Расшифровка марок сталей и сплавов ЭП, ЭИ (3П 333, ЭИ 869)
Главная / Справочник / Расшифровка марок сталей буквенные значения. Специальные стали и сплавы. ЭП, ЭИ (3П 333, ЭИ 869)
Расшифровка сталей , буквенные значения марок стали.
Основной стандарт определяющий основной химический состав, буквенные обозначение присутствующих в стали легирующих компонентов обозначен в ГОСТ 4543-71 «Прокат из легированной конструкционной стали». На сегодняшний день изготавливают различные стали с добавками компонентов нерегламентированных настоящим ГОСТом 4543-71, зачастую их обозначают первой буквой названия элемента за некоторым исключением.
В таблице предоставлены буквенные значения основных элементов.
Х — хром
Ф-ванадий
М-молибден
Е-селен
Т-титан
А-азот
Н-никель
Л-берилий
В-вольфрам
Ц-цирконий
Д-медь
Ю-алюминий
Г-марганец
Б-ниобий
С-кремний
Ч-рмз (редкоземельные)
К-кобольт
Ш-магний
П-фосфор
Р-бор
Буквенные обозначения состояния стали
СП- Спокойная сталь
ПС-Полуспокойная сталь
КП-Кипящая сталь
Сталь обыкновенного качества нелегированная обозначается, например сталь 3, ст. 3сп(спокойная сталь)
Сталь качественная конструкционная нелегированная обозначается обычно как ст.10-ст.45 ( так же ст.20, ст.35, ст.40 двухзначное число данной стали обозначает содержание углерода в стали (например сталь 45 содержание углерода 0,45%)
Сталь Низколегированная обычно обозначается как 09Г2С, 10Г2, 10ХСНД-15ХСНД. Сталь 09Г2С условно расшифровывается так 09Г2С — 09 означает содержание углерода 0,09%, 09Г2С — Г2 означает присутствие в стали легирующего элемента марганец содержание которого в сумме не менее 2,5%, 09Г2С – С означает содержание кремния. Стали 10ХСНД и 15ХСНД цифры после букв не прописываются, потому что среднее содержание легирующих элементов не менее 1%. Также низколегированные стали обозначаются буквой С — строительные стали с соответствующим минимальным пределом текучести, С-345, С-355 , ( так же бывают С-355Т буква Т означает термоупрочненую сталь. Если присутствует буква К то это означает повышенную стойкость к коррозии.
Сталь конструкционная рессорно-пружинная , это такие стали как 65Г-70Г, 60С2А, 60С2ФА. Например сталь 65Г означает содержание углерода 0,65% и легирующий элемент Г- Марганец
Сталь конструкционная легированная, обычно это такие марки как 15Х-40Х ( так же ст.20Х ст.30Х) например сталь 40Х означает содержание углерода буква Х легирующий элемент хром. Так же примером обозначим хромо-кремнемарганцевую сталь 35ХГСА, сталь имеет повышенное сопротивление ударным нагрузкам очень прочная сталь. Например сталь 35ХГСА содержит углерод равный 0,3% а так же легирующие элементы Х-Хром, Г- Марганец, С-Кремний, А-Азот примерно около 1,0%.
Буква А в начале обозначения марки стали говорит о том что это Автоматная сталь например А12,АС12ХН, АС14, АС19ХГН, АС35Г2 в большинстве используется в автомобилестроении, для обработки на специализированных станках с большой скоростью резания. Буква А в конце маркировки сталей относит её к высококачественным сталям. Например 40ХГНМ относится к качественным сталям , а 40ХГНМА уже к высококачественным.
Сталь Котельная эту марку называют котельной работает под высоким давлением такая сталь тоже является конструкционной например 20К, 20КТ, 22К среднее содержание углерода в ней 0,20%
Сталь конструкционная шарикоподшипниковая например такие как ШХ-15, ШХ-20. Обозначение шарикоподшипниковой стали начинается с буквы Ш. Так же бывает сплав стали ШХ15СГ, буквы СГ означают повышенное содержание кремния и марганца что придает стали наиболее лучшие характеристики. Например сталь ШХ15 расшифровывается буква Ш –шарикоподшипниковая сталь, Х указывает на содержание хрома около 1,5%.
Сталь инструментальная. Обычно инструментальные марки стали такие как У7, У8, У10 относятся к качественным инструментальным сталям, а такие марки стали как например У7А или У8А, У10А к высококачественной инструментальной стали. Обозначаются буквой У, а число указывает на содержание углерода.
Сталь быстрорежущая. Быстрорез краткое наименование. Обозначается буквой Р например такие Р9, Р18 или Р6М5, следующая за буквой Р число обозначает содержание элемента В- вольфрама. Например сталь Р6М5К5 обозначает следующее Р-быстрорежущая, цифра 6 содержание вольфрама, М5 означает содержание молибдена, К5 указывает на содержание в марке Р6М5К5 К-кобальт. Углерод не указывается потому что его содержание всегда около 4,5% во всех быстрорезах. Если сождержание ванадия выше 2,5% то указываеться буква Ф например Р18К5Ф2.
Сталь электротехническая это таки марки как 10880-20880 Сталь содержит минимальное количество углерода процентах исчисляется менее 0,05% из за этого имеет маленькое удельное электрическое сопротивление. Например, марка 10880 расшифровывается так: цифра 1 указывает на способ проката горячекатаный или кованный, (цифра 2 в начале означает калиброванную сталь). Следующая цифра 0 указывает, что сталь нелегированная, без коэффициента старения, если вторая цифра 1 то означает сталь с нормируемым коэффициентов старения. Третья цифра означает группу по нормируемым характеристикам. Четвертая и пятые числа означает количество по нормируемым характеристикам.
Литейные стали имеют букву Л в конце марки обозначаются так же как и конструкционные стали например 110Г1Л ГОСТ 977—75, 997-88
Алюминиевые сплавы обозначаются буквой А, например АМГ, АМЦ , АД-1Н ( Д- означает дюралюминиевый, Н- означает нагартованный),
Сталь высококачественная, при изготовлении высококачественной стали применяются разные методы изготовления. Электрошлаковый переплав обозначается буквой Ш в конце значения например: нержавеющая сталь 95Х18-Ш, 20ХН3А-Ш. Вакуумно-дуговой переплав обозначается в конце значения буквами ВД например ЭП33-ВД. Элетрошлаковый с последующим вакуумно-дуговым переплавом обозначается ШВД. Вакуумно-индукционная плавка имеет обозначение ВИ. Электронно лучевой переплав имеет буквенное обозначение ЭЛ. Газокислородно рафинированный переплав имеет значение ГР.
Значение расшифровка стали и сплавов ЭП (ЭП 333)
Значение расшифровка стали и сплавов ЭИ (ЭИ 888)
Значение расшифровка стали и сплавов ЭК (ЭК 66)
Значение расшифровка стали и сплавов ДИ (ДИ 22)
Условное обозначение сталей
(910)422-72-05
Сообщите по e-mail свой телефон — мы позвоним в удобное для Вас время!
Сочетания букв и цифр дают характеристику легированной стали. Если впереди марки стоят две цифры, они указывают среднее содержание углерода в сотых долях процента. Одна цифра впереди марки указывает среднее содержание углерода в десятых долях процента. Если впереди марки нет цифры, это значит, что углерода в ней либо 1%, либо выше 1%. Цифры, стоящие за буквами, указывают среднее содержание данного элемента в процентах, если за буквой отсутствует цифра – значит содержание данного элемента около 1% (не более 1,5%). Буква А в конце марки, как и в углеродистой, так и в легированной стали, обозначает высококачественную сталь, т.е. сталь, содержащую меньше серы и фосфора.
Указанная система маркировки охватывает большинство существующих легированных сталей. Исключение составляют отдельные группы сталей, которые дополнительно обозначаются определенной буквой: Р – быстрорежущие, Е – магнитные, Ш – шарикоподшипниковые, Э – электротехнические.
Пример расшифровки марки стали
Условные обозначения химических элементов:
азот ( N ) — А
алюминий ( Аl ) — Ю
бериллий ( Be ) — Л
бор ( B ) — Р
ванадий ( V ) — Ф
висмут ( Вi ) — Ви
вольфрам ( W ) — В
галлий ( Ga ) — Гл
иридий ( Ir ) — И
кадмий ( Cd ) — Кд
кобальт ( Co ) — К
кремний ( Si ) — C
магний ( Mg ) — Ш
марганец ( Mn ) — Г
свинец ( Pb ) — АС
медь ( Cu ) — Д
молибден ( Mo ) — М
никель ( Ni ) — Н
ниобий ( Nb) — Б
селен ( Se ) — Е
титан ( Ti ) — Т
углерод ( C ) — У
фосфор ( P ) — П
хром ( Cr ) — Х
цирконий ( Zr ) — Ц
Влияние примесей на стали и ее свойства
Углерод находится в стали обычно в виде химического соединения Fe3C, называемого цементитом. С увеличением содержания углерода до 1,2% твердость, прочность и упругость стали увеличиваются, но пластичность и сопротивление удару понижаются, а обрабатываемость ухудшается, ухудшается и свариваемость.
Кремний, если он содержится в стали в небольшом количестве, особого влияния на ее свойства не оказывает. При повышении содержания кремния значительно улучшаются упругие свойства, магнитопроницаемость, сопротивление коррозии и стойкость против окисления при высоких температурах.
Марганец, как и кремний, содержится в обыкновенной углеродистой стали в небольшом количестве и особого влияния на ее свойства также не оказывает. Однако марганец образует с железом твердый раствор и несколько повышает твердость и прочность стали, незначительно уменьшая ее пластичность. Марганец связывает серу в соединение MnS, препятствуя образованию вредного соединения FeS. Кроме того, марганец раскисляет сталь. При высоком содержании марганца сталь приобретает исключительно большую твердость и сопротивление износу.
Сера является вредной примесью. Она находится в стали главным образом в виде FeS. Это соединение сообщает стали хрупкость при высоких температурах, например при ковке, — свойство, которое называется красноломкостью. Сера увеличивает истираемость стали, понижает сопротивление усталости и уменьшает коррозионную стойкость.
В углеродистой стали допускается серы не более 0,06-0,07%.
Увеличение хрупкости стали при повышенном содержании серы используется иногда для улучшения обрабатываемости на станках, благодаря чему повышается производительность при обработке.
Фосфор также является вредной примесью. Он образует с железом соединение Fe3P, которое растворяется в железе. Кристаллы этого химического соединения очень хрупки. Обычно они располагаются по границам зерен стали, резко ослабляя связь между ними, вследствие чего сталь приобретает очень высокую хрупкость в холодном состоянии (хладноломкость). Особенно сказывается отрицательное влияние фосфора при высоком содержании углерода. Обрабатываемость стали фосфор несколько улучшает, так как способствует отделению стружки.
Легирующие элементы и их влияние на свойства стали
Хром – наиболее дешевый и распространенный элемент. Он повышает твердость и прочность, незначительно уменьшая пластичность, увеличивает коррозионную стойкость; содержание больших количеств хрома делает сталь нержавеющей и обеспечивает устойчивость магнитных сил.
Никель сообщает стали коррозионную стойкость, высокую прочность и пластичность, увеличивает прокаливаемость, оказывает влияние на изменение коэффициента теплового расширения. Никель – дорогой металл, его стараются заменить более дешевым.
Вольфрам образует в стали очень твердые химические соединения – карбиды, резко увеличивающие твердость и красностойкость. Вольфрам препятствует росту зерен при нагреве, способствует устранению хрупкости при отпуске. Это дорогой и дефицитный металл.
Ванадий повышает твердость и прочность, измельчает зерно. Увеличивает плотность стали, так как является хорошим раскислителем, он дорог и дефицитен.
Кремний в количестве свыше 1% оказывает особое влияние на свойства стали: содержание 1-1,5% Si увеличивает прочность, при этом вязкость сохраняется. При большем содержании кремния увеличивается электросопротивление и магнитопроницаемость. Кремний увеличивает также упругость, кислостойкость, окалиностойкость.
Марганец при содержании свыше 1% увеличивает твердость, износоустойчивость, стойкость против ударных нагрузок, не уменьшая пластичности.
Кобальт повышает жаропрочность, магнитные свойства, увеличивает сопротивление удару.
Молибден увеличивает красностойкость, упругость, предел прочности на растяжение, антикоррозионные свойства и сопротивление окислению при высоких температурах.
Титан повышает прочность и плотность стали, способствует измельчению зерна, является хорошим раскислителем, улучшает обрабатываемость и сопротивление коррозии.
Ниобий улучшает кислостойкость и способствует уменьшению коррозии в сварных конструкциях.
Алюминий повышает жаростойкость и окалиностойкость.
Медь увеличивает антикоррозионные свойства, она вводится главным образом в строительную сталь.
Церий повышает прочность и особенно пластичность.
Цирконий оказывает особое влияние на величину и рост зерна в стали, измельчает зерно и позволяет получать сталь с заранее заданной зернистостью.
Лантан, цезий, неодим уменьшают пористость, способствуют уменьшению содержания серы в стали, улучшают качество поверхности, измельчают зерно.
Выбор правильной технологии маркировки
Нержавеющая сталь представляет собой металлический сплав, который благодаря своим уникальным свойствам широко применяется во многих отраслях промышленности. Однако в зависимости от отрасли необходимо знать правильные методы эффективной маркировки нержавеющей стали.
Многие методы маркировки применимы ко всем типам материалов. Однако в отношении маркировки нержавеющей стали есть небольшое ограничение. Например, не идеально гравировать нержавеющую сталь, если она используется из-за ее антикоррозионных и антикоррозионных свойств. Поэтому в этой статье будут представлены методы маркировки нержавеющей стали, которые вы можете использовать, и как выбрать правильный.
Свойства нержавеющей стали
Перед знакомством с правильными методами маркировки нержавеющей стали важно поговорить о различных свойствах материала. В отличие от других материалов, нержавеющая сталь не тускнеет ни из-за ржавчины, ни из-за коррозии с течением времени. Это наиболее важная характеристика нержавеющей стали, поскольку она определяет ее использование и метод маркировки.
Кроме того, несмотря на то, что нержавеющая сталь обладает высокой прочностью на растяжение, она имеет малый вес. Следовательно, он применим во многих отраслях промышленности, таких как автомобильная и авиационная промышленность.
Какие методы мы можем использовать для маркировки нержавеющей стали? Однако эти два свойства играют огромную роль в методе маркировки и машине, которую вы можете использовать.
Самое важное, что следует отметить, это то, что нержавеющая сталь имеет покрытие, благодаря которому она может избежать коррозии (хотя существуют разные сорта стали). Следовательно, используемый метод и машина не должны изменять эту композицию или удалять слой, в котором эти два свойства полезны.\.
Многие процессы маркировки доступны для использования в маркировке нержавеющей стали. Однако не все из них совместимы с нержавеющей сталью. Например, такие методы маркировки, как струйная печать, требуют серьезного обслуживания. Они также могут привести к частым простоям.
Два важных метода маркировки широко используются для маркировки нержавеющей стали; Лазерная маркировка и точечная маркировка. Ниже приводится подробное объяснение того, как работают эти два метода.
Нержавеющая сталь Лазерная маркировка
Процессы лазерной маркировки — это распространенные методы маркировки нержавеющей стали, используемые в различных сценариях. Однако их использование сильно зависит от сорта нержавеющей стали и области применения. Следовательно, существует пять методов лазерной маркировки нержавеющей стали.
Какие методы лазерной маркировки можно использовать для маркировки нержавеющей стали?
Благодаря свойствам нержавеющей стали и ее использованию для маркировки нержавеющей стали идеально подходят четыре метода лазерной маркировки: лазерный отжиг/маркировка окрашиванием, травление, абляция, темная маркировка и гравировка. Каждый метод имеет свое требование, и они маркируют по-разному. Поэтому их следует использовать по назначению. Ниже приведено объяснение процесса.
Лазерный отжиг/маркировка пятном
Лазерный отжиг — это метод лазерной маркировки без проникновения и разрушения, при котором лазерный луч изменяет цвет материала.
Процесс осуществляется путем нагревания поверхности материала до образования оксида. Тип полученного цвета сильно зависит от толщины оксида, марки нержавеющей стали и температуры лазерного луча. Распространенными примерами цвета, получаемого с помощью этого процесса, являются серый, темно-коричневый и черный. Вы можете получить более широкий диапазон цветов с помощью мощных волоконных лазерных станков. Однако эти машины сложны в использовании, потому что у них слишком много сложных настроек лазера.
Чтобы использовать лазерный отжиг, нужно учесть множество моментов. Например, размер пятна фокусировки лазерного луча будет влиять на конечный продукт. Поэтому, если вы используете маленькую сфокусированную точку, материал из нержавеющей стали может испаряться, а не нагреваться до точки образования оксида. Другие вещи, которые следует учитывать, — это выходная мощность лазера, частота импульсов и скорость гальванического сканирования.
Лазерный отжиг является наиболее распространенным методом маркировки нержавеющей стали, поскольку он не разрушает металл. Следовательно, материал из нержавеющей стали не подвергается воздействию, и его можно использовать в обычном режиме, как и раньше.
Лазерное травление
Лазерное травление — еще один процесс маркировки нержавеющей стали, популярный благодаря своей скорости, универсальности и долговечности. Этот процесс включает в себя использование лазерного травильного станка для лазерного травления нержавеющей стали путем подачи большого количества энергии на материал из нержавеющей стали. Следовательно, поверхность нержавеющей стали плавится и расширяется. Травление чаще всего используется для создания постоянной маркировки, такой как матричные коды данных, серийные номера, штрих-коды и логотипы.
Темная маркировка
Темная маркировка включает в себя придание шероховатости поверхности материала из нержавеющей стали и нанесение на нее цвета. «Цвет» зависит от оксидного слоя с пятнами или от цвета или отражательной способности подстилающей поверхности с отметинами абляции.
Из-за придания шероховатости материал из нержавеющей стали захватывает и окрашивает шероховатую часть. Кроме того, из-за процедуры, связанной с маркировкой нержавеющей стали с помощью лазерной темной маркировки, она не идеальна для некоторых отраслей промышленности. Например, в медицинской промышленности его не используют из-за необходимости поддержания стерильности оборудования.
Лазерная абляция Маркировка
Лазерная абляция — еще один метод маркировки нержавеющей стали, который идеально подходит для различных применений во многих отраслях. Он включает удаление тонкого слоя материала из нержавеющей стали для создания светлого контрастного знака.
Лазерная абляция требует небольшого количества тепла и небольшого проникновения в материал или его отсутствия. Он также характеризуется более высокой скоростью маркировки, высокой пиковой мощностью, короткой шириной импульса и меньшей выходной мощностью лазера. Это существенно отличается от лазерной гравировки и лазерного отжига.
Использование абляционной маркировки требует понимания свойств нержавеющей стали и ее применения. Однако в областях, где важен внешний слой нержавеющей стали, отвечающий за ее антикоррозионные свойства, абляционная маркировка не идеальна. Это связано с тем, что это может привести к ржавлению материала.
Лазерная гравировка
Лазерная гравировка — это использование гравировального станка для создания глубоких меток на материалах из нержавеющей стали. Он очень прочный и долговечный, что достигается за счет использования высокой мощности лазера и более низких скоростей маркировки.
Этапы лазерной гравировки нержавеющей стали
Получите ваши идеи
Это самый важный этап лазерной гравировки нержавеющей стали. Получение идеи означает принятие решения о гравировке изображения и его дизайне. Возможные способы получить представление о знаке — это проекты, среда и Интернет.
Дизайн и ввод изображения/текста
Приняв правильное решение, вы должны ввести свое изображение в гравировальный станок из нержавеющей стали. Дизайн знака можно получить только на компьютере. Однако вы должны убедиться, что файл будет совместим между компьютером и лазерным гравером. После разработки знака отправьте его на станок для гравировки стали. Существует много типов стальных гравировальных станков. Тем не менее, было бы лучше использовать портативный гравировальный станок для простоты эксплуатации и его промышленного применения.
Сделайте правильные настройки
После ввода дизайна в лазерный гравер нужно сделать правильные настройки. Это зависит от используемого вами гравировального станка из нержавеющей стали. Например, машина для маркировки волоконным лазером позволит вам изменять шрифты, редактировать дизайн и т. д.
Начало процесса
Это зависит от типа гравировального станка по стали, который вы хотите использовать. Для тех, кто использует портативные лазерные граверы, поместите материал из нержавеющей стали на плоскую поверхность и отметьте его ручной частью машины. Удалите материал из нержавеющей стали в конце процесса, и у вас будет выгравированный материал.
Лазерная гравировка предполагает удаление поверхности материала. Следовательно, этот метод не всегда легко использовать для нержавеющей стали, необходимой для ее антикоррозионного эффекта. Большинство отраслей предпочитают использовать методы маркировки нержавеющей стали, такие как лазерный отжиг, вместо лазерной гравировки нержавеющей стали.
Оценка использования методов лазерной маркировки на нержавеющей стали
Методы лазерной маркировки являются популярными способами маркировки нержавеющей стали в различных отраслях промышленности. Однако в зависимости от типа применяемых методов существуют различные преимущества и недостатки. Ниже приведены преимущества и недостатки использования этого метода для маркировки нержавеющей стали.
Преимущества
Методы лазерной маркировки обеспечивают перманентное нанесение на поверхность нержавеющей стали.
Они не требуют нанесения и очистки, как маркировочный состав
.
Методы лазерной маркировки точны и обеспечивают высокую контрастность маркировки.
Недостатки
В зависимости от метода лазерной маркировки поверхность материала из нержавеющей стали может быть удалена. Следовательно, это приведет к потере антикоррозионных и антикоррозионных свойств. Примером может служить использование лазерного гравера для маркировки нержавеющей стали.
Имеет более высокую стоимость
Станки с волоконным лазером
Самые мощные и многофункциональные решения на сегодняшний день основаны на волоконном лазере. Новейшая система лазерного травления нержавеющей стали , волоконная система идеально подходит для коммерческого и промышленного использования. Волоконно-лазерные маркировочные машины HeatSign обеспечивают высококачественную гравировку и дополнительные преимущества для пользователя:
Высокая производительность
Энергосбережение
Улучшенное удобство использования и гибкость
Тяжелые рабочие нагрузки
Без обслуживания
Рекомендуемый лазерный гравировальный станок для нержавеющей стали
Точечная маркировка
Точечная маркировка — это еще один метод маркировки нержавеющей стали, в котором используется точечный упрочняющий станок для нанесения ударов по поверхности нержавеющей стали. Это приводит к удалению небольшой части нержавеющей стали при каждом ударе. Последовательные попадания образуют точечную матрицу, которая становится самой меткой.
Система точечной маркировки очень эффективна при глубокой маркировке нержавеющей стали благодаря последовательным ударам. Однако глубокая маркировка материала зависит от твердости материала, вспомогательного инструмента и свойств стилуса.
Типы инструментов для точечной маркировки, которые можно использовать с нержавеющей сталью
Вы можете использовать три типа инструментов для маркировки точечной маркировкой с нержавеющей сталью. К ним относятся:
Пневматические точечные маркеры
Электромагнитные точечные маркеры
Разметка
Каждый инструмент для точечной маркировки имеет свое применение и требования. Тем не менее, все они применимы к нержавеющей стали.
Как правильно выбрать инструмент для маркировки точечным ударом
Правильный выбор инструмента для маркировки точечным ударом желателен для достижения наилучшего качества. Поэтому важно знать о некоторых параметрах, связанных с процессом. Ниже приведены несколько важных параметров, на которые следует обратить внимание:
Твердость нержавеющей стали
Нержавеющая сталь бывает разных марок. Поэтому они имеют разные свойства твердости. Поэтому вы должны убедиться, что твердость вдавливающего штифта прямо пропорциональна твердости нержавеющей стали.
Толщина нержавеющей стали
Толщина — еще одно свойство, на которое следует обращать внимание при выборе инструмента для маркировки точечным упрочнением. Кодирование происходит на самом внешнем слое нержавеющей стали. Таким образом, вы должны контролировать силу отступа. Контроль силы вдавливания зависит от типа материала из нержавеющей стали и его использования. Например, если нержавеющая сталь сохранит свои антикоррозийные и антикоррозионные свойства, вы должны уменьшить усилие вдавливания, чтобы внешний слой остался неповрежденным. Тем не менее, было бы лучше помнить, что вам нужен глубокий отступ, чтобы лучше читать код.
Вы также можете обеспечить высочайшее качество маркировки нержавеющей стали, выполнив следующие действия:
Используйте вдавливающий штифт, совместимый с материалом из нержавеющей стали
.
Всегда обслуживайте вдавливающие штифты должным образом.
Всегда при износе, так как это может привести к ухудшению качества маркировки.
Оценка использования точечной маркировки на нержавеющей стали
Точечная маркировка — идеальный процесс маркировки нержавеющей стали, применимый в различных отраслях промышленности. В отличие от других методов, он подвергает материал из нержавеющей стали механическому воздействию. Однако он не подвергает материал термическому или химическому воздействию. Поэтому есть гарантия сохранности нержавеющей стали.
Преимущества
Маркировка из нержавеющей стали долговечна и долговечна.
Нержавеющая сталь не подвергается термическому или химическому воздействию.
В зависимости от материала может быть шумовое загрязнение.
Точечная гравировка на нержавеющей стали
Некоторые из наших клиентов также нуждаются в глубокой гравировке маркером.
Рекомендуемые машины для маркировки точечным штифтом
Как правильно выбрать метод маркировки нержавеющей стали
Мы уже представили два популярных и общих метода маркировки нержавеющей стали. Однако выбор правильного метода маркировки нержавеющей стали требует понимания свойств материала из нержавеющей стали. Ниже приведены несколько вещей, которые следует учитывать при поиске правильного метода.
Нержавеющая сталь марки
Марка нержавеющей стали, с которой вы работаете, играет огромную роль в методе маркировки нержавеющей стали, который вы будете использовать. Например, он играет огромную роль в цвете, получаемом при лазерной гравировке. Он также играет огромную роль в силе вдавливания и вдавливающем штифте, используемом в системе маркировки точечным ударом.
Антикоррозийные и антикоррозионные свойства
Нержавеющая сталь в основном используется благодаря своим антикоррозионным и антикоррозионным свойствам. Эти свойства возникают в результате наслоения хрома материала из нержавеющей стали. Слой хрома предотвращает ржавление и коррозию нержавеющей стали, не позволяя кислороду достигать стальной детали. Однако, если вы удалите слой хрома, кислород может вызвать окисление нижележащего стального слоя. В результате это приводит к ржавчине, которая постепенно разрушает материал.
Из-за важности антикоррозионных свойств метод маркировки нержавеющей стали не должен допускать коррозии нержавеющей стали после маркировки. Следовательно, лазерный отжиг является наиболее распространенным методом, поскольку он гарантирует защиту от ржавчины, в отличие от лазерной гравировки, лазерного травления и точечной обработки. Кроме того, лазерный отжиг лишь модифицирует материал под нержавейку, создаст маркировку, а защитный хромовый слой, отвечающий за его антикоррозионные свойства, останется неповрежденным.
Сам метод маркировки
Понимание метода маркировки играет огромную роль в правильном методе маркировки нержавеющей стали, который вы можете использовать. Например, системы точечной маркировки шумны. Таким образом, вы должны учитывать это, если вы выбираете их. Также важно наличие машин, необходимых для процесса.
Применение маркированной нержавеющей стали
Компания HeatSign предлагает экспертный подход к предоставлению решений для гравировки и маркировки нержавеющей стали с учетом отрасли и точных требований производителя деталей.
Маркировка из нержавеющей стали широко используется во многих областях. Некоторые из распространенных примеров:
Ведение учета деталей для автомобильной, аэрокосмической и металлообрабатывающей промышленности
Именные таблички и бирки для корпоративного и военного использования
Индивидуальная гравировка на рекламных материалах для маркетинговых целей
Управление корпоративными запасами
Коды матрицы данных для облегчения отслеживания деталей
Медицинские инструменты из стали марки
Лезвия для ножей и прочая кухонная утварь
Получите лучшее с точки зрения Маркировка нержавеющей стали
Нержавеющая сталь представляет собой сплав с широким применением в различных отраслях промышленности. Он имеет легкий вес, огромную прочность на растяжение, а также антикоррозионные и антикоррозионные свойства. Выбор правильного метода маркировки нержавеющей стали требует понимания многих вещей. Например, различные марки нержавеющей стали, использование и доступные методы маркировки.
В этой статье обсуждались два распространенных метода маркировки нержавеющей стали и способы выбора правильного. Для тех, кому нужен точный и безошибочный процесс маркировки нержавеющей стали, Heatsign — правильный выбор.
Нужна помощь? Свяжитесь с нами
Что означает маркировка продукта в металлургической промышленности?
Промышленная практика производства готовых металлических изделий для маркировки металлов очень широко распространена в производстве товаров во всем мире. Будь то инвентаризация, контроль качества, правила или любая другая причина, машины для маркировки металлов постоянно маркируют предметы для идентификации различной плотности. Сигналы могут быть встроены в металлическую поверхность или в деталь с использованием различных методов. В конце концов, бренд оставляет поверхность с различными символами и символами всех форм и размеров.
Какая польза от металлического клейма?
Использование промышленной марки играет важную роль в идентификации материалов, продуктов и деталей по нескольким причинам. Они используются в металлических деталях и аналогичных промышленных компонентах для точного отслеживания или отслеживания этих деталей.
1. Знаки могут представлять несколько вещей: 2. Серийные номера 3. Даты производства 4. Фонтан 5. Номера партий 6. Коды продуктов 7. Информация о продукте 8. Сочетание всего вышеперечисленного.
Марки могут быть использованы для различных целей:
1. Замена товара. 2. ОК 3. Проблемы цепочки поставок 4. Управление запасами 5. Отступления 6. Дело об ответственности за качество продукции 7. Гарантия
Металлические клейма используются в самых разных отраслях промышленности для идентификации: 2. Сельскохозяйственное производство 3. Запчасти и аксессуары. 4. Производители медицинского оборудования. 5. Товары длительного пользования 6. Аэрокосмическая промышленность 7. Связь 8. Электроника 9. Компьютеры
КАК МАРКИРОВКА МЕТАЛЛОВ ПОМОГАЕТ ПОТРЕБИТЕЛЯМ
Промышленная маркировка стала очень важным аспектом производства и производственных процессов и играет решающую роль в самого производственного процесса. Детали, которые правильно маркированы и правильно идентифицированы по номеру партии, дате изготовления и самому материалу, могут предоставить конечным пользователям широкий спектр данных.
Например, этикетка может содержать информацию о происхождении товара, дате его создания, производителе и т. д. Если деталь не работает или материал бракованный, маркировка облегчает отслеживание источника. Таким образом, элемент может быть заменен, отремонтирован или пересмотрен.
Потребители могут узнать больше о продуктах, которые они покупают, читая плакаты. Вы можете проверить гарантию или уведомления о продукте. Например, идентификационные сигналы могут указывать, когда и где был изготовлен холодильник. Метка металла может позволить изготовителю определить, какая сетка из нержавеющей стали использовалась изготовителем для изготовления аналогичной детали. Промышленная маркировка точно указывает марку используемой нержавеющей стали и любую другую важную информацию.
Промышленная маркировка также используется для соблюдения нормативных требований. Он предоставляет необходимую информацию, чтобы гарантировать соблюдение отраслевых стандартов при поставке или производстве этих продуктов. Это особенно важно при транспортировке химикатов и опасных материалов. Важно знать, что у вас есть трубы, трубы и другие виды тары, подходящие для того, чтобы доставить этот товар в целости, без поломок и поломок.
ОБЩИЕ МЕТАЛЛИЧЕСКИЕ МЕТОДЫ
Существует много способов создания промышленной этикетки. В своей основной форме когда-то пломбы с определенным надрезом или символом использовались для нанесения опознавательных знаков на поверхность предметов. Большой молоток ударяет рукой по рукоятке соединения, чтобы создать отверстие в предмете. Хотя та же концепция актуальна и сегодня, команда намного сложнее.
Штамповочный пресс для металла
Они используются вместо молотка и могут быть запрограммированы на автоматическое изменение номеров каждой детали или поверхности.
Точечная шлифовка
Это тип маркировки, при котором используется специальный штифт для маркировки материала серией точек для формирования линий, углов или кривых на разной глубине, расстоянии и ориентации. Дробечистки управляются пневматически и печатают на поверхности серию очень маленьких точек крупным планом, чтобы сформировать числа, символы или символы. Дробеструйная обработка также может быть настроена и может использоваться с грубой или мягкой отделкой.
Лазер
Это еще один метод маркировки металлов. Они обычно используются для маркировки поверхностей и требуют больше времени для получения более глубоких и прочных меток.
Точилка для сверл в категории «Промышленное оборудование и станки»
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5мм HS
Доставка по Украине
514.80 грн
257.40 грн
Купить
Hot Shopping
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5мм DB
Доставка по Украине
499.05 грн
249.52 грн
Купить
DomeBuys
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5мм WL
Доставка по Украине
517.70 грн
258.85 грн
Купить
WebLine
Точилка для ножей сверл долота Электрическая многофункциональная машина 3 в 1
Заканчивается
Доставка по Украине
1 650 грн
1 402.50 грн
Купить
BoxInBox
Насадка точилка на шуруповерт дрель для заточки сверел 2 12.5 мм
На складе в г. Киев
Доставка по Украине
200 грн
Купить
Насадка точилка на шуруповерт дрель для заточки сверл 2 12. 5мм
На складе в г. Ровно
Доставка по Украине
по 180 грн
от 7 продавцов
180 грн
Купить
Магазин «Панас»
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5 мм
На складе в г. Ровно
Доставка по Украине
180 — 300 грн
от 2 продавцов
180 грн
Купить
Магазин «Freedelivery»
Точилка для сверл ножей ножниц Scheppach GS650
Под заказ
Доставка по Украине
1 724 — 1 793 грн
от 3 продавцов
1 724 грн
Купить
Gardenhit
Запасной камень для точилки сверл, ножей, ножниц Titanium абразивный камень
На складе в г. Ровно
Доставка по Украине
по 50 грн
от 2 продавцов
50 грн
Купить
Saga Market
Портативная универсальная точилка для сверл, насадка на дрель для заточки сверл, бит точильщик
На складе в г. Мукачево
Доставка по Украине
232.5 — 235 грн
от 2 продавцов
470 грн
235 грн
Купить
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5 мм
На складе в г. Ровно
Доставка по Украине
183 — 184 грн
от 2 продавцов
200 грн
Купить
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5 мм
На складе в г. Ровно
Доставка по Украине
180 грн
Купить
Techland
Точилка для сверл Euro Craft BG212 адаптеры 3-10мм / 8-16мм 250 Вт Польша — надежная сборка
Доставка по Украине
1 419 грн
Купить
shock-market.in.ua
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5 мм
На складе
Доставка по Украине
180 — 384 грн
от 8 продавцов
384 грн
Купить
GoodStore | Подарки, Товары для дома и работы
Насадка на дрель для заточки сверл точилка для сверл
На складе
Доставка по Украине
220 грн
Купить
Смотрите также
Насадка на дрель для заточки сверл точилка для сверл kit
На складе
Доставка по Украине
280 грн
Купить
Насадка на дрель для заточки сверл точилка для сверл Оранжевая
На складе в г. Киев
Доставка по Украине
220 грн
Купить
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5 мм
На складе в г. Ровно
Доставка по Украине
180 грн
Купить
Saga Market
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5 мм
Доставка по Украине
236 грн
Купить
ІНТЕРНЕТ-МАГАЗИН «Доставлено «
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5 мм, 101323
На складе в г. Ровно
Доставка по Украине
190 грн
Купить
Интернет магазин » Горячий Стиль «
Универсал точилка сГермани Parkside для сверл/ножей/ножниц/заточка
Доставка из г. Дрогобыч
3 060 грн
2 998.80 грн
Купить
zabavka SHOP
НОВ универсал точилка сГермании Parkside PSS 65 для сверл/ножей/ножниц
Доставка по Украине
2 200 грн
Купить
zabavka SHOP
Насадка точилка на шуруповерт дрель для заточки сверл 2 12. 5мм
Доставка по Украине
по 180 грн
от 3 продавцов
180 грн
Купить
Интернет-магазин «Дрібниці»
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5 мм
Доставка по Украине
241 грн
236 грн
Купить
ІНТЕРНЕТ-МАГАЗИН «ЗАКУПИСЬ»
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5 мм
На складе в г. Ровно
Доставка по Украине
180 грн
Купить
АльтМаркет — интернет магазин
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5мм
Доставка по Украине
216 грн
Купить
Promsnab
Заточной станок 4в1 ( Точильная станция для ножей, сверл, ножниц, стамесок ) Parkside PSS 65 из ГЕРМАНИИ
На складе
Доставка по Украине
1 350 грн
Купить
Интернет-магазин «Рarkside.ua»
Точильный станок для заточки сверл/ножей BLACK 53754 Польша
На складе
Доставка по Украине
1 044 грн
Купить
Powertools
Точило для заточки сверл,ножей,стамесок AL-FA 150 Вт
На складе
Доставка по Украине
1 259 грн
Купить
Интернет-магазин kilowat. in.ua
электрические и навесное оборудование (обзор 2021 года)
Мы уверены, что никто не захочет менять сверла то и дело, когда они затупятся. Это означало бы огромную сумму денег, которая не совсем идеальна, особенно если большинство ваших проектов связано с процессом бурения. Вот почему заточка сверл — важный навык, которому нужно научиться. Однако это может быть чрезвычайно сложно для некоторых людей, которые только начинают узнавать что-то о сверла и биты. К счастью, доступны различные устройства для заточки сверл, чтобы уменьшить количество догадок и упростить задачу.
Точно так же, как мы традиционно и вручную затачиваем биты различными способами, точилки для сверл также бывают разных форм. Это может быть насадка, с помощью которой вы будете затачивать биты с помощью другого оборудования (например, настольного шлифовального станка, ленточной шлифовальной машины или дрели) или электрической точилки с точильным камнем внутри станка. Но вопрос в том, все ли они работают одинаково? Ну нет.
При этом очень важно внимательно следить за своим выбором и внимательно изучать каждый из их атрибутов. Прежде чем приступить к делу, обязательно обратите внимание на важные моменты, которые вам необходимо учесть. Тип или форма точилки — это самая важная вещь, которую необходимо решить. Как уже было сказано, они обычно бывают двух видов: электрические и навесные.
Видимо, насадки более доступны по цене. Однако их использование обычно влечет за собой сложную кривую обучения и усилий, поскольку вы все равно будете вручную управлять и располагать биту под углом, который необходимо затачивать. Например, General Tools 825 — это прочное навесное оборудование, обеспечивающее непоколебимый баланс и контроль над процессом. Однако результат резкости бита будет зависеть от того, как вы будете выполнять процесс заточки.
С другой стороны, электрические точилки более нетребовательны, хотя есть еще некоторые настройки и корректировки, которые необходимо сделать перед процессом заточки. Drill Doctor DD750X-W 750X — хороший пример этого типа сверло точилка. Хотя подготовить бит и внести необходимые корректировки действительно непросто, на самом деле процесс займет не более 3 минут.
Вслед за этими вещами также необходимо проверить совместимость долот точилки, поскольку некоторые из них могут обслуживать только ограниченный размер долот. Стоимость, долговечность и бренд, конечно же, также являются важными факторами, которые должны повлиять на ваше решение.
При этом может быть довольно сложно найти «лучший» среди обширных вариантов на рынке. Тем не менее, это тоже может быть весело! Позвольте нам помочь вам и присоединиться к нам, когда мы исследуем уникальные конструкции и различные инновационные формы современных точилок для сверл.
Мы выбрали 5 лучших, доступных на Amazon, и после серии личных тестов и сравнений с каждым из представленных ниже товаров мы заверяем вас, что вы найдете лучший к концу этого увлекательного информативного чтения!
Лучшие точилки для сверл в сравнении и рейтинге
Точилки для сверл
Особенности
1. Drill Doctor DD750X-W 750X Точилка для сверл
станок для заточки сверл для тяжелых условий эксплуатации
электрическая точилка
точится за 3 минуты
2. Электрическая точилка для сверл GOODSMANN
интуитивно понятные настройки
электрическая точилка
для наиболее распространенных стилей и диаметров сверл
3. General Tools 825 Насадка для заточки сверл
насадка для точилки
подробные корректировки
отличные функции поддержки
4. Точилка для сверл Bosch S41
полагается на дрели для власти
использует скорость сверления от 2000 до 3000 об / мин
обозначенные отверстия для различных размеров бит
5. Портативная точилка для сверл CZS
очень доступный
простое использование
Шлифовальный круг из розового корунда
1. Drill Doctor DD750X-W 750X Точилка для сверл
Технические характеристики:
99% Всего
Бренд
Дрель доктор
Вес
3. 87 фунтов
Битовый диапазон
От 3/32 дюйма до ¾ дюйма
Электрогитара
Да
Долговечность и качество
производительность
функции
простота использования и удобство
Плюсы:
Точилка для сверл для тяжелых условий эксплуатации.
Может затачивать биты от 3/32 дюйма до ¾ дюйма.
Легко создавать и удалять точки разделения.
Легко регулируется для получения нужной вам заточки.
Имеет шнур питания длиной 6 футов.
Спортивный магнитный двигатель, который постоянно производит постоянную мощность.
Минусы:
Настройка фрезы может занять некоторое время, но сам процесс заточки займет не более 3 минут.
Заключительный дубль:
Drill Doctor DD750X-W 750X — это универсальный набор, который вам понадобится для заточки самых разных сверл: из быстрорежущей стали, по камню, кобальту и сверл с луженым покрытием.
Поначалу это действительно выглядит устрашающе, но использовать Drill Doctor DD750X-W 750X действительно несложно. Просто вставьте сверло в патрон и закройте его. После этого вставьте патрон в порт выравнивания, просто нажав кнопку в верхней части порта, которая управляет зажимом. Он зафиксирует патрон при выполнении процедуры заточки.
Кроме того, у вас есть возможность отрегулировать угол заточки от 115 ° до 140 °. После того, как патрон и бит размещены, вам просто нужно отрегулировать положение биты с помощью ручки на задней стороне зажима.
Вращение ручки по часовой стрелке предназначено для легкой регулировки заточки, в то время как вращение против часовой стрелки дает больше силы при резке или заточке лезвий сверла.
Сразу после закрепления биты затягиванием рукоятки патрона ваше сверло готово к заточке. Не нужно больших усилий. Просто легкое нажатие на каждом повороте, и вы услышите, как машина работает на ваших долотах.
За 2–3 минуты вы можете легко затачивать сверла с насадкой или без нее. В каждом процессе заточки вы получите сверло, которое без труда сверлит металл! Самая быстрая и надежная точилка для сверл!
Проверить цену
2. Электрическая точилка для сверл GOODSMANN.
Технические характеристики:
98% Всего
Бренд
ГУДСМАНН
Вес
2. 36 фунтов
Битовый диапазон
1/8 «до 25/64»
Электрогитара
Да
Долговечность и качество
производительность
функции
простота использования и удобство
Плюсы:
Очень просто и удобно.
Интуитивно понятная регулировка и маркированные отверстия для заточки спортивных бит.
Очень компактный корпус и удобный для переноски.
Рекомендуется для наиболее распространенных стилей и диаметров сверл.
Предлагает быстрый процесс заточки.
Минусы:
Подходит только для сверл ограниченного размера.
Заключительный дубль:
Эта электрическая точилка GOODSMANN подходит для бит диаметром от 1 до 8 мм (от 25/64 дюйма до 3/10 дюйма). Его использование намного проще по сравнению с Drill Doctor DD750X-W 750X. Он имеет набор из нескольких отверстий, которые подходят для битов разного размера. Они также имеют соответствующую маркировку для облегчения определения размеров.
Чтобы начать процедуру заточки, вам просто нужно опустить точильный камень, вращая ручку сверху против часовой стрелки, пока не достигнете максимального положения. Затем просто вставьте сверло в отверстие, которое плотно прилегает к нему, включите машину и поверните ручку по часовой стрелке, пока не начнется скрежет.
После запуска все, что вам нужно сделать, это поочередно затачивать стороны сверла. Просто слегка поверните бит влево и вправо, чтобы получить несколько цифр, и проверьте, соответствует ли оно вашим предпочтениям. Проделайте то же самое с другой стороной лезвия бита, повернув его на 180 градусов. Если вы думаете, что вам нужно повторить процесс еще раз, сделайте это. В конце концов, это довольно просто и никаких сложных настроек не требуется. Более того, на заточку бита у вас уйдет всего 9-10 минут! Победитель!
Проверить цену
3. Приставка для заточки сверл General Tools 825
Технические характеристики:
97% Всего
Бренд
Общие инструменты
Вес
0. 32 унций
Битовый диапазон
1/8 «до 3/4»
Электрогитара
Не применимо
Долговечность и качество
производительность
функции
простота использования и удобство
Плюсы:
Подходит для бит от 1/8 «до 3/4» или от 3 до 19 мм.
Имеет подробные настройки, обеспечивающие высокую точность.
Имеет отличные опорные функции, которые удерживают сверло на месте во время процесса заточки.
Регулируется до 5 стандартных углов сверла.
Минусы:
Некоторым может быть сложно собрать и отрегулировать процесс заточки.
Заключительный дубль:
Перед покупкой General Tools 825 важно знать, что это всего лишь насадка, и вам понадобится настольный шлифовальный станок, который, как правило, сделает процесс заточки за вас. Следовательно, то, что продает это приложение, — это контроль и точность со стороны пользователей.
Чтобы установить его, вам нужно сначала прикрепить его к дереву, которое будет служить его основанием. Основное основание насадки специально спроектировано так, чтобы можно было толкать корпус вперед и назад, чтобы легко вынуть коронку после завершения заточки.
У насадки есть люлька, куда вы можете положить биту после ослабления крепежного винта. Он также поставляется с металлической опорой на острие корпуса, которая будет поддерживать сверло во время процесса заточки. Просто отрегулируйте опору, пока она не окажется за режущей кромкой сверла.
Кроме того, он имеет задний кронштейн, который дополнительно усиливает поддержку положения насадки, и винт, который упрощает регулировку и перемещение насадки. На нем также есть тисненые этикетки для угловых градусов, поэтому легко определить, что вам нужно.
После внесения изменений у вас теперь есть надежная насадка для заточки, которую вы можете использовать со своими шлифовальными кругами.
Он предлагает отличный контроль, перемещая насадку слева направо или наоборот. Головка насадки очень твердая. Никакого раскачивания. Просто плавные движения слева направо, которые позволят получить отличный опыт повышения резкости.
Как правило, заворачивание винта и регулировка действительно сложны. Это правда. Получение необходимой точности требует обучения, но как только вы овладеете этой насадкой, все будет проще простого.
Проверить цену
4. Точилка для сверл Bosch S41
Технические характеристики:
95% Всего
Бренд
Bosch
Вес
1. 32 фунтов
Битовый диапазон
2.5 к 10 мм
Электрогитара
Нет
Долговечность и качество
производительность
функции
простота использования и удобство
Плюсы:
Настройка и установка очень просты.
Быстрый процесс заточки.
Портативный и легкий.
Имеет отверстия для битов различных размеров.
Спортивный прочный корпус.
Минусы:
Несмотря на то, что он имеет электропитание, процесс заточки занимает много времени, прежде чем вы достигнете необходимой резкости.
Заключительный дубль:
Bosch S41 работает с помощью дрели. Он принимает биты от 2.5 до 10 мм и предлагает угол заточки 118 градусов.
Настройка довольно проста по сравнению с Drill Doctor DD750X-W 750X и General Tools 825. Он поставляется с приводным элементом, который вы устанавливаете в патрон сверла, и после этого вы можете прикрепить сверло к самой точилке. Просто используйте зажимной винт, который закрепит соединение между сверлом и точилкой.
Он работает эффективно, устанавливая скорость сверла от 2000 до 3000 об / мин. После запуска процесс заточки во многом напоминает использование электрической точилки GOODSMANN. Просто вставьте сверло в отверстие, соответствующее его диаметру. Заточку сверла следует производить по одной режущей кромке с небольшим усилием. Быстро и просто.
Проверить цену
5. Портативная точилка для сверл CZS
Технические характеристики:
92% Всего
Бренд
CZS
Вес
9. 6 унций
Битовый диапазон
2.0 к 12.5 мм
Электрогитара
Нет
Долговечность и качество
производительность
функции
простота использования и удобство
Плюсы:
Очень портативный и легко хранится.
Самая доступная по цене точилка для сверл.
Изготовлен из АБС-пластика и шлифовального круга из розового корунда.
Легкое и простое использование.
Минусы:
Не рекомендуется для очень твердых бит.
Требуется время, чтобы правильно заточить биты.
Заключительный дубль:
Как и General Tools 825, этой портативной точилке для сверл CZS для работы необходим другой инструмент. Однако, по сравнению с последним, в котором используется настольный шлифовальный станок, этот полагается на отвертка дрель.
Использование, общее использование и настройка этой точилки очень просты. Вам просто нужно присоединить его стандартную шестигранную рукоятку 6.35 мм к сверлу и установить сверла на одну из трех доступных направляющих: от 2.0 до 5.0 мм, от 5.0 до 8.0 мм и от 8.0 до 12.5 мм. Размеры бит указаны на нижней части корпуса и имеют тиснение для долговечности.
После того, как все настроено, вы можете начать заточку, постепенно подталкивая сверло к движущемуся шлифовальному камню. Видимо, заточка бит с помощью этой точилки займет больше времени. Существует также кривая обучения, чтобы получить нужные вам сокращения. Тем не менее, проявив терпение и правильный угол, вы сможете затачивать биты по доступной цене.
Проверить цену
Лучшие точилки для сверл 2022 года
BobVila.com и его партнеры могут получать комиссию, если вы покупаете продукт по одной из наших ссылок.
Фото: amazon.com
Сверла недешевы, но быстро затупляются. Независимо от того, сверлите ли вы плотную твердую древесину или закаленную сталь, некоторые сверла теряют остроту в течение нескольких минут после извлечения из упаковки.
Вместо того, чтобы выбрасывать затупившиеся сверла в мусорное ведро, вы можете восстановить их режущую кромку с помощью лучшего точила для сверл. Эти инструменты могут помочь сделать острие старого сверла, затачивая кончик под идеальным углом. Результатом является быстрое и чистое сверло, которое работает так же хорошо, если не лучше, чем новое. 9№ 0003
Независимо от того, выберете ли вы настольную электрическую точилку или насадку-шлифовальную машину, всегда найдется решение для затупившихся сверл. Ваши сверла прослужат намного дольше, если вы выберете лучший точилка для сверл из этого руководства.
ЛУЧШИЙ В ОБЩЕМ СЛУЧАЕ: Drill Doctor 750X Точилка для сверл
ПЕРВОЕ МЕСТО: Drill Doctor DD500X Точилка для сверл
ЛУЧШЕЕ СООТВЕТСТВУЮЩЕЕ СРЕДСТВО: 0X Точилка для сверл Doctor
Лучшая загрязняющая шлифовальная машина: TORMEK DBS-22 DSLIL BIT BIT SHORTER
Самый универсальный: РАБОТА
Фото: amazon.com
На что следует обратить внимание при покупке лучшей точилки для сверл
Давайте перейдем к делу; Есть некоторые вещи, которые вам нужно знать, прежде чем покупать лучшую точилку для сверл. Не все модели имеют одинаковые возможности или использование, поэтому вы должны быть уверены, что выбранная вами модель справится со своей задачей. Вот некоторые факторы, которые стоит учитывать.
Размер
Покупка точилки для сверл, которая подходит для всех используемых вами сверл, должна быть приоритетной задачей. В то время как почти все точилки могут обрабатывать маленькие и средние биты, только некоторые модели могут работать с большими. Биты диаметром более 1/2 дюйма стоят дорого, поэтому убедитесь, что ваша точилка может с ними справиться.
Вам также следует поискать точилку, которая подойдет для мелких бит. Хотя эти биты редко бывают дорогими (в зависимости от материала), они быстро тупятся и сразу же теряют свои характеристики. Вместо этого, имея под рукой одну из лучших точилок для сверл, вы сможете быстро заточить сверло размером до 3/32 дюйма.
Материал
Очень важно найти точилку для сверл, которая подойдет для выбранных вами сверл. Для большинства домовладельцев стандартная точилка для сверл подойдет для большинства сверл в вашей мастерской. Эти биты обычно состоят из стали или кобальта, и стандартные шлифовальные круги легко затачивают их.
Если вы покупаете высококачественные твердосплавные сверла, то стандартный шлифовальный круг не подойдет. Твердый сплав чрезвычайно твердый и требует алмазного круга для правильной заточки. Если у вас есть твердосплавные насадки, поищите точилку с алмазными дисками. Или купите приспособление для настольной шлифовальной машины, на которое можно установить алмазный шлифовальный круг.
Универсальность
В различных типах сверл используются режущие кромки, расположенные под разными углами. Биты, предназначенные для дерева, имеют агрессивные режущие кромки, позволяющие им быстро проходить через материал. Биты по металлу имеют более плоские углы, что позволяет им снимать более мелкие биты за раз без перегрева или сколов.
Хотя вы можете затачивать каждое сверло под одним постоянным углом, некоторые виды сверл лучше всего работают под определенными углами. Лучше иметь точилку, которую можно приспособить к сверлу. Стандартные углы составляют от 118 до 135 градусов, поэтому ищите точилку, которая позволяет переключаться между ними для максимальной универсальности.
Источник питания
Существует два популярных источника питания для заточки сверл; подключаемый электрический и приводной от дрели (который может быть электрическим или аккумуляторным).
Электрические точилки со сменными разъемами входят в комплект настольных точилок и адаптеров для настольных шлифовальных станков. Лучшие настольные точилки работают быстро и точно, не оставляя права на ошибку. Насадки шлифовального станка могут смещаться относительно вашего шлифовального станка, поэтому перед началом работы обязательно проверьте их точность. Комбинированный квадрат, скорее всего, добьется цели. После того, как вы их проверите, насадки для кофемолки также будут работать быстро и точно.
Точилки с приводом от дрели отлично подходят в крайнем случае, или если вы находитесь на строительной площадке и вам нужно немного заточить. Просто вставьте шпиндель шлифовального круга в дрель и поместите сверло в соответствующую канавку, и вы сразу же вернетесь к резке. Здесь есть место для ошибок, поскольку они не очень точны, но отлично справляются со своей задачей, если вы находитесь в затруднительном положении.
Советы по покупке и использованию лучших точилок для сверл
Сверла недешевы, но заточки тоже. Если вы не перебираете насадки постоянно, может быть полезно приобрести недорогую точилку с приводом от дрели, чтобы придать остроту насадкам. Вы обнаружите, что они неплохо справляются со своей задачей, и если вы не просверливаете прецизионные отверстия, они шлифуют полезную кромку.
Если у вас уже есть настольная шлифовальная машина, лучше всего использовать насадку. Они намного дешевле, чем настольные модели, и вы можете добиться тех же углов. Их настройка занимает немного больше времени, но вы не пожертвуете качеством, как только сделаете это.
Если важна простота эксплуатации, вам следует рассмотреть возможность приобретения настольной модели с электроприводом. Это самые надежные из конструкций точилок для сверл, и они позволят вам в кратчайшие сроки придать сверлу острую кромку.
Если вы не собираетесь часто затачивать насадки, выберите точилку с приводом от дрели.
Насадка-шлифовальная машина — отличный вариант, если у вас уже есть шлифовальная машина.
Настольная модель является наиболее надежной, поэтому выберите одну из них, если важна простота использования.
Наш лучший выбор
При покупке одного из этих инструментов нужно много усилий. Теперь, когда вы знаете, что искать в лучших точилках для сверл, заслуживают внимания станки из списка ниже. Они просты в использовании, точны и могут помочь вам избавиться от лучших (а иногда и дорогих) сверл из вашей коллекции.
Фото: amazon.com
Проверить последнюю цену
Если вы ищете настольную электрическую точилку для сверл, которая позволит вам максимально эффективно использовать старые сверла, обратите внимание на Drill Doctor 750X. Вы можете настроить точилку 750X на любой угол от 115 до 140 градусов, что означает, что эта точилка может работать практически под любым углом. Это также создаст кромку на конце сверла, называемую «разрезной» битой, которая создает острие для сверления точных отверстий. Drill Doctor 750X затачивает сверла размером от 3/32 дюйма до 3/4 дюйма, что делает его универсальным для любого сверла, которое может использовать домашний мастер. Он также поставляется с алмазным кругом, поэтому шлифовка свежих кромок на твердосплавных битах не является проблемой.
PROS
Отчит биты от ³⁄₃₂ до ¾ дюйма
Край для ремонта на сломанных битах
модернизированные модели для больших буровых битов
Cons
909999997
CONS
.
Функция разделения лезвий сложна в использовании
Фото: amazon.com
Проверить последнюю цену
Если вам нужна надежная точилка для сверл, DD500X от Drill Doctor — это то, что вам нужно. Эта точилка для сверл имеет два предустановленных угла 118 и 135 градусов. Эти предустановки позволяют вам выбрать правильный угол для вашего сверла, не беспокоясь, если вы отклонитесь на градус или два. Он поставляется с алмазным шлифовальным кругом для легкой обработки быстрорежущей стали, кобальта или карбида. Он также может «расколоть» конец сверла, что позволит более точно просверлить отверстие. Он может затачивать сверла диаметром от 3/32 до 1/2 дюйма, что позволяет работать с большинством сверл из стандартного набора.
PROS
Отличная модель для битов среднего размера
Отчитывает биты в диапазоне от «³⁄₃₂ до ½ дюйма
может создать обратную точку
CONS 9003
909090909999997
CONS 9003
90
CONS 09090909090990990009
. практика для достижения правильного угла
Нет монтажных отверстий для крепления
Фото: amazon.com
Проверить последнюю цену
Заточка сверл — это прежде всего экономия денег, и Drill Doctor DD350X сделает это снова и снова . Эта недорогая точилка для сверл позволяет сделать новые заточки под углом 118 градусов на старых затупившихся сверлах. Он может обрабатывать сверла любого размера от 3/32 до 1/2 дюйма и поставляется с двумя алмазными дисками, которые помогут вам максимально эффективно использовать точилку. Поскольку он не создает точек разделения, Drill Doctor сделал его более компактным, чтобы он мог стоять на полке, не мешая вам. Нет регулировки угла наклона, что делает его отличным инструментом, если вы ищете простую и незамысловатую точилку для сверл.
Pros
Keeps drill bits cool as they’re sharpened
Sharpens bits ranging from ³⁄₃₂ to ½ inch
Limited adjustments make it easier to learn and use
Cons
Might плохо работает с ударными сверлами
Фото: amazon.com
Узнать последнюю цену
22 стоит проверить. Эта точилка для сверл позволяет регулировать угол наклона от 9 доот 0 до 150 градусов и имеет регулируемый угол разделения. Результатом является полностью индивидуальное сверло, невероятно точное и быстрорежущее. Он может обрабатывать сверла размером от 1/8 дюйма до 7/8 дюйма, обеспечивая превосходный диапазон для работы. Вы можете использовать это приспособление с любым типом сверл, но вы должны быть уверены, что используете алмазный шлифовальный круг для твердосплавных сверл.
Pros
Заданные углы помогают повысить точность
Симметричные края резания каждый раз, когда
делает четыре балла для дополнительной производительности
отчи Он в диапазоне от ⅛ до ⅞ дюйма
Мину
Несколько сложный, чтобы узнать на первом
90
.
Узнать последнюю цену
Точилка для ножей и точилка Work Sharp может выручить вас в трудную минуту. Хотя эта модель не предназначена специально для заточки сверл, она может быстро наточить сверло и вернуть вас к работе в спешке. Он оснащен лентой с зернистостью 6000, которая вращается со скоростью до 2800 об / мин, что позволяет вам наносить исправную кромку на сверло из быстрорежущей стали или кобальта. Хотя вы, возможно, не сможете воспроизвести точный угол вручную, вы подойдете достаточно близко, чтобы эффективно сверлить большими сверлами. Он также справится со всеми вашими потребностями в заточке ножей и ножниц, а также стамесок и других режущих инструментов, хотя твердосплавные биты, вероятно, слишком сложны для этого инструмента.
Pros
Настраиваемые настройки угла
Управление переменной скоростью до 2800 об / мин
Гибкие абразивные ремни для оттоки.
Фото: amazon.com
Проверить последнюю цену
Если у вас уже есть настольная шлифовальная машина, насадка для заточки сверл General Tools 825 — это доступный способ позаботиться о груде затупившихся сверл. Это приспособление крепится болтами к рабочей поверхности и использует сторону шлифовального круга для создания острых кромок на старых сверлах. Он будет работать для бит от 1/8 дюйма до 3/4 дюйма и регулируется для различных углов сверления. Он имеет несколько регулировок, одна из которых регулирует высоту сверла. Эта регулировка позволяет медленно подкрадываться к идеальному углу для максимальной точности. Чтобы создать идеально отцентрованную точку, просто переворачивайте сверло между каждым проходом.
PROS
Работая под любым углом и на контр -кишках
Повороты шеи с обеих сторон
Работают на бури. к электрической скамье или плоскошлифовальному станку
Инструкции могут быть неадекватными
Наш вердикт
Для мощной заточки сверл, которая может затачивать сверла широкого диапазона размеров, выберите модель Drill Doctor 750X, которая может затачивать ³⁄₃₂ — до бит ¾ дюйма. Мы также рекомендуем Drill Doctor 350X, если вам нужна заточка сверл наиболее распространенных размеров по более низкой цене.
Как мы выбирали лучшие точилки для сверл
Эти рекомендации содержат ряд возможностей для заточки сверл различных размеров. Некоторые точилки для сверл могут вмещать сверла размером от ³⁄₃₂ дюйма или до 1½ дюйма. Поскольку у пользователей есть уникальные потребности, в этот список включены точилки, которые подходят почти для всех часто используемых сверл.
Мы сузили наше исследование, включив в него устройства для заточки сверл, которые имеют только выбранное количество углов для сверления или диапазон регулируемых углов, хотя дополнительные настройки также могут усложнить работу. Каждый выбор в нашем списке содержит онлайн-видео, которые можно использовать, чтобы помочь пользователям научиться правильно использовать точилку. Наконец, мы включили рекомендации с различными ценовыми категориями и уровнями профессионального качества как для любителей, так и для профессионалов.
Преимущества владения станком для заточки сверл
Если вы постоянно работаете в магазине или на стройплощадке, наличие собственного станка для заточки сверл может сэкономить вам немало денег. Вместо того, чтобы выбрасывать старые насадки, вы можете тут же заточить новую кромку или отложить их в сторону и потратить час на заточку всего набора, пока они не станут как новые.
Острые сверла сверлят быстрее и точнее. Когда кончик сверла затупляется, оно не вонзается точно туда, куда вам нужно, а также просверливает кривые или удлиненные отверстия. Острое сверло просверлит прямо вниз и создаст идеально круглое отверстие практически в любом материале. Наличие собственной точилки для сверл позволит вам содержать сверла в отличном состоянии.
Точилки для сверл могут сделать использование сверл более безопасным. Если вы сверлите тупым сверлом, вам придется приложить больше усилий, чтобы добиться какого-либо прогресса. Меньшее сверло может легко сломаться под давлением, что иногда отбрасывает осколки сверла. Хотя вы всегда должны носить защитные очки, летящие куски металла никогда не бывают безопасными. Точилка поможет убедиться, что вам не нужно прилагать много усилий к бите.
Имея собственную точилку для сверл, вы сэкономите на покупке новых сверл.
Заточка лезвий делает их более точными.
Острые биты делают их более безопасными.
Часто задаваемые вопросы
Если вы давно хотели знать о точилках для сверл, вы не одиноки. Многие потратили деньги на новые биты, когда старые приелись. Теперь, когда вы немного знаете о лучших точилках для сверл, у вас могут возникнуть дополнительные вопросы. Ниже приведены наиболее часто задаваемые вопросы и ответы о точилках для сверл. Если вы не нашли ответ здесь, обратитесь к производителю точилки.
В: Стоит ли затачивать сверла?
Все насадки стоит затачивать, если у вас уже есть точилка. Однако не стоит покупать точилку, чтобы заточить стальное сверло диаметром 1/8 дюйма.
В: Как вы используете точилку для сверл?
Каждая точилка отличается, но вы или приспособление держите насадку под определенным углом относительно шлифовального круга. Шлифовальный круг удаляет металл с кончика сверла до тех пор, пока край не станет острым.
В: Под каким прямым углом следует затачивать сверла?
Два наиболее распространенных угла — 118 градусов и 135 градусов, хотя есть биты, которые используют другие углы.
В: Можно ли затачивать титановые сверла?
Можно, но они уже никогда не будут такими же эффективными. Биты из титана имеют покрытие, которое шлифовальный круг удалит при заточке. Это не значит, что биты не годятся; у них просто не будет твердого покрытия, которое делает их такими полезными.
Лучшие точилки для сверл
Вместо того, чтобы выбрасывать затупившиеся сверла, используйте одну из этих удобных точилок для сверл, чтобы они всегда были готовы к работе.
Каждый редакционный продукт выбирается независимо, хотя мы можем получить компенсацию или партнерскую комиссию, если вы купите что-то по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
1 / 9
через amazon.com
Покупка точилки для сверл
Качественные сверла стоят недешево. И как только они затупятся, они станут неэффективными и с большей вероятностью будут «гулять» и повреждать вашу заготовку.
К счастью, хорошая точилка для сверл может не только восстановить их форму, но и оживить сверла, которые сломались пополам во время агрессивного использования.
Если вы много сверлите, разумно купить точилку для сверл. Это экономит ваше время, потому что вы не будете тратить минуты на то, чтобы вбить тупую фрезу в заготовку. И это экономит ваши деньги, потому что вы не выбрасываете ненужные вещи все время.
Существует больше типов точилок для сверл, чем вы думаете. Некоторые из них более полезны, чем другие, в зависимости от ваших конкретных битов и уровня опыта. Убедитесь, что вы выбрали лучший для вас. Вот что нужно искать:
Тип точилки: Существует два типа точилки: специализированная точилка или настольная шлифовальная машина. Специальные точилки созданы специально для сверл, их легко настроить и использовать. Настольные шлифовальные станки для заточки сверл предназначены для общего шлифования инструментов; они не такие интуитивно понятные и требуют больше практики для правильного использования. У настольных шлифовальных станков гораздо больше возможностей для ошибок пользователя, и я бы не рекомендовал их неопытным домашним мастерам.
Размер сверла: Убедитесь, что ваша точилка подходит ко всем сверлам из вашей коллекции или, по крайней мере, к тем, которые вы используете чаще всего. Большинство точилок могут работать с наиболее часто используемыми битами. Но как только вы приступите к работе с более крупными битами — размером более 1/2 дюйма — обратите пристальное внимание на максимальную мощность вашей точилки.
Материал сверла: Материалы и отделка различаются, поэтому убедитесь, что выбранная вами точилка эффективно работает с вашими сверлами. Для твердосплавных насадок убедитесь, что ваша точилка оснащена соответствующим алмазным шлифовальным элементом.
Тип сверла: Сверла по дереву и металлу имеют наконечники с разными углами, поэтому точилку необходимо приспособить для использования в обоих случаях. Наиболее распространенный угол для насадок общего назначения составляет 118 градусов, поэтому ваша точилка должна соответствовать этому углу. Биты с раздельным лезвием требуют специальной точилки для создания наконечников.
2 / 9
через amazon.com
Лучшая профессиональная точилка для сверл
Это не самый дешевый вариант в нашем списке, но если вы ищете точилку, которая может работать с широким набором сверл, Drill Doctor 750X — отличный выбор.
В отличие от других точилок, которые предлагают один или два угла, вы можете настроить эту точилку на любой угол от 115 до 140 градусов. 750X достаточно большой, чтобы принимать биты размером до 3/4 дюйма, и он может создавать или заострять биты с разделительной точкой.
Купить сейчас
3 / 9
через amazon.com
Лучшая точилка для сверл для начинающих
Если вы новичок в домашнем хозяйстве и вам не нужна высококачественная точилка для сверл, обратите внимание на доступную по цене точилку Drill Doctor 350X. Несмотря на низкую цену, он оснащен алмазным кругом и прост в использовании. Однако эта точилка для сверл может создавать только углы в 118 градусов, так что имейте это в виду, если вам нужно работать с битами под углом 135 градусов.
Купить сейчас
4 / 9
через amazon.com
Самая универсальная точилка для сверл
Что касается универсальности, трудно превзойти Drill Doctor X2 с его двухскоростным двигателем. В дополнение к специальному порту для заточки бит эта точилка включает в себя отдельные направляющие для заточки ножей, ножниц и других режущих инструментов. Чтобы заточить сверла, вставьте сверло в патрон, вставьте его прямо в точильный порт и начинайте заточку!
Купить сейчас
5 / 9
через amazon.com
Лучший в целом точилка для сверл
Точилка Drill Doctor 500X — это наш лучший выбор, независимо от уровня вашей квалификации, благодаря средней цене и разнообразию используемых насадок.
Эта точилка справляется практически с любыми материалами, включая карбид, черную окись и быстрорежущую сталь, и может создавать наконечники с разрезным острием. Он не предлагает таких впечатляющих угловых диапазонов, как Drill Doctor 750X, но вы можете создавать важные углы в 118 и 135 градусов.
Купить сейчас
6 / 9
через amazon.com
Лучший односкоростной настольный шлифовальный станок
Этот недорогой настольный шлифовальный станок Wen BG4276 оснащен двумя шлифовальными кругами за небольшую часть стоимости аналогичных вариантов. Большое регулируемое рабочее освещение обеспечивает четкий обзор обрабатываемой детали. С помощью кругов с зернистостью 60 и 36 вы можете затачивать множество инструментов, а также сверла.
Примечание. В прилагаемых кругах отсутствуют алмазы, необходимые для эффективной заточки твердосплавных насадок.
Купить сейчас
7 / 9
через amazon. com
Лучший компактный настольный шлифовальный станок
Этот шестидюймовый DeWalt DW756 способен решать различные задачи по заточке, включая заточку сверл. Защитные ограждения уменьшают вероятность опасного разлетающихся осколков и искр, а регулируемые опоры для инструментов позволяют легко надежно расположить то, что вы затачиваете. Благодаря чрезвычайно прочному чугунному корпусу этот небольшой, но мощный инструмент может выдерживать тяжелые нагрузки.
Купить сейчас
8 / 9
через amazon.com
Приспособление для заточки сверл General Tools 825
Если вы планируете затачивать сверла с помощью настольного шлифовального станка, то это приспособление General Tools 825, надежно закрепленное на столешнице, обеспечит вам точные точки и точные углы.
Вместо того, чтобы держать биты в руке, эта насадка держит их для вас. Его простые настройки регулировки позволяют легко выбрать угол, хотя он не идеален для использования с битами размером менее 1/8 дюйма.
какие разновидности использовать, какой расход в работе и какое давление применяется для получения ровного шва – Газовая сварка на Svarka.guru
На сегодняшний день существует множество режимов и видов сварки. Для одних типов требуются переносные (инверторные) источники питания другие же могут использоваться только в условиях цеха под наблюдение нескольких специалистов.
Чтобы получился хороший, ровный и прочный шов, нужно соблюдать все правила, знать какие газы будут оптимальны для данного аппарата и каких правил нужно придерживаться при работе с металлами.
Содержание
1 Особенности
2 Что можно варить?
3 Разновидности
4 Расход в работе
5 Газовые смеси
5.1 Какие бывают смеси?
6 Заключение
Особенности
Алгоритм сварки полуавтоматом — это своего рода модификация ручной электродуговой сварки. Чтобы в полной мере оценить преимущества недостатки, нужно рассмотреть как именно проводится полуавтоматическая сварка.
Перед тем как приступать к процессу сварки нужно усвоить несколько пунктов:
В плюсовую клемму нужно подключать горелку, а в минусовую — заготовку.
Для каждого типа металла используется специальная проволока.
Сила тока и скорость его подачи проволоки это прямо пропорциональное значение. Чем сильнее поступает ток, тем больше должна быть скорость подачи и наоборот.
Токосъемный наконечник это расходный материал который будет часто меняться. Его диаметр должен соответствовать диаметру самой проволоки.
В основном, от параметров работы механизма падающего проволоку зависит качество готового шва.
Чтобы подача проволоки была непрерывной, шланг который подаёт её, должен быть крайне жестким.
Если толщина металла который сваривают, менее 1 мм то лучше производить сварку точками, тогда заготовка не перегреется и не прогорит.
В том случае когда напряжение в сети 190 вольт а не 220, то есть меньше стандартного, лучше использовать проволоку маленького диаметра. К примеру вместо 0,8 взять 0,6, тогда аппарат намного легче справится с ней и шов качественный.
Если сварка полуавтоматическим устройством происходит без участия газа, то плюсовую клемму нужно подключать непосредственно к заготовке и применять для сварки специальную проволоку.
Что можно варить?
Полуавтоматом можно варить металл любой толщины, тем не менее толстые изделия нужно разогревать докрасна паяльной лампой. Для этих целей отлично подходит инверторный источник питания.
Сварка в аргоне это совсем другое, ведь принцип работы полуавтомата заключается в том чтобы плавить стальную проволоку и заполнять ею швы. Чтобы не происходил процесс окисления, процедура проходит под действием углекислоты. Аргон применяется для защиты активных металлов от окисления.
Атмосфера из инертных газов не даст кислороду реагировать с поверхностью.
Разновидности
Рассмотрим виды газов, которые применяются при сварке полуавтоматом
Ацетилен это бесцветный газ, который легче воздуха. Он обладает особенным запахом. Один из широко распространенных газов, которые применяются в данной сфере, так как обладает самой высокой температурой горения и имеет повышенную полярность. Часто используется из-за высоких температурных показателей при резке металлических конструкций.
Водород — также бесцветный, не пахнущий газ, который относится к классу взрывоопасных веществ. При контакте с кислородом воздушная среда образует гремучую смесь. По технике безопасности водородные баллоны не должны находиться под давлением больше 15 мПА.
Коксовый газ не имеет цвета, но имеет специфический запах. Это отход, извлекаемый в процессе добычи кокса, который используется при сварке. Он выводится из каменного угля. Газ можно транспортировать при помощи трубопроводных магистралей.
Природные газы, такие как метан, бутан и пропан не имеют особых требований к хранению и транспортировке. Добыча газа чаще всего происходит прямо на месте зарождения.
Пиролизный газ добывается в процессе распада нефтепродуктов. Он способствует образованию коррозии горелки, из-за этого они быстро выходят из строя. Перед самим использованием пиролизный газ очищают. Использует такую субстанцию не только при сварке но и при резке металлов.
Непосредственно для сварки в стандартных условиях, то есть при подключении к сети 220 В, используется два вида газов — это Углерод и Аргон. Они оба подходят для сварки полуавтоматом. Иногда можно встретить комбинацию этих газов или особые газовые смеси которые отличаются по свойствам от их оригиналов.
Расход в работе
Обычный 40-литровый баллон содержит в себе 24 кг углекислого газа. При испарении из него образуется 12000 дм. куб. Если учитывать данные, которые были выведены, можно узнать на сколько хватит баллона при непрерывном использовании.
Если при работе используется проволока, толщиной 1 мм и ток, напряжением в 100 А, то 40 литров газа хватит примерно на 24 часа. Из этого следует, что баллон, объемом 10 литров может обеспечить 6 часов беспрерывной работы. Если верить справочникам, на 1 кг расплавленного металла перепадает 1100 грамм углекислого газа и 1350 грамм сварочной проволоки. С помощью этих данных можно определить пропорцию соотношения углекислого газа и проволоки. На 1200 грамм проволоки расходуется примерно 1 кг углекислоты в жидком виде.
[stextbox id=’info’]Итого, 24 кг углекислого газа хватит на 29 кг сваренного металла.[/stextbox]
Исходя из статистики можно сказать, что в большинстве случаев эти данные соответствуют реальности.
Удельный расход газа (углекислый газ или смесь Аргона и углекислого газа) при сварке
Диаметр проволоки, мм
Диапазон силы тока, А
Расход газа
м3/с *104
л/мин
0,8
60-120
8-9
1,0
60-160
1,33-1,5
8-9
1,2
100-250
1,5-2,0
9-12
1,4
120-320
2,0-2,5
12-15
1,6
240-260
2,3-2,5
14-15
1,6
260-380
2,5-3,0
15-18
2,0
240-280
2,5-3,0
15-18
2,0
280-450
3,0 – 3,33
18-20
Газовые смеси
Подробнее о смесях — у них есть определенный ряд преимуществ перед чистыми глазами а именно:
малое разбрызгивание металла;
хорошая глубина проплавки;
невысокая степень деформации;
уменьшенное потребление проволоки;
быстрая скорость сварки;
высокая эффективность с точки зрения КПД.
Какие бывают смеси?
Газовая смесь НП-1: состоит на 85% из гелия, на 13,5% из аргона, на 1,5% из двуокиси углерода. Обеспечивает ровный, гладкий шов, без оксидной плёнки. Хорошо взаимодействует с тонкими поверхностями, ведь не деформирует их.
Газовая смесь НП-2: состоит на 55% из гелия, на 43% из аргона, на 2% из двуокиси углерода. Обеспечивает низкий уровень шва и быструю скорость сварки. Варить можно материалы любой толщины в любом режиме (в том числе и в автоматическом).
Газовая смесь НП-3: состоит на 38% из гелия, на 60% из аргона, на 2% из двуокиси углерода. Обеспечивает стабильность дуге, низкую степень деформации и разбрызгивания металла. Подходит для сварки поверхностей, толще 9 мм.
В конечном итоге выбор смеси будет зависеть только от конкретного режим работы. Если сварка происходит в автоматических условиях, то лучше выбирать смесь НП-2 или чистый Аргон. Если сварка происходит вручную, то придется выбирать между НП-1 и НП-3. Далее всё зависит от толщины металла который будет свариваться.
Для промышленных предприятий и крупных партий сварок часто разрабатывается собственные смесь, которая удовлетворяет конкретно условиям изделия. Такие смеси на рынке чаще стоят намного дешевле обычных, но приобретать их можно только на свой страх и риск, потому что если она подошла для одной партии, она может не подойти для вашего изделия, а производителю нужно куда-то спихнуть остатки.
Заключение
Надеемся, что наша статья поможет вам разобраться в процессе сварки при помощи полуавтоматических устройств, или как минимум не переплатить в том случае, если вы заказываете сварку у специалистов.
Краткий итог:
для удачной сварки двух поверхностей нужно определить, могут ли они быть сварены при помощи полуавтоматического устройства;
далее нужно рассчитать расход газа и правильно рассчитать условия работы. Неверные параметры не только замедлят процесс сварки, а и могут привести к порче поверхностей;
также нужно правильно определить вид газа, который будет использоваться при сварке. И у инертных и у чистых газов есть свои преимущества, и каждый подойдёт для конкретного способа.
Если после прочтения нашей статьи вы всё ещё не уверены в своих силах, то можно попробовать сварить парочку не ответственных деталей или ненужных поверхностей, чтобы проверить навыки, полученные в процессе чтения.
Режимы полуавтоматической сварки: таблицы и основные параметры
Содержание:
Суть полуавтоматической сварки
Основные параметры
Таблицы
Главные особенности полуавтоматической сварки
Плюсы и минусы
Интересное видео
Полуавтоматическая сварка в среде защитных газов считается востребованным методом, которые обладает простой технологией. Он подходит для обработки разных металлов, при помощи него можно получить прочное и качественное сварное соединение, которое способно прослужить длительное время.
Существуют разные режимы сварки полуавтоматом в среде защитных газов, и чтобы их подобрать, была создана специальная таблица с отображением требуемых параметров. И перед тем как приступать к сварочному процессу требуется рассмотреть его основные особенности, потому что они будут оказывать влияние на итоговый результат.
Суть полуавтоматической сварки
Перед тем как рассмотреть основные режимы полуавтоматической сварки стоит разобраться, что представляет собой данная технология. Во время проведения процесса проволока подается с определенной скоростью. Она синхронизирована со скоростными показателями ее плавления.
Главная отличительная сторона полуавтоматических приборов состоит в том, что они работают в среде защитных газов. Сварочная технология может производиться инертной среде (аргон) и активной среде (углекислый газ). В первой ситуации процесс называется MIG (metal inert gas), а во втором — MAG (metal active gas).
Газовые смеси обеспечивают изолирование области нагревания и плавления от оксидов из воздуха. Они подаются через канал, который находится на рукаве вместе с трубкой. Рукав соединяет корпус сварочного полуавтоматического оборудования с горелкой. А вот регулирование всех процессов производится кнопкой «Пуск/Стоп», которая находится на горелке.
Стоит отметить! Если сравнивать полуавтоматическую сварку с оборудованием для ручной технологии, покрытой электродами, то она дополняется электрическим механизмом для подачи сварочной проволоки и газобаллонной аппаратурой. Именно это повышает производительность процесса и улучшает качество сварных соединений.
Основные параметры
Чтобы точно выбрать режимы полуавтоматической сварки стоит понимать из чего они должны состоять. Существуют определенные критерии и настройки сварочного оборудования, зная которые сварщик сможет провести все правильно.
Диаметр и марка проволоки
Перед тем как приступать к работам стоит разобраться с тем, какой должен быть правильный диаметр проволоки. Его показатель колеблется от 0,5 до 3 мм. Расчет режимов сварки в защитных газах обязательно должен проводиться с учетом этого показателя.
Но все же чтобы подобрать правильный диаметр проволоки стоит учитывать следующие нюансы:
Диаметр присадочного материала стоит подбирать в соответствии с толщиной свариваемого металлического изделия.
Стоит учитывать, что каждый диаметр имеет определенные характеристики. К примеру, во время использования проволоки с небольшим диаметром многие сварщики отмечают, что наблюдается устойчивое горение дуги и небольшое разбрызгивание металла.
При применении проволоки с большим диаметром всегда необходимо повышать силу тока.
Важно учитывать марку используемой проволоки. А именно металл, из которого выполнена проволока, а также компоненты, входящих в состав.
Для сваривания изделий из низкоуглеродистой или низколегированной стали стоит применять проволоки с добавлением раскислителей. В состав должны входить такие компоненты, как кремний и марганец.
Для обработки легированной или высоколегированной стали в среде защитных газов стоит применять проволоку, выполненную из того же металла, что и деталь, которая будет подвергаться свариванию.
Какой бы ни был использован режим газовой сварки, стоит подобрать необходимый диаметр присадочной проволоки. Это влияет на прочность соединения.
Сила, полярность и род сварочного тока
Параметры сварки полуавтомат включают правильную настройку тока, который применяется во время сваривания и обработки металлических изделий. В стандартном полуавтоматическом приборе можно самостоятельно отрегулировать показатели силы, полярности и рода сварочного тока. Но все же каждый обладает определенными критериями.
К примеру, если повысить показатели силы тока, то при проведении сварочного процесса повысится глубина провара. Сила тока увеличивается в соответствии с диаметром электрода. Кроме этого не стоит забывать про особенности металла, который применяется для сваривания.
Обязательно нужно учитывать свойства полярности и рода тока. Обычно полуавтоматический сварочный процесс осуществляется с применением защитных газов, но при этом требуется подобрать необходимые показатели постоянного тока и обратной полярности. Прямая полярность применяется в редких случаях, данные параметры сварки полуавтоматом не способны предоставить стойкое горение дуги, они ухудшают сварное соединение. Однако имеются исключения, переменный ток часто используют при работе с изделиями из алюминия.
Многие неопытные сварщики часто забывают про важный параметр — напряжение сварочной дуги. А ведь этот показатель оказывает основное влияние на степень глубины провара металла и габариты сварного шва. Не нужно устанавливать слишком высокое напряжение, это приведет к тому, что во время сварочного процесса расплавленный металл будет сильно разбрызгиваться, а в соединении появятся поры. Газовые смеси мне смогут в достаточной мере обеспечить защиту сварочной ванны. Если вы хотите правильно настроить напряжение дуги стоит ориентироваться на показатели силы тока.
Скоростные показатели подачи проволоки
Выполняя расчет режима сварки в углекислом газе, стоит учесть скорость подачи проволоки. Этот показатель оказывает огромное влияние на сварочный шов.
К главным особенностям скорости полуавтоматического сварочного процесса относятся:
скоростные показатели подачи проволоки регулируются в соответствии с ГОСТами;
этот показатель можно подобрать самостоятельно, но при этом стоит опираться на особенности металлической структуры, ее толщину;
толстый металл требуется варить быстрее, а соединение должно быть тонким;
при осуществлении сварки не стоит придаваться спешке, иначе электрод выйдет из области защитных газовых смесей, и это приведет к его окислению под воздействием кислорода;
слишком медленная скорость приводит к тому, что в итоге образуется непрочный шов с пористой структурой.
Отходящие газы
Режимы сварки полуавтоматом предполагают использование газовых смесей, которые обеспечивают максимальную защиту сварочной зоны от окисления кислородом. Технология указывает, что могут применять разные газы. Но на практике часто применяется углекислый газ по ГОСТу 8050-85. К основному критерию выбора данного продукта относится его низкая стоимость и доступность. Он поставляется в баллонах.
Обязательно нужно знать какое давление в углекислотном баллоне для сварки. Показатель рабочего давления составляет 60-70 кгс/см2. На поверхности присутствует надпись с желтой окраской «Углекислота».
Какое давление углекислоты должно быть при сварке полуавтоматом можно узнать из таблицы ниже:
Также рабочее давление углекислоты при сварке полуавтоматом можно найти в специальной документации и в ГОСТах сварочных полуавтоматических приборов, которые предназначены для сварки с использованием защитных газовых смесей.
Помимо углекислоты для сварки полуавтоматом применяются другие газовые смеси, которые обладают характерными особенностями:
аргон. Он используется достаточно часто. Но все же его в основном применяют при проведении аргонодугового сварочного процесса. Он является инертным газом, поэтому подходит для сваривания химически активных и тугоплавких металлов;
гелий. Это инертный газ, который часто используется при проведении полуавтоматической сварочной технологии. Он обеспечивает получение прочных и широких сварных швов;
различные смеси из аргона, гелия и углекислоты.
Особенности наклона электрода
Рассматривая режимы полуавтоматической сварки среде защитных газов, стоит изучить важные критерии угла наклона электрода. Частое нарушение, которое совершают новички — это удерживание электрода при сварке так, как они хотят. Но это считается грубейшей ошибкой.
Важно! Угол наклона электрода оказывает огромное влияние на глубину провара металлической структуры. Также от этого показателя зависит качество полученного сварного соединения.
Существует два вида наклона электрода — углом назад и углом вперед. При этом каждое положение обладает положительными и негативными особенностями. Во время сваривания углом вперед электрод ведется под углом от 30 ° до 60 °. При соблюдении этого положения стоит быть готовым к тому, что расплавленная обмазка будет сверху образовывать покрытие из шлака.
При положении вперед электрод движется после сварочной ванночки, он ее защищает от проникновения вредных газовых смесей. Определенное количество шлака, попадающее впереди соединения, будет откладываться с двух сторон стыка. Если будет выделяться много шлака, то наклон уменьшается.
При удерживании электрода углом назад сварочная зона видна хуже, зато намного лучше прослеживается состояние кромок. Также наблюдается небольшая глубина провара.
Обратите внимание! Для тонких металлов рекомендуется удерживать электродом под наклоном вперед, это положение считается наиболее подходящим. А вот углом назад можно сваривать металлические изделия с любой толщиной.
Таблицы
Чтобы правильно выбрать и установить режимы полуавтоматической сварки в углекислом газе стоит внимательно рассмотреть все важные параметры технологии. Особенно это относится к новичкам, потому что опытные мастера способны с ходу определить правильные режимы сварки в углекислом газе. А вот для начинающих были разработаны специальные таблицы с содержанием основных критериев полуавтоматических сварных работ.
Ниже имеется таблица настройки полуавтомата для сварки. Ее стоит применять для стыкового шва в нижнем пространственном положении и для сварочной технологии изделий низколегированного и низкоуглеродистого металла. Важное условие сварки — использование защитного газа и тока с обратной полярностью.
Таблица режимов сварки полуавтоматом с параметрами, которые подходят для поворотно-стыковых швов. Во время сварочного процесса рекомендуется использовать различные защитные газовые смеси.
Сварочная таблица для полуавтомата с параметрами, которые подходят для образования нахлесточного соединения. Во время сварки применяется защитный газ и ток с обратной полярностью.
Ниже в таблице имеются рекомендуемые настройки, которые стоит использовать при проведении сваривания изделий из углеродистой стали в вертикальном положении в пространстве. Во время технологии используется ток с обратной полярностью, смеси из защитных газов.
Таблица сварочных токов и других важных параметров для полуавтомата с подходящими режимами сварочного процесса с использование углекислого газа методом «точка». Ее рекомендуется использовать при работе с углеродистыми сталями.
Главные особенности полуавтоматической сварки
Важно знать не только режимы газовой сварки и их правильный выбор, но и основные особенности проведения сваривания изделий из нержавеющей стали при помощи полуавтоматического оборудования. От этого будет зависеть итоговый результат и прочность соединений.
Среди главных особенностей полуавтоматического сваривания элементов из нержавейки можно выделить:
При проведении сварки рекомендуется использовать ток с обратной полярностью.
Электроды должны удерживаться с соблюдением угла наклона. Если не будут выполняться основные правила, к примеру, если электрод будет больше отклоняться вперед, то соединение будет широким, а глубина проваривания небольшой. Этот способ наклона стоит использовать для тонких металлов.
Самый большой вылет проволоки должен быть не больше 12 мм.
Давление углекислоты при сварке нержавейки полуавтоматом должно быть такое же, как и при сваривании других металлов. Рабочий расход должен быть не больше 12 м3 в минуту, но не меньше 6 м3 в минуту. Если не будут соблюдаться данные условия, то качество шва сильно ухудшится.
При сварке обязательно нужно использовать осушитель. В качестве него применяется медный купорос, который предварительно прогревается при 200 градусов на протяжении 20 минут.
Чтобы защититься от брызг раскаленного расплавленного металла рекомендуется использовать водные растворы с содержанием мела.
Если вы хотите получить отличное соединение при сварке электродом стоит водить плавно, без колебаний.
При сваривании от края обрабатываемого изделия стоит отступать не меньше 5 см.
Плюсы и минусы
Полуавтоматическая сварка в среде защитных газов имеет положительные и негативные качества. Среди плюсов стоит выделить:
технология обладает высокой производительностью;
она позволяет получить отличное сварное соединение. Правильная регулировка сварочного полуавтомата обеспечивает рациональный ввод легирующих элементов и раскислителей через проволоку;
не требуется применять флюсы и покрытия. Это значит, что нет необходимости очищать сварную зону от шлака;
высокая эффективность;
подходит для работы с разными сталями и металлами.
Но имеются некоторые минусы:
аппаратура обладает сложным устройством, для ее настройки требуется иметь навыки и знания;
требуется защита при работе на открытых площадках;
дополнительные затраты на защиту для глаз.
Проведение полуавтоматической сварочной технологии требует соблюдения важных режимов, от которых зависит качество и прочность соединения. Каждый сварщик должен знать диаметр проволоки, силу тока, полярность, виды защитных газов, а также какое давление углекислого газа должно применяться при сварке полуавтоматом. Для облегчения задачи были разработаны специальные таблицы с точными параметрами сварки полуавтоматом.
Интересное видео
Сварка MIG с использованием защитного газа 100% Co2
Смеси углекислого газа (CO2) и аргона являются наиболее распространенными защитными газами для сварщиков MIG. Итак, зачем использовать чистый CO2 вместо смеси аргона и CO2?
Любителям сварки в домашних условиях использование чистого CO2 позволяет сэкономить деньги.
Но 100% CO2 повлияет на ваши сварные швы, со своими плюсами и минусами. Таким образом, понимание преимуществ и недостатков является обязательным.
Без этих знаний вы рискуете качеством сварки при использовании чистого CO2.
Зачем использовать чистый CO2?
Да, CO2 более экономичен. Но это общее смелое утверждение, и вы, возможно, спросите, насколько это рентабельно?
Рад, что вы спросили. Давайте разберем это…
C100 против C25
20# чистого CO2
80CF C25
Высота x Ширина
26 дюймов x 8 дюймов
35 дюймов x 7 дюймов
Полный вес
45 фунтов
56 фунтов
Том
175 в сравнении с
80 см
Время работы при 20cfh
8,8 часа.
4,0 часа.
Начальный $
150 долларов (пусто)
$311 (полный)
Начальный $/час
21 долл. США (включая начальное пополнение)
$78
Пополнение $
$35
$75
Пополнение $/час
$4
$19
Чтобы провести справедливое сравнение затрат, мы добавили первоначальную заправку резервуара CO2 к первоначальным затратам, чтобы рассчитать первоначальные эксплуатационные расходы в долларах США в час (цистерны C25 поставляются полными).
Эта разбивка свидетельствует об экономии за счет использования чистого CO2.
Исходя из затрат на заправку, эксплуатационные расходы составляют менее ¼ от C25 $/час. А первоначальные инвестиции составляют ½ первоначальных затрат в долларах в час.
Это означает; Значительная экономия реальна при использовании C100 в качестве защитного газа.
Читайте также : Сварка GMAW – что это такое?
Плюсы и минусы
Баллоны CO2 отправляются пустыми. Это связано с тем, что CO2 существует в виде жидкости под высоким давлением внутри резервуара, которую нельзя безопасно перевозить полностью.
Итак, помните о первой афере при использовании CO2; вам нужно будет заполнить новый бак, чтобы использовать его .
Портативность
В баллоне C25 представляет собой сжатый газ и может перевозиться полным. Это немного усложнило наш первоначальный расчет $/час. Но это также означает, что C25 нужны большие баки, чтобы вмещать меньше.
Мы включили размеры именно для того, чтобы показать, что бак C25 больше, с меньшим CF газа. Что это означает для сварщиков; C100 занимает меньше места для хранения.
Итак, CO2 более портативный, чем с меньшими баками. Но вы также можете довести это до крайности, поскольку CO2 доступен в размерах менее 20 фунтов.
На самом деле, вы можете найти настоящие маленькие баллоны с CO2, используемые для пейнтбольных ружей (таких как эти) и домашних производителей газировки. Вы жертвуете временем работы, но можете сохранить компактность и легкость для мобильных работ, не требующих много времени на сварку.
Связанное чтение : Размеры сварочных баллонов и время сварки
Заправки
Поскольку CO2 используется не только для сварки, у вас есть больше возможностей для заправки баллонов CO2 . Кроме того, некоторые варианты пополнения более удобны для потребителей. Вы даже можете найти некоторые открытые по выходным и в нерабочее время.
Некоторые места, помимо центров сварки, где вы можете заполнить баллон CO2, включают:
Магазины домашнего пивоварения
Спортивные магазины (в которых продается снаряжение для пейнтбола, например Dick’s Sporting Goods)
Центры обслуживания огнетушителей
Принадлежности для аквариума
Связанное чтение : Сколько стоит сварочный газ?
Соображения по оборудованию
Газ CO2
Конечно, ваши баллоны должны быть заполнены. Но имейте в виду, когда вы идете, чтобы заполнить баллон с углекислым газом, вы найдете CO2 промышленного и пищевого качества.
Пищевой немного чище, но не обязателен для сварки. Промышленный сорт обычно немного дешевле и будет работать нормально, если это то, что вы можете получить.
Сварочный аппарат MIG
Всегда возникает один вопрос… Нужна ли мне специальная машина для использования CO2?
Нет, приличные сварочные аппараты MIG с надлежащим контролем работают с CO2.
Однако, чем больше у вас настроек, тем лучше. Улучшенные устройства обеспечивают дополнительные элементы управления и могут помочь настроить оптимальные параметры при использовании чистого CO2.
Например, контроль наклона может помочь сгладить дугу. (его также можно назвать контролем индуктивности). Примером может служить Lincoln 210, предлагающий любителям большой контроль при использовании газа C100.
Вы платите больше за сварочный аппарат с улучшенным управлением. Но они более универсальны.
Если вы планируете использовать 100% CO2, возможно, стоит заплатить немного больше за сварочный аппарат.
Регулятор
Переходник CGA-320 на CGA-580
Резьба регулятора, используемого для смесей аргона/CO2, отличается от резьбы регулятора CO2.
Кроме того, большинство регуляторов CO2 обычно отображают только давление.
Но вам нужен регулятор, который сообщает вам расход газа. Итак, у вас есть два варианта.
Используйте адаптер для подключения существующего регулятора аргона/CO2 или
Купите качественный регулятор CO2 с индикатором расхода (как этот).
Имейте в виду, что если вы используете существующий аргоновый регулятор для чистого CO2, убедитесь, что он рассчитан на это. Не все регуляторы аргона могут работать с CO2. Холод и мороз от CO2 могут повредить некоторые регуляторы.
Приведенный выше связанный регулятор аргона (т. е. резьба CGA580) поставляется со шкалами расхода как для аргона, так и для CO2. Таким образом, вы можете использовать его в любом случае, если у вас есть адаптер баллона с CO2 (например, резьба CGA320 на CGA580).
Расходные материалы
Стандартные расходные материалы MIG работают с чистым защитным газом CO2.
Однако повышенное окисление из-за CO2 может увеличить пористость сварного шва. Поэтому выбирайте сварочную проволоку для сварки MIG с мощными раскислителями, например, некоторые изделия из твердой проволоки ER70S-6.
Хотя найти его немного сложно, вы также можете найти провода с флюсовой сердцевиной и газовой защитой (например, этот).
Это означает, что вы можете защитить сварочную ванну от атмосферных газов и обеспечить защиту от окисления CO2, вызывающего пористость сварного шва.
Сварка с защитным газом 100 % CO2
При сварке с использованием 100 % CO2 имеются заметные отличия, поскольку при высоких температурах сварки CO2 из инертного газа превращается в активный газ.
Это означает лучшее сцепление по сравнению с аргоновыми смесями, и в целом чистый CO2 имеет:
Лучшее проникновение в швы.
Более высокая скорость сварки.
Агрессивное чистящее действие.
Эти свойства означают , что вы можете сваривать более толстый металл с помощью сварочного аппарата MIG, иметь более высокую скорость перемещения и легче резать ржавчину и прокатную окалину при использовании чистого углекислого газа.
Но это также означает, что тонкий металл будет трудно сваривать . Увеличение скорости перемещения при сварке помогает, но на очень тонком металле это будет сложно.
Родственные : Сварочные газы: различные типы и применение
Воздействие на дугу
Несомненно, плохое качество дуги является самым большим недостатком использования 100% CO2.
Электропроводность углекислого газа ниже, чем у аргона. Когда его добавляют к добавленному аргону, до 25%, это помогает стабилизировать дугу.
Но чистый CO2 дает грубую, непостоянную дугу, и вы видите больше брызг. Тем не менее, можно найти золотую середину, и когда вы это сделаете, дуга станет лишь «немного» более непостоянной.
Однако добиться нужного результата с помощью настроек довольно сложно. Но когда вы это сделаете, возможны хорошие сварные швы. Кроме того, вы можете уменьшить длину дуги, чтобы уменьшить разбрызгивание.
Можно ожидать передачи короткого замыкания при малых токах и шаровидной передачи при более высоких токах. При использовании чистого CO2 перенос распылением невозможен.
Все это означает, что вам придется немного поэкспериментировать. Но со временем вы сможете определить, какие настройки нужны вашему сварочному аппарату для стабильной дуги.
Если вы помните, мы упоминали, что сварочный аппарат с большим количеством элементов управления действительно имеет значение для C100. И получение стабильной дуги — это то, где это действительно может помочь. С практикой вы найдете настройки для качественной и стабильной сварки.
Прочтите также : Причины разбрызгивания при сварке и как его уменьшить
Настройка сварочного аппарата
Обычно производители сварочных аппаратов рекомендуют настройки для прямого CO2. Как правило, для данной настройки скорости подачи проволоки («WFS») напряжение будет выше.
Таким образом, вы можете уменьшить подачу проволоки в соответствии с желаемой скоростью подачи газа. Или вы можете увеличить напряжение для работы с предпочитаемой скоростью провода.
Но имейте в виду, что зона наилучшего восприятия узка. Потребуется некоторое время, чтобы найти его для вашей установки.
Кроме того, если у вас есть возможность регулировать индуктивность (или управление наклоном), ее увеличение поможет стабилизировать дугу.
Внешний вид сварного шва
Газ 100% CO2 проникает лучше и образует широкий валик с глубоким проникновением. Так у вас получится широкая, плоская бусина.
Это означает, что машины меньшего размера могут сваривать более толстый металл, но более тонкий металл становится проблемой.
Читайте также : Как сваривать тонкий листовой металл
Кроме того, вы можете получить больше брызг.
Таким образом, если вам нужна чистая, презентабельная отделка, вам, вероятно, потребуется выполнить некоторую очистку после завершения сварки.
Часто задаваемые вопросы
Когда мой баллон с CO2 пуст?
Поскольку CO2 находится в баллоне в жидком состоянии, падение давления не является хорошим индикатором того, сколько газа осталось. Вес является лучшим показателем. Однако, когда PSI падает примерно до 200 фунтов на квадратный дюйм, вам необходимо получить пополнение.
Разгон бутылки до 0 фунтов на квадратный дюйм может создать проблемы. Он пропускает воду и загрязняющие газы внутрь бака.
Почему CO2 замерзает на регуляторе?
CO2 расширяется и претерпевает фазовые переходы по мере того, как вытекает из резервуара. Это означает, что он извлекает большое количество тепла из окружающей среды. Во влажных условиях это приводит к образованию инея. Не удивляйтесь, если это произойдет при скорости потока выше 25 CFM.
Добавляет ли защитный газ 100% CO2 углерод?
Углекислый газ состоит из углерода и кислорода. Таким образом, в сварной шов можно добавить небольшое количество углерода. Но это нормально для мягкой стали. Однако на низколегированные металлы влияет небольшое количество добавок, и использование защитного газа CO2 может создать проблему.
Резюме
Использование чистого CO2 экономит ваши деньги на газе. Но дуга получается более неустойчивой, и вам необходимо определить, какие настройки сварочного аппарата MIG работают лучше всего. Для многих это стоит усилий, чтобы реализовать экономию по сравнению с аргоновыми смесями.
Вы получаете проникающую способность, что позволяет работать с более толстым металлом. Кроме того, ваша скорость возрастает, а CO2 лучше удаляет ржавчину, прокатную окалину и загрязнения. Но он дает больше брызг, и работать с тонким материалом сложно, если не невозможно.
Суть в том, что если CO2 дает вам больше времени на сварку, используйте его. Улучшение ваших навыков происходит только с опытом. Чем больше времени вы сварите, тем лучше у вас получится. Таким образом, вы очень мало жертвуете, используя чистый CO2, чтобы получить больше знаний в области сварки.
Читайте также:
Сварка МИГ со 100% аргоном
Лучшие газы для сварки ВИГ
Как улучшить сварку: полезные советы для GMAW подается через сварочный пистолет.
Эта непрерывная подача проволоки во время сварки освобождает сварщика и позволяет ему или ей полностью сосредоточиться на положении горелки, чтобы поддерживать правильную длину дуги. Типичная горелка GMAW показана на 9.0003 Рисунок 1 .
Рис. 1
Преимущества процесса включают высокую скорость наплавки, эффективное использование присадочного металла, отсутствие удаления шлака и флюса, а также снижение дыма и дыма. Недостатком является то, что для GMAW требуется больше оборудования, что делает его менее портативным, чем электродуговая сварка в среде защитного газа (SMAW). Кроме того, защитный газ, необходимый для GMAW, может усложнить применение на открытом воздухе.
Параметры сварки
Следующие советы помогут вам подготовиться к следующему заданию GMAW.
1. Выберите правильный защитный газ, чтобы получить наилучшие результаты от вашего присадочного металла. Для электродов со сплошной проволокой, используемых в GMAW, требуется защитный газ для защиты расплавленной сварочной ванны от примесей в атмосфере, особенно от кислорода и азота. Идеальный конечный результат не дает шлака, что значительно сокращает время очистки.
Наиболее типичными защитными газами, используемыми для большинства применений со сплошной проволокой из низкоуглеродистой стали, являются 100-процентный диоксид углерода и 75-процентный аргон/25-процентный диоксид углерода. Они наиболее широко используются для режимов шаровой передачи и передачи с коротким замыканием.
Преимущества обоих изложены в Рисунок 2 . Выбирая присадочную металлическую проволоку для GMAW, всегда читайте рекомендации производителя по выбору защитного газа.
Рисунок 2
2. Перед началом любого сварочного проекта убедитесь, что заготовка максимально чистая. Используйте чистую ткань, проволочную щетку или наждачную бумагу для удаления ржавчины, грязи, краски, жира, масла или любого другого загрязнения. Избегайте чистящих растворителей из-за риска взрыва, возгорания или заболевания токсичными парами.
3. Установите источник питания в соответствии с инструкциями производителя относительно полярности проводов. Источник питания с неправильной полярностью может привести к некачественному сварному шву.
4. Следуйте спецификациям проволочных электродов, чтобы установить правильную скорость подачи проволоки (силу тока) и напряжение. Любой источник питания может потребовать тонкой настройки. Проверьте несколько сварных швов на металлоломе, чтобы убедиться, что скорость подачи проволоки и напряжение установлены правильно.
Слишком высокая скорость подачи проволоки приведет к отложению избыточного металла, потере присадочного металла или возможному прожогу. Установленная слишком низкая скорость проволоки приведет к тому, что сварной шов не проникнет или не заполнит соединение должным образом, и либо проволока может «сгореть», либо расплавиться на конце.
Слишком высокое напряжение приведет к чрезмерному разбрызгиванию и образованию более плоского, широкого и пористого валика. Кроме того, высокое напряжение может вызвать подрезку, вплавление канавки в заготовку, которая не заполнена должным образом металлом сварного шва. Слишком низкое значение напряжения приводит к образованию узкого валика сварного шва, которому не хватает надлежащего проплавления и плавления.
5. Совместите выступ электрода с диаметром используемой проволоки. Вылет — это длина нерасплавленной проволоки, выходящей из контактного наконечника сварочной горелки. Это влияет на силу тока, потребляемого проволокой, и на результат сварки. Определение необходимого вылета зависит от диаметра проволоки.
Например, рекомендуется следовать следующему правилу: для проволоки диаметром 0,024 и 0,030 дюйма используйте вылет от 1/4 до 3/8 дюйма; для проволоки диаметром 0,035 и 0,045 дюйма используйте вылет от 3/8 до 1/2 дюйма.
Внесите небольшие изменения в вылет, чтобы точно настроить силу тока для достижения желаемого результата. Увеличение вылета немного уменьшает силу тока, а уменьшение вылета вызывает небольшое увеличение силы тока.
Слушайте дугу во время сварки. Хорошая дуга звучит последовательно, как жарка бекона. Если слышны чрезмерные щелчки и треск, вероятно, электрод слишком далеко выходит из горелки или скорость подачи проволоки слишком высока.
Техника манипулирования сварщиком
Даже опытному сварщику необходимо постоянное техническое образование. Следующие советы могут помочь вам в будущих сварочных работах.
1. Изучите правильные углы электродов. Убедитесь, что проволочный электрод правильно расположен над сварным швом для максимального охвата, обращая особое внимание на рабочий угол и угол перемещения.
Рабочий угол — это угол, под которым проволока направлена на сварной шов. Для сварки внахлестку и Т-образного шва требуется рабочий угол 45 градусов, а для сварки встык требуется 9 градусов.Рабочий угол 0 градусов.
Угол перемещения — это угол движения проволоки по траектории сварки. Для большинства применений при сварке проволокой этот угол составляет от 15 до 30 градусов. Наиболее распространенный угол перемещения называется углом сопротивления, при котором электрод направлен в направлении, противоположном направлению движения дуги.
2. Научитесь эффективно обращаться со сварочным пистолетом. Для сварки внахлест и Т-образных швов манипулируйте пистолетом, чтобы создать серию небольших овалов, чтобы обеспечить хорошее покрытие сварного шва. Будьте осторожны, чтобы не отойти слишком далеко в сварочную ванну, иначе могут возникнуть проблемы со сплавлением.
Для стыковых соединений манипулируйте пистолетом так, чтобы электрод двигался по Z-образной траектории вдоль заготовки (см. Рисунок 3 ). Эта схема наиболее эффективна, поскольку она обеспечивает более плоский шов, равномерно распределяя расплавленную сварочную ванну по стыку.
Рис. 3: Z-образная форма наиболее эффективна для стыковых соединений, поскольку она обеспечивает более плоский шов.
3. Контролируйте скорость перемещения во время сварки. Наблюдайте за расплавленной сварочной ванной и прислушивайтесь к дуге на наличие признаков слишком быстрого или слишком медленного движения.
Движение с высокой скоростью или слишком быстрое приведет к недостаточному проникновению, и будут слышны хлопки, когда проволока соприкоснется с холодным металлом непосредственно перед лужей. Сварка на малых скоростях или слишком медленное перемещение приведет к скоплению металла сварного шва, что приведет к плохому сплавлению.
Если во время GMAW возникает одна из следующих проблем, попробуйте следующие решения (по одному):
Неполное слияние. Неполное сплавление — это разрыв, который возникает, когда металл шва не полностью сплавлен с основным металлом. Это может произойти между металлом сварного шва и основным металлом или между проходами при многопроходном сварном шве. Возможные решения:
Уменьшить скорость движения.
Увеличьте сварочный ток.
Очистите соединение перед сваркой.
Проверьте углы электродов. Когда металл сварного шва опережает дугу или слой сварного шва слишком толстый, дуга не может достичь основного металла.
Пористость. Пористость — это газовый карман в металле сварного шва, который может быть разбросан небольшими скоплениями или по всей длине сварного шва. Эти пустоты, которые могут быть внутренними и/или на поверхности наплавленного валика, ослабляют сварной шов. Возможные решения:
Увеличить расход защитного газа.
Используйте ветрозащитные экраны, так как сквозняки могут отклонить покрытие защитного газа.
Очистите сопло сварочного пистолета. Поток защитного газа блокируется, когда брызги накапливаются на сопле.
Замените защитный цилиндр, если он намокнет или загрязнится.
Уменьшите сварочный ток, что уменьшит скорость подачи проволоки.
Уменьшите сварочное напряжение.
Уменьшите вылет электрода.
Уменьшить скорость движения.
Очистите поверхность основного металла или присадочного металла, чтобы удалить ржавчину, жир, масло, влагу или грязь.
Замена на другой основной металл с другим составом, если в используемом основном металле есть примеси, такие как сера и фосфор в стали.
Другие техники манипулирования
Подрезание. Подрезка — это состояние, которое возникает при расплавлении канавки в основном металле рядом с носком или корнем сварного шва, который не заполнен металлом сварного шва. Особая проблема с угловыми сварными швами заключается в том, что подрезка приводит к более слабому соединению у носка сварного шва, что может привести к растрескиванию. Чтобы устранить эту проблему:
Уменьшите сварочный ток.
Уменьшите напряжение сварочной дуги.
Уменьшите скорость перемещения, чтобы металл шва мог полностью заполнить все выплавленные участки основного металла.
Очистите сопло пистолета внутри контактной трубки или удалите застрявшую электродную проволоку, если происходит неравномерная подача проволоки.
Пауза с каждой стороны сварного шва при использовании техники плетения.
Проверьте и отрегулируйте угол наклона электрода.
При нахлесте наплавленный металл выступает над кромкой или носком наплавленного валика. Вы можете:
Увеличьте скорость перемещения, так как сварочная ванна опережает электрод.
Используйте более высокий сварочный ток.
Правильный угол наклона электрода, поскольку неправильный угол позволяет силе дуги проталкивать расплавленный металл сварного шва по нетронутым участкам основного металла.
Металлические частицы, выбрасываемые во время сварки и не являющиеся частью сварного шва, представляют собой сварочные брызги. Чрезмерное разбрызгивание ухудшает внешний вид сварного шва, расходует электроды, затрудняет удаление шлака и может привести к неполному проплавлению нескольких сварных швов. Решения:
Уменьшите сварочный ток.
Уменьшите напряжение дуги.
Уменьшите величину вылета.
Замените на смесь аргона/двуокиси углерода, если используется защитный газ из двуокиси углерода.
Проплавление происходит, когда дуга проплавляет нижнюю часть сварного шва. Способы устранения:
Уменьшить сварочный ток.
Увеличить скорость движения.
Уменьшите ширину корневого отверстия легкими раскачивающими движениями или увеличьте вылет электрода. Это работает, когда отверстие корня слишком широкое или поверхность корня слишком мала.
Это недостаточная подача защитного газа в зону сварки или блокировка подачи защитного газа, что вызывает многие дефекты GMAW. Чтобы устранить эту проблему:
Перед сваркой проверьте горелку и шланги, чтобы убедиться, что защитный газ может свободно течь и нет утечек. Также проверьте регулятор/расходомер на пропускную способность газа.
Удалите брызги с сопла и контактной трубки.
Уменьшите скорость движения.
Установка экранов при наличии ветра и сквозняков.
Сократите расстояние между соплом и расплавленной сварочной ванной.
Остановки подачи проволоки. Останов подачи проволоки — это неисправность системы подачи проволоки, которая гасит дугу и создает неравномерный сварочный валик. По сравнению с другими процессами сварки с непрерывной подачей проволоки, GMAW имеет больше всего проблем с остановкой подачи проволоки из-за используемых электродных проволок малого диаметра. Возможные решения:
Очистите контактную трубку.
Очистите трубопровод сжатым воздухом.
Выпрямите или замените канал подачи проволоки.
Уменьшите давление на ролики подачи проволоки, если они сломаны.
Увеличьте давление на ролики подачи проволоки, чтобы обеспечить достаточную движущую силу.
Сократите расстояние от механизма подачи проволоки до горелки или от механизма подачи проволоки до источника электродной проволоки.
Уменьшите зажимное усилие на катушке с проволокой.
Рисунок 4
GMAW требует определенных навыков сварщика для получения высококачественных сварных швов. Полуавтоматическая GMAW, например, требует, чтобы сварщик контролировал сварочную горелку и скорость перемещения.
Однако этот процесс обычно требует меньше навыков по сравнению с процессами ручной сварки, такими как SMAW, поскольку аппарат контролирует длину дуги и подает присадочную проволоку.
.. | Швеллер 24. Швеллер 24 сортамент. Отличие, размеры, швеллер вес 1 метра и швеллер 24 характеристики.
Отличие холодногнутого швеллера от горячекатаного
Перечисление ряда отличительных моментов касаемых разницы между горячекатаным швеллером и холоднокатаным (гнутым) П-образным профилем.
Отличие гнутого швеллера от горячекатанного:
1. Горячекатанный имеет более усиленный профиль, т.к. в местах сгиба и полках имеются утолщения, которые в свою очередь обусловлены особенностями изготовления горячекатанного швеллера. Поэтому он жестче чем гнутый швеллер.
2. У гнутого четкие внутренние радиусы, и соответственно меньше жесткость.
3. У гнутого меньше удельный вес, тем самым при одинаковых размерах изделий, он весит значительно меньше горячекатанного, тем самым удешевляет металлическую конструкцию.
4. У гнутого швеллера сортамент выпускаемой продукции намного шире, чем у горячекатанного. Можно рассчитать необходимые нагрузки, заложить необходимый размер гнутого швеллера, при этом конструкция получится дешевле, не уступая по надежности горячекатанному изделию.
5. Сортамент горячекатанного швеллера ограничен и строго регламентирован отраслевым стандартом (ГОСТ).
6. Оборудование для изготовления горячекатанного швеллера громоздкое, и владеют ими только металлургические комбинаты.
7. Гнутое изделие при профилировании на прокатном оборудовании лишается всех дефектов заготовки. Это исключает необходимость последующей работы над продукцией, к примеру снятие фасок.
8. Малый удельный вес гнутого швеллера позволяет не только экономить при закупке изделия, доставке и использовании спец. техники, но и при монтаже, а именно увеличивается скорость монтажа, облегчается конструкция, соответственно потребуется меньше средств на фундамент.
Компания ООО «Стальные грани» изготовит гнутый П-образный швеллер по Вашим размерам или размерам согласно ГОСТ. Более подробная информация о продкции:
Швеллер гнутый (П-профиль)
Источник
Источник2
В одном из приведённых ниже предложений неверно употреблено выделенное слово. Исправьте лексическую ошибку, подобрав к выделенному слову пароним.
Работа молодого актёра небезупречна, однако в силу его склонности к созданию ЦЕЛОСТНОГО образа ему удалось подчеркнуть способность героя естественно откликаться на просьбы окружающих.
Пьеса довольно СЦЕНИЧНА и прекрасно сыграна.
Маятник ОТКЛОНИЛСЯ примерно на шестьдесят градусов.
Наше основное РАЗЛИЧИЕ друг от друга состоит не во внешности, а в восприятии мира как такового.
На ближайший месяц утверждён новый ПРОИЗВОДСТВЕННЫЙ план.
Запишите подобранное слово.
Это задание решали 8 тыс. раз. С ним справились 43% пользователей.
0 баллов сегоднядней без пропуска
Источник
Источник3
.. | Швеллер 24. Швеллер 24 сортамент. Отличие, размеры, швеллер вес 1 метра и швеллер 24 характеристики.
Швеллер 24 — металлопрокат, который в разрезе имеет П-образную форму и имеющий высоту 240 мм. Высотой швеллера является ширина стенки между полками. Замер высоты швеллера производят в плоскости его стенки в центральной части.
24 изготавливают из горячей стальной полосы на сортовом стане путём давления (швеллер горячекатаный) и с помощью гибки холодной заготовки на профилегибочном стане (гнутый швеллер). Для производства используют углеродистую спокойную (сп) и полуспокойную (пс) сталь 3. Также применяют низколегированную сталь с пониженным содержанием углерода и с добавлением марганца — сталь 09Г2С, которая придает прокату повышеннуюпрочность.
24 имеет острые углы сечения с внешней стороны, с внутренней — они сглаженные. У гнутого швеллера с той и другой стороны имеется чёткий прямой угол. менее прочен, чем горячекатаный, но более лёгок и имеет более точные края, одинаковую толщину разных частей хлыста. У горячекатаного швеллера разные части: полки, угол перехода между полками и основной стенкой — имеют разную толщину.
Наша компания реализует 24й швеллер:
с параллельными гранями полок (обозначается буквой «П) по ГОСТ 8240;
горячекатаный(24У), 8240;
швеллер экономичный (обозначается буквой «Э») горячекатаный тонкостенный по ТУ У 27 1-31632138-1381:2010; швеллер экономичный («У») горячекатаный тонкостенный облегчённый по ТУ У 14-2-1185-97. Швеллеры по ТУ обладает высокой жёсткостью и параллельные грани полок.
Швеллер 24У должен иметь уклон внутренней грани полок 4 — 10% в соответствии с ГОСТом. Швеллер с буквой «Э» более лёгкий, чем «П» ( полок) и «У».
По ГОСТ 8240 швеллеры различаются: повышенной точности и обычной точности.
ГОСТ 8240 распространяется на швеллеры общего и специального назначения с высотой 50 — 400 мм и шириной полок 32 — 115 мм.
Таблица.
является основой для металлических несущих конструкций.
Наименование швеллера
Ширина полки
Толщина полки
Толщина стенки
Швеллер 24 вес 1 метра
Швеллер 24У
90
10
5,6
Масса швеллера 24= 24 кг
Швеллер 24П
Швеллер 24Э
5,3
23,69 кг
Гнутый швеллер используют в машиностроении, в строительстве для менее прочных деталей в каркасах. Тяжелый горячекатаный вариант швеллера широко используют в строительстве, благодаря его способности выдерживать большие нагрузки. Швеллер горячекатаный незаменим для перекрытий, строительстве мостов, колонн, памятников, в вагоностроении и автомобильной промышленности, в производстве тяжёлой техники, его используют для прокладки коммуникаций в зданиях. Швеллеры экономичные 24 по ТУ также используют для металлических конструкций. можно сваривать без предварительной обработки и нагрева, его можно использовать в агрессивной среде и в условиях Севера.
Чтобы , заказать доставку, получить , узнать швеллернужно обратиться к сотрудникам нашей компании. Вся остальная информация освящена на нашем сайте. за тонну можно найти в наших прайсах.
Источник
Швеллер
Швеллер – сортовой металлопрокат П-образного сечения. Выпускается горячекатаным и гнутым.
Применяется в гражданском и промышленном строительстве в качестве несущего элемента конструкций и для придания жесткости межэтажным перекрытиям и кровельным пролетам, в производстве металлоконструкций и металлоизделиях. В сочетании с бетонными конструкциями усиливающий швеллер снимает изгибающие напряжения.
ВИЛСИ продает швеллер в соответствии с ГОСТ 8240-97 (горячекатаные), ГОСТ 8278-83 (гнутые равнополочные) и ГОСТ 8281-80 (гнутые неравнополочные). Сортамент предлагаемых швеллеров решает любые строительные задачи. Для приобретения швеллера необходимо определить 5 параметров:
Марка стали: обыкновенного качества Ст3 пс/сп или низколегированная повышенной прочности 09Г2С
Способ производства: горячекатаный или гнутый
Горячекатаные швеллера могут поставляться с параллельными гранями полок (маркировка П), с уклоном внутренних граней полок (маркировка У), а также экономичные с параллельными гранями полок (Э), лёгкой серии с параллельными гранями полок (Л) и специальные (С).
Номер горячекатаного швеллера соответствует его условному размеру (высоте) в см. Минимальный номер швеллер 5, максимальный – 40. Гнутые швеллера обозначаются в мм тремя числами: расстояние между полками, ширина полки и толщина полки – например, 120х60х4.
Длина швеллеров: 6м, 9м, 11,7м и 12м. Длина может быть мерной, немерной и кратной мерной. Зачастую среди немерных швеллеров можно выбрать наиболее подходящий по длине.
Гнутый швеллер отличается от горячекатаного скругленным внешним углом и меньшей несущей способностью, но имеет более точные размеры, равномерную толщину и меньший вес. Поэтому горячекатаный швеллер применяют для конструкций с большими нагрузками, а гнутый – в качестве дополнительных элементов и для производства рамных конструкций.
ВИЛСИ поддерживает на складе широкий сортамент швеллеров, чтобы оперативно выполнять поставки как по плановым, так и по срочным заявкам наших клиентов.
ВИЛСИ продает только качественный швеллер с прокатных станов ведущих производителей:
АО «ЕВРАЗ Объединенный Западно-Сибирский металлургический комбинат»
АО «ЕВРАЗ Нижнетагильский металлургический комбинат»
ПАО «МК «Азовсталь»
ПАО «Северсталь» (Вологодская область, г. Череповец)
ОАО «Магнитогорский металлургический комбинат» (Челябинская область, г. Магнитогорск)
Продукция сопровождается сертификатами качества.
ВИЛСИ имеет опыт поставки швеллеров покупателям частного сектора, коммерческим организациям, а также государственным заказчикам.
Наша организация заключала специализированные государственные контракты на поставку швеллеров с АО «НПО «СПЛАВ» (Закупка 31705277582) и ФГУП «ГВСУ № 5» (Закупка 31603328224).
Быстрый заказ металла
Ваше имя или название организации*
Ваш E-mail или телефон*
Жду предложение на следующий объем
При покупке швеллера у нас можно заказать сопутствующие услуги:
Организация доставки автотранспортом до склада заказчика, в том числе и с разгрузкой
Быстрая термическая резка швеллера до нужной длины для экономии на доставке, точная резка на ленточнопильном станке для экономии на обработке обработке
Покупатели швеллера приобретают следующие дополнительные товары: вязальная проволока, отрезные круги, электроды, защитные перчатки.
Стальной U-образный канал 1/4 дюйма | СС907-П
перейти к основной навигации
перейти к основному содержанию
перейти к нижнему колонтитулу
№ СС907-П
Увеличить
Уменьшить
Увеличить
# СС907-П
Подходит для панелей толщиной 1/4 дюйма.
Наиболее часто используется в качестве окантовки зеркал в спортзалах и других местах отдыха.
Имеет две симметричные ножки с небольшим конусом, обеспечивающим плотное сцепление без клея.
Изготовлено из стали 430
Экономия денег и времени при установке на таких материалах, как стекло, картон, металл и пенопласт
Полированная отделка
Нужна нестандартная резка? ниже
Нажмите здесь для просмотра в каталоге
Варианты резки (за дополнительную плату и отображаются в корзине): Нет резкиРазрезание до 4 футов (неточно)Разрезание до 6 футов (неточно)Разрезание до 8 и 4 футов (неточно)
Цена за количество
Купить1+
Купить1000+
Купить2400+
1,83 $
1,46 $
1,35 $
Технические характеристики
Марка
430 Марка
Информация о завершении
Блестящая/зеркальная отделка
Длина
12 футов
Отделка
Полированный
Информация о пользовательской резке
См. наши варианты резки продукта, размещенные на вкладке «Документы».
Разрез для транспортировки
Да. Прочтите полную информацию в наших вариантах резки продукта, размещенных на вкладке «Документы».
Может использоваться в качестве декоративной окантовки или рамки для плакатов, нестандартных вывесок, стеклянных витрин и многого другого.
Имеет две симметричные ножки с небольшим конусом, которые обеспечивают надежный захват без клея.
Изготовлен из жесткого ПВХ, устойчивого к истиранию, химическому воздействию и ударопрочности
Экономит деньги и время при монтаже на таких материалах, как стекло, картон, металл и пенокартон
Черный полуглянцевый
Нужна индивидуальная стрижка? Пожалуйста, обратитесь к нашим вариантам резки продукта, расположенным на вкладке «Документы» ниже.
Нажмите здесь для просмотра в каталоге
Цена за количество
Купить1+
Купить120+
Купить600+
Купить1000+
Купить3000+
0,55 $
0,49 $
0,45 $
0,41 $
0,37 $
Технические характеристики
Цвет
Черный
Информация о материалах
(поливинилхлорид) Жесткий материал с высокой ударной вязкостью. Хорошая стойкость к истиранию/химическому воздействию и самозатухание. Доступен в прозрачном и цветном исполнении.
Информация о соответствии цвета
Мы можем подобрать индивидуальный цвет для большинства пластиковых U-образных каналов, просто отправив нам образец цвета, чип или элемент для сопоставления. Может взиматься плата за подбор цвета — пожалуйста, уточняйте.
Информация о цвете
Черный полуглянцевый
Материал
Жесткий ПВХ
Информация о пользовательской резке
Да. См. наши варианты резки продукта, размещенные на вкладке «Документы».
2. Введите суммарную площадь внутренних перегородок (с учетом межкомнатных дверей, окон, арок и т.п.)
Площадь (кв.м.):
3. Выберите уровень остекления
Уровень (%):
0%10%20%25%30%35%40%50%
4. Введите количество внешних дверей
Дверей (шт.):
5. Выберите толщину кладки
Кирпичей:
0,511,522,5
6. Выберите вид кирпича
Кирпич:
одинарныйполуторныйдвойной
Приблизительное количество: n штук.
Перед тем, как начать строительство какого-либо кирпичного сооружения в первую очередь вы должны приобрести необходимое количество кирпича. Что бы ваш кирпичный объект выглядел красиво, нужно обязательно приобретать кирпич из одной партии. Кирпичи разных партий одного и того же производителя могут иметь абсолютно разные оттенки. Это может помешать вам достигнуть идеального внешнего вида вашей постройки. Именно поэтому предварительный расчет кирпича очень важен.
В первую очередь нужно определиться с толщиной стен. Кирпичная кладка бывает нескольких видов: в 0,5 кирпича (толщина стены — 120мм), в кирпич (250мм), 1.5 кирпича (380мм), 2 кирпича (510мм) и 2,5 кирпича (640мм).
После, вычислим площадь стен. Для этого нужно уточнить требуемую высоту сооружения и его длину по периметру, а затем перемножить эти 2 числа. Так же необходимо будет определить суммарную площадь дверных и оконных проемов. Из площади стен вычитаем площадь окон и дверей — получаем искомую площадь стены из кирпича.
Еще один очень важные параметр — размер кирпича. Вы можете приобрести одинарный кирпич (размер:250*120*65 мм), полуторный (250*120*88 мм), двойной (250*120*138 мм).
Как только определенны все указанные параметры, нужно рассчитать количество кирпича, необходимое для кладки одного квадратного метра стены. Для вашего удобства, все данные указанны в таблице:
Онлайн калькулятор газобетонных и газоcиликатных блоков поможет точно и эффективно рассчитать материалы и стоимость работ для постройки гаражей, хозяйственных построек и других объектов, где используются газобетонные и газосиликатные блоки. Для уточнения параметров расчетов рекомендуется указать размеры и плотность блоков, периметр стен, угловые соединения здания, а также толщину стен, раствора в кладке, сетку кладочную. При расчете можно учитывать наличие фронтонов и различных видов проемов.
Онлайн калькулятор расчета строительных блоков поможет узнать, сколько нужно материала для кладки строительных типов блочных конструкций. В расчетной методике вы можете учитывать различные параметры – длину, высоту и толщину стен. Толщина раствора кладки и кладочная сетка помогут уточнить параметры расчета строительных блоков. При необходимости вы можете указать фронтоны дома, а также дверные и оконные проемы. Указав дополнительный параметр веса и цены блока, вы получите точные расчеты строительных блоков для ваших хозяйственных и жилых построек.
Онлайн калькулятор расчета облицовочного и рядового кирпича поможет правильно и точно рассчитать используемый облицовочный (декоративный), а также рабочий или строительный кирпич для строящегося здания, для цокольной части здания. В рекомендуемом расчете необходимо указать параметры кладочного варианта использования сетки, а также использования кладочного раствора и гибких связей. При необходимости, вы можете указать используемые оконные, промежуточные, арочные, дверные и иные проемы для здания, что позволит точнее узнать стоимость кирпичной кладки.
Онлaйн калькулятор раcчета монолитного плитного фундамента рекомендован для помощи расчетных операций опалубочной части, а также использования арматуры, (то есть количество и диаметр арматуры, которые используются для расчета монолитного варианта плитной основы фундамента). Кроме этого, вы можете узнать, какой объем бетона требуется использовать для обустройства фундаментной части дома, хозяйственной постройки и т. д. Перед расчетом рекомендуется получить консультацию у специалистов о целесообразности использовании методики варианта подсчета для вашего типа постройки.
Онлайн кaлькулятор расчета буронабивных свайно-ростверковых и cтолбчатых фундаментов полезен для профессионального и точного учета используемого бетона, раствора, арматуры для обустройства сложного варианта и категории фундамента. При расчете необходимо использовать данные, которые помогут правильно рассчитать материал и стоимость работ для свайно-ростверковых, а также для столбчатых фундаментов – длина ростверка, площадь подошвы ростверка, боковые площади ростверков, нагрузки на столбчатые фундаменты, масса бетона и др.
Онлайн калькулятор расчета угла наклона, стропильной системы и обрешетки вальмовой крыши дома покажет как точно, эффективно и надежно рассчитать материалы, стоимость и другие факторы, которые задействованы для обустройства стропильной системы кровли дома. Для основания необходимы параметры ширины и длины, для заложения достаточно параметра ширины. При расчете учитываются также данные высоты подъема крыши и его длина свеса. Расчетные данные учитывают также наличие стропильных элементов, материалов обрешетки и допустимой снеговой нагрузки.
Онлайн калькулятoр расчета стропильной системы, обрешетки и угла наклона ската мансардной крыши поможет точно и правильно узнать стоимость обустройства мансардной крыши, где необходимо использовать параметры ширины, длины основания, ширины заложения, а также параметры высоты подъема и длины свеса. При расчете можно указать параметры наличия стропил, обрешетки и снеговой нагрузки на конструкцию мансардной конструкции кровли.
Онлайн калькулятор расчета односкатной крыши, угла наклона ската и количества обрешетки поможет достоверно рассчитать материалы и стоимость проведения работ, которые используются для данного вида кровли. Сегодня в качестве материала кровли используют цементно-песчанную керамику, ондулин, шифер, черепицу битумного типа и др. указывая различные параметры материалов, вы можете узнать стоимость работ и рекомендации по установке односкатной крыши. Параметры учитывают также наличие стропильной части, обрешетки и снеговой нагрузки на конструкцию.
Онлайн калькулятор расчета угла наклона, стропильной системы и обрешетки двускатной крыши дома поможет точно и правильно рассчитать материалы, которые требуется использовать для обустройства сложного типа кровельной части здания. При расчетных операциях нужно учесть данные угла наклона для встроенной стропильной части, а также количественные данные используемой обрешетки и возможной нагрузки в будущем на кровлю (параметр учета — снеговая нагрузка). Для расчета рекомендуется уточнить, какой тип кровли вы будете использовать для крыши – черепица битумная, а также черепица цементно-песчаная, традиционный шифер или усовершенствованный ондулин и др.
Онлайн калькулятор расчета количеcтва пеноблока поможет точно узнать, какое количество материала нужно использовать для строительства жилого дома, хозяйственной постройки. Вы можете указать дополнительные параметры наличия оконных проемов, дверных проемов для точного расчета стоимости работ. В калькулятор вы можете внести дополнительные параметры расчета для уточнения проведения фронта предстоящих работ.
Онлайн калькулятор расчета размеров, арматуры и количеcтва бетона монолитного ленточного фундамента поможет точно рассчитать материалы для обустройства фундамента. При расчете учитываются материалы, параметры опалубки, используемого раствора, бетона, арматуры и другие технические нюансы. Вы можете использовать данные своего чертежа, чтобы уточнить стоимость работ и количество используемого материала для проведения кладочных работ.
Стоимость установки кирпичного шпона сайдинг
июля 2022 г.
Подробная информация о предмете
Qty
Низкий
High
Brick Veeneer Soid Soid Non-DISCOUNTINTTINTTIONTTIONTIONTIONSTTIONTINGONTINTTIONTTIONSTTIONTINGONTINTTIONTIONTIONSTTIONTIONNTIONSTIC панель. Стойкость к атмосферным воздействиям и УФ-излучению. Количество включает типичные излишки отходов, материалы для ремонта и местную доставку.
129 квадратных футов
1 110,66 долл. США
1 540,43 долл. США
Работы по установке кирпичной облицовки, базовые Основные работы по установке облицовочной плитки при благоприятных условиях на площадке. Разметьте, изготовьте и прикрепите кирпичную облицовку поверх металлического токарного станка и пароизоляции. Ручной раствор для всех лицевых кирпичей и затирки швов. Включает планирование, приобретение оборудования и материалов, подготовку и защиту территории, настройку и уборку.
129 квадратных футов
1 110,66 долл. США
1 540,43 долл. США
Рабочие материалы для установки облицовочного кирпича Стоимость сопутствующих материалов и расходных материалов, обычно необходимых для установки сайдинга из облицовочного кирпича, включая: устойчивые к коррозии крепежные детали, гидроизоляцию и замазку наружного грунта, гидроизоляцию и герметики.
129 квадратных футов
$ 1,110,66
$ 1 540,43
. экстра
129 кв. футов
1 110,66 $
1 540,43 $
Опция: Удаление сайдинга Удаление прилегающих поверхностей сайдинга, крепежных элементов и элементов отделки — без повреждения поверхностей сайдинга, крепежа и элементов отделки. Удалите рыхлую или поврежденную строительную бумагу или пленку. Утилизируйте материал ответственно. Для винилового, металлического или деревянного сайдинга. В стоимость материалов входит плата за сброс.
129 квадратных футов
1 110,66 долл. США
1 540,43 долл. США
Кирпичный шпон Сайдинг Удаление мусора Затраты на погрузку и вывоз старых материалов, монтажных отходов и связанного с ними мусора.
129 квадратных футов
0,4134375
0,4703125
Неиспользованные минимальные трудозатраты Остаток 2-часовой минимальной оплаты труда, которая может быть применена к другим задачам.
Итого — Стоимость установки облицовочного сайдинга
Средняя стоимость за квадратный фут
Custom Calculators с homewyse Supplysaling
Служба. . Начните с шаблона или создайте свой собственный (бесплатно; требуется регистрация учетной записи):
Для базового проекта с почтовым индексом 47474 и площадью 120 квадратных футов стоимость установки облицовочного сайдинга начинается от 13,87–22,9 долларов США.7 за квадратный фут*. Фактические затраты будут зависеть от объема работы, условий и опций.
Для оценки стоимости вашего проекта:
1. Установите почтовый индекс проекта Введите почтовый индекс места найма рабочей силы и закупки материалов.
2. Укажите размер и параметры проекта Введите количество «квадратных футов», необходимое для проекта.
3. Пересчитать Нажмите кнопку «Обновить».
ПРИМЕЧАНИЕ: *Введите общую площадь обработанной поверхности И площадь любых отверстий, окруженных обработанной площадью.
Затраты на единицу продукции: как цены профессионалов
В отличие от других веб-сайтов, которые в прошлом публиковали цены на несвязанные вакансии, Homewyse создает актуальные оценки на основе текущих затрат на единицу продукции . Метод Unit Cost обеспечивает высокую точность за счет использования местоположения, деталей и опций для уникальных требований каждой работы. Подрядные, торговые, проектные и ремонтные предприятия полагаются на метод Unit Cost для обеспечения прозрачности, точности и справедливой прибыли.
Стоимость установки сайдинга из облицовочного кирпича – примечания и общая информация
Эти оценки относятся к ОСНОВНЫМ работам, выполняемым в пригодных для эксплуатации условиях квалифицированными специалистами с использованием материалов СРЕДНЕГО УРОВНЯ. Работа, не упомянутая на этой странице, и/или работа с участием мастера, высококачественных материалов и авторского надзора приведет к БОЛЕЕ СТОИМОСТИ! Ознакомьтесь с полным спектром новых вариантов работ по установке кирпичного сайдинга и ценами на материалы здесь.
Эти оценки НЕ заменяют письменные котировки от профессионалов торговли. Homewyse настоятельно рекомендует вам обращаться к уважаемым профессионалам для точной оценки необходимой работы и затрат на ваш проект, прежде чем принимать какие-либо решения или обязательства.
Смета включает:
Затраты на местную доставку материалов / оборудования и транспортировку поставщика услуг к месту работы и обратно.
Затраты на подготовку рабочей площадки для установки облицовочного кирпича, включая затраты на защиту существующих конструкций, отделки, материалов и компонентов.
Время установки рабочей силы, время мобилизации и минимальные почасовые платежи, которые обычно включаются для небольших работ по установке кирпичной облицовки.
Смета НЕ включает:
Затраты на демонтаж, перемещение, ремонт или модификацию существующих каркасных, облицовочных, ОВКВ, электрических и водопроводных систем или приведение этих систем в соответствие с действующими строительными нормами.
Затраты на испытания и восстановление опасных материалов (асбест, свинец и т. д.).
Накладные расходы генерального подрядчика и надбавка за организацию и надзор за монтажом кирпичной облицовки. Добавьте от 13% до 22% к общей стоимости выше, если генеральный подрядчик будет контролировать этот проект.
Налог с продаж на материалы и принадлежности.
Плата за разрешение или инспекцию (или ее часть), требуемая вашим местным строительным отделом для вашего общего проекта.
Референции — Установка кирпичной облицовки
Данные о продуктах и расходных материалах: Двери, окна и столярные изделия McCoys, июль 2022 г., веб-сайт
Данные о продуктах и расходных материалах: Home Depot Molding and Millwork Products Home Depot, июль 2022 г. , веб-сайт
Данные о продуктах и расходных материалах: Wood Shutters Online Shutterland, июль 2022 г., веб-сайт
Данные о продуктах и расходных материалах: Руководство по ценам на сайдинг Better Homes and Gardens Better Homes and Gardens, июль 2022 г., веб-сайт
Плотницкие и строительные работы, текст для студентов Glencoe/McGraw-Hill; 6-е издание, январь 2003 г., Марк Фейрер, Джон Фейрер, ISBN 007822702X
Руководство HUD PATH Rehab, том 2: Наружные стены Департамента жилищного строительства и городского развития США, Управление разработки политики и исследований, март 2011 г., редакция
Справочник оценщика зданий, март 2012 г., стр.
Домохозяйство 1-2-3: Совет эксперта от The Home Depot Homer, TLC, июль 2022 г., редакция, ISBN 696213273
Заработная плата и затраты на оплату труда: Книга затрат на строительство CPWAR Центр строительных исследований и обучения, июль 2022 г., персонал
Данные о расходах на проект: Harvard University JCHS Homeowner Expenditures Гарвардский университет, июль 2022 г. , веб-сайт
Управление бюджетом на установку кирпичной облицовки
Эта инфографика освещает решения и проблемы на месте, которые может вызвать большие отклонения в стоимости в типичном бюджете на установку кирпичной облицовки.
Найм местных специалистов
Наше БЕСПЛАТНОЕ руководство по найму поможет вам разумно нанять специалистов, получить качественное мастерство и понять справедливые цены для вашего конкретного проекта.
Сделайте Homewyse лучше
Мы активное сообщество, которое ценит ваш вклад. Итак, дайте нам знать — мы удовлетворили ваши потребности? как мы можем улучшить этот сайт? Ваши комментарии и обмен очень ценятся!
Присылайте свои отзывы или вопросы.
Сохраняйте и делитесь Homewyse в социальных сетях, используя кнопки ниже:
Как рассчитать покрытие облицовки
Наружная облицовка — отличный способ легко изменить эстетику вашего дома, независимо от того, обновляете ли вы существующие доски или хотите отремонтировать кирпичный или бетонный фасад. Благодаря множеству вариантов, доступных на рынке, различной ширины, цвета и материала, наружная облицовка является чрезвычайно гибким декоративным вариантом для вашего дома.
Повысит ли внешняя облицовка стоимость моего дома?
Одна из первых вещей, которую следует рассмотреть перед покупкой наружной облицовки для вашего дома, это «повысит ли облицовка стоимость вашего дома в будущем?». Хорошая новость заключается в том, что часто ответ — да! В зависимости от вашего текущего материала фасада, облицовка является одним из самых простых и эффективных способов изменить внешний вид вашего дома. Если ваш дом в настоящее время может похвастаться бетоном 1930-х годов, висящей плиткой или изношенной краской, внешняя облицовка может принести огромные преимущества.
Согласно исследованию , проведенному YouGov , 68% домовладельцев говорят, что привлекательность ограничения была важным фактором, повлиявшим на их решение о покупке дома. Таким образом, само собой разумеется, что улучшение привлекательности вашего дома, вероятно, повысит интерес, когда дело доходит до вывода вашего дома на рынок.
Как рассчитать площадь облицовки?
Точный расчет площади внешней облицовки важен для любого проекта, поскольку нет ничего хуже, чем не иметь достаточного количества или остаться с горами дополнительной облицовки, которая не нужна. Если у вас не хватает облицовки, может быть сложно подобрать дополнительные панели из той же партии, что может привести к небольшой дифференциации по цвету или фактуре. Точно так же, в зависимости от того, сколько времени займет работа, вы не сможете вернуть неиспользованную облицовку.
В Freefoam мы разработали калькулятор облицовки , чтобы помочь определить количество наружной облицовки, которое вам понадобится для покрытия вашего дома или просто определенной области. Он требует от вас всего 2 измерения и генерирует номер платы, а также номер упаковки в зависимости от выбранного вами стиля облицовки. У вас также есть возможность выбрать прямоугольную или треугольную площадь, что позволяет легко рассчитать, сколько облицовки вам понадобится для всего вашего дома.
Как вычесть площадь окон и дверей из расчета облицовки?
Калькулятор облицовки Freefoam предоставит вам расчет облицовки для всей выбранной вами области. Поскольку все дома разные, мы не принимаем во внимание какие-либо двери или окна, которые, возможно, придется исключить. Вы можете просто рассчитать площадь ваших дверей и окон и вычесть ее из общей площади. Кроме того, мы советуем вам поговорить со своим продавцом или подрядчиком, чтобы точно определить, как размещение ваших окон и дверей повлияет на ваш расчет облицовки.
Сколько нужно накладок для облицовки?
Все облицовочные панели поставляются с подгоночными планками для создания аккуратных и герметичных краев. Обычно они состоят из стартовой накладки, к которой крепится первая доска, внешнего и внутреннего угла и краевой накладки. Они будут доступны в том же цвете, что и облицовочные доски, чтобы обеспечить согласованную отделку. Знание общей площади, которая будет покрыта облицовкой, поможет вам рассчитать необходимые планки.
🔥 Трех осевой фрезерный станок с ЧПУ «Start 1000» 🔥 c рабочим полем 800х800х80 мм., для работы с древесиной различных пород, фанерой, ДСП\ЛДСП, МДФ, пластиком, акрилом, орг. стеклом, ПВХ и другим схожим по твердости материалом. Возможно использовать как для двухмерной резки различных форм, так и для сложных трехмерных объемных изделий. Станок новый, поставляется собранным, прошедшим все необходимые испытания и контроль качества. Собственное производство, гарантия 12 месяцев 🤝
Фрезерный станок с ЧПУ линейки Start отлично подойдет для начинающих пользователей не имеющих опыта работы с ЧПУ и желающих в кротчайшие сроки освоить работу на станке. Так же станок подходит для действующих производств планирующих снизить нагрузку на мощное штатное оборудование путем выполнения простых работ на станках с меньшими энергозатратами. Станок прост в работе, надёжен и универсален в своём классе. 👍
Дополнительно возможна установка лазерного гравера мощностью от 2.5 до 15 Вт. Лазерный гравер предназначен для нанесения изображений на поверхность из дерева, бумаги, кожи и схожих материалов.
Срок изготовления от 7 до 21 рабочего дня.
🚚 Доставка в любой регион страны транспортными компаниями ПЭК, DPD, Деловые Линии, Энергия, и т.д.
Приобретая у нас фрезерный станок с ЧПУ вы получаете:
✅ Полностью готовый к работе станок! ✅ Программное обеспечение на русском языке! ✅ Обучение работе на станке! ✅ Собственную библиотеку готовых работ! ✅ Пожизненную техническую поддержку! ✅ Бизнес-план для уверенного продвижения! ✅ Готовые идеи и проекты для развития собственного производства!
👨🎓 Комплект Start позволяет каждому пользователю в кратчайшие сроки освоить безопасные методы и приемы работы на фрезерных станках с ЧПУ, получить основы программирования станков с ЧПУ и работы в CAD системах, уйти от монотонного ручного труда, увеличить количество и качество выпускаемой продукции.
Наша компания является Российским производителем фрезерных станков с ЧПУ для хобби и бизнеса. Уже более 5 лет мы производим фрезерные станки с ЧПУ и тысячи наших клиентов по всей стране запустили собственный бизнес с помощью нашего оборудования. Мы гарантируем поставку в срок, качественный продукт и профессиональный сервис. 🤝
С этим товаром покупают
Область применения станков с ЧПУ: где используются
В наше время числовое программное управление (ЧПУ) различными процессами приобретает все больший размах. Такая автоматизация становится обычным явлением, а область применения станков с ЧПУ охватывает практически все сферы человеческой деятельности. Эта тенденция заслуживает особого внимания любого современного человека.
Виды и принцип работы
Существуют разнообразные модели станков с ЧПУ, но их принцип действия во многом аналогичен. Это оборудование работает в автоматическом режиме под контролем оператора. Станок имеет 3 и более осей, по которым перемещается рабочий (режущий, обрабатывающий) инструмент. Каждая ось снабжена собственным шаговым двигателем, обеспечивающим необходимое движение инструмента по ней. Работа двигателей задается управляющей системой, подающей соответствующую команду в нужный момент согласно заложенной программе. В рабочей зоне расположены датчики, обеспечивающие обратную связь, сообщая координаты нахождения инструмента в пространстве. В результате осуществляется пространственная обработка детали в системе координат X, Y, Z с большой точностью. Станки с ЧПУ выполняются на базе ЭВМ и микропроцессоров, способных обрабатывать сложные управляющие программы.
Станки с ЧПУ способны выполнять разнообразные операции. По назначению можно выделить такие основные разновидности:
Сверлильные станки.
Токарные станки.
Фрезерные станки.
Станки для электрической и химической обработки с применением электронно-лучевой, электрохимической, электроэрозионной, фотохимической и ультразвуковой технологии резки материалов.
Режущие станки со специальной технологией: лазерные станки, станки для кислородной, плазменной, водоструйной резки материалов.
Важно! Помимо конкретного назначения станки с ЧПУ могут быть универсальными — многоцелевое оборудование или обрабатывающие центры. Основные варианты: токарно-сверлильно-фрезерные и фрезерно-сверлильно-расточные центры.
Область использования
Станки и обрабатывающие центры с ЧПУ широко применяются в таких областях:
Металлообработка. Они способны обеспечить 2D- и 3D-фрезерование, гравировку, нарезание резьбы, токарную обработку, сверление сложных отверстий, создание сложных объемных деталей с высокой точностью, изготовление литьевых пресс-форм и другую обработку деталей практически любой сложности. Станки обеспечивают разовое, мелкосерийное и промышленное (крупносерийное) производство с высокой точностью повторений.
Электроника. В электронной промышленности станки используются при изготовлении приборных панелей, печатных плат, охлаждающих радиаторов, обработки отверстий в аппаратуре.
Аэрокосмическая промышленность. Станки используются для изготовления высокоточных деталей из труднообрабатываемых материалов. Они способны обеспечить обработку элементов шасси, титановой обшивки, втулок, деталей крыльев, коллекторных труб, компонентов редукторов и разъемов.
Электросвязь и телекоммуникация. Станки используются при изготовлении радиаторов, деталей антенных мачт, корпусов обшивки, гофрированных рупоров.
Здравоохранение. Медицинская промышленность использует станки с ЧПУ при производстве кардиостимуляторов, протезов суставов и костей, медицинских инструментов.
Автомобилестроение. Обрабатывающие центры активно используются при изготовлении деталей двигателей, внутренних панелей, головки блока цилиндров, ведущих мостов, коробки передач, других компонентов.
Мебельное производство. Станки применяются при изготовлении сложных мебельных фасадов, раскроя листовых материалов (ДСП, ДВП, МДФ), паркетных плиток, деревянных розеток сложной формы, криволинейных вырезов в дверях и окнах, филенок, осуществления художественной резьбы, изготовления эксклюзивных мебельных деталей и дверей.
Рекламное дело. Оборудование широко применяется для раскроя листового пластика и композитных материалов, изготовления логотипов, эмблем и букв, гравировки надписей и рисунков, создания шаблонов, лекал, ценников, подставок, лотков, нанесения изображений на стекло и оргстекло.
Моделирование. На станках с ЧПУ можно создавать различные модели, прототипы, новые архитектурные формы, штампы, клише.
Трудно найти области человеческой деятельности, где станки с ЧПУ нельзя или бессмысленно использовать. Они активно применяются в деревообработке, металлургии, в военно-промышленном комплексе, строительстве, производстве сельхозтехники и инвентаря, ювелирном деле. Они способны обрабатывать практически любые материалы: черные и цветные металлы, в т. ч. высокой твердости, пластик, дерево, стекло, стекловолокно, камни, бетон и т. д.
Применение токарных станков с ЧПУ
Токарные станки с ЧПУ широко применяются для обработки металлических деталей, но могут использоваться и для работы с другими материалами. Основные операции, которые выполняются ими:
вытачивание деталей с внешней стороны и внутри;
придание конусности и других сложных форм деталям;
продольная обработка заготовок;
черновая и чистовая обработка деталей, а также обработка с наивысшей чистотой;
придание нужной длины деталям;
вытачивание пазов, выемок, отверстий;
нарезание резьбы любого типа, в т. ч. метрической и дюймовой.
Такие станки обеспечивают высокую точность обработки, изготовление деталей любой сложности, идеальную повторяемость деталей. Они широко используются при производстве особо ответственных элементов, в т. ч. из особо прочных материалов.
Важно! Высокую эффективность токарные станки показывают при серийном производстве, а также при изготовлении сложных деталей, когда требуется многократная смена режимов и параметров обработки.
Преимущества применения
Применение ЧПУ в обрабатывающем оборудовании имеет следующие преимущества:
Высокий уровень автоматизации производства. Управление способен обеспечить один оператор, при этом он может обслуживать сразу несколько станков. На современных станках реализована автоматическая смена рабочего инструмента, установка и снятие заготовок и готовых деталей.
Высокая точность обработки. Станки обеспечивают точность, которую трудно достичь на обычном оборудовании.
Повторяемость процессов. На одной программе можно изготовить абсолютно идентичные детали в огромном количестве, что важно при серийном производстве.
Возможность изготовления особо сложных, эксклюзивных деталей. Достаточно создать цифровую модель нужной формы и ввести ее в программу, а станок послушно воспроизведет ее уже на реальном материале.
Универсальность. На одном станке можно изготавливать самые разные детали. Достаточно перейти с одной управляющей программы на другую.
Прогнозируемость операции. Запуская станок, оператор знает точное время изготовления детали, что дает возможность точного планирования объемов производства.
Возможность изготовления деталей практически любой сложности и из любых материалов.
Высокая скорость обработки.
Устранение тяжелого физического труда.
Оптимальный расход материалов, снижение отходности, исключение брака.
Возможность обеспечения круглосуточной работы оборудования.
Повышение безопасности. Рабочий не имеет прямого контакта с рабочей зоной. Управление обеспечивается дистанционно.
Конечно, при внедрении в производство станков с ЧПУ следует учитывать, что их стоимость значительно выше, чем у обычного оборудования. Кроме того, потребуется обучение персонала для их обслуживания, а также придется понести затраты на разработку специфических управляющих программ. Эти проблемы указывают на необходимость проведения технико-экономического обоснования. Такие станки неэффективны при небольшом производстве стандартных изделий.
Высокую эффективность станки обеспечивают при изготовлении сложной и ответственной продукции, серийном производстве, а также при изготовлении разнотипных изделий. В этом случае ЧПУ значительно повышает производительность и качество, заметно снижает трудоемкость производства и в конечном итоге — себестоимость продукции.
Станки с ЧПУ отличаются универсальностью и обладают широкими возможностями. Они с успехом используются в различных областях человеческой деятельности, способны значительно повысить эффективность небольшого бизнеса и крупного производства. Важно правильно оценить целесообразность их применения.
23 ноября 2020
6904
Получите консультацию специалиста
Как правильно выбрать станки с ЧПУ для любого производственного процесса
Нет никаких сомнений в том, что обработка с ЧПУ невозможна без обрабатывающих инструментов с ЧПУ. Мы используем эти инструменты для различных операций, и они упрощают и автоматизируют работу. Это разные станки с ЧПУ, от фрезерных до токарных, сверлильных или электроэрозионных.
Хотя каждая из этих категорий имеет свою функцию и применение, нет сомнений, что одним из наиболее часто используемых типов являются режущие инструменты с ЧПУ (фрезерные станки с ЧПУ). Благодаря тому, что эти фрезы могут автоматически менять инструменты на них в процессе обработки с ЧПУ, их проще всего найти в механообрабатывающей мастерской.
В этой статье мы обсудим типы фрез, типы материалов, используемых для изготовления фрез, а также советы, которые следует учитывать при выборе фрез. Если вы хотите узнать больше о фрезерных станках, то вам стоит прочитать эту статью до конца.
Типы фрез
Существуют различные фрезы, каждая из которых имеет свои особенности и области применения. Вот учебное видео, знакомящее с инструментами ЧПУ:
Как упоминалось в видео, некоторые примеры самых популярных фрез включают в себя:
Концевые фрезы
Концевые фрезы являются одним из самых популярных типов фрез, и они очень похожи на сверла из-за их способности резать материалы в осевом направлении. Существуют различные варианты станков с ЧПУ. Они различаются количеством флейт и разными типами носов. У некоторых могло быть до восьми флейт и более. Типы торцов включают:
Плоские: Концевые фрезы с плоской поверхностью — универсальный вариант, совместимый с вырезанием 2D-элементов.
Сферическая фреза: Концевая фреза со сферическим концом подходит для таких задач, как 3D контуры и кривые.
Бычий нос: Этот вариант имеет плоский конец и закругленные стороны и идеально подходит для черновой обработки и скругления.
Торцевые фрезы
Это более разнообразный тип фрезы. Он имеет плоскую головку со сменными твердосплавными режущими кромками. Из-за того, что эти режущие кромки находятся сбоку от фрезы, вы можете резать только горизонтально, а не по оси. Машинисты используют торцевые фрезы для изготовления плоских профилей из сырья. Одна из причин, по которой они остаются одним из лучших типов фрез, заключается в их сменных режущих пластинах, что делает их еще более долговечными и обеспечивает лучшее качество работы в течение длительного периода времени. Вы также можете легко заменить вставки вместо того, чтобы покупать другой инструмент.
Фрезы для слябов
Этот тип фрез не так часто встречается в современных обрабатывающих центрах. Машинисты используют их для фрезерования плоских поверхностей, так как у них нет боковых зубьев. Они имеют плоские поверхности и предназначены для обычных тяжелых операций.
Фрезы для эвольвентных зубьев
Машинисты изготавливают зубофрезы, используя специальный тип фрезерного станка, известный как зубофрезерный станок. Станок, используемый для изготовления шестерни, различается в зависимости от количества зубьев шестерни, которую вы хотите изготовить.
Нахлыстовые фрезы
Нахлыстовые фрезы являются более дешевым типом торцевых фрез. Они состоят из основного корпуса инструмента, к которому могут быть прикреплены одна или две насадки. Фрезы с двойным инструментом также известны как двухсторонние фрезы или маховые стержни. Машинисты используют их для выполнения широких и неглубоких надрезов на заготовке.
Шаровые фрезы
Шаровые фрезы легко узнать по их полусферической режущей кромке, которую фреза использует для закругления углов на перпендикулярных поверхностях.
Концевые фрезы для черновой обработки
Концевые фрезы для черновой обработки обычно используются на станках с ЧПУ, если вам нужно удалить большой кусок материала с заготовки за короткое время. Вместо скорости фреза жертвует точностью и оставляет на заготовке шероховатую поверхность. Отрезанный кусок металла, который он производит, всегда легко очищается из-за его небольшого размера.
Полые фрезы
Эта фреза имеет трубчатую форму и выглядит перевернутой. Машинисты используют полые фрезы для создания форм, таких как точки и радиусы, благодаря режущей кромке фрезы, которую вы можете найти на внутренней части фрезы.
Фрезы по дереву
Машинисты используют фрезы по дереву или шпонке для вырезания шпоночных пазов в деталях, например, в валах. Режущие инструменты имеют зубья, перпендикулярные внешнему диаметру, для создания подходящих пазов для деревянных шпонок.
Развертки
Слесари используют развертки для расширения существующих отверстий в заготовке и придания им более точной обработки и точного диаметра из-за их гораздо более жесткого допуска по сравнению с другими инструментами.
Боковые и торцевые фрезы
Как следует из названия, этот тип фрезы имеет зубья как по бокам, так и по окружности. Машинисты используют эту фрезу для вырезания пазов и канавок. Хотя они имеют функциональное сходство с концевыми фрезами, их использование сократилось из-за новых технологических достижений.
Из каких материалов изготавливаются станки с ЧПУ?
Тип материала, из которого изготовлены ваши станки с ЧПУ, определяет тип производственного процесса, для которого вы можете их использовать. Давайте рассмотрим несколько типов материалов и виды работ, которые могут выполнять станки с ЧПУ, изготовленные из них:
Углеродистая сталь
Это самый дешевый материал, используемый для изготовления фрез. Он содержит 0,6 – 1,5% углерода, кремния и марганца. Причина его низкой цены в том, что это не очень прочный материал. Поэтому машинисты используют его только для низкоскоростных операций вроде токарной обработки. При использовании для высокоскоростных операций углеродистая сталь будет иметь тенденцию к более быстрому разрушению, поскольку углеродистая сталь имеет температуру плавления 200 градусов по Цельсию. Из-за низкой температуры плавления им можно резать только относительно мягкие материалы, такие как пластик или пенопласт.
Быстрорежущая сталь
Быстрорежущая сталь, лучший и более прочный материал, чем углеродистая сталь, теряет свою твердость при 600 градусах Цельсия. Его высокая температура плавления обусловлена добавлением некоторых легирующих металлов, таких как хром, вольфрам и молибден, при его производстве. Как следует из названия, он подходит для более высоких скоростей фрезерования и может выдерживать более высокие рабочие температуры. Это означает, что он может резать даже более твердые материалы, такие как сталь или алюминий.
Твердые сплавы
Хотя этот материал тверже быстрорежущей стали, он не такой прочный, как быстрорежущая сталь. Это означает, что хотя вы можете использовать их при более высоких рабочих температурах без потери твердости, они более подвержены растрескиванию и сколам, чем быстрорежущая сталь. Из-за их склонности к растрескиванию машинисты в основном используют их для высококачественной обработки поверхности, а не для резки.
Резка керамики
С точки зрения твердости режущая керамика является самым прочным из всех четырех материалов. Тем не менее, они также остаются очень восприимчивыми к растрескиванию и взбиванию при использовании на твердых материалах. Машинисты используют их для резки жестких и прочных материалов, таких как суперсплавы и чугун. Несмотря на то, что они устойчивы к коррозии и нагреву, мы не рекомендуем их использовать в качестве инструментов для механической обработки, так как срок их службы обычно невелик. Однако, благодаря своей способности выдерживать высокие температуры, они могут работать с такими инструментами, как суперсплавы, чугун или твердые стали.
Советы, которые следует учитывать перед выбором фрезы
Выбор правильной фрезы для вашей работы может стать такой задачей, особенно когда вам приходится использовать инструмент при высоких температурах или при резке твердых материалов. Вот несколько советов, которые следует учитывать, прежде чем выбрать правильную фрезу:
Материал, из которого изготовлен инструмент
Как мы уже упоминали выше, быстрорежущая сталь остается одним из лучших вариантов инструментов. Это дает вам лучшее из обоих миров с точки зрения прочности и твердости.
Тем не менее, вам, возможно, придется определить тип инструмента для подбора. Если вам нужен действительно жесткий инструмент для краткосрочной работы, возможно, вам лучше подойдут цементированные керамиды или режущая керамика.
Покрытие инструмента
Тип покрытия инструмента также имеет значение. Использование покрытий, таких как нитрид титана, увеличивает срок службы инструмента, но также увеличивает его стоимость. Кроме того, некоторые типы покрытий делают ваш инструмент менее липким, что означает меньшее использование смазки во время работы (еще больше снижает затраты).
Количество канавок
Канавки на фрезе. Количество канавок определяет скорость подачи фрезы. Однако большое количество канавок также означает, что у вас будет большая фреза, которая оставляет меньше места для металлических битов, отрезанных от заготовки.
RapidDirect: отличный выбор для станков с ЧПУ
RapidDirect Домашняя страница
Опыт работы в любой области машиностроения является очень важным фактором и свидетельствует о доверии к компании. Это именно то, что мы предлагаем вам, когда вы размещаете свои вакансии в RapidDirect. Обладая почти двадцатилетним производственным опытом, наши сотрудники являются экспертами во всех типах операций обработки с ЧПУ.
Поддержание связи и техническая поддержка наших клиентов жизненно важны для RapidDirect. Мы предлагаем непревзойденную техническую поддержку для каждого проекта, над которым мы работаем. Мы делаем общение с нашими клиентами очень простым, обеспечивая связь 24/7 через нашу электронную почту, телефон или веб-сайт.
По цене мы предлагаем убойную даже за лучшее качество работ. Наши цены на 30% ниже, чем у средней компании, и подходят для бюджета всех видов стартапов.
Зачем ждать целую вечность, чтобы получить расчет, если вы можете получить его мгновенно с помощью RapidDirect? После того, как вы воспользуетесь нашей платформой котировок на сайте, алгоритм отправит вам вашу цитату в течение следующей минуты. Нажмите на кнопку ниже и попробуйте!
Получить мгновенную смету
Часто задаваемые вопросы
В: Какие типы фрез лучше?
A: Все зависит от типа проекта, над которым вы работаете. Существуют различные типы процессов и различные типы инструментов для их обработки.
Q: Что лучше: фреза с покрытием или фреза без покрытия?
A: Покрытие ваших инструментов продлевает срок их службы и делает их менее липкими к некоторым типам заготовок. Поэтому фрезы с покрытиями, как правило, лучше. Однако покрытия также увеличивают стоимость инструментов, поэтому ваш бюджет также должен быть определяющим фактором.
Заключение
Выбор правильного инструмента для работы с ЧПУ чрезвычайно важен, поскольку это важный фактор, который определяет, окажется ли проект успешным или нет. Таким образом, вы должны быть знакомы с правильным инструментом для каждого вида работы. Лучшей альтернативой является обращение к нам в RapidDirect для выполнения всех ваших работ по обработке с ЧПУ. Вот несколько причин, по которым вам стоит обратиться к нам.
Haas Automation Inc. — Станки с ЧПУ
Английский
▪ МАГАЗИН HAAS TOOLING
▪ НОВИНКА ДЛЯ ЧПУ
▪ НОВИНКА ДЛЯ HAAS
▪ ПРОДВИНУТЫЙ ПОЛЬЗОВАТЕЛЬ HAAS.
Решения для автоматизации
Подробнее ⟩
Демонстрационные и подержанные машины
Подробнее ⟩
Непревзойденное финансирование
Узнать больше ⟩
Инструменты Haas
Подробнее ⟩
Haas Motorsports
Подробнее ⟩
Видеотека
Подробнее ⟩
Ротари
Подробнее ⟩
Что нового?
Подробнее ⟩
Руководства оператора
Подробнее ⟩
Сервисная служба Haas
Узнать больше ⟩
Отзывы клиентов
Подробнее ⟩
Найти дистрибьютора
Узнать больше ⟩
Карьера Haas
Узнать больше ⟩
MyHaas
Подробнее ⟩
Сертификат оператора Haas
Подробнее ⟩
Сообщество технического образования Haas
Узнать больше ⟩
Наша цель в компании Haas — предоставить каждому клиенту, где бы он ни находился, открытые и справедливые цены на всю нашу продукцию, а также превосходное послепродажное обслуживание и поддержку. Мы обещаем ответить в течение 24 часов на все потребности в обслуживании, с честными и справедливыми ценами на работу и запчасти.
Если вы считаете, что не получаете поддержку такого уровня от местного представительства Haas, немедленно сообщите нам об этом, чтобы мы могли решить ваши проблемы.
Чтобы этот сайт работал должным образом, мы иногда размещаем на вашем устройстве небольшие файлы данных, называемые куки. Большинство крупных веб-сайтов также делают это.
Что такое файлы cookie?
Файл cookie — это небольшой текстовый файл, который веб-сайт сохраняет на вашем компьютере или мобильном устройстве, когда вы посещаете сайт. Это позволяет веб-сайту запоминать ваши действия и предпочтения (например, логин, язык, размер шрифта и другие параметры отображения) в течение определенного периода времени, поэтому вам не нужно повторно вводить их каждый раз, когда вы возвращаетесь на сайт или переходить с одной страницы на другую.
Посмотреть уведомление о конфиденциальности и файлах cookie
Файлы cookie
Чтобы этот сайт работал должным образом, мы иногда размещаем на вашем устройстве небольшие файлы данных, называемые куки. Большинство крупных веб-сайтов также делают это.
Что такое файлы cookie?
Файл cookie — это небольшой текстовый файл, который веб-сайт сохраняет на вашем компьютере или мобильном устройстве, когда вы посещаете сайт. Это позволяет веб-сайту запоминать ваши действия и предпочтения (например, логин, язык, размер шрифта и другие параметры отображения) в течение определенного периода времени, поэтому вам не нужно повторно вводить их каждый раз, когда вы возвращаетесь на сайт или переходить с одной страницы на другую.
Контролёр ОТК – эксперт, оценивающий качество выпускаемой продукции на предприятии. Кстати, недавно центр профориентации ПрофГид разработал точный тест на профориентацию, который сам расскажет, какие профессии вам подходят, даст заключение о вашем типе личности и интеллекте. Профессия подходит тем, кого интересует физика, черчение и труд и хозяйство (см.
выбор профессии по интересу к школьным предметам).
Содержание:
Особенности профессии
Рабочее место
Оплата труда
Зарплата контролёра отк на октябрь 2022
Важные качества
Знания и навыки
Примеры компаний с вакансиями контролёра отк
Читайте также :
Особенности профессии
ОТК – это отдел технического контроля. Не важно, что именно выпускает предприятие – гайки, платья или стулья, – продукция должна быть качественной. Иными словами, эти гайки должны быть крепкими и нужного размера, а стулья ровными и красивыми, как в техпаспорте. От этого зависят спрос на эти товары и репутация фирмы в целом. Для большей объективности отдел технического контроля подчиняется дирекции и не зависит от производственного цеха.
Для проверки технических изделий контролер использует различные измерительные приборы: штангенциркули (в том числе электронные), микрометры и т.п. Кое-что можно оценить на глаз, и чтобы рассмотреть какие-то мелкие детали, использую лупы и даже микроскопы.
Если брак обнаружен, изделие приходится возвращать на доработку или полностью отбраковывать. Это нелёгкая задача и порой требует от контролёра жёсткости и принципиальности, потому что брак – это всегда чей-то промах. Никто не хочет быть виноватым, в том числе и рабочий, допустивший брак. Но если контролёр не заметит ошибки, то вина ляжет на него (на многих предприятиях это означает материальную ответственность).
В то же время, если контролёр профессионален и честен, его авторитет дисциплинирует рабочих.
Иногда брак – это результат ошибок самой технологии. Это значит, что, только изменив её, можно добиться качества. Поэтому контролёр ОТК находится в контакте и с конструкторами, и технологами.
Читайте также :
Рабочее место
Контролёры ОТК работают на производственных предприятиях.
Оплата труда
Зарплата контролёра отк на октябрь 2022
Информации о зарплатах предоставлена порталом hh.ru.
Россия 30000—104000₽
Москва 45000—90000₽
Важные качества
Контролёру ОТК необходимы твёрдость характера, собранность, аккуратность, обстоятельность, склонность к кропотливому труду, внимание к деталям. Сильно сниженное зрение, плохая координация движений при такой работе противопоказаны.
Знания и навыки
Необходимо знать ГОСТы, уметь читать чертежи (в промышленном производстве) и пр. техническую документацию.
Читайте также :
Примеры компаний с вакансиями контролёра отк
Отдел технического контроля
Главная
Функции отдела технического контроля (далее ОТК):
выполнение работ, связанных с контролем качества готовой продукции;
выполнение работ, связанных с контролем качества приобретаемых комплектующих и отбраковкой некондиционных устройств и комплектующих;
внедрение системы менеджмента качества в отдел технического контроля.
История подразделения
Отдел технического контроля является структурным подразделением Управления оборонных исследований и разработок Научно-исследовательской части СПбГМТУ, созданный приказом ректора СПбГМТУ № 161 от 24.11. 2009 года, на основании Решения Учёного Совета (протокол № 09/09 от 14.09.2009 г.) в целях успешного решения вопросов по обеспечению и координации деятельности подразделений СПбГМТУ при выполнении научно-исследовательских, опытно-конструкторских работ и поставок продукции по Государственному оборонному заказу, выполняемому по Государственным контрактам, заключённым СПбГМТУ с Государственными Заказчиками, действующими от имени Минобороны России, ВМФ и других силовых ведомств Российской Федерации.
Материально-техническое обеспечение отдела:
1 ПЭВМ с монитором;
принтер и сканер;
программное обеспечение.
Масштаб подразделения
Общее количество сотрудников отдела — 1 человек.
Штатное расписание:
— начальник отдела технического контроля.
Положение в структуре университета
Отдел технического контроля является структурным подразделением Управления оборонных исследований и разработок научно-исследовательской части СПбГМТУ и находится в прямом подчинении начальнику УОИР.
Рукодовит организацией работы отдела начальник отдела, назначенный приказом ректора СПбГМТУ по представлению проректора по научной работе и начальника УОИР.
Сотрудничество
Внешние организации:
Министерство обороны РФ
Министерство образования и науки
Федеральное агентство по поставкам вооружения, военной, специальной техники и материальных средств
429 Военное представительство Минобороны России
и др.
Должностные лица и подразделения СПбГМТУ:
Проректор по научной работе
НИЛ водолазных систем и комплексов
Особое конструкторское бюро
НИЛ динамики судовых комплексов
НИЛ морских электронных систем
НИЛ системного моделирования
Служба качества
УЗГТ
ДОУ
ППО и др.
Контактная информация
Адрес:
190008, С-Петербург, ул. Лоцманская, д.3, помещение 405 (4 этаж).
Начальник отдела ОТК: Хрусталев СергейАлександрович.
Что означает ОТК? Бесплатный словарь
ОТК — Что означает ОТК? Бесплатный словарь
https://acronyms. thefreedictionary.com/OTK
Фильтр категорий: Показать все (16)Наиболее распространенные (0)Технологии (3)Правительство и военные (1)Наука и медицина (1)Бизнес (3)Организации (2)Сленг/жаргон (8)
Акроним
Определение
OTK
Над коленом
OTK
Oikeustieteen Kandidaatti (Finnish: Master of Law)
OTK
One Turn Kill (card gaming)
OTK
On That Kush (band)
OTK
Open Tool Kit (библиотека программирования графического пользовательского интерфейса)
Copyright 1988 -2018 AcronymFinder.com, Все права защищены.
Предложить новое определение
Ссылки в архиве периодических изданий ?
ОТК присоединилась к хору несогласных, которые требовали встряски в совете директоров и ускорения программы закрытия магазинов ритейлера.
Новая французская революция Эшли, принадлежащая владельцу United,
Морганс ведет борьбу за доверенность от OTK Associates, своего крупнейшего акционера.
Новости гостиничного бизнеса – Северная Америка
18 марта Европейская комиссия предоставила разрешение в соответствии с упрощенной процедурой проверки слияния на приобретение PT Oiltanking Karimun из Индонезии (OTK) компаниями Oiltanking из Германии и Coral Cay Pte из Сингапура.
СЛИЯНИЕ В НЕФТЯНОМ СЕКТОРЕ УТВЕРЖДЕНО
См. Решение суда от 30 апреля 19 г.96 Относительно общеобязательного толкования статьи 8(2)(а) Закона от 23 февраля 1991 г. о признании недействительными постановлений о лицах, преследуемых за работу в независимом польском государстве, как сформулировано Законом от 20 февраля 1993 г., ОТК ЗУ, нет.
Преступление геноцида, совершенное СССР против поляков до и во время Второй мировой войны: международно-правовое исследование .
Использование технологий Semantic Web в торговле финансовыми инструментами
* Obchodni Tiskarni Kaolin (OTK), типография, расположенная в 60 км к востоку от Праги, недавно установила девятикрасочную флексографическую машину Gallus EM 410 S, что делает ее единственной своего рода в Чехии.
OTK устанавливает Gallus EM410S
OTK (ботфорты выше колена) являются основным элементом обуви этой зимой — мы любим уникальные ботинки Topshop, 251,60 евро.
Из России с любовью; Мода возвращается в СССР, а культовый фильм «Доктор Живаго» вдохновил на создание зимнего образа
Австрийская компания Mils Electronic предоставляет своим клиентам алгоритмы одноразового ключа (OTK) вместе с блочным шифром Mils и дополнительным шифрованием AES.
Бубенный (алго)ритм
Из двух форм миграции откход был гораздо более распространенным, чем переселение, но миллионы крестьян, особенно из преимущественно сельскохозяйственных провинций и особенно по состоянию на 1890-е годы, тем не менее рискнули переселиться.
Финская комиссия по расследованию авиационных происшествий ОТК заявила, что российский самолет по неизвестной причине летел выше, чем было разрешено авиадиспетчерской службой.
Финские следователи авиационных происшествий не нашли неисправностей в радаре аэропорта !» — «Основы кинопроизводства: что нужно сделать перед началом производства»
Браузер сокращений ?
▲
OTIF
OTIFEF
OTIFNE
OTIFOB
OTIG
OTII
OTIM
OTIME
OTION
OTIP
OTIPP
OTIR
OTIRB
OTIS
OTISS
OTIST
OTIV
OTIWA
OTJ
OTJAG
OTJE
OTJF
OTJNR
OTJR
OTJT
OTK
OTKA
OTKI
OTKM
OTKO
OTKSL
OTL
OTLA
OTLB
OTLC
OTLD
OTLF
OTLG
OTLK
OTLM
OTLMP
OTLS
OTLT
OTLV
OTM
OTMA
OTMANT
OTMAPP
OTMC
OTMD
ОТМЭ
▼
Полный браузер ?
▲
Средний отит с выпотом
Средний отит с выпотом
Средний гнойный отит
Средний гнойный отит
Средний гнойный отит
Средний гнойный отит
микотический отит
микотический отит
микотический отит
микотический отит
паразитарный отит
паразитарный отит
паразитарный отит
паразитарный отит
склеротический отит
склеротический отит
склеротический отит
склеротический отит
ОТИВ
ОТИВА
ОТЖ
ОТЯГ
ОТЖЕ
OTJF
Отджиэреро
Отджиэреро
Отджиэреро
OTJNR
ОТЖР
ОТЖТ
ОТК
ОТК27
ОТКА
Откаленко Нина
Откаленко Нина Григорьевна
Отходничество
ОТКИ
ОТКМ
ОТКО
Открытие Иоанна
Открытое Акционерное Общество
ОТКСЛ
ОТЛ
ВЛ
ОТЛА
ОТЛБ
ОТЛК
ВТЛД
Акция Отли для пожилых людей
Консультативная группа по вопросам инвалидов Отли
ОТЛФ
ОТЛГ
ОТЛК
ОТЛМ
ОТЛМП
ОТЛС
ОТЛТ
ОТЛВ
ОТМ
ОТМ
ОТМ
▼
Сайт: Следовать:
Делиться:
Открыть / Закрыть
ОТК » Что означает ОТК? » Slang.
org
OTK » Что означает OTK? » Сленг.ру
Что означает
ОТК ?
над коленом
Другие определения ОТК:
Над костяшкой
Все определения наших сленговых терминов и фраз стали возможными благодаря нашим замечательным посетителям. Если вам известно другое определение OTK, которое следует включить сюда, сообщите нам об этом.
Как использовать термин
ОТК :
В настоящее время нет примеров использования OTK. Мы будем очень признательны за ваш вклад, если вы захотите прислать свой собственный!
Каталожные номера:
В настоящее время нет ссылок на ОТК. Мы будем очень признательны за ваш вклад, если вы захотите прислать свой собственный!
Другие сленговые термины:
УПИА
непрошенный карандаш в анусе
ДИФМ
Чувак, ты меня очаровываешь
250
деньги
СОЯ
Змея из твоей задницы
.
Отправьте новое или лучшее определение для
OTK
Так заканчивается наш сленговый архив ОТК.
Мы надеемся, что вы нашли это полезным. Если у вас есть дополнительные определения OTK , которые должны быть в этом списке, или знаете какие-либо сленговые термины, которые мы еще не публиковали, нажмите здесь, чтобы сообщить нам об этом!
Последние статьи в блоге с сайта Slang.org
Лучший сленг миллениалов 2020 года
Сленг отряд! Пришло время для чая, фам — мы собираемся сделать еще одну перекличку, и на этот раз мы сосредоточимся на сырости, которая является сленгом миллениалов. В последнее время мы просмотрели множество скетчей и песен, которые пытаются использовать этот сленг направо и налево, часто с большим комедийным эффектом. […]
Подробнее
Популярные сленговые термины 2017 года
Ну, фам? Сегодня мы углубимся в некоторые из самых популярных терминов 2017 года. Будьте осторожны: некоторые из этих терминов использовались еще до MMXVII, но наши эксперты Slang.org позаботились о том, чтобы включить только слова, которые либо возродились, либо по крайней мере имеют отношение к современной сленг-биосфере. В этом году […]
Подробнее
Британские сленговые термины
Эй, дамы и господа, пришло время переклички на британском сленге! Сегодня мы посетим наших соседей по ту сторону пруда здесь, на Slang.org, чтобы дать вам возможность глубоко погрузиться в самый заманчивый жаргон стран. Не забывайте всегда проявлять уважение и не делать ужасных акцентов (если только вы не очень хороши в этом, приятель). Ниже вы увидите […]
Подробнее
Сленговые термины марихуаны, часть вторая
Пришло время для большего количества марихуанового сленга! Со всеми последними новостями о легализации каннабиса мы хотим, чтобы вы все были вооружены жаргоном конопли. Похоже, что первая часть статьи прошла по кругу, и теперь ваша очередь со второй частью. Помните: читать-читать-пройти, так что поделитесь этой статьей с другим подающим надежды […]
Подробнее
Сленговые термины марихуаны, часть первая
Собери миску, скрути косяк и приготовься к сленгу, связанному с Мэри Джейн. Мы здесь, в Slang, поддерживаем здоровые отношения со всеми травами, и со всеми последними новостями о легализации каннабиса мы подумали, что будем изучать местный язык. Теперь вы, наконец, можете знать, что говорят все ваши друзья-стоунер […]
Подробнее
Сленговые термины 1980-х годов
С момента избрания Рональда Рейгана до падения Берлинской стены 80-е (также известные как восьмидесятые) были эпохой популяризации сленга. В этом десятилетии появилось MTV, культура Valley Girl и телевизионные хиты, такие как «Симпсоны»; конечно, это просторечие собиралось взорваться. Вот список самых странных или […]
Подробнее
Copyright 2016 Slang.org. Все права защищены. Slang.
Виды арматуры ▷ классификация, назначение, применение
Виды и классы арматуры
Конструкция из бетона в обязательном порядке содержит армирующий каркас. Для формирования железобетонных конструкций, придания им прочности и компенсации напряжения используют арматурную сталь.
Арматура – стальные пруты, которые компенсируют растягивающие напряжения в бетонной конструкции и создают в них прочный армирующий каркас.
Строительная арматура производится в значительном количестве различных вариантов. Разные виды арматуры предназначены для определенных строительных задач. Исчерпывающая информация в статье о классификации и назначении этой продукции поможет правильно ее выбрать для работ на стройке.
Общая классификация арматуры Классы арматуры по маркам и видам Арматура по назначению Арматура по применению Арматура по прочности Арматура по ориентации в конструкции Арматура по типу профиля Арматура по способу изготовления Дополнительная маркировка
Общая классификация арматуры
Сфера строительных материалов включает большое разнообразие материалов. Для унификации работы с ними введены специальные классификации.
Класс арматурной стали – маркировка, которая содержит информацию о прочностных характеристиках и допустимых вариантах использования материалов. Маркировка производится по государственному стандарту с применением комбинации букв и цифр.
Выделяют 3 основных класса арматуры:
Выделяют 3 основных класса арматуры:
А – стержневая для основного каркаса;
Вр – проволочная для фиксации основных элементов между собой;
К – канатная, применяется в промышленных условиях для изготовления железобетонных конструкций
Далее за буквенным обозначением следует цифра:
1-6 по ранее применявшейся советской системе;
240-1000 по современной маркировке.
Чем выше цифра, тем прочнее арматурное изделие.
Таблица арматурных классов
Важное замечание! Допустимые сопротивления, измеряемые в мегапаскалях (единица измерения применения силы на квадратный сантиметр), относятся к механическим свойствам материалов. Для арматуры рассчитываются допустимые нагрузки при текучести и прочности. Максимальный предел вносится в информацию об изделии.
Классы арматуры по маркам и видам
При расчете допустимых сопротивлений на арматуру имеет значение не только ее класс и диаметр профиля, но и марка стали для изготовления. На рынке представлены легированные и низколегированные арматурные металлы с различными пределами текучести. Приведем основные марки стали, которые применяются для арматурного проката, и их особенности:
Важно! Низколегированные стали, по сравнению с углеродистыми, имеют улучшенные свойства. Сплавы лучше противостоят коррозии и обладают более высокой механической устойчивостью.
Углеродистая сталь включает, в основном, железо и углерод. Это положительно сказывается на прочностных характеристиках стали, но также служит причиной хрупкости при изломе и трудностей при работе со сваркой.
Легированная сталь включает добавки из хрома, марганца и других химических элементов. В зависимости от их пропорций улучшаются основные характеристики металла: прочность, упругость, противостояние коррозии и т.д.
Виды арматуры по назначению
По назначению арматура в железобетонных конструкциях делится на:
Рабочую
Ее расположение следует вдоль пролета для компенсации растягивающего напряжения, которое возникает под собственным весом конструкции и от некоторых внешних нагрузок. Сечение и виды рабочей арматуры выбирают в согласии с расчетными показателями;
Распределительную
Необходима для распределения общей нагрузки между разными рабочими стержнями. Для этого рабочая арматура связывается между собой распределительной. Помимо распределения нагрузки этот вид армирования не допускает смещения стержней при заливке раствора. Соединение двух видов происходит путем сварки или проволочной скруткой. В результате связывания образуется каркас или сетка;
Монтажную
Используется для соединения рабочего и распределительного видов, удерживая их в точном расположении. Нередко при бетонировании монтажные элементы удаляются.
Виды арматуры по применению
Напрягаемая
Ее основная задача – скрепление бетонной конструкции от сильных растягивающих нагрузок. Поэтому она отличается повышенной прочностью и имеет необходимые допуски. Сфера применения: обустройство перекрытий при многоэтажном строительстве, возведение стен и колонн, строительство мостов и других конструкций с повышенными нагрузками. Напрягаемая арматура всегда является рабочей;
Ненапрягаемая
Применяется для пассивного армирования поперечного характера и укладывается в конструкцию без предварительного напряжения.
Классификация арматуры по прочности
Разделение арматуры по прочности связано с пределом текучести. Ранее применявшаяся классификация А1-А6 не отражала этого показателя в своем названии. Современные классы включают указание на прочностные характеристики в цифре, которая следует за маркировкой А.
Значения 240, 300, 400 и т.д. содержат данные о предельных прочностных характеристиках в Н/мм2. Указана предельная нагрузка, превышение которой приводит к деформации и разрушению конструкции.
Чем больше цифра в классе, тем прочнее стержень.
Изделия с маркировкой ниже 600 применяются при армировании сборных конструкций. Сооружения с большой напряженностью бетона требуют использования арматуры более высоких классов.
Краткая сводная информация по прочности и сфере применения каждого класса:
А240 – с гладкой поверхностью и наименьшим пределом прочности. Не допускается ее использование в качестве рабочей. Применяется как вспомогательный элемент для сдерживания основных стержней. Обладает хорошей устойчивостью к морозам, подлежит сварке;
А300 – допускается для рабочего армирования в частном малоэтажном строительстве, имеет кольцевой профиль по поверхности;
А400, А500 – наиболее распространены при армировании напряженных конструкций в частном и высотном строительстве;
А600 – используется для конструкций с предварительным напряжением. Основная сфера применения – многоэтажное строительство, промышленное производство;
А800, А1000 – наиболее прочные из всех типов. Применяются в высотных и многопролетных конструкциях (небоскребы, мосты, тоннели и т.д.).
Типы арматуры по ориентации в конструкции
Продольная
Необходима для принятия на себя растяжения и сжатия бетона по длине конструкции. Ее укладывают вдоль формы, которая затем заполняется бетонным раствором.
Поперечная
Укладывается с соблюдением перпендикуляра к продольной арматуре. Ее основные задачи:
компенсация напряжения бетона по бокам конструкции;
фиксация продольных прутьев во время заливки бетона;
распределение напряжения на продольные стержни.
Виды арматуры по типу профиля
Профиль или внешний вид может быть:
гладким с ровной поверхностью по всей длине стержня;
рифленым с разнообразными ребрами или насечками.
Выступы на поверхности увеличивают сцепление с бетонным раствором, что работает на упрочнение всего сооружения.
Выделяют три основных вида ребер:
1) кольцевой по ГОСТу, его используют подавляющее число отечественных производителей; 2) серповидный широко применяется в Европе, встречается у российских изготовителей; 3) смешанный вариант стал внедряться недавно в классе А500 для повышенного сцепления арматуры с бетоном и повышения общей жесткости конструкции.
Полезно! На армирующем стержне можно найти бугорки, которые идут через определенное количество выступов на поверхности. По числу выступов можно быстро определить класс арматуры. А500 будет иметь по 5 насечек между отметками-бугорками.
Типы арматуры по способу изготовления
Строительные армирующие стержни производятся двумя основными способами.
Горячекатаная арматура
Стрежневой прокат данного вида производят из стальных блюмов прямоугольного сечения. Заготовку нагревают до пластичного состояния металла, прогоняют через прокат для получения необходимого сечения и остужают.
Горячекатаная арматура имеет более высокие прочностные характеристики и применяется в тех элементах конструкции, которые подвергаются наибольшему растяжению.
Изготавливается по ГОСТ 5781-82 .
Холоднодеформированная арматура
Необходимое сечение и форма стержня достигается без нагрева металла, а путем его механической обработки. Визуально арматура этого вида имеет характерный блеск на поверхности металла.
Этот вид легко поддается сварочным работам и достаточно устойчив к коррозии. В зависимости от сечения его можно использовать для армирования железобетона. Но привлекательный внешний вид делает основной сферой применения изготовление изделий, где арматура остается «на виду» (беседки, навесы и другие малые архитектурные формы).
Дополнительная маркировка арматурных прутьев
Для облегчения выбора армирующих элементов приведем еще ряд дополнительных маркировок, которые применяются производителями:
«С»: подлежит сварке;
«Н»: повышенная пластичность;
«Т»: термически уплотненное изделие по ГОСТ 10884-94;
«К»: обработанная антикоррозийными составами;
«У»: предназначенная для цикличных нагрузок.
Дополнительные обозначения ставятся после указания предела текучести.
Пример: А300С – это арматура, полученная горячекатаным методом, с пределом текучести 300 МПа и предназначенная для сварочных работ.
Основное о маркировке арматуры
Основная информация о металлопрокате и арматуре содержится буквенно-числовом обозначении класса, которое показывает:
марку арматуры;
ее общее назначение;
прочностные показатели.
Дополнительные обозначения указывают на возможность проведения сварки, обработку изделий термическим способом, антикоррозийными составами и другие нюансы.
При выборе изделий для армирования бетона необходимо учитывать их ориентацию в конструкции, тип профиля и вид стали, использованный при изготовлении арматуры.
Правильно подобранные элементы работают на повышение прочности бетонных конструкций, удерживают их от разрушений и повышают эксплуатационные характеристики всего сооружения.
Где получить подробную консультацию по видам и типам арматуры
Металлобаза «СтальСервис» реализует черный металлопрокат в Новокузнецке и на территории юга Кузбасса. В ассортименте компании представлена арматура из стали и стальных сплавов по ГОСТам, предназначенная для различных работ, включая армирование железобетонных конструкций. Поставщики компании – ведущие металлургические заводы России.
Опытные консультанты помогут выбрать подходящий вид и диаметр арматуры под конкретные задачи клиента и оформят заказ. Металлобаза предоставляет услуги бесплатной доставки приобретенной продукции на автомашинах грузоподъемностью 3 и 5 т с возможностью использования автокрана для погрузки/выгрузки металлопроката. Услуга доступна для городов Новокузнецк, Мыски, Междуреченск, Кемерово, Прокопьевск и других населенных пунктов на юге Кузбасса.
Для удобства клиентов мы также предлагаем дополнительные услуги по гибке и резке металлов.
Для заказа или получения бесплатной консультации по классификации и применению строительной арматуры звоните +7 (983) 227 8888. Мы с радостью поможем в любых ваших вопросах!
Купить арматуру в Новокузнецке по выгодной цене | СтальСервис
Узнайте стоимость арматуры в Новокузнецке оптом и в розницу в компании СтальСервис. Цены за метр и за тонну. Бесплатная доставка до клиента. Звоните и заказывайте по телефону +7 (983) 227 8888
Стоимость арматуры 18 мм в Новокузнецке
Купите арматуру диаметром 18 мм по оптовой цене за метр или тонну в компании СтальСервис. Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888
Цена арматуры 20 мм за метр или тонну в Новокузнецке
Купите арматуру диаметром 20 мм по оптовой цене в компании СтальСервис. Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888
Цена арматуры А500С и А500СП в Новокузнецке
Купите арматуру марки А500С и А500 СП оптом по выгодной стоимости в компании СтальСервис. Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888
Цена арматуры А400 за тонну в Новокузнецке
Купить арматуру марки А400 оптом или в розницу по выгодной стоимости в компании СтальСервис. Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888
Цена арматуры А3 за тонну в Новокузнецке
Купить арматуру класса А3 по оптовой или розничной цене в компании СтальСервис. Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888
Купить арматуру А1 по оптовой цене за тонну в Новокузнецке
Узнайте цену арматуры класса А1 для опта или розницы в компании СтальСервис. Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888
Цена арматурной сетки в Новокузнецке| СтальСервис
Купите арматурную сварную сетку в компании СтальСервис. Доставка во все города региона — Прокопьевск, Мыски, Междуреченск, Белово, Осинники, Калтан, Киселёвск. Звоните и заказывайте по телефону +7 (983) 227 8888
Класс арматуры: современные и устаревшие маркировки
У покупателей станков для гибки арматуры, существует серьезная проблема: отсутствие четкого представления о том, с каким именно материалом предстоит работать.
В результате общения с покупателями мы сделали весьма неутешительный вывод — большинство людей, в лучшем случае, имеет представление о диаметре арматуры. Они искренне считают, что исключительно этим параметром определяются различия в видах материала. Но это не так! Как и все прочие строительные материалы, арматура классифицируется в соответствии с задачами, которые призвана выполнять.
Арматурная сталь классифицируется по нескольким параметрам:
химический состав;
технологии изготовления;
условия применения;
характер профиля и другие.
Международные обозначения классов арматуры
Они были введены относительно недавно, по просьбе металлургических комбинатов. Этот шаг был предпринят с целью выхода их продукции за рубеж.
На сегодняшний день в нашей стране существуют две параллельные классификации обозначения одной и той же арматуры.
Для удобства арматуру обозначают сразу двумя маркировками
Например, это может выглядеть так: «А-I (А240)».
Вышеприведённое обозначение является сочетанием двух систем:
современной — А240, А300, А400, А500, А600, А800, А1000.
Так же арматура может обозначаться дополнительными символами:
«Ат» — термообработанная (например, Ат400).
«С» — свариваемая (например, А500С).
«К» — коррозиеустойчивая (например А600К).
Как видите, литера «А» сохраняется всегда. Изменяются числовые обозначения: чем число (предел текучести) больше, тем выше класс арматуры. Соответственно, прочность и надежность сооружения, построенного с применением арматуры, повышается пропорционально увеличению числовых значений (предела текучести).
Например:
А240 (А-I) — это гладкие холоднокатанные стержни;
A400 (А-III) — это рифленые горячекатаные стержни, обеспечивающие лучшее сцепление с бетонами, выдерживающие значительные нагрузки.
На сегодняшний день наибольшей популярностью в отечественном строительстве пользуется арматура класса A400 (А – III).
Подвид арматуры, маркируемый ВР и Вр – I
Это арматурная проволока диаметром 3-5 мм гладкого и периодического профиля.
Таблица современных и устаревших обозначений классов арматур
A240
A-I
A300
A-II
А400
А-III
А600
А-IV
А800
А-V
А1000
А-VI
А500 – это свежий класс, введенный в 1993 г. Он не успел получить устаревшую маркировку, но практически полностью повторяет показатели А400 (А-III).
Как определить класс арматуры
Сделать это несложно – достаточно внимательно изучить надписи на ярлыке. На каждом мотке арматуры должен присутствовать ярлык с информацией о производителе, классе арматуры, номера партии, длины стержней и др.
Мотки или концы связок арматуры окрашиваются краской (на тот случай, если при перевозке ярлык теряется).
Соответствие цвета классу арматуры:
белый — Ат 400 С;
белый и синий – Ат 500 С;
желтый – Ат 600;
желтый и белый – Ат 600 С;
желтый и красный – Ат 600 К;
зеленый – Ат 800;
зеленый и красный – Ат 800 К;
синий – Ат 1000;
синий и красный — Ат 1000 К;
черный – Ат 1200.
Красной краской окрашиваются нетермообработанные концы.
Вам не обязательно запоминать классификацию арматуры наизусть. Однако перед тем как купить станок для арматуры, определитесь, с каким видом материала ему предстоит работать. Обязательно сообщите об этом менеджеру, который поможет вам сделать правильный выбор.
Подкрепление в классе: Статьи: Ресурсный центр Индианы по проблемам аутизма: Университет Индианы в Блумингтоне
Одним из наиболее ценных инструментов управления поведением для учителей является подкрепление. Подкрепление можно использовать для обучения новым навыкам, обучения замещению мешающего поведения, повышения надлежащего поведения или улучшения поведения при выполнении задачи (AFIRM Team, 2015). Подкрепление может показаться простой стратегией, которую используют все учителя, но часто она используется не так эффективно, как могла бы быть. Цель этой статьи — описать, как можно более систематически использовать подкрепление в классе.
Прежде чем мы опишем, когда и как следует использовать подкрепление, важно описать разницу между двумя типами подкрепления, положительным и отрицательным. Положительное подкрепление — это предоставление подкрепления для повышения надлежащего поведения, тогда как отрицательное подкрепление — это устранение аверсивного события или состояния, которое также увеличивает надлежащее поведение (AFIRM Team, 2015). Примером положительного подкрепления является предоставление учащемуся наклейки после того, как он выполнил задание. Примером отрицательного подкрепления является разрешение учащемуся оставить время круга на пятиминутный перерыв после того, как он воспользуется карточкой перерыва. Как видите, цель как положительного, так и отрицательного подкрепления — увеличить желаемое поведение.
Поощрение действительно используется только в том случае, если после соответствующего поведения предоставляется последствие (поощрение или устранение аверсивного события), и это увеличивает вероятность того, что учащийся будет использовать такое поведение в будущем (AFIRM Team, 2015). Подкрепление часто не способствует желаемому поведению в будущем, когда подкрепление на самом деле не мотивирует ученика. Мы можем предотвратить это, включив учащегося в процесс определения поощрений с помощью опросов поощрений или выборки поощрений. В опросе с подкреплением учащегося просят ответить на вопросы и контрольные списки, чтобы определить их подкрепление. Один из примеров опроса с подкреплением можно найти здесь: https://goo.gl/K8DX7A. Опросы с подкреплением могут быть индивидуализированы, чтобы учитывать интересы учащегося и ограничения в классе. Для учащихся с ограниченными коммуникативными навыками выборка с подкреплением может быть более подходящей стратегией для выявления их симпатий и антипатий (Berg, Wacker, & Steege, 19).95). Учитель сначала понаблюдает за учеником, а затем поговорит с его родителями и другими сотрудниками, которые работают с учеником, чтобы собрать возможные подкрепления. Есть два типа подкрепления на выбор (Alberto & Troutman, 2009). Первичные подкрепления — это те, которые подкрепляют врожденно, например, съестные припасы (небольшие кусочки еды или питья) или сенсорные ощущения (светящиеся игрушки, веера, массажеры). Вторичные подкрепления включают материальные предметы, действия, особые привилегии, социальную похвалу и внимание. После того, как эти предметы собраны, учитель представляет ученику парные подкрепления и смотрит, какой из них он выберет. Учитель должен продолжать предлагать наборы из двух вариантов подкрепления до тех пор, пока все варианты не будут объединены друг с другом. Поощрение с наибольшим процентом выбора (количество выбранных раз/количество представленных раз) может считаться истинным поощрением. Intervention Central предоставляет дополнительные инструкции о том, как проводить выборку подкрепления, а также предоставляет лист данных для записи выбора учащегося (https://goo.gl/28wnuH).
После того, как учитель определил поощрения и были собраны данные о частоте или продолжительности целевого поведения, можно приступать к поощрению. Вначале учитель или другой сотрудник будет поощрять каждый раз, когда учащийся использует целевой навык или поведение. Цель непрерывного подкрепления — научить учащихся тому, что когда они используют соответствующее поведение, они получают вознаграждение. Для того, чтобы установить эту прочную связь, подкрепление должно быть обеспечено сразу же после целевого навыка. Чем дольше проходит время между поведением и поощрением, тем слабее будет ассоциация. Также важно сочетать поощрение с похвалой за конкретное поведение («Отличная работа, напиши свое имя» или «Отличная работа, сидя на своем месте»). Похвала за конкретное поведение делает две вещи: (1) она точно сообщает учащемуся, за что его поощряют, и (2) помогает учащимся стать более мотивированными с помощью социальных поощрений за счет сочетания желаемого предмета или действия с похвалой и вниманием учителя. Команда AFIRM, 2015 г.).
Иногда учитель может начать использовать подкрепление, но со временем оно становится менее эффективным. В этих случаях нам нужно думать о разврате и пресыщении (AFIRM Team, 2015). Разврат — это удержание подкрепления подальше от ученика до тех пор, пока он не продемонстрирует желаемое поведение. Если поощрение — это пластилин, мы следим за тем, чтобы пластилин был убран из зоны свободного времени, а ученику не давали пластилин дома. Это гарантирует, что, когда они получат тесто для лепки в зависимости от их соответствующего поведения, оно будет сильно подкреплено. Насыщение возникает, когда поощрение используется слишком часто и больше не мотивирует. Чтобы избежать пресыщения, следует использовать различные подкрепления и вводить новые. Мы также можем захотеть обучать этому навыку в течение нескольких коротких периодов времени. Например, учитель, который хочет научить ученика следовать одношаговому указанию, может предоставить три возможности доступа к поощрению, а затем подождать час, чтобы сделать это снова. Хотя съедобные продукты могут быть очень полезными, их следует избегать, так как ученику легко насытиться едой, и это не всегда самое подходящее по возрасту поощрение. В тех случаях, когда для учащегося не может быть найдено никаких других поощрений, съедобное следует разбивать на маленькие кусочки.
Некоторые учителя могут опасаться использования поощрения из-за того, что учащийся может зависеть от поощрения и вести себя соответствующим образом, или из-за необходимости обеспечить высокую скорость поощрения. Это обоснованное беспокойство, но его можно избежать, если иметь план утончения армирования. Истончение подкрепления снижает общую скорость или плотность подкрепления, предоставляемого человеку, когда он демонстрирует целевое поведение (Hagopian, Boelter, & Jarmolowicz, 2011). Три разных способа систематического уменьшения подкрепления — это графики задержки, цепные графики и множественные графики. Графики задержки включают увеличение времени ожидания между тем, когда учащийся демонстрирует соответствующее поведение, и тем, когда он получает поощрение. Учитель может дать словесный ответ «подождите» или предоставить карточку с изображением, которая указывает на ожидание после того, как они демонстрируют поведение. Связанные расписания обычно используются для поведения, которое поддерживается бегством. В этих случаях учитель будет постепенно увеличивать количество шагов, количество времени или количество требований, прежде чем ученик сможет получить доступ к побегу или подкреплению. Прежде чем предъявлять требования, учитель должен сообщить ученику о заданном критерии или представить наглядно количество шагов. Последний тип прореживания — это несколько графиков. При использовании нескольких графиков компонент поощрения уменьшается, а компонент угасания (время, когда поощрение не предоставляется) увеличивается. Это можно сделать, предоставив карточки-подсказки. Людям, умеющим читать, могут быть представлены карточки с надписью «Подкрепление доступно» или «Подкрепление недоступно», в то время как другим могут быть показаны красные или белые карточки. Когда отображается «Доступно подкрепление» или белая карточка, учащийся будет получать подкрепление каждый раз, когда он демонстрирует соответствующее поведение, а во время «Недоступно» или красной карточки он не получает подкрепления. Цель состоит в том, чтобы постепенно увеличивать использование красной карточки, сохраняя при этом соответствующее поведение.
После того, как система поощрения будет индивидуализирована для ученика, каждый, кто взаимодействует с учеником, должен знать об этой системе. Лица, работающие с учеником, должны знать о возможных подкреплениях и о том, как избежать пресыщения этими подкреплениями. При наличии разнообразного школьного персонала и в различных условиях в течение учебного дня с использованием системы поощрения учащийся с большей вероятностью распространит свое соответствующее поведение на другие области.
Ссылки
Команда AFIRM. (2015). Армирование. Чапел-Хилл, Северная Каролина: Национальный центр профессионального развития по расстройствам аутистического спектра, Центр детского развития FPG, Университет Северной Каролины. Получено с http://afirm.fpg.unc.edu/Reinforcement.
Альберто, ЧП, и Траутман, А.С. (2009). Прикладной анализ поведения для учителей (8-е изд.). Река Аппер-Сэдлс, Нью-Джерси: Pearson Education, Inc.
Берг, В. К., Вакер, Д. П., и Стидж, М. В. (1995). Передовой опыт оценки лиц с серьезными или глубокими недостатками. В А. Томас и Дж. Граймс (ред.), Передовой опыт школьной психологии-III (3-е изд., стр. 805-816). Вашингтон, округ Колумбия: Национальная ассоциация школьных психологов.
Агопян, Л. П., Бёлтер, Э.В., и Ярмолович, Д.П. (2011). Уточнение графика подкрепления после тренинга по функциональной коммуникации: обзор и рекомендации. Анализ поведения на практике, 4(1), 4-16
Ларриба-Квест, К. (2017). Подкрепление в классе. Репортер , 21(18). Получено из подкрепления в классе.
Подкрепление в классе — Ресурсы для класса аутизма
Как мы все знаем, люди с аутизмом не всегда руководствуются теми же стратегиями, что и другие ученики. Иногда они могут сказать нам, что они предпочитают, а иногда мы должны стать детективами, чтобы понять это. В последнее время я размышлял о силе подкрепления, а также о множестве мифов и недоразумений, связанных с его использованием в классе. ЦЕЛЬ: Texas Autism Resource Guide for Effective Learning содержит хорошее общее описание того, что такое подкрепление, и список научно обоснованных ресурсов, поддерживающих его использование при аутизме. Вместо того, чтобы сосредотачиваться на всем, что касается подкрепления, которое гораздо лучше освещено в других источниках, я хочу указать на несколько вещей, о которых следует подумать, и предоставить некоторые ресурсы для определения и использования подкрепления в классе.
1. Поощряйте поведение, а не ученика.
Это критическая точка по целому ряду причин. Во-первых, это означает, что нам нужно определить заранее, какие конкретные модели поведения мы хотим увеличить . Затем нам нужно обеспечить поощрение сразу же после такого поведения. Это означает, что если мы работаем над соблюдением требований, мы можем усилить выполнение наших указаний и работать хорошо. Однако, если наша цель не состоит только в уступчивости, нам нужно определить навык или поведение, которые мы пытаемся улучшить. Чего мы не хотим делать, так это просто давать подкрепление после раздела инструкции таким образом, что это может быть или не быть правильным ответом. Это приведет к неправильному обучению ученика.
2. Повышайте каждый раз новые навыки.
Некоторым учащимся мы можем расширить наше поощрение, используя системы жетонов и похвалы, а также рандомизируя наше представление поощрения по мере того, как мы сокращаем график поощрения. Помнить о сокращении графика подкрепления с течением времени по мере того, как ученик становится более опытным, очень важно, но ошибка, которую я чаще всего наблюдаю, заключается в слишком большом и слишком быстром распределении подкреплений, так что правильная реакция начинает уменьшаться. Если навыки или поведение учащегося не улучшаются, подумайте, достаточно ли часто вы используете подкрепление.
3. Армирование — это больше, чем просто предмет.
То, как вы продаете поощрение, так же важно, как и предмет или действие. Выбор поощрений, которые более интересны и увлекательны, когда вы участвуете в них, чем когда вы не участвуете в них, — это один из способов повысить ценность вашего подкрепления для поведения ученика. Такие действия, как мыльные пузыри для маленьких детей, которым нужно, чтобы вы их надули, или маникюр для старшеклассника, когда вы наносите лак, — оба примера превращения поощрения в увлекательное занятие, в котором участвуете и вы. Сотрудничайте с поощрителем, независимо от того, что это такое, хваля в первую очередь и предлагая «бесплатные подарки» в другое время, когда ученик не работает с вами, — это способы повысить ценность вашего поощрения. Когда вы станете условным подкреплением, учащиеся начнут переходить от более конкретного подкрепления к более социальному подкреплению, такому как похвала и одобрение. Чтобы узнать больше о том, как подкреплять себя и находить подкрепления для старших школьников, см. запись в блоге ABA-терапевтов: Как заставить себя подкреплять себя при работе с детьми с аутизмом | АВА-терапевты
4. Если поведение, которому следует поощрение, не усиливается, то предмет или действие, которое вы используете, не является поощрением.
Подкрепление по определению увеличивает частоту поведения, которому оно следует. Независимо от того, насколько человек любит предмет или занятие, это не может быть подкреплением, если поведение не усиливается. Потому что опять же мы подкрепляем поведение, а не ученика. Кроме того, подкрепления у всех разные. То, что я люблю суши и это может подкреплять некоторые мои действия (например, ездить за ними через весь город), не означает, что это будет подкреплять поведение других. На самом деле, суши всегда были моим любимым примером, потому что они могут быть просто наказанием для некоторых людей, которые их терпеть не могут.
5. Поощрение (или сотни) есть у всех.
Часто я слышу, как учителя говорят, что они не могут найти поощрение для ребенка или что у ребенка нет поощрения. У каждого в повседневной жизни есть предметы и действия, которые служат подкреплением. Хитрость заключается в том, чтобы попытаться выяснить, что они из себя представляют. Для большинства из нас и большинства типичных студентов комплименты и слова о том, что мы делаем хорошую работу, являются поощрением. Для большинства учащихся, заканчивающих дошкольное учреждение, хорошие оценки в их табелях мотивируют и служат для закрепления правильных ответов.
Учащихся с аутизмом, однако, не всегда вдохновляют обычные вещи, которыми мы являемся. Некоторым учащимся, в частности, трудно найти вещи, которые способствуют улучшению поведения. Для этих студентов есть несколько вещей, которые они могут попробовать, чтобы решить головоломку. Один из них — позволить ученику бродить по комнате в одиночестве и посмотреть, что он решит делать. Используйте этот предмет или действие и посмотрите, увеличивает ли это поведение, которому следует. Однажды я сделал это с учеником в дошкольном классе. Когда мы позволили ему побегать по комнате, он взял кусок скотча с учительского стола и вывернул его наизнанку липкой стороной наружу. Затем он ходил по комнате, играя с ним. Затем я взял его у него и попросил выполнить простые задания, такие как выполнение простых одношаговых инструкций (например, сесть). Я подсказал ему в первый раз, а затем вернул кассету. Затем мы увидели, что его соблюдение основных команд увеличилось во время короткого сеанса обучения. Той ночью я пошел в магазин и нашел много липких игрушек, которые мы могли использовать вместо ленты. Я сделал это, потому что лента не совсем подходящая по возрасту игрушка для дошкольника. На следующий день мы смогли повысить его базовое следование указаниям и имитацию основных жестов, следуя за его правильными ответами с возможностью играть с липкими игрушками.
6. Поощрения стареют
Независимо от того, насколько они нам нравятся или насколько они нравятся нашим ученикам сейчас, насыщение поощрениями может случиться с чем угодно. Например, если я использую еду в качестве поощрения, а ученик только что пообедал… скорее всего, еда не сработает так же хорошо, как поощрение, потому что ученик больше не голоден. Точно так же это означает, что не существует ОДНОГО поощрения для всех… повесьте шляпу на одно поощрение для ученика, и оно быстро устаревает и перестает работать. Постарайтесь составить список поощрений для каждого ученика. Затем вы можете предоставить различные предметы/действия, чтобы закрепить поведение, которое вы пытаетесь улучшить. Это сделает их свежими и мощными, а также улучшит обучение учащегося.
Чтобы узнать о простых в использовании и дешевых поощрениях, см. эти списки с сайта доктора Лауры Риффель http://www.behaviordoctor.org.
Бесплатные вознаграждения для студентов
Бесплатные вознаграждения для взрослых для использования дома
Карточки Killer Choice Cards, которые можно распечатать на визитных карточках
Очевидно, что я мог бы написать о подкреплении гораздо больше.
Вертикальные насосы: модельный ряд и характеристики.
— —
Вертикальные центробежные насосы – это консольные, одноступенчатые агрегаты с осевым входом жидкости в рабочее колесо, предназначенные для перекачивания воды и других жидкостей.
Оборудование этого типа конструктивно выделяется вертикальным расположением вала и вертикальным способом монтажа.
Эти насосы нашли широкое распространение как в быту, так и в различных отраслях промышленности.
Содержание статьи
Типы вертикальных насосов.
Модельный ряд Wilo и Grundfos.
Конструкция вертикального насоса.
Дренажные и шламовые.
По расположению центробежного оборудования относительно перекачиваемой им среды такие агрегаты подразделяются на: насосы полупогружные вертикальные; погружные агрегаты; поверхностные модели.
Насосы полупогружные вертикальные при монтаже опускаются воду лишь частично. Как правило электродвигатель такого агрегата расположен на плите над перекачиваемой средой и с гидравлической частью мотор соединяется посредством общего вала и полумуфт.
Погружные вертикальные центробежные насосы в свою очередь в процессе работы полностью расположены в воде. Такие агрегаты широко используются при перекачивании / откачивании жидкости из шахт и скважин.
Вертикальные поверхностные насосы как следует из названия устанавливаются на поверхности водоема из которого необходимо перекачивать воду.
Общим для всех типов центробежного оборудования является правило не запускать агрегат без воды. Ведь многие модели отводят тепло от узлов с помощью перекачиваемой жидкости и работа в сухую приводит к неизбежным поломкам.
Не рекомендуется применять центробежный вертикальный насос для воды с длинным валом, так как это требует установки нескольких валов-проставок и дополнительных направляющих подшипников.
К тому же становится трудно выполнить тщательную центровку длинного вала. В то время как излом осевой линии вала приводит к вибрации и быстрому выходу из строя направляющих подшипников.
Расстояние между фланцами вала электродвигателя и вала насоса регламентируется непосредственно заводом-изготовителем из расчета установки одного вала проставки.
Модельный ряд Wilo и Grundfos.
Вертикальные агрегаты широко применяются в для обеспечения работы водопроводных системах дома. Самыми популярные модели – это вертикальные насосы Wilo и вертикальные насосы Grundfos cr – они непосредственно монтируются в скважину или колодец и способны обеспечивать непрерывную подачу воды.
Вертикальный насос Grundfos.
Вертикальные многоступенчатые насосы grundfos CR сконструирован для применения практически в любых отраслях промышленности.
Оборудование серии выполняется из таких материалов как чугун, нержавеющая сталь и титан. Модельная линейка представлена 11 насосами, позволяющими охватить интервал давлений до 40 бар.
Вертикальные насосы grundfos cr предназначаются для: систем мойки и очистки; плавательных бассейнов; перекачивания кислот и щелочей; систем обратного осмоса; систем ультрафильтрации.
Оборудование серии обеспечивает полный спектр решений для гражданского применения и промышленных установок.
Особенности и преимущества: Удобство технического обслуживания; Надежность; Энергоэффективность; Возможность создания высокого давления только одним насосом; Может использоваться для слабо агрессивных жидкостей; Обладает высокой коррозионной устойчивостью.
Основные технические характеристики: подача: до 180 м3/ч напор: до 270 м температура перекачиваемой среды: — 20 °C до +120 °C максимальное рабочее давление: до 40 бар
Вертикальные насосы Wilo Multivert.
Wilo Multivert – это вертикальный многоступенчатый центробежный насос способный создавать высокий напор. Корпус насоса и рабочие колеса изготавливаются из коррозионностойких сталей.
Оборудование серии Multivert может использоваться для водоснабжения и повышения давления, водораспределения в промышленных циркуляционных системах, а также для контуров циркуляции охлаждающей воды. Его также можно использовать в системах пожаротушения, в системах орошения и в моечных установках.
Конструкция вертикального насоса 600В.
Промышленные вертикальные насосы российского производства включают в конструкцию: 1 – рабочее колесо; 2 – нижняя крышка; 3 – опорные лапы; 4 – корпус насоса; 5 – верхняя крышка; 6 – направляющий подшипник; 7 – подвод чистой воды; 8 – отвод дренажных вод; 9 – фланец; 10 – вал рабочего колеса; 11 – сальниковое уплотнение; 12 – фланец вала; 13 – фундаментная плита; 14 – уплотняющее кольцо; 15 – входной патрубок; 16 – защитное кольцо; 17 – колпак.
Основными деталями насоса являются корпус, вал и рабочее колесо. Корпус насоса стальной, спиральный, с верхней крышкой. Конструктивно насос центробежный вертикальный имеет две крышки – верхнюю и нижнюю.
Маркируются насосы полупогружные вертикальные маркируются следующим образом:
600В-1,6/100-У2, где
600 – условный проход напорного патрубка, мм;
В – типа насоса;
1,6 – подача агрегата, м3/с;
100 – напор в метрах;
У2 – климатическое исполнение и категория размещения.
У насосов серии 1200 В и 1600В – корпус с двухзавитковым спиральным отводом, а у насосов 2000В и 2400В – с трехзавитковым, разделенным перегородками.
Такая многозавитковая конструкция корпуса помогает снизить радиальное усилие, действующее на вал насоса и направляющие подшипники. Одновременно перегородки увеличивают жесткость корпуса.
Корпус насоса вертикального типа опирается лапами на две фундаментные плиты и закрепляется анкерными болтами. Насосы 1200В, 1600В, 2000В и 2400В после установки и выверки оси заливаются бетоном до оси насоса.
Входной патрубок агрегата 600В отливается за одно целое с нижней крышкой корпуса и направлен вертикально вниз.
У насосов 600В, 800В и 1000Вперекачиваемая жидкость подводится по металлической всасывающей трубе и переходному патрубку, который присоединяется в нижней части корпуса на болтах.
У насосов 1200В, 2000В и 2400В вода подводится по бетонной всасывающей трубе, присоединяющейся к корпусу насоса с помощью нижнего закладного чугунного кольца.
На верхней крышке корпуса крепится направляющий подшипник и сальниковое уплотнение вала.
Вал насоса вертикального типа кованый стальной, около подшипника и сальника защищен электронаплавкой из нержавеющей стали.
Уплотнение вала выполняется в двух взаимноприменяемых вариантах: двойное торцевое; сальниковое с мягкой набивкой.
Оба варианта требуют подвода чистой воды для защиты уплотнения от нагревания и износа абразивными частицами.
Рабочее колесо стальное (у насосов 600В, 800В и 1000В чугунное) с осевым входом жидкости, крепится к фланцу вала.
Фланец закрывается колпаком, который улучшает гидравлику потока в проточной части колеса.
Уплотнение рабочего колеса (щелевое) состоит из двух колец: стальное защитное кольцо крепится к колесу; чугунное уплотняющее прикреплено к корпуса насоса.
Благодаря тому, что крышка и переходный патрубок съемные, можно ремонтировать уплотнение колеса без разборки насоса.
Привод вертикального насоса для воды осуществляется с помощью электродвигателя. Соединение валов двигателя и насоса жесткое фланцевое. Осевые усилия и вес ротора агрегата воспринимаются пятой электродвигателя.
Шламовые и дренажные вертикальные насосы.
Оборудование вертикального типа применяется во многих областях. Основным преимуществом таких машин является большие значения КПД – порядка 80% для полупогружных моделей.
Основными областями использования полупогружных моделей считаются машиностроение, горная и химическая промышленность. Широко распространены шламовые и нефтяные вертикальные насосы.
Вертикальный шламовый насос разрабатывается специально для перекачивания загрязненных жидкостей, содержащих с своем составе крупные механические примеси.
Преимущество таких агрегатов состоит в том, что они способны перекачивать очень плотные (до 2500 кг/м3) среды, поэтому они широко используются на очистных сооружениях, а также используются в горнодобывающей, перерабатывающей промышленности, а также на очистных сооружениях.
Широкой популярностью на рынке пользуется продукция компании Warman, которая как раз специализируется на оборудовании для горнодобывающей и химической промышленности.
В качестве альтернативы зарубежному поставщику можно рассматривать отечественные насосы полупогружные вертикальные ВШН-150. Эти агрегаты способны перекачивать жидкостями плотностью до 2500 кг/м3 и концентрацией абразивных частиц до 20% (размер до 20 мм).
Вертикальные дренажные насосы как и шламовые применяются для перекачивания жидкостей с наличием небольших (до 5 мм) абразивных частиц, без наличия в жидкости волокнистых включений или камней.
Вертикальные дренажные насосы не рекомендуется использовать в строительстве или при откачивании канализационных стоков.
Вместе со статьей «Вертикальные насосы: модельный ряд и характеристики.» читают:
Вертикальные дренажные насосы | Sulzer
Вертикальные дренажные насосы применяются в тех случаях, когда требуется перекачка чистых или слабозагрязненных жидкостей. Улита насоса погружается в рабочую жидкость, а приводной двигатель монтируется с сухой установкой сверху. Насос оборудован общей отводной / вспомогательной колонной. На валу вертикального дренажного насоса устанавливаются подшипники скольжения, обычно смазываемые перекачиваемой средой.
Вертикальный турбинный насос JTS
Вертикальный турбинный насос JTS сочетает традиционно высокий уровень технической проработки и надежности вертикальных насосов, поставляемых компанией Sulzer, с унификацией материалов и конфигураций для рабочих ступеней с размерами от 180 до 510 мм (от 7 до 20 дюймов).
Насос высокого давления типа JVCR со стаканом для закачки сжиженного природного газа
Насос JVCR — это вертикальный многоступенчатый погружной насос со стаканом, выполненный по ISO 13709 / API 610, тип VS6, используемый в ситуациях, когда кавитационный запас системы (NPSHa) ограничен. Предлагается широкий спектр проточных частей, конструкции напорного патрубка и класса давления в зависимости от индивидуальных требований к системе.
Вертикально устанавливаемый технологический насос типа SJD (API)
Насосы типа SJD (API) — насосы, выполненные по ISO 13709/API 610, тип VS1 и VS6, конструкция которых сформировалась благодаря многолетнему опыту. В них используется 1-я ступень с малой высотой столба жидкости над всасывающим патрубком насоса (NPSH), разработанная компанией Sulzer, с последующими гидравлическими характеристиками с уникально большой высотой напора из расчета на ступень с целью уменьшить до минимума необходимое количество ступеней.
Вертикальный многоступенчатый конденсатный насос типа SJD-CEP с внешним стаканом на входе
Вертикальные насосы типа SJD-CEP со стаканом для отвода конденсата используются там, где имеется низкий кавитационный запас вследствие либо системных ограничений, либо давления перекачиваемых жидкостей, близкого к давлению насыщенного пара (в основном в качестве конденсатных и сливных насосов).
Вертикальный диагональный насос SJM
Насос SJM — вертикальный, одно- или двухступенчатый диагональный насос с чашеобразным корпусом, обычно применяется для подъема жидкости вверх с небольшим давлением, как правило, из открытых резервуаров с жидкостью.
Вертикальный осевой насос SJP
Вертикальные осевые насосы SJP обычно применяются для перекачки больших объемов воды при низком напоре из открытых водных источников, таких как океаны, реки, озера, охлаждающие бассейны, резервуары и отстойники.
Насосы SJT (Geo) для перекачки горячей воды из геотермального источника
Геотермальный насос Sulzer SJT (Geo) предназначен для добычи в неглубоких скважинах. Длину насоса можно отрегулировать, чтобы получить желаемую подачу при перекачке горячей воды.
Вертикальный насос охлаждающей воды SJT/SJM CWP
Насосы SJT/SJM CWP — это вертикальные насосы для подачи больших объемов воды, изготовляемые под заказ для промышленных нужд и приямков, оснащенные полуоткрытыми или закрытыми литыми рабочими колесами диаметром от 650 мм.
Погружной насос SJS
Для приведения в движение ступеней вертикальных насосов Sulzer в погружных насосах типа SJS применяются погружные электродвигатели. Таким образом, отпадает необходимость в применении обычных трансмиссионных валов и подшипников вертикальных турбин и достигается уровень мощности до 2 МВт (2700 л.с.).
Насосы VEY и VNY для перекачки солевых расплавов на электростанциях, работающих на концентрированной солнечной энергии
Насосы VEY и VNY — вертикальные диагональные насосы для солевых расплавов с высокой подачей, средним и высоким напором. В их конструкции используются гидравлические элементы проверенных типоразмеров. Данные насосы разработаны с целью достижения баланса между высоким КПД, малой глубиной погружения, кавитационным запасом насоса, длительным сроком службы и надежностью, необходимыми для солнечных электростанций.
Вертикальный центробежный насос типа SJT
Насосы SJT обычно применяются при необходимости перекачки жидкости вверх от уровня грунтовых вод (глубинные насосы) из искусственных подземных хранилищ или открытых резервуаров с жидкостями. Самые современные геометрии проточной части и конструкции механической части делают насосы SJT высокоэффективными, рентабельными и не требующими больших затрат на обслуживание.
Вертикальный центробежный насос STR
Насосы STR — это изготовленные под заказ насосы, обеспечивающие высокую надежность при непрерывной эксплуатации. Вертикальные центробежные насосы STR предназначены для перекачки чистой или слегка загрязненной жидкости в отрасли водоснабжения и других промышленных отраслях.
Брошюры
Optimizing vertical suspended pump performance
pdf
Языки:
EN
Погружные и вертикальные турбинные насосы с линейным валом: преимущества и ограничения
Аллан Р. Будрис
вопросы надежности, которые могут возникнуть при различных условиях, в дополнение к действиям, которые можно предпринять для минимизации этих негативных факторов.
Эти уникальные отрицательные проблемы с надежностью линейного вала VTP включают чрезмерную вибрацию, которая может быть вызвана гибким двигателем/нагнетательной головкой, и спагетти-подобный вал линии, который соединяет двигатель с подземным узлом чаши насоса блока подачи. Это в дополнение к проблемам с прямолинейностью вала и потенциальным проблемам с подшипниками линейного вала, которые могут смазываться либо перекачиваемой жидкостью, либо подачей масляной трубки с поверхности.
Рис. 1: Промышленный вертикальный турбинный насос расстояние, превосходные материалы подшипников и методы смазки. Однако я не рассматривал возможность альтернативной конструкции насоса для решения этих проблем VTP линейного вала. Вертикальный турбинный насос с приводом от погружного двигателя (см. рис. 2) имеет двигатель, расположенный под узлом чаши насоса, что устраняет линейный вал, подшипник линейного вала и компоненты пьедестала двигателя — и, следовательно, связанные с этим уязвимости к вибрации / износу.
Однако у вертикальных турбинных насосов с погружным двигателем и линейным валом есть свои преимущества и недостатки, в зависимости от конкретного применения и конструкции насоса. Основные плюсы и минусы этих двух типов насосов подробно описаны ниже.
Преимущества погружного двигателя VTP
Вертикальные турбинные насосы с погружным двигателем используют погружной двигатель, соединенный с нижней частью погружного вертикального турбинного насоса, так что оба они расположены в скважине вместе.
Погружной двигатель ВТП, как правило, бесшумный, что является преимуществом для сильно загруженных мегаполисов. Надземный двигатель, приводящий в движение ВТП с линейным валом, иногда может создавать неприемлемый уровень шума и менее привлекателен с атеистической точки зрения.
Поскольку погружной двигатель VTP не имеет высоких надземных выпускных головок/двигателей и линейного вала, он не подвержен потенциальным проблемам с вибрацией от этих компонентов. Насосы VTP с короткой посадкой линейного вала с низкими значениями давления/осевого усилия более чувствительны к вибрациям, чем насосы с глубокой посадкой линейного вала, особенно в сочетании с приводом с регулируемой скоростью.
Рис. 2: Вертикальный турбинный насос с погружным двигателем
. Однако для погружных двигателей требуются силовые кабели, которые могут компенсировать стоимость линейного вала и могут быть повреждены.
Кроме того, из-за отсутствия линейного вала и расстояния между подшипниками VTP с погружным двигателем могут работать на более высоких скоростях, что означает меньшее количество ступеней чаши насоса и обсадную колонну небольшого диаметра, что может дополнительно снизить первоначальные затраты.
Погружной двигатель VTP более компактен и прост в обращении, а погружной двигатель VTP не нуждается в насосной станции для защиты наземного двигателя от непогоды.
Преимущества VTP с линейным валом
VTP с линейным валом имеют определенные преимущества перед VTP с погружным двигателем. Погружные двигатели ВТП менее эффективны, чем наземные двигатели, из-за их меньшего (неоптимального) диаметра и возможности заполнения двигателя диэлектрическим маслом. Я провел четыре сравнения, которые показали, что средние погружные двигатели на 6,2 процентных пункта менее эффективны, чем наземные двигатели (93,7 процента против 87,5 процента). Это снижение эффективности погружного двигателя может быть несколько смягчено для насосов с более глубокой установкой за счет потерь эффективности из-за трения подшипников линейного вала, которые могут составлять от одной до двух лошадиных сил на 100 футов глубины.
Коэффициент мощности погружного двигателя в большинстве случаев может быть на 5-6 процентов ниже соответствующего коэффициента мощности стандартного двигателя.
Погружной двигатель более подвержен отказу из-за условий перегрузки, низкого напряжения и скачков напряжения в источнике питания, чем обычный (надземный) вертикальный двигатель.
Некоторые производители указывают, что частота отказов погружных двигателей выше, поскольку они работают в более суровых условиях. Тот факт, что погружной двигатель погружен в колодезную воду, означает, что механическое уплотнение вала двигателя должно работать с любыми абразивами в колодезной воде и подвергаться высокому давлению для глубинных насосов. Если уплотнение или двигатель выходят из строя по какой-либо причине, весь насос (и двигатель) необходимо вытащить для ремонта. По мере старения двигателей уплотнения могут протекать, а кабели могут подвергаться истиранию.
При открытом ВТП линейного крыльчатки потеря эффективности из-за износа рабочего колеса/износной пластины может быть компенсирована вертикальной регулировкой линейного вала, что невозможно с погружным двигателем ВТП.
Линейные ВТП обладают гораздо большей универсальностью, чем агрегаты погружного типа. Турбинный насос с линейным валом может приводиться в движение вертикальным двигателем, двигателем через прямоугольную зубчатую передачу, горизонтальным двигателем через угловую зубчатую передачу, шкивом с плоским ремнем или клиноременным шкивом, соединенным с двигателем. .
Установка двигателя насоса на уровне земли значительно снижает стоимость установки, ремонта, осмотра и замены двигателя. Стоимость вытаскивания мотора с большой глубины значительно выше, чем при работе на уровне земли.
Выводы
Как видно из вышеизложенного, как линейные, так и погружные вертикальные турбинные насосы имеют явные преимущества и недостатки в зависимости от области применения. Как правило, погружные VTP более привлекательны в небольших городских районах, где важны шум и эстетика и где насосы с линейным валом испытывают проблемы с вибрацией или износом подшипников линейного вала. VTP с линейным валом, как правило, наиболее привлекательны для приложений с глубокой посадкой, где эффективность и надежность двигателя являются серьезной проблемой. Расчет общей стоимости жизненного цикла может помочь в принятии окончательного решения.
Следует отметить, что приведенные выше сравнения не применимы к одноступенчатым (без ВТП) погружным насосам (см. рис. 3), в которых двигатель расположен над рабочим колесом и корпусом. Такие двигатели не ограничены небольшими размерами корпуса скважины и часто могут конкурировать по эффективности с наземными двигателями.
Ссылки
1. Будрис, Аллан Р. «Особые аспекты вибрации вертикальных турбинных насосов», WaterWorld, декабрь 2016 г.
2. Будрис, Аллан Р. «Назад к основам. Выбор подшипников», WaterWorld, декабрь 2013 г.
3. Бесподобная насосная компания. «Насосы с погружным двигателем и турбины с линейным валом для работы в глубоких скважинах», Бюллетень технической информации, номер девятнадцать, 2006 г.
4. Franklin Aid. «Линейные валы по сравнению с подводными лодками: некоторые большие преимущества для подводной лодки», Franklin Electric, февраль 2017 г.
Об авторе: Аллан Р. Будрис, PE, независимый инженер-консультант, который специализируется на обучении, анализе отказов, устранении неполадок, аудиты надежности, эффективности и судебная поддержка по насосам и насосным системам. С офисами в Вашингтоне, штат Нью-Джерси, с ним можно связаться по электронной почте [email protected].
Погружные турбинные насосы — National Pump Company
Линейка погружных турбин National Pump является наиболее полной в отрасли. Погружные насосы National, идеально подходящие для сельскохозяйственного, муниципального, коммерческого и промышленного применения, предназначены для обеспечения эффективной и бесперебойной работы в течение длительного срока службы. Особенности:
6–30 дюймов Гидравлика; Потоки до: 25 000 галлонов в минуту; Напор до: 1500 фунтов на квадратный дюйм (3465 футов).
Гидравлические конструкции со стандартной или осевой балансировкой
6-дюймовые насосы имеют резьбовую конструкцию; Насосы размером 7″ – 24″ имеют фланцевую конструкцию
Чугунные эмалированные барабаны в сочетании с прецизионно сбалансированными рабочими колесами из бронзы или нержавеющей стали обеспечивают максимально возможную эффективность и производительность.
Доступны компоненты из литого и ковкого чугуна; Конструкция из кремния, алюминия и 304, 316 и дуплексной нержавеющей стали
Всасывающие кронштейны для тяжелых условий эксплуатации для установки всех фланцевых двигателей NEMA.
Различные материалы подшипников, включая бронзу, резину, износостойкие и коррозионностойкие композиты
Сертификаты (если указано): Сертифицированная система управления качеством ISO 9001, сертификация насосов NSF61 и 372
Испытания на соответствие стандартам Института гидравлики
Все модели насосов изготавливаются из стандартных материалов и могут быть изготовлены по индивидуальному заказу в соответствии с вашими требованиями. на различных производственных площадках.
МУНИЦИПАЛЬНЫЕ СООРУЖЕНИЯ
National Pump в действии Обеспечение муниципальных рынков эффективными и надежными насосами для водоснабжения сельских районов.
Погружные турбинные насосы — Приложение для повышения давления Скачать
Руководство по продукту, NPC (на английском языке) Скачать
Руководство по продукту, NPC (на испанском языке) Скачать
Кривые производительности, NPC — 50 Гц Скачать
Погружные турбинные насосы, NPC — Скачать руководство IOM
Bombas Sumergibles De Turbina, NPC — Загрузка руководства IOM
NSF Спецификации продукции Скачать
Общие вопросы
Когда следует рассмотреть возможность использования погружного турбинного насоса по сравнению с турбинным насосом с вертикальным распределительным валом?
Рекомендации по использованию ПОГРУЖНОГО НАСОСА вместо вертикального турбинного насоса:
Когда возникают проблемы с удлинением вала при установке глубокого вертикального турбинного насоса.
Когда лунки не прямые.
В открытых колодцах, где затопление может представлять угрозу для двигателей, установленных на поверхности.
В местах с ограниченным пространством или там, где внешний вид или шум не позволяют устанавливать на поверхности.
При установке внутритрубного бустера в горизонтальном, вертикальном или наклонном положении.
Есть ли в наличии у National Pump рабочие колеса из нержавеющей стали?
Да, компания National Pump имеет в наличии рабочие колеса из нержавеющей стали марок 304 и 316, конструкции размером до 15 дюймов без каких-либо корректировок производительности.
Имеет ли компания National Pump сертификацию NSF 61?
Да, по состоянию на 20 сентября 2019 г. компания National Pump имеет сертификаты NSF/ANSI/CAN 61 и NSF/ANSI 372 для вертикальных и погружных турбинных насосов в сборе. Вертикальные турбинные насосы с глубокой посадкой доступны в конфигурациях, включающих закрытый распределительный вал, смазываемый маслом или омываемый пресной водой, или предварительно смазанный открытый линейный вал. Короткие вертикальные турбинные насосы доступны либо со смазкой продуктом, либо с закрытым приводным валом. Компания NPC сертифицировала множество дополнительных материалов, чтобы наши клиенты могли выбирать лучшие материалы для своего конкретного применения. Будь то стандартные материалы, нержавеющая сталь или алюминиевая бронза, мы можем удовлетворить ваши потребности. Варианты подшипников также включают бронзовые, неопреновые, морские или весконитовые. Компенсационные кольца доступны из нержавеющей стали или алюминиевой бронзы. Варианты уплотнений включают механические уплотнения в конфигурациях с раздельным или одинарным картриджем или набивку из расширенной пряжи из ПТФЭ. Стандартное покрытие Tnemec N-140 Pota-Pox Plus обеспечивает длительную защиту стальных компонентов. Полный насос, от всасывания до нагнетания, сертифицирован для перекачивания питьевой воды без добавления химических загрязнителей или примесей, которые могут повлиять на наше здоровье.
Имеет ли компания National Pump сертификат ISO?
Да, все насосы, которые должны быть изготовлены в соответствии с сертификатом ISO9001, должны быть изготовлены на заводе National Pump, сертифицированном по стандарту ISO 9001, в Глендейле, штат Аризона.
Какие материалы доступны в National?
National Pump производит насосы из различных материалов в соответствии с предпочтениями или потребностями наших клиентов. Чаши и крыльчатки доступны из литого или ковкого чугуна, литой стали, нержавеющей стали, различных бронз или дуплексных нержавеющих сталей. Материалы подшипников доступны из бронзы, морской резины и специальных композитов.
Почему фактическая эффективность тестирования отличается от каталожной?
Обычно производительность и эффективность, указанные в каталоге, представляют собой «наилучшие достижимые» характеристики, полученные в результате испытаний с использованием стандартных конструкционных материалов (т. е. чаши с эмалированным покрытием из чугуна и крыльчатки из бронзы) с заполненными и тщательно отполированными крыльчатками. Любая замена материала или использование «стандартной» полироли может снизить производительность насоса. Гидравлический институт устанавливает стандарты производительности и проверяет допуски на то, что производитель может или не может предоставить.
развертка. Развертка пирамиды для склеивания. Развертки из бумаги
Прямоугольник, квадрат, треугольник, трапеция и другие – геометрические фигуры из раздела точной науки. Пирамида — это многогранник. Основанием этой фигуры является многоугольник, а боковыми гранями треугольники, имеющие общую вершину, или трапеции. Для полного представления и изучения любого геометрического объекта изготавливают макеты. Используют самый разнообразный материал, из которого выполняется пирамида. Поверхность многогранной фигуры, развернутая на плоскости, называется ее разверткой. Создать макет поможет метод преобразования плоских предметов в объемные многогранники и определенные знания из геометрии. Развертки из бумаги или картона изготовить непросто. Потребуется умение выполнять чертежи по заданным размерам.
Материалы и приспособления
Моделирование и выполнение многогранных объемных геометрических фигур — интересный и захватывающий процесс. Из бумаги можно выполнить большое количество всевозможных макетов. Для работы будут необходимы:
бумага или картон;
ножницы;
карандаш;
линейка;
циркуль;
ластик;
клей.
Определение параметров
Прежде всего определим, какой будет пирамида. Развертка данной фигуры является основой для изготовления объемной фигуры. Выполнение работы потребует предельной точности. При неправильном чертеже геометрическую фигуру собрать будет невозможно. Допустим, необходимо изготовить макет правильной треугольной пирамиды.
Любое геометрическое тело обладает определенными свойствами. Данная фигура имеет основанием правильный многоугольник, а ее вершина спроецирована в его центр. В качестве основания выбран равносторонний треугольник. Данное условие определяет название. Боковые ребра у пирамиды – это треугольники, количество которых зависит от выбранного для основания многогранника. В данном случае их будет три. Также важно знать размеры всех составных частей, из которых будет составлена пирамида. Развертки из бумаги выполняются в соответствии с учетом всех данных геометрической фигуры. Параметры будущей модели оговариваются заранее. От этих данных зависит выбор используемого материала.
Как выполняется развертка правильной пирамиды?
Основой модели является лист бумаги или картона. Работу начинают с чертежа пирамиды. Фигура представляется в развернутом виде. Плоское изображение на бумаге соответствует заранее выбранным размерам и параметрам. Правильная пирамида имеет основанием правильный многоугольник, а высота проходит через его центр. Изготавливаем для начала простую модель. В данном случае – это треугольная пирамида. Определяем размеры выбранной фигуры.
Чтобы построить развертку пирамиды, основанием которой является правильный треугольник, в центре листа, используя линейку и карандаш, нарисуем основание заданных размеров. Далее к каждой его стороне вычерчиваем боковые грани пирамиды – треугольники. Теперь переходим к их построению. Размеры сторон треугольников боковой поверхности измеряем циркулем. Ножку циркуля ставим в вершину нарисованного основания и делаем засечку. Действие повторяем, перемещаясь в следующую точку треугольника. Пересечение, полученное в результате таких действий, определит вершины боковых граней пирамиды. Их соединяем с основанием. Получаем чертеж пирамиды. Для склеивания объемной фигуры на сторонах боковых граней предусматривают клапаны. Дорисовываем небольшие трапеции.
Сборка макета
Вырезаем ножницами выполненный рисунок по контуру. Аккуратно сгибаем развертку по всем линиям. Клапаны-трапеции заправляем внутрь фигуры таким образом, чтобы ее грани сомкнулись. Их смазываем клеем. Через тридцать минут клей высохнет. Объемная фигура готова.
Развертка четырехугольной пирамиды
Сначала представим, как выглядит геометрическая фигура, макет которой будем изготавливать. Основанием выбранной пирамиды является четырехугольник. Боковые ребра — треугольники. Для работы используем те же материалы и приспособления, что и в предыдущем варианте. Чертеж выполняем на бумаге карандашом. В центре листа чертим четырехугольник с выбранными параметрами.
Каждую сторону основания делим пополам. Проводим перпендикуляр, который будет являться высотой треугольной грани. Раствором циркуля, равным длине боковой грани пирамиды, делаем на перпендикулярах засечки, установив его ножку в вершину основания. Оба угла одной стороны основания соединяем с полученной точкой на перпендикуляре. В результате получаем в центре чертежа квадрат, на гранях которого нарисованы треугольники. Чтобы зафиксировать модель на боковых гранях, дорисовывают вспомогательные клапаны. Для надежного крепления достаточно полоски сантиметровой ширины. Пирамида готова к сборке.
Завершающий этап выполнения макета
Полученную выкройку фигуры вырезаем по контуру. По начерченным линиям сгибаем бумагу. Сбор объемной фигуры производят путем склеивания. Предусмотренные клапаны смазываем клеем и фиксируем полученную модель.
Объемные макеты сложных фигур
После выполнения простой модели многогранника можно перейти к более сложным геометрическим фигурам. Развертка пирамиды усеченной намного сложнее в выполнении. Ее основаниями являются подобные многогранники. Боковые грани – это трапеции. Последовательность выполнения работы будет такой же, как та, в которой изготавливалась простая пирамида. Развертка будет более громоздкой. Для выполнения чертежа используют карандаш, циркуль и линейку.
Построение чертежа
Развертка пирамиды усеченной выполняется в несколько этапов. Боковой гранью усеченной пирамиды является трапеция, а основаниями — подобные многогранники. Допустим, что это квадраты. На листе бумаги выполняем чертеж трапеции с заданными размерами. Боковые стороны полученной фигуры продлеваем до пересечения. В результате получаем равнобедренный треугольник. Его сторону измеряем циркулем. На отдельном листе бумаги строим окружность, радиусом которой будет измеренное расстояние.
Следующий этап – это построение боковых ребер, которые имеет усеченная пирамида. Развертка выполняется внутри нарисованной окружности. Циркулем измеряют нижнее основание трапеции. На окружности отмечаем пять точек, которые соединяют линии с ее центром. Получаем четыре равнобедренных треугольника. Циркулем измеряем сторону трапеции, нарисованной на отдельном листе. Данное расстояние откладываем на каждой стороне нарисованных треугольников. Полученные точки соединяем. Боковые грани трапеции готовы. Остается только нарисовать верхнее и нижнее основания пирамиды. В данном случае это подобные многогранники – квадраты. К верхнему и нижнему основаниям первой трапеции дорисовываем квадраты. На чертеже изображены все части, которые имеет пирамида. Развертка практически готова. Остается только дорисовать соединительные клапаны на сторонах меньшего квадрата и одной из граней трапеций.
Завершение моделирования
Перед склеиванием объемной фигуры чертеж по контуру вырезают ножницами. Далее развертку аккуратно сгибают по начерченным линиям. Крепежные клапаны заправляем внутрь модели. Их смазываем клеем и прижимаем к граням пирамиды. Модели даем высохнуть.
Изготовление разных моделей многогранников
Выполнение объемных моделей геометрических фигур — увлекательное занятие. Чтобы его досконально освоить, следует начинать с выполнения самых простых разверток. Постепенно переходя от простых поделок к более сложным моделям, можно приступать к созданию самых замысловатых конструкций.
Правильная пирамида. имеющая в основании правильный n — угольник (в данном случае шестиугольник), показана на рис. 1. Для удобства построения одно из ребер, например O’V’ расположено в плоскости, параллельной фронтальной проекции.
Рис. 1. Правильная пирамида развертка.
Поэтому на рисунке показана его натуральная величина. Построение развертки боковой поверхности следует начинать с произвольной точки V0, из нее как из центра радиусом, равным длине бокового ребра пирамиды R = L, описывается дуга. От произвольной точки O0 на дуге n раз последовательно откладывается сторона многоугольника. Полученные точки 00, 10, …, 60 последовательно соединяются между собой и с высотой V0.
Если дана точка М, принадлежащая одной из плоскостей пирамиды, то ее можно перенести на развертку следующим образом. Проводится прямая MV до пересечения со стороной основания в точке N и соответственно М’V’ до пересечения в точке N’. Расстояние 1N откладывается от точки 10 на стороне 1020 развертки до точки N0. Проводится прямая N0V0. Для определения действительной длины отрезка NM нужно построить вспомогательный прямоугольный треугольник со сторонами N”0M” = NM и М”М”0 = h. От точки N0 откладывается расстояние N”0M”0. Получаем точку М0.
Мы столкнулись с приостановкой производства педалей Avalanche Run и Pyramids. Это связано с тем, что мы используем деталь на той продукции, которая поступила с завода, который загорелся и еще не возобновил производство. У нас очень ограниченный запас, и мы постоянно работаем над решением. Эти продукты не сняты с производства, и многие из них все еще есть в наличии у разных розничных продавцов.
Pyramids — стереофонический флэнджер с пятью пресетами, восемью режимами флэнжера, тапом темпа, тап-подразделением, многофункциональным регулятором Modify, положительной и отрицательной обратной связью и переменным регулятором микширования, чего вы не увидите на фленджере каждый день. .
Построенный на той же запатентованной архитектуре DSP, что и Avalanche Run™, Pyramids обеспечивает убедительный рев реактивного двигателя, аутентичную трель в стиле магнитной ленты, бесконечные движения парикмахерской, гибкую маршрутизацию ввода-вывода и возможность повторного запуска. цикл LFO с помощью ножного переключателя открывает четвертое измерение ритмических возможностей, которые обязательно пощекочут ваше третье ухо.
Classic: Регулятор тембра для модулированного сигнала. По часовой стрелке отсекает низкие частоты и пропускает высокие частоты. Против часовой стрелки отсекает высокие частоты и пропускает низкие частоты.
Через нуль: Время задержки для немодулированного сухого сигнала. Это определяет, где в цикле LFO находится точка через ноль, где вы услышите наиболее резкое подавление.
Barber Pole Up: Регулятор тембра для модулированного сигнала. По часовой стрелке от центра расположен фильтр верхних частот. Против часовой стрелки от центра находится фильтр нижних частот.
Barber Pole Down: Регулятор тембра для модулированного сигнала. По часовой стрелке от центра расположен фильтр верхних частот. Против часовой стрелки от центра находится фильтр нижних частот.
Триггер вверх: Управление чувствительностью для развертки. Это контролирует, как быстро повторный запуск реагирует на вашу атаку киркой.
Триггер вниз: Контроль чувствительности для развертки. Это контролирует, как быстро повторный запуск реагирует на вашу атаку киркой.
Шаг: Регулирует скольжение между шагами. Настройки Low Modify создают резкие ступенчатые переходы между шагами. Более высокие настройки Modify обеспечивают более плавный эффект глиссандо.
Случайный выбор: Регулирует скольжение между шагами. Настройки Low Modify создают резкие ступенчатые переходы между шагами. Более высокие настройки Modify обеспечивают более плавный эффект глиссандо.
1. Вручную: Управляет временем задержки модулированного сигнала. Вручную также можно управлять с помощью педали экспрессии.
2. Rate: Управляет скоростью LFO, а также временем нарастания в режиме «Trigger Up» и временем спада в режиме «Trigger Down». Регулятор скорости имеет три диапазона работы: Медленный, Нормальный и Быстрый. Эти режимы выбираются переключателем Rate & Tap.
3. Ширина: Управляет частотным диапазоном развертки LFO. Вы также можете думать об этом как о контроле глубины для LFO.
4. Mix: Регулятор громкости модулированного сигнала. Модулированный сигнал становится громче при повороте по часовой стрелке и тише при повороте против часовой стрелки.
5. Активировать ножной переключатель: Активировать переключатель с нашей технологией Flexi-Switch™! Этот релейный переключатель истинного байпаса допускает мгновенную работу или работу с фиксацией.
6. Обратная связь: Управление регенерацией модулированного сигнала.
7. Переключатель скорости и касания: «Нормальный» (центральное положение) — 1:1. Темп, в котором вы нажимаете, — это темп, который будут выплевывать Пирамиды. Если установлено значение «Медленно» (левое положение), темп, который вы нажимаете, делится на более медленное движение. Если установлено значение «Fast» (правое положение), темп, который вы нажимаете, умножается и обеспечивает более быструю развертку.
8. Изменить: Поведение этого элемента управления зависит от того, какой режим вы используете.
9. Ножной переключатель Tap/Trigger: В режимах Classic, Through-Zero, Barber Pole Up, Barber Pole Down, Step и Random этот ножной переключатель служит для управления темпом. В режимах Trigger Up и Trigger Down этот педальный переключатель запускает эффект при каждом нажатии.
10. Поворотный переключатель Presets: Выбор между режимом Live и одним из пяти пресетов. Пирамиды поставляются с запрограммированными нашими фаворитами, но вы можете переписать их, если хотите. Мы не возражаем.
11. Поворотный переключатель режимов: Выбирает один из восьми режимов фленджера Pyramids.
Pyramids поставляется с пятью примерами заводских пресетов: 1- Classic 2- Barber Pole Up 3- Trigger Up 4- Step 5- Random все-все-все примеры этих режимов. Пожалуйста, не стесняйтесь изменять или перезаписывать их по своему усмотрению!
Использование пирамид в монофоническом режиме Подключите инструмент к левому входу и используйте либо левый, либо правый выход.
Использование пирамид с моновходом и стереовыходом Подключите инструмент к левому входу и подключите левый и правый выходы к следующей стереопедали в вашей цепочке, к двум входам DAW или к двум усилителям. .
Чтобы использовать пирамиды со стереовходом и стереовыходом Подключите ваш стереофонический инструмент к левому входу и правому входу и подключите левый выход и правый выход к следующей стереопедали в вашей цепочке, к двум входам вашей DAW, или к двум усилителям. Pyramids — это настоящий стереофонический звук, и он будет панорамироваться по всему стереофоническому полю.
Использование пирамид с двумя монофоническими источниками Подключите один инструмент к левому входу и подключите левый выход к следующей педали в вашей цепочке, к входу DAW или к усилителю. Затем подключите другой инструмент к правому входу и подключите правый выход к следующей педали в отдельной цепочке эффектов, к отдельному входу DAW или к отдельному усилителю. Я понятия не имею, зачем кому-то это нужно, но это сработает.
Pro Tip В режимах Trigger Up/Down вы можете повторно запустить флэнджер, используя внешний источник в так называемом Side Chain Flangering . Чтобы запустить Pyramids с помощью внешнего источника, подключите основной инструмент (сигнал, на котором вы хотите услышать фленджер) к правому входу и подключите правый выход Pyramids к вашему усилителю или DAW. Подключите внешний источник запуска (драм-машина, секвенсор или CV) на левый вход Pyramids. Чтобы слышать только затронутый первичный инструментальный сигнал (модулированный внешним источником триггера), не подключайте левый выход. Сигнал вашего основного инструмента будет проходить через правый вход/выход Pyramids, но фленджер будет реагировать на изменения внешнего триггерного сигнала вместо вашего основного инструмента. Для мониторинга источника триггера подключите левый выход Pyramids к отдельному усилителю или входу DAW.
ОБРАЗЦЫ ГИТАРЫ
ОБРАЗЦЫ БАСА
ОБРАЗЦЫ СИНТЕЗА
ОБРАЗЦЫ БАРАБАНОВ
3
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Старая цена: 299,00 $
Размеры: 4,65 x 4,15 x 2,25 дюйма (118 x 105 x 57 мм) с ручками
3
20013 Нарисуйте ток:
460 мА
Входной импеданс: 1 МОм
. Аналого-цифровые и цифро-аналоговые преобразователи
Полностью аналоговый сигнальный тракт
Полностью цифровой обработанный сигнальный тракт с частотной характеристикой 20 Гц – 20 кГц
Технология Flexi-Switch®
В этом устройстве используется технология Flexi-Switch®! Этот релейный способ переключения с истинным байпасом позволяет одновременно использовать мгновенное переключение и переключение с фиксацией.
Для стандартной операции фиксации коснитесь ножного переключателя один раз, чтобы активировать эффект, а затем коснитесь еще раз, чтобы обойти эффект.
Для мгновенной работы удерживайте педаль нажатой столько времени, сколько вы хотите использовать эффект. Как только вы отпустите переключатель, эффект будет пропущен.
Поскольку переключение основано на реле, для передачи сигнала требуется питание.
Питание
Для достижения наилучших результатов используйте входящий в комплект блок питания постоянного тока 9 В со средним отрицательным напряжением 1 А.
Для использования с трансформаторно-сбалансированными изолированными источниками питания для педалей с несколькими выходами, Pyramids можно запитать от двух розеток, объединенных с помощью кабеля с удвоением тока. НЕ ИСПОЛЬЗУЙТЕ КАБЕЛИ С УДВОЕНИЕМ НАПРЯЖЕНИЯ, ПОТОМУ ЧТО ЭТО БУДЕТ ПОДАВАТЬ НАПРЯЖЕНИЕ 18 В НА ПИРАМИДЫ И ЖАРИТЬ ЕГО, КАК ПЕРЕСЛАЖДЕННОЕ ЯЙЦО В ЖИРНОЙ ЛОЖКЕ.
ПХБ, населенные комбинацией искусственного и человеческого интеллекта в Акрон, штат Огайо, США.
Каждая пирамида полностью собрана, подключена и протестирована человеческими бобами в Великом Сфинксе Акрон, штат Огайо, который, по совпадению, выглядит точно так же, как обложка Powerslave Iron Maiden.
Pyramid Masonry & Chimney Lining Company
Pyramid Masonry & Chimney Lining Company является частной компанией, находящейся в Черчвилле, штат Вирджиния. С более 42 лет опыта , мы вкладываем качество и добросовестность в каждую работу.
 3сп(спокойная сталь)
3сп(спокойная сталь)
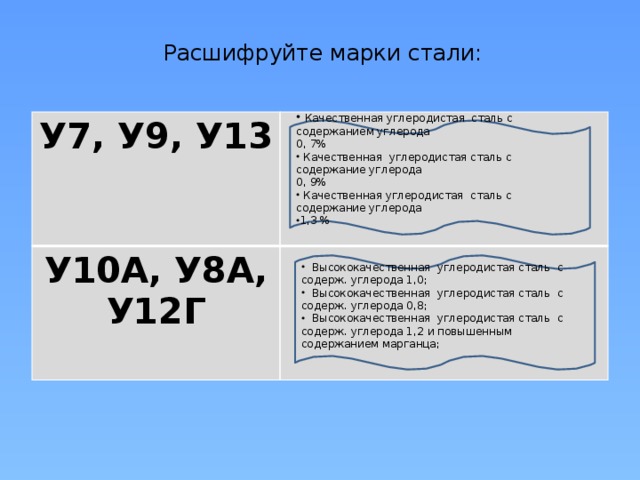 Например 40ХГНМ относится к качественным сталям , а 40ХГНМА уже к высококачественным.
Например 40ХГНМ относится к качественным сталям , а 40ХГНМА уже к высококачественным.
 Следующая цифра 0 указывает, что сталь нелегированная, без коэффициента старения, если вторая цифра 1 то означает сталь с нормируемым коэффициентов старения. Третья цифра означает группу по нормируемым характеристикам. Четвертая и пятые числа означает количество по нормируемым характеристикам.
Следующая цифра 0 указывает, что сталь нелегированная, без коэффициента старения, если вторая цифра 1 то означает сталь с нормируемым коэффициентов старения. Третья цифра означает группу по нормируемым характеристикам. Четвертая и пятые числа означает количество по нормируемым характеристикам.
 Если впереди марки нет цифры, это значит, что углерода в ней либо 1%, либо выше 1%. Цифры, стоящие за буквами, указывают среднее содержание данного элемента в процентах, если за буквой отсутствует цифра – значит содержание данного элемента около 1% (не более 1,5%). Буква А в конце марки, как и в углеродистой, так и в легированной стали, обозначает высококачественную сталь, т.е. сталь, содержащую меньше серы и фосфора.
Если впереди марки нет цифры, это значит, что углерода в ней либо 1%, либо выше 1%. Цифры, стоящие за буквами, указывают среднее содержание данного элемента в процентах, если за буквой отсутствует цифра – значит содержание данного элемента около 1% (не более 1,5%). Буква А в конце марки, как и в углеродистой, так и в легированной стали, обозначает высококачественную сталь, т.е. сталь, содержащую меньше серы и фосфора.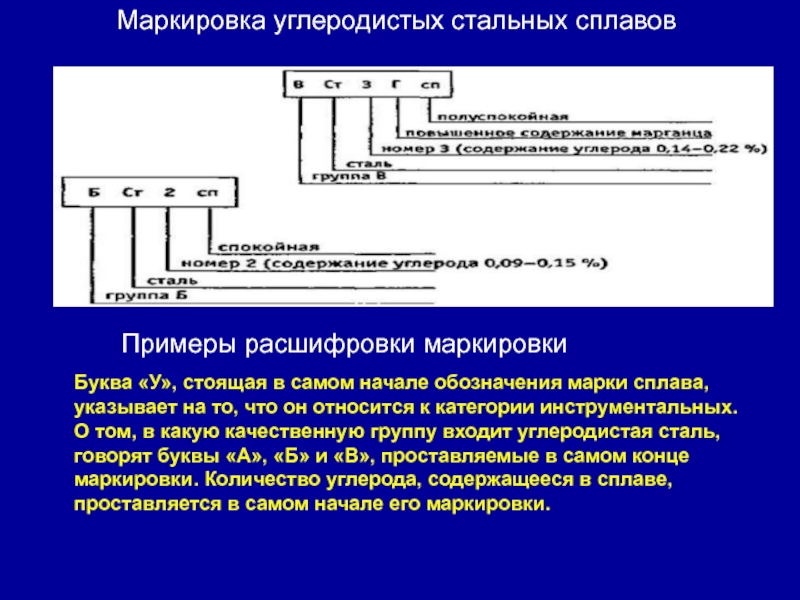 С увеличением содержания углерода до 1,2% твердость, прочность и упругость стали увеличиваются, но пластичность и сопротивление удару понижаются, а обрабатываемость ухудшается, ухудшается и свариваемость.
С увеличением содержания углерода до 1,2% твердость, прочность и упругость стали увеличиваются, но пластичность и сопротивление удару понижаются, а обрабатываемость ухудшается, ухудшается и свариваемость.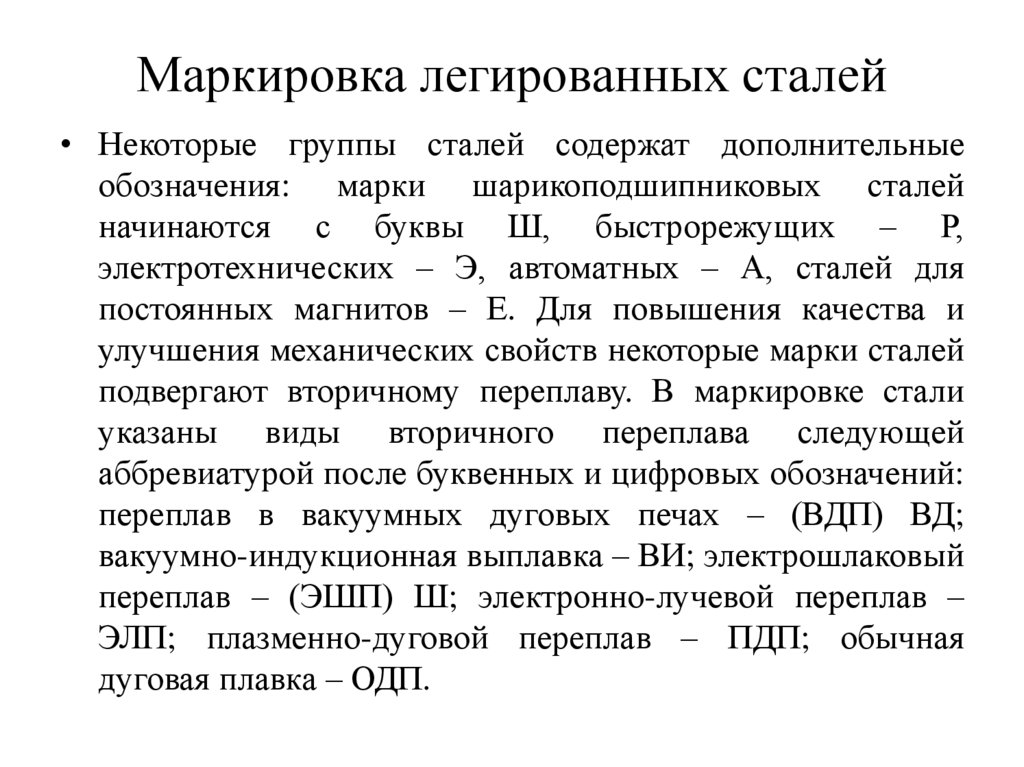
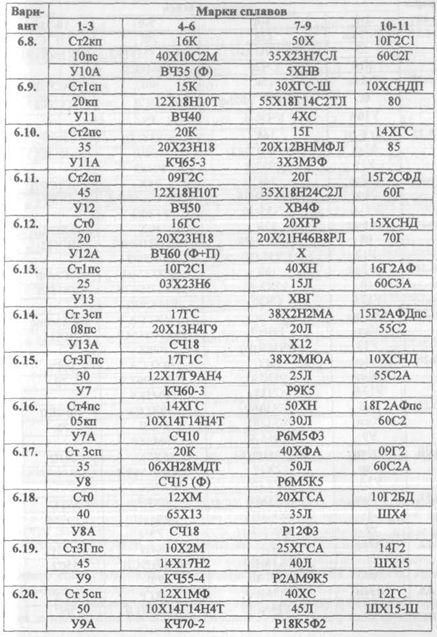 Обрабатываемость стали фосфор несколько улучшает, так как способствует отделению стружки.
Обрабатываемость стали фосфор несколько улучшает, так как способствует отделению стружки.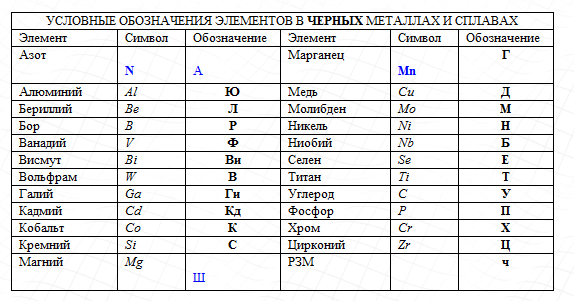
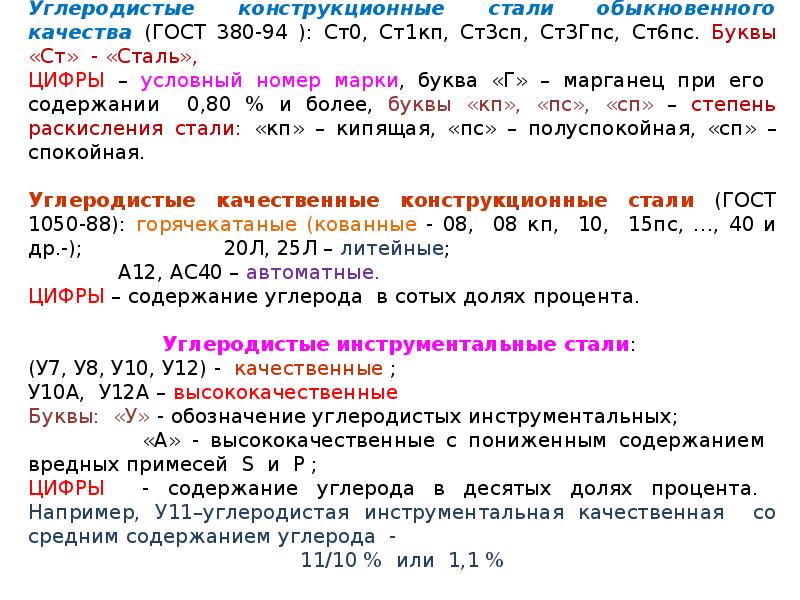 Поэтому в этой статье будут представлены методы маркировки нержавеющей стали, которые вы можете использовать, и как выбрать правильный.
Поэтому в этой статье будут представлены методы маркировки нержавеющей стали, которые вы можете использовать, и как выбрать правильный.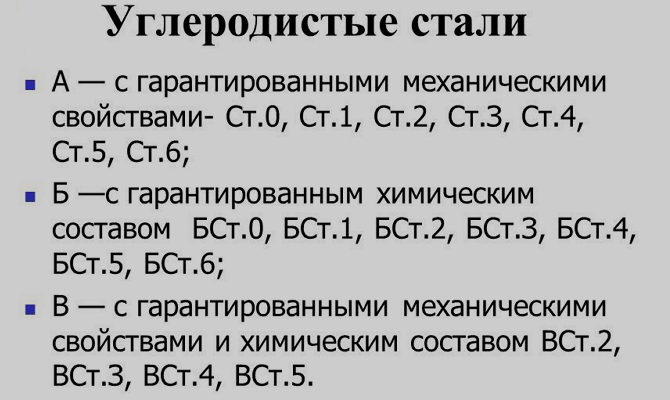 Следовательно, используемый метод и машина не должны изменять эту композицию или удалять слой, в котором эти два свойства полезны.\.
Следовательно, используемый метод и машина не должны изменять эту композицию или удалять слой, в котором эти два свойства полезны.\.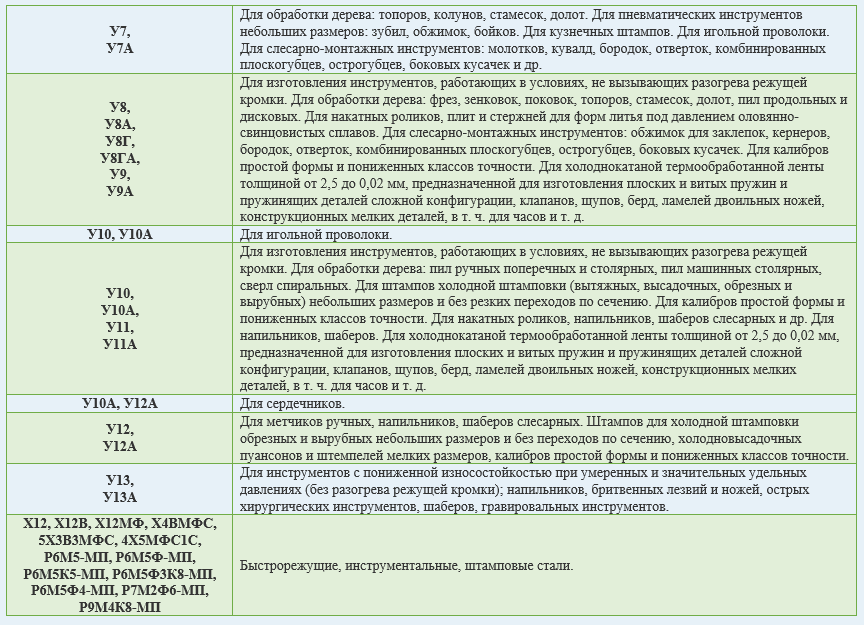
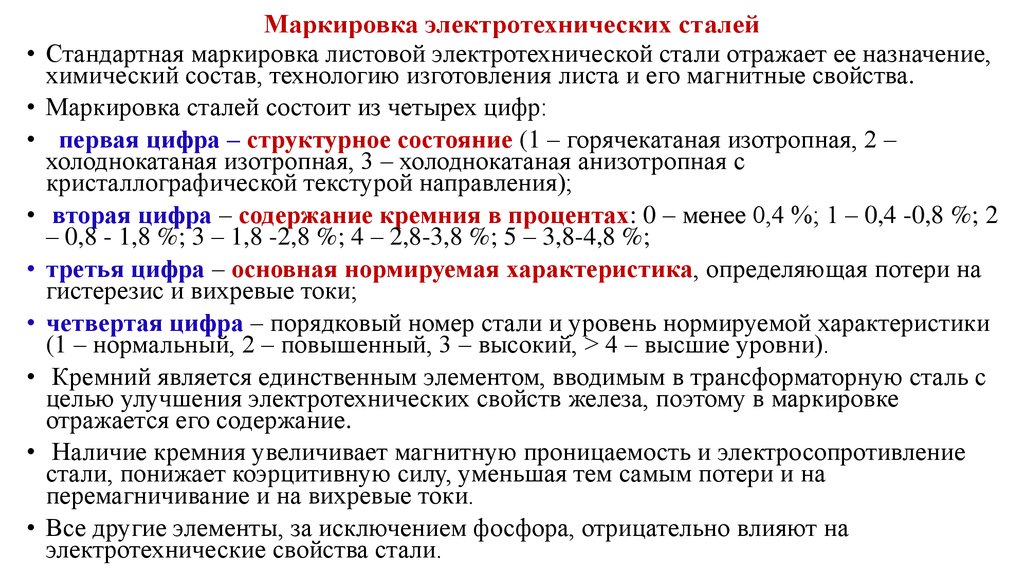 Распространенными примерами цвета, получаемого с помощью этого процесса, являются серый, темно-коричневый и черный. Вы можете получить более широкий диапазон цветов с помощью мощных волоконных лазерных станков. Однако эти машины сложны в использовании, потому что у них слишком много сложных настроек лазера.
Распространенными примерами цвета, получаемого с помощью этого процесса, являются серый, темно-коричневый и черный. Вы можете получить более широкий диапазон цветов с помощью мощных волоконных лазерных станков. Однако эти машины сложны в использовании, потому что у них слишком много сложных настроек лазера.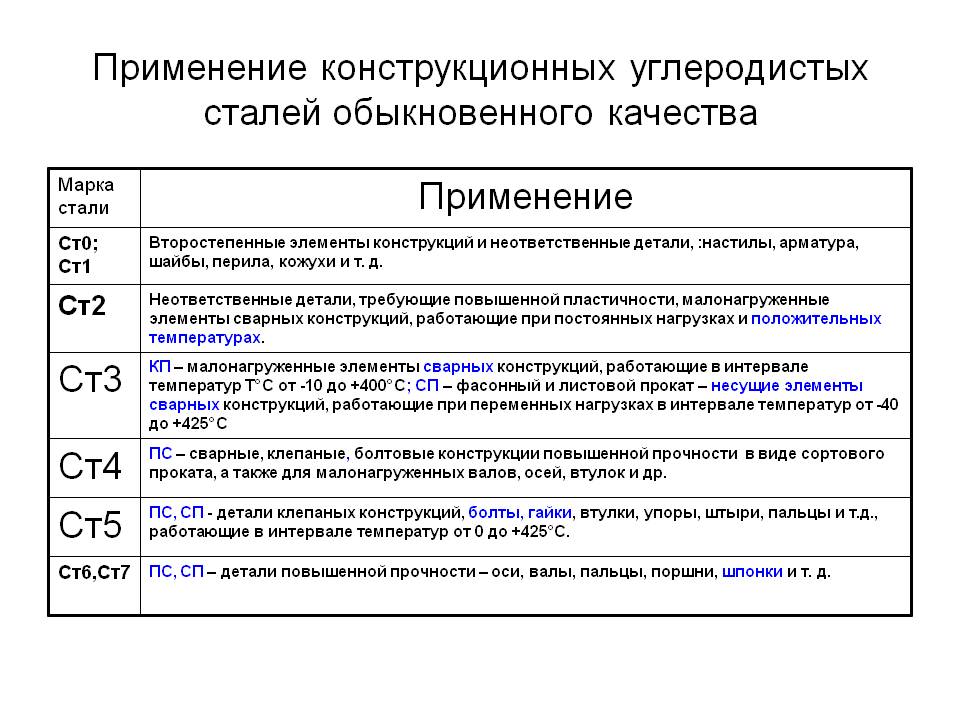
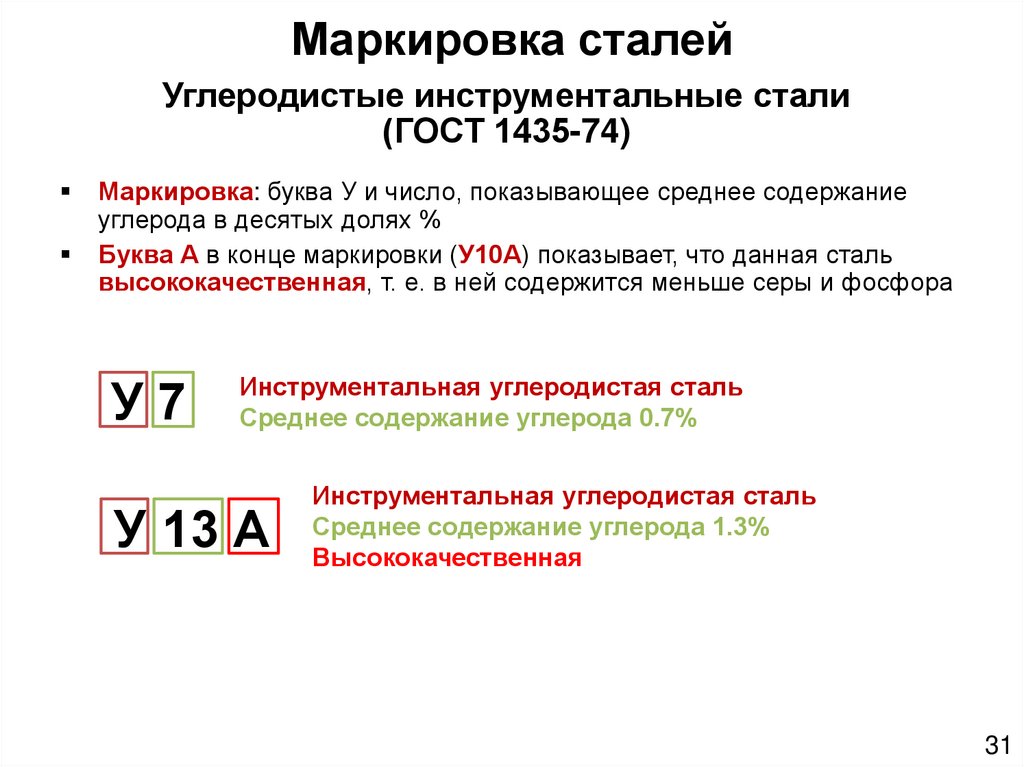 Кроме того, из-за процедуры, связанной с маркировкой нержавеющей стали с помощью лазерной темной маркировки, она не идеальна для некоторых отраслей промышленности. Например, в медицинской промышленности его не используют из-за необходимости поддержания стерильности оборудования.
Кроме того, из-за процедуры, связанной с маркировкой нержавеющей стали с помощью лазерной темной маркировки, она не идеальна для некоторых отраслей промышленности. Например, в медицинской промышленности его не используют из-за необходимости поддержания стерильности оборудования.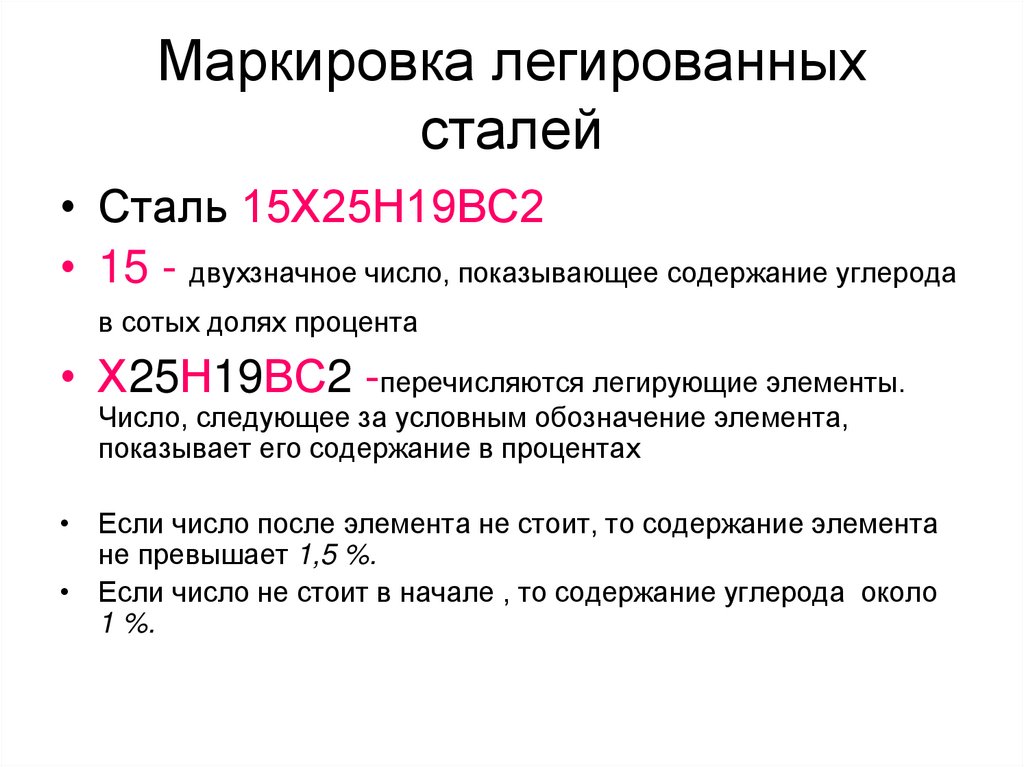 Однако в областях, где важен внешний слой нержавеющей стали, отвечающий за ее антикоррозионные свойства, абляционная маркировка не идеальна. Это связано с тем, что это может привести к ржавлению материала.
Однако в областях, где важен внешний слой нержавеющей стали, отвечающий за ее антикоррозионные свойства, абляционная маркировка не идеальна. Это связано с тем, что это может привести к ржавлению материала.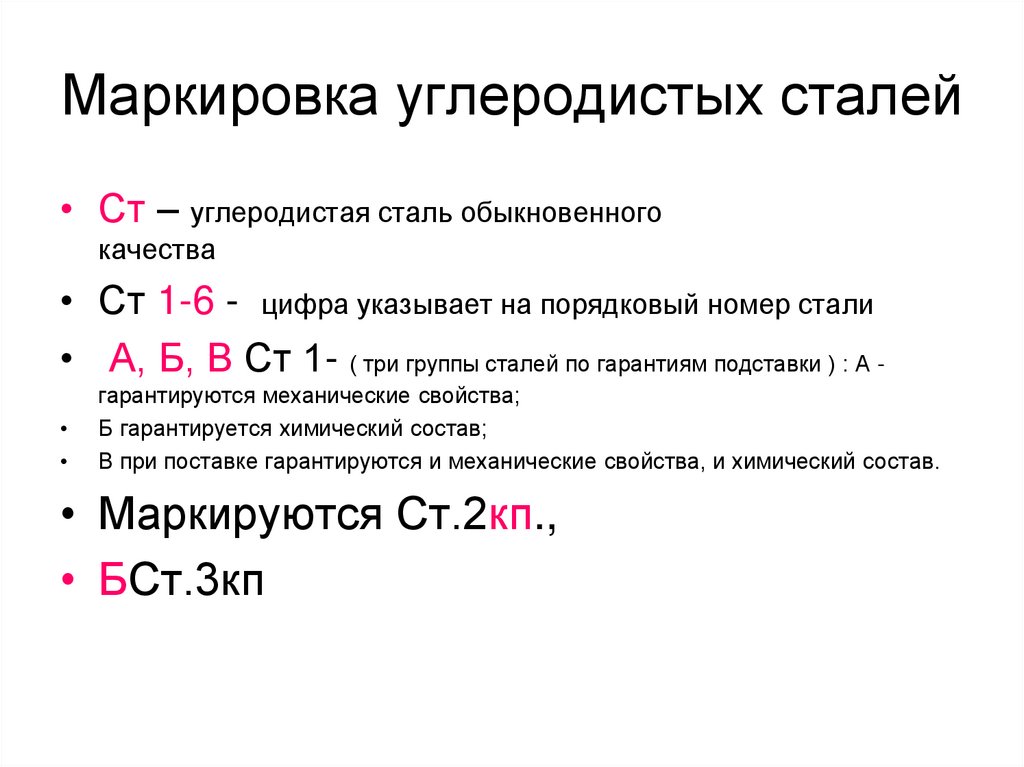 Дизайн знака можно получить только на компьютере. Однако вы должны убедиться, что файл будет совместим между компьютером и лазерным гравером. После разработки знака отправьте его на станок для гравировки стали. Существует много типов стальных гравировальных станков. Тем не менее, было бы лучше использовать портативный гравировальный станок для простоты эксплуатации и его промышленного применения.
Дизайн знака можно получить только на компьютере. Однако вы должны убедиться, что файл будет совместим между компьютером и лазерным гравером. После разработки знака отправьте его на станок для гравировки стали. Существует много типов стальных гравировальных станков. Тем не менее, было бы лучше использовать портативный гравировальный станок для простоты эксплуатации и его промышленного применения. Удалите материал из нержавеющей стали в конце процесса, и у вас будет выгравированный материал.
Удалите материал из нержавеющей стали в конце процесса, и у вас будет выгравированный материал.
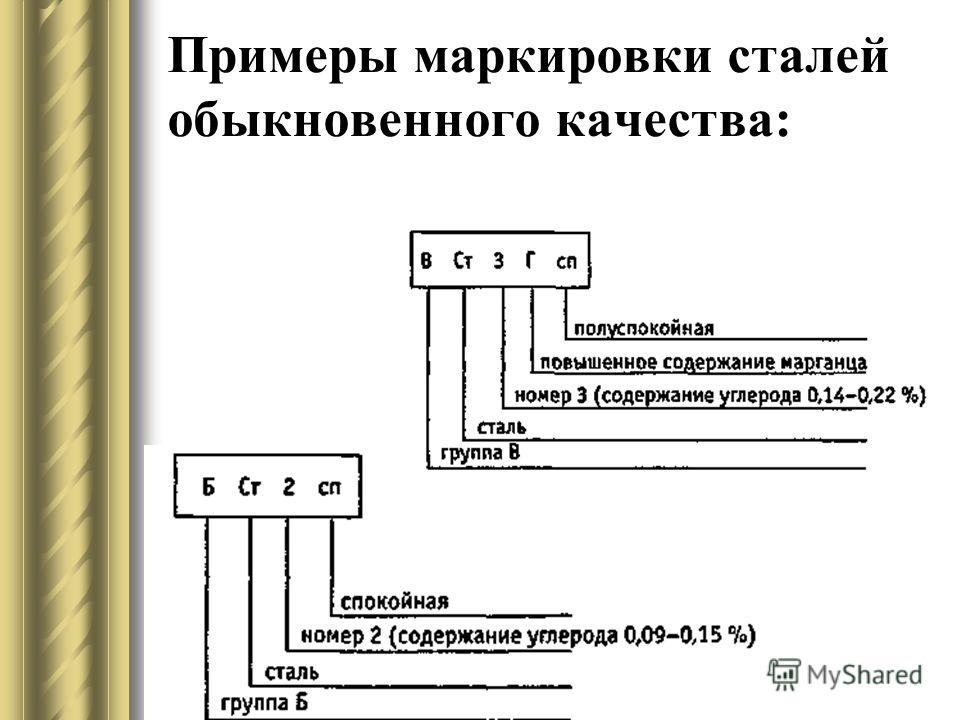
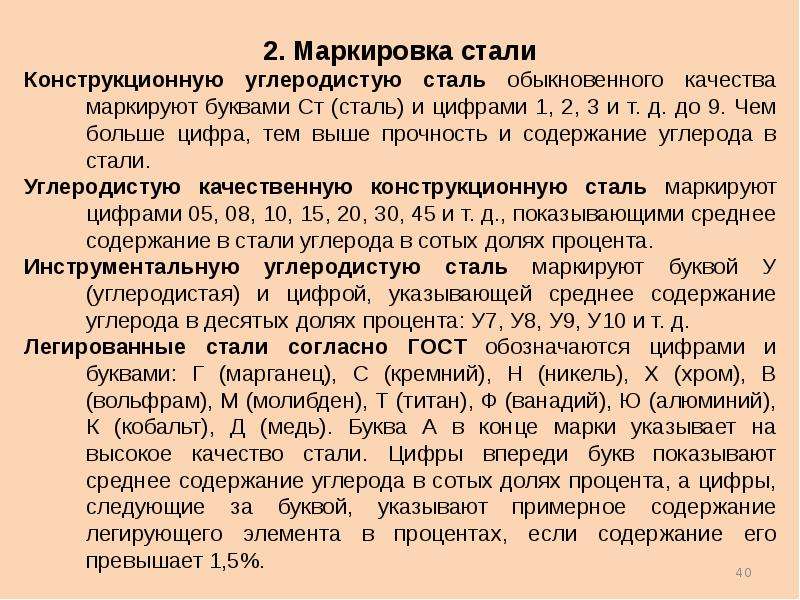 Это приводит к удалению небольшой части нержавеющей стали при каждом ударе. Последовательные попадания образуют точечную матрицу, которая становится самой меткой.
Это приводит к удалению небольшой части нержавеющей стали при каждом ударе. Последовательные попадания образуют точечную матрицу, которая становится самой меткой. com/embed/rKDlRkcm9C8?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
com/embed/rKDlRkcm9C8?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/> 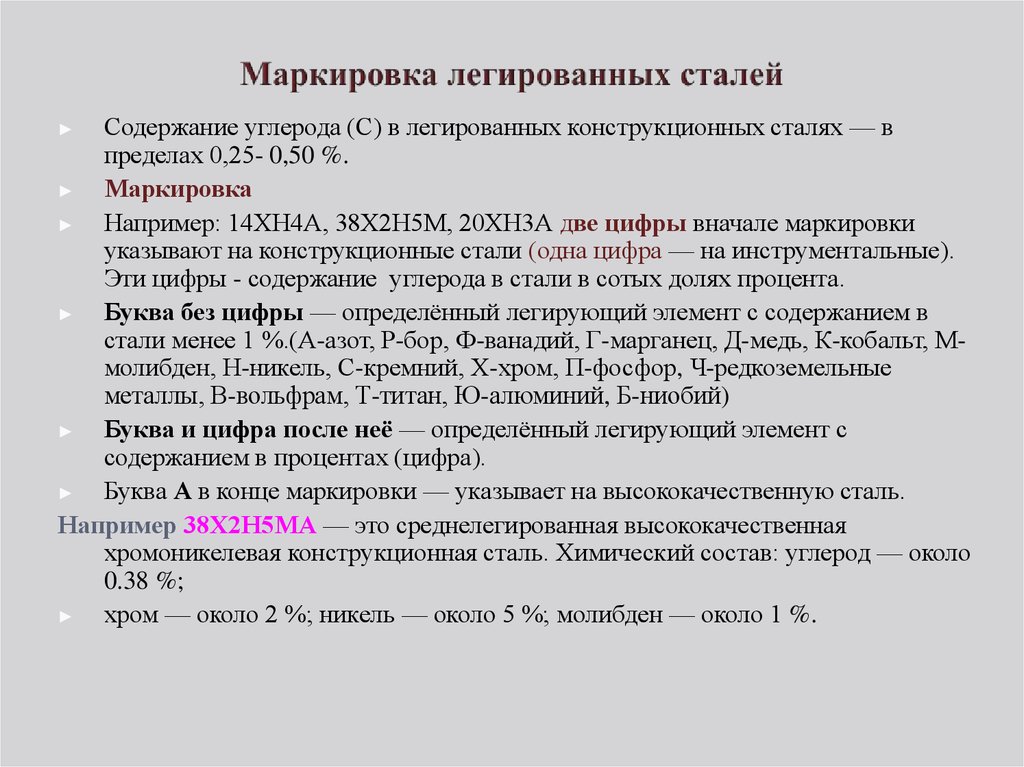 Контроль силы вдавливания зависит от типа материала из нержавеющей стали и его использования. Например, если нержавеющая сталь сохранит свои антикоррозийные и антикоррозионные свойства, вы должны уменьшить усилие вдавливания, чтобы внешний слой остался неповрежденным. Тем не менее, было бы лучше помнить, что вам нужен глубокий отступ, чтобы лучше читать код.
Контроль силы вдавливания зависит от типа материала из нержавеющей стали и его использования. Например, если нержавеющая сталь сохранит свои антикоррозийные и антикоррозионные свойства, вы должны уменьшить усилие вдавливания, чтобы внешний слой остался неповрежденным. Тем не менее, было бы лучше помнить, что вам нужен глубокий отступ, чтобы лучше читать код. Однако он не подвергает материал термическому или химическому воздействию. Поэтому есть гарантия сохранности нержавеющей стали.
Однако он не подвергает материал термическому или химическому воздействию. Поэтому есть гарантия сохранности нержавеющей стали. Ниже приведены несколько вещей, которые следует учитывать при поиске правильного метода.
Ниже приведены несколько вещей, которые следует учитывать при поиске правильного метода.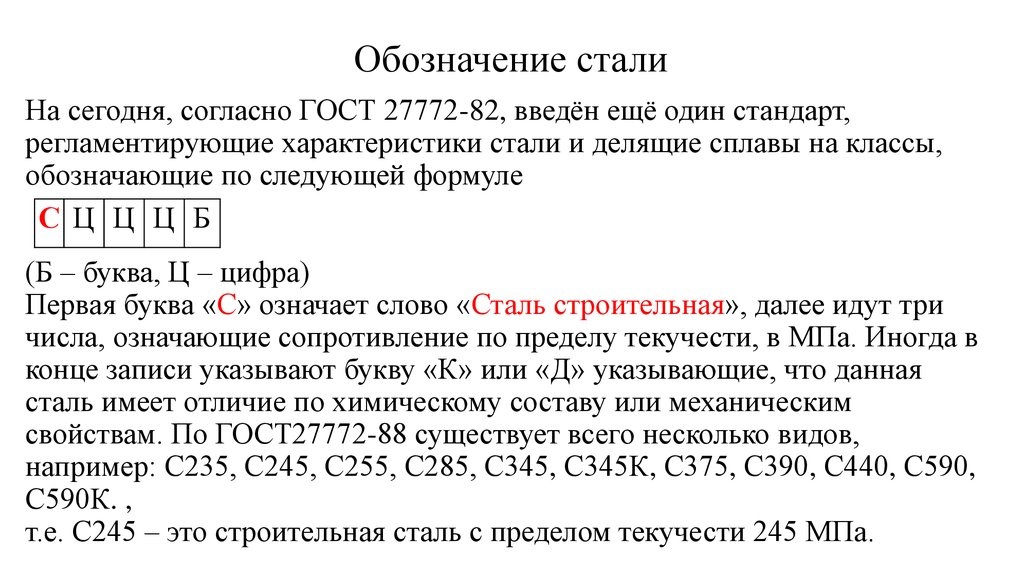
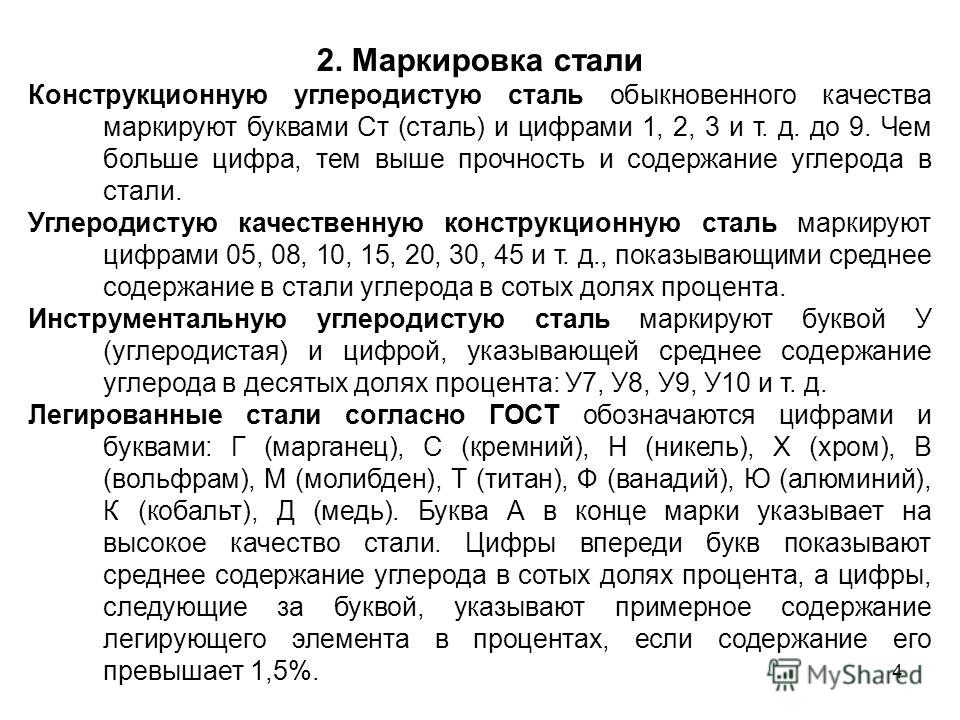
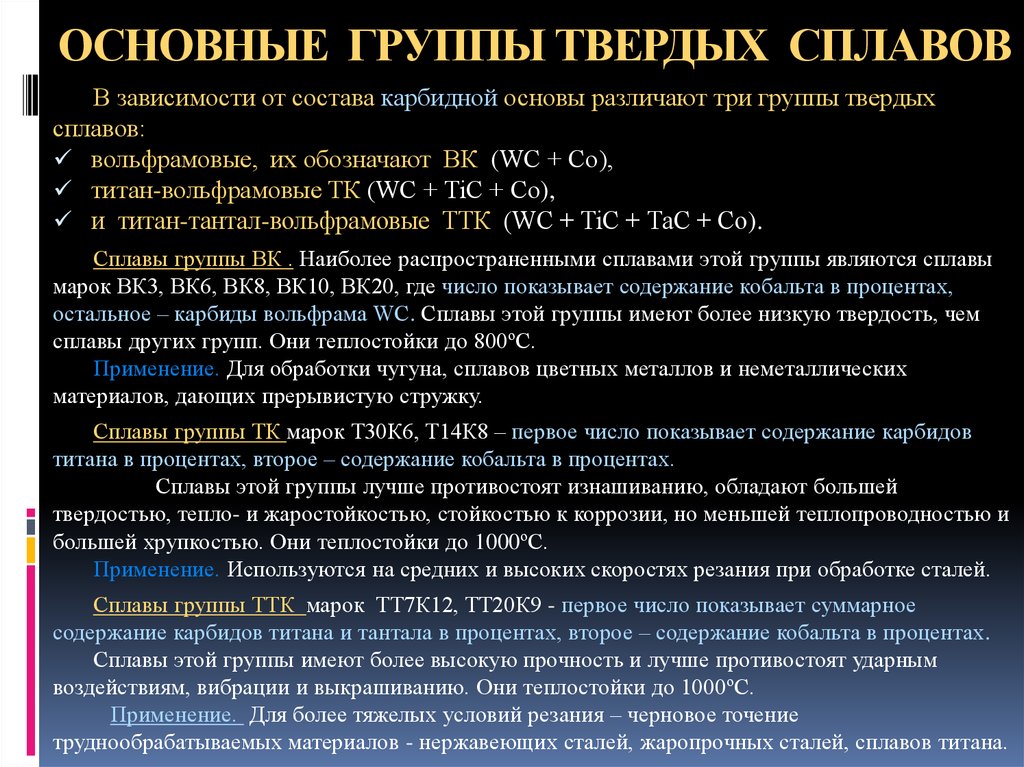 Например, различные марки нержавеющей стали, использование и доступные методы маркировки.
Например, различные марки нержавеющей стали, использование и доступные методы маркировки.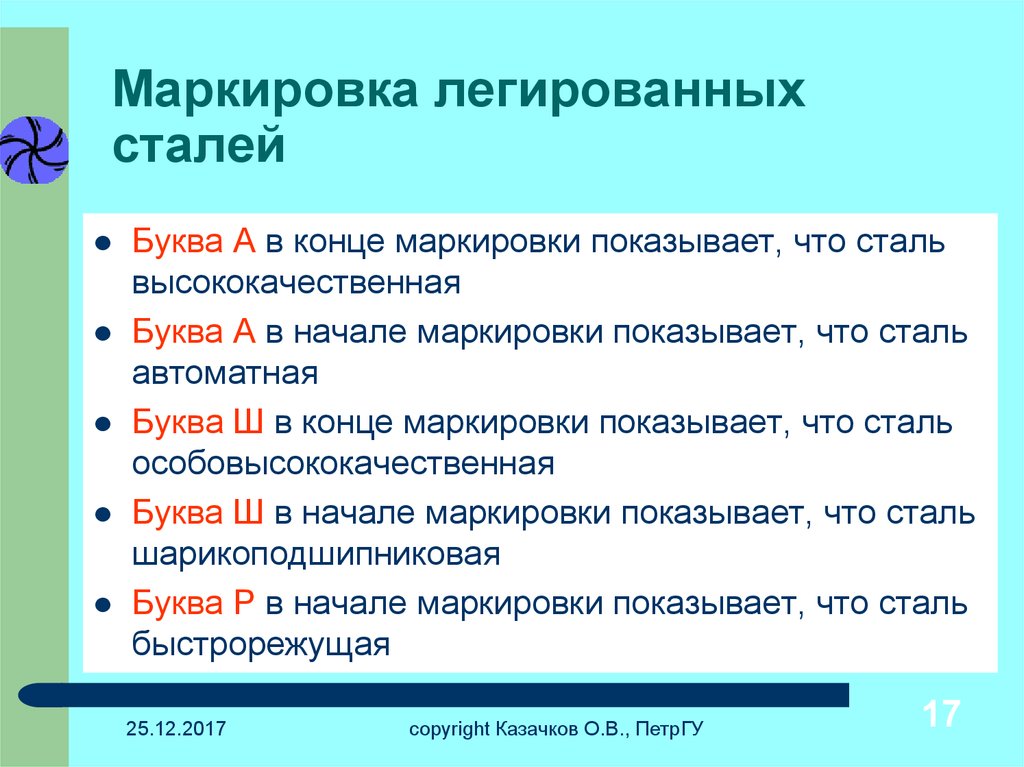
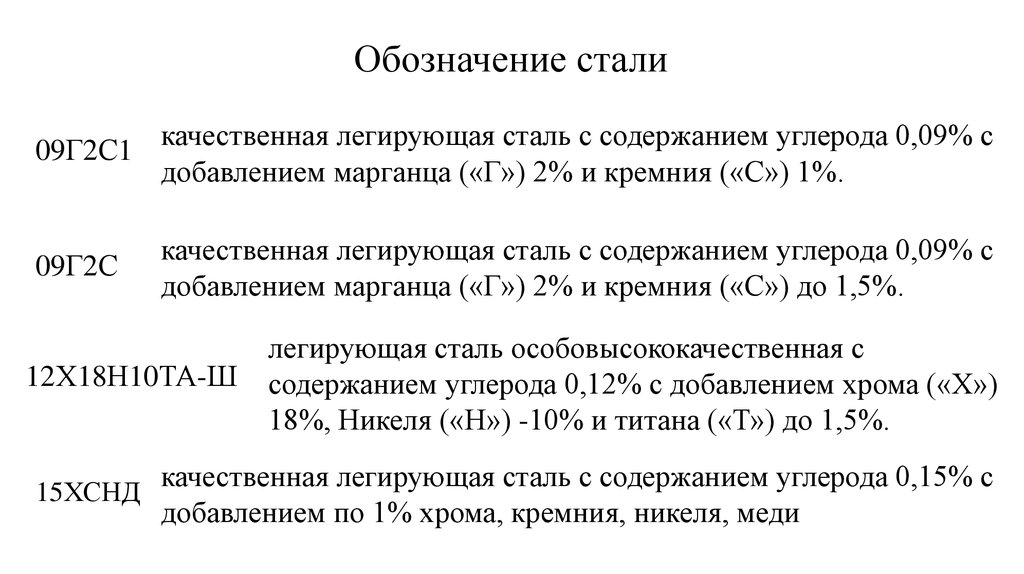 Производители медицинского оборудования.
Производители медицинского оборудования. 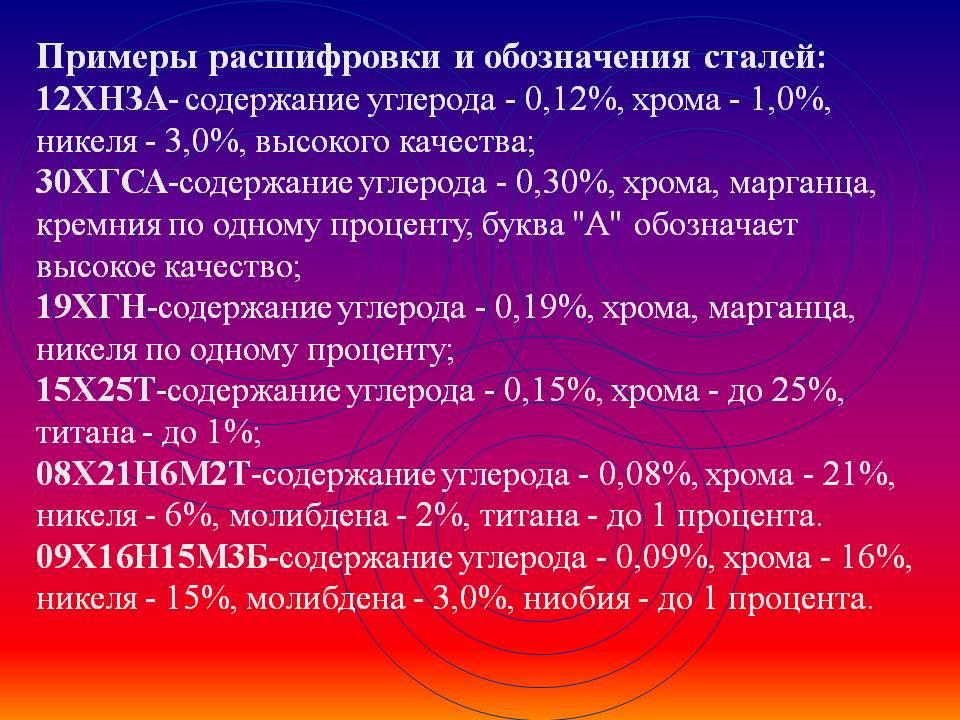 Например, идентификационные сигналы могут указывать, когда и где был изготовлен холодильник. Метка металла может позволить изготовителю определить, какая сетка из нержавеющей стали использовалась изготовителем для изготовления аналогичной детали. Промышленная маркировка точно указывает марку используемой нержавеющей стали и любую другую важную информацию.
Например, идентификационные сигналы могут указывать, когда и где был изготовлен холодильник. Метка металла может позволить изготовителю определить, какая сетка из нержавеющей стали использовалась изготовителем для изготовления аналогичной детали. Промышленная маркировка точно указывает марку используемой нержавеющей стали и любую другую важную информацию.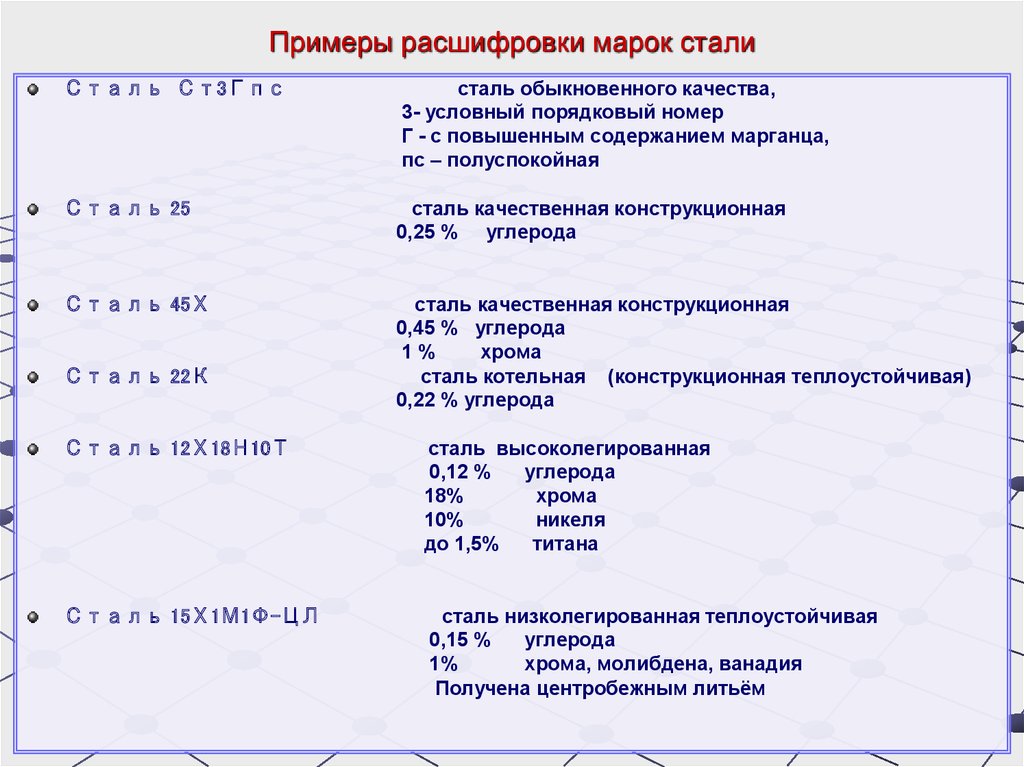 Большой молоток ударяет рукой по рукоятке соединения, чтобы создать отверстие в предмете. Хотя та же концепция актуальна и сегодня, команда намного сложнее.
Большой молоток ударяет рукой по рукоятке соединения, чтобы создать отверстие в предмете. Хотя та же концепция актуальна и сегодня, команда намного сложнее.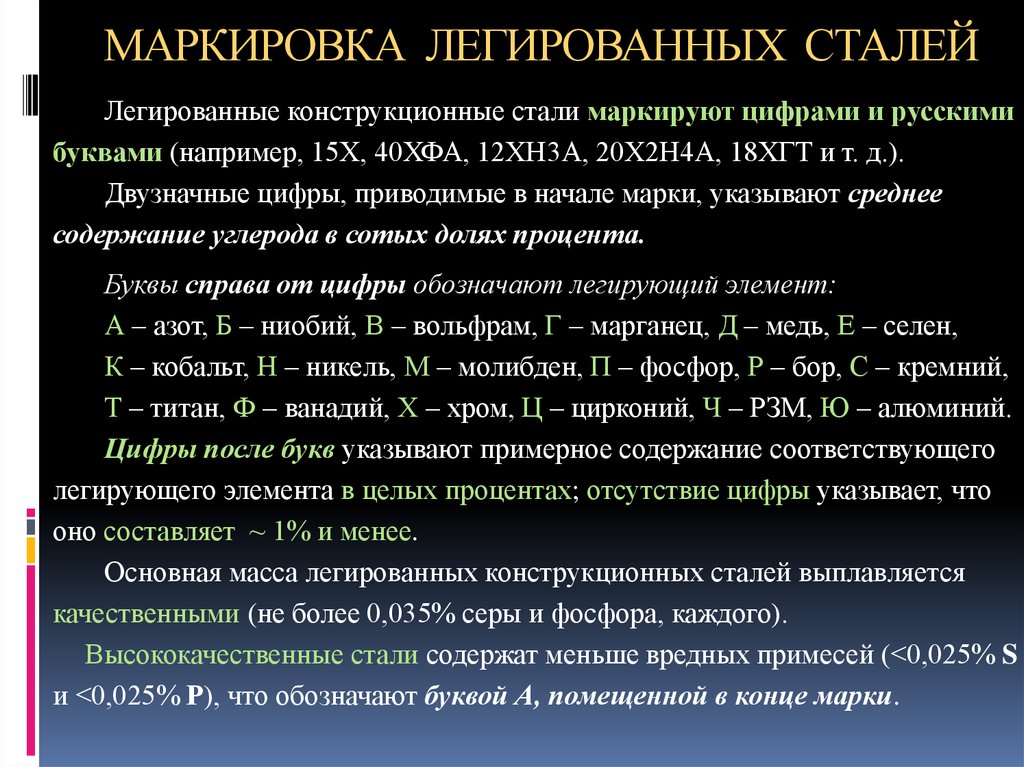
 Мукачево
Мукачево Киев
Киев 5мм
5мм in.ua
in.ua
 Drill Doctor DD750X-W 750X — хороший пример этого типа сверло точилка. Хотя подготовить бит и внести необходимые корректировки действительно непросто, на самом деле процесс займет не более 3 минут.
Drill Doctor DD750X-W 750X — хороший пример этого типа сверло точилка. Хотя подготовить бит и внести необходимые корректировки действительно непросто, на самом деле процесс займет не более 3 минут.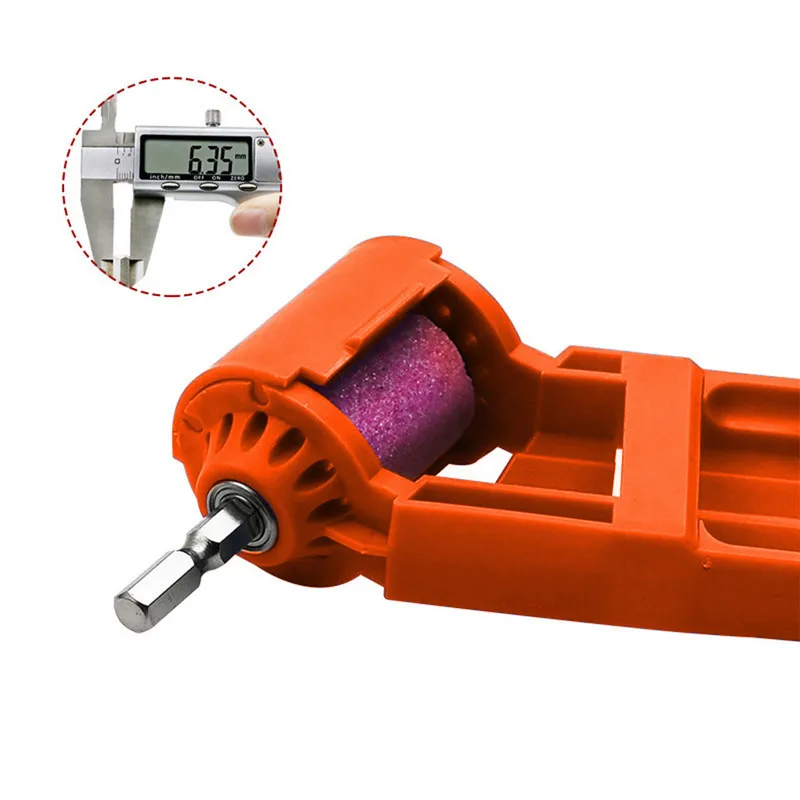 Drill Doctor DD750X-W 750X Точилка для сверл
Drill Doctor DD750X-W 750X Точилка для сверл General Tools 825 Насадка для заточки сверл
General Tools 825 Насадка для заточки сверл Портативная точилка для сверл CZS
Портативная точилка для сверл CZS 87 фунтов
87 фунтов

 36 фунтов
36 фунтов
 Проделайте то же самое с другой стороной лезвия бита, повернув его на 180 градусов. Если вы думаете, что вам нужно повторить процесс еще раз, сделайте это. В конце концов, это довольно просто и никаких сложных настроек не требуется. Более того, на заточку бита у вас уйдет всего 9-10 минут! Победитель!
Проделайте то же самое с другой стороной лезвия бита, повернув его на 180 градусов. Если вы думаете, что вам нужно повторить процесс еще раз, сделайте это. В конце концов, это довольно просто и никаких сложных настроек не требуется. Более того, на заточку бита у вас уйдет всего 9-10 минут! Победитель! 32 унций
32 унций

 32 фунтов
32 фунтов
 6 унций
6 унций
 Тем не менее, проявив терпение и правильный угол, вы сможете затачивать биты по доступной цене.
Тем не менее, проявив терпение и правильный угол, вы сможете затачивать биты по доступной цене. Ваши сверла прослужат намного дольше, если вы выберете лучший точилка для сверл из этого руководства.
Ваши сверла прослужат намного дольше, если вы выберете лучший точилка для сверл из этого руководства. В то время как почти все точилки могут обрабатывать маленькие и средние биты, только некоторые модели могут работать с большими. Биты диаметром более 1/2 дюйма стоят дорого, поэтому убедитесь, что ваша точилка может с ними справиться.
В то время как почти все точилки могут обрабатывать маленькие и средние биты, только некоторые модели могут работать с большими. Биты диаметром более 1/2 дюйма стоят дорого, поэтому убедитесь, что ваша точилка может с ними справиться. Твердый сплав чрезвычайно твердый и требует алмазного круга для правильной заточки. Если у вас есть твердосплавные насадки, поищите точилку с алмазными дисками. Или купите приспособление для настольной шлифовальной машины, на которое можно установить алмазный шлифовальный круг.
Твердый сплав чрезвычайно твердый и требует алмазного круга для правильной заточки. Если у вас есть твердосплавные насадки, поищите точилку с алмазными дисками. Или купите приспособление для настольной шлифовальной машины, на которое можно установить алмазный шлифовальный круг.
 Здесь есть место для ошибок, поскольку они не очень точны, но отлично справляются со своей задачей, если вы находитесь в затруднительном положении.
Здесь есть место для ошибок, поскольку они не очень точны, но отлично справляются со своей задачей, если вы находитесь в затруднительном положении.
 Это также создаст кромку на конце сверла, называемую «разрезной» битой, которая создает острие для сверления точных отверстий. Drill Doctor 750X затачивает сверла размером от 3/32 дюйма до 3/4 дюйма, что делает его универсальным для любого сверла, которое может использовать домашний мастер. Он также поставляется с алмазным кругом, поэтому шлифовка свежих кромок на твердосплавных битах не является проблемой.
Это также создаст кромку на конце сверла, называемую «разрезной» битой, которая создает острие для сверления точных отверстий. Drill Doctor 750X затачивает сверла размером от 3/32 дюйма до 3/4 дюйма, что делает его универсальным для любого сверла, которое может использовать домашний мастер. Он также поставляется с алмазным кругом, поэтому шлифовка свежих кромок на твердосплавных битах не является проблемой. Он поставляется с алмазным шлифовальным кругом для легкой обработки быстрорежущей стали, кобальта или карбида. Он также может «расколоть» конец сверла, что позволит более точно просверлить отверстие. Он может затачивать сверла диаметром от 3/32 до 1/2 дюйма, что позволяет работать с большинством сверл из стандартного набора.
Он поставляется с алмазным шлифовальным кругом для легкой обработки быстрорежущей стали, кобальта или карбида. Он также может «расколоть» конец сверла, что позволит более точно просверлить отверстие. Он может затачивать сверла диаметром от 3/32 до 1/2 дюйма, что позволяет работать с большинством сверл из стандартного набора. Он может обрабатывать сверла любого размера от 3/32 до 1/2 дюйма и поставляется с двумя алмазными дисками, которые помогут вам максимально эффективно использовать точилку. Поскольку он не создает точек разделения, Drill Doctor сделал его более компактным, чтобы он мог стоять на полке, не мешая вам. Нет регулировки угла наклона, что делает его отличным инструментом, если вы ищете простую и незамысловатую точилку для сверл.
Он может обрабатывать сверла любого размера от 3/32 до 1/2 дюйма и поставляется с двумя алмазными дисками, которые помогут вам максимально эффективно использовать точилку. Поскольку он не создает точек разделения, Drill Doctor сделал его более компактным, чтобы он мог стоять на полке, не мешая вам. Нет регулировки угла наклона, что делает его отличным инструментом, если вы ищете простую и незамысловатую точилку для сверл. Он может обрабатывать сверла размером от 1/8 дюйма до 7/8 дюйма, обеспечивая превосходный диапазон для работы. Вы можете использовать это приспособление с любым типом сверл, но вы должны быть уверены, что используете алмазный шлифовальный круг для твердосплавных сверл.
Он может обрабатывать сверла размером от 1/8 дюйма до 7/8 дюйма, обеспечивая превосходный диапазон для работы. Вы можете использовать это приспособление с любым типом сверл, но вы должны быть уверены, что используете алмазный шлифовальный круг для твердосплавных сверл. Хотя вы, возможно, не сможете воспроизвести точный угол вручную, вы подойдете достаточно близко, чтобы эффективно сверлить большими сверлами. Он также справится со всеми вашими потребностями в заточке ножей и ножниц, а также стамесок и других режущих инструментов, хотя твердосплавные биты, вероятно, слишком сложны для этого инструмента.
Хотя вы, возможно, не сможете воспроизвести точный угол вручную, вы подойдете достаточно близко, чтобы эффективно сверлить большими сверлами. Он также справится со всеми вашими потребностями в заточке ножей и ножниц, а также стамесок и других режущих инструментов, хотя твердосплавные биты, вероятно, слишком сложны для этого инструмента. Он имеет несколько регулировок, одна из которых регулирует высоту сверла. Эта регулировка позволяет медленно подкрадываться к идеальному углу для максимальной точности. Чтобы создать идеально отцентрованную точку, просто переворачивайте сверло между каждым проходом.
Он имеет несколько регулировок, одна из которых регулирует высоту сверла. Эта регулировка позволяет медленно подкрадываться к идеальному углу для максимальной точности. Чтобы создать идеально отцентрованную точку, просто переворачивайте сверло между каждым проходом. Некоторые точилки для сверл могут вмещать сверла размером от ³⁄₃₂ дюйма или до 1½ дюйма. Поскольку у пользователей есть уникальные потребности, в этот список включены точилки, которые подходят почти для всех часто используемых сверл.
Некоторые точилки для сверл могут вмещать сверла размером от ³⁄₃₂ дюйма или до 1½ дюйма. Поскольку у пользователей есть уникальные потребности, в этот список включены точилки, которые подходят почти для всех часто используемых сверл.



 У настольных шлифовальных станков гораздо больше возможностей для ошибок пользователя, и я бы не рекомендовал их неопытным домашним мастерам.
У настольных шлифовальных станков гораздо больше возможностей для ошибок пользователя, и я бы не рекомендовал их неопытным домашним мастерам. Наиболее распространенный угол для насадок общего назначения составляет 118 градусов, поэтому ваша точилка должна соответствовать этому углу. Биты с раздельным лезвием требуют специальной точилки для создания наконечников.
Наиболее распространенный угол для насадок общего назначения составляет 118 градусов, поэтому ваша точилка должна соответствовать этому углу. Биты с раздельным лезвием требуют специальной точилки для создания наконечников. Несмотря на низкую цену, он оснащен алмазным кругом и прост в использовании. Однако эта точилка для сверл может создавать только углы в 118 градусов, так что имейте это в виду, если вам нужно работать с битами под углом 135 градусов.
Несмотря на низкую цену, он оснащен алмазным кругом и прост в использовании. Однако эта точилка для сверл может создавать только углы в 118 градусов, так что имейте это в виду, если вам нужно работать с битами под углом 135 градусов.
 com
com
 К примеру вместо 0,8 взять 0,6, тогда аппарат намного легче справится с ней и шов качественный.
К примеру вместо 0,8 взять 0,6, тогда аппарат намного легче справится с ней и шов качественный.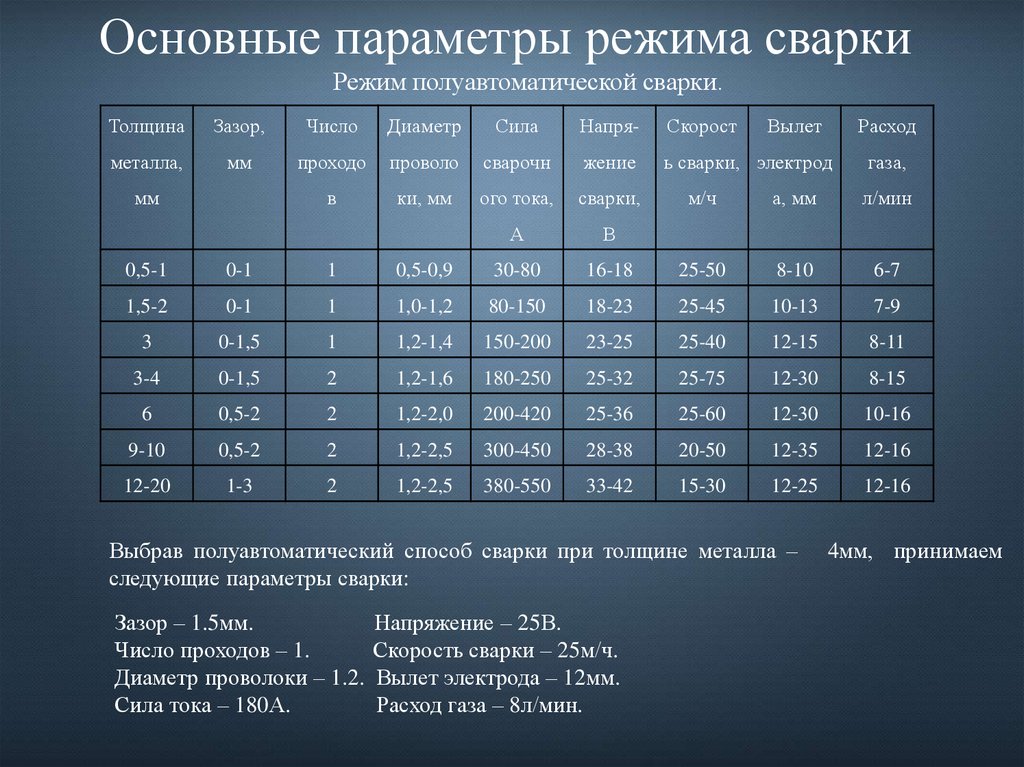 Он обладает особенным запахом. Один из широко распространенных газов, которые применяются в данной сфере, так как обладает самой высокой температурой горения и имеет повышенную полярность. Часто используется из-за высоких температурных показателей при резке металлических конструкций.
Он обладает особенным запахом. Один из широко распространенных газов, которые применяются в данной сфере, так как обладает самой высокой температурой горения и имеет повышенную полярность. Часто используется из-за высоких температурных показателей при резке металлических конструкций.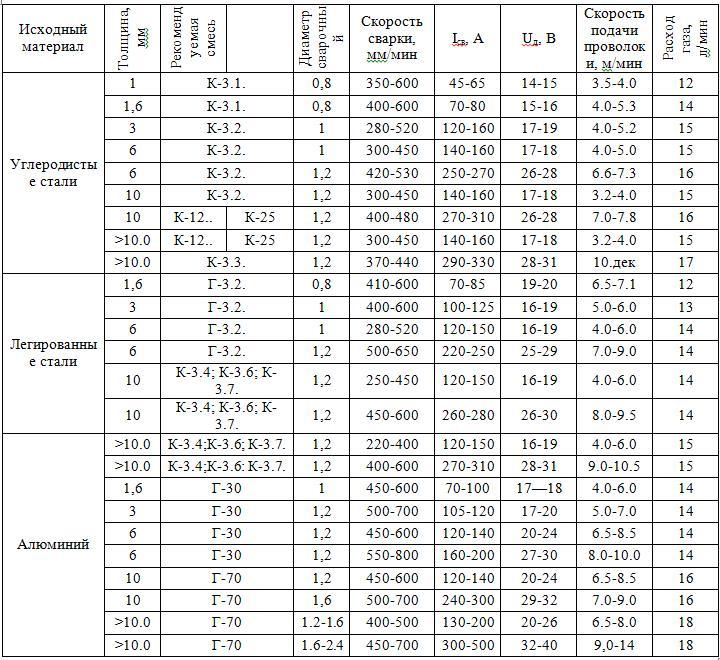
 Из этого следует, что баллон, объемом 10 литров может обеспечить 6 часов беспрерывной работы. Если верить справочникам, на 1 кг расплавленного металла перепадает 1100 грамм углекислого газа и 1350 грамм сварочной проволоки. С помощью этих данных можно определить пропорцию соотношения углекислого газа и проволоки. На 1200 грамм проволоки расходуется примерно 1 кг углекислоты в жидком виде.
Из этого следует, что баллон, объемом 10 литров может обеспечить 6 часов беспрерывной работы. Если верить справочникам, на 1 кг расплавленного металла перепадает 1100 грамм углекислого газа и 1350 грамм сварочной проволоки. С помощью этих данных можно определить пропорцию соотношения углекислого газа и проволоки. На 1200 грамм проволоки расходуется примерно 1 кг углекислоты в жидком виде.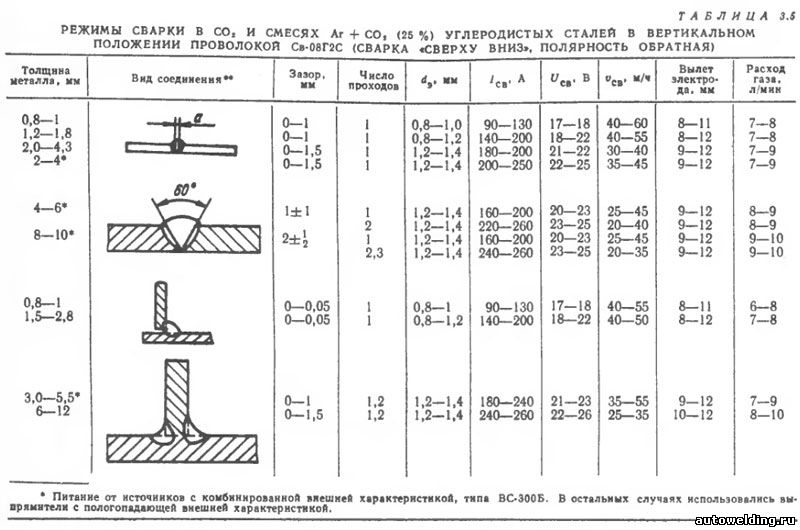
 Если сварка происходит вручную, то придется выбирать между НП-1 и НП-3. Далее всё зависит от толщины металла который будет свариваться.
Если сварка происходит вручную, то придется выбирать между НП-1 и НП-3. Далее всё зависит от толщины металла который будет свариваться. Неверные параметры не только замедлят процесс сварки, а и могут привести к порче поверхностей;
Неверные параметры не только замедлят процесс сварки, а и могут привести к порче поверхностей; Он подходит для обработки разных металлов, при помощи него можно получить прочное и качественное сварное соединение, которое способно прослужить длительное время.
Он подходит для обработки разных металлов, при помощи него можно получить прочное и качественное сварное соединение, которое способно прослужить длительное время. В первой ситуации процесс называется MIG (metal inert gas), а во втором — MAG (metal active gas).
В первой ситуации процесс называется MIG (metal inert gas), а во втором — MAG (metal active gas).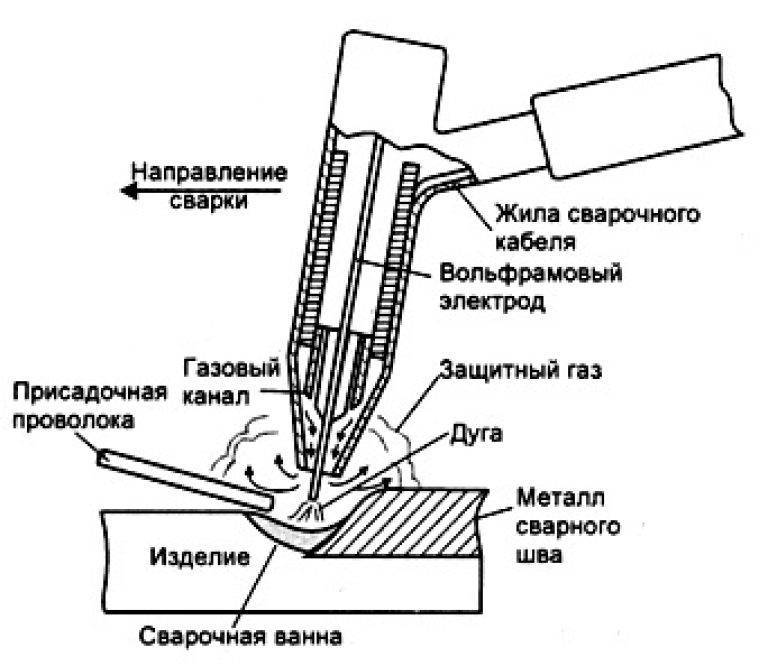
 В состав должны входить такие компоненты, как кремний и марганец.
В состав должны входить такие компоненты, как кремний и марганец.

 Технология указывает, что могут применять разные газы. Но на практике часто применяется углекислый газ по ГОСТу 8050-85. К основному критерию выбора данного продукта относится его низкая стоимость и доступность. Он поставляется в баллонах.
Технология указывает, что могут применять разные газы. Но на практике часто применяется углекислый газ по ГОСТу 8050-85. К основному критерию выбора данного продукта относится его низкая стоимость и доступность. Он поставляется в баллонах. Он является инертным газом, поэтому подходит для сваривания химически активных и тугоплавких металлов;
Он является инертным газом, поэтому подходит для сваривания химически активных и тугоплавких металлов; Во время сваривания углом вперед электрод ведется под углом от 30 ° до 60 °. При соблюдении этого положения стоит быть готовым к тому, что расплавленная обмазка будет сверху образовывать покрытие из шлака.
Во время сваривания углом вперед электрод ведется под углом от 30 ° до 60 °. При соблюдении этого положения стоит быть готовым к тому, что расплавленная обмазка будет сверху образовывать покрытие из шлака. Особенно это относится к новичкам, потому что опытные мастера способны с ходу определить правильные режимы сварки в углекислом газе. А вот для начинающих были разработаны специальные таблицы с содержанием основных критериев полуавтоматических сварных работ.
Особенно это относится к новичкам, потому что опытные мастера способны с ходу определить правильные режимы сварки в углекислом газе. А вот для начинающих были разработаны специальные таблицы с содержанием основных критериев полуавтоматических сварных работ. Во время технологии используется ток с обратной полярностью, смеси из защитных газов.
Во время технологии используется ток с обратной полярностью, смеси из защитных газов. Этот способ наклона стоит использовать для тонких металлов.
Этот способ наклона стоит использовать для тонких металлов. Среди плюсов стоит выделить:
Среди плюсов стоит выделить: Для облегчения задачи были разработаны специальные таблицы с точными параметрами сварки полуавтоматом.
Для облегчения задачи были разработаны специальные таблицы с точными параметрами сварки полуавтоматом. Давайте разберем это…
Давайте разберем это…
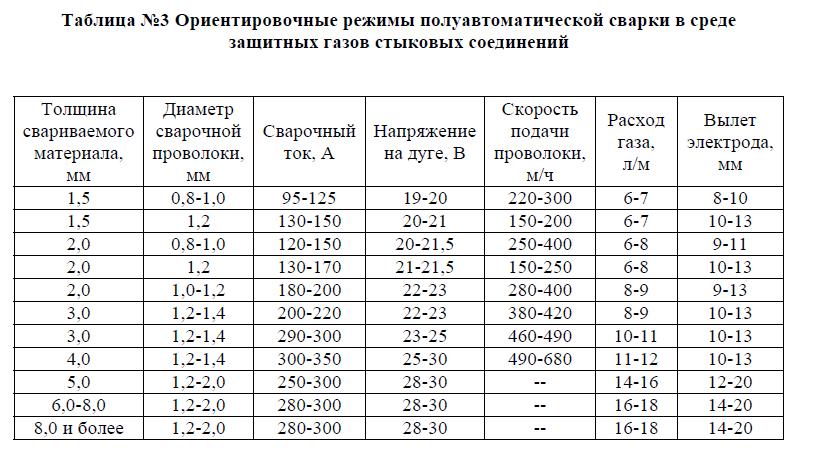

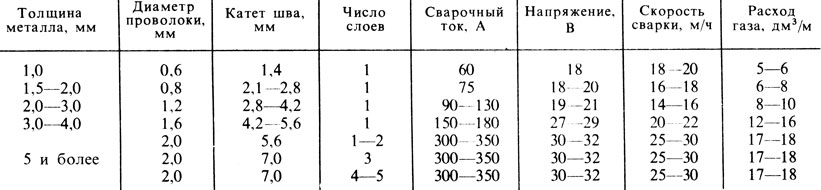


 И получение стабильной дуги — это то, где это действительно может помочь. С практикой вы найдете настройки для качественной и стабильной сварки.
И получение стабильной дуги — это то, где это действительно может помочь. С практикой вы найдете настройки для качественной и стабильной сварки. Так у вас получится широкая, плоская бусина.
Так у вас получится широкая, плоская бусина. Это означает, что он извлекает большое количество тепла из окружающей среды. Во влажных условиях это приводит к образованию инея. Не удивляйтесь, если это произойдет при скорости потока выше 25 CFM.
Это означает, что он извлекает большое количество тепла из окружающей среды. Во влажных условиях это приводит к образованию инея. Не удивляйтесь, если это произойдет при скорости потока выше 25 CFM. Но он дает больше брызг, и работать с тонким материалом сложно, если не невозможно.
Но он дает больше брызг, и работать с тонким материалом сложно, если не невозможно.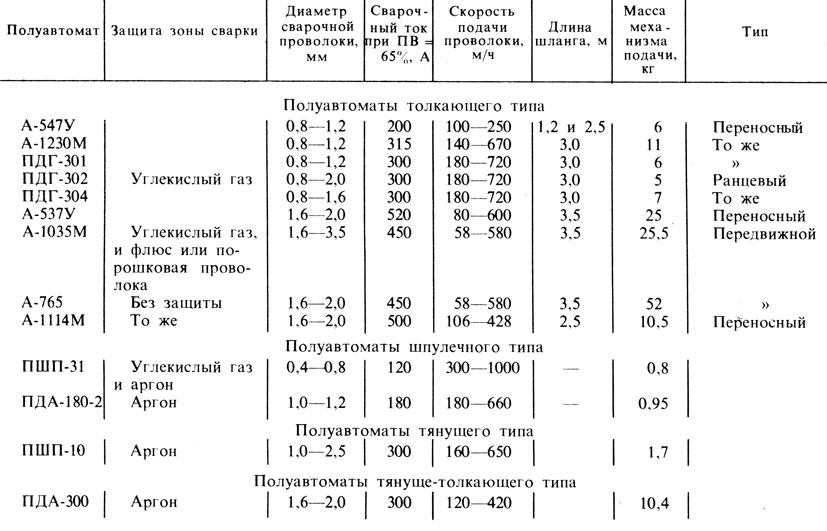 Недостатком является то, что для GMAW требуется больше оборудования, что делает его менее портативным, чем электродуговая сварка в среде защитного газа (SMAW). Кроме того, защитный газ, необходимый для GMAW, может усложнить применение на открытом воздухе.
Недостатком является то, что для GMAW требуется больше оборудования, что делает его менее портативным, чем электродуговая сварка в среде защитного газа (SMAW). Кроме того, защитный газ, необходимый для GMAW, может усложнить применение на открытом воздухе.
 Любой источник питания может потребовать тонкой настройки. Проверьте несколько сварных швов на металлоломе, чтобы убедиться, что скорость подачи проволоки и напряжение установлены правильно.
Любой источник питания может потребовать тонкой настройки. Проверьте несколько сварных швов на металлоломе, чтобы убедиться, что скорость подачи проволоки и напряжение установлены правильно. Вылет — это длина нерасплавленной проволоки, выходящей из контактного наконечника сварочной горелки. Это влияет на силу тока, потребляемого проволокой, и на результат сварки. Определение необходимого вылета зависит от диаметра проволоки.
Вылет — это длина нерасплавленной проволоки, выходящей из контактного наконечника сварочной горелки. Это влияет на силу тока, потребляемого проволокой, и на результат сварки. Определение необходимого вылета зависит от диаметра проволоки. Следующие советы могут помочь вам в будущих сварочных работах.
Следующие советы могут помочь вам в будущих сварочных работах. Будьте осторожны, чтобы не отойти слишком далеко в сварочную ванну, иначе могут возникнуть проблемы со сплавлением.
Будьте осторожны, чтобы не отойти слишком далеко в сварочную ванну, иначе могут возникнуть проблемы со сплавлением. Сварка на малых скоростях или слишком медленное перемещение приведет к скоплению металла сварного шва, что приведет к плохому сплавлению.
Сварка на малых скоростях или слишком медленное перемещение приведет к скоплению металла сварного шва, что приведет к плохому сплавлению. Эти пустоты, которые могут быть внутренними и/или на поверхности наплавленного валика, ослабляют сварной шов. Возможные решения:
Эти пустоты, которые могут быть внутренними и/или на поверхности наплавленного валика, ослабляют сварной шов. Возможные решения: Подрезка — это состояние, которое возникает при расплавлении канавки в основном металле рядом с носком или корнем сварного шва, который не заполнен металлом сварного шва. Особая проблема с угловыми сварными швами заключается в том, что подрезка приводит к более слабому соединению у носка сварного шва, что может привести к растрескиванию. Чтобы устранить эту проблему:
Подрезка — это состояние, которое возникает при расплавлении канавки в основном металле рядом с носком или корнем сварного шва, который не заполнен металлом сварного шва. Особая проблема с угловыми сварными швами заключается в том, что подрезка приводит к более слабому соединению у носка сварного шва, что может привести к растрескиванию. Чтобы устранить эту проблему:
 Это работает, когда отверстие корня слишком широкое или поверхность корня слишком мала.
Это работает, когда отверстие корня слишком широкое или поверхность корня слишком мала. Возможные решения:
Возможные решения:
 техники, но и при монтаже, а именно увеличивается скорость монтажа, облегчается конструкция, соответственно потребуется меньше средств на фундамент.
техники, но и при монтаже, а именно увеличивается скорость монтажа, облегчается конструкция, соответственно потребуется меньше средств на фундамент.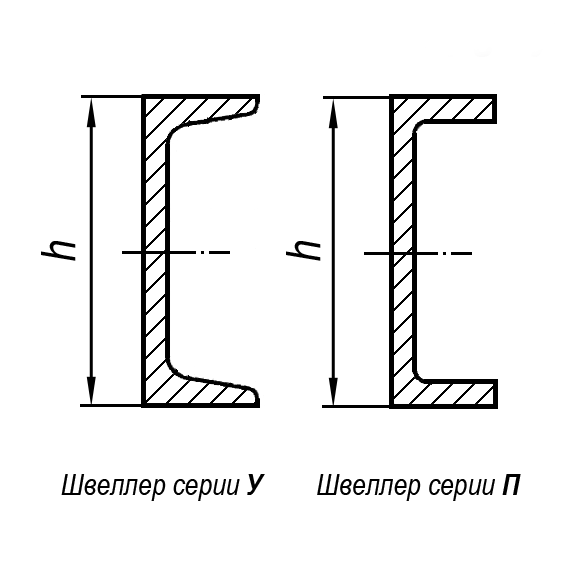
 Для производства используют углеродистую спокойную (сп) и полуспокойную (пс) сталь 3. Также применяют низколегированную сталь с пониженным содержанием углерода и с добавлением марганца — сталь 09Г2С, которая придает прокату повышеннуюпрочность.
Для производства используют углеродистую спокойную (сп) и полуспокойную (пс) сталь 3. Также применяют низколегированную сталь с пониженным содержанием углерода и с добавлением марганца — сталь 09Г2С, которая придает прокату повышеннуюпрочность.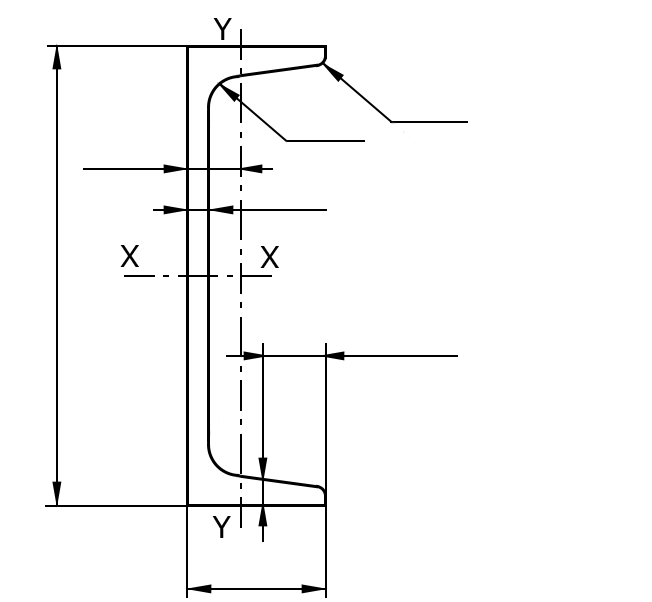 Швеллеры по ТУ обладает высокой жёсткостью и параллельные грани полок.
Швеллеры по ТУ обладает высокой жёсткостью и параллельные грани полок.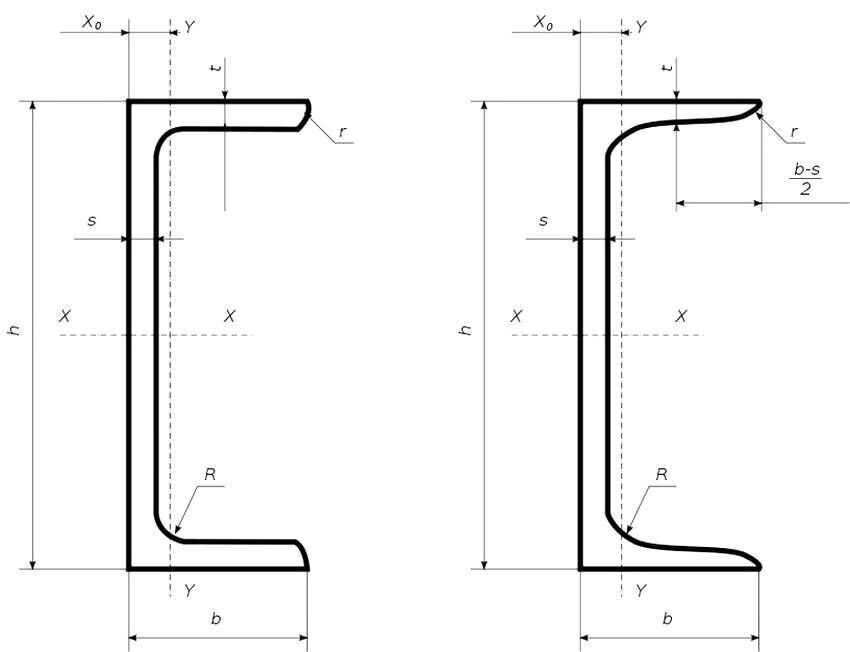 Тяжелый горячекатаный вариант швеллера широко используют в строительстве, благодаря его способности выдерживать большие нагрузки. Швеллер горячекатаный незаменим для перекрытий, строительстве мостов, колонн, памятников, в вагоностроении и автомобильной промышленности, в производстве тяжёлой техники, его используют для прокладки коммуникаций в зданиях. Швеллеры экономичные 24 по ТУ также используют для металлических конструкций. можно сваривать без предварительной обработки и нагрева, его можно использовать в агрессивной среде и в условиях Севера.
Тяжелый горячекатаный вариант швеллера широко используют в строительстве, благодаря его способности выдерживать большие нагрузки. Швеллер горячекатаный незаменим для перекрытий, строительстве мостов, колонн, памятников, в вагоностроении и автомобильной промышленности, в производстве тяжёлой техники, его используют для прокладки коммуникаций в зданиях. Швеллеры экономичные 24 по ТУ также используют для металлических конструкций. можно сваривать без предварительной обработки и нагрева, его можно использовать в агрессивной среде и в условиях Севера. Выпускается горячекатаным и гнутым.
Выпускается горячекатаным и гнутым.



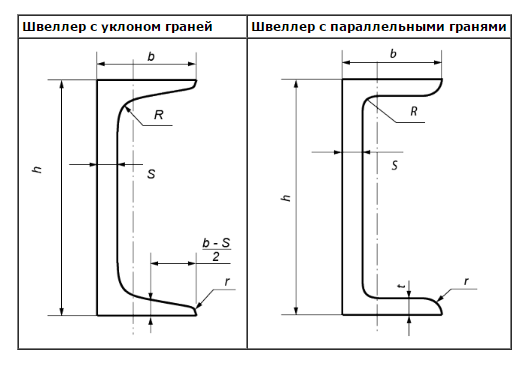 наши варианты резки продукта, размещенные на вкладке «Документы».
наши варианты резки продукта, размещенные на вкладке «Документы».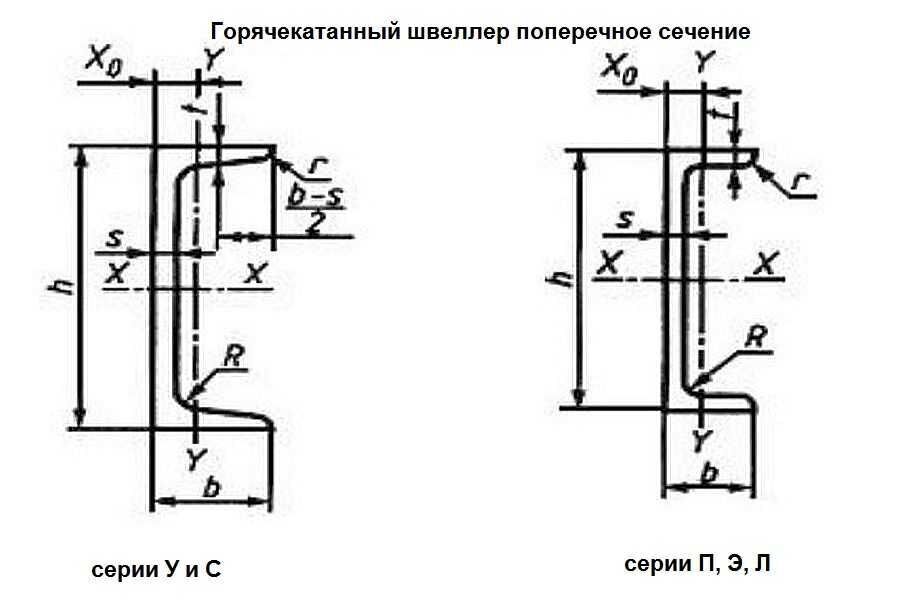
 Хорошая стойкость к истиранию/химическому воздействию и самозатухание. Доступен в прозрачном и цветном исполнении.
Хорошая стойкость к истиранию/химическому воздействию и самозатухание. Доступен в прозрачном и цветном исполнении.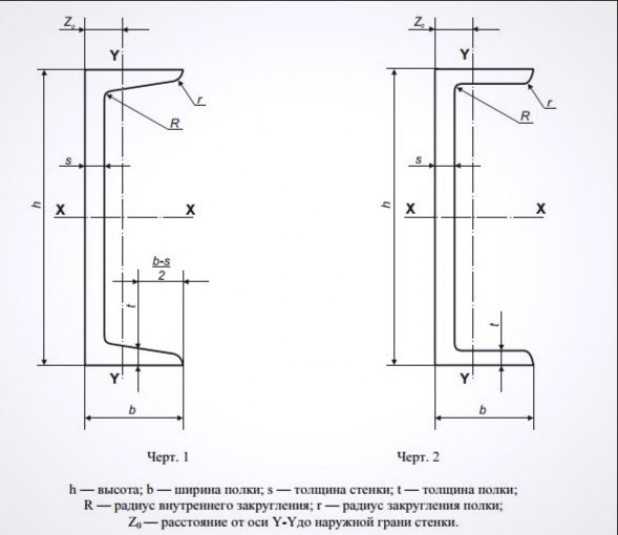
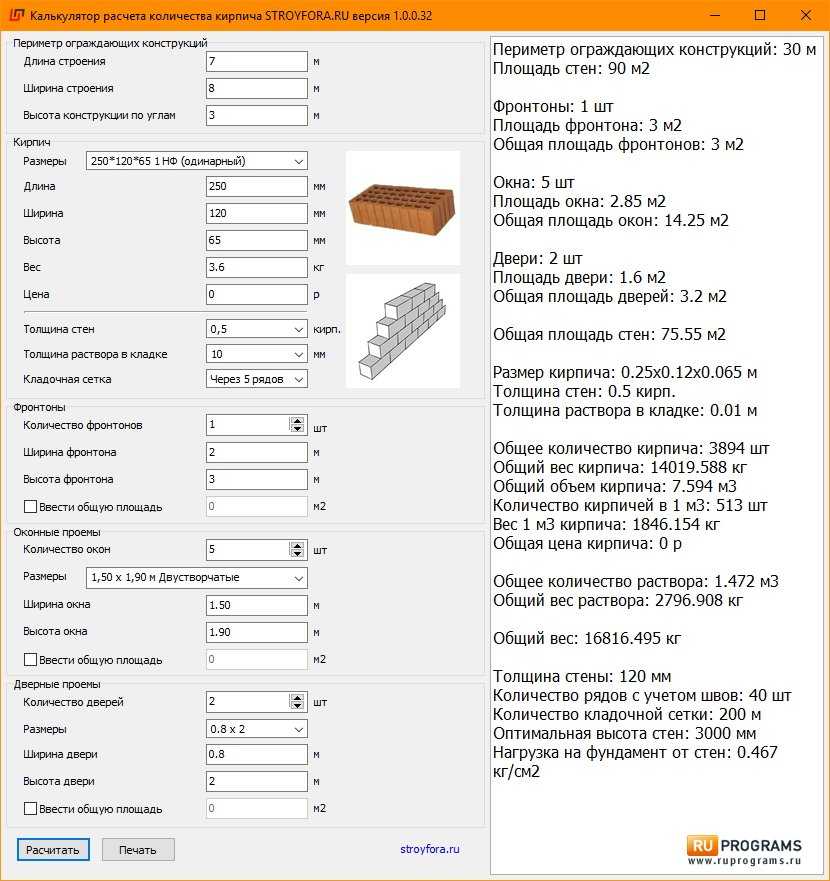 Так же необходимо будет определить суммарную площадь дверных и оконных проемов. Из площади стен вычитаем площадь окон и дверей — получаем искомую площадь стены из кирпича.
Так же необходимо будет определить суммарную площадь дверных и оконных проемов. Из площади стен вычитаем площадь окон и дверей — получаем искомую площадь стены из кирпича.
 Указав дополнительный параметр веса и цены блока, вы получите точные расчеты строительных блоков для ваших хозяйственных и жилых построек.
Указав дополнительный параметр веса и цены блока, вы получите точные расчеты строительных блоков для ваших хозяйственных и жилых построек. д. Перед расчетом рекомендуется получить консультацию у специалистов о целесообразности использовании методики варианта подсчета для вашего типа постройки.
д. Перед расчетом рекомендуется получить консультацию у специалистов о целесообразности использовании методики варианта подсчета для вашего типа постройки.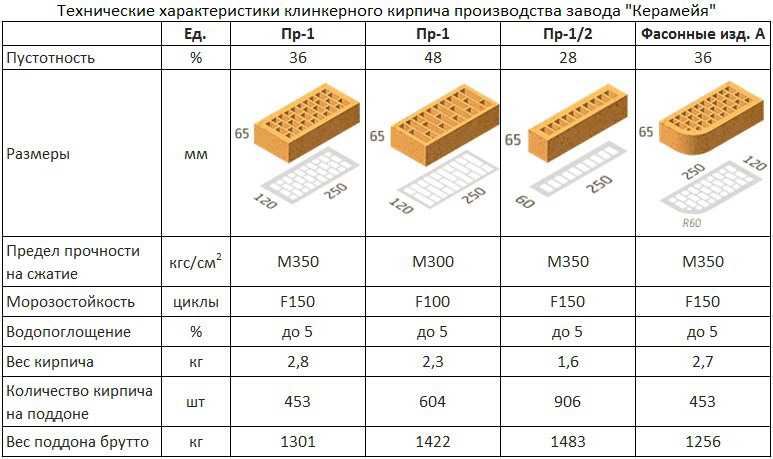 При расчете учитываются также данные высоты подъема крыши и его длина свеса. Расчетные данные учитывают также наличие стропильных элементов, материалов обрешетки и допустимой снеговой нагрузки.
При расчете учитываются также данные высоты подъема крыши и его длина свеса. Расчетные данные учитывают также наличие стропильных элементов, материалов обрешетки и допустимой снеговой нагрузки. Параметры учитывают также наличие стропильной части, обрешетки и снеговой нагрузки на конструкцию.
Параметры учитывают также наличие стропильной части, обрешетки и снеговой нагрузки на конструкцию.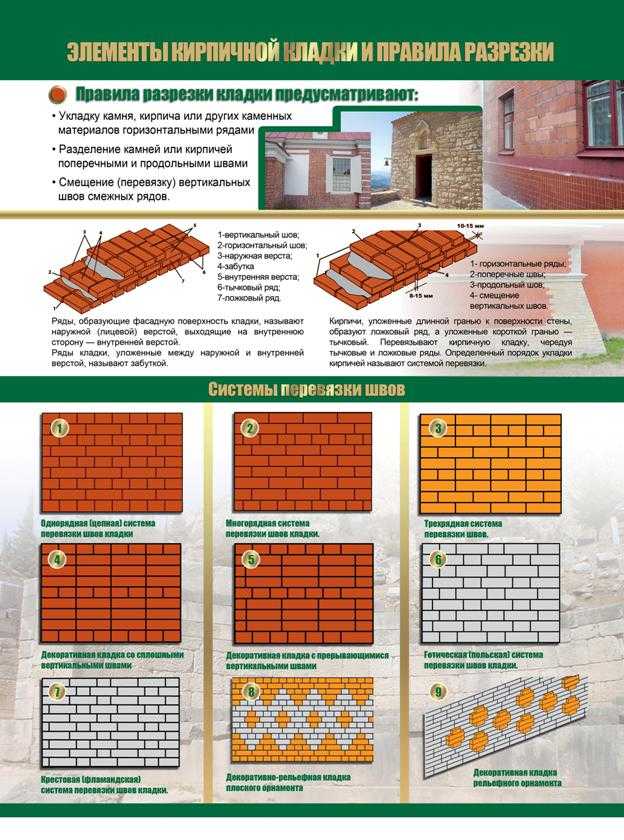 В калькулятор вы можете внести дополнительные параметры расчета для уточнения проведения фронта предстоящих работ.
В калькулятор вы можете внести дополнительные параметры расчета для уточнения проведения фронта предстоящих работ.
 экстра
экстра

 Работа, не упомянутая на этой странице, и/или работа с участием мастера, высококачественных материалов и авторского надзора приведет к БОЛЕЕ СТОИМОСТИ! Ознакомьтесь с полным спектром новых вариантов работ по установке кирпичного сайдинга и ценами на материалы здесь.
Работа, не упомянутая на этой странице, и/или работа с участием мастера, высококачественных материалов и авторского надзора приведет к БОЛЕЕ СТОИМОСТИ! Ознакомьтесь с полным спектром новых вариантов работ по установке кирпичного сайдинга и ценами на материалы здесь.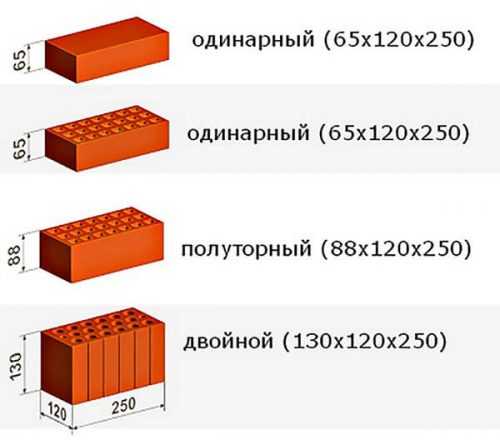
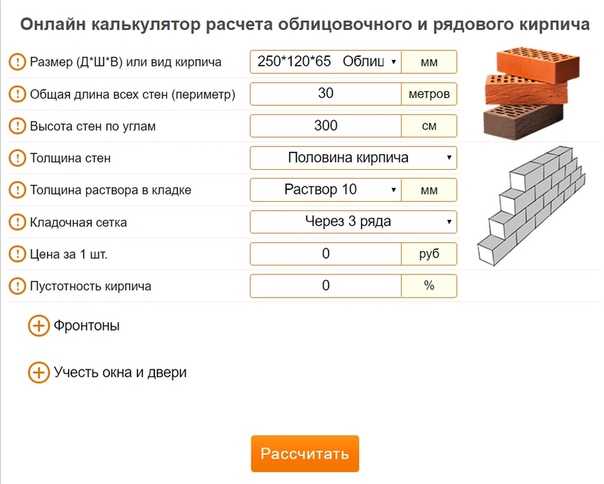 , веб-сайт
, веб-сайт , веб-сайт
, веб-сайт Благодаря множеству вариантов, доступных на рынке, различной ширины, цвета и материала, наружная облицовка является чрезвычайно гибким декоративным вариантом для вашего дома.
Благодаря множеству вариантов, доступных на рынке, различной ширины, цвета и материала, наружная облицовка является чрезвычайно гибким декоративным вариантом для вашего дома.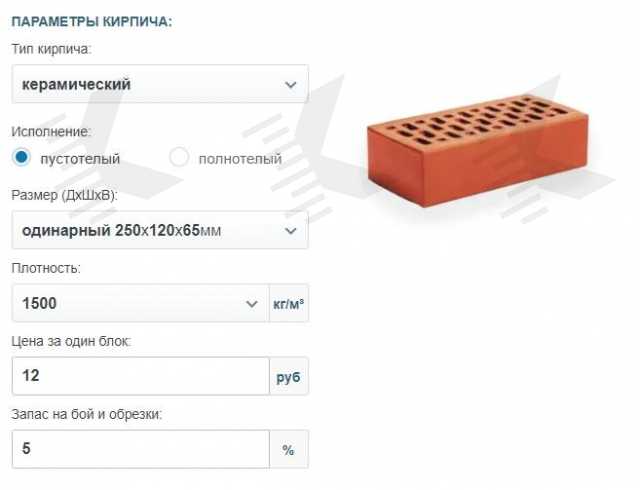
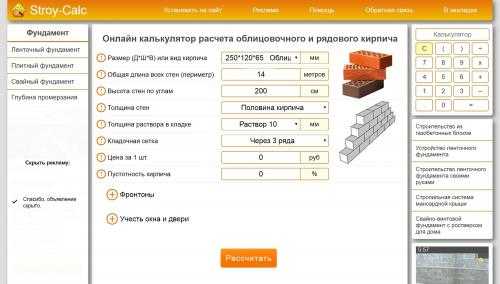
 Станок прост в работе, надёжен и универсален в своём классе. 👍
Станок прост в работе, надёжен и универсален в своём классе. 👍
 Каждая ось снабжена собственным шаговым двигателем, обеспечивающим необходимое движение инструмента по ней. Работа двигателей задается управляющей системой, подающей соответствующую команду в нужный момент согласно заложенной программе. В рабочей зоне расположены датчики, обеспечивающие обратную связь, сообщая координаты нахождения инструмента в пространстве. В результате осуществляется пространственная обработка детали в системе координат X, Y, Z с большой точностью. Станки с ЧПУ выполняются на базе ЭВМ и микропроцессоров, способных обрабатывать сложные управляющие программы.
Каждая ось снабжена собственным шаговым двигателем, обеспечивающим необходимое движение инструмента по ней. Работа двигателей задается управляющей системой, подающей соответствующую команду в нужный момент согласно заложенной программе. В рабочей зоне расположены датчики, обеспечивающие обратную связь, сообщая координаты нахождения инструмента в пространстве. В результате осуществляется пространственная обработка детали в системе координат X, Y, Z с большой точностью. Станки с ЧПУ выполняются на базе ЭВМ и микропроцессоров, способных обрабатывать сложные управляющие программы.
 Станки используются для изготовления высокоточных деталей из труднообрабатываемых материалов. Они способны обеспечить обработку элементов шасси, титановой обшивки, втулок, деталей крыльев, коллекторных труб, компонентов редукторов и разъемов.
Станки используются для изготовления высокоточных деталей из труднообрабатываемых материалов. Они способны обеспечить обработку элементов шасси, титановой обшивки, втулок, деталей крыльев, коллекторных труб, компонентов редукторов и разъемов.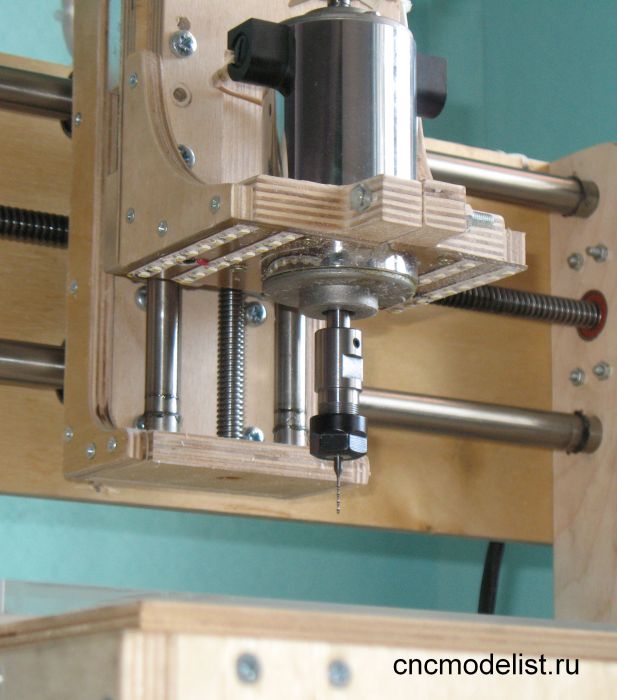
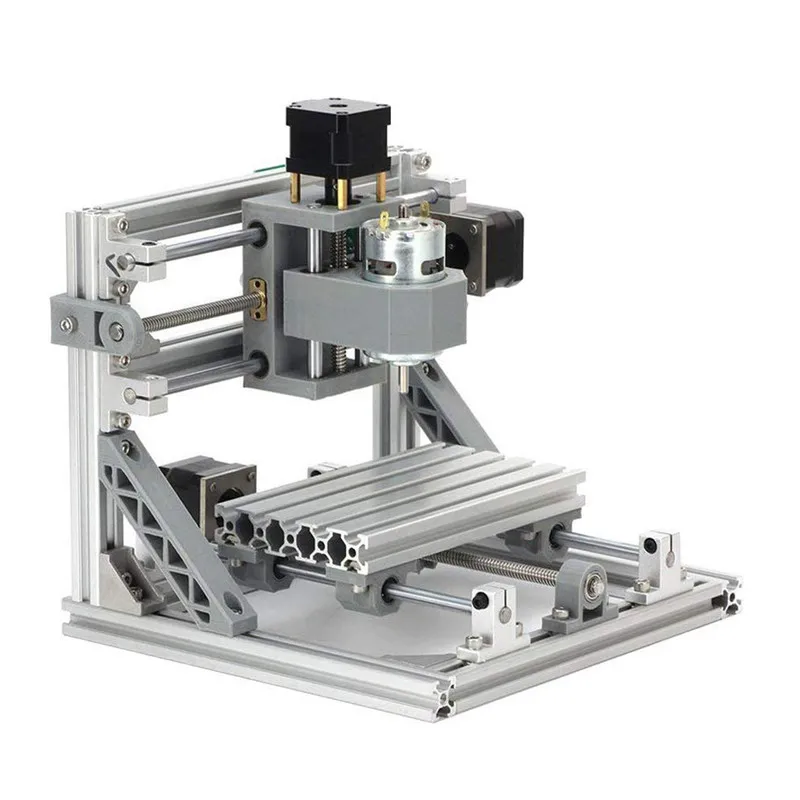 Основные операции, которые выполняются ими:
Основные операции, которые выполняются ими: Управление способен обеспечить один оператор, при этом он может обслуживать сразу несколько станков. На современных станках реализована автоматическая смена рабочего инструмента, установка и снятие заготовок и готовых деталей.
Управление способен обеспечить один оператор, при этом он может обслуживать сразу несколько станков. На современных станках реализована автоматическая смена рабочего инструмента, установка и снятие заготовок и готовых деталей.
 В этом случае ЧПУ значительно повышает производительность и качество, заметно снижает трудоемкость производства и в конечном итоге — себестоимость продукции.
В этом случае ЧПУ значительно повышает производительность и качество, заметно снижает трудоемкость производства и в конечном итоге — себестоимость продукции. Благодаря тому, что эти фрезы могут автоматически менять инструменты на них в процессе обработки с ЧПУ, их проще всего найти в механообрабатывающей мастерской.
Благодаря тому, что эти фрезы могут автоматически менять инструменты на них в процессе обработки с ЧПУ, их проще всего найти в механообрабатывающей мастерской. Существуют различные варианты станков с ЧПУ. Они различаются количеством флейт и разными типами носов. У некоторых могло быть до восьми флейт и более. Типы торцов включают:
Существуют различные варианты станков с ЧПУ. Они различаются количеством флейт и разными типами носов. У некоторых могло быть до восьми флейт и более. Типы торцов включают: Вы также можете легко заменить вставки вместо того, чтобы покупать другой инструмент.
Вы также можете легко заменить вставки вместо того, чтобы покупать другой инструмент. Машинисты используют их для выполнения широких и неглубоких надрезов на заготовке.
Машинисты используют их для выполнения широких и неглубоких надрезов на заготовке. Режущие инструменты имеют зубья, перпендикулярные внешнему диаметру, для создания подходящих пазов для деревянных шпонок.
Режущие инструменты имеют зубья, перпендикулярные внешнему диаметру, для создания подходящих пазов для деревянных шпонок. Он содержит 0,6 – 1,5% углерода, кремния и марганца. Причина его низкой цены в том, что это не очень прочный материал. Поэтому машинисты используют его только для низкоскоростных операций вроде токарной обработки. При использовании для высокоскоростных операций углеродистая сталь будет иметь тенденцию к более быстрому разрушению, поскольку углеродистая сталь имеет температуру плавления 200 градусов по Цельсию. Из-за низкой температуры плавления им можно резать только относительно мягкие материалы, такие как пластик или пенопласт.
Он содержит 0,6 – 1,5% углерода, кремния и марганца. Причина его низкой цены в том, что это не очень прочный материал. Поэтому машинисты используют его только для низкоскоростных операций вроде токарной обработки. При использовании для высокоскоростных операций углеродистая сталь будет иметь тенденцию к более быстрому разрушению, поскольку углеродистая сталь имеет температуру плавления 200 градусов по Цельсию. Из-за низкой температуры плавления им можно резать только относительно мягкие материалы, такие как пластик или пенопласт. Это означает, что он может резать даже более твердые материалы, такие как сталь или алюминий.
Это означает, что он может резать даже более твердые материалы, такие как сталь или алюминий. Однако, благодаря своей способности выдерживать высокие температуры, они могут работать с такими инструментами, как суперсплавы, чугун или твердые стали.
Однако, благодаря своей способности выдерживать высокие температуры, они могут работать с такими инструментами, как суперсплавы, чугун или твердые стали. Использование покрытий, таких как нитрид титана, увеличивает срок службы инструмента, но также увеличивает его стоимость. Кроме того, некоторые типы покрытий делают ваш инструмент менее липким, что означает меньшее использование смазки во время работы (еще больше снижает затраты).
Использование покрытий, таких как нитрид титана, увеличивает срок службы инструмента, но также увеличивает его стоимость. Кроме того, некоторые типы покрытий делают ваш инструмент менее липким, что означает меньшее использование смазки во время работы (еще больше снижает затраты).

 Мы обещаем ответить в течение 24 часов на все потребности в обслуживании, с честными и справедливыми ценами на работу и запчасти.
Мы обещаем ответить в течение 24 часов на все потребности в обслуживании, с честными и справедливыми ценами на работу и запчасти. Это позволяет веб-сайту запоминать ваши действия и предпочтения (например, логин, язык, размер шрифта и другие параметры отображения) в течение определенного периода времени, поэтому вам не нужно повторно вводить их каждый раз, когда вы возвращаетесь на сайт или переходить с одной страницы на другую.
Это позволяет веб-сайту запоминать ваши действия и предпочтения (например, логин, язык, размер шрифта и другие параметры отображения) в течение определенного периода времени, поэтому вам не нужно повторно вводить их каждый раз, когда вы возвращаетесь на сайт или переходить с одной страницы на другую.



 thefreedictionary.com/OTK
thefreedictionary.com/OTK : Osaka Prefectural Urban Development)
: Osaka Prefectural Urban Development) 

 org
org
 Будьте осторожны: некоторые из этих терминов использовались еще до MMXVII, но наши эксперты Slang.org позаботились о том, чтобы включить только слова, которые либо возродились, либо по крайней мере имеют отношение к современной сленг-биосфере. В этом году […]
Будьте осторожны: некоторые из этих терминов использовались еще до MMXVII, но наши эксперты Slang.org позаботились о том, чтобы включить только слова, которые либо возродились, либо по крайней мере имеют отношение к современной сленг-биосфере. В этом году […] Помните: читать-читать-пройти, так что поделитесь этой статьей с другим подающим надежды […]
Помните: читать-читать-пройти, так что поделитесь этой статьей с другим подающим надежды […]
 Для арматуры рассчитываются допустимые нагрузки при текучести и прочности. Максимальный предел вносится в информацию об изделии.
Для арматуры рассчитываются допустимые нагрузки при текучести и прочности. Максимальный предел вносится в информацию об изделии. В зависимости от их пропорций улучшаются основные характеристики металла: прочность, упругость, противостояние коррозии и т.д.
В зависимости от их пропорций улучшаются основные характеристики металла: прочность, упругость, противостояние коррозии и т.д. Нередко при бетонировании монтажные элементы удаляются.
Нередко при бетонировании монтажные элементы удаляются.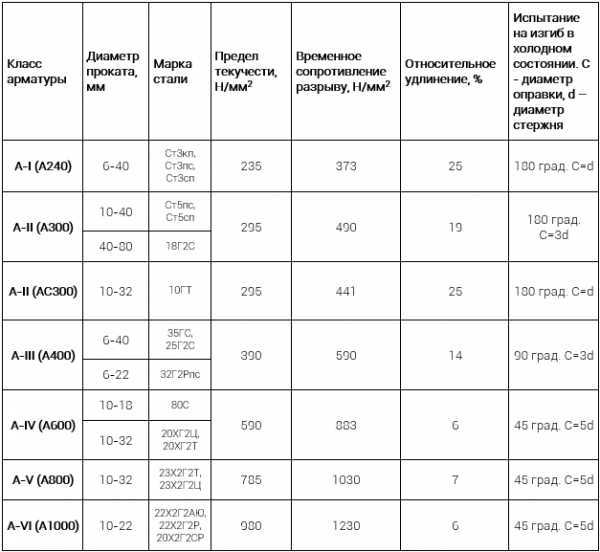
 Основная сфера применения – многоэтажное строительство, промышленное производство;
Основная сфера применения – многоэтажное строительство, промышленное производство;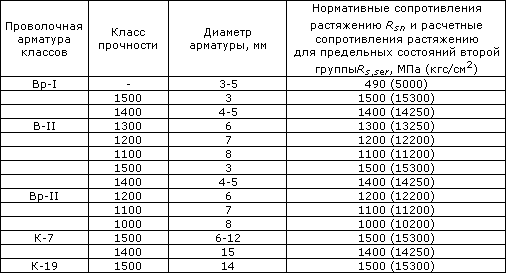
 Заготовку нагревают до пластичного состояния металла, прогоняют через прокат для получения необходимого сечения и остужают.
Заготовку нагревают до пластичного состояния металла, прогоняют через прокат для получения необходимого сечения и остужают.

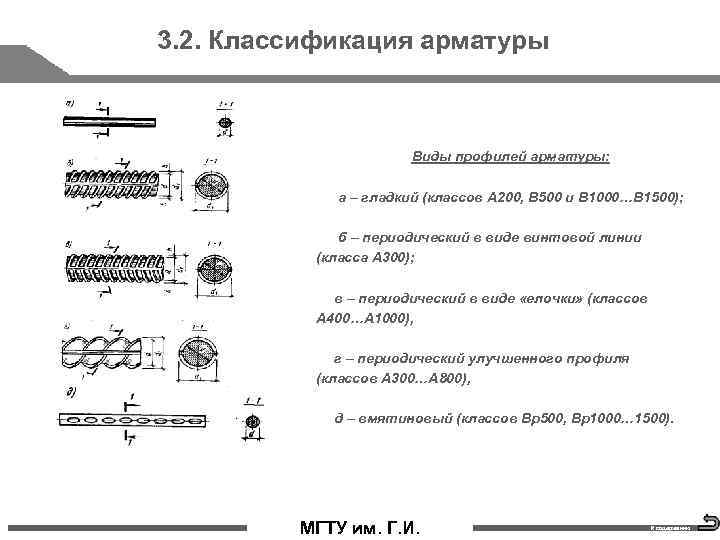
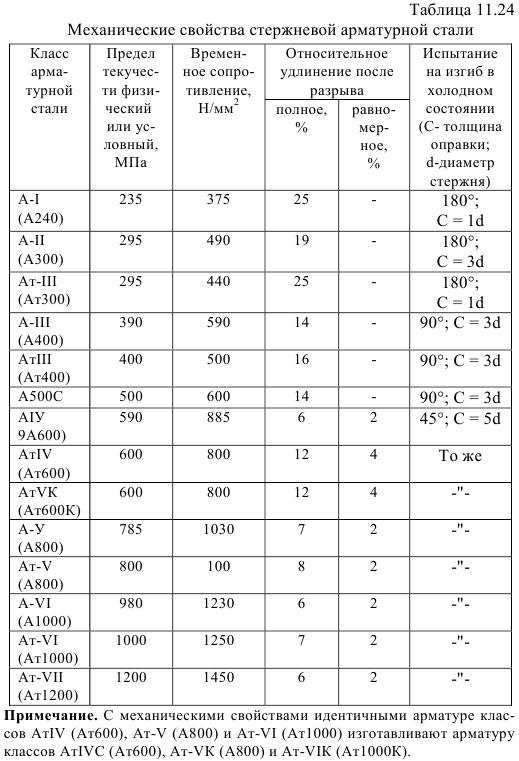 Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888
Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888

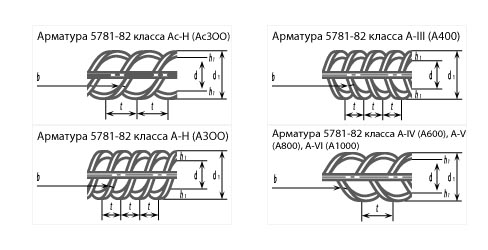

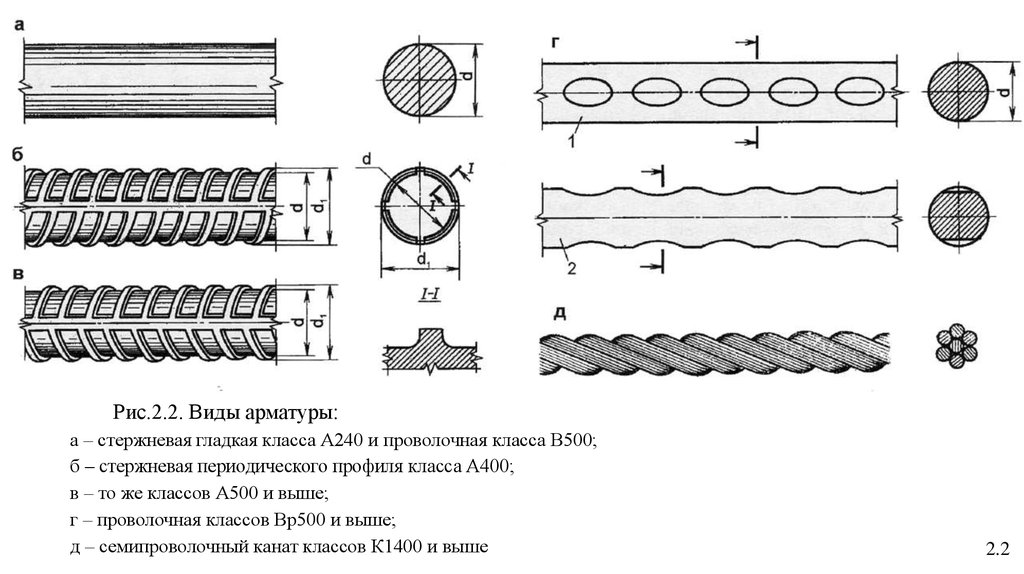 Однако перед тем как купить станок для арматуры, определитесь, с каким видом материала ему предстоит работать. Обязательно сообщите об этом менеджеру, который поможет вам сделать правильный выбор.
Однако перед тем как купить станок для арматуры, определитесь, с каким видом материала ему предстоит работать. Обязательно сообщите об этом менеджеру, который поможет вам сделать правильный выбор.
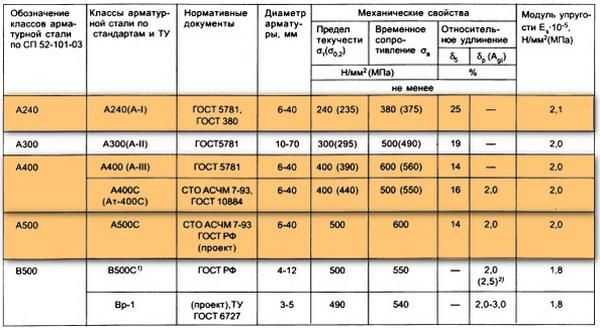 Мы можем предотвратить это, включив учащегося в процесс определения поощрений с помощью опросов поощрений или выборки поощрений. В опросе с подкреплением учащегося просят ответить на вопросы и контрольные списки, чтобы определить их подкрепление. Один из примеров опроса с подкреплением можно найти здесь: https://goo.gl/K8DX7A. Опросы с подкреплением могут быть индивидуализированы, чтобы учитывать интересы учащегося и ограничения в классе. Для учащихся с ограниченными коммуникативными навыками выборка с подкреплением может быть более подходящей стратегией для выявления их симпатий и антипатий (Berg, Wacker, & Steege, 19).95). Учитель сначала понаблюдает за учеником, а затем поговорит с его родителями и другими сотрудниками, которые работают с учеником, чтобы собрать возможные подкрепления. Есть два типа подкрепления на выбор (Alberto & Troutman, 2009). Первичные подкрепления — это те, которые подкрепляют врожденно, например, съестные припасы (небольшие кусочки еды или питья) или сенсорные ощущения (светящиеся игрушки, веера, массажеры).
Мы можем предотвратить это, включив учащегося в процесс определения поощрений с помощью опросов поощрений или выборки поощрений. В опросе с подкреплением учащегося просят ответить на вопросы и контрольные списки, чтобы определить их подкрепление. Один из примеров опроса с подкреплением можно найти здесь: https://goo.gl/K8DX7A. Опросы с подкреплением могут быть индивидуализированы, чтобы учитывать интересы учащегося и ограничения в классе. Для учащихся с ограниченными коммуникативными навыками выборка с подкреплением может быть более подходящей стратегией для выявления их симпатий и антипатий (Berg, Wacker, & Steege, 19).95). Учитель сначала понаблюдает за учеником, а затем поговорит с его родителями и другими сотрудниками, которые работают с учеником, чтобы собрать возможные подкрепления. Есть два типа подкрепления на выбор (Alberto & Troutman, 2009). Первичные подкрепления — это те, которые подкрепляют врожденно, например, съестные припасы (небольшие кусочки еды или питья) или сенсорные ощущения (светящиеся игрушки, веера, массажеры).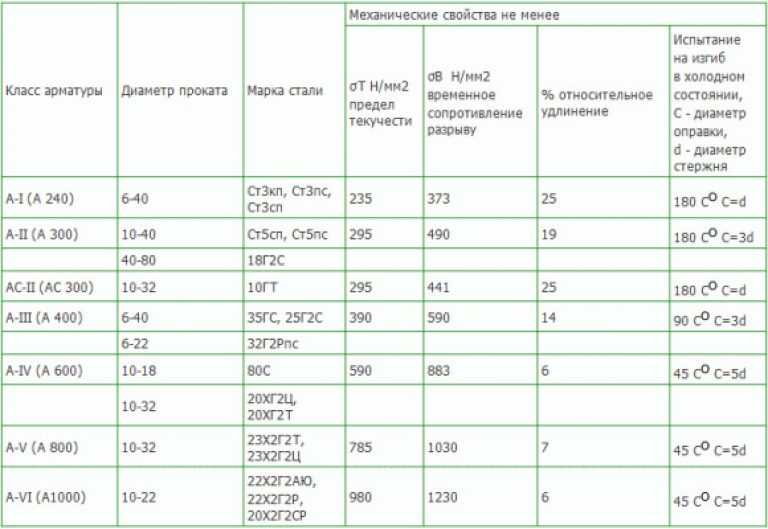 Вторичные подкрепления включают материальные предметы, действия, особые привилегии, социальную похвалу и внимание. После того, как эти предметы собраны, учитель представляет ученику парные подкрепления и смотрит, какой из них он выберет. Учитель должен продолжать предлагать наборы из двух вариантов подкрепления до тех пор, пока все варианты не будут объединены друг с другом. Поощрение с наибольшим процентом выбора (количество выбранных раз/количество представленных раз) может считаться истинным поощрением. Intervention Central предоставляет дополнительные инструкции о том, как проводить выборку подкрепления, а также предоставляет лист данных для записи выбора учащегося (https://goo.gl/28wnuH).
Вторичные подкрепления включают материальные предметы, действия, особые привилегии, социальную похвалу и внимание. После того, как эти предметы собраны, учитель представляет ученику парные подкрепления и смотрит, какой из них он выберет. Учитель должен продолжать предлагать наборы из двух вариантов подкрепления до тех пор, пока все варианты не будут объединены друг с другом. Поощрение с наибольшим процентом выбора (количество выбранных раз/количество представленных раз) может считаться истинным поощрением. Intervention Central предоставляет дополнительные инструкции о том, как проводить выборку подкрепления, а также предоставляет лист данных для записи выбора учащегося (https://goo.gl/28wnuH). Для того, чтобы установить эту прочную связь, подкрепление должно быть обеспечено сразу же после целевого навыка. Чем дольше проходит время между поведением и поощрением, тем слабее будет ассоциация. Также важно сочетать поощрение с похвалой за конкретное поведение («Отличная работа, напиши свое имя» или «Отличная работа, сидя на своем месте»). Похвала за конкретное поведение делает две вещи: (1) она точно сообщает учащемуся, за что его поощряют, и (2) помогает учащимся стать более мотивированными с помощью социальных поощрений за счет сочетания желаемого предмета или действия с похвалой и вниманием учителя. Команда AFIRM, 2015 г.).
Для того, чтобы установить эту прочную связь, подкрепление должно быть обеспечено сразу же после целевого навыка. Чем дольше проходит время между поведением и поощрением, тем слабее будет ассоциация. Также важно сочетать поощрение с похвалой за конкретное поведение («Отличная работа, напиши свое имя» или «Отличная работа, сидя на своем месте»). Похвала за конкретное поведение делает две вещи: (1) она точно сообщает учащемуся, за что его поощряют, и (2) помогает учащимся стать более мотивированными с помощью социальных поощрений за счет сочетания желаемого предмета или действия с похвалой и вниманием учителя. Команда AFIRM, 2015 г.). Последний тип прореживания — это несколько графиков. При использовании нескольких графиков компонент поощрения уменьшается, а компонент угасания (время, когда поощрение не предоставляется) увеличивается. Это можно сделать, предоставив карточки-подсказки. Людям, умеющим читать, могут быть представлены карточки с надписью «Подкрепление доступно» или «Подкрепление недоступно», в то время как другим могут быть показаны красные или белые карточки. Когда отображается «Доступно подкрепление» или белая карточка, учащийся будет получать подкрепление каждый раз, когда он демонстрирует соответствующее поведение, а во время «Недоступно» или красной карточки он не получает подкрепления. Цель состоит в том, чтобы постепенно увеличивать использование красной карточки, сохраняя при этом соответствующее поведение.
Последний тип прореживания — это несколько графиков. При использовании нескольких графиков компонент поощрения уменьшается, а компонент угасания (время, когда поощрение не предоставляется) увеличивается. Это можно сделать, предоставив карточки-подсказки. Людям, умеющим читать, могут быть представлены карточки с надписью «Подкрепление доступно» или «Подкрепление недоступно», в то время как другим могут быть показаны красные или белые карточки. Когда отображается «Доступно подкрепление» или белая карточка, учащийся будет получать подкрепление каждый раз, когда он демонстрирует соответствующее поведение, а во время «Недоступно» или красной карточки он не получает подкрепления. Цель состоит в том, чтобы постепенно увеличивать использование красной карточки, сохраняя при этом соответствующее поведение. При наличии разнообразного школьного персонала и в различных условиях в течение учебного дня с использованием системы поощрения учащийся с большей вероятностью распространит свое соответствующее поведение на другие области.
При наличии разнообразного школьного персонала и в различных условиях в течение учебного дня с использованием системы поощрения учащийся с большей вероятностью распространит свое соответствующее поведение на другие области.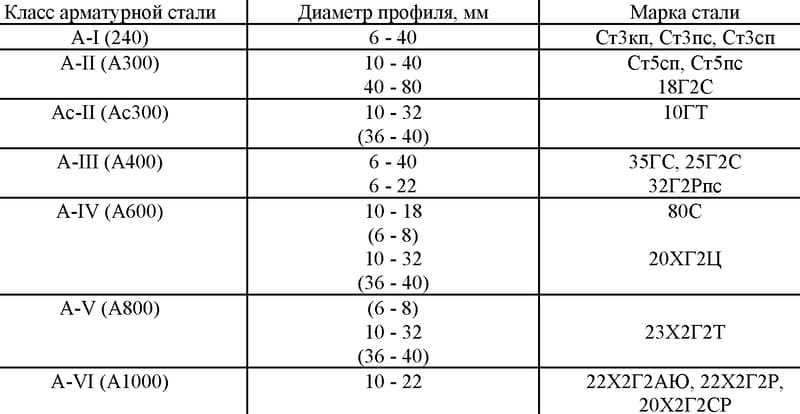 П., Бёлтер, Э.В., и Ярмолович, Д.П. (2011). Уточнение графика подкрепления после тренинга по функциональной коммуникации: обзор и рекомендации. Анализ поведения на практике, 4(1), 4-16
П., Бёлтер, Э.В., и Ярмолович, Д.П. (2011). Уточнение графика подкрепления после тренинга по функциональной коммуникации: обзор и рекомендации. Анализ поведения на практике, 4(1), 4-16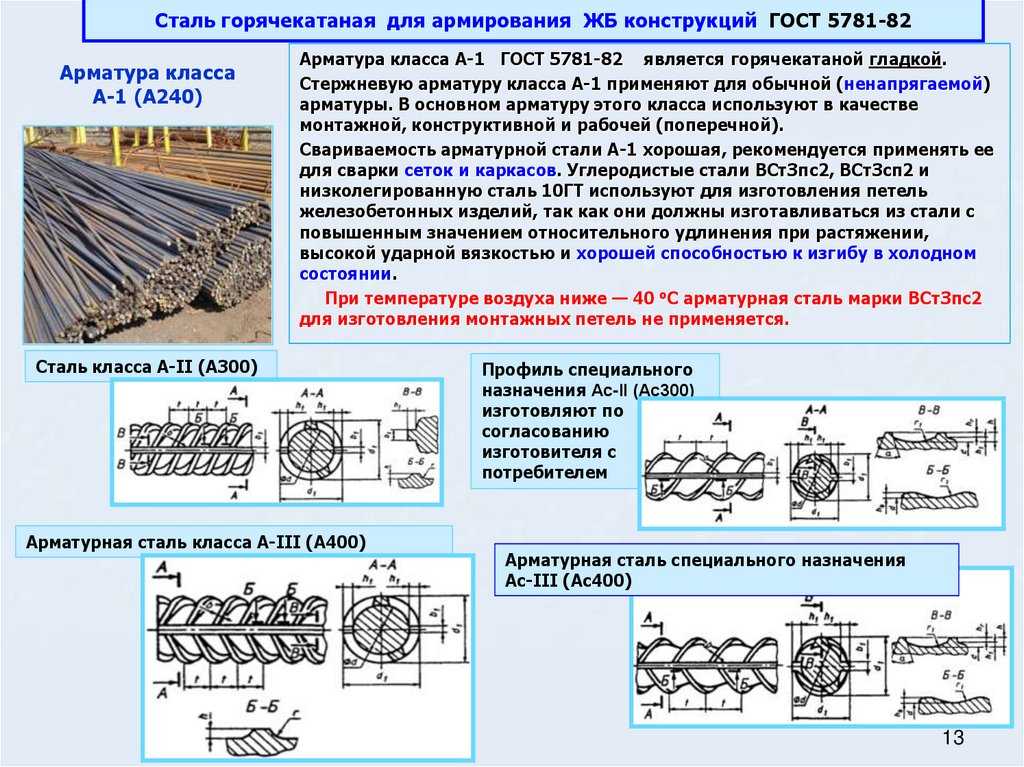
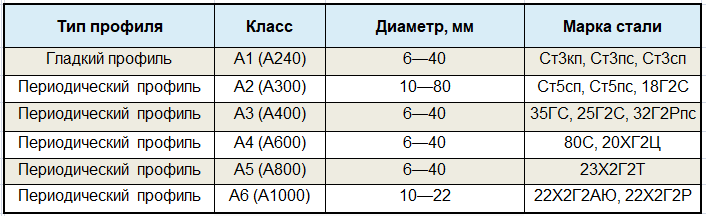 Помнить о сокращении графика подкрепления с течением времени по мере того, как ученик становится более опытным, очень важно, но ошибка, которую я чаще всего наблюдаю, заключается в слишком большом и слишком быстром распределении подкреплений, так что правильная реакция начинает уменьшаться. Если навыки или поведение учащегося не улучшаются, подумайте, достаточно ли часто вы используете подкрепление.
Помнить о сокращении графика подкрепления с течением времени по мере того, как ученик становится более опытным, очень важно, но ошибка, которую я чаще всего наблюдаю, заключается в слишком большом и слишком быстром распределении подкреплений, так что правильная реакция начинает уменьшаться. Если навыки или поведение учащегося не улучшаются, подумайте, достаточно ли часто вы используете подкрепление. Когда вы станете условным подкреплением, учащиеся начнут переходить от более конкретного подкрепления к более социальному подкреплению, такому как похвала и одобрение. Чтобы узнать больше о том, как подкреплять себя и находить подкрепления для старших школьников, см. запись в блоге ABA-терапевтов: Как заставить себя подкреплять себя при работе с детьми с аутизмом | АВА-терапевты
Когда вы станете условным подкреплением, учащиеся начнут переходить от более конкретного подкрепления к более социальному подкреплению, такому как похвала и одобрение. Чтобы узнать больше о том, как подкреплять себя и находить подкрепления для старших школьников, см. запись в блоге ABA-терапевтов: Как заставить себя подкреплять себя при работе с детьми с аутизмом | АВА-терапевты На самом деле, суши всегда были моим любимым примером, потому что они могут быть просто наказанием для некоторых людей, которые их терпеть не могут.
На самом деле, суши всегда были моим любимым примером, потому что они могут быть просто наказанием для некоторых людей, которые их терпеть не могут.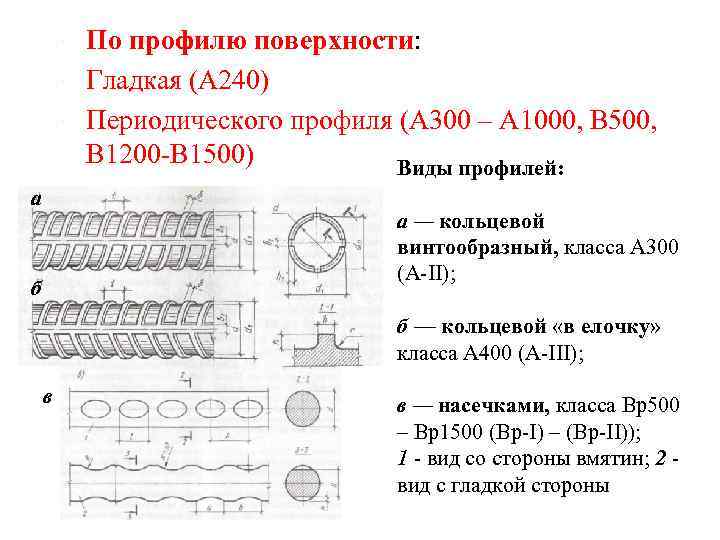 Один из них — позволить ученику бродить по комнате в одиночестве и посмотреть, что он решит делать. Используйте этот предмет или действие и посмотрите, увеличивает ли это поведение, которому следует. Однажды я сделал это с учеником в дошкольном классе. Когда мы позволили ему побегать по комнате, он взял кусок скотча с учительского стола и вывернул его наизнанку липкой стороной наружу. Затем он ходил по комнате, играя с ним. Затем я взял его у него и попросил выполнить простые задания, такие как выполнение простых одношаговых инструкций (например, сесть). Я подсказал ему в первый раз, а затем вернул кассету. Затем мы увидели, что его соблюдение основных команд увеличилось во время короткого сеанса обучения. Той ночью я пошел в магазин и нашел много липких игрушек, которые мы могли использовать вместо ленты. Я сделал это, потому что лента не совсем подходящая по возрасту игрушка для дошкольника. На следующий день мы смогли повысить его базовое следование указаниям и имитацию основных жестов, следуя за его правильными ответами с возможностью играть с липкими игрушками.
Один из них — позволить ученику бродить по комнате в одиночестве и посмотреть, что он решит делать. Используйте этот предмет или действие и посмотрите, увеличивает ли это поведение, которому следует. Однажды я сделал это с учеником в дошкольном классе. Когда мы позволили ему побегать по комнате, он взял кусок скотча с учительского стола и вывернул его наизнанку липкой стороной наружу. Затем он ходил по комнате, играя с ним. Затем я взял его у него и попросил выполнить простые задания, такие как выполнение простых одношаговых инструкций (например, сесть). Я подсказал ему в первый раз, а затем вернул кассету. Затем мы увидели, что его соблюдение основных команд увеличилось во время короткого сеанса обучения. Той ночью я пошел в магазин и нашел много липких игрушек, которые мы могли использовать вместо ленты. Я сделал это, потому что лента не совсем подходящая по возрасту игрушка для дошкольника. На следующий день мы смогли повысить его базовое следование указаниям и имитацию основных жестов, следуя за его правильными ответами с возможностью играть с липкими игрушками.
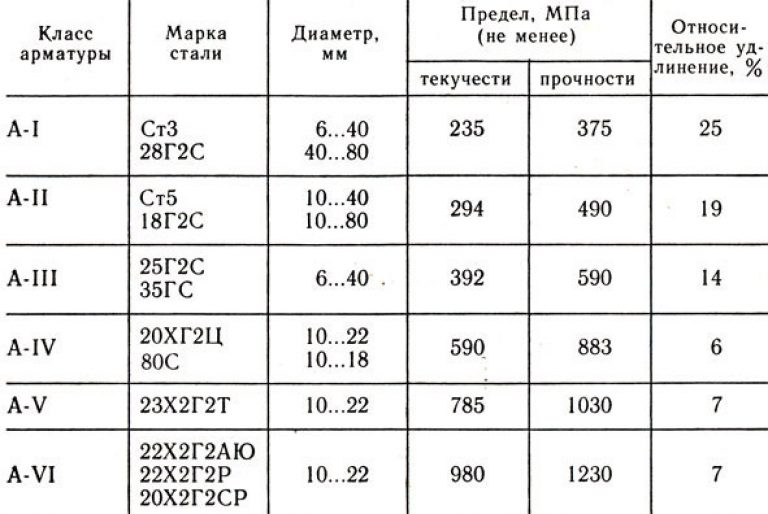
 В то время как излом осевой линии вала приводит к вибрации и быстрому выходу из строя направляющих подшипников.
В то время как излом осевой линии вала приводит к вибрации и быстрому выходу из строя направляющих подшипников.
 Его также можно использовать в системах пожаротушения, в системах орошения и в моечных установках.
Его также можно использовать в системах пожаротушения, в системах орошения и в моечных установках. Корпус насоса стальной, спиральный, с верхней крышкой. Конструктивно насос центробежный вертикальный имеет две крышки – верхнюю и нижнюю.
Корпус насоса стальной, спиральный, с верхней крышкой. Конструктивно насос центробежный вертикальный имеет две крышки – верхнюю и нижнюю.



 В них используется 1-я ступень с малой высотой столба жидкости над всасывающим патрубком насоса (NPSH), разработанная компанией Sulzer, с последующими гидравлическими характеристиками с уникально большой высотой напора из расчета на ступень с целью уменьшить до минимума необходимое количество ступеней.
В них используется 1-я ступень с малой высотой столба жидкости над всасывающим патрубком насоса (NPSH), разработанная компанией Sulzer, с последующими гидравлическими характеристиками с уникально большой высотой напора из расчета на ступень с целью уменьшить до минимума необходимое количество ступеней.

 Данные насосы разработаны с целью достижения баланса между высоким КПД, малой глубиной погружения, кавитационным запасом насоса, длительным сроком службы и надежностью, необходимыми для солнечных электростанций.
Данные насосы разработаны с целью достижения баланса между высоким КПД, малой глубиной погружения, кавитационным запасом насоса, длительным сроком службы и надежностью, необходимыми для солнечных электростанций. Вертикальные центробежные насосы STR предназначены для перекачки чистой или слегка загрязненной жидкости в отрасли водоснабжения и других промышленных отраслях.
Вертикальные центробежные насосы STR предназначены для перекачки чистой или слегка загрязненной жидкости в отрасли водоснабжения и других промышленных отраслях. Это в дополнение к проблемам с прямолинейностью вала и потенциальным проблемам с подшипниками линейного вала, которые могут смазываться либо перекачиваемой жидкостью, либо подачей масляной трубки с поверхности.
Это в дополнение к проблемам с прямолинейностью вала и потенциальным проблемам с подшипниками линейного вала, которые могут смазываться либо перекачиваемой жидкостью, либо подачей масляной трубки с поверхности.
 2: Вертикальный турбинный насос с погружным двигателем
2: Вертикальный турбинный насос с погружным двигателем  Я провел четыре сравнения, которые показали, что средние погружные двигатели на 6,2 процентных пункта менее эффективны, чем наземные двигатели (93,7 процента против 87,5 процента). Это снижение эффективности погружного двигателя может быть несколько смягчено для насосов с более глубокой установкой за счет потерь эффективности из-за трения подшипников линейного вала, которые могут составлять от одной до двух лошадиных сил на 100 футов глубины.
Я провел четыре сравнения, которые показали, что средние погружные двигатели на 6,2 процентных пункта менее эффективны, чем наземные двигатели (93,7 процента против 87,5 процента). Это снижение эффективности погружного двигателя может быть несколько смягчено для насосов с более глубокой установкой за счет потерь эффективности из-за трения подшипников линейного вала, которые могут составлять от одной до двух лошадиных сил на 100 футов глубины.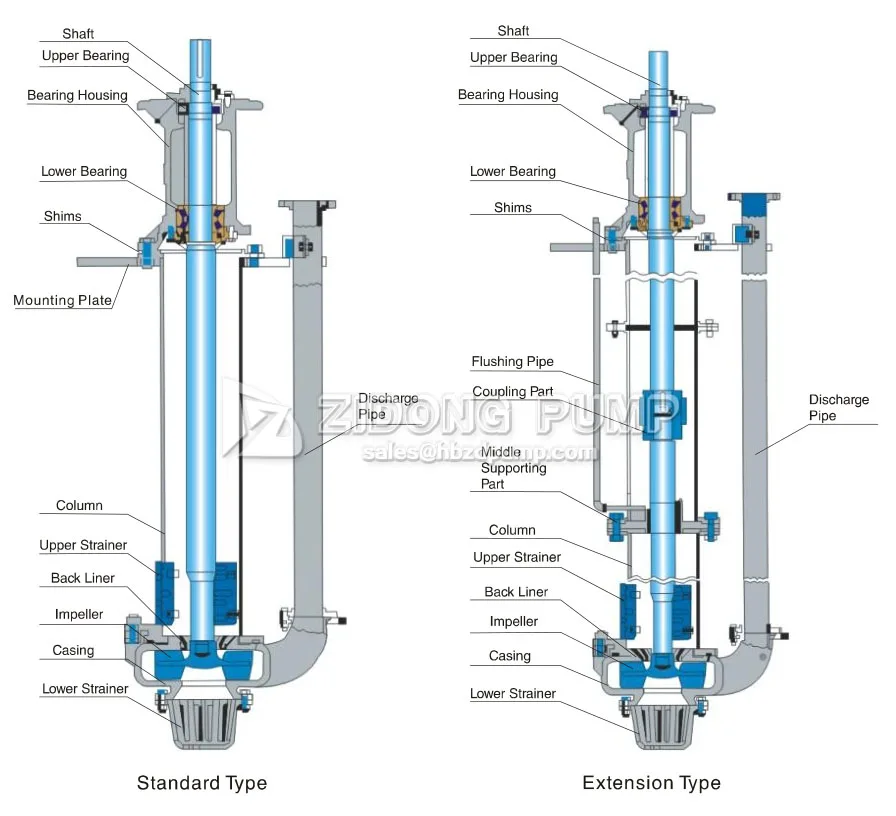 Если уплотнение или двигатель выходят из строя по какой-либо причине, весь насос (и двигатель) необходимо вытащить для ремонта. По мере старения двигателей уплотнения могут протекать, а кабели могут подвергаться истиранию.
Если уплотнение или двигатель выходят из строя по какой-либо причине, весь насос (и двигатель) необходимо вытащить для ремонта. По мере старения двигателей уплотнения могут протекать, а кабели могут подвергаться истиранию.
 Будрис, Аллан Р. «Особые аспекты вибрации вертикальных турбинных насосов», WaterWorld, декабрь 2016 г.
Будрис, Аллан Р. «Особые аспекты вибрации вертикальных турбинных насосов», WaterWorld, декабрь 2016 г. Погружные насосы National, идеально подходящие для сельскохозяйственного, муниципального, коммерческого и промышленного применения, предназначены для обеспечения эффективной и бесперебойной работы в течение длительного срока службы. Особенности:
Погружные насосы National, идеально подходящие для сельскохозяйственного, муниципального, коммерческого и промышленного применения, предназначены для обеспечения эффективной и бесперебойной работы в течение длительного срока службы. Особенности:
 City of Scottsdale, Arizona
City of Scottsdale, Arizona
 Короткие вертикальные турбинные насосы доступны либо со смазкой продуктом, либо с закрытым приводным валом. Компания NPC сертифицировала множество дополнительных материалов, чтобы наши клиенты могли выбирать лучшие материалы для своего конкретного применения. Будь то стандартные материалы, нержавеющая сталь или алюминиевая бронза, мы можем удовлетворить ваши потребности. Варианты подшипников также включают бронзовые, неопреновые, морские или весконитовые. Компенсационные кольца доступны из нержавеющей стали или алюминиевой бронзы. Варианты уплотнений включают механические уплотнения в конфигурациях с раздельным или одинарным картриджем или набивку из расширенной пряжи из ПТФЭ. Стандартное покрытие Tnemec N-140 Pota-Pox Plus обеспечивает длительную защиту стальных компонентов. Полный насос, от всасывания до нагнетания, сертифицирован для перекачивания питьевой воды без добавления химических загрязнителей или примесей, которые могут повлиять на наше здоровье.
Короткие вертикальные турбинные насосы доступны либо со смазкой продуктом, либо с закрытым приводным валом. Компания NPC сертифицировала множество дополнительных материалов, чтобы наши клиенты могли выбирать лучшие материалы для своего конкретного применения. Будь то стандартные материалы, нержавеющая сталь или алюминиевая бронза, мы можем удовлетворить ваши потребности. Варианты подшипников также включают бронзовые, неопреновые, морские или весконитовые. Компенсационные кольца доступны из нержавеющей стали или алюминиевой бронзы. Варианты уплотнений включают механические уплотнения в конфигурациях с раздельным или одинарным картриджем или набивку из расширенной пряжи из ПТФЭ. Стандартное покрытие Tnemec N-140 Pota-Pox Plus обеспечивает длительную защиту стальных компонентов. Полный насос, от всасывания до нагнетания, сертифицирован для перекачивания питьевой воды без добавления химических загрязнителей или примесей, которые могут повлиять на наше здоровье.

 Развертки из бумаги выполняются в соответствии с учетом всех данных геометрической фигуры. Параметры будущей модели оговариваются заранее. От этих данных зависит выбор используемого материала.
Развертки из бумаги выполняются в соответствии с учетом всех данных геометрической фигуры. Параметры будущей модели оговариваются заранее. От этих данных зависит выбор используемого материала. Размеры сторон треугольников боковой поверхности измеряем циркулем. Ножку циркуля ставим в вершину нарисованного основания и делаем засечку. Действие повторяем, перемещаясь в следующую точку треугольника. Пересечение, полученное в результате таких действий, определит вершины боковых граней пирамиды. Их соединяем с основанием. Получаем чертеж пирамиды. Для склеивания объемной фигуры на сторонах боковых граней предусматривают клапаны. Дорисовываем небольшие трапеции.
Размеры сторон треугольников боковой поверхности измеряем циркулем. Ножку циркуля ставим в вершину нарисованного основания и делаем засечку. Действие повторяем, перемещаясь в следующую точку треугольника. Пересечение, полученное в результате таких действий, определит вершины боковых граней пирамиды. Их соединяем с основанием. Получаем чертеж пирамиды. Для склеивания объемной фигуры на сторонах боковых граней предусматривают клапаны. Дорисовываем небольшие трапеции.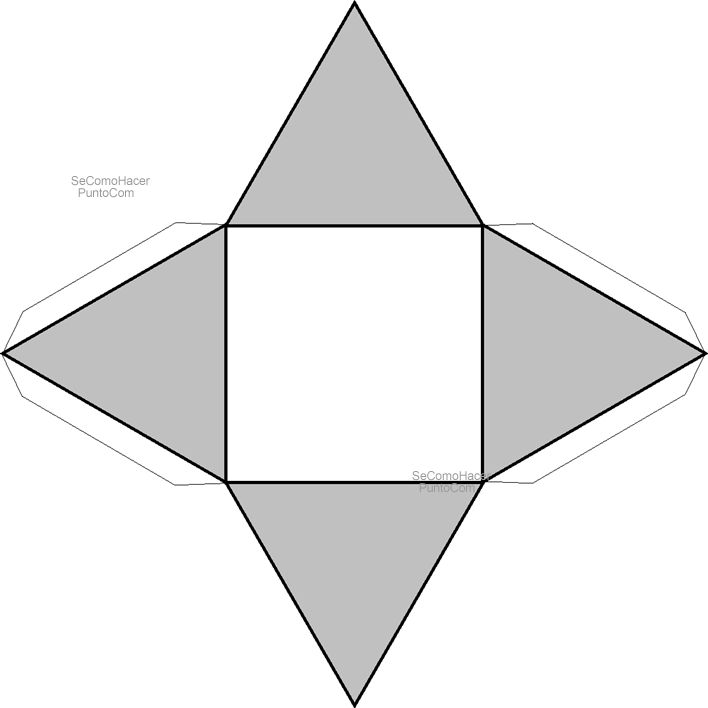 Чертеж выполняем на бумаге карандашом. В центре листа чертим четырехугольник с выбранными параметрами.
Чертеж выполняем на бумаге карандашом. В центре листа чертим четырехугольник с выбранными параметрами. Развертка пирамиды усеченной намного сложнее в выполнении. Ее основаниями являются подобные многогранники. Боковые грани – это трапеции. Последовательность выполнения работы будет такой же, как та, в которой изготавливалась простая пирамида. Развертка будет более громоздкой. Для выполнения чертежа используют карандаш, циркуль и линейку.
Развертка пирамиды усеченной намного сложнее в выполнении. Ее основаниями являются подобные многогранники. Боковые грани – это трапеции. Последовательность выполнения работы будет такой же, как та, в которой изготавливалась простая пирамида. Развертка будет более громоздкой. Для выполнения чертежа используют карандаш, циркуль и линейку.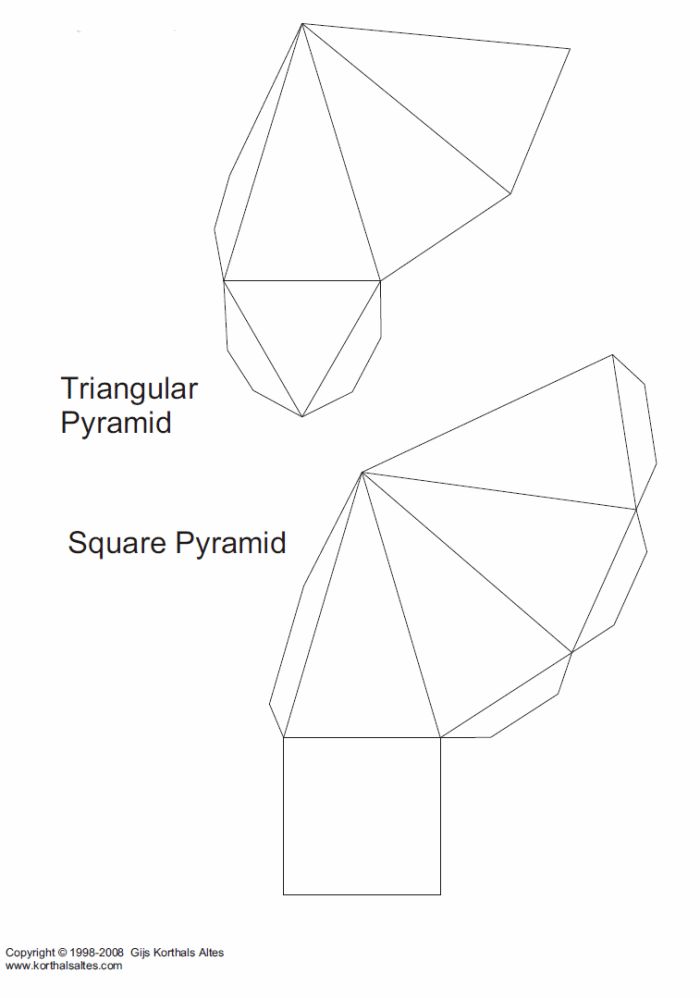 На окружности отмечаем пять точек, которые соединяют линии с ее центром. Получаем четыре равнобедренных треугольника. Циркулем измеряем сторону трапеции, нарисованной на отдельном листе. Данное расстояние откладываем на каждой стороне нарисованных треугольников. Полученные точки соединяем. Боковые грани трапеции готовы. Остается только нарисовать верхнее и нижнее основания пирамиды. В данном случае это подобные многогранники – квадраты. К верхнему и нижнему основаниям первой трапеции дорисовываем квадраты. На чертеже изображены все части, которые имеет пирамида. Развертка практически готова. Остается только дорисовать соединительные клапаны на сторонах меньшего квадрата и одной из граней трапеций.
На окружности отмечаем пять точек, которые соединяют линии с ее центром. Получаем четыре равнобедренных треугольника. Циркулем измеряем сторону трапеции, нарисованной на отдельном листе. Данное расстояние откладываем на каждой стороне нарисованных треугольников. Полученные точки соединяем. Боковые грани трапеции готовы. Остается только нарисовать верхнее и нижнее основания пирамиды. В данном случае это подобные многогранники – квадраты. К верхнему и нижнему основаниям первой трапеции дорисовываем квадраты. На чертеже изображены все части, которые имеет пирамида. Развертка практически готова. Остается только дорисовать соединительные клапаны на сторонах меньшего квадрата и одной из граней трапеций. Чтобы его досконально освоить, следует начинать с выполнения самых простых разверток. Постепенно переходя от простых поделок к более сложным моделям, можно приступать к созданию самых замысловатых конструкций.
Чтобы его досконально освоить, следует начинать с выполнения самых простых разверток. Постепенно переходя от простых поделок к более сложным моделям, можно приступать к созданию самых замысловатых конструкций. От произвольной точки O0 на дуге n раз последовательно откладывается сторона многоугольника. Полученные точки 00, 10, …, 60 последовательно соединяются между собой и с высотой V0.
От произвольной точки O0 на дуге n раз последовательно откладывается сторона многоугольника. Полученные точки 00, 10, …, 60 последовательно соединяются между собой и с высотой V0.
 По часовой стрелке отсекает низкие частоты и пропускает высокие частоты. Против часовой стрелки отсекает высокие частоты и пропускает низкие частоты.
По часовой стрелке отсекает низкие частоты и пропускает высокие частоты. Против часовой стрелки отсекает высокие частоты и пропускает низкие частоты. Это контролирует, как быстро повторный запуск реагирует на вашу атаку киркой.
Это контролирует, как быстро повторный запуск реагирует на вашу атаку киркой.
 Пожалуйста, не стесняйтесь изменять или перезаписывать их по своему усмотрению!
Пожалуйста, не стесняйтесь изменять или перезаписывать их по своему усмотрению!
 Подключите внешний источник запуска (драм-машина, секвенсор или CV) на левый вход Pyramids. Чтобы слышать только затронутый первичный инструментальный сигнал (модулированный внешним источником триггера), не подключайте левый выход. Сигнал вашего основного инструмента будет проходить через правый вход/выход Pyramids, но фленджер будет реагировать на изменения внешнего триггерного сигнала вместо вашего основного инструмента. Для мониторинга источника триггера подключите левый выход Pyramids к отдельному усилителю или входу DAW.
Подключите внешний источник запуска (драм-машина, секвенсор или CV) на левый вход Pyramids. Чтобы слышать только затронутый первичный инструментальный сигнал (модулированный внешним источником триггера), не подключайте левый выход. Сигнал вашего основного инструмента будет проходить через правый вход/выход Pyramids, но фленджер будет реагировать на изменения внешнего триггерного сигнала вместо вашего основного инструмента. Для мониторинга источника триггера подключите левый выход Pyramids к отдельному усилителю или входу DAW. Аналого-цифровые и цифро-аналоговые преобразователи
Аналого-цифровые и цифро-аналоговые преобразователи