Залог успеха пластиковых сеток в их универсальности и многофункциональности. Их технические характеристики обеспечивают уникальные свойства материала. Сфера применения полимерных сеток в строительстве широка и разнообразна.
При выполнении строительных и ремонтных работ действующими нормами предусмотрено армирование оснований под бетонные стяжки, самих стяжек, фасадов и так далее с помощью сеток. Традиционно для этих нужд использовали сетки из металла.
На сегодняшний день помимо давно известной рядовому потребителю металлической армирующей сетки широкое распространение получила и совершенно новая — полимерная, которая потеснила металлические аналоги достаточно серьёзно.
Общестроительная полимерная сетка
Особой популярностью при проведении строительных и ремонтных работ пользуется общестроительная сетка из пластика, применение которой экономит время, силы и деньги. Общестроительная сетка (ОСС) благодаря своим характеристикам оттеснила металлические аналоги на задний план.
Её использование очень эффективно при армировании бетона. Любая новая стяжка с такой сеткой в основе отличается невероятно высокими качественными характеристиками. И хотя общестроительная сетка не так прочна на разрыв, как металлическая, зато её показатели на растяжение гораздо выше.
Полимер намного эластичнее металла плюс не подвержен столь сильным изменениям при температурно-влажностных колебаниях. Иными словами, при естественной усадке здания полимерная строительная сетка примет на себя все возникающие при этом деформации и нагрузки и, в отличие от металлической (которая рвёт бетон), сохранит тем самым стяжку в целости.
Ещё одно преимущество пластиковой сетки в её технологичности. Поставляется ОСС в рулонах от 10 до 50 метров длиной и базовой шириной 1, 2, 3 и 4 метра. Будучи намного легче металлической по весу и очень гибкой, полимерная сетка быстрее и удобнее укладывается под любой контур базовой поверхности. Её значительно проще транспортировать и использовать, а значит, применение этого материала для выполнения строительных работ требует значительно меньших трудозатрат.
Кроме того, общестроительная сетка имеет и ряд других преимуществ. Такая сетка влагостойка и устойчива к воздействию агрессивных сред, её использование исключает коррозию и проступание ржавых пятен.
Кроме того, полимерная сетка не создаёт экранирующего эффекта подобно металлической, то есть помех для телефонной связи, ТВ и радиоприемников. Как электроизолятор она идеальна и в сочетании с токопроводящими коммуникациями и металлическими трубами. Ну а важным фактором является доступная цена.
Универсальная строительная полимерная сетка
Общестроительная сетка используется как армирующая основа и получила применение везде, где возникает необходимость в несколько раз повысить качество строительных и ремонтных работ.
Использование строительной полимерной сетки:
армирование стяжки пола,
армирование оснований под бетонный пол,
устройство фундамента и отмостки,
устройство дорожек, тротуаров, стоянок для автомобилей,
устройство заборов и ограждений.
С помощью общестроительной сетки эффективно решается задача повышения прочности и исключение образования трещин при заливке стяжек различного назначения. Что особенно важно при устройстве наливных и теплых полов. Сетка укладывается внутрь слоя, обеспечивая прочность и целостность конструкции и предотвращая образование трещин на разных стадиях затвердевания литой массы.
Способ армирования стяжки пола
Чтобы выполнить армирование, сетку раскладывают поверх выполненных из плотного раствора маячков-подготовок, вдавливая её в раствор по всей площади. Полотна накладывают внахлест одно на другое с перекрытием примерно в 10 см. Затем заливается слой стяжки. Крупный размер ячеек не разделяет объем стяжки на два слоя, обеспечивая плотный контакт с несущей поверхностью.
Армирование оснований под бетонный пол общестроительной сеткой имеет целью их стабилизацию и равномерное распределение нагрузок. Для этого сетка укладывается на песок, засыпается щебнем и утрамбовывается. Такое основание отличается прочностью и надёжностью, а также позволяет уменьшить расход щебня при сохранении прочностных характеристик.
При закладке фундамента на слабом основании, проложенная между песчаной подушкой и гравием пластиковая сетка обеспечивает жёсткость платформы и позволяет обойтись без дорогостоящей выемки слабого грунта и замены его привозным материалом.
Отмостка зданий, армированная общестроительной сеткой, прослужит долгие годы без трещин и провалов, не позволяя осадкам подмывать фундамент и проникать в подвал.
Устройство дорожек
При устройстве дорожек, тротуаров, патио и подъездных путей общестроительная сетка укрепляет основание. Для этого сетка укладывается на грунт или песчаную подушку, засыпается щебнем и утрамбовывается.
Ячейки сетки не позволяют щебню «уйти» в грунт. При таком армировании достигается отсутствие колейности, ям и «расползания» дороги. Несущая способность основания возрастает в 2-2.5 раза, а экономия расхода щебня достигает 25-30% без потери прочности конструкции.
СМОТРИТЕ ТАКЖЕ:
Какую сетку взять для стяжки пола
Как проверить качество армирования бетона
Ещё по теме ПОЛ В ДОМЕ
Полимерная сетка для забора
Химический состав материала обеспечивает высокий уровень стойкости к ультрафиолетовому излучению и атмосферным воздействиям.
Сочетание этих параметров с необходимой прочностью и эстетичностью плюс лёгкий монтаж позволяют применять полимерную сетку при устройстве всевозможных заборов и ограждении. Что немаловажно, подобное ограждение не гниёт, не ржавеет и не требует дополнительной окраски.
Можно с уверенность заявить, что общестроительная сетка лучшая альтернатива металлическим аналогам, когда необходимо предотвратить образование трещин и повысить прочность бетонной конструкции. Можно быть полностью уверенным в том, что благодаря своей прочности и эластичности сетка будет эффективно справляться со всеми нагрузками.
Армирующая (армированная) пластиковая сетка по низкой цене за метр 2
Армирующая (армированная) пластиковая сетка по низкой цене за метр 2 — Лиантрэйд
Фильтр
Armaflex размер 1х50м сетка штукатурная
Быстрый просмотр
Armaflex размер 1х50м сетка штукатурная
Есть в наличии
Полипропиленовая сетка Armaflex изготавливается по технологии двухосного ориентирования нитей. Отличается значительно более высокой прочностью по сравнению с однооосными изделиями. Эластичная, при нагрузке растягивается. Выдерживает сильные деформации, защищает от штукатурку от появления трещин при усадке. Химически инертна, не подвержена коррозии, устойчива к агрессивной среде. Применяется для армирования штукатурного слоя толщиной 10-30 мм на расслаивающихся основаниях, стенах со впадинами более 20 мм или возведенных из керамических блоков, укрепления просевших потолков и перекрытий, армирования каменной или кирпичной кладки. Заполнение щелей пустотелого кирпича кладочным раствором на 20–30% ухудшает теплоизоляцию здания на 50-80%. Укладка сетки Armaflex между рядами кладки решает эту проблему. Сетка поставляется в рулонах размером 1 на 50 метров, общая площадь 50 квадратных метров, плотность 100 грамм на квадратный метр, размер ячейки 8 на 8 миллиметров.
Производитель
TENAX
Цвет
Белый
Материал
Полипропилен
Площадь, м2
50
Размер (ш х д), м
1х50
Вес, г/м2
100
Размер ячейки
10х15
Характеристики
Отложить
В отложенных
Cintoflex E размер 2х100м сетка оградительная
Быстрый просмотр
Cintoflex E размер 2х100м сетка оградительная
Есть в наличии
Синтофлекс E – полипропиленовая сетка с небольшим размером ячейки. Двуосная ориентация нитей на молекулярном уровне в продольном и поперечном направлении одновременно придает ячейкам геометрически правильную одинаковую форму. Нагрузка распределяется равномерно, существенно возрастает прочность на растяжение или разрыв. По сравнению с металлическими сетками меньше весит, эластичная, проще устанавливается. Не подвержена ржавчине или солевой коррозии, химически инертна, устойчива к едкому воздействию птичьих экскрементов. Применяется для армирования бетона и штукатурного слоя толщиной до 50 мм кладки из кирпича, ограждения клеток для цыплят, небольших птиц, обустройства курятников и установки защитного барьера вокруг опасных зон не перекрывающая освещения. Сетка поставляется в рулонах размером 2 на 100 метров, общая площадь 200 квадратных метров, плотность 70 грамм на квадратный метр, размер ячейки 13 на 15 миллиметров.
Производитель
TENAX
Цвет
Черный
Материал
композиция ПНД/ПП
Площадь, м2
200
Размер (ш х д), м
2х100
Вес, г/м2
70
Размер ячейки
13х15
Характеристики
Отложить
В отложенных
Cintoflex D размер 2х100м сетка оградительная
Быстрый просмотр
Cintoflex D размер 2х100м сетка оградительная
Есть в наличии
Синтофлекс D – сетка из 100% полипропилена. Нити на молекулярном уровне ориентированы сразу в двух направлениях – продольном и поперечном. Двуосноориентированная сетка отличается одинаковым форматом ячеек, равномерным распределением нагрузки, существенно более высокой прочностью на растяжение и разрыв. Преимущества перед металлической сеткой – малый вес, эластичная, легко устанавливается, не ржавеет, химически инертна. Применяется для армирования бетона и штукатурки (слой до 70 мм), кирпичной кладки, ограждения вольеров для содержания домашних животных или птиц, ограждения опасных строительных зон. Продукт выпускается итальянским концерном Tenax. Сетка поставляется в рулонах размером 2 на 100 метров, общая площадь 200 квадратных метров, плотность 70 грамм на квадратный метр, размер ячейки 22 на 25 миллиметров.
Производитель
TENAX
Цвет
Черный
Материал
композиция ПНД/ПП
Площадь, м2
200
Размер (ш х д), м
2х100
Вес, г/м2
70
Размер ячейки
22х35
Характеристики
Отложить
В отложенных
Статьи
Все статьи
Полимерная арматура, армированная волокном
Обзор
Износ армирующей и предварительно напряженной стали в бетоне является одной из основных причин разрушения бетонных конструкций. Бетонные транспортные конструкции во Флориде не только подвержены воздействию погодных условий, но и часто расположенных в агрессивных средах, таких как морские районы и пересечения внутренних вод, где вода кислая. Трещины в бетоне создают пути для проникновения агентов агрессивных сред к армирующим и/или напрягаемым конструкциям. сталь и начинается процесс коррозионного окисления. Инновационный подход к решению этой серьезной проблемы заключается в замене традиционных стальных стержней и арматурных прядей на арматурные стержни и пряди из армированного волокном полимера (FRP). FRP арматурные стержни и пряди изготавливаются из нитей или волокон, удерживаемых связующим на основе полимерной смолы. Армирование FRP может быть изготовлено из различных типов волокон, таких как стеклянные (GFRP), базальтовые (BFRP) или углеродные (CFRP). Обработка поверхности Как правило, это облегчает сцепление между арматурой и бетоном.
Преимущества арматуры из стеклопластика:
Обладает высокой устойчивостью к ионам хлора и химическому воздействию
Прочность на растяжение выше, чем у стали, но при этом весит в четыре раза меньше
Прозрачен для магнитных полей и радиолокационные частоты
Стеклопластик и BFRP имеют низкую электро- и теплопроводность
Как и любой строительный материал, использование армирования FRP имеет свои плюсы и минусы:
Из-за его неупругого поведения и новых результатов текущих исследований действующие нормы проектирования значительно снижают допустимую допустимую нагрузку, которую можно предположить при проектировании с использованием FRP. Инженеры должны принять принимая во внимание более строгие коэффициенты сокращения в применимых нормах при проектировании с армированием FRP.
Из-за используемых в настоящее время производственных процессов и постепенной стандартизации, которой они подвергаются, требования к приемочным испытаниям FRP для конкретного проекта могут быть более обширными по сравнению с теми, которые требуются для стальной арматуры и прядей.
Требования к хранению и обращению с арматурой из FRP на строительной площадке могут быть более строгими из-за восприимчивости FRP к повреждениям в результате чрезмерного воздействия ультрафиолетового излучения, неправильной резки или агрессивного обращения.
Первоначальная стоимость арматуры из FRP значительно выше, чем у традиционной стальной арматуры. Однако эти более высокие первоначальные затраты могут быть частично компенсированы уменьшением защитного слоя бетона и устранением коррозии. ингибиторные добавки, обычно применяемые в сталежелезобетонных конструкциях в крайне агрессивных средах. Также можно ожидать более длительного срока службы бетонного компонента, если армирование FRP используется за счет уменьшения необходимость ремонта и устранения катодной защиты или расходуемых анодов.
Должна быть проведена комплексная проверка, чтобы убедиться, что преимущества FRP перевешивают затраты на внедрение каждого конкретного компонента.
Традиционно композитные материалы, такие как FRP, широко использовались в аэрокосмической промышленности и производстве потребительских товаров для спорта, где впервые было использовано высокое соотношение прочности материала к весу. В 1960-е годы правительственные учреждения США признали потенциальные преимущества, которые композиты могут обеспечить для инфраструктуры общества, и, таким образом, начали финансирование значительных объемов исследований в области FRP. С тех пор достижения в области полимеров, достижения в методы производства и внедрение авторитетных руководств по проектированию привели к быстрому увеличению использования стержней и прядей FRP, особенно за последние 5 лет. Благодаря этим достижениям дизайн конструкций FDOT Компания Office внедрила свои первые спецификации и критерии проектирования для поддержки использования стержней и прядей из стеклопластика в основных компонентах мостов. BFRP — это новая технология в США, которая все еще находится на стадии разработки. Департамент спецификаций и стандартов. Использование этих инновационных материалов в некоторых компонентах мостов во Флориде позволит Флориде оставаться на переднем крае проектирования современных транспортных средств.
Ограничения по использованию / параметры
Арматурные стержни из стеклопластика, армированного стеклопластика и/или углепластика могут использоваться в следующих бетонных элементах, если это одобрено SSDE:
Подъездные плиты
Настилы мостов и покрытия настила мостов-
4 Литье-
Надстройки из плоских перекрытий на месте
Изогнутые сваи, не находящиеся в прямом контакте с водой
Колонны и крышки опор, не находящиеся в прямом контакте с водой
Подпорные стены, шумозащитные стены, стены по периметру
Traffic Railings
Pedestrian/Bicycle Railings
Bulkheads and Bulkhead Copings with or without Traffic or Pedestrian/Bicycle Railings
MSE Wall Panels
MSE Wall Copings with or without Traffic or Pedestrian/Bicycle Railings
Drainage Structures
Использование арматурных стержней из GFRP, BFRP и/или CFRP в других местах будет рассматриваться в каждом конкретном случае.
Стандартные планы развития доступны для подходных плит (армированные стеклопластиком гибкие подходы к тротуару) и гравитационных стен (вариант C — армирование стеклопластиком). Их можно использовать после процесса утверждения в Руководстве по проектированию FDOT (FDM), глава 115.
Стандартные чертежи для квадратов 12, 14, 18, 24 и 30 дюймов доступны сваи, а также цилиндрические сваи диаметром 54 и 60 дюймов с прядями из углепластика, которые можно использовать после Руководство по структурам FDOT, Том 1 Руководство по проектированию конструкций ( SDG ) Таблица 3.5.1-1 Требования. Стандарты проектирования сборных железобетонных стен из шпунтовых свай из CFRP/GFRP и HSSS/GFRP также доступны для использования в соответствии с требованиями SDG 3.12. Пряди из углепластика могут использоваться в других сваях из предварительно напряженного бетона, если это одобрено SSDE.
Эти ограничения на использование учитывают следующие пункты:
Критичность компонентов и/или конструкций, частью которых они являются
Желаемый срок службы этих компонентов и/или конструкций
эти компоненты и / или конструкции, которые были спроектированы, детализированы и построены с использованием обычной арматурной стали, предварительно напряженной стали и бетона, которые требуются в настоящее время.
Спецификации
Спецификации 400, 410, 415, 450, 932 и 933 доступны на Веб-страница с техническими характеристиками для использование арматурных стержней и прядей из стеклопластика. Дополнительные спецификации разработки для других бетонных структурных компонентов будут написаны и доступны по мере необходимости.
Стандарты
Следующие стандартные планы и соответствующие инструкции доступны на Веб-страница стандартов для следующих приложений:
Индекс 455-440 — Сборный железобетон CFRP/GFRP и HSSS/GFRP Шпунтовая стена
Индексы с 455-101 по 455-130 — Квадратные предварительно напряженные железобетонные сваи из углепластика
Индексы 455-154 и 455-160 Предварительно напряженные бетонные сваи из углепластика Цилиндрические сваи
Следующие стандарты проектирования и связанные с ними инструкции доступны на Веб-страница стандартов разработки дизайна:
D6011c — Gravity Wall — вариант C
D21310 — Детали изгиба арматурного стержня из стеклопластика
D22900 Подъездные плиты (армированные стеклопластиком гибкие подходы к дорожному покрытию)
D22420 Дорожные перила (F-образная форма 32 дюйма — армирование стекловолокном)
Планируется разработка дополнительных стандартов для бетонных конструкций на будущее
Программа контроля качества производителя
Производители FRP, желающие быть включенными в Перечень производственных мощностей FRP, могут найти руководство по приемке материалов в Государственном управлении материалов Веб-страница полимерных композитов, армированных волокном.
Проекты:
FDOT и связанные с ним проекты во Флориде (завершенные и строящиеся) можно изучить с помощью ГИС-картографического инструмента FRP-Projects (ожидается). Пожалуйста, свяжитесь с координаторами внизу страницы, чтобы ваш проект был включен в карта.
Бюллетени Fast-Facts для выбранных проектов перечислены ниже:
40th Ave NE над Placido Bayou
Arthur Drive над Lynn Haven Bayou
Bakers Haulover Cut Замена переборки
Bimini Dr Bridge on Duck Key
Cedar Key Bulkhead Rehab
Halls River Bridge
Key West Bight Ferry Terminal Extension
NE 23 rd Ave over Ibis Waterway
PortMiami Tunnel Retaining Walls
South Maydell Dr over Палм-Ривер
SR-A1A Дамба Флаглер-Бич (сегмент 3)
SR-A1A над Миртл-Крик и Симпсон-Крик
SR-5 (US-17) над Траут-Ривер
SR-5 (US 41) над Морнинг Стар и Сансет Уотеруэйс
SR-30 над заливом Сент-Джо
SR-45 (US 41) над Норт-Крик
SR 112/I-195 над водным путем Вестшор
SR-312 над рекой Матансас
SR-520 над переборкой реки Индиан
Sunshine Skyway Seawall Rehabilitation
UM Innovation Bridge
UM Fate Bridge
UM I-Dock
US-1 over Cow Key Channel
Technology Transfer (T 2 )
Следующие ссылки на встречи, семинары и практикумы FDOT представлены в качестве справочной информации для потенциальных пользователей и отраслевых партнеров:
2015
FHWA/NCHRP 20-68A U. S. 5, 2015)
2016
Семинар по производству арматуры FDOT-FRP (15 июня 2016 г.)
Composites-Halls River Рекламный ролик моста для CAMX 2016 (26-29 сентября, 2016)
CAMX 2016: FDOT-FRP Развертывание структурных приложений (для нового строительства)
(29.09.2016)
АКМА-Транспорт Заседание Совета по конструкциям (TSC) — Презентация FDOT (29 сентября 2016 г.)
2017
FDOT 2017 Зимний семинар FRP-RC и конференция по строительству FTBA (3 февраля 2017 г.) Демонстрационные залы речных мостов FRP
Семинар (2-3 мая 2017 г.)
FDOT 2017 Design Training Expo — FRP Reforced Concrete Design (6 июня 2017 г.)
Международный семинар по стеклопластиковым стержням: FDOT GFRP Реализация — Текущее состояние, проекты и проблемы (июль 18 августа 2017 г.)
FES/FICE 2017: Мост через реку Холлс — точка зрения владельца/проектировщика, подрядчика и исследователя (4 августа 2017 г. ) 11-14, 2017) 9 (11–14 января 2018 г.)
International Bridge Conference — Workshop W4 (12 июня 2018 г.):
Как повысить устойчивость мостов к разрушительным последствиям стихийных бедствий?
Руководство по проектированию мостов Технические характеристики для GFRP-RC
Реконструкция моста Ист-Линн-Лейк, Западная Виргиния
Мост Beyond Halls River – Решения для инфраструктуры FRP-RC/PC
Спецификации и применение композитных материалов в мостовой инфраструктуре в Австралии
Транспортный симпозиум FDOT (18-20 июня, 2018)
Пряди из углепластика и быстрорежущей стали в конструкции из предварительно напряженного бетона
FRP Beyond Halls River Bridge
Современные конструкционные материалы для транспортной инфраструктуры Флориды
Ежегодная конференция секции ASCE-Florida — FDOT FRP Initiatives (12–13 июля 2018 г. )
fib Конгресс (7–11 октября 2018 г.)
Полевые испытания сборных железобетонных свай, армированных стержнями и спиралями из стеклопластика
Обзор руководства по проектированию мостов AASHTO LRFD. Спецификации для железобетона из стеклопластика
Устойчивость и устойчивость
ISACS: Инициатива штата Флорида по использованию армированного волокном полимера (FRP) для мостовых конструкций (26–28 октября 2018 г.)
2019
2-й международный семинар по арматуре из стеклопластика для бетонных конструкций (январь 18–19, 2019)
Конференция по строительству FTBA: обновленная информация о неметаллическом армировании бетона (18 января 2019 г.) 13, 2019)
TRB 2019: мост Bakers Haulover Cut: восстановление дамбы-переборки и новые решения GFRP-RC (январь 14, 2019)
NCBPT 2019: малоударная дамба с секущимися сваями для защиты SR-A1A вдоль пляжа Флаглер (февраль 7, 2019)
Транспортный симпозиум FDOT (3–5 июня 2019 г. )
Обучение проектированию FRP-RC (часть 1)
Обучение проектированию FRP-RC (часть 2)
Обучение проектированию FRP-RC (часть 3)
Конференция Института мостостроения (22-25 июля 2019 г.)
Новые направления для железобетона — предотвращение бомб замедленного действия в наших прибрежных сооружениях
Проблемы замены переборок моста и дамбы и путь вперед
Стандартизация базальтового FRP-RC для конструкций FDOT во Флориде
Влияние содержания волокна на прочность на растяжение Свойства полимерной арматуры, армированной базальтовым волокном
Сцепление с бетоном Характеристики полимерной арматуры, армированной базальтовым волокном
ACI-SDC Forum 46: Повестка дня, презентация FDOT (август 28, 2019)
CAMX 2019: Мосты и конструкции Флориды для более чем 100-летней службы с использованием композитов FRP (сентябрь 24, 2019)
Инструменты проектирования FRP, внедрение CBB и пешеходные мосты
Executive Workshop FDOT (15 января 2020 г.)
FTS2020 ». FDOT/FRP Industry 4th RC/PC Workshop (4 августа 2020 г.)
FDOT GFRP-RC Обучение проектировщиков мостов и сооружений (10 августа 2020 г.)
FDOT CFRP-PC Обучение проектировщиков мостов и сооружений (9 сентября, 2020)
CAMX 2020 — Образовательная презентация по инфраструктуре: Достижения в развертывании сложной инфраструктуры во Флориде (21 сентября 2020 г.)
CAMX 2020 — Инфраструктура.
Презентация избранных докладчиков
Презентации избранных групп
Конвенция ACI Fall 2020 — полевые применения нетрадиционных Методы армирования и усиления мостов и сооружений (28-29 октября)
2021
Ежегодное собрание TRB 2021 (январь):
Заседание Комитета по бетонным мостам AKB30 — «Внедрение конструкционных передовых материалов во Флориде» (P21-20613)
Сессия 1055 — «Прогнозирование будущего FRP для автомобильных мостов и сооружений FDOT» (P21-20615)
Зимнее совещание IACMI «Прогресс в использовании композитных материалов FRP для дорожной инфраструктуры во Флориде» (17 февраля 2021 г. )
Вебинар MCTI «Инновационные структурные исследования и демонстрационные проекты Министерства транспорта Флориды» (10 марта 2021 г.)
Исполнительный семинар FDOT — «Инновации в дизайне: альтернативные конструкции для более долговечных мостов и конструкций» (апрель 2021 г.)
3-й международный семинар по стеклопластиковым стержням для бетонных конструкций (3–4 августа 2021 г.) )
2022
Транспортный симпозиум FDOT Веб-семинар «Проектирование GFRP-RC для наголовников из изогнутых свай» (PDF)
Инновационная инициатива AASHTO (A.I.I.)
Углеродное волокно -армированное полимерные нити
FHWA FRP Composite Technology
Текущие практики и информация о проектировании
Семинары, обучение и исследования
. Другие ресурсы
Семинары, обучение и исследование
. недавно завершенные исследовательские проекты, спонсируемые FDOT:
Армирование BFRP:
BE694 , Улучшение «Протокола испытаний и спецификаций материалов для армированных базальтовым волокном полимерных стержней» (2019 г. )-2021):
Результат 1 «Основные сведения и существующие стандарты»
Результат 2 «План исследований и задачи по характеристике»
Результат 3 «Экспериментальная программа»
Результат 4 «Результаты испытаний на 300-дневную тренировку» 30 10 10 10 902 9002 9002 STIC-0004-00A Стимулирующий проект — Стандартизация армирования BFRP (2018-2021):
i. Заключительный отчет (1 МБ); Итоговый отчет с приложениями A, B и C (20 МБ)
ii. Фаза 1: BVD30 986-01 «Оценка эффективности арматурных стержней из полимера, армированного базальтовым волокном (БФРП), залитых в бетон» (2018–2019):
Заключительный отчет
iii. Этап 2: BVD34 986-02 «Контрольно-измерительные приборы и мониторинг армированной мостовой плиты из BFRP» (2019–2021):
Заключительный отчет
iv. Фаза 3: Передача технологий:
Симпозиум FDOT Transportation 2019 — Обучение проектированию FRP-RC.
Семинар HDOT по обмену опытом 2019 г. – Стандартизация конструкции и материалов BFRP-RC:
Конструкция BFRP-RC (часть 1)
Конструкция BFRP-RC (часть 2)
Конструкция BFRP-RC (часть 2) )
BFRP-RC Design (Part 4)
UHM-Lab Testing FRP-RC Beams
BDK82 977-05 : Chapter 5 — CHARACTERIZATION AND DURABILITY OF BASALT FIBER-REINFORCED POLYMER BARS, “ Оценка деградации внутренней арматуры из непрерывных волокон в бетонной среде» (2014)
Усиление GFRP:
BDV30 706-01 «Инспекция и мониторинг изготовления и строительство для замены моста на рек-роуд West Halls 1A Отчет о строительстве»
Результат 1B и 2B «Испытания на долговечность (первоначальные & 9 месяцев)»
Результат 2A «Отчет о проверке за шесть месяцев»
Результат 3B «Испытания на долговечность через 18 месяцев»
BDK83 977-17 Исследование композитного кабеля из углеродного волокна в предварительно напряженных бетонных кучах (2014)
BDK82 977-05 : Глава 4- Характеристика и DURABABILE OF TOOKE : ГЛАВА 4- и DURABILE OF TOOKE : ГЛАВА 4-. Оценка деградации внутренней арматуры из непрерывного волокна в бетонной среде» (2014)
Армирующая сетка стеклопластиковая купить по выгодной цене
Сетка арматурная Характеристика Область применения Преимущества Сравнительные характеристики Купить
Сетка строительная композитная представляет собой изделие, изготовленное из коррозионно-стойких композитных базальтовых или стеклопластиковых арматурных стержней круглого сечения диаметром от 2,5 до 6 мм. перекрещиваются и скрепляются друг с другом под прямым углом. Размеры формируемых ячеек могут быть 50х50, 100х100, 150х150 миллиметров. Сетка поставляется в виде специальных листов (плит) размерами 1500х380, 1500х500, 2000х500 и 2000х1000 миллиметров. Возникновение коррозии в стальной арматуре (из-за воздействия влаги или агрессивной химической среды) может в конечном итоге привести к сильной деградации или полному разрушению здания. Бетонные перегородки, портовые конструкции, полы производственных помещений и помещений с повышенным уровнем влажности относятся к конструкциям повышенной опасности. Множество проблем, связанных с использованием металлов в армирующей конструкции, побудили к началу поиска более универсальных материалов. Среди них выделяется продукция компании «Композит Групп Челябинск».
Процесс производства композитной арматурной сетки из стекловолокна
Особенности
Композитная арматурная сетка изготавливается из арматурных стержней из стекловолокна с фиксированными углами 90 градусов в углах стыков. Сетчатая арматура поставляется в виде сеток заданных размеров.
Область применения армирования композитной сеткой
Строительство жилых домов
1. Повышение несущей способности применяемых железобетонных конструкций: внутренние и наружные стеновые панели, в том числе трехслойные «сэндвич-панели», балки, плиты и т. д. 2. Повышение несущей способности бетонных перекрытий 3. Повышение несущей способности стен из камня и кирпича 4. Повышение несущей способности декоративных элементов из гипса и бетона 5. Повышение несущей способности других конструкций, выполненных из гипса или бетона.
Строительство промышленных сооружений
1. Для повышения несущей способности железобетонных конструкций применяются: внутренние и наружные стеновые панели, в том числе трехслойные «сэндвич-панели», балки, плиты и др. 2. Повышение несущей способности бетонных перекрытий 3. Повышение несущей способности гидротехнических, береговых сооружений 4. Повышение несущей способности стен из камня и кирпича 5. Повышение несущей способности декоративных элементов из гипса 6. Повышение несущей способности других конструкций из гипса или бетона
Дорожное строительство
1. Повышение несущей способности дорожного покрытия 2. Повышение несущей способности автомобильных дорог, мостов 3. Повышение несущей способности железных дорог
Кроме промышленности и гражданского строительства композитные (полимерные) сетки могут применяться в химической промышленности, сельском хозяйстве, на электростанциях и на всевозможных других объектах с влажной или агрессивной средой.
Преимущества армирования композитной сеткой
• Стойкость к разрушению: полимерная сетка выдерживает в три раза больше ударов, направленных на отрыв, изгиб и растяжение, при условии, что ее диаметр равен диаметру металлической сетки; • Стойкость к коррозии и неблагоприятным средам: высшая степень защиты от негативного воздействия солей, едких и коррозионных явлений, присутствующих также в условиях повышенной влажности; • Вес: Металлическая сетка 5х5х0,3 см весит более 2000 г/м2, в то же время полимерная сетка аналогичного размера весит не более 350 г/м2; • Низкая теплопроводность: 0,46 Вт/м2, тогда как металлическая сетка имеет уровень теплопроводности в сто раз больше, т.е. до 60 Вт/м2. Таким образом, именно металлическая сетка образует в стенах мостики холода, снижающие общий уровень теплоемкости здания. Армирование полимерной сеткой лишено этого недостатка; • Срок службы: согласно исследованиям, проведенным британскими учеными, содержание полимерной сетки в условиях высокой влажности вызовет деградацию материала только в 1,25 раза. • Наилучшее сцепление с поверхностью бетона обеспечивает поверхность специального зернистого типа; • Не проводит электричество; • Полимерная сетка не подвержена намагничиванию; • Воздействие на окружающую среду: при производстве полимерной сетки выделяется в десятки раз меньше СО2, чем при производстве того же количества металлической сетки. • Низкий коэффициент упругости позволяет гасить вибрацию любой степени без изменения формы сетки; • В случае изменения формы бетонных элементов полимерная сетка помогает предотвратить полное разрушение конструкции.
Каталог сравнительных характеристик армирующей сетки из композитного стекловолокна
Характеристики
Марка арматурной сетки
Армирующая сетка
Вр-1 ГОСТ 23279
Размер ячейки, мм
50х50, 100х100
Диаметр прутка (проволоки), мм
2,5
4,0
Прочность на разрыв, МПа
1300
570
Разрывное усилие тяги, кгс
600
720
Коэффициент удлинения, %
2,50
2,50
Коэффициент теплопроводности, Вт/(м* 0 С)
0,46
56,00
Масса единицы площади, г/м 2
360
2220
Ширина ячейки, мм
от
до 2000
—
Электропроводность
диэлектрик
проводник
Коррозионная стойкость
стабильный
восприимчив к
Магнитные характеристики
не намагничивается
восприимчив к
Прочность сцепления, кгс
30
не подпадает под действие правила
— прочность на сдвиг
— прочность на разрыв
20
не подпадает под действие правила
Размеры арматурной сетки зависят от требований проекта и согласовываются с учетом ваших потребностей.
Главная / Водозаборники / Шпилька + Гайка М8 (метрическая резьба, для РИ-1332, комплект 6 шт)
закрыть
Описание
Шпилька + Гайка М8 УДЛИНЕННЫЕ). Для Водозаборников Большой серии РИ-1332
Материал: нержавеющая сталь
Резьба: метрическая (для метрической резьбы используется гаечный ключ на 10)
В комплект входят:
Назад
Резьба м8 в категории «Материалы для ремонта»
Набір футорок для відновлення різьби TOPTUL М8х1,25 JGEW2403
На складе в г. Киев
Доставка по Украине
1 161 грн
Купить
Слава Україні, Слава Нації !
АКЦИЯ! УСИЛЕННАЯ Распорная ШТАНГА для лазерного уровня 4м Firecore резьба 1/4 и 5/8 Оригинал!
На складе
Доставка по Украине
2 554 грн
1 599 грн
Купить
Интернет-Магазин «TechnoLux+»
Ручка круглая 25 мм резьба М8
На складе в г. Черкассы
Доставка по Украине
50 грн
Купить
Ножи, заточка ножей
Ручка круглая 32 мм резьба М8 , мореный дуб
На складе в г. Черкассы
Доставка по Украине
72 грн
Купить
Ножи, заточка ножей
УСИЛЕННАЯ Распорная штанга стойка для лазерного уровня 3.36 м, РЕЗЬБА 1/4 И 5/8
На складе в г. Черновцы
Доставка по Украине
1 683 грн
1 598.85 грн
Купить
Інтернет-магазин «PROFIMAG»
Распорная штанга для лазерного уровня 3.36 м, РЕЗЬБА 1/4 И 5/8
На складе
Доставка по Украине
1 684.50 грн
1 600.28 грн
Купить
Інтернет-магазин «PROFIMAG»
Распорная штанга для лазерного уровня 3.36 м, РЕЗЬБА 1/4 ИЛИ 5/8
На складе
Доставка по Украине
1 682.67 грн
1 598.54 грн
Купить
«НЕПРА»
Распорная ШТАНГА 4м Firecore для лазерного уровня резьба 1/4 и 5/8 Оригинал!
На складе
Доставка по Украине
2 400 грн
1 599 грн
Купить
Территория низких цен
2в1 ШТАНГА и тринога для лазерного уровня 3. 7м Firecore резьба 1/4 и 5/8
На складе
Доставка по Украине
2 450 грн
2 199 грн
Купить
Территория низких цен
Набор для оптического нивелира: штатив резьба 5/8″, 1,65 м + рейка 3 м
На складе
Доставка по Украине
по 1 949.4 грн
от 3 продавцов
2 052 грн
1 949.40 грн
Купить
Інтернет-магазин «PROFIMAG»
Набор для оптического нивелира: штатив резьба 5/8″ 1,65 м + рейка 5 метров
На складе в г. Харьков
Доставка по Украине
2 198.49 — 2 199.25 грн
от 2 продавцов
2 315 грн
2 199.25 грн
Купить
Інтернет-магазин «PROFIMAG»
Набор футорок для восстановления резьбы TOPTUL М8х1,25 JGEW2403
На складе
Доставка по Украине
1 161 грн
1 126.17 грн
Купить
TOPTUL SHOP — профессиональный инструмент, оборудование, аксессуары для автосервиса
Распорная штанга для лазерного уровня 3. 36 м, РЕЗЬБА 1/4 И 5/8
На складе
Доставка по Украине
2 300 грн
1 699 грн
Купить
Интернет-Магазин «BigSale-Shop»
2в1 ШТАНГА и тринога для лазерного уровня 3.7м Firecore резьба 1/4 и 5/8
На складе
Доставка по Украине
2 500 грн
2 149 грн
Купить
Интернет-Магазин «BigSale-Shop»
Анод магниевый с прокладкой для водонагревателей Tesy, Bosch Ø 26мм. длина 300мм. резьба м8.
На складе в г. Харьков
Доставка по Украине
820 грн
Купить
Selem
Смотрите также
Распорная ШТАНГА 4м Firecore для лазерного уровня резьба 1/4 и 5/8 Оригинал!
На складе
Доставка по Украине
2 300 грн
1 599 грн
Купить
Магазин «TopShop-plus»
2в1 ШТАНГА и тринога для лазерного уровня 3.7м Firecore резьба 1/4 и 5/8
На складе
Доставка по Украине
2 800 грн
2 199 грн
Купить
Магазин «TopShop-plus»
PROFI! Набор для оптического нивелира: штатив резьба 5/8″ 1,65 м + рейка про 5 метров
На складе
Доставка по Украине
2 444 грн
2 199. 60 грн
Купить
⋐ N E O M A G ⋑
УСИЛЕННАЯ Распорная штанга стойка для лазерного уровня 3.36 м, РЕЗЬБА 1/4 И 5/8
На складе
Доставка по Украине
1 598.22 — 1 599.3 грн
от 2 продавцов
1 682.34 грн
1 598.22 грн
Купить
TVOYO
Распорная штанга для лазерного уровня 3.36 м, РЕЗЬБА 1/4 И 5/8
На складе
Доставка по Украине
1 598.43 — 1 599.3 грн
от 2 продавцов
1 682.56 грн
1 598.43 грн
Купить
TVOYO
Набор приспособлений и футорок для восстановления резьбы М8х1.25, 15 предметов, в кейсе Forsage F-929U3
Доставка по Украине
по 437 грн
от 3 продавцов
437 грн
Купить
Stanley-ua
Набор футорок и метчиков для восстановления резьбы 33 предмета(М8х1, М10х1, М10х1.25, М12х1.25), в кейсе
Доставка по Украине
по 3 353 грн
от 4 продавцов
3 353 грн
Купить
Stanley-ua
Набор футорок для восстановления резьбы М8х1. 25, 25 предметов Forsage F-929U3A
Доставка по Украине
по 201 грн
от 4 продавцов
201 грн
Купить
Stanley-ua
Набор для восстановления резьбы М8х1,25мм 7ед. 4945 JTC
Доставка по Украине
по 580 грн
от 4 продавцов
580 грн
Купить
ООО «ПРОФЛАЙН 2000»
Набор для восстановления резьбы М8х1.25 29 пр. 929U3 F
Доставка по Украине
по 1 638 грн
от 3 продавцов
1 638 грн
Купить
ООО «ПРОФЛАЙН 2000»
Набор для ремонта резьбы TOPTUL М5х0,8 JGEW2401
На складе
Доставка по Украине
856 грн
830.32 грн
Купить
TOPTUL SHOP — профессиональный инструмент, оборудование, аксессуары для автосервиса
Вкладыш квадратный с внутренней резьбой WGKT 20 М8 т. ст. 1,0-1,25
На складе
Доставка по Украине
8.67 грн
Купить
e-zaglushki
Вкладыш квадратный с внутренней резьбой WGKT 25 М8 т. ст. 1,0-1,25
На складе
Доставка по Украине
9.15 грн
Купить
e-zaglushki
Вкладыш квадратный с внутренней резьбой WGKT 30 М8 т. ст. 1,0-1,25
На складе
Доставка по Украине
11.54 грн
Купить
e-zaglushki
ОДОБРЕН GRAINGER Стержень с полной резьбой: размер резьбы M8-1,25, сталь, класс 2, оцинкованная, общая длина 1 м — 10P805|2373
ГРЕЙНГЕР ОДОБРЕН
Вещь # 10П805
производитель Модель #
2373
UNSPSC #
31161618
№ страницы каталога
Н/Д
Страна происхождения
США.
Страна происхождения может быть изменена.
Низкопрочные стальные стержни и шпильки с полной резьбой обеспечивают хорошую прочность и долговечность при повседневном креплении. Стальные стержни и шпильки с полной резьбой — это крепежные детали, обеспечивающие хорошую прочность и долговечность для различных повседневных креплений. Они изготавливаются в соответствии с определенными требованиями к прочности, обозначенными рейтингом ASTM (дюймовые крепления) или рейтингом класса (метрические крепления). Эти стальные крепежные детали имеют наружную резьбу по всей длине для полного зацепления гаек при сборке компонентов.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
ГРЕЙНГЕР ОДОБРЕН
Вещь # 10П805
производитель Модель #
2373
UNSPSC #
31161618
№ страницы каталога
Н/Д
Страна происхождения
США.
Страна происхождения может быть изменена.
Низкопрочные стальные стержни и шпильки с полной резьбой обеспечивают хорошую прочность и долговечность при повседневном креплении. Стальные стержни и шпильки с полной резьбой — это крепежные детали, обеспечивающие хорошую прочность и долговечность для различных повседневных креплений. Они изготавливаются в соответствии с определенными требованиями к прочности, обозначенными рейтингом ASTM (дюймовые крепления) или рейтингом класса (метрические крепления). Эти стальные крепежные детали имеют наружную резьбу по всей длине для полного зацепления гаек при сборке компонентов.
ОДОБРЕН GRAINGER Стержень с полной резьбой: размер резьбы M8-1,25, нержавеющая сталь, 316, гладкая, общая длина 1 м — 21YP37|57493
ГРЕЙНГЕР ОДОБРЕН
Вещь # 21YP37
производитель Модель #
57493
UNSPSC #
31161618
№ страницы каталога
Н/Д
Страна происхождения
США.
Страна происхождения может быть изменена.
Стержни и шпильки с полной резьбой из нержавеющей стали 316 обладают более высокой коррозионной стойкостью, чем нержавеющая сталь 18-8, что делает их хорошим выбором для применения в соленой воде и средах с хлором. монтаж и крепление компонентов в узлах или конструкциях. Они обладают более высокой коррозионной стойкостью, чем стальные резьбовые стержни и шпильки, и идеально подходят для использования во влажной среде, где для полной длины крепежа требуется наружная резьба.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
Характеристики меди, реакция металла с азотной кислотой
Устойчивый металл Vs. сильный окислитель
Твитнуть
Отправить
[Deposit Photos]
Медь — старейший металл, используемый людьми с давних времен. Медь имеет латинское название — cuprum. Ее порядковый номер — 29. В периодической системе Менделеева медь расположена в четвертом периоде, в первой группе.
Физические и химические свойства меди
Медь — это тяжелый металл розово-красного цвета с ковкой и мягкой структурой. Температура кипения меди — более 1000 °С. Сuprum — хороший электро- и теплопроводник, плавится при 1084 °С, плотность металла — 8,9 г/см³, в природе встречается в самородном виде.
Атом меди имеет 4 уровня. На валентной 4s-орбитали расположен один электрон. Во время химического взаимодействия с другими веществами от атома отщепляется 1—3 отрицательно заряженные частицы, в результате чего образуются соединения меди со степенью окисления «+3», «+2», «+1». Максимальной устойчивостью обладают двухвалентные производные меди.
[Deposit Photos]
Медь обладает низкой реакционной способностью. Существует две основные степени окисления металла, проявляющиеся в соединениях: «+1» и «+2». Вещества, в которых данные значения заменяются на «+3», встречаются редко. Медь взаимодействует с углекислым газом, воздухом, соляной кислотой и другими соединениями при очень высоких температурах. На поверхности металла образуется защитная оксидная пленка, которая предохраняет медь от дальнейшего окисления и делает металл стабильным и малоактивным.
Медь взаимодействует с простыми веществами: галогенами, селеном, серой. Металл способен формировать двойные соли или комплексные соединения. Почти все сложные соединения этого химического элемента (кроме оксидов) — это ядовитые вещества. Вещества, которые образовала одновалентная медь, легко окисляются до двухвалентных аналогов.
В химических реакциях медь выступает в качестве малоактивного металла. Металл не растворяется в воде в обычных условиях. В сухом воздухе не протекает коррозия металла, но при нагревании медь покрывается черным оксидным налетом. Химическая устойчивость элемента проявляется при действии углерода, безводных газов, нескольких органических соединений, спиртов и фенольных смол. Для меди характерны реакции комплексообразования, в результате которых выделяются окрашенные соединения. Медь имеет сходства с металлами щелочной группы, связанные с формированием производных одновалентного ряда.
Взаимодействие с азотной кислотой
Медь растворяется в азотной кислоте. Эта реакция осуществляется из-за окисления металла сильным реагентом. Азотная кислота (разбавленная и концентрированная), проявляет окислительные свойства с растворением меди.
Молекула азотной кислоты
[Deposit Photos]
При реакции металла с разбавленной кислотой образуется нитрат меди и двухвалентный оксид азота в соотношении 75%:25%. Уравнение реакции:
8HNO₃ + 3Cu → 3Cu(NO₃)₂ + 2NO + 4H₂O
В реакции участвует 1 моль меди и 3 моля концентрированной азотной кислоты. При растворении меди раствор сильно разогревается, в результате чего происходит термическое разложение окислителя и наблюдается выделение дополнительного объема азотных оксидов. Уравнение реакции:
4HNO₃ + Cu → Cu(NO₃) + 2NO₂ + 2H₂O
Такой способ растворения меди имеет недостаток: во время реакции меди с азотной кислотой происходит выделение большого количества азотных оксидов. Для улавливания (или нейтрализации) азотных оксидов требуется специальное оборудование, потому процесс этот слишком затратный. Растворение меди в азотной кислоте считается завершенным, когда полностью прекращается выработка летучих азотистых оксидов. Температура реакции — 60—70 °С. Следующий этап — спуск раствора из химического реактора. После этого на дне реактора остаются куски меди, не вступившие в реакцию. К полученной жидкости добавляется вода и проводится фильтрация. Нажмите здесь, чтобы изучить свойства меди на примере взаимодействия с другими веществами.
Азотная кислота и медь: реакция на примере опыта
Проследить всю реакцию азотной кислоты и меди можно на примере опыта, положив в концентрированную азотную кислоту пластинку меди. Происходит выделение бурого газа: сначала медленное, затем более сильное. Раствор приобретает зеленую окраску. Если в избытке добавлять медь в процессе реакции, раствор постепенно окрасится в голубой цвет. Реакция меди с азотной кислотой происходит с выделением тепла и токсичного газа, имеющего резкий запах.
Взаимодействие меди с концентрированной азотной кислотой относится к окислительно-восстановительным реакциям. Восстановителем здесь является металл, а окислителем — азотная кислота. Уравнение реакции:
Cu + 4HNO₃ = Cu(NO₃)₂ + 2NO₂↑ + 2H₂O
Реакция экзотермическая, поэтому при самопроизвольном разогреве смеси реакция ускоряется.
Реакция меди с азотной кислотой начинается при комнатной температуре. Металл покрывается пузырьками, они всплывают и наполняют пробирку бурым газом — NO₂ (токсичным ядовитым диоксидом азота с резким запахом). Этот газ в 1,5 раза тяжелее воздуха.
Реакция меди с азотной кислотой протекает в два этапа:
на первом этапе кислота окисляет медь до оксида меди, выделяя диоксид азота;
на втором этапе оксид меди реагирует с новыми порциями кислоты, образуя нитрат меди Cu(NO₃)₂. Смесь разогревается, и реакция протекает быстрее.
Нитрат меди (тригидрат)
[Wikipedia]
Итог: металл растворился и образовался раствор нитрата меди. Благодаря нитрату меди полученный раствор имеет зеленый или голубой цвет (оттенок будет зависеть от количества использованной воды).
Твитнуть
Отправить
Больше статей о химии:
Эксперимент «Химический сад» Как вырастить водоросли из соли
Эксперимент «Натрий на воде» Почему металл не тонет, а бегает по воде?
Делайте эксперименты дома!
Так какого же он цвета?
Узнать больше
Попробовать
МЕДЬ | Энциклопедия Кругосвет
МЕДЬ – элемент 11 группы Периодической системы, плотность 8,9 г см–3, один из первых металлов, ставших известными человеку. Считают, что медь начали использовать около 5000 до н.э. В природе медь изредка встречается в виде металла. Из медных самородков, возможно, с помощью каменных топоров, были изготовлены первые металлические орудия труда. У индейцев, живших на его берегах оз. Верхнее (Сев. Америка), где есть очень чистая самородная медь, способы ее холодной обработки были известны до времен Колумба.
Около 3500 до н.э. на Ближнем Востоке медь научились извлекать из руд, ее получали восстановлением углем. Медные рудники были и в Древнем Египте. Известно, что глыбы для знаменитой пирамиды Хеопса обрабатывали медным инструментом.
К 3000 до н.э. в Индии, Месопотамии и Греции для выплавки более твердой бронзы в медь стали добавлять олово. Открытие бронзы могло произойти случайно, однако ее преимущества по сравнению с чистой медью быстро вывели этот сплав на первое место. Так начался «бронзовый век».
Изделия из бронзы были у ассирийцев, египтян, индусов и других народов древности. Однако цельные бронзовые статуи древние мастера научились отливать не раньше 5 в. до н.э. Около 290 до н.э. Харесом в честь бога солнца Гелиоса был создан Колосс Родосский. Он имел высоту 32 м и стоял над входом во внутреннюю гавань древнего порта острова Родоса в восточной части Эгейского моря. Гигантская бронзовая статуя была разрушена землетрясением в 223 н.э. (см. также СЕМЬ ЧУДЕС СВЕТА).
Предки древних славян, жившие в бассейне Дона и в Приднепровье, применяли медь для изготовления оружия, украшений и предметов домашнего обихода. Русское слово «медь», по мнению некоторых исследователей, произошло от слова «мида», которое у древних племен, населявших Восточную Европу, обозначало металл вообще.
Символ Cu происходит от латинского aes cyproum (позднее, Cuprum), так как на Кипре (Cyprus) находились медные рудники древних римлян.
Относительное содержание меди в земной коре составляет 6,8·10–3%. Самородная медь встречается очень редко. Обычно элемент находится в виде сульфида, оксида или карбоната. Важнейшими рудами меди являются халькопирит CuFeS2, который, по оценкам, составляет около 50% всех месторождений этого элемента, медный блеск (халькоцит) Cu2S, куприт Cu2O и малахит Cu2CO3(OH)2. Большие месторождения медных руд найдены в различных частях Северной и Южной Америк, в Африке и на территории нашей страны. В 18–19 вв. близ Онежского озера добывали самородную медь, которую отправляли на монетный двор в Петербург. Открытие промышленных месторождений меди на Урале и в Сибири связано с именем Никиты Демидова. Именно он по указу Петра I в 1704 начал чеканить медные деньги.
Богатые месторождения меди давно выработаны. Сегодня почти весь металл добывается из низкосортных руд, содержащих не более 1% меди. Некоторые оксидные руды меди могут быть восстановлены непосредственно до металла нагреванием с коксом. Однако большая часть меди производится из железосодержащих сульфидных руд, что требует более сложной переработки. Эти руды сравнительно бедные, и экономический эффект при их эксплуатации может обеспечиваться лишь ростом масштабов добычи. Руду обычно добывают в огромных карьерах, где используются экскаваторы с ковшами до 25 м3 и грузовики грузоподъемностью до 250 т. Сырье размалывают и концентрируют (до содержания меди 15–20%) с использованием пенной флотации, при этом серьезной проблемой является сброс многих миллионов тонн тонко измельченных отходов в окружающую среду (см. ЗАГРЯЗНЕНИЕ ОКРУЖАЮЩЕЙ СРЕДЫ). К концентрату добавляют кремнезем, а затем смесь нагревают в отражательных печах (доменные печи для тонко измельченной руды неудобны) до температуры 1400° С, при которой она плавится. Суммарное уравнение протекающих реакций можно представать в виде:
2CuFeS2 + 5O2 + 2SiO2 = 2Cu + 2FeSiO3 + 4SO2
Cu+I + 1e– = Cu0 |
FeIII + 1e– = FeII | –10e–
2S–II – 12e– = 2SIV |
O2 + 4e– = 2O–II
Большую часть полученной черновой меди очищают электрохимическим методом, отливая из нее аноды, которые затем подвешивают в подкисленном растворе сульфата меди CuSO4, а катоды покрывают листами очищенной меди. В процессе электролиза чистая медь осаждается на катодах, а примеси собираются около анодов в виде анодного шлама, который является ценным источником серебра, золота и других драгоценных металлов.
Около 1/3 используемой меди представляет собой вторичную медь, выплавленную из лома. Годовое производство нового металла составляет около 8 млн. т. Лидируют по производству меди Чили (22%), США (20%), СНГ (9%), Канада (7,5%), Китай (7,5%) и Замбия (5%).
Главное применение металла – в качестве проводника электрического тока. Кроме того, медь используется в монетных сплавах, поэтому ее часто называют «монетным металлом». Она также входит в состав традиционных бронзы (сплавы меди с 7–10% олова) и латуни (сплав меди с цинком) и специальных сплавов, таких как монель (сплав никеля с медью). Металлообрабатывающий инструмент из медных сплавов не искрит и может использоваться во взрывоопасных цехах. Сплавы на основе меди служат для изготовления духовых инструментов и колоколов.
В виде простого вещества медь обладает характерной красноватой окраской. Медь металл мягкий и пластичный. По электро- и теплопроводности медь уступает только серебру. Металлическая медь, как и серебро, обладает антибактериальными свойствами.
Медь устойчива в чистом сухом воздухе при комнатной температуре, однако при температуре красного каления образует оксиды. Она реагирует также с серой и галогенами. В атмосфере, содержащей соединения серы, медь покрывается зеленой пленкой основного сульфата. В электрохимическом ряду напряжений медь находится правее водорода, поэтому она практически не взаимодействует с неокисляющими кислотами. Металл растворяется в горячей концентрированной серной кислоте, а также в разбавленной и концентрированной азотной кислоте. Кроме того, медь можно перевести в раствор действием водных растворов цианидов или аммиака:
2Cu + 8NH3·H2O + O2 = 2[Cu(NH3)4](OH)2 + 6H2O
В соответствии с положением меди в Периодической системе, ее единственная устойчивая степень окисления должна быть (+I), но это не так. Медь способны принимать более высокие степени окисления, причем наиболее устойчивой, особенно в водных растворах, является степень окисления (+II). В биохимических реакциях переноса электрона, возможно, участвует медь(III). Эта степень окисления редко встречается и очень легко понижается под действием даже слабых восстановителей. Известно несколько соединений меди(+IV).
При нагревании металла на воздухе или в кислороде образуются оксиды меди: желтый или красный Cu2O и черный CuO. Повышение температуры способствует образованию преимущественно оксида меди(I) Cu2O. В лаборатории этот оксид удобно получать восстановлением щелочного раствора соли меди(II) глюкозой, гидразином или гидроксиламином:
Эта реакция – основа чувствительного теста Фелинга на сахара и другие восстановители. К испытываемому веществу добавляют раствор соли меди(II) в щелочном растворе. Если вещество является восстановителем, появляется характерный красный осадок.
Поскольку катион Cu+ в водном растворе неустойчив, при действии кислот на Cu2O происходит либо дисмутация, либо комплексообразование:
Cu2O + H2SO4 = Cu + CuSO4 + H2O
Cu2O + 4HCl = 2 H[CuCl2] + H2O
Оксид Cu2O заметно взаимодействует со щелочами. При этом образуется комплекс:
Cu2O + 2NaOH + H2O 2Na[Cu(OH)2]
Для получения оксида меди(II) CuO лучше всего использовать разложение нитрата или основного карбоната меди(II):
2Cu(NO3)2 = 2CuO + 4NO2 + O2
(CuOH)2CO3 = 2CuO + CO2 + H2O
Оксиды меди не растворимы в воде и не реагируют с ней. Единственный гидроксид меди Cu(OH)2 обычно получают добавлением щелочи к водному раствору соли меди(II). Бледно-голубой осадок гидроксида меди(II), проявляющий амфотерные свойства (способность химических соединений проявлять либо основные, либо кислотные свойства), можно растворить не только в кислотах, но и в концентрированных щелочах. При этом образуются темно-синие растворы, содержащие частицы типа [Cu(OH)4]2–. Гидроксид меди(II) растворяется также в растворе аммиака:
Cu(OH)2 + 4NH3.H2O = [Cu(NH3)4](OH)2 + 4H2O
Гидроксид меди(II) термически неустойчив и при нагревании разлагается:
Cu(OH)2 = CuO + H2O
Есть сведения о существовании темно-красного оксида Cu2O3, образующегося при действии K2S2O8 на Cu(OH)2. Он является сильным окислителем, при нагревании до 400° С разлагается на CuO и О2.
Большой интерес к химии оксидов меди в последние два десятилетия связан с получением высокотемпературных сверхпроводников, из которых наиболее известен YBa2Cu3O7. В 1987 было показано, что при температуре жидкого азота это соединение является сверхпроводником. Главные проблемы, препятствующие его широкомасштабному практическому применению, лежат в области обработки материала. Сейчас наиболее перспективным считается изготовление тонких пленок.
Многие из халькогенидов меди – нестехиометрические соединения. Сульфид меди(I) Cu2S образуется при сильном нагревании меди в парах серы или в среде сероводорода. При пропускании сероводорода через водные растворы, содержащие катионы Cu2+, выделяется коллоидный осадок состава CuS. Однако, CuS – не простое соединение меди(II). Оно содержит группу S2 и лучше описывается формулой CuI2CuII(S2)S. Селениды и теллуриды меди проявляют металлические свойства, а CuSe2, CuTe2, CuS и CuS2 при низких температурах являются сверхпроводниками.
При нагревании меди с галогенами можно синтезировать безводные дифторид, дихлорид и дибромид. Растворы галогенидов меди(II) удобнее получать взаимодействием металла, его оксида, гидроксида или карбоната с соответствующей галогеноводородной кислотой. Из водных растворов всегда выделяются кристаллогидраты.
Попытки получить иодид меди(II) приводят к образованию иодида меди(I) CuI:
2Cu2+ + 4I– = 2CuI + I2
При этом раствор и осадок окрашиваются в бурый цвет за счет присутствия иода. Образовавшийся иод можно удалить действием тиосульфат-иона:
I2 + 2SO3S2– = 2I– + S4O62–
Однако при добавлении избытка тиосульфат-иона иодид меди(I) растворяется:
CuI + 2SO3S2– = [Cu(SO3S)2]3– + I–
Точно так же попытки получить цианид меди(II) приводят к образованию CuCN. С другой стороны, с электроотрицательным фтором не удается получить соль меди(I). Три других галогенида меди(I), представляющие собой белые нерастворимые соединения, осаждаются из водных растворов при восстановлении галогенидов меди(II).
В водных растворах бесцветный ион меди(I) очень неустойчив и диспропорционирует
2CuI CuII + Cu(р)
Возможно, причиной этого является размер атома. Ион CuII меньше, чем CuI, и, имея вдвое больший заряд, намного сильнее взаимодействует с водой (теплоты гидратации составляют ~2100 и ~580 кДж моль–1, соответственно). Разница является существенной, так как она перевешивает вторую энергию ионизации для меди. Это делает ион CuII более стабильным в водном растворе (и ионных твердых веществах), чем CuI, несмотря на устойчивую конфигурацию d10 последнего. Тем не менее, CuI может стабилизироваться в соединениях с очень низкой растворимостью или за счет комплексообразования. Комплексы легко образуются в водном растворе при взаимодействии Cu2O с соответствующими лигандами. В водных растворах хлоро- и амминкомплексы меди(I) медленно окисляются кислородом воздуха до соответствующих соединений меди(II).
Катион меди(II), напротив, в водном растворе вполне устойчив. Соли меди(II), в основном, растворимы в воде. Голубой цвет их растворов связан с образованием иона [Cu(H2O)4]2+. Они часто кристаллизуются в виде гидратов. Водные растворы в небольшой степени подвержены гидролизу и из них часто осаждаются основные соли. Основный карбонат есть в природе – это минерал малахит, основные сульфаты и хлориды образуются при атмосферной коррозии меди, а основный ацетат (ярь-медянка) используется в качестве пигмента.
Ярь-медянка известна со времен Плиния Старшего (23–79 н.э.). В русских аптеках ее начали получать в начале 17 в. В зависимости от способа получения она может быть зеленого или голубого цвета. Ею были окрашены стены царских палат в Коломенском в Москве.
Наиболее известную простую соль – пентагидрат сульфата меди(II) CuSO4·5H2O – часто называют медным купоросом. Слово купорос, по-видимому, происходит от латинского Cipri Rosa – роза Кипра. В Росси медный купорос называли синим, кипрским, затем турецким. То, что купорос содержит медь, было впервые установлено в 1644 Ван Гельмонтом. В 1848 Р.Глаубер впервые получил медный купорос из меди и серной кислоты. Сульфат меди широко используется в электролитических процессах, при очистке воды, для защиты растений. Он является исходным веществом для получения многих других соединений меди.
Тетрааммины легко образуются при добавлении аммиака к водным растворам меди(II) до полного растворения первоначально выпавшего осадка. Темно-синие растворы тетраамминов меди растворяют целлюлозу, которую можно вновь осадить при подкислении, что используется в одном из процессов для получения вискозы. Приливание этанола к раствору вызывает осаждение [Cu(NH3)4]SO4·H2O. Перекристаллизация тетраамминов из концентрированного раствора аммиака приводит к образованию фиолетово-синих пентаамминов, однако пятая молекула NH3 легко теряется. Гексааммины можно получить только в жидком аммиаке, и их хранят в атмосфере аммиака.
Медь(II) образует плоско-квадратный комплекс с макроциклическим лигандом фталоцианином. Его производные используются для получения ряда пигментов от синего до зеленого, которые устойчивы вплоть до 500° С и широко используются в чернилах, красках, пластиках и даже в цветных цементах.
Медь имеет важное биологическое значение. Ее окислительно-восстановительные превращения участвуют в различных биохимических процессах растительного и животного мира.
Высшие растения легко переносят сравнительно большое поступление соединений меди из внешней среды, низшие же организмы, наоборот, чрезвычайно чувствительны к этому элементу. Самые незначительные следы соединений меди их уничтожают, поэтому растворы сульфата меди или их смеси с гидроксидом кальция (бордосская жидкость) применяют как противогрибковые средства.
Из представителей животного мира наибольшие количества меди содержатся в телах осьминогов, устриц и других моллюсков. В их крови она играет ту же роль, что железо в крови других животных. В составе белка гемоцианина она участвует в переносе кислорода. Неокисленный гемоцианин бесцветен, а в окисленном состоянии он приобретает голубовато-синюю окраску. Поэтому не зря говорят, что у осьминогов – голубая кровь.
Организм взрослого человека содержит около 100 мг меди, сосредоточенной, в основном, в белках, только содержание железа и цинка выше. Ежедневная потребность человека в меди составляет около 3–5 мг. Дефицит меди проявляется в анемии, однако избыток меди также опасен для здоровья.
Елена Савинкина
Химия меди — Химия LibreTexts
Последнее обновление
Сохранить как PDF
Идентификатор страницы
3722
Джим Кларк
Школа Труро в Корнуолле
Медь относится к тому же семейству периодической таблицы, что и серебро и золото, поскольку у каждого из них есть один s-орбитальный электрон поверх заполненной электронной оболочки, которая образует металлические связи. Это сходство электронной структуры делает их похожими по многим характеристикам. Все они обладают очень высокой тепло- и электропроводностью и являются ковкими металлами. Среди чистых металлов при комнатной температуре медь имеет вторую по величине электрическую и теплопроводность после серебра.
Введение
Использование меди восходит к глубокой истории. Медные бусы были найдены на территории современного Ирака, датируемого 9000 годом до нашей эры. Металл относительно легко добывать и очищать, что способствует его раннему и широкому использованию. Однако, будучи мягким, он непригоден для изготовления надежных инструментов и оружия. Первые кузнецы еще за 3000 лет до нашей эры научились сочетать медь с другими металлами для получения более прочных сплавов. Латунь (медь и цинк) и бронза (медь и олово) являются двумя примерами. Символ и название меди происходят от латинского 9.0036 cuprum , что буквально означает «с острова Кипр», ранний источник медной руды.
До 1982 года пенни США были из чистой меди. Теперь они в основном цинковые с тонкой оболочкой из меди. Большая часть добываемой сегодня меди очищается и вытягивается в проволоку для использования в электротехнической промышленности. Значительная часть также используется в производстве водопроводных труб. Медь, конечно же, имеет характерный цвет, который знаком большинству людей. Он является одним из лучших электрических проводников и устойчив к коррозии от большинства кислот (кроме азотной и горячей концентрированной серной). При воздействии элементов в течение определенного периода времени на нем образуется зеленоватый налет или патина, представляющая собой карбонат меди (II), защитное покрытие, предотвращающее дальнейший износ.
Залежи и извлечение меди
Медь встречается как в связанном, так и в свободном состоянии, а также во многих рудах. Важными рудами меди являются медный пирит (\(CuFeS_2\)), куприт и медный глянец. Медные руды в основном находятся на севере Индии. Извлечение меди также включает в себя множество стадий. Руда, используемая для добычи, представляет собой медный колчедан, который измельчается, концентрируется и затем нагревается в присутствии воздуха. При нагревании влага удаляется, а колчедан меди превращается в сульфид железа и сульфид меди.
Доменная печь предназначена для нагрева смеси обожженной руды, порошкообразного кокса и песка. В доменной печи происходят реакции окисления. Сульфид железа образует оксид железа, который соединяется с кремнеземом и образует шлак (\(FeSiO_2\)).
\[ 2FeS + 3O_2 \rightarrow 2FeO + 2SO_2\]
\[ FeO + SiO_2 \rightarrow FeSiO_3\]
Сульфид меди образует закись меди, которая частично превращается в сульфид меди.
\[ Cu_2S + 3 O_2 \rightarrow 2Cu_2O + 2SO_2\]
\[ Cu_2O + FeS \rightarrow Cu_2S + FeO\]
Этот сульфид меди содержит некоторое количество сульфида железа и называется штейном. Штейн удаляют из основного выхода доменной печи. Удаленный штейн переводится в бессемеровский конвертер, который внутри футерован оксидом магния. Этот преобразователь имеет трубы, через которые подается горячий воздух и \(SiO_2\). В этом конвертере \(Cu_2S\) преобразуется в \(Cu_2O\), а \(FeS\) превращается в \(FeO\). Закись железа образует шлак с \(SiO_2\). Образующийся оксид меди реагирует с Cu2S и образует медь.
\[ 2Cu_2O + Cu_2S \rightarrow 6Cu + SO_2\]
Образовавшуюся медь необходимо очистить электролизом.
Реакции ионов меди(II) в растворе
Простейшим ионом, который медь образует в растворе, является типичный синий ион гексааквамеди(II) — [Cu(H 2 O) 6 ] 2+ .
Реакции ионов гексааквамеди(II) с ионами гидроксида
Ионы гидроксида (например, из раствора гидроксида натрия) удаляют ионы водорода из водных лигандов, присоединенных к иону меди. Как только ион водорода был удален из двух молекул воды, у вас остался комплекс без заряда — нейтральный комплекс. Он нерастворим в воде, и образуется осадок.
Цветовая маркировка показывает, что это не реакция обмена лиганда. Кислороды, которые первоначально были связаны с медью, все еще связаны в нейтральном комплексе.
В пробирке изменение цвета:
Реакции ионов гексааквамеди(II) с раствором аммиака
Аммиак действует как основание и как лиганд. При небольшом количестве аммиака ионы водорода отрываются от гексаакваиона точно так же, как и в случае гидроксид-иона, с образованием того же нейтрального комплекса. 9{2+} + H_2O\]
Примечание
Вы можете удивиться, почему это второе уравнение дается исходя из исходного гексаакваиона, а не нейтрального комплекса. Объяснить, почему осадок снова растворяется, довольно сложно. Полное объяснение вы найдете на странице о реакциях между ионами гексааква и раствором аммиака.
Изменения цвета:
Реакция ионов гексааквамеди(II) с ионами карбоната
Вы просто получаете осадок того, что можно представить как карбонат меди(II). 9{2-} + 6H_2O\]
Поскольку реакция обратима, вы получаете смесь цветов из-за обоих комплексных ионов. Цвет иона тетрахлоркупрата (II) можно также описать как оливково-зеленый или желтый. Если к зеленому раствору добавить воду, он снова станет синим.
Реакция ионов гексааквамеди(II) с ионами йодида
Ионы меди(II) окисляют ионы йодида до молекулярного йода, и в процессе сами восстанавливаются до йодида меди(I).
9- (aq)\]
Когда раствор тиосульфата натрия вливается из бюретки, окраска йода тускнеет. Когда почти все кончится, добавьте немного раствора крахмала. Он обратимо реагирует с йодом, образуя темно-синий комплекс крахмал-йод, который гораздо легче увидеть.
Медленно добавляйте последние несколько капель раствора тиосульфата натрия, пока не исчезнет синяя окраска. Если вы проследите пропорции реакции с помощью двух уравнений, вы обнаружите, что на каждые 2 моля ионов меди (II), с которыми вы должны были начать, вам нужно 2 моля раствора тиосульфата натрия. Зная концентрацию раствора тиосульфата натрия, легко рассчитать концентрацию ионов меди(II).
Некоторые важные химические вещества меди(I)
Диспропорционирование ионов меди(I) в растворе
Химия меди(I) ограничивается реакцией, которая протекает с участием простых ионов меди(I) в растворе. Это хороший пример диспропорционирования — реакции, при которой что-то окисляется и восстанавливается. Ионы меди (I) в растворе диспропорционируют с образованием ионов меди (II) и осадка меди. Реакция:
Любая попытка получить простое соединение меди(I) в растворе приводит к этому. Например, если вы взаимодействуете с оксидом меди (I) с горячей разбавленной серной кислотой, вы можете ожидать получения раствора сульфата меди (I) и воды. На самом деле вы получаете коричневый осадок меди и синий раствор сульфата меди (II) из-за реакции диспропорционирования.
\[ Cu_2O + H_2SO_4 \rightarrow Cu + CuSO_4 + H_2O\]
Стабилизация степени окисления меди(I)
Мы уже видели, что йодид меди(I) образуется в виде не совсем белого осадка, если добавить раствора иодида калия в раствор, содержащий ионы меди(II). Иодид меди(I) практически нерастворим в воде, поэтому реакции диспропорционирования не происходит. Точно так же хлорид меди (I) может быть получен в виде белого осадка (реакция описана ниже). Если его отделить от раствора и как можно быстрее высушить, он останется белым. Однако при контакте с водой он медленно становится синим по мере образования ионов меди (II). Реакция диспропорционирования происходит только с простыми ионами меди (I) в растворе.
Образование комплексов меди(I) (кроме комплексов с водой в качестве лиганда) также стабилизирует степень окисления меди(I). Например, оба [Cu(NH 3 ) 2 ] + и [CuCl 2 ] — представляют собой комплексы меди (I), которые не диспропорционируют . Хлорсодержащий комплекс образуется при растворении оксида меди(I) в концентрированной соляной кислоте. Вы можете представить, что это происходит в два этапа. Сначала образуется хлорид меди(I): 9-_{(aq)}\]
Вы можете получить белый осадок хлорида меди(I) (упомянутый выше), добавив к этому раствору воду. Это обращает последнюю реакцию, удаляя лишний хлорид-ион.
Авторы и авторство
Эта страница под названием «Химия меди» распространяется по незаявленной лицензии, ее автором, ремиксом и/или куратором является Джим Кларк.
Наверх
Была ли эта статья полезной?
Тип изделия
Раздел или Страница
Автор
Джим Кларк
Показать страницу TOC
№ на стр.
Теги
медь
медный пирит
замена лиганда
Химия меди
Химия меди
История Информация о история меди доступен в Медном Development Association, Inc. , где они отмечают, что:
«В течение почти 5000 лет медь была единственным металлом, известным человеку. Сегодня это один из наиболее часто используемых и повторно используемых наших современных металлов».
Люди впервые использовали медь около 10 000 лет назад. Медь Кулон, обнаруженный в Северном Ираке, как полагают, датируется около 8700 г. до н.э. Доисторический человек, вероятно, использовал медь для оружия изготовление. Древние египтяне, похоже, тоже ценили коррозионная стойкость металла. Они использовали медные полосы и гвозди в судостроении и медные трубы использовались для транспортировки вода. Некоторые из этих артефактов сохранились до наших дней в хорошем состоянии. Оценка общего производства меди в Египте за 1500 лет. составляет 10 000 тонн.
Спустя годы появились медные сплавы. Бронзы (медно-оловянные сплавы) появились сначала, а гораздо позже — латунь (медно-цинковая сплавы). В «бронзовом веке» широко использовались медь и бронза для оружия, монет, домашней утвари, мебели и др. Предметы. Самый ранний известный пример использования латуни — римская монета. отчеканены во время правления Августа 27 г. до н.э. — 14 г. н.э. Медь позже сыграли важную роль в появлении электричества и сегодня по-прежнему является одним из наших самых ценных материалов.
Использование соединений меди также восходит к периоду до 4000 г. до н.э. Сульфат меди, например, был особенно важным соединением. в ранние времена. Древние египтяне использовали его как морилку в своих процесс окрашивания. Соединение также использовалось для изготовления мазей и другие подобные препараты. Позже, лечебное использование медного купороса возникла с его рецептом для легочных заболеваний. Медь сульфат по-прежнему широко используется сегодня и не имеет вредных побочных эффектов. последствия его 9Сообщалось об использовании 0036 предписанных .
Возникновение
Медь является 25-м -м -м наиболее распространенным элементом Земли, но один из менее распространенных переходных металлов первого ряда. Это происходит как мягкий красноватый металл, который можно найти в виде больших валунов массой в несколько сотен тонн или в виде сульфидных руд. Последние сложные смеси меди, железа и серы в сочетании с другие металлы, такие как мышьяк, цинк и серебро. Медь концентрация в таких рудах обычно составляет 0,5-2%.
Самая распространенная руда — халькопирит, CuFeS 2 , латунь желтая руда, на долю которой приходится примерно 50% мировой добычи месторождения меди. Многочисленные другие медные руды разных цветов и составы есть. Примеры малахит, Cu 2 CO 3 (OH) 2 , ярко-зеленая руда, и красный рудный куприт Cu 2 O.
Международный центр экологических и ядерных наук (ICENS) имеет текущую программу картографирования геохимического состава Ямайки.
«Геохимический атлас Ямайки» был опубликован в 1919 г.95 и доступен на Amazon или ICENS. Результаты, полученные для меди, показаны ниже (любезно предоставлено профессором Г. К. Лалором).
Медь встречается в биологических системах в составе простетическая группа некоторых белков. Для примера меди содержащие белки см. статью родом из Университета Лидса, факультет биохимии и молекулярной биологии Института Скриппса.
Красный пигмент в мягкоклювая птица Т (о) урако содержит медно-порфириновый комплекс. Пигмент сильно водный растворим в щелочных условиях и был сообщили в 1952 что попытки зоозащитников помыть птицу привели к тому, что вода приобретают красноватый оттенок.
T(o)uracos, как говорят, единственные птицы, обладающие настоящим красным и зеленым цветом. Как правило, цвет, который вы воспринимаете при наблюдении за птицами, обусловлен отражениями. благодаря структуре пера. Красные и зеленые пигменты (турацин и тураковердин) найденные в перьях T(o)uraco, оба содержат медь.
Свойства меди
Отличный сайт для поиска свойств элементов, в том числе медь по адресу
Еще одна полезная ссылка на Страницы геологического проекта в унив. Невада, Рино.
Извлечение меди
Медь извлекают из руды двумя основными способами:
Пирометаллургическим методом
Гидрометаллургический метод
Пирометаллургический метод
Этот метод часто используется при добыче сульфидных руд. Всего четыре основных этапа:
Горнодобывающая и фрезерная промышленность
Руда измельчается и измельчается в порошок обычно содержащие менее 1% меди. Минералы концентрируются в суспензию, которая составляет около 15%. медь. Минералы меди отделяют от бесполезного материала флотацией. с использованием пенообразующих растворов.
Плавка
Плавка медного концентрата и извлечение нагреванием, потоком и добавлением кислорода. Сера, железо и другие нежелательные элементы удаляются, и продукт называется черновая медь.
Переработка
Это заключительный этап процесса получение высококачественной меди. Методы огневого и электрорафинирования используются техники. Последний производит медь высокой чистоты. пригодны для использования в электротехнике.
Гидрометаллургический метод — SX/EW
Экстракция растворителем/электровыделение является наиболее распространенным методом выщелачивания процесс, используемый сегодня при восстановлении меди из химических решения. Как следует из названия, метод включает в себя два основных этапы:
Экстракция растворителем – процесс выщелачивания ионов меди или иным образом извлекаемые из необработанной руды с использованием химических агенты.
Электролиз — электролиз раствора, содержащего ионы металлов таким образом, что ионы Cu в нем осаждаются на катоде и после этого удаляется в элементарной форме.
Процесс состоит из следующих этапов:
Для использования в вымывание ионов Cu из руды. Обычными реагентами являются слабые кислоты. например Н 2 SO 4 , H 2 SO 4 + Fe 2 (SO 4 ) 3 , хлорангидрид решения напр. FeCl 2 , хлорид аммония и аммоний солевые композиции.
При нанесении на руду выбранный выщелачиватель растворяет ионы меди, образующие выщелачивающий продукт, называемый «беременным выщелачивающий раствор».
Затем выбирается органический экстрагент для удаления ионов Cu из водный раствор. Предпочтительные органические экстрагенты состоят из гидроксифенилоксимы, имеющие основную химическую формулу:
C 6 H 3 (R)(OH) CNOHR*, R= C 9 H 19 или C 12 H 25 и R*= H, CH 3 или C 6 H 5
Структура 5-нонилсалицилальдоксима
Примерами таких экстрагентов являются 5-нонилсалицилальдоксим и смесь этого соединения и 2-гидрокси-5-нонилацетофенона оксим. Коммерчески доступные реагенты обычно содержат 5-10% оксима в 90-95% разбавитель нефти, такой как керосин.
Перед смешиванием с выщелачивающим продуктом экстрагент содержат мало или совсем не содержат меди и на данном этапе называются «бесплодный органический экстрагент».
Ионы меди переносятся из выщелачивающего раствора в органический экстрагент при смешивании двух реагентов. Фаза происходит разделение с образованием водной и органической фаз называемые соответственно первой водной и первой органической фазами. Первая водная фаза, «рафинат», является выщелачивателем. лишен ионов меди, в то время как первой органической фазой является «загруженный органический экстрагент», т.е. экстрагент с ионами меди подарок.
Рафинат рециркулируется на площадку выщелачивания, в то время как загруженный органический экстрагент смешивают с раствором электролита называется «бедным электролитом» (т. е. не содержащим меди). Типичными электролитами являются кислые растворы, такие как серная кислота, H 2 SO 4 . Ионы меди, находившиеся в органический экстрагент при этом растворяется в растворе электролита чтобы получить медь, содержащую «богатый электролит». Здесь снова там является фазовым разделением. Вторая органическая фаза – бесплодная. органический экстрагент, а вторая водная фаза представляет собой «богатую электролит». Бесплодный органический экстрагент затем рециркулируется для повторное использование в применении к выщелачивающему продукту.
Завершающей стадией процесса является электролиз кислый раствор ионов металлов. В результате растворенные ионы меди наносятся на катод, и элементарная медь удаляется. Таким образом, процесс восстановления завершен.
A Примечание о примесях
Присутствие взвешенных загрязнителей в системе SX/EW может значительно снижает эффективность его работы. Такой загрязняющие вещества могут попасть в систему из руды или из окрестностей. Система подвержена загрязнению от дождя, ветра и других сил окружающей среды с момента первого защитная оболочка, в которой хранится выщелачивающий продукт, обычно незакрытые и расположенные на открытом воздухе. Таким образом, твердые отходы в в виде грязи, песка, каменной пыли, растительных остатков, минеральных остатков и взвешенные вещества часто вводятся в систему в ранних стадиях и сохраняется на последующих стадиях процесс.
Воздействие этих загрязняющих веществ является значительным и включают:
увеличенное время разделения фаз на стадиях, когда органические и водные растворители смешивают.
отсутствие полного разделения фаз после экстракции, это приводит к потерям дорогостоящего органического экстрагента, т.к. его остается в водном растворе.
снижение выхода по току и снижение чистота гальванического изделия из меди при электролизе сцена.
В большинстве систем SX/EW этапы очистки были введены в чтобы облегчить эту проблему. В Патент США (номер 573341) например, хотя бы часть вторая органическая фаза фильтруется для удаления твердых примесей перед повторным использованием при обработке выщелачивающего продукта. Переработанная органика поэтому экстрагент содержит мало или совсем не содержит примесей, зависящих от от того, была ли часть или вся вторая органическая фаза отфильтровано. Установлено, что эта стадия фильтрации значительно повышает эффективность работы, даже если часть экстрагента подвергается обработке.
Использование меди и ее соединений
Медь на протяжении веков уступает по полезности только железу. Металл и его соединения используются во всех сферах жизни от электрооборудование для медицины и сельского хозяйства.
Использование металлической меди
Электротехническая промышленность является бенефициаром большинства выход меди. Металл используется в производстве электротехники. устройства, такие как катоды и провода.
Другое применение включает:
— Кровля -Посуда -Монеты -Слесарная работа -Сантехника — Катушки холодильника и кондиционера -Сплавы напр. бронза, латунь
Использование соединений меди
Соединения меди наиболее широко используются в сельском хозяйстве. С момента открытия их токсичности для некоторых насекомых грибы и водорослей эти соединения использовались в инсектицидах, фунгицидов и предотвращения развития водорослей в питьевой воде водохранилища. Поэтому они используются для борьбы с животными и болезни растений. Удобрения также часто дополняются соединения меди, т.е. медный купорос, чтобы увеличить почву плодородие и, таким образом, стимулировать рост урожая.
Соединения меди также используются в фотографии и в качестве красителей. для стекла и фарфора.
Медь для хорошего здоровья
Медь является одним из многих микроэлементов, необходимых для хорошего здоровья. Это входит в состав простетических групп многих белков и ферментов и таким образом, имеет важное значение для их надлежащего функционирования. Поскольку тело может не синтезируют медь, ее необходимо принимать с пищей. Орехи, семечки, злаки, мясо (например, печень) и рыба являются хорошими источниками медь.
Медь также нашла применение в медицине. Он использовался с раннего раз при лечении ран груди и очистке воды. Это Недавно было высказано предположение, что медь помогает предотвратить воспаление, связанное с артритом и такими заболеваниями. Продолжаются исследования лекарственных средств, содержащих медь, для лечения этого и других условий.
Для получения дополнительной информации о важности меди для здоровья и дефицит меди см.: MotherNature и/или исследования витаминов Продукты
Соединения меди
Медь содержит множество соединений, многие из которых цветной. Двумя основными степенями окисления меди являются +1 и +2, хотя известны некоторые комплексы +3. Соединения меди(I) предположительно диамагнитны по своей природе и обычно бесцветны, за исключением случаев, когда цвет является результатом переноса заряда или анион. Ион +1 имеет тетраэдрическую или плоскоквадратную геометрию. В твердые соединения, медь (I) часто находится в более стабильном состоянии при умеренные температуры.
Ион меди(II) обычно находится в более стабильном состоянии в водной среде. решения. Соединения этого иона, часто называемые соединениями меди, обычно бывают цветными. На них влияет Искажения Яна Теллера и демонстрируют широкий спектр стереохимии с преобладают четырех-, пяти- и шестикоординационные соединения. +2 ион часто демонстрирует искаженную тетраэдрическую геометрию.
Галогениды меди
Известно, что все галогениды меди(I) существуют, хотя фтор в чистом виде еще не получен. Медь хлориды, бромиды и йодиды бесцветны, диамагнитны соединения. Они кристаллизуются при обычных температурах с структура цинковой обманки, в которой атомы Cu связаны тетраэдрически до четырех галогенов. Соли хлорида и бромида меди (I) получают кипячением кислого раствора ионов меди(II) в избыток меди. При разбавлении белый CuCl или бледно-желтый Производится CuBr. Добавление растворимого йодида в водную раствор ионов меди(II) приводит к образованию осадок йодида меди (I), который быстро разлагается до Cu (I) и йод.
Галогениды меди(I) мало растворимы в воде и большая часть медь в водном растворе находится в состоянии Cu(II). Несмотря на это, плохая растворимость соединений меди(I) увеличивается при присоединение галогенид-ионов. В таблице ниже показаны некоторые свойства галогениды меди(I).
Галогениды меди(I)
Формула
Цвет
МП
БП
Структура
CuCl
белый
430
1359
—
CuBr
белый
483
1345
—
CuI
белый
588
1293
Цинковая смесь
Получено восстановлением CuX 2 -> CuX; за исключением F, который не был получен в чистом виде.
Галогениды меди(II)
Формула
Цвет
МП
БП
м (БМ)
Структура
CuF 2
белый
950разложение
—
1,5
CuCl 2
коричневый
632
993разложить
1,75
CdCl 2
CuBr 2
черный
498
—
1,3
Все четыре галогенида меди (II) известны, хотя иодид меди быстро разлагается на йодид меди и йод. желтый хлорид меди (II) и почти черный бромид меди (II). обычные галогениды. Эти соединения принимают структуру с бесконечные параллельные полосы квадрата CuX 4 шт. медь хлориды и бромиды хорошо растворимы в воде и в донорных растворители, такие как ацетон, спирт и пиридин.
Галогениды меди(II) являются умеренными окислителями из-за Пара Cu(I)/Cu(II). В воде, где потенциал в значительной степени аквакомплексов не так много разница между ними, но в неводных средах окисляющая (галогенирование) мощность увеличивается в последовательности; CuF 2 << CuCl 2 << CuBr 2 .
Они могут быть получены прямой реакцией с соответствующими галогены:
Cu + F 2 → CuF 2 ; Cu + Cl 2 / 450°C → CuCl 2 ; Cu + Br 2 → CuBr 2
В качестве альтернативы они могут быть получены из CuX 2 .aq путем нагрев -> CuX 2
Оксиды меди
Оксиды меди(I) более стабильны, чем оксиды меди(II) при высокие температуры. Оксид меди(I) встречается в самородном виде в виде красного куприт. В лаборатории снижение Решение Фелинга с восстанавливающим сахаром, таким как глюкоза, дает красный осадок. Тест достаточно чувствителен, чтобы даже 1 мг сахара произвел характерный красный цвет соединения. Закись меди может также может быть приготовлен в виде желтого порошка контролируемым восстановлением щелочная соль меди(II) с гидразином. Термическое разложение оксид меди (II) также дает оксид меди (I), поскольку последний имеет большая термическая стабильность. Таким же способом можно приготовить соединение из нитрата меди (II), карбоната и гидроксид.
Оксид меди(II) встречается в природе в виде тенорита. Этот черный Кристаллическое твердое вещество можно получить пиролизом нитратные, гидроксидные или карбонатные соли. Он также образуется при порошкообразную медь нагревают на воздухе или в кислороде. В таблице ниже показано некоторые характеристики оксидов меди.
Оксиды меди
Формула
Цвет
Степень окисления
МП
CuO
черный
Медь 2+
1026разложить
Медь 2 О
красный
Cu +
1230
Окислительно-восстановительная химия меди
Cu 2+ + e- → Cu + E=0,15 В Cu + + e- → Cu E=0,52 В Cu 2+ + 2e- → Cu E=0,34 В
При рассмотрении этих данных будет видно, что любой окислитель достаточно силен, чтобы превратить Cu в Cu + , более чем достаточно силен, чтобы преобразовать Cu + в Cu 2+ (0,52 по сравнению с 0,14 В). Нет, это не так поэтому ожидается, что любые стабильные соли Cu + будут существовать в водный раствор. Также может произойти диспропорционирование:
2Cu + → Cu 2+ + Cu E=0,37 В или К=10 6
Координационные комплексы
Реакция ЭДТА 4- с медью(II) дала комплекс где ЭДТА оказалась пентадентатной, а НЕ гексадентатной, в отличие от другие ионы M(II).
Cu(ЭДТА) 2-
Структура иона [Cu(ox) 2 ] 2- может быть описана в виде плоского квадрата или в виде искривленного октаэдра, когда упаковка в рассматривается кристаллическая решетка. В случае с натриевой солью отдельные блоки параллельны в ячейке с медью связаны с атомами кислорода, координированными с медью в единицы, расположенные как сверху, так и снизу, тогда как в калиевой соли, единицы не параллельны и при взгляде на три ед. центральный находится почти под прямым углом к двум другим. Здесь медь связана с одним из некоординированных атомов кислорода. в единицах выше и ниже его.
Na+ и K+ соли [Cu(ox) 2 ] 2-
Cu(OH) 2 реагирует с NH 3 с образованием раствора который растворяет целлюлозу. Это эксплуатируется в промышленная подготовка района. Решения содержат тетраммины и пентамины. С пиридином взаимодействуют только тетрамины. сформированный, например, Cu(py) 4 SO 4 .
Широко изучена реакция меди(II) с аминокислотами. Почти во всех случаях продукт содержит группы в транс конфигурация, которая, как ожидается, будет более стабильной. В этом случае глицина первым осаждаемым продуктом всегда является изомер цис-. который превращается в транс- при нагревании. См. Лабораторное руководство для C31L Больше подробностей.
Аналитическое определение меди(II)
Полезный реагент для аналитического определения ион меди(II) представляет собой натриевую соль N,N-диэтилдитиокарбамата.
Сколько сохнет полусухая стяжка пола: уход после заливки
Содержание статьи Свернуть
Устройство чистового покрытия пола в любом помещении невозможно без выравнивающей стяжки. На протяжении многих лет черновая конструкция выполнялась из пескоцементной смеси, что доставляло множество неудобств владельцам помещений. Цементно-песчаный раствор требует длительного ожидания после укладки. Относительно недавно строители начали применять современную технологию по устройству полусухой стяжки, которая позволяет существенно сократить трудозатраты и время на ожидание набора прочности.
Рис. 1. Полусухая стяжка пола
От чего зависит скорость высыхания
Скорость высыхания полусухой стяжки значительно выше, чем у классического аналога подготовки пола. Время испарения влаги из свежеуложенного материала зависит от следующих факторов:
Температура в помещении. Цементное вяжущее лучше вступает в химическую реакцию с водой при повышении температуры, которая должна быть не менее 20 оС – 25 оС. При падении этого показателя до 10 оС и ниже, все процессы в структуре материала замедляются, и скорость высыхания растягивается.
Рис. 2. Температура в помещении выше 28 градусов
Влажность окружающей среды. Цемент является гидравлическим вяжущим, что требует повышенной влажности в помещении для ускорения твердения и набора прочности. Оптимальная концентрация водяных паров в воздухе должна быть не менее 60%.
Рис. 3. Влажность в помещении со свежеуложенной стяжкой
Толщина конструкции. Верхние слои стяжки высыхают практически моментально – в течение 2 – 3 дней. Минимальная тишина такой конструкции составляет 50 мм. При увеличении мощности слоя, скорость твердения возрастает. Если материал укладывается с толщиной от 100 мм и более, период набора прочности растягивается до 5 – 8 суток.
Рис. 4. Стяжка толщиной 10 см
Наличие добавок, ускоряющих процесс твердения. При устройстве стяжки в экстремальных условиях – при пониженной температуре или при отсутствии должной концентрации водяных паров, в материал добавляют химические добавки, ускоряющие процесс высыхания и набора прочности.
Тип плиты перекрытия. При устройстве стяжки поверх гидроизоляционного слоя, она сохнет значительно быстрее. Если конструкция монтируется поверх уплотнённого грунтового основания, при наборе прочности возможен капиллярный подсос сторонней влаги, что снижает скорость набора прочности и испарения воды.
Рис. 5. Гидроизоляция под стяжкой
При устройстве полусухой стяжки важным фактором также является водоцементное отношение. Воды в смеси должно быть ровно столько, сколько необходимо для завершения химической реакции и набора материалом проектной прочности по прошествии нормативного периода высыхания.
Почему не стоит эксплуатировать ранее срока высыхания?
При устройстве полусухой стяжки важно дождаться её полного высыхания. При укладке чистового покрытия на поверхность сырой подготовки из цементно-песчаной смеси, может возникнуть ряд негативных последствий, а именно:
Высыхание материала неизбежно сопровождается набором проектной прочности. Если в пористой структуре стяжки остаётся какое-то количество воды, поверхность может не обладать должной несущей способностью, что вызовет её локальное разрушение при механическом воздействии.
Рис. 6. Разрушение стяжки, не набравшей прочность
Если в свежеуложенной конструкции остаётся вода, она продолжает испаряться в том числе после устройства чистового материала. Паркетная доска или ламинат хорошо впитывают влагу, что влечёт за собой их разбухание и потерю декоративных свойств.
Рис. 7. Разбухание паркета
При устройстве линолеума, ПВХ панелей или других влагонепроницаемых материалов поверх сырой стяжки, между двумя поверхностями возможен застой влаги, что вызывает размножение бактерий, появление грибка и плесени.
Рис. 8. Плесень на поверхности стяжки
Из-за низкого содержания влаги, полусухая стяжка практически не подлежит усадке. В то же время, материал незначительно уменьшается в объёме, что вызывает появление волосяных трещин на поверхности. Это влечёт за собой растрескивание или отслаивание керамической плитки.
Рис. 9. Усадка полусухой стяжки
Главной проблемой преждевременной укладки чистого пола является общее повышение влажности в эксплуатируемом пространстве, что негативно сказывается на состоянии мебели, а также на здоровье людей.
Сколько сохнет стяжка
В зависимости от факторов, приведённых выше, количества слоёв и толщины конструкции, для высыхания полусухой стяжки требуются следующие нормативные периоды:
Мощность слоя до 50 мм. При создании благоприятных условий, такая стяжка сохнет относительно быстро – уже через 2 – 3 часа после устройства, по ней можно передвигаться, при условии распределения нагрузки. Полное высыхание возможно через 3 – 5 суток после устройства.
Рис. 10. Полусухая стяжка 50 мм
Толщина конструкции от 50 до 80 мм. При увеличении слоя чернового покрытия, скорость набора прочности растягивается. Передвижение возможно через 5 – 7 часов, а до полного высыхания придётся ждать около недели.
Рис. 11. Полусухая стяжка 80 мм
Толщина стяжки свыше 80 – 100 мм. Мощные полусухие стяжки, армированные фиброволокном, требуют около 10 – 15 дней до полного испарения влаги на всю толщину. При устройстве такой стяжки, необходимо отслеживать показатель влажности, так как вода будет постоянно поступать из нижних слоёв.
Рис. 12. Полусухая стяжка 100 мм
При устройстве полусухой цементно-песчаной стяжки с толщиной более 100 мм, эксперты рекомендуют проводить работы в 2 – 3 этапа с наслоением материала. В таком случае период высыхания сокращается, так как каждый слой набирает прочность независимо от предыдущего.
Как понять, что стяжка высохла?
Чтобы понять, что полусухая стяжка, уложенная на плиту перекрытия, высохла, и владелец помещения может приступать к устройству чистового пола, необходимо замерить уровень влажности специальными приборами, либо просто идентифицировать наличие воды подручными средствами:
Карбидный гигрометр. Профессиональный высокоточный прибор, которым пользуются строители и отделочники на крупных объектах. Позволяет определить степень влажности конструкции с точностью до 0,5%. В бытовых условиях, при отделке квартиры или частного жилого дома, такие показатели не требуются.
Рис. 13. Карбидный гигрометр
Электронный влагомер. Стандартное бытовое метрологического оборудование, которое можно купить практически в любом строительном магазине. Простой интерфейс и информационный дисплей позволяют легко опередить концентрацию водяных паров в структуре стяжке нажатием одной кнопки.
Рис. 14. Электронный влагомер
ПВХ плёнка. Если через несколько дней после устройства стяжки, на её поверхность постелить полиэтиленовую влагонепроницаемую мембрану, через 30 – 60 минут на её поверхности образуется конденсат, что говорит о наличии воды в структуре чернового пола.
Рис. 15. ПВХ плёнка на поверхности стяжки
Бумажная салфетка. Считается самым простым и действенным способом идентификации влаги в полусухих стяжках. На поверхности материала расстилается обычная бумажная салфетка, которая в течение нескольких минут насыщается влагой, либо остаётся сухой. Этот показатель даёт возможность мастеру понять, высохла стяжка или нет.
Вне зависимости от обозначенных выше нормативных сроков набора прочности, рекомендуется периодически проводить контроль уровня влаги в конструкции стяжки, так как это предотвратит возможные негативные последствия при устройстве чистового пола.
Советы и рекомендации
Профессиональные строители и отделочники, которые имеют за плечами большой опыт в устройстве стяжки, часто указывают новичкам на базовые ошибки, которые они могут допустить при монтаже пирога пола:
Сразу после разглаживания полусухой стяжки, следует закрыть в помещении все окна и обеспечить высокотемпературную влажную среду для активной химической реакции.
Рис. 16. Идеальная температура для твердения полусухой стяжки
Высыхание материала должно проходить в естественных условиях. При ускорении процедуры, цементно-песчаная смесь теряет большую часть прочности, что неминуемо приведёт к потере несущей способности и снижении долговечности конструкции.
Рис. 17. Высохшая полусухая стяжка
По прошествии нормативного срока высыхания, необходимо проконтролировать уровень влажности. Рекомендуемый показатель для устройства чистовой отделки составляет менее 2%.
Рис. 18. Влажность стяжки 2%
При монтаже конструкции повышенной толщины – от 100 мм и более, необходимо контролировать высыхание материала на всю глубину. Для этого в углу комнаты забираются образцы материала, либо стяжка проверяется на срезе.
При устройстве полов по грунту, необходимо позаботиться о качественной гидроизоляции. Пористый материал полусухой стяжки отлично пропускает влагу даже после набора прочности, во время эксплуатации чистого пола.
Рис. 19. Устройство полов по грунту
Технология устройства полусухой стяжки сопряжена с применением специального оборудования – промышленного миксера, помпового нагнетателя, а также лопастного заглаживателя. В связи с этим, такую конструкцию не рекомендуется устраивать самостоятельно. Лучшим решением будет обращение в профессиональные организации.
Рис. 20. Оборудование для устройства полусухой стяжки
При соблюдении приведённых выше рекомендаций, а также при корректном выборе качественных материалов, технологии укладки, полусухая стяжка будет служить не менее 30 – 50 лет, не вызывая никаких проблем с эксплуатацией.
Сколько сохнет полусухая стяжка | styazhkapola
/blog/
chasto-zadavaemie-voprosi
Часто задаваемые вопросы
На качественной, выполненной с соблюдением всех правил, норм и допусков стяжке, будет хорошо лежать любое финишное напольное покрытие. Среди всех видов стяжки каждый заказчик старается выбрать именно такую, которая устроит его своим качеством и ценой. Важен и срок высыхания.
Так сколько сохнет полусухая стяжка пола? Что может повлиять на это время?
Какие нужны условия для скорого и качественного высыхания?
Название самого процесса указывает только на технологию изготовления смеси, но никак не на время ее полного схватывания и набора прочности. Необходимо строго соблюдать временные интервалы между рабочими процессами, позволяя основанию как следует просохнуть и укрепиться.
Факторы, которые влияют на время высыхания
Почему сегодня все чаще заказчики предпочитают выполнение именно полусухой стяжки пола?
Ответ на этот вопрос прост:
смесь легкая, прочная и долговечная;
производство и подача полностью механизированы;
работы выполняются очень быстро с привлечением малого количества людей;
полусухая стяжка пола безопасна в смысле протекания на нижние этажи, так как в состав раствора входит минимальное количество воды;
состав смеси гарантирует допустимую пешею нагрузку через 12-18 часов.
Специалисты нашей компании работают, используя для приготовления и подачи раствора исключительно собственное профессиональное оборудование. С его помощью смесь подается под определенным давлением и наносится равномерным слоем. Разравнивание этого слоя проводят с помощью рейки, строго по установленным строительным маякам.
После того, как раствор разровняли, поверхность можно затирать. Полученный абсолютно ровный и гладкий пол нужно укрыть плёнкой и оставить до полного высыхания.
Чтобы этот процесс прошел правильно и полученная поверхность стала действительно прочной и долговечной, необходимо соблюдать некоторые правила и создать нужные условия:
количество воды в растворе не должно превышать норматив;
влажность в помещении должна быть в пределах нормы;
соответствовать норме должно и количество остаточной влаги в растворе;
большое значение имеет температура воздуха в помещении.
Попытка ускорить процесс с помощью повышения температуры воздуха в помещении или сокращения количества воды в составе рабочей смеси может привести к изменению качества не только раствора, но и самой стяжки.
2009
работаем с 2009 года
480
Завершенных проектов
7
единиц техники
32
команда специалистов
Полусухая стяжка пола и механизированная штукатурка стен
Подробную консультацию по проведению работ можно получить позвонив по телефону или оставив заявку:
+7(499) 755-57-72 или +7(925) 734-44-24
Что влияет на время высыхания стяжки?
Все смеси для стяжки содержат больше воды, чем требуется для гидратации цемента. Примерно 40-50% воды, добавляемой в смесь для стяжки, используется для гидратации цемента, а остальные 50-60% берут на себя роль придания ему пригодности. После того, как стяжка установлена, эта «лишняя» строительная вода больше не требуется в стяжке и должна быть полностью вытеснена перед укладкой окончательной отделки пола. Если оставить ее внутри стяжки, эта остаточная вода может стать причиной серьезных проблем с влажностью и разрушения стяжки.
Процесс сушки
Когда выровненная поверхность подвергается воздействию атмосферы, ее общая тенденция заключается в достижении равновесия с атмосферой. Влага в стяжке движется от нижних слоев к верхним за счет капиллярного действия и диффузии и уходит в атмосферу путем испарения, если атмосферный воздух сухой (не чрезмерно влажный).
На этом этапе довольно легко принять стяжку за сухую, так как открытая верхняя поверхность выглядит сухой и даже окрашенной, в то время как в нижних слоях стяжки все еще может оставаться влага. Поскольку часто трудно сделать визуальное заключение, лучший способ убедиться, что стяжка полностью сухая, — это провести надежное испытание на влажность, такое как испытание на содержание карбида кальция, в конце предписанного периода высыхания.
В соответствии с отраслевыми нормами, традиционной стяжке толщиной 75 мм требуется до 110 дней для высыхания при температуре 20°C и относительной влажности 50% из расчета 1 мм в день для первых 40 мм и 0,5 мм для последующих. Тем не менее, он намного короче для модифицированных стяжек, в которых используются редукторы воды, а также добавки и добавки для снижения соотношения вода/цемент в смеси для стяжки. Но, независимо от типа стяжки, важно убедиться, что все стяжки высыхают в течение времени, указанного производителем, даже если стяжка кажется сухой с поверхности.
Внешние факторы, влияющие на время высыхания стяжки:
Относительная влажность:
Содержание влаги или относительная влажность воздуха являются основным фактором, влияющим на время высыхания стяжки. По определению, относительная влажность (RH) — это мера количества водяного пара, присутствующего в атмосфере, по отношению к количеству водяного пара, которое она может удерживать при данной температуре. Например, относительная влажность 50% будет означать, что атмосфера способна удерживать вдвое больше влаги, прежде чем она достигнет насыщения.
Чем выше относительная влажность, тем меньшее количество влаги атмосфера сможет поглотить с поверхности стяжки, и тем больше времени потребуется для высыхания стяжки до требуемого уровня.
Температура:
Температура воздуха является еще одним важным фактором, который играет важную роль в ускорении испарения с поверхности стяжки. Более высокая температура (и более низкая влажность) поможет увеличить скорость сушки, обеспечивая более высокую тепловую энергию для запуска процесса испарения. Следовательно, скорость высыхания выше летом и намного медленнее в холодный день.
Скорость воздушного потока:
Более высокая скорость воздушного потока способствует быстрому высыханию стяжки, поскольку предотвращает застаивание влажного воздуха над поверхностью стяжки. Когда воздух неподвижен, воздух над выровненной поверхностью насыщается влагой, что приводит к остановке процесса сушки. Обеспечение хорошей вентиляции может ускорить высыхание. Но помните, что в процессе работы стяжка не должна подвергаться воздействию дождя или внешней влаги.
Внутренние факторы, влияющие на время высыхания стяжки
Водоцементное отношение:
Чем ниже исходное водоцементное отношение, тем короче время высыхания стяжки. Но поскольку уменьшение содержания воды может повлиять на удобоукладываемость стяжки и сделать ее рыхлой, лучшим решением будет добавление в стяжку водоредуцирующей добавки или примеси, которая может помочь свести потребность в воде к минимуму, обеспечивая при этом хорошее качество. удобоукладываемость и прочность смеси для стяжки.
Толщина стяжки:
Толщина стяжки является еще одним важным фактором, определяющим время высыхания стяжки. Как обсуждалось ранее, для традиционных стяжек общим правилом является выделение 1 дня на миллиметр для первых 40 мм и 1 день на каждые 0,5 мм после этого. Ниже представлена таблица, показывающая приблизительную оценку времени высыхания традиционной стяжки в зависимости от толщины.
Толщина стяжки
Расчетное время высыхания
50 мм
4-6 недель
75 мм
6-8 недель
Стяжка 50 мм плюс Бетон 100 мм Без DPM
6-12 месяцев
Однако для быстросохнущих стяжек время высыхания намного короче (в зависимости от используемого состава), а также, как правило, не так сильно зависит от влажности и температурных условий окружающей среды.
Когда сроки ограничены, обычно прибегают к принудительной сушке, чтобы ускорить процесс сушки. Но у него есть серьезный побочный эффект – чрезмерная усадка при высыхании, что, в свою очередь, может привести к растрескиванию и скручиванию стяжки.
Так что, если вы работаете над проектом, ограниченным во времени, лучше всего выбрать запатентованную стяжку, которая может дать вам время высыхания, подходящее для вашего проекта. Но независимо от типа вашей стяжки, убедитесь, что вы провели надежное испытание на влажность в конце периода высыхания и убедитесь, что стяжка сухая для окончательной отделки пола, поскольку небольшая ошибка в суждении может быть дорогостоящей ошибкой, когда беспокоит влага.
ПОЧЕМУ ТЕСТИРОВАНИЕ СТЯЖКИ МОЖЕТ ЭКОНОМИТЬ ВРЕМЯ И ДЕНЬГИ ВАШЕГО ПРОЕКТА?
Загрузите бесплатное Практическое руководство по испытанию стяжки здесь.
Эта запись была опубликована в The Screed Scientist® и помечена как время высыхания, факторы, влияющие на время высыхания стяжки, относительная влажность, высыхание стяжки, влажность стяжки, поверхность стяжки, температура, толщина стяжки, водоцементное отношение. Добавьте постоянную ссылку в закладки.
Время высыхания стяжки | EasyMix Concrete UK Ltd
В строительных проектах время решает все. Вам необходимо знать, когда поступит продукция, когда были выданы разрешения и сколько времени требуется различным строительным материалам для схватывания.
Стяжка может быть особенно сложной. Поскольку существует так много разных типов, как вы должны знать, сколько времени потребуется для высыхания? Что ж, в этом месяце команда EasyMix здесь, чтобы помочь вам в этом: мы расскажем о некоторых из самых популярных типов стяжек и о том, как долго они сохнут.
Для чего используется стяжка?
По сути, стяжку можно понимать как выравнивающий материал. То есть, мы укладываем стяжку поверх поверхности, чтобы создать гладкую, ровную основу, на которую можно укладывать напольное покрытие или просто использовать его как самостоятельное напольное покрытие. Важно точно знать, сколько времени потребуется для высыхания стяжки, так как это влияет на то, когда можно будет укладывать напольное покрытие или когда по поверхности будет видно движение.
Традиционная стяжка
Используемая в самых разных проектах, традиционная стяжка состоит из смеси песка и цемента в соотношении 1 часть цемента на 3-5 частей песка. 1:4 — довольно типичное соотношение.
Традиционная стяжка имеет типичное время схватывания 24-48 часов и типичное время высыхания около 1 мм в день .
Быстросохнущая стяжка
Как вы понимаете, быстросохнущая стяжка была специально разработана для обеспечения быстрого схватывания и высыхания, что идеально подходит для тех проектов, где требуется быстрое движение или укладка пола.
Типичное время схватывания быстросохнущей стяжки составляет 1-2 часа , в то время как обычное время высыхания составляет около 9 часов.0103 10-15 мм в день . Как видите, это гораздо быстрее, чем традиционная стяжка.
Проточная стяжка
Проточная стяжка, также известная как жидкая стяжка, как правило, содержит меньше и более мелкие заполнители, чем традиционная стяжка, что обеспечивает более удобную смесь и более гладкую поверхность. Жидкая стяжка часто используется для внутренних работ и отлично подходит для теплых полов.
Текучие стяжки имеют типичное время схватывания 6-48 часов и типичное время высыхания около 1 мм в день .
Гранолитная стяжка
Гранолитная стяжка имеет тенденцию быть очень прочной и износостойкой, поскольку она содержит гораздо более твердые заполнители, чем те, которые используются, например, в жидкой стяжке. Это делает гранолитную стяжку хорошим выбором для проектов, где поверхность будет подвергаться интенсивному движению или хождению, например, для промышленных полов.
Сталь 10 относится к конструкционным малоуглеродистым нелегированным качественным сталям и характеризуется высокими пластическими свойствами и применяется преимущественно для изготовления изделий холодной штамповкой, высадкой и волочением. Для повышения прочности и улучшения обрабатываемости низкоуглеродистая сталь марок 10 подвергается нормализации с температуры 930-950° С.
Назначение
Детали, работающие при температуре от -40 до 450 °С, к которым предъявляются требования высокой пластичности. После ХТО — детали с высокой поверхностной твердостью при невысокой прочности сердцевины.
Температура критических точек, °С
Ас1
Ас3
Аr3
Ar1
732
870
854
680
Химический состав, % (ГОСТ 1050-88)
C
Si
Mn
Cr
S
Р
Cu
Ni
As
не более
0,07-0,14
0,17-0,37
0,35-0,65
0,15
0,04
0,035
0,25
0,25
0,08
Химический состав, % (ГОСТ 1050-2013)
Марка стали
Массовая доля элементов, %
C
Si
Mn
P
S
Cr
Ni
Cu
не более
10
0,07-0,14
0,17-0,37
0,35-0,65
0,030
0,035
0,15
0,30
0,30
Износостойкость цементованной стали 10
Характеристика термической обработки
Твердость по Виккерсу HV
Износ, мг
образца
бронзового вкладыша
Цементация на глубину 1,5 мм, закалка при 780°С, отпуск при 170°С
782
4,0
3,0
Механические свойства
ГОСТ
Состояние поставки
σ0,2, МПа
δ5(δ4), %
Ψ, %
Твердость HB, не более
не менее
ГОСТ 1050-88
Сталь горячекатаная кованая, калиброванная и серебрянка 2-й категории после нормализации
335
31
55
—
ГОСТ 10702-78
Сталь калиброванная и калиброванная со специальной отделкой:
после отжига или отпуска
335-450
—
55
143
после сфероидизирующего отжига
315-410
—
55
143
нагартованная без термообработки
390
8
50
187
ГОСТ 1577-93
Полоса нормализованная или горячекатаная
335
31
55
—
ГОСТ 16523-89 (образцы поперечные)
Лист горячекатаный
295-410
(24)
—
—
Лист холоднокатаный
295-410
(25)
—
—
ГОСТ 4041-71 (образцы поперечные)
Лист термически обработанный 1 и 2-й категорий
295-420
32
—
117
ГОСТ 8731-74
Труба горячедеформированная термообработанная
355
24
—
137
ГОСТ 8733-74
Труба холодно- и теплодеформированная термообработанная
345
24
—
137
—
Цементация при 920-950 °С [81]; закалка с 790-810 °С в воде; отпуск при 180-200 °С, охл. на воздухе
390
25
55
Св. HRCs 137*1; 63*2
*1 Сердцевины.
*2 Поверхности.
Механические свойства при повышенных температурах
tисп., °С
σ0,2, МПа
σв, МПа
δ5, %
Ψ, %
KCU, Дж/см2
20
260
420
32
69
221
200
220
485
20
55
176
300
175
515
23
55
142
400
170
355
24
70
98
500
160
255
19
63
78
ПРИМЕЧАНИЕ. Нормализация при 900-920 °С, охл. на воздухе.
Температура ковки, °С: начала 1300, конца 700. Охлаждение на воздухе. Свариваемость — сваривается без ограничений, кроме деталей после химикотермической обработки. Способы сварки: РДС, АДС под флюсом и газовой защитой, КТС. Обрабатываемость резанием — Kv тв. спл = 2,1 и Kv б.ст. = 1,6 в горячекатаном состоянии при НВ 99-107 и σв = 450 МПа. Флокеночувствительность — не чувствительна. Склонность к отпускной хрупкости — не склонна.
Прокаливаемость
Твердость HRCэ на расстоянии от торца, мм
1,5
3
4,5
6
31
29
26
20,5
Твердость HB (по Бринеллю) для металлопродукции из стали 10 (ГОСТ 1050-2013)
Марка стали
Твердость HB, не более, для металлопродукции
горячекатаной и кованой
калиброванной и со специальной отделкой поверхности
без термической обработки
после отжига или высокого отпуска
нагартованной
после отжига или высокого отпуска
10
143
—
187
143
Применение стали 10 для трубопроводов в зависимости от параметров транспортируемой среды (ГОСТ 32569-2013)
Марка стали, класс прочности, стандарт или ТУ
Технические требования на трубы (стандарт или ТУ)
Номинальный диаметр, мм
Виды испытаний и требований (стандарт или ТУ)
Транспортируемая среда (см. ГОСТ 32569-2013 обозначения таблицы 5.1)
Расчетные параметры трубопровода
Максимальное давление, МПа
Максимальная температура, °С
Толщина стенки трубы, мм
Минимальная температура в зависимости от толщины стенки трубы при наряжении в стенке от внутреннего давления [σ], °C
более 0,35[σ]
не более 0,35[σ]
Бесшовные трубы
Сталь 10 ГОСТ 1050
ГОСТ 550 группы А, Б
10-300
ГОСТ 550
Все среды
≤32
475
≤12 >12
минус 40 минус 30
минус 40
ГОСТ 8731, ГОСТ Р 53383 группа В, кроме изготовленных из слитка
50-400
ГОСТ 8731, ГОСТ Р 53383 с гарантией гидроиспытания
≤5
≤12 >12
минус 40 минус 30
Среды группы В, кроме пара и горячей воды
≤5
≤12 >12
минус 40 минус 30
ГОСТ 8733, ГОСТ Р 54157 группа В
10-150
ГОСТ 8733, ГОСТ Р 54157
Все среды с гарантией гидроиспытания
32
≤6
минус30
ТУ 14-3-826-79
20-50
ТУ 14-3-826-79
Все среды
≤12
минус 30
ТУ 14-3-1486-87
300, 350, 400
ТУ 14-3-1486-87
—
минус 40
ТУ 14-3-587-77
500
ТУ 14-3-587-77
≤12 >12
минус 40 минус 30
ТУ 14-ЗР-55-2001
50-400
ТУ 14-ЗР-55-2001
—
минус 30
ТУ 14-3-1577-88
ТУ 14-3-1577-88
—
минус 40
ТУ 14-3-1128-2000 ТУ 14-ЗР-1128-2007
ТУ 14-3-1128-2000 ТУ 14-ЗР-1128-2007
≤12 >12
минус 40 минус 30
минус 60 минус 40
Электросварные трубы спиральношовные
Сталь 10 ГОСТ 1050
ГОСТ 3262
6-150
ГОСТ 3262
Среды группы В, кроме пара и горячей воды
≤1,6
200
≤5
минус 20
минус 20
Пределы применения, виды обязательных испытаний и контроля прокладок из стали 10 для давления свыше 10 МПа (100 кгс/см
2) (ГОСТ 32569-2013)
Марка стали, стандарт или ТУ
10 ГОСТ 1050
Технические требования
ОСТ 26-01-49-82
Наименование детали
Прокладки металлические
Предельные параметры
Температура стенки, °С, не более
От -40 до +250
Давление номинальное, МПа (кгс/см2) не более
32 (320)
Обязательные испытания
σ0,2
+
σв
+
σ
+
f
—
KCU
+
HB
+
Контроль
Дефектоскопия
+
Неметаллические включения
—
Применение стали 10 для изготовления крепежных деталей (ГОСТ 32569-2013)
Марка стали
Технические требования
Допустимые параметры эксплуатации
Назначение
Температура стенки, °С
Давление среды, МПа (кгс/см2),
не более
Сталь 10 ГОСТ 1050
СТП 26. 260.2043
От 0 до +300
2,5 (25)
Гайки
От -40 до +450
10 (100)
Шайбы
Минимальное значение предела текучести, МПа (кгс/мм
2) при расчетной температуре (ПНАЭ Г-7-002-86)
Марка стали
Сортамент
Температура, К (°С)
293 (20)
323 (50)
373 (100)
423 (150)
473 (200)
523 (250)
573 (300)
623 (350)
10
Трубы холодно и теплодефор- мированные бесшовные наружным диаметром от 5 до 250 мм, с толщиной стенки от 0,3 до 20 мм; наружным диаметром от 6 до 250 мм, с толщиной стенки от 1,6 до 24 мм; наружным диаметром от 6 до 160 мм, с толщиной стенки от 2 до 22 мм
206 (21)
196 (20)
195 (19)
181 (18,5)
176 (18)
157 (16)
137 (14)
118 (12)
Сортовая горячекатаная и кованая сталь толщиной или диаметром до 80 мм
186 (19)
186 (19)
186 (19)
177 (18)
177 (18)
157 (16)
137 (14)
118 (12)
ПРИМЕЧАНИЕ. В предел «от» и «до» включаются обе значащие цифры.
Минимальное значение предела прочности (временного сопротивления), МПа (кгс/мм
2) при расчетной температуре (ПНАЭ Г-7-002-86)
Марка стали
Сортамент
Температура, К (°С)
293 (20)
323 (50)
373 (100)
423 (150)
473 (200)
523 (250)
573 (300)
623 (350)
10
Трубы холодно и теплодефор- мированные бесшовные наружным диаметром от 5 до 250 мм, с толщиной стенки от 0,3 до 20 мм; наружным диаметром от 6 до 250 мм, с толщиной стенки от 1,6 до 24 мм; наружным диаметром от 6 до 160 мм, с толщиной стенки от 2 до 22 мм
343 (35)
333 (34)
333 (34)
333 (34)
333 (34)
323 (33)
314 (32)
294 (30)
Сортовая горячекатаная и кованая сталь толщиной или диаметром до 80 мм
333 (34)
333 (34)
333 (34)
333 (34)
333 (34)
323 (33)
314 (32)
294 (30)
ПРИМЕЧАНИЕ. В предел «от» и «до» включаются обе значащие цифры.
Плотность ρ
п кг/см3 при температуре испытаний, °С
Сталь 10
20
100
200
300
400
500
600
700
800
900
7856
7832
7800
7765
7730
7692
7653
7613
7582
7594
Коэффициент линейного расширения
α*106, К-1
Марка стали
α*106, К-1 при температуре испытаний, °С
20-100
20-200
20-300
20-400
20-500
20-600
20-700
20-800
20-900
20-1000
10
12,4
13,2
13,9
14,5
14,9
15,1
15,3
12,1
14,8
12,6
Модуль нормальной упругости (Модуль Юнга) Е, ГПа
Марка Стали
При температуре испытаний, °С
20
100
200
300
400
500
600
700
800
900
10
206
199
195
186
178
169
157
—
—
—
Коэффициент теплопроводности λ Вт/(м*К)
Марка Стали
λ Вт/(м*К), при температуре испытаний, °С
20
100
200
300
400
500
600
700
800
900
10
—
58
54
49
45
40
36
32
29
27
Удельная теплоемкость
c, Дж/(кг*К)
Марка стали
c, Дж/(кг*К), при температуре испытаний, °С
20-100
20-200
20-300
20-400
20-500
20-600
20-700
20-800
20-900
20-1000
10
466
479
—
512
—
567
—
—
—
—
Модуль упругости при сдвиге на кручение G, ГПа
Марка стали
При температуре испытаний, °С
20
100
200
300
400
500
600
700
800
900
10
78
77
76
73
69
66
59
—
—
—
Удельное электросопротивление ρ нОм*м
марка стали
ρ нОм*м, пРи темпеРатуРе испытаний, °С
20
100
200
300
400
500
600
700
800
900
10
—
190
263
352
458
584
734
905
1081
1130
Марки нержавеющей стали таблица с разъяснениями
Марки нержавеющей стали таблица с разъяснениями Mobirise
Обозначения нержавеющих сталей согласно марок:
• С1 — Сталь мартенситная;
• F1 — Сталь ферритная;
• A1, A2, A3, A4, A5 — Стали аустенитные нержавеющие.
Ниже указана таблица распространенных видов нержавеющих сталей и их соответствие различным стандартам и маркам. Первая цифра химического состава обозначает содержание углерода / 100, далее — основные легирующие добавки и их процентное содержание.
Распространенная группа нержавейки A2 — X 5 CrNi 18 10 – углерод — 0,05 % хром – 18 % никель — 10 % — EN обозначение 1.4301 — AISI 304. Необходимо в обозначении обратить внимание на цифры 18 и 10. В частности, на нержавеющей посуде, часто встречается обозначение 18/10 – это сокращенное обозначение нержавейки с процентным содержанием хрома 18 % и никеля 10 %, о других добавках производители, как правило, умалчивают, так как не хотят раскрывать полный химический состав марок стали своих брендов. В таблице ниже указаны виды и марки нержавейки с различным содержанием химических элементов. Более точный химический состав марки стали нержавеющего проката способен показать только спектрограф, в бытовых условиях химических состав или определить марку стали нержавейки практически невозможно. Нержавеющая сталь может быть магнитной – это не показатель качества стали, с помощью магнита невозможно определить марку нержавеющей стали.
Вторая распространенная группа нержавеющей стали A4 — X 5 CrNiMo 17 12 2 – углерод — 0,05 % хром 17 % никель – 12 % молибден – 2 % — EN обозначение 1.4401 — AISI 316 — данная марка является кислотостойкой, которая используется в пищевой и химической промышленности, её, также часто называют «молибденкой» за содержание в марке молибдена.
Руководствуясь таблицей возможно найти соответствия часто встречающихся обозначений нержавеющего крепежа наряду с материалом A2 и A4, к примеру:
DIN 7 A1 — Штифт цилиндрический X 10 CrNi S 18 9 — A1 — AISI 303;
DIN 125 1.4541 — Шайба плоская DIN 125 материал X 6 CrNiTi 18 10 — A3 — AISI 321;
DIN 2093 1.4310 — Диск пружинный тарельчатый X 12 CrNi 17 7 — AISI 301;
DIN 127 1.4571 — Шайба гровер пружинная X 6 CrNiMoTi 17 12 2 — A5 — AISI 316Ti;
DIN 471 1.4122 — Кольцо стопорное наружное X 39 CrMo 17 1;
DIN 472 1. 4310 — Кольцо стопорное внутреннее X 12 CrNi 17 7 — AISI 301;
DIN 934 A2 — Гайка шестигранная X 5 CrNi 18 10 — 1.4301 — AISI 304;
DIN 933 A4 — Болт с шестигранной головкой X 5 CrNiMo 17 12 2 — 1.4401 — AISI 316.
Нержавеющая сталь марки AISI 316L отличается от марки AISI 316 более низким содержанием углерода.
Условные обозначения:
• DIN — Deutsche Industrie Norm;
• EN — Cтандарт Евронормы EN 10027;
• ASTM — American Society for Testing and Materials;
• AISI — American Iron and Steel Institute;
• AFNOR — Association Francaise de Normalisation.
Обозначения химических элементов в таблицах:
• Fe – Железо;
• С – Углерод;
• Mn – Марганец;
• Si – Кремний;
• Cr – Хром;
• Ni – Никель;
• Mo – Молибден;
• Ti – Титан.
ᐅ ПЛОТНОСТЬ СТАЛИᐅ РАЗМЕРЫᐅ ВЕС 1 МЕТРАᐅ ГОСТы
➤ Таблица соответствий основных марок нержавеющих сталей и химического состава, стандарты нержавеющих сталей, содержание легирующих элементов, %
Наименование
DIN
AISI
ГОСТ
C
Mn
Si
Cr
Ni
Mo
Ti
С1
DIN 1. 4021
AISI 420
20Х13
0.20
1.5
1.0
12.0-14.0
С1
1.4021
420
F1
DIN 1.4016
AISI 430
12Х17
0.08
1.0
1.0
16.0-18.0
F1
1.4016
430
A2
DIN 1.4301
AISI 304
12Х18Н9
0.07
2.0
0.75
18.0-19.0
8.0-10.0
A2
1.4301
A2
DIN 1.4948
AISI 304H
08Х18Н10
0.08
2.0
0.75
18.0-20.0
8.0-10.5
1.4948
304H
A2
DIN 1.4306
AISI 304L
03Х18Н11
0.03
2.0
1.0
18.0-20.0
10.0-12.0
1.4306
304L
A3
DIN 1.4541
AISI 321
08Х18Н10Т
0.08
2.0
1.0
17.0-19.0
9.0-12.0
—
5хС-0.7
A4
DIN 1. 4401
AISI 316
03Х17Н14М2
0.08
2.0
1.0
16.0-18.0
10.0-14.0
2.0-2.5
A4
A4
DIN 1.4435
AISI 316S
03Х17Н14М3
0.08
2.0
1.0
16.0-18.0
12.0-14.0
2.5-3.0
1.4435
A4
DIN 1.4404
AISI 316L
03Х17Н14М3
0.03
2.0
1.0
17.0-19.0
10.0-14.0
2.0-3.0
1.4404
A5
DIN 1.4571
AISI 316Ti
08Х17Н13М2Т
0.08
2.0
0.75
16.0-18.0
11.0-12.5
2.0-3.0
5хС-0.8
A5
DIN 1.4845
AISI 310S
20Х23Н18
0.08
2.0
0.75
24.0-26.0
19.0-21.0
1.4845
310S
➤ Таблица марок нержавеющей хромоникелевой стали
Химический состав по EN, Cr + Ni
EN
AISI
ASTM
AFNOR
X 5 CrNi 18 10
EN 1. 4301
AISI 304
S 30400
Z 6 CN 18 09
X 5 CrNi 18 12
EN 1.4303
AISI 305
—
Z 8 CN 18 12
X 10 CrNi S 18 9
EN 1.4305
AISI 303
S 30300
Z 10 CNF 18 09
X 2 CrNi 19 11
EN 1.4306
AISI 304L
S 30403
Z 3 CN 18 10
X 12 CrNi 17 7
EN 1.4310
AISI 301
S 30100
Z 11 CN 18 08
X 2 CrNiN 18 10
EN 1.4311
AISI 304LN
S 30453
Z 3 CN 18 10 Az
X 1 CrNi 25 21
EN 1.4335
AISI 310L
—
Z 1 CN 25 20
X 1 CrNiSi 18 15
EN 1.4361
—
S 30600
Z 1 CNS 17 15
X 6 CrNiTi 18 10
EN 1.4541
AISI 321
S 32100
Z 6 CNT 18 10
X 6 CrNiNb 18 10
EN 1.4550
AISI 347(H)
S 34700
Z 6 CNNb 18 10
➤ Таблица марок молибденовой нержавеющей хромоникелевой стали
Химический состав по EN, Cr + Ni + Mo
EN
AISI
ASTM
AFNOR
X 5 CrNiMo 17 12 2
EN 1. 4401
AISI 316
S 31600
Z 7 CND 17 11 02
X 2 CrNiMo 17 13 2
EN 1.4404
AISI 316L
S 31603
Z 3 CND 18 12 2
X 2 CrNiMoN 17 12 2
EN 1.4406
AISI 316LN
S 31653
Z 3 CND 17 11 Az
X 2 CrNiMoN 17 13 3
EN 1.4429
AISI 316LN (Mo+)
S 31653
Z 3 CND 17 1 2 Az
X 2 CrNiMo 18 14 3
EN 1.4435
AISI 316 L(Mo+)
S 31609
Z 3 CND 18 14 03
X 5 CrNiMo 17 13 3
EN 1.4436
AISI 316(Mo)
—
Z 6 CND 18 12 03
X 2 CrNiMo 18 16 4
EN 1.4438
AISI 317L
S 31703
Z 3 CND 19 15 04
X 2 CrNiMoN 17 13 5
EN 1.4439
AISI 317LN
S 31726
Z 3 CND 18 14 05 Az
X 5 CrNiMo 17 13
EN 1.4449
AISI 317
—
Z 6 CND 17 12 04
X 1 CrNiMoN 25 25 2
EN 1. 4465
—
N08310/S31050
Z 2 CND 25 25 Az
X 1 CrNiMoN 25 22 2
EN 1.4466
—
S 31050
Z 2 CND 25 22 Az
X 4 NiCrMoCuNb 20 18 2
EN 1.4505
—
—
Z 5 NCDUNb 20 18
X 5 NiCrMoCuTi 20 18
EN 1.4506
—
—
Z 5 NCDUT 20 18
X 5 NiCrMoCuN 25 20 6
EN 1.4529
—
S31254
—
X 1 NiCrMoCu 25 20 5
EN 1.4539
AISI 904L
N 08904
Z 2 NCDU 25 20
X 1 NiCrMoCu 31 27 4
EN 1,4563
—
N 08028
Z 1 NCDU 31 27 03
X 6 CrNiMoTi 17 12 2
EN 1.4571
AISI 316Ti
S 31635
Z 6 CNDT 17 12
X 3 CrNiMoTi 25 25
EN 1.4577
—
—
Z 5 CNDT 25 24
X 6 CrNiMoNb 17 12 2
EN 1.4580
AISI 316 Cb/Nb
C31640
Z 6 CNDNb 17 12
X 10 CrNiMoNb 18 12
EN 1. 4582
AISI 318
—
Z 6 CNDNb 17 13
➤ Таблица марок дуплексной нержавеющей стали
Химический состав по EN, DUPLEX
EN
AISI
ASTM
AFNOR
X 2 CrNiN 23 4
EN 1.4362
—
S 32304/S 39230
Z 3CN 23 04 Az
X 2 CrNiMoN 25 7 4
EN 1.4410
—
S 31260/S 39226
Z 3 CND 25 07 Az
X 3 CrNiMoN 27 5 2
EN 1.4460
AISI 329
S 32900
Z 5 CND 27 05 Az
X 2 CrNiMoN 22 5 3
EN 1.4462
AISI 329 LN/F 51
S 31803/S 39209
Z 3 CND 22 05 Az
X 2 CrNiMoCuWN 25 7 4
EN 1.4501
F 55
S 32760
—
X 2 CrNiMoCuN 25 6 3
EN 1.4507
—
S 32550/S 32750
Z 3 CNDU 25 07 Az
X 2 CrNiMnMoNbN 25 18 5 4
EN 1.4565
—
S 24565
—
➤ Таблица марок нержавеющей стали для высоких температур, работающей при температуре 600°C — 1200°C, жаростойкая и жаропрочная нержавеющая сталь марки
Химический состав по EN
EN
AISI
ASTM
AFNOR
X 10 CrAl 7
EN 1. 4713
—
—
Z 8 CA 7
X 10 CrSiAl 13
EN 1.4724
—
—
Z 13 C 13
X 10CrAI 18
EN 1.4742
AISI 442
S 44200
Z 12 CAS 18
X 18 CrN 28
EN 1.4749
AISI 446
S 44600
Z 18 C 25
X 10 CrAlSi 24
EN 1.4762
—
—
Z 12 CAS 25
X 20 CrNiSi 25 4
EN1.4821
AISI 327
—
Z 20 CNS 25 04
X 15 CrNiSi 20 12
EN 1.4828
AISI 302 B/309
S 30215/30900
Z 17 CNS 20 12
X 6 CrNi 22 13
EN 1.4833
AISI 309 (S)
S 30908
Z 15 CN 24 13
X 15 CrNiSi 25 20
EN 1.4841
AISI 310/314
S 31000/31400
Z 15 CNS 25 20
X 12 CrNi 25 21
EN 1.4845
AISI 310 (S)
S 31008
Z 8 CN 25 20
X 12 NiCrSi 35 16
EN 1. 4864
AISI 330
N 08330
Z 20 NCS 33 16
X 10 NiCrAlTi 32 20
EN 1.4876
—
N 08800
Z 10 NC 32 21
X 12 CrNiTi 18 9
EN 1.4878
AISI 321 H
S 32109
Z 6 CNT 18 12
X 8 CrNiSiN 21 11
EN 1.4893
—
S 30815
—
X 6 CrNiMo 17 13
EN 1.4919
AISI 316 H
S 31609
Z 6 CND 17 12
X 6 CrNi 18 11
EN 1.4948
AISI 304 H
S 30409
Z 6 CN 18 11
X 5 NiCrAlTi 31 20
EN 1.4958
—
N 08810
Z 10 NC 32 21
X 8 NiCrAlTi 31 21
EN 1.4959
—
N 08811
—
➤ Таблица марок инструментальной нержавеющей стали
Химический состав по EN, Cr
EN
AISI
ASTM
AFNOR
X 6 Cr 13
EN 1. 4000
AISI 410S
S 41008
Z 8 C 12
X 6 CrAl 13
EN 1.4002
AISI 405
S 40500
Z 8 CA 12
X 12 CrS 13
EN 1.4005
AISI 416
S 41600
Z 13 CF 13
X 12 Cr 13
EN 1.4006
AISI 410
S 41000
Z 10 C 13
X 6 Cr 17
EN 1.4016
AISI 430
S 43000
Z 8 C 17
X 20 Cr 13
EN 1.4021
AISI 420
S 42000
Z 20 C 13
X 15 Cr 13
EN 1.4024
AISI 420S
J 91201
Z 15 C 13
X 30 Cr 13
EN 1.4028
AISI 420
J 91153
Z 33 C 13
X 46 Cr 13
EN 1.4034
AISI 420
—
Z 44 C 14
X 19 CrNi 17 2
EN 1.4057
AISI 431
S 43100
Z 15 CN 16 02
X 14 CrMoS 17
EN 1.4104
AISI 430F
S 43020
Z 13 CF 17
X 90 CrMoV 18
EN 1. 4112
AISI 440B
S 44003
Z 90 CDV 18
X 39 CrMo 17 1
EN 1.4122
AISI 440A
—
Z 38 CD 16 01
X 105 Cr Mo 17
EN 1.4125
AISI 440C
S 44004/S 44025
Z 100 CD 17
X 5 CrTi 17
EN 1.4510
AISI 430Ti
S 43036/S 43900
Z 4 CT 17
X 5 CrNiCuNb 16 4
EN 1.4542
AISI 630
S17400
Z 7 CNU 17 04
X 5 CrNiCuNb 16 4
EN 1.4548
AISI 630
S17400
Z 7 CNU 17 04
X 7 CrNiAl 17 7
EN 1.4568
AISI 631
S17700
Z 9 CNA 1 7 07
➤ Таблица применяемости нержавеющей стали согласно марок
DIN
EN
AISI/ГОСТ
Характеристики стали согласно марок
Применение нерж стали согласно марок
A2
EN 1.4301
AISI 304, 12Х18Н9, 08Х18Н10
Нержавеющая сталь согласно марки EN 1. 4301/AISI 304, 12Х18Н9, 08Х18Н10 с низким содержанием углерода, аустенитная незакаливаемая, устойчивая к воздействию коррозии, немагнитная в условиях слабого намагничивания, если была подвергнута холодной обработке. Данная сталь нерж легко поддается сварке, устойчива к межкристаллической коррозии, имеет высокую прочность при низких температурах, легко поддается электрополировке. Сталь марки AISI 304, 12Х18Н9, 08Х18Н10 — медицинская нержавеющая сталь.
Нержавеющая сталь согласно марки EN 1.4301/AISI 304, 12Х18Н9, 08Х18Н10 используется: установки для пищевой, химической, текстильной, нефтяной, фармацевтической, медицинской, бумажной промышленности, также применяется в производстве пластмасс для ядерной и холодильной промышленности, применяется в оснащение для кухонь, баров, ресторанов. Производство столовых приборов, используется в кораблестроении и электронике. Из стали марки AISI 304, 12Х18Н9, 08Х18Н10 изготавливают медицинскую мебель.
A2
EN 1.4306
AISI 304L, 03Х18Н11
Нержавеющая сталь согласно марки EN 1. 4306/AISI 304L, 03Х18Н11 аустенитная незакаливаемая, наиболее пригодная для сварных металлоконструкций. Отличается высокой устойчивостью к воздействию межкристаллической коррозии, используется при температуре до 425°С. По химическому составу отличается от AISI 304 почти вдвое меньшим содержанием углерода.
Нержавеющая сталь согласно марки EN 1.4306/AISI 304L, 03Х18Н11 находит те же применения, что и AISI 304, используется для изготовления сварных металлоконструкций и в отраслях, где необходима устойчивость к воздействию межкристаллической коррозии.
A4
EN 1.4401
AISI 316, 03Х17Н14М2
Нержавеющая сталь согласно марки EN 1.4401/AISI 316, 03Х17Н14М2 аустенитная незакаливаемая, наличие молибдена (Мо) делает ее особенно устойчивой к воздействию коррозии, также и технические свойства этой стали при высоких температурах гораздо лучше, чем у аналогичных сталей, не содержащих молибден. Сталь марки AISI 316, 03Х17Н14М2 является кислотостойкой.
Нержавеющая сталь согласно марки EN 1. 4401/AISI 316, 03Х17Н14М2 используется в производстве химического оборудования, которое подвергается особенно сильным воздействиям среды, в производстве инструмента, вступающего в контакт с морской водой и атмосферой, а также оборудования для проявления фотопленки, корпусов котлов, установок для переработки пищи, емкостей для отработанных масел для коксохимических установок.
A4
EN 1.4404
AISI 316L, 03Х17Н14М3
Нержавеющая сталь согласно марки EN 1.4404/AISI 316L, 03Х17Н14М3 аналогичная AISI 316, аустенитная незакаливаемая, с очень низким содержанием углерода, наиболее подходит для изготовления сварных металлоконструкций. Данная марка обладает высокой устойчивостью к межкристаллической коррозии и кислотостойкостью, используется при температуре до 450°С. По химическому составу отличается от 316 почти вдвое меньшим содержанием углерода. Сталь марки AISI 316L, 03Х17Н14М3 является медицинской нержавеющей сталью.
Нержавеющая сталь согласно марки EN 1. 4404/AISI 316L, 03Х17Н14М3 находит те же применения, что и AISI 316, для изготовления сварных металлоконструкций, где необходима высокая устойчивость к воздействию коррозии. Наиболее пригодна для производства пищевых продуктов и ингредиентов. Сталь марки AISI 316L, 03Х17Н14М3 используется в медицине.
A5
EN 1.4571
AISI 316Ti, 08Х17Н13М2Т
Нержавеющая сталь согласно марки EN 1.4571/AISI 316Ti, 08Х17Н13М2Т имеет наличие титана (Ti), в пять раз превышающего содержание углерода С, обеспечивает стабилизирующий эффект в отношении осаждения карбидов хрома (Cr) на поверхность кристаллов. Титан (Ti) образует с углеродом карбиды, которые хорошо распределяются и стабилизируются внутри кристалла. Обладает повышенной устойчивостью к межкристаллической коррозии, сталь марки AISI 316Ti, 08Х17Н13М2Т является кислотостойкой.
Нержавеющая сталь согласно марки EN 1.4571/AISI 316Ti, 08Х17Н13М2Т используется в изготовление деталей, обладающих повышенной устойчивостью к воздействию высоких температур и к среде с присутствием новых ионов хлора. Из данной стали изготавливают лопасти для газовых турбин, баллоны, сварные металлоконструкции, коллекторы, также применяется в пищевой и химической промышленности.
A3
EN 1.4541
AISI 321, 08Х18Н10Т
Нержавеющая сталь согласно марки EN 1.4541/AISI 321, 08Х18Н10Т хромоникелевая с добавкой титана (Ti), аустенитная незакаливаемая, немагнитная, особенно рекомендуется для изготовления сварных металлоконструкций и для использования при температурах от 400°С до 800°С, устойчива к коррозии.
Нержавеющая сталь согласно марки EN 1.4541/AISI 321, 08Х18Н10Т используется при изготовлении коллекторов сброса для авиационных моторов, корпусов котлов или кольцевых коллекторов оборудования для нефтехимической промышленности, а также для компенсационных соединений. Из данной стали изготавливают химическое оборудование и оборудование, устойчивое к высоким температурам.
A3
EN 1.4845, EN 1.4841
AISI 310, AISI 310S, 20Х23Н18
Нержавеющая сталь согласно марки EN 1. 4845, EN 1.4841/AISI 310, AISI 310S, 20Х23Н18 тугоплавкая аустенитная незакаливаемая, немагнитная, жаропрочная, жароустойчивая при высоких температурах, находит наиболее широкое применение при высоких температурах. В окисляющей среде можно применять обычно до 1100°С и до 1000°С в восстановительной среде, но в любом случае в атмосфере, содержащей менее 2 гр. серы (S) на 1 м3.
Нержавеющая сталь согласно марки EN 1.4845, EN 1.4841/AISI 310, AISI 310S, 20Х23Н18 используется при изготовлении установок для термической обработки, для изготовления щелочей, для гидрогенизации, при изготовлении теплообменников для печей, изготовлении жаропрочных дверей, грилей, штифтов, кронштейнов, а также при изготовлении элементов для подогревателей воздуха, корпусов и труб для термических обработок, конвейерных лент для транспортеров печей, отводных труб газовых турбин и моторов, ретортов для дистилляции, установок для крекинга и реформинга.
Таблица эквивалентов марок стали
| Universal Steel America
Таблица эквивалентов марок стали | Универсал Стил Америка
Перейти к навигации Перейти к содержимому
Эквиваленты марок углеродистой стали
Если вы не можете найти нужную марку стали, свяжитесь с нами по телефону 281-645-0177. Мы хотели бы помочь вам найти то, что вы ищете.
ЗАПРОСИТЬ ЦЕНУ
Американский ASTM / ASME / SAE
Европа EN
Германия DIN
Италия UNI
Франция NF
Япония JIS
А36
С235ДЖ2
A204 гр. Б
16Mo3
15Mo3
16Mo3
15Д3
А283 А, Б, С, Г
С185
СТ33
ФЭ320
А33
СС330
С235ДЖР
СТ37-2
Е24-2
С235ДЖРГ1
УСТ37-2
A284 гр. С, Д
С235Дж
СТ37-3Н
ФЭ360Д
Е24-4
СМ400К
С235ДЖР
РСТ37-2
ФЭ360Б
С235ДЖО
СТ37-3У
ФЭ360К
С235ДЖ2+Н
СТ37-3Н
ФЭ360Д
А514
С690К
СТЭ690В
Э690ТР
A529 гр. 42, 50
С275ДЖР
СТ44-2
ФЭ430Б
Е28-2
С275ДЖО
СТ44-3У
ФЭ430К
Е28-3
А537
С460К
Э460ТР
СМ58
A572 гр. С
С355М
СТЭ355ТМ
FEE355KGTM
Э355Р
A572 гр. 42
С275ДЖ0
СТ44-3У
ФЭ430К
Е28-3
С275ДЖ2+Н
СТ44-3Н
ФЭ430Д
Е28-4
С275ДЖ2
A572 гр. 50
С355ДЖ2+Н
СТ52-3Н
ФЭ510Д
Е36-3
СМ490К
С275ДЖ2
А619
DC03
СТ13
ФЭП02
Е
SPCD
А620
DC04
СТ14
ФЭП04
ЕС
ШПНО
А633
С355ДЖР
СТ52-3У
ФЭ510Б
Е36-2
СМ490А
С355ДЖО
ФЭ510К
Е36-3
нержавеющая сталь 490
A633 гр. А
С275НЛ
ТСТЕ285
A633 гр. С, Д
С355НЛ
ТСТЕ355
FEE355KTN
Э355ФП
A633 гр. Е
С420НЛ
ТСТЕ420
Э420ФП
А656
С335ДЖ2
ФЭ510ДД
Е36-4
СС490Я
С335К2
С335К2+Н
А70950В
С355ДЖ0В
WTST52-3
ФЭ355В
Э36В-Б3
С355ДЖ2В
С355К2В
A945 гр. 50
С355МЛ
ТСТЕ355ТМ
Э355ФП
A945 гр. 60
С420МЛ
ТСТЕ420ТМ
Э420ФП
SA387 гр. 11
13CrMoSi5-5
SA387 гр. 22
10/11CrMo9-10
10CrMo9-10
12CrMo9.10
10CD9.10
SA516 гр. 55 SA414 гр. C SA285 гр. С
П235ГХ
Привет
ФЭ360-1КВ
А37КП
СПВ24
SA516 гр. 60 SA414 гр. Е
П265ГХ
ХII
ФЭ410-1КВ
А42КП
СГВ42
SA516 гр. 65 SA414 гр. Ф СА299
П295ГХ
17Мн4
ФЭ460-1КВ
А48КП
SGV46 SPV32
SA516 гр. 70
П355НХ
WSTE355
FEE355 кВт
А510 АП
П355НЛ1
ТСТЕ355
FEE355 KT
А510 ФП
SAE1020
К20Е
CK20
С20
С275ДЖР
СТ44-2
ФЭ430Б
Е28-2
С275ДЖР
СТ44-2
ФЭ430Б
Е28-2
САЕ1035
К35Е
CK35
С35
КС38
С35К
SAE1040
К40Е
СК40
С40
КС42
С40К
SAE1042-1045
К45Е
СК45
С45
КС48
С45К
SAE4140 SAE4142
42CrMo4
42CrMo4
42CrMo4
42CD4
СКМ440Х
SAE4340
34CrNiMo6
34CrNiMo6
34CrNiMo6
SNCM447
ВОПРОСОВ? СВЯЖИТЕСЬ С НАМИ СЕГОДНЯ!
UNIVERSAL STEEL ВИДИТ ВАС НА СКВОЗЬ.
Обзор различных типов стали для кухонных ножей
Похожие темы
Пятна ржавчины на кухонных ножах
Zwilling J.A. Ножи Henckels 9 серии.0003
Развитие стали AUS-10
Как ухаживать за деревянной разделочной доской?
Sabatier® knives: Get the story behind the brand
Ceramic knives
Top 10 best fruit knives
Japanese versus European kitchen knives
Sabatier® knives: Get the история бренда
Lumen, Lux и Candela
Что такое транширование?
Различные режимы освещения в фонариках
Какие типы переключателей распространены?
Светлые цвета – зачем в фонарике другой цвет?
Почему мой фонарик не горит так долго, как заявляет производитель?
Интервью с экспертом Bushcraft Alli: Fenix
Кухонные ножи и нарезки
Ножи Sabatier®: узнайте историю бренда
Что такое транширование?
Модельный ряд: Santoku’s
Какие типы японских ножей существуют?
Преимущества магнита для ножей
Из каких частей состоит кухонный нож? Мы объясним?
Что такое хороший нож для стейка?
Что нужно знать о зубчатых ножах?
При покупке ножа мы рекомендуем ознакомиться с доступными типами стали и выбрать тот, который соответствует вашим ожиданиям от ножа. Мы сделали обзор наиболее распространенных видов стали, используемых для кухонных ножей.
Аогами / Синяя бумага Сталь
Буквально Аогами означает «синяя бумага» на японском языке. Своим названием она обязана упаковке, в которой производитель Hitachi поставляет сталь. Это версия White Paper Steel; очень чистая сталь, полученная из богатого железом речного песка, в качестве сплава которого используется только углерод. White Paper Steel похожа на традиционную сталь Тамахагене, которая использовалась для создания японских мечей.
Blue Paper Steel — это белая бумажная сталь с добавлением небольшого количества хрома и вольфрама. Это может сделать сталь немного менее традиционной, но улучшит ее качество. Blue Paper Steel более устойчива к коррозии и сколам, чем White Paper Steel, хотя это определенно не нержавеющая сталь.
Существует три сорта стали Blue Paper: #2, #1 и Super. Для ножей Eden Kanso Aogami используется «номер 2» с содержанием углерода 1,2%. Это оставляет вам твердый (62-63 HRC) нож, который можно заточить до остроты бритвы, но при этом он прочный как скала.
Ознакомьтесь со всеми стальными кухонными ножами Aogami здесь
Eden Aogame Kiritsuke with Blue Paper SteelSakai Takayuki Blue Paper Super kengata
AUS-10
Сталь AUS-10 производится в японском городе Токай компанией Aichi Steel. Это нержавеющая сталь, потому что в нее добавлены хром, молибден и ванадий. Таким образом, сталь является нержавеющей и износостойкой. С твердостью 60 HRC это прочная нержавеющая сталь с высоким содержанием углерода ок. 1.05. Однако его нелегко сломать благодаря добавлению таких элементов, как никель, марганец и кремний. По сравнению с другими твердыми типами стали, AUS-10 можно легко затачивать.
Ознакомьтесь со всеми кухонными ножами из стали AUS-10 здесь
X50CrMoV15
X50CrMoV15 — наиболее часто используемый тип нержавеющей стали для кухонных ножей, в том числе и немецкими производителями. Это хороший тип стали для очень большой аудитории. Коррозионная стойкость очень хорошая, а режущие свойства отличные. №
Отлично подходит для семейного и профессионального использования, когда не все обращаются с ножами с одинаковой осторожностью. К вашему сведению: X означает нержавеющую сталь, 50 — 0,50% углерода и 15 — 15% хрома. Это добавление хрома делает сталь нержавеющей. Кроме того, сталь содержит небольшое количество молибдена (Mo) и ванадия (V) для улучшения структуры зерна и износостойкости.
Ознакомьтесь со всеми кухонными ножами из стали X50CrMoV15 здесь
Кухонные ножи Wüsthof из стали X50CrMoV15 Кухонные ножи Due Cigni из стали X50CrMoV15
1.4116
1.4116 — это нержавеющая сталь с высоким содержанием углерода. Этот тип стали, среди прочего, используется для знаменитых швейцарских карманных ножей и по своим качествам почти идентичен стали x50crmov15. Отличная коррозионная стойкость, долго сохраняет остроту и легко затачивается.
Посмотреть все кухонные ножи из стали 1.4116
VG10
VG10 — нержавеющая сталь с высоким содержанием углерода. По крайней мере, для нержавеющей стали. Именно VG10 содержит 1% углерода. Таким образом, VG10 тверже большинства нержавеющих сталей. Режущие качества очень хорошие, легко затачивается.
Коррозионная стойкость в целом хорошая, сталь ВГ10, однако, более чувствительна к точечной коррозии, чем стали с более низким содержанием углерода. В тот момент, когда вы найдете пятнышко ржавчины, вам нужно отполировать / отшлифовать его, чтобы предотвратить распространение коррозии. Регулярная заточка кромки предотвращает коррозию, которая может привести к сколам. Никогда не мойте ножи из стали VG10 в посудомоечной машине и не оставляйте их в раковине. Мягкие стали в этом отношении более щадящие.
Сталь VG10 почти всегда ламинируется между двумя слоями более мягкой и коррозионностойкой стали. Это повышает коррозионную стойкость и упрощает производственный процесс. Иногда используются слои только из нержавеющей стали, что приводит к 3-слойному лезвию, а иногда используется 16- или 32-слойный дамаск, что приводит к 33- или 65-слойному лезвию. Производителем стали VG10 является Hitachi, но часто используется название завода Takefu, который реализует уже ламинированную сталь.
Другое название стали VG10 — «V-Gold 10». Иногда также используется название «кобальтовая сталь», но это также может относиться к другому типу стали, содержащей кобальт. В дополнение к VG10 у вас также есть VG-MAX. VG MAX IS дополнительно оптимизирован за счет более высокого содержания хрома и ванадия.
Посмотреть все кухонные ножи из стали VG10
Кухонные ножи Eden Sugoi из стали VG10 Кухонные ножи Tojiro Shippu из стали VG10
Cromova 18
Cromova — это название используемой ими нержавеющей стали во всем мире. Сталь состоит из 0,8% углерода и добавок хрома, молибдена и ванадия. Сталь Cromova имеет мелкозернистую структуру и может быть заточена до бритвенной остроты. Он сочетает в себе хорошие режущие качества с коррозионной стойкостью.
Friodur
Сталь Friodur представляет собой нержавеющую сталь, которая в основном используется J.A. Хенкельс. Известны кухонные ножи Zwilling. Примечательным аспектом этого типа стали является термическая обработка, которой подвергается сталь. Сначала сталь нагревается, а затем охлаждается. Так закаливается практически каждый нож. Однако со сталью Friodur все охлаждается до -94 градусов. Таким образом, нож стал еще тверже и более устойчив к коррозии.
Посмотреть все кухонные ножи со сталью Friodur
440A и 440C
Сталь 440 — это нержавеющая сталь, которая хорошо сохраняет остроту и устойчива к коррозии. Для стали 440А упор делается на коррозионную стойкость. В то время как 440C, для сравнения, фокусируется на твердости. При правильной термической обработке можно превратить 440C в самую твердую, прочную и износостойкую сталь из когда-либо производимых.
440C и 440A в основном одинаковые типы стали. Разница в процентном содержании углерода. 440A имеет процентное содержание углерода от 0,60% до 0,75%. 440C имеет более высокое содержание углерода между 0,95% и 1,2%.
Ознакомьтесь со всеми кухонными ножами из стали 440C и 440A
Sandvik 12C27 и 14C28N
Sandvik производит различные виды нержавеющей стали. Самая известная марка стали – 12С27. Этот тип стали используется для популярных ножей Morakniv, но и Opinel, и Laguiole, и Aubrac уже много лет используют этот тип стали. Все потому, что этот вид стали легко модифицируется и он хорошо сохраняет остроту. Это не самый твердый тип стали, к тому же его легче затачивать.
Сталь Sandvik 14C28N можно сравнить со сталью 12C27, но она содержит больше азота и немного больше углерода. Таким образом, нож немного более прочен и устойчив к износу. На самом деле вы вряд ли заметите эту разницу.
Ознакомьтесь со всеми кухонными ножами из стали Sandvik здесь
Кухонные ножи Xin Cutlery из стали SandvikRobert Herder K4 из углеродистой стали
Углеродистая сталь в целом
Углеродистая сталь — это тип стали с содержанием углерода не менее 0,05 %. до 2,1% углерода. Мы, однако, часто видим, что производители называют все, что не является нержавеющей сталью, углеродистой сталью. Углерод — это элемент, придающий ножу твердость. Все другие добавки делают сталь более коррозионностойкой или прочной, но это происходит за счет твердости. И, чем тверже нож, чем тоньше его можно заточить, тем острее нож станет. Эта твердость, однако, часто сопровождается восприимчивостью к ржавчине и высокой хрупкостью. Таким образом, действительно хорошая углеродистая сталь представляет собой идеальный баланс между высоким содержанием углерода и минимальными добавками, такими как кобальт, молибден или ванадий.
Ознакомьтесь со всеми кухонными ножами из углеродистой стали.
Нержавеющая сталь в целом. 11% хрома. Благодаря добавлению хрома вероятность появления ржавчины снижается. Как упоминалось ранее, добавление хрома влияет на твердость стали. Чтобы убедиться, что этот тип стали все еще можно использовать на ножах, добавляются такие элементы, как ванадий, молибден, титан, азот или кремний.
Таким образом, сталь тверже и более устойчива к износу.
Кухонный нож из углеродистой стали и обслуживание не для всех. Вот почему выбор нержавеющей стали не является плохим выбором. Сегодня существуют типы нержавеющей стали, которые более твердые и более износостойкие, чем некоторые виды углеродистой стали. Кухонные ножи из нержавеющей стали легче обслуживать, но они могут ржаветь. Подробнее о том, почему нержавеющая сталь может ржаветь, читайте здесь.
Ознакомьтесь со всеми кухонными ножами из нержавеющей стали здесь
Дамасская сталь
Дамасская сталь на самом деле не сталь, но ее популярность возросла, и она все чаще используется для изготовления кухонных ножей. Дамасская сталь часто состоит из двух типов разных сталей с разным процентным содержанием углерода. Эти два типа стали поочередно проковываются вместе. После ковки клинок подвергается травлению. Сталь с высоким содержанием углерода затем потемнеет. Сталь с низким процентным содержанием углерода остается светлой с точки зрения цвета.
Продольная резка листового или рулонного металла – важная технологическая операция, применяемая при раскрое заготовок для последующего изготовления изделий и конструкций. На высокоточных станках и линиях осуществляют роспуск листов и рулонов на ленты и полосы определенных размеров. Обрабатываемые материалы – «черная» и нержавеющая сталь, оцинкованная сталь, сплавы на основе меди и алюминия.
Цена:
По запросу
Заказать
Подробнее
Производители
Вернуться в каталог
Калькулятор металлопроката Рассчитайте вес металлопроката на самом точном калькуляторе
Рассчитать он-лайн
Внимание! Верхняя погрузка в открытый кузов!
Лист горячекатаный цена за метр цена за тонну ГОСТ 19903
Горячекатанный лист шириной 500 мм и более, изготовливается в листах толщиной от 0,40 до 160 мм и рулонах толщиной от 1,2 до 12 мм. Листовая сталь подразделяется: по плоскостности: по точности прокатки ( А — повышенной, Б — нормальной точности): по характеру кромки: по плоскостности (ПН — нормальной плоскостности, ПУ — улучшенной плоскостности ПВ — высокой плоскостности, ПО — особо высокой плоскостности): по размерам. Лист стальной горячекатанный из углеродистой стали обыкновенного качества толстолистовой ГОСТ 14637. Горячекатанный прокат изготовляют в виде листов и рулонов из стали марок Ст3пс, Ст3сп, Ст3кп, Ст2кп, Ст2пс, Ст3Гпс, Ст3Гсп, Ст4пс, Ст4сп, Ст5сп, Ст5пс, Ст0, Ст5Гпс по ГОСТ 380.
Листовой прокат подразделяется на категории: 1, 2, 3, 4, 5, 6 и обозначается следующем образом Ст3пс1, Ст4сп3, где 1 и 3 номер категории. Лист горячекатанный изготовляют толщиной: 4-12 мм — рулоны, 4-160 мм — листы.
Купить лист горячекатаный в Москве
Наша компания предлагает лист горячекатаный гк ГОСТ 19903 по низким ценам с доставкой по Москве МО и транспортными компаниями по РФ. Продажа листового проката осуществляется оптом и в розницу. У нас Вы можете купить качественный сертифицированный лист производства ОАО Северсталь, ОАО ММК. Наши менеджеры подскажут Вам цену за лист, м2 или за тонну на ваш объем. Доставка осуществляется машинами: Газель 1,5тн, Мерседес 5тн, МАЗ 20тн.
лист стальной таблица веса м2
лист стальной сортамент
Вес 1 м2 (кг)
лист стальной сортамент
Вес 1 м2 (кг)
лист стальной сортамент
Вес 1 м2 (кг)
лист стальной сортамент
Вес 1 м2 (кг)
Лист горячекатаный 1.5
11,77
Лист холоднокатаный 0.5
3,925
Лист оцинкованный 0.4
3,34
Лист рифленый чечевица 3.0
24,5
Лист горячекатаный 2.0
15,7
Лист холоднокатаный 0.6
4,71
Лист оцинкованный 0.45
3,73
Лист рифленый чечевица 4.0
32,2
Лист горячекатаный 2.5
19,62
Лист холоднокатаный 0.7
5,5
Лист оцинкованный 0. 5
4,13
Лист рифленый чечевица 5.0
40,5
Лист горячекатаный 3.0
23,5
Лист холоднокатаный 0.8
6,28
Лист оцинкованный 0.55
4,52
Лист рифленый чечевица 6.0
48,5
Лист горячекатаный 4.0
31,4
Лист холоднокатаный 0.9
7,06
Лист оцинкованный 0.6
4,91
Лист рифленый чечевица 0.8
64,9
Лист горячекатаный 5.0
39,25
Лист холоднокатаный 1.0
7,85
Лист оцинкованный 0.7
5,70
Лист рифленый чечевица 10
80,9
Лист горячекатаный 6.0
47,1
Лист холоднокатаный 1.2
9,42
Лист оцинкованный 0.75
6,09
Лист рифленый чечевица 12
96,8
Лист горячекатаный 8.0
62,8
Лист холоднокатаный 1.4
10,99
Лист оцинкованный 0.8
6,48
Лист рифленый ромбический 3.0
25,1
Лист горячекатаный 10. 0
78,5
Лист холоднокатаный 1.5
11,77
Лист оцинкованный 0.9
7,27
Лист рифленый ромбический 4.0
33,5
Лист горячекатаный 12.0
94,2
Лист холоднокатаный 1.8
14,13
Лист оцинкованный 1.0
8,05
Лист рифленый ромбический 5.0
41,8
Лист горячекатаный 14.0
109,9
Лист холоднокатаный 2.0
15,7
Лист оцинкованный 1.2
9,62
Лист рифленый ромбический 6.0
50
Лист горячекатаный 16.0
125,6
Лист холоднокатаный 2.5
19,62
Лист оцинкованный 1.5
11,97
Лист рифленый ромбический 8.0
66
Лист горячекатаный 18.0
141,3
Лист холоднокатаный 3.0
23,5
Лист оцинкованный 2.0
15,9
Лист рифленый ромбический 10
83
Лист горячекатаный 20.0
157
Лист холоднокатаный 3. 5
27,47
Лист оцинкованный 2.5
19,82
Лист рифленый ромбический 12
99,3
Список материалов | MATDAT.com
База данных свойств материалов
Каталог лабораторий, услуг и поставщиков
Хранилище данных исследования материалов
База данных поиска
Характеристики
Планы и цены
Список материалов
База знаний
Внести данные
Регистрация
Вход
Примечание: Не все обозначения доступны для всех материалов в базе данных.
Все обозначения
ДИН
W.Nr.
ИСО
ЕН
АИСИ
САЕ
УНС
JIS
АФНОР
БС
ГОСТ
нержавеющая сталь
JUS
Другие и коммерческие обозначения
Обозначение DIN
Обозначение материалов
Группа материалов
С 20 | С 60 | С10 | С45 | ск 01 | Ск 10 | Ск 100 | Ск 125 | Ск 15 | Ck 15, холоднокатаный | Ck 15, азотированный | Ск 22 | Ск 25 | Ск 27 | Ск 35 | Ск 45 | Ск 45 Н | Ck 45, холоднокатаный | Ck 45, азотированный | Ск 70 | Ск 80 | Е355 | Н II | Н II А | МСт 42 | S355GT | С550ГД | Ст 00 | ул. 37 | Ст 37-3 | Ст 37-3 У | ул 42 | Ст 44-2 | ул 46 | ул 49| Ст 50 | ул 52 | Ст 52-3 | Ст 52-3 Г | Ст 52-3 Н | Ст 52-3 У | ТСт 42 | ВЭ 340-50
NiCr 19 Co 14 Mo 4 Ti | NiCr22Co13Mo9Al | Х2 CrNiMo 18 10 | Х 10 CrNi 18 8 | Х 10 CrNiMo 16 4 2 | Х 10 CrNiNb 18 9 | Х 10 CrNiTi 18 9 | Х 10 NiCrAlTi 32 20 | Х 11 NiCrMo 48 20 | Х 12 CrNi 17 7 | Х 12 NiCr 72 13 | Х 15 Кр 13 | Х 15 CrNiSi 25 20 | Х 2 CrNi 18 9 | X 2 CrNiMon 17 13 2 | Х 20 CrMo 12 1 | Х 20 CrMoV 12 1 | Х 22 CrMoV 12 1 | Х 25 CrNiMn 25 20 | Х 3 CrNi 19 9 | Х 4 NiCrTi 73 15 3 | Х 40 CrMoV 20 5 | Х 5 CrNi 18 10 | Х 5 CrNi 18 9 | X 5 CrNiMo 17 12 2 | Х5CrNiMo 18 10 | Х 5 NiCrTi 26 15 | Х 6 CrNi 18 11 | Х 6 ХрН 1911 | Х 6 CrNi 9 19 | Х 6 CrNiNb 18 10 | Х 6 CrNiTi 18 10 | Х 6 NiCr 32 20 | Х 7 NiCrCo 56 19 | Х 8 CrNiNb 16 13 | Х 8 CrNiTi 18 10 | X5 CrNi 18 9
Высоколегированные стали
Алюминий 99,5 | Al Cu 4,5 Mn | Al Cu Mg 1 | Al Cu Mg 2 | Al Mg 1 Si Cu | Al Mg 4,5 Mn | Al Mg 5,1 Mn | Al Mg Cu 1,5 | Al Mg Si 0,8 | Al Mg Si 1 | Аль Си 1 | Al Zn Mg 1-F35 | Al Zn Mg 1-F42 | Al Zn Mg Cu 1,5 | AlCuMg 2 | AlMg 4,5 Mn | AlSiMg 7
Алюминиевые сплавы
Ti 0,4 Mn | Ти 10 Мн | Ti 5 Мн | Ti 6 Al 4 В | Ti 8 Al 1 Mo 1 V | Ти 8 Мн
Гибридные валы всегда являются горячей темой, так как они, как правило, задевают или не замечают большинство игроков в гольф. Поиск идеального гибрида обычно сосредоточен на поиске правильного вала. Руль Nippon NS Pro Modus 3 Hybrid нашел идеальное сочетание благодаря использованию стали и графита для более сильного полета мяча с более мягким ощущением.
Гладкий матово-черный корпус рукоятки Nippon Modus 3 Hybrid будет выделяться в вашей сумке благодаря великолепной графике. Хотя гибрид обладает прочностью стали, компания Nippon нашла гениальный способ придать стали гладкость и устойчивость.
Профиль изгиба рукоятки позволяет выполнять промежуточный пуск и вращение, но подходит для игроков в гольф, которые обычно предпочитают более сильное ощущение рукояти. Сочетание стали и графита основано на науке, а это значит, что вы увидите почти идентичную траекторию при каждом взмахе. Стабильность стали и легкость графита — идеальное сочетание для любого сильного игрока.
Чтобы отправить Уиллу рекомендацию, нажмите здесь. Или для покупки просто перейдите сюда. Или посмотрите ниже, что сказали некоторые из наших других клиентов.
«Для меня вал Nippon ГОСТ перешел на гибрид (TaylorMade SIM). Я, должно быть, единственный, кто не смог ударить гибридной дубиной. В решающий момент мне казалось, что я всегда хорошо ударяю, но всегда теряюсь. Проблема была в том, что воздушный шар был действительно плохим промахом, если он прав. Не лучшее место для меня. После того, как я вставил Nippon GOST, я действительно смог контролировать траекторию, а также форму удара с гораздо более легкой клюшкой (гибридной) для удара, несмотря на мои отношения любви и ненависти с моими двумя айронами.
Это древко дало мне уверенность положить в сумку дубинку, которой я никогда не мог доверять. Теперь я понимаю, почему так много людей пошли по пути гибридов. Как обычно, нужна правильная комбинация (головка клюшки/рукоятка)»
— Шон в NV
«У меня гандикап 3-4 с большей скоростью замаха. Я хотел заменить свой 4-й айрон на гибридный, чтобы добавить немного снисходительности, особенно при игре за позицию с площадки-ти. Я играю на X7 в своих айронах, и вал ГОСТа — хороший переход в моем гибриде к моим более длинным клюшкам.
Я сделал вал немного короче стандартного, потому что хотел, чтобы гибрид 4 был больше похож на железо, чем на дерево.
Я не очень «чувствующий» парень… но я быстро замахиваюсь с быстрым переходом, и я могу хорошо рассчитать время.
Моя клюшка TS3 23 с валом ГОСТ стала одной из моих самых надежных клюшек как с площадки-ти, так и на поле на пар 5».
-Майк в Нью-Йорке
«Очень доволен, гибрид 4 теперь один из моих любимых клубов. Я не фанат графита в гибридах и предпочитаю более легкую сталь, так что это был хороший выбор.
У меня есть Nippon Modus 120 в моем 5-PW, и у него очень похожее отличное ощущение с хорошим средним полетом.
Обязательно всем порекомендую. ”
— Дэйв в Нью-Йорке
«Мне очень нравится вал ГОСТ в обоих моих гибридах. Это дает вам мягкое ощущение при контакте, которого не дает один графит, но, с другой стороны, кажется, что в то же время он немного гасит вибрацию. Трудно описать, но я играю на Mizuno JPX 9.19 Туровые айроны, и одна из главных причин — их ощущения. Самый большой комплимент, который я могу сделать ГОСТу, это то, что он напоминает мне о том, что эти утюги дают только с моим гибридом.
Наконец, для меня это был идеальный вариант, чтобы сделать правильный разрыв между моими длинными айронами и моим гибридом. Использование этого стержня и немного более короткой рабочей длины дало мне возможность зазора.
-Стюарт в Австралии
«Я бы считал себя наркоманом. Живя в Монтане, я вынужден просто купить кучу, чтобы продемонстрировать их. Что касается Nippon, он был действительно солидным. Я чувствую, что моя дисперсия значительно улучшилась с ним по сравнению с несколькими другими шахтами, которые у меня были на SIM-карте.
Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Установ — часть технологической операции, выполняемая при неизменном закреплении детали.
[1]
Установ — часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или Сборочной единицы.
[2]
Установ — это часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы.
[3]
Установ — лено, что в рассматриваемых условиях, когда а 1, абсолютный уровень концентрации сажи в пламени значительно отличается от уровня, характерного для топок котлоагрегатов.
[4]
Установ — часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки или собираемой сборочной единицы.
[5]
Установ — часть технологичебкой операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы. [6]
Установы широко применяются в конструкциях контрольных приспособлений с отсчетными измерительными устройствами. При этом погрешностью в измерении установа ввиду ее незначительности пренебрегают.
[7]
Установ или образцовая деталь должны быть такими, чтобы при установке по ним шкалы измерителя на нулевое деление его стрелка ( или другое отсчетное устройство) непосредственно отмечала отклонения проверяемого размера детали от номинального чертежного значения.
[8]
Установ — часть операции, выполняемая при одном закреплении обрабатываемой детали и одной настройке оборудования.
[9]
Установ чные мостата следует поддерживать однообразной и постоянной задолго до начала определения при хорошем перемешивании, исключающем, однако, вибрацию.
[10]
Установы угловые для станочных приспособлений.
[11]
Установы угловые торцовые для станочных приспособлений. [12]
Схемы установки втулки для обработки на токарном станке.| Заготовка, обрабатываемая с одного установа в трех позициях.
[13]
Установ — часть технологической операции, выполняемая при неизмеНно Гзакреплении обрабатываемых заготовок или собираемой сборочной единицы.
[14]
Установ ленная между стенками бортовая оснастка 7 фиксирует их взаимное расположение и определяет толщину изделия. К разделительным стенкам крепятся по торцам вибромашины 1, способствующие уплотнению бетонной смеси во время формовки. Одна из наружных стенок делается неподвижной, а все остальные оборудованы опорными роликами и могут раздвигаться по горизонтальным балкам рамы установки.
[15]
Страницы:
1
2
3
4
Синоним к слову установ
Главная
Слова со связями
Синоним к слову установ
Все синонимы к слову установ
9 букв.
12 букв.
14 букв.
Все синонимы к слову «установ»
#
Синоним
Количество букв
Тип синонима
1
устанавливание
14 букв.
Слово
2
установка
9 букв.
Слово
3
установление
12 букв.
Слово
Синонимы к слову «установ» — 9 букв.
#
Синоним
Количество букв
Тип синонима
4
установка
9 букв.
Слово
Синонимы к слову «установ» — 12 букв.
#
Синоним
Количество букв
Тип синонима
5
установление
12 букв.
Слово
Синонимы к слову «установ» — 14 букв.
#
Синоним
Количество букв
Тип синонима
6
устанавливание
14 букв.
Слово
3
Синонимы к слову установ — это слова близкие по значению к слову установ, которые с легкостью заменяют его в текстах и в разговоре. Всего найдено синонимов к слову установ — 7 шт. Среди них могут всречаться как слова, так и словосочетания. Из найденных синонимов, слов — 6 шт, а синонимичных словосочетаний — 0 шт.Очень часто, особенно при разгадывании кроссвордов встречается вопрос : «Синоним к слову установ», поэтому в нашем словаре также представлено количество букв из которых состоит тот или иной синоним. Самый маленький синоним к слову установ состоит из 9 букв, а самое длинное состоит из 14 букв. Найти нужное слово-синоним по количеству букв вы можете воспользовавшись таблицей сверху, а конкретно графой количество букв.
О синонимах
Без слов синонимов в текстах различного характера, будь то повествование, рассуждение, побуждение не обойтись в преодолении неоправданного повторения одного и того же слова. Также применение слов синонимов вместо установ используется в литературе, как способ связи соседних предложений в тексте. В стилистике русской словесности при письменном изложении текста повторение одних и тех же слов идентифицируется как тавтология и является грубой лексической ошибкой. Таким образом, при изложении текста на начальном этапе используется одно из ключевых слов синонима, а дальше по тексту уже применяются подходящие по смыслу слова синонимы, раскрывающие и усиливающие тематику текста для более обширного представления.
Например, изначальное слово «установ» далее уже в зависимости от необходимой применимости, заменяется на устанавливание,установка,установление.
Не забываем, что по своим качествам синонимы могут быть применимы с использованием приставки «не» к словам антонимам, словам противоположным по значению. При этом лексическое значение образованного слова антонима с приставкой не- также характеризуется как синоним.
Характеризуют слово синоним и многозначные слова, образующие сложным словосочетанием слов в своей многозначности по лексическому значению одно из слов предлагаемого синонима в контексте.
В завершении сказанного, хочется подчеркнуть, какую важнейшую роль синонимы играют в речи людей. Применение слов синонимов и умение пользоваться дополнительными ресурсами в виде словарей, дает возможность не только предельно точного и многообразного выражения своих мыслей, но и ведет к обогащению, насыщению нашего родного русского языка.
Добавить синоним к слову установ
Добавление синонима к слову:
Начните вводить слово, здесь появится выпадающий список.
Если вы не нашли синоним в списке выше, но знаете его, то вы можете помочь нам сделать наш сайт лучше, введите слово в соответствующее поле и нажмите добавить, после модерации Ваш синоним обязательно будет добавлен.
Поиск синонимов
Поиск синонима к слову:
Начните вводить слово, здесь появится выпадающий список.
Популярные слова
Синонимы к слову авторитет
Синонимы к слову роль
Синонимы к слову влияние
Синонимы к слову сила
Синонимы к слову дыхание
Синонимы к слову действие
Синонимы к слову акт
Синонимы к слову агитация
Синонимы к слову вдохновение
Синонимы к слову авторитетность
Смотреть все слова
Возврат к списку
It-Direct — Компания ландшафтного дизайна Сан-Диего
Перейти к содержимому
Преобразите свое открытое пространство с помощью искусственной травы, брусчатки, летних кухонь и других красивых ландшафтов.
Получить бесплатную оценку
Готовы преобразить свое наружное пространство?
Наша команда из профессиональных ландшафтных дизайнеров проведет ваш проект от концепции до завершения. Зафиксировав свое видение с помощью ведущего в отрасли программного обеспечения для 3D-рендеринга, вы точно увидите, как будет выглядеть ваш новый задний двор, подъездная дорожка, летняя кухня или многое другое еще до прибытия монтажников. Имея более чем 25-летний опыт работы в этой области, жители Сан-Диего постоянно выбирают Install-It-Direct для модернизации своей жизни на открытом воздухе. Просмотрите наше портфолио или поговорите с членом команды сегодня, чтобы узнать разницу!
Начнем!
Нужно вдохновение? Взгляните на наше портфолио проектов, начиная от уличных каминов и кухонь и заканчивая лужайками для гольфа на заднем дворе и газоном для домашних животных.
Идеи ландшафтного дизайна
Почему стоит работать с нами?
Наши услуги
Летние кухни, камины, подпорные стены и многое другое
Если вам нужно заменить неприглядный участок вашего двора или провести капитальный ремонт ландшафта, наша опытная команда ландшафтных дизайнеров создаст идеальное пространство в соответствии с вашими потребностями и бюджетом. Мы специализируемся на создании красивых, функциональных пространств, которые выдержат испытание временем и которыми можно наслаждаться круглый год.
Мы проектируем и устанавливаем высококачественные уличные камины и ямы для костра в холодные месяцы, а также беседки, создающие тень летом и весной. Вы даже можете проявить свои кулинарные способности на свежем воздухе с индивидуальной летней кухней, разработанной специально для вас. Просмотрите все наши услуги по проживанию на открытом воздухе сегодня!
Установка, очистка и герметизация асфальтоукладчиков
На протяжении более 25 лет компания Install-It-Direct является ведущим поставщиком тротуарной плитки и бетонных плит в Сан-Диего. Повысьте свою привлекательность, украсьте свою открытую жилую зону и завершите идеальный дизайн бассейна с помощью тротуарной плитки, установленной Install-It-Direct. Мы предлагаем бесплатные оценки, а наши дизайнеры специализируются на воплощении вашего видения в жизнь. Мы специализируемся на асфальтировании подъездных дорог, патио, террас у бассейнов и дорожек.
Установка, техническое обслуживание и ремонт искусственной травы
Ищете ландшафтный дизайн, не требующий особого ухода? Мы устанавливаем высококачественную, подходящую для домашних животных искусственную траву для дома и бизнеса. Оттачиваете ли вы свою игру на паттинг-грине или играете в мяч с четвероногими членами семьи, у нас есть идеальное решение для искусственной травы и газона для вашего дома. Нужен чистящий раствор или ремонт существующего газона? Воспользуйтесь нашим средством для удаления запаха Urine Zero или услугами по ремонту искусственного газона.
Калькулятор стоимости
Тип проекта
Асфальтоукладчики
Искусственная трава
Паттинг-грин
Размер площади (кв. фут)
Почтовый индекс
Низкая оценка
Введите sqft
Высокая оценка
Введите
квадратных футов
Похожие проекты в вашем районе
Что говорят наши клиенты
«Качество работы отличное, они смогли выровнять наш задний двор намного больше, чем мы ожидали в рамках нашего бюджета. Благодаря работе над Install It Direct мы наконец-то можем наслаждаться пребыванием на заднем дворе».
– Люк Уильямс
Посмотреть больше отзывов
Скрытый
FormClass
Имя*
Телефон*
Адрес
Почтовый индекс
Электронная почта*
Установить Android Studio | Android Developers
Настройка Android Studio занимает всего несколько кликов.
Во-первых, убедитесь, что вы загрузили последнюю версию Android Studio.
Windows
Чтобы установить Android Studio в Windows, выполните следующие действия:
Если вы загрузили файл .exe (рекомендуется), дважды щелкните его, чтобы запустить.
Если вы загрузили файл .zip , распакуйте ZIP, скопируйте android-studio в папку Program Files , а затем откройте android-studio > bin папку и запустите studio64. exe (для 64-битных машин) или studio.exe (для 32-битных машин).
Следуйте указаниям мастера установки в Android Studio и установите все пакеты SDK, которые он рекомендует.
Вот и все. В следующем видеоролике показан каждый шаг процедуры настройки при использовании рекомендуемого .exe скачать.
По мере появления новых инструментов и других API Android Studio сообщает вам с помощью всплывающего окна, или вы можете проверить наличие обновлений, нажав Справка > Проверьте наличие обновления .
Mac
Чтобы установить Android Studio на ваш Mac, выполните следующие действия:
Запустите DMG-файл Android Studio.
Перетащите Android Studio в папку «Приложения», затем запустите Андроид студия.
Выберите, хотите ли вы импортировать предыдущие настройки Android Studio, затем нажмите OK .
Мастер установки Android Studio проведет вас через остальную часть установка, которая включает в себя загрузку компонентов Android SDK которые необходимы для развития.
Вот и все. В следующем видео показан каждый шаг рекомендуемой процедуры настройки.
По мере появления новых инструментов и других API Android Studio сообщает вам с всплывающим окном, или вы можете проверить наличие обновлений, нажав Студия Android > Проверить наличие обновлений .
Примечание: Если вы используете Android Studio на macOS Mojave или более поздней версии вы можете увидеть запрос на разрешение доступа IDE к вашему календарю, контакты или фотографии. Это приглашение вызвано новой защитой конфиденциальности механизмы для приложений, которые обращаются к файлам в домашнем каталоге. Так что если ваш проект включает файлы и библиотеки в вашем домашнем каталоге, и вы видите этой подсказке вы можете выбрать Не разрешать .
Linux
Чтобы установить Android Studio в Linux, выполните следующие действия:
Распакуйте загруженный файл .zip в подходящее место для ваших приложений, например, внутри /usr/local/ для вашего профиля пользователя или /opt/ для общих пользователей.
Если вы используете 64-разрядную версию Linux, убедитесь, что вы сначала установили необходимые библиотеки для 64-битных машин.
Чтобы запустить Android Studio, откройте терминал, перейти к каталог android-studio/bin/, и выполните studio.sh .
Выберите, хотите ли вы импортировать предыдущие настройки Android Studio или нет, затем нажмите OK .
Мастер установки Android Studio проведет вас через остальную часть установка, которая включает в себя загрузку компонентов Android SDK которые необходимы для развития.
Наконечник: Чтобы сделать Android Studio доступной в списке приложений, выберите Инструменты > Создать запись рабочего стола в строке меню Android Studio.
Необходимые библиотеки для 64-битных машин
Если вы используете 64-разрядную версию Ubuntu, вам необходимо установить библиотеки с помощью следующей команды:
sudo apt-get установить libc6:i386 libncurses5:i386 libstdc++6:i386 lib32z1 libbz2-1.0:i386
Если вы используете 64-разрядную версию Fedora, введите команду:
sudo yum установить zlib.i686 ncurses-libs.i686 bzip2-libs.i686
Вот и все. В следующем видео показан каждый шаг рекомендуемой процедуры настройки.
По мере появления новых инструментов и других API Android Studio сообщает вам с помощью всплывающего окна, или вы можете проверить наличие обновлений, нажав Справка > Проверьте наличие обновления .
Chrome OS
Чтобы установить Android Studio на Chrome OS, выполните следующие действия:
Если вы еще этого не сделали, установите Linux для Chrome OS с объемом памяти не менее 20 ГБ.
Откройте приложение Files и найдите загруженный вами пакет DEB в Загрузки в папку Мои файлы .
Щелкните правой кнопкой мыши пакет DEB и выберите Install with Linux (Beta) .
Если вы ранее устанавливали Android Studio, выберите, хотите ли вы импортировать предыдущие настройки Android Studio, затем нажмите OK .
Мастер установки Android Studio проведет вас через остальную часть установка, которая включает в себя загрузку компонентов Android SDK, требуется для развития.
После завершения установки запустите Android Studio либо из Launcher или из терминала Chrome OS Linux, запустив studio.
Напильник – универсальный ручной инструмент, который точно пригодится в работе по металлу, дереву, пластмассе, стеклу или костям.
Универсальным его можно назвать не только благодаря широкому списку материалов, для обработки которых он нужен. Напильник нужен в шлифовании, заточке, зачистке, опиливании, подгонке размеров, выпиливании фасок и т.д. То есть его функционал настолько широк, что исключить данный инструмент из списка необходимого в мастерской невозможно.
Конструкция напильника до невозможности проста. Он состоит из рабочей части с рифленой поверхностью, деревянной или пластиковой ручки и хвостика, который соединяет поверхность и ручку.
Некоторые виды напильников могут не иметь хвостик. Тогда либо рабочая часть будет врезана в ручку, либо они будут слиты, если рукоять выполнена из того же сплава, что и поверхность.
Главное в напильнике – это его насечка и форма. Если насечка крупная – ей можно проводить быструю грубую обработку. На заготовке могут оставаться заусеницы, так что если вам нужна гладкая поверхность, лучше провести повторную обработку самыми мелкими гранями.
По форме напильники такие:
• Напильник в форме плоского прямоугольника. Обрабатывают ими, в основном, плоскую либо же выпуклую поверхности.
• Круглой формы. Ими обрабатываются пазы и отверстия, затачиваются пилы, цепи для них.
• Квадратной формы. Их острым носом распиливают квадратные отверстия.
• Ромбовидной. Используются для изделий сложных форм.
• Полукруглой. Подходят для ровных поверхностей и для отверстий.
• В форме треугольника. Ими обрабатываются внутренние углы, отверстия разных форм. Также треугольной формой затачивают пилы по дереву.
Разновидности напильников
Несмотря на видимую простоту инструмента, классификаций напильников и его видов множество.
По номерному разделению напильники могут быть:
• Драчевыми – № 0-1. Предназначены для обдирки ржавчины. Благодаря крупным зубцам (до 12 насечек на 1 сантиметр рабочей поверхности), драчевым инструментом легко сцарапывать ржавчину, оставляя ровную зачищенную поверхность.
• Личными и полуличными – № 2-3. Нужны для снятия лишних слоев заготовки. У них на один см поверхности приходится 13-44 насечек. Благодаря этому, можно быстро снять лишнюю толщину на металлической, пластмассовой или деревянной деталях.
• Бархатными – № 4-5. Нужны для финальной обработки. Этот вид за счет насечки (от 80 шт. на 1 см) идеально шлифует поверхность, убирая мелкие сколы и заусеницы.
Помимо видов напильника также важно разбираться и в типе их насечек. Всего существует пять видов:
1. Простое одинарное абразивное покрытие. Нужно для мягкого металла.
2. Двойное покрытие. Усиленной насечкой обрабатывают сталь, бронзу и чугун.
3. Крестовое. Насечка имеет перекрестный вид. Такой напильник выпускается с зубьями для грубой обработки и мелкими зубьями для шлифовки.
4. Точечное. Насечка из заусенец, которыми удобно обрабатывать дерево, резину, кожу и др.
5. Фрезерное дуговое. Для твердых пород дерева и цветных металлов. Благодаря такому абразивному покрытию, обработанная поверхность имеет хорошее качество и легко шлифуется мелким абразивом.
Как выбрать напильник
Чтобы правильно выбрать такие слесарные приспособления для ручной работы, нужно отталкиваться от материала для обработки. Напильники с грубой насечкой, предназначенные для металлов, могут легко повредить кость или пластмассу; напильники для обработки дерева не справятся с чугуном и т.д. Если вам постоянно приходится работать с разными материалами, лучше купить набор напильников, чем обрабатывать одним все, что можно.
Огромное значение при выборе играет и размер насечки. Если первичное шлифование вы делаете при помощи шлифовальных кругов, то драчевые напильники вам вряд ли пригодятся. Купите инструмент с мелкой насечкой и вручную проводить конечное шлифование. Если же шлифовальных кругов нет, тогда придется приобрести напильники и с крупной и с мелкой засечкой. Очень важно проводить шлифование от большего к меньшему. Если вы возьмете грубую необработанную заготовку, и начнете шлифовать ее сразу самым мелким абразивными покрытием, вы попросту убьете зря время.
Также мы рекомендуем покупать напильники преимущественно с деревянными ручками. Они гораздо надежнее, их сложнее сломать или повредить. В остальном же отталкивайтесь от вида своей работы, материала и желаемого конечного результата.
Напильник. Виды и работа.Применение и заточка.Чистка, особенности
Напильник – это ручной инструмент, предназначенный для обработки металла. Он может применяться и для других твердых материалов, таких как пластик, текстолит и пр. Использование напильника позволяет провести шлифовку неровностей или подогнать изделие под требуемые параметры, расширив его диаметр или укоротив. Он изготовляется из твердой инструментальной стали, что делает его более жестким, чем большинство металлов, которые им обрабатываются.
Напильник представляет собой стальную полоску с насечкой, которая крепится в деревянной или пластиковой рукояти. Насечка напильника бывает различных размеров, которым соответствует определенный номер от 0 до 5. Самая крупная насечка №0, а самая мелкая – №5.
По номерной классификации напильники бывают:
Драчевые (№0-1 до 12 насечек на 1 см поверхности) – имеют крупные зубцы, которые позволяют сцарапывать слой толстой ржавчины, откалывая ее от чистого металла.
Личные и полуличные (№2-3 от 13 до 44 насечек на 1 см поверхности) – используются для обработки любого металла, убирают лишнюю толщину.
Бархатные (№4-5 от 45 до 80 насечек на 1 см поверхности) – применяются при чистовой обработки, для достижения максимальной гладкости заготовки.
Чем крупнее зубья, тем больше металла можно снять. При обработке высокой и редкой насечкой поверхность заготовки покрывается глубокими бороздами, поэтому для комфортной обработки нужно начинать с меньшего номера напильника и постепенно переходить на совсем мелкую насечку, что нужно для достижения максимальной гладкости поверхности, если это необходимо.
Стоит учитывать, что напильник с очень мелкой насечкой быстро забивается снятой стружкой, поэтому нуждается в периодической очистке, поскольку в противном случае съем слоя металла прекратится. Кроме этого, нужно отметить, что скорость работы инструментом бархатного типа в десятки раз ниже, чем у драчевого.
Типы насечек
Напильник имеет не только отличие по размеру зубьев насечки, но и по особенности ее нанесения:
Одинарная.
Крестовая.
Дуговая.
Рашпильная.
Штампованная.
Простая или одинарная насечка может применяться для обработки цветных металлов. Она быстро снимает слой заготовки и хорошо очищается от стружки. При работе такой инструмент сильно дребезжит, что приводит к быстрому уставанию рук. Нужно отметить, что особенность угла наклона зубьев не позволяет обрабатывать твердые металлы. Сами насечки нанесены под углом 25-30 градусов.
Крестовая насечка подходит для обработки стали, чугуна и бронзы. Ее зазубрины пересекаются, образовывая ромбы. Угол наклона основной насечки составляет 25, а вспомогательной 45 градусов. Такой напильник довольно быстро забивается стружкой, поэтому для мягкого металла не подходит. Чтобы обеспечить продуктивную и комфортную работу важно позаботится о наличие щетки по металлу, которой нужно периодически смахивать стружку между зубьями на полотне инструмента.
Дуговой тип насечки подходит для работы с цветными металлами, а также твердой древесины, такой как бук, дуб и пр. После такого напильника на заготовке оставляются довольно аккуратные царапины, которые легко зашлифовываются.
Рашпильная или точечная насечка используется в основном для быстрого снятия окалины или наслоения ржавчины на черном металле. Особенно она эффективна для грубой обработки древесины.
Штампованная насечка используется по такому же предназначению что и рашпильная. Ее особенности заключается в наклоненных под углом зубьях, которые цепляют заготовку как крюки, сдирая ее толщину. При работе образовываются грубые борозды. Зубцы стираются довольно быстро, поэтому такой инструмент лучше не использовать на твердых металлах. Он превосходно работает с древесиной. При обработке алюминия полотно быстро забивается стружкой, которая плохо извлекается.
Разновидности форм
Что касается форм напильников, то они бывают:
Плоские.
Квадратные.
Круглые.
Полукруглые.
Трехгранные.
Плоские напильники подходят для обработки крупных заготовок, с большой площади снятия. Они выпускаются разных размеров и как правило имеют насечку с обеих сторон, что позволяет перевернуть инструмент и продолжить работу при забивании одной из них.
Квадратный напильник имеет насечку на всех четырех сторонах. Это позволяет вести обработку прямых углов в двух плоскостях. С их помощью можно убрать лишний слой. Такой инструмент выпускается с различной жесткостью зубьев. Встречаются квадратные напильники длиной до 50 см, которые позволяют проводить ускоренную обдирку металла.
Круглые напильники являются отличным решением для подготовки скругленного или идеально круглого отверстия. С его помощью можно увеличить внутренний диаметр, подогнав его под требуемые параметры.
Полукруглый тип применяется в тех случаях, когда нужно обработать скругленную поверхность. Ширина такого напильника больше чем у идеально круглого, что исключает вероятность избыточного углубления поверхности в одной точке, нарушив требуемую геометрию.
Трехгранный напильник применяется для опиливания внутренних не прямых углов. Все грани инструмента имеют насечку, часто она отличается высотой или углом нанесения, что делает такой инструмент универсальным. Трехгранный тип подходит и для плоских поверхностей. При этом работать с ним менее удобно, чем с прямым напильником, в связи с небольшой рабочей площадью насечек.
Как сохранить напильник в рабочем состоянии
Для того чтобы напильник как можно дольше оставался в рабочем состоянии его нужно очищать после каждого применения. Для этого применяется щетка по металлу. Если оставить стружку в углублениях полотна, то со временем она под влиянием коррозии или окисления плотно прикипит, поэтому избавится от нее будет гораздо труднее.
Не стоит обрабатывать грязные или мокрые поверхности. Напильники делают из твердой инструментальной стали, которая подвержена ржавлению. При появлении следов коррозии полотно начинает гораздо менее эффективно цеплять металл заготовок, что усложняет работу. Также желательно избегать поверхностей со смазкой или машинным маслом. Попавший в насечку жир вызовет налипание пыли, что тоже снизит продуктивность зашлифовки.
Заточка напильника лимонной кислотой
Со временем даже самый качественный инструмент из твердой стали постепенно теряет остроту, в результате чего приходит в негодность. Напильники нельзя заточить как ножи, стамески или долота, поэтому многие просто выбрасывают их на мусор или перетачивают в зубило. На самом деле даже напильники можно заточить, не прикладывая для этого никаких усилий. Все что требуется – это лимонная кислота.
Сначала инструмент нужно очистить от забившейся стружки с помощью щетки по металлу. После этого полотно следует промыть моющим средством для посуды или чистки плиты. Это нужно для удаления остатков грязи и жира. Для максимального эффекта можно воспользоваться зубной щеткой, чтобы обработать каждый миллиметр инструмента. После этого нужно подготовить раствор лимонной кислоты, для этого требуется взять вертикальную емкость с водой. Это может быть пластиковая бутылка или стеклянная банка, подходящая по высоте. В нее следует засыпать и растворить лимонную кислоту. Чем крепче раствор, тем быстрее эффект, но не стоит использовать сразу всю пачку – это будет чрезмерно!
Рабочая часть напильника должна полностью погрузиться в кислый раствор, таким образом, чтобы все полотно с насечками было закрыто. Рукоять должна остаться снаружи. Длительность настаивания инструмента в растворе зависит от концентрации и стали, из которой изготовлено полотно. Раз в несколько часов нужно извлечь напильник и оценить его остроту. Для этого можно воспользоваться любой нежирной заготовкой. После каждого испытания инструмент нужно очистить щеткой, чтобы смахнуть опилки. При этом важно стараться не касаться полотна руками, поскольку оставив на нем жирные пятна от пальцев можно изолировать участок металла от химической реакции с кислотой.
Продолжительность травления полотна для заточки может занимать от нескольких часов до суток, если раствор совсем слабый, а сталь очень качественная. Также возможно применение и других кислот, вступающих в химическую реакцию с черным металлом. При этом нужно учитывать, что более сильные растворы выделяют опасные пары, которые лучше не вдыхать.
Похожие темы:
Насадки для дрели. Виды. Работа. Применение. Особенности
Наждачная бумага. Виды. Работа. Применение. Выбрать. Особенности
Надфиль. Виды и устройство. Работа и применение. Особенности
Точило. Виды и устройство. Применение и особенности
Станок для заточки цепей. Виды и устройство. Отличия и особенности
Что такое файл?
Обновлено: 16.08.2021 автором Computer Hope
Файл может относиться к любому из следующего:
1. Файл — это объект на компьютере, в котором хранятся данные, информация, настройки или команды, используемые с компьютерной программой. На компьютере есть три типа файлов: файлы приложений, файлы данных и системные файлы.
В GUI (графическом пользовательском интерфейсе), таком как Microsoft Windows, файлы отображаются в виде значков, относящихся к программе, открывающей файл. Например, все значки PDF выглядят одинаково и открываются в Adobe Acrobat или программе чтения, связанной с файлами PDF. Если программа связана с программой, двойной щелчок по значку открывает ее в программе по умолчанию.
Как создаются файлы?
Где хранятся файлы?
Управление файлами
Расширения файлов и типы файлов
Какой длины может быть файл?
Почему файлы имеют разные значки?
Недопустимые символы файла
Чем файлы отличаются от каталога или папки?
Сопутствующая информация
Файл справки и поддержки
Как создаются файлы?
Файл создан с помощью компьютерной программы. Например, для создания текстового файла вы должны использовать текстовый редактор, для создания файла изображения — редактор изображений, а для создания документа — текстовый процессор.
Как создать компьютерный файл.
Как открывать, просматривать и редактировать содержимое файла на компьютере.
Где хранятся файлы?
Компьютерные файлы хранятся на диске (например, жестком диске), диске (например, DVD) и дискете (например, гибком диске) и могут находиться в папке (каталоге) на этом носителе.
Кончик
При сохранении файла на компьютер вы сохраняете файл на жесткий диск.
Управление файлами
Пользователи компьютеров Microsoft Windows могут просматривать, управлять и упорядочивать свои файлы с помощью проводника Windows, а пользователи Apple могут использовать Finder. См. наше определение файловой системы для получения дополнительной информации об управлении файлами.
Как составить список файлов в каталоге или папке на компьютере.
Как копировать файлы.
Как перемещать файлы и папки на компьютере.
Как изменить или переименовать файл, папку или каталог.
Как удалить файл, каталог или папку.
Как найти файл на компьютере.
Расширения файлов и типы файлов
Сегодня на компьютерах используются миллионы файлов, которые идентифицируются либо по расширению файла, либо по данным файла. Например, изображение проводника Windows выше — это файл «Regedit.exe». «Regedit» — это имя файла, а «.exe» — это расширение файла, которое идентифицирует файл как исполняемый файл. Следующий файл «RtlExUpd.dll» — это DLL-файл и еще один пример файла.
Кончик
В новых версиях Windows расширения файлов по умолчанию скрыты. Если расширения файлов скрыты, вы также можете получить общее представление о типе файла, просмотрев столбец Type . В приведенном выше примере файл «Regedit.exe» является «приложением», а файл «RtlExUpd. dll» — «расширением приложения».
Как просмотреть расширение файла компьютера.
Каковы наиболее распространенные типы файлов и расширения файлов?
Список расширений файлов и связанных с ними программ.
Какой длины может быть файл?
Более ранние версии Microsoft Windows и MS-DOS имеют соглашение об именах файлов, называемое форматом 8.3. Это соглашение поддерживало максимальное имя файла из восьми символов и до трех символов расширения.
С появлением Windows 95 Windows присоединилась к другим операционным системам в поддержке длинных имен файлов. Теперь все последние версии Windows могут поддерживать имена файлов длиной до 255 символов.
Почему файлы имеют разные значки?
Поскольку существуют тысячи различных форматов файлов, для определения типа файла или связанной с ним программы используются разные значки. Например, при прокрутке сотен файлов текстовый файл можно идентифицировать по значку файла, который выглядит как блокнот. Наличие уникальных значков также полезно, когда расширения файлов скрыты.
Кончик
Значок файла часто меняется, когда изменяется программа по умолчанию, используемая для открытия файла.
Как связать файл с программой в Windows.
Как изменить значок ярлыка Windows.
Недопустимые символы файла
В большинстве операционных систем указанные ниже символы считаются недопустимыми и не могут использоваться. Попытка создать файл с этими символами в имени файла приведет к ошибке или сделает файл недоступным.
\ / : * ? " < > |
Примечание
Кроме того, многие операционные системы, включая Windows, имеют зарезервированные слова, которые также нельзя включать в имя файла. См. определение зарезервированного слова для примеров зарезервированных слов.
Чем файлы отличаются от каталога или папки?
Каталог (папка) — это область на компьютере, содержащая другие каталоги и файлы и помогающая поддерживать порядок на компьютере. Файлы могут содержаться в каталоге и содержать информацию, используемую операционной системой или другими программами на компьютере. См. нашу страницу каталога для получения дополнительной информации о каталогах.
Как просмотреть и изменить атрибуты файла в Windows.
Как редактировать или переименовывать файл только для чтения.
Используйте инструмент обработки Computer Hope для идентификации многих системных файлов.
Все вопросы, касающиеся компьютерных файлов и расширений файлов.
2. Команда Linux, дополнительную информацию об этой команде см. на странице file command .
Пакетный файл, Двоичный файл, Закрытый файл, Файл данных, Каталог, EOF, Исполняемый файл, Расширение файла, Формат файла, Имя файла, Свойства файла, Средство просмотра файлов, Скрытые файлы, Иерархическая файловая система, Взаимозаменяемый файл, Лист, Длинные имена файлов , собственный формат файла, открытый файл, термины операционной системы, потерянный файл, PIF, программа, файл README, запись, термины программного обеспечения, файл подкачки, системный файл, текстовый файл
сообщить об этом объявлении
Определение и значение файла — Merriam-Webster
1 из 8
ˈfī (-ə) l
1
: Инструмент, обычно из закаленной стали с режущими хребтами для формирования или сглаживания поверхностей, особенно металла
2
: . Шуволи
2 из 8
переходный глагол
: тереть, сглаживать или срезать напильником или как будто напильником
Она подпилила ногти.
файл
3 из 8
переходный глагол
преимущественно диалектный
: осквернить, испортить
файл
4 из 8
переходный глагол
1
: упорядочить для сохранения и ссылки
файловые письма
2
а
: для внесения в официальные документы в соответствии с законом
оформить ипотеку
б
: отправить (копировать) в газету
подана история
с
: вернуться в канцелярию секретаря суда без рассмотрения дела по существу
threatened to file charges
intransitive verb
1
: to register as a candidate especially in a primary election
2
: to place items in a file
3
: представить документы, необходимые для возбуждения уголовного дела
заявление о банкротстве
файлер
ˈfi-lər
существительное
файл
5 из 8
1
: устройство (например, папка, ящик или шкаф), с помощью которого документы хранятся в порядке
2
а
архаичный
: рулон, список
б
: собрание статей или публикаций, обычно систематизированных или классифицированных
с(1)
: набор связанных записей данных (как для компьютера)
(2)
: полный набор данных (таких как текст или программа), обрабатываемых компьютером как единое целое, особенно для целей ввода и вывода
файл
6 из 8
1
: один файл
2
: любой из рядов клеток, которые проходят через шахматную доску со стороны одного игрока на сторону другого игрока
файл 7 из 8
непереходный глагол
: маршировать или двигаться гуськом
filé
8 из 8
филе
fə-lā
(ˌ)fē-lā,
ˈfē-(ˌ)lā
: измельченные молодые листья сассафраса, используемые для загущения супов или тушеных блюд
Фразы
в файле
: в файле или как бы в файле для справки
измельчить
заточить
рашпиль
руб
песок
Существительное (3)
столбец
кий
строка
очередь
диапазон
строка
поезд
Глагол (4)
март
темп
парад
шаг
Посмотреть все синонимы и антонимы в тезаурусе
История слов
Этимология
Существительное (1) и глагол (1)
Среднеанглийский, от древнеанглийского fēol ; сродни древневерхненемецкому fīla file
Verb (2)
Среднеанглийский, от древнеанглийского fȳlan , от fūl foul
Глагол (3) и существительное (2)
Среднеанглийский, от средневековой латыни filare до строковых документов на веревке или проволоке, от filum папка документов, буквально, нить, от лат. сродни армянскому ǰil сухожилие
Существительное (3) и глагол (4)
Среднефранцузский, от filer до spin, draw out, от позднелатинского filare , от латинского filum
Существительное (4)
Луизиана Французский, от французского, причастие прошедшего времени filer скручивать, вращать
Первое известное использование
Существительное (1)
до 12 века, в значении, определенном в смысле 1
Глагол (1)
13 век, в значении, определенном выше
Глагол (2)
до 12 века, в значении значение, определенное выше
Глагол (3)
15 век, в значении, определенном в переходном смысле 1
Существительное (2)
1525, в значении, определенном в смысле 1
Существительное (3)
1598, в значение, определенное в смысле 1
Глагол (4)
1614, в значении, указанном выше
Существительное (4)
1806, в значении, определенном выше
Путешественник во времени
Первое известное использование файла было до 12 века
Посмотреть другие слова из того же века Шельфовый ледник Фильхнера
файл
файл
Посмотреть другие записи поблизости
Процитировать эту запись «Файл.
» Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/file. По состоянию на 13 ноября 2022 г.
Скопировать цитату
Детское определение
файл 1 из 6
ˈfīl
: обычно стальной инструмент с острыми выступами или зубьями на поверхности для сглаживания твердых материалов
напильник
2 из 6
: шлифовать, сглаживать или срезать напильником
напильник
3 из 6
1
: организовать для хранения или ссылки
2
: ввести или зарегистрировать в соответствии с требованиями закона
файл
4 из 6
1
: устройство (в виде папки, ящика или шкафа) для хранения документов или записей в порядке
2
а
: собрание документов или записей, расположенных по порядку
б
: совокупность данных, рассматриваемых как единое целое (как для компьютера)
файл
5 из 6
: ряд людей, животных или вещей, расположенных друг за другом
файл
6 из 6
: для марша или продолжения в файле
Medical Definition
ˈfī(ə)l
1
: инструмент обычно из закаленной стали с режущими кромками для формирования или сглаживания поверхностей (как зуб)
2
2 узкий инструмент для придания формы ногтям с тонкой шероховатой металлической или наждачной поверхностью
файл переходный глагол
подано; подача
Юридическое определение
файл 1 из 2
переходный глагол
1
а
: для представления (юридический документ) в надлежащее учреждение (в качестве офиса секретаря суда) для хранения в файле среди записей, особенно в качестве процессуального шага в юридической сделке или судебном разбирательстве
подал налоговую декларацию
отчет о финансировании подал секретарю штата
подал уведомление об апелляции
также
: запись
подала ипотеку в Реестр сделок
Примечание: Почти во всех случаях документ считается поданным, когда он фактически получен учреждением, в которое он направлен. Однако в нескольких случаях было установлено, что документ подается после его отправки по почте.
б
: поместить (в виде документа) в файл среди записей офиса, особенно путем официального получения и подтверждения
жалоба , поданная секретарем несмотря на отсутствие пошлины за подачу заявления
2
: вернуть (документацию по делу) в дело канцелярии суда без определения дела
широко
: завершить (дело) без вынесения решения по существу
3
: возбудить (судебное или административное производство) путем подачи соответствующих документов или следуя надлежащей процедуре : принести
под угрозой обвинения
два отдельных иска были поданы представителями поместья Дж. Х. Фриденталя и др.
непереходный глагол
1
: для регистрации в качестве кандидата, особенно на первичных выборах
2
: для размещения элементов в файле 2 из 2
: собрание статей или публикаций, обычно систематизированных или классифицированных
конкретно
: документы, составляющие протокол дела
в файле
: в файле или как бы в файле для справки
Еще от Merriam-Webster в файле
Динамики
Britannica.com: статья в энциклопедии о файле
Подпишитесь на крупнейший словарь Америки и получите тысячи дополнительных определений и расширенный поиск без рекламы!
Этапы строительства здания: пошаговая инструкция, требования, документы
В этой статье:
Условия и документы для строительства производственного здания
Основные этапы строительства нежилых зданий и сооружений
4 этапа строительства частного дома
Возведение нового сооружения – сложный с технической и юридической точек зрения процесс. Знать этапы строительства здания просто необходимо, если вы хотите, чтобы оно проходило без нервных происшествий.
Чтобы облегчить задачу, мы подготовили для вас полезную статью. Из нее вы детально узнаете об основных этапах строительства объекта недвижимости, а также о том, какие документы нужно для этого собрать и что обязательно учесть.
Условия и документы для строительства производственного здания
К нежилым коммерческим постройкам в процессе их возведения предъявляется больше требований, чем к гражданской недвижимости и объектам хозяйственного назначения. Все этапы строительства зданий и сооружений производственного сектора проходят строгий контроль со стороны государственного строительного надзора. Перед началом работ застройщик должен получить соответствующее разрешение. Если этого не сделать, дальнейшее узаконивание построенного объекта будет невозможно, ведь поэтапная проверка строительства надзорными органами не проводилась. А следовательно, нет никаких гарантий, что построенное здание будет безопасным для людей и окружающей среды.
Особым образом контролируются объекты нежилого фонда, предназначенные для извлечения прибыли, промышленные сооружения, склады, торговые, деловые и логистические центры, автозаправочные станции.
Таким образом, для возведения производственного здания застройщику необходимо не только приобрести земельный участок соответствующего целевого назначения, но также получить разрешение на строительство у органов муниципальной власти. Это требование закреплено в статье 51 Градостроительного кодекса РФ.
Документ, разрешающий строительство, фактом выдачи подтверждает соответствие проектной документации нормам землепользования и градостроительного регламента на данной территории. Разрешение может быть выдано на основании письменного заявления, к которому приложены проект и иные необходимые документы. Заявление подается в орган местного самоуправления.
Отказ в выдаче разрешения возможен по ряду причин: при непредоставлении заявителем требуемых документов, при несоответствии проекта градостроительному регламенту, в случае превышения максимально допустимых параметров разрешенного строительства.
Застройщик должен обратиться в следующие органы:
Управление архитектуры и градостроительства (для первичной проверки документации).
Органы местного самоуправления (для вынесения окончательного решения и выдачи разрешения на строительство).
Местный МФЦ (вариант для подачи документов).
Необходимый комплект документации:
Копии паспортов собственников земли.
Свидетельство о регистрации застройщика, учредительные документы.
Свидетельство права собственности на земельный участок.
Документы, на основании которых возникло указанное право собственности.
Градостроительный план, проект межевания.
Кадастровый паспорт участка.
Строительный паспорт возводимого объекта.
Документация, разрешающая отклонение от максимально допустимых параметров строительства.
Проектная документация, план расположения объекта.
Архитектурные схемы.
Пояснительная записка.
Проекты размещения инженерных коммуникации и других элементов инфраструктуры.
Результаты экологической экспертизы.
Результаты топографической съемки участка.
Основные этапы строительства нежилых зданий и сооружений
1. Подготовка к строительству
На данном этапе заказчик принимает решение о необходимости возведения объекта и составляет градостроительный план участка (или проекты планировки и межевания в случае строительства линейных объектов). Для этого необходимо проведение топографической съемки и составление схемы расположения возводимого здания или сооружения. Если на участке имеются зеленые насаждения, возможно, понадобится согласовать их вырубку или пересадку.
2. Публичные слушания
На слушания приглашается местное население, которое информируют о начале проектных и строительных работ на данной территории. Это мероприятие позволяет жителям ознакомиться с проектом и внести свои предложения и замечания. Однако поскольку публичные слушания не являются референдумом, окончательное решение принимается властями.
3. Инженерные изыскания
Результаты изыскательских работ служат исходными сведениями для планирования территории и архитектурно-строительного проектирования. Без предварительного проведения инженерных изысканий разрабатывать проект, выполнять строительство и реконструкцию капитальных объектов запрещено. Требование регламентируется статьей 47 Градостроительного кодекса РФ на основании Постановления Правительства №87.
Данная статья ГрК РФ, а также Постановление Правительства №20 от 19. 01.2006 служат нормативной базой. Также необходимо учитывать требования различных технических регламентов. С другой стороны, список конкретных видов инженерных изысканий, необходимых для отдельных видов зданий и сооружений, в настоящее время не определен. На этот счет в статье 15 ФЗ-384 «О безопасности зданий и сооружений» говорится о том, что изыскательные работы должны полностью обеспечивать проектирование и возведения безопасного объекта. Необходимость и достаточность количества мероприятий в данном случае имеют оценочный характер.
Определить список конкретных видов изысканий позволяет информационная система обеспечения градостроительной деятельности, действующая в каждом российском регионе в соответствии со статьей 56 Градостроительного кодекса РФ. Там в числе прочего зафиксированы копии отчетов о проведенных ранее изыскательских работах. Данную информацию все же следует использовать лишь в качестве основы для проведения углубленного анализа.
Согласно принятым правилам, все юридические лица, занятые в сфере инженерных изысканий, обязаны состоять в саморегулируемых организациях соответствующей отрасли.
Результаты изыскательных мероприятий должны подвергаться экспертизе либо совместно с проверкой проекта, либо отдельно, до прохождения экспертизы проектной документации. Статья 49 в части 3.1 ГрК РФ разрешает не проводить экспертную оценку инженерных изысканий в двух случаях, когда не требуется:
получение разрешения на строительство;
экспертиза всего проекта.
4. Технические условия
Для начала проектирования необходимо сформировать технические условия. На основе данной документации осуществляют подключение возводимого объекта к инженерным коммуникациям. В частности, техусловия содержат такие показатели, как максимальная нагрузка (мощность) на сети, стоимость подключения к этим сетям, сроки подключения и действия данных техусловий. Эти документы выдаются организациями, которые эксплуатируют соответствующие сети. Чаще всего для получения ТУ необходимо рассчитать нагрузки или мощности.
Проектировщики получают технические условия в качестве исходных данных для разработки проекта. Этот момент указан в части 6 статьи 48 ГрК РФ.
Получив техусловия, проектная организация заключает договор на подключение строящегося объекта ко всем необходимым коммуникациям. Кроме того, ТУ требуется в случае обустройства ветки к дорожной сети.
Рассматриваемые здесь этапы строительства здания с нуля подразумевают подключение инженерных сетей, для некоторых видов которых существуют свои нормативы по подключению. Так, Постановление Правительства РФ №861 от 27.12.2004 определяет правила доступа к услугам по энергоснабжению.
5. Разработка проекта
Градостроительный кодекс РФ в статье 48 части 3 обязывает разрабатывать проектную документацию для всех капитальных объектов. Исключением являются лишь жилые здания высотой не более 3 этажей. В этом случае проект строительства может быть составлен только по инициативе заказчика либо застройщика. Остальные типы зданий и сооружений требуют предварительной разработки проекта, даже если экспертиза этого проекта не предусмотрена.
6. Утверждение и экспертиза проектной документации
Утвержденный заказчиком проект далее подвергается экспертной оценке. В некоторых случаях Градостроительный кодекс РФ разрешает не проводить экспертизу:
при возведении индивидуального жилья и таунхаусов блочного типа высотой до 3 этажей включительно, а также некоторых видов многоквартирных зданий;
при строительстве нежилых (в том числе производственных) построек высотой 1-2 этажа и площадью до 1500 кв. м;
при сооружении некоторых видов буровых скважин.
Отдельно следует отметить объекты, для возведения которых не требуется получение разрешения. В этих ситуациях проводить экспертизу проекта также не нужно.
7. Получение разрешения на строительство
В большинстве случаев получать разрешение на строительные работы необходимо. Исключения приведены в Градостроительном кодексе РФ. Как было сказано ранее, разрешением на строительство является документ, который подтверждает соответствие проекта действующим нормам и требованиям и допустимость размещения строящегося здания на участке земли в соответствии с разрешенным использованием данного участка и с учетом установленных законом ограничений.
Для проведения капитального ремонта разрешение на строительство получать не требуется. Это закреплено статьей 55 ГрК РФ. Выдается данный документ органами муниципальной власти после предоставления проектной документации, учредительных документов собственника и документов о праве собственности.
8. Составление рабочей документации
По рабочей документации непосредственно осуществляется строительство промышленного здания. Этап составления данных документов подразумевает предварительное ознакомление застройщика с проектом и утверждение этого проекта.
9. Строительные работы, составление исполнительной документации
Компания-застройщик должна соблюдать требования, изложенные в проекте, за что она несет ответственность. Данный момент регламентирован статьей 52 ГрК РФ.
Также перед началом работ Инспекция госстройнадзора должна получить от застройщика соответствующее извещение. Застройщик в дальнейшем обязуется обеспечить соблюдение строительных регламентов и норм техники безопасности. Заказчик же должен предоставить исполнителю комплект документации, включающий проект строительства, результаты инженерных изысканий и разрешение на строительство.
При необходимости внесения изменений в проектную документацию в процессе работ застройщик обязан согласовать с заказчиком новую версию проекта в порядке, предусмотренном действующим законодательством.
Все этапы строительства здания сопровождаются техническим, авторским и государственным надзором, а также строительным контролем.
10. Ввод объекта в эксплуатацию
Завершение строительных работ должно фиксироваться выдачей разрешения на ввод здания в эксплуатацию. Этим фактом подтверждается соответствие возведенного или реконструированного объекта проектной документации, разрешению на строительство, градостроительному плану и другим требованиям.
11. Период эксплуатации объекта
Прежде всего владелец должен эксплуатировать здание строго в соответствии с разрешенным использованием. Также необходимо соблюдать требования проектной документации, периодически проводить эксплуатационный контроль и обслуживание объекта, своевременно выполнять текущий ремонт. При нарушении этих обязанностей надзорные органы вправе приостановить эксплуатацию здания.
Статья 55.25 Градостроительного кодекса в части 4 уточняет, что состав мероприятий по техобслуживанию объекта и периодичность выполнения этих работ определяется в числе прочего проектной документацией. В этот перечень включаются всевозможные осмотры и наблюдения. Поэтому разработчику желательно прилагать к проекту инструкцию по эксплуатации каждого возводимого здания или сооружения. На данный момент это нужно делать обязательно только в случае возведения жилой недвижимости.
Ответственность за правильную эксплуатацию здания несет либо владелец или арендатор здания, либо привлеченное этим владельцем или арендатором лицо на основании заключенного договора.
В последнем случае собственник объекта должен передать данному юридическому или физическому лицу полный комплект документов, включающий в себя проект строительства, результаты инженерных изысканий, различные акты освидетельствования и другие документы, необходимые для законной эксплуатации.
4 этапа строительства частного дома
1. Подготовка
На подготовительном этапе изучаются и анализируются геологические сведения участка, составляется проектная документация, согласуются с заказчиком возникающие вопросы. Также здесь застройщик получает разрешение на строительство и выполняет необходимый комплекс земляных работ.
2. Обустройство фундамента.
Сначала выбирается тип фундамента, а затем осуществляется его закладка. В процессе выбора учитываются:
характер грунта;
наличие подземных вод и их глубина;
тип возводимого объекта.
В зависимости от типа фундамента могут добавиться дополнительные работы (например, укладка балок или плит). Заливка бетонного раствора производится с использованием соответствующего оборудования. Залитый бетон далее выдерживается в течение необходимого периода времени. Обычно этот срок составляет не менее 28 дней в зависимости от условий. С применением усовершенствованной технологии и особых марок цемента период выдерживания может быть значительно сокращен.
3. Основной этап строительства
Эта крупная фаза строительных работ разбивается на несколько подэтапов. Допущение ошибок на любом из них влечет за собой нарушение всей конструкции здания.
Работы по гидроизоляции фундамента
Требуются для защиты основания дома от влаги, которая поступает под фундамент. Без грамотно выполненной гидроизоляции вода может проникнуть через фундамент в стены здания и привести в итоге к разрушению конструктивных элементов. Ошибки, допущенные в ходе этих работ, способны вызвать распространение грибка и размножение опасных бактерий.
Возведение стен
Стены сооружаются на полностью готовом фундаменте. Последовательность действий и стоимость работ могут быть разными в зависимости от используемого базового материала. В качестве последнего применяются блоки, бревна или кирпичи. Только после грамотного сооружения несущих стен можно приступать к возведению монолитных конструкций и межэтажных перекрытий.
Кровельные работы
После возведения стен сооружают крышу. Выбор материала для элементов кровли зависит от конкретных условий и требований. Учитываются нагрузка и архитектурные особенности здания.
Отделочные работы
Далее приступают к внутренней и внешней отделке. На этом же этапе монтируют электропроводку и оформляют фасадную часть дома.
Внутренние работы
Выполняются в соответствии с требованиями заказчика. В частности, сторонам необходимо выяснить еще до начала всех этапов строительства здания, какие работы должны быть выполнены внутри готовой постройки.
4. Завершение строительства и сдача объекта в эксплуатацию
Возведение здания заканчивается благоустройством прилегающей территории. Затем объект сдается заказчику вместе со всей проектной документацией.
На качество и надежность готовой постройки влияют в первую очередь:
стройматериалы;
грамотная организация строительных работ.
Последний фактор при этом зависит от квалификации исполнителей и их системного подхода ко всему комплексу работ. Без тщательно проработанной организации сроки строительства могут быть сорваны, в результате чего пострадает качество всего строения. Поэтому так важно разделить весь процесс на несколько стадий и строго следовать разработанному плану. Этапы строительства определяются в зависимости от конкретного типа здания.
С чего начинать строительство здания?
Перед началом строительства любой Заказчик должен освоить основной принцип строительства – чем быстрее построен объект, тем быстрее он начнет приносить прибыль. Незаконченный объект строительства – это статья расходов, которая постоянно требует денежных средств, в том числе на охрану участка, оплату налогов и арендной платы за земельный участок. Кроме того, строительные конструкции подвергаются действию дождя и снега, многократным циклам замораживания и оттаивания, в результате чего ухудшаются все характеристики и снижается несущая способность. Таким образом, если вы собрались построить здание, будьте готовы пройти все этапы строительства без простоев и правильно оценивайте свои финансовые возможности.
Обычный цикл строительства здания состоит из:
Получения разрешения на строительство здания и планировки территории;
Выполнения работ нулевого цикла, устройства фундаментов, устройства полов здания;
Монтаж каркаса здания и ограждающих конструкций;
Установки окон и дверей, монтажа инженерных сетей, отделочных работ;
Устройства наружных инженерных сетей и благоустройства прилегающей территории.
Сдачи готового объекта в эксплуатацию и получения свидетельства о собственности.
Обращаем ваше внимание, что для законного строительства любого здания необходимо получить разрешение на строительство, а в конце сдать объект приемочной комиссии местной администрации или службе государственного строительного надзора, других путей нет.
Не слушайте разных увещевателей и решателей, которые будут клясться, и обещать решить проблемы с узакониванием построенного объекта обходными путями, какими-нибудь уловками или через суд – наше государство ежедневно изо всех сил старается и постоянно закрывает различные лазейки в законах. С последними изменениями в законодательстве РФ незаконно построенное здание пойдет под снос за ваш счет.
До этапа сдачи в эксплуатацию вы потратите значительные денежные средства на строительство, и в конце вы останетесь со своей проблемой один на один. Государственные службы поставят вас перед фактом – незаконный объект строительства должен быть снесен. Если вы обратитесь в суд – то там вам зададут вопрос, почему вы не пошли законным путем? Здесь вы можете глубоко задуматься.
Наша компания работает на рынке уже много лет и предлагает вам взаимовыгодное сотрудничество. Мы выполняем своими силами полный цикл проектных и строительных работ. В начале вы предоставляете нам земельный участок, а в конце вы регистрируете право собственности, все этапы, что находятся в этом промежутке, выполняет наша компания. Вы не беспокоитесь обо всей цепочке ведения заказа, это наша головная боль. Кроме того, за счет отсутствия посредников, вы значительно экономите свои денежные средства и получаете высокое качество работ. Получая, готовое здание из одних рук вы можете сэкономить до 40% денежных средств.
Наша компания строит объекты под ключ. Заключив договор с нашей компанией, вы можете быть уверены на 100% в соблюдении сроков проектирования и строительства, кроме того вы можете эффективно контролировать ваши финансовые потоки, ведь проектирование, производство и строительство вашего здания осуществляется одной компанией и ответственность за все этапы работ несет одно лицо. Наши штатные проектировщики при разработке каждого проекта стремятся снизить металлоемкость здания, наш завод металлоконструкций делает металлоконструкции по собственным технологиям с учетом накопленного опыта, а строительное подразделение в виду постоянно повторяющимся производственным операциям и квалифицированному линейному персоналу качественно выполняет строительные работы. Таким образом, клиент сотрудничает с производителем напрямую, минуя ненужных посредников.
У вас еще есть вопросы? Много вопросов? Звоните, мы будем рады помочь построить вам быстро и недорого ваше уникальное красивое и комфортное здание.
Этапы строительства: краткий обзор
Строительство зданий любого типа — процесс, ориентированный на детали. Независимо от того, строите ли вы медицинское учреждение, автосалон или производственное предприятие, необходимо предпринять очень определенные шаги для обеспечения безопасности строителей, сотрудников и посетителей будущего здания. Хотя спецификации и разрешения могут варьироваться от проекта к проекту, общий порядок операций в любом строительном проекте остается неизменным. Работая с опытной строительной фирмой, такой как MH Williams Construction, вы можете быть уверены, что ваш проект будет соответствовать этому общему графику и будет завершен своевременно. Вот общий обзор различных этапов строительства и того, что можно ожидать на каждом этапе.
Создание концепции и дизайна
Самым первым этапом строительства является создание концепции, за которой следует дизайн и чертежи. Как правило, это делается с помощью архитектора, чтобы убедиться, что все соответствует коду и что дизайн будет структурно надежным и стабильным. Мы работаем с нашими клиентами, чтобы гарантировать, что здание будет соответствовать их потребностям и служить бизнесу долгие годы.
Получение разрешений на строительство
После того, как у вас будут чертежи и планы строительства, вам потребуется получить соответствующие разрешения на строительство и строительство. Этот процесс будет продолжаться на протяжении всего строительного проекта, так как вам необходимо получать разные разрешения в разное время. Работа с опытной строительной фирмой значительно помогает в этом процессе. Наш опыт в получении надлежащих разрешений в нужное время помогает нашему процессу работать гладко и вовремя.
Расчистка и раскопки земли
После получения первоначального разрешения на строительство ваш строительный проект начнется с расчистки и раскопок земли, на которой вы хотите построить. Это включает в себя удаление любых деревьев, валунов или других препятствий, которые мешают вашему зданию, а также выравнивание или выравнивание земли.
Заливка фундамента
Когда пространство, которое вы строите, расчищено и выкопано, можно заливать фундамент. В зависимости от размера вашего здания и устойчивости земли, перед заливкой фундамента может потребоваться подготовка основания.
Завершение возведения каркаса
После заливки и затвердевания фундамента начинается возведение каркаса вашего здания. Это может включать установку деревянных рам или стальных балок. Этот процесс занимает некоторое время, и важно, чтобы все было сделано правильно. По сути, это закладывает основу, на которой будут строиться все остальные аспекты вашего здания.
Черновые работы по электрике и сантехнике
После того, как каркас здания будет завершен, приедет специальный подрядчик для выполнения черновых работ по электрике и сантехнике. Это включает в себя установку труб и проводов там, где они должны идти. Их работа не будет завершена на этом этапе, но это поможет выполнить черновую работу, чтобы можно было поднять гипсокартон, изоляцию и потолки.
Установка крыши
Примерно в то же время, когда выполняются черновые электромонтажные и сантехнические работы, приходят кровельщики, чтобы закончить крышу здания. Это необходимо сделать до того, как можно будет проводить какие-либо дальнейшие работы внутри здания, так как дождь и внешние факторы могут повредить работу, выполняемую на следующих нескольких этапах. Примерно в это же время будут привлечены подрядчики для завершения внешней отделки здания, что еще больше защитит внутренние работы, которые должны быть выполнены.
Забота о потребностях в отоплении и охлаждении
Когда у здания есть наружные стены и крыша, потребности в отоплении и охлаждении решаются. Вентиляционные отверстия, воздуховоды и блок отопления и охлаждения установлены.
Завершение внутренней отделки
После завершения работ по отоплению и охлаждению внутренняя отделка завершена. Это включает в себя добавление изоляции, установку гипсокартона и добавление потолков. На этом этапе часто появляется электрик и заканчивает установку розеток и осветительных приборов.
Установка светильников
После возведения внутренних стен можно добавить все светильники внутри помещения. Это включает в себя такие вещи, как туалеты, шкафы, окна, двери и лифты.
Отделка
Последний этап строительства включает в себя последние штрихи в здании. Это включает в себя укладку полов, покраску стен, установку столешниц или установку смесителей в ванных комнатах. Как только этот этап будет завершен, процесс строительства будет завершен, и у вас останется красивое здание.
В MH Williams Construction Group мы можем помочь вам во всех аспектах строительства. Мы предоставляем административные услуги, проектирование, управление проектами, надзор за проектом и техническую экспертизу для различных строительных проектов. Наша команда, состоящая из инженеров, менеджеров по строительству и подрядчиков, может помочь вам на каждом этапе вашего строительного проекта. Свяжитесь с нами сегодня, чтобы узнать больше о том, кто мы, какие услуги мы предлагаем и как мы можем вам помочь.
Насколько рано можно начинать строительство в жилых районах?
Большинство людей пытались заснуть, но просыпались только от лязга гвоздомета или рева воздуходувки. Возможно, вы были тем человеком, который кричал на строителя за слишком раннее использование электроинструмента или кричал на рабочего. Кем бы вы ни были, знание законов, касающихся времени начала строительства, подскажет, правы ли вы.
Строительство в жилых районах в большинстве штатов разрешено начинать с 7:00 до 8:00 и заканчивать с 20:00 до 21:00.утра, с понедельника по пятницу. Однако в некоторых городах могут действовать местные законы, запрещающие использование электроинструментов в определенные временные промежутки.
В этой статье будут четко указаны правила, касающиеся времени начала строительства в большинстве штатов, причины раннего начала строительства и штрафы за нарушение шума. Итак, давайте начнем.
Насколько рано можно начинать строительство?
Раннее начало строительства зависит от штата, но обычно строительство разрешается начинать в 7 утра в течение недели. По субботам строительство обычно начинается в 8 утра, а по воскресеньям обычно не разрешается.
Споры о том, в какое время дня следует начинать строительство, в первую очередь ведутся между домовладельцами и владельцами компаний.
Время от времени на местном канале новостей зрители могут найти сюжет о группе горожан, настаивающих на запрете использования воздуходувок в утренние часы или введении ограничений на законные часы строительных работ.
Эти требования ставят под вопрос, чем права бизнеса отличаются от прав частных лиц. Чтобы понять, насколько сложна эта дискуссия, нужно сначала понять, почему строительство начинается так рано.
Почему строительство начинается так рано?
Строительство начинается так рано, чтобы максимизировать прибыль, избежать летней жары и чтобы молодые родители могли проводить своих детей дома после школы. Они также начинают раньше, если им нужны товары от предприятий, которые открыты только в это время.
Типичный рабочий день строителя длится с 7:00 до 15:30.
Больше прибыли
Однако иногда компании берутся за большие проекты, которые продлевают рабочий день до 3:30. Раннее время начала позволяет сверхурочным часам не затягиваться до позднего вечера. Больше часов означает больше оплаты для работников и больше прибыли для бизнеса.
Им нужны материалы
Предприятия, занимающиеся ландшафтным дизайном и строительством, работают одинаково. Большинство компаний, на поставки которых полагаются строительные компании, закрываются до 17:00. Выполнение работы за пределами временного окна, когда эти предприятия открыты, неудобно для работников. Кроме того, это заставит работать дольше, что повысит стоимость работы для домовладельцев.
Избегайте жары
Строительство начинается рано, чтобы избежать жары.
Часто на строительных или ландшафтных площадках мало тени, что повышает риск теплового удара. По оценкам, только за последнее десятилетие почти 400 рабочих умерли от теплового удара на работе.
Начало работы в начале дня позволяет завершить задачи, требующие пребывания на солнце, до самой высокой дневной температуры.
В соответствии с расписанием школьных занятий
Для рабочих с детьми строительство начинается рано.
Большинство школ в Соединенных Штатах заканчивают работу с 14:00 до 15:00. Раннее начало строительства позволяет родителям работать весь рабочий день и не работать примерно в то же время, когда их дети заканчивают школу.
Можете ли вы вызвать полицию на строителей?
Если строительные работы ведутся вне разрешенного законом времени, вы можете позвонить на неэкстренную линию местного полицейского участка и подать жалобу на шум. Полиция скажет вам, является ли шум работы законным или нет.
Когда подавать жалобу на шум
Во многих местах использование громких электроинструментов по воскресеньям является незаконным. Если во время воскресного утреннего кофе вы слышите постоянное сверление или шелест листьев, возможно, у вас есть право подать жалобу на шум.
Если шум происходит в субботу, он все еще может быть законным. Существуют разные часы, когда строительный шум разрешен по субботам. Прежде чем звонить в полицию, ознакомьтесь с местными законами, касающимися шума в вашем регионе.
Однако, если шум возникает в рабочее время, но мешает вам, попробуйте поговорить с руководителем проекта. Хотя маловероятно, что они смогут полностью остановить строительство, они могут изменить временные рамки своих действий, чтобы свести к минимуму шум в те моменты, когда тишина для вас имеет решающее значение.
Если вы не можете подать жалобу на шум
Если вы являетесь домовладельцем, вы можете столкнуться с ситуациями, когда вы ничего не можете сделать со строительным шумом. Компания, выполняющая работу, делает это легально, но вас все равно беспокоит шум.
В этом случае рассмотрите возможность покупки наушников с шумоподавлением. Они, может, и не заставят конструкцию исчезнуть, но приглушат шум. Или, если вы пытаетесь выспаться на выходных, вы можете попробовать использовать беруши, чтобы полностью избавиться от шума.
Что строительные компании должны знать о законах о шуме
Если строительство ведется вне установленного законом временного окна или нарушает местный или государственный закон о шуме, соответствующая компания может быть оштрафована. В зависимости от законов, в которых происходит правонарушение, штраф может быть значительным.
Что разрешено и что запрещено Законами о шуме
Руководители строительных и ландшафтных проектов должны ознакомиться с местными законами о шуме в городах, где они работают. Во многих местах действуют четкие правила относительно того, какой шум требует разрешения.
В некоторых городах для использования отбойного молотка требуется выдача разрешения на его использование в течение установленного периода времени. Однако выдача лицензии не требует уведомления соседей о ее использовании.
В других местах использование воздуходувок строго запрещено.
В некоторых городах требуется, чтобы оборудование, создающее громкий шум, использовалось в определенное время. Использование оборудования за пределами отведенного ему временного окна может привести к правонарушению в каком-либо месте.
Нарушение этих местных постановлений о шуме может привести к большим штрафам.
Ньютон, Массачусетс Пример
Как правило, за каждое нарушение, связанное с шумом, начисляются штрафы. Вот пример из законов Ньютона, штат Массачусетс, о том, что может повлечь за собой стандартный штраф за шум:
«Штрафы. Нарушение любого из положений этого раздела является правонарушением, и любое лицо, признанное виновным в таком нарушении, должно быть оштрафовано на сумму, не превышающую триста долларов (300,00 долларов США). Каждый день, в течение которого продолжается такое нарушение, считается отдельным правонарушением».
Заключительные мысли
Независимо от того, являетесь ли вы строителем или недовольным домовладельцем, понимание ваших местных постановлений о шуме является ключом к тому, чтобы помочь вам справиться с дебатами по поводу шума в вашем районе.
ТОП-10 популярных сварочных инверторов для дома в 2021 году
Перейти к контенту
На чтение: 8 минРубрика: Оборудование
Содержание
Сварочный аппарат инверторного типа РЕСАНТА САИ-190К MMA
Описание:
Сварочный аппарат инверторного типа ELITECH АИС 200Д (E1703.013.00) TIG, MMA
Описание:
Сварочный аппарат инверторного типа РЕСАНТА САИ-160К MMA
Описание:
Сварочный аппарат инверторный CET MMA 250A
Описание:
Сварочный аппарат инверторного типа Сварог REAL SMART ARC 200 (Z28303) BLACK TIG, MMA
Сварочный аппарат инверторного типа РЕСАНТА САИ-190 MMA
Сварочный аппарат инверторного типа Fubag IR 200 VRD 38900 MMA
Сварочный аппарат инверторного типа БИЗОН 160 ПН MMA
Рейтинг 2021 года: выбираем лучшие сварочные инверторы по мнению редакции «wikiweld. ru»
Сантехнические услуги в Санкт-Петербурге по низким ценам на сайте zolotie-ruki.com.ru/uslugi-santechnika-spb.htm Вызов сантехника в спб на дом в день обращения. Широкий спектр оказываемых услуг — от устранения засоров и подключения бытовой техники, до замены водопровода и сварочных работ.
Сварочный аппарат инверторного типа РЕСАНТА САИ-190К MMA
пользовательский рейтинг на Яндекс Маркет: 4.7
количество отзывов на Яндекс Маркет: 476 отзывов
Краткие характеристики:
тип сварки: ручная дуговая сварка MMA
сварочный ток MMA: 10 — 190 A
входное напряжение: 140 — 240 В
толщина металла: 6 — 14 мм
максимальный диаметр электрода: 5 мм
Покупатели выделяют: удобство настройки
Описание:
Сварочный инвертор САИ-190К (компакт) предназначен для ручной электродуговой сварки постоянным током покрытым электродом (MMA DC). Инвертор собран на базе современных транзисторов IGBT. С помощью САИ-190К можно работать электродом диаметром до 5 мм включительно. Данный аппарат работает от сети в 220В.
Туннельная система вентиляции защищает аппарат от перегрева, принудительно запуская режим охлаждения в критических ситуациях. Благодаря низкому энергопотреблению аппарат можно использовать даже при нестабильном напряжении сети, что даёт возможность работать на даче или в гараже.
Для быстрого поджига имеется функция «горячего старта» («HOT START»). Функция «ANTI STICK» (анти залипание) не просто упрощает работу, но и обеспечивает безопасность и защиту устройства. Металлический корпус имеет компактные размеры и ремень для удобства транспортировки.
Сварочный аппарат инверторного типа ELITECH АИС 200Д (E1703.013.00) TIG, MMA
пользовательский рейтинг на Яндекс Маркет: 4.9
количество отзывов на Яндекс Маркет: 39 отзывов
Краткие характеристики:
тип сварки: аргонодуговая сварка TIG, ручная дуговая сварка MMA
сварочный ток MMA: 10 — 200 A
входное напряжение: 110 — 275 В
диаметр проволоки: 1. 60 — 5 мм
мощность: 6.20 кВт
Покупатели выделяют: качество сборки, качество сварки
Описание:
Сварочный инвертор Elitech АИС 200Д (E1703.013.00) предназначен для ручной дуговой сварки, а также для аргонодуговой сварки. Это позволяет задействовать прибор при проведении периодических ремонтно-строительных работ. Масса технического устройства равна 3,5 кг. Диапазон напряжения составляет 110 – 275 В, а диапазон сварочного тока – от 10 до 200 А. Максимальный показатель мощности потребления составляет 6,2 кВт, цикл работы – 200 А / 80%, а напряжение х/х – 83 В / 18 В. Сварочные электроды имеют диаметр 1,6 – 5,0 мм.
Сварочный аппарат инверторного типа РЕСАНТА САИ-160К MMA
пользовательский рейтинг на Яндекс Маркет: 4.7
количество отзывов на Яндекс Маркет: 271 отзыв
Краткие характеристики:
тип сварки: ручная дуговая сварка MMA
сварочный ток MMA: 10 — 160 A
входное напряжение: 140 — 240 В
максимальный диаметр электрода: 4 мм
мощность: 4. 80 кВт
Покупатели выделяют: качество сборки, удобство настройки
Описание:
Сварочный аппарат РЕСАНТА САИ-160К станет хорошим помощником при ручной дуговой сварке штучным электродом до 4 мм. Компактный, малогабаритный аппарат незаменим в быту и не занимает много места при хранении. Разобраться в его использовании не составит труда и новичку без особых навыков и опыта, а функция «горячего старта» упростит начало работы. Аппарат потребляет мало электроэнергии и будет работать даже при нестабильном напряжении сети, что удобно в работе за городом.
Компактность аппарата обеспечивается за счёт IGBT транзисторов. Максимальный сварочный ток до 160 А и диаметр электродов до 4 мм дают возможность варить детали 4–10 мм толщиной. Автоматическая функция ARC FORCE (форсаж дуги) улучшает устойчивость сварочной дуги для качественного шва.
Малые габариты и удобный ремень позволяют с лёгкостью переносить аппарат. Функция «горячего старта» (HOT START) упрощает начало работы с помощью быстрого поджига. Туннельная система охлаждения помогает продлить срок службы аппарата, проводя воздух через весь корпус и тем самым остужая его.
Низкое энергопотребление позволяет работать от обычной розетки 220В и не волноваться за скачки напряжения сети. Защитная функция ANTI STICK (антизалипание) не даёт электроду «прилипнуть» к металлу при сварке. Можно легко контролировать сварочный ток, плавно регулируя его на передней панели корпуса. Металлический корпус защищает аппарат от повреждений и попадания вертикально падающих капель (класс защиты IP21).
Сварочный аппарат инверторный CET MMA 250A
пользовательский рейтинг на Яндекс Маркет: 4.8
количество отзывов на Яндекс Маркет: 22 отзыва
Краткие характеристики:
ручная дуговая сварка (MMA)
макс.входное напряжение [В] 253
мощность [кВт] 4.5
диаметр электрода, max 5 мм
тип тока: постоянный
Покупатели выделяют: качество сборки, удобство настройки
Описание:
Сварочный аппарат инверторный CET MMA 250A легкий и удобный аппарат для любительской и полупрофессиональной сварки. Пусть вас не смущает низкая цена; торговая марка CET — бренд фабрики производителя BOUYEAN Welding Technologies. Уже более 30 лет фабрика производит разнообразное сварочное оборудование и осуществляет поставки по всему миру. Покупка товаров под брендом завода производителя это гарантия оптимального соотношение цены и качества.
Инверторный сварочный аппарат CET MMA 250A подходит как для профессионального, так и для бытового использования. Позволяет осуществлять сварку электродом 1,6-5,0 мм. Работает от источников с пониженным напряжением. Легкий, компактный, надежный.
Сварочный аппарат инверторного типа Сварог REAL SMART ARC 200 (Z28303) BLACK TIG, MMA
пользовательский рейтинг на Яндекс Маркет: 4.8
количество отзывов на Яндекс Маркет: 115 отзывов
Краткие характеристики:
тип сварки: аргонодуговая сварка TIG, ручная дуговая сварка MMA
сварочный ток TIG: 20 — 200 A
сварочный ток MMA: 20 — 200 A
входное напряжение: 140 — 270 В
диаметр электрода: 1. 60 — 4 мм
Покупатели выделяют: удобство модели, качество сборки
Описание:
Инверторный сварочный аппарат REAL SMART ARC 200 BLACK (Z28303) предназначен для ручной дуговой сварки, наплавки покрытыми электродами и аргонодуговой сварки.
REAL SMART ARC 200 BLACK (Z28303) – доступная по цене модель с уникальным функционалом. Аппарат прост в применении, достаточно надежен в процессе эксплуатации, подходит как для «новичков», так и для опытных сварщиков.
Аппарат REAL SMART MMA 200 BLACK может работать, как в ручном, так и в синергетическом режиме. Режим Synergy ММА позволяет сварщику сконцентрироваться на процессе сварки, а не подборе характеристик — это новый этап развития сварочной техники. В этом режиме любой сварщик будет работать в наиболее подходящих для этого настройках, которые установятся автоматически. Это важно тем, кто не хочет тратить время на подбор режима сварки и доверяется профессиональной технике.
Синергетические настройки в режиме ММА позволяют быстро и оптимально настроить режим сварки. В режиме Synergy MMA, в зависимости от выбранного диаметра электрода, сила сварочного тока находится в оптимальном диапазоне, функции «Форсаж дуги» и «Горячий старт» подстраиваются автоматически. Данный режим позволяет быстро и оптимально настроить процесс сварки.
Сварочный аппарат инверторного типа РЕСАНТА САИ-190 MMA
пользовательский рейтинг на Яндекс Маркет: 4.7
количество отзывов на Яндекс Маркет: 217 отзывов
Краткие характеристики:
тип сварки: ручная дуговая сварка MMA
сварочный ток MMA: 10 — 190 A
входное напряжение: 140 — 260 В
максимальный диаметр электрода: 5 мм
мощность: 5.50 кВт
Покупатели выделяют: удобство настройки, качество сварки
Описание:
Инверторный сварочный аппарат РЕСАНТА САИ-190 подходит для сварочных работ электродом до 5 мм в быту (дома, на даче, в гараже) и на производстве. Собран на базе современных транзисторов IGBT. Предусматривает регулировку тока сварки от 10 до 190 А для более точной работы и ровных сварных швов. Современные функции горячего старта и антизалипания помогут быстрее и лучше справиться с любой работой. Защита от перегрева продлит срок службы инвертора. Аппарат легко переносится на плече благодаря наличию ремня и малым габаритам, а металлический корпус защищает его от физических воздействий.
Сварочный аппарат инверторного типа Fubag IR 200 VRD 38900 MMA
пользовательский рейтинг на Яндекс Маркет: 4.6
количество отзывов на Яндекс Маркет: 15 отзывов
Краткие характеристики:
тип сварки: ручная дуговая сварка MMA
сварочный ток MMA: 10 — 200 A
входное напряжение: 150 — 240 В
диаметр электрода: 1.60 — 5 мм
мощность: 6.50 кВ·А / 8.60 кВт
Описание:
Модель сварочного инвертора IR 200 V. R.D – проста и надежна в эксплуатации. Аппарат предназначен для продолжительной сварки с максимальным током 220 А в местах с особо опасной зоной поражения электрическим током (например, шахты, судоверфи и т.д.).
Легкая настройка параметров на цифровом дисплее
Диапазон сварочного тока – 10-200 А
Поддержка диаметров электрода 1,6 – 5 мм
Функции HOT START / ARC FORCE / ANTI STICK
Отключаемая функция VRD
Эффективная система охлаждения
Сварочный аппарат инверторного типа БИЗОН 160 ПН MMA
пользовательский рейтинг на Яндекс Маркет: 4.5
количество отзывов на Яндекс Маркет: 30 отзывов
Краткие характеристики:
тип сварки: ручная дуговая сварка MMA
сварочный ток MMA: 20 — 160 A
входное напряжение: 140 — 230 В
диаметр электрода: 1.60 — 4 мм
мощность: 5.30 кВ·А
Оглавление:
Сварочный инвертор «Бизон» 160 ПН — практичный электроинструмент, который служит для надёжного соединения металлических заготовок в бытовых условиях. Устройство позволяет соединять различные металлические конструкции: трубы, батареи отопления и прочее.
Благодаря IGBT-транзисторам аппарат отличается небольшими габаритами и весом. Прочный корпус защищает внутренние элементы электроинструмента от повреждений при случайных ударах и падениях. Основные элементы управления и контроля располагаются в одном месте, что обеспечивает лёгкость и удобство эксплуатации, а специальные разъёмы способствуют быстрому подключению кабелей без потери тока и нагрева в местах контакта.
Рейтинг
( Пока оценок нет )
0
Понравилась статья? Поделиться с друзьями:
О бренде Ресанта, Москва
Ресанта – это бренд, который за несколько десятилетий существования заслужил доверие потребителей и надежно закрепился на российском рынке. Последние несколько лет РЕСАНТА — лидер рынка сварочных инверторов и стабилизаторов напряжения в России*.
Ассортимент, включающий на старте производства только сварочное оборудование, сегодня значительно расширился, и теперь торговая марка РЕСАНТА предлагает покупателям более 200 наименований товаров, среди которых:
Стабилизаторы напряжения РЕСАНТА предназначены для защиты электрооборудования от перепадов напряжения в сети. В ассортименте стабилизаторов представлены модели с настенным креплением и напольной установкой, различной точностью, диапазонами входного напряжения и конструкцией.
Сварочное оборудование
Широкий ассортимент тепловой техники – от бытовых устройств (тепловентиляторов, масляных радиаторов, конвекторов) до приборов, которые рассчитаны на обогрев производственных и складских помещений (инфракрасных обогревателей, тепловых завес, электрических тепловых пушек и пушек, работающих на газовом и дизельном топливе).
Высокоточное измерительное оборудование – лазерные уровни и дальномеры, которые станут верными помощниками специалистам и всегда пригодятся в быту.
В 2017 году доля стабилизаторов РЕСАНТА составила 61% на рынке России*.
РЕСАНТА — бренд, который одним из первых представил на рынке сварочные аппараты с применением инверторных технологий. Инверторные сварочные аппараты просты и надежны в работе и при этом намного меньше и легче своих трансформаторных предшественников. Сегодня инверторы доступны каждому и успели стать незаменимыми даже в маленьких загородных хозяйствах.
В 2017 году доля сварочных инверторов РЕСАНТА составила 51% на рынке России*.
Преимущества для покупателей
Продукцию торговой марки РЕСАНТА отличает высокое качество, что подтверждается гарантией на все виды оборудования.
Для удобства покупателей по всей России и в крупных городах Казахстана представлены сервисные центры. Развитая система обслуживания и высококвалифицированные специалисты позволяют решать любые вопросы, касающиеся оборудования и гарантийного ремонта.
Преимущества для партнеров
РЕСАНТА гарантирует надежное исполнение оборудования, штат инженеров на производстве делает все необходимое для того, чтобы качество продукции удовлетворяло требованиям даже самых взыскательных покупателей. В совокупности с привлекательной ценой и многолетней историей бренда это создает благоприятные условия для спроса на продукцию РЕСАНТА.
Бренд представлен во всех городах России и странах СНГ, что позволяет потенциальным партнерам в регионах оперативно взаимодействовать с поставщиком и сократить логистические издержки на поставку.
Компании-партнеры, сотрудничая с брендом, могут рассчитывать на своевременные поставки в любое время года благодаря отлаженной логистике и постоянному наличию продукции на складах.
Важной частью сотрудничества является обучение персонала компании-партнера, потому что высокий уровень продаж и поддержание положительного имиджа невозможно вне понимания устройства техники и соответствия технических характеристик запросам покупателя. Поэтому партнерам РЕСАНТА предоставляется комплексная программа по обучению персонала и знакомству с оборудованием.
Нам есть, чем гордиться!
*По данным исследований компании MegaResearch за 2014-2017 гг., торговая марка РЕСАНТА является №1 на рынке стабилизаторов напряжения в России.
По данным исследования Российской Ассоциации Торговых компаний и Производителей Электроинструмента за 2014-2017 гг., торговая марка РЕСАНТА является №1 на рынке сварочного оборудования в России.
Преобразователь
и инвертор — разница и сравнение
Преобразователи и инверторы — это электрические устройства, преобразующие ток. Преобразователи преобразуют напряжение электрического устройства, обычно переменный ток (AC), в постоянный ток (DC). С другой стороны, инверторы преобразуют постоянный ток (DC) в переменный ток (AC). См. также переменный и постоянный ток.
Сравнительная таблица
Сравнительная таблица преобразователя и инвертора
Преобразователь
Преобразователь
Что это такое
Электрические устройства, преобразующие напряжение переменного тока (AC) в постоянный ток (DC).
Электрические устройства, преобразующие напряжение постоянного тока (DC) в переменный ток (AC).
Инвертор прямоугольной формы Квазиволновой или модифицированный инвертор прямоугольной формы Инвертор истинной/чистой синусоидальной волны
Применение
Преобразование переменного тока в постоянный; обнаруживать амплитудно-модулированные радиосигналы; подавать поляризованное напряжение для сварки.
Преобразование электроэнергии постоянного тока от солнечных панелей, батарей или топливных элементов в переменный ток; микроинверторы для преобразования постоянного тока от солнечных батарей в переменный ток для электросети; ИБП использует инвертор для подачи питания переменного тока, когда основное питание недоступно; индукционный нагрев.
Недостатки
Низкая перегрузочная способность по току; Лучшее качество Автоматические регуляторы дороже, чем механические регуляторы.
Не идеально подходит для индуктивных нагрузок переменного тока и двигателей; чувствительные электронные устройства могут быть повреждены из-за плохого сигнала из-за низкого заряда батарей.
Типы
Основное различие между различными типами преобразователей или инверторов заключается в том, что они различаются по своей природе и устройствам, которые они поддерживают.
Аналого-цифровой преобразователь (АЦП) — это устройство, которое преобразует входное аналоговое напряжение в цифровое число, пропорциональное величине напряжения или тока. Некоторые неэлектронные или частично электронные устройства, такие как поворотные энкодеры, можно рассматривать как АЦП.
Цифро-аналоговый преобразователь (ЦАП) — это устройство, преобразующее цифровой код в аналоговый сигнал. ЦАП можно найти в проигрывателях компакт-дисков, цифровых музыкальных проигрывателях и звуковых картах ПК.
Цифро-цифровой преобразователь (DDC) — это устройство, которое преобразует один тип цифровых данных в другой тип цифровых данных.
Существует три типа инверторов:
Инвертор прямоугольной формы: Это тип инвертора, который производит выходной сигнал прямоугольной формы. Он состоит из источника постоянного тока, четырех ключей и нагрузки. Переключатели могут выдерживать большой ток. Это самый дешевый инвертор, но он производит энергию низкого качества.
Квазиволновые или модифицированные прямоугольные инверторы: Как следует из названия, форма волны является квадратной, а не синусоидальной, как требуется для получения чистой синусоидальной волны переменного тока. Модифицированная прямоугольная волна имеет ступеньку или мертвое пространство между прямоугольными волнами. Это уменьшает искажения или гармоники, вызывающие проблемы с электрическими устройствами. Это работает для всех чистых нагрузок, таких как лампы или обогреватели. Это стоит меньше и более эффективно, чем прямоугольная волна.
Инверторы True/Pure Sinewave: Это самая дорогая форма инверторов. Большинство продуктов переменного тока работают на модифицированных синусоидальных инверторах, поскольку они сравнительно дешевле.
Применение
Преобразователи используются для преобразования мощности переменного тока в мощность постоянного тока. Практически все электронные устройства требуют преобразователей. Они также используются для обнаружения амплитудно-модулированных радиосигналов. Они также используются для подачи поляризованного напряжения для сварки. Преобразователи могут использоваться для преобразования постоянного тока в постоянный. Здесь инвертор преобразует постоянный ток в переменный, затем трансформатор используется для преобразования его обратно в постоянный.
Инверторы используются для преобразования электроэнергии постоянного тока из таких источников, как солнечные батареи, батареи или топливные элементы, в электроэнергию переменного тока. Микроинверторы используются для преобразования энергии постоянного тока от солнечных батарей в переменный ток для электрической сети. ИБП или служба бесперебойного питания использует инвертор для подачи переменного тока, когда основное питание недоступно. Он также используется для индукционного нагрева.
Недостатки
Недостатки преобразователей:
Плохая перегрузочная способность по току.
Автоматические регуляторы хорошего качества стоят дороже механических регуляторов.
Недостатки инверторов:
Не идеально подходит для индуктивных нагрузок переменного тока и двигателей.
Чувствительные электронные устройства могут быть повреждены из-за плохого сигнала из-за низкого заряда батарей.
Должен быть хороший источник питания для подзарядки.
Каталожные номера
Википедия: инвертор (электрический)
Википедия: Аналого-цифровой преобразователь
Википедия: Цифро-аналоговый преобразователь
Разница между инвертором и преобразователем — Руководство по основным инверторам и преобразователям
Аккумуляторы и инверторы — Driventogroom. com
Подписаться
Поделиться
Укажите
Авторов
Поделиться этим сравнением:
Если вы дочитали до этого места, подписывайтесь на нас:
«Конвертер против инвертора». Diffen.com. Diffen LLC, nd Веб. 4 ноября 2022 г. < >
Gedik Welding — Главная
Gedik Welding — Главная
Системы колонн-стрел
ОПИСАНИЕ ПРОДУКТА
Оборудование для сварки и резки
ОПИСАНИЕ ПРОДУКТА
GeKaTec Hardcor 60 G Порошковая проволока для наплавки
ИНФОРМАЦИЯ О ПРОДУКТЕ
МОЩНОСТЬ TIG 270 TP Инверторный сварочный аппарат TIG
ОПИСАНИЕ ПРОДУКТА
Сварочные проволоки и стержни из алюминиевых сплавов Практические решения для сварки алюминия MIG/TIG
ПОСМОТРЕТЬ ПРОДУКЦИЮ ВИДЕО ПРОДУКТА
Абразивы GeKaFlex Абразивные материалы марки GeKaFlex предназначены для резки и шлифования любых поверхностей, таких как нержавеющая сталь, углеродистая сталь и алюминий.
АБРАЗИВЫ ОПИСАНИЕ ПРОДУКТА
Eco Friendly Вытяжные установки GeKaMac очищают воздух в рабочей зоне за счет высокой локальной мощности всасывания и дают возможность производить экологически чистое производство, защищая при этом свое здоровье и здоровье окружающих.
MM1 ОПИСАНИЕ ИЗДЕЛИЯMM2 ОПИСАНИЕ ИЗДЕЛИЯ
Сварочные проволоки Big Pack Высокоэффективная автоматическая и ручная сварка
Power ARC 400C ММА с любым типом электродов, включая целлюлозные Возможность работы с генераторами Возможность работы со сварочным кабелем длиной до 100 м Низкое напряжение холостого хода по соображениям безопасности
ОПИСАНИЕ ПРОДУКТА
Продукты
Последние продукты
Рекомендуемые товары
Лидер продаж
Экспорт в более чем 100 стран
1963
Профессиональный и Опытный
GEDIK WELDING является одним из крупнейших производителей в Европе и экспортирует сварочные материалы и сварочные аппараты в более чем 100 стран мира под своими зарегистрированными на международном уровне брендами GeKa®, GeKaTec® и GeKaMac®.
Компания также производит роботизированные решения и оборудование для автоматизации сварки для различных отраслей промышленности под торговой маркой RoboWELD® как в Турции, так и за рубежом.
GEDIK WELDING была основана в 1963 году и сегодня является мировым лидером в области сварочных материалов и оборудования.
Компания производит около 100 000 тонн в год качественных покрытых сварочных электродов, припоев, специальных средств для ремонта и обслуживания, а также дуговой сварки в защитных газах, под флюсом, порошковой сварочной проволоки, выпрямителей, дуговой сварки в защитных газах и под флюсом. генераторы.
Продолжить чтение
СВАРКА МАШИНЫ
С гарантией GEDIK WELDING вы найдете подходящий сварочный аппарат для любого применения.
Просмотр продуктов
СВАРОЧНЫЕ ЭЛЕКТРОДЫ, ПРОВОЛОКИ и ФЛЮС
Одной из самых важных ролей в обеспечении качества сварки, несомненно, являются расходные материалы, которые мы используем.
Просмотр продуктов
СВАРОЧНОЕ ОБОРУДОВАНИЕ И ПРИНАДЛЕЖНОСТИ
GeKa и GeKaMac были специально разработаны для облегчения ваших сварочных работ и обеспечения вашей безопасности.
Просмотр продуктов
ТРАНСПОРТ
Продукцию Gedik Welding с ее стоимостью и качеством производства предпочитают ведущие производители сварки в Турции и в мире, которые производят для различных транспортных секторов, таких как автомобильный, железнодорожный, прицепной.
ЭНЕРГИЯ
Продукция Gedik Welding, изготовленная по новейшим технологиям, используется в проектах атомных электростанций, гидроэлектростанций, тепловых электростанций и ветряных турбин.
СУДОСТРОИТЕЛЬСТВО
Имея 58-летний опыт работы в этом секторе, Gedik Welding продолжает предлагать наиболее предпочтительные сварочные проволоки с сердечником, порошковые сварочные флюсы для сварки под флюсом, проволоки для газовой сварки, инверторные и обычные сварочные аппараты для верфей, где очень важны высокая эффективность, качество и безопасность.
СТРОИТЕЛЬСТВО
В Gedik Welding вы найдете долговечные сварочные аппараты, основные электроды, рутиловые электроды, порошковую проволоку и многие другие товары для сложных условий строительной отрасли.
ОБОРОННАЯ ПРОМЫШЛЕННОСТЬ
Все продукты, которые вы ищете в своем секторе, такие как электроды из нержавеющей стали, сварочная проволока, порошковые флюсы, высокопрочные сварочные материалы и высокоэффективные сварочные аппараты изобретательского типа, представлены в Gedik Welding.
АППАРАТНОЕ ОБЕСПЕЧЕНИЕ
Gedik Welding также является партнером по решениям для нужд индустрии оборудования.
МОЙ
Вы можете найти особенно необходимые продукты для горнодобывающей промышленности, используемые для ремонта, технического обслуживания и наплавки, в Gedik Welding с ее широким ассортиментом.
ISO 9001 Система управления качеством, ISO 14001 Система управления окружающей средой, ISO 45001 Система управления охраной труда и промышленной безопасностью, ISO 27001 Система управления информационной безопасностью.
Последние новости
Они хотят сломать предрассудки в «сварщике» с помощью конкурса
Учащиеся старших классов, прошедшие подготовку в качестве среднего персонала в области сварки, продемонстрировали свои таланты в Gedik
Детали
72-я «Ежегодная ассамблея и международная конференция МИС»
МЕЖДУНАРОДНАЯ КОНФЕРЕНЦИЯ IIW 2019 (11-12 июля 2019 г.
 Общестроительная сетка (ОСС) благодаря своим характеристикам оттеснила металлические аналоги на задний план.
Общестроительная сетка (ОСС) благодаря своим характеристикам оттеснила металлические аналоги на задний план. Её значительно проще транспортировать и использовать, а значит, применение этого материала для выполнения строительных работ требует значительно меньших трудозатрат.
Её значительно проще транспортировать и использовать, а значит, применение этого материала для выполнения строительных работ требует значительно меньших трудозатрат.
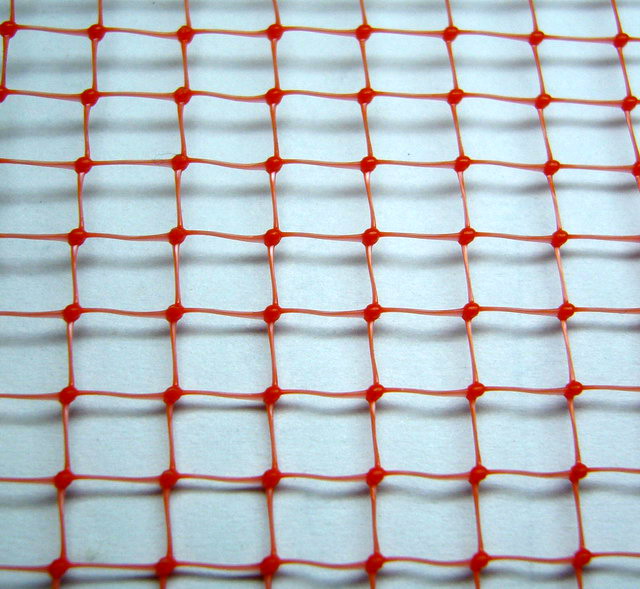
 Такое основание отличается прочностью и надёжностью, а также позволяет уменьшить расход щебня при сохранении прочностных характеристик.
Такое основание отличается прочностью и надёжностью, а также позволяет уменьшить расход щебня при сохранении прочностных характеристик.
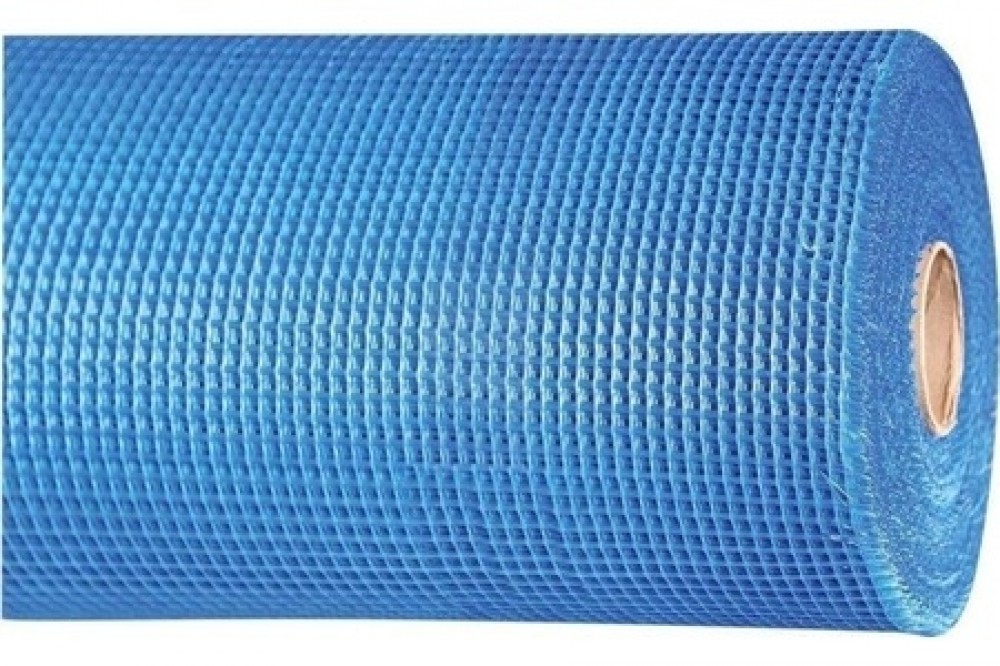 Отличается значительно более высокой прочностью по сравнению с однооосными изделиями.
Отличается значительно более высокой прочностью по сравнению с однооосными изделиями.  Двуосная ориентация нитей на молекулярном уровне в продольном и поперечном направлении одновременно придает ячейкам геометрически правильную одинаковую форму. Нагрузка распределяется равномерно, существенно возрастает прочность на растяжение или разрыв.
Двуосная ориентация нитей на молекулярном уровне в продольном и поперечном направлении одновременно придает ячейкам геометрически правильную одинаковую форму. Нагрузка распределяется равномерно, существенно возрастает прочность на растяжение или разрыв. Нити на молекулярном уровне ориентированы сразу в двух направлениях – продольном и поперечном. Двуосноориентированная сетка отличается одинаковым форматом ячеек, равномерным распределением нагрузки, существенно более высокой прочностью на растяжение и разрыв.
Нити на молекулярном уровне ориентированы сразу в двух направлениях – продольном и поперечном. Двуосноориентированная сетка отличается одинаковым форматом ячеек, равномерным распределением нагрузки, существенно более высокой прочностью на растяжение и разрыв. Бетонные транспортные конструкции во Флориде не только подвержены воздействию погодных условий, но и часто
Бетонные транспортные конструкции во Флориде не только подвержены воздействию погодных условий, но и часто


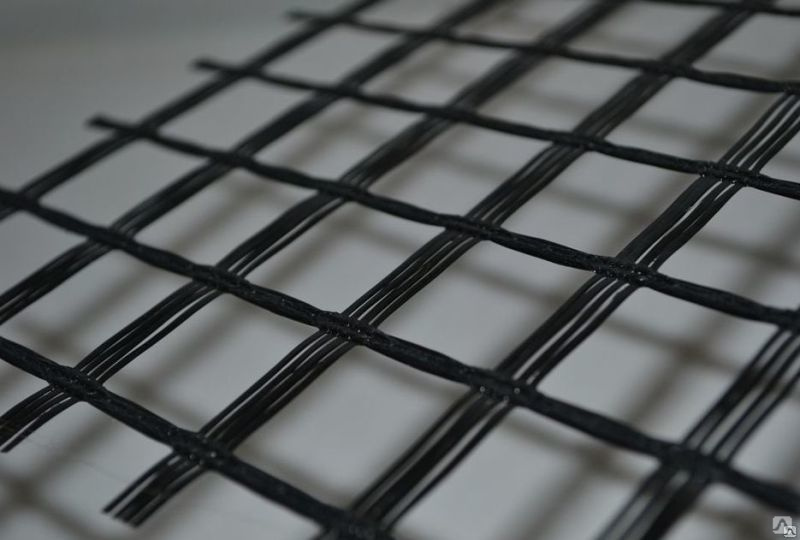


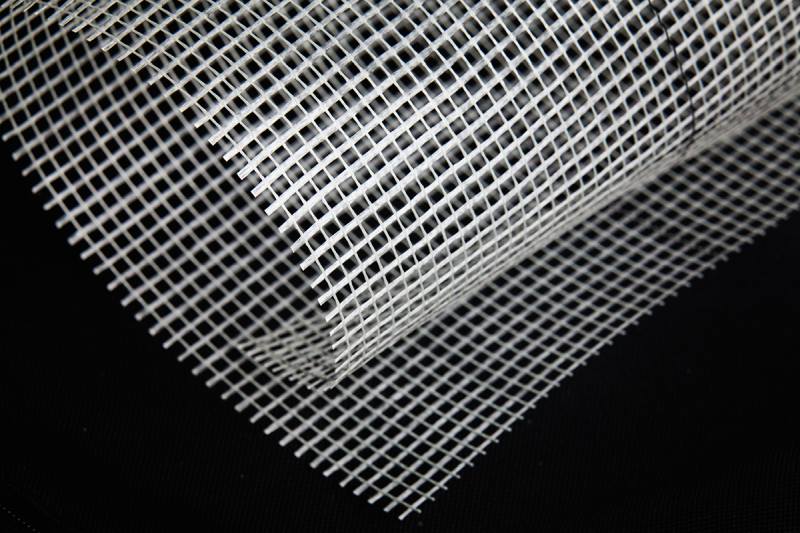
 S. 5, 2015)
S. 5, 2015) ) 11-14, 2017) 9
) 11-14, 2017) 9 )
)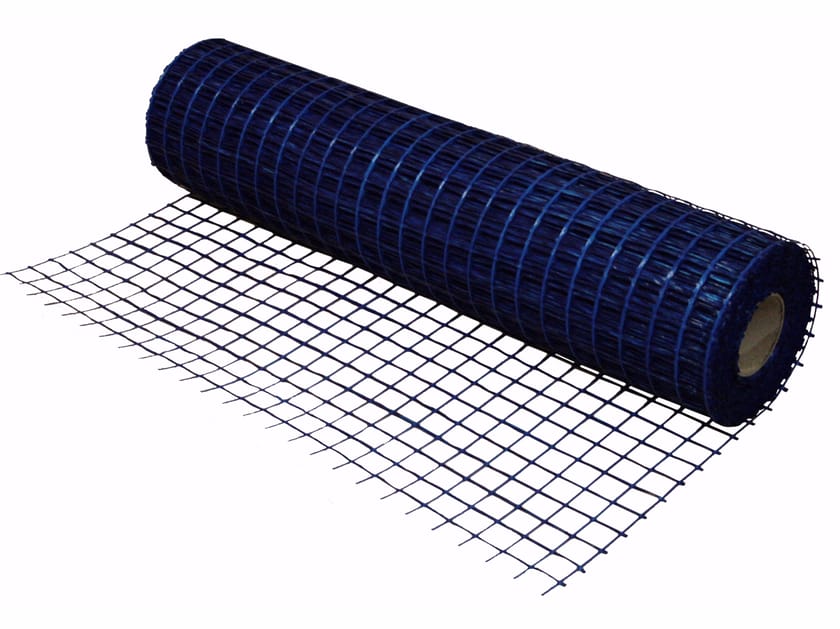 )
) ):
): )
) )-2021):
)-2021):
 Результат 3 «Разработка полномасштабной конфигурации образца для испытаний и процедуры загрузки»
Результат 3 «Разработка полномасштабной конфигурации образца для испытаний и процедуры загрузки» Оценка деградации внутренней арматуры из непрерывного волокна в бетонной среде»
Оценка деградации внутренней арматуры из непрерывного волокна в бетонной среде» Бетонные перегородки, портовые конструкции, полы производственных помещений и помещений с повышенным уровнем влажности относятся к конструкциям повышенной опасности. Множество проблем, связанных с использованием металлов в армирующей конструкции, побудили к началу поиска более универсальных материалов. Среди них выделяется продукция компании «Композит Групп Челябинск».
Бетонные перегородки, портовые конструкции, полы производственных помещений и помещений с повышенным уровнем влажности относятся к конструкциям повышенной опасности. Множество проблем, связанных с использованием металлов в армирующей конструкции, побудили к началу поиска более универсальных материалов. Среди них выделяется продукция компании «Композит Групп Челябинск». Повышение несущей способности стен из камня и кирпича
Повышение несущей способности стен из камня и кирпича 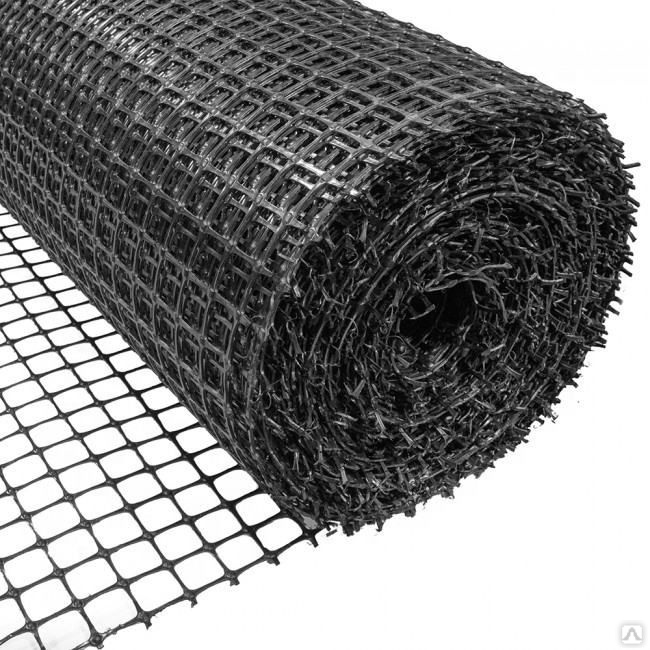


 Черкассы
Черкассы 7м Firecore резьба 1/4 и 5/8
7м Firecore резьба 1/4 и 5/8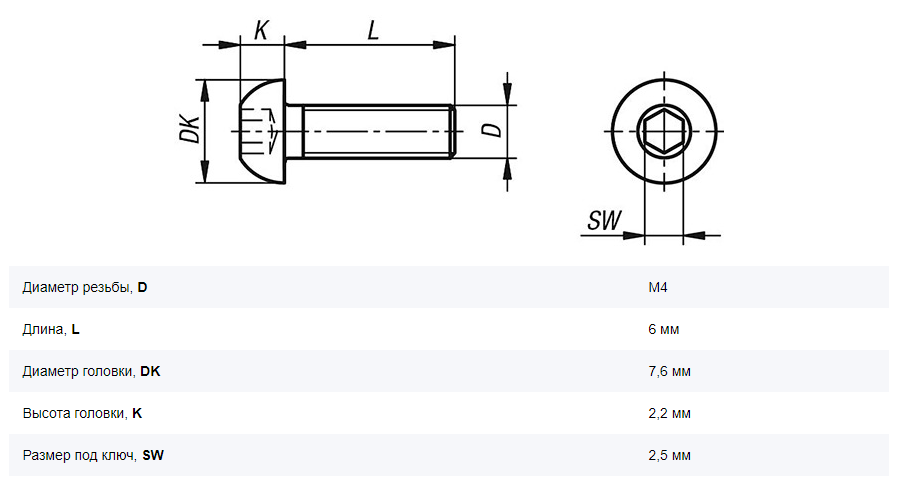 36 м, РЕЗЬБА 1/4 И 5/8
36 м, РЕЗЬБА 1/4 И 5/8 60 грн
60 грн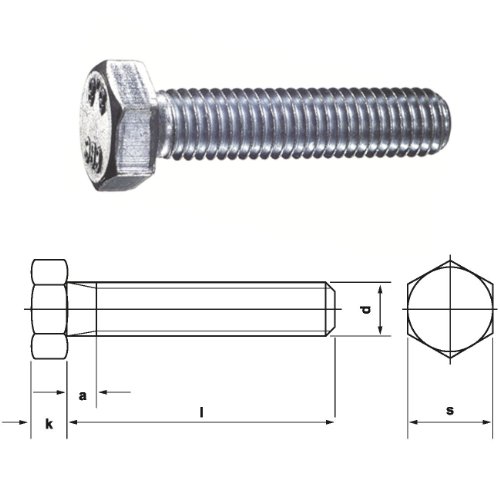 25, 25 предметов Forsage F-929U3A
25, 25 предметов Forsage F-929U3A ст. 1,0-1,25
ст. 1,0-1,25

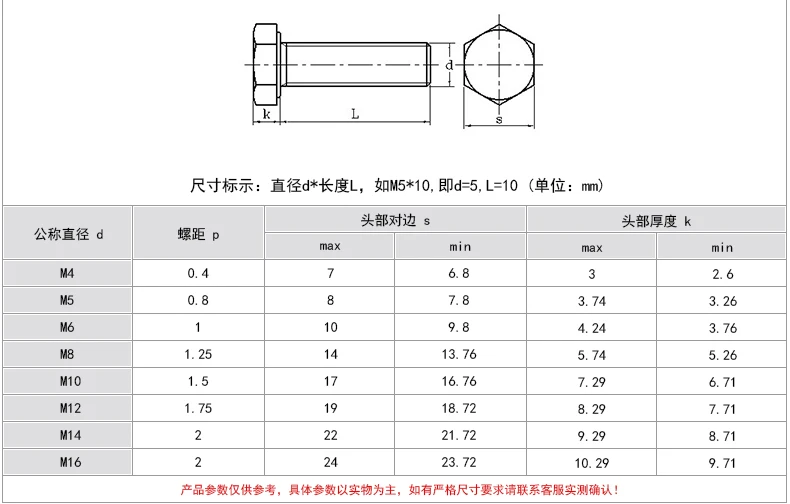

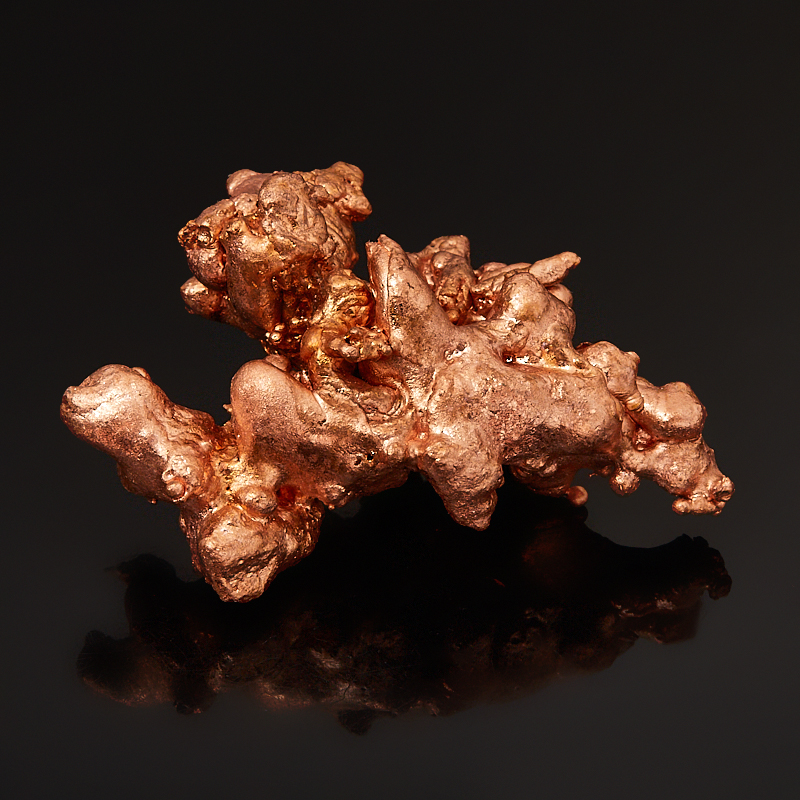
 Уравнение реакции:
Уравнение реакции: Нажмите здесь, чтобы изучить свойства меди на примере взаимодействия с другими веществами.
Нажмите здесь, чтобы изучить свойства меди на примере взаимодействия с другими веществами. Металл покрывается пузырьками, они всплывают и наполняют пробирку бурым газом — NO₂ (токсичным ядовитым диоксидом азота с резким запахом). Этот газ в 1,5 раза тяжелее воздуха.
Металл покрывается пузырьками, они всплывают и наполняют пробирку бурым газом — NO₂ (токсичным ядовитым диоксидом азота с резким запахом). Этот газ в 1,5 раза тяжелее воздуха.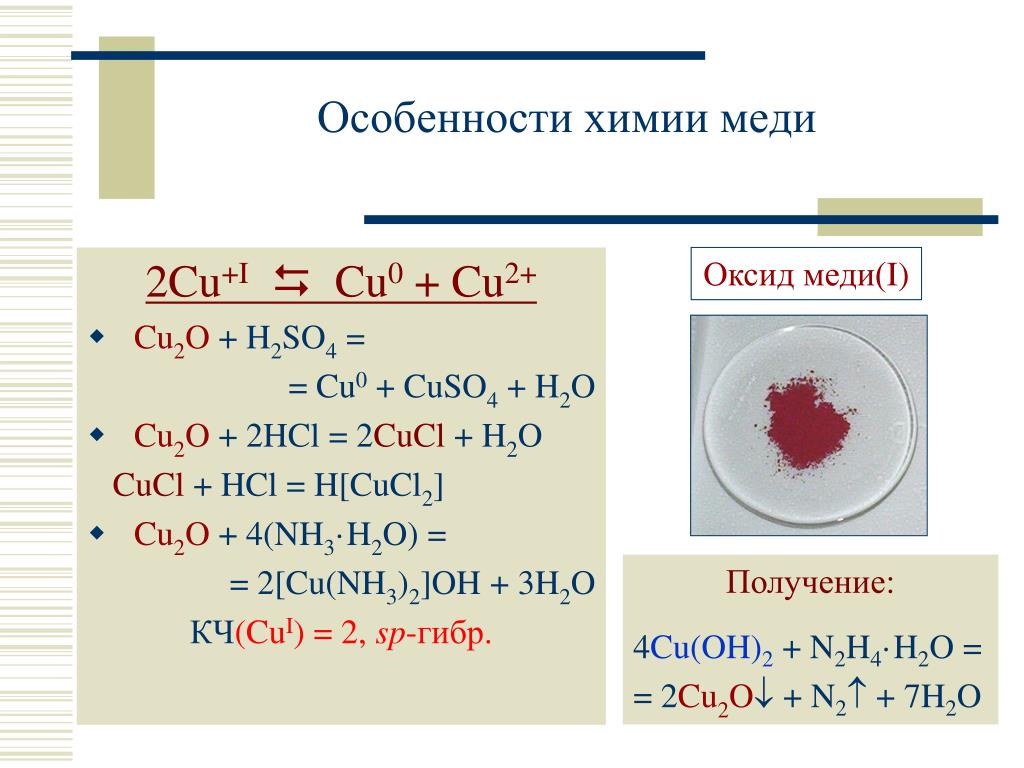 Считают, что медь начали использовать около 5000 до н.э. В природе медь изредка встречается в виде металла. Из медных самородков, возможно, с помощью каменных топоров, были изготовлены первые металлические орудия труда. У индейцев, живших на его берегах оз. Верхнее (Сев. Америка), где есть очень чистая самородная медь, способы ее холодной обработки были известны до времен Колумба.
Считают, что медь начали использовать около 5000 до н.э. В природе медь изредка встречается в виде металла. Из медных самородков, возможно, с помощью каменных топоров, были изготовлены первые металлические орудия труда. У индейцев, живших на его берегах оз. Верхнее (Сев. Америка), где есть очень чистая самородная медь, способы ее холодной обработки были известны до времен Колумба. до н.э. Около 290 до н.э. Харесом в честь бога солнца Гелиоса был создан Колосс Родосский. Он имел высоту 32 м и стоял над входом во внутреннюю гавань древнего порта острова Родоса в восточной части Эгейского моря. Гигантская бронзовая статуя была разрушена землетрясением в 223 н.э. (см. также СЕМЬ ЧУДЕС СВЕТА).
до н.э. Около 290 до н.э. Харесом в честь бога солнца Гелиоса был создан Колосс Родосский. Он имел высоту 32 м и стоял над входом во внутреннюю гавань древнего порта острова Родоса в восточной части Эгейского моря. Гигантская бронзовая статуя была разрушена землетрясением в 223 н.э. (см. также СЕМЬ ЧУДЕС СВЕТА). Большие месторождения медных руд найдены в различных частях Северной и Южной Америк, в Африке и на территории нашей страны. В 18–19 вв. близ Онежского озера добывали самородную медь, которую отправляли на монетный двор в Петербург. Открытие промышленных месторождений меди на Урале и в Сибири связано с именем Никиты Демидова. Именно он по указу Петра I в 1704 начал чеканить медные деньги.
Большие месторождения медных руд найдены в различных частях Северной и Южной Америк, в Африке и на территории нашей страны. В 18–19 вв. близ Онежского озера добывали самородную медь, которую отправляли на монетный двор в Петербург. Открытие промышленных месторождений меди на Урале и в Сибири связано с именем Никиты Демидова. Именно он по указу Петра I в 1704 начал чеканить медные деньги. Сырье размалывают и концентрируют (до содержания меди 15–20%) с использованием пенной флотации, при этом серьезной проблемой является сброс многих миллионов тонн тонко измельченных отходов в окружающую среду (см. ЗАГРЯЗНЕНИЕ ОКРУЖАЮЩЕЙ СРЕДЫ). К концентрату добавляют кремнезем, а затем смесь нагревают в отражательных печах (доменные печи для тонко измельченной руды неудобны) до температуры 1400° С, при которой она плавится. Суммарное уравнение протекающих реакций можно представать в виде:
Сырье размалывают и концентрируют (до содержания меди 15–20%) с использованием пенной флотации, при этом серьезной проблемой является сброс многих миллионов тонн тонко измельченных отходов в окружающую среду (см. ЗАГРЯЗНЕНИЕ ОКРУЖАЮЩЕЙ СРЕДЫ). К концентрату добавляют кремнезем, а затем смесь нагревают в отражательных печах (доменные печи для тонко измельченной руды неудобны) до температуры 1400° С, при которой она плавится. Суммарное уравнение протекающих реакций можно представать в виде: В процессе электролиза чистая медь осаждается на катодах, а примеси собираются около анодов в виде анодного шлама, который является ценным источником серебра, золота и других драгоценных металлов.
В процессе электролиза чистая медь осаждается на катодах, а примеси собираются около анодов в виде анодного шлама, который является ценным источником серебра, золота и других драгоценных металлов. Медь металл мягкий и пластичный. По электро- и теплопроводности медь уступает только серебру. Металлическая медь, как и серебро, обладает антибактериальными свойствами.
Медь металл мягкий и пластичный. По электро- и теплопроводности медь уступает только серебру. Металлическая медь, как и серебро, обладает антибактериальными свойствами. Медь способны принимать более высокие степени окисления, причем наиболее устойчивой, особенно в водных растворах, является степень окисления (+II). В биохимических реакциях переноса электрона, возможно, участвует медь(III). Эта степень окисления редко встречается и очень легко понижается под действием даже слабых восстановителей. Известно несколько соединений меди(+IV).
Медь способны принимать более высокие степени окисления, причем наиболее устойчивой, особенно в водных растворах, является степень окисления (+II). В биохимических реакциях переноса электрона, возможно, участвует медь(III). Эта степень окисления редко встречается и очень легко понижается под действием даже слабых восстановителей. Известно несколько соединений меди(+IV). Если вещество является восстановителем, появляется характерный красный осадок.
Если вещество является восстановителем, появляется характерный красный осадок. Бледно-голубой осадок гидроксида меди(II), проявляющий амфотерные свойства (способность химических соединений проявлять либо основные, либо кислотные свойства), можно растворить не только в кислотах, но и в концентрированных щелочах. При этом образуются темно-синие растворы, содержащие частицы типа [Cu(OH)4]2–. Гидроксид меди(II) растворяется также в растворе аммиака:
Бледно-голубой осадок гидроксида меди(II), проявляющий амфотерные свойства (способность химических соединений проявлять либо основные, либо кислотные свойства), можно растворить не только в кислотах, но и в концентрированных щелочах. При этом образуются темно-синие растворы, содержащие частицы типа [Cu(OH)4]2–. Гидроксид меди(II) растворяется также в растворе аммиака: В 1987 было показано, что при температуре жидкого азота это соединение является сверхпроводником. Главные проблемы, препятствующие его широкомасштабному практическому применению, лежат в области обработки материала. Сейчас наиболее перспективным считается изготовление тонких пленок.
В 1987 было показано, что при температуре жидкого азота это соединение является сверхпроводником. Главные проблемы, препятствующие его широкомасштабному практическому применению, лежат в области обработки материала. Сейчас наиболее перспективным считается изготовление тонких пленок.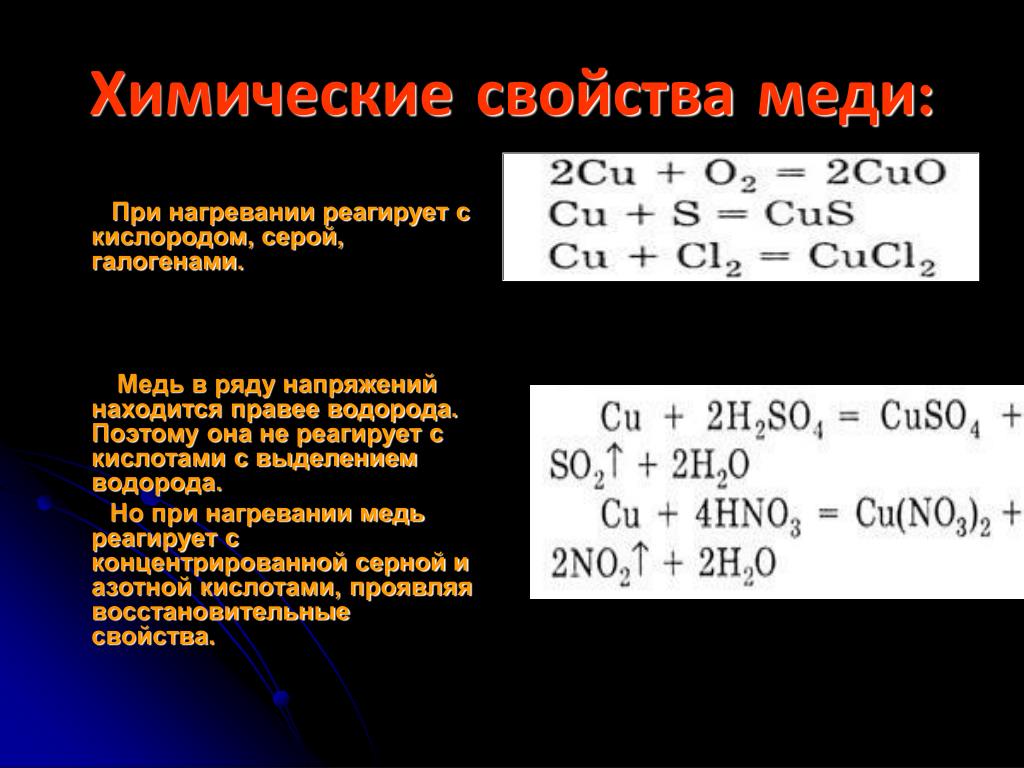 Растворы галогенидов меди(II) удобнее получать взаимодействием металла, его оксида, гидроксида или карбоната с соответствующей галогеноводородной кислотой. Из водных растворов всегда выделяются кристаллогидраты.
Растворы галогенидов меди(II) удобнее получать взаимодействием металла, его оксида, гидроксида или карбоната с соответствующей галогеноводородной кислотой. Из водных растворов всегда выделяются кристаллогидраты.
 В Росси медный купорос называли синим, кипрским, затем турецким. То, что купорос содержит медь, было впервые установлено в 1644 Ван Гельмонтом. В 1848 Р.Глаубер впервые получил медный купорос из меди и серной кислоты. Сульфат меди широко используется в электролитических процессах, при очистке воды, для защиты растений. Он является исходным веществом для получения многих других соединений меди.
В Росси медный купорос называли синим, кипрским, затем турецким. То, что купорос содержит медь, было впервые установлено в 1644 Ван Гельмонтом. В 1848 Р.Глаубер впервые получил медный купорос из меди и серной кислоты. Сульфат меди широко используется в электролитических процессах, при очистке воды, для защиты растений. Он является исходным веществом для получения многих других соединений меди.
 В составе белка гемоцианина она участвует в переносе кислорода. Неокисленный гемоцианин бесцветен, а в окисленном состоянии он приобретает голубовато-синюю окраску. Поэтому не зря говорят, что у осьминогов – голубая кровь.
В составе белка гемоцианина она участвует в переносе кислорода. Неокисленный гемоцианин бесцветен, а в окисленном состоянии он приобретает голубовато-синюю окраску. Поэтому не зря говорят, что у осьминогов – голубая кровь.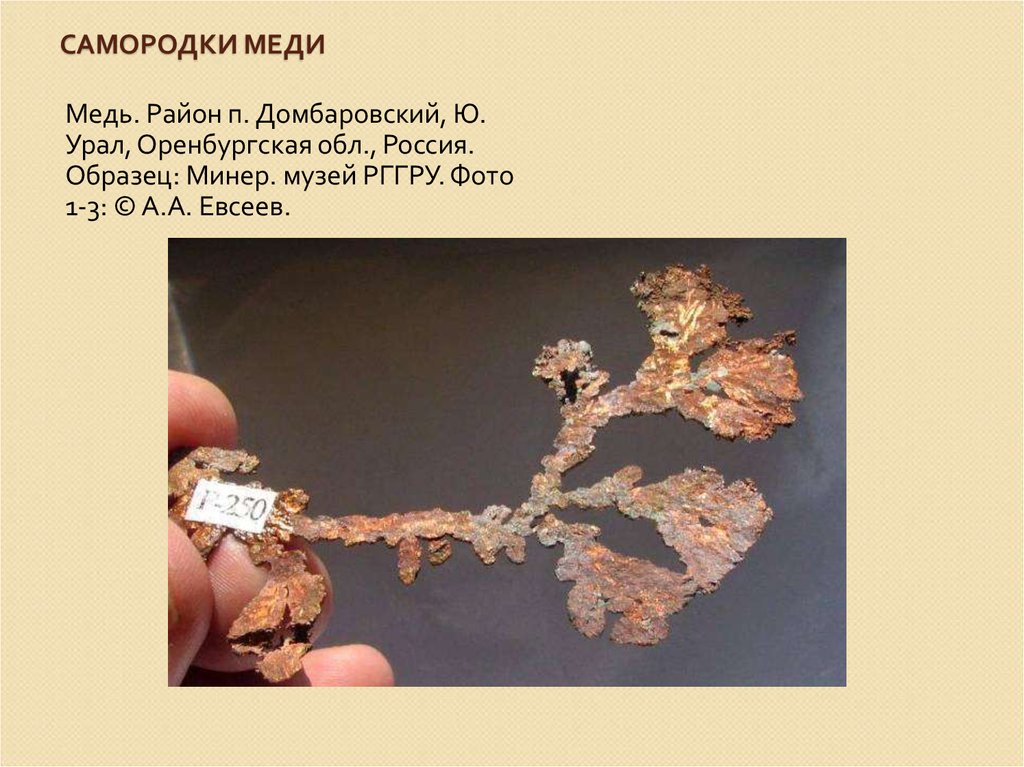 Это сходство электронной структуры делает их похожими по многим характеристикам. Все они обладают очень высокой тепло- и электропроводностью и являются ковкими металлами. Среди чистых металлов при комнатной температуре медь имеет вторую по величине электрическую и теплопроводность после серебра.
Это сходство электронной структуры делает их похожими по многим характеристикам. Все они обладают очень высокой тепло- и электропроводностью и являются ковкими металлами. Среди чистых металлов при комнатной температуре медь имеет вторую по величине электрическую и теплопроводность после серебра.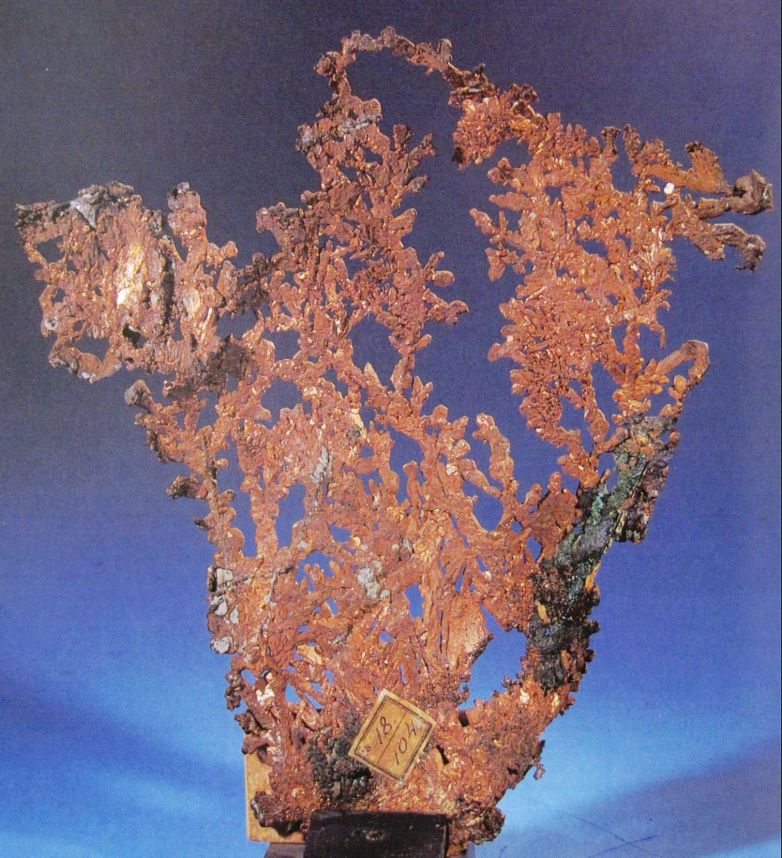 Теперь они в основном цинковые с тонкой оболочкой из меди. Большая часть добываемой сегодня меди очищается и вытягивается в проволоку для использования в электротехнической промышленности. Значительная часть также используется в производстве водопроводных труб. Медь, конечно же, имеет характерный цвет, который знаком большинству людей. Он является одним из лучших электрических проводников и устойчив к коррозии от большинства кислот (кроме азотной и горячей концентрированной серной). При воздействии элементов в течение определенного периода времени на нем образуется зеленоватый налет или патина, представляющая собой карбонат меди (II), защитное покрытие, предотвращающее дальнейший износ.
Теперь они в основном цинковые с тонкой оболочкой из меди. Большая часть добываемой сегодня меди очищается и вытягивается в проволоку для использования в электротехнической промышленности. Значительная часть также используется в производстве водопроводных труб. Медь, конечно же, имеет характерный цвет, который знаком большинству людей. Он является одним из лучших электрических проводников и устойчив к коррозии от большинства кислот (кроме азотной и горячей концентрированной серной). При воздействии элементов в течение определенного периода времени на нем образуется зеленоватый налет или патина, представляющая собой карбонат меди (II), защитное покрытие, предотвращающее дальнейший износ.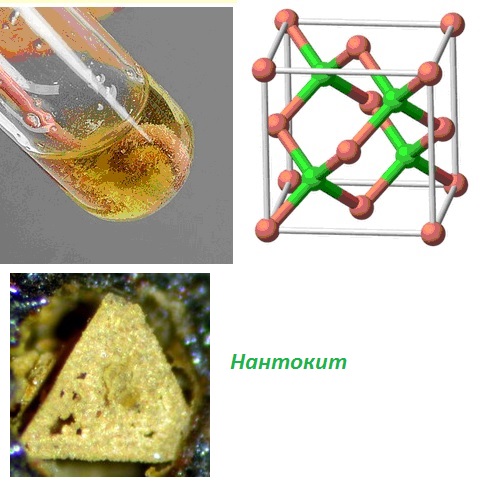 Руда, используемая для добычи, представляет собой медный колчедан, который измельчается, концентрируется и затем нагревается в присутствии воздуха. При нагревании влага удаляется, а колчедан меди превращается в сульфид железа и сульфид меди.
Руда, используемая для добычи, представляет собой медный колчедан, который измельчается, концентрируется и затем нагревается в присутствии воздуха. При нагревании влага удаляется, а колчедан меди превращается в сульфид железа и сульфид меди. Этот преобразователь имеет трубы, через которые подается горячий воздух и \(SiO_2\). В этом конвертере \(Cu_2S\) преобразуется в \(Cu_2O\), а \(FeS\) превращается в \(FeO\). Закись железа образует шлак с \(SiO_2\). Образующийся оксид меди реагирует с Cu2S и образует медь.
Этот преобразователь имеет трубы, через которые подается горячий воздух и \(SiO_2\). В этом конвертере \(Cu_2S\) преобразуется в \(Cu_2O\), а \(FeS\) превращается в \(FeO\). Закись железа образует шлак с \(SiO_2\). Образующийся оксид меди реагирует с Cu2S и образует медь. Кислороды, которые первоначально были связаны с медью, все еще связаны в нейтральном комплексе.
Кислороды, которые первоначально были связаны с медью, все еще связаны в нейтральном комплексе. Цвет иона тетрахлоркупрата (II) можно также описать как оливково-зеленый или желтый. Если к зеленому раствору добавить воду, он снова станет синим.
Цвет иона тетрахлоркупрата (II) можно также описать как оливково-зеленый или желтый. Если к зеленому раствору добавить воду, он снова станет синим.
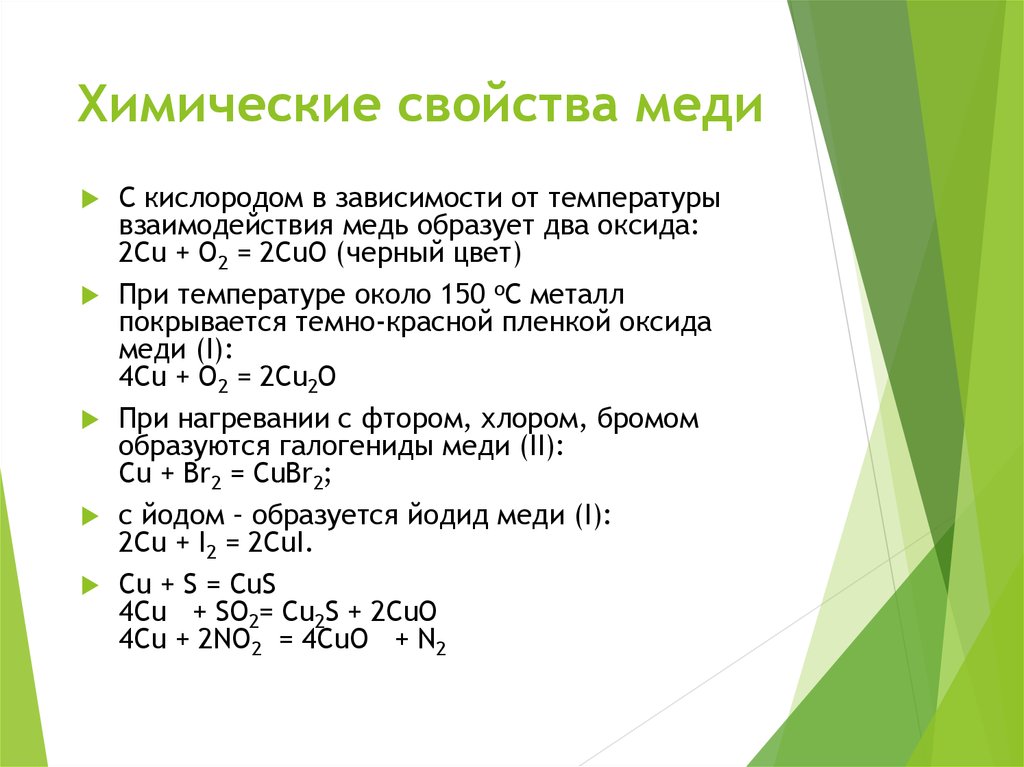 Иодид меди(I) практически нерастворим в воде, поэтому реакции диспропорционирования не происходит. Точно так же хлорид меди (I) может быть получен в виде белого осадка (реакция описана ниже). Если его отделить от раствора и как можно быстрее высушить, он останется белым. Однако при контакте с водой он медленно становится синим по мере образования ионов меди (II). Реакция диспропорционирования происходит только с простыми ионами меди (I) в растворе.
Иодид меди(I) практически нерастворим в воде, поэтому реакции диспропорционирования не происходит. Точно так же хлорид меди (I) может быть получен в виде белого осадка (реакция описана ниже). Если его отделить от раствора и как можно быстрее высушить, он останется белым. Однако при контакте с водой он медленно становится синим по мере образования ионов меди (II). Реакция диспропорционирования происходит только с простыми ионами меди (I) в растворе. Это обращает последнюю реакцию, удаляя лишний хлорид-ион.
Это обращает последнюю реакцию, удаляя лишний хлорид-ион. , где они отмечают, что:
, где они отмечают, что:
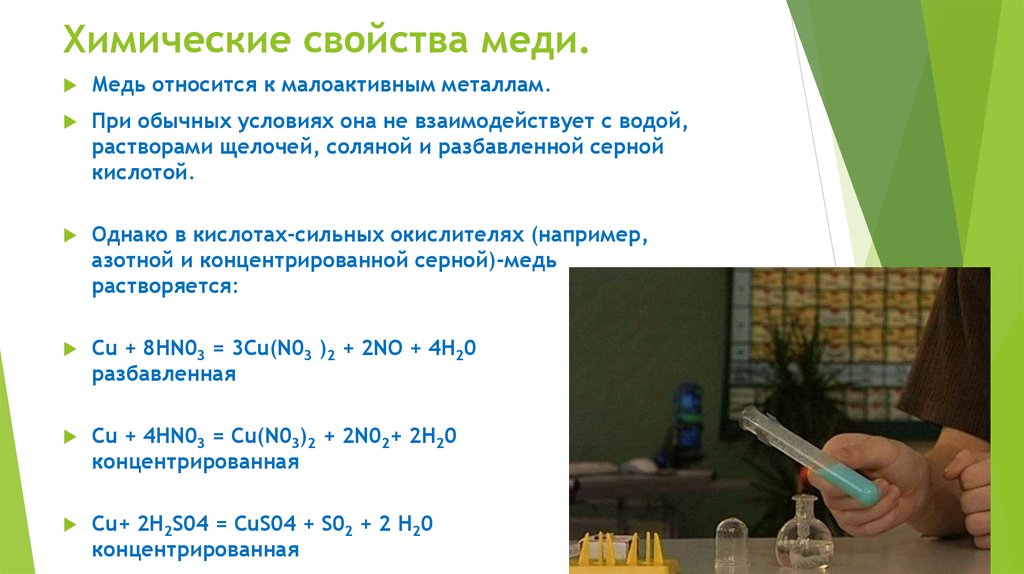 Это происходит как
Это происходит как К. Лалором).
К. Лалором). Невада, Рино.
Невада, Рино. Методы огневого и электрорафинирования
Методы огневого и электрорафинирования FeCl 2 , хлорид аммония и аммоний
FeCl 2 , хлорид аммония и аммоний
 Здесь снова там
Здесь снова там Таким образом, твердые отходы в
Таким образом, твердые отходы в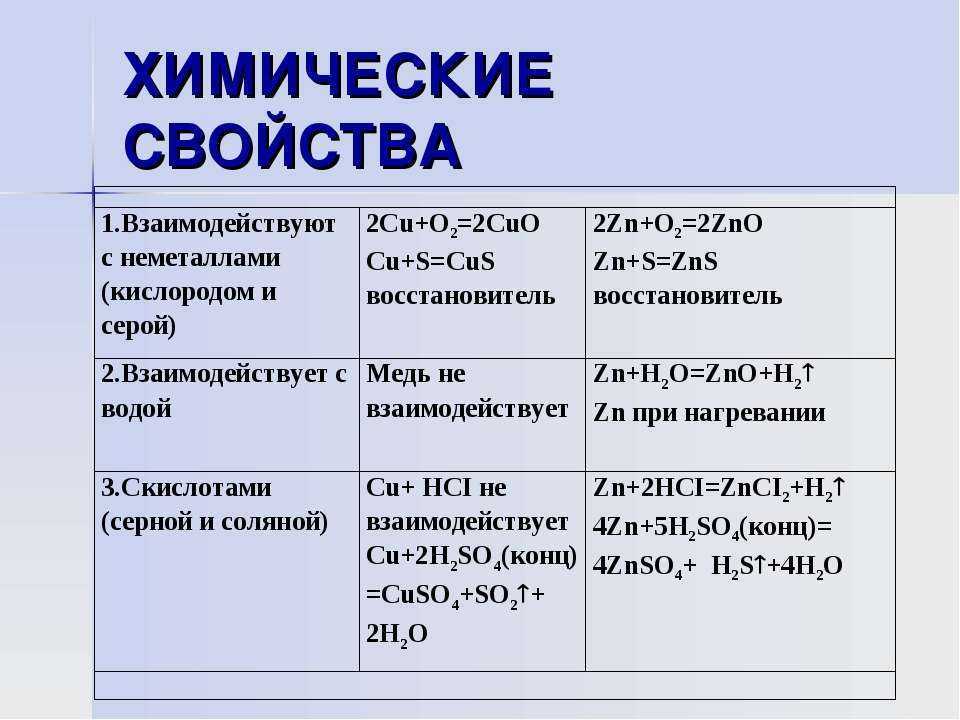 Переработанная органика
Переработанная органика
 Он использовался с раннего
Он использовался с раннего

 желтый
желтый Оксид меди(I) встречается в самородном виде в виде красного
Оксид меди(I) встречается в самородном виде в виде красного Нет, это не так
Нет, это не так
 При устройстве стяжки в экстремальных условиях – при пониженной температуре или при отсутствии должной концентрации водяных паров, в материал добавляют химические добавки, ускоряющие процесс высыхания и набора прочности.
При устройстве стяжки в экстремальных условиях – при пониженной температуре или при отсутствии должной концентрации водяных паров, в материал добавляют химические добавки, ускоряющие процесс высыхания и набора прочности. При укладке чистового покрытия на поверхность сырой подготовки из цементно-песчаной смеси, может возникнуть ряд негативных последствий, а именно:
При укладке чистового покрытия на поверхность сырой подготовки из цементно-песчаной смеси, может возникнуть ряд негативных последствий, а именно:
 Полное высыхание возможно через 3 – 5 суток после устройства.
Полное высыхание возможно через 3 – 5 суток после устройства.
 Электронный влагомер
Электронный влагомер

 Важен и срок высыхания.
Важен и срок высыхания.

 После того, как стяжка установлена, эта «лишняя» строительная вода больше не требуется в стяжке и должна быть полностью вытеснена перед укладкой окончательной отделки пола. Если оставить ее внутри стяжки, эта остаточная вода может стать причиной серьезных проблем с влажностью и разрушения стяжки.
После того, как стяжка установлена, эта «лишняя» строительная вода больше не требуется в стяжке и должна быть полностью вытеснена перед укладкой окончательной отделки пола. Если оставить ее внутри стяжки, эта остаточная вода может стать причиной серьезных проблем с влажностью и разрушения стяжки.
 Например, относительная влажность 50% будет означать, что атмосфера способна удерживать вдвое больше влаги, прежде чем она достигнет насыщения.
Например, относительная влажность 50% будет означать, что атмосфера способна удерживать вдвое больше влаги, прежде чем она достигнет насыщения. Обеспечение хорошей вентиляции может ускорить высыхание. Но помните, что в процессе работы стяжка не должна подвергаться воздействию дождя или внешней влаги.
Обеспечение хорошей вентиляции может ускорить высыхание. Но помните, что в процессе работы стяжка не должна подвергаться воздействию дождя или внешней влаги.




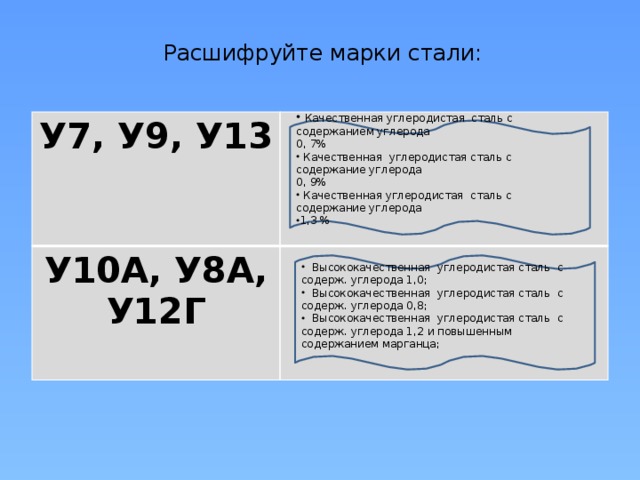
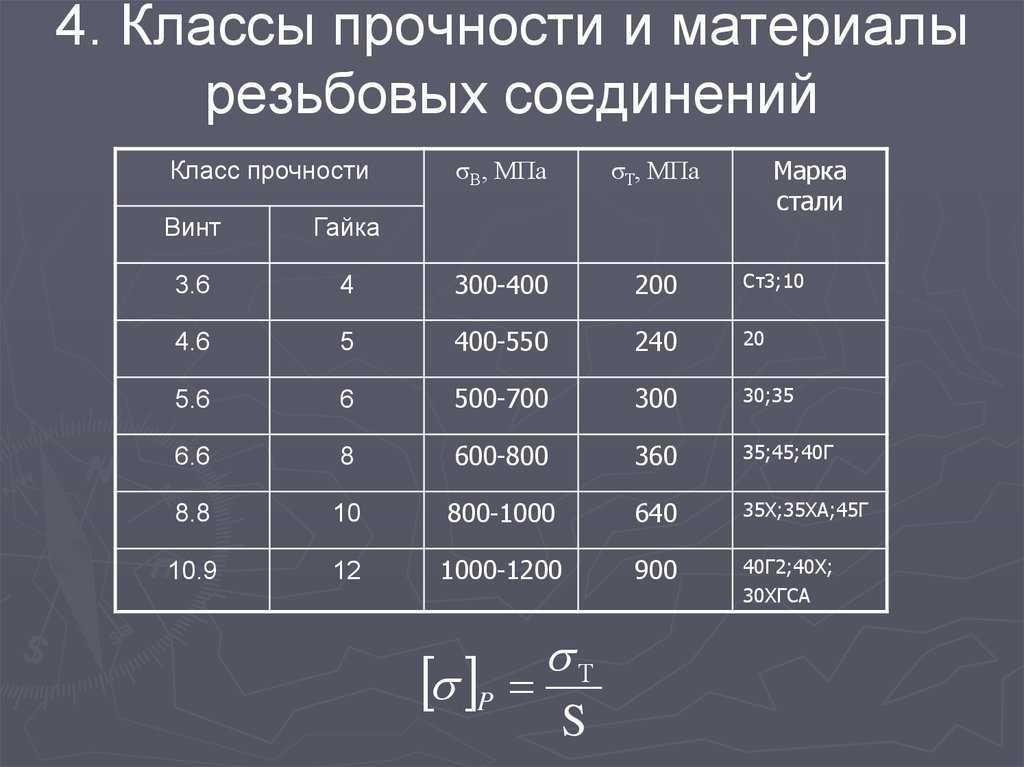 на воздухе
на воздухе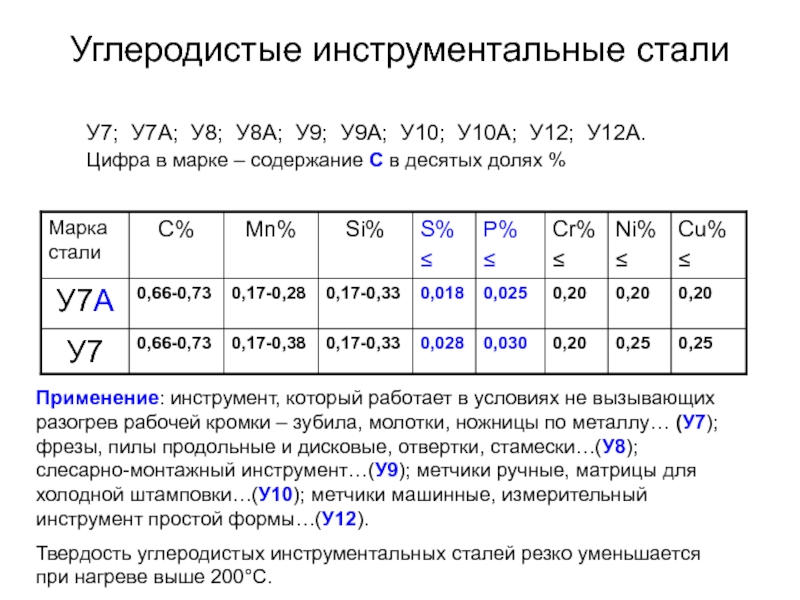 σ4001/1000 = 108 МПа, σ4001/100000 = 78 МПа, σ4501/10000 = 69 МПа, σ4501/100000 = 44 МПа
σ4001/1000 = 108 МПа, σ4001/100000 = 78 МПа, σ4501/10000 = 69 МПа, σ4501/100000 = 44 МПа спл = 2,1 и Kv б.ст. = 1,6 в горячекатаном состоянии при НВ 99-107 и σв = 450 МПа.
спл = 2,1 и Kv б.ст. = 1,6 в горячекатаном состоянии при НВ 99-107 и σв = 450 МПа.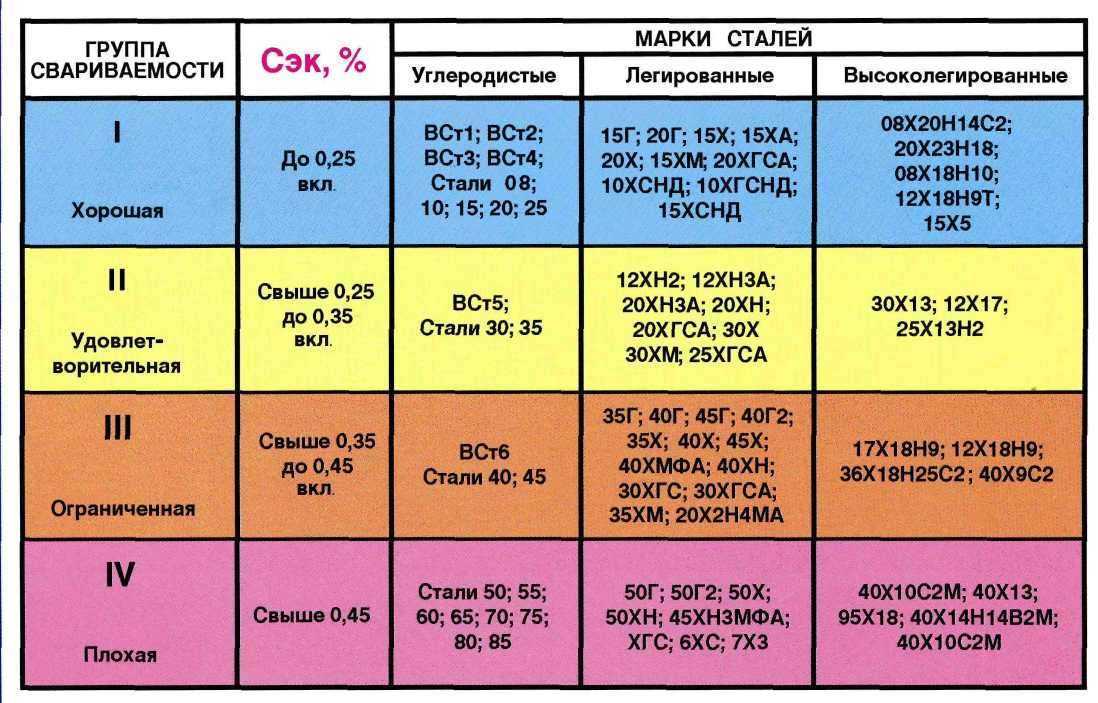 ГОСТ
ГОСТ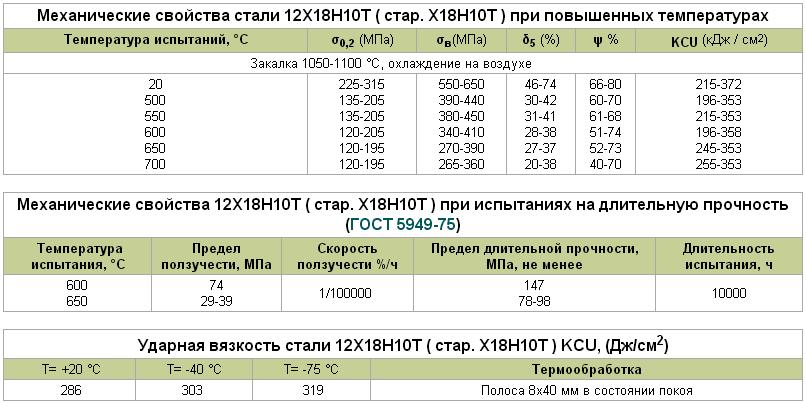 260.2043
260.2043 В предел «от» и «до» включаются обе значащие цифры.
В предел «от» и «до» включаются обе значащие цифры. В предел «от» и «до» включаются обе значащие цифры.
В предел «от» и «до» включаются обе значащие цифры.
 Нержавеющая сталь может быть магнитной – это не показатель качества стали, с помощью магнита невозможно определить марку нержавеющей стали.
Нержавеющая сталь может быть магнитной – это не показатель качества стали, с помощью магнита невозможно определить марку нержавеющей стали.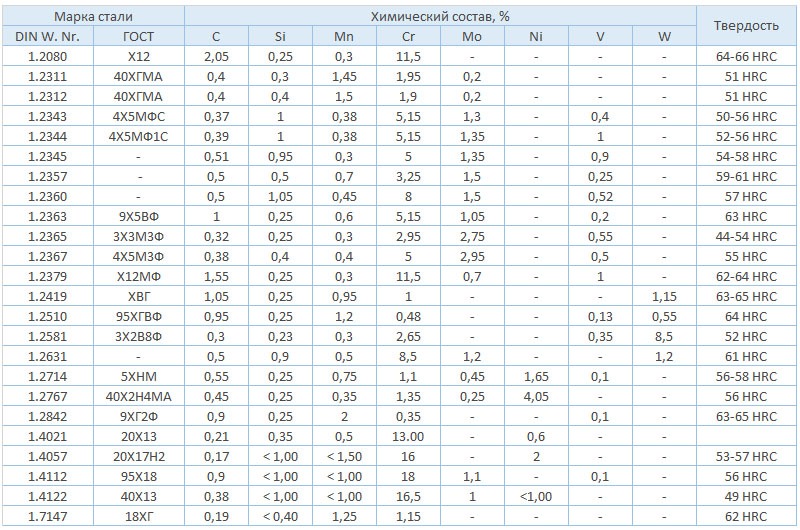 4310 — Кольцо стопорное внутреннее X 12 CrNi 17 7 — AISI 301;
4310 — Кольцо стопорное внутреннее X 12 CrNi 17 7 — AISI 301;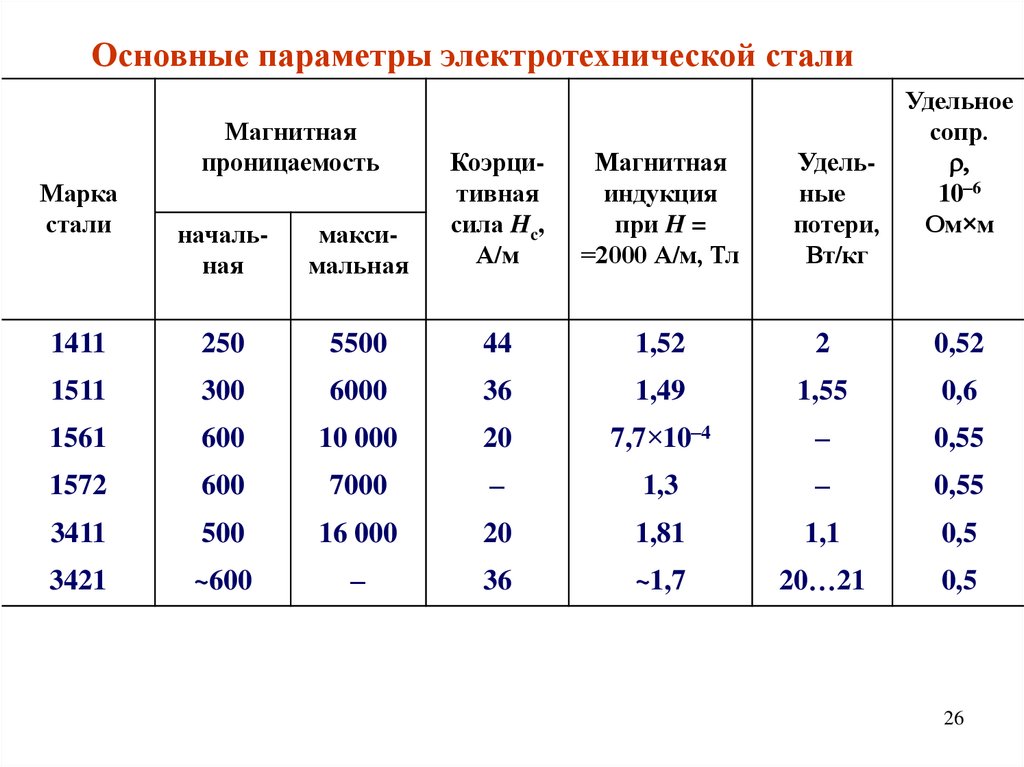 4021
4021 4401
4401 4465
4465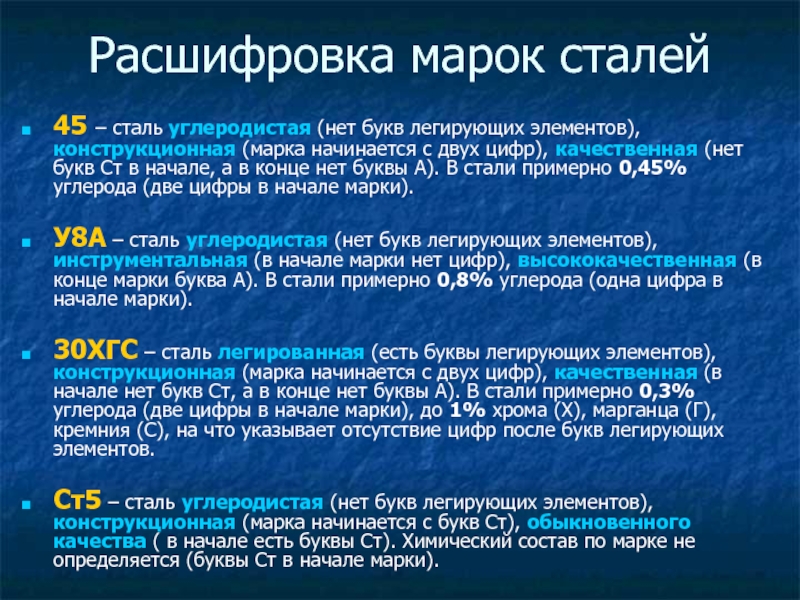 4582
4582 4713
4713 4864
4864 4000
4000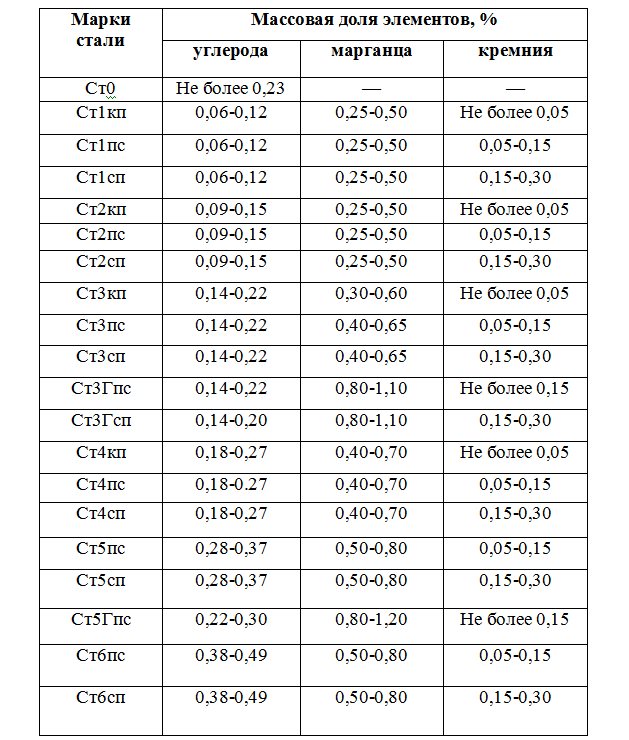 4112
4112 4301/AISI 304, 12Х18Н9, 08Х18Н10 с низким содержанием углерода, аустенитная незакаливаемая, устойчивая к воздействию коррозии, немагнитная в условиях слабого намагничивания, если была подвергнута холодной обработке. Данная сталь нерж легко поддается сварке, устойчива к межкристаллической коррозии, имеет высокую прочность при низких температурах, легко поддается электрополировке. Сталь марки AISI 304, 12Х18Н9, 08Х18Н10 — медицинская нержавеющая сталь.
4301/AISI 304, 12Х18Н9, 08Х18Н10 с низким содержанием углерода, аустенитная незакаливаемая, устойчивая к воздействию коррозии, немагнитная в условиях слабого намагничивания, если была подвергнута холодной обработке. Данная сталь нерж легко поддается сварке, устойчива к межкристаллической коррозии, имеет высокую прочность при низких температурах, легко поддается электрополировке. Сталь марки AISI 304, 12Х18Н9, 08Х18Н10 — медицинская нержавеющая сталь. 4306/AISI 304L, 03Х18Н11 аустенитная незакаливаемая, наиболее пригодная для сварных металлоконструкций. Отличается высокой устойчивостью к воздействию межкристаллической коррозии, используется при температуре до 425°С. По химическому составу отличается от AISI 304 почти вдвое меньшим содержанием углерода.
4306/AISI 304L, 03Х18Н11 аустенитная незакаливаемая, наиболее пригодная для сварных металлоконструкций. Отличается высокой устойчивостью к воздействию межкристаллической коррозии, используется при температуре до 425°С. По химическому составу отличается от AISI 304 почти вдвое меньшим содержанием углерода. 4401/AISI 316, 03Х17Н14М2 используется в производстве химического оборудования, которое подвергается особенно сильным воздействиям среды, в производстве инструмента, вступающего в контакт с морской водой и атмосферой, а также оборудования для проявления фотопленки, корпусов котлов, установок для переработки пищи, емкостей для отработанных масел для коксохимических установок.
4401/AISI 316, 03Х17Н14М2 используется в производстве химического оборудования, которое подвергается особенно сильным воздействиям среды, в производстве инструмента, вступающего в контакт с морской водой и атмосферой, а также оборудования для проявления фотопленки, корпусов котлов, установок для переработки пищи, емкостей для отработанных масел для коксохимических установок. 4404/AISI 316L, 03Х17Н14М3 находит те же применения, что и AISI 316, для изготовления сварных металлоконструкций, где необходима высокая устойчивость к воздействию коррозии. Наиболее пригодна для производства пищевых продуктов и ингредиентов. Сталь марки AISI 316L, 03Х17Н14М3 используется в медицине.
4404/AISI 316L, 03Х17Н14М3 находит те же применения, что и AISI 316, для изготовления сварных металлоконструкций, где необходима высокая устойчивость к воздействию коррозии. Наиболее пригодна для производства пищевых продуктов и ингредиентов. Сталь марки AISI 316L, 03Х17Н14М3 используется в медицине.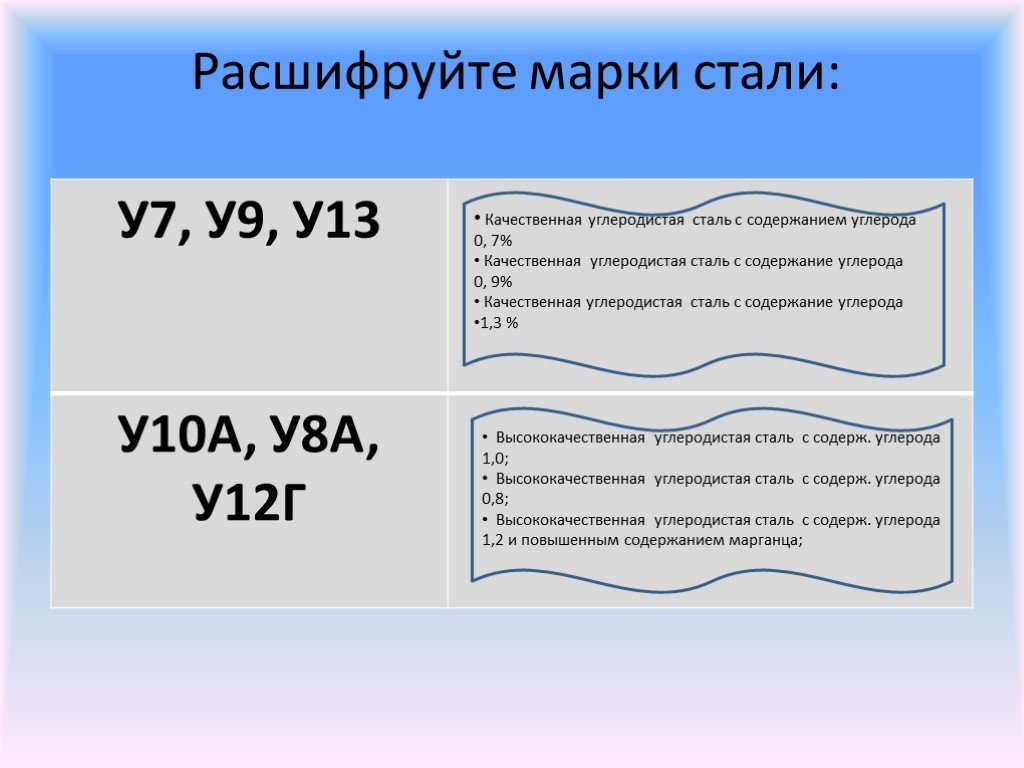 Из данной стали изготавливают лопасти для газовых турбин, баллоны, сварные металлоконструкции, коллекторы, также применяется в пищевой и химической промышленности.
Из данной стали изготавливают лопасти для газовых турбин, баллоны, сварные металлоконструкции, коллекторы, также применяется в пищевой и химической промышленности.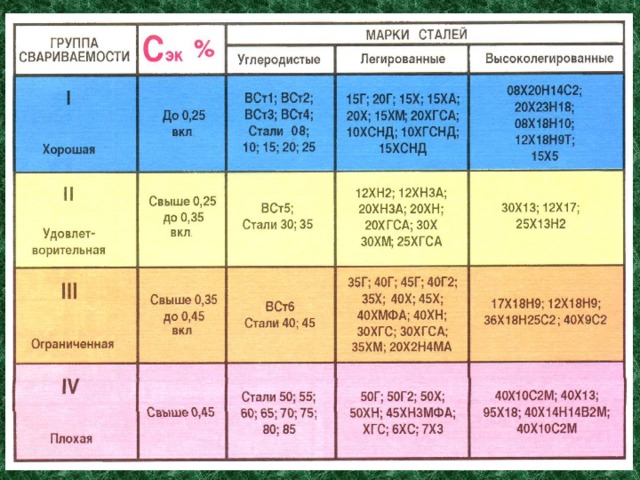 4845, EN 1.4841/AISI 310, AISI 310S, 20Х23Н18 тугоплавкая аустенитная незакаливаемая, немагнитная, жаропрочная, жароустойчивая при высоких температурах, находит наиболее широкое применение при высоких температурах. В окисляющей среде можно применять обычно до 1100°С и до 1000°С в восстановительной среде, но в любом случае в атмосфере, содержащей менее 2 гр. серы (S) на 1 м3.
4845, EN 1.4841/AISI 310, AISI 310S, 20Х23Н18 тугоплавкая аустенитная незакаливаемая, немагнитная, жаропрочная, жароустойчивая при высоких температурах, находит наиболее широкое применение при высоких температурах. В окисляющей среде можно применять обычно до 1100°С и до 1000°С в восстановительной среде, но в любом случае в атмосфере, содержащей менее 2 гр. серы (S) на 1 м3.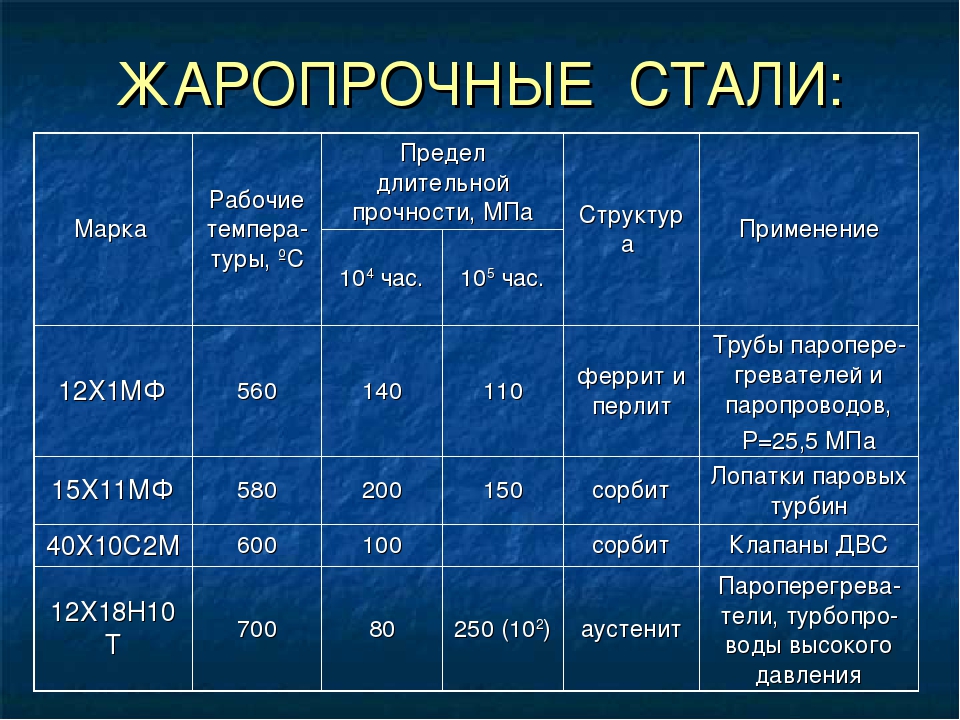 Мы хотели бы помочь вам найти то, что вы ищете.
Мы хотели бы помочь вам найти то, что вы ищете.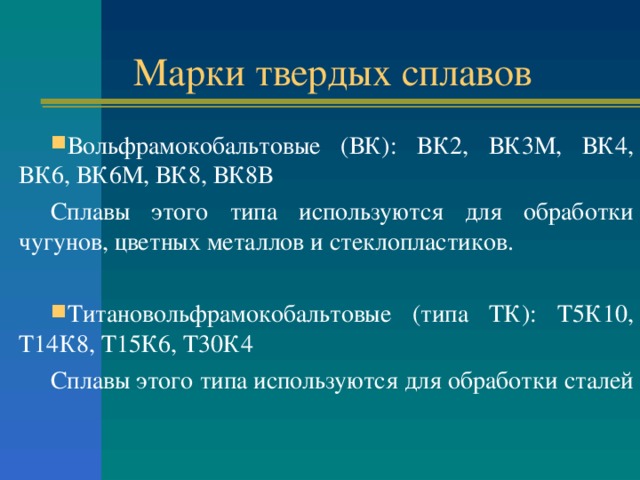 42, 50
42, 50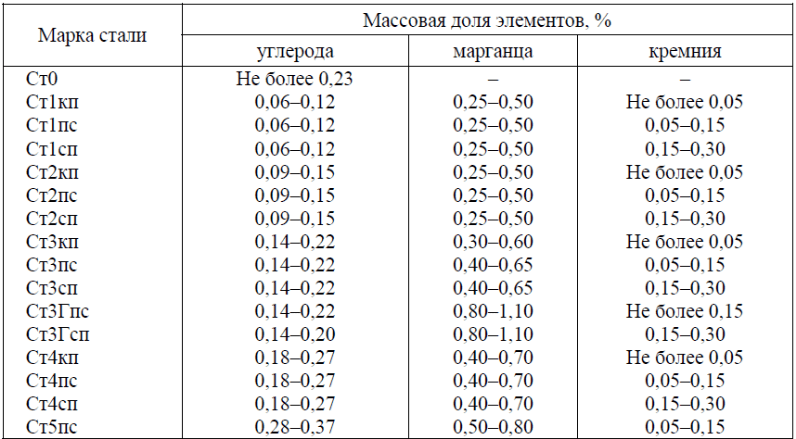 А
А 50
50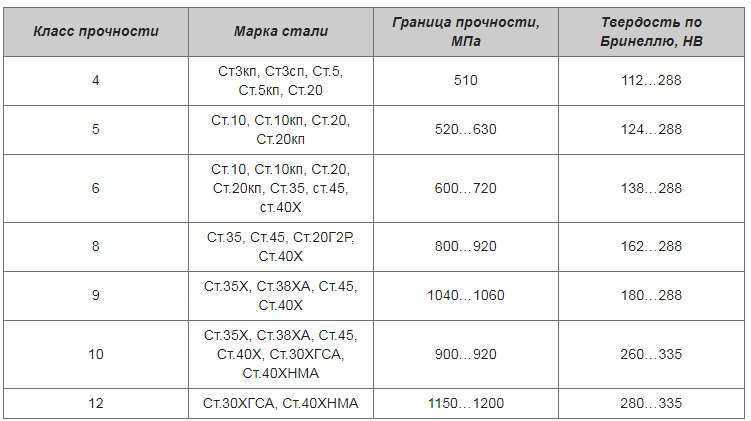

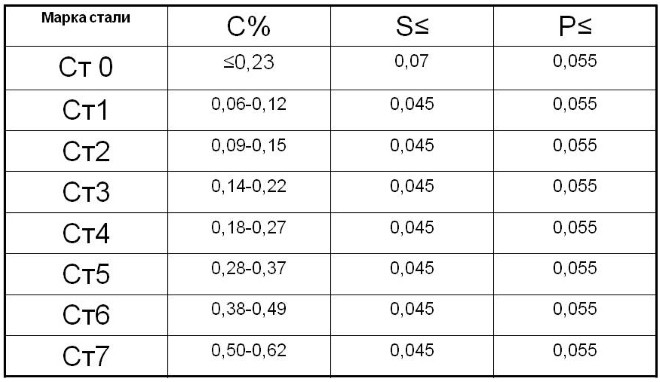 Это хороший тип стали для очень большой аудитории. Коррозионная стойкость очень хорошая, а режущие свойства отличные. №
Это хороший тип стали для очень большой аудитории. Коррозионная стойкость очень хорошая, а режущие свойства отличные. №
 Иногда используются слои только из нержавеющей стали, что приводит к 3-слойному лезвию, а иногда используется 16- или 32-слойный дамаск, что приводит к 33- или 65-слойному лезвию. Производителем стали VG10 является Hitachi, но часто используется название завода Takefu, который реализует уже ламинированную сталь.
Иногда используются слои только из нержавеющей стали, что приводит к 3-слойному лезвию, а иногда используется 16- или 32-слойный дамаск, что приводит к 33- или 65-слойному лезвию. Производителем стали VG10 является Hitachi, но часто используется название завода Takefu, который реализует уже ламинированную сталь.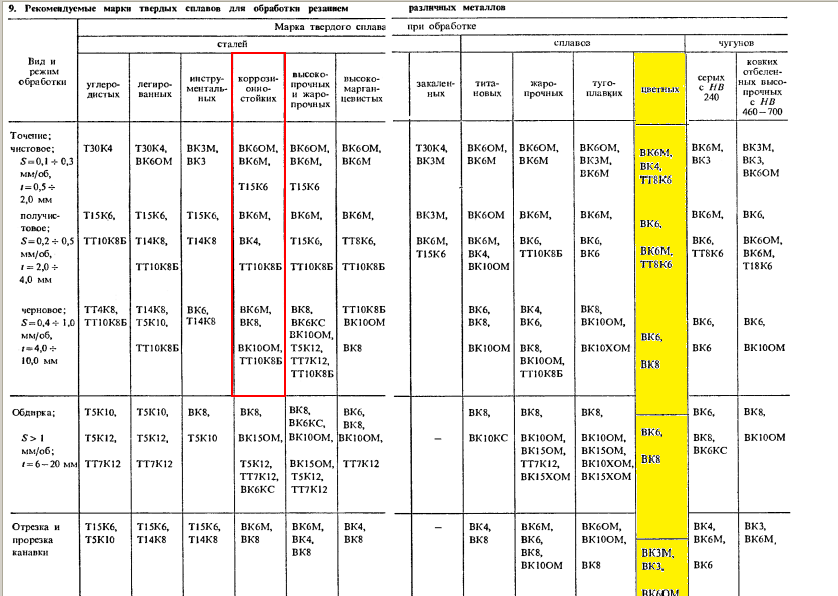 Он сочетает в себе хорошие режущие качества с коррозионной стойкостью.
Он сочетает в себе хорошие режущие качества с коррозионной стойкостью. Разница в процентном содержании углерода. 440A имеет процентное содержание углерода от 0,60% до 0,75%. 440C имеет более высокое содержание углерода между 0,95% и 1,2%.
Разница в процентном содержании углерода. 440A имеет процентное содержание углерода от 0,60% до 0,75%. 440C имеет более высокое содержание углерода между 0,95% и 1,2%.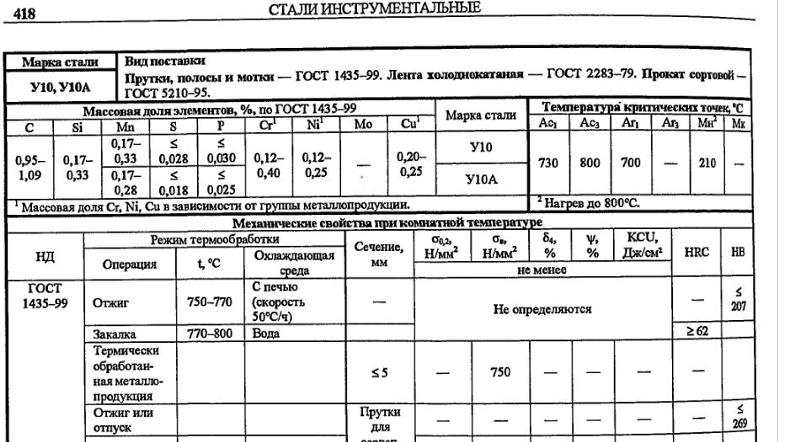 до 2,1% углерода. Мы, однако, часто видим, что производители называют все, что не является нержавеющей сталью, углеродистой сталью. Углерод — это элемент, придающий ножу твердость. Все другие добавки делают сталь более коррозионностойкой или прочной, но это происходит за счет твердости. И, чем тверже нож, чем тоньше его можно заточить, тем острее нож станет. Эта твердость, однако, часто сопровождается восприимчивостью к ржавчине и высокой хрупкостью.
до 2,1% углерода. Мы, однако, часто видим, что производители называют все, что не является нержавеющей сталью, углеродистой сталью. Углерод — это элемент, придающий ножу твердость. Все другие добавки делают сталь более коррозионностойкой или прочной, но это происходит за счет твердости. И, чем тверже нож, чем тоньше его можно заточить, тем острее нож станет. Эта твердость, однако, часто сопровождается восприимчивостью к ржавчине и высокой хрупкостью. Таким образом, сталь тверже и более устойчива к износу.
Таким образом, сталь тверже и более устойчива к износу.
 5
5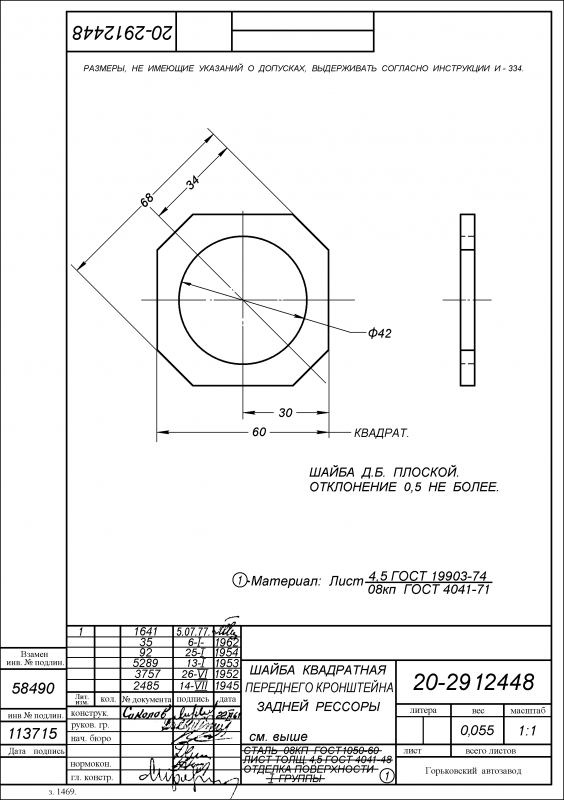 0
0 Листовая сталь подразделяется: по плоскостности: по точности прокатки ( А — повышенной, Б — нормальной точности): по характеру кромки: по плоскостности (ПН — нормальной плоскостности, ПУ — улучшенной плоскостности ПВ — высокой плоскостности, ПО — особо высокой плоскостности): по размерам. Лист стальной горячекатанный из углеродистой стали обыкновенного качества толстолистовой ГОСТ 14637. Горячекатанный прокат изготовляют в виде листов и рулонов из стали марок Ст3пс, Ст3сп, Ст3кп, Ст2кп, Ст2пс, Ст3Гпс, Ст3Гсп, Ст4пс, Ст4сп, Ст5сп, Ст5пс, Ст0, Ст5Гпс по ГОСТ 380.
Листовая сталь подразделяется: по плоскостности: по точности прокатки ( А — повышенной, Б — нормальной точности): по характеру кромки: по плоскостности (ПН — нормальной плоскостности, ПУ — улучшенной плоскостности ПВ — высокой плоскостности, ПО — особо высокой плоскостности): по размерам. Лист стальной горячекатанный из углеродистой стали обыкновенного качества толстолистовой ГОСТ 14637. Горячекатанный прокат изготовляют в виде листов и рулонов из стали марок Ст3пс, Ст3сп, Ст3кп, Ст2кп, Ст2пс, Ст3Гпс, Ст3Гсп, Ст4пс, Ст4сп, Ст5сп, Ст5пс, Ст0, Ст5Гпс по ГОСТ 380. У нас Вы можете купить качественный сертифицированный лист производства ОАО Северсталь, ОАО ММК. Наши менеджеры подскажут Вам цену за лист, м2 или за тонну на ваш объем. Доставка осуществляется машинами: Газель 1,5тн, Мерседес 5тн, МАЗ 20тн.
У нас Вы можете купить качественный сертифицированный лист производства ОАО Северсталь, ОАО ММК. Наши менеджеры подскажут Вам цену за лист, м2 или за тонну на ваш объем. Доставка осуществляется машинами: Газель 1,5тн, Мерседес 5тн, МАЗ 20тн. 5
5 0
0 5
5 37 | Ст 37-3 | Ст 37-3 У | ул 42 | Ст 44-2 | ул 46 | ул 49| Ст 50 | ул 52 | Ст 52-3 | Ст 52-3 Г | Ст 52-3 Н | Ст 52-3 У | ТСт 42 | ВЭ 340-50
37 | Ст 37-3 | Ст 37-3 У | ул 42 | Ст 44-2 | ул 46 | ул 49| Ст 50 | ул 52 | Ст 52-3 | Ст 52-3 Г | Ст 52-3 Н | Ст 52-3 У | ТСт 42 | ВЭ 340-50 Nr. (DIN 17007) обозначения
Nr. (DIN 17007) обозначения 4941 | 1,4948 | 1,4958 | 1,4959 | 1,4961 | 1,4980 | 2.4603 | 2,4613 | 2,4654 | 2,4663 | 2,4665 | 2,4831 | 2,4856
4941 | 1,4948 | 1,4958 | 1,4959 | 1,4961 | 1,4980 | 2.4603 | 2,4613 | 2,4654 | 2,4663 | 2,4665 | 2,4831 | 2,4856 А | А516ГР.55 | А633 | A633GR.Е | Е | F12
А | А516ГР.55 | А633 | A633GR.Е | Е | F12 с. | СУС 305 | СУС 316 | СУС 316-Б | СУС 316-л.с. | СУС 316L | СУС 321 | СУС 321-Б | СУС 347 | СУС 347-Б | СУС 403-Б | SUS321 | СУС410-ДЖ1
с. | СУС 305 | СУС 316 | СУС 316-Б | СУС 316-л.с. | СУС 316L | СУС 321 | СУС 321-Б | СУС 347 | СУС 347-Б | СУС 403-Б | SUS321 | СУС410-ДЖ1 10 | 12CD9.10 | А42АП
10 | 12CD9.10 | А42АП | 25 | 35 | 45 | 5058-65 | 60(Г) | С245 | С345 | СП | СТ4ПС
| 25 | 35 | 45 | 5058-65 | 60(Г) | С245 | С345 | СП | СТ4ПС 2Al | Cu-4.2Al | Cu-6.3Al | CuNiCr 30 | CuNiCr 35 | В 738 ЛК | ММ 247 | ТМ 185 | ТМ 321 | ТМ 49
2Al | Cu-4.2Al | Cu-6.3Al | CuNiCr 30 | CuNiCr 35 | В 738 ЛК | ММ 247 | ТМ 185 | ТМ 321 | ТМ 49

 Я хотел заменить свой 4-й айрон на гибридный, чтобы добавить немного снисходительности, особенно при игре за позицию с площадки-ти. Я играю на X7 в своих айронах, и вал ГОСТа — хороший переход в моем гибриде к моим более длинным клюшкам.
Я хотел заменить свой 4-й айрон на гибридный, чтобы добавить немного снисходительности, особенно при игре за позицию с площадки-ти. Я играю на X7 в своих айронах, и вал ГОСТа — хороший переход в моем гибриде к моим более длинным клюшкам.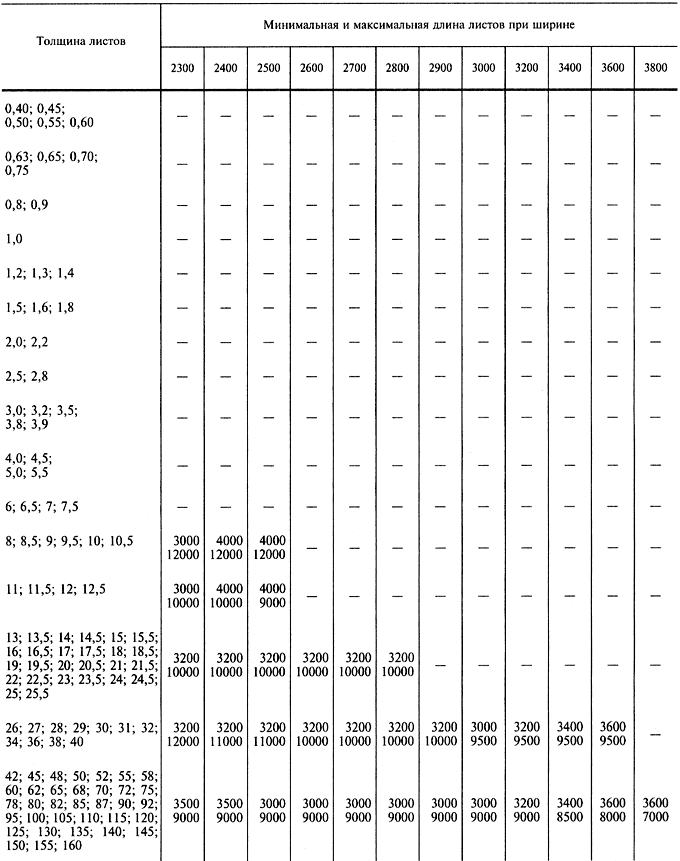 ”
”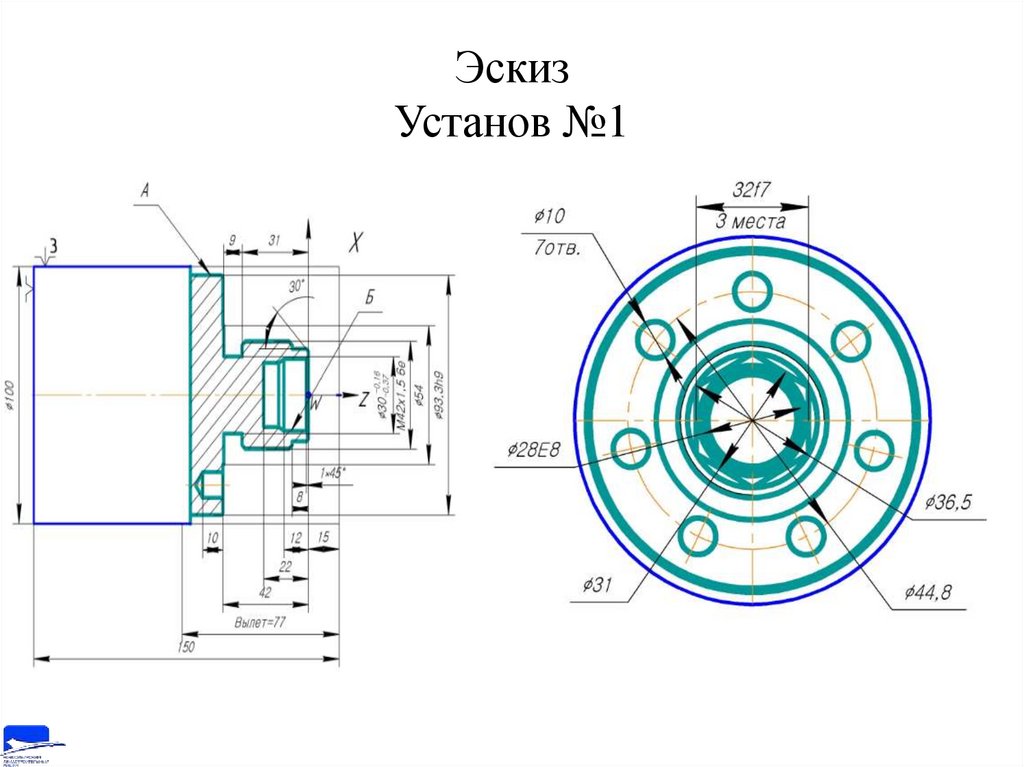

 Из найденных синонимов, слов — 6 шт, а синонимичных словосочетаний — 0 шт.Очень часто, особенно при разгадывании кроссвордов встречается вопрос : «Синоним к слову установ», поэтому в нашем словаре также представлено количество букв из которых состоит тот или иной синоним. Самый маленький синоним к слову установ состоит из 9 букв, а самое длинное состоит из 14 букв. Найти нужное слово-синоним по количеству букв вы можете воспользовавшись таблицей сверху, а конкретно графой количество букв.
Из найденных синонимов, слов — 6 шт, а синонимичных словосочетаний — 0 шт.Очень часто, особенно при разгадывании кроссвордов встречается вопрос : «Синоним к слову установ», поэтому в нашем словаре также представлено количество букв из которых состоит тот или иной синоним. Самый маленький синоним к слову установ состоит из 9 букв, а самое длинное состоит из 14 букв. Найти нужное слово-синоним по количеству букв вы можете воспользовавшись таблицей сверху, а конкретно графой количество букв.


 Мы специализируемся на создании красивых, функциональных пространств, которые выдержат испытание временем и которыми можно наслаждаться круглый год.
Мы специализируемся на создании красивых, функциональных пространств, которые выдержат испытание временем и которыми можно наслаждаться круглый год.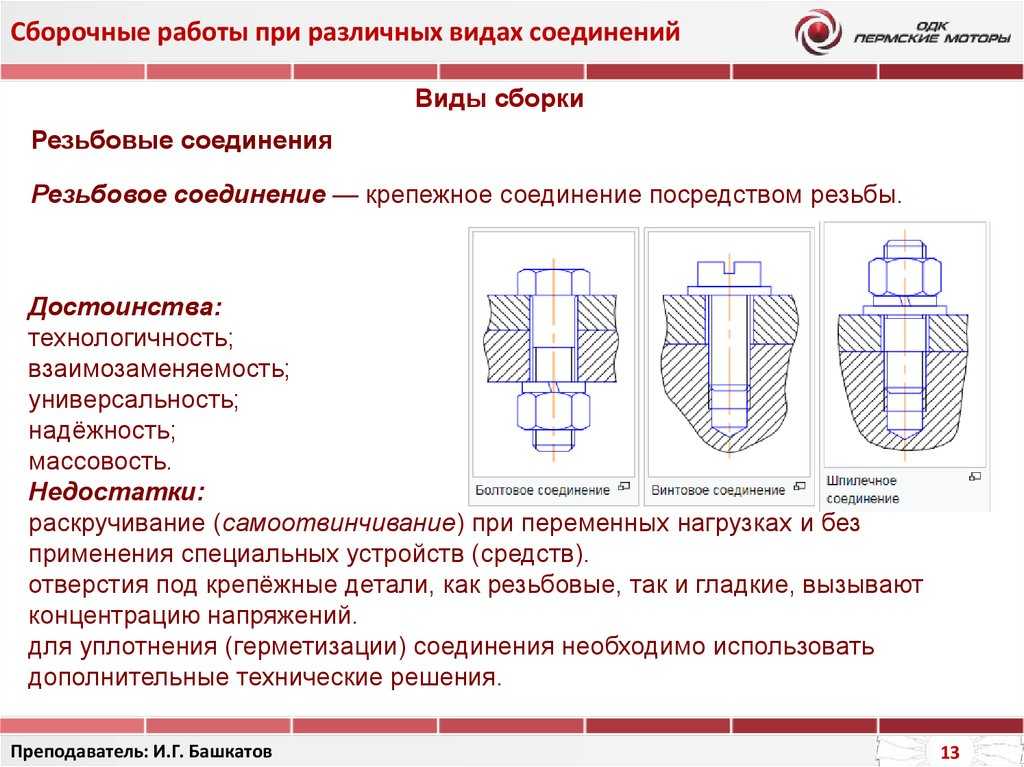
 Благодаря работе над Install It Direct мы наконец-то можем наслаждаться пребыванием на заднем дворе».
Благодаря работе над Install It Direct мы наконец-то можем наслаждаться пребыванием на заднем дворе». exe
exe 




 Крестовое. Насечка имеет перекрестный вид. Такой напильник выпускается с зубьями для грубой обработки и мелкими зубьями для шлифовки.
Крестовое. Насечка имеет перекрестный вид. Такой напильник выпускается с зубьями для грубой обработки и мелкими зубьями для шлифовки.  Он изготовляется из твердой инструментальной стали, что делает его более жестким, чем большинство металлов, которые им обрабатываются.
Он изготовляется из твердой инструментальной стали, что делает его более жестким, чем большинство металлов, которые им обрабатываются.
 Ее зазубрины пересекаются, образовывая ромбы. Угол наклона основной насечки составляет 25, а вспомогательной 45 градусов. Такой напильник довольно быстро забивается стружкой, поэтому для мягкого металла не подходит. Чтобы обеспечить продуктивную и комфортную работу важно позаботится о наличие щетки по металлу, которой нужно периодически смахивать стружку между зубьями на полотне инструмента.
Ее зазубрины пересекаются, образовывая ромбы. Угол наклона основной насечки составляет 25, а вспомогательной 45 градусов. Такой напильник довольно быстро забивается стружкой, поэтому для мягкого металла не подходит. Чтобы обеспечить продуктивную и комфортную работу важно позаботится о наличие щетки по металлу, которой нужно периодически смахивать стружку между зубьями на полотне инструмента. При работе образовываются грубые борозды. Зубцы стираются довольно быстро, поэтому такой инструмент лучше не использовать на твердых металлах. Он превосходно работает с древесиной. При обработке алюминия полотно быстро забивается стружкой, которая плохо извлекается.
При работе образовываются грубые борозды. Зубцы стираются довольно быстро, поэтому такой инструмент лучше не использовать на твердых металлах. Он превосходно работает с древесиной. При обработке алюминия полотно быстро забивается стружкой, которая плохо извлекается.
 Для этого применяется щетка по металлу. Если оставить стружку в углублениях полотна, то со временем она под влиянием коррозии или окисления плотно прикипит, поэтому избавится от нее будет гораздо труднее.
Для этого применяется щетка по металлу. Если оставить стружку в углублениях полотна, то со временем она под влиянием коррозии или окисления плотно прикипит, поэтому избавится от нее будет гораздо труднее. Все что требуется – это лимонная кислота.
Все что требуется – это лимонная кислота. Раз в несколько часов нужно извлечь напильник и оценить его остроту. Для этого можно воспользоваться любой нежирной заготовкой. После каждого испытания инструмент нужно очистить щеткой, чтобы смахнуть опилки. При этом важно стараться не касаться полотна руками, поскольку оставив на нем жирные пятна от пальцев можно изолировать участок металла от химической реакции с кислотой.
Раз в несколько часов нужно извлечь напильник и оценить его остроту. Для этого можно воспользоваться любой нежирной заготовкой. После каждого испытания инструмент нужно очистить щеткой, чтобы смахнуть опилки. При этом важно стараться не касаться полотна руками, поскольку оставив на нем жирные пятна от пальцев можно изолировать участок металла от химической реакции с кислотой. Виды и устройство. Отличия и особенности
Виды и устройство. Отличия и особенности Например, для создания текстового файла вы должны использовать текстовый редактор, для создания файла изображения — редактор изображений, а для создания документа — текстовый процессор.
Например, для создания текстового файла вы должны использовать текстовый редактор, для создания файла изображения — редактор изображений, а для создания документа — текстовый процессор.
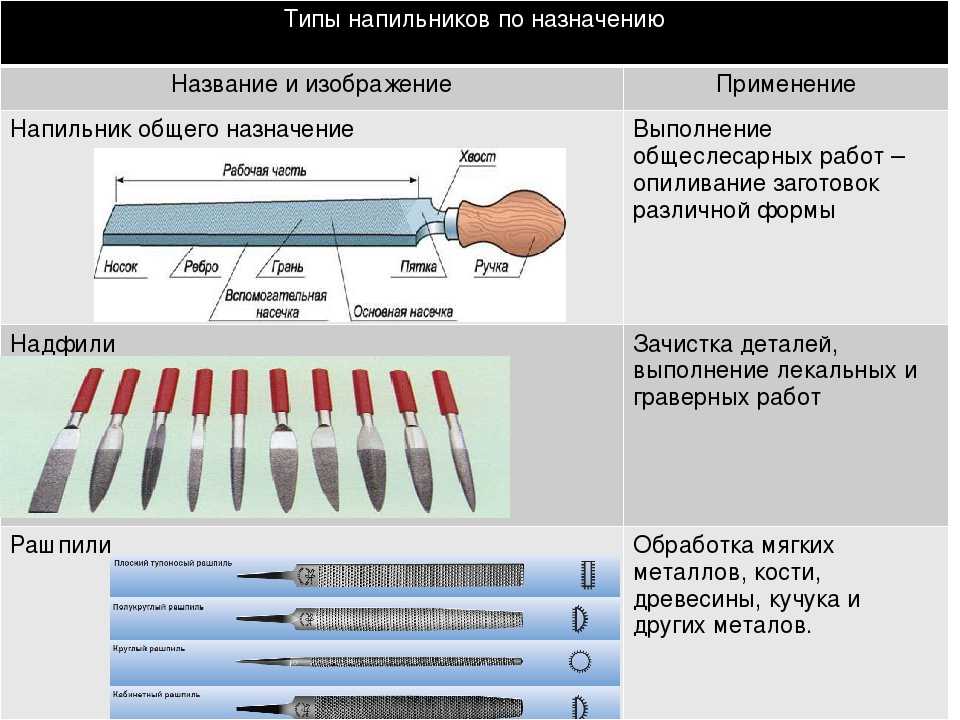 dll» — «расширением приложения».
dll» — «расширением приложения». Наличие уникальных значков также полезно, когда расширения файлов скрыты.
Наличие уникальных значков также полезно, когда расширения файлов скрыты. Файлы могут содержаться в каталоге и содержать информацию, используемую операционной системой или другими программами на компьютере. См. нашу страницу каталога для получения дополнительной информации о каталогах.
Файлы могут содержаться в каталоге и содержать информацию, используемую операционной системой или другими программами на компьютере. См. нашу страницу каталога для получения дополнительной информации о каталогах. Шуволи
Шуволи сродни армянскому ǰil сухожилие
сродни армянскому ǰil сухожилие » Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/file. По состоянию на 13 ноября 2022 г.
» Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/file. По состоянию на 13 ноября 2022 г. Однако в нескольких случаях было установлено, что документ подается после его отправки по почте.
Однако в нескольких случаях было установлено, что документ подается после его отправки по почте. Х. Фриденталя и др.
Х. Фриденталя и др. 
 Разрешение может быть выдано на основании письменного заявления, к которому приложены проект и иные необходимые документы. Заявление подается в орган местного самоуправления.
Разрешение может быть выдано на основании письменного заявления, к которому приложены проект и иные необходимые документы. Заявление подается в орган местного самоуправления.
 Если на участке имеются зеленые насаждения, возможно, понадобится согласовать их вырубку или пересадку.
Если на участке имеются зеленые насаждения, возможно, понадобится согласовать их вырубку или пересадку. 01.2006 служат нормативной базой. Также необходимо учитывать требования различных технических регламентов. С другой стороны, список конкретных видов инженерных изысканий, необходимых для отдельных видов зданий и сооружений, в настоящее время не определен. На этот счет в статье 15 ФЗ-384 «О безопасности зданий и сооружений» говорится о том, что изыскательные работы должны полностью обеспечивать проектирование и возведения безопасного объекта. Необходимость и достаточность количества мероприятий в данном случае имеют оценочный характер.
01.2006 служат нормативной базой. Также необходимо учитывать требования различных технических регламентов. С другой стороны, список конкретных видов инженерных изысканий, необходимых для отдельных видов зданий и сооружений, в настоящее время не определен. На этот счет в статье 15 ФЗ-384 «О безопасности зданий и сооружений» говорится о том, что изыскательные работы должны полностью обеспечивать проектирование и возведения безопасного объекта. Необходимость и достаточность количества мероприятий в данном случае имеют оценочный характер.
 Этот момент указан в части 6 статьи 48 ГрК РФ.
Этот момент указан в части 6 статьи 48 ГрК РФ.

 Заказчик же должен предоставить исполнителю комплект документации, включающий проект строительства, результаты инженерных изысканий и разрешение на строительство.
Заказчик же должен предоставить исполнителю комплект документации, включающий проект строительства, результаты инженерных изысканий и разрешение на строительство. Также необходимо соблюдать требования проектной документации, периодически проводить эксплуатационный контроль и обслуживание объекта, своевременно выполнять текущий ремонт. При нарушении этих обязанностей надзорные органы вправе приостановить эксплуатацию здания.
Также необходимо соблюдать требования проектной документации, периодически проводить эксплуатационный контроль и обслуживание объекта, своевременно выполнять текущий ремонт. При нарушении этих обязанностей надзорные органы вправе приостановить эксплуатацию здания.
 С применением усовершенствованной технологии и особых марок цемента период выдерживания может быть значительно сокращен.
С применением усовершенствованной технологии и особых марок цемента период выдерживания может быть значительно сокращен. Только после грамотного сооружения несущих стен можно приступать к возведению монолитных конструкций и межэтажных перекрытий.
Только после грамотного сооружения несущих стен можно приступать к возведению монолитных конструкций и межэтажных перекрытий. Затем объект сдается заказчику вместе со всей проектной документацией.
Затем объект сдается заказчику вместе со всей проектной документацией. Кроме того, строительные конструкции подвергаются действию дождя и снега, многократным циклам замораживания и оттаивания, в результате чего ухудшаются все характеристики и снижается несущая способность. Таким образом, если вы собрались построить здание, будьте готовы пройти все этапы строительства без простоев и правильно оценивайте свои финансовые возможности.
Кроме того, строительные конструкции подвергаются действию дождя и снега, многократным циклам замораживания и оттаивания, в результате чего ухудшаются все характеристики и снижается несущая способность. Таким образом, если вы собрались построить здание, будьте готовы пройти все этапы строительства без простоев и правильно оценивайте свои финансовые возможности.
 В начале вы предоставляете нам земельный участок, а в конце вы регистрируете право собственности, все этапы, что находятся в этом промежутке, выполняет наша компания. Вы не беспокоитесь обо всей цепочке ведения заказа, это наша головная боль. Кроме того, за счет отсутствия посредников, вы значительно экономите свои денежные средства и получаете высокое качество работ. Получая, готовое здание из одних рук вы можете сэкономить до 40% денежных средств.
В начале вы предоставляете нам земельный участок, а в конце вы регистрируете право собственности, все этапы, что находятся в этом промежутке, выполняет наша компания. Вы не беспокоитесь обо всей цепочке ведения заказа, это наша головная боль. Кроме того, за счет отсутствия посредников, вы значительно экономите свои денежные средства и получаете высокое качество работ. Получая, готовое здание из одних рук вы можете сэкономить до 40% денежных средств. Таким образом, клиент сотрудничает с производителем напрямую, минуя ненужных посредников.
Таким образом, клиент сотрудничает с производителем напрямую, минуя ненужных посредников.
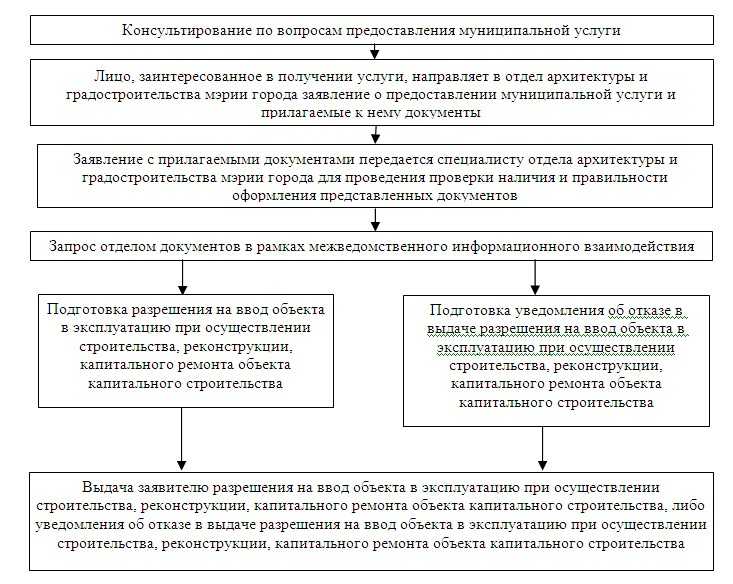 Это включает в себя удаление любых деревьев, валунов или других препятствий, которые мешают вашему зданию, а также выравнивание или выравнивание земли.
Это включает в себя удаление любых деревьев, валунов или других препятствий, которые мешают вашему зданию, а также выравнивание или выравнивание земли. Их работа не будет завершена на этом этапе, но это поможет выполнить черновую работу, чтобы можно было поднять гипсокартон, изоляцию и потолки.
Их работа не будет завершена на этом этапе, но это поможет выполнить черновую работу, чтобы можно было поднять гипсокартон, изоляцию и потолки. Это включает в себя добавление изоляции, установку гипсокартона и добавление потолков. На этом этапе часто появляется электрик и заканчивает установку розеток и осветительных приборов.
Это включает в себя добавление изоляции, установку гипсокартона и добавление потолков. На этом этапе часто появляется электрик и заканчивает установку розеток и осветительных приборов. Свяжитесь с нами сегодня, чтобы узнать больше о том, кто мы, какие услуги мы предлагаем и как мы можем вам помочь.
Свяжитесь с нами сегодня, чтобы узнать больше о том, кто мы, какие услуги мы предлагаем и как мы можем вам помочь. Итак, давайте начнем.
Итак, давайте начнем. Они также начинают раньше, если им нужны товары от предприятий, которые открыты только в это время.
Они также начинают раньше, если им нужны товары от предприятий, которые открыты только в это время.  По оценкам, только за последнее десятилетие почти 400 рабочих умерли от теплового удара на работе.
По оценкам, только за последнее десятилетие почти 400 рабочих умерли от теплового удара на работе. Если во время воскресного утреннего кофе вы слышите постоянное сверление или шелест листьев, возможно, у вас есть право подать жалобу на шум.
Если во время воскресного утреннего кофе вы слышите постоянное сверление или шелест листьев, возможно, у вас есть право подать жалобу на шум. Они, может, и не заставят конструкцию исчезнуть, но приглушат шум. Или, если вы пытаетесь выспаться на выходных, вы можете попробовать использовать беруши, чтобы полностью избавиться от шума.
Они, может, и не заставят конструкцию исчезнуть, но приглушат шум. Или, если вы пытаетесь выспаться на выходных, вы можете попробовать использовать беруши, чтобы полностью избавиться от шума.

 С помощью САИ-190К можно работать электродом диаметром до 5 мм включительно. Данный аппарат работает от сети в 220В.
С помощью САИ-190К можно работать электродом диаметром до 5 мм включительно. Данный аппарат работает от сети в 220В. 60 — 5 мм
60 — 5 мм 80 кВт
80 кВт Туннельная система охлаждения помогает продлить срок службы аппарата, проводя воздух через весь корпус и тем самым остужая его.
Туннельная система охлаждения помогает продлить срок службы аппарата, проводя воздух через весь корпус и тем самым остужая его. Пусть вас не смущает низкая цена; торговая марка CET — бренд фабрики производителя BOUYEAN Welding Technologies. Уже более 30 лет фабрика производит разнообразное сварочное оборудование и осуществляет поставки по всему миру. Покупка товаров под брендом завода производителя это гарантия оптимального соотношение цены и качества.
Пусть вас не смущает низкая цена; торговая марка CET — бренд фабрики производителя BOUYEAN Welding Technologies. Уже более 30 лет фабрика производит разнообразное сварочное оборудование и осуществляет поставки по всему миру. Покупка товаров под брендом завода производителя это гарантия оптимального соотношение цены и качества. 60 — 4 мм
60 — 4 мм В режиме Synergy MMA, в зависимости от выбранного диаметра электрода, сила сварочного тока находится в оптимальном диапазоне, функции «Форсаж дуги» и «Горячий старт» подстраиваются автоматически. Данный режим позволяет быстро и оптимально настроить процесс сварки.
В режиме Synergy MMA, в зависимости от выбранного диаметра электрода, сила сварочного тока находится в оптимальном диапазоне, функции «Форсаж дуги» и «Горячий старт» подстраиваются автоматически. Данный режим позволяет быстро и оптимально настроить процесс сварки. Собран на базе современных транзисторов IGBT. Предусматривает регулировку тока сварки от 10 до 190 А для более точной работы и ровных сварных швов. Современные функции горячего старта и антизалипания помогут быстрее и лучше справиться с любой работой. Защита от перегрева продлит срок службы инвертора. Аппарат легко переносится на плече благодаря наличию ремня и малым габаритам, а металлический корпус защищает его от физических воздействий.
Собран на базе современных транзисторов IGBT. Предусматривает регулировку тока сварки от 10 до 190 А для более точной работы и ровных сварных швов. Современные функции горячего старта и антизалипания помогут быстрее и лучше справиться с любой работой. Защита от перегрева продлит срок службы инвертора. Аппарат легко переносится на плече благодаря наличию ремня и малым габаритам, а металлический корпус защищает его от физических воздействий. R.D – проста и надежна в эксплуатации. Аппарат предназначен для продолжительной сварки с максимальным током 220 А в местах с особо опасной зоной поражения электрическим током (например, шахты, судоверфи и т.д.).
R.D – проста и надежна в эксплуатации. Аппарат предназначен для продолжительной сварки с максимальным током 220 А в местах с особо опасной зоной поражения электрическим током (например, шахты, судоверфи и т.д.). Устройство позволяет соединять различные металлические конструкции: трубы, батареи отопления и прочее.
Устройство позволяет соединять различные металлические конструкции: трубы, батареи отопления и прочее.


 Поэтому партнерам РЕСАНТА предоставляется комплексная программа по обучению персонала и знакомству с оборудованием.
Поэтому партнерам РЕСАНТА предоставляется комплексная программа по обучению персонала и знакомству с оборудованием.


 ЦАП можно найти в проигрывателях компакт-дисков, цифровых музыкальных проигрывателях и звуковых картах ПК.
ЦАП можно найти в проигрывателях компакт-дисков, цифровых музыкальных проигрывателях и звуковых картах ПК. Это работает для всех чистых нагрузок, таких как лампы или обогреватели. Это стоит меньше и более эффективно, чем прямоугольная волна.
Это работает для всех чистых нагрузок, таких как лампы или обогреватели. Это стоит меньше и более эффективно, чем прямоугольная волна. Микроинверторы используются для преобразования энергии постоянного тока от солнечных батарей в переменный ток для электрической сети. ИБП или служба бесперебойного питания использует инвертор для подачи переменного тока, когда основное питание недоступно. Он также используется для индукционного нагрева.
Микроинверторы используются для преобразования энергии постоянного тока от солнечных батарей в переменный ток для электрической сети. ИБП или служба бесперебойного питания использует инвертор для подачи переменного тока, когда основное питание недоступно. Он также используется для индукционного нагрева. com
com 




