Корзина для пресса из нержавеющей стали объёмом 20 литров в Краснодаре (Прессы для винограда)
Россия
Краснодар
Оборудование для виноградарства и виноделия
Прессы для винограда
Корзина для пресса из нержавеющей стали объёмом 20 литров в Краснодаре
Цена: 3 300 ₽
за 1 ед.
Описание товара
Корзина для пресса из нержавеющей стали объёмом 20 литров
Ø 25 см. высота 45 см.
Товары, похожие на Корзина для пресса из нержавеющей стали объёмом 20 литров
Не стоит ждать, оформите заявку на «Корзина для пресса из нержавеющей стали объёмом 20 литров» от организации «Винодел и не только» на нашем портале БизОрг. Цена 3300 ₽ при минимальном заказе в 1.
Что может предложить «Винодел и не только»:
гарантия качества и четкое исполнение взятых обязанностей;
разнообразные методы оплаты;
для пользователей сайта BizOrg.Su организация «Винодел и не только» предоставляет особенные условия;
фирма «Винодел и не только» работает с популярными производителями.
Звоните прямо сейчас!
Часто задаваемые вопросы
Как оформить заказ?
Для того, чтобы оформить заказ на «Корзина для пресса из нержавеющей стали объёмом 20 литров» свяжитесь с фирмой «Винодел и не только» по контактным данным, указанным в правом верхнем углу. Не забудьте указать, что нашли организацию на торговой площадке БизОрг.
Где узнать подробную информацию о фирме «Винодел и не только»?
Для получения подробных данных о компании перейдите сверху справа по ссылке-названию организации. Затем перейдите на интересную Вам вкладку с описанием.
Предложение не соответствует действительности, контактный номер телефона не доступен и т.д.
Если у Вас возникли проблемы при работе с «Винодел и не только» – сообщите идентификаторы организации (908030) и товара/услуги (22604186) в нашу службу поддержки пользователей.
Техническая информация:
дата размещения объявления: 29.07.2020;
последнее изменение информации – 29.07.2020;
242 – именно такое количество пользователей заметило данную страницу за все это время. И каждый день эта цифра растет;
вам предоставляется возможность найти «Корзина для пресса из нержавеющей стали объёмом 20 литров» в разделах «Сельхозпродукция, сырье, агрохимия, техника», «Сельскохозяйственная техника, оборудование для сбора урожая», «Оборудование для виноградарства и виноделия», «Прессы для винограда».
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой. Заявленная компанией Винодел и не только цена товара «Корзина для пресса из нержавеющей стали объёмом 20 литров» (3 300 ₽) может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании Винодел и не только по указанным телефону или адресу электронной почты.
Часы работы:
Телефоны:
+7 (918) 346-26-51
+7 (918) 374-11-66
Купить корзину для пресса из нержавеющей стали объёмом 20 литров в Краснодаре:
г.Краснодар. ул. Ковтюха 214.
Корзина для пресса из нержавеющей стали объёмом 20 литров
Пресс для отжима сока SOK (6 литров)
Пресс для отжима сока «SOK» с корзиной на 6 литров — это пресс домкратного типа из нержавеющей стали для отжима сока из фруктов, овощей и ягод.
*Защитный кожух от брызг при необходимости приобретается дополнительно (в рекомендуемых товарах)
ВЫЖМИТЕ ВЕСЬ СОК ИЗ ФРУКТОВ И ОВОЩЕЙ
Полный отжим с силой 2 тонны. Без ваших усилий. С прессом справится даже ребенок.
1 Пресс прост и надежен
Не знаете куда деть излишки урожая? Хотите побаловать свою семью натуральным и полезным домашним соком?
Подготовьте Фрукты или Овощи. Яблоки необходимо промыть, нашинковать или раздробить. Томаты достаточно просто порезать. Из вишни и сливы – удалить косточки. Виноград, клюква, облепиха, крыжовник и другие ягоды в предварительной подготовке не нуждаются.
2 Готов к работе «прямо из коробки»
Подготовленную мезгу (массу из фруктов или овощей) поместите в фильтровочный мешок, который есть в комплекте. Уже через пару минут вы получите свой первый 100% сок, не прилагая ни малейших усилий.
3 Справится даже ребенок!
На поддон для сбора сока установите сито. Поместите внутрь рабочей области фильтрующий мешок с мезгой. Закрепите ручку с дополнительным рычагом на прессе.
Легко вращая ручку, с помощью домкратной системы вы создаете колоссальное давление в 2 тонны!
За один раз вы можете получить от 3 до 10 литров.
Со скоростью 35 л/час!
ПРЕСС SОK В ЦИФРАХ:
Не все любят математику и цифры. Но эти вам понравятся!
3модели: 6,10,15 литров — подойдут для любой семьи.
2000кгсила, с которой пресс давит на фрукты.
15минутна полный цикл отжима.
25процентовскидка перед началом сезона заготовок.
6ммсталь, переходные элементы — 4 мм.
7днейс момента заказа до прибытия в ваш город.
100% СОК. БЫСТРО. БЕСПЛАТНО.
Полезный сок без химии и консервантов для всей семьи за 10 мин.
3 ПРИЧИНЫ, ПОЧЕМУ SOK ЛУЧШЕ АНАЛОГОВ
ПРЕСС С УСИЛИЕМ В 2 ТОННЫ.
Домкратный рычажный пресс, который выжимает насухо.
Пользоваться винтовыми прессами сложно!Вам придется приложить колоссальные усилия, чтобы появились хотя бы первые капли сока. Такие прессы должны быть надежно закреплены. А пользоваться ими могут лишь физически развитые мужчины. Ни о какой скорости и легкости получения сока даже речи не идет!
SOK сконструирован без ошибок! Прочная монолитная конструкция с профессиональным рычажным домкратом лишена недостатков. Усилие домкрата таково, что он легко поднимает крупный внедорожник. А пользоваться им может даже ребенок.
Пресс выжимает сок на все 100%. Мезга остается сухой.
НЕРЖАВЕЮЩАЯ СТАЛЬ. ПИЩЕВЫЕ ГОСТЫ.
Сок не вступает в реакцию с металлом — витамины сохраняются.
В обычных прессах металл окисляется фруктовыми кислотами из соков, покрывается ржавчиной и портит вкус домашних заготовок.
В нашем прессе SOK используется только пищевая нержавеющая сталь, которая не вступает в реакцию с продуктами. Фруктовые и ягодные соки не темнеют, не окисляются и сохраняют свои свойства и витамины.
Поддон для сбора сока, сито для отжима и защитный кожух отполированы электроплазменной установкой.
Обслуживать пресс очень легко. После применения сполосните пресс теплой водой и протрите насухо. Срок службы пресса — 10 лет.
ПОДАРОК, ЗА КОТОРЫЙ НЕ СТЫДНО.
Современная сборочная линия, спец покраска, отсутствие люфтов.
Прессы собирают на современной сборочной линии. Все детали вырезаны лазером с минимальными допусками. Толщина стали от 4 до 6 мм (рама).
Все края пресса без задиров металла. Ровные сварные швы и отсутствие люфтов.
Рама пресса покрыта промышленным способом спец краской KO-2T,применяемой в пищевой промышленности.
Толщина металла рамы – 6 мм.
Толщина сочленений – 4 мм.
Люфт пресса — отсутствует.
Пресс SOK великолепно выглядит! Это отличный подарок для себя или близких.
ЧЕМ ПРЕСС SOK ЛУЧШЕ ОБЫЧНОЙ СОКОВЫЖИМАЛКИ?
Компания «Самогон Плюс» предлагает товары напрямую от производителя, поэтому у нас в магазине www. samogon-plus.ru , Вы можете купить современный эффективный пресс для отжима SOK с нержавеющей корзиной объемом 6 литров по самой низкой цене.
Дополнительная консультация и помощь в подборе оборудования: 8(800)551-60-81 (Бесплатно по России)
Безопасная покупка! Самые выгодные условия покупки!
Доставка оборудования в любой «уголок» России !
Фирменная гарантия 12 месяцев!
Пресс для винных корзин | ПодробнееВино
Главная
Оборудование
Винный пресс
Пресс для винных корзин
Традиционные корзиночные прессы работают путем выжимания жмыха из верхней части удерживающей корзины вниз с помощью тяжелого чугунного храпового механизма. Корзиночные прессы доступны по цене и проверены временем, но имеют несколько недостатков. Во время прессования в центре корзины образуется карман сока, который необходимо разбить и подавить, чтобы выпустить все вино. Кроме того, прессующие усилия, необходимые для корзиночных прессов, обычно намного выше, чем для прессов с диафрагмой. В результате очень легко получить резкие и агрессивные характеристики от чрезмерного прессования семян и кожуры. Наконец, корзиночные прессы трудно дезинфицировать и тяжело перемещать. На нашей собственной винодельне Olin Wines мы отказались от корзиночного пресса, когда впервые использовали пузырчатый пресс. Простота использования, качество прессованного вина (нам больше не нужно отделять выдержанное вино от прессованного) и отсутствие необходимости переупаковывать пресс, чтобы получить все вино, заставили принять решение прекратить использование. корзина нажимается очень легко!
Прессы для корзин доступны по специальному заказу и заказываются во время нашей ежегодной предсезонной распродажи .
Прессы для корзин для вина |
Запчасти и аксессуары для корзиночного пресса
Продукты (14)
Артикул
Часто задаваемые вопросы
Советы
Видео
Отображается с 1 по 14 из 14 продуктов
Сортировать по:
РелевантностьЛучшие продавцыРейтинг покупателейЦена (от низкой к высокой)Цена (от высокой к низкой)
Страница:
[1]
Показать только избранные продукты
Пресс для деревянных корзин №35
699,99 $
WEP110R
Храповой механизм для корзиночного пресса №30 и №35
Нет в наличии
124,99 $
Пресс для деревянных корзин №45
$949,99
GER102E
Сменная корзина из нержавеющей стали для GER102
189,99 $
WEP115M
Набор деревянных полумесяцев для корзиночного пресса #35
31,99 $
Виноградный пресс # 25 — Marchisio
2 отзыва
529,99 $
WEP140BV
Продувочный клапан (нижний) для вакуумных прессов Marchisio
49,99 $
Пресс для деревянных корзин №30
$589,99
#55 Пресс для деревянных корзин
2 отзыва
1 299,99 $
Пресс для фруктов #20
2 отзыва
349,99 $
Пресс для деревянных корзин №40
$799,99
WEP140M
Алюминиевый коллектор с резьбой для итальянских вакуумных прессов
16,99 $
Виноградный пресс # 20 — Marchisio
429,99 $
Пресс для деревянных корзин №50
1 199,99 $
Отображается с 1 по 14 из 14 товаров
Страница:
[1]
Подпишитесь, чтобы получать эксклюзивные предложения, советы и рекомендации, специальные купоны и многое другое. ..
Пожалуй, нет более знакового оборудования в виноделии, чем корзиночный пресс. Даже те, кто мало знаком с винодельческим оборудованием, могут увидеть изображение, подобное приведенному выше, и сразу же определить, что это винный пресс.
И есть несколько единиц оборудования, которые винодельни хотят открыто выставлять напоказ и показывать покупателям — насосы не так уж привлекательны. В этой статье мы рассмотрим некоторые общие особенности и функции корзиночного пресса. Мы продаем корзиночные прессы Mori Basket Press уже много лет, поэтому мы обсудим их конкретно. Тем не менее, эти концепции применимы к большинству корзиночных прессов, производимых сегодня.
Коммерческие корзиночные прессы работают путем прессования винограда, находящегося в большой корзине. Корзина обычно изготавливается из нержавеющей стали, хотя также можно использовать пищевой пластик или дерево.
Гидравлические корзинчатые прессы имеют большой гидравлический поршень с «плитой» (большой плоской пластиной) на конце. Поршень толкает валик вниз, пока он не достигнет винограда. Этот поршень способен создавать десятки тысяч фунтов силы. Когда эта сила достигает винограда и распределяется по поверхности валика, сок проходит через жмых и вытекает из корзины. Сок собирается в поддоне, в котором находится корзина, а затем переносится в резервуары для хранения или ферментации. То, что остается после прессования, представляет собой в основном сухой прессованный «кек». Этот торт вынимают из корзины, выбрасывают (или превращают в граппа , если хотите), и можно подготовить новую партию винограда для прессования.
Для чего лучше всего подходят корзиночные прессы?
Корзиночные прессы обычно сравнивают с пневматическими мембранными прессами. Хотя на многих предприятиях используются как мембранные, так и корзиночные прессы, на некоторых есть только один или другой. Если вы выбираете между мембранным прессом или корзиночным прессом в качестве первого и единственного пресса, выбор будет зависеть от того, какие сорта винограда вы собираетесь перерабатывать.
Поскольку корзиночные прессы очень мягкие, они лучше всего подходят для прессования ферментированного красного винограда. Если на винодельне есть как мембранные, так и корзиночные прессы, они, как правило, будут использовать корзиночные прессы для высококачественных, резервных красных фруктов и мембранные прессы для свежего винограда с удаленными гребнями, цельных гроздей винограда или переработки красного вина в больших объемах.
Пневматические мембранные прессы, с другой стороны, довольно грубы для ферментированного красного винограда. Большинство программ прессования в мембранном прессе включают многократное прессование и вращение. Это отлично подходит для свежего винограда и целых гроздей, но может разрушить нежные твердые вещества, содержащиеся в ферментированном винограде, что приводит к большему количеству осадка. По этой причине мембранные прессы являются предпочтительным оружием для большинства процессов производства белых вин, но могут быть вторым выбором для ферментированных красных вин, где повышенный осадок потребует более длительной обработки — более длительного времени выдержки, большей фильтрации и т. д.
Являются ли корзиночные прессы мягкими?
Как отмечалось ранее, корзиночные прессы являются наиболее щадящими из доступных прессов, что позволяет им производить сок самого высокого качества с меньшим количеством осадка, чем мембранные прессы. Особенно при прессовании ферментированного красного винограда. Хотя они производят много десятков тысяч фунтов силы, эта сила распределяется по поверхности плиты. Виноград остается статичным и в значительной степени нетронутым, в результате чего получается чрезвычайно чистый концентрированный сок.
Легко ли работать с корзиночными прессами?
Управлять корзиночным прессом довольно просто. Вы включаете его, устанавливаете максимальное желаемое давление и нажимаете кнопку «Пуск». Пресс будет работать без дальнейших действий со стороны пользователя до тех пор, пока не будет достигнуто максимальное давление, после чего он остановится. Вы можете установить более высокое давление, и оно будет продолжаться снова. Повторяйте этот цикл, пока не достигнете желаемого конечного давления.
Если для вас все еще слишком много ручного вмешательства, прессы Mori доступны с несколькими пакетами автоматизации вплоть до ПЛК, который позволяет вам программировать «рецепты» прессования, в которых вы постепенно увеличиваете давление, устанавливаете точную продолжительность прессования, устанавливаете время для слива вытекающего сока между циклами давления и т. д.
Для чего не подходят корзиночные прессы?
Несмотря на то, что они отлично подходят для прессования ферментированного красного винограда, корзиночные прессы не так хороши, как мембранные прессы для прессования свежего винограда. Их преимущество в мягкости в данном случае является недостатком. Мембранные прессы давят свежий виноград, затем несколько раз переворачивают его перед повторным прессованием. Этот цикл «надавить-повернуть-повторить» помогает разбить выдавленную лепешку, обнажая виноград, который, возможно, не был отжат в первый раз.
Виноград в корзиночном прессе, напротив, никогда не двигается. Если в середине корзиночного пресса застрял непрессованный виноград, он может остаться непрессованным, поскольку прессованный виноград образует жесткую структуру, которую не может преодолеть валик, и внутри остаются карманы непрессованного винограда.
Есть несколько способов, позволяющих корзиночным прессам лучше прессовать свежий белый виноград. Пользователи могут прессовать виноград целыми гроздьями, позволяя стеблям помогать в прессовании. Они также могут добавлять рисовую шелуху, чтобы заполнить пустые места и обеспечить большую площадь поверхности для прижимания свежего винограда. Наконец, они могут приобрести дополнительные нейлоновые прижимные диафрагмы. Нейлоновые диафрагмы также обеспечивают дополнительную площадь поверхности для прижатия и разбивают осадок, предотвращая образование невыжатых карманов. Для красного винограда обычно подходят три диафрагмы, но пользователям может понадобиться от 6 до 9.диафрагмы для свежего винограда.
Типичная тканая нейлоновая диафрагма
Короче говоря, хотя вы определенно можете использовать корзиночный пресс для свежего белого винограда, он, как правило, не лучший выбор, если на винодельне нет только одного пресса.
Кроме того, даже самые большие корзинчатые прессы имеют мощность всего около 15 гл (~395 галлонов). Это значительно меньше, чем у крупнейших коммерческих мембранных прессов, производительность которых может быть более чем в 5 раз больше. В результате крупные винодельни часто используют корзиночные прессы для высококачественных резервных фруктов, обрабатываемых небольшими партиями, но они перерабатывают большую часть своего винограда на мембранных прессах, которые имеют гораздо большую производительность.
Как загружать и разгружать корзиночный пресс?
Если у вас есть насос для сусла, проще всего перекачать виноград в корзину.
Изменен: 12.04.2022 Путь: Сметное дело / Форум сметчиков
Закупка у единственного поставщика
… государственных и (или) муниципальных нужд у единственного поставщика (подрядчика, исполнителя) и порядке их осуществления» ([…]
Изменен: 20.04.2022 Путь: Сметное дело / Форум сметчиков
Расторжение контракта в одностороннем порядке 44 фз
… работ — к предмету контракта, то правомерность согласования их выполнения может быть поставлена под сомнение ([…]Не могут быть признаны дополнительными …
Изменен: 06.04.2022 Путь: Сметное дело / Форум сметчиков
Погрузочные работы — почему расценки считает как механизмы
….2021 г.. Сайт ГРАНД-Сметы) […]([…]
Изменен: 09.07.2021 Путь: Сметное дело / Форум сметчиков
Погрузочные работы — почему расценки считает как механизмы
. .. (/bitrix/click_sd.php?goto=[…]0%B7%D0%BE%D1%87%D0%BD%D0%BE-%D1%80%D0%B0%D0%B7%D0%B3%D1%80%D1%83%D0%B7%D0%BE%D1%87%D0%BD … … %D1%86%D0%B8%D0%B8%20%D0%BC%D0%B0%D1%88%D0%B8%D0%BD.%20%D0%9F%D0%BE%D1%8F%D1%81%D0%BD%D0%B8%D1%82%D0%B5%2C%20%D0 %BF%D0%BE%D0%B6%D0%B0%D0%BB%D1%83%D0%B9%D1%81%D1%82%D0%B0.%20%D0%A1%D0%BF%D0%B0%D1%81%D0%B8%D0%B1%D0%BE. » Да, спасибо за …
Изменен: 09.07.2021 Путь: Сметное дело / Форум сметчиков
Коэффициенты перехода в текущий уровень цен по отдельным видам работ
. .. Ирина. Наталья Дмитриева, посмотрите […]([…]
Изменен: 28.07.2016 Путь: Сметное дело / Форум сметчиков
Расход щебня по сбррнику 27
… Николай. Коэффицие́нт (от лат. ([…]co(cum) «совместно» + efficients «производящий»)… … обозначающий числовой множитель ([…]при буквенном выражении, множитель… … или иной степени ([…]неизвестного…
Изменен: 24.08.2020 Путь: Сметное дело / Форум сметчиков
Понижающий коэффициент
… сумме без НДС? » […]([…]
Изменен: 26.08.2022 Путь: Сметное дело / Форум сметчиков
Отсортировано по релевантности | Сортировать по дате
Ценообразование и сметное нормирование в строительстве
Организатор строительного производства
Специалист в сфере закупок
О выплате аванса на выполнение работ и поэтапное исполнение
О приемке и оплате работ по контракту; предметом которого являются подготовка проектной документации
ПИР и СМР объекта капитального строительства в рамках одной процедуры
Здравствуйте! После авторизации или регистрации Вы сможете задать вопрос на Форуме сметчиков.
Пожалуйста, авторизуйтесь
Армирование стяжки пола сеткой цена за работы в Москве
Бетонная и цементно-песчаная стяжка является основой пола большинства квартир и домов в Москве. С ее помощью можно не только выровнять поверхность, но и создать идеальное напольное основание под будущее покрытие. Армирование стяжки при помощи специальной арматурной сетки, позволит уменьшить слой чернового основания, не потеряв в прочностных характеристиках. К тому же технология позволяет значительно сэкономить на материалах.
Чтобы армированная стяжка была качественной, ее устройством должны заниматься профессионалы. Только соблюдая технологию выполнения работ можно получить качественное напольное основание и полы, которые прослужат не один десяток лет.
Если вы ищите специалистов по созданию армированной стяжки, обращайтесь в компанию «Метр Ремонта» и наши мастера подготовят черновое основание к укладке напольного покрытия, выполнив его армирование быстро, качественно и с гарантией.
Армирование стяжки: Достоинства
Арматурная сетка позволяет уменьшить слой раствора, обеспечив таким образом, экономию на материалах. Армирование позволяет упрочнить бетон, сделав его устойчивым к разрушающим воздействиям. При помощи металлической сетки можно получить ровную поверхность, что позволит в итоге создать ровное напольное покрытие вне зависимости от его типа.
Способы армирования
Способы укрепления цементной стяжки различаются по типу используемой арматуры, которая представлена:
Каркасом из металлических прутьев.
Металлической сеткой, состоящей из отдельных элементов.
Каркасом из полипропилена или стекловолокна.
Фиброволокна.
Этапы армирования
Вне зависимости от того, какой материал будет выбран для армирования бетонной или цементной стяжки, процедура будет иметь следующие этапы, представленные:
Подготовкой основания. Поверхность очищают от мусора, заделывают дефекты и грунтуют.
Подготовкой основания под сетку. На стяжке размещают трубки, камни и обрезки металла, на которые укладывают сетку. Ее кладут внахлест, соединяя элементы между собой при помощи проволоки.
Установкой маяков. Маяковые профили монтируются на участки заполненные цементом.
Проверкой сетки на прочность. Если сетка уложена надежно, то по ней беспрепятственно можно передвигаться. При ее смещении на сетке делают островки, в которые заливают цементную смесь.
Заливкой раствора. Помещение заливают раствором, после его просыхания вынимают маяки и выравнивают.
Когда стяжка подсохнет, ее подготавливают под настил напольного покрытия.
Стоимость армирования
На цену армирования влияет разновидность используемых материалов, технология укладки, площадь и особенности помещения, толщина, сроки ремонтных работ. Точную стоимость устройства стяжки назовет мастер после выезда на объект и составления расчетной сметы.
Наименование услуги
Цена в рублях за м2
Выравнивание/уплотнение песчаной подсыпки
от 350
Монтаж гидроизоляции из п/э пленки
от 650
Демонтаж опалубки
от 250
Армирование бетонной стяжки сеткой с ячейкой 100х100 мм
от 250
Армирование бетонной стяжки сеткой с ячейкой 100х100 мм, имеющей крепление к готовому основанию
от 370
Армирование бетонной стяжки 8-12 мм арматурой с ячейкой 200х200 мм
от 350
Двухслойное армирование бетонной стяжки 10-14 мм арматурой с ячейкой 200х200 мм
от 800
Армирование бетонной стяжки макро- и микрофиброй
от 430
Демонтаж/монтаж направляющих (маяков)
от 150
Модификация бетона (ускорители твердения, пластификаторы, противоморозные добавки за 100 мм слоя)
от 80
Заливка бетонной стяжки в 10 см толщину с выравниванием виброрейкой
от 800
Заливка плиты в 25 см толщиной с уплотнением глубинным вибратором и выполнение выравнивания виброреек
Вы хотите, чтобы напольное покрытие было ровным и долговечным? Тогда начните с создания качественной стяжки и армирования. Все эти процедуры на профессиональном уровне могут выполнить наши мастера, подготовив основание под укладку напольного покрытия в кратчайшие сроки и с гарантией. Обращайтесь.
Нужна ли армирующая сетка в стяжке | Staenis
Стенис | 27.05.2021
Нужна ли арматурная сетка в стяжке?
Стяжка или стяжка – обязательное условие для сплошного пола. Чтобы предотвратить появление трещин в стяжке, стяжку часто армируют сетчатой арматурой (также называемой стяжкой) или волокнами. В каких случаях используется стяжка или волокна, используемые в стяжке? И еще, это хорошая идея, или есть лучший способ армировать стяжку?
Почему в стяжке используется армирующая сетка?
Любой, кто хочет установить пол, должен также предусмотреть стяжку или плавающий пол в качестве промежуточного пола. Этот промежуточный слой укладывается на несущий пол и служит гладкой и ровной поверхностью для отделки пола. Армирование часто помещают в стяжку, чтобы укрепить стяжку и предотвратить появление трещин. Благодаря армированию снижается риск образования усадочных трещин, а стяжка может подвергаться большей нагрузке при наличии компенсационных швов. Традиционный способ армирования стяжки заключается в размещении армирующей сетки (также называемой стяжкой) в середине слоя стяжки. Как и в железобетоне, армирующая сетка обеспечивает дополнительную прочность. Узнайте здесь, как самостоятельно создать прочную стяжку, не используя стяжную сетку.
Каковы недостатки традиционной стяжки с стяжной сеткой?
Армирующая сетка стандартная предназначена для армирования стяжки без изоляционного слоя. Сейчас, когда мы все чаще используем толстые изоляционные слои, это армирование вызывает всевозможные повреждения (трещины, расшатывание швов, просадку и т. д.). Существует лучший способ. С удобной решеткой Staenis вы можете легко уложить прочную стяжку самостоятельно, а решетка служит современным армированием. Таким образом, арматурная сетка становится ненужной, что означает экономию 3 евро на квадратном метре. Но есть еще кое-что. Традиционная стяжка с армирующей сеткой или волокнами быстро поднимается до 5 мм в углах, в то время как стяжка с сеткой Staenis остается ровной. Толстые изоляционные слои и большие размеры плитки также больше не являются проблемой. Откройте для себя все технические преимущества сетки Staenis.
Является ли армирование волокном хорошей идеей в качестве альтернативы сетке для стяжки? №
Можно ли вместо стяжки армировать стяжку фибровым волокном? Верно, но тогда придется сделать выбор в пользу армирования волокном с добавками. При армировании волокном с добавками можно обойтись без стяжки, так как корректируются технические свойства стяжки. Это делает стяжку еще более жесткой и увеличивает ее несущую способность. С другой стороны, армирование обычным волокном снижает риск разрывов и трещин только в течение первых 28 дней. После этого обычное волокнистое армирование уже не годится, даже в качестве армирования. При обычном волокнистом армировании вам все равно понадобится армирующая сетка. Обратите внимание: армирование волокнами с добавками поставляется и устанавливается только профессиональными бетоноукладчиками. Обычно это для общественных мест, где нагрузка очень высока, или когда достаточно тонкой стяжки толщиной около 4 см.
Как армирующая сетка, так и волокнистая арматура с добавками поглощают тепловые нагрузки от теплого пола и солнечного света. Почему вы выбрали для укладки стяжки сетку Staenis? Простая сетка Стениса делит напряжения на небольшие поля площадью 0,25 м2. В результате всегда слишком мало усилий, чтобы создать трещины и разрывы в отделке пола. Стяжка без трещин и разрывов гарантирована! Но это не останавливаться на достигнутом. При армирующей сетке и волокнистом армировании с добавками всегда нужно учитывать компенсационные швы. Однако, если вы используете сетку Staenis, через каждые 50 см располагаются компенсационные швы, которые в совокупности компенсируют гораздо большую усадку, чем традиционные компенсационные швы, размещаемые через каждые 6–8 м. Найдите свою идеальную структуру пола и уложите стяжку с помощью решетки Staenis.
В каких случаях в стяжку укладывается арматура?
Армирование не требуется при использовании клеевой стяжки или при укладке напольного покрытия, такого как клинкер, на стяжку/стабилизированный песок. Во всех остальных случаях (неклейкая стяжка, плавающая стяжка или терраса, облицованная плиткой) необходимо предусмотреть армирование для защиты напольного покрытия от усадки и смещения стяжки. Армирующая стяжка может быть выполнена с помощью стяжек и/или волокон, но оба варианта имеют свои недостатки. Если вы хотите предотвратить повреждение пола, выберите удобную самодельную систему для укладки стяжки: решетку Staenis. Узнайте, как это работает.
Как избежать недостатков сетки для стяжки?
Традиционная стяжка с сетками для стяжки со временем начинает вздуваться, что приводит к всевозможным повреждениям, таким как трещины, оседание и ослабление швов и плитки.
Трещины и неплотные швы появляются из-за больших усадочных напряжений стяжки в сочетании с нагревом и охлаждением конструкции пола из-за погодных условий и подогрева полов.
Если не сделать компенсационные швы с обычной армированной стяжкой, стяжка расслоится.
Деформация нормально армированной стяжки вызывает появление ямки в слое утеплителя. Стяжка будет вздуваться. Это называется формированием лотка подачи крышки.
№
Самостоятельно укладывая стяжку с помощью сетки Staenis, вы предотвращаете эти распространенные проблемы с полом. Решетка Staenis делит стяжку таким образом, что напряжения значительно распределяются. Пластиковая сетка для стяжки накладывается на весь пол и остается в полу. Она служит армирующей сеткой, выравнивающей системой и является альтернативой развязывающей сетке. С сеткой Staenis на стяжку можно укладывать различные напольные покрытия, такие как керамическая плитка, натуральный камень, паркет или плавающее напольное покрытие, такое как ламинат. Используйте инструмент для проектирования полов и найдите идеальную конструкцию пола для вашего проекта. Вы сразу научитесь размещать его самостоятельно.
Зачем нужна изоляция краев и компенсационные швы?
Любой, кто укладывает стяжку, всегда должен предусматривать краевые полосы вдоль стен. Краевая изоляция позволяет стяжке расширяться и сжиматься без образования трещин. Таким образом, также избегаются тепловые мосты и звуковые мосты между полом и стеной. Даже если вы укладываете стяжку с помощью сетки Staenis, вы должны обеспечить изоляцию краев. Благодаря решетке Стениса усадку можно учесть на одну тачку. Как только это будет сделано, примерно через 28 дней высыхания, краевая изоляция гарантирует, что во время нагревания и охлаждения отделки пола и стяжки ваша стяжка все еще может двигаться и не натянута между стенами. Поля стяжки могут расширяться и сужаться по отдельности при вдавливании краевой изоляции.
Как получить прочную стяжку? Стальные армирующие сетки обычно используются в стяжке для прочности. Но если вы укладываете стяжку по системе Staenis, стяжка не нужна. Сетка обеспечивает поверхность без натяжения и красивый результат без повреждений на всю жизнь. Узнайте больше об идеальной структуре пола и легко закажите материалы онлайн через интернет-магазин.
Армирование стяжки — что за трещина
Опубликовано 19 ноября 2015 г.
Усадка, скручивание и растрескивание могут привести к проблемам с полом. Использование армирования может уменьшить их воздействие и повысить прочность пола.
Прежде чем мы начнем с этой записи в блоге, мы должны четко понимать, что существует множество продуктов, спецификаций архитекторов и условий, связанных с проектом, которые необходимо учитывать, и что вам всегда следует обращаться за профессиональным советом. Наше намерение состоит в том, чтобы пролить свет на эту тему, и когда мы говорим «усиление», мы не имеем в виду «структурное».
Основной целью армирования стяжек является контроль усадки, скручивания и растрескивания, которые часто появляются в процессе высыхания, а также придание основанию пола дополнительной прочности для большей ударопрочности. Когда возникает трещина, арматура отклоняет напряжение, замедляя распространение трещины, чтобы свести к минимуму ее ширину и распространение. Армирование стяжки бывает двух видов: полипропиленовые волокна и армирующая сетка. Некоторые подрядчики по укладке стяжек могут регулярно использовать арматуру в своих работах, если нет веской причины не делать этого.
Полипропиленовые волокна
Полипропиленовые волокна или полипропиленовые волокна добавляются для того, чтобы стяжки лучше выдерживали напряжения и микротрещины, которые могут возникнуть естественным путем во время периода высыхания. Повышая устойчивость стяжки к растрескиванию, полипропиленовые волокна предотвращают образование более крупных трещин, сводя к минимуму опасность преждевременного разрушения стяжки. Равномерно диспергированные в стяжке полипропиленовые волокна также повышают устойчивость стяжки к истиранию и ударам, уменьшая при этом проблемы на поверхности и риск расслаивания. Отслоение, определяемое как разделение стяжки пола на слои, происходит, когда вода и/или воздух задерживаются внутри стяжки (например, когда окончательная отделка пола укладывается до оптимального высыхания стяжки). Полипропиленовые волокна обычно используются в связанных и несвязанных конструкциях плавающих стяжек, а также в стяжках, укладываемых поверх труб напольного отопления.
Армирующая сетка
Армирующая сетка используется в цементных стяжках для отражения внутренних напряжений, которые могут привести к растрескиванию на этапе сушки, а также в приложениях, рассчитанных на большие нагрузки. В соответствии со стандартом BS 4483, D49 (и при определенных обстоятельствах проволочную сетку) можно применять для увеличения прочности стяжки на сжатие и изгиб, увеличения изгибающего момента (точки, в которой стяжка изгибается в результате внешних сил) и снижения риска усадочного растрескивания вокруг труб и стыков. Для снижения риска образования трещин необходима минимальная ширина армирующей сетки, а стяжка должна быть уложена на минимальной глубине над трубопроводом, детали которого потребуют тщательной спецификации и должны быть указаны в технических описаниях продукции. Хотя Д49сетку обычно рекомендуют размещать в дневных швах, наши специалисты отдают предпочтение кирпичным стяжкам, которые не только проще в использовании, но и дают прочную, прочную конструкцию, выдерживающую широкий диапазон напряжений и нагрузок.
Книга 2: Руководство по уходу и обслуживанию – 42 страницы
Выпуск издания: —
Год выпуска издания: 1973
Кол-во книг (папок): 2
Кол-во страниц: 54
Стоимость: Договорная
Описание: Полный комплект документации
Содержание: Книга 1: Паспорт
Основные данные
— Схема кинематическая
Акт приёмки
Книга 2: Руководство по уходу и обслуживанию
Назначение
Техническая характеристика станка
Конструкция основных узлов станка
— Схема расположения органов управления
— Передняя бабка
— Передаточный механизм
— Коробка подач
— Суппорт
— Фартук
— Задняя бабка
— Механизм натяга ремня
Электрооборудование
— Схема электрическая принципиальная
Смазка станка
Карта смазки
Управление станком
Регулирование станка
Уход за станком
Быстроизнашивающиеся детали*********
Описание станка: Предлагаем вашему вниманию весьма перспективный паспорт токарного станка тв 4, что базируется на весьма известной модели оборудования для токарной обработки металла. Литература, что находится в нашем архиве и готов к реализации, мы отсканировали и перевели в цифровой формат с оригинальной версии документа. Таким образом, намного упрощается подход к работе с документацией, а так же для возможностей передачи непосредственно паспорта после оплаты и поступления платежа на наш расчётный счёт от заказчика. Описываемый документ представляет собой техническое издание, что состоит сразу из двух частей, а если быть более точным, то это уже выше обозначенный паспорт и конечно часть два идёт под названием руководство по уходу, а так же обслуживанию. Тем не менее, обе представленные книги логическим образом дополняют друг друга и конечно, создают предпосылки для наиболее рационального изучения, а вместе с этим обслуживания, эксплуатации станка. Безусловно, чтобы наиболее эффективным способом взаимодействовать с таким вот техническим инструментом, нужно обладать всей необходимой документацией. Только на основании изучения литературы конкретно по данной модели станка, получится организовать в том числе и мелкий ремонт на основании информации, что содержится в главе быстроизнашиваемые детали.
Если рассматривать в наиболее пристальном варианте именно первую часть издания на станок тв 4 паспорт которого уже мы начали описывать выше по тексту. То здесь безусловно можно будет обнаружить как основные данные и описание станка. Конечно, если необходимы технические характеристики, то в этой книге их можно найти, а так же изучить для более широкой интеграции со станком. При этом папка будет располагать столь важной информацией в виде схемы кинематической, а общий объём документа, в случае с первой частью составит порядка двенадцати страниц, что буду поданы в формате А2. В целом, конечно, даже при столь скромных объёмах паспорта к станку, эта часть общего издания будет конечно же полезна, ведь здесь содержится основная и наиболее важная информация. Потому как, в большинстве случаев, именно паспорт машины или того, а так же иного оборудования, применяемого в производстве, станет тем ключевым моментом для изучения и описания токарного станка. Следующей и не менее значимой частью станет вторая книга из комплекта документов под названием Руководство по уходу и обслуживанию. Этот тип издания обладает несколько иным форматом и реализует уже прочую информацию, что встречается в документе в более детализированном подходе.
Здесь объём информации оказывается порядка сорока двух страниц всё в том же А2-ром формате. Но, тем не менее, станок тв4 технические характеристики паспорт которого можно изучить, приобретя его в нашем техническом архиве. Позволят действительно проработать в деталях все необходимые варианты, что могут встретиться токарю в той или иной производственной ситуации. Ведь, всё та же вторая часть документа оснащена не только текстовым описанием, но и подробными чертежами на тот или же иной узел машины, для промышленного применения последней непосредственно в условиях производства. Обращаем ваше внимание и на тот факт, что электрооборудование, которое безусловно будет являться важнейшим аспектов в направлении работы и эксплуатации станка, в этом издании всё так же имеет место быть и наделено важной принципиальной электросхемой. А этот вариант, конечно, повышает ценность технического издания, а так же даёт возможность наиболее широкого подхода к эксплуатации станка модели ТВ-4. Хоть этот станок и является небольшим, а его предназначение работа с маленькими заготовками. Тем не менее, он может быть весьма эффективен в применении для тех или иных операций, связанных с работой заготовками по металлу.
Описание технических характеристик токарного станка ТВ-4, особенности его эксплуатации
Проектирование и изготовление станков ТВ-4 производится на Ростовском специализированном заводе «Учебное оборудование». ТВ-4 имеет иные технические характеристики, нежели профессиональные модели, поскольку нужен для обучения работе и выработки навыков обращения со стальными заготовками. Одними из основных норм, которые учитываются при проектировании приспособления, являются простота настройки и безопасность. Купить новый станок сегодня нетрудно. Однако не забывайте и о бывшей в употреблении технике. Люди, которые в домашних условиях желают выточить какую-нибудь деталь из металла, вряд ли найдут более дешевый вариант.
Назначение станка
Особенности конструкции
Технические характеристики
Как купить станок ТВ-4
Эксплуатация
Назначение станка
Изначально предполагалось выполнять на школьной модели весь спектр токарных операций. Потому-то конструкция ТВ-4 имеет классическую компоновку всех станков данного типа. На нем выполняются следующие токарные работы:
Расточка и проточка стальных заготовок вращением.
Высокоточная подрезка торцов.
Сверление.
Нарезание резьбы (метрической).
С целью повышения функциональных возможностей проводится модернизация оборудования. Однако приступать к этому можно лишь после ознакомления со спецификой конструкции и техническими характеристиками. Модернизация не должна отрицательно сказаться на эксплуатационных качествах и безопасности работы на станке.
Отличия учебного оборудования — его компоновка и расположение органов управления, которое должно быть таким, чтобы работать на станке без затруднений смог подросток невысокого роста.
Особенности конструкции
Для повышения надежности станка тумбу его изготавливают из толстостенной листовой стали и дополнительно делают ребра жесткости. Благодаря данной конструкции основные рабочие узлы и органы управления удается разместить максимально эргономично.
Тумба — это основа конструкции. В задней ее части находится электродвигатель, необходимый для привода бабки шпиндельной. На лицевой панели располагается блок управления работой — кнопки включения/выключения и включения режима «Реверс». Все электрооборудование смонтировано тоже в задней части. Для профилактики и ремонта предусмотрена дверца доступа.
Основные элементы:
Передняя бабка в левой части станины. К ней для переключения скоростей подключается коробка. Конструктивно это один элемент. Вращение шпинделя передается при помощи 3-кулачкового патрона.
Коробка передач. Чтобы регулировать уровень подачи, поворачивается соответствующая рукоять. Схема работы исключает возможность одновременного вращения ходового винта и валика. Корыто в верхней части требуется для подачи смазки.
Передаточный механизм. Передает вращение коробке скоростей от блока шпинделя. Для нашей модели передаточное соотношение составляет ¼. Невозможно установить другие пары шестерней, поэтому соотношение здесь — константа.
Во время работы все время отслеживается уровень масла для смазывания коробки передач. В корыте постоянно должен быть хотя бы минимум смазки, иначе появляются перегрев и поломки шестерней.
На лицевой части оборудования имеется таблица с возможными значениями оборотов, позволяющая выбрать оптимальный режим эксплуатации.
Технические характеристики
Нужно изучить инструкцию к станку, ведь работа на ТВ-4 зачастую выполняется неквалифицированными рабочими. Особенно внимательно нужно ознакомиться с рекомендуемыми режимами функционирования.
ТВ-4 весит 280 кг (вместе с компонентами оборудования). Габариты станка — 47×102×144 см. Эти параметры оптимальны для монтажа в ограниченном пространстве учебной мастерской. Для передачи крутящегося момента служит трехфазный электродвигатель, чья мощность составляет 1 кВт. Рассчитан он для подключения к электросети 380 В. При необходимости адаптации к сети в 220 В надо поменять двигатель или установить специальный блок.
Основные характеристики ТВ-4:
Максимальный диаметр заготовки не должен превышать 20 см и 12,5 см — над суппортом.
Длина обтачивания — 30 см.
Допустимая длина изделия — 35 см.
Размеры держателя резца рассчитаны для монтажа инструмента с габаритами не более 10×12 мм.
Диаметр отверстия сквозного в шпинделе — 1,6 см, что позволяет установить пруток 15 мм в сечении.
Значения возможных оборотов в минуту — 120, 160, 230, 375, 500, 710.
Продольное перемещение суппорта возможно максимум на 30 см, а поперечное — на 10 см.
Число ступней при прямом и обратном вращении — 6.
Величина поворота салазок с закрепленным резцом — ±45°.
Конструкция резцовых салазок допускает смещение на 5 см.
У суппорта три степени продольных подач.
Параметры формирования резьбы метрической: допустимое количество — 3, пределы шагов ограничиваются значениями 0,8, 1 и 1,25 мм.
Смещение пиноли задней бабки до 6,5 см.
В конструкции отсутствуют механизмы принудительного торможения шпинделя и блокировки рукояток управления, и остановка обрабатываемой заготовки происходит довольно медленно, что должно учитываться при планировании работы.
Класс точности станка — «Н». Это позволяет выполнять обработку стальных деталей и достигать оптимального качества. Ограничение — обработка заготовок из твердосплавных материалов.
Как купить станок ТВ-4
Эксплуатация
Монтаж и наладку учебного оборудования должны выполнять профессионалы. Перед началом работы на ТВ-4 учащиеся обязательно должны ознакомиться с его конструкцией и техническими характеристиками, правилами ТБ.
Для монтажа станка должен быть обустроен фундамент высотой 10 см. Материалом для него могут служить деревянные бруски или бетон. Поскольку конструкция ТВ-4 не предусматривает наличия механизмов регулировки уровня, особое внимание нужно обратить на отсутствие перепадов высот платформы. Альтернативой является установка специальных регулируемых опор.
К нюансам эксплуатации станка относятся:
Подготовка к работе. Очищение от антикоррозийной жидкости, заполнение емкости смазкой для коробки передач. При подключении к электрической сети обустраивается заземляющий контур и УЗО.
Работа. Все рукояти должны стоять в исходном положении. Далее, можно выполнять предварительную настройку. Заготовку фиксируют между задней и передней бабкой. При помощи механизмов резцедержателя выставляется резец.
Профилактика. После работы удаляется стружка и металлическая пыль, проверяется целостность и правильность функционирования главных узлов и агрегатов. Перед запуском проверяется уровень масла.
Описанное учебное оборудование не предназначено для массового производства, а значит, за степенью его нагрузки нужно тщательно следить.
Idaho Public Television Watch
IdahoPTV Passport — это привилегия участника, которая предоставляет спонсорам IdahoPTV расширенный доступ по запросу к богатой библиотеке программ общественного телевидения. Участники Passport могут просматривать контент на компьютере, планшете или смартфоне, а также на телевизоре с помощью потокового видеоустройства, такого как Roku или Apple TV.
Библиотека IdahoPTV Passport пополняется каждую неделю по мере добавления новых сериалов и эпизодов. В настоящее время участники Passport могут получить доступ к более чем 1500 эпизодам, представляющим множество жанров, включая драму, науку, историю и искусство, а также программы местного производства IdahoPTV, такие как Outdoor Idaho.
IdahoPTV Passport — это дополнительное преимущество, доступное для доноров, которые вносят 60 или более долларов в год или ежемесячно пожертвуют не менее 5 долларов. IdahoPTV Passport не предоставляется по подписке и не может быть приобретен отдельно.
Да бесплатно никуда не деться. Многие из наших программ доступны бесплатно на различных цифровых платформах, включая On Demand на IdahoPTV.org, PBS.org, мобильные приложения PBS и каналы PBS на Roku, AppleTV и других потоковых сервисах. И, конечно же, программы PBS и IdahoPTV будут по-прежнему бесплатно транслироваться в эфире.
Многие программы PBS доступны для бесплатного онлайн-просмотра после выхода в эфир. Примерно через две недели многие из них становятся доступными исключительно для участников Passport. IdahoPTV также предлагает множество специальных программ местного производства и оригинальную продукцию IdahoPTV в Passport.
Да, требуется адрес электронной почты. IdahoPTV требуется учетная запись Facebook, Google или PBS, чтобы признать, что пользователь должен иметь доступ к Passport, и предоставить этому пользователю доступ к нашим сайтам и приложениям.
Нет. Каждый паспорт IdahoPTV может быть привязан только к одной учетной записи Google, Facebook или PBS. Домохозяйствам придется делиться своими учетными данными для входа, если их членство не позволяет использовать несколько учетных записей Passport.
Количество устройств, на которых вы можете войти одновременно, не ограничено.
Нет. Поскольку IdahoPTV Passport предназначен для онлайн-трансляций, все, что вам нужно, — это подключение к сети и устройство, совместимое с веб-сайтом или приложениями PBS.
Нет, выпуски загружаются для онлайн-трансляции после первой телевизионной премьеры. Исключением является PBS NewsHour, который можно транслировать в прямом эфире и просматривать в Passport вскоре после того, как он будет транслироваться в прямом эфире.
Нет, для потоковой передачи видео требуется сетевое подключение. Третьи стороны, такие как Amazon и iTunes, могут предлагать загрузку определенных видео за определенную плату.
Все потоковое видео PBS, включая IdahoPTV Passport, доступно только в Соединенных Штатах из-за права на потоковую передачу, принадлежащего PBS.
PBS имеет права на потоковую передачу только в Соединенных Штатах, поэтому, пока вы путешествуете по стране, у вас будет доступ к видео Passport. Когда вы посещаете новый район, в этом районе будет другая местная станция — при использовании веб-сайта или приложений PBS измените местную станцию на IdahoPTV, чтобы обеспечить полный доступ.
Текущие участники, которые ежегодно жертвуют 60 долларов или более и имеют действующий адрес электронной почты, зарегистрированный на станции, получат электронное письмо от PBS и IdahoPTV с приглашением начать процесс активации. Есть вероятность, что электронное письмо может быть отфильтровано в папку со спамом/нежелательной почтой, поэтому обязательно найдите сообщение там.
Чтобы узнать, активирован ли ваш паспорт IdahoPTV, посетите страницу поиска участников и введите свой адрес электронной почты. Если членство не подходит, напишите нам. Скорее всего, у нас не было адреса электронной почты для создания вашей учетной записи, или он связан со старым адресом электронной почты, который у нас был для вас.
Пожалуйста, начните с проверки папки со спамом/нежелательной почтой. Если адреса электронной почты нет, напишите в Службу поддержки доноров или позвоните по телефону (208) 373-7220. Убедитесь, что вы проверяете ту же учетную запись электронной почты, которую вы использовали при регистрации в IdahoPTV Passport.
Посетите страницу поиска участников и следуйте инструкциям. Если у вас по-прежнему возникают проблемы с поиском кода, напишите нам.
Список совместимых устройств находится на этой общедоступной странице справки PBS.
Да. Для просмотра на телевизоре вам понадобится потоковое устройство, совместимое с вашим телевизором и PBS, например AppleTV, Roku или Amazon Fire TV. Сначала вам нужно активировать свою учетную запись IdahoPTV Passport, а затем выполнить следующие действия для подключения AppleTV, Roku или Amazon Fire.
IdahoPTV Passport также поддерживается Google Chromecast, который использует приложение PBS на смартфоне или планшете пользователя для трансляции видео на телевизор.
Вы также можете использовать кабель HDMI, подключенный к HDMI-совместимому компьютеру и HDMI-совместимому телевизору, но эта настройка может быть сложной в зависимости от того, как устроен ваш дом.
Видеоролики для паспорта отмечены синим значком «роза ветров».
Несмотря на то, что IdahoPTV Passport предлагает расширенную библиотеку программ, PBS не всегда может получить права на потоковую онлайн-трансляцию для каждой программы. Также может истечь срок действия прав на онлайн-поток для программ, то есть конкретная программа, которая была доступна когда-то, может быть недоступна позже. PBS прилагает усилия, чтобы как можно больше программ было доступно.
Просмотр доступных в настоящее время видео IdahoPTV Passport.
Пока шоу PBS Kids недоступны в IdahoPTV Passport, вы можете смотреть их бесплатно, загрузив приложение PBS Kids Video.
Подпишитесь на IdahoPTV Passport.
Вы также можете войти на PBS.org или на веб-сайтах отдельных программ, таких как Frontline, NOVA или Masterpiece.
способов смотреть WTTW | WTTW Чикаго
Американская тестовая кухняЧикаго сегодня вечеромКен БернсЧикаго туры с Джеффри БэромЧикаго сегодня вечеромSanditon on MasterpieceWTTW KidsFinding Your RootsMr. Район Роджерса
Вы можете найти WTTW на всех ваших любимых устройствах в любом формате, который вы выберете, традиционном эфирном телевидении, в Интернете и в приложении PBS Video для мобильных устройств, смарт-телевизоров и потоковых устройств. Изучите возможности ниже.
Смотрите WTTW по телевизору
Хотя вы по-прежнему можете наслаждаться образцовыми программами WTTW и PBS с помощью антенны или подписки на кабельное/спутниковое телевидение в районе Чикаго, вы также можете смотреть в любое время через свой смарт-телевизор или другое потоковое устройство, подключенное к Интернету.
Радиовещание, кабельное и спутниковое
Року
Amazon Fire TV
Android-телевизор
Apple TV
Телевизор Самсунг
Хромкаст
Вещание, кабельное и спутниковое вещание
По-прежнему популярный способ смотреть телевидение. Найдите ниже все вещательные, кабельные и спутниковые каналы WTTW. Нажмите на синие вкладки выше, чтобы узнать о наших возможностях потоковой передачи Smart TV.
Каналы
WTTW (11.1) Antenna: 11-1 Comcast: 11 and 191 RCN: 11 and 611 DISH: 8496
WTTW Prime (11.2) Antenna: 11-2 Comcast: 367 RCN: 37
Если к вашему телевизору подключено устройство Roku (или смарт-телевизор со встроенным Roku, известный как Roku TV), вы можете добавить канал PBS, выполнив следующие действия.
На главном экране Roku выберите Потоковые каналы . В зависимости от вашего устройства Roku этот параметр может отображаться как Магазин каналов .
Появится список доступных каналов на вашем устройстве Roku. Чтобы быстро найти канал PBS Video, выберите значок Поиск каналов и найдите «PBS».
Roku вернет список результатов поиска, включая канал PBS Video . Выберите этот результат поиска.
Выберите Добавьте канал в правой части экрана. Roku начнет загрузку канала PBS Video на ваше устройство.
После завершения загрузки у вас будет возможность Перейти на канал. Теперь вы также можете найти значок видеоканала PBS на главном экране Roku для будущих посещений.
Дополнительная помощь по устройствам RokuView/Купить Roku
Amazon Fire TV
Чтобы активировать потоковое устройство, щелкните здесь или перейдите по адресу http://www.pbs.org/activate на своем компьютере или мобильном устройстве.
Когда вы открываете приложение PBS Video на своем Amazon Fire TV и получаете сообщение об активации, запишите код активации. Вы будете использовать этот код для следующего шага.
На компьютере, планшете или телефоне откройте веб-браузер, например Chrome, Firefox или Safari.
Введите http://www.pbs.org/activate в адресной строке.
Введите код активации в соответствующее текстовое поле.
Нажмите Продолжить .
Ваш Amazon Fire TV был активирован, и вы можете вернуться к своему Amazon Fire TV, чтобы начать просмотр видео PBS и WTTW.
Дополнительная помощь по устройствам Amazon FireПросмотр/приобретение устройств Amazon Fire
Android TV
Чтобы активировать потоковое устройство, нажмите здесь или перейдите к http://www.pbs.org/activate на вашем компьютере или мобильном устройстве.
Перейдите к приложению Google Play Store на своем Android TV или устройстве Android TV и загрузите приложение PBS Video.
Откройте приложение PBS Video на своем телевизоре, и вы получите сообщение для активации. Запишите код активации; вы будете использовать этот код на следующем шаге.
На компьютере, планшете или телефоне откройте веб-браузер, например Chrome, Firefox или Safari.
Введите http://www.pbs.org/activate в адресной строке.
Введите код активации в соответствующее текстовое поле.
Нажмите Продолжить .
Ваше приложение Android TV активировано, и вы можете вернуться к телевизору, чтобы начать смотреть видео PBS и WTTW.
Просмотр/покупка устройств Android TV
Apple TV
Чтобы активировать потоковое устройство, нажмите здесь или перейдите по адресу http://www.pbs.org/activate на своем компьютере или мобильном устройстве.
Откройте приложение PBS Video на Apple TV, и вы получите сообщение для активации. Запишите код активации; вы будете использовать этот код на следующем шаге.
На компьютере, планшете или телефоне откройте веб-браузер, например Chrome, Firefox или Safari.
Введите http://www.pbs.org/activate в адресной строке.
Введите код активации в соответствующее текстовое поле.
Нажмите Продолжить .
Приложение Apple TV активировано, и вы можете вернуться к телевизору, чтобы начать просмотр видео PBS и WTTW.
Дополнительная помощь по Apple TV Просмотр/покупка устройств Apple TV
Телевизоры Samsung
Приложение PBS Video доступно для загрузки на Samsung Smart TV для моделей 2017 года и новее. Чтобы загрузить приложение, вам необходимо создать или войти в свою учетную запись Samsung.
Чтобы загрузить приложение PBS Video:
Перейдите в главное меню вашего смарт-телевизора Samsung, нажав кнопку «Домой» на пульте дистанционного управления.
Используя кнопки со стрелками на пульте дистанционного управления, перейдите и выберите Кнопка приложений .
Найдите и выберите кнопку поиска (значок увеличительного стекла).
Найдите «PBS» , затем выберите и Установите приложение. Не можете найти приложение PBS Video? Проверьте, совместим ли ваш телевизор.
Начнется установка приложения на ваш Samsung Smart TV. Когда загрузка завершится, откройте приложение и наслаждайтесь любимыми программами WTTW!
Chromecast
Chromecast позволяет транслировать контент PBS и WTTW прямо с компьютера, устройства iOS или Android на телевизор.
Если у вас уже есть устройство Chromecast, подключенное к телевизору, используйте приведенные ниже инструкции для трансляции из приложения PBS Video или веб-сайта WTTW.
Из приложения PBS Video
Просто откройте приложение PBS Video на своем телефоне. На любом экране приложения вы должны увидеть значок Chromecast в правом верхнем углу (на фото ниже) рядом со значком поиска. Просто коснитесь значка, выберите устройство для трансляции и воспроизведите видео.
С веб-сайта WTTW
Если вы используете веб-сайт вместо приложения PBS Video, перейдите к видео, которое вы хотите посмотреть на WTTW. com или video.wttw.com со своего компьютера или мобильного устройства.
В правом нижнем углу любого видео на WTTW.com вы должны увидеть значок Chromecast, аналогичный изображенному на скриншоте выше. Просто коснитесь этого значка и выберите устройство, на которое вы хотите транслировать видео.
Дополнительная помощь по ChromecastПросмотр/приобретение устройств Chromecast
Смотреть WTTW Online
Хорошие новости! Вы можете следить за своими любимыми программами WTTW, такими как Chicago Stories , Chicago Tonight и Chicago Tours with Geoffrey Baer — в дополнение к популярным программам PBS, таким как Antiques Roadshow , Masterpiece , NOVA и PBS NewsHour — на нашем сайте по запросу.
Смотреть по запросу сейчас Смотреть в прямом эфире
Смотрите WTTW на мобильном телефоне
Тот же великолепный контент, который доступен в Интернете и на вашем телевизоре, всегда с вами, куда бы вы ни пошли! Загрузите приложение PBS Video для своего устройства Android и iPhone или iPad.
Часто задаваемые вопросы
Могу ли я вести прямую трансляцию WTTW?
Да! Вы можете смотреть основной канал WTTW (11.1) и наш детский канал WTTW/PBS (11.4) в прямом эфире, где бы вы ни находились. Для прямой трансляции WTTW посетите сайт wttw.com/live или нажмите кнопку «Live TV» в приложении PBS Video после выбора WTTW в качестве станции PBS. Для прямой трансляции WTTW/PBS Kids посетите сайт wttw.com/kids. Мы также транслируем Chicago Tonight каждый вечер в прямом эфире на wttw.com/news, Facebook и YouTube.
Вы также можете смотреть основной канал WTTW в прямом эфире на YouTube TV и DIRECTV Stream, если у вас есть подписка.
Что такое паспорт WTTW?
Паспорт WTTW — это новейшая привилегия для участников WTTW с взносом в размере 5 долларов США в месяц или 60 долларов США в год в качестве Sustainer WTTW.
Если вы не являетесь участником WTTW и не соответствуете вышеуказанным требованиям, вы можете сделать пожертвование и активировать паспорт WTTW прямо сейчас!
Узнайте больше о WTTW Passport или найдите ответы на часто задаваемые вопросы о Passport >>
Как активировать приложение PBS Video на моем устройстве?
Когда вы используете свое устройство (например, Roku, Amazon Fire TV, Android TV, Apple TV и т.
В литературе по методам сварки и инструкциях к сварочным аппаратам нередко встречаются выражения «прямая и обратная полярность». От выбора полярности зависит процесс сварки, качество шва, расход электрода, глубина проплавления. Начинающим сварщикам важно знать, что означает прямая и обратная полярность, чтобы правильно подбирать режимы сварки в конкретных ситуациях.
В этой статье:
Дуговая сварка — режимы полярности
Отличия режимов сварки
Влияние полярности на сварку
Сварка полуавтоматом
Сварка инвертором
Электрододержатель
Сварочные электроды
Выбор инвертора и его эксплуатация
Дуговая сварка — режимы полярности
Для горения электрической дуги, которой осуществляется сварка, требуется источник тока и замыкание полюсов с небольшим воздушным зазором 3-5 мм. Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только у источников постоянного тока, поскольку у трансформаторов, вырабатывающих переменный ток, направление движения электронов меняется до 100 раз в секунду.
Соответственно, заряд тоже меняется с положительного на отрицательный многократно за секунды. При такой «скачке» с хаотичным движением, постоянной полярности быть не может. На постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянное, что дает определенные свойства:
ток более стабильный;
сварочная дуга горит ровно;
меньше разбрызгивается металл;
легче контролировать сварочную ванну.
У сварочного аппарата постоянного тока есть два гнезда для подключения кабелей держателя и массы. В держатель вставляется электрод и сварщик манипулирует им, ведя шов. Кабель массы через зажим «крокодил» крепится к изделию.
Если держатель установить в разъем «-«, а кабель массы подключить к «+», получится прямая полярность. При подключении наоборот (держатель к «+», а массу к «-«) полярность будет обратная.
Отличия режимов сварки
Рассмотрим, чем отличается прямая и обратная полярность при сварке. По законам физики постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). При этом тепло всегда концентрируется на плюсе. Соответственно, где «+», там температура будет выше.
При сварке на прямой полярности «+» на изделии. Это обеспечивает больший нагрев поверхности и, в то же время, не перегревает электрод. На его кончике пятно тепла будет анодным. Работа дугой с обратной полярностью означает «плюс» на кончике электрода и образование катодного теплового пятна. За счет этого расходник нагревается больше, а изделие меньше. Разница в температуре составляет около 1000º С.
Влияние полярности на сварку
Теперь обсудим, как полярность, а именно локализация нагрева, сказываются на процессе сварки.
Достоинства и недостатки прямой полярности
Концентрация теплового пучка на изделии дает следующие результаты:
при воздушно-дуговой резке процесс выполняется быстрее;
можно увеличивать силу тока на аппарате без перегрева расходников;
достигается более глубокое проплавление корня, а сам шов при этом остается узким;
сварочная дуга горит особенно стабильно, легче манипулировать для накладки шва.
Сварка TIG цветных металлов, например меди, ведется на прямой полярности. Лучше всего применять такой режим при работах с металлами сечением от 4 мм и выше. Но тонкие листовые заготовки на прямой полярности будут прожигаться. Еще стороны может сильно «повести» при сварке и потребуется рихтовка деталей. Не получится использовать электроды для переменного тока при сварке постоянным с «плюсом» на держателе. Разбрызгивание металла при таком режиме тоже повышается.
Достоинства и недостатки обратной полярности
Использование обратной полярности дает следующие особенности при сварке:
меньше нагревается изделие;
меньше выгорают легирующие элементы;
снижается вероятность температурных деформаций;
присадочный металл с кончика стержня отделяется крупными каплями;
возможна сварка листовых металлов сечением 1-3 мм без прожогов;
шов широкий, но не глубокий;
уменьшается бурление углерода в сварочной ванне.
Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При «минусе» на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне. Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Источник видео: Территория сварки R
Но кончик электрода от повышенного нагрева укорачивается тоже быстро, поэтому будет перерасход по материалам. Если обмазка электрода чувствительна к перегреву, то от удержания длительной непрерывной дуги покрытие может осыпаться, и голый стержень станет не пригодным для сварки. При снижении силы тока до минимального, дуга начинает «скакать» и управлять сварочной ванной становится сложнее, поэтому при сварке тонколистовой стали пригодятся дополнительные функции в инверторе, о которых упомянем ниже.
Сварка полуавтоматом
Если предстоит варить самозащитной порошковой проволокой без газа, то потребуется обратная полярность. В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
Для смены полярности полуавтомата есть несколько способов, в зависимости от конфигурации оборудования. У одних моделей нужно поменять местами разъемы в нижней части (силовой кабель горелки имеет отдельный выход с гнездом, как у массы). У других — открыть боковую крышку и переподключить кабеля к клеммам (обычно они разных цветов). Потребуется рожковый ключ.
Сварка инвертором
Сварка ведется неотрывной дугой с зазором 3-5 мм. Чем быстрее проводить электрод над одним местом стыка, тем меньше глубина проплавления. При замедлении глубина провара увеличивается. Если предстоит подряд сваривать стыки с разной толщиной сторон, можно выставить силу тока на аппарате для самого большого сечения в конструкции, а глубину провара регулировать скоростью ведения электрода. Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Сварка на обратной полярности чаще всего применяется для соединения тонких листовых материалов сечением 1-3 мм. Но даже концентрирование теплового пучка на кончике электрода не всегда спасает от прожогов. Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Электрододержатель
Сварочные электроды
Выбор инвертора и его эксплуатация
Чтобы быстро переключать полярность при работе с тонкими и толстыми металлами, у инвертора должны быть надежные разъемы силовых кабелей. Хлипкие тонкие штырьки в разъеме и невысокий бортик для фиксации быстро износятся от частых перестановок. Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Подбирайте надежные инверторы ММА с прочными гнездами, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у Вас уже есть инвертор и его разъемы изношены, их можно заменить на более крепкие, выбрав из каталога соединительных кабельных разъемов.
Сварка тонкого металла 1.0-1.5 мм покрытым электродом — это сложная задача для новичка. Справиться с ней без прожогов помогут инверторы РДС с функцией «Антиприлипание». Когда кончик электрода погружается в сварочную ванну, аппарат «чувствует» это и выключает сварочный ток. В результате нет удерживающей силы, Вам не требуется наклонять держатель влево-вправо, чтобы оторвать электрод от поверхности. Обмазка расходника не осыпается при этом.
Функция «Форсаж дуги» тоже помогает при сварке тонкого металла на обратной полярности. Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Ответы на вопросы: особенности прямой и обратной полярности при сварке
При какой полярности шов более красивый внешне?
СкрытьПодробнее
При обратной. Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
На каком режиме снижается разбрызгивание металла при работе полуавтоматом?
СкрытьПодробнее
На обратной полярности брызг меньше. Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Как уменьшить ширину шва при обратной полярности?
СкрытьПодробнее
Чтобы шов был более узким при режиме обратной полярности, требуется быстрее вести электрод.
Электрод при резке становится красным, что делать?
СкрытьПодробнее
Скорее всего, у Вас подключена обратная полярность. Поменяйте силовые кабеля в гнездах местами. Работа при прямом подключении («+» на изделии), экономит расход электрода на 20-40% и снижает его нагрев.
На какой полярности варить алюминий полуавтоматом?
СкрытьПодробнее
На обратной. Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Прямая и обратная полярность при сварке инвертором
Правильное выполнение сварочных работ во многом зависит от выбранных настроек аппаратуры. В работе с полуавтоматическими установками важно не только правильно выбрать силу тока, но и установить нужную полярность. Заводская настройка (по умолчанию) не подходит для выполнения очень многих задач. Особенно, когда речь идет о соединении высоколегированной стали, цветных или редких металлов. Поэтому для получения сварочного шва хорошего качества необходимо должным образом настроить оборудование.
СОДЕРЖАНИЕ
Как влияет полярность при сварке
Что такое прямая и обратная полярность: техусловия выбора
Сварка прямой полярностью
Сварка обратной полярностью
Как влияет полярность при сварке
Понятие полярность подразумевает определенный вариант подключения аппаратуры, который продиктован стоящей задачей и особенностями соединения определенных материалов. Для смены полярности достаточно просто «перекинуть» клеммы. После этого направление движения тока поменяется и, соответственно, изменятся физические процессы сваривания.
Существует только два варианта полярности, которые настраиваются перед работой:
Прямая. Выбирается в случаях, когда необходимо соединить два толстые детали, а швы должны быть глубокими. Заготовки в этом случае подключаются к положительной клемме, а электрод – к минусовой. Подключение прямой полярностью приводит к тому, что в процессе работы образуются катодные и анодные пятна. Более горячее из них – анодное – возникает на заготовке: именно к ней подключена плюсовая клемма. Из-за этого металл прогревается (а, следовательно, и плавится) на большую глубину. Это дает возможность работать с алюминиевыми, чугунными и другими деталями из сложных сплавов.
Обратная. В этом случае наоборот: электрод подключается к плюсовой клемме, а заготовка – к минусовой. Анодное более горячее пятно может образоваться только на расходнике. Данный вариант подключения хорош тем, что дает возможность работать с тонкостенными и легкоплавными металлами.
В зависимости от поставленных целей и материалов сварщик выбирает на инверторе тот или иной вариант полярности. Молодые специалисты, которые не изучали теоретическую часть, нередко испытывают проблемы при работе с металлами малой или большой толщины. Поэтому очень важно внимательно изучить техническую документацию, которая идет в комплекте с инвертором. И только после этого можно приступать к практической части.
Что такое прямая и обратная полярность: техусловия выбора
Основой для взвешенного выбора типа полярности служат технические условия, которых необходимо придерживаться во время сварки. Благодаря конкретному типу подключения более высокий температурный режим находится на заготовке или же на самом электроде. На окончательное решение влияют несколько важных факторов.
Толщина заготовки
Прямое подключение лучше всего подходит для работы с заготовками малой и большой толщины. В этом случае заготовка разогревается лучше по сравнению с электродом, что дает возможность получить более глубокий шов. Этот режим отлично подходит и для резки металла. Для тонких листов лучше выбрать обратную полярность. Тогда основное тепло сосредотачивается на электроде и перегрев заготовки удается предотвратить.
Читайте также: Сварка тонкого металла инвертором
Тип металла
Изменение расположения теплового пятна позволяет выбрать наиболее подходящий режим работы под конкретную деталь. К примеру, нержавеющую сталь или чугун достаточно легко перегреть. В этом случае лучше подходит подключение с обратной полярностью, что дает возможность сформировать прочный и надежный шов. А вот алюминиевые сплавы нужно варить с прямой полярностью. В таком случае удается быстрее преодолеть окислительную пленку.
Тип расходных материалов
Условия зависят от типа флюса расходного материала. Для угольных электродов не подходит обратная полярность. При таком раскладе флюс будет перегрет и стержень станет непригодным для дальнейшего использования. Бывают случаи, когда материал флюса и заготовки выдвигают взаимоисключающие требования. Сварщику приходится проявлять максимум изобретательности, чтобы найти оптимальное смещение силы тока и выбрать подходящий рабочий цикл.
Читайте также: Сварка инвертором для начинающих
Сварка прямой полярностью
Каждый из способов сваривания металла обладает индивидуальными характеристиками. При работе инвертором с подключением методом прямой полярности отмечаются такие особенности:
Расходные материалы и присадки расплавляются, образуя в ванночке крупные металлические капельки. Эта особенность приводит к возрастанию степени проплавления заготовки и увеличению количества брызг.
При прямом подключении наблюдается снижение стабильности сварочной дуги.
При прогреве не нарушается структура материала. Металлическая решетка остается неизменной.
В связи с тем, что температура расходного материала остается сравнительно невысокой, можно увеличить силу тока.
Некоторые сварочные материалы характеризуются высоким коэффициентом наплавки. Он тем более растет, если применять плавящиеся электроды в инертной среде. Точно такого же эффекта можно достичь в результате химической реакции присадок и некоторых видов флюса.
При прямой полярности структура материала в сварочной ванне характеризуется повышенным содержанием кремния и марганца при полном отсутствии углерода.
Читайте также: Рейтинг лучших сварочных инверторов
Сварка обратной полярностью
Метод применяется в обязательном порядке, если приходится работать с тонкими металлическими листами. Существует вероятность испортить заготовку: ее реально расплавить в месте соединения. Избежать такого результата можно, используя такие методы:
Уменьшение силы рабочего тока, что приводит к снижению температуры заготовки.
Формирование прерывистого сварочного шва. Сперва делается несколько прихватов по длине шва, которые впоследствии соединяются в одно целое. Схема может претерпевать изменения в зависимости от конкретных условий работы. Способ прерывистого шва дает возможность исключить деформацию рабочей поверхности. Особенно эффективен прием для швов длиной более 20 см.
Сваривание особо тонких заготовок прерывающейся сварочной дугой. Электрод уводится из рабочей зоны и, когда дуга прервалась, тотчас возвращается на место. Процесс получается практически непрерывным.
При сварке двух заготовок внахлест важно как можно плотнее прижать их одна к другой. даже минимальная воздушная прослойка может привести к прожиганию верхней части конструкции. Для более плотного прижима можно использовать струбцины или тяжелый груз.
Точно так же сваривание встык требует минимального зазора. Идеально, если его не буде вообще.
Тонкие заготовки с неровными краями соединяют с использованием подложки. Ее задача состоит в том, чтобы отвести избыточное тепло. Для этих целей лучше всего подходят толстые листы стали или меди.
Новичкам начинать практиковаться лучше с обратной полярностью. Это дает возможность уловить тонкости процесса и в дальнейшем не допускать прожогов или других дефектов.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Читайте также: Зависимость силы тока от диаметра электрода
Прямая и обратная полярность при сварке инвертором
Оцените, пожалуйста, статью
12345
Всего оценок: 50, Средняя: 3
Что такое обратная полярность при сварке? — Полное руководство
Последнее обновление
При включении сварочного аппарата образуется электрическая цепь. Он имеет отрицательный и положительный полюс. Полярность играет важную роль при сварке. Это связано с тем, что выбор правильной полярности влияет на качество, долговечность и прочность сварного шва.
Если вы используете неправильную полярность, это вызовет много брызг, плохой провар, и ваша сварочная дуга не будет регулироваться.
Давайте теперь подробнее остановимся на обратной полярности, чтобы вы могли лучше понять.
Обратная полярность
Это состояние, при котором анод становится положительным, а работа отрицательным. Ток идет от минуса к плюсу. Поэтому на аноде выделяется большое количество тепла, обычно ⅔ всего тепла.
Обычно это делается, если вы свариваете более тонкие пластины. Проплавление сварного шва будет минимальным, поскольку для работы выделяется меньше тепла.
Изображение предоставлено: Данил Евский, Shutterstock
Полярность
Вы, вероятно, знакомы с переменным током (AC) и постоянным током (DC) на вашем сварочном аппарате и электродах. По сути, эти два термина обозначают полярность электрического тока, формируемого сварочным аппаратом. Он проходит через анод.
Термины «обратный» и «прямой» используются при сварке. Вы также можете передать их как «электрод-положительная» и «электрод-отрицательная» полярность соответственно. Первые более понятны, и мы будем использовать их больше в этой статье.
Электрическая цепь имеет положительный и отрицательный полюс. Это то, что известно как полярность. Постоянный или постоянный ток течет в одном направлении, что приводит к постоянной полярности. Переменный ток или переменный ток частично течет в одном направлении и меняет направление на другой половине. Он меняет свою полярность 120 раз в секунду при электрическом токе частотой 60 Гц.
Как сварщик, вы должны понимать, что означает полярность. Кроме того, определите, как это влияет на процесс сварки. За несколькими исключениями, положительный электрод (обратная полярность) вызывает более глубокое проникновение.
Прямая полярность (отрицательный электрод) вызывает более быстрое расплавление анода и, следовательно, высокую скорость осаждения. Состояние может измениться из-за воздействия различных химических веществ в покрытии.
Несколько типов защищенных анодов работают с любой полярностью, хотя некоторые работают с одной полярностью. Использование сварочного аппарата с трансформатором переменного тока требует разработки анода, который будет работать на любой полярности. Это из-за постоянных изменений полярности цепи переменного тока.
Хотя переменный ток не имеет полярности, аноды переменного тока обычно лучше всего работают с определенной полярностью, если используется питание постоянного тока. Крышка на аноде указывает на лучшую полярность, и все производители указывают рекомендуемую полярность на контейнере с анодом.
При сварке любым металлическим электродом необходимо соблюдать правильную полярность для достижения правильного провара, ровного внешнего вида валика и наилучших результатов сварки. Неправильная полярность приводит к плохому проплавлению, большому разбрызгиванию, неправильной форме валика, перегреву, трудностям в регулировке дуги и быстрому прогоранию анода.
Концы многих машин четко обозначены. Кроме того, они рассказывают вам, как вы можете настроить их для любой полярности. На некоторых машинах есть кнопка для изменения полярности. На других устройствах следует поменять клеммы кабеля.
Если у вас есть какие-либо вопросы о том, используете ли вы правильную полярность или какая полярность установлена на устройстве постоянного тока, вы можете выполнить два теста. Для начала используйте угольный анод постоянного тока, который будет работать только при отрицательной полярности.
Второй вариант — использование анода Fleetweld 5P, который лучше работает с положительной полярностью, чем с отрицательной.
Давайте теперь рассмотрим различия между прямой и обратной полярностью, чтобы вы лучше их поняли.
Основные различия между обратной и прямой полярностью при сварке
ОБРАТНАЯ ПОЛЯРНОСТЬ
Анод присоединяется к положительному концу, а основной металл присоединяется к отрицательному концу источника питания.
Здесь электроны отрываются от поверхности родительской пластины и ударяются о кончик анода.
На кончике анода выделяется ⅔ всего тепла дуги. Остальное производится рядом с родительской пластиной.
Незавершенное плавление основной пластины может иметь место из-за меньшего выделения тепла вблизи базовой пластины.
Имеет высокую скорость осаждения присадочного металла, поскольку большая часть тепла выделяется на кончике анода.
Здесь стабильность дуги и напряжение в значительной степени зависят от коэффициента излучения рабочего материала.
Очистка дуги отличная.
Дефекты включения сведены к минимуму благодаря отличному очищающему действию дуги.
При использовании постоянного тока с обратной полярностью деформация и ЗТВ минимальны.
DCRP подходит для сварки тонких листов.
Вы можете соединять металлы с низкой температурой оттаивания (например, медь и алюминий) через DCRP.
ПРЯМАЯ ПОЛЯРНОСТЬ
Основные металлы подключаются к положительному полюсу, а анод подключается к отрицательному полюсу источника питания
Когда разность потенциалов достаточна, электроны высвобождаются из наконечника анода. Затем они ударяются о поверхность материнской пластины.
⅔ всего тепла дуги производится вблизи основной пластины. Остальное генерируется на кончике анода.
Вы можете легко добиться правильного плавления основного металла. Следовательно, это исключает непровары и непровары.
Скорость осаждения присадочного металла низкая в случае расходуемых анодов.
Напряжение и стабильность дуги не зависят от коэффициента излучения рабочего материала.
Плохая очистка от оксидов (дуговая очистка).
Могут быть ошибки включения, если вы не протерли поверхность основной пластины перед сваркой.
Постоянный ток Прямая полярность может привести к сильному искривлению и расширению ЗТВ в свариваемом компоненте.
DCSP не подходит для сварки узких листов.
Вы можете соединять металлы с высокой температурой оттаивания (например, титан и нержавеющая сталь) с помощью DCSP.
Понимание обратной полярности при сварке
На источнике питания это место, где основной металл соединяется с отрицательным концом. Анод соединен с плюсовой клеммой.
Ознакомьтесь с некоторыми из наших самых популярных сообщений:
Что такое ответвители на сварочном трансформаторе?
Как собрать катушки для сварочного провода
Что такое сварка MMA (ручная металлическая дуга)? — Как это работает?
Авторы избранных изображений: N_Sakarin, Shutterstock
Обратная полярность
Понимание полярности
Основные различия между обратной полярностью и прямой полярностью при сварке
Понимание обратной полярности при сварке
Разница между прямой и обратной полярностью при дуговой сварке
Источники питания для дуговой сварки могут подавать либо переменный, либо постоянный ток, либо обе формы тока. В случае полярности постоянного тока ток течет только в одном направлении; тогда как в случае переменного тока направление тока меняется на противоположное в каждом цикле (количество циклов в секунду зависит от частоты питания). Теперь при дуговой сварке основные металлы соединяются с одной клеммой, а электрод подключается к другой клемме. При наличии достаточной разности потенциалов непрерывный поток электронов между ними через небольшой зазор составляет дугу (основной источник тепла при дуговой сварке). В зависимости от соединений питание постоянного тока может обеспечивать две полярности, как показано ниже:
Прямая полярность постоянного тока (DCSP) или отрицательный электрод постоянного тока (DCEN) — когда электрод подключен к отрицательной клемме источника питания, а основные металлы подключены к положительной клемме.
Постоянный ток обратной полярности (DCRP) или Положительный электрод постоянного тока (DCEP) — когда основные металлы соединены с отрицательной клеммой источника питания, а электрод подключен к положительной клемме.
Прямая полярность постоянного тока и обратная полярность постоянного тока имеют соответствующие плюсы и минусы. Разница между прямой полярностью постоянного тока (DCSP) и обратной полярностью постоянного тока (DCRP) представлена в таблице ниже. Для лучшего понимания вы можете прочитать:
Прямая полярность постоянного тока (DCSP) в дуговой сварке
Постоянный ток обратной полярности (DCRP) при дуговой сварке
Прямая полярность
Обратная полярность
Электрод подключается к отрицательной клемме источника питания, а основные металлы подключаются к положительной клемме.
Неблагородные металлы подключаются к отрицательной клемме источника питания, а электрод подключается к положительной клемме.
При достаточной разности потенциалов электроны высвобождаются с кончика электрода и ударяются о поверхность базовой пластины.
Здесь электроны отрываются от поверхности опорной пластины и ударяются о кончик электрода.
2/3 rd от общего количества тепла дуги выделяется вблизи опорной пластины, а остальная часть выделяется на конце электрода.
2/3 rd всего тепла дуги выделяется на кончике электрода, а остальная часть выделяется вблизи опорной пластины.
Легко добиться надлежащего плавления основного металла. Так устраняется непровар и дефекты непровара.
Из-за меньшего выделения тепла вблизи опорной плиты может произойти неполное сплавление опорной плиты.
В случае плавящихся электродов скорость осаждения присадочного металла довольно низкая.
Скорость осаждения присадочного металла довольно высока, так как большая часть тепла выделяется на конце электрода.
Напряжение дуги и стабильность дуги не зависят от коэффициента излучения рабочего материала.
Напряжение дуги и стабильность дуги в значительной степени зависят от коэффициента излучения рабочего материала.
Недостаточное действие дуговой очистки (очистка от окислов).
Очистка дуги хорошая.
Дефекты включения могут возникнуть, если поверхности опорной пластины не были должным образом очищены перед сваркой.
В отличие от деформируемых алюминиевых сплавов, литейные сплавы имеют намного большее содержание легирующих элементов.
Медь и кремний в алюминии
Из всех литейных алюминиевых сплавов сплавы системы алюминий-медь-кремний имеют самое широкое применение. Эти сплавы обладают хорошими литейными свойствами. Сочетание кремния и меди позволяет применять термическую обработку для повышения механических свойств.
Количество в этих сплавах как меди, так и кремния изменяется очень широко. Поэтому в одних сплавах алюминий-медь-кремний преобладает медь, а в других – кремний.
В этих сплавах:
медь обеспечивает прочность, а
кремний повышает литейные свойства и снижает горячее растрескивание.
Сплавы алюминий-медь-кремний с содержанием меди более чем 3-4 % являются термически упрочняемыми. Однако обычно термическую обработку применяют только, если эти сплавы содержат также магний, который повышает их восприимчивость к термической обработке.
Сплавы с большим содержанием кремния (более 10 %) имеют низкое термическое расширение, что является преимуществом для изделий, работающих при повышенных температурах. Когда содержание кремния превышает 12-13 %, вплоть до 22 %, в сплаве присутствуют кристаллы первичного кремния. Когда эти кристаллы должным образом распределены, они обеспечивают сплаву высокую износостойкость. Из этих заэвтектических сплавов изготавливают, например, автомобильные блоки цилиндров двигателей.
Влияние магния
Многие сплавы системы Al-Si-Cu содержат также магний: АЛ3, АЛ4М, АК5М2, АЛ5, АЛ5-1, АЛ6, АК7М2, Ак4М4, АЛ32. Это дает им высокую жаростойкость с рабочими температурами 250-275 ºС. Эти сплавы уступают сплавам Al-Si и Al-Si-Mg по литейным свойствам, коррозионной стойкости и герметичности. Не требуют модифицирования и кристаллизации под давлением.
Литейный алюминиевый сплав 380.0
Формула сплава: 8,5Si-3,5Cu
Химический состав:
медь: 3,0-4,0 %;
магний: 0,10 % макс. ;
марганец: 0,50 % макс.;
кремний: 7,5-9,5 %;
железо: 2,0 % макс.$
никель: 0,50 % макс;
цинк: 3,0 % макс.;
олово: 3,5 % макс.;
другие: 0,50 % макс.;
алюминий: остальное.
Влияние примесей
Высокое содержание железа снижает пластичность. Содержание примесей может достигать относительно высоких значений прежде чем начнет проявляться их серьезное влияние.
Типичные механические свойства:
прочность на растяжение: 330 МПа;
предел текучести: 165 МПа;
относительное удлинение: 3 %;
коэффициент Пуассона: 0,33;
модуль упругости: 71,0 ГПа.
Физические свойства:
плотность: 2,71 г/см3;
температура ликвидус: 595 ºС;
температура солидус: 540 ºС.
Технологические свойства:
температура плавления: от 650 до 760 ºС;
температура разливки: от 635 до 705 ºС;
температура отжига для повышения пластичности: 260-370 ºС, выдержка – 8 часов, охлаждение с печью или на спокойном воздухе;
температура отпуска для снятия внутренних напряжений: 175-260 ºС, выдержка – 4-6 часов, охлаждение на спокойном воздухе.
Фазовые диаграммы алюминий-кремний и алюминий-медь
Фазовая диаграмма алюминий-кремний
Фазовая диаграмма алюминий-медь
Источники:
Aluminum and Aluminum Alloys, ASM International, 1996
Aluminum Alloy Castings: Properties, Processes And Applications – J. Gilbert Kaufman, Elwin L. Rooy
Сплавы
» ELTM.ru » Продукция » Вакуумное и криогенное оборудование. Масла, смазки, герметики. Хладагенты » Материалы для напыления » Мишени для распыления » Сплавы
Формула
Материал
Материал, на англ.
Чистота, %
Al/Cu
Алюминий Медь
Aluminum Copper
99,9-99,99
Al/Cr
Алюминий Хром
Aluminum Chromium
99,9-99,99
Al/Mg
Алюминий Магний
Aluminum Magnesium
99,9-99,99
Al/Si
Алюминий Кремний
Aluminum Silicon
99,9-99,999
Al/Si/Cu
Алюминий Кремний Медь
Aluminum Silicon Copper
99,9-99,999
Al/Ag
Алюминий Серебро
Aluminum Silver
99,9-99,99
Ce/Gd
Церий Гадолиний
Cerium Gadolinium
99,5-99,9
Ce/Sm
Церий Самарий
Cerium Samarium
99,5-99,9
Cr/Si
Хром Кремний
Chromium Silicon
99,9-99,95
Cr/SiO
Хром / Оксид кремния
Chromium/ Silicon Monoxide
99,9
Co/Cr
Кобальт Хром
Cobalt Chromium
99,9
Co/Fe
Кобальт Железо
Cobalt Iron
99,5-99,95
Co/Ni
Кобальт Никель
Cobalt Nickel
99,5-99,95
Co/Fe/B
Кобальт Железо Бор
Cobalt Iron Boron
99,9-99,99
Cu/Co
Медь Кобальт
Copper Cobalt
99,9
Cu/Ga
Медь Галлий
Copper Gallium
99,99-99,999
Cu/In
Медь Индий
Copper Indium
99,9-99,995
Cu/Ni
Медь Никель
Copper Nickel
99,5-99,95
Cu/Zr
Медь Цирконий
Copper Zirconium
99,5-99,9
Hf/Fe
Гафний Железо
Hafnium Iron
99,9-99,99
Fe/B
Железо Бор
Iron Boron
99,0-99,99
Fe/C
Железо Углерод
Iron Carbon
99,0-99,95
Fe/Mn
Железо Марганец
Iron Manganese
99,9
Ir/Mn
Иридий Марганец
Iridium Manganese
99,9
Ir/Re
Иридий Рений
Iridium Rhenium
99,95
In/Sn
Индий Олово
Indium Tin
99,99
Ni/Al
Никель Алюминий
Nickel Aluminum
99,5-99,9
Ni/Cr
Никель Хром
Nickel Chromium
99,0-99,99
Ni/Cr/Si
Никель Хром Кремний
Nickel Chromium Silicon
99,9-99,99
Ni/Fe
Никель Железо
Nickel Iron
99,9
NiNbTi
Никель Ниобий Титан
Nickel Niobium Titanium
99,5-99,9
Ni/Ti
Никель Титан
Nickel Titanium
99,9
Ni/V
Никель Ванадий
Nickel Vanadium
99,9-99,95
Sm/Co
Самарий Кобальт
Samarium Cobalt
99,9
Ag/Cu
Серебро Медь
Silver Copper
99,99
Ag/Sn
Серебро Олово
Silver Tin
99,99
Ta/Al
Тантал Алюминий
Tantalum Aluminum
99,95-99,99
Tb/Dy/Fe
Тербий Диспрозий Железо
Terbium Dysprosium Iron
99,5
Tb/Fe
Тербий Железо
Terbium Iron Alloy TbFe
99,9
Ti/Al
Титан Алюминий
Titanium Aluminum
99,7
Ti/Ni
Титан Никель
Titanium Nickel
99,9
Ti/Cr
Титан Хром
Titanium Chromium
99,5
W/Re
Вольфрам Рений
Tungsten Rhenium
99,95
W/Ti
Вольфрам Титан
Tungsten Titanium
99,99-99,995
Zr/Al
Цирконий Алюминий
Zirconium Aluminum
99,0-99,5
Zr/Fe
Цирконий Железо
Zirconium Iron
99,0-99,5
Zr/Ni
Цирконий Никель
Zirconium Nickel
99,5
Zr/Nb
Цирконий Ниобий
Zirconium Niobium
99,5
Zr/Ti
Цирконий Титан
Zirconium Titanium
99,5
Zr/Y
Цирконий Иттрий
Zirconium Yttrium
99,5
Zn/Al
Цинк Алюминий
Zinc Aluminum
99,99
Zn/Mg
Цинк Магний
Zinc Magnesium
99,9
Литейные сплавы алюминий-кремний-медь
В отличие от деформируемых алюминиевых сплавов литейные сплавы имеют значительно более высокое содержание легирующих элементов.
Медь и кремний в алюминии
Из всех сплавов алюминиевых литейных сплавы алюминий-медь-кремний имеют самое широкое применение. Эти сплавы обладают хорошими литейными свойствами. Сочетание кремния и меди позволяет применять термообработку для улучшения механических свойств.
Количество таких сплавов, как медь и кремний, варьируется в широких пределах. Поэтому в одних сплавах алюминий-медь-кремний преобладает медь, а в других — кремний.
В этих сплавах:
Медь обеспечивает прочность, a
Кремний улучшает литейные свойства и уменьшает горячее растрескивание.
Сплавы алюминий-кремний-медь с содержанием меди более 3-4 % термически упрочняемые. Однако термическую обработку обычно применяют только в том случае, если эти сплавы содержат еще и магний, повышающий их восприимчивость к термической обработке.
Сплавы с высоким содержанием кремния (более 10 %) имеют низкое тепловое расширение, что является преимуществом для изделий, работающих при повышенных температурах. При содержании кремния более 12-13 % до 22 % присутствуют в сплаве первичные кристаллы кремния. Когда эти кристаллы правильно распределены, они обеспечивают высокую износостойкость сплава. Из этих заэвтектических сплавов изготавливают, например, блок двигателя автомобиля.
Влияние магния
Многие сплавы системы Al-Si-Cu также содержат магний: АЛ3, АЛ4М, АК5М2, АЛ5, АЛ5-1, АЛ6, АК7М2, Ак4М4, АЛ32. Это придает им высокую термическую стабильность с рабочими температурами 250-275 oC. Эти сплавы уступают сплавам Al-Si и Al-Si-Mg по литейным свойствам, коррозионной стойкости и герметичности. Не требует модификации и кристаллизации под давлением.
Литейный алюминиевый сплав 380.0
Формула сплава: 8.5Si-3.5Cu
Химический состав:
медь: 3,0-4,0 %;
магний: 0,10 % макс.;
марганец: 0,50 % макс.;
кремний
: 7,5-9,5 %;
железо: 2,0 % макс. $
никель: 0,50 % макс.;
цинк: макс. 3,0 %;
свинец: 3,5 % макс. ;
другие: 0,50 % макс.;
алюминий: остальное.
Влияние примесей
Высокое содержание железа снижает пластичность. Содержание примесей может достигать относительно высоких значений, прежде чем начнет проявляться их серьезное влияние.
Типичные механические свойства:
предел прочности при растяжении: 330 МПа;
предел текучести
: 165 МПа;
относительное удлинение: 3 %;
Коэффициент Пуассона: 0,33;
Модуль упругости
: 71,0 ГПа.
Физические свойства:
плотность: 2,71 г/см 3 ;
температура ликвидуса: 595 ºС;
температура солидуса: 540 oC.
Технологические свойства:
Температура плавления: от 650 до 760 ºС;
температуры разливов: от 635 до 705 ºС;
Температура отжига
для повышения пластичности: 260-370 оС, выдержка — 8 часов, охлаждение с печью или на спокойном воздухе;
Температура отпуска
для снятия напряжений: 175-260 оС, выдержка — 4-6 часов, охлаждение в неподвижном воздухе.
Фазовая диаграмма алюминий-кремний и алюминий-медь
Фазовая диаграмма алюминий-кремний
Фазовая диаграмма алюминий-медь
Источники:
Алюминий и алюминиевые сплавы, ASM International, 1996
Отливки из алюминиевых сплавов: свойства, процессы и применение – Дж. Гилберт Кауфман, Элвин Л. Рой
Повышение свойств алюминиевых и медных сплавов
Медь и алюминий используются в различных областях по всему миру. Вы можете найти алюминий в качестве банок для напитков, металлических строительных листов и резервуаров для хранения. Медь часто встречается в электропроводящих средах, так как вы можете рассматривать ее как проводку. Вы также можете найти медь в электронике и использовать как латунь или бронзу в ювелирной промышленности. Многие элементы будут добавлены к алюминиевым и медным сплавам, чтобы сделать их более пригодными для обработки в зависимости от используемого метода производства. Эти добавки могут сделать металлы более текучими при обработке, повысить их жаростойкость и уменьшить хрупкость. Кремний является одним из таких элементов, который можно найти как в медных, так и в алюминиевых сплавах.
Кремний — химический элемент, нетоксичный и широко распространенный. Так что вы найдете его во многих приложениях. Когда кремний добавляется к алюминию, он делает металлический сплав более жидким, не разрушая металл при высоких температурах. Кремний фактически снижает температуру плавления алюминия. Алюминий не будет подвергаться горячему разрыву, так как он не хрупкий.
Другие преимущества добавления кремния к алюминию заключаются в том, что он улучшает определенные структурные характеристики. Алюминий будет испытывать меньшую усадку, когда он используется в литье. Это свойство металла очень желательно при изготовлении сложных тонких отливок. Когда кремний добавляется сам по себе, алюминий становится неподдающимся термообработке. Если магний добавить вместе с кремнием, алюминий может стать термообрабатываемым, поскольку он становится силицидом магния. Вы часто можете найти силиконовый алюминий в качестве присадочной проволоки при пайке и сварке алюминия.
Для применений, в которых используются медные сплавы, кремний также обеспечивает свойства текучести. Кремний, добавляемый в латунь, может значительно повысить прочность сплавов. Кроме того, кремний может сделать латуни очень устойчивыми к коррозии. Кремниевая латунь будет иметь меньшую проводимость, чем другие медные сплавы, в которые ничего не добавляют.
Еще одно интересное преимущество кремния в отношении меди заключается в том, что он может удалять кислород из меди при обработке. Процесс раскисления необходим, когда нужно сделать металлический сплав, такой как медь, жидким, не делая его хрупким и не влияя на его прочность на растяжение. Этот процесс также позволит избавиться от газовых отверстий, которые могут привести к выходу из строя сплава в определенных областях применения.
Если вам нужны медные или алюминиевые сплавы с добавлением кремния, обращайтесь в Belmont Metals.
Медь — один из первых металлов, освоенных человечеством.
Медь
Благодаря низкой температуре плавления и высокой пластичности она не теряет своей популярности уже пятое тысячелетие. Красный металл широко используется как в промышленности, так и в домашних условиях для изготовления украшений, поделок и деталей путем литья из меди.
Содержание
Литье меди
В промышленных условиях используются такие технологии, как
Литье меди
Литье меди в формы
Порошковая металлургия
Гальваническое нанесение покрытия
Горячий и холодный прокат
Штамповка из листов
Волочение проволоки
Механическая обработка
Они требуют сложного и дорогого профессионального оборудования, высокой квалификации персонала и сопровождаются высокими энергозатратами.
Проволочное волочение меди
В домашних условиях небольшой мастерской применяются простые технологии, во многом повторяющие приемы работы мастеров медного века. Это медное литье и волочение проволоки, а также ковка и чеканка. Несмотря на простоту и древность технологических приемов, домашние мастера достигают высокого качества изделий. Достаточная точность литья обеспечивается тщательным изготовлением формы.
Характеристики меди
Медь — это металл с относительно низкой температурой плавления (1083С), плотностью 8 г/см3 и высокой пластичностью. Она встречается в природе в виде самородков. Благодаря этим качествам она стала первым металлом, освоенным человечеством. Археологи находят инструменты и оружие, в захоронениях, датируемых III тысячелетием до н.э. Скорее всего, человечество освоило медное литье еще раньше, в конце каменного века.
Основные свойства металлов подгруппы меди
Латинское название металла- Cuprum связывают с названием острова Кипр, известного античного центра производства бронзовых изделий. Сплавы на основе меди — бронза и латунь обладают высокой прочностью и меньше подвержены окислению. Бронза широко применялась как основной металл человечества вплоть до освоения массовых технологий производства стали.
Медь обладает отличной электро- и теплопроводностью. Это обуславливает ее широкое использование в электротехнике и теплотехнике.
Кроме того, медь обладает выраженными бактерицидными свойствами.
Оборудование для плавки и литья меди
Для литья меди в домашних условиях не требуется особо сложного или дорого оборудования. Приобрести его или изготовить самостоятельно вполне по плечу домашнему мастеру.
Потребуется
Тигли — цилиндрические открытые сосуды.
Примеры графитовых тигелей
Стальные щипцы для снятия и постановки тигля в печь.
Муфельная печь или газовая горелка.
Стальной крюк для снятия корки из окислов с поверхности расплава.
Форма для литья.
Прежде всего, нужно расплавить медь. Чем лучше будет измельчено исходное сырье, тем быстрее произойдет расплав. Плавление будет происходить в тигле из керамики или огнеупорной глины. Муфельная печь должна быть оборудована термометром и застекленным оконцем для визуального контроля. Электронная система регулировки и поддержания температуры сделает медное литье проще и обеспечит лучшее качество отливки.
Формы для медного литья делается на основе модели. В зависимости от выбранной технологии формы бывают одноразовые (из специально отформованной в опалубке смеси) и многоразовые — стальные кокили. В последнее время получили распространение формы из высокотемпературного силикона.
В домашних условиях чаще применяют одноразовые формы. Модель изготовляют из воска или специальных сортов пластилина. Модель полностью повторяет пространственную конфигурацию будущего изделия. При заливке в форму горячего расплава воск плавится и вытесняется металлом, занимающим его место и повторяющим все детали рельефа формы. Такая форма называется выплавляемой.
Выжигаемая форма для литья меди
Существуют также выжигаемые формы. В них применяется модель, сделанная из горючего материала, например папье-маше. Модель в этом случае сгорает при заливке высокотемпературного расплава, продукты сгорания в виде газов выходят через заливное отверстие.
Применение медного литья
Медное литье применяется для изготовления широкого спектра изделий. В ювелирном деле легендарный металл чаще используют в составе сплавов. В небольших количествах ее добавляют в золотые изделия для повышения их прочности и стойкости к истиранию. Бронза, представляющая собой сплав меди с оловом, используется для создания авторских подвесок, цепочек, колец и сережек.
Ювелирные украшения из меди
Литье из меди применяется также для изготовления рыболовных блесен уникальной формы. Еще одна сфера применения — создание авторских масштабных моделей техники — кораблей, автомобилей, танков, самолетов и пр. Здесь кроме бронзы используется латунь — сплав с цинком.
Латунь и бронза применяются также для отливки элементов декора помещений, накладок и авторских дверных ручек. Здесь, кроме конструкционных достоинств — прочности, долговечности и внешнего вида, применяются и бактерицидные свойства меди и ее сплавов.
Процесс расплавки меди в домашних условиях
Процесс литья меди в домашних условиях несложен, но требует тщательной подготовки, планирования и четкого соблюдения временных и температурных параметров.
Начинается он с измельчения проволоки или лома и помещения ее в тигель. Одновременно следует включить муфельную печь на прогрев. Чем лучше будет измельчен металл, тем быстрее и эффективнее пройдут и расплав, и отливка. Важно следить за температурой расплава. При превышении температуры расплав начинает активно поглощать кислород воздуха и окисляться, сто ведет к снижению качества отливок. Чтобы снизить влияние кислорода воздуха, поверхность расплава присыпают толченым активированным углем.
Если муфельная печь недоступна, то тигель можно установить на сварную треногу и нагревать повернутой соплом вверх газовой горелкой.
Важно! Горелка обязательно должна быть надежно закреплена
Можно также сделать печь из шамотных кирпичей и стальной решетки, на которой будет рассыпан уголь. Такую печь необходимо обдувать мощным вентилятором или пылесосом.
После того как металл расплавился, нужно надежно захватить тигель щипцами и извлечь из печи, поставив на огнеупорное основание.
Используя стальной крюк, нужно сдвинуть к стенке образовавшуюся на поверхности расплава пленку из окислов, и, не допуская его остывания, тонкой струйкой вылить в отверстие формы. Если используется выплавляемая форма, следите за тем, чтобы струя наливаемого металла давала возможность для выхода материала модели.
Обязательно дайте отливке полностью остыть перед тем, как будете разбирать форму, очищать и дорабатывать изделие.
Важно! Обязательно использование защитных очков и перчаток с крагами. Не забудьте проверить наличие и работоспособность огнетушителя, пригодного для тушения электроустановок под напряжением.
Пусть ваше литье будет удачным, и медная отливка, изготовленная в домашних условиях, порадует вас и ваших заказчиков!
Литье меди | Медное литье
Производство /
Изделия /
Литейное производство /
Литье меди
Литье меди
Литье меди производится на заводе АВАЛДА по ГОСТ 26645-85. Стандарт устанавливает допуски размеров, формы, расположения и неровностей поверхности, допуски массы и припуски на обработку. Основой способ изготовления — медное центробежное литье с предварительной механической обработкой. Используются следующие сплавы меди М1 — 99,90%, М2- 99,70%, М3 — 99,50%.
Номинальный размер литья меди следует принимать равным номинальному размеру детали для необрабатываемых поверхностей и сумме среднего размера детали и общего припуска на обработку — для обрабатываемых поверхностей. При определении номинальных размеров медного учитывают технологические напуски.
Номинальную массу следует принимать равной массе с номинальными размерами. Способ определения номинальной массы устанавливается с использование технической документации и плотности меди 8940 кг/м3.
Технологические напуски устанавливает изготовитель и указывает в чертежах отливки или детали с указанием размера отливки.
Точность литья меди в целом характеризуют классом размерной точности, степенью коробления, степенью точности поверхностей, классом точности массы.
Обязательному применению подлежат классы размерной точности и точности массы отливки. Использование других показателей точности отливок, а при необходимости и специфические требования к точности литых деталей в зависимости от их назначения и условий эксплуатации, регламентируется в отраслевой нормативно-технической документации.
На чертеже медного литья (или чертеже-детали с нанесенными размерами отливки) следует указывать измерительные базы (базы разметки) и базы первоначальной обработки поверхностей.
Литье меди — химический состав, в процентах
Обозначение марок
Массовая доля элемента
Cu + Ag
Примесей, не более
Bi
Fe
Ni
Zn
Sn
Sb
As
Pb
S
O
P
M1
99,9
0,001
0,005
0,002
0,004
0,002
0,002
0,002
0,005
0,004
0,05
—
M1p
99,9
0,001
0,005
0,002
0,005
0,002
0,002
0,002
0,005
0,005
0,01
0,002 — 0,012
М1ф
99,9
0,001
0,005
0,002
0,005
0,002
0,002
0,002
0,005
0,005
—
0,012 — 0,04
М2р
99,7
0,002
0,05
0,2
—
0,05
0,005
0,01
0,01
0,01
0,01
0,005 — 0,06
М3р
99,5
0,003
0,05
0,2
—
0,05
0,05
0,05
0,03
0,01
0,01
0,005 — 0,06
М2
99,7
0,002
0,05
0,2
—
0,05
0,005
0,01
0,01
0,01
0,07
—
М3
99,5
0,003
0,05
0,2
—
0,05
0,05
0,01
0,05
0,01
0,08
—
В обозначение меди марок M1 и M1p, предназначенной для электротехнической промышленности и подлежащей испытаниям на электропроводность, дополнительно включают букву Е.
Медное литье используется для изготовления деталей для ремонта электрооборудования и изготовление различных изделий с удельным электрическим сопротивлением (физическая единица, характеризующая способность материала препятствовать прохождению электрического тока) 0,01724 — 0,018 Ом*мм2/м.
Медное литье купить по оптовой цене на металлургическом заводе АВАЛДА по телефону или заказать через электронную почту, Online — заказ. Доставка до объекта.
Назад
Втулка медная
М1, М2, М3 по ГОСТ 859-2001
10 вещей, которые нужно знать о литье медных сплавов
Литая медь — универсальный материал с различными сплавами. Металл используется в сантехнике, судовых гребных винтах, водяных крыльчатках электростанций, втулках и втулках подшипников, потому что его легко отливать, он имеет долгую историю успешного использования, легко доступен из множества источников, может достигать различных физических характеристик. и механические свойства и легко поддаются механической обработке, пайке, пайке, полировке или гальваническому покрытию. Согласно Всемирной переписи литейного производства 2018 года, опубликованной журналом Modern Casting, в США на медь приходится примерно 2,8% от общего объема производства литья. Ниже приведены 10 качеств литейных медных сплавов, которые должны знать инженеры-конструкторы.
1. Почти все медные сплавы сохраняют свои механические свойства при низких температурах.
Типичные механические свойства меди включают хорошую коррозионную стойкость, ударную вязкость, превосходную тепло- и электропроводность, а также способность ингибировать рост морских организмов.
2. Все медные сплавы могут быть получены методом литья в песчаные формы.
Другие методы литья, подходящие для медных сплавов, включают центробежное, непрерывное литье, литье в постоянные формы, литье по выплавляемым моделям и литье под давлением. Выбор сплава и метода литья определяет механические и физические свойства, размер сечения, толщину стенки и чистоту поверхности, которых можно достичь.
3. Медные сплавы со свинцом все еще имеют несколько промышленных применений .
Хотя свинцовые сплавы больше не используются в системах питьевой воды, они по-прежнему полезны в других случаях, когда желательны низкий коэффициент трения и износа. Например, оловянные бронзы с высоким содержанием свинца отливаются в подшипники скольжения и имеют более низкую скорость износа, чем сталь.
4. Как класс, литые сплавы на основе меди легко поддаются механической обработке (особенно по сравнению с нержавеющими сталями и титаном, их основными конкурентами по коррозионной стойкости).
Свинцовые сплавы на основе меди легче всего поддаются механической обработке. Эти сплавы легко режут и образуют мелкие фрагментированные стружки, выделяя при этом мало тепла. Далее по степени обрабатываемости следуют сплавы от умеренной до высокой прочности со вторыми фазами в их микроструктуре, такие как неэтилированная желтая латунь, марганцевая бронза, кремниевая латунь и бронза. Эти сплавы образуют короткую, хрупкую, туго закрученную стружку, которая имеет тенденцию распадаться на управляемые сегменты. В то время как чистота поверхности этих сплавов будет хорошей, скорость резания будет ниже, а износ инструмента увеличится. Наиболее трудными для механической обработки сплавами на основе меди являются однофазные сплавы, такие как медь с высокой проводимостью, хромомедь, бериллиево-медь, алюминиевая бронза и медно-никелевый сплав. Их общая тенденция во время обработки состоит в том, чтобы образовывать длинную, волокнистую стружку, которая мешает во время высокоскоростных операций обработки. Кроме того, чистая медь и сплавы с высоким содержанием никеля имеют тенденцию прилипать к поверхности инструмента, ухудшая чистоту поверхности.
5. Обработка после литья может еще больше повысить привлекательность литых медных деталей.
Вторичные этапы, такие как полировка, нанесение покрытия, пайка, пайка твердым припоем и сварка, могут выполняться на литых медных сплавах для улучшения чистоты поверхности и контроля точности.
Как газовольфрамовая дуга, так и газометаллургическая сварка позволяют получать сварные швы рентгеновского качества при ремонте мелких дефектов медных отливок. Также можно использовать дуговую сварку защитным металлом, но этот метод сложнее контролировать. Ацетиленокислородная сварка в основном используется для соединения тонких профилей. Электронно-лучевая сварка обеспечивает точные сварные швы высокого качества как в бескислородной, так и в раскисленной меди.
Как правило, сплавы, содержащие значительное количество свинца, нельзя сваривать, так как свинец остается жидким после затвердевания сварного шва, образуя трещины в полях высоких напряжений. Все литые медные сплавы можно спаивать между собой, а также со сталью, нержавеющей сталью и сплавами на основе никеля. Можно паять даже свинцово-медные сплавы, но условия должны контролироваться.
В качестве присадочных металлов чаще всего используют медно-фосфорные сплавы, припои на основе серебра и медно-цинковые сплавы. Сплавы на основе золота используются в электротехнике, а припои на основе олова – в бытовой сантехнике.
Теплота пайки может привести к некоторой потере прочности термообработанных медных сплавов, но для решения этой проблемы были разработаны специальные методы. При необходимости вся паяная отливка может быть подвергнута термообработке для получения однородной структуры. На коррозионную стойкость сплавов на основе меди пайка не влияет, за исключением особых случаев.
6. Литая медь выпускается в широком ассортименте сплавов, что делает ее подходящим кандидатом для многих применений, в зависимости от расчетных нагрузок и коррозионной активности окружающей среды.
7. Проектирование литых медных сплавов требует тщательного планирования толстых и тонких профилей.
Следует избегать использования обоих, но когда оба необходимы, более толстая часть всегда должна смешиваться или постепенно сужаться к более тонкой. Преобразование толстого сечения в тонкое становится еще более серьезной проблемой для сплавов на основе меди с широким диапазоном замерзания, таких как красная латунь, оловянная бронза и, в некоторой степени, сплавов со средним диапазоном замерзания, таких как желтая латунь. Эти сплавы, на долю которых приходится самый высокий уровень производства литья, затвердевают ненаправленно. Хотя правильное поднятие помогает бороться с этим, оно не имеет такого же эффекта, как направленное затвердевание.
Чтобы противодействовать проблемам затвердевания медных сплавов с широким диапазоном замерзания, литейщики используют отбели и сердечники из хромитового и циркониевого песка, чтобы способствовать надлежащему затвердеванию. Охлаждение этих секций может быть более эффективным, чем использование стояка, хотя каждый из этих инструментов увеличивает стоимость готовой отливки.
8. По возможности следует избегать пересечений L, T и X.
Если нельзя избежать Т-образных сечений, неблагоприятные последствия можно свести к минимуму, задав большие радиусы на углах и сделав плечи неравной по толщине. Кроме того, «ямочка» (небольшой выступ в верхней части Т-образного пересечения) может помочь уменьшить серьезность горячих точек. Х-образные пересечения оказывают особенно неблагоприятное воздействие на медные отливки. Однако их почти всегда можно избежать, например, преобразовав перекресток X в два смещенных Т-образных сечения.
9. Затраты сопоставимы с другими металлами благодаря высокой производительности, низким затратам на механическую обработку и небольшим требованиям к поверхностным покрытиям, таким как краска. CS
Нажмите здесь, чтобы просмотреть эту статью в цифровом издании Casting Source.
60 Centuries of Copper: Ancient Casting Practice
Большинство уцелевших реликвий ранней работы с медью отлиты, искусство, которое египтяне быстро довели до высокого уровня совершенства. Отлить медь труднее, чем бронзу; но как только они научились преднамеренно сплавлять металл с оловом, а часто и с небольшим количеством свинца, операция стала намного легче. Течение расплава улучшилось, и после этого не было предела их изобретательности. В связи с этим следует помнить, что многочисленные останки, которыми сегодня обладает мир, являются лишь частью того, что когда-то существовало в Египте, а остальное было украдено или переплавлено и переплавлено в другие формы.
Поскольку лепка и обжиг глины в полезные и красивые предметы были одним из самых ранних открытий человека и действительно, можно сказать, почти естественным образом пришли к человеческим пальцам, глиняные формы, вероятно, использовались для самых ранних металлических отливок; известно также несколько деревянных. Открытые формы, без сомнения, появились первыми; но поскольку они могут производить изделия, плоские только с одной стороны, вскоре после этого должно было появиться использование закрытых форм. Для успешного литья меди требуются особые меры предосторожности, так как при этом могут выделяться сернистые газы; расплавленная медь также имеет тенденцию поглощать кислород, что может привести к некачественному литью. Поэтому необходимы специальные отверстия или стояки в кристаллизаторе как для заливки металла, так и для выхода грязи и газов. Однако древний медник хорошо знал об этих трудностях и преуспел в их преодолении.
Когда добавляется немного олова или свинца, даже случайное количество вроде 1%, изготовление качественных отливок становится намного легче; и это, должно быть, ускорило развитие бронзы как определенного сплава. В конце концов их методы стали настолько изощренными, что из этого металла отливали почти невероятно тонкие, но все же совершенные чаши. С самого начала были приобретены большие навыки изготовления двойных каменных форм, что позволяло повторять работу. Однако отливки из песка, похоже, были менее распространены. (3)
В результате того или иного из этих процессов возникли всевозможные вещи — посохи, топоры, чаши, инструменты многих видов, оружие, кельты, статуэтки, большие вазы и священные сосуды.
Египтянам обычно приписывают изобретение выплавляемого воска или cire perdue метода литья металла. Об этом знали и в Китае, но, по-видимому, гораздо позже. А. Лукас (4) описывает процесс:
‘Сделана модель из пчелиного воска отливаемого предмета. Он был покрыт подходящим материалом для формирования формы, вероятно, глиной или глиняной смесью, и засыпан песком или землей, которые действовали просто как опора. Затем отверстие нагревали, и воск плавился и либо сгорал, либо вытекал через отверстие или отверстия, предназначенные для приема расплавленного металла; форма стала твердой и жесткой и готова к использованию. Затем заливали расплавленный металл и давали ему остыть, после чего форму разбивали, а изделию долотом придавали необходимые завершающие штрихи».
Cire perdue предоставила цельные отливки, на которых можно было выполнить большую утонченность орнамента или деталей. Также были сделаны полые отливки: для них требовался какой-то сердечник, который удерживался на месте без опоры, с помощью проволоки или других устройств.
Другой метод литья, идеально подходящий для повторяющихся работ, заключался в формовании глины вокруг изделия с последующим удалением покрытия по частям. Затем они были покрыты тонким слоем воска и тщательно собраны. Заливали горячий воск и форму вращали до получения требуемой толщины затвердевшего воска на внутренних стенках. После удаления формы осталась полная восковая модель, которую затем можно было залить подходящим формовочным материалом для обработки, как описано ранее. Необходимые вентиляционные отверстия и направляющие для металла были вылеплены из воска, а дополнительный орнамент часто наносился с помощью штампов.
Легирующие элементы. Легирующие элементы стали. Влияние легирующих элементов. Назначение легирующих элементов. Хромансиль.
Легирующие элементы – химические элементы, специально вводимые в сталь для получения заданных свойств. Улучшают механические, физические и химические свойства основного материала.
Основным легирующим элементом является хром(0,8…1,2)%. Он повышает прокаливаемость, способствует получению высокой и равномерной твердости стали. Порог хладоломкости хромистых сталей — (0…-100)oС.
Влияние углерода на сталь. Влияние углерода на свойства стали. Влияние примесей на свойства. Влияние примесей на свойства сталей. Красноломкость. Флокены.
Дополнительные легирующие элементы:
Бор — 0.003%. Увеличивает прокаливаемость, а такхе повышает порог хладоломкости (+20…-60 oС.
Марганец – увеличивает прокаливаемость, однако содействует росту зерна, и повышает порог хладоломкости до (+40…-60)oС.
Титан (см. Титан и его сплавы) (~0,1%) вводят для измельчения зерна в хромомарганцевой стали.
Введение молибдена(0,15…0,46%) в хромистые стали увеличивает прокаливаемость, снижает порог хладоломкости до –20…-120oС. Молибден увеличивает статическую, динамическую и усталостную прочность стали, устраняет склонность к внутреннему окислению. Кроме того, молибден снижает склонность к отпускной хрупкости сталей, содержащих никель.
Ванадий в количестве (0. 1…0.3) % в хромистых сталях измельчает зерно и повышает прочность и вязкость.
Введение в хромистые стали никеля, значительно повышает прочность и прокаливаемость, понижает порог хладоломкости, но при этом повышает склонность к отпускной хрупкости (этот недостаток компенсируется введением в сталь молибдена). Хромоникелевые стали, обладают наилучшим комплексом свойств. Однако никель является дефицитным, и применение таких сталей ограничено.Значительное количество никеля можно заменить медью, это не приводит к снижению вязкости.
При легировании хромомарганцевых сталей кремнием получают, стали – хромансиль(20ХГС, 30ХГСА). Стали обладают хорошим сочетанием прочности и вязкости, хорошо свариваются, штампуются и обрабатываются резанием.Кремний повышает ударную вязкость и температурный запас вязкости.
Добавка свинца, кальция – улучшает обрабатываемость резанием. Применение упрочнения термической обработки улучшает комплекс механических свойств.
Усталостная прочность. Предел выносливости. Живучесть материалов. Ударная вязкость. Определение ударной вязкости. Испытания на ударную вязкость.
Распределение легирующих элементов в стали.
Легирующие элементы растворяются в основных фазах железоуглеродистых сплавов ( феррит, аустенит, цементит), или образуют специальные карбиды. Растворение легирующих элементов в Feα происходит в результате замещения атомов железа атомами этих элементов. Эти атомы создают в решетке напряжения, которые вызывают изменение ее периода. Изменение размеров решетки вызывает изменение свойств феррита – прочность повышается, пластичность уменьшается. Хром, молибден и вольфрам упрочняют меньше, чем никель, кремний и марганец. Молибден и вольфрам, а также кремний и марганец в определенных количествах, снижают вязкость.
В сталях карбиды образуются металлами, расположенными в таблице Менделеева левее железа (хром, ванадий, титан), которые имеют менее достроенную d – электронную полосу.
В процессе карбидообразования углерод отдает свои валентные электроны на заполнение d – электронной полосы атома металла, тогда как у металла валентные электроны образуют металлическую связь, обуславливающую металлические свойства карбидов.
При соотношении атомных радиусов углерода и металла более 0,59 образуются типичные химические соединения: Fe3C, Mn3C, Cr23C6, Cr7C3, Fe3W3C – которые имеют сложную кристаллическую решетку и при нагреве растворяются в аустените.
При соотношении атомных радиусов углерода и металла менее 0,59 образуются фазы внедрения: Mo2C, WC, VC, TiC, TaC, W2C – которые имеют простую кристаллическую решетку и трудно растворяются в аустените.
Все карбиды обладают высокой твердостью и температурой плавления.
Как примеси и легирующие элементы влияют на свойства сталей
Характеристики углеродистых сталей далеко не всегда соответствуют требованиям, которые предъявляют к материалам различные отрасли промышленности. Чтобы откорректировать их свойства, используют легирование.
Чем отличаются легирующие элементы от примесей
В углеродистых сталях, помимо основных элементов – железа и углерода, есть и другие: марганец, сера, фосфор, кремний, водород и прочие. Их считают примесями и делят на несколько групп:
К постоянным относят серу, фосфор, марганец и кремний. Они всегда содержатся в стали в небольших количествах, попадая в нее из чугуна или используясь в качестве раскислителей.
К скрытым относят водород, кислород и азот. Они тоже присутствуют в любой стали, попадая в нее при выплавке.
К случайным относят медь, мышьяк, свинец, цинк, олово и прочие элементы. Они попадают в сталь из шихтовых материалов и считаются особенностью руды.
Для каждой из перечисленных примесей характерно определенное процентное содержание. Так, марганца в стали, как правило, не более 0,8 %, кремния – не более 0,4 %, фосфора – не более 0,025 %, серы – не более 0,05 %. Если обычного содержания некоторых элементов недостаточно, для получения сталей с нужными свойствами в них дополнительно вносят в определенных количествах специальные примеси, которые называют легирующими добавками.
Химический состав стали, формируемый в процессе выплавки, напрямую влияет на ее механические свойства
Как примеси влияют на свойства сталей
Примеси оказывают разное влияние на характеристики сталей:
Углерод (С) повышает твердость, прочность и упругость сталей, но снижает их пластичность.
Кремний (Si) при содержании в стали до 0,4 % и марганец при содержании до 0,8 % не оказывают заметного влияния на свойства.
Фосфор (P) увеличивает прочность и коррозионную стойкость сталей, но снижает их пластичность и вязкость.
Сера (S) повышает хрупкость сталей при высоких температурах, снижает их прочность, пластичность, свариваемость и коррозионную стойкость.
Азот (N2) и кислород (O2) уменьшают вязкость и пластичность сталей.
Водород (H2) повышает хрупкость сталей.
Как легирующие элементы влияют на свойства сталей
Легирующие добавки вводят в стали для изменения их характеристик:
Хром (Cr) повышает твердость, прочность, ударную вязкость, коррозионную стойкость, электросопротивление сталей, одновременно уменьшая их коэффициент линейного расширения и пластичность.
Вольфрам (W) повышает твердость и прокаливаемость сталей.
Молибден (Mo) увеличивает упругость, коррозионную стойкость, сопротивляемость сталей растягивающим нагрузкам и улучшает их прокаливаемость.
Ванадий (V) повышает прочность, твердость и плотность сталей.
Кремний (Si) увеличивает прочность, упругость, электросопротивление, жаростойкость и твердость сталей.
Марганец (Mn) повышает твердость, износоустойчивость, ударную прочность и прокаливаемость сталей.
Кобальт (Co) увеличивает ударную прочность, жаропрочность и улучшает магнитные свойства сталей.
Алюминий (Al) повышает жаростойкость и стойкость сталей к образованию окалины.
Титан (Ti) увеличивает прочность, коррозионную стойкость и улучшает обрабатываемость сталей.
Ниобий (Nb) повышает коррозионную стойкость и устойчивость сталей к воздействию кислот.
Медь (Cu) увеличивает коррозионную стойкость и пластичность сталей.
Церий (Ce) повышает пластичность и прочность сталей.
Неодим (Nd), цезий (Cs) и лантан (La) снижают пористость сталей и улучшают качество поверхности.
Виды легированных сталей
В зависимости от содержания легирующих элементов, стали делят на три вида:
Если легирующих элементов менее 2,5 %, стали относят к низколегированным.
При их содержании от 2,5 до 10 % стали считаются среднелегированными.
Если легирующих элементов более 10 %, стали относят к высоколегированным.
Заключение
Примеси неизбежно присутствуют в сталях, но ряд из них являются вредными (к ним относятся скрытые примеси), поэтому их содержание стараются минимизировать. Легирующие элементы добавляют в стали целенаправленно для улучшения их свойств или получения специфических характеристик.
У нас вы найдете широкий ассортимент металлопроката по доступным ценам. Требуется консультация? Напишите на почту [email protected] или позвоните – наши менеджеры ответят на все вопросы.
Наиболее распространенные легирующие элементы в стали
По определению, сталь представляет собой комбинацию железа и углерода. Сталь легируют различными элементами для улучшения физических свойств и придания особых свойств, таких как устойчивость к коррозии или нагреву. Конкретные эффекты добавления таких элементов описаны ниже:
Углерод (C)
Наиболее важный компонент стали. Повышает прочность на растяжение, твердость и устойчивость к износу и истиранию. Это снижает пластичность, ударную вязкость и обрабатываемость.
Хром (CR)
Повышает прочность на растяжение, твердость, прокаливаемость, ударную вязкость, сопротивление износу и истиранию, сопротивление коррозии и образованию накипи при повышенных температурах.
Кобальт (CO)
Повышает прочность и твердость, допускает более высокие температуры закалки и увеличивает красноту твердости быстрорежущей стали. Он также усиливает индивидуальные эффекты других основных элементов в более сложных сталях.
Колумбий (CB)
Используется в качестве стабилизирующих элементов в нержавеющих сталях. Каждый из них имеет высокое сродство к углероду и образует карбиды, равномерно распределенные по стали. Таким образом, предотвращается локализованное выделение карбидов на границах зерен.
Медь (CU)
В значительных количествах вредна для горячедеформированных сталей. Медь отрицательно влияет на кузнечную сварку, но не оказывает серьезного влияния на дуговую или кислородно-ацетиленовую сварку. Медь может ухудшить качество поверхности. Медь полезна для устойчивости к атмосферной коррозии, когда присутствует в количествах, превышающих 0,20%. Продаются атмосферостойкие стали с содержанием меди более 0,20%.
Марганец (MN)
Раскислитель и дегазатор, вступает в реакцию с серой для улучшения ковкости. Повышает прочность на растяжение, твердость, прокаливаемость и износостойкость. Уменьшает склонность к масштабированию и искажениям. Это увеличивает скорость проникновения углерода при науглероживании.
Молибден (MO)
Повышает прочность, твердость, прокаливаемость и ударную вязкость, а также сопротивление ползучести и прочность при повышенных температурах. Улучшает обрабатываемость и стойкость к коррозии, усиливает воздействие других легирующих элементов. В жаропрочных сталях и быстрорежущих сталях повышает краснотвердость.
Никель (NI)
Увеличивает прочность и твердость без ущерба для пластичности и ударной вязкости. Он также повышает устойчивость к коррозии и образованию накипи при повышенных температурах при введении в подходящих количествах в высокохромистые (нержавеющие) стали.
Фосфор (P)
Увеличивает прочность и твердость и улучшает обрабатываемость. Однако он придает стали заметную хрупкость или хладноломкость.
Кремний (SI)
Раскислитель и дегазатор. Повышает предел прочности при растяжении и текучести, твердость, ковкость и магнитную проницаемость.
Сера (S)
Улучшает обрабатываемость сталей для автоматической обработки, но без достаточного количества марганца вызывает хрупкость при красном калении. Это снижает свариваемость, ударную вязкость и пластичность.
Тантал (TA)
Используется в качестве стабилизирующих элементов в нержавеющих сталях. Каждый из них имеет высокое сродство к углероду и образует карбиды, равномерно распределенные по стали. Таким образом, предотвращается локализованное выделение карбидов на границах зерен.
Титан (TI)
Используется в качестве стабилизирующих элементов в нержавеющих сталях. Каждый из них имеет высокое сродство к углероду и образует карбиды, равномерно распределенные по стали. Таким образом, предотвращается локализованное выделение карбидов на границах зерен.
Вольфрам (W)
Повышает прочность, износостойкость, твердость и ударную вязкость. Вольфрамовые стали имеют превосходную горячую обработку и более высокую эффективность резания при повышенных температурах.
Ванадий (V)
Повышает прочность, твердость, износостойкость и устойчивость к ударным воздействиям. Замедляет рост зерна, допуская более высокие температуры закалки. Он также повышает твердость высокоскоростных металлорежущих инструментов.
Данные являются типичными и не должны рассматриваться как фактические значения для какой-либо категории.
Применение и техническая информация требуют от инженеров и разработчиков инструмента независимого суждения.
Легирующие элементы – SSINA
Металлы редко используются в чистом виде. Легирующие элементы добавляются для изменения их свойств. Нержавеющие стали — это сплавы на основе железа, которые соответствуют определению ASTM A941 для этого семейства сплавов, в частности стали, которые соответствуют спецификации, требующей минимального содержания хрома в процентах по массе 10,5 и максимального содержания углерода 1,20.
Существует более 150 различных нержавеющих сталей с уникальными комбинациями легирующих элементов. Эти легирующие добавки улучшают коррозионную стойкость в различных условиях эксплуатации и определяют уровень прочности, формуемость, обрабатываемость и другие желательные характеристики.
Углерод всегда присутствует в нержавеющей стали. Ключевое значение имеет количество углерода. Во всех категориях, кроме мартенситной, уровень остается довольно низким. В мартенситном классе уровень преднамеренно повышен для получения высокой прочности и твердости. Термическая обработка путем нагревания до высокой температуры, закалки и последующего отпуска приводит к образованию мартенситной фазы.
Углерод может влиять на коррозионную стойкость. Если позволить углероду соединиться с хромом (с образованием карбидов хрома), это может отрицательно сказаться на способности к формированию «пассивного» слоя. Если на отдельных участках содержание хрома уменьшится ниже 10,5%, слой не образуется.
Хром является высокореактивным элементом и объясняет «пассивный» характер всех нержавеющих сталей. Устойчивость к химическому воздействию коррозии и типичному «ржавлению» (окислению), которое происходит с незащищенной углеродистой сталью, является прямым результатом присутствия хрома. Как только композиция содержит не менее 10,5% хрома, мгновенно образуется прочная и нерастворимая поверхностная пленка, которая предотвращает дальнейшую диффузию кислорода на поверхность и предотвращает окисление железа в матрице. Чем выше уровень хрома, тем выше защита.
Никель является основным связующим элементом в марках нержавеющей стали серии 300. Присутствие никеля приводит к образованию «аустенитной» структуры, которая придает этим маркам стали прочность, пластичность и ударную вязкость даже при криогенных температурах. Это также делает материал немагнитным. Хотя роль никеля не оказывает прямого влияния на развитие «пассивного» поверхностного слоя, она приводит к значительному повышению устойчивости к кислотному воздействию, особенно к серной кислоте.
Добавление молибдена в матрицу Cr-Fe-Ni повышает устойчивость к локальному точечному воздействию и лучшую стойкость к щелевой коррозии (особенно в ферритных марках Cr-Fe). Он помогает противостоять пагубному воздействию хлоридов (316 с 2% молибдена предпочтительнее, чем 304, в прибрежных и противообледенительных условиях). Чем выше содержание молибдена (существуют нержавеющие стали с содержанием молибдена 6%), тем выше устойчивость к более высоким уровням хлоридов.
Обычно марганец добавляют в нержавеющие стали для облегчения раскисления во время плавки и для предотвращения образования включений сульфида железа, которые могут вызвать проблемы с горячим растрескиванием. Он также является «аустенитным» стабилизатором и при добавлении в более высоких количествах (от 4 до 15%) заменяет часть никеля в марках нержавеющей стали серии 200.
Небольшие количества кремния и меди обычно добавляют в аустенитные нержавеющие стали, содержащие молибден, для улучшения коррозионной стойкости к серной кислоте. Кремний также улучшает стойкость к окислению и является стабилизатором «феррита». В «аустенитных нержавеющих сталях высокое содержание кремния улучшает стойкость к окислению, а также предотвращает науглероживание при повышенных температурах (примерами являются 309 и 310).
Добавки ниобия предотвращают межкристаллитную коррозию, особенно в околошовной зоне после сварки. Ниобий помогает предотвратить образование карбидов хрома, которые могут лишить микроструктуру необходимого количества хрома для пассивации. В «ферритных» нержавеющих сталях добавление ниобия является эффективным способом повышения сопротивления термической усталости.
Титан является основным элементом, используемым для стабилизации нержавеющей стали перед использованием сосудов для аргонно-кислородного обезуглероживания. Когда нержавеющая сталь плавится на воздухе, трудно снизить уровень углерода. 302, наиболее распространенному сорту до AOD, разрешалось иметь максимальный уровень углерода 0,15%). На таком высоком уровне требовалось что-то для стабилизации углерода, и титан был наиболее распространенным способом. Титан будет реагировать с углеродом с образованием карбидов титана и предотвращать образование карбидов хрома, что может повлиять на формирование «пассивного» слоя. Сегодня вся нержавеющая сталь обрабатывается в сосуде AOD, а уровень углерода, как правило, низкий из-за отсутствия кислорода. На сегодняшний день наиболее распространен сорт 304 (с максимальным содержанием углерода 0,08, хотя на самом деле уровни ниже).
Содержание серы обычно поддерживается на низком уровне, поскольку она может образовывать сульфидные включения. Он используется для улучшения обрабатываемости (где эти включения действуют как «стружколомы»). Однако добавление серы снижает стойкость к точечной коррозии.
Элемент
Воздействие на нержавеющую сталь
Хром
Образует с кислородом пассивную пленку, препятствующую дальнейшей диффузии кислорода на поверхность. Состав должен содержать не менее 10,5%, чтобы быть нержавеющей сталью.
Никель
Повышает пластичность и прочность. Повышение коррозионной стойкости к кислотам. Аддитон создает немагнитную структуру.
Молибден
Повышает стойкость к точечной и щелевой коррозии. Повышение устойчивости к хлоридам.
Медь
Повышение коррозионной стойкости к серной кислоте.
Марганец
Заменитель никеля (серия 200).
Титин/ниобий
Связывает углерод и предотвращает межкристаллитную коррозию в зоне сварки ферритных марок.
Азот
Повышение прочности и коррозионной стойкости аустенитных и дуплексных марок.
Силикон
Повышает устойчивость к образованию накипи при высоких температурах.
Сера
Обычно поддерживается низкая цена для сортов, пригодных для свободной обработки.
Как припаять без паяльника и электричества или метод холодной пайки
Холодная пайка — это ценный навык. Есть много ситуаций, когда возможность ремонта или модификации электроники действительно может спасти ваш день. Но большинство людей не носят с собой паяльник и даже если у вас есть паяльник, то может не быть доступа к электричеству. Как припаять без паяльника?
Итак, сегодня я собираюсь показать вам, как запаять, используя объекты и приспособления, которые находятся рядом с вами (и немного припоя).
Шаг 1: Посмотрите видео
Посмотрите видео, в котором отражен этот проект.
Шаг 2: Обязательное предупреждение о мерах безопасности
Этот проект предполагает работу с открытым огнем. Поэтому обязательно примите все необходимые меры безопасности. Всегда внимательно следите за огнем и никогда не оставляйте его без присмотра. Держите рядом ответственного взрослого со средствами пожаротушения. Приложите все усилия, чтобы держать огонь вдали от легковоспламеняющихся предметов. Избегайте свободной одежды и волос. Будьте осторожны, чтобы не обжечься, особенно при работе с объектами, которые находятся в огне или нагреты на огне. По возможности носите огнестойкие перчатки. Я не несу ответственности, если вы сожжете что-либо или получите ожог.
Шаг 3: Найдите источник жара
Первое, что вам нужно, это соответствующий источник тепла. У вас есть много доступных вариантов. Вы можете использовать все, что способно нагреть кусок металла до температуры плавления вашего припоя (между 200°C и 370°C).
Бутановые зажигалки работают в этом плане лучше всего, но вы также можете использовать свечи, масляные лампы, спиртовые горелки или даже открытые костры.
Шаг 4: Пайка напрямую разогретых проводов
Показать еще 4 изображения
Самый простой вид пайки — это просто соединить два провода вместе. Это можно сделать, нагревая провода напрямую без паяльника.
Возьмите два провода и снимите изоляцию с их концов. Вам нужно снять около 2-3 см изоляции, а затем плотно скрутить провода.
Чтобы спаять провода, мы будем нагревать их концы и наносить припой на противоположную сторону открытой части (см. фото). Не пытайтесь наносить припой на нагретую область, потому что сажа и другие химические остатки могут накапливаться на этой области и мешать правильному прилипанию припоя.
Возьмите свой источник тепла (желательно свечу или зажигалку) и используйте его, чтобы нагреть концы проводов. Подождите около 20 секунд, пока провода не нагреются. Затем медленно нанесите припой на другую сторону оголенного участка провода.
Если припой не плавится, дайте проводам нагреться еще немного. Вам нужно, чтобы провода были достаточно горячими, чтобы правильно паять припой, в противном случае вы можете получить холодное соединение.
Как только у вас будет хорошее спаяное соединение, отрежьте непаянный участок оголенных проводов. Таким образом у вас останется лишь короткий спаяный участок соединения. По возможности также рекомендуется изолировать любые соединения с помощью термоусадочной трубки или изоленты.
Шаг 5: Найдите любой ненужный кусок метала, чтобы использовать его как паяльник
При пайке на печатной плате, вы не можете нагреть её напрямую открытым пламенем. Поэтому вам нужно использовать что-то в качестве паяльника. Вы можете найти для этого подходящий кусок металла.
Сталь — хороший материал для этих целей. Она сильна, хорошо сохраняет тепло и очень распространена. Таким образом, вы можете довольно легко найти сталь практически повсюду. Медь тоже подойдёт, но она остывает намного быстрее, чем сталь. Поэтому, если вы используете медь, вам нужно будет работать быстро.
Вот несколько примеров того, что может подойти:
стальная проволока (не менее 14 калибра)
гвозди
отвертка
болты
биты для мультитула
арматура
Чем толще объект, тем больше тепла потребуется для его нагрева до соответствующей температуры. Поэтому для небольших источников тепла, таких как свечи и зажигалки, используйте более тонкие паяльники. Для более крупных источников тепла, вы можете использовать большие паяльники.
Шаг 6: Создание паяльника для использования с небольшими источниками тепла, такими как свечи и зажигалки
Показать еще 7 изображений
При работе с небольшими источниками тепла, такими как зажигалки и свечи, необходимо использовать небольшой паяльник. Идеальный материал для этого — стальная проволока 14 калибра. Она достаточно мала, чтобы быстро нагреваться, но достаточно велика, чтобы достаточно долго удерживать тепло для пайки. Также очень легко согнуть проволоку в любую форму, с которой вам удобно работать. Но если вы не можете найти стальную проволоку, вы можете использовать гвозди и отвертки соответствующего размера.
Я согнул конец провода. Это фактически удвоило толщину наконечника паяльника. Затем я согнул конец провода под углом 90 градусов. Форма буквы «L» облегчает попадание пламени под кончик.
В большинстве случаев вы, вероятно, будете держать паяльник отдельно от источника тепла. Однако в случае с кухонной зажигалкой можно легко прикрепить провод к концу этой зажигалки. Все, что вам нужно сделать, это обернуть проволоку вокруг металлической шейки зажигалки и расположить наконечник паяльника над пламенем.
При использовании паяльного инструмента вам нужно нагреть участок металла на расстоянии около 2 см от его конца. Это оставляет другой конец инструмента чистым и свободным от окисления или химических остатков.
Дайте металлу нагреться в течение 10-20 секунд. Затем быстро переместите его на компоненты, которые вы хотите паять. Обычно у вас будет достаточно времени для пайки одного соединения. Затем поместите инструмент обратно на пламя и дайте ему снова нагреться.
Шаг 7: Создание паяльника для использования с большими источниками тепла, такими как открытый огонь
Показать еще 5 изображений
Если вы работаете с большим источником тепла, таким как камин или костер, то вам нужно подойти к процессу немного по-другому. Прежде всего, вам нужно будет принять дополнительные меры предосторожности. Носите огнестойкие перчатки и, когда это возможно, при работе с нагретым паяльным инструментом используйте металлические щипцы или плоскогубцы.
Дровяной огонь намного жарче, чем свеча или зажигалка. Поэтому вам понадобится инструмент, который позволит работать на безопасном расстоянии. Для этого вы можете использовать длинную проволоку или прикрепить паяльник к концу негорючего стержня, такого как кусок стальной арматуры.
Открытый огонь дает гораздо больше тепла, чем зажигалка, но его гораздо сложнее контролировать. Так что вы, вероятно, захотите, чтобы ваш паяльник был сделан из более толстого металла. Это поможет паяльнику уловить и сохранить больше тепла. Если вы используете проволоку в качестве инструмента для пайки, вы можете сделать наконечник толще, сложив конец проволоки в несколько раз.
Как и где вы нагреваете инструмент для пайки, зависит от того, с каким огнем вы работаете. Горячие угли, как правило, будут более устойчивым источником тепла, чем пляшущее пламя, но для нагрева вашего паяльного инструмента вам понадобится много горячих углей. Возможно, вам придется использовать метод проб и ошибок, пока вы не почувствуете, как всё работает. Чтобы облегчить себе жизнь, начните с большего огня. Это даст вам больший и более долгоиграющий пласт угля.
После того, как вы нагрели инструмент, быстро переместите его к объекту, который вы хотите паять. Когда инструмент для пайки больше не сможет расплавить припой, верните его обратно в огонь и разогрейте.
Шаг 8: Используйте ваши навыки, чтобы сохранить своё время
Теперь у вас есть знания и навыки, которые позволят вам паять где угодно. Они действительно могут вам пригодиться в чрезвычайной ситуации. Так что начните включать небольшое количество припоя в свои наборы для выживания и аварийные наборы.
Как припаять без паяльника и электричества или метод холодной пайки
Холодная пайка — это ценный навык. Есть много ситуаций, когда возможность ремонта или модификации электроники действительно может спасти ваш день. Но большинство людей не носят с собой паяльник и даже если у вас есть паяльник, то может не быть доступа к электричеству. Как припаять без паяльника?
Итак, сегодня я собираюсь показать вам, как запаять, используя объекты и приспособления, которые находятся рядом с вами (и немного припоя).
Шаг 1: Посмотрите видео
Посмотрите видео, в котором отражен этот проект.
Шаг 2: Обязательное предупреждение о мерах безопасности
Этот проект предполагает работу с открытым огнем. Поэтому обязательно примите все необходимые меры безопасности. Всегда внимательно следите за огнем и никогда не оставляйте его без присмотра. Держите рядом ответственного взрослого со средствами пожаротушения. Приложите все усилия, чтобы держать огонь вдали от легковоспламеняющихся предметов. Избегайте свободной одежды и волос. Будьте осторожны, чтобы не обжечься, особенно при работе с объектами, которые находятся в огне или нагреты на огне. По возможности носите огнестойкие перчатки. Я не несу ответственности, если вы сожжете что-либо или получите ожог.
Шаг 3: Найдите источник жара
Первое, что вам нужно, это соответствующий источник тепла. У вас есть много доступных вариантов. Вы можете использовать все, что способно нагреть кусок металла до температуры плавления вашего припоя (между 200°C и 370°C).
Бутановые зажигалки работают в этом плане лучше всего, но вы также можете использовать свечи, масляные лампы, спиртовые горелки или даже открытые костры.
Шаг 4: Пайка напрямую разогретых проводов
Показать еще 4 изображения
Самый простой вид пайки — это просто соединить два провода вместе. Это можно сделать, нагревая провода напрямую без паяльника.
Возьмите два провода и снимите изоляцию с их концов. Вам нужно снять около 2-3 см изоляции, а затем плотно скрутить провода.
Чтобы спаять провода, мы будем нагревать их концы и наносить припой на противоположную сторону открытой части (см. фото). Не пытайтесь наносить припой на нагретую область, потому что сажа и другие химические остатки могут накапливаться на этой области и мешать правильному прилипанию припоя.
Возьмите свой источник тепла (желательно свечу или зажигалку) и используйте его, чтобы нагреть концы проводов. Подождите около 20 секунд, пока провода не нагреются. Затем медленно нанесите припой на другую сторону оголенного участка провода.
Если припой не плавится, дайте проводам нагреться еще немного. Вам нужно, чтобы провода были достаточно горячими, чтобы правильно паять припой, в противном случае вы можете получить холодное соединение.
Как только у вас будет хорошее спаяное соединение, отрежьте непаянный участок оголенных проводов. Таким образом у вас останется лишь короткий спаяный участок соединения. По возможности также рекомендуется изолировать любые соединения с помощью термоусадочной трубки или изоленты.
Шаг 5: Найдите любой ненужный кусок метала, чтобы использовать его как паяльник
При пайке на печатной плате, вы не можете нагреть её напрямую открытым пламенем. Поэтому вам нужно использовать что-то в качестве паяльника. Вы можете найти для этого подходящий кусок металла.
Сталь — хороший материал для этих целей. Она сильна, хорошо сохраняет тепло и очень распространена. Таким образом, вы можете довольно легко найти сталь практически повсюду. Медь тоже подойдёт, но она остывает намного быстрее, чем сталь. Поэтому, если вы используете медь, вам нужно будет работать быстро.
Вот несколько примеров того, что может подойти:
стальная проволока (не менее 14 калибра)
гвозди
отвертка
болты
биты для мультитула
арматура
Чем толще объект, тем больше тепла потребуется для его нагрева до соответствующей температуры. Поэтому для небольших источников тепла, таких как свечи и зажигалки, используйте более тонкие паяльники. Для более крупных источников тепла, вы можете использовать большие паяльники.
Шаг 6: Создание паяльника для использования с небольшими источниками тепла, такими как свечи и зажигалки
Показать еще 7 изображений
При работе с небольшими источниками тепла, такими как зажигалки и свечи, необходимо использовать небольшой паяльник. Идеальный материал для этого — стальная проволока 14 калибра. Она достаточно мала, чтобы быстро нагреваться, но достаточно велика, чтобы достаточно долго удерживать тепло для пайки. Также очень легко согнуть проволоку в любую форму, с которой вам удобно работать. Но если вы не можете найти стальную проволоку, вы можете использовать гвозди и отвертки соответствующего размера.
Я согнул конец провода. Это фактически удвоило толщину наконечника паяльника. Затем я согнул конец провода под углом 90 градусов. Форма буквы «L» облегчает попадание пламени под кончик.
В большинстве случаев вы, вероятно, будете держать паяльник отдельно от источника тепла. Однако в случае с кухонной зажигалкой можно легко прикрепить провод к концу этой зажигалки. Все, что вам нужно сделать, это обернуть проволоку вокруг металлической шейки зажигалки и расположить наконечник паяльника над пламенем.
При использовании паяльного инструмента вам нужно нагреть участок металла на расстоянии около 2 см от его конца. Это оставляет другой конец инструмента чистым и свободным от окисления или химических остатков.
Дайте металлу нагреться в течение 10-20 секунд. Затем быстро переместите его на компоненты, которые вы хотите паять. Обычно у вас будет достаточно времени для пайки одного соединения. Затем поместите инструмент обратно на пламя и дайте ему снова нагреться.
Шаг 7: Создание паяльника для использования с большими источниками тепла, такими как открытый огонь
Показать еще 5 изображений
Если вы работаете с большим источником тепла, таким как камин или костер, то вам нужно подойти к процессу немного по-другому. Прежде всего, вам нужно будет принять дополнительные меры предосторожности. Носите огнестойкие перчатки и, когда это возможно, при работе с нагретым паяльным инструментом используйте металлические щипцы или плоскогубцы.
Дровяной огонь намного жарче, чем свеча или зажигалка. Поэтому вам понадобится инструмент, который позволит работать на безопасном расстоянии. Для этого вы можете использовать длинную проволоку или прикрепить паяльник к концу негорючего стержня, такого как кусок стальной арматуры.
Открытый огонь дает гораздо больше тепла, чем зажигалка, но его гораздо сложнее контролировать. Так что вы, вероятно, захотите, чтобы ваш паяльник был сделан из более толстого металла. Это поможет паяльнику уловить и сохранить больше тепла. Если вы используете проволоку в качестве инструмента для пайки, вы можете сделать наконечник толще, сложив конец проволоки в несколько раз.
Как и где вы нагреваете инструмент для пайки, зависит от того, с каким огнем вы работаете. Горячие угли, как правило, будут более устойчивым источником тепла, чем пляшущее пламя, но для нагрева вашего паяльного инструмента вам понадобится много горячих углей. Возможно, вам придется использовать метод проб и ошибок, пока вы не почувствуете, как всё работает. Чтобы облегчить себе жизнь, начните с большего огня. Это даст вам больший и более долгоиграющий пласт угля.
После того, как вы нагрели инструмент, быстро переместите его к объекту, который вы хотите паять. Когда инструмент для пайки больше не сможет расплавить припой, верните его обратно в огонь и разогрейте.
Шаг 8: Используйте ваши навыки, чтобы сохранить своё время
Теперь у вас есть знания и навыки, которые позволят вам паять где угодно. Они действительно могут вам пригодиться в чрезвычайной ситуации. Так что начните включать небольшое количество припоя в свои наборы для выживания и аварийные наборы.
3 эффективные альтернативы пайке электроники
Поделись, пожалуйста!
0 акции
Поделиться
Твит
Недавно я пытался воскресить старый ноутбук, который перестал работать. Пробовав раньше традиционную пайку, я не был в восторге от перспективы плавления горячих проводов на чувствительной электронике. Я не смог найти никакой хорошей информации по этому вопросу, поэтому я провел обширное исследование, и вот что я узнал.
Альтернативой пайке электроники являются безнагревная пайка, метод закручивания с помощью термоусадочной трубки и метод пайки канифолью. Хотя два метода все еще требуют нагрева, я обнаружил, что они намного проще для меня по сравнению с использованием старомодной паяльной проволоки.
Для большинства проектов такой электропроводящий клей отлично подойдет в качестве альтернативы пайке. Его можно купить на Амазоне.
На самом деле, это первый метод, который я обсуждаю. Самое замечательное то, что он вообще не требует нагрева и фокусируется на чувствительной электронике, такой как компьютеры, телефоны и т. д. Два других метода больше связаны с соединением двух проводов вместе.
1. Безнагревная пайка
Я нашел некоторые слухи о довольно новом методе, известном как электропроводящий клей. Он специально разработан для использования в качестве замены пайки в электронике.
Предположительно, это относительно новый продукт. По сути, это двухкомпонентная высокотемпературная эпоксидная смола с добавлением серебра, которая, как известно, хорошо заменяет пайку.
Он поставляется в мешочке для смешивания, состоящем из двух частей (нажмите, чтобы увидеть список Amazon), который предназначен для одноразового использования. Тем не менее, можно изолировать каждую часть эпоксидной смолы отдельно в чистых флаконах для духовых проб. Соотношение смешивания: 100 частей серебра на 20 частей активатора. Таким образом, вы, по сути, должны смотреть на свое соотношение. Для небольшого ремонта достаточно небольшого мазка серебряной основы. Нанесите немного катализатора-отвердителя на длинный гвоздь или жесткую проволоку.
Смешайте эти два компонента вместе, и вы готовы к безнагревной пайке любых соединений печатной платы. После нанесения дайте эпоксидке высохнуть на ночь в течение 24 часов, чтобы увидеть результаты. Чтобы ускорить это отверждение, вы можете поместить предмет в место с более высокой температурой около 80-90 градусов по Фаренгейту. После отверждения эта серебряная эпоксидная смола будет функционировать как обычный припой без каких-либо побочных эффектов. Это самый простой метод, который работает на 100% и отлично подходит для небольшой электроники.
2. Скручивание, складывание и термоусадочная трубка
Этот метод не требует канифольного припоя, но требует зажигалки и термоусадочной трубки (щелкните, чтобы найти на Amazon). Хитрость здесь заключается в том, чтобы выставить длину провода, в три раза превышающую длину, которую вы будете скручивать. Вы можете подготовить провод, очистив его X-Acto, чтобы медь блестела. Обязательно заранее наденьте термоусадочную трубку на один провод. Положите два провода рядом и равномерно скрутите провода вместе до конца.
Когда закончите, согните провода наружу, чтобы они выстроились по прямой линии. Скрученный участок также необходимо согнуть посередине, пока он не согнется на проволоке. Затем оставшуюся проволоку сгибают в том же направлении, в котором вы сгибали ее посередине. Теперь вы можете надеть термоусадочную трубку на провод и расположить ее между обернутым проводом и пластиковой изоляцией.
Используйте зажигалку на слабом огне, чтобы усадить трубку, пока она не усядется на оголенный провод и изоляцию провода. На этом заворачиваемая пленка закончена.
Посмотрите это видео, чтобы узнать, как использовать этот метод:
3. Проволока для пайки канифолью «Trick»
Необходимые материалы
Соединительные провода
Немного канифольного припоя 90 0 80008 Жидкий припой
8
Термоусадочная трубка
Я разместил ссылки на Amazon на продукты, перечисленные выше, на случай, если вам понадобится что-то купить. Убедитесь, что вы используете каждый элемент в соответствии с рекомендациями производителя.
Подготовительные работы
Зачистите концы проводов- Первый шаг — зачистите места, где ваши провода должны быть подключены. Пластиковое покрытие необходимо снять как минимум на дюйм с конца самого провода.
Края скребка- Важно сделать концы медного провода более проводящими. Для этого следует скоблить края проволоки ножом X-Acto по внешней стороне. Сделайте это на обоих проводах, чтобы они оба были одинаково блестящими.
Наденьте термоусадочную трубку. Сейчас самое время надеть отрезок предварительно разрезанной термоусадочной трубки на один конец проводов на потом.
Скрутите провода- Затем вам нужно направить каждый конец полосатых проводов друг к другу. Они должны накладываться друг на друга, однако каждый конец провода не должен касаться краев изолирующего пластикового покрытия. Поскольку каждый раз, когда вы скручиваете провода друг над другом, расстояние немного уменьшается. В итоге у вас должно получиться два витых провода с зазором 1 мм между витым концом и пластиковой изоляцией.
Оберните канифольную проволоку вокруг оголенного провода- Теперь вы можете взять канифольную паяльную проволоку, которая составляет четверть размера вашей электрической проволоки. Оберните это три раза по самому краю оголенного провода снаружи скрученного жгута. Затем вы согните проволоку вдоль верхней части скрученных концов и продолжите с еще тремя петлями.
Удалите лишний припой- Отрежьте лишний припой так, чтобы он касался только оголенного провода, а не пластиковой изоляции.
Подвешивание проводов- Следующая часть имеет решающее значение, поэтому используйте ленту, чтобы подвесить два прикрепленных провода. Проволока со смоляным сердечником должна проходить вдоль самого верха, чтобы позже она под действием силы тяжести попала в скрученные проволоки.
Добавить жидкую канифоль- Теперь нужно добавить две капли жидкой канифоли на скрученные провода.
Расплавление флюса и проволоки
Используйте зажигалку с длинным наконечником, например, те, что используются для барбекю и каминов. Установите настройку на низкий уровень и сконцентрируйте пламя в самой середине проволоки.
Вскоре вы увидите, как канифольная проволока плавится в медной. Слегка поднесите пламя к краям, чтобы обернутый припой также вплавился в обмотку медной проволоки.
Повторите это с другой стороны, чтобы весь пучок поглотил канифольную проволоку.
Когда закончите, дайте ему остыть и наденьте термоусадочную трубку на припаянные провода.
Используйте ту же зажигалку при слабом нагреве, чтобы обернуть трубку в термоусадочную пленку, пока она не сожмется над проводами и пластиковой изоляцией. Теперь «пайка» этих двух проводов завершена.
Вот отличное видео, показывающее версию этого метода:
Заключительные мысли
Излишне говорить, что мои попытки воскресить мой ноутбук, к сожалению, не увенчались успехом. Оказывается, материнская плата сгорела еще до того, как я до нее добрался. В итоге я отнес его в местную ремонтную мастерскую, и он сообщил мне плохие новости.
Надеюсь, ваше оборудование можно починить и вы не тратите время попусту, как я. Ну что ж, жить и учиться.
Надеюсь, эта статья была вам полезна. Чтобы узнать больше, не пропустите Как хранить электронные компоненты | Держите их в безопасности и организованно.
Официальная оговорка: Будьте осторожны при применении любого из этих методов пайки и следуйте рекомендациям производителя для всех продуктов, рекомендованных здесь. Мы не несем ответственности за любое неправильное использование указанных предметов, а также за любые травмы или ожоги, полученные в результате небрежного или неправильного использования продуктов.
Джим Джеймс
Привет, я Джим и автор этого сайта. Меня всегда интересовало выживание, рыбалка, кемпинг и все, что связано с природой. На самом деле, когда я рос, я проводил больше времени на воде, чем на суше! Я также являюсь автором бестселлеров и имею степень в области истории, антропологии и музыки. Я надеюсь, что вы найдете что-то полезное в статьях на этом сайте. Не стесняйтесь обращаться ко мне, если у вас есть какие-либо вопросы или предложения!
Поделись, пожалуйста!
0 акции
Поделиться
Твит
Как паять без паяльника
Этот сайт содержит партнерские ссылки на продукты. Мы можем получать комиссию за покупки, совершенные по этим ссылкам.
1 акции
Поделиться
Твит
Паяльник очень пригодится, если вы работаете с электроникой, проводкой или другими мелкими металлическими деталями. Паяльники позволяют легко соединять провода и мелкие металлические детали.
Это в значительной степени сварка в небольших масштабах и для электротехнических изделий. Это отличный навык, если вы планируете строить в своем доме что-то, что связано с металлом или проводкой.
Содержание:
Предупреждение о безопасности
Получение источника тепла
Пайка прямым нагревом проводов
Поиск металлолома для использования в качестве паяльника
Использование малых или больших источников тепла для пайки 9 008 9 Заключение
Конечно, паяльник — это инструмент, который можно использовать для этой задачи. Однако у вас не всегда может быть паяльник под рукой, или вы просто не хотите тратить деньги на его покупку.
Без паяльника паять сложнее, но можно. Итак, поговорим о том, как паять без паяльника.
Предупреждение о безопасности
Имейте в виду, что если у вас нет паяльника, вам придется работать с открытым пламенем, чтобы выполнить задачу пайки. Поэтому мы хотим дать вам небольшое предупреждение о безопасности, потому что пайка без паяльника — не самое безопасное занятие.
Во-первых, никогда не оставляйте огонь без присмотра по разным причинам. Вы хотите сдержать огонь; не делайте его слишком большим и держите его подальше от легковоспламеняющихся предметов.
Также не носите мешковатую или свободную одежду и, при необходимости, завязывайте волосы сзади. Вам понадобится пара огнеупорных перчаток.
Получение источника тепла
Поскольку у вас нет паяльника, вам понадобится источник тепла для нагрева различных деталей и самого припоя. В данном случае это означает наличие открытого пламени или источника тепла для обеспечения тепла, необходимого для расплавления деталей.
Самое важное, о чем следует помнить, это то, что ваш источник тепла должен быть в состоянии нагреть припой до его точки плавления, которая будет находиться в диапазоне от 400° до 700° по Фаренгейту или примерно от 200° до 370° по Цельсию. .
Такие вещи, как обычные бутановые зажигалки, масляные лампы, спиртовые горелки, свечи и даже открытый огонь, такой как костер, отлично подойдут для этой задачи. Некоторые люди даже предпочитают использовать толстую жестяную банку и разводить внутри небольшой огонь. Пока ваш источник тепла может расплавить припой, все будет в порядке.
Пайка прямым нагревом проводов
Самый простой способ пайки паяльником — скрутить провода вместе и нагреть их напрямую. Это не требует паяльника и довольно легко сделать. Если вы припаиваете провода, снимите изоляцию с концов проводов, которые нужно спаять вместе.
Теперь скрутите концы проводов, сделав несколько оборотов. Убедитесь, что провода плотно скручены друг с другом. Здесь вам нужно нагреть провода с помощью открытого огня.
Следите за тем, чтобы изоляция оголенных проводов не нагревалась слишком сильно, так как это может вызвать собственные проблемы. Дайте скрученным проводам прогреться в течение примерно 20 секунд, затем медленно нанесите на них тонкий слой припоя. Припой должен расплавиться прямо на провода, но если это не так, нагрейте провода сильнее, чтобы он расплавился.
Вам не нужна холодная пайка, так как она не эффективна. Теперь, когда у вас есть соединение для пайки, вы можете отрезать остальные оголенные провода за точкой припоя.
Поиск металлолома для использования в качестве паяльника
Если вы не хотите нагревать провода напрямую и паять таким образом, или если вы хотите припаять что-то кроме проводов в шнуре, вам придется найти немного металлолома. металл, который можно использовать вместо паяльника. Вы не можете положить печатную плату или что-то подобное в открытый огонь, так что это необходимо.
Вы можете использовать пару старых ножниц, старый гаечный ключ или любой другой кусок металла, который достаточно длинный, за который можно держаться и который можно нагреть, не расплавив на месте. Вам нужен довольно толстый предмет, желательно из стали.
Использование малых и больших источников тепла для пайки
Если вы работаете с небольшим источником тепла, например, свечой или зажигалкой, вам нужно использовать небольшой паяльник, например кончик старых ножниц. Лучше всего использовать стальную проволоку 14-го калибра, так как она быстро нагревается, но достаточно быстро сохраняет тепло для пайки. Проволоку легко согнуть, придав ей форму для различных положений пайки. Гвозди и отвертки тоже работают.
Теперь вы хотите использовать зажигалку или свечу, чтобы нагреть выбранный инструмент для пайки. Нагрейте его примерно на ½ дюйма от самого кончика, так как это поможет предотвратить повреждение и окисление.
На приведенном выше рисунке изображена схема «Двигатель, режущий механизм» из деталировки садового измельчителя STIHL (Штиль) GHE 140 L. Для просмотра информации об интересующей запчасти для STIHL GHE 140 L нажмите мышью на нужный номер, выделенный цветом.
Деталировки садового измельчителя STIHL GHE 140 L
Воронка, корпус
Стойка колеса
Двигатель, режущий механизм
Емкость измельчителя
Инструмент
Специальный инструмент
ПОПУЛЯРНЫЕ ЗАПЧАСТИ ДЛЯ САДОВОГО ИЗМЕЛЬЧИТЕЛЯ STIHL GHE 140 L
Шайба 4.3 для садового измельчителя STIHL GHE 140 L
24 руб
В наличии
Артикул: 93070210100
Купить
Комплект пластин из листовой стали (устройство для натяжения ремня) для садового измельчителя STIHL GHE 140 L
1 590 руб
Артикул: 69030071002
Купить
Емкость измельчителя для садового измельчителя STIHL GHE 140 L
5 330 руб
Нет в наличии
Артикул: 60137602501
Сообщить о поступлении
Ремень для садового измельчителя STIHL GHE 140 L
1 400 руб
Артикул: 60137646800
Купить
Круглое уплотнительное кольцо 10 х 2 для садового измельчителя STIHL GHE 140 L
69 руб
Артикул: 96459457504
Купить
Оправка (монтаж сальников в редуктор) для садового измельчителя STIHL GHE 140 L
2 590 руб
Артикул: 62428931100
Купить
Ключ SW10/SW13 (МА-350) для садового измельчителя STIHL GHE 140 L
320 руб
Нет в наличии
Артикул: 61098931300
Сообщить о поступлении
Шайба 6. 4 для садового измельчителя STIHL GHE 140 L
58 руб
Нет в наличии
Артикул: 93070210140
Сообщить о поступлении
Шайба кр. ручки ТЕ600/700 для садового измельчителя STIHL GHE 140 L
50 руб
Артикул: 92910200140
Купить
Гайка М6 креп. кожуха для садового измельчителя STIHL GHE 140 L
58 руб
В наличии
Артикул: 92122600900
Купить
Гайка M8 для садового измельчителя STIHL GHE 140 L
45 руб
Артикул: 92122601100
Купить
Защитная планка 60137067301 для садового измельчителя STIHL GHE 140 L
1 070 руб
Нет в наличии
Артикул: 60137067301
Сообщить о поступлении
Ось для садового измельчителя STIHL GHE 140 L
810 руб
Нет в наличии
Артикул: 60137030900
Сообщить о поступлении
Пружина слева для садового измельчителя STIHL GHE 140 L
670 руб
Нет в наличии
Артикул: 60137080800
Сообщить о поступлении
Диск для садового измельчителя STIHL GHE 140 L
490 руб
Нет в наличии
Артикул: 60137089300
Сообщить о поступлении
Все запчасти для STIHL GHE 140 L
Не можете найти нужную запчасть?
Закажите обратный звонок
Двигатель, режущий механизм.
Деталировка садового измельчителя VIKING (Викинг) GE 35.2 L.
На приведенном выше рисунке изображена схема «Двигатель, режущий механизм» из деталировки садового измельчителя VIKING (Викинг) GE 35.2 L. Для просмотра информации об интересующей запчасти для VIKING GE 35.2 L нажмите мышью на нужный номер, выделенный цветом.
Деталировки садового измельчителя VIKING GE 35.2 L
Воронка
Корпус, выключатель
Стойка колеса
Навесной режущий механизм в сборе
Двигатель, режущий механизм
Инструмент
Специальный инструмент
ПОПУЛЯРНЫЕ ЗАПЧАСТИ ДЛЯ САДОВОГО ИЗМЕЛЬЧИТЕЛЯ VIKING GE 35.2 L
Винт Р5×12 для садового измельчителя VIKING GE 35.2 L
111 руб
В наличии
Артикул: 91040074260
Купить
Винт P5x16 для садового измельчителя VIKING GE 35. 2 L
134 руб
В наличии
Артикул: 91040074270
Купить
Быстрое крепление для садового измельчителя VIKING GE 35.2 L
118 руб
Артикул: 60057087700
Купить
Упор для садового измельчителя VIKING GE 35.2 L
214 руб
Артикул: 60007088100
Купить
Палец для садового измельчителя VIKING GE 35.2 L
400 руб
Нет в наличии
Артикул: 00007065901
Сообщить о поступлении
Планка для садового измельчителя VIKING GE 35.2 L
1 370 руб
Артикул: 00007036300
Купить
Круглое уплотнительное кольцо 10 х 2 для садового измельчителя VIKING GE 35.2 L
69 руб
Артикул: 96459457504
Купить
Насадка Viking TORX 25 IPR (бита для GE-103, 105 с нов. воронкой) для садового измельчителя VIKING GE 35.2 L
1 820 руб
Артикул: 08125401004
Купить
Колпак колеса для садового измельчителя VIKING GE 35. 2 L
690 руб
В наличии
Артикул: 63407040301
Купить
Колесо 180 мм для садового измельчителя VIKING GE 35.2 L
1 550 руб
Нет в наличии
Артикул: 60057040801
Сообщить о поступлении
Кольцо зажимное 8 для садового измельчителя VIKING GE 35.2 L
204 руб
Артикул: 99910030548
Купить
Бандажная лента для кабеля 2,5х100LG для садового измельчителя VIKING GE 35.2 L
290 руб
Артикул: 07510107054
Купить
Ключ SW10/SW13 (МА-350) для садового измельчителя VIKING GE 35.2 L
320 руб
Нет в наличии
Артикул: 61098931300
Сообщить о поступлении
Шайба 6.4 для садового измельчителя VIKING GE 35.2 L
58 руб
Нет в наличии
Артикул: 93070210140
Сообщить о поступлении
Винт с цилиндрической головкой IS-Р5 х 20 для садового измельчителя VIKING GE 35. 2 L
127 руб
В наличии
Артикул: 91040074289
Купить
Все запчасти для VIKING GE 35.2 L
Не можете найти нужную запчасть?
Закажите обратный звонок
3.1: Режущие механизмы — технические библиотеки LibreTexts
Последнее обновление
Сохранить как PDF
Идентификатор страницы
29429
Sape A. Miedema
Делфтский технологический университет через TU Delft Open Textbooks
Hatamura и Chijiiwa (1975), (1976A), (1976B), (1977A) и (1977B) выделили три механизма отказа при резке почвы. Срезной тип , проточный тип и разрывной тип . Тип течения и Тип разрыва встречаются в материалах без угла внутреннего трения. Сдвиг типа встречается в материалах с углом внутреннего трения, таких как песок.
Рисунок 3-1: Тип скручивания, Тип потока, Тип разрыва, Тип сдвига, Тип дробления и Тип стружки.
Можно выделить четвертый механизм разрушения (Miedema (1992)), Curling Type , известный при резке металла. Хотя кажется, что закручивание стружки является частью течения материала, возникает ли Curling Type или Flow Type , зависит от нескольких условий. Скручивание типа обычно происходит, если сила сцепления на лезвии велика по сравнению с нормальной силой на плоскости сдвига. Будь то Curling Type приводит к чистому закручиванию или короблению разреза слоя, что приводит к препятствию потоку, в зависимости от различных параметров. В камне или камне могут встречаться два дополнительных режущих механизма: дробленый тип и стружечный тип . Дробленый Тип возникает, если тонкий слой горной породы очищается или разрезается, как при бурении нефтяных и газовых скважин. Механизм дробилки типа аналогичен механизму ножниц типа , только сначала необходимо измельчить каменный материал. Тип стружки возникает при резке более толстых слоев скалы или камня. Этот тип аналогичен Tear Type .
На Рисунке 3-1 показаны механизмы Curling Type , Flow Type и Tear Type , как они могут возникать при резке глины, Shear Type , как это может происходить при резке песка, и Crushed Type и Тип стружки , так как они могут возникнуть при резке скалы или камня. Конечно, могут встречаться и смешанные типы. Чтобы предсказать, какой тип механизма разрушения возникнет в данных условиях с конкретным грунтом, необходимо вывести формулу для сил резания. Вывод сделан в предположении, что напряжения на плоскости сдвига и лопатке постоянны и равны средним напряжениям, действующим на поверхности. На рис. 3-2 даны некоторые определения процесса резки. Линия А-В считается плоскостью сдвига, а линия А-С — площадью контакта между лезвием и почвой. Угол лезвия называется α и угол сдвига β . Лезвие движется слева направо со скоростью резания v c . Толщина среза слоя h i и высота лезвия по вертикали h b . Горизонтальная сила на лезвии F h положительна справа налево всегда против направления скорости резания v с . Вертикальная сила, действующая на лопасть F v , направлена вниз положительно.
Угол сдвига β определяется на основе принципа минимума энергии. Предполагается, что разрушение произойдет при угле сдвига, при котором энергия резания минимальна. Мощность резания — это энергия резания в единицу времени, поэтому мощность резания также должна быть на минимальном уровне.
Поскольку вертикальная сила перпендикулярна скорости резания, вертикальная сила не влияет на мощность резания, которая равна горизонтальной силе резания, умноженной на скорость резания:
Верность принципа минимальной энергии и правильность подхода с использованием прямых плоскостей разрушения подтверждены экспериментами. Экспериментальные данные, обычно измерения горизонтальных и вертикальных сил резания и порового давления, показывают, что подход, описанный в этой книге, дает хорошее предсказание сил резания.
Эта страница под названием 3.1: Cutting Mechanisms предоставляется в соответствии с лицензией CC BY-NC-SA 4. 0 и была создана, изменена и/или курирована Sape A. Miedema (TU Delft Open Textbooks) через исходный контент, который был отредактирован для стиль и стандарты платформы LibreTexts; подробная история редактирования доступна по запросу.
устройство, чертежи, размеры и инструкция по сборке
Профильные трубы находят широкое применение при обустройстве приусадебного участка. Из них получаются крепкие беседки, теплицы, красивые и надежные козырьки над крыльцом дома. Объединяет устройство металлических конструкций необходимость в гнутом профиле, поскольку подавляющее число металлических конструкций такого типа имеют форму арок. Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.
Содержание
Устройство станков для сгибания труб
Принцип работы
Как сделать самодельное устройство
Как рассчитать конструкцию
Руководство по изготовлению
Устройство станков для сгибания труб
Промышленные трубогибы применяют на производстве и в промышленном строительстве. Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Есть несколько способов и приспособлений для получения гнутого профиля:
изгиб вручную, с приспособлениями для направления или без них;
используя рычажный профилегиб;
используя роликовый профилегиб.
Простейший способ загнуть трубу или металлический прут – это вбить в землю направляющие колышки и физическим усилием загибать изделие по ним. Для того чтобы профиль не деформировался заломами во время работы, его заполняют песком.
Шаблонный трубогиб. Шаблон в натуральную величину делают из толстой доски, ДВП, ДСП. Для этого сколачивают щит, рисуют на нем необходимый радиус изгиба (полукруг) и выпиливают соответствующий сегмент круга.
Сгибание трубы по шаблону осуществляют следующим образом:
шаблон закрепляют на плоскости или в тисках вертикально;
один конец трубы фиксируют неподвижно строительными шпильками или в тисках в начале шаблона;
на свободный конец трубы давят вручную или при помощи лебедки, придавая ей изгиб по шаблону.
Обратите внимание! Для успешного использования шаблона его ребро должно быть шире ребра изгибаемого изделия. Шаблонный трубогиб подходит для изделий из мягкого металла, небольшого сечения.
Более продвинутый вариант шаблонного трубогиба – это рычажный станок. Приспособление делается на металлической станине. На нее закрепляют посменно разные шаблоны из металла (для мягких материалов это могут быть деревянные или пластиковые шаблоны), для получения изгибов разного радиуса. Недостаток таких устройств в ограниченности получаемых изгибов профиля.
Более универсальный вариант трубогиба для профиля, который изготавливают своими руками в домашних условиях это роликовый станок. Устройство необходимо, если вы планируете периодически работать с металлической трубой.
Принцип работы
Принцип действия заключается в том, что профильную трубу протягивают между тремя валами, два из которых закреплены неподвижно, а третий давит на профиль, придавая ему желаемую форму.
В зависимости от конструкции, подвижным может быть:
центральный верхний ролик – давление осуществляется сверху;
крайний нижний ролик (любой, расположенный на выходе из станка) – давление осуществляется снизу, поднятием части станины.
Изгибание профиля происходит при прокатке его между роликами. Для получения крутой дуги действие повторяют несколько раз, что позволяет регулировать усилие, избегая деформации трубы (заломов, расплющивания).
Обратите внимание! Для получения равномерного изгиба, трубу каждый прокат вставляют противоположной стороной.
Для самостоятельного изготовления профилегиба потребуются навыки работы со сварочным аппаратом, болгаркой и составляющие детали, которые можно сделать из подручных материалов, купить недорого в пунктах приема металлолома или найти в старом гараже.
Как сделать самодельное устройство
Для изготовления роликового трубогиба для профильной трубы вам понадобятся:
Толстостенный швеллер или профильная труба для изготовления опорной платформы и станины.
Три прокатных вала, металлических. Надежные и долговечные ролики получаются из стального цилиндра, в котором просверливают отверстие в центре для насадки.
Упорный винт для приведения в движение прокатного вала.
Подшипники для прокатных валов и опорной платформы.
Приводную цепь, которая соединит прокатные валы с механизмом их вращения.
Ручной роликовый трубогиб можно оснастить дополнительно электроприводом, но большинство домашних умельцев не видят в этом необходимости.
Что следует учесть при подборе деталей и материалов для изготовления профилегиба:
Для опорной платформы следует брать швеллер не менее 60 мм с толстой стенкой. Более тонкий материал рискует быть деформированным при прокате профиля большого сечения.
Упорный винт – это деталь, на которую ложится вся нагрузка в ходе работы инструмента. Резьба на нем должна быть инструментальная (прямоугольная), чтобы не деформировалась при многократных затяжках и удержании давления. Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
Прокатные валы следует делать из закаленной стали. Их изготовление лучше доверить профессиональному токарю, поскольку потребуются не гладкие детали, а с ограничителями для удержания профиля. Идеальный вариант – валики с многоступенчатыми ограничителями для нескольких размеров. Как вариант можно сделать несколько съемных валов, под разный профиль.
Для снижения нагрузки на ручку вращения можно установить звездочки разного диаметра, которые будут усиливать крутящий момент, и соединить их цепью. Маленькую звездочку устанавливают на ось вращения ручки, две большие – на соответствующие оси вращения роликов.
Обратите внимание! Различают две конструкции роликового трубогиба: с ведущим центральным валом или ведущими двумя нижними валами.
Преимущество профилегиба с одним ведущим валом в том, что нижние два вала можно сделать съемными. Переставляя их относительно прижимного, можно легко варьировать радиус изгиба.
Схема изготовления:
Изготовление профилегиба начинают со сборки горизонтальной платформы и вертикальной станины. По чертежу нарезают металл и сваривают его или собирают на болтах.
Сваривают крепежи для двух нижних валов, устанавливают их на горизонтальную платформу. Как вариант, на станину можно приварить отдельные крепления для передвижных валов, размером под подшипник.
Сваривают подвижную платформу под верхний вал.
Устанавливают на нее упорный винт при помощи двух подшипников. Направляющие движения верхней опорной платформы это вертикальные стойки станины.
Соединяют подвижные детали шестеренками и цепью.
Для сгибания небольшого профиля для теплицы, беседки или декоративной арки можно изготовить более простой вариант трубогиба – улиточный. Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Как рассчитать конструкцию
В изготовлении улиточного трубогиба важно рассчитать диаметр рабочего (или упорного) колеса, поскольку от его размера зависит радиус изгиба профиля на выходе.
Для расчета используют зависимость диаметра рабочего колеса от получаемого радиуса трубы:
d + r1 + r2 + 2 = а
d – это радиус изгиба профиля;
r1 и r2 – это радиус направляющего ролика и упорного колеса.
Имеет значение дистанция между вращающимися колесами. Для ее регулировки на станине сверлят несколько отверстий, по которым передвигают ось прижимного ролика.
Руководство по изготовлению
Конструкция улиточного трубогиба состоит из:
основания – толстой металлической платформы, на которую крепят остальные детали;
металлической вилки;
направляющего ролика;
рабочего колеса.
Изготовление начинают с ролика и рабочего колеса. Для каждой детали необходимо выточить шкив, ось под соответствующий подшипник. Рабочая поверхность ролика и колеса должна иметь боковые упоры под максимальный размер швеллера.
На втором этапе собирают вилку. Для этого вырезают из металла боковые детали, просверливают в них отверстия под оси рабочего колеса и направляющего ролика. Собирают вилку и приваривают ее к металлической платформе-основанию.
На основании должно быть отверстие для оси рабочего колеса и отверстия под крепежи самой конструкции к верстаку, поскольку работать на таком трубогибе можно только в стационарно закрепленном виде.
Профильные трубы квадратного или прямоугольного сечения широко применяются в строительстве и ремонте. Из них изготавливают беседки, навесы, теплицы, каркасы для различных сооружений, ограждения. Чтобы придать элементу изогнутую форму, используют специальное устройство — трубогиб.
Трубогиб
Сложные пространственные конструкции производят специализированные мастерские на высокоточных мощных станках. В домашних условиях чаще применяется ручной инструмент промышленного изготовления или самодельный. Если нужно согнуть несколько элементов, трубогиб для профильной трубы целесообразно сделать своими руками. Простое надежное приспособление справится с задачей не хуже заводского, при этом обойдется в несколько раз дешевле.
Принцип работы трубогиба
Трубогибочный станок предназначен для сгибания трубы под углом до 90°. Такая обработка жесткого цельнометаллического элемента позволяет избежать приваривания патрубков и создания резьбовых соединений.
При сгибании используется принцип механического холодного деформирования. Материал не подвергается неблагоприятному воздействию высокой температуры. Металлопрокат помещают между статичными вальцами устройства, а подвижный прижимной вал создает усилие, сгибающее профиль под нужным углом.
Принцип работы роликового трубогиба
Чтобы избежать ухудшения технических характеристик и разрушения металла, ограничивается радиус изгиба трубы.
Его минимальное значение зависит от вида материала — сталь, медь, алюминий — и толщины стенки. При этом утоньшение сечения не превышает 20-25%. В результате пластической деформации профиль приобретает изогнутую форму без потери прочности.
Таблица минимальных радиусов для гибки стального профиля
*
Чтобы получить участок угловой конфигурации, используют инструмент локального воздействия. Усилие прикладывается точечно. Изгиб формируется выдавливанием.
Профилегиб отличается от обычного трубогиба для круглой трубы, поскольку предназначен для деформирования профиля, более устойчивого к изгибающим нагрузкам. Для изготовления дуг или арок заготовку протягивают на прокатном станке с одним или несколькими роликами и большим радиусом изгиба.
Виды трубогибов и их конструкция
Строительная индустрия производит профилегибочные станки в широком ассортименте. Они предназначены для обработки металлопроката с различными техническими характеристиками и решения конкретных задач.
Ручные
Компактные мобильные устройства применяют для изготовления дуговых элементов из профильных труб небольших размеров. Ручной инструмент работает за счет мускульных усилий человека.
Разновидности ручных трубогибов:
с ведущим центральным валом;
с подвижным крайним роликом;
поворотный.
Конструкция ручного трубогиба с ведущим центральным валом состоит из основания, двух опорных роликов и одного подвижного. Воздействие регулируют воротом прижимного винта, вставленным в верхнюю часть механизма.
Роликовый трубогиб с прижимным винтом на центральном валу
Трубу протягивают через валы вручную помощью рукоятки и закрепленной на осях роликов цепи. Давление усиливают, опуская нажимной болт. Профиль постепенно изгибается и приобретает форму дуги.
Ручной профилегиб может оборудоваться подвижным крайним роликом. Его закрепляют к части рамы, соединенной со станиной мощными петлями.
Высоту подъема изменяют домкратом, поднимая край стола. Ручка для протягивания металлоизделия крепится к центральному неподвижному ролику.
Трубогиб с подвижной частью станины
Для изготовления крутоизогнутых участков из трубы 20х20, 30х20 и 40х20 мм с толщиной стенки до 1,5 мм применяют поворотные ручные трубогибы. Они позволяют согнуть профиль на угол до 360°.
Поворотный трубогиб
*
Устройство закрепляют на станине или столе горизонтально, в проточку нужного размера вставляют металлоконструкцию. Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Гидравлические
В таких трубогибах усилие нагнетается гидравлическим двигателем. Гидроцилиндры передают участку трубы давление до 12 тонн, что позволяет согнуть даже крупные заготовки.
Гидравлические трубогибы выпускаются промышленностью в двух вариантах:
Ручной. Трубу вставляют в сменный шаблон подходящего размера — опорный башмак, который надежно фиксирует изделие при гибке. Гидроцилиндр приводится в действие рукояткой, возвращается в исходное положение при помощи обратного клапана. Инструмент переносной, применяется для обработки профилей размером до 50 мм.
Ручной гидравлический инструмент
С электроприводом. Более мощные устройства позволяют сгибать трубу сечением до 150 мм и толщиной стенки до 3 мм. Электродвигатели снабжены двухступенчатыми телескопическими гидроцилиндрами. Благодаря этому в конце рабочего хода развивается большое усилие.
Гидравлический трубогиб с электроприводом
Гидравлические трубогибы обладают высокой производительностью и обрабатывают конструкции с высокой точностью. Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Электромеханические
*
Электрический роликовый профессиональный профилегиб — технологичное оборудование для изготовления изогнутых тонко- и толстостенных металлических конструкций. Позволяет автоматизировать выполнение больших объемов работ.
Электромеханические трубогибы могут быть ручными или стационарными. Первые используют для гнутья труб диаметром до 50 мм в условиях, где доступно электропитание. Вторые — габаритные станки с мощными двигателями, устанавливаемые в промышленных цехах. Ими управляют операторы посредством ЧПУ.
Электромеханический станок с ЧПУ
Изгиб профиля формируют один или несколько валов. По способу гибки различают трубогибы:
намоточные — элемент изгибается при вращении вокруг неподвижного шкива;
обкатывающие — кривизну детали придает подвижный ролик, при проходе прижимающий ее к шаблону;
вальцовочные — профиль протягивают через три валка, два из которых неподвижны, а третий перемещается относительно других;
выдавливающие — работает по типу арбалета, сгибает заготовку выдвигающимся пуансоном с насадкой, выполненной под трубу определенного размера.
Стальной профиль чаще всего изгибают вальцовочными станками, где усилие распределяется более равномерно.
В роликовых трубогибах прокат квадратного или прямоугольного сечения испытывает меньшие деформации, при которых сохраняется устойчивость стенок.
Ручной трубогиб для профильных труб своими руками
*
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
Шаблон из дерева
Тонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
швеллер №8 или №10 для жесткой рамы;
2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
ролик с насечками для подвижного вала;
готовые подшипниковые узлы;
2 или 3 шестерни или «звездочки»;
стальная цепь;
прижимной винт;
тонкая труба для ворота;
рукоятка;
сварочный аппарат;
дрель;
«болгарка»;
молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок. При трудоемкой работе с металлом это особенно важно.
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
Чертеж и общий вид ручного инструмента
*
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
Раскроить швеллер по размерам стоек и основания.
Просверлить отверстия в деталях рамы под крепление роликов.
Сварить из швеллера опорную раму со стойками.
Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
Схема прижимного механизма
Прикрутить подшипниковые узлы к раме.
Вставить ворот в отверстие прижимного болта.
На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
Провести пробные испытания, если нужно, внести коррективы.
Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
Готовый самодельный станок
Чтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
Гидравлический трубогиб
Использование гидравлики существенно упрощает как эксплуатацию трубогиба, так и его конструкцию. Простейшее устройство представляет собой раму с двумя опорными роликами. Механическое воздействие на профиль оказывает домкрат с насадкой-башмаком.
Гидравлическое приспособление предназначено для угловой гибки труб, так как деформирующее усилие передается на участок небольшой длины.
Инструменты, материалы и чертеж
Для самостоятельного изготовления гидравлического трубогиба потребуются:
«болгарка»;
сварочный аппарат;
гидравлический домкрат;
швеллер и уголок для силовой рамы;
башмак для упора;
ролики или направляющие.
Чертеж трубогиба с домкратом
Этапы сборки
Схема для сборки простого гидравлического трубогиба:
Нарезать по размерам уголок и сварить раму в виде опорной площадки со стойками.
Приварить к раме горизонтальную станину из швеллера.
Для регулирования радиуса изгиба в станине просверлить несколько отверстий.
Траверса для регулировки радиуса изгиба трубы
Установить ролики в нужную позицию.
Надеть башмак на шток домкрата, установить гидромеханизм в нижнюю часть рамы.
Чтобы согнуть заготовку, ее помещают между сегментом и опорными роликами. Плавно увеличивают нагрузку рычагом домкрата.
Когда нужный угол изгиба получен, открывают перепускной клапан гидроцилиндра, опускают поршень домкрата и вынимают готовую деталь.
Процесс гибки трубы
Для тонкостенных профилей применяют механизмы грузоподъемностью 5-8 т. Чтобы согнуть мощные трубы, гидравлика должна иметь большие возможности — до 12 т.
Видео об изготовлении гидравлического трубогиба:
Гидравлический самодельный трубогиб легко разбирается. Домкрат можно заменить более удобным или мощным. Чтобы проще совершать все операции, конструкцию иногда приспосабливают для горизонтальной работы.
Самые распространенные дефекты гибки гидравлическим трубогибом — образование впадин, гофры, трещин или поломка профиля. Чтобы этого не случилось, рекомендуется применять башмаки заводского изготовления. Они сделаны из прочной стали, отцентрированы и равномерно передают нагрузку на стенки трубы.
Руководство по проектированию гибки труб
| Listertube Tube Engineering Services
Если вы не уверены в том, какой тип изгиба должен соответствовать требованиям вашей трубы, обязательно прочтите руководство по проектированию Listertube, содержащее информацию о преимуществах различных типов изгиба, размеров труб и радиусов изгиба. Загрузите и сохраните или продолжите чтение ниже.
СКАЧАТЬ БЕСПЛАТНО
Проектирование для производства
Часто даже самые компетентные конструкторы не полностью осведомлены о том, как именно работают трубогибочные машины и, следовательно, об их возможностях и ограничениях. Ежедневно мы получаем запросы предложений, в которых выполнение требований к конструкции трубного компонента чрезвычайно сложно и может ограничиваться определенными гибочными станками, включать специальные инструменты, требовать изготовления его из нескольких частей и их соединения или даже требовать ручных приспособлений для гибки. . Все это, конечно, оказывает большое влияние на стоимость и серьезно ограничивает выбор поставщиков.
Обычно другие элементы в готовом изделии разрабатываются так, чтобы вносить изменения в трубу на данном этапе сложно или невозможно, и тем не менее с несколькими простыми изменениями это может быть простой производственный элемент. Принимая во внимание несколько рекомендаций, вы можете гарантировать, что указанные вами трубные компоненты оптимизированы для производства без ущерба для необходимой вам функциональности.
Преимущества гибки труб
металлическая труба (или труба), обычно изготавливаемая из мягкой стали, нержавеющей стали, алюминия или меди и обычно круглого сечения, хотя возможно квадратное или прямоугольное (коробчатое) сечение, и даже овальные формы или более сложные сечения могут быть согнуты. В зависимости от применения изогнутая (или управляемая) труба дает значительные преимущества по сравнению с большинством других возможных решений, которые обычно включают гибкий шланг или сборные (сварные) конструкции.
Жесткая трубка более надежна, имеет более длительный срок службы, часто более низкую общую стоимость по сравнению с гибким шлангом и визуально более привлекательна. Сложные пути изгиба или комбинации шланг/трубка могут исключить несколько компонентов и путей утечки. По сравнению с готовыми решениями труба имеет более эстетичный вид, обычно намного более рентабельна и обычно обеспечивает снижение веса
Типы гибки труб
Чтобы понять оптимальные конструктивные характеристики для гибки труб и производства манипуляций, важно оценить различные способы гибки труб. В основном существует три подхода, известных соответственно как гибка сжатием, гибка вытягиванием и гибка валком.
Сгибание компрессионной трубки
Сгибание компрессионной трубки похоже на сгибание медной трубы вокруг колена; вы держите один конец трубки неподвижно и формируете трубку вокруг прежнего (в данном случае колена). Следующим шагом является простой ручной инструмент для гибки труб, который часто используется сантехниками для медных труб. Для изготовления более сложных компонентов с несколькими изгибами, для труб малого диаметра, где их можно сгибать вручную, приспособления для ручной гибки используют гибку сжатием. Могут быть изготовлены довольно сложные формы.
Как только мы перейдем к большему диаметру и более жесткому материалу, такому как сталь, тогда мощность машины станет существенной, и гибка вытягиванием станет обычным методом формования. Ключевое отличие состоит в том, что инструмент тянет или вытягивает трубу вокруг прежнего инструмента. Фактически, вместо того, чтобы труба была зажата позади шаблона, она прижата к шаблону, а зажим и шаблон вращаются, при этом труба огибает шаблон по дуге позади него, просто прижимаясь к шаблону с помощью пресс-штампа.
Как следует из названия, пресс-форма не зажимает трубу, а просто прижимает ее к шаблону, но трубу можно протянуть мимо нее. Изгиб вытягиванием решает некоторые проблемы разрушения, которые могут возникнуть при изгибе сжатием.
Вытяжная гибка
Вытяжные гибочные машины могут быть простыми с ЧПУ (с числовым программным управлением) или полным ЧПУ (с компьютерным числовым управлением). Важнейшие соображения для нашей цели заключаются в том, что инструмент для изгиба должен точно захватывать трубу, чтобы протянуть ее вокруг изгиба; это означает, что инструмент должен соответствовать внешнему диаметру трубы; и центральный шпангоут, вокруг которого вытягивается труба, должен соответствовать требуемому изгибу; это означает, что инструмент должен соответствовать радиусу изгиба готовой трубы.
Некоторые тонкостенные (относительно диаметра или спецификации материала) трубки склонны к разрушению при изгибе, и в процессе гибки вытягиванием (в отличие от гибки сжатием) можно поддерживать трубу в точке, где происходит изгиб, с помощью вставка оправки по центру трубы. По этой причине гибку вытягиванием иногда называют гибкой на оправке.
Роликовая гибка
Если вам нужна очень плавная кривая, т.е. большой радиус кривизны, то вытяжная гибка перестает быть осуществимой, так как размер инструмента (и станка для его установки) становится непомерно высоким. Именно здесь в игру вступает гибка валком, иногда называемая гибкой проталкиванием.
Он работает, проталкивая трубку, как правило, через три ролика – два с одной стороны трубки и один между ними с другой. Если ролики слегка упираются в трубу, то она явно просто пройдет сквозь них, не прогибаясь, но при увеличении давления ролика труба начнет деформироваться, становясь вогнутой со стороны единственного ролика, поскольку два крайних ролика пытаются протолкните его вокруг внутреннего ролика. Чем больше давление, тем сильнее изгиб.
Существует два основных типа профилегибочных станков.
Первый
Часто называемый просто вальцегибочным станком, имеет только три валка, один или несколько из которых вращаются с усилием, чтобы втянуть трубу внутрь и между ними. Часто трубу несколько раз перемещают назад и вперед между валками для достижения желаемого радиуса изгиба. Этот тип может быть полуручным, ЧПУ или ЧПУ.
Второй
Второй тип, когда валки свободно вращаются, и труба проталкивается через них (отсюда изгибание под давлением). Этот тип обычно управляется ЧПУ, и изгиб выполняется за один проход. В обоих типах ролики классифицируются как инструменты, поскольку их необходимо менять, чтобы они подходили для разных диаметров труб.
То есть гибка вытягиванием лучше, чем гибка валком?
На самом деле у них обоих есть свое место, потому что они делают совершенно разные вещи. Гибка вытягиванием предназначена для довольно узких кривых, типичных для большинства инженерных приложений, в то время как гибка валком предназначена для кривых большого радиуса, часто встречающихся в мебели или архитектурных работах.
Небольшой недостаток вальцовочной гибки заключается в том, что для получения нужной кривизны требуется определенная степень проб и ошибок, особенно при гибке в первый раз, поскольку каждый другой диаметр трубы, толщина стенки и материал ведут себя немного по-разному под действием силы и поскольку нет фиксированной формы, вокруг которой изгибается трубка, эти факторы играют более важную роль. Следовательно, требуется больше времени на разработку и больше отходов труб, за все из которых в конечном итоге приходится платить, чем за профилирование. Очевидно, что это не такая проблема для больших объемов, где стоимость может быть распределена. В принципе гибка вытягиванием часто считается более точной, чем гибка валком.
Вооружившись хорошим пониманием различных доступных процессов гибки, мы можем теперь рассмотреть процесс выбора, который может предпринять инженер-конструктор.
Размеры трубок
Выбор «стандартного» диаметра трубки имеет ряд преимуществ. Во-первых, материал более доступен, а цены, как правило, ниже, особенно если вам требуются только небольшие или умеренные количества, так как в противном случае вы будете платить минимальную стоимость заказа партии. Во-вторых, у вашего субподрядчика по манипулированию трубами, скорее всего, уже есть подходящие инструменты, что позволяет избежать затрат на инструменты, которые могут варьироваться от 1500 до 3000 фунтов стерлингов даже для труб относительно небольшого диаметра, а это означает, что вы можете быстро получить ответ и/или быстро изготовить прототипы. . Наиболее популярные размеры труб до 50 мм:
Метрические размеры
Внешний диаметр (мм)
Стенка (мм)
4
1
6
1
8
1
10
1
12
1,5
15
1,5
16
2
18
1,5
20
2
22
2
25
2
28
2
30
3
35
3
38
4
42
3
Имперские размеры
Внешний диаметр (дюймы)
Стена (SWG)
Стенка (мм)
3/16
22
0,71
1/4
20
0,91
5/16
20
0,91
3/8
18
1,22
1/2
16
1,63
5/8
16
1,63
3/4
14
2,03
7/8
14
2,03
1
10
3,25
1 1/4
10
3,25
1 1/2
10
3,25
2
10
3,25
Радиус изгиба
Когда мы говорим о радиусе изгиба, это относится к радиусу, измеренному от центральной линии трубы.
Каждый трубогиб будет иметь различный набор инструментов для радиуса изгиба вытяжки в зависимости от предыдущих работ, которые они выполняли, но, безусловно, наиболее распространенный будет соответствовать первому эмпирическому правилу;
Стандартный радиус изгиба 2 x D
Это означает, что если у вас есть труба с наружным диаметром 20 мм, то радиус изгиба, который вы можете выбрать, составляет 40 мм. Можно иметь более узкий радиус изгиба, даже такой низкий, как ½ x D, хотя все, что меньше 2 x D, обычно требует дорогостоящего инструмента и, возможно, гибки на оправке.
На другом конце шкалы максимальный радиус изгиба при растяжении определяется не характеристиками трубы, а тем, какой инструмент можно установить на гибочный станок. В зависимости от диаметра трубы это может быть очень большое число, но опять же, отход от стандартного 2 x D требует затрат на инструмент. Если вам нужны изгибы с большим радиусом, тогда решением может быть изгибание с толканием или валком, и минимальный радиус, который действительно возможен при этом, составляет ;
Минимальный радиус изгиба валка 7 x D
Технически возможно, чтобы плотность была больше 7 x D, но это во многом зависит от толщины стенки и свойств материала, поэтому в целях безопасности придерживайтесь этого правила.
Максимальный предел радиуса изгиба валком не ограничен, за исключением, конечно, оставления трубы прямой, что равно бесконечному радиусу изгиба! Очевидно, что всегда имеет смысл проверить у вашего манипулятора труб, какие инструменты у них есть для выбранного вами диаметра трубы, прежде чем приступить к проектированию вашего компонента.
В качестве альтернативы, по возможности, допускайте широкий допуск на радиусы изгиба. Например, если у вас есть простой изгиб на 90 градусов в 20-миллиметровой трубе, имеет ли для вашего проекта значение радиус изгиба 40 мм, 50 мм или 60 мм? Так почему бы не обозначить его как 50 мм +/- 10 мм.
Множественные радиусы изгиба
Если вам нужно более одного изгиба в трубе, следующий вопрос, который необходимо рассмотреть, — могут ли они все иметь одинаковый радиус.
Базовые протяжные гибочные станки — это так называемые одинарные гибочные станки, т. е. они могут одновременно использовать только один набор инструментов. Теперь технически возможно сделать изгиб с помощью инструмента с одним радиусом, снять трубу, заменить инструмент на другой радиус и сделать еще один изгиб, но сложно вернуться к точно такой же исходной точке, и вы можете видеть, сколько еще времени осталось. участие, поэтому это делается редко.
Мы часто видим чертежи, требующие двух разных радиусов изгиба, которые в действительности настолько похожи, что разница почти незаметна; зачем проектировать трубу с одним радиусом изгиба 70 мм, а другим 75 мм? Но люди делают. Если вы проектируете несколько радиусов, делайте это только в том случае, если вам это действительно нужно! Если у вас должны быть изгибы с несколькими радиусами, вам понадобится машина с двумя, тремя или даже несколькими стопками (которая может иметь столько наборов инструментов, установленных друг над другом, сколько поместится на инструментальную стойку, и может индексировать между каждым из них). Очевидно, что по мере увеличения ассортимента этих станков вы уменьшаете количество трубогибов, у которых будет это оборудование.
Если у вас есть изгибы очень близко друг к другу, которые не находятся в одной плоскости, вам, вероятно, понадобится укладочный станок с режущим инструментом (чтобы первый изгиб не загрязнял инструмент, пока выполняется второй изгиб ). Этот инструмент будет разработан специально для вас, поэтому, если объемы не являются достаточно значительными, чтобы оправдать его, вы можете рассмотреть возможность отказа от такого типа конфигурации.
Если вам нужно несколько изгибов большего радиуса (более 7 x D), то это не проблема для проталкивающего гибочного станка (хотя на простом валковом станке это довольно сложно). Иногда вам понадобится крутая кривая, плавно переходящая в плавную кривую. Типичные примеры встречаются в мебельных приложениях. В этом случае вам понадобится компания по обработке труб, у которой есть гибочный станок с ЧПУ с комбинированными возможностями вытягивания и толкания.
Если вы хотите, чтобы на одном и том же компоненте использовалось более одного радиуса изгиба волочения в сочетании с радиусами изгиба валка, убедитесь, что ваша гибочная компания имеет многоярусный станок для вытяжки и вальцовки!
Изгиб слишком далеко
Даже если вы выбрали стандартные размеры трубы, стандартные радиусы изгиба и придерживаетесь ограниченного числа различных размеров изгиба, все еще существуют конфигурации изгиба, которые вызовут проблемы для манипуляторов труб и часто приводят к более высоким расходы для вас. Обычно существует способ изготовления большинства конструкций трубок, но некоторые из них могут быть гораздо сложнее в изготовлении, чем вы можете себе представить. В некоторых случаях трубу можно будет производить только секциями и соединять их. Хороший сварной шов, должным образом обработанный, будет почти невидимым, но, очевидно, увеличит стоимость, поэтому, если вы можете избежать этого, тем лучше.
Было бы невозможно перечислить все конфигурации трубок, которые могут быть проблематичными, но есть несколько возможных;
«Узлы»
Если есть петля из трубы с трубой, проходящей через нее каким-либо образом, то маловероятно, что ее можно изготовить на стандартном гибочном станке с ЧПУ. Иногда можно изготовить такие вещи на приспособлении для ручной гибки целиком, но вы определенно столкнетесь с затратами на инструменты, и даже это будет ограничено трубами меньшего диаметра, которые можно формовать вручную. В качестве альтернативы его, возможно, придется сделать из отдельных частей и соединить.
Изгиб около 180 градусов и выше, а также плотные витки на жестком материале.
Представьте, что мы хотим согнуть трубку в форме, похожей на греческую букву α, с одной «ножкой» трубки, пересекающей другую. Есть способы заставить гибочный станок с ЧПУ согнуть трубу на себя, а затем еще дальше. Проблема в том, что тогда труба запутается в каретке или другой части надстройки машины. Если изгиб имеет достаточно большой радиус и/или если диаметр трубы достаточно мал, тогда будет достаточно гибкости, чтобы трубу можно было поднять над любой частью машины и избежать загрязнения. В противном случае, вероятно, будет необходимо сделать разделы и присоединиться.
Большая длина гибки в определенных конфигурациях
Большинство протяжных гибочных станков являются «правосторонними», что означает, что если смотреть вниз на станок в сторону гибочной головки, изгиб будет справа. А теперь представьте, что вы делаете первый изгиб длиной, скажем, 2 метра. Если для следующего изгиба требуется, чтобы труба вращалась по часовой стрелке, возникает проблема, поскольку конец 2-метрового отрезка упадет на пол. Есть три возможных решения. В большинстве случаев, если изгибы начинаются с другого конца трубы, загрязнения не будет. В качестве альтернативы вы можете согласиться с тем, чтобы компонент был сделан из двух частей и соединен. Если это невозможно, вам, возможно, придется найти компанию по обработке труб, у которой есть левосторонний гибочный станок!
В некоторых очень редких случаях вам может удаться спроектировать трубу, требующую гибочного станка, который сочетает в себе возможность лево- и правосторонней гибки.
Если вы сомневаетесь, спросите…
Если вы разрабатываете конфигурацию трубы, которая, по вашему мнению, может быть чем-то необычным, лучше всего обратиться за советом к манипулятору трубы. Любая хорошая компания будет очень рада поговорить с вами и просмотреть ранние эскизы или чертежи дизайна, чтобы помочь вам получить наиболее удобный для производства компонент, прежде чем вы зафиксируете свой окончательный дизайн. В тюбике возможно почти все, если вам это действительно нужно! Резюме по изгибу труб
Основные практические правила:
Выберите стандартный размер трубки
Для малых радиусов изгиба старайтесь по возможности придерживаться одного радиуса изгиба и используйте радиус 2 x D
Для больших радиусов изгиба можно использовать несколько радиусов, но не более 7 x D
Поговорите со своим трубным манипулятором в начале процесса проектирования всего продукта, чтобы узнать его мнение о простоте изготовления, прежде чем вы его завершите
Как найти подходящий трубогиб?
Woodward Fab
Трубогибы представляют собой тип оборудования для изготовления труб и труб, которые используются для гибки труб. Это оборудование доступно в различных типах, функциях и спецификациях для удовлетворения требований вашего приложения. Важно знать о трубогибах, чтобы правильно выбрать трубогиб. Также важно проанализировать свои потребности в изгибе. Наряду с этим существует множество факторов, которые вам, возможно, придется учитывать при выборе правильного трубогиба. Этот пост дает представление о факторах, которые помогают выбрать лучший гибочный станок в соответствии с вашими потребностями.
Если вы работаете в металлообрабатывающей промышленности, то, возможно, знаете, как важно покупать правильное оборудование. Конечный результат в любом металлообрабатывающем проекте зависит от качества и типа используемого оборудования. Таким образом, если вы хотите купить трубогиб, необходимо учитывать множество факторов. Давайте обсудим факторы, которые помогут вам выбрать правильный трубогиб.
Типы трубогибочных станков: Как правило, трубогибочные станки классифицируются в зависимости от механизма их работы. Давайте обсудим несколько основных типов гибочных станков.
Открытые ротационные гибочные станки: Этот тип гибочного станка изгибает трубу, вытягивая ее по кривизне. Он использует наборы штампов определенного радиуса и подходит для гибки металлических труб.
Станки для гибки оправок: Станок для гибки оправок использует ряд стальных шариков, называемых оправкой. Серия шариков проходит через трубку, опираясь на изогнутый радиус, чтобы согнуть трубку. Эта машина используется для массовых операций по гибке труб.
Валковые гибочные станки: Эти гибочные станки имеют пирамидальную структуру с тремя роликами, расположенными треугольным образом. Трубка прокатывается на роликах, чтобы согнуться до определенного диаметра.
Трубогибочные станки типа Ram: В этом типе трубогибочного пресса матрица вставляется внутрь трубы с помощью домкрата, чтобы согнуть трубу в определенную форму. Ползун может приводиться в действие гидравлическим, пневматическим или ручным усилием.
Наряду с этими основными типами гибочных станков существует несколько типов гибочных станков, названных в зависимости от их источников питания. Это гидравлические трубогибочные станки, пневматические трубогибочные станки, ручные трубогибочные станки, электрические гибочные станки и электромеханические гибочные станки с ЧПУ/ЧПУ. Функция каждого гибочного станка связана с типом привода, и, соответственно, эффективность варьируется. Чтобы выбрать правильный трубогиб, вам необходимо рассмотреть типы и выбрать в соответствии с вашими требованиями.
Анализ ваших эксплуатационных требований: Когда дело доходит до выбора лучшего трубогиба, отвечающего вашим потребностям, вы должны проанализировать свои требования. Следующие факторы важно учитывать в соответствии с вашими эксплуатационными требованиями.
Скорость работы: Если требуется высокоскоростная гибка труб, ручной гибочный станок может не подойти. Как правило, электрические приводы и пневматические приводы отлично подходят для высокоскоростных операций. Таким образом, электрические или пневматические гибочные станки будут предпочтительным выбором для высокоскоростного смешивания. В случае гибки на низкой скорости или в тяжелых условиях подходят гидравлические гибочные станки, поскольку гидравлические приводы хорошо реагируют на приложения с высокой нагрузкой.
Размер производственной партии: Размер производственной партии следует учитывать при выборе правильного трубогиба. Для пакетной гибки предпочтительнее гибка на оправке или гибка с ЧПУ.
Стоимость и потребность в эксплуатации: Бюджет и потребность являются двумя важными факторами выбора. Нужно инвестировать больше, только если спрос больше. При высоком спросе оператор должен инвестировать в эффективный гибочный станок с ЧПУ или электрические блендеры. Если операции гибки выполняются редко, оператор может выбрать менее дорогой ручной гибочный станок.
Соответствие машине и материалу: Гибочный станок должен быть совместим с используемым материалом. Необходимо учитывать материал трубы, толщину стенки, диаметр трубы и т. д. В соответствии с этими соображениями необходимо выбрать подходящий трубогиб.
Подробнее Инструменты и аксессуары: Трубогибы поставляются с набором штампов и инструментов для гибки. При выборе гибочных станков необходимо обращать внимание на аксессуары, такие как набор инструментов для гибки труб, прокатные станки, многоцелевые трубогибы и т. д.
Требования к заявке: Ответить на этот вопрос может быть немного сложно, поскольку необходимо учитывать несколько требований. Пожалуй, можно сосредоточиться на следующих вопросах:
Тип сгибаемого материала
Достигаемый максимальный и минимальный размер трубы
Достигаемые формы деталей
Размеры изгибаемой трубы
Толщина стенки изготавливаемой трубы
Радиус центральной линии (CLR) желаемого изгиба
Рассмотрение объема: Это будет зависеть от типа проектов по гибке, которые предпринимаются. Вот некоторые из основных соображений:
Количество деталей, которые нужно согнуть в час
Количество часов, в течение которых машина будет работать
Количество операций в день или месяц
Количество смен инструмента
Бюджет: Возможно, это основа любой коммерческой или промышленной инвестиции, и трубогиб не будет исключением. Хотя большинство владельцев металлообрабатывающих предприятий сосредотачиваются только на высокой стоимости при низких инвестициях, этого недостаточно. Иногда один тип трубогибочного станка может заряжаться от разных марок; поэтому вы должны сравнить преимущества и рентабельность инвестиций, которые они предлагают.
Качество: Оборудование для гибки труб — это единовременная инвестиция, и вы не можете позволить себе принять неправильное решение. Качество гибки будет зависеть от качества используемого станка.
Наряду со всеми вышеперечисленными факторами при выборе правильного трубогиба важно обращаться за советом к специалистам.

 Не забудьте указать, что нашли организацию на торговой площадке БизОрг.
Не забудьте указать, что нашли организацию на торговой площадке БизОрг. Не забудьте указать, что нашли организацию на торговой площадке БизОрг.
Не забудьте указать, что нашли организацию на торговой площадке БизОрг.

 Поместите внутрь рабочей области фильтрующий мешок с мезгой. Закрепите ручку с дополнительным рычагом на прессе.
Поместите внутрь рабочей области фильтрующий мешок с мезгой. Закрепите ручку с дополнительным рычагом на прессе.
 Фруктовые и ягодные соки не темнеют, не окисляются и сохраняют свои свойства и витамины.
Фруктовые и ягодные соки не темнеют, не окисляются и сохраняют свои свойства и витамины. samogon-plus.ru , Вы можете купить современный эффективный пресс для отжима SOK с нержавеющей корзиной объемом 6 литров по самой низкой цене.
samogon-plus.ru , Вы можете купить современный эффективный пресс для отжима SOK с нержавеющей корзиной объемом 6 литров по самой низкой цене.  Во время прессования в центре корзины образуется карман сока, который необходимо разбить и подавить, чтобы выпустить все вино. Кроме того, прессующие усилия, необходимые для корзиночных прессов, обычно намного выше, чем для прессов с диафрагмой. В результате очень легко получить резкие и агрессивные характеристики от чрезмерного прессования семян и кожуры. Наконец, корзиночные прессы трудно дезинфицировать и тяжело перемещать. На нашей собственной винодельне Olin Wines мы отказались от корзиночного пресса, когда впервые использовали пузырчатый пресс. Простота использования, качество прессованного вина (нам больше не нужно отделять выдержанное вино от прессованного) и отсутствие необходимости переупаковывать пресс, чтобы получить все вино, заставили принять решение прекратить использование. корзина нажимается очень легко!
Во время прессования в центре корзины образуется карман сока, который необходимо разбить и подавить, чтобы выпустить все вино. Кроме того, прессующие усилия, необходимые для корзиночных прессов, обычно намного выше, чем для прессов с диафрагмой. В результате очень легко получить резкие и агрессивные характеристики от чрезмерного прессования семян и кожуры. Наконец, корзиночные прессы трудно дезинфицировать и тяжело перемещать. На нашей собственной винодельне Olin Wines мы отказались от корзиночного пресса, когда впервые использовали пузырчатый пресс. Простота использования, качество прессованного вина (нам больше не нужно отделять выдержанное вино от прессованного) и отсутствие необходимости переупаковывать пресс, чтобы получить все вино, заставили принять решение прекратить использование. корзина нажимается очень легко!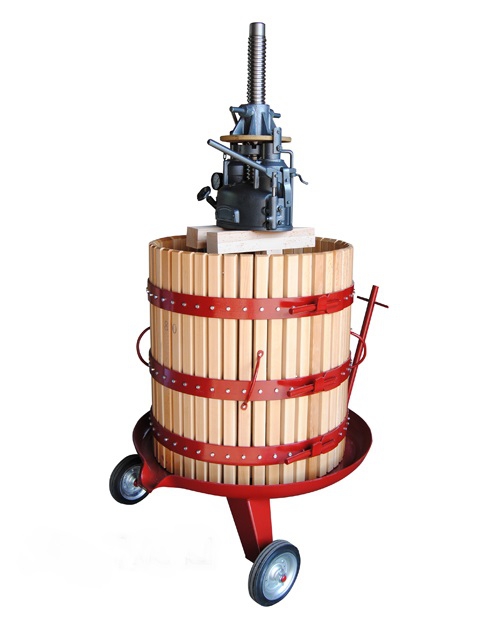 ..
.. counts.r + ‘ Обзор’ + (TurnToItemData.counts.r == 1 ? » : ‘s’) + » +
counts.r + ‘ Обзор’ + (TurnToItemData.counts.r == 1 ? » : ‘s’) + » +
 Если вы выбираете между мембранным прессом или корзиночным прессом в качестве первого и единственного пресса, выбор будет зависеть от того, какие сорта винограда вы собираетесь перерабатывать.
Если вы выбираете между мембранным прессом или корзиночным прессом в качестве первого и единственного пресса, выбор будет зависеть от того, какие сорта винограда вы собираетесь перерабатывать. По этой причине мембранные прессы являются предпочтительным оружием для большинства процессов производства белых вин, но могут быть вторым выбором для ферментированных красных вин, где повышенный осадок потребует более длительной обработки — более длительного времени выдержки, большей фильтрации и т. д.
По этой причине мембранные прессы являются предпочтительным оружием для большинства процессов производства белых вин, но могут быть вторым выбором для ферментированных красных вин, где повышенный осадок потребует более длительной обработки — более длительного времени выдержки, большей фильтрации и т. д. Пресс будет работать без дальнейших действий со стороны пользователя до тех пор, пока не будет достигнуто максимальное давление, после чего он остановится. Вы можете установить более высокое давление, и оно будет продолжаться снова. Повторяйте этот цикл, пока не достигнете желаемого конечного давления.
Пресс будет работать без дальнейших действий со стороны пользователя до тех пор, пока не будет достигнуто максимальное давление, после чего он остановится. Вы можете установить более высокое давление, и оно будет продолжаться снова. Повторяйте этот цикл, пока не достигнете желаемого конечного давления. Этот цикл «надавить-повернуть-повторить» помогает разбить выдавленную лепешку, обнажая виноград, который, возможно, не был отжат в первый раз.
Этот цикл «надавить-повернуть-повторить» помогает разбить выдавленную лепешку, обнажая виноград, который, возможно, не был отжат в первый раз. Для красного винограда обычно подходят три диафрагмы, но пользователям может понадобиться от 6 до 9.диафрагмы для свежего винограда.
Для красного винограда обычно подходят три диафрагмы, но пользователям может понадобиться от 6 до 9.диафрагмы для свежего винограда.
 .. (/bitrix/click_sd.php?goto=[…]0%B7%D0%BE%D1%87%D0%BD%D0%BE-%D1%80%D0%B0%D0%B7%D0%B3%D1%80%D1%83%D0%B7%D0%BE%D1%87%D0%BD … … %D1%86%D0%B8%D0%B8%20%D0%BC%D0%B0%D1%88%D0%B8%D0%BD.%20%D0%9F%D0%BE%D1%8F%D1%81%D0%BD%D0%B8%D1%82%D0%B5%2C%20%D0 %BF%D0%BE%D0%B6%D0%B0%D0%BB%D1%83%D0%B9%D1%81%D1%82%D0%B0.%20%D0%A1%D0%BF%D0%B0%D1%81%D0%B8%D0%B1%D0%BE. » Да, спасибо за …
.. (/bitrix/click_sd.php?goto=[…]0%B7%D0%BE%D1%87%D0%BD%D0%BE-%D1%80%D0%B0%D0%B7%D0%B3%D1%80%D1%83%D0%B7%D0%BE%D1%87%D0%BD … … %D1%86%D0%B8%D0%B8%20%D0%BC%D0%B0%D1%88%D0%B8%D0%BD.%20%D0%9F%D0%BE%D1%8F%D1%81%D0%BD%D0%B8%D1%82%D0%B5%2C%20%D0 %BF%D0%BE%D0%B6%D0%B0%D0%BB%D1%83%D0%B9%D1%81%D1%82%D0%B0.%20%D0%A1%D0%BF%D0%B0%D1%81%D0%B8%D0%B1%D0%BE. » Да, спасибо за … .. Ирина. Наталья Дмитриева, посмотрите […]([…]
.. Ирина. Наталья Дмитриева, посмотрите […]([…] 09.2022 (видеозапись)
09.2022 (видеозапись) К тому же технология позволяет значительно сэкономить на материалах.
К тому же технология позволяет значительно сэкономить на материалах.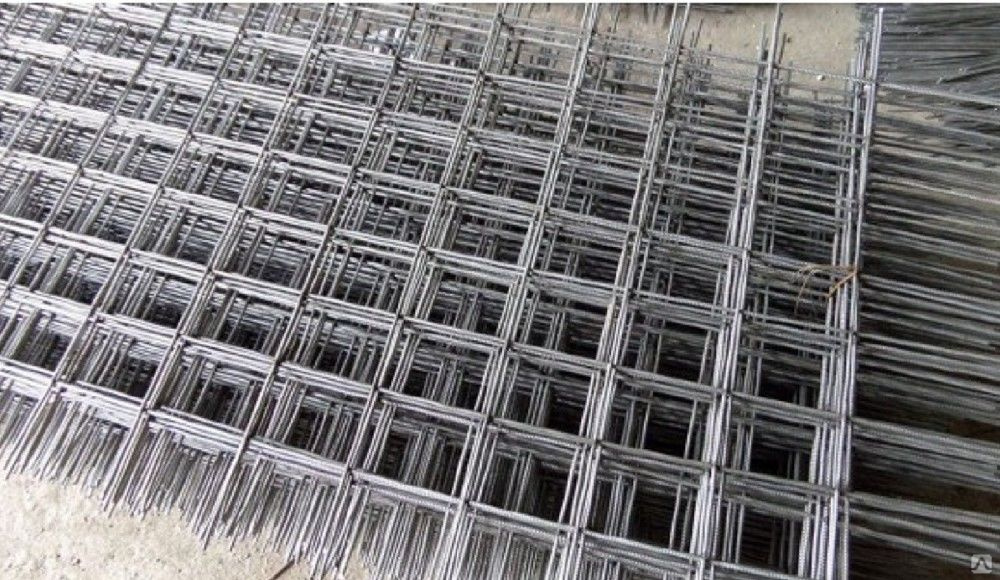
 Помещение заливают раствором, после его просыхания вынимают маяки и выравнивают.
Помещение заливают раствором, после его просыхания вынимают маяки и выравнивают. Все эти процедуры на профессиональном уровне могут выполнить наши мастера, подготовив основание под укладку напольного покрытия в кратчайшие сроки и с гарантией. Обращайтесь.
Все эти процедуры на профессиональном уровне могут выполнить наши мастера, подготовив основание под укладку напольного покрытия в кратчайшие сроки и с гарантией. Обращайтесь. Благодаря армированию снижается риск образования усадочных трещин, а стяжка может подвергаться большей нагрузке при наличии компенсационных швов. Традиционный способ армирования стяжки заключается в размещении армирующей сетки (также называемой стяжкой) в середине слоя стяжки. Как и в железобетоне, армирующая сетка обеспечивает дополнительную прочность. Узнайте здесь, как самостоятельно создать прочную стяжку, не используя стяжную сетку.
Благодаря армированию снижается риск образования усадочных трещин, а стяжка может подвергаться большей нагрузке при наличии компенсационных швов. Традиционный способ армирования стяжки заключается в размещении армирующей сетки (также называемой стяжкой) в середине слоя стяжки. Как и в железобетоне, армирующая сетка обеспечивает дополнительную прочность. Узнайте здесь, как самостоятельно создать прочную стяжку, не используя стяжную сетку. Но есть еще кое-что. Традиционная стяжка с армирующей сеткой или волокнами быстро поднимается до 5 мм в углах, в то время как стяжка с сеткой Staenis остается ровной. Толстые изоляционные слои и большие размеры плитки также больше не являются проблемой. Откройте для себя все технические преимущества сетки Staenis.
Но есть еще кое-что. Традиционная стяжка с армирующей сеткой или волокнами быстро поднимается до 5 мм в углах, в то время как стяжка с сеткой Staenis остается ровной. Толстые изоляционные слои и большие размеры плитки также больше не являются проблемой. Откройте для себя все технические преимущества сетки Staenis. Обратите внимание: армирование волокнами с добавками поставляется и устанавливается только профессиональными бетоноукладчиками. Обычно это для общественных мест, где нагрузка очень высока, или когда достаточно тонкой стяжки толщиной около 4 см.
Обратите внимание: армирование волокнами с добавками поставляется и устанавливается только профессиональными бетоноукладчиками. Обычно это для общественных мест, где нагрузка очень высока, или когда достаточно тонкой стяжки толщиной около 4 см. Найдите свою идеальную структуру пола и уложите стяжку с помощью решетки Staenis.
Найдите свою идеальную структуру пола и уложите стяжку с помощью решетки Staenis.
 Вы сразу научитесь размещать его самостоятельно.
Вы сразу научитесь размещать его самостоятельно. Сетка обеспечивает поверхность без натяжения и красивый результат без повреждений на всю жизнь. Узнайте больше об идеальной структуре пола и легко закажите материалы онлайн через интернет-магазин.
Сетка обеспечивает поверхность без натяжения и красивый результат без повреждений на всю жизнь. Узнайте больше об идеальной структуре пола и легко закажите материалы онлайн через интернет-магазин. 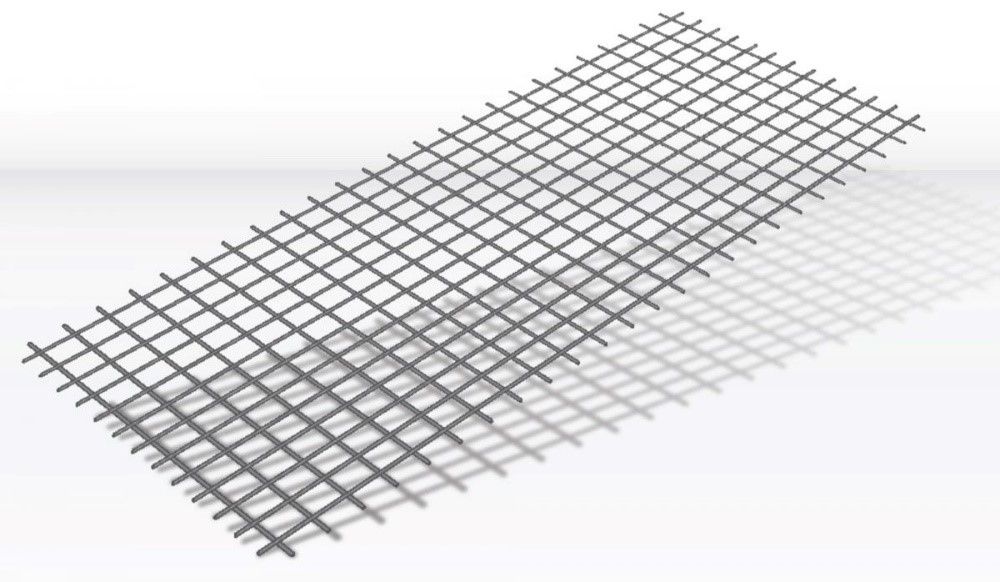 Когда возникает трещина, арматура отклоняет напряжение, замедляя распространение трещины, чтобы свести к минимуму ее ширину и распространение. Армирование стяжки бывает двух видов: полипропиленовые волокна и армирующая сетка. Некоторые подрядчики по укладке стяжек могут регулярно использовать арматуру в своих работах, если нет веской причины не делать этого.
Когда возникает трещина, арматура отклоняет напряжение, замедляя распространение трещины, чтобы свести к минимуму ее ширину и распространение. Армирование стяжки бывает двух видов: полипропиленовые волокна и армирующая сетка. Некоторые подрядчики по укладке стяжек могут регулярно использовать арматуру в своих работах, если нет веской причины не делать этого. Полипропиленовые волокна обычно используются в связанных и несвязанных конструкциях плавающих стяжек, а также в стяжках, укладываемых поверх труб напольного отопления.
Полипропиленовые волокна обычно используются в связанных и несвязанных конструкциях плавающих стяжек, а также в стяжках, укладываемых поверх труб напольного отопления.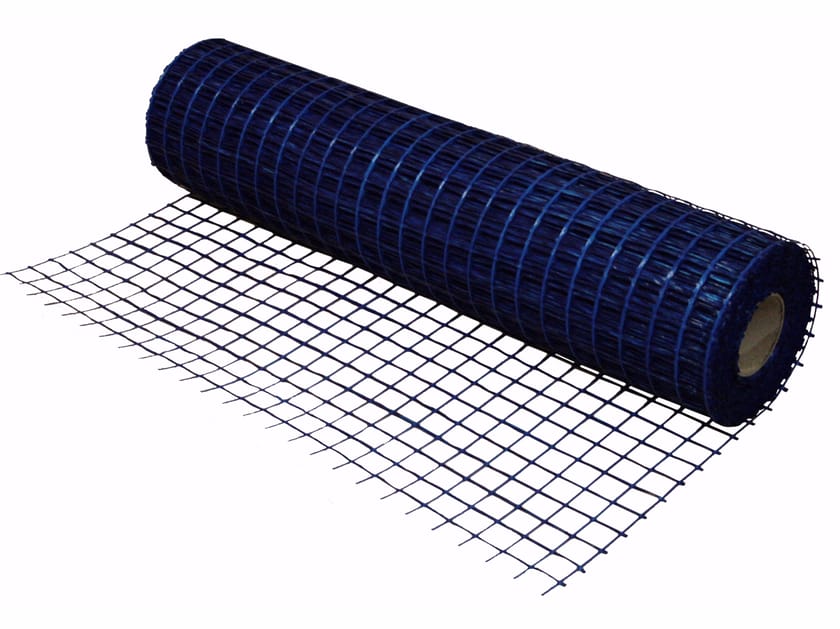

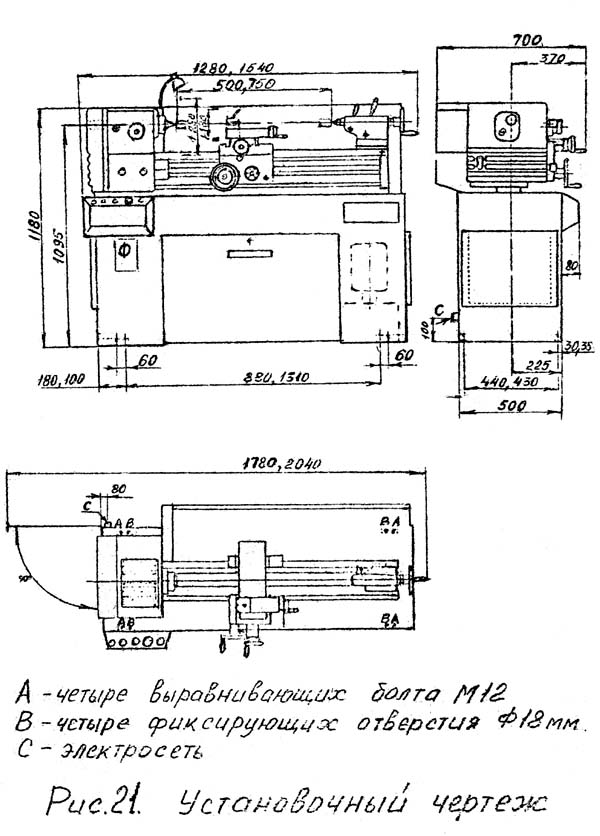 Этот тип издания обладает несколько иным форматом и реализует уже прочую информацию, что встречается в документе в более детализированном подходе.
Этот тип издания обладает несколько иным форматом и реализует уже прочую информацию, что встречается в документе в более детализированном подходе. Хоть этот станок и является небольшим, а его предназначение работа с маленькими заготовками. Тем не менее, он может быть весьма эффективен в применении для тех или иных операций, связанных с работой заготовками по металлу.
Хоть этот станок и является небольшим, а его предназначение работа с маленькими заготовками. Тем не менее, он может быть весьма эффективен в применении для тех или иных операций, связанных с работой заготовками по металлу.
 Потому-то конструкция ТВ-4 имеет классическую компоновку всех станков данного типа. На нем выполняются следующие токарные работы:
Потому-то конструкция ТВ-4 имеет классическую компоновку всех станков данного типа. На нем выполняются следующие токарные работы:
 Невозможно установить другие пары шестерней, поэтому соотношение здесь — константа.
Невозможно установить другие пары шестерней, поэтому соотношение здесь — константа.
 Альтернативой является установка специальных регулируемых опор.
Альтернативой является установка специальных регулируемых опор. Участники Passport могут просматривать контент на компьютере, планшете или смартфоне, а также на телевизоре с помощью потокового видеоустройства, такого как Roku или Apple TV.
Участники Passport могут просматривать контент на компьютере, планшете или смартфоне, а также на телевизоре с помощью потокового видеоустройства, такого как Roku или Apple TV. И, конечно же, программы PBS и IdahoPTV будут по-прежнему бесплатно транслироваться в эфире.
И, конечно же, программы PBS и IdahoPTV будут по-прежнему бесплатно транслироваться в эфире.



 Район Роджерса
Район Роджерса Нажмите на синие вкладки выше, чтобы узнать о наших возможностях потоковой передачи Smart TV.
Нажмите на синие вкладки выше, чтобы узнать о наших возможностях потоковой передачи Smart TV.
 Вы будете использовать этот код для следующего шага.
Вы будете использовать этот код для следующего шага. Запишите код активации; вы будете использовать этот код на следующем шаге.
Запишите код активации; вы будете использовать этот код на следующем шаге.
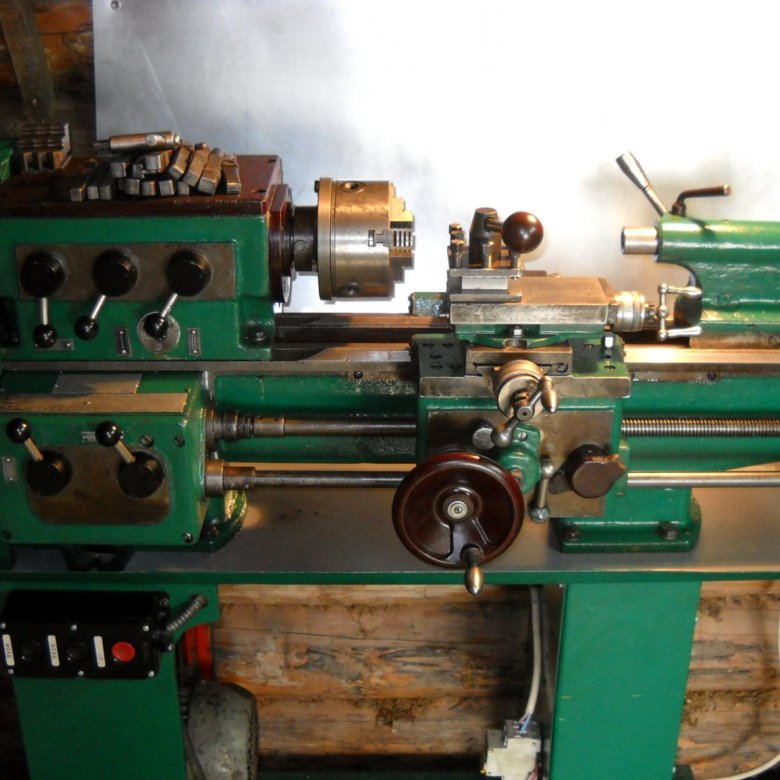
 com или video.wttw.com со своего компьютера или мобильного устройства.
com или video.wttw.com со своего компьютера или мобильного устройства.




 Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
 В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
 Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
 Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
 Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
 Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
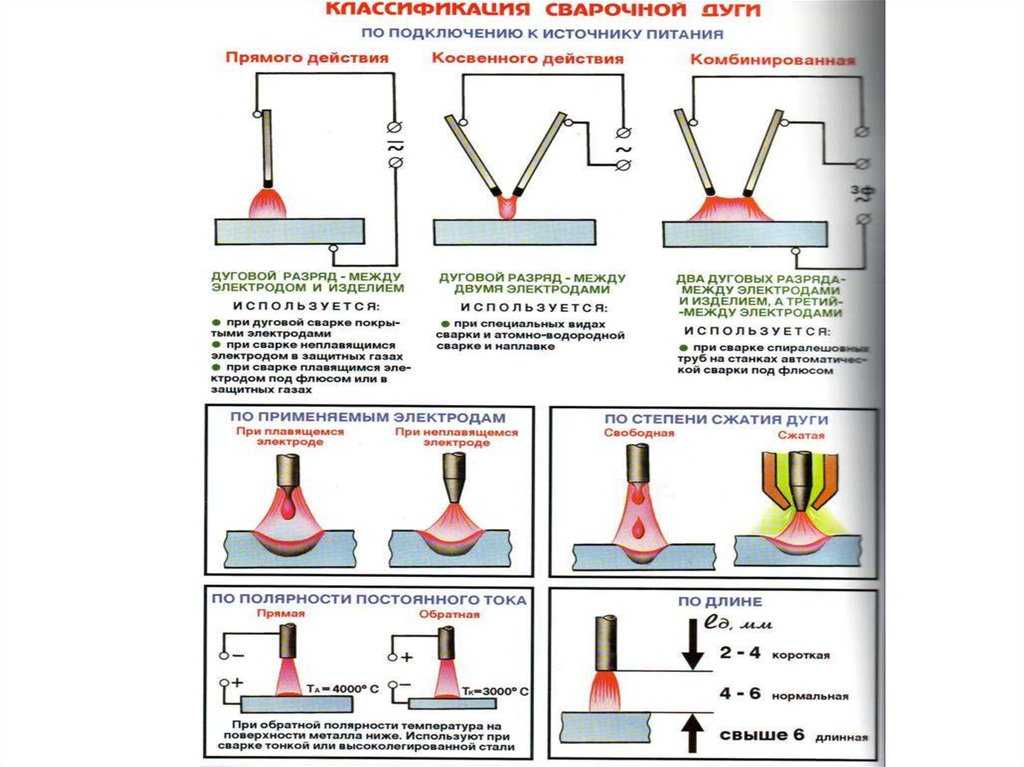 Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
 Для смены полярности достаточно просто «перекинуть» клеммы. После этого направление движения тока поменяется и, соответственно, изменятся физические процессы сваривания.
Для смены полярности достаточно просто «перекинуть» клеммы. После этого направление движения тока поменяется и, соответственно, изменятся физические процессы сваривания. Данный вариант подключения хорош тем, что дает возможность работать с тонкостенными и легкоплавными металлами.
Данный вариант подключения хорош тем, что дает возможность работать с тонкостенными и легкоплавными металлами.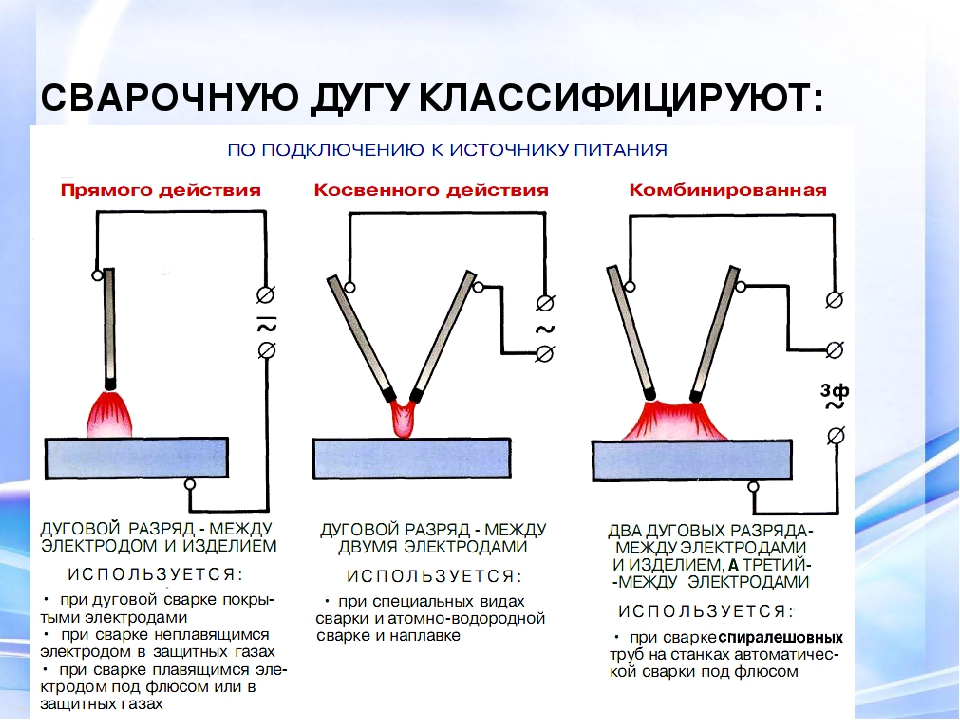 В этом случае заготовка разогревается лучше по сравнению с электродом, что дает возможность получить более глубокий шов. Этот режим отлично подходит и для резки металла. Для тонких листов лучше выбрать обратную полярность. Тогда основное тепло сосредотачивается на электроде и перегрев заготовки удается предотвратить.
В этом случае заготовка разогревается лучше по сравнению с электродом, что дает возможность получить более глубокий шов. Этот режим отлично подходит и для резки металла. Для тонких листов лучше выбрать обратную полярность. Тогда основное тепло сосредотачивается на электроде и перегрев заготовки удается предотвратить. Бывают случаи, когда материал флюса и заготовки выдвигают взаимоисключающие требования. Сварщику приходится проявлять максимум изобретательности, чтобы найти оптимальное смещение силы тока и выбрать подходящий рабочий цикл.
Бывают случаи, когда материал флюса и заготовки выдвигают взаимоисключающие требования. Сварщику приходится проявлять максимум изобретательности, чтобы найти оптимальное смещение силы тока и выбрать подходящий рабочий цикл.

 Ее задача состоит в том, чтобы отвести избыточное тепло. Для этих целей лучше всего подходят толстые листы стали или меди.
Ее задача состоит в том, чтобы отвести избыточное тепло. Для этих целей лучше всего подходят толстые листы стали или меди. Полярность играет важную роль при сварке. Это связано с тем, что выбор правильной полярности влияет на качество, долговечность и прочность сварного шва.
Полярность играет важную роль при сварке. Это связано с тем, что выбор правильной полярности влияет на качество, долговечность и прочность сварного шва.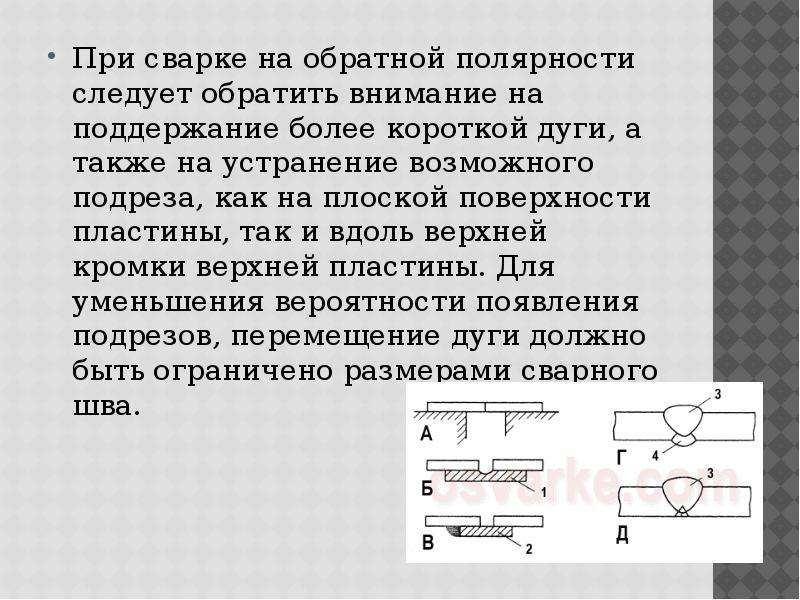 Он проходит через анод.
Он проходит через анод.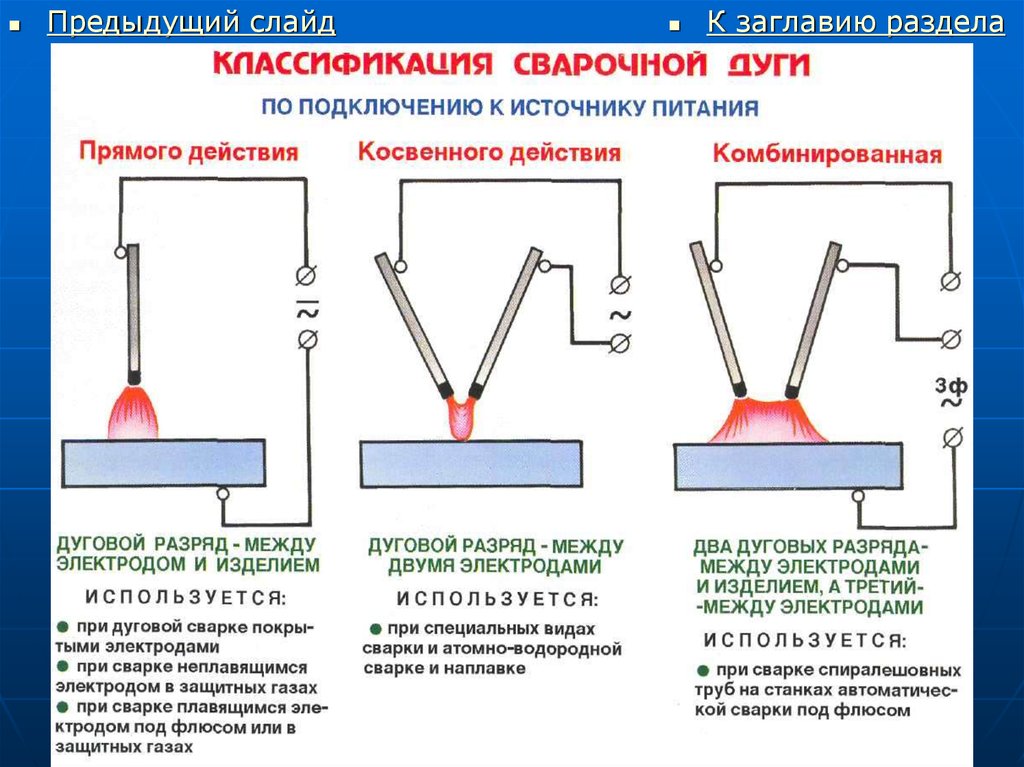 Состояние может измениться из-за воздействия различных химических веществ в покрытии.
Состояние может измениться из-за воздействия различных химических веществ в покрытии.

 Затем они ударяются о поверхность материнской пластины.
Затем они ударяются о поверхность материнской пластины.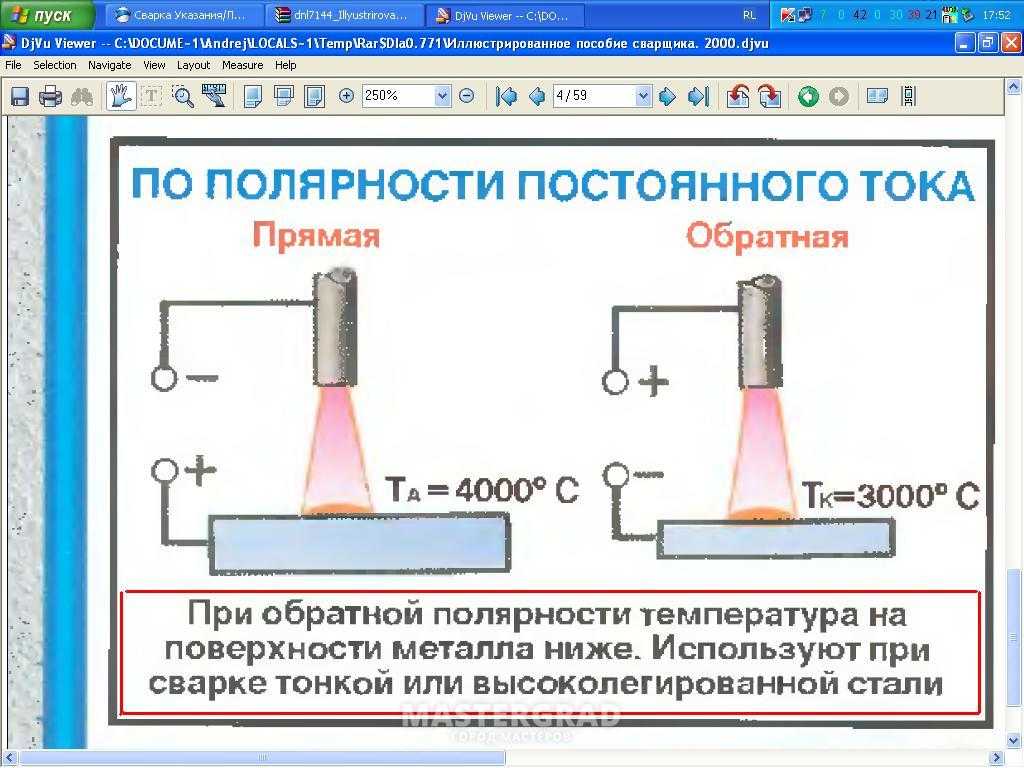 Анод соединен с плюсовой клеммой.
Анод соединен с плюсовой клеммой. Теперь при дуговой сварке основные металлы соединяются с одной клеммой, а электрод подключается к другой клемме. При наличии достаточной разности потенциалов непрерывный поток электронов между ними через небольшой зазор составляет дугу (основной источник тепла при дуговой сварке). В зависимости от соединений питание постоянного тока может обеспечивать две полярности, как показано ниже:
Теперь при дуговой сварке основные металлы соединяются с одной клеммой, а электрод подключается к другой клемме. При наличии достаточной разности потенциалов непрерывный поток электронов между ними через небольшой зазор составляет дугу (основной источник тепла при дуговой сварке). В зависимости от соединений питание постоянного тока может обеспечивать две полярности, как показано ниже: Разница между прямой полярностью постоянного тока (DCSP) и обратной полярностью постоянного тока (DCRP) представлена в таблице ниже. Для лучшего понимания вы можете прочитать:
Разница между прямой полярностью постоянного тока (DCSP) и обратной полярностью постоянного тока (DCRP) представлена в таблице ниже. Для лучшего понимания вы можете прочитать:
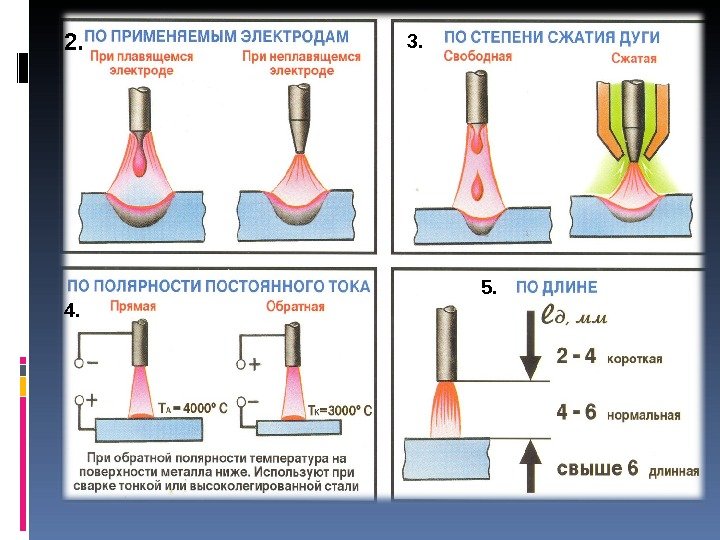
 ;
;

 При содержании кремния более 12-13 % до 22 % присутствуют в сплаве первичные кристаллы кремния. Когда эти кристаллы правильно распределены, они обеспечивают высокую износостойкость сплава. Из этих заэвтектических сплавов изготавливают, например, блок двигателя автомобиля.
При содержании кремния более 12-13 % до 22 % присутствуют в сплаве первичные кристаллы кремния. Когда эти кристаллы правильно распределены, они обеспечивают высокую износостойкость сплава. Из этих заэвтектических сплавов изготавливают, например, блок двигателя автомобиля. ;
;
 Эти добавки могут сделать металлы более текучими при обработке, повысить их жаростойкость и уменьшить хрупкость. Кремний является одним из таких элементов, который можно найти как в медных, так и в алюминиевых сплавах.
Эти добавки могут сделать металлы более текучими при обработке, повысить их жаростойкость и уменьшить хрупкость. Кремний является одним из таких элементов, который можно найти как в медных, так и в алюминиевых сплавах. Вы часто можете найти силиконовый алюминий в качестве присадочной проволоки при пайке и сварке алюминия.
Вы часто можете найти силиконовый алюминий в качестве присадочной проволоки при пайке и сварке алюминия.

 Электронная система регулировки и поддержания температуры сделает медное литье проще и обеспечит лучшее качество отливки.
Электронная система регулировки и поддержания температуры сделает медное литье проще и обеспечит лучшее качество отливки. В них применяется модель, сделанная из горючего материала, например папье-маше. Модель в этом случае сгорает при заливке высокотемпературного расплава, продукты сгорания в виде газов выходят через заливное отверстие.
В них применяется модель, сделанная из горючего материала, например папье-маше. Модель в этом случае сгорает при заливке высокотемпературного расплава, продукты сгорания в виде газов выходят через заливное отверстие. Здесь, кроме конструкционных достоинств — прочности, долговечности и внешнего вида, применяются и бактерицидные свойства меди и ее сплавов.
Здесь, кроме конструкционных достоинств — прочности, долговечности и внешнего вида, применяются и бактерицидные свойства меди и ее сплавов.
 Не забудьте проверить наличие и работоспособность огнетушителя, пригодного для тушения электроустановок под напряжением.
Не забудьте проверить наличие и работоспособность огнетушителя, пригодного для тушения электроустановок под напряжением. При определении номинальных размеров медного учитывают технологические напуски.
При определении номинальных размеров медного учитывают технологические напуски.

 и механические свойства и легко поддаются механической обработке, пайке, пайке, полировке или гальваническому покрытию. Согласно Всемирной переписи литейного производства 2018 года, опубликованной журналом Modern Casting, в США на медь приходится примерно 2,8% от общего объема производства литья. Ниже приведены 10 качеств литейных медных сплавов, которые должны знать инженеры-конструкторы.
и механические свойства и легко поддаются механической обработке, пайке, пайке, полировке или гальваническому покрытию. Согласно Всемирной переписи литейного производства 2018 года, опубликованной журналом Modern Casting, в США на медь приходится примерно 2,8% от общего объема производства литья. Ниже приведены 10 качеств литейных медных сплавов, которые должны знать инженеры-конструкторы.
 Эти сплавы образуют короткую, хрупкую, туго закрученную стружку, которая имеет тенденцию распадаться на управляемые сегменты. В то время как чистота поверхности этих сплавов будет хорошей, скорость резания будет ниже, а износ инструмента увеличится.
Эти сплавы образуют короткую, хрупкую, туго закрученную стружку, которая имеет тенденцию распадаться на управляемые сегменты. В то время как чистота поверхности этих сплавов будет хорошей, скорость резания будет ниже, а износ инструмента увеличится. 
 Сплавы на основе золота используются в электротехнике, а припои на основе олова – в бытовой сантехнике.
Сплавы на основе золота используются в электротехнике, а припои на основе олова – в бытовой сантехнике. Эти сплавы, на долю которых приходится самый высокий уровень производства литья, затвердевают ненаправленно. Хотя правильное поднятие помогает бороться с этим, оно не имеет такого же эффекта, как направленное затвердевание.
Эти сплавы, на долю которых приходится самый высокий уровень производства литья, затвердевают ненаправленно. Хотя правильное поднятие помогает бороться с этим, оно не имеет такого же эффекта, как направленное затвердевание. Однако их почти всегда можно избежать, например, преобразовав перекресток X в два смещенных Т-образных сечения.
Однако их почти всегда можно избежать, например, преобразовав перекресток X в два смещенных Т-образных сечения.
 В конце концов их методы стали настолько изощренными, что из этого металла отливали почти невероятно тонкие, но все же совершенные чаши. С самого начала были приобретены большие навыки изготовления двойных каменных форм, что позволяло повторять работу. Однако отливки из песка, похоже, были менее распространены. (3)
В конце концов их методы стали настолько изощренными, что из этого металла отливали почти невероятно тонкие, но все же совершенные чаши. С самого начала были приобретены большие навыки изготовления двойных каменных форм, что позволяло повторять работу. Однако отливки из песка, похоже, были менее распространены. (3)  Затем заливали расплавленный металл и давали ему остыть, после чего форму разбивали, а изделию долотом придавали необходимые завершающие штрихи».
Затем заливали расплавленный металл и давали ему остыть, после чего форму разбивали, а изделию долотом придавали необходимые завершающие штрихи».
 1…0.3) % в хромистых сталях измельчает зерно и повышает прочность и вязкость.
1…0.3) % в хромистых сталях измельчает зерно и повышает прочность и вязкость.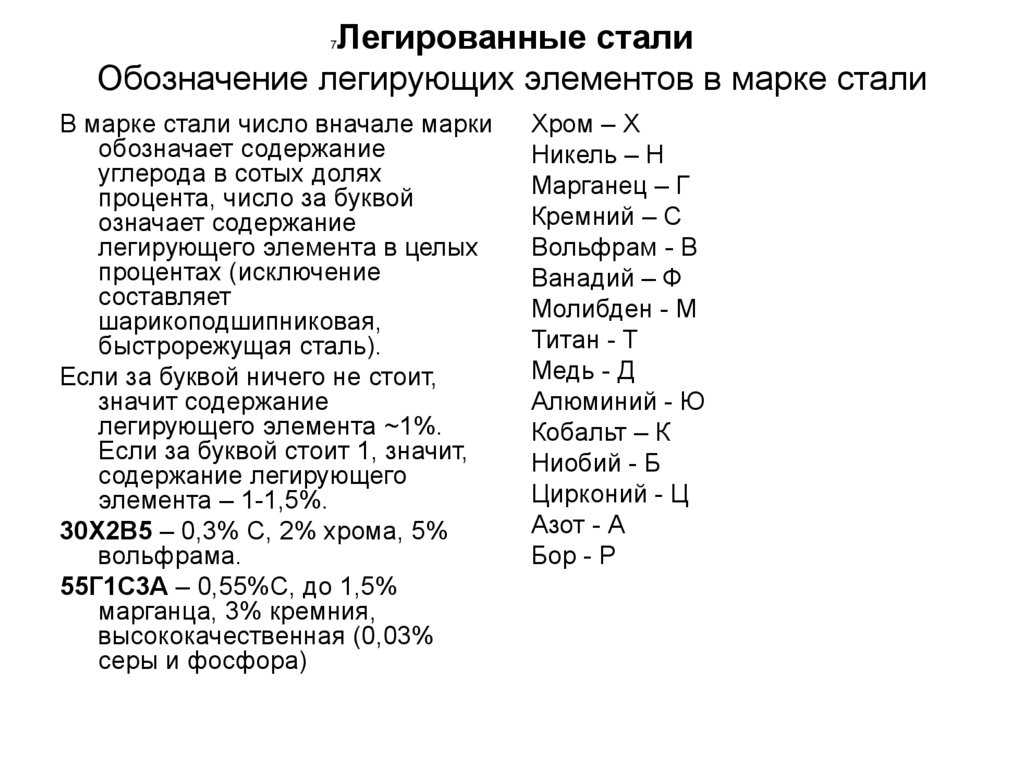
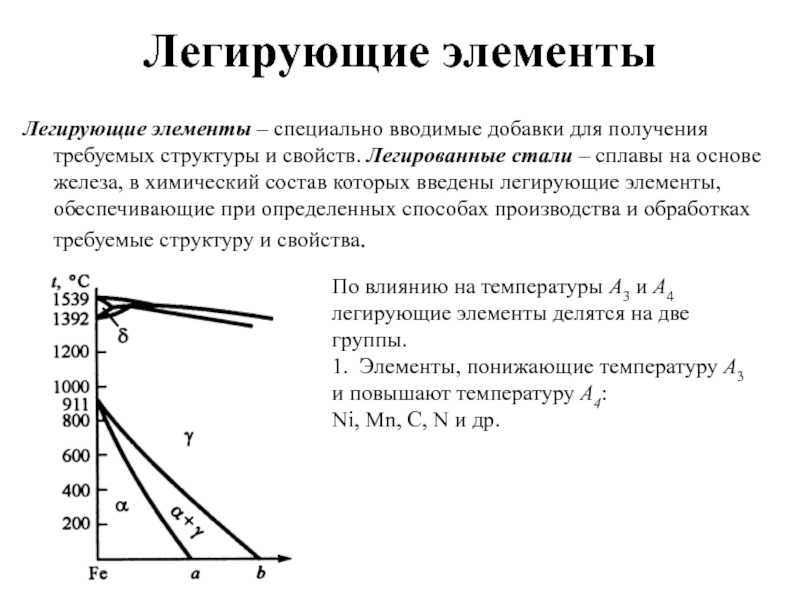
 Чтобы откорректировать их свойства, используют легирование.
Чтобы откорректировать их свойства, используют легирование. Если обычного содержания некоторых элементов недостаточно, для получения сталей с нужными свойствами в них дополнительно вносят в определенных количествах специальные примеси, которые называют легирующими добавками.
Если обычного содержания некоторых элементов недостаточно, для получения сталей с нужными свойствами в них дополнительно вносят в определенных количествах специальные примеси, которые называют легирующими добавками.
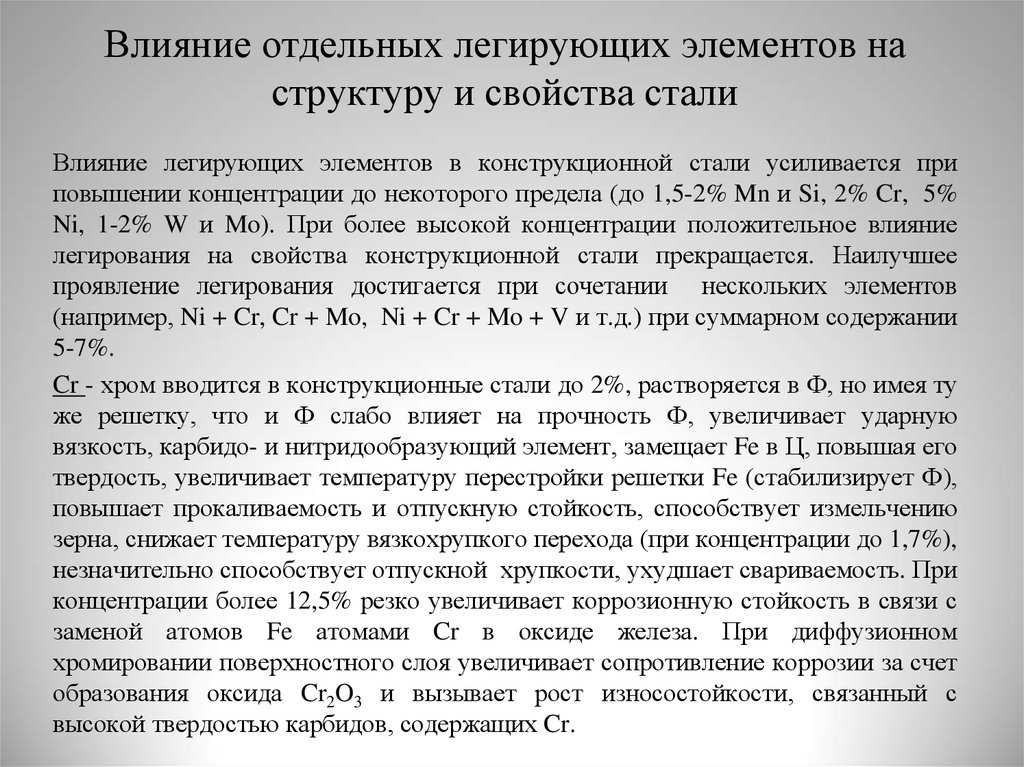
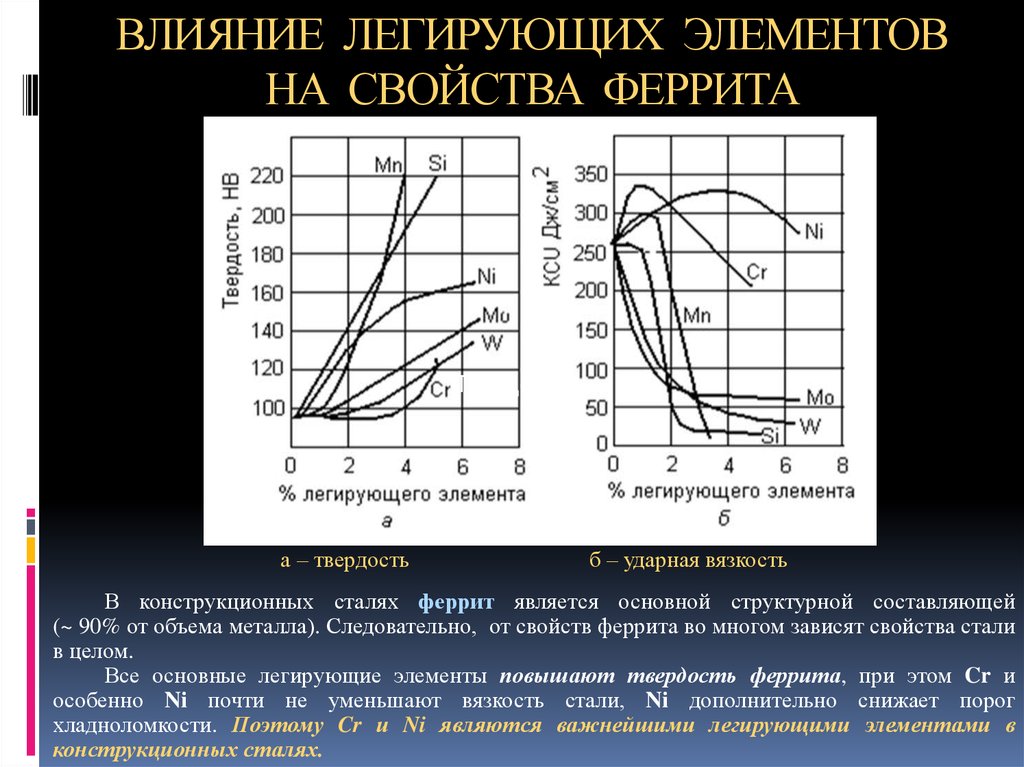
 Это снижает пластичность, ударную вязкость и обрабатываемость.
Это снижает пластичность, ударную вязкость и обрабатываемость.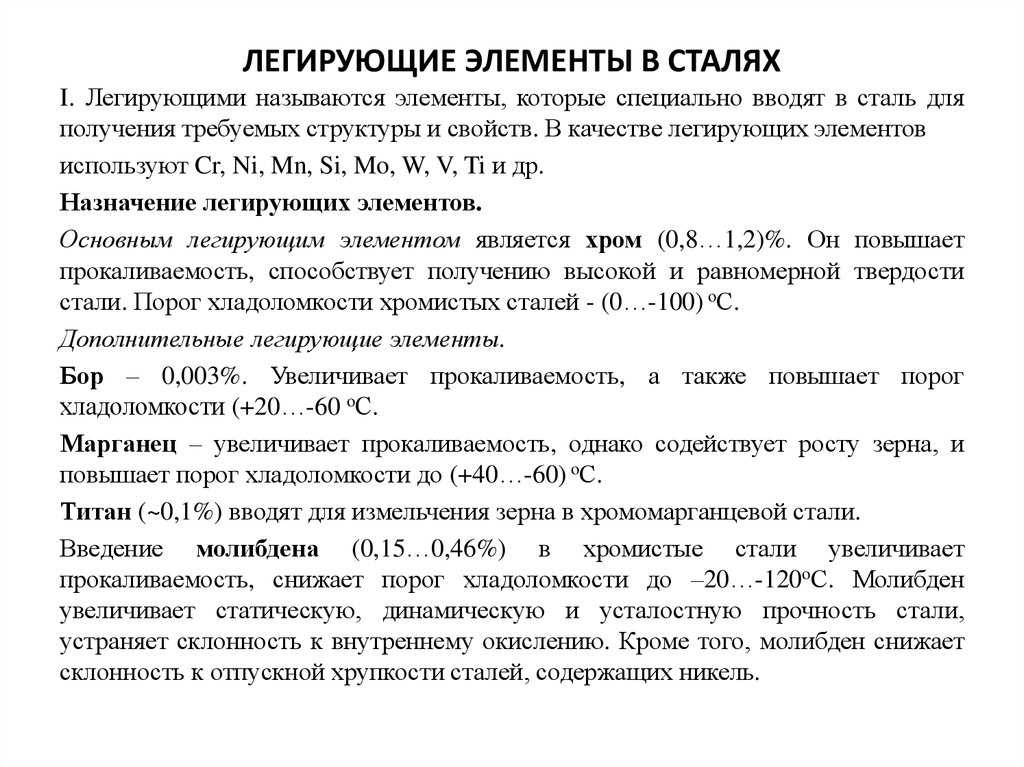 Медь может ухудшить качество поверхности. Медь полезна для устойчивости к атмосферной коррозии, когда присутствует в количествах, превышающих 0,20%. Продаются атмосферостойкие стали с содержанием меди более 0,20%.
Медь может ухудшить качество поверхности. Медь полезна для устойчивости к атмосферной коррозии, когда присутствует в количествах, превышающих 0,20%. Продаются атмосферостойкие стали с содержанием меди более 0,20%.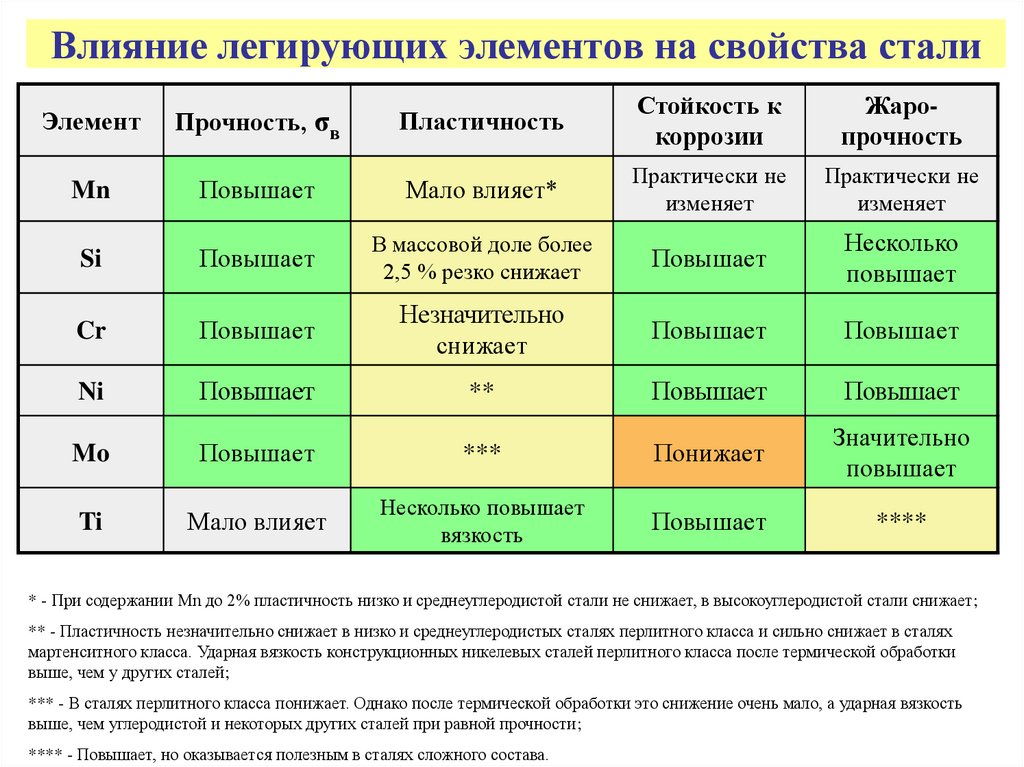
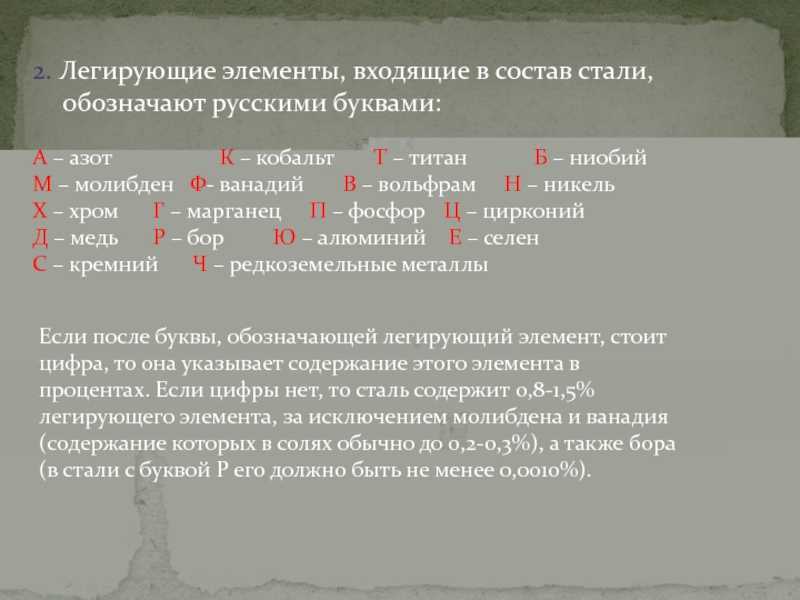 Таким образом, предотвращается локализованное выделение карбидов на границах зерен.
Таким образом, предотвращается локализованное выделение карбидов на границах зерен.
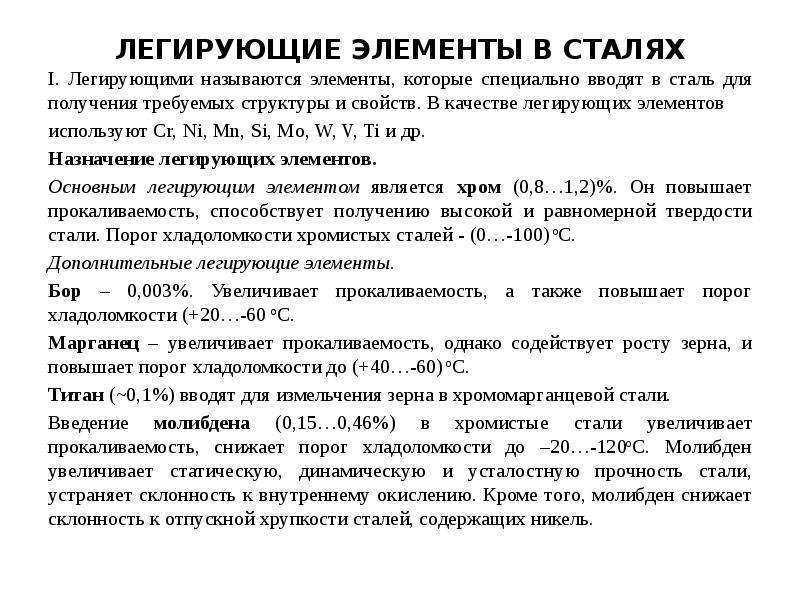
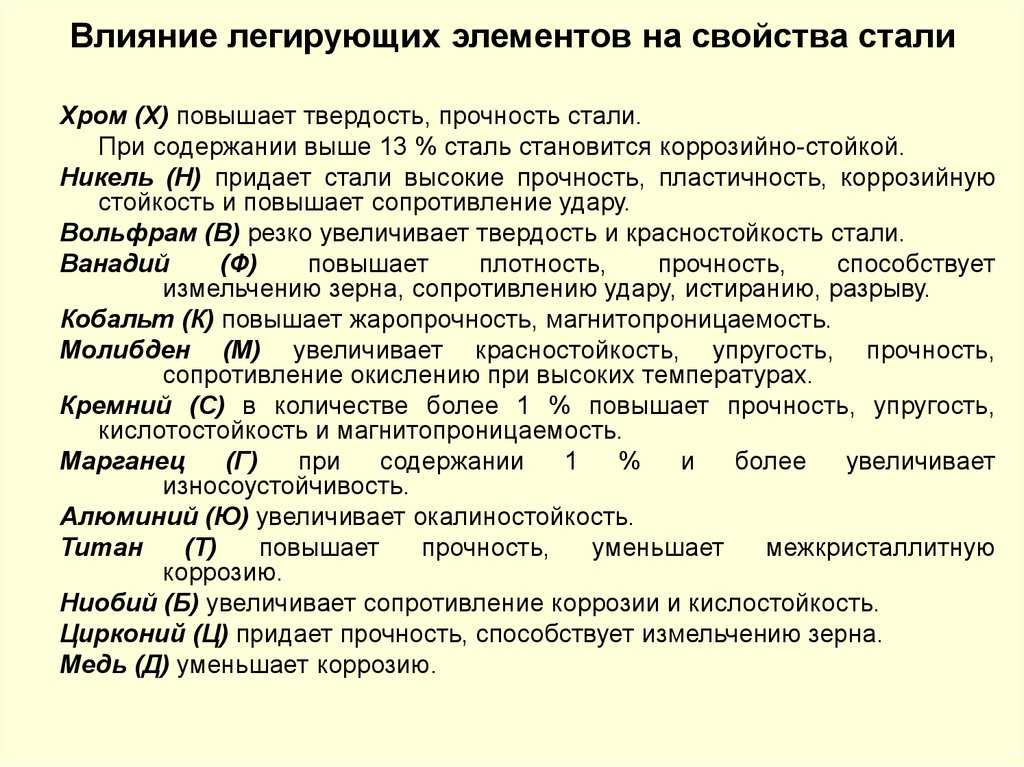
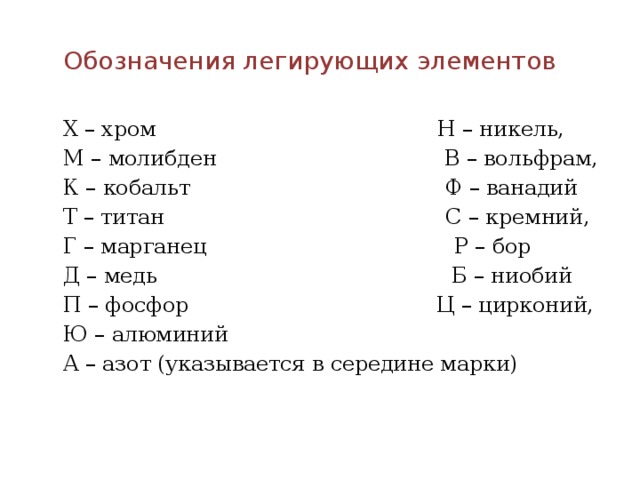 Кремний также улучшает стойкость к окислению и является стабилизатором «феррита». В «аустенитных нержавеющих сталях высокое содержание кремния улучшает стойкость к окислению, а также предотвращает науглероживание при повышенных температурах (примерами являются 309 и 310).
Кремний также улучшает стойкость к окислению и является стабилизатором «феррита». В «аустенитных нержавеющих сталях высокое содержание кремния улучшает стойкость к окислению, а также предотвращает науглероживание при повышенных температурах (примерами являются 309 и 310).
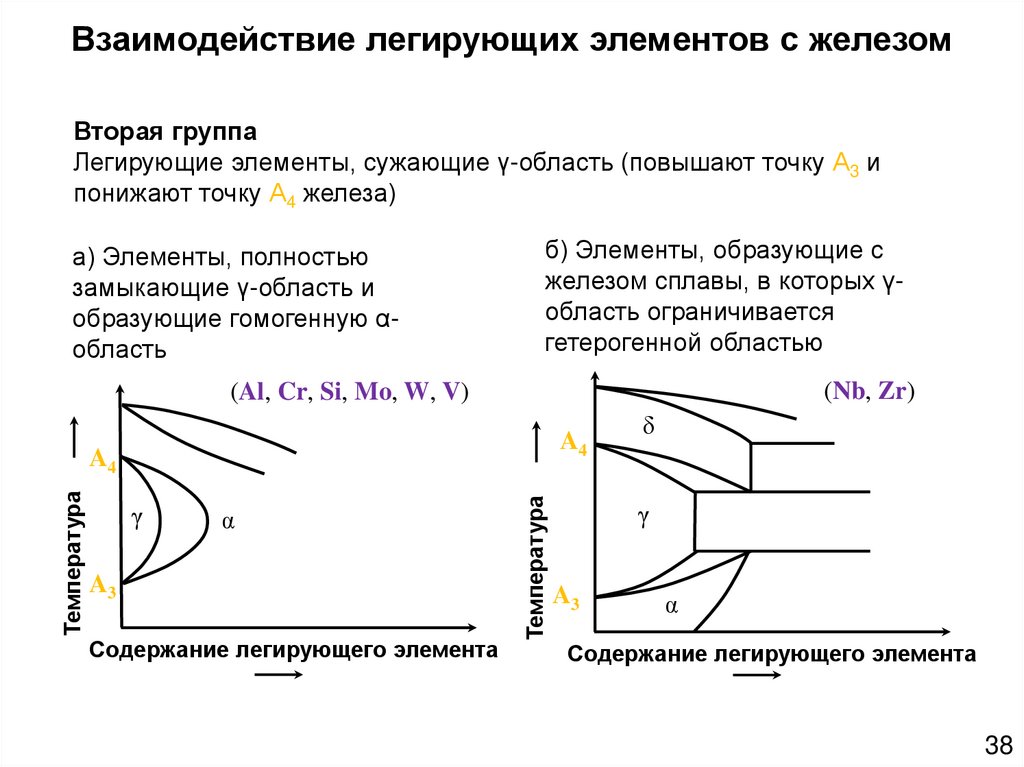
 Вам нужно снять около 2-3 см изоляции, а затем плотно скрутить провода.
Вам нужно снять около 2-3 см изоляции, а затем плотно скрутить провода. По возможности также рекомендуется изолировать любые соединения с помощью термоусадочной трубки или изоленты.
По возможности также рекомендуется изолировать любые соединения с помощью термоусадочной трубки или изоленты. Поэтому для небольших источников тепла, таких как свечи и зажигалки, используйте более тонкие паяльники. Для более крупных источников тепла, вы можете использовать большие паяльники.
Поэтому для небольших источников тепла, таких как свечи и зажигалки, используйте более тонкие паяльники. Для более крупных источников тепла, вы можете использовать большие паяльники.
 Прежде всего, вам нужно будет принять дополнительные меры предосторожности. Носите огнестойкие перчатки и, когда это возможно, при работе с нагретым паяльным инструментом используйте металлические щипцы или плоскогубцы.
Прежде всего, вам нужно будет принять дополнительные меры предосторожности. Носите огнестойкие перчатки и, когда это возможно, при работе с нагретым паяльным инструментом используйте металлические щипцы или плоскогубцы. Возможно, вам придется использовать метод проб и ошибок, пока вы не почувствуете, как всё работает. Чтобы облегчить себе жизнь, начните с большего огня. Это даст вам больший и более долгоиграющий пласт угля.
Возможно, вам придется использовать метод проб и ошибок, пока вы не почувствуете, как всё работает. Чтобы облегчить себе жизнь, начните с большего огня. Это даст вам больший и более долгоиграющий пласт угля. Как припаять без паяльника?
Как припаять без паяльника?
.jpg)
 Идеальный материал для этого — стальная проволока 14 калибра. Она достаточно мала, чтобы быстро нагреваться, но достаточно велика, чтобы достаточно долго удерживать тепло для пайки. Также очень легко согнуть проволоку в любую форму, с которой вам удобно работать. Но если вы не можете найти стальную проволоку, вы можете использовать гвозди и отвертки соответствующего размера.
Идеальный материал для этого — стальная проволока 14 калибра. Она достаточно мала, чтобы быстро нагреваться, но достаточно велика, чтобы достаточно долго удерживать тепло для пайки. Также очень легко согнуть проволоку в любую форму, с которой вам удобно работать. Но если вы не можете найти стальную проволоку, вы можете использовать гвозди и отвертки соответствующего размера. Это оставляет другой конец инструмента чистым и свободным от окисления или химических остатков.
Это оставляет другой конец инструмента чистым и свободным от окисления или химических остатков. Для этого вы можете использовать длинную проволоку или прикрепить паяльник к концу негорючего стержня, такого как кусок стальной арматуры.
Для этого вы можете использовать длинную проволоку или прикрепить паяльник к концу негорючего стержня, такого как кусок стальной арматуры. Когда инструмент для пайки больше не сможет расплавить припой, верните его обратно в огонь и разогрейте.
Когда инструмент для пайки больше не сможет расплавить припой, верните его обратно в огонь и разогрейте. Хотя два метода все еще требуют нагрева, я обнаружил, что они намного проще для меня по сравнению с использованием старомодной паяльной проволоки.
Хотя два метода все еще требуют нагрева, я обнаружил, что они намного проще для меня по сравнению с использованием старомодной паяльной проволоки.  Тем не менее, можно изолировать каждую часть эпоксидной смолы отдельно в чистых флаконах для духовых проб. Соотношение смешивания: 100 частей серебра на 20 частей активатора. Таким образом, вы, по сути, должны смотреть на свое соотношение. Для небольшого ремонта достаточно небольшого мазка серебряной основы. Нанесите немного катализатора-отвердителя на длинный гвоздь или жесткую проволоку.
Тем не менее, можно изолировать каждую часть эпоксидной смолы отдельно в чистых флаконах для духовых проб. Соотношение смешивания: 100 частей серебра на 20 частей активатора. Таким образом, вы, по сути, должны смотреть на свое соотношение. Для небольшого ремонта достаточно небольшого мазка серебряной основы. Нанесите немного катализатора-отвердителя на длинный гвоздь или жесткую проволоку. youtube.com/embed/KKKIv-XNyeo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/KKKIv-XNyeo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
 Пластиковое покрытие необходимо снять как минимум на дюйм с конца самого провода.
Пластиковое покрытие необходимо снять как минимум на дюйм с конца самого провода. Оберните это три раза по самому краю оголенного провода снаружи скрученного жгута. Затем вы согните проволоку вдоль верхней части скрученных концов и продолжите с еще тремя петлями.
Оберните это три раза по самому краю оголенного провода снаружи скрученного жгута. Затем вы согните проволоку вдоль верхней части скрученных концов и продолжите с еще тремя петлями.
 Оказывается, материнская плата сгорела еще до того, как я до нее добрался. В итоге я отнес его в местную ремонтную мастерскую, и он сообщил мне плохие новости.
Оказывается, материнская плата сгорела еще до того, как я до нее добрался. В итоге я отнес его в местную ремонтную мастерскую, и он сообщил мне плохие новости. Я надеюсь, что вы найдете что-то полезное в статьях на этом сайте. Не стесняйтесь обращаться ко мне, если у вас есть какие-либо вопросы или предложения!
Я надеюсь, что вы найдете что-то полезное в статьях на этом сайте. Не стесняйтесь обращаться ко мне, если у вас есть какие-либо вопросы или предложения! Однако у вас не всегда может быть паяльник под рукой, или вы просто не хотите тратить деньги на его покупку.
Однако у вас не всегда может быть паяльник под рукой, или вы просто не хотите тратить деньги на его покупку. В данном случае это означает наличие открытого пламени или источника тепла для обеспечения тепла, необходимого для расплавления деталей.
В данном случае это означает наличие открытого пламени или источника тепла для обеспечения тепла, необходимого для расплавления деталей.
 Вы не можете положить печатную плату или что-то подобное в открытый огонь, так что это необходимо.
Вы не можете положить печатную плату или что-то подобное в открытый огонь, так что это необходимо.
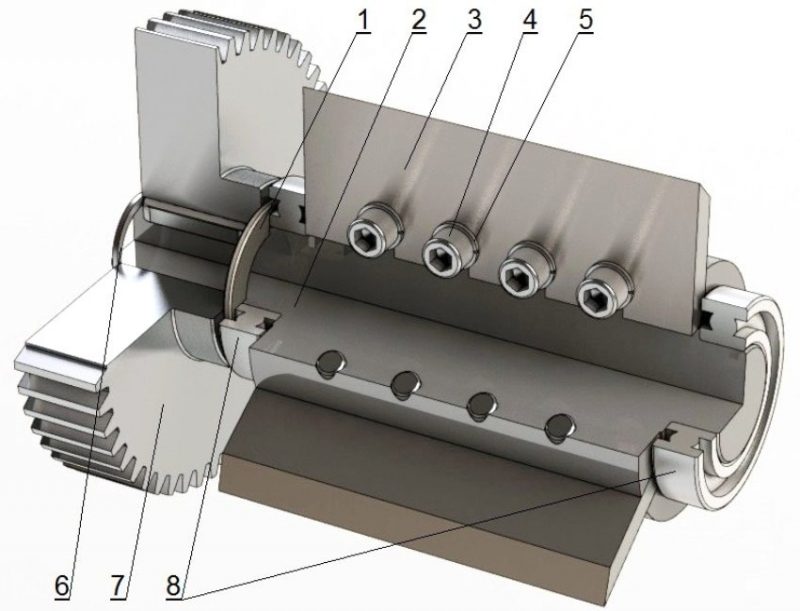 478″ data-circle=»23″ data-id=»533305″>
478″ data-circle=»23″ data-id=»533305″> 677″ data-circle=»19″ data-id=»533311″>
677″ data-circle=»19″ data-id=»533311″> 394″ data-top=»18.086″ data-circle=»23″ data-id=»533313″>
394″ data-top=»18.086″ data-circle=»23″ data-id=»533313″> 85″ data-top=»86.454″ data-circle=»23″ data-id=»533317″>
85″ data-top=»86.454″ data-circle=»23″ data-id=»533317″> 178″ data-top=»44.663″ data-circle=»23″ data-id=»311739″>
178″ data-top=»44.663″ data-circle=»23″ data-id=»311739″> 706″ data-circle=»23″ data-id=»533318″>
706″ data-circle=»23″ data-id=»533318″> Для просмотра информации об интересующей запчасти для STIHL GHE 140 L нажмите мышью на нужный номер, выделенный цветом.
Для просмотра информации об интересующей запчасти для STIHL GHE 140 L нажмите мышью на нужный номер, выделенный цветом. 4 для садового измельчителя STIHL GHE 140 L
4 для садового измельчителя STIHL GHE 140 L Деталировка садового измельчителя VIKING (Викинг) GE 35.2 L.
Деталировка садового измельчителя VIKING (Викинг) GE 35.2 L. 573″ data-top=»28.543″ data-circle=»23″ data-id=»537587″>
573″ data-top=»28.543″ data-circle=»23″ data-id=»537587″> 034″ data-top=»94.937″ data-circle=»23″ data-id=»537590″>
034″ data-top=»94.937″ data-circle=»23″ data-id=»537590″> 113″ data-top=»39.745″ data-circle=»23″ data-id=»537593″>
113″ data-top=»39.745″ data-circle=»23″ data-id=»537593″> 006″ data-top=»8.846″ data-circle=»23″ data-id=»307523″>
006″ data-top=»8.846″ data-circle=»23″ data-id=»307523″> 877″ data-circle=»23″ data-id=»533320″>
877″ data-circle=»23″ data-id=»533320″> 2 L
2 L 2 L
2 L 2 L
2 L Тип течения и Тип разрыва встречаются в материалах без угла внутреннего трения. Сдвиг типа встречается в материалах с углом внутреннего трения, таких как песок.
Тип течения и Тип разрыва встречаются в материалах без угла внутреннего трения. Сдвиг типа встречается в материалах с углом внутреннего трения, таких как песок. Дробленый Тип возникает, если тонкий слой горной породы очищается или разрезается, как при бурении нефтяных и газовых скважин. Механизм дробилки типа аналогичен механизму ножниц типа , только сначала необходимо измельчить каменный материал. Тип стружки возникает при резке более толстых слоев скалы или камня. Этот тип аналогичен Tear Type .
Дробленый Тип возникает, если тонкий слой горной породы очищается или разрезается, как при бурении нефтяных и газовых скважин. Механизм дробилки типа аналогичен механизму ножниц типа , только сначала необходимо измельчить каменный материал. Тип стружки возникает при резке более толстых слоев скалы или камня. Этот тип аналогичен Tear Type . Вывод сделан в предположении, что напряжения на плоскости сдвига и лопатке постоянны и равны средним напряжениям, действующим на поверхности. На рис. 3-2 даны некоторые определения процесса резки. Линия А-В считается плоскостью сдвига, а линия А-С — площадью контакта между лезвием и почвой. Угол лезвия называется α и угол сдвига β . Лезвие движется слева направо со скоростью резания v c . Толщина среза слоя h i и высота лезвия по вертикали h b . Горизонтальная сила на лезвии F h положительна справа налево всегда против направления скорости резания v с . Вертикальная сила, действующая на лопасть F v , направлена вниз положительно.
Вывод сделан в предположении, что напряжения на плоскости сдвига и лопатке постоянны и равны средним напряжениям, действующим на поверхности. На рис. 3-2 даны некоторые определения процесса резки. Линия А-В считается плоскостью сдвига, а линия А-С — площадью контакта между лезвием и почвой. Угол лезвия называется α и угол сдвига β . Лезвие движется слева направо со скоростью резания v c . Толщина среза слоя h i и высота лезвия по вертикали h b . Горизонтальная сила на лезвии F h положительна справа налево всегда против направления скорости резания v с . Вертикальная сила, действующая на лопасть F v , направлена вниз положительно. Предполагается, что разрушение произойдет при угле сдвига, при котором энергия резания минимальна. Мощность резания — это энергия резания в единицу времени, поэтому мощность резания также должна быть на минимальном уровне.
Предполагается, что разрушение произойдет при угле сдвига, при котором энергия резания минимальна. Мощность резания — это энергия резания в единицу времени, поэтому мощность резания также должна быть на минимальном уровне. 0 и была создана, изменена и/или курирована Sape A. Miedema (TU Delft Open Textbooks) через исходный контент, который был отредактирован для стиль и стандарты платформы LibreTexts; подробная история редактирования доступна по запросу.
0 и была создана, изменена и/или курирована Sape A. Miedema (TU Delft Open Textbooks) через исходный контент, который был отредактирован для стиль и стандарты платформы LibreTexts; подробная история редактирования доступна по запросу. open.tudelft.nl/index.php/textbooks/catalog/book/16
open.tudelft.nl/index.php/textbooks/catalog/book/16 / Рекомендуемая мощность
/ Рекомендуемая мощность średnica cięcia
średnica cięcia

 Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
 Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
 youtube.com/embed/uLPqia3Asv0?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/uLPqia3Asv0?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>  Простое надежное приспособление справится с задачей не хуже заводского, при этом обойдется в несколько раз дешевле.
Простое надежное приспособление справится с задачей не хуже заводского, при этом обойдется в несколько раз дешевле.

 Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб. Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.


 Надеть цепь, напрессовать втулку для ручки.
Надеть цепь, напрессовать втулку для ручки. Простейшее устройство представляет собой раму с двумя опорными роликами. Механическое воздействие на профиль оказывает домкрат с насадкой-башмаком.
Простейшее устройство представляет собой раму с двумя опорными роликами. Механическое воздействие на профиль оказывает домкрат с насадкой-башмаком.
 Чтобы этого не случилось, рекомендуется применять башмаки заводского изготовления. Они сделаны из прочной стали, отцентрированы и равномерно передают нагрузку на стенки трубы.
Чтобы этого не случилось, рекомендуется применять башмаки заводского изготовления. Они сделаны из прочной стали, отцентрированы и равномерно передают нагрузку на стенки трубы. . Все это, конечно, оказывает большое влияние на стоимость и серьезно ограничивает выбор поставщиков.
. Все это, конечно, оказывает большое влияние на стоимость и серьезно ограничивает выбор поставщиков.
 Для изготовления более сложных компонентов с несколькими изгибами, для труб малого диаметра, где их можно сгибать вручную, приспособления для ручной гибки используют гибку сжатием. Могут быть изготовлены довольно сложные формы.
Для изготовления более сложных компонентов с несколькими изгибами, для труб малого диаметра, где их можно сгибать вручную, приспособления для ручной гибки используют гибку сжатием. Могут быть изготовлены довольно сложные формы. Важнейшие соображения для нашей цели заключаются в том, что инструмент для изгиба должен точно захватывать трубу, чтобы протянуть ее вокруг изгиба; это означает, что инструмент должен соответствовать внешнему диаметру трубы; и центральный шпангоут, вокруг которого вытягивается труба, должен соответствовать требуемому изгибу; это означает, что инструмент должен соответствовать радиусу изгиба готовой трубы.
Важнейшие соображения для нашей цели заключаются в том, что инструмент для изгиба должен точно захватывать трубу, чтобы протянуть ее вокруг изгиба; это означает, что инструмент должен соответствовать внешнему диаметру трубы; и центральный шпангоут, вокруг которого вытягивается труба, должен соответствовать требуемому изгибу; это означает, что инструмент должен соответствовать радиусу изгиба готовой трубы. Именно здесь в игру вступает гибка валком, иногда называемая гибкой проталкиванием.
Именно здесь в игру вступает гибка валком, иногда называемая гибкой проталкиванием. Этот тип обычно управляется ЧПУ, и изгиб выполняется за один проход. В обоих типах ролики классифицируются как инструменты, поскольку их необходимо менять, чтобы они подходили для разных диаметров труб.
Этот тип обычно управляется ЧПУ, и изгиб выполняется за один проход. В обоих типах ролики классифицируются как инструменты, поскольку их необходимо менять, чтобы они подходили для разных диаметров труб. Следовательно, требуется больше времени на разработку и больше отходов труб, за все из которых в конечном итоге приходится платить, чем за профилирование. Очевидно, что это не такая проблема для больших объемов, где стоимость может быть распределена. В принципе гибка вытягиванием часто считается более точной, чем гибка валком.
Следовательно, требуется больше времени на разработку и больше отходов труб, за все из которых в конечном итоге приходится платить, чем за профилирование. Очевидно, что это не такая проблема для больших объемов, где стоимость может быть распределена. В принципе гибка вытягиванием часто считается более точной, чем гибка валком.  . Наиболее популярные размеры труб до 50 мм:
. Наиболее популярные размеры труб до 50 мм:

 Теперь технически возможно сделать изгиб с помощью инструмента с одним радиусом, снять трубу, заменить инструмент на другой радиус и сделать еще один изгиб, но сложно вернуться к точно такой же исходной точке, и вы можете видеть, сколько еще времени осталось. участие, поэтому это делается редко.
Теперь технически возможно сделать изгиб с помощью инструмента с одним радиусом, снять трубу, заменить инструмент на другой радиус и сделать еще один изгиб, но сложно вернуться к точно такой же исходной точке, и вы можете видеть, сколько еще времени осталось. участие, поэтому это делается редко.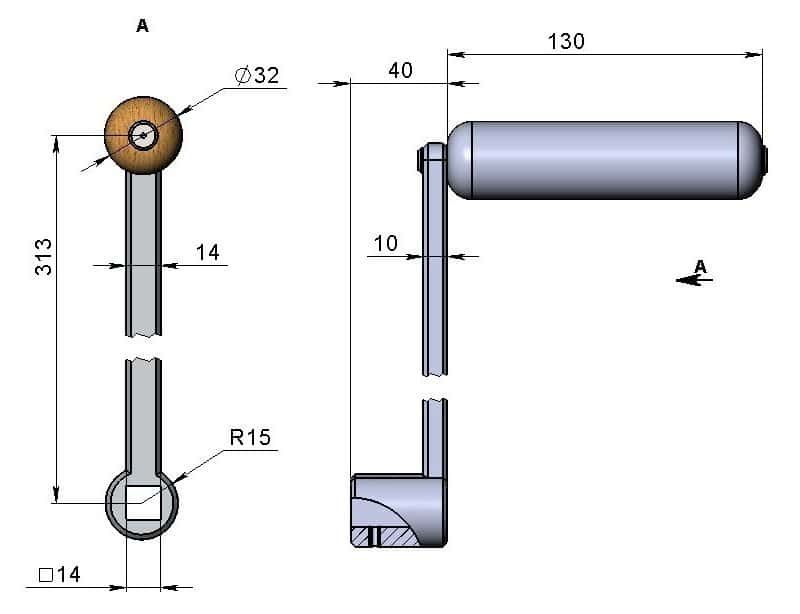
 Обычно существует способ изготовления большинства конструкций трубок, но некоторые из них могут быть гораздо сложнее в изготовлении, чем вы можете себе представить. В некоторых случаях трубу можно будет производить только секциями и соединять их. Хороший сварной шов, должным образом обработанный, будет почти невидимым, но, очевидно, увеличит стоимость, поэтому, если вы можете избежать этого, тем лучше.
Обычно существует способ изготовления большинства конструкций трубок, но некоторые из них могут быть гораздо сложнее в изготовлении, чем вы можете себе представить. В некоторых случаях трубу можно будет производить только секциями и соединять их. Хороший сварной шов, должным образом обработанный, будет почти невидимым, но, очевидно, увеличит стоимость, поэтому, если вы можете избежать этого, тем лучше.
 Если для следующего изгиба требуется, чтобы труба вращалась по часовой стрелке, возникает проблема, поскольку конец 2-метрового отрезка упадет на пол. Есть три возможных решения. В большинстве случаев, если изгибы начинаются с другого конца трубы, загрязнения не будет. В качестве альтернативы вы можете согласиться с тем, чтобы компонент был сделан из двух частей и соединен. Если это невозможно, вам, возможно, придется найти компанию по обработке труб, у которой есть левосторонний гибочный станок!
Если для следующего изгиба требуется, чтобы труба вращалась по часовой стрелке, возникает проблема, поскольку конец 2-метрового отрезка упадет на пол. Есть три возможных решения. В большинстве случаев, если изгибы начинаются с другого конца трубы, загрязнения не будет. В качестве альтернативы вы можете согласиться с тем, чтобы компонент был сделан из двух частей и соединен. Если это невозможно, вам, возможно, придется найти компанию по обработке труб, у которой есть левосторонний гибочный станок!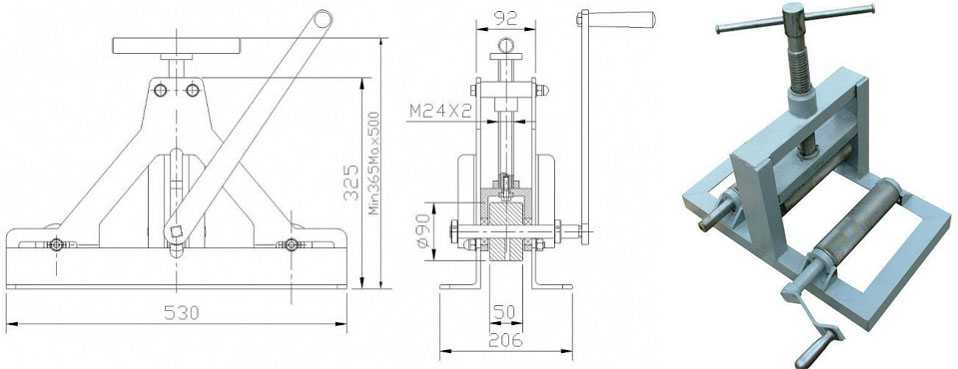 В тюбике возможно почти все, если вам это действительно нужно!
В тюбике возможно почти все, если вам это действительно нужно! 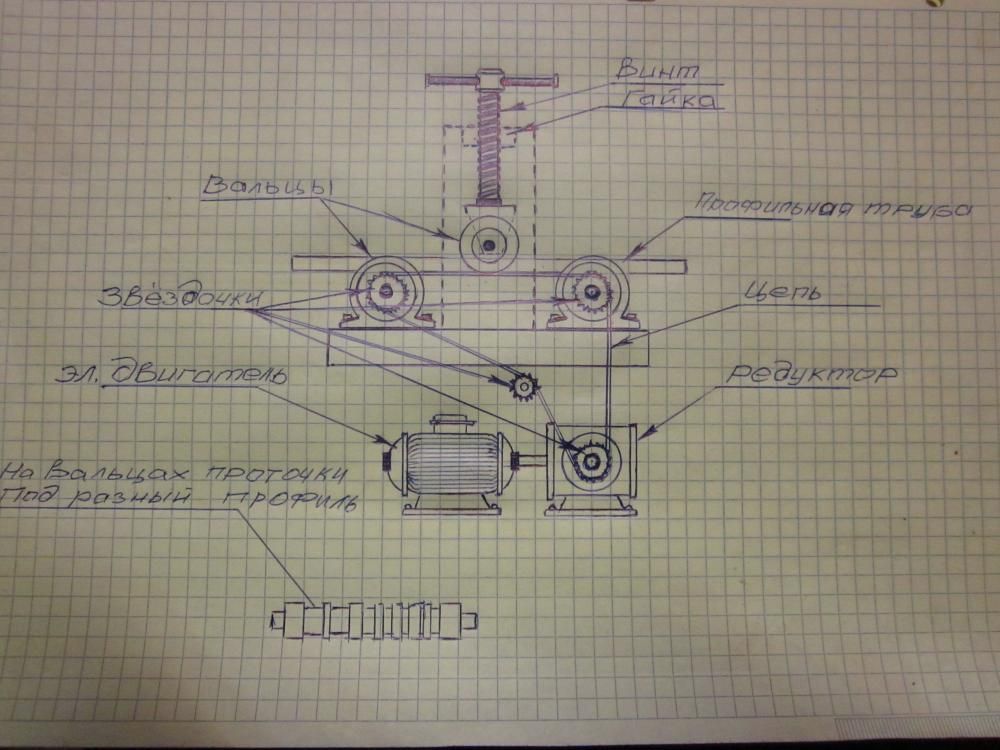 Важно знать о трубогибах, чтобы правильно выбрать трубогиб. Также важно проанализировать свои потребности в изгибе. Наряду с этим существует множество факторов, которые вам, возможно, придется учитывать при выборе правильного трубогиба. Этот пост дает представление о факторах, которые помогают выбрать лучший гибочный станок в соответствии с вашими потребностями.
Важно знать о трубогибах, чтобы правильно выбрать трубогиб. Также важно проанализировать свои потребности в изгибе. Наряду с этим существует множество факторов, которые вам, возможно, придется учитывать при выборе правильного трубогиба. Этот пост дает представление о факторах, которые помогают выбрать лучший гибочный станок в соответствии с вашими потребностями. Он использует наборы штампов определенного радиуса и подходит для гибки металлических труб.
Он использует наборы штампов определенного радиуса и подходит для гибки металлических труб. Это гидравлические трубогибочные станки, пневматические трубогибочные станки, ручные трубогибочные станки, электрические гибочные станки и электромеханические гибочные станки с ЧПУ/ЧПУ. Функция каждого гибочного станка связана с типом привода, и, соответственно, эффективность варьируется. Чтобы выбрать правильный трубогиб, вам необходимо рассмотреть типы и выбрать в соответствии с вашими требованиями.
Это гидравлические трубогибочные станки, пневматические трубогибочные станки, ручные трубогибочные станки, электрические гибочные станки и электромеханические гибочные станки с ЧПУ/ЧПУ. Функция каждого гибочного станка связана с типом привода, и, соответственно, эффективность варьируется. Чтобы выбрать правильный трубогиб, вам необходимо рассмотреть типы и выбрать в соответствии с вашими требованиями.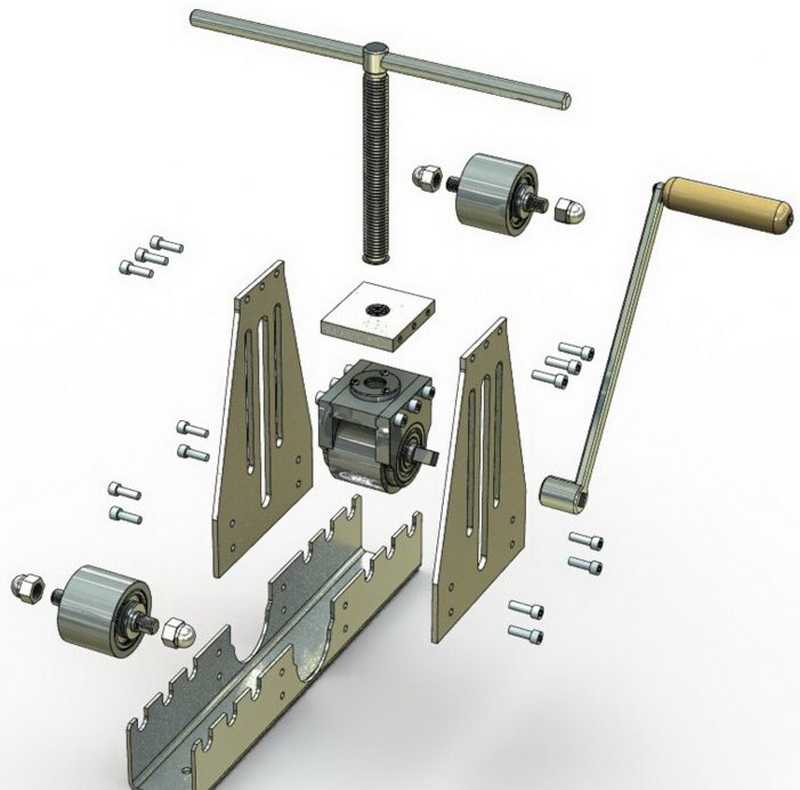 В случае гибки на низкой скорости или в тяжелых условиях подходят гидравлические гибочные станки, поскольку гидравлические приводы хорошо реагируют на приложения с высокой нагрузкой.
В случае гибки на низкой скорости или в тяжелых условиях подходят гидравлические гибочные станки, поскольку гидравлические приводы хорошо реагируют на приложения с высокой нагрузкой. В соответствии с этими соображениями необходимо выбрать подходящий трубогиб.
В соответствии с этими соображениями необходимо выбрать подходящий трубогиб. Вот некоторые из основных соображений:
Вот некоторые из основных соображений: