Комплекс волочильного-калибровочного оборудования для производства калиброванной проволоки и прутков
arw-black-uarw-black-darw-black-larw-black-r
Многократные волочильные станы непрерывного волочения
ВЕРТИКАЛЬНЫЙ ВОЛОЧИЛЬНЫЙ СТАН ОДНОКРАТНОГО ВОЛОЧЕНИЯ
ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КАЛИБРОВАННОЙ ПРОВОЛОКИ И ПРУТКОВ
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА АРМАТУРНОЙ ПРОВОЛОКИ
ВЫПРЯМЛЕНИЕ И РЕЗКА ПРОВОЛОКИ
ОБОРУДОВАНИЕ ДЛЯ СНЯТИЯ ФАСКИ
ГИБКА ПРОВОЛОКИ И ПРУТКОВ
УСТРОЙСТВА АВТОМАТИЧЕСКОЙ ПОДАЧИ КАТАНКИ
НАМОТОЧНЫЕ УСТРОЙСТВА для ПРОВОЛОКИ
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
Оборудование специально разработано для волочения катанки круглого, квадратного, шестигранного, прямоугольного сечения из горячекатаного или калиброванного проката углеродистых, легированных нержавеющих марок сталей.
Основное применение этого волочильного оборудования — производство калиброванной проволоки и прутков с возможностью калибровки по схемам бунт — пруток, бунт — бунт или пруток — пруток.
Многоцелевая калибровочная линия состоит из частей оборудования, обеспечивающих высокую эффективность производства и гарантию качества производимой продукции. В зависимости от потребностей Вы можете приобрести как полную производственную линию калибровочного оборудования (проект под ключ), так и её отдельные компоненты. Линия оборудования калибровки сочетает в себе немецкое качество и японскую технологичность. Программное обеспечение Mitsubishi (Япония) осуществляет автоматическое управление калибровочной линией.
Наряду со стандартной комплектацией комбинированная волочильная линия может включать различные опции, перечисленные ниже.
- Механизм для отгибания конца катанки.
- Гидравлический затяжной узел.
- Дробеструйная установка.
- Правильно-полировальное устройство.
- Роликовая профилировочно-гибочная машина.
- Острильный станок для острения конца прутка/катанки.
- Приспособление для увязки прутков.
- Устройство для увязки прутков лентой.

- Фаскосъёмный автомат.
- Приемный карман для сброса готовых прутков V-формы.
- Грузоподъемные механизмы для загрузки и выгрузки прутков.

Комплекс волочильного-калибровочного оборудования может использоваться при производстве изделий следующих категорий:
- проволока;
- прутки;
- стержневая арматура;
- круглая арматура;
- четырёхгранная арматура;
- шестигранная арматура;
- металлические трубы;
- запасные части к автомобилям / мотоциклам / велосипедам: распределительные валы, рулевые рейки, полуоси, вилки переключения передач;
- ручной инструмент;
- спортивный инвентарь
- различные механические детали.
| Модель | Размер катанки | Рабочая длина (м) | Максимальное усилие (кг) | Скорость волочения (м/мин) | Тормозной момент отрезного станка (Н-м) | Общая потребляемая мощность (кВт) | Общий вес (т) | Вес стали (т) | Предельная кривизна готовой продукции (мм/м) | Шероховатость поверхности готовых изделий | Длина резания (м) | ||
| круглый прокат (мм) | шестигранный прокат (мм) | квадратный прокат (мм) | |||||||||||
| 0 | Ø3 — Ø8 | h4 — H7 | S3 — S6 | 2 — 8 | 2000 | 80 | 142 | 80 | 15 | 3. 0 (макс.) 0 (макс.) | ≤0.1 ~ ≤0.8 | Ra 1.6 | 2 — 6 |
| 1 | Ø5 — Ø13 | H5.5 — h21 | S5.5 — S9 | 4000 | 70 | 112 | 19 | ||||||
| 1B | Ø5 — Ø16 | H5.5 — h24 | S5.5 — S14 | 5000 | 145 | 21 | |||||||
| 1C | Ø6 — Ø20 | H6 — h28 | S6 — S18 | 10000 | 60 | 24 | |||||||
| 2 | Ø10 — Ø25 | h20 — h32 | S10 — S22 | 525 | 240 | 34 | |||||||
| 3 | Ø16 — Ø36 | h26 — h42 | S16 — S30 | 15000 | 310 | 61 | |||||||
| 4 | Ø30 — Ø60 | h40 — H50 | S30 — S45 | 40000 | 25 | 340 | 78 | ||||||
Схематичное расположение узлов волочильно-калибровочной линии
Используйте полосу прокрутки, чтобы просмотреть всю компоновку оборудования
Схема производства обточенного прутка
Схема производства холоднотянутого прутка
Размотчики катанки (опция)
С комбинированной линией волочения и калибровки опционально поставляются моторизированные размотчики катанки трех типов:
- Размотчик катанки наклонного типа, способный наклоняться на угол 90 градусов;
- Размотчик катанки с круговым вращением на 360 градусов.
- Размотчик катанки комбинированный, способный наклоняться на угол 90 градусов и поворачиваться на 360 градусов.

- Размотчики катанки оснащаются направляющей и датчиком. При сбое подачи катанки и размотчик и комбинированная волочильная линия будут останавлены автоматически.
- Размотчики могут работать с бунтами катанки весом до 3 тонн.
- Размотчик способен поворачиваться на 360 градусов / наклоняться на 90 градусов.
- Двигатель с масляным баком и панелью управления.
Механизм для отгибания конца катанки (опция)
При помощи роботизированной руки механизм затягивает начало бунта катанки большого диаметра в правильные ролики. Проходя через комплект правильных роликов, искривлённая часть катанки выпрямляется.
- Рабочий диаметр катанки по требованию Заказчика.
- Робот-манипулятор (мощность 3.7 кВт / передаточное отношение 1:100): 1 шт.
- Правильные ролики с приводом (мощность 7.5 кВт / передаточное отношение 1:60): 5 шт.
- Пассивные ролики: 2 шт.

Оборудование предварительного грубого правления катанки/прутка перед дробеструйной обработкой (опция)
Правильное оборудование оснащено мощным прижимным роликом и комплектом горизонтальных и вертикальных роликов для предварительного грубого правления катанки / прутка. Возможна работа в одной линии совместно с дробеструйной установкой.
- Моторизированные валки подачи материала.
- Прижимной ролик.
- Горизонтальный правильный узел с 4-мя свободно регулируемыми роликами.
- Вертикальный правильный узел. 4-мя свободно регулируемыми роликами.
- Привод с редуктором (мощность 5 л.с., передаточное отношение 1:60 либо 1:30).
- Емкость для сбора стружки.
Устройство для острения конца прутка (опция)
Перед подачей катанки в волоку, диаметр начала бунта должен быть уменьшен для свободного протягивания через волочильный блок. Данное устройство обрезает и заостряет начало круглой катанки / прутка посредством вращающейся режущей головки, тем самым уменьшая этот диаметр.
- Автоматическая подача.
- Рабочий диаметр катанки по требованию Заказчика.
- Резка четырьмя ножами.
- Подвижное дно.
- Устройство для сбора стружки.
| Диаметр катанки | Ø19 — Ø80 мм h29 — H63.5 мм S19 — S40 мм |
| Рабочая длина прутка | 2 — 8 м |
| Допуск по длине | <0.8 мм |
| Длина острения до | 400 мм |
| Глубина реза (радиус) | 2.0 мм |
| Допуск на диаметр | <2 мм |
Дробеструйная установка (опция)
В дробеструйной установке стальные шарики, разогнанные до высоких скоростей, непрерывно ударяют по поверхности катанки/прутков, эффективно удаляя ржавчину и окислы с поверхности металла.
Этот способ очистки поверхности металла способен заменить неэкологичное травление.
- Группы подающих роликов.
- Ковшовый элеватор.
- Дробеструйная камера.
- 4 четыре высокоскоростные дробомётные турбины.
- Пылеуловитель.
- Шнековый конвейер.
- Система управления.
- Синхронная работа — скорость очистки в дробеструйной машине соответствует скорости волочения катанки.
Оборудование предварительного грубого правления катанки/прутка после дробеструйной обработки
Оборудование оснащено мощным прижимным роликом, горизонтальными и вертикальными роликами для предварительного правления катанки / прутка.
Гидравлический затяжной узел (опция)
Затяжной механизм использует гидравлический привод, чтобы протолкнуть конец проволоки в волоку.
Станок оснащён двумя гидравлическими цилиндрами высокого давления с регулировкой хода для обеспечения высокой эффективности работы. Корпус станка сварной.
Этот гидравлический заталкиватель используется при заталкивании в волоку катанки диаметром более 18 мм.
- Рабочий диаметр катанки по требованию Заказчика.
- Набор захватов: 1 комплект.
- Резервуар подачи масла для устройства захвата катанки: 1 шт.
- Резервуары подачи масла для затяжного механизма: 2 шт.
- Концевые выключатели: 2 шт.
- Масляный насос 3.75 кВт / 210 кг/см2: 1 комплект.
- Тяговое усилие затяжного механизма: 300 kg/cm2.
Волочильный блок
Станина изготавливается при помощи литья из серого чугуна марки FC25 (аналог СЧ25) или более прочного, и обрабатывается как единое целое для обеспечения высокой точности и прочности. Прямоугольные и V-образные направляющие заменены на линейные направляющие для обеспечения большей прочности и облегчения замены.
Двойной кулачок изготовлен из сплава методом ковки и обработан на 5-ти осевом станке. Точность изготовления обеспечивает плавное движение скользящего узла и длительную работу без износа.
- Станина волочильно-калибровочного блока.
- Редуктор и блок двигателя.
- Двойной кулачково-осевой блок.
- Набор передних и задних направляющих, блок клещей.
- Блок гидравлики, баллон с азотом.
- Устройство автоматической подачи смазки (частота подачи смазки настраивается через интерфейс пользователя).

Волокодержатель
Крестообразный волокодержатель (вместо стандартного шарикового) оснащён контрольно-измерительными приборами, позволяющими отслеживать статистические данные регулировки.
Опция — моторизированный волокодержатель.
- Волокодержатель крестоообразный:
- наружный держатель с возможностью настройки положения вверх/вниз;
- внутренний держатель с возможностью настройки положения влево/вправо.
- Быстрое подсоединение трубок маслопровода.
- Фильтровальная установка центробежного типа.
- Контрольно-измерительная аппаратура.
- Насос системы смазки.
Оборудование точного правления катанки / прутка
Механизм тонкого правления имеет 7 вертикальных и 7 горизонтальных правильных роликов, путём регулировки которых достигается заданная прямолинейность прутка. Мощные правильные ролики имеют регулировку скорости и работают синхронно с волочильным блоком. Правильные ролики имеют моторизированную и ручную (маховичок) регулировки.
Мощные правильные ролики имеют регулировку скорости и работают синхронно с волочильным блоком. Правильные ролики имеют моторизированную и ручную (маховичок) регулировки.
- Горизонтальный узел точного правления:
- 5 приводных правильных роликов.
- 2 пассивных правильных ролика.
- Привод с редуктором (мощность 20 л.с., передаточное отношение 1:15).
- Вертикальный узел точного правления:
- 5 приводных правильных роликов.
- 2 пассивных правильных ролика.
- Привод с редуктором (мощность 20 л.с., передаточное отношение 1:15).
Система измерения длины
- Прямое измерение скорости движения и длины прутка.
- Точность измерения длины ±5 мм.
- Аналого-цифровой преобразователь японского производства.
- Пневматическая прижимная планка.
- Кольцевой датчик.
Устройство лазерного контроля диаметра (опция)
С помощью лазерного луча выполняется точный контроль внешнего диаметра проволоки (прутка) во время работы волочильно-калибровочной линии. Опционально может быть добавлена функция обратной связи.
Опционально может быть добавлена функция обратной связи.
Отрезной станок
Отрезной станок режет прутки по длине. Режущее устройство приводится в действие серводвигателем. Трансмиссия — шестеренчато-реечная. Кроме того, оснащен высокоточной линейной направляющей и гидравлическими ножницами.
Отрезной станок комплектуется отрезными матрицами для круглого, шестигранного, квадратного, прямоугольного прутка.
- Главный отрезной узел.
- Линейные направляющие.
- Внутренние гидравлические ножницы.
- Масляный насос высокого давления, баллон с азотом.
- Серводвигатель с редуктором.
- Ролики подачи с электроприводом.
Направляющая эстакада
Направляющая эстакада представляет собой буферную платформу, предназначенную для передачи продукции на станцию финишного правления и полировки мерных прутков (проволоки в мотках).
Подвижные направляющие позволяют легко регулировать оборудование под другой диаметр или длину прутка без необходимости перемещения полировальной машины.
Высота регулируется для удобного сопряжения с двухвалковой правильной машиной.
- Комплект направляющих (регулируются в зависимости от диаметра прутка).
- Стойки (3 комплекта).
- Мощность двигателя узла подачи 0.75 кВт.
- Мощность двигателей узла опрокидывания 0.75 кВт × 2
- Разгрузочная платформа специальной формы.
- Автоматическое устройство подачи смазочной жидкости.
- Стеллаж для приема готовой продукции (опция).
- Предназначена для прутка круглого сечения максимальной длиной до 8.5 м
Двухвалковая правильная машина для круглого прутка
Эта двухвалковая правильная машина оснащена одним вогнутым и одним выпуклым роликами. Пруток, проходящий через них, выпрямляется и полируется. Кроме того, оборудование оснащено MMI (сенсорным монитором) для установки параметров. Цифровые показатели работы правильной машины могут быть записаны. Конструкция правильной машины имеет высокую жесткость.
- Смазочный масляный насос.
- Центробежный масляный фильтр.
- Защитный кожух.
- Посадочная плита.

- Мотор × 2 шт.
- Комплект из валка с поверхностью вогнутой формы и валка с поверхностью выпуклой формы.
- Масляный бак системы гидравлики.
- Водонепроницаемая крышка и трубка для подачи смазочного масла.
| Тип-0 | Тип-1 | Тип-3 | Тип-6 | Тип-7 | |
| Диаметр прутка | Ø4 — Ø10 мм | Ø5 — Ø25 мм | Ø20 — Ø55 мм | Ø40 — Ø100 мм | Ø50 — Ø120 мм |
| Мощность двигателей | 10 кВт×2 | 15 кВт×2 | 37 кВт×2 | 75 кВт×2 | 90 кВт×2 |
| Скорость | 30-60 м/мин | 15-45 м/мин | 15-30 м/мин | 10-15 м/мин | |
Полировально-правильный узел для прутков
Полировально-правильный узел оснащён двумя парами полировальных дисков и 5 — 7 правильными кольцами, выполненными из высокопрочного карбида вольфрама. Диапазон полировки: Ø3 мм — Ø25 мм в диаметре прутка.
Диапазон полировки: Ø3 мм — Ø25 мм в диаметре прутка.
Разгрузочный стеллаж
Разгрузочный стеллаж пневматического типа может разгружать материал как с рабочей стороны так и с противоположной.
Разгрузочный стеллаж может оснащаться вихретоковым детектором для сепарации брака.
Также разгрузочный стеллаж может работать совместно с фаскосъёмной машиной.
- Эстакада V-образной формы для подачи мерных прутков (регулируемая).
- Комплект двухходовых цилиндров.
- Датчик.
- Мощность двигателей подъёмного механизма: 0.75 кВт×2.
- Поворотная эстакада.
- Стеллаж для приема готовой продукции (опция).
- Предназначен для прутка круглого сечения максимальной длиной до 8.5 м.
Электрический шкаф управления
Весь комплекс волочильного оборудования работает под управлением прецизионного ПЛК. Электрический шкаф имеет пыленепроницаемую конструкцию и оснащён охлаждающими вентиляторами.
- Стационарный пыленепроницаемый блок управления.
- Вентиляторы охлаждения с датчиком температуры.
- Преобразователь частоты производства ABB (Швеция/Швейцария).
- ПЛК-контроллер производства MITSUBISHI (Япония).
- Электромагнитные контакторы (Франция).
- Реле производства OMRON (Япония).
- Оборудование коммутации и автоматики производства TECO (Тайвань).
- Сервоприводы производства MITSUBISHI (Япония).
- Система обеспечения безопасности включает аварийные концевые выключатели, защита от застревания заготовки, датчики давления воздуха, датчики обратной полярности, датчики сдфига фаз, датчики давления масла, датчики перегрузки двигателей, защитный экран.
- Режим работы: автоматический, полуавтоматический.
- Интерфейс пользователя (MMI). Управление с панели оператора, промышленный компьютер. Регистрация и хранение данных на компьютере оператора с выводом значений на компьютер инженера через локальную заводскую сеть. Доступ к получению архивной информации для каждого пользователя раздельный, предусмотрена возможность удалённого доступа.
- Предупреждающая сигнализация — звуковая, световая.
- Приборы контроля и регистрации параметров технологического процесса.


Фаскосъёмный автомат (опция)
- Станок для снятия фаски может использоваться как автономно так и в составе комплекса волочильного-калибровочного оборудования.
- Высокая производительность снятия фаски.
- Синхронизация торцовки / снятия фаски.
- Быстрая замена инструмента.
| Тип-310 | Тип-516 | Тип-1025 | Тип-2050 | Тип-40100 | |
| Диаметр катанки | Ø3 — Ø10 мм | Ø5 — Ø16 мм | Ø10 — Ø25 мм | Ø20 — Ø50 мм | Ø40 — Ø100 мм |
| Форма продукции | круг, шестигранник, квадрат, труба | ||||
| Рабочая длина | 2-6 м | ||||
| Материал | медь, сталь, алюминий | ||||
Видео работы комбинированного калибровочного стана пруток-пруток / бунт-пруток
Калибровочный прокатный стан для плоской проволоки
Обмоточный провод с использованием прямоугольной проволоки используется для намотки трансформаторов и двигателей. Прямоугольная проволока изготавливается методом холодной прокатки (также прессованием, волочением, экструзией «конформ», см. «транспонированные провода»).
Прямоугольная проволока изготавливается методом холодной прокатки (также прессованием, волочением, экструзией «конформ», см. «транспонированные провода»).
После получения плоского профиля провод эмалируется или обматывается бумажной изоляцией.
Допуски радиуса кромки имеют существенное значение для изоляции и хорошей плотности намотки.
Схема процесса
Входящая катанка формируется в прямоугольную плоскую проволоку с определенным радиусом кромки, подходящим для трансформаторной проволоки и для обмоточных проводов электромагнитов.
Материал на входе – катанка с Ø16 мм, литая или горячекатанная. Материал — Медь/ETR, по выбору – алюминий.
Использование волочильной линии для волочения входящей круглой проволоки в несколько проходов до плоской проволоки, близкой к готовому размеру.
Для получения финальной толщины/ширины и превосходного качества поверхности предварительно сплющенная проволока, полученная волочением, слегка калибруется в стане. Преимущество заключается в том, что требуется маленький размер стана.
Преимущество заключается в том, что требуется маленький размер стана.
Материал на входе
Свойства: медная катанка, медная проволока, алюминиевая проволока. Разрывная прочность на выходе зависит от исходного материала и степени обжатия
Размеры и типы заготовки на входе
Круглая проволока, горячекатаная, предварительно волоченная, мягкая
Плоская проволока, предварительно катанная (опционально в 2 прохода).
диаметр на входе мин. 2,0 мм — макс. 16 мм
Размеры катушки на входе:
Катушки в соответствии с размерами заказчика, вес материала до 1000 кг
Материал на выходе
Продукт: Плоская проволока, из алюминия и меди, для трансформаторной проволоки, для обмоточных проводов, для последующей обмотки бумагой или эмалирования
Толщина 18 мм мин. — 5,6 мм макс.
Ширина 5,0 мм мин.- 16 мм макс.
поперечное сечение: макс. 90 кв. мм — мин. 9,0 кв. мм
мм — мин. 9,0 кв. мм
Соотношение толщина/ширина: макс 1:10.
Ширина допуски: ± 0,005 мм с активным контролем толщины
Ширина допуски: ± 0,010 мм
Приведенные допуски гарантированы для работы на любой непрерывной и постоянной скорости.
| Ном. толщина t, мм | радиус кромки, мм |
| 1,00 < t < 1,60 | 0,5 |
| 1,60 < t < 2,24 | 0,65 |
| 2,24 < t < 3,55 | 0,80 |
| 3,55 < t < 5,66 | 1,00 |
| 5,66 < t < 10,0 | 1,25 |
Общие данные прокатного стана
скорость машины: от 10 до 500 м/мин на выходе
направление: слева направо или справа налево
Прокатные клети
Прокатная клеть тип
1 прокатная клеть 250
2 эджерная клеть 120
3 прокатная клеть 200
Состав оборудования
| Поз. | Кол-во | Описание |
| 1 | 1 | Отдающее устройство фланцевого типа для катушки весом до 250 кг |
| 2 | 1 | Компенсатор диаметром 400 мм, серводвигатель переменного тока |
| 3 | 1 | Правильный пресс H-V, диаметр 60мм |
| 4 | 1 | Эджерная клеть 120-80, приводная |
| 5 | 1 | Прокатная клеть 200-150 |
| 6 | 1 | Воздушный обтир |
| 7 | 1 | Лазер для измерения толщины и ширины |
| 9 | 1 | Компенсатор диаметром 300 мм, серводвигатель переменного тока |
| 10 | 1 | Приемное устройство с рядовой намоткой, фланцевого типа, весом 250 кг |
| 11 | 1 | Несущая рама машины |
| 12 | 1 | Защитные ограждения прокатного стана с ручным управлением |
| 13 | 1 | Система управления |
| 14 | 1 | Устройство охлаждения и смазки, 3000 л, для алюминия |
| 15 | 1 | Вытяжная система с фильтрами производительность 2500 м3/час |
Описание оборудования
Поз. 1 Отдающее устройство, фланцевого типа 250 кг
1 Отдающее устройство, фланцевого типа 250 кг
Размеры катушек и вес см. с технические данные
— Основной корпус и каркас устройства сварные и обработанные
— Вал на подшипниках для высоких нагрузок
— Сменная оправка для принимающего устройства
— Катушка на вале, установленная с коническим креплением
— Основной мотор переменного тока и редуктор
— Защитный корпус на отдающем устройстве, приводимый в действие механически
— Блокировочный выключатель, открывающейся только после остановки линии.
— Окошко в защитном корпусе для наблюдения за размоткой
Сделано из качественного защитного стекла с защитной решеткой внутри
Поз. 3 Компенсатор диам. 300, с серводвигателем переменного тока
Ролик компенсатора : диам. 300 мм
Материал колеса: сталь, закаленная и шлифованная
— для синхронизации компонентов стана, дополнительная функция как элемент для компенсации между приводными узлами
— стальной сварной корпус
— два направляющих ролика, зафиксированные
— один направляющий ролик – на вертикально поворачивающемся рычаге компенсатора
— ограничительные выключатели для быстрой остановки в верхней / нижней позиции
— встроенный преобразователь для определения положения рычага компенсатора
— серводвигатель переменного тока, обеспечивающий крутящий момент компенсатора
— рычаг и контроль натяжения проволоки как функция положения компенсатора
— набор распылителей, подсоединённых к системе смазки стана, направленных на колесо компенсатора для охлаждения проволоки между клетями
— Энкодер для измерения скорости проволоки / длины
Поз. 3 Правильное устройство двухплоскостное, ролик O 60
3 Правильное устройство двухплоскостное, ролик O 60
Рабочий диапазон проволоки : 2,0 — 5,0 мм
Диам. ролика : 40 мм
Количество узлов: 2 (1x гориз. + 1x вертикальный)
Количество роликов на правильное устройство: 7 на каждое, всего 14
— Правильное устройство, 2 оси
— Ролики из подшипниковой стали, с V-образной проточкой
— Индивидуальная настройка правильных роликов с быстросъемной рукояткой
Для быстрого открытия правильного устройства во время подачи проволоки
Поз. 4 Приводная эджерная клеть 120-80
Валок O: 120 мм
Лицевая сторона валка: 80 мм
Материал валка: быстрорежущая сталь
Количество ручьев: 6-8 в зависимости от размера ручья
Время для смены валка: приблиз. 5 мин.
— жесткий корпус прокатной клети, прецизионное изготовление
— два эджерных валка с несколькими ручьями, смонтированные на валах из закаленной инструментальной стали
— комплект опор (подушек), с роликовыми подшипниками для высоких нагрузок, герметизированными и с компенсацией люфта
— основная система привода переменного тока с редуктором и ременной передачей
— механическое соединение для работы с эджером в неприводной модификации если требуется (для маленьких размеров)
— точная настройка для соответствия вертикальному ручью микрометрическим винтом
— набор распылителей, на входе и выходе стана, направленных на нижнюю и верхнюю сторону проволоки
— входной стол с центрально настраиваемыми направляющими, с износостойкими керамическими вставками
— регулировка вертикального прохода с сервомотором
Система автоматически меняет на необходимое положение эджекторного ручья, сохраненного в программе прокатки
— дисплей и инструменты администрирования, встроенные в основной интерфейс оператора
— моторизованная регулировка центрального валка
— сервомотор с приводом для регулировки зазора между валками под нагрузкой
— встроенный кодировщик для измерения длины хода
— регулировка зазора на высокой/низкой скорости
— цифровой дисплей зазора между валками, на прокатной клети и панели оператора
— встроенное программное обеспечение для администрирования
Поз. 5 Прокатная клеть 160-125
5 Прокатная клеть 160-125
Диам. валка: 160 мм
Лицевая сторона валка: 125 мм
Ширина твердого сплава: 80 мм
max. усилие прокатки: 280 kN
Выпуск валка: ± 3 µm
Время для смены валка: 10-15 min
Опускание: сервомотор двойного типа
— жесткий корпус прокатной клети, прецизионное изготовление
— прокатная клеть на пластине и прикрученная к основанию машины
— комплект роликовых валов из инструментальной стали с вольфрамо-карбидными кольцами с плотной посадкой
— комплект опор (подушек), с роликовыми подшипниками для высоких нагрузок, герметизированными и с компенсацией люфта
— основная система привода с 2 моторами переменного тока и редуктором
— отдельный приводной узел для нижнего и верхнего ролика, подсоединенный к электрическому приводу
— универсальные соединения, с быстросъемными муфтами для быстрой смены валка
— комплект очистителей валка, с взаимозаменяемыми панелями, ручная настройка
— набор распылителей на входе и выходе в прокатный стан, направленные на верхнюю и нижнюю сторону проволоки
— вводной стол с центрально настраиваемыми направляющими, износостойкие керамические вставки роликовых направляющих для направления проволоки
— моторизованная настройка верхнего ролика
— два сервомотора с приводом для регулировки расстояния между валками под нагрузкой
— встроенный кодировщик для измерения длины хода
— регулировка расстояния между валками на низкой/ высокой скорости
— быстрая и легкая настройка роликового параллелизма
— боковая настройка прокатной клети направляющим винтом с цифровым дисплеем
Дисплей, позволяющий использовать всю ширину ролика с помощью перемещения прокатной клети, не требует смены линии прохода проволоки
— цифровой экран расстояния между роликами, на прокатной клети и панели оператора
Поз. 6 Обдув (воздушный протир)
6 Обдув (воздушный протир)
Кол-во форсунок: 3
Для удаления прокатной жидкости с поверхности проволоки
— комплект форсунок, распределенных горизонтально, с каналами подачи воздуха для сдува жидкости с поверхности проволоки
— комплект пластиковых вставок, направляющих проволоку без повреждения поверхности
— рукоятка для быстрого открытия распылителей и легкой подачи проволоки
— клапан, регулирующий давление/поток, ручное управлениеAir Wipe
Поз. 7 Лазер для измерения толщины и ширины
С точным оптическим сенсором
— C-образный корпус со встроенным лазерным двуосным датчиком
— Аналоговый сигнал, дополнительный PROFIBUS интерфейс, для интегрирования в систему контроля ширины
— Цифровой дисплей, показывающий толщину/ширину/отклонение от заданных
— Воздушный занавес для уменьшения загрязнения
— Встроенный контроль уровня загрязнения
Система контроля толщины регулирует предыдущую прокатную клеть для автоматического достижения установленной толщины в пределах допусков.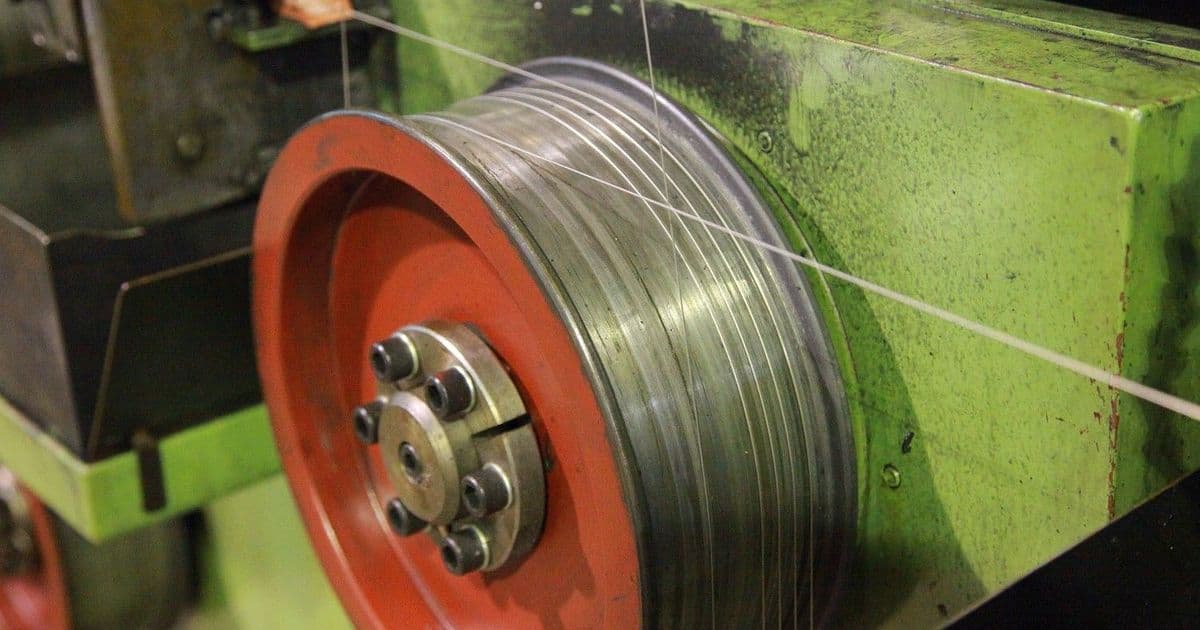 Опционально: каскадная система измерения.
Опционально: каскадная система измерения.
Система контроля ширины регулирует предыдущую прокатную клеть для автоматического достижения предварительно установленной толщины в пределах допусков.
Контроль «тренда»: система компенсации отклонений толщины/ширины, вызванных изменением температуры (материала, стана) или при смене размеров/свойств материала на входе.
Система измерения толщины на выходе из стана сравнивает реальную толщину с предварительно установленным плановым значением. Система контроля позволяет установить точную мертвую зону где не происходит корректирующих операций. Если толщина отклонения выходит за пороговую величину, система AGC реагирует и настраивает зазор между валками предыдущей прокатной клети. Реальная величина корректирующих операций настраивается, в % отклонения от плановых показателей. Стандартные мягкие материалы имеют значения ниже 100%, для избежания отклонения жесткие материалы требуют корректирующие факторы выше 100% для достижения правильного размера. Эти факторы сохранены в рецепте (программе) прокатки.
Эти факторы сохранены в рецепте (программе) прокатки.
Тот же функционал предусмотрен для контроля ширины.
Контроль «тренда» обеспечивает точность выпуска продукта и простоту работы.
Поз. 9 Компенсатор диам. 300 мм, с сервоприводом и двигателем переменного тока
Колесо компенсатора: 300 мм
Материал колеса: сталь, закаленная и отшлифованная
— для синхронизации компонентов стана, дополнительная функция – как элемент для согласования приводных частей
— стальной сварной корпус
— два направляющих ролика, зафиксированные
— один направляющий ролик – на вертикально поворачивающемся рычаге компенсатора
— ограничительные выключатели для быстрой остановки в верхней / нижней позиции
— встроенный преобразователь для определения положения рычага компенсатора
— серводвигатель переменного тока, обеспечивающий крутящий момент компенсатора
— сервопривод для приложения определенного момента к рычагу компенсатора и управления натяжением проволоки как функция положения компенсатора
— набор распылителей, подсоединённых к системе смазки стана, направленных на колесо компенсатора для охлаждения проволоки между клетями
— энкодер для измерения скорости проволоки / длины
Поз. 10 Приемное устройство фланцевого типа, для послойной намотки, 250 кг
10 Приемное устройство фланцевого типа, для послойной намотки, 250 кг
Размеры катушки и вес см. технические данные.
Основной привод, привод раскладчика
Направление проволоки: направляющий палец (раскладчик)
— основание и рама сварные и обработанные;
— горизонтальный вал с подшипниками для высоких нагрузок;
— оправка заменяемая
— катушка, смонтированная на оправке с конической фиксацией
— привод переменного тока с редуктором;
— движение раскладчика на линейных направляющих
— набор концевых выключателей для раскладчика
— перемещение серво-мотором и шариковым винтом
— комплект концевых выключателей для ограничения хода
Система контроля намотки настраиваемая:
— ширина проволоки, толщина, шаг/зазор
— укладка витков;
— угол укладки
— другие параметры для оптимальной укладки при намотке
Параметры укладки могут настраиваться во время работы
Защитные корпуса на приемном устройстве, приводимые в действие механически для доступа при смене катушки
Защитный корпус закрыт предохранителем
Блокировочный выключатель, открывающейся только после остановки линии.
Окошко в защитном корпусе для наблюдения за намоткой
Сделано из качественного защитного стекла с защитной решеткой внутри
Источник света для зоны намотки
Поз. 11 Основной корпус машины
— исполнение основной станины модульное, маслостойкое сварное, обработанное
— неподвижная несущая конструкция, исключающая вибрации на прокатных клетях
— закрепленная на задней стороне болтами конструкция для установки защитных корпусов и дополнительных компонентов (клапанов, пневматических цилиндров, датчиков)
— рама, разделенная на несколько сегментов, подходящих по размерам для транспортировки и работы
— стандартизированный дизайн позволяет легко модернизировать стан добавлением дополнительных прокатных клетей
— простая и быстрая фиксация на фундаменте болтами и скобами
— крепежные отверстия в рабочей зоне позволяет легко установить дополнительные компоненты
Дополнительные трубы для:
— трубопровод, поставляющий прокатную жидкость, средства охлаждения и смазки
Стальные трубы и соединительные шланги внутри основания машины
— трубопровод возврата смазки в трубу сборки под корпусом
— насос для возврата смазки в систему фильтров
— трубопровод, поставляющий сжатый воздух на задней стороне стана
— кругооборот смазки, трубопровод для подачи и возврата смазки к подшипнику
Смазка (опция) встроенная в корпус
— комплект панелей для оператора, с кнопками /световыми сигналами, для работы во время подачи проволоки, техобслуживания и т.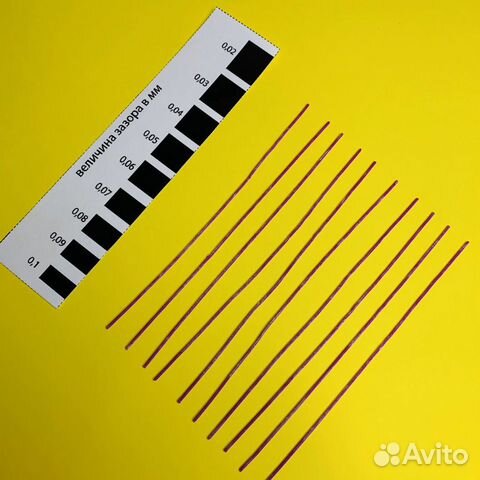 д.
д.
— кабель-каналы на стороне привода стана для внутренней разводки кабелей компонентов стана
— комплект соединительных фланцев для опциональной вытяжной системы с фильтрами
Поз.12 Защитные ограждения прокатного стана
— защитные ограждения приводятся в действие вручную
— ограждения на передней стороне стана полностью отводятся назад, что обеспечивает легкий доступ к прокатному стану для подачи проволоки и техобслуживания
— противовес для быстрого открытия
— защитные ограждения снабжены выключателями с замком в соответствии с правилами безопасности ЕС
— при открытых крышках стан может работать только в режиме протяжки или заправки
— работа на рабочей скорости возможна только с закрытыми крышками
— передняя сторона ограждений оснащена окошками для наблюдения состояния стана во время работы
— зоны особой опасности оснащены управляемыми электромагнитными безопасными выключателями с механическим запором крышек
Во время работы доступ только после остановки линии.
— окраска ограждений в соответствие со стандартами безопасности см. соотв. раздел.
Поз. 13 Система управления стана
Макс. мощность / подводящий кабель: 100 кВт
— стальной электрический шкаф, включающий различные сегменты
— запираемые передние двери, запираемый основной выключатель на передней двери
— комплект клемм и разъемов для соединения внешней кабельной разводки
— дополнительные реле, контакты для дополнительных моторов, энергоснабжение и т.д.
— внутренние источники света c розетками для дополнительных устройств
— база электрического шкафа 200 мм для крепления на полу и внутренней разводки кабелей.
— охлаждение электрического шкафа
— основное устройство подачи для всех основных и сервоприводов
— комплект приводов для моторов переменного тока
— комплект приводов для всех серво-моторов
— управление Siemens PLC (S7, Simotion, WinAC)
— система Profi-Bus, система безопасности Bus-System
— интерфейс удаленной техподдержки, через Интернет
— встроенная система контроля для всех прокатных клетей и приводов намотки
— главная панель оператора, интерфейс для работы со всем станом
Визуализация на базе Siemens. Система позволяет хранить все параметры продукта и стана и загружать их для повторяющихся заказов.
Система позволяет хранить все параметры продукта и стана и загружать их для повторяющихся заказов.
— выбор программ для различных степеней обжатия
— настройка прокатной клети в соответствии с выбранной программой
— автоматическая установка всех параметров касающихся контроля толщины и ширины, настройка компенсатора
— панель оператора подвесного типа, на передней стороне стана
— интерфейс оператора HMI в виде сенсорного экрана, 15“ дюймов.
— язык немецкий /английский по выбору, возможны также другие языки
— счетчик длины, автоматическая остановка линии при предварительной установке длины/веса
— дисплей, показывающий толщину/ширину, в аналоговом и цифровом виде
— комплект панелей оператора, с кнопками/ сигнальными лампочками
Для работы во время подачи проволоки, обслуживания и т.д
— внутренняя разводка кабелей на стане в кабель каналах, на задней стороне стана, собранных до распределительных коробок на приводной стороне стана:
— все кабели между электрическим шкафом и дополнительными устройствами включены в поставку:
— силовые кабели
— сигнальные кабели
— магистральные шины
— где необходимо, кабели идут с разъемами
— макс. расстояние между электрическим шкафом и станом 10 м
расстояние между электрическим шкафом и станом 10 м
Поз. 14 Устройство охлаждения и смазки 1000 л
Размер резервуара: 1000 л
Насос: 100 л/мин
Давление: 6 бар на насосе 3 — 4 бар на стане
Степень фильтрации 10 — 15 µ
— резервуар из стали, окрашенный
— моторно-помповая единица для доставки охлаждающей жидкости к прокатным клетям
— комплект термостатов, фитингов, клапанов для мониторинга давления, уровня, температуры прокатной жидкости
— фильтр картридж-типа, переключаемый
— пластинчатый теплообменник для охлаждения прокатного масла, использующий тех. воду
— нагревательные элементы картридж-типа, для поддержания постоянной температуры прокатной жидкости, управляемые датчиком PT-100
— компактный войлоковый фильтр, состоящий из:
— ленточный фильтр, бумага/войлок
— один полый вал с направляющей пластиной, втулками
— контроль уровня для автоматического передвижения фильтрующей среды
— четыре отводящие оси с уплотненными роликовыми подшипниками
— один ленточный привод
— один роликовый волокнистый фильтр (исходная поставка)
— поддон для сбора отходов, соединенный с баком для сбора загрязненной фильтрующей среды
Важно: медная проволока прокатывается с использованием эмульсии
Поз. 15 Вытяжная система с фильтрами
15 Вытяжная система с фильтрами
Производительность в 1500 м3/час
Система механического фильтра, включая:
— металлический корпус с большой эксплутационной дверью
— предварительный фильтр, моющийся
— основной фильтр, моющийся
— фильтр тонкой очистки, сменный
— контроль уровня загрязнения, соединенный с системой управления
— основной вентилятор системы вытяжки с приводом переменного тока
— вывод воздуха с перегородками
— контур для возврата излишней жидкости к прокатному стану
— система крепления фильтра к основанию стана
— возможность изготовления фильтра, соответствующего параметрам прокатной жидкости Покупателя
— соединения вытяжного колпака и фильтра (входит в поставку)
— твердометаллическая система труб на задней стороне стана
— предварительный фильтр на воздухозаборнике для уменьшения потока воздуха на стане
— собирающий канал на верней части стана
— соединительные каналы, скрепленные О-кольцами
— комплект дроссельных клапанов во всасывающей линии для регулировки потока воздуха и скорости, настраиваются вручную Система механических воздушных фильтров особенно рекомендована при использовании эмульсии. Система фильтров гарантирует постоянную степень фильтрации на выходе стана, при засорении фильтра раздается сигнал
Система фильтров гарантирует постоянную степень фильтрации на выходе стана, при засорении фильтра раздается сигнал
Руководство по калибру проволоки
Проволока бывает разной толщины, т. е. калибра, каждый из которых подходит для разных целей. Например, проволока для рукоделия тонкая, чтобы ее можно было сгибать, формировать и скручивать в ювелирные изделия и другие изделия ручной работы. В следующем руководстве мы даем обзор того, что такое калибры проводов, почему они важны, основные соображения и доступные стандартные размеры, чтобы помочь профессионалам отрасли выбрать правильный калибр проводов для своего применения.
Что такое калибры проводов?
Калибр проволоки относится к ее толщине. Каждый калибр представлен числом, причем меньшие числа представляют собой более толстые провода, а более высокие числа обозначают более тонкие провода.
American Wire Gauge (AWG) — это стандартный метод измерения и определения толщины кабеля, разработанный в США для электропроводящих проводов. Он подходит для указания калибров круглых и одножильных проводов из цветных металлов. Поскольку толщина провода влияет на его электрические свойства (например, сопротивление и несущую способность), знание калибра провода позволяет профессионалам быстро и легко определить, подходит ли он для конкретного применения. Эти знания также могут передаваться между различными сторонами, например, от производителя к потребителю.
Он подходит для указания калибров круглых и одножильных проводов из цветных металлов. Поскольку толщина провода влияет на его электрические свойства (например, сопротивление и несущую способность), знание калибра провода позволяет профессионалам быстро и легко определить, подходит ли он для конкретного применения. Эти знания также могут передаваться между различными сторонами, например, от производителя к потребителю.
Электромеханическая сборка > Жгут проводов и кабельная сборка >> Есть вопросы? Свяжитесь с нами сегодня>
Соображения относительно калибров проводов
При выборе электропроводящего провода для применения калибр является важным соображением при проектировании. Тем не менее, правильный калибр зависит от множества факторов. Например, электрические цепи с более высокой номинальной силой тока требуют более толстых проводов, чтобы выдерживать нагрузку без чрезмерного накопления тепла. Использование проводов, слишком тонких для указанной силы тока в цепи, может привести к повреждению провода или воспламенению. Чтобы избежать этих проблем, необходимо определить общую силу тока системы — путем расчета влияния запланированной нагрузки, подключенной нагрузки и длины цепи — и выбрать подходящий для нее провод.
Чтобы избежать этих проблем, необходимо определить общую силу тока системы — путем расчета влияния запланированной нагрузки, подключенной нагрузки и длины цепи — и выбрать подходящий для нее провод.
Взаимосвязь между калибром проволоки и другими техническими спецификациями
Калибр проволоки дает больше, чем информацию о ее толщине. Учитывая его калибр, профессионалы отрасли могут определить следующее о конкретном проводе:
- Диаметр. Калибр проволоки варьируется от малых до высоких значений, при этом меньшие числа относятся к меньшим диаметрам, а большие числа соответствуют большим диаметрам. Например, AWG 4 имеет диаметр 0,2043 дюйма, а AWG 40 — 0,0031 дюйма. Диаметр удваивается каждый раз, когда калибр уменьшается на шесть уровней (например, проволока трех калибров имеет двойной диаметр по сравнению с проволокой девяти калибров).
- Район. Площадь поперечного сечения круглых проводов можно рассчитать по формуле A= πr2, где r представляет собой половину диаметра. Площадь поперечного сечения проволоки удваивается каждый раз, когда она опускается на три уровня (например, у проволоки шестого калибра площадь поперечного сечения в два раза больше, чем у проволоки 9-го калибра).
- Футов на фунт. фута на фунт означает количество футов проволоки, необходимое для достижения веса в один фунт. (например, для провода AWG 4 требуется 7,918 фута, а для провода AWG 40 — 34,364 фута.)
- Сопротивление (Ом на 1000 футов). Электрическое сопротивление провода зависит от его длины и толщины. Более длинные провода обеспечивают большее сопротивление, чем более короткие провода. Учитывая два провода одинаковой длины, более толстый провод будет иметь меньшее сопротивление, чем более тонкий провод. (например, при 25°C провод AWG 4 имеет сопротивление 0,2485 Ом на 1000 футов, а провод AWG 40 имеет сопротивление 1079 Ом на 1000 футов.)
- Допустимый ток (амперы). Допустимый ток — это мера величины тока, которую провод может безопасно пропускать. Поскольку провода меньшего сечения (например, AWG 4) толще, они могут вместить больше электронов, чем провода большего сечения (например, AWG 40).
 Площадь поперечного сечения проволоки удваивается каждый раз, когда она опускается на три уровня (например, у проволоки шестого калибра площадь поперечного сечения в два раза больше, чем у проволоки 9-го калибра).
Площадь поперечного сечения проволоки удваивается каждый раз, когда она опускается на три уровня (например, у проволоки шестого калибра площадь поперечного сечения в два раза больше, чем у проволоки 9-го калибра). Поскольку провода меньшего сечения (например, AWG 4) толще, они могут вместить больше электронов, чем провода большего сечения (например, AWG 40).
Поскольку провода меньшего сечения (например, AWG 4) толще, они могут вместить больше электронов, чем провода большего сечения (например, AWG 40).Области применения проводов разного сечения
Поскольку каждое сечение проводов имеет разные физические и электрические свойства, они, как правило, подходят для разных целей. Более тонкие калибры обычно находят применение в более легких приложениях, в то время как более толстые калибры используются для тяжелых условий эксплуатации.
Некоторые распространенные варианты использования для различных калибров проволоки описаны ниже:
Калибр 4…………………………………………………………………. печи и большие нагреватели
Калибр 6………………………………………………………………….. кухонные варочные панели и плиты
Датчик 10………………………………………… сушилки для белья, большие блоки переменного тока и водонагреватели
Датчик 12…………………………………………………… ……. Жилые розетки и небольшие единицы переменного тока
калибра 14 ……………………………………………………… ………………………………….. удлинители маломощные
Калибр 18………………………………………………………… низковольтное освещение и шнуры
Таблица размеров проводов
Американские стандарты сечения проводов варьируются от 0000 (до 302 ампер) до 40 (до 0,0137 ампер). Большинство бытовых и коммерческих требований к проводке варьируются от 2 (9максимум 5 ампер) или от 3 (максимум 85 ампер) до 14 (максимум 15 ампер). В таблице ниже представлены все размеры кабелей AWG и их уникальные свойства.
Большинство бытовых и коммерческих требований к проводке варьируются от 2 (9максимум 5 ампер) или от 3 (максимум 85 ампер) до 14 (максимум 15 ампер). В таблице ниже представлены все размеры кабелей AWG и их уникальные свойства.
Сотрудничество с компанией Precision Manufacturing Company по производству высококачественных проводов
Выбор правильного провода, в том числе в отношении сечения, важен для обеспечения правильной работы электрической или электронной системы. Однако определить, какой из них подходит для конкретного приложения, может быть непросто. В таких ситуациях компания Precision Manufacturing готова помочь. Обладая более чем пятидесятилетним опытом работы с проводами и кабелями, у нас есть навыки и знания, чтобы помочь с любыми проводами или кабелями.
Для получения дополнительной информации о наших возможностях или помощи в выборе проволоки для вашего применения свяжитесь с нами или запросите предложение сегодня.
ИЗМЕРИТЕЛЬ ПРОВОЛОКИ — Carrera Casting
Эта таблица предназначена для того, чтобы помочь вам измерить размер проволоки, которую вы хотите приобрести, с точки зрения толщины.
 Ее можно легко и быстро собрать и построить в течение двух дней, при наличии бетономешалки, ручного бура для сверления скважин, болгарки, сварочного аппарата, бетонного раствора и заготовленной стальной арматуры толщиной 8 мм. Прежде чем приступать к изготовлению подобного фундамента, необходимо обратить внимание на его недостатки:
Ее можно легко и быстро собрать и построить в течение двух дней, при наличии бетономешалки, ручного бура для сверления скважин, болгарки, сварочного аппарата, бетонного раствора и заготовленной стальной арматуры толщиной 8 мм. Прежде чем приступать к изготовлению подобного фундамента, необходимо обратить внимание на его недостатки:
 Данный зазор указан для глубины в 150 см, если бурение будет выполняться на два и более метров, величину зазора необходимо увеличить еще на 30%.
Данный зазор указан для глубины в 150 см, если бурение будет выполняться на два и более метров, величину зазора необходимо увеличить еще на 30%. Вовнутрь каждой асбестоцементной трубы закладываем пакет из трех десятимиллиметровых прутьев арматуры. Каждый прут должен быть равноудален от стенок трубы и других прутьев.
Вовнутрь каждой асбестоцементной трубы закладываем пакет из трех десятимиллиметровых прутьев арматуры. Каждый прут должен быть равноудален от стенок трубы и других прутьев. Верхний торец опоры по мере отвердевания бетона и его усадки может менять свое положение. Окончательное выравнивание торцов асбестоцементных столбиков можно выполнять не ранее, чем через две недели после заливки свай. Если работы выполняются в жаркое летнее время, сваи лучше накрыть пакетами из полиэтиленовой пленки, чтобы уменьшить потери влаги на испарение и избежать растрескивания бетона.
Верхний торец опоры по мере отвердевания бетона и его усадки может менять свое положение. Окончательное выравнивание торцов асбестоцементных столбиков можно выполнять не ранее, чем через две недели после заливки свай. Если работы выполняются в жаркое летнее время, сваи лучше накрыть пакетами из полиэтиленовой пленки, чтобы уменьшить потери влаги на испарение и избежать растрескивания бетона.
 Вышеуказанные основы под дом прочные, выносливые и долговечные. Что же касается ценового вопроса, то ленточные и плитные монолитные фундаменты требуют существенных капиталовложений. Именно потому сегодня для частного и маломасштабного строительства предлагается несколько более дешевых вариантов организации основы под дом. Среди прочих называются асбестоцементные трубы для фундамента и столбчатая (или свайная) основа под здание.
Вышеуказанные основы под дом прочные, выносливые и долговечные. Что же касается ценового вопроса, то ленточные и плитные монолитные фундаменты требуют существенных капиталовложений. Именно потому сегодня для частного и маломасштабного строительства предлагается несколько более дешевых вариантов организации основы под дом. Среди прочих называются асбестоцементные трубы для фундамента и столбчатая (или свайная) основа под здание.

 Здесь указываются основные параметры асбестоцементных труб, описаны отличительные особенности между напорными и безнапорными трубами и многое другое. При закладке столбчатой основы под дом лучшими считаются асбестоцементные трубы для фундамента. Отзывы от опытных строителей и квалифицированных специалистов данное утверждение подтверждали не раз.
Здесь указываются основные параметры асбестоцементных труб, описаны отличительные особенности между напорными и безнапорными трубами и многое другое. При закладке столбчатой основы под дом лучшими считаются асбестоцементные трубы для фундамента. Отзывы от опытных строителей и квалифицированных специалистов данное утверждение подтверждали не раз.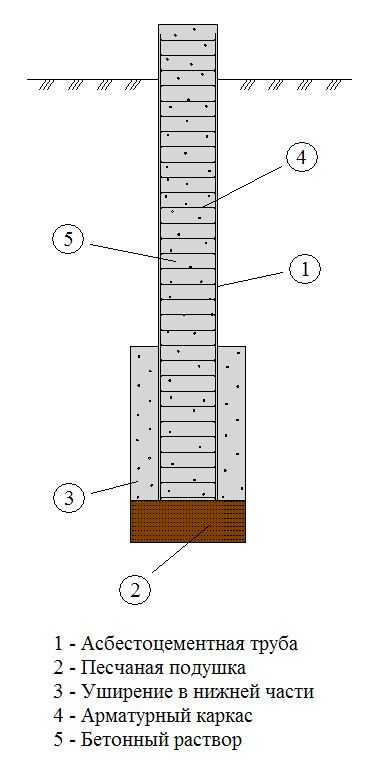 Глубина скважины должна соответствовать климатическим особенностям региона, где проводится строительство. Скважины выполняются при помощи бура ТИСЭ, обычного садового бура или с привлечением спецтехники;
Глубина скважины должна соответствовать климатическим особенностям региона, где проводится строительство. Скважины выполняются при помощи бура ТИСЭ, обычного садового бура или с привлечением спецтехники; Как и любое изделие, данный материал обладает своими преимуществами и недостатками, но первых больше. Так, асбестоцементные трубы прочные на изгиб и сжатие, они не боятся действия агрессивных сред, электрохимической коррозии, воды. Они просты в обращении и обработке. Возведение фундамента на основе асбестоцементных труб проводится в разы быстрее, чем при использовании аналогичных ленточных конструкций.
Как и любое изделие, данный материал обладает своими преимуществами и недостатками, но первых больше. Так, асбестоцементные трубы прочные на изгиб и сжатие, они не боятся действия агрессивных сред, электрохимической коррозии, воды. Они просты в обращении и обработке. Возведение фундамента на основе асбестоцементных труб проводится в разы быстрее, чем при использовании аналогичных ленточных конструкций.

 Потребовались десятилетия очень подробных исследований, прежде чем этот шаг был сделан. В отчете 1979 года Воздействие асбеста из питьевой воды в Соединенных Штатах Агентство по охране окружающей среды рассмотрело концентрацию асбеста в 365 городах в 43 штатах. «Из 365 городов в 165, или 45,3 процента, сообщалось о значительных концентрациях асбеста в питьевой воде».
Потребовались десятилетия очень подробных исследований, прежде чем этот шаг был сделан. В отчете 1979 года Воздействие асбеста из питьевой воды в Соединенных Штатах Агентство по охране окружающей среды рассмотрело концентрацию асбеста в 365 городах в 43 штатах. «Из 365 городов в 165, или 45,3 процента, сообщалось о значительных концентрациях асбеста в питьевой воде».
 Далее в отчете говорится, что несколько членов рабочей группы считают, что «благоразумной политикой общественного здравоохранения является рекомендация по устранению возможных источников воздействия асбеста при проглатывании, когда и насколько это возможно». Несколькими предложениями позже в отчете подчеркивается «устранение асбестоцементных труб в системах водоснабжения».
Далее в отчете говорится, что несколько членов рабочей группы считают, что «благоразумной политикой общественного здравоохранения является рекомендация по устранению возможных источников воздействия асбеста при проглатывании, когда и насколько это возможно». Несколькими предложениями позже в отчете подчеркивается «устранение асбестоцементных труб в системах водоснабжения». Далее на веб-странице говорится: «На основании результатов этого опроса, в ходе которого было охвачено водоснабжение примерно 55 процентов населения Канады, было подсчитано, что пять процентов населения получают воду с концентрацией хризотила выше 10 миллионов волокон». л, и эти 0,6 процента получают воду, содержащую более 100 миллионов волокон на литр».
Далее на веб-странице говорится: «На основании результатов этого опроса, в ходе которого было охвачено водоснабжение примерно 55 процентов населения Канады, было подсчитано, что пять процентов населения получают воду с концентрацией хризотила выше 10 миллионов волокон». л, и эти 0,6 процента получают воду, содержащую более 100 миллионов волокон на литр». В последние годы проблемы с кондиционерами постепенно стали значительными, включая увеличение количества прорывов и отказов труб». Еще один отчет NRC за 2010 год указывает на потенциальную опасность использования душа и увлажнителей воздуха в домах, где в воде может быть асбест.
В последние годы проблемы с кондиционерами постепенно стали значительными, включая увеличение количества прорывов и отказов труб». Еще один отчет NRC за 2010 год указывает на потенциальную опасность использования душа и увлажнителей воздуха в домах, где в воде может быть асбест.

 Хризотил составляет 80% или более асбеста, используемого в асбестоцементных трубах.
Хризотил составляет 80% или более асбеста, используемого в асбестоцементных трубах.
 В ходе судебного разбирательства эксперты засвидетельствовали, что прием внутрь асбеста был вероятным объяснением увеличения числа случаев рака. Доктор Ирвинг Селикофф свидетельствовал, что, по его мнению, проглоченный асбест вызывает рак. «Во-вторых, хотя я вчера заявлял, что существует ряд путей, в том числе гематогенный, посредством которых волокна могут воздействовать на желудочно-кишечный тракт, на мой взгляд, лучшим объяснением является прием внутрь, объясняющий дву-, трехкратное увеличение смертности от рака желудочно-кишечного тракта. среди профессионально облученных работников. Так что в этом смысле, хотя и нет абсолютного доказательства, такого, которого мы обычно хотели бы; по моему мнению, есть очень разумная вероятность утверждать, что это так». Рассуждения Селикова были просты; вдыхаемый асбест также попадал внутрь. За несколько десятилетий до этого д-р Селикофф сыграл важную роль в освещении опасности вдыхания асбеста.
В ходе судебного разбирательства эксперты засвидетельствовали, что прием внутрь асбеста был вероятным объяснением увеличения числа случаев рака. Доктор Ирвинг Селикофф свидетельствовал, что, по его мнению, проглоченный асбест вызывает рак. «Во-вторых, хотя я вчера заявлял, что существует ряд путей, в том числе гематогенный, посредством которых волокна могут воздействовать на желудочно-кишечный тракт, на мой взгляд, лучшим объяснением является прием внутрь, объясняющий дву-, трехкратное увеличение смертности от рака желудочно-кишечного тракта. среди профессионально облученных работников. Так что в этом смысле, хотя и нет абсолютного доказательства, такого, которого мы обычно хотели бы; по моему мнению, есть очень разумная вероятность утверждать, что это так». Рассуждения Селикова были просты; вдыхаемый асбест также попадал внутрь. За несколько десятилетий до этого д-р Селикофф сыграл важную роль в освещении опасности вдыхания асбеста. Агентство по охране окружающей среды начало серию исследований асбеста в воде, потенциальной опасности проглатывания асбеста и роли асбестоцементных водопроводов в загрязнении.
Агентство по охране окружающей среды начало серию исследований асбеста в воде, потенциальной опасности проглатывания асбеста и роли асбестоцементных водопроводов в загрязнении.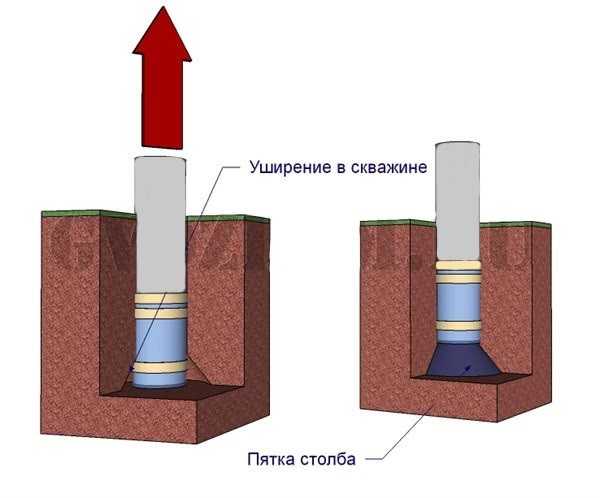 Он указал на два исследования, проведенных по этому вопросу. «В обоих отчетах указывалось, что в экспериментах на животных проглоченные волокна не вызывали рака, но, по-видимому, нет никаких сомнений в том, что у людей увеличивается частота рака желудочно-кишечного тракта после профессионального воздействия — предположительно из-за проглоченного асбеста».
Он указал на два исследования, проведенных по этому вопросу. «В обоих отчетах указывалось, что в экспериментах на животных проглоченные волокна не вызывали рака, но, по-видимому, нет никаких сомнений в том, что у людей увеличивается частота рака желудочно-кишечного тракта после профессионального воздействия — предположительно из-за проглоченного асбеста». /л, и эти 0,6% получают воду, содержащую более 100 миллионов волокон/л». (Текущий допустимый предел в Соединенных Штатах составляет 7 MFL).
/л, и эти 0,6% получают воду, содержащую более 100 миллионов волокон/л». (Текущий допустимый предел в Соединенных Штатах составляет 7 MFL).
 )
)

 org/BreadcrumbList»>
org/BreadcrumbList»>
 15
15
 14
14
 Но последняя модель вызывает нарекания из-за вероятности легкого сбоя настроек при переноске или прикосновении.
Но последняя модель вызывает нарекания из-за вероятности легкого сбоя настроек при переноске или прикосновении.
 Компактные устройства легки в обращении и транспортировке. Так как нет необходимости в использовании защитного газа, сварка может быть выполнена на открытом воздухе, даже на ветру. Почти все свариваемые материалы могут быть сварены с использованием штучных электродов, в том числе: конструкционная сталь, котельная сталь, стальные трубы, стальное литьё, нержавеющая сталь, высокопрочная сталь и т.д. Сварочные инверторы имеют очень хорошие сварочные свойства и, поэтому, подходят и для специальных электродов. Сварочные аппараты для ручной дуговой сварки (ММА) используются во всех сферах производства: от промышленности до частных мастерских.
Компактные устройства легки в обращении и транспортировке. Так как нет необходимости в использовании защитного газа, сварка может быть выполнена на открытом воздухе, даже на ветру. Почти все свариваемые материалы могут быть сварены с использованием штучных электродов, в том числе: конструкционная сталь, котельная сталь, стальные трубы, стальное литьё, нержавеющая сталь, высокопрочная сталь и т.д. Сварочные инверторы имеют очень хорошие сварочные свойства и, поэтому, подходят и для специальных электродов. Сварочные аппараты для ручной дуговой сварки (ММА) используются во всех сферах производства: от промышленности до частных мастерских. Небольшая окалина, незначительная площадь сварочной зоны, отсутствие необходимости в применении флюсов и отсутствие брызг гарантируют очень высокое качество сварного шва, без шлаковых включений и дефектов, требующих устранения.При TIG сварке электрическая дуга горит между неплавящимся вольфрамовым электродом и деталью. Горение дуги очень интенсивное, и сварочная дуга легко управляема. Отдельно подаваемый инертный газ аргон защищает дугу и зону сварки от влияния атмосферного воздуха. Присадочный металл может подаваться в зону сварки вручную или автоматически (устройством подачи проволоки), если необходимо.
Небольшая окалина, незначительная площадь сварочной зоны, отсутствие необходимости в применении флюсов и отсутствие брызг гарантируют очень высокое качество сварного шва, без шлаковых включений и дефектов, требующих устранения.При TIG сварке электрическая дуга горит между неплавящимся вольфрамовым электродом и деталью. Горение дуги очень интенсивное, и сварочная дуга легко управляема. Отдельно подаваемый инертный газ аргон защищает дугу и зону сварки от влияния атмосферного воздуха. Присадочный металл может подаваться в зону сварки вручную или автоматически (устройством подачи проволоки), если необходимо. При MIG-MAG сварке (MIG — сварка металлическим электродом в инертном газе / MAG — сварка металлическим электродом в активном газе) электрическая дуга горит между проволочным электродом, который подается автоматически, и деталью. Отдельно подаваемый газ защищает дугу и зону сварки от воздействия воздуха. Высокая скорость сварки, минимальная доработка и практически полное отсутствие деформации гарантируют высокую экономическую эффективность. Прочность сварного шва, превосходные свойства при сварке тонкого листа, а также простота и безопасность работы со сталью, алюминием и нержавеющей сталью делают метод MIG-MAG универсальным.
При MIG-MAG сварке (MIG — сварка металлическим электродом в инертном газе / MAG — сварка металлическим электродом в активном газе) электрическая дуга горит между проволочным электродом, который подается автоматически, и деталью. Отдельно подаваемый газ защищает дугу и зону сварки от воздействия воздуха. Высокая скорость сварки, минимальная доработка и практически полное отсутствие деформации гарантируют высокую экономическую эффективность. Прочность сварного шва, превосходные свойства при сварке тонкого листа, а также простота и безопасность работы со сталью, алюминием и нержавеющей сталью делают метод MIG-MAG универсальным.  Последние, говоря простым языком, служат для того, чтобы точно удерживать и передвигать горелку. Наряду с целью повышения продуктивности при автоматизации сварочного процесса центральной точкой было и остается получение требуемого качества шва. Для достижения обеих целей нужны компетентные специалисты в обеих областях одновременно. Под девизом «Все из одних рук» Lorch предлагает прямой и надежный путь к автоматизации сварочного производства.
Последние, говоря простым языком, служат для того, чтобы точно удерживать и передвигать горелку. Наряду с целью повышения продуктивности при автоматизации сварочного процесса центральной точкой было и остается получение требуемого качества шва. Для достижения обеих целей нужны компетентные специалисты в обеих областях одновременно. Под девизом «Все из одних рук» Lorch предлагает прямой и надежный путь к автоматизации сварочного производства.  Системы Lorch Q-Data и Lorch Q-Sys обеспечивают профессиональный подход к документированию, оценке и анализу сварочных параметров.
Системы Lorch Q-Data и Lorch Q-Sys обеспечивают профессиональный подход к документированию, оценке и анализу сварочных параметров. Эта статья может помочь вам лучше понять некоторые различия между различными типами сварки.
Эта статья может помочь вам лучше понять некоторые различия между различными типами сварки.
 Это делает сварочные аппараты с флюсовой проволокой намного более портативными и фактически perfect для наружного применения.
Это делает сварочные аппараты с флюсовой проволокой намного более портативными и фактически perfect для наружного применения. Сварочный аппарат поставляется с флюсовой проволокой NR211, которая является отличной проволокой — ее легко найти и она очень доступна. В комплекте вы также получаете запасную насадку, щетку/отбойный молоток и ручной защитный щиток для лица. Проволока полая с флюсом внутри, который вступает в реакцию со сварочной ванной, создавая экран, защищающий ее от загрязнений.
Сварочный аппарат поставляется с флюсовой проволокой NR211, которая является отличной проволокой — ее легко найти и она очень доступна. В комплекте вы также получаете запасную насадку, щетку/отбойный молоток и ручной защитный щиток для лица. Проволока полая с флюсом внутри, который вступает в реакцию со сварочной ванной, создавая экран, защищающий ее от загрязнений. Таким образом, за 2 минуты сварки вы должны дать машине отдохнуть 8 минут. Это понятно для сварочных аппаратов такого размера, поэтому не ждите лучшего результата от сварочного аппарата другой марки той же мощности.
Таким образом, за 2 минуты сварки вы должны дать машине отдохнуть 8 минут. Это понятно для сварочных аппаратов такого размера, поэтому не ждите лучшего результата от сварочного аппарата другой марки той же мощности. Качество сразу видно во всех компонентах. 10 футов. Пистолет HR-100 очень надежен, а разъем прочный. То же самое касается 10 футов. кабель заземления, очень прочный разъем с прочным зажимом. Шнур питания 6 футов. долго, и это тоже хорошо сделано.
Качество сразу видно во всех компонентах. 10 футов. Пистолет HR-100 очень надежен, а разъем прочный. То же самое касается 10 футов. кабель заземления, очень прочный разъем с прочным зажимом. Шнур питания 6 футов. долго, и это тоже хорошо сделано. Вы просто выбираете материал, который нужно сварить, и его толщину, а он подскажет точные настройки напряжения и скорости подачи проволоки.
Вы просто выбираете материал, который нужно сварить, и его толщину, а он подскажет точные настройки напряжения и скорости подачи проволоки.
 Для своей цены этот сварочный аппарат 3-в-1 невероятен. Вы можете выполнять сварку TIG до 200 ампер, сварку электродом 200 ампер и плазменную резку 50 ампер.
Для своей цены этот сварочный аппарат 3-в-1 невероятен. Вы можете выполнять сварку TIG до 200 ампер, сварку электродом 200 ампер и плазменную резку 50 ампер.

 Вы можете сваривать TIG с импульсом или без него, и вы можете выбирать между запуском подъемной дуги и высокой частотой. Вы также можете выбрать, хотите ли вы использовать педаль или нет.
Вы можете сваривать TIG с импульсом или без него, и вы можете выбирать между запуском подъемной дуги и высокой частотой. Вы также можете выбрать, хотите ли вы использовать педаль или нет.
 Этот многоцелевой сварочный аппарат на 200 ампер очень прост в использовании, достаточно универсален и выполняет свою работу должным образом.
Этот многоцелевой сварочный аппарат на 200 ампер очень прост в использовании, достаточно универсален и выполняет свою работу должным образом. Он работает очень плавно и обеспечивает очень постоянную подачу проволоки. Система привода отлита из алюминия и может использоваться как для сплошной проволоки, так и для порошковой.
Он работает очень плавно и обеспечивает очень постоянную подачу проволоки. Система привода отлита из алюминия и может использоваться как для сплошной проволоки, так и для порошковой.
 Заглянув внутрь, вы заметите, что система привода отлита из алюминия, что нетипично для сварочных аппаратов в этом ценовом диапазоне.
Заглянув внутрь, вы заметите, что система привода отлита из алюминия, что нетипично для сварочных аппаратов в этом ценовом диапазоне.
 Тем не менее, это очень достойный сварочный аппарат за свою цену, так как он способен выполнять хорошие сварные швы и работает как на переменном, так и на постоянном токе.
Тем не менее, это очень достойный сварочный аппарат за свою цену, так как он способен выполнять хорошие сварные швы и работает как на переменном, так и на постоянном токе. Двигатель работает хорошо и обеспечивает плавную подачу проволоки. Интересной особенностью является автоматический режим подачи. Это означает, что при отсутствии датчика дуги устройство подачи проволоки работает намного быстрее, поскольку предполагается, что вы не выполняете сварку, а просто должны провести проволоку через направляющий канал, чтобы начать сварку.
Двигатель работает хорошо и обеспечивает плавную подачу проволоки. Интересной особенностью является автоматический режим подачи. Это означает, что при отсутствии датчика дуги устройство подачи проволоки работает намного быстрее, поскольку предполагается, что вы не выполняете сварку, а просто должны провести проволоку через направляющий канал, чтобы начать сварку.
 В этом случае необходимо купить и установить повышающий преобразователь. Лучше всего проконсультироваться с электриком, если вы решите это сделать.
В этом случае необходимо купить и установить повышающий преобразователь. Лучше всего проконсультироваться с электриком, если вы решите это сделать. Все процессы подходят для сварки стали и нержавеющей стали; для алюминия, с другой стороны, вы можете использовать MIG, TIG и сварку с флюсом, но имейте в виду, что вам понадобится переменный ток или переменный ток.
Все процессы подходят для сварки стали и нержавеющей стали; для алюминия, с другой стороны, вы можете использовать MIG, TIG и сварку с флюсом, но имейте в виду, что вам понадобится переменный ток или переменный ток.
 Единственная проблема заключается в том, что нет переменного тока, поэтому вы не можете сваривать алюминий.
Единственная проблема заключается в том, что нет переменного тока, поэтому вы не можете сваривать алюминий. Единственная проблема заключается в том, что он не работает от переменного тока, поэтому, если вы хотите работать с алюминием, вам придется купить еще один.
Единственная проблема заключается в том, что он не работает от переменного тока, поэтому, если вы хотите работать с алюминием, вам придется купить еще один. Кроме того, он весит всего 10 фунтов без катушки внутри, поэтому его легко переносить.
Кроме того, он весит всего 10 фунтов без катушки внутри, поэтому его легко переносить. Но DC имеет более высокое проникновение. Кроме того, некоторые металлы, например алюминий, следует сваривать только на переменном токе. Так что на этот вопрос нет однозначного ответа.
Но DC имеет более высокое проникновение. Кроме того, некоторые металлы, например алюминий, следует сваривать только на переменном токе. Так что на этот вопрос нет однозначного ответа. Учитывая скорость, с которой развиваются сварочные технологии, неизбежно, что сварочный аппарат, который у вас есть сегодня, в конечном итоге устареет. Если вы чувствуете необходимость обновить свое оборудование, Welders Supply предлагает одни из самых передовых сварочных аппаратов на рынке по самым низким доступным ценам. Мы поставляем нашим клиентам продукцию таких надежных компаний, как Miller, 3M и Hypertherm, компаний, которые годами создавали качественную продукцию как для профессиональных, так и для начинающих сварщиков.
Учитывая скорость, с которой развиваются сварочные технологии, неизбежно, что сварочный аппарат, который у вас есть сегодня, в конечном итоге устареет. Если вы чувствуете необходимость обновить свое оборудование, Welders Supply предлагает одни из самых передовых сварочных аппаратов на рынке по самым низким доступным ценам. Мы поставляем нашим клиентам продукцию таких надежных компаний, как Miller, 3M и Hypertherm, компаний, которые годами создавали качественную продукцию как для профессиональных, так и для начинающих сварщиков.

 Лист АМГ, кроме алюминия и магния, содержит железо, медь, марганец, цинк в зависимости от марки сплава АМГ2, АМГ3, АМГ5, АМГ6. Любой лист АМГ обладает хорошей устойчивостью к коррозии, высокой свариваемостью аргонно-дуговой сваркой, роликовой и контактной точечной сваркой. Деформируемость листа АМГ зависит от содержания магния. При содержании магния более 5% снижается способность к деформированию листа. Сплавы с содержанием магния меньше 5% обладают высокой степенью деформации в холодном и горячем состоянии.
Лист АМГ, кроме алюминия и магния, содержит железо, медь, марганец, цинк в зависимости от марки сплава АМГ2, АМГ3, АМГ5, АМГ6. Любой лист АМГ обладает хорошей устойчивостью к коррозии, высокой свариваемостью аргонно-дуговой сваркой, роликовой и контактной точечной сваркой. Деформируемость листа АМГ зависит от содержания магния. При содержании магния более 5% снижается способность к деформированию листа. Сплавы с содержанием магния меньше 5% обладают высокой степенью деформации в холодном и горячем состоянии. 5х1500х4000 сплав 1561 БM
5х1500х4000 сплав 1561 БM 5
5 5х1200х3000 АМГ2Н
5х1200х3000 АМГ2Н 5х1200х3000 АМГ6БМ
5х1200х3000 АМГ6БМ 5х1500х4000 сплав 5083 h211
5х1500х4000 сплав 5083 h211 5х1200х3000 АД1М
5х1200х3000 АД1М 5х1200х3000 АД1М
5х1200х3000 АД1М Этому есть объяснение: алюминий и его сплавы считаются лучшей заменой стали и более тяжёлых металлов. Легкость, прочность и эксплуатация в любых условиях делают алюминий незаменимым практически во всех сферах производства. Листы же из алюминия — это готовое решение, значительно сокращающее время и затраты на многие технологические процессы. Подробнее
Этому есть объяснение: алюминий и его сплавы считаются лучшей заменой стали и более тяжёлых металлов. Легкость, прочность и эксплуатация в любых условиях делают алюминий незаменимым практически во всех сферах производства. Листы же из алюминия — это готовое решение, значительно сокращающее время и затраты на многие технологические процессы. Подробнее
 Выровненный, листовой, заготовленный и прорезанный — превосходное качество металла гарантировано. Листы продаются в широком диапазоне стандартных размеров и толщин. Независимо от того, какой алюминиевый лист вам может понадобиться, Wieland-Wrisco всегда готова помочь.
Выровненный, листовой, заготовленный и прорезанный — превосходное качество металла гарантировано. Листы продаются в широком диапазоне стандартных размеров и толщин. Независимо от того, какой алюминиевый лист вам может понадобиться, Wieland-Wrisco всегда готова помочь. Окрашенные алюминиевые листы Wieland-Wrisco обладают уникальной конструкцией, поскольку они обеспечивают твердое, стойкое к абразивному износу покрытие, но в то же время обеспечивают гибкость для обширной формовки и изготовления. Вы не найдете более универсальной, но сильной марки окрашенных алюминиевых листов, чем Wieland-Wrisco! Мы являемся отраслевым дистрибьютором окрашенного алюминия в Соединенных Штатах и за их пределами.
Окрашенные алюминиевые листы Wieland-Wrisco обладают уникальной конструкцией, поскольку они обеспечивают твердое, стойкое к абразивному износу покрытие, но в то же время обеспечивают гибкость для обширной формовки и изготовления. Вы не найдете более универсальной, но сильной марки окрашенных алюминиевых листов, чем Wieland-Wrisco! Мы являемся отраслевым дистрибьютором окрашенного алюминия в Соединенных Штатах и за их пределами. В ярких анодированных отделках используется осветляющая обработка, чтобы максимизировать отражающие свойства листа. Настоятельно рекомендуемые для наружных работ устойчивые к выцветанию изделия чрезвычайно универсальны для уникальных дизайнерских возможностей, и становится очевидным, почему алюминиевые листы Wieland-Wrisco занимают первое место в отрасли.
В ярких анодированных отделках используется осветляющая обработка, чтобы максимизировать отражающие свойства листа. Настоятельно рекомендуемые для наружных работ устойчивые к выцветанию изделия чрезвычайно универсальны для уникальных дизайнерских возможностей, и становится очевидным, почему алюминиевые листы Wieland-Wrisco занимают первое место в отрасли.




 rar
rar Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
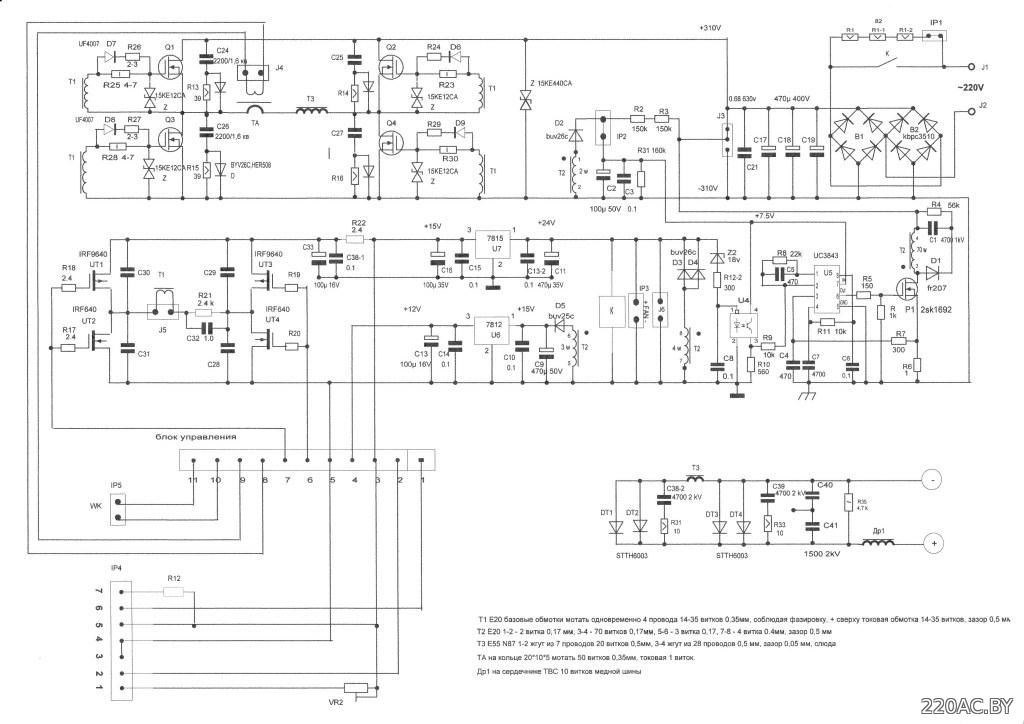
Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.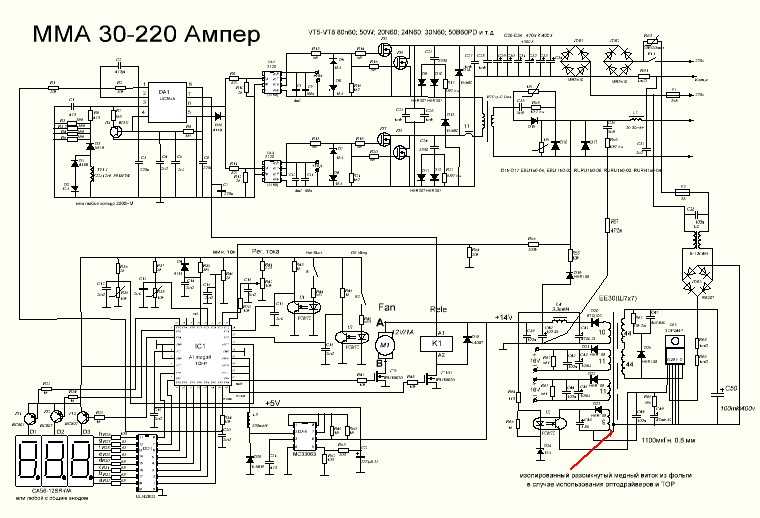
 К сожалению фотографии сделаны с не очень большим разрешением, но компоновочные решения видно очень хорошо.
К сожалению фотографии сделаны с не очень большим разрешением, но компоновочные решения видно очень хорошо. На передней панели аппарата также расположена ручка бесступенчатой регулировки сварочного тока, с двумя шкалами – первая шкала (10-160 А) устанавливает сварочный ток при напряжении питающей сети 180 – 240 В, при напряжении питающей сети от 90 до 110 В. При работе аппарата от сети 220В возможно использование для ручной дуговой сварки электродов диаметром 4 мм.
На передней панели аппарата также расположена ручка бесступенчатой регулировки сварочного тока, с двумя шкалами – первая шкала (10-160 А) устанавливает сварочный ток при напряжении питающей сети 180 – 240 В, при напряжении питающей сети от 90 до 110 В. При работе аппарата от сети 220В возможно использование для ручной дуговой сварки электродов диаметром 4 мм.
 Уточняйте информацию у менеджеров!
Уточняйте информацию у менеджеров! Деньги)
Деньги)
 Amire jutottam:a panelen a D 17 dióda helyén zárlat,intenzív égés nyoma,de a szétdurrant
Amire jutottam:a panelen a D 17 dióda helyén zárlat,intenzív égés nyoma,de a szétdurrant Купите и упакуйте Flex VCE 35 L AC, даже если он безопасен. A lényegi részére sajnos nem emlékszem mert csak portalanítani kellett meg a vezetéket újrakötni…
Купите и упакуйте Flex VCE 35 L AC, даже если он безопасен. A lényegi részére sajnos nem emlékszem mert csak portalanítani kellett meg a vezetéket újrakötni… jasic.co.uk
jasic.co.uk )
)



 также
также

 Перерабатывают в изделия механической обработкой на обычных станках со специальными инструментами.
Перерабатывают в изделия механической обработкой на обычных станках со специальными инструментами. , 1980
, 1980
 Плиты ламината относительно тонкие, толщиной от 6 до 12 мм (от 1/4 до 1/2 дюйма), и изготавливаются с защелкивающимися краями, которые защелкиваются вместе для фиксации досок. Это плавающий пол, который не требует прибивания гвоздей или клея.
Плиты ламината относительно тонкие, толщиной от 6 до 12 мм (от 1/4 до 1/2 дюйма), и изготавливаются с защелкивающимися краями, которые защелкиваются вместе для фиксации досок. Это плавающий пол, который не требует прибивания гвоздей или клея.
 Как только температура падает, швы снова закрываются.
Как только температура падает, швы снова закрываются. Современные деревянные полы покрыты полиуретановым лаком, и их никогда нельзя полировать или натирать воском.
Современные деревянные полы покрыты полиуретановым лаком, и их никогда нельзя полировать или натирать воском. Это должны делать профессионалы, так как количество повторных шлифовок паркетного пола ограничено. Большинство полов изнашиваются после трех или четырех шлифовок, поэтому при выборе этого метода следует проявлять осмотрительность.
Это должны делать профессионалы, так как количество повторных шлифовок паркетного пола ограничено. Большинство полов изнашиваются после трех или четырех шлифовок, поэтому при выборе этого метода следует проявлять осмотрительность. Требуется аренда специального инструмента, такого как гвоздезабивной молоток или степлер. Необработанный пол необходимо отшлифовать и отшлифовать после укладки досок; шлифовка и отделка – это работа для профессионалов. Готовый паркет не требует отделки после укладки.
Требуется аренда специального инструмента, такого как гвоздезабивной молоток или степлер. Необработанный пол необходимо отшлифовать и отшлифовать после укладки досок; шлифовка и отделка – это работа для профессионалов. Готовый паркет не требует отделки после укладки. Полы из более широких досок того же вида и более узкие полы из уникальных видов стоят не менее 5 долларов за квадратный фут, после чего цены резко растут.
Полы из более широких досок того же вида и более узкие полы из уникальных видов стоят не менее 5 долларов за квадратный фут, после чего цены резко растут. Как обсуждалось выше, паркетные полы можно несколько раз перекрашивать, прежде чем их нужно будет заменить, что значительно продлит срок службы полов.
Как обсуждалось выше, паркетные полы можно несколько раз перекрашивать, прежде чем их нужно будет заменить, что значительно продлит срок службы полов.
 Ламинированные полы можно укладывать поверх систем лучистого отопления, чтобы сделать пол более теплым и уютным.
Ламинированные полы можно укладывать поверх систем лучистого отопления, чтобы сделать пол более теплым и уютным. Компания предлагает ламинат, а также массивную и инженерную паркетную доску. Его продукция широко доступна в центрах благоустройства дома.
Компания предлагает ламинат, а также массивную и инженерную паркетную доску. Его продукция широко доступна в центрах благоустройства дома. Вы получите образцы напольных покрытий быстро и без дополнительных комиссий.
Вы получите образцы напольных покрытий быстро и без дополнительных комиссий. д.
д.

 Узнайте, как максимально эффективно использовать напольное покрытие.
Узнайте, как максимально эффективно использовать напольное покрытие.


 Сварочный аппарат, как и споттер от микроволновой печи, осуществляет работу под средством электрода.
Сварочный аппарат, как и споттер от микроволновой печи, осуществляет работу под средством электрода. Автор, сломай себе пальцы рук молотком!!!! А пока будешь носить гипс подумай, стоит ли рассуждать на темы, в которых абсолютно не шаришь…. Ваш e-mail не будет опубликован. Показать результаты. Ремонт холодильников Контакты. Что можно быстро и вкусно приготовить в микроволновке.
Автор, сломай себе пальцы рук молотком!!!! А пока будешь носить гипс подумай, стоит ли рассуждать на темы, в которых абсолютно не шаришь…. Ваш e-mail не будет опубликован. Показать результаты. Ремонт холодильников Контакты. Что можно быстро и вкусно приготовить в микроволновке. При самостоятельной работе желательно использовать безопасный способ обследования устройства.
При самостоятельной работе желательно использовать безопасный способ обследования устройства.

 Тип — АВЮ 5.702.024. Поиск данных по ним ни к чему не привел. Подскажите — можно ли их использовать в качестве выходных? (С перемоткой есесно…) Или силовых…
Тип — АВЮ 5.702.024. Поиск данных по ним ни к чему не привел. Подскажите — можно ли их использовать в качестве выходных? (С перемоткой есесно…) Или силовых… ..
.. .
. 2 ампера…
2 ампера… Можно ли его заюзать как анодный для больших красивых рогатых гушек? Предполагается использовать их с однополупериодным газотронным выпрямителем. Кстати, у МОТов (микроволновковых трансов) ещё и накальная обмотка для газотрона есть…
Можно ли его заюзать как анодный для больших красивых рогатых гушек? Предполагается использовать их с однополупериодным газотронным выпрямителем. Кстати, у МОТов (микроволновковых трансов) ещё и накальная обмотка для газотрона есть… ..
..

 Однако мы ожидаем, что этот крепкий на вид аппарат для точечной сварки появится в будущем видео, потому что он действительно выглядит деловым и работает очень хорошо. Электроника обманчиво проста — только перемотанные трансформаторы микроволновки и простой таймер для управления импульсом тока. Что интересно, они использовали пару трансформаторов для значительного увеличения тока — они считают ток равным 1000 А, что позволяет машине сваривать заготовки толщиной до 4 мм.
Однако мы ожидаем, что этот крепкий на вид аппарат для точечной сварки появится в будущем видео, потому что он действительно выглядит деловым и работает очень хорошо. Электроника обманчиво проста — только перемотанные трансформаторы микроволновки и простой таймер для управления импульсом тока. Что интересно, они использовали пару трансформаторов для значительного увеличения тока — они считают ток равным 1000 А, что позволяет машине сваривать заготовки толщиной до 4 мм.

 На видео ниже есть несколько красивых кадров призрачного зеленого и фиолетового свечения.
На видео ниже есть несколько красивых кадров призрачного зеленого и фиолетового свечения.

 Все очень прочные детали челюстей сварочного аппарата были отлиты из алюминия с помощью 3D-печати, обработаны до окончательных размеров и покрыты порошковой краской. [Марк] дает отличное руководство по созданию шаблонов в САПР, в том числе о том, как компенсировать усадку и сделать поправку на уклон. Из этих видеороликов можно почерпнуть множество советов и вдохновить тех, кто хочет добиться профессиональной подгонки и отделки.
Все очень прочные детали челюстей сварочного аппарата были отлиты из алюминия с помощью 3D-печати, обработаны до окончательных размеров и покрыты порошковой краской. [Марк] дает отличное руководство по созданию шаблонов в САПР, в том числе о том, как компенсировать усадку и сделать поправку на уклон. Из этих видеороликов можно почерпнуть множество советов и вдохновить тех, кто хочет добиться профессиональной подгонки и отделки. микроволновая печь
микроволновая печь Падение, что
Падение, что Среди них короткое замыкание
Среди них короткое замыкание
 а) Определите центростремительное ускорение внешних точек сверла и укажите направления векторов мгновенной скорости и центростремительного ускорения. б) Определите угловую скорость вращения сверла. в) Сколько времени потребуется, чтобы просверлить отверстие глубиной 150 мм при подаче 0,5 мм на один оборот сверла?
а) Определите центростремительное ускорение внешних точек сверла и укажите направления векторов мгновенной скорости и центростремительного ускорения. б) Определите угловую скорость вращения сверла. в) Сколько времени потребуется, чтобы просверлить отверстие глубиной 150 мм при подаче 0,5 мм на один оборот сверла?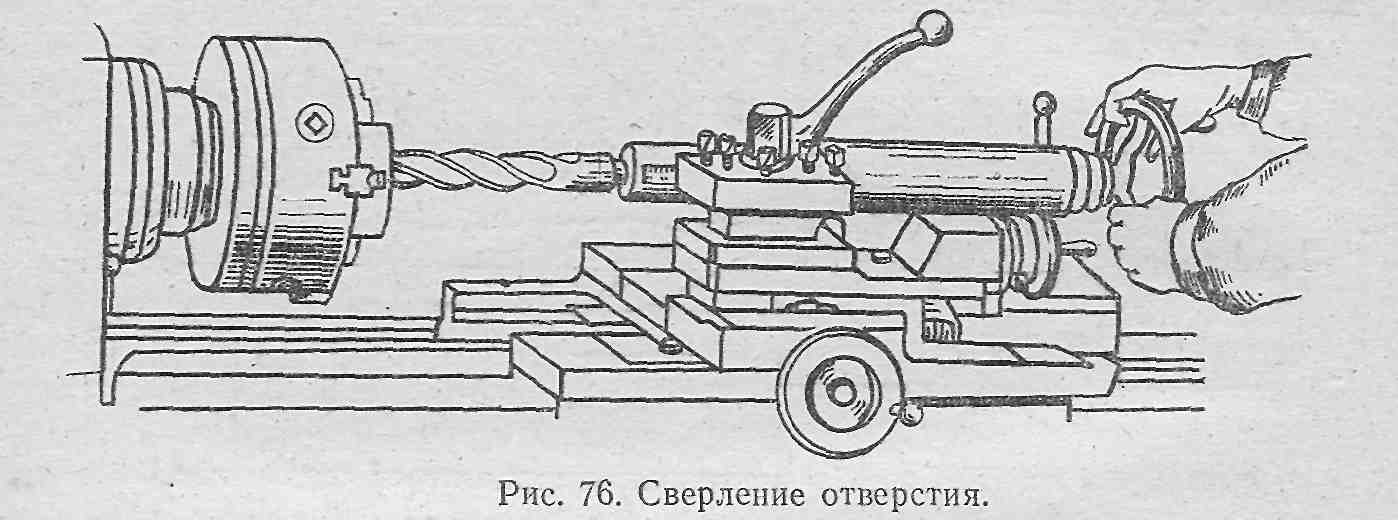 Трением в петлях двери пренебречь.
Трением в петлях двери пренебречь.
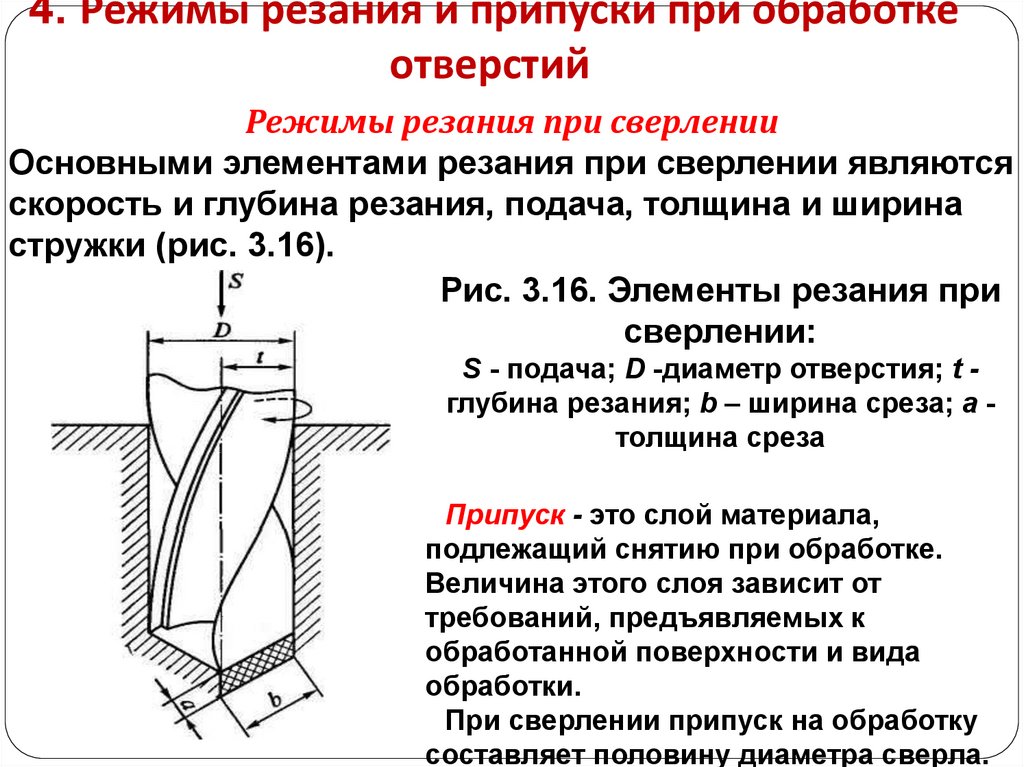
 н. двойной заточки. Этот вариант также приводит к росту показателя стойкости данного инструмента: при обработке чугуна в 6 раз, а стали – в три раза, поскольку облегчается работа наиболее нагруженного фрагмента режущих кромок. Но применять двойную заточку, когда предполагается работа с мягкими и, одновременно, вязкими сталями не рекомендуется.
н. двойной заточки. Этот вариант также приводит к росту показателя стойкости данного инструмента: при обработке чугуна в 6 раз, а стали – в три раза, поскольку облегчается работа наиболее нагруженного фрагмента режущих кромок. Но применять двойную заточку, когда предполагается работа с мягкими и, одновременно, вязкими сталями не рекомендуется.
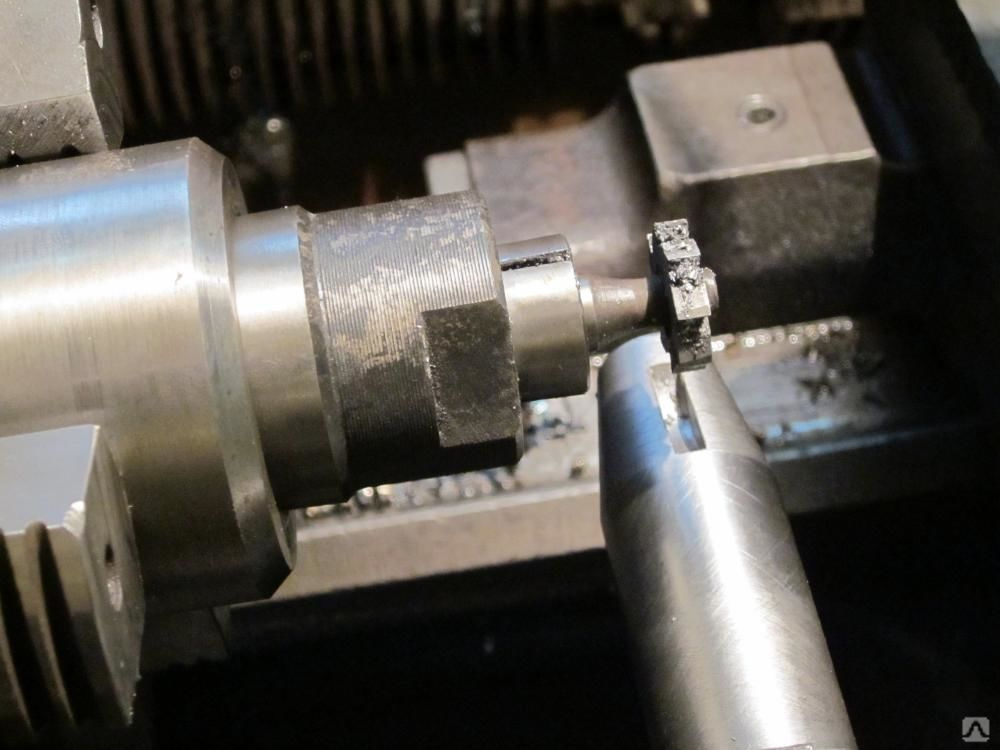 Согласно его нормам, эти изделия должны выпускаться:
Согласно его нормам, эти изделия должны выпускаться:
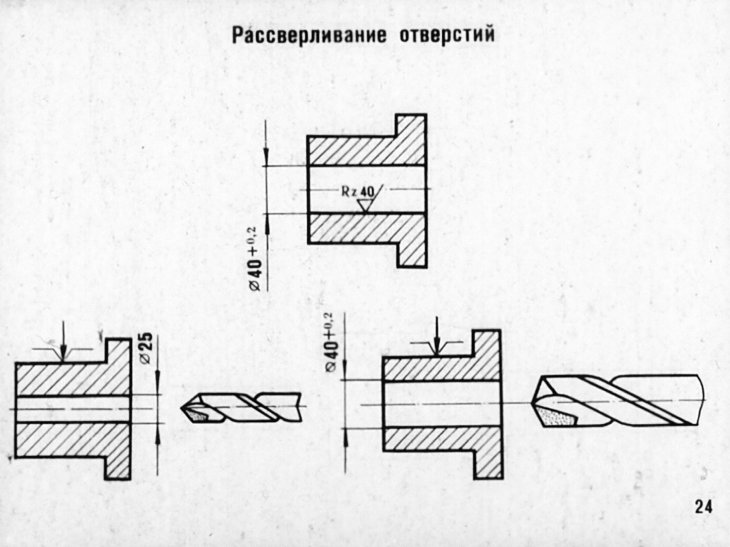 Этот документ устанавливает два исполнения такого инструмента.
Этот документ устанавливает два исполнения такого инструмента.
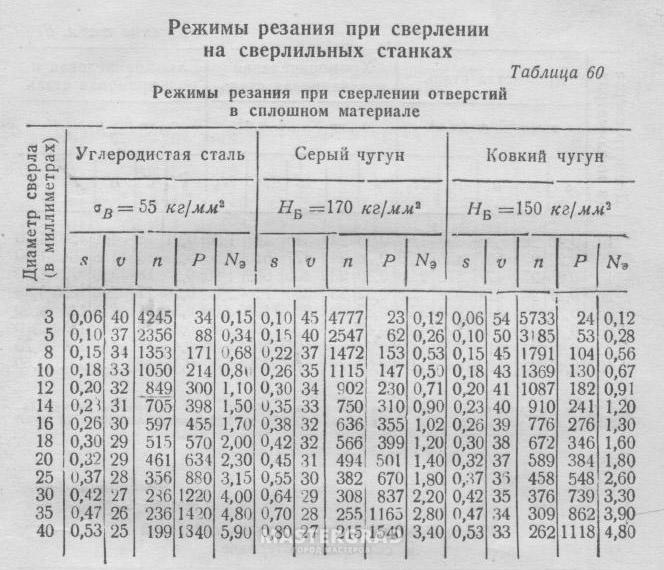 Выполняются такие отверстия в шпинделях, в различных валах и в других элементах конструкций, отличающихся значительной длиной.
Выполняются такие отверстия в шпинделях, в различных валах и в других элементах конструкций, отличающихся значительной длиной.
 Этот документ устанавливает одно исполнение такого изделия.
Этот документ устанавливает одно исполнение такого изделия.

 Производство конусных сверл с бледновато-желтым цветом осуществляется на основе металла с кобальтовыми легирующими добавками. Эти изделия подвергаются процедуре закалки и финишному отпуску. Сверлами коническими, имеющими такой оттенок, можно проводить обработку «нержавейки» и легированных сталей с высоким показателем прочности.
Производство конусных сверл с бледновато-желтым цветом осуществляется на основе металла с кобальтовыми легирующими добавками. Эти изделия подвергаются процедуре закалки и финишному отпуску. Сверлами коническими, имеющими такой оттенок, можно проводить обработку «нержавейки» и легированных сталей с высоким показателем прочности.
 Второй подлежащий учету важный момент – свойства подвергаемого обработке материала. Внимания заслуживают также следующие характеристики сверл:
Второй подлежащий учету важный момент – свойства подвергаемого обработке материала. Внимания заслуживают также следующие характеристики сверл:
 Соответственно, подбирать сверла необходимо именно под такое оборудование.
Соответственно, подбирать сверла необходимо именно под такое оборудование.
 Выполнить эту функцию может обыкновенная резиновая втулка подходящего диаметра.
Выполнить эту функцию может обыкновенная резиновая втулка подходящего диаметра.
 Впрочем, подойдет и обыкновенная мыльная вода. Когда же сверлится алюминий, помимо вышеуказанной мыльной воды для охлаждения может использоваться также и керосин.
Впрочем, подойдет и обыкновенная мыльная вода. Когда же сверлится алюминий, помимо вышеуказанной мыльной воды для охлаждения может использоваться также и керосин.
 0019
0019 0071
0071 0130
0130 7 mm
7 mm 0400
0400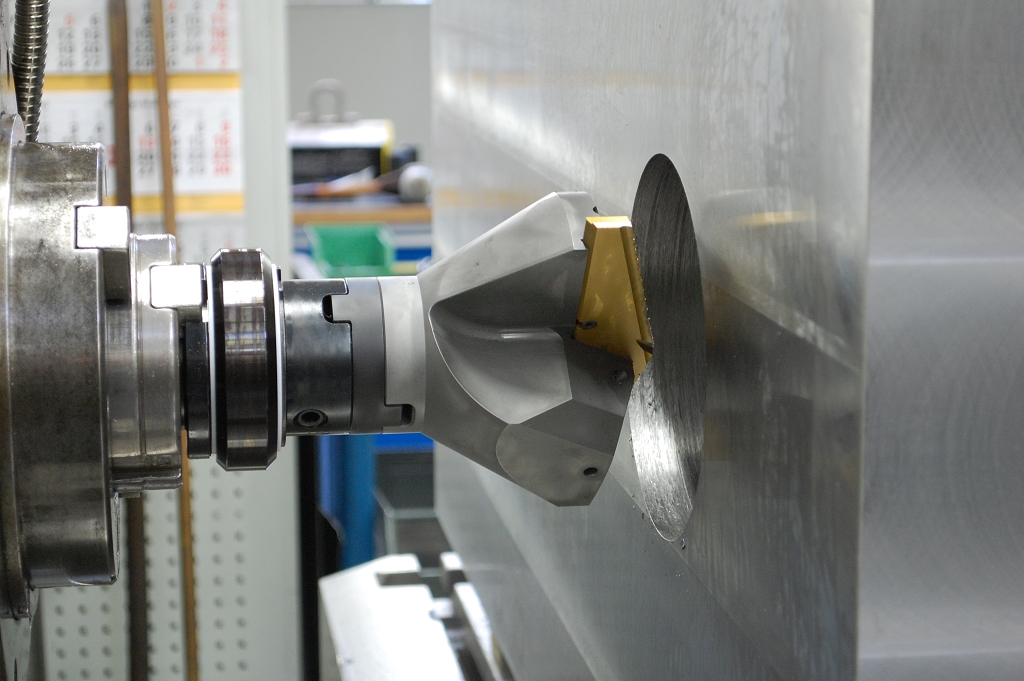 6 mm
6 mm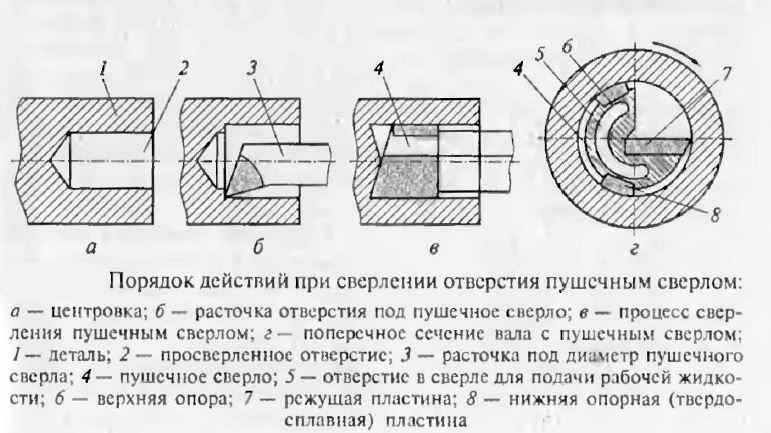 0827
0827 7 mm
7 mm 3 mm
3 mm 1563
1563 1800
1800 2010
2010 2210
2210 2500
2500 2756
2756 3020
3020 5 mm
5 mm 4 mm
4 mm 5 mm
5 mm 0011
0011 6406
6406 0014
0014 5 mm
5 mm 0000
0000 1221
1221 5 mm
5 mm 3594
3594 4844
4844
 Пистолетное сверление обычно используется для отверстий диаметром от 0,5 мм (около 0,020 дюйма) до двух дюймов. Чтобы держать сверло прямо, вы должны использовать втулку сверла, чтобы направить его в деталь, или сделать направляющее отверстие.
Пистолетное сверление обычно используется для отверстий диаметром от 0,5 мм (около 0,020 дюйма) до двух дюймов. Чтобы держать сверло прямо, вы должны использовать втулку сверла, чтобы направить его в деталь, или сделать направляющее отверстие. с. для перекачки жидкости при давлении в диапазоне от 300 до 2000 фунтов на квадратный дюйм.
с. для перекачки жидкости при давлении в диапазоне от 300 до 2000 фунтов на квадратный дюйм.

 , Розелл, Иллинойс, производителя инструмента.
, Розелл, Иллинойс, производителя инструмента.

 Это такое же сочетание человека, машины и оборудования, как и в других процессах. У вас должно быть «хорошее оборудование, хорошие инструменты и внимание к деталям», — сказал Кейс.
Это такое же сочетание человека, машины и оборудования, как и в других процессах. У вас должно быть «хорошее оборудование, хорошие инструменты и внимание к деталям», — сказал Кейс.

 Один из подходов состоит в том, чтобы просверлить немного меньшее отверстие на полпути с одной стороны детали и наполовину с другой, а затем использовать специальный инструмент для раззенковки, предназначенный для протягивания через деталь. Если допуск на расположение отверстия слишком мал, вы можете просверлить отверстие в заготовке, а затем обработать остальную часть детали в соответствии с расположением отверстия.
Один из подходов состоит в том, чтобы просверлить немного меньшее отверстие на полпути с одной стороны детали и наполовину с другой, а затем использовать специальный инструмент для раззенковки, предназначенный для протягивания через деталь. Если допуск на расположение отверстия слишком мал, вы можете просверлить отверстие в заготовке, а затем обработать остальную часть детали в соответствии с расположением отверстия. И оттуда приложения для глубоких отверстий расходятся во всех направлениях. Некоторые примеры:
И оттуда приложения для глубоких отверстий расходятся во всех направлениях. Некоторые примеры: Если вы обнаружите, что получаете много запросов на изготовление глубоких отверстий или считаете, что эта возможность принесет пользу вашему бизнесу, рассмотрите возможность инвестирования в собственное производство.
Если вы обнаружите, что получаете много запросов на изготовление глубоких отверстий или считаете, что эта возможность принесет пользу вашему бизнесу, рассмотрите возможность инвестирования в собственное производство.
 )
)


 in.ua Покупай выгодно
in.ua Покупай выгодно com.ua
com.ua 6 грн
6 грн Днепр
Днепр 80 грн
80 грн 03.2015
03.2015 Чаще всего вы обнаружите, что печатные изделия выполняются на сарже из-за интересного рисунка, который они оставляют после печати (как видно на фотографии выше). Саржа часто используется для создания прочной рабочей одежды или обивки, такой как джинсовая ткань, она также восстанавливается после морщины лучше, чем простые переплетения.
Чаще всего вы обнаружите, что печатные изделия выполняются на сарже из-за интересного рисунка, который они оставляют после печати (как видно на фотографии выше). Саржа часто используется для создания прочной рабочей одежды или обивки, такой как джинсовая ткань, она также восстанавливается после морщины лучше, чем простые переплетения.