Токарно-винторезный станок 16Б16КП — Всё для чайников
- Подробности
- Категория: Токарные станки
Станок предназначен для выполнения операций токарной обработки нормальной точности.
Высокая точность и чистота обработки обеспечиваются точностью изготовления всех базовых деталей и тщательностью сборки станка, применением в качестве опор шпинделя высокоточных подшипников, балансировкой всех быстровращающихся деталей станка, широким диапазоном скоростей резания с бесступенчатым регулированием.
Отсчет продольных и поперечных перемещений резца ведется по лимбам или индикаторным упорам, установленным на каретке и станине станка.
Станок имеет ускоренный ход каретки и суппорта в продольном и поперечном направлениях.
Управление рабочими и ускоренными перемещениями каретки и суппорта осуществляется одной рукояткой, удобно расположенной на фартуке.
Станок комплектуется четырехпозиционным резцедержателем и резцедержателем с механизмом быстрого отвода резца при нарезании резьб.
Частота вращения шпинделя устанавливается рукояткой, расположенной на фартуке. Ее можно изменять при вращении шпинделя.
В шпиндельной бабке имеются два перебора 1:4 и 1:16.
Использование комплектного тиристорного электропривода в приводе главного движения станка позволяет подбирать оптимальный режим обработки деталей.
При выполнении отделочной обработки движение от шпинделя коробке подач передается ременной передачей, что способствует плавной работе станка при высокой частоте вращения шпинделя и длительному сохранению точности сменных колес.
Станок имеет современную архитектурную форму, удобен в управлении и обслуживании.
Класс точности станка Н по ГОСТ 8—71.
Обозначение:
1 — токарный станок (номер группы по классификации ЭНИМС)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарно-винторезный)
Б – поколение станка (А, Б, В, Д, К, Л, М)
1 – высота центров над станиной 175 мм
6
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
К – станок с опировальным устройством
П – точность станка — (н, п, в, а, с) по ГОСТ 8-82 (П — повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Скачать документацию
Кинематическая схема
Коробка скоростей
Коробка скоростей (устанавливается на станки 16Б16, 16Б16П, 16Г16, 16Л20Ф1, 16Л20ПФ1, I6Л20, 16Л20П) на шесть ступеней монтируется в отдельном корпусе и крепится к задней наружной стенке левого торца тумбы.
Для натяжения ремня, идущего от коробки к шпинделю, коробка может перемещаться в вертикальной плоскости с помощью винта б .
Механизм коробки скоростей приводится в движение от двухскоростного электродвигателя через зубчатую ременную передачу.
Шкив 16, связанный со шлицевой ступицей 15, передает вращение валу 14, свободно проходящему через вал-гильзу 20.
Вал 14 связан с дисками приводной электромагнитной муфты 25, при включении которой движение с вала 14 передается связанному с ней валу-гильзе 20, через полумуфту 24. Коробка скоростей позволяет получить шесть различных скоростей на выходном шкиве 13. Далее движение через зубчатую ременную передачу передается на шкив шпиндельной бабки.
Все зубчатые колеса 7-11, 18, 19, 22 коробки скоростей изготовлены из легированных сталей и подвергнуты термической обработке с последующей шлифовкой профиля зубьев.
С выходным валом 4 коробки скоростей связана обеспечивающая надежное и быстрое торможение станка тормозная электромагнитная муфта 3 с ходовым винтом 12.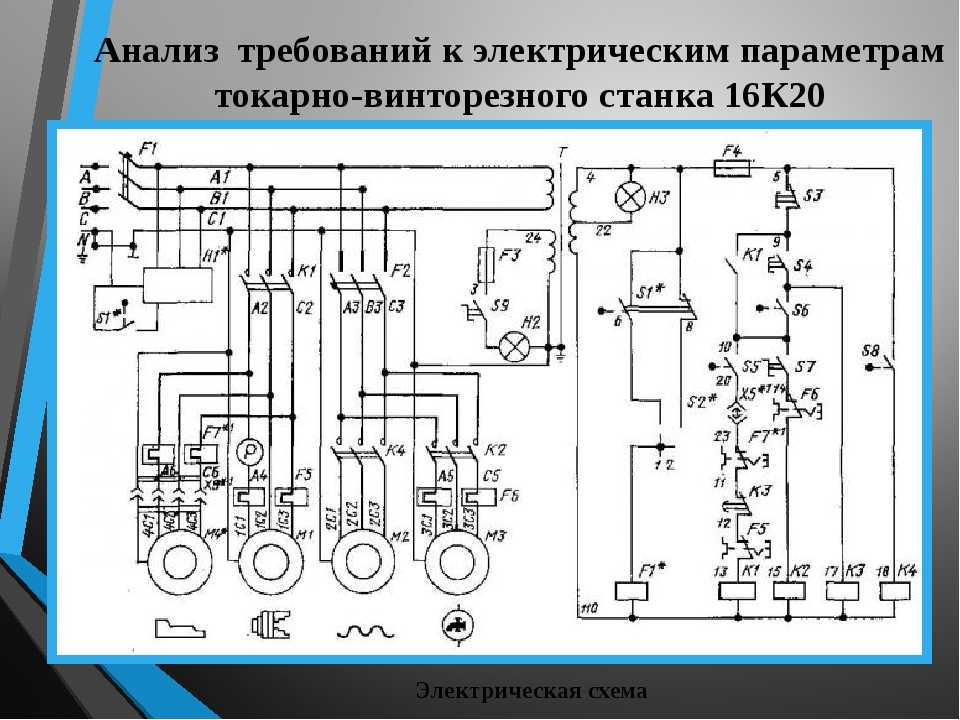
Смазка электромагнитных муфт, зубчатых колес и подшипников коробки скоростей осуществляется от насоса смазки поливом по трубопроводам I, 43 со штуцерами 2, 44.
Шпиндельная бабка
Механизм передней бабки получает движение от коробки скоростей через зубчатый ремень и разгруженный приемный шкив 7 с уплотнением 4.
Шкив 7 сидит на конусе муфты-шестерни 5, вращающейся на двух радиально-упорных подшипниках 3, расположенных в корпусе 6.
Выборка осевого люфта в подшипниках производится пружиной 4.
Шпиндель станка от приемного шкива через муфту-шестерню 5 получает 12 скоростей вращения напрямую; 12 скоростей с перебором 1:4 через зубчатые колеса 5, 8, 16, 15; 12 скоростей с перебором 1:16 через зубчатые колеса 5, 8, 11, 10, 13, 14, 16, 15.
Включение переборных групп, зубчатой муфты-шестерни 12 или отключение шпинделя для деления на заходы при нарезании резьб осуществляется рукояткой 9 с помощью переводок через систему рычагов, управляемых кривыми кулачков.
Надежная фиксация оси рукоятки 9 от проворота в рабочем положении производится подпружиненный шариком, расположенный в стакане на задней стенке корпуса шпиндельной бабки.
Шпиндель 17 станка вращается на двух конических роликоподшипниках 18 и 21.
Выбор радиального зазора в подшипниках производится пружинами 20.
Шпиндель станка, имеющий фланцевый передний конец, выполненный по ГОСТ 12593-72, обеспечивает быструю смену планшайбы и надежное ее крепление.
Суппорт
Резцедержатель с помощью суппорта может перемещаться вдоль и поперек станины от механического привода на рабочей подаче и ускоренно, а также от руки.
Каретка и поперечная ползушка суппорта имеют ограничения хода в обе стороны. При перемещении суппорта до упора срабатывает механизм отключения фартука.
При необходимости каретка суппорта с помощью винта 18 может быть закреплена в любом месте станины.
Фартук
Фартук имеет четыре пары кулачковых муфт I , 2, 3, 4, которые позволяют осуществлять прямой и обратный ходы каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется рукояткой 19. Направление включения рукоятки совпадает с направлением перемещения каретки и суппорта.
Управление перемещениями каретки и нижней части суппорта осуществляется рукояткой 19. Направление включения рукоятки совпадает с направлением перемещения каретки и суппорта.
Включение быстрых перемещений суппорта в указанных четырех направлениях осуществляется дополнительным нажатием кнопки IB, встроенной в рукоятку 19.
При этом включается электродвигатель быстрых ходов, который через клиноременную передачу сообщает движение ходовому валу.
Величина перемещения фартука с помощью маховика отсчитывается по лимбу и нониусу с ценой деления, соответственно, I и 0,1 мм.
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта и маточной гайки станка.
В фартук встроен предохранительный механизм от перегрузки станка, отрегулированный на максимальную величину усилия отключения фартука (6000 ± 500) H. При работе по упорам усилие отключения фартука можно снизить до необходимой величины гайкой 6 и ослаблением пружины 7.
Предохранительный механизм работает следующим образом.
При встрече каретки с упором или при перегрузке и, следовательно, остановке червячного зубчатого колеса 14, червяк 13, продолжая вращаться, вывертывается и через сухарь 12, толкатель II, упорный подшипник 10, сжимая пружину 7, толкает стакан 9 вправо.
Защелка 8, западая в прорезь стакана 9, препятствует возвращению червяка в исходное положение.
При дальнейшем вращении червяка происходит смещение муфты 15 вправо под воздействием пружины 15, мелкозубая часть муфты 15 выходит из зацепления с муфтой 17. Червяк 13 превращает вращаться.
Чтобы включить фартук, необходимо освободить стакан 9, подняв защелку 8.
Пружина 7 включит расцепленные зубчатые муфты 15. 17 и червяк 13.
Для нарезания резьбы необходимо рукоятку 19 установить в нейтральное положение и рукояткой 20 включить маточную гайку. При этом реечную шестерню следует вывести из зацепления, вытянув кнопку 5 на себя.
Смазка фартука, направляющих станины и каретки производится плунжерным насосом, встроенным в крышку фартука.
Задняя бабка
Задняя бабка крепится к станине через систему рычагов и эксцентрик рукояткой I (рис.12).
При необходимости поперечное смещение корпуса осуществляется винтами 10, 12 при отжатом положении зажина рукоятки I.
Контроль правильного положения корпуса задней бабки производится грубо по пригашенным при сборке местам и точно по оправке, зажатой в центрах станка.
При этом несовпадение оси вращения шпинделя и оси отверстия пиноли в горизонтальной плоскости не должно превышать 0,01 мм.
Плоский конец винта 4 скользит в фиксирующем пазу эксцентрика 3. чтобы вывернуть винт 4 для демонтажа эксцентрика 3, необходимо цековку А совместить с винтом 4.
Зажим пиноли 8 осуществляется рукояткой 7.
ВНИМАНИЕ! МАКСИМАЛЬНЫЙ ХОД ПИНОЛИ — 120 мм. Винт 9 перемещается от маховичка 2.
Коробка подач
Коробка подач состоит из зубчатых колес 1-14, 16-23 и получает движение от выходного вала передней бабки через сменные зубчатые колеса коробки передач.
Необходимые подачи и шаги резьбы устанавливался поворотом рукояток 3 и 36 , расположенных на передней крышке коробки подач.
Включение ходового винта или ходового валика, выбор типа резьбы производится рукояткой 2.
Направление вращения ходового винта изменяется поворотом рукоятки 7, нормальный или увеличенный шаг резьбы устанавливается рукояткой 6.
Для нарезания более точных резьб в коробке подач предусмотрено положение рукоятки 2, при котором ходовой винт включается напрямую, минуя механизм коробки подач. При этом нужный шаг подбирается сменными зубчатыми колесами специального набора.
Для осуществления быстрых перемещений суппорта в коробке подач смонтирована обгонная муфта 15 , назначение которой — отключить коробку подач при быстром обратном ходе суппорта.
Механизм переключения зубчатых колес коробки подач собран на одной плите 26, которая крепится к корпусу коробки подач. Переключение зубчатых колес осуществляется с помощью системы рычагов, тяг и кулачков. Фиксация рабочего положения зубчатых колес обеспечивается подпружиненными шариками, находящимися в рукоятках переключения.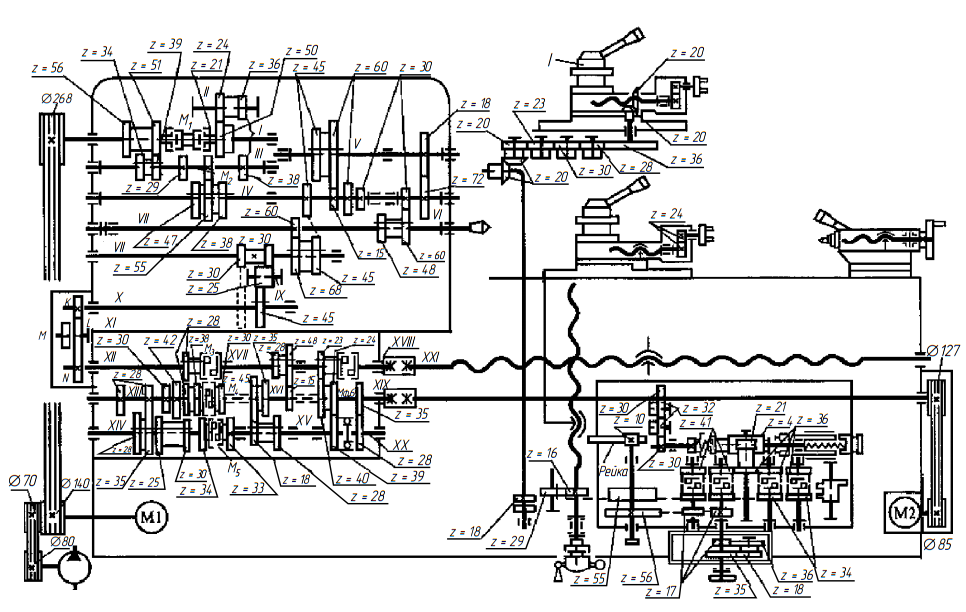
При демонтаже механизма переключения необходимо следить за правильной установкой зубчатых колес 24 и 2.5, имеющих риски, которые при монтаже должны совпадать, иначе порядок сцепления зубчатых колес коробки подач будет нарушен.
Коробка передач
Коробка передач представлена и служит для передачи движения от выходного вала передней бабки к приводному валу коробки подач.
Для получения подачи и нарезания метрической и дюймовой резьб устанавливаются зубчатые колеса основного набора с передаточным отношением 40/73 73/64 , а для нарезания модульной и питчевой резьб — с передаточным отношением 60/73 * 86/36
Ограждение коробки передач снабжено электрической блокировкой, исключающей случайное включение станка при открытом кожухе ограждения.
Электрическая схема
Электропривод станка состоит из четырех трехфазных асинхронных электродвигателей М1, М2, МЗ и М4.
Коробка скоростей главного привода станков 16B16, 16Б16П, 16Л20, 16Л20П и 16Г16 имеет две электромагнитные муфты, которыми осуществляются пуск и торможение шпинделя станка.
Коробка скоростей станков 16Б16К, 16Б16КП, 1620К, 16Г16К, 16Л20КП имеет семь электромагнитных муфт, с помощью которых осуществляются переключение скоростей, пуск и торможение шпинделя станка.
Для управления включением и остановом шпинделя станка имеются две рукоятки: правая переключателя S 8 и левая переключателя S 9.
Реверс шпинделя станка осуществляется за счет реверса электродвигателя М1 главного привода.
Скачать документацию
Токарный станок 16Б16КП: технические характеристики, паспорт, схемы
Впервые на токарно-винторезном оборудовании автоматическая коробка скоростей была установлена на модели 16Б16КП. Прецизионный станок предназначен для чистовой токарной обработки металлических деталей.
Содержание:
- 1 Краткие сведения о производителе
- 2 Назначение и область применения токарно-винторезного станка
- 3 Конструкция
- 4 Общий вид
- 5 Габариты
- 6 Расположение основных частей
- 7 Расположение органов управления
- 8 Кинематическая схема
- 9 Электрическая принципиальная схема
- 10 Коробка скоростей
- 11 Шпиндельная бабка
- 12 Суппорт
- 13 Задняя бабка
- 14 Технические характеристики
- 15 Техника безопасности при работе
- 16 Документация, паспорт
- 17 Аналоги
- 18 Особенности модификации 16Б16КА
- 19 Возможности модернизации
Краткие сведения о производителе
В Самаре напротив городского парка был пустырь, на котором механик Готхард Бенке в 1876 году начал строить литейный завод. Первое время на предприятии производили чугунное и медное литье, занимались ремонтом пароходов и другой техники.
После включения в состав металлообрабатывающих мастерских, завод стал называться Механическим. Через 3 года был выпущен первый токарно-винторезный станок.
Через 3 года был выпущен первый токарно-винторезный станок.
В 1937 году окончательно определили специализацию саратовского завода. Он полностью перешел на выпуск станков. В 1948 году были запущены автоматические линии и организовано поточное производство. С 1951 года продукция саратовского станкостроительного завода стала выпускать металлорежущее оборудование на экспорт.
Токарно-винторезный станок 16Б16КП начали производить серийно с 1970 года. Его несколько раз модифицировали и создали модели 16Б16А, 16Б16КА. Большинство оборудования до сих пор находится в рабочем состоянии.
Важно!
В настоящее время на СВСЗ выпускают различные модели токарных станков с ЧПУ и автоматические линии под маркой Samat.
Назначение и область применения токарно-винторезного станка
Токарный прецизионный станок 16Б16КП предназначен для чистовой – финишной обработки деталей круглой формы:
- чистовая обработка цилиндрических и конических поверхностей;
- подрезка;
- обработка торцов;
- нарезка метрической и дюймовой резьбы резцом и плашкой;
- точение питчевых резьб;
- сверление в оси со стороны задней бабки;
- расточка.

Высокая точность регулировки шага позволяет нарезать многозаходные резьбы на винтах. Инструмент стремительно выводится из рабочей зоны, не задевая соседнюю поверхность, благодаря механизму быстрого отвода резцедержателя.
Важно!
Модель станка 16Б16КП выпускается в тропическом варианте – работа в условиях высоких температур и влажности.
Конструкция
Модель 16Б16КП была создана на базе выпускавшихся ранее токарного станка 1А616 и 16Б16. Ее положительные характеристики основаны на конструкционных особенностях токарного станка:
- автоматическая коробка передач;
- плавная регулировка скорости резания;
- высокая точность обработки – прецизионный;
- в передней бабке установлено 2 перебора;
- резцедержатель четырехпозиционный с механизмом быстрого отвода;
- автоматический выбор оптимального режима резания благодаря наличию электрического привода на тиристорах.

Справка. Эргономика станка – удобство работы, была значительно улучшена. Токарь управлял всеми операциями, совершая минимум движений.
Передняя бабка:
Справа над станиной расположен самый сложный узел станка – передняя бабка. В ней размещаются узлы:
- коробка скоростей;
- коробка передач;
- шпиндельный узел;
- система смазки разбрызгиванием.
Масло одновременно смазывает и охлаждает шестерни, смывает с них грязь и металлическую пыль.
Важно!
Подшипники заполняются густой смазкой во время каждого профилактического осмотра.
Гитара:
Шестерни, расположенные на концах вала и винта, находятся внутри корпуса передней бабки и закрыты крышкой. Приводятся в движение клиноременной передачей. Набор шестерен зависит от типа нарезаемой резьбы.
Справка. При открывании крышки гитары во время работы станка срабатывает блокировка.
Суппорт:
Суппорт перемещается вдоль станка по направляющим станины. Имеет механические режимы движения: рабочий и ускоренный холостой. На фартуке расположены рукоятки механического передвижения и ручного подвода инструмента.
Имеет механические режимы движения: рабочий и ускоренный холостой. На фартуке расположены рукоятки механического передвижения и ручного подвода инструмента.
Салазки с резцедержателем движутся по направляющим в продольном и поперечном направлении. Одновременное включение подач в 2 перпендикулярных осях блокируется устройством на ручке управления.
Задняя бабка:
Находится справа на станине. К направляющим крепится прижимными планками и винтами. Внутри корпуса, в одной оси со шпинделем, установлена пиноль. Она перемещается вручную маховиком, расположенным сзади, и зажимается с помощью ручки.
Конус пиноли Морзе №2. В нем закрепляют:
- центра;
- сверла;
- зенкера;
- метчик для нарезки внутренней резьбы.
Передвигается задняя бабка по направляющим вручную. Фиксируется на месте планками, расположенными снизу. Они приводятся в рабочее состояние рычагом.
Во время наладки пиноль регулировочными винтами выставляется соосно шпинделю. Допустимое смещение составляет менее 0,01 мм.
Допустимое смещение составляет менее 0,01 мм.
Фартук:
Через фартук проходят ходовой вал станка и винт. Кулачковые муфты с коническими шестернями превращают крутящий момент в поступательное движение: прямой, обратный ход суппорта и каретки.
На фартуке находятся ручки управления суппортом, салазками, переключения режимов резания. Величина смещения инструмента относительно детали отсчитывается по делениям лимба и нониуса с точностью до 0,1 мм.
Запускается движения суппорта и салазок вперед и назад джойстиком. Его узел оборудован устройством блокировки одновременного включения рабочего хода в разных направлениях. При нажатии на кнопку в его рукоятке, включается быстрый ход.
По бокам фартука, над направляющей, установлены концевые выключатели. Дойдя до крайней точки, они срабатывают и останавливают суппорт.
Коробка подач:
Точный шаг при нарезании резьбы обеспечивает ходовой винт. Его вращение, связанное определенным соотношением с оборотами детали, обеспечивает коробка подач. Она расположена сзади и возвышается над передней бабкой.
Его вращение, связанное определенным соотношением с оборотами детали, обеспечивает коробка подач. Она расположена сзади и возвышается над передней бабкой.
Коробка передач:
Коробка передач расположена в нижней части передней бабки, под шпиндельным узлом. Она передает крутящий момент на приводной вал коробки подач.
Коробка скоростей:
Автоматическая коробка скоростей находится в задней части передней бабки. Она вращает шпиндель. Наличие в ней двух переборов: 1:4 и 1:16 увеличивает выбор числа оборотов обрабатываемой детали.
Принцип работы:
При нажатии кнопки «Пуск» включаются двигателя. Через кулачковые муфты крутящий момент передается на ведущий вал коробки передач. Он приводит в движение ходовой винт через коробку подач.
Через автоматическую коробку скоростей, передающую вращение с выходного вала коробки передач, приводится в движение шпиндель. Скорость его вращения регулируется ручкой на передней бабке. Она, в свою очередь, переключает шестерни переборов.
Она, в свою очередь, переключает шестерни переборов.
Кулачковые муфты, установленные в фартуке, передают суппорту движение. Одновременно с ним перемещается резцедержатель с инструментом.
Общий вид
Внешний вид модели 16Б16КП отличается от большинства токарных станков выступающей над задней бабкой автоматической коробкой скоростей и эргономичным расположением рычагов и кнопок управления.
Габариты
Размеры станка по крайним точкам 2525×1110×1505 мм.
Расположение основных частей
На станине слева находятся основные узлы: передняя бабка, коробки скоростей и передач, панели управления на корпусе. Двигатели установлены позади и внизу полой стойки. Суппорт с резцедержателем перемещается по направляющим. На его фартуке кнопки пуска, торможения и переключения режимов работы.
Впереди, вдоль направляющих, через фартук проходят ходовой вал и винт. Над правой стойкой находится задняя бабка. Ниже, на станине, двигатель системы СОЖ.
Расположение органов управления
На передней плоскости автоматической коробки скоростей находятся рукоятки:
- поворота резцовой головки;
- подачи суппорта – поперечной;
- управления АКП;
- включения насоса СОЖ;
- пуска электрооборудования.
Там же установлены сигнальная лампа и указатель нагрузки.
На передней бабке имеются таблички с настройкой режимов резания и расшифровкой символических значков. Здесь же рукоятки для установки и регулировки режимов резания, скорости вращения шпинделя и подачи инструмента.
С фартука управляется ход каретки, перемещение суппорта. Здесь же кнопка пуска реверсивного шпинделя.
Кинематическая схема
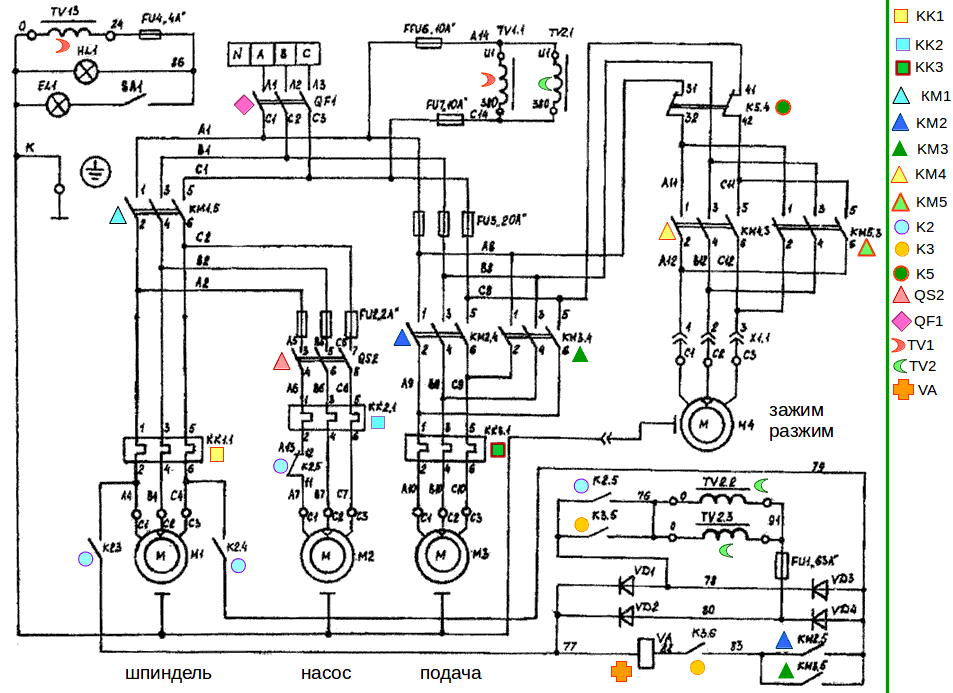
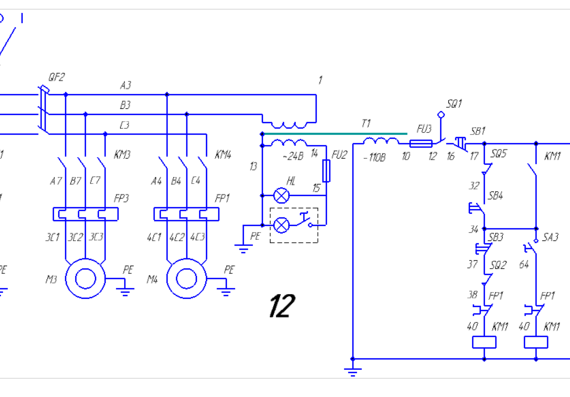
Электрическая принципиальная схема
Модель 16Б16КП имеет 3 электрические двигателя:
- главный, подключен к приводу;
- отвечающий за перемещение салазок;
- приводящий в работу насосы СОЖ.
Первые два работают согласованно. Система блокировки не допускает одновременно включения поперечной и продольной подачи. Система смазки и охлаждения включается одновременно со станком и работает независимо от основных узлов.
Система блокировки не допускает одновременно включения поперечной и продольной подачи. Система смазки и охлаждения включается одновременно со станком и работает независимо от основных узлов.
Коробка скоростей
Расположенная позади шпиндельного узла, автоматическая коробка скоростей станка 16Б16КП имеет 7 электромагнитных муфт.
Шпиндельная бабка
Через зубчатый ремень получает движение от коробки скоростей. Имеет 2 перебора.
Суппорт
На суппорте установлен четырехпозиционный резцедержатель, перемещающийся от механического привода вдоль и поперек направляющих.
Задняя бабка
задняя бабка используется для фиксации длинных деталей типа вал и сверления вдоль оси. при обработке коротких заготовок может сниматься со станины.
Технические характеристики
Токарно-винторезный станок 16Б16КП прецизионного типа, высокой точности обработки. Имеет автоматическую коробку скоростей.
Основные параметры:
Модель станка 16Б16КП имеет 3 модификации, отличающиеся длиной станины. Параметры базовой модели:
Параметры базовой модели:
- максимальная длина обрабатываемой заготовки 750 мм;
- диаметр над станиной 320 мм;
- над суппортом 180 мм;
- ход резца от оси вращения детали 185 мм.
При работе используют резцы с размером стебля 25 мм.
Шпиндель:
Благодаря наличию 2 переборов, скорость движения регулируется от 20 до 2000 об/мин, число ступеней 24. Диаметр отверстия 46 мм.
Направление вращения вперед и назад имеет одинаковые показатели.
Суппорт и подачи:
Механическое и ручное перемещение вперед и назад вдоль и поперек оси вращения детали.
Резцовые салазки:
Имеют четырехпозиционный резцедержатель. Перемещаются по перпендикулярным осям механической подачей и вручную.
Задняя бабка:
Максимальное расстояние от кулачков патрона 750 мм. Конус пиноли Морзе2. Максимальный ход 120 мм. Регулируется относительно оси детали с точностью до 0,01 мм.
Электрооборудование:
2 электродвигателя работают синхронно, приводят в работу основные узлы. Мощность 5, 7,5 кВт. Третий включает насосы системы смазки и охлаждения.
Габариты и масса:
Масса модели 16Б16КП 2270 кг при габаритах 2525×1110×1505 мм (длина, высота, ширина).
Техника безопасности при работе
Конечные выключатели и установленные в механизме станка блокирующие устройства предохраняют оборудование от поломки и станочника от травмирования. На суппорте установлен прозрачный щиток, закрывающий зону реза от разлетающейся стружки.
К работе на станке допускаются рабочие, прошедшие обучение и получившие квалификацию. Они должны быть в специальной одежде, головном уборе и надевать очки, защищающие глаза.
Документация, паспорт
На станок производителем выдается технический паспорт. В нем указаны:
- производитель;
- дата изготовления;
- основные характеристики оборудования;
- сроки профилактических и капитальных ремонтов;
- комплектация.

К паспорту прилагаются чертеж устройства станка и все его схемы.
Паспорт станка вы можете бесплатно скачать по ссылке — Паспорт токарного станка 16Б16КП
Аналоги
Модель 16Б16КП была создана на базе уже выпускаемых ранее станков 16Б16 и 16Б16П. аналогичные характеристики имеет модель 16Б16А.
Особенности модификации 16Б16КА
Станок предназначен для чистовой обработки деталей. Отличается от модели 16Б16КП меньшим диаметром обрабатываемой детали – 320 мм, имеет класс точности А. Использование проката в качестве заготовок исключается. Длина агрегата меньше – 2270 мм и вес 2150 кг.
Возможности модернизации
На модель 16Б16КП устанавливают панель удаленного управления. Уже работающее оборудование легко перестраивается под управление с ЧПУ и работает в автоматических линиях.
Токарно-винторезные станки 16Б16КП, выпущенные в 1970–1980 годах прочные и надежные. Их успешно эксплуатируют на предприятиях с мелкосерийным выпуском продукции, в ремонтных мастерских.
Их успешно эксплуатируют на предприятиях с мелкосерийным выпуском продукции, в ремонтных мастерских.
Схемы подключения — LittleMachineShop.com
На этих схемах показаны различные варианты использования плат контроллеров, которые мы продаем.
|
 Переключатель F/O/R и потенциометр заменены на
Переключатель F/O/R и потенциометр заменены на
Ты видел?
Комплект удлинения кровати 16 дюймов
Самый популярный из
Справочников
Дополнительные популярные позиции
Калькулятор машиниста lmscnc.com/calc
DynaPath
`
1. Что такое пакет управления машиной (или MCP)?
Еще в 1986 г. компания DynaPath Systems, Inc. (ранее Autocon Technologies, Inc.) предлагала пакет, который включал в себя полное управление ЧПУ, сервоприводы осей, двигатели, соединительные кабели и необходимые электрические устройства, объединенные в электрическом корпусе. Эти пакеты были задуманы как комплексный комплект для установки на колено-фрезу с ЧПУ или для облегчения преобразования ручной колено-фрезы в колено-фрезу с ЧПУ. В некоторых редких случаях также поставлялся механический комплект, в который входили прецизионные шарико-винтовые пары для замены трапецеидальных винтов.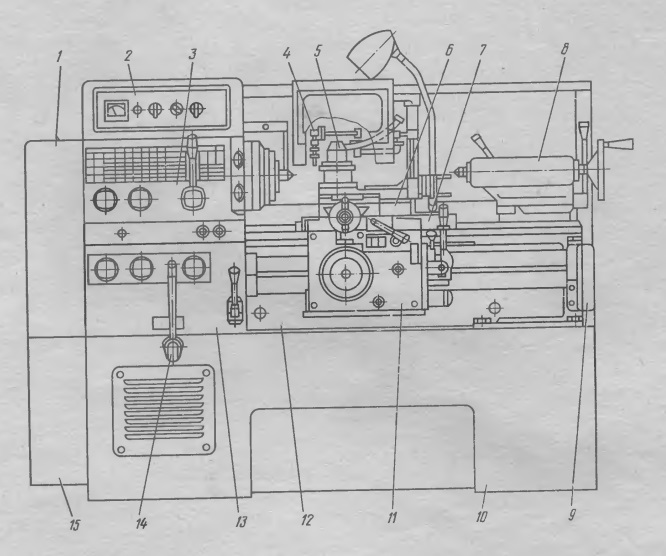
Подробная информация о текущем пакете управления машиной с использованием системы управления Delta 2000 доступна на этом веб-сайте. См. Модернизация системы управления DynaPath.
2. Как узнать, какую схему подключения использовать?
Как правило, правильная схема подключения зависит от установленного ЧПУ. Каждая серия управления будет иметь связанную с ней схему подключения MCP.
Система управления может быть Delta 10/20, Delta 40/50/60 или Delta 1000/2000, в зависимости от даты корабля. Большинство пакетов были трехосными и устанавливались на фрезерные станки, но двухосный вариант можно было использовать как на фрезерном, так и на токарном станке. Нет известных пакетов Delta 30. Хотя это и не всегда точно, к записи номера модели на черно-серебристой бирке с серийным номером иногда добавляется «MCP» (например, D10M-MCP). для поиска информации в наших файлах.
3. Электрические схемы по номеру детали.
Электрические схемы по номеру детали.
За прошедшие годы в элементах управления ЧПУ и компонентах, используемых в пакетах управления станком, произошло много изменений. Здесь представлена наиболее общая схема для каждой серии систем управления. Эти диаграммы предоставляются бесплатно и «как есть». Пользователь несет ответственность за определение того, подходит ли какая-либо схема для его/ее оборудования.
Delta 10 или Delta 20 Пакеты управления машиной:
Деталь № 4203642 Delta 10/20 3-осевой пакет управления станком (в формате Adobe™ .pdf)
Деталь № 4204000 Delta 10/20 2-осевой недорогой пакет управления станком (в формате Adobe™ .pdf)
Деталь № 4204123 Delta 10/20 3-Axis Low Cost Machine-Control Package (в формате Adobe™ .pdf)
Деталь № 4201706 Соединительная плата Delta 10/20 MCP (в формате Adobe™ .pdf)
Деталь № 4201924 Соединительная плата Delta 10/20 MCP (в формате Adobe™ .pdf)
Деталь № 4204514 Delta 10/20 MCP 120VAC Coolant Option Wiring (в формате Adobe™ .

 60х40х3,0 ст1пс, дл.6м
60х40х3,0 ст1пс, дл.6м /images/cache/data/product/00000100639-38×38.jpg
/images/cache/data/product/00000100639-38×38.jpg jpg
jpg 00
00 00
00 Ogint Ultra…
Ogint Ultra… ARIZONA
ARIZONA 00
00 00
00 /на…
/на… Пожалуйста, свяжитесь с нашим отделом продаж для индивидуального предложения.
Пожалуйста, свяжитесь с нашим отделом продаж для индивидуального предложения. 1
1 09
09 Они используются в основном для передачи жидкости или газа. Стальные трубы в основном используются для водопровода и газопровода в жилых и промышленных зданиях. Эти продукты популярны во многих регионах.
Они используются в основном для передачи жидкости или газа. Стальные трубы в основном используются для водопровода и газопровода в жилых и промышленных зданиях. Эти продукты популярны во многих регионах.
 Зачистка включает в себя наложение внутреннего края стальной пластины и скошенной кромки противоположной стороны пластины. Затем шов был сварен с помощью сварочного шара, и нагретая труба была пропущена между роликами, которые сжимали шов вместе, создавая соединение.
Зачистка включает в себя наложение внутреннего края стальной пластины и скошенной кромки противоположной стороны пластины. Затем шов был сварен с помощью сварочного шара, и нагретая труба была пропущена между роликами, которые сжимали шов вместе, создавая соединение. Первоначально в этом производственном процессе для нагрева краев использовался переменный ток низкой частоты. Этот низкочастотный процесс использовался с 1920-х до 19 века.70. В 1970 году низкочастотный процесс был заменен высокочастотным процессом ERW, который позволил получить сварной шов более высокого качества.
Первоначально в этом производственном процессе для нагрева краев использовался переменный ток низкой частоты. Этот низкочастотный процесс использовался с 1920-х до 19 века.70. В 1970 году низкочастотный процесс был заменен высокочастотным процессом ERW, который позволил получить сварной шов более высокого качества. Как и низкочастотная труба ВПВ, швы сваренных оплавлением труб подвержены коррозии и крюкообразным трещинам, но в меньшей степени, чем трубы ВПВ. Этот тип труб также подвержен поломкам из-за твердых участков в стальном листе. Поскольку большая часть труб, сваренных оплавлением, была произведена одним производителем, считается, что эти твердые участки возникли из-за случайной закалки стали во время производственного процесса, используемого этим конкретным производителем. Сварка оплавлением больше не используется для производства труб.
Как и низкочастотная труба ВПВ, швы сваренных оплавлением труб подвержены коррозии и крюкообразным трещинам, но в меньшей степени, чем трубы ВПВ. Этот тип труб также подвержен поломкам из-за твердых участков в стальном листе. Поскольку большая часть труб, сваренных оплавлением, была произведена одним производителем, считается, что эти твердые участки возникли из-за случайной закалки стали во время производственного процесса, используемого этим конкретным производителем. Сварка оплавлением больше не используется для производства труб. Сварочная дуга находится под флюсом.
Сварочная дуга находится под флюсом.

 е. среднее содержание углерода в стали 0,40%.
е. среднее содержание углерода в стали 0,40%.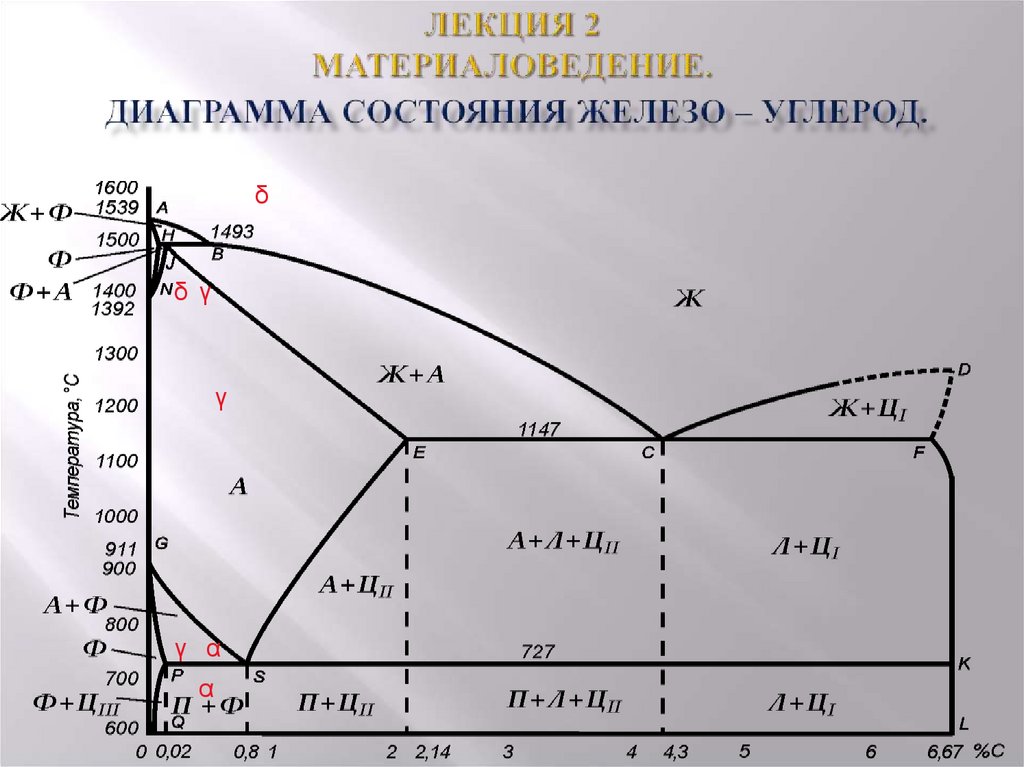 е. прокаливающейся в деталях диаметром 50-75 мм.
е. прокаливающейся в деталях диаметром 50-75 мм.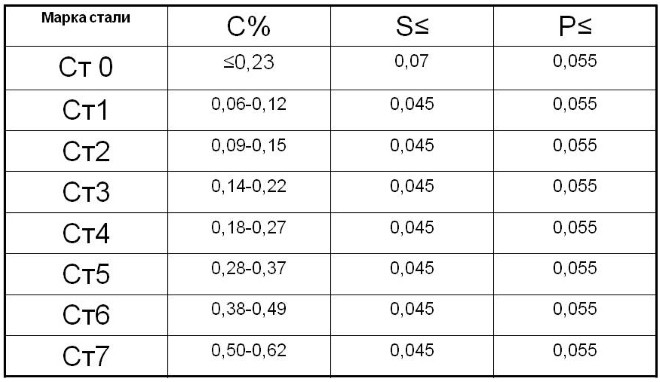
 1.2.3 (ГОСТ 4543-2016).
1.2.3 (ГОСТ 4543-2016).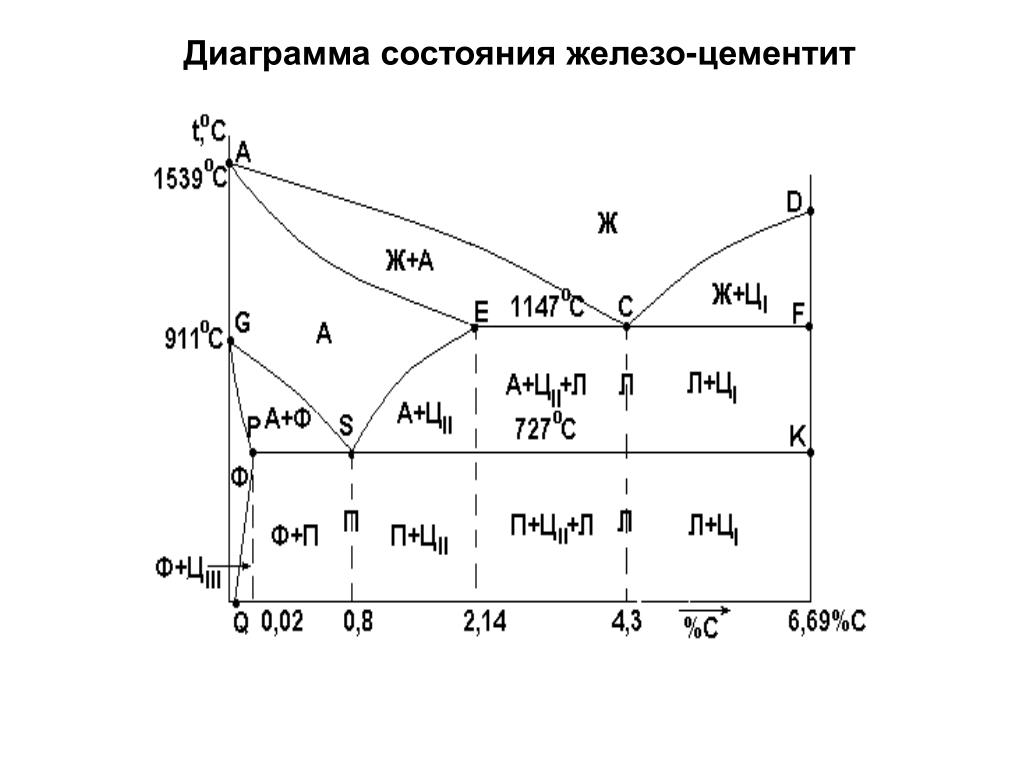 Охлаждение с указанной скоростью до 500°C, а затем на воздухе.
Охлаждение с указанной скоростью до 500°C, а затем на воздухе. в воде или масле
в воде или масле Нормализация при 870-925°С; закалка с 790°С в масле; отпуск при 540°С.
Нормализация при 870-925°С; закалка с 790°С в масле; отпуск при 540°С. Скорость деформирования 50мм/мин, скорость деформации 0,031/c
Скорость деформирования 50мм/мин, скорость деформации 0,031/c Закалка+отпуск
Закалка+отпуск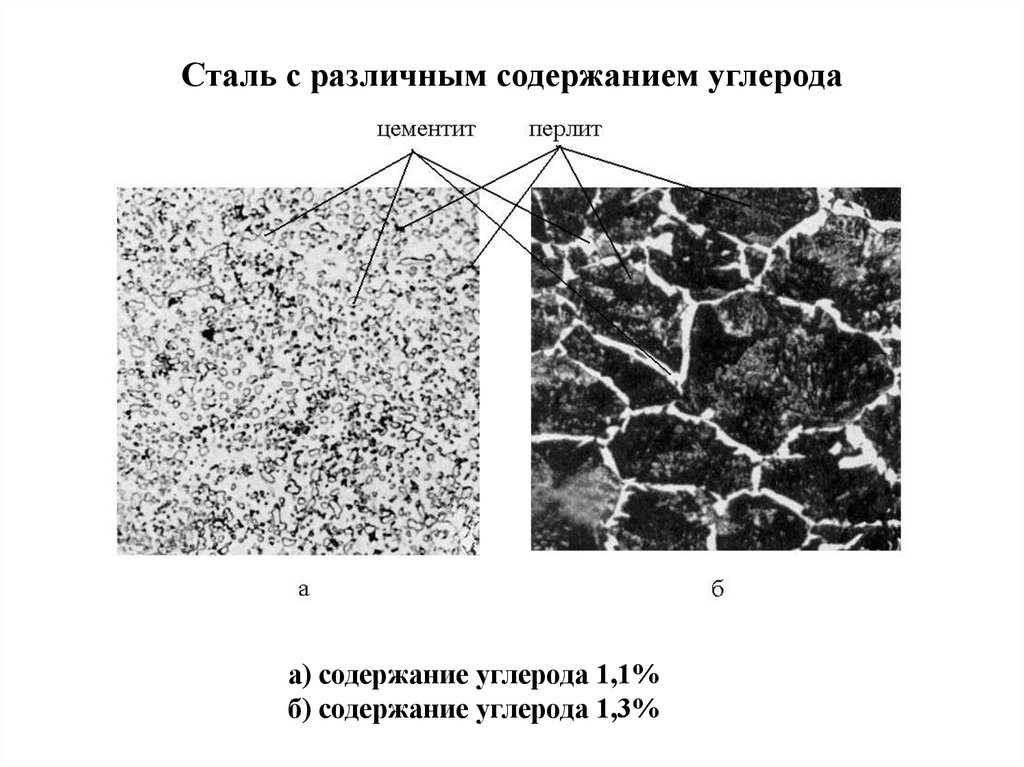
 С.Каменичный. Краткий справочник технолога термиста. 1963 г.
С.Каменичный. Краткий справочник технолога термиста. 1963 г.
 К примеру, такие как: соединительные трубки и муфты для механизмов в нефтедобывающей промышленности, поршневые шатуны, оси, и валы. Зубчатые колеса, гидроцилиндровые штоки и тому подобные детали также изготавливают из стали 40ХН, так как она обеспечивает высокое качество конечного продукта.
К примеру, такие как: соединительные трубки и муфты для механизмов в нефтедобывающей промышленности, поршневые шатуны, оси, и валы. Зубчатые колеса, гидроцилиндровые штоки и тому подобные детали также изготавливают из стали 40ХН, так как она обеспечивает высокое качество конечного продукта.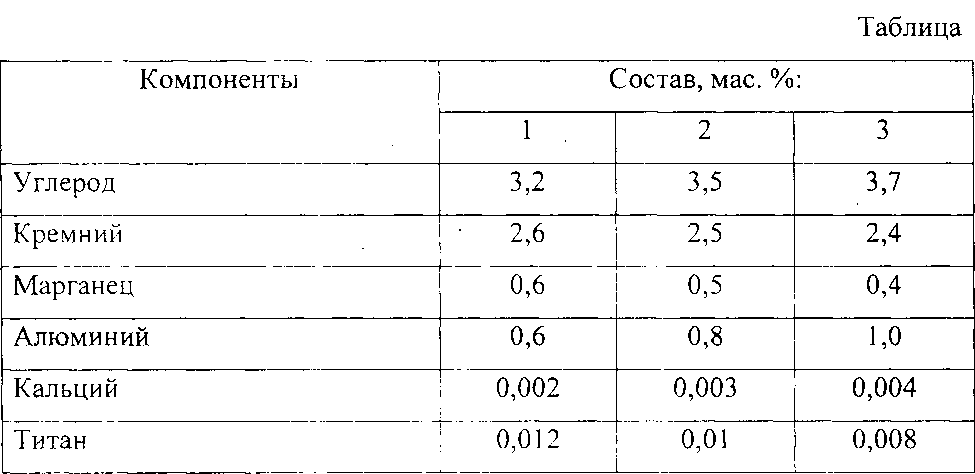 Вся сталь содержит углерод, и когда углерод является основным легирующим элементом в стали, эта сталь считается углеродистой сталью. Однако количество углерода, присутствующего в стали, определяет тип или сорт углеродистой стали.
Вся сталь содержит углерод, и когда углерод является основным легирующим элементом в стали, эта сталь считается углеродистой сталью. Однако количество углерода, присутствующего в стали, определяет тип или сорт углеродистой стали.
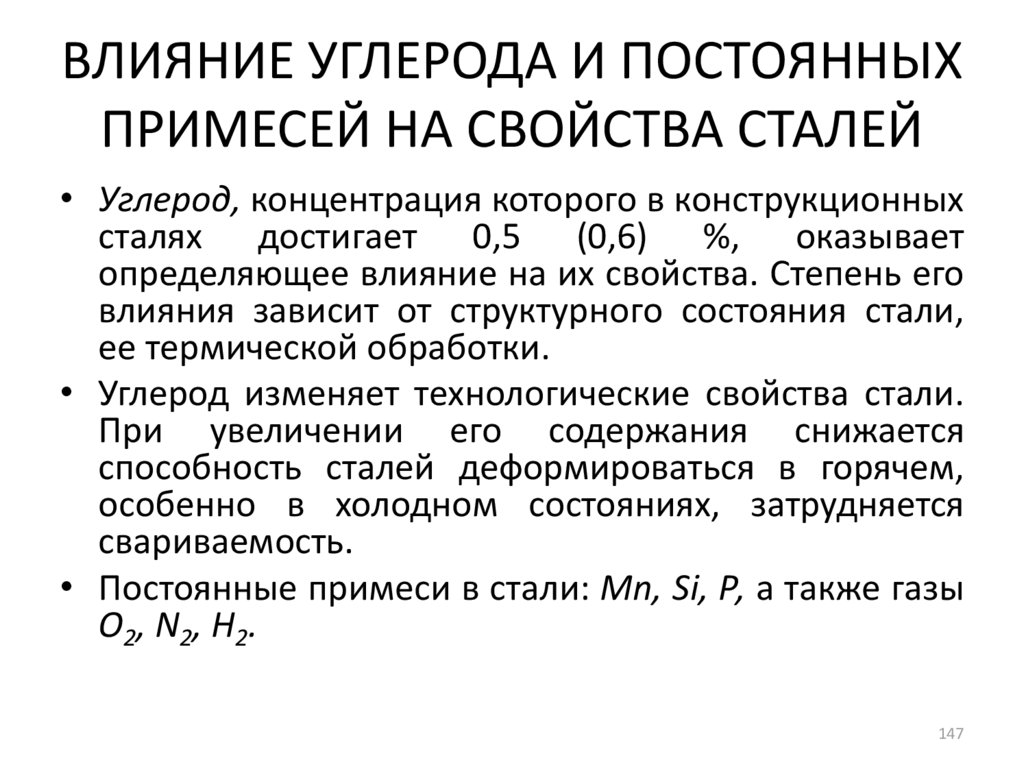
 Мягкоуглеродистая сталь может подвергаться термической обработке путем аустенизации, закалки и последующего отпуска для улучшения ее механических свойств. Чаще всего он используется в отпущенном состоянии, имея микроструктуру мартенсита отпуска. Среднеуглеродистая сталь сочетает в себе пластичность и прочность. Эта марка стали в основном используется для применений, требующих сочетания высокой прочности и износостойкости, в том числе:
Мягкоуглеродистая сталь может подвергаться термической обработке путем аустенизации, закалки и последующего отпуска для улучшения ее механических свойств. Чаще всего он используется в отпущенном состоянии, имея микроструктуру мартенсита отпуска. Среднеуглеродистая сталь сочетает в себе пластичность и прочность. Эта марка стали в основном используется для применений, требующих сочетания высокой прочности и износостойкости, в том числе: Чем выше содержание углерода в стали, тем она менее пластична. Кроме того, она обычно намного дороже по сравнению с мягкой сталью.
Чем выше содержание углерода в стали, тем она менее пластична. Кроме того, она обычно намного дороже по сравнению с мягкой сталью. Состав. 2,0%. Американский институт чугуна и стали (AISI) определяет углеродистую сталь следующим образом: «Сталь считается углеродистой сталью, если не указано или не требуется минимальное содержание хрома, кобальта, молибдена, никеля, ниобия, титана, вольфрама, ванадия или циркония. , или любой другой элемент, который необходимо добавить для получения желаемого эффекта легирования; когда указанное минимальное содержание меди не превышает 0,40 процента; или когда максимальное содержание, указанное для любого из следующих элементов, не превышает указанных процентов: марганец 1,65, кремний 0,60, медь 0,60″.
Состав. 2,0%. Американский институт чугуна и стали (AISI) определяет углеродистую сталь следующим образом: «Сталь считается углеродистой сталью, если не указано или не требуется минимальное содержание хрома, кобальта, молибдена, никеля, ниобия, титана, вольфрама, ванадия или циркония. , или любой другой элемент, который необходимо добавить для получения желаемого эффекта легирования; когда указанное минимальное содержание меди не превышает 0,40 процента; или когда максимальное содержание, указанное для любого из следующих элементов, не превышает указанных процентов: марганец 1,65, кремний 0,60, медь 0,60″.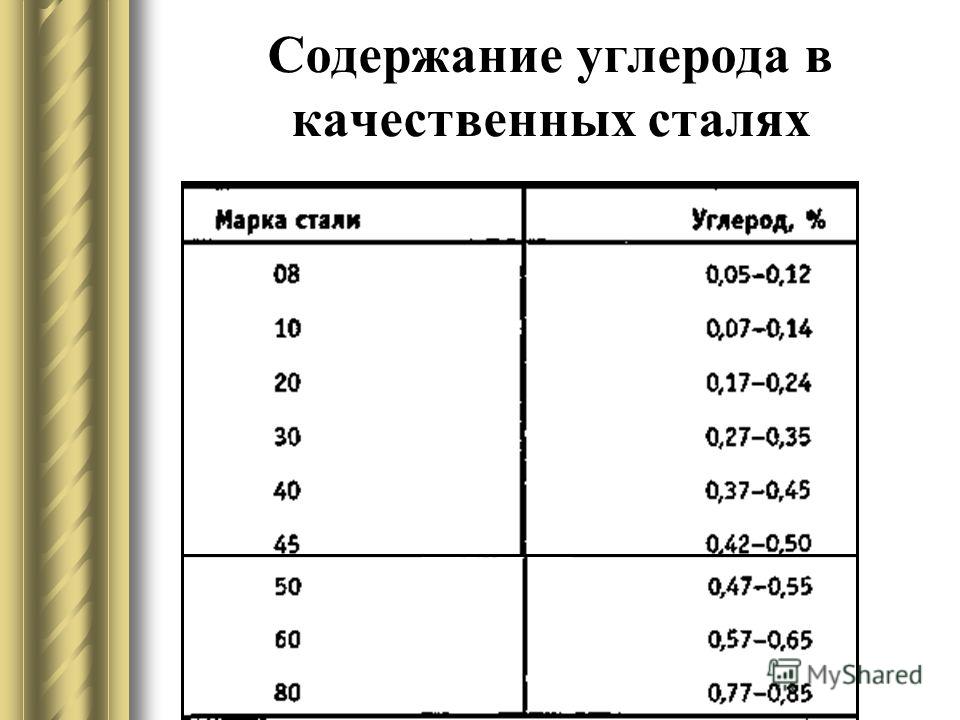 Мягкая сталь имеет относительно низкую прочность на растяжение, но она дешевая и ковкая; твердость поверхности может быть увеличена за счет науглероживания. [3]
Мягкая сталь имеет относительно низкую прочность на растяжение, но она дешевая и ковкая; твердость поверхности может быть увеличена за счет науглероживания. [3] 
 Обратите внимание, что электрическая и теплопроводность изменились лишь незначительно. Как и в большинстве методов упрочнения стали, модуль Юнга (упругость) не изменяется. Все обработки стали меняют пластичность на повышенную прочность и наоборот. Железо имеет более высокую растворимость углерода в аустенитной фазе; поэтому все термообработки, кроме сфероидизации и технологического отжига, начинаются с нагрева стали до температуры, при которой может существовать аустенитная фаза. Затем сталь закаливают (отводят тепло) с высокой скоростью, вызывая выделение цементита и, наконец, оставшееся чистое железо затвердевает. Скорость, с которой сталь охлаждается до эвтектоидной температуры, влияет на скорость, с которой углерод диффундирует из аустенита и образует цементит. Вообще говоря, при быстром охлаждении карбид железа остается мелкодисперсным и образуется мелкозернистый перлит (пока не будет достигнута критическая температура мартенсита), а при медленном охлаждении образуется более крупный перлит.
Обратите внимание, что электрическая и теплопроводность изменились лишь незначительно. Как и в большинстве методов упрочнения стали, модуль Юнга (упругость) не изменяется. Все обработки стали меняют пластичность на повышенную прочность и наоборот. Железо имеет более высокую растворимость углерода в аустенитной фазе; поэтому все термообработки, кроме сфероидизации и технологического отжига, начинаются с нагрева стали до температуры, при которой может существовать аустенитная фаза. Затем сталь закаливают (отводят тепло) с высокой скоростью, вызывая выделение цементита и, наконец, оставшееся чистое железо затвердевает. Скорость, с которой сталь охлаждается до эвтектоидной температуры, влияет на скорость, с которой углерод диффундирует из аустенита и образует цементит. Вообще говоря, при быстром охлаждении карбид железа остается мелкодисперсным и образуется мелкозернистый перлит (пока не будет достигнута критическая температура мартенсита), а при медленном охлаждении образуется более крупный перлит. Охлаждение доэвтектоидной стали (менее 0,77 мас.% C) приводит к пластинчато-перлитной структуре слоев карбида железа с _-ферритом (чистым железом) между ними. Если это заэвтектоидная сталь (более 0,77 мас.% C), то структура представляет собой сплошной перлит с мелкими зернами (больше, чем пластинка перлита) цементита, разбросанными по всему периметру. Относительные количества составляющих определяются с помощью правила рычага. Ниже приведен список возможных видов термообработки:
Охлаждение доэвтектоидной стали (менее 0,77 мас.% C) приводит к пластинчато-перлитной структуре слоев карбида железа с _-ферритом (чистым железом) между ними. Если это заэвтектоидная сталь (более 0,77 мас.% C), то структура представляет собой сплошной перлит с мелкими зернами (больше, чем пластинка перлита) цементита, разбросанными по всему периметру. Относительные количества составляющих определяются с помощью правила рычага. Ниже приведен список возможных видов термообработки: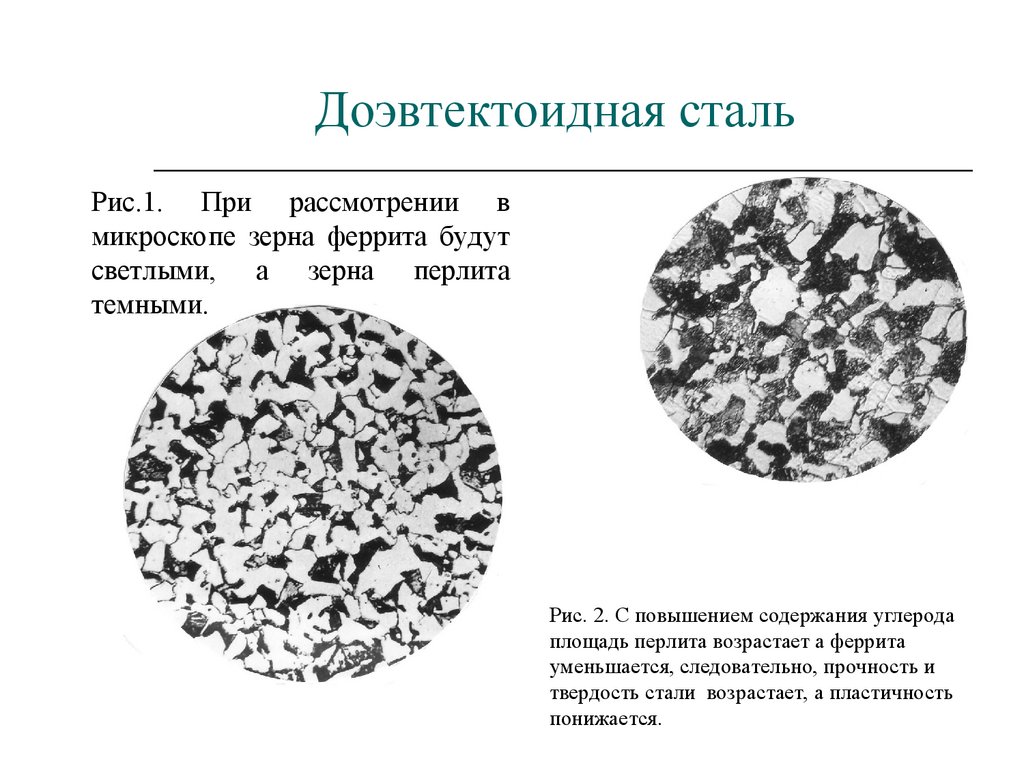
 .. (не реклама).
.. (не реклама). ..
.. ..
..
 .. за 900 р.
.. за 900 р. 142 сварка Stock-Photografie und Bilder. Odersuchen Sie nach funken oder stahl, um noch mehr faszinierende Stock-Bilder zu entdecken.
142 сварка Stock-Photografie und Bilder. Odersuchen Sie nach funken oder stahl, um noch mehr faszinierende Stock-Bilder zu entdecken. концепция сварки рабочих. — сварочные фото и бильдерман, сварка металла — сварочные фото и бильдерсварщик, работающие с металлическими трубами — сварочные фото и бильдерблик на швайсере — сварочные фото и бильдершвайсен — сварочные фото и бильдерштальверарбайтенден верк. — сварочные стоковые фотографии и бильдерквалифицированные и самостоятельные фотографии — сварочные стоковые фотографии и бильдервейблиш парик-швайсер — сварочные стоковые фотографии и бильдеразиатские китайские арбайтеры schweißerin mit schutzschützender arbeitskleidung, die stock-lärkstattage aweitskleidung, die-lärkstattage aufrkstattage fotos und bilderhispanische eisenarbeiter schweißen ein stahlträger — обучение сварке фото и бильдерметаллупромышленности. — сварка стоковых фото и бильдерджунге Weibliche auszubildende schweißnähte stahl mit mahlwerk in werkstatt — сварочные стоковые фото и бильдерлассен sie uns schweißen — сварочные стоковые фото и бильдершвайсер verwendet fackel zum schweißen auf dem er ist — сварочные стоковые фотографии и бильдерсени geräte — сварочные фото и бильдериндустрия arbeiter und schweißen-tool — сварочные фото и бильдерсварщик, работающий на заводе — сварочные фото и бильдершвайсер schweißen edelstahl großrohr — сварочные фото и бильдерарк schweißer, schweißen funken — сварочные фото и бильдерсварщик за работой — сварка фото и бильдерман, сварка на заводе — сварка фото и бильдершвайс, швайсен функен — сварка фото и бильдерсварщик внутри стального резервуара — сварка фото и бильдершвайс и шляйфен.
концепция сварки рабочих. — сварочные фото и бильдерман, сварка металла — сварочные фото и бильдерсварщик, работающие с металлическими трубами — сварочные фото и бильдерблик на швайсере — сварочные фото и бильдершвайсен — сварочные фото и бильдерштальверарбайтенден верк. — сварочные стоковые фотографии и бильдерквалифицированные и самостоятельные фотографии — сварочные стоковые фотографии и бильдервейблиш парик-швайсер — сварочные стоковые фотографии и бильдеразиатские китайские арбайтеры schweißerin mit schutzschützender arbeitskleidung, die stock-lärkstattage aweitskleidung, die-lärkstattage aufrkstattage fotos und bilderhispanische eisenarbeiter schweißen ein stahlträger — обучение сварке фото и бильдерметаллупромышленности. — сварка стоковых фото и бильдерджунге Weibliche auszubildende schweißnähte stahl mit mahlwerk in werkstatt — сварочные стоковые фото и бильдерлассен sie uns schweißen — сварочные стоковые фото и бильдершвайсер verwendet fackel zum schweißen auf dem er ist — сварочные стоковые фотографии и бильдерсени geräte — сварочные фото и бильдериндустрия arbeiter und schweißen-tool — сварочные фото и бильдерсварщик, работающий на заводе — сварочные фото и бильдершвайсер schweißen edelstahl großrohr — сварочные фото и бильдерарк schweißer, schweißen funken — сварочные фото и бильдерсварщик за работой — сварка фото и бильдерман, сварка на заводе — сварка фото и бильдершвайс, швайсен функен — сварка фото и бильдерсварщик внутри стального резервуара — сварка фото и бильдершвайс и шляйфен. — сварочные фото и бильдершвайссер — сварочные фото и бильдернахауфнахме фон Швайсметалл в айнер веркштатт. — сварочные фото и бильдершвериндустри арбайтнехмер шнайден фон шталь мит айнем винкельшляйфер. — сварочные фото и бильдериндустриарбайтер schweißen am rohr — сварочные стоковые фото и бильдериндустришвайсер — сварочные стоковые фото и бильдершвайсшвайссен edelstahltank in der industrie — сварочные стоковые фотографии и бильдершвайссимвол-набор — сварочные стоковые графики, -клипарт, -мультфильмы и — Symbolewelder сварочная балка в мастерской верфи — сварочные фото и бильдерфрау мит einer schweißmaschine — сварочные стоковые фото и бильдерные искры от роботизированной промышленной сварочной горелки — сварочные фото и бильдерман, сварка металлической рамы в металлической мастерской — сварочные стоковые фотографии и вид сбоку рабочий, сваривающий крыло самолета ночью — сварочные стоковые фотографии и бильдерафриканская женщина-сварщик, позирующая с металлом — сварка стоковых фотографий и бильдерметаллический рабочий в защитной спецодежде, сварка металла во время работы на заводе — сварочные стоковые фотографии и бильдершвайсерская техника — сварочные стоковые фотографии und bilderhispanische eisenarbeiter schweißen ein stahlträger — сварочный материал-f otos und bilderein ölfeldarbeiter schweißt eine endkappe zu einem rohr, während funken an einem sonnigen tag neben einem derrick auf einer öl- und gasbohrpad-anlage fliegen — сварочные фото и бильдершвайсен zwei stücke aus metall.
— сварочные фото и бильдершвайссер — сварочные фото и бильдернахауфнахме фон Швайсметалл в айнер веркштатт. — сварочные фото и бильдершвериндустри арбайтнехмер шнайден фон шталь мит айнем винкельшляйфер. — сварочные фото и бильдериндустриарбайтер schweißen am rohr — сварочные стоковые фото и бильдериндустришвайсер — сварочные стоковые фото и бильдершвайсшвайссен edelstahltank in der industrie — сварочные стоковые фотографии и бильдершвайссимвол-набор — сварочные стоковые графики, -клипарт, -мультфильмы и — Symbolewelder сварочная балка в мастерской верфи — сварочные фото и бильдерфрау мит einer schweißmaschine — сварочные стоковые фото и бильдерные искры от роботизированной промышленной сварочной горелки — сварочные фото и бильдерман, сварка металлической рамы в металлической мастерской — сварочные стоковые фотографии и вид сбоку рабочий, сваривающий крыло самолета ночью — сварочные стоковые фотографии и бильдерафриканская женщина-сварщик, позирующая с металлом — сварка стоковых фотографий и бильдерметаллический рабочий в защитной спецодежде, сварка металла во время работы на заводе — сварочные стоковые фотографии и бильдершвайсерская техника — сварочные стоковые фотографии und bilderhispanische eisenarbeiter schweißen ein stahlträger — сварочный материал-f otos und bilderein ölfeldarbeiter schweißt eine endkappe zu einem rohr, während funken an einem sonnigen tag neben einem derrick auf einer öl- und gasbohrpad-anlage fliegen — сварочные фото и бильдершвайсен zwei stücke aus metall. — сварочные фото и бильдерсварщики с татуировками на обеих руках на заводе, портрет — сварочные стоковые фото и бильдерсварщики в маске и защитных перчатках на заводе — сварочные фото и бильдерсварщики — сварщики и бильдерсварщики, работающие на судостроении двор в китае. — сварочные фото и фотографии для сварки китайских рабочих труб — сварочные фото и фотографии от 100
— сварочные фото и бильдерсварщики с татуировками на обеих руках на заводе, портрет — сварочные стоковые фото и бильдерсварщики в маске и защитных перчатках на заводе — сварочные фото и бильдерсварщики — сварщики и бильдерсварщики, работающие на судостроении двор в китае. — сварочные фото и фотографии для сварки китайских рабочих труб — сварочные фото и фотографии от 100 концепция автоматизации производственного процесса в индустрии 4.0 или 4-й промышленной революции и управление программным обеспечением iot. PREMIUM
концепция автоматизации производственного процесса в индустрии 4.0 или 4-й промышленной революции и управление программным обеспечением iot. PREMIUM 0 или 4-й промышленной революции и программное обеспечение IoT для управления работой. PREMIUM
0 или 4-й промышленной революции и программное обеспечение IoT для управления работой. PREMIUM тестирование микропроцессора. автоматизация производства. производство чипов. ПРЕМИУМ
тестирование микропроцессора. автоматизация производства. производство чипов. ПРЕМИУМ ПРЕМИУМ
ПРЕМИУМ Производство металлоконструкций и техническое обслуживание конструкций с помощью концепции ручного труда. ПРЕМИУМ
Производство металлоконструкций и техническое обслуживание конструкций с помощью концепции ручного труда. ПРЕМИУМ PREMIUM
PREMIUM 0021
0021 PREMIUM
PREMIUM сварщик носит защитное снаряжение с маской и термостойкими перчатками. PREMIUM
сварщик носит защитное снаряжение с маской и термостойкими перчатками. PREMIUM PREMIUM
PREMIUM повсюду пыль, штукатурка, что вредно для дыхательной системы. ПРЕМИУМ
повсюду пыль, штукатурка, что вредно для дыхательной системы. ПРЕМИУМ концепция автоматизации производственного процесса промышленности 4.0 или 4-й промышленной революции и управления программным обеспечением iot. PREMIUM
концепция автоматизации производственного процесса промышленности 4.0 или 4-й промышленной революции и управления программным обеспечением iot. PREMIUM производство транзисторных микросхем. оборудование для тестирования микросхем. проверка печатной платы во время производства. производство микросхем. автоматизированное тестирование печатных платPREMIUM
производство транзисторных микросхем. оборудование для тестирования микросхем. проверка печатной платы во время производства. производство микросхем. автоматизированное тестирование печатных платPREMIUM автоматизация производственного процесса, контролируемая специалистом с помощью программного обеспечения iot, подключенного к сети Интернет .PREMIUM
автоматизация производственного процесса, контролируемая специалистом с помощью программного обеспечения iot, подключенного к сети Интернет .PREMIUM



 Чтобы быстро найти нужный Вам документ, пожалуйста, воспользуйтесь меню слева.
Чтобы быстро найти нужный Вам документ, пожалуйста, воспользуйтесь меню слева. 002.ТУ.00661
002.ТУ.00661 05.2019
05.2019 CN.ПР 207.Н.00054
CN.ПР 207.Н.00054 Сравните
Сравните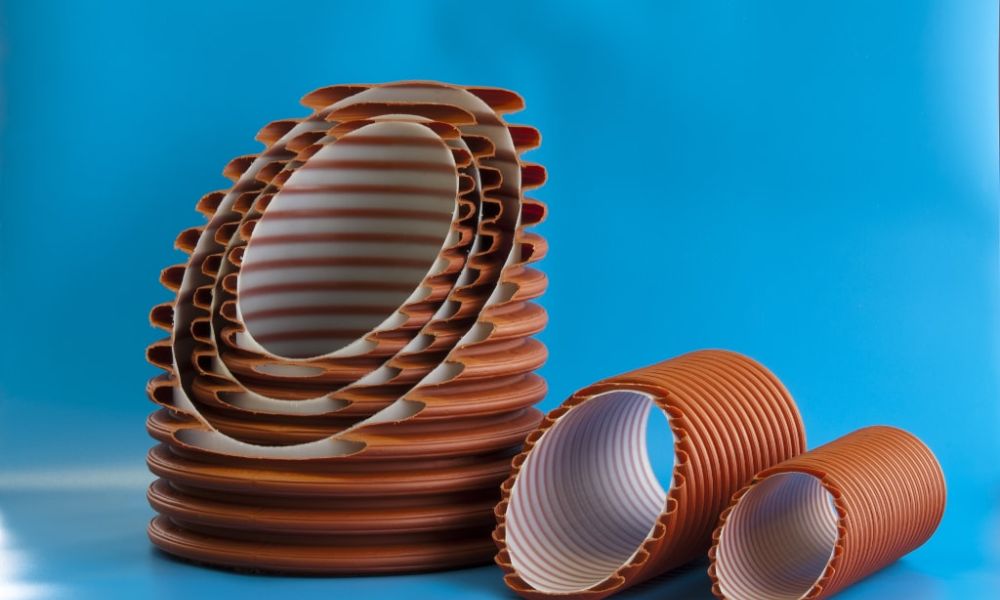 Сравните
Сравните
 Сравнить
Сравнить
 Вы оперативно ответили на все мои вопросы… Спасибо, что сделали мой первый опыт работы с вашей компанией положительным опытом…»
Вы оперативно ответили на все мои вопросы… Спасибо, что сделали мой первый опыт работы с вашей компанией положительным опытом…» th , это сделает некоторых людей действительно счастливыми!
th , это сделает некоторых людей действительно счастливыми!
 Речь идет прежде всего о тех объектах, которые предполагают высокий уровень влажности, как в грунте, так и на поверхности. Предел прочности на изгиб асбоцементных труб составляет около 30 МПа, а на сжатие его значение может составлять 90 МПа, при том, что плотность материала очень невелика. Это делает трубу легкой и прочной одновременно. Асбестоцементная труба может выстоять около 60 циклов разморозки, а это значит, что срок их службы очень велик. Трубы подразделяют на два вида:
Речь идет прежде всего о тех объектах, которые предполагают высокий уровень влажности, как в грунте, так и на поверхности. Предел прочности на изгиб асбоцементных труб составляет около 30 МПа, а на сжатие его значение может составлять 90 МПа, при том, что плотность материала очень невелика. Это делает трубу легкой и прочной одновременно. Асбестоцементная труба может выстоять около 60 циклов разморозки, а это значит, что срок их службы очень велик. Трубы подразделяют на два вида: Такая труба стоит очень недорого, что позволяет значительно снизить расходы на строительство, а иногда возведение столбчатого фундамента — едва ли не единственный способ постройки при определенном типе почвы.
Такая труба стоит очень недорого, что позволяет значительно снизить расходы на строительство, а иногда возведение столбчатого фундамента — едва ли не единственный способ постройки при определенном типе почвы. После этого производят разметку участка и снимают верхний слой почвы. Очень важно точно разметить контуры здания и те точки, где будут установлены столбы максимально точно. После этого выполняют бурение скважин под опорную конструкцию.
После этого производят разметку участка и снимают верхний слой почвы. Очень важно точно разметить контуры здания и те точки, где будут установлены столбы максимально точно. После этого выполняют бурение скважин под опорную конструкцию. В таком случае лучше устанавливать монолитный или ленточный фундаменты.
В таком случае лучше устанавливать монолитный или ленточный фундаменты.
 500мм.
500мм. Наши Асбестоцементные Трубы доступны в различных размерах, формах и сортах. Мы поставляем эти трубы в большинство крупных индийских городов более чем в 20 штатах. Мы Sachiya Steel International предлагаем различные типы марок стали, такие как трубы из нержавеющей стали, трубы из супердуплексной стали, трубы из дуплексной стали, трубы из углеродистой стали, трубы из легированной стали, трубы из никелевых сплавов, трубы из титановой стали, стальные трубы из инконеля, алюминиевые трубы и т. д.
Наши Асбестоцементные Трубы доступны в различных размерах, формах и сортах. Мы поставляем эти трубы в большинство крупных индийских городов более чем в 20 штатах. Мы Sachiya Steel International предлагаем различные типы марок стали, такие как трубы из нержавеющей стали, трубы из супердуплексной стали, трубы из дуплексной стали, трубы из углеродистой стали, трубы из легированной стали, трубы из никелевых сплавов, трубы из титановой стали, стальные трубы из инконеля, алюминиевые трубы и т. д. д.
д. Трубы
Трубы д.
д. , полиэтилен высокой плотности и стекловолокно). Наиболее распространенный диаметр трубы для водопровода составляет от 6 до 16 дюймов, также используются 8, 10 и 12 дюймов. Ответвительные линии, обслуживающие отдельные дома, офисы, здания и предприятия, различаются по размеру от полдюйма в диаметре до 6 дюймов. Толщина стенки трубы (главная характеристика, определяющая конструкционную прочность трубы и номинальное давление) измеряется по-разному для разных типов материалов, но обычно выражается как отношение толщины стенки к диаметру трубы. Остается вопрос, какой тип материала и размер трубы (или комбинация нескольких труб в распределительной системе) лучше всего подходит для какой системы? И что это за системы?
, полиэтилен высокой плотности и стекловолокно). Наиболее распространенный диаметр трубы для водопровода составляет от 6 до 16 дюймов, также используются 8, 10 и 12 дюймов. Ответвительные линии, обслуживающие отдельные дома, офисы, здания и предприятия, различаются по размеру от полдюйма в диаметре до 6 дюймов. Толщина стенки трубы (главная характеристика, определяющая конструкционную прочность трубы и номинальное давление) измеряется по-разному для разных типов материалов, но обычно выражается как отношение толщины стенки к диаметру трубы. Остается вопрос, какой тип материала и размер трубы (или комбинация нескольких труб в распределительной системе) лучше всего подходит для какой системы? И что это за системы? Напорные магистрали обычно имеют меньший диаметр, поскольку приложенное давление может вызвать высокие скорости потока даже в трубах малого диаметра.
Напорные магистрали обычно имеют меньший диаметр, поскольку приложенное давление может вызвать высокие скорости потока даже в трубах малого диаметра. отводы, тройники, клапаны, расходомеры, фланцы и др.). Результирующее напорное давление внутри трубы должно сдерживаться самой стенкой трубы без разрывов и трещин, а также всеми соединениями и приспособлениями, соединяющими сегменты трубопровода.
отводы, тройники, клапаны, расходомеры, фланцы и др.). Результирующее напорное давление внутри трубы должно сдерживаться самой стенкой трубы без разрывов и трещин, а также всеми соединениями и приспособлениями, соединяющими сегменты трубопровода.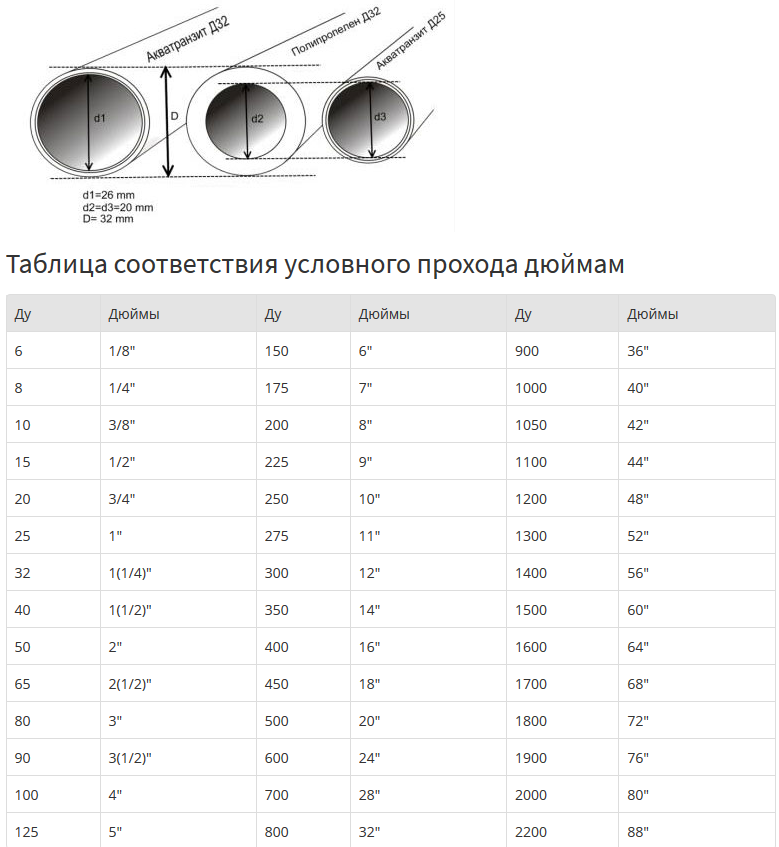 Собственный вес блоков или прочность на растяжение ограничительных колец предотвратят смещение или даже поломку изгиба трубы.
Собственный вес блоков или прочность на растяжение ограничительных колец предотвратят смещение или даже поломку изгиба трубы. В обоих случаях потоки создаются под действием силы тяжести и перепадов высот по длине труб, установленных с наклонным уклоном. Эти трубопроводные сети состоят из множества ответвлений трубопроводов, которые впадают в центральную канализационную магистраль, по которой основная часть аккумулированных стоков направляется к конечному пункту назначения.
В обоих случаях потоки создаются под действием силы тяжести и перепадов высот по длине труб, установленных с наклонным уклоном. Эти трубопроводные сети состоят из множества ответвлений трубопроводов, которые впадают в центральную канализационную магистраль, по которой основная часть аккумулированных стоков направляется к конечному пункту назначения.
 Чугун все еще можно найти в старых участках городских водопроводных систем. Он был относительно прост в изготовлении и установке. Однако он очень хрупок, что делает его склонным к растрескиванию и поломке конструкции. Поскольку все городские водопроводы подвержены смещению из-за движения грунта и ударным нагрузкам от движения тяжелых грузовиков, ожидаемый срок службы чугунной трубы относительно невелик. Каждый прикладывает изгибающий момент к длине трубы, что может привести к ее растрескиванию и разрыву. Дополнительные повреждения чугунных водопроводных сетей возникают в результате низких температур и расширения льда в водопроводных сетях.
Чугун все еще можно найти в старых участках городских водопроводных систем. Он был относительно прост в изготовлении и установке. Однако он очень хрупок, что делает его склонным к растрескиванию и поломке конструкции. Поскольку все городские водопроводы подвержены смещению из-за движения грунта и ударным нагрузкам от движения тяжелых грузовиков, ожидаемый срок службы чугунной трубы относительно невелик. Каждый прикладывает изгибающий момент к длине трубы, что может привести к ее растрескиванию и разрыву. Дополнительные повреждения чугунных водопроводных сетей возникают в результате низких температур и расширения льда в водопроводных сетях. Для защиты от коррозии внутренние стенки труб из ковкого чугуна часто покрывают слоем нанесенного цементного раствора. Это изолирует стенки металлической трубы от воды, которую она несет. Его устойчивость к давлению и структурная прочность делают его идеальным выбором для водопроводных сетей.
Для защиты от коррозии внутренние стенки труб из ковкого чугуна часто покрывают слоем нанесенного цементного раствора. Это изолирует стенки металлической трубы от воды, которую она несет. Его устойчивость к давлению и структурная прочность делают его идеальным выбором для водопроводных сетей.
 С самого начала глиняные трубы использовались для канализационных и ливневых стоков, и они оставались основным видом канализационных труб до начала 20 века (хотя многие из этих канализационных систем из стеклокерамических труб все еще функционируют сегодня). Для защиты от раздавливания, трещин и утечек глиняные трубы, как правило, разрабатываются и изготавливаются с толстыми стенками. Это привело к большому весу на погонный фут трубы, что потребовало местного производства, чтобы избежать затрат на транспортировку этого тяжелого материала. Позднее в 1920 века железная дорога сделала возможным экономичный транспорт с центральных заводов-изготовителей.
С самого начала глиняные трубы использовались для канализационных и ливневых стоков, и они оставались основным видом канализационных труб до начала 20 века (хотя многие из этих канализационных систем из стеклокерамических труб все еще функционируют сегодня). Для защиты от раздавливания, трещин и утечек глиняные трубы, как правило, разрабатываются и изготавливаются с толстыми стенками. Это привело к большому весу на погонный фут трубы, что потребовало местного производства, чтобы избежать затрат на транспортировку этого тяжелого материала. Позднее в 1920 века железная дорога сделала возможным экономичный транспорт с центральных заводов-изготовителей. В результате получается материал под названием терракота, который прочнее традиционных обожженных глин. Дополнительная прочность против приложенных нагрузок давления может быть достигнута за счет заливки трубы бетоном, армирующей, таким образом, трубу из стеклокерамики. Тем не менее, глиняные трубы подвержены повреждениям из-за проникновения корней, и с ними неудобно работать по сравнению с трубами из более легких материалов, таких как ПВХ.
В результате получается материал под названием терракота, который прочнее традиционных обожженных глин. Дополнительная прочность против приложенных нагрузок давления может быть достигнута за счет заливки трубы бетоном, армирующей, таким образом, трубу из стеклокерамики. Тем не менее, глиняные трубы подвержены повреждениям из-за проникновения корней, и с ними неудобно работать по сравнению с трубами из более легких материалов, таких как ПВХ. Это вызывает растрескивание при напряжении, если оно не армировано стальными стержнями или сеткой. Эти характеристики и присущая ему прочность как на сжатие, так и на растяжение (благодаря стальному армированию) делают его идеальным для водопроводных трубопроводов большого диаметра, самотечной канализации и колодцев. Так, в магистральных соединителях и акведуках, соединяющих водохранилище с городом, использующим воду, будут использованы железобетонные трубопроводы. Железобетонная труба может достигать 20 футов в диаметре.
Это вызывает растрескивание при напряжении, если оно не армировано стальными стержнями или сеткой. Эти характеристики и присущая ему прочность как на сжатие, так и на растяжение (благодаря стальному армированию) делают его идеальным для водопроводных трубопроводов большого диаметра, самотечной канализации и колодцев. Так, в магистральных соединителях и акведуках, соединяющих водохранилище с городом, использующим воду, будут использованы железобетонные трубопроводы. Железобетонная труба может достигать 20 футов в диаметре. Необходимость схватывания бетона уменьшает количество деталей, которые могут быть изготовлены с помощью одной формы в процессе производства. В других методах используется более сухая бетонная смесь с нулевой осадкой и более высокой плотностью. Во всех методах сухой заливки используется своего рода низкочастотная и высокоамплитудная вибрация для придания бетону высокой плотности правильной формы. Эти сухие процессы позволяют отливать несколько деталей без деформации, повышая производительность одной формы. Кусочки выскальзывают из формы и напоминают твердую глину и высыхают в течение часа.
Необходимость схватывания бетона уменьшает количество деталей, которые могут быть изготовлены с помощью одной формы в процессе производства. В других методах используется более сухая бетонная смесь с нулевой осадкой и более высокой плотностью. Во всех методах сухой заливки используется своего рода низкочастотная и высокоамплитудная вибрация для придания бетону высокой плотности правильной формы. Эти сухие процессы позволяют отливать несколько деталей без деформации, повышая производительность одной формы. Кусочки выскальзывают из формы и напоминают твердую глину и высыхают в течение часа. Волокна асбеста действуют как армирующий материал, устраняя необходимость в более дорогой стальной арматуре.
Волокна асбеста действуют как армирующий материал, устраняя необходимость в более дорогой стальной арматуре. ПЭВП со сплошными стенками соединяется вместе путем стыкового сплавления концов сегментов трубы вместе с применением тепла и давления. В результате получается центрирующий сварной шов, который на самом деле прочнее самой трубы. Плавленый HDPE используется для водопроводов и других силовых сетей. В определенных ситуациях, таких как трубопроводы, транспортирующие токсичные химические вещества или фильтрат свалки, вытекающий за пределы облицованной территории свалки, труба имеет двойные стенки с промежуточным пространством между стенками трубы. И наоборот, плавленый ПЭВП также может иметь перфорацию или прорези, чтобы действовать в качестве дренажной трубы для сбора во французских дренажах или в системах сбора и извлечения фильтрата из полигонов.
ПЭВП со сплошными стенками соединяется вместе путем стыкового сплавления концов сегментов трубы вместе с применением тепла и давления. В результате получается центрирующий сварной шов, который на самом деле прочнее самой трубы. Плавленый HDPE используется для водопроводов и других силовых сетей. В определенных ситуациях, таких как трубопроводы, транспортирующие токсичные химические вещества или фильтрат свалки, вытекающий за пределы облицованной территории свалки, труба имеет двойные стенки с промежуточным пространством между стенками трубы. И наоборот, плавленый ПЭВП также может иметь перфорацию или прорези, чтобы действовать в качестве дренажной трубы для сбора во французских дренажах или в системах сбора и извлечения фильтрата из полигонов. При такой рейтинговой системе трубы с более низкими значениями SDR на самом деле будут прочнее, поскольку их толщина стенки трубы будет больше по отношению к ее внешнему диаметру.
При такой рейтинговой системе трубы с более низкими значениями SDR на самом деле будут прочнее, поскольку их толщина стенки трубы будет больше по отношению к ее внешнему диаметру. Стандартной ударной нагрузкой для целей проектирования является нагрузка на шоссе h30, которая основана на смоделированном движении 20-тонного грузовика и результирующем ударе. При минимальном покрытии 2 фута ударная нагрузка h30 эквивалентна 900 фунтов стерлингов за квадратный фут.
Стандартной ударной нагрузкой для целей проектирования является нагрузка на шоссе h30, которая основана на смоделированном движении 20-тонного грузовика и результирующем ударе. При минимальном покрытии 2 фута ударная нагрузка h30 эквивалентна 900 фунтов стерлингов за квадратный фут. Подобно ПЭВП и ПВХ, трубы из стекловолокна устойчивы к коррозии. Распространенный строительный материал, стекловолокно, используется в самых разных областях, включая изоляцию и изготовление резервуаров для хранения. В отличие от HDPE и PVC, FRP производится не методом экструзии, а методом намотки, в котором эпоксидные смолы сочетаются с самоусиливающимися непрерывными стеклянными нитями. В результате получается прочный по своей природе материал, устойчивый к химическим веществам и теплу. Он популярен в приложениях по добыче нефти и газа, где он может выдерживать экстремальные режимы температуры и давления. 9ПВХ 0003 классифицируется по рейтингу SCH
Подобно ПЭВП и ПВХ, трубы из стекловолокна устойчивы к коррозии. Распространенный строительный материал, стекловолокно, используется в самых разных областях, включая изоляцию и изготовление резервуаров для хранения. В отличие от HDPE и PVC, FRP производится не методом экструзии, а методом намотки, в котором эпоксидные смолы сочетаются с самоусиливающимися непрерывными стеклянными нитями. В результате получается прочный по своей природе материал, устойчивый к химическим веществам и теплу. Он популярен в приложениях по добыче нефти и газа, где он может выдерживать экстремальные режимы температуры и давления. 9ПВХ 0003 классифицируется по рейтингу SCH  Линейка продуктов HYMAX прошла полевые испытания на более чем миллионе установок в Северной Америке. Муфты HYMAX выпускаются с номинальным размером трубы от 1,5 до 60 дюймов. Krausz может разрабатывать изделия на заказ, в том числе сверхширокие размеры, используя различные продукты и сырье. Продукты HYMAX размером от 14 до 24 дюймов во всех конфигурациях доступны с прокладками NBR в дополнение к EPDM. Продукты HYMAX MTO (изготавливаемые на заказ) можно заказать с прокладками NBR размером от 26 до 60 дюймов. Теперь доступны комплекты сменных центрирующих болтов для муфт HYMAX размером 14 дюймов и выше.
Линейка продуктов HYMAX прошла полевые испытания на более чем миллионе установок в Северной Америке. Муфты HYMAX выпускаются с номинальным размером трубы от 1,5 до 60 дюймов. Krausz может разрабатывать изделия на заказ, в том числе сверхширокие размеры, используя различные продукты и сырье. Продукты HYMAX размером от 14 до 24 дюймов во всех конфигурациях доступны с прокладками NBR в дополнение к EPDM. Продукты HYMAX MTO (изготавливаемые на заказ) можно заказать с прокладками NBR размером от 26 до 60 дюймов. Теперь доступны комплекты сменных центрирующих болтов для муфт HYMAX размером 14 дюймов и выше.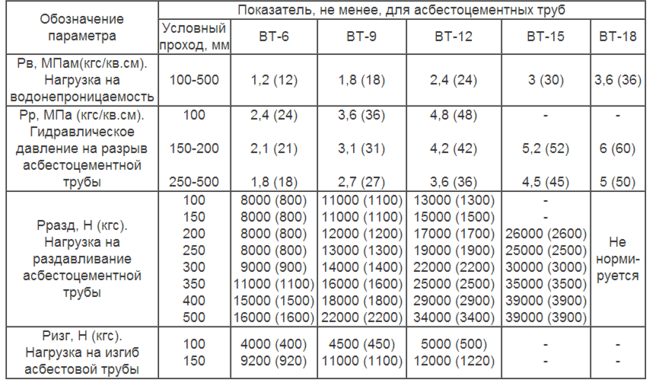 HYMAX GRIP соединяет и фиксирует широкий выбор труб различных типов и диаметров; он также позволяет соединять трубы из одинаковых или разных материалов и диаметров. HYMAX GRIP предотвращает осевое движение трубы без использования упорных блоков. Запатентованная прокладка HYMAX GRIP эффективно превращает стык трубы в гибкое соединение и допускает динамическое отклонение трубы до 4 градусов в каждую сторону, уменьшая будущие трещины и разрывы трубы. GRIP изготовлен из высокопрочного ковкого чугуна и может выдерживать рабочую температуру до 125°F и выше.
HYMAX GRIP соединяет и фиксирует широкий выбор труб различных типов и диаметров; он также позволяет соединять трубы из одинаковых или разных материалов и диаметров. HYMAX GRIP предотвращает осевое движение трубы без использования упорных блоков. Запатентованная прокладка HYMAX GRIP эффективно превращает стык трубы в гибкое соединение и допускает динамическое отклонение трубы до 4 градусов в каждую сторону, уменьшая будущие трещины и разрывы трубы. GRIP изготовлен из высокопрочного ковкого чугуна и может выдерживать рабочую температуру до 125°F и выше. Широкий выбор продуктов компании позволяет US Pipe предлагать клиентам поддержку, необходимую для обеспечения долговечности системы водоснабжения. US Pipe предлагает дополнительную поддержку отраслевых инженерных групп, которые помогают проектировать, создавать и управлять проектами.
Широкий выбор продуктов компании позволяет US Pipe предлагать клиентам поддержку, необходимую для обеспечения долговечности системы водоснабжения. US Pipe предлагает дополнительную поддержку отраслевых инженерных групп, которые помогают проектировать, создавать и управлять проектами.
 Горячекатаный уголок отличается от холоднокатаной тем что он меньшей размерной точностью и худшим качеством на поверхности. Но холоднокатаный при меньшей толщине стенок оптимальный а потому его область применение более обширное.
Горячекатаный уголок отличается от холоднокатаной тем что он меньшей размерной точностью и худшим качеством на поверхности. Но холоднокатаный при меньшей толщине стенок оптимальный а потому его область применение более обширное. Самым выгодным предложение если покупать его оптом.
Самым выгодным предложение если покупать его оптом.

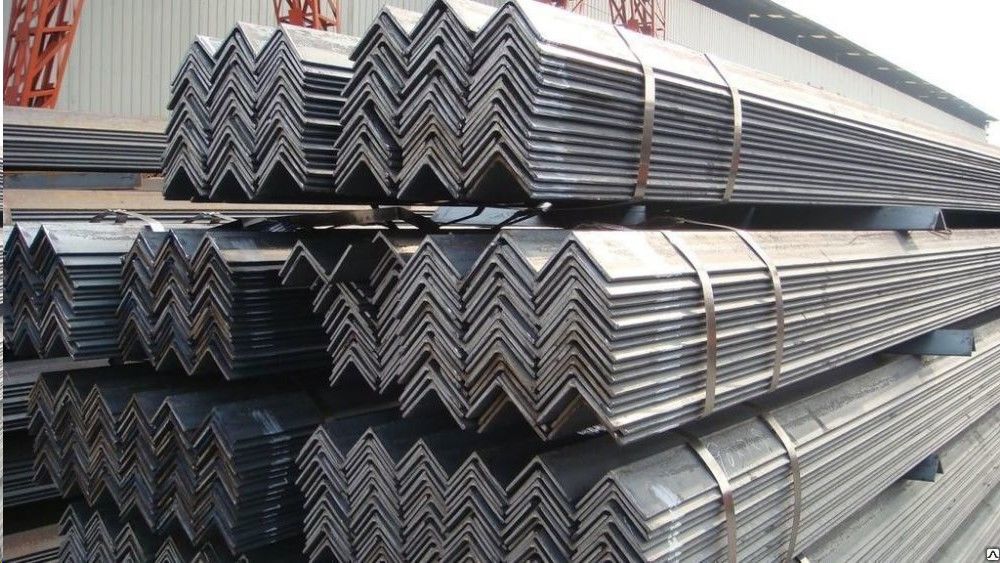
 Процесс нагрева также устраняет неровности стального листа или внутренние напряжения. Прошедшие интенсивную обработку горячедеформированные полые профили выдерживают дополнительные нагрузки, такие как сварка и клепка.
Процесс нагрева также устраняет неровности стального листа или внутренние напряжения. Прошедшие интенсивную обработку горячедеформированные полые профили выдерживают дополнительные нагрузки, такие как сварка и клепка. Из-за своей жесткости холоднокатаная сталь сталкивается с ограничениями по формованию, хотя уровень квалификации вашего производителя также является фактором. Во время формовки сталь растягивается, что делает полые профили холодной штамповки склонными к излому углов.
Из-за своей жесткости холоднокатаная сталь сталкивается с ограничениями по формованию, хотя уровень квалификации вашего производителя также является фактором. Во время формовки сталь растягивается, что делает полые профили холодной штамповки склонными к излому углов. value_text}}
value_text}} Эти полые косынки имеют гладкую сине-серую поверхность и прошли процесс «протравки», то есть пластины были погружены в кислоту для удаления прокатной окалины с их поверхности. После завершения процесса травления наносится легкое средство от ржавчины, чтобы замедлить коррозию материала, подготавливая его к покраске или порошковому покрытию. A1011 считается сплавом коммерческого качества; общие приложения включают структурную совместную поддержку.
Эти полые косынки имеют гладкую сине-серую поверхность и прошли процесс «протравки», то есть пластины были погружены в кислоту для удаления прокатной окалины с их поверхности. После завершения процесса травления наносится легкое средство от ржавчины, чтобы замедлить коррозию материала, подготавливая его к покраске или порошковому покрытию. A1011 считается сплавом коммерческого качества; общие приложения включают структурную совместную поддержку.
 Паспорт
Паспорт Производство технического документа на токарный станок обозначается в свидетельстве о приёмке и датируется одна тысяча девятьсот восемьдесят восьмыми годом. Это конечно приличный срок по нашим сегодняшним меркам, тем не менее, документ и по сей день является актуальным, ведь те модификации станков, как и базовая модель оборудования работают и применяются в производствах самых разнообразных заводов и промышленных организаций по сей день, что конечно же рекомендует модель станка с наилучшей позиции. Именно по этой причине, универсальности и устойчивости к износу, этот станок является действительно интересным и востребованным. К тому же объём предлагаемых документов составляет порядка ста двадцати пяти страниц, что поданы производителем в формате А4.
Производство технического документа на токарный станок обозначается в свидетельстве о приёмке и датируется одна тысяча девятьсот восемьдесят восьмыми годом. Это конечно приличный срок по нашим сегодняшним меркам, тем не менее, документ и по сей день является актуальным, ведь те модификации станков, как и базовая модель оборудования работают и применяются в производствах самых разнообразных заводов и промышленных организаций по сей день, что конечно же рекомендует модель станка с наилучшей позиции. Именно по этой причине, универсальности и устойчивости к износу, этот станок является действительно интересным и востребованным. К тому же объём предлагаемых документов составляет порядка ста двадцати пяти страниц, что поданы производителем в формате А4. Механика в виде описания представлена больше в направлении столь нужной и важной теории. Тем не менее, наличие подробных чертежей скажется в наилучшей позиции по отношению к станку в плане работы, обслуживания, и даже некоторого ремонта станка в той или иной ситуации. Ведь, как раз токарный станок 16б16кп паспорт здесь будет являться действительно принципиальным инструментом для взаимодействия с оборудованием с позиции профессионального подхода. К разделу электрооборудования, так же прилагаются схемы посредством которых можно эффективным образом уже взаимодействовать непосредственно с электрикой станка. Т.е. обладая всего одним документом можно уверенным образом совершать взаимодействие со станком и расширять возможности работы теми или иными узлами, что вполне себе будет являться качественной подачей, а так же реализацией связанной с механизмами машины.
Механика в виде описания представлена больше в направлении столь нужной и важной теории. Тем не менее, наличие подробных чертежей скажется в наилучшей позиции по отношению к станку в плане работы, обслуживания, и даже некоторого ремонта станка в той или иной ситуации. Ведь, как раз токарный станок 16б16кп паспорт здесь будет являться действительно принципиальным инструментом для взаимодействия с оборудованием с позиции профессионального подхода. К разделу электрооборудования, так же прилагаются схемы посредством которых можно эффективным образом уже взаимодействовать непосредственно с электрикой станка. Т.е. обладая всего одним документом можно уверенным образом совершать взаимодействие со станком и расширять возможности работы теми или иными узлами, что вполне себе будет являться качественной подачей, а так же реализацией связанной с механизмами машины.
 000.000 РЭ1 Руководство по эксплуатации для станков 16Б16, 16Б16П, 16Г16, 16Б16К, 16Б16КП, 16Г16К, 84 страницы :
000.000 РЭ1 Руководство по эксплуатации для станков 16Б16, 16Б16П, 16Г16, 16Б16К, 16Б16КП, 16Г16К, 84 страницы : 000.000 РЭ2 Руководство по эксплуатации электрооборудования для станков 16Б16, 16Б16П, 16Г16, 16Б16А, 16Б16К, 16Б16КП, 16Г16К, 16Б16КА, 10 страниц
000.000 РЭ2 Руководство по эксплуатации электрооборудования для станков 16Б16, 16Б16П, 16Г16, 16Б16А, 16Б16К, 16Б16КП, 16Г16К, 16Б16КА, 10 страниц 051.202 Гайка
051.202 Гайка 507.000.000ПС Модуль времени, 18 листов
507.000.000ПС Модуль времени, 18 листов Если вас не устраивает ни один способ оплаты, предоставленный на портале — свяжитесь с нами по электронной почте, мы поможем вам осуществить платеж. Если вы оплачиваете документацию купонами — введите номер купона в соответствующее поле. Если вы хотите вместо оплаты совершить обмен — напишите нам, указав номер заказа и краткое описание предлагаемой вами документации.
Если вас не устраивает ни один способ оплаты, предоставленный на портале — свяжитесь с нами по электронной почте, мы поможем вам осуществить платеж. Если вы оплачиваете документацию купонами — введите номер купона в соответствующее поле. Если вы хотите вместо оплаты совершить обмен — напишите нам, указав номер заказа и краткое описание предлагаемой вами документации. ..
.. Никогда не любил резинки, особенно
Никогда не любил резинки, особенно Так как я пишу МНОГО, я купил эти легкие
Так как я пишу МНОГО, я купил эти легкие Линии расположены на расстоянии 6,5 мм друг от друга.
Линии расположены на расстоянии 6,5 мм друг от друга. shopify.com/s/files/1/2603/2528/t/495/assets/spec-list—striped-bg.png?v=10539991922981437711667845810″> Цвет
shopify.com/s/files/1/2603/2528/t/495/assets/spec-list—striped-bg.png?v=10539991922981437711667845810″> Цвет shopify.com/s/files/1/2603/2528/t/495/assets/spec-list—striped-bg.png?v=10539991922981437711667845810″> Ориентация привязки
shopify.com/s/files/1/2603/2528/t/495/assets/spec-list—striped-bg.png?v=10539991922981437711667845810″> Ориентация привязки shopify.com/s/files/1/2603/2528/t/495/assets/spec-list—striped-bg.png?v=10539991922981437711667845810″> Цвет бумаги
shopify.com/s/files/1/2603/2528/t/495/assets/spec-list—striped-bg.png?v=10539991922981437711667845810″> Цвет бумаги Варианты включают «Нет», «Некоторые» или «Все страницы».
Варианты включают «Нет», «Некоторые» или «Все страницы». png?v=10539991922981437711667845810″> Ширина (дюймы)
png?v=10539991922981437711667845810″> Ширина (дюймы)


 К ним относятся:
К ним относятся:
 Теперь пора определиться с тем, как сориентироваться среди многообразия моделей и приобрести наиболее подходящий вариант полуавтомата.
Теперь пора определиться с тем, как сориентироваться среди многообразия моделей и приобрести наиболее подходящий вариант полуавтомата. Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.


 Тогда защитные функции сварочной ванны на себя берет порошок (флюс), расположенный в трубчатом канале проволоки. Он плавится, и его газы изолируют расплавленный металл от воздействия внешней среды. После сварки поверх шва образуется шлаковая корочка.
Тогда защитные функции сварочной ванны на себя берет порошок (флюс), расположенный в трубчатом канале проволоки. Он плавится, и его газы изолируют расплавленный металл от воздействия внешней среды. После сварки поверх шва образуется шлаковая корочка.
 В MIG сварке движущаяся проволока из катушки в горелку выполняет сразу обе роли — поддерживает горение электрической дуги и плавясь, заполняет собой стык.
В MIG сварке движущаяся проволока из катушки в горелку выполняет сразу обе роли — поддерживает горение электрической дуги и плавясь, заполняет собой стык.
 Без подложки увеличивается вероятность прожогов, прилипания деталей к сварочному столу.
Без подложки увеличивается вероятность прожогов, прилипания деталей к сварочному столу.
 Она плавится быстрее, легче переходит в зону шва, а сам алюминий при этом нагревается меньше. Уменьшенное тепловложение позволяет формировать аккуратные швы, не перегревать изделие.
Она плавится быстрее, легче переходит в зону шва, а сам алюминий при этом нагревается меньше. Уменьшенное тепловложение позволяет формировать аккуратные швы, не перегревать изделие.
 Подойдет горелка БАРСВЕЛД MIG-15 или Mig ERGOPLUS 25. Алюминий не такой упругий, как нержавейка или стальная проволока, поэтому при длинном рукаве и загибах движение будет затрудняться. Обычный канал из спирали меняют в горелке на тефлоновый — он обеспечивает лучшее скольжение присадки. Поскольку алюминий при нагреве расширяется, мундштук в горелке требуется с увеличенным отверстием, иначе проволока застрянет.
Подойдет горелка БАРСВЕЛД MIG-15 или Mig ERGOPLUS 25. Алюминий не такой упругий, как нержавейка или стальная проволока, поэтому при длинном рукаве и загибах движение будет затрудняться. Обычный канал из спирали меняют в горелке на тефлоновый — он обеспечивает лучшее скольжение присадки. Поскольку алюминий при нагреве расширяется, мундштук в горелке требуется с увеличенным отверстием, иначе проволока застрянет.


 8
8
 Крутилкой сварщик только задает силу тока. На основании этих вводных программа сама подберет оптимальный режим, выставит базовый ток, напряжение. Хороший выбор полуавтоматов с синергетическим управлением вы можете подобрать в разделе электросварочное оборудование.
Крутилкой сварщик только задает силу тока. На основании этих вводных программа сама подберет оптимальный режим, выставит базовый ток, напряжение. Хороший выбор полуавтоматов с синергетическим управлением вы можете подобрать в разделе электросварочное оборудование.
 Само сопло может быть удалено от поверхности до 6-10 мм.
Само сопло может быть удалено от поверхности до 6-10 мм. Постарайтесь максимально выровнять сварочный рукав горелки, а так-же под сварку алюминиевой проволоки должны быть ролики с U образной канавкой, тефлоновый кабель канал, токосъемник под алюминиевую проволоку.
Постарайтесь максимально выровнять сварочный рукав горелки, а так-же под сварку алюминиевой проволоки должны быть ролики с U образной канавкой, тефлоновый кабель канал, токосъемник под алюминиевую проволоку.
 Для работы нужен инертный газ, который бы «успокаивал» расплавленный металл, не вступая с ним в реакцию.
Для работы нужен инертный газ, который бы «успокаивал» расплавленный металл, не вступая с ним в реакцию.
 При сварке алюминия полуавтоматами швы получаются качественными. Сваривать легкие металлы электродуговой сваркой в аргоне или углекислом газе можно специальными тугоплавкими электродами и присадочной проволокой, но наиболее эффективным и надежным методом алюминиевых сплавов является сварка полуавтоматом.
При сварке алюминия полуавтоматами швы получаются качественными. Сваривать легкие металлы электродуговой сваркой в аргоне или углекислом газе можно специальными тугоплавкими электродами и присадочной проволокой, но наиболее эффективным и надежным методом алюминиевых сплавов является сварка полуавтоматом. Оксидная пленка должна быть предварительно соскоблена с деталей, а горит она при +3720 до +3992°F, в зависимости от сплава, в то время как температура плавления алюминия составляет всего +1220°F.
Оксидная пленка должна быть предварительно соскоблена с деталей, а горит она при +3720 до +3992°F, в зависимости от сплава, в то время как температура плавления алюминия составляет всего +1220°F.

 Сварщики ориентируются на толщину заготовки. В домашних условиях чаще приваривают 0,08 по алюминию, для этого устанавливают рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок регулируют в пределах от 100 до 150 ампер. Скорость подачи проволоки регулируется исходя из личного опыта сварки. Это средние настройки, они корректируются в процессе работы. Сварка MIG алюминия осуществляется с обратной полярностью: минусовая клемма выводится на заготовку, плюсовая клемма выводится на подающее сопло.
Сварщики ориентируются на толщину заготовки. В домашних условиях чаще приваривают 0,08 по алюминию, для этого устанавливают рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок регулируют в пределах от 100 до 150 ампер. Скорость подачи проволоки регулируется исходя из личного опыта сварки. Это средние настройки, они корректируются в процессе работы. Сварка MIG алюминия осуществляется с обратной полярностью: минусовая клемма выводится на заготовку, плюсовая клемма выводится на подающее сопло. При выборе сварочного присадочного материала необходимо учитывать марку сплава. Проволока должна соответствовать размеру заготовки. Для толстостенных деталей применяют присадки диаметром от 0,05 до 0,06 дюйма, для тонкостенных – от 0,3 до 0,5 дюйма.
При выборе сварочного присадочного материала необходимо учитывать марку сплава. Проволока должна соответствовать размеру заготовки. Для толстостенных деталей применяют присадки диаметром от 0,05 до 0,06 дюйма, для тонкостенных – от 0,3 до 0,5 дюйма.
 Вероятность образования остаточного оксидного слоя в сварном шве меньше.
Вероятность образования остаточного оксидного слоя в сварном шве меньше.


 Рассмотрим их основные разновидности:
Рассмотрим их основные разновидности: Подача электрода в зону технологических операций осуществляется автоматически, что отличает такие механизмы от полностью механических аналогов. Все остальные действия сварщик выполняет вручную.
Подача электрода в зону технологических операций осуществляется автоматически, что отличает такие механизмы от полностью механических аналогов. Все остальные действия сварщик выполняет вручную.

 Если правильно настроить сварочный аппарат, лучшим свидетельством этого будет ровная и стабильная сварная дуга.
Если правильно настроить сварочный аппарат, лучшим свидетельством этого будет ровная и стабильная сварная дуга.

 Такой подход имеет множество преимуществ, о которых мы поговорим ниже.
Такой подход имеет множество преимуществ, о которых мы поговорим ниже.