Круг шлифовальный на керамической связке профиль чашка цилиндрическая ЧЦ-6, 64С зеленый (125х63х32)
Под заказ
Доставка по Украине
150 грн
Купить
ООО «СЛОБОДАИНСТРУМЕНТ»
Круг шлифовальный на керамической связке профиль чашка цилиндрическая ЧЦ-6, 64С (200х63х32)
Под заказ
Доставка по Украине
850 грн
Купить
ООО «СЛОБОДАИНСТРУМЕНТ»
Шлифовальный двухрядный алмазный круг, 125мм, чашечный, по камню
Доставка по Украине
300 грн
Купить
K2Market
Круг шлифовальный на керамической связке — АО «КОСУЛИНСКИЙ АБРАЗИВНЫЙ ЗАВОД»
Абразивный инструмент на керамической связке
Круги шлифовальные прямого профиля
Круг абразивный прямого профиля Тип 1
Для всех видов шлифования (кроме обдирочного). Обработка производится торцом и периферией.
ПОДРОБНЕЕ
Круги шлифовальные с коническим профилем
Круг абразивный конического профиля Тип 3
Для заточки, зубошлифования.
ПОДРОБНЕЕ
Круги шлифовальные с односторонней выточкой
Круг абразивный с односторонней выточкой Тип 5
Для всех видов шлифования (кроме обдирочного). Обработка производится торцом и периферией.
ПОДРОБНЕЕ
Круги шлифовальные чашечные цилиндрические
Круг абразивный чашечный цилиндрический Тип 6
Для плоского, круглого наружного и внутреннего шлифования, заточки.
ПОДРОБНЕЕ
Круги шлифовальные с двусторонней выточкой
Круг абразивный с двусторонней выточкой Тип 7
Для ручных и машинных операций.
ПОДРОБНЕЕ
Круги шлифовальные с двусторонней выточкой и ступицей
Круг абразивный с двусторонней выточкой и ступицей Тип 10
Для шлифования калибровых скоб, штангенциркулей.
ПОДРОБНЕЕ
Круги шлифовальные чашечные конические
Круг абразивный чашечный конический Тип 11
Для плоского, круглого наружного и внутреннего шлифования, заточки.
ПОДРОБНЕЕ
Круги шлифовальные тарельчатые
Круг абразивный тарельчатый Тип 12
Для плоского, круглого наружного и внутреннего шлифования, заточки.
ПОДРОБНЕЕ
Сегменты шлифовальные
Сегменты шлифовальные на керамической связке
Для песприжоговой обработки больших поверхностей металлических деталей, для плоского шлифования малоуглеродистых сталей, для строительных работ, для шлифования железнодорожных рельсов.
7 стандартные приложения. Круги для плоского шлифования, Круги для круглого шлифования, Шлифовальные круги для бесцентрового шлифования. Ручное шлифование, профильное шлифование и зачистное шлифование.
Просмотреть полный перечень товаров
Круги с керамическим зерном для твердых сталей
Высокопроизводительные шлифовальные круги для очень твердых сталей, шлифовальные круги, специально разработанные для сталей M2 и D2, 60 RC и тверже. Сокращение времени цикла шлифования и затрат на шлифование. Увеличенный срок службы круга и более высокое качество деталей.
Просмотреть полный перечень товаров
AZ Специальные круги из оксида алюминия
Ассортимент прецизионных плоскошлифовальных и круглых шлифовальных кругов для быстрорежущей стали, инструментальной стали, а также сталей M2 и D2. Шлифовальные круги AZ предназначены для сталей 55 RC и тверже. Свободно режущий сыпучий абразив без горения, абразив Premium Blue на основе оксида алюминия со связкой V32 для превосходных результатов шлифования.
Просмотреть полный перечень товаров
Чашечные и тарельчатые шлифовальные круги
Керамические прямые чашечные шлифовальные круги, конические чашечные шлифовальные круги и тарельчатые шлифовальные круги для шлифовки инструментов и фрез, торцевой шлифовки, а также удаления сварных швов ленточной пилой.
Посмотреть полный список товаров
Часто задаваемые вопросы
Что такое шлифовальный круг?
A Шлифовальный круг
Шлифовальный круг представляет собой одноразовый круг, состоящий из абразивной смеси, используемый для различных операций шлифования (абразивной резки) и абразивной обработки. Шлифовальные круги используются на шлифовальных станках и изготавливаются из матрицы абразивных частиц, спрессованных и связанных вместе, чтобы сформировать твердую круглую форму.
Опишите процесс производства шлифовальных кругов
Производство шлифовальных кругов
Процесс производства всех шлифовальных кругов является точным и строго контролируемым процессом не только из-за неотъемлемых рисков безопасности, связанных с высокоскоростной работой всех шлифовальных кругов. Состав (сырье) и однородность, необходимые для производства высококачественных безопасных шлифовальных кругов, важны для предотвращения взрыва из-за высоких напряжений, возникающих при вращении. Существует пять материалов шлифовального круга, размер зерна, марка круга, структура (расстояние между зернами) и тип связки. Они будут четко обозначены кодами на этикетке круга.
Какой формы бывают шлифовальные круги?
Шлифовальные круги бывают разных форм:
Прямые чашечные шлифовальные круги
Шлифовальные круги с конической чашкой
Тарельчатые шлифовальные круги
Заточные шлифовальные круги
Шлифовальные круги со скошенной кромкой
Круги для торцевого шлифования под углом
Профилированные шлифовальные круги
Расскажите мне об абразивах для шлифовальных кругов?
Шлифовальные круги изготавливаются из пяти различных абразивов.
Оксид алюминия – (A)
Карбид кремния — (C)
Керамика – (SG)
Бриллиант – (D)
Кубический нитрид бора – (CBN)
Что такое алмазные шлифовальные круги?
Поставщики алмазных шлифовальных кругов
Шлифовальные круги с алмазными или эльборовыми зернами известны как суперабразивы, шлифовальные круги с оксидом алюминия, карбидом кремния или керамическими зернами известны как обычные шлифовальные круги с керамическим покрытием или шлифовальными кругами на связке из смолы. Чтобы использовать шлифовальные круги, круг должен быть сначала испытан кольцом, чтобы убедиться, что он находится в хорошем состоянии. Он крепится к станку фланцевыми пластинами.
Почему так важно проводить правку шлифовальных кругов?
Устройство для правки шлифовального круга
Правка всех шлифовальных кругов необходима, хотя шлифовальные круги в небольшой степени самозатачиваются. Для достижения наилучших результатов каждый шлифовальный круг следует править и править с помощью различного оборудования для правки шлифовального круга. Правка удаляет текущий слой абразива, обнажая свежую и острую поверхность. Правка шлифовальных кругов делает поверхность параллельной шлифовальному столу. Тогда весь шлифовальный круг становится ровным и обеспечивает точную поверхность.
Плоскошлифовальные и круглошлифовальные круги
Дом
/
Распродажа
/
Шлифовальные круги
/
Плоско- и круглошлифовальные круги
Показаны результаты 21 из 21
Сортировать по: Самые популярныеЧто новогоЦена от низкой до высокойЦена от высокой до низкойНазвание от А до ZНазвание от Я до А
D6A2 Алмазный шлифовальный круг диаметром 125 мм, слой 3 мм
40,05 фунтов стерлингов
Алмазный круг Shape 6A2 со связкой из смолы для повторной заточки инструментов с твердосплавными напайками. ….
150 x 10 x 3 x 31,75 мм 1A1 CBN 46 C75 Шлифовальный круг
77,56 фунтов стерлингов
Абразив CBN идеален для шлифования твердых и трудно поддающихся шлифованию металлов. Долговечные и холодные режущие свойства. Мелкое зерно…..
180 мм x 16 мм x 31,75 мм WA 60 кВ. Шлифовальный круг
9,50 фунтов стерлингов
Заточка инструмента из среднетвердых сталей.
Шлифовальные круги WA 60 KV 180 x 16 x 31,75 мм
10,97 фунтов стерлингов
Заточка инструмента из стали средней и твердой. ….
200 мм x 10 мм x 32 мм WA 54 МВ
9,95 фунтов стерлингов
WA 54 MV Абразивный материал на основе оксида алюминия высокой степени очистки, содержащий небольшое количество …….
200 мм x 13 мм x 31,75 мм GC 60 СП
9,95 фунтов стерлингов
Абразивные круги из карбида кремния для шлифования инструментов из карбида вольфрама и многих сплавов. Нажмите на картинку, чтобы посмотреть цену и….
200мм x 13мм x 32мм ПА 60 НВ
8,50 фунтов стерлингов
Высокоочищенный абразив на основе оксида алюминия, содержащий небольшое количество . ……
Керамические абразивные шлифовальные круги 200 мм x 20 мм x 31,75 мм
25,50 фунтов стерлингов
Керамический абразив для исключительно холодной резки твердых и плохо поддающихся шлифованию сталей. Нажмите на изображение, чтобы посмотреть цену и ……
200 мм x 60 мм x 60 мм A 60 K7V
9,95 фунтов стерлингов
Абразивный материал на основе высокоочищенного оксида алюминия 60 кВ, содержащий небольшое количество …….
Керамические абразивные шлифовальные круги 200 x 25 x 51 мм.
Утопленный.
38,59 фунтов стерлингов
Абразивные круги из микрокристаллического керамического оксида алюминия для обработки твердых инструментальных сталей. Холодная резка и более длительный срок службы. Идеально подходит для заточки инструментов из быстрорежущей стали, включая…
Шлифовальные круги WA 46 GVP 250 мм x 20 мм x 50,8 мм
Цена по запросу
От чернового до чистового шлифования среднетвердых сталей……
Распродано
Керамический абразивный шлифовальный круг 250 мм x 25 мм x 76,20 мм
35,50 фунтов стерлингов
Керамический абразив для исключительно холодной резки твердых и плохо поддающихся шлифованию сталей. Нажмите на изображение, чтобы посмотреть цену и ……
250 мм х 20 мм х 50,08 мм МА 60 СП
19,95 фунтов стерлингов
MA 60 JV Высокоочищенный, но агрессивный смешанный абразив из обычного и белого оксида алюминия. Идеально подходит для шлифования мягких и среднетвердых сталей……..
250 мм x 25 мм x 76,20 мм MA 46 IV
23,95 фунтов стерлингов
MA 46 IV Высокоочищенный, но агрессивный смешанный абразив из обычного и белого оксида алюминия. Идеально подходит для шлифования мягких и среднетвердых сталей……..
350 x 13 x 127 мм Norton WA 180 МВ
27,56 фунтов стерлингов
Круги наружные круглые шлифовальные. Полный ассортимент абразивных кругов из оксида алюминия для шлифования мягких, средних и твердых сталей…..
Шлифовальный круг GC 60 JV 350 x 40 x 127 мм.
54,02 фунта стерлингов
Абразив из карбида кремния для прецизионного шлифования немагнитной нержавеющей стали, карбида вольфрама, чугуна и алюминия. ….
350 х 50 х 127 мм WA 46 кВ
54,58 фунтов стерлингов
Белые алюминиевые абразивные круги шириной 50 мм для прецизионного шлифования стали средней и твердой…
Шлифовальный круг Norton 25A 80 18GVP 355 x 50 x 203,2 мм
78,93 фунтов стерлингов
Круги наружные круглые шлифовальные. Полный ассортимент абразивных кругов из оксида алюминия для шлифования мягких, средних и твердых сталей…..
500 х 50 х 203,2 мм Tyrolit 10A 46 LV
87,65 фунтов стерлингов
Шлифовальные круги диаметром 508 мм (20 дюймов) для круглого шлифования большинства сталей.
Как выбрать сварочный инвертор – советы по выбору инверторного аппарата
Преимущества сварочных инверторов
Недостатки инверторов для ручной сварки
Правила выбора сварочного инвертора
Дополнительные рекомендации по выбору оборудования
Даже в бытовых условиях нередко требуется оборудование для работы с металлом, поэтому вопросом о том, как выбрать сварочный инвертор, сейчас задаются и неспециалисты. Предшественниками этого устройства были сварочные трансформаторы, которые не отличались стабильной работой и обладали приличными габаритами и массой. Именно эти характеристики являлись сдерживающими факторами для того, чтобы такое оборудование приобретали для собственных нужд частные пользователи.
Как не ошибиться при выборе инвертора?
Преимущества сварочных инверторов
Современный инверторный сварочный аппарат – это компактное устройство, которое отличается высокой надежностью и простотой эксплуатации. В таком оборудовании реализованы передовые технические разработки, благодаря которым оно становится эффективным и максимально функциональным.
Характеристики бытовых сварочных аппаратов позволяют получать на их выходе сварочный ток различной величины. Это позволяет производить с их помощью сварочные работы с разными металлами и с деталями, отличающимися различной толщиной. Современный бытовой аппарат для сварки отличают следующие преимущества.
Практически каждый современный инвертор оснащен защитными электронными системами, которые обеспечивают его автоматическое отключение в тех ситуациях, когда возникает риск его выхода из строя (скачки напряжения, перегрев, слишком длительная работа).
Использование такого устройства позволяет получать соединения с ровными и надежными сварочными швами.
В процессе выполнения сварочных работ значение силы тока остается стабильным (такая характеристика обеспечивается особенностями конструкции подобного оборудования).
При осуществлении сварки образуется минимальное количество брызг.
Сварочная дуга при использовании такого аппарата зажигается быстро и горит очень устойчиво, вне зависимости от степени воздействия на нее внешних факторов (сильные порывы ветра, неосторожные движения руки сварщика, скачки напряжения).
Большим преимуществом такого оборудования является его исключительная универсальность. С его помощью можно успешно сваривать как обычную сталь, так и металлы, сложно поддающиеся сварке. Быстро обучиться работе на таком устройстве может даже человек, достаточно далекий от сварочного производства.
Недостатки инверторов для ручной сварки
Как у любой техники, у инвертора тоже есть недостатки. Одним из наиболее значимых минусов является наличие специальных требований, касающихся хранения аппарата. Правильные условия хранения предполагают в первую очередь его защиту от пыли, которая может нанести устройству серьезный вред.
Именно из-за подобных требований к условиям хранения производственные компании и строительные организации выбирают сварочные аппараты, которые не так чувствительны к состоянию внешней среды. Такие устройства, к которым относят сварочные трансформаторы и генераторы, можно спокойно оставлять на открытом воздухе, не переживая за то, что это серьезно отразиться на их технических характеристиках. Минусом инверторов можно считать и их стоимость, которая превышает цену сварочных трансформаторов.
Выбор инверторов сегодня весьма обширен
Кроме того, инверторы требуют соответствующего обслуживания. В частности, для поддержания устройств в рабочем состоянии их необходимо тщательно чистить и продувать после длительного периода эксплуатации, чего не требуют обычные сварочные трансформаторы.
Также важно правильно приступать к работе на таком аппарате, если его только что занесли с улицы. Важно знать, что подключать инвертор к сети и начинать работу с его использованием, можно только спустя 1,5–2 часа после его переноса в теплое помещение. Такое требование обусловлено тем, что на элементах аппарата, занесенного с улицы в тепло, скапливается конденсат, который может послужить причиной нарушений в его работе.
Правила выбора сварочного инвертора
Задаваясь вопросом, как выбрать сварочный инвертор, многие руководствуются стоимостью рассматриваемого оборудования. На современном рынке представлены две основные категории подобных устройств: недорогие — произведенные на китайских предприятиях, и более дорогие — инверторы, выпущенные под известными европейскими торговыми марками. Перед тем как выбрать инверторный сварочный аппарат европейской марки, следует иметь в виду, что большая часть комплектующих в таком оборудовании также может иметь китайское происхождение. Именно поэтому важно ориентироваться не на стоимость выбираемого оборудования, а на его технические характеристики.
Основным параметром любого подобного устройства, позволяющим выбрать его правильно, является его мощность. Принцип работы такого оборудования основан на формировании в нем высокочастотных импульсов, которые поступают от специальных транзисторов, работающих под большим напряжением (силовые ключи). Данные транзисторы предназначены для того, чтобы увеличивать силу тока в случаях, когда в питающей электросети оно понизилось. Для того чтобы такие элементы инвертора не перегорели при значительных скачках напряжения в сети, в нем должны быть предусмотрены защитные устройства.
Как правило, в недорогих моделях инверторов такие защитные устройства не предусмотрены, что может послужить причиной выхода из строя оборудования в случае, если скачки напряжения в вашей электросети бывают достаточно часто. Поэтому ориентироваться при выборе аппарата необходимо и на такие факторы, как качество электроснабжения в месте, где будет использоваться сварочное оборудование. Если такое качество не очень высокое, то лучше выбрать более дорогой аппарат, который оснащен всеми необходимыми защитными системами.
Некоторые из популярных моделей сварочных инверторов
На правильный выбор инвертора оказывает влияние и такой параметр, как потребляемая им мощность. Особенно важно учитывать этот параметр, если сварочное оборудование будет использоваться на максимальных значениях сварочного тока. В таком случае электрическая сеть, к которой будет подключаться данное оборудование, может просто не выдержать повышенных нагрузок и выйти из строя.
В инструкции, снабжающей каждый бытовой аппарат для сварки, обязательно указывается, предохранитель с какими характеристиками должен быть установлен в электрической сети, от которой он будет запитан. Не следует экспериментировать и использовать предохранитель с другими характеристиками, так как вы можете столкнуться с тем, что самые слабые участки вашей электрической проводки просто выйдут из строя.
Прежде чем выбирать инверторный аппарат для сварки, важно также узнать допустимую длительность его непрерывной работы, которая указана в паспорте на оборудование. Такой параметр означает то, как долго можно бесперебойно работать на устройстве при максимальном значении силы сварочного тока. Обычно производители указывают данный параметр в процентах.
Еще несколько моделей, представленных на российском рынке
Так, если в паспорте на аппарат указано, что длительность его включения составляет 30%, то это означает, что из 10-ти минут на максимальном токе он будет работать только 3, а на остальные 7 минут автоматически отключится и будет остывать. Бывают инверторы с показателем длительности включения и 60%, но их приобретение для домашнего использование не имеет смысла, так как редко кто в бытовых условиях использует подобное оборудование на максимальных силах тока.
Дополнительные рекомендации по выбору оборудования
Выбор сварочного инвертора требует внимания к такому параметру данного оборудования, как величина номинального тока. Номинальным считается такой ток, при котором сварочное оборудование работает без перегрузок и не перегревается.
Выбирать сварочное оборудование по значению номинального тока следует с некоторым запасом. Так, к примеру, если вы преимущественно будете использовать аппарат при значениях тока в 120 Ампер (сварка деталей толщиной до 4 мм электродом с диаметром 3 мм), то выбрать стоит инвертор, номинальный ток которого составляет 160 Ампер (на 30–50% больше).
Соблюдать такое правило следует еще и потому, что в наших электрических сетях часто случается значительное понижение напряжения, что сразу влечет за собой и снижение силы сварочного тока. Выполнить качественную сварку в таких случаях, если вы подобрали сварочное оборудование без учета запаса по номинальному току, будет практически невозможно. Оказывать влияние на снижение сварочного тока может и длина проводов, с помощью которых вы подключаете оборудование к электрической сети.
При выборе аппарата важно также оценивать степень его защиты от влаги и пыли. Для этого недостаточно просто взглянуть на фото такого оборудования, а вот узнать о том, какому классу соответствует его защита, стоит. Для бытового использования вполне подойдут модели, класс защиты которых обозначается IP21. Есть модели инверторов с классом защиты IP23, которые могут эксплуатироваться даже под косым дождем, но переплачивать за такую опцию нет смысла, потому что мало кто будет выполнять сварочные работы в таких погодных условиях, да и хранят подобное оборудование не под открытым небом.
Инверторный аппарат от известного производителя Ресанта
Существует еще несколько немаловажных характеристик, на которые следует обращать внимание при выборе сварочного аппарата. Учитывайте следующее.
Предусмотрены ли у аппарата дополнительные опции, которые делают работу с ним более удобной и комфортной? К таким опциям относятся: «Горячий старт» — быстрое, практически мгновенное, зажигание сварочной дуги; «Антизалипание» — в тех случаях, если электрод залип на свариваемой детали, сварочный ток автоматически перестает подаваться на него; «Форсаж дуги» — опция, особенно полезная при выполнении вертикальных сварочных швов.
Ремонтопригодность аппарата. Сварочные инверторы являются достаточно сложным оборудованием, для ремонта и технического обслуживания которого необходимы не только специальные знания, но и соответствующие комплектующие элементы. Поэтому, если в вашем регионе нет авторизованного сервисного центра по обслуживанию аппарата, который вы собираетесь приобрести, то лучше остановить свой выбор на устройствах других торговых марок.
Гарантийный срок. Важный параметр, на который также стоит обращать свое внимание при выборе аппарата. Производители с именем предоставляют на свое оборудование гарантийный срок до двух лет, в то время как у малоизвестных китайских компаний такой срок может измеряться всего двумя–тремя месяцами.
Возможность модернизации устройства с целью повышения его функциональности. Такое качество важно в том случае, если вы собираетесь использовать аппарат для сварки не только обычных сталей, но и цветных металлов, которые можно качественно соединять только в среде защитного газа. В таких случаях лучше остановить свой выбор на оборудовании, к которому дополнительно можно подключить устройство для подачи защитного газа и, соответственно, сам газовый баллон.
Как видите, если правильно подойти к выбору сварочного инвертора, то можно приобрести аппарат, который даст вам возможность эффективно и качественно решать задачи, связанные со сваркой различных металлических конструкций.
КАК ВЫБРАТЬ ИНВЕРТОРНЫЙ СВАРОЧНЫЙ АППАРАТ
01.04.2021
Принцип работы инверторного сварочного аппарата
Задача сварочного аппарата – соединение краев двух металлических деталей. Пригодится агрегат в работах по дому, на участке. С помощью сварки станет возможным самостоятельное изготовление каркаса мебели из металла, строительство теплицы своими руками, и многие другие задачи, которые до появления техники решались при помощи покупки готовых элементов. Принцип работы сварочного аппарата заключается в образовании электрической дуги высокой температуры между электродом аппарата и металлической деталью, нуждающейся в сварке. Электродуга образуется путем трансформации тока высокого напряжения. От воздействия высокой температуры края металлических деталей начинают плавиться и быстро остывать по окончании воздействия. Благодаря этому процессу на металле образуется крепкий шов, выдерживающий механические нагрузки. Вне зависимости от класса и функционала сварочного аппарата, его работа состоит из 4 этапов:
Добыча электричества из сети;
Трансформация постоянного тока в переменный высокочастотный;
Понижение напряжения высокочастотного тока;
Выпрямление пониженного тока.
Плюсы и минусы инвертора
В сравнении с предыдущим поколением сварочных аппаратов (трансформаторов), инверторный сварочный аппарат обладает рядом преимуществ:
Вес инвертора не превышает 12 кг, бытовые аппараты весят 5 кг. Такой агрегат мобилен и легко транспортабелен, в отличие от 20-25 кг трансформатора.
Инвертор экономно расходует электроэнергию, пуская 90% процентов на полезное действие, и 10% на разогрев.
Регулировка силы тока инвертора позволяет работать с различными видами металла.
Наличие дополнительных полезных функций (антиприлипания) делает возможным работу с аппаратом новичка.
Установленные стабилизаторы напряжения внутри большинства сварочных аппаратов исключают поломки, связанные со скачками напряжения в сети.
Однако, имеются и недостатки инверторных сварочных аппаратов:
Стоимость инвертора в несколько раз выше, чем стоимость трансформатора.
Аппарат необходимо беречь от влажности, низкой температуры и пыли.
В случае технических неисправностей починка инвертора обойдется в половину цены от нового аппарата.
Критерии выбора инверторного сварочного аппарата
Перед покупкой сварочного аппарата необходимо определиться с критериями выбора инвертора, чтобы не переплатить за функционал, который не потребуется в работе.
Как большинство электроинструментов, инверторы делятся на бытовые и профессиональные. Бытовой сварочный аппарат подойдет для непродолжительных работ, ему требуется перерыв после 10-15 минут сварки. Профессиональный инвертор приспособлен к длительной работе с коммуникациями и металлоконструкциями. На производстве предпочтение отдают промышленным сварочным аппаратам, способным работать сутки с небольшими перерывами.
Сварочный ток инвертора – показатель эффективности работы и толщины металла, с которым совладает аппарат. В зависимости от нужд и класса сварочного аппарата, различается и параметр сварочного тока. Для бытовых моделей достаточно 120-160 А, профессиональные выдают 200-300 А, для промышленных характерна цифра в 250-500 А.
От предполагаемой толщины свариваемых деталей зависит толщина приобретаемых электродов и необходимая мощность рабочего тока агрегата.
Показатель полезной нагрузки сварочного аппарата сообщит покупателю продолжительность беспрерывной работы агрегата. Например, ПН 70% означает, что из 10 минут – 3 минуты инвертору необходимо отдыхать.
Спланируйте зону для работы сварочным аппаратом. Климатические условия сварки в помещении и на улице требуют различной степени защиты инвертора.
Отдавайте предпочтение крупным зарекомендовавшим себя брендам электроинструмента. Такие производители имеют собственные сервисные центры, что актуально в случае выхода из строя аппарата.
Выбор инверторного сварочного аппарата — ответственная задача, это приобретение на долгие года. Помните, что техника подобного функционала не может стоить дешево и работать при этом качественно и продолжительно.
Как выбрать инверторный сварочный аппарат
Перейти к содержимому
hongky
Выбор сварочного инвертора трудоемок, но важен. Промышленность выпускает три типа аппаратов: бытовые, профессиональные и промышленные. Для дома: лучше выбрать домашний аппарат. Можно качественно проварить шов, но его длина будет меньше. Следует отметить, что машины бытового назначения не отличаются большой мощностью.
Прежде чем выбрать инверторный сварочный аппарат; Многих покупателей, безусловно, интересует цена товара. На рынках сварочных аппаратов сейчас много дешевых моделей. Но специалисты не советуют покупать дешевые и миниатюрные аппараты. Товар и его возможности. Профессиональные модели стоят дорого. Их покупать не имеет смысла. Поэтому при выборе инверторного устройства придерживайтесь середины. Внимание! главный недостаток дешёвого сварочного аппарата – низкий рабочий цикл. Эта цифра рассчитывается из десятиминутного интервала. При такой дешевой машине рабочий цикл может варить две минуты, в другое время ее необходимо охлаждать. Дешевые телефоны быстро ломаются. Их трудно ремонтировать из-за отсутствия запчастей, т.к. а также одноплатный метод производства.
Сварка электродом или дуговая сварка, вероятно, является наиболее широко известным типом сварки. Вероятно, ее следовало бы назвать сваркой «ковчега», поскольку она, кажется, существовала со времен Ноя. Stick использует флюсовое покрытие вокруг своего расходуемого стержня, чтобы обеспечить защитный газ, который не допускает попадания примесей в расплавленный металл. Это делает его хорошо подходящим для использования на открытом воздухе. Ветер не уносит дымовые газы, как при сварке MIG и TIG. Стик обеспечивает хорошее проплавление и хороший контроль сварного шва. Сила тока контролируется на машине и может выполняться как одной, так и двумя руками. Некоторые машины для хобби могут сваривать сталь толщиной до ½ дюйма. Ручная сварка не подходит для сварки алюминия или тонких материалов. Вы можете сваривать тонкие материалы и алюминий с помощью подходящего стержня, но это непросто. Хотя сварка стержнем не слишком сложна, она также не слишком проста. Когда я спросил Кортни об уровне сложности для новичка, использующего тренажёр с палками, он рассмеялся и ответил: «Это примерно 8 баллов из десяти по шкале сложности».
Сварка стержнем не так проста, как может показаться. Стержень необходимо не только перемещать по траектории сварки с постоянной скоростью, но и поддерживать правильное расстояние дуги, так как стержень становится короче. Это не единственная проблема, с которой сталкиваются новички. Выбор стержня, настройка машины, проблема пористости и зажигание дуги также могут оказаться проблематичными. Новичок, использующий палку, оснащенный стандартной защитой объектива, буквально останется в темноте, пытаясь запустить дугу. Хотя обучение сварке на стержневой машине сделало меня лучшим сварщиком, я бы не стал снова использовать стержневую машину, если бы у меня был выбор. У меня все еще есть мой станок, но только для инвертора TIG.
Chưa được phân loại
Инвертор против сварочного аппарата с трансформатором: как выбрать правильный вариант
Как партнер Amazon, я зарабатываю на соответствующих покупках. Мы рекомендуем только продукты, которые мы тщательно исследовали и которые будут полезны нашим читателям.
С тех пор, как около 30 лет назад на рынке появились инверторные сварочные аппараты, среди пуристов сварочного сообщества и тех, кто готов принять перемены, уже давно ведутся споры.
Тем не менее, как вы узнаете из этой статьи, нет «лучшего» типа, есть только разные варианты использования.
Сварочный инвертор — продукт, созданный в результате эволюции сварочного аппарата.
Между инверторным сварочным аппаратом и трансформаторным сварочным аппаратом есть много сходств и различий.
Тем не менее, чтобы лучше понять их и решить, какой из них выбрать для вас и ваших нужд, вам нужно точно знать, как они работают.
Сегодня на рынке представлено так много различных типов сварочных аппаратов, что может быть трудно определить, какой из них лучше всего подходит для ваших нужд.
Два основных типа сварочных аппаратов: инверторный и трансформаторный.
Любой тип можно использовать для сварки низкоуглеродистой стали и алюминия. Оба типа могут также сваривать различные виды нержавеющей стали, но вы можете использовать только трансформаторный тип для сварки оксидов алюминия.
Самое существенное различие между ними заключается в том, как они питаются.
С учетом сказанного давайте углубимся в детали.
Что такое трансформаторы?
Трансформатор — это электрическое устройство, которое передает электричество из одной цепи в другую в электрическом мире. Для преобразования мощности трансформаторы состоят из двух катушек провода.
Катушка на входной стороне (вход) называется первичной обмоткой и получает питание от входящего сетевого напряжения (обычно переменного тока или переменного тока).
Катушка на стороне выхода называется вторичной обмоткой и преобразует входную мощность в более низкое напряжение для облегчения использования с потребительскими товарами.
Трансформатор позволяет подавать электричество на большие расстояния с помощью низковольтного переменного тока (AC).
Трансформаторы обычно состоят из двух катушек с намотанной на них проволокой: «входной» первичной обмотки и «выходной» вторичной обмотки.
Первичная обмотка подключена к сети, а вторичная обмотка — к нагрузке.
В линиях электропередач переменного тока протяженностью в десятки миль напряжение может быть настолько высоким, что напрямую подключать небольшие нагрузки к линии небезопасно или экономически невыгодно.
Вместо этого электрические трансформаторы используются для снижения напряжения с тысяч вольт для передачи на большие расстояния до уровня, который может быть обеспечен распределительными линиями и безопасно использоваться в домах и на предприятиях.
Трансформаторы работают по принципу, называемому индукцией, преобразованию энергии из одной формы в другую с помощью катушек проволоки, намотанной на железный сердечник.
Сварочные аппараты с питанием от трансформатора
В источниках питания трансформаторного типа переменный ток среднего напряжения преобразуется в большой ток низкого напряжения, обычно от 15 до 20 вольт при разомкнутой цепи и от 55 до 590 ампер.
Более дорогие машины используют выпрямители для преобразования переменного тока в постоянный.
С помощью этой системы сварщик может регулировать выходной ток, регулируя расстояние между первичной и вторичной обмотками.
Машины этого типа, как правило, самые дешевые.
Однако такая более низкая стоимость часто достигается за счет больших габаритов и массы, поскольку он работает на частоте электросети 50 или 60 Гц.
Трансформаторы, работающие на низких частотах, должны иметь более высокую магнитную индуктивность, чем необходимо, чтобы избежать чрезмерных шунтирующих токов.
История трансформаторов
Чтобы понять историю трансформатора, вы должны сначала понять открытие индукции.
Майкл Фарадей и Джозеф Генри независимо друг от друга открыли принцип электромагнитной индукции, действие трансформатора, в 1831 и 1832 годах.
Фарадей создал первый тороидальный трансформатор с замкнутым сердечником, намотав на железное кольцо две катушки проволоки.
Только подавая отдельные импульсы тока на свой трансформатор, он обнаружил связь между коэффициентом трансформации и ЭДС.
Когда использовать сварочный аппарат-трансформер
Сварочный аппарат трансформаторного типа является наиболее распространенным типом из-за более низкой стоимости и простоты использования.
Обычно они имеют более высокий рабочий цикл, чем модели с инвертором, что означает, что вы можете использовать их для тяжелых сварочных работ.
Еще одним преимуществом является опыт. Они используются гораздо дольше, чем инверторные модели, а потому о них известно больше.
Профессионалам и серьезным любителям часто бывает разумно придерживаться того, что вы знаете. 9Номер модели K3461-1 и сертифицирован…
Бестселлер № 2
Hobart 500554 Handler 190 MIG Welder 230V
В комплект поставки входит – 10-футовый пистолет HR-100 | 10…
7 вариантов напряжения, улучшенные магнитные характеристики и. ..
Лидер продаж № 3
Hobart — 500553 Манипулятор 210 MVP MIG Welder, Small
В комплект поставки входит один Hobart – 500553…
Welder Размеры: 10,62” 915” 0 Ш x 19… Размеры позволяют легко транспортировать устройство в…
Последнее обновление от 08.11.2022 / Партнерские ссылки / Изображения из Amazon Product Advertising API
Что такое инверторы?
С тех пор, как были изобретены биполярные транзисторы с изолированным затвором, нагрузку дуговой сварки можно было обрабатывать с помощью импульсного источника питания.
Они выпрямляют электроэнергию, переключая ее с сети на постоянный ток, а затем инвертируют ее с помощью понижающего трансформатора для получения желаемого сварочного напряжения или тока.
Обычно используется частота коммутации до 10 кГц.
Несмотря на высокую частоту коммутации, требующую сложных компонентов и схем, понижающий трансформатор значительно снижает оптовую стоимость, поскольку количество магнитных элементов, необходимых для достижения заданного уровня мощности, быстро сокращается с увеличением частоты коммутации.
Вы также можете включить управление мощностью и защиту от перегрузок в схему инвертора.
Сварочные аппараты, использующие высокочастотные инверторы, как правило, имеют более высокую точность и более точный контроль переменных параметров, чем машины, не использующие инверторы.
История инверторов
Система преобразования постоянного тока в переменный была изобретена и использовалась в основном в период с конца девятнадцатого века до середины двадцатого века, в ней использовались вращающиеся преобразователи или мотор-генераторные установки.
Наряду с газонаполненными лампами, вакуумные лампы играли все более важную роль в инверторных схемах в первой половине двадцатого века. Тиратрон был наиболее широко используемым типом ламп.
Бывшие преобразователи переменного тока в постоянный использовались в составе динамо-генератора при прямом подключении к асинхронным или синхронным двигателям переменного тока, что требовало обратного подключения коллектора динамо-машины для обеспечения питания постоянным током.
Когда использовать инверторный сварочный аппарат
Итак, с учетом этого, зачем вам использовать инверторный сварочный аппарат?
Сварочные аппараты, использующие инверторную технологию, работают значительно лучше, чем обычные сварочные аппараты.
Отличным примером этого является сварка электродами. Сварщики считают, что сварка гораздо удобнее, потому что гораздо легче течь вместе с дугой, чем бороться с ней.
Инверторные сварочные аппараты популярны благодаря высоким напряжениям холостого хода, функциям защиты от прилипания и силе дуги, которые они обеспечивают.
Тонкие материалы — прекрасный пример того, почему инверторный сварочный аппарат работает лучше, чем обычные аппараты для сварки электродом.
Они обеспечивают почти неограниченную регулировку силы тока, а также очень стабильную дугу с электродным сварочным стержнем.
Каковы преимущества использования инверторного сварочного аппарата?
У сварочных аппаратов с питанием от трансформатора есть несколько преимуществ, в том числе:
Повышенная эффективность
С помощью инверторного сварочного аппарата можно регулировать толщину сварного шва.
Сварщик, использующий инвертор, улучшает внешний вид сварного шва, сохраняя при этом его качество.
Механизм инверторной сварки эффективен, не нагревается даже при длительной эксплуатации. Обычно в фильтре используется меньше металла, что снижает тепловложение и обеспечивает большую производительность.
Это может привести к более значительной экономии для сварщика. Экономия выгодна, если вы зарабатываете на жизнь сваркой.
Компактные модели
Из-за меньшего размера блока питания инверторные модели намного компактнее, чем их собратья-трансформеры.
Портативность идеальна для тех, кто перевозит свои машины на работу. Это также полезно для любителей, которые хотят что-то меньшего размера, а не посвящать весь гараж искусству сварки.
Вы можете использовать мощность генератора
Благодаря своей эффективности инверторные сварочные аппараты гораздо более эффективны при использовании в сочетании с портативными генераторами, чем традиционные трансформаторные аппараты.
Инверторные сварочные аппараты MIG
Бестселлер № 1
YESWELDER 135 Amp MIG Welder, 110V Flux Core Welder Flux MIG/Lift TIG/Stick Сварочный аппарат 3-в-1 IGBT инверторный сварочный аппарат
Более мощный: выходной ток до 135 A позволяет вам…
Простота использования: Автоматическое изменение напряжения и…
Бестселлер № 2
Klutch MP230SiDV LCD MIG сварочный аппарат с несколькими процессами, шпульным пистолетом, ЖК-дисплеем и штепсельная вилка двойного напряжения — инвертор, MIG, порошковая проволока, дуговая сварка и сварка TIG, 120/230 В, выходной ток от 40 до 200 А
Инверторная технология требует на 25 % меньше потребляемой мощности…
На 50 % легче, чем трансформаторные сварочные аппараты (когда…
Выполняет сварку МИГ от 40 до 90 А постоянного тока при 140. ..
ПОРТАТИВНЫЙ СВАРОЧНЫЙ АППАРАТ — Легкий 19 фунтов легко…
Последнее обновление от 08.11.2022 / Партнерские ссылки / Изображения из Amazon Product Advertising API
О чем на самом деле идет речь?
Одним словом: надежность!
Машине-трансформеру уделяется большое внимание уже почти столетие, в то время как машинам с инвертором уделяется такое же внимание лишь последние 30 лет.
Тем не менее, в последние годы разрыв между трансформаторной и инверторной продукцией значительно сократился.
Как упоминалось ранее, трансформаторные машины десятилетиями были опорой сварщиков по всему миру. Это создает уклон в сторону этого типа источника питания.
Однако по мере того, как создается все больше и больше сварочных аппаратов инверторного типа, они быстро становятся предпочтительными сварочными аппаратами благодаря многочисленным преимуществам, которые они имеют.
Инвертор или трансформатор: когда их использовать
Трансформатор может быть лучшим вариантом, если:
У вас дома или в мастерской есть специальное сварочное оборудование. То есть у вас есть одно место, где вы выполняете все сварочные работы.
Вы пользуетесь или только нуждаетесь в процессе.
Простота — это ваш принцип работы!
Инвертор может быть лучшим выбором, если:
Вам нужна портативность.
Ваша работа требует множества различных процессов в течение дня.
Вы сварщик-любитель и хотите гибкости.
Если вы будете сваривать металл разного типа и толщины.
Часто задаваемые вопросы
Какой сварочный аппарат лучше инверторный или трансформаторный?
Это зависит от вашего рабочего процесса и типа сварки. Модели с инвертором более портативны и могут выполнять множество различных функций, но модели с трансформатором более просты и имеют меньше шансов выйти из строя.
Какие марки портативных инверторных сварочных аппаратов самые надежные?
Любая из известных моделей, таких как инверторный сварочный аппарат Miller или инверторный сварочный аппарат Lincoln, являются лучшими. Вы получите надежные гарантии, много знаний в Интернете и доступ к надстройкам и запасным частям.
В чем разница между трансформатором и инвертором?
Как обсуждалось в этой статье, основное отличие заключается в блоке питания и способах его работы. Трансформаторы преобразуют энергию с помощью катушек проволоки, намотанной на железный сердечник. Инверторы используют понижение, чтобы получить предпочтительный ток напряжения от машины.
Сварочные аппараты с инвертором лучше, чем сварочные аппараты с трансформатором?
Опять же, это зависит от ваших потребностей. Однако все больше людей переходят на сварочные аппараты инверторного типа из-за мобильности и гибкости, заложенных в их конструкции. Тем не менее, модели с питанием от трансформатора по-прежнему пользуются наибольшей популярностью из-за огромного количества энергии, которую они могут производить, и надежности более века использования.
Бочонок стальной Ду25 Ру16 L=65мм оцинкованный в г. Москва
О товаре
Производитель: СТК, Россия
Диаметр: Ду25
Материал покрытия: цинк
Номинальное давление: 16 бар
Тип присоединения: резьбовой
Артикул: 128-5860
Максимальная температура: 150 °C
Все характеристики
Низкая цена
33 на 28.10.2022 ₽
$
€
2 Ноября
Доставка в г. Москва 6 Ноября ?
Гарантия 12 месяцев
Возможна отсрочка до 90 дней
Перейти к сравнению
Убрать из сравнения
Перейти к избранным
Убрать из избранных
Другие диаметры
Ду15 20 ₽Ду20 25 ₽Ду25 33 ₽Ду32 64 ₽Ду40 102 ₽
Характеристики
Характеристики
Бочонок стальной Ду25 Ру16 L=65мм оцинкованный — это соединительная часть трубопровода. С обеих сторон он имеет равную короткую (5-6 ниток) резьбу цилиндрической формы. Бочата изготавливают из водогазопроводных труб ГОСТ 3262-75.
Применяются в системах отопления, водопровода, газопровода и других системах, работающих в условиях неагрессивных сред с температурой среды не выше 150 ° и давлением до Ру ≤ 1,6 МПа (16 Бар).
Параметры бочат Цинк L=55-80 Россия Ду25:
Диаметр номинальный DN — 25 мм
Давление номинальное PN — 16 бар
Температура — 150 С°
Материал корпуса — сталь
Тип присоединения — резьбовой
Присоединение — наружная / наружная резьба
Вес — 0.122 кг
Страна производитель — Россия
Бочонок стальной Ду25 Ру16 L=65мм оцинкованный
Габаритные и установочные размеры
бочат Цинк L=55-80 Россия Ду25:
Тип резьбы — трубная цилиндрическая
Диаметр, Dn — 25 мм
Строительная длина, L — 65 мм
Длина резьбы, l — 11 мм
Эскиз бочат Цинк L=55-80 Россия Ду25
Предельные отклонения по размерам труб для бочат:
Размеры труб
Предельное отклонение для труб точности изготовления
Наружный диаметр с условным проходом: до 40 мм включительно
+-0. 4-0.5мм
Наружный диаметр с условным проходом: св. 40 мм
+-0.8-0.1%
Размеры труб
Предельное отклонение для труб точности изготовления
Толщина стенки
+-10-15%
Для резьбы изг. методом накатки допускается уменьшение внутреннего диаметра до 10%.
Что такое санфаянс? Определение и значение
Санитарно-технические изделия — это общий термин, который относится к сантехническим приборам, используемым в туалетах, ванных комнатах и на кухне. Таким образом, санфаянс – это любое изделие, работающее с трубами и фиксируемое сантехником. Это относится к раковинам унитазов, кухонным раковинам, умывальникам, цистернам, писсуарам и пьедесталам.
Сантехника традиционно изготавливалась из фарфора. Это материал, получаемый путем нагревания стекловидного фарфора до температуры выше 1200°С.0005 0 C. Обычно устойчив к химическому воздействию и имеет глянцевую поверхность, что упрощает уход.
Однако с развитием технологий фарфор больше не является единственным материалом, используемым для производства сантехники. Стекло, металлы, гранит, пластик и другие материалы сейчас используются для производства сантехники.
Несмотря на увеличение количества материалов для производства этой посуды, не все вышеперечисленные материалы являются идеальными. Ниже приведены некоторые свойства, которыми должна обладать сантехника.
Свойства хорошей сантехники
Низкое водопоглощение: Как мы уже говорили ранее в этой статье, сантехника — это прибор, используемый в основном на кухне, в туалете и ванной комнате. Большинство материалов для кухонных раковин популярны из-за низкой скорости водопоглощения. Это необходимо, потому что вода является основным компонентом, используемым в кухонных раковинах, поэтому тот, который не выдерживает воды, не годится.
Санитарно-технические изделия с высокой водопоглощающей способностью являются некачественными изделиями. Это приведет к повреждению и растрате скудных водных ресурсов. Хорошая сантехника должна иметь водопоглощение менее 0,5%. Это обеспечивает долговечность посуды и помогает экономить водные ресурсы.
Гранитный композит — хороший материал для сантехники. Кухонная мойка из гранитного композита имеет низкую водопоглощающую способность. Поглощение менее 0,5% от общего объема воды в раковине.
Посмотреть качество Сантехника
Способность выдерживать большую нагрузку : Это еще одно важное качество санфаянса. На кухне раковина является продолжением столешницы.
Гранитная столешница нуждается в дополнительной аналогичной композитной кухонной раковине. Мы храним кухонную утварь и тарелки в раковине после использования. Если кухонная сантехника не выдержит возложенной на нее нагрузки, это может привести к трещине или повреждению.
Сантехника должна выдерживать нагрузку не менее 400 кг. Это делается для того, чтобы он не треснул и не повредился при воздействии большой нагрузки.
Гранитный композит изготавливается из смеси гранита и смолы. Это делает этот материал отличным материалом для сантехники, поскольку он обладает высокой прочностью на растяжение.
Хорошая глянцевая поверхность для легкой очистки : Накопление грязи на любой поверхности делает ее неопрятной. Особенно это касается сантехники. Сантехника должна быть здоровой и чистой в каждой точке.
Когда такую посуду трудно чистить, это приводит к скоплению грязи. Особенно это касается кухонной посуды. Это делает гранитный композитный материал идеальным для производства кухонных моек. Он глянцевый, не оставляет пятен и прост в уходе.
Материалы с глянцевой поверхностью идеально подходят для производства сантехники. Это делается для того, чтобы посуду было легко чистить и обслуживать.
Какие продукты называются сантехническими изделиями?
Ниже приведен список кухонных, ванных и туалетных принадлежностей под зонтичной сантехникой;
EWCS (европейские водные шкафы)
Wash Hand Basins
СИМАЛЫ
Кухонные раковины
Электронные системы промывки
CISTERNS
Ванные ванные комнаты
SEAT и туалет. Материал, используемый для производства этих аксессуаров, обладает всеми вышеперечисленными свойствами.
Рассмотрев свойства хорошей сантехники, давайте взглянем на качества, которыми должна обладать хорошая сантехника.
Качества хорошей сантехники
Качественная сантехника отличается от некачественной несколькими особенностями. Эти функции включают в себя
Простота установки и использования
Зачем покупать сложную сантехнику, когда есть более простая? Один совет, который вы всегда должны помнить: чем проще метод установки, тем проще его использовать. Покупая сантехнику, вы должны задать своему продавцу вопросы относительно простоты установки.
Простота установки также экономит ваши деньги. Сантехнические изделия со сложными процедурами установки требуют найма профессионального установщика. Это увеличит общую стоимость приобретения раковины. Кухонные мойки из композитного гранита просты в установке. Они не требуют присутствия профессионала.
Посмотреть веб-сайт Quality Sanitary Ware
Отделка сантехники
Отделка вашей сантехники — это покрытие на ее поверхности. Цвет на поверхности посуды должен быть фактором того, где она используется. Изделие, используемое в ванной или туалете, должно иметь белую отделку. Это делается для того, чтобы придать этим областям дома первозданный вид.
Белая кухонная раковина не идеальна. Это потому, что приготовление пищи происходит на кухне. При приготовлении пищи используется жир, а чрезмерное жирное пятно на раковине может навсегда испортить цвет раковины.
Гранитный композитный материал цвета камня. Это делает его идеальным для производства кухонных моек. Раковина из этого материала идеально вписывается в кухонное пространство.
При покупке сантехники проверьте ее на наличие тусклых пятен и проколов. Эти маленькие дыры перерастают в большие, которые могут быть опасны в будущем.
Прочность
Качественная сантехника долговечна и не подвержена деформации. Изготовление сантехники с использованием некачественных технологий и керамики приводит к тому, что они быстро трескаются. Один из способов узнать, является ли сантехника высокого качества, — проверить ее этикетку с сертификатом ISO. Этот знак является показателем того, что продукт соответствует самым высоким отраслевым стандартам качества сантехники.
Санитарно-технические изделия являются предметами домашнего обихода длительного пользования. Вот почему вы должны убедиться, что получаете долговечную посуду. Это делается для того, чтобы она служила долго. При покупке кухонной мойки на первое место следует обратить внимание на долговечность. Это потому, что вы будете использовать этот материал каждый день.
НАЙТИ ПОСТАВЩИКА КАЧЕСТВЕННОЙ САНТЕХНИКИ ЗДЕСЬ
Эффективность
Сохранение окружающей среды – это современная мировая тенденция. В последнее время первостепенной задачей стало сохранение природных ресурсов. Вода является природным ресурсом большой важности, и ее растрата наносит вред окружающей среде. Мы используем воду для сантехники. Для мытья рук в раковине, для смыва в унитазе, для мытья посуды на кухне. Во всех этих процессах используется вода.
Качественная сантехника поможет вам эффективно управлять водой. Для кухонных моек посуда должна иметь низкую впитывающую способность и хороший наклон. Идеальная пробка для раковины гарантирует, что вода, хранящаяся в раковине, не сливается.
Санфаянс с высокой водопоглощающей способностью изнашивается быстрее, что сокращает срок его службы. Это означает, что вы используете его в течение более короткого промежутка времени, прежде чем он потребует замены.
Заключение
Хорошая сантехника должна быть надежной. Это потому, что мы используем их каждый день. В ванной, кухне и туалете.
Покупка качественной сантехники — это первый шаг к тому, чтобы наслаждаться своим санузлом. В данной статье рассматриваются свойства хорошей сантехнической раковины. Это также проливает свет на качества, на которые следует обращать внимание при покупке новой раковины.
Сантехника и дизайнерская мебель для ванных комнат
ПРОГРАММА ГОТОВА К ОТПРАВКЕ
Быстрая доставка и гибкие решения для вашей ванной комнаты
Дуравит №1
Дизайн Duravit
Белый тюльпан
Филипп Старк
Д-Нео
Дизайн Бертрана Лежоли
МЕНЯ ОТ СТАРКА
Дизайн Филиппа Старка
SensoWash® Старк f
Дизайн Филиппа Старка
Все Нео.
D-Neo представляет новое отношение к жизни в ванной комнате. Ассортимент впечатляет своими прямыми линиями и геометрическими формами, и в нем достаточно места, чтобы проявить свою индивидуальность. Отдельные элементы полного ассортимента ванных комнат вписываются в любую обстановку — компактную или просторную.
Белый тюльпан от Старка
С White Tulip Филипп Старк создал свою первую полную ванную комнату из одних рук. Уникальная форма всех компонентов этой линейки повторяет органичный силуэт цветущего тюльпана и раскрывается почти скульптурно. Филипп Старк разработал две коллекции стилей для White Tulip, каждая из которых открывает множество дизайнерских возможностей: «Nature» для свежих, вдохновленных природой ванных комнат и «Culture» как выражение городской изысканности.
Белый тюльпан
Разработан специально для рынка Северной Америки, Ванны и душевые поддоны Architec от Duravit — современный подход к стандарту Альковое приложение. Идеально подходит для небольших помещений, компактная ванна и душевой поддон Варианты устраняют необходимость в дорогостоящих сборах за установку, обеспечивая при этом длительный срок службы. преимущества, такие как простота очистки и стильный внешний вид. Душевые поддоны Архитектор недавно доступны с новой высотой бордюра 2 дюйма.
Ванны и душевые поддоны Architec
Культовый дизайн – максимальный комфорт
Duravit и Филипп Старк представляют SensoWash® Starck f, унитаз-биде нового поколения, обеспечивающий современную естественную гигиену туалета. Все компоненты были оптимизированы таким образом, что вся технология «невидимо» расположена внутри керамического корпуса. Плоское сиденье и белая крышка, расположенная за ним, образуют четкое гармоничное целое — унитаз-биде с новейшими технологиями повышения комфорта в бескомпромиссном минималистичном виде.
На всякий пожарный: как правильно собрать «тревожный чемоданчик»
Показать все новости
Сегодня
Задержан водитель грузовика, раздавившего такси
02. 11.2022 18:55
Энергосистема Украины повреждена на 35-45%
02.11.2022 18:24
The Hill написала о «подарке» Путину от Сунака
02.11.2022 17:29
Фильм о новых приключениях Алисы Селезневой снимают в Москве
02.11.2022 14:54
Смотреть видео
«Аватар 2». Что известно о фильме
02.11.2022 10:56
Стратегические запасы нефти США упали до нового минимума 1984 года
02.11.2022 18:47
Кадыров освободил Алаудинова от должности секретаря Совбеза Чечни
02. 11.2022 18:14
Смотреть видео
Два реактора ЗАЭС «погорячели»
02.11.2022 17:20
Смотреть видео
Кинотеатры готовят дополнительные залы для «Сердца пармы»
02.11.2022 15:49
«Синяя птица» открывает новый сезон
31.10.2022 20:29
Даниле со сросшимися костями черепа нужна срочная операция
24.10.2022 14:07
Запад пытается спровоцировать эскалацию в зоне Персидского залива
02. 11.2022 17:53
Медведев вылетел с парижского Masters во втором круге
02.11.2022 17:51
Смотреть видео
Байден заигрался с чрезвычайными полномочиями
02.11.2022 16:49
Катар потратил свыше 380 млн долларов на шпионаж за членами ФИФА
02.11.2022 18:17
Поставки трубопроводного газа в ЕС из РФ упали еще на 9%
02.11.2022 17:57
Смотреть видео
Путин подчеркнул, что вооружение нужно постоянно совершенствовать
02. 11.2022 15:56
Киев не видит смысла в договоренностях с Москвой
02.11.2022 16:28
На КПП между Сербией и Косово сожгли машину с косовской символикой
02.11.2022 17:27
Оператор сообщил данные обследования места взрыва «Северного потока»
02.11.2022 16:57
Смотреть видео
Зеленский грезит о море, пока киевляне готовят еду на кострах
02.11.2022 16:30
Twitter хотят сделать самым достоверным источником информации
02. 11.2022 17:14
Мужчина готовил теракт на Ставрополье по заданию националистов с Украины
02.11.2022 16:06
Миллиардеров Коломойского и Богомолова арестовали заочно
02.11.2022 16:53
Российский военный спутник выведен на орбиту и принят на управление
02.11.2022 16:43
СБУ объявила о разоблачении дочери бывшего министра обороны
02.11.2022 16:44
Сотрудницу школы убили после разрезания «примирительного торта»
02.11.2022 16:30
Трое взрослых и двое детей пострадали при обстреле Курской области
02. 11.2022 15:36
Президент России подтвердил готовность помочь беднейшим странам
02.11.2022 16:10
Мишустин поручил держать под контролем урожай
02.11.2022 16:00
Сообщается об отъезде Владимира Мау
02.11.2022 16:20
Украинские военные и наемники разбиты при попытках прорвать оборону
02.11.2022 15:43
Мораторий на смертную казнь может быть преодолен, заявил Медведев
02.11.2022 15:20
Какая зима ждет Европу и Россию
02. 11.2022 15:24
Российский хоккеист признан лучшим новичком октября в АХЛ
02.11.2022 15:59
Датский премьер подала прошение об отставке
02.11.2022 15:31
Американская подлодка с 20 ядерными МБР зашла в Средиземное море
02.11.2022 15:13
Медведев лишится места в топ-3 рейтинга ATP
02.11.2022 15:45
Сотни военных, танки и бронетехника ВСУ уничтожены ВС России
02.11.2022 14:48
«Отмывавшие» новости гражданские журналисты арестованы в Иране
02. 11.2022 15:49
Нарусова подтвердила то, что скрывала Собчак
02.11.2022 14:42
Смотреть видео
Уничтожены «Ураганы», склад с боеприпасами и запасы топлива ВСУ
02.11.2022 14:56
Сколько весит телевизор с плоским экраном?
Главная > Спросите эксперта по переезду > Сколько весит телевизор с плоским экраном
Вопрос задан администратором
20 сентября 2013 г. под номером Переезды
Ответил Роберт Морески
26 сентября 2013 г.
Привет, спасибо, что посетили Movers.com! Многие телевизоры с плоским экраном, особенно новые модели, весят на удивление мало, несмотря на их большие размеры. Новые телевизоры с плоским экраном, в зависимости от их размера, могут весить от 25-75 фунтов, , хотя вес может варьироваться в зависимости от размера телевизора и типа телевизора.
Например, ваш стандартный 32-дюймовый ЖК-телевизор с плоским экраном будет весить в среднем 25-30 фунтов, в то время как гораздо больший 60-дюймовый ЖК-телевизор с плоским экраном может быть намного тяжелее, иногда до 75-100 фунтов. Между тем, большой проекционный телевизор с плоским экраном может весить до 200 фунтов. Итак, как видите, вес вашего телевизора во многом зависит от его типа.
Независимо от типа телевизора, который вы перевозите, вам все равно придется заботиться о нем во время переезда, убедившись, что он достаточно упакован и обернут, чтобы избежать повреждения во время транспортировки.
Упаковка телевизора
Существуют коробки для переноски, разработанные специально для телевизоров с плоским экраном. Вы можете приобрести ТВ-боксы прямо на Movers.com, поэтому, если вы хотите сделать все возможное, чтобы обеспечить вашему телевизору максимальную защиту во время переезда, вы не ошибетесь, купив один из этих боксов.
Если у вас нет коробок, подходящих для вашего телевизора, тщательно заверните его. У вас должно быть достаточно движущихся одеял и подкладок, чтобы обернуть телевизор, и каждый дюйм его должен быть покрыт и должным образом проложен, чтобы смягчить его и поглощать любые удары. Если вам нужна дополнительная защита, оберните телевизор слоем термоусадочной пленки и закрепите его упаковочной лентой после того, как вы положили одеяла и подушки.
Удалите все шнуры и провода и заверните их отдельно. Также не забудьте правильно пометить шнуры и провода, чтобы вы знали, где они все находятся, когда придет время распаковывать и устанавливать в вашем новом доме.
Перемещение телевизора
Всегда обращайтесь за помощью. Если вы перевозите телевизор с большим экраном диагональю более 55 дюймов, вам, вероятно, понадобится помощь. Хотя его вес может быть не слишком большим для вас, но из-за его размера вам будет очень трудно маневрировать без помощи хотя бы одного человека, поэтому убедитесь, что рядом с вами есть кто-то, кто поможет вам передвигаться и двигаться. загрузить телевизор.
Будьте осторожны при размещении телевизора на грузовике. Не размещайте его близко к острым краям или углам, которые могут ударить по телевизору во время перемещения и повредить его. Кроме того, не кладите его на что-либо сверху, где он может упасть, и не кладите его под что-либо тяжелое. Лучшее место для него — задняя или передняя часть грузовика, защищенное со всех сторон от падающих на него предметов.
Чтобы найти грузчиков в вашем районе, которые могут помочь вам с перемещением вашего телевизора с плоским экраном, просто посетите главную страницу Movers.com и заполните нашу бесплатную и простую в использовании форму расчета стоимости в верхней части страницы. . Затем с вами свяжутся до 7 транспортных компаний, которые предоставят вам предварительную оценку вашего переезда.
Чтобы узнать больше о процессе переезда, посетите наш раздел руководств по переезду, где вы найдете более 1000 различных руководств по переезду на самые разные темы.
4,8 (80 рейтингов)
(81,782) Просмотр
Этот вопрос
12345
27
(1403) Просмотры
18
(1403) Просмотры
1128
(1403). 399) Просмотров
(465) Просмотров
(2315) Просмотров
(14053) Просмотров
(11837) Просмотров
(1727) Просмотров
Спасибо за R100401
9
Сколько весит телевизор? (Сейчас и в истории) – Weight of Stuff
Начиная с 1920-х годов и до сегодняшнего дня, телевизоры прошли долгий путь в расширении распространения информации, развлечений и образования. Эти инновационные технологии стали очень популярными в 1948 году после окончания Второй мировой войны. Со временем телевизоры превратились из старых моделей с электронно-лучевой трубкой в современные версии с плоским экраном, в которых особое внимание уделяется весу.
Сколько весит телевизор? (сейчас и в истории). Вес телевизора зависит от размера и типа используемых материалов. Он может весить от нескольких фунтов до 100 фунтов (45 кг) и более. Например, стандартный 32-дюймовый ЖК-телевизор с плоским экраном может весить от 25 до 30 фунтов (11-14 кг). 50-дюймовый телевизор может весить около 28-55 фунтов (15-25 кг). Старые электронно-лучевые телевизоры Rube были довольно тяжелыми. 25-дюймовый ЭЛТ-телевизор может весить до 100 фунтов (45 кг).
Первый телевизор имел вес 904 фунта (410 кг). Это было довольно тяжело, и вы не можете себе представить такой тяжелый телевизор в наш цифровой век. На протяжении многих лет производители телевизоров пытались создать легкие и тонкие телевизоры. Вес варьируется от одной марки телевизора к другой.
Что внутри телевизора?
Современные телевизоры сильно отличаются от старых моделей. Вместо электронно-лучевых трубок в них используются жидкокристаллические и плазменные дисплеи. Они также тоньше по дизайну и имеют плоские экраны. Телевизор изготавливается из различных материалов. Основным компонентом является стекло, которое является первым материалом при создании телевидения.
Большинство современных производителей телевизоров используют комбинацию различных газов, включая аргон, неон и ксенон. Эти газы смешиваются с люминофором, чтобы сделать дисплей. Церий помещают внутрь для улучшения цвета и отображения. Пластмассы, олово, цинк, медь, кремний, хром и золото используются для изготовления корпуса и других электронных деталей.
Плазменные экраны изготавливаются из больших стеклянных листов, разрезаемых на несколько частей. В большинстве плазменных экранов используются электроды и фосфорный газ, которые зажаты между двумя листами стекла. Газ зажат между стеклами. На заднюю часть стекла наносятся различные покрытия из фосфоресцирующих химических веществ, чтобы отображались разные цвета. В каждом пикселе есть одна синяя, красная и зеленая камеры люминофора.
ЖК-телевизоры изготовлены из листового стекла. Листы разделены, а затем прикреплены. Для покрытия лицевого слоя используются различные цветовые фильтры с полимером, содержащим жидкие кристаллы. Каждый отдельный пиксель содержит по одному зеленому, красному и синему фильтру. На задней части стекла находятся затвор, электроды и конденсаторы. Однако в ЖК-дисплеях с диагональю менее 30 дюймов вместо стекла используется пластик.
Рамка и корпус — это другие детали, из которых состоит экран телевизора. Химические вещества распыляются на экран для обеспечения защиты от тепла и других внешних факторов. Печатные платы также добавлены к задней части экрана. Литье под давлением также используется для удержания экрана в корпусе. Также добавлены динамики, приемники, панели управления и световые индикаторы. Затем наносится пластиковая подложка. Металл и винты используются в базовой части перед упаковкой телевизора.
Вес и крепление для телевизора
Вес телевизора играет решающую роль в определении того, как и где вы будете его размещать дома. Некоторые люди предпочитают крепить свои телевизоры на стены, в то время как другие используют подставки для телевизоров. Используемая подставка или крепление должны быть достаточно прочными, чтобы выдержать вес вашего телевизора.
На рынке представлено несколько типов настенных блоков. Наряду с весом размер также играет ключевую роль при выборе типа крепления. Настенные крепления, предназначенные для поддержки телевизоров определенного веса, подходят для телевизоров разных размеров.
Настенные крепления для телевизора содержат различные виды крепежа, необходимого для установки. Оборудование включает в себя настенные анкеры и болты. Тип используемого монтажного оборудования зависит от того, где вы будете устанавливать телевизор. Поверхность должна выдерживать вес как телевизора, так и блока настенного крепления. Если вы будете устанавливать телевизор на каменную или гипсовую поверхность, вам потребуется правильное оборудование, подходящее для монтажной поверхности, иначе вы рискуете своим телевизором.
В случае каких-либо сомнений обязательно обратитесь к производителю телевизора за рекомендациями относительно крепления телевизора и совместимости веса. Вы также можете узнать на веб-сайте производителя вашего телевизора о монтаже вашего телевизора.
Размер и вес телевизора являются двумя важными факторами, и они всегда должны совпадать. Большой телевизор, скорее всего, будет тяжелее маленького. Вот почему большинство настенных креплений имеют разный вес и стандарты совместимости VESA. Если ваш телевизионный монитор соответствует указанным требованиям, крепление должно выдерживать вес вашего телевизора.
В других случаях, таких как фиксированные крепления, хорошо убедиться, что ваш телевизор шире, чем крепление, которое вы будете использовать. Вы не хотите, чтобы некоторые стороны крепления свисали или выступали за пределы вашего телевизора. Для изогнутых телевизоров вам может понадобиться специальное настенное крепление, которое смещает края. Большинство производителей телевизоров дают рекомендации по типу крепления для изогнутых экранов.
Шпильки также необходимы для крепления настенного крепления. Они обеспечивают большую поддержку и предотвращают падение вашего телевизора. Большинство экспертов рекомендовали использовать крепление с одной шпилькой для телевизоров весом не более 80 фунтов. Мы все заботимся о безопасности наших телевизоров, и шпильки могут быть очень критичными. Если вы устанавливаете телевизор на гипсокартон, используйте настенное крепление, которое дает вам возможность установить телевизор в любом месте. На гипсокартон можно установить легкие телевизоры весом менее 40 фунтов.
Вес по сравнению с транспортировкой, упаковкой и распаковкой телевизора
Причина, по которой большинство людей предпочитают легкие телевизоры, заключается в транспортировке, упаковке и распаковке телевизоров. Желательно получить помощь, если вы несете домой тяжелый телевизор. Помните, что крутящий момент и давление, которое вы оказываете на лицевую панель и раму телевизора, могут привести к повреждению. Это может быть не обязательно их опускание, а подъем и размещение на подставке для телевизора или во время настенного монтажа.
Вес и качество изображения
Также не имеет смысла покупать самый легкий телевизор, доступный на рынке, а затем страдать от плохого качества изображения до конца срока службы вашего телевизора. Хотя не все легкие телевизоры дают плохое изображение, плазменные телевизоры намного тяжелее по сравнению с их ЖК-дисплеями с подсветкой и аналогами CCFL. На самом деле, некоторые из них могут быть такими тяжелыми, как 36,5%. Они также потребляют больше энергии по сравнению с двумя. Высокая мощность требуется для освещения люминофоров для получения качественного изображения на экране. Поэтому вам, возможно, придется учитывать вес, если вы покупаете плазменный или светодиодный телевизор.
Таким образом, вес телевизора является одним из важнейших соображений при его покупке. Он определяется размерами и типом используемых материалов. Плазменный телевизор немного тяжелее ЖК. Вес также определяет тип и качество крепления, которое вы будете использовать.
Другие сопутствующие вопросы
Сколько стоит телевизор?
Стоимость телевизора зависит от желаемого размера и габаритов. Он колеблется от нескольких сотен долларов до тысячи и более долларов. Качество дисплея также влияет на стоимость. Телевизор HD или лучшего качества немного дороже, чем обычный. В других случаях бренд также может влиять на стоимость.
Какая мощность требуется телевизору?
Для телевизоров требуется несколько источников питания в зависимости от размера, возраста и типа. Например, старый телевизор или электронно-лучевая трубка будут потреблять больше энергии, чем современные телевизоры. Чтобы понять, какая мощность требуется для работы вашего телевизора, прочтите этикетку производителя, чтобы узнать номинальную мощность вашего устройства. Разделите мощность на напряжение в сети, чтобы получить ток.
Для чего нужен телевизор?
Телевизоры используются в развлекательных, образовательных и информационных целях.
Способ вязки арматурных сеток и каркасов и устройство для вязки арматурных сеток и каркасов
Продольные и поперечные арматурные стержни сеток и каркасов для железобетонных изделий раскладывают в проектное положение и затем вяжут вручную вязальной проволокой, предварительно намотанной на устройство для вязки арматурных сеток, выполненное в виде катушки с открытым кольцевым каналом, образованным по периметру. Устройство располагают между большим и указательным пальцами руки, вязальную проволоку укладывают вдоль продольного стержня, затем в месте пересечения с поперечным стержнем огибают оба стержня вязальной проволокой, накатывая ее на стержни, после чего укладывают вязальную проволоку вдоль продольного стержня к следующему пересечению стержней. В результате использования изобретения достигается технический результат, заключающийся в повышении скорости вязки арматурной сетки и снижении расхода вязальной проволоки. 2 с. и 4 з. п. ф-лы, 11 ил.
Изобретение относится к области строительства и может быть применено при изготовлении арматурных сеток и каркасов в построечных и заводских условиях.
Известный фиксатор для соединения арматурных стержней в сетке выполнен из отрезка пружинной проволоки, концы которой изогнуты в форме крюков, а в средней ее части образован выгиб [1]. Недостатком такого крепления арматуры в сетках является необходимость использовать пружинную сталь для изготовления фиксаторов.
Известен также способ соединения стержней арматурной сетки при помощи пружинистой проволоки, имеющей форму змейки, средняя часть которой охватывает один из стержней, а концы заводят за расположенный перпендикулярно первому стержню второй стержень [2] . Для закрепления описанного фиксатора в проектном положении на пересекающихся сетках разработано специальное устройство [3] . Однако описанный в аналогах фиксатор и устройство не позволяют надежно без проскальзывания соединять стержни сетки друг с другом, а устройство, кроме того, может быть применено только в заводских условиях.
Описанный в аналоге [4] фиксатор для соединения пересекающихся арматурных стержней выполнен из упругого пластичного материала и содержит соединительные перемычки, параллельные ветки с захватными проемами и опорами с ребрами жесткости. Средняя часть проемов образована упругими дугами. Недостатком этого фиксатора является его высокая материалоемкость.
Наиболее близким аналогом, принимаемым за прототип заявленного способа, является способ вязки арматурной сетки проволочными скрутками с помощью специальных арматурных крюков: сложенную вдвое отожженную арматурную проволоку пропускают под перекрытие арматурных стержней, концы и перегиб проволоки загибают вокруг перекрестия, а затем, а затем, захватив их крюком, сворачивают в жгут, одновременно оттягивая от перекрестия стержней [5]. Недостатком этого способа является относительно низкая скорость вязки каркаса и высокий расход вязальной проволоки.
За прототип устройства для вязки арматурных сеток и каркасов принимается устройство для соединения арматурных стержней, включающее гибочные фаски, соединенные с зубчатыми рейками, которые через зубчатые колеса связаны с гибочными дисками, причем на дисках закреплены дополнительные гибочные элементы для окончательного закрепления концов проволоки [6]. Этот аналог характеризуется сложностью его устройства и невозможностью применять его в построечных условиях.
Задачей предлагаемого изобретения является повышение скорости вязки арматурной сетки и снижение расхода вязальной проволоки.
Эта задача решается тем, что вначале раскладывают продольные и поперечные арматурные стержни в проектное положение, а затем пропускают вязальную проволоку вдоль одного из продольных арматурных стержней и в месте пересечения с поперечным стержнем огибают ею оба стержня, накатывая проволоку на стержни, после чего укладывают вязальную проволоку вдоль того же продольного стрежня к следующему пересечению стержней. Вязальную проволоку могут пропускать с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибать ею продольный стержень, располагая вдоль поперечного стержня, и охватывать опять с внешней стороны поперечный стержень, обворачивая вокруг него на 360o. Вязальную проволоку могут пропускать также с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибать ею перекрестие продольного и поперечного стержней, снова охватывать поперечный стержень с внешней стороны и направлять вдоль продольного стержня к следующему пересечению стержней. Кроме того, вязальную проволоку могут пропускать с внутренней относительно точки соприкосновения стержней стороны поперечного стержня, затем обворачивать ею на 360o этот стержень, огибать продольный стержень, пропускать с внешней относительно точки соприкосновения стержней стороны поперечного стержня с другой стороны продольного стержня, после чего снова огибать продольный стержень и перекрестие стержней и, снова обогнув поперечный стержень с внутренней стороны, направлять ею вдоль продольного стержня к следующему пересечению стержней. Соединение арматурных стержней в местах их пересечения арматурной проволокой могут располагаться через одно пересечение в шахматном порядке. Устройство для вязки арматурных сеток имеет гибочные диски тарелкообразной формы, жестко соединенные своими основаниям друг с другом, образуя по периметру открытый кольцевой канал.
Сопоставительный анализ заявленных способа и устройства с прототипами показывает, что они имеют следующие отличия: при осуществлении способа вязальная проволока укладывается вдоль одного из продольных арматурных стержней, затем в месте пересечения продольного и поперечного арматурных стержней оба стержня огибаются проволокой, при этом проволока накатывается из стержня, после чего снова укладывается вдоль продольного стержня к следующему пересечению стержней. Отличия содержатся также в вариантах исполнения способа вязки арматурных сеток; в первом случае вязальная проволока пропускается с внешней стороны поперечного стержня, затем ею огибают продольный стержень и опять охватывают по1перечный стержень, обворачивая вокруг него на 360o. Во втором случае проволока пропускается с внешней стороны поперечного стержня, затем огибает перекрестие стержней и направляется вдоль продольного стержня к следующему пересечению стержней. В третьем случае проволока пропускается с внутренней стороны поперечного стержня, затем обворачивает на 360o этот стержень, огибает продольный стержень, снова пропускается под поперечным стержнем, после чего снова огибает продольный стержень и перекрестие стержней и, обогнув поперечный стержень, направляется вдоль продольного стержня к следующему пересечению стержней. Соединение пересекающихся арматурных стержней описываемыми приемами может располагаться в шахматном порядке. Отличие устройство для вязки арматуры от прототипа заключается в исполнении гибочных дисков тарелкообразной формы, жестко соединенных друг с другом своими основаниями, образуя по периметру открытый кольцевой канал. Этот анализ позволяет сделать вывод о наличии новизны в заявляемых способе и устройстве.
Сравнение заявленных изобретений с другими известными техническими решениями той же задачи показывает, что с помощью описываемых приемов вязки арматурных сеток и каркасов можно, во-первых, сократить расход вязальной проволоки, во вторых, ускорить процесс вязки сеток и каркасов и, в-третьих, располагаясь вдоль стержней, вязальная проволока служит дополнительным армированием изделия. Все эти эффекты могут быть достигнуты известными технологическими приемами, что подтверждает осуществимость способа и устройства и возможность получения с их помощью нового положительного эффекта.
Изобретения поясняются примерами из выполнения. На чертежах изображено: на фиг. 1 — 7 — различные варианты расположения вязальной проволоки, на фиг. 8 — схемы размещения узлов вязки, на фиг. 9 — общий вид устройства для вязки сеток, на фиг. 10 — устройство в работе, на фиг. 11 — вариант выполнения устройства.
При осуществлении способа вязальная проволока 1 укладывается вдоль одного из продольных 2 арматурных стержней, предварительно разложенных в проектное положение. В месте пересечения стержней проволока пропускается под поперечным стержнем 3 на участке 4, как показано на фиг. 3 и 4, затем огибает сверху продольный стержень 2 на участке 5, охватывает под 360o поперечный стержень 3 на участке 6, но уже с противоположной относительно участка 4 стороны продольного стержня 2 и затем направляется вдоль продельного стержня 2 к следующему пересечению стержней. В отличие от прототипа в предлагаемом изобретении вязальная проволока применена неотожженной. Перед тем, как ее использовать при вязке арматурной сетки 7 она наматывается на устройство 8 для вязки арматуры, представляющее собой круглый гибочный диск, выполненный в виде жестко соединенных своими основаниями 9 тарелок, по периметру которых образован открытый кольцевой канал 10. В этот кольцевой канал 10 уложена вязальная проволока. При вязке сетки устройство 8 берется большим и указательным пальцем руки и пропускается сквозь ячею 11 сетки, обкатывая его вокруг собственной оси 12 и огибая нужный стержень или пересечение стержней. Вязальная проволока при таком движении не просто огибает стержень, а накатывается на него, причем усилие накатывания может субъективно регулировать, зажимая пальцами устройство 8. Благодаря некоторой упругости неотожженной вязальной проволоки они более плотно прижимает стержни, надежно фиксируя их в месте пересечения относительно друг друга.
Арматурные стержни могут вязаться и в других вариантах: вязальная проволока 1 укладывается вдоль продольного стержня 2, в месте пересечения стержней они огибает на участке 13 поперечный стержень 3 с внешней стороны стержня относительно точки соприкосновения стержней (на чертежах не указана), затем охватывает на участке 14 перекрестие стержней, снова огибает на участке 15 поперечный стержень 3 и направляется вдоль продольного стержня 2 к следующему их пересечению.
Более сложной, но и более надежной является фиксация арматурных стержней, изображенная на фиг. 7: в этом случае вязальная проволока 1, уложенная вдоль продольного стержня 2, пропущена на участке 16 с внутренней относительно точки соприкосновения стержней стороны поперечного стержня 3, затем обворачивает ею на 360o на участке 17 этот стержень, огибают на участке 18 продольный стержень 2, пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня 3 на участке 19 с другой стороны продольного стержня 2, после чего снова огибают на участке 20 продольный стержень 2 и перекрестие стержней на участке 21 и, снова обогнув на участке 22 поперечный стержень 3, направляют ее вдоль продольного стержня к следующему пересечению стержней. Как видно из описания чертежа, в этом случае стержни притягиваются друг к другу в большем количестве точек, что обеспечивает их лучшую фиксацию.
В тех случаях, когда не выдвигаются повышенные требования к фиксации стержней сетки относительно друг друга, возможна их перевязка в местах пересечения в шахматном порядке, как показано на фиг. 8, или путем расположения вязальной проволоки в ячейках до диагонали. Однако в последнем случае расход вязальной проволоки возрастает.
Устройство для вязки арматурных сеток может быть изготовлено цельным, из единого куска материала: металла, дерева, пластмассы и т.п. Оно может иметь по торцам свободно насажанную на ось 23 подушку 24. В этом случае при вязке сеток устройство можно притормаживать пальцами для обеспечения необходимого натяжения проволоки. Размеры устройства выбираются исходя из минимальных размеров ячейки арматурной сетки или каркаса.
Описанными способом и устройство можно вязать также и объемные арматурные каркасы.
Источники информации: 1. Германия, патент 800332 от 1950 г. МКИ E 04 C 5/16.
2. СССР, авт. св. 697668 от 1972 г. МКИ E 04 C 5/16.
3. СССР, авт.св. 1502775 от 1989 г. МКИ E 04 C 21/12.
4. СССР, авт.св. 1486581 от 1989 г. МКИ E 04 C 5/16.
5. П. Юрмалайнен «Строим сами деревянный дом», Москва, Стройиздат, 1992 с. 73, рис. 81 — прототип способа.
6. СССР, авт. св. 1395784 от 1988 г., МКИ E 04 C 5/16 — прототип устройства.
Формула изобретения
1. Способ вязки арматурных сеток и каркасов, заключающийся в раскладке продольных и поперечных арматурных стержней в проектное положение и последующем соединении их друг с другом вязальной проволокой вручную в местах пересечения, отличающийся тем, что вязальную проволоку укладывают вдоль одного из стержней, например продольного, затем в месте пересечения с поперечным стержнем огибают оба стержня вязальной проволокой, накатывания ее на стержни, после чего укладывают вязальную проволоку вдоль продольного стержня к следующему пересечению стержней.
2. Способ по п.1, отличающийся тем, что вязальную проволоку пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибают ею продольный стержень, располагая вдоль поперечного стержня, и охватывают опять с внешней стороны поперечный стержень, обворачивая вокруг него на 360o.
3. Способ по п.1, отличающийся тем, что вязальную проволоку пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибают ею перекрестие продольного и поперечного стержня, снова охватывают поперечный стержень с внешней стороны и направляют вдоль продольного стержня к следующему пересечению стержней.
4. Способ по п.1, отличающийся тем, что вязальную проволоку пропускают с внутренней стороны относительно точки соприкосновения стержней стороны поперечного стержня, затем обворачивают ею на 360o этот стержень, огибают продольный стержень, пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня с другой стороны продольного стержня, после чего снова огибают продольный стержень и перекрестие стержней и, снова обогнув поперечный стержень с внутренней стороны, направляют ее вдоль продольного стержня к следующему пересечению стержней.
5. Способ по любому из пп.1 — 4, отличающийся тем, что соединению арматурных стержней в местах их пересечения вязальной проволокой располагают через одно пересечение в шахматном порядке.
6. Устройство для вязки арматурных сеток и каркасов, включающее гибочные диски, отличающееся тем, что гибочные диски имеют тарелкообразную форму и жестко соединены своими основаниями друг с другом, образуя по периметру открытый кольцевой канал.
Железобетон потому так и называется, что внутри бетонного блока находится стальной каркас. Особенностью такого композитного материала является то, что коэффициент расширения при изменении температуры окружающей среды и у бетонной смеси, и у стальных конструкций один и тот же. Поэтому главная задача при размещении армирующих конструкций в опалубку, куда будет заливаться бетон – правильное скрепление элементов арматурного каркаса.
Содержание
Нормы и правила вязки арматуры
Способы вязки арматуры
Как изготовить крючок своими руками
Выбор вязальной проволоки
Нормы и правила вязки арматуры
Давайте разберёмся, для чего такие нормы нужны и какие последствия могут быть, если эти нормы и правила не соблюдаются. И как вязать арматуру, чтобы полученное железобетонное изделие получило проектную прочность.
Люфт, свободное перемещение (пусть даже в ограниченных пределах) арматурных сеток после заливки формы бетонной смесью вызовет напряжение в конструкции железобетонного изделия. Что рано или поздно скажется на его прочности. Поэтому элементы арматуры нужно надёжно фиксировать друг к дружке.
Для этой цели применяется
Сварка элементов
Вязка проволокой
Скрепление пластиковыми хомутами.
Вязать или варить?
Иногда выбор: вязать арматуру или варить не совсем правомерен, т. к. сварку целесообразно применять при изготовлении каркасов, усиливающих фундаменты таких сооружений, как плотины, многоэтажные дома и габаритные коттеджи с углублениями под ледники, подземные гаражи и пр. Только в этих случаях оправдан найм сварщика – а это уже дополнительные расходы, увеличивающие затраты. При этом и сама арматура должна быть предназначена именно для сварочных работ – в противном случае любой другой металл в местах сварки приобретает повышенную хрупкость, что в дальнейшем может сказаться на качестве железобетонного изделия в целом. При этом руководствуются ГОСТ 14098-2014 «Соединения сварные арматуры и закладных изделий железобетонных конструкций», а сталь берётся с маркировкой «С». Например – А400С.
Пластиковые хомуты дороги сами по себе, не выдерживают отрицательных температур, поэтому применяют их в основном в летнее время и при частном строительстве с небольшими объёмами вязки арматуры.
Вязка арматуры под ленточный фундамент
При закладке ленточных фундаментов, которые в большинстве случаев применяют в частном строительстве, основным способом скрепления горизонтальных продольных и поперечных, а также вертикальных прутков арматурного каркаса является вязка крючком. Реже – пластиковыми хомутами. При этом рабочие горизонтальные пруты, несущие на себе основную нагрузку в фундаменте, укладывают вдоль фундаментной ленты, поперёк укладывают пруты, называемые «хомутами», а вертикальные стержни, почти равные высоте фундаментной ленты, крепятся, как видно из названия, строго вертикально, и должны иметь поперечное сечение не менее 8 мм. Вяжут обычно сначала верха и низа арматурного каркаса, а потом начинают связку с одним из них вертикальных составляющих.
При образовании прямого угла (стыке элементов фундамента под две стены, расположенные под углом друг к дружке) элементы конструкции укрепляются дополнительными диагональными прутками усиления с сечением не менее 10 мм. Вязание арматуры на угловых переходах осуществляется с большими нахлестами арматуры (делается Г-образное или Т-образное армирование, так как простая последовательная связка вызовет перекос конструкции и её внутреннее напряжение).
Угловое усиление диагональными прутками
Крючок очень удобен при вязке арматуры непосредственно в опалубке – в этом случае конструкция не будет подвергаться дополнительным деформациям и станет надёжной составляющей в ж/б изделии в целом.
Схема ленточного фундамента может быть представлена как врытая вертикальными стенками в землю бетонная конструкция, своими очертаниями повторяющая очертания стен будущего дома. Кроме того, заливаются бетоном на арматуре также части фундамента, на которые будут опираться и внутренние перегородки.
Вязка арматуры для монолитной плиты
В частном строительстве, когда не требуется обустройство подвалов, погребов и иных подсобных помещений под домом, применяют простой метод создания фундамента – опорная монолитная плита. Для её создания делают хорошо выровненную песчано-гравийную подушку, на которой вяжут объёмный арматурный каркас.
Шаг между горизонтальными прутьями для такой плиты выбирают от 20 до 40 см, толщина плиты, а значит – и вертикальный размер опорных прутков – от 20 до 30 см. От диаметра прутка арматуры зависит и способ вязки арматуры для опорной монолитной плиты: мёртвыми узлами, простыми, когда делается одинарный нахлёст, или комбинированным способом.
Таблицы
Существуют таблицы нахлёста прутков, регламентирующие разные аспекты работы с арматурой. То есть по способам её соединения в зависимости от марок бетона (вязка, сварка), нагрузок, которые испытывают железобетонные изделия, длиной прямой анкеровки, сечения арматурного прутка и т. д. Кроме того, в современных таблицах приводятся расчёты использования двусторонней серповидной в сечении арматуры, изготавливаемой по европейским стандартам (взамен российской с кольцевым сечением), которая обходится дешевле традиционной. Учитывая, что вес арматуры и бетона обычно соотносится примерно как 1 : 1, использование арматуры новых стандартов оказывается на 20-30% выгоднее.
Длина нахлеста для сжатой зоны бетона:
Сечение арматуры А400, мм
Длина нахлеста в зависимости от марки бетона, мм
В20 (М250)
В25 (М350)
В30 (М400)
В35 (М450)
10
355
305
280
250
12
430
365
335
295
16
570
490
445
395
18
340
550
500
445
22
795
670
560
545
25
890
765
695
615
28
995
855
780
690
32
1140
975
890
790
36
1420
1220
1155
985
Для растянутой зоны:
Сечение арматуры А400, мм
Длина нахлеста в зависимости от марки бетона, мм
В20 (М250)
В25 (М350)
В30 (М400)
В35 (М450)
10
475
410
370
330
12
570
490
445
395
16
760
650
595
525
18
855
730
745
590
22
1045
895
895
775
25
1185
1015
930
820
28
1325
1140
1140
920
32
1515
1300
1185
1050
36
1895
1625
1485
1315
Способы вязки арматуры
В большинстве случаев проще и дешевле (и не менее эффективно) скреплять элементы арматурного каркаса при помощи вязки проволокой. Приспособления для вязки арматуры могут выглядеть по-разному, вязать можно
Вручную, при помощи такого простого устройства, как стальной крючок с деревянной или пластиковой рукояткой. К плюсам работы крючком можно отнести его дешевизну и возможность изготовить инструмент «по руке», в соответствии со своими предпочтениями, да при том из подручных материалов (толстая, до 5 мм, в сечении проволока, сварочный электрод и т. д.) Кроме того, даже неопытный арматурщик быстро приобретает навыки вязки любыми узлами и за считанные дни значительно продвигается в производительности труда.
Из недостатков отмечают недостаточную жёсткость полученного каркаса. Но эта проблема решается вязкой арматуры непосредственно в опалубке, в этом случае каркас не нужно никуда переносить, и расшатывания конструкции не произойдёт.
Вязка арматуры пластиковыми хомутами не требует даже того минимального обучения, которое нужно пройти арматурщику для вязки проволокой при помощи крючка. К недостаткам же можно отнести высокую по сравнению с проволокой стоимость пластиковых хомутов, невозможность исправления крепления после неверной обвязки, абсолютный запрет перемещения конструкции из арматуры, скреплённой такими хомутами. Плюс хрупкость такой сцепки при отрицательных температурах. Кроме пластиковых ленточных хомутов при массовом строительстве, когда из имеющегося размера арматуры делаются большие партии армирующих конструкций, применяются специальные полимерные элементы в размер используемой арматуры.
Пластиковые фиксаторы
С помощью клещей (плоскогубцев), которыми откусывается излишки проволоки после завязывания проволочного узла, при этом скорость вязки клещами сопоставима со скоростью вязки крючком, но наблюдается значительная экономия проволоки, так как пользуются не заранее нарезанными кусками, а целой бухтой. В первую очередь из-за того, что допускается возможность вязки в одну проволоку и можно не делать петли. Из минусов – гораздо больше времени уходит на обучение по-настоящему производительной работе.
С помощью шуруповёрта, в который вместо биты или сверла вставлен стержень, изогнутый особым образом (тот же ручной крючок, только без рукоятки). С помощью этого устройства в 2-3 раза ускоряется процесс вязки. Кроме того, если правильно отрегулировать скорость оборотов, при максимальном натяжении проволоки она не обрывается;
С помощью специального вязального пистолета. Этот инструмент позволяет связывать элементы арматуры с максимальной скоростью, у опытных арматурщиков этот процесс занимает около секунды. Недостаток такого инструмента в его громоздкости, с ним не везде можно подступиться к соединяемым элементам арматурного каркаса. Кроме того, вязочный пистолет дорог и медленно окупается, применяют его только при промышленных объёмах изготовления железобетона. И им невозможно работать под дождём. Потом, для заправки в обойму требуется проволока строго определённой марки, которой может не оказаться на стройке, а проволоку, нужную по ГОСТам для обвязки арматуры толщиной свыше 2,5 мм, в такой пистолет тоже не заправить – конструктивно он для этого не рассчитан.
Узлы и скрутки
Прутки арматуры, из которых формируется горизонтальная её составляющая, или горизонтальный и вертикальный пруток, крепятся один к другому сложенной вдвое диагональной петлёй. При этом ушко, полученное путём сгиба проволоки вдвое, захватывается крючком, а сложенные вместе два свободных конца проволоки наматываются рукой парой оборотов на самый кончик крюка. Затем крюк проворачивают 2-3 раза, соединяя тем самым петлю проволоки и её свободный сдвоенный конец до того момента, пока прилегающие один к другому прутья полностью, без зазоров и люфтов, взаимно не прижмутся.
В случае связки двух горизонтальных и одного вертикального прутков арматуры петлю для связки делают крестообразной, то есть взаимно диагональной. И затягивают крючком также до полного притягивания всех трёх элементов арматурного каркаса друг к другу.
Как изготовить крючок своими руками
Чаще всего на рабочих местах сами арматурщики изготавливают крючки для вязки арматуры «под себя», в соответствии со своими предпочтениями и ориентируясь на привычную им форму инструмента или его размеры. Иногда выбор делается исходя из материала крючка: так, некоторых не устраивает излишняя мягкость электродной стали, и на крючок они пускают жало длинной отвёртки.
Для самодельного крючка на выходе металлического стержня из рукоятки делается небольшой, под углом в 10-15 угловых градусов, изгиб, а затем после 12-15 см следующего прямого участка жала делается в той же плоскости ещё один изгиб, примерно под 90⁰. Затем идёт плавное искривление (закругление), уже после которого следует немного заострённый участок (сам крючок) длиной 1,5-2 см.
Пруток берётся гладкий, без рёбер (какие бывают у прутков разного диаметра по ГОСТ 34028-2016), желательно из арматуры, на которую шла легированная сталь, для избегания коррозии прутка, поперечным сечением не более 0,5 см.
Выбор вязальной проволоки
Обвязочная проволока для скрепления между собой элементов арматуры выпускается по ГОСТ 3282-74 под общим названием «Проволока стальная низкоуглеродистая». Стандарт регулирует все её технические характеристики, включая точность параметров, механические свойства, тип, размер, цвет и прочее.
Бывает оцинкованная и без цинкового покрытия, тёмного цвета или светлая. Цвет зависит от условий отжига, снимающего с проволоки излишние напряжения в металле. Чёрная получается после простого отжига в условиях взаимодействия с кислородом воздуха на открытом пламени и появления на поверхности металла слоя оксидов и окалины. Светлая отжигается в среде инертных газов и не имеет на поверхности оксидной плёнки.
Диаметр выпускаемой по ГОСТ 3282-74 проволоки может быть от 0,16 до 10 мм без цинкового покрытия и от 0,2 до 6 мм – с покрытием.
Существует прямая зависимость диаметра проволоки для связывания арматуры с диаметром самой арматуры. Так, для прутков арматуры с диаметром не более 10 мм применяют обвязочный материал с диаметром не менее 0,8 мм. Самые же ходовые размеры сечений – от 0,8 до 1,2 мм. В многоэтажном строительстве и при возведении объёмных инженерных нежилых сооружений используют обвязочную проволоку с сечением от 1,4 до 2 мм.
Интересный факт: Опытные арматурщики предпочитают, однако, один «универсальный» размер – 1,2 мм. Просто если прутки арматуры по толщине превышают 16 мм, проволоку складывают вдвое.
Длина отрезков, которые готовят заранее, распиливая бухту обвязочной проволоки «болгаркой» — около 40 см. при сгибе вдвое получается двойной хомутик с петлёй на одной конце и двумя свободными кончиками на другом. Такая длина является самой комфортной для большинства видов и способов скрепления элементов арматурного каркаса между собой.
Рейтинг
( 6 оценок, среднее 5 из 5 )
0 7 901 просмотров
Понравилась статья? Поделиться с друзьями:
Опора из арматуры и проволочной сетки
Проверка отгрузки
Этот товар недоступен для доставки и не будет добавлен в вашу корзину.
Этот товар доступен для доставки и добавлен в вашу корзину.
Этот товар может быть доставлен только в некоторые места
Пожалуйста, введите почтовый индекс доставки ниже, чтобы определить право на доставку:
Неверный почтовый индекс. Пожалуйста, введите 5-значный почтовый индекс США. .
Товар(ы) добавлен
Добавить продукт(ы) в список избранного
Товар(ы) добавлен(ы) в {{ listName }}
Список моих любимых{{ name }}
Болстеры
Подставки для стульев
Доби
Арматура
Защитные колпачки арматуры
Распорные колеса для арматуры
Сварочные аппараты и муфты для арматуры
Армирующая сетка
Натяжители стержней
вязальная проволока
Услуги по производству проволочных сеток
Хотите сделать свои бетонные проекты более долговечными и экономичными с помощью более быстрой установки и развертывания ? Не смотрите дальше. Компания White Cap предлагает листы из проволочной сетки различных весов и стилей для удовлетворения потребностей вашего проекта.
Учить больше
Услуги по производству арматуры
White Cap хранит и производит больше арматуры, чем любой другой дистрибьютор строительных материалов в Америке! White Cap — универсальный магазин арматуры , от сварных каркасов до нестандартных изгибов! У нас есть все продукты и услуги для армирования бетона, соответствующие вашему плану и бизнес-потребностям.
Учить больше
Откройте для себя лучшие цены и Преимущества конкретного местоположения
Спасибо, не надо!
Спасибо, не надо!
Вязаная проволочная сетка — Методы вязания и применение
Главная > Продукция > Вязаная сетка > Вязаная проволочная сетка
Вязание — это метод обработки, который позволяет превращать металлические материалы в проволочную сетку или ткани. Вязаная проволочная сетка использует гораздо более широкий спектр материалов и может использоваться в различных областях применения и промышленности.
Материалы плетеной проволочной сетки Вязаная проволочная сетка доступна для различных материалов. Они имеют разные преимущества и могут использоваться в различных приложениях.
Проволока из нержавеющей стали . Обладает кислото- и щелочестойкостью, высокой термостойкостью и может использоваться в самых суровых условиях.
Медная проволока . Хорошие защитные характеристики, устойчивость к коррозии и ржавчине. Могут использоваться в качестве экранирующих сеток.
Латунная проволока . Подобно медному проводу, который имеет яркий цвет и хорошие характеристики экранирования.
Оцинкованная проволока . Экономичные и прочные материалы. Коррозионная стойкость для обычных и тяжелых условий эксплуатации.
Никелевая проволока .
Проволока из другого сплава .
Полипропилен . Пластиковый материал для легкого и экономичного. Низкая стоимость и коррозионная стойкость.
KWM-01: Вязаная сетка из нержавеющей стали.
KWM-02: Медная вязаная сетка.
Машина для изготовления вязаной сетки аналогична машине для изготовления свитеров и шарфов. Установка различных металлических проволок на кругловязальную машину, и тогда мы можем получить непрерывную круговую вязаную проволочную сетку.
Вязаная сетка может быть изготовлена из круглой или плоской проволоки. Круглая проволока является наиболее часто используемым типом, а плоская вязаная сетка обычно используется в специальных приложениях в соответствии с требованиями клиентов.
Вязаная проволочная сетка может быть изготовлена из мононити или из мультиволокна. Вязаная проволочная сетка из моноволокна имеет простую структуру и экономична, что широко используется в обычных областях. Трикотажная сетка из нескольких нитей имеет более высокую прочность, чем сетка из мононити. Многоволоконная вязаная проволочная сетка обычно используется в тяжелых условиях.
KWM-03: Вязаная проволочная сетка из мононити.
KWM-04: Многоволоконная вязаная проволочная сетка.
Круглая вязаная сетка прессуется в плоские типы, а иногда из них изгибается волокнистая вязаная проволочная сетка. Джиннинг имеет разную форму, ширину и глубину. Они могут использоваться в различных промышленных применениях для фильтрации.
KWM-05: Вязаная проволочная сетка уплощенного типа.
KWM-06: Трикотажная проволочная сетка джиннингового типа.
Сплющенная и волокнистая вязаная сетка может быть спрессована в прессованную вязаную сетку. Сжатая трикотажная сетка имеет лучшую фильтрующую способность, чем обычная трикотажная сетка. Он широко используется в промышленности для фильтрации газа и жидкости.
KWM-07: Плоская сжатая вязаная проволочная сетка.
KWM-08: Вязаная прессованная проволочная сетка джиннингового типа.
Особенности трикотажной сетки
Высокая прочность.
Стойкость к коррозии и ржавчине.
Кислото- и щелочестойкость.
Высокая термостойкость.
Мягкий и не повреждает механические детали.
Прочный и долговечный.
Хорошее экранирование.
Высокая эффективность фильтрации.
Превосходная очищающая способность.
KWM-09: Вязаная проволочная сетка мягкая и не повредит машину
KWM-10: Вязаная проволочная сетка с высокой степенью фильтрации.
Применение трикотажной сетки
Трикотажная сетка широко используется в качестве материалов для фильтрации жидкости и газа в различных областях промышленности.
Сжатая трикотажная сетка широко используется в качестве фильтрующего материала в промышленности. Его можно использовать в качестве сапуна двигателя в транспортных средствах.
Вязаная проволочная сетка
может использоваться в качестве защитной сетки в электронике и других областях.
Вязаная проволочная сетка может использоваться для удаления тумана в качестве вязального туманоуловителя или туманоуловителя.
Из вязаной проволочной сетки можно сделать вязаные чистящие шарики для очистки кухонной посуды и других механических частей, требующих очистки.
KWM-11: Вязаная проволочная сетка может использоваться в качестве туманоуловителя для туманоуловителя.
KWM-12: Из вязаной проволочной сетки можно сделать шарики для очистки посуды.
KWM-13: Вязаная проволочная сетка может быть установлена на выхлопную трубу для герметизации и фильтрации.
Труба стальная электросварная диаметром 63,5(мм) по ГОСТ 10704-91
Содержание
1 Труба стальная электросварная диаметром Ø63,5(мм) по ГОСТ 10704-91
2 Сортамент трубы стальной электросварной диаметром 63,5х1,4(мм)
3 Сортамент трубы стальной электросварной диаметром 63,5х1,5(мм)
4 Сортамент трубы стальной электросварной диаметром 63,5х1,6(мм)
5 Сортамент трубы стальной электросварной диаметром 63,5х1,8(мм)
6 Сортамент трубы стальной электросварной диаметром 63,5х2,0(мм)
7 Сортамент трубы стальной электросварной диаметром 63,5х2,2(мм)
8 Сортамент трубы стальной электросварной диаметром 63,5х2,5(мм)
9 Сортамент трубы стальной электросварной диаметром 63,5х2,8(мм)
10 Сортамент трубы стальной электросварной диаметром 63,5х3,0(мм)
11 Сортамент трубы стальной электросварной диаметром 63,5х3,2(мм)
12 Сортамент трубы стальной электросварной диаметром 63,5х3,5(мм)
13 Сортамент трубы стальной электросварной диаметром 63,5х3,8(мм)
14 ГОСТ электросварных труб
Труба стальная электросварная диаметром Ø63,5(мм) по ГОСТ 10704-91
Труба стальная электросварная по ГОСТ 10704-91, диаметром Ø63,5 (мм). Труба имеет толщину стенки от 1,4 до 3,8 (мм), весом от 2,14 до 5,59 кг за 1 пог.м
Труба стальная электросварная диаметром Ø63,5(мм) по ГОСТ 10704-91
Сортамент трубы стальной электросварной диаметром 63,5х1,4(мм)
Труба стальная электросварная по ГОСТ 10704-91
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
63,5
2
dвн.
мм
Внутрениий диаметр трубы
60,7
3
s
мм
Толщина стенки
1,4
4
F(см²)
см²
Площадь поперечного сечения
2,731
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
2,14
6
Ix,y
см⁴
Момент инерции
13,17296
7
Wx,y
см³
Момент сопротивления
4,148964
8
iix,y
п. м/т
Радиус инерции
2,196124
9
Ip
см⁴
Полярный момент инерции
26,34592
10
Wp
см³
Полярный момент сопротивления
8,297928
11
U(см)
см
Периметр трубы
19,94911
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
2893,792
13
Føвн. (см²)
см²
Внутренняя площадь трубы
28,93792
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,002894
15
P (max) на ось
т
Осевая нагрузка
4,37
16
V
м³
Объем трубы на 1 пог.м
0,002894
Сортамент трубы стальной электросварной диаметром 63,5х1,5(мм)
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
63,5
2
dвн.
мм
Внутрениий диаметр трубы
60,5
3
s
мм
Толщина стенки
1,5
4
F(см²)
см²
Площадь поперечного сечения
2,922
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
2,29
6
Ix,y
см⁴
Момент инерции
14,0469
7
Wx,y
см³
Момент сопротивления
4,424219
8
iix,y
п.м/т
Радиус инерции
2,192672
9
Ip
см⁴
Полярный момент инерции
28,09379
10
Wp
см³
Полярный момент сопротивления
8,848438
11
U(см)
см
Периметр трубы
19,94911
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
2874,754
13
Føвн. (см²)
см²
Внутренняя площадь трубы
28,74754
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,002875
15
P (max) на ось
т
Осевая нагрузка
4,68
16
V
м³
Объем трубы на 1 пог.м
0,002875
Сортамент трубы стальной электросварной диаметром 63,5х1,6(мм)
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
63,5
2
dвн.
мм
Внутрениий диаметр трубы
60,3
3
s
мм
Толщина стенки
1,6
4
F(см²)
см²
Площадь поперечного сечения
3,111
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
2,44
6
Ix,y
см⁴
Момент инерции
14,91221
7
Wx,y
см³
Момент сопротивления
4,696758
8
iix,y
п. м/т
Радиус инерции
2,189226
9
Ip
см⁴
Полярный момент инерции
29,82441
10
Wp
см³
Полярный момент сопротивления
9,393515
11
U(см)
см
Периметр трубы
19,94911
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
2855,778
13
Føвн. (см²)
см²
Внутренняя площадь трубы
28,55778
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,002856
15
P (max) на ось
т
Осевая нагрузка
4,98
16
V
м³
Объем трубы на 1 пог.м
0,002856
Сортамент трубы стальной электросварной диаметром 63,5х1,8(мм)
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
63,5
2
dвн.
мм
Внутрениий диаметр трубы
59,9
3
s
мм
Толщина стенки
1,8
4
F(см²)
см²
Площадь поперечного сечения
3,489
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
2,74
6
Ix,y
см⁴
Момент инерции
16,61718
7
Wx,y
см³
Момент сопротивления
5,233758
8
iix,y
п.м/т
Радиус инерции
2,182353
9
Ip
см⁴
Полярный момент инерции
33,23436
10
Wp
см³
Полярный момент сопротивления
10,46752
11
U(см)
см
Периметр трубы
19,94911
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
2818,016
13
Føвн. (см²)
см²
Внутренняя площадь трубы
28,18016
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,002818
15
P (max) на ось
т
Осевая нагрузка
5,58
16
V
м³
Объем трубы на 1 пог.м
0,002818
Сортамент трубы стальной электросварной диаметром 63,5х2,0(мм)
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
63,5
2
dвн.
мм
Внутрениий диаметр трубы
59,5
3
s
мм
Толщина стенки
2
4
F(см²)
см²
Площадь поперечного сечения
3,864
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
3,03
6
Ix,y
см⁴
Момент инерции
18,28834
7
Wx,y
см³
Момент сопротивления
5,760107
8
iix,y
п. м/т
Радиус инерции
2,175503
9
Ip
см⁴
Полярный момент инерции
36,57668
10
Wp
см³
Полярный момент сопротивления
11,52021
11
U(см)
см
Периметр трубы
19,94911
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
2780,506
13
Føвн. (см²)
см²
Внутренняя площадь трубы
27,80506
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,002781
15
P (max) на ось
т
Осевая нагрузка
6,18
16
V
м³
Объем трубы на 1 пог.м
0,002781
Сортамент трубы стальной электросварной диаметром 63,5х2,2(мм)
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
63,5
2
dвн.
мм
Внутрениий диаметр трубы
59,1
3
s
мм
Толщина стенки
2,2
4
F(см²)
см²
Площадь поперечного сечения
4,237
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
3,33
6
Ix,y
см⁴
Момент инерции
19,92613
7
Wx,y
см³
Момент сопротивления
6,275947
8
iix,y
п.м/т
Радиус инерции
2,168678
9
Ip
см⁴
Полярный момент инерции
39,85226
10
Wp
см³
Полярный момент сопротивления
12,55189
11
U(см)
см
Периметр трубы
19,94911
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
2743,247
13
Føвн. (см²)
см²
Внутренняя площадь трубы
27,43247
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,002743
15
P (max) на ось
т
Осевая нагрузка
6,78
16
V
м³
Объем трубы на 1 пог.м
0,002743
Сортамент трубы стальной электросварной диаметром 63,5х2,5(мм)
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
63,5
2
dвн.
мм
Внутрениий диаметр трубы
58,5
3
s
мм
Толщина стенки
2,5
4
F(см²)
см²
Площадь поперечного сечения
4,791
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
3,76
6
Ix,y
см⁴
Момент инерции
22,32124
7
Wx,y
см³
Момент сопротивления
7,030311
8
iix,y
п. м/т
Радиус инерции
2,158486
9
Ip
см⁴
Полярный момент инерции
44,64247
10
Wp
см³
Полярный момент сопротивления
14,06062
11
U(см)
см
Периметр трубы
19,94911
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
2687,829
13
Føвн. (см²)
см²
Внутренняя площадь трубы
26,87829
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,002688
15
P (max) на ось
т
Осевая нагрузка
7,67
16
V
м³
Объем трубы на 1 пог.м
0,002688
Сортамент трубы стальной электросварной диаметром 63,5х2,8(мм)
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
63,5
2
dвн.
мм
Внутрениий диаметр трубы
57,9
3
s
мм
Толщина стенки
2,8
4
F(см²)
см²
Площадь поперечного сечения
5,339
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
4,19
6
Ix,y
см⁴
Момент инерции
24,64377
7
Wx,y
см³
Момент сопротивления
7,761817
8
iix,y
п.м/т
Радиус инерции
2,148351
9
Ip
см⁴
Полярный момент инерции
49,28754
10
Wp
см³
Полярный момент сопротивления
15,52363
11
U(см)
см
Периметр трубы
19,94911
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
2632,977
13
Føвн. (см²)
см²
Внутренняя площадь трубы
26,32977
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,002633
15
P (max) на ось
т
Осевая нагрузка
8,54
16
V
м³
Объем трубы на 1 пог.м
0,002633
Сортамент трубы стальной электросварной диаметром 63,5х3,0(мм)
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
63,5
2
dвн.
мм
Внутрениий диаметр трубы
57,5
3
s
мм
Толщина стенки
3
4
F(см²)
см²
Площадь поперечного сечения
5,702
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
4,48
6
Ix,y
см⁴
Момент инерции
26,15254
7
Wx,y
см³
Момент сопротивления
8,237019
8
iix,y
п. м/т
Радиус инерции
2,141626
9
Ip
см⁴
Полярный момент инерции
52,30507
10
Wp
см³
Полярный момент сопротивления
16,47404
11
U(см)
см
Периметр трубы
19,94911
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
2596,723
13
Føвн. (см²)
см²
Внутренняя площадь трубы
25,96723
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,002597
15
P (max) на ось
т
Осевая нагрузка
9,12
16
V
м³
Объем трубы на 1 пог.м
0,002597
Сортамент трубы стальной электросварной диаметром 63,5х3,2(мм)
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
63,5
2
dвн.
мм
Внутрениий диаметр трубы
57,1
3
s
мм
Толщина стенки
3,2
4
F(см²)
см²
Площадь поперечного сечения
6,062
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
4,76
6
Ix,y
см⁴
Момент инерции
27,63014
7
Wx,y
см³
Момент сопротивления
8,702408
8
iix,y
п.м/т
Радиус инерции
2,134927
9
Ip
см⁴
Полярный момент инерции
55,26029
10
Wp
см³
Полярный момент сопротивления
17,40482
11
U(см)
см
Периметр трубы
19,94911
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
2560,72
13
Føвн. (см²)
см²
Внутренняя площадь трубы
25,6072
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,002561
15
P (max) на ось
т
Осевая нагрузка
9,7
16
V
м³
Объем трубы на 1 пог.м
0,002561
Сортамент трубы стальной электросварной диаметром 63,5х3,5(мм)
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
63,5
2
dвн.
мм
Внутрениий диаметр трубы
56,5
3
s
мм
Толщина стенки
3,5
4
F(см²)
см²
Площадь поперечного сечения
6,597
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
5,18
6
Ix,y
см⁴
Момент инерции
29,78907
7
Wx,y
см³
Момент сопротивления
9,382385
8
iix,y
п. м/т
Радиус инерции
2,124926
9
Ip
см⁴
Полярный момент инерции
59,57814
10
Wp
см³
Полярный момент сопротивления
18,76477
11
U(см)
см
Периметр трубы
19,94911
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
2507,187
13
Føвн. (см²)
см²
Внутренняя площадь трубы
25,07187
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,002507
15
P (max) на ось
т
Осевая нагрузка
10,56
16
V
м³
Объем трубы на 1 пог.м
0,002507
Сортамент трубы стальной электросварной диаметром 63,5х3,8(мм)
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
63,5
2
dвн.
мм
Внутрениий диаметр трубы
55,9
3
s
мм
Толщина стенки
3,8
4
F(см²)
см²
Площадь поперечного сечения
7,127
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
5,59
6
Ix,y
см⁴
Момент инерции
31,88031
7
Wx,y
см³
Момент сопротивления
10,04104
8
iix,y
п.м/т
Радиус инерции
2,114985
9
Ip
см⁴
Полярный момент инерции
63,76061
10
Wp
см³
Полярный момент сопротивления
20,08208
11
U(см)
см
Периметр трубы
19,94911
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
2454,22
13
Føвн. (см²)
см²
Внутренняя площадь трубы
24,5422
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,002454
15
P (max) на ось
т
Осевая нагрузка
11,4
16
V
м³
Объем трубы на 1 пог.м
0,002454
ГОСТ электросварных труб
ГОСТ 10704-91
Поделиться:
Предыдущая записьТруба стальная электросварная диаметром 60(мм) по ГОСТ 10704-91
Следующая записьТруба стальная электросварная диаметром 70(мм) по ГОСТ 10704-91
Труба электросварная прямошовная в усиленной изоляции
В наличии
Труба электросварная прямошовная в ППУ ПЭ
В наличии
Труба электросварная прямошовная в ППУ ОЦ
В наличии
Труба электросварная прямошовная в ВУС
В наличии
Труба электросварная прямошовная в 3-х слойной изоляции
В наличии
Труба электросварная прямошовная в 2-х слойной изоляции
В наличии
Труба электросварная прямошовная
ст. 3ПССП
ГОСТ 10706-76
В наличии
Труба электросварная прямошовная
ст. 3ПССП
ГОСТ 10705-80
В наличии
Труба электросварная прямошовная
ст. 3ПССП
ГОСТ 10704-91
В наличии
Труба электросварная прямошовная
ст. 3ПССП
в усиленной изоляции
В наличии
Труба электросварная прямошовная
ст. 3ПССП
в ППУ ПЭ
В наличии
Труба электросварная прямошовная
ст. 3ПССП
в ППУ ОЦ
В наличии
Труба электросварная прямошовная
ст. 3ПССП
в ВУС
В наличии
Труба электросварная прямошовная
ст. 3ПССП
в 3-х слойной изоляции
В наличии
Труба электросварная прямошовная
ст. 3ПССП
в 2-х слойной изоляции
В наличии
Труба электросварная прямошовная
ст. 3ПССП
В наличии
Труба электросварная прямошовная
ст. 20
ГОСТ 10706-76
В наличии
Труба электросварная прямошовная
ст. 20
ГОСТ 10705-80
В наличии
Труба электросварная прямошовная
ст. 20
ГОСТ 10704-91
В наличии
Труба электросварная прямошовная
ст. 20
в усиленной изоляции
В наличии
Труба электросварная прямошовная
ст. 20
в ППУ ПЭ
В наличии
Труба электросварная прямошовная
ст. 20
в ППУ ОЦ
В наличии
Труба электросварная прямошовная
ст. 20
в ВУС
В наличии
Труба электросварная прямошовная
ст. 20
в 3-х слойной изоляции
В наличии
Труба электросварная прямошовная
ст. 20
в 2-х слойной изоляции
В наличии
Труба электросварная прямошовная
ст. 20
В наличии
Труба электросварная прямошовная
ст. 17Г1С
ГОСТ 10706-76
В наличии
Труба электросварная прямошовная
ст. 17Г1С
ГОСТ 10705-80
В наличии
Труба электросварная прямошовная
ст. 17Г1С
ГОСТ 10704-91
В наличии
Труба электросварная прямошовная
ст. 17Г1С
в усиленной изоляции
В наличии
Труба электросварная прямошовная
ст. 17Г1С
в ППУ ПЭ
В наличии
Труба электросварная прямошовная
ст. 17Г1С
в ППУ ОЦ
В наличии
Труба электросварная прямошовная
ст. 17Г1С
в ВУС
В наличии
Труба электросварная прямошовная
ст. 17Г1С
в 3-х слойной изоляции
В наличии
Труба электросварная прямошовная
ст. 17Г1С
в 2-х слойной изоляции
В наличии
Труба электросварная прямошовная
ст. 17Г1С
В наличии
Труба электросварная прямошовная
ст. 10Г2ФБЮ
ГОСТ 10706-76
В наличии
Труба электросварная прямошовная
ст. 10Г2ФБЮ
ГОСТ 10705-80
В наличии
Труба электросварная прямошовная
ст. 10Г2ФБЮ
ГОСТ 10704-91
В наличии
Труба электросварная прямошовная
ст. 10Г2ФБЮ
в усиленной изоляции
В наличии
Труба электросварная прямошовная
ст. 10Г2ФБЮ
в ППУ ПЭ
В наличии
Труба электросварная прямошовная
ст. 10Г2ФБЮ
в ППУ ОЦ
В наличии
Труба электросварная прямошовная
ст. 10Г2ФБЮ
в ВУС
В наличии
Труба электросварная прямошовная
ст. 10Г2ФБЮ
в 3-х слойной изоляции
В наличии
Труба электросварная прямошовная
ст. 10Г2ФБЮ
в 2-х слойной изоляции
В наличии
Труба электросварная прямошовная
ст. 10Г2ФБЮ
В наличии
Труба электросварная прямошовная
ст. 10
ГОСТ 10706-76
В наличии
Труба электросварная прямошовная
ст. 10
ГОСТ 10705-80
В наличии
Труба электросварная прямошовная
ст. 10
ГОСТ 10704-91
В наличии
Труба электросварная прямошовная
ст. 10
в усиленной изоляции
В наличии
Труба электросварная прямошовная
ст. 10
в ППУ ПЭ
В наличии
Труба электросварная прямошовная
ст. 10
в ППУ ОЦ
В наличии
Труба электросварная прямошовная
ст. 10
в ВУС
В наличии
Труба электросварная прямошовная
ст. 10
в 3-х слойной изоляции
В наличии
Труба электросварная прямошовная
ст. 10
в 2-х слойной изоляции
В наличии
Труба электросварная прямошовная
ст. 10
В наличии
Труба электросварная прямошовная
ст. 09Г2С
ГОСТ 10706-76
В наличии
Труба электросварная прямошовная
ст. 09Г2С
ГОСТ 10705-80
В наличии
Труба электросварная прямошовная
ст. 09Г2С
в усиленной изоляции
В наличии
Труба электросварная прямошовная
ст. 09Г2С
в ППУ ПЭ
В наличии
Труба электросварная прямошовная
ст. 09Г2С
в ППУ ОЦ
В наличии
Труба электросварная прямошовная
ст. 09Г2С
в ВУС
В наличии
Труба электросварная прямошовная
ст. 09Г2С
в 3-х слойной изоляции
В наличии
Труба электросварная прямошовная
ст. 09Г2С
в 2-х слойной изоляции
В наличии
Труба электросварная прямошовная
ст. 09Г2С
В наличии
Труба электросварная прямошовная
ГОСТ 10706-76
в усиленной изоляции
В наличии
Труба электросварная прямошовная
ГОСТ 10706-76
в ППУ ПЭ
В наличии
Труба электросварная прямошовная
ГОСТ 10706-76
в ППУ ОЦ
В наличии
Труба электросварная прямошовная
ГОСТ 10706-76
в ВУС
В наличии
Труба электросварная прямошовная
ГОСТ 10706-76
в 3-х слойной изоляции
В наличии
Труба электросварная прямошовная
ГОСТ 10706-76
в 2-х слойной изоляции
В наличии
Труба электросварная прямошовная
ГОСТ 10706-76
В наличии
Труба электросварная прямошовная
ГОСТ 10705-80
в усиленной изоляции
В наличии
Труба электросварная прямошовная
ГОСТ 10705-80
в ППУ ПЭ
В наличии
Труба электросварная прямошовная
ГОСТ 10705-80
в ППУ ОЦ
В наличии
Труба электросварная прямошовная
ГОСТ 10705-80
в ВУС
В наличии
Труба электросварная прямошовная
ГОСТ 10705-80
в 3-х слойной изоляции
В наличии
Труба электросварная прямошовная
ГОСТ 10705-80
в 2-х слойной изоляции
В наличии
Труба электросварная прямошовная
ГОСТ 10704-91
в усиленной изоляции
В наличии
Труба электросварная прямошовная
ГОСТ 10704-91
в ППУ ПЭ
В наличии
Труба электросварная прямошовная
ГОСТ 10704-91
в ППУ ОЦ
В наличии
Труба электросварная прямошовная
ГОСТ 10704-91
в ВУС
В наличии
Труба электросварная прямошовная
ГОСТ 10704-91
в 3-х слойной изоляции
В наличии
Труба электросварная прямошовная
ГОСТ 10704-91
в 2-х слойной изоляции
В наличии
Труба электросварная прямошовная
в усиленной изоляции
В наличии
Труба электросварная прямошовная
в ППУ ПЭ
В наличии
Труба электросварная прямошовная
в ППУ ОЦ
В наличии
Труба электросварная прямошовная
в ВУС
В наличии
Труба электросварная прямошовная
в 3-х слойной изоляции
В наличии
Труба электросварная прямошовная
в 2-х слойной изоляции
В наличии
3ПССП»>
Труба электросварная прямошовная 920хст. 3ПССП
В наличии
Труба электросварная прямошовная 920хст. 20
В наличии
Разница между бесшовной и шовной трубой
С технологической точки зрения бесшовные стальные трубы изготавливаются путем однократной прокатки, нагревания круглой стали, прошивания, горячей прокатки, калибровки и правки.
Трубы стальные шовные также называют трубами стальными сварными. Их сваривают путем деформации изгибом стальных пластин или стальных полос. Различают прямошовные трубы и спиральношовные трубы (спиральношовные трубы, как правило, большого диаметра).
Шовные стальные трубы и стальные бесшовные трубы классифицируются по способу производства стальных труб.
1. По способу производства бесшовные стальные трубы можно разделить на: горячекатаные бесшовные трубы, холоднотянутые трубы, прецизионные стальные трубы, горячедеформированные трубы, трубы холодного прядения и экструдированные трубы. Трубы стальные бесшовные изготавливаются из высококачественной углеродистой или легированной стали, и делятся на горячекатаные и холоднокатаные (тянутые).
2. Сварные стальные трубы (шовные стальные трубы) делятся на трубы, сваренные в печи, трубы, сваренные сопротивлением (сварка сопротивлением), и трубы, сваренные автоматической дуговой сваркой, из-за различных процессов сварки. Из-за различных методов сварки они делятся на два типа: прямошовные трубы и спиральношовные трубы. Форма конца делится на круглую сварную трубу и сварную трубу специальной формы (квадратную, плоскую и т. д.). Сварные стальные трубы сваривают стыковыми швами или спиральными швами стальных листов, свернутых в трубчатую форму. По способу изготовления они подразделяются на стальные сварные трубы для транспортировки жидкости под низким давлением, стальные электросварные трубы со спиральным швом, стальные трубы с прямой сваркой в рулонах и электросварные трубы. Бесшовные стальные трубы могут использоваться в качестве труб для напорных жидкостей и газовых труб в различных отраслях промышленности. Сварные трубопроводы могут применяться для водопроводов, газопроводов, теплопроводов, электропроводов и т.д.
Разница между бесшовной стальной трубой и стальной трубой со швом:
Различные цели: бесшовная стальная труба в основном используется в качестве трубопроводов или конструкционных частей для транспортировки жидкости, в основном в машиностроении, в то время как шовные стальные трубы в основном используются в строительной отрасли, например, для воды, газа, сжатого воздуха и других низко- жидкости под давлением. Однако бесшовные стальные трубы используются для всех напорных трубопроводов. Цена бесшовных стальных труб выше, чем у стальных шовных.
Трубы со швом обычно выдерживают максимальное рабочее давление менее 20 кг, что является безопасным диапазоном использования. Обычно он используется для жидкостей под низким давлением, таких как вода, газ и сжатый воздух.
Бесшовная стальная труба может выдерживать сверхвысокое давление, конечно, соответственно увеличивается толщина ее стенки, что необходимо проектировать в соответствии с требованиями к давлению. Обычно он используется для высокотемпературного оборудования и оборудования высокого давления, такого как масляные трубы высокого давления и котельные трубы. Существуют также бесшовные стальные трубы для конструкционного использования, в зависимости от проектных требований.
В настоящее время также существуют бесшовные трубы со шовными стальными трубами, которые отжигаются до сварного шва, а остаточное напряжение сварного шва создается для того, чтобы сварной шов был эквивалентен основному металлу, а его стойкость к давлению диапазон в основном эквивалентен бесшовной стальной трубе. Также можно рассматривать для использования.
Конечно, на рынке также есть бесшовные стальные трубы, в которых используются стальные трубы со швом, которые нагреваются как единое целое, а затем вытягиваются или прокатываются с головкой сердечника. В основном они небольшого размера. Этот тип трубы является бесшовной стальной трубой только с точки зрения внешнего вида, а ее качество не очень хорошее.
Преимущества стальных труб со швом по сравнению с бесшовными стальными трубами:
(1) Стальная труба со швом в основном относится к сварной стальной трубе, и из-за ее низкой стоимости и высокой эффективности производства бесшовная стальная труба заменяется во многих областях. . Хотя сварные стальные трубы заменяют бесшовные стальные трубы, они все же имеют существенные отличия.
(2) Бесшовная стальная труба формируется путем перфорации стального слитка или цельной трубной заготовки, а затем подвергается горячекатаному, холоднокатаному или холоднотянутому прокату. Сварная стальная труба представляет собой стальную трубу, которая сваривается и формируется из стальной полосы или стального листа, деформируемого в круглую или квадратную форму, и имеет стык на поверхности. Заготовка, используемая для сварных стальных труб, представляет собой стальной лист или полосовую сталь. Из приведенного выше определения самая большая разница между бесшовной стальной трубой и сварной стальной трубой заключается в том, что сварная стальная труба имеет швы.
(3) Процесс производства бесшовных стальных труб можно разделить на холодное волочение и горячую прокатку. Процесс производства холоднокатаных бесшовных стальных труб, как правило, сложнее, чем процесс горячей прокатки. Трубчатые заготовки необходимо предварительно прокатать в три валка, а калибровку провести после экструзии. Проба, если поверхность не отзывается на трещину, трубка разрезается резаком и разрезается на заготовку длиной около метра. Затем введите процесс отжига, подкисление должно быть промыто кислотой с кислотной жидкостью. При травлении обращайте внимание, нет ли большого количества пены на поверхности. При большом количестве пенообразования качество стальной трубы не будет соответствовать соответствующему стандарту.
(4) Внешний вид холоднокатаных бесшовных стальных труб короче, чем у горячекатаных бесшовных стальных труб. Толщина стенки холоднокатаной бесшовной стальной трубы, как правило, меньше, чем у горячекатаной бесшовной стальной трубы, но поверхность выглядит ярче, чем толстостенная бесшовная стальная труба, и поверхность не слишком шероховатая, не слишком много заусенцев на калибр.
Ниже приведены преимущества сварных труб по сравнению с бесшовными стальными трубами или другими стальными трубами со швом:
(1) Электросварная стальная труба имеет большой размерный ряд и может производить сварные трубы с наружным диаметром от 45 до 4000 мм и толщиной стенки от 0,1 до 40 мм и длиной трубы до нескольких сто метров. Толщина стенки меньше, чем у бесшовной стальной трубы, и меньше, чем у печной трубы. Отношение диаметра трубы к толщине стенки трубы может достигать 100, а бесшовная стальная труба также имеет бесшовную стальную трубу большого диаметра и бесшовную стальную трубу малого диаметра, а труба, сваренная в печи, также имеет небольшой размер. Диаметр трубы и толщина стенки составляют 4~50 и 5~28 соответственно. Следовательно, электросварная труба позволяет экономить металл.
(2) Может производить стальные трубы различного химического состава.
(3) Появление новых электросварочных агрегатов, оборудования и систем управления продолжает совершенствоваться, благодаря чему сварной шов имеет более высокую прочность, чем металлическая матрица. Применение термической обработки устраняет сварочные напряжения сварного шва и позволяет свариваемой трубе получить однородную структуру в поперечном сечении. Поэтому качество сварной трубы не ниже, чем у бесшовной стальной трубы, а иногда она может заменить бесшовную стальную трубу.
(4) Поскольку стальная труба формуется в холодном состоянии, полученная стальная труба имеет высокую точность размеров и шероховатость поверхности, а общий расход металла составляет всего 1,03–1,05%.
(5) Блок электросварки стальных труб может отключить электропитание и снизить потребление энергии.
(6)Производственный процесс легко автоматизируется и непрерывен, с высокой производительностью и хорошими условиями труда.
Как выбрать трубы, сварные или бесшовные?
Несмотря на многие преимущества сварных труб, бесшовные трубы по-прежнему обрабатываются лучше, чем сварные, особенно при использовании в суровых условиях, поскольку они считаются более прочными, с более высоким давлением и лучшей коррозионной стойкостью. В зависимости от конкретного применения и аспектов стоимости, выберите тип. — лучший выбор для использования. Трубы и трубы могут быть изготовлены как бесшовными, так и сварными, в зависимости от требований применения.
Подробнее : Разница между бесшовной трубой и трубой из ВПВ
Шовная труба, бесшовная труба из нержавеющей стали
Шовные трубы, также называемые сварными стальными трубами, изготавливаются из легкосвариваемой углеродистой стали. Сварные стальные трубы еще называют водогазопроводными, потому что они часто используются для транспортировки холодной, горячей воды и газа.
Бесшовная стальная труба относится к сварной стальной трубе. Трубы стальные сварные изготавливаются из стальных листов/рулонов со сварными швами; а бесшовные стальные трубы перфорированы и прокатаны из заготовок без сварных швов.
Труба из нержавеющей стали представляет собой полую длинную круглую сталь, которая широко используется в нефтяной, химической, медицинской, пищевой, легкой промышленности, механическом приборостроении и других промышленных трубопроводах и механических конструкционных деталях. Кроме того, когда прочность на изгиб и кручение одинаковы, вес меньше, поэтому он также широко используется в производстве механических деталей и инженерных конструкций. Также его часто используют для производства различного обычного оружия, стволов, гильз и т. д. Трубы из нержавеющей стали делятся на бесшовные трубы из нержавеющей стали и сварные трубы из нержавеющей стали.
Разница между шовной трубой из нержавеющей стали и бесшовной трубой из нержавеющей стали:
1. Соосность
Процесс производства бесшовных труб заключается в пробивке отверстия в заготовке из нержавеющей стали при температуре 2200°F. При этой высокой температуре инструментальная сталь пробивается и вытягивается, чтобы стать мягкой и спирально сформированной из отверстия. Таким образом, толщина стенки трубопровода неравномерна, а степень эксцентриситета высока. Таким образом, ASTM допускает, что разница в толщине стенки бесшовных труб может быть больше, чем у труб со швом. Шлицевая труба изготавливается из точного холоднокатаного листа (шириной 4-5 футов в мотке). Эти холоднокатаные листы обычно имеют максимальную разницу в толщине стенки 0,002 дюйма. Стальной лист нарезается до ширины πd, где d — внешний диаметр трубы. Допуск толщины стенки щелевой трубы очень мал, а толщина стенки очень однородна по всей окружности.
2. Характеристики сварки
Как правило, существует определенная разница в химическом составе шовных и бесшовных труб. Состав стали для производства бесшовных труб является лишь основным требованием ASTM. Сталь, используемая для производства шовных труб, содержит химические компоненты, пригодные для сварки. Например, смешивание таких элементов, как кремний, сера, марганец, кислород и треугольный феррит в определенной пропорции, может дать сварочный расплав, который легко передает тепло в процессе сварки, так что можно проварить весь сварной шов. Стальные трубы с недостаточным химическим составом, такие как бесшовные трубы, будут создавать различные нестабильные факторы в процессе сварки, и их нелегко сварить прочно и непроницаемо.
3. Размер зерна
Размер зерна металла связан с температурой термообработки и временем поддержания той же температуры. Размер зерна отожженной щелевой трубы из нержавеющей стали и бесшовной трубы из нержавеющей стали одинаков. Если шовная труба проходит минимальную холодную обработку, размер зерна сварного шва меньше размера зерна свариваемого металла, в противном случае размер зерна такой же.
4. Прочность трубы
Прочность трубопровода зависит от состава сплава, поэтому бесшовная труба из нержавеющей стали и труба со швом из нержавеющей стали, содержащие один и тот же сплав и одинаковую термообработку, практически одинаковы по прочности.
После испытания на растяжение и испытания на трехмерную вибрацию разрывы сварных труб из нержавеющей стали почти во всех случаях происходили в местах, удаленных от точки сварки или зоны нагрева. Это связано с тем, что в сварном шве меньше примесей, а содержание азота немного выше, поэтому прочность сварного шва выше, чем у других деталей. Однако ASME (Американское общество инженеров-механиков) считает, что трубы со швом из нержавеющей стали могут выдерживать только 85% допустимого давления. В основном это связано со сбором данных раньше, чем с усовершенствованным сварочным оборудованием, используемым сегодня.
ASME предусматривает, что 100% сварных труб из нержавеющей стали, прошедших ультразвуковой контроль, могут полностью выдерживать допустимое давление. Точно так же Европа и Азия также предусматривают, что сварные трубы из нержавеющей стали, прошедшие вихретоковый контроль, могут гарантировать высокое качество их сварочных характеристик. Вихретоковый тест должен пройти юридическую процедуру и проводиться лицензированной организацией. Вихретоковый тест TRENT прошел разрешение Министерства энергетики Швеции. ASME считает, что небольшие потери тока обусловлены высоким качеством работы шовной трубы.
5. Коррозионная стойкость
Коррозионная стойкость также зависит от состава сплава. Коррозионная стойкость бесшовных труб из нержавеющей стали с одинаковым химическим составом и полностью термообработанных шовных труб из нержавеющей стали одинакова. Дополнительное испытание, проведенное ASTM, доказывает, что коррозионная стойкость сварного шва равна или выше, чем у свариваемого металла. В среде хлорангидрида коррозия сварных соединений не полностью термообработанных шовных стальных труб ускорится, но это требуется только для коррозионных испытаний. На самом деле окружающая среда не так сурова.
6. Гибкость и растяжимость
Растяжимость сварного шва можно проверить с помощью следующего испытания, указанного в стандарте ASTM: согнуть на 45°, затем согнуть на 90°, а затем сплющить вдоль сварного шва; затем поверните шовную трубу из нержавеющей стали и повторите описанные выше шаги, чтобы внутренний диаметр сварного шва согнулся на 180°. Стандартом качества сварного шва является отсутствие надрывов и межкристаллитных расслоений при условии 40-кратного увеличения. Радиус изгиба трубы определяется составом сплава, а минимальный радиус изгиба обычно составляет 2d. Идеальным условием сварки является то, что сварной шов находится в нейтральном или сжатом состоянии. Кроме того, трубопровод должен быть отожжен, чтобы уменьшить его твердость, тем самым улучшив характеристики изгиба.
7. Цена
Цена на шовную трубу из нержавеющей стали обычно вдвое меньше, чем на бесшовную трубу из нержавеющей стали.
8. Толщина/диаметр стенки
Тонкостенные трубы из нержавеющей стали с небольшими значениями толщины/диаметра лучше всего изготавливать сваркой; толстостенные трубы с большими значениями толщины/диаметра лучше всего изготавливать методом штамповки.
9. Комплексное качество
Как правило, качество шовных труб из нержавеющей стали лучше, чем у бесшовных труб из нержавеющей стали, потому что шовные трубы из нержавеющей стали изготавливаются из точного холоднокатаного листа, прошедшего контроль, поэтому любые дефекты ограничиваются сварным швом.
Как установить глубинный насос в скважину самому: инструкция
Наличие скважины уже подразумевает установку насоса. Какой он будет погружной или поверхностный зависит от глубины скважины. Именно выбор насоса является самым первым шагом при установке. Погружной насос является самым популярным видом, т.к. именно он позволяется качественно доставлять воду с необходимым напором.
Выбирать лучше центробежные модели, т.к. при работе с вибрационными насосами есть вероятность обрушения грунта и обваливание скважины из-за их дополнительных вибраций.
Также выбор насоса будет зависеть оттого, какая производительность Вам нужна. Ведь если это жилой загородный дом, то напор воды Вам нужен постоянный, без перебоев.
Если же это просто дача, в которой Вы живете нечасто, то и мощность Вам подойдем меньшая. Чтобы скважинный насос служил Вам долго, обязательно используйте его согласно техническим данным, т.е. покупайте на ту глубину, при которой он будет эксплуатироваться.
Если качество грунта не отличается хорошими свойствами, то скважину лучше защитить при помощи бетонных колец, создав так называемый «коридор», который не допустит разрушения почвы. По диаметру насоса выбирается обсадная труба.
Также предусмотрите, как будет подсоединен насос к электрической сети. Кабель должен быть в спокойном состоянии, не растянутым.
Вода из насоса поднимается по трубам, чаще всего пластиковым.Т.к. именно пластик более долговечный: у него хороший срок службы, он не подвергается гниению и коррозии ему не страшны.
Помимо всего перечисленного, Вам понадобиться хомуты, при помощи которых будет закрепляться электрокабель по трубе, манометр, обратный и запорный клапан.
Прежде чем установить насос для постоянного использования, сначала прокачайте грязную воду из скважины при помощи дешевого насоса.
Монтаж глубинного насоса происходит прямо в скважине, тем самым не требует отдельного места.
Для начала необходимо собрать всю конструкцию, которая в последующем будет погружена в скважину.
К насосу подсоединяется: водоподающая труба, электрокабель, страховочный трос.
Установка насоса в скважину
Когда конструкция собрана, начинается самое сложное – это монтаж в скважину. Прежде чем засунуть насос в обсадную трубу на него одевается защита, в виде кольца.
Опускать насос в скважину необходимо аккуратно и медленно. Так как насос весит достаточно много, эту работу необходимо выполнять нескольким людям.
Один отпускает страховочный трос, а остальные удерживают насос. Страховочный трос должен быть из нержавеющей стали, т.к. только данный металл сможет находиться долгое время в вое без появления коррозий.
Если вдруг при погружении насоса появилось какое-то препятствие, то, не совершая резких движений, попробуйте его обойти или вправо или влево.
Как правило, до начала погружения насоса проводится проверка скважины на наличие непредвиденных участков.
Насос крепится на той высоте, которая Вам необходима, при условии, что она совпадает с техническими возможностями оборудования. Плюс насос должен полностью находиться в воде, но не должен доставать дна скважины.
Самое удачно расстояние до дна составляет два метра. Без учета таких особенностей все это может привести к быстрой поломке насоса из-за попадания мельчайших частиц, а также работы вхолостую.
В конце необходимо убедиться, что именно трос держит насос, а не труба. После этого трос прикрепляется к кронштейну.
Водоподающую трубу соединяем с насосом с одной стороны, а другим концом подсоединяем с накопительным баком.
В последнюю очередь насос подключается к электрическому питанию. При этом необходимо использовать специальный электрический кабель.
Место соединения с силовым кабелем должно быть закрыто термоусадочной муфтой. Если в доме зафиксированы скачки питания, то нужно установить генератор напряжения. Иначе, частые скачки могут вывести из строя насос.
При монтаже глубинного насоса необходимо его испытать и установить сколько расходуется воды за одну единицу времени и сколько потребляется электрической энергии. Заводские характеристики, указанные в паспорте насоса не всегда соответствуют действительности.
Манометром определяется рабочее давление в водопроводе. После выявленных значений Вы сможете определить точку работы глубинного насоса.
Если Вы хотите произвести монтаж глубинного насоса своими руками, то в сети интернет находится большое количество видео роликов с примерами установки оборудования.
При неправильном монтаже возникает вероятность быстрой поломки скважинного насоса.
Одним из примеров, может быть насос, который находится не на своей рабочей глубине. Вместо 30 метров, его эксплуатировали на 50.
При таки параметрах такой насос не сможет поднимать воду, насос будет работать «впустую», без настроенного рабочего давления воды.
Ремонтные работы
При неполадках в работе насоса есть два варианта ремонт:
Вызов специалиста по ремонту оборудования. Данным способом необходимо воспользоваться тем, кто не разбирается в глубинных насосах. Ведь профессионал сможет посмотреть правильно ли настроена автоматика питания, а также определить другие проблемные зоны насоса.
Преимуществом вызова специалиста является гарантийное обязательство. Т.е. если после ремонта в течении какого-то времени насос снова выйдет из строя, Вы вправе обратиться в фирму, из которой приходил сотрудник, для повторного выполнения работы.
Ремонт своими силами, при наличии определенных знаний. Чем ниже глубина скважины, значит тем больше вес насоса. Поэтому при ремонте необходимо иметь помощников, которые помогут вытащить насос из глубины скважины.
Важно: перед началом ремонтных работ отключите электропитания насоса и отсоедините трубопровод. Также необходимо будет запастись инструментами.
Насос поднимается за счет страховочного троса. После того как насос поднят на поверхность необходимо определить в рабочем ли он состоянии находится. При необходимости заменяются детали, которые износились, производится замена.
Если же насос ремонту не подлежит, то придется идти за покупкой нового глубинного насоса.
Установка насоса в скважину своими руками
Водоснабжение является обязательной составляющей комфортного проживания на земельном участке. Однако большая часть домов (особенно дач) лишена централизованной системы, что создает массу неприятностей жильцам. Для обеспечения элементарных водных потребностей (для гигиенических, питьевых, бытовых, технических и прочих целей) потребуется установка глубинного погружного насоса в скважину. Этот автономный источник позволит обеспечить полноценное снабжение водой, а также ее бесперебойную подачу.
Многие ошибочно полагают, что провести данные монтажные работы без привлечения профессионалов невозможно. На самом деле, эта задача кажется сложной и невыполнимой только на первый взгляд. При учете некоторых рекомендаций, использовании советов специалистов и знании базовых нюансов, можно выполнить качественную, безошибочную и быструю установку оборудования собственными силами.
Каким должен быть хороший насос
Выбор подходящей насосной установки является залогом успешного монтажа всего оборудования, поэтому к данному вопросу потребуется подойти с максимальной ответственностью. Погружной центробежный насос – наиболее подходящий выбор, так как вибрационные разновидности нередко вызывают в скважине колебания, приводящие к нарушению целостности почвы и обсадной трубы. Это особенно небезопасно для ям, смонтированных на песочной основе (они отличаются меньшей устойчивостью).
Не менее важным показателем служит мощность. Она должна соответствовать скважинной производительности. Помимо этого, необходимо учитывать глубину погружения (если установка рассчитана на 50 метров, то она может обеспечивать напор с 60-метровой глубины, но быстро придет в негодность). Еще одним фактором риска можно назвать качество бурения. Если вы доверите работу профессионалам, траншея будет выносливее и устойчивее (ей не страшно внешнее разрушающее действие). Если вы решились выполнять эту задачу своими силами или при помощи неопытных людей, то стоит взять не только центробежный насос, но и специальные скважинные модели. Они значительно лучше переживают нагрузку, возникающую вследствие перекачки воды, которая нередко содержит мусор и примеси.
Также стоит учитывать такой показатель как диаметр. Нужно, чтобы он соответствовал габаритам обсадной трубы. Для полноценного функционирования оборудования важно уделить время и особенностям электропитания. В этой ситуации можно одинаково применять одно- и трехфазные системные установки. Увеличение расстояния от трубы до насоса благоприятно сказывается на общем функционировании.
Необходимые материалы
Если насос застревает в осадочной трубе, то хозяину придется изрядно попотеть для исправления этой ситуации. Вытащить его возможно посредством отдельного троса. Если установка изначально оборудована полимерным шнуром, то важно удостовериться в его качестве и размерах. Иногда оптимальнее приобрести эту деталь отдельно.
Принято считать, что высококачественный трос или шнур обязан переносить нагрузку, в 5 раз превышающую массу зафиксированного на нем устройства. Нужно убедиться, что он нормально работает при повышенной влажности, так как его большая часть располагается в водной среде. Если аппарат подвешивается на незначительной глубине (не больше 10 м), то важно обеспечить дополнительную амортизацию. Для этого используется гибкая резина или медицинский жгут. Для электропитания потребуется электрический кабель, длина которого должна обеспечивать не натянутое положение.
Для настройки водной подачи понадобятся трубы из пластика или металла, диаметр которых составляет не менее 32 мм (при меньшем показателе будет наблюдаться слабый напор). Существует множество споров по поводу соединений труб из металла: некоторые высказываются против них, ссылаясь на меньшую надежность. Лучше всего отдавать предпочтение фланцам. Также болт должен располагаться сверху для предотвращения случайного попадания внутрь.
Кроме насосного аппарата, труб и шланга, важно приготовить эти инструменты:
Хомуты для крепежа кабеля.
Обратный клапан.
Манометр.
Запорный кран.
Крепежный узел из стали.
Электрокабель и прочее.
Перед крепежом трубы потребуется присоединить ниппельный переходник. Как правило, базовая комплектация современных моделей уже оснащена этим элементом. Если его нет, то нужно приобрести узел отдельно.
Как устанавливать поверхностный тип
Установка скважинного погружного насоса своими руками по схеме поможет избежать множества проблем, которые неизбежно возникают у работников (особенно непрофессиональных), в том числе и при поверхностном типе устройства. Оно редко применяется для водоснабжения такого вида, так как предназначено исключительно для гидротехнических оборудований с незначительной глубиной (максимум 8 м). Его монтаж возможен в несколько последовательных стадий:
Установка конструкции в кессоне или отдельном отсеке.
Фиксация шланга.
Крепление обратного клапана (для предупреждения слива).
Сборка сетчатого фильтра, останавливающего мусор и прочие элементы.
Опускание шланга.
После окончания вышеперечисленных манипуляций можно попробовать запустить систему. Для монтажа этого типа часто привлекают адаптер, фиксирующийся к шлангу и насосу. Остальные установочные этапы проводятся идентично тому, что описано выше. Если в базовой комплектации есть эжектор, необходимо запастись двумя шлангами (всасывающий и напорный).
Установка
Перед тем, как приступить к этому процессу, осуществляется сборка. К помпе подсоединяется электрокабель и водопроводная разводка, крепится трос. Лишь завершив эти этапы, можно начинать погружение в траншею колодца до места залегания воды. Все дальнейшие действия должны выполняться с предельной точностью и осторожностью, а также с учетом установленной последовательности.
Шаг #1. Подготовка инструментов
Суть этой стадии заключается в крепеже на входном патрубке обратного клапана. Благодаря этому удается удерживать водный напор в пределах системы в случае отключения помпы. После этого монтируется фильтр, имеющий чашеобразную форму. Он используется для предупреждения проникновения внутрь мусора, способного привести к закупориванию просвета (в том числе и иловых остатков). Далее крепится труба или электрошланг. Его отдельные места соединяются посредством термоусадочных трубок. Стыки заделываются муфтой, что исключает течь. После выравнивания кабель устанавливается вдоль водопровода, а в проушины на помповом корпусе продевается шнур для дальнейшего перемещения в яму. Для лучшей фиксации троса используется специальный механизм, устраняющий его подвижность.
Установка глубинного погружного насоса в скважину своими руками на подготовительной стадии завершается закреплением всех деталей. Для этого рекомендуется приобрести хомуты и клипсы.
Определяем глубину
Для первоначального поиска воды лучше воспользоваться методами геофизического изучения, благодаря которым можно оценить расстояние водного залегания, ее объем и пригодность. Это:
Вертикальное электрическое зондирование. Подразумевает под собой использование прибора, который измеряет показатель сопротивления заземления.
Отображение волн при сейсмическом сдвиге. Этот способ сначала проводится около нужного участка и непосредственно на самой территории. Излучаемые волны доходят до водоносных пластов, которые отличаются от слоев из глины и песка, после чего визуализируются и обрабатываются.
Исследование бурением. Характеризуется отличной эффективностью и, соответственно, завышенной стоимостью.
Шаг #2. Опускание насоса
Эта быстрая, но крайне важная манипуляция осуществляется в несколько последовательных стадий:
Прикрытие корпуса конструкции специально оборудованным кольцом для защиты.
Установка эластичной прокладки и тщательный крепеж оголовка.
Медленное опускание аппарата через отверстие в трубу.
Фиксация механизма, которая должна проводится немного ниже динамической водной границы.
Крепеж троса на кронштейне.
Лучшей глубиной расположения установки является 1-2 метра от дна траншеи. Опускать ее ниже не рекомендуется (на подобной глубине значительно повышается риск заливания помпы).
Как нужно опускать
Монтаж скважинного насоса своими руками по схеме дает возможность добиться стабильной работы и обеспечивает всех жильцов дома полноценным водопроводом. С учетом заявленных сведений на выработку и глубины погружения осуществляется подбор оптимального скважинного агрегата и инструментов. При его сборе и установке принимают участие 2 или больше человека, которые поэтапно выполняют следующие действия:
Проверка комплектации и раскладывание всех элементов.
Сборка, которая начинается с обратного клапана. Он крепится на выходное отверстие помпы посредством переходного фитинга. Важно помнить про направление воды, которое показывает стрелка.
Обрезание трубного конца под прямым углом к оси, надевание муфты на шланг и его размещение в корпус фитинга, который вкручивается в клапан.
Соединение кабеля управления с двигателем и нанесение герметизирующего клея на участки входа проводов.
Вставление страховочного троса.
Подключение троса к шлангу в одну петлю посредством хомутов. Это позволит не допустить задевания колонны при погружении аппарата в траншею
Отрезание обсадной трубы до кессонного дна и установка оголовка.
Продевание шланга и троса.
При глубине бурения 5-7 м от здания процесс подключения становится гораздо быстрее и легче (не требуется установка кессона). Для предотвращения замерзания при низких температурах в магистральный шланг вставляется элемент для обогрева.
Шаг #3.
Вычисление точки насосной работы
Для технически верного монтажа понадобится соблюдение точностей технических данных при работе в стандартном режиме. С этой целью нужно определить водный расход за временную единицу. Закончив с замерами, эти сведения сравниваются с информацией, представленной в документе, приложенном в базовую комплектацию. При выявлении любых расхождений рекомендуется немного сдвинуть агрегатную задвижку. Благодаря дополнительному сопротивлению удается нормализовать параметры.
Схема установки скважинного насоса своими руками
Обязательным пунктом бесперебойного и стабильного функционирования системы является автоматический контроль. Конструкция состоит из следующих частей:
Гидроаккумулятор. Мембранный бак важен для удержания оптимального показателя давления, которое не должно выходить за пределы 3,5 атмосфер. Если гидробак полностью заполнен, расход воды составляет 3-4 часа. Важно ограничить частую активацию помпы, иначе возможно развитие гидроударов, которые могут разорвать трубные системы. Его корпус содержит резиновые отсеки для жидкости с напорным клапаном, а остальная часть представлена воздушным пространством, участвующим в создании давления. К баку присоединяется магистраль от погружного насоса (важна для перетекания в водяной отсек).
Шкаф с электронными и релейными механизмами управления и защиты конструкции, используемыми для контроля работы автономной станции. Помпа содержит маленькие блоки для управления насосной системой. При повышении нагрузки низкого уровня водоснабжения горизонта и нагревания двигателя посредством реле отключается оборудование. Высокоточные датчики находятся внутри трубы, что позволяет следить за изменением давления воды. Как только оно начинает падать, электронная система активирует аппарат, наполняя отсек жидкостью. Если нормализация не происходит, то нужно настроить реле.
Важные нюансы
Крепёж обратного клапана с трубопроводом осуществляется посредством латунного фитинга. Он должен быть оснащён забивной втулкой, наличие которой дает возможность не допустить сжатие труб, а также позволяет компенсировать чрезмерное напряжение, возникающее из-за компрессионного фитинга. Он, как и остальные фиксирующие детали, должен быть высококачественным, а также способным выдерживать большую нагрузку на растяжение. Если проигнорировать эти моменты, то труба может с легкостью выскочить. Для фиксации ее другого края с выходом на оголовке применяется идентичный фитинг, изготовленный из латуни.
На полках магазина можно найти электрический кабель, который предназначен для погружного насосного аппарата. Именно ему стоит отдать предпочтение. Категорически запрещено покупать низкокачественные материалы. Силовой кабель крепится благодаря пайке, а не скрутке. Муфтой можно скрыть места крепежа.
Пластиковые хомуты помогут закрепить кабель и трос. Они монтируются через 2-3 метра. Благодаря этому удается не допустить непреднамеренного запутывания во время опускания в шахту. Если они отсутствуют, запасным вариантом может стать изолента. Вне зависимости от кабельного сечения важно обеспечить соответствие производственным рекомендациям, которые прописаны в насосном паспорте. Насос подвешивается исключительно на трос, изготовленный из стальной нержавеющей основы. Остальные материалы подвержены коррозии и не смогут долго проработать в условиях постоянного контакта с водой.
Выводы
Внимательно изучив как правильно установить глубинный насос в скважину самому по схеме и видео, можно избежать самых распространенных ошибок. Следуя рекомендациям и инструкции, любой человек сможет выполнить монтаж насосной установки самостоятельно, без привлечения сторонних рук и, соответственно, лишних финансовых затрат. Достаточно часто неправильная установка становится причиной неприятных неисправностей в дальнейшем, которые делают невозможным полноценное функционирование установленного на участке водопровода. Чтобы избежать последствий некомпетентного монтажа, вы можете обратиться к квалифицированным специалистам компании «Вода Отечества». Они могут как проконсультировать вас по техническим вопросам, так и провести строительные работы самостоятельно.
Полезное видео по теме
Обеспечение земельного участка стабильным и бесперебойным потоком воды — это одна из главных задач, которая стоит перед владельцами дач и частных домов, где на временной или постоянной основе проживают люди. Сегодня существует несколько действенных способов ее решения, однако наиболее популярным и эффективным является крепление насоса в скважине. Для реализации этой идеи собственными руками не потребуется обладать профессиональными знаниями, навыками или оснащением. Достаточно внимательно изучить данную статью, которая ответит на основные и наиболее актуальные вопросы.
Как установить ручной насос для скважин: пошаговое руководство
Большинство насосов для скважин работают от электричества. Хотя это имеет несколько преимуществ с точки зрения эффективности и надежности, оно не компенсирует один огромный недостаток — у вас не будет воды в случае отключения электроэнергии.
Перебои в подаче электроэнергии случаются неожиданно и могут длиться часами, если не днями. Если это произойдет, и ваше водоснабжение полностью зависит от постоянного потока электроэнергии, вы останетесь без воды.
Поэтому домохозяйства устанавливают ручные насосы для пополнения запасов воды. Поскольку эти скважинные насосы работают вручную и не нуждаются в электричестве, на них не влияют перебои в работе.
Однако установка скважинного насоса может быть сложной и требует дополнительных затрат. Это отпугивает домовладельцев, потому что они не хотят нести дополнительные расходы в качестве меры предосторожности. Мы здесь, чтобы сказать вам, что вам не нужно платить компании за установку.
Процесс может показаться сложным, но он очень прост, если у вас есть верная информация. К концу этой статьи у вас будут все необходимые знания.
Как установить собственный ручной насос для глубинной скважины
Установка большинства скважинных насосов достаточно проста, чтобы домовладельцы могли выполнять ее самостоятельно, поскольку ручной насос можно установить рядом с погружным насосом.
Однако есть одно смягчающее обстоятельство, при котором мы советуем обратиться к профессионалу и попросить его выполнить установку.
Если ваша погружная выходная труба проходит через верхнюю часть крышки колодца, вы не сможете выполнить установку самостоятельно. Вам придется нанять кого-нибудь, чтобы поднять крышку колодца с насосом и трубами и заменить ее крышкой колодца ручного глубокого колодца.
После этого им нужно будет поместить насос в новый корпус и загерметизировать. Вы не можете сделать это сами. Однако после того, как они будут сделаны, вы можете взять на себя и установить ручной насос.
Есть еще несколько вещей, которые вы должны проверить, прежде чем начинать установку самостоятельно.
Во-первых, , вы должны уметь работать с электропроводкой и выполнять простые сантехнические работы. Эти навыки пригодятся вам при установке нового насоса.
Второй , убедитесь, что вы знаете, как отключить питание погружного насоса. Если вы давно не живете в этом районе, возможно, вы не знакомы с тем, как это работает. Или, если вы делитесь имуществом с кем-то еще, они могут включить его после того, как вы отключите его.
Третий , проверьте вес устанавливаемого скважинного насоса. Вы должны быть в состоянии поднять его легко. Если это слишком тяжело для вас, попросите друга или члена семьи помочь вам. Однако, если это невозможно, лучше доверить это профессиональной монтажной компании.
Шаг 2. Получите инструменты
После того, как вы подтвердите, что можете выполнить установку самостоятельно, вам необходимо получить некоторые инструменты.
Инструменты гарантируют, что вы будете готовы и оснащены для беспрепятственного выполнения установки. Очень важно иметь их все, так как каждый отвечает за конкретную задачу и не может быть заменен другим. Следующие инструменты рекомендуются для ручного глубоководного насоса Simple Pump, другие производители могут рекомендовать другие инструменты для работы.
Вот список всего, что вам понадобится:
1 набор шестигранных ключей (1/4”, 3/16”, 5/32”)
2 плоскогубца для блокировки канала (они должны быть достаточно большими, чтобы удерживать трубу диаметром 1,75 дюйма)
2 ключа с тисками
Тефлоновая лента
Разбавленный раствор отбеливателя
Кусачки или инструменты для зачистки проводов (нужны только в том случае, если вы устанавливаете ручной глубинный насос рядом с погружным скважинным насосом)
Противозадирная смазка Permatex (подойдет небольшой тюбик)
Резьбовой фиксатор Loctite (средняя прочность)
Шаг 3.
Осмотрите колодец
Снимите крышку колодца и с помощью фонарика найдите препятствия. Это может включать запутанные или лишние провода.
Колодцы без погружной трубы через заглушку имеют безамбарный переходник. Этот компонент отвечает за подтягивание воды вверх. Вам нужно расчистить достаточно места, чтобы вы могли опустить трубу на ее глубину.
Шаг 4. Замена существующей крышки скважины
Если в вашей скважине уже есть электрический погружной насос, вам нужно будет заменить его новой крышкой скважины. Конкретный процесс зависит от типа используемой крышки.
Колпачок для безамбарного колодца
Крышки для безамбарного колодца очень легко заменить. Отсоедините три провода и по очереди прикоснитесь их оголенными концами к корпусу колодца. Затем прикрепите их к трубопроводу на несколько футов ниже.
После этого проведите проводку внутрь корпуса и наденьте на корпус колпачок колодца. Выровняйте его и выведите провода за пределы кожуха и пропустите их через нижнюю часть крышки колодца.
Закройте проводку и убедитесь, что она не мешает ручному насосу. Прикрепите силовые кабели и страховочный трос погружного насоса к трубе погружного насоса. Убедитесь, что ни один из них не спиралевидный и ровный на своей поверхности.
Когда вы закончите, снова подключите электрический ток и запустите существующую помпу, чтобы убедиться, что она работает правильно.
Механически обработанная крышка колодца
Механически обработанная крышка колодца используется, когда погружная труба проходит через крышку колодца. В таком случае мы рекомендуем обратиться к профессионалу для установки. Они будут иметь дело с крышкой колодца, а также.
Шаг 5. Установите цилиндр ручного насоса
Используйте разбавленный раствор отбеливателя для очистки всех труб и стержней, которые вы будете использовать. Важно убедиться, что они не загрязнят вашу воду. Затем соедините наружную резьбу на штоке поршня с внутренней резьбой на насосной штанге.
Вы можете дополнительно затянуть их с помощью Loctite.
Нанесите около 3 витков тефлоновой ленты на наружную резьбу, а затем сделайте отметку на расстоянии 5/8 дюйма от одного конца трубы. Подведите насосный шток, прикрепленный к штоку поршня, к охватываемому концу отводной трубы.
Затем вверните отводную трубку в цилиндр насоса и затяните ее. Когда вы закончите, вставьте цилиндр насоса и поместите предохранительный инструмент на головки трех болтов на крышке колодца. Поместите конец трубы с внутренней резьбой на предохранительный инструмент.
Добавьте все насосные станции и отводные трубы, сохраняя расстояние от 4 до 6 дюймов между вершинами каждой из них.
Прикрепите вторую насосную штангу к только что установленной штанге. При их соединении следует использовать швеллерные замки или тиски. Не прилагайте слишком много усилий, потому что вы можете сломать стержень.
После того, как вы закончите, установите вторую отводную трубу. Следуйте тому же методу, что и для первой трубы. Затем выгните его так, чтобы вы могли вставить его в охватываемый конец отводной трубы.
Поднимите отводную трубу и снимите предохранительный инструмент. Опустите трубу на несколько дюймов и прикрепите предохранительный инструмент к следующей отводной трубе.
Продолжите этот процесс для всех ответвлений.
Шаг 6. Продолжайте движение, пока не достигнете уровня грунтовых вод
Продолжайте присоединять трубы, пока не достигнете уровня грунтовых вод. В идеале вы должны знать общую глубину вашего колодца и статический уровень воды, чтобы убедиться, что вы правильно расположили насос.
Вы можете рассчитать, какое расстояние вам нужно пройти, подняв насосную штангу над землей. Перемещайте его вверх и вниз каждый раз, когда добавляете трубку. Вы почувствуете разницу в усилии, которое потребуется, чтобы поднять его, как только вы доберетесь до воды. Убедитесь, что вы расположили насос с достаточным запасом, чтобы учесть сезонные различия в вашем статическом уровне воды, в противном случае вам может потребоваться добавить дополнительные отводные трубы, если цилиндр насоса окажется выше вашего уровня воды, когда вам нужно его использовать.
Шаг 7: Установите головку насоса
Проверьте, не нужно ли отрегулировать насосную штангу. После того, как с этим разобрались, установите стояк.
Наденьте его на шток насоса и опустите. Затяните соответствующие стяжные болты и монтажные болты. Затем прикрепите рычаг и ручку в сборе.
Шаг 8. Накачивайте воду
Вам потребуется 7–10 раз накачать воду, чтобы она достигла напора насоса. Вода будет выходить из насоса, и у вас будет к ней доступ.
Со временем вам может потребоваться увеличить количество насосов, прежде чем вы получите воду, потому что уровень грунтовых вод понизится. Тем не менее, это не будет радикальным изменением, если вы не перекачаете.
Поздравляем! Ваш ручной насос для глубокого колодца настроен!
Часто задаваемые вопросы о ручных насосах для глубоких скважин
Q1. Ничего, если я буду качать свой ручной насос для глубоких скважин только изредка?
Если в вашей скважине высокая концентрация твердых частиц или минералов, они будут скапливаться на различных компонентах скважинного насоса. Таким образом, вы должны качать его в течение нескольких минут каждую неделю, чтобы предотвратить эти отложения.
Q2. Каково нормальное положение рукоятки насоса?
Нормальное положение — вертикальное. Ручка должна указывать на небо. Это положение предохраняет шток насоса от загрязнения.
Q3. Не замерзнет ли мой скважинный насос зимой?
Вода в вашем скважинном насосе, вероятно, не замерзнет, поскольку в большинстве наших штатов температура не опускается ниже точки замерзания. Однако на всякий случай лучше сделать небольшое дренажное отверстие. Ознакомьтесь с нашей статьей о морозостойких скважинных насосах.
Q4. У вас есть видео, показывающее установку ручного насоса для глубокой скважины?
Да, посмотрите канал Simple Pump на YouTube, чтобы увидеть, как мы устанавливаем ручной насос для глубокой скважины.
Подведение итогов
Это все, что вам нужно знать об установке ручного скважинного насоса на своем участке. Процесс немного сложный, но с правильным руководством вы не справитесь.
Удачи в установке ручного насоса! После его завершения вы можете перестать беспокоиться о доступе к воде из скважины, когда она вам понадобится.
Установка нашего самого большого глубинного насоса на сегодняшний день
Компания Никерсон
Летом 2016 года компания Nickerson получила запрос от западной горнодобывающей компании на предоставление услуг по монтажу в полевых условиях. Нас попросили установить погружной скважинный насос мощностью 1500 л.с. с общей глубиной установки 3088 футов — наш самый глубокий скважинный насос на сегодняшний день. Компания Nickerson получила заказ на установку насоса и приступила к работе.
Эта установка была успешно завершена в срок и на 25% ниже первоначальной сметы. Начальник шахты поблагодарил команду компании Nickerson за «выдающуюся работу, выполненную хорошо и безопасно». Далее суперинтендант сказал: «Компания «Никерсон» снова продемонстрировала, что мы можем на вас рассчитывать. [Мы] благодарим вас за то, что вы помогли нам сэкономить значительную сумму на затратах на установку». В настоящее время группа обслуживания на местах компании Nickerson планирует установить почти дубликат этого насоса в июне 2017 года.
Материалы, использованные для установки глубинного насоса
Насос в сборе Schlumberger (щелкните, чтобы увеличить)
(2) Schlumberger, 750 л.
(2) Schlumberger, модель 66L, серия 738 Протекторы, верхнее и нижнее уплотнения
(1) Schlumberger, N1050-1, серия 950, (9) ступенчатый тандемный насос
(1) Schlumberger, N1050-1, серия 950, (12) ступенчатый тандемный насос
«Шлюмберже» — крупная компания, занимающаяся нефтепромысловым оборудованием и услугами. Для этой работы использовалось оборудование Schlumberger, потому что параметры и спецификации этого насоса были очень сложными и специфичными. Компания «Шлюмберже» сыграла важную роль в достижении успеха в решении этой уникальной задачи.
Интересные факты об установке глубокой скважины
Труба насосной колонны, используемая для этого применения, изготовлена из нефтепромыслового материала согласно спецификации API, подходящего по весу и глубине установки. Рекомендуемый API момент свинчивания для 7-дюймовых трубных муфт составляет 3130 фут/фунт. Правильный крутящий момент соединения имеет решающее значение и проверяется во время сборки каждого соединения в полевых условиях с помощью калиброванного измерителя крутящего момента, прикрепленного к гидравлическим ключам для обсадных труб.
Общая длина насосного агрегата в собранном виде, включая двигатели и устройства защиты, составляла 92,91 фута.
Общий сухой вес всех компонентов насоса, установленных в скважине, составлял почти 90 000 фунтов.
Насосы для повышения давления Wilo PB: модели, характеристики
Содержание
Модельный ряд
Условные обозначения маркировки
КАК РАБОТАЕТ НАСОС WILO PB 400 EA? (ВИДЕО)
Правила монтажа и эксплуатации
Монтаж
Причины и устранение неисправностей
Отзывы
Насос для повышения давления воды в системе горячего и холодного водоснабжения используют для того, чтобы стабилизировать напор, который должен доходить до всех кранов в доме, душа, стиральной или посудомоечной машины при давлении от 1,5 до 4 атмосфер. Иначе техника просто не будет работать.
Сегодня поговорим о насосах для повышения давления торговой марки Wilo.
1 Модельный ряд
Насосы для повышения давления воды Wilo PB – это серия бытовых самовсасывающих поверхностных одноступенчатых аппаратов, для установки в контуры циркуляции горячей и холодной воды в многоэтажных и частных домах. При этом:
модели Wilo РВ 200 ЕА, РВ 201 ЕА, PB 400 ЕА используют для того, чтобы повысить температуру давления хлорированной, холодной и горячей воды, максимальный показатель которой +80 °С;
модели PB 088 EA, PB H089 EA применяют для холодной, горячей и хлорированной воды с максимальным показателем +60 °С;
модели насосов Wilo PB-250 SEA, PB-401 SEA – это серия со встроенным литровым баком для воды и датчиком давления. Применяют ее для холодной, горячей и хлорированной воды с максимальным показателем +60 °С.
Устройство и комплектация насосов Wilo-PB
Все аппараты серии Wilo PB автоматически включаются и выключаются в зависимости от уровня потребления воды, обладают встроенной тепловой защитой от перегрева и защитой от работы на сухом ходу. Все модели обладают достаточно низким уровнем шума при работе системы.
Весь модельный ряд обладает степенью защиты IP 44, двигателем с частотой вращения 2900 оборотов в минуту, автоматически включаются при наличии расхода воды от 2 литров за минуту, и выключаются при падении расхода ниже 2 литров в минуту.
Серия удобно монтируется на трубопроводах, корпуса и детали выполнены из пластика и чугуна, с антикоррозийным покрытием, вал из нержавеющей стали, а штуцеры из бронзы. У всех моделей два режима работы – ручной и автоматический. Ручной режим нужен для того, чтобы напорный аппарат нормально функционировал при расходе меньше, чем 2 литра в минуту.
Различаются модели по диаметру напорных и всасывающих патрубков:
PB 088 EA, PB H089 EA – диаметр 15 мм;
РВ 200 ЕА, РВ 201 ЕА, PB-250 SEA – диаметр 25 мм;
PB 400 ЕА, PB-401 SEA – диаметр 32 мм.
Различны так же показатели максимального напора и расхода – от напора в 8 метров при расходе в 2,1 кубометра в час, до 20 метрового напора при расходе в 4 кубических метра в час. Причем, повышение этих показателей прямо пропорционально увеличению значений в маркировке модели аппарата. к меню ↑
1.1 Условные обозначения маркировки
Маркировка всей серии (кроме модели PB 088 EA) расшифровывается следующим образом:
График технических параметров некоторых моделей Wilo-PB
PB – название серии;
20 – уровень мощности, который высчитывают исходя из расчета 20×10=200 Вт
1 – серийный номер;
E – 230 В, 50 Гц;
A – означает автоматический;
S – означает наличие встроенного бака.
Насос повышения давления воды Wilo РВ 088 ЕА отличается мощностью, которая составляет от максимально полезного уровня 0,06 кВт до потребляемого уровня в 0,11 кВт. Мощность модели PB H089 EA – 70 Вт. к меню ↑
1.2 КАК РАБОТАЕТ НАСОС WILO PB 400 EA? (ВИДЕО)
к меню ↑
2 Правила монтажа и эксплуатации
Транспортировать и хранить технику нужно, следуя правилам. Не допускается переноска аппаратуры за электрический кабель. Если техника простаивает длительное время без работы, ее нужно обесточивать. Нельзя пережимать электрический кабель при транспортировке и монтаже, потому что это может привести к короткому замыканию.
Кроме того, ни в коем случае не допускается контакт аппарата с легко воспламеняемыми материалами. Нельзя заворачивать напорный аппарат в одеяла для защиты от морозов. При установке и монтаже нужно следить, чтобы клемменая коробка не подвергалась воздействию влаги. к меню ↑
2.1 Монтаж
Поддерживающий давление в трубах повысительный насос Wilo РВ предполагает переносной сухой монтаж. Повышающий насос Wilo РВ нужно устанавливать в таком месте, где удобно будет осуществлять дальнейшее обслуживание или ремонт. Если же необходима установка в узком месте, то минимальное расстояние между стенами и полом должно быть не менее 30-ти см.
Насос Wilo PB EA400
Кроме того, оба партубка должны быть оснащены запорной арматурой. Это значительно упрощает последующее обслуживание или ремонт. Если аппарат должен забирать колодезную воду, не забудьте перед аппаратом установить фильтр очистки воды от грубых примесей.
Устанавливать аппарат нужно в защищенном от мороза и дождя месте, температура в котором летом не превышает 40 °С. Ось мотора должна располагаться строго горизонтально полу. Кроме того, необходимо прочно зацементировать основу аппарата. Это предотвратит перекосы и наклон насоса, и поглотит лишние вибрации.
Для нормальной работы аппаратуры и возможности технического обслуживания в помещении, где устанавливается техника, должны быть предусмотрены сточные канавки. Перекачивание бензина, мазута, воды с другими горючими или агрессивными жидкостями не допускается.
Чтобы датчик потока работал нормально, аппарат нужно монтировать на трубопровод перед точкой водозабора. Перед врезкой насоса нужно сделать отметки на самой трубе, которые обозначат длину насоса с переходниками. Убедитесь, что вал свободно вращается, при помощи вставленной в паз со стороны вентилятора отвертки.
Затем перекройте воду, и обрежьте трубопровод по разметке. Оба конца трубы должны быть с резьбовым подключением, на которое нужно накрутить переходники. Фитинги (должны идти в комплекте) нужно вставить в переходники. Обязательно сверяйтесь с инструкцией и следите за направлением стрелок потока воды, обозначенных на корпусе аппарата.
Подключать аппарат лучше на трехжильный кабель с заземлением и, желательно, в отдельно сделанную розетку. Проводя тестовый запуск насоса, обратите внимание на качественную герметизацию стыков от протечек. Если замечено хоть небольшое протекание, намотайте на места соединений паклю или ленту. к меню ↑
2.2 Причины и устранение неисправностей
Если аппарат не работает, причина может крыться в повреждении электрического кабеля, блокировке ротора или отсутствии напряжения в сети. Нужно проверить провода и предохранители, почистить рабочие органы насоса и корпус. Кабель проверить на сопротивление, и, при необходимости, заменить.
Место насоса для повышения давления
Если у аппарата заметно снизилась подача воды, причина может быть в блокировке напорного трубопровода или воздушной пробке внутри трубы. Трубы нужно прочистить. Насос наполнить водой и проверить уровень жидкости в резервуаре, если он предусмотрен в конструкции.
Если аппарат не включается, то проверьте для начала положение выключателя. Если он стоит на «выкл», переставьте его в положение AUTO (автоматический режим) или MANUAL ручное управление. Особое внимание уделите показателю расхода воды – насос может не включаться потому, что стоит в автоматическом режиме, а расход менее 2-ух литров. Как уже говорилось выше – при пониженном расходе следует устанавливать ручной режим управления насосом.
Напорный аппарат может не включаться также в случаях отсутствия электропитания или при загрязнении реле протока. Кабель нужно проверить на наличие повреждений, а реле демонтировать и почистить от грязи.
Если насос включается, но подачи нет – проверьте, открыты ли запорные краны, не забит ли насос или нет ли в системе воздуха. Воздух нужно выпустить, проверить чистоту внутренностей аппарата.
Если насос шумит при работе больше обычного, то в систему трубопровода или самого напорного аппарата попал воздух, который нужно удалить, заполнив водой весть трубопроводный контур и насос.
Место повысительного насоса в системе водоснабжения
Если при закрытом кране и выключенной технике сам аппарат не выключается, продолжая работать, значит, что либо переключатель насоса стоит на ручном режиме управления, либо забился датчик протока, который следует разобрать и почистить. к меню ↑
2.3 Отзывы
Дмитрий, 25 лет, Россия, Астрахань:
Купил на дачу PB-250 SEA. Доволен – это мягко сказано. Устройство насоса проще табуретки, установил по инструкции без проблем. Не течет, не шумит, в ручном режиме качает преотлично. За два года забился всего один раз. Так что деньги свои уже отработал на все сто.
Елена, 46 лет, Украина, Каменец-Подольский:
Когда мы достроили второй этаж дома началась проблема с водой на втором этаже, со стиралкой и душевой кабиной. Купили Вило-400, установили в подвале. Теперь у меня одновременно стирает машинка, работает посудомойка, муж в душе, а я поливаю цветы из крана на кухне в полисаднике и все счастливы. И, главное, что выдерживает нормально горячую воду и не шумит. Даже ночью тихо притихо работает – не слышно.
Главная страница » Насосы
Насосы Wilo для повышения давления в категории «Материалы для ремонта»
Насос для повышения давления Wilo Isar BOOST5-E-3 (4243583)
Доставка по Украине
26 669. 70 грн
Купить
Теплорад
Насос для повышения давления Grundfos UPA 15 — 120 (130Z) Польша Бытовые насосы повышения давления
На складе
Доставка по Украине
2 535.12 грн
Купить
Интернет-магазин «Хозмир»
Насос для повышения давления QB 60 с автоматикой PC 15 Бытовые насосы повышения давления
На складе
Доставка по Украине
2 107.35 грн
Купить
Интернет-магазин «Хозмир»
Насос для повышения давления Grundfos UPA 15-90 99547009
На складе в г. Львов
Доставка по Украине
4 050 грн
Купить
InstallShop
Насос ПОВЫШЕНИЯ ДАВЛЕНИЯ WISLA PKM60 гарантия 5 лет
Доставка по Украине
2 585 грн
Купить
OptMan — самые низкие цены в Украине
Насос повышения давления Optima PTS15-11
На складе в г. Львов
Доставка по Украине
2 295 грн
Купить
InstallShop
Насос повышения давления Mytec OTP 15-10P/160
Доставка из г. Днепр
2 369 грн
Купить
Gidroterm: товары для Вашего комфорта
Насос для повышения давления Optima PT15-10(10-10) нерж.корпус + датчик протока
Доставка из г. Каменское
1 530 грн
Купить
Интернет-магазин «Water-Pomp»
Повысительный бесшумный насос для повышения давления воды в квартире повышающий давление ЭНЕРГОНАСОСЫ НПД-16
На складе
Доставка по Украине
2 509 грн
2 306 грн
Купить
ТЕХНОЭЛИТ: Богатый ДОМ полезных товаров
Насос для повышения давления с мокрым ротором NOWA LCA 15-90
Доставка по Украине
1 685 грн
1 435 грн
Купить
Begin.com.ua
Насос для повышения давления с сухим ротором NOWA LCA 15WB-10
Доставка по Украине
1 685 грн
1 435 грн
Купить
Begin.com.ua
Насос для підвищення тиску Thermo Alliance LGS25-13Z (латунь)
Доставка по Украине
4 050 грн
Купить
SANTEHMARKET
Насос для підвищення тиску Thermo Alliance LPS25-13Z
Доставка по Украине
3 330 грн
Купить
SANTEHMARKET
Насос для повышения давления воды Sprut GPD 15-9A
Доставка по Украине
1 595 грн
Купить
SANTEH-UA
Насос для повышения давления GFS UPA 15-90
Доставка из г. Черновцы
2 436 грн
Купить
SANTEH-UA
Смотрите также
Насос для повышения давления — мини станция Rudes H.W 35м
Доставка по Украине
2 392.50 грн
Купить
SANTEH-UA
Насос для повышения давления воды Rudes1.5 атм.
Доставка по Украине
2 037.54 грн
Купить
SANTEH-UA
Насос для повышения давления воды Grandfar X15-15B
Доставка по Украине
1 914 грн
Купить
SANTEH-UA
Насос для повышения давления воды 120 Вт, 9 м, 30 л/мин, AQUATICA (774711)
На складе
Доставка по Украине
3 890 грн
Купить
askoMart
Насос для повышения давления воды 123 Вт, 9 м, 25 л/мин, LEO 3.0 (774741)
На складе
Доставка по Украине
3 569 грн
Купить
askoMart
Насос для повышения давления воды 270 Вт, 12 м, 47 л/мин, AQUATICA (774714)
На складе
Доставка по Украине
6 463 грн
Купить
askoMart
Насос повышения давления Grundfos UPA 15-90 (Польша)
Доставка по Украине
по 1 722 грн
от 2 продавцов
1 722 грн
Купить
ТермоЛенд
Насос повышения давления Grundfos UPA 15-130 (Польша)
Доставка по Украине
1 974 — 2 016 грн
от 2 продавцов
2 016 грн
Купить
ТермоЛенд
Насос для повышения давления Sprut GPD 15-12А 1740 KS, КОД: 6486587
Доставка по Украине
5 950 грн
4 156. 98 грн
Купить
Интернет-каталог скидок «KIEVSALES.COM»
Насос для повышения давления Rudes Rh25-9A 47854 EV, КОД: 6468692
Доставка по Украине
2 700 грн
1 885.98 грн
Купить
Эврика! Здесь найдется всё!
Насос для повышения давления 123Вт Hmax 9м Qmax 25л/мин Ø3/4″ 160мм + гайки Ø1/2″ LEO 3.0 (774741)
Доставка по Украине
3 569 — 3 926 грн
от 24 продавцов
3 569 грн
Купить
Электро Торг
Насос для повышения давления Rudes 15WBX-15 6660 GM, КОД: 6468652
Доставка по Украине
3 500 грн
2 455.98 грн
Купить
Интернет-каталог скидок «Гривна Маркет»
Насос для повышения давления Rudes Rh25-9A 47854 ES, КОД: 6468692
Доставка по Украине
2 700 грн
1 885.98 грн
Купить
Интернет-каталог скидок «ElenaShop»
Насос для повышения давления Sprut GPD 15-9А 122122 KB, КОД: 6486586
Доставка по Украине
3 450 грн
2 417.98 грн
Купить
Интернет-каталог скидок «BAGSPACE»
Проекты интеллектуальных насосных систем — QuantumFlo, торговая марка Wilo
Мировой лидер в обеспечении непревзойденной производительности и устойчивости благодаря технологии интеллектуальных насосных систем.
Празднование 15-летия
В 2022 году компании QuantumFlo исполняется 15 лет!
QuantumFlo предлагает первую в отрасли 5-летнюю гарантию на бустеры
Узнать больше
Единственный в отрасли инструмент для оптимизации энергопотребления насосной системы стал еще лучше! Используйте calQflo ® для выбора наиболее эффективного размера и выбора бустера – гарантировано !
Узнать больше
Измерить проекты по оборотной воде в calQflo ® .
Узнать больше
Мы сделали вещи официальными с calQflo
®
Ваше любимое программное обеспечение для определения размеров бустеров теперь является зарегистрированной торговой маркой QuantumFlo!
Узнать больше
Отрасли знаний
Наши настраиваемые насосные системы обеспечивают повседневные решения для таких отраслей, как:
Рассчитайте с помощью calQflo®…
Наш онлайн-инструмент для подбора насоса подберет для вас правильные характеристики, чтобы наилучшим образом соответствовать вашему следующему проекту.
Начать определение размера
Усовершенствованные насосные решения
Наши отмеченные наградами продукты и программное обеспечение, от предварительно упакованных до специально разработанных, включают:
Последние новости и предстоящие события из нашего блога
QuantumFlo получает сертификат ISO 9Сертификаты 001 и ISO 450001
Компания QuantumFlo соответствует строгим стандартам управления качеством и безопасности на рабочем месте Сэнфорд, Флорида — QuantumFlo, Inc., лидер отрасли насосов с регулируемой скоростью, рада сообщить сегодня, что она получила сертификат ISO 9001. и сертификаты ISO 45001. Комплексные системные аудиты охватывали все аспекты операций. Любая компания, прошедшая через…
QuantumFlo теперь является брендом Wilo
Компания QuantumFlo рада объявить о приобретении компанией WILO USA Wilo + QuantumFlo = Приобретение синергетической партнерской компании для укрепления регионального присутствия и расширения клиентской базы Сидарбург/Флорида. В рамках сделки с активами WILO USA LLC, дочерняя компания WILO SE, приобрела действующий бизнес компании QuantumFlo, Inc, специализирующейся на системах повышения давления и интеллектуальных…
‘ It in Orlando
Июль — месяц умного орошения. Узнайте, как бустеры QuantumFlo работают на стадионе Orlando City SC Stadium Smart Irrigation. Устойчивые решения. Июль — это месяц умного орошения, и в этом году основное внимание уделяется решениям, которые профессионалы в области ирригации приносят обществу с помощью передового опыта и эффективных технологий. Эта инициатива Ассоциации ирригаторов отмечается на протяжении всего…
Первая в отрасли 5-летняя заводская гарантия на бустеры
Все коммерческие бустерные системы QuantumFlo имеют 5-летнюю гарантию на дефекты материалов и изготовления.
Узнать больше
Давайте обсудим ваши потребности
Независимо от того, насколько уникальны ваша отрасль или области применения, у нас есть ответы на все ваши вопросы.
Свяжитесь с нами
Купить Однофазный насос повышения давления Wilo HMHIL 1 л.с. с напорным баком на 60 л, HMHIL305-EM-60 онлайн по цене ₹ 62817
0
CART
Знак в
Дома
Насосы и двигатели
Водяные насосы
Booster Насосы
Wilo Hmhil. 60
Hover to Zoom
в наличии
₹ 62,817 (включая все налоги)
₹ 53 234 +₹ 9 583 GST
MRP ₹ 78,995 20%
MRP ₹ 78,995 20%
MRP ₹ 78,995 20%
9000 3
MRP ₹ 78,995 20%
9000 3
MR0003
+-
Кол-во в упаковке: 1 шт.
Минимальное количество для заказа: 1 упаковка
Основные характеристики
Бесшумная работа.
Высокоэффективный двигатель, подходящий для больших колебаний напряжения.
С гидропневматическим баком/электронным управлением для автоматической работы.
Характеристики продукта
Торговая марка
Wilo
Номинальная мощность
0,75 кВт
55
7
570156 Phase
Single Phase
Applications
Bungalows/Farm Houses & Apartments/Hostels
Pressure Range
1.43-5.23 bar
Head Range
52.3- 14,3 м
Размер трубы
Всасывание: 25 мм
Нагнетание: 25 мм
Материал
90: SS 4
90:0003
Model No
HMHIL305-EM-60
Flow Rate
7-83 lpm
Series
HMHIL
Tank Capacity
Pressure : 60 L
Voltage
230 V
Motor Power
1 HP
Frequency
50 Hz
Item Code
8124574
RETURN POLICY
Upto 7 days returnable
Wrong Product
Damaged Product
Defective Product
Check delivery and payment options ?
*Стоимость доставки зависит от пригодности к эксплуатации * Оплата наложенным платежом до 25000 ₹ * 7 дней бесплатного возврата, оптовые заказы (более 10) и тяжелые товары отправляются наземным транспортом, и доставка может занять более 10 дней.
Часто встречается проблема заклинивания сверла в головке дрели и решить эту проблему не просто. Многие задаются вопросом, как снять сверло с дрели, если её заклинило. В этой статье будут описаны все способы, как выйти из подобной ситуации.
Содержание
Разновидности и причины заклинивания сверла в электродрели
Типы головок дрели
Как определить тип патрона
Как освободить быстрозажимной патрон
Как освободить ключевой патрон
Как раскрутить дрель без ключа
Использование тисков
Использование пружинной проволоки
Такой инструмент есть практически в каждом доме
Разновидности и причины заклинивания сверла в электродрели
Есть несколько причин, почему может заклинить электродрель.
Брак
Самая очевидная причина поломки, это заводской брак, такая проблема чаще всего встречается в очень дешёвых и некачественных дрелях. То есть инструмент компаний Bosch, Makita, Metabo, Интерскол будет менее подтверждены браку. Именно поэтому такое оборудование пользуется популярностью.
Нарушения правил работы инструментом
Даже самый надёжный инструмент может подвести, в том случае если им неправильно пользоваться. И здесь уже не важно, кто производитель — тот же Бош или Макита даже больше подвержены поломкам при нарушении правил эксплуатации.
Эта причина не привязана к определённому бренду или параметру инструмента, но некоторые марки предусматривают этот момент и делают защиту от неопытного пользователя.
Неисправность патрона
При неправильном использовании или хранении инструмента, главная часть дрели может запросто сломаться. Это очень распространённая проблема, но назвать это браком нельзя.
Внимание! Чаще всего аппарат ломается из-за халатности пользователя.
В первых двух случаях, в домашних условия инструмент починить скорее всего не получиться. В случае третьей проблемы все сделать можно самостоятельно. Но сначала надо определить тип патрона.
Типы головок дрели
Прежде чем разбираться, как вытащить сверло из дрели, следует понять, какие механизмы крепления используют производители.
Основных типов всего два:
Ключевые или зубчато-венцовые
Ключевой тип является очень надёжным, но судя из названия для затягивания нужен специальный ключ. Он приводит в действие специальные кулачки, которые крепко фиксируют сверло. Этот тип является самым надёжным, но время крепления сверла оставляет желать лучшего.
Зубчато-венцовый патрон
Быстрозажимные
Быстрозажимные головки отличаются отсутствием ключа и затягиваются за счёт ручных усилий пользователя.
Быстрозажимные патроны делятся ещё на два типа:
Двухмуфтовые
Состоит из двух муфт, а значит для фиксации нужно две свободные руки. Из плюсов можно выделить то, что такие муфты более надёжные и для крепления нужно прилагать меньшее усилий.
Двухмуфтовый быстрозажимной
Одномуфтовые
Одномуфтовые намного удобнее, так как для крепления используется всего одна рука. Данный тип патрона обеспечивает отсутсвие люфтов, но и сил для затягивания нужно прикладывать больше.
Одномуфтовый быстрозажимной
Как определить тип патрона
Определить тип головки не составляет труда. Ключевой патрон должен иметь отверстие для ключа, куда тот и будет вставляться для затягивания. Быстрозажимной не имеет отверстий для ключа, но имеет муфту.
Для определения типа быстрозажимного патрона, нужно всего лишь посмотреть на количество муфт: у двухмуфтового одна муфта будет около сверла, а другая позади. У одномуфтового всего одна муфта.
Как освободить быстрозажимной патрон
Для освобождения двухмуфтового патрона нужно провернуть муфту так, чтобы не сломать трещотку. Для этого надо использовать различные сантех. ключи, в противном случае придётся полностью разобрать дрель и выкрутить головку. А это значит, что нужно открутить шурупы на корпусе и запомнив расположение деталей перебрать дрель.
С одномуфтовым элементом конструкции порядок действий не меняется, то есть попытаться сначала открутить с помощью сантех. ключа, а затем просто разобрать дрель и вынуть патрон, разобрав его.
В том случае, если сверло дорогое, нужно сделать несколько распилов. Так же проблемой может являться грязь, попавшая внутрь и заставляющая застревать механизмы. Это может быть песок, земля с водой или ржавчина. В этом случае надо извлечь внутренности дрели и тщательно почистить, а затем начать вынимать различные камушки и куски травы.
Обратите внимание! Лучше снимать на телефон или записывать видео всех этапов разборки инструмента, так как есть шанс что-то забыть или начать вытаскивать не те детали.
Поворачивание двухмуфтового патрона
Как освободить ключевой патрон
Ключевой патрон освободить намного легче. Во-первых, надо попробовать освободить сверло обычным способом, просто увеличив ручку ключа и попросив помощь.
Если же деталь заклинило намертво, нужно перебрать дрель, затем извлечь головку и поменять на новую. В том случае если сверло дорогое и достать его нужно в любом случае, следует разобрать или распилить сам патрон.
Также можно обнаружить грязь, которая попала в дрель и не даёт ей раскрутиться. Тогда нужно удалить все компоненты и убрать грязь из патрона.
Как раскрутить дрель без ключа
Как раскрутить дрель без ключа? Многие задаются этим вопросом, особенно когда ключ потерян, что случается довольно часто.
Нужно достать две отвёртки: крестовую и плоскую. Первым шагом вставляют крестовую отвёртку в отверстие ключа, а плоскую в паз для зубьев. Потом тянут отвёртку в сторону раскручивания, а крестовая выступает рычагом. В таком случае прилагая минимум усилий можно раскрутить головку и решить вопрос, как открутить дрель без ключа.
Откручивание ключевого патрона
Использование тисков
Муфтовые или же быстросъёмные элементы можно открутить с помощью тисков. Для этого надо прочно закрепить тиски, затем затянуть в них муфту(ы).
Если дрель переключаемая и есть возможность крутить в другую сторону, то начать потихоньку увеличивая мощность крутить, и с небольшой вероятностью патрон может расклиниться.
Когда дрель крутиться только в одну сторону, нужно расклинивать вручную, руками или сантех. ключами.
Обратите внимание! Нельзя сразу разгонять дрель на максимальную скорость, ведь есть шанс сломать тиски или доломать патрон.
Использование пружинной проволоки
Также может случиться обратная проблема, когда сверло застряло в заготовке. В этом случае выкручивать сверло не слишком сложно, но могут возникнуть проблемы с подручными инструментами. Нужно сделать несколько шагов:
С помощью сварочного аппарата нагреть застрявшую часть.
На противоположных концах сделать бороздки.
Поместить пружинную проволоку в спиральный паз.
Начать крутить застрявшее сверло, пока само не начнёт откручиваться.
Начать извлекать сверло.
Стоит заметить, что доставать сверло надо медленно и не спеша, так как работа требует точности.
Для того, чтобы не попадать в такие ситуации и не задаваться вопросом, как вынуть сверло из застрявшего патрона дрели, нужно пользоваться инструментом по инструкции и соблюдать все правила. Ну а если такая ситуация случилась, можно снова перечитать статью и не задаваться больше вопросом: сверло застряло в дрели, как вытащить.
Застряло сверло в перфораторе, дрели или в стене — как вытащить самостоятельно
Содержание:
Причины: почему сверло встало
Как спасти ключевой кулачковый патрон
Чем освободить двухмуфтовый патрон
Как выручить быстрозажимной патрон
Как достать сломанный конец сверла из патрона
Бур / сверло застряло в стене — как быть
Неполадки с инструментом случаются как у любителей, так и у профессионалов. Сверло или бур, застрявшее в патроне или стене обычно извлекается подручными средствами. Сложнее удалить обломок, оставшийся в инструменте. Какой способ выбрать, зависит от причины, по которой сверло заклинило, а также от тех инструментов, которые имеются в распоряжении.
Причины: почему сверло встало
Мастера по опыту называют три основные причины, из-за которых сверло не вынимается из дрели (независимо от вида патрона):
Слишком большой диаметр оснастки. В процессе работы слишком большое сверло притирается и застревает, как дюбель.
Слабая сталь и, как следствие, деформация (чаще всего, хвост расклинивает, как анкер) сверла или бура. По этой же причине оснастка ломается, особенно в перфораторах и ударной дрели.
Несоответствие хвостовика и зажимного механизма патрона. Это часто приводит к тому, что оснастка разваливается, и часть остаётся в патроне, но бывает и так, что сверло / бур попросту застревает.
Ещё одна, менее распространённая причина — ржавчина. Люди, часто занимающиеся ремонтом, с этим обычно не сталкиваются, но, если дрель / перфоратор с оснасткой долгое время пылится на балконе, в сарае, дачном неотапливаемом домике, гараже и т. п., инструмент съедает коррозия. Мастера говорят в таком случае, что жало «закисло».
Как спасти ключевой кулачковый патрон
Если причина только в несильной коррозии или деформировавшемся сверле, понадобятся газовый ключ, зубило или отвёртка и молоток на 700 г:
Брызнуть преобразователем ржавчины, смазкой или машинным / любым минеральным маслом в патрон.
Дать постоять минут 5—20.
Газовым или сантехническим ключом зажать патрон так, чтобы дрель оказалась по левую руку.
Зафиксировать конструкцию тисками, струбциной или просто ногами.
Поставить отвёртку на зажимное кольцо, в паз между зубцами, наклонив от себя.
Рассчитанно ударять молотком по ручке отвёртки, заставляя кольцо провернуться.
При наличии двух газовых ключей можно попробовать повернуть оба кольца в разные стороны одновременно.
Совет Обязательно осмотрите патрон: не осталось ли на нём и внутри борозд, вмятин или других дефектов. Если да — насадку лучше сменить. Раскройте патрон максимально и открутите винт на «дне», чтобы снять насадку.
Чем освободить двухмуфтовый патрон
В отличие от ключевого, у этого типа патрона нет зубчатки и, соответственно, упора. Его кольца относительно гладкие. В этом случае идеальное решение — съёмный держатель «магазин», который часто идёт в комплекте с современными дрелями. Также понадобится молоток:
Держателем обхватить верхнюю, ближнюю к сверлу муфту (кольцо) и зафиксировать максимально надёжно.
Зажать дрель тисками, струбциной, в руках или между колен.
С силой ударить по рукоятке «магазина» в направлении, в котором в норме раскручивается верхняя муфта.
Одного удара достаточно — кольцо сдвигается, и сверло достаточно легко освобождается. Чтобы облегчить скольжение, допустимо капнуть между кулачками патрона или под муфту немного масла или смазки.
Как выручить быстрозажимной патрон
На шуруповёртах, дрелях, перфораторах обычно стоят быстрозажимные патроны. Никакой вращающейся муфты у них нет, держит оснастку пружинное кольцо-стопор. Домашние мастера предлагают два способа освободить сверло или бур:
Снять верхнее уплотнительное кольцо, оттянуть патрон вниз, поддеть проволокой и отвёрткой ушки зажима, растянуть и тоже поднять вверх. После этого ухватить оснастку узкогубцами или пассатижами и, раскачивая либо проворачивая, вытянуть.
Извлечь растр (трубку, ведущую к патрону) — это нужно, чтобы стал доступен торец бура. Обычной дрелью и сверлом по металлу (кобальтовым или с алмазным напылением) рассверлить наконечник. После этого бур легко выйдет из патрона. Этот способ едва ли не единственный для перфораторов и ударных дрелей, в которых буквально расплющило, расклепало конец бура.
Как достать сломанный конец сверла из патрона
Когда в патрон загоняется сверло, бур или другая оснастка с неформатным наконечником (например, SDS вместо шестигранника), при сильной нагрузке и особенно если сталь некачественная, жало ломается. Особенно часто это случается с перфораторами — разваливается оснастка там, где её схватывают шарики.
Извлечь такой обломок крайне сложно. Шило, отвёртка, магнит с суперклеем показывают низкую эффективность. Более рискованный способ — дополнить шило обильной порцией масла.
Автор журнала «Мисс Чистота» ознакомился с разными мнениями на форумах, и пришёл к выводу, что самый безопасный вариант — обратиться в мастерскую, где патрон либо разберут, либо заменят.
Не разбирая перфоратор и патрон, обломок можно извлечь двумя эффективными (но небезопасными) способами.
Сварочный аппарат:
Зажать перфоратор в мощных тисках патроном вверх.
Снять уплотнитель, стопор и прочие шайбы-гайки, если это необходимо, либо просто оттянуть патрон вниз.
В максимально раскрытый после этого патрон опустить изоляционную оболочку от мощного провода (не менее 7 мм в сечении).
Одну клемму сварочного аппарата зафиксировать на корпусе перфоратора.
Второй клеммой схватить длинный прут или жало для сварки (сечение — меньше, чем у изоляционной трубки).
Приставить жало к осколку в патроне и дать короткий разряд.
Вытянуть прут вместе с обломком.
Это очень быстрый метод, если у знакомого или в собственных инструментах есть сварочный аппарат. Если нет — аналог ему подобрать вряд ли получится. Ещё один недостаток, который отмечали на форумах — сварочные спайки, который могут хаотично образовываться и в патроне, и в перфораторе. Такие смычки впоследствии выводят инструмент из строя.
С нажимом:
Снять пыльник.
Оттянуть патрон вниз.
Включить ударный режим и одновременно нажать чем угодно на обломок.
При этом осколок бура выстреливает (и куда попадёт — неизвестно). Способ быстрый, но перед «дулом» перфоратора стоит поставить нечто, что погасит удар «снаряда», иначе рикошет легко причинит травму или разобьёт что-либо вокруг.
Бур / сверло застряло в стене — как быть
На форумах и во влогах предлагают массу способов извлечь застрявшее сверло. Попав на камень, обычно удаётся освободить оснастку, просто включив реверс. Но чаще всего бур застревает, влетев в арматурный прут большого сечения. Его заклинивает так, что инструмент не справляется и не прокручивает его, тянуть также бесполезно.
Чтобы не сгубить патрон, насадку лучше освободить и оставить «голой». Далее приступать к попыткам освобождения:
Если бур застрял в потолке — намотать на него цепочку и подвесить тяжёлый груз, приподнять на уровень груди и резко отпустить (важно успеть отскочить в сторону, чтобы не получить травму от бура и / или груза). Способ достаточно рискованный.
Зажать наконечник в тисках, приложить рычаг и тянуть, раскачивая и пытаясь провернуть. С этим методом лучше управляться вдвоём.
Лучший вариант — наткнувшись на арматуру, не пытаться её взять с нахрапа. Встретив преграду, сразу извлеките бур и пройдите отверстие магнитной отвёрткой. Если на ней останется стружка, у вас случай с арматурой. Слегка наклоните перфоратор, чтобы обойти прут по диагонали вверх или вниз. Небольшой уклон не ослабит крепёж анкера, который чаще всего и используется в бетоне.
Другой вариант — пробить арматуру, но делать это допустимо только с тонкими прутьями, иначе высок риск получить трещину и ослабить бетонное перекрытие.
Чтобы просверлить арматуру:
Отложить перфоратор и взять дрель со сверлом по металлу (важно высокое качество стали).
Постепенно просверливать арматуру сначала более тонким (4 мм) жалом, затем большим и закончить 8-м номером.
Важно Ни в коем случае не пытайтесь пробить арматуру буром для бетона — загубите и оснастку, и, возможно, патрон.
Безвыходных ситуаций нет, если есть смекалка и желание. Действуйте уверенно, но аккуратно, и сверло или бур выйдет из патрона, и ремонт продолжится без проблем.
Как вытащить застрявшее сверло из дрели [РУКОВОДСТВО]
Чтобы быть максимально полезными, большинство дрелей поставляются с различными размерами сверл. Это позволяет переключаться между битами для выполнения нескольких заданий. Но что происходит, когда сверло застревает внутри дрели?
Если сверло застряло, вы можете попробовать ряд мер. В общем, вам нужно ослабить патрон. В некоторых случаях вам может понадобиться гаечный ключ или отвертка, чтобы попытаться ослабить его. Как только патрон освободится, вы сможете извлечь сверло.
Лучший способ ослабления патрона дрели зависит от типа используемой дрели. Рассмотрим подробнее некоторые из этих техник.
* Эта статья может содержать партнерские ссылки. Как партнер Amazon, я зарабатываю на соответствующих покупках.
Ослабление патрона с помощью гаечного ключа или тисков
Часто наиболее эффективным способом снятия патрона является его ослабление с помощью гаечного ключа или тисков.
Патрон — это часть дрели, предназначенная для удержания сверла на месте. В большинстве дрелей он будет сделан из пластика. Однако у некоторых он может быть сделан из металла.
В большинстве случаев вы сможете открыть патрон, чтобы извлечь биту. Но, когда он застрянет, вам нужно будет принять другие меры, чтобы открыть патрон.
Чтобы получить дополнительный рычаг, попробуйте прикрепить к патрону гаечный ключ. Это облегчит вам захват. Если у вас нет гаечного ключа или он не может правильно зажать пластик, вы можете использовать тиски.
⭐️ ИнструментыВыбор владельца
Зажим IRWIN
Купить на Amazon
(*Партнерская ссылка Amazon)
После того, как вы прочно ухватились за патрон, вы можете попробовать повернуть его. Это должно открыть его и выпустить бит.
В наши дни большинство дрелей могут работать как по часовой, так и против часовой стрелки. Это позволит вам использовать мощность дрели для ослабления патрона. В большинстве моделей вы сможете найти ползунок, который будет контролировать направление, в котором работает дрель. Вам нужно будет сдвинуть его влево, чтобы запустить дрель против часовой стрелки.
В большинстве случаев этого будет достаточно, чтобы вынуть сверло из дрели.
Однако в других случаях он все же может застрять в патроне.
В этом случае можно попробовать нанести немного смазки на сверло. Это может быть все, что нужно, чтобы ослабить его и позволить вам безопасно удалить его.
Несмотря на то, что этот метод часто помогает освободить биту, следует соблюдать осторожность. Чрезмерное давление на патрон может привести к повреждению сверла.
Во избежание этого следует обернуть гаечный ключ или тиски куском ткани. Это также позволит вам лучше удерживать патрон.
Освобождение патрона на старых сверлах
В некоторых случаях вы можете использовать старое сверло. У них может быть определенная процедура удаления биты.
В отличие от более современных дрелей, для их извлечения потребуется ключ. Если это так, вы должны увидеть отверстия в патроне. Чтобы освободить биту, вам нужно вставить ключ в отверстие и повернуть его по часовой стрелке. После того, как один был ослаблен, переходите к следующему отверстию. Часто требуется несколько оборотов, прежде чем он будет достаточно ослаблен, чтобы можно было извлечь биту.
К тому времени, когда это будет сделано, вы сможете безопасно извлечь сверло из дрели.
Если вы потеряли ключ, вы сможете найти замену в Интернете. При поиске помните, что будет несколько разных размеров. Итак, вам нужно найти тот, который совместим с вашей дрелью.
Сверло застряло в материале
В некоторых случаях при сверлении материала сверло может застрять. Есть несколько методов, которые вы можете попробовать, чтобы получить бит.
Во-первых, вы можете попробовать зажать биту плоскогубцами, повернув ее против часовой стрелки . Это освободит его от сверла и позволит вам работать над удалением сверла из дерева.
В других случаях это может быть слишком встроено в материал, чтобы этот подход работал. В этом случае можно попробовать высверлить сверло. Для этого освободите биту от дрели, используя метод, описанный ранее.
Затем выберите сверло большего диаметра, чем застрявшее. Сняв точные замеры, просверлите с другой стороны материала. Когда вы это сделаете, вы сможете высверлить сверло. Недостаток этого подхода заключается в том, что два бита должны притираться друг к другу. Это может затупить их, и, возможно, их придется заменить.
Удаление сломанного сверла
В некоторых случаях сверло могло срезаться внутри сверла. Если это так, это может затруднить использование одного из вышеперечисленных методов.
В этом случае вам нужно будет использовать плоскогубцы, чтобы захватить сломанную насадку. Затем медленно начните вращать патрон против часовой стрелки. Это должно ослабить давление на сверло и позволить безопасно снять его с дрели.
В качестве быстрого совета по безопасности вы должны помнить, что сверла будут иметь очень острые края, особенно если они срезаются. Таким образом, вы должны быть осторожны при обращении с битой, чтобы случайно не пораниться.
Почему сверла застревают?
Надеюсь, теперь вы знаете, как вытащить застрявшее сверло. Но почему он застрял в первую очередь? Есть несколько причин, по которым это может происходить.
Во-первых, патрон мог быть неправильно смазан. Смазка является неотъемлемой частью процесса технического обслуживания дрели. Это облегчит вставку и выдвигание сверла.
В других случаях патрон мог быть перетянут. Когда вы использовали дрель, вибрации могли еще сильнее прижать патрон к сверлу. К тому времени, когда вы захотите удалить биту, она может быть очень тугой.
Вы также должны убедиться, что используете правильное сверло для работы. Например, некоторые сверла предназначены для сверления металла, а другие лучше всего подходят для сверления дерева. Делая это, вы сможете уменьшить вероятность того, что сверло сломается или застрянет, когда вы пытаетесь просверлить материал.
Освобождение сверла
Заклинивание сверла может стать большой проблемой. Чтобы помочь вам освободить биты, мы рассмотрели несколько советов, которые вы можете использовать.
Напомню, эти советы были следующими:
Использование захвата или тисков для удерживания патрона при вращении сверла против часовой стрелки.
Использование ключа для извлечения сверла из старой дрели
Использование плоскогубцев для освобождения сверла, застрявшего в дереве. Также можно попробовать высверлить сверло.
Использование плоскогубцев для извлечения срезанного сверла.
Убедитесь, что патрон правильно смазан, чтобы биты не застревали.
Полезные статьи:
Как удалить сломанное сверло из металла
Почему мои сверла ломаются в дереве?
Джек Адамс
Привет! Меня зовут Джек, и я пишу для ToolsOwner. У меня есть страсть ко всему, что связано с инструментами и проектами DIY по дому. Вы часто видите меня в моей мастерской, работающей над новыми проектами.
Сверло застряло за патроном
Я впервые пользуюсь дрелью и не использовал подходящие сверла. Я снял патрон и вставил сверло туда, где он находится, и теперь сверло явно застряло. Любые предложения о том, как я могу получить его?
сверло
застрявший
патрон
2
Попробуйте просто засунуть туда острогубцы, взять биту и вытащить ее. Многие из этих бит намагничены, поэтому они могут просто прилипнуть к бокам.
Вы уже узнали инструкции по частичной разборке вашей дрели, продолжайте следовать этим инструкциям, чтобы разобрать остальные и достать оттуда сверло.
Если вы каким-то образом вручную сняли патрон и не следовали инструкциям, в Интернете полно продавцов оригинальных и неоригинальных запчастей для замены/ремонта, и 99% из них будут включать схематические чертежи дрели. Вы также найдете множество видеороликов на YouTube, которые проинструктируют вас по разборке. Я бы посоветовал посмотреть 5 или 6, чтобы найти более «профессионально» выглядящие и следовать им. Если видео начинается с того, что ведущий говорит что-то вроде: «Ну, я испортил свою дрель, давайте посмотрим, сможем ли мы придумать, как ее разобрать…», это, вероятно, 9 баллов.0157, а не , которому хочется доверять. Если это парень в чистой комнате с чистым верстаком, хорошим освещением и хорошей камерой, то это , вероятно, кто-то, кто делал это несколько раз, и у него есть группа инженеров, которые точно выяснили, как это разбирается и собирается снова. , и расскажет вам о точных размерах драйверов и других инструментах, необходимых для каждого шага.
3
найдите винт, который подходит к застрявшей бите, а также подходит к шестигранному отверстию.
нанесите небольшое количество суперклея в углубление винта.
Сплав АМг5 применяется : для изготовления сварочной проволоки марки Свамг5; полуфабрикаты горячей или холодной деформации; профили с площадью поперечного сечения 200 см 2 и диаметром окружности до 350 мм пригодны для использования в авиационной промышленности и отраслях специального машиностроения.
Примечание
Система сплавов Al-Mg.
Стандарты
Наименование
Код
Стандарты
Ленты
В54
ГОСТ 13726-97
Листы и полосы
В53
ГОСТ 17232-99, ГОСТ 21631-76, ОСТ 4.021.047-92, ТУ 1-3-011-89, ТУ 1-3-56-82, ТУ 1-3-59-77
Трубы из цветных металлов и сплавов
В64
ГОСТ 18482-79, ГОСТ 23697-79, ОСТ 1 92096-83, ОСТ 1 92048-90, ТУ 1-2-407-82, ТУ 1-2-439-83, ТУ 1-2-473-85
Бары
В55
ГОСТ 21488-97
Цветные металлы, включая редкие металлы, и их сплавы
В51
ГОСТ 4784-97, ОСТ 4.021.009-92, ТУ 1712-166-00194091-2000
Ал — это база. По ГОСТ 4784-97 массовая доля каждой примеси (не регламентируется) ≤ 0,05 %, суммарная массовая доля прочих примесей ≤ 0,10 %. Для производства сварочной проволоки СвМг5 сплав должен иметь следующий химический состав: Al-основа, Mg = 4,80-5,80 %, Mn = 0,50-0,80 %, Be = 0,002-0,005 %, Si≤0,40 %, Cu ≤ 0,050 %, Fe ≤ 0,40 %, Zn ≤ 0,20 %, Ti ≤ 0,10 %, массовая доля каждой примеси (не регламентируется) ≤ 0,1 %, суммарная массовая доля всех примесей ≤ 1,40 %. Соотношение железа и кремния в сплаве СвМг5 не должно быть больше единицы.
Механические характеристики
Сечение, мм
с Т |с 0,2 , МПа
σ B , МПа
д 5 , %
д
г, %
кДж/м 2 , кДж/м 2
Число твердости по Бринеллю, МПа
Металл листовой в состоянии поставки по ГОСТ 21631-76, лента ОСТ 4.021.047-92 по ГОСТ 13726-97 (образцы поперечные)
5-6
≥130
≥275
—
≥12
—
—
—
6-10,5
≥130
≥275
—
≥15
—
—
—
0,5-0,6
≥135
≥275
—
≥15
—
—
—
0,6-4,5
≥145
≥275
—
≥15
—
—
—
4,5-10,5
≥130
≥275
—
≥15
—
—
—
Плиты по ГОСТ 17232-99. 4.021.061-92 поставляется без термической обработки (образцы поперечные)
11-25
≥120
≥265
≥13
—
—
—
—
25-80
≥110
≥255
≥12
—
—
—
—
Поковки сечением до 75 мм ОСТ 1
-85 (продольные образцы)
≥145
≥275
≥15
—
—
—
≥65
Поковка после отжига по ОСТ 26-01-152-82
≥120
≥270
≥15
—
—
—
≥65
Прессованные нормальной прочности по ГОСТ 8617-81 при поставке
≥127
≥277
≥15
—
—
—
—
Прессованные нормальной прочности с площадью поперечного сечения 200 см2 и диаметром описанной окружности до 350 мм (продольный образец)
≥130
≥255
≥15
—
—
—
—
Профили прессованные полые. Без термической обработки и автогения по ОСТ 1 92048-90
≥128
≥255
≥15
—
—
—
—
Прутки прессованные нормальной прочности в состоянии поставки по ГОСТ 21488-97 (продольные образцы)
300-400
≥110
≥245
≥10
—
—
—
—
8-300
≥120
≥265
≥15
—
—
—
—
Прокат стальной. Отжиг при 305-340 °С, охлаждение на воздухе
Трубы прессованные в состоянии поставки по ГОСТ 18482-79 (образцы, в сечении указана толщина стенки)
2,5-40
≥110
≥255
≥15
—
—
—
—
Трубы сварные прямошовные поставляемые по ГОСТ 23697-79 (образцы, в сечении труб заданного диаметра)
10 (стенка 0,5)
—
≥294
≥7
—
—
—
—
Описание механических меток
Наименование
Описание
Раздел
Секция
с Т | с 0,2
Предел текучести или предел пропорциональности с допуском на остаточную деформацию 0,2%
о Б
Предел кратковременной прочности
д 5
Удлинение после разрыва
у
Относительное сужение
кДж/м 2
Прочность
Физические характеристики
Температура
Е, ГПа
р, кг/м3
Р, НОМ · м
20
71
2650
64
Технологические свойства
Наименование
Значение
Свариваемость
Сплав хорошо сваривается всеми видами сварки — ВИГ, контактной, точечной и шовной сваркой. Прочность сварного соединения составляет 0,9-0,95 % от прочности основного материала.
Возможность обработки резанием
Обрабатываемость хорошая.
Обработка давлением
Хорошо деформируется в горячем и холодном состоянии.
Коррозионная стойкость
Сплав с отличной общей коррозионной стойкостью, не склонный к коррозионному растрескиванию под напряжением и межкристаллитной коррозии (особенно в отожженном состоянии). Для дополнительной защиты деталей от коррозии производится анодирование или нанесение покрытий. Коррозионная стойкость сплава (и сварного шва) высокая, почти такая же, как у чистого алюминия.
Vortex — VTX:RZR-AMG-5
RAZOR HD AMG 6-24X50 EBR-7B FFP (MRAD) ПРИЦЕП
Передовые разработки и современные методы точной обработки позволяют Razor ® HD AMG™ для достижения оптических и физических характеристик, обычно предназначенных для более тяжелых прицелов с тубусами большего диаметра.
Оптические прицелы обеспечивают непревзойденное качество изображения. Наш запатентованный процесс автоматического лазерного оптического выравнивания ALO создает новую парадигму в индустрии спортивной оптики, в результате чего получаются максимально щадящие, удобные и максимально качественные изображения. В системе объективов APO используются линзы с согласованным индексом для коррекции цвета во всем визуальном спектре. Стекло премиум-класса со сверхнизкой дисперсией HD обеспечивает высочайшее разрешение и точность цветопередачи, что позволяет получать изображения высокой четкости. Линзы премиум-класса XR™ Plus с многослойным просветлением увеличивают светопропускание для оптимальной яркости. ArmorTek® защищает внешние линзы от царапин, масла и грязи.
Двойное использование для тактической стрельбы/охоты • Патент UA 7,937,879, патент США 7,958,665, патент США 8,166,696 B2
ОПТИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ALO Выравнивание
ALO использует наш запатентованный автоматизированный процесс лазерной оптической юстировки для идеальной юстировки каждого элемента объектива для получения наилучшего возможного изображения. Эта технология формирует новую парадигму в индустрии спортивной оптики, которая обеспечивает максимально щадящее, удобное и максимально качественное изображение.
Система АПО
Система апохроматических объективов использует линзы с согласованным индексом для коррекции цвета во всем визуальном спектре.
Линзы с оптическими индексами
Оптимизация резкости и яркости изображения от края до края.
Элементы HD-объектива
Стекло
Premium HD (High Density) со сверхнизкой дисперсией обеспечивает высочайшее разрешение и точность цветопередачи, что позволяет получать изображения высокой четкости. Линзы AMG шлифуются, полируются и покрываются в США.
XR™ Plus с многослойным покрытием
Запатентованные покрытия премиум-класса обеспечивают высочайший уровень светопропускания с несколькими антибликовыми покрытиями на всех поверхностях воздух-стекло для максимальной яркости.
Плазменная техника
Передовой процесс нанесения обеспечивает непревзойденную долговечность и эффективность покрытия.
Прицельная сетка первой фокальной плоскости
Масштаб сетки остается пропорциональным увеличенному изображению. Постоянные поднапряжения обеспечивают точное удержание и диапазон при любом увеличении.
Сетка с гравировкой на стекле
Позволяет использовать прицельную сетку сложной формы. Защищен между двумя слоями стекла для оптимальной прочности и надежности.
Прицельная сетка с подсветкой
Обеспечивает точное прицеливание в условиях низкой освещенности.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
Сделано в США
Каждый компонент, от корпуса с твердым анодированием типа III, турелей, магнитного кольца и окуляра до мельчайшего винта — даже линзы с согласованным индексом сделаны в Америке.
Размер трубки
Диаметр 30 мм обеспечивает максимальную внутреннюю регулировку и прочность.
Цельная трубка
Обеспечивает максимальное выравнивание для повышения точности и оптимальных визуальных характеристик, а также обеспечивает прочность и водонепроницаемость.
Авиационный алюминий
Изготовлен из цельного блока авиационного алюминия, обеспечивающего прочность и жесткость.
Водонепроницаемый
Уплотнительные кольца
предотвращают попадание влаги, пыли и мусора в прицел, обеспечивая надежную работу в любых условиях.
Противотуманный
Продувка аргоном предотвращает внутреннее запотевание в широком диапазоне температур.
Противоударный
Прочная конструкция выдерживает отдачу и удары.
Твердое анодированное покрытие черного цвета
Высокопрочное анодирование с твердым покрытием типа III обеспечивает матовую поверхность с низким уровнем бликов и помогает скрыть положение стрелка.
АрморТек
Сверхтвердое, устойчивое к царапинам покрытие защищает внешние линзы от царапин, масла и грязи.
Турели L-Tec
Встроенный механизм блокировки предотвращает случайную регулировку. Турели обеспечивают быструю, точную и легко читаемую регулировку по высоте и горизонтали. Ожидается получение патента.
Подсветка блокировки
Блокирует подсветку на предпочтительном уровне.
Боковой фокус
Регулятор, расположенный на левой стороне корпуса револьверной головки, легко доступен из положения для стрельбы. Обеспечивает оптимальную фокусировку изображения и устранение параллакса.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ВНУТРЕННЕГО МЕХАНИЗМА
Нулевой упор L-Tec
Предотвращает опускание турели по вертикали ниже поля зрения в пределах досягаемости благодаря прочным стальным компонентам. Внутренние механизмы не загрязняются песком, грязью, пылью, влагой и другими посторонними материалами — даже при установке нулевого упора. Патент США 8 166 696 B2
позволяет расширить диапазон регулировки, когда функция остановки нуля L-Tec отключена для целей обнуления. Этот прицел предлагает полную регулировку по высоте 27,5 Мрад и общую регулировку по горизонтали 19 Мрад.
Микрорегулировка нуля
Бесконечные позиции установки нуля позволяют устанавливать ноль между щелчками для оптимальной точности.
Система снижения трения
Прокладка из термообработанной закаленной стали плавает на конце револьверного винта и соприкасается с кольцом из закаленной стали на трубе эректора для контакта стали со сталью. Предотвращает истирание или деформацию точки контакта монтажного винта, обеспечивая превосходную долговечность и повторяемость. Патент США 7 958 665
Револьверные винты
Обладает низким коэффициентом трения и износостойкостью: прецизионно изготовлен из сплава кремния и латуни и обработан современной сухой смазкой. Резьба револьверных винтов обрабатывается с точностью до допусков менее 2 микрон (менее 78 миллионных долей дюйма). Сверхплавная работа и настройки.
Система монтажных трубок
Прецизионная обработка из авиационного алюминия с антикоррозионными свойствами для облегчения веса, прочности и долговечности трубки. Система смещения цилиндрической пружины со смещением из нержавеющей стали выдерживает гораздо более высокие нагрузки, чем традиционные плоские пружины, и обеспечивает гораздо больший внутренний подъем и горизонтальный ход с большей свободой движения для максимальной точности револьверной головки.
ФУНКЦИИ УДОБСТВА
Фиксирующий диоптрийный окуляр
Эта функция позволяет стрелку один раз установить и зафиксировать настройку окуляра для своего глаза и забыть об этом.
Инструмент L-Tec
Входит в комплект прицела для точной регулировки турели.
Боковое освещение замка
Легкодоступная и запираемая шкала подсветки расположена на левой стороне корпуса револьверной головки. Имеет одиннадцать уровней интенсивности освещения с выключенными позициями между каждой настройкой.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Увеличение
6-24 х
Диаметр объектива
50 мм
Уход за глазами
3,6 дюйма
Поле зрения
20,4–5,1 футов/100 ярдов
Размер трубки
30 мм
Револьверный стиль
Л-Тек
Шкала регулировки
0,1
Ход на один оборот
10 Мрад
Регулировка максимальной высоты
27,5 Мрад
Максимальная регулировка горизонтального положения
 Киев
Киев Ровно
Ровно Обработка производится торцом и периферией.
Обработка производится торцом и периферией.

 Шлифовальные круги AZ предназначены для сталей 55 RC и тверже. Свободно режущий сыпучий абразив без горения, абразив Premium Blue на основе оксида алюминия со связкой V32 для превосходных результатов шлифования.
Шлифовальные круги AZ предназначены для сталей 55 RC и тверже. Свободно режущий сыпучий абразив без горения, абразив Premium Blue на основе оксида алюминия со связкой V32 для превосходных результатов шлифования.

 ….
…. ….
….
 Правильные условия хранения предполагают в первую очередь его защиту от пыли, которая может нанести устройству серьезный вред.
Правильные условия хранения предполагают в первую очередь его защиту от пыли, которая может нанести устройству серьезный вред. Важно знать, что подключать инвертор к сети и начинать работу с его использованием, можно только спустя 1,5–2 часа после его переноса в теплое помещение. Такое требование обусловлено тем, что на элементах аппарата, занесенного с улицы в тепло, скапливается конденсат, который может послужить причиной нарушений в его работе.
Важно знать, что подключать инвертор к сети и начинать работу с его использованием, можно только спустя 1,5–2 часа после его переноса в теплое помещение. Такое требование обусловлено тем, что на элементах аппарата, занесенного с улицы в тепло, скапливается конденсат, который может послужить причиной нарушений в его работе.
 Если такое качество не очень высокое, то лучше выбрать более дорогой аппарат, который оснащен всеми необходимыми защитными системами.
Если такое качество не очень высокое, то лучше выбрать более дорогой аппарат, который оснащен всеми необходимыми защитными системами.
 Номинальным считается такой ток, при котором сварочное оборудование работает без перегрузок и не перегревается.
Номинальным считается такой ток, при котором сварочное оборудование работает без перегрузок и не перегревается.

 В таких случаях лучше остановить свой выбор на оборудовании, к которому дополнительно можно подключить устройство для подачи защитного газа и, соответственно, сам газовый баллон.
В таких случаях лучше остановить свой выбор на оборудовании, к которому дополнительно можно подключить устройство для подачи защитного газа и, соответственно, сам газовый баллон. Принцип работы сварочного аппарата заключается в образовании электрической дуги высокой температуры между электродом аппарата и металлической деталью, нуждающейся в сварке. Электродуга образуется путем трансформации тока высокого напряжения. От воздействия высокой температуры края металлических деталей начинают плавиться и быстро остывать по окончании воздействия. Благодаря этому процессу на металле образуется крепкий шов, выдерживающий механические нагрузки. Вне зависимости от класса и функционала сварочного аппарата, его работа состоит из 4 этапов:
Принцип работы сварочного аппарата заключается в образовании электрической дуги высокой температуры между электродом аппарата и металлической деталью, нуждающейся в сварке. Электродуга образуется путем трансформации тока высокого напряжения. От воздействия высокой температуры края металлических деталей начинают плавиться и быстро остывать по окончании воздействия. Благодаря этому процессу на металле образуется крепкий шов, выдерживающий механические нагрузки. Вне зависимости от класса и функционала сварочного аппарата, его работа состоит из 4 этапов:
 Такой агрегат мобилен и легко транспортабелен, в отличие от 20-25 кг трансформатора.
Такой агрегат мобилен и легко транспортабелен, в отличие от 20-25 кг трансформатора.
 Например, ПН 70% означает, что из 10 минут – 3 минуты инвертору необходимо отдыхать.
Например, ПН 70% означает, что из 10 минут – 3 минуты инвертору необходимо отдыхать. Для дома: лучше выбрать домашний аппарат. Можно качественно проварить шов, но его длина будет меньше. Следует отметить, что машины бытового назначения не отличаются большой мощностью.
Для дома: лучше выбрать домашний аппарат. Можно качественно проварить шов, но его длина будет меньше. Следует отметить, что машины бытового назначения не отличаются большой мощностью. Вероятно, ее следовало бы назвать сваркой «ковчега», поскольку она, кажется, существовала со времен Ноя. Stick использует флюсовое покрытие вокруг своего расходуемого стержня, чтобы обеспечить защитный газ, который не допускает попадания примесей в расплавленный металл. Это делает его хорошо подходящим для использования на открытом воздухе. Ветер не уносит дымовые газы, как при сварке MIG и TIG. Стик обеспечивает хорошее проплавление и хороший контроль сварного шва. Сила тока контролируется на машине и может выполняться как одной, так и двумя руками. Некоторые машины для хобби могут сваривать сталь толщиной до ½ дюйма. Ручная сварка не подходит для сварки алюминия или тонких материалов. Вы можете сваривать тонкие материалы и алюминий с помощью подходящего стержня, но это непросто. Хотя сварка стержнем не слишком сложна, она также не слишком проста. Когда я спросил Кортни об уровне сложности для новичка, использующего тренажёр с палками, он рассмеялся и ответил: «Это примерно 8 баллов из десяти по шкале сложности».
Вероятно, ее следовало бы назвать сваркой «ковчега», поскольку она, кажется, существовала со времен Ноя. Stick использует флюсовое покрытие вокруг своего расходуемого стержня, чтобы обеспечить защитный газ, который не допускает попадания примесей в расплавленный металл. Это делает его хорошо подходящим для использования на открытом воздухе. Ветер не уносит дымовые газы, как при сварке MIG и TIG. Стик обеспечивает хорошее проплавление и хороший контроль сварного шва. Сила тока контролируется на машине и может выполняться как одной, так и двумя руками. Некоторые машины для хобби могут сваривать сталь толщиной до ½ дюйма. Ручная сварка не подходит для сварки алюминия или тонких материалов. Вы можете сваривать тонкие материалы и алюминий с помощью подходящего стержня, но это непросто. Хотя сварка стержнем не слишком сложна, она также не слишком проста. Когда я спросил Кортни об уровне сложности для новичка, использующего тренажёр с палками, он рассмеялся и ответил: «Это примерно 8 баллов из десяти по шкале сложности».





 ..
..



 ..
..


 4-0.5мм
4-0.5мм
 Это необходимо, потому что вода является основным компонентом, используемым в кухонных раковинах, поэтому тот, который не выдерживает воды, не годится.
Это необходимо, потому что вода является основным компонентом, используемым в кухонных раковинах, поэтому тот, который не выдерживает воды, не годится. Если кухонная сантехника не выдержит возложенной на нее нагрузки, это может привести к трещине или повреждению.
Если кухонная сантехника не выдержит возложенной на нее нагрузки, это может привести к трещине или повреждению. Это делается для того, чтобы посуду было легко чистить и обслуживать.
Это делается для того, чтобы посуду было легко чистить и обслуживать. Покупая сантехнику, вы должны задать своему продавцу вопросы относительно простоты установки.
Покупая сантехнику, вы должны задать своему продавцу вопросы относительно простоты установки. Это делает его идеальным для производства кухонных моек. Раковина из этого материала идеально вписывается в кухонное пространство.
Это делает его идеальным для производства кухонных моек. Раковина из этого материала идеально вписывается в кухонное пространство. Это потому, что вы будете использовать этот материал каждый день.
Это потому, что вы будете использовать этот материал каждый день.

 Идеально подходит для небольших помещений, компактная ванна и душевой поддон
Идеально подходит для небольших помещений, компактная ванна и душевой поддон
 11.2022 18:55
11.2022 18:55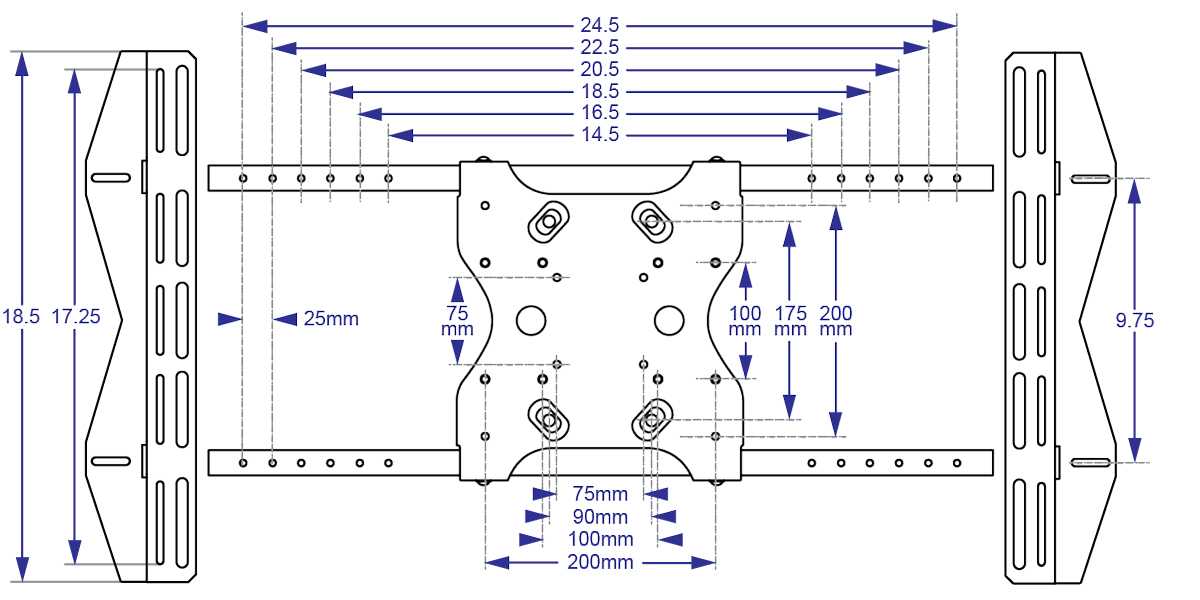 11.2022 18:14
11.2022 18:14 11.2022 17:53
11.2022 17:53 11.2022 15:56
11.2022 15:56 11.2022 17:14
11.2022 17:14 11.2022 15:36
11.2022 15:36 11.2022 15:24
11.2022 15:24 11.2022 15:49
11.2022 15:49

 загрузить телевизор.
загрузить телевизор.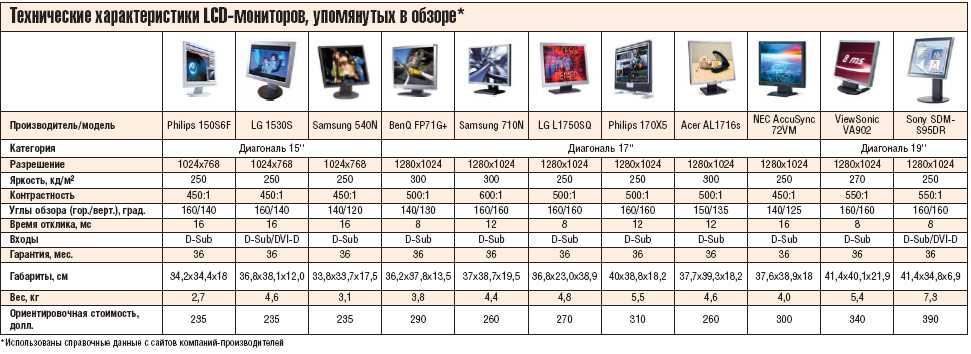

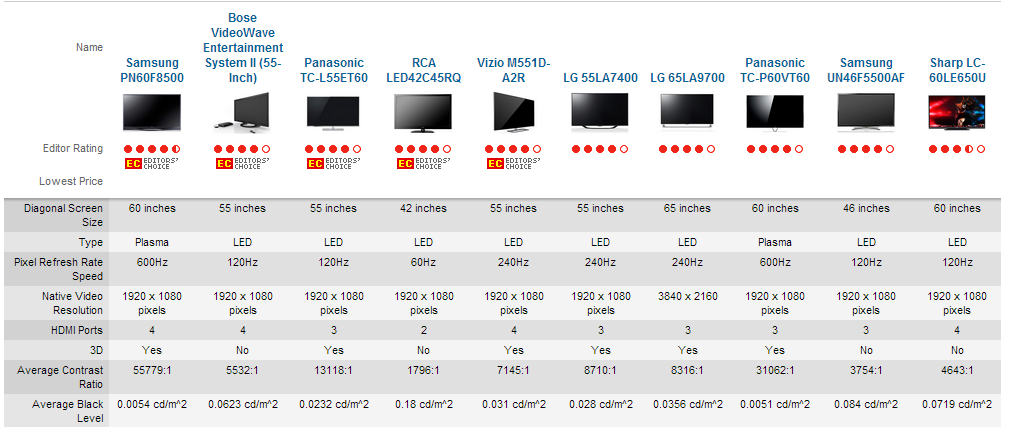 Они также тоньше по дизайну и имеют плоские экраны. Телевизор изготавливается из различных материалов. Основным компонентом является стекло, которое является первым материалом при создании телевидения.
Они также тоньше по дизайну и имеют плоские экраны. Телевизор изготавливается из различных материалов. Основным компонентом является стекло, которое является первым материалом при создании телевидения.
 Некоторые люди предпочитают крепить свои телевизоры на стены, в то время как другие используют подставки для телевизоров. Используемая подставка или крепление должны быть достаточно прочными, чтобы выдержать вес вашего телевизора.
Некоторые люди предпочитают крепить свои телевизоры на стены, в то время как другие используют подставки для телевизоров. Используемая подставка или крепление должны быть достаточно прочными, чтобы выдержать вес вашего телевизора.
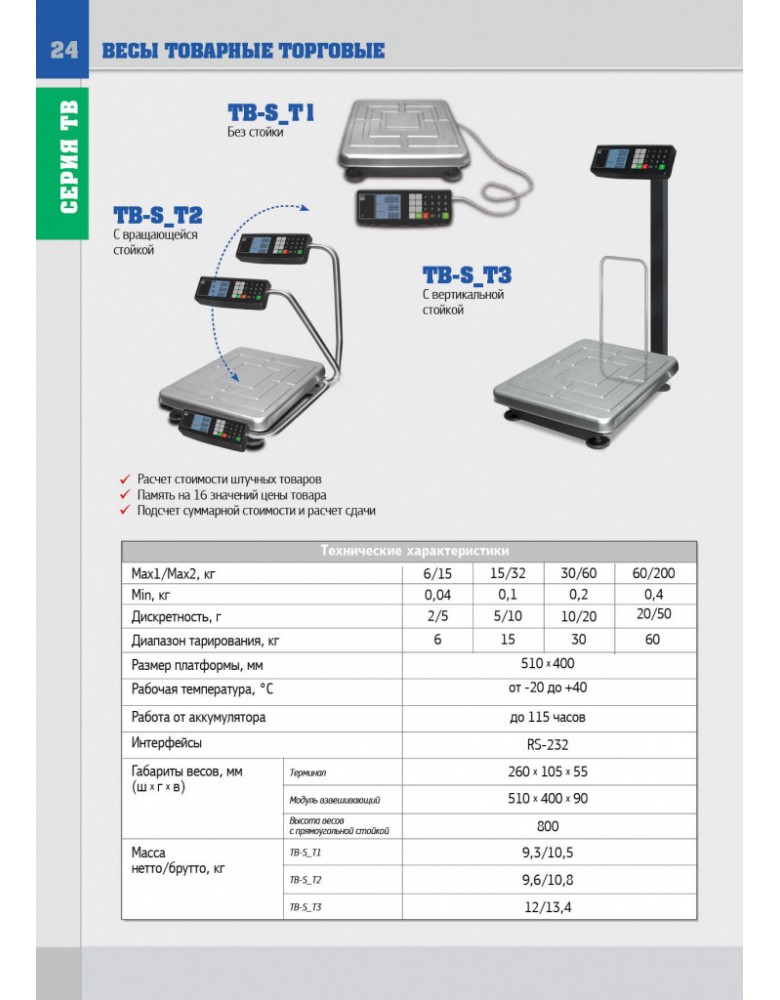 Это может быть не обязательно их опускание, а подъем и размещение на подставке для телевизора или во время настенного монтажа.
Это может быть не обязательно их опускание, а подъем и размещение на подставке для телевизора или во время настенного монтажа.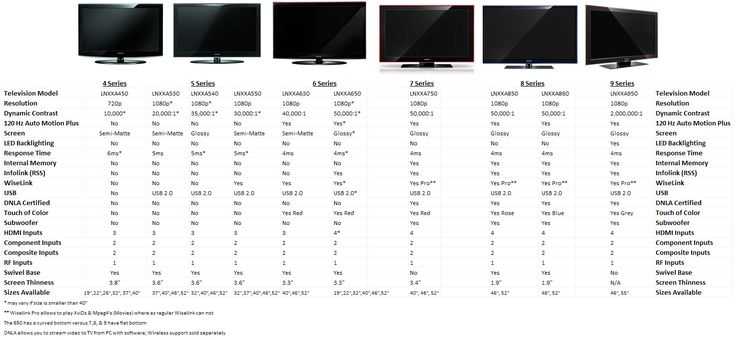 Вес также определяет тип и качество крепления, которое вы будете использовать.
Вес также определяет тип и качество крепления, которое вы будете использовать.
 Средняя часть проемов образована упругими дугами. Недостатком этого фиксатора является его высокая материалоемкость.
Средняя часть проемов образована упругими дугами. Недостатком этого фиксатора является его высокая материалоемкость.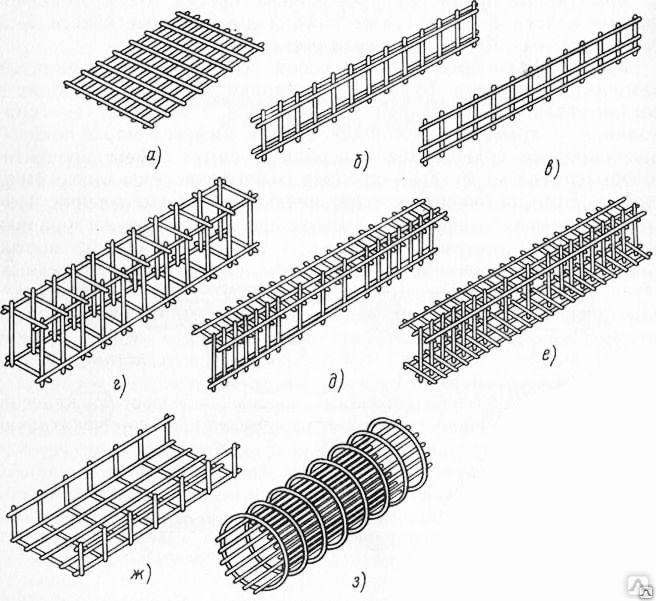 Этот аналог характеризуется сложностью его устройства и невозможностью применять его в построечных условиях.
Этот аналог характеризуется сложностью его устройства и невозможностью применять его в построечных условиях. Вязальную проволоку могут пропускать также с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибать ею перекрестие продольного и поперечного стержней, снова охватывать поперечный стержень с внешней стороны и направлять вдоль продольного стержня к следующему пересечению стержней. Кроме того, вязальную проволоку могут пропускать с внутренней относительно точки соприкосновения стержней стороны поперечного стержня, затем обворачивать ею на 360o этот стержень, огибать продольный стержень, пропускать с внешней относительно точки соприкосновения стержней стороны поперечного стержня с другой стороны продольного стержня, после чего снова огибать продольный стержень и перекрестие стержней и, снова обогнув поперечный стержень с внутренней стороны, направлять ею вдоль продольного стержня к следующему пересечению стержней. Соединение арматурных стержней в местах их пересечения арматурной проволокой могут располагаться через одно пересечение в шахматном порядке.
Вязальную проволоку могут пропускать также с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибать ею перекрестие продольного и поперечного стержней, снова охватывать поперечный стержень с внешней стороны и направлять вдоль продольного стержня к следующему пересечению стержней. Кроме того, вязальную проволоку могут пропускать с внутренней относительно точки соприкосновения стержней стороны поперечного стержня, затем обворачивать ею на 360o этот стержень, огибать продольный стержень, пропускать с внешней относительно точки соприкосновения стержней стороны поперечного стержня с другой стороны продольного стержня, после чего снова огибать продольный стержень и перекрестие стержней и, снова обогнув поперечный стержень с внутренней стороны, направлять ею вдоль продольного стержня к следующему пересечению стержней. Соединение арматурных стержней в местах их пересечения арматурной проволокой могут располагаться через одно пересечение в шахматном порядке. Устройство для вязки арматурных сеток имеет гибочные диски тарелкообразной формы, жестко соединенные своими основаниям друг с другом, образуя по периметру открытый кольцевой канал.
Устройство для вязки арматурных сеток имеет гибочные диски тарелкообразной формы, жестко соединенные своими основаниям друг с другом, образуя по периметру открытый кольцевой канал. В третьем случае проволока пропускается с внутренней стороны поперечного стержня, затем обворачивает на 360o этот стержень, огибает продольный стержень, снова пропускается под поперечным стержнем, после чего снова огибает продольный стержень и перекрестие стержней и, обогнув поперечный стержень, направляется вдоль продольного стержня к следующему пересечению стержней. Соединение пересекающихся арматурных стержней описываемыми приемами может располагаться в шахматном порядке. Отличие устройство для вязки арматуры от прототипа заключается в исполнении гибочных дисков тарелкообразной формы, жестко соединенных друг с другом своими основаниями, образуя по периметру открытый кольцевой канал. Этот анализ позволяет сделать вывод о наличии новизны в заявляемых способе и устройстве.
В третьем случае проволока пропускается с внутренней стороны поперечного стержня, затем обворачивает на 360o этот стержень, огибает продольный стержень, снова пропускается под поперечным стержнем, после чего снова огибает продольный стержень и перекрестие стержней и, обогнув поперечный стержень, направляется вдоль продольного стержня к следующему пересечению стержней. Соединение пересекающихся арматурных стержней описываемыми приемами может располагаться в шахматном порядке. Отличие устройство для вязки арматуры от прототипа заключается в исполнении гибочных дисков тарелкообразной формы, жестко соединенных друг с другом своими основаниями, образуя по периметру открытый кольцевой канал. Этот анализ позволяет сделать вывод о наличии новизны в заявляемых способе и устройстве. Все эти эффекты могут быть достигнуты известными технологическими приемами, что подтверждает осуществимость способа и устройства и возможность получения с их помощью нового положительного эффекта.
Все эти эффекты могут быть достигнуты известными технологическими приемами, что подтверждает осуществимость способа и устройства и возможность получения с их помощью нового положительного эффекта. В отличие от прототипа в предлагаемом изобретении вязальная проволока применена неотожженной. Перед тем, как ее использовать при вязке арматурной сетки 7 она наматывается на устройство 8 для вязки арматуры, представляющее собой круглый гибочный диск, выполненный в виде жестко соединенных своими основаниями 9 тарелок, по периметру которых образован открытый кольцевой канал 10. В этот кольцевой канал 10 уложена вязальная проволока. При вязке сетки устройство 8 берется большим и указательным пальцем руки и пропускается сквозь ячею 11 сетки, обкатывая его вокруг собственной оси 12 и огибая нужный стержень или пересечение стержней. Вязальная проволока при таком движении не просто огибает стержень, а накатывается на него, причем усилие накатывания может субъективно регулировать, зажимая пальцами устройство 8. Благодаря некоторой упругости неотожженной вязальной проволоки они более плотно прижимает стержни, надежно фиксируя их в месте пересечения относительно друг друга.
В отличие от прототипа в предлагаемом изобретении вязальная проволока применена неотожженной. Перед тем, как ее использовать при вязке арматурной сетки 7 она наматывается на устройство 8 для вязки арматуры, представляющее собой круглый гибочный диск, выполненный в виде жестко соединенных своими основаниями 9 тарелок, по периметру которых образован открытый кольцевой канал 10. В этот кольцевой канал 10 уложена вязальная проволока. При вязке сетки устройство 8 берется большим и указательным пальцем руки и пропускается сквозь ячею 11 сетки, обкатывая его вокруг собственной оси 12 и огибая нужный стержень или пересечение стержней. Вязальная проволока при таком движении не просто огибает стержень, а накатывается на него, причем усилие накатывания может субъективно регулировать, зажимая пальцами устройство 8. Благодаря некоторой упругости неотожженной вязальной проволоки они более плотно прижимает стержни, надежно фиксируя их в месте пересечения относительно друг друга.
 8, или путем расположения вязальной проволоки в ячейках до диагонали. Однако в последнем случае расход вязальной проволоки возрастает.
8, или путем расположения вязальной проволоки в ячейках до диагонали. Однако в последнем случае расход вязальной проволоки возрастает.
 Способ по п.1, отличающийся тем, что вязальную проволоку пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибают ею продольный стержень, располагая вдоль поперечного стержня, и охватывают опять с внешней стороны поперечный стержень, обворачивая вокруг него на 360o.
Способ по п.1, отличающийся тем, что вязальную проволоку пропускают с внешней относительно точки соприкосновения стержней стороны поперечного стержня, затем огибают ею продольный стержень, располагая вдоль поперечного стержня, и охватывают опять с внешней стороны поперечный стержень, обворачивая вокруг него на 360o.
 Поэтому главная задача при размещении армирующих конструкций в опалубку, куда будет заливаться бетон – правильное скрепление элементов арматурного каркаса.
Поэтому главная задача при размещении армирующих конструкций в опалубку, куда будет заливаться бетон – правильное скрепление элементов арматурного каркаса.

 Вязание арматуры на угловых переходах осуществляется с большими нахлестами арматуры (делается Г-образное или Т-образное армирование, так как простая последовательная связка вызовет перекос конструкции и её внутреннее напряжение).
Вязание арматуры на угловых переходах осуществляется с большими нахлестами арматуры (делается Г-образное или Т-образное армирование, так как простая последовательная связка вызовет перекос конструкции и её внутреннее напряжение).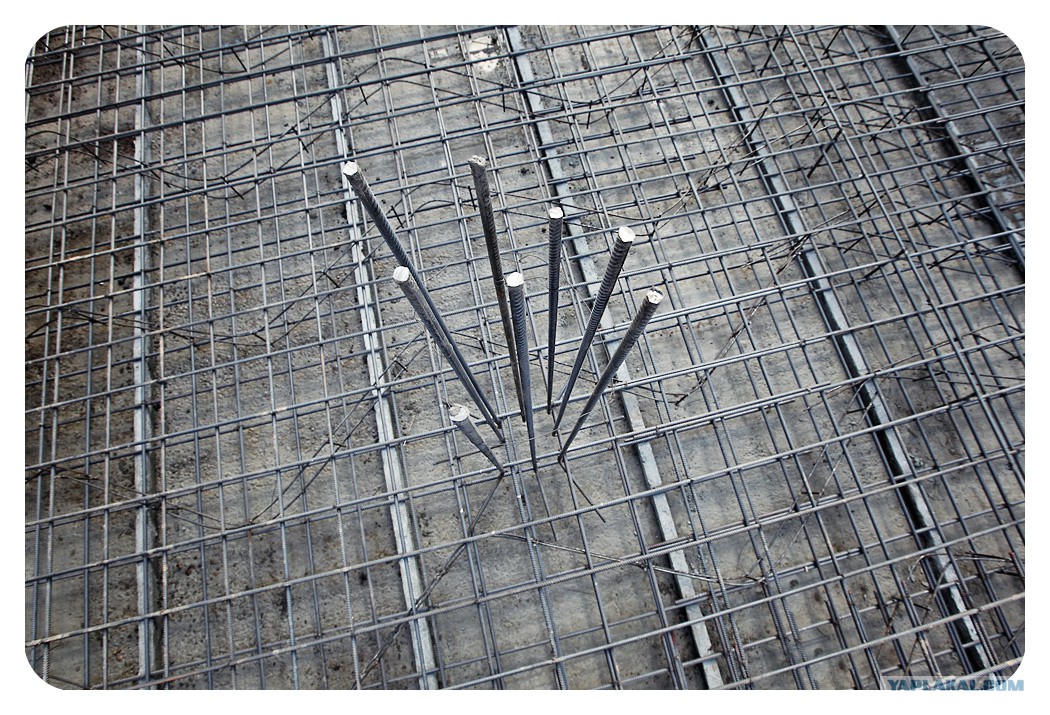 Для её создания делают хорошо выровненную песчано-гравийную подушку, на которой вяжут объёмный арматурный каркас.
Для её создания делают хорошо выровненную песчано-гравийную подушку, на которой вяжут объёмный арматурный каркас. Учитывая, что вес арматуры и бетона обычно соотносится примерно как 1 : 1, использование арматуры новых стандартов оказывается на 20-30% выгоднее.
Учитывая, что вес арматуры и бетона обычно соотносится примерно как 1 : 1, использование арматуры новых стандартов оказывается на 20-30% выгоднее. Приспособления для вязки арматуры могут выглядеть по-разному, вязать можно
Приспособления для вязки арматуры могут выглядеть по-разному, вязать можно К недостаткам же можно отнести высокую по сравнению с проволокой стоимость пластиковых хомутов, невозможность исправления крепления после неверной обвязки, абсолютный запрет перемещения конструкции из арматуры, скреплённой такими хомутами. Плюс хрупкость такой сцепки при отрицательных температурах. Кроме пластиковых ленточных хомутов при массовом строительстве, когда из имеющегося размера арматуры делаются большие партии армирующих конструкций, применяются специальные полимерные элементы в размер используемой арматуры.
К недостаткам же можно отнести высокую по сравнению с проволокой стоимость пластиковых хомутов, невозможность исправления крепления после неверной обвязки, абсолютный запрет перемещения конструкции из арматуры, скреплённой такими хомутами. Плюс хрупкость такой сцепки при отрицательных температурах. Кроме пластиковых ленточных хомутов при массовом строительстве, когда из имеющегося размера арматуры делаются большие партии армирующих конструкций, применяются специальные полимерные элементы в размер используемой арматуры.

 Иногда выбор делается исходя из материала крючка: так, некоторых не устраивает излишняя мягкость электродной стали, и на крючок они пускают жало длинной отвёртки.
Иногда выбор делается исходя из материала крючка: так, некоторых не устраивает излишняя мягкость электродной стали, и на крючок они пускают жало длинной отвёртки. Стандарт регулирует все её технические характеристики, включая точность параметров, механические свойства, тип, размер, цвет и прочее.
Стандарт регулирует все её технические характеристики, включая точность параметров, механические свойства, тип, размер, цвет и прочее.

 Компания White Cap предлагает листы из проволочной сетки различных весов и стилей
Компания White Cap предлагает листы из проволочной сетки различных весов и стилей  Вязаная проволочная сетка использует гораздо более широкий спектр материалов и может использоваться в различных областях применения и промышленности.
Вязаная проволочная сетка использует гораздо более широкий спектр материалов и может использоваться в различных областях применения и промышленности.
 Трикотажная сетка из нескольких нитей имеет более высокую прочность, чем сетка из мононити. Многоволоконная вязаная проволочная сетка обычно используется в тяжелых условиях.
Трикотажная сетка из нескольких нитей имеет более высокую прочность, чем сетка из мононити. Многоволоконная вязаная проволочная сетка обычно используется в тяжелых условиях. Он широко используется в промышленности для фильтрации газа и жидкости.
Он широко используется в промышленности для фильтрации газа и жидкости.

 м/т
м/т Изм
Изм (мм²)
(мм²) м/т
м/т Изм
Изм (мм²)
(мм²) м/т
м/т Изм
Изм (мм²)
(мм²) м/т
м/т Изм
Изм (мм²)
(мм²) м/т
м/т Изм
Изм (мм²)
(мм²) м/т
м/т Изм
Изм (мм²)
(мм²) 09Г2С ГОСТ 10704-91
09Г2С ГОСТ 10704-91 10
10 3ПССП
3ПССП 3ПССП
3ПССП 20
20 17Г1С
17Г1С 10Г2ФБЮ
10Г2ФБЮ 10
10 10
10 09Г2С
09Г2С 3ПССП»>
3ПССП»> Трубы стальные бесшовные изготавливаются из высококачественной углеродистой или легированной стали, и делятся на горячекатаные и холоднокатаные (тянутые).
Трубы стальные бесшовные изготавливаются из высококачественной углеродистой или легированной стали, и делятся на горячекатаные и холоднокатаные (тянутые). Сварные трубопроводы могут применяться для водопроводов, газопроводов, теплопроводов, электропроводов и т.д.
Сварные трубопроводы могут применяться для водопроводов, газопроводов, теплопроводов, электропроводов и т.д. Обычно он используется для высокотемпературного оборудования и оборудования высокого давления, такого как масляные трубы высокого давления и котельные трубы. Существуют также бесшовные стальные трубы для конструкционного использования, в зависимости от проектных требований.
Обычно он используется для высокотемпературного оборудования и оборудования высокого давления, такого как масляные трубы высокого давления и котельные трубы. Существуют также бесшовные стальные трубы для конструкционного использования, в зависимости от проектных требований.


 Применение термической обработки устраняет сварочные напряжения сварного шва и позволяет свариваемой трубе получить однородную структуру в поперечном сечении. Поэтому качество сварной трубы не ниже, чем у бесшовной стальной трубы, а иногда она может заменить бесшовную стальную трубу.
Применение термической обработки устраняет сварочные напряжения сварного шва и позволяет свариваемой трубе получить однородную структуру в поперечном сечении. Поэтому качество сварной трубы не ниже, чем у бесшовной стальной трубы, а иногда она может заменить бесшовную стальную трубу. В зависимости от конкретного применения и аспектов стоимости, выберите тип. — лучший выбор для использования. Трубы и трубы могут быть изготовлены как бесшовными, так и сварными, в зависимости от требований применения.
В зависимости от конкретного применения и аспектов стоимости, выберите тип. — лучший выбор для использования. Трубы и трубы могут быть изготовлены как бесшовными, так и сварными, в зависимости от требований применения. Кроме того, когда прочность на изгиб и кручение одинаковы, вес меньше, поэтому он также широко используется в производстве механических деталей и инженерных конструкций. Также его часто используют для производства различного обычного оружия, стволов, гильз и т. д. Трубы из нержавеющей стали делятся на бесшовные трубы из нержавеющей стали и сварные трубы из нержавеющей стали.
Кроме того, когда прочность на изгиб и кручение одинаковы, вес меньше, поэтому он также широко используется в производстве механических деталей и инженерных конструкций. Также его часто используют для производства различного обычного оружия, стволов, гильз и т. д. Трубы из нержавеющей стали делятся на бесшовные трубы из нержавеющей стали и сварные трубы из нержавеющей стали. Шлицевая труба изготавливается из точного холоднокатаного листа (шириной 4-5 футов в мотке). Эти холоднокатаные листы обычно имеют максимальную разницу в толщине стенки 0,002 дюйма. Стальной лист нарезается до ширины πd, где d — внешний диаметр трубы. Допуск толщины стенки щелевой трубы очень мал, а толщина стенки очень однородна по всей окружности.
Шлицевая труба изготавливается из точного холоднокатаного листа (шириной 4-5 футов в мотке). Эти холоднокатаные листы обычно имеют максимальную разницу в толщине стенки 0,002 дюйма. Стальной лист нарезается до ширины πd, где d — внешний диаметр трубы. Допуск толщины стенки щелевой трубы очень мал, а толщина стенки очень однородна по всей окружности.
 Однако ASME (Американское общество инженеров-механиков) считает, что трубы со швом из нержавеющей стали могут выдерживать только 85% допустимого давления. В основном это связано со сбором данных раньше, чем с усовершенствованным сварочным оборудованием, используемым сегодня.
Однако ASME (Американское общество инженеров-механиков) считает, что трубы со швом из нержавеющей стали могут выдерживать только 85% допустимого давления. В основном это связано со сбором данных раньше, чем с усовершенствованным сварочным оборудованием, используемым сегодня. Коррозионная стойкость бесшовных труб из нержавеющей стали с одинаковым химическим составом и полностью термообработанных шовных труб из нержавеющей стали одинакова. Дополнительное испытание, проведенное ASTM, доказывает, что коррозионная стойкость сварного шва равна или выше, чем у свариваемого металла. В среде хлорангидрида коррозия сварных соединений не полностью термообработанных шовных стальных труб ускорится, но это требуется только для коррозионных испытаний. На самом деле окружающая среда не так сурова.
Коррозионная стойкость бесшовных труб из нержавеющей стали с одинаковым химическим составом и полностью термообработанных шовных труб из нержавеющей стали одинакова. Дополнительное испытание, проведенное ASTM, доказывает, что коррозионная стойкость сварного шва равна или выше, чем у свариваемого металла. В среде хлорангидрида коррозия сварных соединений не полностью термообработанных шовных стальных труб ускорится, но это требуется только для коррозионных испытаний. На самом деле окружающая среда не так сурова. Радиус изгиба трубы определяется составом сплава, а минимальный радиус изгиба обычно составляет 2d. Идеальным условием сварки является то, что сварной шов находится в нейтральном или сжатом состоянии. Кроме того, трубопровод должен быть отожжен, чтобы уменьшить его твердость, тем самым улучшив характеристики изгиба.
Радиус изгиба трубы определяется составом сплава, а минимальный радиус изгиба обычно составляет 2d. Идеальным условием сварки является то, что сварной шов находится в нейтральном или сжатом состоянии. Кроме того, трубопровод должен быть отожжен, чтобы уменьшить его твердость, тем самым улучшив характеристики изгиба.


 Иначе, частые скачки могут вывести из строя насос.
Иначе, частые скачки могут вывести из строя насос.

 Для обеспечения элементарных водных потребностей (для гигиенических, питьевых, бытовых, технических и прочих целей) потребуется установка глубинного погружного насоса в скважину. Этот автономный источник позволит обеспечить полноценное снабжение водой, а также ее бесперебойную подачу.
Для обеспечения элементарных водных потребностей (для гигиенических, питьевых, бытовых, технических и прочих целей) потребуется установка глубинного погружного насоса в скважину. Этот автономный источник позволит обеспечить полноценное снабжение водой, а также ее бесперебойную подачу. Это особенно небезопасно для ям, смонтированных на песочной основе (они отличаются меньшей устойчивостью).
Это особенно небезопасно для ям, смонтированных на песочной основе (они отличаются меньшей устойчивостью). Для полноценного функционирования оборудования важно уделить время и особенностям электропитания. В этой ситуации можно одинаково применять одно- и трехфазные системные установки. Увеличение расстояния от трубы до насоса благоприятно сказывается на общем функционировании.
Для полноценного функционирования оборудования важно уделить время и особенностям электропитания. В этой ситуации можно одинаково применять одно- и трехфазные системные установки. Увеличение расстояния от трубы до насоса благоприятно сказывается на общем функционировании. Для этого используется гибкая резина или медицинский жгут. Для электропитания потребуется электрический кабель, длина которого должна обеспечивать не натянутое положение.
Для этого используется гибкая резина или медицинский жгут. Для электропитания потребуется электрический кабель, длина которого должна обеспечивать не натянутое положение.

 После этого монтируется фильтр, имеющий чашеобразную форму. Он используется для предупреждения проникновения внутрь мусора, способного привести к закупориванию просвета (в том числе и иловых остатков). Далее крепится труба или электрошланг. Его отдельные места соединяются посредством термоусадочных трубок. Стыки заделываются муфтой, что исключает течь. После выравнивания кабель устанавливается вдоль водопровода, а в проушины на помповом корпусе продевается шнур для дальнейшего перемещения в яму. Для лучшей фиксации троса используется специальный механизм, устраняющий его подвижность.
После этого монтируется фильтр, имеющий чашеобразную форму. Он используется для предупреждения проникновения внутрь мусора, способного привести к закупориванию просвета (в том числе и иловых остатков). Далее крепится труба или электрошланг. Его отдельные места соединяются посредством термоусадочных трубок. Стыки заделываются муфтой, что исключает течь. После выравнивания кабель устанавливается вдоль водопровода, а в проушины на помповом корпусе продевается шнур для дальнейшего перемещения в яму. Для лучшей фиксации троса используется специальный механизм, устраняющий его подвижность. Подразумевает под собой использование прибора, который измеряет показатель сопротивления заземления.
Подразумевает под собой использование прибора, который измеряет показатель сопротивления заземления.

 Вычисление точки насосной работы
Вычисление точки насосной работы Его корпус содержит резиновые отсеки для жидкости с напорным клапаном, а остальная часть представлена воздушным пространством, участвующим в создании давления. К баку присоединяется магистраль от погружного насоса (важна для перетекания в водяной отсек).
Его корпус содержит резиновые отсеки для жидкости с напорным клапаном, а остальная часть представлена воздушным пространством, участвующим в создании давления. К баку присоединяется магистраль от погружного насоса (важна для перетекания в водяной отсек). Он должен быть оснащён забивной втулкой, наличие которой дает возможность не допустить сжатие труб, а также позволяет компенсировать чрезмерное напряжение, возникающее из-за компрессионного фитинга. Он, как и остальные фиксирующие детали, должен быть высококачественным, а также способным выдерживать большую нагрузку на растяжение. Если проигнорировать эти моменты, то труба может с легкостью выскочить. Для фиксации ее другого края с выходом на оголовке применяется идентичный фитинг, изготовленный из латуни.
Он должен быть оснащён забивной втулкой, наличие которой дает возможность не допустить сжатие труб, а также позволяет компенсировать чрезмерное напряжение, возникающее из-за компрессионного фитинга. Он, как и остальные фиксирующие детали, должен быть высококачественным, а также способным выдерживать большую нагрузку на растяжение. Если проигнорировать эти моменты, то труба может с легкостью выскочить. Для фиксации ее другого края с выходом на оголовке применяется идентичный фитинг, изготовленный из латуни. Если они отсутствуют, запасным вариантом может стать изолента. Вне зависимости от кабельного сечения важно обеспечить соответствие производственным рекомендациям, которые прописаны в насосном паспорте. Насос подвешивается исключительно на трос, изготовленный из стальной нержавеющей основы. Остальные материалы подвержены коррозии и не смогут долго проработать в условиях постоянного контакта с водой.
Если они отсутствуют, запасным вариантом может стать изолента. Вне зависимости от кабельного сечения важно обеспечить соответствие производственным рекомендациям, которые прописаны в насосном паспорте. Насос подвешивается исключительно на трос, изготовленный из стальной нержавеющей основы. Остальные материалы подвержены коррозии и не смогут долго проработать в условиях постоянного контакта с водой. Они могут как проконсультировать вас по техническим вопросам, так и провести строительные работы самостоятельно.
Они могут как проконсультировать вас по техническим вопросам, так и провести строительные работы самостоятельно. Хотя это имеет несколько преимуществ с точки зрения эффективности и надежности, оно не компенсирует один огромный недостаток — у вас не будет воды в случае отключения электроэнергии.
Хотя это имеет несколько преимуществ с точки зрения эффективности и надежности, оно не компенсирует один огромный недостаток — у вас не будет воды в случае отключения электроэнергии. К концу этой статьи у вас будут все необходимые знания.
К концу этой статьи у вас будут все необходимые знания.

 Осмотрите колодец
Осмотрите колодец

 Затем выгните его так, чтобы вы могли вставить его в охватываемый конец отводной трубы.
Затем выгните его так, чтобы вы могли вставить его в охватываемый конец отводной трубы. 
 Таким образом, вы должны качать его в течение нескольких минут каждую неделю, чтобы предотвратить эти отложения.
Таким образом, вы должны качать его в течение нескольких минут каждую неделю, чтобы предотвратить эти отложения.
 [Мы] благодарим вас за то, что вы помогли нам сэкономить значительную сумму на затратах на установку». В настоящее время группа обслуживания на местах компании Nickerson планирует установить почти дубликат этого насоса в июне 2017 года.
[Мы] благодарим вас за то, что вы помогли нам сэкономить значительную сумму на затратах на установку». В настоящее время группа обслуживания на местах компании Nickerson планирует установить почти дубликат этого насоса в июне 2017 года. Для этой работы использовалось оборудование Schlumberger, потому что параметры и спецификации этого насоса были очень сложными и специфичными. Компания «Шлюмберже» сыграла важную роль в достижении успеха в решении этой уникальной задачи.
Для этой работы использовалось оборудование Schlumberger, потому что параметры и спецификации этого насоса были очень сложными и специфичными. Компания «Шлюмберже» сыграла важную роль в достижении успеха в решении этой уникальной задачи.

 Мощность модели PB H089 EA – 70 Вт.
Мощность модели PB H089 EA – 70 Вт.
 Перекачивание бензина, мазута, воды с другими горючими или агрессивными жидкостями не допускается.
Перекачивание бензина, мазута, воды с другими горючими или агрессивными жидкостями не допускается.
 Как уже говорилось выше – при пониженном расходе следует устанавливать ручной режим управления насосом.
Как уже говорилось выше – при пониженном расходе следует устанавливать ручной режим управления насосом.
 70 грн
70 грн Днепр
Днепр Черновцы
Черновцы 98 грн
98 грн

 В рамках сделки с активами WILO USA LLC, дочерняя компания WILO SE, приобрела действующий бизнес компании QuantumFlo, Inc, специализирующейся на системах повышения давления и интеллектуальных…
В рамках сделки с активами WILO USA LLC, дочерняя компания WILO SE, приобрела действующий бизнес компании QuantumFlo, Inc, специализирующейся на системах повышения давления и интеллектуальных…


 Но сначала надо определить тип патрона.
Но сначала надо определить тип патрона. Данный тип патрона обеспечивает отсутсвие люфтов, но и сил для затягивания нужно прикладывать больше.
Данный тип патрона обеспечивает отсутсвие люфтов, но и сил для затягивания нужно прикладывать больше. ключа, а затем просто разобрать дрель и вынуть патрон, разобрав его.
ключа, а затем просто разобрать дрель и вынуть патрон, разобрав его.

 Ну а если такая ситуация случилась, можно снова перечитать статью и не задаваться больше вопросом: сверло застряло в дрели, как вытащить.
Ну а если такая ситуация случилась, можно снова перечитать статью и не задаваться больше вопросом: сверло застряло в дрели, как вытащить. Сложнее удалить обломок, оставшийся в инструменте. Какой способ выбрать, зависит от причины, по которой сверло заклинило, а также от тех инструментов, которые имеются в распоряжении.
Сложнее удалить обломок, оставшийся в инструменте. Какой способ выбрать, зависит от причины, по которой сверло заклинило, а также от тех инструментов, которые имеются в распоряжении. п., инструмент съедает коррозия. Мастера говорят в таком случае, что жало «закисло».
п., инструмент съедает коррозия. Мастера говорят в таком случае, что жало «закисло». Если да — насадку лучше сменить. Раскройте патрон максимально и открутите винт на «дне», чтобы снять насадку.
Если да — насадку лучше сменить. Раскройте патрон максимально и открутите винт на «дне», чтобы снять насадку. Никакой вращающейся муфты у них нет, держит оснастку пружинное кольцо-стопор. Домашние мастера предлагают два способа освободить сверло или бур:
Никакой вращающейся муфты у них нет, держит оснастку пружинное кольцо-стопор. Домашние мастера предлагают два способа освободить сверло или бур: Особенно часто это случается с перфораторами — разваливается оснастка там, где её схватывают шарики.
Особенно часто это случается с перфораторами — разваливается оснастка там, где её схватывают шарики.
 Но чаще всего бур застревает, влетев в арматурный прут большого сечения. Его заклинивает так, что инструмент не справляется и не прокручивает его, тянуть также бесполезно.
Но чаще всего бур застревает, влетев в арматурный прут большого сечения. Его заклинивает так, что инструмент не справляется и не прокручивает его, тянуть также бесполезно.
 Это позволяет переключаться между битами для выполнения нескольких заданий. Но что происходит, когда сверло застревает внутри дрели?
Это позволяет переключаться между битами для выполнения нескольких заданий. Но что происходит, когда сверло застревает внутри дрели?

 Чтобы освободить биту, вам нужно вставить ключ в отверстие и повернуть его по часовой стрелке. После того, как один был ослаблен, переходите к следующему отверстию. Часто требуется несколько оборотов, прежде чем он будет достаточно ослаблен, чтобы можно было извлечь биту.
Чтобы освободить биту, вам нужно вставить ключ в отверстие и повернуть его по часовой стрелке. После того, как один был ослаблен, переходите к следующему отверстию. Часто требуется несколько оборотов, прежде чем он будет достаточно ослаблен, чтобы можно было извлечь биту.  В этом случае можно попробовать высверлить сверло. Для этого освободите биту от дрели, используя метод, описанный ранее.
В этом случае можно попробовать высверлить сверло. Для этого освободите биту от дрели, используя метод, описанный ранее. Таким образом, вы должны быть осторожны при обращении с битой, чтобы случайно не пораниться.
Таким образом, вы должны быть осторожны при обращении с битой, чтобы случайно не пораниться.
 Вы часто видите меня в моей мастерской, работающей над новыми проектами.
Вы часто видите меня в моей мастерской, работающей над новыми проектами. Вы также найдете множество видеороликов на YouTube, которые проинструктируют вас по разборке. Я бы посоветовал посмотреть 5 или 6, чтобы найти более «профессионально» выглядящие и следовать им. Если видео начинается с того, что ведущий говорит что-то вроде: «Ну, я испортил свою дрель, давайте посмотрим, сможем ли мы придумать, как ее разобрать…», это, вероятно, 9 баллов.0157, а не , которому хочется доверять. Если это парень в чистой комнате с чистым верстаком, хорошим освещением и хорошей камерой, то это , вероятно, кто-то, кто делал это несколько раз, и у него есть группа инженеров, которые точно выяснили, как это разбирается и собирается снова. , и расскажет вам о точных размерах драйверов и других инструментах, необходимых для каждого шага.
Вы также найдете множество видеороликов на YouTube, которые проинструктируют вас по разборке. Я бы посоветовал посмотреть 5 или 6, чтобы найти более «профессионально» выглядящие и следовать им. Если видео начинается с того, что ведущий говорит что-то вроде: «Ну, я испортил свою дрель, давайте посмотрим, сможем ли мы придумать, как ее разобрать…», это, вероятно, 9 баллов.0157, а не , которому хочется доверять. Если это парень в чистой комнате с чистым верстаком, хорошим освещением и хорошей камерой, то это , вероятно, кто-то, кто делал это несколько раз, и у него есть группа инженеров, которые точно выяснили, как это разбирается и собирается снова. , и расскажет вам о точных размерах драйверов и других инструментах, необходимых для каждого шага.
 Технические условия
Технические условия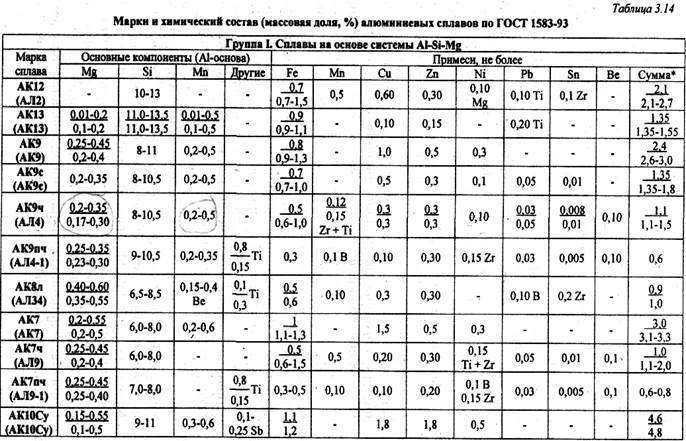
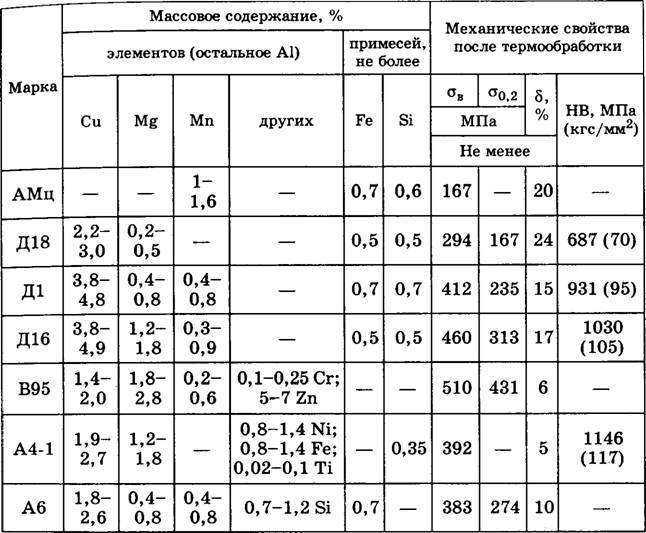 )
)
 9442-84, ОСТ 1 92093-83, ОСТ 1 92067-92, ОСТ 1 92069-77, ОСТ 1
9442-84, ОСТ 1 92093-83, ОСТ 1 92067-92, ОСТ 1 92069-77, ОСТ 1 Соотношение железа и кремния в сплаве СвМг5 не должно быть больше единицы.
Соотношение железа и кремния в сплаве СвМг5 не должно быть больше единицы. 4.021.061-92 поставляется без термической обработки (образцы поперечные)
4.021.061-92 поставляется без термической обработки (образцы поперечные) Без термической обработки и автогения по ОСТ 1 92048-90
Без термической обработки и автогения по ОСТ 1 92048-90 021.120-92 (в сечении указана толщина стенки )
021.120-92 (в сечении указана толщина стенки ) Прочность сварного соединения составляет 0,9-0,95 % от прочности основного материала.
Прочность сварного соединения составляет 0,9-0,95 % от прочности основного материала.
 Эта технология формирует новую парадигму в индустрии спортивной оптики, которая обеспечивает максимально щадящее, удобное и максимально качественное изображение.
Эта технология формирует новую парадигму в индустрии спортивной оптики, которая обеспечивает максимально щадящее, удобное и максимально качественное изображение.
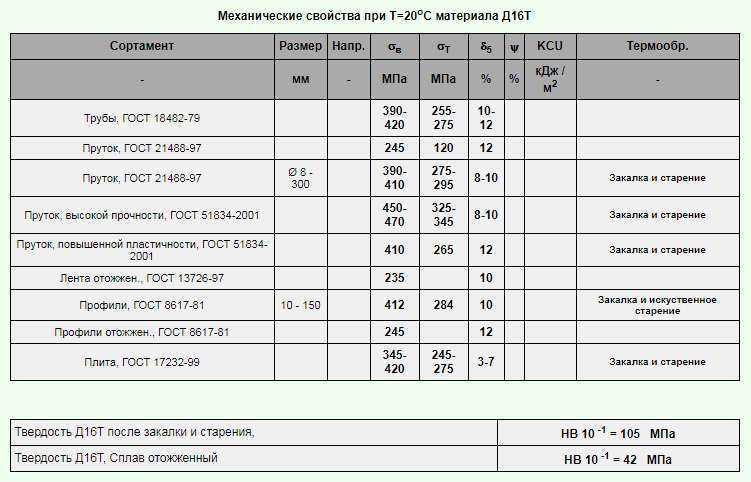

 Внутренние механизмы не загрязняются песком, грязью, пылью, влагой и другими посторонними материалами — даже при установке нулевого упора. Патент США 8 166 696 B2
Внутренние механизмы не загрязняются песком, грязью, пылью, влагой и другими посторонними материалами — даже при установке нулевого упора. Патент США 8 166 696 B2  Патент США 7 958 665
Патент США 7 958 665