/ Ручной соковыжималка XL для граната и цитрусовых
Также покупается вместе
Just Juice Diet
GPBSM09
17,95 $
Почему вам это понравится .
Отсутствие контакта сока с алюминием или пластиком. Очень большая чаша диаметром 4,5 дюйма позволяет выжимать сок не только из цитрусовых, но и из граната.
Давление отжима 200 фунтов
Эргономичная рукоятка и прочные внутренние шестерни увеличивают силу оператора для максимального выхода сока.
Полностью фиксируемые детали
Ситечко и чаша фиксируются на месте для обеспечения бесперебойной работы. Разблокируйте с помощью поворота для легкой очистки и дезинфекции.
Quick Swing Drip Cup
Предотвратите проливание и соберите оставшийся сок, поместив встроенную капельницу под чашу между использованиями. Поднимите и снимите для простого выливания и очистки.
Описание
Ручной пресс для сока Tribest Professional® XL предназначен для отжима сока из гранатов и различных цитрусовых, таких как апельсины, мандарины, грейпфруты и лимоны, а также из некоторых овощей, таких как томаты. Пресс для сока можно использовать в отелях, ресторанах, торговых центрах, супермаркетах, овощных магазинах, домах, кафе и т. д.
Посетите наш канал на YouTube, где вы найдете рецепты, советы и многое другое!
Основные характеристики
Легко приготовить сок из любых цитрусовых
Легко извлекает большое количество сока из гранатов и широкого спектра цитрусовых, таких как апельсины, мандарины, мандарины, грейпфруты, помело, лаймы, лимоны, а также из некоторых овощей, таких как помидоры. Большой диаметр чаши (4,5 дюйма) позволяет с легкостью обрабатывать гранаты и цитрусовые любого размера.
Детали контакта сока из нержавеющей стали
Ситечко и чаша из нержавеющей стали обеспечивают максимальную надежность. Отсутствие контакта сока с алюминием или пластиком.
200 фунтов давления сжатия
Эргономичная рукоятка и прочные внутренние шестерни увеличивают силу оператора для максимального выхода сока.
Полностью запирающиеся детали
Ситечко и чаша фиксируются на месте, что упрощает работу. Разблокируйте с помощью поворота для легкой очистки и дезинфекции.
Кувшин для капель Quick Swing
Предотвратите проливание и соберите оставшийся сок, поместив встроенный поддон под чашу между использованиями. Поднимите и снимите для простого выливания и очистки.
Создан на века
Все несущие части изготовлены из массивных стержней из нержавеющей стали вместо полых труб, что увеличивает срок службы изделия. Солидный вес повышает устойчивость во время работы.
Одобрено FDA
Использует сырье, одобренное Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов.
Вас также может заинтересовать…
Все соковыжималки
Ручной соковыжималка
MJP-100GY
$199,95
Восстановленный ручной пресс для сока XL для граната и цитрусовых
Главная
/ Восстановленные соковыжималки
/ Восстановленный ручной пресс для сока XL для граната и цитрусовых
Также покупались вместе
Just Juice Diet
GPBSM09
17,95 $
Почему вам это понравится
Соковыжималка из нержавеющей стали 9 долговечность.
Отсутствие контакта сока с алюминием или пластиком. Очень большая чаша диаметром 4,5 дюйма позволяет выжимать сок не только из цитрусовых, но и из граната.
Давление отжима 200 фунтов
Эргономичная рукоятка и прочные внутренние шестерни увеличивают силу оператора для максимального выхода сока.
Полностью фиксируемые детали
Ситечко и чаша фиксируются на месте для обеспечения бесперебойной работы. Разблокируйте с помощью поворота для легкой очистки и дезинфекции.
Quick Swing Drip Cup
Предотвратите проливание и соберите оставшийся сок, поместив встроенную капельницу под чашу между использованиями. Поднимите и снимите для простого выливания и очистки.
Описание
Ручной пресс для сока Tribest Professional® XL предназначен для отжима сока из гранатов и различных цитрусовых, таких как апельсины, мандарины, грейпфруты и лимоны, а также из некоторых овощей, таких как томаты. Пресс для сока можно использовать в отелях, ресторанах, торговых центрах, супермаркетах, овощных магазинах, домах, кафе и т. д.
Посетите наш канал на YouTube, где вы найдете рецепты, советы и многое другое!
Основные характеристики
Легко приготовить сок из любых цитрусовых
Легко извлекает большое количество сока из гранатов и широкого спектра цитрусовых, таких как апельсины, мандарины, мандарины, грейпфруты, помело, лаймы, лимоны, а также из некоторых овощей, таких как помидоры. Большой диаметр чаши (4,5 дюйма) позволяет с легкостью обрабатывать гранаты и цитрусовые любого размера.
Детали контакта сока из нержавеющей стали
Ситечко и чаша из нержавеющей стали обеспечивают максимальную надежность. Отсутствие контакта сока с алюминием или пластиком.
200 фунтов давления сжатия
Эргономичная рукоятка и прочные внутренние шестерни увеличивают силу оператора для максимального выхода сока.
Полностью запирающиеся детали
Ситечко и чаша фиксируются на месте, что упрощает работу. Разблокируйте с помощью поворота для легкой очистки и дезинфекции.
Кувшин для капель Quick Swing
Предотвратите проливание и соберите оставшийся сок, поместив встроенный поддон под чашу между использованиями. Поднимите и снимите для простого выливания и очистки.
Создан на века
Все несущие части изготовлены из массивных стержней из нержавеющей стали вместо полых труб, что увеличивает срок службы изделия.
Как устранить белый налет на оцинкованной поверхности
Владельцы металлических изделий с защитным оцинкованным покрытием периодически сталкиваются с проблемой появления белого налета.
С ним нужно бороться, потому что есть угроза порчи защитного слоя. Если на отдельном участке цинк получит повреждения, появится риск развития коррозии.
В этой статье подготовили ответ на вопрос о том, как очистить оцинкованный лист от белого налета и не повредить его, не снизить срок эксплуатации.
Что такое белый налет на оцинковке
Иногда при использовании металлических изделий с оцинковкой, можно заметить появление белого налета на поверхности.
По консистенции, налет белый и рыхлый.
Так проявляется оксид цинка, единственная возможность, справиться с которым является механическое удаление.
Главная проблема заключается в том, что когда вы удаляете оксид стандартными средствами, покрытие сильно повреждается и не может больше выполнять своих защитных функций.
Постараемся ответить на вопрос о том, что делать, если оцинкованный лист покрылся белым и из-за чего это происходит.
Причины появления белого налета
Белый налет начинает появляться из-за того, что цинк вступает в реакцию с воздухом.
Будучи активным металлом, он может быстро покрыться таким слоем и это сильно пугает клиентов.
Стоит ли бояться такого явления? В большинстве случаев – нет. Причина заключается в том, что хотя сам по себе налет может портить внешний вид изделия, пленка из карбоната цинка не пропускает кислород дальше.
Степень поражения и уровень опасности зависит от того, какая именно реакция запускается и как быстро она протекает в нормальных условиях.
Так, если воздух сухой и уровень влажности не превышает 70%, реакция будет протекать очень медленно.
Намного быстрее она будет происходить при наличии увлажнения, а также при неправильном складировании.
Когда поверхность часто намокает или находится в увлажненном состоянии, начинает развиваться гидроксид цинка, постоянно увеличивающий опасность полного разрушения защитного покрытия.
Также сам тип цинкования и особенности изделия будут сильно отражаться на скорости протекания формирования белой ржавчины.
Как бороться с белым налетом?
Когда мы узнали, что это за белый налет на оцинковке, стоит сказать о том, как бороться с таким явлением. Наиболее эффективное средство – помещение в ванны с хроматным раствором.
Также активно применяются и бесхроматные методы. Они позволяют удалить с поверхности налет и не допустить постепенного прогрессирования ржавения.
Почему на профнастиле появляются ржавые пятна
Профнастил, как и любое металлическое изделие, подвергается воздействию влажности.
Она опасна тем, что происходит постепенное разрушение, потеря прочности. Со временем лист может прохудиться и прийти в полную негодность.
Большинство производителей заявляют о том, что их материалы защищены от ржавчины, но на деле к ее возникновению приводят сразу 4 фактора:
Повреждение внешнего полимерного покрытия. Когда на нем возникают сколы и царапины, в таком месте металл начинает контактировать с воздухом. Окисление запускает коррозию, которая постепенно распространяется на весь лист.
Некачественное окрашивание. На производстве часто может проявляться брак. Из-за него на поверхности остаются не прокрашенные участки. При намокании и механическом воздействии такие места становятся очагом распространения коррозии.
Отсутствие полимерного покрытия. Стоит понимать, что прошедший только оцинковку профнастил оказывается в группе риска. Лучше всего окрашивать листы, чтобы они могли дольше использоваться в условиях российского климата.
Контакт цинка с воздухом и влагой. Это ответ на вопрос о том, почему профнастил белеет. Его поверхность окисляется при постоянном намокании и высокой влажности. В ряде случаев эта проблема не представляет опасности, но есть риск, что белая ржавчина начнет распространяться и проникать все глубже и глубже.
Также в списке распространенных проблем – некачественный металл, нарушение требований по оцинковке, несоблюдение требований по эксплуатации и другие.
Как устранить белый налет
Если видите, что на поверхности появился слой белого цвета, беритесь за его устранение как можно скорее.
Алгоритм борьбы с таким явлением выглядит так:
Поверхность тщательно просушивается. Создайте для работы условия с низким уровнем влажности. Поверхность должна равномерно просушиться, влажность повредит процессу.
Выбор метода устранения. При подборе подходящей технологии стоит ориентироваться на область локализации налета и его количество. Если проблема пока проявилась не так сильно, охвачен небольшой участок, вынесите металлическое изделие на свежий воздух. В таком случае с налетом предстоит бороться с использованием кислорода. В помещении поместите деталь в сухое пространство, а потом уже почистите нейлоном или жесткой щеткой. Главное – работать осторожно.
Удалить покрытие и нанести новое. Такой вариант подойдет только для того случая, когда большая область оказалась поражена налетом. В такой ситуации только повторная оцинковка продлит срок эксплуатации. Для стирания цинка используйте проволочную или нейлоновую щетку.
Самым опасным случаем считается ситуация, когда белый цвет переходит в черный. В таком случае зачистить пораженное место не получится, нужно как можно скорее выполнять повторное цинкование.
Как не допустить формирование налета
Проще всего не допустить появления белого налета на цинковом листе, если заняться профилактикой его появления. Для этого нужно регулярно осматривать поверхность металла, чистить мелкие участки, на которых уже есть поражение.
Так же стоит соблюдать требования по эксплуатации материала. Избегайте использование при влажности и сильном перепаде температур. Внимательно стоит отнестись к этому, если оцинкованный металл используется на открытом воздухе.
Заказывайте оцинковку в «Точинвест Цинк»
Компания «Точинвест Цинк» выполнит повторную оцинковку после удаления налета на поверхности.
В пользу обращения в компанию говорит сразу 3 довода:
Используется техника немецко-австрийской фирмы KVK KOERNER и чешской фирмы EKOMOR. Это увеличивает уровень цинкования.
Соблюдение технологии. Процесс соответствует требованиям ГОСТ 9.307-89.
Скорость работы. Три линии цинкования позволяют работать даже с крупными партиями.
Чтобы получить ответы на интересующие вопросы и заказать услуги компании, оставьте заявку на сайте или звоните.
Вернуться к статьям
Поделиться статьей
Белая ржавчина на оцинкованной поверхности. Как с ней бороться?
Назад
15.11
2021
Что такое белая ржавчина
Заметили на оцинкованном металле белый налет с рыхлой структурой? Скорее всего это так называемая белая ржавчина. Ее появление говорит о серьезном повреждении защитного слоя оцинковки и поражении металла коррозией. Если очистить поверхность от налета белой ржавчины, будут отчетливо видны места поражения покрытия, которые станут “слабым звеном” в антикоррозийной защите металла.
Почему это происходит?
Причины появления белой ржавчины
Причины появления белой ржавчины и благоприятные условия для ее развития хорошо изучены. Разработаны инструкции и методы по защите оцинкованного металла от ее возникновения. Доступны затратные и радикальные, но работающие решения для особо сложных случаев. Являясь очень чувствительным к внешней среде, оцинкованная сталь дает ряд активных реакций, от которых зависят ее защитные свойства:
Окисление. Реакция цинка и кислорода. В результате возникает оксид цинка и потенциальная “искра” поражения белой ржавчиной.
2Zn + O2 → 2ZnO
Гидратация. В результате этого процесса образуется более устойчивый и плохо растворимый осадок гидроксида цинка:
Zn → Zn2 + 2e—
O2 + 2H2O + 4e— → 4OH—
Zn2 + 2OH- = Zn(OH)2
Формирование карбонатов. Именно слой карбоната цинка создает прочный и устойчивую к внешнему воздействию защитную пленку:
5Zn(OH)2 = 2CO2 + 2ZnCO3 * 3Zn(OH)2 + 2H2O
Карбонатная пленка появляется не сразу и требуется точное соблюдение технологии для формирования надежного защитного слоя. Нарушение технологических процессов ведет к возникновению белой ржавчины, когда слабые участки покрытия попадают под активное воздействие влажной среды.
Несоблюдение правил хранения оцинкованной стали — еще одна, более распространенная, причина появления белой ржавчины. Длительный контакт влаги и оцинкованного металла с минимальным доступом кислорода запускает повторные процессы гидратации и окисления. Это ведет к быстрому ослаблению и разрушению слоя цинка. А реакция разрушенного цинка с кислородом провоцирует окисление и коррозию металла.
Чаще всего эти процессы начинаются при плотной упаковке оцинкованных листов, между которыми скапливается влага (роса, конденсат) и нет доступа для кислорода. Или при длительном хранении металла на открытом воздухе при постоянном воздействии влаги и невозможности его просушить. Дополнительные факторы, провоцирующие белую ржавчину и коррозию оцинкованной стали:
Соленая среда и растворенные в воздухе и осадках хлориды
Промышленные выбросы, растворенные в осадках
Чем выше температура воздуха и влажность, тем быстрее процессы окисления и разрушения защитного слоя
Парадокс.
Вода разрушает слой цинка и сам металл, но влажная среда может способствовать укреплению и восстановлению оксидно-карбонатной пленки. Результаты исследований говорят о том, что оксидно-карбонатная пленка быстрее и эффективнее формируется в условиях повышенной влажности:
Влажность 75% — формирование пленки за 3-6 дней
Влажность 33% — формирование пленки за 14 дней
Минимальная или нулевая влажность — формирование пленки до 100 дней
Цена такого ускорения — более темный цвет и грубая поверхность готовой продукции.
Как избежать появления белой ржавчины
Как было написано выше, проблема поражения оцинкованной стали белой ржавчиной заключена в нарушении технологии производства, условиях хранения и эксплуатации в агрессивных для материала условиях. Исходя из этого можно сделать выводы, которые защитят оцинкованный металл от появления белой ржавчины:
Хранение оцинкованного металла в сухом помещении со стабильной температурой выше точки росы. Важно избегать сквозняков и не хранить продукцию возле ворот и дверных проемов.
Хранить листовую продукцию под небольшим углом, на специальных платформах, избегая контакта с землей (полом) и обеспечить свободный доступ воздуха между листами
Хранить изделия на улице на аналогичных платформах и накрыть непромокаемым материалом. Обязательно обеспечить свободный доступ воздуха и отток воды и конденсата.
При упаковке использовать прокладку между листами металла, а для крепления использовать ремни, которые не повредят защитный слой.
Хранить и перевозить можно только чистую продукцию. Грязь, песок, пыль и стружка — факторы появления белой ржавчины.
Методы борьбы с белой ржавчиной
В большинстве случаев, вовремя обнаруженная и удаленная белая ржавчина не приведет к потере защитных свойств цинка. Другое дело — поражение средней и глубокой степени может значительно ослабить покрытие и спровоцировать коррозию металла. Но практически на все случаи есть решение, которое полностью или частично восстановит внешний вид и защитные свойства оцинкованного металла.
Легкое поражение белой ржавчиной
Внешний вид: легкий белый налет с порошковой структурой
Решение: удаление налета мягкой тканью, щеткой или губкой и тщательное проветривание изделия до полного высыхания
Результат: полное сохранение защитных свойств и внешнего вида изделия
Среднее поражение белой ржавчиной
Внешний вид: большие очаги белой ржавчины относительно площади материала. В случаях средней тяжести изделие покрыто темными пятнами с повреждением или отсутствием цинкового покрытия.
Решение:
Замер слоя цинка для каждого пораженного участка.
Поврежденные зоны очищают щетками по металлу с удалением до 5% оставшегося покрытия.
Результат: локализация очагов поражение и обеспечение тонкого защитного слоя на поврежденных участках.
Глубокое поражение белой ржавчиной
Внешний вид: большие зоны поражения с глубоким повреждением цинкового покрытия. белые соляные отложения с рыхлой структурой
Решение: зачистка и шлифовка поврежденных участков до полного удаления коррозии и частиц оксида цинка. Нанесение цинковой грунтовки, цинковой или эпоксидной краски очищенные участки.
Результат: предотвращение распространения белой ржавчины и ограниченное восстановление внешнего вида и свойств материала.
Белая ржавчина, это неприятный и достаточно опасный вид коррозии оцинкованного металла, которая появляется в результате неправильного процесса производства, хранения и транспортировки. Чтобы избежать губительных последствий и обеспечить эффективную эксплуатацию продукции стоит тщательно выбирать поставщика и проверять изделия. При перевозке и хранении обязательно соблюдайте инструкции и рекомендации.
Специалисты Metipol строго соблюдают правила и технологии по работе с оцинкованной сталью. Это гарантия выпуска высококачественного металла с полимерным покрытием и поставки оцинковки в рулонах клиентам компании.
Назад
Похожие статьи
Контакты
Профилактика и лечение белой ржавчины
Одной из часто встречающихся проблем со строительными изделиями из оцинкованной стали является наличие пятен влажного хранения, также известных как белая ржавчина. Это условие приводит к значительному порошкообразному отложению на поверхности оцинкованного материала, что может привести к повреждению покрытия и ухудшению внешнего вида продукта.
Цинкование представляет собой металлический слой цинка, указанный в весе цинка на квадратный фут. Настил из оцинкованного металла обычно имеет класс G60 или G9.0, что соответствует 0,60 унции/SF или 0,90 унции/SF соответственно. Цинк долговечен и обеспечивает отличные антикоррозионные свойства стали. Без свободного потока воздуха и двуокиси углерода не допускается образование стабильного оксида цинка, обеспечивающего длительную защиту гальванических покрытий от коррозии. Белая ржавчина — это просто химическое соединение гидроксида цинка, которое образуется при контакте цинка с влагой и не превращается в пассивную пленку карбоната цинка, поскольку материал не подвергается свободному воздействию воздуха, содержащего углекислый газ. Гидроксид цинка (белая ржавчина) будет продолжать образовываться до тех пор, пока поверхности влажные и лишены углекислого газа. После отделения влажного материала и его высыхания окрашивание останется, однако дальнейшего окрашивания не произойдет.
В этом сообщении блога мы рассмотрим некоторые причины белой ржавчины, способы ее предотвращения и предоставим рекомендации, основанные на стандартных методах лечения.
Причины появления белой ржавчины
Белая ржавчина на металлическом настиле возникает в результате пятен от хранения во влажном состоянии. Это происходит, когда плотно упакованные пачки оцинкованного металлического настила хранятся во влажных и плохо проветриваемых условиях. Белая ржавчина чаще всего возникает на оцинкованных изделиях, которые вложены друг в друга, плотно упакованы и куда влага может проникнуть и оставаться в течение длительного времени.
Существует несколько способов избежать появления белой ржавчины на оцинкованном металлическом настиле:
ХРАНИТЬ СВЯЗКИ В ХОРОШО ВЕНТИЛЯЦИОННОМ СУХОМ МЕСТЕ поднимите панели не менее чем на 1 фут от земли
Поднимите один конец выше, чтобы обеспечить дренаж
Связки крышек с вентилируемым водонепроницаемым покрытием
Оставьте нижнюю часть крышки свободной для обеспечения циркуляции воздуха
Никогда не покрывайте пластиком, который вызывает потоотделение или конденсацию
Обработка
Белая ржавчина часто может казаться тяжелой, но количество корродированного цинка невелико. Хотя пятно от влажного хранения может повлиять на внешний вид оцинкованного материала, оно, как правило, не вредно с точки зрения долговременной коррозионной стойкости. Инженер записи на проекте должен будет определить серьезность повреждения и надлежащее лечение.
Ниже приведены отраслевые стандартные рекомендации по обработке белой ржавчины на оцинкованных изделиях:
Легкая белая ржавчина
Характеризуется образованием легкой пленки белого порошкообразного остатка. Если оставить его в покое, он может смыться в процессе эксплуатации при обычном атмосферном воздействии. Если необходимо удалить белую ржавчину, это обычно можно сделать с помощью щетки с жесткой щетиной (нейлон). Если одной чистки щеткой недостаточно, натрите или почистите поверхность смесью минерального масла и опилок. Мягкое абразивное воздействие может удалить пятно, хотя эта обработка не очень помогает при сильном пятне от хранения во влажном состоянии.
Умеренная белая ржавчина
Если пятно не слишком сильное, его можно удалить путем промывания 10% (по объему) раствором уксусной кислоты с последующим немедленным тщательным ополаскиванием водой для нейтрализации поверхности. Удалению может помочь использование щетки с жесткой щетиной (нейлон). Листы должны быть сухими перед повторной укладкой. Эта обработка может удалить часть металлического блеска даже на неокрашенных участках.
Сильная белая ржавчина
Продукт коррозии гидроксида цинка легко растворяется в слабых кислых растворах. Обычный домашний белый уксус оказался очень эффективным и безвредным для окружающей среды. Коммерческие продукты, такие как CLR™, широко рекламируемые для удаления накипи и пятен, также могут быть эффективными. В качестве альтернативы на листы можно нанести кистью раствор 5% (по объему) фосфорной кислоты в воде с добавлением смачивающего агента. Во всех случаях необходимы надлежащие меры предосторожности, а также утвержденная утилизация чистящих жидкостей. После очистки листы необходимо сразу же хорошо прополоскать, чтобы нейтрализовать поверхность, а затем тщательно высушить. Эта обработка удалит часть металлического блеска даже на неокрашенных участках.
Проверка толщины покрытия позволит определить степень повреждения гальванического покрытия. Восстановительные процедуры для восстановления покрытия могут включать:
Проволочную щетку или полировку пораженного участка для удаления всех отложений гидроксида цинка
Нанесите один или два слоя эпоксидной краски с высоким содержанием цинка. Перед нанесением краски в полевых условиях необходимо проверить совместимость с конечным использованием владельца, финишным покрытием или огнезащитным покрытием. CSM не гарантирует и не гарантирует какое-либо перечисленное лечение. Любая очистка в полевых условиях и покрытие, которые могут потребоваться для удаления пятен белой ржавчины, не входят в сферу ответственности CSM.
Очистка оцинкованной стали | Американская ассоциация гальванистов
Дом » База знаний » Очистка оцинкованной стали
Как очистить оцинкованную сталь от жира или мокрого хранения, не повреждая внешний вид покрытия?
Трубы с пятнами от мокрого хранения.
Независимо от того, насколько чистой является операция цинкования, в какой-то момент органические загрязнители, такие как жир или масло, попадут на только что оцинкованную сталь. Точно так же, когда на улице особенно сыро или влажно, влага может скапливаться на хранящейся оцинкованной стали, ожидающей отправки, и вызывать появление пятен от мокрого хранения. В интересах предоставления вашим клиентам услуг высочайшего качества вам нравится очищать эти загрязняющие вещества или примеси с поверхности перед доставкой продукта. Однако, чтобы сохранить удовлетворенность клиентов, вы хотите использовать чистящие средства, которые как можно меньше влияют на отделку покрытия. Ниже приведены подробные сведения об исследовании очистки, проведенном AGA.
Удаление органических загрязнений с оцинкованных поверхностей
AGA недавно провела исследование, чтобы проверить, какие имеющиеся в продаже продукты лучше всего удаляют органические загрязнения с оцинкованной стали. Были протестированы многие продукты, и большинство из них очень хорошо удаляли загрязнения, не влияя на внешний вид покрытия. Очистка этими продуктами заключалась в нанесении и удалении продукта с оцинкованной поверхности в соответствии с инструкциями производителя, промывании водой и последующей сушке. Следующие продукты не повредили покрытие:
Comet®
Bleach
Goof Off®
Simple Green®
Необходимость для Rust®
нержавеющая сталь
, даже если они не повредили внешний исследование, вы все равно должны сначала проверить небольшой участок, чтобы быть осторожным. Были и другие продукты, которые эффективно удаляли жир и масло, но также каким-то образом влияли на внешний вид оцинкованного покрытия. Эти продукты включают в себя:
Уксус
Соляная кислота
Аммиак
Очистка оцинкованной стали от пятен мокрого хранения
Лучший способ справиться с пятнами мокрого хранения — предотвратить их появление. Предотвращение образования пятен от мокрого хранения достигается двумя способами:
Обеспечение достаточного притока воздуха к новым оцинкованным поверхностям
Удаление стоячей воды с недавно оцинкованных поверхностей.
Правильное хранение только что оцинкованной стали делает и то, и другое. Тем не менее, бывают случаи, когда невозможно предотвратить образование мокрого пятна от хранения, и его необходимо удалить. Пятно от влажного хранения может варьироваться по степени тяжести от легкого до тяжелого. Легкие и средние пятна влажного хранения не влияют на срок службы покрытия, в то время как сильные пятна влажного хранения могут. Первым шагом в лечении пятен от мокрого хранения является сушка оцинкованной поверхности. Легкое влажное пятно от хранения обычно можно не обрабатывать до тех пор, пока поверхность остается сухой и подвергается достаточному потоку воздуха. Со временем покрытие вернет свой нормальный вид по мере образования цинковой патины. С поверхности необходимо удалить средние и сильные пятна мокрого хранения, чтобы предотвратить дальнейшее изнашивание оцинкованного покрытия. В случае очень сильных пятен от хранения во влажных условиях может потребоваться зачистка детали и ее повторное цинкование. AGA провела исследование, чтобы протестировать различные продукты для удаления пятен от мокрого хранения без повреждения оцинкованного покрытия или внешнего вида. Было найдено пять продуктов, соответствующих этим критериям:
CLR®
Лаймовый сок
Naval Jelly® Растворитель ржавчины
Picklex 10G
Белый уксус
Эти продукты можно наносить на пораженные участки щеткой и скрабом. После очистки пятна от мокрого хранения вам нужно будет промыть поверхность и высушить ее.
Дополнительные ресурсы
Исследования по тестированию этих различных продуктов для удаления органических загрязнений и пятен от мокрого хранения с оцинкованной стали были обобщены в «Заметках о гальванизации», которые доступны для загрузки в разделе для участников на веб-сайте AGA. Кроме того, вы можете обратиться в технический отдел AGA, чтобы получить копии этих публикаций.
Многие начинающие строители хотят знать, как быстро, правильно и качественно возвести цоколь из кирпича на ленточный фундамент. Основным из предназначений цоколя является защита стен и всего дома от влажности. Дома, в которых отсутствует цоколь, значительно быстрее начинают разрушаться под действием влаги. Стены покрываются грибком и плесенью, а теплообмен между внутренней частью дома и улицей усиливается.
Важнейшим показателем для цоколя является прочность. На него воздействует большое количество факторов, таких как перепады температур, влага, вес стен. На данный момент в строительстве применяют 3 вида цоколя:
Выходящий. Существует 2 условия, при которых такой тип цоколя оправдан: если такова архитектурная задумка (этот тип выглядит наиболее эстетично) или же требуется усиленное утепление цокольного этажа. Для такого типа конструируются специальные канавы для отвода воды.
Стыковочный. Данный тип цоколя находится на одном уровне со стеной. Он практически не используется, так как не имеет полезных характеристик.
Утопленный. Чаще всего используют отметку в 6 см. Наиболее популярный вид основания. Обладает наибольшим количеством положительных качеств. Так как он меньше, значит и материалов на его возведение понадобится меньше. Стык надежно защищен от попадания воды, а это значит, что гидроизоляция цоколя надежнее, чем у других видов. Нет необходимости делать отводы для воды.
Теперь известно, что строительство ведется по 3 основным направлениям. Третий тип основания считают наиболее практичным и экономичным, именно поэтому пользуется большим спросом.
Содержание
1 Показатели ширины и высоты
2 Возведение кирпичного цоколя на ленточный фундамент
3 Подводя итоги
Показатели ширины и высоты
Размер цоколя играет такую же роль, как и материал, из которого он возведен. для того, чтобы построить своими руками надежное основание, надо четко определить, какие показатели ширины и высоты наиболее рациональны. Чтобы правильно определить ширину основания, придется обратиться к проекту дома. Необходимо определить, из какого материала будут возводиться стены. Если это какие-то виды силикатного кирпича, то ширина кладки основания должна достигать 30 см. Если же планируется утепление внешний части дома, то стоит увеличить ширину до 40 см. Если планируется использовать пеноблок, а после в дело вступит облицовка, то ширина достигает 60 см.
Что касается высоты, то здесь не существует точных цифр. Рациональным считается вариант расчета выпавшего снега за последнее десятилетие. Определив среднюю высоту, стоит сделать запас в 10 см и уже до полученной высоты класть основание. Но в реальности определяют высоту основания по уровню пола дома, даже для домов с цокольным этажом.
Архитекторы и дизайнеры предпочитают массивные, высокие основания, которые придают всему дому ощущение легкости. Дом как бы парит над землей, многих покупателей привлекает такая иллюзия. Из какого бы материала ни был изготовлен цоколь, используется облицовка цоколя кирпичом, что придает еще большей дороговизны.
Возведение кирпичного цоколя на ленточный фундамент
Первое, на что нужно обратить внимание перед тем, как начнется кладка цоколя из кирпича, — это диагонали. Основная проблема перекоса стен здания заключается именно в этом. После возведения такого основания дом быстро начнет изнашиваться. Важно также знать, как вывести в ноль основание дома. Ведь от этого также может пойти перекос.
Самый простой способ выставить углы заключается в том, чтобы выставить по периметру кирпич и с помощью рулетки замерять все стороны и диагонали. Показатели должны совпадать. Если нет, то стоит выровнять с точностью до сантиметра. При помощи уровня или отвеса стоит определять уклон стены при возведении.
Вторым важным вопросом является защита верхней поверхности фундамента. Гидроизоляция крайне необходима, чтобы защитить ноль от дополнительного поступления влаги. Чаще всего в качестве изоляции используют рубероид. Его прикрепляют на раскаленный битум или при помощи горелки. Популярностью также пользуются такие материалы, как рубемаст, стеклорубероид и еврорубероид.
Приступая к процессу укладки, стоит отметить, что никакие виды силикатного кирпича не используются, так как он сильно впитывает влагу. Рекомендуется только красный полнотелый кирпич. При возведении стоит придерживаться определенной схемы действий.
Кладут стены равномерно, при толщине слоя раствора в 20 мм. Начинается все с углов основания, а далее следует смещение к центру. Каждые 4-5 рядов при помощи отвеса рекомендуется проверять уклон стены. После того как углы возведены, между ними натягивается леска, чтобы облегчить процесс возведения стен. Минимальной высотой считается основание из 4-5 кирпичей. Если планируется цокольный этаж, то стоит оставлять отверстия в 10 см для вентиляции помещения.
Гидроизоляция цоколя должна быть расположена между основанием и стеной для дополнительной изоляции как от осадков, так и грунтовых вод. Оптимальным вариантом является рубероид. Рекомендуется складывать его вдвоем. Это не единственный вариант изоляции, но самый дешевый и практичный.
Подводя итоги
Цоколь — весьма деликатная часть дома, к которой нужен особый подход. Он ответственен за сохранность дома от влаги, поэтому на его качестве экономить нельзя. Стоит выбирать только качественные материалы, устойчивые к влаге. Виды силикатного кирпича не подходят. Важно помнить о том, как вывести в ноль и сохранить диагонали, чтобы не было печальных последствий в дальнейшем. Если уделить цоколю достойное внимание и хорошо потрудиться над ним, то весь дом прослужит хозяину не один десяток лет.
Как выложить цоколь из кирпича на ленточный фундамент
8 Май 2017 Стройэксперт Главная страница » Фундамент » Монтаж Просмотров:
4674
Кирпичный цоколь
Чтобы повысить устойчивость возводимого здания, на поверхности ленточного основания выкладывают цоколь. Цоколь – это часть фундамента, расположенная над землей. Непосредственно на этой части возводятся стены конструкции. Для выкладки цоколя можно использовать бетон или сборные железобетонные конструкции. Однако для деревянных или каркасных строений отличным вариантом будет кирпичный цоколь, уложенный на ленточный фундамент.
Виды цоколя из кирпича и их особенности
Выбор материала для возведения цоколя из кирпича
Силикатный кирпич
Красный глиняный кирпич
Керамический кирпич
Расчет материала для цоколя
Способ 1
Способ 2
Возведение цоколя из кирпича своими руками
Выставление углов
Укладка кирпичей
Гидроизоляция цоколя
Утепление цоколя
Виды цоколя из кирпича и их особенности
Обустроить надежный цоколь – это достаточно сложная работа. Именно эта часть строения подвергается механическому и атмосферному воздействию больше, чем остальные элементы конструкции. При неправильном выборе материала или несоблюдении технологии кладки может произойти деформация цоколя и как следствие разрушение всего строения. Поэтому необходимо знать и учитывать многие нюансы, чтобы избежать неприятных последствий во время дальнейшей эксплуатации строения.
Разновидности кирпичного цоколя
Кирпичный цоколь имеет несколько разновидностей:
Западающий цоколь выкладывают в том случае, когда планируется возводить стены из газосиликатных блоков. Такая конструкция позволяет дождевой воде быстро стекать, так как стена выступает над цоколем. Обустройство западающей конструкции не требует монтажа дополнительного слива.
Выступающий цоколь идеален для строений, имеющих подвальное помещение или подземный этаж. Такой вид послужит надежной защитой от холода. Однако выбирая выступающий тип цоколя, следует обустроить слив по всему периметру для защиты гидроизоляционного слоя.
Цоколь, выстроенный в одной плоскости со стеной, используется очень редко. Во-первых, гидроизоляция в этом случае остается незащищенной. Во-вторых, конструкция имеет не очень привлекательный вид. Такой вариант требует проведения работ по дополнительной гидроизоляции цоколя и его облицовки.
к оглавлению ↑
Выбор материала для возведения цоколя из кирпича
Чтобы получить надежный, не требующий ремонта цоколь, необходимо правильно выбрать материал. Следует помнить, что для выкладки этой части строения, используется только качественный кирпич. При выборе лучше всего ориентироваться на три параметра:
Разновидности кирпича для цоколя
Материал должен отличаться высокой прочностью. Кирпич для возведения цоколя не должен менять формы под воздействием нагрузки или погодных условий.
Срок эксплуатации кирпича должен быть максимальным.
Декоративные свойства материала также должны быть на высоком уровне. Необходимо использовать кирпич, который соответствует общему стилю строения.
Выбирая кирпич для кладки цоколя, стоит ознакомиться с основными физическими свойствами некоторых видов этого материала.
к оглавлению ↑
Силикатный кирпич
Такой материал плохо переносит высокую влажность. При ее длительном воздействии кирпич теряет прочность и начинает разрушаться. Цоколь из силикатного кирпича можно возводить в регионах с преобладанием сухого климата и при проведении качественной гидроизоляции.
Красный глиняный кирпич
Технология изготовления такого материала позволяет использовать его для возведения и фундамента, и цоколя. Красный кирпич может выдерживать более 50 циклов заморозки без изменения прочностных характеристик. Поэтому может применяться при строительстве конструкций в местах с влажным климатом и сильными осадками.
Керамический кирпич
Керамический кирпич относится к материалам, имеющим очень долгий срок эксплуатации. Он является идеальным вариантом для обустройства цоколя на ленточном фундаменте. Такой кирпич не боится влаги и имеет хорошую морозостойкость.
Расчет материала для цоколя
Перед тем, как начинать кладку цоколя, необходимо рассчитать требуемое количество кирпича. Во-первых, это позволит закупить материал одной партии. Во-вторых, на этом можно сэкономить, не покупая лишнего количества изделий.
Рассчитать точное количество кирпича с учетом толщины раствора и процента бракованного материала может только опытный специалист. Однако существует несколько способов, которые позволяют самостоятельно провести расчет.
к оглавлению ↑
Способ 1
Для этого нужно знать объем одного кирпича, размеры строения и высоту цоколя.
Расчет кирпича
Сначала высчитываем объем кирпича. Стандартное изделие имеет следующие размеры 25*12*6,5 см. Следовательно, его объем составит 0,25*0,12*0,065=0,00195 м3.
Теперь определяем объем цоколя. Например, строение имеет размер 9*10 м, оптимальная высота цоколя равна 1 м, его минимальная толщина не должна быть меньше половины длины кирпича. Значит, объем цоколя будет равен (9+10)*2*1*0,12=4,56 м3.
Далее объем цоколя делим на объем одного кирпича: 4,56/0,00195=2338,46. То есть для возведения цоколя для дома 9*10 м потребуется 2339 кирпичей.
к оглавлению ↑
Способ 2
В этом случае во внимание берутся длина кирпича, длина и высота цоколя.
Высчитываем число кирпичей, необходимых для одного ряда кладки. Для этого длины строения делим на длину кирпича: (9+10)*2*0,25=152.
Чтобы определить количество рядов, нужно высоту цоколя разделить на высоту одного кирпича: 1/0,065=15,38.
Далее количество кирпичей одного ряда на полученное количество рядов кладки: 152*15,38=2338.
Сравнивая результаты, получаем примерно одинаковое количество в обоих случаях.
к оглавлению ↑
Возведение цоколя из кирпича своими руками
Цоколь служит опорой для несущих элементов строения, поэтому работа должна быть выполнена с максимальным качеством. Для возведения прочного и надежного цоколя, необходимо точно выполнять каждый этап.
Выставление углов
Этот этап считается самым важным. Небрежное выполнение работы приведет к тому, что в процессе общей кладки могут появиться дефекты. Для выставления углов необходимо выложить кирпичи без раствора и проверить правильность укладки. Для этого рулеткой измеряют противоположные стороны и диагонали. Оба параметра должны быть равными между собой. Углы при правильной кладке имеют величину, равную 900. Правильное горизонтальное и вертикальное положение кладки контролируется строительным уровнем и отвесом. При совпадении всех параметров проводят фиксацию кирпичей песчано-цементным раствором.
к оглавлению ↑
Укладка кирпичей
Укладывать кирпичи нужно на песчано-цементный раствор. Для его приготовления берут песок и цемент в соотношении 3:1, перемешивают и разбавляют водой до консистенции густой сметаны. Кладку проводят горизонтальными рядами, укладывая по полтора или два кирпича. Следующий ряд выполняется с поворотом кирпичей на 900, то есть с перевязкой. При этом продольные швы в соседних рядах рекомендуется сдвигать на полкирпича, а поперечные – на четверть.
Толщина шва между кирпичами не должна быть более 1,5 см. Через каждые четыре ряда нужно выполнить армирование кладки. Для этого используют металлическую сетку.
Высота цоколя зависит от конструктивных особенностей строения. При наличии цокольного этажа можно выполнять кладку на высоту 0,8-1 метр. Для обычного дома достаточно высоты 0,5 метра.
к оглавлению ↑
Гидроизоляция цоколя
Цоколь дома нуждается в обязательной гидроизоляции, которая служит защитой от влаги из грунта и осадков. Для гидроизоляции конструкции можно использовать следующие материалы:
Гидроизоляция кирпичного цоколя
Обмазочная гидроизоляция, к которой относятся полимерная или битумная мастика, смеси на основе цемента. Она наносится на поверхность с помощью кисточки с равномерным распределением.
Рулонная гидроизоляция представлена рубероидом, гидростеклоизолом, еврорубероидом. Крепление материала осуществляется путем наклеивания предварительно разогретых рулонов или методом наплавления. Можно клеить рубероид на битумную мастику. Это сделает гидроизоляцию более эффективной. Во всех случаях необходимо обеспечивать наложение полотен гидроизоляционного материала друг на друга до 15 см.
Проникающая гидроизоляция при нанесении проникает в самые мелкие поры материала и закупоривает их. Материал наносится только на влажную поверхность, а по окончании работы необходимо проводить увлажнение изоляции на протяжении 10-14 дней.
к оглавлению ↑
Утепление цоколя
Для сохранения тепла в доме необходимо провести утепление цоколя. Эти работы могут быть выполнены как сразу после возведения цоколя, так и после завершения общих строительных работ. Для теплоизоляции чаще всего используются пенопласт и пенополистирол. Крепление утеплителя выполняется с помощью специального клея, который не содержит в своем составе ацетона или других растворителей. Клеевым раствором обрабатывается внешняя поверхность цоколя. Листы утеплительного материала прикладывают к поверхности и плотно прижимаются.
Для экономии бюджета можно выполнить простое оштукатуривание поверхности цоколя. Обычная штукатурка играет роль хорошего утеплителя.
Кладка цоколя из кирпича на ленточный фундамент – это сложный, но доступный процесс. Необходимо сделать правильные расчеты и соблюдать последовательность работ. А утепленный и защищенный от негативного влияния природных явлений цоколь сделает строение более привлекательным и повысит его технологические характеристики.
Метки: Цоколь
какой кирпич лучше выбрать для цоколя и ленточного фундамента и как его выложить своими руками?
Значительные нагрузки от жилого (и не только) строения принимает на себя не только фундамент, но и цоколь. Кроме того, последний подвергается воздействию негативных внешних факторов, таких как осадки, а также фасадная часть конструкции. Именно поэтому так важно подобрать для основания качественные и прочные материалы, которые без проблем прослужат долгие годы. Сегодня мы подробно рассмотрим такой строительный материал, как цокольный кирпич, и узнаем, как правильно его укладывать.
Требования
Прежде чем искать конкретный вид кирпича для строительства цоколя, следует выяснить, каким требованиям он должен соответствовать.
Такой строительный материал должен обладать достаточной плотностью и жесткостью. Слишком пластичные и хрупкие изделия не подойдут. Подходящий кирпич не должен подвергаться деформации под воздействием серьезных нагрузок.
Кирпич для основания должен быть износостойким. Он не должен «бояться» осадков. Кроме того, этот строительный материал должен быть влагостойким. В противном случае он прослужит очень недолго и быстро начнет разрушаться.
Эти строительные материалы не должны бояться низких температур и морозов. Водопоглощение цокольного кирпича должно быть как можно меньше. В противном случае строительный материал просто пойдет трещинами и выйдет из строя.
Строительный материал для цоколя должен иметь стандартные размерные параметры. Если материал соответствует этому требованию, то его монтаж будет простым и быстрым, и с ним справится неопытный домашний мастер.
Кирпич для основания должен отличаться достаточно хорошим и надежным сцеплением с раствором, выбранным для строительных работ.
Продукт должен быть экологически чистым. Использование токсичных продуктов будет не лучшим решением.
Нет смысла покупать слишком дорогой кирпич для фундамента. Этот строительный материал должен иметь адекватную цену.
Тип цокольного кирпича также имеет значение. Он должен быть эстетичным и привлекательным.
Зачем тебе база?
Кирпичные цокольные конструкции изготавливаются по:
для обеспечения полной защиты оснований стен от попадания в их конструкцию низких температур и вредной влаги;
формируют правильную горизонтальную плоскость для последующей укладки;
равномерно распределить нагрузку на фундамент;
обеспечить необходимый уровень пола самого нижнего этажа;
устройство высшего технического подполья;
делают конструкцию более эстетичной и прочной.
Из всех вышеперечисленных задач можно сделать вывод, что для строительства цоколя необходимо подбирать только качественный кирпич, который легко будет нести большие нагрузки.
Виды
Для возведения цокольной конструкции можно использовать разные виды кирпича. Рассмотрим характеристики самых популярных и распространенных вариантов.
Силикатный
Очень часто в строительстве цоколя используется силикатный кирпич. Такой строительный материал отличается высокой прочностью, но при этом имеет внушительный вес, поэтому работать с ним не всегда удобно. Уровень водопоглощения силиката составляет около 8-16%. Такие изделия производятся в соответствии с технологией прессования специального состава, приготовленного из кварцевого песка и извести. Из таких компонентов получаются очень прочные и долговечные блоки. Однако у них есть и один серьезный недостаток – они отличаются достаточно низкой водостойкостью.
По мнению специалистов, указанный строительный материал не подходит для средней полосы. Даже если в подобных обстоятельствах стены дома выполнены из надежного силикатного кирпича, то цоколь, как правило, делается из более водонепроницаемых материалов.
Глиняный
Часто при возведении цокольных конструкций мастера обращаются к популярным глиняным кирпичам. Этот строительный материал изготавливается с привлечением технологии термообработки, то есть «запекается».
Глиняный кирпич хорош тем, что он более водостойкий, особенно по сравнению с силикатными изделиями. Но необходимо учитывать, что совершенно неважно, полнотелый этот материал или пустотелый – оба варианта будут активно впитывать в свою структуру влагу. Это качество влияет на морозостойкость кирпичных конструкций. В случае замерзания в порах вода начинает расширяться, а значит и разрушать сам материал.
Если для изготовления основания вы выбираете глиняный кирпич, то вам лучше полагаться на его марку. Изделия с разной маркировкой и характеристиками отличаются. Например, одни модели морозостойкие, а другие не подготовлены к низким температурам. Например, кирпич М150 без проблем выдерживает более 60 циклов замораживания и оттаивания. Чем выше марочный номер, тем выше морозостойкость.
Керамический кислотоупорный
Отличными эксплуатационными характеристиками может похвастаться керамический кислотоупорный кирпич. Обладает следующими качествами:
устойчив к влаге и влаге;
«Не боится» перепадов температур;
морозостойкий;
отличается относительно низким водопоглощением;
обладает хорошими звукоизоляционными качествами;
Обладает хорошей теплоизоляцией.
Этот распространенный строительный материал отличается высокой плотностью, благодаря чему из него допустимо строить даже многоэтажные строения. Еще одной важной особенностью керамического кирпича является его устойчивость к агрессивным средам. Это качество очень важно для цоколя, ведь как в грунте, так и в атмосферных осадках присутствуют различные химически активные компоненты.
В составе таких изделий есть такой необходимый компонент, как глина, дополненная дунитом.
Клинкер
Степень водопоглощения клинкерного кирпича достигает 3-5%. Как и популярная клинкерная плитка, такие стройматериалы производятся из специальных сортов глины по технологии однократного обжига в среде высоких температур.
Грузоподъемность клинкерного кирпича намного выше, чем у стандартных красных строительных материалов. Кроме того, он обладает хорошими декоративными качествами и стабильностью цвета. Многие компании дают гарантию на эту продукцию до 100 лет. Однако нужно иметь в виду, что такие изделия стоят дороже других вариантов.
Критерии выбора
Если вы хотите построить аккуратное и качественное основание, то вам нужно будет выбрать соответствующий кирпич. В этом случае следует опираться на следующие важные критерии.
Тот же цвет и форма кирпичей в партии. Обязательно обратите внимание на эти параметры. Если отдельные кирпичи в упаковке будут различаться по своему оттенку, это сразу будет бросаться в глаза. Конструкция из таких материалов будет смотреться негармонично. Если кирпичи различаются по форме, то построить из них правильную конструкцию будет практически невозможно или крайне сложно.
Поверхность. Посмотрите на поверхность кирпичей, которые нужно собрать для строительства подвала. Он должен быть идеально ровным и целым – на нем не должно быть видно ни трещин, ни сколов. Если они все-таки наблюдаются, от покупки таких изделий лучше отказаться – возможно, они долго не прослужат и не выдержат серьезных нагрузок под тяжестью того же кирпичного дома.
Цвета. Посмотрите на цвет кирпичей. Мало того, что он должен быть одинаковым для всех кирпичей. Цвет этих материалов должен быть достаточно ярким и равномерным. Тусклых и белесых участков быть не должно.
Стоимость Конечно, каждому потребителю хочется сэкономить и купить не только качественный, но и недорогой кирпич. Здесь стоит быть осторожным. Материалы с подозрительно низкой стоимостью могут оказаться некачественными и не рассчитанными на серьезные нагрузки.
Магазин. Необходимо приобрести кирпич для строительства фундамента в проверенных торговых точках, известных в вашем городе. От базарной и магазинной продукции лучше отказаться — она редко бывает действительно качественной и надежной. При покупке желательно запросить у продавца сертификат качества, в котором будут указаны все характеристики строительного материала. Если вам отказали в просьбе, то лучше не рисковать и пойти в другой магазин.
Как выложить своими руками?
Построить кирпичный цоколь своими руками вполне возможно. Главное, использовать только качественные строительные материалы и учитывать все особенности такой работы. Давайте познакомимся с ними.
Важно учитывать, что толщина цокольной конструкции всегда будет зависеть от материалов, из которых выполнен фасад. Если он из кирпича, то ширина основания должна быть не менее 51 см. Если речь идет о бревенчатом доме, то достаточно будет 25-сантиметрового основания.
Как правило, кладку делают в 1,5 или 2 кирпича в ширину. Общая высота шапки должна быть не менее 30 см.
Для правильной и надежной кладки кирпича рекомендуется использовать цементный раствор марки не ниже М200 с известью и просеянным песком. Пропорции должны быть следующими: 1 часть цемента на 6,7 песка, а также 0,7 глины или извести.
Важно следить за консистенцией состава. Оно должно быть густым, как тесто. На 1 часть цемента обычно берут около 0,8 части воды. Чтобы жидкий состав получился слишком густым, в него допустимо подмешать больше извести или глины. Также специалисты советуют примешивать небольшую часть пластификаторов (в роли этих компонентов допускается использование моющих средств).
Для эффективной гидроизоляции цокольного строения можно наплавить листы рубероида или рубероид. На них нужно наложить основу, покрытую битумной мастикой. Укладывается гидроизоляция в 2 слоя с добавлением в виде той же мастики.
Кирпичный цоколь должен быть должным образом изолирован соответствующими покрытиями.
Для того чтобы снаружи подвал был надежно защищен от неблагоприятных внешних факторов и атмосферных осадков, его необходимо будет выполнить с качественной отделкой. Он не только защитит конструкцию, но и сделает ее более привлекательной и эстетичной.
Советы
Перед началом строительных работ необходимо убедиться в горизонтальности фундамента. И совершенно не важно, какой фундамент был построен на участке — ленточный, столбчатый или любой другой. Вам в любом случае нужно будет убедиться в его корректной работе.
Если для возведения цоколя вы выбрали силикатный кирпич, то следует помнить, что он хоть и очень прочен, но быстро впитывает жидкость, после чего набухает и теряет свои прочностные свойства. К этому строительному материалу рекомендуется обращаться только в том случае, если вы проживаете в регионе с достаточно сухим климатом. В этом случае нужно позаботиться о хорошей гидроизоляции цокольного строения.
Если вы не смогли найти идеальный кирпич для организации основания, то его можно построить из бетона.
Прежде чем приступить непосредственно к монтажным работам, необходимо рассчитать объем, в котором вам необходимо купить строительный материал. Для этого допустимо использовать онлайн-калькуляторы и сервисы на строительных порталах, либо попробовать выполнить все расчеты самостоятельно. Конечно, в большинстве случаев люди обращаются к первому способу, ведь там ошибиться гораздо сложнее.
Специалисты настоятельно рекомендуют покупать кирпич для цоколя с небольшим запасом, учитывая возможность столкновения с дефектными деталями или повреждения при транспортировке.
Цокольный кирпич часто дополняют различными облицовочными материалами. Сегодня особенно популярна красивая каменная кладка. Гармонично смотрится с большинством существующих фасадов разных оттенков. С таким дополнением дом будет выглядеть намного интереснее.
Кладочный раствор можно купить не только в готовом виде, но и заготовить самостоятельно. Для этого берут цемент и песок в соотношении 1 к 3.
При устройстве кирпичного цокольного строения раствор следует укладывать толщиной не более 1 см. Особенно важно соблюдать это правило, если фундамент строения выполнен из железобетонных блоков.
Многих пользователей интересует, допустимо ли использовать для организации основания необожженный в процессе изготовления кирпич. Да, использование таких стройматериалов разрешено, но специалисты советуют отдавать предпочтение блокам, которые, тем не менее, прошли эту процедуру. Применение необожженного кирпича рекомендуется применять только в том случае, если нет возможности приобрести другие материалы.
Не забывайте об утеплении цоколя, если строите жилое строение. Также необходимо учитывать, что цокольные конструкции бывают трех видов — входной, впритык с наружными стенами и заглубленный . Последняя всегда сооружается для жилых домов на глубине 6 см ниже цоколей наружных стен.
О том, как выбрать и выложить цокольный кирпич, смотрите в следующем видео.
проекты бань из кирпича, плюсы и минусы, строительство своими руками, пошаговая инструкция по кладке стен
Прочны, надежны и долговечны бани из кирпича. Это не только практичные, но и привлекательные конструкции, способные стать украшением участка. Ниже мы узнаем больше о банях из кирпича и рассмотрим, как можно построить такую конструкцию своими руками.
Плюсы и минусы
Многие люди не представляют жизни без хорошей бани. Сегодня их чаще всего изготавливают из бревен, рубленого бруса или других пород дерева. Однако баню можно построить не только из дерева, но и из кирпича. Это популярный строительный материал, обладающий множеством положительных качеств. Рассмотрим, какими преимуществами обладают кирпичные конструкции.
Главным преимуществом бань из кирпича является их пожаробезопасность. Эти конструкции не поддерживают горение и не воспламеняются сами по себе. Это очень важные свойства для бань, где высокие температуры и большой риск возгорания.
Кирпичные бани экологически чистые. Сам строительный материал изготовлен без добавления вредных химических веществ, которые могут выделяться при нагревании. При такой конструкции здоровью пользователей ничего не угрожает.
Кирпич не подвержен гниению. Кроме того, ванны из этого материала не становятся источником грибка или плесени. Это важное преимущество, ведь большинство современных бань строят из дерева, которое подвержено всем вышеперечисленным недугам.
Кирпичную баню не придется регулярно обрабатывать антисептиками и другими защитными растворами, многие из которых стоят недешево. Без дополнительных обработок этот материал не начнет портиться и терять свои положительные качества.
Рассматриваемые здания не дают усадки. Владельцам не нужно тратить месяцы на ожидание усадки здания, чтобы можно было приступить к внутренним работам. Здесь отделкой можно заниматься сразу после завершения строительного этапа строительства.
Такие бани считаются несложными в строительстве. Процесс кладки кирпича понятен и прост, поэтому за такую работу часто берутся неопытные мастера и добиваются очень хороших результатов.
Кирпичная баня может иметь любой размер, форму и конфигурацию. Работая с кирпичом, строитель может дать волю своей фантазии и разработать свой интересный проект бани, а потом воплотить его в жизнь.
Рассматриваемые конструкции могут похвастаться долговечностью. Кирпичное здание может стоять на земле очень долго (до 150 лет), так что за время его эксплуатации хозяевам не придется сильно переживать.
Нельзя не отметить привлекательный внешний вид кирпичных конструкций. Если баня была сделана аккуратно и по всем правилам, она вполне может стать украшением участка.
Как видите, кирпичные бани имеют массу преимуществ.
Не боятся ни скачков температуры, ни влаги, ни осадков. Но есть и слабые стороны таких построек, которые тоже следует учитывать.
Необходимо учитывать гигроскопичность кирпича. Со временем этот строительный материал впитывает в свою структуру влагу, поэтому нельзя пренебрегать установкой гидроизоляции и пароизоляции.
Этот материал характеризуется высокой теплопроводностью. По этой причине владельцам также придется позаботиться о качественном утеплении. Если пренебречь этим пунктом, пользователи потратят много дополнительного топлива и времени, чтобы полностью протопить сауну.
Для кирпичных зданий очень важен прочный, прочный фундамент. Если деревянная постройка, то она может быть самой простой и даже легкой, а вот для кирпичной постройки требуется только усиленный, высокопрочный фундамент.
Рассмотренные конструкции не могут похвастаться хорошей паропроницаемостью. Сауны, облицованные силикатным кирпичом, значительно хуже пропускают пар по сравнению с деревянными конструкциями. Перед вводом в эксплуатацию такие конструкции рекомендуется обработать специальным гидроизоляционным раствором, а также обеспечить хорошую вентиляцию.
Строительство кирпичной бани может обойтись владельцам намного дороже Строительство деревянного здания точно таких же размеров.
Сравнение с деревянными банями
Как было сказано выше, чаще люди обращаются к строительству деревянных бань. Использование дерева при изготовлении таких конструкций – классическое решение. Но и кирпичные конструкции имеют множество положительных характеристик, за которые их и выбирают. Так какой вариант лучше? Давайте сравним конструкции из дерева и кирпича и выясним, в чем их основные отличия.
Кирпичная конструкция привлекает пользователей своей огнестойкостью, а вот деревянная баня такими качествами похвастаться не может. Даже если дерево обработать специальными защитными средствами, оно все равно будет подвержено возгоранию, чего нельзя сказать о кирпиче.
Для деревянных бань не всегда требуется усиленный и глубоко заглубленный фундамент. Для тех же каркасных конструкций он вообще не нужен. Кирпичные постройки не должны оставаться без фундамента. При этом он должен быть очень прочным и максимально надежным.
Здание из кирпича не нужно обрабатывать защитными материалами, потому что оно не гниет, не покрывается плесенью и грибком, не становится мишенью для паразитирующих насекомых. Древесину также приходится периодически смачивать антисептиками, чтобы она не гнила, не портилась под воздействием повышенной влажности и не разрушалась из-за нападения вредителей.
Кирпичные постройки более долговечны и устойчивы к износу, чем деревянные.
Кирпичные дома в большинстве случаев намного дороже деревянных, даже если их размеры и площадь одинаковы.
Сауна из кирпича нагревается намного дольше, чем из дерева. Кирпич сам по себе не самый теплоемкий материал, чего нельзя сказать о дереве.
В постройках из дерева хорошая паропроницаемость, которой нет в кирпичных постройках.
Нередко здания из дерева строятся намного быстрее, чем из кирпича.
Каждый из материалов имеет свои слабые и сильные стороны. Очень важно учитывать оба. Каждый пользователь сам решает, какая конструкция будет более практичной.
Выбор материалов
Для строительства качественной и надежной бани допускается использование разных видов кирпича. Рассмотрим подробнее самые популярные и практичные варианты.
Красный. Кирпич керамический красный признан экологически безопасным. Из него получаются очень привлекательные и прочные конструкции с хорошими тепло- и звукоизоляционными характеристиками. Красный кирпич не боится ни дождя, ни снега, ни перепадов температур, поэтому подходит для строительства надежной бани.
Белый (силикатный). Этот вид кирпича также относится к экологически безопасным. Используется как для одиночной, так и для облицовочной кладки. Материал отличается высокой прочностью, не боится морозов, отличается прекрасными звукоизоляционными свойствами. Однако следует учитывать, что силикатный кирпич отличается малым удельным весом и плохо переносит повышенный уровень влажности, что не очень хорошо для бани. Из-за недостатков этот вид строительного материала не рекомендуется для возведения банной конструкции.
Желтый. Это облицовочный вид кирпича, отличается привлекательным внешним видом. Баня, облицованная желтым кирпичом, выглядит дорого и презентабельно. Работать с таким строительным материалом необходимо в теплое время года. Желтый кирпич бывает керамический, силикатный, клинкерный и гиперпрессованный.
Многие пользователи решают построить качественную баню из блочного материала. В результате получится получить не менее надежную и привлекательную конструкцию. Главное, учитывать все нюансы работы с выбранными материалами.
Проекты
Познакомимся с некоторыми интересными проектами кирпичных бань.
Здание может быть относительно небольшим — 6х4 м. В конструкции квадратной формы можно уместить большую зону отдыха, отделенную перегородкой от гардеробной. У противоположной стены целесообразно оборудовать парилку и помывочную, разделенные плитой.
При желании можно сделать симпатичный домик-баню размером 8,90 х 12,40 м из кирпича. Планировка строения должна предусматривать такие важные помещения: в одной половине — сауна, душевая с туалетом и спальная комната, а в противоположной половине — кухня и просторная комната отдыха. В таких условиях сожители смогут не только отдыхать, но и жить, так как здесь будет все необходимое.
Из кирпича можно сделать замечательную мини-ванну размером 3х3 м. В таких условиях можно будет уместить только комнату отдыха, отделенную стеной от помывочной и парилки.
Каждый из номеров будет иметь небольшую площадь, поэтому большое количество людей здесь вряд ли сможет разместиться.
Как построить?
Построить качественную русскую баню из кирпича можно своими руками. Главное держать под рукой пошаговую инструкцию и действовать аккуратно, тогда можно получить очень хорошие результаты. Рассмотрим пошагово, как правильно построить качественную баню из кирпича.
Фонд .
Когда у вас на руках будет готовый проект будущего сооружения, следует приступить к подготовке фундамента под него. Он должен быть надежным и прочным. Ленточный фундамент – лучшее решение.
Сначала необходимо выбрать и тщательно расчистить участок, на котором будет подготовлен фундамент. Его следует очистить от всего мусора, сорняков и кустов.
На основании проекта потребуется разметить площадь под фундамент. Колья ставятся по углам и вдоль стен. Между ними натянута веревка.
Далее выкапывается траншея глубиной 0,3-0,8 м и шириной 25-40 см. На дно нужно уложить слой песка (10-20 см), утрамбовать его.
На песок насыпают щебень, увлажняют его и также утрамбовывают.
На получившуюся подушку уложили пару слоев гидроизоляции. Установить дощатую опалубку.
Внутрь опалубки положить усиленное основание из металлических прутьев диаметром 1,2-1,6 см. Ряды следует связать проволокой.
Внутреннюю половину опалубки необходимо увлажнить.
Далее внутрь подготовленной конструкции заливается цементный раствор.
Опалубку можно снимать через 5-14 дней. В течение первых нескольких дней свежую основу лучше поливать примерно 3-4 раза в день. Стоит отсыпать 1 м подложки из глины и щебня. Цемент затвердевает примерно через 28 дней.
Стены
После гидроизоляции готового фундамента можно заниматься возведением стен. Наиболее популярной является система однорядной перевязки. Он предполагает поочередное построение шпунтовых и ложковых рядов кирпичей.
Существует несколько способов кладки стен из кирпича.
Твердый. При таком способе кладки кирпичей в 2 ряда без промежутков между ними. Кладка будет очень прочной.
С вентиляционным зазором от 40 до 60 мм.
Легкий. Способ, при котором кладка состоит из 2-х стен с утеплением между ними.
Можно прибегнуть к облегченной кладке. Стены начинаем делать с углов. Сначала уложите первые 6 рядов по углам. Вдоль всех рядов протянут шнур. Необходимо завернуть гвозди, которые будут вставляться в швы между кирпичами – так определяется уровень ровности кладки. Цоколь лучше всего строить из полнотелого кирпича, а стены – из пустотелого.
Кирпичи владыка нужно быстро, пока раствор не успел схватиться.
Крыша и пол
Крыша может иметь 1, 2 и более скатов. Чтобы конструкция бани из кирпича была более прочной и надежной, сверху желательно смонтировать армированный пояс. Для этого необходимо подготовить опалубку вокруг конструкции, поставить металлическую обрешетку, а затем залить бетонным раствором. Через 2 дня снял щиты и сбил наросты. Когда топ наберет нужный уровень прочности, необходимо будет уложить слой битумной мастики, а затем выложить рубероид. На армопояс закрепить мауэрлат – брус сечением 10х10 см.
Затем монтируют стропильную систему под кровельные материалы. Закрепите этот компонент так, чтобы он опирался на мауэрлат. Закрепите прогоны, гидроизоляцию и кровельный настил. По площади бани необходимо подбивать черновое потолочное основание с помощью досок, после чего установить фольгированный материал – пароизоляцию. Со стороны чердачного помещения укладывают мембранную пароизоляцию, закрепляют в пространстве между лагами минеральную вату. Затем слой теплоизоляции покрывается пароизоляцией.
Площадку во внутренней части кирпичной бани необходимо засыпать песком и хорошо утрамбовать. На уровне цоколя укладывают деревянные бруски, которые будут играть роль основания для будущего пола. Лучше всего использовать бревно, имеющее сечение 25, 15 или 10. Его следует крепить анкерными болтами к фундаменту или уголками к стене бани. В нижней части необходимо прибить доски, которые будут держать утеплитель. Поверхность покрывают гидроизоляцией и укладывают минеральную вату. Поверх кладут еще один слой гидроизоляции, а затем укладывают черновой настил.
Отделка
Чтобы ванна была красивой как внутри, так и снаружи, она должна быть правильно отделана хорошими материалами. Владельцам стоит заранее подумать о будущем дизайне постройки. В парилке стены должны быть покрыты алюминиевой фольгой — это будет пароизоляция. Поверх него прибивается обрешетка из бруса (сечением 5х5). К гофре необходимо протянуть электрический кабель и соорудить вывод для светильников. На каркасное основание осуществляется монтаж накладок. Лучшими вариантами являются материалы из лиственницы или дуба. Затем осуществляется крепление полок.
Комнаты отдыха и предсанузел также могут быть обиты изнутри вагонкой, а может быть и блок-хаусом. Всегда необходимо заранее делать каркасную основу.
В помывочной потолок тоже стоит выложить деревянными элементами, но лучшее покрытие для пола и стен в этом помещении – керамогранит или плитка.
Если кладка стеновых конструкций в бане осуществляется с помощью специального колодцевого метода дополнительного утепления внутри, то необходимости в наружной облицовке не будет, т.к. ее роль будет выполнять облицовочный вид кирпича. Во всех остальных случаях стены оборудуют теплоизоляционными слоями (чаще всего из минеральной ваты), закрепляя их дюбелями из пластмассы или клеевой смеси. После этого этапа выполнить монтаж обшивки. Это может быть металл или дерево. Последняя обшивается сайдингом, вагонкой или блок-хаусом.
Готовые примеры
Баня из кирпича может иметь самый разнообразный дизайн и внутреннее устройство. Грамотно возведенная конструкция способна украсить участок и стать любимым местом отдыха всех домочадцев и их гостей. Более того, если все правильно рассчитать, из кирпича можно построить красивый дом-баню, в котором можно будет жить как в обычном доме.
Давайте рассмотрим несколько удачных готовых примеров бань из кирпича.
Очень красивой и богатой получится баня из темно-красного кирпича с зеленой трехскатной крышей. Здание приобретет еще более эффектный вид, если объединить его вместе с перголой, составленной из кирпичных столбиков небольшой толщины и пропущенных между ними белоснежных перил. Беседку можно дополнить крышей зеленого оттенка, как на банном сооружении.
Здания, возведенные из качественного желтого кирпича, выглядят современно и стильно. Такую кирпичную баню можно дополнить крышей с темным настилом и темными оконными рамами. В результате получится очень эффектный контраст.
Небольшая, но очень уютная и надежная банька получится из комбинации кирпичей оранжевого, желтого и бордового оттенков. Конструкция может иметь правильную прямоугольную или квадратную форму. Конструкцию можно оснастить темными металлическими дверями, пластиковыми оконными рамами, имитирующими дерево, а также темной односкатной крышей.
Эффектно будет смотреться ванна из серого кирпича, выполненная в современном стиле. Входную зону необходимо дополнить большой крытой верандой с установленной на ее территории кирпичной печью. Здесь же следует разместить деревянные столы и стулья – получится отличное место для отдыха в дружной компании.
Белые оконные рамы и белая обивка крыши с внутренней стороны лучше всего будут смотреться на фоне серого кирпича.
ОМД (обработка металлов давлением) — процессы получения заготовок или деталей машин силовым воздействием инструмента на исходную заготовку из исходного материала. Высокая производительность обработки давлением, низкая себестоимость и высокое качество продукции привели к широкому применению этих процессов.
Пластическое деформирование при обработке давлением, состоящее в преобразовании заготовки простой формы в деталь более сложной формы того же объема, относится к малоотходной технологии. Обработкой давлением получают не только заданную форму и размеры, но и обеспечивают требуемое качество металла, надежность работы изделия.
Пластическое деформирование в обработке металлов давлением осуществляется при различных схемах напряженного и деформированного состояний, при этом исходная заготовка может быть объемным телом, прутком, листом.
По назначению процессы обработки металлов давлением группируют следующим образом:
для получения изделий постоянного поперечного сечения по длине (прутков, проволоки, лент, листов), применяемых в строительных конструкциях или в качестве заготовок для последующего изготовления деталей – прокатка, волочение, прессование;
для получения деталей или заготовок, имеющих формы и размеры, приближенные к размерам и формам готовых деталей, требующих механической обработки для придания им окончательных размеров и заданного качества поверхности – ковка, штамповка.
Основными схемами деформирования объемной заготовки являются:
затекание металла в полость инструмента – штамповка;
выдавливание металла из полости инструмента – прессование;
вытягивание металла из полости инструмента – волочение.
Характер пластической деформации зависит от соотношения процессов упрочнения и разупрочнения. Губкиным С.И. предложено различать виды деформации и, соответственно, виды обработки давлением.
Горячая деформация – деформация, после которой металл не получает упрочнения. Рекристаллизация успевает пройти полностью, новые равноосные зерна полностью заменяют деформированные зерна, искажения кристаллической решетки отсутствуют. Деформация имеет место при температурах выше температуры начала рекристаллизации.
Неполная горячая деформация — характеризуется незавершенностью процесса рекристаллизации, которая не успевает закончиться, так как скорость ее недостаточна по сравнению со скоростью деформации. Часть зерен остается деформированными и металл упрочняется. Возникают значительные остаточные напряжения, которые могут привести к разрушению. Такая деформация наиболее вероятна при температуре, незначительно превышающей температуру начала рекристаллизации. Ее следует избегать при обработке давлением.
Неполная холодная деформация рекристаллизация не происходит, но протекают процессы возврата. Температура деформации несколько выше температуры возврата, а скорость деформации меньше скорости возврата. Остаточные напряжения в значительной мере снимаются, интенсивность упрочнения снижается.
Холодная деформация — разупрочняющие процессы не происходят. Температура холодной деформации ниже температуры начала возврата.
Холодная и горячая деформации не связаны с деформацией с нагревом или без нагрева, а зависят только от протекания процессов упрочнения и разупрочнения. Поэтому, например, деформация свинца, олова, кадмия и некоторых других металлов при комнатной температуре является с этой точки зрения горячей деформацией.
«ОМД» — slova365.ru — расшифровка любых сокращение!
Расшифровка аббревиатуры:
«ОМД»
общероссийское молодёжное движение
обработка металлов давлением
организационно-мобилизационный департамент
объектная модель документа
охрана материнства и детства
организационно-методический документ
охрана материнства и детства; институт охраны материнства и детства
Расшифровка аббревиатуры: «ИПРА» Международная ассоциация исследований проблем мира англ. [lang name=»English»]International Peace Research Association — IPRA) Международная ассоциация исслед …
Расшифровка аббревиатуры: «ЧКД» торгово-промышленный концерн Чешско-моравская фабрика Колбен-Данек чистая культура дрожжей чертёжно-конструкторская документаци …
Случайное сокращение: «РИКТ»
Расшифровка аббревиатуры: «РИКТ» Русско-итальянская компания по телефонизации Транскрипция сокращения:
…
Случайное сокращение: «УдмНЦ»
Расшифровка аббревиатуры: «УдмНЦ» Удмуртский научный центр Транскрипция сокращения:
. ..
Случайное сокращение: «ЗСКО»
Расшифровка аббревиатуры: «ЗСКО» Законодательное собрание Калужской области Законодательное собрание Кировской области Транскрипция сокращения:
…
Случайное сокращение: «Астраханьэнерго»
Расшифровка аббревиатуры: «Астраханьэнерго» Астраханское производственное объединение энергетики и электрификации Транскрипция сокращения:
…
Случайное сокращение: «нефтекомпания»
Расшифровка аббревиатуры: «нефтекомпания» нефтяная компания Транскрипция сокращения:
…
Предыдущая
Следующая
Что означает OMD? Бесплатный словарь
Также найдено в: Медицина, Википедия.
Фильтр категорий: Показать все (43)Наиболее распространенные (0)Технологии (8)Правительство и военные (9)Наука и медицина (8)Бизнес (6)Организации (8)Сленг / жаргон (11)
Акроним
Определение
OMD
Organization Mondiale des Douanes (французский: Всемирная таможенная организация; Брюссель, Бельгия)
OMD
Objectifs du Millénaire pour le Développement (French)
OMD
Orchestral Manoeuvres in the Dark (UK band; also seen as OMITD)
OMD
One More Day
OMD
Оптический магнитный диск
OMD
Оптический мастер -диск
OMD
ГОРИНА ОЗАРКА. 0012
OMD
Он-линейный медицинский словарь
OMD
Office of Mobile Design (Jennifer Siegal Company)
OMD
OMD
OMD
OMD
OMD
.
OMD
Oh My Darling
OMD
Управление организацией и развитие (различные организации)
OMD
Oriental Medical Doctor
OMD
Oromandibular Dystonia
OMD
Otsuka Medical Devices (est. 2011)
OMD
Of Mexican Descent (hip hop)
OMD
Глубина оптической модуляции (телекоммуникации)
OMD
Офис управляющего директора
014 OMD
Operations and Maintenance Documentation (US NASA)
OMD
Objetivos del Milenio Para El Desarrollo (Millenium Development Goals)
OMD
Outdoor Management Development
OMD
Oh My Days
OMD
Район Огайо-Мидвилл
OMD
Распространение музыки в Интернете
OMD
Orders, Medals and Decorations (military collectibles)
OMD
Oculomotor Dysfunction (vision deficiency)
OMD
Occupied Multiple Dwelling (firefighting)
OMD
Отдел технического обслуживания
OMD
Oh My Darwin
OMD
Онлайновая база данных участников
OMD
Oh My Damn
OMD
Optimum Media Directions
OMD
Overriding Method Deletion
OMD
Off My Desk
OMD
Optimum Multiuser Detector
OMD
Оптимизация управленческого решения
OMD
Развитие движения океана
OMD
Объектная модель Документ (modeling and simulation)
OMD
Oh Mi Dios
OMD
Oh My Dragon (dragon fan slang)
OMD
Order Management Department (various organizations)
OMD
Управление по развитию кадров
Copyright 1988-2018 AcronymFinder. com, Все права защищены.
Предложить новое определение
Ссылки в архиве периодических изданий ?
Daniel Wellington стремится локализовать свои инвестиции в цифровой маркетинг, одновременно повышая авторитет и узнаваемость бренда в регионе IMEA, сообщает OMD. Расширение своего присутствия в Интернете и электронной коммерции является «высшим приоритетом» для шведского производителя, учитывая быстрое распространение цифрового образа жизни в регионе.
OMD получает цифровую награду часового бренда
Компания получила бронзовую награду за свое приложение для прямых телетрансляций «Goonj» в категории «Приложения и программное обеспечение», разделив награду с Ogilvy Pakistan и OMD Pakistan/DMD.
Telenor Пакистан получает четыре награды на Effie Awards 2019
«Если я правильно понимаю цифры, то в 2017 году мы потеряли около 1,8 миллиарда долларов», — говорит Флориан Адамски, бывший глава Omnicom Media Group в Германии, который занял пост генерального директора. в OMD после разрушительных шести месяцев с оценочной стоимостью нового бизнеса в минус 800 миллионов долларов.
OMD: АГЕНТСТВО ВЕРНУЛОСЬ НА ВЕРШИНУ, ПРИНИМАЯ «ЛУЧШИЕ РЕШЕНИЯ, БЫСТРЕЕ»
Никаких других членов OMD, никакой ударной установки, это в основном оркестр, а затем есть биты, когда мы поем!
‘Нас выгнали из школьной группы звукозаписи, но это не помешало нам стать одной из крупнейших британских групп’ Энди МакКласки из OMD размышляет о 40-летнем существовании группы и рассказывает Джейми Маклафлин, как они продолжают музыка в новых направлениях
Плавание уровня 42 отправляется 9 ноября, а через неделю OMD.
дорожный сигнал; последние новости из мира туризма
Это четвертая подряд награда OMD Пакистана на церемонии вручения наград Campaign Asia’s Agency of the Year Awards и второй год подряд получение звания «Медиа-агентство года».
OMD Пакистан снова побеждает
OMD получает награду «Агентство года в Пакистане» в номинации «Агентство года в Азиатско-Тихоокеанском регионе» 2016
OMD Пакистан второй год подряд признается «Агентством года в СМИ» Пакистан сохранил свою динамику в 2017 году и действительно добился впечатляющих результатов в этом году», — прокомментировал Стивен Ли, генеральный директор OMD Asia Pacific.
OMD Пакистан назван «Медиа-агентством года»
Электро-поп OMD так же актуален в 2017 году, как и в начале 80-х, и успех The Punishment of Luxury является тому подтверждением.
Синтетические звезды превосходны; What’s On Editor ГОРДОН БАРР ОБЗОР ОРКЕСТРАЛЬНЫХ МАНЕВРОВ В ТЕМНОТЕ В SAGE GATESHEAD
Энди из OMD играет плечом к плечу с новыми мелодиями, такими как Ghost Star, Isotype и One More Time.
OMD, чтобы подарить поклонникам синтезаторную радость; ПРЕДПРОСМОТР КОНЦЕРТА: OMD В GATESHEAD SAGE В СРЕДУ
Вокалист OMD Энди МакКласки, 58 лет, сказал: «Эта старая телефонная будка была нашим центром связи. Браузер сокращений ?
▲
OMCEO
OMCEP
OMCF
OMCFE
OMCFH
OMCH
OMCHS
OMCI
OMCIL
OMCK
OMCL
OMCLJ
OMCM
OMCMG
OMCO
OMCP
OMCR
OMCRA
OMCS
OMCSR
OMCT
OMCTH
OMCU
OMC0364
OMD
OMDA
OMDB
OMDC
OMDCC
OMDD
OMDDS
OMDE
OMDF
OMDH
OMDI
OMDL
OMDM
OMDMA
OMDMP
OMDN
OMDP
OMDQ
OMDR
OMDREB
OMDS
OMDSL
OMDT
OMDUU
OMDT
OMDUU
OMDT
OMDUU
OMDT
OMDUU
OMDT
OMDUU
OMDT
OMDUU
Полный браузер ?
Что такое ОМД? | Один прием пищи в день для планеты
Один прием пищи в день: движение, сообщество и кампания.
OMD — это движение, сообщество и кампания, цель которых — помочь таким же людям, как и вы, изменить свое отношение к еде, заменив хотя бы один прием пищи в день чем-то растительным. Вдохновленная своим опытом обучения детей более экологичной пище в MUSE School , основательница нашей школы Сьюзи Эмис Кэмерон поставила перед собой цель пролить свет на пищевую промышленность и прославить новый способ отношения к еде. и еда — для нашего здоровья и планеты.
Посмотрите, как Сюзи отвечает на вопрос «Почему один прием пищи в день?» (время выполнения 00:43)
Употребление растительной пищи — это беспроигрышный вариант: для планеты, животных и для нашего здоровья. И когда мы объединимся, мы сможем почтить изобилие, которое дает нашему миру употребление в пищу большего количества растений.
Узнайте больше о OMD
Движение OMD.
Движение — громкое слово, и это потому, что мы верим в большие, волнующие перемены. Для OMD эта возможность для изменений находится на пересечении продуктов питания, здоровья и окружающей среды. Мы знаем, что то, что на наших тарелках, влияет на наше здоровье и на планету. Драматически. От сердечных заболеваний до изменения климата, нет недостатка в исследованиях и научных исследованиях, которые показывают нам, насколько разрушительны мясо и молочные продукты для нашего тела и Земли.
Мы хотим это изменить.
Движение OMD направлено на предоставление людям ресурсов — с помощью инструментов, поощрения и реальных разговоров — для перехода на безвредное для климата растительное питание. Движение OMD также направлено на изменение системы — на расширение доступа и предоставление школам, предприятиям, ресторанам и сообществам убедительных аргументов в пользу перехода к более растительным вариантам.
Один прием пищи за раз. Один ресторан за раз. Одна школа за раз. Сохранение лесов, коралловых рифов, исчезающих видов и воздуха, которым мы дышим. Ваше здоровье того стоит. И наш величественный дом на дикой планете того стоит.
Присоединяйтесь к нам. OMD здесь, чтобы поддержать вас, будь то изучение новых рецептов или беседы с вашими местными предприятиями или школой о еде. Движение OMD — это вы.
Книга OMD.
План OMD: заменяйте один прием пищи в день, чтобы сохранить свое здоровье и спасти планету
План OMD позволяет всем и каждому обратить вспять изменение климата, придерживаясь более здорового образа жизни, заменив одно мясо- и молочная еда для растительной пищи каждый день. Предлагая 50 восхитительных рецептов, а также вдохновляющие истории успеха, списки покупок, планы питания и советы по приготовлению пищи, План OMD — это универсальный ресурс для всех, кто хочет одновременно заботиться о своем теле и о нашем прекрасном растении. С предисловием доктора Дина Орниша.
Соковыжималка своими руками, самые простые способы изготовления
Сегодняшний рынок бытовой техники предлагает большое разнообразие соковыжималок. Однако производительность большинства моделей не так уж и высока, а цена зачастую «кусается». Именно поэтому любители свежевыжатого напитка интересуются, может ли быть сделана соковыжималка своими руками из подручных средств. Для того чтобы изготовить аппарат в домашних условиях, необходимо понимать принцип его работы, а также знать, какие бытовые приборы подойдут для будущей конструкции.
Содержание
Принцип работы устройств для отжима сока
Способы изготовления своими руками
Из стиральной машинки горизонтальной загрузки
Из миксера для строительных растворов
Из мясорубки
Из домкрата
Что собой представляет пресс для яблок
Советы по работе
Видео
Фото
Принцип работы устройств для отжима сока
Для создания хорошей соковыжималки важно понимать принцип ее работы. Получение фруктового, овощного или ягодного сока может происходить одновременно или последовательно. Шнековые модели извлекают его сразу в момент переработки, но их сборка потребует времени и средств. Центробежные аппараты сначала измельчают сырье в центрифуге, а уже после пропускают через пресс.
По принципу действия конструкции соковыжималки подразделяются на следующие виды:
гидравлические;
механические;
пневматические;
электрогидравлические.
Самое простое строение имеет устройство механического типа. Именно его чаще всего самостоятельно создают в домашних условиях. Принцип работы такой соковыжималки заключается в оказании давления на сырье поршнем, который начинает работать под влиянием простого винтового механизма. Сначала ягоды и фрукты отправляют в перфорированную емкость. Далее, под сильным давлением из продуктов выжимается сок, который капает в поддон через специальные отверстия в стенках корзины.
Неважно, какая конструкция аппарата была выбрана. Чтобы изготовить самодельную соковыжималку для яблок, потребуется корзина для сырья, механизм для измельчения и отжима, емкость для отжатого сока.
Время от времени яблони дают урожай в огромных масштабах. В таких случаях дачники не знают, куда деть фрукты для получения от них максимальной пользы. Переработать яблоки можно не только в компот и варенье, но и в сок. Многие садоводы избегают такого вида заготовки на зиму, считая его слишком сложным. Все потому что аппараты для бытового использования не способны справиться с таким объемом работы. Приобретение профессионального оборудования на один сезон невыгодно. Отличной альтернативой покупной модели является самодельная. Она также быстро и качественно выполняет свою главную задачу. Кроме того, сделать соковыжималку как для яблок, так и для груш можно из подручных материалов.
Из стиральной машинки горизонтальной загрузки
Собрать устройство для выжимания сока центробежного типа можно из старой стиральной машины. Подобная бытовая техника оснащена множество разных режимов, один из которых отжим. Именно он позволит получить сок из овощей и фруктов.
Инструкция, как сделать соковыжималку своими руками из стиральной машины, выглядит следующим образом:
Проверьте двигатель на работоспособность, а барабан – на целостность.
Произведите разбор машинки и выньте барабан.
Тщательно вымойте устройство. Уделите особое внимание уплотнительным резинками.
Места, пораженные накипью и ржавчиной, необходимо зачистить наждачной бумагой.
Проверьте функционирование в режиме отжима с использованием тестера. Если такой возможности нет, найдите провод, отвечающий за работу мотора на высоких оборотах. Монтируйте в разрыв этой цепи выключатель.
Снимите насос для слива и фильтр.
Хорошо промойте старый шланг слива или поставьте новый.
Для управления и контроля над потоком сока установите в слив шаровой кран.
Герметизируйте все лишние сливы. Должно остаться только отверстие для подачи воды, которое нужно для мытья соковыжималки после использования.
Верните барабан на место.
Машинку зафиксируйте так, чтобы крышка загрузки была сверху.
Проверьте корпус на предмет течи. Для этого залейте воду на 15 минут, закрыв кран слива.
Маленькие протечки необязательно устранять. При их обнаружении необходимо сначала оценить важность расположения трещины, а потом решить, нужен ли ремонт.
Создать соковыжималку из машинки можно без корпуса. Так устройство получается менее громоздким. Кроме того, крышку при переделке придется менять на металлическую. В ней должно быть отверстие для загрузки сырья без остановки работы оборудования.
Снять ремень приводаОтогнуть уплотнительную резинкуРазобрать барабанВставить в барабан теркуГотовая соковыжималка
Из миксера для строительных растворов
Соковыжималка, сделанная для яблок, может иметь более простую конструкцию. Для ее выполнения не придется специально искать нужные детали, которых нет под рукой. Фрукты можно измельчить строительным миксером. Предварительно инструмент необходимо подготовить. Для этого в его нижнюю часть врезают несколько болтов. Потребуется железное ведро большого объема. В его стенках необходимо проделать несколько отверстий, через которые будет выходить сок.
Процесс переработки фруктов:
Чтобы увеличить производительность, миксер насаживают на дрель. Таким образом, количество оборотов увеличивается.
Плоды помещают в чистое ведро и дробят.
Полученную массу отправляют в мешок, который отделит жмых от нектара.
Отжимают под прессом. Чтобы получить максимальное количество сока, он должен быть довольно тяжелым.
Сложность такого метода в изготовлении пресса. Он должен быть очень тяжелым, чтобы полностью выжимать сок. В качестве него можно использовать домкрат.
Миксер для строительных растворовИзмельчение яблокОтжимная камераГотовый продукт
Из мясорубки
Из мясорубки ручного типа можно создать своими руками шнековую соковыжималку. Для этого необходимо установить специальную насадку, которая будет собирать жидкость в чашу при перемалывании яблок. Обычно ее можно найти в комплекте или приобрести отдельно в магазине.
Материалу изделия необходимо уделить особое внимание. От его качества напрямую зависит срок службы. Производят качественный агрегат из нетоксичного пластика и высококачественной стали.
Прежде чем начинать работу необходимо установить насадку для сока. Инструкция по монтажу:
Выньте металлическую насадку, которая рубит мясо.
Вставьте сетку и выжимную втулку с резьбой.
Поместите рубящую головку.
Зафиксируйте установку специальным болтом.
Достоинство соковыжималки из мясорубки ручного типа заключается в простоте. Устройство отличается надежностью, его не нужно подключать к электрической сети для работы. Приспособление имеет элементарный механизм, его детали не боятся воды и легко моются после использования.
Единственный минус устройства — не подходит для переработки яблок в большом объеме. Хотя с минимальной нагрузкой справляется легко и быстро. Избежать этого недостатка можно, если создать соковыжималку из электрической мясорубки. Мощность двигателя позволяет произвести намного больше сока.
Изготовление соковыжималки из электромясорубки пошагово:
Центральную головку для перемалывания фарша извлекают.
Сетку для фильтрации и отжимную втулку помещают в основу.
Собранную конструкцию устанавливают к корпусу вместе с чашей для приема переработанного сырья.
Далее конструкция фиксируется поворотным запором. Устройство готово к работе.
Из домкрата
Автомобильный домкрат на 3 т намного эффективнее, чем использование винта. Такой пресс получается мощнее, поэтому гайка для крепления не понадобится. Кроме того, для получения сока не требуется прилагать много физических усилий.
Сборка соковыжималки своими руками имеет ряд особенностей. В ее конструкции присутствует рама, которая выдерживает высокое давление. Домкрат можно монтировать сверху или снизу. Все зависит от желания пользователя.
После сборки в емкость отправляют сырье, устанавливая снизу круг из дерева. Такой прием помогает конструкции не лопнуть под действием высокого давления. В среднем за 5 минут можно получить около 2 литров яблочного сока.
Что собой представляет пресс для яблок
В зависимости от навыков и знаний можно создать пресс своими руками нескольких типов. Каждый из них имеет свои особенности изготовления и эксплуатации.
Распространенные виды:
Механический. Самый популярный среди садоводов-любителей. Его легко создать своими руками. Не требует больших затрат. Собрать такой пресс можно всего за день, а прослужит он не менее 10 лет.
Гидравлический. Для его использования не нужно прилагать много сил. Самый популярный пресс такого вида создан из домкрата. За счет нажатия на рукоять, механизм приходит в действие. Устройство способно выжать до 75% сока от всего объема сырья.
Комбинированный. Устройство имеет домкрат и винт. Эта особенность отличает аппарат от других. Сначала сырье обрабатывают с использованием винта, а после при помощи домкрата. Такой подход сокращает время получения напитка, радуя дачника количеством сока.
Изготовление яблочного сока в домашних условиях очень полезно. Полученный продукт отличается натуральностью, по сравнению с покупными напитками.
Применение пресса для яблок имеет ряд преимуществ:
обеспечение семьи напитком высокого качества;
возможность регулярно обрабатывать полученный урожай, делать заготовки на зиму;
легкость изготовления аппарата и его использования;
возможность эксплуатации в течение нескольких лет;
механизм работает бесшумно.
Во время работы можно отметить несколько недостатков пресса:
добиться большой производительности сложно, для этого придется приложить много времени и сил;
аппарат требует постоянного обслуживания;
все детали пресса нужно тщательно промывать под большим напором воды;
самодельная соковыжималка довольно громоздкая, требуется много места для ее хранения.
Заготовка листа из нержавеющей стали с просверленными отверстиямиСгибание заготовки в цилиндрНижняя часть рамы из профильной трубыВерхняя часть с гайкой для винтаГотовый пресс
Советы по работе
После создания соковыжималки для яблок своими руками наступает не менее важный этап – переработка фруктов. Сбор урожая и подготовка плодов к ней требует времени.
Для эффективной работы собранного устройства необходимо соблюдать следующую последовательность действий:
Яблоки тщательно сортируют, промывают и просушивают от лишней влаги.
Крупные плоды разрезают на части поменьше. Сердцевину при этом следует удалить.
Гнилые части плода выбрасывают. Иначе они испортят вкус готового напитка.
Нарезанные фрукты кладут в рабочую корзину агрегата. Чем мельче куски, тем легче будет выжимать сок.
Приводят механизм в действие.
После окончания процесса получения сока остается сухой жмых. Его можно использовать в качестве корма для скота или отправить бродить. Не стоит пугаться, если напиток содержит в себе мякоть. В таком случае соку нужно дать настояться. После этого его процеживают и кипятят.
Соковыжималка, созданная самостоятельно, является полезным изобретением. С ее помощью можно воплотить в жизнь свои инженерные задумки и сэкономить финансы. Аппарат прослужит долгие годы, позволяя сохранить все полезные вещества, которые содержатся в яблоках.
Как сделать cоковыжималку для яблок своими руками?
Один из наиболее простых способов переработки урожая – приготовление сока. Соковыжималка для яблок, сделанная своими руками, может стать отличным решением, поскольку большинство таких приборов либо дорого стоят, либо обладают низкой производительностью и недолговечны.
Содержание
1 Из машинки с горизонтальной загрузкой
2 Из машинки активаторного типа
3 Пресс для яблок
4 Полезные советы
Из машинки с горизонтальной загрузкой
Существует несколько способов изготовления центробежной соковыжималки из стиральной машины. Для одного из них потребуется барабан, его крепление и кожух от машины-автомата с горизонтальной загрузкой.
Сначала они очищаются от следов порошка и накипи, а затем мелкой наждачной бумагой полируются до блеска. Все отверстия в кожухе барабана, кроме одного нижнего, закрываются тонкой резиновой прокладкой и пластинами из нержавеющей стали при помощи гаек и болтов.
Из листа нержавеющей стали, толщиной 2-3 мм, для тёрки вырезается круг радиусом 110-115 мм. Для подкладки изготавливаем ещё один круг такого же диаметра и из того же материала, но уже толщиной 0,5-0,6 мм. Подкладка обеспечивает жёсткость. Она крепится тремя латунными стойками ровно посередине дна барабана. Тёрка устанавливается на подкладку с помощью пяти винтов М5.
Через два круга сверлится много отверстий, радиусом 2,5 мм, по диаметру проводится сантиметровая разметка, разделяющая его на 14-20 секций. По ней пробойником набиваются режущие зубья.
Загрузочная трубка для яблок, соответствующая диаметром большому отверстию, прикрепляется к барабану с четырех сторон алюминиевыми уголками на болтах. Можно использовать трубу с гофрошлангом или полиэтиленовую трубу со стенками толщиной 5 — 6 мм. Болты Мб вставляются изнутри кожуха в начале процесса и снаружи зажимаются гайками. Расстояние между трубой и тёркой определяет степень перемалывания яблок. Сверху уголки закрепляют барашками.
Из сетки из нержавеющей стали с ячейкой 1×1 мм делаются заготовки габаритами с секцию барабана (с запасом в один сантиметр для загиба) по количеству рёбер жёсткости. Загибаем сетку так, чтобы края стали ровными и безопасными. Заклепочным пистолетом и шилом плотно прикрепляем сетку к барабану.
Для толкателя на торец толстого черенка от лопаты крепится фанерный круг диаметром 0,8-0,9см. Устанавливается ограничитель, предотвращающий соприкосновение толкателя с теркой.
Шкив переделывается под необходимые габариты и клиновидный ремень. Раму основания сваривают из уголка. Идеально подойдёт двигатель 1,1 кВт на 3000 об/мин.
Вырезается полиэтиленовый или резиновый круг с диаметром, как у кожуха, и отверстием, соответствующим диаметру трубы для загрузки яблок. Такая крышка защищает от брызг и закрывает движущийся барабан. К нижнему отверстию барабана протягивается шланг для выходящего сока, под который ставится кастрюля.
Все элементы прочно зажимаются, двигатель и провода изолируются, учитывается напряжение в сети. Детали ёмкости тщательно моются.
Во время тестового запуска пустой барабан правильно собранной самодельной соковыжималки для обработки яблок не должен биться и издавать инородный шум.
Яблоки закладываются в него по 2-3 штуки. Толкателем их вплотную придвигают к тёрке. Центробежная сила распределяет жмых по сетке. Если прибор начнёт вибрировать, то, не добавляя яблоки, ждём, пока не прекратит течь сок. Если закладывать продукт планомерно и постоянно, до вибрации (за 7-10 минут) обработается ведро яблок.
После выключения двигателя пластмассовой лопаткой снимаем жмых с сетки. Затем моем и сушим все детали. Аппарат хранится в разобранном виде.
Из машинки активаторного типа
Центробежную соковыжималку также можно изготовить из стиральной машины активаторного типа. Активатор и вал снимаются со дна бака, устанавливается вал нужного диаметра. На резьбу вала гайками под углом 60 градусов устанавливаются три ножа. Отверстие слива закрывается. Сетка из нержавейки с ячейкой примерно 1,5 мм укладывается на стенку центрифуги с перекрытием 40-50 мм. На дно кладут комплектную резиновую крышку, заткнутую пробкой. Всё промывают питьевой содой. Реле таймера отключают или заклинивают его тумблер.
Яблоки по несколько штук опускают в бак на движущиеся ножи. Плоды 20-30 минут измельчаются. За раз в центрифугу перемещают не более 3-х литров полученного пюре, чтобы оно не вылилось. Через 2-3 минуты вынимается сетка с отходами.
Собранный аппарат готовит 10-12 литров сока с мякотью в час, работает с сочными плодами. Чтобы убрать осадок, сок отстаивают, а затем пропускают через марлю.
Пресс для яблок
Если нет электричества, самодельную соковыжималку лучше делать в виде пресса. Яблоки для неё разрезаются пополам, удаляется сердцевина и подгнившие участки. Длинное прямое корыто из сосновых или еловых досок заполняется подготовленными яблоками, которые затем толкут прямоугольной лопаткой с острым лезвием соответствующей корыту ширины.
В прямоугольном баке, кастрюле, бочке или деревянном отсеке, выстеленном полиэтиленом, прорезается отверстие для слива сока. Внутрь помещают марли с яблочной мякотью, переложенные досками. Сверху кладут крышку-поршень, а на неё упирается пресс одной из двух конструкций:
червячный механизм;
домкрат.
Винт закручивают плавно, наблюдая за сливом сока. По завершении процесса винт выкручивается вверх, жмых из марли вынимают.
Яблоки для описанной ручной соковыжималки также можно измельчить миксером, установленным на дрель, это ускорит процесс. А в качестве бака можно применить большую пластиковую бутылку.
Полезные советы
Посмотрев видео о том, как сделать соковыжималку, не стоит забывать и о подготовке сырья к отжиму. Яблоки моют и срезают гнилые места. Продукт для соковыжималок из стиральных машин резать и чистить не требуется, однако следует удалить косточки. Получившийся сухой жмых добавляется в корм животным зимой и применяется в качестве удобрения.
Осилив самостоятельное производство соковыжималки, вы без труда сумеете отремонтировать фабричную модель.
6 лучших соковыжималок 2022 года
Мы самостоятельно исследуем, тестируем, проверяем и рекомендуем лучшие продукты — узнайте больше о наш процесс. Если вы покупаете что-то по нашим ссылкам, мы можем получить комиссию.
Протестировано и одобрено
После тщательного тестирования мы выбрали соковыжималку Hurom H-AA Slow Juicer. Он эффективный, но тихий и является идеальным инструментом для серьезных соковыжималок, предлагающих высокий уровень производительности. В качестве менее дорогого варианта попробуйте соковыжималку холодного отжима Omega 365, которая обладает мощным двигателем, несмотря на легкую конструкцию.
Если вы думаете о том, чтобы добавить сок в свой утренний распорядок или просто предпочитаете домашний сок магазинному, соковыжималка станет отличным дополнением к вашей кухне.
В то время как обычная центробежная соковыжималка может быстро обрабатывать фрукты и овощи, некоторые исследования показывают, что соковыжималки для пережевывания могут помочь сохранить больше питательных веществ для определенных фруктов. Соковыжималки для жевания работают на более низкой скорости, поэтому тепло сводится к минимуму. Соковыжималки для жевания также имеют более высокий выход сока, способность обрабатывать листовую зелень и бесшумную работу. Некоторые даже способны перерабатывать не только фрукты и овощи, но и другие ингредиенты, например, если вы хотите приготовить ореховое масло, немолочное молоко, мороженое или даже макароны.
Однако перед покупкой жевательной соковыжималки следует учесть несколько вещей: например, сколько места для хранения доступно на вашей кухне, ищете ли вы какие-либо дополнительные функции и ищете ли вы что-то, что легко чистить. Имея это в виду, мы протестировали некоторые из самых популярных и популярных соковыжималок на рынке. Мы отправили некоторые из них нашим домашним тестерам, а остальные — в нашу лабораторию, чтобы они попробовали их. Они готовили различные виды соков и оценивали качество мякоти, консистенцию и вкус. Они также наблюдали за конструкцией каждой соковыжималки, простотой установки и очистки и многим другим.
Основываясь на отзывах наших тестировщиков, вот наш список лучших соковыжималок для пережевывания.
Амазонка
Посмотреть на Амазоне Посмотреть на Wayfair Посмотреть на Walmart
Что нам нравится
Что нам не нравится
Дорого
Требуется время для очистки
Обзор соковыжималки Hurom H-AA
На флагманскую модель Hurom приятно смотреть благодаря четким линиям и стильной отделке, но она также прекрасно работает. Со скоростью всего 43 оборота в минуту (предназначенной для имитации ручного отжима) этот медленный процесс гарантирует, что ваш сок сохранит свои питательные вещества и выжмет каждую каплю из фруктов и овощей. Это можно определить по сухости полученной мякоти, согласно нашему домашнему тестеру.
Эта соковыжималка также невероятно тихая во время работы, как заметили наши лабораторные тестеры, готовя зеленый сок с помощью машины. Он также универсален: вы можете приготовить традиционные соки, различные виды орехового молока или тофу. Машина оснащена двумя отдельными фильтрами, которые позволяют вам выбрать количество мякоти, которое вы предпочитаете.
Занимаемая площадь Hurom довольно мала, с основанием шириной всего девять дюймов и современным силуэтом, который отлично смотрится на прилавке, когда он не используется. Хотя эта модель более дорогая, на мотор предоставляется щедрая 10-летняя гарантия.
Единственные реальные сомнения, которые возникли у наших домашних и лабораторных тестеров с этим продуктом, заключались в том, что в комплекте было множество прилагаемых аксессуаров для хранения (некоторые более полезные, чем другие) и множество деталей, которые нужно мыть после использования. Хотя сам процесс очистки не особенно сложен, в нем есть много небольших пространств, требующих внимания (поэтому он поставляется с маленькими и большими щетинными щетками). Детали нельзя мыть в посудомоечной машине, их нельзя мыть горячей водой или жесткими или абразивными чистящими средствами.
В целом наши испытатели пришли к выводу, что эта мощная соковыжималка — надежная соковыжималка. «Мякоть была едва влажной, поэтому я знала, что получаю как можно больше сока», — восторгалась домашняя тестер Донна Карри. «Если вы готовы потратить приличную сумму денег, это достойный выбор», — соглашаются испытатели лаборатории.
Цена на момент публикации: 459 долларов США
Ель ест / Фред Харди
Тип корпуса: Вертикальный | Скорость: 43 об/мин | Конструкция: Пластик | Размеры: 7,1 x 16 x 7,1 дюйма | Мощность: 150 Вт | Гарантия: 10 лет на двигатель, 2 года на остальные части
Хорошо знать
Hurom в настоящее время предлагает пять других моделей для пережевывания, некоторые из которых включают в себя функции, которых нет у H-AA, такие как самозагружающийся бункер, пресс для тофу, соковыжималка для цитрусовых, отделка из нержавеющей стали и легко очищаемые сетчатые фильтры (тонкой и/или грубой очистки). ). Обратите внимание: некоторые из них не имеют некоторых функций, которые есть у H-AA, таких как рычаг управления, сушилка и насадка для мороженого. Для людей, у которых мало места или которые готовят сок только для одной семьи, модель HP намного меньше с емкостью 350 миллилитров по сравнению с более крупными моделями емкостью 800 миллилитров.
Амазонка
Посмотреть на Амазоне Посмотреть на Wayfair Посмотреть на Walmart
Что нам нравится
Простота сборки
Полезная маркировка размеров
Относительно компактный и легкий
Из него получаются отличные зеленые и ягодно-ананасовые соки
Что нам не нравится
Обзор соковыжималки Omega Cold Press 365
Наш домашний тестер признал соковыжималку Omega 365 отличной для случайных любителей сока по одной причине: хотя эта недорогая компактная машина не имеет каких-либо дополнительных насадок или функций, основная функция приготовления сока у нее 9. 0104 делает мощным, перерабатывая все, от капусты до моркови. Благодаря простоте функций, интуитивно понятному дизайну и понятному руководству по эксплуатации как наши домашние, так и лабораторные тестеры установили его чрезвычайно быстро и легко. «Когда собираешь детали, на коробках было много этикеток», — говорит один из последних.
Как в наших домашних, так и в лабораторных тестах наши тестеры отметили, что, хотя некоторые ингредиенты нужно было нарезать или обрабатывать, чтобы они поместились в маленькую трубку для подачи, морковь среднего размера, стебли сельдерея и другие предметы аналогичной формы достаточно легко помещаются в трубку. . Как только проталкиваемые ингредиенты попадают в машину, они могут легко проходить без каких-либо усилий. Кроме того, такие ингредиенты, как листовая зелень, проходят без сучка и задоринки. Однако есть одно предостережение от нашего домашнего тестера: не торопите процесс кормления. «Когда я пыталась подавать зелень слишком быстро, она, как правило, застревала в трубке подачи, когда я пыталась протолкнуть ее с помощью прилагаемого толкателя», — объясняет она.
Соки также получаются хорошо по всем направлениям, но из-за отсутствия пеноотделителя и возможности выбрать степень мякоти сока, у вас будет меньше контроля над консистенцией конечного продукта, в зависимости от того, какой тип сока. является. Например, в соке нашего домашнего тестера было мало тела из-за мякоти, хотя он и не был чрезмерно мякотным. «Когда мне захотелось более чистого сока, я снова вытащила надежное ситечко, чтобы собрать больше мякоти и получить более чистый сок», — говорит она о своем обходном пути.
Наши лабораторные тестеры также получили смешанные результаты, когда дело дошло до согласованности. Морковно-апельсиновый сок, например, имел сбалансированный вкус, но был очень густым, хотя и без пены. С другой стороны, в зеленом соке не было никакой мякоти, и он на самом деле получился довольно жидким, но, как они заметили, имел приятный вкус.
Цена на момент публикации: 150 долл. США
Ель ест / Фред Харди II
Тип кузова: Горизонтальный | Скорость: от 90 до 110 об/мин | Конструкция: Пластик | Размеры: 17,8 x 12,5 x 11,4 дюйма | Мощность: 150 Вт | Гарантия: Ограниченная годовая гарантия
Лабораторные тесты на вынос
«Это был один из лучших зеленых соков: он был более жидким, но не водянистым, и в нем не было заметной мякоти. Сок был хорошо сбалансирован, его можно было пить.»
Амазонка
Посмотреть на Амазоне View On Bed Bath & Beyond
Что нам нравится
Легко собирается и разбирается
Универсальный
Работает очень тихо
Прочность при обработке
Что нам не нравится
Обзор жевательной соковыжималки Omega 8006 Nutrition Center
Если вы ищете нечто противоположное базовому, то есть если вы ищете машину, которая делает больше, чем просто сок, вам подойдет этот экстрактор питательных веществ от Omega. Хотя она не такая медленная, как наша лучшая в целом, со средней скоростью 80 об/мин, она все же имеет то, что вы хотите от качественной соковыжималки: она все еще достаточно медленная, чтобы сохранить все полезные питательные вещества без ущерба для вкуса. Фактически, «все соки, которые я приготовил, были такими вкусными, что я выпил их на месте», — говорит наш домашний тестер.
Его двигатель мощный, но тихий, что позволяет легко работать как с твердыми, так и с мягкими фруктами, овощами и листовой зеленью. Он также производил очень сухую целлюлозу как для наших домашних, так и для лабораторных тестеров, что, по словам одного из последних, было «очень впечатляющим». Это связано с уникальным процессом двойного отжима, то есть сок извлекается как в процессе измельчения, так и из мякоти.
Что действительно помогает этой соковыжималке выделиться среди конкурентов, так это ее универсальность. Да, вы можете делать сок из любых фруктов, от цитрусовых до ростков пшеницы, но благодаря входящим в комплект насадкам вы также сможете использовать соковыжималку Omega Ultimate для экструзии пасты, а также для приготовления орехового масла и орехового молока, детского питания, щербета. , и более. Да, у него большая площадь основания — его ширина составляет около 15 дюймов, а вес — 20 фунтов, — но если у вас есть место и вы серьезно относитесь к поиску многоцелевой высококачественной соковыжималки, это стоит вложений.
Нашему домашнему тестеру понравилась свежесть окончательных результатов, а также сухость мякоти. «Мы знали, что Omega извлекает максимальное количество жидкости, когда мы чувствовали, насколько сухая мякоть», — отмечает она. Но у наших тестировщиков в лаборатории был другой опыт, который мы включаем сюда как один из потенциальных недостатков этой машины. Все три сока, которые они приготовили, имели густую пюреобразную консистенцию, но обладали сбалансированным вкусом.
Цена на момент публикации: $398
Ель ест / Фред Харди II
Тип кузова: Горизонтальный | Скорость: 80 об/мин | Конструкция: Пластик | Размеры: 14,5 x 6,5 x 15,5 дюймов | Мощность: 200 Вт | Гарантия: 15 лет
Лабораторные тесты на вынос
«Морковно-апельсиновый сок получился очень мясистым и густым, хотя и имел сбалансированный вкус. Работал очень тихо.»
8 лучших соковыжималок холодного отжима 2022 года, проверенные и проверенные
Посмотреть на Namawell.com
Что нам нравится
Простота установки и очистки
Практически автоматическая работа
Легкий и компактный
Пульпа очень сухая
Что нам не нравится
«Если вы хотите потратить большие деньги, это отличный вариант», — восторгались тестеры нашей лаборатории после того, как протестировали Nama J2. Одна из главных причин этого заключается в том, как мало ручного труда им пришлось приложить для производства качественного сока и сухой мякоти.
Это не единственная изюминка. Тестеры нашей лаборатории также обнаружили, что сборка очень проста благодаря деталям, которые требовали минимального скручивания и их просто нужно было вставить на место. Они также могли предварительно загрузить корзину для кормления перед запуском машины, что было уникальным для Nama. Это означает, что вы можете приготовить другой рецепт, заняться домашними делами или даже приготовить кофе, как говорит один рецензент.
Соки тоже не разочаровали. И морковно-апельсиновый сок, и зеленый сок имели очень мало пены и мякоти, очень гладкую текстуру и сбалансированный вкус. Клубнично-ананасовый сок был довольно мясистым, но имел приятную консистенцию, похожую на коктейль. Все это требовало минимальных манипуляций с продуктом, что заставило одного из наших тестировщиков в восторге от того, что это был «прекрасный опыт».
Цена на момент публикации: 550 долл. США
Ель ест / Фред Харди II
Тип корпуса: Вертикальный | Скорость: 50 об/мин | Конструкция: Пластик | Размеры: 9 x 9,8 x 17,7 дюйма | Мощность: 200 Вт | Гарантия: 15 лет на двигатель, 2 года на остальные детали
Лабораторные тесты на вынос
«Это было супер-невмешательство. Маленький кусочек апельсина застрял на верхнем лезвии, но его было легко удалить — очень впечатляюще.»
Амазонка
Посмотреть на Амазоне Посмотреть на Wayfair Посмотреть на Walmart
Что нам нравится
Что нам не нравится
Эффективность — лучший способ описать эту соковыжималку от Tribest: вертикальная медленная соковыжималка Slowstar поставляется с обоюдоострым шнеком Duoblade, который выполняет в два раза больше работы, чем типичная машина с одним шнеком. Работая на сверхнизкой скорости 47 об/мин, эта тихая соковыжималка практически не выделяет тепла, извлекая сок, который не только полон питательных веществ и вкуса, но и сохраняет свежесть до трех дней.
Шнек, не содержащий бисфенола-А, изготовлен из материала Ultem, поэтому он невероятно прочный по сравнению с более дешевыми пластиковыми моделями. Эта модель также поставляется с насадкой для измельчения, которая превращает машину в многоцелевой инструмент, который можно использовать для приготовления соуса песто, сорбетов из замороженных фруктов, орехового масла и многого другого. Корпус соковыжималки разбирается для легкой очистки (рекомендуется ручная стирка), единственная небольшая трудность заключается в удалении мусора с экрана. Tribest предоставляет на эту машину 10-летнюю гарантию, поэтому вы можете быть уверены, что цена того стоит.
Tribest производит еще одну соковыжималку вертикального типа под торговой маркой Shine Kitchen Co. Она меньше (5,5 x 5,25 дюймов), проще и почти на 200 долларов дешевле, с низкими 35 об / мин и мощностью 200 Вт, что позволяет работать до 10 минут непрерывно. соки ежедневно.
Цена на момент публикации: 400 долл. США
Ель ест / Фред Харди II
Тип корпуса: Вертикальный | Скорость: 47 об/мин | Конструкция: Пластик | Размеры: 8 x 8 x 18 дюймов | Мощность: 200 Вт | Гарантия: 10 лет
Лабораторные тесты на вынос
«Эта машина хорошо показала себя во всех наших тестах. Это хорошая, простая и надежная соковыжималка.»
9 лучших кухонных комбайнов 2022 года, проверенные и проверенные
Амазонка
Посмотреть на Амазоне Посмотреть на Wayfair Посмотреть на Walmart
Что нам нравится
Что нам не нравится
Большая площадь основания
В то время как ручные машины являются наиболее распространенными для приготовления сока из ростков пшеницы, вы также можете выбрать более универсальное устройство, такое как Greenstar Elite. Роузе нравятся горизонтальные соковыжималки для извлечения сока из зелени, такой как ростки пшеницы, и он высоко оценивает устройства Tribest, которые, по его словам, хорошо сделаны и обеспечивают отличное обслуживание клиентов.
Tribest производит эту горизонтальную соковыжималку, которая обеспечивает «полное пережевывание»: В то время как многие соковыжималки полагаются только на дробящее действие, конструкция Greenstar с двумя шестернями и двойным шнеком предназначена для дробления, резки и измельчения. Эти три шага обеспечивают беспроблемную обработку и помогают предотвратить спутывание целлюлозы или волокон вокруг шестерен. Greenstar Elite также позволяет вам регулировать давление сока в зависимости от того, какие продукты вы используете — просто используйте более высокое давление при обработке ростков пшеницы, чтобы наилучшим образом сохранить хлорофилл и другие питательные вещества.
Чистка Greenstar Elite требует мытья вручную, так как его нельзя мыть в посудомоечной машине, но он поставляется с чистящей щеткой и скребком для удаления мусора. Как и другие горизонтальные соковыжималки, она занимает немного места (более 18 дюймов в ширину) и весит около 18 фунтов — умеренно тяжелый, но его можно взять и хранить под прилавком. В целом, это прочная и высокопроизводительная машина с 12-летней гарантией для домашнего использования.
Tribest производит еще три соковыжималки горизонтального типа. Все они в основном имеют одинаковый размер и используют одинаковую мощность, но они различаются эстетически и включают в себя определенные функции, которых нет у других, например, защитную крышку желоба для подачи, сито, хлебные палочки и набор для приготовления пасты. Большинство этих дополнений доступны для покупки, если они не входят в комплект самой соковыжималки.
Цена на момент публикации: 600 долл. США
Ель ест / Фред Харди II
Тип кузова: Горизонтальный | Скорость: 110 об/мин | Конструкция: Пластик | Размеры: 18,6 x 6,8 x 12,4 дюйма | Мощность: 200 Вт | Гарантия: 12 лет
Лабораторные тесты на вынос
«Выход сока был немного ниже, чем у некоторых других, и у него была одна из самых высоких пенообразователей, но сам сок имел великолепную консистенцию и прекрасный вкус.»
Окончательный вердикт
Соковыжималка Hurom H-AA Slow Juicer — наш лучший выбор благодаря ее выдающимся характеристикам. Он работает со сверхнизкой скоростью 43 оборота в минуту и производит большой выход сока с очень сухой мякотью. Если вы не хотите тратить кучу денег на соковыжималку для жевания, мы рекомендуем попробовать соковыжималку холодного отжима Omega 365. Он доступен по цене, легко собирается и моется.
Как мы тестировали
Мы протестировали в общей сложности 19соковыжималки наша лаборатория. С помощью каждой соковыжималки наши тестировщики готовили три вида сока, включая морковный сок и зеленый сок. Они отметили, сколько продуктов нужно было предварительно нарезать или манипулировать, не застряло ли что-нибудь и не нужно ли было немного смазать локоть, чтобы пройти через машину, и сколько времени занял процесс приготовления сока. Тестеры также измерили, сколько сока было извлечено, насколько сухой была мякоть, насколько она была негерметичной или грязной. Они также отметили, насколько легко было собрать, разобрать и почистить.
Наконец, наши тестировщики лаборатории оценили простоту использования, долговечность, производительность, дизайн, универсальность, качество сока, простоту очистки и общую ценность каждой соковыжималки. Мы также отправили несколько соковыжималок холодного отжима нашим домашним тестерам для оценки по тем же критериям.
Как мы тестируем продукцию
Ель ест / Фред Харди
Другие протестированные нами
Соковыжималка-соковыжималка Jocuu Slow Masticator: Производительность Jocuu впечатлила тестировщиков нашей лаборатории по нескольким причинам: она доступна по цене, отлично смотрится на прилавке, выглядит прочной и хорошо сделанной, несмотря на такой легкий вес. «[Мне также нравятся] программные и жесткие кнопки, а также аккуратное наливание через носик. На контейнере для сока есть приятные измерительные метки», — говорит один из тестировщиков нашей лаборатории. Он также имеет две скорости для различных видов продуктов, а также функцию реверса. Однако одним из его недостатков является то, что его узкий желоб означал, что для подготовки фруктов и овощей требовалось относительно больше времени, и даже небольшие кусочки приходилось немного проталкивать в отверстие. Тем не менее, соки оказались «неплохими», говорят испытатели.
На что обращать внимание при выборе жевательной соковыжималки
Вертикальная или горизонтальная
Соковыжималки для жевания бывают двух основных типов корпуса — вертикального и горизонтального. Горизонтальные агрегаты немного более эффективны, потому что корм подается прямо в шнек, но по мере совершенствования технологии разница может быть незаметна для обычного пользователя. Горизонтальные блоки занимают больше места на столешнице, но вертикальные могут быть слишком высокими, чтобы поместиться под кухонными шкафами.
«Лично для домашнего использования мне нравятся соковыжималки с вертикальными шнеками, — говорит Роуз. — Они занимают меньше места».
Размер желоба
Большой желоб позволит вам добавлять в соковыжималку более крупные кусочки фруктов или овощей, поэтому перед приготовлением сока требуется меньше подготовительной работы. Однако желоба большего размера могут быть опасны для любопытных детей. Меньшие желоба безопаснее, но вам придется резать еду до меньших размеров, чтобы она поместилась.
Дополнительные функции
Большинство соковыжималок выполняют только одну функцию — превращают фрукты и овощи в сок и мякоть. Однако некоторые из них имеют дополнительные функции, что делает их более универсальными. Если вы знаете, что будете готовить сок регулярно, дополнительные функции могут не представлять интереса, и они просто добавят дополнительные насадки и затраты на отслеживание. Но если вы заинтересованы также в переработке пищевых продуктов, таких как орехи и семена, или в приготовлении домашнего мороженого, некоторые машины подойдут.
Ель ест / Фред Харди
Совет по очистке
Сокращение времени очистки за счет облицовки резервуара для пульпы, говорит Роуз. Для экологичного варианта используйте биоразлагаемый/компостируемый пакет. Если в вашей машине есть детали, которые можно мыть в посудомоечной машине, поместите их туда, но не давайте мусору высохнуть, так как его будет трудно удалить.
Часто задаваемые вопросы
Как работает соковыжималка?
Жевательная соковыжималка, также известная как «соковыжималка холодного отжима» или «медленная соковыжималка», работает путем измельчения и прессования ингредиентов с помощью медленно вращающегося шнека, который выглядит как винт, а не лезвия. Затем сок выталкивается из крошечного отверстия (или множества крошечных отверстий) в контейнер, а мякоть выталкивается из большего отверстия в отдельный контейнер. Из-за медленного темпа этот процесс извлекает наибольшее количество сока с наилучшим вкусом и текстурой, сохраняя большую часть питательных веществ для определенных фруктов и оставляя сухую мякоть. Это также сделано тихо, так что ранние встающие могут получить свою утреннюю чашку, не беспокоя тех, кто ложится спать поздно.
В чем разница между центробежными и жевательными соковыжималками?
Вместо медленно вращающегося шнека центробежные соковыжималки имеют сверхбыстро вращающиеся лопасти. Этот процесс быстрый, но громкий, и быстрое вращение может создавать тепло, которое может разрушить определенные питательные вещества для определенных фруктов. Хотя это не всегда так, соковыжималка для пережевывания обеспечивает качество сока (и полное извлечение) за счет измельчения и отжима вместо измельчения.
Центробежные соковыжималки также имеют тенденцию подавать кислород, вызывая небольшое обесцвечивание и сокращая срок хранения (около 24 часов в герметичном контейнере в холодильнике). Это происходит на гораздо более низком уровне с пережевывающими соковыжималками, что позволяет получить более яркий сок, который сохраняется дольше (до 72 часов). Центробежные соковыжималки, как правило, дешевле, их легче чистить и они лучше всего подходят для твердых фруктов и овощей, но соковыжималки для жевания могут выжимать практически все, включая листовую зелень и мягкие фрукты, и они дадут вам лучший вкус и наивысшее качество урожая.
Совет по хранению
Большинство соков вкуснее всего сразу, но их можно хранить в холодильнике в течение двух-трех дней. Шэрон Леман, доктор медицинских наук, рекомендует наполнять контейнеры для хранения так, чтобы с соком соприкасался как можно меньше воздуха, поскольку чем дольше вы его храните, тем хуже будут его вкус и питательные свойства. воздействие воздуха.
Как чистить соковыжималку?
Если вы готовите несколько разных рецептов за один присест, разборка соковыжималки по частям может показаться не самым удобным способом вымыть ее, прежде чем переходить к следующей партии. Некоторые модели позволяют просто пропускать воду через соковыжималку для полоскания. После того, как вы закончите в течение дня, лучше всего аккуратно разобрать свое оборудование, чтобы тщательно вымыть его с мылом и теплой водой, используя щетинную щетку, чтобы вычистить любые отложения и труднодоступные щели, так что грязный мусор от предыдущего использования не попадет в ваш следующий урожай.
Чтобы еще больше упростить очистку, узнайте, можно ли мыть в посудомоечной машине детали вашей соковыжималки, проверив руководство пользователя или веб-сайт производителя. Вы также сможете узнать, чувствителен ли ваш продукт к высоким температурам или агрессивным или абразивным чистящим средствам.
Зачем доверять ели?
Автор этой статьи, Бернадетт Машар де Грамон, специализируется на глобальных продуктах питания и винах. Она владеет соковыжималкой Hurom H-AA и может подтвердить ее превосходную производительность. Для этой статьи она взяла интервью у шеф-повара Кельвина Роуза III, шеф-повара из Атланты и основателя EDC Kitchen.
Этот обзор был обновлен Шэрон Леман, зарегистрированным диетологом, которая любит свежевыжатые соки и сделала обзор нескольких соковыжималок, и Катей Вайс-Андерссон, писательницей и профессиональным шеф-поваром, которая каждое утро в течение 45 дней выжимала сок из одного пучка сельдерея для своего подкаста.
7 лучших соковыжималок 2022 года
8 советов по использованию соковыжималки
Наконец-то вы решились и купили соковыжималку. Больше не нужно платить заоблачные цены за свежевыжатый сок только для того, чтобы поправиться.
Прежде чем вы начнете измельчать продукты, вам необходимо знать несколько вещей. Это руководство сэкономит вам время и нервы, сведет к минимуму беспорядок и предотвратит повреждение вашей новой соковыжималки. Пришло время приготовить сок 101.
Увеличить изображение
Вы можете делать сок из любых фруктов и цитрусовых, а также из листовой зелени.
Крис Монро/CNET
Из чего можно делать сок?
Вот лишь несколько примеров продуктов, из которых можно делать сок.
Fruits
Apples
Berries (small juice content but big flavor)
Citrus (lemons, limes, oranges, etc.)
Grapes
Kiwis
Melons (Honeydew, watermelon, cantaloupe)
Pears
Pineapple
Vegetables
Beets
Broccoli
Carrots
Сельдерей
Огурец
Капуста
Шпинат
Помидоры
Сейчас играет: Смотри:
Пять вещей, которые нужно знать перед покупкой соковыжималки
1:07
Приготовление сока
Увеличить изображение
Перед приготовлением сока вам нужно будет подготовить, очистить и нарезать продукты до нужного размера.
Крис Монро/CNET
Приготовьте продукты
Вы не можете просто положить целые фрукты и овощи в соковыжималку и ожидать вкусных результатов. Сначала их нужно правильно подготовить. Многие соковыжималки имеют небольшие желоба для продуктов, поэтому вам придется нарезать продукты до подходящего размера.
Фактический процесс приготовления сока быстрый, а продукты проносятся через машину за секунды. Полный список ингредиентов можно превратить в жидкость за считанные минуты, поэтому предварительная подготовка продуктов сэкономит вам много времени.
Для фруктов, особенно цитрусовых, это означает удаление жесткой внешней кожицы, кожуры и сердцевины. Они могут придать вашему соку горький и неприятный привкус.
Удалите все семена и твердые косточки, особенно в косточковых плодах. Они не только могут повредить соковыжималку и придать соку горький вкус, но и содержат токсичные химические вещества. Например, абрикосовые, вишневые, персиковые и сливовые косточки содержат цианогенные соединения, которые при измельчении и проглатывании превращаются в организме в цианид.
Недорогие соковыжималки начального уровня, как правило, являются центробежными машинами. Эти приборы вращают острые лезвия на высоких скоростях. Затем сок проталкивают (и процеживают) через сетчатое сито под ним.
Они хороши для обработки апельсинов, яблок и моркови, но плохо вытягивают жидкость из листовой зелени.
Enlarge Image
Соковыжималки холодного отжима используют мощные шнеки для медленного измельчения продуктов.
Тайлер Лизенби/CNET
Если вы планируете выжимать сок из волокнистых овощей, таких как капуста и шпинат, вам стоит подумать о соковыжималке холодного отжима. Одна из моих любимых моделей — Omega J8006 за 300 долларов — отличный вариант. Машина медленно измельчает все виды продуктов и извлекает много жидкости даже из самых твердых продуктов.
Увеличить изображение
Контейнеры для жмыха собирают кучу всякой гадости.
Крис Монро/CNET
Выровняйте корзину для мякоти
Даже самые эффективные соковыжималки производят много твердых отходов. Вот хороший способ сделать уборку проще простого. Сначала застелите емкость для сбора мякоти соковыжималки полиэтиленовой пленкой. После приготовления сока просто снимите упаковку и выбросьте ее вместе с мякотью в мусорное ведро.
Посудомоечная машина
Другие части соковыжималок также собирают жидкость и мусор. Это включает в себя шнеки (холодный пресс), лопасти и сетчатые экраны (центробежные) и крышки. Проверьте руководство вашей модели, можно ли мыть какие-либо из этих частей в посудомоечной машине. Если это так, вы сэкономите себе много ручного труда.
Выжимать соки нельзя
Увеличить изображение
Пейте сок быстро. Не позволяйте этому сидеть без дела.
Крис Монро/CNET
Дайте соку настояться
Свежеприготовленный сок может быть полезным, но он также не пастеризован и не содержит консервантов. Попробуйте сразу выпить. Если вам нужно хранить сок, обязательно делайте это в холодильнике. Только не держите его дольше 24 часов.
Использование сухих вещей
Не пытайтесь приготовить сок из продуктов с низким содержанием воды. Например, держитесь подальше от кокоса, сахарного тростника и зерна. Эти ингредиенты содержат огромное количество клетчатки, но практически не содержат жидкости.
Проталкивание продуктов с помощью чего-то другого, кроме поршня
Многие соковыжималки поставляются с собственными пластиковыми приспособлениями для поршня.
III. Упрощенный расчет монолитного малозаглубленного ленточного фундамента для стандартных случаев
Глубина заложения ленточного фундамента
Определяя глубину заложения ленточного фундамента, следует иметь в виду следующие принципиальные факторы:
Фундамент должен опираться на грунт с достаточной несущей способностью.
На глинистых грунтах фундамент должен прорезать слои, где возможны сезонные движения грунта из-за изменения режима влажности (влияние растительного покрова, кустарника, деревьев).
Фундамент должен прорезать слои, где возможны движения грунтов при замерзании.
Фундамент должен опираться на грунты, несущая cпособность которых не меняется при водонасыщении.
С увеличением глубины заложения фундамента, основание способно нести большие нагрузки.
Выбор рациональной глубины заложения фундаментов в зависимости от учета указанных выше условий рекомендуется выполнять на основе технико-экономического сравнения различных вариантов. При требуемой большой глубине заложения ленточного фундамента возможно дешевле будет применить фундамент другого типа: свайный, свайно-ростверковый или поверхностный фундамент из монолитной железобетонной плиты. Максимальная экономически оправданная глубина заложения ленточного фундамента по английским рекомендациям – 2,5 метра.
Минимальная глубина заложения мелкозаглубленного ленточного фундамента определяется глубиной промерзания грунта, степенью пучинистости грунта и высотой грунтовых вод. Чем больше в грунте воды и чем ближе она к поверхности (уровню планировки), чем больше глубина промерзания грунта, тем сильнее будут силы пучения, воздействующие на малозаглубленный фундамент снизу, по касательной и сбоку. Эти силы будут выталкивать малозаглубленный фундамент к поверхности, и будут сдавливать фундамент. Чтобы снизить степень воздействия этих сил, ленточный фундамент придется заглублять. Кроме заглубления на силы морозного пучения можно влиять утеплением грунта, полной или частичной заменой грунта, его уплотнением, водоотведением и дренированием.
Заложение ленточного фундамента на глубину менее глубины сезонного промерзания грунтов возможно только при проведении «специальных теплотехнических мероприятия, исключающие промерзание грунтов» [пункт 2.29 СНиП 2.02.01-83, пункт 12.2.5 СП 50-101-2004].Втерриториальных строительных нормах ТСН МФ-97 Московской области указывается, что при проектировании и устройстве мелкозаглубленных фундаментов малоэтажных зданий рекомендуется “применение утеплителей, укладываемых под отмостку” с обязательной защитой их гидроизоляцией.
По строительным нормам Великобритании минимальная глубина заложения мелкозаглубленного ленточного фундамента на всех типах грунтов (кроме скального и глинистого) равняется 45 см BR 2010, A1/2, 2E4]. По отечественным нормам [п. 2.30 СНиП 2.02.01-83] минимальная глубина заложения ленточного фундамента составляет 50 см. На скальном грунте, при физической невозможности заглубления, ленточный фундамент может быть устроен прямо на поверхности без заглубления. Минимальная глубина закладки мелкозаглубленного ленточного фундамента на глинистых (и других пучинистых) грунтах по британским нормам составляет 75 см (оптимальная глубина заложения 90-100 см).
При невозможности заглубления фундамент может устраиваться по поверхности земли.
Глина
75 -100 см
Глубина заложения фундамента может быть увеличена при наличии близко растущих деревьев.
Пески, супеси, суглинки
45-90 см
В «Рекомендациях по проектированию оснований и фундаментов на пучинистых грунтах» (Москва, 1972) указывается, что наиболее рациональным решением при проектировании фундаментов будет заложение ленточных фундаментов на глубину 0,5-0,6 м от планировочной отметки. При этом должны быть предусмотрены следующие инженерно-мелиоративные и строительно-конструктивные мероприятия, направленные на снижение потенциала пучинистости подлежащих грунтов. Под ленточным фундаментом должна быть устроена песчаная подушка минимальной толщиной 20 см и максимальной – до трех размеров ширины фундамента. Рядом с фундаментом в траншее ниже песчаной подушки устроить систему дренажа с отводом воды в нижележащие песчаные слои или вниз по рельефу. Толщина засыпки пазух между фундаментом и грунтом должна составить не менее 20 см. Вокруг здания на ширину 2-3 м по поверхности уложить 10-15 см почвенный слой с уклоном от здания и посеять многолетние дернообразующие травы. При невозможности задернения поверхности грунта вокруг здания следует сделать отмостку шириной до 1 м.
В некоторых отечественных нормативных документах определено ограничение использование технологии малозаглубленного ленточного фундамента в климатических зонах с глубиной промерзания грунта свыше 1,7 метра. Также, в случае чрезмерной мягкости, возможной подвижности (пески, супеси, водонасыщенные грунты) и малой несущей способности поверхностных слоев почвы, глубина заложения мелкозаглубленного ленточного фундамента может быть увеличена до глубин достижения грунтов с хорошими несущими способностями и стабильными характеристиками.
Глубину заложения мелкозаглубленного ленточного фундамента допускается назначать независимо от расчетной глубины промерзания, если фундамент опираются на пески с подтвержденным отсутствием пучинистости. Другой возможностью отступить от привязки глубины заложения ленточного фундамента к глубине промерзания грунта являются » специальные теплотехнические мероприятия, исключающие промерзание грунтов» [Пункт 2.29 СНиП 2.02.01-83].
Расчетная глубина промерзания слабо пучинистого грунта твердой и полутвердой консистенции
Глубина заложения фундамента
до 2 метров
до 1 метра
0,5 м
до 3 метров
до 1,5 метров
0,75 м
Более 3 метров
от 1,5 до 2,5 м
1 м
от 2,5 до 3,5 м
1,5 м
* Таблица адаптирована на основании таблицы №2 п. 2.30 СНиП 2.02.01-83 «Основания зданий и сооружений»
То есть речь идет о горизонтальном утеплении грунта и вертикальном утеплении мелкозаглубленного ленточного фундамента в совокупности с постоянным поддержанием положительной температуры в доме. По нормам IBC/IRС-2012 R403.3, глубина фундамента может не достигать глубины промерзания, если грунт и фундамент утеплены, и в здании круглогодично поддерживается температура не менее 18 °С Наличие высоко стоящих грунтовых вод может внести свои коррективы в глубину заложения ленточного фундамента. При высоком уровне грунтовых вод вполне возможно, что мелкозаглубленный ленточный фундамент придется превращать в глубоко заглубленный ленточный фундамент. Для ориентира следует руководствоваться требованиями п. 2.30 СНиП 2.02.01-83 «Основания зданий и сооружений»:
Таблица №17. Глубина заложения фундаментов зданий с холодными подвалами и техническими подпольями (имеющими отрицательную температуру в зимний период) в зависимости от глубины расположения уровня подземных вод и глубины сезонного промерзания. *
Грунты под подошвой фундамента, залегающие на глубину не менее нормативной глубины промерзания
Глубина заложения фундаментов в зависимости от глубины расположения уровня подземных вод и глубины сезонного промерзания
Уровень глубины подземных вод выше уровня глубины промерзания грунта + 2 метра
Уровень глубины подземных ниже уровня глубины промерзания + 2 метра
Скальные, крупнообломочные с песчаным заполнителем, пески гравелистые, крупные и средней крупности
не зависит от глубины промерзания грунта
не зависит от глубины промерзания грунта
Пески мелкие и пылеватые
не менее глубины промерзания грунта
не зависит от глубины промерзания грунта
Супеси
не менее глубины промерзания грунта
не зависит от глубины промерзания грунта
Cуглинки, глины, а также крупно-обломочные грунты с пылевато-глинистым заполнителем
не менее глубины промерзания грунта
Не менее ½ глубины промерзания грунта
* Таблица адаптирована на основании таблицы №2 п. 2.30 СНиП 2.02.01-83 «Основания зданий и сооружений»
Минимальные расстояния от границы промерзания грунта до уровня подземных вод, при котором грунтовые воды не оказывают влияния на увлажнение промерзающего грунта можно определить по следующей таблице:
Таблица №18. Минимальные расстояния от границы промерзания грунта до уровня подземных вод *
Наименование грунта
Значение минимального расстояния до уровня подземных вод, м
Глина с монтмориллонитовой и иллитовой основой
3,5
Глины с каолинитовой основой
2,5
Суглинки пылеватые
2,5
Суглинки
2,0
Супеси пылеватые
1,5
Супеси
1,0-1,3
Пески пылеватые
1,0
Пески мелкие
0,8
* Таблица адаптирована с упрощениями на основании таблицы №3 ВСН 29-85 «Проектирование мелкозаглубленных фундаментов на пучинистых грунтах».
Если грунт на вашем участке пучинистый и грунтовые воды стоят высоко, то целесообразно подумать о применении другого типа фундамента: свайного или свайно-ростверкового (свайный фундамент с несущими балками). Такой фундамент не боится ни морозного пучения, ни высокого грунтовых вод.
Стоп-халтура! Под свайным фундаментом понимаются бетонные сваи на опорных площадках, сваи ТИСЭ, буронабивные сваи, или винтовые сваи большого диаметра промышленного производства из толстостенной оцинкованной или нержавеющей стальной трубы. Для жилых зданий предлагаются винтовые сваи с несколькими уровнями лопастей для увеличения несущей способности и предупреждения просадки свай. Такие сваи могут быть установлены только механизированным способом. Тонкостенные (4 мм) винтовые сваи из бывшей в употреблении трубы, диаметром 10 см из неоцинкованной стали, с кустарно приваренными лопастями, закручиваемые в землю ручным сбособом, подойдут только для неответственных сооружений типа времянок, небольших садовых домиков, беседок, гульбищ, дек, настилов, сараев, туалетов и заборов.
Материал из книги «Мелкозаглубленный ленточный фундамент» (СПб, 2012).
В данной статье представлена информация по расчету заглубления ленточного фундамента в грунт исходя из пучинистости грунтов, уровня грунтовых вод и глубины промерзания грунта зимой. В продолжении статьи рассказывается о выборе ширины ленточного фундамента исходя из размеров и вида дома.
Мелкозаглубленный ленточный фундамент является одним из самых широко распространенных видов фундаментов для частного дачного строительства. Мелкозаглубленные монолитные ленточные фундаменты более экономичны и просты в исполнении, по сравнению с затратными глубокозаглубленными ленточными фундаментами – “подземными стенами”, которые для надежности зарывают в землю на глубины, превышающие нормативные глубины промерзания грунта зимой в каждой конкретной климатической зоне.
Мелкозаглубленный монолитный ленточный фундамент состоит из непрерывной полосы армированного бетона, которая распологается центрирванно под несущими стенами или конструкциями дома. Мелкозаглубленный ленточный фундамент воспринимает нагрузку от дома и перераспределяет ее на грунт, не вызывая его дополнительного уплотнения. Несущая способность грунта должна быть больше нагрузок на единицу площади, передваемых мелкозаглубленным ленточным фундаментом от постройки.
Мелкозаглубленный ленточный фундамент лучше всего устраивать на непучинистых и слабо пучинстых однородных грунтах, с низким уровнем грунтовых вод, на расстоянии от крупных деревьев равном их высоте, на неподтапливаемых территроиях в радонобезопасных районах.
Мелкозаглубленный ленточный фундамент запрещено строить на биогенных органических грунтах (торф, сапорпель, ил), и не рекомендуется строить на неоднородных слоях грунтов, на стыке разных подлежащих грунтов, на чрезывачнойно пучинстых грунтах (пластичный глинистый водонасыщенный грунт, водонасыщенные пылеватые пески), на подтапливаемых территроиях и на участках с очень высоким уровнем грунтовых вод.
Основные геометрические параметры и конфигурация мелкозаглубленного ленточного фундамента зависят от воспринимаемой нагрузки от здания, от свойств грунта (несущая способность, дренажные свойства, пучинстость), климатических условий (глубина промерзания грунта) и применяемых для стротельства фундамента материалов. Перед расчетом ленточного фундамента рекомендуется провести инженерно-геологическое исследование грунта.
Рассмотрим как рассчитать основные параметры ленточного мелкозаглубленного фундамента: глубину заложения фундамента, высоту над землей и ширину ленты.
Минимальная глубина заложения мелкозаглубленного ленточного фундамента определяется глубиной промерзания грунта, степенью пучинстости грунта и высотой грунтовых вод. Чем больше в грунте воды ближе к поверхности (уровню планировки) и чем больше глубина промерзания грунта, тем сильнее будут силы пучения, воздействующие на мелкозаглубленный фундамент снизу, по касательной и сбоку. Эти силы будут выталкивать мелкозаглубленных фундамент к поверхности и будут сдавливать фундамент. Чтобы снизить степень воздействия этих сил ленточных фундамент придется заглублять. Кроме заглубления на силы морозного пучения можно влиять утеплением грунта, устройством несъемной утепленной опалубки фундамента, полной или частичной заменой грунта, его уплотнением, водоотведением и дренированием.
По строительным нормам Великобритании минимальная глубина заложения мелкозаглубленного ленточного фундамента на всех типах непучинистых и малопучинстых грунтов (кроме скального и глинистого) равняется 45 см (The Building Regulations 2010, A1/2, 2E4 — Британские строительные нормы, 2010 год, A1/2, 2E4). На скальном грунте, при физической невозможности заглубления, ленточный фундамент может быть устроен прямо на поверхности без заглубления. Минимальная глубина закладки мелкозаглубленного ленточного фундамента на глинистых (и других пучинистых) грунтах по Британским нормам составляет 75 см (оптимальная глубина заложения 90-100 см).
В случае чрезмерной мягкости, возможной подвижности (пески, супеси, водонасыщенные грунты ) и малой несущей способности поверхностных слоев почвы, глубина заложения мелкозаглубленного ленточного фундамента может быть увеличена до глубин достижения грунтов с хорошими несущими способностями и стабильными характеристиками. Максимальная разумная и экономически оправданная глубина заложения ленточного фундамента – 2,5 метра.
Глубину заложения мелкозаглубленного ленточного фундамента допускается назначать независимо от расчетной глубины промерзания, если фундамент опираются на пески с подтвержденным отсутствием пучинистости. Другой возможностью отступить от привязки глубины заложения ленточного фундамента к глубине промерзания грунта являются » специальные теплотехнические мероприятия, исключающие промерзание грунтов». (Пункт 2.29 СНиП 2.02.01-83 «Основания зданий и сооружений»). То есть горизонтальное утепление грунта и вертикальное утепление мелкозаглубленного ленточного фундамента. Ориентиром из отечественных норм глубин заложения мелкозаглубленного фундамента может служить нижеследующая таблица:
Расчетная глубина промерзания слабо пучинстого грунта твердой и полутвердой консистенции
Глубина заложения фундамента
до 2 метров
до 1 метра
0,5 м
до 3 метров
до 1,5 метров
0,75 м
Более 3 метров
от 1,5 до 2,5 м
1 м
от 2,5 до 3,5 м
1,5 м
Наличие высоко стоящих грунтовых вод может внести свои коррективы в глубину заложения ленточного фундамента. При высоком уровне грунтовых вод вполне возможно, что мелкозаглубленный ленточный фундамент придется превращать в глубокозаглубленный ленточный фундамент. Для ориентира следует руководствоваться требованиями п. 2.30 СНиП 2.02.01-83 «Основания зданий и сооружений». Мы приводим ниже таблицу требованиями к глубине заложения фундамента:
Таблица №2. Глубина заложения фундаментов зданий с холодными подвалами и техническими подпольями (имеющими отрицательную температуру в зимний период) в зависимости от глубины расположения уровня подземных вод и глубины сезонного промерзания. *
Грунты под подошвой фундамента, залегающие на глубину не менее нормативной глубины промерзания
Глубина заложения фундаментов в зависимости от глубины расположения уровня подземных вод и глубины сезонного промерзания
Уровень глубины подземных вод выше уровня глубины промерзания грунта + 2 метра
Уровень глубины подземных ниже уровня глубины промерзания + 2 метра
Скальные, крупнообломочные с песчаным заполнителем, пески гравелистые, крупные и средней крупности
не зависит от глубины промерзания грунта
не зависит от глубины промерзания грунта
Пески мелкие и пылеватые
не менее глубины промерзания грунта
не зависит от глубины промерзания грунта
Супеси
не менее глубины промерзания грунта
не зависит от глубины промерзания грунта
Cуглинки, глины, а также крупно-обломочные грунты с пылевато-глинистым заполнителем
не менее глубины промерзания грунта
Не менее ½ глубины промерзания грунта
* Таблица адаптирована на основании таблицы №2 п. 2.30 СНиП 2.02.01-83 «Основания зданий и сооружений»
Если грунт на вашем участке пучинистый и грунтовые воды стоят высоко, то самое время подумать о применении другого типа фунадмента: свайно-ростверкового фундамента (свайный фундамент с несущими балками). Такой фундамент не боится ни морозного пучения, ни высокого грунтовых вод. Глубина промерзания грунта в России:
Максимальная высота надземной части монолитного мелкозаглубленного ленточного фундамента при внутреннем заполнении ограниченного лентой пространства грунтом (песком) для устройства полов (перекрытий) по грунту должна быть равна четырем размерам ширины ленточного фундамента.
Высота фундамента над землей = 4 x Ширина фундамента
Надземная часть монолитного мелкозаглубленного ленточного фундамента не может быть больше его подземной части, но может быть сколь угодно меньше подземной части фундамента. Самым распространенным вариантом является глубина заложения монолитного мелкозаглубленного ленточного фундамента и его высота над землей по 45-50 см (если позволяют условия подлежащих грунтов).
Высота надземной части фундамента меньше либо равна его подземной части.
В большинстве случаев при наличии подпола, в ленточном фундаменте требуются продухи для вентиляции подпола.
Длина здания на ленточном фундаменте
Протяженные здания следует разрезать по всей высоте на отдельные отсеки, длина которых принимается: для слабопучинистых грунтов до 30 м, среднепучинистых — до 25 и, сильнопучинистых — до 20 м, чрезмерно пучинистых — до 15 м.(ВСН 29-85 «Проектирование мелкозаглубленных фундаментов малоэтажных сельских зданий на пучинистых грунтах» )
Читать дальше про расчет
ширины монолитного мелкозаглубленного ленточного фундамента
Подвал или погреб в доме с ленточным фундаментом
Строительные нормы и правила Требования к фундаменту
По
Ли Уоллендер
Ли Валлендер
Ли имеет более чем двадцатилетний практический опыт реконструкции, ремонта и улучшения домов, а также дает советы по благоустройству дома более 13 лет.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 29.04.22
Рассмотрено
Келли Бэкон
Рассмотрено Келли Бэкон
Келли Бэкон является лицензированным генеральным подрядчиком с более чем 40-летним опытом работы в строительстве, жилищном строительстве и реконструкции, а также в коммерческом строительстве. Он является членом Наблюдательного совета по благоустройству дома Spruce.
Узнайте больше о The Spruce’s Наблюдательный совет
Факт проверен
Эмили Эстеп
Факт проверен Эмили Эстеп
Эмили Эстеп — биолог растений и специалист по проверке фактов, специализирующийся на науках об окружающей среде. Она получила степень бакалавра журналистики и магистра наук в области биологии растений в Университете Огайо. Эмили работала корректором и редактором в различных онлайн-СМИ в течение последнего десятилетия.
Узнайте больше о The Spruce’s Редакционный процесс
Пэт Канова / Getty Images
Никто не может отрицать необходимость хорошего фундамента дома. Неправильно построенный фундамент — в отличие от плохо установленных водосточных желобов или паркетного пола с зазорами — может в конечном итоге разрушить дом.
Таким образом, в строительных нормах, естественно, есть кое-что, что можно сказать о фундаменте. Как и любые рекомендации по коду, это не столько практические руководства по созданию фундаментов, сколько параметры, которые вам необходимо соблюдать и которые следует корректировать в соответствии с вашими местными требованиями.
Классификация площадки
Земля, непосредственно примыкающая к основанию фундамента — на внешней стороне фундамента — должна иметь наклон не менее пяти процентов. Это должно продолжаться не менее десяти футов.
Несущая способность грунта
Фундаменты должны опираться на твердый, ненарушенный грунт. Ненарушенная почва — это почва, которая никогда не переворачивалась, не вспахивалась, не сортировалась, не рыхлилась, не выбрасывалась, не выкапывалась, не очищалась, не уплотнялась, не исправлялась или выполнялась что-либо в этом роде человеком или машиной. Ненарушенная почва значительно прочнее, чем нарушенная.
Код называет значения несущей способности (LBV) «предполагаемыми». Это означает, что испытание грунта – это единственный способ действительно узнать значение несущей способности (LBV) грунта для фундаментов на данном участке.
Нарушенная почва в конечном итоге может быть классифицирована как ненарушенная по прошествии достаточного времени; тест почвы может определить это.
Фундаменты должны простираться на минимальную глубину 12 дюймов ниже ранее нетронутой почвы. Фундаменты также должны выступать не менее чем на 12 дюймов ниже линии промерзания (глубина, на которую земля промерзает зимой) или должны быть защищены от замерзания.
Эти правила могут не применяться к вспомогательным зданиям (таким как сараи), если их площадь меньше определенной площади в квадратных футах, указанной в местных строительных нормах и правилах. Кроме того, фундаменты палубы могут иметь разную глубину. Некоторые террасы, например те, которые не пристроены к дому, могут иметь другие требования к глубине.
Совет
На участках с экспансивным глинистым грунтом потребуются кессоны (или бетонные колонны), которые необходимо пробурить до коренной породы в заранее определенных местах, с каким-либо расширяющим материалом между кессонами, чтобы обеспечить расширение и сжатие грунта. Затем поверх них заливают стены фундамента.
Ширина фундаментов
Ширина фундамента может варьироваться в зависимости от конструкции, места и условий. В соответствии с нормами, как правило, одноэтажные здания с фундаментами на ненарушенной почве с LBV от 1500 до 4000 должны иметь минимальную ширину 12 дюймов.
Для двухэтажных зданий требуется фундамент шириной не менее 15 дюймов для грунта 1500 LV. Для почвы 2000 LBV или более двухэтажные здания могут иметь минимальную ширину фундамента 12 дюймов.
Ровность
Требования к ровности различны для верхней и нижней части фундамента:
Верхняя часть фундамента
Верх опор должен быть ровным без исключений.
Нижняя часть фундаментов
Предпочтительно, чтобы нижняя часть фундамента была ровной. Исключение: если вы строите на уклоне, вы можете сделать шаг основания не более чем на одну единицу по вертикали на каждые 10 единиц по горизонтали (или 10-процентный уклон).
Распорные фундаменты
Распорные опоры помогают распределить нагрузку, которую несут опоры, на большую площадь. Распорная часть представляет собой основание, которое выглядит как перевернутая буква «Т» и распределяет вес по своей площади. Толщина фундамента должна быть не менее шести дюймов. Он должен выступать с обеих сторон не менее чем на два дюйма.
Прочность бетонного основания
Для фундаментов и плит, кроме гаражей, минимальная прочность бетона должна быть 2500 фунтов на квадратный дюйм. От вертикальных стен, подверженных воздействию погодных условий, может потребоваться бетон с минимальной прочностью 2500 фунтов на квадратный дюйм, а в некоторых суровых погодных условиях — до 3000 фунтов на квадратный дюйм.
Основы строительных норм и правил
Эти спецификации кода получены из Международного строительного кодекса (IBC) для 1- и 2-этажных жилых домов. Это краткое руководство предназначено для того, чтобы дать вам общее представление о требованиях к нормам для фундаментных оснований. IBC включает в себя Международный жилой кодекс (IRC), но включает положения как для коммерческих зданий, так и для жилых зданий. IRC в равной степени подходит для жилых зданий. В IRC глава, касающаяся фундаментов и фундаментов, называется главой 4.
Помните, что каждый строительный проект уникален. Например, почва отличается от места к месту, и поэтому значение несущей способности почвы будет меняться. Кроме того, правила кодекса устанавливаются и применяются на местном уровне, как правило, через строительный департамент каждого города. Большинство местных органов по кодированию используют IBC и/или IRC в качестве образцовых кодов, но могут опускать, изменять или расширять любую спецификацию кода в соответствии с местными условиями и требованиями законодательства. В то время как IBC и IRC являются просто рекомендуемыми рекомендациями, местный кодекс является законом страны, который вам необходимо соблюдать.
Смотреть сейчас: как определить, является ли стена несущей
Какой должна быть минимальная глубина фундамента для нового дома?
Здание состоит из двух основных компонентов: один построен над уровнем земли и называется надстройкой, а другой построен ниже уровня земли и называется подконструкцией. Система фундамента относится к категории подструктуры. Фундамент – это часть здания, передающая нагрузку конструкции на грунт. Фундамент передает нагрузку конструкции таким образом, что грунт под фундаментом никогда не подвергается чрезмерной осадке. Чтобы противостоять чрезмерной осадке, основание должно быть спроектировано с учетом таких факторов, как тип здания, тип грунта, минимальная глубина фундамента, рельеф участка и т. д. Уровень грунтовых вод, подземные водотоки, старые дренажи, ямы, колодцы, старый фундамент и т. д., а также наличие чрезмерного количества сульфатов или других вредных соединений в грунтовых водах и почве также следует учитывать во время проектирования фундамента. Минимальная глубина фундамента является наиболее важным фактором, влияющим на устойчивость фундаментов. Следовательно, фундамент должен располагаться на минимальной глубине, чтобы основание имело максимальную устойчивость и могло легко передавать нагрузку конструкции на землю. Здесь мы обсуждаем минимальную глубину фундамента в зависимости от типа грунта. Если вы хотите узнать больше о типах фундаментов и важных критериях выбора правильного фундамента, прочитайте различные типы фундаментов для вашего дома и 10 важных критериев выбора правильного фундамента для вашего дома.
Какова минимальная глубина фундамента?
Минимальная глубина фундамента – это минимальное расстояние по вертикали между основанием фундамента и естественной поверхностью земли.
Минимальная глубина фундамента в грунте, при котором изменяется его объем:
Грунт меняет свой объем в зависимости от времени года. Изменение объема почвы обусловлено попеременным увлажнением и высыханием вследствие смены времен года. Фундамент должен располагаться ниже той глубины, где грунт не меняет своего объема. Эта глубина обычно не превышает 1 м, за исключением многих частей мира, где недра состоят из глины (Expansive Soil или Black Cotton Soil), которые значительно сжимаются и набухают. Глина или почва, такая как черная хлопковая почва, может быть достаточно жесткой, чтобы выдерживать нагрузку в 200 или 300 кПа (от 2,04 до 3,06 кг/см 2 или от 0,2 до 0,3 Н/мм 2 ) без осадки, поэтому можно сделать временные или легкие конструкции без повреждений. В случае тяжелых конструкций, таких как одно- или двухэтажный дом, рекомендуется укладывать фундамент минимум на 300 мм ниже глубины, где прекращаются трещины. В случае земляных работ в или вокруг канавы, пруда, водотока, засыпанного грунта или подобных условий, примыкающих или примыкающих к недрам, фундамент должен располагаться на глубине, на которой прекращается влияние таких условий. Кроме того, предусмотрите подпорные стены (боковая поддержка или аналогичные работы) для защиты от воздействия таких неблагоприятных элементов. В случае скалы или другого устойчивого к атмосферным воздействиям грунта фундамент должен быть расширен на глубину не менее 50 см ниже естественного уровня земли, чтобы предотвратить скольжение или другие нежелательные движения. Если уровень грунтовых вод находится близко к фундаменту, то почва под фундаментом движется из-за просачивания воды. Следовательно, фундамент также должен быть расположен ниже глубины, где уровень грунтовых вод не влияет на нижнюю часть фундамента. В идеале он должен быть расположен либо во влажной, либо в сухой зоне, но он не должен располагаться в зоне, которая постоянно становится влажной и сухой в зависимости от сезонных колебаний.
Минимальная глубина фундамента в ослабленном грунте:
Фундамент также должен располагаться ниже глубины, на которой грунт не ослаблен дырами корней деревьев или полостями, образовавшимися роющими животными или червями. Ослабленный грунт можно обнаружить, выкопав шурфы для фундамента. Обратите внимание на отверстия и полости на поверхности испытательного котлована и найдите фундамент ниже его глубины. Отвод воды из-под земли корневыми системами крупных деревьев, расположенных рядом с домом, также может быть причиной дифференциальной осадки. Следовательно, удалите деревья рядом с домом, а затем заложите фундамент на подходящей глубине. Желательно, чтобы дерево, которое вырастает до больших размеров, располагалось на расстоянии 8 м от фундамента.
Минимальная глубина фундамента в холодных регионах:
В холодных регионах, таких как США, фундамент наружных колонн или стен должен располагаться ниже глубины, на которой мороз может вызвать заметное пучение. В этом районе глубина может достигать 1,5 м. Для остальных наружных стен или колонн отапливаемых зданий может потребоваться более глубокий фундамент, чем для внутренних колонн.
Минимальная глубина фундамента при наличии в почве растворимых солей или химикатов:
В некоторых регионах бетон фундамента может испортиться из-за растворимой соли, сульфата или других опасных химических веществ, присутствующих в грунтовых водах или почве. В промышленной зоне земля может быть загрязнена свалкой химических отходов, что также может привести к порче бетона фундамента. Для защиты фундамента в обоих случаях залейте фундамент бетоном марки М20 или выше. Используйте специальные цементы, такие как цемент с высоким содержанием глинозема, суперсульфатный цемент или портланд-пуццолановый цемент для бетона. Если возможно, сделайте бетон непроницаемым. Также нанесите на поверхность фундамента битумное покрытие, которое защитит бетон от проникновения воды. Оставьте фундамент ниже глубины, где прекращается воздействие растворимых солей или химикатов, и, если возможно, замените весь выкопанную почву, засыпав новую желтую почву.
Минимальная глубина фундамента при наличии перепада уровней земли:
Ниже приведены наиболее подходящие критерии минимальной глубины фундамента при наличии перепада уровней или уклона грунта. 01. Минимальная глубина фундамента на наклонном грунте со скалой, горизонтальное расстояние должно быть не менее 600 мм или 2 фута от нижнего края фундамента. В случае наклонной поверхности с нормальным грунтом горизонтальное расстояние должно быть 900 мм или 3 фута от нижнего края фундамента. Наклонная поверхность не должна пересекать усеченный несущий материал, а стороны фундамента должны составлять угол 30 градусов с горизонтальной осью. Понять этот критерий поможет следующий рисунок.
02. В случае укладки фундамента в сыпучий грунт линия, проведенная между нижними соседними сторонами смежного фундамента, не должна иметь более крутого уклона, чем одна вертикаль на две горизонтали. 03. При закладке основания в глинистом грунте линия, проведенная между нижней примыкающей стороной верхнего основания и верхней примыкающей стороной нижнего основания, не должна иметь уклон более одной вертикали до двух горизонталей. Понять критерии 2 nd и 3 rd можно с помощью следующего рисунка.
Вышеупомянутые три критерия не применяются, если боковая опора, т.е.
Зазоры подшипников — ГОСТ и импортные, таблицы соответствия -Справочная информация
Одним из важных элементов любого механизма с вращающимися в строго определенном порядке узлами является шарикоподшипник. Именно он, как опора вала, принимает на себя и передает возникающие в механизме нагрузки на неподвижные корпус или основание всего устройства. Поэтому правильный выбор нужной опоры для вала будет хорошей гарантией продолжительной и надежной работы устройства.
Одним из основных параметров опоры вала, определяющим точность и скорость вращения, уровень вибраций, шума и перегрева, является зазор в подшипнике. Под зазорами понимается небольшое свободное пространство между телами качения и желобами колец.
Необходимость свободного пространства в подшипнике вызвана тем, что температура малого кольца чаще всего на 5-10 градусов (а иногда намного больше) выше наружного. Это обстоятельство приводит к тому, что из-за большой разницы теплового расширения колец начальный зазор в подшипнике может уменьшиться до нуля и даже в «минус». А это — заклинивание и выход из строя всего узла. Для исключения таких явлений и делают изделия с увеличенным начальным зазором. Отсюда и название «тепловой зазор».
Согласно Техническим условиям на все подшипники (ГОСТ 520-2011) виды и величины зазоров регламентированы ГОСТ 24810-2013.
Зазоры подшипников. Классификация, определения
ГОСТ 24810-2013 устанавливает 3 основных видов внутренних зазоров:
«радиальный внутренний зазор». Это величина линейного перемещения одного кольца относительно другого из крайнего положения в противоположное в радиальном направлении без воздействия внешних сил. Обозначение Gr. Устанавливается для радиальных подшипников;
«осевой внутренний зазор». Это величина линейного перемещения одного кольца относительно другого из одного крайнего положения в противоположное вдоль оси без усилия. Обозначение Ga. Устанавливается для радиально-упорных опор;
«теоретический радиальный внутренний зазор». Это разность средних диаметров дорожек качения обоих колец, уменьшенная на двойной диаметр шарика. По сути он равен зазору, описанному выше Gr.
Далее в зависимости от типа и конструкции подшипниковой опоры (шариковые или роликовые, с цилиндрическим или коническим отверстием, однорядный или двухрядный, сферический и т. д.) группа включает в себя несколько групп зазоров. Среди них несколько основных (по ГОСТ) — 6, нормальная, 7, 8, 9 и несколько дополнительных (по РТМ изготовителей) — 1, 0, 2, 3, 4, 5.
Обозначение группы зазоров в порядке увеличения значения зазора
Тип подшипника
6, нормальная, 7, 8, 9
Шариковые радиальные однорядные без канавок для вставления шариков с цилиндрическим отверстием:
2, нормальная, 3, 4
Шариковые радиальные однорядные без канавок для вставления шариков с коническим отверстием
2, нормальная, 3, 4, 5
Шариковые радиальные сферические двухрядные с цилиндрическим отверстием
2, нормальная, 3, 4, 5
Шариковые радиальные сферические двухрядные с коническим отверстием
1, 6, 2, 3, 4
Роликовые радиальные с короткими цилиндрическими роликами с цилиндрическим отверстием с взаимозаменяемыми деталями
Роликовые радиальные игольчатые с сепаратором с взаимозаменяемыми деталями
Подшипники роликовые с взаимозаменяемыми деталями — разъемные радиальные подшипники данной группы зазора, которые можно комплектовать любыми съемными кольцами одинакового обозначения (одинаковой конструкции), изготовленными тем же предприятием изготовителем
0, 5, нормальная, 7, 8, 9
Роликовые радиальные с короткими цилиндрическими роликами с цилиндрическим отверстием с невзаимозаменяемыми деталями
Роликовые радиальные игольчатые с сепаратором с невзаимозаменяемыми деталями
Роликовые подшипники с невзаимозаменяемыми деталями — разъемные радиальные подшипники данной группы зазора, которые должны быть скомплектованы съемными кольцами, предназначенными только для данного подшипника
2, 1, 3. 4
Роликовые радиальные с короткими цилиндрическими роликами с коническим отверстием с взаимозаменяемыми деталями
Подшипники роликовые с взаимозаменяемыми деталями — разъемные радиальные подшипники данной группы зазора, которые можно комплектовать любыми съемными кольцами одинакового обозначения (одинаковой конструкции), изготовленными тем же предприятием изготовителем
0, 5, 6, 7, 8, 9
Роликовые радиальные с короткими цилиндрическими роликами с коническим отверстием с невзаимозаменяемыми деталями
Роликовые подшипники с невзаимозаменяемыми деталями — разъемные радиальные подшипники данной группы зазора, которые должны быть скомплектованы съемными кольцами, предназначенными только для данного подшипника
Нормальная, 2
Роликовые радиальные игольчатые без сепаратора
2, нормальная, 3, 4, 5
Роликовые радиальные сферические однорядные с цилиндрическим отверстием
1, 2, нормальная, 3, 4, 5
Роликовые радиальные сферические однорядные с коническим отверстием
1, 2, нормальная, 3, 4, 5
Роликовые радиальные сферические двухрядные с цилиндрическим отверстием
1, 2, нормальная, 3, 4, 5
Роликовые радиальные сферические двухрядные с коническим отверстием
2, нормальная, 3, 4
Шариковые радиально-упорные двухрядные с неразъемным внутренним кольцом
2, нормальная, 3
Шариковые радиально-упорные двухрядные с разъемным внутренним кольцом
Дополнительные группы применяются реже, по специальным заказам и для специальных условий.
В каждом последующем интервале диаметров разброс зазоров (от … до ..) увеличивается с увеличением диаметра подшипника.
В каждой последующей группе зазоров (от 1 до 9) минимальный зазор увеличивается, а разброс остается постоянным (как правило).
Основные группы зазоров и размеры зазоров приведены в ГОСТ 24810-2013.
Свободное пространство в опоре исключает заклинивание тел качения в кольцах.
Обозначение группы зазора вносится в обозначение самого подшипника перед его классом точности. Пример — 65-312…, где 6 означает 6 ряд радиального зазора, а 5 — класс точности 5.
Группа N в обозначении не указывается.
Все сказанное о зазорах выше относится к свободному подшипнику (до внесения в него смазки и монтажа его в механизм). После монтажа зазоры меняются, степень изменения зависит от особенностей монтажа (вида посадки на вал и в корпус, способа выборки осевого зазора.). Зазоры в подшипниках после монтажа называются:
«посадочный радиальный зазор» — образуется после установки подшипника в механизм, когда уменьшаются одни или увеличиваются другие беговые дорожки колец при посадке их с натягом. Посадочный всегда меньше начального Gr;
«рабочий радиальный зазор» — получается после стабилизации температурного режима в процессе работы механизма. Может увеличиваться или уменьшаться относительно посадочного.
Зазоры в импортных подшипниках имеют свои обозначения. Их всего 5 — C1, C2, CN, С3, С4, С5. Наиболее распространены — нормальные (CN), С3 (аналог российского 7) и С4 (аналог 8).
Соответствие группы радиального зазора подшипников ГОСТ — ISO
ISO
ГОСТ
Шариковые радиальные однорядные
Роликовые радиальные с короткими цилиндрическими роликами и игольчатые
Роликовые радиально сферические двухрядные с цилиндрическими или коническими отверстиями
с взаимозаменяемыми деталями
C1
—
—
1
C2
6
Нормальная
Нормальная
6
Нормальная
С3
7
2
3
С4
8
3
4
С5
9
4
5
с невзаимозаменяемыми деталями
C1NA
—
—
—
C2NA
—
5
—
NA
—
Нормальная
—
C3NA
—
7
—
C4NA
—
8
—
C5NA
—
9
—
Выбор группы зазора в зависимости от условий работы механизма
Подшипники с нормальным зазором (N) применяются в условиях небольших нагрузок, не высоких скоростей вращения и нормальных температур. При этом внутренние кольца монтируются с натягом (с отрицательным зазором), наружные — с зазором.
Подшипники с уменьшенным зазором (группы 1, 0, 2, 3, 4, 5) применяют в высокоточных и скоростных шпинделях устройств, там где:
есть повышенные требования по уровням шума и вибрации;
требуется увеличенная долговечность;
не исключается чрезмерный нагрев наружного кольца.
Подшипники с увеличенным зазором применяются в устройствах, в которых:
не исключается высокий нагрев внутреннего кольца;
предполагаются высокие динамические нагрузки;
могут быть перекосы колец.
Основная масса изготавливаемых подшипников соответствует нормальной группе зазоров (N), которая и обеспечивает нормальную работу подшипниковых узлов при стандартных посадках и нормальных температурных условиях.
Правильный выбор подшипниковой опоры с оптимальными для конкретных условий эксплуатации зазорами позволяет увеличить допустимые нагрузки, обеспечивает оптимальное распределение нагрузок между шариками (роликами), уменьшает вибрацию и шум от подшипника в процессе всего срока работы устройств.
Параметры зазоров для коронок и мостов в exocad
Попытаюсь ответить на вопрос, который часто задают дизайнеры в exocad и на который нет конкретного ответа. Цементный зазор.
Почему «цементный зазор» – это величина не постоянная? Потому, что для производства физического объекта используются различные материалы, различные технологии на различных типах оборудования с различными настройками. в реальности, если изготовить детали по одному файлу на разном оборудовании, то они будут отличаться друг от друга. Поэтому, чтобы приблизиться к желанному идеалу необходимо установить базовые параметры, потом, при необходимости их корректировать, стараясь достичь наилучшего результата в виде формы и посадки. В этой статье даны рекомендации по установке таких параметров, определенных в результате творческой деятельности коллектива «Ортос». Они ни к чему вас не обязывают.
Итак, в exocad есть параметр «цементный зазор», который заполняется в начале проекта. Его можно назначить персонально для каждой опоры и изменить в процессе работы. Отмечен красной стрелкой на Рис. 1. По умолчанию он 0.08 мм. Это очень большой промежуток. И его величину необходимо уменьшить. Насколько зависит от количества опор, от высоты и качества обработки культей. Для одиночных коронок с гладкой поверхностью, без поднутрений, низкой коронковой частью нужен цементный зазор меньше (0.01-0.02 мм), чем для мостов с несоостными высокими и негладкими культями (до 0.04 мм).
Рис. 1
Для плотного прилегания к уступу есть безцементное пространство, выделенное зеленым цветом. Рис. 2. Но, если внимательно исследовать эту область в разрезе, все равно можно заметить какое-то пространство. Это «дополнительный зазор», который желательно настроить нужным образом. Для этого откроем вкладку Рис 3.
Рис. 2
Рис. 3
Можно воспользоваться следующими рекомендациями (дополнительный зазор для опоры из гипса):
Цирконий 0.02 – 0.025 мм CoCr/Ti (фрез. ) – 0.03 мм CoCr (СЛП) – 0.02-0.04 мм Ti (СЛП) – 0.05-0.07 мм PMMA (воск) – 0.03-0.05 мм
Дополнительные зазоры устанавливают с учетом применения сканспрея (толщина слоя до 0.01 мм). Надо также иметь в виду шероховатость поверхности и вид материала опоры (гипс, металл, цирконий). Для отполированной поверхности дополнительный зазор должен быть минимальный, либо равен нулю.
На посадку при цементной фиксации может повлиять определение пути введения. В новых версиях exocad программа определяет его самостоятельно, не показывая этот шаг. И бывает определяет не верно, оставляя поднутрения. Лишний раз проверить путь введения не помешает (Рис 4). Наклоните модель так, чтобы на опорах не осталось красных секторов. Не забудьте нажать «задать путь введения» для сохранения параметра. Если опор несколько, поставить галку «Задать общий путь введения».
Рис. 4
Следующий параметр «не блокировать у линии преп.» По умолчанию равен 0.1 мм (Рис.5). Этот параметр лучше установить равным высоте «зеленой зоны» — безцементному пространству.
Рис. 5
И, наконец, «Компенсация диаметра фрезы» Рис 6. Параметр, имитирующий обработку внутренней поверхности коронки. Необходимо устанавливать диаметр фрезы, которая назначена в стратегии на данном шаге. Значение необходимо уточнять у станочника. В большинстве случаев на этом шаге работает миллиметровка. Вот и ставим 1.0 мм. Исключение составляет цирконий. Он фрезеруется в увеличенном масштабе. Приблизительно на 20 процентов больше. Для циркония «Компенсация диаметра фрезы» устанавливается 0.8 мм.
Рис. 6
Была ли вам полезна эта информация? Оставьте свой комментарий под записью.
Что такое гэп-анализ и как он работает?
По
Кэти Террелл Ханна
Франческа Продажи
Что такое гэп-анализ?
Гэп-анализ — это метод оценки эффективности бизнес-подразделения, позволяющий определить, выполняются ли бизнес-требования или цели, и если нет, то какие шаги следует предпринять для их выполнения.
Анализ пробелов также может называться анализом потребностей, оценкой потребностей или анализом пробелов в потребностях.
«Разрыв» в процессе анализа пробелов относится к пространству между «где мы находимся» как часть бизнеса (текущее состояние) и «где мы хотим быть» (целевое состояние или желаемое состояние).
Приложения для анализа пробелов
В информационных технологиях отчеты об анализе пробелов часто используются руководителями проектов и группами по улучшению процессов в качестве отправной точки для плана действий по улучшению операционной деятельности. Анализ пробелов также помогает сопоставить фактическую эффективность бизнеса, чтобы ее можно было сравнить с оптимальными уровнями производительности.
Пробелы в производительности могут быть измерены в нескольких областях бизнеса, включая удовлетворенность клиентов, получение доходов, производительность и стоимость цепочки поставок.
Малые предприятия, в частности, могут извлечь выгоду из анализа пробелов, когда они находятся в процессе выяснения того, как распределять ресурсы.
При разработке программного обеспечения инструменты анализа пробелов могут документировать, какие службы или функции были случайно не учтены; которые были умышленно удалены; и которые еще нужно развивать.
В инициативах по соблюдению требований анализ пробелов может сравнить то, что требуется в соответствии с определенными правилами, с тем, что в настоящее время делается для их соблюдения.
В области человеческих ресурсов (HR) можно провести анализ пробелов, чтобы изучить, какие навыки присутствуют в рабочей силе и какие дополнительные навыки необходимы для повышения конкурентоспособности или эффективности организации.
Как проводить анализ пробелов
Первым шагом в проведении анализа пробелов является установление конкретных целевых задач путем изучения миссии компании, стратегических бизнес-целей и целей улучшения.
Следующим шагом является анализ текущих процессов путем сбора соответствующих данных об уровнях производительности и о том, как ресурсы в настоящее время выделяются для этих процессов. Эти данные могут быть собраны из различных источников в зависимости от того, что анализируется. Например, это может включать просмотр документации, измерение ключевых показателей эффективности (KPI) или других показателей успеха, проведение интервью с заинтересованными сторонами, мозговой штурм и наблюдение за проектной деятельностью.
После того, как компания сравнит свои целевые показатели с текущим состоянием, она может составить комплексный план. Такой план описывает пошаговый процесс заполнения разрыва между его текущим и будущим состоянием и достижения поставленных целей. Это часто называют стратегическим планированием.
Что содержится в шаблоне анализа пробелов?
Хотя методологии анализа пробелов могут быть конкретными или концептуальными, шаблоны анализа пробелов часто имеют следующие общие основные компоненты.
Текущее состояние
Шаблон анализа пробелов начинается со столбца, который может быть помечен как «Текущее состояние». В нем перечислены процессы, рабочие процессы и характеристики, которые организация стремится улучшить, с использованием фактических и конкретных терминов.
Области внимания могут быть широкими и охватывать весь бизнес; или фокус может быть узким, концентрируясь на конкретном бизнес-процессе. Выбор зависит от целевых задач компании.
Анализ этих основных областей может быть либо количественным, например, просмотр количества звонков клиентов, на которые были получены ответы в течение определенного периода времени; или качественные, такие как изучение состояния разнообразия на рабочем месте.
Будущее состояние
Отчет об анализе пробелов также должен включать столбец с пометкой «Будущее состояние», в котором описывается целевое состояние, которого хочет достичь компания.
Как и текущее состояние, этот раздел может быть сформулирован в конкретных, поддающихся количественной оценке терминах, например, с целью увеличения количества поступивших вызовов клиентов на определенный процент в течение определенного периода времени. Или это может быть сформулировано в общих чертах, например, работа над созданием более инклюзивной офисной культуры.
Описание зазора
В этом столбце сначала должно быть указано, действительно ли существует разрыв между текущим и будущим состоянием компании. Если это так, описание разрыва должно содержать описание того, что представляет собой разрыв, и основные причины, способствующие его возникновению.
В этой колонке эти причины перечислены объективно, ясно и конкретно. Подобно описаниям состояний, эти компоненты могут быть количественными или качественными. Они могут ссылаться на такие факторы, как отсутствие программ разнообразия или разницу между количеством в настоящее время поданных вызовов и целевым количеством полевых вызовов.
Следующие шаги и предложения
В этом последнем столбце отчета об анализе пробелов должны быть перечислены все возможные решения, которые могут быть реализованы для устранения разрыва между текущим и будущим состоянием.
Эти цели должны быть конкретными, прямо соотноситься с факторами, перечисленными в описании пробелов, и должны быть изложены в активных и убедительных выражениях. Они должны включать четкие цели и временные рамки для их достижения.
Некоторые примеры следующих шагов включают в себя наем определенного количества дополнительных сотрудников для обработки звонков клиентов, введение отчетов об объеме звонков и запуск конкретных программ и ресурсов по разнообразию офисов.
Инструменты анализа пробелов и примеры
На рынке представлено множество инструментов и методологий гэп-анализа, и конкретный инструмент, который использует компания, зависит от ее целевых задач. Ниже приведены некоторые распространенные методы гэп-анализа:
McKinsey 7-S Framework
Этот инструмент анализа пробелов, представленный консалтинговой фирмой McKinsey & Co., используется для определения конкретных аспектов компании, которые соответствуют ожиданиям. Аналитик, использующий модель 7-S, изучает характеристики бизнеса через призму семи групп, ориентированных на человека:
стратегия
структура
системы
персонал
стиль
навыки
общих значения
Аналитик заполняет текущее и будущее состояние для каждой категории, что затем указывает на существующие пробелы. Затем компания может внедрить целевое решение для преодоления этого разрыва.
Визуальное представление структуры McKinsey 7S
SWOT-анализ
SWOT, что означает сильные и слабые стороны, возможности и угрозы, представляет собой стратегию анализа пробелов, используемую для выявления внутренних и внешних факторов, которые определяют эффективность и успех продукта, проекта или человека.
Как только эти факторы определены, компания может определить наилучшее решение, используя свои сильные стороны и соответствующим образом распределяя ресурсы, избегая при этом потенциальных угроз.
Надлер-Тушман модель
Модель организационной конгруэнтности Надлера-Ташмана, названная в честь профессоров Колумбийского университета Дэвида А. Надлера и Майкла Л. Ташмана, исследует, как бизнес-процессы работают вместе и как пробелы влияют на операционную эффективность организации в целом.
Модель помогает выявить эти операционные пробелы, анализируя операционную систему компании как систему, которая преобразует входные данные в выходные. Он делит бизнес-процессы на три группы: ввод, преобразование и вывод. Входные данные включают в себя операционную среду, используемые материальные и нематериальные ресурсы и корпоративную культуру.
Трансформация охватывает существующие системы, людей и проектную деятельность, которые в настоящее время преобразуют входные данные в выходные. Выходы могут иметь место на системном, групповом или индивидуальном уровне.
Модель Надлера-Тушмана
Модель Надлера-Тушмана обращает внимание на то, как неадекватные входные данные и функции преобразования, которые не работают слаженно, могут привести к пробелам. Он также фокусируется на том, как пробелы в результатах могут указывать на проблемы во входных данных и функциях преобразования.
Эта модель подчеркивает, как различные компоненты подходят друг к другу или конгруэнтны. Чем более конгруэнтны эти части, тем лучше работает компания. Модель Надлера-Тушмана динамична и меняется со временем.
Последнее обновление: октябрь 2021 г.
Продолжить чтение О гэп-анализе
Современные ключевые показатели эффективности ИТ делают упор на облачные технологии, DevOps и взаимодействие с пользователем
Разработайте резервный KPI для повышения производительности
5 ключевых показателей эффективности службы поддержки для отслеживания и управления
Будущее аналитики сократит разрыв между данными и решениями
Бесплатные образцы шаблонов анализа пробелов: программное обеспечение, безопасность, архитектура
Копните глубже в цифровую трансформацию
Что включает в себя стратегия работы с большими данными и как ее разработать
Автор: Кэтлин Уолч
Что такое склонность к риску?
Автор: Дэйв Шеклфорд
Как применять ISA-95 для интеллектуального производства с устройствами IIoT
Автор: Джона Джонсон
оценка потребностей
Автор: TechTarget Contributor
SearchCloudComputing
С помощью этого руководства настройте базовый рабочий процесс AWS Batch
AWS Batch позволяет разработчикам запускать тысячи пакетов в AWS. Следуйте этому руководству, чтобы настроить этот сервис, создать свой собственный…
Партнеры Oracle теперь могут продавать Oracle Cloud как свои собственные
Alloy, новая инфраструктурная платформа, позволяет партнерам и аффилированным с Oracle предприятиям перепродавать OCI клиентам в регулируемых …
Dell добавляет Project Frontier для периферии, расширяет гиперконвергентную инфраструктуру с помощью Azure
На этой неделе Dell представила новости на отдельных мероприятиях — одно из которых продемонстрировало программное обеспечение для управления периферией, а другое — углубление гиперконвергентной …
SearchMobileComputing
Вопросы и ответы Jamf: как упрощенная регистрация BYOD помогает ИТ-специалистам и пользователям
Руководители Jamf на JNUC 2022 делятся своим видением будущего с упрощенной регистрацией BYOD и ролью iPhone в . ..
Jamf приобретет ZecOps для повышения безопасности iOS
Jamf заплатит нераскрытую сумму за ZecOps, который регистрирует активность на устройствах iOS для выявления потенциальных атак. Компании ожидают …
Apple преследует растущий премиальный рынок с iPhone 14
Apple переключила свое внимание на смартфоны премиум-класса в последней линейке iPhone 14 с такими функциями, как режим блокировки, который ИТ-специалистам …
SearchDataCenter
Учитывайте этические вопросы технологий при росте центра обработки данных
Авторы Гарри Льюис и Кен Ледин обсуждают этические вопросы, которые организациям следует учитывать при расширении центров обработки данных, …
Лучшие практики оптимизации сети центра обработки данных
Оптимизация сети центра обработки данных может улучшить влияние на бизнес и обеспечить долгосрочную работоспособность оборудования. Посмотрите, чтобы испытать новое оборудование,…
Советы по созданию стратегии управления воздушным потоком в центре обработки данных
Воздушный поток в центрах обработки данных имеет решающее значение для исправности оборудования. Несмотря на популярность горячего/холодного коридора, рассмотрите другие варианты, такие как …
Общие пробелы в работе ИТ
Пробелы и недостатки в ваших ИТ-операциях могут иметь немедленные и очевидные побочные эффекты во всех областях бизнеса. Слишком часто лица, принимающие решения, не замечают этих недостатков или просто терпят их из-за нехватки ресурсов или знаний для внесения улучшений. Сосредоточенность и усердие позволяют руководителям компаний выявлять недостатки или, по крайней мере, быть готовыми к ним и тем самым улучшать ИТ и бизнес-процессы и возможности.
Разрыв начинается здесь
Итак, какие общие пробелы в работе ИТ мешают руководителям компаний и их командам достичь своих целей и реализовать свой потенциал? Согласно электронной книге SEI, некоторые часто встречающиеся недостатки ИТ-операций включают следующее:
Самоуспокоенность — много утешения, когда риски становятся реальностью. Стагнация — большая проблема для сотрудников многих компаний, руководители которых медленно адаптируются.
Отсутствие функционального обучения и межфункциональной осведомленности — Если сотрудники, от высшего до начального уровня, не понимают функциональных областей вашей ИТ-инфраструктуры, им, вероятно, будет трудно внести свой вклад в оптимизация общих процессов и подходов.
Коммуникации и проблемы со сроками — Разрозненные отделы и отсутствие связи между сотрудниками могут привести к повсеместной избыточности усилий и расходов на ИТ. Пробелы в общении также могут привести к недоверию, поиску виноватых, упущенным возможностям роста и снижению производительности.
Плохая документация — Устаревшая, неправильная, неуместная или отсутствующая документация может быть причиной любого количества сбоев и путаницы в ИТ-операциях.
Неспособность планировать будущее — Хотя этот случай можно отнести к разряду самоуспокоенности, его влияние может быть настолько пагубным, что оно заслуживает отдельного упоминания здесь. Отсутствие планирования может иметь повседневные последствия для производительности, которые в сумме приводят к крупным потерям. Неумение снижать непредвиденные риски, внедрять инновации и понимать свой будущий рынок — и потребности тех, кто на нем — может означать разницу между лидерством в отрасли и закрытием дверей вашей компании.
Подумайте, где находятся ваши самые большие пробелы в ИТ, а затем примите соответствующие меры, чтобы начать их устранение в масштабах всей компании.
Избежать или преодолеть препятствия
Чтобы избежать, устранить или преодолеть эти препятствия, ИТ-отделы должны начать с тщательного анализа пробелов, объективно указывая на состояние ИТ-операций и их соответствие (или его отсутствие) бизнес-целям. . Не существует универсального решения, которое помогло бы оптимизировать ИТ для каждой компании. Вместо этого руководители компаний должны определить свои слабые стороны и разработать индивидуальные планы для улучшения операций.
Эти соображения могут помочь вам приложить усилия для эффективного выполнения ИТ-операций вашей компании:
Убедитесь, что открытый диалог не только принимается, но и поощряется на всех уровнях внутри компании. Это требует, чтобы все использовали общий язык и цели — такие как ИТ-терминология и деловая речь, переведенная для всех сторон.
Если сотрудники ИТ-отделов и других бизнес-подразделений считают себя конкурирующими, может возникнуть недоверие и помешать прогрессу. Убедитесь, что все в компании сосредоточены на общих целях, поскольку конечной целью является улучшение процессов и общей позиции на рынке. Для этого сотрудники всех отделов должны рассматривать другие подразделения как равные активы.
Как руководители компаний узнают о прогрессе в бизнесе, если нет показателей для количественной оценки улучшений? Установите информационные панели, внедрите согласованные базовые показатели и меры и найдите инструменты, упрощающие процессы для всех участников.
Дорнование, которое часто называют дорнированием, позволяет создать на поверхности металлического изделия защитный слой, способный эффективно противостоять воспринимаемым нагрузкам.
Дорнирование оружейного ствола
Назначение и технологические особенности
В процессе эксплуатации любого изделия, в том числе и изготовленного из металла, основную нагрузку воспринимает его наружная поверхность, в то время как внутренние слои остаются практически нетронутыми. В качестве такой нагрузки, в частности, может выступать термическое воздействие, а также внешние факторы, приводящие к коррозии или интенсивному износу металла.
Основная задача, которую решает дорнование, являющееся методом обработки металлического изделия, заключается в том, чтобы обеспечить его надежную защиту от вышеуказанных негативных факторов. Дорнование – это инновационная технология, суть которой заключается в том, что внутреннюю поверхность отверстий, выполненных в металлических деталях, подвергают пластической деформации в холодном состоянии, за счет чего на них и формируется слой, отличающийся исключительными механическими характеристиками.
Дорн – инструмент для дорнования. Различают дорны качения и дорны скольжения
Дорнование, выполняемое при помощи специального инструмента, который передвигается по внутренней поверхности отверстия с определенной степенью натяга, позволяет решить следующие задачи:
приведение размеров внутреннего сечения обрабатываемого изделия в соответствие с требуемыми значениями;
устранение шероховатостей, имеющихся на внутренней поверхности обрабатываемого отверстия;
улучшение прочностных характеристик металла, формирующего внутреннюю поверхность отверстия.
Если вы планируете выполнить дорнование, следует иметь в виду, что диаметр обрабатываемого отверстия должен быть всегда меньше поперечного сечения используемого инструмента на величину натяга.
Примеры деталей после дорнования
Объемное и поверхностное дорнование
Существует два вида дорнирования стволов и труб, при котором не образуется стружка, – объемное или поверхностное. При выполнении объемного дорнования обработка осуществляется по всему поперечному сечению заготовки. В результате такой технологической операции, выполняемой при помощи инструмента, оснащенного несколькими зубьями, можно сформировать поверхность, шероховатость которой будет находиться в интервале 0,04–0,63 мкм, а точность – соответствовать 11 единицам по шкале IT.
При помощи объемного дорнования обрабатываются отверстия большой длины, трубные заготовки или изделия, выполненные в виде гильз. Такая операция, которой можно подвергать отверстия практически любой длины, сохраняя их прямолинейность, является хорошей альтернативой черновому растачиванию.
Схема обработки детали поверхностным дорнованием
При выполнении поверхностного дорнования можно получить внутреннюю поверхность, шероховатость которой будет находиться в пределах 0,04–0,32 мкм, а точность – соответствовать 6–9 единицам. При поверхностном дорновании отверстия на внутренней поверхности последнего создается упрочненный слой металла, поэтому эту технологию обработки с успехом можно применять в качестве альтернативы таким сложным операциям, как:
шлифование;
хонингование;
развертывание;
выглаживание.
Разновидности и технологические особенности
По технологическим особенностям выполнения дорнирование может быть свободным и несвободным. При свободном дорновании, которому преимущественно подвергаются бесшовные и электросварные трубы со стенками средней толщины, величина деформирования наружных поверхностей обрабатываемых изделий не оговаривается.
В зависимости от способа закрепления детали дорнование может быть свободным или в обоймах
Несвободному дорнованию преимущественно подвергаются внутренние отверстия в тонкостенных трубных изделиях. При выполнении такой технологической операции гарантируется отсутствие следующих последствий обработки:
искривление оси обрабатываемой заготовки;
снижение устойчивости заготовки в ее продольном направлении;
наличие участков поверхности, выглаживание которых выполнено некачественно.
Чтобы обеспечить такое высокое качество обработки, при несвободном дорновании изделие закрепляют в специальных обоймах, отличающихся высокой жесткостью и упругостью. Нередко такую операцию совмещают с холодным редуцированием, в процессе которого диаметр обрабатываемого отверстия и инструмента уменьшаются под воздействием низких температур.
Варианты совмещенного процесса дорнования-редуцирования
Основные параметры
Специалисты руководствуются такими параметрами дорнования, как:
обычный и относительный натяг;
скорость выполнения;
сила выполнения;
относительная деформация.
Для нормального дорнования допуск на размеры обрабатываемого отверстия должен быть в несколько раз меньше половины натяга
Натяг, который является одним из основных параметров дорнования, представляет собой разницу между диаметрами обрабатываемого отверстия и размером поперечного сечения используемого инструмента. Если данный показатель слишком велик, то в процессе обработки не получится сформировать поверхность с требуемым уровнем шероховатости. Выбирая данный параметр, следует учитывать как степень пластичности обрабатываемого изделия, так и его прочностные характеристики. Под относительным натягом дорнования понимают величину, получаемую отношением размера обработанного или необработанного отверстия к величине обычного натяга.
При дорновании прикладываемая к инструменту сила раскладывается на осевую и радиальную составляющие
Под силой, с которой выполняется дорнирование, подразумеваются усилия, которые инструмент оказывает на стенки отверстия в радиальном и осевом направлениях. При помощи усилия, оказываемого инструментом в радиальном направлении, увеличивается поперечное сечение обрабатываемого отверстия, а сила, создаваемая дорном в направлении оси обрабатываемой заготовки, позволяет удалить мельчайшие неровности с ее внутренней поверхности.
Относительная деформация, измеряемая в процентах, дает возможность определить, насколько изменился при дорновании наружный диаметр обрабатываемого изделия.
Технологические схемы
Дорнирование, которое при наличии соответствующего оборудования и инструмента можно выполнить и в домашних условиях, осуществляется:
методом растяжения;
сжатием;
путем комбинирования двух вышеуказанных методик.
Схемы дорнования отверстий
Выбор технологической схемы для дорнования влияет на величину осевой нагрузки, которой будет подвергаться обрабатываемое изделие. Если такая нагрузка будет слишком большой, она может стать причиной возникновения в обрабатываемой детали осевых напряжений.
При использовании схемы растяжения или сжатия нагрузка, создаваемая дорном, приходится на отдельные участки обрабатываемой поверхности, а комбинированный метод позволяет распределять нагрузку равномерно.
Схема деформации при обработке поверхности многозубым дорном
В последнее время объемное дорнирование все чаще выполняется по инновационным схемам, предполагающим использование пассивного, нейтрального и активного противонатяжения. Такие схемы, которые достаточно сложно реализовать в домашних условиях, предполагают применение специальных опор, выполняющих функции натяжных подвижных механизмов.
Чтобы в результате дорнования получить отверстие с меньшей шероховатостью стенок, необходимо выполнять такую технологическую операцию с более высоким натягом или провести предварительную механическую обработку отверстия.
Урок 3. Способ изготовления нарезов
За три года работы нам приходилось слышать множество умных и не очень вопросов, относительно оружейного дела. И вот наконец мы сделали для вас конспект из наиболее наболевших тем и популярных ошибок. Надеемся, вам будет полезно. Ждем ваши отзывы и пожелания в комментариях.
Прорезание нарезов — последний и самый важный этап работы с внутренней поверхностью ствола. В настоящее время применяют четыре основных способа для нарезания канала ствола:
Самый долгий и дорогой способ, может занимать от 6 до 10 часов. Кроме того, требует очень высокого мастерства от ствольщика, ведь почти вся работа ручная.
Инструмент с резцом последовательно прорезает один нарез за другим. Используется в люксовом оружии и единичном производстве. Получается почти идеальная геометрия
Потягивание многолезвийной протяжки
Схож с предыдущим способом, однако все нарезы прорезаются одновременно, при помощи специального станка-пресса. Применяется только для пистолетных стволов, так как инструмент должен обладать высокой жесткостью, что невозможно при прорезании длинной заготовки. Занимает всего несколько минут.
Самый быстрый способ — на изготовление ствола уходит около 3-5 минут, однако оборудование крайне дорогое и доступно только для работы в промышленных объемах, например при выполнении оборонного заказа.
Диаметр ствола прорезается по нарезам (большего диаметра), внутрь ствола вставляется оправка-дорн по диаметру ствола с полыми участками в местах будущих нарезов. Затем ствол отправляется под пресс, который снаружи деформирует металл и продавливает его в полые участки. Таким образом нарез штампуется.
Огромным плюсом технологии является тот факт, что металл в процессе ковки уплотняется, что положительно влияет на ресурс
Диаметр ствола прорезается по полям (меньшего диаметра), затем в ствол вставляется дорн, который продавливает металл образуя нарезы. Дорнированные стволы вследствие уплотнения структуры металла прочнее и более живучи в эксплуатации, чем обработанные нарезанием. Но нарезанные стволы более чисты после обработки и дают лучшую кучность боя.
Сам процесс протягивания занимает около пяти минут, однако высокие температуры при работе (около 200 градусов) вынуждают снимать напряжение с металла — нормализовать и отпустить его, на что уходит еще около 50 часов.
Данный способ был выбран нашими мастерами, так как для короткоствольного оружия показатели выносливости приоритетнее, чем кучность боя, кроме того, после продавливания канал ствола проходит дополнительную полировку.
Добавить комментарий
Система заточки ствола пушки попадает в цель
24 июня 2016, 15:03 • В функциях
Изготовление стволов для прецизионных винтовок всегда было чем-то вроде искусства, которое включает в себя двойную ручную притирку поверхности канала ствола, до и после того, как профиль нарезов будет прорезан или обжат с помощью кнопки для нарезов. Традиционно это ручная процедура, но для одной американской компании покупка хонинговального станка Sunnen упростила этот процесс. Об этом сообщает ПЭС.
Блестящий, вручную притертый канал ствола фактически считается одним из отличительных признаков ствола высокоточной винтовки, несмотря на неотъемлемые отличия от ручной работы, выполняемой людьми, которым неизбежно становится скучно и утомительно от монотонной работы.
Американская компания Pac-Nor Barreling задумалась над этой проблемой более года назад и нашла решение в недавно разработанном хонинговальном станке Sunnen HTE. Машина практически исключила круг предварительной нарезки Pac-Nor, который является более сложным и трудоемким из двух кругов.
Pac-Nor также производит столько же нестандартных стволов, сколько и раньше, но с немного меньшим количеством персонала: «Наша цель заключалась в том, чтобы создать лучший продукт с меньшими трудозатратами, и хонинговальный станок превзошел мои ожидания», — с энтузиазмом говорит Pac-Nor. менеджер по производству Кейси Дихтер.
«Хон обеспечивает постоянство диаметра отверстия, которое на голову выше притирки, в пределах двух-трех миллионных долей дюйма от конца до конца, когда он действительно установлен. Это, в свою очередь, улучшает стабильность процесса нарезки за счет сведения к минимуму разница в глубине канавок. Мы по-прежнему чистим внахлест после нарезки, но это проще, потому что мы просто полируем тонкую штриховку, которая может остаться после хонингования и нарезки».
Pac-Nor Barreling — настоящий производитель стрелкового оружия с продольно-скользящим затвором. Основными рынками компании являются правоохранительные органы, военные, соревновательная стрельба и охотники. Основанная в 1984 году заядлым стрелком и президентом компании Крисом Дихтером, компания Pac-Nor сейчас находится во втором поколении под руководством его сына Кейси. Помимо изготовления ствола, мастерская установит ствол на затвор клиента или добавит такие функции, как дульный тормоз или рифление на затворе и стволе.
Цех работает в две смены в день: в дневную смену из десяти человек изготавливается 30-40 нестандартных стволов разного калибра из нержавеющей или хромомолибденовой стали 416R. Ночная смена из трех человек производит один тип ствола – около 50 стволов AR-15 в сутки для ОЕМ винтовки.
Ручной процесс
Технологический процесс Pac-Nor начинается с резки и торцевания прутка премиум-класса, за которым следует сверление с помощью пистолета на четырех двухшпиндельных станках Pratt & Whitey и двухшпиндельном ЧПУ Eldorado. После развертывания стволы измеряются по размеру — в зависимости от состояния расширителя в канале ствола остается от 0,0004 до 0,0007 дюйма материала, который необходимо вручную притереть или отшлифовать до окончательного размера для нарезки.
«Каждый, кто здесь работает, делал ручную притирку», — заявляет г-н Дихтер. «Это неприятная работа, особенно если развертка начинает тупиться. Притирка может занять от 10 до 45 минут, в зависимости от калибра ствола. кнопка нарезов, финишный притир еще длиннее и сложнее, поэтому преимущества нет.С притиркой тоже есть потенциал для вариаций, просто потому, что это ручной процесс.Притирка также может быть ограничителем производства и в нашем регионе мы у нас очень ограниченная рабочая сила, которую можно использовать, когда мы хотим расти».
Жизнеспособная альтернатива
Компания изучала хонингование в 1990-х годах, но вновь обратилась к этой идее, когда Sunnen представила свой хонинговальный станок HTE в 2014 году. диапазон 4-20 мм и длина до 1524 мм. Разработанный специально для длинных отверстий малого диаметра, станок оснащен чрезвычайно чувствительным приводом и системой подачи инструмента, которые обеспечивают максимальную защиту от перегрузки/поломки инструмента. Ограничения по усилию и параметры работы инструмента сохраняются в системе управления ПК с сенсорным экраном, что позволяет системе обнаруживать узкие участки в отверстии и автоматически корректировать их.
Компания Sunnen также разработала новый инструмент с длинным стволом (LBT), предназначенный для решения самых сложных задач по хонингованию стволов винтовок калибра .17 калибра малого диаметра. Инструмент быстро удаляет следы от развертки, волнистость, узкие места и другие дефекты, оставленные предшествующими процессами. В LBT используются алмазные или эльборовые суперабразивные материалы на металлической связке, обеспечивающие высокую производительность, длительный срок службы и короткое время цикла. Прецизионно изготовленный из инструментальной стали со сквозной закалкой, LBT может обеспечить точность отверстия 0,0006 мм для диаметра, округлости и конусности — от первой детали до последней.
Хонингование является идеальной заменой ручной притирке заготовок стволов перед нарезкой. Он быстро удаляет царапины от развертки и неровности поверхности без трудоемкой ручной притирки. Типичный абразив с зернистостью 600 может обеспечить шлифовку от 0,15 до 0,25 мкм на рассверленной заготовке ствола. Благодаря постоянному диаметру отверстия (±0,0001 дюйма или меньше), параллельности, округлости и чистоте поверхности от начала до конца хонингование обеспечивает более стабильную производительность нарезных пуговиц и фрез, что приводит к постоянной глубине канавки. Идеальная геометрия канала ствола уменьшает искажение формы пули для улучшения гироскопической стабильности в полете.
«В настоящее время мы точим около 80% того, что мы производим, и будем делать больше, когда приобретем инструменты разных калибров», — говорит г-н Дихтер. «Мы узнали, что качество нашей развёртки теперь не должно быть таким критичным, потому что у нас есть хонинговальная машина. в три раза дольше, чем при притирке в одиночку. При ручной притирке время и усилия увеличиваются, когда развертка затупляется».
Однородность и округлость
После хонингования ствол снова проверяется перед нарезкой с помощью кнопки. Pac-Nor производит собственные карбидные нарезы Accu-Twist и может предложить различные стили нарезов, в том числе многоугольные, по выбору клиента. К стержню прикреплена кнопка, и стержень протягивается через ствол. Гидравлический нарезной станок компании использует изготовленный на станке с ЧПУ поворотный стержень с углом наклона спирали, который соответствует скорости закручивания, запрошенной заказчиком. Окончательная скорость скручивания подтверждается впоследствии с помощью электронно-оптической системы измерения скручивания Barrel-Scan
Затем ствол подвергается снятию напряжений в закалочной печи с последующим контурированием внешней формы и окончательной чистовой притиркой канала ствола.
«Во время финишного круга вы действительно можете увидеть разницу между стволом, который был заточен перед нарезкой, и стволом, который был притерт», — утверждает г-н Дихтер. «Вы можете легко почувствовать любые оставшиеся узкие или свободные места в канале ствола. Однородность диаметра и округлость хонингованного канала ствола превосходны. Притир также ощущается по-другому в хонингованном канале».
В соревнованиях по стрельбе, где победные очки могут быть разделены тысячными долями дюйма, улучшение однородности ствола Pac-Nor на несколько миллионных долей дюйма может иметь большое значение для опытного стрелка.
Это действительно хорошее восьмиствольное двуствольное охотничье ружье JW Tolley было доставлено для серьезной доводки.
Пыжи, которые хотел использовать владелец, требовали, чтобы отверстия имели минимальный диаметр 0,835″.
Существующий диаметр был значительно меньше этого.
Во-первых, нам нужно было оценить жизнеспособность требуемой работы. Точное измерение диаметра канала ствола и толщины стенок требуется для решение должно быть принято. Здесь в канал ствола вставляется калибр-пробка для измерения диаметра. Мы также используем регулируемый калибр, предназначенный для обнаружения любой овальности канала ствола, и толщиномер стенки. Стволы также визуально проверяются на наличие неисправности до начала работы
Чтобы увеличить размер канала ствола по мере необходимости, нам потребуется увеличить диаметр канала ствола на 0,030 дюйма. Это приведет к уменьшению толщины стенки ствола на 0,015 дюйма. На более легком орудии, таком как стандартное двенадцатикалиберное, это привело бы к тому, что не осталось достаточной толщины стенок, чтобы выдержать давление стрельбы, но на этом тяжелом восьмиствольном ружье оставшаяся толщина стенок все же была бы более чем достаточной.
Для сравнения я выложил одинарную четверку, рассматриваемую двойную восьмерку и стандартную двустволку двенадцати. Я думаю, что разница в диаметре отверстия и толщине стенки вполне очевидна.
Слева направо, одинарный, четыре отверстия, двойной, восемь отверстий, двойной, двенадцать отверстий .
Здесь мы видим прорыв двойного восьмицилиндрового отверстия рядом с двойным двенадцатицилиндровым отверстием. Видно, что восьмое отверстие значительно больше двенадцати.
Решив, что работа жизнеспособна, теперь встал вопрос, как наиболее эффективно увеличить диаметр ствола. Мы могли просверливать стволы, используя очень старый и эффективный метод, используя скребок из закаленной стали, приспособленный с помощью насадок, прикрепленных к длинному стержню. Мы могли бы использовать направляющую развертку так же, как и обратное растачивание 12-го отверстия. Оба эти метода имеют некоторые преимущества, но ствол все равно нуждается в внутренней полировке свинцовым притиром или хонинговании. Я решил, что для ствола будет меньше риска, и мы сможем добиться более качественной обработки, выполнив всю работу на нашем станке для хонингования ствола.
Здесь мы видим восемь стволов, установленных на каретке нашего хонинговального станка. Каретка принимает на себя вес стволов, который в данном случае был существенным, в то время как оператор (я) держит стволы, чтобы противостоять крутящему усилию хонинговального станка. Держа стволы в руках, можно почувствовать, какое давление оказывает хонинговальный камень. Стволы можно быстро разблокировать, чтобы они могли свободно вращаться, что снижает любой риск для стволов, если во время хонингования возникнут проблемы.
Специальное масло для хонингования подается под давлением непосредственно на хонинговальную оправку, чтобы заполнить хонинговальный брусок смазкой , что обеспечивает более эффективное хонингование и лучшее качество поверхности.
После того, как работа была завершена, стволы и затвор были отправлены в Бирмингемский центр испытаний стволов для испытаний, которые они прошли без проблем.
Старший контрольний мастера отдела (бюро) технического контроля
assets/images/Должностная инструкция старшего контрольного мастера отдела (бюро) технического контроляzip
Вы можете скачать должностную инструкцию старшего контрольного мастера отдела (бюро) технического контроля бесплатно. Должностные обязанности старшего контрольного мастера отдела (бюро) технического контроля
Утверждаю
_____________________________ (Фамилия, инициалы)
(наименование организации, ее ________________________________
1.1. Данная должностная инструкция устанавливает права, ответственность и должностные обязанности старшего контрольного мастера отдела (бюро) технического контроля ______________________________ (далее – «предприятие»).
Название учреждения
1.2. Старший контрольный мастер отдела (бюро) технического контроля относится к категории руководителей.
1.3. Лицо, назначаемое на должность старшего контрольного мастера отдела (бюро) технического контроля должно иметь высшее техническое образование и стаж работы по специальности не менее _________ лет или среднее специальное образование и стаж работы по специальности не менее _________ лет.
1.4. Старший контрольный мастер отдела (бюро) технического контроля подчиняется непосредственно начальнику отдела (бюро) технического контроля цеха.
1.5. Старший контрольный мастер руководствуется в своей работе положением об отделе технического контроля и настоящей должностной инструкцией.
II. Должностные обязанности
Старший контрольный мастер отдела (бюро) технического контроля исполняет следующие должностные обязанности:
2.1. Инструктирование контрольных мастеров и контролеров по вопросам контроля и качественной приемки.
2.2. Разрешение вопросов, возникающих в процессе контроля приемки изделий.
2.3. Осуществление в соответствии с настоящей инструкцией руководство контрольным аппаратом, находящимся в его подчинении, и обеспечение правильной организации работы по контролю за качеством и комплектностью продукции.
2.4. Содействие контролерам и контрольным мастерам в повышении их квалификации и технической грамотности.
2.5. Требование от производственных мастеров и начальника участка своевременного выполнения мероприятий по профилактике брака.
2.6. Знание технических условий на приемку продукции и технологического процесса изготовления изделий.
2.7. Проставление персонального клейма на принятую им лично продукцию.
2.8. Обеспечение надлежащего порядка в содержании и хранении контрольных измерительных приборов, инструментов, оснастки и своевременной сдачи их на проверку.
2.9. Совершенствование существующих и внедрение передовых методов работы по контролю качества продукции на вверенном ему участке.
2.10. Обеспечение на своем участке производства своевременного технического контроля за качеством и приемкой продукции согласно чертежам, техническим условиям, стандартам и утвержденному технологическому процессу.
2.11.Осуществление периодического контроля за соблюдением рабочими технологических процессов.
2.12. Умение распознать внешние дефекты в изделиях по характерным признакам и обучение этому подчиненных контрольных мастеров и контролеров.
2.13. Умение пользоваться средствами контроля и обучение пользованию ими подчиненных контролеров.
2.14. Ведение учета, систематизации и анализа повторяющихся дефектов продукции, выявленных при ее технической приемке, требование от исполнителей и производственных мастеров устранения причин возникновения этих дефектов.
III. Права
Старший контрольный мастер отдела (бюро) технического контроля имеет право:
3.1. Обращаться к начальнику цеха (участка) и производственному мастеру с требованиями:
— прекращения работы на отдельных станках, агрегатах или участках в случаях, если изготовление продукции производится не в соответствии с чертежами, техническими условиями, стандартами и утвержденным процессом. А также, если состояние оборудования, приспособлений, инструмента или рабочего места не гарантирует качества продукции или ведет к возникновению брака, ставя об этом немедленно в известность начальника ОТК, а там, где имеется бюро технического контроля, — начальника БТК;
— своевременного выполнения мероприятий по предупреждению брака, улучшению качества изделий и устранению недостатков в организации производства.
3.2. Выносить окончательное решение по определению виновников брака из числа административного персонала цеха (участка).
3.3. Прекращать приемку и сдачу на склад готовой продукции, если она не соответствует чертежам, техническим условиям, стандартам, программам и утвержденной технологии, с немедленным уведомлением об этом начальника отдела технического контроля (ОТК) предприятия, а там, где имеются бюро технического контроля — начальника бюро технического контроля (БТК).
3.4. Принимать участие в работе оперативных совещаний по качеству у начальника цеха (участка).
3.5. Браковать на обслуживаемом участке материалы, заготовки, детали и изделия, не соответствующие чертежам, техническим условиям, стандартам и утвержденным технологическим процессам.
3.6. Не принимать предъявленную цехом (участком) продукцию при отсутствии установленной документации на выполненную работу и при некомплектной сдаче продукции.
3.7. Обращаться с требованиями к начальнику технологического цеха включения в технологический процесс всех операций контроля, необходимых для обеспечения высокого качества продукции.
3.8. Вести переписку по вопросам приемки, качества и комплектности продукции.
3.9. Принимать участие в проверках технологического оборудования на соответствие нормам точности оборудования.
3.10. Запрещать пользование:
— контрольно-измерительными приборами, дающими неправильные показания, впредь до устранения неполадок или замены годными;
— неисправными или непроверенными в установленном порядке мерами и контрольно-измерительными приборами и изымать из употребления с немедленным сообщением об этом начальнику ОТК, а там, где имеется бюро технического контроля, — начальнику БТК.
3.11. Согласовать оснащенность операций контроля средствами, обеспечивающими надлежащую точность контроля и высокую производительность
труда контролеров.
3.12. Для повышения ответственности непосредственных исполнителей за качество изготовляемой ими продукции представлять совместно с начальником цеха или участка передовых рабочих для перевода их на самоконтроль.
IV. Ответственность
Старший контрольный мастер несет ответственность:
4.1. В случае причинения материального ущерба в пределах, которые определены гражданским и трудовым законодательством РФ.
4.2. В случае совершения в процессе осуществления своей деятельности правонарушений в пределах, которые определены уголовным, административным и гражданским законодательством РФ.
4.3. В случае ненадлежащего исполнения или неисполнения своих должностных обязанностей, которые предусмотрены данной должностной инструкцией, в пределах, определённых трудовым законодательством РФ.
Руководитель структурного подразделения: _____________ __________________
(подпись) (фамилия, инициалы)
00.00.201_г.
С инструкцией ознакомлен,
один экземпляр получил: _____________ __________________
(подпись) (фамилия, инициалы)
00. 00.20__г.
Должностная инструкция ОТК швейного производства
Главная
Статьи
Должностная инструкция ОТК швейного производства
1. Общие положения
1.1.Мастер ОТК швейного цеха принимается на работу и увольняется приказом директора общества.
1.2.На должность мастера ОТК швейного цеха назначается лицо имеющее средне-специальное образование, стаж работы в должности не менее 1 года.
1.3.Мастер ОТК швейного цеха непосредственно подчиняется начальнику цеха.
1.4.В своей деятельности мастер ОТК цеха руководствуется:
законодательными и нормативными документами по вопросам выполняемой работы;
методическими материалами, касающимися соответствующих вопросов;
уставом предприятия;
правилами трудового распорядка;
приказами и распоряжениями директора предприятия;
настоящей должностной инструкцией.
1. 5.Мастер ОТК швейного цеха должен знать:
организационно-распорядительные документы, нормативные и методические материалы, касающиеся производственно-хозяйственной деятельности цеха;
перспективы технического развития предприятия и цеха;
технические требования, предъявляемые к продукции цеха, технологию ее производства;
формы и методы производственно-хозяйственной деятельности цеха;
передовой отечественный и зарубежный опыт в области производства аналогичной продукции;
основы трудового законодательства;
правила и нормы охраны труда.
1.6.Основная задача деятельности мастера ОТК швейного цеха – это обеспечение качества выпускаемой продукции.
2. Должностные обязанности.
Мастер ОТК швейного цеха обязан :
2.1.Контролировать качество раскроя и пошива изделий в процессе их изготовления.
2.2.Контролировать качество используемых тканей, прикладных материалов и фурнитуры.
2.3.Принимать готовые изделия с отметкой в паспорте и журнале движения заказов.
3. Права
Мастер ОТК швейного цеха имеет право:
3.1.Знакомиться с проектами решений руководства, касающимися его деятельности.
3.2.Вносить на рассмотрение руководства предложения по совершенствованию своей деятельности.
3.3.Получать от руководителей структурных подразделений, специалистов информацию и документы по вопросам, входящим в его компетенцию.
3.4.Требовать от руководства общества оказания содействия в исполнении своих должностных обязанностей и прав.
Ответственность.
Мастер ОТК швейного цеха несет ответственность :
4.1.За неисполнение (ненадлежащее исполнение) своих должностных обязанностей, предусмотренных настоящей должностной инструкцией, в пределах определенных действующим трудовым законодательством РФ.
4.2.За совершение в процессе осуществления своей деятельности правонарушения – в пределах, определенных действующим административным, уголовным и гражданским законодательством РФ.
4.3.За причинение материального ущерба – в пределах, определенных действующим трудовым, уголовным и гражданским законодательством РФ.
Метки: Должностная инструкция, ОТК
Чем занимается мастер: должностная инструкция, обязанности и ответственность
Мастер — это человек, обладающий властью и способностью использовать, распоряжаться чем-либо или взять под контроль. Можно быть мастером определенного языка, навыка или чего-то еще, в чем он или она является экспертом. Что касается требований, мастер должен быть чрезвычайно хорошо осведомлен в любой области, в которой он хочет стать экспертом. Это может потребовать интенсивного обучения, исследований и самоотверженности.
Потратьте несколько минут, чтобы создать или обновить свое резюме. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 10+ шаблонов резюме, чтобы создать свое мастер-резюме.
Обязанности мастера
Вот примеры обязанностей из резюме реальных мастеров, представляющие типичные задачи, которые они, вероятно, будут выполнять в своих ролях.
Управление уровнями запасов, просмотр MRP, действие при выпуске заказа, а также сообщения о действиях и исключениях.
Управление базой данных в Интернете для отдела
Управление программами обеспечения безопасности, защиты окружающей среды и качества.
Управление ежедневными ремонтными работами в крупносерийном ремонтном центре Honda.
Управляйте разработкой программы поощрения сотрудников, чтобы отметить лучших моряков.
Рекомендовать ресурсы или поддержку, необходимую для достижения целей программы по общей численности персонала.
Выполнение крупного ремонта автомобилей: электрики, тормозов, кондиционеров, двигателей и т. д.
Разработка и поддержка веб-страницы ассоциации путем демонстрации знаний HTML, CSS и MySql.
Производство крепкого и мягкого яблочного сидра.
Выпускник с самым высоким общим средним баллом в классе.
Создание сложных форм с использованием JavaScript, DOM и CSS.
Сертификат Master ASE по ремонту автомобилей и легких грузовиков.
Посещайте все необходимые тренинги и обновляйте стандарты Chrysler.
Выполнение ремонта от бампера к бамперу на автомобилях марки Chrysler.
Следуйте сертификату GMP и HACCP компании, сертификату CPR.
Профессии мастера, которые могут вам понравиться
Высокая оплачиваемая мастер -рабочие места — 127 тыс. Долл. США и
Поисковые задания вблизи в США
Работа от домашних рабочих мест
Найти онлайн, удаленные, телекоммуникационные рабочие места
Мастер начального уровня
Практически не требуется опыта
Вакансии мастера на неполный рабочий день
Вакансии на неполный рабочий день Сейчас нанимают
Активно нанимают
Вакансии мастера добавлены в течение последних 7 дней
Работа без диплома мастера
Поиск работы без диплома
Нужно идеальное резюме мастера?
Наш конструктор резюме на основе искусственного интеллекта поможет вам составить привлекательное и релевантное резюме для работы, которую вы хотите.
Мастер Описание работы
Когда дело доходит до понимания того, что делает мастер, вы можете задаться вопросом: «Должен ли я стать мастером?» Данные, включенные в этот раздел, могут помочь вам принять решение. По данным Бюро статистики труда, по сравнению с другими рабочими местами, у мастеров темпы роста описываются как «незначительные изменения или отсутствуют» на уровне -1% в период с 2018 по 2028 год. На самом деле, прогнозируется, что к 2028 году откроется примерно 6 400 вакансий.
Мастера в среднем составляют около 33,55 долларов в час, что составляет годовой оклад мастера 69 786 долларов. Кроме того, известно, что мастера зарабатывают от 38 000 до 127 000 долларов в год. Это означает, что самые высокооплачиваемые мастера зарабатывают на 76 000 долларов больше, чем самые низкооплачиваемые.
Как и в случае с большинством профессий, чтобы стать мастером, нужно потрудиться. Иногда люди меняют свое мнение о своей карьере после работы в профессии. Вот почему мы рассмотрели некоторые другие профессии, которые могут помочь вам найти следующую возможность. Эти профессии включают в себя механика автомобильных трансмиссий, механика уличного освещения, автомобильного механика и автомеханика.
Вакансии мастера, которые могут вам понравиться
Создайте резюме профессионального мастера за считанные минуты. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 12+ шаблонов резюме, чтобы создать свое мастер-резюме.
Сандра Морган
Мастер
Информация о контакте
Шарлотта, NC
(300) 555-4601
.comex.0003
Skills
Diagnostic Equipment
Service Advisors
Setup
Alignment Machine
Support Operations
Osha
Communication
Procedures
Engine Tune-Ups
Safety Inspections
Employment History
Master
2016 – настоящее время
Best BuyCharlotte, NC
Примите участие в телефонных конференциях с Apple, чтобы обсудить прогресс и пути улучшения продаж и отношения к AppleApple
Рассмотрение технической документации и процедур.
Занял второе место в компании по продажам продукции Apple по годовому росту в рамках лучшей покупки
Получил звание Мастера Apple, посещая ежемесячные встречи и периодические семинары.
Помощник механика
2008–2016
Управление отходами, Ломбард, Иллинойс
Выполнение тщательной проверки тормозной, гидравлической, электрической и пневматической систем грузовиков Mack и Peterbilt.
Вызов сервисной службы при возникновении аварийных ситуаций.
Проверка, ремонт и техническое обслуживание грузовых автомобилей, автомобильного и механического оборудования.
Вызов аварийной дорожной службы по мере необходимости.
Ручные инструменты и запчасти владельцу на необходимые работы.
Автотехник
1998 — 2008
CarMaxOakbrook Terrace, IL
Постоянное превосходное обслуживание клиентов.
Выполнение проверки качества автомобиля по 180 пунктам, анализ ремонта и документации по завершении.
Работа в командной атмосфере, чтобы обеспечить правильное и своевременное обслуживание клиентов.
Профессиональное обслуживание клиентов, чтобы помочь клиентам в принятии обоснованных решений в отношении их потребностей в транспортных средствах.
Business UnitsLiterature ReviewsAppleBase AccessHvacGuest RoomsPhysical SecurityCommunicationVIPTopics
Трудовой стаж
Магистр
2019 – настоящее время
General Electric
Цинциннати, Огайо
Управляемое развертывание обучения для Lean и Six Sigma DMAIC.
Обучение наемного и почасового персонала использованию инструментов Six Sigma и Lean.
Предоставление внутренних консультационных услуг по методу «Шесть сигм» для команды здравоохранения в штаб-квартире GE.
Обучил и наставлял 4 «черных пояса» и 75 «зеленых поясов» для выполнения более 200 проектов «Шесть сигм».
Управлял внешними проектами повышения производительности и шестью сигмами, что позволило избежать ежегодных расходов и сэкономить более 18 миллионов долларов США в год.
Спонсирование черных поясов для улучшения процессов и снижения затрат за счет внедрения и выполнения различных проектов «шесть сигм».
Помощник преподавателя в аспирантуре
2018–2019
Фонд онкологической больницы и научно-исследовательского института Джеймса Артура Дж.
Колумбус, Огайо
Обучал и помогал от 20 до 24 студентов в лабораторных процедурах органической химии.
Общая химия I и II.
Помощник профессора в прокторинге экзаменов и оценке наборов задач по физиологии, а также в проверке экзаменов со студентами-фармацевтами первого курса.
Дворецкий
2013–2018
Marc’s
Вашингтон, округ Колумбия
Припаркованные автомобили гостей и предоставление гостям надлежащих маршрутов движения Уборка и обслуживание рабочих мест
Отвечайте на вопросы клиентов и предоставляйте информацию о процедурах или правилах.
Соблюдение правил безопасности пищевых продуктов в соответствии с политикой компании и санитарно-гигиеническими нормами.
Внедрил и поддерживал коммуникационный форум Global Lean Black Belt.
Опубликованы графики производства для заводского персонала.
Настройка и эксплуатация интернет-серверов и узлов с использованием Windows NT и Linux, клона Unix с высокоскоростным соединением T-1/маршрутизатор.
Разработан дизайн для ориентации «Шесть сигм» для заказчика.
Web Designer2011–2014
Na•San Antonio, TX
Профиль в 99d, включая портфолио и отзывы клиентов с самым высоким рейтингом: https://99designs.com/profiles/maxdt
Lead UX дизайнер проекта мобильного редизайна Merrill Edge.
Реализованы каркасы веб-дизайна для нового и обновленного веб-контента.
Создание и обслуживание веб-сайтов компании, включая социальные сети и использование Google Analytics.
Ассистент по информационным технологиям, 2002–2011 гг.
Dell•Austin, TX
Выполненная поддержка оборудования и программного обеспечения, включая принтеры, сканеры, копировальные аппараты, настольные и переносные компьютеры пользователей.
Подготовка документации для конечного пользователя Обеспечение технического обслуживания оборудования для машин с жестким диском, материнской платой, вентилятором или другими проблемами.
Заменены аппаратные компоненты для ноутбуков и настольных компьютеров.
Создайте профессиональное резюме за считанные минуты с помощью этого шаблона.
Навыки и личностные качества мастера
Мы подсчитали, что 24% мастеров владеют процедурами, ручными инструментами и обслуживанием клиентов. Они также известны своими мягкими навыками, такими как ловкость, навыки устранения неполадок и механические навыки.
Мы разбили процент магистров, у которых эти навыки указаны в их резюме, здесь:
Процедуры, 24%
Разработали и внедрили политику и процедуры, включая должностные инструкции для каждой области ответственности отдела, используя текущие ресурсы регулирующего органа .
Ручной инструмент, 15%
Удалены шероховатости и сглажены поверхности для подгонки, обрезки и очистки деталей с использованием ручных или электроинструментов.
Обслуживание клиентов, 11%
Признан за выдающиеся достижения в управлении счетами и быстрое обслуживание клиентов, что привело к созданию и поддержанию долгосрочных деловых отношений.
Коммуникация, 10%
Работала с сотрудниками других отделов над продвижением диалога и межведомственного сотрудничества в целях улучшения коммуникации и общей эффективности.
Планы лечения, 6%
Концептуализация, разработка и оценка планов лечения для подростков и их семей.
Объект, 3%
Руководил 15 моряками для облегчения ежедневных перемещений вражеских комбатантов, что повысило оперативную готовность в Объединенном разведывательном центре допросов.
Большинство мастеров указывают «процедуры», «ручные инструменты» и «обслуживание клиентов» в качестве навыков в своих резюме. Более подробно о наиболее важных обязанностях хозяина мы расскажем здесь:
Вероятно, самой важной чертой характера мастера является ловкость. В примере из резюме говорится о навыках: «Техники по обслуживанию выполняют множество задач, требующих уверенных рук и хорошей зрительно-моторной координации, таких как сборка или крепление компонентов и узлов». Кроме того, в других резюме указывалось, что мастера могут использовать ловкость для «обслуживания сети и устранения неполадок. emr: аварийный ремонт механизма, погрузка/транспортировка — может поднять 35-50 фунтов» 9.0014
Другим часто встречающимся навыком для выполнения основных обязанностей является следующий: навыки устранения неполадок. Согласно основному резюме, «специалисты по обслуживанию используют диагностическое оборудование для систем и компонентов двигателя, чтобы выявлять и устранять проблемы во все более сложных механических и электронных системах». Посмотрите этот пример того, как мастера используют навыки устранения неполадок: «помощь в разработке процедур сборки и устранения неисправностей для аккумуляторов».
Механические навыки также являются важным навыком для мастеров. Этот пример того, как мастера используют этот навык, взят из основного резюме: «Техники по обслуживанию должны быть знакомы с компонентами и системами двигателя и знать, как они взаимодействуют друг с другом». Прочтите этот отрывок из резюме, чтобы понять, насколько это важно для их повседневных ролей. и обязанности, «создавал веб-страницы по строительству и машиностроению и регулярно обновлял их с использованием html, jquery, ajax, css, каскадного сервера».
Для выполнения определенных обязанностей мастера требуется навык «физическая сила». Согласно резюме мастера, «иногда специалистам по обслуживанию приходится поднимать и перемещать тяжелые детали, такие как двигатели и панели кузова». В качестве примера, этот фрагмент был взят непосредственно из резюме о том, как применяется этот навык: «обеспечивал силовую охрану и меры физической безопасности при проведении передвижного и пешего патрулирования периметра на борту военно-морских объектов и надводных кораблей».
Как часть основного описания, вы можете обнаружить, что одним из навыков, которые могут быть полезны для работы, являются «организационные навыки». Основное резюме включало этот фрагмент: «Техники по обслуживанию должны содержать рабочие места в чистоте и порядке, чтобы поддерживать безопасность и обеспечивать учет деталей». Этот навык может быть полезен в следующем сценарии: «приоритизация ежедневного рабочего процесса и разработка организационных процедур для обеспечения соблюдения сжатых сроков».
Наконец, эта карьера требует от вас умения «ориентироваться на детали». Согласно резюме мастера, «специалисты по обслуживанию должны знать о мелких деталях при осмотре или ремонте систем автомобиля, потому что механические и электронные неисправности часто возникают из-за несоосности или других причин, которые легко пропустить». В этом примере резюме показано, как основные обязанности зависят от этого навыка: «сообщать подробности о работе и выполняемых обязанностях и фотографии через Интернет в домашнюю компанию. достижения я был надежным надежным представителем».
См. полный список основных навыков.
Прежде чем стать магистром, 50,9% получили степень бакалавра. Что касается получения степени магистра, то 14,5% магистров пошли на дополнительное образование. Если вы хотите продолжить эту карьеру, вы можете добиться успеха со степенью средней школы. На самом деле, большинство магистров имеют высшее образование. Но примерно каждый седьмой магистр вообще не посещал колледж.
Те мастера, которые учатся в колледже, обычно получают либо степень в области бизнеса, либо степень в области психологии. Менее распространенные степени для магистров включают степень в области уголовного правосудия или степень в области компьютерных наук.
Когда вы будете готовы стать мастером, вам может быть интересно, какие компании нанимают мастеров. Согласно нашему исследованию резюме мастеров, мастеров в основном нанимают El Pollo Loco, Kaiser Group Inc и Oracle. Сейчас самое время подать заявку, так как в El Pollo Loco открыто 339 вакансий мастеров, 73 из них в Kaiser Group Inc и 23 в Oracle.
Но если вас интересуют компании, в которых вы можете получать высокую зарплату, то самые высокие зарплаты получают мастера в Pacific Investment Management Company LLC, AEA Investors и Goldman Sachs. Возьмем, к примеру, ООО «Тихоокеанская инвестиционная управляющая компания». Средняя зарплата мастера составляет 141 633 доллара. В AEA Investors мастера зарабатывают в среднем $138,9.56, в то время как средний показатель Goldman Sachs составляет 132 055 долларов. Вы должны принять во внимание, насколько сложно может быть найти работу в одной из этих компаний.
Подробнее о зарплатах мастеров в США.
Три компании, которые нанимают самых престижных мастеров:
El Pollo Loco339 Masters Jobs
Kaiser Group Inc73 Masters Jobs
Oracle23 Masters Jobs
Master Jobs You Might Like
5
Высокооплачиваемые рабочие места для мастеров — $127 тыс. и выше
Поиск вакансий рядом с США
Работа на дому для мастеров
Поиск онлайн, удаленных, удаленных вакансий для мастеров опыт не требуется
Вакансии мастера на неполный рабочий день
Вакансии на неполный рабочий день Сейчас нанимают
Активно нанимают
Вакансии мастера добавлены за последние 7 дней
Работа без степени магистра
Поиск вакансий без обязательной степени
Создайте идеальное резюме
Наш инструмент для создания резюме проведет вас через процесс создания выдающегося резюме архитектора.
Что делают механики по автомобильным трансмиссиям
Автомеханик отвечает за осмотр двигателя автомобиля, выявление дефектов и несоответствий, а также ремонт неисправных компонентов с помощью диагностических тестов. Автомеханики диагностируют проблемы и информируют клиентов о процедурах устранения неполадок и предоставляют смету расходов на техническое обслуживание. Они также могут предлагать дополнительные услуги для повышения оптимальной производительности и эффективности двигателя, в то же время, для получения большего дохода для бизнеса. Автомеханик должен отлично разбираться в автомобильной промышленности, особенно в том, что касается ответов на запросы и опасения клиентов относительно их автомобилей и планирования регулярного ремонта по мере необходимости.
В этом разделе мы сравниваем среднюю годовую зарплату мастера с зарплатой автомеханика. Как правило, механики по АКПП получают на 26 351 доллар меньше, чем мастера в год.
В этих наборах навыков заканчивается общее. Основная ответственность, скорее всего, потребует таких навыков, как «процедуры», «ручные инструменты», «обслуживание клиентов» и «коммуникация». В то время как механику по автоматической трансмиссии требуются такие навыки, как «заказ запчастей», «обслуживание оборудования», «стандарты качества» и «контакт с клиентами». Просто поняв эти различные навыки, вы можете увидеть, насколько различны эти профессии.
Механики автомобильных трансмиссий, как правило, имеют более низкий уровень образования, чем мастера. На самом деле, механики автоматических трансмиссий имеют на 14,5% меньше шансов получить степень магистра и на 1,4% меньше шансов получить докторскую степень.
Каковы обязанности механика уличного освещения?
Теперь мы рассмотрим профессию механика уличного освещения. В среднем механики уличного освещения зарабатывают на 24 627 долларов меньше, чем мастера в год.
Но согласно резюме настоящих мастеров обе профессии также требуют разных навыков. В то время как главные обязанности могут использовать такие навыки, как «процедуры», «обслуживание клиентов», «общение» и «планы лечения», некоторые механики уличного освещения используют такие навыки, как «точка», «текущее обслуживание», «тяжелое оборудование» и «масло». изменения.»
Что касается различий в образовании между двумя профессиями, то механики уличного освещения, как правило, имеют более низкий уровень образования, чем мастера. На самом деле, у них на 13,4% меньше шансов получить степень магистра и на 1,4% меньше шансов получить докторскую степень.
Чем отличается автомеханик
Третья профессия, которую мы рассмотрим, — автомеханик. В среднем эти рабочие получают более низкую заработную плату, чем мастера. На самом деле, они зарабатывают $26,9.22 меньшая зарплата в год.
Используя резюме мастеров и автомехаников, мы обнаружили, что обе профессии имеют схожие навыки, такие как «ручные инструменты», «обслуживание клиентов» и «r», но другие требуемые навыки очень разные.
Как уже упоминалось, эти две профессии различаются между собой другими навыками, которые необходимы для выполнения работы чрезвычайно хорошо. Например, собирая у мастеров резюме, они с большей вероятностью обладают такими навыками, как «процедуры», «коммуникация», «планы лечения» и «помещения». Но у автомобильного механика могут быть такие навыки, как «автомобили клиента», «механические проблемы», «диагностика» и «ассе».
Автомеханики обычно учатся на более низком уровне по сравнению с мастерами. Например, у них на 13,3% меньше шансов получить степень магистра и на 1,4% меньше шансов получить докторскую степень.
Описание автомеханика
Автомеханики, как правило, получают меньшую заработную плату, чем мастера, примерно на 29 363 доллара в год.
Хотя некоторые навыки являются общими для этих профессий, следует отметить некоторые различия. «процедуры», «ручные инструменты», «обслуживание клиентов» и «общение» — это навыки, которые фигурируют в резюме мастеров. Кроме того, автомеханик использует в своем резюме такие навыки, как ремонт автомобилей, тормозных систем, важных деталей и ремонт двигателя.
Как правило, автомеханики имеют более низкий уровень образования по сравнению с резюме мастеров. У автомехаников на 13,8% меньше шансов получить степень магистра и на 1,4% меньше шансов получить докторскую степень.
Вакансии — Турнир мастеров
Узнайте больше о гостеприимстве
Барбэк
ПОКАЗАТЬ БОЛЬШЕ
Барбек в первую очередь отвечает за помощь бармену в установке, разборке и пополнении запасов всего алкоголя, посуды и продуктов для бара, гарантируя, что все услуги соответствуют стандартам клуба. Кроме того, Barback поддерживает уровень льда, пополняет бар, собирает и убирает пустую стеклянную посуду, готовит и пополняет запасы гарниров, хранит всю алкогольную продукцию, выбрасывает мусор и обеспечивает безопасность, чистоту и санитарию бара. Практика Augusta National требует, чтобы Barbacks были не моложе 21 года и могли поднимать до 30 фунтов.
Бариста
ПОКАЗАТЬ БОЛЬШЕ
Бариста в сфере гостеприимства несет основную ответственность за приготовление горячих и холодных напитков, таких как кофе, эспрессо, смешанный кофе и чай, обеспечивая соответствие всех услуг Клубным стандартам. Кроме того, Бариста Гостеприимства поддерживает чистоту и чистоту оборудования и рабочих мест и демонстрирует честность и искренность во взаимодействии с другими. Практика Augusta National требует, чтобы баристы Hospitality Barista были не моложе 18 лет и имели опыт работы бариста.
Бармен
ПОКАЗАТЬ БОЛЬШЕ
Бармен в первую очередь отвечает за приготовление и подачу алкогольных и безалкогольных напитков, следя за тем, чтобы все услуги соответствовали стандартам Клуба. Кроме того, бармен проводит инвентаризацию всех продуктов, чтобы обеспечить достаточный запас, готовит гарниры, хранит стеклянную посуду, бумажные изделия и лед, хранит все алкогольные напитки каждую ночь, сообщает о нарушениях и обеспечивает последовательное соблюдение правил безопасности, аварий, санитарии и чрезвычайных ситуаций. Практика Augusta National требует, чтобы бармены были не моложе 21 года и имели предыдущий опыт работы барменом.
Дежурный по напиткам
ПОКАЗАТЬ БОЛЬШЕ
Продавец напитков несет основную ответственность за приготовление и подачу безалкогольных напитков, обеспечивая соответствие всех услуг клубным стандартам. Кроме того, продавец напитков обеспечивает наличие необходимых запасов, выполняет все обязанности по открытию и закрытию, назначенные руководителем (ами), и поддерживает эффективную работу с напитками. Эта должность занимается подготовкой и хранением гарниров, изделий из стекла, бумажных изделий, льда и расходных материалов, обеспечивает правильную работу всего складского оборудования, сообщает о проблемах с техническим обслуживанием, отслеживает и поддерживает заданные уровни всех напитков, расходных материалов и стеклянной посуды, а также заполняет соответствующие документы для всех запросов на покупку. Кандидатам должно быть не менее 18 лет.
Бюссер
ПОКАЗАТЬ БОЛЬШЕ
Официант в первую очередь отвечает за уборку, уборку и регулировку обеденных столов, обеспечивая соответствие всех услуг клубным стандартам. Кроме того, Busser настраивает столы для обслуживания, помогает официантам с обслуживанием столов и запросами посетителей, а также обеспечивает безопасность, чистоту, санитарию и презентацию всех помещений ресторана и кухни. Bussers должны быть в состоянии поднять до 30 фунтов.
Продовольственный бегун
ПОКАЗАТЬ БОЛЬШЕ
Продовольственный менеджер несет основную ответственность за доставку всех заказов на еду к нужным столам и посетителям, гарантируя, что все обслуживание соответствует стандартам Клуба. Кроме того, Food Runner помогает официантам с обслуживанием столов и запросами посетителей, выполняет назначенные обязанности по открытию и закрытию и обеспечивает безопасность, чистоту, санитарию и презентацию всех помещений ресторана и кухни. Food Runners должны быть в состоянии перевозить до 30 фунтов.
Горничная
ПОКАЗАТЬ БОЛЬШЕ
Горничная несет основную ответственность за уборку назначенных помещений, обеспечивая соответствие всех услуг стандартам Клуба. В частности, горничная дезинфицирует, пылесосит, вытирает пыль, проверяет отопление и кондиционирование воздуха, пополняет удобства и следит за тем, чтобы все правила безопасности, аварий, санитарии и чрезвычайных ситуаций были на месте и постоянно соблюдались. Предпочтительно базовое понимание методов уборки/принадлежностей.
Линейный повар
ПОКАЗАТЬ БОЛЬШЕ
Повар на линии в первую очередь отвечает за приготовление и производство блюд из меню, обеспечивая соответствие всех услуг клубным стандартам. Кроме того, линейный повар собирает необходимые материалы, устанавливает, обслуживает и разбирает станцию приготовления пищи, обеспечивает санитарные условия, накрывает, датирует и надлежащим образом хранит остатки продуктов, помогает поддерживать безопасность и безопасность на кухне и демонстрирует навыки межличностного общения для работы внутри. командная среда. Кулинарная сертификация и/или соответствующее техническое кулинарное образование приветствуется.
Прием и выдача стокеров
ПОКАЗАТЬ БОЛЬШЕ
Принимающий и выдающий кладовщик несет главную ответственность за получение и выдачу продуктов питания, напитков и расходных материалов, обеспечивая соответствие всех услуг стандартам Клуба. Кроме того, принимающий и выдающий склад оперативно доставляет материалы в соответствующие места, обеспечивает правильную ротацию и маркировку продуктов, поддерживает безопасность и чистоту рабочего места, контролирует температуру в холодильнике, помогает в ежедневной инвентаризации и управляет тележкой для гольфа и / или полноразмерным транспортным средством. , соблюдая все юридические правила и правила безопасности Клуба. Принимающие и выдающие стокеры должны иметь действующие водительские права и иметь возможность поднимать до 50 фунтов.
уборщица
ПОКАЗАТЬ БОЛЬШЕ
Дежурный по туалету несет основную ответственность за содержание и чистоту назначенных туалетов, обеспечивая соответствие всех услуг стандартам Клуба. Кроме того, уборщик демонстрирует честность и искренность, взаимодействуя с другими, поддерживает моральный дух на протяжении всей очереди, информируя гостей о времени ожидания, чистит и дезинфицирует туалеты, сантехнику, пепельницы, урны и мусорные баки, подметает, моет швабры, моет окна и вытирает пыль. Предпочтительно базовое понимание методов уборки/принадлежностей.
Сервер
ПОКАЗАТЬ БОЛЬШЕ
Официант в первую очередь отвечает за дружелюбное, гостеприимное и своевременное обслуживание, обеспечивая соответствие всех услуг стандартам Клуба. Кроме того, официант полностью знает пункты меню, размещает заказы на кухне, подает еду и напитки, используя правильную последовательность сервировки, внимательно следит за посетителями во время обеда, сервирует столы в соответствии со стандартами ресторана, обеспечивает санитарию и презентацию ресторана. места и выполняет назначенные открытия, закрытия и боковые обязанности.
Винтовая резьба с большим разбросом размеров/гайка с допуском 6H
DIN 2510 M8 x 50
DIN 2510-2
MK
Метрическая наружная конусная резьба
Контровочные винты и смазочные ниппели
MK20 x 1,5
DIN 158-1ГОСТ 25229-82
G
Цилиндрическая трубная резьба
Внутренняя резьбы: буква G
G 3/4“
55o
ISO 228-1ГОСТ 6357-81
Наружная резьбы: буква G и класс допусков А и В
G 3/4“ B
R
Самоуплотняющаяся трубная резьба
Конусная наружная резьба
R 1 ½“
DIN 2999-1 DIN3858 ГОСТ 6211-81
Rc
Конусная внутренняя резьба
Rc 1 ½“
Rp
Внутренняя трубная цилиндрическая резьба
Rp 1 ½“
Tr
Метрическая трапециевидная резьба ISO
Например, ходовой винт
Tr 50×8
30o
ISO 2901-4 ГОСТ 24737-24739
Rd
Цилиндрическая круглая резьба
Например, элементы соединения противопожарного оборудования
Rd 20×3/4
DIN 405-1,2
ST
Резьба пластинчатого винта
Пластинчатые винты
ST 3,5
60o
ISO 1478
UNC
Дюймовая резьба (США)
Крупная резьба
¾-10 UNC
55o
ANSI B 1. 1 B.S. 1580-1,2
UNF
Дюймовая резьба (США)
Мелкая резьба
¾-16 UNF
BSW
Дюймовая резьба (Великобритания)
Крупная резьба
¾-10 BSW
B.S.84
BSF
Дюймовая резьба (Великобритания)
Мелкая резьба
¾-12 BSF
Обозначение трубной резьбы на чертеже и ее разновидности
Содержание
Что такое резьба и ее виды
Виды резьб
Разновидности дюймовых резьб
Маркировка и классы точности
Где какая используется
Параметры
Государственные стандарты
Коническая, круглая и трапецеидальная резьба
Назначение резьбы и ее элементы
Изображение и обозначение резьбы на чертежах
Изготовление резьбы
Нарезки, используемые в повседневной жизни
Что такое резьба и ее виды
Резьба — это особой формы и размеров канавка, по спирали нанесенная на внутреннюю или наружную поверхность трубы или металлического стержня. Может наноситься на цилиндрические или конические поверхности. Характеризуется и отличается друг от друга формой канавки, высотой/глубиной рельефа и расстоянием между витками — шагом. Для того чтобы соединить две детали, они должны иметь одинаковую или совместимую резьбу, причем одна деталь должна быть с наружной, другая с внутренней резьбой того же типа и размера.
Вообще, резьбы делят на крепежные и ходовые. Ходовые применяются в элементах машин и обеспечивают движение. Нас больше интересуют те, которые применяются в быту и с которыми сталкиваемся в процессе ремонта и стройки. Это как раз крепежная резьба. О ней, собственно, и будем говорить.
Виды резьбы по направлению витков и поверхности
Еще стоит знать, что по направлению нанесения витков, резьбы бывают правые и левые, а по поверхности, на которые они наносятся — цилиндрические и конические.
Виды резьб
Трубная резьба имеет свой профиль, который дает герметичность. Служит она для несварного соединения металлических труб в трубопроводах, установки разного рода арматуры, подключения устройств. В последнее время резьбовое соединение применяют и на некоторых видах пластиковых труб, но там подход другой — она отливается, хотя суть та же.
Три вида трубной резьбы и их отличия
Есть три основных вида резьбы:
Метрическая. Отличить можно по острым вершинам витков и канавок. Форма — треугольник с углами 60°. Называется так, потому что ее параметры указываются в миллиметрах, а это единицы измерения метрической системы. Нормируется ГОСТом 9150-81.
Дюймовая. В ее основе тоже треугольник, но с вершиной 55°. Она присутствует на деталях импортного производства. Как видите, отличие метрической и конической резьбы в углах.
Трубная. От метрической отличается чуть меньшим углом — 55°, а с дюймовой имеет одинаковый угол. Основное отличие в том, что грани скругленные. И это принципиально важно. Может быть нанесена на цилиндр (трубу), и тогда в название добавляется слово «цилиндрическая». Нормируется ГОСТом 6357-81. При нарезке на конусе называется трубной конической резьбой.
Какая бывает резьба. Это соединительные — для соединения деталей
Еще могут пригодиться виды резьб, которые могут быть на импортной арматуре и комплектующих. Это резьба Витворта, которая обозначается BSW, если она имеет крупный шаг и BSF — с мелким шагом. Именно этот стандарт взяли за основу при разработке трубных резьб в СССР. Так что резьбы Витворта и трубные резьбы, изготовленные по стандарту, совместимы.
Виды резьбы и области их применения
Есть и другие профили, но они относятся к ходовым и очень специфичны. В обычных условиях не нужны. Для общего развития скажем, что есть еще прямоугольная и трапециевидная формы.
Разновидности дюймовых резьб
Существует множество видов резьбовых соединений, размерностью которых являются дюймы, но среди них в России выделяют следующие основные виды:
Трубная цилиндрическая
Трубная коническая
Каждая категории обладает своими особенностями. Цилиндрическая трубная резьба регулируется ГОСТом 6357-81. Размеры резьбы стандартизированы и занесены в специальную таблицу. Данные дюймовые резьбы, в первую очередь, отличаются более мелким шагом, что означает меньшее количество витков на один дюйм.
При выборе размеров резьб 1-й ряд следует предпочитать 2-му.
Вторым ее отличием является более скругленный профиль. Он способствует более плотному контакту витков друг к другу, что уменьшает вероятность образования течи при транспортировке жидкости через данное резьбовое соединение.
Нарезку трубной цилиндрической резьбы производят на трубах, диаметр которых не превышает 6 единиц дюйма. При величине труб свыше данного размера требуется применение высокоточного оборудования, что повышает производственные издержки. В этом случае эффективнее как с технологической, так и с финансовой точки зрения произвести крепеж труб методом сварки.
Трубная коническая резьба представлена ГОСТом 6211-81. Таблица размеров, пределы отклонений и величина нагрузок описаны данным стандартом. По типу профиля витков коническая резьба схожа с дюймовой, но имеет 2 довольно важных отличия.
Трубная коническая резьба. ГОСТ 6211-81.
Обозна-чение размера резьбы
Шаг P
Число шагов на длине 25,4 мм
H
h2
C
R
Диаметры резьбы в основной плоскости
Длина резьбы
d = D
d2 = D2
d1 = D1
l1
l2
1/16″
0,907
28
0,870935
0,580777
0,145079
0,124511
7,723
7,142
6,561
6,5
4,0
1/8″
9,728
9,147
8,566
1/4″
1,337
19
1,283837
0,856117
0,213860
0,183541
13,157
12,301
11,445
9,7
6,0
3/8″
16,662
15,806
14,950
10,1
6,4
1/2″
1,814
14
1,741870
1,161553
0,290158
0,249022
20,955
19,793
18,631
13,2
8,2
3/4″
26,441
25,279
24,117
14,5
9,5
1″
2,309
11
2,217187
1,478515
0,369336
0,316975
33,249
31,770
30,291
16,8
10,4
1 1/4″
41,910
40,431
38,952
19,1
12,7
1 1/2″
47,803
46,324
44,845
2″
59,614
58,135
56,656
23,4
15,9
2 1/2″
75,184
73,705
72,226
26,7
17,5
3″
87,884
86,405
84,926
29,8
20,6
3 1/2″
100,330
98,851
97,372
31,4
22,2
4″
113,030
111,551
110,072
35,8
25,4
5″
138,430
136,951
135,472
40,1
28,6
6″
163,830
162,351
160,872
Прежде всего это то, что существует два типа углов профиля: 55 и 60 градусов. Второе различие — резьба нарезается по конусу, благодаря чему конические резьбы обладают таким качеством как самоуплотняемость (таблица со значениями конусности указана в справочной литературе). Поэтому крепежные соединения с помощью них не требуют использования дополнительных уплотняющих элементов: льняная нить, пряжа с суриком и прочее.
Маркировка и классы точности
Существует 3 класса точности резьбы: первая (самая грубая), вторая и третья (наиболее точная). Выбор того или иного класса зависит от 2-х факторов: размеры диаметра резьбы, взятого из таблицы, давления жидкости в трубопроводе. Чем выше класс резьбы, тем большее давление жидкости она сможет выдержать.
Размеры проверяют на соответствие определенному классу точности с помощью специальных калибров. Этот способ позволяет наиболее достоверно определить соответствие резьбой требуемых размеров, но он более трудоемкий. Такой метод эффективен в условиях многосерийного производства деталей, требующих наличие высокой точности. Когда серийность не столь велика и к точности не предъявляется повышенных требований, размеры резьб контролируются следующим образом:
Размеры наружного диаметра измеряют с помощью штангенциркуля, микрометра и других механических измерительных приборов. Затем показания сверяют со справочной таблицей.
Размеры шага определяют прикладыванием специальных гребенок, например дюймовый резьбомер. Затем полученное количество витков на дюйм соотносят со значением таблицы размеров дюймовой резьбы. Самый простой способ измерить шаг резьбы – взять линейку, отметить на ней 25,4 миллиметра и посчитать сколько витков входит в данный отрезок. Сразу отметим, что это способ наиболее грубый и не подходит для измерения резьбы с третьим и вторым классом точности.
Обозначение дюймовой резьбы в технической документации разберем на примере:
G 2” LH-2-40
Буква «G» означает, что резьба трубная цилиндрическая. Коническая трубная согласно Российским стандартам обознается буквой «К».
Цифра «2» указывает на размер наружного диаметра. Единицей измерения являются дюймы. Размеры резьбы и их варианты полностью регламентированы ГОСТами и занесены в специальные таблицы.
Буквы «LH» показывают, что резьба имеет левое направление завинчивания. Отсутствие данного обозначения указывает на правое направление.
Цифра «2» характеризует класс точности. Таблица пределов отклонений указана в ГОСТе.Цифра «40» — это размер, характеризующий длину завинчивания.
Где какая используется
Теперь о том, где какой тип резьбы применяется. Метрическая наносится на анкеры, болты, шпильки, гайки и другие крепежные элементы. Нанесенная на цилиндрическую поверхность не обеспечивает герметичность, поэтому для трубопроводов является не лучшим выбором. Однако, ее используют, а для герметичности «садят» на подмотку — паклю или фум ленту. Кроме сантехники применяется при сборке каркасов из круглых труб на резьбовом соединении.
Картина меняется при нанесении метрической резьбы на коническую поверхность. Такое соединение имеет высокую степень герметичности. Именно метрическая коническая резьба наносится на крышки, применяется в промышленных трубопроводах, для транспортировки газа и жидкостей, которые выделяют летучие вещества. В быту применение конической резьбы ограничено, так как требуется особое оборудование для ее нанесения.
Нетрудно догадаться, в трубопроводах применяется трубная резьба. Благодаря плавным линиям профиля, даже без дополнительного уплотнения, соединение герметично. Именно этот тип наносится на сгонах, уголках, тройниках, других устройствах, которые применяются при сборке водопровода, отопления и канализации.
Параметры
Дюймовая резьба представляет собой разъемное соединение треугольного профиля, угол вершин которых равен 55 градусам. Ее единица измерения — дюймы. Стоит отметить сразу, что в России использование дюймовой резьбы при проектировании новых изделий запрещено. Ее применение разрешается только в случае изготовления запасных частей оборудования, на которые уже ранее была изготовлена дюймовая резьба. Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов.
Дюймовая, как и любая другая, характеризуется следующими основными параметрами:
Наружный диаметр – расстояние между вершинами витков, расположенных на противоположных сторонах резьбы. Чем больше величина этого параметра, тем большую осевую нагрузку может выдержать резьба. Обратной стороной медали является ухудшение герметичности, связанное с накоплением погрешностей при нарезке резьбы.
Номинальный (средний) диаметр — окружность, вписанная в профиль резьбы, диаметр которой зависит от шага, и занимает промежуточное положение между внутренним и наружным диаметром. Данный параметр в обычных условиях тяжело измерить, и для его определения существует справочная таблица по резьбам.
Внутренний диаметр – диаметр окружности, вписанной по впадинам профиля резьбы.
Шаг – расстояние между соседними гребешками резьбового соединения. Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
Угол подъема витков – угол между боковыми сторонами профиля витков. Первоначально его значение для всех видов дюймовых резьб составлял 55 градусов. Но сейчас все больше и больше встречаются дюймовые резьбы с углом профиля 60 градусов.
Государственные стандарты
Изготовление такого сложного элемента металлообработки как многозаходная резьба выполняется на основании установленных государственных и международных стандартов. Они дополняют друг друга и позволяют привести в соответствие системы маркировки, которые применяются в Российской Федерации и производителями других стран. Это справедливо для метрической и дюймовой систем измерений.
К таким стандартам относятся:
Читайте также: Когти для бетонных столбов — какой из 4 видов средств выбрать, чтобы безопасно влезть на опору?
Единая система конструкторской документации;
ГОСТ 24739-81. В нём приведены нормы, описывающие трапециевидную многозаходную конструкцию.
ГОСТ 9484-81. Этот стандарт утверждает возможные профили, какого вида и размеров должна быть резьба трапецеидальная многозаходная;
ГОСТ 25347-82. Стандарт устанавливает разрешённые допуски необходимые для нарезания и сборки готовых конструкций.
Перечисленные стандарты позволяют определить наружный и внутренний диаметр, форму элементов, шаг, ход, число заходов, требуемый диаметр сверла для подготовки отверстий под будущую резьбу.
Коническая, круглая и трапецеидальная резьба
Конические детали отличаются от обычных тем, что на их поверхность наносится конусная резьба. Угол равняется 1/16. Такие изделия применяются при необходимости герметизации соединений. Производители должны соблюдать требования, прописанные в ГОСТ 25229–85 . Для обозначения деталей применяется буквенная маркировка МК. После этого уже идут числовые параметры, которые соответствуют геометрическим показателям.
Круглый профиль используется при изготовлении различных трубопроводных кранов и другой запорной арматуры. Все нормативы для этого вида можно узнать из ГОСТ 13536–68 . В документации, на чертежах и схемах применяется обозначение из букв Кр. Угол возле вершины витков равняется 30 градусам.
Особенность трапецеидальных резьб заключается в том, что они являются самонарезающими. Во время перемещения гайки создаётся очень высокая сила трения. Благодаря этому не требуется дополнительная фиксация. Изделия такого типа производятся в размерах 8−640 мм. Шаг нанесения витков варьируется от 1,5 до 12 мм. Все требования к готовым деталям прописаны в ГОСТе 24738−81.
Назначение резьбы и ее элементы
Назначение рассматриваемого крепежного элемента заключается в соединении и фиксации отдельных элементов. Рассматриваемые изделия могут быть предназначены для передачи вращения или некоторых усилий. Основными элементами можно назвать:
Профиль рассматривается в сечении, которое образуется при прохождении через ось. Другими словами, создаваемая ось рассекает изделие по полам, в результате чего отображается определенная форма. На основе полученного изображения можно определить некоторые другие наиболее важные параметры.
Витком называют часть поверхности, которая образуется при полном обороте. В некоторых случаях указывается число витков рабочей части. Определить этот показатель можно при делении протяженности рабочей части на показатель шага.
Угол профиля образуется между боковыми сторонами. В некоторых случаях этот параметр указывается на чертежах. Для обозначения угла применяется плоскость, проходящая через ось изделия.
Шаг резьбы считается наиболее важным параметром, который указывается в технической документации и на чертежах. Подобный параметр определяет расстояние между параллельными точками двух рядом лежащих впадин. В метрических указанное расстояние обозначается в миллиметрах.
Высота профиля считается также важным параметром. Он учитывается при проектировании различных изделий. Высота профиля – расстояние, которое образуется между вершиной витков и основанием. С увеличением этого параметра существенно повышается прочность получаемого соединения, но усложняется процесс свинчивания.
Наружный, средний и внутренний диаметр. На чертежах и в другой технической документации, как правило, указывается наружный диаметр – диаметральный размер, который описывает около резьбовую поверхность. Другие показатели учитываются крайне редко, но также заносятся в специальные таблицы.
Элементы резьбы
Схематическое изображение элементов резьбы
Некоторые из приведенных выше параметров указываются на чертежа специальными обозначениями, другие можно найти в специальной технической документации. При нарезании витков уделяется информация наружному диаметру и шагу их расположения.
Изображение и обозначение резьбы на чертежах
Резьбовая поверхность представлена сложной формой, которая образуется при винтовом движении плоского контура. Подобное соединение сегодня применяется крайне часто. Именно поэтому были приняты определенные стандарты по их обозначению на чертеже. Для упрощения задачи по созданию проектной документации сложный профиль обозначается условно. Обозначение резьбы можно охарактеризовать следующим образом:
Зачастую при отображении разреза применяется тонкая линия, которая немного заходят на штриховку. Для обозначения подобного соединения на выносных размерных линиях указывается тип соединения (к примеру, «М» указывает на метрическую). Следующая цифра отображает диаметральный размер.
В некоторых случаях применяется условное обозначение резьбы, связанное с отображением профиля. Подобная выноска требуется для обозначения угла между отдельными витками.
При создании ответственных и высокоточных изделий указывается допуск размеров. Как правило, для этого отображается выносная полка или обычные размерные линии.
Шероховатость образующейся поверхности также имеет важное значение при создании качественных и ответственных крепежных элементов.
Изображение метрической резьбы
Изображение ходовой резьбы
Изображение крепежной резьбы
Изображение упорной и трапецеидальной резьб
Схематическое обозначение конической резьбы практически не отличается от метрической. В некоторых случаях витки изображаются в оригинальном виде. Однако, изобразить ее довольно сложно, поэтому чаще всего применяется условное обозначение.
Изготовление резьбы
Для получения дюймовой нарезки применяют 2 основных способа:
Накатка;
Нарезка.
Накатанные изготавливают с помощью специальных резьбонакатных роликов, профиль которых повторяет контур резьбы. Заготовку устанавливают между роликами, и витки резьбы накатываются в соответствии требуемым размерам.
Резьба, изготовленная данным способом, отличается более высокими механическими характеристиками по причине более плавного распределения волн напряжения между витками. Также накатка обладает высокой производительностью, что позволило ей найти обширное применение в массовом производстве.
Минусом метода накатывания является сложность изготовления роликов. Точность их должна быть на высоком уровне. В противном случае гарантировать требуемые размеры резьбы весьма затруднительно. Второй момент – материал роликов. Он должен обладать повышенными механическими свойствами. Обычно для этого применяют высоколегированные штампованные стали. Все это делает способ накатки весьма затратным с финансовой точки зрения.
Нарезанные резьбы более просты в изготовлении, но по механическим свойствам, особенно по пределу выносливости, заметно уступают накатанным. Связано это с наличием более острых кромок профиля и, соответственно, более высокого значения коэффициента напряжения.
Изделие нарезают двумя способами:
Вручную.
Используя токарный станок.
При ручной резке используют метчик (для внутренней р.) и плашку (для наружной). Трубу зажимают. На ее конец одевается и навинчивается один из указанных типов подручного инструмента в зависимости от типа резьбы. Осуществляют резку. Для повышения чистоты и точности данный процесс повторяют.
На токарном станке алгоритм действий достаточно схожий. Только трубы зажимают не в тиски, а в патроне станка. Далее подводится резец, включается резьбовая подача и станок начинает процесс изготовления. Данный способ более эффективный по сравнению с ручной резкой, но требует от токаря определенной квалификации.
Нарезки, используемые в повседневной жизни
В бытовых условиях чаще всего используются трубные изделия с такими видами нарезок:
Четырнадцать ниток на дюйм (шаг равен 1,815 мм).
Одиннадцать ниток на дюйм (шаг равен 2,310 мм).
Чтобы установить вид и шаг дюймовой резьбы, применяют предмет, называемый резьбомером. Кроме того, возможно использовать обыкновенную линейку, штангенциркуль.
Калибровочным элементом может послужить муфтовая, штуцерная деталь. На ней должна быть выполнена нарезка, располагающая размером, который соответствует диаметру дюймовой резьбы. Деталь закручивают в резьбовое соединение. Если никаких сложностей не возникло, она крепко засела в трубном изделии, значит, измерение можно заканчивать. В противном случае выполняют повтор процедуры с другой калибровочной деталью.
С резьбомером все еще легче. Его измеряющие пластинки напоминают комплект пилочек. Данные пилочки необходимо придавить к нарезке, выполненной на изделии либо внутри его. Если профиль пластинки совпал с трубным, это обозначает, что размер дюймовой резьбы такой же, как и у пилочки.
Штангенциркулем возможно замерить только наружный размер нарезки. Ввиду этого наилучшими приспособлениями для установления шага и размера нарезки считаются калибровочные детали, резьбомеры.
В действительности, разумеется, мало кто сможет достичь безукоризненно точного соблюдения размеров резьбы. Однако вы можете рассчитывать на создание качественной нарезки, если будете руководствоваться минимум одним символом, стоящим в дробной части числа.
Идентификатор потока — это просто. Узнайте все о различных типах потоков
Главная
Наш лучший совет
Идентификатор потока легко. Узнайте все о различных типах резьбы
Для шланговых и трубных фитингов доступно несколько различных типов резьбы. Количество вариантов конца фитинга может сделать выбор наиболее подходящего типа резьбы фитинга сложной задачей. Надежность фитингового соединения зависит от выбора того, что является оптимальным для применения. Во-первых, мы познакомим вас с шестью типами распространенных типов резьбы. Во-вторых, мы проведем вас через процесс идентификации потока.
Шесть наиболее распространенных типов резьбы
Когда речь идет о различных типах резьбы, большинство людей, работающих в гидроэнергетике, узнают американскую трубную резьбу (NPT/NPTF) , а также SAE или унифицированную резьбу. (ООН/УНФ) . Однако резьба и соединения делятся на шесть основных типов:
UN/UNF
НПТ/НПТФ
БСПП (БСП, параллельный)
BSPT (BSP, конический)
метрическая параллельная
метрическая коническая
Давайте узнаем разницу между каждым из них.
Как определить различные типы резьбы в четыре простых шага
Прежде чем начать, убедитесь, что у вас есть два инструмента для идентификации резьбы:
Шагомер
Шагомер — это инструмент, используемый для измерения расстояния между вершинами резьбы. Для NPT, UN/UNF, BSPP и BSPP мы измеряем количество витков резьбы на дюйм. Если у вас метрическая резьба, калибр шага определяет расстояние между каждым отдельным гребнем в миллиметрах.
Суппорт
Штангенциркуль используется для измерения диаметра резьбы. Для наружной резьбы он измеряет наружный диаметр, для внутренней – внутренний диаметр соответственно. Опытные пользователи могут приобрести цифровой штангенциркуль у нескольких розничных продавцов. Это экономит ваше время и упрощает процесс.
ШАГ 1. Параллельная резьба и коническая резьба. Давайте узнаем разницу.
Параллельная резьба включает:
UN/UNF
BSPP
метрическая параллельная
К коническим резьбам относятся:
NPT/NPTF
BSPT
метрическая коническая
Чтобы определить, является ли резьба конической или цилиндрической, посмотрите на ее диаметр. Если диаметр резьбы становится тоньше к концу, вы смотрите на коническую резьбу. Наоборот, если диаметр резьбы одинаков вверху и внизу резьбы, у вас параллельная резьба. См. рисунок ниже, чтобы увидеть визуальную разницу между конической и параллельной резьбой. Использование известной параллели, например, штангенциркуля, может помочь определить, является ли фитинг коническим. Если резьба касается всей длины суппорта, она параллельна, но если она качается, у вас коническая резьба.
ШАГ 2. Определите шаг
Используйте инструмент для измерения шага резьбы, чтобы определить размер резьбы. Измеритель шага резьбы поможет вам точно измерить и рассчитать количество витков резьбы на заданном расстоянии.
Попробуйте несколько калибров из инструмента для измерения шага на белом фоне, прежде чем решить, какой из них лучше всего подходит для вашей резьбы. Посмотрите на общие размеры шага для каждого из различных типов резьбы в таблице ниже.
ООН/УНФ (САЕ)
12, 14, 16, 18, 20, 24
НПТ/НПТФ (американская трубка)
11 ½, 14, 18, 27
БСПП (Британская трубка)
11, 14, 19, 28
БСПТ (Британская трубка)
11, 14, 19, 28
Метрическая параллель
1,0, 1,5, 2,0
Метрическая коническая
1,0, 1,5, 2,0
ШАГ 3.
Размер резьбы имеет значение
Когда дело доходит до определения размера резьбы, в вашем распоряжении есть два подхода. Прежде чем начать, определите, является ли ваша резьба трубной (NPT/NPTF, BSPT, BSPP) или нет (UN/UNF, метрическая параллельная, метрическая коническая). Помните, что коническая резьба может быть как трубной, так и нет.
Рисунок 1. Таблица размеров внутреннего диаметра трубной резьбы
Если у вас есть трубная резьба, сравните размер резьбы с профилем номинального размера, как показано на рисунке 1. Для нетрубной резьбы (UN/UNF, метрическая параллельная, метрическая коническая ), используйте штангенциркуль для измерения наружного диаметра протектора.
ШАГ 4. Обозначение резьбы
Этот шаг включает в себя обозначение резьбы в соответствии с отраслевыми стандартами для дальнейшего использования. Начните с определения размера протектора (номинального или фактического), затем запишите тип и шаг (если применимо). См. примеры в таблице ниже в ШАГЕ 4:
ООН/УНФ (SAE)
Параллельный
12, 14, 16, 18, 20, 24
Измерить штангенциркулем
Размер шага, тип 3/4-16 UN/UNF
НПТ/НПТФ
Конический
11 ½, 14, 18, 27
Сравните с профилем
Размер шага, тип 1/4-18 NPT
Параллельный
11, 14, 19, 28
Сравните с профилем
G, размер* G1/8
Конический
11, 14, 19, 28
Сравните с профилем
R, размер* R1/2
Метрическая параллель
Параллельный
1,0, 1,5, 2,0
Измерить штангенциркулем
M, размер X, шаг M14X1,5
Метрическая коническая
Конический
1,0, 1,5, 2,0
Измерить штангенциркулем
M, размер x шаг, бочонок или конус, M10 x 1 бочонок или конус
Резюме
Подводя итог, можно сказать, что процесс идентификации потока состоит из четырех простых шагов. Мы узнали о различных типах резьбы, включая коническую и параллельную, размерах шага, размерах резьбы и отраслевых стандартах, когда речь идет об идентификации типов резьбы. Помните, что выбор неправильной детали может привести к физическому или материальному ущербу, если это приведет к утечке, поэтому всегда консультируйтесь со специалистом по жидкостным соединениям, если у вас есть какие-либо вопросы, чтобы предотвратить поломку или неисправность вашего оборудования.
Сокращения трубной резьбы:
Британская стандартная труба
Трубная параллельная резьба Британского стандарта
Трубная коническая резьба Британского стандарта
Национальная трубная резьба
Топливная трубная резьба National
Tagged: соединители жидкости
соединители жидкости
NPT, BSP, JIS, SAE, метрическая система – Trimantec
Опубликовано Группа технических коммуникаций ·
Итак, вы наконец нашли правильный электромагнитный клапан для замены сломанного. Вы звоните, чтобы проверить наличие товара, и торговый представитель спрашивает, какой тип резьбы вам нужен. Вы спросите: «Как узнать, какой тип резьбы мне нужен?» К счастью, мы вас прикрыли. Ниже вы найдете подробное руководство о том, как правильно определить наиболее популярные типы резьбы, используемые в промышленных компонентах. Кроме того, узнайте, когда можно использовать ленту для герметизации резьбы в экстренных ситуациях.
Важно определить конкретный тип резьбы, который вам нужен, чтобы ваше оборудование функционировало наилучшим образом. Пневматические компоненты, такие как воздушные цилиндры, клапаны и блоки подготовки воздуха, снабжены портами со специальной резьбой. Например, пневматические компоненты, которые мы предлагаем в нашем интернет-магазине, доступны с резьбой порта NPT, PT или G. Выбор правильного типа резьбы обеспечит оптимальную совместимость с вашим оборудованием. На первый взгляд темы могут выглядеть одинаково. Но присмотритесь повнимательнее, и вы заметите очень тонкие различия, которые сделают их несовместимыми друг с другом. Например, резьба G несовместима с резьбой NPT из-за их разных углов, форм и шагов резьбы (количество резьб на дюйм).
Мы составили простое пошаговое руководство, которое поможет вам определить тип резьбы. Кроме того, мы рассмотрим некоторые из наиболее распространенных типов резьбы портов, включая NPT/NPTF, BSPP (также известную как G), BSPT, PT, метрическую (M) и SAE. Вам понадобится пара инструментов под рукой, чтобы упростить процесс, но прямая стальная линейка тоже может подойти. Мы также рекомендуем вам загрузить это Руководство по идентификации резьбы для использования в будущем, поскольку оно обязательно пригодится .
Содержание:
Необходимые инструменты для определения резьбы
Штангенциркуль —
Штангенциркуль — полезный инструмент для измерения наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы. Использование штангенциркуля даст вам самые точные и точные измерения, но хорошей альтернативой будет прямая стальная линейка. Однако, если вы думаете, что будете использовать его довольно часто, вот цифровой штангенциркуль, который мы нашли на Amazon по разумной цене.
Шагомер –
Шагомер измеряет количество витков на дюйм. Для метрических резьб этот инструмент измеряет расстояние между резьбами. Если вы хотите купить измеритель шага резьбы, у Grainger есть довольно хороший выбор.
Как определить различные типы резьбы
Шаг 1. Наружная резьба против внутренней резьбы
Сначала вам необходимо определить, является ли тип резьбы наружной или внутренней. Посмотрите, где расположены нити. Если они снаружи резьбы, это наружная резьба. Если они находятся внутри резьбы, это внутренняя резьба. Пол нити не обязательно влияет на функциональность нити. Он просто служит способом различения двух соединений.
Наружная резьба
Внутренняя резьба
Шаг 2.
Коническая резьба и параллельная резьба
Затем определите, является ли резьба конической или параллельной. Коническая резьба становится уже по мере расширения наружу, в то время как параллельная резьба остается того же диаметра. Иногда эту характеристику можно определить при визуальном осмотре, но если нет, то может пригодиться штангенциркуль. С помощью штангенциркуля измерьте первую, четвертую и последнюю полную резьбу. Если измерения все одинаковые, то это параллельно. Если измерения уменьшаются в размере, то он сужается.
NPT/NPTF, BSPT и метрическая коническая резьба являются примерами конической резьбы. Эти нити создают уплотнение за счет заклинивания металла по металлу или небольшой деформации резьбы. Для параллельных резьб часто требуется уплотнительное кольцо или резьбовая лента для обеспечения герметичности.
Шаг 3. Размер шага
Следующим шагом в определении типа резьбы является определение размера шага. Размер шага резьбы — это количество витков на дюйм или расстояние между витками метрической резьбы. Хотя для расчета размера шага можно использовать линейку, настоятельно рекомендуется использовать измеритель шага, поскольку размеры шага могут быть очень похожими. Протестируйте пару разных размеров с помощью измерителя шага, чтобы найти наилучшее соответствие.
Измерение шага резьбы с помощью шагомера
Шаг 4. Диаметр резьбы
После того, как вы определили размер шага, вам необходимо определить диаметр резьбы. Снова используя штангенциркуль, измерьте наружный диаметр наружной резьбы и внутренний диаметр внутренней резьбы. Если вы обнаружите, что ваши измерения не совсем совпадают с измерениями в таблицах ниже, это нормально. Неизбежно будут небольшие различия из-за разных производителей.
Шаг 5. Стандарт типа резьбы
Последним шагом в определении типа резьбы является определение стандарта типа резьбы. NPT, PT и G являются примерами стандартов типа резьбы. Соберите информацию из предыдущих шагов и сравните ее с измерениями в таблицах ниже. Вы также можете скачать всю эту информацию в удобном PDF-файле.
Загрузить руководство по идентификации резьбы
Наверх
Примечание. Из-за различий в производстве диаметр резьбы может не совпадать с приведенными ниже размерами.
Тип резьбы NPT/NPTF — National Pipe Tapered Fuel
Этот тип резьбы чаще всего используется в Северной Америке. Вы узнаете его по коническому внешнему и внутреннему диаметру, который является самоуплотняющимся. При закручивании боковые стороны резьбы сжимаются друг относительно друга, образуя герметичное уплотнение. Тем не менее, все же рекомендуется использовать ленту из ПТФЭ или другой герметизирующий состав, чтобы гарантировать полную герметичность.
Полусовместимым вариантом NPT является NPTF (National Pipe Taper Fuel). Это обеспечивает еще более герметичное уплотнение. Но важно отметить, что совместное использование этих вариантов снижает их герметичность. Резьба NPT должна быть без заусенцев и смазана смазочной пастой или лентой. Это ограничивает коррозию резьбы, которая в противном случае может сделать разборку в будущем практически невозможной.
Размер тире
(Номинальный размер)
Шаг резьбы
Наружная резьба Н.Д. мм
Наружная резьба Н.Д. дюймы
Внутренний диаметр внутренней резьбы мм
Внутренний диаметр внутренней резьбы дюймы
-02 (1/8)
27
10,3
0,41
9,4
0,37
-04 (1/4)
18
13,7
0,54
12,4
0,49
-06 (3/8)
18
17,3
0,68
15,7
0,62
-08 (1/2)
14
21,3
0,84
19,3
0,76
-10 (5/8)
14
22,9
0,90
21,1
0,83
-12 (3/4)
14
26,9
1,06
24,9
0,98
-16 (1)
11½
33,3
1,31
31,5
1,24
-20 (1 ¼)
11½
42,2
1,66
40,1
1,58
-24 (1 ½)
11½
48,3
1,90
46,2
1,82
-32 (2)
11½
60,4
2,38
57,9
2,29
*Н. Д. = Внешний диаметр Внутренний диаметр = Внутренний диаметр
Перейти к началу страницы
Тип резьбы BSP – трубы Британского стандарта
Это стандартный тип резьбы, принятый во всем мире для соединения и герметизации концов труб. Вы обнаружите, что он используется по всей Европе. Существует два типа потоков BSP: BSPP и BSPT. BSPP относится к параллельным или прямым резьбам. Между тем, BSPT относится к коническим резьбам. Иногда потоки BSPP называются потоками G, а потоки BSPT — потоками R. Вы еще не запутались?
Примечание. Коническая трубная резьба JIS (резьба PT) взаимозаменяема с резьбой BSPT.
Размер тире
(Номинальный размер)
Шаг резьбы
Наружная резьба Н.Д. мм
Наружная резьба Н.Д. дюймы
Внутренний диаметр внутренней резьбы мм
Внутренний диаметр внутренней резьбы дюймы
-02 (1/8)
28
9,7
0,38
8,9
0,35
-04 (1/4)
19
13,2
0,52
11,9
0,47
-06 (3/8)
19
16,5
0,65
15,2
0,60
-08 (1/2)
14
20,8
0,82
19,1
0,75
-10 (5/8)
14
22,4
0,88
20,3
0,80
-12 (3/4)
14
26,4
1,04
24,6
0,97
-16 (1)
11
33,0
1,30
31,0
1,22
-20 (1 ¼)
11
41,9
1,65
39,6
1,56
-24 (1 ½)
11
47,8
1,88
45,5
1,79
-32 (2)
11
59,7
2,35
57,4
2,26
*Н. Д. = Внешний диаметр Внутренний диаметр = Внутренний диаметр
Наверх
JIS Коническая трубная резьба Тип – PT
Тип резьбы PT идентичен и взаимозаменяем с типом резьбы BSPT. Однако, поскольку наружная резьба PT не имеет 30-градусного раструба, она не будет стыковаться с вертлюгом с внутренней резьбой BSPP с коническим седлом. Кроме того, мы рекомендуем использовать резьбовой герметик с резьбой PT, чтобы обеспечить уплотнение без утечек.
Размер тире
(Номинальный размер)
Шаг резьбы
Наружная резьба Н.Д. мм
Наружная резьба Н.Д. дюймы
Внутренний диаметр внутренней резьбы мм
Внутренний диаметр внутренней резьбы дюймы
-02 (1/8)
28
9,4
0,37
8. 1
0,32
-04 (1/4)
19
13,7
0,53
12,4
0,49
-06 (3/8)
19
17,2
0,68
16
0,62
-08 (1/2)
14
21,5
0,84
19,8
0,77
-10 (5/8)
14
23,1
0,91
20,6
0,81
-12 (3/4)
14
26,9
1,06
25,4
1
-16 (1)
11
34
1,34
31,8
1,25
-20 (1 ¼)
11
42,6
1,68
40,4
1,59
-24 (1 ½)
11
48,5
1,9
46,2
1,81
-32 (2)
11
60,4
2,37
58,2
2,29
*Н. Д. = Внешний диаметр Внутренний диаметр = Внутренний диаметр
Перейти к началу страницы
Тип резьбы SAE – цилиндрическая резьба Уплотнительное кольцо
SAE – Общество инженеров-автомобилестроителей – прямая резьба может герметизироваться благодаря твердости Buna-N «O» 90 Звенеть. Это очень надежный и многоразовый тип резьбы. В то время как некоторые типы резьбы требуют, чтобы резьба на наружном и внутреннем концах сжималась вместе для образования уплотнения, уплотнительное кольцо на этом типе резьбы предотвращает это.
Размер тире
(Номинальный размер)
Шаг резьбы
Наружная резьба Н.Д. мм
Наружная резьба Н.Д. дюймы
Внутренний диаметр внутренней резьбы мм
Внутренний диаметр внутренней резьбы дюймы
-02 (1/8)
24
3,9
0,31
6,9
0,27
-03 (3/16)
24
9,6
0,38
8,6
0,34
-04(1/4)
20
11,2
0,44
9,9
0,39
-05(5/16)
20
12,7
0,5
11,4
0,45
-06(3/8)
18
14,2
0,56
12,9
0,51
-08(1/2)
16
19
0,75
17
0,67
-10(5/8)
14
22,3
0,88
20,3
0,8
-12(3/4)
12
26,9
1,06
24,9
0,98
-14(7/8)
12
30
1,18
27,7
1,09
-16(1)
12
33,3
1,31
31
1,22
-20(1 ¼)
12
41,4
1,63
39,1
1,54
-24(1 ½)
12
47,7
1,88
45,5
1,79
-32(2)
12
63,5
2,5
61,2
2,41
*Н. Д. = Внешний диаметр Внутренний диаметр = Внутренний диаметр
Наверх
Метрическая коническая/параллельная резьба
Метрическая резьба наиболее распространена в Европе. Он имеет цилиндрический внутренний и внешний диаметр с точностью до миллиметра. Мелкий конус метрической конической резьбы обеспечивает наилучшую передачу усилия. В письменной форме вы можете идентифицировать метрическую резьбу по заглавной букве «М» плюс указание их номинального наружного диаметра (например, M22 x 1,5). Наконец, при измерении размера шага убедитесь, что вы используете метрический измеритель шага.
Размер порта, метрическая система СИ, мм
Шаг резьбы мм
Наружная резьба Н.Д. мм
Наружная резьба Н.Д. дюймы
M5 × 0,8
.8
5
0,1968
M8 × 1,0
1
8
0,3150
M10 × 1,0
1
10
0,3937
M12 × 1,5
1,5
12
0,4724
M14 × 1,5
1,5
14
0,5512
M16 × 1,5
1,5
16
0,6299
M18 × 1,5
1,5
18
0,7087
M22 × 1,5
1,5
22
0,8661
M27 × 2,0
2
27
1,063
M33 × 2,0
2
33
1,299
M42 × 2,0
2
42
1,654
M50 × 2,0
2
50
1,969
M60 × 2,0
2
60
2,362
*Н. Д. = Внешний диаметр
Наверх
Альтернативные решения для резьбы
Airtac предлагает широкий выбор экономичных сменных пневматических деталей. Однако может возникнуть проблема с поиском именно той детали, которую необходимо заменить. К счастью, наши специалисты по продуктам помогут вам определить, какая деталь у вас есть под рукой. Одним из важных элементов информации, которые должны знать наши специалисты по запчастям, является тип резьбы. С Airtac у вас есть три варианта: NPT, PT или G (BSPP). Но когда у вас сломалась машина, последнее, что вы хотите сделать, это вынуть свои измерительные инструменты и таблицы, чтобы найти резьбу на вашем электромагнитном клапане. Вот как мы можем обойти все это, если вы в крайнем случае.
1. Знаете ли вы, где было произведено ваше оборудование? Если ваше оборудование родом из Китая, в 9 случаях из 10 вам понадобятся резьбы PT. Если он был произведен в Северной Америке, то вы можете смело использовать резьбу NPT. Вам может понадобиться обратиться к руководству пользователя, чтобы найти эту информацию, или связаться с производителем оригинального оборудования.
2. Требуются ли для вашего продукта фитинги? Допустим, у вас есть пневматический фильтр с резьбой NPT. Можно просто заменить эти фитинги, чтобы сделать их совместимыми с изделием с резьбой PT.
3. В тяжелых случаях используйте уплотнительную ленту из ПТФЭ. В крайнем случае, вы можете использовать герметизирующую ленту для соединения резьбы PT и NPT. Тем не менее, мы рекомендуем это в крайнем случае.
Поначалу типы резьбы могут быть немного сложными для понимания. Есть много всего, что нужно принять. Типы, которые мы рассмотрели в этом руководстве, едва касаются поверхности множества различных доступных видов. Тем не менее, наличие правильных инструментов может иметь огромное значение. Мы надеемся, что это руководство будет полезным и информативным. Если у вас есть какие-либо вопросы, не стесняйтесь обращаться к нам или просто оставьте комментарий ниже.
 Киев
Киев Киев
Киев 99 грн
99 грн 75 — 2 480 грн
75 — 2 480 грн Отсутствие контакта сока с алюминием или пластиком. Очень большая чаша диаметром 4,5 дюйма позволяет выжимать сок не только из цитрусовых, но и из граната.
Отсутствие контакта сока с алюминием или пластиком. Очень большая чаша диаметром 4,5 дюйма позволяет выжимать сок не только из цитрусовых, но и из граната. Пресс для сока можно использовать в отелях, ресторанах, торговых центрах, супермаркетах, овощных магазинах, домах, кафе и т. д.
Пресс для сока можно использовать в отелях, ресторанах, торговых центрах, супермаркетах, овощных магазинах, домах, кафе и т. д.
 Солидный вес повышает устойчивость во время работы.
Солидный вес повышает устойчивость во время работы. Отсутствие контакта сока с алюминием или пластиком. Очень большая чаша диаметром 4,5 дюйма позволяет выжимать сок не только из цитрусовых, но и из граната.
Отсутствие контакта сока с алюминием или пластиком. Очень большая чаша диаметром 4,5 дюйма позволяет выжимать сок не только из цитрусовых, но и из граната. Пресс для сока можно использовать в отелях, ресторанах, торговых центрах, супермаркетах, овощных магазинах, домах, кафе и т. д.
Пресс для сока можно использовать в отелях, ресторанах, торговых центрах, супермаркетах, овощных магазинах, домах, кафе и т. д.


 Окисление запускает коррозию, которая постепенно распространяется на весь лист.
Окисление запускает коррозию, которая постепенно распространяется на весь лист.
 В такой ситуации только повторная оцинковка продлит срок эксплуатации. Для стирания цинка используйте проволочную или нейлоновую щетку.
В такой ситуации только повторная оцинковка продлит срок эксплуатации. Для стирания цинка используйте проволочную или нейлоновую щетку.
 Если очистить поверхность от налета белой ржавчины, будут отчетливо видны места поражения покрытия, которые станут “слабым звеном” в антикоррозийной защите металла.
Если очистить поверхность от налета белой ржавчины, будут отчетливо видны места поражения покрытия, которые станут “слабым звеном” в антикоррозийной защите металла. Именно слой карбоната цинка создает прочный и устойчивую к внешнему воздействию защитную пленку:
Именно слой карбоната цинка создает прочный и устойчивую к внешнему воздействию защитную пленку: Или при длительном хранении металла на открытом воздухе при постоянном воздействии влаги и невозможности его просушить.
Или при длительном хранении металла на открытом воздухе при постоянном воздействии влаги и невозможности его просушить.

 В случаях средней тяжести изделие покрыто темными пятнами с повреждением или отсутствием цинкового покрытия.
В случаях средней тяжести изделие покрыто темными пятнами с повреждением или отсутствием цинкового покрытия.
 Это условие приводит к значительному порошкообразному отложению на поверхности оцинкованного материала, что может привести к повреждению покрытия и ухудшению внешнего вида продукта.
Это условие приводит к значительному порошкообразному отложению на поверхности оцинкованного материала, что может привести к повреждению покрытия и ухудшению внешнего вида продукта. После отделения влажного материала и его высыхания окрашивание останется, однако дальнейшего окрашивания не произойдет.
После отделения влажного материала и его высыхания окрашивание останется, однако дальнейшего окрашивания не произойдет. Хотя пятно от влажного хранения может повлиять на внешний вид оцинкованного материала, оно, как правило, не вредно с точки зрения долговременной коррозионной стойкости. Инженер записи на проекте должен будет определить серьезность повреждения и надлежащее лечение.
Хотя пятно от влажного хранения может повлиять на внешний вид оцинкованного материала, оно, как правило, не вредно с точки зрения долговременной коррозионной стойкости. Инженер записи на проекте должен будет определить серьезность повреждения и надлежащее лечение. Удалению может помочь использование щетки с жесткой щетиной (нейлон). Листы должны быть сухими перед повторной укладкой. Эта обработка может удалить часть металлического блеска даже на неокрашенных участках.
Удалению может помочь использование щетки с жесткой щетиной (нейлон). Листы должны быть сухими перед повторной укладкой. Эта обработка может удалить часть металлического блеска даже на неокрашенных участках. Восстановительные процедуры для восстановления покрытия могут включать:
Восстановительные процедуры для восстановления покрытия могут включать:
 Очистка этими продуктами заключалась в нанесении и удалении продукта с оцинкованной поверхности в соответствии с инструкциями производителя, промывании водой и последующей сушке. Следующие продукты не повредили покрытие:
Очистка этими продуктами заключалась в нанесении и удалении продукта с оцинкованной поверхности в соответствии с инструкциями производителя, промывании водой и последующей сушке. Следующие продукты не повредили покрытие:
 AGA провела исследование, чтобы протестировать различные продукты для удаления пятен от мокрого хранения без повреждения оцинкованного покрытия или внешнего вида. Было найдено пять продуктов, соответствующих этим критериям:
AGA провела исследование, чтобы протестировать различные продукты для удаления пятен от мокрого хранения без повреждения оцинкованного покрытия или внешнего вида. Было найдено пять продуктов, соответствующих этим критериям:
 Чтобы правильно определить ширину основания, придется обратиться к проекту дома. Необходимо определить, из какого материала будут возводиться стены. Если это какие-то виды силикатного кирпича, то ширина кладки основания должна достигать 30 см. Если же планируется утепление внешний части дома, то стоит увеличить ширину до 40 см. Если планируется использовать пеноблок, а после в дело вступит облицовка, то ширина достигает 60 см.
Чтобы правильно определить ширину основания, придется обратиться к проекту дома. Необходимо определить, из какого материала будут возводиться стены. Если это какие-то виды силикатного кирпича, то ширина кладки основания должна достигать 30 см. Если же планируется утепление внешний части дома, то стоит увеличить ширину до 40 см. Если планируется использовать пеноблок, а после в дело вступит облицовка, то ширина достигает 60 см. Дом как бы парит над землей, многих покупателей привлекает такая иллюзия. Из какого бы материала ни был изготовлен цоколь, используется облицовка цоколя кирпичом, что придает еще большей дороговизны.
Дом как бы парит над землей, многих покупателей привлекает такая иллюзия. Из какого бы материала ни был изготовлен цоколь, используется облицовка цоколя кирпичом, что придает еще большей дороговизны. Чаще всего в качестве изоляции используют рубероид. Его прикрепляют на раскаленный битум или при помощи горелки. Популярностью также пользуются такие материалы, как рубемаст, стеклорубероид и еврорубероид.
Чаще всего в качестве изоляции используют рубероид. Его прикрепляют на раскаленный битум или при помощи горелки. Популярностью также пользуются такие материалы, как рубемаст, стеклорубероид и еврорубероид. Оптимальным вариантом является рубероид. Рекомендуется складывать его вдвоем. Это не единственный вариант изоляции, но самый дешевый и практичный.
Оптимальным вариантом является рубероид. Рекомендуется складывать его вдвоем. Это не единственный вариант изоляции, но самый дешевый и практичный. Цоколь – это часть фундамента, расположенная над землей. Непосредственно на этой части возводятся стены конструкции. Для выкладки цоколя можно использовать бетон или сборные железобетонные конструкции. Однако для деревянных или каркасных строений отличным вариантом будет кирпичный цоколь, уложенный на ленточный фундамент.
Цоколь – это часть фундамента, расположенная над землей. Непосредственно на этой части возводятся стены конструкции. Для выкладки цоколя можно использовать бетон или сборные железобетонные конструкции. Однако для деревянных или каркасных строений отличным вариантом будет кирпичный цоколь, уложенный на ленточный фундамент. При неправильном выборе материала или несоблюдении технологии кладки может произойти деформация цоколя и как следствие разрушение всего строения. Поэтому необходимо знать и учитывать многие нюансы, чтобы избежать неприятных последствий во время дальнейшей эксплуатации строения.
При неправильном выборе материала или несоблюдении технологии кладки может произойти деформация цоколя и как следствие разрушение всего строения. Поэтому необходимо знать и учитывать многие нюансы, чтобы избежать неприятных последствий во время дальнейшей эксплуатации строения. Во-первых, гидроизоляция в этом случае остается незащищенной. Во-вторых, конструкция имеет не очень привлекательный вид. Такой вариант требует проведения работ по дополнительной гидроизоляции цоколя и его облицовки.
Во-первых, гидроизоляция в этом случае остается незащищенной. Во-вторых, конструкция имеет не очень привлекательный вид. Такой вариант требует проведения работ по дополнительной гидроизоляции цоколя и его облицовки.
 Он является идеальным вариантом для обустройства цоколя на ленточном фундаменте. Такой кирпич не боится влаги и имеет хорошую морозостойкость.
Он является идеальным вариантом для обустройства цоколя на ленточном фундаменте. Такой кирпич не боится влаги и имеет хорошую морозостойкость. Следовательно, его объем составит 0,25*0,12*0,065=0,00195 м3.
Следовательно, его объем составит 0,25*0,12*0,065=0,00195 м3.
 Правильное горизонтальное и вертикальное положение кладки контролируется строительным уровнем и отвесом. При совпадении всех параметров проводят фиксацию кирпичей песчано-цементным раствором.
Правильное горизонтальное и вертикальное положение кладки контролируется строительным уровнем и отвесом. При совпадении всех параметров проводят фиксацию кирпичей песчано-цементным раствором.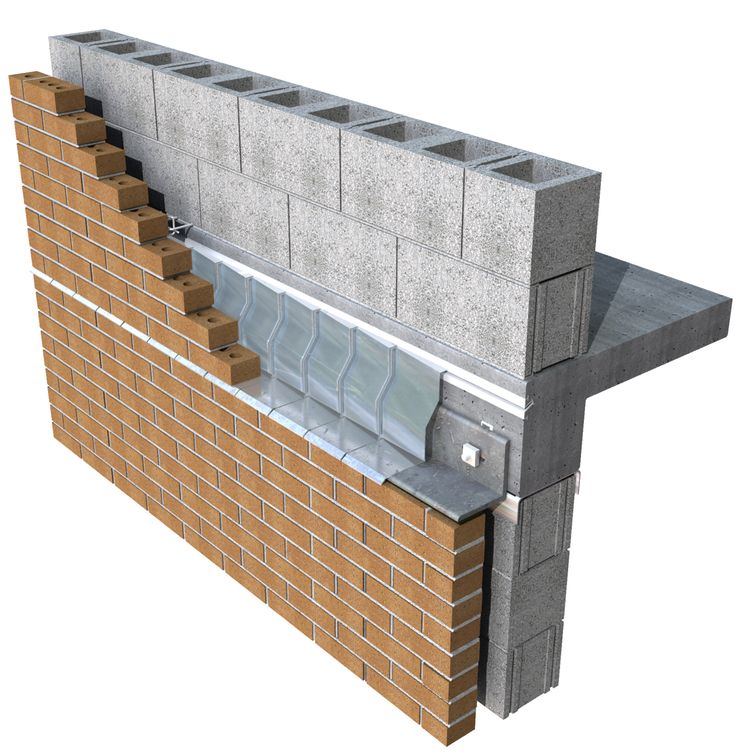

 Обычная штукатурка играет роль хорошего утеплителя.
Обычная штукатурка играет роль хорошего утеплителя.


 Однако у них есть и один серьезный недостаток – они отличаются достаточно низкой водостойкостью.
Однако у них есть и один серьезный недостаток – они отличаются достаточно низкой водостойкостью.

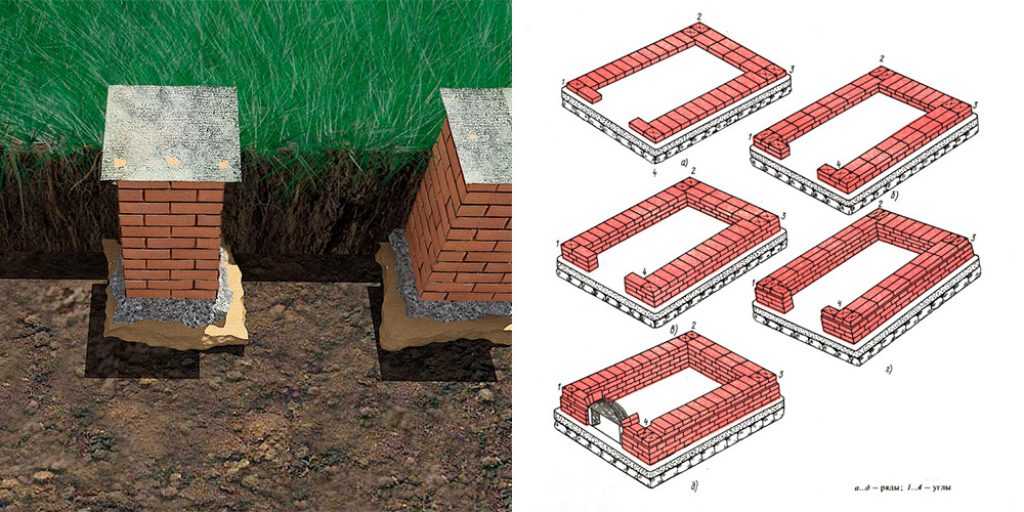 Кроме того, он обладает хорошими декоративными качествами и стабильностью цвета. Многие компании дают гарантию на эту продукцию до 100 лет. Однако нужно иметь в виду, что такие изделия стоят дороже других вариантов.
Кроме того, он обладает хорошими декоративными качествами и стабильностью цвета. Многие компании дают гарантию на эту продукцию до 100 лет. Однако нужно иметь в виду, что такие изделия стоят дороже других вариантов. Если они все-таки наблюдаются, от покупки таких изделий лучше отказаться – возможно, они долго не прослужат и не выдержат серьезных нагрузок под тяжестью того же кирпичного дома.
Если они все-таки наблюдаются, от покупки таких изделий лучше отказаться – возможно, они долго не прослужат и не выдержат серьезных нагрузок под тяжестью того же кирпичного дома. От базарной и магазинной продукции лучше отказаться — она редко бывает действительно качественной и надежной. При покупке желательно запросить у продавца сертификат качества, в котором будут указаны все характеристики строительного материала. Если вам отказали в просьбе, то лучше не рисковать и пойти в другой магазин.
От базарной и магазинной продукции лучше отказаться — она редко бывает действительно качественной и надежной. При покупке желательно запросить у продавца сертификат качества, в котором будут указаны все характеристики строительного материала. Если вам отказали в просьбе, то лучше не рисковать и пойти в другой магазин.
 На них нужно наложить основу, покрытую битумной мастикой. Укладывается гидроизоляция в 2 слоя с добавлением в виде той же мастики.
На них нужно наложить основу, покрытую битумной мастикой. Укладывается гидроизоляция в 2 слоя с добавлением в виде той же мастики. В этом случае нужно позаботиться о хорошей гидроизоляции цокольного строения.
В этом случае нужно позаботиться о хорошей гидроизоляции цокольного строения. С таким дополнением дом будет выглядеть намного интереснее.
С таким дополнением дом будет выглядеть намного интереснее. Последняя всегда сооружается для жилых домов на глубине 6 см ниже цоколей наружных стен.
Последняя всегда сооружается для жилых домов на глубине 6 см ниже цоколей наружных стен.

 Если баня была сделана аккуратно и по всем правилам, она вполне может стать украшением участка.
Если баня была сделана аккуратно и по всем правилам, она вполне может стать украшением участка.
 Даже если дерево обработать специальными защитными средствами, оно все равно будет подвержено возгоранию, чего нельзя сказать о кирпиче.
Даже если дерево обработать специальными защитными средствами, оно все равно будет подвержено возгоранию, чего нельзя сказать о кирпиче. Кирпич сам по себе не самый теплоемкий материал, чего нельзя сказать о дереве.
Кирпич сам по себе не самый теплоемкий материал, чего нельзя сказать о дереве.
 Главное, учитывать все нюансы работы с выбранными материалами.
Главное, учитывать все нюансы работы с выбранными материалами.
 Между ними натянута веревка.
Между ними натянута веревка. Он предполагает поочередное построение шпунтовых и ложковых рядов кирпичей.
Он предполагает поочередное построение шпунтовых и ложковых рядов кирпичей. Чтобы конструкция бани из кирпича была более прочной и надежной, сверху желательно смонтировать армированный пояс. Для этого необходимо подготовить опалубку вокруг конструкции, поставить металлическую обрешетку, а затем залить бетонным раствором. Через 2 дня снял щиты и сбил наросты. Когда топ наберет нужный уровень прочности, необходимо будет уложить слой битумной мастики, а затем выложить рубероид. На армопояс закрепить мауэрлат – брус сечением 10х10 см.
Чтобы конструкция бани из кирпича была более прочной и надежной, сверху желательно смонтировать армированный пояс. Для этого необходимо подготовить опалубку вокруг конструкции, поставить металлическую обрешетку, а затем залить бетонным раствором. Через 2 дня снял щиты и сбил наросты. Когда топ наберет нужный уровень прочности, необходимо будет уложить слой битумной мастики, а затем выложить рубероид. На армопояс закрепить мауэрлат – брус сечением 10х10 см.
 На каркасное основание осуществляется монтаж накладок. Лучшими вариантами являются материалы из лиственницы или дуба. Затем осуществляется крепление полок.
На каркасное основание осуществляется монтаж накладок. Лучшими вариантами являются материалы из лиственницы или дуба. Затем осуществляется крепление полок. Последняя обшивается сайдингом, вагонкой или блок-хаусом.
Последняя обшивается сайдингом, вагонкой или блок-хаусом. Такую кирпичную баню можно дополнить крышей с темным настилом и темными оконными рамами. В результате получится очень эффектный контраст.
Такую кирпичную баню можно дополнить крышей с темным настилом и темными оконными рамами. В результате получится очень эффектный контраст.
 Часть зерен остается деформированными и металл упрочняется. Возникают значительные остаточные напряжения, которые могут привести к разрушению. Такая деформация наиболее вероятна при температуре, незначительно превышающей температуру начала рекристаллизации. Ее следует избегать при обработке давлением.
Часть зерен остается деформированными и металл упрочняется. Возникают значительные остаточные напряжения, которые могут привести к разрушению. Такая деформация наиболее вероятна при температуре, незначительно превышающей температуру начала рекристаллизации. Ее следует избегать при обработке давлением.
 ..
.. ..
.. 0012
0012 com, Все права защищены.
com, Все права защищены. в OMD после разрушительных шести месяцев с оценочной стоимостью нового бизнеса в минус 800 миллионов долларов.
в OMD после разрушительных шести месяцев с оценочной стоимостью нового бизнеса в минус 800 миллионов долларов.


 Одна школа за раз. Сохранение лесов, коралловых рифов, исчезающих видов и воздуха, которым мы дышим. Ваше здоровье того стоит. И наш величественный дом на дикой планете того стоит.
Одна школа за раз. Сохранение лесов, коралловых рифов, исчезающих видов и воздуха, которым мы дышим. Ваше здоровье того стоит. И наш величественный дом на дикой планете того стоит.
 Чтобы изготовить самодельную соковыжималку для яблок, потребуется корзина для сырья, механизм для измельчения и отжима, емкость для отжатого сока.
Чтобы изготовить самодельную соковыжималку для яблок, потребуется корзина для сырья, механизм для измельчения и отжима, емкость для отжатого сока. Подобная бытовая техника оснащена множество разных режимов, один из которых отжим. Именно он позволит получить сок из овощей и фруктов.
Подобная бытовая техника оснащена множество разных режимов, один из которых отжим. Именно он позволит получить сок из овощей и фруктов. Должно остаться только отверстие для подачи воды, которое нужно для мытья соковыжималки после использования.
Должно остаться только отверстие для подачи воды, которое нужно для мытья соковыжималки после использования. Для ее выполнения не придется специально искать нужные детали, которых нет под рукой. Фрукты можно измельчить строительным миксером. Предварительно инструмент необходимо подготовить. Для этого в его нижнюю часть врезают несколько болтов. Потребуется железное ведро большого объема. В его стенках необходимо проделать несколько отверстий, через которые будет выходить сок.
Для ее выполнения не придется специально искать нужные детали, которых нет под рукой. Фрукты можно измельчить строительным миксером. Предварительно инструмент необходимо подготовить. Для этого в его нижнюю часть врезают несколько болтов. Потребуется железное ведро большого объема. В его стенках необходимо проделать несколько отверстий, через которые будет выходить сок. Для этого необходимо установить специальную насадку, которая будет собирать жидкость в чашу при перемалывании яблок. Обычно ее можно найти в комплекте или приобрести отдельно в магазине.
Для этого необходимо установить специальную насадку, которая будет собирать жидкость в чашу при перемалывании яблок. Обычно ее можно найти в комплекте или приобрести отдельно в магазине. Хотя с минимальной нагрузкой справляется легко и быстро. Избежать этого недостатка можно, если создать соковыжималку из электрической мясорубки. Мощность двигателя позволяет произвести намного больше сока.
Хотя с минимальной нагрузкой справляется легко и быстро. Избежать этого недостатка можно, если создать соковыжималку из электрической мясорубки. Мощность двигателя позволяет произвести намного больше сока. Домкрат можно монтировать сверху или снизу. Все зависит от желания пользователя.
Домкрат можно монтировать сверху или снизу. Все зависит от желания пользователя.

 Не стоит пугаться, если напиток содержит в себе мякоть. В таком случае соку нужно дать настояться. После этого его процеживают и кипятят.
Не стоит пугаться, если напиток содержит в себе мякоть. В таком случае соку нужно дать настояться. После этого его процеживают и кипятят. youtube.com/embed/F-k5oiKLWFE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/F-k5oiKLWFE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
 Болты Мб вставляются изнутри кожуха в начале процесса и снаружи зажимаются гайками. Расстояние между трубой и тёркой определяет степень перемалывания яблок. Сверху уголки закрепляют барашками.
Болты Мб вставляются изнутри кожуха в начале процесса и снаружи зажимаются гайками. Расстояние между трубой и тёркой определяет степень перемалывания яблок. Сверху уголки закрепляют барашками. К нижнему отверстию барабана протягивается шланг для выходящего сока, под который ставится кастрюля.
К нижнему отверстию барабана протягивается шланг для выходящего сока, под который ставится кастрюля. Активатор и вал снимаются со дна бака, устанавливается вал нужного диаметра. На резьбу вала гайками под углом 60 градусов устанавливаются три ножа. Отверстие слива закрывается. Сетка из нержавейки с ячейкой примерно 1,5 мм укладывается на стенку центрифуги с перекрытием 40-50 мм. На дно кладут комплектную резиновую крышку, заткнутую пробкой. Всё промывают питьевой содой. Реле таймера отключают или заклинивают его тумблер.
Активатор и вал снимаются со дна бака, устанавливается вал нужного диаметра. На резьбу вала гайками под углом 60 градусов устанавливаются три ножа. Отверстие слива закрывается. Сетка из нержавейки с ячейкой примерно 1,5 мм укладывается на стенку центрифуги с перекрытием 40-50 мм. На дно кладут комплектную резиновую крышку, заткнутую пробкой. Всё промывают питьевой содой. Реле таймера отключают или заклинивают его тумблер. Яблоки для неё разрезаются пополам, удаляется сердцевина и подгнившие участки. Длинное прямое корыто из сосновых или еловых досок заполняется подготовленными яблоками, которые затем толкут прямоугольной лопаткой с острым лезвием соответствующей корыту ширины.
Яблоки для неё разрезаются пополам, удаляется сердцевина и подгнившие участки. Длинное прямое корыто из сосновых или еловых досок заполняется подготовленными яблоками, которые затем толкут прямоугольной лопаткой с острым лезвием соответствующей корыту ширины. Яблоки моют и срезают гнилые места. Продукт для соковыжималок из стиральных машин резать и чистить не требуется, однако следует удалить косточки. Получившийся сухой жмых добавляется в корм животным зимой и применяется в качестве удобрения.
Яблоки моют и срезают гнилые места. Продукт для соковыжималок из стиральных машин резать и чистить не требуется, однако следует удалить косточки. Получившийся сухой жмых добавляется в корм животным зимой и применяется в качестве удобрения. Имея это в виду, мы протестировали некоторые из самых популярных и популярных соковыжималок на рынке. Мы отправили некоторые из них нашим домашним тестерам, а остальные — в нашу лабораторию, чтобы они попробовали их. Они готовили различные виды соков и оценивали качество мякоти, консистенцию и вкус. Они также наблюдали за конструкцией каждой соковыжималки, простотой установки и очистки и многим другим.
Имея это в виду, мы протестировали некоторые из самых популярных и популярных соковыжималок на рынке. Мы отправили некоторые из них нашим домашним тестерам, а остальные — в нашу лабораторию, чтобы они попробовали их. Они готовили различные виды соков и оценивали качество мякоти, консистенцию и вкус. Они также наблюдали за конструкцией каждой соковыжималки, простотой установки и очистки и многим другим. Это можно определить по сухости полученной мякоти, согласно нашему домашнему тестеру.
Это можно определить по сухости полученной мякоти, согласно нашему домашнему тестеру. Хотя сам процесс очистки не особенно сложен, в нем есть много небольших пространств, требующих внимания (поэтому он поставляется с маленькими и большими щетинными щетками). Детали нельзя мыть в посудомоечной машине, их нельзя мыть горячей водой или жесткими или абразивными чистящими средствами.
Хотя сам процесс очистки не особенно сложен, в нем есть много небольших пространств, требующих внимания (поэтому он поставляется с маленькими и большими щетинными щетками). Детали нельзя мыть в посудомоечной машине, их нельзя мыть горячей водой или жесткими или абразивными чистящими средствами. ). Обратите внимание: некоторые из них не имеют некоторых функций, которые есть у H-AA, таких как рычаг управления, сушилка и насадка для мороженого. Для людей, у которых мало места или которые готовят сок только для одной семьи, модель HP намного меньше с емкостью 350 миллилитров по сравнению с более крупными моделями емкостью 800 миллилитров.
). Обратите внимание: некоторые из них не имеют некоторых функций, которые есть у H-AA, таких как рычаг управления, сушилка и насадка для мороженого. Для людей, у которых мало места или которые готовят сок только для одной семьи, модель HP намного меньше с емкостью 350 миллилитров по сравнению с более крупными моделями емкостью 800 миллилитров. 0104 делает мощным, перерабатывая все, от капусты до моркови. Благодаря простоте функций, интуитивно понятному дизайну и понятному руководству по эксплуатации как наши домашние, так и лабораторные тестеры установили его чрезвычайно быстро и легко. «Когда собираешь детали, на коробках было много этикеток», — говорит один из последних.
0104 делает мощным, перерабатывая все, от капусты до моркови. Благодаря простоте функций, интуитивно понятному дизайну и понятному руководству по эксплуатации как наши домашние, так и лабораторные тестеры установили его чрезвычайно быстро и легко. «Когда собираешь детали, на коробках было много этикеток», — говорит один из последних.


 Работал очень тихо.»
Работал очень тихо.»  Это означает, что вы можете приготовить другой рецепт, заняться домашними делами или даже приготовить кофе, как говорит один рецензент.
Это означает, что вы можете приготовить другой рецепт, заняться домашними делами или даже приготовить кофе, как говорит один рецензент. Маленький кусочек апельсина застрял на верхнем лезвии, но его было легко удалить — очень впечатляюще.»
Маленький кусочек апельсина застрял на верхнем лезвии, но его было легко удалить — очень впечатляюще.»  Корпус соковыжималки разбирается для легкой очистки (рекомендуется ручная стирка), единственная небольшая трудность заключается в удалении мусора с экрана. Tribest предоставляет на эту машину 10-летнюю гарантию, поэтому вы можете быть уверены, что цена того стоит.
Корпус соковыжималки разбирается для легкой очистки (рекомендуется ручная стирка), единственная небольшая трудность заключается в удалении мусора с экрана. Tribest предоставляет на эту машину 10-летнюю гарантию, поэтому вы можете быть уверены, что цена того стоит. Это хорошая, простая и надежная соковыжималка.»
Это хорошая, простая и надежная соковыжималка.»  Эти три шага обеспечивают беспроблемную обработку и помогают предотвратить спутывание целлюлозы или волокон вокруг шестерен. Greenstar Elite также позволяет вам регулировать давление сока в зависимости от того, какие продукты вы используете — просто используйте более высокое давление при обработке ростков пшеницы, чтобы наилучшим образом сохранить хлорофилл и другие питательные вещества.
Эти три шага обеспечивают беспроблемную обработку и помогают предотвратить спутывание целлюлозы или волокон вокруг шестерен. Greenstar Elite также позволяет вам регулировать давление сока в зависимости от того, какие продукты вы используете — просто используйте более высокое давление при обработке ростков пшеницы, чтобы наилучшим образом сохранить хлорофилл и другие питательные вещества. Большинство этих дополнений доступны для покупки, если они не входят в комплект самой соковыжималки.
Большинство этих дополнений доступны для покупки, если они не входят в комплект самой соковыжималки. Если вы не хотите тратить кучу денег на соковыжималку для жевания, мы рекомендуем попробовать соковыжималку холодного отжима Omega 365. Он доступен по цене, легко собирается и моется.
Если вы не хотите тратить кучу денег на соковыжималку для жевания, мы рекомендуем попробовать соковыжималку холодного отжима Omega 365. Он доступен по цене, легко собирается и моется. Мы также отправили несколько соковыжималок холодного отжима нашим домашним тестерам для оценки по тем же критериям.
Мы также отправили несколько соковыжималок холодного отжима нашим домашним тестерам для оценки по тем же критериям. Тем не менее, соки оказались «неплохими», говорят испытатели.
Тем не менее, соки оказались «неплохими», говорят испытатели. Меньшие желоба безопаснее, но вам придется резать еду до меньших размеров, чтобы она поместилась.
Меньшие желоба безопаснее, но вам придется резать еду до меньших размеров, чтобы она поместилась.
 Этот процесс быстрый, но громкий, и быстрое вращение может создавать тепло, которое может разрушить определенные питательные вещества для определенных фруктов. Хотя это не всегда так, соковыжималка для пережевывания обеспечивает качество сока (и полное извлечение) за счет измельчения и отжима вместо измельчения.
Этот процесс быстрый, но громкий, и быстрое вращение может создавать тепло, которое может разрушить определенные питательные вещества для определенных фруктов. Хотя это не всегда так, соковыжималка для пережевывания обеспечивает качество сока (и полное извлечение) за счет измельчения и отжима вместо измельчения. Шэрон Леман, доктор медицинских наук, рекомендует наполнять контейнеры для хранения так, чтобы с соком соприкасался как можно меньше воздуха, поскольку чем дольше вы его храните, тем хуже будут его вкус и питательные свойства. воздействие воздуха.
Шэрон Леман, доктор медицинских наук, рекомендует наполнять контейнеры для хранения так, чтобы с соком соприкасался как можно меньше воздуха, поскольку чем дольше вы его храните, тем хуже будут его вкус и питательные свойства. воздействие воздуха. Вы также сможете узнать, чувствителен ли ваш продукт к высоким температурам или агрессивным или абразивным чистящим средствам.
Вы также сможете узнать, чувствителен ли ваш продукт к высоким температурам или агрессивным или абразивным чистящим средствам.

 Например, абрикосовые, вишневые, персиковые и сливовые косточки содержат цианогенные соединения, которые при измельчении и проглатывании превращаются в организме в цианид.
Например, абрикосовые, вишневые, персиковые и сливовые косточки содержат цианогенные соединения, которые при измельчении и проглатывании превращаются в организме в цианид. Одна из моих любимых моделей — Omega J8006 за 300 долларов — отличный вариант. Машина медленно измельчает все виды продуктов и извлекает много жидкости даже из самых твердых продуктов.
Одна из моих любимых моделей — Omega J8006 за 300 долларов — отличный вариант. Машина медленно измельчает все виды продуктов и извлекает много жидкости даже из самых твердых продуктов. Если это так, вы сэкономите себе много ручного труда.
Если это так, вы сэкономите себе много ручного труда.
 Чтобы снизить степень воздействия этих сил, ленточный фундамент придется заглублять. Кроме заглубления на силы морозного пучения можно влиять утеплением грунта, полной или частичной заменой грунта, его уплотнением, водоотведением и дренированием.
Чтобы снизить степень воздействия этих сил, ленточный фундамент придется заглублять. Кроме заглубления на силы морозного пучения можно влиять утеплением грунта, полной или частичной заменой грунта, его уплотнением, водоотведением и дренированием.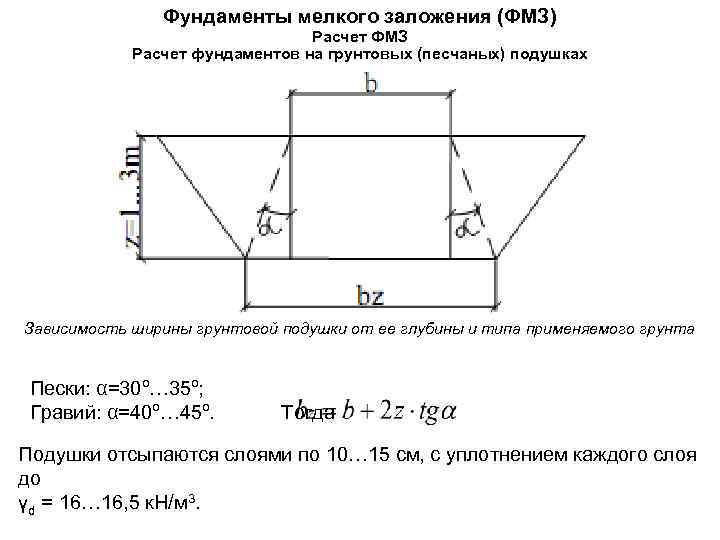 По отечественным нормам [п. 2.30 СНиП 2.02.01-83] минимальная глубина заложения ленточного фундамента составляет 50 см. На скальном грунте, при физической невозможности заглубления, ленточный фундамент может быть устроен прямо на поверхности без заглубления. Минимальная глубина закладки мелкозаглубленного ленточного фундамента на глинистых (и других пучинистых) грунтах по британским нормам составляет 75 см (оптимальная глубина заложения 90-100 см).
По отечественным нормам [п. 2.30 СНиП 2.02.01-83] минимальная глубина заложения ленточного фундамента составляет 50 см. На скальном грунте, при физической невозможности заглубления, ленточный фундамент может быть устроен прямо на поверхности без заглубления. Минимальная глубина закладки мелкозаглубленного ленточного фундамента на глинистых (и других пучинистых) грунтах по британским нормам составляет 75 см (оптимальная глубина заложения 90-100 см).
 Под ленточным фундаментом должна быть устроена песчаная подушка минимальной толщиной 20 см и максимальной – до трех размеров ширины фундамента. Рядом с фундаментом в траншее ниже песчаной подушки устроить систему дренажа с отводом воды в нижележащие песчаные слои или вниз по рельефу. Толщина засыпки пазух между фундаментом и грунтом должна составить не менее 20 см. Вокруг здания на ширину 2-3 м по поверхности уложить 10-15 см почвенный слой с уклоном от здания и посеять многолетние дернообразующие травы. При невозможности задернения поверхности грунта вокруг здания следует сделать отмостку шириной до 1 м.
Под ленточным фундаментом должна быть устроена песчаная подушка минимальной толщиной 20 см и максимальной – до трех размеров ширины фундамента. Рядом с фундаментом в траншее ниже песчаной подушки устроить систему дренажа с отводом воды в нижележащие песчаные слои или вниз по рельефу. Толщина засыпки пазух между фундаментом и грунтом должна составить не менее 20 см. Вокруг здания на ширину 2-3 м по поверхности уложить 10-15 см почвенный слой с уклоном от здания и посеять многолетние дернообразующие травы. При невозможности задернения поверхности грунта вокруг здания следует сделать отмостку шириной до 1 м.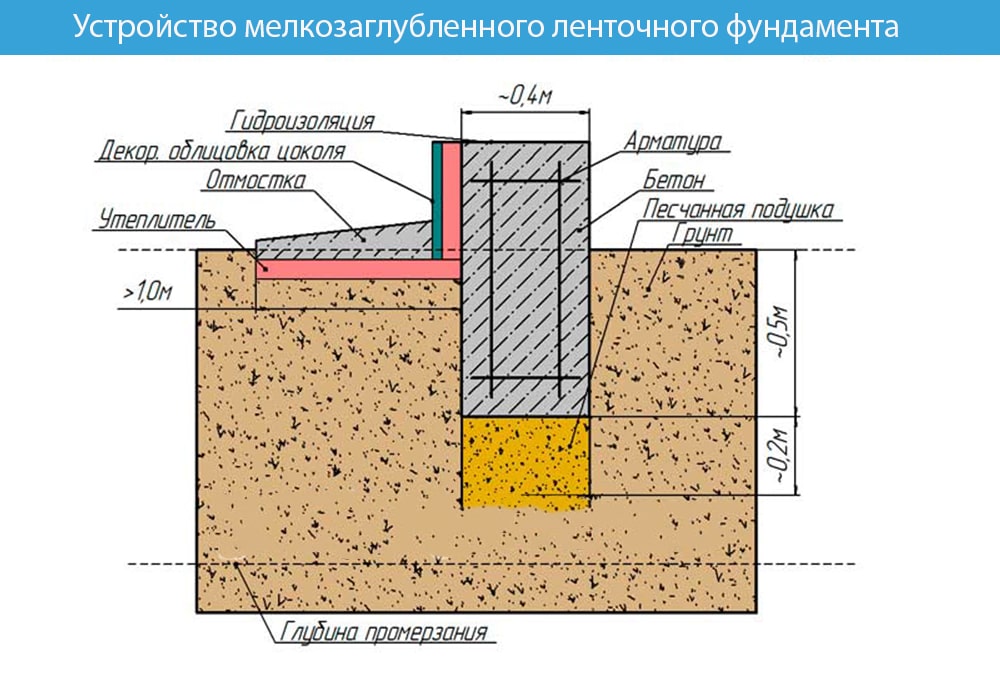
 2.30 СНиП 2.02.01-83 «Основания зданий и сооружений»
2.30 СНиП 2.02.01-83 «Основания зданий и сооружений» 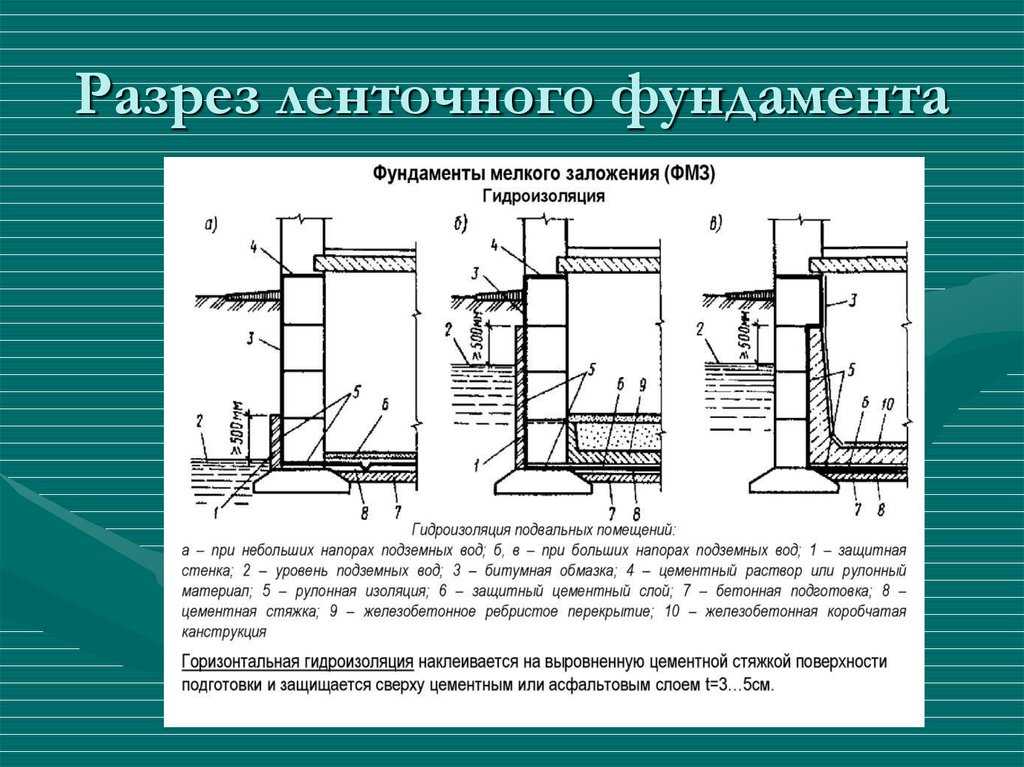 *
*  2.30 СНиП 2.02.01-83 «Основания зданий и сооружений»
2.30 СНиП 2.02.01-83 «Основания зданий и сооружений» 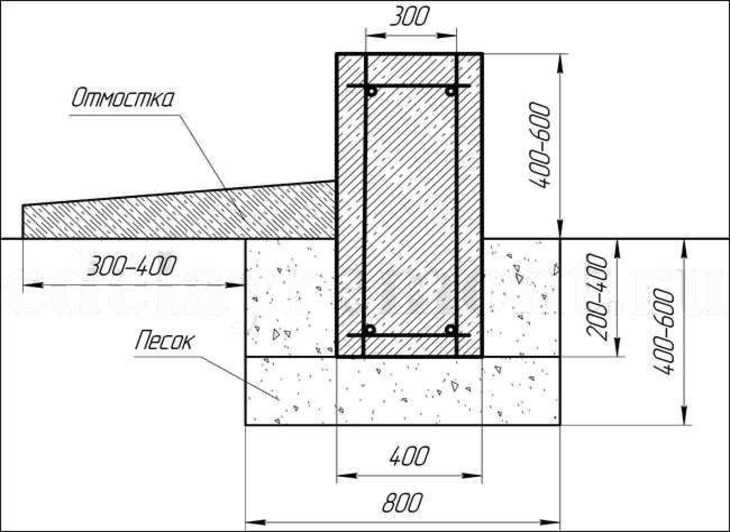



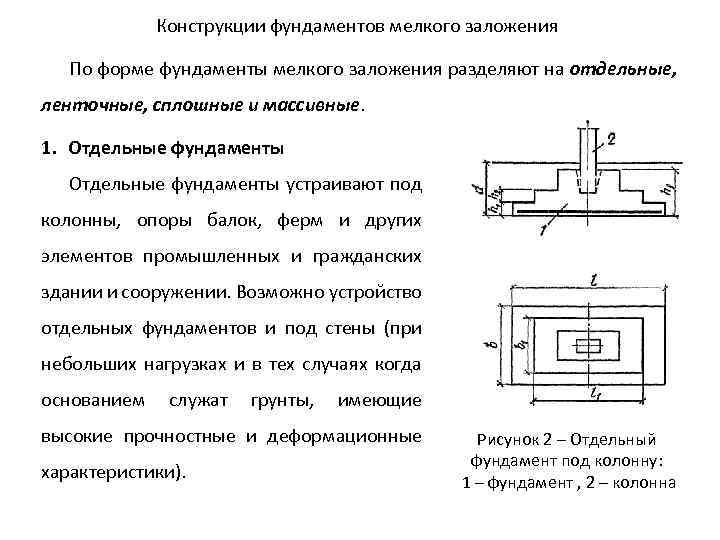 Эти силы будут выталкивать мелкозаглубленных фундамент к поверхности и будут сдавливать фундамент. Чтобы снизить степень воздействия этих сил ленточных фундамент придется заглублять. Кроме заглубления на силы морозного пучения можно влиять утеплением грунта, устройством несъемной утепленной опалубки фундамента, полной или частичной заменой грунта, его уплотнением, водоотведением и дренированием.
Эти силы будут выталкивать мелкозаглубленных фундамент к поверхности и будут сдавливать фундамент. Чтобы снизить степень воздействия этих сил ленточных фундамент придется заглублять. Кроме заглубления на силы морозного пучения можно влиять утеплением грунта, устройством несъемной утепленной опалубки фундамента, полной или частичной заменой грунта, его уплотнением, водоотведением и дренированием.
 Ориентиром из отечественных норм глубин заложения мелкозаглубленного фундамента может служить нижеследующая таблица:
Ориентиром из отечественных норм глубин заложения мелкозаглубленного фундамента может служить нижеследующая таблица: При высоком уровне грунтовых вод вполне возможно, что мелкозаглубленный ленточный фундамент придется превращать в глубокозаглубленный ленточный фундамент. Для ориентира следует руководствоваться требованиями п. 2.30 СНиП 2.02.01-83 «Основания зданий и сооружений». Мы приводим ниже таблицу требованиями к глубине заложения фундамента:
При высоком уровне грунтовых вод вполне возможно, что мелкозаглубленный ленточный фундамент придется превращать в глубокозаглубленный ленточный фундамент. Для ориентира следует руководствоваться требованиями п. 2.30 СНиП 2.02.01-83 «Основания зданий и сооружений». Мы приводим ниже таблицу требованиями к глубине заложения фундамента: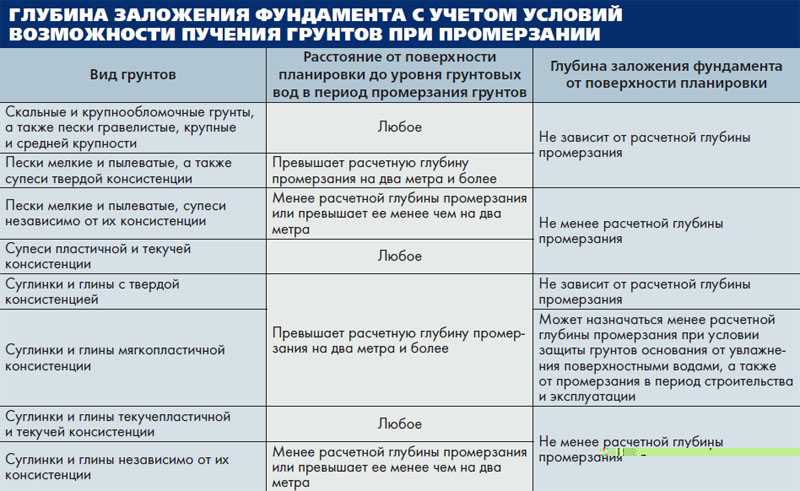 2.30 СНиП 2.02.01-83 «Основания зданий и сооружений»
2.30 СНиП 2.02.01-83 «Основания зданий и сооружений» 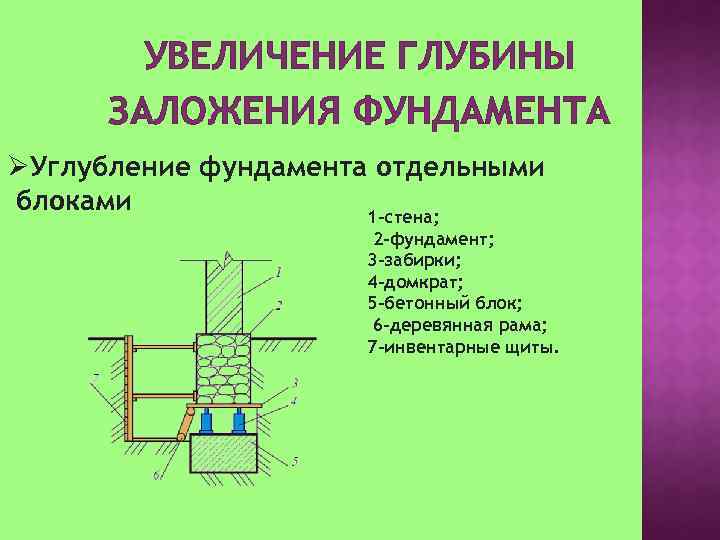 Псков
Псков (ВСН 29-85 «Проектирование мелкозаглубленных фундаментов малоэтажных сельских зданий на пучинистых грунтах» )
(ВСН 29-85 «Проектирование мелкозаглубленных фундаментов малоэтажных сельских зданий на пучинистых грунтах» ) Он является членом Наблюдательного совета по благоустройству дома Spruce.
Он является членом Наблюдательного совета по благоустройству дома Spruce.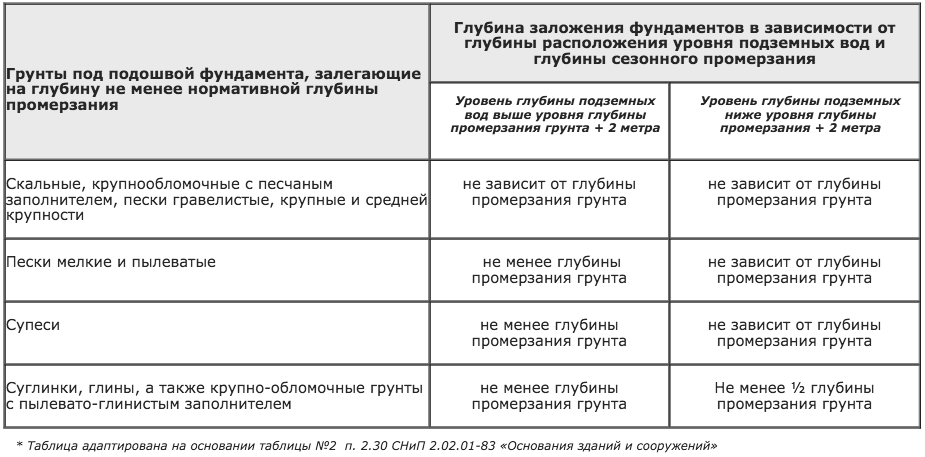 Как и любые рекомендации по коду, это не столько практические руководства по созданию фундаментов, сколько параметры, которые вам необходимо соблюдать и которые следует корректировать в соответствии с вашими местными требованиями.
Как и любые рекомендации по коду, это не столько практические руководства по созданию фундаментов, сколько параметры, которые вам необходимо соблюдать и которые следует корректировать в соответствии с вашими местными требованиями.
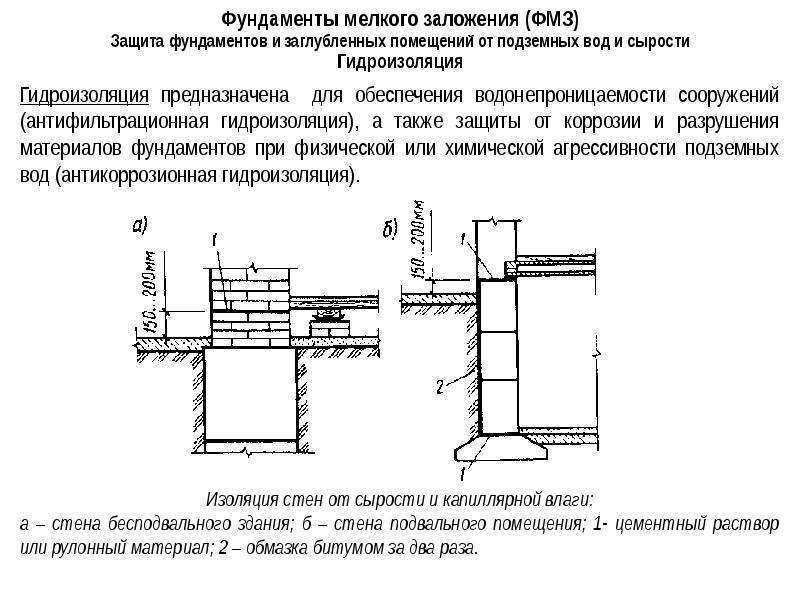
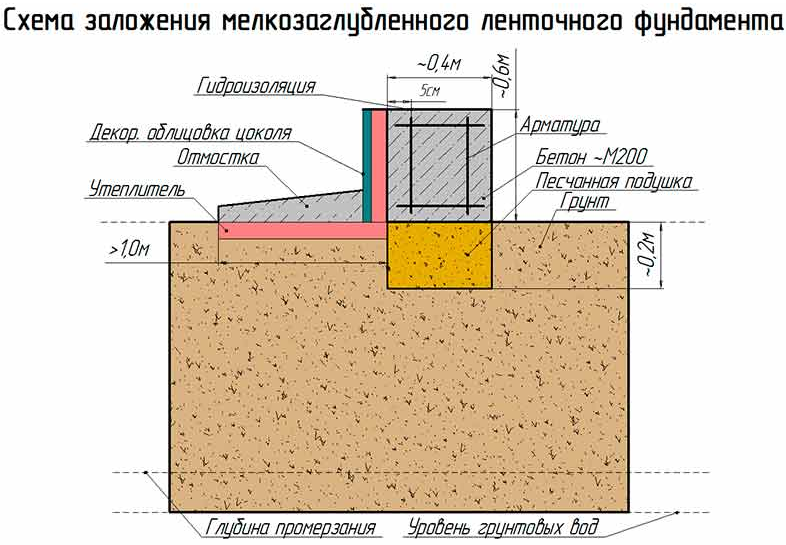 Для почвы 2000 LBV или более двухэтажные здания могут иметь минимальную ширину фундамента 12 дюймов.
Для почвы 2000 LBV или более двухэтажные здания могут иметь минимальную ширину фундамента 12 дюймов.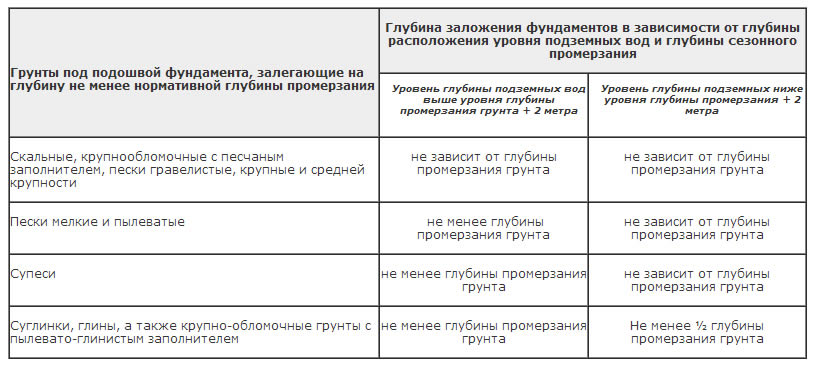 От вертикальных стен, подверженных воздействию погодных условий, может потребоваться бетон с минимальной прочностью 2500 фунтов на квадратный дюйм, а в некоторых суровых погодных условиях — до 3000 фунтов на квадратный дюйм.
От вертикальных стен, подверженных воздействию погодных условий, может потребоваться бетон с минимальной прочностью 2500 фунтов на квадратный дюйм, а в некоторых суровых погодных условиях — до 3000 фунтов на квадратный дюйм.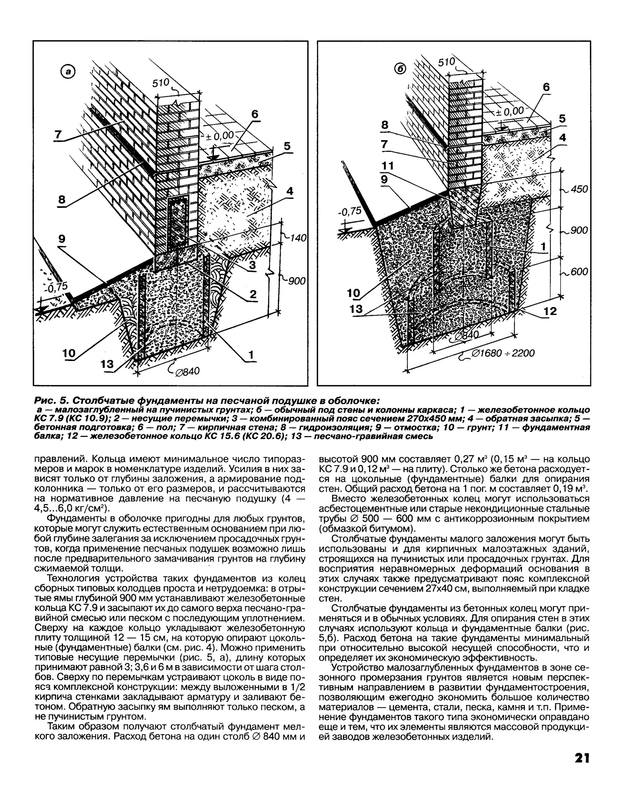 д. Уровень грунтовых вод, подземные водотоки, старые дренажи, ямы, колодцы, старый фундамент и т. д., а также наличие чрезмерного количества сульфатов или других вредных соединений в грунтовых водах и почве также следует учитывать во время проектирования фундамента.
д. Уровень грунтовых вод, подземные водотоки, старые дренажи, ямы, колодцы, старый фундамент и т. д., а также наличие чрезмерного количества сульфатов или других вредных соединений в грунтовых водах и почве также следует учитывать во время проектирования фундамента. 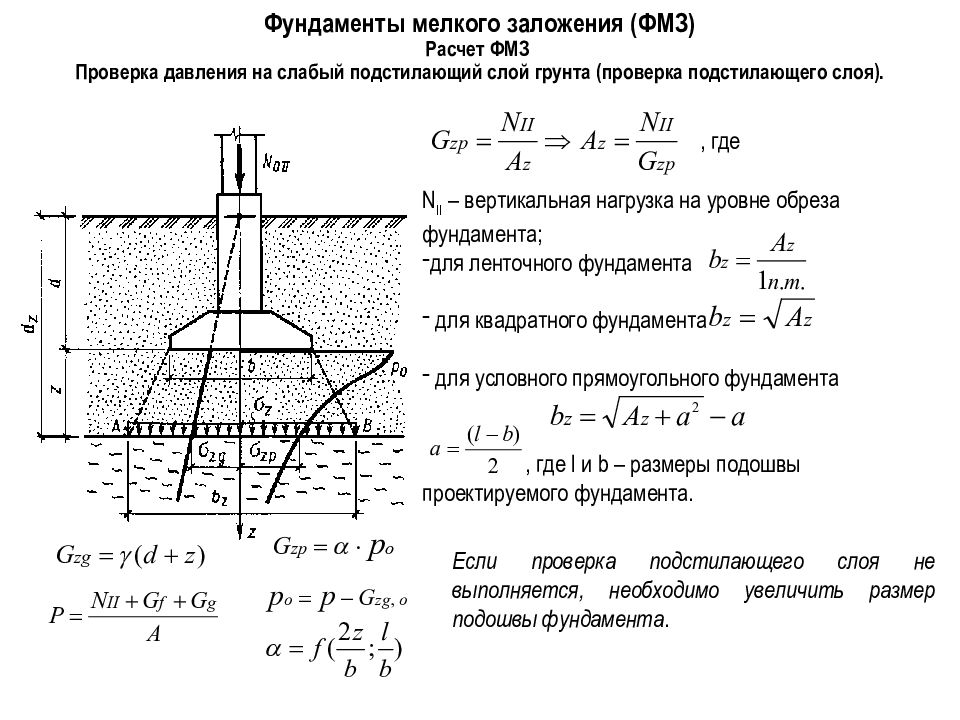
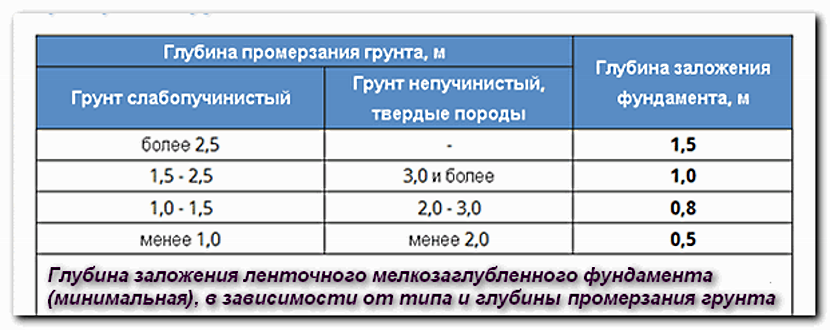 Кроме того, предусмотрите подпорные стены (боковая поддержка или аналогичные работы) для защиты от воздействия таких неблагоприятных элементов.
Кроме того, предусмотрите подпорные стены (боковая поддержка или аналогичные работы) для защиты от воздействия таких неблагоприятных элементов.  Ослабленный грунт можно обнаружить, выкопав шурфы для фундамента. Обратите внимание на отверстия и полости на поверхности испытательного котлована и найдите фундамент ниже его глубины. Отвод воды из-под земли корневыми системами крупных деревьев, расположенных рядом с домом, также может быть причиной дифференциальной осадки. Следовательно, удалите деревья рядом с домом, а затем заложите фундамент на подходящей глубине. Желательно, чтобы дерево, которое вырастает до больших размеров, располагалось на расстоянии 8 м от фундамента.
Ослабленный грунт можно обнаружить, выкопав шурфы для фундамента. Обратите внимание на отверстия и полости на поверхности испытательного котлована и найдите фундамент ниже его глубины. Отвод воды из-под земли корневыми системами крупных деревьев, расположенных рядом с домом, также может быть причиной дифференциальной осадки. Следовательно, удалите деревья рядом с домом, а затем заложите фундамент на подходящей глубине. Желательно, чтобы дерево, которое вырастает до больших размеров, располагалось на расстоянии 8 м от фундамента.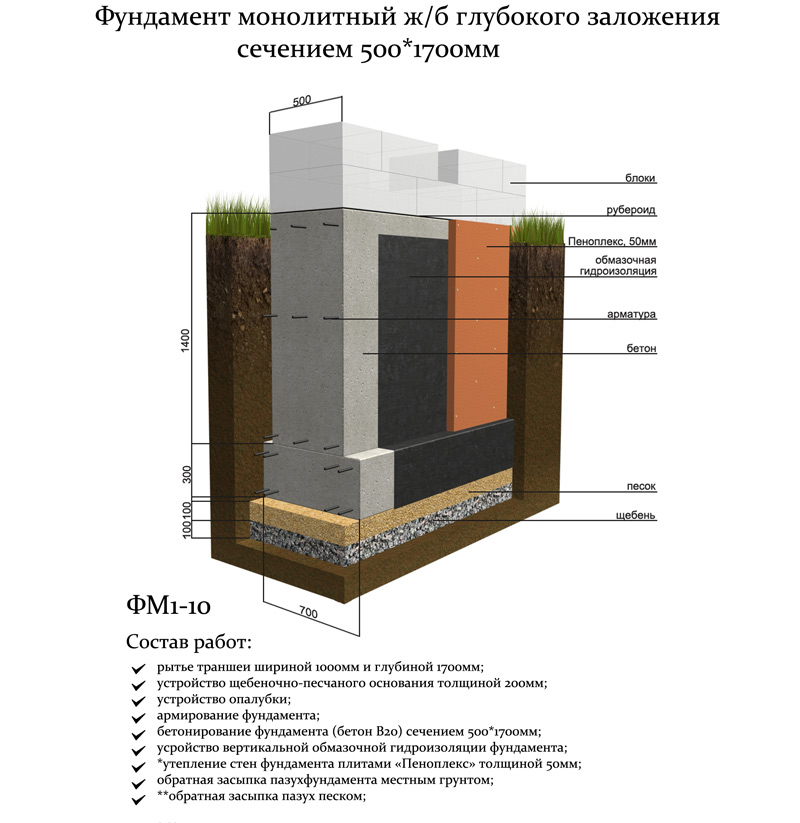 В промышленной зоне земля может быть загрязнена свалкой химических отходов, что также может привести к порче бетона фундамента. Для защиты фундамента в обоих случаях залейте фундамент бетоном марки М20 или выше. Используйте специальные цементы, такие как цемент с высоким содержанием глинозема, суперсульфатный цемент или портланд-пуццолановый цемент для бетона. Если возможно, сделайте бетон непроницаемым. Также нанесите на поверхность фундамента битумное покрытие, которое защитит бетон от проникновения воды. Оставьте фундамент ниже глубины, где прекращается воздействие растворимых солей или химикатов, и, если возможно, замените весь выкопанную почву, засыпав новую желтую почву.
В промышленной зоне земля может быть загрязнена свалкой химических отходов, что также может привести к порче бетона фундамента. Для защиты фундамента в обоих случаях залейте фундамент бетоном марки М20 или выше. Используйте специальные цементы, такие как цемент с высоким содержанием глинозема, суперсульфатный цемент или портланд-пуццолановый цемент для бетона. Если возможно, сделайте бетон непроницаемым. Также нанесите на поверхность фундамента битумное покрытие, которое защитит бетон от проникновения воды. Оставьте фундамент ниже глубины, где прекращается воздействие растворимых солей или химикатов, и, если возможно, замените весь выкопанную почву, засыпав новую желтую почву.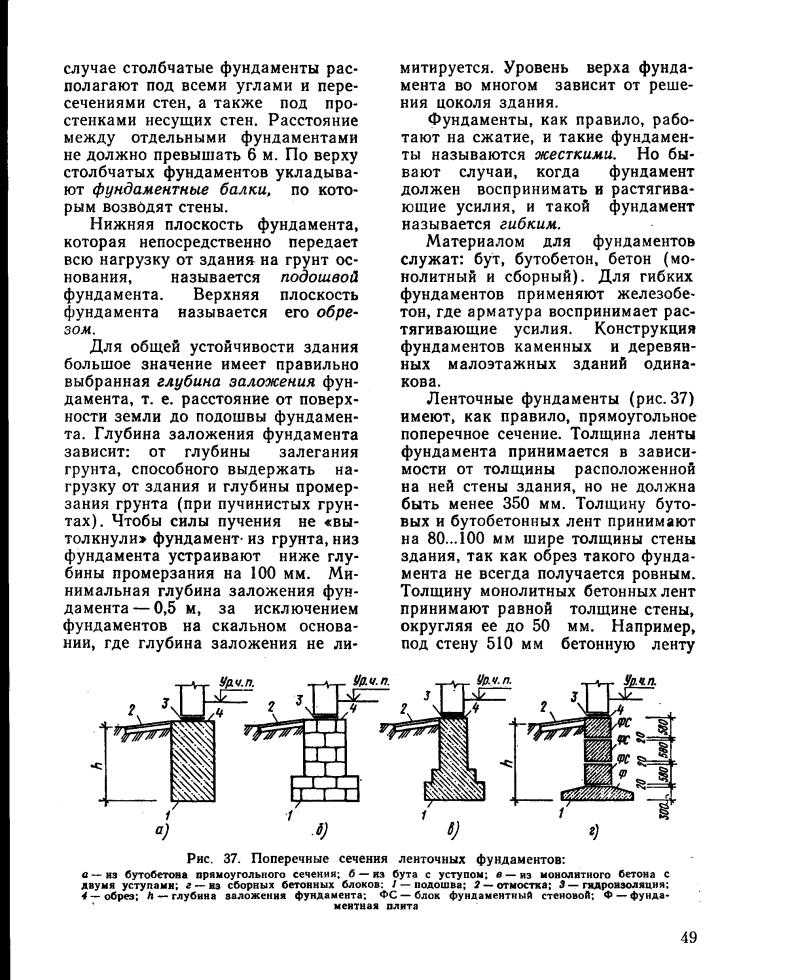 В случае наклонной поверхности с нормальным грунтом горизонтальное расстояние должно быть 900 мм или 3 фута от нижнего края фундамента. Наклонная поверхность не должна пересекать усеченный несущий материал, а стороны фундамента должны составлять угол 30 градусов с горизонтальной осью.
В случае наклонной поверхности с нормальным грунтом горизонтальное расстояние должно быть 900 мм или 3 фута от нижнего края фундамента. Наклонная поверхность не должна пересекать усеченный несущий материал, а стороны фундамента должны составлять угол 30 градусов с горизонтальной осью. 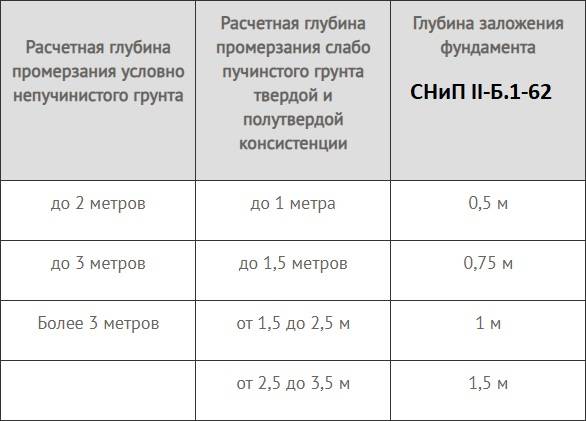
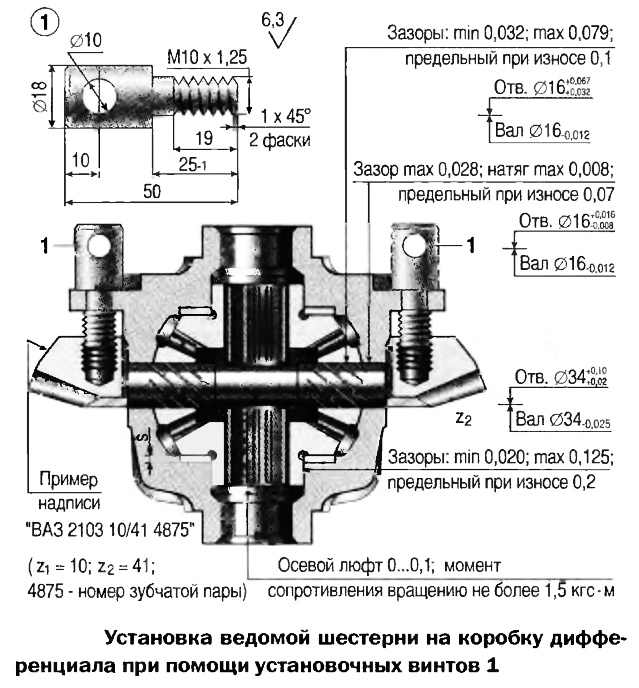 Это разность средних диаметров дорожек качения обоих колец, уменьшенная на двойной диаметр шарика. По сути он равен зазору, описанному выше Gr.
Это разность средних диаметров дорожек качения обоих колец, уменьшенная на двойной диаметр шарика. По сути он равен зазору, описанному выше Gr.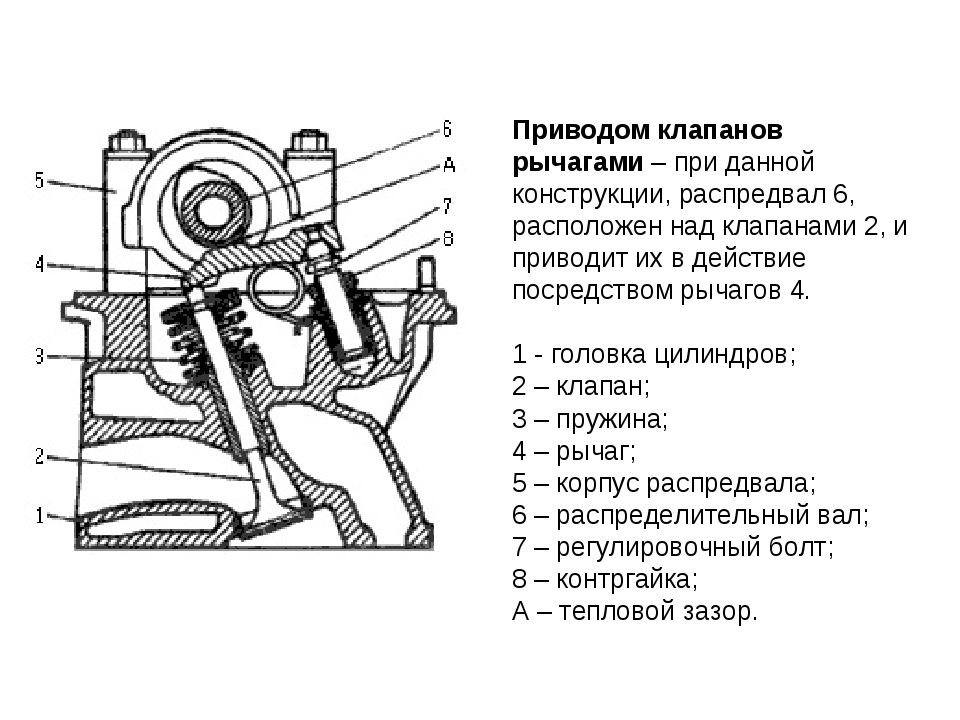 4
4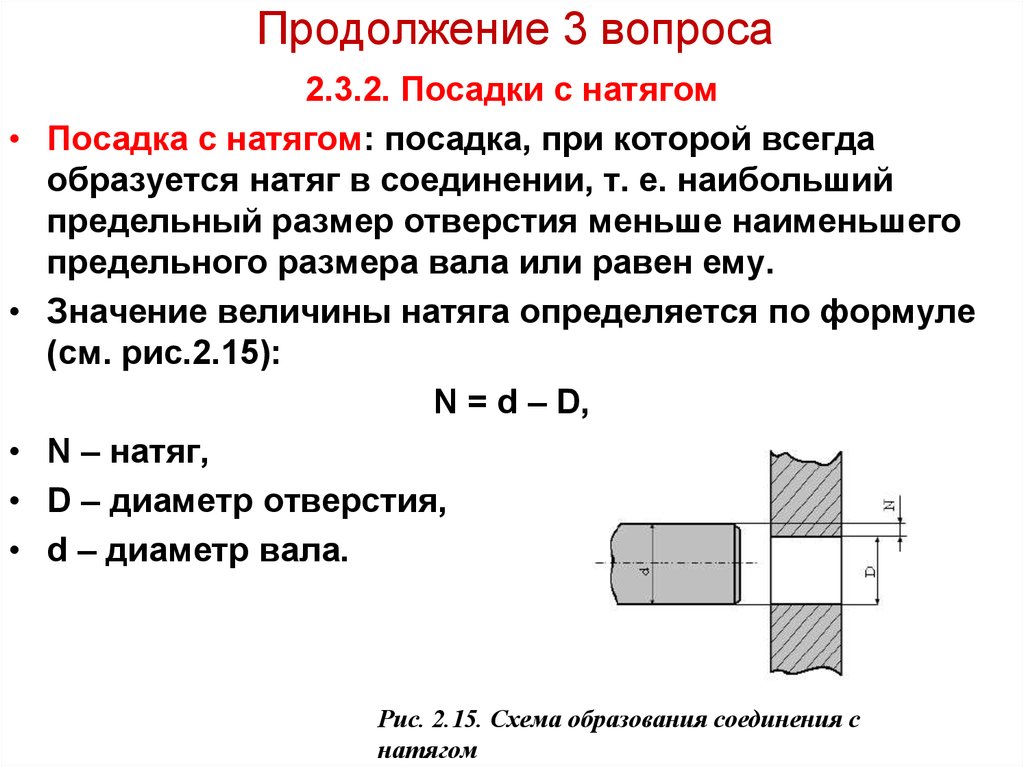
 Посадочный всегда меньше начального Gr;
Посадочный всегда меньше начального Gr; При этом внутренние кольца монтируются с натягом (с отрицательным зазором), наружные — с зазором.
При этом внутренние кольца монтируются с натягом (с отрицательным зазором), наружные — с зазором.
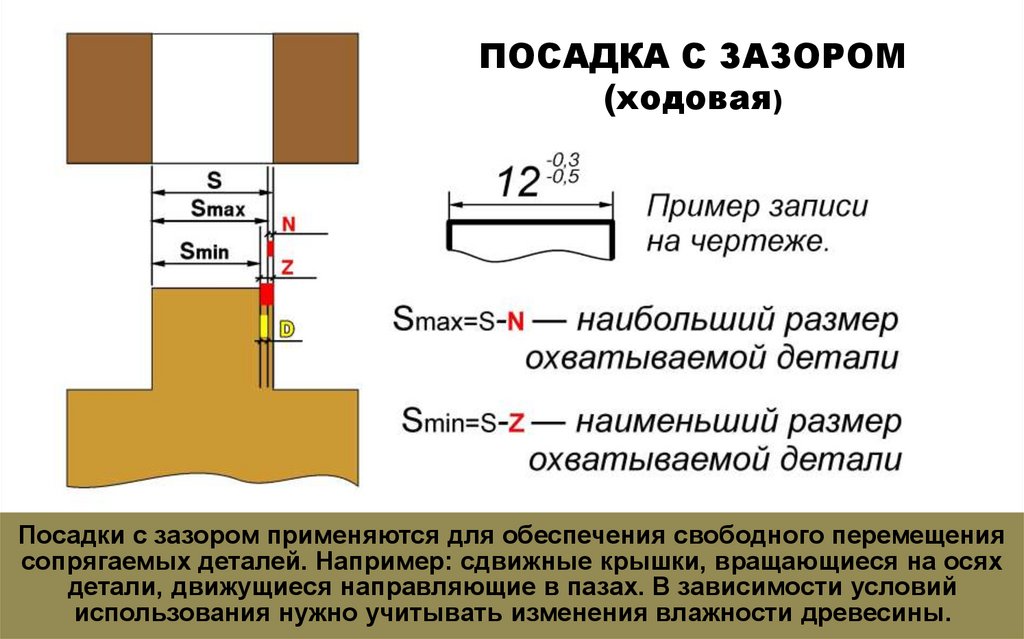 Его можно назначить персонально для каждой опоры и изменить в процессе работы. Отмечен красной стрелкой на Рис. 1. По умолчанию он 0.08 мм. Это очень большой промежуток. И его величину необходимо уменьшить. Насколько зависит от количества опор, от высоты и качества обработки культей. Для одиночных коронок с гладкой поверхностью, без поднутрений, низкой коронковой частью нужен цементный зазор меньше (0.01-0.02 мм), чем для мостов с несоостными высокими и негладкими культями (до 0.04 мм).
Его можно назначить персонально для каждой опоры и изменить в процессе работы. Отмечен красной стрелкой на Рис. 1. По умолчанию он 0.08 мм. Это очень большой промежуток. И его величину необходимо уменьшить. Насколько зависит от количества опор, от высоты и качества обработки культей. Для одиночных коронок с гладкой поверхностью, без поднутрений, низкой коронковой частью нужен цементный зазор меньше (0.01-0.02 мм), чем для мостов с несоостными высокими и негладкими культями (до 0.04 мм). ) – 0.03 мм
) – 0.03 мм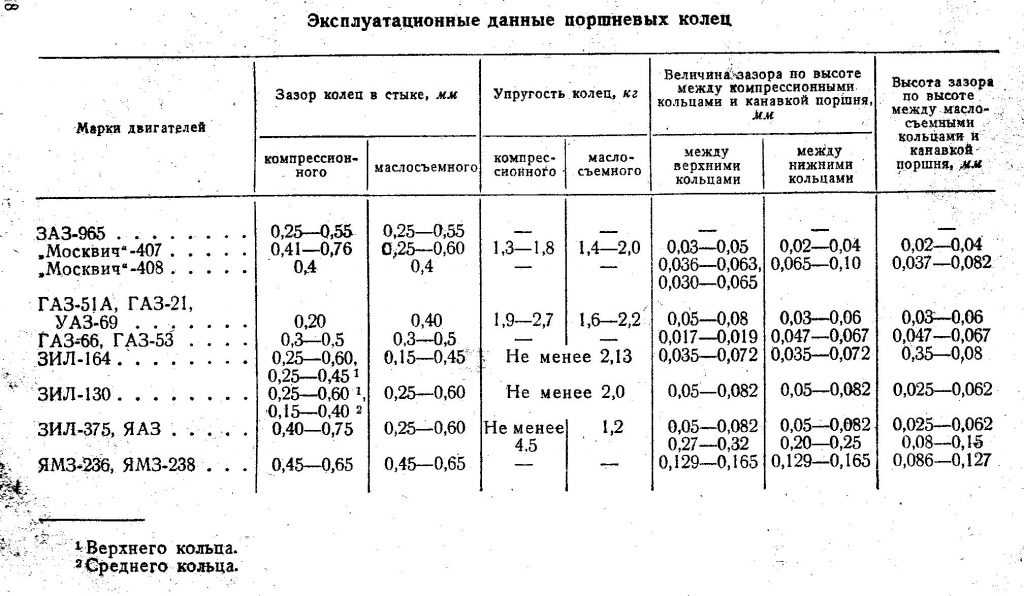

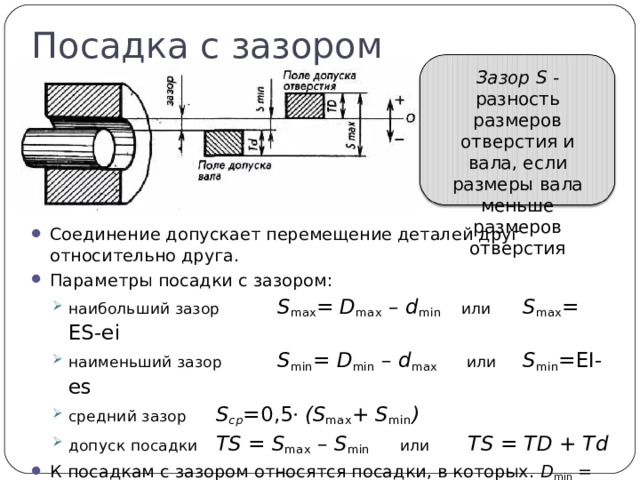
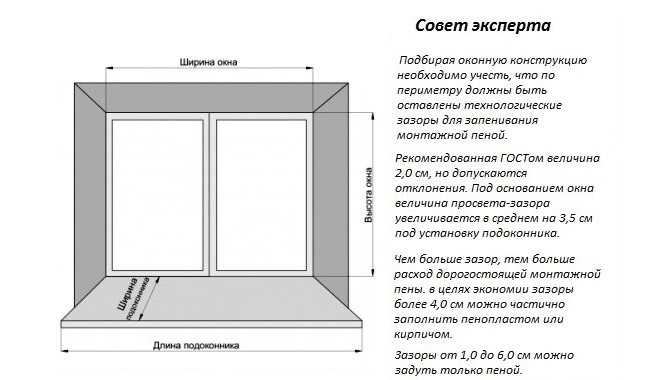 Эти данные могут быть собраны из различных источников в зависимости от того, что анализируется. Например, это может включать просмотр документации, измерение ключевых показателей эффективности (KPI) или других показателей успеха, проведение интервью с заинтересованными сторонами, мозговой штурм и наблюдение за проектной деятельностью.
Эти данные могут быть собраны из различных источников в зависимости от того, что анализируется. Например, это может включать просмотр документации, измерение ключевых показателей эффективности (KPI) или других показателей успеха, проведение интервью с заинтересованными сторонами, мозговой штурм и наблюдение за проектной деятельностью.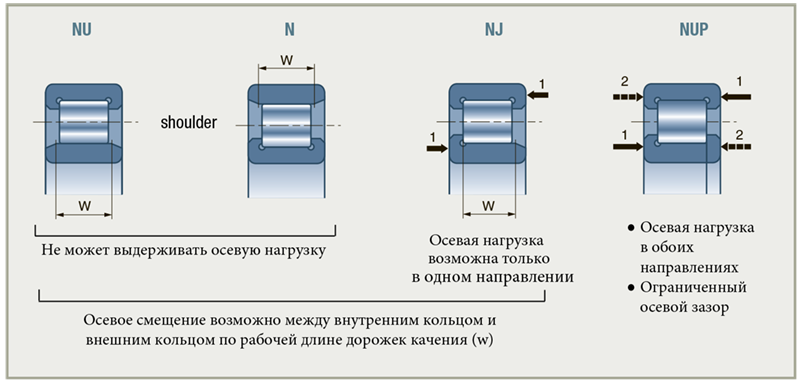
 Или это может быть сформулировано в общих чертах, например, работа над созданием более инклюзивной офисной культуры.
Или это может быть сформулировано в общих чертах, например, работа над созданием более инклюзивной офисной культуры.
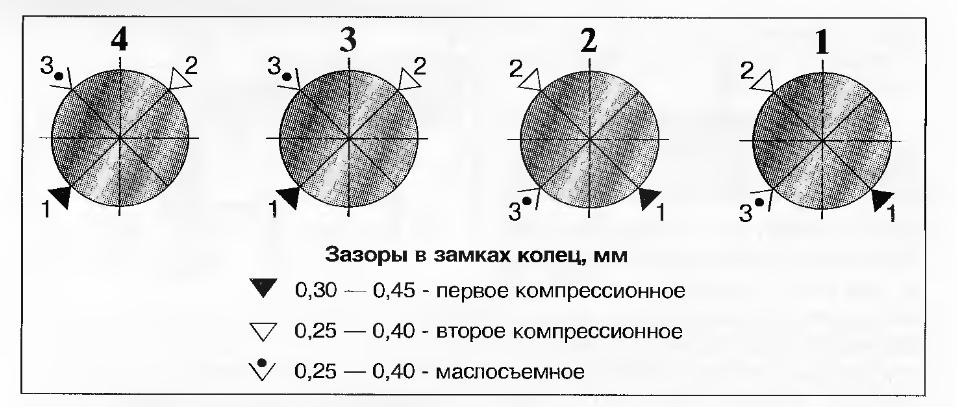 Аналитик, использующий модель 7-S, изучает характеристики бизнеса через призму семи групп, ориентированных на человека:
Аналитик, использующий модель 7-S, изучает характеристики бизнеса через призму семи групп, ориентированных на человека:
 Он также фокусируется на том, как пробелы в результатах могут указывать на проблемы во входных данных и функциях преобразования.
Он также фокусируется на том, как пробелы в результатах могут указывать на проблемы во входных данных и функциях преобразования. ..
..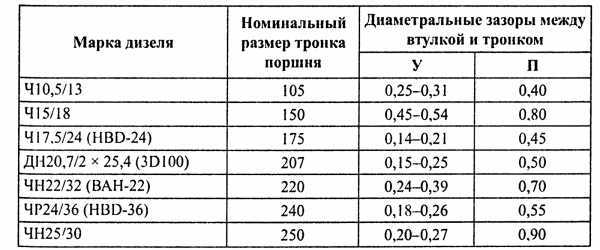 Посмотрите, чтобы испытать новое оборудование,…
Посмотрите, чтобы испытать новое оборудование,… Стагнация — большая проблема для сотрудников многих компаний, руководители которых медленно адаптируются.
Стагнация — большая проблема для сотрудников многих компаний, руководители которых медленно адаптируются.
 . Не существует универсального решения, которое помогло бы оптимизировать ИТ для каждой компании. Вместо этого руководители компаний должны определить свои слабые стороны и разработать индивидуальные планы для улучшения операций.
. Не существует универсального решения, которое помогло бы оптимизировать ИТ для каждой компании. Вместо этого руководители компаний должны определить свои слабые стороны и разработать индивидуальные планы для улучшения операций.

 При поверхностном дорновании отверстия на внутренней поверхности последнего создается упрочненный слой металла, поэтому эту технологию обработки с успехом можно применять в качестве альтернативы таким сложным операциям, как:
При поверхностном дорновании отверстия на внутренней поверхности последнего создается упрочненный слой металла, поэтому эту технологию обработки с успехом можно применять в качестве альтернативы таким сложным операциям, как: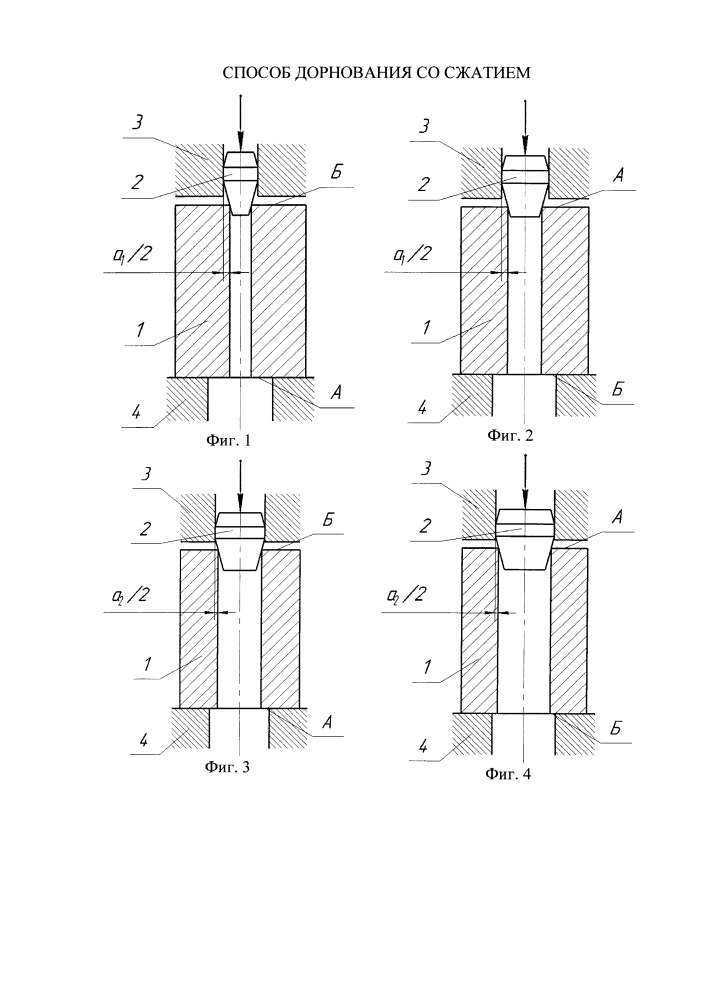
 Если данный показатель слишком велик, то в процессе обработки не получится сформировать поверхность с требуемым уровнем шероховатости. Выбирая данный параметр, следует учитывать как степень пластичности обрабатываемого изделия, так и его прочностные характеристики. Под относительным натягом дорнования понимают величину, получаемую отношением размера обработанного или необработанного отверстия к величине обычного натяга.
Если данный показатель слишком велик, то в процессе обработки не получится сформировать поверхность с требуемым уровнем шероховатости. Выбирая данный параметр, следует учитывать как степень пластичности обрабатываемого изделия, так и его прочностные характеристики. Под относительным натягом дорнования понимают величину, получаемую отношением размера обработанного или необработанного отверстия к величине обычного натяга. Такие схемы, которые достаточно сложно реализовать в домашних условиях, предполагают применение специальных опор, выполняющих функции натяжных подвижных механизмов.
Такие схемы, которые достаточно сложно реализовать в домашних условиях, предполагают применение специальных опор, выполняющих функции натяжных подвижных механизмов. В настоящее время применяют четыре основных способа для нарезания канала ствола:
В настоящее время применяют четыре основных способа для нарезания канала ствола:  Занимает всего несколько минут.
Занимает всего несколько минут. youtube.com/embed/q0q0i3T2e5o?rel=0″ allowfullscreen=»allowfullscreen» frameborder=»0″>
youtube.com/embed/q0q0i3T2e5o?rel=0″ allowfullscreen=»allowfullscreen» frameborder=»0″> 
 Машина практически исключила круг предварительной нарезки Pac-Nor, который является более сложным и трудоемким из двух кругов.
Машина практически исключила круг предварительной нарезки Pac-Nor, который является более сложным и трудоемким из двух кругов.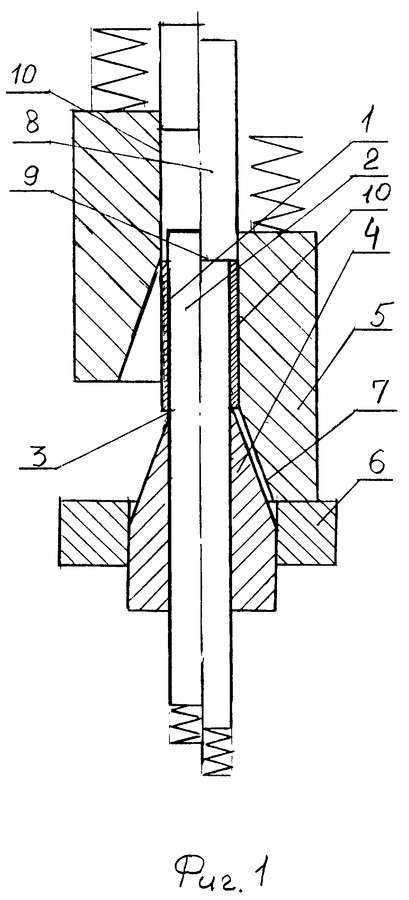 Основными рынками компании являются правоохранительные органы, военные, соревновательная стрельба и охотники. Основанная в 1984 году заядлым стрелком и президентом компании Крисом Дихтером, компания Pac-Nor сейчас находится во втором поколении под руководством его сына Кейси. Помимо изготовления ствола, мастерская установит ствол на затвор клиента или добавит такие функции, как дульный тормоз или рифление на затворе и стволе.
Основными рынками компании являются правоохранительные органы, военные, соревновательная стрельба и охотники. Основанная в 1984 году заядлым стрелком и президентом компании Крисом Дихтером, компания Pac-Nor сейчас находится во втором поколении под руководством его сына Кейси. Помимо изготовления ствола, мастерская установит ствол на затвор клиента или добавит такие функции, как дульный тормоз или рифление на затворе и стволе. После развертывания стволы измеряются по размеру — в зависимости от состояния расширителя в канале ствола остается от 0,0004 до 0,0007 дюйма материала, который необходимо вручную притереть или отшлифовать до окончательного размера для нарезки.
После развертывания стволы измеряются по размеру — в зависимости от состояния расширителя в канале ствола остается от 0,0004 до 0,0007 дюйма материала, который необходимо вручную притереть или отшлифовать до окончательного размера для нарезки.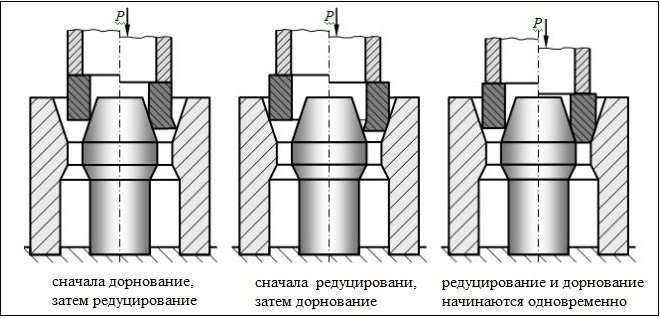 диапазон 4-20 мм и длина до 1524 мм. Разработанный специально для длинных отверстий малого диаметра, станок оснащен чрезвычайно чувствительным приводом и системой подачи инструмента, которые обеспечивают максимальную защиту от перегрузки/поломки инструмента. Ограничения по усилию и параметры работы инструмента сохраняются в системе управления ПК с сенсорным экраном, что позволяет системе обнаруживать узкие участки в отверстии и автоматически корректировать их.
диапазон 4-20 мм и длина до 1524 мм. Разработанный специально для длинных отверстий малого диаметра, станок оснащен чрезвычайно чувствительным приводом и системой подачи инструмента, которые обеспечивают максимальную защиту от перегрузки/поломки инструмента. Ограничения по усилию и параметры работы инструмента сохраняются в системе управления ПК с сенсорным экраном, что позволяет системе обнаруживать узкие участки в отверстии и автоматически корректировать их.
 При ручной притирке время и усилия увеличиваются, когда развертка затупляется».
При ручной притирке время и усилия увеличиваются, когда развертка затупляется». «Вы можете легко почувствовать любые оставшиеся узкие или свободные места в канале ствола. Однородность диаметра и округлость хонингованного канала ствола превосходны. Притир также ощущается по-другому в хонингованном канале».
«Вы можете легко почувствовать любые оставшиеся узкие или свободные места в канале ствола. Однородность диаметра и округлость хонингованного канала ствола превосходны. Притир также ощущается по-другому в хонингованном канале». Точное измерение диаметра канала ствола и толщины стенок требуется для решение должно быть принято. Здесь в канал ствола вставляется калибр-пробка для измерения диаметра. Мы также используем регулируемый калибр, предназначенный для обнаружения любой овальности канала ствола, и толщиномер стенки. Стволы также визуально проверяются на наличие неисправности до начала работы
Точное измерение диаметра канала ствола и толщины стенок требуется для решение должно быть принято. Здесь в канал ствола вставляется калибр-пробка для измерения диаметра. Мы также используем регулируемый калибр, предназначенный для обнаружения любой овальности канала ствола, и толщиномер стенки. Стволы также визуально проверяются на наличие неисправности до начала работы






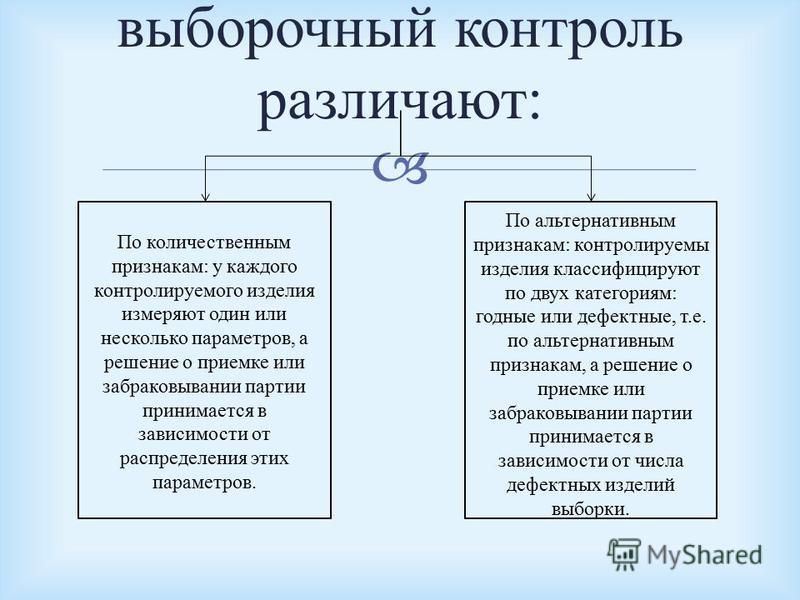 Ответственность
Ответственность 00.20__г.
00.20__г. 5.Мастер ОТК швейного цеха должен знать:
5.Мастер ОТК швейного цеха должен знать:



 Эти профессии включают в себя механика автомобильных трансмиссий, механика уличного освещения, автомобильного механика и автомеханика.
Эти профессии включают в себя механика автомобильных трансмиссий, механика уличного освещения, автомобильного механика и автомеханика.





 Согласно основному резюме, «специалисты по обслуживанию используют диагностическое оборудование для систем и компонентов двигателя, чтобы выявлять и устранять проблемы во все более сложных механических и электронных системах». Посмотрите этот пример того, как мастера используют навыки устранения неполадок: «помощь в разработке процедур сборки и устранения неисправностей для аккумуляторов».
Согласно основному резюме, «специалисты по обслуживанию используют диагностическое оборудование для систем и компонентов двигателя, чтобы выявлять и устранять проблемы во все более сложных механических и электронных системах». Посмотрите этот пример того, как мастера используют навыки устранения неполадок: «помощь в разработке процедур сборки и устранения неисправностей для аккумуляторов». Согласно резюме мастера, «иногда специалистам по обслуживанию приходится поднимать и перемещать тяжелые детали, такие как двигатели и панели кузова». В качестве примера, этот фрагмент был взят непосредственно из резюме о том, как применяется этот навык: «обеспечивал силовую охрану и меры физической безопасности при проведении передвижного и пешего патрулирования периметра на борту военно-морских объектов и надводных кораблей».
Согласно резюме мастера, «иногда специалистам по обслуживанию приходится поднимать и перемещать тяжелые детали, такие как двигатели и панели кузова». В качестве примера, этот фрагмент был взят непосредственно из резюме о том, как применяется этот навык: «обеспечивал силовую охрану и меры физической безопасности при проведении передвижного и пешего патрулирования периметра на борту военно-морских объектов и надводных кораблей». Согласно резюме мастера, «специалисты по обслуживанию должны знать о мелких деталях при осмотре или ремонте систем автомобиля, потому что механические и электронные неисправности часто возникают из-за несоосности или других причин, которые легко пропустить». В этом примере резюме показано, как основные обязанности зависят от этого навыка: «сообщать подробности о работе и выполняемых обязанностях и фотографии через Интернет в домашнюю компанию. достижения я был надежным надежным представителем».
Согласно резюме мастера, «специалисты по обслуживанию должны знать о мелких деталях при осмотре или ремонте систем автомобиля, потому что механические и электронные неисправности часто возникают из-за несоосности или других причин, которые легко пропустить». В этом примере резюме показано, как основные обязанности зависят от этого навыка: «сообщать подробности о работе и выполняемых обязанностях и фотографии через Интернет в домашнюю компанию. достижения я был надежным надежным представителем». Менее распространенные степени для магистров включают степень в области уголовного правосудия или степень в области компьютерных наук.
Менее распространенные степени для магистров включают степень в области уголовного правосудия или степень в области компьютерных наук.
 Автомеханики диагностируют проблемы и информируют клиентов о процедурах устранения неполадок и предоставляют смету расходов на техническое обслуживание. Они также могут предлагать дополнительные услуги для повышения оптимальной производительности и эффективности двигателя, в то же время, для получения большего дохода для бизнеса. Автомеханик должен отлично разбираться в автомобильной промышленности, особенно в том, что касается ответов на запросы и опасения клиентов относительно их автомобилей и планирования регулярного ремонта по мере необходимости.
Автомеханики диагностируют проблемы и информируют клиентов о процедурах устранения неполадок и предоставляют смету расходов на техническое обслуживание. Они также могут предлагать дополнительные услуги для повышения оптимальной производительности и эффективности двигателя, в то же время, для получения большего дохода для бизнеса. Автомеханик должен отлично разбираться в автомобильной промышленности, особенно в том, что касается ответов на запросы и опасения клиентов относительно их автомобилей и планирования регулярного ремонта по мере необходимости. Просто поняв эти различные навыки, вы можете увидеть, насколько различны эти профессии.
Просто поняв эти различные навыки, вы можете увидеть, насколько различны эти профессии. Может наноситься на цилиндрические или конические поверхности. Характеризуется и отличается друг от друга формой канавки, высотой/глубиной рельефа и расстоянием между витками — шагом. Для того чтобы соединить две детали, они должны иметь одинаковую или совместимую резьбу, причем одна деталь должна быть с наружной, другая с внутренней резьбой того же типа и размера.
Может наноситься на цилиндрические или конические поверхности. Характеризуется и отличается друг от друга формой канавки, высотой/глубиной рельефа и расстоянием между витками — шагом. Для того чтобы соединить две детали, они должны иметь одинаковую или совместимую резьбу, причем одна деталь должна быть с наружной, другая с внутренней резьбой того же типа и размера. В последнее время резьбовое соединение применяют и на некоторых видах пластиковых труб, но там подход другой — она отливается, хотя суть та же.
В последнее время резьбовое соединение применяют и на некоторых видах пластиковых труб, но там подход другой — она отливается, хотя суть та же.
 Размеры резьбы стандартизированы и занесены в специальную таблицу. Данные дюймовые резьбы, в первую очередь, отличаются более мелким шагом, что означает меньшее количество витков на один дюйм.
Размеры резьбы стандартизированы и занесены в специальную таблицу. Данные дюймовые резьбы, в первую очередь, отличаются более мелким шагом, что означает меньшее количество витков на один дюйм. 372
372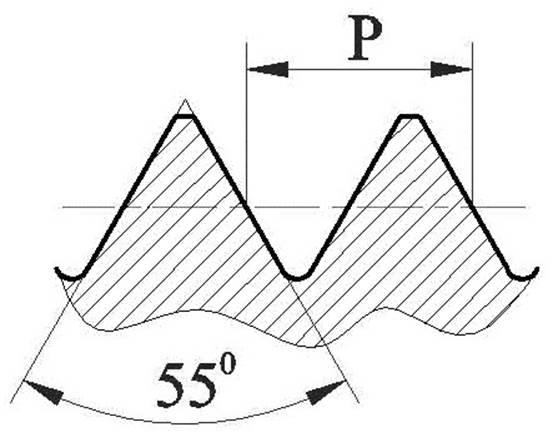 При величине труб свыше данного размера требуется применение высокоточного оборудования, что повышает производственные издержки. В этом случае эффективнее как с технологической, так и с финансовой точки зрения произвести крепеж труб методом сварки.
При величине труб свыше данного размера требуется применение высокоточного оборудования, что повышает производственные издержки. В этом случае эффективнее как с технологической, так и с финансовой точки зрения произвести крепеж труб методом сварки. Второе различие — резьба нарезается по конусу, благодаря чему конические резьбы обладают таким качеством как самоуплотняемость (таблица со значениями конусности указана в справочной литературе). Поэтому крепежные соединения с помощью них не требуют использования дополнительных уплотняющих элементов: льняная нить, пряжа с суриком и прочее.
Второе различие — резьба нарезается по конусу, благодаря чему конические резьбы обладают таким качеством как самоуплотняемость (таблица со значениями конусности указана в справочной литературе). Поэтому крепежные соединения с помощью них не требуют использования дополнительных уплотняющих элементов: льняная нить, пряжа с суриком и прочее. Когда серийность не столь велика и к точности не предъявляется повышенных требований, размеры резьб контролируются следующим образом:
Когда серийность не столь велика и к точности не предъявляется повышенных требований, размеры резьб контролируются следующим образом:
 Такое соединение имеет высокую степень герметичности. Именно метрическая коническая резьба наносится на крышки, применяется в промышленных трубопроводах, для транспортировки газа и жидкостей, которые выделяют летучие вещества. В быту применение конической резьбы ограничено, так как требуется особое оборудование для ее нанесения.
Такое соединение имеет высокую степень герметичности. Именно метрическая коническая резьба наносится на крышки, применяется в промышленных трубопроводах, для транспортировки газа и жидкостей, которые выделяют летучие вещества. В быту применение конической резьбы ограничено, так как требуется особое оборудование для ее нанесения. Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов.
Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов. Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
 Такие изделия применяются при необходимости герметизации соединений. Производители должны соблюдать требования, прописанные в ГОСТ 25229–85 . Для обозначения деталей применяется буквенная маркировка МК. После этого уже идут числовые параметры, которые соответствуют геометрическим показателям.
Такие изделия применяются при необходимости герметизации соединений. Производители должны соблюдать требования, прописанные в ГОСТ 25229–85 . Для обозначения деталей применяется буквенная маркировка МК. После этого уже идут числовые параметры, которые соответствуют геометрическим показателям. Рассматриваемые изделия могут быть предназначены для передачи вращения или некоторых усилий. Основными элементами можно назвать:
Рассматриваемые изделия могут быть предназначены для передачи вращения или некоторых усилий. Основными элементами можно назвать: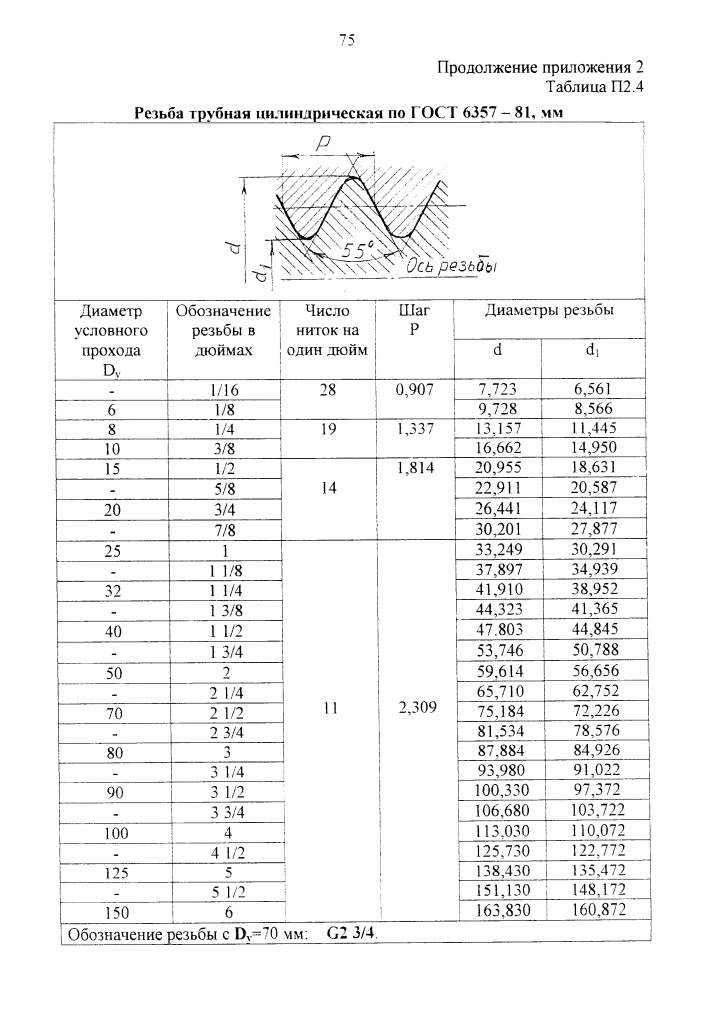 В метрических указанное расстояние обозначается в миллиметрах.
В метрических указанное расстояние обозначается в миллиметрах.
 Как правило, для этого отображается выносная полка или обычные размерные линии.
Как правило, для этого отображается выносная полка или обычные размерные линии.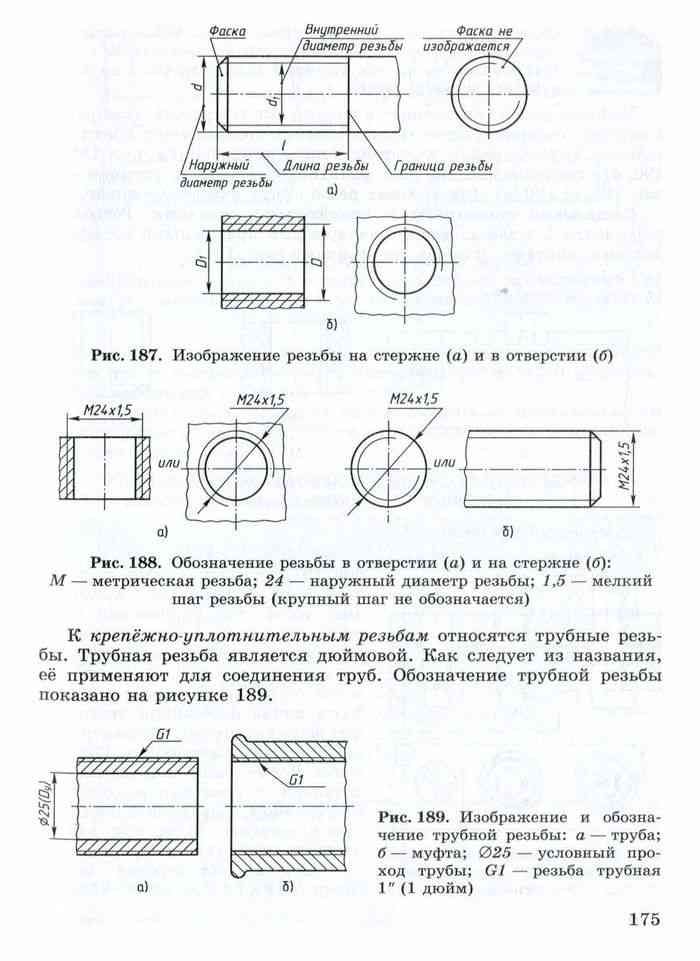

 Кроме того, возможно использовать обыкновенную линейку, штангенциркуль.
Кроме того, возможно использовать обыкновенную линейку, штангенциркуль. Однако вы можете рассчитывать на создание качественной нарезки, если будете руководствоваться минимум одним символом, стоящим в дробной части числа.
Однако вы можете рассчитывать на создание качественной нарезки, если будете руководствоваться минимум одним символом, стоящим в дробной части числа. Надежность фитингового соединения зависит от выбора того, что является оптимальным для применения. Во-первых, мы познакомим вас с шестью типами распространенных типов резьбы. Во-вторых, мы проведем вас через процесс идентификации потока.
Надежность фитингового соединения зависит от выбора того, что является оптимальным для применения. Во-первых, мы познакомим вас с шестью типами распространенных типов резьбы. Во-вторых, мы проведем вас через процесс идентификации потока. Для NPT, UN/UNF, BSPP и BSPP мы измеряем количество витков резьбы на дюйм. Если у вас метрическая резьба, калибр шага определяет расстояние между каждым отдельным гребнем в миллиметрах.
Для NPT, UN/UNF, BSPP и BSPP мы измеряем количество витков резьбы на дюйм. Если у вас метрическая резьба, калибр шага определяет расстояние между каждым отдельным гребнем в миллиметрах. Наоборот, если диаметр резьбы одинаков вверху и внизу резьбы, у вас параллельная резьба. См. рисунок ниже, чтобы увидеть визуальную разницу между конической и параллельной резьбой. Использование известной параллели, например, штангенциркуля, может помочь определить, является ли фитинг коническим. Если резьба касается всей длины суппорта, она параллельна, но если она качается, у вас коническая резьба.
Наоборот, если диаметр резьбы одинаков вверху и внизу резьбы, у вас параллельная резьба. См. рисунок ниже, чтобы увидеть визуальную разницу между конической и параллельной резьбой. Использование известной параллели, например, штангенциркуля, может помочь определить, является ли фитинг коническим. Если резьба касается всей длины суппорта, она параллельна, но если она качается, у вас коническая резьба. Размер резьбы имеет значение
Размер резьбы имеет значение Мы узнали о различных типах резьбы, включая коническую и параллельную, размерах шага, размерах резьбы и отраслевых стандартах, когда речь идет об идентификации типов резьбы. Помните, что выбор неправильной детали может привести к физическому или материальному ущербу, если это приведет к утечке, поэтому всегда консультируйтесь со специалистом по жидкостным соединениям, если у вас есть какие-либо вопросы, чтобы предотвратить поломку или неисправность вашего оборудования.
Мы узнали о различных типах резьбы, включая коническую и параллельную, размерах шага, размерах резьбы и отраслевых стандартах, когда речь идет об идентификации типов резьбы. Помните, что выбор неправильной детали может привести к физическому или материальному ущербу, если это приведет к утечке, поэтому всегда консультируйтесь со специалистом по жидкостным соединениям, если у вас есть какие-либо вопросы, чтобы предотвратить поломку или неисправность вашего оборудования.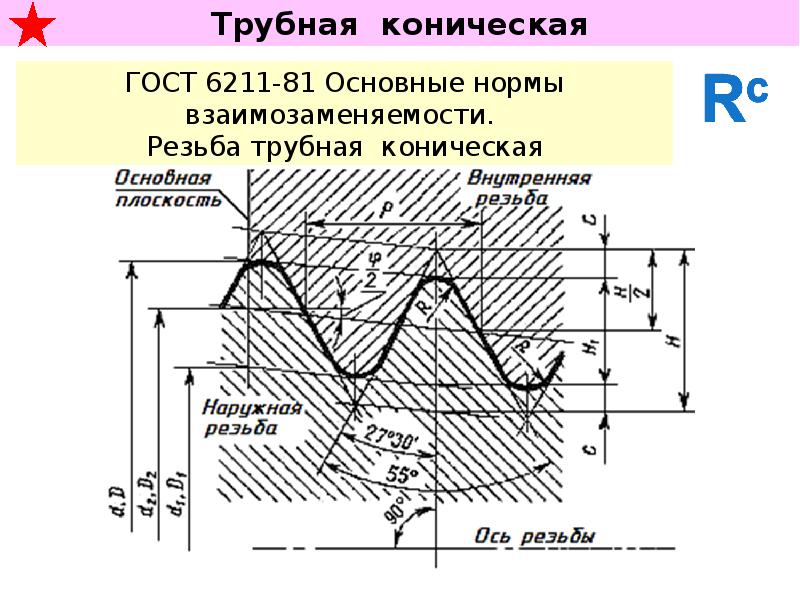 Выбор правильного типа резьбы обеспечит оптимальную совместимость с вашим оборудованием. На первый взгляд темы могут выглядеть одинаково. Но присмотритесь повнимательнее, и вы заметите очень тонкие различия, которые сделают их несовместимыми друг с другом. Например, резьба G несовместима с резьбой NPT из-за их разных углов, форм и шагов резьбы (количество резьб на дюйм).
Выбор правильного типа резьбы обеспечит оптимальную совместимость с вашим оборудованием. На первый взгляд темы могут выглядеть одинаково. Но присмотритесь повнимательнее, и вы заметите очень тонкие различия, которые сделают их несовместимыми друг с другом. Например, резьба G несовместима с резьбой NPT из-за их разных углов, форм и шагов резьбы (количество резьб на дюйм). Использование штангенциркуля даст вам самые точные и точные измерения, но хорошей альтернативой будет прямая стальная линейка. Однако, если вы думаете, что будете использовать его довольно часто, вот цифровой штангенциркуль, который мы нашли на Amazon по разумной цене.
Использование штангенциркуля даст вам самые точные и точные измерения, но хорошей альтернативой будет прямая стальная линейка. Однако, если вы думаете, что будете использовать его довольно часто, вот цифровой штангенциркуль, который мы нашли на Amazon по разумной цене. Коническая резьба и параллельная резьба
Коническая резьба и параллельная резьба Хотя для расчета размера шага можно использовать линейку, настоятельно рекомендуется использовать измеритель шага, поскольку размеры шага могут быть очень похожими. Протестируйте пару разных размеров с помощью измерителя шага, чтобы найти наилучшее соответствие.
Хотя для расчета размера шага можно использовать линейку, настоятельно рекомендуется использовать измеритель шага, поскольку размеры шага могут быть очень похожими. Протестируйте пару разных размеров с помощью измерителя шага, чтобы найти наилучшее соответствие. Вы также можете скачать всю эту информацию в удобном PDF-файле.
Вы также можете скачать всю эту информацию в удобном PDF-файле.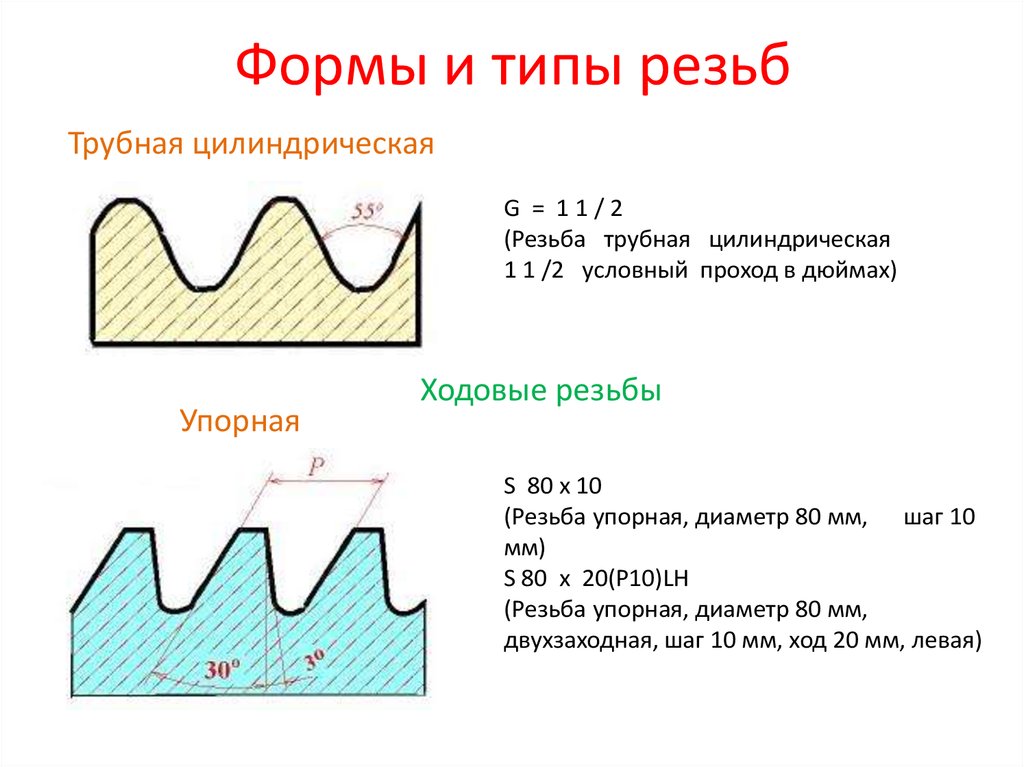 Это ограничивает коррозию резьбы, которая в противном случае может сделать разборку в будущем практически невозможной.
Это ограничивает коррозию резьбы, которая в противном случае может сделать разборку в будущем практически невозможной. Д. = Внешний диаметр Внутренний диаметр = Внутренний диаметр
Д. = Внешний диаметр Внутренний диаметр = Внутренний диаметр Д. = Внешний диаметр Внутренний диаметр = Внутренний диаметр
Д. = Внешний диаметр Внутренний диаметр = Внутренний диаметр