Что такое нихромовая проволока — особенности и варианты использования сплава
История нихрома насчитывает более сотни лет. Его изобрел американский инженер и ученый Альберт Марш. Первоначально это был “чистый” двухкомпонентный сплав на основе никеля и хрома в соотношении 80% и 20%. Сегодня существует множество формул, отличающихся процентным содержанием основных элементов и примесей.
Содержимое статьи
Что такое нихром
Особенности
Производство
Отличия от другой проволоки
Марки
Назначение
Выбираем нихром
Фото нихромовой проволоки
Что такое нихром
Под нихромом понимают общее наименование ряда сплавов, в составе которых содержится 55-78% никеля, 15-23% хрома, а также алюминий, титан, молибден, железо. Сортамент включает в себя проволоку, ленту, горячекатаный прокат. Последний поставляется в виде отдельных прутков или бухтой.
Описание нихромовой проволоки было бы не полным без упоминания формы поперечного сечения. Оно может быть круглым, овальным, квадратным, многогранным. Самая распространенная конфигурация – круг.
Особенности
Нихромовая проволока обладает редким набором свойств, которые делают ее практически незаменимой в некоторых областях. Среди отличительных характеристик:
Коррозионная стойкость. Как известно, ржавчина – это слабое место большинства металлических изделий. В этом плане нихром уникален – он не окисляется под воздействием окружающей среды и имеет длительный срок эксплуатации.
Высокое электросопротивление. Удельное сопротивление нихромовой проволоки достигает 1,1-1,4 Ом*кв.мм/м. Если сравнить эти цифры с обычной сталью, то для выделения одинакового количества тепла нихрома (в метрах) понадобится гораздо меньше. Это позволяет сделать конструкции из нихромовых сплавов компактными и небольшими по массе.
Жаропрочность. Двухкомпонентный состав сохраняет работоспособность при температуре 1400 град. При этом отсутствуют температурные деформации.
Нихром – дорогостоящий материал, но его выдающаяся прочность, физические свойства, долговечность оправдывают такую стоимость.
Производство
В основе технологии изготовления лежит обработка давлением с применением дорогостоящего оборудования – станов, прессов, печей. Выделяют 3 способа получения:
Прокатывание. Нихром довольно пластичен, что позволяет получать из него проволоку “холодной” прокаткой. Круги больших размеров получают “горячей” прокаткой.
Волочение. Представляет собой протягивание заготовок (катанок) сквозь постепенно сужающееся отверстие. Рабочая скорость операции не превышает 25 м/с. После получения требуемого диаметра проволоку подвергают термической и химической обработке.
Прессование. Заготовки получают, выдавливая нагретый сплав через отверстия в матрице приспособления.
Отличия от другой проволоки
Зачастую недобросовестные продавцы под видом нихрома продают похожие внешне материалы. Чтобы не попасться на эту “удочку” и не переплачивать за ненужный вам товар, предлагаем ознакомиться с отличительными чертами нихромовой проволоки:
По фото нихромовой проволоки судить о виде и происхождении материала сложно, но можно. Так, новый материал отличается блестящим, бело-серым оттенком. Продукт, бывший в употреблении, наоборот, имеет темно-серый цвет. Это объясняется наличием оксидной пленки. При удалении окислов цвет нихрома должен смениться на светлый.
Простой практический способ – проверить магнитные свойства. Двухкомпонентная проволока не магнитится, а сплавы с добавлением железа имеют ослабленные магнитные показатели.
Жесткость. Возьмите материал в руки, попытайтесь его согнуть. Нихром ощутимо жестче, чем омедненная или мягкая стальная проволока.
Марки
В промышленности наибольшее применение нашли 2 марки – Х20Н80 и Х15Н60. Цифры, обозначают процентное содержание хрома и никеля соответственно.
Оставшаяся часть – лигатуры. Марка Х20Н80 имеет чуть большую плотность (8,4 гр/куб.см) остальные физические характеристики практически не отличаются.
Назначение
Применение нихромовой проволоки в различных сферах деятельности обусловлено ее преимуществами. В приборостроении ее используют, как узел резисторов, реостатов, нагревателей. Из заготовок большого диаметра налажен выпуск тросов, канатов.
Многие бытовые приборы (тостер, паяльник, утюг) содержат нихром. В медицине нихромовые нити задействуют в пластической хирургии, внутриполостных вмешательствах.
Ловкие “Кулибины” умудряются спроектировать из нихромовых прутков резаки по дереву, устройства для выжигания.
Выбираем нихром
Как выбрать нихромовую проволоку для конкретных задач? Необходимо обращать внимание на 3 критерия:
Маркировка. Присутствие в обозначении буквы “Н” указывает на то, что изделие подойдет для изготовления нагревательных элементов диаметром до 0,2 мм.
Маркировка “С” предупреждает, что область применения – изготовление элементов сопротивления. Аббревиатура ТЭН означает, что нихромовая нить может применяться в производстве трубчатых электронагревателей.
Диаметр нихромовой проволоки. Колеблется от 0,05 до 12 мм. От величины зависит вес мотка и сопротивление. Зависимость проста – чем меньше диаметр, тем больше электросопротивление.
Диаметр проволоки, изготавливаемой производителями, представляется в пределах 0,05-12 мм. Диаметр проволоки-нихрома определяет ее сечение, вес мотка и соответственное объективное сопротивление.
Изготовитель. Обязательно уточняйте, по какому стандарту (ГОСТ или ТУ) произведен продукт. Наличие сопроводительных документов, сертификатов – залог качественного товара.
Фото нихромовой проволоки
Технические особенности горячекатаного листа — классификация, способ изготовления, варианты применения и особенности обработки
Инструкция, как выбрать двутавровую балку: характеристики, размеры, расчет параметров и нагрузок на балку
Выбираем трубы ВГП по уму: типовые размеры, советы по выбору и характеристики водогазопроводных труб
» Рулонные кровельные и гидро-изоляционные материалы
Гипсокартон и комплектующие
Производитель:
ВсеПроизводитель 1Производитель 2
Новинка:
Вседанет
Спецпредложение:
Вседанет
Результатов на странице:
5203550658095
Нихромовая проволока, никель-хромовая лента, немагнитный сплав для нагревательных элементов
Каталог A31
Нихромовая проволока и лента (80% Ni/20%Cr). Нихром представляет собой немагнитный сплав никеля и хрома. Нихром широко используется в нагревательных элементах. Он намотан на проволочные катушки с определенным электрическим сопротивлением, и через них проходит ток для получения тепла.
Нихром (80% Ni/20% CR) Проволока
Деталь №
Диаметр (дюймы)
Диаметр (мм)
(Ом/см)
На складе/ Срок поставки
Цена /Фут
Заказать
W440
НИХРОМОВАЯ ПРОВОЛОКА .0023 DIA
—
—
—
СНЯТ С ПРОИЗВОДСТВА
— | 10 и более: скидка 5%; 50 и более: скидка 10%.
—
W230
Нихром (80% NI/20% CR) Проволока
0,004
0,10
1,42857
48 часов † Стандартное время выполнения заказа для проволоки составляет 48 часов.
$3,00 | 10 и более: скидка 5%; 50 и более: скидка 10%.
W231
Нихром (80% NI/20% CR) Проволока
0,005
0,13
0,91428
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
5,20 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W73
Нихром (80% NI/20% CR) Проволока
0,007
0,18
0,44092
СНЯТ С ПРОИЗВОДСТВА
— | 10 и более: скидка 5%; 50 и более: скидка 10%.
—
W232
Нихром (80% NI/20% CR) Проволока
0,008
0,20
0,35714
48 часов † Стандартное время выполнения заказа для проволоки составляет 48 часов.
$4.00 | 10 и более: скидка 5%; 50 и более: скидка 10%.
W233
Нихром (80% NI/20% CR) Проволока
0,009
0,23
0,27005
48 часов † Стандартное время выполнения заказа для проволоки составляет 48 часов.
4,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
В234
Нихром (80% NI/20% CR) Проволока
0,010
0,25
0,22857
48 часов † Стандартное время выполнения заказа для проволоки составляет 48 часов.
4,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W235
Нихром (80% NI/20% CR) Проволока
0,012
0,305
0,15000
48 часов † Стандартное время выполнения заказа для проволоки составляет 48 часов.
4,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W236
Нихром (80% NI/20% CR) Проволока
0,013
0,33
0,13118
48 часов † Стандартное время выполнения заказа для проволоки составляет 48 часов.
4,75 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W238
Нихром (80% NI/20% CR) Проволока
0,016
0,41
0,08498
48 часов † Стандартное время выполнения заказа для проволоки составляет 48 часов.
$5,50 | 10 и более: скидка 5%; 50 и более: скидка 10%.
W240
Нихром (80% NI/20% CR) Проволока
0,020
0,50
0,05714
48 часов † Стандартное время выполнения заказа для проволоки составляет 48 часов.
6,80 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W411
Нихром (80% NI/20% CR) Проволока
0,025
0,64
0,03488
48 часов † Стандартное время выполнения заказа для проволоки составляет 48 часов.
8,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W242
Нихром (80% NI/20% CR) Проволока
0,032
0,81
0,02177
48 часов † Стандартное время выполнения заказа 48 часов.
8,50 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W412
Нихром (80% NI/20% CR) Проволока
0,040
1,00
0,01429
48 часов † Стандартное время выполнения заказа для проволоки составляет 48 часов.
8,75 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W464
Снято с производства
—
—
—
СНЯТ С ПРОИЗВОДСТВА
—
—
Нихромовая лента (80 % Ni/20 % CR)
Деталь №
(Ом/см)
Толщина (дюйм)
Ширина (дюйм)
Толщина (мм)
Ширина (мм)
На складе/ Срок поставки
Цена /Фут
Заказать
W460
Лента нихромовая (80% Ni/20% CR)
0,06268
0,0005
0,500
0,0127
12,7
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
14,50 $
W461
Лента нихромовая (80% Ni/20% CR)
0,05100
0,0007
0,500
0,0179
12,7
СНЯТ С ПРОИЗВОДСТВА
—
—
W462
НИХРОМНАЯ ЛЕНТА .001 X .200
—
—
—
—
—
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
ЗВОНИТЕ
W256
Лента нихромовая (80% Ni/20% CR)
0,29526
0,001
0,060
0,025
1,52
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
$17.00 | 10 и более: скидка 5%; 50 и более: скидка 10%.
W255
Лента нихромовая (80% Ni/20% CR)
0,03480
0,002
0,250
0,051
6,35
0 § Срок поставки этого товара, которого нет на складе, составляет примерно 28 дней.
21,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W258
Лента нихромовая (80% Ni/20% CR)
0,09403
0,003
0,062
0,076
1,57
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
$16,75 | 10 и более: скидка 5%; 50 и более: скидка 10%.
W260
Лента нихромовая (80% Ni/20% CR)
0,03459
0,004
0,125
0,102
3,18
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
$17,50 | 10 и более: скидка 5%; 50 и более: скидка 10%.
W257
Лента нихромовая (80% Ni/20% CR)
0,09399
0,005
0,037
0,127
0,940
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
28,50 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W266
Лента нихромовая (80% Ni/20% CR)
0,08835
0,005
0,040
0,127
1,00
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
$33,50 | 10 и более: скидка 5%; 50 и более: скидка 10%.
W275
Лента нихромовая (80% Ni/20% CR)
0,03478
0,005
0,100
0,127
2,54
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
43,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W401
Лента нихромовая (80% Ni/20% CR)
0,02319
0,005
0,150
0,127
3,81
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
44,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W261
Лента нихромовая (80% Ni/20% CR)
0,01933
0,005
0,180
0,127
4,57
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
44,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
В267
Лента нихромовая (80% Ni/20% CR)
0,01829
0,005
0,190
0,127
4,83
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
44,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W268
Лента нихромовая (80% Ni/20% CR)
0,01739
0,005
0,200
0,127
5,08
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
44,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W262
Лента нихромовая (80% Ni/20% CR)
0,01391
0,005
0,250
0,127
6,35
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
44,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W269
Лента нихромовая (80% Ni/20% CR)
0,01243
0,005
0,280
0,127
7,11
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
44,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W278
Лента нихромовая (80% Ni/20% CR)
0,00908
0,006
0,320
0,152
8,13
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
$44,00
W276
НИХРОМНАЯ ЛЕНТА .007″ X .500 80/20
—
—
—
—
—
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
42,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W402
Лента нихромовая (80% Ni/20% CR)
0,00725
0,009
0,265
0,230
6,73
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
44,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W279
Лента нихромовая (80% Ni/20% CR)
0,00549
0,009
0,350
0,230
8,89
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
44,00 $
W277
Лента нихромовая (80% Ni/20% CR)
0,00480
0,009
0,400
0,230
10,16
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
44,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W263
Лента нихромовая (80% Ni/20% CR)
0,02906
0,010
0,060
0,254
1,52
СНЯТ С ПРОИЗВОДСТВА
— | 10 и более: скидка 5%; 50 и более: скидка 10%.
—
W264
Лента нихромовая (80% Ni/20% CR)
0,02482
0,010
0,070
0,254
1,78
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
44,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W265
Лента нихромовая (80% Ni/20% CR)
0,01739
0,010
0,100
0,254
2,54
0 § Срок поставки этого товара, которого нет на складе, составляет примерно 28 дней.
44,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W463
Лента нихромовая (80% Ni/20% CR)
0,00230
0,010
0,750
0,254
19,05
СНЯТ С ПРОИЗВОДСТВА
—
—
Материал проволоки для научных применений
Широкий ассортимент проволоки резистивного типа и драгоценных металлов для ремонта и изготовления нитей накала и нагревателей для масс-спектрометров, РЭМ и научных приборов.
MS Нагреватели и датчики температуры
Сменные нагреватели и датчики температуры для вашего масс-спектрометра.
Катушки нагрева
Катушки стандартного размера используются в нескольких нагревателях масс-спектрометров, отремонтированных S.I.S.
Элементы платинового термометра сопротивления
Эти элементы ПТС можно использовать с прецизионными лабораторными и промышленными приборами.
Нихромовый сплав Свойства и применение в промышленности
О нихромовых сплавах
Нихром, запатентованный в 1905 году, является старейшим устойчивым к воздуху сплавом для нагрева сопротивления (это задокументировано). Сплавы нихрома состоят из никеля, хрома, железа и иногда других элементов. Нихром, который мы используем здесь, в Union City Filament, представляет собой аустенитный сплав с самым высоким содержанием никеля. Этот материал с высоким сопротивлением обычно используется в устройствах с максимальной рабочей температурой до 1250°C (2280°F).
Свойства нихромовой проволоки
Нихромовые сплавы известны своей высокой механической прочностью, а также высоким сопротивлением ползучести. Узнайте о некоторых преимуществах использования этого материала ниже.
· Пластичность после использования
Нихром известен своей пластичностью даже после длительного использования.
· Более высокая жаропрочность и предел ползучести
По сравнению с другими стабильными на воздухе сплавами сопротивления, нихромовые сплавы имеют более высокую жаропрочность и предел ползучести.
· Более высокая излучательная способность
При полном окислении нихромовые сплавы имеют более высокую излучательную способность по сравнению с другими стойкими к воздействию воздуха сплавами. Это означает, что при одинаковой поверхностной нагрузке температура элемента из нихрома ниже, чем из других сплавов.
· Немагнитный
В некоторых низкотемпературных применениях предпочтительным является немагнитный материал. Нихром немагнитен, что делает его предпочтительным выбором по сравнению с другими стабильными на воздухе резистивными сплавами, которые немагнитны только при температуре выше 600°C (1100°F).
· Стойкость к коррозии во влажном состоянии
Несмотря на некоторые исключения (например, серосодержащие атмосферы и определенные контролируемые атмосферы), нихромовые сплавы обычно обладают лучшей коррозионной стойкостью при комнатной температуре по сравнению с неокисленными стойкими к воздуху сплавами.
Области применения нихромовых сплавов
Хотя для нагрева можно использовать практически любую проводящую проволоку, большинство металлов проводят электричество с высокой эффективностью. Это требует, чтобы металлы были сформированы в тонкую, нежную проволоку, чтобы было достаточно сопротивления для выделения тепла. При нагревании большинство металлов быстро окисляются, что делает их хрупкими и ломающимися при нагревании на воздухе. Однако нихромовая проволока образует внешний слой оксида хрома, который делает проволоку термодинамически стабильной на воздухе, в основном непроницаемой для кислорода, и защищает нагревательный элемент от дальнейшего окисления.
Нихром, обладающий жаропрочностью и хорошей обрабатываемостью, является идеальным материалом для использования в требовательных приложениях в электротехнической промышленности, таких как фены и тепловые пушки. Он также широко используется в электронных сигаретах (электронных сигаретах) и других приложениях для вейпинга (vape).
Некоторые другие распространенные области применения нихромовых сплавов включают: гладильные машины, водонагреватели, паяльники, трубчатые элементы с металлической оболочкой, патронные элементы, нагреватели кварцевых трубок, инфракрасные излучатели и другие прецизионные нагревательные элементы (нагреватели).
Какие капли обычно применяют для лечения ожогов глаз? «Ochkov.net»
Глаза — очень нежные и чувствительные органы, которые восприимчивы к любым внешним воздействиям. Среди глазных травм одной из самых болезненных и опасных является ожог, который можно получить разными способами. В этой статье мы расскажем о том, какие офтальмологические капли могут помочь при ожоговых травмах глаз.
Причины и симптомы ожога тканей глаз
Ожог зрительных органов может быть вызван тремя основными причинами — воздействием химических веществ, высоких температур, ультрафиолетового или инфракрасного излучения.
Химический ожог может произойти при попадании в глаза различных щелочей, кислот и других химикатов.
Получить такую травму можно при неправильном обращении с бытовой химией, несоблюдении техники безопасности в лабораториях или на производствах.
Специалисты отмечают, что при поражении зрительных органов кислотами (серной, уксусной, соляной) происходит свертывание протеинов слизистой оболочки, за счет чего вещество не проникает вглубь глаза. При поражении щелочью, напротив, химикат затрагивает глубокие ткани и зачастую оказывает продолжительное разрушающее действие.
Термические, или температурные ожоги, возникают, когда на ткани глаза попадают капли горячей воды или масла, искры от салюта, горячий пар. Наиболее часто высокая температура повреждает конъюнктиву, роговую оболочку и кожу век. В более редких случаях термический ожог затрагивает глубокие ткани.
Причиной ожога глаз после сварки, пребывания в горах без защитной маски является лучевое воздействие. В первом случае повреждающим фактором выступают инфракрасные лучи, во втором — ультрафиолетовые. Состояние, при котором ожог вызван излучением, называют электроофтальмией.
Ультрафиолет, являясь коротковолновым излучением, чаще поражает поверхностные слои глазного яблока и кожу век. Длинноволновое ИК-излучение может проникать вглубь глаза и травмировать сетчатую оболочку.
Разные виды ожогов имеют схожую симптоматику:
Роговая оболочка и конъюнктива выглядят отечными.
Присутствует ярко выраженный болевой синдром.
Глаза становятся красными.
Развивается светобоязнь, появляется слезоточивость.
Могут меняться зрительные поля.
Изменяется внутриглазное давление в большую или меньшую сторону.
Также может наблюдаться снижение зрительной остроты, помутнение роговой оболочки, блефароспазм.
Ряд признаков появляется не сразу, а в течение нескольких часов после получения ожога.
Какие капли для глаз можно использовать при оказании первой помощи?
Если произошла ожоговая травма глаза, надо как можно быстрее оказать пострадавшему первую помощь. При любом ожоге показано длительное промывание глаза прохладной чистой водой. Таким образом можно смыть с поверхности глазного яблока химическое вещество, вызвавшее ожог, и охладить место травмы.
После промывания можно использовать глазные капли от ожога. Если поражение носит лучевой характер, то рекомендуется использовать увлажняющие препараты. При термическом ожоге рекомендуется закапать в глаза антисептик или антибиотик в каплях, чтобы избежать заражения. Также при выраженном болевом синдроме рекомендуется использовать капли с лидокаином или другим анестетиком, чтобы уменьшить боль.
При химической травме в первые часы после повреждения глаз целесообразно провести нейтрализацию.
Если ожог вызвала кислота, то нейтрализовать ее поможет 2%-ный раствор натрия гидрокарбоната. Если причиной ожога стала щелочь, для нейтрализации можно использовать 2%-ную борную или 5%-ную лимонную кислоту. Если Вы не знаете наверняка, какое вещество вызвало ожог, не стоит прибегать к перечисленным средствам. В таком случае просто удалите остатки химикатов ватной палочкой и промойте глаза водой. Также химическая нейтрализация бесполезна и может быть даже вредна в том случае, если с момента ожога прошло много времени. Как и при термической травме, после химического поражения можно применять анестетики и антибиотики в каплях.
После оказания первой помощи нужно обязательно обратиться к врачу, который обеспечит дальнейшее лечение ожоговой травмы.
Какие капли при ожоге глаз может назначить врач?
При назначении схемы лечения врач будет ориентироваться на причину и тип ожога, степень поражения, а также учитывать индивидуальную переносимость пациентом тех или иных лекарств. В терапии глазных ожогов могут применяться следующие виды препаратов:
Антибактериальные капли («Левомицетин», «Сульфацил», «Ципрофлоксацин»), которые помогают предупредить попадание в глаза патогенных микроорганизмов и развитие воспаления.
Капли увлажняющего действия (например, «Визин»), которые нормализуют слезную пленку, повышают защитные функции глаз.
Гипотензивные капли для глаз после ожога помогают снизить внутриглазное давление. К подобным препаратам относится «Ганфорт», «Бетаксолол».
Препараты, вызывающие медикаментозное расширение зрачка («Атропин», «Скополамин»). Они помогают восстановить функционирование радужной оболочки, свести к минимуму риск образования спаек.
Противовоспалительные глазные капли с диклофенаком при ожоге глаз помогают снимать воспаление и способствуют лучшему заживлению тканей.
Глюкокортикостероиды («Бетаметазон», «Дексаметазон»). Врачи назначают эти гормональные капли при ожогах третьей и четвертой степеней, обширной зоне поражения.
Наряду с офтальмологическими каплями, при ожогах глаз врач может назначить ранозаживляющий препарат с декспантенолом «Корнерегель». Он стимулирует восстановление тканей и ускоряет процесс заживления.
Какие глазные капли помогут при ожоге во время наращивания ресниц?
Процедура наращивания ресниц сегодня стала очень модной и пользуется большим спросом у девушек, которые хотят выглядеть привлекательно. При этом важно понимать, что данная процедура связана с определенными рисками для глаз. В частности во время наращивания ресниц можно получить ожоговую травму.
Какие капли помогут при ожоге глаз после наращивания ресниц?
Специалисты говорят о том, что нельзя ничего капать в глаза, пока Вы не устранили причину поражения.
Как правило, ожог вызывает клей, содержащий большое количество химикатов. Поэтому первым делом нужно удалить со слизистой остатки клея, а затем промыть глаз водой в течение 15 минут.
После этого можно применять капли, которые обычно рекомендуют использовать при химических ожогах, — обезболивающие, антибактериальные и антисептические.
Пары клея могут вызывать аллергические реакции, которые проявляются покраснением, отечностью век и глазных яблок, зудом, конъюнктивитом. Для лечения таких симптомов обычно применяют антигистаминные препараты внутрь, а также офтальмологические капли с противоаллергическим эффектом типа «Опатанол».
При химическом ожоге век и глаз в некоторых случаях приходится отказаться от наращенных ресниц и снять их в том случае, если лечение не помогает.
Капли при ожоге глаз должен назначать врач
За исключением препаратов, которые используются для оказания первой неотложной помощи, все капли, мази и другие медикаменты должен назначать офтальмолог. Консультация врача после ожоговой травмы обязательна, даже если Вам кажется, что поражение незначительное. В зависимости от типа ожога процесс повреждения может продолжаться несколько часов или даже дней и без корректного лечения может привести к осложнениям и необратимым изменениям глазных тканей.
Кроме того, только специалист может решить, какие капли для глаз будут наиболее эффективны в каждом конкретном случае, какие можно и какие нельзя применять с учетом возраста, состояния пациента и других факторов.
К сожалению, при сильных ожогах даже своевременно начатая терапия под контролем врача может не дать желаемых результатов, привести к ухудшению зрения, появлению бельма на глазу и другим проблемам. Поэтому специалисты советуют уделять повышенное внимание профилактике глазных ожогов: использовать средства защиты при профессиональной деятельности, аккуратно обращаться с бытовой химией, на улице защищать глаза от ультрафиолетовых лучей. Такие меры во многих случаях помогут не допустить ожога.
Ожог глаза: первая помощь и лечение
Человеческий глаз — орган настолько же важный, насколько уязвимый. Одним из лидеров в грустном хит-параде травм — распространенным и опасным, выступает ожог. Рассмотрим классификацию, причины возникновения, а еще правильные методы оказания первой помощи при ожогах глаза.
По статистике, 70% ожогов органов зрения случается на производстве, оставшиеся 30% — в бытовых условиях.
Сам по себе глазной ожог — это повреждение роговицы, глазных яблок и прочих структур глаза в результате химического или физического воздействия.
Виды ожогов определяются в зависимости от причины травмы:
химический — поражающим фактором стали агрессивные химические вещества;
термический — следствие воздействия на глаза горячей жидкости, воздуха, огня, пара;
лучевой — травматизация инфракрасными, ультрафиолетовыми лучами или другими видами излучения;
комбинированный — сочетание нескольких травмирующих факторов.
Выделяют 4 степени ожогового поражения глаз.
Самая легкая; наблюдается покраснение конъюнктивы и век, возможно развитие отека и эрозии поверхности роговой оболочки.
Характеризуется повреждением верхних слоев кожи век с ожоговыми пузырями, поражением эпителия и основного вещества роговой оболочки.
Один из основных признаков — сильное помутнение роговицы; такой ожог может привести даже к развитию катаракты. Отмирают ткани конъюнктивы, век, склеры, при этом поражено не более половины глазного яблока.
Тяжелейшая степень, когда дошло до глубокого некроза или обугливания тканей. Нередко сопровождается увеитом, глаукомой, перфорацией роговой оболочки.
По локализации травмы разделяют на ожоги конъюнктивы, век, роговицы, окологлазничной зоны.
При любой форме ожога области глаз первую помощь требуется оказать без промедления.
Химический ожог глаза: первая помощь, или что делать до приезда скорой?
Если в глаз попало агрессивное химическое вещество, важно незамедлительно приступить к оказанию помощи, не дожидаясь приезда врачей. При химическом ожоге, вызванном щелочью, кислотой или другим реагентом, нужно первым делом очистить глаза от остатков вещества. Скорость в такой ситуации играет решающую роль, от этого напрямую зависит окончательная степень ожога и прогноз лечения. Следует начать промывать травмированный глаз как можно быстрее.
Промывание глаза проводят под проточной водой, протирая глазное яблоко обильно смоченным кусочком ваты по направлению к носу. Если причиной ожога стало воздействие щелочи, можно использовать для промывания 2% раствор борной кислоты. При поражении глазных тканей кислотой, слабый раствор соды подойдет для промывания. При этом, прежде, чем применять указанные растворы, лучше проконсультироваться с врачом — для исключения непредвиденных реакций в местах повреждения. Лучше до приезда скорой ограничиться чистой водой. При химическом ожоге промывать глаза нужно не менее 10\15 минут.
При попадании в глаза химикатов в порошкообразном виде, офтальмологи советуют до начала промывания непременно удалить из глаз остатки порошка сухой ватной палочкой.
После того, как глаза пострадавшего очищены от остатков химических веществ, в глаза можно закапать 4-5% раствор лидокаина, новокаина или другого анестетика, а внутрь дать препарат с анальгетическим действием.
Помимо описанного, первую помощь при химическом ожоге глаз можно дополнить закапыванием препаратов для профилактики инфекций. Какое средство лучше применить, посоветует врач скорой.
Ожог глаза ультрафиолетом: оказание первой помощи
Ультрафиолетовый ожог роговицы глаза называется электроофтальмия. Чаще всего встречается у тех, кто работает со сваркой или продолжительное время подвергает органы зрения сильному воздействию солнечного света (к примеру, катается на горных лыжах без защиты глаз).
Коварная особенность ультрафиолетового ожога глаз — первые симптомы проявляются не сразу, а лишь через 6-10 часов после поражения.
В качестве первой помощи при ожоге глаз ультрафиолетом идет промывание проточной водой или физраствором, применение увлажняющих капель и создание условий условия темноты или низкой освещенности. Для этого вполне подойдут солнцезащитные очки.
Для облегчения боли рекомендуется кратковременное использование анестетиков. При этом лучше получить предварительно проконсультироваться с офтальмологом или врачом скорой, поскольку такие средства замедляют заживление роговицы. Облегчить болевые ощущения без использования медикаментов помогают холодные компрессы.
С целью защиты от инфицирования применяют специальные антибактериальные мази.
При условии своевременного оказания помощи, ультрафиолетовый ожог глаза — состояние обратимое, проходящее бесследно за несколько дней. Очевидно, что электроофтальмию легко и нужно предотвращать профилактически. Сварщики работают в защитных масках, а горнолыжники надевают очки с высокой степенью УФ-защиты.
Термический ожог роговицы глаза — варианты лечения до приезда скорой
Понятно, что если произошел термический ожог глаза, самая первая помощь — это устранение повреждающего фактора. После чего место травмы следует тщательно охладить. Подойдет длительное промывание холодной водопроводной водой — от внешнего угла глаза к внутреннему. Допускается промывать органы зрения с использованием резиновой груши, шприца без иголки и прочих приспособлений, обеспечивающих достаточный напор воды.
Если ничего из перечисленного выше нет в непосредственном доступе, можно погрузить лицо в кастрюлю или другую емкость с прохладной водой и часто-часто моргать в течение 20 минут.
После охлаждения в глаза закапывают антисептическое средство (подойдет раствор левомицетина или альбуцида). При наличии выраженного болевого синдрома пострадавшему дают обезболивающее.
Обязательно ли лечения ожогов глаз ехать в больницу?
Случается, что после оказания первой помощи состояние пострадавшего значительно улучшается, и он отказывается от посещения медицинского учреждения. Вместе с тем, настоятельная рекомендация офтальмологов — при любых ожоговых травмах вызывать скорую немедленно или ехать в больницу самостоятельно для назначения дальнейшей терапии.
Следует учитывать — у глазных ожогов несколько стадий развития, и это затрудняет диагностику. Иногда симптомы первого дня указывают на легкую степень ожога, а спустя сутки дело доходит до необратимых изменений тканей глаз, вплоть до полной утраты зрительной функции.
Именно поэтому, оказав необходимую первую помощь, нужно как можно быстрее доставить пострадавшего к офтальмологу, для оценки повреждения глаз и коррекции состояния.
Последствия ожогов глаз и меры профилактики
Травмы от ожогов глаз, особенно третьей и четвертой степеней, могут повлечь за собой серьезные последствия. Нередки случаи ухудшения зрения, образования бельма, атрофии глазного яблока. Вследствие ожога роговицы или других структур глаза пострадавший может получить инвалидность, что естественно скажется на всех жизненно важных аспектах.
По данным офтальмологов, 90% ожоговых травм глаз — несчастные случаи, а значит, их можно было предусмотреть.
Профилактика ожогов глаз:
соблюдение правил безопасности и охраны труда при работе со сварочным аппаратом;
аккуратность при использовании бытовой химии;
хранение агрессивных химических веществ в надежно закрытых местах, с исключением доступа для детей;
максимальная защита глаз от ультрафиолетового излучения — использование очков со светофильтрами и других средств защиты;
профилактические беседы с детьми на тему глазных ожогов.
Соблюдение мер предосторожности и бережное отношение к глазам позволит предотвратить ожоги и сохранить зрение.
Что делать, если вы обожжете глаза
Написано Лизой Филдс
В этой статье
Первая помощь
Когда обратиться к врачу
Лечение
Брызги отбеливателя попали вам в глаза. Вы слишком близко наклоняетесь к открытому огню печи. Жгучая боль, которую вы чувствуете, вероятно, является признаком того, что у вас ожог глаза.
Некоторые вещи могут повредить ваши нежные глаза. К ним относятся бытовые химикаты, такие как уксус, чистящие средства для духовки и отбеливатель. Плойка, горячее масло или кофе могут вызвать тепловой или термический ожог.
Когда что-то ранит ваш глаз, ваша автоматическая реакция — моргнуть. Так что ваше веко тоже может быть обожжено.
Быстрое действие может предотвратить долгосрочные проблемы с вашими глазами или зрением.
Первая помощь
После аварии как можно скорее промойте глаза. Чем быстрее вы будете действовать, тем выше ваши шансы на полное выздоровление. Промойте глаза прохладной водой не менее 15-20 минут, прежде чем делать что-либо еще. Вместо этого вы также можете использовать физиологический раствор или жидкость из набора для промывания глаз. Вы можете захотеть держать глаза закрытыми из-за боли. Но это может только усугубить ущерб.
Промыть можно несколькими способами:
Налить воду на переносицу. Он будет стекать по боковой поверхности носа и попадать в один или оба глаза, в зависимости от того, в какую сторону вы двигаете головой.
Встаньте в душ и направьте насадку на лоб. Вода будет стекать по вашему лицу и попадать в один или оба глаза.
Наполните раковину или кастрюлю водой и смочите ею лицо. Продолжайте моргать, чтобы вода залила глаза.
Если вы носите контактные линзы, снимите их, пока вода не стекает по глазам. Не ждите, чтобы сначала вынуть контакты. Сначала вымойте руки с мылом и водой, если на ваших руках остались какие-либо химические вещества.
Моргните, чтобы убедиться, что вода омывает каждую часть вашего глаза. Если вы не можете моргнуть, откройте глаза пальцами, чтобы впустить воду.
Когда обратиться к врачу
Когда вы закончите промывать глаза, вам следует обратиться за медицинской помощью.
Если у вас химический ожог, вы можете позвонить в токсикологический центр и сообщить, что вам следует делать. Телефон национальной горячей линии: 800-222-1222.
Обычно самые опасные химические ожоги вызываются щелочными веществами, такими как аммиак, средство для мытья посуды, средства для очистки канализации и цемент (известь). Кислотные химические вещества также могут нанести серьезный ущерб вашим глазам и зрению. В их состав входит жидкость для снятия лака и кислота из автомобильных аккумуляторов.
Вам, вероятно, придется обратиться в отделение неотложной помощи. Возьмите с собой контейнер с химическим веществом, чтобы ваши врачи точно знали, что это такое. Вы можете носить солнцезащитные очки, если солнечный свет беспокоит вас или причиняет вам боль.
Также обратитесь в отделение неотложной помощи, если у вас термический ожог.
Лечение
Если у вас химический ожог, врачи приложат все усилия, чтобы вернуть химический баланс вашего глаза в норму. Они будут продолжать промывать глаза водой и каждые полчаса проверять уровень pH глаз. Они могут использовать специальный инструмент, чтобы держать ваше веко открытым.
Если у вас термический ожог, врачи быстро охладит ткань вашего глаза. Они продолжат промывать глаза водой. Они также могут положить холодный компресс на ваш глаз, чтобы снизить температуру.
Скорее всего, вы будете испытывать сильную боль, поэтому врач может выписать вам лекарство от нее. Вы также можете получить мазь с антибиотиком, отпускаемую по рецепту, для лечения любой инфекции. Если ожог затронул ваши слезные протоки, вам могут понадобиться искусственные слезы или мазь, чтобы поддерживать влажность глаза во время заживления.
Врач скорой помощи проверит ваше зрение, чтобы узнать, повлиял ли ожог на то, как вы видите. Вскоре после этого вам следует обратиться к окулисту, чтобы проверить, нет ли долгосрочных повреждений вашего зрения.
Ожоги глаз – травмы и отравления
By
Энн П. Мерчисон
, MD, MPH, глазная больница Wills
Последний полный обзор/редакция: май 2022 г. | Последнее изменение содержимого: сентябрь 2022 г.
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ ПРОФЕССИОНАЛЬНУЮ ВЕРСИЮ
Ожоги глаз могут возникать после тепловых или химических травм и могут привести к серьезным осложнениям, включая необратимую слепоту.
(См. также Общие сведения о травмах глаз Общие сведения о травмах глаз Структура лица и глаз хорошо подходит для защиты глаз от травм. Глазное яблоко расположено в орбите, глазница окружена крепким костным гребнем. Веки закрыть быстро… читать дальше .)
Веки быстро закрываются в рефлекторной реакции, чтобы защитить глаза от повреждений. Однако раздражающие или вредные химические вещества по-прежнему иногда попадают на поверхность глаза, вызывая химических ожога .
Наиболее опасные химические ожоги связаны с сильными кислотами или щелочами. Щелочные ожоги, как правило, более серьезны, чем ожоги кислотой. Щелочные вещества включают щелочь и чаще всего встречаются в известковых продуктах, бетоне, штукатурке и строительном растворе, чистящих средствах для духовок и канализации, моющих средствах для посудомоечных машин и удобрениях. Ожоги могут быть вызваны брызгами жидкости или, реже, порошкообразным материалом, который может попасть в глаза.
Тяжелые химические ожоги прозрачного купола передней поверхности глаза (роговицы), особенно щелочные, могут привести к рубцеванию, перфорации глаза, инфицированию и слепоте.
Химические ожоги глаз очень болезненны. Поскольку боль настолько велика, человек склонен держать веки закрытыми. Закрытые веки удерживают вещество на глазу в течение длительного периода времени, что может усугубить повреждение.
Моргательный рефлекс обычно заставляет глаза закрываться в ответ на тепло. Таким образом, термические ожоги обычно поражают веко, а не конъюнктиву или роговицу. Термические ожоги конъюнктивы или роговицы обычно бывают легкими и могут не вызывать длительных повреждений глаза.
Ношение защитных очков или лицевого щитка при работе с потенциально опасными материалами необходимо для предотвращения ожогов.
Химический ожог глаза лечится немедленно, еще до прибытия медицинского персонала. Глаз открывают и промывают (промывают) водой или физиологическим раствором. Когда ожоги вызваны сильными кислотами, щелочами или другими сильно едкими веществами, глаза следует непрерывно промывать в течение не менее 30 минут или до тех пор, пока pH (мера кислотности или щелочности) глаза не станет нормальным. Орошение можно продолжить там, где оно началось, в машине скорой помощи или в отделении неотложной помощи. Поскольку боль может мешать человеку держать поврежденный глаз открытым, другому человеку, возможно, придется держать веко открытым, пока глаз промывается.
Врач или другой медицинский работник может закапать в глаз анестезирующую каплю, чтобы было легче держать травмированный глаз открытым. В отделении неотложной помощи врачи часто используют специальные ирригационные устройства.
Знаете ли вы…
После промывания врач осматривает поверхность глаза и внутреннюю часть века и удаляет все вещества, оставшиеся в ткани. Внутренняя часть века также протирается тампоном, чтобы удалить любые крошечные частицы, которые могут быть невидимы.
Врач может закапать каплю препарата (такого как циклопентолат или гоматропин), который расширяет зрачок, расслабляет мышцы цветной части глаза (радужной оболочки) и предотвращает их болезненные спазмы. Местные антибиотики (капли или мазь) используются для смазывания глаз и предотвращения инфекции. Кортикостероидные капли (например, преднизолон) также могут быть назначены офтальмологом в течение ограниченного периода времени.
Хотя анестезирующие глазные капли облегчают боль, они также могут замедлять заживление и обычно не применяются после первоначального промывания. Боль можно лечить ацетаминофеном или, если она сильная, ацетаминофеном с оксикодоном. При ожоге роговицы в глаз закладывают мазь с антибиотиком.
Тяжелые ожоги должны лечиться у офтальмолога (врача, который специализируется на оценке и лечении — хирургическом и нехирургическом — заболеваний глаз) в течение 24 часов, чтобы сохранить зрение и предотвратить серьезные осложнения, такие как повреждение роговицы и радужной оболочки , перфорация глаза и деформации века.
При более тяжелых ожогах также можно использовать другие местные и/или пероральные препараты, такие как витамин С. Тяжелые ожоги требуют частого осмотра глаз. Некоторые химические ожоги настолько серьезны, что требуется хирургическое вмешательство, и даже при самом лучшем лечении глаз может ослепнуть или стать слабовидящим.
Ожоги век лечат так же, как и другие ожоги кожи. Врачи обрабатывают ожоги век, а затем применяют глазной антибиотик, чтобы предотвратить инфекцию. Ожоги конъюнктивы или роговицы могут быть болезненными, поэтому людям может потребоваться прием анальгетиков. Врачи также могут назначить циклоплегические глазные капли (например, циклопентолат или гоматропин) для предотвращения болезненного спазма мышц, сужающих зрачок, а также глазную мазь с антибиотиком для предотвращения инфекции.
Из множества разнообразных публикаций в интернете, из которых трудно разобраться о необходимости смазки наконечников бура перфоратора. Некоторые авторы утверждают, что смазывать пазы хвостовика не нужно так – как это вызывают налипание абразивной пыли и служит для более интенсивного износа трущихся деталей, некоторые утверждают, что чем смазки больше, тем лучше, а у некоторые утверждают о необходимости смазки, но только очень тонким слоем масла. Попробуем сформировать свое мнение, какой смазкой смазывать бур перфоратора. Для этого нужно понять конструкцию узла крепления бура перфоратора.
[content-egg module=GdeSlon template=list]
Рис.1 Конструкция ударного устройства перфоратора
Название перфоратора предполагает наличие функции долбежного инструмента, которое может совмещаться с функцией дрели, т.е. вращения. Другими словами, перфоратор совмещает два инструмента в одном: возвратно поступательного движения рабочего органа и его вращение. Работа перфоратора в основном предназначена для бурения отверстий в твердых материалах: бетона или камня.
Принцип работы ударного механизма
В принципе работы ударного механизма заложено колебания эксцентриковой обоймы подшипника, выполненный в виде эллипса ( См. рис.1). Внутренняя обойма подшипника получает вращение от вала двигателя и приводит в движение эллипсную внешнюю обойму, к которой через опоры прикреплена кулиса. Кулиса преобразовывает вращательное неравномерное движение в поступательное движение поршня, который своим бойком удаляют по хвостовику ударного инструмента, передавая ударный импульс на рабочий инструмент, у которого имеется свободный ход в механизме крепления.
Для крепления рабочего органа перфоратора применяется специальный патрон, который называется SDS – патрон. В патроне имеются подвижные части, работающие в непрерывном движении под нагрузкой, которые необходимо смазывать для продления срока службы инструмента, сразу возникает вопрос, зачем нужна смазка бура перфоратора и какой смазкой смазывать бур перфоратора?
Рис. 2 Устройство патрона СДС и вставленным в него хвостовиком бура. 1- Боек, 2 – Хвостовик рабочего инструмента; 3- СДС – патрон; 4- ударный поршень.
Конструкция и принцип действия патрона SDS
Специальное зажимное устройство обеспечивающие ударную функцию и возвратно -поступательное движение рабочего инструмента называется – SDS патрон. (см. рис 2) Это устройство относится к быстро зажимным патронам, в которых не требуется ничего вращать для зажима бура. Для того чтобы закрепить рабочий инструмент достаточно надавить на зажим патрона и вставить хвостовик в гнездо.
[content-egg module=GdeSlon template=list]
Устройство патрона
Основная сложность заключается в понятии каким образом бур крепится в патрон и не выпадает, при этом совершая возвратно-поступательное движение. Чтобы это понять достаточно посмотреть на хвостовик инструмента, в котором имеется четыре прорези, две открытие, т.е. до конца хвостовика, две закрытые. Два закрытых паза предназначены для фиксации хвостовика, длина канавки обеспечивает свободный ход рабочего инструмента при работе.
Два открытых паза отвечают за обеспечение правильного направления при и вставке рабочего инструмента, то есть они отвечают за правильное положение хвостовика. Через закрытые пазы бур фиксируется специальными шариками, которые жестко фиксируют инструмент, при этом оставляя продольный свободный вход в пределах длины паза.
Работа патрона перфоратора
После того как боёк поршня ударяет по концу хвостовика, силы инерции отбрасывает долото вперёд, передавая энергию удара на конец рабочего инструмента. При нажатии на корпус перфоратора рабочий инструмент возвращается в первоначальное положение и боек повторно ударяет по концу бура. Чем сильнее нажатие, тем больше отдача от удара бойка поршня, и наоборот, если нет возврата хвостовика рабочий поршень будет работать в холостую.
Так нужна ли смазка хвостовика бура перфоратора? Несомненно нужна. Если исходить из условий работы, то видно, что для направляющих открытых пазов нужна густая и обильная смазка, для закрытых пазов, которые работают как подшипник, обильная смазка не нужна, она даже вредна т.к. шарикам, работающим под нагрузкой, не поможет, а вот собрать пыль в пазы – это может.
Рис.3 Фирмы производители смазки для хвостовиков рабочего инструмента перфоратора.
Для смазки хвостовиков рабочего инструмента фирмы производители выпускают отдельную смазку, которая удовлетворяет требования смазывания открытых и закрытых пазов. Такие смазки были разработаны и широко применяются, например, компания Bosch выпустила смазка для буров перфоратора bosch, которые применяются для смазки хвостовиков рабочего инструмента.
Смазка для буров перфоратора – как пользоваться?
Для этого в открытые пазы достаточно выдавить из тюбика смесь и равномерно ее распределить по всей длине паза, а для закрытых пазов необходимо произвести смазку салфеткой, не оставляя “толстого” слоя. После окончания работы хвостовик необходимо тщательно вытереть чтобы он был чистым при хранении, остаточной пленки смазки достаточно для того чтобы металл не заржавел. Кроме компании «Буш» выпускают подобные смазки фирмы: «Макита», Метаба», «Интерскол».
[content-egg module=GdeSlon template=list]
Смазку для бура перфоратора купить от любого производителя можно в специализированных магазинах или на интернет ресурсах подобной тематики, набрав в поисковой строке название необходимого инструмента или смазки.
Смазка для буров перфоратора – чем заменить?
Случае отсутствия специализированных смазок, для этих целей можно применить любую пластическую смазку (литол, солидол), но лучше на жировой основе (ЖРО) – это только как временная мера (не работать же совсем без смазки). Максимальный срок доставки через почту примерно две-три недели, этот срок не критичен и вполне можно обойтись заменителем.
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7(499)403 39 91
zakaz@themechanic. ru
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7 (495) 128 22 34 [email protected] Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7 (495) 128 22 34 [email protected] Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте
themechanic.ru
3 детали для обязательной смазки
Перфоратор пригодится, если надо проделать отверстие в стене, проштробить «колею» под проводочки и при других строительных моментах. Инструмент будет верой и правдой служить своему владельцу, если не забывать ухаживать за ним.
Такие элементы, как бур, редуктор, патрон нуждаются в периодической обработке спецсредствами. Как и чем смазывать различные виды перфораторов? Здесь – ответы и нюансы обработки электродевайсов производства 6-ти известных брендов.
Полезно узнать: Как выбрать перфоратор: 5 советов для правильного выбора.
Особенности конструкции
Подобные электроинструменты бывают бочковыми и прямыми, механическими и пневматическими, а в зависимости от габаритов – легкими, средними и тяжелыми.
Главные составляющие:
сердечник;
бур;
боек;
поршень;
цилиндр;
электромагнитная катушка.
Есть различия в деталях в зависимости от вида приспособления. И это еще не все детали из списка. Так как же устроен полезный в строительстве прибор – перфоратор? Агрегаты, кроме вышеперечисленных деталей, снабжены:
Кроме того, в подобных инструментах есть разнообразные индикаторы и регуляторы оборотов. Разобравшись с нюансами устройства этого строительного орудия, самое время переходить к смазке отдельных его элементов.
Читайте также: 6 основных составляющих перфоратора: как все устроено?
Какие детали и чем смазывать?
Для начала стоит уяснить, что одной смазкой, какой бы универсальной она не была, нельзя без разбора обрабатывать все детали. Один тип смазочных средств подходит только для редуктора, другой – для сверл и бура. Каждый аппарат, например, PBH 2100 RE или GBH 2-24 DRE, снабжен инструкцией по использованию, в которой описывается периодичность смазывания деталей.
Перед началом процедуры смазки нужно очистить и продуть электроинструмент, а затем вытереть его насухо.
Что и чем обрабатывать:
Редуктор. На вопрос: чем же стоит смазать редуктор бытового или профессионального перфоратора, ответ следующий – составом в виде жидкого масла. Вещество попросту заливается в определенных количествах в специально отведенное для этого место в оболочке прибора. Масло заполняет корпус редуктора, и во время эксплуатации всего его детали покрываются равномерным слоем смазки. Если в электроинструменте отсутствует спецотверстие и необходимо его разобрать, чтобы смазать редуктор, лучше обратиться к специалистам.
Бур. Его нужно смазывать перед каждой установкой в патрон. Как же смазывать бур перфоратора? Обрабатываются все канавки насадки небольшим количеством средства. В инструкции к аппаратам обычно указывается вид и количество смазочного препарата, которым можно обрабатывать бур.
Патрон. Хвостики сменных насадок под сверла также должны обрабатываться каждый раз перед установкой. Количество препарата должно быть строго таким же, как указано в инструкции, не больше и не меньше. Как и чем смазать патрон перфоратора (специальную насадку, которая используется для надежной фиксации сверла), например, HR2470 или любого другого? Буровую смазку нужно просто нанести на хвостик бура, а затем вставить его в гнездо патрона. А после извлечения насадки ее нужно обязательно очистить от пыли и переработанного масла.
А чем же смазать поршень перфоратора? У каждой фирмы-производителя есть собственная смазка для поршневой системы. Лучше всего использовать оригинальную.
Элементы, которым не требуется скольжение во время работы (передаточную муфту, сердечник, боек, цилиндр), смазывать не нужно.
Интересно ознакомиться: ТОП-10 лучших бочковых перфораторов – рейтинг перфораторов бочкового типа.
Какую смазку для каких перфораторов лучше использовать?
Лучший вариант – пользоваться только фирменными смазками. Чтобы мастера не ломали голову, чем можно и лучше всего смазывать перфоратор, производители этих приборов позаботились, чтобы в их ассортименте были спецсредства для этого.
Может заинтересовать: Как работать перфоратором: 7 нюансов, которые важно знать.
BOSCH
Бренд выпускает универсальную смазку для редукторов электроинструментов. Ее объем – 45 мл. Артикул товара для поиска – 1615430005-000.
Чем еще можно смазывать отдельные элементы перфоратора BOSCH (Бош)?
DEWALT
Бренд производит более 300 типов различных инструментов, в том числе и перфораторы. И ко всем этим приборам – еще и тысячи аксессуаров.
Для ухода за «разрушительным» орудием компания выпускает такие средства:
HITACHI
В ассортименте японского бренда есть:
MAKITA
Японская корпорация также позаботилась о своих клиентах и предоставила широкий выбор, чем можно смазывать перфоратор Макита.
SPARKY Можно использовать универсальную смазку, например, 042005-4А. Или же воспользоваться отдельными смазочными веществами для конкретных элементов приспособлений от SPARKY – редукторов (042024-0А) или буров (181573-3).
ЭНЕРГОМАШ
В комплекте со многими моделями Энергомаш уже поставляется смазка для редукторов и хвостиков. Если такой нет или средство закончилась, используйте универсальную смазку 042005-4А.
Может заинтересовать: Нетрадиционное использование дрели – 4 интересных лайфхака.
В основном все изготовители перфораторов оснащают свои изделия фирменными смазками в комплекте с поставкой техники. Можно использовать как универсальные варианты, так и вещества для редукторов или буров. Многие мастера предпочитают вместо оригинальных средств использовать обыкновенный литол, что в корне неверно, т.к. он не отличается стойкостью к влаге. Это может привести к образованию коррозии на внутренних элементах прибора. Поэтому стоит использовать фирменные смазки, по мере необходимости очищать и обрабатывать электроинструмент и тогда он 100% прослужит не один год.
Как правильно смазывать перфоратор Hitachi Dh34PC3
Какая смазка используется в перфораторе Hitachi Dh34PC3
Смазка подшипников и редукторов
Смажьте резиновые уплотнительные кольца
Смазки для хвостовиков
Смазки для отечественных производителей
Увеличение времени безотказной работы перфоратора Hitachi Dh34PC3 способствует своевременному соблюдению сроков технического обслуживания. Ремонт перфоратора заключается в своевременной замене резиновых уплотнительных колец, смазке, износе деталей.
В перфораторах Hitachi Dh34PC3 рекомендуется использовать те типы смазок, которые советует производитель. Производитель рекомендует смазку, специально разработанную для роторных двигателей Hitachi. Перфоратор Hitachi считается японским, хотя производится в Китае.
Смазки подразделяются по видам:
на жидкие смазочные материалы, представляет собой очищенные нефтяные масла с присадками, Применяется для смазывания быстроходных, легконагружаемых узлов;
на пластмассовые или масляные смазочные материалы, изготовленные из синтетических или минеральных масел с различными добавками и загустителями.
Основная характеристика смазки определяется ее вязкостью, кислотным числом, температурой плавления. Особенности масла, Инструмент, используемый производителями, часто держится в секрете. Делается это для того, чтобы у пользователя купленного инструмента фирмы не возникало вопросов, а покупалась смазка, рекомендованная производителем инструмента.
Для перфораторов рекомендуются пластичные смазки, предназначенные для тяжелонагрузочных подшипников, работающих в части реверса, на малых скоростях. Кроме того, смазка в пуансоне выполняет роль герметика и консерванта.
Схема смазки точек перфоратора Hitachi Dh34PC3
Зная требования и условия работы отдельных перфорационных узлов, можно подобрать смазку из группы отечественных смазок. Из отечественных смазочных материалов схожими характеристиками обладают такие смазки, как Литол-24, ЦИАТ-203, ЦИАТИМ-221Ф.
Какая смазка используется в перфораторе Hitachi Dh34PC3
В перфораторах Hitachi Dh34PC3 используются три вида смазок: для подшипников и шестерен, для резиновых уплотнительных колец, для хвостовиков сверл.
Любая смазка должна соответствовать определенным требованиям:
желаемая вязкость;
температуры плавления или воспламенения;
прочность на сдвиг;
точка каплепадения.
В перфораторах Hitachi используются подшипники, не требующие дополнительной смазки. Однако при монтаже подшипника смазывать его гнездо и наружный диаметр сепаратора необходимо. В перфораторе Hitachi Dh34PC3 используются следующие подшипники:
Подшипник 37 мм, артикул 6904DD, размер 20х37х9, российский аналог 1000904, поз.15;
Подшипник 19 мм, поз. 626ВВМ, размер 6х19х6, российский аналог 26, поз.56;
Подшипник 22 мм, поз. 608ДДМ, размер 8х22х7, российский аналог 80018, поз.60;
Подшипник 22 мм, поз. 608ВВМ, Габариты 8х22х7, российский аналог 60018, поз.66.
Новая смазка наносится на отмытые поверхности деталей или узлов. Смазка в разобранном ружье имеет темный мутный цвет. Такой цвет обусловлен износом металлических деталей и резиновых уплотнительных колец.
Вид смазки сразу после разборки
Перед сборкой все детали тщательно промываются керосином или бензином и просушиваются.
Не допускайте попадания растворителей на резиновые изделия.
Обязательно замените смазку.
Смазка подшипников и редукторов
Обычно в перфораторах используются подшипники, заправленные необходимой смазкой. Однако при установке подшипников необходимо смазывать гнезда для лучшего уплотнения. Подшипник 6904DD поз.15 установлен в корпусе поз.10, который запрессован в ствол поз.24. На подшипник воздействуют ударные нагрузки.
обжим ствола в сборе желательно специальной смазкой фирмы Hitachi. Но отечественные производители смазочных материалов дают как минимум хорошие результаты. На фото смазка, выпускаемая российскими производителями специально для смазки коробок передач.
Рекомендуется для смазывания редукторов, шестерен, выпитого подшипника сцепления.
Смазать резиновые уплотнительные кольца
Резиновые уплотнительные кольца во время работы подвергаются сильному нагреву из-за трения и давления воздуха в поршне. Если уплотнительные кольца не смазаны, трение увеличивается, что приводит к большему нагреву. Устанавливая новые уплотнительные кольца, обязательно смазывайте места их установки. Мы рекомендуем использовать смазку Hitachi.
А вот если смазать резиновое уплотнительное кольцо отечественной смазкой, температура каплепадения которой выше +100°, то результат достаточно хороший. Главное, использовать смазку, обладающую не только высокой смазывающей способностью, но и обладающую уплотняющими свойствами. Лучше всего использовать отечественную смазку Литол 24.
Есть два предостережения: — Если на ваш прибор распространяется гарантия, и вы решили самостоятельно проводить техническое обслуживание, то рекомендуется использовать те смазки, на применении которых настаивает производитель ; – смазки отечественных производителей сохраняют свои свойства за меньшее время и требуют более частой замены.
Смазки для хвостовиков
Перфораторы Hitachi Dh34PC3 оснащены быстрозажимным патроном типа SDS-plus. Конструкция патрона предполагает использование специального хвостовика рабочего инструмента. Надежность захвата хвостовика инструмента обеспечивается специальной конструкцией. Но в процессе работы требуется периодически менять инструмент. Специальные смазочные материалы используются для легкого отсоединения инструмента от быстрозажимного патрона. 9Смазка 0016, Рекомендуемая производителями Hitachi Dh34ZS3
Обычно производители бурильщиков рекомендуют использовать специальные смазки для бурения. Смазки используются для смазывания перфораторов Hitachi Dh34PC3, разработанных компанией Hitachi.
Российские производители выпустили ряд смазок, которые при равных смазывающих свойствах значительно дешевле.
Смазки для отечественных производителей
Несколько слов о российских смазках. Смазка Литол-24 изготавливается по ГОСТ 21150-87 на основе смеси минерального масла и литиевого мыла. В смесь добавляют антикислотные и адгезивные добавки. Литол-24 рекомендуется использовать в узлах трения, подшипниках качения и скольжения, передачах, где рабочая температура не превышает +120°С. добавление литиевого мыла в качестве загустителя и асидола и добавок для повышения вязкости и усиления противозадиров. Рекомендуется для смазывания хвостовика сверл в быстрозажимных патронах SDS. Смазка Циатим-224 изготавливается по ГОСТ 9433-80, представляет собой термостойкую силиконовую жидкость, в качестве загустителя добавлено мыло с антикислотной добавкой. Смазка инертна к резине, поэтому рекомендуется смазывать уплотнительные кольца.
Выводы:
Применение смазочных материалов отечественных производителей разрешено;
отечественные смазки значительно дешевле;
Российские производители, применяющие смазочные материалы, помните, что их замена должна быть более частой;
Не допускать перегрева инструмента, Не давить на инструмент в режиме «Продувка»;
постоянно проверять состояние угольных щеток;
при наличии средств используйте те смазки, которые рекомендованы производителем инструмента.
Оператор уменьшает высокий крутящий момент и сопротивление с помощью высокоэффективной смазки
ПРИМЕР ИЗ ПРАКТИКИ
Смазка BARALUBE® W-933 позволила экономически эффективно и экологически безопасно бурить разведочные скважины с большим отходом от вертикали на глубину более 28 000 футов
Скачать PDF
ОБЛАСТЬ, КРАЙ
ОФФШОР КАТАР
КОНКРЕТНАЯ ЗАДАЧА
Бурение с увеличенным отходом от вертикали (ERD) разведочной скважины
Вызов
Бурение скважины БОВ через карбонатный коллектор
Ожидается высокий крутящий момент и сопротивление в 12¼-дюймовом. и 8½ дюйма. интервалы
Найдите экономичное решение
Решение
Техническая команда Halliburton Baroid предоставила:
Расширенные квалификационные испытания (эксплуатация и загрязнение)
Рекомендация по смазке BaraLube® W-933
Результаты
Успешно просверлено отверстие 12¼ дюйма. и 8½ дюйма. сечения до целевых глубин
Просверлено отверстие диаметром 8½ дюйма. боковой ствол на измеренную глубину более 28 000 футов (8 534 м)
Нет сообщений об инцидентах ОТОСБ
Экономия оператором 132 000 долларов США по сравнению с ранее использовавшимся смазочным материалом сторонних производителей
Обзор
Крупный оператор хотел применить высокоэффективную и экологически приемлемую смазку для бурения с большим отходом от вертикали (ERD) разведочной скважины, расположенной на недавно приобретенном участке на шельфе Катара. Скважина должна была быть пробурена буровым раствором на водной основе (WBM) через карбонатный коллектор. Ранее оператор использовал стороннюю смазку для бурения сильно наклонных скважин, но не смог достичь заданной глубины из-за высокого крутящего момента и сопротивления при бурении.
вызов
На этапе планирования высокий крутящий момент и сопротивление были определены как основные риски для достижения целей скважины. Компания Halliburton Baroid поставила перед собой задачу снизить потенциальный риск высокого крутящего момента и сопротивления, предложив высокоэффективную смазку, подходящую для планируемой скважины. Техническая команда Baroid провела обширные квалификационные испытания для оценки эффективности смазочных материалов-кандидатов для использования в этих сложных условиях.
Решение
По результатам испытаний на производительность и загрязнение смазка BaraLube® W-933 была признана наиболее эффективной для использования в 12¼-дюймовых двигателях. и 8½ дюйма. участки скважины. Добавление 3% об./об. BaraLube W-933 к жидкости с низким содержанием твердых частиц, недиспергированной (LSND) с удельным весом 1,05, запланированной для 8½-дюйм. показало снижение коэффициента трения (CoF) на 28% по сравнению с необработанной жидкостью. Результаты лабораторных испытаний были переданы оператору, и смазка BaraLube W-933 была одобрена для применения.
Детали проекта
Промежуточная секция и секции пласта были пробурены до заданной глубины, и наблюдаемые значения крутящего момента были ниже, чем при моделировании оператором. 12 ¼ дюйма. Участок длиной 7 633 фута был пробурен под углом 90° к общей глубине (TD) с LSND 1,05 sg, обработанным 3% об./об. BaraLube W-933.
8½-дюйм. боковая секция была пробурена до измеренной глубины более 27 000 футов (MD) с использованием жидкости LSND плотностью 1,15 sg, обработанной 3% об./об. BaraLube W-933. Был спущен изолирующий хвостовик и произведен боковой ствол основного ствола. 8½ дюйма. боковой ствол был пробурен до секции проектной глубины на глубине более 28 000 футов по инструменту с использованием жидкости LSND плотностью 1,15 г с дозировкой 2,5% по объему BaraLube W-9.
Никелевые сплавы: особенности производства и применение
Производство сплавов и лигатур
8 (812) 438 40 91
8 (499) 110 38 71
Обратный звонок
188304, Ленинградская область, г. Гатчина, ул. Солодухина, д. 2а, стр. 8 [email protected]
RUS
ENG
Запросить цену
Задать вопрос
ООО «Орион-Спецсплав-Гатчина» поставляет высококачественные никелевые сплавы во все регионы России, страны ТС и за рубеж. В зависимости от потребностей заказчика продукция изготавливается в гранулах и слитках. Сплавы производятся в строгом соответствии со стандартами.
Никель обладает отличными механическими свойствами и коррозионной стойкостью. До 80% добытого металла используется для производства сплавов в цветной и черной металлургии. Более половины выпускающихся никелевых сплавов представляют собой различные марки стали — от низколегированных до нержавеющих и жаропрочных. Продукция используется в автомобилестроении и энергетике. Она востребована при разработке новых конструкционных материалов в качестве легирующих компонентов.
Применение никелевых сплавов
Хромоникелевые сплавы применяются при производстве гибких трубопроводов, печного оборудования. Жаропрочные материалы используются для изготовления теплообменников, сильфонов, уплотнительных элементов. Высокопрочные сплавы с добавками титана и ниобия — незаменимое сырье для пружин, мембран, газовых турбин, двигателей.
Продукция востребована в производстве керамики, трубопроводов для нефтехимической промышленности, электронных деталей.
Химический состав деформируемых жаропрочных никелевых сплавов
Udimet 500
53,6
18,0
18,5
4,0
2,9
2,9
—
0,08
0,006
0,05
Udimet 700
53,4
15,0
18,5
5,2
4,3
3,5
—
0,08
0,03
—
Waspaloy
58,3
19,5
13,5
4,3
1,3
3,0
—
0,08
0,006
0,06
Astroloy
55,1
15,0
17,0
5,2
4,0
3,5
—
0,06
0,03
—
Rene 41
55,3
19,0
11,0
10,0
1,5
3,1
—
0,09
0,005
—
Nimonic 80A
74,7
19,5
1,1
—
1,3
2,5
—
0,06
—
—
Nimonic 90
57,4
19,5
18,0
—
1,4
2,4
—
0,07
—
—
Nimonic 105
53,3
14,5
20,0
5,0
1,2
4,5
—
0,2
—
—
Nimonic 115
57,3
15,0
15,0
3,5
5,0
4,0
—
0,15
—
—
Химический состав литейных жаропрочных никелевых сплавов
B-1900
64,0
8,0
10,0
6,0
6,0
1,0
—
0,10
0,015
0,1
4,0% Ta
MAR-M200
60,0
9,0
10,0
—
5,0
2. 0
1.0
0,13
0,015
0,05
12,0% W
Rene 77
58,0
14,6
15,0
4,2
4,3
3,3
—
0,07
0,016
0,04
Rene 80
60,0
14,0
9,5
4,0
3,0
5,0
—
0,17
0,015
0,03
4,0% W
Особенности производства никелевых сплавов
Сплавы никеля производятся в низкочастотных и высокочастотных индукционных печах с основной или нейтральной футеровкой. Такое оборудование обеспечивает быстрое получение высокой температуры для форсирования рабочих процессов. Для предотвращения взаимодействия расплава с кислородом применяются флюсы, а удаление растворенного водорода и других газов производится продувкой инертным газом.
ООО «Орион-Спецплав-Гатчина» располагает современным оборудованием для производства никелевых сплавов с точным соблюдением технологии.
Клиентам предлагается:
разнообразный ассортимент продукции;
поставка партий любого объема;
оперативная доставка.
Для заказа свяжитесь с нами по телефону 8 (812) 438-40-91 или по почте [email protected].
Основные марки никелевых сплавов, применяемых в химическом машиностроении
В химическом машиностроении есть много агрегатов, в которых помимо коррозионостойкости, важна и жаропрочность. В таких случаях используют различные сплавы на основе никеля, либо с высоким его содержанием.
В мире существует множество никелевых сплавов, применяемых для химических агрегатов. В России традиционно используют российские марки, такие как ЭП670 (ХН32Т), ЭП567 (ХН65МВ), ЭИ435 (ХН78Т) и другие, поставляемые по ГОСТ 5632.
У сплавов существуют зарубежные аналоги, название и виды проката показаны в таблице 1:
Аналоги схожи по свойствам и близки по химическому составу.
Сравнительные данные листового проката показаны в таблицах 2, 3, 4:
Таблица 2 «Химический состав и свойства холоднокатаных листов сплава ЭП670 и аналогов»
Марка
Химический состав, %
Мех. свойства
Fe
Ni
Cr
Ti
Al
Al+Ti
C
Mn
Cu
Si
S
P
Предел прочности σB, МПа
Отн. удли-нение, %
Не более
ЭП670 (ХН32Т)
41,4-50,75
30-34
19-22
0,25-0,6
≤0,5
—
≤0,05
0,7
—
0,7
0,02
0,03
≥470
≥25
Alloy 800
˃39,5
30-35
19-23
0,15-0,6
0,15-0,6
0,3-1,2
≤0,1
0,5
0,75
1,0
0,015
0,045
≥520
≥30
Alloy 800H
˃39,5
30-35
19-23
0,15-0,6
0,15-0,6
0,3-1,2
0,05-0,1
0,5
0,75
1,0
0,015
0,045
≥450
≥35
Alloy 800HT
˃39,5
30-35
19-23
0,25-0,6
0,25-0,6
0,85-1,2
0,06-0,1
0,5
0,75
1,0
0,015
0,040
≥450
≥30
Таблица 3 «Химический состав и свойства холоднокатаных листов сплава ЭП567 и аналогов»
Марка
Химический состав, %
Мех. свойства
Fe
Ni
Cr
Mo
Co
V
W
C
Mn
Si
S
P
Предел прочности σB, МПа
Отн. удли-нение, %
Не более
ЭП567 (ХН65МВ)
≤1
Осн.
14,5-16,5
15-17
—
—
3-4.5
≤0,03
1,0
0,15
0,012
0,015
≥830
≥40
Alloy C276
4-7
Осн.
14,5-16,5
15-17
˂2,5
˂0,35
3-4,5
˂0,01
1,0
0,08
0,03
0,04
≥758
≥62
Таблица 4 «Химический состав и свойства холоднокатаных листов сплава ЭИ435 и аналогов»
Марка
Химический состав, %
Мех. свойства
Fe
Ni
Cr
Ti
Al
Zr
Y
C
Mn
Cu
Si
S
P
Предел прочности σB, МПа
Отн. удли-нение, %
Не более
ЭИ435 (ХН78Т)
≤1
Осн.
19-22
0,15-0,35
≤0,15
—
—
≤0,12
0,7
—
0,8
0,01
0,015
Не более 860
≥35
Alloy 602CA
8-11
Осн.
24-26
0,1-0,2
1,8-2,4
0,01-0,1
0,05-0,12
0,15-0,25
0,5
0,1
0,5
0,01
0,02
Более 675
≥30
В химическом машиностроении применяются и другие сплавы с маркировкой Alloy, Inconel, Hastelloy, UNS и т. д. Выбор марки зависит от условий использования оборудования: рабочего давления, температуры и состава среды.
Для заказа нужного сплава позвоните по телефону +7 495 663 71 31 или оставьте заявку через форму на сайте.
Поставляем металлопрокат с 2007 года.
Двойная система контроля качества производства: проверяем заготовку и готовый прокат.
Независимая лаборатория проверяет соответствие ГОСТ и ASTM.
Перечень сплавов смотрите в разделе Никель.
Твитнуть
Отправить
Запинить
Литература по медно-никелевым сплавам | Институт никеля
Возможно, самая старая из существующих медно-никелевых лодок, «Асперида» до сих пор находится в прекрасной форме.
В этом документе обобщены 22 истории серьезных проблем гальванической коррозии и решения, с которыми автор столкнулся в теплообменниках, конденсаторах, насосах и клапанах, сварных швах в листах корпуса, медно-никелевых и никель-медных деталях, крепежных элементах, балластных цистернах и частично- подбитые танки. Существуют рекомендации, помогающие инженерам справиться с проблемами гальванической коррозии, с которыми они могут столкнуться.
Никельсодержащие нержавеющие стали и сплавы на основе никеля и меди легко свариваются плавлением с углеродистыми и низколегированными сталями и друг с другом. Описаны методы оценки состава металла сварных швов из разнородных металлов. Зная состав, свойства сварного шва можно предсказать для широкого диапазона сварных швов из разнородных металлов.
Влияние чистоты основного материала, погонной энергии сварного шва и состава металла шва на растрескивание по границе сплавления при сварке толстых деформируемых листов из сплава CuNi10Fe.
Медь обладает превосходной коррозионной стойкостью в атмосферных условиях и пресной воде. Добавление никеля к меди дополнительно повышает ее прочность и долговечность, а также ее устойчивость к коррозии, эрозии и кавитации в полностью природных водах, включая морскую воду и солоноватые, обработанные или загрязненные воды.
Руководство, позволяющее инженерам сделать разумную оценку влияния окружающей среды на характеристики медного сплава.
В отчете указаны некоторые основные факторы, влияющие на характеристики трубопроводов, используемых для охлаждающей воды. Хотя несколько факторов взаимосвязаны, каждый рассматривается отдельно. Это позволяет инженеру использовать отчет в качестве инженерного контрольного списка, чтобы убедиться, что ни один из основных факторов не был упущен из виду. Изучены: трубы из углеродистой стали с цементным покрытием и другие типы стальных труб с покрытием; никельсодержащие нержавеющие стали; медно-никелевые сплавы и алюминиевая бронза; и 6% молибдена аустенитных нержавеющих сталей и титана. Выявляются факторы, влияющие на их поведение, и дается одна из трех оценок.
Представлено на 28-й Ежегодной конференции металлургов Канадского института горного дела и металлургии, Морской и научной конференции, Галифакс, Новая Шотландия, 20-24 августа 1989 г. Рассмотрены технические (включая изготовление) и экономические факторы, влияющие на выбор трубопроводов из никельсодержащих сплавов для надводных и подводных систем (кроме скважинных) из нержавеющих сталей (стандартных аустенитных, дуплексных и высоколегированных марок), сплавов на основе никеля и мельхиора.
Потребность в больших объемах воды для охлаждения в опреснительной промышленности привела к размещению многих крупных промышленных предприятий на побережье. Морские районы, признанные самой агрессивной природной средой, создают проблемы при проектировании при выборе материалов, которые обеспечивают хорошие характеристики по разумной цене. Было обнаружено, что никельсодержащие материалы, такие как медно-никелевые сплавы, нержавеющие стали и сплавы на основе никеля, обеспечивают оптимальные технико-экономические решения.
Типы никелевых сплавов и их свойства
Никель — универсальный металл, который в изобилии содержится в земной коре и ядре. Впервые обнаруженный и выделенный Акселем Фредриком Кронштедтом, шведским химиком и минералогом, никель обладает рядом полезных свойств, делающих его полезным в промышленности. Во-первых, никель обладает высокой пластичностью и ценен в качестве легирующего элемента для изменения свойств других металлов. Например, марки нержавеющей стали могут быть созданы путем добавления никеля для производства сплавов, которые обладают коррозионной стойкостью и выносливостью при высоких температурах, что делает их идеальными для использования на химических предприятиях, где можно ожидать воздействия едких веществ.
В этой статье основное внимание будет уделено обзору различных типов никелевых сплавов, которые обычно доступны. Определение сплава в случае никелевых сплавов — это такое, в котором никель является основным элементом (т.е. имеет самую высокую концентрацию всех металлов в сплаве).
Свойства никеля
Никель
, химический символ которого — Ni, имеет серебристо-белый цвет и является первичным элементом с гранецентрированной кубической кристаллической структурой. Он магнитен при комнатной температуре и имеет температуру Кюри 253 9 .0029 или C (487 или F). В таблице 1 ниже приведены некоторые другие ключевые физические свойства и характеристики никеля.
Таблица 1 – Характеристики и свойства никеля (Ni)
Характеристика
Значение
Атомный номер
28
Атомный вес
58,69
Температура плавления
1453 или С
Точка кипения
2730 или С
Перерабатываемый/восстанавливаемый
Да
Плотность
8,90 г/см 3 @ 25 o C
Температура Кюри
253 или С
Звукопроницаемость
4900 м/с при комнатной температуре
Коэффициент теплового расширения
13,4 мкм/(м- или К)
Коэффициент теплопроводности
90,9 Вт/(м- o К)
Удельное электрическое сопротивление
69,3 нОм-м @20 или C
Модуль Юнга
200 ГПа
Объемный модуль
180 ГПа
Модуль сдвига
76 ГПа
Коэффициент Пуассона
0,31
Твердость по шкале Мооса
4,0
Твердость по Виккерсу
638 МПа
Общие типы никелевых сплавов
Никель
легко сплавляется с большинством металлов, таких как медь, хром, железо и молибден. Добавление никеля к другим металлам изменяет свойства полученного сплава и может быть использовано для получения желаемых характеристик, таких как, например, улучшенная коррозионная стойкость или стойкость к окислению, улучшенные характеристики при высоких температурах или более низкие коэффициенты теплового расширения.
В разделах ниже представлена информация о каждом из этих типов никелевых сплавов.
Железоникелевые сплавы
Никель-железные сплавы используются в приложениях, где желаемым свойством является низкая скорость теплового расширения. Инвар 36 ® , также продаваемый под торговыми названиями Nilo 6 ® или Pernifer 6 ® , имеет коэффициент теплового расширения, который составляет примерно 1/10 от коэффициента теплового расширения углеродистой стали. Эта высокая степень стабильности размеров делает сплавы никеля и железа полезными в таких приложениях, как прецизионное измерительное оборудование или стержни термостатов. Другие железоникелевые сплавы с еще большей концентрацией никеля используются в приложениях, где важны магнитомягкие свойства, например, в трансформаторах, катушках индуктивности или запоминающих устройствах.
Никель-медные сплавы
Никель-медные сплавы
очень устойчивы к коррозии в соленой или морской воде и поэтому находят применение в морской технике. Например, Monel 400 ® , также продаваемый под торговыми названиями Nickelvac ® 400 или Nicorros ® 400, может найти применение в морских трубопроводных системах, валах насосов и клапанах забортной воды. В этом сплаве как минимум концентрация 63% никеля и 28-34% меди.
Никель-молибденовые сплавы
Никель-молибденовые сплавы
обладают высокой химической стойкостью к сильным кислотам и другим восстановителям, таким как соляная кислота, хлористый водород, серная кислота и фосфорная кислота. Химический состав сплава этого типа, такого как Alloy B-2 ® , имеет концентрацию молибдена 29-30% и концентрацию никеля 66-74%. Область применения включает насосы и клапаны, прокладки, сосуды под давлением, теплообменники и трубопроводную продукцию.
Никель-хромовые сплавы
Никель-хромовые сплавы ценятся за их высокую коррозионную стойкость, жаропрочность и высокое электрическое сопротивление. Например, сплав NiCr 70/30, также обозначаемый как Ni70Cr30, Nikrothal 70, Resistohm 70 и X30H70, имеет температуру плавления 1380 o C и удельное электрическое сопротивление 1,18 мкОм·м. В нагревательных элементах, таких как тостеры и другие электрические нагреватели сопротивления, используются никель-хромовые сплавы. Когда они производятся в виде проволоки, они известны как нихром ® 9.провод 0030.
Никель-хром-железные сплавы
Никель-хром-железные сплавы объединяют эти элементы для получения сплавов, устойчивых к окислению и высокотемпературной коррозии. Сплав 800, продаваемый под торговыми названиями Incoloy 800 ® , Ferrochronin ® 800, Nickelvac ® 800 и Nicrofer ® 3220, используется в компонентах печей, таких как трубы нефтехимических печей для крекинга, а также в качестве материала для обшивка электронагревательных элементов. Эти сплавы, как правило, также ценятся за их оптимальные свойства ползучести и разрыва при высоких температурах. В состав этих сплавов обычно входит 30-35% никеля, 19-23% хрома и минимум 39,5% железа. Высокая концентрация железа привела к реклассификации этих сплавов как нержавеющих сталей.
Никель-хром-молибденовые сплавы
При применении, аналогичном никель-молибденовым сплавам, никель-хром-молибденовые сплавы также обеспечивают высокую коррозионную стойкость, особенно в отношении восстанавливающих кислот, таких как соляная кислота и серная кислота. Одним из самых известных из этих сплавов является Alloy C-276, также продаваемый под торговыми названиями Hastelloy C276 9.0029 ® , Nickelvac ® HC-276, Inconel ® 276 и Nicrofer ® 5716. Этот сплав используется в футеровке дымовых труб, воздуховодах и скрубберах для контроля загрязнения, а также в компонентах химической обработки, таких как тепло. теплообменники, испарители или реакционные сосуды. Состав этого сплава состоит в основном из никеля с 15-17% молибдена, 14,5-16,5% хрома, 4-7% железа, 3-4,5% вольфрама и меньшими концентрациями других элементов, таких как марганец.
Никель-хром-кобальтовые сплавы
В эти сплавы никеля добавлены хром и молибден для придания сплаву предела прочности при ползучести. Примером является сплав 617, продаваемый под торговыми названиями Inconel 617 ® и Nicrofer ® 617, который имеет состав 20-24% хрома, 10-15% кобальта и 8-10% молибдена с минимальным содержанием никеля. содержание 44,5%. Применение этих сплавов включает компоненты промышленных печей, газовые турбины, опоры каталитических решеток для производства азотной кислоты и объекты по производству ископаемого топлива.
Никель-титановые сплавы
Никель-титановые сплавы
обладают свойствами сохранения формы и памяти формы. Формируя форму из этого сплава при более высокой температуре и деформируя ее из этой сформированной формы при более низкой температуре, сплав запоминает первоначальную форму и преобразуется в эту форму после нагрева до этой так называемой температуры перехода. Контролируя состав сплава, можно изменить температуру перехода. Эти сплавы обладают сверхэластичным свойством, которое можно использовать, помимо прочего, в качестве амортизатора от повреждений, вызванных землетрясением, для защиты каменных зданий.
Форм-факторы из никелевого сплава
Поставщики никелевых сплавов предлагают их в различных форм-факторах, которые обычно включают:
Уголки
Шарики
Труба
Трубка
Бары
Заготовки
Слитки
каналов
Катушки
Провод
Стержни
листов
Пластина
Полоски
Фланцы
Поковки
Трубная арматура
Другие варианты формы материала, такие как кованые кольца, заготовки или блоки, могут быть доступны у поставщиков по запросу.
Общие торговые названия никелевых сплавов
Ниже в таблице 2 приведены некоторые из наиболее распространенных торговых наименований типов никелевых сплавов, продаваемых на рынке.
Таблица 2 – Распространенные типы никелевых сплавов и торговые названия
В этой статье представлен краткий обзор наиболее распространенных типов никелевых сплавов и их применения. Для получения информации о других продуктах обратитесь к нашим дополнительным руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Торговые наименования, товарные знаки и зарегистрированные товарные знаки никелевых сплавов, упомянутые в этой статье, являются собственностью соответствующих владельцев, как показано ниже:
Hastelloy ® является зарегистрированным товарным знаком Haynes International, Кокомо, Индиана.
Профессиональные сварщики, да и просто те, кто любит что-то делать дома со сваркой, недавно смогли значительно облегчить себе работу. Появились в продаже сварочные инверторы , позволяющие совершить качественный скачок в электросварке.
Достаточно вспомнить только тяжеловесные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это значительно увеличивает производительность сварки.
Сварочные инверторы — это самые совершенные сварочные аппараты, которые в настоящее время практически полностью затмевают классические сварочные трансформаторы, выпрямители и генераторы.
Принцип работы сварочного инвертора
На выпрямитель поступает переменный ток от сети потребителя, частотой 50 Гц.
Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором на специальных транзисторах с очень высокой частотой переключения в переменный, но уже высокой частоты 20-50 кГц.
Затем высокочастотное переменное напряжение падает до 70-90 В, а сила тока соответственно возрастает до 100-200 А.
Высокочастотное — основное техническое решение, позволяющее добиться огромных преимуществ сварочного инвертора , если сравнивать с другими источниками питания сварочной дуги.
Сварочный инверторный аппарат
В инверторном сварочном аппарате сила сварочного тока нужного значения достигается преобразованием токов высокой частоты, а не преобразованием ЭДС в индукционной катушке, как это происходит в трансформаторных аппаратах. Предварительные преобразования электрических токов позволяют использовать трансформатор очень малых размеров.
Например, чтобы получить в инверторе сварочный ток 160А, достаточно трансформатора массой 250 г, а на обычных сварочных аппаратах нужен медный трансформатор массой 18 кг.
Как устроен и работает сварочный инвертор на видео:
youtube.com/embed/PulIhndzBMw»>
Преимущества и недостатки сварочных инверторов
Основное преимущество инвертора — минимальный вес. Кроме того, возможность использовать электроды для сварки как на переменном, так и на постоянном токе. Что немаловажно при сварке цветных металлов и чугуна.
Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность использовать аргонно-дуговую сварку неплавящимся электродом.
Кроме того, каждый инвертор имеет функции: «Горячий старт» (hot start) для розжига электрода, максимальный ток «Антизалипание» при коротком замыкании, сварочный ток снижается до минимума, что не позволяет электроду прилипать при соприкосновении с деталью, Arc Force — для предотвращения прилипания в момент отрыва капли металла ток увеличивается до оптимального значения.
Среди недостатков сварочных инверторов можно назвать высокую стоимость (в 2-3 раза больше, чем у трансформаторов). Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют не реже двух раз в год вскрывать устройство и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника, сварочные инверторы не любят мороза.
Так при температуре ниже -15 о Использование инвертора возможно не во всех случаях, в зависимости от того, какие детали использовал производитель. Поэтому в таких условиях нужно смотреть технические характеристики, заявленные производителем.
И еще, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 метра, но к этому нужно просто привыкнуть.
Передняя панель сварочного инвертора
Сварочные инверторы — качество и удобство сварки
Дуговая сварка – ответственная работа. Для ее выполнения сварщик должен иметь достаточный практический опыт и знания теории. Сварочные инверторы упростили процесс и решили многие возникающие вопросы.
Первая решаемая проблема — зажигание дуги. Для предыдущих сварочных трансформаторов выходное напряжение пропорционально зависит от входного. Низкое напряжение, распространенное в наших сетях, не дает возможности зажечь дугу, электрод начинает «прикипать».
При добавлении трансформаторного тока наоборот металл «выгорает». Устройство сварочных инверторов таково, что напряжение на выходе не зависит от напряжения на входе, а установленный сварочный ток поддерживается постоянным независимо от напряжения сети. Инверторы предотвращают прилипание электродов и легко создают стабильную дугу.
При работе с обычными приборами возможно «прожечь» или «не прожечь» металл. Это связано с тем, что они плохо держат необходимое количество сварочного тока. Ведь оно меняется и зависит от напряжения сети.
При «выгорании» металла шов ослабевает, в нем образуются дыры и раковины. При «недожоге» шов также ослабляется. На сварочном инверторе ток устанавливается потенциометром в соответствии со шкалой сварочного тока и остается неизменным.
Начинающему сварщику сложно научиться держать дугу. После дугообразования электроду придается наклон примерно 15 градусов и его необходимо перемещать относительно места соединения деталей. Наклон может быть как в сторону движения электрода, так и в противоположную. Наряду с продольным перемещением его необходимо перемещать перпендикулярно шву. С этим связана длина дуги.
Основные типы электродов предназначены для работы с короткой дугой. Поэтому необходимо постоянно перемещать электрод в перпендикулярном направлении, чтобы от электрода до свариваемых деталей оставался зазор примерно в два диаметра.
Сварочные инверторы способны строго поддерживать выбранный ток, а также он является постоянным. Эти факторы позволяют не особо критично относиться к длине дуги, что облегчает работу сварщика, особенно начинающего, а качество шва в этом случае уже не связано с длиной дуги.
Когда нет возможности расположить детали горизонтально, нужно помнить, что расплавленный металл подвергается гравитации так же, как капля воды.
При работе с потолочными и вертикальными швами нужно своевременно останавливаться и ждать, пока расплавленная капля внутри шва немного остынет, и сразу же «поджигать» рядом следующую дугу, продвигаясь все выше и выше по шву. Такая сварка называется «прихваткой». Используя сварочный инвертор, освоить «прихватку» не составит труда даже новичку.
Опыт показывает, что сварочные инверторы облегчают «зажигание», контролируют дугу, исключают «залипание», не требуют специальных навыков обращения с собой. Все это делает инверторы выгодными для использования в сфере профессионального строительства и ремонта дома.
Сварочный аппарат инверторного типа
Сколько электроэнергии потребляет сварочный инвертор в различных режимах работы? Смотрите видео:
youtube.com/embed/94HQvA4G1lY»>
Как выбрать сварочный инвертор
В зависимости от того, где будет работать сварочный аппарат, нужно купить бытовой или профессиональный инвертор. Разница между ними во времени.
Профессиональный сварочный инвертор рассчитан на 8-часовой рабочий день, в то время как бытовой инвертор потребует после 20-30 минут работы перерыв 30-60 минут, поэтому бытовые дешевле. Существуют также промышленные инверторные сварочные аппараты, которые рассчитаны на длительную работу в сложных условиях.
Для дома достаточно сварочного инвертора с максимальным сварочным током 160 А. Но это при напряжении не менее 210 В. При низком напряжении сети лучше купить инвертор на 200 А.
Сварочные инверторы «Ресаната»:
Практически все мировые лидеры в области сварочного производства ориентированы в основном на разработку и производство инверторных источников сварочного тока.
Спилковые краги РосМарка, пятипалые, без подкладки (пара)
Краги спилковые с подкладкой красные РосМрака 004 КЕ1470 (пара)
Отрезной круг (125x1x22 мм)
1 150 ₽
Электроды Esab ОК 46. 00 3.0мм (2.5кг)
Нет в наличии
Электроды PlasmaTec Арсенал МР-3, 3 мм
Смотреть
Нет в наличии
Смазка Agreed 941 23845, 210мл
Смотреть
Описание
Характеристики и комплектация
Документы
Рейтинги и отзывы
Где купить
Статьи и обзоры
Инверторный сварочный аппарат Ресанта САИ 220 — подходит для сварки металлических конструкций постоянным током покрытым электродом до 5 мм. Сварочный ток регулируется от 10 до 220 А ровных сварных швов и для более точной работы. Одна из самых оптимальных моделей с прекрасным соотношением габаритов и мощности. Аппарат простой в использовании и не требует специальных знаний. Широкий ремень позволяет удобно носить аппарат на плече.
Преимущества
Построен на IGBT транзисторах
Оснащен функциями «ANTI STICK» (антизалипание) и «HOT START» (горячий старт)
Принудительное туннельное охлаждение
Наличие практичного ремня для легкой транспортировки аппарата
Защита от перегрева
Высокопроизводительный аппарат не требует технического ухода
Класс защиты IP21
Сварочный инвертор Ресанта САИ 220 в Екатеринбурге
Категории
Главная » Ручные инверторы » Сварочный инвертор Ресанта САИ 220
ВНИМАНИЕ!
По техническим причинам работа магазина на ул. Новостроя 1А, оф 104,
с 28.10.2022 по 07.11.2022 — ПРИОСТАНОВЛЕНА.
По вопросам сервисного обслуживания — ул. Новинская 12, тел: +7 343 384 57 25
Заказы и заявки будут обработаны 07.11.2022.
Инверторный сварочный аппарат Ресанта САИ-220 подходит для сварки металлических конструкций постоянным током покрытым электродом до 5 мм. Сварочный ток регулируется от 10 до 220 А ровных сварных швов и для более точной работы.
Одна из самых оптимальных моделей с прекрасным соотношением габаритов и мощности. Аппарат простой в использовании, не требует специальных знаний, так что разобраться с ним не стоит и труда даже новичку. Широкий ремень позволяет удобно носить аппарат на плече.
Особенности:
— Электроника сварочного аппарата плавно регулирует ток, что позволяет проводить сварочные работы различной сложности.
— Аппарат подключается к обычной однофазной розетке с напряжением 220В, не чувствителен к перепадам напряжения сети.
— Без проблем справляется с металлическими конструкциями толщиной до 5 мм, не теряя мощности и расходуя минимум электроэнергии.
Преимущества:
— Высокое качество сварных швов. Это достигается за счёт лёгкого поджига электрической дуги с её устойчивым горением. При этом отмечается малое разбрызгивание сварного металла.
— Одно из главных преимуществ – качественный шов даже при низком напряжении сети, что сильно упрощает работы даже загородом.
— Металлический корпус является надежной защитой от внешних воздействий.
— Низкое энергопотребление позволяет пользоваться любой электросетью даже при напряжении 140В. Кроме того, такой аппарат создаёт минимальное количество электромагнитных помех в такую сеть.
— Охлаждение сварки за счет вертикальной установки платы и оптимального расположения кулеров, что является уникальным технологическим решением
— Функция горячего старта («HOT START») упрощает начало работы, а анти-залипание («ANTI STICK») автоматически снизит сварочный ток при «залипании» электрода.
— Малые габариты являются существенным преимуществом и значительно упрощают сварочные работы, а ремень позволяет перемещаться с аппаратом по всей территории.
— На передней панели имеется лампочка-индикатор для защиты от внезапного перегрева.
— Класс защиты IP21 означает защиту от попадания прямых капель и внешнего воздействия.
— Аппарат имеет плавную регулировку силы тока, понятную даже новичку.
com/embed/XmfZaNbyMF4″ title=»YouTube video player»>
Сварочный инвертор Ресанта САИ 220 – один из множества товаров, которые представлены в ассортименте интернет-магазина «Ресанта». Здесь представлены основное описание товара и его характеристики, но если у вас возникают вопросы или вы хотите узнать дополнительную информацию, то звоните нам по телефону: 8 (343) 382-19-61. Также на нашем сайте есть онлайн-консультанты, которые помогут в поиске ответа. Специалисты нашего магазина обязательно Вас проконсультируют!
Склад, магазин и сервисный центр компании «Ресанта» находятся в одном месте, что удобно для пользователя, если вы захотите забрать товар, купленный в интернет магазине, сами и подобрать к нему дополнительные товары или проконсультироваться с продавцами. Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.
Предоставляем скидки ветеранам, именинникам и постоянным покупателям (кроме акционных товаров с подарками). Всю нашу продукцию (Сварочный инвертор Ресанта САИ 220, в том числе) можно оплачивать по безналичному расчёту (НДС учтено), если Вы являетесь юридическим лицом.
Общие характеристики
Мощность, Вт
6600
Тип
Инверторный
Тип сварки
дуговая (электродом, MMA)
Диапазон сварочного тока, А
10 — 220
Максимальный диаметр электрода, мм
5
Максимальный потребляемый ток, А
30
Напряжение сети, В
220
Допустимое входное напряжение, В
140 — 260
Напряжение дуги, В
28 — 28
Напряжение холостого хода, В
80
Продолжительность нагружения, %
70% 220А
Рабочий диапазон температуры окружающей среды, °C
от -10 до +50
Класс защиты
IP21
Функции
Возможности
Горячий старт, Легкий поджиг дуги, Антизалипание электрода, работа при низком напряжении в сети, работа при отрицательных температурах, Автоматический форсаж дуги
Наличие сетевой вилки
Да
Защита
Защита от перегрева, защита от перегрузки, защита от залипания электрода. Беречь — От воды! От снега! От жидкой грязи! От металлических брызг или стружки!
Охлаждение
Активное, продувка корпуса
Технология транзисторов
IGBT
Комплектация
Кейс
Нет
Комплектация
Сварочный аппарат, Кабель с электрододержателем, Кабель с клеммой заземления, Паспорт (инструкция), Упаковка
Производитель
Серия
САИ
Гарантия, мес.
24
Размеры и вес
Вес без упаковки, кг
4,4
Вес в упаковке, кг
5,08
Габариты, см
31,5 x 32,5 x 38
Размеры в коробке, см
31,5 x 32,5 x 38
Написать отзыв
Ваше Имя:
Ваш отзыв:
Внимание: HTML не поддерживается! Используйте обычный текст.
Дорогой покупатель! Время от времени мы встречаемся с контрафактом нашей продукции.
Каждая единица оборудования в нашей компании имеет идентификационные данные, они регистрируются на всех этапах: при производстве, продаже и даже ремонте в СЦ.
Покупая у нас продукцию Ресанта, Huter и Вихрь, Вы можете быть уверены в её 100% подлинности!
Даем гарантию на все агрегаты и оборудование на этом сайте! Покупая у нас Вы можете быть уверены в том что получите 100% оригинальный товар, гарантию и обслуживание в нашем Сервисном центре
+ маска «Хамелеон» ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
+ Перчатки сварщика ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
Мы на карте. Как нас найти.
Подпишитесь на нашу группу! Будьте в теме!
Преимущества сотрудничества с нами
Мы рады представить Вам весь ассортимент продукции торговых марок РЕСАНТА, HUTER, ВИХРЬ — это стабилизаторы напряжения, тепловая техника, сварочное оборудование, а так же измерительный инструмент и электротехническая продукция очень хорошо известная своим качеством среди профессионалов и любителей. Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
Подписка на новости
Успей купить!
Вступи в нашу группу ВКОНТАКТЕ,
Назови промокод #РЕСАНТРЕСАНТОВИЧ
Получи преимущество!
ООО «РЕСАНТА-УРАЛ»
ОГРН 1146679029749
Копирование материалов на этом сайте
для коммерческих целей запрещено!
Ресанта-Урал — зарегистрированная
торговая марка.
Авторские права защищены.
220 Доктор Грейсон, Отдых Путешественников, Южная Каролина 29690 | MLS# 1476246
SOLD AUG 31, 2022
Video Tour
Street View
See all 36 photos
About This Home
Street View
Directions
Advertisement
Hide this ad
$2,644 / мес.
Реклама
Скрыть это объявление
Парковка
Интерьер
Информация о спальне
Количество спален (основной уровень): 4
Главная спальня
Двойная раковина, ванна (полная), главная на главном уровне, душ (отдельный), ванна (сад), гардеробная
Прачечная: 1-й этаж, душевая, сушилка – электрическое подключение Размер 3 7 90 90 9037 Прачечная Имеет бонусную комнату/комнату отдыха
Размер бонусной/комнаты отдыха: 19 x 12
Есть комнату для завтрака
Размер комнаты для завтрака: 11 x 8
Прачечная, мастерская, бонусная комната/комната отдыха
Внешний вид
Особенности
Патио, крыльцо (переднее), крыльцо (экранированное), откидные окна, тепловые окна, спринклер в земле (весь двор)
Имеет экранированное крыльцо
Экранированное крыльцо Размер: 1,714
Крыша: Архитектурная
3 Патио
Размер патио: 1,829
Наружная отделка: ДВП
Информация о лоте
Юридический номер лота: 18
Описание лота: Уровень, Тротуар, Подземные коммуникации
Размер участка/2 акра: 1 акр0038
Appraiser Name: None
Financial
Tax Information
Total Taxes: $2,663. 94
Tax Year: 2021
Tax Rate (4%/6%): 4
Tax ID Number: 0484.04-01- 018.00
Коммунальные услуги
Местонахождение
Информация о школе
Начальная школа: Gateway
Начальная школа: Gateway
Средняя школа: Northwest
0038
Другое
Информация об имуществе предоставлена Greater Greenville MLS, когда последний раз вносилась в список в 2022 году. Эти данные могут не совпадать с общедоступными записями. Учить больше.
Sale History
Tax History
Home Sale Price
Outstanding Mortgage
Selling with Traditional AgentSelling with Redfin Agent
+$8,681
Your Total Sale Proceeds
$78,644$87,325
Seller Agent Комиссия
3% (17 362 долл. США) 1,5% (8 681 долл. США)
Агент с полным обслуживанием
Премиум размещение на Redfin
Бесплатные профессиональные фотографии
БЕСПЛАТНЫЙ 3D Прохождение
Комиссия по покупателю
,362 $ 1762
Ат.
Страхование титула
1 497 долл. США 1 497 долл. США
Плата за условное депонирование
702 долл. США 702 долл. США
Разное. Сборы
$928 $928
Указанные налоги и сборы являются средними по стране. Проконсультируйтесь с агентом по недвижимости для получения информации о конкретных сборах в вашем районе.
2 976 долл. США в месяц
30 -летний фиксированный, 3,5% процентов
Платеж ипотека $ 2 066
Налог на недвижимость 618
HOA взносы
Страхование домов Просмотреть все цены
Объявление
Скрыть объявление
Этот дом находится в школьном округе Гринвилл 01.
Политика зачисления в Travelers Rest основывается не только на географическом положении. Пожалуйста, посетите веб-сайт школьного округа, чтобы увидеть все школы, обслуживающие этот дом.
Сводный рейтинг GreatSchools
Данные о школах предоставлены некоммерческой организацией GreatSchools. Redfin рекомендует покупателям и арендаторам использовать информацию и рейтинги GreatSchools в качестве первого шага, а также провести собственное расследование, чтобы определить желаемые школы или школьные округа, в том числе связавшись с самими школами и посетив их. Redfin не подтверждает и не гарантирует эту информацию. Границы школьных услуг предназначены только для справки; они могут измениться, и их точность не гарантируется. Чтобы проверить право на зачисление в школу, свяжитесь напрямую со школьным округом.
10 / 100
Зависит от автомобиля
Walk Score®
27 / 100
В некоторой степени подходит для езды на велосипеде
Bike Score®
О климатических рисках и рисках стихийных бедствий
3 9 изменение климата из-за повышения температуры и уровня моря.
Данные о климатических рисках предоставляются только в информационных целях. Если у вас есть вопросы или отзывы об этих данных, обратитесь за помощью на Riskfactor.com и Climatecheck.com.
Redfin не подтверждает и не гарантирует эту информацию. Предоставляя эту информацию, Redfin и ее агенты не дают советов или рекомендаций по рискам наводнений, страхованию от наводнений или другим климатическим рискам. Redfin настоятельно рекомендует потребителям самостоятельно исследовать климатические риски недвижимости для собственного удовлетворения.
Продажи домов на одну семью (последние 30 дней)
Дома на одну семью Тенденции в 29690
Дома на одну семью
Все типы домов Дома на одну семьюТаунхаусыКондоминиумы/кооперативы
Медианная цена продажи
Средняя цена продажи# домов Soldmedian Days On Marketsingl Family Homes
All Home Typessingl Family HomestownhouseSondos/Copops
Средняя цена продажи
(Home Family Homes)
$ 392 000
9000 +3,3%. г/г | Сентябрь 2022 г.
На основе расчетов Redfin данных о домах из MLS и/или общедоступных записей.
$392 500
+3,3%
Подробнее о тенденциях рынка в 29690
Конкуренция на рынке в 29690
Рассчитано за последние 3 месяца
44
Достаточно конкурентоспособная
Оценка Redfin Compete Score
™
Оценка Redfin Compete Score оценивает уровень конкуренции в регионе по шкале от 0 до 100, где .
Рассчитано за последние 3 месяца
Некоторые дома получают несколько предложений.
В среднем дома продаются примерно за 1% ниже прейскурантной цены и ожидают рассмотрения примерно через 51 день .
Теплые дома
могут быть проданы примерно за 1% выше прейскурантной цены и ожидают рассмотрения примерно через 30 дней .
Сравните с близлежащими почтовыми индексами
Ближайшие недавно проданные дома
Близлежащие дома, похожие на 220 Grayson Dr, недавно были проданы по цене от 353 до 675 тысяч долларов по средней цене 185 долларов за квадратный фут.
1 / 28
ПРОДАНО 31 МАЯ 2022
ВИДЕО ТУР
1 / 32
ПРОДАНО 24 МАЯ 2022
1 / 37
ПРОДАНО 2 ИЮНЯ 2022
Просмотреть последние проданные дома
Дома Ценности Около 220 Grayson Dr
Данные из открытых источников.
203 Grayson Dr, Travellers Rest, SC
3 кровати | 2,5 Ванны | 2234 кв. футов
435 981 $
208 Grayson Dr, Travellers Rest, SC
3 кровати | 2,5 Ванны | 2864 кв. футов
526 594 долл. США
202 Доктор Грейсон, Travellers Rest, SC
4 кровати | 2,5 Ванны | 2874 кв. футов
502 354 $
207 Grayson Dr, Travellers Rest, SC
3 кровати | 2,5 Ванны | 2282 кв. футов
442 967 $
210 Grayson Dr, Travellers Rest, SC
3 кровати | 3 ванны | 2688 кв. футов
538 944 $
218 Grayson Dr, Travellers Rest, SC
3 кровати | 2 ванны | 2312 кв. футов
479 859 $
3 Duchess Ct, Travellers Rest, SC
3 кровати | 2,5 Ванны | 2880 кв.м. футов
427 489 $
204 Grayson Dr, Travellers Rest, SC
4 кровати | 2,5 Ванны | 2366 кв. футов
442 563 $
205 Grayson Dr, Travellers Rest, SC
4 кровати | 2,5 Ванны | 2400 кв.м. футов
487 822 $
206 Доктор Грейсон, Travellers Rest, Южная Каролина
4 кровати | 3.5 Ванны | 2160 кв. футов
468 055 $
103 Grayson Dr, Travellers Rest, SC
3 кровати | 2 ванны | 2185 кв. футов
425 313 $
214 Grayson Dr, Travellers Rest, SC
3 кровати | 2 ванны | 2509 кв. футов
490 221 $
224 Grayson Dr, Travellers Rest, SC
4 кровати | 3 ванны | 2700 кв.м. футов
543 785 $
203 Kilburn Ln, Travellers Rest, SC
3 кровати | 2 ванны | 2227 кв. футов
402 979 $
105 Grayson Dr, Travellers Rest, SC
4 кровати | 2,5 Ванны | 2420 кв.м. футов
632 328 $
104 Grayson Dr, Travellers Rest, SC
4 кровати | 2,5 Ванны | 2699 кв. футов
525 429 долларов
106 Доктор Грейсон, Travellers Rest, Южная Каролина
4 кровати | 3.5 Ванны | 3269 кв. футов
552 909 $
201 Grayson Dr, Travellers Rest, SC
5 кроватей | 3.5 Ванны | 3388 кв. футов
602 613 $
216 Grayson Dr, Travellers Rest, SC
4 кровати | 3 ванны | 3012 кв. футов
569 434 $
5 Duchess Ct, Travelers Rest, SC
4 кровати | 2,5 Ванны | 2475 кв. футов
503 545 $
2 Duchess Ct, Travellers Rest, SC
4 кровати | 2,5 Ванны | 2592 кв. футов
443 020 $
Показать больше
Часто задаваемые вопросы для 220 Grayson Dr
Что такое 220 Grayson Dr?
220 Grayson Dr — это дом площадью 2600 квадратных футов на участке площадью 0,46 акра с 4 спальнями и 2 ванными комнатами. Этот дом в настоящее время не продается — последний раз он был продан 31 августа 2022 года за 575 000 долларов США.0003
Сколько фотографий доступно для этого дома?
У Redfin есть 36 фотографий 220 Grayson Dr.
Сколько стоит этот дом?
Основываясь на данных Travelers Rest компании Redfin, мы оцениваем стоимость дома в $578 735
Когда этот дом был построен и продан в последний раз?
220 Grayson Dr был построен в 2019 году и последний раз продан 31 августа 2022 года за 575 000 долларов.
Какова оценка арендной платы за этот дом?
По нашим оценкам, 220 Grayson Dr будет арендован по цене от 2,49 долларов США.8 и 3182 доллара.
Насколько конкурентоспособен рынок этого дома?
Основываясь на рыночных данных Redfin, мы подсчитали, что рыночная конкуренция в районе 29690, где находится этот дом, несколько конкурентна. Дома продаются примерно на 1% ниже прейскурантной цены и ожидают рассмотрения примерно через 51 день.
Какие похожие дома находятся рядом с этим домом?
Сопоставимые близлежащие дома включают 404 Wild Geese Way, 245 Northcliff Way и 2 Bluff Ridge Ct.
Какой полный адрес этого дома?
Полный адрес этого дома: 220 Grayson Drive, Travellers Rest, Южная Каролина 29690.
Агентство покупателей. Дом в парке, недалеко от реки Чаттуга, парка горных велосипедов Stumphouse, национального леса Самтер и всех развлечений на свежем воздухе, которые может предложить Mountain Rest SC! Эта недвижимость с ремесленными элементами, множеством хозяйственных построек, убежищем от последствий холодной войны, камином и многим другим, идеально подходит для краткосрочной аренды, второго дома, сдачи в аренду, инвестиций или постоянного проживания. Расположенная примерно на акре, эта собственность имеет фантастическую топографию, достаточно места для садов и не имеет ограничений! Осмотры приветствуются, но недвижимость предлагается как есть. Если вы ищете прямо в центре одного из лучших горных районов Юго-Востока, это обязательно нужно увидеть.
162 дня
на Zillow
|
128
|
3
|
Travel times
Take a tour with a buyer’s agent
Facts and features
Interior details
Bedrooms and bathrooms
Bedrooms: 2
Bathrooms: 1
Full bathrooms : 1
Основной уровень ванных комнат: 1
Основные спальни: 2
Подвал
Подвал: нет/не применимо
Пол
Пол. Характеристики: Пропан, Настенная печь, Дрова
Охлаждение
Характеристики охлаждения: Нет
Бытовая техника
Особенности прачечной: Прачечная
Внутренние особенности
Особенности оконных функций: деревянные рамки
Внутренние элементы: Поточители-SUSPeded, Fipplace, высокоскоростный интернет
Другие интерьер
Общая структура: 1,257
. Камин: Да
Детали объекта
Парковка
Всего мест: 2
Особенности парковки: Пристроенный навес, Комбинация, Отдельный навес
Гибка на угол до 90º в соответствии с нормами DIN 2440, EN 10255. Пуансоны литые, изготовлены из высокопрочного модифицированного чугуна с шаровидным графитом.
Технические характеристики пуансонов
Артикул
Ду трубы, дюйм
А, мм
B, радиус, мм
Миним. радиус гибки, мм
D, мм
Толщина стенки трубы, мм
П-ТР1/2ʺ
1/2ʺ
115
67,5
50,2
22
2,8-3,7
П-ТР3/4ʺ
3/4 ʺ
131
84,5
66
28
2,9-3,9
П-ТР1ʺ
1 ʺ
147
96,5
75,4
34
3,4-4,5
П-ТР 1 1/4ʺ
1 1/4 ʺ
195
134
108,7
43
3,6
П-ТР 1 1/2ʺ
1 1/2ʺ
242
162
133,5
50
3,7
П-ТР2ʺ
2 ʺ
297
238
199,2
62
3,9
П-ТР2 1/2ʺ
2 1/2 ʺ
380
257
209
79
5,2
П-ТР3ʺ
3 ʺ
436
390
335
90
5,5
П-ТР4ʺ
4ʺ
555
450
400
110
6
Гидравлические трубогибы прямого давления
Станки для гибки труб круглого и квадратного сечения
Ручные трубогибы
В вашем браузере отключена поддержка Jasvscript. Работа в таком режиме затруднительна.
Пожалуйста, включите в браузере режим «Javascript — разрешено»!
Если Вы не знаете как это сделать, обратитесь к системному администратору.
Вы используете устаревшую версию браузера.
Отображение страниц сайта с этим браузером проблематична.
Пожалуйста, обновите версию браузера!
Если Вы не знаете как это сделать, обратитесь к системному администратору.
Комплект пуансонов в категории «Оборудование и товары для предоставления услуг»
Гидравлический трубогиб 8 т, в комплекте с пуансонами 1/2″-1″, Stels
Доставка из г. Киев
от 4 825 грн
Купить
ТОВ «ВК»ІРМАПРОМ»
Трубогиб гидравлический 8 т в комплекте с пуансонами 1/2″-1″ Stels
Доставка из г. Киев
6 556 грн
5 572.60 грн
Купить
Инструмастер
Комплект из 8 пуансонов (гибочных башмаков) для трубогибов гидравлических
Под заказ
Доставка по Украине
3 110 грн
Купить
Твой ШОП МЕГА полезных вещей «Механик»
Комплект из 6 пуансонов (гибочных башмаков) для трубогибов гидравлических
Доставка по Украине
2 107 грн
Купить
Твой ШОП МЕГА полезных вещей «Механик»
Комплект пресс-форм 25 шт для часов. Часовой инструмент, пресс формы, пуансоны, матрицы для пресса
Доставка из г. Кременчуг
1 050 грн
Купить
Тайм — всё для часов
Комплект пуансонов для установки кнопок
Доставка по Украине
2 119 грн/комплект
Купить
Магазин Marineq
Комплект для высечных ножниц по металлу (матрица+пуансон)
Доставка по Украине
500 грн
Купить
ТЕХНОМАРКЕТ
Комплект просечек 3-14 мм (11 пуансонов) КП-1
Доставка по Украине
4 435 грн
Купить
ВТК-ОДЕССА — все для ювелиров
Комплект просечек 4-13 мм (10 пуансонов)
Доставка по Украине
3 675 грн
Купить
ВТК-ОДЕССА — все для ювелиров
Комплект просечек 15-20 мм (6 пуансонов) КП-2
Доставка по Украине
5 172 грн
Купить
ВТК-ОДЕССА — все для ювелиров
Пуансоны для установки кнопок комплект Osculati
Доставка по Украине
по 2 119 грн
от 2 продавцов
2 119 грн
Купить
Интернет-магазин Priliv
Комплект пуансонов (7 шт. ) MEGA A-5600
Доставка по Украине
7 224 грн
Купить
Компанія «АвтотехМаркет»
Пуансон+матрица для ножниц вырубных
На складе в г. Днепр
Доставка по Украине
671 грн
Купить
Інтернет-магазин «ЕлектроБензоІнструмент»
Набор переходников для пресса 6 шт OMA 666.1 для 100-300 т (T948)
Доставка по Украине
5 590 грн
Купить
Интернет-магазин Новатэк-СТО
Набор переходников с плитой для пресса OMA PR50 (T998)
Доставка по Украине
11 180 грн
Купить
Интернет-магазин Новатэк-СТО
Смотрите также
Трубогиб гидравлический STELS 8 т в комплекте с пуансонами 1/2″-1″
Недоступен
6 556 грн
5 572.60 грн
Смотреть
📍«Вверх» СМІЛИВІСТЬ Всё будет Украина!
STELS Трубогиб гідравлічний, 8 т, в комплекті з пуансонами 1/2 «-1» // Stels
Недоступен
4 568.64 грн
Смотреть
STRONG TOOLS
Матрица на хольнитен 6 мм (односторонний)
Недоступен
210 грн
Смотреть
Интернет магазин » Люверсы «
Матрица для хольнитен 7 мм (односторонний)
Недоступен
210 грн
Смотреть
Интернет магазин » Люверсы «
Матрицы на хольнитен 9 мм (односторонний)
Недоступен
210 грн
Смотреть
Интернет магазин » Люверсы «
Матрица на хольнитен 12 мм (односторонний)
Недоступен
210 грн
Смотреть
Интернет магазин » Люверсы «
Насадка под обтяжку пуговицы № 28 (16 мм)
Недоступен
630 грн
Смотреть
Интернет магазин » Люверсы «
Матрица на люверс 17 мм
Недоступен
294 грн
Смотреть
Интернет магазин » Люверсы «
Насадка под обтяжку пуговицы № 44 (28 мм)
Недоступен
630 грн
Смотреть
Интернет магазин » Люверсы «
Матрица на хольнитен 9 мм (двухсторонний)
Недоступен
252 грн
Смотреть
Интернет магазин » Люверсы «
Матрица на хольнитен 7 мм (двухсторонний)
Недоступен
252 грн
Смотреть
Интернет магазин » Люверсы «
Матрица на люверс 5 мм ( Китай )
Недоступен
336 грн
Смотреть
Интернет магазин » Люверсы «
Матрица на люверс 6 мм ( Китай )
Недоступен
336 грн
Смотреть
Интернет магазин » Люверсы «
Матрица на люверс 8 мм ( Китай )
Недоступен
336 грн
Смотреть
Интернет магазин » Люверсы «
61B Насадка для резки и насадка для пробивки 62B с матрицами.
Насадка для резки 61B и насадка для вырубки 62B с матрицами.
С помощью данного калькулятора, вы можете конвертировать американский размер в дюймах в европейский метрический и наоборот. Для получения метрического размера, значения вводятся в поля «Дюймы», а для получения размера в дюймах — заполняются поля «Метрическая система».
Например, шинам 31×10.5 R15 соответствуют шины 265/75 R15
Источник: autoshini.com
Читайте в этом разделе
Этикетки на шинах – как прочитать?
С 1 ноября 2012 года шины, продаваемые в странах, входящих в Европейский Союз, должны иметь специальные наклейки. В них содержится информация, в частности, о топливной.. 11 Июля 2022, 11:34
Причины износа мотошин
Износ мотошин часто является результатом слишком высокой скорости, с которой мы движемся. Тем не менее факторов, влияющих на этот процесс, гораздо больше. Состояние шин во.. 04 Июля 2022, 11:58
Какая минимальная допустимая глубина протектора?
Протектор шины иногда анализируют с точки зрения внешнего вида и формы, современных технологий, внедренных производителем, или эффективности в зимних условиях. Однако ключевым параметром автошин в.. 23 Июня 2022, 10:06
Деформация шины и боковые стяжки. Что с ними делать?
Одной из примечательных и главных особенностей строения внутренней части любой автошины являются нити, из которых состоит корд. Довольно долгое время они имеют радиальную локацию при.. 08 Июня 2022, 10:21
Развал-схождение — нужно ли менять шины?
Если ваш автомобиль ведет себя на дороге, это может означать, что вам необходимо заменить компоненты подвески, систему рулевого управления, диски или шины. Для этого может.. 07 Апреля 2022, 15:47
Динамика спроса на шины и диски
Тесты шин
Рейтинг зимних автошин сезона 2022-2023
Рейтинг мотошин 2022 года
Тест летних шин Auto Bild 2022 года
Рейтинг летних шин 2022
Тест летних шин 215/55 R17 от Autozeitung
Тест мотошин класса эндуро 2022
Тест легковой летней резины 185/65 R15 (ADAC 2022)
Тест летних шин 2022 года для внедорожников от AutoBild Allrad
Тест летних шин 215/60 R16 от немецкого автомобильного клуба (ADAC)
ТОП-5 шин на которых стоит обратить внимание этой зимой
Смотреть все
Полезная информация
Азот или кислород: чем лучше накачать колеса?
Срок службы летних и зимних шин
Что такое EU Tyre Label (европейская маркировка шин)?
В чем разница между шинами с маркировкой SUV и обычной резиной
Шины для электромобилей – какие выбрать?
Нужен 1 диск?
Некондиционный товар? Выход из ситуации без проблем
Шинный калькулятор
Что такое M+S на шинах?
Как выбрать лучшие шины для Вашего автомобиля
Смотреть все
Техническая информация
Правила монтажа шины и основные виды протекторов
Все про маркировки шин
Диагональные и радиальные шины
Рисунок протектора шин
Таблица габаритов и веса грузовых и сельхоз шин
Широкие или узкие зимние шины? Насколько б/у хуже новых?
Какая минимальная допустимая глубина протектора?
Возраст шин. Год хранения равен трем неделям эксплуатации
Спущенное колесо. Что делать?
Сезонное хранение шин
Смотреть все
Опрос
Где вы покупаете шины и диски?
На «Автошины Ком»
На других сайтах
В фирменном магазине
На рынке
Я покупаю б\у
У меня нет машины
Топ продаж
1
Белшина
2
Кама
3
Premiorri
4
Tigar
5
Cordiant
6
Hankook
7
Bridgestone
8
Viatti
9
Росава
Свежие обзоры
Обзор зимней резины Pirelli Winter Ice Zero FR
Обзор летней шины Bridgestone Turanza 6
Обзор зимней шины Hankook Winter I*Cept RS3 W462
Обзор зимней шины Goodyear Ultra Grip Performance Plus
Обзор премиальной шины Michelin Pilot Alpin 5
Обзор всесезонной резины Michelin CrossClimate 2
Обзор зимней шины Hankook Winter i*Cept iZ2 W616
Обзор шин Roadmarch WinterXPro 888
Обзор шины Matador MP 93 Nordicca
Обзор шины Hankook Ventus Prime 4 K135
Смотреть все
Шинный калькулятор дюймы
Покрышки американских и европейских производителей отличаются своей маркировкой. Европейские шины имеют метрическую систему маркировки. Поэтому при замене шин может возникнуть проблема перевода параметров покрышки. В большинстве случаев, это перевод дюймов в сантиметры. Введите размер в дюймах и нажмите «рассчитать». Вы увидите типоразмер покрышки в метрах (размеры будут округлены до европейских параметров).
Американский типоразмер
Метрический размер
Округленный до европейского стандарта
Сравнение: типоразмеры в дюймах и метрах
При вводе прежних дюймовых параметров и новых европейских, вы можете увидеть, как изменятся внешние параметры покрышки и клиренса, а также отличия в показаниях спидометра.
Старый размер:
27293031323335373840 / 8.59.510.511.512.513.514.515.5 R 14151616.517182022
Новый размер:
145155165175185195205215225235245255265275285295305315325 / /25303540455055606570758085 R 12131415161718192021222324
Ширина шины, мм (A)
Высота профиля, мм (B)
Внутренний диаметр, мм (C)
Внешний диаметр, мм (D)
Показания спидометра (км/ч)
Реальная скорость (км/ч)
Разница (км/ч)
Изменение клиренса (мм)
Перевод метрического размера шин в дюймовый (Американский)
Благодаря шинному калькулятору, вы можете произвести обратные расчеты – преобразовать величины в «см» и «мм» в дюймы. Для этого необходимо ввести типоразмер, диаметр, ширину и высоту профиля шины и нажать кнопку «рассчитать». Калькулятор произведет перевод значений в дюймы.
Внимание! Данный калькулятор, основанный на R-метрическом исчислении, применяется для преобразования европейского размера покрышки в американский. Но вы можете использовать его и для перевода шины с «дюймового» стиля в R-метрику. Некоторые размеры при этом могут переводиться некорректно (К примеру, метрические размеры шины 33×12.50×15 при переводе в R-метрику 318/72 R15, но если вы переведете размеры обратно, то увидите 33×12.52×15). Это может быть связано с незначительными ошибками при округлении.
Метрическая длина
mhtpFvNbiPE
Мы можем измерить длину объектов, их высоту или расстояние между ними. Это все примеры измерений длины.
Пример: длина этой вилки 20 сантиметров
Наиболее распространенные измерения:
Миллиметры
Сантиметры
Метры
Километров
Малые единицы длины называются миллиметров .
Миллиметр примерно равен толщине пластиковой идентификационной карты (или кредитной карты).
Или примерно толщиной 10 листов бумаги друг над другом.
Это очень маленькое измерение!
Когда у нас есть 10 миллиметров, это можно назвать сантиметром .
1 сантиметр = 10 миллиметров
Ноготь имеет ширину около одного сантиметра .
Две рулетки, одна в мм, другая в см
Мы можем использовать миллиметры или сантиметры, чтобы измерить свой рост или ширину стола, но для измерения длины футбольного поля лучше использовать метров .
метр равен 100 сантиметрам.
1 метр = 100 сантиметров
Длина этой гитары около 1 метра
метра можно использовать для измерения длины дома или размера детской площадки.
А поскольку сантиметр равен 10 миллиметрам:
1 метр = 1000 миллиметров
Спинка этого кухонного стула 1 метр
километров равно 1000 метрам.
1 километр = 1000 метров
Когда нам нужно добраться из одного места в другое, мы измеряем расстояние, используя километров .
Расстояние от одного города до другого или расстояние, которое преодолевает самолет, можно измерить в километрах.
Вкратце:
10 миллиметров = 1 сантиметр
100 сантиметров = 1 метр
1000 метров = 1 километр
Сантиметр (см) равен:
примерно такой же длины, как скоба
ширина хайлайтера
диаметр пупка
ширина 5 компакт-дисков, уложенных друг на друга
толщина блокнота.
радиус (половина диаметра) копейки США
Метр (м) составляет около:
чуть больше ярда (1 ярд ровно 0,9144 метра)
ширина дверного проема (большинство дверных проемов имеют ширину от 0,8 до 0,9 м)
половина длины кровати
ширина большого холодильника
высота столешницы
четыре ступени вверх по лестнице
пять ступеней вверх по лестнице
глубина мелкой части бассейна
ширина обеденного стола
пятка до локтя взрослого
от плеча до противоположного запястья взрослого
от кончиков до кончиков вытянутых рук ребенка
рост пятилетнего ребенка
Один метр равен примерно одному длинному шагу взрослого человека.
Километр (км) составляет примерно:
чуть больше полумили
четверть средней глубины океана
Один километр — это около 12 минут ходьбы.
См. также Длина от очень маленького до очень большого
Имперский код против метрического кода, таблица размеров SMD, размеры SMD, код размера SMD
Руководство по сборочной линии
SMT
Оборудование Pick & Place
Зарегистрируйтесь – больше бесплатных советов и новостей SMT
Код размера SMD
Два разных способа указания размеров компонентов могут вызвать затруднения даже у покупателей компонентов — мы подготовили бесплатную таблицу размеров для загрузки — и объясним вам разницу.
Таблица размеров SMD — скачать бесплатно >>
Имперский код VS Метрический код — Таблица размеров SMD
Чтобы помочь вам понять разницу в размерах между британскими компонентами и метрическими компонентами, мы сделали эту наглядную таблицу размеров компонентов SMD.
скачать бесплатно — Таблица размеров SMD >>
Метрические или имперские компоненты — какая разница в размерах SMD?
Это может вызвать некоторую путаницу, но на самом деле это очень просто, так как числовой код на компоненте — это размер компонента. Это относится как к имперскому, так и к метрическому коду:
Британский код в дюймах Пример: 0201 британский компонент. Это означает, что размер компонента составляет 0,02 x 0,01 дюйма.
метрический код в миллиметрах Пример; 0201 метрический компонент. Это означает, что размер компонента составляет 0,2 x 0,1 мм.
Поделиться информацией о размере SMD
Также ознакомьтесь с новым программным обеспечением SMT
новые возможности >>
Перевод размеров компонентов SMD Метрическая система VS Имперская
В этом обзоре показан набор компонентов одинакового размера , но с разными именами в зависимости от того, в метрическом коде они указаны или в имперском коде.
Компонент кода метрики
по сравнению с
Компонент имперского кода
0201
=
008004
03015
=
009005
0402
=
01005
0603
=
0201
1005
=
0402
1608
=
0603
2012
=
0805
2520
=
1008
3216
=
1206
4516
=
1806
4532
=
1812
5025
=
2010
6332
=
2512
0201 Имперские единицы по сравнению с 0201 Метрическими размерами компонентов
Как поставщик оборудования для поверхностного монтажа, мы понимаем, насколько важно, чтобы вы знали разницу. Мы гордимся тем, что даем нашим клиентам правильные рекомендации, чтобы сделать их основу для принятия решения наилучшей из возможных.
Итак, когда мы говорим вам, что YAMAHA YSM20 pick & place поддерживает компонент 0201 в метрическом коде , вы знаете, насколько крошечным является компонент 0201 SMD в метрической системе?
Свяжитесь со специалистом >>
Новости СМТ
Насколько мелкие компоненты поддерживают машины
YAMAHA Pick & Place?
YAMAHA Pick & Place поддерживает самые маленькие компоненты
При правильной конфигурации монтажной головки и сопла для захвата компонентов все перечисленные ниже машины захвата и размещения поддерживают компоненты 0201.
— Примечание: компонент 0201 находится в метриках.
Машины Pick & Place
Здесь вы найдете наш ассортимент машин Pick & Place — не стесняйтесь присмотреться поближе.
Методы неразрушающего контроля сварных соединений труб и трубопроводов ГОСТ
Содержание
Визуальный и измерительный контроль
Ультразвуковой контроль
Радиографический контроль
Капиллярный контроль
Магнитный контроль
Тепловой контроль
Вихретоковый контроль
Неразрушающим контролем (сокращенно — НК) называется проверка надежности как целого объекта, так и его составляющих. При НК используются особые методы, позволяющие провести работы без разборки или выведения из эксплуатации. Базой для методов и средств контроля, сохраняющих целостность объектов и их эксплуатационные характеристики, служит исследование физических принципов. Как классифицируются виды и методы НК? Эта информация содержится в ГОСТ 18353-79.
Визуальный и измерительный контроль
Базовый метод дефектоскопии, отличающийся информативностью, экономичностью и быстротой. Визуальный и измерительный контроль (ВИК) предшествует остальным методам.
При внешнем осмотре специалисты проверяют, насколько качественно подготовлены заготовки для сварки и как выполнены сварочные швы, а также определяют качество металла. Визуальный контроль должен выявить, нет ли видимых дефектов — ржавчины, наплывов, вмятин и т.д.
Провести ВИК можно невооруженным глазом или при помощи оптических приборов (таких как зеркало, лупа или эндоскоп). Метод примечателен тем, что для него достаточно простых измерительных средств.
В настоящее время для ВИК применяются более мощные приборы, способные обнаружить даже незначительные дефекты. Визуальный и измерительный контроль нужен, чтобы оценить состояние материала и сварных соединений. Требования по выполнению процедуры перечислены в руководящих документах по оценке сооружений и технических устройств.
Ультразвуковой контроль
Один из главных методов неразрушающего контроля был предложен советским ученым С. Я. Соколовым в далеком 1928 году. Ультразвуковая дефектоскопия охватывает многие сферы, проверяя сварные соединения, трубопроводы, аппараты высокого давления и другую разнообразную продукцию. Существует множество изделий, от состояния которых зависит безопасность тысяч людей: рельсы для железнодорожного сообщения, элементы авиационных двигателей, трубопроводы атомных реакторов и др. При производстве и эксплуатации такой сложной продукции обязателен ультразвуковой контроль.
Необходимо сказать о преимуществах ультразвукового метода по сравнению с другими методами НК:
Повышенная чувствительность, которая позволяет обнаружить опасные дефекты — трещины, непровары и пр.
Экономичность.
Безопасность для здоровья (в сравнении с рентгеновским методом).
Возможность проводить процедуру без прерывания рабочего процесса.
Сохранение целостности исследуемого объекта.
Возможность исследовать материалы разного происхождения.
При всех преимуществах ультразвуковой метод обладает и своими недостатками. Во-первых, он не дает представления ни о реальном размере дефекта, ни о его характере. Во-вторых, при контроле металлов с крупнозернистой структурой возникают затруднения из-за рассеяния и затухания ультразвука и высоких требований к поверхности контроля.
Про проведении НК возникает множество задач, и необходимость их решения дала толчок к развитию ряда акустических методов контроля. Если обратиться к ГОСТ 23829-85, то такие методы делятся на активные и пассивные. Активные методы основаны на излучении и приеме акустических волн и колебаний, а пассивные — только на приеме.
Радиографический контроль
В основе радиографического контроля (РК) лежит зависимость интенсивности проходящего через исследуемый объект гамма-излучения от материала и толщины изделия. О наличии дефектов сигнализирует неравномерность поглощаемого излучения. Делать выводы о строении объекта контроля можно, регистрируя распределение излучения на выходе.
РК дает возможность выявить трещины, поры, превышение проплава, искажение корня шва, непровары, инородные включения в сварных соединениях.
Радиографический метод способен обнаружить дефекты минимальных размеров, но многое зависит от их формы и местонахождения. Проще всего выявить дефект, протяженность которого совпадает с пучком излучения. В таком случае удается получить четкое изображение на снимке границ (по сравнению с дефектами криволинейной формы).
Капиллярный контроль
Считается наиболее чувствительным методом неразрушающего контроля. Капиллярные методы основаны на том, что специальные жидкости проникают в поверхностные и сквозные дефекты. В процессе индикаторные жидкости оставляют следы — их регистрируют визуально или при помощи преобразователя. Капиллярные методы помогают определить, где расположен дефект, какова его протяженность и ориентация на поверхности. Для проведения капиллярного контроля создан ГОСТ 18442-80.
Если дефект настолько мал, что его невозможно обнаружить при ВИК, то применяется капиллярная дефектоскопия. К такому методу прибегают при работе с объектами всех размеров и форм. Что касается материалов, использованных для изготовления объектов, то к ним относятся металлы и сплавы (цветные и черные), а также неферромагнитные материалы (стекло, пластмасса и пр.). О контроле выполненных из ферромагнитных материалов объектов надо сказать отдельно. Капиллярная дефектоскопия помогает справиться с задачей, если по какой-либо причине использовать магнитопорошковый метод нельзя.
Список областей, где бывает задействован капиллярный контроль, очень широк: это авиа-, ракето-, автомобиле- и судостроение, металлургия, энергетика, химическая промышленность. Капиллярная дефектоскопия применяется для мониторинга важных объектов перед их вводом в эксплуатацию и в процессе работы.
Магнитный контроль
Это совокупность методов НК, нужных для выявления дефектов в ферромагнитных металлах и сплавах. Магнитная дефектоскопия позволяет обнаружить включения неметаллического происхождения, трещины, волосовины, флокены. Найти дефекты можно при условии их нахождения на поверхности изделия или при залегании на небольшой глубине (2-3 мм).
Суть магнитных методов заключается в исследовании магнитных полей рассеяния возле прошедших намагничивание ферромагнитных материалов. На местоположение дефекта указывают перераспределенные магнитные потоки и сформированные магнитные поля рассеяния.
Тепловой контроль
В основе метода — фиксация и преобразование ИК-излучения в видимый спектр. Тепловой метод неразрушающего контроля используют во всех промышленных областях, в которых о состоянии объектов можно судить по неоднородности теплового поля.
Сегодня тепловой метод очень востребован в строительство, производстве и теплоэнергетике. После того, как был принят новый закон о регламентировании энергоаудита объектов, направленный на экономию ресурсов, интерес к тепловому контролю усилился. В настоящее время этот метод является базовым методом для оценки состояния объектов.
У теплового контроля масса плюсов — универсальность применения, оперативность, большая производительность. Кроме того, тепловой контроль можно осуществлять дистанционно. Есть несколько видов метода — контроль плотности тепловых потоков, контроль температуры, контроль теплопроводности и тепловизионный контроль.
Вихретоковый контроль
Основой для вихретокового метода НК служит взаимодействие электромагнитных полей — внешнего и поля вихревых токов, создаваемых в объекте контроля. Вихревые потоки заметил физик из Франции Араго в 1824 году. Ученый отметил, что находящийся под магнитной стрелкой медный диск вращается за счет вихревых токов.
Обычно источников электромагнитного поля становится вихретоковый преобразователь (ВТП) — индуктивная катушка. В катушках действует ток, который создает электромагнитное поле, возбуждающее вихревые токи. Их поле действует на ВТП, создавая в них ЭДС или преобразуя их сопротивление. Появившееся на катушках напряжение или сопротивление — ключ к информации о свойствах объекта.
С помощью вихретокового метода можно не только выявить дефекты и оценить свойства объектов контроля. Вихретоковый контроль широко применяется и при производстве деталей, и при их ремонте. Высокоточное современное оборудование — это возможность для обработки и хранения большого объема данных о результатах контроля. Системы сканирования автоматизированы, что увеличивает точность визуализации объекта контроля во много раз.
В каких областях используют вихретоковый контроль? Список широк:
Вихретоковым методом исследуют сварные и резьбовые соединения, детали разнообразных форм и размеров для оборудования. Кроме того, это метод контроля корпусного оборудования, гибов трубопроводов, лопаток паровых турбин. С помощью вихретокового метода также проверяют поверхность осевого канала роторов турбин.
Вихретоковый контроль нужен, чтобы измерять толщину защитных покрытий, тонких труб и тонкого листового проката. Помимо этого, с помощью вихретокового метода ищут коррозионные повреждения.
Вихретоковый метод позволяет оценить состояние металла тепломеханического оборудования (как исходное, так и текущее). Метод применим и для оценки качества термообработки; с его помощью проводят сортировку объектов и определяют состав контролируемого вещества.
Посредством вихревых токов измеряют глубину поверхностных трещин, обнаруженных на электропроводящих материалах.
Все методы и приборы неразрушающего контроля служат одной цели — выявить даже незначительные повреждения, в том числе грибок, коррозию, расслоение. Востребованность НК объясняется просто: его методы сочетают в себе множество достоинств и соответствуют строгим требованиям промышленной безопасности.
Методы неразрушающего контроля для диагностики сварных швов
Применение оборудования и методов неразрушающего контроля для диагностики дефектов в сварных швах, полученных сваркой трением с перемешиванием.
Содержание статьи
Методы неразрушающего контроля
Кандидаты и доктора технических наук из Томского политехнического университета (ТПИ) и ФГБУН института физики прочности и материаловедения Сибирского отделения Российской академии наук в Томске провели научное исследование, чтобы ответить на вопрос – какие методы неразрушающего контроля наиболее эффективны для контроля целостности сварных швов. Специалисты компании ПЕРГАМ приняли участие в исследовании и предоставили учёным профессиональный тепловизор с высоким разрешением.
Совместно изучили возможности различных методов неразрушающей дефектоскопии для швов, полученных методом сварки трением с перемешиванием (СТП) на алюминиевых сплавах. Метод сварки трением не предполагает плавления металла в зоне сварки и поэтому имеет свои типы дефектов. В связи с этим применяли такие методы неразрушающего контроля, как ультразвуковая ФАР-дефектоскопия, вихретоковый метод и тепловизионный контроль в ходе сварки, а также металлографические исследования полученных структур. В результате были получены данные о типах дефектов и местах их залегания, которые выявляются отдельными методами. Обследовали дефекты типа стыковой линии, возникающие при сварке трением с перемешиванием. Сравнили результаты по применяемым методам, подтвердили вывод о необходимости использования комплексного подхода к дефектоскопии СТП-соединений.
Сварка трением с перемешиванием к содержанию
Метод сварки трением с перемешиванием (СТП) широко используется сегодня для сварки алюминиевых сплавов в мировой практике, о чем говорит большое число публикаций в иностранных журналах. СТП характеризуется тем, что формирование и заполнение шва происходят при температуре металла ниже температуры плавления. Во многом процесс пластификации и пластического течения деформированного и пластифицированного материала при сварке трением схож с процессами структурообразования при трении в пластичных металлах. В связи с этим рассуждения и оценки, сделанные при исследовании процессов трения, справедливы и для сварки трением с перемешиванием. В частности, это касается механизмов формирования дефектов, которые отличаются от дефектов, получаемых при сварке традиционными методами, предусматривающими плавление металла в сварочной ванне.
В технической литературе давно и подробно исследованы типы дефектов и условия их возникновения в сварных соединениях, полученных СТП. Уменьшить вероятность, а в идеале и полностью исключить появление дефектов можно за счет подбора оптимальных параметров процесса: скорости поступательного движения инструмента вдоль шва, частоты его вращения, силы прижатия инструмента к заготовкам. Важным условием получения бездефектного шва является подготовленность кромок — отсутствие оксидных пленок и зазора между заготовками в стыке при сварке, а также небольшая степень изношенности инструмента. При правильном подборе параметров сварки и соблюдении указанных выше условий СТП гарантирует требуемую прочность соединения и отсутствие дефектов, обнаруживаемых известными методами неразрушающего контроля.
Но методы неразрушающего контроля имеют определенные ограничения. Для СТП-соединений одними из наиболее опасных и трудновыявляемых методами неразрушающего контроля дефектов являются дефекты типа стыковых линий. Они могут служить местами зарождения и распространения трещин при нагрузке, они существенно снижают прочность сварного соединения. Появление дефектов стыковых линий может быть обусловлено недостаточным перемешиванием материала в шве вследствие изношенности инструмента либо интенсивным налипанием на инструмент металла при сварке. Часто такие дефекты декорированы фрагментами оксидных пленок, перенесенных в шов с кромок свариваемых деталей, и хорошо видны на поперечном сечении шва. Однако при надлежащей обработке кромок перед сваркой заметить эти дефекты трудно даже при металлографическом анализе поперечного сечения шва. В настоящий момент возможности методов неразрушающего контроля в отношении стыковых линий не до конца ясны. Именно по этой причине мы решили изучить возможности методов неразрушающего контроля для диагностики сварных швов, полученных методом СТП.
Методы СТП в промышленном производстве
В последнее время СТП начинает находить применение и в России. Пионером использования СТП в серийном промышленном производстве ЗАО «Чебоксарское предприятие «Сеспель». На предприятии методом СТП изготавливают из алюминиевого сплава автомобильные цистерны-полуприцепы различного назначения.
В связи с широким внедрением СТП для изготовления ответственных изделий, в том числе корпусных деталей ракетно-космической техники, все большее внимание уделяется развитию неразрушающих методов контроля для диагностики сварных швов. Методы неразрушающего контроля, применяемые для СТП-соединений, включают традиционные способы, такие как радиография, ультразвуковой и вихретоковый способы, применяется термография, пенетрометрия. Перечисленные методы контроля по отдельности позволяют определять наличие дефекта с различной степенью достоверности и поэтому могут применяться с надежностью в отношении дефектов определенного типа и размера.
Методы неразрушающего контроля для поиска дефектов сварных швов
Радиография дает возможность прямого наблюдения дефектов, но чем больше толщина свариваемого металла, тем меньше возможности метода в отношении мелких дефектов;
Ультразвуковой метод с применением фазированных антенных решеток обладает хорошей разрешающей способностью по глубине, но также имеет ограничения при выявлении дефектов малого размера;
Вихретоковый метод позволяет надежно находить дефекты в тонком поверхностном слое, что особенно важно при определении дефектов типа трещин.
Применение всех этих методов стандартизовано в наибольшей степени в приложении к методам сварки плавлением и в меньшей степени к методам сварки трением. Использование термографии в качестве метода контроля швов в основном ограничивается методами активного контроля с помощью контролируемого нагрева соединения. При этом они не имеют преимущества перед радиографией или ультразвуковой дефектоскопией. Преимуществом данного метода может быть использование для мониторинга поверхности шва непосредственно в процессе сварки.
Обзор литературы по типам и размерам дефектов, формируемых при сварке трением с перемешиванием, показывает, что к ним можно отнести поры малого размера, дефекты в виде строчек оксидов и стыковых линий («kissing bonds», «Lazy S» и т.д.), червоточин или каналов («wormholes», «channels»), которые располагаются на стороне набегания («advancing side»). При соответствующей обработке и подгонке кромок свариваемых изделий из алюминиевых сплавов можно значительно уменьшить вероятность появления протяженных линейных дефектов типа стыковых линий при сварке в оптимальном режиме. Однако любое отклонение от режима либо неточность примыкания кромок ведет к образованию дефектов. В связи с этим существует необходимость использования нескольких дополняющих друг друга методов контроля, особенно при производстве ответственных соединений.
Целью данной работы является оценка и сравнение возможностей современных методов неразрушающего контроля сварных соединений для дефектоскопии СТП-швов.
Зачем это нужно?
Это необходимо для достоверного обнаружения, точной идентификации и определения размеров дефектов в реальном изделии по материалам неразрушающего контроля. В данной работе сделана попытка сравнительного анализа данных, полученных методами неразрушающего контроля – тепловизионным, ультразвуковым и вихретоковым, с результатами разрушающего контроля – металлографического анализа.
Сварное соединение и методика исследований к содержанию
Объектом исследований являлось сварное соединение двух пластин из термически неупрочняемого деформируемого сплава АМг5М в отожженном состоянии, выполненное сваркой трением с перемешиванием (рис. 1). Стыковые сварные пробы из листовых полуфабрикатов изготовляли на станции автоматической сварки листов из алюминиевых сплавов ЗАО «Чебоксарское предприятие «Сеспель». Толщина свариваемых пластин s составляла 5 мм, ширина образца w после сварки ≈185 мм, ширина сварного шва Lw = 19 мм. Длина сварных соединений, полученных при разных режимах сварки, в среднем составляла ≈500 мм.
За счет отклонения от штатного режима сварки путем изменения таких параметров сварочного процесса, как величина силы прижатия инструмента, частота вращения и скорость подачи инструмента, были получены образцы сварных соединений, содержащих различные дефекты. Некоторые из этих дефектов можно было наблюдать визуально на поверхности шва, а другие были скрытыми. Кромки листов также не обрабатывали перед сваркой для получения максимального числа дефектов.
Термография
Для теплового мониторинга в процессе сварки использовали тепловизор FLIR А655sc. Контроль выполняли в режиме видеосъемки. Размер кадра составлял 640×480 пикселей, частота 60 кадров/с. Тепловизор монтировали непосредственно на движущемся шпиндельном узле, в котором был установлен сварочный инструмент, на расстоянии около 30 см от образца, поле зрения составляло ≈15 см. Таким образом, зона теплового контроля оставалась неподвижной относительно сварочного инструмента и перемещалась по поверхности исследуемого образца со скоростью подачи. После записи данных проводили их обработку и строили термограмму процесса сварки. Термограмма позволяет сравнить между собой различные участки шва при одинаковых условиях остывания после прохождения сварочного инструмента и выявить возможные температурные аномалии.
Ультразвуковой (УЗ) контроль
УЗК контроль проводили с использованием дефектоскопа с фазированной решеткой HARFANG VEO 16:128. Применяли метод секторного сканирования с пьезоэлектрическим преобразователем (ПЭП) на фазированной антенной решетке, на призме с углом 36°, с угловым разрешением 0,2°. Углы ввода составляли от 45 до 65°, частота ПЭП – 10 МГц, опорное усиление 65 дБ. В качестве иммерсионной жидкости использовали водопроводную воду.
Призму размещали на корневой стороне перпендикулярно шву на расстоянии 11 мм от его оси. При сканировании призма перемещалась электроприводом с постоянной скоростью ≈2 мм/с вдоль шва от его начала до конца. Призма прижималась к поверхности силой 10 Н. Секторные сканы (S-сканы) поперечного сечения шва записывались с шагом 0,2 мм и строилась полная УЗ-дефектограмма сварного соединения.
Вихретоковый контроль
Для вихретокового контроля применяли дефектоскоп Ectane. Напряжение на вихретоковом преобразователе составляло 4 В, частота 50 кГц. Использовали вихретоковый преобразователь, состоящий из 32 катушек с шириной рабочей части 50 мм. Вихретоковый преобразователь помещался на корневую сторону перпендикулярно шву так, чтобы его середина совпадала с осью шва. При сканировании он нагружался силой 10 Н и перемещался вдоль шва от начала до конца вручную со скоростью около 10 мм/с. Сканы записывались с пространственным шагом 0,1 мм и строились Axial- и Trans-сканы для всего шва.
Металлографический анализ
В качестве разрушающего метода контроля для выявления типа, положения и размеров обнаруженных дефектов применяли металлографический анализ. Образцы для анализа вырезали из сварного шва (рис. 2, а). Затем изготавливали шлифы поперечного сечения шва (рис. 2, б), а также планарного сечения – плоскости, параллельной лицевой стороне образца (рис. 2, в). Фотографировали шлифы на металлографическом инвертированном микроскопе МЕТАМ ЛВ-31 с помощью цифровой фотокамеры с разрешением 4 Мп. Для получения детализированной макроскопической картины сварного шва его фотографировали по частям с 50-кратным увеличением, затем «сшивали» отдельные цифровые фотографии в единое изображение. В связи с этим на изображениях сварного шва могут проявляться небольшие периодические неоднородности по яркости.
Результаты исследования сварных швов неразрушающими методами к содержанию
При тепловом контроле на термограммах некоторых образцов были обнаружены аномалии температурного поля в виде темной полосы по оси сварного шва (рис. 3, б). Визуальный контроль показал, что никаких изменений на поверхности шва не наблюдается (рис. 3, а).
Ультразвуковая дефектоскопия показала, что в данном образце присутствует большое количество дефектов (рис. 3, в). Максимальное количество и интенсивность дефектов наблюдается в области начала темной полосы на термограмме (см. рис. 3, б).
Ультразвуковая дефектограмма, приведенная на рис. 3, в, представляет собой прозрачный вид сверху – на нем отображены все дефекты независимо от того, на какой глубине в образце они находятся. Анализ данного скана показал, что все обнаруженные дефекты расположены в виде цепочки на одной линии, на одинаковой глубине, на набегающей стороне шва (по общепринятой терминологии advancing side, далее AS), на расстоянии 2…3 мм от его оси.
Металлографическое исследование
Для идентификации обнаруженного дефекта был приготовлен шлиф по сечению, показанному на рис. 3. На рис. 4, а и б приведены изображение дефекта на УЗ-S-скане и фотографии поперечного сечения шлифа соответственно. Хорошо видно, что положение дефектной зоны на УЗ-скане (рис. 4, а) точно совпадает с расположением зоны, содержащей дефекты в виде пор на металлографическом шлифе. Дефектная зона расположена на глубине от 1 до 2,5 мм.
Для того чтобы получить более ясное пространственное представление о дефекте, был выполнен послойный металлографический анализ, который показал, что дефект расположен в ядре шва, справа по ходу движения инструмента (AS), на границе с основным материалом. Он представляет собой квазипериодическую пористую структуру (рис. 4, в), период которой совпадает с периодом чешуйчатости на лицевой стороне шва (рис. 3, а).
Свищ сварного шва
По общепринятой терминологии такие дефекты можно отнести к типу worm-hole. Поры в таком дефекте сварного шва ориентированы вдоль линий пластического течения материала и представляют собой микрообъемы неправильной формы, одна из границ которых имеет форму кругового сегмента (см. рис. 4, в). Рассмотрение поперечного сечения шва показывает, что форма сечения пор близка к равноосной (см. рис. 4, б). Размер пористой области может изменяться, но ее правая граница всегда находится на стыке шва и основного материала (см. рис. 4, в). Причина формирования дефекта связана с особенностями течения пластифицированного и модифицированного трением металла вблизи границы с неподвижным металлом основы.
В одном из образцов перед сваркой для внесения дополнительных дефектов в шов на стыке пластин было просверлено пять отверстий диаметром 5 мм и глубиной 3 мм с одинаковым интервалом. Визуальный контроль и термограмма сварки (рис. 5, а) показывают, что наличие отверстий привело к появлению непроваров на лицевой стороне шва с тем же интервалом. Места внешних непроваров однозначно идентифицируются на термограмме в виде более ярких участков по отношению к окружающим областям.
Помимо этого на термограмме видна температурная аномалия в виде темной полосы, которая начинается приблизительно с середины образца. УЗ-дефектограмма кроме внешних непроваров также показала наличие большого количества внутренних дефектов (рис. 5, б) на месте темной полосы.
Для приготовления металлографического шлифа была выбрана область, внешний вид которой не проявляет никаких признаков наличия дефекта (рис. 5, в). Ультразвуковой S-скан и результаты металлографических исследований данного образца приведены на рис. 6. В данном случае УЗ-дефектограмма показана не для всего образца, а только для слоя, прилегающего к лицевой стороне толщиной 1,5 мм (показан на рис. 6, а).
Здесь также наблюдается совпадение положения дефектной зоны на УЗ-S-скане (рис. 6, а) с реальным положением дефекта на металлографическом шлифе (рис. 6, б).
Анализ шлифа показывает, что по центру шва вблизи лицевой поверхности располагается дефект с поперечным размером 2…3 мм и глубиной около 2 мм (см. рис. 6, а). Он представляет собой несимметричное относительно центра шва скопление пор различной формы и размеров (см. рис. 6, б).
На шлифе, параллельном поверхности образца, выполненном на глубине 1 мм, проявляется структура дефекта, представляющая собой набор круговых сегментов, период которых совпадает с периодом чешуйчатости (рис. 6, в). Структура хорошо видна в правой части дефекта и практически не различима в левой. Кроме того, слева от описанного основного дефекта на расстоянии около 500 мкм располагается цепочка вытянутых пор, которая тянется вдоль линии сварного шва. Также обращает на себя внимание явное проявление другого дефекта – линии стыка или «Lazy S», находящейся еще левее, на расстоянии 200…300 мкм от цепочки пор (увеличенное изображение на рис. 6, в).
По сути описанный дефект является заглаженным сверху плечами сварочного инструмента непроваром лицевой стороны шва. Об этом свидетельствует его структура, напоминающая структуру горной породы, каковая наблюдается внутри видимых непроваров. Несмотря на то что такой дефект располагается очень близко к лицевой поверхности шва (минимальную глубину залегания по рис. 6, б можно оценить примерно в 100 мкм), его невозможно обнаружить методами визуального контроля.
Еще одним интересным фактом, требующим дальнейшего анализа, является то, что на УЗ-дефектограмме (см. рис. 6, а) проявление сплошного непровара под лицевой стороной шва практически совпадает с проявлением края шва.
Для проверки влияния механической обработки СТП-соединения на возможное появление новых дефектов была проведена фрезеровка группы образцов с лицевой стороны сварного шва до толщины 2,5 мм. После фрезеровки в некоторых образцах УЗ-дефектоскопия зафиксировала несплошность вблизи корневой стороны практически по всей длине сварного шва. Для проверки наличия выхода несплошности на поверхность была проведена вихретоковая дефектоскопия корневой стороны образцов.
Ультразвуковая и вихретоковая дефектоскопия сварного шва
Результаты УЗ- и вихретоковой дефектоскопии для одного из образцов приведены на рис. 7. По сравнению с данными контроля до фрезеровки значительно увеличилась длина участков несплошности по корню шва, обнаруженных УЗ-дефектоскопией, и существенно возросла амплитуда отраженного акустического сигнала. Кроме того, вихретоковой дефектоскопией, проведенной до фрезеровки, несплошностей в корне шва обнаружено не было.
При сравнении результатов двух видов контроля обращает на себя внимание то, что соответствие между дефектами, обнаруженными УЗ- (рис. 7, а) и вихретоковым (рис. 7, б) методами, наблюдается только на отдельных участках шва. На одних участках больше дефектов найдено УЗ-дефектоскопией, на других – вихретоковой. Кроме того, вихретоковым методом не обнаруживается цепочка дефектов на расстоянии 2…3 мм от осевой линии шва, которая хорошо видна на УЗ-дефектограмме (см. рис. 7, а).
Для идентификации обнаруженных дефектов был сделан металлографический шлиф по сечению, показанному на рис. 7. Сечение выбрано так, чтобы на него попали и несплошность корня, и один из цепочки дефектов, параллельной оси шва.
Положение дефектов на УЗ-S-скане (рис. 8, а), как и в рассмотренных случаях, точно совпадает с их реальным положением (рис. 8, б). Металлография показала, что дефекты соответствуют трещинам, начинающимся с корневой стороны шва. Дефект на оси шва (рис. 8, в) представляет собой отражение от трещины с небольшим раскрытием, распространяющейся вдоль линии стыка пластин – дефекта типа «Lazy S». Другой дефект соответствует более короткой трещине, расположенной правее, практически на краю корневой стороны сварного шва (рис. 8, г).
Так как кромки шва перед сваркой специально не приготавливались, то дефекты линии стыка «Lazy S» присутствовали во всех образцах, но были обнаружены только в данном случае, когда по дефекту распространилась трещина.
Полученные данные показывают, что наиболее надежным методом, использованным в работе для обнаружения дефектов тех типов (за исключением линии стыка), которые присутствовали в исследуемых образцах, является ультразвуковой метод неразрушающего контроля с применением фазированной антенной решетки. Он позволил обнаружить поры размером около 200 мкм и трещины с небольшим раскрытием. Применение фазированной решетки позволяет непосредственно видеть место расположения дефекта на предварительно заданной маске сварного шва и судить о его размере по амплитуде отраженного сигнала.
Результаты тепловизионного контроля свидетельствуют о хороших перспективах его применения в качестве первичного метода обнаружения критических дефектов в процессе мониторинга процесса СТП. Он дает возможность однозначно идентифицировать непровар по лицевой стороне шва. Также с помощью тепловизора можно обнаружить непровар под поверхностью материала по наличию темной полосы на термограмме. В то же время такая же темная полоса наблюдалась и в другом образце, в котором присутствовали дефекты типа worm-hole. Только по наличию температурной аномалии в виде темной полосы нельзя однозначно судить о наличии дефекта того или иного типа. Для более точной идентификации дефектов сварного шва необходимо увеличение разрешающей способности тепловизионной съемки, а также дальнейшее совершенствование процесса обработки данных.
По сравнению с описанными методами вихретоковый контроль позволяет обнаруживать дефекты только на поверхности и в непосредственной близости от нее. В случае фрезерованного образца проявление дефекта в виде продольной трещины по корню шва на вихретоковом скане не совпадает с УЗ-дефектограммой. С учетом потенциально высокой чувствительности вихретокового метода в данном случае, возможно, имели место неоптимальные калибровка дефектоскопа и подбор параметров сканирования. Чтобы гарантированно получить точные данные при использовании вихретокового метода контроля, рекомендуем использовать современные цифровые вихретоковые дефектоскопы.
В целом полученные в совместном исследовании результаты показывают, что представленный комплексный подход может быть рекомендован для повышения достоверности обнаружения дефектов, получаемых при сварке трением с перемешиванием. Сравнительный анализ результатов дефектоскопии, полученных разными методами неразрушающего контроля, может помочь в выборе наиболее подходящего метода для выявления дефектов конкретного типа.
Исследование выполнено при финансовой поддержке Министерства образования и науки РФ (договор № 02.G25.31.0063) в рамках реализации Постановления Правительства РФ № 218.
Библиографический список
Mishra R. S., Mahoney M. Friction stir welding and processing. ASM International, 2007. 360 p.
Friction stir welding: From basics to applications / еd. by D. Lohwasser and Zh. Chen Woodhead Publishing Limited and CRC Press LLC, 2010. 432 р.
Бакшаев В. А., Васильев П. А. Сварка трением с перемешиванием в производстве крупногабаритных изделий из алюминиевых сплавов // Цветные металлы. 2014. № 1. С. 75 – 79.
Неразрушающий контроль: справочник: в 8 т. Т. 3 / под ред. В. В. Клюева. М.: Машиностроение, 2006. 864 с.
Неразрушающий контроль: справочник: в 8 т. Т. 2. Кн. 1, 2 / под ред. В. В. Клюева. М.: Машинострое- ние, 2006. 688 с.
Вавилов В. П. Инфракрасная термография и те- пловой контроль. 2-е изд., доп. М.: ИД «Спектр», 2013. 544 с.
Rubtsov V. E., Tarasov S. Yu., Kolubaev A. V. One-dimensional model of inhomogeneous shear in sliding // Phys. Mesomech. 2012. V. 15. N 5–6. Р. 337 – 341.
Все публикации
Другие публикации
3 причины добавить в свой арсенал зонд с внутренним рабочим каналом
Коммерческие авиакомпании имеют сжатые сроки для выполнения тех или иных задач, поэтому техническое обслуживание выполняется строго по графику, и начинается с оснащения команды необходимыми инструментами визуального контроля. Читайте о трех причинах добавления в свой арсенал зонда с внутренним рабочим каналом.
C-скан развёртка в УЗ ФР для контроля коррозии и расслоений
Принцип C-скан развёртки, который используется для контроля коррозии и расслоений отводов трубопроводов. C-скан развёрстка — это двухмерное представление данных, которое представляет собой вид сверху, изображение плоскости объекта контроля на выбранном участке глубины.
IQ FireWatch — эффективное решение для предотвращения природных пожаров
Обеспечение пожарной безопасности — одна из главных задач государства. Лучший способ не допустить природный пожар — предупредить его, найти очаг возгорания на стадии задымления и принять меры по тушению. Мы знаем, как предотвратить природные пожары на ранней стадии и у нас есть для этого проверенное решение.
Сравнение методов неразрушающего контроля сварки
Главная
Сравнение методов неразрушающего контроля сварки
Сравнение методов неразрушающего контроля сварки
Одним из наиболее распространенных применений неразрушающего контроля (НК) является проверка целостности сварного шва. Это связано с тем, что сварные швы чрезвычайно распространены в критически важных промышленных приложениях по всему миру. Возможность неразрушающего контроля сварных швов имеет важное значение, поскольку разрушение сварного шва для проверки требует замены его новым, непроверенным сварным швом. Таким образом, произошло значительное технологическое развитие в широкой области методов неразрушающего контроля сварки.
Для проверки сварных швов можно использовать множество различных методов неразрушающего контроля. Начиная с самых простых визуальных и соматических тестов, методы увеличивают скорость и эффективность с использованием широкого спектра технологий. Погружение в жидкость, радиоактивные волны, электромагнетизм и акустические методы позволяют исследовать внутреннюю структуру сварных швов. Однако некоторые методы более действенны и эффективны, чем другие.
Методы неразрушающего контроля, используемые для сварки
Цель каждого метода неразрушающего контроля, используемого для сварки, одна и та же: обнаружить любые внутренние дефекты, которые могут вызвать разрушение сварного шва. Поскольку последствия разрушения сварного шва варьируются от незначительных до экстремальных, возрастает и важность испытаний. Многие сварочные работы могут причинить серьезный вред в случае отказа, что требует высокого уровня возможностей тестирования. В то же время сварные швы широко распространены в современном индустриальном обществе, что требует эффективных режимов испытаний.
Наиболее распространенными видами неразрушающего контроля сварных швов, за исключением простого сенсорного контроля, являются проникающая жидкость, радиографический, магнитопорошковый, вихретоковый и ультразвуковой контроль.
Капиллярная дефектоскопия
Несмотря на простоту в принципе, пенетрантная дефектоскопия может оказаться сложной для эффективного проведения. Этот метод изолирует область тестирования, а затем пытается пропустить через нее жидкость. Если жидкость отказывается проходить через сварной шов, то сварной шов надежен. Однако, если трещины или дефекты проходят через сварной шов, то же самое произойдет и с жидкостью. Это показывает техническим специалистам не только наличие дефекта, но и то, где его можно найти. Хотя это может быть эффективным методом, разделение областей для тестирования, а также транспортировка и хранение жидкостей могут сделать его громоздким. Кроме того, он ничего не делает для обнаружения закрытых пустот внутри объекта, дефектов, которые не касаются поверхности.
Рентгенография
Радиографический контроль использует рентгеновские лучи для наблюдения за внутренней структурой сварных швов (и других объектов). Этот метод может обнаруживать герметичные внутренние пустоты, а также трещины и дефекты, обнаруженные методом капиллярной дефектоскопии. Без необходимости удержания жидкости этот метод может работать быстрее, чем проникающая жидкость. Однако радиоактивность, присущая этому методу, создает серьезные проблемы. Оборудование требует бережного отношения. Технические специалисты должны принимать серьезные меры предосторожности. Посторонний персонал не должен находиться в зоне испытаний во время проведения испытаний. Эти проблемы безопасности создают логистические препятствия, снижающие эффективность рентгенографического тестирования.
Магнитопорошковый контроль
Магнитопорошковый контроль исследует внутреннюю часть ферромагнитных объектов, таких как сварные швы из углеродистой стали, путем изучения их влияния на магнитные поля. Наведенное магнитное поле проходит через объект, и любые дефекты или неровности наблюдаются по тому, как они препятствуют магнитному полю. К сожалению, краска не является ферромагнитной, поэтому ее необходимо удалять перед осмотром и заменять после. Другие неровности поверхности также могут исказить показания. Эти недостатки снижают эффективность магнитопорошкового тестирования, делая его дорогостоящим для крупномасштабных режимов тестирования.
Вихретоковый контроль
Как и магнитопорошковый контроль, вихретоковый контроль основан на электромагнетизме для обнаружения дефектов сварных швов. В отличие от магнитопорошкового контроля, вихретоковые методы обычно не требуют подготовки поверхности — они работают эффективно, несмотря на слой краски. Это резко повышает сравнительную эффективность вихретокового контроля. Однако вихретоковая технология не может обнаруживать дефекты глубоко под поверхностью более крупных сварных швов, что требует использования другого метода.
Ультразвуковой контроль
Из-за скорости и возможностей ультразвуковой контроль является предпочтительным методом неразрушающего контроля сварных швов. Высокочастотные акустические волны вводятся в сварной шов с помощью преобразователя. Любые внутренние изменения в структуре, включая трещины, пустоты или деформации, могут изменить передачу этих звуковых волн через сварной шов. Эти изменения можно обнаружить с той же стороны сварного шва, на которую была введена волна, что позволяет ультразвуковому прибору интерпретировать их отражательную способность. Звуковые волны также могут быть обнаружены на дальней стороне сварного шва и интерпретированы на основе их коэффициента пропускания. Датчики с несколькими датчиками, использующие технику, называемую фазированной решеткой, могут быстро сканировать широкую полосу внутренней части сварного шва. Мощное программное обеспечение может эффективно анализировать изображения, отображая результаты для технических специалистов.
Лучший метод неразрушающего контроля сварки
В то время как многие методы неразрушающего контроля позволяют обнаруживать дефекты в сварных швах, которые позволяют прогнозировать отказ, наиболее эффективным методом является ультразвуковой контроль с фазированной решеткой. Без недостатков безопасности, трудоемкой настройки или громоздкого вспомогательного оборудования, как в более ранних методах, ультразвук позволяет техническим специалистам выполнять быстрые проверки без ущерба для точности.
Компания Zetec десятилетиями является передовым поставщиком оборудования для ультразвукового контроля Чтобы узнать больше об использовании ультразвукового контроля сварных швов, свяжитесь с нами сегодня .
Отдел продуктов неразрушающего контроля
Разработчики Zetec являются ведущими экспертами в области ультразвуковых и вихретоковых технологий, и мы можем помочь вам сориентироваться в любом из наших решений или устройств для неразрушающего контроля.
Методы контроля сварных швов: разрушающий и неразрушающий
Перечисленные ниже методы контроля сварных швов очень специфичны и требуют навыков и умений. Эти тесты проверяют навыки сварщика наряду с качеством сварной металл и прочность сварного соединения для каждой разновидности металла, используемого в промышленности.
Зачем нужны испытания сварки?
Ошибка в процессе сварки может привести к значительному повреждению металла шва, что приведет к потере прочности, долговечности и разрушению конструкции. Эти методы испытаний сварки , такие как визуальный осмотр и другие, являются гарантией того, что продукты безопасны для предполагаемого использования.
Они обеспечивают соблюдение установленных стандартов плавного хода без множества ошибок и возможных дополнительных расходов.
Методы физических испытаний сварки
Эти типов испытаний сварки можно условно разделить на два типа.
Разрушающий контроль
Неразрушающий контроль (НК)
Эти испытания могут выявить дефекты, которые обычно не видны невооруженным глазом.
Разрушающие испытания
Испытания на растяжение и изгиб являются разрушающими, поскольку образцы нагружаются до тех пор, пока они не разрушатся, чтобы получить желаемую информацию.
Эти разрушающие испытания делятся на две категории
Испытания на базе мастерской
Лабораторные испытания, такие как химические, коррозионные, микроскопические и макроскопические испытания с использованием стекол.
Неразрушающие испытания (НК)
Целью этих испытаний является проверка сварного шва без каких-либо повреждений. Они могут включать рентгеновские лучи, гидростатические испытания и т. д., а также именуемые NDE или неразрушающим контролем и NDI или неразрушающим контролем.
Кислота воздействует на края дефектов в основном металле или металле сварного шва и идентифицирует дефекты сварного шва. В состоянии дефекта граница между основным металлом и металлом шва становится подчеркнутой и может четко определить дефект, который в противном случае не виден невооруженным глазом. Это испытание проводят по поперечному сечению сварного шва.
Кислотные растворы, используемые здесь, представляют собой соляную кислоту, персульфат аммония, азотную кислоту или йод и йодид калия для травления углеродистой и низколегированной стали.
2. Направляемый тест на изгиб
Направляемый тест на изгиб используется для определения качества металла шва в корне и на поверхности сварного соединения. Они также оценивают плавление и степень проникновения в основной металл, а также эффективность сварного шва. Испытания этого типа можно проводить на приспособлении. Необходимые образцы для испытаний вытачиваются из уже сваренных пластин, толщина этих образцов должна быть в пределах возможностей нашего приспособления для гибки. Образец для испытаний помещают на опоры штампа, являющегося нижней частью приспособления. Плунжер гидравлического домкрата вдавил в него образец и закрепил видимую форму штампа.
Требование этого испытания выполнено путем изгиба образцов на 180 градусов, и теперь они признаны пройденными. Нет, любая трещина более 3,2 мм в любом измерении должна быть видна на поверхности. Испытания на торцевой изгиб проводятся на приспособлении, когда шов обращен к сварному шву на растяжение, то есть вне изгиба. Теперь испытание на корневой изгиб выполняется на приспособлении с лицевой стороной шва, находящейся под напряжением, как и снаружи изгиба. Управляемые испытания на изгиб показаны на рисунке.
Примечания:
Толщина листа T-Test
Закаленный валик можно использовать на выступах, если это необходимо
Конкретный размер для 3/7 листа
Все указанные размеры указаны в дюймах.
3. Испытание на свободный изгиб
Этот подход к испытанию на изгиб без физического сварного шва предназначен для оценки пластичности металла, наплавленного в сварном соединении. Образец для этого испытания получают механической обработкой из сварной пластины с перекрытием шва, как показано на рисунке А.
Время скругления каждого угла образца в длину по радиусу, не превышающему 1/10 толщины образца. Инструмент маркирует, если таковые ожидаются, по длине образца. Две разметочные линии наносят на лицевую сторону на расстоянии 1,6 мм от края сварного шва. Теперь измерьте расстояние между двумя линиями в дюймах и запишите его как начальное расстояние X. Концы испытуемого образца сгибают под углом примерно 30 градусов, эти изгибы составляют примерно 1/3 длины с каждого конца. Точка сварки расположена по центру, чтобы убедиться, что весь изгиб происходит в сварном шве.
Изогнутый испытательный образец сначала помещают в машину, способную оказывать большое сжимающее усилие, и непрерывно изгибают до появления трещины более 1/16 дюйма в любом измерении, видимом на поверхности сварного шва. При отсутствии трещин изгибание можно продолжать до тех пор, пока образец толщиной 1/4 дюйма или меньше не станет возможным для испытания в тисках. Тяжелый лист обычно испытывается на гибочных приспособлениях или прессе.
Вы можете использовать силовой компрессионный пресс или тиски при проведении испытания на свободный изгиб, лучше обработать верхнюю и нижнюю пластины гибочных устройств, чтобы поверхности были параллельны концам испытуемого образца. Это упражнение предотвратит соскальзывание и выпадение образца из испытательного оборудования при его изгибе.
Испытание сварного металла на свободный изгиб.
После завершения испытания на изгиб после сгибания испытуемого образца расстояние между размеченными линиями измеряют в дюймах и записывают как расстояние Y. Чтобы рассчитать процент удлинения, вычтите число X из расстояния Y, разделите его на X или начальное значение расстояние и умножьте на 100. Обычно требованием для прохождения этого испытания является минимальное удлинение на 15% и отсутствие трещин размером более 1/16 дюйма в любом измерении на поверхности сварного шва.
Это свободное испытание на изгиб в основном заменяется управляемым испытанием на изгиб всякий раз, когда мы находим в нашем распоряжении испытательное оборудование Испытание на обратный изгиб.
4. Испытание на обратный изгиб
Это физическое испытание сварного шва, предназначенное для определения качества металла шва и степени проникновения в корень Y стыкового соединения после сварки. Образец или образец, используемые для испытания, аналогичны испытанию на свободный изгиб, за исключением того, что они изгибаются корнем сварного шва в сторону растяжения или наружу. Испытываемые образцы необходимо согнуть 90 градусов без отрыва. Этот физический тест обычно заменяется управляемым тестом на изгиб.
5. Испытание на излом
Это испытание на излом было разработано для обнаружения в металле шва сварного стыкового соединения любых внутренних дефектов, таких как шлаковые включения, непровар, газовые карманы, окисленный металл и пригоревший металл. Заготовить образец из сварного соединения механической обработкой или резкой кислородно-ацетиленовой горелкой. Каждому краю сустава дается прорезь, прорезанная пилой через центр. Подготовленную часть образца перекрывают двумя стальными блоками. Теперь забивайте образец тяжелым молотком до тех пор, пока участок сварного шва между пазами не разрушится.
Обнажаемый металл должен быть полностью расплавлен и свободен от шлаковых включений. Газовые карманы, если таковые имеются, никогда не должны быть больше 1,6 мм в верхнем измерении. Количество газовых карманов не должно превышать 6.
Для оценки прочности угловых сварных швов используется другой метод испытания на разрыв, который называется Разрыв углового сварного шва. Тест. Здесь усилие прикладывается прессом, ударом молота, давлением испытательной машины к вершине V-образного образца до разрыва углового сварного шва. Теперь осмотрите поверхность излома на предмет прочности сварки.
6. Испытание на растяжение
Испытание на растяжение предназначено для проверки прочности сварного соединения. Часть подлежащей испытанию сварной плиты должна помещаться на полпути сварного шва в челюсти испытательной машины. Перед испытанием измеряют ширину и толщину испытуемого образца. Чтобы рассчитать площадь в квадратных дюймах, умножьте это перед тестированием и рассчитывайте, умножая эти 2 цифры, как в формуле на рисунке.
Образец для испытания на физическую прочность сварного шва при растяжении теперь установлен на машине, которая будет оказывать достаточное тяговое усилие, чтобы разрушить образец. Машина для испытаний может быть переносной или стационарной. Переносная испытательная машина, работающая по гидравлическому принципу, достаточному для того, чтобы тянуть и сгибать образец, показана на рисунке.
Во время тестирования этой машины на манометре отображается нагрузка в фунтах. Станок стационарного типа показывает нагрузку, приложенную к балансировочной балке. В каждом случае нагрузка регистрируется в момент разрыва. Образцы, разрушенные при испытании на растяжение, показаны на рисунке.
Переносная машина для испытания на прочность на растяжение и изгиб.
Прочность на растяжение определяется напряжением в фунтах на квадратный дюйм. Его рассчитывают, разделив разрывную нагрузку образца на начальную площадь поперечного сечения образца. Приемлемые нормы прочности сварных швов на растяжение: образец должен вытягиваться не менее чем на 90% предела прочности основного металла.
Прочность на сдвиг продольного и поперечного углового шва оценивают по растягивающему напряжению испытуемых образцов. Ширина испытуемого образца измеряется в дюймах. Испытываемый образец разрывается под действием растягивающей нагрузки и отмечается максимальная нагрузка в фунтах. Прочность на сдвиг определяется путем деления максимальной нагрузки на длину разорвавшегося углового шва. Он отмечен как фунт на линейный дюйм. Прочность на сдвиг в фунтах на дюйм можно получить, разделив прочность на сдвиг в фунтах на погонный дюйм на средний размер сварного шва в дюймах. Образцы изготавливаются шире требуемой и обрабатываются до требуемых размеров.
Неразрушающие испытания
1. Гидростатические испытания
Этот тип физических испытаний посредством неразрушающих испытаний проводится для проверки качества сварки в закрытых контейнерах, таких как резервуары и сосуды под давлением. Испытание проводят, заполняя сосуд водой и создавая давление, превышающее рабочее давление сосуда. Большие резервуары иногда наполняют водой без какого-либо давления, чтобы установить возможную утечку из-за дефектных сварных швов. Иногда мы можем провести проверку на утечку с помощью масла, когда пар выходит из сосуда и становится видимым просачивание масла.
2. Испытание магнитными частицами
Этот метод контроля или метод физических испытаний сварных швов применяется к сварным швам и изделиям из сталей из магнитных сплавов. Этот тест используется только для ферромагнитных материалов, где осажденный материал также является ферромагнитным. С помощью электрического тока большой силы в образце создается сильное магнитное поле.
Поле, в котором ощущается утечка, создается любой брешью, пересекающей поля в тестовой части. Полюса образуются локально из-за возникновения полей утечки. Сформированные полюса притягивают и удерживают магнитные частицы, размещенные на поверхности с заданной целью. Образец дефекта или разрыва, показанный этими частицами на поверхности детали, является индикатором дефекта.
3. Рентгеновский контроль
Этот рентгенографический метод физического контроля позволяет выявить наличие и характер внутренних дефектов в образце сварного шва, таких как трещины, пузыри, шлак и зоны непровара. Мы держим рентгеновскую трубку на одной стороне сваренной пластины образца и рентгеновскую пленку, специально разработанную чувствительную эмульсию, на другой стороне. В случае развития дефектов металлической пластины это проявляется в виде темных пятен, полос. Эти дефекты могут быть интерпретированы оператором, имеющим опыт работы с этими методами контроля.
Рентгеновский контроль показывает пористость и глубокое проникновение корня, как показано на рисунке.
4. Гамма-тест
Этот радиографический метод физического контроля и контроля сварных швов аналогичен рентгеновскому методу, за исключением того, что эти гамма-лучи исходят из капсулы сульфата радия, а не из трубки в рентгеновском излучении.
Короткая длина волны гамма-излучения делает его идеальным для проникновения в секции большей толщины. Время, необходимое для экспонирования, больше, чем для рентгеновского излучения, из-за меньшей скорости образования гамма-лучей.
Рентгеновский контроль чаще всего используется при радиографическом контроле, но портативность является уникальной особенностью гамма-излучения.
Этот неразрушающий контроль физического проникновения флуоресцентного вещества предназначен для обнаружения утечек, трещин, пор и несплошностей в материалах. Это лучший выбор для немагнитных материалов, таких как магний, алюминий и аустенитная сталь, для обнаружения любых утечек в каждом типе сварного шва. Краситель смывается водой, обладает высокой флуоресценцией и исключительными проникающими свойствами.
Краситель наносится на тестируемую поверхность кистью, распылением и погружением. Излишки материала удаляют протиранием, ополаскиванием, смоченной водой тряпкой. Проявитель можно наносить сухим или влажным способом на поверхность после ее надлежащей очистки. Пенетрант, обработанный проявителем, показывает блестящие флуоресцентные индикаторы в темноте.
Преимущества метода определения красителя
Экономичность при низких затратах
Простота процесса и его интерпретация
Не требуется много обучения,
, используемые для железовых и цветных металлов
Недостатки этого физического метода
Май может пропустить проблему под поверхностью
не работает на пористой поверхности
типов Dye.
Тип A – Этот тип красителя излучает видимый свет при просмотре с использованием черного света.
Тип B – краситель яркого цвета можно исследовать при обычном свете и легко использовать в полевых условиях.
6. Испытание на твердость
Способность вещества препятствовать вдавливанию локализованного смещения определяется как твердость. Мы можем просто сказать сопротивление износу, истиранию и вдавливанию. Этот неразрушающий контроль обычно используется в лабораториях, а не в полевых условиях. Испытание на твердость используется как средство контроля свойств материалов, поскольку конкретная твердость достигается для этого конкретного применения.
Испытание используется для определения твердости металла сварного шва. Внимательно осмотрите сварной шов, чтобы определить местонахождение твердого участка и определить влияние тепла сварки на базовые свойства волоченного основного металла.
Оборудование для определения твердости
Тест напильником
Тест напильником определяет сравнительную твердость очень простым методом. Мы запускаем файл под ручным давлением над тестируемым образцом. Мы можем записать информацию о том, тверже или мягче исследуемый металл, чем напильник, и другие металлы, обработанные таким же образом.
Оборудование для определения твердости
Существует большой ассортимент приборов для определения твердости, и каждое из них предназначено для определенной функции в данной ситуации. Более того, для данного металла могут быть спроектированы машины более чем одного типа, и полученная твердость может быть удовлетворительно соотнесена. Два распространенных типа машин, используемых для определения твердости металлов:
Твердомер по Бринеллю.
Твердомер по Роквеллу
Твердомер по Бринеллю
В этой процедуре образец остается отчеканенным на наковальне машины и прикладывается нагрузка в 6620 фунтов (3003 кг) к шарику из твердой стали, который остается в контакте с поверхностью испытуемого образца. Стальной шарик имеет диаметр 10,2 мм, и груз должен оставаться в контакте в течение 1/2 минуты. Теперь ослабьте давление и измерьте глубину углубления, сделанного шариком на образце, и отметьте глубину. Диаметр углубления более важен, чем углубление, для расчета твердости по Бринеллю. Таблицы чисел твердости по Бринеллю могут быть подготовлены для диапазона диаметров различных отпечатков. Эти диаграммы используются для определения чисел Бринелля.
Число твердости по Бринеллю рассчитывается по следующей формуле.
Подробная информация
HB – число твердости по Бринеллю
D – диаметр шарика в мм
d – диаметр восстановленного отпечатка в мм
P – приложенная нагрузка в кг
Твердомер по Роквеллу4 9003 Принцип тестирования здесь такой же, как и у тестера Бринелля. Отличие от тестера Бринелля заключается в том, что здесь требуется меньшая нагрузка для отпечатка меньшего шаровидного/конусообразного бриллианта. Глубину вдавливания можно измерить с помощью шкалы, прикрепленной к машине. Твердость здесь выражается условно в виде чисел Роквелла. Этим числам предшествует буква, такая как «B» или «C», чтобы продемонстрировать размер используемого шарика, нагрузку для оттиска и масштаб, используемый в конкретном тесте.
Доступны другие тесты: алмазная пирамида Виккера и склероскоп.
7. Физическое испытание сварки Magnaflux
Это быстрое неразрушающее физическое испытание сварки для локализации дефекта на поверхности стального металла и магнитных сплавов или вблизи нее с использованием средств правильного намагничивания с применением ферромагнитных частиц.
Основной принцип проверки Magnaflux
В целом, при проверке Magnaflux может использоваться увеличительное стекло в качестве физического метода проверки сварного шва. Здесь вместо стекла используются магнитное поле и ферромагнитный материал. Метод основан на двух принципах:
Магнитное поле возникает, когда через металл проходит электрический ток.
Мельчайшие полюса образуются на поверхности, где магнитные поля нарушены или искажены.
Когда этот ферромагнитный материал находится вблизи намагниченной части, он по своей природе сильно притягивается к этим полюсам и прочно удерживается там, образуя видимую индикацию.
8. Электромагнитный вихретоковый контроль
Магнитопорошковый контроль поверхностных дефектов черных металлов.
Этот электромагнитный неразрушающий контроль основан на том принципе, что электрический ток всегда протекает в проводнике, подверженном изменяющимся магнитным полям. Этот тест полезен для проверки сварных швов в немагнитных и магнитных материалах и является очень полезным инструментом для проверки галтелей, стержней, труб и сварных труб. Частота может варьироваться от 50 Гц до 1 МГц в зависимости от типа, толщины материала, текущих методов. В первом случае решающим фактором является проницаемость материала, а во втором — когда важным элементом является электропроводность.
Испытание здесь включает индукцию электрического тока, такого как токи Эдди или Фуко, в испытуемом образце и запись изменений, которые произошли в этих токах, или любых физических различий в испытуемом металлическом образце. Эти тесты могут не только обнаруживать несплошности в тестируемых металлических деталях, но и измерять размеры и удельное сопротивление. Удельное сопротивление пропорционально химическим свойствам, термообработке, ориентации кристаллов и твердости, и о них можно судить косвенно. Эти электромагнитные методы испытаний классифицируются как магнитоиндуктивные и вихретоковые методы.
Метод создания вихревого тока в образце для испытаний состоит в том, чтобы сделать образец для испытаний сердечником индукционной катушки переменного тока. Два способа могут измерять изменения, происходящие в величине и рассеивании этих токов. Первый заключается в измерении резистивной составляющей импеданса вторичной катушки, а второй — в измерении индуктивной составляющей импеданса вторичной катушки. Типы оборудования были разработаны для измерения резистивной и индуктивной составляющих импеданса по отдельности или одновременно для обеих составляющих.
Вихревой ток может быть наведен в образце для испытаний за счет действия переменного электромагнитного трансформатора. Этот ток имеет электрическую природу со всеми его свойствами. Для генерирования вихревых токов образец для испытаний должен представлять собой электрический проводник, помещенный в поля катушки, по которой течет переменный ток. Катушка может охватывать образец в виде зонда и, в случае трубчатой формы, наматываться, чтобы поместиться внутри трубы или трубы. Этот ток в металлическом испытательном образце может создавать свои собственные магнитные поля, противодействующие первоначальным магнитным полям. Полное сопротивление вторичной катушки, соединенной с первой в непосредственной близости от испытуемого образца, изменяется из-за присутствия вихревого тока. Второй кули часто используется как удобная, сенсорная или приемная катушка. Путь этого вихревого тока может иметь искажения в случае любого разрыва. Вихревой ток может отклоняться или скапливаться в случае разрывов или дефектов. Изменение можно измерить, и оно указывает на дефекты/различия в химической, физической и металлургической структуре.
9. Акустическая эмиссия
Акустический метод заключается в ударе по сварному шву и определении качества по тону.
Это физическое испытание сварного шва дополняет другие неразрушающие испытания. Они применили это тестирование во время контрольных и периодических испытаний, обслуживания и изготовления. Это испытание включает обнаружение акустических сигналов, возникающих в результате пластической деформации или любого образования трещин при нагрузке. Эти сигналы имеют широкий спектр с фоновым шумом от многих других источников. Преобразователь, если его стратегически разместить на конструкции, активируется входящими сигналами. Окружающий звук можно значительно уменьшить, добавив фильтры. Источник значимых сигналов маркируется на основе времени прихода на разные преобразователи.
10. Тестирование феррита
Влияние содержания феррита
Наварные отложения аустенитной нержавеющей стали имеют свойство образовывать небольшие трещины даже в условиях минимального ограничения. Эти трещины видны, как правило, поперек линии сплавления шва в проходах сварки при повторном нагреве почти до точки плавления. Эти трещины являются вредными дефектами и трудно переносимы. Влияние этих трещин на характеристики сварного шва менее очевидно, поскольку эти микротрещины быстро покрываются прочной аустенитной матрицей. Эти трещины на металле сварного шва удовлетворительно работали в очень тяжелых условиях. Тенденция к образованию больших трещин идет рука об руку с образованием более крупных трещин. Всегда желательно избегать чувствительных к трещинам металлов шва.
Небольшая доля фазы магнитного дельта-феррита в немагнитных сварочных отложениях предотвращает как растрескивание, так и растрескивание по центральной линии.
Как работать с химическим анкером, пошаговая инструкция
Химический анкер – это двухкомпонентный клей на основе синтетической смолы, при помощи которого происходит закрепление стальных закладных элементов в строительных основаниях. Перед началом работ по монтажу химанкера необходимо ознакомиться с информацией на картридже, обращая внимание на принципиальную схему монтажа, рекомендуемые производителем размеры отверстия и время схватывания состава при определенной температуре.
1. Подготовка отверстия.
Делаем отметку на поверхности основания в месте установки анкера. Бетон сверлим буром, диаметр которого превышает диаметр шпильки на 2 мм. Использовать алмазный инструмент не рекомендуется, так как смола лучше сцепляется с шероховатой поверхностью. При работе с кирпичной кладкой ударную функцию отключаем, чтобы избежать сколов и растрескивания кирпича. При сверлении бур держим строго перпендикулярно плоскости основания. Необходимую глубину установки контролируем при помощи ограничителя глубины или нанесенной на буре метки.
Для получения надежного крепления принципиально важно тщательно прочистить отверстие от сверлильной крошки и пыли. Если этого не сделать, состав свяжется с продуктами сверления, что ослабит соединение. Сначала полость очищают металлическим ершиком, затем продувают ручным насосом. Желательно процедуру повторить несколько раз до полного отсутствия видимых остатков пыли. При больших объемах работ лучше воспользоваться строительным пылесосом, так как это ускорит процесс.
2. Ввод химического состава.
Прикручиваем насадку к картриджу и вставляем его в пистолет для инжекционных масс. Первые 10 см выдавленной массы не используем, так как нет гарантии, что компоненты равномерно перемешались в миксере. Смесь готова к применению, если имеет однородный серый цвет. Помещаем сопло вглубь полости и дозировано заполняем ее составом на 2/3 объема, немного вытаскивая инструмент при каждом нажатии на курок.
При работе с пустотелыми материалами (щелевой кирпич) есть свои особенности. Пустоты не дают сформировать естественного отверстия со стенками, поэтому вставляем специальную пластиковую гильзу с колпачком и заполняем ее составом. При погружении шпильки часть химического анкера выходит через сетчатую гильзу и застывает в полостях кирпича, образуя упор. Колпачок нужен для того, чтобы крепежный элемент заходил в гильзу строго по центру и удерживался в таком состоянии до полного застывания «химии».
3. Установка металлического анкера.
Погружаем шпильку в отверстие вращательными движениями. Для равномерного распределения раствора можно слегка потянуть крепеж на себя, а затем до конца докрутить его и оставить до полного застывания клея. Во время выдерживания времени схватывания можно корректировать положение метиза. Индикатором полного заполнения отверстия является немного выступившая на поверхность связующая масса, которую можно легко отколоть после затвердения.
4. Монтаж и затягивание гайки.
После полного застывания раствора переходим к самому ответственному моменту – закреплению строительных материалов и элементов. Затягиваем гайку, используя динамометрический ключ. В рекомендациях производителя инжекционной массы указаны максимальные значения усилия, с которым можно затягивать гайку. Если использовать обычный ключ, есть риск превысить допустимый момент, что может привести к проворачиванию шпильки или раскалыванию материала при небольших краевых и осевых расстояниях.
Если необходимо сделать перерыв в работе, не снимайте смесительный носик с картриджа, а перед повторным применением замените его на новый. Чтобы правильно рассчитать количество картриджей необходимых для монтажа химического анкера, воспользуйтесь онлайн калькулятором расхода инжекционных масс.
Полезные советы
Обновлено: 19.11.2020 13:02:45
Поставить оценку
Успешно отправлено, Спасибо за оценку!
Нажмите, чтобы поставить оценку
Как установить химический анкер: пошаговая инструкция
Использование химических анкеров целесообразно, когда нужна надежная фиксация в малопрочном или неустойчивом материале. Подобный тип крепежа был впервые применен в горнорудной промышленности и зарекомендовал себя надежным и эффективным соединением.
Как работает химический анкер? Это двухкомпонентная синтетическая система полимерной смолы с отвердителем, за счет которых обеспечивается крепление и фиксация закладных деталей. При отверждении смола в отверстии надежно фиксирует элементы крепежа за счет адгезионных и когезионных сил.
Существует два вида химических анкеров:
Ампульный. Это обычная ампула, содержащая в отдельных отсеках фиксирующие компоненты. Её вставляют в подготовленное отверстие. Туда же закладывают крепежный элемент, который и разбивает ампулу. Ингредиенты вступают в реакцию и фиксируют установленную деталь. Дополнительную прочность обеспечивают осколки стекла. Такие анкера используют при работах с плотными материалами, как полнотелый кирпич и бетон.
Инъекционный. Этот вид представляет собой картридж, состоящий из двух отсеков для компонентов полимерной системы. На него надевается специальный смеситель, который обеспечивает нужное дозирование каждого компонента. В готовое отверстие вводят необходимое количество смешанных ингредиентов состава и вставляют закладную деталь. Эти анкера применяют при работах с плотными и с ячеистыми, пустотелыми материалами. В последних случаях рекомендуется перед заполнением вставлять отрезок металлорукава или пластиковой гильзы для устранения избыточного заполнения пустот.
Химический анкер для бетона как пользоваться? Особой разницы при применении в различных несущих конструкциях таких анкеров нет. Они одинаково отлично работают в любом типе бетонов, плотных и пористых материалах. Так как используемый клей в процессе отверждения не расширяется и не вызывает расклинивающих усилий, такие анкера можно применять в бетонных системах с малым поперечным сечением.
Этапы монтажа химического анкера
Для получения надежного и прочного соединения следует соблюдать несложные правила монтажа. Основными из них являются:
Бурение и подготовка шпура. В месте монтажа просверливают отверстие буром с диаметром на 2 мм большим, чем закладываемая деталь. Не рекомендуется применять алмазный инструмент, потому что смола имеет лучшую адгезию с шероховатой поверхностью. Рекомендовано отключить ударную функцию при сверлении кирпича в целях снижения растрескивания и появления сколов. Рекомендовано выставлять ограничитель глубины для снижения расхода при заполнении отверстия смолой. Важно тщательно очистить проделанное отверстие от образовавшейся пыли и крошек материала. Вначале следует применить металлический ёршик для удаления крупных фракций. Затем оставшуюся пыль следует продуть ручным насосом. Всю процедуру необходимо проделать несколько раз до полного удаления остатков пыли.
Введение клеевого состава. В отверстие вставляется ампула нужного размера с клеем и отвердителем. При использовании инжекционных химических анкеров существуют определенные правила. Так, при работе с крупнопористыми стройматериалами в обязательном порядке необходимо использовать сетчатые втулки. Их нужно вставлять в отверстие до введения клеевого состава. При инъектировании обязательно использовать насадку-смеситель. С ее помощью компоненты подаются в нужной пропорции. Заполнять отверстие составом нужно полностью.
Установка закладных деталей. После заполнения шпура туда же вставляется необходимая деталь. В случае ампульного анкера крепежную деталь лучше вводить с помощью дрели, включив вращение патрона на средние обороты. При инжекционном заполнении деталь вставляют и погружают до упора в залитое отверстие вручную, слегка прокручивая и подтягивая на себя. Вставленные закладные оставляют неподвижными до полного застывания массы.
Закручивание гаек и монтаж. После полного застывания состава, который может продолжаться от 30-40 минут при температуре 15-20ºС до 8-10 часов при слабых отрицательных температурах, можно начинать закреплять металлические элементы. Закручивание гаек следует вести только динамометрическим ключом. При применении простого гаечного ключа есть большая вероятность проворачивания и разрушения клеевого материала.
Как использовать хим анкер? Лучшими вариантами их применения являются фиксация разных конструкций в рыхлых и пористых строительных материалах. Они же обеспечивают высочайшую надежность при монтаже балконов, мостовых и других ответственных бетонных конструкций.
Наша компания занимается продажей анкеров оптом различных типов и размеров. Чтобы сделать заказ, позвоните нам или оставьте заявку в форме на сайте.
Как использовать химические фиксаторы и анкерные смолы
В этом руководстве вы узнаете все о том, как использовать химические фиксаторы и смоляные анкеры для крепления к бетону, объектам, таким как петли ворот, где использование традиционных распорных болтов и дюбелей может привести к расщеплению и растрескиванию материала вы фиксируетесь в. Узнайте, как сверлить отверстия и вводить смолу. Также узнайте о различных типах смолы.
Химические и эпоксидные смолы крепления и анкеры являются относительно новой концепцией и, по сути, предлагают альтернативный способ крепления элементов, кроме использования винтов, болтов и т.п.
При правильном использовании химические фиксаторы и анкерные смолы обеспечивают чрезвычайно прочную фиксацию, поскольку они в значительной степени связываются с окружающей средой. Узнайте все о них и о том, как их использовать ниже.
Когда использовать химические крепления и смоляные анкеры
Если вам нужно закрепить рядом с краем кирпичного или каменного пирса, потому что вам нужно повесить ворота или закрепить почтовый ящик или табличку с именем, просверлите и используйте винты и болты, которые расширяются в связанные с ними дюбели могут треснуть или расколоть кладку.
Преодолеть это можно с помощью химических фиксаторов или анкеров из смолы, вводимых в предварительно просверленное отверстие.
Часть или шпилька резьбового стержня затем ввинчивается и вклеивается в отверстие. Смола становится очень твердой, связывая нить с кладкой и оставляя торчащий короткий отрезок нити, на который вы можете прикрутить, например, украшение, столб ворот, кронштейн или антенну.
Эти смоляные анкеры выдерживают большие нагрузки, но важна подготовка. Для целей этого проекта мы покажем вам, как использовать химические крепления или смоляные анкеры, как их иногда называют.
Петля для ворот с химическим креплением
Как закрепить стержни, шпильки и анкеры с помощью химического метода крепления
Эту операцию завершают четыре простых этапа, а именно: , 10 и 12 мм. Дюбели для армирования или соединения изготавливаются из высокопрочной плакированной стали или эпоксидного стекла диаметром от 6 до 25 мм.
Для этого требуются сверла по каменной кладке, и вам необходимо допустить стандартный припуск не менее 4 мм по диаметру — для шпильки 8 мм потребуется сверло 12 мм и так далее.
2. Очистите отверстие от пыли и мусора
Доступны фирменные щетки или вы можете использовать воздух, продувая трубку (не всасывайте, закройте глаза и наденьте пылезащитную маску и защитные очки) или с помощью компрессора . Если у вас есть под рукой старый пылесос, это тоже может сработать.
Впрыскивание смолы с помощью пистолета-карандаша
Доски пола сняты
3. Впрыскивание смолы с помощью пистолета-аппликатора каркаса
Убедитесь, что пистолет оснащен удлинительной трубкой нужной длины и диаметра для достижения дна отверстия. Аккуратно введите, медленно извлекая трубку из отверстия, чтобы нанести смолу, не захватывая воздух.
Для точной, безотходной инъекции предварительно пометьте трубку лентой, чтобы вы могли прекратить нажатие триггера, когда лента появится. Установите ленту на расстоянии от конца трубки, чтобы смола могла вытесняться стержнем.
В зависимости от того, какую смолу вы выберете, доступны различные каркасные пистолеты-аппликаторы. Возможно, у вас уже есть базовые 300-кубовые и/или 400-кубовые пистолеты-скелетоны, которые используются с некоторыми изделиями из полимерных анкеров.
Чистая эпоксидная смола – смешивается в сопле – идеально подходит для анкеровки болтов и стержней
Полиэфирная анкерная смола – быстрее, чем эпоксидные смолы, идеальна для быстрой установки анкера
Убедитесь, что лента проходит по части, необходимой для захвата гайки, во избежание загрязнения смолой, которая может заблокировать потоки.
Возьмите шпильку в руку в перчатке и медленно вращайте, вставляя ее в заполненное смолой отверстие. Если у вас много работы, доступны полные комплекты для фиксации смолы.
5. Оставить для полимеризации и правильного затвердевания
После того, как анкерный болт, шпилька или стержень с резьбой будут вставлены в просверленное отверстие, которое теперь заполнено смолой, прежде чем вы сможете установить ворота или что-то еще, что вы прикрепляете к креплению, вам нужно оставить на указанное производителем время для смола для застывания. Это должно быть указано на контейнере со смолой.
После того, как он затвердеет, вы можете продолжить и завершить работу, установив объект на место.
Типы смолы
Существует два основных типа смоляных креплений:
Эпоксидные смолы
Полиэфиры
Химическая смола
Наносимая смола
У большинства производителей они доступны для быстрого (3–6 минут), среднего (15–30 минут) и медленного (4–6 часов) схватывания. составы в трех основных типах упаковки;
Тюбик с одним картриджем – ручное смешивание не требуется – две смолы внутри в пластиковом пакете – подходит для стандартных пистолетов-скелетонов – смолы смешиваются в сопле внутри спирали, которая заменяется, если смола затвердевает до того, как тюбик израсходован
Тюбик с одним картриджем — требуется ручное смешивание — подходит для стандартных пистолетов-скелетонов — смешанная смола вводится в пустой картридж с помощью толкателя типа масленки
Тюбик с двумя картриджами — ручное смешивание не требуется — две смолы в двойных пластиковых трубках, соединенных вместе — требуется специальный скелетонный пистолет для каждого типа, в зависимости от размера картриджа и соотношения смешивания – смолы смешиваются в сопле внутри спирали, которая заменяется, если смола затвердевает до того, как трубка израсходована
Пистолет-аппликатор Skeleton
Если вам нужно закрепить тяжелые или неудобные предметы на каменных и кирпичных поверхностях, иногда шурупы и т. п. просто недостаточно прочны, поэтому в таких случаях лучше всего использовать химические фиксаторы и анкерные смолы.
Весь контент проекта написан и подготовлен Майком Эдвардсом, основателем DIY Doctor и отраслевым экспертом в области строительных технологий .
Химические анкеры — Expandet — J C Gupta & Sons
Химическое анкерование
Когда использовать анкеры из химической смолы
Если вам нужно закрепить что-то близко к краю кирпича или камня, потому что вы собираетесь повесить ворота или добавить небольшое крепление, расширяющиеся анкеры могут привести к разрушению прочности и трещины в кирпичной кладке. Если конструкция подвержена динамическим нагрузкам, вибрации или ветру, то химическая анкеровка предпочтительнее механической. Эти смоляные анкеры будут воспринимать огромные нагрузки, но важна подготовка.
Использовать и анкеры вместе, убедитесь, что вы сделали соответствующее отверстие, как рекомендовано в каталоге производителя с точки зрения диаметра, глубины и расстояния.
Если в просверленных отверстиях могут быть пустоты (часто в пустотелых блоках или кирпичах), вам понадобятся анкерные втулки для инъекций смолы , чтобы контролировать поток смолы и обеспечить надежное крепление к основанию.
Удалите любой свободный материал из отверстия, чтобы обеспечить наилучшее сцепление с поверхностью без мусора. Используйте Кисть для отверстий из смолы . Также используйте трубку для подачи воздуха в отверстие, чтобы избавиться от большего количества мусора.
С помощью пистолета-аппликатора введите смолу в отверстие.
Перед введением в отверстия важно убедиться, что смесь хорошо перемешивается. Рекомендуется сначала выпустить немного, чтобы смесь смешалась.
1. Всегда проверяйте правильность ширины и длины насадки и медленно извлекайте насадку, чтобы не образовались воздушные карманы.
2. Для более глубоких отверстий используйте удлинительную трубку сопла из смолы на конце сопла смесителя .
3. Как правило, для полного покрытия достаточно заполнить около 70% отверстия.
4. Закройте резьбовую шпильку изоляционной лентой . Убедитесь, что лента проходит поверх части, необходимой для захвата гайки, чтобы избежать загрязнения смолой, которая может блокировать резьбу.
1. Проталкивая шпильку в отверстие, поверните ее несколько раз, чтобы вышли пузырьки воздуха. Это также проталкивает смолу в любые пустоты в отверстии.
2. Если шпилька продолжает выдвигаться, возможно, потребуется еще несколько поворотов. Все нити должны иметь ровное покрытие.
3. Когда все шпильки будут вставлены, вам придется оставить их в покое. Сколько времени это займет, будет зависеть от марки смолы, а также от температуры. Тюбики со смолой будут иметь на этикетке указание: время гелеобразования и время полного отверждения. Не нагружайте шпильки до полного отверждения.
Расширительный раствор для инъекций
Инъекционный раствор без содержания стирола для крепления: Резьбовых стержней, раструбов с внутренней резьбой и т. д. в бетоне и других строительных материалах Резьбовых стержней и втулок в полнотелом кирпиче, пустотелом кирпиче, газобетоне и Leca После установки арматурных стержней в бетоне. Можно использовать близко к краю и с небольшим интервалом. Для крепления вывесок, подверженных ветровым нагрузкам Подходит для крепления под водой
Может использоваться со стандартным Silicon Gun 9Анкеры 0172 можно рассчитать в программе расчета анкеров Expandet. Для загрузки перейдите на сайт www.expandet.dk
ETA одобрен в Варианте 1 для применения в бетоне с трещинами и без трещин.
 Оно может быть круглым, овальным, квадратным, многогранным. Самая распространенная конфигурация – круг.
Оно может быть круглым, овальным, квадратным, многогранным. Самая распространенная конфигурация – круг.
 Чтобы не попасться на эту “удочку” и не переплачивать за ненужный вам товар, предлагаем ознакомиться с отличительными чертами нихромовой проволоки:
Чтобы не попасться на эту “удочку” и не переплачивать за ненужный вам товар, предлагаем ознакомиться с отличительными чертами нихромовой проволоки:

 youtube.com/embed/j0l_RKfiqtI?rel=0&controls=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/j0l_RKfiqtI?rel=0&controls=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>  Нихром представляет собой немагнитный сплав никеля и хрома. Нихром широко используется в нагревательных элементах.
Нихром представляет собой немагнитный сплав никеля и хрома. Нихром широко используется в нагревательных элементах.















 Этот материал с высоким сопротивлением обычно используется в устройствах с максимальной рабочей температурой до 1250°C (2280°F).
Этот материал с высоким сопротивлением обычно используется в устройствах с максимальной рабочей температурой до 1250°C (2280°F).
 При нагревании большинство металлов быстро окисляются, что делает их хрупкими и ломающимися при нагревании на воздухе. Однако нихромовая проволока образует внешний слой оксида хрома, который делает проволоку термодинамически стабильной на воздухе, в основном непроницаемой для кислорода, и защищает нагревательный элемент от дальнейшего окисления.
При нагревании большинство металлов быстро окисляются, что делает их хрупкими и ломающимися при нагревании на воздухе. Однако нихромовая проволока образует внешний слой оксида хрома, который делает проволоку термодинамически стабильной на воздухе, в основном непроницаемой для кислорода, и защищает нагревательный элемент от дальнейшего окисления.


 Как и при термической травме, после химического поражения можно применять анестетики и антибиотики в каплях.
Как и при термической травме, после химического поражения можно применять анестетики и антибиотики в каплях. К подобным препаратам относится «Ганфорт», «Бетаксолол».
К подобным препаратам относится «Ганфорт», «Бетаксолол». При этом важно понимать, что данная процедура связана с определенными рисками для глаз. В частности во время наращивания ресниц можно получить ожоговую травму.
При этом важно понимать, что данная процедура связана с определенными рисками для глаз. В частности во время наращивания ресниц можно получить ожоговую травму.
 Поэтому специалисты советуют уделять повышенное внимание профилактике глазных ожогов: использовать средства защиты при профессиональной деятельности, аккуратно обращаться с бытовой химией, на улице защищать глаза от ультрафиолетовых лучей. Такие меры во многих случаях помогут не допустить ожога.
Поэтому специалисты советуют уделять повышенное внимание профилактике глазных ожогов: использовать средства защиты при профессиональной деятельности, аккуратно обращаться с бытовой химией, на улице защищать глаза от ультрафиолетовых лучей. Такие меры во многих случаях помогут не допустить ожога.
 При химическом ожоге, вызванном щелочью, кислотой или другим реагентом, нужно первым делом очистить глаза от остатков вещества. Скорость в такой ситуации играет решающую роль, от этого напрямую зависит окончательная степень ожога и прогноз лечения. Следует начать промывать травмированный глаз как можно быстрее.
При химическом ожоге, вызванном щелочью, кислотой или другим реагентом, нужно первым делом очистить глаза от остатков вещества. Скорость в такой ситуации играет решающую роль, от этого напрямую зависит окончательная степень ожога и прогноз лечения. Следует начать промывать травмированный глаз как можно быстрее.
 Для этого вполне подойдут солнцезащитные очки.
Для этого вполне подойдут солнцезащитные очки. Подойдет длительное промывание холодной водопроводной водой — от внешнего угла глаза к внутреннему. Допускается промывать органы зрения с использованием резиновой груши, шприца без иголки и прочих приспособлений, обеспечивающих достаточный напор воды.
Подойдет длительное промывание холодной водопроводной водой — от внешнего угла глаза к внутреннему. Допускается промывать органы зрения с использованием резиновой груши, шприца без иголки и прочих приспособлений, обеспечивающих достаточный напор воды.

 Чем быстрее вы будете действовать, тем выше ваши шансы на полное выздоровление. Промойте глаза прохладной водой не менее 15-20 минут, прежде чем делать что-либо еще. Вместо этого вы также можете использовать физиологический раствор или жидкость из набора для промывания глаз. Вы можете захотеть держать глаза закрытыми из-за боли. Но это может только усугубить ущерб.
Чем быстрее вы будете действовать, тем выше ваши шансы на полное выздоровление. Промойте глаза прохладной водой не менее 15-20 минут, прежде чем делать что-либо еще. Вместо этого вы также можете использовать физиологический раствор или жидкость из набора для промывания глаз. Вы можете захотеть держать глаза закрытыми из-за боли. Но это может только усугубить ущерб.

 Вскоре после этого вам следует обратиться к окулисту, чтобы проверить, нет ли долгосрочных повреждений вашего зрения.
Вскоре после этого вам следует обратиться к окулисту, чтобы проверить, нет ли долгосрочных повреждений вашего зрения. Однако раздражающие или вредные химические вещества по-прежнему иногда попадают на поверхность глаза, вызывая химических ожога .
Однако раздражающие или вредные химические вещества по-прежнему иногда попадают на поверхность глаза, вызывая химических ожога .

 Боль можно лечить ацетаминофеном или, если она сильная, ацетаминофеном с оксикодоном. При ожоге роговицы в глаз закладывают мазь с антибиотиком.
Боль можно лечить ацетаминофеном или, если она сильная, ацетаминофеном с оксикодоном. При ожоге роговицы в глаз закладывают мазь с антибиотиком. Врачи также могут назначить циклоплегические глазные капли (например, циклопентолат или гоматропин) для предотвращения болезненного спазма мышц, сужающих зрачок, а также глазную мазь с антибиотиком для предотвращения инфекции.
Врачи также могут назначить циклоплегические глазные капли (например, циклопентолат или гоматропин) для предотвращения болезненного спазма мышц, сужающих зрачок, а также глазную мазь с антибиотиком для предотвращения инфекции.
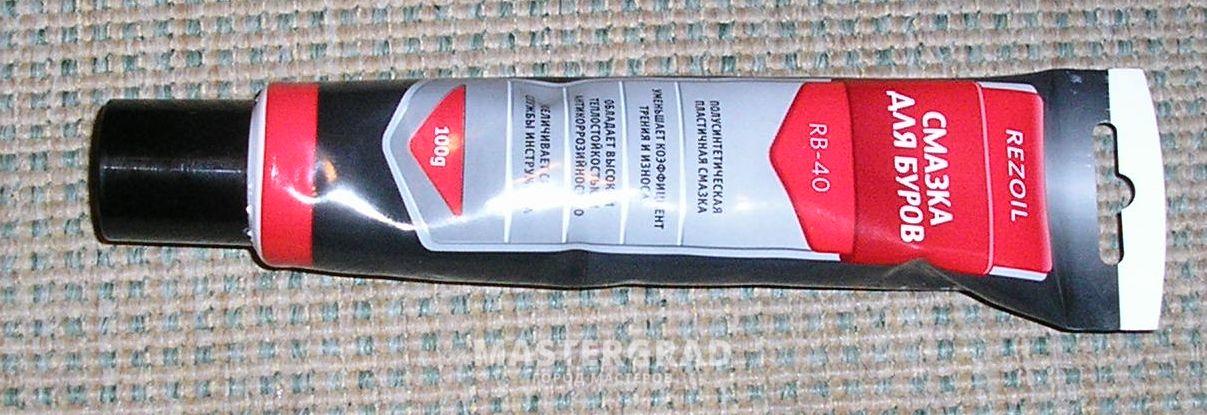 2 Устройство патрона СДС и вставленным в него хвостовиком бура. 1- Боек, 2 – Хвостовик рабочего инструмента; 3- СДС – патрон; 4- ударный поршень.
2 Устройство патрона СДС и вставленным в него хвостовиком бура. 1- Боек, 2 – Хвостовик рабочего инструмента; 3- СДС – патрон; 4- ударный поршень.
 Если исходить из условий работы, то видно, что для направляющих открытых пазов нужна густая и обильная смазка, для закрытых пазов, которые работают как подшипник, обильная смазка не нужна, она даже вредна т.к. шарикам, работающим под нагрузкой, не поможет, а вот собрать пыль в пазы – это может.
Если исходить из условий работы, то видно, что для направляющих открытых пазов нужна густая и обильная смазка, для закрытых пазов, которые работают как подшипник, обильная смазка не нужна, она даже вредна т.к. шарикам, работающим под нагрузкой, не поможет, а вот собрать пыль в пазы – это может. Кроме компании «Буш» выпускают подобные смазки фирмы: «Макита», Метаба», «Интерскол».
Кроме компании «Буш» выпускают подобные смазки фирмы: «Макита», Метаба», «Интерскол». ru
ru Инструмент будет верой и правдой служить своему владельцу, если не забывать ухаживать за ним.
Инструмент будет верой и правдой служить своему владельцу, если не забывать ухаживать за ним. Разобравшись с нюансами устройства этого строительного орудия, самое время переходить к смазке отдельных его элементов.
Разобравшись с нюансами устройства этого строительного орудия, самое время переходить к смазке отдельных его элементов. Масло заполняет корпус редуктора, и во время эксплуатации всего его детали покрываются равномерным слоем смазки. Если в электроинструменте отсутствует спецотверстие и необходимо его разобрать, чтобы смазать редуктор, лучше обратиться к специалистам.
Масло заполняет корпус редуктора, и во время эксплуатации всего его детали покрываются равномерным слоем смазки. Если в электроинструменте отсутствует спецотверстие и необходимо его разобрать, чтобы смазать редуктор, лучше обратиться к специалистам. А после извлечения насадки ее нужно обязательно очистить от пыли и переработанного масла.
А после извлечения насадки ее нужно обязательно очистить от пыли и переработанного масла.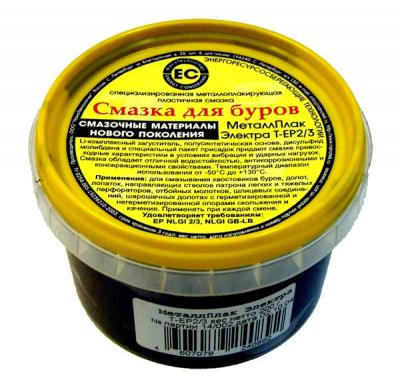 Ее объем – 45 мл. Артикул товара для поиска – 1615430005-000.
Ее объем – 45 мл. Артикул товара для поиска – 1615430005-000.


 Однако при монтаже подшипника смазывать его гнездо и наружный диаметр сепаратора необходимо.
Однако при монтаже подшипника смазывать его гнездо и наружный диаметр сепаратора необходимо.  Однако при установке подшипников необходимо смазывать гнезда для лучшего уплотнения.
Однако при установке подшипников необходимо смазывать гнезда для лучшего уплотнения.  Главное, использовать смазку, обладающую не только высокой смазывающей способностью, но и обладающую уплотняющими свойствами.
Главное, использовать смазку, обладающую не только высокой смазывающей способностью, но и обладающую уплотняющими свойствами.  9Смазка 0016, Рекомендуемая производителями Hitachi Dh34ZS3
9Смазка 0016, Рекомендуемая производителями Hitachi Dh34ZS3
 и 8½ дюйма. интервалы
и 8½ дюйма. интервалы Ранее оператор использовал стороннюю смазку для бурения сильно наклонных скважин, но не смог достичь заданной глубины из-за высокого крутящего момента и сопротивления при бурении.
Ранее оператор использовал стороннюю смазку для бурения сильно наклонных скважин, но не смог достичь заданной глубины из-за высокого крутящего момента и сопротивления при бурении. показало снижение коэффициента трения (CoF) на 28% по сравнению с необработанной жидкостью. Результаты лабораторных испытаний были переданы оператору, и смазка BaraLube W-933 была одобрена для применения.
показало снижение коэффициента трения (CoF) на 28% по сравнению с необработанной жидкостью. Результаты лабораторных испытаний были переданы оператору, и смазка BaraLube W-933 была одобрена для применения.

 0
0 Такое оборудование обеспечивает быстрое получение высокой температуры для форсирования рабочих процессов. Для предотвращения взаимодействия расплава с кислородом применяются флюсы, а удаление растворенного водорода и других газов производится продувкой инертным газом.
Такое оборудование обеспечивает быстрое получение высокой температуры для форсирования рабочих процессов. Для предотвращения взаимодействия расплава с кислородом применяются флюсы, а удаление растворенного водорода и других газов производится продувкой инертным газом.
 свойства
свойства свойства
свойства свойства
свойства д. Выбор марки зависит от условий использования оборудования: рабочего давления, температуры и состава среды.
д. Выбор марки зависит от условий использования оборудования: рабочего давления, температуры и состава среды. Существуют рекомендации, помогающие инженерам справиться с проблемами гальванической коррозии, с которыми они могут столкнуться.
Существуют рекомендации, помогающие инженерам справиться с проблемами гальванической коррозии, с которыми они могут столкнуться.

 Добавление никеля к другим металлам изменяет свойства полученного сплава и может быть использовано для получения желаемых характеристик, таких как, например, улучшенная коррозионная стойкость или стойкость к окислению, улучшенные характеристики при высоких температурах или более низкие коэффициенты теплового расширения.
Добавление никеля к другим металлам изменяет свойства полученного сплава и может быть использовано для получения желаемых характеристик, таких как, например, улучшенная коррозионная стойкость или стойкость к окислению, улучшенные характеристики при высоких температурах или более низкие коэффициенты теплового расширения. Другие железоникелевые сплавы с еще большей концентрацией никеля используются в приложениях, где важны магнитомягкие свойства, например, в трансформаторах, катушках индуктивности или запоминающих устройствах.
Другие железоникелевые сплавы с еще большей концентрацией никеля используются в приложениях, где важны магнитомягкие свойства, например, в трансформаторах, катушках индуктивности или запоминающих устройствах.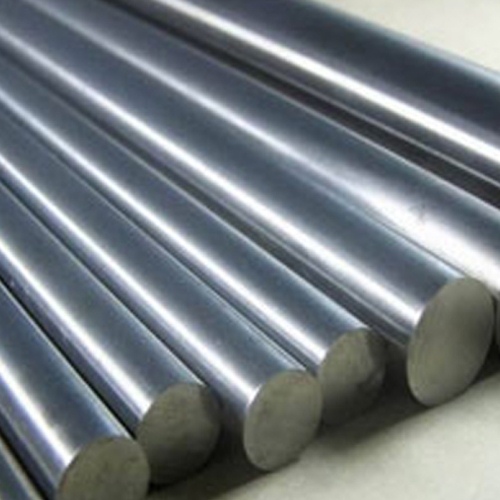 Область применения включает насосы и клапаны, прокладки, сосуды под давлением, теплообменники и трубопроводную продукцию.
Область применения включает насосы и клапаны, прокладки, сосуды под давлением, теплообменники и трубопроводную продукцию. Эти сплавы, как правило, также ценятся за их оптимальные свойства ползучести и разрыва при высоких температурах. В состав этих сплавов обычно входит 30-35% никеля, 19-23% хрома и минимум 39,5% железа. Высокая концентрация железа привела к реклассификации этих сплавов как нержавеющих сталей.
Эти сплавы, как правило, также ценятся за их оптимальные свойства ползучести и разрыва при высоких температурах. В состав этих сплавов обычно входит 30-35% никеля, 19-23% хрома и минимум 39,5% железа. Высокая концентрация железа привела к реклассификации этих сплавов как нержавеющих сталей. Состав этого сплава состоит в основном из никеля с 15-17% молибдена, 14,5-16,5% хрома, 4-7% железа, 3-4,5% вольфрама и меньшими концентрациями других элементов, таких как марганец.
Состав этого сплава состоит в основном из никеля с 15-17% молибдена, 14,5-16,5% хрома, 4-7% железа, 3-4,5% вольфрама и меньшими концентрациями других элементов, таких как марганец. Контролируя состав сплава, можно изменить температуру перехода. Эти сплавы обладают сверхэластичным свойством, которое можно использовать, помимо прочего, в качестве амортизатора от повреждений, вызванных землетрясением, для защиты каменных зданий.
Контролируя состав сплава, можно изменить температуру перехода. Эти сплавы обладают сверхэластичным свойством, которое можно использовать, помимо прочего, в качестве амортизатора от повреждений, вызванных землетрясением, для защиты каменных зданий.
 Для получения информации о других продуктах обратитесь к нашим дополнительным руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Для получения информации о других продуктах обратитесь к нашим дополнительным руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
 youtube.com/embed/PulIhndzBMw»>
youtube.com/embed/PulIhndzBMw»>  Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют не реже двух раз в год вскрывать устройство и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника, сварочные инверторы не любят мороза.
Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют не реже двух раз в год вскрывать устройство и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника, сварочные инверторы не любят мороза.


 youtube.com/embed/94HQvA4G1lY»>
youtube.com/embed/94HQvA4G1lY»> 
 Новостроя 1А, оф 104,
Новостроя 1А, оф 104,

 com/embed/XmfZaNbyMF4″ title=»YouTube video player»>
com/embed/XmfZaNbyMF4″ title=»YouTube video player»> 
 Беречь — От воды! От снега! От жидкой грязи! От металлических брызг или стружки!
Беречь — От воды! От снега! От жидкой грязи! От металлических брызг или стружки!
 лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.

 футов Информация
футов Информация 94
94 США) 1,5% (8 681 долл. США)
США) 1,5% (8 681 долл. США)

 г/г | Сентябрь 2022 г.
г/г | Сентябрь 2022 г.
 футов
футов футов
футов футов
футов
 Футов 95 $ Цена/кв. Футов
Футов 95 $ Цена/кв. Футов Характеристики: Пропан, Настенная печь, Дрова
Характеристики: Пропан, Настенная печь, Дрова
 Часовой инструмент, пресс формы, пуансоны, матрицы для пресса
Часовой инструмент, пресс формы, пуансоны, матрицы для пресса ) MEGA A-5600
) MEGA A-5600
 web.com/imagelib/sitebuilder/layout/inld3_0008_science_bg.gif» valign=»top» align=»center» bgcolor=»#333333″>
web.com/imagelib/sitebuilder/layout/inld3_0008_science_bg.gif» valign=»top» align=»center» bgcolor=»#333333″>
 — оборудование для производства листового металла, предназначенное для резки, прорези, надрезов, гибки, формовки, штамповки, прокатки, прокатки, штамповки, шва и отделки листового металла. строительное оборудование, сварочное производство, механический цех, гидроабразивная резка, плазменная резка, штамповка, гибка труб, листопрокат, угловые валки, лазерная резка. Линии рулонов, линии резки по длине, погрузочно-разгрузочные работы, краны и вилочные погрузчики, плазменные столы-резаки, листогибочные валки, аксессуары для листогибочных прессов, инструменты, датчики с ЧПУ, коронка и т. д. Листогибочные прессы, электрические листогибочные прессы, гидравлические листогибочные прессы, механические и воздушные Прессы, пневматические прессы, оправочные прессы, прессы с глубокой горловиной, сверлильные станки, прессы для изготовления, гидравлические прессы, прессы для запрессовки, ручные/отбойные прессы, механические прессы, револьверные прессы, станки с ЧПУ и принадлежности Пробивные линии Балочные пуансоны, пуансоны для изготовления, ручные пуансоны, односторонние Пуансоны, ролики револьверного кольца Машины для изготовления панелей крыши Профилегибочные станки, валки для угловой гибки, ручные, ручные валки, вращающиеся станки для плиты и листа Ротационные станки-фрезерные станки-фрезерные столы Пилы, холодные, абразивные и фрикционные пилы, горизонтальные ленточные пилы, вертикальные ленточные закаточные станки Ножничные конвейеры Ножницы-Кольцевые и круговые ножницы Ножницы, ножные и ручные ножницы — Ручные — Электрические ножницы, Гидравлические торцовочные ножницы, Механические и пневматические ножницы для торцевания листового металла-Локформеры-Рольцовщики Односторонние Пуансоны Станки продольно-резочные и т.
— оборудование для производства листового металла, предназначенное для резки, прорези, надрезов, гибки, формовки, штамповки, прокатки, прокатки, штамповки, шва и отделки листового металла. строительное оборудование, сварочное производство, механический цех, гидроабразивная резка, плазменная резка, штамповка, гибка труб, листопрокат, угловые валки, лазерная резка. Линии рулонов, линии резки по длине, погрузочно-разгрузочные работы, краны и вилочные погрузчики, плазменные столы-резаки, листогибочные валки, аксессуары для листогибочных прессов, инструменты, датчики с ЧПУ, коронка и т. д. Листогибочные прессы, электрические листогибочные прессы, гидравлические листогибочные прессы, механические и воздушные Прессы, пневматические прессы, оправочные прессы, прессы с глубокой горловиной, сверлильные станки, прессы для изготовления, гидравлические прессы, прессы для запрессовки, ручные/отбойные прессы, механические прессы, револьверные прессы, станки с ЧПУ и принадлежности Пробивные линии Балочные пуансоны, пуансоны для изготовления, ручные пуансоны, односторонние Пуансоны, ролики револьверного кольца Машины для изготовления панелей крыши Профилегибочные станки, валки для угловой гибки, ручные, ручные валки, вращающиеся станки для плиты и листа Ротационные станки-фрезерные станки-фрезерные столы Пилы, холодные, абразивные и фрикционные пилы, горизонтальные ленточные пилы, вертикальные ленточные закаточные станки Ножничные конвейеры Ножницы-Кольцевые и круговые ножницы Ножницы, ножные и ручные ножницы — Ручные — Электрические ножницы, Гидравлические торцовочные ножницы, Механические и пневматические ножницы для торцевания листового металла-Локформеры-Рольцовщики Односторонние Пуансоны Станки продольно-резочные и т. д. Программное обеспечение Спиральные станки Сварочные аппараты для точечной сварки Шкафы для хранения Прямые боковые прессы Выпрямители, выпрямители рулонов, детали и полосы Экономия времени Обрезка труб Станки для формовки и обжимки труб Трубогибочные станки для изготовления труб и труб Револьверные пуансоны Вертикальные ленточные пилы Виброотделочные станки Гидроабразивная резка Столы Сварочные аппараты/Клинчеры Деревообработка Листовой металл-Локформеры-Рольцформеры, Пневматические компрессоры- Пневматические инструменты Угловые гибочные валки Фальцовщики Фасовочные станки Гибочные станки — Линии сверления труб и труб, Линии пробивки балок с ЧПУ Ленточные шлифовальные станки Фаскорезы Тормоза, фальцевальные станки с ЧПУ Тормоза, гидравлические, механические, пневматические Тормоза, механические тормоза: Коробчатые и тарельчатые/Пальцевые тормоза: Прямые/фартуковые шкафы/складские кромкогибочные станки Круглые ножницы Клитогибочные станки Зажимные машины Питатели рулонов Правильные станки рулонов Линии рулонов Катушки/люльки/разматыватели Катушки для правки рулонов Холодные пилы и фрикционные пилы Конвейеры Линии поперечной резки Станки для снятия заусенцев Сверла Линии, сверлильные станки с балкой Сверла, радиальные пылеуловители Электрические тормоза Изготовление пуансонов Чистовая обработка Заусенцы/шлифовальные/шлифовальные машины Пламенные резаки Фланжеры Фальцевальные станки Фальцевальные станки с ЧПУ Станки для желобов Ручные инструменты-Пневматические-электрические Гидравлические тормоза Машины для вставки Инспекционное оборудование Изоляция Сталелитейщики Лазеры и аксессуары Выравнивающие станки Лифты Локформеры Механические инструменты Мельницы Токарные станки Шлифовальные станки Погрузочно-разгрузочные работы
д. Программное обеспечение Спиральные станки Сварочные аппараты для точечной сварки Шкафы для хранения Прямые боковые прессы Выпрямители, выпрямители рулонов, детали и полосы Экономия времени Обрезка труб Станки для формовки и обжимки труб Трубогибочные станки для изготовления труб и труб Револьверные пуансоны Вертикальные ленточные пилы Виброотделочные станки Гидроабразивная резка Столы Сварочные аппараты/Клинчеры Деревообработка Листовой металл-Локформеры-Рольцформеры, Пневматические компрессоры- Пневматические инструменты Угловые гибочные валки Фальцовщики Фасовочные станки Гибочные станки — Линии сверления труб и труб, Линии пробивки балок с ЧПУ Ленточные шлифовальные станки Фаскорезы Тормоза, фальцевальные станки с ЧПУ Тормоза, гидравлические, механические, пневматические Тормоза, механические тормоза: Коробчатые и тарельчатые/Пальцевые тормоза: Прямые/фартуковые шкафы/складские кромкогибочные станки Круглые ножницы Клитогибочные станки Зажимные машины Питатели рулонов Правильные станки рулонов Линии рулонов Катушки/люльки/разматыватели Катушки для правки рулонов Холодные пилы и фрикционные пилы Конвейеры Линии поперечной резки Станки для снятия заусенцев Сверла Линии, сверлильные станки с балкой Сверла, радиальные пылеуловители Электрические тормоза Изготовление пуансонов Чистовая обработка Заусенцы/шлифовальные/шлифовальные машины Пламенные резаки Фланжеры Фальцевальные станки Фальцевальные станки с ЧПУ Станки для желобов Ручные инструменты-Пневматические-электрические Гидравлические тормоза Машины для вставки Инспекционное оборудование Изоляция Сталелитейщики Лазеры и аксессуары Выравнивающие станки Лифты Локформеры Механические инструменты Мельницы Токарные станки Шлифовальные станки Погрузочно-разгрузочные работы
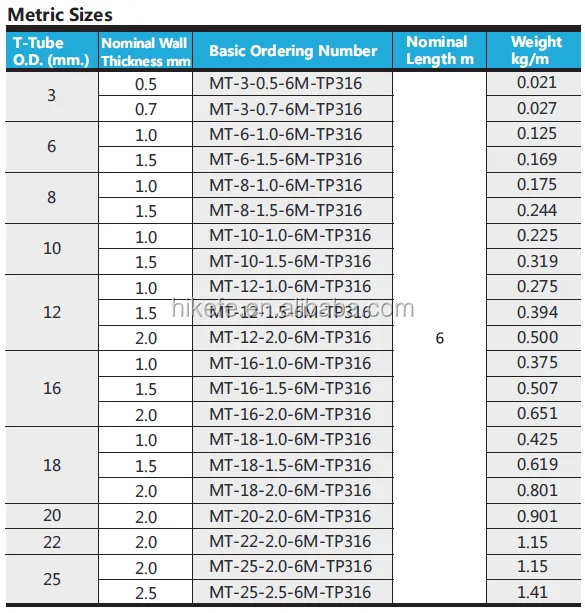 Довольно долгое время они имеют радиальную локацию при..
Довольно долгое время они имеют радиальную локацию при.. 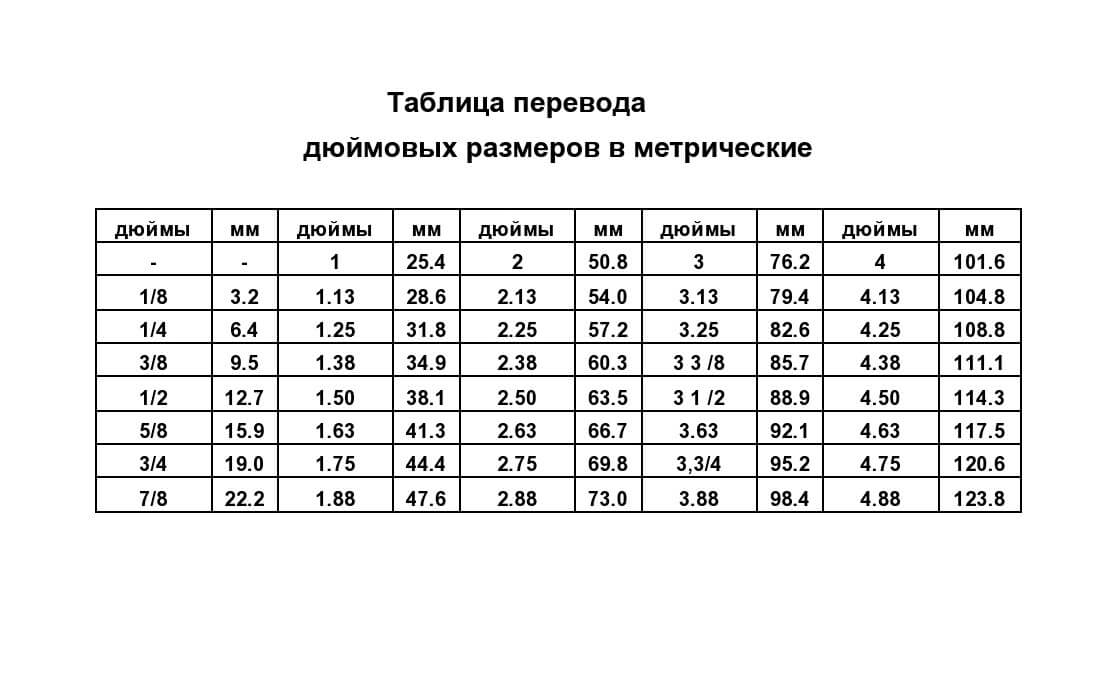 Год хранения равен трем неделям эксплуатации
Год хранения равен трем неделям эксплуатации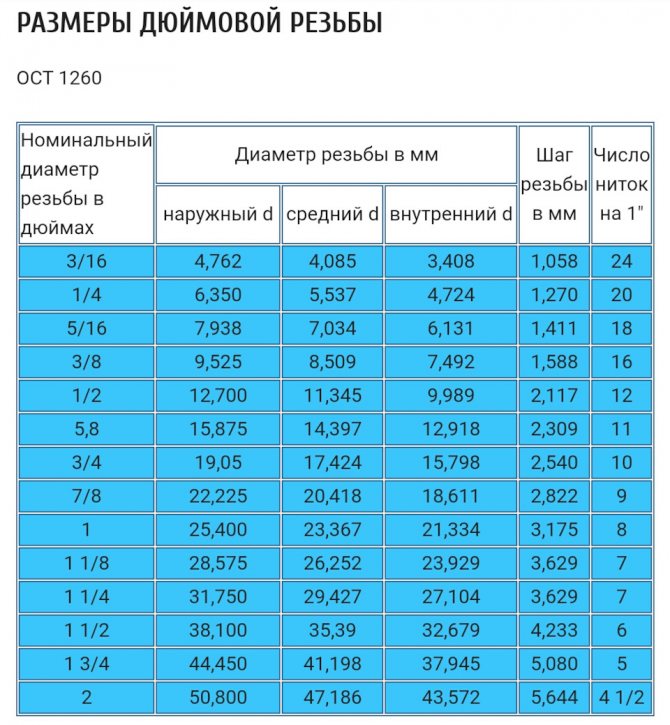 Европейские шины имеют метрическую систему маркировки. Поэтому при замене шин может возникнуть проблема перевода параметров покрышки. В большинстве случаев, это перевод дюймов в сантиметры. Введите размер в дюймах и нажмите «рассчитать». Вы увидите типоразмер покрышки в метрах (размеры будут округлены до европейских параметров).
Европейские шины имеют метрическую систему маркировки. Поэтому при замене шин может возникнуть проблема перевода параметров покрышки. В большинстве случаев, это перевод дюймов в сантиметры. Введите размер в дюймах и нажмите «рассчитать». Вы увидите типоразмер покрышки в метрах (размеры будут округлены до европейских параметров).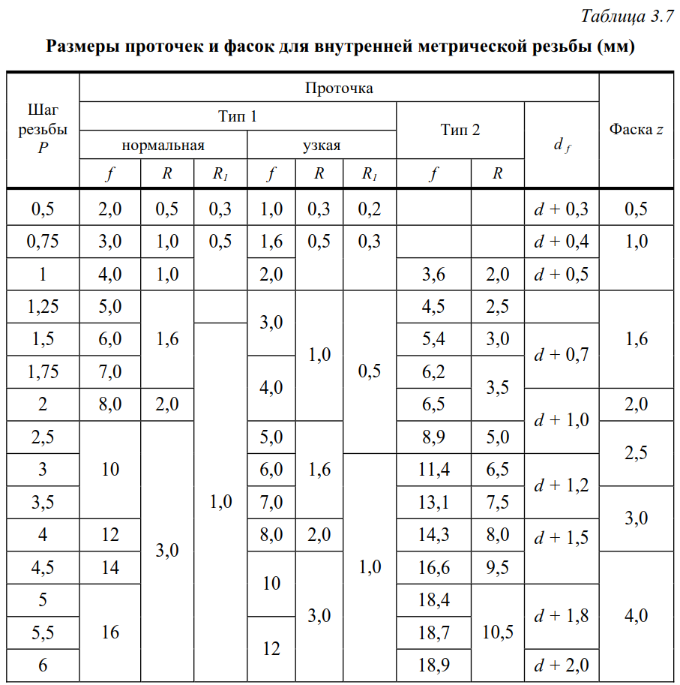
 Для этого необходимо ввести типоразмер, диаметр, ширину и высоту профиля шины и нажать кнопку «рассчитать». Калькулятор произведет перевод значений в дюймы.
Для этого необходимо ввести типоразмер, диаметр, ширину и высоту профиля шины и нажать кнопку «рассчитать». Калькулятор произведет перевод значений в дюймы.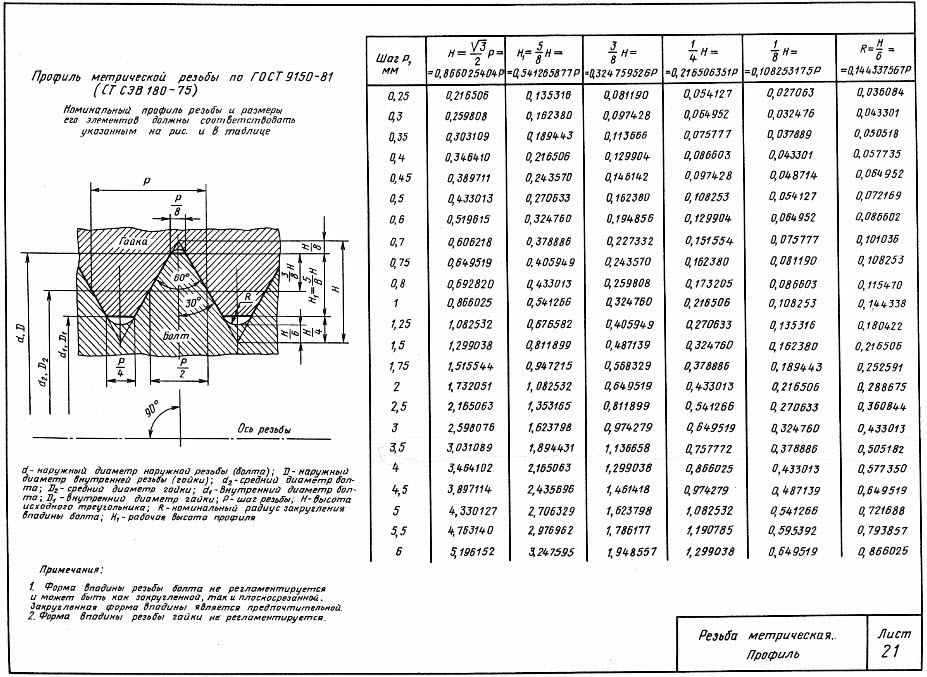


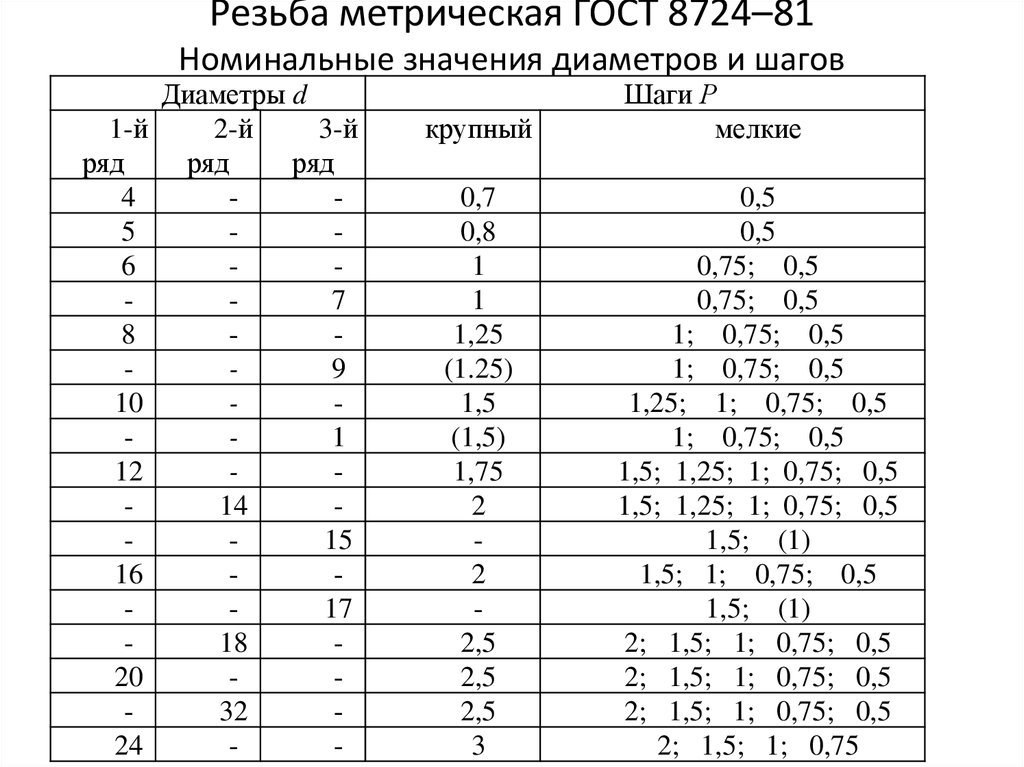
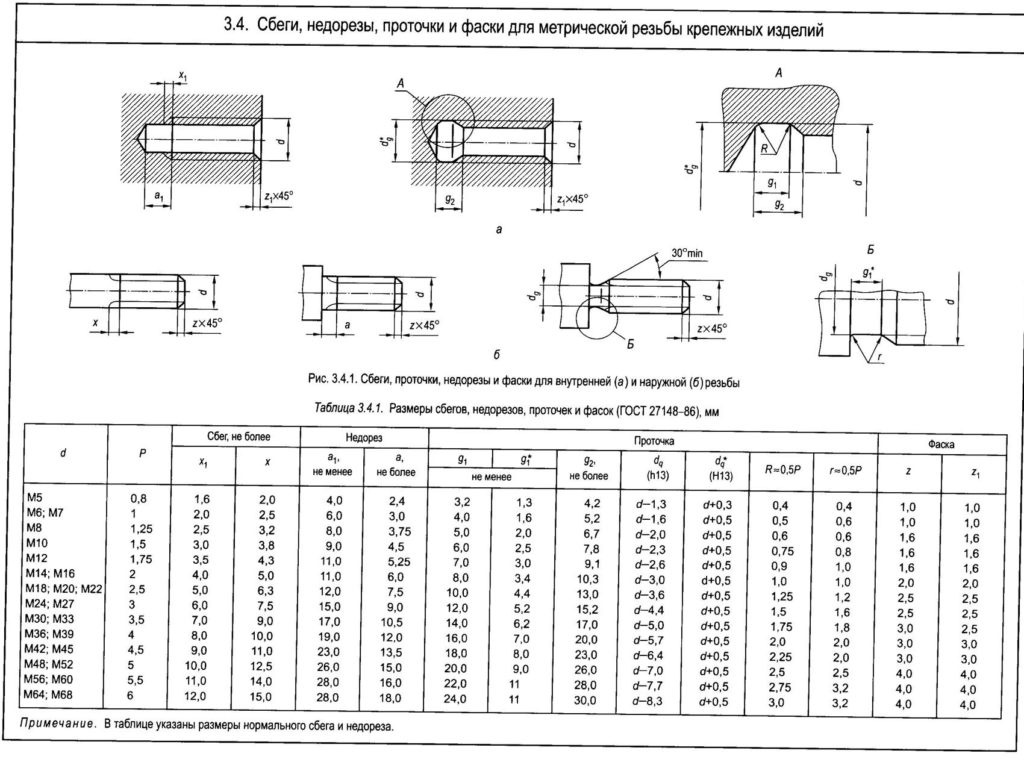
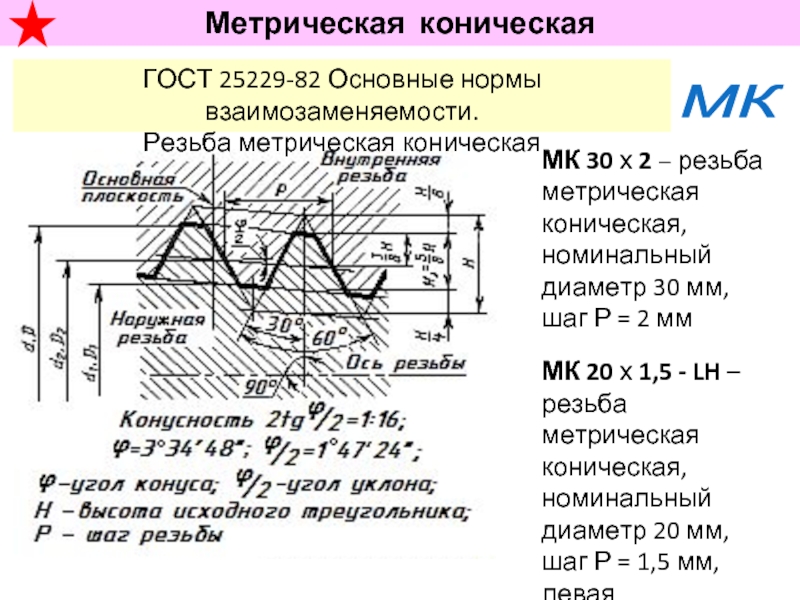
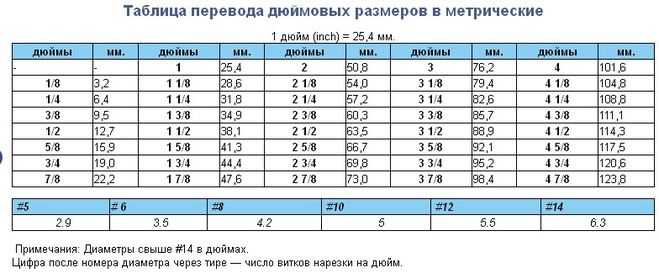 Мы гордимся тем, что даем нашим клиентам правильные рекомендации, чтобы сделать их основу для принятия решения наилучшей из возможных.
Мы гордимся тем, что даем нашим клиентам правильные рекомендации, чтобы сделать их основу для принятия решения наилучшей из возможных.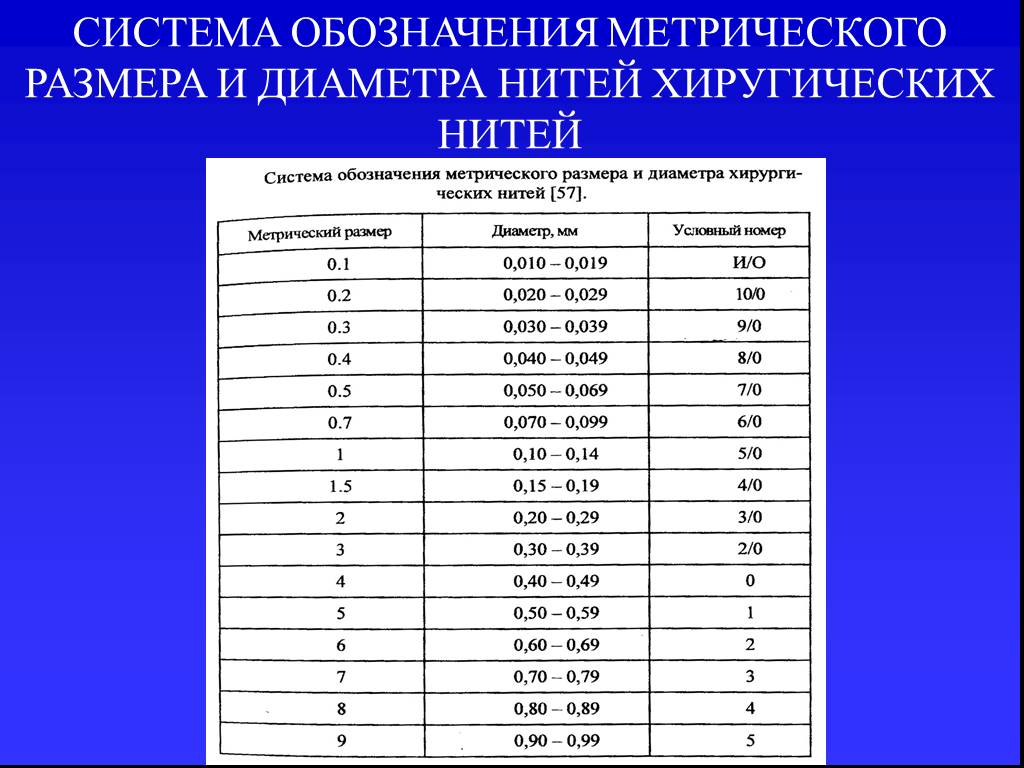
 Я. Соколовым в далеком 1928 году. Ультразвуковая дефектоскопия охватывает многие сферы, проверяя сварные соединения, трубопроводы, аппараты высокого давления и другую разнообразную продукцию. Существует множество изделий, от состояния которых зависит безопасность тысяч людей: рельсы для железнодорожного сообщения, элементы авиационных двигателей, трубопроводы атомных реакторов и др. При производстве и эксплуатации такой сложной продукции обязателен ультразвуковой контроль.
Я. Соколовым в далеком 1928 году. Ультразвуковая дефектоскопия охватывает многие сферы, проверяя сварные соединения, трубопроводы, аппараты высокого давления и другую разнообразную продукцию. Существует множество изделий, от состояния которых зависит безопасность тысяч людей: рельсы для железнодорожного сообщения, элементы авиационных двигателей, трубопроводы атомных реакторов и др. При производстве и эксплуатации такой сложной продукции обязателен ультразвуковой контроль.

 Делать выводы о строении объекта контроля можно, регистрируя распределение излучения на выходе.
Делать выводы о строении объекта контроля можно, регистрируя распределение излучения на выходе.
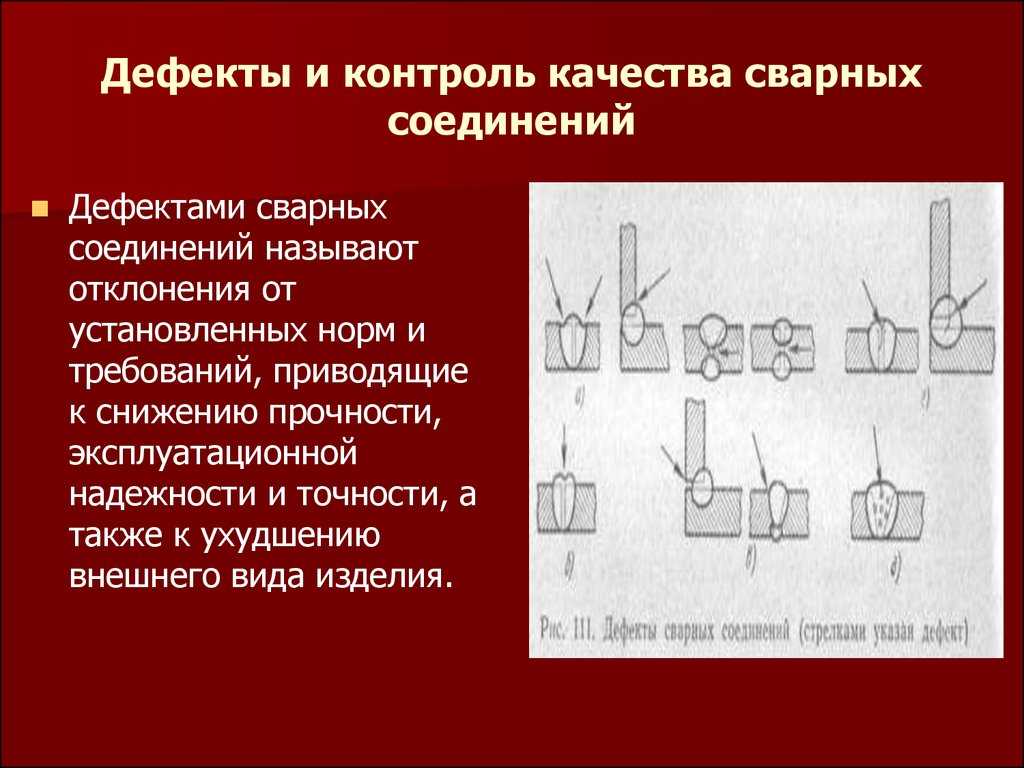 Для проведения капиллярного контроля создан ГОСТ 18442-80.
Для проведения капиллярного контроля создан ГОСТ 18442-80.

 После того, как был принят новый закон о регламентировании энергоаудита объектов, направленный на экономию ресурсов, интерес к тепловому контролю усилился. В настоящее время этот метод является базовым методом для оценки состояния объектов.
После того, как был принят новый закон о регламентировании энергоаудита объектов, направленный на экономию ресурсов, интерес к тепловому контролю усилился. В настоящее время этот метод является базовым методом для оценки состояния объектов.
 В катушках действует ток, который создает электромагнитное поле, возбуждающее вихревые токи. Их поле действует на ВТП, создавая в них ЭДС или преобразуя их сопротивление. Появившееся на катушках напряжение или сопротивление — ключ к информации о свойствах объекта.
В катушках действует ток, который создает электромагнитное поле, возбуждающее вихревые токи. Их поле действует на ВТП, создавая в них ЭДС или преобразуя их сопротивление. Появившееся на катушках напряжение или сопротивление — ключ к информации о свойствах объекта.
 С помощью вихретокового метода также проверяют поверхность осевого канала роторов турбин.
С помощью вихретокового метода также проверяют поверхность осевого канала роторов турбин.
 В связи с этим применяли такие методы неразрушающего контроля, как ультразвуковая ФАР-дефектоскопия, вихретоковый метод и тепловизионный контроль в ходе сварки, а также металлографические исследования полученных структур. В результате были получены данные о типах дефектов и местах их залегания, которые выявляются отдельными методами. Обследовали дефекты типа стыковой линии, возникающие при сварке трением с перемешиванием. Сравнили результаты по применяемым методам, подтвердили вывод о необходимости использования комплексного подхода к дефектоскопии СТП-соединений.
В связи с этим применяли такие методы неразрушающего контроля, как ультразвуковая ФАР-дефектоскопия, вихретоковый метод и тепловизионный контроль в ходе сварки, а также металлографические исследования полученных структур. В результате были получены данные о типах дефектов и местах их залегания, которые выявляются отдельными методами. Обследовали дефекты типа стыковой линии, возникающие при сварке трением с перемешиванием. Сравнили результаты по применяемым методам, подтвердили вывод о необходимости использования комплексного подхода к дефектоскопии СТП-соединений. В связи с этим рассуждения и оценки, сделанные при исследовании процессов трения, справедливы и для сварки трением с перемешиванием. В частности, это касается механизмов формирования дефектов, которые отличаются от дефектов, получаемых при сварке традиционными методами, предусматривающими плавление металла в сварочной ванне.
В связи с этим рассуждения и оценки, сделанные при исследовании процессов трения, справедливы и для сварки трением с перемешиванием. В частности, это касается механизмов формирования дефектов, которые отличаются от дефектов, получаемых при сварке традиционными методами, предусматривающими плавление металла в сварочной ванне.

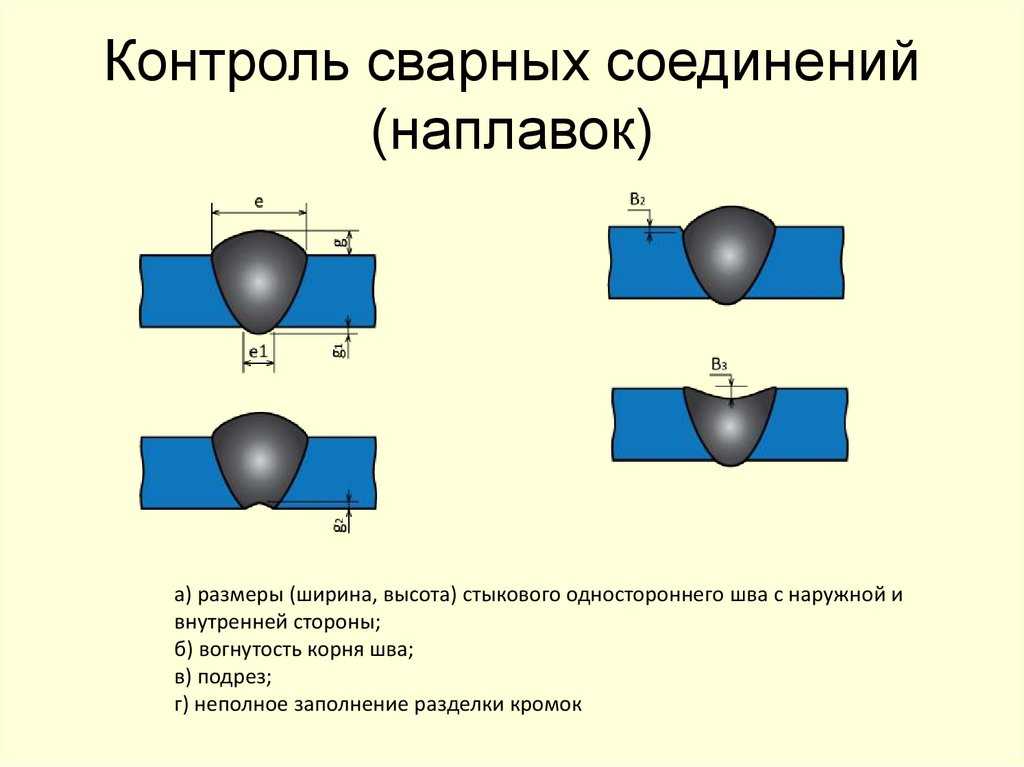 Однако любое отклонение от режима либо неточность примыкания кромок ведет к образованию дефектов. В связи с этим существует необходимость использования нескольких дополняющих друг друга методов контроля, особенно при производстве ответственных соединений.
Однако любое отклонение от режима либо неточность примыкания кромок ведет к образованию дефектов. В связи с этим существует необходимость использования нескольких дополняющих друг друга методов контроля, особенно при производстве ответственных соединений. 1). Стыковые сварные пробы из листовых полуфабрикатов изготовляли на станции автоматической сварки листов из алюминиевых сплавов ЗАО «Чебоксарское предприятие «Сеспель». Толщина свариваемых пластин s составляла 5 мм, ширина образца w после сварки ≈185 мм, ширина сварного шва Lw = 19 мм. Длина сварных соединений, полученных при разных режимах сварки, в среднем составляла ≈500 мм.
1). Стыковые сварные пробы из листовых полуфабрикатов изготовляли на станции автоматической сварки листов из алюминиевых сплавов ЗАО «Чебоксарское предприятие «Сеспель». Толщина свариваемых пластин s составляла 5 мм, ширина образца w после сварки ≈185 мм, ширина сварного шва Lw = 19 мм. Длина сварных соединений, полученных при разных режимах сварки, в среднем составляла ≈500 мм. Тепловизор монтировали непосредственно на движущемся шпиндельном узле, в котором был установлен сварочный инструмент, на расстоянии около 30 см от образца, поле зрения составляло ≈15 см. Таким образом, зона теплового контроля оставалась неподвижной относительно сварочного инструмента и перемещалась по поверхности исследуемого образца со скоростью подачи. После записи данных проводили их обработку и строили термограмму процесса сварки. Термограмма позволяет сравнить между собой различные участки шва при одинаковых условиях остывания после прохождения сварочного инструмента и выявить возможные температурные аномалии.
Тепловизор монтировали непосредственно на движущемся шпиндельном узле, в котором был установлен сварочный инструмент, на расстоянии около 30 см от образца, поле зрения составляло ≈15 см. Таким образом, зона теплового контроля оставалась неподвижной относительно сварочного инструмента и перемещалась по поверхности исследуемого образца со скоростью подачи. После записи данных проводили их обработку и строили термограмму процесса сварки. Термограмма позволяет сравнить между собой различные участки шва при одинаковых условиях остывания после прохождения сварочного инструмента и выявить возможные температурные аномалии.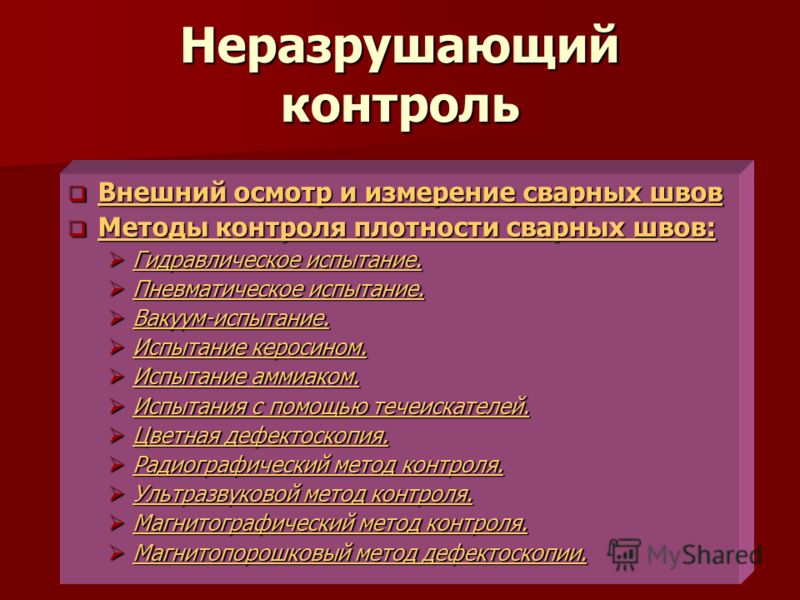 В качестве иммерсионной жидкости использовали водопроводную воду.
В качестве иммерсионной жидкости использовали водопроводную воду.
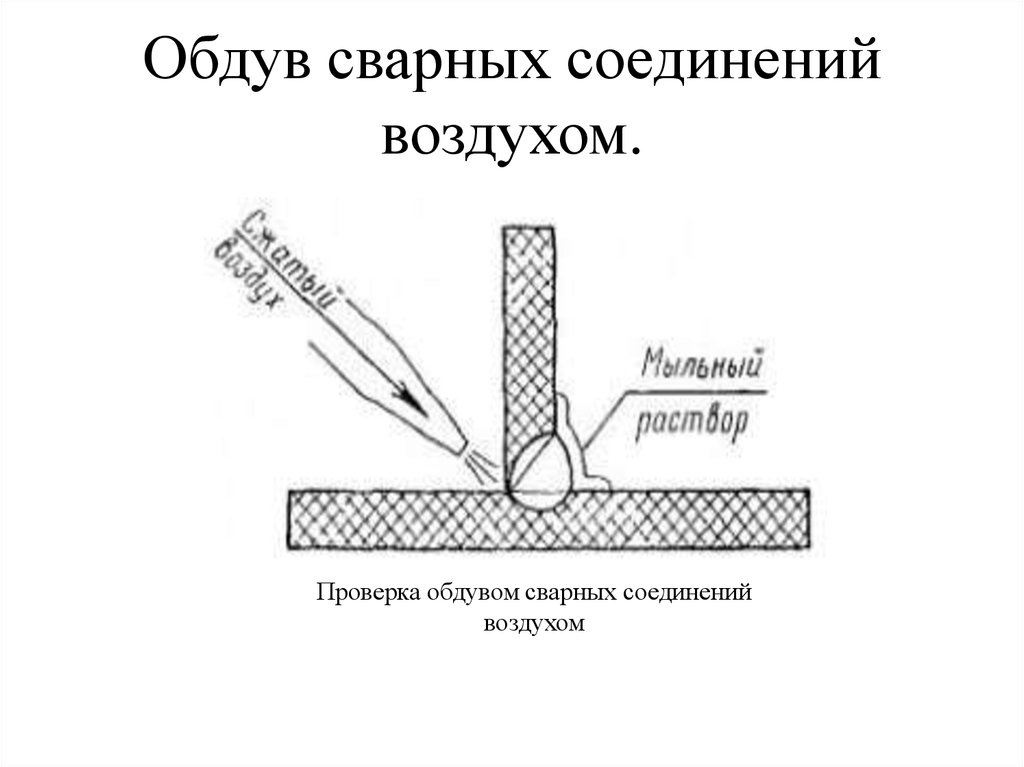 3, б). Визуальный контроль показал, что никаких изменений на поверхности шва не наблюдается (рис. 3, а).
3, б). Визуальный контроль показал, что никаких изменений на поверхности шва не наблюдается (рис. 3, а). Хорошо видно, что положение дефектной зоны на УЗ-скане (рис. 4, а) точно совпадает с расположением зоны, содержащей дефекты в виде пор на металлографическом шлифе. Дефектная зона расположена на глубине от 1 до 2,5 мм.
Хорошо видно, что положение дефектной зоны на УЗ-скане (рис. 4, а) точно совпадает с расположением зоны, содержащей дефекты в виде пор на металлографическом шлифе. Дефектная зона расположена на глубине от 1 до 2,5 мм. рис. 4, б). Размер пористой области может изменяться, но ее правая граница всегда находится на стыке шва и основного материала (см. рис. 4, в). Причина формирования дефекта связана с особенностями течения пластифицированного и модифицированного трением металла вблизи границы с неподвижным металлом основы.
рис. 4, б). Размер пористой области может изменяться, но ее правая граница всегда находится на стыке шва и основного материала (см. рис. 4, в). Причина формирования дефекта связана с особенностями течения пластифицированного и модифицированного трением металла вблизи границы с неподвижным металлом основы. 5, б) на месте темной полосы.
5, б) на месте темной полосы. 6, в). Структура хорошо видна в правой части дефекта и практически не различима в левой. Кроме того, слева от описанного основного дефекта на расстоянии около 500 мкм располагается цепочка вытянутых пор, которая тянется вдоль линии сварного шва. Также обращает на себя внимание явное проявление другого дефекта – линии стыка или «Lazy S», находящейся еще левее, на расстоянии 200…300 мкм от цепочки пор (увеличенное изображение на рис. 6, в).
6, в). Структура хорошо видна в правой части дефекта и практически не различима в левой. Кроме того, слева от описанного основного дефекта на расстоянии около 500 мкм располагается цепочка вытянутых пор, которая тянется вдоль линии сварного шва. Также обращает на себя внимание явное проявление другого дефекта – линии стыка или «Lazy S», находящейся еще левее, на расстоянии 200…300 мкм от цепочки пор (увеличенное изображение на рис. 6, в). рис. 6, а) проявление сплошного непровара под лицевой стороной шва практически совпадает с проявлением края шва.
рис. 6, а) проявление сплошного непровара под лицевой стороной шва практически совпадает с проявлением края шва.
 Другой дефект соответствует более короткой трещине, расположенной правее, практически на краю корневой стороны сварного шва (рис. 8, г).
Другой дефект соответствует более короткой трещине, расположенной правее, практически на краю корневой стороны сварного шва (рис. 8, г). Он дает возможность однозначно идентифицировать непровар по лицевой стороне шва. Также с помощью тепловизора можно обнаружить непровар под поверхностью материала по наличию темной полосы на термограмме. В то же время такая же темная полоса наблюдалась и в другом образце, в котором присутствовали дефекты типа worm-hole. Только по наличию температурной аномалии в виде темной полосы нельзя однозначно судить о наличии дефекта того или иного типа. Для более точной идентификации дефектов сварного шва необходимо увеличение разрешающей способности тепловизионной съемки, а также дальнейшее совершенствование процесса обработки данных.
Он дает возможность однозначно идентифицировать непровар по лицевой стороне шва. Также с помощью тепловизора можно обнаружить непровар под поверхностью материала по наличию темной полосы на термограмме. В то же время такая же темная полоса наблюдалась и в другом образце, в котором присутствовали дефекты типа worm-hole. Только по наличию температурной аномалии в виде темной полосы нельзя однозначно судить о наличии дефекта того или иного типа. Для более точной идентификации дефектов сварного шва необходимо увеличение разрешающей способности тепловизионной съемки, а также дальнейшее совершенствование процесса обработки данных. Чтобы гарантированно получить точные данные при использовании вихретокового метода контроля, рекомендуем использовать современные цифровые вихретоковые дефектоскопы.
Чтобы гарантированно получить точные данные при использовании вихретокового метода контроля, рекомендуем использовать современные цифровые вихретоковые дефектоскопы.  Chen Woodhead Publishing Limited and CRC Press LLC, 2010. 432 р.
Chen Woodhead Publishing Limited and CRC Press LLC, 2010. 432 р. Возможность неразрушающего контроля сварных швов имеет важное значение, поскольку разрушение сварного шва для проверки требует замены его новым, непроверенным сварным швом. Таким образом, произошло значительное технологическое развитие в широкой области методов неразрушающего контроля сварки.
Возможность неразрушающего контроля сварных швов имеет важное значение, поскольку разрушение сварного шва для проверки требует замены его новым, непроверенным сварным швом. Таким образом, произошло значительное технологическое развитие в широкой области методов неразрушающего контроля сварки. Поскольку последствия разрушения сварного шва варьируются от незначительных до экстремальных, возрастает и важность испытаний. Многие сварочные работы могут причинить серьезный вред в случае отказа, что требует высокого уровня возможностей тестирования. В то же время сварные швы широко распространены в современном индустриальном обществе, что требует эффективных режимов испытаний.
Поскольку последствия разрушения сварного шва варьируются от незначительных до экстремальных, возрастает и важность испытаний. Многие сварочные работы могут причинить серьезный вред в случае отказа, что требует высокого уровня возможностей тестирования. В то же время сварные швы широко распространены в современном индустриальном обществе, что требует эффективных режимов испытаний. Это показывает техническим специалистам не только наличие дефекта, но и то, где его можно найти. Хотя это может быть эффективным методом, разделение областей для тестирования, а также транспортировка и хранение жидкостей могут сделать его громоздким. Кроме того, он ничего не делает для обнаружения закрытых пустот внутри объекта, дефектов, которые не касаются поверхности.
Это показывает техническим специалистам не только наличие дефекта, но и то, где его можно найти. Хотя это может быть эффективным методом, разделение областей для тестирования, а также транспортировка и хранение жидкостей могут сделать его громоздким. Кроме того, он ничего не делает для обнаружения закрытых пустот внутри объекта, дефектов, которые не касаются поверхности. Эти проблемы безопасности создают логистические препятствия, снижающие эффективность рентгенографического тестирования.
Эти проблемы безопасности создают логистические препятствия, снижающие эффективность рентгенографического тестирования. Это резко повышает сравнительную эффективность вихретокового контроля. Однако вихретоковая технология не может обнаруживать дефекты глубоко под поверхностью более крупных сварных швов, что требует использования другого метода.
Это резко повышает сравнительную эффективность вихретокового контроля. Однако вихретоковая технология не может обнаруживать дефекты глубоко под поверхностью более крупных сварных швов, что требует использования другого метода. Мощное программное обеспечение может эффективно анализировать изображения, отображая результаты для технических специалистов.
Мощное программное обеспечение может эффективно анализировать изображения, отображая результаты для технических специалистов.

 youtube.com/embed/uiIyJbq65RA» allowfullscreen=»»/>
youtube.com/embed/uiIyJbq65RA» allowfullscreen=»»/>  Испытания этого типа можно проводить на приспособлении. Необходимые образцы для испытаний вытачиваются из уже сваренных пластин, толщина этих образцов должна быть в пределах возможностей нашего приспособления для гибки. Образец для испытаний помещают на опоры штампа, являющегося нижней частью приспособления. Плунжер гидравлического домкрата вдавил в него образец и закрепил видимую форму штампа.
Испытания этого типа можно проводить на приспособлении. Необходимые образцы для испытаний вытачиваются из уже сваренных пластин, толщина этих образцов должна быть в пределах возможностей нашего приспособления для гибки. Образец для испытаний помещают на опоры штампа, являющегося нижней частью приспособления. Плунжер гидравлического домкрата вдавил в него образец и закрепил видимую форму штампа.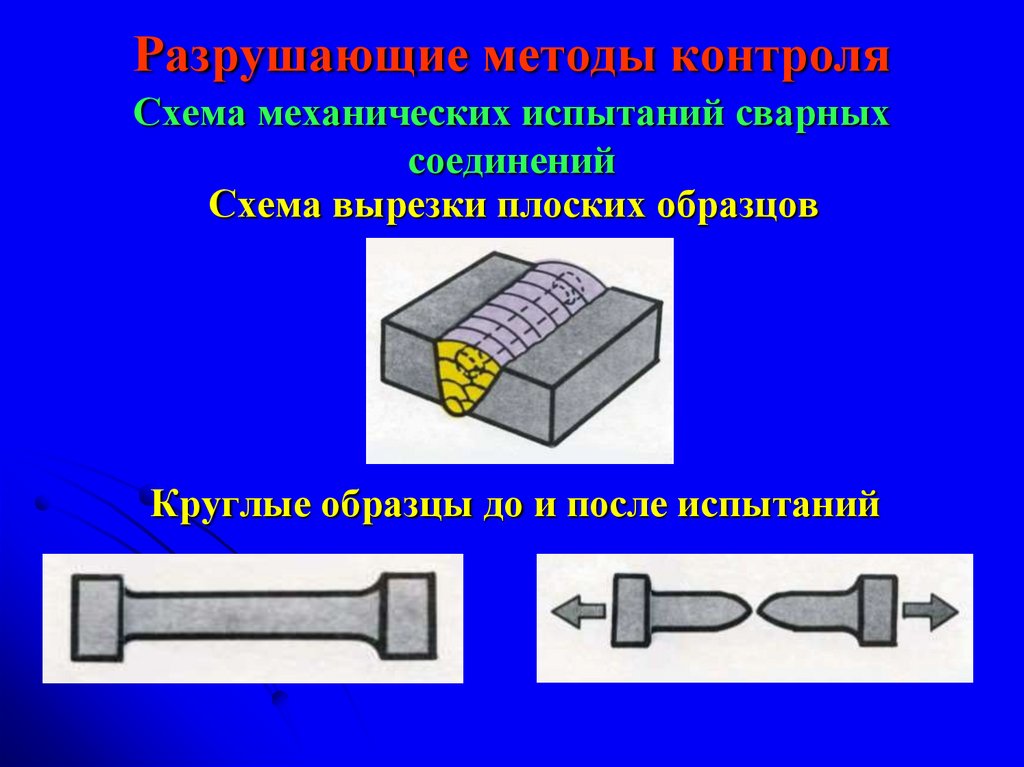
 При отсутствии трещин изгибание можно продолжать до тех пор, пока образец толщиной 1/4 дюйма или меньше не станет возможным для испытания в тисках. Тяжелый лист обычно испытывается на гибочных приспособлениях или прессе.
При отсутствии трещин изгибание можно продолжать до тех пор, пока образец толщиной 1/4 дюйма или меньше не станет возможным для испытания в тисках. Тяжелый лист обычно испытывается на гибочных приспособлениях или прессе.
 Заготовить образец из сварного соединения механической обработкой или резкой кислородно-ацетиленовой горелкой. Каждому краю сустава дается прорезь, прорезанная пилой через центр. Подготовленную часть образца перекрывают двумя стальными блоками. Теперь забивайте образец тяжелым молотком до тех пор, пока участок сварного шва между пазами не разрушится.
Заготовить образец из сварного соединения механической обработкой или резкой кислородно-ацетиленовой горелкой. Каждому краю сустава дается прорезь, прорезанная пилой через центр. Подготовленную часть образца перекрывают двумя стальными блоками. Теперь забивайте образец тяжелым молотком до тех пор, пока участок сварного шва между пазами не разрушится.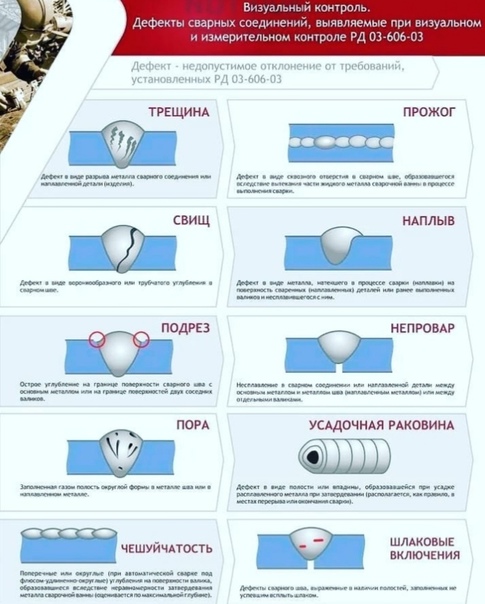 Испытание на растяжение
Испытание на растяжение  В каждом случае нагрузка регистрируется в момент разрыва. Образцы, разрушенные при испытании на растяжение, показаны на рисунке.
В каждом случае нагрузка регистрируется в момент разрыва. Образцы, разрушенные при испытании на растяжение, показаны на рисунке. Образцы изготавливаются шире требуемой и обрабатываются до требуемых размеров.
Образцы изготавливаются шире требуемой и обрабатываются до требуемых размеров. С помощью электрического тока большой силы в образце создается сильное магнитное поле.
С помощью электрического тока большой силы в образце создается сильное магнитное поле.
 Это лучший выбор для немагнитных материалов, таких как магний, алюминий и аустенитная сталь, для обнаружения любых утечек в каждом типе сварного шва. Краситель смывается водой, обладает высокой флуоресценцией и исключительными проникающими свойствами.
Это лучший выбор для немагнитных материалов, таких как магний, алюминий и аустенитная сталь, для обнаружения любых утечек в каждом типе сварного шва. Краситель смывается водой, обладает высокой флуоресценцией и исключительными проникающими свойствами.
 Мы запускаем файл под ручным давлением над тестируемым образцом. Мы можем записать информацию о том, тверже или мягче исследуемый металл, чем напильник, и другие металлы, обработанные таким же образом.
Мы запускаем файл под ручным давлением над тестируемым образцом. Мы можем записать информацию о том, тверже или мягче исследуемый металл, чем напильник, и другие металлы, обработанные таким же образом. Стальной шарик имеет диаметр 10,2 мм, и груз должен оставаться в контакте в течение 1/2 минуты. Теперь ослабьте давление и измерьте глубину углубления, сделанного шариком на образце, и отметьте глубину. Диаметр углубления более важен, чем углубление, для расчета твердости по Бринеллю. Таблицы чисел твердости по Бринеллю могут быть подготовлены для диапазона диаметров различных отпечатков. Эти диаграммы используются для определения чисел Бринелля.
Стальной шарик имеет диаметр 10,2 мм, и груз должен оставаться в контакте в течение 1/2 минуты. Теперь ослабьте давление и измерьте глубину углубления, сделанного шариком на образце, и отметьте глубину. Диаметр углубления более важен, чем углубление, для расчета твердости по Бринеллю. Таблицы чисел твердости по Бринеллю могут быть подготовлены для диапазона диаметров различных отпечатков. Эти диаграммы используются для определения чисел Бринелля. Твердость здесь выражается условно в виде чисел Роквелла. Этим числам предшествует буква, такая как «B» или «C», чтобы продемонстрировать размер используемого шарика, нагрузку для оттиска и масштаб, используемый в конкретном тесте.
Твердость здесь выражается условно в виде чисел Роквелла. Этим числам предшествует буква, такая как «B» или «C», чтобы продемонстрировать размер используемого шарика, нагрузку для оттиска и масштаб, используемый в конкретном тесте.

 Типы оборудования были разработаны для измерения резистивной и индуктивной составляющих импеданса по отдельности или одновременно для обеих составляющих.
Типы оборудования были разработаны для измерения резистивной и индуктивной составляющих импеданса по отдельности или одновременно для обеих составляющих. Путь этого вихревого тока может иметь искажения в случае любого разрыва. Вихревой ток может отклоняться или скапливаться в случае разрывов или дефектов. Изменение можно измерить, и оно указывает на дефекты/различия в химической, физической и металлургической структуре.
Путь этого вихревого тока может иметь искажения в случае любого разрыва. Вихревой ток может отклоняться или скапливаться в случае разрывов или дефектов. Изменение можно измерить, и оно указывает на дефекты/различия в химической, физической и металлургической структуре. Источник значимых сигналов маркируется на основе времени прихода на разные преобразователи.
Источник значимых сигналов маркируется на основе времени прихода на разные преобразователи.


 Подобный тип крепежа был впервые применен в горнорудной промышленности и зарекомендовал себя надежным и эффективным соединением.
Подобный тип крепежа был впервые применен в горнорудной промышленности и зарекомендовал себя надежным и эффективным соединением. На него надевается специальный смеситель, который обеспечивает нужное дозирование каждого компонента. В готовое отверстие вводят необходимое количество смешанных ингредиентов состава и вставляют закладную деталь. Эти анкера применяют при работах с плотными и с ячеистыми, пустотелыми материалами. В последних случаях рекомендуется перед заполнением вставлять отрезок металлорукава или пластиковой гильзы для устранения избыточного заполнения пустот.
На него надевается специальный смеситель, который обеспечивает нужное дозирование каждого компонента. В готовое отверстие вводят необходимое количество смешанных ингредиентов состава и вставляют закладную деталь. Эти анкера применяют при работах с плотными и с ячеистыми, пустотелыми материалами. В последних случаях рекомендуется перед заполнением вставлять отрезок металлорукава или пластиковой гильзы для устранения избыточного заполнения пустот. Основными из них являются:
Основными из них являются:
 Так, при работе с крупнопористыми стройматериалами в обязательном порядке необходимо использовать сетчатые втулки. Их нужно вставлять в отверстие до введения клеевого состава. При инъектировании обязательно использовать насадку-смеситель. С ее помощью компоненты подаются в нужной пропорции. Заполнять отверстие составом нужно полностью.
Так, при работе с крупнопористыми стройматериалами в обязательном порядке необходимо использовать сетчатые втулки. Их нужно вставлять в отверстие до введения клеевого состава. При инъектировании обязательно использовать насадку-смеситель. С ее помощью компоненты подаются в нужной пропорции. Заполнять отверстие составом нужно полностью. Закручивание гаек следует вести только динамометрическим ключом. При применении простого гаечного ключа есть большая вероятность проворачивания и разрушения клеевого материала.
Закручивание гаек следует вести только динамометрическим ключом. При применении простого гаечного ключа есть большая вероятность проворачивания и разрушения клеевого материала. Узнайте, как сверлить отверстия и вводить смолу. Также узнайте о различных типах смолы.
Узнайте, как сверлить отверстия и вводить смолу. Также узнайте о различных типах смолы.

 Возможно, у вас уже есть базовые 300-кубовые и/или 400-кубовые пистолеты-скелетоны, которые используются с некоторыми изделиями из полимерных анкеров.
Возможно, у вас уже есть базовые 300-кубовые и/или 400-кубовые пистолеты-скелетоны, которые используются с некоторыми изделиями из полимерных анкеров. Это должно быть указано на контейнере со смолой.
Это должно быть указано на контейнере со смолой. п. просто недостаточно прочны, поэтому в таких случаях лучше всего использовать химические фиксаторы и анкерные смолы.
п. просто недостаточно прочны, поэтому в таких случаях лучше всего использовать химические фиксаторы и анкерные смолы.

 Не нагружайте шпильки до полного отверждения.
Не нагружайте шпильки до полного отверждения.