Чтобы без труда вычислить объём любой фигуры, нужно разобраться с определениями.
Объём — это количественная характеристика пространства, занимаемого телом или веществом.
Другими словами, это то, сколько места занимает предмет.
Объём измеряется в единицах измерения размера пространства, занимаемого телом, то есть в кубических метрах, кубических сантиметрах, кубических миллиметрах.
За единицу измерения объёма можно принять куб с ребром 1 см, то есть, кубический сантиметр (см3), кубический миллиметр (1 мм3), кубический метр (1 м3).
Объём всегда выражается в положительных числах. Это число показывает, какое именно количество единиц измерения есть в теле. Например, сколько воды в бассейне, сока в графине, земли в клумбе.
Два свойства объёма
У равных тел равные объёмы. Например, у двух одинаковых пакетов сока равные объемы.
Если геометрическое тело состоит из нескольких геометрических тел, то его объём равен сумме объёмов этих тел.
Любое объемное тело имеет объем. Получается, при желании мы можем вычислить объем кружки, смартфона, вазы, кота — чего угодно.
Демо урок по математике
Узнайте, какие темы у вас «хромают», а после — разбирайте их без зубрежки формул и скучных лекций.
Объем прямоугольного параллелепипеда
Параллелепипед — это многогранник с шестью гранями, каждая из которых является параллелограммом.
Прямоугольным параллелепипедом называют параллелепипед, у которого все грани являются прямоугольниками.
Формула объема прямоугольного параллелепипеда
Чтобы вычислить объем прямоугольного параллелепипеда, найдите произведение его длины, ширины и высоты:
V = a × b × h
Чтобы не запутаться в формулах, запоминайте табличку с условными обозначениями.
a
длина параллелепипеда
b
ширина параллелепипеда
h
высота параллелепипеда
P (осн)
периметр основания
S (осн)
площадь основания
S (бок)
площадь боковой поверхности
S (п.п.)
площадь полной поверхности
V
объем
Пример 1. Чему равен объем параллелепипеда со сторонами 9 см, 6 см, 3 см.
Объем параллелепипеда равен произведению площади основания на высоту.
V = Sосн × h
Из этого следствия выведем формулу нахождения площади основания параллелепипеда.
Sосн = V : h
Пример 2. Найдите площадь основания параллелепипеда, если его объем равен 96 см3, а высота 8 см.
V = 96 см3
h = 8 см
V = Sосн × h
Sосн = V : h
Sосн = 82 см3 : 8 см = 12 см2.
Ответ: площадь основания параллелепипеда равна 12 см2.
Обучение на курсах по математике в онлайн-школе Skysmart поможет быстрее разобраться в теме и правильно решать задачки!
Вычисление площади
Как вы уже поняли, вычисление объёма параллелепипеда напрямую зависит от вычисления его площади. Давайте разберемся, сколько всего площадей можно найти в параллелепипеде.
Чтобы найти площадь боковой поверхности параллелепипеда, вычислите по отдельности площадь каждой боковой грани, а затем найдите сумму получившихся значений.
Так как противолежащие грани прямоугольного параллелепипеда одинаковые, то получим формулу:
Sб. п. = 2 (ac + bc)
Чтобы вычислить площадь полной поверхности параллелепипеда, сложите площадь боковой поверхности и две площади основания. Так как площади оснований у прямоугольного параллелепипеда одинаковые, то получим формулу:
Sп. п. = 2 (ab + ac + bc)
Пример 3. Найдем площадь поверхности параллелепипеда, если длина основания равна 6 сантиметров, ширина — 4 см соответственно, а высота — 3 см.
Ответ: площадь поверхности параллелепипеда — 108 см2.
Как видите, вычислить объём и найти площадь параллелепипеда совсем не трудно.
Задачи на самопроверку
Пользоваться онлайн-калькуляторами можно, когда вы уже натренировались в решении задачек и с закрытыми глазами можете вычислить объем любого параллелепипеда. Давайте разберем еще несколько примеров.
Задачка 1. Найдите объём параллелепипеда со сторонами 18 см, 10 см, 7 см.
Как решаем:
a = 18 см
b = 10 см
h = 7 см
Формула нахождения объема параллелепипеда:
V = a × b × h
Подставляем наши числа:
V = 18 × 10 × 7 = 1260 см3.
Ответ: объём параллелепипеда равен 1260 см3.
Задачка 2. Найдите площадь основания параллелепипеда, если его объём равен 120 см3, а высота — 15 см.
Как решаем:
V = 120 см
h = 15 см
V = Sосн × h
Sосн = V : h
Sосн = 120 см3: 15 см = 8 см2.
Ответ: площадь основания параллелепипеда равна 8 см2.
Задачка 3. Найдите площадь полной поверхности прямоугольного параллелепипеда, если длина основания равна 30 сантиметров, ширина равна 12 см, а высота равна 5 см.
Ответ: площадь полной поверхности параллелепипеда равна 1140 см2.
Пусть все необходимые формулы будут под рукой в нужный момент. Сохраняйте табличку-шпаргалку на гаджет или распечатайте ее и храните в учебнике.
V параллелепипеда
V = a × b × h
V = Sосн × h
S боковой поверхности
Sб. п. = 2 (ac + bc)
S полной поверхности
Sп. п. = 2 (ab + ac + bc)
формула через диаметр и высоту
Sign in
Password recovery
Восстановите свой пароль
Ваш адрес электронной почты
MicroExcel. ru Математика Геометрия Нахождение объема цилиндра: формула и задачи
В данной публикации мы рассмотрим, как можно найти объем цилиндра и разберем примеры решения задач.
Формула вычисления объема цилиндра
Через площадь основания и высоту
Через радиус основания и высоту
Через диаметр основания и высоту
Примеры задач
Формула вычисления объема цилиндра
Через площадь основания и высоту
Объем (V) цилиндра равняется произведению его высоты и площади основания.
V = S ⋅ H
Через радиус основания и высоту
Как мы знаем, в качестве оснований цилиндра (равны между собой) выступает круг, площадь которого вычисляется так: S = π ⋅ R2. Следовательно, формулу для вычисления объема цилиндра можно представить в виде:
V = π ⋅ R2 ⋅ H
Примечание: в расчетах значение числа π округляется до 3,14.
Через диаметр основания и высоту
Как нам известно, диаметр круга равняется двум его радиусам: d = 2R. А значит, вычислить объем цилиндра можно следующим образом:
V = π ⋅ (d/2)2 ⋅ H
Примеры задач
Задание 1 Найдите объем цилиндра, если дана площадь его основания – 78,5 см2, а также, высота – 10 см.
Решение: Применим первую формулу, подставив в нее известные значения: V = 78,5 см2 ⋅ 10 см = 785 см3.
Задание 2 Высота цилиндра равна 6 см, а его диаметр – 8 см. Найдите объем фигуры.
Решение: Воспользовавшись третьей формулой, в которой участвует диаметр, получаем: V = 3,14 ⋅ (8/2 см)2 ⋅ 6 см = 301,44 см3.
ЧАЩЕ ВСЕГО ЗАПРАШИВАЮТ
Таблица знаков зодиака
Нахождение площади трапеции: формула и примеры
Нахождение длины окружности: формула и задачи
Римские цифры: таблицы
Таблица синусов
Тригонометрическая функция: Тангенс угла (tg)
Нахождение площади ромба: формула и примеры
Нахождение объема цилиндра: формула и задачи
Тригонометрическая функция: Синус угла (sin)
Геометрическая фигура: треугольник
Нахождение объема шара: формула и задачи
Тригонометрическая функция: Косинус угла (cos)
Нахождение объема конуса: формула и задачи
Таблица сложения чисел
Нахождение площади квадрата: формула и примеры
Что такое тетраэдр: определение, виды, формулы площади и объема
Нахождение объема пирамиды: формула и задачи
Признаки подобия треугольников
Нахождение периметра прямоугольника: формула и задачи
Формула Герона для треугольника
Что такое средняя линия треугольника
Нахождение площади треугольника: формула и примеры
Нахождение площади поверхности конуса: формула и задачи
Что такое прямоугольник: определение, свойства, признаки, формулы
Разность кубов: формула и примеры
Степени натуральных чисел
Нахождение площади правильного шестиугольника: формула и примеры
Тригонометрические значения углов: sin, cos, tg, ctg
Нахождение периметра квадрата: формула и задачи
Теорема Фалеса: формулировка и пример решения задачи
Сумма кубов: формула и примеры
Нахождение объема куба: формула и задачи
Куб разности: формула и примеры
Нахождение площади шарового сегмента
Что такое окружность: определение, свойства, формулы
Что такое объем? Значение, определение, формула, примеры, расчет
Что такое
Объем ?
Каждый трехмерный объект занимает некоторое пространство. Это пространство измеряется с точки зрения его объема. Объем определяется как пространство, занимаемое в границах объекта в трехмерном пространстве. Он также известен как мощность объекта.
Нахождение объема объекта может помочь нам определить объем, необходимый для заполнения этого объекта, например количество воды, необходимое для заполнения бутылки, аквариума или резервуара для воды.
Объем трехмерных фигур:
Поскольку разные трехмерные объекты имеют разную форму, их объемы также различны. Давайте посмотрим на некоторые трехмерные фигуры и научимся вычислять их объем (V).
Сфера
Самый простой и распространенный тип трехмерной формы — это сфера. Некоторые примеры сфер, которые мы видим в повседневной жизни, включают шары, глобусы, декоративные светильники, апельсины и т. д. Самое простое измерение, которое можно сделать на сфере, — это ее радиус. Объем сферы вычисляется по ее радиусу.
Объем сферы = $\frac{4}{3}$ πr 3 , где r — радиус сферы.
Куб
Следующая простая и распространенная трехмерная фигура — куб. Он определяется тем уникальным свойством, что каждая сторона куба имеет одинаковую длину. Некоторыми повседневными примерами предметов в форме куба являются игральные кости, кубики Рубика, кубики сахара, подарочные коробки и т. д. Объем куба рассчитывается по длине его стороны.
Объем куба = a 3 , , где a — длина каждой стороны куба.
Прямоугольная форма
Прямоугольная призма. В прямоугольном параллелепипеде длина сторон будет разной. Следующие обозначения используются для обозначения сторон прямоугольного параллелепипеда.
Длина = л
Ширина = b
Высота = ч
Все эти размеры используются для расчета объема прямоугольного параллелепипеда. Типичными примерами кубоидов являются книги, обувные коробки, кирпичи, матрацы и т. д.
Объем кубоида = l x b x h
Цилиндр
Цилиндр также представляет собой трехмерную форму с круглым основанием и высотой разделение двух оснований. К повседневным цилиндрическим предметам относятся бутылки с водой, ведра, свечи, банки и т. д. Объем цилиндра рассчитывается путем измерения радиуса основания и высоты.
Объем цилиндра = πr 2 H , , где R — Radius базы, а H — это высота R — это Radius базовой и H . .
Конус
Конус — это трехмерная форма, которую мы обычно видим вокруг себя. Рожок для мороженого, праздничная шляпа, воронка или рождественская елка — все это примеры конуса. Конус представляет собой характерную трехмерную геометрическую фигуру, которая имеет плоскую поверхность и криволинейную поверхность, направленную вверх.
Объем конуса = $\frac{1}{3}$πr 2 h, где r — радиус основания конуса, а h — высота конуса из основание к вершине.
Измерение объема
Объем рассчитывается для трехмерных объектов и поэтому представляется в кубических единицах или в другом формате записи кубических единиц; так как это обычно используется (единица измерения)³, например, кубические сантиметры, кубический дюйм, кубический фут, кубический метр и т. д. Если длина или радиус измеряются в сантиметрах, то объем измеряется в кубических сантиметрах (см 3 ). Если размеры указаны в метрах, объем измеряется в кубических метрах (м 3 ).
Когда мы измеряем объем жидкости (например, чтобы найти объем воды, который может вместить цилиндрическая бутылка), мы должны изменить значения в см 3 или м 3 на литры. Объем можно перевести из литров в сантиметры по следующей формуле.
1 л = 1000 см 3
1 l = 1000 ml
1000 cm 3 = 1000 ml
So, 1 см 3 = 1 мл
Заключение
Понимание математических понятий, таких как объем, становится интересным с помощью наглядных пособий, таких как интерактивные игры. Вы можете проверить игры, рабочие листы и решенные задачи по темам, подобным этой, на веб-сайте Splashlearn. Посетите https://www.splashlearn.com/, чтобы узнать новые концепции, развлекаясь.
Решенные примеры
1. У Генри есть цилиндрическая бутылка для воды с радиусом основания 5 см и высотой 10 см. Какой объем воды может храниться в бутылке?
Решение: Том бутылки = πr 2 H
= π (5 x 5) x 10
= π x 250
= 3,14 x 250233333339
= 3,14 x 25023333333339
= 3,14 x 25023333333339
= 3,14 x 25023333333339
= 3,14 x 25023333333339
.
= 785 см 3
= 785 мл (1 см 3 = 1 мл)
2. Риаз владеет мячом для крикета радиусом 3 см. Какой объем занимает мяч в сумке Риаза?
Решение: Объем шара = $\frac{4}{3}$ πr 3
= $\frac{4}{3}$ x $\frac{22 {7}$ x (3 x 3 x 3)
= 113,14 см 3
3. Коническая новогодняя елка изготовлена из глины. Высота дерева 14 дюймов, а диаметр основания 6 дюймов. Сколько глины используется? (используйте π = $\frac{22}{7}$)
Какая из следующих формул является формулой объема книги с размерами l, b и h?
l x l x l
b x b x b
h x h x h
l x b x h
Правильный ответ: l x b x h Книга представляет собой прямоугольный параллелепипед, объем которого вычисляется по формуле l x b x h.
2
По какой формуле можно рассчитать объем дорожного конуса высотой 20 см и радиусом основания 10 см?
$\frac{4}{3}\pi$ (10 x 10) x 20
$\pi$ (10 x 10) x 20
$\frac{1}{3}\pi$ (10 х 10) х 20
$\frac{2}{3}\pi$ (10 х 10) х 20 9{3}$
Часто задаваемые вопросы
Является ли объем прямоугольной призмы таким же, как объем параллелепипеда?
Да, объем прямоугольной призмы такой же, как объем параллелепипеда. Кубоид имеет стороны неравной длины. Его объем рассчитывается по формуле л x b x h , где л, b и h — это различные измерения формы.
Как рассчитать объем неправильной формы?
Если вам нужно рассчитать объем фигуры, которая не является одной из правильных трехмерных фигур, разбейте неправильную форму на разные правильные формы. Добавьте отдельные объемы этих фигур, чтобы получить общий объем.
Как проще всего определить громкость?
Объем — это пространство, занимаемое любым объектом. Это занимаемое пространство зависит от формы объекта. Лучший способ понять — исследовать различные предметы и найти объем, занимаемый ими.
Что следует учитывать при расчете объемов различной формы?
Важной проверкой перед расчетом объема любой формы должно быть то, что все измерения должны быть в одних и тех же единицах измерения. Если одно измерение указано в см, а другое в м, перед расчетом объема конвертируйте оба значения в см или м.
Объем – формула, определение, расчет, примеры
Объем – это мера емкости, которую содержит объект. Например, если чашка может вместить до краев 100 мл воды, говорят, что ее объем равен 100 мл. Объем также можно определить как объем пространства, занимаемый трехмерным объектом. Объем твердого тела, такого как куб или прямоугольный параллелепипед, измеряется путем подсчета количества содержащихся в нем единичных кубов. Лучший способ визуализировать объем — думать о нем с точки зрения пространства, заключенного/занятого любым трехмерным объектом или твердой формой. В этом можно убедиться с помощью простого упражнения дома:
Возьмите прямоугольный лист бумаги длиной ‘ l ‘ см и шириной ‘ h ‘ см.
Соедините противоположные стороны листа бумаги, не сгибая лист.
Вы создали трехмерный объект, заключающий внутри себя пространство, из двухмерного листа.
1.
Определение тома
2.
Объем трехмерных фигур
3.
Список формул объема
4.
Как рассчитать объем?
5.
Единицы объема
6.
Калькулятор объема
7.
Часто задаваемые вопросы по тому
Определение тома
Объем определяется как объем, занимаемый трехмерной твердой формой. В любой форме это трудно визуализировать, но можно сравнить между формами. Например, объем ящика компаса больше объема помещенного в него ластика. Для вычисления площади любой двумерной фигуры мы делим часть на равные квадратные единицы. Точно так же при вычислении объема объемных фигур мы будем делить его на равные кубические единицы. Давайте узнаем, как рассчитать объем различных твердых фигур в нашем следующем разделе.
Объем 3D-фигур
Каждый предмет в нашем окружении имеет свойство занимать пространство. Эти реальные объекты можно легко сравнить с основными трехмерными формами. Давайте посмотрим на объем этих твердых фигур в деталях.
Объем кубоида
Предположим, у нас есть несколько прямоугольных листов длиной ‘l’ и шириной ‘ b’ . Если мы сложим их один поверх другого до высоты ‘h’ , мы получим прямоугольный параллелепипед размерности л, б, з . Это можно увидеть на следующем рисунке, на котором показаны длина, ширина (ширина) и высота образованного таким образом прямоугольного параллелепипеда.
Чтобы вычислить объем пространства, заключенного в этот прямоугольный параллелепипед, мы используем формулу: Объем прямоугольного параллелепипеда = l × b × h
Объем кубоида
Куб является частным случаем прямоугольного параллелепипеда, где все три стороны равны по мере. Если мы представим это равное значение как «а», то объем этого куба можно будет рассчитать по формуле: Объем куба = а × а × а = а³. Обратите внимание на следующий рисунок, чтобы увидеть равные стороны куба и пространство, которое он занимает.
Объем цилиндра
Точно так же, как мы построили прямоугольный параллелепипед из прямоугольников, мы можем построить цилиндр из кругов того же размера.
Цилиндр представляет собой трубчатую конструкцию с двумя параллельными круглыми основаниями, которые соединены изогнутой поверхностью на фиксированном расстоянии от центра. Расстояние между этими двумя основаниями и есть высота цилиндра. Если мы рассмотрим «r» как радиус круглого основания (и вершины), а «h» как высоту цилиндра, то объем цилиндра можно выразить как объем цилиндра = π r² h
Объем пирамиды
Пирамиды имеют многоугольник в качестве основания и треугольные грани, которые сходятся на вершине. Объем пирамиды рассчитывается по формуле: Объем пирамиды = 1/3 × длина основания × ширина основания × высота пирамиды. Эту формулу также можно записать в виде 1/3 × площадь основания многоугольника × высота пирамиды.
Объем конуса
Разница между конусом и пирамидой в том, что основание конуса круглое, а основание пирамиды многоугольник. Объем конуса рассчитывается по формуле: 1/3 × πr 2 ч.
Объем шара
Объем шара – это занимаемое им пространство.
Объем сферы, радиус которой r равен 4/3 πr³.
Теперь, когда мы знакомы с формулами различных геометрических фигур, давайте взглянем на различные единицы объема.
Список формул объема
Ниже приведен подробный табличный список формул объема в двух словах, описывающий формулы объема для всех возможных трехмерных (теловидных) форм.
Как рассчитать объем?
Вот шаги для расчета объема любой твердой формы:
Определите все заданные параметры, которые являются полезными и которые необходимо заменить в соответствующей формуле объема. Например, радиус должен быть «r», а высота — «h», наклонная высота, диаметр и т. д.
Убедитесь, что все параметры имеют одинаковые единицы измерения.
Подставьте значения в формулу объема соответствующих фигур.
Запишите единицы измерения в кубических единицах.
Давайте разберемся с шагами на примере.
Пример: Найдите объем прямоугольного цилиндра радиусом 25 м и высотой 1 метр. Используйте π = 3,142.
Решение:
Радиус цилиндра r = 25 м. Его высота h = 1 метр. Объем цилиндра V = πr 2 h = (3,142)(25) 2 (1) = 1963,75 м 3 . Объем баллона 1963,75 куб.м.
Единицы объема
Единицей объема в системе СИ является кубический метр (м 3 ), поскольку объем представляет собой количество трехмерного пространства, занимаемого формой или поверхностью. Однако наиболее часто используемой единицей измерения объема является литр. Кроме того, большие и малые объемы измеряются в других единицах, таких как миллилитры (мл), пинты, галлоны и другие. В следующей таблице показаны несколько единиц, связанных с объемом, и их метрические эквиваленты.
Боковой блок
Единица объема
Метрический эквивалент
Дюйм
Кубические дюймы (в 3 )
1 куб. дюйм = 16,387064 мл
Ножка
Кубические футы (футы 3 )
1 куб.фут = 28,316846592 л
см
Кубический сантиметр (см 3 )
1 кубический сантиметр = 1 мл
Двор
Кубический ярд (ярд 3 )
1 куб.ярд = 764,554857984 л 1 куб.ярд = 0,764554857984 м 3
В то время как стандартной единицей измерения в США является кубический ярд или кубический дюйм, более широко используемыми единицами измерения являются галлоны, пинты или жидкие унции. В следующей таблице показаны некоторые из этих единиц и их эквивалентные метрические преобразования.
Блок
Эквивалентное преобразование
1 пинта (pt)
2 чашки
1 кварта (кварт)
2 балла
1 галлон (гал)
3,78 литра
1 литр
1000 кубических сантиметров
Калькулятор объема
Калькулятор объема помогает быстро и легко рассчитать объем любой заданной формы. Объем — это раздел математики, который занимается измерением емкости различных твердых тел. Попробуйте калькулятор объемов Cuemath прямо сейчас. Это онлайн-инструмент для простых и быстрых расчетов.
☛Также проверьте:
Калькулятор объема цилиндра
Калькулятор объема сферы
Калькулятор объема куба
Калькулятор объема прямоугольного параллелепипеда
☛Статьи по теме
Ознакомьтесь со статьями, посвященными объему различных объемных форм.
Объем конуса
Объем цилиндра
Объем прямоугольного параллелепипеда
Том Пирамиды
Примеры томов
Пример 1: У Эдвина есть конический сосуд радиусом 6 дюймов и высотой 7 дюймов. Каков объем сосуда? Используйте π = 22/7.
Пример 2: Джо любит играть со строительными блоками. Он построил конструкцию из 15 кубов. Если длина (ребро) каждого куба равна 3 дюймам, каков будет объем его конструкции?
Раствор. Рассчитаем объем одного куба. Объем куба = ребро × ребро × ребро = 3 × 3 × 3 = 27 дюймов³ В его структуре 15 кубиков. Итак, объем всей конструкции: Объем конструкции = 15 × объем одного куба = 15 × 27 = 405 дюймов³ ∴ Объем конструкции 405 дюймов³.
Пример 3: Если диаметр мяча 14 дюймов, сколько воздуха может вместить мяч? Используйте π = 3,14
Решение. Количество воздуха внутри шара займет все пространство в шаре. Итак, нам нужно найти объем шара. Радиус шара 14/2 дюйма = 7 дюймов Объем шара = 4/3 πr³ = [4/3 × 3,14 × (7)³] = 1436,02 дюйма³ ∴ Мяч содержит 1436,02 дюйма³ воздуха.
перейти к слайдуперейти к слайдуперейти к слайду
Есть вопросы по основным математическим понятиям?
Станьте чемпионом по решению проблем, используя логику, а не правила. Узнайте, что стоит за математикой, с нашими сертифицированными экспертами
Запишитесь на бесплатный пробный урок
Практические вопросы по объему
перейти к слайдуперейти к слайду
Часто задаваемые вопросы о томе
Что означает объем?
Объем — это мера емкости, которую содержит объект. Скажем, если чашка может вместить 1000 мл сока, говорят, что ее объем равен 1000 мл. В этом случае объем также можно определить как количество сока, занимаемое чашкой. Объем всегда рассчитывается путем деления емкости фигур на равные кубические единицы.
☛Загрузите прямо сейчас, чтобы попрактиковаться.
Объемные листы
Объем кубов Рабочие листы
Рабочий лист «Объем конуса»
Объем цилиндра Рабочие листы
Какова формула объема частичного конуса?
Объем частичного конуса можно рассчитать по формуле: V = 1/3 × πh(R² + Rr + r²), где «R» — радиус основания конуса, а «r» — радиус верхней поверхности.
☛ Прочтите основы здесь:
Объем правого кругового конуса
Объем частичного конуса
Объем конуса в единицах числа Пи
Как найти объем пирамид?
Объем пирамиды рассчитывается по формуле: V = 1/3 × Площадь основания × Высота.
☛ Также проверьте:
Объем прямоугольной пирамиды
Объем треугольной пирамиды
Объем прямоугольной пирамиды
Как найти объем конуса?
Объем конуса составляет 1/3 объема цилиндра той же высоты и того же основания. Формула, используемая для нахождения объема конуса: 1/3 × π r² h; где «r» — радиус, а «h» — высота конуса.
Как найти объем цилиндра?
Объем цилиндра рассчитывается по формуле: V = площадь основания цилиндра × высота, а также представляется как объем цилиндра = π r² h; где «r» — радиус цилиндра, а «h» — высота.
В чем разница между объемом и площадью?
Объем фигуры или твердого тела — это пространство, занимаемое им, которое также включает его высоту или глубину. Измеряется в кубических единицах. Площадь – это пространство, занимаемое поверхностью плоской формы. Измеряется в квадратных единицах.
☛ Проверьте список важных математических формул:
Формулы площади
Формулы площади поверхности
Геометрические формулы
Формулы измерения
Каков объем мяча?
Поскольку шар является сферой, его объем будет рассчитан по формуле объема сферы. Формула объема сферы: 4/3 πr³, где «r» — радиус сферы.
Какая формула объема цилиндра?
Формула объема цилиндра = πr²h; где «r» — радиус основания цилиндра, а «h» — высота.
Как найти объем призмы?
Мы можем найти объем призмы, записав заданные размеры призмы. Затем подставьте значения в формулу объема V = B × H, где «V», «B» и «H» — это объем, площадь основания и высота призмы. Получив значение объема призмы, в конце запишите единицу объема призмы (в кубических единицах).
☛Чек:
Объем призмы
Объем призм с заданиями
Как найти объем бака?
Объем резервуара зависит от его формы. В зависимости от размера мы можем использовать приведенные ниже формулы:
Объем параллелепипеда = l × b × h; где «l» — длина прямоугольного параллелепипеда, «b» — ширина (ширина) прямоугольного параллелепипеда, а «h» — высота прямоугольного параллелепипеда.
Заголовок сообщения: Ремонт инвертора ПИС-4000 прошу совет
Добавлено: 14-06, 13:46
Всех приветствую.
Ребят, помощь нужна. Принес хороший знакомый. Аппарат ПИС-4000, внутри китаец. Гдето он проскакивал но вроде как французом был когдато. Смптоматика — при включении в сеть моргает зеленый светодиод с частотой около 2-3 герц, в такт ему дергается вентилятор. Так как встроенного блока питания нет, вывод — ШИМу недостаточно питания для запуска, неподхватывает. Кто либо сталкивался с такой проблемой? Ну и схемку не мешало бы (если есть).
Естественно проверял. Было бы все так просто — я бы не спрашивал 🙂
Схемку бы…
Вернуться к началу
VVR
Заголовок сообщения:
Добавлено: 14-06, 16:46
Активный участник
Зарегистрирован: 29-08, 21:03 Сообщения: 194 Откуда: г. Екатеринбург
Думаю, что схема совпадёт на 80% со схемой аппарата TOP DC 3200 (4000), о котором здесь сказано не мало.
Вернуться к началу
Юрий_Ф
Заголовок сообщения:
Добавлено: 14-06, 16:56
Активный участник
Зарегистрирован: 04-07, 15:27 Сообщения: 192
Klim_1. писал(а):
Схемку бы…
Это аналог TOP 4000 — схема вразделе схемы и описания.
Klim_1. писал(а):
Смптоматика — при включении в сеть моргает зеленый светодиод с частотой около 2-3 герц, в такт ему дергается вентилятор. Так как встроенного блока питания нет, вывод — ШИМу недостаточно питания для запуска, неподхватывает. Кто либо сталкивался с такой проблемой?
Ремон полностью описывался в разделе TOP 3200
Вернуться к началу
Klim_1.
Заголовок сообщения:
Добавлено: 14-06, 17:21
Спасибо, точно, видел эту тему. .. Направили. И трабл тот же. Пошел думать.
VVR — аппарат не вернулся? Так в чем проблема была с миганием светодиода? А то там столько Вы переделали… ужас, я обычно людей предупреждаю что мол без претензий при таких ремонтах, и стараюсь так сильно не углублятся, времени уходит сильно много и овчинка дешевая выходит.
У меня был в ремонте 131 гусь. Там отклеился радиатор от аля модуля. Аппарат таки всеравно сдох но пару месяцев поработал.
Вернуться к началу
Юрий_Ф
Заголовок сообщения:
Добавлено: 15-06, 09:22
Активный участник
Зарегистрирован: 04-07, 15:27 Сообщения: 192
Klim_1. писал(а):
пару месяцев поработал.
Что с отклееным модулем?
Вернуться к началу
Klim_1.
Заголовок сообщения:
Добавлено: 16-06, 23:46
Юрий_Ф писал(а):
Klim_1. писал(а):
пару месяцев поработал.
Что с отклееным модулем?
Ну и как так можно разговаривать…? Модуль был прилеплен через термопасту и прикручен где можно было прикрутить, и скобами по периметру прижат.
Лучше бы советом кто помог.
Вернуться к началу
Alex Thorn
Заголовок сообщения:
Добавлено: 17-06, 16:40
Магистр
Зарегистрирован: 10-12, 05:18 Сообщения: 3764
Klim_1. писал(а):
Лучше бы советом кто помог.
Осциллограмму выходного напряжения силового транса бы увидеть. Конечно, непростая это задача. Если не получается сфотать, то хотя-бы нарисуйте от руки Авось и мыслишка какая возникнет.
_________________ .
Вернуться к началу
VVR
Заголовок сообщения:
Добавлено: 18-06, 21:58
Активный участник
Зарегистрирован: 29-08, 21:03 Сообщения: 194 Откуда: г. Екатеринбург
Klim_1. писал(а):
VVR — аппарат не вернулся? Так в чем проблема была с миганием светодиода?
Нет, пока тихо. А в чем была изначально такая проблема я разобраться не успел — аппарт взорвался. Ну а там уже всё с нуля пошло. Если честно, мне самому уже всё перечитывать надо, забыл
Вернуться к началу
mavsai
Заголовок сообщения: Re: Ремонт инвертора ПИС-4000 прошу совет
Добавлено: 01-11, 00:56
Новичок
Зарегистрирован: 01-11, 00:34 Сообщения: 1
Есть титан пис 4000. Схему не удалось отыскать. Странное поведение — сварка током 30 а, электрод 2 мм. Через 5 минут — сработала теплозащита. После выключения и остывания (хотя чему там греться при 30а…) после включения уже через минуту выкл термозащита. Далее после очередного перезапуска термо выкл сразу — загорается красный светодиод, щелкает реле — и нет дуги! При вскрытии все детали были целы. Термодатчик оказался биметаллическим и был нормально замкнут — цел и работал при нагреве паяльником. Значит — где-то в цепях что- то еще срабатывало. Какие могут быть причины?
Вернуться к началу
Показать сообщения за: Все сообщения1 день7 дней2 недели1 месяц3 месяца6 месяцев1 год Поле сортировки АвторВремя размещенияЗаголовокпо возрастаниюпо убыванию
Страница 1 из 1
[ Сообщений: 11 ]
| |
Схема: cварочный инвертор ПИС-6000 ТИТАН — Документации и схемы
#1
Vitaliy_R
Отправлено 20 May 2013 13:46
Доброго времени всем. Помогите, пожалуста, найти схему сварочного инвертора ПИС-6000 ТИТАН. Поисковики выдают кучу ссылок интернет-магазинов торгующих этим аппаратом. Может у кого есть адрес производителя, может сервисная служба чем поможет. Инвертор попал после «ремонта» на запчасти. Хочу попробовать его реанимировать. После «ремонта» стоят G30N60A4 (осталось три штуки). Думаю они и стояли изначально. Схема по всей видимости стандартная (по крайней мере силовая часть), но со схемой веселее. Выкладываю фотки внутренностей: 1 — http://yadi.sk/d/LCqapTPL5-c_K 2 — http://yadi.sk/d/jJEm8dtM5-ccc 3 — http://yadi.sk/d/EpxreQ5l5-cfK 4 — http://yadi.sk/d/0Rzdlbgv5-chg 5 — http://yadi.sk/d/hVggI2vk5-ckS 6 — http://yadi.sk/d/NLnOIqpR5-cnG 7 — http://yadi.sk/d/KAU9ae-b5-cow 8 — http://yadi.sk/d/6sK9j79t5-crc 9 — http://yadi.sk/d/Xb814cc05-ctm 10 — http://yadi.sk/d/i7GMqrMx5-cvc С уважением Виталий.
Наверх
Вставить ник
#2
tehsvar
Отправлено 20 May 2013 22:41
G30N60A4 там стоять не могут, так как без диода. Поставьте уж тогда HGTG30N60A4D , IRGP50B60PD1. FGh50N60UFD. А схему Вам Joha уже показал. Удачи! Не доломайте сломаное !
Наверх
Вставить ник
#3
Vitaliy_R
Отправлено 21 May 2013 10:55
Все уже сломано до нас 🙂
G30N60A4 там стоять не могут, так как без диода. Поставьте уж тогда HGTG30N60A4D , IRGP50B60PD1. FGh50N60UFD. А схему Вам Joha уже показал. Удачи! Не доломайте сломаное !
На транзисторах написано: логотип в форме латинской f, дальше 1B22AP, следующая строка G30N60A4. Больше нет никаких надписей. В магзине есть HGTG30N60A4D — 120 грн (около 15$) и IRGP50B60PD1 — 44 грн (около 5. 5 $) Вопрос к гуру: почему такая разница в цене, наценка мегазина я думаю приблизительно одинаковая, ее не учитываю, и равноценная-ли замена G30N60A4 на IRGP50B60PD1. По цене — так этот вариант выгоднее. И еще — помогите со схемой кто может. Поиск пока не принес желаемого результата. С уважением Виталий.
Наверх
Вставить ник
#4
tehsvar
Отправлено 24 May 2013 07:36
Ставьте IR. Они ничем не хуже. Просто HGTG более раскрученные. По схеме… А зачем она там? Вам же дали схему. То, что она может не совсем совпадает , так это не страшно. Главное основная структура. Выкинули Ваш аппарат из-за того , что транзисторы без диода поставили, вот он и бахнул снова. Поставите с диодами, сделав всё правильно, так он у Вас ещё долго работать будет. А лучше в сервис нормальный отдайте. По Вашим вопросам складывается впечатление, что с электроникой Вы не дружите. Удачи!
Наверх
Вставить ник
#5
Vitaliy_R
Отправлено 24 May 2013 10:07
Ставьте IR. Они ничем не хуже. Просто HGTG более раскрученные. По схеме… А зачем она там? Вам же дали схему. То, что она может не совсем совпадает , так это не страшно. Главное основная структура. Выкинули Ваш аппарат из-за того , что транзисторы без диода поставили, вот он и бахнул снова. Поставите с диодами, сделав всё правильно, так он у Вас ещё долго работать будет. А лучше в сервис нормальный отдайте. По Вашим вопросам складывается впечатление, что с электроникой Вы не дружите. Удачи!
Спасибо за советы и помощь. В электронике я дествительно любитель, тем более в силовой, хотя со стажем. По профессии — электрик. Вопросы мои по электронике для Вас действительно могут показаться наивными и глупыми. Это проходит лишь с опытом, так что не судите строго. А отдать в ремонт можно в любое время. это не проблема. Хочу сам разобраться, попробовать своими руками и головой, тем более что пациент попал ко мне случайно, можно сказать за спасибо. Вы говорите про нормальный сервис, я согласен. Но попал ко мне этот аппарат после ремонта специалистом! Так что спасение утопающего — дело рук самого утопающего! Так что при необходимости буду мучить Вас вопросами, может быть и глупыми. Не обессудьте. С уважением Виталий.
Наверх
Вставить ник
#6
tehsvar
Отправлено 24 May 2013 18:19
Хочу сам разобраться, попробовать своими руками и головой, тем более что пациент попал ко мне случайно, можно сказать за спасибо. Вы говорите про нормальный сервис, я согласен. Но попал ко мне этот аппарат после ремонта специалистом!
Что ж , удачи! Я знаю , как он к Вам попал (форумы читаю). А ремонтировал его не специалист , а человек с поверхностными знаниями. Спец никогда не поставит что ни попадя в аппарат. Потому и сказал, что в НОРМАЛЬНЫЙ сервис.
Наверх
Вставить ник
#7
Vitaliy_R
Отправлено 28 May 2013 09:54
ehsvar Доброго времени. Помоги, пожалуйста, с выбором транзисторов. В другом магазине нашел:
1. HGTG30N60A4D 2. IRGP50B60PD1PBF 3. FGh50N60SFDTU 4. IXGh50N60B2D1 5. IXGh50N60C2D1 . 6. IXGR40N60C2D1 Помогите выбрать транзисторы с приоритетом качества надежности в первую очередь, ну а потом цены. С уважением Виталий.
Наверх
Вставить ник
#8
tehsvar
Отправлено 28 May 2013 22:20
В принципе они у Вас так и расставлены. Про Иксусы я не могу сказать что -то . Но они в наших аппаратах на 160 ампер работают вполне надёжно. Правда там IXGh58N60C3D по — моему. (не ломаются заразы, забывать стал) Единственное, что меня смущает — цена на IRGP50B60PD1 — 44 грн (около 5.5 $). маловато что-то для оригинала. Хотя х.з. мож они менее накручены. А за HGTG30N60A4D — 120 грн (около 15$) многовато. Но тоже м.б. у Вас такие наценки. FGh50N60SFDTU хорошо баянятся. Часто используются в инверторах. Так же гут по моему мнению. У Вас как раз там по 2 в параллель входят. По частотке они все вроде как укладываются. Так что смотрите на то, что бы не перемаркёр был. А уж что приобретёте, то и будет Вам служить. Для домашнего хозяйства любых из этих трёх транзюков хватит. Удачи!
Наверх
Вставить ник
#9
Vitaliy_R
Отправлено 31 May 2013 09:13
tehsvar Доброго времени! По выбору транзисторов — остались два кандидата: 1. HGTG30N60A4D — 90 грн. 2. FGh50N60SFD — 40 грн. (стоят в САИ-230АД) Зеленая давит на второй вариант, но что-то (видно остатки здравого смысла ) сопротивляется и настаивает на первом. Помогите определиться. По поводу перемаркера — на что в первую очередь обратить внимание? Схему нашел САИ-230АД, совпадение может и не 100%, но пока различий не обнаружил, мне пока достаточно. Еще несколько вопросов по ремонту. 1. Можно-ли вкл. аппарат без силовых транзисторов (Через лампочку, с плавным поднятием напряжения), для проверки БП и работы схемы управления. 2. Поделитесь опытом монтажа силовых транзисторов D31_1 и D31_2. Если монтировать их вместе с радиаторами — не подлезть паяльником что-бы хорошо пропаять со стороны деталей (Последствия непрофессионального ремонта, в некоторых местах в буквальном смысле выдрано вместе с металлизацией). Если запаять сначала транзисторы — тогда нет возможности подлезть отверткой чтобы закрепить транзисторы на радиаторе, по ходу придется демонтировать один или два кондера. С уважением Виталий.
Наверх
Вставить ник
#10
tehsvar
Отправлено 31 May 2013 12:03
Ставьте FGh50N60SFD. Главное, что бы оригинал.
по ходу придется демонтировать один или два кондера.
Угу. Это лучший вариант.
По поводу перемаркера — на что в первую очередь обратить внимание?
Гравировка наименования и гладкость корпуса. Бывало что под углом видны следы шлифовки.
Можно-ли вкл. аппарат без силовых транзисторов (Через лампочку, с плавным поднятием напряжения), для проверки БП и работы схемы управления.
Можно, если поотключать защиты. А лучше отдельно запитать БП и посмотреть сигнал на драйверах без запитки силовухи.
Наверх
Вставить ник
#11
tehsvar
Отправлено 31 May 2013 12:07
Поделитесь опытом монтажа силовых транзисторов D31_1 и D31_2
Я даже не знаю, где они у Вас стоят. Я не запоминаю расположение и маркировки деталей настолько точно. Да и схемы у меня Вашей нет.
Доброго времени! Пока жду транзисторы решил посмотреть остальную часть. Как результат обнаружил на одном плече выгоревший полностью драйвер, на другом — частично, подгорело два стабилитрона и поджарилось одно сопротивление. Драйвера выполнены на отдельных платах. Схема соответствует САИ-230АД, жаль не совпадает нумерация. но это мелочи. Сгорел также стабилитрон D25 на основной плате. Вот часть схемы http://yadi.sk/d/i5fyfjM75YxuU Собственно хочу уточнить один момент — на оставшейся в живых плате драйвера меряю сопротивление: одно 10 Ом, другое — 500 Ом, а по схеме — одно 10 Ом, другое — 1кОм. Я так понимаю эта часть схемы формирует максимально крутые фронты импульсов управления. Исходя из этого какое сопротивление лучше поставить — 1 кОм или 500 Ом? С уважением Виталий.
Наверх
Вставить ник
#14
tehsvar
Отправлено 06 June 2013 17:50
одно 10 Ом, другое — 500 Ом, а по схеме — одно 10 Ом, другое — 1кОм.
А Вы его поднимали (отпаивали от схемы)? Какие транзисторы собрались ставить? Кстати, скинте мне схемку пожалуйста на [email protected] . Если Вас не затруднит ,конечно, моя просьба.
Наверх
Вставить ник
#15
Vitaliy_R
Отправлено 06 June 2013 21:19
Да, лоханулся малость. Визуально просмотрел видно. Сопротивление соответствует схеме — 1 кОм. Исправлюсь Собираюсь ставить FGh50N60SFD.Схему скину на почту. С уважением Виталий.
Наверх
Вставить ник
У Nvidia есть захватывающее объявление о графических процессорах RTX 4000
Digital Trends может получать комиссию при покупке по ссылкам на нашем сайте. Почему нам доверяют?
Автор
Моника Дж. Уайт
Если вы ждали новостей о грядущей линейке графических процессоров Nvidia GeForce RTX 40-й серии, официально пришло время волноваться. Nvidia только что объявила, что 20 сентября состоится «специальная трансляция».0003
Содержание
Чего ожидать от специального анонса Nvidia
Как смотреть анонс
«Компьютерные энтузиасты, не пропустите специальную трансляцию GeForce Beyond», — заявила Nvidia в своем кратком тизере, добавив, что это событие вы не захотите пропустить. Вот что происходит и как вы тоже можете настроиться.
#ProjectBeyond pic.twitter.com/aPTrpi8BXa
– NVIDIA GeForce (@NVIDIAGeForce) 7 сентября 2022 г.
Хотя Nvidia не говорит об этом прямо, вполне логично, что это долгожданный анонс RTX 4000. Компания намекнула на это во время недавней телеконференции, где генеральный директор Nvidia Дженсен Хуанг сказал, что мы можем ожидать услышать больше о следующем поколении графических процессоров «в следующем месяце», имея в виду сентябрь. Конечно, это еще может измениться, но все признаки указывают на то, что на данный момент это план.
20 сентября в 8:00 по тихоокеанскому времени Хуанг представит свой программный доклад на GTC 2022. Основной доклад будет посвящен последним достижениям Nvidia в области игр, создания контента и графических технологий. Однако перед тем, как собственно начнется основное выступление, состоится специальная трансляция GeForce Beyond. Это, по-видимому, когда Nvidia сообщит большие новости.
Чего ожидать от специального объявления Nvidia
QbitLeaks
Весьма вероятно, если не почти гарантировано, что Nvidia воспользуется этой трансляцией, чтобы наконец рассказать больше о своей грядущей линейке графических процессоров «Ада Лавлейс». Однако это не означает, что мы услышим обо всем диапазоне.
Наиболее вероятным графическим процессором, который будет лидировать, является флагманская Nvidia GeForce RTX 4090, которая, по слухам, будет выпущена раньше своих менее мощных аналогов, RTX 4080 и RTX 4070. Nvidia почти наверняка готовит и бюджетные видеокарты, но большинство слухов точно запуск этих более дешевых карт в начале 2023 года. Ожидается, что видеокарты обеспечат заметный скачок в производительности, а некоторые источники говорят, что они могут даже удвоить ее по сравнению с серией RTX 30.
Также ходили слухи о графическом процессоре, который предположительно будет даже более мощным, чем RTX 4090. С чудовищным TBP, который, как говорят, достигает 900 Вт, этот графический процессор может быть либо RTX 4090 Ti, либо графическим процессором Titan, если Nvidia решила вернуть это.
Трудно сказать, сколько Nvidia покажет 20 сентября, но анонс первой волны графических процессоров кажется вероятным. Узнаем ли мы точные даты выпуска и цены, еще неизвестно.
Как посмотреть анонс
Nvidia
Любой желающий может посмотреть основной доклад в прямом эфире, когда он состоится 20 сентября. Nvidia будет транслировать его на своем веб-сайте GTC 2022, и он также, вероятно, появится на YouTube ближе к дате.
Если вы не сможете его посмотреть, не беспокойтесь — мы будем держать вас в курсе всех последних новостей о графических процессорах Nvidia.
Рекомендации редакции
Отлично, теперь даже разъемы питания RTX 4090 начинают плавиться
AMD чуть-чуть замочил плавящуюся RTX 409 от Nvidia0 адаптеры питания
AMD RX 7900 XTX против Nvidia RTX 4090: решающая битва флагманских графических процессоров
Какой блок питания вам нужен для AMD Radeon RX 7900 XTX?
Подвинься, 4K — Nvidia RTX 4090 представляет игры 13K
Titan Industries стремится стать компанией на миллиард долларов
Titan Industries стремится стать компанией на миллиард долларов — Times of India
Top Searches
Edition
Подпись в
Эта история с 30 июня 2008 г.
PTI / Jun 30, 2008, 16:26 IST
AA
Средний размер
Small
Средний
Small
Средний
Small
Средний
Small
Средний
7
Small
7
Small
.
НЬЮ-ДЕЛИ: Благодаря устойчивому росту ювелирного и часового бизнеса группа компаний Tata Titan Industries стремится к концу этого финансового года стать компанией с оборотом в миллиард долларов. Компания также наметила программы расширения магазинов для своих подразделений по производству ювелирных изделий, часов и очков в Индии, помимо того, что планирует выйти на американский рынок с ювелирным брендом Tanishq в США к следующему месяцу. «В прошлом году наш оборот составил 3000 крор рупий, а в этом финансовом году мы рассчитываем преодолеть отметку в 4000 крор рупий. К тому времени мы стали бы компанией с оборотом в миллиард долларов», — сказал вице-президент Titan Industries ltd по розничной торговле и маркетингу V Говинд Радж. в кулуарах Pure & Play Retail Summit. В прошлом году доход ювелирного подразделения компании составил около 2000 крор рупий, а продажи часов — около 1000 крор рупий. Комментируя план расширения компании в этом финансовом году, он сказал, что ювелирный магазин Tanishq будет увеличен до 150 с нынешних 110.
Некоторые мужчины много времени проводят в личных домашних мастерских, обрабатывая детали прессованием. Для этого можно использовать приобретенный гидравлический пресс или сделанный своими руками. Прежде чем самостоятельно его сделать, надо ознакомиться с особенностями этого устройства и нюансами его изготовления.
Содержание
1 Принцип функционирования и конструктивные особенности
2 Что понадобится для создания пресса своими руками
2.1 Материалы
2.2 Инструменты
3 Конструкция и построение вакуумного пресса
4 Расчет размеров и изготовление механического
5 Чертежи и технология сборки гидропресса
6 Схема и разработка с электрическим приводом
7 Классическая конструкция из домкрата
8 Особенности создания мини-пресса
9 Заключение
Принцип функционирования и конструктивные особенности
Гидравлическим прессом называют специальное оборудование для домашнего гаража, которое применяется для обработки заготовок или других деталей высоким давлением. Часто его применяют работники автосервиса при починке автомобилей. Прессом могут пользоваться, чтобы из отходов изготовить брикеты или согнуть металлические предметы.
Профессиональный автомобильный пресс стоит недешево, и поэтому некоторые пытаются изготовить его самостоятельно. Однако перед этим лучше ознакомиться с особенностями его конструкции и основными функциональными принципами.
В состав конструкции входят две основные камеры, которые выполнены в виде цилиндров. В меньшей из них происходит увеличение давления за счет перекачивания масла во второй, увеличенный цилиндр. Между цилиндрическими камерами жидкость перекачивается при помощи трубовидного канала, соединяющего камеры. Когда масло попадает во второй цилиндр, возрастает давление на поршень, отвечающий за работу пресса. Также устройство оснащено специальными опорами, в которые помещается обрабатываемое изделие.
Что понадобится для создания пресса своими руками
Перед тем как своими руками сделать прессующее устройство, придется определиться с необходимыми инструментами и материалами.
Материалы
Для создания прессовой конструкции приобретают следующие материалы:
Швеллер. Специалисты советуют покупать изделия высотой около 14 см и шириной 6 см.
Трубы. Для создания пресса используются трубки размером не меньше 4 х 4 сантиметра. Подходят изделия с прямоугольным и круглым сечением.
Металлические уголки. Компоненты используют при создании каркаса основной рамы. Также они пригодятся при сборке транспортного столика. Длина и ширина каждого железного уголка должна составлять пять сантиметров.
Стальные листы. Устанавливаются, чтобы выровнять возможные неровности на поверхности. Для изготовления пресса используются листы из стали толщиной 7-8 мм.
Стальные пластины. Применяют для дополнительного укрепления конструкции. В таком случае ставятся плотные пластины толщиной около сантиметра.
Часть трубы длиной 10-15 сантиметров. Устанавливают для соединения домкратного штока.
Инструменты
Чтобы своими руками собрать гидравлический пресс, заранее заготавливают специальные инструменты. К ним относят:
резьбовую вилку;
болгарку для разрезки металлических изделий;
уровень;
рулетку;
электрическую дрель;
слесарную ножовку;
электроды со сварочным аппаратом для соединения металлических компонентов.
Конструкция и построение вакуумного пресса
В конструкции вакуумного пресса имеются определенные особенности, с которыми лучше заранее ознакомиться. Это поможет детальнее разобраться с построением этого изделия.
Прессовочное оборудование вакуумного типа состоит из трех основных элементов, к которым относятся:
Рама. Основной несущий элемент, к которому крепятся другие компоненты пресса. Его изготавливают из профилированных трубок или рельс.
Рабочий стол. Именно на его поверхности располагают деталь, которая подвергается прессованию. Также на рабочем столе установлена прижимная рама для закрепления обрабатываемых изделий. Делают из ровных металлических пластин.
Пневматическая система. Отвечает за проведение основного технологического процесса. Чтобы изготовить такую систему, используют водяной насос.
Среди основных особенностей вакуумной модели пресса выделяют следующее:
работа оборудования проводится под полным ручным контролем;
для изготовления вакуумной системы используют общедоступные материалы;
эффективность изготовленного оборудования не уступает заводским моделям.
Расчет размеров и изготовление механического
Прессы механического типа используются для обработки кожаных изделий, металлических компонентов, а также картона и поролона. Чтобы самому смастерить устройство, необходимо:
Четыре одинаковых уголка из металла с длиной около 90 сантиметров соединить с четырьмя уголками, длина которых составляет 55 сантиметров. Чтобы их скрепить, используют обычные шурупы или электрическую сварку.
Закрепить между собой два полученных железных прямоугольника металлическими трубами.
Усилить изготовленный короб стальными пластинами и поперечными прутьями.
Сделать в одной из стенок небольшую дверцу, через которую можно будет доставать спрессованные изделия.
Затем приступают к формировке основного компонента — поршня. Для этого железные швеллеры длиной 55-65 сантиметров сваривают друг с другом. После чего конструкцию усиливают поперечной железной балкой. В ее центре присоединяют фланец со вставленным внутрь прутом. Затем к железному коробу с противоположных сторон приваривают швеллеры.
Когда конструкция будет полностью собрана, на прут надевают шайбу с гайкой и подшипником.
Чертежи и технология сборки гидропресса
Перед изготовлением гидропресса придется заранее разработать схему и определиться с габаритами устройства.
Процесс создания гидросистемы начинается с разработки станины, которая считается важнейшим компонентом конструкции.
Ее делают прочной, чтобы она не сломалась во время работы домкрата. При изготовлении станины придерживаются специальных прессформ, и поэтому ее основание изготавливают в виде платформы. Ширина станины зависит от элементов, которые будут обрабатывать прессом, а высота — от размеров домкрата.
Когда станина будет сделана, на ее основание устанавливается домкрат. При правильном расположении устройства его верхняя часть будет отвечать за упор обрабатываемых изделий. В верхней части домкрата размещают металлическую раму, на которую устанавливают рабочий стол. Рама для столика должна быть подвижной, чтобы он передвигался в вертикальном положении.
На боковых сторонах станины устанавливаются два гидроцилиндра с оттягивающими пружинками. Их прикрепляют к конструкции, чтобы возвращать домкрат в его начальное положение. Иногда вместо двух пружинок используют всего одну.
Схема и разработка с электрическим приводом
При создании такого устройства понадобится двигатель, который производит электроэнергию.
Сначала изготавливается рама из двух направляющих, в качестве которых используются железные трубки с прямоугольным сечением. В трубах сверлятся специальные отверстия, к которым будет прикрепляться платформа. После изготовления рамы делают «лифт» для движения прессовой платформы. Для его создания понадобятся металлические уголки. Когда «лифт» будет сделан, изготавливают давящую площадку. Она делается из прочного швеллера, который сможет выдержать нагрузку в 1-2 тонны.
Затем на станок устанавливается домкрат и пружина, которую размещают между «лифтом» и верхней опорной поверхностью. На финальном этапе создания пресса электродвигатель соединяют с домкратом и подключают к оборудованию педаль для регулировки мощности электрогидравлического пресса.
Классическая конструкция из домкрата
Создать классический ручной пресс из домкрата довольно просто. Сначала из толстого швеллера изготавливается рама. Ее угловые части усиливаются стальными листами, которые повышают прочность всей конструкции.
На изготовленную раму устанавливают подвижный элемент, отвечающий за прессование изделий. Специалисты советуют установить на нем специальные ограничители, которые смогут лучше зафиксировать работающий домкрат.
Некоторые оснащают оборудование упорным штоком. Его изготавливают из подшипниковых валов. Упорный шток используют для повышения устойчивости прессовочной конструкции.
Особенности создания мини-пресса
Люди, которые предпочитают использовать компактное оборудование, чаще всего изготавливают самодельный настольный пресс. Это наиболее простая конструкция, которая нечасто применяется на практике. Например, ею пользуются, чтобы раскалывать грецкие орехи или прессовать непрочные жестяные или пластиковые изделия.
Для изготовления каркаса устройства используются плотные деревянные доски. Четыре доски соединяют между собой таким образом, чтобы получился прямоугольный каркас. К верхней части каркаса подсоединяют подвижную прессовочную поверхность, которая также сделана из дерева. В качестве гидравлической системы используют обычные медицинские шприцы.
Заключение
Гидравлические прессы часто используются в различных сферах деятельности. Каждый может приобрести такие устройства в специализированном магазине или сделать самостоятельно. Однако прежде чем приступить к изготовлению, надо ознакомиться с принципом функционирования прессов, а также с основными особенностями различных моделей.
изготовление своими руками из автомобильного домкрата
Различные ремонтные работы в своей домашней мастерской и гараже зачастую требуют воздействия на обрабатываемые детали и механизмы методом прессования. В связи с этим, применение гидравлического пресса в домашнем хозяйстве становится не только желательной операцией, но порой и просто незаменимой.
Устройство и принцип действия
Варианты применения пресса
Как сделать пресс своими руками
Изготовление станины
Рабочая часть
Изготовленный пресс для гаража считается самым функциональным устройством, имеющим меньшую стоимость, по сравнению с образцами промышленного производства. При этом в руках настоящего мастера такое приспособление может ненамного уступать по техническим характеристикам аналогам заводского производства.
Гидравлический пресс, изготовленный самостоятельно, в условиях домашней мастерской может применяться: для штамповки деталей из пластика, металла и резины; для выполнения запрессовки втулок в амортизаторы автомобиля; для проведения работ с различного вида подшипниками (установка и удаление вкладышей), а также многих других видов работ.
Устройство и принцип действия
Пресс гидравлический — это устройство, предназначенное обработки заготовок и деталей методом воздействия на них высоким давлением. Работает такое пресс-устройство за счёт создания давления жидкости на основные несущие элементы конструкции.
Большинство гидравлических устройств, по своей конструктивной особенности, предусматривают размещение рабочего цилиндра в вертикальной плоскости, но есть и модели, в которых рабочий цилиндр имеет горизонтальное расположение.
Основным действующим элементом самодельного гидравлического оборудования является обыкновенный автомобильный домкрат. В принцип действия домкрата заложен основной закон гидродинамики (закон Паскаля), согласно которому давление жидкости, возникающее в гидросистеме замкнутого типа, распределяется равномерно во всех направлениях. Это значит, что если две различные ёмкости (цилиндры) объединить в одну рабочую систему и в меньшей создать определённое давление жидкости, то в большом цилиндре тоже возникнет высокое давление. Причём усилие, приложенное на малый цилиндр, увеличивается в большом сосуде пропорционально разнице объёмов цилиндров.
Большое разнообразие сфер применения и функций этого оборудования создаёт многие его модификации. Так, в торговой сети можно приобрести настольный гидравлический пресс, напольный пресс, мини-пресс, ручное устройство, оборудование с манометром и без него.
Варианты применения пресса
Довольно широкое распространение получило применение гидравлического пресса в домашней мастерской или гараже. Использовать такое приспособление, отличающееся сравнительно небольшими габаритами, можно как для проведения ремонтных работ автомобиля, так и для выполнения других хозяйственных работ.
С помощью этого компактного устройства легко можно выполнить выемку сальников и подшипников, а также запрессовку новых деталей на их место. Помимо ремонтных работ, пресс можно применять для изгиба металлических деталей и заготовок, создания необходимого давления при склеивании разнородных поверхностей, выдавливания сока и масла, брикетировании отходов.
Прессовочное оборудование промышленного изготовления имеет сравнительно высокую цену, поэтому приобрести его может не каждый желающий. Поэтому домашние умельцы стараются изготовить самодельный пресс из домкрата, при этом затратив лишь средства на приобретение необходимых материалов. Особенностью устройства такого приспособления является полная адаптация его для решения необходимой задачи с конкретной заготовкой или деталью. Сделанный пресс прекрасно впишется в функциональный интерьер любого гаража или мастерской.
Как сделать пресс своими руками
Наличие высоких требований к техническим характеристикам самодельного пресса из домкрата не считается обязательным. Для производства домашних работ вполне достаточно, чтобы устройство развивало усилие в 10−20 тонн и было способно выполнить возложенную на него функцию.
Независимо от характера изготовления пресса, он должен полностью соответствовать ряду параметров, предъявляемых к изделию:
Общая масса всего оборудования.
Размеры устройства.
Величина хода рабочего поршня.
Возможность установки в пресс манометра.
Характеристики опорной станины действующего изделия.
В гидравлических прессах давление в основном цилиндре чаще всего создаётся с помощью гидравлического ручного насоса, который может располагаться как отдельно от него, так и встраиваться в конструкцию. Решение о расположении насоса зависит от конструктивной особенности оборудования. Применение домкрата считается самым целесообразным решением, так как в нём уже имеется ручной встроенный насос.
Прежде, чем приступить к разработке чертежа будущего изделия, необходимо продумать по какой схеме оно будет работать. Существует в основном два варианта:
Домкрат располагается в нижней части пресса, а давление на заготовку осуществляться вверх.
Закрепляется домкрат в верхней части оборудования, что соответственно приведёт к давлению на заготовку вниз.
Чаще всего за основу применяется схема, когда домкрат расположен в нижней части пресса. Такая схема применяется и на оборудовании, сделанном в заводских условиях. Использование второй схемы в основном находит применение при необходимости выпрессовывания втулок или подшипников из отдельных механизмов или узлов.
Изготовление станины
Несущим основанием любого оборудования такого типа является станина. Этому устройству уделяется особое внимание при разработке и изготовлении всей системы прессовочного изделия. Конструктивно она представляет раму, внутри которой располагается домкрат с рабочими пластинами, передающими давление на металлическую заготовку.
Рама должна обладать надёжной прочностью, так как все её части будут испытывать нагрузку в нескольких направлениях. Чтобы избежать преждевременной поломки всей конструкции, все детали несущего основания рассчитываются с большим запасом прочности элементов.
Нижняя часть станины отвечает ещё и за хорошую устойчивость оборудования. Поэтому при расчёте ширины рамы нужно учитывать не только размеры заготовок, но и величину всех составных частей будущей конструкции.
Высота внутреннего проёма рамы определяется из общей высоты следующих элементов:
Домкрата, который планируется установить на оборудование.
Величины свободного хода штока.
Общей толщину обрабатываемой детали и рабочего органа пресса.
Самостоятельно изготовленное устройство будет намного проще в эксплуатации, если сделать возможность регулировки свободного хода штока домкрата, что существенно может влиять на допустимую высоту обрабатываемой детали. Для этого нужно:
Расположить в верхней части каркаса рамы дополнительную плиту, свободно перемещающуюся по направляющим за счёт привода винтового типа со штурвалом. Таким образом можно легко изменять просвет для размещения детали внутри конструкции в довольно широком пределе.
А также изготовление съёмного упора, который используется как передвижная платформа. Закреплять положение такой платформы внутри рамы можно при помощи болтового соединения, для чего в раме просверливаются отверстия с необходимым шагом. Шаг такого крепления не должен превышать размера свободного хода штока домкрата.
Возможно также изготовление металлических сменных вставок, разной толщины.
В некоторых конструкциях используется одновременное применение различных способов.
Рабочая часть
После проведения всех подготовительных работ и обдумывания чертежа вашей будущей конструкции можно перейти к изготовлению пресса. Первым делом — нарезаем весь материал по размеру, указанному на чертеже.
Далее, для изготовления основания пресса сваривают между собой квадратные трубы, которые нарезали заранее, и на образовавшийся прямоугольник наваривается листовой металлический материал. Затем свариваются между собой верхняя часть рамы и боковые стойки. При этом обязательно нужно контролировать наличие прямого угла между деталями конструкции. После чего вся конструкция приваривается к основанию, и можно считать, что рама готова.
Изготовление платформы подвижного типа будет являться следующим этапом устройства оборудования. Для этого желательно применение прямоугольной или квадратной трубы либо швеллера. В центре платформы приваривается кусок трубы, который будет являться гнездом для головки штока домкрата. Направляющие изготавливаются из двух стальных полос, длина которых соответствует ширине рамы по внешнему контуру.
Полосы можно прикрепить болтовым соединением к боковым сторонам подвижной платформы, предварительно установив их во внутренней стороне рамы. Эту же схему применяют и при устройстве съёмного упора, но в направляющих сверлятся отверстия симметрично стойкам рамки для укрепления на необходимой высоте.
Полный процесс изготовления пресса заканчивается установкой оттягивающих пружин и самого давящего устройства. Такое оборудование очень удобно, так как имеет возможность в любое время использовать домкрат автомобиля по прямому назначению.Как видим, наличие небольшого количества инструментов (сварочный аппарат, электроды, болгарка, шлифовальная машинка) и простых расходных материалов способно в умелых руках стать необходимым приспособлением для проведения различных работ в домашнем хозяйстве.
Как сделать гидравлический пресс для гаража • CIMFLOK.RU
Самодельный пресс из домкрата своими руками
Решил сделать самодельный пресс из домкрата. Материалы у меня уже были в гараже, сделал из того что было.
Домкрат советский на 5 тонн, швеллер 160.2,5 метра, угол 90.2,5 метра. Пришлось купить только электродов 3, диски на УШМ. 3 шт, пара пружин и краска. краска.
По профессии я инженер-конструктор, поэтому решил сделать чертежи и рассчитать металл, который был в наличии.
Размеры заготовок:
Вырезаю заготовки из уголков и швеллеров.
Закрепил все болтами М12, потом решил дополнительно проварить все стыки.
Делал первые тесты на трубе, труба легко гнулась. Доволен самодельным домкратом.
Особенности домкрата гидравлического
Домкрат гидравлический не случайно выбран в качестве основы конструкции самодельного пресса.
Важной особенностью этого устройства является то, что его работа основана на основных законах физики, согласно которым жидкость под давлением не сжимается и не уменьшается в объеме. Это объясняет, почему нет потери мощности при воздействии домкрата на обрабатываемый объект.
Кроме того, гидравлический домкрат имеет достаточно высокий КПД (80%), что позволяет рассчитывать на значительное усилие сжатия в случае силового пресса.
Классификация прессов
Пресс — древнее промышленное устройство, без которого многие работы просто невозможны. Конструкция и функциональность с годами немного изменились, и в настоящее время существует четыре основных типа, выпускаемых компаниями:
Прессы с гидравликой, в свою очередь, делятся по конструкции на вертикальные и горизонтальные. Вертикальные прессы выполняют такие работы, как прессование, прессование и штамповка, а горизонтальные. выпрямление, резка и гибка. Вертикальные конструкции часто встречаются в строительстве и машиностроении. Основными частями этого устройства являются насос высокого давления и корпус.
Устройство гидравлического пресса для гаража
Так как часто гаражные работы выполняются не в производственных масштабах, а «для себя», лучше выбрать пресс, отвечающий потребностям владельца.
Основными характеристиками гаражного пресса в этом случае будут:
Максимальная выходная мощность. Сила, с которой поршень давит на поверхность продукта, составляет от 4 до 10 тонн веса.
Надежные датчики. Поскольку эти элементы показывают величину силы, прилагаемой поршнем для выполнения работы, они также должны работать плавно.
Параметры рабочего хода. Влияют на характеристики обрабатываемых поверхностей, а в гаражах применяют прессы с ходом до 200 мм.
Грузоподъемность кровати. Для обеспечения комфортной работы нужно индивидуально подобрать высоту, на которую будет подниматься обработанная конструкция.
Размеры пресса. Так как гараж не является производственным цехом и, как правило, отличается компактными размерами, гидравлический пресс лучше делать там небольшого размера.
Гаражный гидравлический пресс представляет собой установку на металлической раме, имеющую следующие конструктивные элементы. цилиндры, домкрат (или насос), подвижный стол. Отдельно следует отметить, что каркас (или станина) должен быть изготовлен из высокопрочных металлов и иметь форму, аналогичную платформе.
Кроме того, проемы должны быть выполнены с некоторым запасом и быть больше размеров других впоследствии устанавливаемых деталей.
Домкрат гидравлический должен быть установлен на раме таким образом, чтобы можно было регулировать ход поршня и высоту обрабатываемых деталей. Для этого насос устанавливается либо с винтовым приводом, либо со сменными прокладками.
Схема гидравлического пресса: популярные идеи
Прежде чем приступить к изготовлению гидравлического пресса своими руками, необходимо разработать определенную конструкцию оборудования, чтобы будущее устройство отвечало всем необходимым требованиям.
Наиболее распространенными из них являются контуры:
С насосом, расположенным у подножия кровати, с напорной силой, направленной вверх.
С домкратом сверху устройства, давление которого направлено вниз.
Промышленные модели теперь оснащаются только поршнями, которые давят снизу вверх. А в случае изготовления самодельного оборудования может применяться и принцип обратной конструкции, чаще всего применяемый для запрессовки шарикоподшипников или разного рода узловатых деталей (к которым относятся втулки и шарнирные детали).
Перед началом работы, и перед выполнением чертежа также необходимо иметь в виду, что пресс, сделанный своими руками, должен соответствовать ряду требований.
Важна очень жесткая основа. Так как рама подвергается двойному давлению со стороны поршня и цилиндров, необходимо позаботиться об усилении надежности рамы. Свободный шток поршня должен быть регулируемым. С этой целью изготавливают съемных упоров или делают дополнительные пластины. Также используется система сменных вставок из металлических пластин.
Устройство гидравлического пресса
для гаража : основные характеристики
Как сделать гидравлический пресс иногда нужно знать для того сделай такой агрегат для своего гаража. В этом случае практичные конструкции можно изготовить из подручного сырья. Для гаражного агрегата понадобится ручной привод, а также гидравлический насос . Определяемся с типом установки: настольная или напольная. Также пригодится габаритный чертеж.
Для производства гидравлического пресса важно определить вариант модели. Вот какими они могут быть:
сложная гидравлическая конструкция требует специализированного оборудования и времени работы;
ручной механизм
можно сделать самому;
Стандартная конструкция шиномонтажного станка двухскоростная с ручным насосом. Поршень подвижен;
Напольная модель оснащена перегрузочным клапаном и ручным приводом насоса.
Для самостоятельного изготовления потребуются крепеж, режущий инструмент и сварочные аппараты. Преимуществом гаражной сборки будет возможность контролировать каждый этап монтажных работ.
Важно определить тип конструкции. Горизонтальные приспособления используются для гибки, правки и резки отдельных элементов. А вертикальное оборудование требуется для запрессовки и запрессовки деталей. Гидравлический агрегат используется для утилизации отходов. Прессует макулатуру, пластиковые отходы и гофрокартон.
Также устройства могут быть настольными или напольными. Настольный станок можно установить на верстак. Прессы различаются грузоподъемностью.
Напольные модели имеют широкий диапазон регулировок рабочего стола. Эта версия может иметь грузоподъемность до 20 тонн. Они используются для разборки и сборки узлов.
Также существуют специальные правила техники безопасности при работе с таким оборудованием:
для работы в одежде без частей, которые могут попасть под пресс. Важно защитить волосы от такого контакта;
для глаз используются специальные очки
;
дети или посторонние не допускаются в рабочую зону
детали размещаются в центре пресса;
для домкратов используются только высококачественные масла.
Важным приводом является гидравлический насос с ручным управлением. Он способен совершать возвратно-поступательные движения в рабочей части. Гидравлические цилиндры могут быть цилиндрическими или поршневыми. Во многом это зависит от качества используемой жидкости.
Чтобы сделать простой агрегат для гаража, нужен бутылочный домкрат. Для небольшой мастерской можно выбрать станок, способный выдавать усилие до 10 тонн. Это уменьшит размер устройства. Также необходимы сварочный аппарат, ножовка, болгарка, диски для резки металла.
Перед сборкой важно выбрать только хороший домкрат и сделать для него прочную основу. Такой пресс состоит из гидронасоса , манометра, рамы с рамой и гидроцилиндра. В некоторых конструкциях цилиндр и насос можно заменить домкратом.
простота устройства;
Без предохранительных механизмов;
расположение рабочего стола не влияет на рабочее усилие конструкции
можно регулировать длину и высоту рабочего хода.
К недостаткам можно отнести малую скорость движения рабочей поверхности.
Инструкции по сборке
На каждом этапе сборки гидравлического пресса обращайтесь к чертежу. Для его последовательности предлагается придерживаться следующих рекомендаций:
По размерам, указанным на чертеже, разрезать металлопрокат на части. Затем с помощью дрели нужно сделать всех отмеченных отверстий во всех элементах.
Сварка рамы гидравлического пресса из профильной трубы. Швы должны быть проварены со всех сторон. Верхняя стальная пластина приварена к раме. Чтобы периметр не деформировался, необходимо вварить ребра жесткости по углам каркаса. После этого прикрутите U-образную раму к основанию. Получаем готовый базовый каркас.
Рабочий стол изготовлен. Используется металлический лист 10 мм и профильная труба по его периметру, либо швеллер. Длина трубы должна быть чуть меньше зазора между ножками каркаса.
Направляющие для вертикального перемещения стола изготовлены из стальной полосы толщиной 10 мм. Общая ширина реек равна ширине рамы. Затем между стойками рамы вставляется труба, надеваются стальные ленты, а по бокам конструкция скрепляется гайками.
По этой же схеме изготавливается регулируемый сменный упорный упор. Разница лишь в том, что напротив стоек на определенной высоте просверливаются отверстия для ее крепления.
Втягивающие пружины закреплены в соответствии с чертежом. Перед установкой домкрата рабочий стол необходимо отодвинуть. Для того чтобы головка домкрата надежно опиралась на подвижный стол и не смещалась при надавливании, необходимо из куска круглой трубы изготовить специальное упорное гнездо и приварить его к нижней центральной части стола.
Теперь персональный самодельный пресс гаражный полностью готов, осталось только привести его в товарный вид: отшлифовать шовную окалину и покрасить. А при наличии слесарных навыков, трудолюбия, доступа к токарному и фрезерному оборудованию можно делают из такой станок, который не отличить от заводского изделия.
При ненадобности самодельный пресс не займет полезного места в гараже или домашней мастерской. Тогда домкрат можно будет легко извлечь из конструкции и использовать его для выполнения других работ.
Чертежи
Перед началом работ по созданию гидравлического пресса настоятельно рекомендуется сделать чертеж. Размеры всех частей конструкции должны полностью совпадать, иначе при первом использовании станка конструкция будет смещаться вбок.
Специалистам рекомендуется самостоятельно сделать чертеж будущей системы, так как готовые варианты не всегда смогут удовлетворить владельца по габаритам, а можно ошибиться с выбором домкрата тип. В этом случае будет потеряно много времени на настройку системы под свои параметры.
Фото чертежей гидравлического пресса можно легко найти в интернете.
Пошаговые инструкции по изготовлению гидравлического прессового оборудования своими руками.
Одним из основных этапов изготовления гидравлического пресса своими руками является подготовка рамы. Он называется «рама» и именно внутри него будет располагаться будущий пресс. Его прочность должна иметь некоторый запас, так как давление внутри рамы прикладывается в обоих направлениях (и вверх, и вниз), поэтому есть вероятность того, что рама лопнет.
Первое, что нужно сделать: вырезать все основные части конструкции по данным чертежа. В конструкции необходимо просверлить отверстия. Далее при помощи сварки устанавливается специальная пластина.
Следующий шаг — сборка модели. Установка домкрата в конструкцию является последним этапом строительства.
Для создания более прочной системы рекомендуется использовать швеллер и монтажные уголки, а для более стабильной работы пресса можно добавить переносную опорную балку.
Таким образом, самостоятельное создание пресса – это увлекательное занятие, которое позволит не только сэкономить на покупке нового оборудования, но и подогнать такие параметры, как размеры и мощность инструмента под собственные нужды.
Прессовые приспособления различного назначения
Достаточно широко распространено применение гидравлического пресса в домашней мастерской или гараже. Это относительно небольшое устройство можно использовать как для ремонтных работ на автомобиле, так и для других бытовых работ.
С помощью этого компактного устройства можно легко снять сальники и подшипники, а также запрессовать новые детали на их место. Помимо ремонтных работ, пресс можно использовать для гибки металлических деталей и заготовок, создания необходимого давления для склеивания разнородных поверхностей, отжима сока и масла, брикетирования отходов.
Прессовое оборудование промышленного производства имеет относительно высокую цену, поэтому купить его может далеко не каждый. Именно поэтому домашние умельцы стараются сделать самодельный пресс из домкрата, потратив лишь деньги на покупку необходимых материалов. Особенностью устройства такого приспособления является его полная приспособленность для решения необходимой задачи с той или иной заготовкой или деталью. Изготовленный пресс идеально впишется в функциональный интерьер любого гаража или мастерской.
Как сделать пресс своими руками
Наличие высоких требований к техническим характеристикам самодельного пресса от домкрата не считается обязательным. Для домашних работ достаточно, чтобы устройство развивало усилие 10-20 тонн и могло выполнять возложенную на него функцию.
Независимо от характера изготовления пресса, он должен полностью соответствовать ряду параметров изделия:
Общий вес оборудования.
Размеры устройства.
Ход рабочего поршня.
Возможность установки манометра в пресс.
Характеристики опорного ложа операционного изделия.
В прессах гидравлических давление в главном цилиндре чаще всего создается ручным гидравлическим насосом, который может быть расположен как отдельно от него, так и интегрирован в конструкцию. Расположение насоса зависит от конструкции оборудования. Использование домкрата считается наиболее целесообразным решением, так как в него уже встроен ручной насос.
Прежде чем рисовать будущее изделие, необходимо продумать схему насоса. В основном есть два варианта:
Домкрат расположен в нижней части пресса, а давление на заготовку направлено вверх.
Домкрат закреплен в верхней части оборудования, что соответственно приводит к давлению на заготовку вниз.
Чаще всего за основу берется схема, когда домкрат расположен внизу пресса. Эта схема используется и на оборудовании, изготовленном в заводских условиях. Вторая конструкция в основном используется там, где необходимо выпрессовать втулки или подшипники из отдельных машин или узлов.
Изготовление рамы
Несущей основой любого оборудования данного типа является рама-основание. Этому устройству уделяется особое внимание при проектировании и изготовлении всей системы прессования. Конструктивно представляет собой раму, внутри которой находится домкрат с рабочими пластинами, передающими давление на металлическую заготовку.
Каркас должен быть прочным, так как все его части будут подвергаться нагрузке в нескольких направлениях. Во избежание преждевременного выхода из строя всей конструкции все части несущего каркаса необходимо рассчитывать с большим запасом прочности элементов.
Нижняя часть рамы также отвечает за хорошую устойчивость машины. Поэтому при расчете ширины каркаса нужно учитывать не только размеры заготовок, но и размеры всех составляющих будущей конструкции.
Высота внутреннего проема рамы определяется из суммы высоты следующих элементов:
Домкрат, который планируется установить на оборудование.
Свободный ход штока поршня.
Суммарная толщина обрабатываемой детали и рабочего органа пресса.
Самодельное приспособление будет намного проще в эксплуатации, если есть возможность регулировать свободный ход штока домкрата, что может существенно повлиять на допустимую высоту заготовки. Для этого необходимо:
Разместить в верхней части рамы дополнительную пластину, свободно перемещающуюся по рельсам за счет винтового привода с маховиком. Таким образом, можно легко изменять зазор для размещения детали внутри конструкции в довольно широких пределах.
Также возможно изготовление съемной опоры, которая используется как мобильная платформа. Для фиксации положения такой площадки внутри рамы можно использовать болтовое соединение, для чего в раме просверливаются отверстия с необходимым шагом. Шаг такой насадки не должен превышать свободного хода поршня домкрата.
Также возможно изготовление сменных металлических вставок разной толщины.
В некоторых проектах одновременно используются разные методы.
Рабочая часть
После всех подготовительных работ и продумывания чертежа вашей будущей конструкции можно приступать к строительству пресса . В первую очередь весь материал нарезается по размеру, указанному на чертеже.
Затем, чтобы сделать основу пресса , квадратные трубы, которые были вырезаны заранее, свариваются вместе, а листовой материал приваривается к образующемуся прямоугольнику. Затем сваривают верхнюю часть рамы и боковые стойки. Обязательно проверяйте правильный угол между частями конструкции. После этого вся конструкция приваривается к основанию, и можно считать каркас готовым.
Изготовление платформы подвижного типа является следующим этапом устройства. Для этого желательно использовать прямоугольную или квадратную трубу или швеллер. В центре площадки приваривается кусок трубы, которая будет гнездом для головки домкратной тяги. Направляющие изготовлены из двух стальных полос, длина которых соответствует ширине рамы по внешнему контуру.
Ленты можно прикрепить болтами к бокам подвижной платформы, предварительно установленной на внутренней стороне рамы. Такая же схема используется для устройства съемного упора, но в направляющих сверлятся симметрично стойкам каркаса отверстия для их усиления на необходимой высоте.
Полный процесс изготовления пресса заканчивается установкой тянущих пружин и самого прижимного устройства. Такое оборудование очень удобно, так как имеет возможность в любой момент использовать домкрат по прямому назначению. Как видите, наличие небольшого количества инструментов (сварщик, электроды, УШМ, болгарка) и простых расходных материалов может в хороших руках стать необходимым приспособлением для выполнения различных работ в домашнем хозяйстве.
Классический домкрат
Классический ручной пресс достаточно просто сделать из домкрата. Сначала делается каркас из толстого швеллера. Его угловые части усилены стальными пластинами, повышающими прочность всей конструкции.
Подвижный элемент устанавливается на изготовленную раму и отвечает за прижатие изделий. Специалисты советуют установить на него специальные ограничители, которые смогут лучше зафиксировать работающий домкрат.
Некоторые комплектуют оборудование упорным стержнем. Изготавливается из подшипниковых валов. Упорный стержень используется для повышения устойчивости конструкции пресса.
Особенности сборки мини-пресса
Люди, предпочитающие использовать компактное оборудование, чаще всего делают настольный самодельный пресс. Это самая простая конструкция, которая не часто используется на практике. Например, его используют для раскалывания грецких орехов или прессования хрупких жестяных или пластиковых изделий.
Для сделать каркас устройства используются толстые деревянные доски. Четыре доски соединены друг с другом, образуя прямоугольную раму. К верхней части рамы присоединена подвижная прижимная поверхность, также изготовленная из дерева. В качестве гидросистемы используются обычные медицинские шприцы.
Универсальность гидравлического пресса
Если вы являетесь владельцем авторемонтного предприятия или просто любите ремонтировать свои автомобили или автомобили друзей в своем гараже, вы можете быть удивлены, узнав, что гидравлический пресс может упростить многие из ваших задач. намного легче. Вы можете быть еще более приятно удивлены, обнаружив, что эти печатные машины доступны для малого бизнеса и любителей.
Вот несколько вещей, которые вы могли бы сделать сами, вместо того, чтобы ждать, пока вас приготовят в местном магазине:
В гараже
Погнутые детали: Подумайте обо всех деталях, которые можно выпрямить с помощью относительно небольшого гидравлического пресса. гидравлический пресс. Используя опору под изогнутую часть и соответствующие фитинги на конце штока пресса, вы можете распределить давление или сосредоточить его на одной области.
Ржавые детали: Окисление разрушает металлические детали и приводит к их плавлению. Снятие ржавой гайки с болта — яркий пример того, что может сделать коррозия. То же самое может произойти с другими частями автомобиля, такими как ступицы колес, выхлопные системы и все остальное, что может ржаветь вместе. Сначала опрыскайте детали WD-40, а остальное сделает гидравлический пресс.
Использованные масляные фильтры: Сжатие использованных масляных фильтров уменьшает их размер до 25% от их первоначального размера и выдавливает все оставшееся масло. Вы можете поймать масло и продать его и переработать фильтры. 10-тонный пресс выполнит эту работу, занимая площадь гаража 19 x 31 дюйм.
Dake Model Force 10M
на ферме
Фермеры используют много больших кусков оборудования: тракторы, плиты, комбинации, балористы, плантаторы, моуэры и элэки, ренности, . Все они подвергаются насилию и нуждаются в ремонте. Гидравлический пресс незаменим при выполнении таких ремонтных работ, как отсоединение заржавевших деталей, выпрямление погнутых деталей, выпрессовка подшипников и измельчение ненужных материалов.
. Версин многочисленные отрасли и области применения.
Керамика: Многие области высоких технологий, такие как полупроводники, полагаются исключительно на керамику, а гидравлические прессы сжимают твердые частицы, входящие в состав керамики. Керамика используется в бронежилетах, обеспечивая безопасность солдат и полиции. Гидравлические прессы применяют давление, необходимое для прессования керамики в ее предполагаемую форму: цемента, кирпича, плитки для ванной и других подобных продуктов.
Электрические детали: Гидравлический пресс используется при производстве электрических компонентов. Выключатели, корпуса и термостаты — это всего лишь образцы электрических деталей, изготовленных и собранных с помощью гидравлического пресса.
Автомобильные детали: Многие автомобильные детали изготавливаются с использованием гидравлических прессов. Некоторые основные детали автомобилей — сцепления, корпуса редукторов и подшипниковые узлы — изготавливаются с помощью гидравлических прессов. Простые компоненты (щетки стеклоочистителей) и детали, требующие точности (датчики впрыска топлива), изготавливаются с использованием гидравлических прессов.
Бытовая техника: Посудомоечные машины, микроволновые печи, холодильники, стиральные машины и сушилки используют гидравлические прессы для формовки панелей, а также для других целей, включая производство и сборку электрических частей приборов.
Самолет: Как и автомобили, самолеты изготавливаются с использованием гидравлических прессов. Помимо зубчатых передач и щеток стеклоочистителей, панели корпуса и крылья самолета изготавливаются с использованием гидравлических прессов.
Военные: Различные подразделения вооруженных сил используют гидравлические прессы для загрузки снарядов и других операций, связанных с боеприпасами. Вы найдете гидравлические прессы на борту кораблей, на армейских базах и в ремонтных мастерских ВВС. Другие военные применения включают сжатие топливных элементов и производство гусениц и шин.
Выберите свой следующий гидравлический пресс из нашей линейки качественных моделей
Наши мощные гидравлические прессы идеально подходят производителям, производителям, ремонтным мастерским, фермерским хозяйствам. Они выполняют правку, гибку, формовку, испытания, контроль качества, техническое обслуживание, штамповку, сборку и резку. Dake производит гидравлические прессы с 1940-х годов.
Водяной мини-насос, Бесщеточный погружной помпа для сада и аквариума, 12 В постоянного тока, USB, 5 Вт насос вольт
191
382
в магазин
Водяной насос, 12 Вольт (DC12V), 19 Ватт, 800л/ч, высота подъема 5 м, подключение 1/2″ насос
1090
1890
в магазин
Насос для воды 12 вольт Singflo FL-2202A 4,8 бар (70 PSI), 4 литра/мин Водяной
в магазин
Водяной мини-насос YIMAKER, 12 В постоянного тока, микро-насосы для медицинского оборудования, очистители воды, аквариумные насосы вольт
319
532
в магазин
Водяной насос на солнечной батарее, 12 В постоянного тока, Сантехнический матрас, Бесщеточный погружной насос AD180 для фонтана, аквариума вольт
в магазин
Насос 12 Вольт автоматический, высокого давления для воды Водяной
3990
4290
в магазин
Насос для воды 12-24 вольт с блоком питания AAR-NV01224S-BP ANROKEY Водяной
в магазин
Водяной Насос для аквариума, для перекачки воды, для электроинструмента на 12 В. вольт
1572
2699
в магазин
5 лучших 12-вольтовых водяных насосов для жилых автофургонов в 2022 году
Ваш водяной насос для жилых автофургонов — одна из тех машин, которую вы не оцените в полной мере, пока она не решит умереть за вас. Это не сексуальное устройство, но когда вы находитесь в дороге и у вас нет возможности принять душ, вы в спешке разовьете совершенно новую оценку одной из этих вещей.
Конечно, замена водяного насоса в вашем доме на колесах или кемпере поднимает совершенно новую проблему: решить, какой водяной насос лучше. Разве они не одинаковы в принципе? Это действительно имеет значение?
Ответы на эти вопросы: «нет» и «только если вы заботитесь о достаточном напоре воды, чтобы смыть шампунь с волос» соответственно. С этой целью мы рассмотрели 17 лучших водяных насосов RV, представленных сегодня на рынке, чтобы определить, какой из них заслуживает места в вашей установке.
Мы оценивали их по таким показателям, как скорость потока, давление воды, уровень шума и т. д., и в итоге SHURflo Revolution стал нашим чемпионом.
Если вы хотите узнать, что делает Revolution такой замечательной помпой, а также узнать, какие еще помпы входят в пятерку лучших, читайте дальше.
Когда вы нажимаете на ссылки различных продавцов на этом сайте и совершаете покупку, это может привести к тому, что этот сайт получит комиссию. Как Amazon Associates, мы зарабатываем на соответствующих покупках. Для получения дополнительной информации посетите нашу страницу раскрытия информации.
Насосы 3 галлона в минуту при 55 фунтов на кв. дюйм
ПРОВЕРИТЬ ЦЕНУ ►
Водяной мембранный самовсасывающий насос SEAFLO
Самовсасывающая модель
Может работать всухую без повреждений
Хорошо поддерживает постоянное давление
ПРОВЕРИТЬ ЦЕНУ ►
Lippert Components Водяной насос Flow Max для автофургонов
Работает с источником питания 12 В или 115 В
Очень тихий во время работы
Производительность 3 галлона в минуту при 50 фунтов на кв. дюйм
ПРОВЕРИТЬ ЦЕНУ ►
Насос пресной воды SHURflo 12v 3,5 гал/мин #2088-554-144
Обратный клапан предотвращает обратный поток
Долговечный и прочный
Простота установки
ПРОВЕРИТЬ ЦЕНУ ►
Bayite BYT-7A108 12 В постоянного тока Регулируемый самовсасывающий водяной насос для свежей воды
Скорость потока регулируется
Корпус герметичен для предотвращения повреждения двигателя
Очень доступный
ПРОВЕРИТЬ ЦЕНУ ►
Этот небольшой насос обеспечивает максимальную производительность по средней цене.
SHURflo Revolution может показаться не таким уж большим, так как это маленькое, не пугающее устройство, которое едва ли способно вызвать пульсацию в вашем резервуаре для воды, не говоря уже о том, чтобы дать вам необходимое давление воды. Однако внешность может быть обманчивой, и вы должны пропустить эту помпу на свой страх и риск.
Это один из самых простых в установке насосов, который мы нашли, и даже те, кто не любит делать его своими руками, должны найти этот процесс относительно безболезненным. Вы можете установить его в любом положении, поэтому, даже если у вас мало места, должен быть способ установить его, не разбирая вещи, не стуча пальцами или громко ругаясь перед соседскими детьми.
Это очень тихий блок, и если у вас включен телевизор или слышен любой другой шум, вы, скорее всего, даже не сможете сказать, когда он работает (это, однако, оставляет вас уязвимым для работает водяной насос?» кричит рукоятка). Он также не будет быстро переключаться, поэтому вы не будете слышать, как он постоянно включается и выключается, пока вы пытаетесь уснуть.
Несмотря на свою ненавязчивую природу, он может перекачивать значительное количество воды со скоростью 3 галлона в минуту. Эта вода выйдет под давлением 55 фунтов на квадратный дюйм, что более чем достаточно для большинства целей; возможно, он не идеален для мойки под давлением вашей установки, но он должен быть в состоянии справиться со всем остальным, что вы от него попросите.
Имейте в виду, однако, что эта штука потребляет много энергии (7,5 ампер, если быть точным). Вы должны убедиться, что ваша батарея может справиться с такой нагрузкой, прежде чем подключать эту штуку, иначе вам может понадобиться заменить не только помпу.
Pros
Невероятно легко установить
Очень маленький, но впечатляюще мощный
можно установить в любом положении
, в то время как в использовании без быстрого циклирования
насыпа
Потребляет много энергии
ПОСМОТРЕТЬ ПОСЛЕДНЮЮ ЦЕНУ
Этот универсальный насос может заменить и, возможно, улучшить все, что вы уже установили.
Многих неопытных пользователей пугает перспектива замены водяного насоса, поскольку они опасаются смущения, которое возникнет, если им придется вернуться в магазин и признать, что они купили не тот насос. Это не проблема с водяной диафрагмой SEAFLO, поскольку ее стандартные соединения означают, что она заменит практически любой другой насос на рынке.
У него сверхмощный двигатель и трехкамерная конструкция большого объема, что, по сути, просто причудливая болтовня о том, что «он может перемещать много воды». Он будет перекачивать 3 галлона в минуту при давлении 45 фунтов на квадратный дюйм, что не совсем соответствует SHURflo Revolution, но все же довольно впечатляет. Он также хорошо справляется с поддержанием постоянного давления, поэтому вам не придется беспокоиться о постоянном разбрызгивании потока воды.
Это самовсасывающий насос, который может закачивать до 6 футов по вертикали, поэтому он должен работать хорошо, даже когда в вашем резервуаре для воды начинает заканчиваться вода. Не беспокойтесь, если у вас случайно закончатся мокрые вещи, так как они могут высохнуть, не сломавшись (хотя мы бы этого не рекомендовали).
Это не очень громкий насос, но он имеет тенденцию немного вибрировать. Этого должно быть недостаточно, чтобы не давать вам спать по ночам или что-то в этом роде, но вы определенно сможете сказать, когда это закончится. Вибрации тем сильнее, чем больше давление воды вам нужно, поэтому ожидайте ощущения, будто вы принимаете душ во время землетрясения.
Кроме того, если вы планируете в любой момент подключить садовый шланг к насосу, вам необходимо приобрести специальные адаптеры. Это не так уж важно, но это небольшая неприятность, которой, казалось бы, можно избежать, включив эти адаптеры с самого начала.
PROS
Должен заменить практически любой другой насос
Может перекачивать большой объем воды
Самовсасывающая модель
Может работать всухую без повреждений
Поддерживает постоянное давление
МИНУСЫ
Немного вибрирует
Для использования с садовым шлангом требуются специальные переходники
Flow Max от Lippert Components просто выглядит как серьезное оборудование, и когда вы включите его, вы обнаружите, что он соответствует своему внешнему виду. Это насос для тяжелых условий эксплуатации, а устойчивый к коррозии двигатель гарантирует, что он прослужит вам долгие годы.
Одна из причин, по которой он может прожить так долго, заключается в том, что у него есть экран, который отфильтровывает мусор, прежде чем он достигнет двигателя и нанесет ущерб. Это также гарантирует, что вода, вытекающая из вашего крана, будет чистой, даже если вам пришлось наливать ее из не очень надежного источника.
Это также универсальная машина, так как она может работать как с источником питания 12 В, так и с источником питания 115 В (хотя вы, скорее всего, будете использовать ее только в качестве водяного насоса на 12 В на своем доме на колесах). Независимо от того, что вы используете, он может доставить довольно много воды — 3 галлона в минуту при 50 фунтах на квадратный дюйм.
Несмотря на мощность, которую он производит, это один из самых тихих насосов, которые мы тестировали. Вы едва сможете его услышать, а через некоторое время, скорее всего, вообще не заметите.
Это еще один источник питания, поскольку он часто потребляет до 9,5 ампер от батареи. Это также не насос с непрерывным режимом работы, так как он может работать только каждые 5 минут из 10. Это не проблема для большинства применений, но если вам нравится долгий роскошный душ, это не поможет.
ПРОФИ
Коррозионная мотор
Фильтр Удаляет мусор до того, как он достигнет мотора
Работа с 12 В или 115 В.
Потребляет много энергии
Не является моделью с непрерывным рабочим циклом
ПОСМОТРЕТЬ ПОСЛЕДНЮЮ ЦЕНУ
Эта модель была на высоте более 20 лет благодаря своим превосходным характеристикам и безопасности.
Насос для пресной воды SHURflo RV может производить больший объем воды, чем его аналог из этого списка (3,5 галлона в минуту против 3,0), но он делает это при более низком давлении (45 фунтов на квадратный дюйм против 55). Здесь нет правильного или неправильного ответа, но большинство людей предпочитают высокое давление воды, поэтому мы слегка кивнули в пользу Revolution.
Следует ожидать, что Revolution должен быть немного лучше, так как это более новая модель. Это говорит о неизменном качестве этого варианта, поскольку он существует уже более 20 лет и по-прежнему является одним из лучших водяных насосов, которые вы можете купить.
Мотор оснащен односторонним обратным клапаном, который гарантирует отсутствие обратного потока, поэтому система водоснабжения не будет случайно загрязнена. Хотя он может не оказывать такого большого давления, как Revolution, разница не так заметна, особенно если вы запускаете только один кран за раз.
То, что есть заметна, однако, разница в шуме. Это гораздо более громкий насос, в основном из-за того, что в нем используется металлический монтажный кронштейн, а не резиновый корпус. Вы можете попытаться смягчить это самостоятельно, поэкспериментировав с различными способами набивки кронштейна, но это проблема, которую вам придется решать самостоятельно или научиться с ней жить.
Пока вы пытаетесь найти способ заглушить шум, который издает эта штука, вам также может понадобиться заменить часть оборудования в процессе установки. Входящие в комплект винты очень короткие и могут быть недостаточно длинными для многих установок, поэтому не удивляйтесь, если вам придется поменять их местами, прежде чем вы сможете вставить вещь. легко и просто.
PROS
Одна из лучших моделей более 20 лет
Обратный клапан предотвращает обратный поток
Долговечный и прочный
Простой монтаж
Хороший напор воды при одновременном открытии одного крана
МИНУСЫ
Может не нуждаться в замене 3is 22930 3is 220920 вне включенного оборудования во время процесса установки
ПОСМОТРЕТЬ ПОСЛЕДНЮЮ ЦЕНУ
Эта маленькая машина работает на удивление хорошо, особенно учитывая ее бюджетную цену.
Когда вы откроете коробку и увидите, что Bayite BYT-7A108 смотрит на вас, велика вероятность, что вы подумаете, что принесли домой не ту деталь. Эта штука крошечный (всего 14,1 унции), и не похоже, что он вообще может протолкнуть какое-либо количество воды.
В действительности, однако, он может создавать серьезное давление воды, так как может достигать 100 фунтов на квадратный дюйм перед автоматическим отключением. Недостатком является то, что общий объем воды невелик, так как он способен перекачивать только 1,2 галлона в минуту, поэтому вам придется выбирать свой яд там. Вы также можете отрегулировать давление по мере необходимости; из коробки он настроен примерно на 70 фунтов на квадратный дюйм, но вы можете поднять или опустить его по мере необходимости.
Это один из самых дешевых насосов, которые мы рассматривали, но, несмотря на низкую цену, он может похвастаться впечатляющими характеристиками. Корпус герметичен, чтобы предотвратить просачивание влаги, гарантируя, что вы получите достаточную долговечность при минимальных вложениях, а он самовсасывающий до 6 футов, что позволяет вам установить его в верхней части вашего резервуара с пресной водой. Действительно, у вас будет , чтобы поместить его над резервуаром, так как он не может быть погружен в воду.
Он также очень тихий, во многом благодаря резиновым монтажным выступам, гасящим вибрации. Вы едва слышите эту штуку, когда она включена. Однако это палка о двух концах, так как иногда он напрягается под высоким давлением, и если вы не слышите, как он борется, вы можете легко сжечь двигатель.
Pros
Может создать очень высокое давление воды
Скорость потока регулируется
, запечатанный для тела, чтобы предотвратить повреждение мотора
Резиновые вкладки. объем всего 1,2 галлона в минуту
Нельзя погружать в воду
Борется и может сгореть при большем объеме
ПОСМОТРЕТЬ ПОСЛЕДНЮЮ ЦЕНУ
Что мы искали в лучших водяных насосах для автофургонов
Водяные насосы — не самые привлекательные товары в мире, поэтому неудивительно, если вы никогда особо не задумывались о том, на что обращать внимание, когда вам нужен новый насос. К счастью, выбор новой помпы — это не совсем то же самое, что и ракетная хирургия, поскольку на самом деле есть всего несколько вещей, на которые вам нужно обратить внимание при покупке.
Вот как мы оценивали различные насосы, которые мы тестировали:
Расход
Это количество воды (выраженное в галлонах в минуту, или GPM), которое ваш насос может обрабатывать за один раз. Чем выше скорость потока, тем больше воды вы получите, когда откроете кран.
Давление
Хотя скорость потока является важным показателем, это только половина дела. Во-вторых, с какой силой вода будет вытекать из вашего крана или насадки для душа. Это выражается в фунтах на квадратный дюйм или фунтах на квадратный дюйм. Более высокое число означает большее давление, но если вы поднимете его слишком высоко, вы рискуете создать утечку в вашей системе.
Потребляемая мощность
Работа водяного насоса может привести к большой нагрузке на аккумулятор вашего дома на колесах. Некоторые из насосов, которые предлагают наилучшую производительность, также будут высасывать много сока, потенциально быстро разряжая аккумулятор. В идеале вам нужен насос, который хорошо работает, не требуя для этого тонны электричества.
Шум
Водяные насосы могут быть очень громкими. Если вы не хотите носить беруши каждый раз, когда принимаете душ, вам нужно найти помпу, которая может работать хорошо, не создавая при этом огромного шума.
Как правильно выбрать водяной насос для автодома
Мы считаем, что наш лучший выбор, SHURflo Revolution, будет лучшим вариантом для большинства пользователей. Тем не менее, нереально ожидать, что какой-либо отдельный насос будет идеальным для в каждой отдельной ситуации , поэтому вместо того, чтобы слепо доверять нашим суждениям, вам следует провести собственное исследование.
Размышляя о том, какой купить насос, в первую очередь следует обращать внимание на то, что мы упоминали в предыдущем разделе (расход воды, уровень шума и т. д.). Помимо этого, вам следует обратить внимание на следующие критерии:
Тип насоса
Вообще говоря, существует три различных типа водяных насосов для жилых автофургонов: с постоянной скоростью, с регулируемой скоростью и с большим объемом.
Большинство опций, которые вы найдете, это постоянная скорость; это означает, что вода выходит только с одной скоростью, и вы не можете настроить ее так или иначе. Эти насосы, как правило, недороги и хорошо справляются со своей задачей, но они могут не дать вам той роскоши, к которой вы привыкли.
Насосы с регулируемой скоростью, с другой стороны, могут изменять поток воды в зависимости от ваших потребностей. Это означает, что если вы чуть-чуть откроете кран, насос подаст вам совсем немного воды. Эти насосы обычно тише, чем их аналоги с постоянной скоростью, но они и дороже.
Насосы большого объема могут быстро перекачивать большое количество воды — часто более 4 галлонов в минуту. Обычно их можно найти только в более крупных буровых установках с массивными резервуарами для воды, и они потребляют много электроэнергии, чтобы переместить всю эту жидкость.
Размер
Ваш водяной насос должен помещаться в четко определенном месте внутри вашего дома на колесах. Тем не менее, размер этих насосов может сильно различаться, так как некоторые из них могут быть совсем крошечными, а некоторые насосы большого объема могут быть грозными зверями.
Прежде чем купить новый насос, измерьте имеющееся пространство, чтобы убедиться, что выбранная вами модель действительно поместится в вашем доме на колесах.
Читайте также: 14 лучших портативных генераторов для кемпинга на колесах в 2022 году
Функции безопасности
Водяные насосы не представляют особой опасности, поэтому, когда мы упоминаем средства безопасности, мы имеем в виду безопасность насоса . Обычно это означает некоторую форму тепловой защиты, которая отключит насос до того, как он перегреется, но есть и другие вещи, на которые вы, возможно, захотите обратить внимание.
Они могут включать герметичные корпуса, предотвращающие попадание воды и мусора в двигатель, обратные клапаны, предотвращающие попадание воды из насоса обратно в бак, и фильтры, отфильтровывающие загрязняющие вещества до того, как они попадут в корпус.
Средства безопасности могут увеличить стоимость насоса на несколько долларов, но если они еще и продлят срок его службы на несколько лет, деньги будут потрачены не зря.
Блок питания
Практически все водяные насосы для жилых домов должны работать от 12-вольтовой сети, так как они питаются от 12-вольтовой батареи фургона. Тем не менее, вы можете увидеть некоторые водяные насосы, на которых написано, что они работают от 110 В или 120 В.
Любой ценой избегайте насосов на 110 В или 120 В — они созданы для зданий с более надежными источниками питания, а не для жилых домов с крошечными батареями. Установка одного из них на вашу установку может нанести большой ущерб электрической системе.
Единственным исключением является наличие вторичного источника питания, который вы планируете использовать для работы насоса, например генератора или заземленной розетки в здании. Если это так, вы можете купить один из других насосов; однако большинство водяных насосов на 110 В или 120 В представляют собой машины большого объема, предназначенные для гигантских буровых установок.
Подведение итогов
Если вы ищете новый водяной насос для своего дома на колесах, вы не ошибетесь, выбрав SHURflo Revolution. Он мощный, тихий и может служить долгие годы.
Однако это не значит, что это подходит всем. Вы должны попытаться найти насос, который способен обеспечить необходимое давление воды, не разряжая батарею и не заглушая вас шумом.
Что бы вы ни делали, не экономьте на водяном насосе. В конце концов, нет лучшей фразы, когда вы находитесь в дороге, чем: «Эй, детка, вернись к моей машине — давление воды в моем душе потрясающее ».
Если вам понравился этот пост о лучших водяных насосах для автофургонов на 12 В для вашего кемпера, рассмотрите возможность проверить некоторые из наших фаворитов:
Водяной насос RV продолжает работать? Вот как это исправить?
Лучшие раковины для кемперов для кухонь и систем водоснабжения
Фильтры для воды для жилых автофургонов для получения чистой питьевой воды в вашем автофургоне
Полное руководство по дезинфекции бака для воды в автодоме
Объяснение систем водоснабжения для кемперов | Основы, проектирование и установка
Нравится? Приколи это!
Страница не найдена — Приключения Маугли
Мы не нашли сообщения для этого URL.
Последние сообщения
Подробнее о коде скидки Renogy One
Вы ищете лучшие колпаки для RV? Вы знаете, нужны ли они вам? Затем читайте дальше, чтобы узнать подробности. Ваш дом на колесах — это значительная инвестиция, и вы хотите сделать все возможное, чтобы защитить его. Один из самых важных, но часто упускаемых из виду способов защиты вашего дома на колесах …
Узнайте больше о лучших чехлах на колеса для автофургонов и действительно ли они нужны вашему кемперу?
Если вы чем-то похожи на нас, вам понравится много. А когда дело доходит до кемпинга, RVing и автодома, нет лучшего времени, чтобы выиграть много, чем Amazon Prime Day. Каждый год Amazon предлагает одни из лучших предложений на снаряжение для кемпинга, дома на колесах и дома на колесах — и этот год не исключение! …
Узнайте больше о предложениях Amazon Prime Day для кемперов, жилых автофургонов и домов на колесах — октябрь 2022 г.
Система управления питанием для кемперов — отличный способ следить за своим домом на колесах, домом на колесах или кемпером, пока вас нет дома. Это не только дает вам душевное спокойствие, но также может помочь вам обнаружить мелкие проблемы, прежде чем они перерастут в большие. Если вы планируете приобрести блок управления питанием …
Узнайте больше о том, что такое система управления питанием для кемперванов и действительно ли она вам нужна?
Вы ищете лучшие системы управления питанием и не можете отличить их друг от друга? Мы чувствуем вас! Продолжайте читать, чтобы выбраться из тумана. На рынке представлено несколько систем управления питанием, но очень сложно определить, какая из них подходит для вашего дома на колесах, кемпера или…
Подробнее о лучших системах управления питанием для кемперов, автодомов и жилых автофургонов
Хотите знать, как утеплить кемпер? Это подробное руководство шаг за шагом проведет вас через подготовку вашего дома на колесах к зиме, от защиты его от грызунов и слива воды из баков до защиты водопровода от холода. Для многих владельцев кемперов начало октября знаменует собой завершение очередного сезона путешествий. Как …
Подробнее о том, как подготовить кемпер к зиме | Линии антифриза, воздуха и воды
Хотите знать, как отапливать кемпер без пропана? Вы по-прежнему можете пользоваться всеми преимуществами жизни на колесах, даже если вы не можете заправить свои баллоны с пропаном. Приложив немного творческого подхода и дополнительного планирования, вы сможете согреть свой дом на колесах всю зиму. Зимний RVing может быть большим опытом. Вы получаете удовольствие …
Подробнее о Как обогреть дом на колесах без пропана и не замерзнуть этой зимой
Качественный шланг для воды с подогревом для автофургона имеет решающее значение для предотвращения замерзания шлангов для воды. Замерзший шланг для воды может означать катастрофу для любого владельца дома на колесах, который не готов к этому, поэтому важно принять необходимые меры предосторожности. Если у вас есть дом на колесах, вы знаете, что одной из проблем, с которыми вы сталкиваетесь, является сохранение вашего …
Подробнее о 3 лучших вариантах водяных шлангов для автофургонов с подогревом: пусть вода течет в самую холодную погоду!
Эти компактные вешалки для полотенец для автофургонов идеально подходят для тех, кто хочет максимально использовать ограниченное пространство для хранения в своем автофургоне. Поездка на колесах — отличный способ увидеть страну, но это может быть непросто, когда ваше ограниченное пространство означает, что все должно быть именно так. Пытаюсь подогнать всю свою одежду и…
Подробнее о 6 компактных вешалок для полотенец на автофургоне для вашей крошечной ванной комнаты
Хотите знать, как обогреть кемпер без электричества? Вы по-прежнему можете пользоваться всеми преимуществами проживания в доме на колесах, даже если нет берегового источника питания. С небольшой подготовкой вы будете чувствовать себя хорошо и уютно всю зиму.
Как правильно армировать ростверк свайного фундамента.
Армирование плитного и монолитного ростверка.
Армирование ленточного ростверка.
Особенности выполнения работ.
Армирование плитного фундамента.
Технология армирования свайного ростверка.
1 Какие функции выполняет ростверк и зачем нужно его армирование?
1.1 Чем и как армировать?
1.2 Как рассчитать количество арматуры?
1.3 Особенности армирования ростверка (видео).
2 Технология армирования монолитного ростверка.
Как правильно армировать ростверк свайного фундамента.
Несмотря на то, что свайно-ростверковые фундаменты пользуются популярностью среди застройщиков, это специфическая конструкция основания. Расчет такого основания сделать самостоятельно очень сложно, для этого нужно подключать специалистов, которые имеют опыт работы в этой сфере, а также умеют создавать грамотный чертеж основания с четкими данными о типе ростверка, размеру и материалу свай, а также расстоянии между конструктивными элементами.
Существует несколько популярных видов фундаментов с ростверком: ленточный, плитный и свайный. Все они отличаются конструкцией, несущими характеристиками и прочностью, используются на различных типах грунтов, поэтому и схема их монтажа существенно отличается. Но единственный элемент, который обеспечивает максимальную несущую нагрузку на основание такого типа – это правильное армирование. И оно должно обязательно быть указано в чертеже, также должен быть произведен расчет арматуры, ее длины и толщины, а также способа соединения прутьев. Соответственно, весь процесс армирования нужно выполнять строго по чертежу, соблюдать все расчеты, чтобы потом фундамент не разрушился через несоблюдение технологии.
Армирование ростверка свайного фундамента чертеж.
Схема армирования свайного ростверка.
Армирование плитного и монолитного ростверка.
Армирование ростверка свайного фундамента чертеж.
Типичная схема армирования такого типа оснований.
Если нужно сделать армирование монолитного ростверка, тогда укладка горизонтальных поясов делается в два отдельных ряда при расстоянии в 20-30 см. Между поясами нужно предусмотреть продольные линии связи с проволоки или арматуры, места соединения соединить болтовыми зажимами, сварку использовать не рекомендуется через деформацию стали.
При расчете арматуры берется во внимание количество горизонтальных поясов, а также наличие вертикальных соединительных групп.
Как правило, вертикали устанавливают с шагом в 20 см, но это правило иногда обходят за счет использования более мощной проволоки.
В схеме армирования монолитного ростверка всегда предусматриваются такие пояса. Каркас делается пространственным, тут используются вертикальные пучки нарезанной арматуры, но длину подбирают только такую, чтобы прутья не выступали за пределы ростверка.
Как правило, вертикальные стержни соединяются с горизонтальным поясом также гибкой проволокой. Армирование будет завершено, когда будут уложены и соединены между собой все стержни и тщательно защищен нижний слой. Если все правила и рекомендации соблюдены правильно, тогда можно начинать заливку ростверка бетонным раствором.
Армирование ленточного ростверка.
Армирование ростверка свайного фундамента чертеж.
Принципиальная схема устройства фундамента.
Схема армирования ленточного ростверка практически не отличается от монолитного, ведь такие основания похожи между собой. Единственное отличие – так монолитный имеет единую армированную плиту под периметром целого здания. А ленточный сооружается по периметру только несущих стен и там армируется. Соответственно, при расчете армирования ленточного фундамента учитывается меньшее количество арматуры, а также используемого бетонного раствора. Единственное отличие – это способ установки опалубки, ведь это двухсторонняя защитная плоскость, которая существенно ограничивает возможности доступа к арматуре. Армирование ленточного ростверка также делается только способом соединения вязальной проволокой, сварка недопустима.
При разработке чертежа армирования ленточного ростверка сразу учитывается полное отсутствие провисания прутьев, а также вертикальные армирующие пучки. Тем более, что во время заливки бетоном все прутья должны стоять именно в тех местах, где это указано на схеме. Любые смещения недопустимы, поэтому соединение должно быть жестким.
Единственное различие между ленточным и монолитным ростверком, это способ армирования. В монолитной конструкции соединяются все оголовки, а в ленточной – только соседние конструкции, поэтому расчет ленточного основания выходит дешевле.
Особенности выполнения работ.
Ключевая проблема, какая возникает при расчете и строительстве фундамента – это неправильный выбор сечения самого ростверка. Нужно всегда учитывать наличие воздушной подушки под плоскостью ростверка, вариант как на рисунке категорически запрещается делать.
Также некоторые проектировщики, особенно без опыта, могут в схеме совместить элементы плитной и ленточной конструкции. Если зимой возникнет вспучивание почвы, тогда лента фундамента поднимется, а плиты не будут давать это сделать. В результате случится разрыв свай и быстрое разрушение основания.
Если нужно сделать расчет поперечного сечения ростверка и размера свай, тогда нужно сначала разработать проект дома со спецификациями несущих стен и перекрытий. За счет этих данных проводится расчет допустимых нагрузок на будущее основание, подбирается тип заводский свайных элементов и уже затем подбирается толщина плиты ростверка.
Если выбор остановлен на ленточном типе основания, тогда толщина ростверка соответствует толщине несущих стен или может быть немного больше за счет утепления и декоративного оформления. Если такое основание строится на площадке с природным уклоном, тогда сразу подбираются сваи различной длины.
В некоторых случаях уклон площадки слишком большой. В таких случаях использовать сваи очень большой длины не рекомендуется, ведь возможно возникновение горизонтальных разрывов даже посередине сваи. В таких случаях строят ступенчатый фундамент. В такой конструкции предусмотрено углубление опорных стержней на глубину до 25 см, а опора вводится на 5-7 см. при выборе ступеней также определяются сразу с толщиной кладки стены, а также места расположения опор. Тут нужно помнить, что края ступеней не должны опираться на опоры. Поэтому сваи устанавливаются полностью в свободном порядке. Арматура устанавливается на одной плоскости со зданием, также расположение ее должно быть в самих ступенях, а соединение гибкое без элементов сварки.
Армирование плитного фундамента.
При расчете необходимого количества арматуры, нужно воспользоваться типом и формой будущего основания. Эти характеристики железобетонной основы можно получить, определившись из будущей нагрузкой на фундамент и несущими характеристиками почвы. Тут часто используются ребристые прутья в горизонтальных и вертикальных поясах, это арматура класса А3 с толщиной 10 мм. Но при обустройстве армирующих поясов можно использовать прутья и большей толщины. Ведь чем они толще, тем фундамент получится прочнее. Также проектировщик при расчете должен учесть особенности почвы, тип будущего здания,его высотность и периметр. Если грунт плотный, то степень деформации основания будет меньшей. Если же почва рыхлая, тогда в сваях и в ростверке нужно применять арматуру с диаметром 14-66 мм, или даже большую. А шаг сетки для всех типов армирования составляет 20 см.
Технология армирования свайного ростверка.
Свайный фундамент — универсальное основание для строительства кирпичных (об армировании кирпичной кладки — читаем отдельно), деревянных, газобетонных (про армирование газобетона — читаем отдельно) и пенобетонных малоэтажных домов в любых грунтовых условиях. Такие основания применяются и для других конструкций (к примеру — заборов, колонн ). Прочность и надежность свайного фундамента непосредственно зависит ростверка, о технологии армирования которого мы поговорим в данной статье.
Вы узнаете, зачем необходимо армирование свайно-ростверкового фундамента, какие материалы для этого используются и как выполняется сам процесс. Будут приведены схемы и чертежи, объясняющие все нюансы армирования монолитного ростверка.
1 Какие функции выполняет ростверк и зачем нужно его армирование?
Ростверк представляет собой ленточную конструкцию (о том, как армируют обычный ленточный фундамент — читаем отдельно), соединяющую отдельно стоящие сваи между собой. За счет обвязки опоры получают дополнительную пространственную жесткость и устойчивость к опрокидывающим нагрузкам. Также ростверк выступает в качестве опорной поверхности, на которой возводятся стены здания.
Существует несколько разновидностей обвязки по материалу изготовления — стальная (из швеллера либо двутавра) деревянная (из бруса) и железобетонная. Именно в случае монтажа монолитного свайного ростверка, который используется при обустройстве домов из тяжелых материалов, необходимо выполнить армирование обвязки.
Потребность в укреплении монолитного ростверка арматурой обуславливается тем, что бетон как материал имеет высокую устойчивость к сжимающим нагрузкам, но при этом ему свойственно слабое сопротивление к нагрузкам на изгиб и растяжения, которые могут стать причиной его деформации.
Размещенный внутри монолитного ростверка армокаркас воспринимает на себя вышеуказанные нагрузки, предотвращая риск его разрушения, что значительно увеличивает надежность и долговечность конструкции. Армирование необходимо не только при монтаже свайно-ростверкого фундамента, но и в столбчатом основании, которое имеет схожую конфигурацию.
Отметим, что армированию подлежат фундаменты, в которых используются сваи двух видов — забивные и буронабивные. Забивные сваи представляют собой конструкции заводского изготовления, которые по завершению монтажа с помощью копровой техники обрезаются специальной гидравлической сваерезкой.
После обрезки оголяется арматура на торцевой части сваи, которая впоследствии связывается с каркасом монолитного ростверка. При монтаже буронабивных опор их армокаркас делается так, чтоб над бетонным телом сваи находились выступы арматуры высотой 30-40 см.
1.1 Чем и как армировать?
Армирование ленточного ростверка выполняется посредством пространственного армокаркаса, состоящего из двух продольных поясов арматуры (верхнего и нижнего), соединенных между собой горизонтальными и вертикальными перемычками.
Продольные пояса выполняются из прутьев арматуры класса А3 (горячекатаный профиль рифленого типа), диаметр которой составляет 13-16 мм. Использовать стеклопластиковую арматуру можно, что подтверждают отзывы о успешной эксплуатации таких свайно-ростверковых фундаментов на специализированных форумах.
Соединяющие вертикальные и горизонтальные перемычки могут выполняться в двух вариантах — в виде отдельных прутков приваренной к продольных поясам арматуры (схема демонстрирует конфигурацию). В таком случае необходимо использовать стержни аналогичного типоразмера, что и при обустройстве продольного пояса.
Также каркас может соединяться перемычками из выгнутой в хомуты прямоугольной формы арматуры (нижеприведенная схема). При таком подходе используются гладкие стержни класса А2 (диаметр 8-10 мм). Гнутые хомуты трудоемки в монтаже, однако они за счет меньшего количества сварных швов они более надежны и долговечны. Стеклопластиковая арматура, не подлежащая гибке, для создания хомутов не применяется.
Согласно положениям СНиП №2.03.01 «Пособие по проектированию и обустройству свайно-ростверковых фундаментов». при монтаже армокаркаса необходимо соблюдать следующий шаг между составляющими элементами:
количество стержней в продольных поясах — минимум 4, расстояние между ними — до 10 см;
шаг между поперечными перемычками продольного пояса — 20-30 см;
шаг между вертикальными соединяющими перемычками — до 40 см;
защитный слой бетона — минимум 5 см.
Защитный слой представляет собой расстояние между крайними контурами армокаркаса и стенками бетонного тела монолитного ростверка. Если защитный слой не будет иметь требуемую толщину возникнет две проблемы — каркас не сможет правильно перераспределять действующие на ростверк нагрузки и арматура будет чрезмерно подвержена коррозии под воздействием влаги, проникающей в микропоры бетона.
Арматура для армирования ростверка свайного фундамента чертеж.
Пластиковая подставка под арматуру.
Чтобы сделать защитный слой по нижней грани ростверка используются специальные пластиковые подставки-грибки, которые поднимают арматуру над опалубкой. Применение в данных целях кусков кирпича не допускается.
1.2 Как рассчитать количество арматуры?
В качестве примера приводим расчет количества арматуры для монолитного ростверка периметром 8*6 м. Используем условные габариты обвязки 40*40 см. Армокаркас под такую обвязку будет состоять из двух продольных поясов по 3 стержня А3 диаметр 14 мм в каждом (шаг между прутьями 10 см, по 5 см с каждой стороны съедает защитный слой бетона). Пояса соединяются перемычками из арматуры А1 диаметр 11 мм, расположенных с шагом в 20 см.
Расчет выполняется по следующему алгоритму:
В итоге расчет нам показал, что армирование ростверка требует 180 м арматуры класса А3 и 200 м (100+100) стержней А2 диаметром 11 мм. Также может потребоваться расчет вязальной проволоки. если вы не планируете использовать стыковку сваркой. Выполняется он с учетом того, что на одно соединение уходит около 40 см материала: определяем количество соединений: 4*(30/0,2) = 600 шт; и высчитываем расход материала — 600*0.4 = 240 м.
Для соединения прутьев продольного пояса нам потребуются перемычки длиной 30 см, которые будут расположены с шагом 20 см. Выполняем расчет их количество на оба контура ростверка: 2*(30/0.2) = 300 шт, после чего рассчитываем общую длину поперечных перемычек: 300*0,3 = 100 м.
Осталось произвести расчет длины вертикальных перемычек, соединяющих верхний и нижний контуры каркаса между собой. Но поскольку в примере рассчитывается прямоугольный ростверк, их количество и длина будет идентичной поперечным перемычкам. Если же используется ростверк прямоугольной конфигурации, расчет выполняется по указанной в пункте №2 формуле.
В итоге расчет нам показал, что армирование ростверка требует 180 м арматуры класса А3 и 200 м (100+100) стержней А2 диаметром 11 мм. Также может потребоваться расчет вязальной проволоки. если вы не планируете использовать стыковку сваркой. Выполняется он с учетом того, что на одно соединение уходит около 40 см материала: определяем количество соединений: 4*(30/0,2) = 600 шт; и высчитываем расход материала — 600*0.4 = 240 м.
1.3 Особенности армирования ростверка (видео).
2 Технология армирования монолитного ростверка.
Амирование ростверка начинается после выполнения всех предыдущих этапов обустройства свайного фундамента — монтажа свай, их обрезки и обустройства опалубки. Вы должны иметь готовую опалубку, внутри которой на высоту, равную сечению обвязки, выступают армокаркасы свай.
При сборке каркаса арматуру можно вязать между собой с помощью проволоки либо соединять прутья методом сварки. Существенной разницы в способе стыковки нет — нередко утверждают, что сваренный каркас из-за отсутствия эластичности хуже противостоит деформациям, чем соединенная вязкой конструкция, однако в промышленном многоэтажном строительстве каркасы свайно-ростверковых фундаментов всегда свариваются, так что эти опасения беспочвенны. К тому же, сварка более практичный и быстрый в реализации способ.
Читайте также: как армируют лестницы. и нужно ли это делать?
Армирование ростверка — пошаговая инструкция:
К выступающей из сваи арматуре на высоте от 5 см от дна опалубки привариваются горизонтальные прутки.
На прутьях с заданным шагом размещается и приваривается арматура нижнего продольного пояса.
Сборка армокакаркаса на прямых участках ростверка достаточно проста в исполнении. Трудности наступают при армировании углов, которое необходимо дополнительно усиливать, поскольку эта часть каркаса испытывает максимальные нагрузки.
Армирование ростверка свайного фундамента чертеж.
Схема правильного армирования углов и примыканий ростверка.
Углы и места примыкания внутренних стен обвязки к наружным нельзя армировать перехлестом арматуры. На данных участках необходимо укладывать цельные стержни, выгнутые в Г либо П-образной конфигурации. Схема правильного армирования углов свайного ростверка приведена на изображении.
Рекомендация: Хорошая обзорная статья, из нее узнаете об армирование ростверка свайного фундамента так же увидите чертежи. Перед тем как начать армирование ростверка нужно сделать точный и правильный расчет исходя из конкретно вашей ситуации и ваших нагрузок. Если будет ошибка в расчетах, то вы построите бракованный ростверк и потеряете много денег.
Армирование ростверка свайного фундамента: чертеж и расчеты
Устройство оснований под любое здание – это очень ответственный и важный этап, с которого начинаются основные строительные работы. Рекомендуется производить изготовление фундаментов в строгом соответствии с проектной документацией.
Для монолитных конструкций достаточно важной частью работ является армирование ростверка. От качества связанной арматуры во многом зависит прочность всей конструкции. Произвести армирование можно самостоятельно, предварительно ознакомившись с технологией данного вида работ.
Содержание
1 Что такое ростверк
2 Устройство монолитного ростверка
2.1 Установка опалубки
2.2 Армирование ростверка
2.3 Бетонирование ленты
2.4 Распалубка
2.5 Гидроизоляция ленты
3 Ошибки при армировании и как их избежать
Что такое ростверк
Ростверк – это монолитный элемент основания здания, соединяющий отдельно стоящие столбы или сваи в единую систему. Он изготавливается в виде ленточного фундамента, на который устанавливаются несущие и внешние ограждающие конструкции строения. Лента равномерно распределяет нагрузки по всему основанию здания, которое в свою очередь передаёт их грунту.
Схема устройства ростверка
Ростверк может быть выполнен не только в виде монолитного ленточного фундамента. Также он изготавливается из деревянных, металлических и ЖБИ изделий, расположенных между столбчатыми опорными конструкциями. Такое устройство в виде балок используется гораздо реже, чем монолитное.
Различают висячие и заглубленные конструкции
В зависимости от высоты ростверкового фундамента относительно уровня земли различают висячий и заглубленный варианты устройства. При строительстве заглубленного ростверка выбирается монолитное исполнение. Если изготавливается висячий, то основа ростверка может быть устроена из горизонтальных балок.
Монолитный ростверк содержит в своей основе бетон и арматуру. Армирование занимает основную долю времени при устройстве данного вида оснований. При проведении работ по армированию ленточного фундамента необходимо руководствоваться строительными нормами и правилами 52-01-2003.
Ростверк должен служить надёжной опорой и защищать строение от влаги. Фундамент свайно-ростверковый подходит для строительства зданий с числом этажей не более трёх.
Устройство монолитного ростверка
Чтобы изготовить монолитный ростверковый фундамент, потребуется выполнить несколько этапов работ.
Установка опалубки.
Армирование ростверка.
Бетонирование.
Распалубка.
Гидроизоляция ленты.
Установка опалубки
Опалубку необходимо установить строго под углом 90 градусов
Ростверковый фундамент изготавливается висячим или заглубленным в грунте. От его формы напрямую зависит и конструкция опалубки.
Вне зависимости от конструкции боковые стены опалубки должны быть собраны в строго вертикальном уровне, а углы соответствовать 90°, если проектом не предусмотрено другое исполнение.
При изготовлении ленты в земле можно использовать грунт вместо опалубки, как опору для будущего фундамента. Выше уровня земли собирается опалубка чаще всего из досок или фанеры. Она сколачивается или стягивается таким образом, чтобы бетон не выдавил доски и не растёкся в процессе его укладки. Та часть фундамента, которая выступает над землёй, будет ограждена такой конструкцией.
Если выбран висячий вариант устройства ростверка, тогда необходимо предусмотреть в опалубке качественное основание. Его требуется рассчитать, исходя из нагрузки, которую оно должно выдержать. Нагрузка определяется массой бетона и арматуры. Также необходимо учесть механические воздействия на конструкцию от вибрирования бетона в процессе его заливки.
Боковые стены опалубки должны быть крепко собраны. Для этого могут быть использованы поперечные стяжки, распорки, трубки со шпильками и другие материалы, которые обеспечат надёжность конструкции.
Некачественная опалубка может привести к срыву процесса укладки бетона. Это недопустимо в строительстве, но часто происходит из-за халатного отношения к этой части работ.
Армирование ростверка
Армирование конструкции
Армирование ростверка свайного или столбчатого фундамента является одним из самых ответственных этапов устройства основания под здание.
В качестве основного материала для армирования фундаментов используется периодическая металлическая арматура. В последнее время её начали заменять композитной стеклопластиковой. Стоит отметить, что стеклопластиковая арматура не подходит для висячих конструкций. Она хороша там, где имеется опирание на грунт.
Арматуру сваривают в балки
Арматура связывается или сваривается в отдельных случаях в каркасы, так называемые балки. Существует несколько видов балок. Тип армирования, а значит и вид балок, определяется на стадии проектирования.
При самостоятельном строительстве, когда отсутствует проект, и нет возможности обратиться к специалистам, есть вариант воспользоваться онлайн калькулятором армирования. Желательно найти в интернете несколько таких онлайн программ и произвести расчёты в каждой, чтобы, сравнив данные, определить погрешность в подсчётах. Рассчитав армирование по внесённым параметрам фундамента, можно приступить к работам.
Армирование монолитного ростверка в самом распространённом виде состоит из прямых продольных и поперечных стержней, которые соединены между собой вязальной проволокой или сваркой. Чтобы правильно произвести соединение конструкции из арматуры изготавливаются хомуты и П-образные изделия. Они являются связующими элементами в узлах арматурного каркаса.
Чтобы узнать, как правильно изготавливаются арматурные каркасы и их узлы, необходимо ознакомиться с руководством по конструированию бетонных и железобетонных конструкций из тяжёлого бетона (без предварительного напряжения).
Нельзя нагревать металлическую арматуру для того, чтобы согнуть её. Для сгиба необходимо использовать специальные приспособления или трубогибочный станок.
Бетонирование ленты
Заливать бетон в опалубку нужно без перерыва, чтобы получился качественный монолит
Ростверковый фундамент заливается бетоном единовременно без перерыва в работах до полного их завершения. Категорически запрещено делать разрывы по длине фундамента. Единственным разрешённым действием является разрыв по высоте ростверка. После заливки 150-200 мм слоя по всему объёму ленты делается перерыв в работах.
Перед продолжением строительных работ необходимо дождаться, когда бетон наберёт минимально допустимую прочность. Затем требуется счистить верхний слой, так называемого бетонного молочка, и только после этого продолжать бетонирование ленты.
Важно производить работы так, чтобы в бетонной массе не было никаких пор. Требуется, чтобы бетон заполнил всё пространство в опалубке. Не должно остаться ни одного воздушного кармана внутри ростверка.
Распалубка
Важно не снимать опалубку раньше времени
Можно один раз пренебречь этим процессом и произвести его раньше времени, чтобы понести убытки, которые ощутимо скажутся на строительном бюджете.
При преждевременной распалубке фундамент может дать трещину, что не оставит практически никаких вариантов, кроме его демонтажа. В таком случае потребуется устройство нового основания, соответственно затраты на строительство значительно вырастут.
Бетон набирает прочность в зависимости от его марки и температуры окружающей среды. Идеальной считается температура 20°С, в таких условиях бетон марок М200-300 наберёт 100% прочность за 28 дней.
Данные по набору бетоном прочности представлены в таблице.
Процент прочности бетона в зависимости от температуры
Марка бетона
Срок твердения, суток
-3°С
0°С
+5°С
+10°С
+20°С
+30°С
1
3
5
9
12
23
35
2
6
12
19
25
40
55
М200-300 на портландцементе М-400 и М-500
3
8
18
27
37
50
65
5
12
28
38
50
65
80
7
15
35
48
58
75
90
14
20
50
62
72
90
100
28
25
65
77
85
100
—
Из таблицы видно, что при низких температурах целесообразно использовать бетон с добавками для быстрого набора прочности. Это немного увеличивает его стоимость, но и значительно ускорит строительный процесс.
Допускается производить распалубку при наборе бетоном прочности не менее 50%.
Гидроизоляция ленты
Важно защитить основание от влаги. Если фундамент впитает воду, то в зимнее время при минусовых температурах во время расширения замерзающей воды в нём будут образовываться микротрещины. Этого необходимо избежать.
Ошибки при армировании и как их избежать
Не стоит армировать углы перекрещивая арматуру
Существует ряд ошибок, связанных с армированием, которые допускают неопытные строители в целях экономии или просто по незнанию строительных норм и правил. Ниже приведены самые часто повторяющиеся из них.
Уменьшение диаметра буронабивной сваи, по мнению некоторых строителей, должно сопровождаться уменьшением количества вертикальных стержней арматуры, к которым впоследствии должен крепиться каркас ростверка. Уменьшение припуска вертикальных стержней.
Армирование угловых участков перекрещиванием прямых прутьев арматуры. Так поступают многие, чтобы не усложнять вязку каркаса.
Несоблюдение шага установки перемычек при армировании ростверка. Пропуск необходимых соединений. Подобное часто происходит в целях экономии.
Отклонение арматурного каркаса от центральной оси. Это приведёт к неравномерной несущей способности основания.Такие вещи часто случаются из-за банальной халатности. Все тонкости армирования свайного фундамента, смотрите в этом видео:
Решения вышеперечисленных ошибок приведены ниже.
Диаметр сваи не должен быть менее 300 мм, а количество вертикальных стержней ниже 4, припуск арматуры под ростверк должен быть не менее 0,5 м.
Для правильного соединения узлов балок следует изготовить гнутые П- и Г-образные детали, которыми требуется соединять угловые элементы.
При устройстве арматурного каркаса должен соблюдаться шаг от 200 до 400 мм между перемычками. Точный размер шага определяется на стадии проектирования.
Требуется производить все измерения с использование строительных уровней, чтобы каркас был выставлен относительно центральной оси.
Армирование – это значимая часть процесса строительства. Важно всё и качество материалов, и опыт строителей, и наличие рабочей документации.
Несоблюдение правил армирования может привести к самым серьёзным последствиям. Этот этап строительства один из самых ответственных.
При производстве строительных работ любая ошибка приводит к уменьшению срока эксплуатации здания без необходимости ремонта. Это в лучшем случае. В худшем, ещё на стадии возведения здания оно подвергается перестройке.
Для достижения максимальных сроков эксплуатации требуется соблюдать строительные нормы и правила, не допуская отклонений от проекта. Строительство объединяет в себе комплекс мероприятий, которые необходимо соблюсти для достижения желаемого результата. По возможности лучше доверить такую работу профессионалам.
Фонд
гриляжей | Типы ростверкового фундамента
Важное замечание
1
Ростверковый фундамент
Фундамент, состоящий из одного, двух или более слоев балок (как правило, железобетонных) для распределения нагрузки на один большая площадь является основой для гриля.
Используется в основании колонн. Эти слои завернуты в бетон и находятся под прямым углом друг к другу. Этот тип фундамента обычно используется для столбов и подмостей колонн с тяжелой конструкцией.
Хотя фундамент и сетка выглядят одинаково, они разные. Там, где фундамент передает нагрузку от конструкции на землю, сетка распределяет большие нагрузки на большие площади.
Также читайте: Укладка фундамента | Использование свайного фундамента | Характеристики свайного фундамента
Типы ростверкового фундамента
Здесь представлены два различных типа ростверковых фундаментов.
Фундамент стальной ростверк.
Деревянный фундамент для гриля.
1. Фундамент стального ростверка
Фундамент стального ростверка состоит из стыков или стальных балок, поставляемых в один или два слоя. Его название определяет его функцию и структуру, поскольку он состоит из стальных балок, структурно известных как прокатные стальные балки.
Минимальный зазор 10 см сохраняется на внешних сторонах наружных балок, а также над верхними полками верхнего слоя.
Толщина бетона должна быть не менее 15 см. После выравнивания основания и заливки бетона необходимо проверить правильность уплотнения и образование непроницаемого слоя толщиной не менее 15 см.
Защищает стальные балки от грунтовых вод, которые могут привести к коррозии. Затем укладываем первый слой балок на бетонное основание на расстоянии от 100 до 300 мм с помощью трубчатых разделителей.
Затем заливаем бетон между и вокруг балок первого слоя. После этого размещаем второй уровень балки под прямым углом к первым уровням с помощью разделителя.
Затем снова заливаем бетон между стальными балками и вокруг них. При этом стальные опоры соединяем с верхним слоем с помощью опорной плиты, боковых уголков и усиливающей пластины.
Эти соединительные элементы также заделываются в бетон для придания жесткости соединению.
Также читайте: Разница между основанием и фундаментом | Что такое фундамент и фундамент
2. Деревянный ростверковый фундамент
Деревянный фундамент предусмотрен для каменных стен, сильно нагруженных деревянными колоннами.
Этот фундамент особенно полезен в затопляемых районах, где несущая способность грунта очень низкая и где нагрузка на грунт ограничена 50-60 кН/м2.
Деревянные доски и деревянные балки используются вместо стальных балок. Между стыками тимберса нет бетона.
Однако нижний бетон, поставляемый в стальной сетке, заменен деревянной платформой, построенной из деревянных досок.
Выемка основания ровная. Нижний слой деревянных досок размером от 20 до 30 см и шириной от 5 до 7,5 см укладывается вплотную, без зазора между ними.
Над этим слоем под прямым углом размещается деревянная балка того же сечения, что и деревянная стойка.
Затем снова укладывается еще один слой досок под прямым углом к направлению балок. Верхний слой досок может быть 7,5-10 см. Толстый, простирающийся на всю ширину основания стены, на котором построена кладка стены.
Также читайте: Что такое Raft Foundation | Тип фундамента | Деталь основания плота
Ростверковый фундамент Проект
Для проекта решетчатого фундамента необходимо рассчитать нагрузки и моменты надстройки.
Исходя из этого, нам необходимо определить площадь основания, необходимую для адекватного допустимого давления на грунт в данном состоянии.
Разделив эту область, мы найдем номера и размер каждого слоя сетки. Затем мы должны спроектировать слой так, чтобы он наклонялся от края слоя выше.
Он определяет размеры балок, необходимые для того, чтобы выдерживать изгибающие моменты и силы сдвига.
Сетку нельзя заключать в бетон и по порядку, так как совместное действие балки и бетона будет деморализовано. Метод конструкции и нагрузки должны быть совместимы с потребностями проекта
Также прочтите: Двутавровая балка против двутавровой | Что такое двутавровая балка | Что такое двутавр
Особенности ростверкового фундамента
Ростверк соединяет весь фундамент в единую конструкцию и таким образом способствует равномерному распределению веса дома и всех свай.
Чаще всего этот фундамент организуется как монолитная железобетонная конструкция. Сопротивление обеспечивается металлической конструкцией (стальной фундамент для гриля).
Между балками ростверка предусмотрен минимальный зазор около 800 мм (8 см), чтобы бетон можно было легко заливать и правильно уплотнять.
Поскольку бетонное заполнение не несет нагрузки, оно удерживает балки на месте и предотвращает их коррозию.
Глубина бетона под нижним ярусом составляет не менее 150 мм (15 см).
Монтаж фундамента ростверка
Этапы монтажа фундамента под ростверк показаны ниже:
Сначала для сплошной монолитной сетки нам необходимо изготовить и установить конструкцию. Мы предпочитаем этот гриль, потому что он более надежный.
Опалубка из обрезных досок в виде прямоугольных желобов. Его высота составляет 1 фут, а ширина равна минимальной толщине стены дома. Расстояние между каждой сеткой должно составлять от 15 до 30 см.
В опалубке мы должны определить структуру соединения арматуры с помощью соединительной проволоки. Кратчайшее расстояние от конструкции рядом с опалубкой должно быть одинаковым.
Затем арматура соединяется с той же соединительной проволокой, которая использовалась ранее.
Затем необходимо приготовить бетон с помощью бетономешалки. Заливается в опалубку в непрерывном цикле. Соединения должны располагаться на высоте от 25 до 30 мм, чтобы они были полностью погружены в бетон. Бетон необходимо заливать с осторожностью, чтобы избежать нежелательных полостей. 6. После шпаклевания поверхности ее следует выровнять и оставить сохнуть. После высыхания опалубку можно снять. Фундамент уже готов.
Преимущества ростверкового фундамента
Требует меньше времени и материалов для монтажа.
Уменьшает отвод тепла от дома с помощью фундамента, так как не наносится на мерзлый грунт.
Снижает уровень вибрации дома (очень актуально, если дом построен близко к автомагистралям).
Процесс монтажа ростверка требует меньше времени и материалов.
Этот тип фундамента можно использовать для значительных сооружений, таких как опоры колонн и строительные леса.
Способен трансформировать нагрузку на большую площадь.
Недостатки ростверкового фундамента
Требуется установка свай на достаточно большую глубину.
Пространство под решеткой должно быть заполнено и отапливается.
Необходимы раскопки большей площади, что увеличивает стоимость раскопок.
На него воздействует большая подъемная сила.
Выравнивание колонн в этом типе фундамента может немного измениться.
Краткое примечание
Фундамент для ростверка
A Фундамент для ростверка – это тип фундамента , который часто используется в основании колонны. Он состоит из одного, двух или более ярусов стальных балок, уложенных на слой бетона, при этом соседние ярусы расположены под прямым углом друг к другу, при этом все ярусы залиты бетоном.
Что такое ростверковый фундамент?
Фундамент , состоящий из одного, двух или более ярусов балок (обычно стальных), уложенных на слой бетона для распределения нагрузки на обширной площади, Фундамент ростверка . Он используется в базе столбцов. Эти ярусы залиты бетоном и расположены под прямым углом друг к другу.
Фундамент Грильяж глубокий?
Ростверковый фундамент учитывается, когда фундамент глубина ограничена от 1 до 1,5 м по таким причинам, как каменистый грунт. Более того, ростверковый фундамент может выдерживать и передавать большие нагрузки от конструкции на большие площади.
Является ли Грильяж кодом для фундамента?
Ростверковый фундамент является наиболее экономичным фундаментом в случае передачи больших нагрузок от колонн на грунт малой несущей способности. Тип фундамента , часто используемый в основании колонны.
Что такое Деревянный ростверковый фундамент?
Фундамент использует деревянные доски и балки деревянных вместо стальных балок. Этот фундамент особенно полезен в заболоченных районах, где несущая способность почвы очень низкая, и где стальные балки могут подвергаться коррозии из-за грунтовых вод.
Как сделать ростверковый фундамент?
Порядок строительства фундамента ростверка следующий.
Сначала выкапывается траншея глубиной от 90 до 150 см и выравнивается. Укладывается и уплотняется слой бетона пропорцией 1:2:4 или 1:1,5:3 толщиной от 23 до 30 см.
На это бетонное основание укладываются стальные двутавровые балки с подходящими интервалами от 45 до 90 см. Длина этой двутавровой балки равна ширине фундамента.
Затем заливают бетоном пространство между двутавровыми балками. Над ними перпендикулярно основному слою устанавливается следующий слой двутавров.
Снова заливают бетоном внутреннее пространство для его заполнения.
Теперь закрепите стальные стойки, соединив их с опорной плитой. Косынка и боковые уголки используются для надежного соединения. Чтобы сделать их монолитными, эти соединения также закрепляются в бетоне.
Что такое Ростверковая балка?
Ростверк Фундамент состоит из нескольких слоев балок , обычно уложенных под прямым углом друг к другу и используемых для распределения тяжелых точечных нагрузок от надстройки до приемлемого давления на грунт.
Что такое стальной ростверк?
Стальной ростверк Фундамент состоит из стальных стыков или балок, расположенных в один или два яруса. Его название определяет его функцию и структуру, поскольку он состоит из балок из стали , конструктивно известных как прокатные балки из стали .
Что такое Ростверк в машиностроении?
Фундамент, состоящий из двух или более ярусов близко расположенных стальных балок, опирающихся на бетонный блок, причем каждый ярус расположен под прямым углом к нижнему.
;
устройство, плюсы и минусы, строительство
Проблема выбора фундамента под сооружения существует в сложных горно-геологических условиях. Рационально использовать свайно-ростверковый фундамент, предполагающий 20% стоимости строительства. Подземная часть висячих стержней увеличивает несущую способность грунта и обеспечивает надежность конструкции. Реконструкция некачественного фундамента требует дополнительных вложений, поэтому актуальным направлением является соответствующее проектирование.
Содержание
Определение свайно-ростверкового фундамента
Выбор свай
Виды свайно-ростверкового фундамента
По способу погружения в грунт
По степени заглубления
Технология строительства этапы заливки ростверка
Проведение работ по утеплению фундамента
Возможные ошибки
Плюсы и минусы свайно-ростверкового фундамента
Определение свайно-ростверкового фундамента
Свайно-ростверковый фундамент возводится на неустойчивых грунтах
Конструкция применяется для возведения зданий на неустойчивых грунтах или в случае возведения крупногабаритного сооружения. В качестве основания используются сваи с заостренным концом, каждая из них выдерживает усилие 2 – 5 тонн. Вершина стержней объединяется балочным или плитным поясом, который называется ростверком. Обвязка закладывается под несущие стены и размещается по периметру дома.
Для определения количества висячих элементов производится расчет, требующий характеристик:
вес здания с оборудованием, людьми, снеговой и ветровой нагрузкой;
технические показатели грунта на строительной площадке.
Ростверк равномерно распределяет статические нагрузки и связывает вертикальные стержни, чтобы они не смещались под нагрузкой. Сваи делают из металла или железобетона, а для соединительных балок берут металлические профили, бетон, деревянные бруски.
В частном домостроении ростверк фундамента на сваях применяется редко из-за большой затратной части. Использование такой конструкции оправдано, если дом строится в заболоченной местности или на грунтах, относящихся к категории зыбучих песков.
Выбор сваи
Разновидности свай по конструкции и типу установки
Длина сваи, диаметр зависит от нагрузки, сопротивления слоя грунта и назначается так, чтобы элемент находился вне зоны промерзания грунта . Длина скважины зависит от возможностей бурового оборудования. Низ ростверка определяется наличием технического чернового этажа, подвала, рельефом земельного участка.
Проект свайного фундамента выполняется по результатам инженерных разработок, информации о сейсмичности района. При выборе технологии учитываются экологические требования и сравниваются экономические варианты других решений. Правила расчета приведены в нормативном документе СНиП 11.В.1 — 62.
В плане сваи размещают с постоянным или переменным шагом, который предварительно указывается на чертеже. Висячие элементы и ростверк рассчитываются по деформациям с условием, что конструкция осядет на величину меньше нормативного показателя. Метод позволяет определить рентабельность основания ростверка до устройства монолитного ленточного фундамента, сплошной бетонной плиты.
Виды свайно-ростверкового фундамента
Сваи с железобетонным ростверком самые прочные
Слабые грунты протыкают острием стержня до упора в устойчивые грунты, к которым относятся грубые, скальные пласты и крепкие глинистые породы. Длина вертикального шпунта может быть до 20 метров.
Свайный фундамент с ростверком подразделяется по признакам:
материал — бывают железобетонные, деревянные, стальные и бетонные варианты;
способ погружения в грунт — делятся на забивные, вибропогружные, винтовые;
работа с грунтом — висячие конструкции распределяют нагрузку с помощью трения, а стойки передают усилия непосредственно на устойчивую породу.
Сечение желобов квадратное, многоугольное, трубчатое. Элементы выполнены составными, цельными, винтовыми, с развальцовкой. Монолитные конструкции имеют внутри цилиндрическую полость, они цельные с постоянной длиной. Сборные варианты соединяются из железобетонных блоков и набираются на необходимую длину.
Способом погружения в грунт
Вибратор для свай
Сваи забивные забивают ударным оборудованием. Наконечник смещает частицы грунта в сторону, вверх при углублении и проникает в грунт. Стержень выталкивает объем грунта, равный объему затопленной площади, и дополнительно обжимает основание. На строительной площадке используются дизельные и штанговые молоты.
Вибрационный метод снижает трение в грунте и на боковой поверхности погружного элемента. Требуется усилие, которое в несколько раз меньше, чем при ударном методе. Землю уплотняют на расстоянии 1,5 — 3 диаметров сваи от ее тела. Применяются электромеханические вибропогружатели, которые с помощью амплитуды пульсаций и массы сваи разрушают структуру грунта.
Свинчивание с напором производится для железобетонных и стальных свай с использованием автомобильных установок. Вертикальные элементы имеют наконечник с винтовой лопастью, ствол, направляющую и удлинитель. Применяются для реконструкции и ремонта фундаментов и для строительства в районах вечной мерзлоты, на пучинистых, обводненных грунтах.
По степени заглубления
Чем больше свай для ростверка, тем дороже фундамент
Висячий ростверк работает в среде сжимающихся грунтов, распределяет нагрузку с помощью силы бокового трения, сопротивления оголовка. Такие элементы невозможно заглубить до стабильного образования, и в этом их недостаток. Для надежности увеличивают площадь пяты направляющей части и размещают на площадке большее количество элементов.
Увеличение размеров приводит к удорожанию конструкции фундамента, увеличению трудоемкости. Большой объем потянет вес и дополнительная тяга. Уменьшение расстояния между подвесными стержнями иногда спасает положение.
Стойки имеют наконечник, передающий усилие на несжимаемые слои; такие стержни не приводят к усадке конструкции. Реечные пазы применяют для усиления фундамента при прокладке коммуникаций, трубопроводов, железнодорожных путей, так как они обладают высоким коэффициентом сопротивления сдвигу. В городе их возводят как опоры для стен и для строительства промышленных агрегатов с тяжелой техникой.
Технология строительства
Для устойчивости под ростверк засыпается песчано-щебеночная подушка
Скважины углубляют ручными бурами, при этом бурят диаметром 100-200 мм, а длину ограничивают расстоянием 1 м . Моторизованные, гидравлические и электрические машины увеличивают поперечный размер скважины и длину проходки до трех метров. Ростверки для свайных фундаментов требуют песчано-щебеночного слоя толщиной 15 – 20 см.
Допускается состав подсыпки:
щебень мелкий, песок — 1:2 соответственно;
песок крупный, гравий средней фракции — 2:3 соответственно.
Количество вертикальных стержней принимается расчетным путем, а при их отсутствии принимается запас прочности основания, сваи располагаются с минимальным шагом 1 м. Центры стержней совпадают с осями разбивки дома, диаметр свай может быть 170 — 400 мм. Для армирования применяют сварные или вязаные каркасы с ребристым армированием диаметром более 12 мм. Продольные стержни следует выполнять из металла класса А-3, а А-1 размещать в поперечном направлении.
Процесс и этапы заливки ростверка
Заливка ростверка после установки свай
Герметизация арматурных выходов и жесткое соединение ростверка со сваями обеспечивается при слабых грунтах и боковой нагрузке на здание. Концы загибают и прикрепляют к каркасу ростверка с помощью вязальной проволоки. Ростверк заливается слоями, до 25 см бетонируется в один прием. Электрический вибратор используется для удаления пузырьков воздуха из массы. Бетон набирает 100% прочности через 28 дней, только после этого его нагружают и укладывают ростверк.
Пошаговая инструкция правильного заполнения:
заполнить опалубку на треть;
трубка автомиксера поднимается так, что часть ее падает на дно;
просочившаяся масса прижимается к земле, образуя жесткую опорную платформу; фитинги
вставляются так, чтобы верх не выступал над уровнем трубы;
в верхней части бетона размещается стержень с резьбой для соединения с ростверком, элемент выступает на 30 см.
Опалубку лучше заливать непрерывно с перерывом для уплотнения слоев. Если вырыть траншею по ширине ростверка, опалубка не нужна, бетон можно заливать прямо в землю.
Проведение работ по утеплению фундамента
Схема утепления ростверка с помощью пены, которая наносится напылением
Железобетонный ростверк становится мостиком холода, независимо от его расположения на уровне земли. Конструкция отводит тепло от стен, которые возведены непосредственно на ней. Утепление работает аналогично утеплению ленточного основания и защищает сам ростверк от потерь энергии.
Деревянная или металлическая балка оставляет под домом продуваемое ветром пространство. Щель закрывается утеплителем, чтобы сэкономить на отоплении дома. В это пространство также закладывается канализация, водопровод, а теплоизоляция защищает от замерзания воды и стоков.
Мусор и листья попадают на открытое пространство под зданием, что потребует дополнительной уборки. Закрытая и красиво отделанная нижняя часть выглядит привлекательно и украшает фасад. Утепление подвала производится одновременно с созданием изолированной отмостки снаружи по периметру стен. Варианты теплоизоляции зависят от высоты цокольной части, особенностей ростверка.
Возможные ошибки
Чтобы ростверк не обрушился, необходимо правильно рассчитать количество свай и армировать бетон арматурой
Установку свай с ростверком лучше доверить специалистам или работать по чертежу и только после технического расчета. Нарушение технологии приведет к проседанию и разрушению дома.
Типичные ошибки:
отсутствие вертикальности при заглублении сваи;
использование ямок при затягивании винтовых стержней;
установка так, чтобы свая касалась сплошного фундамента, но должна уходить в него на 0,2 — 0,3 м;
нарушение технического плана размещения элементов;
без учета металлических головок на вершине сваи;
использование отверстий старых свай для установки новых.
Наклонные стержни уменьшают несущую способность фундамента; со временем такие элементы можно вытащить из земли. Сваи следует вкапывать в землю, начиная с поверхности земли. Полость элемента после забивания бетонируется и ограничивается наголовником, предохраняющим от влаги.
Плюсы и минусы свайно-ростверкового фундамента
Под свайный фундамент невозможно обустроить подвал.
Устройство требует меньше материалов, чем для изготовления сплошной монолитной плиты, при этом заглубление выбирается любое, возможно строительство на зыбком грунте или в условиях вечной мерзлоты. Небольшой объем выкапываемого грунта не требует применения экскаватора, а винтовые сваи забиваются буром.
Технологические особенности позволяют снизить стоимость свайного фундамента до аналогичного показателя для ленточного фундамента при сохранении высоких прочностных характеристик. Снижение трудоемкости приводит к тому, что комплекс работ вместе с утеплением выполняет бригада специалистов, состоящая из трех человек.
Уголок 50х50х5 Ст3 6000 в наличии по цене от 58490 руб за тонну
Уголок 50х50х5 Ст3 6000 в наличии по цене от 58490 руб за тонну | Компания МЕТАЛЛСЕРВИС
Подробнее
Металлобаза
Цена
Цена
Цена, руб
от 1т
Цена, руб
от 5т
Цена, руб
от 10т
Карачарово
Москва
59 490
59 490
59 490
Очаково
Москва
59 490
59 490
59 490
Капотня
Москва
59 490
59 490
59 490
Балашиха
59 490
59 490
59 490
Электроугли
59 190
59 190
59 190
Лобня
59 190
59 190
59 190
Предпортовая
С. Петербург
60 990
60 990
60 990
Софийская
С.Петербург
60 990
60 990
60 990
Нижний Новгород
Металлобаза № 1
58 490
58 490
58 490
Нижний Новгород
Металлобаза № 2
58 490
58 490
58 490
Самара
59 990
59 990
59 990
Пенза
58 990
58 990
58 990
Брянск
59 490
59 490
59 490
Курск
59 490
59 490
59 490
Ростов-На-Дону
Индустриальная
59 990
59 990
59 990
Ростов-На-Дону
Батайск
59 990
59 990
59 990
Таганрог
59 990
59 990
59 990
Краснодар
59 490
59 490
59 490
Пермь
59 400
59 400
59 400
Екатеринбург
Изоплит
60 490
60 490
60 490
Челябинск
Производственная
59 990
59 990
59 990
Металлобаза
Цена, т
КарачаровоМосква
59 490 ₽
ОчаковоМосква
59 490 ₽
КапотняМосква
59 490 ₽
Балашиха
59 490 ₽
Электроугли
59 190 ₽
Лобня
59 190 ₽
ПредпортоваяС. Петербург
60 990 ₽
СофийскаяС.Петербург
60 990 ₽
Нижний НовгородМеталлобаза № 1
58 490 ₽
Нижний НовгородМеталлобаза № 2
58 490 ₽
Самара
59 990 ₽
Пенза
58 990 ₽
Брянск
59 490 ₽
Курск
59 490 ₽
Ростов-На-ДонуИндустриальная
59 990 ₽
Ростов-На-ДонуБатайск
59 990 ₽
Таганрог
59 990 ₽
Краснодар
59 490 ₽
Пермь
59 400 ₽
ЕкатеринбургИзоплит
60 490 ₽
ЧелябинскПроизводственная
59 990 ₽
Авторизация
Напомнить пароль
Зарегистрироваться
Выберите город
Москва
Санкт-Петербург
Нижний Новгород
Самара
Пенза
Балаково
Чебоксары
Брянск
Курск
Белгород
Ростов-на-Дону
Таганрог
Краснодар
Пермь
Екатеринбург
Челябинск
Уфа
Новосибирск
Барнаул
Хабаровск
Минск
Выберите город
Москва
Санкт-Петербург
Нижний Новгород
Самара
Пенза
Балаково
Чебоксары
Брянск
Курск
Белгород
Ростов-на-Дону
Таганрог
Краснодар
Пермь
Екатеринбург
Челябинск
Уфа
Новосибирск
Барнаул
Хабаровск
Уголок 50х50х5 Ст3 12000 в наличии по цене от 57990 руб за тонну
Уголок 50х50х5 Ст3 12000 в наличии по цене от 57990 руб за тонну | Компания МЕТАЛЛСЕРВИС
Подробнее
Металлобаза
Цена
Цена
Цена, руб
от 1т
Цена, руб
от 5т
Цена, руб
от 10т
Карачарово
Москва
58 490
58 490
58 490
Очаково
Москва
58 490
58 490
58 490
Капотня
Москва
58 490
58 490
58 490
Балашиха
58 490
58 490
58 490
Электроугли
58 190
58 190
58 190
Лобня
58 190
58 190
58 190
Предпортовая
С. Петербург
59 990
59 990
59 990
Софийская
С.Петербург
59 990
59 990
59 990
Нижний Новгород
Металлобаза № 1
58 090
58 090
58 090
Нижний Новгород
Металлобаза № 2
58 090
58 090
58 090
Самара
59 490
59 490
59 490
Пенза
57 990
57 990
57 990
Балаково
58 790
58 790
58 790
Брянск
58 490
58 490
58 490
Курск
58 290
58 290
58 290
Ростов-На-Дону
Индустриальная
59 990
59 990
59 990
Ростов-На-Дону
Батайск
59 990
59 990
59 990
Таганрог
59 990
59 990
59 990
Краснодар
59 490
59 490
59 490
Новосибирск
66 090
65 990
65 990
Новосибирск
66 090
65 990
65 990
Хабаровск
66 490
66 490
66 490
Пермь
58 400
58 400
58 400
Екатеринбург
Изоплит
59 990
59 990
59 990
Челябинск
Производственная
58 990
58 990
58 990
Металлобаза
Цена, т
КарачаровоМосква
58 490 ₽
ОчаковоМосква
58 490 ₽
КапотняМосква
58 490 ₽
Балашиха
58 490 ₽
Электроугли
58 190 ₽
Лобня
58 190 ₽
ПредпортоваяС. Петербург
59 990 ₽
СофийскаяС.Петербург
59 990 ₽
Нижний НовгородМеталлобаза № 1
58 090 ₽
Нижний НовгородМеталлобаза № 2
58 090 ₽
Самара
59 490 ₽
Пенза
57 990 ₽
Балаково
58 790 ₽
Брянск
58 490 ₽
Курск
58 290 ₽
Ростов-На-ДонуИндустриальная
59 990 ₽
Ростов-На-ДонуБатайск
59 990 ₽
Таганрог
59 990 ₽
Краснодар
59 490 ₽
Новосибирск
65 990 ₽
Новосибирск
65 990 ₽
Хабаровск
66 490 ₽
Пермь
58 400 ₽
ЕкатеринбургИзоплит
59 990 ₽
ЧелябинскПроизводственная
58 990 ₽
Авторизация
Напомнить пароль
Зарегистрироваться
Выберите город
Москва
Санкт-Петербург
Нижний Новгород
Самара
Пенза
Балаково
Чебоксары
Брянск
Курск
Белгород
Ростов-на-Дону
Таганрог
Краснодар
Пермь
Екатеринбург
Челябинск
Уфа
Новосибирск
Барнаул
Хабаровск
Минск
Выберите город
Москва
Санкт-Петербург
Нижний Новгород
Самара
Пенза
Балаково
Чебоксары
Брянск
Курск
Белгород
Ростов-на-Дону
Таганрог
Краснодар
Пермь
Екатеринбург
Челябинск
Уфа
Новосибирск
Барнаул
Хабаровск
Свойства конструкционных стальных угловых сечений, равнополочные BSI BS EN 10056
Свойства конструкционных стальных угловых сечений, равнополочные BSI BS EN 10056
Меню конструкционных материалов Меню инженерных материалов
0 Свойства веб-страницы 90 Details for Structural Steel Уголок BSI BS EN 10056.
Уголок конструкционный равнополочный Свойства: Настоящий европейский стандарт устанавливает требования к номинальным размерам горячекатаных равнополочных и равнополочных уголков. Настоящий Европейский стандарт не распространяется на углы с квадратным корнем. Допуски для равнополочных и неравнополочных углов приведены в EN 10056-2.
Обозначение формы d x bw x t
Размеры секции
Внутренний угол Радиус
Внешний край Радиус
Площадь участка
d (мм)
т (мм)
R1 (мм)
R (мм)
А (см 2 )
250 х 250 х 35
250
35
18
9
163
250 х 250 х 32
250
32
20
10
150
250 х 250 х 28
250
28
18
9
133
250 х 250 х 25
250
25
20
10
119
200 х 200 х 24
200
24
18
9
90,6
200 х 200 х 20
200
20
18
9
76,3
200 х 200 х 18
200
18
18
9
69,1
200 х 200 х 16
200
16
18
9
61,8
180 х 180 х 18
180
18
18
9
61,9
180 х 180 х 16
180
16
18
9
55,4
160 х 160 х 15
160
15
17
8,5
46,1
150 х 150 х 18
150
18
16
8
51
150 х 150 х 15
150
15
16
8
43
150 х 150 х 12
150
12
16
8
34,8
150 х 150 х 10
150
10
16
8
29,3
130 х 130 х 12
130
12
14
7
30
120 х 120 х 15
120
15
13
6,5
33,9
120 х 120 х 12
120
12
13
6,5
27,5
120 х 120 х 10
120
10
13
6,5
23,2
120 х 120 х 8
120
8
13
6,5
18,7
100 х 100 х 15
100
15
12
6
27,9
100 х 100 х 12
100
12
12
6
22,7
100 х 100 х 10
100
10
12
6
19,2
100 х 100 х 8
100
8
12
6
15,5
90 х 90 х 12
90
12
11
5,5
20,3
90 х 90 х 10
90
10
11
5,5
17,1
90 х 90 х 9
90
9
11
5,5
15,5
90 х 90 х 8
90
8
11
5,5
13,9
90 х 90 х 7
90
7
11
5,5
12,2
90 х 90 х 6
90
6
11
5,5
10,6
80 х 80 х 10
80
10
10
5
15,1
80 х 80 х 8
80
8
10
5
12,3
80 х 80 х 6
80
6
10
5
9,35
75 х 75 х 8
75
8
9
4,5
11,4
75 х 75 х 6
75
6
9
4,5
8,73
70 х 70 х 10
70
10
9
4,5
13. 1
70 х 70 х 8
70
8
9
4,5
10,6
70 х 70 х 7
70
7
9
4,5
9,4
70 х 70 х 6
70
6
9
4,5
8.13
65 х 65 х 7
65
7
9
4,5
8,7
60 х 60 х 10
60
10
8
4
11. 1
60 х 60 х 8
60
8
8
4
9.03
60 х 60 х 6
60
6
8
4
6,91
60 х 60 х 5
60
5
8
4
5,82
50 х 50 х 8
50
8
7
3,5
7,41
50 х 50 х 6
50
6
7
3,5
5,69
50 х 50 х 5
50
5
7
3,5
4,8
50 х 50 х 4
50
4
7
3,5
3,89
50 х 50 х 3
50
3
7
3,5
2,96
45 х 45 х 6
45
6
7
3,5
5,09
45 х 45 х 5
45
5
7
3,5
4,3
45 х 45 х 4,5
45
4,5
7
3,5
3,9
45 х 45 х 4
45
4
7
3,5
3,49
45 х 45 х 3
45
3
7
3,5
2,66
40 х 40 х 6
40
6
6
3
4,48
40 х 40 х 5
40
5
6
3
3,79
40 х 40 х 4
40
4
6
3
3,08
40 х 40 х 3
40
3
6
3
2,35
35 х 35 х 4
35
4
5
2,5
2,67
30 х 30 х 5
30
5
5
2,5
2,78
30 х 30 х 4
30
4
5
2,5
2,27
30 х 30 х 3
30
3
5
2,5
1,74
25 х 25 х 5
25
5
3,5
1,75
2,26
25 х 25 х 4
25
4
3,5
1,75
1,85
25 х 25 х 3
25
3
3,5
1,75
1,42
20 х 20 х 3
20
3
3,5
1,75
1,12
Голая ось — подвесная балка — 1500 кг и 1750 кг — 50x50x5 мм — оси опускаемой балки
Все оси Trojan изготавливаются из прокатанной полой трубы (RHS), что дает много преимуществ по сравнению с осями со сплошной балкой. Они такие же прочные, как сплошные балки, легче по весу и могут быть оцинкованы по экономичной цене.
Балки 50 мм x 50 мм x 5 мм, правая сторона. Номинальная нагрузка на ось представляет собой общий вес прицепа и перевозимого груза.
Это только голые оси — ступицы и стойки, комплекты дисковых тормозов и т. д. не включены. Их необходимо заказывать отдельно от товаров для перекрестной продажи, указанных ниже.
Вам необходимо предоставить размеры A и B, показанные на рисунке ниже.
Нам также потребуется следующая информация с вашим заказом
Внешняя ширина шасси
Установлены ли пружины под или над осью
Минимально допустимое расстояние между ступицами и шасси = 220 мм
Текущие оценки составляют приблизительно 8 недель для доставки для троянских оцинкованных оси
Каждая
Описание
ЦЕНА
4997979797979797979797979779797977979779749749797444444444444444444444444444444444444444444444444444444444444449н. 8 Ось: 1500 кг — 50x50x5 RHS Длина оси: под 1800 мм Отдел: Bare Metal Подходит для подгонки; SKU: T020098+ Оси: 1500 кг — 50x50x5 RHS Длина оси: Более 1800 мм Отдел: Голый металл . Подходит для подгонки;: Электрический барабанный тормоз
NS 459 $ 459.20ADD TO CART
SKU: T010105 Ось: 1500 кг — 50x50x5 RHS Длина оси: до 1800 мм .
NZD $ 414.20ADD TO CART
SKU: T010105+ .0007 Не прошитые концентраторы
NZD $ 459.20ADD TO CART
SKU: T010106 Оси: 1500KG — 50x50x5 RHS Длина ося. : Не прошитые концентраторы
NZD $ 526,25DD TO CART
SKU: T010106+ Оси: 1500K — 50x50x5 RHS AXLE. 0007 Galvanized Подходит для подгонки;: без засыпания Hubs
NZD $ 526,25DD TO CART
SKU: T020104 AXLE: 1500K -50 -rs50667. : Bare Metal Подходит для подгонки;: Disc Braked Hubs
NZD $ 414.20ADD TO CART
SKU: T020104+ Axle: 1500KG -50X50X5 RHS AXSLE: 1500KG -50X50X.0006 Длина оси: Более 1800 мм Отдел: Голый металл Подходит для подгонки; 50x50x5 RHS Длина оси: под 1800 мм Отдел: Galvanized Подходит для подгонки;: Диск фиксированные концентраторы
Лист алюминиевый рифленый в наличии на складе в Новосибирске по низким ценам, звоните 8 (383) 249-87-48
Подбор по параметрам
251 Р
Лист алюминиевый рифленый 1200x3000x1.2 мм, АМг2Н2Р, ТУ 1-804-432-2006, квинтет, вес 1 кв. м. 3.24 кг
251 Р
org/Offer»>
274,860 Р
Лист алюминиевый рифленый 1200x3000x1.5 мм, АМг2Н2, квинтет, вес 1 кв. м. 4.05 кг, цена за тонну
274,860 Р
org/Offer»>
288,973 Р
Лист алюминиевый рифленый 1200x3000x1.5 мм, АМг2Н2Р, ТУ 1-804-432-2006, квинтет, вес 1 кв. м. 4.05 кг, цена за тонну
288,973 Р
org/Offer»>
252 Р
Лист алюминиевый рифленый 1200x3000x1.5 мм, АМг2Н2Р, квинтет, вес 1 кв. м. 4.05 кг
252 Р
org/Offer»>
239,692 Р
Лист алюминиевый рифленый 1200x3000x3 мм, АМг2Н2Р, квинтет, вес 1 кв. м. 8.10 кг, цена за тонну
239,692 Р
org/Offer»>
258 Р
Лист алюминиевый рифленый 1200x3000x3 мм, АМг2Н2Р, квинтет, вес 1 кв. м. 8.10 кг
258 Р
org/Offer»>
247 Р
Лист алюминиевый рифленый 1500x3000x1.2 мм, АМг2Н2Р, ТУ 1-804-432-2006, квинтет, вес 1 кв. м. 3.24 кг
247 Р
org/Offer»>
248 Р
Лист алюминиевый рифленый 1500x3000x1.5 мм, АМг2Н2Р, ТУ 1-804-432-2006, квинтет, вес 1 кв. м. 4.05 кг
248 Р
org/Offer»>
258 Р
Лист алюминиевый рифленый 1500x3000x2 мм, АМг2Н2Р, квинтет, вес 1 кв. м. 5.40 кг
258 Р
org/Offer»>
251 Р
Лист алюминиевый рифленый 1500x3000x4 мм, АМг2Н2Р, ТУ 1-804-432-2006, квинтет, вес 1 кв. м. 10.80 кг
251 Р
org/Offer»>
665 Р
Лист алюминиевый рифленый 600x600x1.5 мм, АМг, квинтет, вес 1 кв. м. 4.05 кг, цена за лист
665 Р
org/Offer»>
1,677 Р
Лист алюминиевый рифленый 600x1200x1.5 мм, АМг2, квинтет, вес 1 кв. м. 4.05 кг, цена за лист
1,677 Р
org/Offer»>
3,991 Р
Лист алюминиевый рифленый 600x3000x4 мм, АМг2Н2, квинтет, вес 1 кв. м. 10.80 кг, цена за лист
3,991 Р
org/Offer»>
300,514 Р
Лист алюминиевый рифленый 1000x2000x1.2 мм, АМг3Н2, квинтет, вес 1 кв. м. 3.24 кг, цена за тонну
300,514 Р
org/Offer»>
300,514 Р
Лист алюминиевый рифленый 1000x2000x1.5 мм, АМг3Н2, квинтет, вес 1 кв. м. 4.05 кг, цена за тонну
300,514 Р
org/Offer»>
4,439 Р
Лист алюминиевый рифленый 1000x2000x1.5 мм, 1050 Н14, чечевица, вес 1 кв. м. 4.05 кг, цена за лист
4,439 Р
org/Offer»>
295,933 Р
Лист алюминиевый рифленый 1000x2000x1.5 мм, 1050 Н14, даймонд, вес 1 кв. м. 4.05 кг, цена за тонну
295,933 Р
org/Offer»>
5,117 Р
Лист алюминиевый рифленый 1000x2000x2 мм, 1050 Н14, чечевица, вес 1 кв. м. 5.40 кг, цена за лист
5,117 Р
org/Offer»>
3,400 Р
Лист алюминиевый рифленый 1000x2000x2 мм, А5, чечевица, вес 1 кв. м. 5.40 кг, цена за лист
3,400 Р
org/Offer»>
295,933 Р
Лист алюминиевый рифленый 1000x2000x2 мм, 1050 Н13, даймонд, вес 1 кв. м. 5.40 кг, цена за тонну
295,933 Р
Показать ещё 20 из 413
-10% на доставку
действует до 09. 11.2022
-15% на резку
действует до 09.11.2022
-10% на доставку
действует до 09.11.2022
-10% на доставку
действует до 09.11.2022
-10% на доставку
действует до 09.11.2022
-15% на резку
действует до 09.11.2022
-10% на доставку
действует до 09.11.2022
-10% на доставку
действует до 09.11.2022
-10% на доставку
действует до 09.11.2022
-10% на доставку
действует до 09.11.2022
Где применяется рифленый алюминиевый лист?
Уникальные свойства алюминия уже давно высоко оценили в разных сферах производства. Рифленый лист алюминиевый относится к одному из самых востребованных изделий алюминиевого металлопроката. Он отличается прекрасными техническими и эстетическими характеристиками.
Сфера применения алюминиевых рифленых листов
Рифленые листы из алюминия обладают красивым внешним видом и исключительной легкостью. Поэтому данные изделия широко применяют в декоративных целях. Кроме того, алюминиевый лист отличается высокой устойчивостью к коррозии. Благодаря этому его можно использовать даже в помещениях с высоким уровнем влажности.
Матовая поверхность рифленого листа покрыта выпуклым рисунком. Способы рифления и рисунки на листах могут быть самыми разнообразными. Существует множество разновидностей такого оформления. Антискользящие свойства рифленого алюминия обусловили его применение в качестве напольного покрытия и облицовочного материала для лестниц.
Также алюминиевые листы используются в тех помещениях, где предъявляются высокие требования к пожарной безопасности. Изделие применяется в производстве холодильных установкок, тюнинге автомобилей, оформлении лифтов, облицовке палуб и трапов кораблей, а также в пищевом и химическом производстве.
Уникальные свойства алюминиевого рифленого листа
Пожаробезопасность, легкость и способность предотвращать скольжение сделали алюминиевый рифленый лист востребованным в сфере строительства производственных и жилых помещений, а также в самолетостроении.
Презентабельный внешний вид сделал лист алюминиевый с рифлением одним из самых популярных отделочных материалов нашего времени. Тонкие алюминиевые листы применяются в декоративных целях, а толстые листы используют там, где велика вероятность износа.
Благодаря уникальным антибактериальным свойствам и соответствию всем санитарным нормам лист из алюминия используют даже в фармацевтике и в медицине. Кроме того, из него делают торговое оборудование.
Может быть интересно
Свинцовая защита от радиации
Свинцовый лист применяется в качестве защитного материала как превосходная звукоизоляция и наиболее эффективная на данный момент антирадиационная защита. Также свинец может применяться при создании тяжелой многослойной брони. Вязкость материала задерживает как пули или осколки, двигающиеся со значительной…
Подробнее
Чем отличается бронзовая втулка от медной?
Бронзовые и медные втулки являются изделиями цветного металлопроката, широко востребованными в разных отраслях промышленности. Хотя эти изделия и имеют много общего, между ними выделяют и отличия.
Бронзовая втулка производится из сплава меди с алюминием, оловом, бериллием и другими элементами, кроме…
Подробнее
Алюминиевый пол как антискользящее покрытие
Рифленый алюминиевый лист изготавливается метолом холодного металлопроката и используется в качестве защитного противоскользящего покрытия. Благодаря интересному геометрическому рисунку рельефа и металлическому блеску, листы рифленого алюминия также используются в дизайне помещений, при оформлении в…
Подробнее
ПРИНАДЛЕЖНОСТИ ДЛЯ РЕМЕСЛА: Гофрированные алюминиевые металлические листы 3 размера
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Артикул на фото Размер: 6 штук — 3 3/4″ X 6″
Вариант выбран!
Этот вариант продан.
Загрузка
Товар на фото в Размер: 9 штук = 3″ X 4″
Вариант выбран!
Этот вариант продан.
Товар на фото в Размер: 12 шт.- 1 3/4 X 6 дюймов
Вариант выбран!
Этот вариант продан.
Нажмите, чтобы увеличить
Звездный продавец
Star Sellers имеют выдающийся послужной список в обеспечении отличного обслуживания клиентов — они постоянно получали 5-звездочные отзывы, вовремя отправляли заказы и быстро отвечали на любые полученные сообщения.
|
1463 продажи |
5 из 5 звезд
от €12,52
Загрузка
Включая НДС (где применимо), плюс стоимость доставки
Продавец звезд. Этот продавец неизменно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.
Внесен в список 1 ноября 2022 г.
133 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручной работы
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Все категории
Товары для рукоделия и инструменты
Corrugated Aluminum — Bilder und Stockfotos
6.908Bilder
Bilder
Fotos
Grafiken
Vektoren
Videos
Durchstöbern Sie 6.908
corrugated aluminum Stock-Fotografie und Bilder. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
satz flyegender bleche für das dach auf weißem grund. векторная иллюстрация — гофрированный алюминий, графика, клипарт, мультфильмы и символы
Satz fliegender Bleche für das Dach auf weißem Grund. …
der wellblech-graue metall-panorama-wandhintergrund. ржавый цинковый гранж текстуры и фон. — фото и фото из гофрированного алюминия
Der Wellblech-graue Metall-Panorama-Wandhintergrund. Rusty Zink…
altes großes roll-up-tor — гофрированный алюминий стоковые фотографии и изображения
Altes großes Roll-Up-Tor
bunt laсierte wellblechstruktur — рифленый алюминий стоковые фотографии и конструкции алюминиевые стоковые фотографии и изображения
Geschlossenes graues Metall Garagentür
außenwand der lagerhalle aus aluminiumwellblech und grüner wiese als Hintergrundbild. — рифленый алюминий фото и бильярд
Außenwand der Lagerhalle aus Aluminiumwellblech und grüner Wiese…
Außenwand des lagers aus aluminiumblech und асфальтиртер штрассе в Außenbereich als Hintergrundbild. — гофрированный алюминий сток-фотографии и изображения
Außenwand des Lagers aus Aluminiumblech und асфальтиертер Straße…
Textur einer Wand aus silbernen Wellblechen
vektor nahtloses muster aus weißem welligem schiefer. verzinktes eisenblech. farbige wellblech dachblech textur hintergrund. metalldach, metallabstellgleis, profilbleche zum bedecken oder fechten. — гофрированный алюминий сток-график, -клипарт, -мультики и -символ
Vektor nahtloses Muster aus weißem welligem Schiefer. Verzinktes…
hellgrau gefärbte vektorhintergründe wie grunge-strukturiertes wellblech oder eisenblech mit horizontalen streifen oder rillen — corrugated aluminum stock-grafiken, -clipart, -cartoons und -symbole
Hellgrau gefärbte Vektorhintergründe wie Grunge-strukturiertes…
mehrfarbige grunge verzinkte stahl wandplatte textur. — гофрированные алюминиевые фото и изображения
die bierflasche wird mit einem metallverschluss verschlossen. лыжи. der glasbehälter mit dem getränk wird mit einem kronkorken verschlossen. векториллюстрация. behälter мит соды. gliederung auf isoliertem hintergrund. — гофрированный алюминий сток-график, -клипарт, -мультики и -символ
Die Bierflasche Wird Mit Einem Metallverschluss verschlossen ….
Schlichte fabrikwand aus metallplatten — гофрированная алюминиевая сток -фотос и нецелосый, реналленал, реналленал, аолленал, аолленал, аолленал, аолленал, аолэндлен, аолленал. Das Bild шляпа ein Seitenverhältnis фон 16:9.
стержень из алюминиевого профиля оранжевого цвета. горизонтальная линия. — гофрированный алюминий фото и фото
Wand aus Streifen mit Aluminiumprofil оранжевый Farbe. Горизонтальный…
textur einer orangefarbenen wellblechfassade — corrugated aluminum stock-fotos und bilder
Textur einer orangefarbenen Wellblechfassade
aluminiumwellblech fassade eines lagerhauses als hintergrundtextur — corrugated aluminum stock-fotos und bilder
Aluminiumwellblech Fassade eines Lagerhauses als. ..
versandcontainer und wellblechtextur — corrugated aluminum stock -fotos und bilder
Versandcontainer und Wellblechtextur
rollendes aluminium-garagentor — гофрированный алюминий stock-fotos und bilder
Rollendes Aluminium-Garagentor
Hochauflösendes Foto eines rollenden Garagentors aus Metall mit Vignette.
altes rostiges metalltürtor einer гараж, türkisblau недостатка и в гнили-, оранжевый- и brauntönen oxidiert — verwitterter steampunk-hintergrund мит горизонтальный linien — гофрированный алюминий сток-фотографии и изображения
altes rostiges Metalltürtor einer Garage, türkisblau 90 недостатка03… oder latenwände oder zaunmuster oberflächenstruktur. nahaufnahme von innenmaterial für design-dekoration hintergrund. — рифленый алюминий фото и бильярд
Streifen Linien oder Lattenwände oder Zaunmuster Oberflächenstrukt
weißem blech für industriegebäude und bau. dachblech oder gewellte dächer der fabrikgebäude oder lager. — фото и фото из гофрированного алюминия
Weißem Blech für Industriegebäude und Bau. Dachblech oder…
Weißes Metallblech für den industriellen Hoch- und Tiefbau auf blauem Himmelshintergrund. Dachbleche oder Welldächer von Fabrikgebäuden oder Lagerhallen
blaues rolltor aus алюминий — гофрированный алюминий фото и фото
Blaues Rolltor aus Aluminium
Hochauflösendes Foto eines rollenden Garagentors aus Metall.
оранжевыйfarbene wellblechplatten, aluminiumzaun mit stacheldraht, der ein lagerhaus sichert. — гофрированные алюминиевые фото и изображения
Orangefarbene Wellblechplatten, Aluminiumzaun mit Stacheldraht,…
blauemetall gewellte палочка, текстура и сборка. — рифленый алюминий сток-фотографии и изображения
BlaueMetall Gewellte Wand, Textur und Muster.
Flexibles gewelltes aluminiumrohr von innen Gesehen, beständig gegen hohe Temperaturen, isoliert auf weißemhintergrund, selektiver focus.
Жаростойкие и жаропрочные сплавы обладают высокой жаропрочностью и жаростойкостью, что определяет их применение в качестве конструкционных материалов для изготовления изделий с повышенными требованиями к механической прочности и коррозионной стойкости при высоких температурах. На странице представлено описание данных сплавов: свойства, области применения, марки жаростойких и жаропрочных сплавов, виды продукции.
Основные сведения о жаростойких и жаропрочных сплавах
Жаропрочные сплавы и стали — материалы, работающие при высоких температурах в течение заданного периода времени в условиях сложно-напряженного состояния и обладающие достаточным сопротивлением к коррозии в газовых средах.
Жаростойкие сплавы и стали — материалы, работающие в ненагруженном или слабо-нагруженном состоянии при повышенных температурах (более 550 °C) и обладающие стойкостью к коррозии в газовых средах.
Активный интерес к подобным материалам стал проявляться в конце 30-х годов XX века, когда появилась необходимость в материалах способных работать при достаточно высоких температурах. Это связано с развитием реактивной авиации и газотурбинных двигателей.
Основой жаростойких и жаропрочных сплавов могут быть никель, кобальт, титан, железо, медь, алюминий. Наиболее широкое распространение получили никелевые сплавы. Они могут быть литейными, деформируемыми и порошковыми. Наиболее распространенными среди жаропрочных являются литейные сложнолегированные сплавы на никелевой основе, способные работать до температур 1050-1100 °C в течение сотен и тысяч часов при высоких статических и динамических нагрузках.
Классификация жаропрочных и жаростойких сплавов
Поскольку речь идет о жаростойких и жаропрочных сталях и сплавах, то стоит дать определение терминам жаропрочность, жаростойкость.
Термины и определения
Жаропрочность — способность сталей и сплавов выдерживать механические нагрузки при высоких температурах в течение определенного времени. При температурах до 600°С обычно применяют термин теплоустойчивость. Можно дать более строгое определение жаропрочности.
Под жаропрочностью также понимают напряжение, вызывающее заданную деформацию, не приводящую к разрушению, которое способен выдержать металлический материал в конструкции при определенной температуре за заданный отрезок времени. Если учитываются время и напряжение, то характеристика называется пределом длительной прочности; если время, напряжение и деформация — пределом ползучести.
Ползучесть — явление непрерывной деформации под действием постоянного напряжения. Длительная прочность — сопротивление материала разрушению при длительном воздействии температуры.
Жаростойкость характеризует сопротивление металлов и сплавов газовой коррозии при высоких температурах.
Классификация
Можно выделить несколько классификаций сплавов и сталей, которые работают при повышенных и высоких температурах.
Наиболее общей является следующая классификация жаростойких и жаропрочных сталей и сплавов:
Теплоустойчивые стали — работают в нагруженном состоянии при температурах до 600°С в течение длительного времени. Примером являются углеродистые, низколегированные и хромистые стали ферритного класса.
Жаропрочные стали и сплавы — работают в нагруженном состоянии при высоких температурах в течение определенного времени и обладают при этом достаточной жаростойкостью. Примерами являются стали аустенитного класса на хромоникелевой или хромоникельмарганцевой основах с различными легирующими элементами и сплавы на никелевой или кобальтовой основе.
Жаростойкие (окалиностойкие) стали и сплавы — работают в ненагруженном или слабонагруженном состоянии при температурах выше 550°С и обладают стойкостью против химического разрушения поверхности в газовых средах. В качестве примера можно привести хромокремнистые стали мартенситного класса, хромоникелевые аустенитные стали, хромистые и хромоалюминиевые стали ферритного класса, а также сплавы на основе хрома и никеля.
Также существует классификация по способу производства:
литейные;
деформируемые.
Свойства жаростойких и жаропрочных сплавов
Для жаропрочных сплавов и сталей основным полезным свойством с практической точки зрения является способность материала выдерживать механические нагрузки в условиях высоких температур. Существуют различные схемы нагружения жаропрочных материалов: статические растягивающие, изгибающие или скручивающие нагрузки, термические нагрузки вследствие изменений температуры, динамические переменные нагрузки различной частоты и амплитуды, динамическое воздействие скоростных газовых потоков на поверхность. При этом указанные материалы должны выдерживать соответствующий тип нагружения.
Основным практически полезными свойствами жаростойких сталей и сплавов является коррозионная стойкость материала в газовых средах при высоких температурах.
В то же время, с точки зрения производства готовых изделий важную роль играют технологические свойства. При создании деформируемых сплавов необходимо обеспечить достаточную технологическую пластичность при обработке давлением, в том числе при температурах 700-800 °С, а литые сплавы должны иметь удовлетворительные литейные свойства (жидкотекучесть, пористость).
Марки жаропрочных и жаростойких сплавов
Жаропрочные стали и сплавы на никелевой основе
В настоящее время сплавы на никелевой основе имеют наибольшее значение в качестве жаропрочных материалов, предназначенных для работы при температурах от 700 до 1100°С.
Сплав ХН77ТЮР (ЭИ437Б и ЭИ437БУВД)
Химический состав по ГОСТ 5632-72, ТУ 14-1-402-72, % (по массе):
сплав изготавливается в открытых дуговых или индукционных печах с применением вакуумного дугового переплава;
температура деформации — начало 1180 °С, конец не ниже 900 °С, охлаждение после деформации иа воздухе;
рекомендуемые режимы термической обработки: ХН77ТЮР (ЭИ437Б) — нагрев до 1080 °С, выдержка 8 ч, охлаждение на воздухе;
старение при 700 или 750 °С, выдержка 16 ч, охлаждение иа воздухе; ХН77ТЮР (ЭИ437БУ) — нагрев до 1080 °С, выдержка 8 ч, охлаждение на воздухе; старение при 750 или 775 °С, выдержка 16 ч, охлаждение на воздухе.
Сплав ХН70ВМТЮ (ЭИ617) Химический состав по ГОСТ 5632-72, % (по массе): 13-16 Cr; 2-4 Мо; 5-7 W; 0,1-0,5 V; 1,8-2,3 Ti; 1,7-2,3 Al; ; остальное никель.
Технологические данные:
сплав изготавливается в дуговых и индукционных электропечах и с применением вакуумного дугового переплава;
температура деформации — начало 1160, конец выше 1000 °С, охлаждение после деформации иа воздухе;
рекомендуемые режимы термической обработки: нагрев до 1190±10 °С, выдержка 2 ч, охлаждение на воздухе; нагрев до 1050 °С, выдержка 4 ч, охлаждение на воздухе; старение при 800 °С в течение 16 ч, охлаждение на воздухе;
нагрев до 1180 °С, выдержка 6 ч, охлаждение на воздухе; нагрев до 1000 °С, охлаждение с печью до 900 °С, выдержка 8 ч, охлаждение на воздухе; старение при 850 °С в течение 15 ч, охлаждение на воздухе.
Жаростойкие стали и сплавы на основе никеля и железа
Основными жаростойкими материалами, которые используют в газовых турбинах, печах и различного рода высокотемпературных установках с рабочей температурой до 1350 °С, являются сплавы на основе железа и никеля. Высокое сопротивление окислению сталей и сплавов связано в первую очередь с большим количеством хрома, входящего в состав сплавов. Например, максимальное содержание хрома (по массе) в количестве 26-29 % имеет сплав на основе никеля ХН70Ю.
Сплав ХН70Ю (ЭИ652)
Химический состав по ГОСТ 5632-72, % (по массе): 26-29 Cr; 2,8-3,5 Al;
Технологические данные:
сплав выплавляется в открытых дуговых или индукционных электропечах;
температура деформации — начало 1180, конец выше 900 °С, охлаждение после деформации на воздухе;
рекомендуемый режим термической обработки — нагрев до 1100-1200 °С, выдержка 10 мин, охлаждение на воздухе;
сварка сплава в тонких сечениях может производиться всеми видами сварки;
сплав обладает способностью к глубокой вытяжке, предельный коэффициент вытяжки K = D / (d + s) = 2,17, где D — диаметр заготовки; d — диаметр пуансона; s — толщина стенки в мм.
Сплав ХН78Т (ЭИ435) Химический состав по ГОСТ 5632-72, % (по массе): 19-22 Cr;
Технологические данные:
сплав выплавляется в открытых дуговых или индукционных электропечах;
температура деформации — начало 1160, конец не ниже 950 °С, охлаждение после деформации на воздухе;
рекомендуемый режим термической обработки — нагрев до 980-1020 °С, охлаждение на воздухе или в воде;
сварка сплава может производиться всеми видами сварки;
сплав обладает способностью к глубокой вытяжке при штамповке.
Сплав ХН60ВТ (ЭИ868) Химический состав по ГОСТ 5632-72, % (по массе): 23,5-26,5 Cr; 13-16 W;
Технологические данные:
сплав выплавляется в открытых дуговых или индукционных электропечах;
температура деформации — начало 1180, конец не ниже 1050 °С, охлаждение после деформации на воздухе;
рекомендуемый режим термической обработки — нагрев до 1150-1200 °С, выдержка листа 10 минут, прутков 2-2,5 часов, охлаждение на воздухе;
сварка сплава может производиться всеми видами сварки;
сплав обладает способностью к глубокой вытяжке, предельный коэффициент вытяжки составляет 2,06.
Сплавы ХН65МВ (ЭП567), ХН65МВУ (ЭП760) (хастеллой) Химический состав по ГОСТ 5632-72, % (по массе): 14,5-16,5 Cr; 15-17 Mo; 3-4,5 W;
Полуфабрикаты из указанных сплавов подвергаются термической обработке, которая заключается в закалке при температуре 1050-1090 °С и последующем охлаждении в воде.
Применяются для сварки конструкций, работающих при повышенных температурах в достаточно агрессивных средах (серная, уксусная кислота, хлориды и др.).
Высоколегированные стали
Сталь СВ-06Х15Н60М15 (ЭП367) Химический состав по ГОСТ 2246-70, % (по массе): 14-16 Cr; 14-16 Mo;
Указанная сталь не относится к категории жаропрочных или жаростойких, но используется для сварки конструкций из таких сплавов. Она применяется для сварки деталей из сплавов на никелевой основе, например, ХН78Т, ХН70ВМЮТ и подобных, а также для сварки разнородных металлов, например, хромистых сталей со сплавами на никелевой основе. Помимо сварки может осуществляться наплавка.
Достоинства / недостатки жаростойких и жаропрочных сплавов
Достоинства:
обладают высокой жаропрочностью;
имеют хорошие показатели жаростойкости.
Недостатки:
сплавы с содержанием хрома и особенно никеля имеет высокую стоимость;
имея в своем составе большое количество различных компонентов, достаточно трудоемки в производстве.
Области применения жаропрочных И жаростойких сплавов
Указанные материалы применяются при изготовлении деталей ракетно-космической техники, в газовых турбинах двигателей самолетов, кораблей, энергетических установок, в нефтехимическом оборудовании. К таким деталям можно отнести рабочие лопатки, турбинные диски, кольца и другие элементы газовых турбин, а также камеры сгорания, узлы деталей печей и прочих изделий, длительно работающих при повышенных температурах. Диапазон рабочих температур, как правило, составляет 500-1350 °С. Полуфабрикаты из некоторых сплавов используются в качестве присадочного материала при сварке.
Продукция из жаростойких и жаропрочных сплавов
Выпускаются различные полуфабрикаты из жаропрочных и жаростойких сталей и сплавов. Стоит отметить жаропрочные прутки и круги, проволоку и нить, жаропрочные листы и полосы, ленту, а также трубы. Перечисленные полуфабрикаты находят применение в областях промышленности, в которых предъявляются высокие требования к жаропрочности и жаростойкости изделий.
Жаропрочная сталь: классы, характеристики, методы производства
Жаропрочная сталь используется в режиме повышенных температур в течение долгого времени в сложно напряженном состоянии. Необходимо проводить различение между жаропрочными и жаростойкими сталями. Последние выделяются большой антикоррозионностью при температурных условиях, превышающих 550 гр. Цельсия в среде, содержащей агрессивные газы. Иными словами, жаростойкость – это качество, которое связано с устойчивостью к окислению. Жаропрочность – качество, которое позволяет выдерживать деформационные воздействия, когда материалы находятся в условиях повышенной температуры и нагрузок напряжения.
Содержание
1 Характеристики жаропрочных материалов
1.1 Технологический параметр ползучести
2 Варианты производства жаропрочных материалов
3 Классификация материалов жаропрочных и жаростойких
4 Разновидности жаропрочных и жаростойких материалов по структурным критериям
4.1 Аустенитный класс
4.1.1 Структура аустенитов
4.2 Аустенитно-ферритный класс
4.3 Перлитный класс
4.4 Мартенситный класс
4.5 Ферритный класс
4.6 Мартенситно-ферритный класс
4.7 Сплавы, имеющие никелевую основу, и железо никелевые
5 Тугоплавкие металлы
6 Применение
Характеристики жаропрочных материалов
Главный параметр жаропрочных металлов – возможность противостоять механическим напряжениям и нагружению при нагревании до высоких значений, не разрушаясь и не деформируясь.
Способы нагружения, которые испытывают металлы:
Нагрузки растягивания в статическом состоянии.
Нагрузки посредством изгибания и скручивания.
Температурные, предполагающие различные режимы нагрева.
Переменные нагрузки динамического характера.
Нагружения, оказываемые посредством направления потоков газов на металл.
Жаростойкие металлические материалы отличаются еще и повышенной антикоррозионностью и стойкостью к факторам окисления в условиях повышенных термических воздействий.
Технологический параметр ползучести
Наиболее значимая характеристика в технологических процедурах, где присутствуют жаропрочные стали, — это ползучесть. Эта характеристика свойственна любым твердым телам: кристаллическим и аморфным. Для металлических материалов она выражается в медленных и постепенных пластических деформационных процессах, происходящих под влиянием неизменяемой нагрузки. Чем меньше скорость деформирования и ниже скорость ползучести, тем более высоко можно оценить жаропрочность металла, если напряжение и температурный режим остаются постоянными и заданными.
Характеристики ползучести могут различаться по критерию временной длительности. Соответственно этому ползучесть бывает
Длительной. Характеристики этого вида ползучести определяются нагрузками на жаропрочную сталь для печи, которые продолжаются долгое время. Наибольшее напряжение за период времени, которое разрушает разогретый материал, определяет предел ползучести.
Кратковременной. Испытания для ее определения проводят в печи, которую нагревают до определенного уровня, и оказывают на металл растягивающую нагрузку в течение короткого времени.
Ползучесть описывается определенным графиком кривой, на котором прослеживаются различные стадии. Высокое сопротивление ползучести — один из факторов жаропрочности. Предел ползучести – это уровень напряжения, при котором за время, специально заданное, достигается определенная деформация. Эти расчеты принимаются во внимание в различных видах машиностроения: в авиационном моторостроении за такое время принимается величина 100-200 часов. Жаропрочностью отличаются сплавы, содержащие Cr и Ni (хромоникелевые), а также содержащие Cr, Ni, Mn (хромоникелевомарганцевые). Эта характеристика проявляется следующим образом: при нагревании они не демонстрируют качество ползучести.
Варианты производства жаропрочных материалов
Изготавливается жаропрочная сталь, проходя предварительную термическую обработку. Применяются процедуры легирования такими элементами, как Cr, добавления Mo, Ni, Ti и иных легирующих компонентов.
Молибден – Mo – увеличивает термические показатели рекристаллизации.
Титан – Ti – повышает прочность, она удерживается в течение большого временного периода, и эластичность.
Классификация материалов жаропрочных и жаростойких
Среди всех железосодержащих материалов, ориентированных в эксплуатации на повышенный температурный режим, выделяются 3 основных класса:
Вид материала
Уровень нагруженности
Термические условия
Теплоустойчивые
Состояние в условиях нагрузки
До 600 градусов Цельсия долгое время
Жаропрочные
Состояние нагруженное
Высокие показатели температуры
Жаростойкие (окалиностойкие)
Ненагруженное, слабонагруженное состояние
Температура более 550 гр. Цельсия
Сплавы различаются по технологическим характеристикам, и это предопределяет взаимодействие с различными вариантами производства. По этому критерию они бывают
Литейными. Идут на изготовление фасонных отливок.
Деформируемыми. Получаются в виде слитков, затем обрабатываются с помощью ковки, прокатываются, штампуются, используется волочение и другие способы.
Разновидности жаропрочных и жаростойких материалов по структурным критериям
Состояние внутренней структуры металлов определяет тип сталей и сплавов.
Выделяется ряд категорий жаропрочных стальных материалов, исходя из состояний внутренней структуры.
Аустенитный класс
Аустенитный класс формирует внутреннюю структуру благодаря большому процентному содержанию хрома и никеля. Получение стабильного аустенита, гранецентрированной кристаллической решетки железа, предполагает легирование стали никелем. Жаростойкость определяется хромовыми добавками.
Аустенитные сплавы — высоколегированные. Для целей легирования используются Nb (ниобий) и (Ti) титан для увеличения устойчивости к коррозии. Эта характеристика позволяет отнести их к группе стабилизированных. Коррозионностойкие жаропрочные стали с относятся к труднообрабатываемым металлам.
Когда температуры повышаются до значений, близких к 1000 градусам С. и длительно поддерживаются, аустенитная нержавеющая сталь сохраняет стойкость к образованию слоя окалины, сохраняя качество жаростойких материалов.
Часто встречаются на производстве сплавы аустенитного типа, принадлежащие к дисперсионно–твердеющему подклассу. Качественные характеристики могут улучшаться путем добавления различных элементов: карбидных, интерметаллических упрочнителей. Эти элементы обеспечивают деформационно-термическое упрочнение благодаря усилению аустенитной матрицы с помощью дисперсионного твердения.
Интерметаллиды получаются благодаря дополнительным добавкам хрома–Cr, никеля-Ni, и титана–Ti.
Структура аустенитов
Жаропрочные аустенитные различаются по типам структуры. Она может быть
Гомогенной. Материал с такой структурой не проходит термообработку для упрочнения, в нем мало углерода и большой процент легирующих компонентов. Это обусловливает хорошую стойкость к ползучести. Применяются в температурной среде ниже 500 градусов.
Гетерогенной. В таком материале, прошедшем термоупрочнение, получаются карбонитридные и интерметаллидные фазы. Это позволяет повысить температуру использования под нагрузками напряжения до 700 градусов..
Материалы с никелевыми и кобальтовыми присадками подвергаются эксплуатационным воздействиям при терморежиме до 900 градусов. Сохраняют стабильность структуры долгое время.
Нихромы, в которых никеля больше 55%, отличаются и жаропрочностью, и качествами жаростойкости.
Тугоплавкие металлы: вольфрам, ниобий, ванадий обеспечивают устойчивость металлов, когда термический режим приближается к 1500 гр. С.
Молибденовые сплавы с дополнительной защитой долгое время сохраняют рабочие свойства в терморежиме 1700 гр.
Из металлов этого подкласса производят турбинные конструкции, клапаны двигателей автотранспорта, арматурных конструкций
Гомогенные виды идут на изготовление трубопрокатной продукции, деталей печей, агрегатов, функционирующих под давлением.
Х12Н20Т3Р идет на производство турбинных дисков, кольцевых компонентов, крепежа, функционирующих в температурном режиме менее 700 гр.
4Х14Н14В2М участвует в производстве арматуры, крепежа и поковок для долгого срока эксплуатации при термическом режиме 650 градусов
Х25Н20С2 участвует в производстве печей для температурных нагрузок до 1100 градусов
Из Х25Н16Г7АР производят различные металлические полуфабрикаты: лист, проволока, готовые детали для функционального использования при 950 гр. при умеренных нагрузках.
Х18Н12Т идет на изготовление деталей и компонентов для работы при терморежиме до 600 гр. в агрессивных средах.
Аустенитно-ферритный класс
Материалы, содержащие смесь аустенитных и ферритных фаз, характеризуются особой жаропрочностью. По своим параметрам они превосходят даже высокохромистые железосодержащие материалы. Объяснение этого явления кроется в особо стабильной матричной структуре. Это предполагает возможность применения при терморежиме 1150 градусов.
Маркировка стали ферритного ряда: Х23Н13, Х20Н14С2 и 0Х20Н14С2
Х23Н13 идет на изготовление пирометрических трубок.
Х20Н14С2 и 0Х20Н14С2 идут в производство жаропрочных труб, печных конвейеров, емкостей для цементации.
Перлитный класс
Перлитные жаропрочные стальные материалы относятся к категории низколегированных. Стали содержащие в виде присадок хром и молибден ориентированы на работу при температуре 450-550 гр. С., содержащие, помимо Cr и Mo еще и ванадий, нацелены на рабочий режим при температуре 550-600 гр. С.
Легирование хромом влияет на жаростойкость материалов в сторону повышения этой характеристики, также усиливается сопротивляемость окислительным процессам. Добавки молибдена увеличивают прочностные характеристики при большом нагреве материалов.
Ванадий, объединяясь с углеродом, создает повышение прочностных характеристик стальных материалов карбидами с высокодисперсными качествами.
Технология нормализации металлов улучшает и оптимизирует механические свойства сплавов. Технология закаливания и следующего за ней температурного отпуска выполняет ту же функцию. Получается структурная матрица, в которой присутствует дисперсная феррито карбидная фактура.
К перлитным разновидностям принадлежат марки стали:
Из 20ХМЛ производят шестерни, втулки крестовины, цилиндры, другие узлы и детали для работы при 500 гр. С.
12Х1МФ — производство труб пароперегревателей, трубопроводов и коллекторов высокого давления.
15Х1М1Ф идет на производство установок высокого давления, функционирующих при режиме температур до 585 гр. С.
Мартенситный класс
Методом, который превращает один вид стального материала в другой, является закаливание, за которым следует отпуск. Итог процесса – перестроение кристаллической решетки и повышение твердости. Однако возрастает хрупкость.
Технология отжига проходит при температурах около 1200 градусов на протяжении нескольких часов. Затем материалу дают остыть, и это занимает также несколько часов. Такая процедура приводит к повышению гибкости металла, хотя приходится пожертвовать некоторым уровнем твердости. Если применяется метод двойной закалки, то она проходит в два этапа . Первый предполагает нормализацию твердого раствора материала с нагреванием до 1200 градусов. Второй этап предполагает тот же процесс, но с нагревом до 1000 градусов. Такая технология обеспечивает рост пластичности металла и увеличивает его жаропрочность.
Мартенситы характеризуют такие марки сплавов:
Х5, 3Х13Н7С2 , 40Х10С2М , 4Х9С2, 1Х8ВФ.
Х5 используется в трубном производстве, трубы выдерживают режим эксплуатации до 650 гр. С.
40Х10С2М идет на изготовление клапанов авиадвигателей, двигателей для дизельного автотранспорта, крепежа при температурах до 500 градусов.
3Х13Н7С2 и 4Х9С2 могут подвергаться нагреву порядка 900 гр. С. Это обуславливает их пригодность для производства двигательных клапанов.
1Х8ВФ рассчитана на температурный режим ниже 500 гр. С., но на длительную эксплуатацию под нагрузками. Эта марка подтвердила свою эффективность в изготовлении паровых турбин.
Ферритный класс
Материалы с ферритной структурой имеют в своем составе от 25 до 33 % хрома. Получаются с помощью методов отжига и термообработки, из-за этого в них возникает мелкозернистая структура. Когда происходит повышение температурных показателей до 850 градусов, увеличивается хрупкость.
Маркировки сталей ферритного ряда:
1Х12СЮ, Х17, 0Х17Т, Х18СЮ, Х25Т и Х28
Оправдано использование сталей этого ряда для изготовления разнообразных деталей для машиностроения.
0Х17Т зарекомендовал себя в производстве изделий для работы в окислительных средах, таких как трубы и теплообменники
Из Х18СЮ производятся трубы пиролизных установок, аппаратура.
Х25Т участвует в производстве сварных конструкций с эксплуатационной температурой до 1100 градусов, труб для перекачивания агрессивных сред, теплообменников.
Мартенситно-ферритный класс
Этот тип стали имеет в своем составе 10-14% хрома, легируется V, Mo, W.
Марки сплавов этого ряда:
Х6СЮ, 1Х13, 1Х11МФ, 1Х12В2МФ, 1Х12ВНМФ, 2Х12ВМБФР
Х6СЮ применяется в производстве компонентов котельных установок и трубопроводов.
1Х11МФ работает в виде лопаток турбин, из него производят поковки для эксплуатационных температур до 560 гр. С.
1Х12ВНМФ идет на производство лопаток и крепежа турбин, которые подвергаются длительным нагрузкам в температурных пределах до 580 градусов.
Сплавы, имеющие никелевую основу, и железо никелевые
Материалы, у которых в составе 55% никеля, легируются Cr. Присадки хрома добавляют до 25 %. Особенность таких материалов — появление в условиях повышения температуры оксидной пленки из Cr, а в материалах с добавками алюминия – пленки их этого металла. Легированные титаном сплавы приобретают свойство оставаться прочными и устойчивыми, когда температуры поднимаются до очень больших значений.
Сплав ХН77ТЮ используют для изготовления колец, лопаток, дисков, компонентов, которые должны выдерживать до 750 гр. С.
ХН35ВМТЮ участвует в производстве газовых конструкционных элементов коммуникаций.
Из ХН35ВТР изготавливают конструкции турбинных устройств.
Из ХН35ВТ и ХН35ВМТ производят роторы турбин, крепежные элементы, пружины для температур до 650 градусов
Тугоплавкие металлы
Это металлы, отличающиеся экстремально высокими температурными показателями плавления. Их характеризует также повышенная износостойкость. Использование их для легирования сталей и сплавов, увеличивает те же показатели материалов, к которым их добавляют.
Температуры плавления следующие:
Вольфрам
W
3410 градусов
Тантал
Ta
3000 градусов
Ниобий
Nb
2415 градусов
Ванадий
V
1900 градусов
Цирконий
Zr
1855 градусов
Рений
Re
3180 градусов
Молибден
Mo
2600 градусов
Гафний
Hf
2222 градусов
Применение
Стальные материалы жаропрочного класса широко применимы в различных областях экономики.
Это сферы энергетики, нефтехимии, химическом производстве, авиастроении и автомобилестроении, других направлениях машиностроительной отрасли.
Для технических целей все материалы делят на несколько видов:
Сплав жаропрочный.
Сталь жаропрочная низколегированная.
Сталь жаропрочная высоколегированная. Рабочие температуры
Сплавы жаропрочные релаксационностойкие с наиболее малой ползучестью и хорошими показателями упругости.
В нормативных документах ГОСТ, указывается примерное целевое назначение жаропрочных материалов в разных видах производственных процессов:
Роторных конструкций и валов.
Болтов и гаек.
Фланцев и поковок общего и специального назначения.
Высоконагруженные детали, штуцера.
Прутков и шпилек.
Крепежа и крепежных элементов.
Листовых деталей и сортовых заготовок.
Труб разного профиля и предназначения в условиях высокого давления и высоких температур.
Высокотемпературные нержавеющие стали Outokumpu были специально разработаны для температур до 1150°C. Эта долговечность была достигнута за счет добавления в сталь нескольких важных легирующих элементов, что обеспечивает превосходные характеристики в широком спектре высокотемпературных применений.
Жаропрочные аустенитные марки
Жаропрочные аустенитные стали обычно используются в ряде применений, где температура превышает 550°C.
Типичные области применения для высокотемпературных аустенитных марок:
оборудование и компоненты в черной металлургии, сталелитейной и других металлургических отраслях промышленности
машиностроение
установки по преобразованию энергии
цементная промышленность
Важным фактором при высоких температурах является то, что сопротивление ползучести обычно является основным определяющим фактором. Выбирая правильный материал, вы не только продлеваете срок службы вашего приложения, но также можете определить более тонкий материал для общей экономии средств. Это особенно касается наших жаропрочных аустенитных марок Outokumpu 153 MA™ и Outokumpu 253 MA®.
Жаропрочные ферритные марки
Основным легирующим элементом в ферритных марках является хром. Его положительное влияние на устойчивость к образованию накипи усиливают кремний и алюминий.
Ферритная сталь марок 4713 и 4724 лучше всего подходит для температур от 550°C до 850°C. Высоколегированные марки 4736, 4742, 4762 могут применяться при температурах до 1150°C, демонстрируя превосходную стойкость к воздействию серы и расплавленных металлов.
Из-за своей ферритной структуры ферритные стали демонстрируют меньшую прочность при температурах выше 600°C, но более устойчивы к тепловым ударам, чем жаропрочные аустенитные нержавеющие стали. При более высокой теплопроводности и более низком тепловом расширении, чем соответствующие значения для аустенитных сталей, равные тепловые удары приведут к более низким термическим напряжениям в ферритном материале. С этой точки зрения ферриты допускают большие допуски при проектировании и эксплуатации. Высокотемпературные ферритные марки в основном используются в высокотемпературных приложениях с сернистой атмосферой и/или при низких растягивающих нагрузках.
Типичные области применения ферритных высокотемпературных марок:
установки в химической, энергетической и металлообрабатывающей промышленности
технология печи
Пусть наш опыт работает на вас. Проверьте Поиск нержавеющей стали, чтобы просмотреть доступные марки, размеры и отделку поверхности по форме продукта.
Свойства продукта
Аустенитные жаропрочные стали в основном оптимизированы для устойчивости к окислению и высокотемпературной коррозии. Однако они также обладают хорошими механическими свойствами, отчасти благодаря своей аустенитной структуре, а отчасти благодаря используемым нами легирующим элементам.
Жаропрочные ферритные нержавеющие стали имеют в целом те же механические свойства, что и их аустенитные аналоги при комнатной температуре. Однако при воздействии высоких температур (> 600 °C) сопротивление ползучести может упасть всего до четверти значения, которое аустенитная жаропрочная сталь показала бы в той же среде.
Свариваемость
Сварка аустенитных жаропрочных марок
Высокотемпературные конструкции часто подвергаются термической усталости из-за колебаний температуры. По этой причине очень важно проектировать сварной шов без надрезов. Кроме того, важно, чтобы сварные швы обладали стойкостью к окислению и сопротивлением ползучести, совместимыми с основным материалом.
Возможна автогенная сварка тонкого материала, если может быть достигнут полный провар. Следует избегать угловых швов без полного провара из-за риска термической усталости. Оптимальная конструкция требует расположения сварных швов в зонах с низким напряжением изготавливаемого оборудования.
Аустенитные марки стали 4948, 4878 и 153 MA™
Свариваемость сталей марок 4948, 4878 и 153 MA™ аналогична стали Cr-Ni из-за ферритного отверждения металла шва. При сварке МАГ проволокой 21 10 Н может потребоваться источник питания с импульсным током для получения хорошей свариваемости.
Аустенитные марки 4833, 4828 и 253 MA®
Если необходимо использовать высокотемпературную сталь марки 253 MA® в самом высоком температурном диапазоне, следует использовать процессы TIG, плазмы или MAG. Для сварки MAG может потребоваться современное импульсное оборудование и использование специальных защитных газов, содержащих Ar, He и O2/CO2, для обеспечения хорошей стабильности дуги и улучшения текучести.
Аустенитные марки 4845 и 4841
Эти полностью аустенитные стали подвержены горячему растрескиванию, поэтому подводимая теплота не должна превышать 1,0 кДж/мм. По этой причине следует избегать ПАВ. Использование наполнителя и основного флюса/покрытия снизит риск образования горячих трещин. При сварке жаропрочных нержавеющих сталей с углеродистыми можно использовать присадки 23Cr 12Ni. Наполнитель на основе никеля может быть лучшей альтернативой, если существует высокий риск потери прочности в ЗТВ углеродистой стали. Причина в том, что если углерод из конструкционной стали может диффундировать в низкоуглеродистый металл сварного шва, ЗТВ в углеродистой стали потеряет прочность. Ремонтная сварка оголенного и поврежденного высокотемпературного оборудования легко выполняется с помощью MMA. Перед сваркой важно удалить все магнитные области вблизи сварного шва, так как они могут содержать охрупчивающие фазы. Подходящими методами являются механическая обработка или шлифовка.
Сварка ферритных высокотемпературных марок
Эта группа ферритных сталей в основном используется при высоких температурах в серосодержащей атмосфере и/или с низкой растягивающей нагрузкой. Они имеют ограниченную свариваемость, а ЗТВ будет иметь феррито-мартенситную микроструктуру. Основным легирующим элементом в жаропрочных ферритных нержавеющих сталях является хром. Его положительное влияние на устойчивость к образованию накипи усиливают кремний и алюминий. Два низколегированных сорта лучше всего подходят для температур от 550°C до 850°C. Высоколегированные сплавы используются при температурах до 1150°C и демонстрируют превосходную стойкость к восстановительным серосодержащим средам и расплавленным металлам, например Cu. Легирование алюминием также дает выделения, которые снижают чувствительность к росту зерна во время сварки. По этой причине стали могут быть изготовлены и сварены толщиной более 10 мм.
Ферритные марки 4713, 4724, 4742 и 4762
Для этих марок обычно требуются те же меры предосторожности, что и для углеродистых сталей. Для материалов толщиной более 3 мм необходим предварительный подогрев стыка до 200–300 °С, межпроходные температуры должны быть в том же диапазоне. Из-за роста зерна в ЗТВ необходимо свести к минимуму погонную энергию. Предпочтение отдается сварке в среде защитного газа. В качестве защитного газа следует использовать чистый аргон. Подходящий присадочный материал отрицательно влияет на пластичность, поэтому аустенитные сварочные материалы, напр. Обычно используются 18 8 Mn, 23 12 или 25 20. Если сварной шов будет подвергаться воздействию сернистой среды, потребуется наплавка с соответствующим ферритным наполнителем.
Стойкость материала к высокотемпературной коррозии во многих случаях зависит от его способности образовывать защитный оксидный слой. В восстановительной атмосфере, когда такой слой создать (или сохранить) невозможно, коррозионная стойкость материала будет определяться легирующим содержанием материала.
Производители жаропрочных сталей, жаропрочных сталей, марок жаропрочных сталей
Наша продукция
Стальные пластины
Пластины из нержавеющей стали
Плиты из углеродистой и мягкой стали
Пластины из легированной стали
Пластины из марганцевой стали
Котельные стальные плиты
Высокопрочные пластины
Коррозионностойкие пластины
Износостойкие стальные пластины
Пластины из жаропрочной стали
Жаропрочные стали
HIC Устойчивые стальные пластины
Высокопрочные низколегированные стальные пластины
IS 2062 — 2006 Сталь Низкая, Средняя, Высокопрочная
Стальные пластины
Пластины из алюминиевого сплава
9Листы из алюминиевого сплава 0011
5086 и 5083 Алюминиевый лист/пластина
Дуплексные стальные пластины
Супердуплексные стальные пластины
Стальные застежки
Хомуты для стальных труб
Если вам нужна жаропрочная стальная плита Сингапур , жаростойкая стальная плита Индонезия или плита сосуда под давлением Саудовская Аравия , у нас есть плавучий запас 800 тонн стальных плит и логистические навыки чтобы доставить то, что вы хотите, когда вам это нужно.
На нашем складе/складе по адресу Каламболи, Нави Мумбаи, Махараштра, ИНДИЯ Стальные пластины доступны в широком ассортименте специальных марок металлов, таких как марганцевая сталь , легированная сталь и нержавеющая сталь в различных спецификациях. Все запасы стальных листов соответствуют стандартам ASME, ASTM, EN и API . Стальные листы всегда доступны в избыточном количестве до 15 метров в длину, 4 метра в ширину и 300 миллиметров в толщину. Мы можем предложить решение практически любой проблемы с поиском стальных листов.
R-Pipe Overseas является единственным поставщиком жаростойкой стальной плиты, плиты Hardox 400, стальной плиты Abrex 400, износостойкой стали, плиты Sailhard Tiscral Las 07, плиты Ar 400, плиты с высоким содержанием марганца, плиты из марганца Hardfield, Welten 780E Plate в Индии, которая доставила стальные листы в Саудовскую Аравию за 3 дня, в Шри-Ланку за 2 дня, в Сингапур за 12 дней, в Кувейт за 5 дней, в Объединенные Арабские Эмираты за 3 дня, в Японию за 10 дней, в Катар. за 4 дня, в Индонезию за 7 дней и на Тайвань за 5 дней. Компания In Short R Pipe за рубежом доказала, что мы единственные, кто может поставлять стальной лист в страны Персидского залива и Азии в кратчайшие сроки, Итак, если вы хотите купить жаростойкую стальную плиту у надежного поставщика и специалиста по стальным плитам в Индии, ознакомьтесь с нашим бесплатным предложением с минимальным временем доставки в вашу страну, которое вы получите в течение часа.
Пластины из жаропрочной стали
Жаропрочная сталь относится к стали, способной противостоять окалинообразованию при температуре выше 500°C. Жаропрочные марки стали не подвержены механическим воздействиям благодаря своему оксидному слою, который создается на протяжении всего процесса проявки, когда сталь подвергается воздействию щадящих и сильных окислительных условий при повышенных температурах.
Эта сталь обладает адгезией, а ее интенсивные оксидные слои обеспечивают термостойкость материала. Он способен поддерживать технологические процессы при постоянном или неравномерном воздействии рабочих температур, в результате которых температура металла превышает 650°C. Жаростойкость стали зависит от содержания в ней хрома, кремния и алюминия.
Жаропрочные стали можно классифицировать на основе их микроструктуры следующим образом:
• Эти марки стали демонстрируют относительно низкую ударную вязкость при ударной нагрузке
• Завод. 1.4724 (H-12): термостойкость до 950 o C
• Завод. 1.4762 (H-14): термостойкость до 1200 o C
• Зн. 1.4724 (Н-12): промышленные печи, паровые котлы, ящики, трубы, подвески, рекуператоры и т. д.
• Завод. 1.4762 (Н-14): производство промышленных печей, деталей паровых котлов, защитных труб пирометра
Аустенитная жаропрочная сталь
№ 1.4828 Зн. 1.4841 Зн. 1,4845
• Аустенитные жаропрочные стали имеют гораздо более высокую повышенную температуру и сопротивление ползучести, чем ферритные стали
• Завод. 1.4828 (H-8): не подвержен межкристаллитной коррозии, обладает низкой коррозионной стойкостью к окисляющим и восстановительным газам, содержащим серу. Термостойкость до 1000 o С
• Завод. 1.4845 (H-9): термостойкость до 1050 o C
• Завод. 1.4841 (H-10): термостойкость до 1150 o C
• Завод. 1.4878: имеет хорошие механические свойства, термостойкость до 850 o C
• Зн. 1.4828: выхлопные системы и т. д.
• Завод. 1.4845: производство компонентов для химической и нефтяной промышленности, газопроводов, топливопроводов, топок, нагревательных элементов
• Завод. 1.4841: компоненты, подвергающиеся воздействию высокой механической прочности, промышленные печи, мусоросжигательные заводы, установки термической обработки, нефтехимическая промышленность и т. д.
• Завод. 1.4878: теплообменники, котлы на химических и нефтехимических предприятиях и т. д.
Жаропрочные стали
Благодаря более высокой стойкости к химическому и механическому разрушению при повышенных температурах, жаропрочные стали пользуются большим спросом на рынке. Благодаря своим характеристикам, таким как коррозионная стойкость, стойкость к окислению, водородная хрупкость и сопротивление ползучести, они идеально подходят для работы в условиях высоких температур.
Сталь классифицируется на основе ее микроструктуры, которая может быть ферритно-аустенитной (дуплексной), ферритной, аустенитной и мартенситной. Структура марки стали определяется ее химическим составом.
Жаропрочные стали
Классификация нержавеющей стали
Марки стали
Свойства
Области применения
Ферритная нержавеющая сталь
№ 1.4000 № 1.4016 № 1.4512 № 1.4113 и т.д.
• Ферритные марки представляют собой марки с простым хромом (содержание хрома: 11-17%).�
• Ферромагнитны.
• Сварка возможна только при определенных условиях.
• Легко поддаются ковке, холодной и горячей обработке. Они имеют хорошую обрабатываемость.»
• Ферритные нержавеющие стали нельзя использовать для любых восстановительных или органических кислот, таких как щавелевая, муравьиная и молочная, однако они используются в менее агрессивных условиях, для работы с азотной кислотой и многими органическими химикатами в умеренно агрессивных средах.
• Хорошая устойчивость к динамическим нагрузкам.
• Класс Wnr. 1.4000 и Wnr. 1.4113 обладают хорошей полируемостью и хорошей обрабатываемостью.
• Завод. 1.4016 обладает хорошей коррозионной стойкостью в стандартных условиях и при низкой концентрации хлоридов, т.е. домохозяйства и природная вода. Эта марка стали не устойчива к морской воде! Он устойчив к межкристаллитной коррозии. В общем, Wnr. 1.4016 плохо подходит для сварочных процессов. Материал имеет хорошую холодную формуемость. Для температур выше 400°C не рекомендуется.
• Мыловаренная промышленность
• Автомобильное приложение
• Столовые приборы
• Домашняя утварь
• Производство машин и инструментов, подвергающихся длительному воздействию воды и водяного пара
• Аустенитные стали являются наиболее широко используемым типом нержавеющей стали.
• Отлично поддаются обработке.
• Свариваемость зависит от химического состава марок стали, т. е. № 1.4301, №. 1.4541 и Wnr. 1.4571 отлично подходят для сварки. № 1.4305 не рекомендуется для сварки, однако эта марка стали обеспечивает наилучшую обрабатываемость.
• Хорошая пластичность при холодной и горячей штамповке.
• Аустенитная сталь обладает отличной коррозионной стойкостью.
• При определенных условиях эти марки стали не намагничиваются.
• Имеют низкую теплопроводность.
• Обычно они устойчивы к межкристаллитной коррозии.
• Завод. 1.4301 и Wnr. 1.4404 обладают хорошей полируемостью, однако Wnr. 1.4541 и Wnr. 1.4571 менее пригодны для полировки.
• Строительная промышленность (например, нержавеющая арматурная сталь)
• Бумажная и целлюлозная промышленность
• Завод. 1.4301: бытовое оборудование, емкости, трубопроводы, оборудование для молочной промышленности, бутылки
• Завод. 1.4571: химическая и текстильная промышленность, подходит для высококоррозионных сред
• Завод. 1.4541: приложение идентично Wnr. 1.4301, однако лучше подходит для применения при механических нагрузках.
• «Дуплекс» � имеет двойное значение. Дуплексные стали имеют смешанную микроструктуру аустенитной и ферритной нержавеющей стали. Феррит улучшает коррозионную стойкость. Аустенит обеспечивает ударную вязкость, пластичность и свариваемость.»
• По сравнению с аустенитной сталью дуплексные стали лучше растягиваются.
• Обладают отличной коррозионной стойкостью.
• В результате промышленного развития были разработаны несколько типов дуплексной нержавеющей стали:
• «нормальный дуплекс»,
• «бережливый дуплекс»,
• «супердуплекс»,
• «гипердуплекс».
• Глубоководные трубопроводы
• Конструкции, подверженные воздействию морской воды, напр.
Организация рабочего места сварщика: требования, описания
Довольно большое распространение получили сварочные работы. Они могут применяться как для соединения отдельных элементов, так и для устранения различных дефектов. Сам проводимый процесс несет с собой опасность сварщику и окружающим. Примером можно назвать применения инверторов, которые питаются от электричества. Нарушение техники безопасности и неправильное оборудование рабочего места может привести к поражению электрическим током.
Организация рабочего места сварщика
Содержание
Предназначение оснащения рабочего места сварщика
Организация рабочего места сварщика – процедура, которая предусматривает обеспечение наиболее благоприятных условий для выполнения сварки. За участок может отвечать один сварщик или целая бригада. Среди особенностей можно отметить следующие моменты:
Как правило, в качестве места сварщика выступает определенная площадь, находящаяся в сооружении или на месте строительства и ремонта.
При рассмотрении требований к рабочим местам уделяется больше всего внимание тому, что оно должно быть оснащено требуемыми инструментами и техникой.
Подготовка рабочего места также предусматривает уборку лишних вещей, которые могут снизить безопасность сварки.
Организация проводится с учетом того, какого размера и типа обрабатываемая конструкция. Особое внимание уделяется тому, чтобы сварщику или помощникам не пришлось фиксировать обрабатываемые изделия. Это запрещается принятой техникой безопасности.
Схематичное изображение кабины сварщика
В целом можно сказать, что только при правильной организации рабочего места в соответствии с техникой безопасности можно выполнить сварку качественно. При этом учитывается место сварки, условия окружающей среды и многие другие моменты.
Какие выделяют места осуществления сварочных работ
Техника безопасности и многие другие нормативные документы определяют классификацию рабочего места на несколько типов. Примером можно назвать нижеприведенную информацию:
Стационарные.
Нестационарные.
Первый тип чаще всего связан со специальными помещениями в мастерских, второй – передвижные, требующиеся для выезда на место аварии или проведения строительства. Кабина сварщика обустраивается только один раз в соответствии с техникой безопасности, после чего уделяется внимание только техническому состоянию ответственных механизмов и конструкций.
Стационарное рабочее место
Стационарное место сварщика встречается в различных производственных цехах. Они подходят для сваривания небольших изделий. Среди особенностей оснащения подобных помещений можно отметить следующие моменты:
При правильном оснащении помещений обеспечивается беспрепятственный доступ к заготовкам.
Поблизости не должны быть распложены взрывоопасные и легковоспламеняющиеся вещества.
При использовании инверторов, которые работают на горючем веществе, баллоны должны быть расположены вдали от открытого пламени.
Беспрепятственный доступ должен обеспечиваться расходным материалам, к примеру, электродам и проволоке. Это связано с тем, что во время сварки нужно быстро сменить некоторые элементы.
Стационарное место подготавливается с учетом того, какие именно элементы будут свариваться между собой. Техника безопасности предусматривает, чтобы рабочее место сварщика обеспечивало неподвижное состояние заготовок во время ее обработки.
Стационарное место сварочных работ
Подготовка проводится при следовании определенной инструкции, которая разрабатывается сотрудником организации.
Передвижной пост
Передвижное место может создаваться для газового и электронного инвертора. Стоит учитывать, что сварочная кабина требуется для его установки в случае повышенной влажности окружающей среды.
Меньше всего проблем возникает при применении газовой сварки. Это связано с тем, что электрическое оборудование должно надежно питаться.
Организация сварочного поста предусматривает использование кабеля наиболее подходящего сечения. Этот показатель следует учитывать по следующим причинам:
Слишком малое сечение приводит к тому, что кабель не выдерживает нагрузку и начинает перегреваться. В результате этого тепло оказывает воздействие на изоляцию, за счет чего она плавится. При сильном повреждении может возникнуть короткое замыкание.
Кабель большого сечения обходится дорого. При этом они менее практичны в применении, транспортировка и хранение создает много проблем.
Сварочные провода
Выбор кабеля проводится в соответствии с нормативной документации. Организация рабочего места сварщика проводится с учетом того, что кабеля не должны переплетаться, все контакты фиксируются. Кабель и другое электрическое оборудование не должны быть расположены вблизи горючих материалов и воды.
Оптимальные сечения сварочного провода представлены в следующей таблице Как ранее было отмечено, выбор проводов подбирается в зависимости от мощности используемого сварщиком оборудования. Оптимальный показатель выбирается в соответствии с таблицей.
Таблица сечений кабеля в зависимости от мощности
Использование табличных данных позволяет избежать довольно большого количества проблем. Качественный кабель имеет эффективную изоляцию, которая исключает вероятность короткого замыкания.
Как выбрать электродержатель
Правильно выбрать при организации рабочего места нужно и электродержатель. От его технического состояния зависит, насколько безопасно будет рабочее место и какова производительность труда. Сварочный пост может снабжаться несколькими видами держателей, все зависит от типа проводимых работ.
При выборе подобного устройства уделяется внимание следующим моментам:
Вес не должен быть более 0,5 килограмм. Слишком тяжелые варианты исполнения усложняют задачу сварщика. При длительной сварке будут уставать руки, что в конечном итоге снизит показатель производительности.
Уделяется внимание тому, насколько удобен хват. Для того, чтобы рукоятка не соскальзывала, ее поверхность часто делают рифленой.
При эксплуатации конструкция не должна сильно нагреваться. В противном случае могут возникнуть проблемы при длительной сварке. Несмотря на то, что сварщик должен использовать специальные рукавицы, сильный нагрев приводит к существенному дискомфорту.
Поверхность должна быть изолирована, так как подобный элемент должен стать преградой электричеству в случае неполадки. При организации рабочего места уделяется внимание качеству и целостности изоляции.
Крепление электродов должно быть прочным, так как на момент контакта с поверхностью на них оказывается механическое воздействие.
Электродержатели
Рекомендуется приобретать оригинальные электродержатели, которые советует производитель для организации рабочего места. Перед каждой работай проверяется состояние конструкции.
Маска электросварщика как средство защиты
Техника безопасности по организации места для сварщиков, предусматривает использование специальных щитков и шлема. При их изготовлении должны учитываться нормы, установленные в ГОСТ 12.4035-78. Среди основных стандартов отметим следующие:
Конструкция не должна быть тяжелее 0,5 килограмм. В противном случае работы будет проводить сложно.
Для того чтобы защитить глаза устанавливаются светофильтры. Они делятся на 13 классов, выбор проводится в зависимости от мощности.
При выборе маски уделяется внимание тому, чтобы она удобно крепилась. Время от времени сварщику приходится ее открывать для визуального осмотра шва.
Маска сварщика
В продаже встречаются самые различные варианты исполнения защитных масок. Более дорогие варианты исполнения характеризуются большей эффективностью. При частом проведении сварочных работ рекомендуется приобретать качественное изделие, так как ультрафиолетовое и другое излучение может навредить здоровью.
Требования к вентиляции
Нужно уделять внимание и эффективности вентиляции при организации места, особенно в случае работы с газовым аппаратом. Ее предназначение заключается в удалении теплого воздуха и подвода холодного, который требуется для охлаждения инструментов и техники.
При работе может образовываться достаточно большое количество токсичных газов. При высокой их концентрации есть вероятность отравления. Если концентрация газов высока, то есть вероятность их детонации.
Как правило, искусственная вентиляция представлена воздуховодами, которые подводят и отводят воздух. Для повышения эффективности работы устанавливается вентилятор. Проблем с охлаждением оборудования и загазованностью практически не возникает в случае, когда работы проводятся на улице.
Требования к специальной одежде
Индивидуальным средством защиты можно считать специальную одежду. Она изготавливается с учетом особенностей обработки металла, а также возможном воздействии. К комплект входит:
Рукавицы.
Специальная обувь.
Куртка.
Рукавицы.
Брюки.
Спецодежда сварщика
В большинстве случаев при их изготовлении применяется брезент, в который добавляется асбест. За счет подобного состава поверхность становится намного устойчивой к попаданию расплавленного металла.
Преимущества сварочных штор
Большой популярностью пользуются специальные шторки. Они позволяют существенно упростить работу, разделить участок на несколько секторов. К особенностям подобной оснастки можно отнести следующие моменты:
При изготовлении применяется огнеупорная ткань.
Используемый материал также может выдержать несущественно механическое воздействие.
Разнообразие сварочных штор
Выделяют несколько вариантов исполнения подобной оснастки, каждая характеризуется своими особенностями.
Сплошная стандартная штора
Чаще всего устанавливаются сплошную штору. Она представлена сплошным материалом, который крепится на специальных несущих элементах. Среди особенностей отметим:
Визуальная защита и преграда ультрафиолетовому излучению.
Защита окружения от брызг и расплавленного металла.
Снижается отрицательное воздействие воздушных боковых потоков.
Сплошная стандартная штора
При выборе наиболее подходящей шторы уделяется внимание ширине швов, толщине материала и некоторым другим моментам.
Полосовая сварочная штора
Защитная штора выбирается при учете различных параметров. Основными можно назвать:
Толщина и тип материала. Некоторые ткани характеризуются повышенной устойчивостью к воздействию температуры.
Качественные варианты исполнения прошиваются.
Тип несущей конструкции.
Полосовая сварочная штора
Установить подобную защиту можно быстро, после завершения процесса ее быстро собирают. Несущий элемент изготавливается из коррозионностойкого металла.
требования к оборудованию, столы, спецодежда, вентиляция
Под рабочим местом сварщика понимается закрепленный участок за конкретным специалистом или бригадой. Это определенная местность на площади территории, которая находится на промышленном производстве. Она должна быть оснащена всем необходимым инструментарием и техникой для сварочных работ, а также соответствовать требованиям техники безопасности. Организация рабочего места зависит от размера и разновидности свариваемой конструкции.
Содержание
1 Виды рабочих мест
2 Организация рабочего места сварщика ручной дуговой сварки
3 Требования к оборудованию
4 Столы сварщиков
5 Электродержатели ручной дуговой сварки
6 Спецодежда
7 Сварочные шторы
8 Вентиляция
9 Иные требования
Виды рабочих мест
Правильная организация рабочего места сварщика является залогом качественной сварки и высокой производительности. Различают стационарные и нестационарные рабочие места сварщиков. На стационарных сварочных местах обычно проводятся сварные работы мелких деталей, которые легко размещаются на столе.
Постоянные места предназначены для производства сварщика на промышленных предприятиях: в цехах, мастерских. Стационарное рабочее место может быть однопостовым (которое предполагает наличие рабочего места только для одного сварщика), которое питается от трансформатора, а также многопостовым, при котором в помещении предусмотрено несколько кабин, питающихся от единого источника тока.
Детали могут подаваться слесарями или другими рабочими, а сам сварщик преимущественно находится в кабине. Сварочный трансформатор в указанном случае должен располагаться в отдельной комнате.
Общий или индивидуальный щит должны предусматривать измерительные приборы, разные средства защиты, сигнальные лампы и рубильники, зажимы и пр. Для индивидуального места предусмотрен свой щит с измерительными приборами.
Временные мобильные рабочие места используют для выполнения работ на оборудовании и установках, которые не допускается переместить к посту. Мобильное сварочное место, или нестационарное обычно предполагает сварку изделий больших размеров, которые лежат неподвижно. Сварщику в данном случае приходится перемещаться по периметру. При подготовке мобильного места нужно создать такие условия, в которых бы ничего не мешало процессу.
При использовании трансформатора для передвижного нестационарного места он может располагаться внутри здания или снаружи.
При выполнении сварочных работ на открытом воздухе рабочее месте подлежит защите от атмосферы. Для указанных целей могут применять палатки, переносные тенты или навесы и пр.
Организация рабочего места сварщика ручной дуговой сварки
Планирование рабочего места сварщика должно обеспечивать ему беспрепятственный доступ к заготовкам и безопасные условия труда. Нужно, в частности, позаботиться об отсутствии легковоспламеняющихся и взрывоопасных веществ, а сварочные баллоны должны быть достаточно удалены от открытого пламени. Рабочее место сварщика организуется по ГОСТ 12. 3.003-86.
При комплектации рабочего места инструментом учитывается специфика работы. Но можно выделить определенный минимальный перечень инструментов, без которого сварщик не может полноценно работать. Стандартно рабочее место оснащено:
сварочным аппаратом;
металлической щеткой;
столом и стулом сварщика;
зубилом и молотком;
электродержателем;
винтовым зажимом;
сварочной маской.
При этом не следует излишне загромождать рабочее место ненужными вещами и оборудованием, которые могут помешать работе и представлять опасность.
Сварочные работы на постах выполняются только при работающей вентиляции. При работе следует применять передвижные воздухоотсосы.
При выполнении работ на мобильных местах они огораживаются огнестойкими ширмами, щитами, а также должны быть оснащены огнетушителями и средствами пожаротушения. Разновидность огнетушителей определяют в зависимости от площади воздействия, производительности и класса помещения и пр. Помимо огнетушителя, место передвижной станции оборудуется ящиком с песком, ведром и средствами пожаротушения.
При необходимости рабочее место может быть оборудовано средствами малой механизации, что облегчает погрузочно-разгрузочные работы.
Требования к оборудованию
При организации сварочных работ важное значение придается правильному размещению оборудования. Агрегаты и установки, которые состоят из нескольких сварочных агрегатов, располагают в отдельном помещении, огороженном перегородками с высотой не менее 1,7 м.
Сварочные преобразователи в процессе работы могут создать шум, который оказывает негативное влияние на нервную систему, ведет к понижению внимания и работоспособности. Поэтому их рекомендовано изолировать и вывести за пределы производственного помещения.
Проходы между сварочными агрегатами и установками должны быть не менее 1,5 м, между сварочным агрегатом и стеной – от 0,5 м, между стационарным агрегатом, стеной и колонной – от 0,5 м.
Сварочный аппарат на стационарном месте должен быть установлен в защищенном от воздействия атмосферы помещении, которое хорошо проветривается. Оптимально, чтобы пол в таком помещении был бетонным, а стены не отражали сварочные блики, что представляет опасность для зрения. Дверной проем должен быть закрыт брезентовым занавесом, который подвешен на кольцах.
Использование сварочного оборудования на монтажной площадке может создать определенные сложности при его хранении. Лучше всего, если сварочный аппарат будет располагаться в закрытом помещении, а к рабочему месту будут подтягивать только кабели для сварки. Если это сделать невозможно, то оптимально установить сварочный аппарат на передвижную тележку, что упростит его транспортировку.
Заготовки должны быть предварительно подготовлены к выполнению сварочных работ.
Столы сварщиков
Сварочные кабины должны быть изолированы от посторонних. В них располагается сварочный стол и прочие рабочие принадлежности, поэтому они достаточно просторные. Размер кабин составляет 2*2 или 2*3 метра, а высота – до 2 метров. Для улучшения вентиляции стены монтируются так, чтобы оставался зазор от пола в 20 см.
Сварочные столы используются для сварки и сборки деталей. Они располагаются внутри сварочной кабины на высоте 50-60 см, если пост предполагает проведение сварки в сидячем положении, или на высоте 90 см – если работы производят стоя.
Площадь стола составляет не менее квадратного метра. Требование к рабочему месту сварщика предполагает использование специальных болтов, к которым прикрепляются провода от сварочного аппарата. Для отсоса пыли от сварочной дуги не допускается располагать вытяжной зонт, так как иначе поток газов и пыли будет проходить через дыхательные пути сварщика.
На столе должны располагаться гнезда для электродов. Если в столе есть выдвижной ящик, то документы и инструменты должны храниться там. Есть еще одно требование: под ногами сварщика должен быть резиновый коврик.
Если стол оборудуется местным отсосом, то он может быть установлен как на столе, так и за пределами помещения. Встроенный в стол вентилятор создает шум, который снижает работоспособность. Оптимальной считается конструкция стола сварщика с нижнебоковым отсосом и установкой вентилятора за пределами помещения: тогда пыль и газ не попадают в зону дыхания сварщика.
В столах для сварщиков могут быть предусмотрены дополнительные удобства. Например, многие сварщики практикуют зачистку конца электрода путем его прикосновения к поверхности стола. В результате этого через определенный промежуток времени на столе образуются металлические наросты, которые мешают передвижению по столу изделий и ухудшающие его эстетические свойства. Для того чтобы этого не случилось, поверхность стола по краям кантуется медными пластинами. В результате поверхность стола не загрязняется электродами, так как к меди металл не пристает.
В столе может предусматриваться местное освещение. Для сварки мелких деталей, когда швы наносятся по периметру, целесообразно применение вращающегося стола, который регулируется по высоте винтами. Это позволяет поднимать и опускать детали в удобное положение. Сварщик при такой работе меньше устает и менее подвергается вредным выделением.
Для устранения неудобного положения нужно снабжать сварщика сиденьем, которое регулируется по высоте.
Электродержатели ручной дуговой сварки
Одним из основных инструментов, которые используются сварщиками, является электродержатель. От него зависит безопасность и производительность труда. Базовые требования к ним – легкость и удобность в обращении. Вес электродержателя не должен превышать 0,5 кг, чтобы руки сварщика не сильно уставали. При этом держатель не должен подвергаться нагреву при работе.
Среди всех разновидностей зажимов наиболее оптимальными являются пассатижные зажимы.
Выпускаются три типа электродержателей:
для тока до 125 А и сечения провода 25 мм;
для тока до 315 А и провода 50 мм;
для тока до 500 А и провода 70 мм.
Обязательно наличие изоляции и надежного крепления электродов. Держатель должен выдерживать 8 000 зажимов электродов. Конструкция позволяет производить замену электрода не более, чем за 4 с.
Примерная стоимость электрододержателей на Яндекс.маркет
Держатели для тока 500 А и выше снабжают щитками для защиты рук от тепла сварочной дуги и от брызг металла. Также применяются электрододержатели, которые снабжены устройствами для выключения тока при смене электрода. Это дополнительно обеспечивает большую безопасность работы.
Сварочный пост должен быть оснащен штативом (стойкой), который приварен к столу, для укладки электродержателя при перерывах в работе, чтобы избежать образования электродуги при прикосновении держателя с поверхностью стола. Поверхность штатива или стойки должна производиться из электроизоляционного материала.
Во время сварки к держателю прилипают брызги металла, это ведет к его утяжелению и перегреву. Для того чтобы это избежать, рекомендовано раз за смену смазывать его автолом.
Спецодежда
Даже при полном соблюдении техники безопасности к рабочему месту сварщика нельзя оградить от негативных факторов без использования спецодежды. В комплекте должны быть куртка, рукавицы, брюки, спецобувь и пр. Большинство спецодежды для сварщиков шьют из брезента с вкраплениями асбеста, который может обезопасить от расплавленного металла. Одежда должна закрывать все тело, чтобы не оставалось открытых мест.
Среди индивидуальных средств защиты важное значение принадлежит щиткам и шлемам. Они должны соответствовать ГОСТ 12.4.035-78. Маска не может быть тяжелее 0,5 кг.
Примерная стоимость шлема для сварки на Яндекс.маркет
При выборе маски обращают внимание на ее материал. В идеале это пластмасса, устойчивая к повышенным температурам и влажности. Такая маска не портится под воздействием брызг металла и исключает поражение работника электрическим током.
Если работы выполняются в тесных и закрытых помещениях, где невозможно использовать вытяжку, то нужно использовать специальные маски, предполагающие подачу воздуха.
В шлем вставляется светофильтр, который удерживается рамкой с размерами 120*60. Средства защиты включают 13 классов светофильтров с разной плотностью, которые используются для разных режимов мощности.
Запрещено использование цветных стекол, которые не предназначены для сварки, так как они не обеспечивают надежную защиту глазам от ультрафиолетовых лучей. Это грозит сварщику хроническим заболеванием глаз.
Современные маски сконструированы по типу «хамелеона». Они позволяют автоматически отрегулировать затемнение стекол в зависимости от яркости дуги.
В числе требований к материалу костюма можно выделить следующие:
Материал костюма сварщика – жаростойкий (это, например, замша или брезент).
Карманы – только внутренние.
Куртка не должна заправляться.
Ботинки производятся из негорючего материала, они должны быть достаточно высокими и не должны содержать гвозди.
Головной убор должен надежно защищать шею.
Краги или рукавицы производятся из негорючего материала, она должны быть достаточно длинные и исключать попадания материала внутрь при потолочной сварке.
Сварочные шторы
Аттестация рабочего места сварщика требует от него наличия перекрытия, особенно для многопостовых участков. Эти перекрытия именуются сварочными шторами. Они производятся из огнеупорной ткани, которая совпадает с той, из которой делают спецодежду.
Шторы полностью изолируют рабочее место сварщика от посторонних людей, чтобы исключить негативное влияние сварочной дуги и прочих негативных факторов.
Сварочные шторы обладают следующим функционалом:
Они защищают от ультрафиолета.
Минимизируют риски возникновения пожара, так как обеспечивают защиту от искр и брызг.
Предотвращают отрицательное воздействие воздушных потоков на сварочную зону.
Повышают эффективность вытяжного оборудования.
Примерная стоимость сварочных штор на Яндекс.маркет
Они достаточно экономичны и просты в установке. Шторы бывают сплошные и полосовые. Сплошные шторы выполнены из единого полотна. Они производятся из ПВХ, прошиты со всех сторон и имеют армированные отверстия для подвесных колец с расстоянием 20 см. Полосовая сварочная штора представляет отдельную полоску с шириной 50 см. В сборе ширина шторы составляет 140 см.
Вентиляция
При использовании в процессе сварки газа необходимо обеспечить хорошую вентиляцию помещения.
Вентиляция нужна по нескольким причинам:
Для снижения концентрации токсичных веществ, которые могут выделяться из свариваемых металлов. При проведении сварочных работ в воздух могут выделяться различные вредные примеси: окись углерода, азота и фтористые включения.
Для того чтобы убрать загазованность из помещения, которая может привести к детонации.
Для обеспечения охлаждения рабочих инструментов и техники, которая сильно перегревается при эксплуатации.
Вентиляция бывает естественной, которая осуществляется с помощью притока воздуха с улицы, а также искусственной. Для искусственной вентиляции используются специальные вытяжки, вентиляторы и прочие средства для циркуляции воздуха.
Вытяжная вентиляция обустроена так, чтобы максимально удалить вредные газы из помещения, приточная – для компенсации организованной вытяжки через разбавление веществ до допустимых для здоровья рабочих концентраций.
Наиболее оптимальным вариантом рабочего стола сварщика выступают такие, которые обустроены вытяжкой пыли с направлением ее вниз или в сторону. Эффективность отсоса вредных веществ из зоны вдыхания обеспечивается близким расположением вытяжных заборников к месту дуги.
Иные требования
Также не стоит забывать о следующих дополнительных инструментах, которые облегчают работу сварщика. Это:
винтовые зажимы для плотного контакта с изделием;
проволочные щетки (ручные и с электроприводом) – для удаления шлака и ржавчины;
узкая и широкая стальная щетка для очистки кромки и швов;
зубила, клейма и молотки – для врубки мест с дефектами, устранения брызг, установки клейма и пр.;
молоток с заостренным концом для отбивания шлака;
набор шаблонов для промера величины швов;
брезентовые сумки или стаканы – для хранения электродов.
Сварщику должны быть легко доступны расходные материалы: электроды, проволока, флюс и пр., чтобы у него была возможность их легкой смены в процессе работы. Необходимо соблюдать инструкцию по охране труда в индивидуальном и общем плане.
Если сварщик работает с неплавящимся электродом, то он должен иметь набор заточенных вольфрамовых электродов, пассатижи, гаечные ключи, кусачки, пассатижи и пр. Инструмент следует хранить в специальном ящике или сумке.
Таким образом, от того, насколько грамотно было организовано рабочее место сварщика, использующего метод ручной дуговой сварки, зависит в целом эффективность и безопасность работ. Под рабочим местом понимается участок, закрепленный за сварщиком, который оснащен оборудованием, инструментами и приспособлениями для проведения сварки. Правильно организованное место снижает травматизм и несчастные случаи на производстве.
Где работают сварщики?
Сварка — это ответственная работа, полная сложных деталей и процедур. Это требует использования различных видов техники, как больших, так и малых. Мы искали в Интернете, чтобы найти лучший ответ на вопрос, который задают многие: где работают сварщики?
Так где же работают сварщики? Что ж, то, что мы нашли, снесет вам крышу! Оказывается, как сварщик, ваш опыт требуется во многих процветающих отраслях. Сварка используется в производстве, ремонте и техническом обслуживании. Это жизненно важно и полезно для многих отраслей, включая:
Options
Industry
1
Construction
2
Manufacturing
3
Agriculture
4
Mining
5
Автомобильная
6
Военная
7
Авиакосмическая
4
8
0011 Shipbuilding
9
Airplanes
10
Bridges
11
Railways
12
Steel mills
13
Underwater engineering
14
Изделия из листового металла
Содержание
Что такое сварка?
Сварка — сложный химический процесс. Он использует приложенное тепло, сфокусированное на определенных участках металлической поверхности, чтобы сплавить 2 куска металла. По мере охлаждения металлов между ними образуется постоянная связь.
Сварка впервые появилась на Ближнем Востоке и в Европе еще в Бронзовом и Железном веках (1200-1000 лет до н.э.). Зарегистрировано, что самый первый кусок сварного металла появился в бронзовом веке (3000–1200 гг. До н.э.).
Существует множество сварочных инструментов и методов. Выбор сварщика зависит от типа металла, оборудования и рабочей среды.
Чем занимаются сварщики?
Основная работа сварщика заключается в соединении или резке металлических деталей. Они также полируют, сглаживают металлические поверхности, заполняют отверстия или фиксируют швы в металлических деталях. Это может быть напряженная работа, но сварка необходима почти в каждой отрасли.
Их рабочие характеристики зависят от того, в какой компании они работают, а также от используемых материалов и оборудования.
Сварщики могут работать в различных отраслях, местах и организациях. Как сварщика, вас также могут попросить управлять вилочными погрузчиками или домкратами для перемещения материалов из одного места в другое.
Статья по теме: Сколько времени нужно, чтобы научиться сварке?
Посмотрите это видео : Один день из жизни сварщика
Типы сварщиков
В целом сварщики делятся на 2 группы: квалифицированные и неквалифицированные. Эта классификация зависит от вида подготовки, которую они имеют, а также от вида сварки, которую они выполняют.
Навыки
Квалифицированные сварщики в основном работают с техническими руководствами, письменными спецификациями и чертежами. Их обучение включает в себя знакомство со свойствами сварки различных металлов. Квалифицированные сварщики также используют крупногабаритное оборудование, сварочные аппараты и роботы с дистанционным управлением.
После дополнительной подготовки они могут сами программировать компьютеры и роботов.
Неквалифицированные
Неквалифицированные сварщики – это сварщики с минимальной подготовкой и опытом работы. В основном они работают на сборочных линиях, где работа повторяется. Это также тот вид работ, который не требует высокого уровня сварочного опыта.
Должностные инструкции сварщиков
Работодатели ожидают, что их сварщики понимают определенные отраслевые протоколы. Сварщики также должны хорошо разбираться в различных свойствах различных материалов.
Основные должностные обязанности сварщика:
Хорошее знание металлургии и химии
Умение читать и выполнять технические чертежи и чертежи
Внимательно осматривать материалы перед сваркой
Рассчитывать размеры металлической поверхности, которую они повторная сварка
Внимательно следить за металлом во время процесса сварки
Поддерживать свое сварочное оборудование и рабочую зону
Уметь контролировать количество используемого пламени
Следить за тем, чтобы металл не перегревался
Уметь работать в различных условиях и пространствах
Средняя заработная плата
Сварщики работают в одной компании и работают полный рабочий день. Иногда сварщики могут работать по контракту или, возможно, найти работу на неполный рабочий день.
Эти факторы влияют на заработную плату сварщиков. Другими факторами, которые следует учитывать, являются образование сварщика и опыт работы. В среднем большинство сварщиков зарабатывают от 8 до 45 долларов в час, или около 44 000 долларов в год.
Узнайте больше о самых высокооплачиваемых вакансиях сварщиков – Здесь вы можете найти статью с нашего сайта: Хорошо ли зарабатывают сварщики? | Самые высокооплачиваемые сварочные работы
Как стать сварщиком?
Успешным сварщикам нужна комбинация вещей, которая поможет им отточить свои навыки и повысить свой опыт работы. Образование стоит на первом месте в этом списке.
Образование
Ученичество и стажировка
Некоторые предпочитают изучать методы сварки, пройдя программу ученичества или стажировку у профессионального сварщика. Во время своего пребывания в качестве ученика они могут получать или не получать оплату за свою работу. Однако они получают ценный практический опыт работы. Эта учебная программа может длиться от 1 до 3 лет.
Программа получения сертификата сварщика
Чтобы иметь возможность участвовать в программе сертификации сварщика, вам необходимо иметь аттестат об окончании средней школы или GED (диплом об общем образовании). Программа сертификации сварщика может длиться до 18 месяцев.
Вот список некоторых из наиболее известных сертификатов сварщиков. Вы можете найти программы сертификации в местных колледжах, профессионально-технических училищах или частных программах.
Сертифицированный сварщик (CW)
Единственным требованием является диплом средней школы или сертификат GED. Его можно получить в Американском обществе сварщиков.
Сертифицированный инспектор по сварке (CWI)
Для получения этого сертификата требуется образование в области сварки, действующая проверка зрения и соответствующий опыт работы.
Старший сертифицированный инспектор по сварке (SCWI)
Перед получением этого сертификата вы должны иметь сертификат инспектора по сварке (CWI) не менее 6 лет. Вы также должны иметь как минимум 15-летний опыт работы и занимать руководящую или управленческую должность.
Сертифицированный преподаватель сварки (CWE)
Этот сертификат имеет те же требования, что и сертификат инспектора по сварке (CWI). Если у вас есть CWI, вы можете заполнить заявку и автоматически претендовать на CWE. Вам также может понадобиться письменная рекомендация, которая говорит о ваших преподавательских способностях.
Сертифицированный торговый представитель по сварке (CWSR)
Для получения этого сертификата требуется не менее 5 лет опыта работы в сфере продаж сварки. Другой вариант — наличие сертификата об обучении и двухлетнего опыта работы.
Сертифицированный младший инспектор по сварке (CAWI)
Для получения этого сертификата необходимо пройти проверку зрения. Вы также должны иметь базовое сварочное образование, а также минимальный опыт работы.
Чтобы получить этот сертификат, вам необходимо иметь сертификат GED, проверку зрения и 4 часа обучения рентгенографии. Или вы можете работать в течение 1 года в качестве рентгенографического переводчика.
Для получения этого сертификата требуется диплом GED или военное образование и минимум 6 месяцев работы сварщиком с ручной или полуавтоматической дуговой сваркой. Вам также потребуется действующий сертификат CWI.
Certified Welding Supervisor (CWS)
Этот сертификат имеет те же требования, что и CWI, а также наличие действующего сертификата сварщика (CW).
Сертифицированный инженер по сварке (CWE)
Чтобы получить квалификацию инженера, вам необходим действующий сертификат сварщика (CW). Вы также должны сдать экзамен из 4 частей. Этот экзамен фокусируется на стандартах и правилах сварки. Он также включает в себя изготовление металлов и методы сварки.
Эти программы научат вас основным методам и технологиям сварки, которые необходимы для получения сертификата для работы сварщиком. Вот некоторые из этих методов:
Сварка
Литье
Пайка
Бронзирование
Пайка
Дуговая сварка (с использованием газового металла, экранированного металла или газового вольфрама)
Это также отличный вариант для тех, кто хочет стать сварщиком. Эта программа степени длится 2 года. Она обеспечивает более высокие навыки обучения, знания и опыт, чем программа сертификации сварщиков.
Сварщики используют эту программу для получения степени, чтобы узнать о различных специальностях, таких как военная сварка, трубопроводы и сварка атомной энергии.
Навыки
Сварщики могут работать в компаниях или на заводах. Их также можно отправить за пределы площадки для выполнения своей работы, например, на мосты, под землю, на крыши зданий и даже под воду.
Вот почему сварщики должны обладать определенной квалификацией и навыками, чтобы эффективно выполнять свою работу, не подвергая опасности себя и других.
Вот некоторые из этих навыков:
Знать все 30 методов сварки, парой из которых являются MIG и TIG
Уметь обращать внимание на детали
Обладать отличной координацией движений и ловкостью рук
Может работать самостоятельно, а также в команде
иметь хорошие коммуникативные навыки
иметь отличное зрение
быть в хорошей физической форме
иметь хорошую пространственную ориентацию
чувствовать себя комфортно, работая на высоте
Умение читать чертежи, технические спецификации и руководства
Умение решать проблемы
Способность смотреть на задачи изобретательно, внимательно и обдуманно
Рабочая среда
Работа сварщика может быть умственной и физически изнуряет. Они могут работать до 40 часов в неделю, часто сверхурочные. В среднем у них может быть 2 или 3 смены по 8-12 часов в день.
Статья по теме: Преимущества работы сварщиком >>Зарплата, рабочее время | Баланс рабочей жизни
Носят ли сварщики защитное снаряжение?
Но правильное оборудование и единые требования могут снизить риск любых потенциальных опасностей. Вот несколько примеров защитного снаряжения, которое носят сварщики.
Защитная одежда
Защитная глазное снаряжение
Пожарные рабочие ботинки
Защитный шлем или капюшон
Protective Gloves
Respirators
7
9000 2
. Оборудование – СИЗ
Какие инструменты используют сварщики?
Сварщики используют инструменты, выделяющие огромное количество тепла. Они должны уметь работать с ручным и полуавтоматическим сварочным оборудованием и электроинструментом. Существуют также сварочные инструменты, которыми можно дистанционно управлять с помощью компьютеров.
Заключение
Сварка существует с 3000 г. до н.э., и за эти годы были изобретены и усовершенствованы новые инструменты и методы. Сейчас сварка проникла во все отрасли и профессии.
Согласно исследованиям, ожидается, что в течение следующих 20 лет спрос на сварку будет расти с постоянной скоростью 6%. Это направление работы пользуется постоянным спросом, потому что каждой стране нужны сварщики для строительства и ремонта своей инфраструктуры.
Так какой же лучший ответ на вопрос «Где работают сварщики?» Это везде!
Рекомендуемая литература
Как стать сварщиком в Техасе и сколько времени это займет?
Проверяются ли сварщики на наркотики? | Все факты, которые вам нужно знать
Хорошо ли зарабатывают сварщики? | Самые высокооплачиваемые сварочные работы
Лучшие и худшие города для сварочных работ в 2022 году
Последнее обновление
В Соединенных Штатах в настоящее время работает около 400 000 сварщиков. Это примерно одна сварочная работа на каждую тысячу рабочих мест, существующих по всей стране. В среднем эти сварщики зарабатывают 44 360 долларов в год. Это не самая впечатляющая зарплата, но это всего лишь средний показатель по стране. Сварщики в некоторых городах ежегодно приносят домой на 20 000 долларов больше, в то время как сварщики в других городах зарабатывают даже меньше, чем в среднем по стране. Это карьера, где возможности сильно различаются в зависимости от местоположения. Итак, где лучше всего жить сварщику? И какие города следует вообще избегать? Давайте взглянем на пять лучших и худших городов для сварочных работ.
Лучшие города для сварщиков
1. Лейк-Чарльз, штат Луизиана
Изображение предоставлено: Питером О’Кэрроллом, goodfreephotos
Луизиана — прекрасное место для работы сварщиком по нескольким причинам. В штате работает более 13 000 сварщиков, поэтому недостатка в рабочих местах нет. Но что еще лучше, они зарабатывают намного больше, чем средний сварщик в Америке. Средняя годовая заработная плата сварщика в Луизиане составляет 52 810 долларов. По сравнению со средним показателем для сварщиков по стране, сварщик в этом штате зарабатывает на 8 450 долларов больше в год. Это уже впечатляет, но успех, похоже, сконцентрирован именно вокруг города Лейк-Чарльз.
Лейк-Чарльз, штат Луизиана, небольшой город. На самом деле, с населением чуть более 77 000 человек, они довольно маленькие. Но на каждую тысячу рабочих мест в городе приходится более десяти сварщиков, так что здесь работают около 1200 сварщиков. При средней годовой заработной плате в 65 410 долларов они сдувают остальную часть страны. Жизнь сварщика в Лейк-Чарльзе означает, что вы зарабатываете в среднем на 21 050 долларов в год больше, чем остальные сварщики в Соединенных Штатах. Учитывая высокий уровень занятости на душу населения и то, насколько больше сварщиков зарабатывают в этом городе, Лейк-Чарльз, штат Луизиана, несомненно, является отличным городом для карьеры сварщика.
2.
Батон-Руж, Луизиана
Изображение предоставлено: glynn424, pixabay
Если Лейк-Чарльз не кажется достаточным городом, чтобы удовлетворить ваши потребности и интересы, тогда Батон-Руж, всего в двух часах езды. на межштатной автомагистрали 10, возможно, вам больше понравится. Это все еще в Луизиане, штате, где зарплата сварщиков намного выше средней и много сварочных работ. Но Батон-Руж гораздо более населен, чем Лейк-Чарльз, с более чем 225 000 жителей. Из них более 3100 работают сварщиками, что соответствует почти 8 сварочным работам на тысячу рабочих мест в городе.
В Батон-Руж сварщики зарабатывают в среднем 30,77 долларов в час. По сравнению со средней по стране почасовой оплатой всего в 21,33 доллара, сварщики в Батон-Руж живут на широкую ногу. Это на 9,44 доллара в час больше, приличная сдача за 60 минут. Экстраполируя на год, вы зарабатываете на 19 640 долларов в год больше, чем средний работник в той же отрасли. Кто не хочет заработать дополнительные 20 тысяч за ту же работу? Средняя зарплата сварщика составляет 64 000 долларов США, а в Батон-Руж требуется заполнить более 3100 вакансий. Это горячая точка для сварщиков.
3. Анкоридж, Аляска
Изображение предоставлено: tpsdave, pixabay
Вы можете быть удивлены, узнав, что в Анкоридже, Аляска, больше населения, чем в Батон-Руж, Луизиана. Анкоридж с населением чуть менее 300 000 человек на самом деле является процветающим мегаполисом. В течение части года они получают более 17 часов солнечного света каждый день, при этом солнце встает ярко и рано в 5:30 утра и не садится примерно до 22:30. Если идея долгих летних дней и высоких температур ниже 60 градусов в середине августа кажется вам привлекательной, то Анкоридж — одно из лучших мест, куда вы могли бы переехать в качестве сварщика.
Конечно, лучшая причина для того, чтобы сварщик перебрался сюда, не связана с погодой. Для сварщиков Анкоридж является самым высокооплачиваемым городом в стране. При средней годовой заработной плате в 71 570 долларов вы будете вдвое больше, чем некоторые другие сварщики в континентальных городах США. При зарплате на 27 210 долларов больше, чем в среднем по стране, в стране негде лучше зарабатывать сварщиком. Но причина, по которой этот город не занимает первое место в этом списке, заключается в том, что здесь не так много рабочих мест. При том, что на каждую тысячу рабочих мест в городе приходится чуть менее одного сварщика, в этом районе работает всего 160 сварщиков. Это означает жесткую конкуренцию, но при такой высокой заработной плате имеет смысл только то, что рабочие будут конкурировать за эти должности.
4. Хьюстон, Техас
Изображение предоставлено: 11912373, pixabay
Техас иногда называют сварочной столицей Соединенных Штатов. И не потому, что в Техасе сварщикам платят намного больше. Но это из-за того, сколько рабочих мест в этом большом штате. В настоящее время в Техасе работает более 50 000 сварщиков, больше, чем в любом другом штате страны. Имея более четырех сварочных работ из каждых 1000 рабочих мест в штате, довольно легко найти оплачиваемую работу сварщиком в Техасе. Но в Техасе Хьюстон является рассадником карьеры сварщиков.
Хьюстон — крупный город с населением более 2,3 миллиона человек. Это очень много людей, которых нужно сохранить, и шесть из каждой тысячи вакансий, доступных в этом городе, принадлежат сварщику. Это составляет более 18 000 сварочных работ в этом городе площадью 669 квадратных миль. Это означает, что у большинства сварщиков не должно возникнуть проблем с поиском работы здесь, а с годовой зарплатой, которая на 5740 долларов выше средней по стране, вы получите хорошую компенсацию за потраченные часы.
5. Бомонт, Техас
Изображение предоставлено: tpsdave, pixabay
Район Бомонт-Порт-Артур в Техасе гораздо менее населен, чем Хьюстон, и здесь не так много сварщиков. Но с общей численностью населения всего 410 000 жителей и 1 900 работающих сварщиков, это район с одним из самых высоких показателей занятости сварщиков на душу населения в стране. Всего около 12 рабочих мест из каждой тысячи рабочих мест связаны со сваркой. Это довольно впечатляющие цифры. Вы можете быть уверены, что если вы переедете в эту область и у вас есть навыки сварки, которые нужны работодателям, у вас не должно возникнуть проблем с поиском карьеры. Более того, средняя годовая зарплата сварщиков в этой области составляет 56 680 долларов, что на 12 320 долларов больше, чем в среднем по стране. Вы не только легко найдете здесь работу сварщика, но и будете зарабатывать больше, чем большинство ваших сверстников в остальной части страны.
Худшие
городов для сварочных работ
1. Лос-Анджелес, Калифорния
Изображение предоставлено: tpsdave, pixabay
Лос-Анджелес, Калифорния, так называемый Город Ангелов. Что ж, вы не почувствуете, что какие-то ангелы присматривают за вами, если попытаетесь сделать здесь карьеру сварщика. При средней почасовой зарплате всего в 17,31 доллара сварщики в этом городе работают не очень хорошо. Это на 4,02 доллара в час меньше, чем зарабатывает средний сварщик в остальной части страны. По сравнению со сварщиками в таком высокооплачиваемом городе, как Анкоридж, вы будете зарабатывать в среднем на 17,10 долларов в час меньше. Это означает, что вы будете получать примерно половину оплаты за ту же работу, если живете в Лос-Анджелесе, а не в Анкоридже.
2. Сан-Франциско, Калифорния
Изображение предоставлено: zahidlilani, pixabay
Для сварщиков в Сан-Франциско дела обстоят ненамного лучше, чем в Лос-Анджелесе. Это всего в шести часах езды, так что это не очень удивительно. Сварщики в Сан-Франциско зарабатывают в среднем 20,98 долларов в час. Звучит не так уж плохо, так как это всего на 0,35 доллара ниже, чем в среднем по стране в этой профессии. Но если вы скорректируете эту ставку с учетом невероятно высокой стоимости жизни в Сан-Франциско, эта зарплата составит около 12,79 доллара.нигде в стране. С таким высоким индексом стоимости жизни вам будет сложно сделать карьеру, которая позволила бы вам чувствовать себя комфортно в других городах.
3. Вашингтон, округ Колумбия
Изображение предоставлено: skeeze, pixabay
Вашингтон, округ Колумбия, является столицей страны, и это еще одно очень дорогое место для жизни. С очень высоким индексом стоимости жизни деньги здесь просто не уходят так далеко, как в других городах страны. В среднем сварщики зарабатывают 19,91 доллара в час, что всего на 1,42 доллара ниже среднего показателя по стране. Это все еще не очень хорошо, но с поправкой на высокую стоимость жизни все выглядит еще хуже. Скорректированная заработная плата сварщика в Вашингтоне, округ Колумбия, составляет всего 14,21 доллара в час. Учитывая, что работа займет такое же количество времени и усилий, это делает округ Колумбия ужасным местом для поиска работы сварщиком.
4. Нью-Йорк, Нью-Йорк
Изображение предоставлено: MonicaVolpin, pixabay
Большое яблоко. В столичных центрах мира всегда ведется большое строительство, и Нью-Йорк, Нью-Йорк такой же мегаполис, как и везде. Но это еще один город с запредельным индексом стоимости жизни, что означает, что ваши деньги здесь не уходят так далеко, как в других местах. Сварщики, кажется, не так уж плохо работают на поверхности. При средней ставке 23,03 доллара в час они работают немного лучше, чем в среднем по отрасли. Но с поправкой на индекс стоимости жизни эта плата не доставит вас так далеко, как хотелось бы в других городах. Фактически, в остальной части страны это эквивалентно всего 14,48 доллара в час.
См. также: Как рассчитать стоимость сварочных работ
5. Чикаго, Иллинойс
Изображение предоставлено: BriBra, pixabay
Чикаго с населением почти 10 миллионов человек является шумным мегаполисом, но четыре года подряд он сокращается. Каждый год из города уезжают тысячи людей, поэтому там не так много строительства, поэтому сварщикам не так много рабочих мест. При средней ставке всего 17,18 долларов в час у квалифицированных сварщиков, безусловно, нет большого соблазна переехать сюда. Это уже на 4,15 доллара ниже, чем в среднем по стране, но Чикаго — еще один город с высокой стоимостью жизни. С поправкой на этот фактор зарплата сварщика в Чикаго составляет около 14,70 доллара в других городах с более приемлемой стоимостью жизни.
Заключение
Многие факторы могут повлиять на то, чтобы сделать город лучше или хуже для любой профессии.
В связи с возникшей нестабильностью, информация на сайте не являются обязательной офертой.
Стоимость и наличие будет уточняться на момент оформления заказа.
Надеемся на понимание и дальнейшее сотрудничество.
Аттачмены
Разборные модели и аксессуары
Контроль окклюзии
Материалы зуботехнические
Материалы стоматологические
Инструмент зуботехнический
Инструмент стоматологический
Инструмент абразивный
Оборудование зуботехническое
Литейные установки
Печи муфельные
Печи для обжига керамики
Термоинжекционные машины
Фотополимеризаторы
Микромоторы зуботехнические
Пескоструйные аппараты
Пароструйные аппараты
Пиндекс машины
Полимеризаторы
Триммеры
Вакуумные смесители
Вакуумформеры
Вибростолы
Пайка и сварка
Воскотопки
Электрошпатели
Горелки
Мебель
Прессы зуботехнические
Пневмоинструмент
Пылесосы
Фрезеры
Шлифмоторы
Вакуумые насосы
Весы
Оптика
Кюветы зуботехнические
Кюветы для дублирования
Трегеры
Опоки
Тигли
3D Печать
Оборудование стоматологическое
Запасные части
Ортодонтия
Гигиена полости рта
Средства индивидуальной защиты
Литература
Учебные модели
jpg»>
Главная \ Магазин \ Оборудование зуботехническое \ Пайка и сварка \ Аппарат контактной точечной сварки АКС
Предыдущий Следующий
Артикул: С5002
Описание
Характеристики
Аппарат контактной точечной сварки АКС
Применяется при сварке мостов, правке балансирующих каркасов, прихвате частей изделий перед пайкой, сварке практически любых металлов и сплавов , в том числе сварке разнородных металлов между собой.
Звуковая индексация процесса сварки
Толщина пакета свариваемых металлов — до 1 мм
Время непрерывнрй работы при частоте 4 сварки/мин. — 8 часов
Напряжение питания — 220В / 50 Гц
Принцип работы:
При касании кончиками электродов места сварки происходит замыкание электрической цепи (очень важно что бы между свариваемыми элементами был хороший контак) и образование электрической дуги, которая расплавляет металл в точке сварки. При этом важно аккуратно касаться кончиком электрода изделия, не применяя излишних усилий. Возможность регулировки мощности и длительности импульса позволяет управлять размером точки и глубины сварки, идеально подбирая их для каждого конкретного случая.
Комплектность:
Педаль пусковая
Педаль управления стационарными электродами
Выносные электроды
Стационарные электроды
Аппарат контактной точечной сварки АКС
Применяется при сварке мостов, правке балансирующих каркасов, прихвате частей изделий перед пайкой, сварке практически любых металлов и сплавов , в том числе сварке разнородных металлов между собой.
1. Назначение
1.1 Аппарат применяется для временного соединения элементов изделия перед пайкой или другими дополнительными операциями. Предназначен для работы с изделиями из металлов и их сплавов.
2. Технические данные
2. 1 Габаритные размеры аппарата:
АКС-2
АКС-2М
длина (не более)
280 мм
270 мм
ширина (не более)
280 мм
230 мм
высота (не более)
210 мм
160 мм
масса
14,5 кг
12,5 кг
2. 2 Звуковая и световая индикация процесса сварки
++
2.3 Плавная регулировка мощности и длительности сварочного импульса
++
2.4 Напряжение питания
220В,50Гц
2.5 Мощность, потребляемая от сети в режиме сварки, (не более)
3 кВт
2.6 Сопротивление изоляции электрических цепей относительно металлических частей корпуса, при напряжении 500 В, (не менее)
10 мОм
2.7 Общая толщина пакета свариваемых материалов, мм,(не более)
2
2.8 Время непрерывной работы при частоте 4 сварки/мин; часов
8
2.9 Режим работы аппарата
повторно-кратковременный
3. Комплектность
В комплект поставки входят:
№п/п
АКС-2
АКС-2М
1
Аппарат
1
1
2
Педаль пусковая
1
1
3
Педаль управления стационарными электродами
1
—
4
Выносные электроды
2
2
5
Стационарные электроды
2
—
6
Паспорт 5. 002-00-00 ПС
1
1
7
Упаковка
1
1
4. Устройство и принцип работы
Работа аппарата основана на нагреве свариваемых частей находящихся в контакте при прохождении через них электрического тока. Сварка осуществляется выносными элетродами и электродами стационарного блока (АКС-2) или только выносными электродами (АКС 2М). Плавная регулировка мощности и длительности сварочного импульса осуществляется регуляторами 3 и 4соответственно. Тумблер «имп/имп +» удлиняет время импульса в три раза.
5. Подготовка к работе
5.1 Перед вскрытием упаковки проверьте ее сохранность. 5.2 После вскрытия упаковки проверьте отсутствие механических повреждений аппарата,комплектность. 5.3 После транспортировки в холодное время, аппарат следует выдержать в помещении в течение 8 часа, для удаления конденсата. 5.4 Проверьте наличие и надежность электрического заземления, состояние сетевого кабеля, исправность органов управления.
Внимание! Подключение к электросети через автомат защиты 16-25 А
5.5 При работе с выносными электродами подключите аппарат к сети 220В, 50Гц. 5.6 Установите регуляторами 3 и 4 требуемое значение параметров сварки. 5.7 Зажмите предварительно обезжиренные детали выностными электродами 2. 5.8 Нажмите на пусковую педаль 6, произведите сварку. 5.9 При работе со стационарным блоком снимите электроды 2, вставьте держатели электродов 2 в контактные гнезда 10. 5.10 Открутите гайку 9 на 1/2 оборота. 5.11 Вставьте электроды в в электрододержатели так, чтобы они сомкнулись, закрепите их. 5. 12 Закрутите гайку 9 на 1/2 оборота, при этом будет обеспечено усилие между электродами 4 (4-5 кг). 5.13 Подключите аппарат к сети 220В, 50Гц. 5.14 Установите регуляторами 3 и 4 требуемое значение параметров сварки. 5.15 Зажмите предварительно обезжиренные детали выностными электродами 11. 5.16 Нажмите на пусковую педаль 6, произведите сварку.
6. Указание мер безопасности
6.1 Аппарат относится к устройствам представляющим опасность возможного поражения током. 6.2 Место, в котором устанавливается аппарат, должно соответствовать помещению с нормальными климатическими условиями. 6.3 При замене предохранителей и устранения неисправностей аппарат должен быть обесточен. 6.4 Аппарат перед началом эксплуатации должен быть надежно соединен с контуром заземления. 6.5 Не оставляйте включенный аппарат без присмотра. 6.6 Используйте аппарат только по назначению.
7. Техническое обслуживание
7. 1 Ежедневный технический контроль наличия и надежности электрического заземления, состояния сетевого кабеля, исправности органов управления. 7.2 Своевременная замена отказавших предохранителей, электродов. 7.3 Своевременная очистка аппарата от пыли. 7.4 Плановый контроль технического состояния аппарата осуществляется не реже 1 раза в год.
При выполнении планового контроля необходимо:
проверить работоспособность аппарата на соответствие его техническим характеристикам;
проверить надежность электрического сопротивления изоляции;
проверить отсутствие механических повреждений корпуса, электродов.
8. Транспортировка и хранение
8.1 Аппарат в упаковке предприятия-изготовителя должен храниться в сухом закрытом помещении при температуре от -50 до +40ºС, относительной влажности до 98%, при 25ºС. 8.2 Транспортировка упакованного аппарата производится при температуре от -50ºС до +40ºС 8. 3 Транспортировка аппарата производится всеми видами транспортных средств, кроме неотапливаемых отсеков самолета, в соответствии с действующими на данном виде транспорта правилами, утвержденными в установленном порядке.
Политика конфиденциальности Разработка сайта в Москве megagroup.ru
Аппарат точечной сварки в быту и на производстве
Аппарат точечной сварки — как выбрать подходящий
Точечная сварка уже стала настолько обыденным способом выполнения неразъемных соединений различных металлов, что встретить аппаратуру, на которой она осуществляется, можно не только в заводских условиях. Аппарат точечной сварки стал неотъемлемым атрибутом небольших мастерских, имеется он также у многих домашних умельцев, привыкших выполнять любую работу своими руками.
При выборе такого устройства необходимо оценить сферу его применения, ведь в некоторых случаях нет необходимости приобретать дорогостоящее оборудование, иногда с поставленными задачами способен справиться даже самодельный сварочный агрегат такого типа.
Но бывает и противоположная ситуация, когда установленный агрегат не может эффективно выполнять технологический процесс, чаще всего это связано с недооценкой мощности и возможности сварки металла значительной толщины. Поэтому при покупке аппарата вы должны четко знать его назначение.
Классификация аппаратуры для точечной сварки
Существует несколько показателей, которые отличают один сварочный аппарат точечной сварки от другого, именно они и определяют сферу его применения. Основными моментами, на которые стоит обращать внимание при выборе, являются следующие характеристики.
Способ установки
По способу размещения аппарата их можно разделить на три группы:
Стационарные машины для точечной сварки в основном используются на производстве
Подвесные устройства нашли применение в поточных линиях, также они являются неотъемлемым атрибутом авторемонтных мастерских
Переносной аппарат контактной точечной сварки считается оптимальным выбором для личного применения.
Электропитание аппарата
В зависимости от типа источника электроснабжения принципиальная схема аппарата может существенно отличаться. Наиболее распространены следующие виды агрегатов для точечной сварки:
Аппарат, работающий от сети однофазного переменного тока
Трехфазные установки
Инверторная точечная сварка
Конденсаторный аппарат точечной сварки
Для бытового применения более подходят именно инверторные и конденсаторные установки, их электрическая схема позволяет снизить воздействие на питающую электрическую сеть, что немаловажно в домашних условиях.
Способ управления процессом
Простейший аппарат управляется вручную. Вам придется самостоятельно выбрать режим работы, установить необходимый сварочный ток и контролировать продолжительность цикла сварки.
Современный станок для сварки оснащается автоматической системой управления, которая позволяет значительно упростить выполнение работ и повысить производительность устройства. Применение подобного аппарата в заводских условиях уже давно стало необходимостью, это помогает снизить себестоимость продукции и уменьшить процент брака при выполнении сварочных работ.
Тип привода механизма давления
Для точечной сварки одним из основных факторов, влияющих на качество соединения деталей, является создание необходимого усилия сжатия заготовок. Существует несколько вариантов конструкции привода, которые существенно отличаются своими возможностями.
Ручной привод применяется в наиболее простых устройствах. Его использование значительно снижает стоимость аппарата, а создаваемых им усилий вполне хватит для выполнения бытовых сварочных работ, при которых повышенные требования к качеству соединения обычно не предъявляются.
Аппарат с механическим приводом механизма наиболее популярен. Данный принцип применен во многих конструкциях сварочных машин для контактной сварки.
Пневматический привод позволяет создавать значительное давление на свариваемые детали. Данная схема применяется многими ведущими производителями оборудования для сварочных работ. Своими характеристиками пневматика во многом превосходит другие типы механизмов сжатия, она позволяет регулировать давление в широком диапазоне.
Гидравлический привод встречается реже, но тоже применяется на многом оборудовании. Принцип действия и характеристики сходны с пневматикой, только в качестве движущей силы применяется не воздух, а жидкость. Аппарат для сварки с таким видом привода отличается надежностью.
Стационарные машины
Стационарный аппарат точечной сварки применяется болей частью на производствах, где требуется высокая интенсивность выполнения работ. От его мощности зависит величина сварочного тока (может достигать сотен кА), которая определяет возможную толщину свариваемых деталей.
Может иметь различную электрическую схему и работать от различных источников питания. Современные модели оснащены микропроцессорными системами управления, значительно повышающими точность и качество выполнения работ.
Подобный аппарат в основном комплектуется механическим или пневматическим приводом системы сжатия. Величина создаваемых усилий может регулироваться в значительных пределах, что дает возможность выполнения точечной сварки при любой толщине заготовок. В основном такие станки предназначены для двух сторонней сварки, но существуют и другие модификации.
В связи с высокими электрическими нагрузками подобная аппаратура оснащается водяными системами охлаждения, которые способны обеспечить значительную длительность непрерывной работы оборудования.
Подвесные устройства для контактной сварки
Данный аппарат для точечной сварки незаменим в поточных конвейерных линиях. Благодаря тому, что он обеспечивает значительную мобильность исполнителю, с успехом применяется при выполнении разнообразных ремонтных работ, в том числе и ремонте автомобилей. Может использоваться для крестообразной сварки металлической арматуры.
Подвесной аппарат состоит из сварочного трансформатора, блока управления режимами сварки и выносных рабочих инструментов (клещи). В зависимости от вида выполняемых работ существует возможность замены исполнительного механизма. Наиболее современные модели клещей оснащены пневматической или гидропневматической системой привода, что значительно снижает нагрузку на оператора сварщика.
В зависимости от проектной мощности может создавать сварочный ток до нескольких десятков кА, это позволяет осуществлять сварку металла различной толщины. Данный аппарат обеспечивает высокую скорость и эффективность выполнения работ.
Переносные устройства
Данный сегмент аппаратуры для точечной сварки обширен. Своими характеристиками они не уступают более мощной технике. К тому же более низкая стоимость позволяет приобрести такой аппарат для индивидуального пользования. Наиболее популярны два вида такой техники:
Ручные клещи для точечной сварки. Представляют собой устройство небольшого веса (8-15 кг), позволяющие сваривать листовой металл и другие заготовки толщиной до 5 мм. Работает такой аппарат от однофазной бытовой сети, в качестве системы управления выступает микропроцессор, который способен автоматически регулировать сварочные режимы в широком диапазоне. Существует возможность и ручной регулировки, кроме того, можно выбрать импульсный режим выполнения работы.
Особенностью такого аппарата для точечной сварки является ручной привод механизма сдавливания деталей. Он способен создавать давление до 150 килограмм. Комфортные и безопасные условия для исполнителя обеспечивают диэлектрические ручки из термостойкого материала. Своими универсальными качествами и простотой выполнения сварки подобное устройство выгодно отличается от другой техники для подобных целей.
Другой класс передвижной техники для контактной сварки составляют инверторные аппараты. Популярность такое оборудование получила благодаря небольшим габаритам, своими размерами аппарат выгодно отличается от конкурентов, а также сравнительно малому весу.
Конструкция аппарата предполагает применение тиристорного генератора сварочного тока, микропроцессорной системы управления, позволяющей регулировать мощность и продолжительность импульса. Оборудование данного класса не оказывает влияния на питающую сеть, для подключения аппарата вполне хватает бытового электропитания.
Выбирайте такой сварочный агрегат, который своими характеристиками соответствует условиям эксплуатации.
Похожие статьи
Машина контактной точечной сварки — сфера применения, особенности конструкции
Сварочный аппарат точечной сварки: каковы его особенности?
Особенности точечной сварки и изготовление аппарата своими руками
Сварочный инверторный аппарат Ресанта: что полезно знать?
Прибор для определения точки плавления — StudiousGuy
Прибор для определения точки плавления — это лабораторное устройство, которое используется для определения температуры плавления элемента с большой точностью и достоверностью. Температура, при которой вещество переходит из твердого состояния в жидкое, называется температурой его плавления. Плавление вещества обычно достигается путем его нагревания. Это один из важнейших и основных параметров, позволяющих узнать о природе вещества, определить его чистоту и охарактеризовать органические и неорганические соединения. Чистые элементы обычно имеют высокую температуру плавления, в то время как нечистые и загрязненные элементы имеют низкую температуру плавления, и для их полного расплавления требуется сравнительно больше времени. Более высокая температура плавления вещества означает, что существуют межмолекулярные силы большой величины. Большинство приборов для определения точки плавления способны отображать как начальную, так и конечную температуру плавления элемента. Также некоторые из них оснащены механизмом, который может записывать и отображать кривую температуры плавления и определять среднее значение температуры плавления.
Индекс статьи (щелкните, чтобы перейти)
Принцип работы прибора для определения точки плавления
Прибор для определения точки плавления обычно работает по принципу отражения и пропускания света, падающего на образец и проходящего через него. Изменение светопропускания хорошо заметно; поэтому работа прибора для определения точки плавления не слишком сложна. Процесс плавления вещества можно разделить на пять стадий: увлажнение, спекание, коллапс, мениск и осветление. Точка увлажнения является начальной стадией плавления элемента. На стадии коллапса вещество в основном твердое и содержит небольшое количество расплавленного материала. В точке мениска большая часть образца расплавляется, но все же содержит некоторое количество твердых частиц. Вещество считается полностью расплавленным, когда оно достигает прозрачной точки или прозрачной стадии. Интенсивность света, проходящего через образец, меняется на всех стадиях процесса плавления вещества и ее легко заметить. Процент интенсивности света, проходящего через капиллярные трубки, содержащие образец, регистрируется и сравнивается для определения разницы в оптических свойствах, что позволяет пользователю оценить температуру плавления вещества образца.
Работа прибора для определения точки плавления
Стандартным методом, используемым приборами для определения точки плавления для определения температуры плавления объекта, является капиллярный метод. Для определения температуры плавления образца с помощью прибора для определения точки плавления образец помещают в несколько капиллярных трубок. Капиллярные трубки затем помещают в нагревательный блок. Образец анализируется индивидуально, и получается среднее значение измерений для определения точной точки плавления вещества. Первым этапом этой методики является подготовка образца. Вещество помещают в вакуум-эксикатор на сутки, чтобы убедиться, что образец не содержит влаги и хорошо высушен. Затем высушенный образец измельчают в мелкий порошок. Это делается потому, что крупные и неоднородные зерна образца получат неравномерное количество тепла, и прибор не сможет обеспечить точные измерения. Плотный слой примерно 2-4 мм в высоту тщательно измельченного образца затем помещают в три или более тонких стеклянных капиллярных трубки. Порошкообразный образец, помещенный в капиллярные трубки, должен быть плотно упакован. Это можно сделать, осторожно постукивая трубкой по твердой поверхности. Капиллярные трубки затем помещают в нагревательный блок аппарата для определения температуры плавления, который обеспечивает необходимую температуру для плавления образца. Температура нагревательного блока может варьироваться в зависимости от плотности образца. Температура, при которой образец подвергается пяти стадиям плавления, наблюдают и регистрируют. Во время процесса некоторые образцы не разжижаются, а вместо этого подвергаются сублимации и сразу переходят в газообразную форму. Это должно быть записано вручную. Внутренний механизм прибора фиксирует температуру начала разжижения образца и температуру полного расплавления вещества. Этот температурный интервал называют интервалом плавления вещества.
Использование прибора для определения точки плавления
1. Прибор для определения точки плавления обычно используется в области исследований и разработок для изучения структуры и характеристик определенных твердых веществ.
2. Прибор для измерения температуры плавления говорит о чистоте вещества, поэтому он активно используется отделами контроля качества различных отраслей промышленности.
3. Используется фармацевтической и медицинской промышленностью для тестирования лекарств.
4. Парфюмерная промышленность использует аппараты для определения точки плавления для производства духов с различными ароматами.
Меры безопасности при использовании прибора для определения точки плавления
1. Прибор следует эксплуатировать только в указанном ограниченном диапазоне температур.
2. Не перемещайте и не переносите машину, когда она используется и подключена к источнику питания.
3. Используйте защитные приспособления и инструменты, такие как защитные перчатки, защитные очки, щипцы для тиглей и т. д., для работы с горячими образцами.
4. Держите устройство и образец вдали от легковоспламеняющихся и горючих предметов во избежание пожара и несчастных случаев.
Преимущества прибора для определения точки плавления
1. Прибор для определения точки плавления дает быстрые и точные результаты.
2. Компактный и портативный.
3. Точность и прецизионность прибора для измерения температуры плавления значительно выше, чем у традиционных методов расчета температуры плавления вещества.
4. Подходит для расчета температуры плавления как чистых, так и загрязненных веществ.
Недостатки прибора для определения точки плавления
1. Прибор для определения точки плавления можно использовать только для определения точки плавления твердых веществ.
2. Устройство специально разработано для наблюдения за превращением веществ образца из твердой формы в жидкую. Если вещество пробы подвергается сублимации или осаждению, это необходимо отметить вручную.
Аппарат для определения температуры плавления | Точки плавления
Химические лабораторные протоколы / Лабораторные методы
Оборудование для измерения температуры плавления твердого тела различается по сложности от простой масляной бани, нагреваемой микрогорелкой, до микроскопа с подогревом столика, как показано на рис. 12.1. Основные компоненты аппараты для измерения температуры плавления:
Держатель образца: обычно стеклянная капиллярная трубка, запаянная с одного конца в корпус систем с масляной ванной и блоком с подогревом или пара микроскопов скользит по пластине с электрическим подогревом в блоке Кофлера.
Устройство регистрации температуры, расположенное как можно ближе к образцу. Обычно это термометр, но может быть и датчик термопары с цифровое считывание.
Источник тепла с точной регулировкой для постепенного повышения температуры. Эти источники различаются в зависимости от сложности оборудования.
В студенческой лаборатории вы, скорее всего, будете использовать только более простые такие системы, как масляная ванна или аппарат с подогревом блока.
Рис. 12.1 Аппарат для определения температуры плавления: (а) масляная ванна; (б) нагреваемый блок – показания термометра; (в) блок с подогревом — цифровая индикация; (d) Микроскоп Кофлера с подогревом столика.
Капиллярные трубки Капиллярные трубки для измерения температуры плавления доступны в продаже и поставляются открытыми с обоих концов или закрытыми с одного конца или закрытыми с обоих концов. Чтобы закрыть один конец открытой капиллярной трубки, просто прикоснитесь к концу капиллярную трубку на внешний «слой» горячего пламени микрогорелки (см. рис. 12.2). Конец трубки разрушится и запечатает трубку. Убедиться что трубка запаяна, т.е. нет тонкой линии в запаянном конце, и что на конце трубки нет большого шарика стекла, иначе она может не вставить в отверстие в нагревательном блоке прибора для определения точки плавления. Точно так же, если вы протолкнете трубку слишком далеко в пламя, трубка согнется и поэтому не влезает в нагревательный блок.
Рис. 12.2 Герметизация капиллярной трубки для измерения температуры плавления.
Чтобы ввести состав в капиллярную трубку, поместите немного сухого соединения в небольшой кучке на часовом стекле и нажмите на открытый конец трубки в кучу, запирая пробку химиката в отверстии. Химическое вещество можно переместить в запаянный конец, перевернув пробирку и постучав ею по столу. или вибрацией, трением о резьбу винта зажима, или опуская его по длинной стеклянной трубке на лабораторный стол. Помню тебя нужно только 2-3 мм образца в нижней части капиллярной трубки.
Прибор для измерения температуры плавления в масляной ванне Показаны составные части типичного прибора для измерения температуры плавления в масляной ванне. на рис. 12.3.
Убедитесь, что минеральное масло чистое и не содержит воды, а также что колба заполнена только на две трети, чтобы обеспечить расширение. Зажмите масло ванну к опорной стойке.
Убедитесь, что ваш термометр находится в соответствующем диапазоне, ртутный резьба цела, а стекло, в частности колба, не треснуто.
Присоедините капилляр к термометру с помощью резинового кольца, убедившись, что что соединение находится рядом с колбой термометра и не забудьте держите термометр рядом с колбой, прикрепляя капиллярную трубку.
Вдавите термометр в «зубчатую» пробку, убедившись, что вы можете увидеть шкалу термометра и примерить термометр, образец и пробку в масляную баню, убедившись, что груша термометра и образец в центре масляной ванны и чтобы резинка не находилась в масле, и не будет покрыто маслом, когда масло расширяется при нагревании.
Если требуется регулировка, осторожно сдвиньте пробку вверх или вниз по термометру.
Вы можете прикрепить капилляр для определения точки плавления к обеим сторонам термометра. колбы для одновременного определения двух отдельных точек плавления.
Рис. 12.3 Компоненты прибора для определения точки плавления в масляной ванне.
Электрический нагревательный блок Нагревательный блок обычно имеет три отверстия, что позволяет одновременно измерения температуры плавления.
 Например, у двух одинаковых пакетов сока равные объемы.
Например, у двух одинаковых пакетов сока равные объемы.
 Чему равен объем параллелепипеда со сторонами 9 см, 6 см, 3 см.
Чему равен объем параллелепипеда со сторонами 9 см, 6 см, 3 см. 
 п. = 2 (ab + ac + bc)
п. = 2 (ab + ac + bc)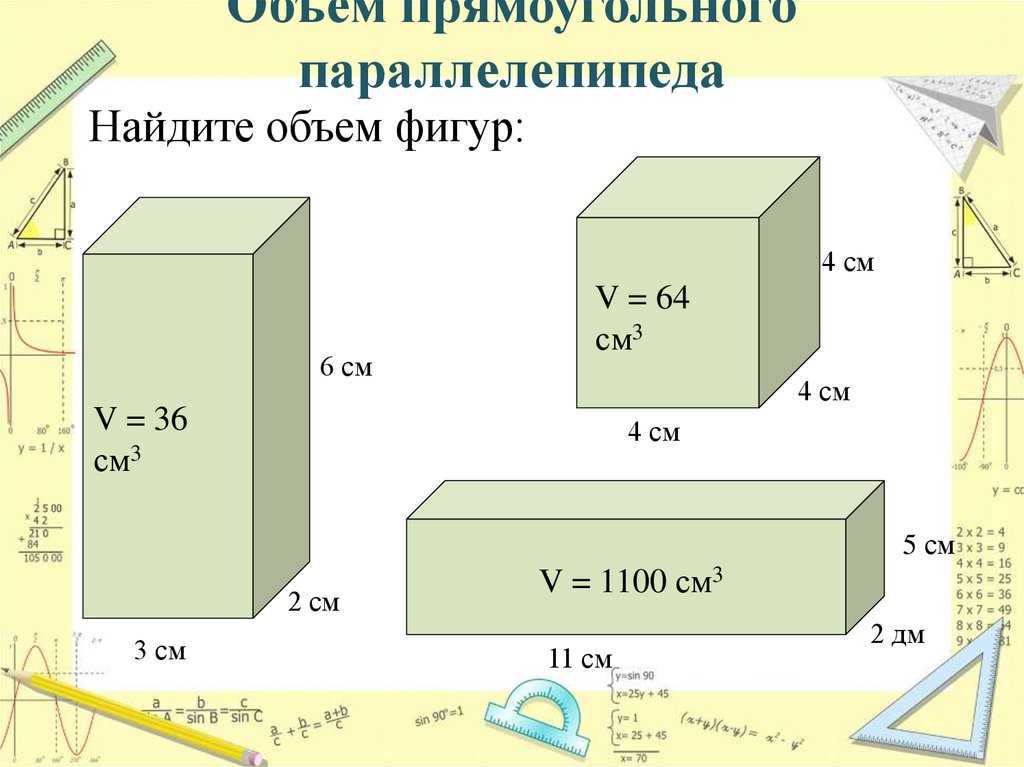 п. = 2 (ab + ac + bc)
п. = 2 (ab + ac + bc)
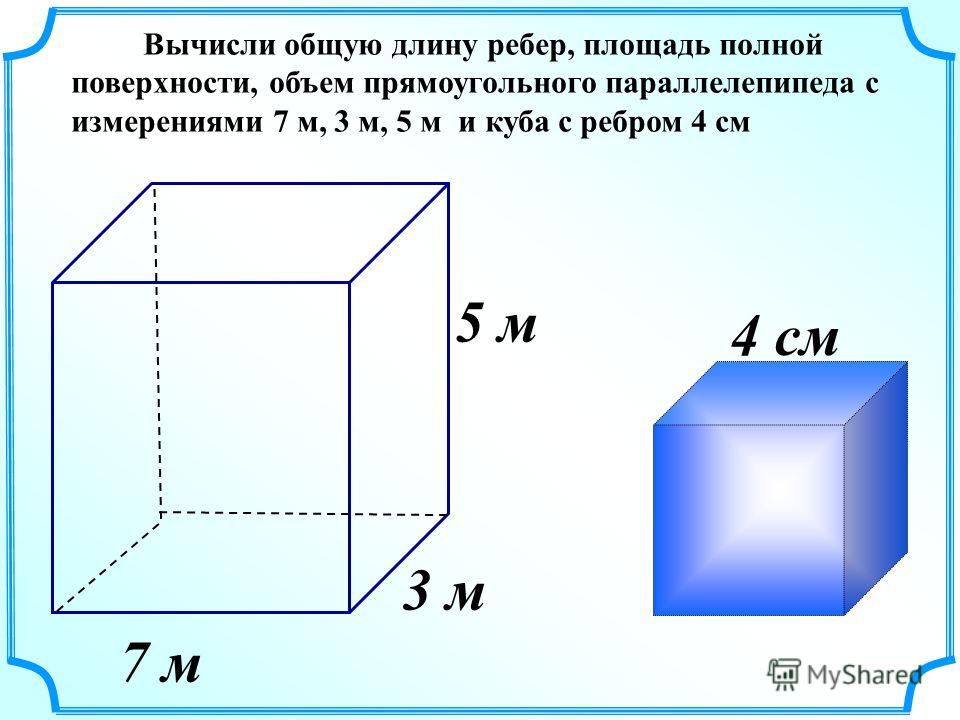
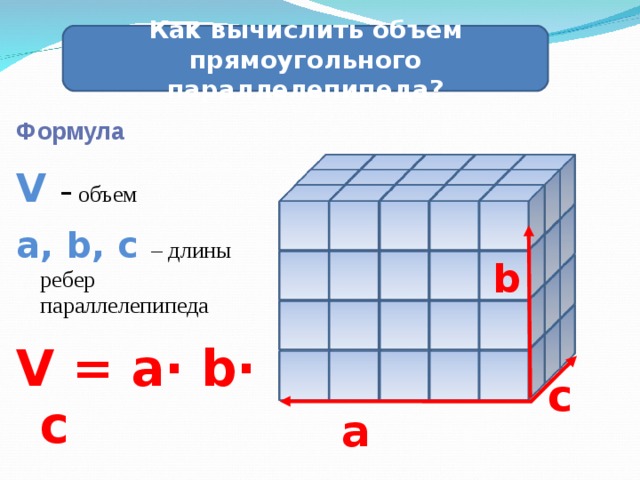 ru Математика Геометрия Нахождение объема цилиндра: формула и задачи
ru Математика Геометрия Нахождение объема цилиндра: формула и задачи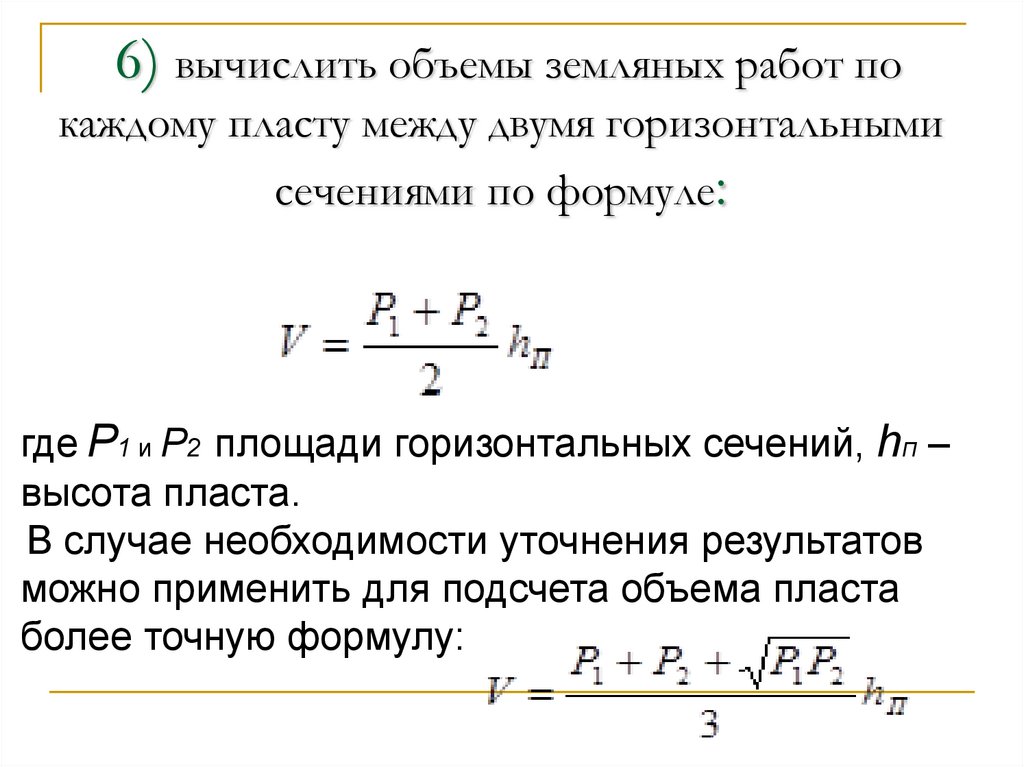
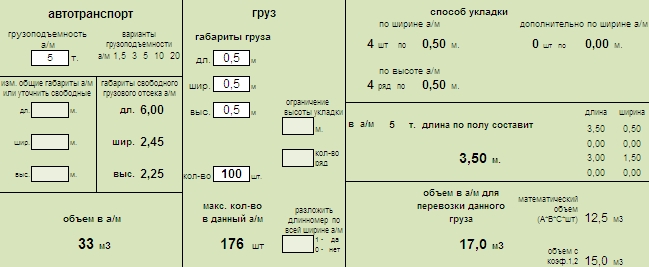 Это пространство измеряется с точки зрения его объема. Объем определяется как пространство, занимаемое в границах объекта в трехмерном пространстве. Он также известен как мощность объекта.
Это пространство измеряется с точки зрения его объема. Объем определяется как пространство, занимаемое в границах объекта в трехмерном пространстве. Он также известен как мощность объекта.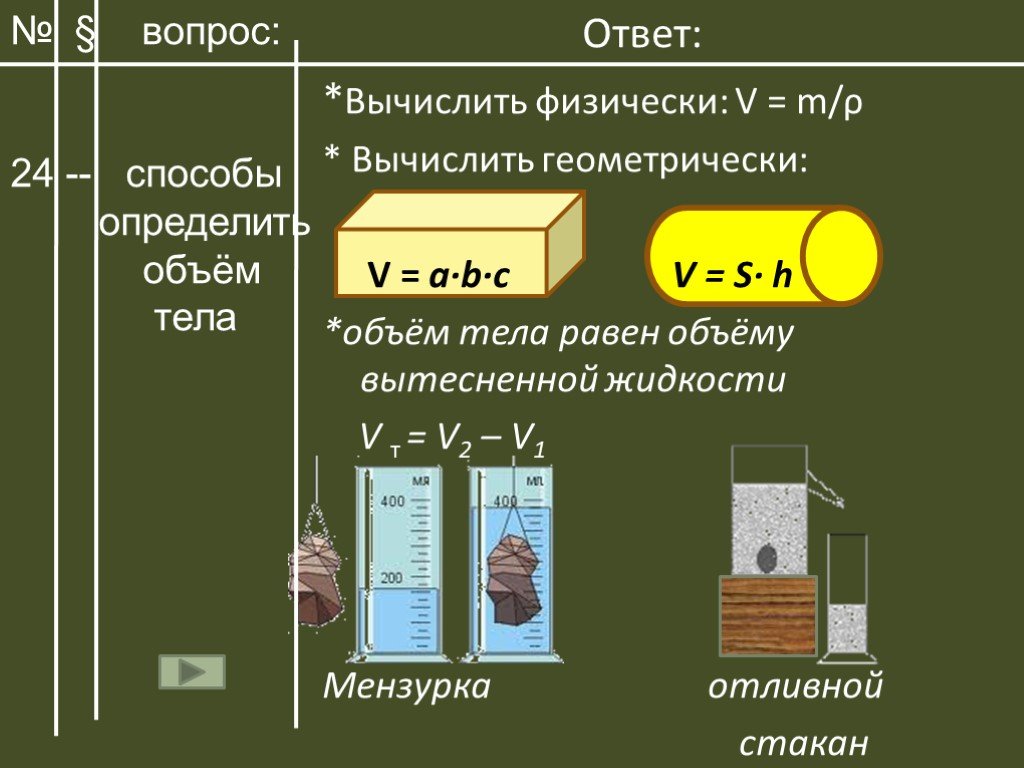
 д.
д.
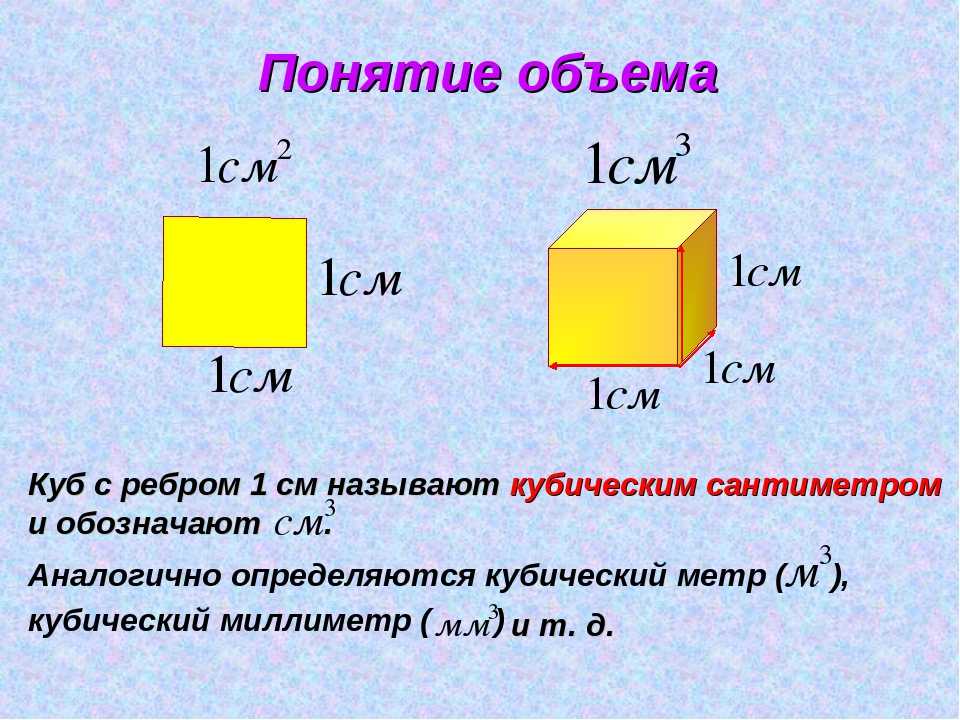 Вы можете проверить игры, рабочие листы и решенные задачи по темам, подобным этой, на веб-сайте Splashlearn. Посетите https://www.splashlearn.com/, чтобы узнать новые концепции, развлекаясь.
Вы можете проверить игры, рабочие листы и решенные задачи по темам, подобным этой, на веб-сайте Splashlearn. Посетите https://www.splashlearn.com/, чтобы узнать новые концепции, развлекаясь.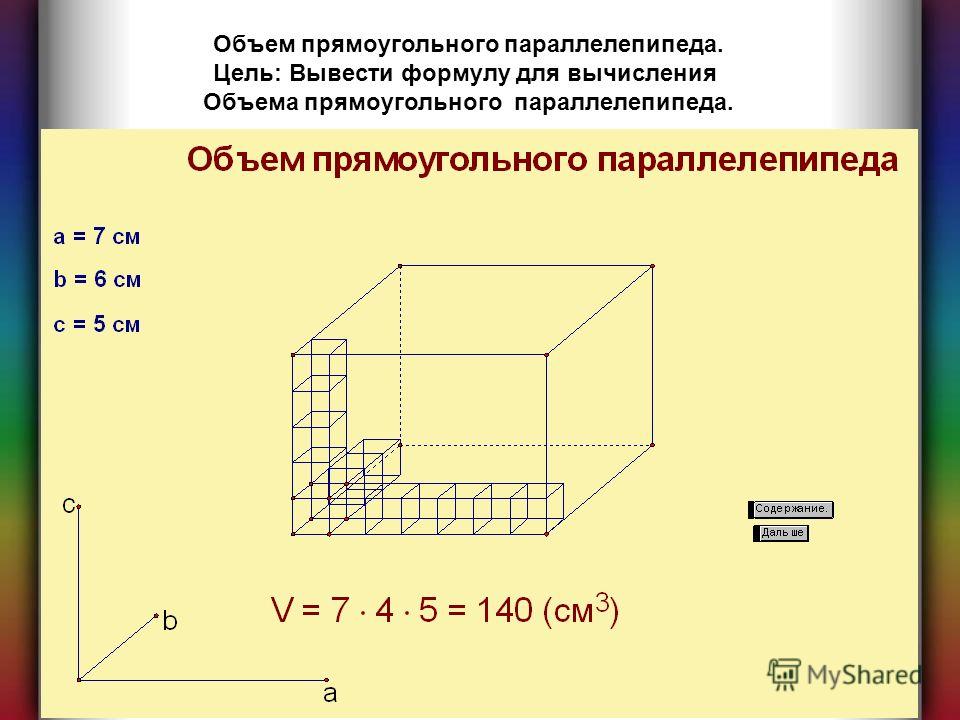 Коническая новогодняя елка изготовлена из глины. Высота дерева 14 дюймов, а диаметр основания 6 дюймов. Сколько глины используется? (используйте π = $\frac{22}{7}$)
Коническая новогодняя елка изготовлена из глины. Высота дерева 14 дюймов, а диаметр основания 6 дюймов. Сколько глины используется? (используйте π = $\frac{22}{7}$) 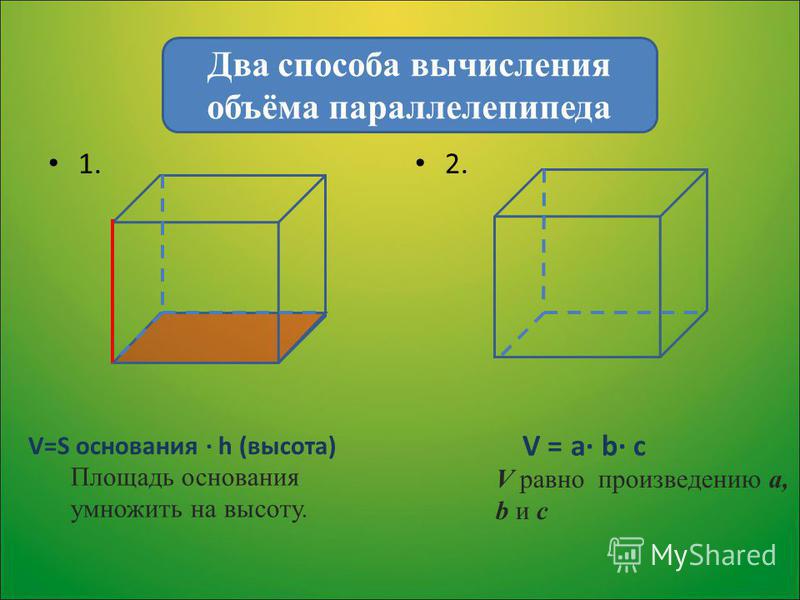 Кубоид имеет стороны неравной длины. Его объем рассчитывается по формуле л x b x h , где л, b и h — это различные измерения формы.
Кубоид имеет стороны неравной длины. Его объем рассчитывается по формуле л x b x h , где л, b и h — это различные измерения формы.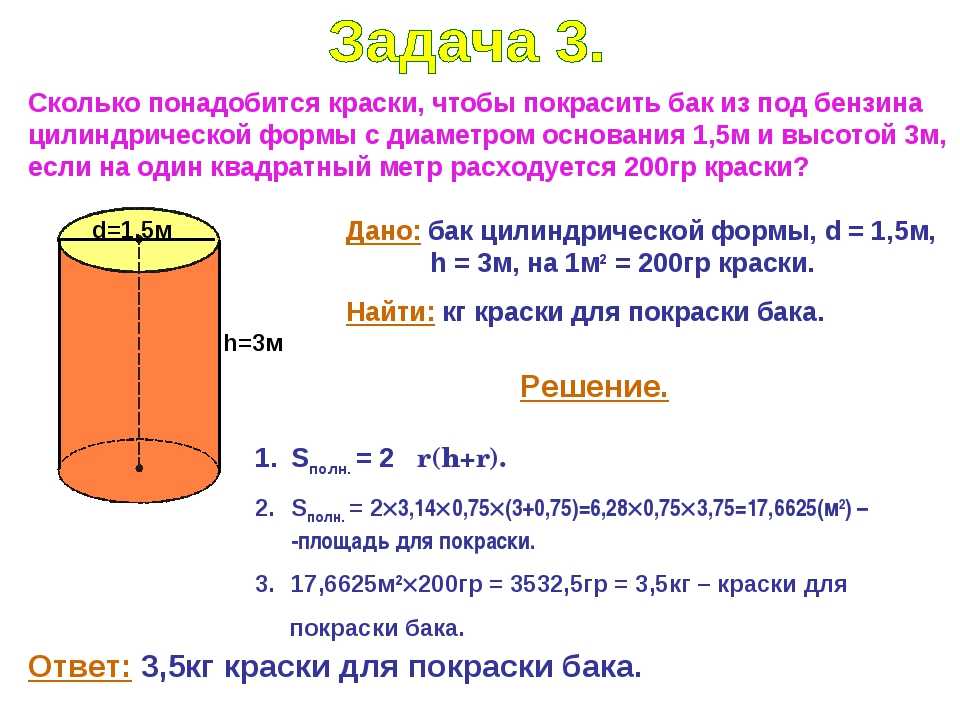
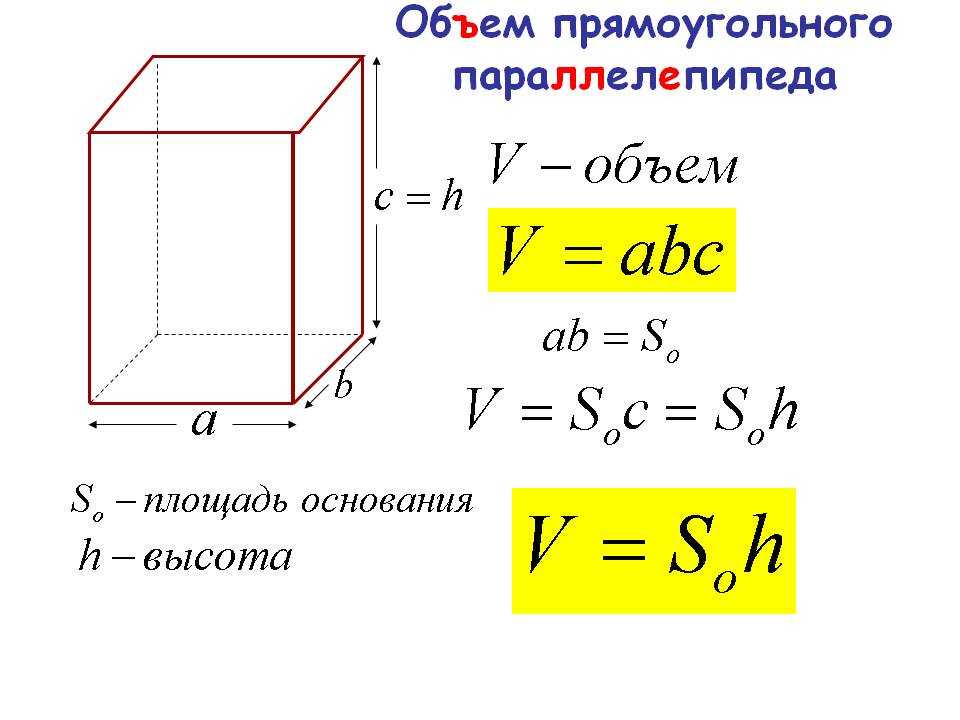
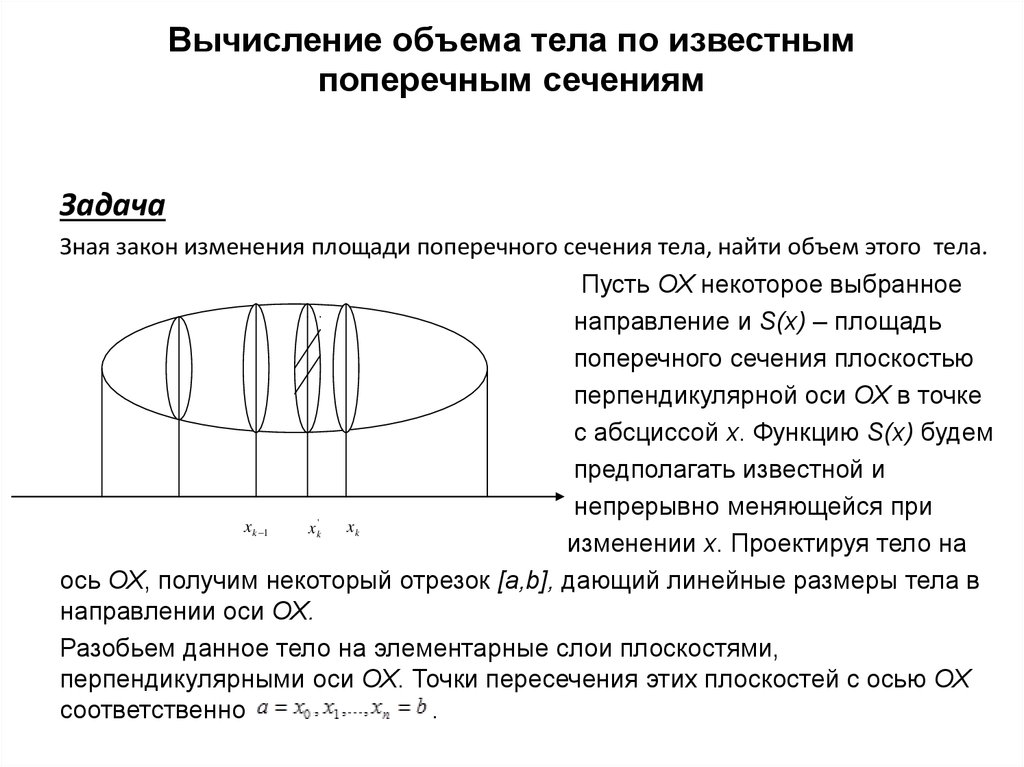 Эти реальные объекты можно легко сравнить с основными трехмерными формами. Давайте посмотрим на объем этих твердых фигур в деталях.
Эти реальные объекты можно легко сравнить с основными трехмерными формами. Давайте посмотрим на объем этих твердых фигур в деталях.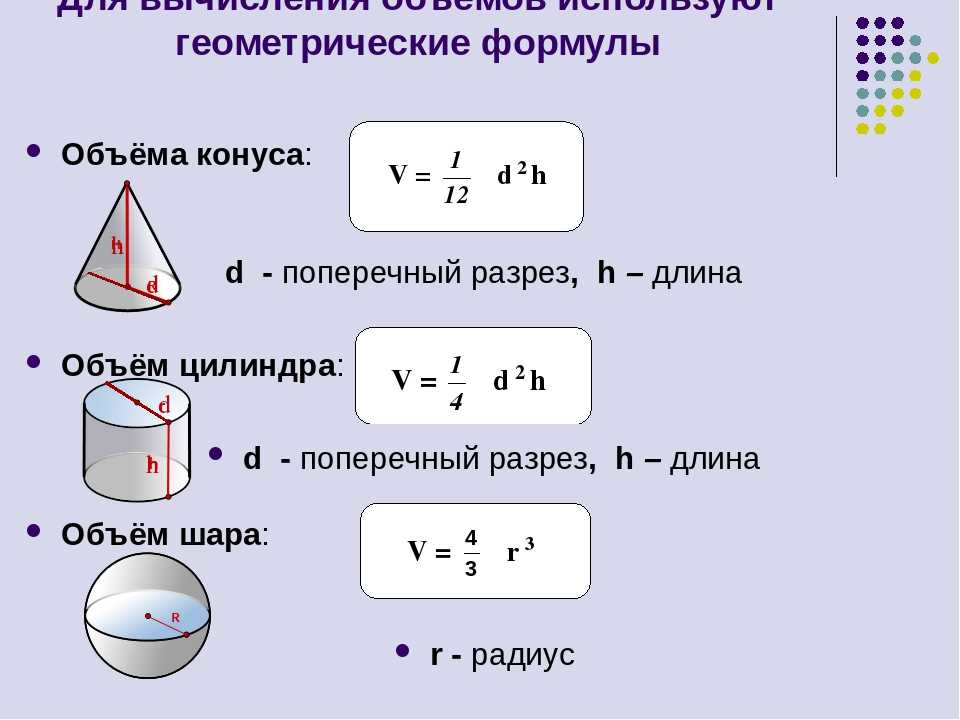 Обратите внимание на следующий рисунок, чтобы увидеть равные стороны куба и пространство, которое он занимает.
Обратите внимание на следующий рисунок, чтобы увидеть равные стороны куба и пространство, которое он занимает.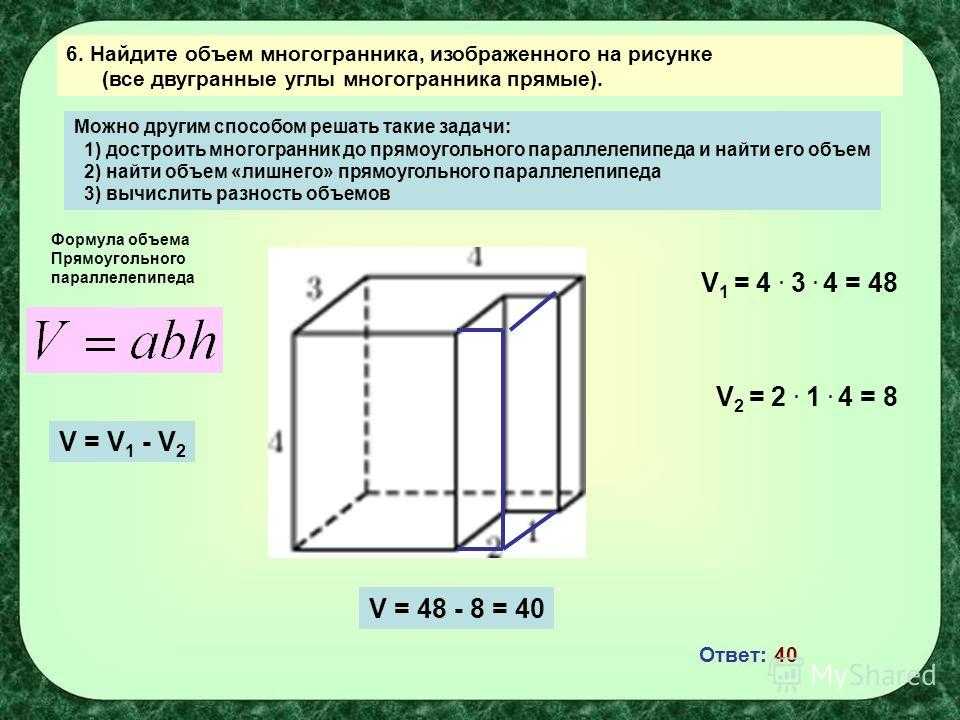
 д.
д.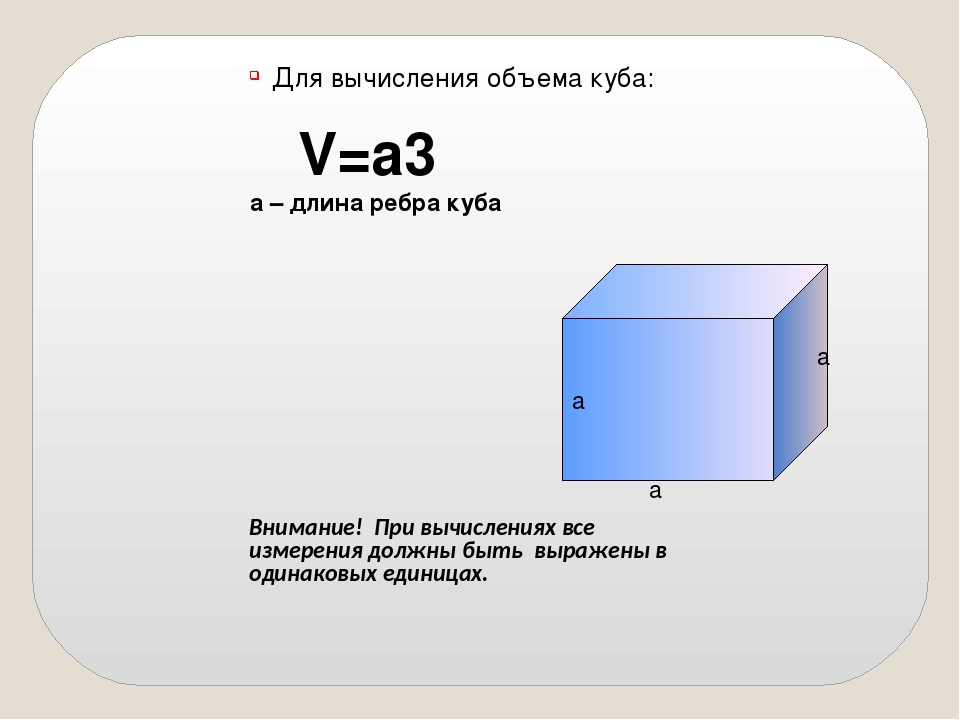 В следующей таблице показаны несколько единиц, связанных с объемом, и их метрические эквиваленты.
В следующей таблице показаны несколько единиц, связанных с объемом, и их метрические эквиваленты.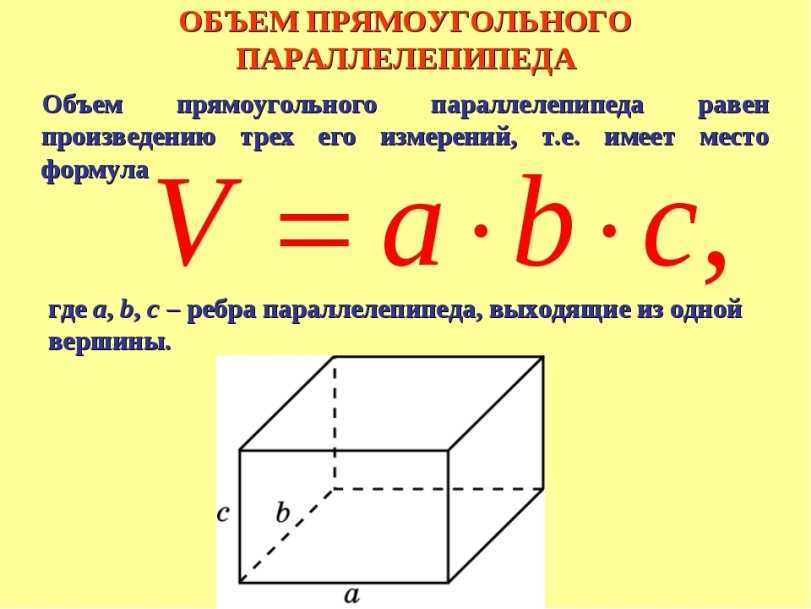
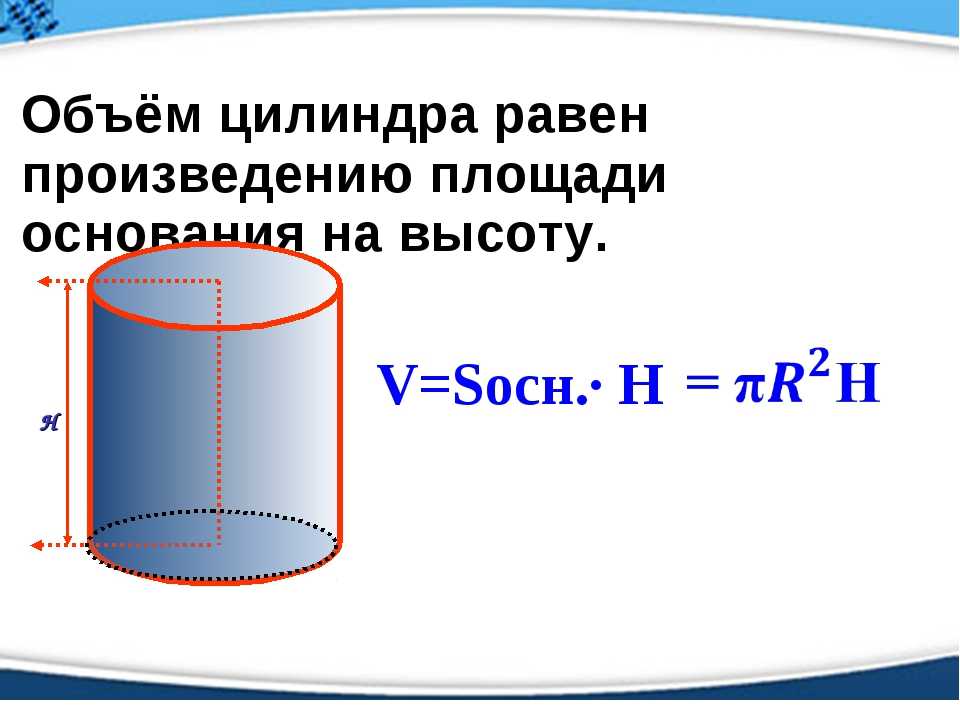

 Скажем, если чашка может вместить 1000 мл сока, говорят, что ее объем равен 1000 мл. В этом случае объем также можно определить как количество сока, занимаемое чашкой. Объем всегда рассчитывается путем деления емкости фигур на равные кубические единицы.
Скажем, если чашка может вместить 1000 мл сока, говорят, что ее объем равен 1000 мл. В этом случае объем также можно определить как количество сока, занимаемое чашкой. Объем всегда рассчитывается путем деления емкости фигур на равные кубические единицы.
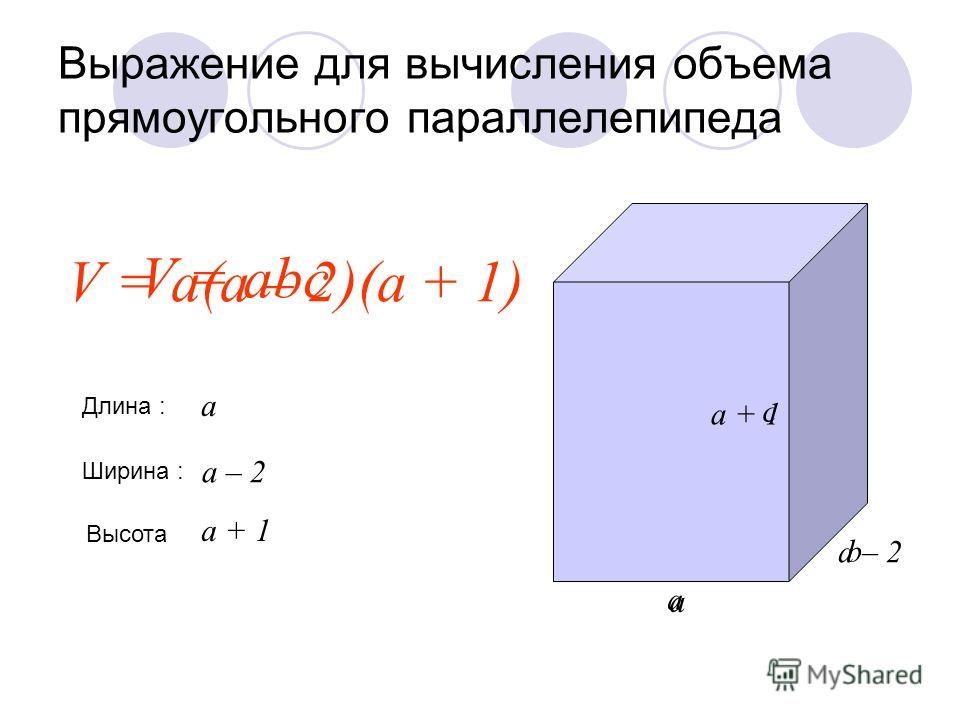 Формула объема сферы: 4/3 πr³, где «r» — радиус сферы.
Формула объема сферы: 4/3 πr³, где «r» — радиус сферы.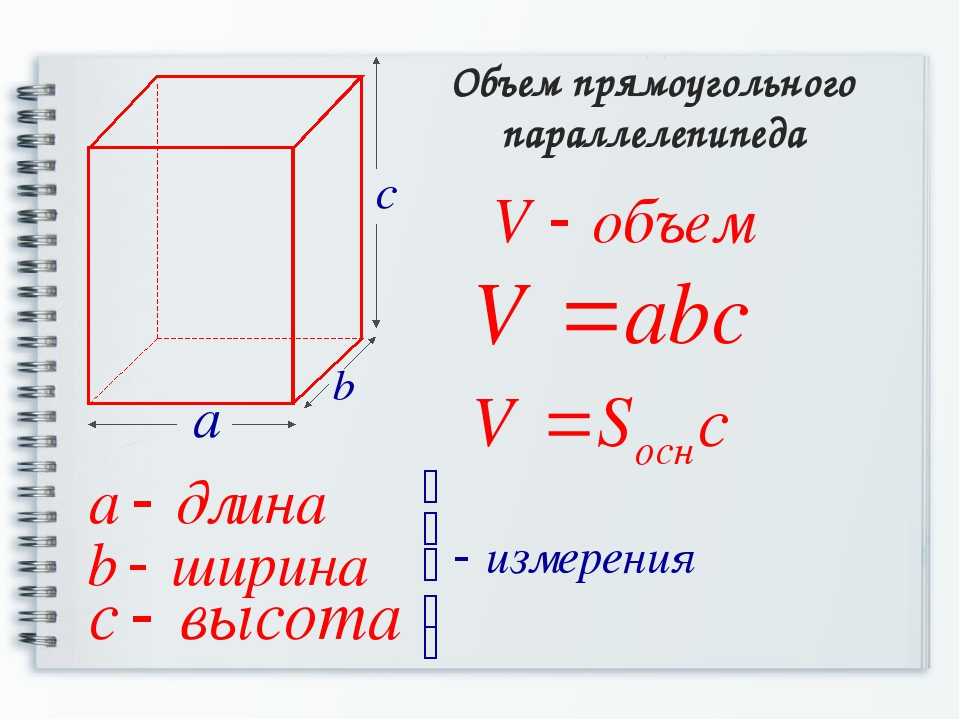

 Екатеринбург
Екатеринбург писал(а):
писал(а): .. Направили. И трабл тот же. Пошел думать.
.. Направили. И трабл тот же. Пошел думать.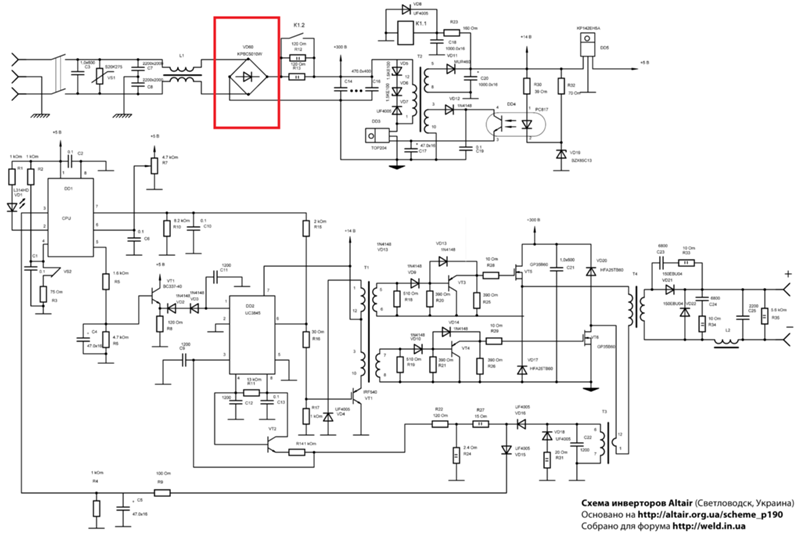 писал(а):
писал(а):

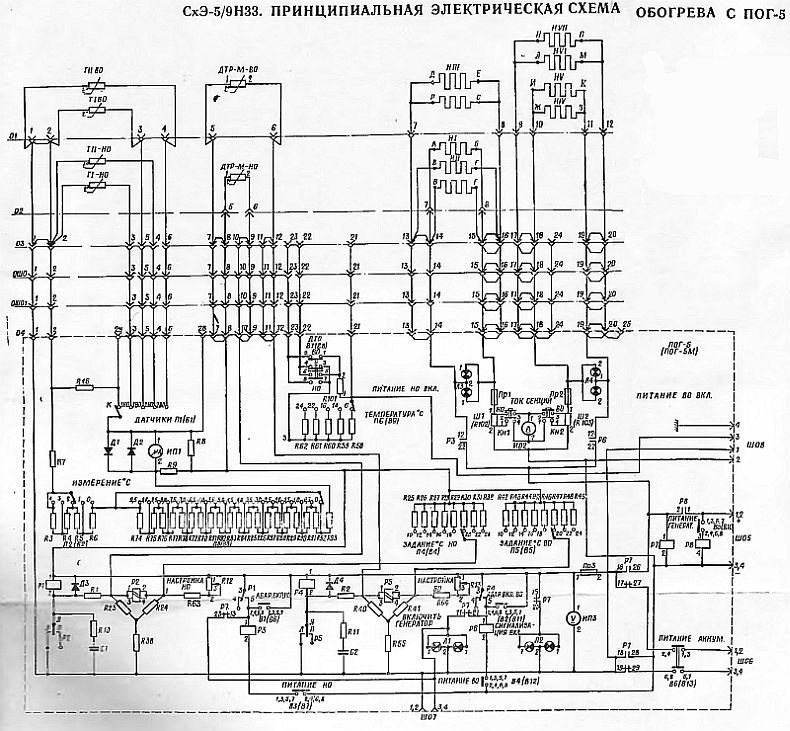 А в чем была изначально такая проблема я разобраться не успел — аппарт взорвался. Ну а там уже всё с нуля пошло. Если честно, мне самому уже всё перечитывать надо, забыл
А в чем была изначально такая проблема я разобраться не успел — аппарт взорвался. Ну а там уже всё с нуля пошло. Если честно, мне самому уже всё перечитывать надо, забыл Странное поведение — сварка током 30 а, электрод 2 мм. Через 5 минут — сработала теплозащита. После выключения и остывания (хотя чему там греться при 30а…) после включения уже через минуту выкл термозащита. Далее после очередного перезапуска термо выкл сразу — загорается красный светодиод, щелкает реле — и нет дуги! При вскрытии все детали были целы. Термодатчик оказался биметаллическим и был нормально замкнут — цел и работал при нагреве паяльником. Значит — где-то в цепях что- то еще срабатывало. Какие могут быть причины?
Странное поведение — сварка током 30 а, электрод 2 мм. Через 5 минут — сработала теплозащита. После выключения и остывания (хотя чему там греться при 30а…) после включения уже через минуту выкл термозащита. Далее после очередного перезапуска термо выкл сразу — загорается красный светодиод, щелкает реле — и нет дуги! При вскрытии все детали были целы. Термодатчик оказался биметаллическим и был нормально замкнут — цел и работал при нагреве паяльником. Значит — где-то в цепях что- то еще срабатывало. Какие могут быть причины? Помогите, пожалуста, найти схему сварочного инвертора ПИС-6000 ТИТАН. Поисковики выдают кучу ссылок интернет-магазинов торгующих этим аппаратом.
Помогите, пожалуста, найти схему сварочного инвертора ПИС-6000 ТИТАН. Поисковики выдают кучу ссылок интернет-магазинов торгующих этим аппаратом. Поставьте уж тогда HGTG30N60A4D , IRGP50B60PD1. FGh50N60UFD.
Поставьте уж тогда HGTG30N60A4D , IRGP50B60PD1. FGh50N60UFD. 5 $) Вопрос к гуру: почему такая разница в цене, наценка мегазина я думаю приблизительно одинаковая, ее не учитываю, и равноценная-ли замена G30N60A4 на IRGP50B60PD1. По цене — так этот вариант выгоднее. И еще — помогите со схемой кто может. Поиск пока не принес желаемого результата.
5 $) Вопрос к гуру: почему такая разница в цене, наценка мегазина я думаю приблизительно одинаковая, ее не учитываю, и равноценная-ли замена G30N60A4 на IRGP50B60PD1. По цене — так этот вариант выгоднее. И еще — помогите со схемой кто может. Поиск пока не принес желаемого результата.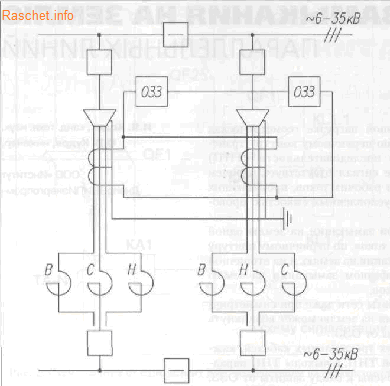

 Вы говорите про нормальный сервис, я согласен. Но попал ко мне этот аппарат после ремонта специалистом!
Вы говорите про нормальный сервис, я согласен. Но попал ко мне этот аппарат после ремонта специалистом!

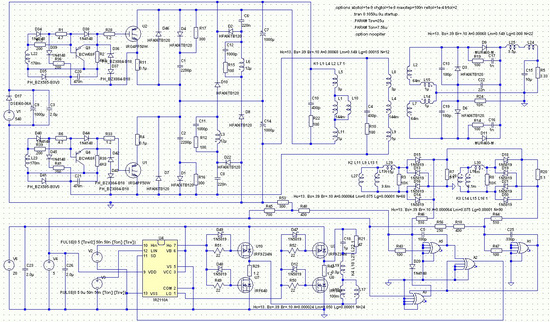
 Главное, что бы оригинал.
Главное, что бы оригинал. Я не запоминаю расположение и маркировки деталей настолько точно. Да и схемы у меня Вашей нет.
Я не запоминаю расположение и маркировки деталей настолько точно. Да и схемы у меня Вашей нет.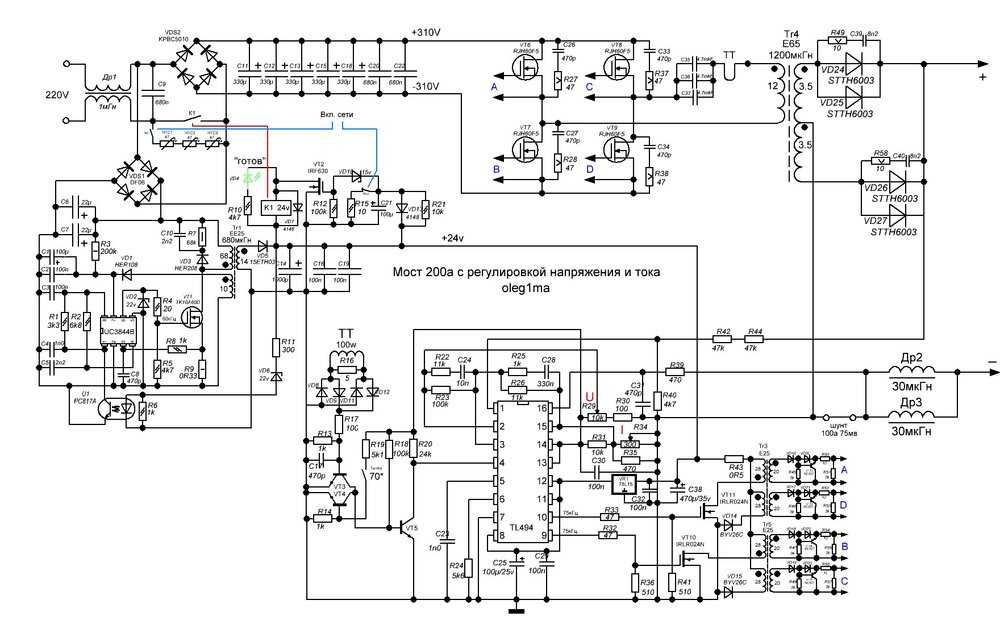
 Почему нам доверяют?
Почему нам доверяют?
 Однако это не означает, что мы услышим обо всем диапазоне.
Однако это не означает, что мы услышим обо всем диапазоне. Узнаем ли мы точные даты выпуска и цены, еще неизвестно.
Узнаем ли мы точные даты выпуска и цены, еще неизвестно.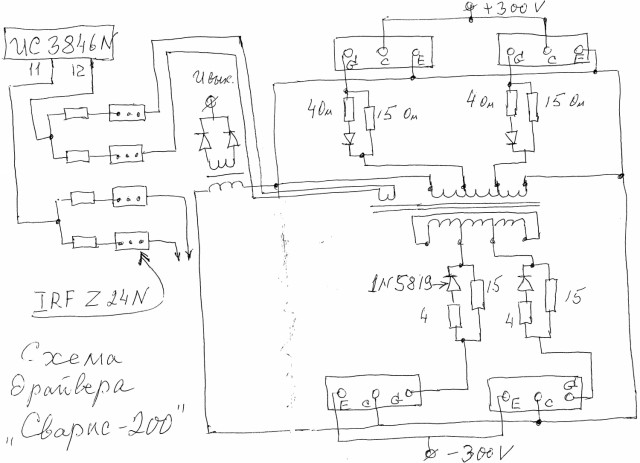
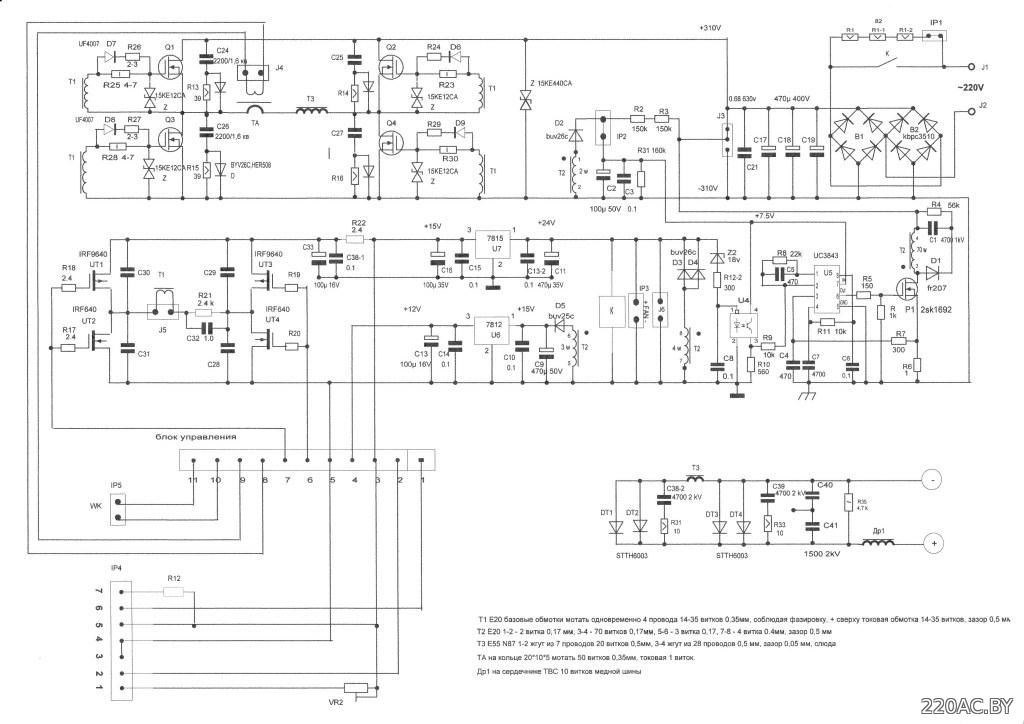


 В таком случае ставятся плотные пластины толщиной около сантиметра.
В таком случае ставятся плотные пластины толщиной около сантиметра. Его изготавливают из профилированных трубок или рельс.
Его изготавливают из профилированных трубок или рельс. Чтобы их скрепить, используют обычные шурупы или электрическую сварку.
Чтобы их скрепить, используют обычные шурупы или электрическую сварку.


 В качестве гидравлической системы используют обычные медицинские шприцы.
В качестве гидравлической системы используют обычные медицинские шприцы. При этом в руках настоящего мастера такое приспособление может ненамного уступать по техническим характеристикам аналогам заводского производства.
При этом в руках настоящего мастера такое приспособление может ненамного уступать по техническим характеристикам аналогам заводского производства.
 Использовать такое приспособление, отличающееся сравнительно небольшими габаритами, можно как для проведения ремонтных работ автомобиля, так и для выполнения других хозяйственных работ.
Использовать такое приспособление, отличающееся сравнительно небольшими габаритами, можно как для проведения ремонтных работ автомобиля, так и для выполнения других хозяйственных работ. Сделанный пресс прекрасно впишется в функциональный интерьер любого гаража или мастерской.
Сделанный пресс прекрасно впишется в функциональный интерьер любого гаража или мастерской. Решение о расположении насоса зависит от конструктивной особенности оборудования. Применение домкрата считается самым целесообразным решением, так как в нём уже имеется ручной встроенный насос.
Решение о расположении насоса зависит от конструктивной особенности оборудования. Применение домкрата считается самым целесообразным решением, так как в нём уже имеется ручной встроенный насос. Этому устройству уделяется особое внимание при разработке и изготовлении всей системы прессовочного изделия. Конструктивно она представляет раму, внутри которой располагается домкрат с рабочими пластинами, передающими давление на металлическую заготовку.
Этому устройству уделяется особое внимание при разработке и изготовлении всей системы прессовочного изделия. Конструктивно она представляет раму, внутри которой располагается домкрат с рабочими пластинами, передающими давление на металлическую заготовку.


 Материалы у меня уже были в гараже, сделал из того что было.
Материалы у меня уже были в гараже, сделал из того что было.

 цилиндры, домкрат (или насос), подвижный стол. Отдельно следует отметить, что каркас (или станина) должен быть изготовлен из высокопрочных металлов и иметь форму, аналогичную платформе.
цилиндры, домкрат (или насос), подвижный стол. Отдельно следует отметить, что каркас (или станина) должен быть изготовлен из высокопрочных металлов и иметь форму, аналогичную платформе.
 А вертикальное оборудование требуется для запрессовки и запрессовки деталей. Гидравлический агрегат используется для утилизации отходов. Прессует макулатуру, пластиковые отходы и гофрокартон.
А вертикальное оборудование требуется для запрессовки и запрессовки деталей. Гидравлический агрегат используется для утилизации отходов. Прессует макулатуру, пластиковые отходы и гофрокартон. Он способен совершать возвратно-поступательные движения в рабочей части. Гидравлические цилиндры могут быть цилиндрическими или поршневыми. Во многом это зависит от качества используемой жидкости.
Он способен совершать возвратно-поступательные движения в рабочей части. Гидравлические цилиндры могут быть цилиндрическими или поршневыми. Во многом это зависит от качества используемой жидкости.
 Общая ширина реек равна ширине рамы. Затем между стойками рамы вставляется труба, надеваются стальные ленты, а по бокам конструкция скрепляется гайками.
Общая ширина реек равна ширине рамы. Затем между стойками рамы вставляется труба, надеваются стальные ленты, а по бокам конструкция скрепляется гайками.


 Изготовленный пресс идеально впишется в функциональный интерьер любого гаража или мастерской.
Изготовленный пресс идеально впишется в функциональный интерьер любого гаража или мастерской. Использование домкрата считается наиболее целесообразным решением, так как в него уже встроен ручной насос.
Использование домкрата считается наиболее целесообразным решением, так как в него уже встроен ручной насос.
 Таким образом, можно легко изменять зазор для размещения детали внутри конструкции в довольно широких пределах.
Таким образом, можно легко изменять зазор для размещения детали внутри конструкции в довольно широких пределах. Затем сваривают верхнюю часть рамы и боковые стойки. Обязательно проверяйте правильный угол между частями конструкции. После этого вся конструкция приваривается к основанию, и можно считать каркас готовым.
Затем сваривают верхнюю часть рамы и боковые стойки. Обязательно проверяйте правильный угол между частями конструкции. После этого вся конструкция приваривается к основанию, и можно считать каркас готовым. Как видите, наличие небольшого количества инструментов (сварщик, электроды, УШМ, болгарка) и простых расходных материалов может в хороших руках стать необходимым приспособлением для выполнения различных работ в домашнем хозяйстве.
Как видите, наличие небольшого количества инструментов (сварщик, электроды, УШМ, болгарка) и простых расходных материалов может в хороших руках стать необходимым приспособлением для выполнения различных работ в домашнем хозяйстве. Это самая простая конструкция, которая не часто используется на практике. Например, его используют для раскалывания грецких орехов или прессования хрупких жестяных или пластиковых изделий.
Это самая простая конструкция, которая не часто используется на практике. Например, его используют для раскалывания грецких орехов или прессования хрупких жестяных или пластиковых изделий. гидравлический пресс. Используя опору под изогнутую часть и соответствующие фитинги на конце штока пресса, вы можете распределить давление или сосредоточить его на одной области.
гидравлический пресс. Используя опору под изогнутую часть и соответствующие фитинги на конце штока пресса, вы можете распределить давление или сосредоточить его на одной области. Все они подвергаются насилию и нуждаются в ремонте. Гидравлический пресс незаменим при выполнении таких ремонтных работ, как отсоединение заржавевших деталей, выпрямление погнутых деталей, выпрессовка подшипников и измельчение ненужных материалов.
Все они подвергаются насилию и нуждаются в ремонте. Гидравлический пресс незаменим при выполнении таких ремонтных работ, как отсоединение заржавевших деталей, выпрямление погнутых деталей, выпрессовка подшипников и измельчение ненужных материалов.
 Помимо зубчатых передач и щеток стеклоочистителей, панели корпуса и крылья самолета изготавливаются с использованием гидравлических прессов.
Помимо зубчатых передач и щеток стеклоочистителей, панели корпуса и крылья самолета изготавливаются с использованием гидравлических прессов.
 Днепр
Днепр Одесса
Одесса Черкассы
Черкассы 5-2 л/мин диафрагменный Водяной
5-2 л/мин диафрагменный Водяной вольт
вольт д., и в итоге SHURflo Revolution стал нашим чемпионом.
д., и в итоге SHURflo Revolution стал нашим чемпионом. дюйм
дюйм Однако внешность может быть обманчивой, и вы должны пропустить эту помпу на свой страх и риск.
Однако внешность может быть обманчивой, и вы должны пропустить эту помпу на свой страх и риск.

 Вибрации тем сильнее, чем больше давление воды вам нужно, поэтому ожидайте ощущения, будто вы принимаете душ во время землетрясения.
Вибрации тем сильнее, чем больше давление воды вам нужно, поэтому ожидайте ощущения, будто вы принимаете душ во время землетрясения. Это насос для тяжелых условий эксплуатации, а устойчивый к коррозии двигатель гарантирует, что он прослужит вам долгие годы.
Это насос для тяжелых условий эксплуатации, а устойчивый к коррозии двигатель гарантирует, что он прослужит вам долгие годы.

 Входящие в комплект винты очень короткие и могут быть недостаточно длинными для многих установок, поэтому не удивляйтесь, если вам придется поменять их местами, прежде чем вы сможете вставить вещь. легко и просто.
Входящие в комплект винты очень короткие и могут быть недостаточно длинными для многих установок, поэтому не удивляйтесь, если вам придется поменять их местами, прежде чем вы сможете вставить вещь. легко и просто.


 В идеале вам нужен насос, который хорошо работает, не требуя для этого тонны электричества.
В идеале вам нужен насос, который хорошо работает, не требуя для этого тонны электричества.
 Тем не менее, размер этих насосов может сильно различаться, так как некоторые из них могут быть совсем крошечными, а некоторые насосы большого объема могут быть грозными зверями.
Тем не менее, размер этих насосов может сильно различаться, так как некоторые из них могут быть совсем крошечными, а некоторые насосы большого объема могут быть грозными зверями.
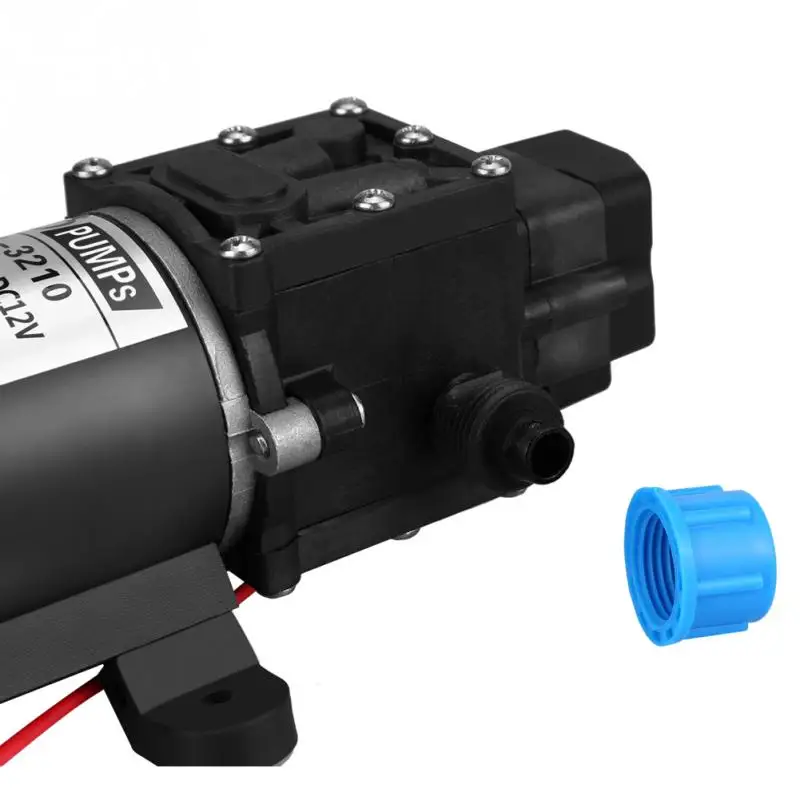

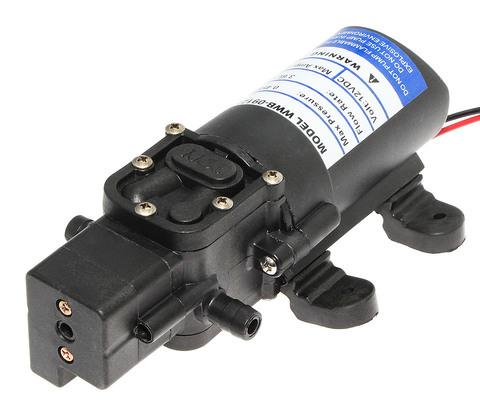
 Для многих владельцев кемперов начало октября знаменует собой завершение очередного сезона путешествий. Как …
Для многих владельцев кемперов начало октября знаменует собой завершение очередного сезона путешествий. Как … Если у вас есть дом на колесах, вы знаете, что одной из проблем, с которыми вы сталкиваетесь, является сохранение вашего …
Если у вас есть дом на колесах, вы знаете, что одной из проблем, с которыми вы сталкиваетесь, является сохранение вашего …
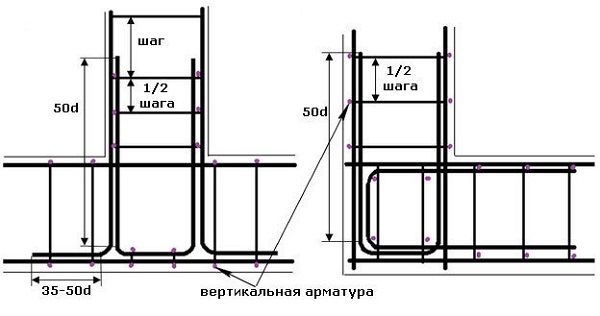
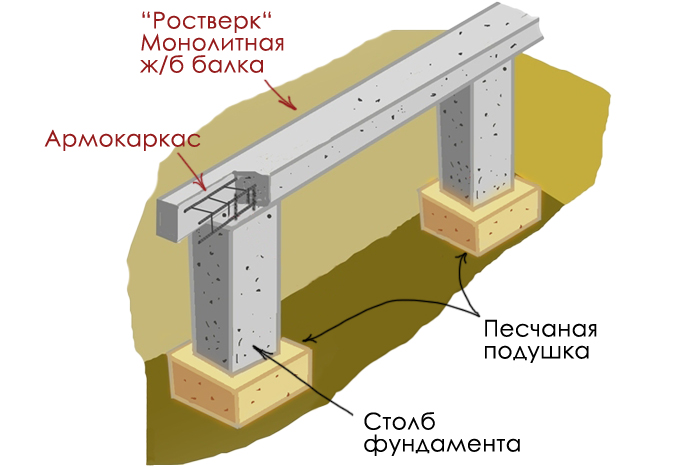 Если все правила и рекомендации соблюдены правильно, тогда можно начинать заливку ростверка бетонным раствором.
Если все правила и рекомендации соблюдены правильно, тогда можно начинать заливку ростверка бетонным раствором. Тем более, что во время заливки бетоном все прутья должны стоять именно в тех местах, где это указано на схеме. Любые смещения недопустимы, поэтому соединение должно быть жестким.
Тем более, что во время заливки бетоном все прутья должны стоять именно в тех местах, где это указано на схеме. Любые смещения недопустимы, поэтому соединение должно быть жестким.
 при выборе ступеней также определяются сразу с толщиной кладки стены, а также места расположения опор. Тут нужно помнить, что края ступеней не должны опираться на опоры. Поэтому сваи устанавливаются полностью в свободном порядке. Арматура устанавливается на одной плоскости со зданием, также расположение ее должно быть в самих ступенях, а соединение гибкое без элементов сварки.
при выборе ступеней также определяются сразу с толщиной кладки стены, а также места расположения опор. Тут нужно помнить, что края ступеней не должны опираться на опоры. Поэтому сваи устанавливаются полностью в свободном порядке. Арматура устанавливается на одной плоскости со зданием, также расположение ее должно быть в самих ступенях, а соединение гибкое без элементов сварки. Если грунт плотный, то степень деформации основания будет меньшей. Если же почва рыхлая, тогда в сваях и в ростверке нужно применять арматуру с диаметром 14-66 мм, или даже большую. А шаг сетки для всех типов армирования составляет 20 см.
Если грунт плотный, то степень деформации основания будет меньшей. Если же почва рыхлая, тогда в сваях и в ростверке нужно применять арматуру с диаметром 14-66 мм, или даже большую. А шаг сетки для всех типов армирования составляет 20 см.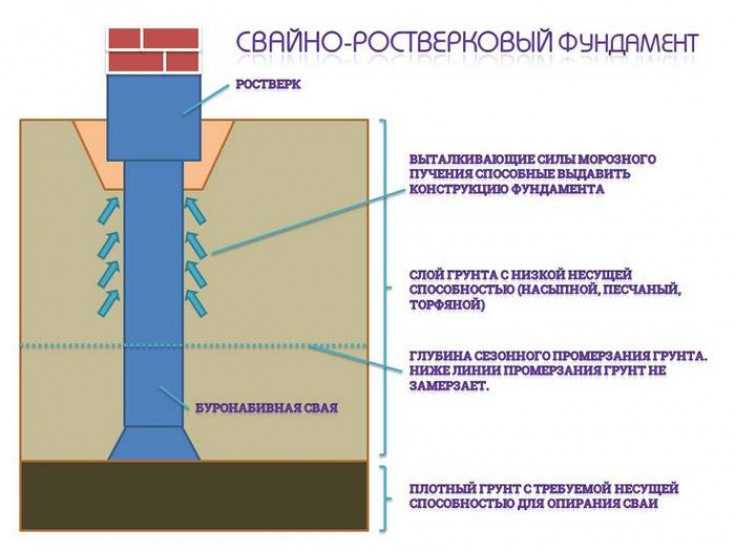

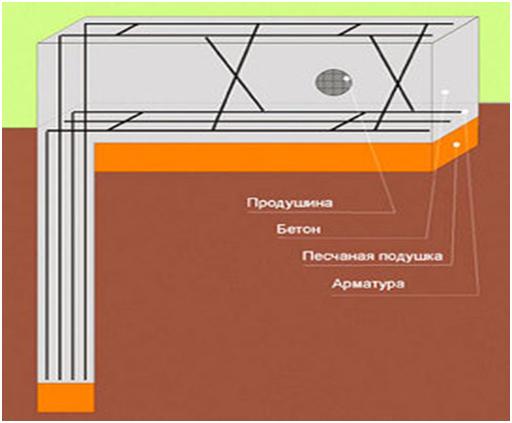
 При таком подходе используются гладкие стержни класса А2 (диаметр 8-10 мм). Гнутые хомуты трудоемки в монтаже, однако они за счет меньшего количества сварных швов они более надежны и долговечны. Стеклопластиковая арматура, не подлежащая гибке, для создания хомутов не применяется.
При таком подходе используются гладкие стержни класса А2 (диаметр 8-10 мм). Гнутые хомуты трудоемки в монтаже, однако они за счет меньшего количества сварных швов они более надежны и долговечны. Стеклопластиковая арматура, не подлежащая гибке, для создания хомутов не применяется. Если защитный слой не будет иметь требуемую толщину возникнет две проблемы — каркас не сможет правильно перераспределять действующие на ростверк нагрузки и арматура будет чрезмерно подвержена коррозии под воздействием влаги, проникающей в микропоры бетона.
Если защитный слой не будет иметь требуемую толщину возникнет две проблемы — каркас не сможет правильно перераспределять действующие на ростверк нагрузки и арматура будет чрезмерно подвержена коррозии под воздействием влаги, проникающей в микропоры бетона.
 Если же используется ростверк прямоугольной конфигурации, расчет выполняется по указанной в пункте №2 формуле.
Если же используется ростверк прямоугольной конфигурации, расчет выполняется по указанной в пункте №2 формуле.

 Если будет ошибка в расчетах, то вы построите бракованный ростверк и потеряете много денег.
Если будет ошибка в расчетах, то вы построите бракованный ростверк и потеряете много денег. Он изготавливается в виде ленточного фундамента, на который устанавливаются несущие и внешние ограждающие конструкции строения. Лента равномерно распределяет нагрузки по всему основанию здания, которое в свою очередь передаёт их грунту.
Он изготавливается в виде ленточного фундамента, на который устанавливаются несущие и внешние ограждающие конструкции строения. Лента равномерно распределяет нагрузки по всему основанию здания, которое в свою очередь передаёт их грунту. При проведении работ по армированию ленточного фундамента необходимо руководствоваться строительными нормами и правилами 52-01-2003.
При проведении работ по армированию ленточного фундамента необходимо руководствоваться строительными нормами и правилами 52-01-2003.
 Это недопустимо в строительстве, но часто происходит из-за халатного отношения к этой части работ.
Это недопустимо в строительстве, но часто происходит из-за халатного отношения к этой части работ. Желательно найти в интернете несколько таких онлайн программ и произвести расчёты в каждой, чтобы, сравнив данные, определить погрешность в подсчётах. Рассчитав армирование по внесённым параметрам фундамента, можно приступить к работам.
Желательно найти в интернете несколько таких онлайн программ и произвести расчёты в каждой, чтобы, сравнив данные, определить погрешность в подсчётах. Рассчитав армирование по внесённым параметрам фундамента, можно приступить к работам. Для сгиба необходимо использовать специальные приспособления или трубогибочный станок.
Для сгиба необходимо использовать специальные приспособления или трубогибочный станок.
 Это немного увеличивает его стоимость, но и значительно ускорит строительный процесс.
Это немного увеличивает его стоимость, но и значительно ускорит строительный процесс. Уменьшение припуска вертикальных стержней.
Уменьшение припуска вертикальных стержней.
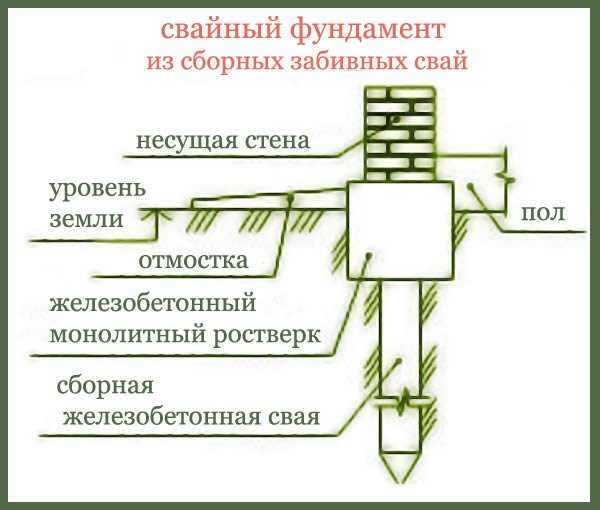 По возможности лучше доверить такую работу профессионалам.
По возможности лучше доверить такую работу профессионалам.
 После этого размещаем второй уровень балки под прямым углом к первым уровням с помощью разделителя.
После этого размещаем второй уровень балки под прямым углом к первым уровням с помощью разделителя.
 Затем мы должны спроектировать слой так, чтобы он наклонялся от края слоя выше.
Затем мы должны спроектировать слой так, чтобы он наклонялся от края слоя выше.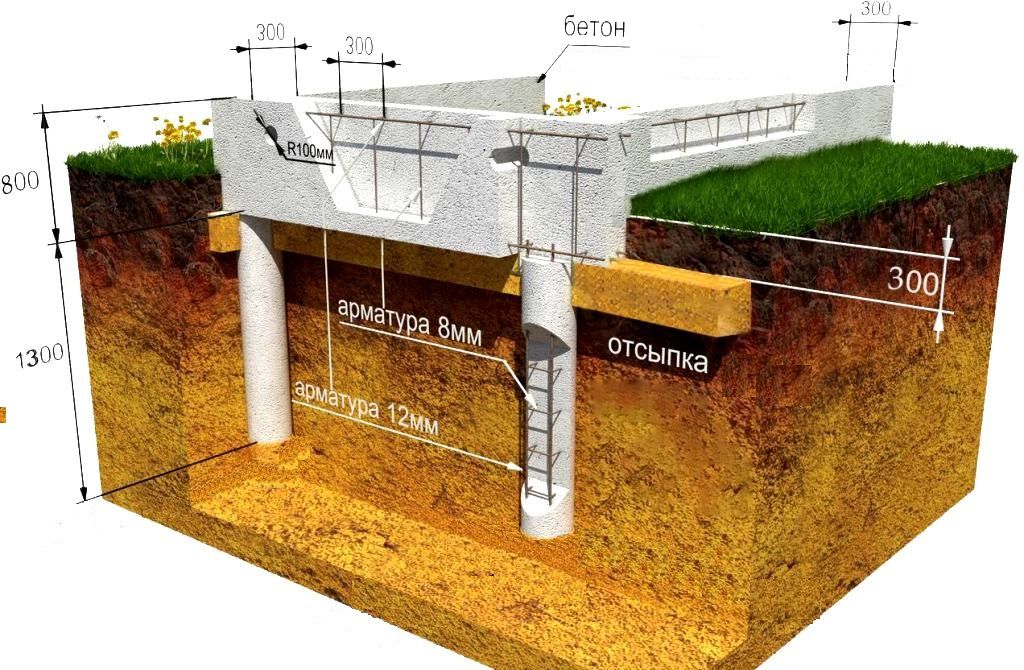


 Он используется в базе столбцов. Эти ярусы залиты бетоном и расположены под прямым углом друг к другу.
Он используется в базе столбцов. Эти ярусы залиты бетоном и расположены под прямым углом друг к другу.
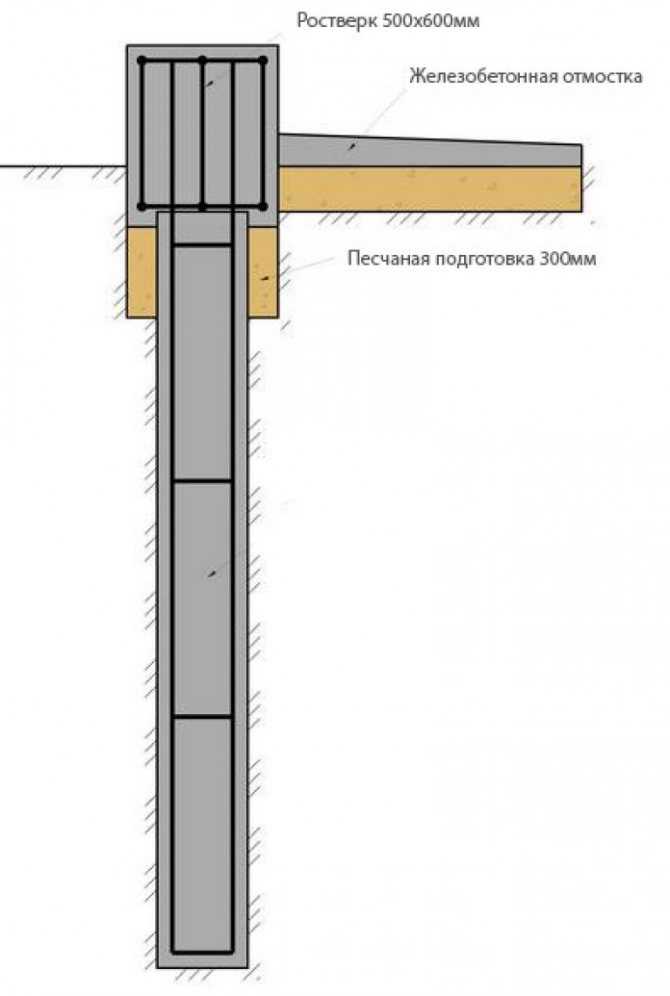


 При выборе технологии учитываются экологические требования и сравниваются экономические варианты других решений. Правила расчета приведены в нормативном документе СНиП 11.В.1 — 62.
При выборе технологии учитываются экологические требования и сравниваются экономические варианты других решений. Правила расчета приведены в нормативном документе СНиП 11.В.1 — 62.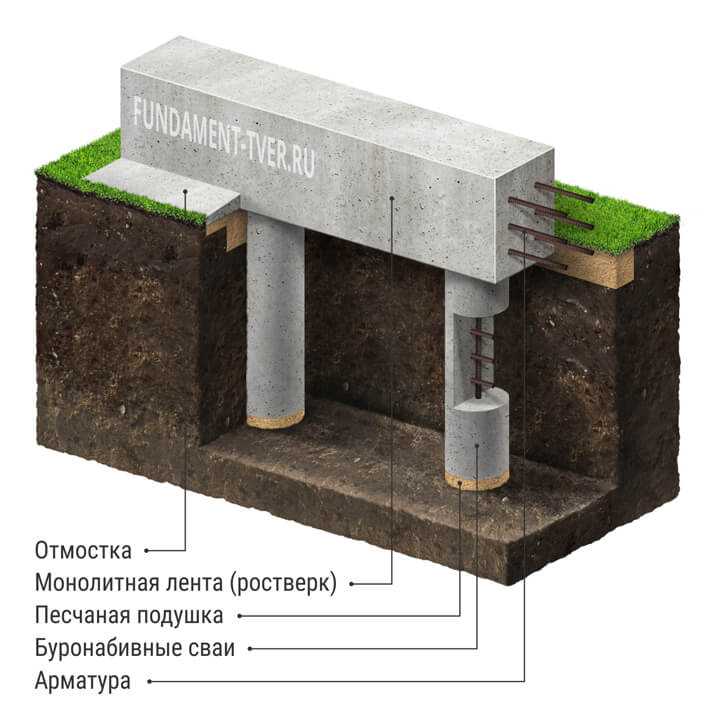





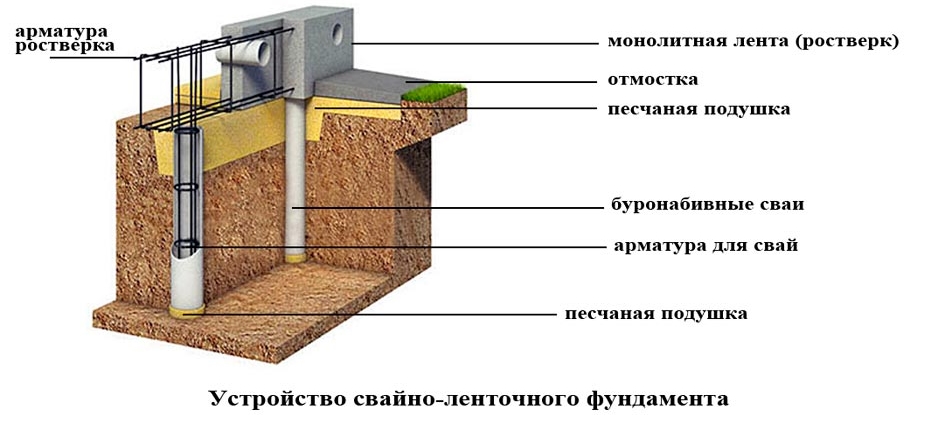

 Петербург
Петербург Петербург
Петербург
 Петербург
Петербург
 1
1 1
1 Они такие же прочные, как сплошные балки, легче по весу и могут быть оцинкованы по экономичной цене.
Они такие же прочные, как сплошные балки, легче по весу и могут быть оцинкованы по экономичной цене. 8
8  0007 Galvanized
0007 Galvanized 
 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> 11.2022
11.2022

 Также свинец может применяться при создании тяжелой многослойной брони. Вязкость материала задерживает как пули или осколки, двигающиеся со значительной…
Также свинец может применяться при создании тяжелой многослойной брони. Вязкость материала задерживает как пули или осколки, двигающиеся со значительной… Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии.

 Этот продавец неизменно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.
Этот продавец неизменно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Расскажите нам больше о том, как этот элемент нарушает наши правила. …
… verzinktes eisenblech. farbige wellblech dachblech textur hintergrund. metalldach, metallabstellgleis, profilbleche zum bedecken oder fechten. — гофрированный алюминий сток-график, -клипарт, -мультики и -символ
verzinktes eisenblech. farbige wellblech dachblech textur hintergrund. metalldach, metallabstellgleis, profilbleche zum bedecken oder fechten. — гофрированный алюминий сток-график, -клипарт, -мультики и -символ — рифленый алюминий фото и бильярд
— рифленый алюминий фото и бильярд ..
.. Blechtextur….
Blechtextur…. собрать aus altem blech — рифленый алюминий фото и изображения
собрать aus altem blech — рифленый алюминий фото и изображения
 ..
.. — фото и фото из гофрированного алюминия
— фото и фото из гофрированного алюминия
 Можно дать более строгое определение жаропрочности.
Можно дать более строгое определение жаропрочности.



 Высокое сопротивление окислению сталей и сплавов связано в первую очередь с большим количеством хрома, входящего в состав сплавов. Например, максимальное содержание хрома (по массе) в количестве 26-29 % имеет сплав на основе никеля ХН70Ю.
Высокое сопротивление окислению сталей и сплавов связано в первую очередь с большим количеством хрома, входящего в состав сплавов. Например, максимальное содержание хрома (по массе) в количестве 26-29 % имеет сплав на основе никеля ХН70Ю.

 Помимо сварки может осуществляться наплавка.
Помимо сварки может осуществляться наплавка. Полуфабрикаты из некоторых сплавов используются в качестве присадочного материала при сварке.
Полуфабрикаты из некоторых сплавов используются в качестве присадочного материала при сварке.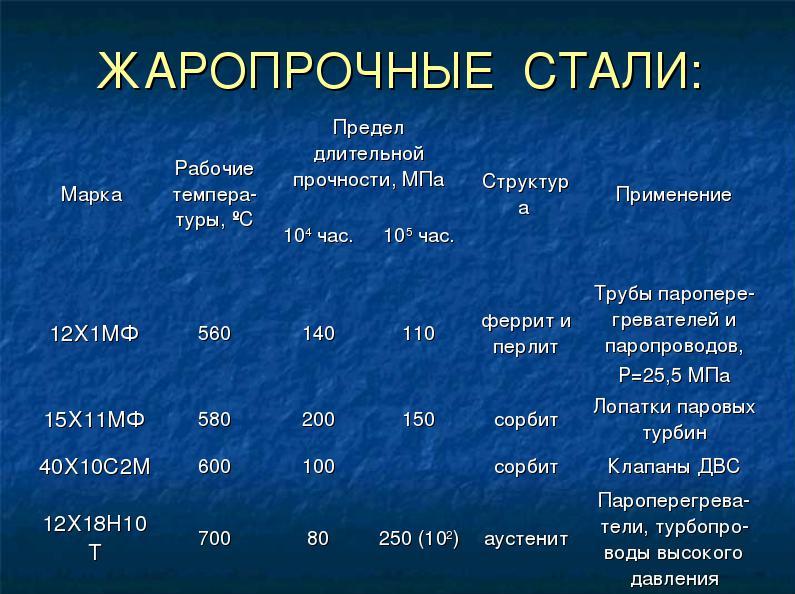 Иными словами, жаростойкость – это качество, которое связано с устойчивостью к окислению. Жаропрочность – качество, которое позволяет выдерживать деформационные воздействия, когда материалы находятся в условиях повышенной температуры и нагрузок напряжения.
Иными словами, жаростойкость – это качество, которое связано с устойчивостью к окислению. Жаропрочность – качество, которое позволяет выдерживать деформационные воздействия, когда материалы находятся в условиях повышенной температуры и нагрузок напряжения.


 Цельсия
Цельсия

 С.
С.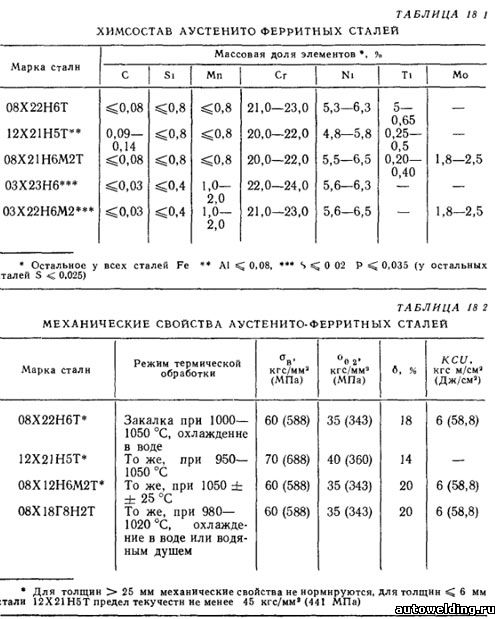 при умеренных нагрузках.
при умеренных нагрузках. Стали содержащие в виде присадок хром и молибден ориентированы на работу при температуре 450-550 гр. С., содержащие, помимо Cr и Mo еще и ванадий, нацелены на рабочий режим при температуре 550-600 гр. С.
Стали содержащие в виде присадок хром и молибден ориентированы на работу при температуре 450-550 гр. С., содержащие, помимо Cr и Mo еще и ванадий, нацелены на рабочий режим при температуре 550-600 гр. С. С.
С. Такая технология обеспечивает рост пластичности металла и увеличивает его жаропрочность.
Такая технология обеспечивает рост пластичности металла и увеличивает его жаропрочность. Получаются с помощью методов отжига и термообработки, из-за этого в них возникает мелкозернистая структура. Когда происходит повышение температурных показателей до 850 градусов, увеличивается хрупкость.
Получаются с помощью методов отжига и термообработки, из-за этого в них возникает мелкозернистая структура. Когда происходит повышение температурных показателей до 850 градусов, увеличивается хрупкость.




 Ремонтная сварка оголенного и поврежденного высокотемпературного оборудования легко выполняется с помощью MMA. Перед сваркой важно удалить все магнитные области вблизи сварного шва, так как они могут содержать охрупчивающие фазы. Подходящими методами являются механическая обработка или шлифовка.
Ремонтная сварка оголенного и поврежденного высокотемпературного оборудования легко выполняется с помощью MMA. Перед сваркой важно удалить все магнитные области вблизи сварного шва, так как они могут содержать охрупчивающие фазы. Подходящими методами являются механическая обработка или шлифовка. Легирование алюминием также дает выделения, которые снижают чувствительность к росту зерна во время сварки. По этой причине стали могут быть изготовлены и сварены толщиной более 10 мм.
Легирование алюминием также дает выделения, которые снижают чувствительность к росту зерна во время сварки. По этой причине стали могут быть изготовлены и сварены толщиной более 10 мм. В восстановительной атмосфере, когда такой слой создать (или сохранить) невозможно, коррозионная стойкость материала будет определяться легирующим содержанием материала.
В восстановительной атмосфере, когда такой слой создать (или сохранить) невозможно, коррозионная стойкость материала будет определяться легирующим содержанием материала.
 за 4 дня, в Индонезию за 7 дней и на Тайвань за 5 дней. Компания In Short R Pipe за рубежом доказала, что мы единственные, кто может поставлять стальной лист в страны Персидского залива и Азии в кратчайшие сроки, Итак, если вы хотите купить жаростойкую стальную плиту у надежного поставщика и специалиста по стальным плитам в Индии, ознакомьтесь с нашим бесплатным предложением с минимальным временем доставки в вашу страну, которое вы получите в течение часа.
за 4 дня, в Индонезию за 7 дней и на Тайвань за 5 дней. Компания In Short R Pipe за рубежом доказала, что мы единственные, кто может поставлять стальной лист в страны Персидского залива и Азии в кратчайшие сроки, Итак, если вы хотите купить жаростойкую стальную плиту у надежного поставщика и специалиста по стальным плитам в Индии, ознакомьтесь с нашим бесплатным предложением с минимальным временем доставки в вашу страну, которое вы получите в течение часа.  Он способен поддерживать технологические процессы при постоянном или неравномерном воздействии рабочих температур, в результате которых температура металла превышает 650°C. Жаростойкость стали зависит от содержания в ней хрома, кремния и алюминия.
Он способен поддерживать технологические процессы при постоянном или неравномерном воздействии рабочих температур, в результате которых температура металла превышает 650°C. Жаростойкость стали зависит от содержания в ней хрома, кремния и алюминия.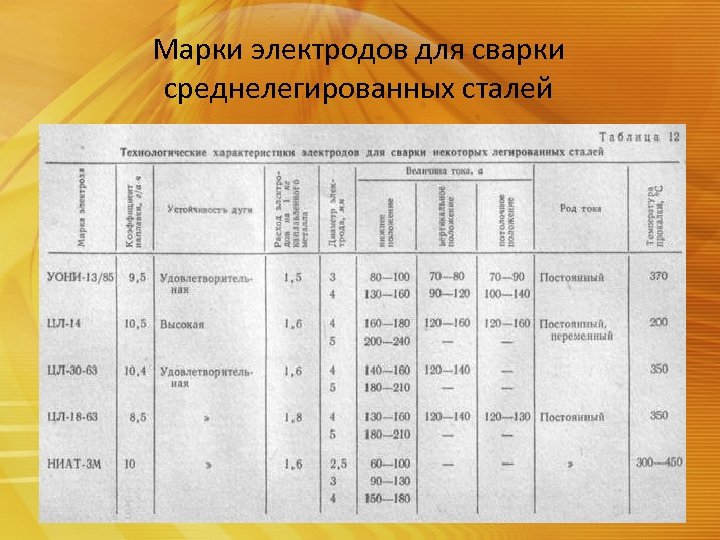 1.4724 (Н-12): промышленные печи, паровые котлы, ящики, трубы, подвески, рекуператоры и т. д.
1.4724 (Н-12): промышленные печи, паровые котлы, ящики, трубы, подвески, рекуператоры и т. д. 1.4828: выхлопные системы и т. д.
1.4828: выхлопные системы и т. д. Структура марки стали определяется ее химическим составом.
Структура марки стали определяется ее химическим составом.
 4006
4006  1.4006 подходит для сварки. Обычно требуется последующая термообработка. Если этого не сделать, коррозионная стойкость стали будет снижена.
1.4006 подходит для сварки. Обычно требуется последующая термообработка. Если этого не сделать, коррозионная стойкость стали будет снижена. е. № 1.4301, №. 1.4541 и Wnr. 1.4571 отлично подходят для сварки. № 1.4305 не рекомендуется для сварки, однако эта марка стали обеспечивает наилучшую обрабатываемость.
е. № 1.4301, №. 1.4541 и Wnr. 1.4571 отлично подходят для сварки. № 1.4305 не рекомендуется для сварки, однако эта марка стали обеспечивает наилучшую обрабатываемость. 1.4541: приложение идентично Wnr. 1.4301, однако лучше подходит для применения при механических нагрузках.
1.4541: приложение идентично Wnr. 1.4301, однако лучше подходит для применения при механических нагрузках.
 Примером можно назвать нижеприведенную информацию:
Примером можно назвать нижеприведенную информацию:
 Это связано с тем, что электрическое оборудование должно надежно питаться.
Это связано с тем, что электрическое оборудование должно надежно питаться.
 При длительной сварке будут уставать руки, что в конечном итоге снизит показатель производительности.
При длительной сварке будут уставать руки, что в конечном итоге снизит показатель производительности.

 Она изготавливается с учетом особенностей обработки металла, а также возможном воздействии. К комплект входит:
Она изготавливается с учетом особенностей обработки металла, а также возможном воздействии. К комплект входит: Она представлена сплошным материалом, который крепится на специальных несущих элементах. Среди особенностей отметим:
Она представлена сплошным материалом, который крепится на специальных несущих элементах. Среди особенностей отметим:
 На стационарных сварочных местах обычно проводятся сварные работы мелких деталей, которые легко размещаются на столе.
На стационарных сварочных местах обычно проводятся сварные работы мелких деталей, которые легко размещаются на столе. Мобильное сварочное место, или нестационарное обычно предполагает сварку изделий больших размеров, которые лежат неподвижно. Сварщику в данном случае приходится перемещаться по периметру. При подготовке мобильного места нужно создать такие условия, в которых бы ничего не мешало процессу.
Мобильное сварочное место, или нестационарное обычно предполагает сварку изделий больших размеров, которые лежат неподвижно. Сварщику в данном случае приходится перемещаться по периметру. При подготовке мобильного места нужно создать такие условия, в которых бы ничего не мешало процессу. 3.003-86.
3.003-86. Разновидность огнетушителей определяют в зависимости от площади воздействия, производительности и класса помещения и пр. Помимо огнетушителя, место передвижной станции оборудуется ящиком с песком, ведром и средствами пожаротушения.
Разновидность огнетушителей определяют в зависимости от площади воздействия, производительности и класса помещения и пр. Помимо огнетушителя, место передвижной станции оборудуется ящиком с песком, ведром и средствами пожаротушения.
 Размер кабин составляет 2*2 или 2*3 метра, а высота – до 2 метров. Для улучшения вентиляции стены монтируются так, чтобы оставался зазор от пола в 20 см.
Размер кабин составляет 2*2 или 2*3 метра, а высота – до 2 метров. Для улучшения вентиляции стены монтируются так, чтобы оставался зазор от пола в 20 см. Есть еще одно требование: под ногами сварщика должен быть резиновый коврик.
Есть еще одно требование: под ногами сварщика должен быть резиновый коврик.




 При проведении сварочных работ в воздух могут выделяться различные вредные примеси: окись углерода, азота и фтористые включения.
При проведении сварочных работ в воздух могут выделяться различные вредные примеси: окись углерода, азота и фтористые включения. Эффективность отсоса вредных веществ из зоны вдыхания обеспечивается близким расположением вытяжных заборников к месту дуги.
Эффективность отсоса вредных веществ из зоны вдыхания обеспечивается близким расположением вытяжных заборников к месту дуги.
 Это требует использования различных видов техники, как больших, так и малых. Мы искали в Интернете, чтобы найти лучший ответ на вопрос, который задают многие: где работают сварщики?
Это требует использования различных видов техники, как больших, так и малых. Мы искали в Интернете, чтобы найти лучший ответ на вопрос, который задают многие: где работают сварщики? Он использует приложенное тепло, сфокусированное на определенных участках металлической поверхности, чтобы сплавить 2 куска металла. По мере охлаждения металлов между ними образуется постоянная связь.
Он использует приложенное тепло, сфокусированное на определенных участках металлической поверхности, чтобы сплавить 2 куска металла. По мере охлаждения металлов между ними образуется постоянная связь.
 Их обучение включает в себя знакомство со свойствами сварки различных металлов. Квалифицированные сварщики также используют крупногабаритное оборудование, сварочные аппараты и роботы с дистанционным управлением.
Их обучение включает в себя знакомство со свойствами сварки различных металлов. Квалифицированные сварщики также используют крупногабаритное оборудование, сварочные аппараты и роботы с дистанционным управлением. Иногда сварщики могут работать по контракту или, возможно, найти работу на неполный рабочий день.
Иногда сварщики могут работать по контракту или, возможно, найти работу на неполный рабочий день. Во время своего пребывания в качестве ученика они могут получать или не получать оплату за свою работу. Однако они получают ценный практический опыт работы. Эта учебная программа может длиться от 1 до 3 лет.
Во время своего пребывания в качестве ученика они могут получать или не получать оплату за свою работу. Однако они получают ценный практический опыт работы. Эта учебная программа может длиться от 1 до 3 лет.
 Вы также должны иметь базовое сварочное образование, а также минимальный опыт работы.
Вы также должны иметь базовое сварочное образование, а также минимальный опыт работы. Этот экзамен фокусируется на стандартах и правилах сварки. Он также включает в себя изготовление металлов и методы сварки.
Этот экзамен фокусируется на стандартах и правилах сварки. Он также включает в себя изготовление металлов и методы сварки.
 В среднем у них может быть 2 или 3 смены по 8-12 часов в день.
В среднем у них может быть 2 или 3 смены по 8-12 часов в день.
 Это примерно одна сварочная работа на каждую тысячу рабочих мест, существующих по всей стране. В среднем эти сварщики зарабатывают 44 360 долларов в год. Это не самая впечатляющая зарплата, но это всего лишь средний показатель по стране. Сварщики в некоторых городах ежегодно приносят домой на 20 000 долларов больше, в то время как сварщики в других городах зарабатывают даже меньше, чем в среднем по стране. Это карьера, где возможности сильно различаются в зависимости от местоположения. Итак, где лучше всего жить сварщику? И какие города следует вообще избегать? Давайте взглянем на пять лучших и худших городов для сварочных работ.
Это примерно одна сварочная работа на каждую тысячу рабочих мест, существующих по всей стране. В среднем эти сварщики зарабатывают 44 360 долларов в год. Это не самая впечатляющая зарплата, но это всего лишь средний показатель по стране. Сварщики в некоторых городах ежегодно приносят домой на 20 000 долларов больше, в то время как сварщики в других городах зарабатывают даже меньше, чем в среднем по стране. Это карьера, где возможности сильно различаются в зависимости от местоположения. Итак, где лучше всего жить сварщику? И какие города следует вообще избегать? Давайте взглянем на пять лучших и худших городов для сварочных работ. Средняя годовая заработная плата сварщика в Луизиане составляет 52 810 долларов. По сравнению со средним показателем для сварщиков по стране, сварщик в этом штате зарабатывает на 8 450 долларов больше в год. Это уже впечатляет, но успех, похоже, сконцентрирован именно вокруг города Лейк-Чарльз.
Средняя годовая заработная плата сварщика в Луизиане составляет 52 810 долларов. По сравнению со средним показателем для сварщиков по стране, сварщик в этом штате зарабатывает на 8 450 долларов больше в год. Это уже впечатляет, но успех, похоже, сконцентрирован именно вокруг города Лейк-Чарльз. Батон-Руж, Луизиана
Батон-Руж, Луизиана Это горячая точка для сварщиков.
Это горячая точка для сварщиков. Но причина, по которой этот город не занимает первое место в этом списке, заключается в том, что здесь не так много рабочих мест. При том, что на каждую тысячу рабочих мест в городе приходится чуть менее одного сварщика, в этом районе работает всего 160 сварщиков. Это означает жесткую конкуренцию, но при такой высокой заработной плате имеет смысл только то, что рабочие будут конкурировать за эти должности.
Но причина, по которой этот город не занимает первое место в этом списке, заключается в том, что здесь не так много рабочих мест. При том, что на каждую тысячу рабочих мест в городе приходится чуть менее одного сварщика, в этом районе работает всего 160 сварщиков. Это означает жесткую конкуренцию, но при такой высокой заработной плате имеет смысл только то, что рабочие будут конкурировать за эти должности. Это очень много людей, которых нужно сохранить, и шесть из каждой тысячи вакансий, доступных в этом городе, принадлежат сварщику. Это составляет более 18 000 сварочных работ в этом городе площадью 669 квадратных миль. Это означает, что у большинства сварщиков не должно возникнуть проблем с поиском работы здесь, а с годовой зарплатой, которая на 5740 долларов выше средней по стране, вы получите хорошую компенсацию за потраченные часы.
Это очень много людей, которых нужно сохранить, и шесть из каждой тысячи вакансий, доступных в этом городе, принадлежат сварщику. Это составляет более 18 000 сварочных работ в этом городе площадью 669 квадратных миль. Это означает, что у большинства сварщиков не должно возникнуть проблем с поиском работы здесь, а с годовой зарплатой, которая на 5740 долларов выше средней по стране, вы получите хорошую компенсацию за потраченные часы. Более того, средняя годовая зарплата сварщиков в этой области составляет 56 680 долларов, что на 12 320 долларов больше, чем в среднем по стране. Вы не только легко найдете здесь работу сварщика, но и будете зарабатывать больше, чем большинство ваших сверстников в остальной части страны.
Более того, средняя годовая зарплата сварщиков в этой области составляет 56 680 долларов, что на 12 320 долларов больше, чем в среднем по стране. Вы не только легко найдете здесь работу сварщика, но и будете зарабатывать больше, чем большинство ваших сверстников в остальной части страны.
 В среднем сварщики зарабатывают 19,91 доллара в час, что всего на 1,42 доллара ниже среднего показателя по стране. Это все еще не очень хорошо, но с поправкой на высокую стоимость жизни все выглядит еще хуже. Скорректированная заработная плата сварщика в Вашингтоне, округ Колумбия, составляет всего 14,21 доллара в час. Учитывая, что работа займет такое же количество времени и усилий, это делает округ Колумбия ужасным местом для поиска работы сварщиком.
В среднем сварщики зарабатывают 19,91 доллара в час, что всего на 1,42 доллара ниже среднего показателя по стране. Это все еще не очень хорошо, но с поправкой на высокую стоимость жизни все выглядит еще хуже. Скорректированная заработная плата сварщика в Вашингтоне, округ Колумбия, составляет всего 14,21 доллара в час. Учитывая, что работа займет такое же количество времени и усилий, это делает округ Колумбия ужасным местом для поиска работы сварщиком. Фактически, в остальной части страны это эквивалентно всего 14,48 доллара в час.
Фактически, в остальной части страны это эквивалентно всего 14,48 доллара в час.
 r.l, ИталияDIANJINDIRECTA AB, ШвецияDISPOLAND, РоссияDIXONDR HOPF, ГерманияDr. Rudolf Liebe Nachf. GmbH & Co. KG. ГерманияDr.HINZ DENTALDreve Dentamid GmbH, ГерманияEdenta, ШвейцарияEisenbacher, ГерманияEKOM, СловакияEluan, КитайERGOTRONICAErkodent, ГерманияERNST HINRICHS GmbH, ГерманияEschenbach, ГерманияESRO AG, ШвейцарияEUR-MEDEURONDAEuroTypeEVE, ГерманияEverall7, ПольшаEVIDSUN, РоссияEvolonEZO, JAPANFABRI, РоссияFATIH, ТурцияFINO, ГерманияFittydent International, АвстрияForestadentFormlabs, СШАFormula, ГерманияForum Engineering Technologies Ltd, ИзраильForum Technologies, ИзраильForum, ИзраильFOSHAN COXO MEDICAL INSTRUMENT CO., LTDfrasacoG&H EuropaG&H OrthodonticsG.S.V.DenSply, USAGabriel AsulinGAC OrthodonticsGC OrthodonticsGC Orthodontics, ГерманияGC, ЯпонияGCOGILIGA,ТайваньGingi-Pack, СШАGlasSpanGmbHGraphy Inc.Gravitonus IncGUGLIELMI S.p.A. ITALYGum Spa, ИзраильHager & Werken, ГерманияHAHNENKRATT GmbHHanel, ГерманияHanil, КореяHarald Nordin, ШвейцарияHarvestDentalHARZ Labs, РоссияHATHO, ГерманияHeraeus Kulzer, ГерманияHLW, ГерманияHoffmann’s, ГерманияHORICO, ГерманияHPdentHRS Silicone TechnologyHUBIT, КореяHuge Dental, КитайINTEGRA, USAInterbros GmbH, ГерманияInterdent, СловенияInvestaIvoclar Vivadent, ГерманияIvoclar Vivadent, ЛихтенштейнIvoclar, ЛихтенштейнJNBJNB, ИндонезияKagayaki, РоссияKamemizu Chemical Industry, ЯпонияKemdent, ВеликобританияKENDA, ЛихтенштейнKerr, USAKettenbach, ГерманияKeystone, СШАKFAT, ChinaKiefer Dental, ГерманияKIKUTANI, ЯпонияKlema, АвстрияKOMET, ГерманияKraft, АЭKRISTI, РоссияKuraray Noritake, ЯпонияKWI, ТайваньLANCER, CШАLatusLeone, ИталияLewa Dental, ГерманияLIRA,ГерманияLM-Instruments, ФинляндияLOT, РоссияLV-RUDENT, РоссияM.
r.l, ИталияDIANJINDIRECTA AB, ШвецияDISPOLAND, РоссияDIXONDR HOPF, ГерманияDr. Rudolf Liebe Nachf. GmbH & Co. KG. ГерманияDr.HINZ DENTALDreve Dentamid GmbH, ГерманияEdenta, ШвейцарияEisenbacher, ГерманияEKOM, СловакияEluan, КитайERGOTRONICAErkodent, ГерманияERNST HINRICHS GmbH, ГерманияEschenbach, ГерманияESRO AG, ШвейцарияEUR-MEDEURONDAEuroTypeEVE, ГерманияEverall7, ПольшаEVIDSUN, РоссияEvolonEZO, JAPANFABRI, РоссияFATIH, ТурцияFINO, ГерманияFittydent International, АвстрияForestadentFormlabs, СШАFormula, ГерманияForum Engineering Technologies Ltd, ИзраильForum Technologies, ИзраильForum, ИзраильFOSHAN COXO MEDICAL INSTRUMENT CO., LTDfrasacoG&H EuropaG&H OrthodonticsG.S.V.DenSply, USAGabriel AsulinGAC OrthodonticsGC OrthodonticsGC Orthodontics, ГерманияGC, ЯпонияGCOGILIGA,ТайваньGingi-Pack, СШАGlasSpanGmbHGraphy Inc.Gravitonus IncGUGLIELMI S.p.A. ITALYGum Spa, ИзраильHager & Werken, ГерманияHAHNENKRATT GmbHHanel, ГерманияHanil, КореяHarald Nordin, ШвейцарияHarvestDentalHARZ Labs, РоссияHATHO, ГерманияHeraeus Kulzer, ГерманияHLW, ГерманияHoffmann’s, ГерманияHORICO, ГерманияHPdentHRS Silicone TechnologyHUBIT, КореяHuge Dental, КитайINTEGRA, USAInterbros GmbH, ГерманияInterdent, СловенияInvestaIvoclar Vivadent, ГерманияIvoclar Vivadent, ЛихтенштейнIvoclar, ЛихтенштейнJNBJNB, ИндонезияKagayaki, РоссияKamemizu Chemical Industry, ЯпонияKemdent, ВеликобританияKENDA, ЛихтенштейнKerr, USAKettenbach, ГерманияKeystone, СШАKFAT, ChinaKiefer Dental, ГерманияKIKUTANI, ЯпонияKlema, АвстрияKOMET, ГерманияKraft, АЭKRISTI, РоссияKuraray Noritake, ЯпонияKWI, ТайваньLANCER, CШАLatusLeone, ИталияLewa Dental, ГерманияLIRA,ГерманияLM-Instruments, ФинляндияLOT, РоссияLV-RUDENT, РоссияM. P.F. Brush Company, ГрецияMade in GermanyMade in ItaliyMaillefer, ШвейцарияManfredi, ИталияMANI, ЯпонияMASELMatrix, МалазияMatsuoka Meditech Corp. ЯпонияMedicNRG, ИзраильMESA, ИталияMESTRA, ИспанияMicerium S.p.A, ИталияMicrotecnor, ИталияMiltex® IntegraMIRADENT, Германияmodel-tray GmbH, GermanyMotyl® ГерманияMueller-OmicronMyerson, СШАMyofunctional Research Co.N&V, БельгияNARDI, ИталияNew Ancorvis s.r.l. ITALYNobilium, СШАNovah, ChinaNTI, ГерманияNUXEN, АргентинаOMEGATECH DP, ГерманияOmniDent, ГерманияOne Drop Only GmbH, ГерманияOp-d-Op, СШАOpticaLaser, БолгарияOral-B, ВеликобританияOrganical CAD/CAM GmbH, ГерманияPanadent, ГерманияParo, ШвейцарияPC ABRASIV, РоссияPerflex LTD, ИзраильPhrozen, ТайваньPicodent, ГерманияPolirapid, ГерманияPremium Plus, ChinaPressing Dental, Сан МариноPrimotec, ГерманияPromisee Dental, КитайProphy Unit, КитайPTCQuattroTi, ИталияR.T.D. FranceRelianca, СШАReliance DentalRenfert, ГерманияRevylineRhein83, ИталияRHJC, КитайRolence, ТайваньRoyal Sovereign, АнглияS&C Polymer, ГерманияSAESHIN PRECISION IND.
P.F. Brush Company, ГрецияMade in GermanyMade in ItaliyMaillefer, ШвейцарияManfredi, ИталияMANI, ЯпонияMASELMatrix, МалазияMatsuoka Meditech Corp. ЯпонияMedicNRG, ИзраильMESA, ИталияMESTRA, ИспанияMicerium S.p.A, ИталияMicrotecnor, ИталияMiltex® IntegraMIRADENT, Германияmodel-tray GmbH, GermanyMotyl® ГерманияMueller-OmicronMyerson, СШАMyofunctional Research Co.N&V, БельгияNARDI, ИталияNew Ancorvis s.r.l. ITALYNobilium, СШАNovah, ChinaNTI, ГерманияNUXEN, АргентинаOMEGATECH DP, ГерманияOmniDent, ГерманияOne Drop Only GmbH, ГерманияOp-d-Op, СШАOpticaLaser, БолгарияOral-B, ВеликобританияOrganical CAD/CAM GmbH, ГерманияPanadent, ГерманияParo, ШвейцарияPC ABRASIV, РоссияPerflex LTD, ИзраильPhrozen, ТайваньPicodent, ГерманияPolirapid, ГерманияPremium Plus, ChinaPressing Dental, Сан МариноPrimotec, ГерманияPromisee Dental, КитайProphy Unit, КитайPTCQuattroTi, ИталияR.T.D. FranceRelianca, СШАReliance DentalRenfert, ГерманияRevylineRhein83, ИталияRHJC, КитайRolence, ТайваньRoyal Sovereign, АнглияS&C Polymer, ГерманияSAESHIN PRECISION IND. CO. Ю.KореяSAEYANG MICROTECH CO. Ю.КореяSAM, ГерманияSaratoga, ИталияScheftner, ГерманияScheu Dental, ГерманияSCHULER DENTAL, ГерманияSeil Global, КореяServo-Dental, ГерманияShenpaz Industries, ИзраильSHENZHEN SIGEMA ABRASIVES CO.,LTDSHERA, ГерманияSheshan Brush, КитайShining 3D Tech, КитайShofu, ГерманияShofu, Япония.Sigema, КитайSIGMA DENTAL OPTICS GMBH, ГерманияSILADENT, ГерманияSILDENT, Ю.КореяSilfradent, ИталияSIMPLEXSmaile groupSMIIE group, ШвейцарияSmile Line, SwitzerlandSmile Line, ШвейцарияSmolWaxSong Yong, КореяSong Young, ТайваньSongjiang Sheshan, КитайSpofa, ЧехияSpokar, ЧехияSRL Dental GmbH, ГерманияSTRAUSS, ИзраильSUNSHINE, ГерманияSurgicon, ПакистанTau Steril, ИталияTCR INVESTteamworkmediaTecno-Gaz, ИталияTOBOOM, КитайTokuyama Dental, ЯпонияTOSI FOSHAN, КитайTRINONTroge Medical Gmbh, ГерманияUGIN, ФранцияUltradent Products, Inc.UNIARMUnivet, ИталияValplastVERDENT, EUVertex-Dental, НидерландыVision EngineeringViskoVita, ГерманияVITA Zahnfabrik, ГерманияVLADMIVA, РоссияVRK Lab, ГерманияVsmile, КитайWanhao, КитайWaterpikWDMS, USAWhip Mix, USAWillmann & Pein Gmbh, ГерманияWisdom, ВеликобританияWoodpecker/DTE, КитайWRP, МалайзияYamahachi Dental MFG.
CO. Ю.KореяSAEYANG MICROTECH CO. Ю.КореяSAM, ГерманияSaratoga, ИталияScheftner, ГерманияScheu Dental, ГерманияSCHULER DENTAL, ГерманияSeil Global, КореяServo-Dental, ГерманияShenpaz Industries, ИзраильSHENZHEN SIGEMA ABRASIVES CO.,LTDSHERA, ГерманияSheshan Brush, КитайShining 3D Tech, КитайShofu, ГерманияShofu, Япония.Sigema, КитайSIGMA DENTAL OPTICS GMBH, ГерманияSILADENT, ГерманияSILDENT, Ю.КореяSilfradent, ИталияSIMPLEXSmaile groupSMIIE group, ШвейцарияSmile Line, SwitzerlandSmile Line, ШвейцарияSmolWaxSong Yong, КореяSong Young, ТайваньSongjiang Sheshan, КитайSpofa, ЧехияSpokar, ЧехияSRL Dental GmbH, ГерманияSTRAUSS, ИзраильSUNSHINE, ГерманияSurgicon, ПакистанTau Steril, ИталияTCR INVESTteamworkmediaTecno-Gaz, ИталияTOBOOM, КитайTokuyama Dental, ЯпонияTOSI FOSHAN, КитайTRINONTroge Medical Gmbh, ГерманияUGIN, ФранцияUltradent Products, Inc.UNIARMUnivet, ИталияValplastVERDENT, EUVertex-Dental, НидерландыVision EngineeringViskoVita, ГерманияVITA Zahnfabrik, ГерманияVLADMIVA, РоссияVRK Lab, ГерманияVsmile, КитайWanhao, КитайWaterpikWDMS, USAWhip Mix, USAWillmann & Pein Gmbh, ГерманияWisdom, ВеликобританияWoodpecker/DTE, КитайWRP, МалайзияYamahachi Dental MFG. ,CO., JapanYamakin, ЯпонияYDM, ЯпонияYeti Dental, ГерманияYJMF, КитайYUSENDENT, КитайZeiser Dental, ГерманияZeiss, ГерманияZENGAZennyZhermack, ИталияZhermapol, ПольшаZL-Microdent, ГерманияZubler, ГерманияАВЕРОН, РоссияАЛКОРАнис-Дент, РоссияАО «САПФИР»АП-ДентАРМАВИРСКИЙ, РоссияБулат, РоссияВега, РоссияВЕГА-ПРО, РоссияВИВО АКТИВВладМива, РоссияГерманияГробет Фил КО оф Америка Инк, СШАДЕНЕСТ, РоссияДентис, РоссияЗЗМ, РоссияИздательство NewdentИздательство АзбукаИздательство ГалДентИздательство ГЭОТАР-МедиаИздательство ДентаксИздательство КвинтесеннцияИздательство Медицинская прессаИздательство МЕДпресс-информИздательство Практическая медицинаИздательство ТАРКОМMИспанияКвинтэссенцияКитайКМИЗ, РоссияКомета, РоссияКрасногвардеец, РоссияКрасТехноМед, РоссияКристалл, РоссияКрК, РоссияЛидер, РоссияМегидез, РоссияМедполимерМедполимер, РоссияМедторг+, РоссияМикрон-ХолдингММИЗ, РоссияНПО «Рубикон-Инновация»Ока-Медик, РоссияОртодент-ИнфоПакистанПента, РоссияПолимер-Стоматология, РоссияПризмаПризма, РоссияРосБел, РоссияРОСОМЗ, РоссияРоссиРоссияРуДент, РоссияРусАтлант, РоссияРЭСТАР, РоссияСАПФИР, РоссияСеафлекс, РоссияСОНИС, РоссияСпарк-Дон, РоссияСтелит, РоссияСтимул, РоссияТЕХНОЛОГИЯ, РоссияТехстомком, РоссияТПЩИ, РоссияТурбоМед, РоссияУЛЬТРАСТОМФреза, РоссияШкола зубных техниковЭвидент, РоссияЮ.
,CO., JapanYamakin, ЯпонияYDM, ЯпонияYeti Dental, ГерманияYJMF, КитайYUSENDENT, КитайZeiser Dental, ГерманияZeiss, ГерманияZENGAZennyZhermack, ИталияZhermapol, ПольшаZL-Microdent, ГерманияZubler, ГерманияАВЕРОН, РоссияАЛКОРАнис-Дент, РоссияАО «САПФИР»АП-ДентАРМАВИРСКИЙ, РоссияБулат, РоссияВега, РоссияВЕГА-ПРО, РоссияВИВО АКТИВВладМива, РоссияГерманияГробет Фил КО оф Америка Инк, СШАДЕНЕСТ, РоссияДентис, РоссияЗЗМ, РоссияИздательство NewdentИздательство АзбукаИздательство ГалДентИздательство ГЭОТАР-МедиаИздательство ДентаксИздательство КвинтесеннцияИздательство Медицинская прессаИздательство МЕДпресс-информИздательство Практическая медицинаИздательство ТАРКОМMИспанияКвинтэссенцияКитайКМИЗ, РоссияКомета, РоссияКрасногвардеец, РоссияКрасТехноМед, РоссияКристалл, РоссияКрК, РоссияЛидер, РоссияМегидез, РоссияМедполимерМедполимер, РоссияМедторг+, РоссияМикрон-ХолдингММИЗ, РоссияНПО «Рубикон-Инновация»Ока-Медик, РоссияОртодент-ИнфоПакистанПента, РоссияПолимер-Стоматология, РоссияПризмаПризма, РоссияРосБел, РоссияРОСОМЗ, РоссияРоссиРоссияРуДент, РоссияРусАтлант, РоссияРЭСТАР, РоссияСАПФИР, РоссияСеафлекс, РоссияСОНИС, РоссияСпарк-Дон, РоссияСтелит, РоссияСтимул, РоссияТЕХНОЛОГИЯ, РоссияТехстомком, РоссияТПЩИ, РоссияТурбоМед, РоссияУЛЬТРАСТОМФреза, РоссияШкола зубных техниковЭвидент, РоссияЮ. КореяЯн Лангнер ГмбХ
КореяЯн Лангнер ГмбХ jpg»>
jpg»> При этом важно аккуратно касаться кончиком электрода изделия, не применяя излишних усилий. Возможность регулировки мощности и длительности импульса позволяет управлять размером точки и глубины сварки, идеально подбирая их для каждого конкретного случая.
При этом важно аккуратно касаться кончиком электрода изделия, не применяя излишних усилий. Возможность регулировки мощности и длительности импульса позволяет управлять размером точки и глубины сварки, идеально подбирая их для каждого конкретного случая. 1 Габаритные размеры аппарата:
1 Габаритные размеры аппарата:  2 Звуковая и световая индикация процесса сварки
2 Звуковая и световая индикация процесса сварки 002-00-00 ПС
002-00-00 ПС
 12 Закрутите гайку 9 на 1/2 оборота, при этом будет обеспечено усилие между электродами 4 (4-5 кг).
12 Закрутите гайку 9 на 1/2 оборота, при этом будет обеспечено усилие между электродами 4 (4-5 кг). 1 Ежедневный технический контроль наличия и надежности электрического заземления, состояния сетевого кабеля, исправности органов управления.
1 Ежедневный технический контроль наличия и надежности электрического заземления, состояния сетевого кабеля, исправности органов управления. 3 Транспортировка аппарата производится всеми видами транспортных средств, кроме неотапливаемых отсеков самолета, в соответствии с действующими на данном виде транспорта правилами, утвержденными в установленном порядке.
3 Транспортировка аппарата производится всеми видами транспортных средств, кроме неотапливаемых отсеков самолета, в соответствии с действующими на данном виде транспорта правилами, утвержденными в установленном порядке. jpg»>
jpg»>
 Применение подобного аппарата в заводских условиях уже давно стало необходимостью, это помогает снизить себестоимость продукции и уменьшить процент брака при выполнении сварочных работ.
Применение подобного аппарата в заводских условиях уже давно стало необходимостью, это помогает снизить себестоимость продукции и уменьшить процент брака при выполнении сварочных работ. Данная схема применяется многими ведущими производителями оборудования для сварочных работ. Своими характеристиками пневматика во многом превосходит другие типы механизмов сжатия, она позволяет регулировать давление в широком диапазоне.
Данная схема применяется многими ведущими производителями оборудования для сварочных работ. Своими характеристиками пневматика во многом превосходит другие типы механизмов сжатия, она позволяет регулировать давление в широком диапазоне. Современные модели оснащены микропроцессорными системами управления, значительно повышающими точность и качество выполнения работ.
Современные модели оснащены микропроцессорными системами управления, значительно повышающими точность и качество выполнения работ. Может использоваться для крестообразной сварки металлической арматуры.
Может использоваться для крестообразной сварки металлической арматуры. Представляют собой устройство небольшого веса (8-15 кг), позволяющие сваривать листовой металл и другие заготовки толщиной до 5 мм. Работает такой аппарат от однофазной бытовой сети, в качестве системы управления выступает микропроцессор, который способен автоматически регулировать сварочные режимы в широком диапазоне. Существует возможность и ручной регулировки, кроме того, можно выбрать импульсный режим выполнения работы.
Представляют собой устройство небольшого веса (8-15 кг), позволяющие сваривать листовой металл и другие заготовки толщиной до 5 мм. Работает такой аппарат от однофазной бытовой сети, в качестве системы управления выступает микропроцессор, который способен автоматически регулировать сварочные режимы в широком диапазоне. Существует возможность и ручной регулировки, кроме того, можно выбрать импульсный режим выполнения работы.
 Температура, при которой вещество переходит из твердого состояния в жидкое, называется температурой его плавления. Плавление вещества обычно достигается путем его нагревания. Это один из важнейших и основных параметров, позволяющих узнать о природе вещества, определить его чистоту и охарактеризовать органические и неорганические соединения. Чистые элементы обычно имеют высокую температуру плавления, в то время как нечистые и загрязненные элементы имеют низкую температуру плавления, и для их полного расплавления требуется сравнительно больше времени. Более высокая температура плавления вещества означает, что существуют межмолекулярные силы большой величины. Большинство приборов для определения точки плавления способны отображать как начальную, так и конечную температуру плавления элемента. Также некоторые из них оснащены механизмом, который может записывать и отображать кривую температуры плавления и определять среднее значение температуры плавления.
Температура, при которой вещество переходит из твердого состояния в жидкое, называется температурой его плавления. Плавление вещества обычно достигается путем его нагревания. Это один из важнейших и основных параметров, позволяющих узнать о природе вещества, определить его чистоту и охарактеризовать органические и неорганические соединения. Чистые элементы обычно имеют высокую температуру плавления, в то время как нечистые и загрязненные элементы имеют низкую температуру плавления, и для их полного расплавления требуется сравнительно больше времени. Более высокая температура плавления вещества означает, что существуют межмолекулярные силы большой величины. Большинство приборов для определения точки плавления способны отображать как начальную, так и конечную температуру плавления элемента. Также некоторые из них оснащены механизмом, который может записывать и отображать кривую температуры плавления и определять среднее значение температуры плавления. Изменение светопропускания хорошо заметно; поэтому работа прибора для определения точки плавления не слишком сложна. Процесс плавления вещества можно разделить на пять стадий: увлажнение, спекание, коллапс, мениск и осветление. Точка увлажнения является начальной стадией плавления элемента. На стадии коллапса вещество в основном твердое и содержит небольшое количество расплавленного материала. В точке мениска большая часть образца расплавляется, но все же содержит некоторое количество твердых частиц. Вещество считается полностью расплавленным, когда оно достигает прозрачной точки или прозрачной стадии. Интенсивность света, проходящего через образец, меняется на всех стадиях процесса плавления вещества и ее легко заметить. Процент интенсивности света, проходящего через капиллярные трубки, содержащие образец, регистрируется и сравнивается для определения разницы в оптических свойствах, что позволяет пользователю оценить температуру плавления вещества образца.
Изменение светопропускания хорошо заметно; поэтому работа прибора для определения точки плавления не слишком сложна. Процесс плавления вещества можно разделить на пять стадий: увлажнение, спекание, коллапс, мениск и осветление. Точка увлажнения является начальной стадией плавления элемента. На стадии коллапса вещество в основном твердое и содержит небольшое количество расплавленного материала. В точке мениска большая часть образца расплавляется, но все же содержит некоторое количество твердых частиц. Вещество считается полностью расплавленным, когда оно достигает прозрачной точки или прозрачной стадии. Интенсивность света, проходящего через образец, меняется на всех стадиях процесса плавления вещества и ее легко заметить. Процент интенсивности света, проходящего через капиллярные трубки, содержащие образец, регистрируется и сравнивается для определения разницы в оптических свойствах, что позволяет пользователю оценить температуру плавления вещества образца. Для определения температуры плавления образца с помощью прибора для определения точки плавления образец помещают в несколько капиллярных трубок. Капиллярные трубки затем помещают в нагревательный блок. Образец анализируется индивидуально, и получается среднее значение измерений для определения точной точки плавления вещества. Первым этапом этой методики является подготовка образца. Вещество помещают в вакуум-эксикатор на сутки, чтобы убедиться, что образец не содержит влаги и хорошо высушен. Затем высушенный образец измельчают в мелкий порошок. Это делается потому, что крупные и неоднородные зерна образца получат неравномерное количество тепла, и прибор не сможет обеспечить точные измерения. Плотный слой примерно 2-4 мм в высоту тщательно измельченного образца затем помещают в три или более тонких стеклянных капиллярных трубки. Порошкообразный образец, помещенный в капиллярные трубки, должен быть плотно упакован. Это можно сделать, осторожно постукивая трубкой по твердой поверхности. Капиллярные трубки затем помещают в нагревательный блок аппарата для определения температуры плавления, который обеспечивает необходимую температуру для плавления образца.
Для определения температуры плавления образца с помощью прибора для определения точки плавления образец помещают в несколько капиллярных трубок. Капиллярные трубки затем помещают в нагревательный блок. Образец анализируется индивидуально, и получается среднее значение измерений для определения точной точки плавления вещества. Первым этапом этой методики является подготовка образца. Вещество помещают в вакуум-эксикатор на сутки, чтобы убедиться, что образец не содержит влаги и хорошо высушен. Затем высушенный образец измельчают в мелкий порошок. Это делается потому, что крупные и неоднородные зерна образца получат неравномерное количество тепла, и прибор не сможет обеспечить точные измерения. Плотный слой примерно 2-4 мм в высоту тщательно измельченного образца затем помещают в три или более тонких стеклянных капиллярных трубки. Порошкообразный образец, помещенный в капиллярные трубки, должен быть плотно упакован. Это можно сделать, осторожно постукивая трубкой по твердой поверхности. Капиллярные трубки затем помещают в нагревательный блок аппарата для определения температуры плавления, который обеспечивает необходимую температуру для плавления образца. Температура нагревательного блока может варьироваться в зависимости от плотности образца. Температура, при которой образец подвергается пяти стадиям плавления, наблюдают и регистрируют. Во время процесса некоторые образцы не разжижаются, а вместо этого подвергаются сублимации и сразу переходят в газообразную форму. Это должно быть записано вручную. Внутренний механизм прибора фиксирует температуру начала разжижения образца и температуру полного расплавления вещества. Этот температурный интервал называют интервалом плавления вещества.
Температура нагревательного блока может варьироваться в зависимости от плотности образца. Температура, при которой образец подвергается пяти стадиям плавления, наблюдают и регистрируют. Во время процесса некоторые образцы не разжижаются, а вместо этого подвергаются сублимации и сразу переходят в газообразную форму. Это должно быть записано вручную. Внутренний механизм прибора фиксирует температуру начала разжижения образца и температуру полного расплавления вещества. Этот температурный интервал называют интервалом плавления вещества.


 Чтобы закрыть один конец открытой капиллярной трубки, просто прикоснитесь к концу
Чтобы закрыть один конец открытой капиллярной трубки, просто прикоснитесь к концу Химическое вещество можно переместить в запаянный конец, перевернув пробирку и постучав ею по столу.
Химическое вещество можно переместить в запаянный конец, перевернув пробирку и постучав ею по столу.
