Наиболее распространенные типы нержавеющей стали
Posted on by Тимофей Викторович in Статьи
наиболее распространенные типы нержавеющей стали
Существуют различные типы нержавеющей стали. Каждый состав сплава имеет свои уникальные свойства. Особенно они отличаются прочностью при растяжении, температурой плавления, стойкости к окислению и коррозии.
Рассмотрим наиболее распространенные типы нержавеющей стали в каждой категории.
Аустенитная нержавеющая сталь
- Нержавейка AISI 304 – наиболее распространенный и универсальный тип нержавеющей стали. Она отличается высокой прочностью на растяжение – порядка 621 МПа. Марка AISI 304 имеет высокую максимальную рабочую температуру – около 870˚C. Сочетание этих свойств делает нержавеющую сталь марки 304 идеальной для широкого спектра применений.

- Нержавеющая сталь марки 316 – распространенная разновидность аустенитной нержавеющей стали. Имеет высокий предел прочности на разрыв 579 МПа и максимальную температуру использования около 800°C. AISI 316 обладает лучшей устойчивостью к хлоридам (например, соли), чем сплав 304. Это делает его предпочтительным выбором для любого применения, связанного с воздействием соли или других хлоридов.

Ферритная нержавеющая сталь
- Нержавеющая сталь AISI 430 – не такая прочная, как любой из перечисленных выше аустенитных сплавов, но обладает хорошей стойкостью к азотной кислоте. Хотя предел прочности на растяжение составляет всего 450 МПа что ниже, чем у аустенитных нержавеющих сталей, AISI 430 все же подходит для многих тяжелых условий эксплуатации.
- Нержавейка марки 434 – более прочная ферритная сталь по сравнению с маркой AISI 430. Предел прочности при растяжении – 540 МПа, а максимальная рабочая температура- 815˚C. Это делает нержавеющую сталь марки 434 немного лучше для высокотемпературных применений, чем нержавеющую сталь 316, и при этом более прочную, чем нержавеющая сталь марки 430. Нержавеющая сталь марки 434 также обладает отличной устойчивостью к точечной коррозии по сравнению с нержавеющей сталью марки 430.
 Это делает нержавеющую сталь марки 434 немного лучше для высокотемпературных применений, чем нержавеющую сталь 316, и при этом более прочную, чем нержавеющая сталь марки 430. Нержавеющая сталь марки 434 также обладает отличной устойчивостью к точечной коррозии по сравнению с нержавеющей сталью марки 430.
Это делает нержавеющую сталь марки 434 немного лучше для высокотемпературных применений, чем нержавеющую сталь 316, и при этом более прочную, чем нержавеющая сталь марки 430. Нержавеющая сталь марки 434 также обладает отличной устойчивостью к точечной коррозии по сравнению с нержавеющей сталью марки 430.Мартенситная нержавеющая сталь
- AISI 420 обладает хорошей устойчивостью к кислотам, воде, некоторым щелочам и пищевым соединениям. Благодаря этому данная марка часто используется для столовых приборов. При отжиге AISI 420 имеет предел прочности на разрыв порядка 586 МПа. При затвердевании и снятии напряжения прочность материала на растяжение увеличивается примерно до 1586 МПа.
В компании Металлобаза №2 всегда в наличии нержавейка распространенных марок стали. Чтобы подобрать и купить нержавейку – обращайтесь в филиалы компании М2.
нержавеющий или из углеродистой стали?
Отчасти это так, и связано в первую очередь с химическим составом нержавеющих сталей. Их можно отнести к группе высоколегированных сплавов на основе железа, где суммарная массовая доля легирующих элементов по ГОСТ 5632-2014 должна быть не менее 10%. В аустенитных сплавах марки А2 или А4 по ГОСТ ISO 3506-2014 содержание легирующих элементов ещё больше: ≈30%. Это необходимо для требуемой от них повышенной коррозионной стойкости.
Их можно отнести к группе высоколегированных сплавов на основе железа, где суммарная массовая доля легирующих элементов по ГОСТ 5632-2014 должна быть не менее 10%. В аустенитных сплавах марки А2 или А4 по ГОСТ ISO 3506-2014 содержание легирующих элементов ещё больше: ≈30%. Это необходимо для требуемой от них повышенной коррозионной стойкости.
Значительная разница между составом сплавов обуславливает заметные различия в механических свойствах между «обычными» углеродистыми сталями и коррозионно-стойкими сталями аустенитного класса.
На нормативном уровне их свойства заданы в соответствующих стандартах:
— серия стандартов ГОСТ ISO 898–2014 «Механические свойства крепёжных изделий из углеродистых и легированных сталей»;
— серия стандартов ГОСТ 3506 ISO 3506–2014 «Механические свойства крепёжных изделий из коррозионно-стойкой нержавеющей стали»
Для структурирования крепежа по их механическим свойствам стандартами вводятся такие понятия как класс прочности или класс твёрдости в зависимости от типа изделия.
Классы прочности присваивают крепёжным изделиям, эксплуатация которых предусматривает работу на растяжение: болты, винты и шпильки, или на сжатие – гайки.
Классы их прочности определяют двумя нормативными свойствами:
1) предел прочности на растяжение Rm (временное сопротивление) – максимальная величина механических напряжений, выше которых происходит разрушение материала;
2) условный предел текучести Rp0,2 – величина механических напряжений, при которых после снятия нагрузки остаточная пластическая деформация материала составляет 0,2%. Эта величина условно отображает границу между зонами упругой и пластической работы крепёжного изделия. Напряжения выше этого значения вызывают необратимые деформации материала, у резьбовой шпильки, в первую очередь – это смятие резьбы.
Классы прочности и соответствующие им механические свойства болтов, винтов и шпилек из коррозионно-стойких нержавеющих сталей регламентированы стандартом ГОСТ ISO 3506-1-2014:
Значения предела прочности на растяжение Rm и условного предела текучести Rp0,2 болтов, винтов и шпилек из аустенитных, мартенситных и ферритных марок сталей по ГОСТ ISO 3506-1–2014
|
Класс стали
|
Марка стали
|
Класс
прочности
|
Rmа), не менее,
МПа
|
Rр0,2а), не менее,
МПа
|
|
Аустенитные
|
А1, А2,
А3, А4,
А5
|
50
|
500
|
210
|
|
70
|
700
|
450
| ||
|
80
|
800
|
600
| ||
|
a) Напряжения растяжения рассчитывают по площади расчетного сечения болта.
| ||||

Механические характеристики болтов, винтов и шпилек из углеродистых сталей, в зависимости от класса прочности, задаёт ГОСТ ISO 898-1–2014:
Значения предела прочности на растяжение Rm и пределов текучести ReL, Rp0,2 и Rpf болтов, винтов и шпилек из углеродистых и легированных сталей по ГОСТ ISO 898-1-2014
|
Механические свойства
|
Класс прочности
| |||||||||
|
4.5
|
4.8
|
5.
|
5.8
|
6.8
|
8.8
|
9.8
|
10.9
|
12.9
| ||
|
d≤16 мм
|
d>16 мм
| |||||||||
|
Предел прочности на растяжение Rm, не менее, МПа
|
400
|
420
|
500
|
520
|
600
|
800
|
830
|
900
|
1000
|
1200
|
|
Нижний редел текучести ReL, не менее, МПа
|
240
|
—
|
300
|
—
|
—
|
—
|
—
|
—
|
—
|
—
|
|
Условный предел текучести при остаточном удлинении Rp0,2, не менее, МПа
|
—
|
—
|
—
|
—
|
—
|
640
|
660
|
720
|
940
|
1100
|
|
Условный предел текучести при остаточном удлинении 0,0048d для полноразмерного крепежного изделия Rpf, не менее, МПа
|
—
|
340*
|
—
|
420*
|
480*
|
—
|
—
|
—
|
—
|
—
|
|
* Для классов прочности 4.
| ||||||||||
 6
6 8, 5.8 и 6.8 значения Rpfmin находятся в стадии исследования. Значения, приведенные во время публикации стандарта, предназначены только для расчета коэффициента пробной нагрузки. Они не являются результатами испытаний.
8, 5.8 и 6.8 значения Rpfmin находятся в стадии исследования. Значения, приведенные во время публикации стандарта, предназначены только для расчета коэффициента пробной нагрузки. Они не являются результатами испытаний.
Сравнивая приведенные выше таблицы, можно сделать вывод, что классы прочности коррозионно-стойких и углеродистых сталей заметно разнятся. И отличает их не только обозначение классов прочности: А2-70, А4-70, А4-80 и т.д. – для нержавеющих и 8.8, 10.9, 12,9 и т.д. – для обычных сталей. Крепёжные изделия из коррозионно-стойких аустенитных сплавов обладают большей пластичностью по сравнению с аналогичными изделиями из углеродистых сталей. Поэтому при близких значениях временного сопротивления, нержавеющий крепёж отличается меньшим пределом текучести. Это значит, что такие метизы подвержены пластическим (необратимым) деформациям при более низких нагрузках.
Этим собственно и объясняется сложившееся мнение, что «нержавеющий крепёж менее прочный, чем крепёж из углеродистых сталей».
Поэтому при расчёте резьбового соединения из коррозионно-стойких сталей важно учитывать их прочностные характеристики, заданные российскими стандартами.
Подробнее о классах прочности и твёрдости крепёжных изделий из коррозионно-стойких сталей Вы можете ознакомиться на сайте BEST-Крепёж в разделе Справочник.
Класс 304 Против. Нержавеющая сталь 316: Что такое…
Любой неспециалист с ограниченными знаниями в отрасли может не отличить одну марку нержавеющей стали от другой. Но для производителей и отраслевых экспертов отличительные черты различных сплавов нержавеющей стали очевидны. Эту путаницу могут внести две самые популярные марки нержавеющей стали — сплавы марки 304 и 316.
На первый взгляд они могут показаться идентичными. Однако каждый из них имеет уникальные особенности, которые отличают его от другого, и это может реально повлиять на срок службы вашего продукта в зависимости от того, как вы собираетесь использовать материал.
Все сплавы нержавеющей стали содержат различные количества смесей хрома и железа. Соотношения смешивания и другие дополнительные компоненты определяют различные характеристики каждого сорта.
Марка 304 и нержавеющая сталь 316
Сравнение 304 и 316 — вневременное сравнение, которое можно объяснить их поразительным сходством. Оба сплава относятся к семейству аустенитных нержавеющих сталей, одной из пяти групп нержавеющих сталей. К ним относятся аустенитная, мартенситная и ферритная нержавеющая сталь, а также нержавеющая сталь марок PH и Duplex. Эти категории стали обладают уникальными характеристиками, используемыми для удовлетворения различных физических и экологических требований.
Нержавеющая сталь марки 304 и 316 сопоставимы по химическому составу, свойствам и внешнему виду. Оба варианта известны своей долговечностью и превосходной устойчивостью к ржавчине и коррозии.
Основным отличием этих двух сплавов является то, что нержавеющая сталь 316 содержит молибден. Этот химический элемент полезен для закалки и упрочнения стали. Сплав также содержит больше никеля, чем 304, но меньше хрома.
Этот химический элемент полезен для закалки и упрочнения стали. Сплав также содержит больше никеля, чем 304, но меньше хрома.
Среди двух аустенитных нержавеющих сталей 304 является самой популярной и универсальной. Основной причиной этого является его исключительная коррозионная стойкость. Вы также заплатите меньше долларов за этот материал, чем за нержавеющую сталь 316, что является еще одним фактором, способствующим его широкому использованию.
Нержавеющая сталь марки 316
Это популярная марка сплава нержавеющей стали с диапазоном плавления 2500–2550 °F или 1371–1399 °C. Учитывая, что он относится к категории сплавов аустенитной нержавеющей стали, он обладает такими качествами, как коррозионная стойкость, высокая концентрация никеля и хрома и высокая прочность. Прочность сплава на растяжение составляет 579 МПа или 84 KSI (килофунт на квадратный дюйм). Его максимальная рабочая температура составляет около 800°C или 1472°F.
Как уже было сказано, состав сплава содержит дополнительный молибден. Именно это способствует устойчивости марки 316 к точечной коррозии хлоридов, щелочам и кислотам.
Именно это способствует устойчивости марки 316 к точечной коррозии хлоридов, щелочам и кислотам.
Свойства и области применения
Эта марка нержавеющей стали занимает второе место после своего аналога марки 304 в отношении унификации. Он обладает теми же механическими и физическими свойствами, и его практически невозможно идентифицировать без специального оборудования или тестов.
Основным отличием нержавеющей стали 316 является состав материала. Он состоит из:
- 16 % хрома
- 10 % никеля
- 2 % молибдена
По сравнению с рулонами из нержавеющей стали 304, этот сплав дороже на унцию материала. Это связано с включением молибдена и дополнительным содержанием никеля. Тем не менее, вы найдете его превосходной альтернативой благодаря повышенной коррозионной стойкости, особенно к хлорированным растворам и хлоридам.
Вышеуказанные характеристики делают Alloy 316 подходящим материалом для сред с сильными коррозионными воздействиями или там, где есть воздействие соли. Вот типичные области применения сплава нержавеющей стали 316:
Вот типичные области применения сплава нержавеющей стали 316:
- Морские запчасти
- Корзины из нержавеющей стали
- Медицинское/хирургическое оборудование
- Химическое оборудование
- Фармацевтическое оборудование
- . он известен своей долговечностью, прочностью на растяжение и устойчивостью к окислению и коррозии. Температура плавления нержавеющей стали 304 выше, чем у ее аналога из нержавеющей стали 316, и колеблется в пределах 2550–2650 °F или 139°С.9 – 1454 °С. Но по мере приближения материала к этим температурам он продолжает постепенно терять свою прочность на растяжение.
Материал из сплава нержавеющей стали отличается невероятной прочностью на растяжение, составляющей примерно 621 МПа или 90 KSI. Марка 304 также имеет более высокую рабочую температуру до 870 °C.
Свойства и применение
Этот представитель семейства нержавеющих сталей является наиболее популярным. Обладает отличной коррозионной стойкостью благодаря более высокому процентному содержанию хрома.
Частичный химический состав нержавеющей стали марки 304 ниже подчеркивает разницу в химическом составе между ней и нержавеющей сталью 316:- 18% хрома
- 8% никеля
Помимо двух основных компонентов, этот сорт нержавеющей стали также может содержать ограниченное количество марганца и углерода. Эти компоненты делают его устойчивым к окислению, что делает его идеальным материалом для санитарной обработки и очистки.
Другие типичные области применения этого стального сплава включают:
- Колесные колпаки
- Резервуары для хранения
- Автомобильные молдинги и отделка
- Кухонная техника и оборудование
- Электрические шкафы
Многочисленные преимущества сплава нержавеющей стали марки 304 делают его широко используемым материалом, но у него есть свои уникальные недостатки. Например, материал очень восприимчив к точечной коррозии и коррозии в зависимости от его текущего местоположения. Воздействие солевых сред и растворов хлоридов не рекомендуется.
Всего 25 частей на миллион хлоридов достаточно для катализа точечной коррозии.Стоит ли нержавеющая сталь марки 316 дополнительных затрат?
Если ваше приложение содержит хлориды или зависит от сильнодействующих коррозионных веществ, это определенно стоит того, если вы заплатите дополнительные доллары за материалы из нержавеющей стали марки 316. В таких условиях эта альтернатива будет более долговечной, чем альтернатива марки 304. Это означает еще много лет полезной жизни.
Но если у вас есть приложение, в котором используются более мягкие кислоты или среда с нулевым воздействием соли, то сплав 304 отлично подойдет и по более низкой цене.
При выборе между двумя почти одинаковыми сплавами необходимо убедиться, что они учитывают все факторы окружающей среды и процессы. Например, если вы находитесь в прибрежном районе, вы должны избегать любых материалов, которые не способны противостоять коррозии хлоридов.
В целом, марка 316 будет полезна, если вы стремитесь к максимальной коррозионной стойкости.
Получите превосходный материал от мировых лидеров
Сплавы из нержавеющей стали 316 и 304 являются исключительными альтернативами. Они обладают уникальными преимуществами, которые зависят от конечного использования и необходимых физических и механических свойств.
Компания Ulbrich Stainless Steels & Special Metals, Inc. является лидером в области прецизионных металлов. Мы предлагаем широкий спектр решений и продуктов из нержавеющей стали для различных секторов. Наши щелевые рулоны из нержавеющей стали 304 и изделия из сплава 316 отличаются превосходным качеством, а наши решения помогут воплотить ваши простые идеи в жизнь.
Все еще не знаете, какую марку нержавеющей стали выбрать для своего проекта? Ты не одинок. Оба сорта сплава превосходны, и вы, вероятно, не знаете, какой из них является наиболее подходящим. Свяжитесь с нами сегодня и поговорите со знающим специалистом, который поможет вам сделать правильный выбор.
Все о стали 304 (свойства, прочность и применение)
Сталь представляет собой сплав, то есть металл, полученный путем смешивания так называемых легирующих элементов с основным металлом, и в буквальном смысле обеспечивает основу для современной промышленности.
Сталь состоит в основном из углерода и железа с другими микроэлементами, которые могут придавать сталям уникальные свойства друг от друга. Один класс сталей известен как нержавеющие стали, в которых используется хром для уменьшения обычной коррозии, испытываемой большинством материалов на основе железа. В этой статье будет рассмотрена наиболее распространенная нержавеющая сталь, сталь 304, а также ее физические, механические и рабочие свойства. Дизайнеры получат лучшее представление о том, что это за материал, как он работает и где сталь 304 применяется в промышленности, чтобы они могли потенциально выбрать этот материал для использования в своих проектах.Физические свойства стали 304
Нержавеющие стали
получили свои названия от Американского института чугуна и стали (AISI) и Общества автомобильных инженеров (SAE), которые отдельно создали свои собственные системы наименований для стальных сплавов на основе легирующих элементов, использования и других факторов. Названия стали могут сбивать с толку, поскольку один и тот же сплав может иметь разные идентификаторы в зависимости от используемой системы; однако следует понимать, что химический состав большинства смесей сплавов остается одинаковым в разных системах классификации.
Что касается нержавеющих сталей, они часто состоят из 10–30% хрома и выдерживают различные степени воздействия коррозии. Чтобы узнать больше о различиях между нержавеющими сталями, не стесняйтесь читать нашу статью о типах нержавеющей стали.Сталь
Тип 304 входит в состав нержавеющих сталей 3xx или тех сплавов, которые смешаны с хромом и никелем. Ниже представлена химическая разбивка стали 304:
- <=0,08% углерода
- 18-20% хрома
- 66,345-74% железа
- <= 2% марганца
- 8-10,5% никеля
- <=0,045% фосфора
- <=0,03% серы
- <=1% кремния
Плотность стали 304 составляет около 8 г/см 3 или 0,289фунт/дюйм 3 . Сталь типа 304 также бывает трех основных разновидностей: сплавы 304, 304L и 304H, которые химически различаются в зависимости от содержания углерода. 304L имеет самый низкий процент углерода (0,03%), 304H имеет самый высокий процент (0,04-0,1%), а сбалансированный 304 разделяет разницу (0,08%).
Как правило, 304L зарезервирован для крупных свариваемых компонентов, которые не требуют послесварочного отжига, так как низкое процентное содержание углерода увеличивает пластичность. И наоборот, 304H чаще всего используется при повышенных температурах, где повышенное содержание углерода помогает сохранить его прочность в горячем состоянии.Сталь
типа 304 является аустенитной, что представляет собой просто тип молекулярной структуры, изготовленной из смеси сплава железа, хрома и никеля. Это делает сталь 304 практически немагнитной и снижает ее устойчивость к коррозии между зернами благодаря тому, что аустенитные стали обычно имеют низкое содержание углерода. Сталь 304 хорошо сваривается при использовании большинства методов сварки, как с наполнителями, так и без них, и легко вытягивается, формуется и вращается, придавая форму.
Стойкость к коррозии и температурным воздействиям
Сталь
типа 304, являющаяся самой популярной нержавеющей сталью, естественно, выбрана из-за ее коррозионной стойкости.
Он может противостоять ржавчине во многих различных средах, но в основном подвергается воздействию хлоридов. Он также испытывает повышенную точечную коррозию при высоких температурах (выше 60 градусов по Цельсию), хотя более высокие сорта углерода (304H) значительно смягчают этот эффект. Это означает, что сталь 304 в основном ржавеет не при высоких температурах, а в водных растворах, где постоянный контакт с коррозионно-активными материалами может привести к износу сплава. Стали 304 не упрочняются термической обработкой, но могут быть подвергнуты отжигу для повышения обрабатываемости и холодной обработке для повышения прочности. Если коррозионная стойкость имеет первостепенное значение для проекта, лучшим выбором будет 304L, так как пониженное содержание углерода снижает межкристаллитную коррозию.Механические свойства
Таблица 1: Сводка механических свойств стали 304.
Механические свойства
Метрическая система
Английский
Предельная прочность на растяжение
505 МПа
73200 фунтов на кв.
дюймПредел текучести при растяжении
215 МПа
31200 фунтов на кв. дюйм
Твердость (по Роквеллу B)
70
70
Модуль упругости
193-200 ГПа
28000-29000 тысяч фунтов на квадратный дюйм
Удар по Шарпи
325 Дж
240 фут-фунт
В таблице 1 показаны некоторые основные механические свойства стали 304. В следующем разделе будет кратко описан каждый из этих параметров и показано, как они связаны с рабочими свойствами стали 304.
Предел прочности на растяжение и предел текучести при растяжении являются мерой устойчивости материала к растягивающим (вытягивающим) силам. Предел текучести ниже, чем предел прочности, поскольку предел текучести описывает максимальное напряжение до того, как материал деформируется навсегда, тогда как предел прочности относится к максимальному напряжению перед разрушением.
Хотя он и не такой прочный, как некоторые другие доступные стали, пониженная прочность позволяет легко придавать этому металлу форму и манипулировать им без особых трудностей.Испытание на твердость по шкале Роквелла B является одним из различных испытаний на твердость, используемых для описания реакции материала на поверхностную деформацию. Более твердый материал не царапается и, как правило, более хрупок, в то время как более мягкий материал деформируется при локальном поверхностном напряжении и, как правило, более пластичен. Чем выше твердость по Роквеллу, тем тверже материал, но в какой степени он зависит от того, как он сравнивается с другими металлами той же шкалы. сталь 304 имеет твердость по Роквеллу B 70; для справки, твердость меди по Роквеллу B, мягкого металла, составляет 51. Проще говоря, сталь 304 не такая твердая, как некоторые ее собратья из нержавеющей стали, такие как сталь 440 (см. нашу статью о стали 440 для получения дополнительной информации), но по-прежнему считается прочной сталью общего назначения.
Сталь
Тип 304 имеет диапазон модулей упругости, в зависимости от того, какой тип используется, но все они находятся в пределах 193-200 ГПа. Модуль упругости является хорошей мерой способности материала сохранять форму под нагрузкой и является общим показателем прочности. Как и у большинства сталей, модуль упругости стали 304 довольно высок, что означает, что она не будет легко деформироваться под нагрузкой; однако обратите внимание, что более низкий модуль упругости облегчает обработку, поэтому сталь 304 часто изготавливается с более низким модулем упругости, что облегчает ее обработку.
Относительно малоизвестный, но, тем не менее, важный показатель материала — это количество энергии, которое поглощается, когда он застревает под действием большой силы, что показывает, как он разрушается под нагрузкой. Крайне важно знать, как материал будет разрушаться, поскольку в некоторых приложениях требуется более пластичный сценарий разрушения, а не более хрупкий излом. В испытании на удар по Шарпи используется большой маятник, который качается в образце стали с надрезом, чтобы имитировать эти условия, где датчик показывает, сколько энергии передается от маятника в металл.
Низкий показатель ударной вязкости по Шарпи означает, что материал, как правило, более твердый, а его жесткая кристаллическая структура скорее просто разрушится под действием силы маятника высокой энергии. Сталь 304 имеет высокий показатель ударопрочности по Шарпи, что означает, что она, как правило, более податлива и сгибается до того, как сломается, поглощая часть удара. Это значение является еще одним доказательством того, что сталь 304 легко обрабатывается и обрабатывается, а ее разрушение в стрессовых условиях менее вероятно.Применение стали 304
Сталь
304 часто называют «пищевой» нержавеющей сталью, поскольку она не вступает в реакцию с большинством органических кислот и используется в пищевой промышленности. Благодаря своей превосходной свариваемости, обрабатываемости и обрабатываемости эти нержавеющие стали подходят для применений, требующих уровня коррозионной стойкости, а также сложности. В результате 304 нашел множество применений, например:
.
- Кухонное оборудование (раковины, столовые приборы, фартуки)
- Трубки различных типов
- Пищевое оборудование (пивоварки, пастеризаторы, миксеры и т. д.)
- Фармацевтическое технологическое оборудование
- Иглы для подкожных инъекций
- Кастрюли и сковороды
- Красильное оборудование
, а также для других целей.
Из этого списка видно, что сталь 304 эффективна во многих различных областях. Его превосходные рабочие характеристики в сочетании с его обширной историей и доступностью делают его лучшим выбором при выборе нержавеющей стали. Как всегда, свяжитесь с вашим поставщиком, чтобы определить, как можно выполнить ваши требования, и узнать, подходит ли сталь 304 для работы.
Сводка
В этой статье представлен краткий обзор свойств, прочности и применения стали 304. Для получения информации о других продуктах обратитесь к нашим дополнительным руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Источники:
- https://www.
 Частичный химический состав нержавеющей стали марки 304 ниже подчеркивает разницу в химическом составе между ней и нержавеющей сталью 316:
Частичный химический состав нержавеющей стали марки 304 ниже подчеркивает разницу в химическом составе между ней и нержавеющей сталью 316: Всего 25 частей на миллион хлоридов достаточно для катализа точечной коррозии.
Всего 25 частей на миллион хлоридов достаточно для катализа точечной коррозии.
 Сталь состоит в основном из углерода и железа с другими микроэлементами, которые могут придавать сталям уникальные свойства друг от друга. Один класс сталей известен как нержавеющие стали, в которых используется хром для уменьшения обычной коррозии, испытываемой большинством материалов на основе железа. В этой статье будет рассмотрена наиболее распространенная нержавеющая сталь, сталь 304, а также ее физические, механические и рабочие свойства. Дизайнеры получат лучшее представление о том, что это за материал, как он работает и где сталь 304 применяется в промышленности, чтобы они могли потенциально выбрать этот материал для использования в своих проектах.
Сталь состоит в основном из углерода и железа с другими микроэлементами, которые могут придавать сталям уникальные свойства друг от друга. Один класс сталей известен как нержавеющие стали, в которых используется хром для уменьшения обычной коррозии, испытываемой большинством материалов на основе железа. В этой статье будет рассмотрена наиболее распространенная нержавеющая сталь, сталь 304, а также ее физические, механические и рабочие свойства. Дизайнеры получат лучшее представление о том, что это за материал, как он работает и где сталь 304 применяется в промышленности, чтобы они могли потенциально выбрать этот материал для использования в своих проектах. Что касается нержавеющих сталей, они часто состоят из 10–30% хрома и выдерживают различные степени воздействия коррозии. Чтобы узнать больше о различиях между нержавеющими сталями, не стесняйтесь читать нашу статью о типах нержавеющей стали.
Что касается нержавеющих сталей, они часто состоят из 10–30% хрома и выдерживают различные степени воздействия коррозии. Чтобы узнать больше о различиях между нержавеющими сталями, не стесняйтесь читать нашу статью о типах нержавеющей стали. Как правило, 304L зарезервирован для крупных свариваемых компонентов, которые не требуют послесварочного отжига, так как низкое процентное содержание углерода увеличивает пластичность. И наоборот, 304H чаще всего используется при повышенных температурах, где повышенное содержание углерода помогает сохранить его прочность в горячем состоянии.
Как правило, 304L зарезервирован для крупных свариваемых компонентов, которые не требуют послесварочного отжига, так как низкое процентное содержание углерода увеличивает пластичность. И наоборот, 304H чаще всего используется при повышенных температурах, где повышенное содержание углерода помогает сохранить его прочность в горячем состоянии. Он может противостоять ржавчине во многих различных средах, но в основном подвергается воздействию хлоридов. Он также испытывает повышенную точечную коррозию при высоких температурах (выше 60 градусов по Цельсию), хотя более высокие сорта углерода (304H) значительно смягчают этот эффект. Это означает, что сталь 304 в основном ржавеет не при высоких температурах, а в водных растворах, где постоянный контакт с коррозионно-активными материалами может привести к износу сплава. Стали 304 не упрочняются термической обработкой, но могут быть подвергнуты отжигу для повышения обрабатываемости и холодной обработке для повышения прочности. Если коррозионная стойкость имеет первостепенное значение для проекта, лучшим выбором будет 304L, так как пониженное содержание углерода снижает межкристаллитную коррозию.
Он может противостоять ржавчине во многих различных средах, но в основном подвергается воздействию хлоридов. Он также испытывает повышенную точечную коррозию при высоких температурах (выше 60 градусов по Цельсию), хотя более высокие сорта углерода (304H) значительно смягчают этот эффект. Это означает, что сталь 304 в основном ржавеет не при высоких температурах, а в водных растворах, где постоянный контакт с коррозионно-активными материалами может привести к износу сплава. Стали 304 не упрочняются термической обработкой, но могут быть подвергнуты отжигу для повышения обрабатываемости и холодной обработке для повышения прочности. Если коррозионная стойкость имеет первостепенное значение для проекта, лучшим выбором будет 304L, так как пониженное содержание углерода снижает межкристаллитную коррозию. дюйм
дюйм Хотя он и не такой прочный, как некоторые другие доступные стали, пониженная прочность позволяет легко придавать этому металлу форму и манипулировать им без особых трудностей.
Хотя он и не такой прочный, как некоторые другие доступные стали, пониженная прочность позволяет легко придавать этому металлу форму и манипулировать им без особых трудностей.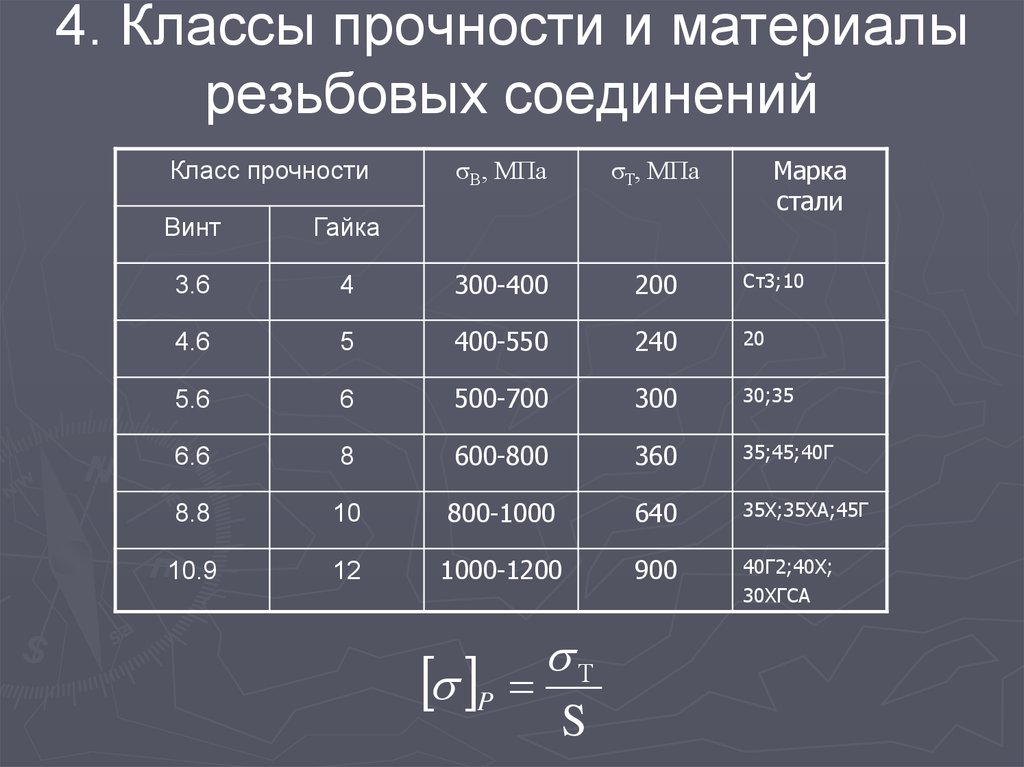
 Низкий показатель ударной вязкости по Шарпи означает, что материал, как правило, более твердый, а его жесткая кристаллическая структура скорее просто разрушится под действием силы маятника высокой энергии. Сталь 304 имеет высокий показатель ударопрочности по Шарпи, что означает, что она, как правило, более податлива и сгибается до того, как сломается, поглощая часть удара. Это значение является еще одним доказательством того, что сталь 304 легко обрабатывается и обрабатывается, а ее разрушение в стрессовых условиях менее вероятно.
Низкий показатель ударной вязкости по Шарпи означает, что материал, как правило, более твердый, а его жесткая кристаллическая структура скорее просто разрушится под действием силы маятника высокой энергии. Сталь 304 имеет высокий показатель ударопрочности по Шарпи, что означает, что она, как правило, более податлива и сгибается до того, как сломается, поглощая часть удара. Это значение является еще одним доказательством того, что сталь 304 легко обрабатывается и обрабатывается, а ее разрушение в стрессовых условиях менее вероятно. 1 kW
1 kW Большие станки с ЧПУ «Роутер» подходят для трёхосевой обработки материалов различной твёрдости и применения.
Большие станки с ЧПУ «Роутер» подходят для трёхосевой обработки материалов различной твёрдости и применения. Ø заготовки над станиной, мм
Ø заготовки над станиной, мм Ø прутка, мм
Ø прутка, мм крутящий момент X/Z, Hm
крутящий момент X/Z, Hm С помощью Surplex мы собрали самые большие и лучшие, чтобы вы могли поразиться.
С помощью Surplex мы собрали самые большие и лучшие, чтобы вы могли поразиться.


 Тем не менее впечатляющий механизм.
Тем не менее впечатляющий механизм. Он также является одним из самых тяжелых — его вес составляет 13 600 метрических тонн. В настоящее время существует пять таких массивных вскрышных мостов, и некоторые из них используются до сих пор.
Он также является одним из самых тяжелых — его вес составляет 13 600 метрических тонн. В настоящее время существует пять таких массивных вскрышных мостов, и некоторые из них используются до сих пор. Первоначально он был известен как Seawise Giant, затем Happy Giant, Jahre Viking, Knock Nevis и Mont. Но одно осталось неизменным — это самый длинный корабль из когда-либо построенных, несмотря на то, что он был списан в 2010 году. Он был построен в 1979 и прожил интересную жизнь, в том числе был временно потоплен во время ирано-иракской войны.
Первоначально он был известен как Seawise Giant, затем Happy Giant, Jahre Viking, Knock Nevis и Mont. Но одно осталось неизменным — это самый длинный корабль из когда-либо построенных, несмотря на то, что он был списан в 2010 году. Он был построен в 1979 и прожил интересную жизнь, в том числе был временно потоплен во время ирано-иракской войны.



 Она затмевает любого из своих конкурентов общей длиной 300 футов и высотой в пять этажей .
Она затмевает любого из своих конкурентов общей длиной 300 футов и высотой в пять этажей . Это самое большое двухколесное транспортное средство, которое когда-либо преодолевало высоту 91 метр .
Это самое большое двухколесное транспортное средство, которое когда-либо преодолевало высоту 91 метр .
 Он весит около 11 000 тонн.
Он весит около 11 000 тонн. 


 0177 Взлетно-посадочная полоса шириной 60 метров.
0177 Взлетно-посадочная полоса шириной 60 метров.  Bagger 288 имеет 225 метров в длину , 46 метров в ширину и 96 метров в высоту .
Bagger 288 имеет 225 метров в длину , 46 метров в ширину и 96 метров в высоту .


 Но, помните, если вы свариваете сплавы, то структура обязательно изменится, что, скорее всего, в результате повлияет на свойства шва, который вы накладываете.
Но, помните, если вы свариваете сплавы, то структура обязательно изменится, что, скорее всего, в результате повлияет на свойства шва, который вы накладываете.
 Но не каждый знает, как спаять алюминий в домашних условиях.
Но не каждый знает, как спаять алюминий в домашних условиях. Среди них:
Среди них: Вместо опилок может быть использован любой крошащийся абразив: наждачная бумага или даже кирпич.
Вместо опилок может быть использован любой крошащийся абразив: наждачная бумага или даже кирпич.


 Это связано с тем, что алюминиевые сплавы с большей концентрацией этих элементов имеют плохие характеристики смачивания флюсом.
Это связано с тем, что алюминиевые сплавы с большей концентрацией этих элементов имеют плохие характеристики смачивания флюсом. Если вам нужен менее вязкий флюс, вы можете добавить химические вещества, такие как спирт, для снижения вязкости.
Если вам нужен менее вязкий флюс, вы можете добавить химические вещества, такие как спирт, для снижения вязкости. Вы можете использовать это для пайки алюминиевых листов, которые используются в высокотемпературных областях.
Вы можете использовать это для пайки алюминиевых листов, которые используются в высокотемпературных областях. Низкотемпературные припои
Низкотемпературные припои 
 Мы поможем вам. Вы также можете оставлять свои мысли и мнения в поле для комментариев.
Мы поможем вам. Вы также можете оставлять свои мысли и мнения в поле для комментариев.



 В таком случае клеймо сварщика должно быть поставлено около заводской таблички или на другом открытом участке изделия, и место маркировки заключено в хорошо видимую рамку, наносимую несмываемой краской.
В таком случае клеймо сварщика должно быть поставлено около заводской таблички или на другом открытом участке изделия, и место маркировки заключено в хорошо видимую рамку, наносимую несмываемой краской.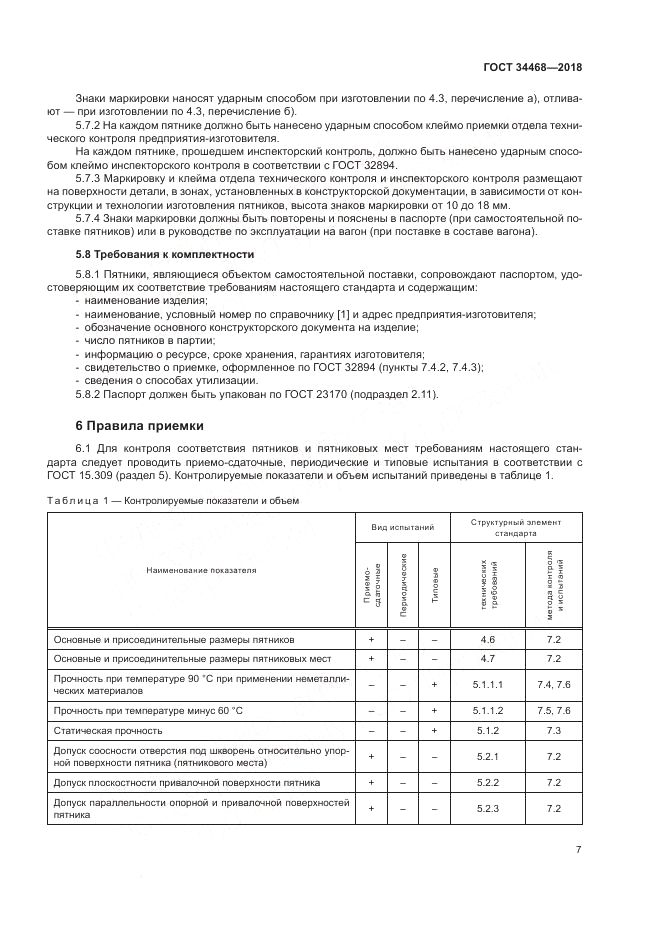

 ГОСТ….
ГОСТ…. Но бренд USAID — это больше, чем просто официальная печать, название и слоган «От американского народа». Бренд USAID представляет то, за что выступает Агентство: добрую волю американского народа и его приверженность партнерству.
Но бренд USAID — это больше, чем просто официальная печать, название и слоган «От американского народа». Бренд USAID представляет то, за что выступает Агентство: добрую волю американского народа и его приверженность партнерству. Во время церемонии награждения USAID проинформирует вас о требованиях к вашему проекту.
Во время церемонии награждения USAID проинформирует вас о требованиях к вашему проекту. Это означает, что тип финансирования, которое вы получаете от USAID, определяет конкретные правила брендинга и маркировки, которым вы должны следовать. Если вы являетесь партнером по приобретению, на материалах и продуктах программы можно использовать только логотип USAID. Если вы являетесь партнером по оказанию помощи, это обычно означает, что программа может быть объединена с вашим логотипом и логотипом USAID, но эти два логотипа должны быть одинакового размера и заметности.
Это означает, что тип финансирования, которое вы получаете от USAID, определяет конкретные правила брендинга и маркировки, которым вы должны следовать. Если вы являетесь партнером по приобретению, на материалах и продуктах программы можно использовать только логотип USAID. Если вы являетесь партнером по оказанию помощи, это обычно означает, что программа может быть объединена с вашим логотипом и логотипом USAID, но эти два логотипа должны быть одинакового размера и заметности.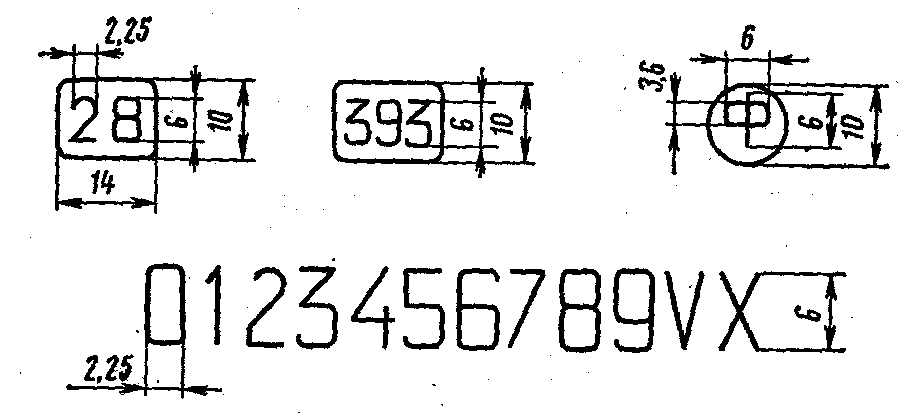
 Согласно опросу Poll Everywhere, 65% людей учатся визуально. Таким образом, трудно игнорировать тот факт, что мы лучше усваиваем информацию, которую видим.
Согласно опросу Poll Everywhere, 65% людей учатся визуально. Таким образом, трудно игнорировать тот факт, что мы лучше усваиваем информацию, которую видим. В то время как логотип представляет собой комбинацию форм и других элементов, торговая марка представляет собой изображение.
В то время как логотип представляет собой комбинацию форм и других элементов, торговая марка представляет собой изображение. Вот почему он обычно является товарным знаком для защиты интеллектуальной собственности.
Вот почему он обычно является товарным знаком для защиты интеллектуальной собственности.
 Разработка подходящего и простого дизайна гарантирует, что вы четко и эффективно донесете сообщение своего бренда. В результате клиенты легко запомнят вашу компанию.
Разработка подходящего и простого дизайна гарантирует, что вы четко и эффективно донесете сообщение своего бренда. В результате клиенты легко запомнят вашу компанию.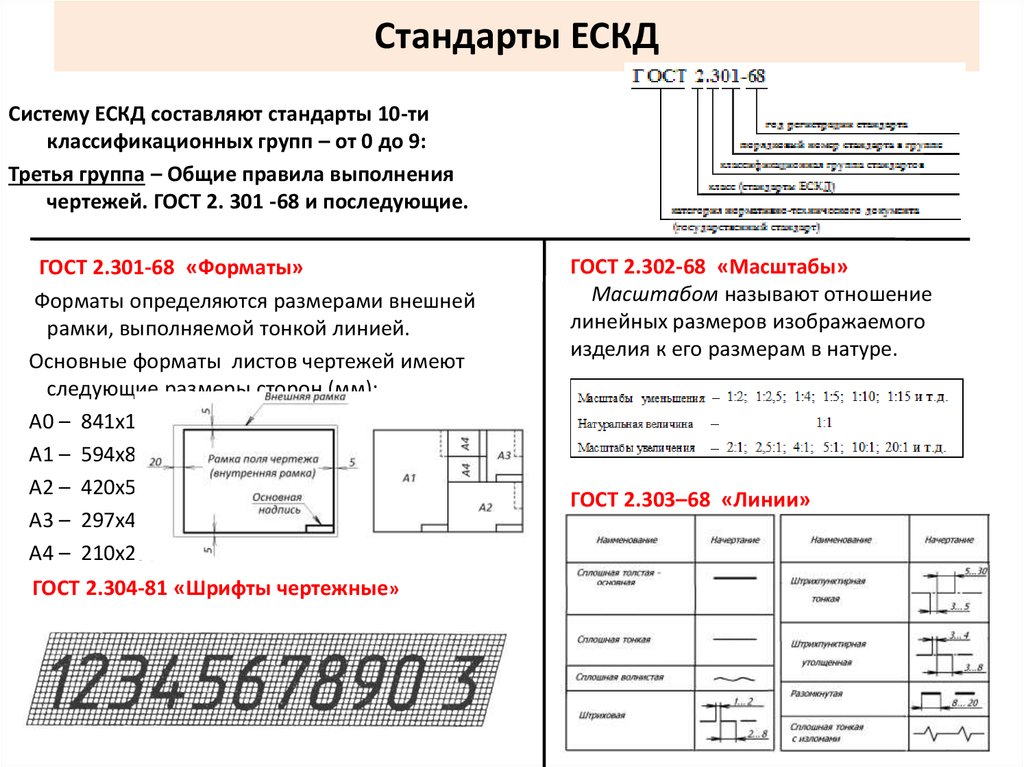
 Более того, это отличный пример компании, имеющей соответствующую торговую марку. Раньше у бренда был логотип в виде значка, который вы можете увидеть ниже. Однако команда Amazon решила обновить свою торговую марку, чтобы сделать ее более привлекательной. Знак был разработан с учетом предпочтений и интересов своих клиентов.
Более того, это отличный пример компании, имеющей соответствующую торговую марку. Раньше у бренда был логотип в виде значка, который вы можете увидеть ниже. Однако команда Amazon решила обновить свою торговую марку, чтобы сделать ее более привлекательной. Знак был разработан с учетом предпочтений и интересов своих клиентов.



 Линии плит перекрытий оборудованы также нагревательными элементами для ТВО, которые находятся под поддоном.
Линии плит перекрытий оборудованы также нагревательными элементами для ТВО, которые находятся под поддоном.
 Использование здания и приложенные нагрузки будут определять глубину, структуру предварительно напряженной проволоки и пролет плит.
Использование здания и приложенные нагрузки будут определять глубину, структуру предварительно напряженной проволоки и пролет плит. Связь между бетоном и предварительно напряженными связями имеет решающее значение в этом процессе.
Связь между бетоном и предварительно напряженными связями имеет решающее значение в этом процессе. Заводы могут варьироваться от трудоемких до высокоавтоматизированных производств.
Заводы могут варьироваться от трудоемких до высокоавтоматизированных производств. Обычно это выполняется с помощью многоцелевой машины или очистителя кроватей.
Обычно это выполняется с помощью многоцелевой машины или очистителя кроватей.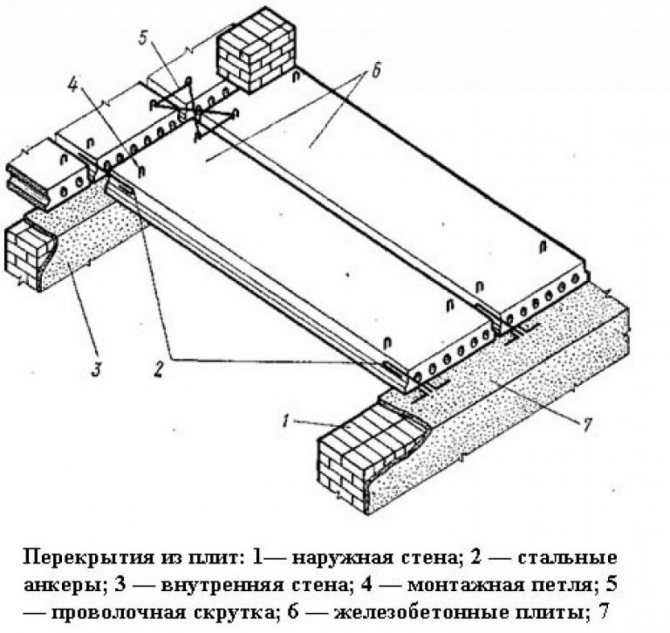
 В процессе используется бетон пластичного качества для универсальности вариантов профиля поперечного сечения с гладкой, шероховатой или рифленой поверхностью.
В процессе используется бетон пластичного качества для универсальности вариантов профиля поперечного сечения с гладкой, шероховатой или рифленой поверхностью.


 Финляндия также является хорошим примером развития инженерных систем зданий. Когда есть много отверстий и разных форм, есть много разных деталей, которые легче реализовать, чем более эффективно используются автоматизация и цифровизация», — говорит Эйлола.
Финляндия также является хорошим примером развития инженерных систем зданий. Когда есть много отверстий и разных форм, есть много разных деталей, которые легче реализовать, чем более эффективно используются автоматизация и цифровизация», — говорит Эйлола.

 Все еще возможно улучшить производственный процесс. В первую очередь следует проводить превентивную политику в отношении обслуживания машин. Во-вторых, процесс перемешивания бетона можно улучшить при небольших вложениях.
Все еще возможно улучшить производственный процесс. В первую очередь следует проводить превентивную политику в отношении обслуживания машин. Во-вторых, процесс перемешивания бетона можно улучшить при небольших вложениях.

 Таких тел всего пять: тетраэдр, октаэдр, гексаэдр (куб), икосаэдр, додекаэдр. Они представляют собой выпуклые фигуры без впадин. Звездчатые многогранники состоят из этих основных фигур в различных конфигурациях. Поэтому-то развертка многогранника простого позволяет нарисовать, вернее начерить, а затем и склеить из бумаги звездчатый многогранник.
Таких тел всего пять: тетраэдр, октаэдр, гексаэдр (куб), икосаэдр, додекаэдр. Они представляют собой выпуклые фигуры без впадин. Звездчатые многогранники состоят из этих основных фигур в различных конфигурациях. Поэтому-то развертка многогранника простого позволяет нарисовать, вернее начерить, а затем и склеить из бумаги звездчатый многогранник. То есть для начала придется начертить и склеить 12 одинаковых штук правильных пирамид, состоящих из 5 равных граней. И только затем из них можно сложить звездчатый многогранник. Развертка самого малого звездчатого додекаэра – сложное и практически невыполнимое задание. Чтобы ее простроить, нужно суметь на одной плоскости уместить соединенные друг с другом 13 разверток разных геометрических объемных тел.
То есть для начала придется начертить и склеить 12 одинаковых штук правильных пирамид, состоящих из 5 равных граней. И только затем из них можно сложить звездчатый многогранник. Развертка самого малого звездчатого додекаэра – сложное и практически невыполнимое задание. Чтобы ее простроить, нужно суметь на одной плоскости уместить соединенные друг с другом 13 разверток разных геометрических объемных тел. И чем крупнее фигура по размерам, тем точнее должны быть все измерения.
И чем крупнее фигура по размерам, тем точнее должны быть все измерения. Гексаэдром называют знакомый всем с детства куб. Икосаэдр представляет собой соединение 20 равнобедренных треугольников в правильный выпуклый многогранник. Додекаэдр – это объемная фигура из 12 граней, каждая из которых представляет собой правильный пятиугольник.
Гексаэдром называют знакомый всем с детства куб. Икосаэдр представляет собой соединение 20 равнобедренных треугольников в правильный выпуклый многогранник. Додекаэдр – это объемная фигура из 12 граней, каждая из которых представляет собой правильный пятиугольник. Кстати, многогранники можно назвать уникальной находкой декораторов. Современные материалы позволяют на основе геометрических фигур создавать оригинальные предметы интерьера.
Кстати, многогранники можно назвать уникальной находкой декораторов. Современные материалы позволяют на основе геометрических фигур создавать оригинальные предметы интерьера. Д. Александрова.
Д. Александрова.  Как оказалось, куб имеет 11 развёрток. И когда мы находим 11-ю развёртку, кажется, что не все ещё развёртки найдены и самые сложные ещё скрыты от нас.
Как оказалось, куб имеет 11 развёрток. И когда мы находим 11-ю развёртку, кажется, что не все ещё развёртки найдены и самые сложные ещё скрыты от нас. 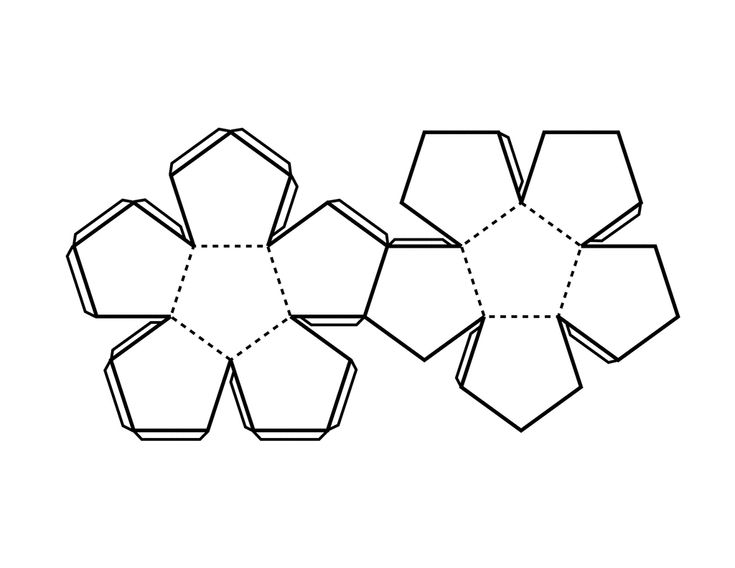 youtube.com/embed/fAKhU8LU1qw»>
youtube.com/embed/fAKhU8LU1qw»> 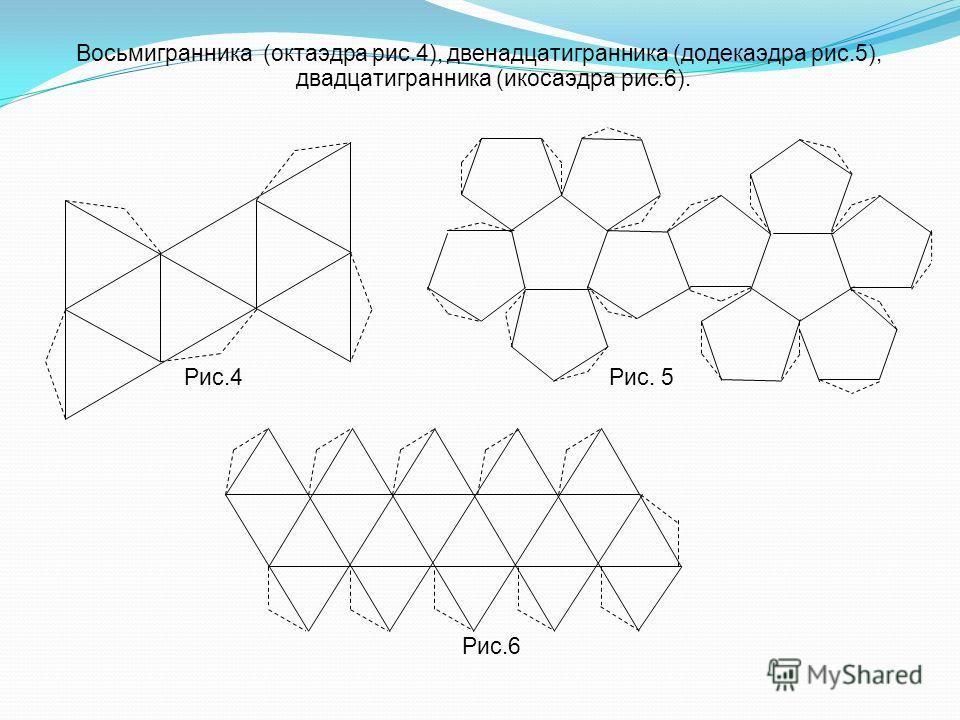 кандидатскую диссертацию, в которой вариационным методом доказана знаменитая теорема А.Д. Александрова о существовании выпуклого многогранника с заданной разверткой.
кандидатскую диссертацию, в которой вариационным методом доказана знаменитая теорема А.Д. Александрова о существовании выпуклого многогранника с заданной разверткой. Байер. акад. Висс. , 2 , 229–230 (1937).
Байер. акад. Висс. , 2 , 229–230 (1937). Как правило, любая твердая форма с плоскими гранями и прямыми ребрами называется многогранником. Поскольку имя включает в себя «поли» в качестве префикса, имя формы зависит от количества граней, присутствующих в конкретной форме. Например, многогранник с четырьмя гранями известен как 9.0123 Тетраэдр .
Как правило, любая твердая форма с плоскими гранями и прямыми ребрами называется многогранником. Поскольку имя включает в себя «поли» в качестве префикса, имя формы зависит от количества граней, присутствующих в конкретной форме. Например, многогранник с четырьмя гранями известен как 9.0123 Тетраэдр .
 Однако при сварке у нас нет защиты в виде атмосферы, поэтому если насмотреться на сварку без спецмаски, то это будет иметь очень опасные последствия для глаз. По факту — физический радиационный ожог.
Однако при сварке у нас нет защиты в виде атмосферы, поэтому если насмотреться на сварку без спецмаски, то это будет иметь очень опасные последствия для глаз. По факту — физический радиационный ожог. К примеру, у работников стеклодувной промышленности от жара (то есть от инфракрасного излучения) развивается катаракта (бельмо на глазу).
К примеру, у работников стеклодувной промышленности от жара (то есть от инфракрасного излучения) развивается катаракта (бельмо на глазу). Более того, в дневное время суток может даже казаться, что свечение от работы сварочного аппарата не такое яркое, а, следовательно, менее опасное. Но это заблуждение, так как урон нашему зрению способен нанести как раз невидимый для глаза свет, находящийся за пределами того, то способен различать глаз. Поэтому если вы помогаете сварщику при работе, что-то держите и приносите или же просто находитесь рядом, то рекомендуем вам избегать смотреть на сварку, поскольку к концу работы у вас будут слезиться и болеть глаза.
Более того, в дневное время суток может даже казаться, что свечение от работы сварочного аппарата не такое яркое, а, следовательно, менее опасное. Но это заблуждение, так как урон нашему зрению способен нанести как раз невидимый для глаза свет, находящийся за пределами того, то способен различать глаз. Поэтому если вы помогаете сварщику при работе, что-то держите и приносите или же просто находитесь рядом, то рекомендуем вам избегать смотреть на сварку, поскольку к концу работы у вас будут слезиться и болеть глаза.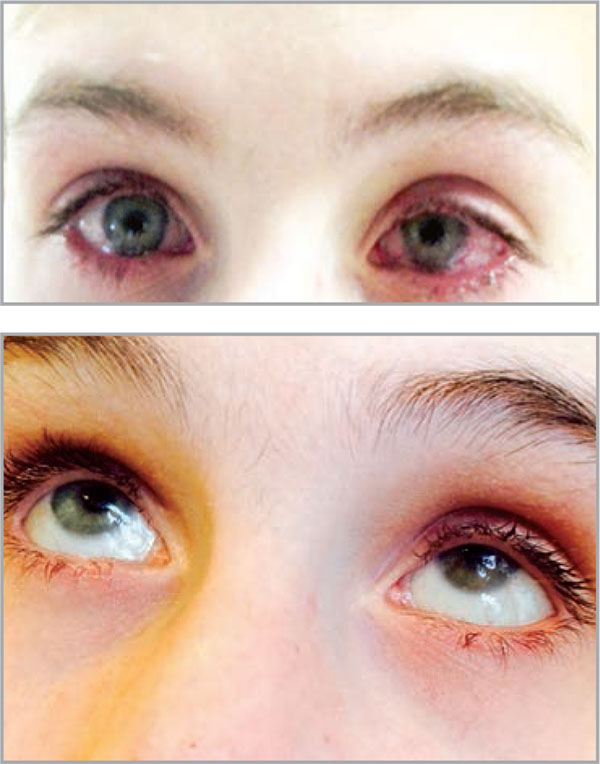 Часто такая работа выполняется без маски.
Часто такая работа выполняется без маски. Но в конце дня глаза будут слезиться и болеть.
Но в конце дня глаза будут слезиться и болеть. Еще человек может ощущать присутствие постороннего предмета в глазу.
Еще человек может ощущать присутствие постороннего предмета в глазу. Если справиться с этим процессом самостоятельно не получится, то стоит обратиться к врачу, так как он имеет специальное оборудование.
Если справиться с этим процессом самостоятельно не получится, то стоит обратиться к врачу, так как он имеет специальное оборудование. Благодаря им можно купировать отек, воспаление и гиперемию. Применять в течение первых нескольких дней после поражения 3 раза в сутки.
Благодаря им можно купировать отек, воспаление и гиперемию. Применять в течение первых нескольких дней после поражения 3 раза в сутки. Длительность терапии 2-3 дня. При помощи этих средств можно купировать зайчиков, снизить боль и купировать воспаление.
Длительность терапии 2-3 дня. При помощи этих средств можно купировать зайчиков, снизить боль и купировать воспаление.
 Подождать 3 часа, окунуть ватные диски и приложить на глаза. Длительность манипуляции 20 минут.
Подождать 3 часа, окунуть ватные диски и приложить на глаза. Длительность манипуляции 20 минут.
 blogspot.com/2021/09/Bolyat-glaza-ot-svarki.html
blogspot.com/2021/09/Bolyat-glaza-ot-svarki.html
 Развивается полная слепота, роговая оболочка теряет цвет. Начинается отмирание тканей глазного яблока. Острые боли мешают открытию век.
Развивается полная слепота, роговая оболочка теряет цвет. Начинается отмирание тканей глазного яблока. Острые боли мешают открытию век. Это способствует усилению болевого синдрома, присоединению вторичных инфекций.
Это способствует усилению болевого синдрома, присоединению вторичных инфекций. Если удалить инородные тела самостоятельно не удается, обращаются к врачу.
Если удалить инородные тела самостоятельно не удается, обращаются к врачу. Предотвращают развитие инфекционных осложнений. В первые 2 дня лечения капли используют каждые 4 часа. С 3-их суток количество процедур постепенно уменьшают.
Предотвращают развитие инфекционных осложнений. В первые 2 дня лечения капли используют каждые 4 часа. С 3-их суток количество процедур постепенно уменьшают. Длительность процедуры – полчаса.
Длительность процедуры – полчаса. При отсутствии ожога сетчатки неприятные ощущения исчезают через 2 дня. При поражении слизистых оболочек длительность болевого синдрома определяется тяжестью травмы.
При отсутствии ожога сетчатки неприятные ощущения исчезают через 2 дня. При поражении слизистых оболочек длительность болевого синдрома определяется тяжестью травмы.
 Алгоритм действий в данном случае таков:
Алгоритм действий в данном случае таков: В ней вы найдете подробное описание технологии работ.
В ней вы найдете подробное описание технологии работ.

 А технические характеристики плит ОСБ описаны в нашем материале и он будет полезен при выборе нужной модели этого материала.
А технические характеристики плит ОСБ описаны в нашем материале и он будет полезен при выборе нужной модели этого материала. Трещина, закрытая монтажной пеной, обязательно защищается от ультрафиолета и ветра окрашиванием, цементом, герметиком или изоляционной лентой.
Трещина, закрытая монтажной пеной, обязательно защищается от ультрафиолета и ветра окрашиванием, цементом, герметиком или изоляционной лентой. Помимо установки стеклопакетов поручите фирме, которая к Вам приедет, выполнить дополнительные работы, связанные с заделкой щелей между полом и парапетом балкона. Дело в том, что это достаточно важная часть всего предприятия, и от того насколько качественно она будет выполнена, зависит конечный результат. Нельзя здесь допустить ошибки или какой-либо халтуры, т. к. в противном случае возможно попадание влаги с улицы прямо на пол, а тогда конец всем стараниям, связанным с утеплением балкона.
Помимо установки стеклопакетов поручите фирме, которая к Вам приедет, выполнить дополнительные работы, связанные с заделкой щелей между полом и парапетом балкона. Дело в том, что это достаточно важная часть всего предприятия, и от того насколько качественно она будет выполнена, зависит конечный результат. Нельзя здесь допустить ошибки или какой-либо халтуры, т. к. в противном случае возможно попадание влаги с улицы прямо на пол, а тогда конец всем стараниям, связанным с утеплением балкона. к. вес всей конструкции балкона увеличится.
к. вес всей конструкции балкона увеличится. Нужно обязательно обратить внимание мастеров на эту особенность. Помимо нащельника внизу пола, они также без проблем установят Вам специальную защитную панель, обработанную силиконом:
Нужно обязательно обратить внимание мастеров на эту особенность. Помимо нащельника внизу пола, они также без проблем установят Вам специальную защитную панель, обработанную силиконом: Как сделать пол на балконе
Как сделать пол на балконе Определите наилучший план действий
Определите наилучший план действий Но если вы только что заплатили за новую крышу, они должны закончить работу, которую они начали, особенно если закрытие щели зависит от черепицы, которую все еще нужно удалить, или другой незавершенной работы.
Но если вы только что заплатили за новую крышу, они должны закончить работу, которую они начали, особенно если закрытие щели зависит от черепицы, которую все еще нужно удалить, или другой незавершенной работы.
 )
)
 10-99 Технический регламент по герметизации стыков наружных ограждающих конструкций
10-99 Технический регламент по герметизации стыков наружных ограждающих конструкций
 При застывании пена становится отличным теплоизолятором, не пропускающим холод или сквозняк. Под защитой утеплителя и герметика пенополиуретан не портится под воздействием солнца и окружающей среды;
При застывании пена становится отличным теплоизолятором, не пропускающим холод или сквозняк. Под защитой утеплителя и герметика пенополиуретан не портится под воздействием солнца и окружающей среды; Обладает повышенной пластичностью, обеспечивая высокую устойчивость к различным деформациям.
Обладает повышенной пластичностью, обеспечивая высокую устойчивость к различным деформациям.
 Цены на стандартные операции (первичная заделка стыков, частичное заполнение трещин, стыки плит) указаны в погонных метрах. Также рассмотрены работы по вторичной герметизации межпанельных швов, требующие вскрытия стыка, удаления старого герметика.
Цены на стандартные операции (первичная заделка стыков, частичное заполнение трещин, стыки плит) указаны в погонных метрах. Также рассмотрены работы по вторичной герметизации межпанельных швов, требующие вскрытия стыка, удаления старого герметика. м.
м. м.
м. м.
м. Главное его отличие – нанесение на основание швов слоя специальной теплозащитной пены.
Главное его отличие – нанесение на основание швов слоя специальной теплозащитной пены. Заполняем им швы, пазы вокруг оконных профилей и другие уязвимые места.
Заполняем им швы, пазы вокруг оконных профилей и другие уязвимые места.


 Температура эксплуатации от минус 60°С до 90°С. Срок службы: более 15 лет.
Температура эксплуатации от минус 60°С до 90°С. Срок службы: более 15 лет.

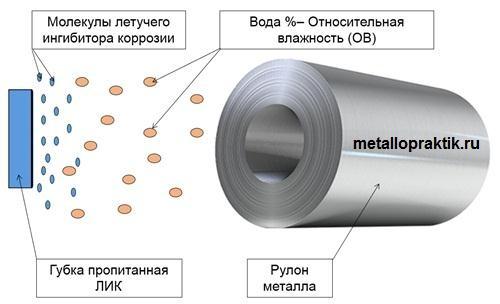
 Наиболее эффективно ингибитор работает на системах нефтесбора.
Наиболее эффективно ингибитор работает на системах нефтесбора.



 Ингибиторная защита трубопроводов
Ингибиторная защита трубопроводов






 Химические соединения триазола, такие как толилтриазол (ТТА), бензотриазол (БЗТ) и метилбензотриазол (МБТ), являются наиболее эффективными ингибиторами коррозии меди и ее сплавов. Соединения триазола работают, образуя защитный оксид меди (Cu 2 О) пленка на поверхности металла в системах теплопередачи. Кроме того, триазолы связываются с растворенными в растворе ионами меди. В котельных установках щелочной аммиак может образовываться при разложении азотистых органических загрязнителей или при нейтрализации аминовых химикатов. Хотя аммиак не воздействует на сталь, коррозия медного сплава может произойти, если вместе присутствует достаточное количество аммиака и кислорода; таким образом, возникает потребность в химии азолов для обеспечения надлежащей обработки системы.
Химические соединения триазола, такие как толилтриазол (ТТА), бензотриазол (БЗТ) и метилбензотриазол (МБТ), являются наиболее эффективными ингибиторами коррозии меди и ее сплавов. Соединения триазола работают, образуя защитный оксид меди (Cu 2 О) пленка на поверхности металла в системах теплопередачи. Кроме того, триазолы связываются с растворенными в растворе ионами меди. В котельных установках щелочной аммиак может образовываться при разложении азотистых органических загрязнителей или при нейтрализации аминовых химикатов. Хотя аммиак не воздействует на сталь, коррозия медного сплава может произойти, если вместе присутствует достаточное количество аммиака и кислорода; таким образом, возникает потребность в химии азолов для обеспечения надлежащей обработки системы. Химия азолов очень сложна, и часто требуется техническая помощь, чтобы превратить эти продукты в эффективную программу очистки воды. Bio-Source предлагает полную линейку азоловых химических продуктов для защиты систем ваших клиентов от коррозии желтого металла. Мы гордимся тем, что являемся дистрибьютором триазольных ингибиторов коррозии меди Wintrol®, поставляемых для промышленной водоподготовки и металлообрабатывающей промышленности.
Химия азолов очень сложна, и часто требуется техническая помощь, чтобы превратить эти продукты в эффективную программу очистки воды. Bio-Source предлагает полную линейку азоловых химических продуктов для защиты систем ваших клиентов от коррозии желтого металла. Мы гордимся тем, что являемся дистрибьютором триазольных ингибиторов коррозии меди Wintrol®, поставляемых для промышленной водоподготовки и металлообрабатывающей промышленности.
 Он доступен в бумажных мешках с прокладкой по 25 кг, в бочках по 50, 100 и 200 фунтов и в супермешках по 1000 фунтов. Промышленное использование включает в себя: водоподготовку, охлаждающие жидкости для двигателей, антиобледенители для самолетов и взлетно-посадочных полос, жидкости для металлообработки, смазочные материалы, компрессорные жидкости, виниловые напольные покрытия, печатные платы, фотоэмульсии, чернила, очистители и прямую обработку меди (Cu).
Он доступен в бумажных мешках с прокладкой по 25 кг, в бочках по 50, 100 и 200 фунтов и в супермешках по 1000 фунтов. Промышленное использование включает в себя: водоподготовку, охлаждающие жидкости для двигателей, антиобледенители для самолетов и взлетно-посадочных полос, жидкости для металлообработки, смазочные материалы, компрессорные жидкости, виниловые напольные покрытия, печатные платы, фотоэмульсии, чернила, очистители и прямую обработку меди (Cu). Он доступен в мешках по 25 кг, в бочках по 50, 100 и 200 фунтов и в супермешках по 1000 фунтов.
Он доступен в мешках по 25 кг, в бочках по 50, 100 и 200 фунтов и в супермешках по 1000 фунтов.

 Ингибиторы коррозии предназначены для многофункционального использования в системах охлаждения для предотвращения и устранения отложений в системах питательной воды. Если вам интересно узнать о наших многофункциональных ингибиторах, вы можете узнать больше здесь.
Ингибиторы коррозии предназначены для многофункционального использования в системах охлаждения для предотвращения и устранения отложений в системах питательной воды. Если вам интересно узнать о наших многофункциональных ингибиторах, вы можете узнать больше здесь. Легионелла является общей проблемой в современном мире очистки сточных вод. В результате биоциды, такие как хлор, проникают в гидрофобную пленку и вызывают нарушение ингибирования коррозии.
Легионелла является общей проблемой в современном мире очистки сточных вод. В результате биоциды, такие как хлор, проникают в гидрофобную пленку и вызывают нарушение ингибирования коррозии.


 Прохождение через это успокоит птиц.
Прохождение через это успокоит птиц.

 Этого можно добиться, установив конструкцию, препятствующую потерям тепла при переходе от ошпаривателя к ощипывателю.
Этого можно добиться, установив конструкцию, препятствующую потерям тепла при переходе от ошпаривателя к ощипывателю.
 Ощипывать десятки птиц совершенно утомительно!
Ощипывать десятки птиц совершенно утомительно! Остальным из нас требуется немного больше времени — до получаса на птицу — чтобы удалить все перья, включая крошечные булавочные перья.
Остальным из нас требуется немного больше времени — до получаса на птицу — чтобы удалить все перья, включая крошечные булавочные перья. Вырубив и ошпарив птицу, вы опускаете ее во вращающуюся ванну, и пока она кувыркается, резиновые пальцы захватывают и вытягивают перья. Менее чем через 30 секунд пора выключить машину и извлечь идеально ощипанную птицу.
Вырубив и ошпарив птицу, вы опускаете ее во вращающуюся ванну, и пока она кувыркается, резиновые пальцы захватывают и вытягивают перья. Менее чем через 30 секунд пора выключить машину и извлечь идеально ощипанную птицу.
