сочетает в себе свойства низкоуглеродистых марок с определенным процентным содержанием хрома и никеля. Входящий в его состав хром придает нержавеющей стали высокую степень коррозионной стойкости, которая не снижается при деформации или длительном использовании. Однако низкое содержание углерода не позволяет эффективно упрочнять его, что делает металл прочнее, чем большинство сталей класса 2, но слабее, чем многие закаленные сорта сортов 5 и 8. Конечная прочность большинства марок нержавеющей стали колеблется от 70 до 220 тысяч фунтов на квадратный дюйм, в зависимости от соотношения металлов в сплаве. Крепежи из нержавеющей стали также менее магнитны, чем их аналоги из стандартной стали. Двумя основными категориями крепежных материалов из нержавеющей стали являются:
Мартенситная нержавеющая сталь : Мартенситная группа включает прочные, долговечные нержавеющие стали, которые могут быть дополнительно упрочнены путем термической обработки. Они более магнитны, чем другие виды стали, но обладают меньшей коррозионной стойкостью.
Аустенитная нержавеющая сталь : Подавляющее большинство крепежных изделий из нержавеющей стали производится из металлов аустенитной группы. Их высокое содержание хрома и никеля обеспечивает жесткую коррозионную стойкость и способность выдерживать значительные физические нагрузки без разрушения, хотя и при более высокой стоимости, чем мартенситные разновидности.
Бронзовый и латунный крепеж
Бронза, используемая в производстве крепежа, представляет собой сплав, в основном состоящий из олова и меди. Обладая высокой коррозионной стойкостью, бронза хорошо подходит для водных применений, таких как судостроение или подводное строительство.
Он такого же красноватого цвета, как медь, но относительно дорог по сравнению с другими крепежными материалами. Латунь, сплав меди и цинка, похожа на бронзу по своим антикоррозионным свойствам и электропроводности, но имеет более низкую прочность на растяжение и является относительно мягким металлом. Часть привлекательности латуни как материала для изготовления заключается в ее желтовато-золотом цвете.
Нейлоновые застежки
Нейлон — это легкий синтетический пластиковый материал, используемый для специальных крепежных изделий. Он устойчив к коррозии, обладает высокими электроизоляционными и теплоизоляционными свойствами, легко окрашивается в соответствии с эстетическими требованиями, например, при замене крепежа. Однако нейлон подвержен серьезному износу при повышенных температурах и может ослабнуть при низких температурах. Кроме того, его сравнительно низкая прочность на растяжение делает его менее эффективным для приложений с высокими требованиями к физической нагрузке.
Прочие болты Артикул
Эволюция производства болтов
Важность крепежа двигателя
Крепеж с покрытием и покрытием
Общая терминология по резьбе
Эволюция крепежной промышленности США
Установка крепежа для гипсокартона
Закон о качестве крепежа
Маркировка класса и механические свойства стальных крепежных изделий
Крепеж из нержавеющей стали марки
Скрытые петли и крепления для настила
Типы заклепок
Типы болтов
Объяснение размеров винтов и гвоздей
Удаление ржавчины с гаек и болтов
Винт Архимеда
Болты с головкой
и шпильки с головкой
Типы крепежных резьб
Операция с заклепочным пистолетом
Что такое отверстие для втулки? Взгляд на назначение втулки
Как установить втулки: пошаговое руководство по установке втулки
Еще от оборудования
Как правильно выбрать крепеж — конструкция крепежа из нержавеющей стали
В перерабатывающих отраслях, таких как нефть, газ и нефтехимия, выбор правильного крепежа для правильного применения может иметь решающее значение. Например, болты, используемые для соединения соединительных фланцев, или винты, используемые для соединения стандартной трубы с несущей стеной, или гайки и болты, используемые для соединения выпуклых концов реактора, — все это критически важно для производства. Выбор правильного крепежа также имеет решающее значение для безопасности как для технологического процесса, так и для рабочих завода. Подобрав правильный крепеж, никто не заметит. Но неправильный выбор крепежа для приложения может привести к проблемам от небольшой течи до катастрофического сбоя, и это обязательно будет замечено. Мы будем смотреть, как выбрать правильный крепеж каждый раз.
Выбор крепежа по применению
Прежде чем звонить своему поставщику крепежа, необходимо узнать, для чего он нужен. Существует так много применений промышленных крепежных изделий, что даже их список выходит за рамки этой статьи, но виды крепежных изделий и их пригодность для применения и обслуживания часто одинаковы во многих областях применения. Используете ли вы мягкую сталь или хром-молибден, или даже что-то экзотическое, будет зависеть от требований приложения. Вы также должны знать, как использовать стандарты, которые охватывают крепежные детали и их использование. Например, ASTM A307 распространяется на болты, шпильки и резьбовые стержни из углеродистой стали с пределом прочности на растяжение до 60 000 фунтов на квадратный дюйм. АСТМ F593 закрывает болты из нержавеющей стали, винты с шестигранной головкой и шпильки. ASTM A193/A193M распространяется на болтовые соединения из легированной и нержавеющей стали для работы под высоким давлением или при высоких температурах, а также для других специальных применений. Часто можно найти свое приложение или приложение, очень похожее на ваше, упомянутое в этих и других стандартах.
Выберите правильный тип крепежа для применения
Здесь приведены некоторые основные сведения. Подойдет ли ваша застежка? Иногда может показаться, что работает более одного типа застежек. Именно здесь ваш опыт и опыт вашего поставщика крепежа помогут вам выбрать правильный крепеж для конкретного применения. Обычно болт состоит из головки, стержня определенной длины и резьбового конца 9.0003
Головка болта может быть под шестигранник, под винт, под торцевой ключ или иметь другую конструкцию. Конструкция головки болта может быть важна для величины крутящего момента, который будет воспринимать болт, и других вопросов, поэтому важно правильно выбрать головку болта. Длина болта зависит от области применения. Например, болт с фланцем должен быть достаточно длинным, чтобы удерживать шайбу, фланец, прокладку фланца, ответный фланец, еще одну шайбу и гайку, с несколькими витками резьбы, оставленными для безопасности.
Потоки также являются частью приложения. Будь то грубая (UNC), мелкая (UNF) или 8-заходная (UN — в основном используется на нефтяных месторождениях) резьба должна быть выбрана так, чтобы обеспечить наилучшие характеристики обработки нагрузки. Существуют также резьбы метрического стандарта, BSW (британский стандарт Whitworth) и другие. Важен выбор резьбы: грубая резьба позволит выполнить сборку быстрее. Для сборки тонкой резьбы требуется больше времени из-за количества оборотов, необходимого для прохождения того же расстояния, что и для грубой резьбы. Однако они обеспечивают лучшее зацепление с резьбой, и большее количество сопрягаемых поверхностей находится в контакте, что обеспечивает более надежное соединение, способное выдерживать большее натяжение в соединении.
Конструкционные материалы
Почти во всех крепежах используется углеродистая сталь. Обладает самым широким диапазоном удобоукладываемости и диапазоном прочностных свойств. Существуют даже низкоуглеродистые стали, такие как ASTM 307 Grade B, которые используются для тяжелых шестигранных болтов и шпилек, предназначенных для фланцевых соединений в трубопроводных системах с чугунными фланцами. Среднеуглеродистые стали могут подвергаться термической обработке для повышения их несущей способности. Стандарт ASTM A193 распространяется на болтовые соединения из легированной и нержавеющей стали, предназначенные для работы при высоких температурах или высоком давлении. Эта спецификация включает крепежные детали, предназначенные для использования в сосудах под давлением, клапанах, фланцах и фитингах.
Наиболее распространенными крепежными элементами являются шестигранные головки классов 2, 5 и 8. Класс 2 представляет собой стандартную сталь для метизов. Это самый распространенный сорт стального крепежа и самый дешевый. Болты класса 2 обычно используются там, где не требуется высокая прочность, например, при установке поручней, а также на трубных хомутах и подвесках. Болты с шестигранной головкой класса 5 закалены для повышения прочности и являются наиболее распространенными болтами, используемыми в автомобильной промышленности. Болты класса 8 закалены сильнее, чем болты класса 5. Таким образом, они прочнее и используются в требовательных приложениях, таких как автомобильные подвески и сборка оборудования.
Болты с головкой под торцевой ключ обычно изготавливаются из легированной стали. Болты из легированной стали изготавливаются из высокопрочного стального сплава с последующей термической обработкой. Болты из легированной стали обычно не имеют покрытия, что приводит к тускло-черному покрытию. Болты из легированной стали очень прочные, но очень хрупкие. Следует соблюдать осторожность с торцевыми головками, если требуется цинкование. При нанесении покрытия на эти крепежные детали может возникнуть водородная хрупкость, что может привести к выходу из строя крепежного изделия. Легированные стали, которые содержат более 1,5% марганца, 0,6% меди и где содержание хрома ниже 4%, чрезвычайно полезны в широком диапазоне диапазонов прочности и пластичности. Легированные стали с соответствующей концентрацией молибдена, ванадия или других элементов можно использовать в областях, где возможна коррозия, таких как нагреватели, бойлеры и другие устройства.
Отличие крепежа из нержавеющей стали
Нержавеющие стали могут быть аустенитными (обычно SS 302, 304, 316 и другие малопрочные не подлежат термической обработке), мартенситными (410, 416 могут подвергаться термической обработке) , или феррит (магнитная SS 430 и более низкая коррозионная стойкость), и каждый из них имеет определенные свойства для использования в специальных приложениях. Серия 300 — это наиболее распространенные сплавы нержавеющей стали, используемые для крепежа. Они используются в самых разных областях, от зон с высоким уровнем влажности, таких как водоочистные сооружения, до складов пищевых продуктов и на предприятиях, где возможно химическое воздействие. В то время как большинство крепежных изделий из нержавеющей стали не обладают общей прочностью болта из термообработанной углеродистой стали, серия 400 может обеспечить более высокую прочность без значительной потери коррозионной стойкости. Справочники машинистов, такие как 9Стандартный справочник Marks 0145 для инженеров-механиков, , содержит таблицы свойств металлов, которые можно использовать для определения соответствующих областей применения.
Другие материалы также могут использоваться для крепежа: латунь, бронза (особенно для морских и морских применений) и иногда алюминий. Их часто выбирают по тем же причинам, что и нержавеющую сталь. Эти металлы и сплавы обладают хорошей коррозионной стойкостью. В случае с латунью и бронзой они также могут иметь эстетическую привлекательность. С алюминием у вас также есть очень легкая застежка. Подобно нержавеющей стали, этим крепежным изделиям не хватает прочности большинства болтов из углеродистой стали. Их прочность обычно равна прочности незакаленного крепежа класса 2.
Мягкие металлы могут заедать или срывать резьбу. При затягивании крепежа
между соприкасающимися поверхностями резьбы создается давление, металлические вершины резьбы соприкасаются друг с другом, что увеличивает трение. Комбинация этих двух событий может привести к выделению достаточного количества тепла, чтобы расплавить и сцепить гайку и болт.
Есть несколько способов предотвратить истирание и задирание. Сопрягаемые детали, например, гайка и болт, изготовленные из одного и того же сплава, будут иметь большую склонность к истиранию, чем детали из разнородных сплавов. Одним из типичных наборов разнородных сплавов является гайка из нержавеющей стали серии 400 с болтом серии 316. Это, однако, приведет к снижению общей коррозионной стойкости узла.
Чем более гладкими будут сопрягаемые поверхности, тем меньше будет истирание. Накатанная резьба обычно имеет более гладкую поверхность, чем нарезанная резьба, что снижает трение, вызывающее заедание. И, конечно же, необходимо использовать надлежащий крутящий момент при установке. Если крепеж перетянут, резьба может начать прогибаться, что вызовет трение между сопрягаемыми поверхностями.
Общие покрытия для крепежа
Коррозионная стойкость крепежа может быть чрезвычайно важна из-за условий, в которых используются эти материалы. Иногда для крепежа требуется специальное покрытие. Цинк является наиболее распространенным покрытием, используемым сегодня. Он предлагает разумную степень коррозионной стойкости по доступной цене. Горячеоцинкованные покрытия обладают большей устойчивостью и обычно используются там, где они подвергаются воздействию высокой влажности и/или соли, например, в прибрежных зонах. Из-за толщины покрытия оцинкованная гайка должна быть нарезана с запасом. Это означает, что гайка без покрытия или оцинкованная не будет работать с оцинкованным болтом. PTFE или PFA Teflon — это специальное покрытие, часто используемое в областях, где необходима устойчивость к химическим веществам. Крепеж с тефлоновым покрытием будет иметь высокую рабочую температуру, низкий коэффициент трения, хорошую стойкость к истиранию и хорошую химическую стойкость. Это покрытие обычно используется там, где требуется сухая смазка, покрытие с низким коэффициентом трения или коррозионно-стойкое покрытие. Очень важно выбирать крепеж, исходя из самой широкой коррозионной стойкости, которую обеспечивает материал конструкции.
Уровень вибрации и количество тепла (или холода), которым будет подвергаться крепеж, являются важными факторами при выборе. В зонах с высокой вибрацией может потребоваться использование контргайки с преобладающим крутящим моментом. Эти гайки могут помочь предотвратить вибрацию крепления. Резкие перепады температуры могут привести к расширению и сжатию скрепленного соединения. Этого движения в суставе может быть достаточно, чтобы соединение ослабло.
Технические характеристики крепежа ASTM
Если устройство, труба или фланец, для которых вы выбираете крепеж, имеют спецификацию на крепеж, вы всегда должны придерживаться этой спецификации. В противном случае нужно понимать параметры применения и соответственно подбирать крепеж. Большую часть необходимой информации можно найти в спецификациях ASTM. Наиболее распространенные спецификации болтовых соединений:
ASTM A193 — Материалы болтовых соединений из легированной и нержавеющей стали для работы при высоких температурах или высоком давлении.
ASTM A307 Болты и шпильки из углеродистой стали, предел прочности при растяжении 60 000 фунтов на кв. дюйм.
ASTM A354 Болты, шпильки и другие крепежные детали с наружной резьбой из закаленного и отпущенного сплава.
ASTM A449 Болты и шпильки из закаленной и отпущенной стали общего назначения.
ASTM F593 Болты из нержавеющей стали, винты с шестигранной головкой и шпильки.
ASTM F1554 Анкерные болты, предназначенные для крепления несущих конструкций к бетонному фундаменту.
ASTM F3125 Новая унифицированная спецификация конструкционных болтов, заменяющая A325, A325M, A490, A490M, F1852 и F2280.
ASTM A563 Стандартная спецификация для гаек из углеродистой и легированной стали.
ASTM F594 Гайки из нержавеющей стали.
Выбор подходящего поставщика
Выбор подходящего крепежа значительно упрощается благодаря наличию поставщика с обширными знаниями и опытом применения, который сможет вам помочь. Распространение онлайн-продавцов из стран с низкой себестоимостью производства и даже вполне реальная возможность использования поддельных материалов говорят в пользу тесных отношений с поставщиком, которого вы знаете и которому доверяете.
Труба э/св 219х6/355 ППУ-ПЭ (Трубы ППУ-ПЭ) производства ПКФ ТЕПЛО с доставкой по России
Заказать звонок
Главная
/
Трубы в ППУ изоляции
/
Трубы ППУ-ПЭ
/
Гарантия на продукцию
5 лет
Срок службы
25 лет
Гарантия лучшей цены
Нашли дешевле? Снизим цену!
Прикрепите предложение конкурента
прямо здесь!
Ø219 -9%
Наименование в спецификации Труба э/св 219х6/355 ППУ-ПЭ ПКФ ТЕПЛО
Подпишись на Instagram ПКФ ТЕПЛО Акции / Скидки / Спец Предложения
от 01.02.2022г.Цена от 01.02.2022г. Актуальную цену уточняйте у специалистов компании ПКФ ТЕПЛО
Цена с НДС: 6 501.50 ₽
Артикул:
01-00000058
Вес:
41,87 кг.
Объем :
0.126 м3
Диаметр трубы:
219
Диаметр оболочки:
355
Толщина стальной трубы:
6
Тип покрытия:
ППУ-ПЭ
Тип трубы:
Электросварная
ГОСТ / ТУ:
ГОСТ 30732-2006 / ГОСТ 30732-2020
Тип изоляции:
2
Скидка:
9
Краткое наименование стальной трубы:
э/св
D — Диаметр оболочки : 355 (мм)
d — Диаметр трубы : 219 х 6 (мм)
l — Длина неизолированного участка 150 / 210 (мм)
L — Длина трубы 8-12 м.
Труба по 2 типу изоляции
Расчетный слой изоляции : 68 мм.
Сопутствующая ППУ продукция (Электросварная, 219 х 6 / 355 ППУ-ПЭ)
-9%
41,87 кг / 1 м.п.
6 501.50 ₽
7 086.64р
Труба э/св 219х6/355 ППУ-ПЭ
-10%
83,70 кг / 1 шт
22 228.70 ₽
24 451.57р
Отвод 90гр. э/св 219х6/355 ППУ-ПЭ 1000/1000
-30%
145,90 кг / 1 шт
61 297. 20 ₽
79 686.36р
Неподвижная опора э/св 219х6/355 ППУ-ПЭ 2500
-10%
105,50 кг / 1 шт
29 638.20 ₽
32 602.02р
Концевой элемент э/св 219х6/355 ППУ-ПЭ МЗИ 2200
-12%
6,35 кг / 1 шт
3 558.00 ₽
4 043.00р
Комплект заделки стыка 219/355 ППУ-ПЭ ТЕПЛО-6
Посмотреть еще
наименование изделия
диаметр трубы
диаметр оболочки
теплоизоляция ППУ
Труба
э/св
219
х
6
/
355
ППУ
—
ПЭ
ГОСТ 30732-2006 / ГОСТ 30732-2020
труба Электросварная
толщина трубы
полиэтиленовая оболочка
НТД на изделие
Обозначение в спецификации
Позиция
Наименование и техническая характеристика
Тип, марка, обозначение документа, опросного листа
Код оборудования, изделия, материала
Завод-изготовитель
Единица измерения
Количество
Масса еденицы, кг
Примечание
1
2
3
4
5
6
7
8
9
Труба э/св 219х6/355 ППУ-ПЭ
ГОСТ 30732-2006 / ГОСТ 30732-2020
01-0000057-ПКФ-ТЕПЛО
ООО ПКФ «ТЕПЛО» +74852919622 или аналог
м. п.
1
41,87 кг
Труба стальная
Труба в производстве используется только новая Электросварная диаметра 219 мм с толщиной стенки 6 мм , ст20 (по проекту возможна другая сталь).
ППУ изоляция
Используется система ИЗОЛАН®, плотность не менее 90 кг/м.куб. Расчетный изоляционный слой 68 мм. Изоляция 2 типа по ГОСТ 30732-2006 / ГОСТ 30732-2020.
ПЭ труба оболочка
Оболочка в производстве только из ПЭ100 черного цвета диаметра 355 мм, каждая оболочка проходит обработку коронным разрядом для лучшей адгезии оболочки и пены.
Центратор труб
Устанавливаются на расстоянии 0,8-1,2 м друг от друга. В центраторах полиэтиленовой оболочки есть фиксаторы сигнальной проволоки.
Медная проволока
Допускается в производство только проволока сечением 1,5 мм. Протянута на расстоянии 16-25 мм от стальной трубы.
Труба э/св 219х6/355 ППУ-ПЭ
— это Труба Электросварная диаметра 219 мм с толщиной стенки 6 мм в изоляции ППУ с наружним покрытием из ПЭ (полиэтиленовой трубы) диаметром 355 мм для прокладки теплотрасс подземным бесканальным способом.
Пример условного обозначения трубы по ГОСТ 30732-2020 (других заводов производителей)
Труба Ст 219*6-2-ППУ-ПЭ ГОСТ 30732-2020
(Трубы ст. в теплоизоляции ГОСТ 30732-2020 219х6 355 ППУ-ПЭ ООО СКТК ,
Труба Ст 219х6-2-ППУ-ПЭ/355 # ООО СМИТ-Ярцево )
Преимущества ППУ изоляции
Трубы ст. 219х6-1-ППУ-ПЭ, 219х6-2-ППУ-ПЭ, 219х6-ППУ-ОЦ в Москве ду200
ЖК Cloud Nine (компания Vesper)
ППУ трубопроводы, трубопроводная арматура, Москва
Новодевичий монастырь
ППУ трубопроводы, Москва
Северо-западная хорда
ППУ трубопроводы, Москва
Усадьба “Архангельское”
ППУ трубопроводы, Московская область
ЖК “Серебряный фонтан” (Группа Эталон)
Трубопроводная арматура, ПЭ трубы, Москва
Транспортная развязка МКАД – Бесединское шоссе (ГК “Гера”)
ППУ трубопроводы, Москва
Станции метро “Лефортово” и “Стромынка” (АО “Мосметрострой”)
ППУ трубопроводы, ТПА, Москва
Стадион “Динамо” (ВТБ Арена парк, УК “Динамо”)
ППУ трубопроводы, Москва
ЖК “Счастье на Дмитровке” (ЗАО “Лидер-Инвест”)
Опоры освещения, Москва
ЖК GRAND DELUXE на Плющихе (ГК “Донстрой”)
ППУ трубопроводы, Москва
Вестибюль станции метро “Ленинский проспект”
ППУ трубопроводы, Москва
Инженерные коммуникации Северо-Западной хорды
ППУ трубопроводы, Москва
Дорожная развязка МКАД – Бесединское шоссе
ППУ трубопроводы, Москва
Теплосети Северо-Восточной хорды
ППУ трубопроводы, Москва
Школа на ул.
Исаковского в Москве
Опоры освещения, Москва
Станция метро “Боровское шоссе”
Трубопроводная арматура, Москва
ТПУ “Волоколамская”
ППУ трубопроводы, Москва
ЖК “Садовые кварталы” (ГК “ИНТЕКО”)
Трубопроводная арматура, Москва
ЖК “Влюберцы” (Строительная компания “САС”)
ППУ трубопроводы, Люберцы, МО
Дом-призер Архсовета Москвы в районе Очаково-Матвеевское
Опоры освещения, Москва
ЖК “Академика Павлова” (ГК “ПИК”)
ППУ трубопроводы, Москва
ТПК метро (ст. Электрозаводская- ст. Авиамоторная)
 32
32 1%
1% Трубы капиллярные из меди марки М2 выпускаются по ГОСТ 5.1196-72.
Трубы капиллярные из меди марки М2 выпускаются по ГОСТ 5.1196-72.



 Эти расстояния взяты непосредственно из данных страницы справочника ERG.
Эти расстояния взяты непосредственно из данных страницы справочника ERG. ниже.
ниже.
 В WebWISER скопируйте ссылку из меню или, в случае более сложных данных (например, химическая активность и защитное расстояние), выберите соответствующую кнопку «Копировать ссылку».
В WebWISER скопируйте ссылку из меню или, в случае более сложных данных (например, химическая активность и защитное расстояние), выберите соответствующую кнопку «Копировать ссылку».
 Будьте в курсе последней информации из следующего:
Будьте в курсе последней информации из следующего:



 ..
..

 Испанские переводы этого контента скоро появятся.
Испанские переводы этого контента скоро появятся. Эта экспериментальная функция ограничена только данными ERG. Испанские переводы будут добавлены позже.
Эта экспериментальная функция ограничена только данными ERG. Испанские переводы будут добавлены позже. ниже.
ниже.
 Будьте в курсе последней информации из следующего:
Будьте в курсе последней информации из следующего:




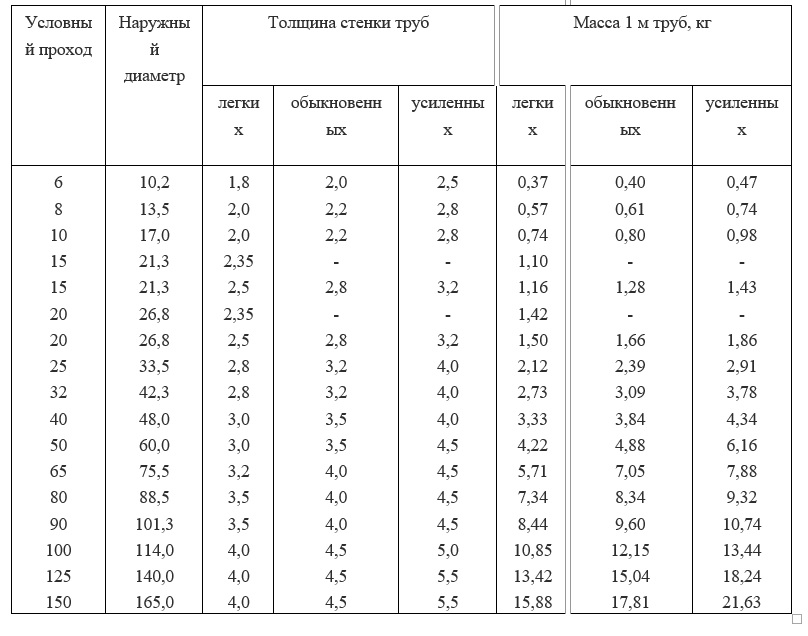
 Наши консультанты подскажут цены за метр и цены за тонну.
Наши консультанты подскажут цены за метр и цены за тонну. 94
94 06
06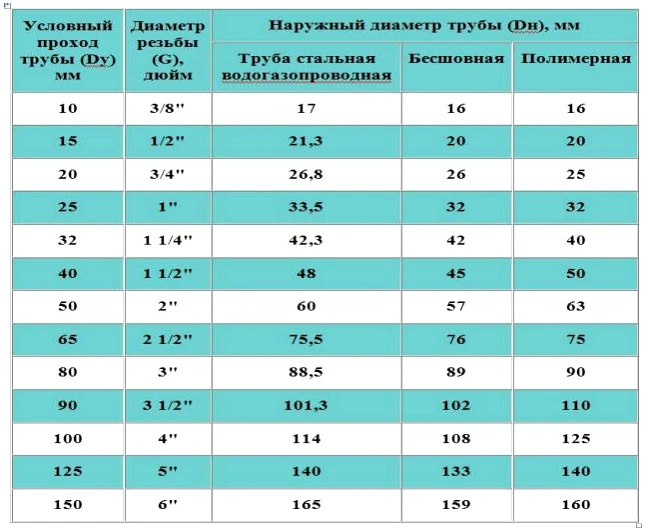 .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
.Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!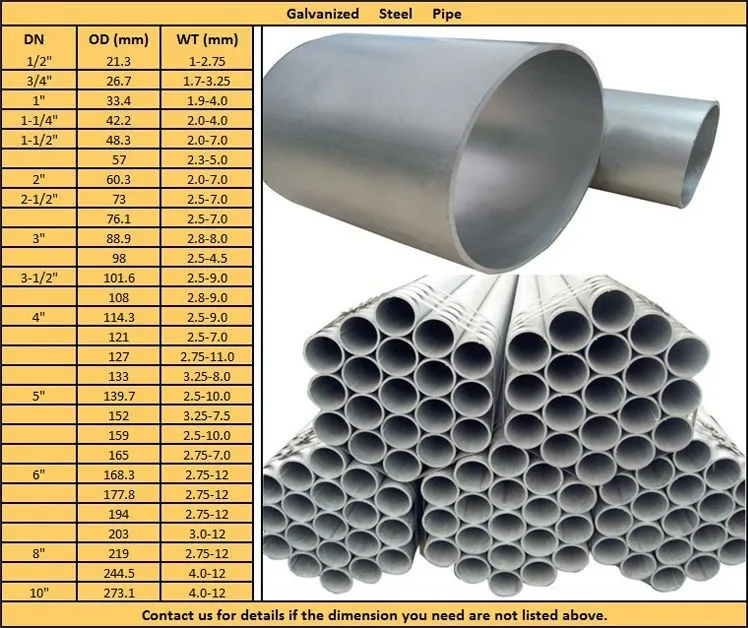
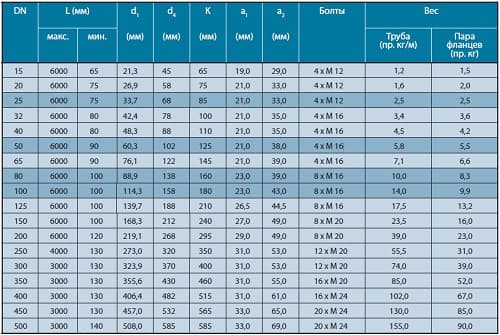
 19
19 31
31
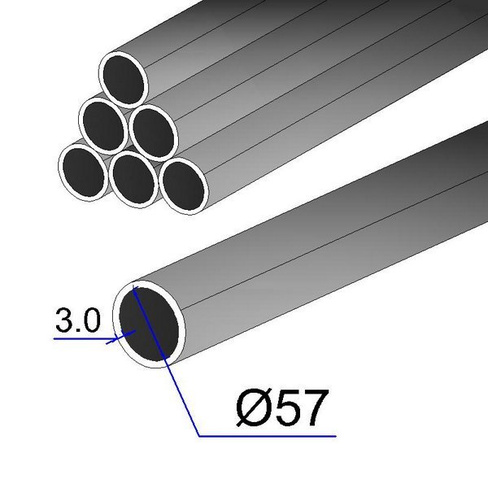 00
00 2
2 19
19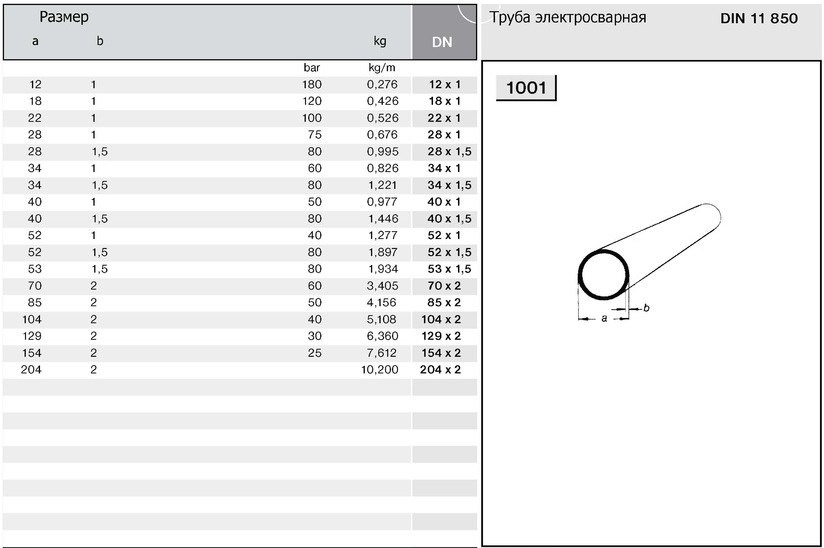 Эта информация считается верной, но ее всегда следует перепроверять с помощью альтернативных источников. Строго соблюдайте и соблюдайте все применимые национальные и местные нормы и правила.
Эта информация считается верной, но ее всегда следует перепроверять с помощью альтернативных источников. Строго соблюдайте и соблюдайте все применимые национальные и местные нормы и правила. НИКОГДА не используйте испытательное давление, превышающее пропускную способность самой слабой трубы или компонента в системе. Фактические условия различаются, поэтому пользователь должен принять на себя весь риск и ответственность за выбор и использование любого продукта. Пожалуйста, ознакомьтесь с нашей гарантией, положениями и условиями.
НИКОГДА не используйте испытательное давление, превышающее пропускную способность самой слабой трубы или компонента в системе. Фактические условия различаются, поэтому пользователь должен принять на себя весь риск и ответственность за выбор и использование любого продукта. Пожалуйста, ознакомьтесь с нашей гарантией, положениями и условиями.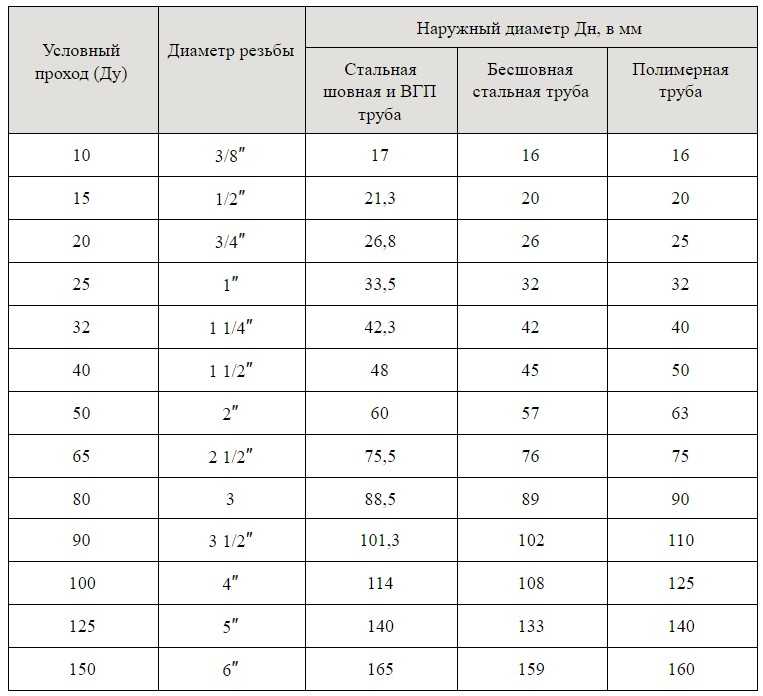
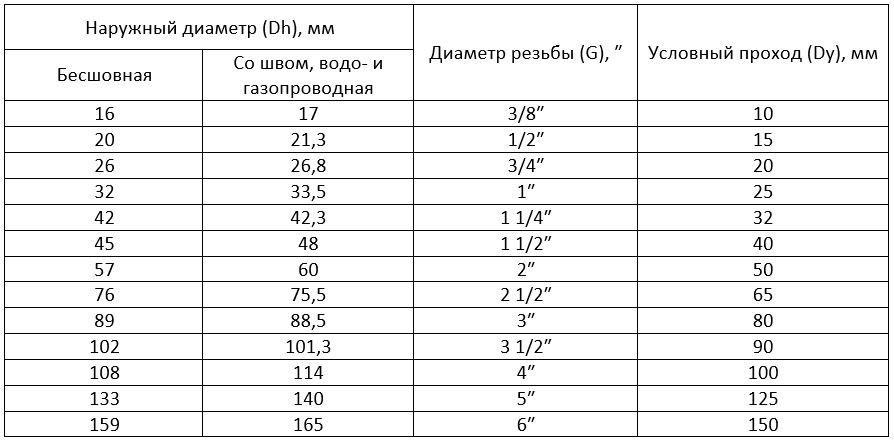

 В плане предварительной подготовки здесь также есть несколько нюансов, которые касаются очистки поверхности растворителями и простыми механическими способами, что должно увеличить качество соединения.
В плане предварительной подготовки здесь также есть несколько нюансов, которые касаются очистки поверхности растворителями и простыми механическими способами, что должно увеличить качество соединения. Первый вариант более простой и дешевый, тогда как второй оказывается одним из самых надежных, но себестоимость процесса и его сложность становится выше. Поэтому, для обыкновенного соединения используются электросварку, тогда как при работе с ответственными сооружениями и деталями нужно применять только ТИГ вариант. В любом случае, при выборе аппарата нужно обращать внимание на широту его диапазона, а также плавность регулировки параметров.
Первый вариант более простой и дешевый, тогда как второй оказывается одним из самых надежных, но себестоимость процесса и его сложность становится выше. Поэтому, для обыкновенного соединения используются электросварку, тогда как при работе с ответственными сооружениями и деталями нужно применять только ТИГ вариант. В любом случае, при выборе аппарата нужно обращать внимание на широту его диапазона, а также плавность регулировки параметров.
 Первым делом это касается использования защитной одежды и таких средств, как сварочная маска Хамелеон. Правила электробезопасности должны соблюдаться как на производстве, так и дома. Баллоны с газом должны находиться, как минимум на 5 метровом удалении от источника огня.
Первым делом это касается использования защитной одежды и таких средств, как сварочная маска Хамелеон. Правила электробезопасности должны соблюдаться как на производстве, так и дома. Баллоны с газом должны находиться, как минимум на 5 метровом удалении от источника огня. Обратная полярность(+ на электрод), ток примерно 20А на 1 мм диаметра электрода. В «Сварочных швах» есть фото ремонта топливного бака-(алюминий+постоянка). Где то на форуме есть и тема про это. Но технология экономически не выгодная-большой расход вольфрама, малые токи. Что то серьезное варить не получится.
Обратная полярность(+ на электрод), ток примерно 20А на 1 мм диаметра электрода. В «Сварочных швах» есть фото ремонта топливного бака-(алюминий+постоянка). Где то на форуме есть и тема про это. Но технология экономически не выгодная-большой расход вольфрама, малые токи. Что то серьезное варить не получится.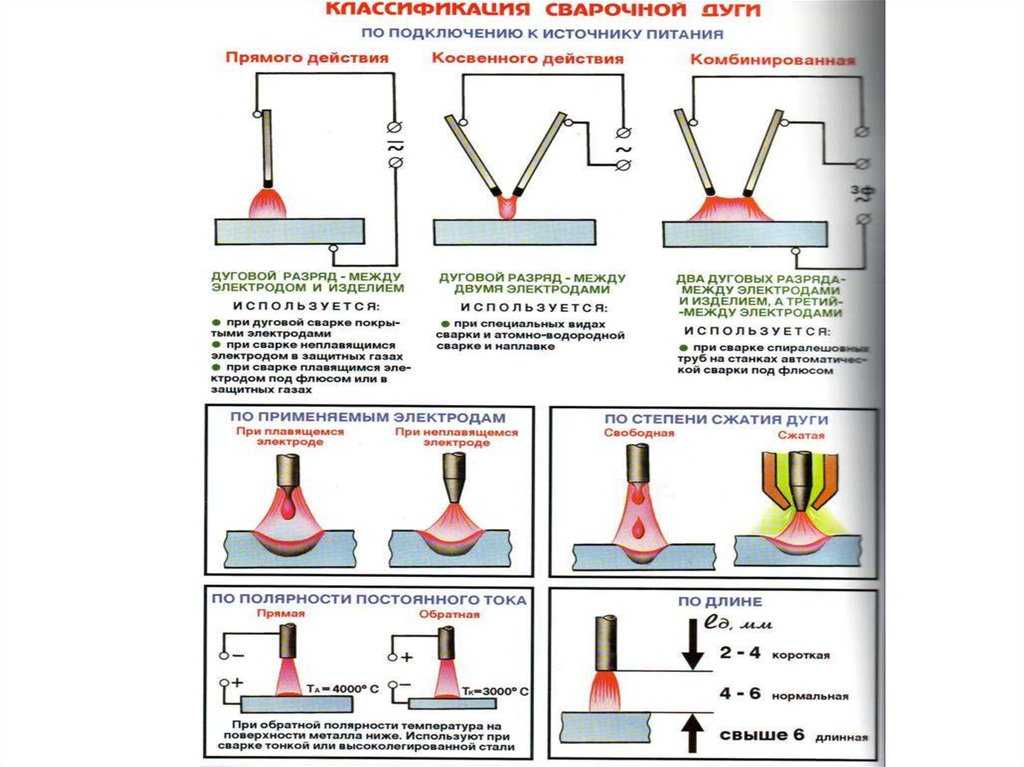 Подробно и с особым упором на рекламу Линкольна и weld.com.
Подробно и с особым упором на рекламу Линкольна и weld.com. ванной?Для чего городить весь этот огород?Почему «эксперт по сварке» при собственно сварке выводит пруток из зоны газовой защиты?Про маску и вялый шуруповерт с кардщёткой воздержусь от вопросов,т.к. вероятно это тоже вина авторов ролика…Подобному творчеству место в Библиотеке,в разделе «
ванной?Для чего городить весь этот огород?Почему «эксперт по сварке» при собственно сварке выводит пруток из зоны газовой защиты?Про маску и вялый шуруповерт с кардщёткой воздержусь от вопросов,т.к. вероятно это тоже вина авторов ролика…Подобному творчеству место в Библиотеке,в разделе « Какой обратный валик,если металл находится на грани протёка и всё это безобразие удерживает керамика?
Какой обратный валик,если металл находится на грани протёка и всё это безобразие удерживает керамика? Авторское право… Этим уже я занимаюсь:аргоном планки в нижнем заварю и несу пацанам показывать, как нужно п/а и рдс потолки варить. Пока прокатывает,но если раскусят — точно побьют.Если Andrew отсюда меня раньше не выгонит…
Авторское право… Этим уже я занимаюсь:аргоном планки в нижнем заварю и несу пацанам показывать, как нужно п/а и рдс потолки варить. Пока прокатывает,но если раскусят — точно побьют.Если Andrew отсюда меня раньше не выгонит…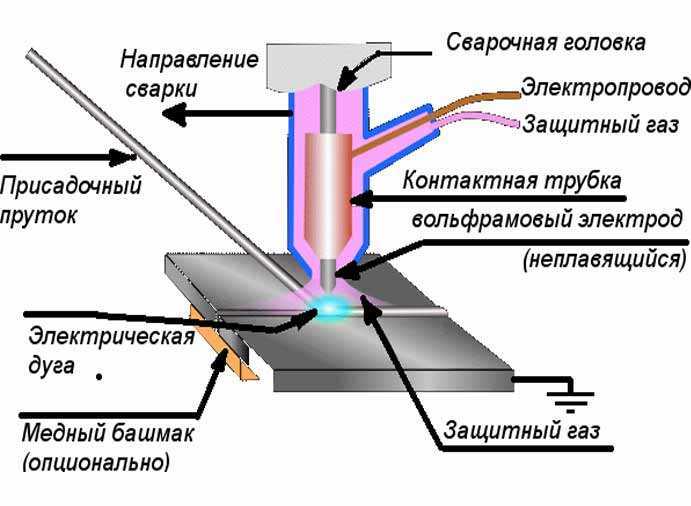 Если нет зазора,а просветитель даже не указал конкретную толщину пластин,то вполне можно было подложить медную либо другую подкладку.Весь этот ролик с характерными движениями рук «эксперта» напоминает учебный фильмец по физике,с полетом условной ракеты в условное межзвёздное пр-во. Рон Хаббард и все-все-все…
Если нет зазора,а просветитель даже не указал конкретную толщину пластин,то вполне можно было подложить медную либо другую подкладку.Весь этот ролик с характерными движениями рук «эксперта» напоминает учебный фильмец по физике,с полетом условной ракеты в условное межзвёздное пр-во. Рон Хаббард и все-все-все…
 Если память не изменяет, Моргмэйл то же самое про «Рилон» свой писАл. Название темы — не очень корректное, слова «тиг» там не хватает. Вроде все полуавтоматы DC выдают, а алюминий варят же.
Если память не изменяет, Моргмэйл то же самое про «Рилон» свой писАл. Название темы — не очень корректное, слова «тиг» там не хватает. Вроде все полуавтоматы DC выдают, а алюминий варят же. А если защита есть — осциллятор бьет, а дуги — юк.
А если защита есть — осциллятор бьет, а дуги — юк.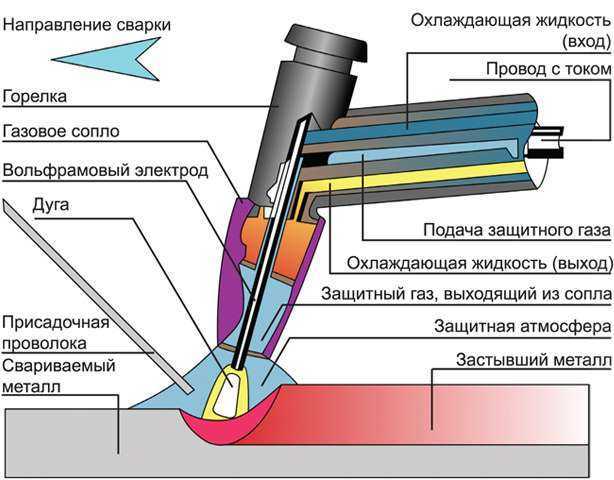 Там по большей части нет дебатов. Тем не менее, в Интернете вы найдете гораздо более оживленные дебаты о том, можете ли вы или даже должны ли вы сваривать алюминий TIG с питанием от постоянного тока. Это возможно? Это желательно?
Там по большей части нет дебатов. Тем не менее, в Интернете вы найдете гораздо более оживленные дебаты о том, можете ли вы или даже должны ли вы сваривать алюминий TIG с питанием от постоянного тока. Это возможно? Это желательно?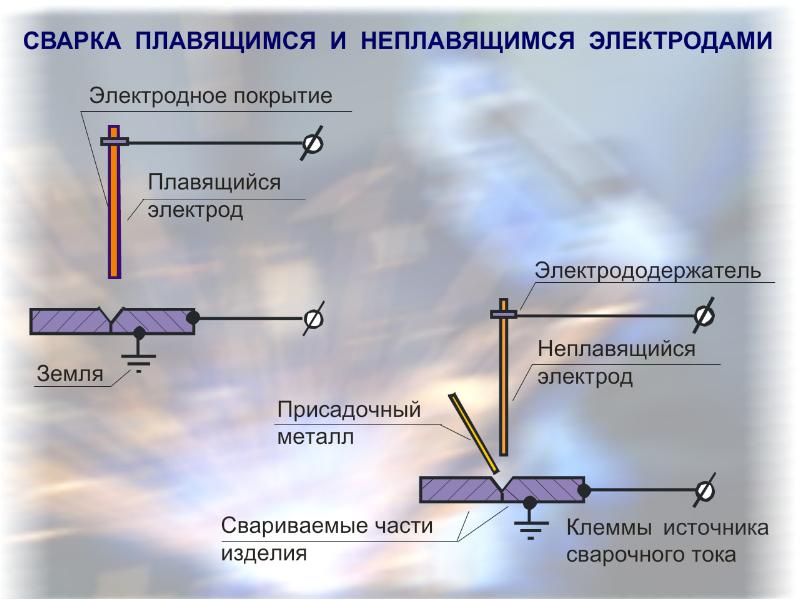 Алюминий, как известно, непрост, так как небольшой предварительный нагрев может помочь, но слишком сильный предварительный нагрев может вызвать большие проблемы при начале сварки.
Алюминий, как известно, непрост, так как небольшой предварительный нагрев может помочь, но слишком сильный предварительный нагрев может вызвать большие проблемы при начале сварки. Сварщики, которые экспериментировали с этим, отметили, что они создавали неаккуратные сварные швы, которые подходят, если вам нужно что-то сделать в крайнем случае. Однако, если вы собираетесь пройти инспекцию, возможно, вы не захотите идти по этому пути, если у вас нет опыта.
Сварщики, которые экспериментировали с этим, отметили, что они создавали неаккуратные сварные швы, которые подходят, если вам нужно что-то сделать в крайнем случае. Однако, если вы собираетесь пройти инспекцию, возможно, вы не захотите идти по этому пути, если у вас нет опыта. Сосредоточьтесь на правильной очистке металла, используя педаль, и внимательно следите за сварочной ванной; алюминий может расплавиться очень, очень быстро, если вы не будете осторожны!
Сосредоточьтесь на правильной очистке металла, используя педаль, и внимательно следите за сварочной ванной; алюминий может расплавиться очень, очень быстро, если вы не будете осторожны!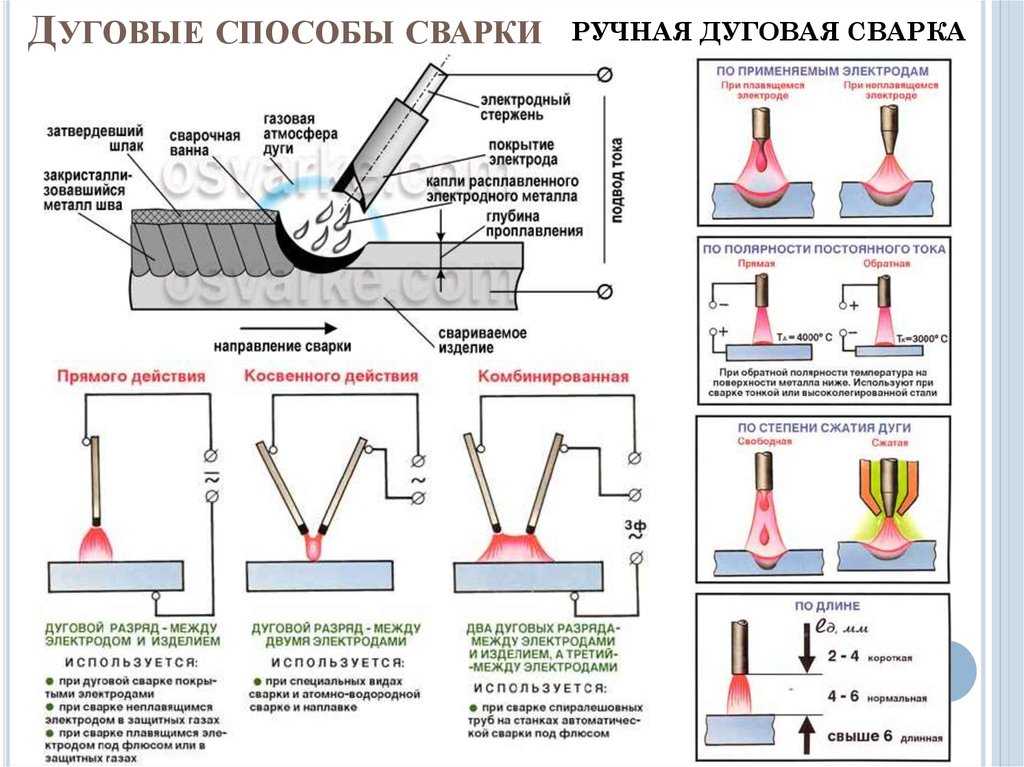


 Вы можете быстро заполнить
Вы можете быстро заполнить Придерживайтесь переменного тока для
Придерживайтесь переменного тока для В наличии имеются предварительно заточенные стержни, либо их можно самостоятельно заточить болгаркой. Также подойдут стандартные вольфрамовые и торированные стержни.
В наличии имеются предварительно заточенные стержни, либо их можно самостоятельно заточить болгаркой. Также подойдут стандартные вольфрамовые и торированные стержни.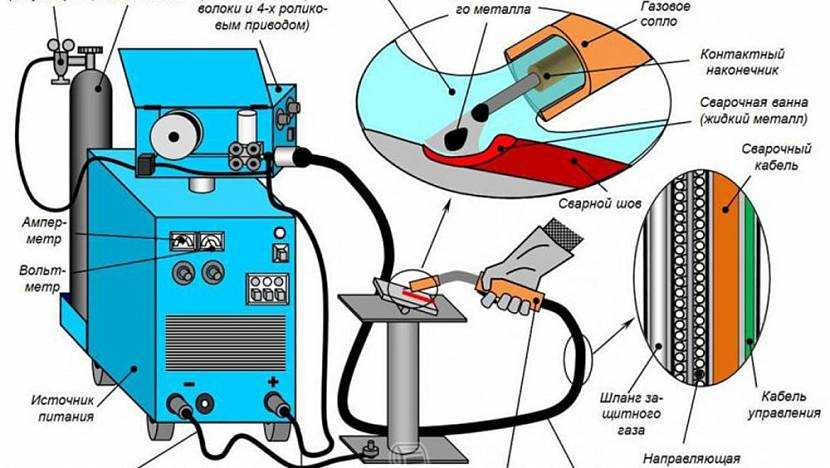
 К тому времени, как вы дойдете до конца соединения, материал уже нагрелся от сварного шва, и теплу больше некуда деваться. Это приводит к тому, что алюминий становится достаточно горячим, чтобы деформироваться или плавиться. Использование переменной силы тока позволяет уменьшить поступающее тепло, чтобы предотвратить повреждение от перегрева.
К тому времени, как вы дойдете до конца соединения, материал уже нагрелся от сварного шва, и теплу больше некуда деваться. Это приводит к тому, что алюминий становится достаточно горячим, чтобы деформироваться или плавиться. Использование переменной силы тока позволяет уменьшить поступающее тепло, чтобы предотвратить повреждение от перегрева.

 Используйте
Используйте Вы должны скорректировать свой стиль работы, чтобы соответствовать
Вы должны скорректировать свой стиль работы, чтобы соответствовать Держите кончик
Держите кончик Работа
Работа Поверхностный оксид затрудняет получение хорошего сварного шва, поэтому
Поверхностный оксид затрудняет получение хорошего сварного шва, поэтому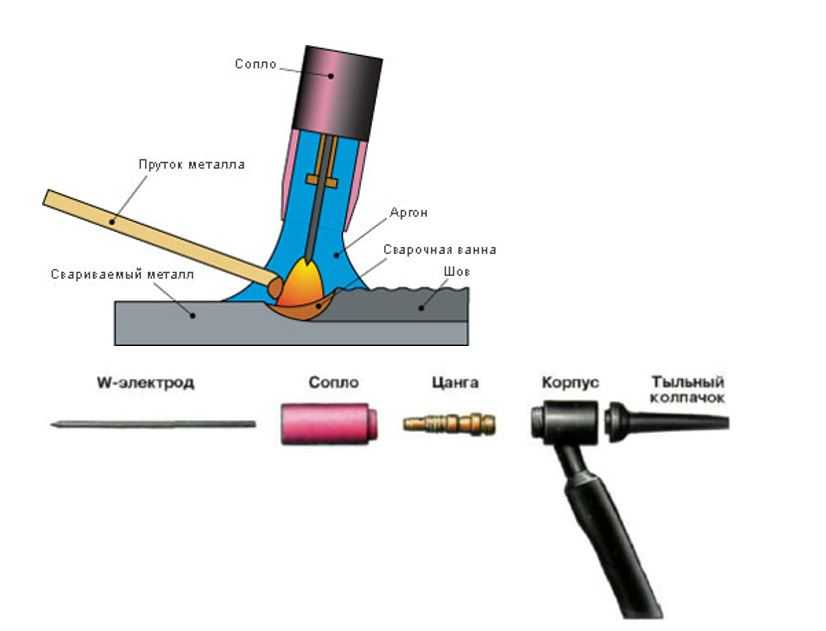

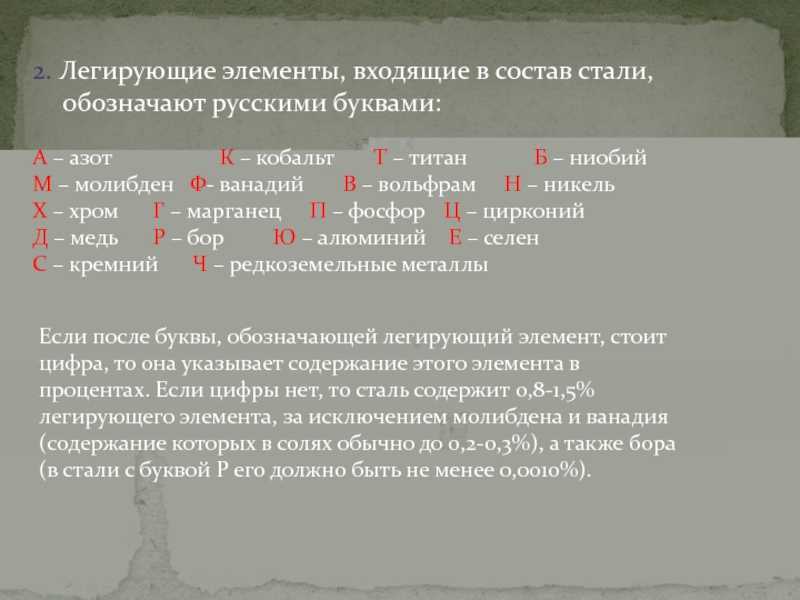 Кремний структурно не обнаруживается, так как полностью растворим в феррите, кроме той части кремния, которая в виде окиси кремния не успела всплыть в шлак и осталасьв металле в виде силикатных включений.
Кремний структурно не обнаруживается, так как полностью растворим в феррите, кроме той части кремния, которая в виде окиси кремния не успела всплыть в шлак и осталасьв металле в виде силикатных включений.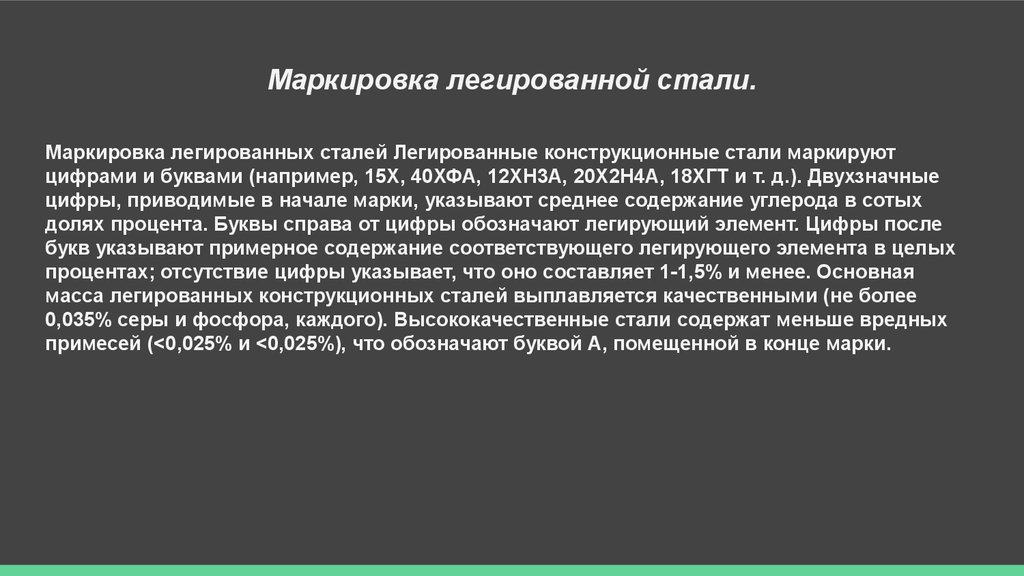 Главное назначение легирования: повышение прочности стали без применения термической обработки путем упрочнения феррита, растворением в нем легирующих элементов; повышение твердости, прочности и ударной вязкости в результате увеличения устойчивости аустенит и темсамым увеличения прокаливаемости; придание стали специальных свойств, из которых для сталей, идущих на изготовление котлов, турбин и вспомогательного оборудования., особое значение имеют жаропрочность и коррозионная стойкость. Легирующие элементы могут растворяться в феррите или аустените, образовывать карбиды, давать интерметаллические соединения, располагаться в виде включений, не взаимодействуя с ферритом и аустенитом., а также с углеродом. В зависимости от этого, как взаимодействует легирующий элемент с железом или углеродом, он по-разному влияет на свойства стали. В феррите в большей или меньшей степени растворяются все элементы. Растворение легирующих элементов в феррите приводит к упрочнению стали без термической обработки.
Главное назначение легирования: повышение прочности стали без применения термической обработки путем упрочнения феррита, растворением в нем легирующих элементов; повышение твердости, прочности и ударной вязкости в результате увеличения устойчивости аустенит и темсамым увеличения прокаливаемости; придание стали специальных свойств, из которых для сталей, идущих на изготовление котлов, турбин и вспомогательного оборудования., особое значение имеют жаропрочность и коррозионная стойкость. Легирующие элементы могут растворяться в феррите или аустените, образовывать карбиды, давать интерметаллические соединения, располагаться в виде включений, не взаимодействуя с ферритом и аустенитом., а также с углеродом. В зависимости от этого, как взаимодействует легирующий элемент с железом или углеродом, он по-разному влияет на свойства стали. В феррите в большей или меньшей степени растворяются все элементы. Растворение легирующих элементов в феррите приводит к упрочнению стали без термической обработки. При этом твердость и предел прочности возрастают,а ударная вязкость обычно снижается. Все элементы, растворяющиеся в железе, изменяют устойчивость феррита и аустенита. Критические точки легированных сталей смещаются в зависимости от того, какие легирующие элементы и в каких количествах присутствуют в ней. Поэтому при выборе температур под закалку, нормализацию и отжигили отпуск необходимо учитывать смещение критических точек.
При этом твердость и предел прочности возрастают,а ударная вязкость обычно снижается. Все элементы, растворяющиеся в железе, изменяют устойчивость феррита и аустенита. Критические точки легированных сталей смещаются в зависимости от того, какие легирующие элементы и в каких количествах присутствуют в ней. Поэтому при выборе температур под закалку, нормализацию и отжигили отпуск необходимо учитывать смещение критических точек.
 Марка с необходимым заданным набором качеств подбирается в зависимости от конкретных условий (концентрации агрессивного фактора и t°.Легирование нержавеющей стали экономит средства, время на их обслуживание и ремонт, в сравнении с изделиями, изготовленными из обычной стали.
Марка с необходимым заданным набором качеств подбирается в зависимости от конкретных условий (концентрации агрессивного фактора и t°.Легирование нержавеющей стали экономит средства, время на их обслуживание и ремонт, в сравнении с изделиями, изготовленными из обычной стали. В этом случае атомы легирующего вещества попадают в зазоры также, что дает интерстициальное легирование. Сталь является примером такого сплава, в котором относительно небольшое число атомов углерода расположились в промежутках между большими атомами железа в кристаллической решетке.
В этом случае атомы легирующего вещества попадают в зазоры также, что дает интерстициальное легирование. Сталь является примером такого сплава, в котором относительно небольшое число атомов углерода расположились в промежутках между большими атомами железа в кристаллической решетке. Используется при создании полупроводников с заданными свойствами, донорных или акцепторных зон, а также низкоомных контактов. Ионную имплантацию также используют для легирования металла с целью придания твердости, износостойкости поверхностному слою.
Используется при создании полупроводников с заданными свойствами, донорных или акцепторных зон, а также низкоомных контактов. Ионную имплантацию также используют для легирования металла с целью придания твердости, износостойкости поверхностному слою.
 Металлические компоненты имеют одинаковые атомные радиусы и возможности химической связи, поэтому атомы одного металла могут занимать те же места, что и их аналог в атомной решетке металла. Хорошо известные замещающие сплавы включают латунь и бронзу.
Металлические компоненты имеют одинаковые атомные радиусы и возможности химической связи, поэтому атомы одного металла могут занимать те же места, что и их аналог в атомной решетке металла. Хорошо известные замещающие сплавы включают латунь и бронзу.
 Латунь имеет низкую температуру плавления и чрезвычайно удобна в обработке и долговечна. Он используется в тех случаях, когда требуется низкое трение и устойчивость к коррозии, например:
Латунь имеет низкую температуру плавления и чрезвычайно удобна в обработке и долговечна. Он используется в тех случаях, когда требуется низкое трение и устойчивость к коррозии, например: Он поддается сварке, пластичен, обладает немагнитными и искробезопасными свойствами. Он устойчив к окислению, коррозии и неокисляющим кислотам. Кроме того, бериллиевая медь обладает отличными тепловыми и электрическими свойствами. Часто используется в:
Он поддается сварке, пластичен, обладает немагнитными и искробезопасными свойствами. Он устойчив к окислению, коррозии и неокисляющим кислотам. Кроме того, бериллиевая медь обладает отличными тепловыми и электрическими свойствами. Часто используется в: Мы понимаем, что производители часто нуждаются в меньшем количестве нишевого сырья и недостаточно обслуживаются крупными дистрибьюторами.
Мы понимаем, что производители часто нуждаются в меньшем количестве нишевого сырья и недостаточно обслуживаются крупными дистрибьюторами.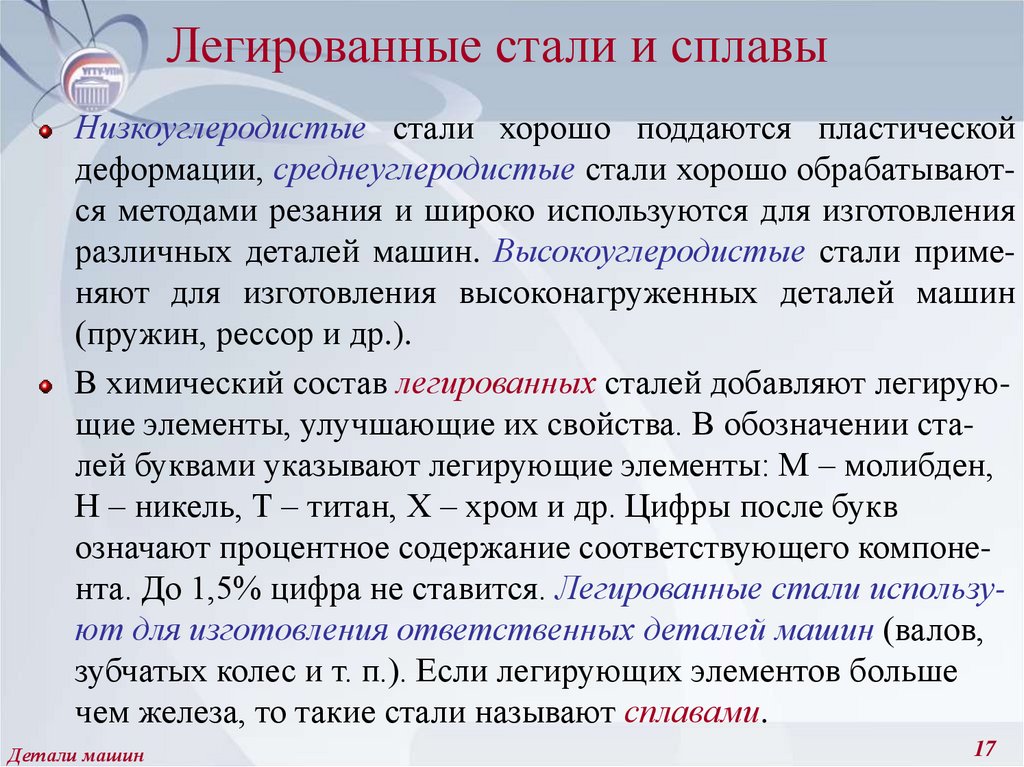
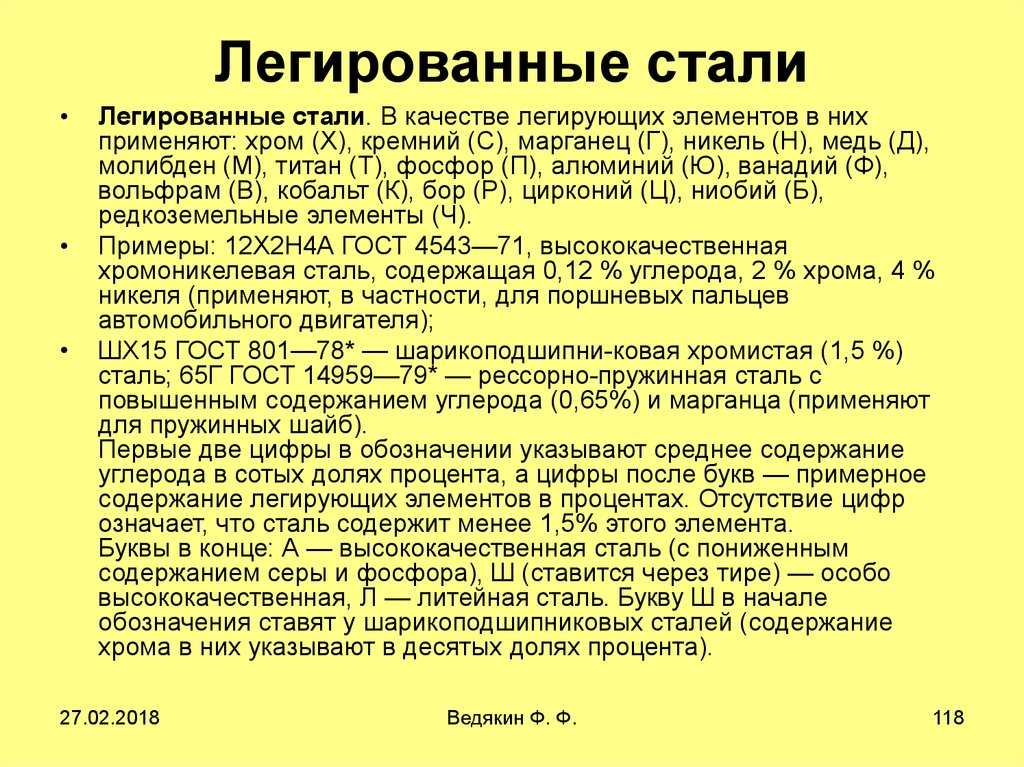 Авторские права © 2016, издательство Houghton Mifflin Harcourt Publishing Company. Опубликовано издательством Houghton Mifflin Harcourt Publishing Company. Все права защищены.
Авторские права © 2016, издательство Houghton Mifflin Harcourt Publishing Company. Опубликовано издательством Houghton Mifflin Harcourt Publishing Company. Все права защищены. 2 и 357.2 были внесены специальные легирующие добавки для предотвращения образования фаз [бета] и [пи] и, как следствие, улучшения соотношения прочности и пластичности.
2 и 357.2 были внесены специальные легирующие добавки для предотвращения образования фаз [бета] и [пи] и, как следствие, улучшения соотношения прочности и пластичности.
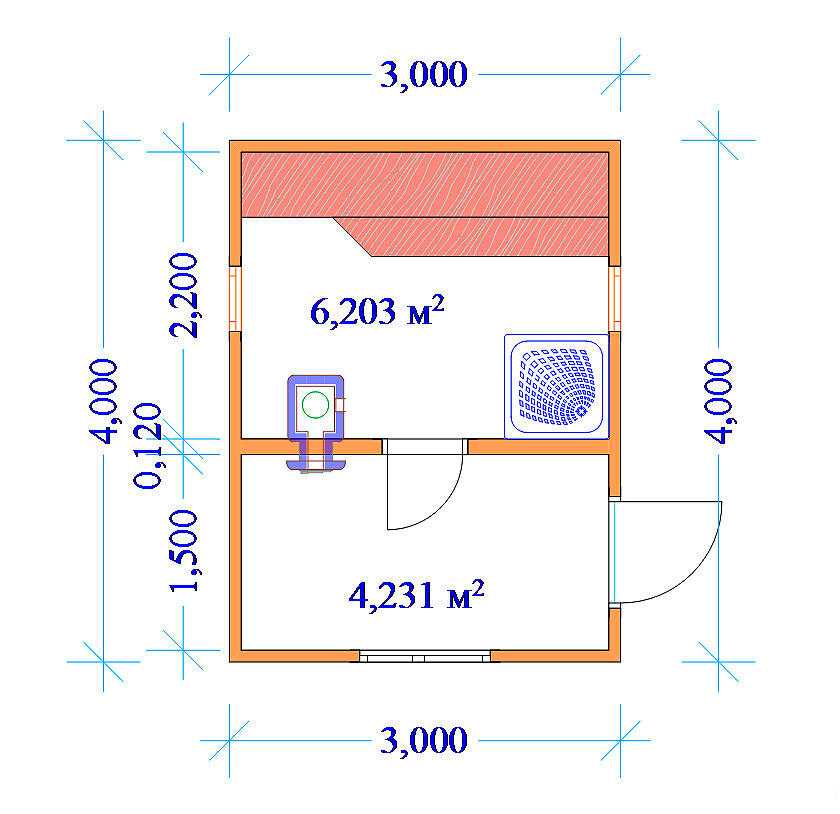 При внешней привлекательности, утепленные сэндвич панели плохо пропускают пар. В помещении концентрируется конденсат, вызывающий ускоренное гниение;
При внешней привлекательности, утепленные сэндвич панели плохо пропускают пар. В помещении концентрируется конденсат, вызывающий ускоренное гниение; Незащищенный материал, активно поглощая влагу, нуждается в эффективной внешней и внутренней гидроизоляции. При замерзании влага кристаллизуется, увеличивая объем. Это может вызвать появление трещин;
Незащищенный материал, активно поглощая влагу, нуждается в эффективной внешней и внутренней гидроизоляции. При замерзании влага кристаллизуется, увеличивая объем. Это может вызвать появление трещин;
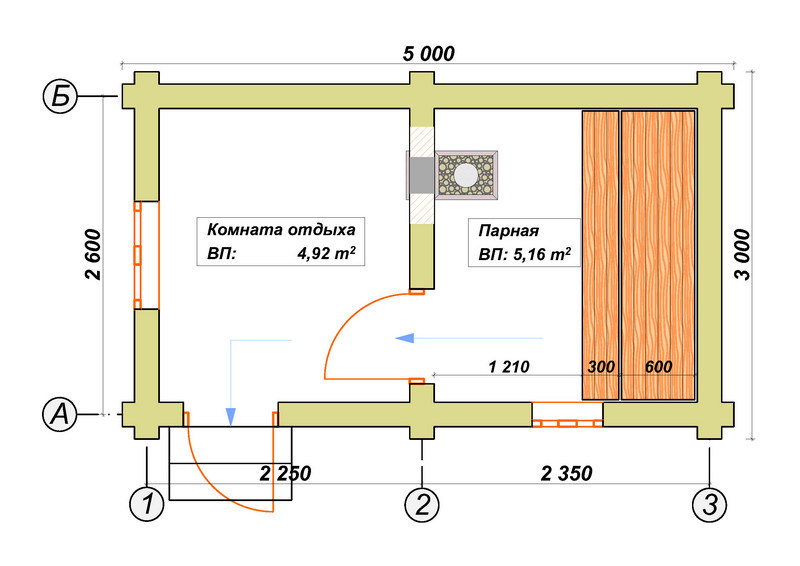
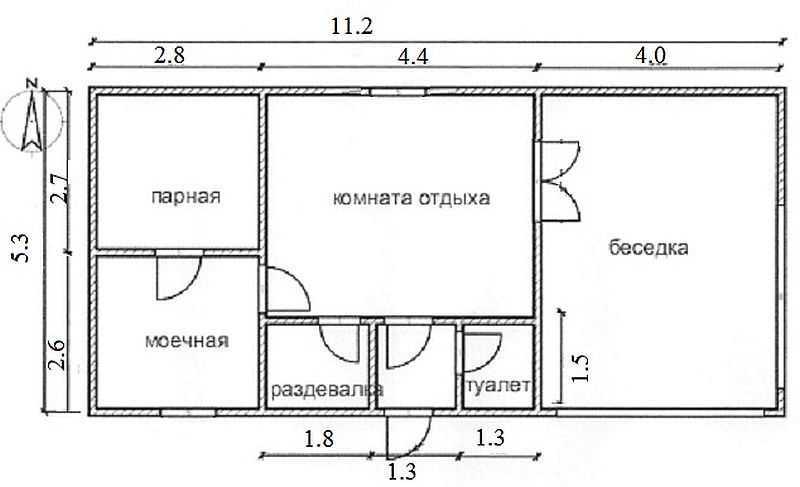

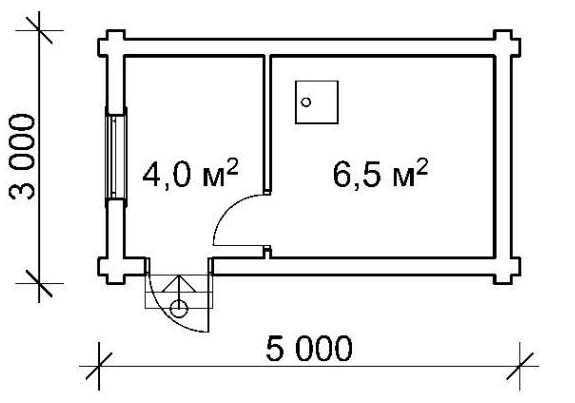 Установите мауэрлат для крепления кровельной конструкции.
Установите мауэрлат для крепления кровельной конструкции.
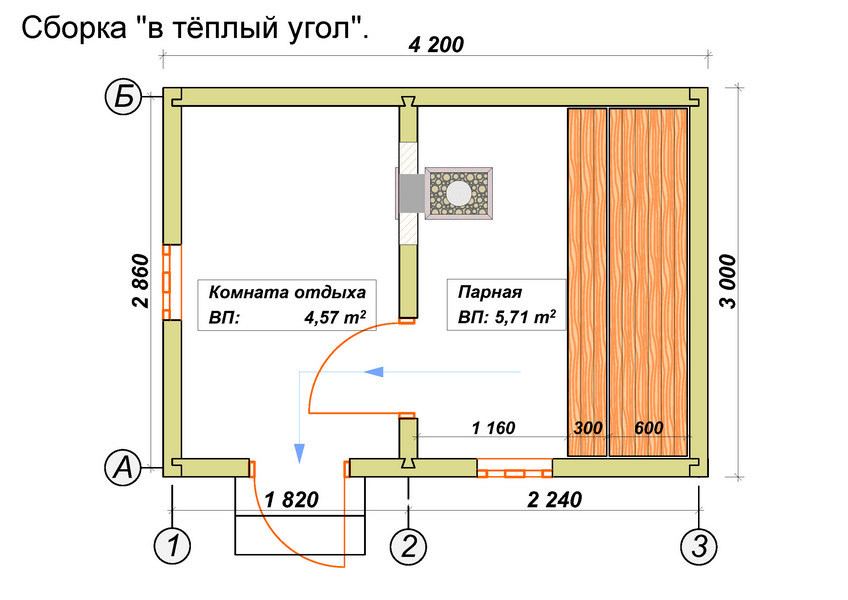 Важно ответственно подойти к разработке проекта и своевременно приобрести стройматериалы в необходимом количестве. Нужно терпение, базовые навыки выполнения строительных работ, и самостоятельно построенное помещение неоднократно порадует во время отдыха.
Важно ответственно подойти к разработке проекта и своевременно приобрести стройматериалы в необходимом количестве. Нужно терпение, базовые навыки выполнения строительных работ, и самостоятельно построенное помещение неоднократно порадует во время отдыха.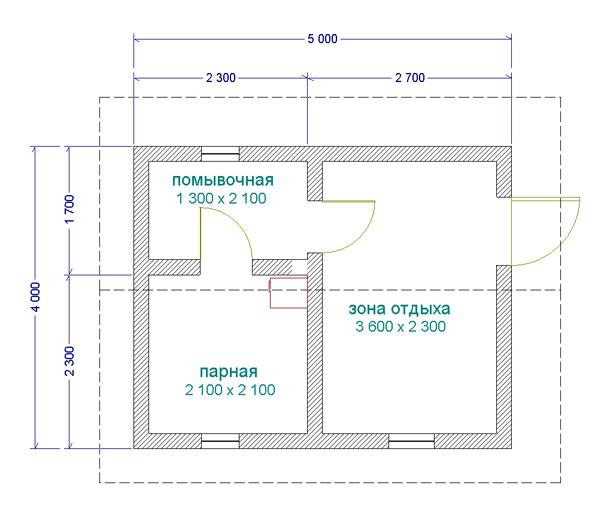
 Декоративную отделку обычно выполняют вагонкой.
Декоративную отделку обычно выполняют вагонкой.

 Самой сложной работой при подготовке участка считается выкорчевывание пней. Для этого их вначале выжигают, потом просверливают отверстия внутри и заливают их смолой или засыпают солью, селитрой (благодаря этим веществам древесина быстро разложится). Территории, которые имеют ямы (места постоянного скопления воды), засыпаются. Участки со слишком влажной почвой требуют отвода влаги – для этого необходимо дополнительно подготовить дренажные канавы, придав им нужное направление и уклон.
Самой сложной работой при подготовке участка считается выкорчевывание пней. Для этого их вначале выжигают, потом просверливают отверстия внутри и заливают их смолой или засыпают солью, селитрой (благодаря этим веществам древесина быстро разложится). Территории, которые имеют ямы (места постоянного скопления воды), засыпаются. Участки со слишком влажной почвой требуют отвода влаги – для этого необходимо дополнительно подготовить дренажные канавы, придав им нужное направление и уклон. Его глубина должна быть не более 40 см, ширина – 3.5 м, длина – 4.5 м.
Его глубина должна быть не более 40 см, ширина – 3.5 м, длина – 4.5 м. Ленточное основание просушивается около 3 недель, после чего можно продолжать строительство парилки.
Ленточное основание просушивается около 3 недель, после чего можно продолжать строительство парилки. Стойки следует устанавливать учитывая монтаж теплоизоляции и дальнейшую обшивку. Чтобы каркас получился прочным, обвязку и лаги нужно закреплять между собой металлическими пластинами, а по завершении работ обвязку рекомендуется обрабатывать защитным раствором, предотвращающим деформацию и гниение.
Стойки следует устанавливать учитывая монтаж теплоизоляции и дальнейшую обшивку. Чтобы каркас получился прочным, обвязку и лаги нужно закреплять между собой металлическими пластинами, а по завершении работ обвязку рекомендуется обрабатывать защитным раствором, предотвращающим деформацию и гниение.
 Здесь нет линий затирки, не требуется герметизация, а наши комплекты для ванн и душевых кабин «сделай сам» также доступны по цене. С помощью этой линии вы также можете приобрести поддоны для душа, полностью сочетающиеся по цвету с душем!
Здесь нет линий затирки, не требуется герметизация, а наши комплекты для ванн и душевых кабин «сделай сам» также доступны по цене. С помощью этой линии вы также можете приобрести поддоны для душа, полностью сочетающиеся по цвету с душем! А если вам нужен поддон для душа, спросите о наших подставках стандартных и нестандартных размеров, подобранных по цвету.
А если вам нужен поддон для душа, спросите о наших подставках стандартных и нестандартных размеров, подобранных по цвету.

 Эта система хорошо работает со стандартными прямоугольными душевыми поддонами шириной 60 дюймов (и это отличный выбор для проектов по переоборудованию ванны в душ). В этот комплект входит 1 панель 60 x 80, 2 панели 36 x 80, 4 панели 3 x 96 краевых накладок, 1 – 15-дюймовая угловая полка
Эта система хорошо работает со стандартными прямоугольными душевыми поддонами шириной 60 дюймов (и это отличный выбор для проектов по переоборудованию ванны в душ). В этот комплект входит 1 панель 60 x 80, 2 панели 36 x 80, 4 панели 3 x 96 краевых накладок, 1 – 15-дюймовая угловая полка Эта система хорошо работает со стандартными прямоугольными душевыми поддонами шириной 48 дюймов (или размерами меньше 48 дюймов). В этот комплект входит 1 панель 48 x 80, 2 панели 36 x 80, 4 панели 3 x 96 краевых накладок, 1 – угловая полка 15″
Эта система хорошо работает со стандартными прямоугольными душевыми поддонами шириной 48 дюймов (или размерами меньше 48 дюймов). В этот комплект входит 1 панель 48 x 80, 2 панели 36 x 80, 4 панели 3 x 96 краевых накладок, 1 – угловая полка 15″ Различные группы наших стандартных панелей могут быть объединены в комплект для вашего конкретного проекта. Вот размеры панелей, с которыми мы можем работать для вашего индивидуального душа или ванны:
Различные группы наших стандартных панелей могут быть объединены в комплект для вашего конкретного проекта. Вот размеры панелей, с которыми мы можем работать для вашего индивидуального душа или ванны:
 Независимо от того, есть ли у вас традиционная схема оформления интерьера, переходный или современный дизайн, вы найдете образец, который оживит даже самую серую ванную комнату. Если вы хотите добавить еще один уровень волнения, обратите внимание на варианты декоративной акцентной отделки. 9№ 0003
Независимо от того, есть ли у вас традиционная схема оформления интерьера, переходный или современный дизайн, вы найдете образец, который оживит даже самую серую ванную комнату. Если вы хотите добавить еще один уровень волнения, обратите внимание на варианты декоративной акцентной отделки. 9№ 0003 Имеются молдинги для отделки краев панелей, внутренних и внешних углов, закрытия швов между двумя панелями, а также для заполнения оконных проемов и угловых и скамейных сидений.
Имеются молдинги для отделки краев панелей, внутренних и внешних углов, закрытия швов между двумя панелями, а также для заполнения оконных проемов и угловых и скамейных сидений.

 Следуйте этим 4 основным шагам установки для успешной беспроблемной установки.
Следуйте этим 4 основным шагам установки для успешной беспроблемной установки. Вкрутите в стену металлические установочные кронштейны. Затем полка устанавливается «раскладушкой» поверх кронштейна.
Вкрутите в стену металлические установочные кронштейны. Затем полка устанавливается «раскладушкой» поверх кронштейна.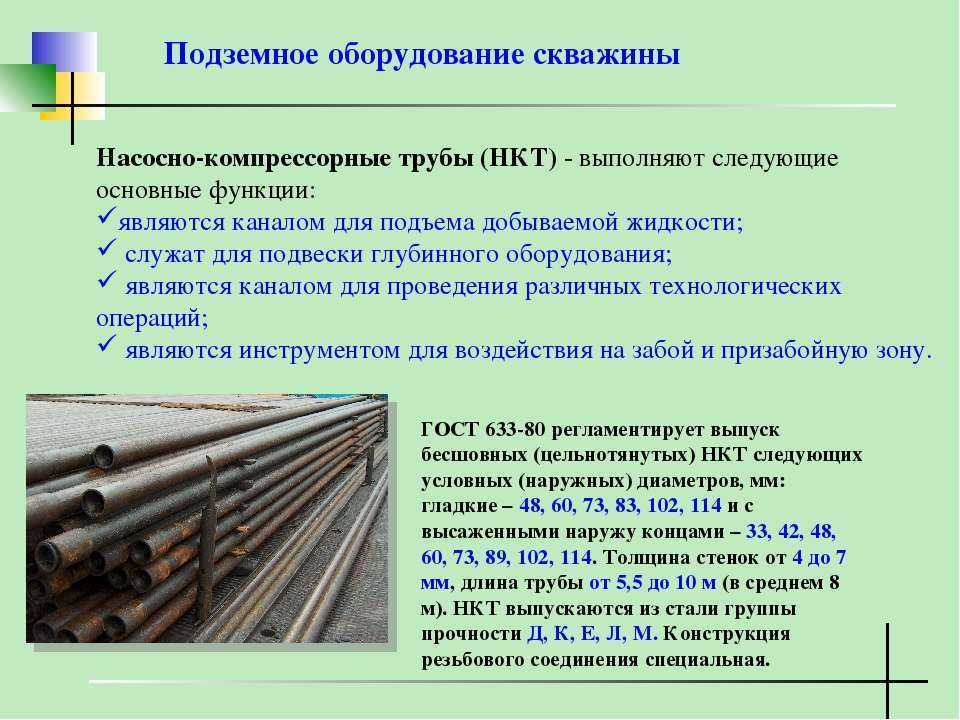
 5 раза прочнее стального аналога, что позволяет сооружать колонны в 2.5 раза длиннее стальных колонн.
5 раза прочнее стального аналога, что позволяет сооружать колонны в 2.5 раза длиннее стальных колонн.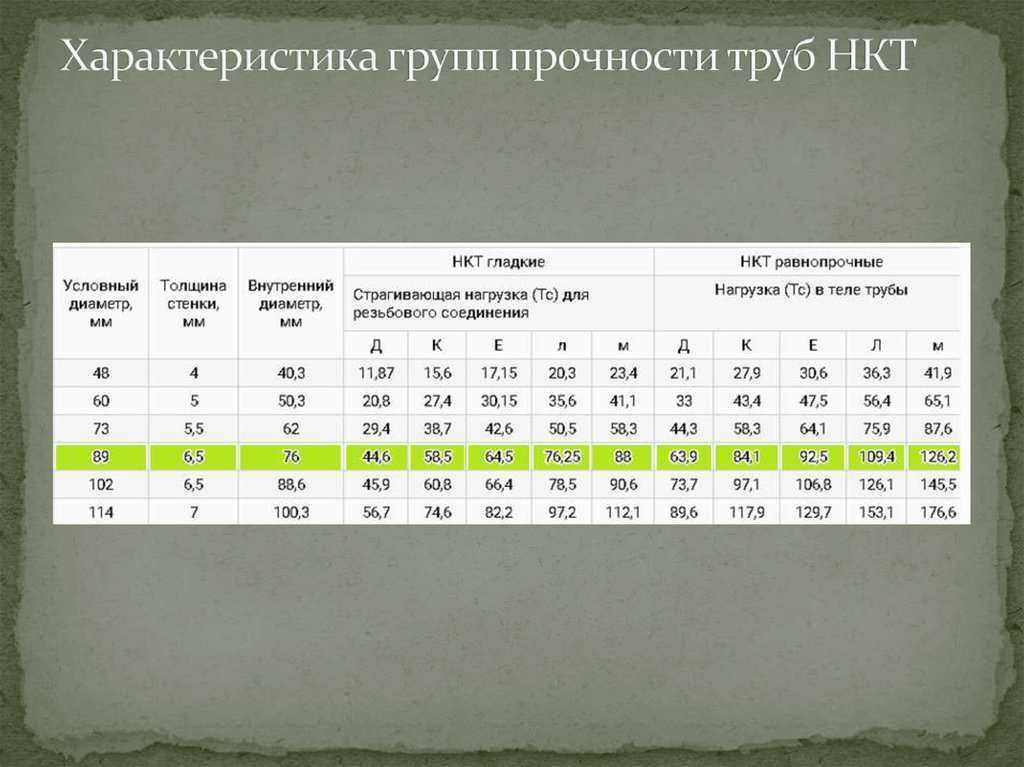
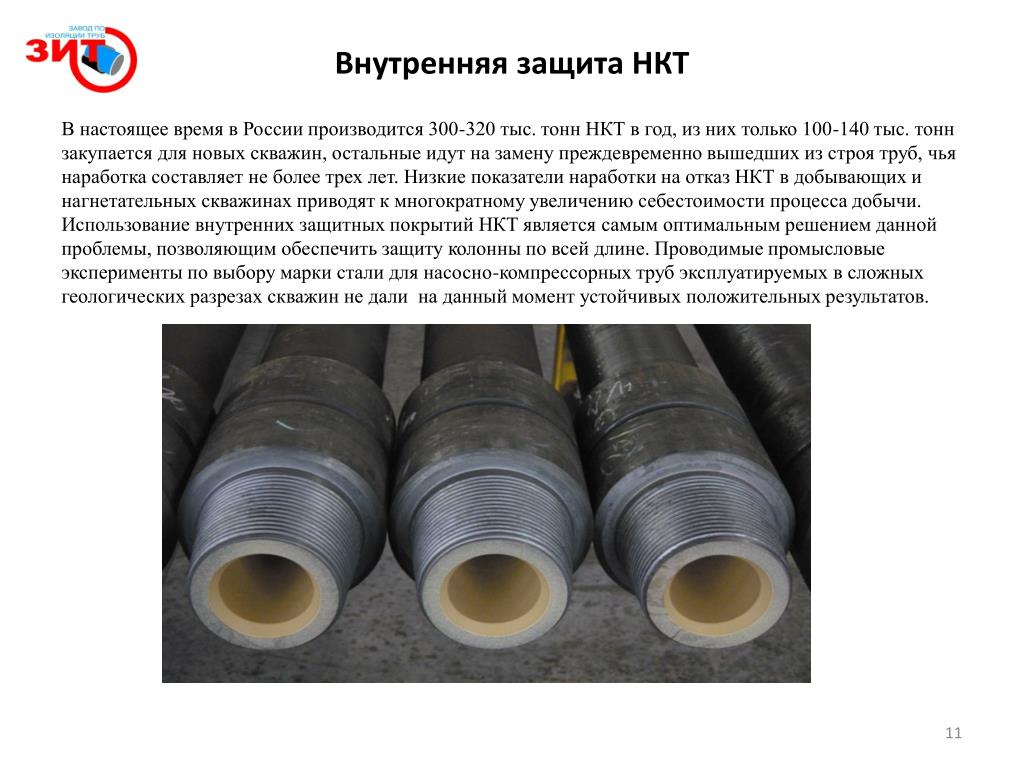 Его поверхность обрабатывают диффузионным цинковым покрытием, которое демонстрирует высокую адгезию к железу и отталкивающий эффект к парафинам. Это покрытие способно продлить срок службы системы в 3-5 раз.
Его поверхность обрабатывают диффузионным цинковым покрытием, которое демонстрирует высокую адгезию к железу и отталкивающий эффект к парафинам. Это покрытие способно продлить срок службы системы в 3-5 раз.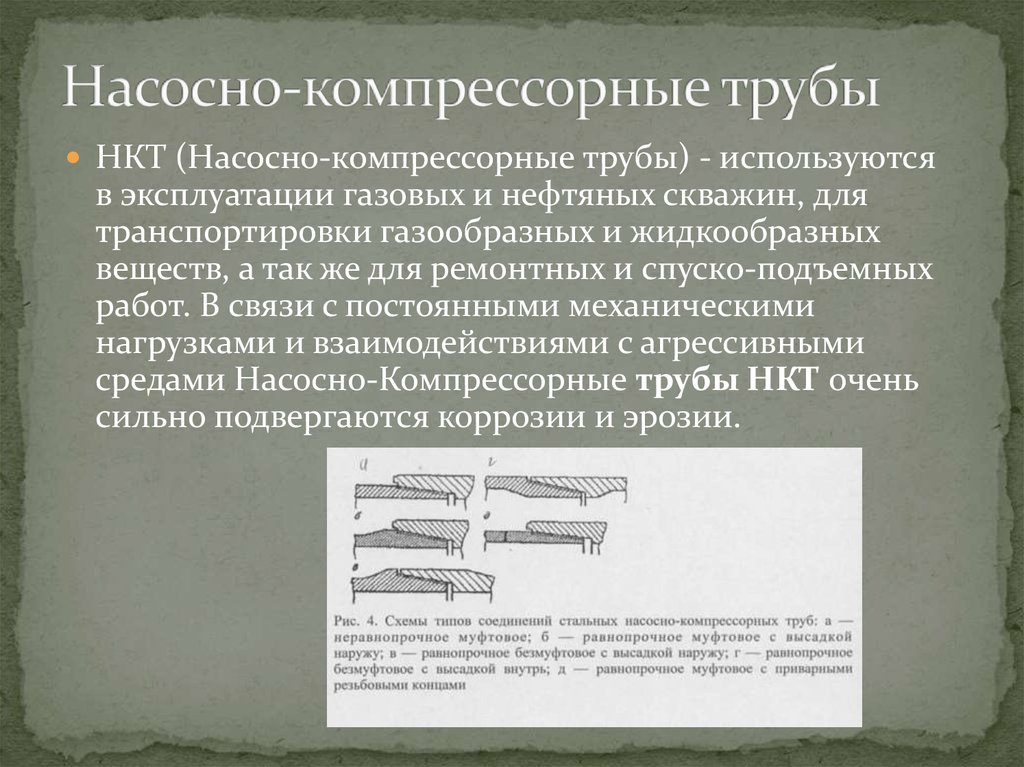 Размеру 89 миллиметров соответствует толщина стенок – 7.0 мм. Назначение трубы на 89 мм достаточно широкое. Она может применяться не только в нефте- и газодобывающей пресыщенности, но и в частном домостроении для обустройства свайного фундамента. Вес изделия диаметром 89 мм на 1 п.м. составляет 13.5 кг.
Размеру 89 миллиметров соответствует толщина стенок – 7.0 мм. Назначение трубы на 89 мм достаточно широкое. Она может применяться не только в нефте- и газодобывающей пресыщенности, но и в частном домостроении для обустройства свайного фундамента. Вес изделия диаметром 89 мм на 1 п.м. составляет 13.5 кг. Для этого через линию пропускается метровый шаблон диаметром на 2.3 мм уже ее внутреннего диаметра. Также стоит очистить при помощи щетки резьбу и муфту. Обработать поверхность деталей специальной смазкой. Свинчивание муфты с резьбы осуществляется аккуратно. При этом нельзя использовать механический натиск, удары.
Для этого через линию пропускается метровый шаблон диаметром на 2.3 мм уже ее внутреннего диаметра. Также стоит очистить при помощи щетки резьбу и муфту. Обработать поверхность деталей специальной смазкой. Свинчивание муфты с резьбы осуществляется аккуратно. При этом нельзя использовать механический натиск, удары.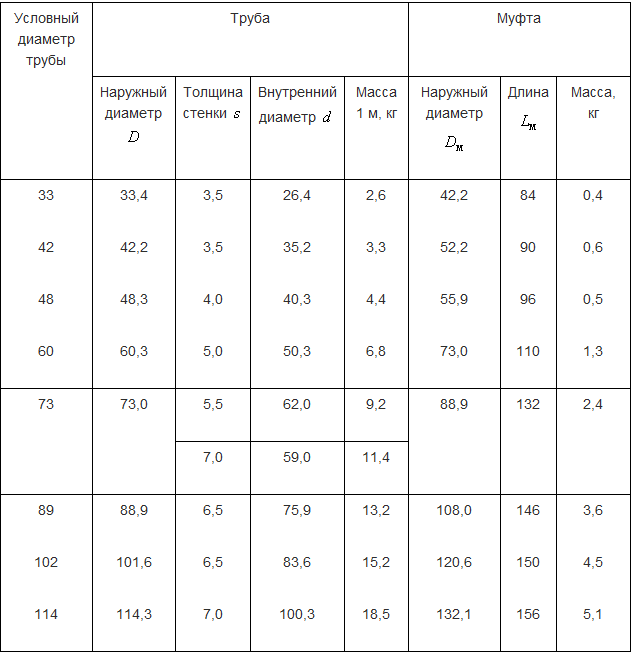 При таком способе бурения скорость проходки несколько снижается, но если нужно качество, разница в 1-2 дня на скважину в 20 м особой роли не сыграет.
При таком способе бурения скорость проходки несколько снижается, но если нужно качество, разница в 1-2 дня на скважину в 20 м особой роли не сыграет. Они предназначены для создания нагрузки на породоразрушающий инструмент, увеличения жёсткости нижней части колонны.
Они предназначены для создания нагрузки на породоразрушающий инструмент, увеличения жёсткости нижней части колонны.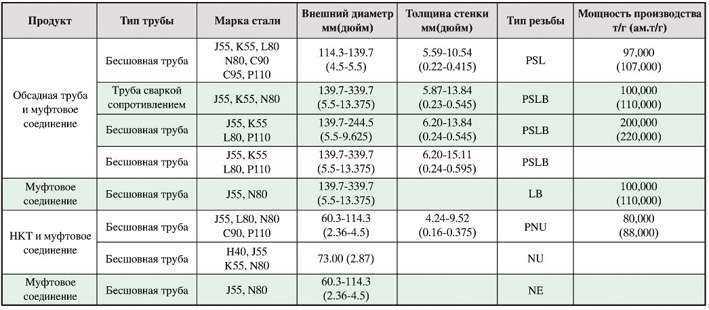 Обычная. Стальная или цельнотянутая труба из алюминиевого сплава имеет круглое поперечное сечение и толщину стенок 0,475-1,1 см. Соединение происходит при помощи бурильного замка.
Обычная. Стальная или цельнотянутая труба из алюминиевого сплава имеет круглое поперечное сечение и толщину стенок 0,475-1,1 см. Соединение происходит при помощи бурильного замка.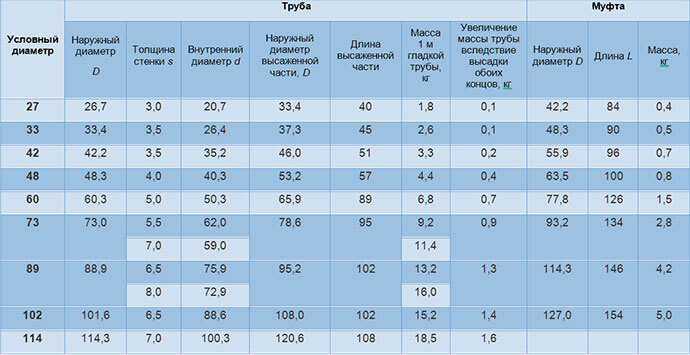 Но замена линий обслуживания может создать много работы и повредить существующие поверхностные конструкции. К счастью, так быть не должно. Комплект съемника сервисной линии New Concept Tool позволяет быстро установить новую сервисную линию с минимальным объемом работы. Мы также сотрудничаем с нашей родственной компанией, RedHed Brass Manufacturing, для разработки нового адаптера для развальцовки, на 100 % не содержащего свинца, который работает рука об руку с комплектом съемника сервисной линии. Вот еще несколько деталей, которые помогут вам начать работу:
Но замена линий обслуживания может создать много работы и повредить существующие поверхностные конструкции. К счастью, так быть не должно. Комплект съемника сервисной линии New Concept Tool позволяет быстро установить новую сервисную линию с минимальным объемом работы. Мы также сотрудничаем с нашей родственной компанией, RedHed Brass Manufacturing, для разработки нового адаптера для развальцовки, на 100 % не содержащего свинца, который работает рука об руку с комплектом съемника сервисной линии. Вот еще несколько деталей, которые помогут вам начать работу: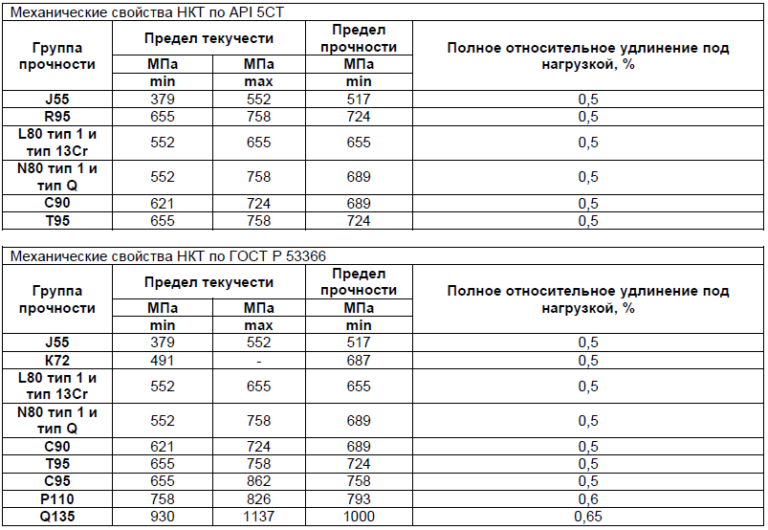
 RedHed использует стандартные размеры, поэтому размер раструба будет соответствовать размеру линии, которую вы устанавливаете.
RedHed использует стандартные размеры, поэтому размер раструба будет соответствовать размеру линии, которую вы устанавливаете.
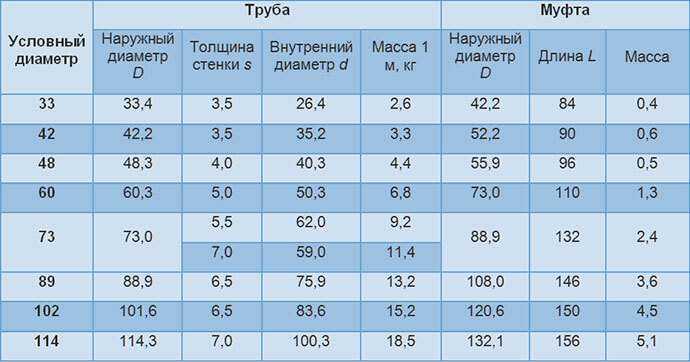
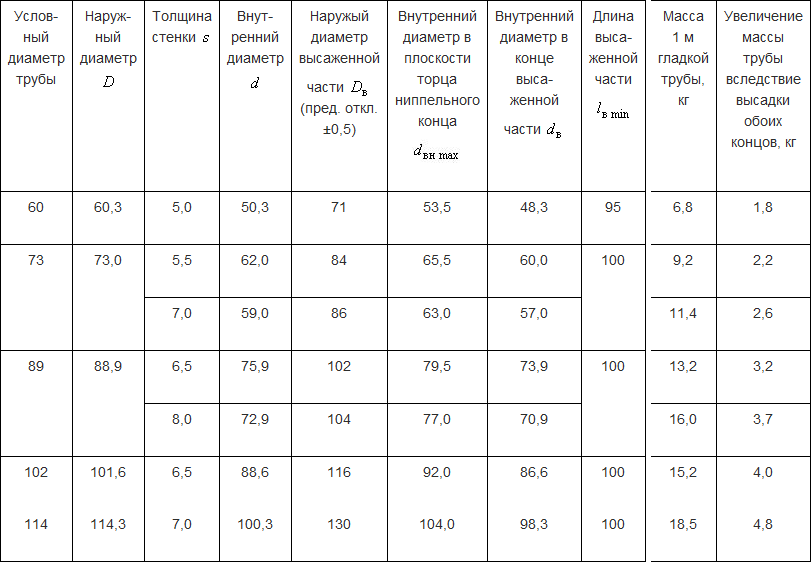
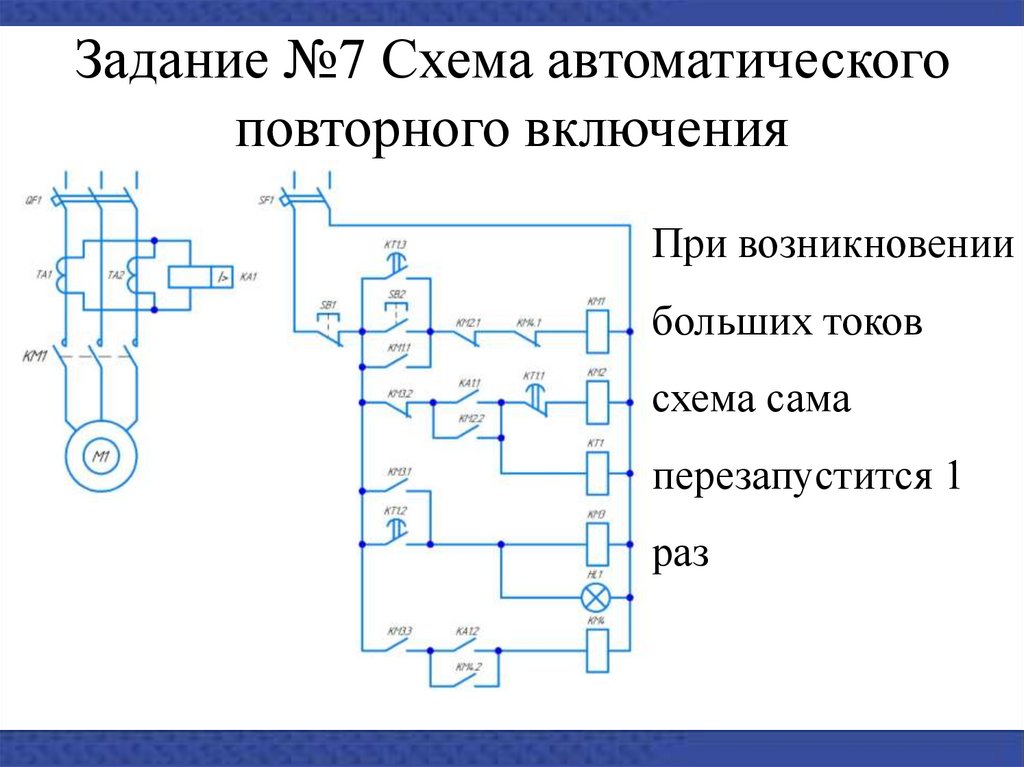 Но с помощью свечения можно также создать желанный объём.
Но с помощью свечения можно также создать желанный объём. Нужен для подчёркивания боковых сторон объекта съёмки;
Нужен для подчёркивания боковых сторон объекта съёмки; Иллюстрация: Фотосклад.Эксперт
Иллюстрация: Фотосклад.Эксперт Задача — поставить его так, чтобы он освещал левую часть фона;
Задача — поставить его так, чтобы он освещал левую часть фона; Точное расположение рефлектора зависит от роста модели.
Точное расположение рефлектора зависит от роста модели.
 Существует огромное число способов сформировать свет под определённый замысел. Но с начинающим такое разнообразие может сыграть злую шутку. Можно долго сидеть, подбирая подходящую осветительную схему, переживать, что чего-то не хватает, — и так ничего и не снять.
Существует огромное число способов сформировать свет под определённый замысел. Но с начинающим такое разнообразие может сыграть злую шутку. Можно долго сидеть, подбирая подходящую осветительную схему, переживать, что чего-то не хватает, — и так ничего и не снять. Эксперт
Эксперт
 Эксперт
Эксперт
 Если вам покажется, что на лице модели он стал слишком плоским, можете добавить немного чёрной ткани с той стороны, где вы хотите углубить тени.
Если вам покажется, что на лице модели он стал слишком плоским, можете добавить немного чёрной ткани с той стороны, где вы хотите углубить тени. 
 Выстраивая схему с отражателем, мы увеличиваем расстояние, которое свет проходит от источника до объекта. Тем самым заодно понижаем его мощность.
Выстраивая схему с отражателем, мы увеличиваем расстояние, которое свет проходит от источника до объекта. Тем самым заодно понижаем его мощность. Преднамеренный выбор цвета с использованием теории цвета — еще один отличный способ усилить композицию ваших изображений. Теория цвета — это набор принципов и рекомендаций, используемых для создания гармоничных цветовых комбинаций, приятных для глаз.
Преднамеренный выбор цвета с использованием теории цвета — еще один отличный способ усилить композицию ваших изображений. Теория цвета — это набор принципов и рекомендаций, используемых для создания гармоничных цветовых комбинаций, приятных для глаз. Использование дополнительных цветов на фотографиях приведет к тому, что изображения будут выделяться на странице или экране. Дополнительные цвета в системе RYB:
Использование дополнительных цветов на фотографиях приведет к тому, что изображения будут выделяться на странице или экране. Дополнительные цвета в системе RYB: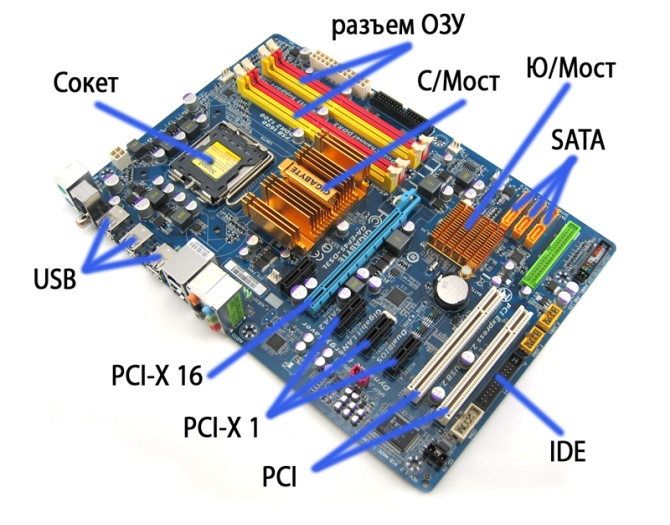 Фото (L) Алины Хо // Фото (справа) от Zamurovic BrothersФото от Iceman Photos
Фото (L) Алины Хо // Фото (справа) от Zamurovic BrothersФото от Iceman Photos
 Темно-синий и кремовый прекрасно сочетаются с пастельными цветами и яркой зеленью весны. Они также идеально смотрятся среди зеленой травы и листьев в парке для летних семейных фотографий. И эти «нейтральные тона» дополняют ярко-желтые и оранжевые осенние листья.
Темно-синий и кремовый прекрасно сочетаются с пастельными цветами и яркой зеленью весны. Они также идеально смотрятся среди зеленой травы и листьев в парке для летних семейных фотографий. И эти «нейтральные тона» дополняют ярко-желтые и оранжевые осенние листья. А затем уравновешивает его нейтральными оттенками (серым и темно-синим).
А затем уравновешивает его нейтральными оттенками (серым и темно-синим). Но использование цветовой гаммы вина, сливок и золота по-прежнему создает ощущение праздника, если вы планируете использовать их для рождественских открыток. Но он также достаточно классический и традиционный, чтобы висеть у вас дома круглый год.
Но использование цветовой гаммы вина, сливок и золота по-прежнему создает ощущение праздника, если вы планируете использовать их для рождественских открыток. Но он также достаточно классический и традиционный, чтобы висеть у вас дома круглый год. Персик идеально сочетается с пастельными тонами весенних цветов северо-восточного Огайо. В то время как джинсовая ткань помогает действовать как нейтральная, чтобы одежда не конкурировала со всеми удивительными цветами, которые природа может предложить весной.
Персик идеально сочетается с пастельными тонами весенних цветов северо-восточного Огайо. В то время как джинсовая ткань помогает действовать как нейтральная, чтобы одежда не конкурировала со всеми удивительными цветами, которые природа может предложить весной.
 Где вы планируете повесить свои последние портреты? Возможно, вы захотите взять цвета из своего декора, чтобы ваша окончательная работа выглядела так, как будто она была сделана для ваших стен. Если ваш стиль — мягкие и приглушенные тона, наряды в таком же мягком и приглушенном стиле будут идеальным выбором. Украсить в более холодных тонах? Не забудьте также одеться в более холодные тона.
Где вы планируете повесить свои последние портреты? Возможно, вы захотите взять цвета из своего декора, чтобы ваша окончательная работа выглядела так, как будто она была сделана для ваших стен. Если ваш стиль — мягкие и приглушенные тона, наряды в таком же мягком и приглушенном стиле будут идеальным выбором. Украсить в более холодных тонах? Не забудьте также одеться в более холодные тона. И вы все еще хотите убедиться, что цвета, которые вы выбираете, подходят всем. Хотя это может показаться невозможным, если у вас есть члены вашей семьи с холодными тонами, а некоторые с теплыми, есть простое решение.
И вы все еще хотите убедиться, что цвета, которые вы выбираете, подходят всем. Хотя это может показаться невозможным, если у вас есть члены вашей семьи с холодными тонами, а некоторые с теплыми, есть простое решение.
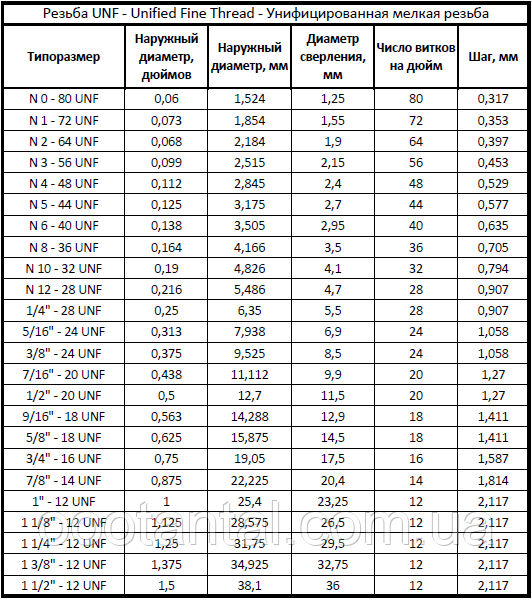
 д.п.
д.п. 21
21 1380
1380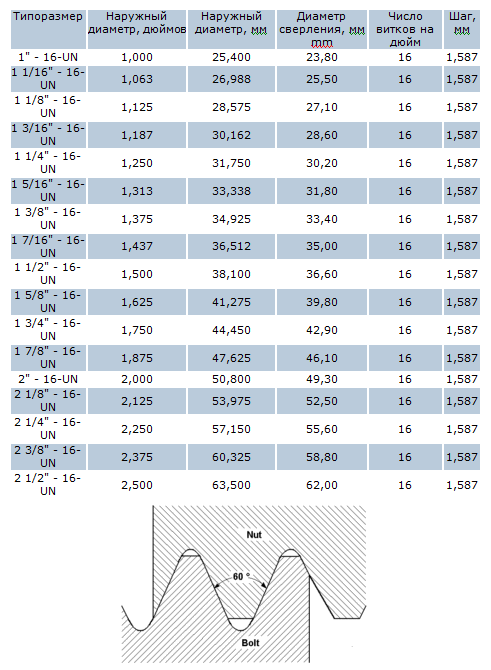 6050
6050 ниток на дюйм)
ниток на дюйм)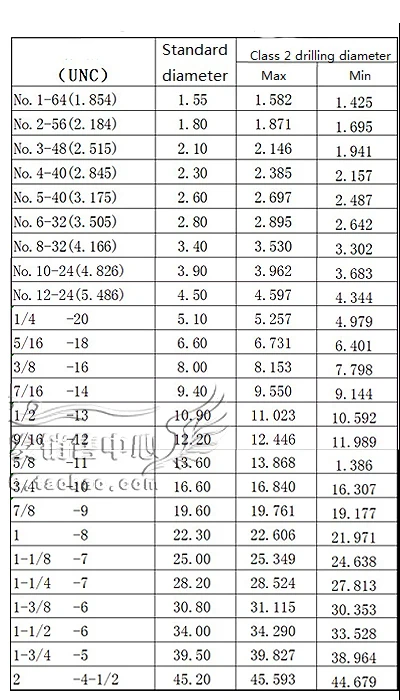 2160
2160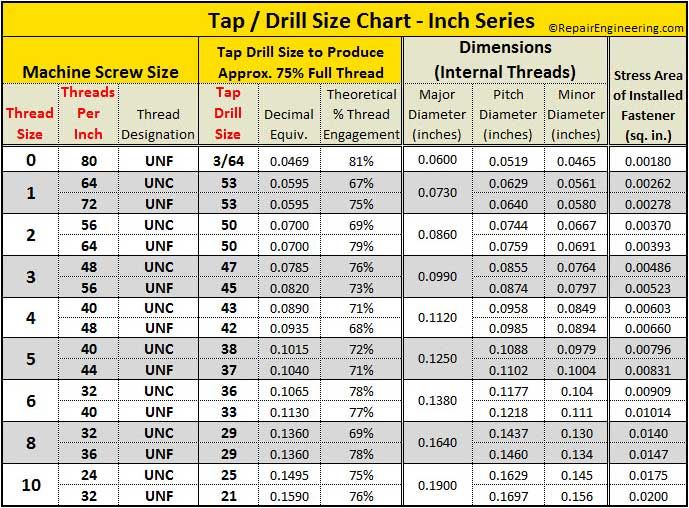 1250
1250 3750
3750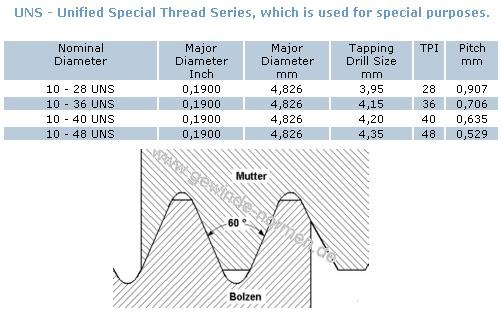 стружечных канавок)
стружечных канавок)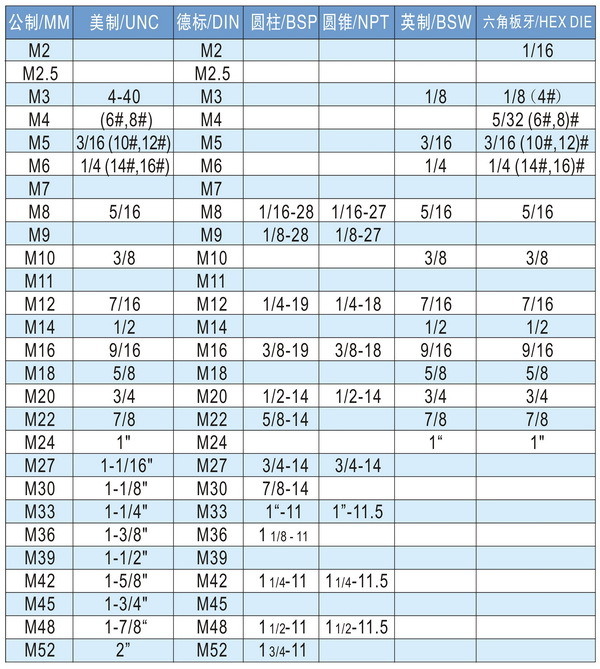 ниток на дюйм)
ниток на дюйм) 21. +7(495)604-4799 многоканальный
21. +7(495)604-4799 многоканальный 060
060 190
190 50
50 925
925
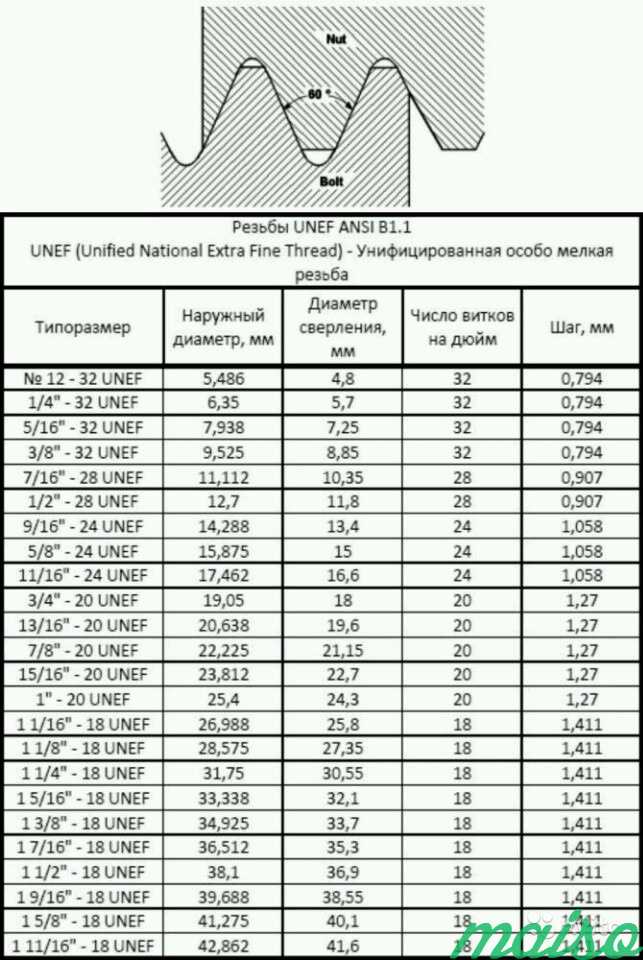 2500
2500

 Именно в мебели необходимы метизы, которых или совсем не видно, или которые видны, но не портят вид и безопасны. В других сферах они если и применяются, то не массово.
Именно в мебели необходимы метизы, которых или совсем не видно, или которые видны, но не портят вид и безопасны. В других сферах они если и применяются, то не массово.


 У этого способа есть ряд преимуществ, в том числе и по сравнению с таким популярным, как применение сварки. Прежде всего – это простота формирования соединения, а также контроля его качества. Но, продолжая сопоставление этих двух методов, справедливости ради необходимо сказать, что болтовое соединение характеризуется большей металлоемкостью, а это считается недостатком.
У этого способа есть ряд преимуществ, в том числе и по сравнению с таким популярным, как применение сварки. Прежде всего – это простота формирования соединения, а также контроля его качества. Но, продолжая сопоставление этих двух методов, справедливости ради необходимо сказать, что болтовое соединение характеризуется большей металлоемкостью, а это считается недостатком.
 Здесь разница в диаметрах колеблется в диапазоне от 0,25 до 0,3 миллиметра.
Здесь разница в диаметрах колеблется в диапазоне от 0,25 до 0,3 миллиметра.

 Для равномерного распределения нагрузки рекомендуется применять шайбу стандарта DIN 125.
Для равномерного распределения нагрузки рекомендуется применять шайбу стандарта DIN 125.
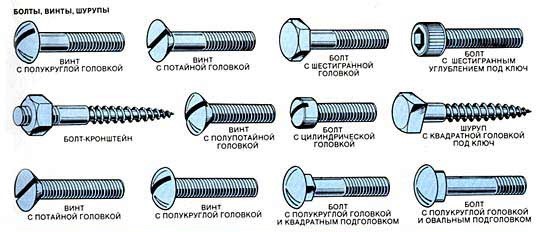 В таблице приняты следующие обозначения:
В таблице приняты следующие обозначения:
 Кроме того, такие металлы, как титан, также ценны для строительного крепежа, хотя они имеют очень специфическое применение в узком диапазоне областей. Как правило, крепежные материалы оцениваются по их механическим свойствам, возможности обработки после изготовления, экономической эффективности и ряду других вторичных критериев. Вы также можете заказать их изготовление на заказ в соответствии с вашими потребностями.
Кроме того, такие металлы, как титан, также ценны для строительного крепежа, хотя они имеют очень специфическое применение в узком диапазоне областей. Как правило, крепежные материалы оцениваются по их механическим свойствам, возможности обработки после изготовления, экономической эффективности и ряду других вторичных критериев. Вы также можете заказать их изготовление на заказ в соответствии с вашими потребностями. Марки 2, 5 и 8, как правило, являются стандартом для винтов и болтов на основе углеродистой стали, а легированная углеродистая сталь представляет собой более совершенную вариацию этих металлов. Их механическая прочность колеблется от примерно 50 тысяч фунтов на квадратный дюйм (килофунтов на квадратный дюйм) до 300 тысяч фунтов на квадратный дюйм в готовом изделии. Свойства материалов для этих марок включают:
Марки 2, 5 и 8, как правило, являются стандартом для винтов и болтов на основе углеродистой стали, а легированная углеродистая сталь представляет собой более совершенную вариацию этих металлов. Их механическая прочность колеблется от примерно 50 тысяч фунтов на квадратный дюйм (килофунтов на квадратный дюйм) до 300 тысяч фунтов на квадратный дюйм в готовом изделии. Свойства материалов для этих марок включают: Они имеют высокую степень деформационного упрочнения, что делает их прочнее и лучше подходит для механических нагрузок, таких как системы подвески транспортных средств.
Они имеют высокую степень деформационного упрочнения, что делает их прочнее и лучше подходит для механических нагрузок, таких как системы подвески транспортных средств. Конечная прочность большинства марок нержавеющей стали колеблется от 70 до 220 тысяч фунтов на квадратный дюйм, в зависимости от соотношения металлов в сплаве. Крепежи из нержавеющей стали также менее магнитны, чем их аналоги из стандартной стали. Двумя основными категориями крепежных материалов из нержавеющей стали являются:
Конечная прочность большинства марок нержавеющей стали колеблется от 70 до 220 тысяч фунтов на квадратный дюйм, в зависимости от соотношения металлов в сплаве. Крепежи из нержавеющей стали также менее магнитны, чем их аналоги из стандартной стали. Двумя основными категориями крепежных материалов из нержавеющей стали являются:
 Однако нейлон подвержен серьезному износу при повышенных температурах и может ослабнуть при низких температурах. Кроме того, его сравнительно низкая прочность на растяжение делает его менее эффективным для приложений с высокими требованиями к физической нагрузке.
Однако нейлон подвержен серьезному износу при повышенных температурах и может ослабнуть при низких температурах. Кроме того, его сравнительно низкая прочность на растяжение делает его менее эффективным для приложений с высокими требованиями к физической нагрузке. Например, болты, используемые для соединения соединительных фланцев, или винты, используемые для соединения стандартной трубы с несущей стеной, или гайки и болты, используемые для соединения выпуклых концов реактора, — все это критически важно для производства. Выбор правильного крепежа также имеет решающее значение для безопасности как для технологического процесса, так и для рабочих завода. Подобрав правильный крепеж, никто не заметит. Но неправильный выбор крепежа для приложения может привести к проблемам от небольшой течи до катастрофического сбоя, и это обязательно будет замечено. Мы будем смотреть, как выбрать правильный крепеж каждый раз.
Например, болты, используемые для соединения соединительных фланцев, или винты, используемые для соединения стандартной трубы с несущей стеной, или гайки и болты, используемые для соединения выпуклых концов реактора, — все это критически важно для производства. Выбор правильного крепежа также имеет решающее значение для безопасности как для технологического процесса, так и для рабочих завода. Подобрав правильный крепеж, никто не заметит. Но неправильный выбор крепежа для приложения может привести к проблемам от небольшой течи до катастрофического сбоя, и это обязательно будет замечено. Мы будем смотреть, как выбрать правильный крепеж каждый раз. Используете ли вы мягкую сталь или хром-молибден, или даже что-то экзотическое, будет зависеть от требований приложения. Вы также должны знать, как использовать стандарты, которые охватывают крепежные детали и их использование. Например, ASTM A307 распространяется на болты, шпильки и резьбовые стержни из углеродистой стали с пределом прочности на растяжение до 60 000 фунтов на квадратный дюйм. АСТМ F593 закрывает болты из нержавеющей стали, винты с шестигранной головкой и шпильки. ASTM A193/A193M распространяется на болтовые соединения из легированной и нержавеющей стали для работы под высоким давлением или при высоких температурах, а также для других специальных применений. Часто можно найти свое приложение или приложение, очень похожее на ваше, упомянутое в этих и других стандартах.
Используете ли вы мягкую сталь или хром-молибден, или даже что-то экзотическое, будет зависеть от требований приложения. Вы также должны знать, как использовать стандарты, которые охватывают крепежные детали и их использование. Например, ASTM A307 распространяется на болты, шпильки и резьбовые стержни из углеродистой стали с пределом прочности на растяжение до 60 000 фунтов на квадратный дюйм. АСТМ F593 закрывает болты из нержавеющей стали, винты с шестигранной головкой и шпильки. ASTM A193/A193M распространяется на болтовые соединения из легированной и нержавеющей стали для работы под высоким давлением или при высоких температурах, а также для других специальных применений. Часто можно найти свое приложение или приложение, очень похожее на ваше, упомянутое в этих и других стандартах. Именно здесь ваш опыт и опыт вашего поставщика крепежа помогут вам выбрать правильный крепеж для конкретного применения. Обычно болт состоит из головки, стержня определенной длины и резьбового конца 9.0003
Именно здесь ваш опыт и опыт вашего поставщика крепежа помогут вам выбрать правильный крепеж для конкретного применения. Обычно болт состоит из головки, стержня определенной длины и резьбового конца 9.0003 Важен выбор резьбы: грубая резьба позволит выполнить сборку быстрее. Для сборки тонкой резьбы требуется больше времени из-за количества оборотов, необходимого для прохождения того же расстояния, что и для грубой резьбы. Однако они обеспечивают лучшее зацепление с резьбой, и большее количество сопрягаемых поверхностей находится в контакте, что обеспечивает более надежное соединение, способное выдерживать большее натяжение в соединении.
Важен выбор резьбы: грубая резьба позволит выполнить сборку быстрее. Для сборки тонкой резьбы требуется больше времени из-за количества оборотов, необходимого для прохождения того же расстояния, что и для грубой резьбы. Однако они обеспечивают лучшее зацепление с резьбой, и большее количество сопрягаемых поверхностей находится в контакте, что обеспечивает более надежное соединение, способное выдерживать большее натяжение в соединении. Эта спецификация включает крепежные детали, предназначенные для использования в сосудах под давлением, клапанах, фланцах и фитингах.
Эта спецификация включает крепежные детали, предназначенные для использования в сосудах под давлением, клапанах, фланцах и фитингах. Болты из легированной стали изготавливаются из высокопрочного стального сплава с последующей термической обработкой. Болты из легированной стали обычно не имеют покрытия, что приводит к тускло-черному покрытию. Болты из легированной стали очень прочные, но очень хрупкие. Следует соблюдать осторожность с торцевыми головками, если требуется цинкование. При нанесении покрытия на эти крепежные детали может возникнуть водородная хрупкость, что может привести к выходу из строя крепежного изделия. Легированные стали, которые содержат более 1,5% марганца, 0,6% меди и где содержание хрома ниже 4%, чрезвычайно полезны в широком диапазоне диапазонов прочности и пластичности. Легированные стали с соответствующей концентрацией молибдена, ванадия или других элементов можно использовать в областях, где возможна коррозия, таких как нагреватели, бойлеры и другие устройства.
Болты из легированной стали изготавливаются из высокопрочного стального сплава с последующей термической обработкой. Болты из легированной стали обычно не имеют покрытия, что приводит к тускло-черному покрытию. Болты из легированной стали очень прочные, но очень хрупкие. Следует соблюдать осторожность с торцевыми головками, если требуется цинкование. При нанесении покрытия на эти крепежные детали может возникнуть водородная хрупкость, что может привести к выходу из строя крепежного изделия. Легированные стали, которые содержат более 1,5% марганца, 0,6% меди и где содержание хрома ниже 4%, чрезвычайно полезны в широком диапазоне диапазонов прочности и пластичности. Легированные стали с соответствующей концентрацией молибдена, ванадия или других элементов можно использовать в областях, где возможна коррозия, таких как нагреватели, бойлеры и другие устройства. Серия 300 — это наиболее распространенные сплавы нержавеющей стали, используемые для крепежа. Они используются в самых разных областях, от зон с высоким уровнем влажности, таких как водоочистные сооружения, до складов пищевых продуктов и на предприятиях, где возможно химическое воздействие. В то время как большинство крепежных изделий из нержавеющей стали не обладают общей прочностью болта из термообработанной углеродистой стали, серия 400 может обеспечить более высокую прочность без значительной потери коррозионной стойкости. Справочники машинистов, такие как 9Стандартный справочник Marks 0145 для инженеров-механиков, , содержит таблицы свойств металлов, которые можно использовать для определения соответствующих областей применения.
Серия 300 — это наиболее распространенные сплавы нержавеющей стали, используемые для крепежа. Они используются в самых разных областях, от зон с высоким уровнем влажности, таких как водоочистные сооружения, до складов пищевых продуктов и на предприятиях, где возможно химическое воздействие. В то время как большинство крепежных изделий из нержавеющей стали не обладают общей прочностью болта из термообработанной углеродистой стали, серия 400 может обеспечить более высокую прочность без значительной потери коррозионной стойкости. Справочники машинистов, такие как 9Стандартный справочник Marks 0145 для инженеров-механиков, , содержит таблицы свойств металлов, которые можно использовать для определения соответствующих областей применения. В случае с латунью и бронзой они также могут иметь эстетическую привлекательность. С алюминием у вас также есть очень легкая застежка. Подобно нержавеющей стали, этим крепежным изделиям не хватает прочности большинства болтов из углеродистой стали. Их прочность обычно равна прочности незакаленного крепежа класса 2.
В случае с латунью и бронзой они также могут иметь эстетическую привлекательность. С алюминием у вас также есть очень легкая застежка. Подобно нержавеющей стали, этим крепежным изделиям не хватает прочности большинства болтов из углеродистой стали. Их прочность обычно равна прочности незакаленного крепежа класса 2. Это, однако, приведет к снижению общей коррозионной стойкости узла.
Это, однако, приведет к снижению общей коррозионной стойкости узла. Из-за толщины покрытия оцинкованная гайка должна быть нарезана с запасом. Это означает, что гайка без покрытия или оцинкованная не будет работать с оцинкованным болтом. PTFE или PFA Teflon — это специальное покрытие, часто используемое в областях, где необходима устойчивость к химическим веществам. Крепеж с тефлоновым покрытием будет иметь высокую рабочую температуру, низкий коэффициент трения, хорошую стойкость к истиранию и хорошую химическую стойкость. Это покрытие обычно используется там, где требуется сухая смазка, покрытие с низким коэффициентом трения или коррозионно-стойкое покрытие. Очень важно выбирать крепеж, исходя из самой широкой коррозионной стойкости, которую обеспечивает материал конструкции.
Из-за толщины покрытия оцинкованная гайка должна быть нарезана с запасом. Это означает, что гайка без покрытия или оцинкованная не будет работать с оцинкованным болтом. PTFE или PFA Teflon — это специальное покрытие, часто используемое в областях, где необходима устойчивость к химическим веществам. Крепеж с тефлоновым покрытием будет иметь высокую рабочую температуру, низкий коэффициент трения, хорошую стойкость к истиранию и хорошую химическую стойкость. Это покрытие обычно используется там, где требуется сухая смазка, покрытие с низким коэффициентом трения или коррозионно-стойкое покрытие. Очень важно выбирать крепеж, исходя из самой широкой коррозионной стойкости, которую обеспечивает материал конструкции. Резкие перепады температуры могут привести к расширению и сжатию скрепленного соединения. Этого движения в суставе может быть достаточно, чтобы соединение ослабло.
Резкие перепады температуры могут привести к расширению и сжатию скрепленного соединения. Этого движения в суставе может быть достаточно, чтобы соединение ослабло.


 20 ₽
20 ₽ п.
п.
 Исаковского в Москве
Исаковского в Москве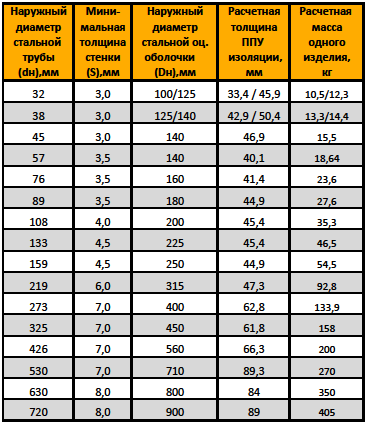 Черноголовка
Черноголовка Каховская”
Каховская” Брянска
Брянска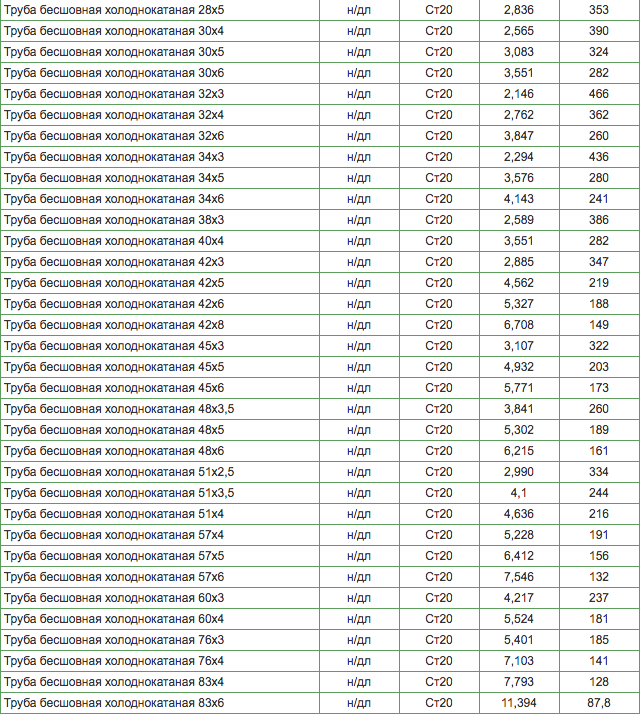 -Зап.хорда, ул.Народного Ополчения
-Зап.хорда, ул.Народного Ополчения