Вакуумная фильтрация является наиболее часто встречающимся процессом пробоподготовки в химии, микробиологии, при контроле сточных вод, а также в других аналитических приложениях. Новая серия мембранных безмасляных насосов ME 1 и ME 1C, идеально подойдет для задач одно- и многоместной фильтрации и аспирации. Данные насосы сконструированы на основе хорошо зарекомендовавших себя насосов серии MD 1 и MD 1C с чрезвычайно долгим рабочим ресурсом мембран. Удобное расположение кнопки включения/выключения на верхней панели насоса предоставляет дополнительное удобство при эксплуатации. Благодаря компактному дизайну данные насосы практически не занимают места на лабораторном столе. Mембраны и клапана выполнены из ПТФЭ, что обеспечивает беспрецедентную химическую стойкость и механическую прочность. Опционально насосы ME 1 и ME 1C могут быть дополнены вентилем плавной ручной регулировки со стрелочными вакуумметрами (для установки необходимой скорости откачки).
Отличительные особенности
удобная эксплуатация благодаря расположению кнопки вкл./выкл. на верхней панели насоса
по-настоящему бесшумная работа
Не занимает много места
чрезвычайно большой рабочий ресурс мембран
химическая устойчивость
Скачать
брошюра
German
English
Инструкция Вакуумный насос
German
English
French
Spanish
Chinese
Russian
Czech
Dutch
Указания по технике безопасности при работе с вакуумными устройствами
Multi-lingual
перейти в начало страницы
Технические данные
Конвертор величин
Технические данные
Изделие
ME 1C
Число цилиндров/ступеней
1 / 1
Макс. производительн. 50/60 Гц
m3/h
0.7 / 0.8
Макс. производительн. 50/60 Гц
cfm
0.4 / 0.5
Предельный вакуум (абс.)
mbar/torr
100 / 75
Диапазон окр. темп. (рабочий)
°C
10 — 40
Диапазон окр.темп. (хранения)
°C
-10 — 60
Макс. давление выход (абс.)
bar
1.1
Входное соединение
Адаптер DN 8-10 mm
Соединение на выходе
Адаптер DN 8-10 mm
Ном. мощность двигателя
kW
0.04
Скорость при 50/60 Гц
min-1
1500/1800
Степень защиты
IP 40
Габариты (ДxШxВ)
mm
247 x 121 x 145
Вес
kg
5.4
Уровень шума при 50 Гц, тип.
dBA
49
сертификация NRTL
Канада и США
Соответствует стандартам ATEX (только для 230 В)
II 3/- G Ex h IIC T3 Gc X Internal Atm. only
Комплектация
Насос в собранном виде, готовый к использованию, с инструкцией по эксплуатации.
Вспомогательное оборудование
Шланг вакуумный каучуковый DN 8 мм (20686001) Клапан плавной регулировки для ME/MZ 1C (20696843) Глушитель DN 8 — 10 мм (20636588)
ME 1C — График: «Скорость откачивания при 50 Гц»
ME 1C — График: «Вакуумирование 10 л емкости» при 50 Гц
ME 1C — График: «Скорость откачивания при 60 Гц»
ME 1C — График: «Вакуумирование 10 л емкости» при 60 Гц
ME 1C — Габариты
Технические данные могут быть изменены без дополнительного уведомления
Мембранные насосы химической конструкции представляют собой отличное решение для продолжительной безмасляной откачки коррозионных газов и паров. Двухступенчатая конструкция обеспечивает выгодное сочетание высокой производительности и хорошего предельного вакуума. Все части насоса, контактирующие с откачиваемой средой, изготовлены из химически стойких фторопластов. Хорошо зарекомендовавшие себя многослойные мембраны из ПТФЭ обеспечивают высокую надежность и долгий срок эксплуатации насоса. Благодаря наличию газобалластного клапана MZ 2C NT оптимально подходит для откачивания легко конденсирующихся паров. MZ 2C NT является самым популярным из всех насосов VACUUBRAND и представляет собой основу большого семейства насосных систем и станций. Насосы серии NT отличаются повышенной производительностью и высокой устойчивостью к конденсату.
Отличительные особенности
превосходная хим. стойкость и устойчивость к конденсату
высокая производительность даже при вакууме близком к предельному
хороший вакуум даже при открытом клапане газ. балласта
низкий уровень вибраций
долгий срок службы мембран; привод не требует ТО
Скачать
брошюра
German
English
Инструкция Вакуумный насос
German
English
French
Chinese
Указания по технике безопасности при работе с вакуумными устройствами
Multi-lingual
перейти в начало страницы
Технические данные
Конвертор величин
Технические данные
Изделие
MZ 2C NT
Число цилиндров/ступеней
2 / 2
Макс. производительн. 50/60 Гц
m3/h
2.0 / 2.3
Макс. производительн. 50/60 Гц
cfm
1.2 / 1.4
Предельный вакуум (абс.)
mbar/torr
7 / 5
Пред. вакуум (абс.) с г. балластом
mbar/torr
12 / 9
Диапазон окр. темп. (рабочий)
°C
10 — 40
Диапазон окр.темп. (хранения)
°C
-10 — 60
Макс. давление выход (абс.)
bar
1.1
Входное соединение
Адаптер DN 8-10 mm
Соединение на выходе
Адаптер DN 8-10 mm
Ном. мощность двигателя
kW
0.18
Скорость при 50/60 Гц
min-1
1500/1800
Степень защиты
IP 40
Габариты (ДxШxВ)
mm
243 x 243 x 198
Вес
kg
11.1
Уровень шума при 50 Гц, тип.
dBA
45
сертификация NRTL
Канада и США
Соответствует стандартам ATEX (только для 230 В)
II 3/- G Ex h IIC T3 Gc X Internal Atm. only
Комплектация
Насос в собранном виде, с инструкцией
Вспомогательное оборудование
Шланг вакуумный каучуковый DN 8 мм (20686001)
MZ 2C NT — График: «Скорость откачивания при 50 Гц»
MZ 2C NT — График: «Вакуумирование 10 л емкости» при 50 Гц
MZ 2C NT — График: «Скорость откачивания при 60 Гц»
MZ 2C NT — График: «Вакуумирование 10 л емкости» при 60 Гц
MZ 2C NT — Габариты
Технические данные могут быть изменены без дополнительного уведомления
Мембранные насосы MPC для работы с химическими веществами используют ПТФЭ и другие фторированные пластмассы для смачиваемых частей, что позволяет перекачивать пары агрессивных растворителей и кислот. Если насос должен работать с парами агрессивных химикатов, то лучшим выбором будет версия X2 с превосходной химической стойкостью, уплотнениями более высокого класса и более толстыми покрытиями. Мембранная серия Welch хорошо известна своей бесшумной работой и выдающейся плавностью хода. Это результат постоянного совершенствования продукции и тесных отношений с нашими клиентами. Благодаря небольшому весу и компактной конструкции пользователи могут легко перемещать насосы в разные места для использования в различных областях.
В зависимости от конкретных требований компания Welch предлагает мембранные насосы с 1, 2, 4 и 8 головками. Они доступны в одноступенчатой или многоступенчатой конфигурации с регулируемой (ecoflex) или нерегулируемой скоростью откачки. Мембранные насосы Ecoflex оснащены современной системой контроля вакуума, которая позволяет изменять скорость откачки. Вакуум можно точно отрегулировать в соответствии с индивидуальными потребностями, в результате чего процесс протекает более эффективно и воспроизводимо. Дополнительное снижение давления позволяет проводить дистилляцию смесей почти автоматически и без фракционирования. Мембранные насосы Ecoflex гарантируют положительный экономический и экологический баланс, в результате чего эксплуатационные расходы могут быть снижены до 80%.
Области применения: Ротационное выпаривание, Вакуумная печь, Промышленное применение, Десикация, Дистилляция, Фильтрация, Сушка геля, Концентратор, Отбор проб газа, Сушка, Дегазация
Химические мембранные насосы Варианты с управлением VARIO®
Безмасляные химически стойкие мембранные насосы для перекачки агрессивных газов и паров.
Используя контроллер VACUU·SELECT, вы интуитивно управляете вакуумом и этапами процесса с помощью сенсорного дисплея. Насосы VARIO регулируют вакуум, регулируя скорость двигателя. Он предлагает максимальную точность, максимальную эффективность и особенно тихий.
Сепаратор на стороне всасывания (AK) собирает капли. Конденсатор выбросов на стороне давления (EK) обеспечивает почти 100% восстановление растворителя.
Bestseller
Ultimate vacuum / Pumping speed
PC 3001 VARIO select
2.0 mbar / 2.0 m 3 /h
PC 3004 VARIO select
1.5 mbar / 4,6 м 3 /ч
ПК 3012 NT VARIO select
1,5 мбар / 14,3 м 3 /ч
Химические мембранные насосы Варианты без вакуумного контроля
Безмасляные, химически стойкие мембранные насосы для перекачки агрессивных газов и паров.
Сепаратор на стороне всасывания (AK) собирает капли. Конденсатор выбросов на стороне давления (EK) обеспечивает почти 100% восстановление растворителя.
Бестселлер
Максимальный вакуум / Скорость откачки
MZ 2C NT +AK+EK
7 mbar / 2.0 m 3 /h
MD 4C NT +AK SYNCHRO+EK
1.5 mbar / 3.4 m 3 /h
MD 12C NT +AK +EK
2 MBAR / 12,0 M 3 / H
Химический диафрагм насосы Основные модели
Бесплатные масляные насосы. .
Bestseller
Ultimate vacuum / Pumping speed
ME 1C
100 mbar / 0.7 m 3 /h
MZ 2C NT
7 mbar / 2. 0 m 3 /h
MD 12C NT
2 мбар / 12,0 м 3 /ч
У вас есть вопросы или вам нужна консультация?
Применение
Фильтрация
Rotary evaporation
Drying chamber
Concentrator
Fore vacuum generation for turbomolecular pumps
Reactors & synthesis applications
Вакуумные сети VACUU·LAN
Воспользуйтесь нашим онлайн-инструментом, чтобы найти подходящий вакуумный насос для вашей области применения:
Руководство по выбору вакуумного насоса
Основные технические характеристики
Бескомпромиссная химическая стойкость
Химические мембранные насосы VACUUBRAND обладают бескомпромиссной химической стойкостью – даже в случае агрессивных химикатов. Все смачиваемые детали изготовлены из отборных фторопластов. Они характеризуются отличной химической стойкостью и низкой адгезией к материалам.
➝ Загрузить листовку о химической совместимости
Непревзойденная долговечность 9№ 0085
Мембранные химические насосы VACUUBRAND гарантируют непревзойденную многолетнюю надежность даже в тяжелых химических условиях. Для этого мы используем специальную технологию диафрагмы и тщательно подобранные материалы.
Компоненты, подвергающиеся наибольшей нагрузке, изготавливаются в ходе сложного многоэтапного производственного процесса. В этом процессе стабильный металлический сердечник покрывается химически стойким фторопластом.
В результате многолетних эксплуатационных испытаний мы определили типичный срок службы мембраны наших насосов в 15 000 часов работы. Благодаря простой в обслуживании конструкции диафрагмы и клапаны можно легко заменить. Таким образом, мембранные насосы VACUUBRAND работают в течение многих лет с высокой надежностью и требуют минимального обслуживания.
Осевая центровая линия — Большая Энциклопедия Нефти и Газа, статья, страница 2
Cтраница 2
Линии контура, осевые и центровые линии не должны использоваться в качестве размерных линий. Меньшие размеры должны располагаться ближе к контуру проекций, а большие размеры — дальше от него.
[16]
Штрихпунктирной тонкой линией проводят осевые и центровые линии, линии сечений, являющиеся осями симметрии для наложенных или вынесенных сечений.
[17]
Штрихпунктирной тонкой линией проводят осевые и центровые линии, линии сечений, являющиеся осями симметрии для наложенных или вынесенных сечений. Штрихпунктирная тонкая линия применяется для изображения частей изделий в крайних или промежуточных положениях, а также для изображения развертки, совмещенной с видом. На рис. 25 по-вазано применение штрихпунктирной тонкой линии для изображения крайнего положения маятника.
[18]
Штрихпунктирной тонкой линией проводят осевые и центровые линии, линии сечений, являющиеся осями симметрии для наложенных или вынесенных сечений. [19]
Насколько мм должны выступать осевые и центровые линии за пределы изображений, к которым они относятся.
[20]
Тонкой штрихпунктирной линией выполняют осевые и центровые линии ( оси симметрии), начальные и делительные окружности в зубчатых зацеплениях.
[21]
В месте нанесения размерного числа осевые, центровые линии и линии штриховки прерывают.
[22]
Штрих-пунктирными линиями проводят главным образом осевые и центровые линии.
[23]
Выполнение эскиза начинают с проведения осевых и центровых линий. Проводят их штрихпунктирными прямыми. После этого на осях строят деталь.
[24]
Штрих-пунктирные линии служат для проведения осевых и центровых линий и линий начальных окружностей зубчатых колес. Что же собой представляют осевые и центровые линии. Если какая-либо деталь имеет две равные, причем совершенно одинаковые по форме половины ( левую и правую ли верхнюю и нижнюю), то такие детали называются симметричными, а линия, которая делит такую деталь пополам, — осью симметрии. Оси симметрии, проведенные в окружности, называются центровыми линиями. При обработке деталей ( особенно на расточных станках) положение таких линий имеет особенно важное значение, так как очень часто настройка детали ведется именно по этим линиям, нанесенным на поверхности детали при разметке.
[25]
Штрих-пунктирные линии служат для проведения осевых и центровых линий и линий начальных окружностей зуб-чаггых колес. Что же собой представляют осевые и центровые линии. Если какая-либо деталь имеет две равные, причем совершенно одинаковые по форме половины ( левую и правую ли верхнюю и нижнюю), то такие детали называются симметричными, а линия, которая делит такую деталь пополам, — осью симметрии. Оси симметрии, проведенные в окружности, называются центровыми линиями. При обработке деталей ( особенно на расточных станках) положение таких линий имеет особенно важное значение, так как очень часто настройка детали ведется именно по этим линиям, нанесенным на поверхности детали при разметке. [26]
Вычерчивание шаблонов начинают с нанесения осевых и центровых линий, от которых затем откладывают все размеры. За исходную позицию для нанесения осевых и центровых линий принимают одну из кромок листа с учетом припуска ( 3 — 5 мм) на обработку кромки.
[27]
Шрифт зодчего.
[28]
Какие линии чертежа применяются для осевых и центровых линий невидимого контура. Каковы их начертание и толщина относительно толщины s сплошной основной линии.
[29]
Штрихпунктирная тонкая линия применяется для изображения осевых и центровых линий, линий сечения, являющихся осями симметрии для наложенных или вынесенных сечений. Длина штрихов должна быть одинаковая и выбирается примерно от 5 до 30 мм в зависимости от размера изображения.
[30]
Страницы:
1
2
3
4
12) Каково правило нанесения штриховки на всех разрезах и сечениях,относящихся к одной детали на одном чертеже?
Наклон штриховки для всех разрезов и сечений одной и той же детали выполнять в одну сторону.
13) как выбирают направления линий штриховки и расстояние между ними для смежных сечений двух,трех деталей?
Для смежных сечений двух деталей следует брать наклон линий штриховки для одного сечения вправо, для другого — влево (встречная штриховка).
14) как обозначают на чертеже металлы ,неметаллы, стекло?
Материал Обозначение 1. Металлы и твердые сплавы (Общее графическое обозначение материалов в сечениях независимо от вида материала должно соответствовать)
2. Неметаллические материалы, в том числе волокнистые монолитные и плитные (прессованные), за исключением указанных ниже
3. Древесина
1. Стекло и другие светопрозрачные материалы
15) на сколько мм должны выходить выносные линии за концы стрелок размерной линии?
Выносные линии должны выходить за концы размерных стрелок на 1…5 мм
16) чему равно минимальное расстояние между размерными линиями и линиями контура ,между параллельными размерными линиями?
Минимальное расстояние между параллельными размерными линиями должно быть 7мм, а между размерной и линией контура 10мм.
17) какие знаки применяют при нанесении размеров сфер,уклонов,конусности и квадратов?
Высота знака «» должна быть равна высоте размерных чисел на чертеже. Перед размерным числом, характеризующим конусность, наносят знак «», острый угол которого должен быть направлен в сторону вершины конуса.
Знак конуса и конусность в виде соотношения следует наносить над осевой линией или на полке линии-выноски.
Уклон поверхности следует указывать непосредственно у изображения поверхности уклона или на полке линии-выноски в виде соотношения , в процентах или в промиллях . Перед размерным числом, определяющим уклон, наносят знак «>», острый угол которого должен быть направлен в сторону уклона.
Перед размерным числом диаметра (радиуса) сферы так же наносят знак (R).
18) В каких случаях штрихпунктирные линии ,применяемые в качестве центровых ,следует заменить сплошными тонкими линиями?
Штрихпунктирные линии, применяемые в качестве центровых, следует заменять сплошными тонкими линиями, если диаметры окружности или размеры других геометрических фигур в изображении менее 12 мм.
19) (вопрос 8)
20) как наносят размеры одинаковых отверстий?( 4 отверстий диаметром 5 мм)
Если деталь имеет несколько одинаковых отверстий или других элементов (кроме скруглений), то наносится размер одного из них, а количество отверстий или других элементов указывают перед размерным числом, например 4 отв.
21) на каком расстоянии от контура детали проводят первую размерную линию?
на расстоянии 10 мм от контура детали проводят параллельно ему размерную линию. Размерная линия ограничивается с двух сторон стрелками. Какой должна быть стрелка, показано. Выносная линия выходит за размерную на 2 —5 мм. Выносные и размерные линии — сплошные тонкие. Над размерной линией, ближе к ее середине, наносят размерное число.
22) на какое расстояние за контур детали выходят осевые и центровые линии?
Осевые и центровые линии следует выводить за контур изображения предмета на величину 3–5 мм.
23)какие вы знаете главные линии на поверхности сферы?
Главные линии сферы: Главный фронтальный меридиан; Экватор; Главный профильный меридиан.
24)Какие вы знаете проецирующие поверхности?
25) назовите известные вам поверхности вращения?
Сфера (получается вращением окружности вокруг оси, лежащей в той же плоскости и проходящей через её центр).
Тор (получается вращением окружности вокруг не пересекающей её оси, лежащей в той же плоскости).
Эллипсоид вращения ― эллипсоид, длины двух полуосей которого совпадают. Может быть получен вращением эллипса вокруг одной из его осей.
Параболоид вращения ― эллиптический параболоид, полученный вращением параболы вокруг своей оси.
Конус получается вращением прямой вокруг другой прямой, пересекающей первую.
Круговая цилиндрическая поверхность
Катеноид
Осевые линии на инженерных чертежах и их правильное использование
Мы хотели бы пролить свет на интересную дискуссию, вытекающую из вопроса, заданного в нашем курсе «Чтение печатного текста и допуски». Студент поделился своим мнением о правильном использовании осевых линий в инженерных чертежах, которое было немного консервативным, поскольку им не хватало ключевого применения этой важной функции чертежа.
Поскольку вопросы об осевых линиях очень распространены, а новые учащиеся часто не понимают всей их полезности, мы подумали, что лучше всего поделиться информативным видео в нашем блоге. Прежде чем перейти к видео, лучше просмотреть тему.
Что такое осевые линии?
Осевые линии являются одним из наиболее часто используемых инструментов в инженерном чертеже. Их основная цель — показать на чертеже круглые/цилиндрические элементы, которые в изобилии встречаются в механических деталях. Типичными примерами таких элементов являются отверстия под болты, штифты, диски и т. д.
На рис. 1 показано, как выглядит осевая линия, характеризующаяся чередующимися линиями длинная-короткая-длинная.
Рисунок 1
Эти простые линии играют очень важную роль в точной интерпретации инженерных чертежей. Мы выделим их основные функции одну за другой ниже.
Осевые линии обозначают круговой элемент на чертеже. В 2D большинство круговых элементов выглядят точно так же, как элементы с некруглой геометрией. Единственный способ отличить их друг от друга — добавить осевую линию, которая представляет их центральную ось и подтверждает их геометрию. Вид поперечного сечения, показанный на рисунке 2, может помочь прояснить это; без осевых линий «отверстия» в этой части будут считаться прямоугольными, а не круглыми.
Осевые линии используются в качестве ссылки для размерных круговых элементов. Всякий раз, когда вы хотите задать размер круглого элемента, лучше всего использовать его среднюю точку в качестве ссылки. На рисунке 2, если кто-то хочет показать расстояние между отверстиями или отверстиями и боковыми краями, можно использовать для этого осевые линии, а не стенки отверстий.
Осевые линии также указывают на соосность объектов, имеющих одну и ту же центральную ось. Это может показаться ненужным приложением, но оно имеет огромное значение с точки зрения GD&T. Если два объекта должны быть соосными, общая осевая линия обеспечивает это отношение. Например, на рис. 2 все три осевые линии соединяют два разных отверстия друг с другом. Если бы конструктор не собирался делать их соосными, он бы использовал две центральные линии для каждого набора отверстий.
Рисунок 2
Последний пункт, касающийся соосности, как раз то, что вышеупомянутый учащийся не учел. Он утверждал, что осевые линии служат только для определения размеров и что их не следует добавлять на чертеж, если размеры не указаны. Мы уверены, что после просмотра этого видео вам станут понятны все три применения осевых линий, о которых мы говорили выше.
Вот текст видео:
Это небольшое напоминание, которое представляет собой очень простой вопрос об осевых линиях и правилах, лежащих в их основе. Джейми спросил: «Каковы правила или рекомендации по представлению меток осевых линий объектов на многовидовых 2D-чертежах? , особенно когда в других видах функция отображается как скрытая?»
Так что, возможно, здесь есть какие-то скрытые виды, а геометрия находится внутри детали, которую трудно центрировать. «Я придерживаюсь точки зрения, не требуется показывать метки осевых линий для альтернативного использования элементов, если они не служат цели измерения».
Да, вы правы насчет этой «размерной цели». Я хочу убедиться, что все понимают причину, по которой мы используем осевые линии, для начала. Они должны служить какой-то цели измерения, и они необязательны, если у вас их нет. Тем не менее, «цель определения размеров» может означать пример, подобный этому, когда мы пытаемся измерить, где проходит центральная линия относительно центральной линии отверстия, но эта центральная линия прямо здесь (и я хочу убедиться, что все это видят), также служит пространственной цели сам по себе. Это входит в правило того, чем на самом деле является осевая линия.
Осевая линия представляет собой не только центр элемента, но также представляет местоположение и ориентацию (в частности, в GD&T) или базовый нулевой размер между этой осью и этой осью. Вы можете сказать: «Подождите секунду, это одна и та же ось!» а я скажу: «Вообще-то нет…»
Когда вы инженер-конструктор, вы никогда не рассказываете механику, как они должны разбирать детали. Вы только перечисляете, какие требования должны быть. Итак, может быть, я приду и обработаю это отверстие, переверну деталь и просверлю это отверстие сейчас (или наоборот тоже). Или, может быть, я сначала делаю сквозное отверстие, а затем зенковку (вероятно, так они и делают). Мог быть какой-то сдвиг оси этих отверстий — могло быть какое-то движение приспособления.
С микроскопической точки зрения или по правде говоря, у них будут две разные, отдельные оси, поскольку они являются двумя отдельными функциями. Таким образом, нам нужно было бы иметь центральную линию, чтобы показать, что в идеальном мире основное измерение или цель их — быть точно такой же осью. Вот почему на многих рисунках у нас есть какая-то общая позиция (например, если не указано иное — вы можете видеть все UOS или если не указано иное .010 или что-то в этом роде). Это означает, что если вы обрабатывали это, нам нужен какой-то допуск на то, как далеко это отверстие может быть от этого отверстия. Ну, если я ничего не перечисляю, то они могут отличаться друг от друга на 0,010. Таким образом, это может быть смещено более чем на 0,005 в этом направлении, которое может быть сдвинуто более чем на 0,005 в этом направлении.
Возможно, это приемлемо, а может и нет. Таким образом, осевые линии также служат нам для этой цели — помимо того, что они просто говорят, что они являются размерами от отверстия до отверстия (расположение линейно, как это). Они также показывают, что соосно, это 0 основных размеров. Это то, что многие упускают из виду — у вас может не быть допуска положения здесь (если не указано иное, по всем осям) в пределах 0,001 друг от друга. Теперь это немного более расплывчато, потому что некоторые люди могут не знать, что это значит.
Позиция очень четко задокументирована в стандарте. Но вам все равно нужна осевая линия, если вы измеряете размеры, потому что, скажем, как далеко могут быть эти оси или как далеко может быть расточенное отверстие, если вы измеряете размер от оси этого отверстия. Таким образом, эмпирическое правило: да, они нужны для целей измерения, но они также нужны для целей измерения, если вдоль этой осевой линии расположено более одного элемента. Таким образом, если вдоль осевой линии расположено более одного объекта, вам необходимо показать их на чертеже.
Здесь вы можете видеть, что я сделал разрез для этой части здесь, здесь я использую разрезы. Вы можете видеть, что я дал здесь осевые линии, чтобы показать, что все они существуют в одном центре. Это нужно для того, чтобы добавить четкости нашему отпечатку. Вы должны иметь это, чтобы убедиться, что все знают и не дают вам часть, где эта ось отклоняется от этой оси, потому что вы никогда не указывали, насколько далеко они должны быть. Еще одна вещь, о которой следует помнить, это когда вы измеряете осевую линию. (Допустим, у нас было 10 ± 0,025 от отверстия к отверстию.) Имейте в виду, что это похоже на 2X там, потому что у нас есть одна ось здесь и одна ось там. У нас здесь одна ось в одной оси и здесь.
Вот почему датумы и GD&T добавляют ясности, потому что есть способы, которыми это может быть испорчено, если вы сделаете это таким образом. Но если у вас есть только координатное измерение, вы должны помнить, что есть две функции, которые мы измеряем — здесь на самом деле две оси, и их нужно удерживать внутри этого.
Кстати, вся эта информация, которую мы только что упомянули, содержится в нашем курсе «Чтение печатного текста и допуски». Обязательно зарегистрируйтесь — это новинка. Он охватывает эти основные правила инженерных чертежей, которые существуют еще до того, как GD&T будет напечатан. Мы ходим по осевым линиям в курсе «Чтение печати и допуски», и у нас есть целый урок только о разрезах, которые являются способами сделать это. Так что не забудьте проверить это, дайте нам знать, если у вас есть еще вопросы по осевым линиям, потому что это то, что возникает довольно часто.
Заинтересованы в получении дополнительных советов по инженерной печати и GD&T?
Подпишитесь на нашу рассылку, а также получите бесплатную настенную диаграмму GD&T
Присоединяйтесь к нашему списку рассылки
Правила создания и использования линий
Предыдущая Следующая
Следующие правила помогут нам создавать линии для эффективного общения. ВНИМАНИЕ! Из-за компьютерной автоматизации некоторые правила могут быть трудны для соблюдения.
Возможно, ваш браузер не поддерживает возможность воспроизведения mp3-файлов с веб-страницы.
Щелкните здесь, чтобы загрузить и прослушать аудиофайл на своем компьютере.
Использование скрытых линий.
Скрытые линии обозначают невидимые края и границы.
Создание скрытых линий
Правило 1: Длина штрихов скрытых линий может незначительно отличаться при изменении размера рисунка.
Правило 2: Скрытые строки всегда должны начинаться и заканчиваться дефисом. Исключением является случай, когда скрытая линия начинается или заканчивается параллельно видимой или скрытой линии.
Правило 3: Штрихи должны соединяться в углах.
Ваш браузер может не поддерживать возможность воспроизведения файлов mp3 с веб-страницы.
Щелкните здесь, чтобы загрузить и прослушать аудиофайл на своем компьютере.
Использование осевых линий
Осевые линии представляют собой оси симметрии.
Они важны для интерпретации цилиндрических форм.
Они также используются для обозначения окружности центров и путей движения.
Возможно, ваш браузер не поддерживает возможность воспроизведения mp3-файлов с веб-страницы.
Щелкните здесь, чтобы загрузить и прослушать аудиофайл на своем компьютере.
Создание осевых линий
Правило 1: Осевые линии должны начинаться и заканчиваться длинными тире.
Правило 2: Осевые линии должны пересекаться, пересекая длинные или короткие штрихи.
Правило 3: Осевые линии должны выходить на небольшое расстояние за пределы объекта или элемента.
Правило 4: Осевые линии могут быть соединены в пределах одного вида, чтобы показать, что два или более объекта лежат в одной плоскости. ОСТОРОЖНОСТЬ! Осевые линии не должны проходить через пространство между видами
Ваш браузер может не поддерживать возможность воспроизведения mp3-файлов с веб-страницы.
Щелкните здесь, чтобы загрузить и прослушать аудиофайл на своем компьютере.
Использование фантомных линий.
Воображаемые линии используются для обозначения воображаемых объектов.
Альтернативное расположение движущихся частей.
Смежные позиции связанных частей.
Повторяющиеся детали.
Показать изменение направления поверхности, вызванное скруглениями и скруглениями.
Создание фиктивных линий
Правило 1: Фантомные линии должны начинаться и заканчиваться длинным тире.
Ваш браузер может не поддерживать возможность воспроизведения файлов mp3 с веб-страницы.
Щелкните здесь, чтобы загрузить и прослушать аудиофайл на своем компьютере.
Использование линий разрыва
Линии разрыва используются для отображения воображаемых разрывов в объекте.
Создание линий разрыва
Существует два типа линий разрыва. Если расстояние перемещения небольшое, используется ряд соединительных дуг. Если расстояние большое, используется тонкая прямая с изгибом.
Возможно, ваш браузер не поддерживает возможность воспроизведения mp3-файлов с веб-страницы.
Щелкните здесь, чтобы загрузить и прослушать аудиофайл на своем компьютере.
Приоритет строки
Если две строки встречаются в одном месте, строка, которая считается наименее важной, опускается.
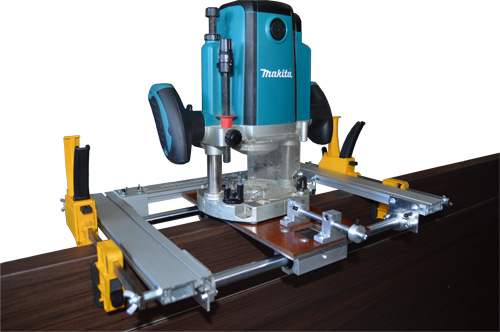
Работа фрезером по дереву схожа с работой художника. Необработанный брус станет фигурными перилами. Вместо пластиковых фабричных подоконников можно сделать деревянные, с красиво отфрезерованным торцом.
А возможности реставрации старой мебели практически безграничны. Любой шкаф, тумбочка или табурет, выполненный из массива дерева – может обрести новую жизнь в руках мастера, владеющего приемами работы ручным фрезером по дереву.
Принципы работы с фрезером для начинающих
В этой части материала рассмотрим основные принципы работы с фрезером для новичков. Расскажем об ошибках и способах их избежать. Об особенностях и отличии этого инструмента от других.
Чем отличается фрезер от дрели
У фрезы больше площадь контакта режущей кромки с материалом, чем у сверла. Намного выше обороты вращения инструмента в сравнении с дрелью. Максимальные обороты фрезера составляют более 25000, а иногда даже более 30000.
Обороты
Большинство деревообрабатывающих электроприборов работают, используя вращение вала. Ручной фрезер не является исключением. Фреза закрепляется в шпинделе (патроне), который при помощи электродвигателя вращается с высокой скоростью.
Это позволяет достигать гладкости обрабатываемой поверхности, и предотвращает сколы. Неопытные мастера советуют приобретать инструмент с максимальным количеством оборотов, ошибочно полагая, что это улучшает качество работ. На самом деле, оптимальным выбором будет фрезер с регулируемыми оборотами вала.
Фрезер с регулировкой оборотов
Для каждого типа фрезы и тем более для разных сортов дерева требуется своя скорость вращения. При недостаточной скорости поверхность будет рыхлой, и потребует дополнительной обработки наждачной бумагой.
Если обороты слишком высокие – могут образоваться сколы, выщерблины, да и дерево в месте контакта с фрезой может обуглиться. Давать советы по выбору оптимальной скорости бессмысленно, необходимо опробовать разные варианты на ненужных заготовках.
К тому же, у каждого мастера свои секреты, которые приходят только с опытом. Одинаковый инструмент, скорость и материал, в разных руках дают различный результат.
ВАЖНО! Общее правило при выборе скорости одно – количество оборотов вала обратно пропорционально рабочему диаметру фрезы.
То есть, чем тоньше фреза – тем выше скорость. Фрезер многофункциональный инструмент, который выполняет много различных задач:
Обработку кромок.
Выборка пазов — глухих и под вставной шип и тд.
Фрезеровка различных профилей. Применяются специализированные фрезы для углового сращивания либо рамочная фреза.
Для обвязки фасадов и многое другое.
Фрезеры бывают нескольких видов универсальные (наиболее распространенный вариант) И специализированные, которые предназначены для выполнения одной операции, например:
присадочные;
ламельные.
Для чего нужен регулятор оборотов
Современные модели практически все оснащаются регулятором оборотов. Он нужен для изменения скорости вращения оснастки в зависимости от ее диаметра и площади контакта с материалом.
Чем больше диаметр фрезы, тем ниже обороты. На некоторых моделях есть табличка соответствия диаметра режущего инструмента выставляемым оборотам.
От чего зависит качество обработки
Качество зависит от скорости вращения и линейной скорости передвижения. Чем больше фреза, тем медленнее вы должны вести фрезер по заготовке. Соответственно чем фреза меньше, тем больше скорость перемещения инструмента.
Передвигать инструмент по поверхности заготовки нужно равномерно и в одно движение. Стоит остановиться и у вас тут же появится прижог, который сложно будет вывести шлифовкой.
Нерациональное увеличение скорости вращения приведет к излишней нагрузке на двигатель, что в свою очередь отразиться на качестве обрабатываемой поверхности.
Возможно появление сколов и задиров. Выбор правильной скорости придет с опытом работы.
Первые шаги, с чего начать?
Начнем знакомство с зажимной цанги. Самый распространенный цанговый зажим это 8-ми миллиметровый. На более мощных моделях ставят 12-ти миллиметровые и реже, в основном на импортных моделях дюймовые размеры, ¼ и ½. Также не забудьте о подготовке рабочего места, если есть стол для фрезера, то это лучший вариант.
Очень важно правильно зажать фрезу в цанговый патрон.
Важно правильно вставить фрезу в цанговый зажим
Она должна заходить как минимум полностью до ее конца можно немножко глубже, но никак не меньше. На высоких оборотах фрезу может вырвать и тогда она полетит как пуля.
Любая фреза имеет строго направленное движение вращения, всегда по часовой стрелке. Чтобы не ошибиться при обработке заготовки, отмечаем на ней направление движения инструмента, стрелочками.
Отмечаем направление обработки
Установили кромочную калевочную фрезу, хорошо зажали в цанге. Далее выставляем глубину фрезерования, на таких фрезах она выставляется сразу.
Любая фреза с подшипником работает без каких-либо параллельных упоров, то есть ее опорой является сам подшипник.
Обработка кромки начинается с установки платформы фрезера на заготовку так, чтобы фреза ее не касалась. Иначе при включении инструмента у вас будет сильный рывок. А это может привести к травме.
Включаем фрезер, плавно подводим к кромке до упора подшипника и так же плавно без рывков ведем вдоль кромки.
Делаем первую кромку
В обработке поверхности большую роль играет фрезеровка по направлению волокон, в прямослойной древесине волокна расположены строго вдоль.
Расположение волокон
Обратите внимание
Вне зависимости от направления движения – необходимо научиться плавно и без напряжения двигать фрезер при работе. Если прижимать его слишком сильно – движение будет неравномерным. Необходимо от начала и до конца прохода фрезера выдерживать равномерную скорость перемещения.
Когда мы снимаем, прямую кромку все фрезеруется без проблем, но стоит начать перемещать инструмент по заданной кривой, то до середины элемента обработка будет гладкой, поскольку фреза спускается по волокнам.
Паз по кривой линии
А начиная с середины, могут появиться задиры и сколы, так как фреза будет выходить по волокнам и как бы выдирать их наружу.
Опытные мастера делают обработку в два захода, с концов к середине, но новичкам так делать не рекомендуется. Сложно будет удержать фрезер в руках, поскольку фреза будет отталкиваться от заготовки.
Не переживайте, навык придет с опытом. Всегда стоит учитывать направление движения и расположение волокон.
Работа с пазовыми фрезами
Они могут быть фигурными, прямыми, для изготовления пазов, или в виде ласточкина хвоста. Этими фрезами нужно работать в паре с параллельным упором или ровной рейкой, из которой можно сделать надежный упор.
Пазовые фрезы
Фреза, заходя в материал, будет двигаться по пути наименьшего сопротивления. И как бы вы не старались, паз получится кривым, инструмент уведет в сторону.
Направление движение фрезера и направление усилия
Сделать паз ровным поможет параллельный упор либо длинная рейка, если упора не хватает.
Главное чтобы была опора, которая не даст сместиться при фрезеровании.
Работа с упором
Обратите внимание! Любое снятие материала должно проходить за один проход, и при этом снимается не более трех миллиметров.
При фрезеровании на выход из заготовки, следует применять подкладной брусок. Брус прижимается струбцинами к заготовке. На выходе фреза входит в брус, и паз получается без сколов.
Делаем паз на вылет с применением бруска
Один паз выполнен без бруска, другой с установкой бруса
Работа с копировальной фрезой
При работе с копировальной фрезой применяются шаблоны. Шаблоны изготавливаются из фанеры или любого другого материала. Вырезается точная копия требуемой детали и, обводя фрезером по шаблону, изготавливаются копии деталей в нужном количестве.
Копировальная фреза
Обратите внимание
Копировальная фреза обрабатывает большую площадь поверхности заготовки, поэтому нагрузка на нее выше.
Поэтому перед ее применением из заготовки по шаблону вырезают все лишнее, лобзиком или ленточной пилой, оставляя припуск 3-5 мм на обработку фрезером.
Надеюсь, эти примеры помогут вам начать пользоваться фрезером и получить свой первый опыт работы с высокоскоростным инструментом.
Безопасность
Острые кромки фрезы в сочетании с высокими оборотами вращения могут нанести серьезную травму. Поэтому, при работе с электроинструментом следует соблюдать предельную осторожность.
Внимательно изучите инструкцию по эксплуатации. Это сбережет ваше здоровье, и дорогостоящий материал, который вы обрабатываете.
Для каких работ предназначен фрезер
Для начала определим виды работ, которые можно выполнять фрезером.
Изготовление профильных изделий. При помощи специальных фрез можно самостоятельно изготовить массу изделий, которые до этого покупались в магазинах стройматериалов. Штапики, карнизы, облицовочные наличники для дверных коробок или оконных проемов, наконец – плинтуса. Купив необработанный брус или доску по низкой стоимости, вы можете за считанные минуты превратить заготовку в самостоятельное изделие, сэкономив массу средств.
Обработка краев изделий. Удобство и возможности фрезера при выполнении такого вида работ неоспоримы. Меняя краевые фрезы, вы можете изготовить просто ровный торец, край с закруглением, фигурный или наклонный профиль. Причем ваше изделие будет эксклюзивным на фоне стандартных фабричных заготовок.
Изготовление пазов любой формы. Это могут быть простые технологические выработки прямоугольной формы или декоративные полукруглые узоры.
Производство элементов для филенчатых дверей или имитация филенок на ровном деревянном массиве.
Изготовление технологических углублений при самостоятельной сборке мебели или установке дверей – окон. С помощью ручного фрезера, такое занятие, как врезка петель – превращается в удовольствие. Те, кому приходилось проделывать эту процедуру с помощью стамески и долота, оценят преимущество электроинструмента.
Изготовление соединений на шипах.
Сборка деревянных изделий таким способом относится к разряду высокопрочных. Поэтому умение нарезать шипы ручным фрезером высоко ценится среди столяров.
Примеры работ выполненные фрезером
В этой главе речь пойдет о наиболее популярных видах работ фрезером, без которых не сможет обойтись ни одна мебель.
Шиповое соединение «ласточкин хвост»
Шиповое соединение «ласточкин хвост»
В промышленных масштабах нарезка шипов производится на узкопрофильных станках, обладающих большой эффективностью, и не менее высокой стоимостью.
Поскольку в домашних условиях нет необходимости массово резать «ласточкин хвост», вполне можно обойтись ручным фрезером и специальным шаблоном.
специальный шаблон для шипового соединения
При помощи специальной конусной фрезы, нарезаются шипы с одинаковым шагом на обеих частях заготовки. Поскольку подобные изделия, как правило, изготавливаются из мягких сортов древесины, насадки не приходится часто затачивать, и они долго сохраняют геометрическую форму и размеры.
Поэтому соединение получается без люфтов и очень надежным. Такой тип сращивания углов часто применяется для изготовления ящиков для мебели, различных шкатулок и дверных коробок.
Существует еще «Т» образное соединение «ласточкин хвост».
Т-образное соединение ласточкин хвост
Для него также предусмотрены специальные фрезы, и нет никаких сложностей в изготовлении таких конструкций ручным фрезером. Применяется в основном для изготовления оконных рам с внутренними перемычками.
Выборка четверти
Четверть (фальц) представляет собой выемку по краю заготовки, имеющую прямолинейную форму и проходящую по всей длине. Фрезеровка такого типа предназначена для изготовления дверных коробок и оконных рам.
Относится к типовым способам обработки и обычно не представляет особого труда для начинающего столяра. Выполняется, как правило, без шаблона, в качестве направляющей используется кромка заготовки.
Единственное условие – кромка должна быть идеально ровной, в противном случае выбранная четверть повторит все изъяны на торце. Для этого край заготовки предварительно обрабатывается торцевой фрезой с использованием направляющей.
Для такой работы выпускаются специальные фальцевые фрезы, в комплекте к которым идут подшипники разного диаметра, каждый под свою глубину выборки четверти.
Выборка четверти на различную глубину
Если вы производите выборку четверти постоянного размера, имеет смысл приобрести ступенчатую фальцевую фрезу, которая позволяет в один проход выбрать четверть и обработать торец заготовки.
Фреза для фрезерного станка
ВАЖНО! Такой насадкой надо работать с применением шаблона (соответственно и копировального кольца) или, что значительно проще – используя направляющую для фрезера.
Врезка петель и замков
При самостоятельной установке дверей вы обязательно столкнетесь с проблемой врезки петель и замков. Издревле эта процедура выполнялась с помощью дрели, стамески и острого сапожного ножа.
Времени и сил уходило много, и всегда был риск испортить дверное полотно и нанести травму руки. С помощью ручного фрезера и торцевой фрезы можно самостоятельно выбрать углубление под замок и петли не хуже, чем в заводских условиях.
Для этого, помимо собственно фрезера, понадобится шаблон. На мебельных фабриках или столярных мастерских используются промышленные варианты, которые выдерживают изготовление сотен дверей, но и стоимость имеют соответствующую.
При разовом применении такой шаблон вряд ли окупится, дешевле обратиться к мастеру. И все-таки есть способ сэкономить средства и получить блестящий результат. Можно изготовить универсальный шаблон самостоятельно, при помощи того же фрезера.
Изготовление паза в двери
Делается он из обрезков МДФ плиты и фанеры толщиной 8-10 мм. Направляющие шаблона имеют продольные пазы для регулировки размера, это позволяет производить работы на разных дверных полотнах.
Технология работы проста – необходимо закрепить дверное полотно обрабатываемой поверхностью наверх, и закрепить шаблон при помощи струбцин.
Затем выставить размер в соответствии с контуром устанавливаемого замка или петель и произвести выборку материала. Разумеется, перед использованием следует откалибровать шаблон и нанести разметку, используя ненужную заготовку, а затем переходить к чистовому дверному полотну.
Работа фрезером для начинающих, фрезер обучение, обучение на фрезеровщика, работа с фрезером по дереву
Можно ли изготавливать столярные изделия профессионально, не имея своего столярного цеха и без доступа к фрезерным станкам? Да, это возможно. Наш курс по работе с фрезером позволит Вам приобрести профессиональные навыки работы с базовым столярным оборудованием.
Вы создадите по-настоящему сложные изделия.
В ЧЕМ УНИКАЛЬНОСТЬ КУРСА
Профессиональный
курс
Единственный полный, интенсивный столярный курс в Москве по работе с фрезером и другими станками
Применимо
дома!
Ручной компактный фрезер — инструмент огромных возможностей. Идеален для домашней мастерской, в отсутствие столярного цеха
3 предмета
за 40ч.!
Своим руками создадите декоративный шкафчик с фасадами, табурет, консольную полку.
Огромный
опыт
Мы ведём данный курс с 2015 года, обучение прошили несколько сотен учеников!
Профессиональный
курс
Единственный полный, интенсивный столярный курс в Москве по работе с фрезером и другими станками
Применимо
дома!
Ручной компактный фрезер — инструмент огромных возможностей. Идеален для домашней мастерской, в отсутствие столярного цеха
3 предмета
за 40ч. !
Своим руками создадите декоративный шкафчик с фасадами, табурет, консольную полку.
Огромный
опыт
Мы ведём данный курс с 2015 года, обучение прошили несколько сотен учеников!
ГРАФИК И ЦЕНЫ
График
Кол-во часов
Стоимость
Москва (м. Преображенская пл.)
интенсив
(четыре выходных дня)
54 ак. часа
28000 р
свободный график
(1,5 месяца)
32000 р
Записаться на курс
ЧТО ВАС ЖДЕТ НА КУРСЕ
Ручной фрезер и фрезерный стол — уникальный инструмент, который станет вам помощником буквально во всем от врезки замков и петель до изготовления сложных столярных изделий с качественной и точной отделкой. Кроме того, на курсе Вам придется познакомиться с такими станками как рейсмус, распиловочный станок, ленточная пила.
Вот, что вы научитесь создавать на курсе:
Красивые мебельные фасады
Одинаковые изделия по заданному шаблону. Домашний фрезерный стол
Комбинированные карнизы и рамки
Красивые мебельные фасады
Одинаковые изделия по заданному шаблону. Домашний фрезерный стол
Комбинированные карнизы и рамки
Столярные соединения
Полочки с консолью(без резьбы)
Канелюры
Столярные соединения
Полочки с консолью(без резьбы)
Канелюры
Записаться на курс
КРАТКАЯ ПРОГРАММА КУРСА
Вводная часть
Общие положение и ТБ ● Что такое фрезерная машина ● Виды фрез ● Виды операций
Работа фрезером в руках
Концевая фреза ● Фреза с подшипником ● Обгоночная фреза
Работа на фрезерном столе
Фрезерный стол своими руками(теория) ● Приемы выполнения операций ● Работы с пазовой фрезой ● Изготовление круглых деталей
Работа с помощью кондуктора
Долбление гнезд ● Выборка углублений ● Методы декорирования
Продвинутая техника
Изготовление мебельных фасадов
Результат обучения — готовые столярные изделия
Обычно это: шкафчик с пилястрами, филенчатый фасад, классический табурет, консольная полочка) с применением максимального числа техник работы с ручным фрезером.
Подробная программа курса
ПРОДВИНУТЫЙ КУРС В ПРОЦЕССЕ
Записаться на курс
РАБОТЫ НАШИХ УЧЕНИКОВ
Записаться на курс
ОТЗЫВЫ УЧЕНИКОВ
Смотреть все отзывы с курса Фрезер на нашем канале YouTube
УСЛОВИЯ УЧАСТИЯ НА КУРСЕ
Выходные
Материал включен
Москва 4 дня по расписанию Сб и Вс с 9.30 до 19.30 2 уикенда = 40 часов
Будни
Материал включен
Возможность пропусков: да, по согласованию с преподавателем
Формат: личный график по будням = 54 ак.часа
Период обучения: до 1,5 месяцев со дня первого занятия. По истечению этого срока курс автоматически считается завершенным
Время обучения: В будни по свободному графику в период:
Москва вт,ср,чт с 12.00 до 20.30
Регистрируйтесь заранее! Зачастую мест нет за 2-3 недели до начала обучения на фрезеровщика.
Участник курса обязан:
Безусловно соблюдать технику безопасности (в курс включен подробный инструктаж по ТБ и подпись соответствующих документов)
Выполнять указания преподавателей
Бережно относиться к инструменту (сломал — принеси новый!)
Забрать свои изделия (материалы, вещи и проч. ) в день завершения курса
(в крайних случаях участник может забрать изготовленные изделия не позднее, чем через 7 дней после завершения курса по согласованию с Мастером, указав ФИО, телефон и дату курса). Далее изделия отправляются в утиль, либо участник оплачивает абонемент на коворкинг)
ВИДЕО ПО РУЧНОМУ ФРЕЗЕРУ
«Соединение шип паз с помощью фрезера и циркулярной пилы»
ДРУГИЕ КУРСЫ НАШЕЙ ШКОЛЫ
Курс по слэбам
и эпоксидной смоле
Как работать со слэбами, как работать с благородными породами дерева, как работать с эпоксидной смолой.
Ремонт и реставрация
Как «оживить» старую мебель, как исправить сколы, царапины, потертости.
Курс по слэбам
и эпоксидной смоле
Как работать со слэбами, как работать с благородными породами дерева, как работать с эпоксидной смолой.
Ремонт и реставрация
Как «оживить» старую мебель, как исправить сколы, царапины, потертости.
PantoRouter
Деревообрабатывающий станок PantoRouter делает традиционную столярную работу быстрой, точной, безопасной и увлекательной. Врезные и шиповые, коробчатые соединения и ласточкины хвосты — это только начало! Даже составные углы легко монтировать и резать. Ознакомьтесь с нашим разделом «Начало работы», где вы найдете практическое руководство и другие ресурсы. В нашем разделе PantoProjects есть множество замечательных проектов клиентов. Посмотрите на нашем сайте и, пожалуйста, отправьте нам сообщение, если мы можем ответить на какие-либо вопросы.
2-минутное вступительное видео
Как это работает
Деревообрабатывающий станок PantoRouter использует направляющий подшипник, чтобы следовать шаблону, который перемещает фрезу, чтобы вырезать шаблон по форме.
Учить больше
Точный — Повторяемый — Врезной и шиповидный — Простые и сложные угловые столярные изделия — Врезной и шиповидный врезной и нестандартной формы — Быстрые и точные соединения типа «ласточкин хвост» и коробчатые соединения — Возможности использования ограничены только вашим воображением!
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Врезные и шиповидные сотен разных размеров! Углы и составные углы быстро и легко. Коробчатые соединения, ласточкины хвосты или нестандартные формы выполняются быстро, точно и с повторяемостью на деревообрабатывающем станке PantoRouter™.
Деревообрабатывающий станок PantoRouter в действии и последние проекты
PantoRouter отлично справляется с врезными и шиповыми соединениями, коробчатыми соединениями и соединениями типа «ласточкин хвост», а с помощью наших высококачественных шаблонов вы можете выполнять сотни различных соединений.
Создание ласточкиного хвоста на PantoRouter быстро, легко и точно.
Вырежьте паз и два идеальных шипа для поручня стула или лицевой рамы за 4-¼ минуты. На рынке нет другого приспособления, которое могло бы делать это, а также легко и быстро делать идеальные муфты и ласточкины хвосты.
Это был идеальный проект для демонстрации скорости, точности и воспроизводимости столярного станка PantoRouter.
С помощью этого приспособления можно легко и быстро выполнить коробчатые соединения любого размера. Мы используем функцию, уникальную для PantoRouter, чтобы установить идеально подходящий индексный штифт, поэтому вам не нужно делать несколько пропилов на пиле.
Столярный станок PantoRouter теперь оснащен двигателем фрезерного станка 230 В, 50/60 Гц для использования за пределами Северной Америки. Этот новый маршрутизатор не поставляется с основанием, поскольку он предназначен для использования в креплениях маршрутизатора PantoRouter или в столе маршрутизатора. Он поставляется с двумя цангами типа ER-20A и двумя ключами.
Патенты: 10 639 754, 11 351641, 10 016 868 И другие иностранные и отечественные патенты, находящиеся на рассмотрении и на которые поданы заявки.
Проверьте больше проектов и посмотрите на борьбу с деревообрабатывающей машиной Pantorouter
На наших видео и учебных пособиях. Нет другого!
Интегрированный врезной и шиповой
Углы и составные углы быстро, легко, точно и воспроизводимо.
Самый безопасный способ использования деревообрабатывающего фрезера
PantoRouter™ для больших и малых заготовок — это самый быстрый и точный способ прорезать врезные и шиповые соединения, коробчатые соединения и ласточкины хвосты.
Более 150 размеров врезных и шиповидных
Вырежьте более 150 размеров врезных и шиповидных, используя наши запатентованные шаблоны. Настройка занимает около одной минуты для M&T любого размера с шагом ¼” от ¾” до 6” в ширину и ¼”, 5/16”, ⅜”, ½”, ¾” или 1” в толщину.
Углы и составные углы
Просто наклоните заготовку на столе и наклоните ее под нужным углом от 0° до 90°. Составные уголки для поручня стула устанавливаются и обрезаются за считанные минуты
Подпишитесь на информационный бюллетень PantoRouter
Мы НИКОГДА не разглашаем вашу контактную информацию и отправляем ее только тогда, когда у нас есть что-то новое и действительно интересное делиться. Мы стараемся включать проекты клиентов, быстрые советы и любые новые аксессуары, которые у нас есть. Конечно, вы всегда можете отменить одним щелчком мыши в любое время. Нажмите ниже, чтобы зарегистрироваться, и еще раз, мы обещаем уважать ваше время и конфиденциальность.
Новостная рассылка
Backwards Woodworking: The Climbing Cut
Фрезы по дереву — отличный инструмент, но многие столяры боятся их. Это происходит, когда техника инструмента не понятна, или инструмент используется без каких-либо знаний о том, как его использовать, и конечные результаты неудовлетворительны, но знание того, как их использовать, может улучшить ваши методы обработки дерева.
Смотрите на Youtube: https://youtu.be/ZMmv152lzco
Деревообработка включает в себя множество уникальных процессов из-за природы роста волокон древесины и того, что мы делаем при выполнении проектов по деревообработке, и один из этих редко известных или используемых методов весьма ценен, чтобы его знать
Известный как лазание резка и использование с фрезерными станками по дереву, этот метод представляет собой способ резки поперек волокон древесины путем приближения к резу с обратной стороны волокон и ослабления сверла в разрезе, что помогает уменьшить или даже исключить выкрашивание или выкрашивание древесины. что часто происходит, когда биты и лезвия используются в поперечно-волокнистой древесине.
Любой, кто работает с деревом, прекрасно знает, что древесина имеет структуру, и при резке по структуре древесины мы можем делать ровные и гладкие срезы без особого труда, но резка против волокон — это совсем другая история. Сделать хороший чистый срез лезвием или битой при резке против волокон и при этом получить хороший чистый срез без сколов или разрывов древесины, может быть довольно сложной задачей. Первое, что необходимо при резке против любых волокон, это то, что бита или лезвие должны быть очень острыми, как бритва, но даже это не решает проблемы во многих случаях.
Важно понимать, как работают фрезы, и для подъемных резов лучше всего использовать фрезы с подшипниками, потому что для достижения наилучших результатов вам понадобится поверхность, по которой будет двигаться подшипник, И чтобы помочь контролировать глубину фрезы, который всегда хочет быть очень маленьким неглубоким разрезом. Никогда не пытайтесь отрезать слишком много любой фрезой, неглубокие, многократные разрезы ВСЕГДА являются лучшими с точки зрения безопасности и лучшего качества реза.
Использование такого фрезера требует определенных знаний, потому что направление фрезы будет тянуть фрезу вдоль дерева, поэтому вам нужно крепко держать фрезу по дереву и заранее знать, что фреза хочу тянуть роутер за собой. Все фрезы вращаются по часовой стрелке. Многие маршрутизаторы имеют стрелку где-то на основании инструмента, чтобы быстро напомнить оператору, в каком направлении будет вращаться фреза. В нормальных условиях мы всегда хотим, чтобы режущая кромка фрезы входила в древесину, чтобы режущая фреза всегда входила в древесину.
Одной из техник, которые были разработаны много-много лет назад, является взбирающийся порез. Это означает, что вместо того, чтобы использовать фрезер по дереву для резки дерева в том месте, где сверло вводится в дерево, как мы обычно делаем при фрезеровании дерева, вместо этого мы используем его в обратном направлении. Под этим я подразумеваю, что мы начнем с противоположного конца и пропустим фрезер обратно через лес.
Я выбрал кусок дерева с очень хорошо видимой текстурой и вырезал в нем дугу, чтобы продемонстрировать, как текстура древесины может меняться. Помните, что вам не нужно резать и дуговать, как это делал я, если вы фрезеруете конические ножки, например, текстура древесины в конической ножке также может быть наклонной, что будет еще одним случаем, когда восходящий рез может работать лучше, чем стандартный рез и дает лучшие результаты с меньшим отрывом древесины.
На рисунке ниже показано, что происходит под маршрутизатором.
Обычно я использую фрезу Freud Roundover 3/16″ Roundover . Кажется, она подходит для большей части того, что я делаю. для списков фрез .
Как показано на рисунке ниже, фреза движется по часовой стрелке, поэтому нормальным способом использования фрезы будет толкание фрезы в направлении вращения лезвия. конец пропила и перемещение фрезера назад через древесину, известное как ползучий пропил, потому что фреза начинается с задней части дерева и проходит через древесину, что помогает уменьшить отрыв, который является причиной или грубые срезы, и их всегда трудно отшлифовать, а если срезы действительно плохие и рваные, их невозможно исправить, не сделав еще один надрез.
Небольшие надрезы и медленное движение являются ключом к этой технике, и именно так вы получите хорошие результаты. Причина, по которой этот процесс работает, заключается в том, что древесина сначала срезается с обратной стороны волокон, что означает, что там нет ничего, что могло бы «связать» срез, что вызывает сколы и разрывы при попытке фрезеровать поперек волокон или даже вести. зерно, такое как изогнутый кусок дерева, использованный для демонстрации.
Аналогичную технику можно использовать для обрезки шпона или другой очень тонкой древесины с обратным или волнистым рисунком. Резка сначала с обратной стороны древесины помогает гарантировать, что очень тонкая древесина не будет разорвана на части агрессивным резом фрезы, врезающейся в волокна и фактически расщепляющей их на части.
Прямоугольная резьба: гост,обозначение на чертежах,правила нарезки
Резьба прямоугольная относится к классу кинематических резьб и используется для передачи движения. Преимуществом прямоугольной нарезки является ее высокий коэффициент полезного действия. Недостатками данного вида нарезания является низкая прочность и сложная технология изготовления.
Содержание
Особенности резьбы
Прямоугольная резьба обладает нестандартным квадратным профилем, поэтому для нее не установлены стандартные параметры шага, диаметра, величины среза и хода. Глубина профиля данной разновидности нарезки равняется половине шага. Основные размеры резьбовых соединений с прямоугольным профилем определены в ГОСТ 9150-81.
Скачать ГОСТ 9150-2002
По методу образования выделяют левую и правую прямоугольные резьбы. Левая разновидность нарезки создана контуром, осуществляющим вращение против часовой стрелки. Контур перемещается вдоль оси, относительно наблюдателя. Правая резьба образована контуром, производящим вращательные движения по часовой стрелке. Движение производится вдоль оси по направлению от наблюдателя.
Прямоугольная резьба может быть однозаходной (нарезка произведена в виде 1 витка). В этом случае груз, размещенный на винтах резьбовых соединений, не сможет самостоятельно опуститься без влияния дополнительной силы трения. Это преимущество однозаходной нарезки обусловлено наличием свойства самоторможения. Также изготавливаются многозаходные резьбовые соединения, где нарезка осуществлена в виде 2-3 раздельных витков, расположенных на равной дистанции. Число заходов прямоугольной резьбы возможно измерить при помощи следующей формулы: Z = L/S, где S – размер шага и L – значение хода.
Прямоугольная резьба обладает множеством схожих особенностей с трапецеидальной ленточной разновидностью нарезки. Обе разновидности нарезания используются для превращения вращательного вида движения в поступательное, обладают свойством самоторможения и не имеют точных стандартов изготовления. Тем не менее прямоугольная резьба уступает трапецеидальной по показателям прочности и технологичности. Также ленточная резьба имеет более простую технологию изготовления, располагает высокими показателями силы трения и не требует дополнительного фиксирования. Но она уступает резьбе с прямоугольным сечением по величине КПД. Сейчас прямоугольная резьба постепенно заменяется трапецеидальной во многих сферах промышленности из-за большого количество недостатков.
Применение
Раньше резьба с прямоугольным сечением использовалась преимущественно при изготовлении винтовых механизмов. Сейчас этот вид нарезки применяется очень редко из-за технологических сложностей, возникающих во время создания резьбового соединения, и большого количества зазоров, появляющихся между винтовыми витками при износе. В нынешнее время этот вид нарезки полностью заменен трапецеидальной резьбой. В ней зазоры устраняются при помощи стягивания разрезной гайки.
Резьбу с прямоугольным сечением продолжают применять в промышленном секторе для изготовления креплений, регулировочных инструментов и соединений, где необходимо свести самоотвиничивание силовых элементов к минимальным значениям. С применением технологии прямоугольной нарезки производятся следующие устройства:
Болт – стержень цилиндрической формы с головкой. Согласно ГОСТ 7798-70, это крепежное изделие изготавливается в 3 исполнениях, различающимися местоположением отверстий. Размеры стержня и головки болта должны соответствовать длине диаметра резьбового соединения. Чаще всего болты с прямоугольной резьбой изготавливаются с шестигранной головкой.
Шпильки – цилиндрические стержни, на обоих концах которых присутствует резьба с квадратным профилем. Применяются для соединения различных устройств и деталей. Пример обозначения шпильки: M300´1.6-6g´110.59, где соответственно указывается диаметр изделия, его шаг, поле допуска, длина и класс прочности. Шпильки применяются в тех случаях, когда соединить детали невозможно при помощи болтов, что связано с высокими показателями толщины изделия.
Винты – стержень цилиндрической формы с головкой и резьбой. Эти устройства отличаются от болтов наличием углублений для отверток и других инструментов. Они применяются для фиксации деталей во время процедуры их сборки или ремонта. Существует 3 разновидности винтовых конструкций: установочные, регулирующие и крепежные. Согласно ГОСТ № 1491-80 и ГОСТ № 17474-80 винты обязаны изготавливаться с цилиндрической или полупотайной головкой. Резьба с квадратным профилем используется при изготовлении ходовых или грузовых винтов.
Гайки – детали, навинчиваемые на болты или шпильки. Они обладают резьбовыми отверстиями и характеризуются по параметру высоты: низкие, средние, высокие и особо высокие.
Шайбы – штампованные кольца, подкладываемые под гайки или головки крепежных инструментов. Они могут исполняться как с фаской, так и без нее. ГОСТ 11371-78 устанавливают для шайб параметры толщины, длины, материала и покрытия.
Ограниченность применения резьбы с прямоугольным профилем обусловлена невозможностью устранения ее главных недостатков. Ее нельзя подвергнуть фрезерованию или шлифовке. По этой причине этот вид нарезки очень трудно создавать в промышленных масштабах. Основной областью применения прямоугольного вида резьбы является машиностроительный и приборостроительный сектора, где часто используются крепежные устройства (болты, гайки, шайбы, шпильки и винты).
Скачать ГОСТ 1491-80
Скачать ГОСТ 7798-70
Обозначение на чертеже
Изображение резьбового соединения на чертеже представляет собой процедуру буквенного обозначения типа нарезки изделия. На рисунке прямоугольный тип нарезки может изображаться 2 способами: посредством местного разреза, где обозначаются ее основные размерные характеристики, и с применением выносного элемента – дополнительного рисунка части изделия в увеличенном размере. Для прямоугольной резьбы не существует точных стандартов обозначения. Поэтому на чертеже для ее изготовления приводится вся необходимая информация о размерах нарезки.
Скачать ГОСТ 11371-78
Скачать ГОСТ 17474-80
Согласно ГОСТ № 2.311—68, при составлении резьбовых чертежей на производстве линия винта заменяется одной 2 сплошными линиями – основной и тонкой. В этом случае для изображения внутреннего и наружного диаметра действуют следующие правила:
При наружной резьбе внешний диаметр обозначается сплошными основными линиями, внутренний диаметр – сплошной тонкой. Расстояние между линиями должно составляет не менее 0,008 см. Оно может быть больше величины шага.
Сплошная тонкая линия проводится на величину длины нарезки без сбега. С ней пересекается граница фаски.
По внутреннему диаметру изображается дуга, длина которой составляет 0,75 от длины окружности. Она размыкается в любом месте. При этом фаска на чертеже не обозначается.
При внутренней нарезке внешний диаметр изображается сплошной тонкой линией, внутренний диаметр – сплошной основной. Невидимые участки нарезки обозначаются пунктирными линиями. В этом случае линию, определяющую границу нарезания, рисуют на стержне до начала сбега.
Рядом с границей резьбы во время ее изготовления образуется глухое отверстие, именуемое гнездом. Оно выполнено в форме конуса. Его угол при вершине составляет 120°. При условии, что дно глухого отверстия находится рядом с концом резьбы, то допускается обозначение нарезки до конца отверстия.
Особым параметром резьбы с нестандартным квадратным профилем является профиль. При его обозначении необходимо проделывать местный разрез. На нем, в плоскости, параллельной оси резьбового соединения, изображается только те элементы нарезки, не закрытые стержнем.
Нарезание прямоугольной резьбы
Изготовление резьбовых соединений с прямоугольным профилем осуществляет на токарных станках при помощи специальных резцов. Перед началом нарезания данный инструмент затачивается по образцу, его профиль подбирается в соответствии с профилем нарезки. Зданий угол резца отклоняется на 8°. Для снижения трения инструмента об поверхность изделия дополнительно устанавливаются вспомогательные углы.
После процесса затачивания необходимо правильно расположить резец. Существует 2 главных метода установки инструмента при нарезании:
Первый способ: основная кромка резца размещается параллельно оси изделия. В этом случае профили нарезки и инструмента будут точно совпадать, что позволит воссоздать необходимую форму винтового соединения. Преимуществом данного способа является улучшение условия для проведения нарезки. Но при этом кромка сильно износится за короткий временной промежуток.
Второй способ: кромка располагается у боковых стенок резьбового соединения под углом 90°, что позволит равномерно распределить нагрузку на инструмент. Но профили резца и резьбы не совпадают, поэтому винт не получит правильную форму. Этот метод нарезания используются преимущественно для осуществления черновой нарезки.
При создании прямоугольной резьбы используются державки – приспособления для установки резца. Этот прибор позволяет мастеру не производить повторную переточку режущего инструмента при изменении внутреннего или внешнего диаметра.
После установки резца начинается процесс нарезания. Резьбы, шаг которых не превышает значения в 0,4 см, нарезаются при помощи 1 резца. При резьбовых соединениях с большей величиной шага применяются сразу 2 режущих инструмента: для черновой и чистовой нарезок.
5 Трапецеидальная резьба
Трапецеидальная резьба относится к кинематическим резьбам и предназначена для передачи движения. ГОСТ 9484‑81 устанавливает профиль и размеры ее элементов. Профиль трапецеидальной резьбы ‑ равнобочная трапеция с углом 30° между ее боковыми сторонами (рисунок 6). Эта резьба применяется, главным образом, в деталях механизмов для преобразования вращательного движения в поступательное при значительных нагрузках. Например, в ходовых винтах станков, винтах суппортов, грузовых винтах прессов.
Рисунок 6 ‑ Резьба трапецеидальная по ГОСТ 9484-81
Основные размеры для однозаходной трапецеидальной резьбы устанавливает ГОСТ 24737‑81, а ГОСТ 24738‑81 ‑ диаметры и шаги.
Основные размеры для многозаходной резьбы устанавливает ГОСТ 24739‑81.
В условное обозначение этой резьбы по стандарту входят: буквы Тr, размер наружного диаметра и шаг резьбы, например: Тr 28×5.
Если резьба левая, то к ее обозначению добавляют буквы LH: Тr 28×5 LH.
В обозначении многозаходной трапецеидальной резьбы указываются наружный диаметр, ход резьбы и в скобках буква Р и числовое значение шага, например: Тr 20×8(Р4).
Примеры обозначения трапецеидальной резьбы на чертежах показаны на рисунке 3д.
6 Упорная резьба
Упорная резьба относится к кинематическим резьбам, применяется при больших односторонних усилиях, действующих в осевом направлении. ГОСТ 10177‑82 устанавливает форму профиля и основные размеры для однозаходной упорной резьбы.
Профиль резьбы (рисунок 7) представляет собой трапецию, одна сторона которой является рабочей стороной профиля, и ее положение определяется углом наклона 3° к прямой, перпендикулярной оси. Другая сторона трапеции (нерабочая сторона профиля) имеет угол наклона 30°.
Рисунок 7 – Резьба упорная по ГОСТ 10177-82
В условное обозначение упорной резьбы входят: буква S, номинальный диаметр и шаг, например: S 60×9.
Для левой резьбы после условного обозначения размера резьбы указывают буквы LH: S60×9LH. В условное обозначение многозаходной резьбы входят: буква S, номинальный диаметр, значение хода, а в скобках буква Р и значение шага, например, для двухзаходной резьбы с шагом 8 мм и значением хода 16 мм: S60×16(Р8). Примеры обозначения упорной резьбы на чертежах показаны на рисунке 3г.
В обозначении резьбы обозначение поля допуска резьбы должно следовать за обозначением размера резьбы через тире, например: S80×16(P8)LH-7h.
7 Прямоугольная резьба
Прямоугольная резьба с нестандартным профилем изображается, как представлено на рисунке 8, с нанесением всех размеров, необходимых для изготовления резьбы (форма профиля, наружный и внутренний диаметры, шаг).
Рисунок 8 – Резьба прямоугольная (нестандартная)
Дополнительные сведения ‑ число заходов, направление резьбы и т. д. ‑ наносят на полке линии-выноски в виде надписи с добавлением слова «Резьба» (рисунок 9).
Рисунок 9 – Обозначения и изображения прямоугольных резьб на чертежах деталей
8 Конструктивные элементы резьбы: сбег резьбы, фаски, проточки
Часто резьба нарезается на токарных или револьверных станках с помощью резца, заточенного в соответствии с профилем нарезаемой резьбы (рисунок 10а).
До нарезания резьбы обычно выполняются наружные (рисунок 10б) и внутренние (рисунок 10в) проточки для выхода инструмента.
Рисунок 10 – Выполнение проточек для выхода инструмента
Форму и размеры наружных и внутренних проточек в зависимости от шага резьбы устанавливает ГОСТ 10549‑80.
Размеры проточек наносятся на выносных элементах (рисунок 11). Диаметр наружной проточки dg выполняется несколько меньшим относительно внутреннего диаметра резьбы (см.
Кислотостойкая нержавейка: марки стали, характеристики и цена кислотостойкой нержавейки в Украине
Кислотостойкие нержавеющие стали – это высоколегированные сплавы, для которых характерна коррозионная устойчивость к агрессивной среде. Они не поддаются межкристаллической коррозии в течение конкретного, заявленного производителем, срока. Химическая устойчивость для сплава обеспечивается, благодаря содержанию в его составе хрома. Данный компонент образует на поверхности материала прочную оксидную плёнку.
Кислотостойкий нержавеющий лист
Перейти
Кислотостойкая нержавеющая труба
Перейти
Кислотостойкий нержавеющий круг
Перейти
Марки кислотостойкой нержавейки
Нержавейка кислотостойкая – это целая категория высоколегированной стали с устойчивостью к серной и фосфорной кислотам. Также данному материалу не страшны муравьиная и уксусная кислота, что позволяет расширить сферу его эксплуатации. В производстве сплавов применяются данные элементы:
Хром Его доля в составе – более 18%, он отвечает за стойкость к процессам окисления и является главным легирующим компонентом.
Никель Составляет 8-9% и улучшает однородность структуры сплава.
Титан и молибден Необходимы для придания материалу желаемых физико-химических характеристик, улучшают показатели прочности и вязкости.
Наиболее популярные марки кислостойкой нержавейки:
12Х18Н10Т
10Х17Н13М2Т
Основные характеристики и сфера применения
Рассмотрим свойства нержавеющей кислостойкой стали на примерах самых распространённых марок:
12Х18Н10Т Высокая устойчивость к коррозии и химически активным соединениям, материал прост в обработке и известен своей отличной механической прочностью. Содержит 18% хрома и 10% никеля. Высокая доля хрома обеспечивает возможность использования сплава в пищевой отрасли.
Сплав имеет достаточно высокие показатели плотности, а его твёрдость по Бринеллю равна 179 единицам. Предел текучести стали определяется типом проката и варьируется в диапазоне 196 – 235 МПа.
Отличные характеристики сплава позволяют широко использовать его в областях машиностроения и нефтепереработки. Материал замечательно подходит для криогенной техники и пищевого оборудования.
10Х17Н13М2Т Имеет улучшенную стойкость к температурным перепадам и внешним воздействиям. Оптимальные эксплуатационные свойства этого сплава делают его универсальным решением для разных отраслей применения.
В сплаве содержится 17% хрома и около 13% никеля, доля молибдена составляет приблизительно 2%. Поверхность данного материала имеет зеркальный блеск, что обеспечивает изделиям эстетичный вид. У сплава хорошие показатели твёрдости и плотности.
Материал широко используется в индустрии нефтедобычи и в областях химической промышленности. Благодаря очень высокой устойчивости к внешней среде и продолжительному сроку службы, сплав популярен в сферах машиностроения и сельского хозяйства.
Где заказать кислотостойкую нержавеющую сталь?
Компания «ВЕСТА» представлена на рынке металлопроката с 2003 года и за годы деятельности завоевала уверенные позиции на украинском рынке. Наша продукция представлена в широком ассортименте, и мы обеспечиваем строгий контроль качества каждого сплава.
Если вам необходима качественная кислотостойкая нержавейка, обратитесь к нам для формирования заказа по контактным телефонам. Мы обеспечиваем оперативную доставку и принимаем заявки на индивидуальные заказы.
Наши сотрудники всегда готовы помочь с выбором подходящего сплава и обеспечить персональным консультированием по его характеристикам. Если по представленной продукции вы имеете какие-либо вопросы, смело звоните нам для получения дополнительной информации в телефонном режиме.
Нержавейка кислотостойкая – это практичное и выгодное решение для создания изделий, которые будут использоваться в агрессивной среде!
Кислотостойкие и коррозионностойкие стали — ООО «Ориннокс»
курс цб рф
USD: 61. 6229
EUR: 61.1196
Никель:
Никель
BID
0.00
ASK
0.00
Главное преимущество нержавеющей стали – устойчивость к коррозии. Благодаря этому свойству сплавы используются в разных областях. Коррозионностойкие стали встречаются в производстве бытовых и столовых приборов, медицинского оборудования и инструментов, в автомобиле- и судостроении, строительстве и прочих отраслях. Впервые о стали заговорили в 1913 году, и до сих пор нержавеющий металлопрокат широко востребован.
Особенности состава
Коррозионностойкие, или нержавеющие, сплавы – это металлы, устойчивые к воздействию негативных факторов окружающей среды. В их основе железо, характеристики которого изменены при помощи углерода. Сплав дополнительно может быть обогащён ценными элементами, например, хромом, повышающим устойчивость к воздействию влаги. Всего 10,5% достаточно для улучшения рада характеристик:
упрощается процесс обработки методом холодной формовки;
повышается прочность;
увеличивается срок эксплуатации изделий, произведённых из коррозионностойких сталей;
образуются более надёжные стыки при соединении элементов методом сварки;
сохраняются свойства металла даже при интенсивной эксплуатации;
не теряется эстетическая привлекательность.
При помощи хрома, содержащегося в сплаве, не поверхности образуется оксидная плёнка. Именно она предотвращает межкристаллитную коррозию. Рассмотрим этот процесс подробнее.
Коррозия: как предотвратить разрушение металла
Железо подвержено воздействию окружающей среды. Влага и агрессивные среды способствуют удалению межкристаллической решётки. Поверхностное разрушение называют коррозией. Чтобы приостановить или вовсе избежать этого процесса, на внешнем слое образуется плёнка окислов. Однако её мало, поэтому межкристаллитная коррозия нержавеющих сталей происходит с большой интенсивностью.
Химическое воздействие среды можно приостановить при помощи добавок, повышающих устойчивость сплава. Введение специальных элементов в сталь мгновенно улучшает характеристики вещества. Такие сплавы меньше подвержены воздействию влаги в воздухе, агрессивных кислот, солей и щелочей.
Подробнее о разновидностях нержавейки
Известно свыше 250 марок нержавеющих сталей. Их главные отличия заключаются в наличии в кристаллической решётке элементов, определяющих основные характеристики. Помимо хрома, используют такие добавки, как Ni, Mo, Co, Ti, No и другие. Разница в характеристиках и сферах использования зависит не только от наименования добавки, но и от её процентного содержания. Помимо железа и вспомогательных элементов? в нержавеющих металлах присутствует углерод. Он обеспечивает готовому металлу повышенную твёрдость и прочность.
Рассмотрим более подробно основные разновидности. Все виды нержавейки условно можно разделить на несколько групп:
хромистые стали. Это сплавы, в составе которых содержание хрома более 20%. Металлы с ферритной структурой получили широкое распространение в тяжёлой промышленности. Они используются для изготовления отопительного и другого крупного оборудования. Сплавы с высоким содержанием хрома отличает высокая устойчивость к коррозии и способность к намагничиванию;
марки с аустенитной внутренней структурой. Это сплавы, в составе которых содержатся хром и никель. Их концентрация составляет не менее 33%. На эти металлы высокий спрос во всех отраслях. Их отличается коррозионная устойчивость, прочность и привлекательный вид;
металлы с мартенситной и ферритно-мартенситной структурой, или кислотостойкая сталь. Она имеет высокое содержание углерода, который повышает износоустойчивость сплава. Такой состав обеспечивает максимальную прочность и долговечность. Благодаря этому кислотостойкая сталь используется не только в отраслях народного хозяйства, она может контактировать с агрессивными средами, оборудование из этого материала эксплуатируют при высоких температурах;
нержавейка с комбинированным строением. Это металлы с аустенитно-ферритной или аустенитно-мартенситной структурой. Инновационная разработка, в которой сочетаются преимущества других разновидностей.
Кислотостойкая нержавеющая сталь и другие марки имеют отличный химический состав. Именно эта характеристика определяет технические и эксплуатационные свойства металлов. Они все благополучно используются в современной промышленности. Одним из основных поставщиков высококачественных сплавов является компания «Ориннокс». Она занимает лидирующие позиции среди металлотрейдеров РФ. На сайте можно заказать продукцию и узнать подробную информацию о металлах.
Запросить прайс-лист
Я ознакомился и принимаю условия политики конфиденциальноcти
Понимание коррозионно-стойких свойств нержавеющей стали
Будь то потребительский рынок или промышленное использование, одной из самых популярных причин выбора нержавеющей стали являются ее коррозионно-стойкие свойства.
Однако точные уровни стойкости и слабости изделия из нержавеющей стали, листа или прутка будут зависеть как от их металлургического состава, так и от того, как они были изготовлены.
В этом руководстве рассматриваются различные типы коррозии, которых следует опасаться при работе с нержавеющей сталью, а также другие вопросы, которые могут повлиять либо на внешний вид, либо на характеристики популярных марок нержавеющей стали.
Но прежде чем мы углубимся в детали, давайте сначала посмотрим, что делает нержавеющую сталь такой устойчивой…
Как нержавеющая сталь сопротивляется коррозии?
Хотя различные марки нержавеющей стали могут различаться по своему металлургическому составу и процессам легирования или производства, все они имеют одну общую черту — пассивирующий слой.
Этот слой оксида хрома образуется, когда поверхность металла подвергается воздействию кислорода.
Слой слишком тонкий для непосредственного наблюдения и в большинстве случаев остается прозрачным. Это позволяет просвечивать готовую текстуру изделия из нержавеющей стали и обеспечивает различные варианты внешнего вида от глянцевого до матового.
Непроницаемый для воды пассивирующий слой является самогенерирующимся и служит для защиты металла. Хотя он может обесцвечиваться при экстремальных температурах, он все еще работает.
Однако нержавеющая сталь не является непобедимой. Он по-прежнему подвержен коррозии в определенных ситуациях.
Нержавеющая сталь и химические соединения: что следует учитывать
Одним из наиболее распространенных сценариев коррозии нержавеющей стали является продолжительный контакт с жидкостями или химическими веществами.
Этот тип коррозии, известный как общая коррозия, обычно однороден по всей поверхности стали. К счастью, большинство нержавеющих сталей предсказуемо реагируют на ряд химических веществ.
Если вы планируете использовать нержавеющую сталь, рассмотрите возможность воздействия следующих факторов, чтобы оценить общий риск коррозии.
Кислоты
Нержавеющая сталь обычно устойчива к кислотной коррозии. Однако точные уровни сопротивления будут зависеть от используемой стали, концентрации и типа кислоты, а также от температуры окружающей среды.
Например:
Марки 316 и 317 обладают устойчивостью к фосфорной кислоте при большинстве концентраций и к серной кислоте при концентрации ниже 10 процентов.
Марка 904 обеспечивает устойчивость к высоким концентрациям серной кислоты.
Типы 304L и 430 обладают устойчивостью к азотной кислоте.
Соляная кислота является исключением из общей кислотостойкости нержавеющей стали, и ее следует избегать.
Основания
Нержавеющая сталь обеспечивает высокую устойчивость к слабым основаниям как при высоких концентрациях, так и при высоких температурах. Однако более прочные основания вызывают растрескивание или коррозию травления. Особую осторожность следует соблюдать при работе с растворами хлоридов, такими как гипохлорит натрия.
Органические вещества
Устойчивость к органическим веществам различается. В целом, стали 300-й серии лучше всего работают с этими решениями. Однако точные рекомендации варьируются в зависимости от факторов окружающей среды, таких как температура и доступность кислорода.
Если вы планируете использовать нержавеющую сталь для хранения органических веществ, консультация с профессионалом, например, с Unified Alloys, может помочь как выявить проблемы, так и определить варианты создания безопасного и долговечного решения из нержавеющей стали.
Специализированные виды коррозии и повреждений нержавеющей стали
Помимо общей коррозии, коррозия нержавеющей стали может принимать несколько специализированных форм.
К счастью, есть способы устранить большинство форм или полностью их избежать. Ниже приведены распространенные формы специализированной коррозии.
1. Истирание
Эта коррозия возникает, когда детали из нержавеющей стали прижимаются друг к другу. Коррозия обычно наблюдается с гайками, болтами и другими крепежными элементами, коррозия не видна до тех пор, пока детали не будут разделены или разобраны.
В процессе используются повторные проходы для медленной регулировки размеров стали. В большинстве случаев для достижения желаемой толщины требуется прокатка на нескольких станах с течением времени.
2. Гальваническая
Также известная как биметаллическая коррозия, эта коррозия возникает, когда нержавеющая сталь используется с другими металлами во влажной среде. Дождь, конденсат или другие источники влаги могут действовать как электролит в присутствии электрического тока, вызывая ускоренную коррозию одного металла.
Точные характеристики гальванической коррозии зависят от используемых металлов, температуры, площади контакта и других факторов. Для получения дополнительной информации по этой теме рекомендуется обратиться к PD 6484 Британского института стандартов.
3. Точечная коррозия
Эта коррозия обычно является результатом воздействия химических веществ в окружающей среде или плохой аэрации. Это также чаще встречается в сталях с нежелательными включениями или производственными дефектами. Например, сульфид марганца (II) часто инициирует питтинг.
Достаточное количество кислорода может помочь снизить скорость точечной коррозии или полностью остановить ее, в зависимости от причины. Стали с молибденом также обладают повышенной способностью противостоять точечной коррозии и замедлять ее развитие. Другие соображения включают pH, концентрацию хлоридов и температуру окружающей среды, в которой используется сталь.
4. Щелевая коррозия
Эта коррозия возникает, когда щель между нержавеющей сталью и другим материалом позволяет концентрировать хлориды или препятствует надлежащему уровню кислорода для регенерации оксидного слоя стали. Хотя щелевая коррозия обычно встречается вблизи или внутри зазора между двумя металлами, она также может возникать между металлическими и неметаллическими поверхностями.
Сварка, обеспечение надлежащего дренажа и использование надлежащих прокладок также могут помочь предотвратить щелевую коррозию, поскольку все это помогает уменьшить доступ к щелям или полностью их устранить.
5. Распад сварного шва
Эта коррозия, также известная как межкристаллитная коррозия, возникает в результате нагрева нержавеющей стали до определенного диапазона температур, часто между 550°C и 850°C. Это вызывает осаждение хрома из нержавеющей стали и снижает способность пассивирующего слоя к регенерации.
Использование низкоуглеродистых сталей, таких как 304L и 316L, при сварке может помочь уменьшить влияние разрушения сварного шва. Такие добавки, как титан или ниобий, могут дополнительно стабилизировать сталь и уменьшить осадки во время сварки. Во всех случаях рекомендуется использовать термообработку после сварки для минимизации коррозии.
Заключительные мысли
Чтобы нержавеющая сталь выглядела и работала великолепно, необходимо защищать слой хрома, который придает ей свойства нержавеющей стали.
Это также повышает безопасность, гарантируя, что ваши конструкции, контейнеры и оборудование из нержавеющей стали останутся структурно прочными как можно дольше.
Принимая во внимание среду, в которой используется ваша нержавеющая сталь, и подбирая марку для вашего предполагаемого применения, вы можете оптимизировать коррозионную стойкость и обеспечить долгосрочные результаты ваших инвестиций.
Хотя это руководство является хорошей отправной точкой для различных типов коррозии и мер по предотвращению, всегда рекомендуется проконсультироваться с профессионалом, чтобы обеспечить идеальное соответствие продукта и его безопасность.
Компания Unified Alloys обладает более чем 40-летним опытом работы в крупнейших отраслях промышленности Канады и Северной Америки. Есть вопрос о коррозии нержавеющей стали или применениях? Позвоните нам, и мы будем рады обсудить ваши потребности и найти идеальное решение.
Нержавеющая и кислотоупорная сталь — аустенит
Нержавеющая и кислотоупорная сталь — аустенит | Ниро Венден
Марка
1.4301 / 1.4307
Описание
Аустенитная нержавеющая хромоникелевая сталь. Обладает хорошей коррозионной стойкостью, особенно в естественных экологических средах и при отсутствии значительных концентраций хлора и солей и сварочных работ
Приложения
Слабозагрязненная вода и сточные воды, пищевые продукты и органические кислоты, обычно устойчивые к pH 4,5 в средах с низким содержанием хлоридов. Он также находит применение в химической, нефтяной и нефтехимической промышленности
Сварка
Термическая обработка
Химический состав
Свариваемость
Специальные меры
Присадочные металлы
Горячее формование в °C
Метод охлаждения
Размягчение/закалка
Тип охлаждения
DIN
AISI
УНС
Стандарт
Паспорт материала
плотность
С макс.
Кр
Пн
Никель
Mn макс.
Ти
Н
SI макс.
Разное
колодец
нет
1.4316
1150-750
воздух
1000-1080
≤ 2 мм воздуха, > 2 мм воды
X 5 CrNi 18-10
304
С30400
ЕН 10028-7
7,9
0,08
17,0-19,5
8,0-10,5
2
0,11
1
Р 0,045; S0,015
Марка
1.4404
Описание
Аустенитная нержавеющая сталь с хорошей кислотостойкостью
Приложения
В химическом аппаратостроении, очистных сооружениях, бумажной промышленности, в основном с высоким содержанием хлоридов
Сварка
Термическая обработка
Химический состав
Свариваемость
Специальные меры
Присадочные металлы
Горячее формование в °C
Метод охлаждения
Размягчение/закалка
Тип охлаждения
DIN
AISI
УНС
Стандарт
Паспорт материала
плотность
С макс.
Кр
Пн
Никель
Mn макс.
Ти
Н
SI макс.
Разное
колодец
нет
1.4430
1150-750
воздух
1020-1100
≤ 2 мм воздуха, > 2 мм воды
X 2 CrNiMo 17.12.2
316л
С 31603
ЕН 10028-7
8
0,03
16,5-18,5
2,0-2,5
10,0-14,0
2
1
Марка
1.4529
Описание
«Отличная общая коррозионная стойкость к окисляющим и восстановительным средам, хорошая стойкость к точечной и щелевой коррозии и повышенная стойкость к коррозионному растрескиванию под напряжением по сравнению с другими аустенитными нержавеющими сталями»
Приложения
Испарители, теплообменники, футеровка резервуаров в производстве фосфорной кислоты, трубопроводы для использования разбавленной серной и фосфорной кислоты, охладители для установок по производству серной кислоты, фильтрация забортной воды, системы трубопроводов насосов, трубы конденсаторов и системы трубопроводов на электростанциях, детали для дымовых газов системы десульфурации, цистерны для перевозки агрессивных химических продуктов
Сварка
Термическая обработка
Химический состав
Свариваемость
Специальные меры
Присадочные металлы
Горячее формование в °C
Способ охлаждения
Размягчение/закалка
Тип охлаждения
DIN
AISI
УНС
Стандарт
Паспорт материала
плотность
С макс.
Кр
Пн
Никель
Mn макс.
Ти
Н
СИ макс.
Разное
колодец
нет
2,4621 ед. 2.4831
1150-950
воздух
1100-1180
≤ 2 мм воздуха, > 2 мм воды
X 1 NiCrMoCuN 25 20
сплав 926
Н 08926
ЕН 10028-7
VdTÜV-WB 502
8.1
0,02
19,0-21,0
6,0-7,0
24,0-26,0
1
0,15-0,25
0,5
Cu 0,5-1,5
Марка
1. 4539
Описание
Превосходная стойкость к точечной коррозии, растрескиванию под напряжением и межкристаллитной коррозии
Приложения
Применение в технологии морской воды, на шельфе, в химической, бумажной, целлюлозной промышленности
Сварка
Термическая обработка
Химический состав
Свариваемость
Специальные меры
Присадочные металлы
Горячее формование в °C
Способ охлаждения
Размягчение/закалка
Тип охлаждения
DIN
AISI
УНС
Стандарт
Паспорт материала
плотность
С макс.
Кр
Пн
Никель
Mn макс.
Ти
Н
SI макс.
Разное
колодец
нет
1,4539 шт. 2,4653
1150-750
воздух
1080-1150
≤ 2 мм воздуха, > 2 мм воды
X 1 NiCrMoCuN 25 20
904Л
Н 08904
ЕН 10028-7
VdTÜV-WB 421
8
0,02
19,0-21,0
4,0-5,0
24,0-26,0
2
0,15
0,7
Cu 1,0-2,0; Р 0,03; С 0,01
Марка
1,4541 / 1,4878
Описание
«Аустенитная, коррозионностойкая сталь, хорошая стойкость к органическим кислотам, таким как молочная и уксусная кислоты, хорошая стойкость к сероводороду и межкристаллитной коррозии»
Приложения
Вода и слабозагрязненные стоки, пищевые и органические кислоты, в целом устойчивые до значения pH 4,5 к коррозионно-активным веществам с низким содержанием хлоридов, использование в химической промышленности, кино- и фотопромышленности, в строительстве, дымоходах пароперегревателей на паровых электростанциях
Сварка
Термическая обработка
Химический состав
Свариваемость
Специальные меры
Присадочные металлы
Горячее формование в °C
Метод охлаждения
Размягчение/закалка
Тип охлаждения
DIN
AISI
УНС
Стандарт
Паспорт материала
плотность
С макс.
Кр
Пн
Никель
Mn макс.
Ти
Н
SI макс.
Разное
колодец
нет
1,4551 шт. 1.4316
1150-750
воздух
1020-1100
≤ 2 мм воздуха, > 2 мм воды
X 6 CrNiTi 18 10
321
С 32100
ЕН 10028-7
7,9
0,08
17,0-19,0
9,0-12,0
2
5 х % С до 0,7
0,05
Cu 2,5-4,0; С 0,015; Р 0,045
Марка
1.4571
Описание
Приложения
Предпочтительный вариант для использования в химическом аппаратостроении, очистных сооружениях, бумажной промышленности, особенно в случае высокого содержания хлоридов
Пескоструйная обработка – технология, позволяющая эффективно очищать металлические поверхности от старых лакокрасочных материалов, ржавчины, окалины и других загрязнений, обрабатывать бетон, древесину и матировать стекло. В качестве абразивного материала для пескоструйной обработки применяют песок (чаще всего кварцевый), чугунную дробь, пластиковые абразивы, электрокорунд, купершлак и никельшлак. Однако наиболее востребован в рядовых случаях песчаный абразив.
Какой песок для пескоструйного аппарата лучше?
Для пескоструя используют следующие виды песка:
Кварцевый, получаемый путем дробления кварцсодержащих горных пород. Это наиболее популярный вид песка с частицами остроугольной формы, благодаря которым повышается производительность аппарата и снижается расход абразива при пескоструйной обработке.
Кварцевый промышленный, специально предназначенный для пескоструйных работ.
Строительный речной или карьерный. Применяется в случаях, не требующих высокой твердости абразивного вещества. Перед использованием его необходимо промыть, чтобы очистить от включений, снижающих эффективность обработки. Для очистки конструкции или старого здания от старой краски можно использовать карьерный или речной песок, не разделенный на фракции.
Гранатовый. По своей твердости этот материал превосходит кварцевый. Из-за высокой стоимости он используется только в отдельных случаях, в основном для гидравлической резки металлов.
Советы! Для матирования стекла и изготовления узоров на нем используют чистейший песчаный абразив самой мелкой фракции. Закаленное стекло обрабатывают с помощью электрокорунда.
Преимущества и недостатки использования песка для пескоструев
Минусы использования песка в качестве абразива:
Материал, с высокой скоростью ударяющийся об очищаемую поверхность, разбивается в пыль, которая приводит к опасным заболеваниям легких. Поэтому операторы пескоструйных аппаратов должны работать в специальных костюмах.
Песчаный абразив – материал с относительно невысокой твердостью, что является причиной его значительного расхода при пескоструйной очистке.
Низкая эффективность при обработке твердых материалов и сильных загрязнениях.
Несмотря на недостатки, песок до сих пор популярен для пескоструев, благодаря комплексу преимуществ:
Не очень высокая твердость – плюс при деликатной обработке поверхностей. Песчаный абразив часто применяется для очистки цветных металлов и сплавов. Если для работ выбрали неправильную фракцию, то поверхности не будет нанесен серьезный ущерб.
С таким абразивным материалом можно использовать сопла любого типа.
Широкий ассортимент фракций позволяет выбрать зерно оптимальной величины.
Невысокая стоимость материала.
Нормы расхода песчаного абразива
Расход абразивного материала зависит от многих факторов – мощности аппарата, фракции сыпучего вещества, технических характеристик сопла.
Таблица примерного расхода песка для пескоструйной обработки
Давление воздуха в аппарате, атм
Диаметр сопла, мм
3,0
5,5
6,0
Расход абразива, м3/час
3,5
24
72
102
7,0
42
132
174
Пескоструйное оборудование — CONTRACOR
Пескоструйные решения!
Мы продаем абразивоструйные установки, оборудование для окраски и аппараты для подготовки сжатого воздуха.
Приобретая пескоструйное оборудование CONTRACOR, можно быть уверенным в его качестве на 100%!
Уважаемые посетители нашего сайта, обращаем ваше внимание на то, что компрессор является одной из самой важной части всего аппарата. Очень часто, желающие купить пескоструйное оборудование, ошибочно думают, что в комплекты входят компрессоры. Это не так. Компрессор является сердцем данного оборудования, тем не менее он продается отдельно.
Для вашего удобства, мы описали процесс и базовый комплект пескоструйного аппарата в ленте новостей, где мы часто публикуем полезные статьи и новшества в мире пескоструйки.
Оборудование пескоструйного принципа Contracor
Наглядный пример: видео работы пескоструйки
ООО «ТД Силовые Машины» — продажа оснастки, которые созданы для того, чтобы обеспечивать надлежащую очистку поверхностей, которые в силу различных степеней загрязнения не поддаются иным способам чистки. Поверхности могут нуждаться в очистке от краски, ржавчины, сложных пятен, требующих обезжиривания, и других не менее сложных загрязнений.
ПРОДАЖА & СЕРВИС
У нас вы можете приобрести с последующим обслуживание пескоструйное оборудование CONTRACOR:
1.
АППАРАТЫ АБРАЗИВОСТРУЙНЫЕ И КОМПЛЕКТУЮЩИЕ
2.
КАБИНЫ АБРАЗИВОСТРУЙНЫЕ И КОМПЛЕКТУЮЩИЕ
3.
АППАРАТЫ ОКРАСОЧНЫЕ И КОМПЛЕКТУЮЩИЕ
4.
ПОДГОТОВКА СЖАТОГО ВОЗДУХА И КОМПЛЕКТУЮЩИЕ
5.
СПЕЦИАЛЬНЫЕ ПРОДУКТЫ
Направление деятельности CONTRACOR:
передвижные аппараты для абразивоструйной очистки;
стационарные кабины;
средства индивидуальной защиты для пескоструйных работ;
комплектующие, необходимые для проведения работ по подготовке поверхностей и контролю за их качеством и др.
Наши установки и их применение:
1.
Удаление лакокрасочных материалов с поверхностей
2.
Очистка деталей автотранспортных средств
3.
Удаление загрязнений с трубопроводов и металлоконструкций
4.
Полировка поверхностей и матирование
5.
Очистка от дефектов механической обработки
6.
Реставрация бетонных и кирпичных сооружений
Видео комплектующих: пескоструйка
Готовые комплекты пескоструек
Комплект №1
Комплект №2
Комплект №3
Цена: 414,000
Цена: 636,000
Цена: 878,500
Пескоструйная камера — 80S
Цена: 181,252
Пескоструйная камера — 100SF
Цена: 198,449
Пескоструйный аппарат — 50RC
Цена: 68,353
Пескоструйный аппарат — 100RC
Цена: 102,791
• Мы обеспечим полный контроль над коррозией!
• Пескоструйное оборудование (пистолеты, аппараты)
• Пескоструй или абразивоструная система (пескоструйка)
Наши 5 отличительных особенностей в работе с покупателями:
1. Продаем только то, что есть в наличии.
2. Предлагаем то, в чем разбираемся.
3. Низкие цены и возможность торговаться.
4. Отсрочка по оплате на оборудование и комплектующие.
5. Отправка груза в любую точку России и стран СНГ в тот же день или завтра.
Популярные товары
Предлагаем для вашего обозрения наши хиты продаж из серии пескоструйного оборудования этой недели…
Последние новости
сентября14
августа23
Осенняя акция 2018
Компания ООО «ТД Силовые Машины», объявляет осеннюю акцию на комплектующие для пескоструйных работ
июня19
Все новости
Полное руководство о том, как работает пескоструйная машина? Цены на пескоструйную машину, преимущества, комплектующие и технические характеристики пескоструйной машины
Пескоструйная машина предназначена для пескоструйной обработки сред, таких как стеклянные шарики, оксид алюминия, через сопло с помощью сжатого воздуха, подаваемого воздушным компрессором. Пескоструйные машины делятся на самотечные, прямонапорные и воздуходувные. Среда для струйной обработки рециркулирует внутри пылесборника с помощью силы всасывания и отделяется от посторонних предметов по мере рециркуляции и повторной струйной обработки. Сухой метод безопасен для атмосферы. Как Пескоструйная машина Производитель в Индии, клиенты получают самые доступные пескоструйные машины с высочайшими стандартами качества, которые соответствуют как индийским, так и европейским производственным стандартам. Цена пескоструйной машины начинается от рупий. 28000 тысяч и доходит до рупий. 85 000 тысяч.
Как работает пескоструйная машина?
Содержание
В наши дни настоящий песок редко используется для абразивоструйной очистки из-за потенциальных рисков для здоровья, окружающей среды и безопасности. Вместо этого для пескоструйной обработки используются порошкообразные абразивные материалы, известные как пескоструйные материалы, и мелкие предметы, такие как стеклянные шарики, оксид алюминия, медный шлак и стальная дробь или дробь. Эти мелкозернистые абразивные материалы чрезвычайно эффективны для очистки, удаления заусенцев, удаления окалины, сглаживания, придания блеска и травления различных металлических поверхностей автомобильных компонентов, а также строительного оборудования.
Actual Рабочее видео пескоструйной машины от MGI для очистки различных компонентов:
По сути, пескоструйная очистка является наиболее экономичным и эффективным способом подготовки таких поверхностей, как металл, путем удаления ржавчины, грязи или других отложений просто с помощью использование воздушного компрессора. Сжатый воздух обеспечивает топливо для пескоструйных машин, заставляя абразивные материалы течь с высокой скоростью и ударять по поверхности, удаляя ржавчину, грязь или другие отложения и загрязнения. Чем большее давление производит пескоструйный аппарат, тем интенсивнее будет скорость ударов абразива о металлическую поверхность, и может быть достигнута более качественная очистка, но слишком жесткая пескоструйная обработка нанесет вред различным материалам. Поэтому важно поговорить с производителем пескоструйной машины, который может указать уровни давления и требования к сжатому воздуху. Стоимость портативного пескоструйного аппарата начинается от 1 000 000 рублей. 28000 тысяч.
Основные компоненты пескоструйной машины
Пескоструйная камера представляет собой резервуар для среды и поддерживает давление, необходимое для струйной обработки
Форсунки позволяют распылять среду с переменной скоростью в зависимости от типа используемой форсунки
Впускной и выпускной клапаны следить за притоком и оттоком воздуха и проверять, находится ли бак под давлением
Выдвижной клапан реагирует на давление в системе и поднимается, чтобы создать давление в системе.
Клапан пескоструйного материала регулирует поток абразива из пескоструйной камеры. Клапаны для абразивных сред имеют 2 паза и один выход: один вход для абразива, другой для воздуха, следовательно, выход для смеси воздуха и абразива, которая будет подаваться по струйному шлангу.
Абразивная приманка предотвращает продвижение абразива через выпускной клапан
После того, как среда загружена в машину, должны произойти различные события, чтобы начать дробеструйную обработку.
Давление невероятно важно на протяжении всего этого полного метода, и, хотя давление не является правильным, ничего не произойдет, и вы останетесь со ржавым крылом.
Блок двухлинейных шлангов, соединенный с каждым врезным клапаном, и, следовательно, рукоятка управления одним шлангом контролирует воздух, движущийся к соплу, а, наоборот, управляет воздухом, который движется обратно к врезному клапану. как только рукоятка управления не задействована, воздух в нижней части рукоятки свободен, и подрыва не произойдет
Через сопло может распыляться смесь воздуха и абразива.
Производители пескоструйных машин корпусного типа в Индии.
Прибл. скорость уборки (кв. м/час) 3–4 5–911-15 15-19
Требование сжатого воздуха (CFM) 45 85 135 250
Рекомендуемый0004
Преимущества пескоструйной машины
Простота процесса: метод пескоструйной обработки очень прост и очень эффективен. Даже небольшая пескоструйная машина способна очищать и подготавливать металлические поверхности быстрее, чем ручное шлифование наждачной бумагой.
Меньше оборудования: Метод пескоструйной обработки очень прост и требует механического устройства, емкости для пескоструйной обработки и насадки. Все, что вам нужно, это настроить давление сжатого воздуха, использовать подходящий абразивный материал и поднести сопло к поверхности для струйной обработки. Большинство производителей пескоструйных машин в Индии предлагают как пескоструйные камеры, так и простые пескоструйные машины.
Широкое применение: Пескоструйная обработка может применяться в различных отраслях промышленности, будь то автомобилестроение, авиация, строительство, пищевая промышленность или промышленное производство. Пескоструйная машина облегчает очистку и подготовку металлической поверхности, обеспечивая высокоэффективный и экономичный метод удаления ржавчины, пыли и других загрязнений.
Совершенное улучшение: Пескоструйная обработка повышает эффективность производства за счет сокращения времени очистки компонентов и позволяет компаниям-производителям улучшать и повышать качество продукции.
Помимо улучшения металлических поверхностей, пескоструйная обработка часто используется для удаления краски. Если вам нужно перекрасить металлическую конструкцию, вам нужно удалить старую краску с поверхности, и лучший способ удалить старую краску — это пескоструйная обработка.
Недостатки пескоструйной установки
Заболевания, передающиеся воздушно-капельным путем: в результате использования песка этот метод вызывает заболевания органов дыхания, такие как пневмокониоз. Вы можете прочитать больше о национальных профессиональных стандартах, когда речь идет об использовании пескоструйной обработки.
Вентиляция: метод пескоструйной обработки должен быть хорошо насыщен кислородом, а вытяжки должны быть установлены для предотвращения удушья.
Вред для обнаженной кожи: этот метод не должен выполняться на обнаженной коже, потому что частицы, такие как маленькие стальные шарики, стеклянный порошок и т. д., движущиеся с высокой скоростью, проникнут в вашу обнаженную кожу и вызовут травму.
Являясь ведущим производителем пескоструйных машин в Фаридабаде, Джодхпуре, Мумбаи, Пуне, Хайдарабаде, Бангалоре, Карнатаке, Рудрапуре, UP, Махараштре, Ченнаи, Коимбатуре, Джабалпуре, Джамшедпуре, Дели, Раджастане, Индии, мы предлагаем экологически чистые и беспыльные пескоструйные машины для продажи в Индии.
Использование оборудования для пескоструйной обработки
Пескоструйная обработка — один из наиболее экономичных способов очистки и подготовки поверхностей. Столяры, машинисты, автомеханики и представители других отраслей промышленности будут использовать пескоструйные машины в своей работе, особенно после того, как они полностью осознают различные способы, которыми часто используется пескоструйная обработка.
Несмотря на название, песок — не единственный материал, который будет использоваться в методе «пескоструйной обработки». часто используются совершенно другие абразивы, в зависимости от носителя, на котором они используются. Эти абразивы включают: оксид алюминия, скорлупу грецкого ореха, стеклянные шарики и т. д.
Пескоструйная обработка чаще всего используется для удаления краски или ржавчины. Пескоструйный аппарат часто используется для удаления краски, ржавчины и различных поверхностных загрязнений с автомобилей, домов, машин и практически других поверхностей.
Пескоструйную обработку не обязательно использовать только на гигантских машинах или зданиях. Можно даже использовать инструменты чистого управления. Отвертки, гаечные ключи и различные металлические инструменты, которые загрязнились или заржавели, быстро и оперативно очищаются с помощью быстрого применения пескоструйного аппарата
Иногда металлические или пластмассовые элементы устройств, требующих сборки, имеют небольшие заусенцы или другие неровности, которые изменяют предполагаемую форму или находятся в пределах средств во время сборки. Пескоструйная обработка помогает удалить эти заусенцы, метки и лишний материал.
Пескоструйная обработка также эффективна при очистке улиц, пешеходных дорожек и альтернативных бетонных поверхностей. Высокоскоростные абразивы, выбрасываемые из ручного инструмента, очень быстро очищают бетон и тротуар, при этом не нужно использовать воду, чтобы попытаться сделать это.
Зачем нужна пескоструйная обработка в различных отраслях промышленности?
Различные отрасли промышленности требуют очистки, удаления ржавчины, удаления окалины и заусенцев с металлических поверхностей и компонентов. Поскольку ручное шлифование является крайне неэффективным процессом, очистка металлических поверхностей становится практически невозможной, и здесь на помощь приходит пескоструйная машина.
Поскольку пескоструйная обработка представляет собой процесс сглаживания и очистки поверхностей из твердого металла путем перемещения твердых абразивных частиц по этой поверхности на высоких скоростях с помощью сжатого воздуха, металлические поверхности очищаются в течение нескольких минут после работы пескоструйной машины. Есть два вида пескоструйных аппаратов: Всасывающие и нагнетательные системы . Существует два основных типа пескоструйных машин, а именно: пескоструйные шкафы и переносные пескоструйные аппараты.
Пескоструйная установка может использоваться для эффективного удаления краски, ржавчины и остатков окисления с различных металлических поверхностей. Процесс пескоструйной обработки также используется для изменения состояния поверхности металла, например, путем удаления царапин или следов литья, заусенцев от ковки и окалины. Процесс пескоструйной обработки использовался в различных отраслях промышленности в качестве метода очистки и подготовки поверхности на протяжении сотен лет. MGI является производителем пескоструйных машин в Индии, обслуживающим автомобильную, строительную и авиационную промышленность, поставляя лучшие пескоструйные машины по доступным ценам.
Operation of sandblasting machine
Sand blasting Machine – Price 45,000
Model
MA-301
Abrasive tank capacity:
Metallic : 300 кг Песок: 130 кг Объем: 85 л.
Станд. Длина абразивоструйного шланга
5 м.
Blast Nozzle Orifice
6mm
Moister Seperator & Pressure Gauge fitted
1 No.
Automatic Exhaust Valve fitted
1 №
Установлен пережимной клапан
1 №
3
Прибл. Скорость уборки
5-9 кв.м/ч.
Требуется сжатый воздух под давлением 80 psi.
85 куб. футов в минуту
Рекомендуемый размер абразива
От 25 до 80 меш.
Малая пескоструйная машина Цена начинается с рупий. 24,000
Портативный пескоструйный аппарат представляет собой небольшой пескоструйный аппарат, способный эффективно удалять ржавчину, сглаживать шероховатые поверхности, удалять накипь, удалять песок с чугунных деталей и очищать трубы или резервуары. Это самый экономичный способ очистки старых железных деталей или удаления ржавчины с металлических поверхностей. Он может использоваться для пескоструйной обработки, обработки оксидом алюминия, обработки содой или скорлупы грецкого ореха. Это небольшая пескоструйная машина для продажи в Индии.
Технические спецификации из песчаной взрывной машины 500 кг:
Модель
MA-501
.0004
Металл: 500 кг Объем: 142 л Песок: 230 кг Длина абразивоструйного шланга
7,5 м.
Взрывной сопло отверстие
6mm/8mm
СЕРИЧЕСКИ0055 АВТОМАТИЧЕСКИЙ ВОЗДУШНЫЙ КЛАПАН.
1 №
FINCE CLAVE FITED
1 №
. Скорость очистки
9-12 кв. м/час
Требуется сжатый воздух под давлением 80 фунтов на кв.
135 кубических футов в минуту
Рекомендуемый размер абразива
От 16 до 80 меш.
Производитель бетонных пакетов в Индии
Экскаваторские штифты и кустарники. Руководство по процессу обработки
Производители инфракрасных печей
Производители шахтных печей
Производитель промышленных печей
Цены на промышленные печи в Индии
Производитель автоматических дробеструйных машин
Производители ковшей экскаваторов в Индии
Производитель заводов по нанесению порошковых покрытий ?
Установка пескоструйных машин по всей Индии
Позвоните: +91-88824, чтобы узнать лучшую цену на пескоструйную машину в Индии, абразивно-струйный аппарат, цена на беспыльную пескоструйную машину в Индии, цена на пескоструйную машину для стекла или пескоструйный шкаф или напишите нам : mail@maanglobalindustries. com
Видео по настройке: Clemco Classic Blast Machines
Это видео предназначено только для руководства по настройке оборудования и не может использоваться вместо чтения руководства пользователя. Абразивоструйное оборудование опасно, и оператор все равно должен прочитать все применимые руководства пользователя перед настройкой и эксплуатацией оборудования.
Подготовка рабочей площадки
При установке оборудования на рабочей площадке обратите внимание на направление ветра. Убедитесь, что компрессор расположен над направлением направления взрывных работ. Это предотвратит попадание загрязненного воздуха на впуск компрессора.
Подготовка пескоструйной установки
Убедитесь, что все фитинги дробеметной установки затянуты ключом. Утечки приведут к неисправности системы.
Иногда выдвижной клапан может смещаться во время транспортировки. Проверьте выравнивание выдвижного клапана, чтобы убедиться, что при его активации он будет центрирован на выдвижном седле. Если выдвижной клапан не выровнен должным образом, это может помешать нагнетанию давления в машине.
Убедитесь, что дроссельная заслонка открыта.
Убедитесь, что дозирующий клапан абразива закрыт.
Убедитесь, что предохранительный кран, расположенный в верхней части впускного клапана, открыт. Это предотвратит случайное включение дробеметной машины.
Установите дополнительный влагоотделитель на впускной клапан. Чистый и сухой воздух необходим для эффективной струйной обработки. Влага в подаваемом воздухе, вероятно, вызовет комкование и слипание среды, блокируя дозирующий клапан.
Установите фитинг шланга подачи воздуха на влагоотделитель, совместимый со шлангом подачи воздуха.
Подготовка абразивоструйного шланга и линий дистанционного управления
Размотайте абразивно-струйный шланг и уложите рядом с ним 50-футовую двойную линию.
Привяжите рукоятку управления к струйному шлангу рядом с держателем сопла с помощью двух прилагаемых нейлоновых стяжек.
Обязательно используйте предохранительный трос при подсоединении струйного шланга к быстроразъемному соединению на струйной машине.
Убедитесь, что стопорный штифт зафиксирован.
Подсоедините два шланговых соединения к одному концу 5-футовой двойной линии.
Привяжите этот конец 5-футовой двойной линии сразу за быстроразъемным соединением ниппеля выпускной трубы дробеструйной машины.
Подсоедините другой конец 5-футового двухконтурного шланга к впускному клапану.
Соедините 50-футовую двойную линию с 5-футовой двойной линией.
Проверьте герметичность всех фитингов. Утечки приведут к неисправности системы.
Установите форсунку, сначала вставив шайбу форсунки в держатель форсунки, а затем закрутив форсунку в держателе вручную.
Соединение с компрессором
Разверните шланг подачи воздуха и подачи между компрессором и дробеструйной машиной.
Подсоедините воздухопровод к пескоструйной машине. Убедитесь, что вы используете страховочный трос для надежного соединения.
Подсоедините другой конец воздушной линии к компрессору. Опять же, обязательно используйте страховочный трос для надежного соединения.
Установка фильтра CPF
Разверните воздушный и подающий шланги между компрессором и фильтром CPF.
Подсоедините шланг подачи воздуха к фильтру CPF.
Подсоедините шланг подачи воздуха к компрессору. Убедитесь, что вы используете страховочный трос для надежного соединения.
Размотайте дыхательный шланг высокого давления между фильтром CPF и местом, где вы будете производить струйную очистку.
Подсоедините дыхательный шланг высокого давления к фильтру CPF.
Другой конец подключите к вытяжному колпаку или устройству климат-контроля.
Помните, что OSHA требует, чтобы воздух для дыхания класса D подавался на фильтр CPF, а монитор CO использовался для контроля воздуха, подаваемого в респиратор.
Отрегулируйте давление на фильтре CPF в соответствии с инструкциями по эксплуатации респиратора с подачей воздуха.
Запуск системы
Операторы и все лица, которые могут подвергаться опасностям, возникающим в процессе взрывных работ, должны носить соответствующие средства защиты, в том числе износостойкую одежду, кожаные перчатки, средства защиты глаз и органов слуха, а также NIOSH. одобренный респиратор с подачей воздуха типа CE.
Что такое электродуговая сварка. Принцип работы электросварки
Самым востребованным и распространенным способом сваривания металлов на сегодняшний день является электрическая дуговая сварка. Технология характеризуется универсальностью. Она отлично показала себя и на производственных участках, и в мастерских, и на частных подворьях. Она обладает большим списком достоинств – простота использования (под силу даже новичкам, не имеющим никакого опыта), доступность оборудования и расходных материалов, хорошее качество конечного результата. Тем не менее, перед началом работ требуется некоторый уровень теоретической подготовки, базовые знания принципов работы оборудования и особенностей технологии.
СОДЕРЖАНИЕ
Что такое электродуговая сварка
Принцип сварки электродом
Виды электросварки
Оборудование для электродуговой сварки
Особенности выполнения работы
Меры безопасности
Что такое электродуговая сварка
Знакомство следует начинать с принципов работы. Во время электродуговой сварки металлические кромки деталей, которые примыкают одна к другой, плавятся под воздействием высокой температуры. Ее источником является электрическая дуга, которая образуется в результате замыкания цепи.
Во время работы сварщик перемещает электрод по стыку. Вслед за ним перемещается и расплав, называемый сварочной ванной. Со временем расплавленный металл стынет и образует монолитное прочное соединение, которое называется сварным швом. Данная технология имеет одну характерную особенность. Из-за высокой температуры расплав активно взаимодействует с атмосферным кислородом, азотом и влагой. В результате такой реакции снижаются прочностные характеристики соединения.
Чтобы предотвратить окисление свариваемого металла и защитить сварочную ванну от неблагоприятного воздействия, используются инертные газы: углекислый газ, аргон, гелий и другие. Одним из основных компонентов электрической дуговой сварки является электрод. Он может быть плавящимся или же нет. В первом случае материал, из которого состоит электрод, войдет в состав сварного шва. В случае использования неплавящихся электродов применяются флюсовые добавки, которые чаще всего просыпаются вдоль стыка в виде специального порошка.
Принцип сварки электродом
В основе технологического процесса электродуговой сварки лежит несколько принципов, среди которых – пробой и короткое замыкание. На первом из них стоит сосредоточить особе внимание. Он базируется на пробое диэлектрика, который образуется в результате заполнения межатомного пространства заряженными электрическими частицами. Положительный заряд создают ионы, а отрицательный – электроны.
Существует немало ситуаций, при которых пробой возможен для любого диэлектрика. А вот относительно электродуговой сварки, то здесь пробой воздушной массы образуется между массой и электродом. Во время эксплуатации оборудования на расходнике образуется заряд с низким напряжением и в то же время большой силой тока – от 80 до 200 ампер. Помимо этого, создается огромная плотность, показатель которой составляет несколько тысяч А/м2.
В момент, когда электрод прикасается к свариваемой поверхности, образуется короткое замыкание. В результате генерируется электрическое поле высокой мощности. В этом поле и получается пробой.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Виды электросварки
Существует несколько разновидностей электрической дуговой сварки. Для каждой характерны отличительные особенности, которые в итоге сказываются на качестве сварного соединения. Принято отличать такие виды электродуговой сварки:
ручная. Держателем управляет рука человека. Не предусматривается использование дополнительных механизмов, манипуляторов и т.д.;
механизированная. Подача присадки в рабочую область выполняется автоматом. Остальные манипуляции специалист делает вручную;
автоматическая. Сварочный прочес полностью автоматизирован. Оборудование без вмешательства человека разжигает дугу, перемещает его по стыку, регулирует показатели длины пламени, обеспечивает подачу расходных материалов.
По технологическим признакам электродуговая сварка делится в зависимости от способа выполнения процесса:
пучком. Для выполнения работы несколько электродов связываются в пучок. Их наконечники свариваются, чтобы обеспечить беспрепятственное прохождение электрического разряда. Допускается использование токов в широком диапазоне значений;
лежачим электродом. Подразумевается, что может проводиться укладка с обмазкой длиной 50-120 см в угол или предварительно разделанный стык. Поверх укладывается медный брус продольной канавкой. После этого к источнику тока подключаются электрод и сама заготовка. При помощи угольного стержня разжигается дуга, которая уходит под медный брусок. Она перемещается по канавке, расплавляет ранее уложенный плавящийся электрод и таким образом сваривает заготовки;
наклонным электродом. Метод дает возможность заметно повысить производительность. При выполнении работ стержень зажимается в обойме, которая перемещается по стойке под воздействием своего веса. То есть, сварочная дуга разжигается, в результате чего плавятся электроды. По мере уменьшения его размеров вниз опускается и удерживающая обойма.
Оборудование для электродуговой сварки
Для электродуговой сварки достаточно иметь традиционный трансформаторный аппарат. Это давно известное классическое сварочное оборудование. Принцип его работы прост: трансформатор понижает напряжение, повышая при этом силу тока. Оборудование рассчитано для работы с источником переменного тока. Но такие установки обладают критическими недостатками: большим размером и весом. Его неудобно перемещать как до объекта работы, так и во время сварочного процесса. Чтобы облегчить участь, специалисты устанавливают оборудование на мобильные платформы. Но это слабое подспорье, поскольку габариты только увеличиваются и техника становится менее поворотливым.
В случаях, когда требуется мобильность и производительность, то выходом из ситуации станет конвертор. Работа установки заключается в преобразовании переменного бытового тока в высокочастотный. После этого он трансформируется в постоянный. Установки характеризуются компактными размерами и небольшим весом. Инвертор характеризуется стабильной электрической дугой, что положительно сказывается на качестве шва. Он предусматривает возможность работы с током прямой или обратной полярности.
Особенности выполнения работы
Качественное сварное соединение можно получить только при условии соблюдения всех требований технологического процесса. Любое отклонение приведет к ухудшению качества шва или же к откровенному производственному браку.
Особенности технологии электродуговой сварки:
Прежде всего требуется подготовка свариваемых поверхностей. Стыки зачищаются от мусора и обезжириваются. В некоторых случаях требуется дополнительная разделка кромок. После можно приступать непосредственно к свариванию. Для этого электрод подносится к стыку и с помощью постукивания о поверхность добывается электрическая дуга.
Чтобы процесс происходил быстрей, а сварные швы получились максимально качественными, на электроде присутствуют вспомогательные элементы. Для этого лучше всего подходят кальций, натрий и калий. Благодаря им металл энергичнее делится на частички.
Для сварочного процесса может использоваться как открытая, так и закрытая электрическая дуга. При открытой дуге в область сварки проникает много атмосферного азота. Он отрицательно влияет на качество соединения и структуру сварного шва. Чтобы уменьшить отрицательное влияние на поверхность расходных материалов наносится металлический слой. В промышленных масштабах чаще всего применяется способ сваривания заготовок посредством закрытой электрической дуги. В этом случая рабочая зона защищена от воздействия атмосферного кислорода и других газов.
Сварку металла можно выполнить при помощи разных аппаратов. Широкое распространение получили инверторы. Они рассчитаны на применение электродов разного диаметра. Для начала работы стержень устанавливается в держатель, а масса подключается к рабочей поверхности. После включения аппарата концом электрода нужно провести пару раз по металлу деталей, чтобы разжечь дугу. Важно, чтобы до этого момента рабочие параметры, в особенности ток, были выставлены на оптимальные значения.
Во время сварки деталей электрод плавно перемещается вдоль линии стыка. Он постепенно заполняется расплавом, который еще называют сварочной ванной. Она состоит из металла заготовок и расходного материала. Застывая расплав образует сварной шов. Руководствуясь в работе технологической картой, специалист может точно рассчитать рабочие параметры, включая мощность, продолжительность воздействия дуги и т.п.
При формировании вертикальных швов электрод удерживается в прямом положении. Впрочем, небольшое отклонение (до 10 градусов включительно) никак не повлияет на качество результата.
Чтобы исключить наплавление в одном месте, применяются разные техники сваривания: елочка, треугольник, проход в несколько раз и другие.
Выбор метода и техники сваривания зависит от условий выполнения работ и материалов, которые соединяются.
Меры безопасности
Во время выполнения манипуляций по электродуговой сварке металлов следует соблюдать меры безопасности:
Обязательно одевается одежда сварщика, изготовленная из специального огнезащитного материала. Костюм и другие элементы амуниции защищают тело от вероятности получения ожога. Раскаленный металл во время работы разлетается в разные стороны. Особенно внимательно нужно экипироваться перед потолочной сваркой.
Допускается хлопчатобумажная спецовка в случаях выполнения кратковременных работ. Ни в коем случае нельзя использовать одежду из искусственных материалов. Она легко воспламеняется и отлично поддерживает огонь.
Глаза и лицо должны быть защищены специальной маской сварщика.
Сварочные работы следует выполнять на открытой площадке или же в хорошо проветриваемом помещении.
Перед началом работы нужно запастись средствами пожаротушения: огнетушителем, водой и песком.
Электродуговая сварка хорошо подходит для разных свариваемых металлов. При выполнении работ следует придерживаться технологии и всех требований по технике безопасности. Только в таком случае специалист будет защищен от возможной травмы, которую может спровоцировать электрический разряд или раскаленный металл.
Что такое электродуговая сварка. Принцип работы электросварки
Оцените, пожалуйста, статью
12345
Всего оценок: 7, Средняя: 4
Электрическая дуговая сварка, принцип сварки электрической дугой
Электрическая дуговая сварка, принцип сварки электрической дугой.
Электрическая дуговая сварка или электродуговая – способ сварки, при котором образование сварного шва происходит под воздействием на металл высокой температуры от электрической дуги, образующейся между электродом и деталью, которые соединены с источником электрического тока.
Особенности электрической дуговой сварки
Общий принцип сварки с помощью электрической дуги
Видео по обучению электродуговой сварке
Особенности электрической дуговой сварки:
Данный вид сварки может быть произведен с применением переменного или постоянного тока. При этом использование переменного тока для процесса сварки обычно сопровождается проявлением нестабильного поведения сварочной дуги, что может способствовать образованию брызг металла и негативно влиять на качество сварного шва. А так же электросварка переменным током может быть недопустима для сваривания некоторых металлов.
Процесс сварки с помощью электрической дуги может производиться вручную или с применением устройств автоматизации. Основными отличиями автоматической сварки относительно ручной является то, что процессы по образованию и поддержанию электрической дуги, её движению относительно линии шва, и завершению работы, могут быть полностью автоматизированы. Кроме этого существует и полуавтоматический метод сварки, в котором обычно только подача проволоки происходит в автоматическом режиме, а другие действия совершаются вручную.
Совместно со сваркой электрической дугой может применяться лазер, при взаимодействии излучения которого с электрической дугой повышается её стабильность. Такое сочетание технологий называется “лазерно-дуговая сварка”, которая позволяет повысить качество получаемого сварного шва, снизить сварочные деформации, производить сварку специальных сталей и сплавов, а также появляется возможность совершать сварку на значительно повышенной скорости.
Общий принцип сварки с помощью электрической дуги:
Между деталью, которая участвует в процессе сварки с подведенным к ней током от специального источника, и касающимся её электродом, происходит процесс короткого замыкания. При этом на электроде присутствует ток с высокой плотностью и повышенной силой, составляющей от нескольких десятков до сотен ампер, а напряжение наоборот – низкое.
В момент касания электрода детали образуется электрическое поле, где происходит образование сварочной дуги из-за того, что воздух становится проводником тока при насыщении его частицами с электрическим зарядом.
В процессе воздействия на деталь стабильной электрической дуги, обладающей высокой температурой, которая может быть 5000 °С или больше, образуется пространство, называемое “сварочной ванной”, где металл достигает расплавленного состояния, и находится в нем некоторое время. В таком состоянии появляется возможность для смешивания металла детали с металлом от электрода, в случае применения плавящегося электрода, или с металлом от присадочной проволоки и подобного, в случае, когда используется неплавящийся электрод.
В обоих случаях в процессе смешивания металлов может образовываться шлак, который всплывает на поверхность “ванны”, создавая тем самым защитную плёнку, которая с течением определенного времени затвердевает вместе со смесью металлов, совместно образуя неразъемное соединение в виде сварного шва. При этом в момент сварки его образование может быть защищено от влияния кислорода с помощью подачи специального газа в место сварки.
Для организации процесса варки могут применяться различные материалы, которые можно посмотреть по ссылке: https://www. bovenit.ru/katalog/svarochnoe-oborudovanie/materialy-dlya-svarochnyh-rabot
Рис. 1. Упрощенная принципиальная схема процесса ручной электродуговой сварки.
Видео по обучению электродуговой сварке (с русской озвучкой):
Коэффициент востребованности 158
NASD — Безопасность дуговой сварки
ВВЕДЕНИЕ
электродуговой сварщик остается одним из самых полезных и экономящих время сварочных аппаратов. единиц торгового оборудования. Почти на каждой ферме, ранчо и профессиональном Сельскохозяйственный цех оборудован одним или несколькими сварочными аппаратами, которые используются для изготовления, ремонта и/или образовательных программ. Большинство этих сварочных аппаратов обычно имеют трансформатор переменного / постоянного тока на 240 вольт. типы, использующие электричество в качестве источника энергии. Портативные сварочные аппараты относятся к типу двигателей с дизельным/бензиновым двигателем. Правильно установлен и используемый дуговой сварщик очень безопасен, но при неправильном использовании оператор может подвергаться ряду опасностей, включая токсичные пары, пыль, ожоги, пожары, взрывы, поражение электрическим током, радиация, шум и тепловая нагрузка. Любая из этих опасностей может привести к травме или смерти. Следуя предложениям и рекомендациям в этой брошюре риски могут быть значительно сведены к минимуму.
ВЫБОР ДУГИ СВАРЩИК
Когда приобретая дуговой сварочный аппарат, вы можете быть уверены в безопасности конструкции если устройство соответствует требованиям Национальной ассоциации производителей электроэнергии (NEMA) или стандарты безопасности для дуговых сварщиков, как определяется Underwriters Laboratories (UL). Будьте уверены, что приобретаемый вами сварочный аппарат имеет печать одобрения одного этих организаций.
УСТАНОВКА ДУГОВАЯ СВАРОЧНАЯ МАШИНА
Перед установкой дугового сварочного аппарата вы должны определить, Существующая электрическая система адекватна повышенному нагрузка, необходимая сварщику. Ваш местный поставщик электроэнергии или квалифицированный электрик может помочь вам определить это. Для вашей безопасности очень важно устанавливать сварочный аппарат в соответствие штату Аризона, безопасности и гигиене труда Правила Администрации (AOSHA) и National Electric Код (NEC) квалифицированным электриком. Несоблюдение этого может привести к пожару, замыканию на землю или отказу оборудования. Следующее правила не являются полным списком, но являются особенно важными рекомендациями, которые следует придерживаться:
рама или корпус сварочного аппарата должны быть должным образом заземлены.
А предохранительный разъединитель или контроллер должны быть рядом с машиной (см. рис. 1).
сварщик или сварщики должны быть защищены плавкий предохранитель или автоматический выключатель на независимой цепи.
ВЕНТИЛЯЦИЯ
сварочный аппарат должен находиться в помещении с достаточной вентиляцией. Как правило, при сварке металлов не учитывают опасная, система вентиляции, которая будет перемещать как минимум 2000 кубических футов воздуха в минуту (CFM) на одного сварщика является удовлетворительным. Однако многие материалы считаются очень опасными и должны производить сварку только в хорошо проветриваемых помещениях, чтобы предотвратить накопление токсичных материалов или для устранения возможного кислорода недостаток не только для оператора, но и для других в непосредственной близости окрестности. Такая вентиляция должна обеспечиваться вытяжкой. система расположена как можно ближе к рабочему месту (см. рис. 2). При сварке или резке металлов с опасными покрытиями, такими как в качестве оцинкованного металла оператор должен использовать тип с подачей воздуха респиратор или респиратор, специально предназначенный для фильтрации специфический металлический дым. Материалы, отнесенные к особо опасным категория — флюсы для сварочных прутков, покрытия или другие материалы. содержащие соединения фтора, цинка, свинца, бериллия, адмия, и ртуть. Некоторые чистящие и обезжиривающие составы, а также поскольку металлы, которыми они были очищены, также опасны. Всегда соблюдайте меры предосторожности производителя перед сваркой или резкой при наличии этих материалов.
ПРОТИВОПОЖАРНАЯ
дуговая сварка способна создавать температуры, превышающие 10 000 градусов по Фаренгейту, поэтому важно, чтобы рабочее место сделать пожаробезопасным. Этого можно добиться, используя металлические листы. или огнеупорные шторы в качестве противопожарных барьеров. Пол должен быть бетоном или другим огнеупорным материалом. Трещины в пол должен быть заполнен, чтобы предотвратить искры и горячий металл от вход. Когда работа не может быть перемещена в пожаробезопасную зону, тогда область должна быть сделана безопасной путем удаления или защиты горючих материалов от источников возгорания. В определенных сварочных ситуациях это может необходимо попросить кого-нибудь следить за пожарами, которые могут незамеченными, пока сварщик не закончит работу.
Подходит средства пожаротушения, такие как ведра с песком или сухой химический огнетушитель типа АВС должен быть легко доступный. Огнетушитель должен быть достаточно большим для ситуация с размером 10 #, подходящим для большинства ферм и школ магазины.
СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
Очень важно, чтобы оператор и помощники были должным образом одеты. и защищены от жары, ультрафиолетовых лучей и искр, производится дуговой сваркой (см. рис. 3). Для защиты тела пара огнезащитных комбинезонов с длинными рукавами без манжет хороший выбор. Всегда избегайте одежды с прорехами, зацепками, прорехами, или изношенные места, так как они легко воспламеняются от искр. Рукава и воротники должны быть застегнуты. Руки должны быть защищены в кожаных перчатках. Пара высоких кожаных ботинок, желательно защитную обувь, это хорошая защита для ног. Если надеты низкие туфли, лодыжки должны быть защищены огнестойкими леггинсы. Глаза должны быть защищены прозрачными очками, если человек носит очки по рецепту или защитные очки, если нет. Сварочный шлем или защитный щиток с фильтрующей пластиной и крышкой пластина обязательна для защиты глаз от вредных лучей дуги. Фильтрующая пластина должна иметь оттенок не ниже #10 для общая сварка до 200 ампер. Однако некоторые операции такие как угольно-дуговая сварка и сварочные операции с более высоким током требуют более темных оттенков. Никогда не используйте шлем, если фильтрующая пластина или защитная линза треснула или сломалась. Огнеупорная тюбетейка для защиты волос и головы, а также для защиты слуха в рекомендуется шумные ситуации.
Пластик одноразовые зажигалки очень опасны при жаре и пламя. Очень важно, чтобы они не попали в карманы во время сварки. Всегда обеспечивайте защиту окружающих или других рабочих путем сварки внутри должным образом экранированной зоны, если возможно. Если невозможно работать внутри экранированной зоны, защиту окружающих должен обеспечивать переносной экран или щитом, или тем, что на них надеты защитные очки.
БЕЗОПАСНАЯ ЭКСПЛУАТАЦИЯ СВАРЩИКА
Он Важно, чтобы каждый, кто работает с дуговой сваркой, был проинструктирован по безопасному использованию квалифицированным учителем или сварщиком.
Потому что из-за их потенциально взрывоопасной природы, мы настоятельно рекомендуем запрещается производить сварку, резку или горячую обработку использованных бочки, бочки, цистерны или другие емкости ни при каких обстоятельствах.
Если возможно, свариваемые изделия должны располагаться на поверхности из огнеупорного кирпича на удобной высоте. Сварка никогда не должна выполняться напрямую на бетонном полу. Тепло от дуги может привести к тому, что пар скопления на полу, которые могут привести к взрыву. кабели сварочного аппарата должны располагаться так, чтобы искры и расплавленный металл на них не упадет. Их также следует держать свободными. смазки и масла и расположены там, где они не будут перемещаться над.
Электрический сварщики могут умереть от удара током. Если операция сварки должно быть сделано на стали или другом проводящем материале изоляционном мат должен использоваться под оператором. Если зона сварки мокрый или влажный или оператор сильно потеет, то он/она под сварочные перчатки следует надевать резиновые перчатки.
Это легче и безопаснее установить дугу на чистой поверхности, чем грязный или ржавый. Поэтому металл всегда должен быть тщательно очищают проволочной щеткой или другим способом перед сваркой. При измельчении шлака или зачистке готового борта проволочной щеткой оператор всегда должен быть уверен, что защищает свои глаза и тело от летящих шлаков и стружки. Неиспользованные электроды и электрод заглушки нельзя оставлять на полу, так как они создают скольжение опасность. С горячим металлом следует обращаться с помощью металлических щипцов или плоскогубцев. При закалке горячего металла в воде следует соблюдать осторожность. для предотвращения болезненных ожогов от выходящего пара. Любой металл оставленный остывать, должен быть тщательно помечен мыльным камнем «ГОРЯЧИЙ». Когда сварка закончена на день или приостановлена на какой-либо время, на которое электроды должны быть удалены из держателя. Держатель должен быть размещен так, чтобы исключить возможность случайного контакта. произойти, и сварщик должен быть отключен от питания источник.
Всегда работайте в открытом хорошо проветриваемом помещении или проветривайте двигатель выхлоп прямо на улицу.
Никогда заправляйте двигатель во время работы или при наличии открытого пламя.
Протирка немедленно вылить пролитое топливо и дождаться рассеивания паров перед запуском двигателя. *Никогда не сбрасывайте давление в радиаторе крышка от двигателей с жидкостным охлаждением, пока они горячие, чтобы предотвратить обварить себя.
Стоп двигатель перед выполнением любого обслуживания или неисправности стрельба. Система зажигания должна быть отключена, чтобы предотвратить случайный запуск двигателя.
Хранить все охранники и щиты на месте.
Хранить руки, волосы и одежду вдали от движущихся частей.
СКОРАЯ ПОМОЩЬ
место сварки всегда должно быть оборудовано противопожарным покрывалом и хорошо укомплектованная аптечка. Желательно, чтобы один человек пройти обучение по оказанию первой помощи при легких травмах, которые могут происходить. Все травмы, какими бы незначительными они ни казались, могут стать более серьезными, если их не лечит должным образом обученный медицинский персонал.
Быть Убедитесь, что сварочный аппарат правильно установлен и заземлен.
Никогда сварка без надлежащей вентиляции.
Взять надлежащие меры предосторожности для предотвращения пожаров.
Защита все ваше тело с огнезащитной одеждой, обувью и перчатки.
Износ защита глаз в любое время.
Сварка только в пожаробезопасной зоне.
Никогда выполнять любые сварочные, режущие или огневые работы на бывших в употреблении барабанах, бочках, резервуары или другие емкости.
Знак металл «ГОРЯЧИЙ» с мыльным камнем.
Сохранить под рукой хорошо укомплектованная аптечка.
Номер публикации: 8818
Этот документ находится отдельно от серия из Cooperative Extension, Университет Аризона, Тусон, AZ 85719. Дата публикации: май 1989 г.
Копье Флюгель, координатор по безопасности, и Брэдли Рейн, инженер Специалист сельскохозяйственного колледжа Университета г. Аризона, Тусон, AZ 85719.
Отказ от ответственности и информация о воспроизведении: Информация в NASD не представляет политику NIOSH. Информация, включенная в NASD появляется с разрешения автора и/или правообладателя. Более
Руководство по безопасности при электродуговой сварке
На сварку приходится примерно 50% валового национального продукта США. Он используется для производства многих продуктов и конструкций, включая небоскребы, автомобили, ракеты и круизные лайнеры.
Меры предосторожности чрезвычайно важны из-за рисков и опасностей, связанных со сваркой. Соблюдая меры предосторожности, сварщики могут значительно снизить вероятность получения травм.
Опасности, связанные с безопасностью при сварке
Вот список наиболее распространенных опасностей при сварке:
Опасность поражения электрическим током
Дымы и газы
Пожары или взрывы
Физические травмы, такие как травмы глаз или лица
7 Перед началом сварки 90
Во избежание поражения электрическим током нельзя использовать кабели, если они оголены, повреждены или имеют трещины
Переместите горючие материалы на расстояние не менее 10 метров от рабочей зоны или, если это невозможно, горючие материалы должны быть защищены огнеупорными крышками. или охранники
Огнетушитель ABC соответствующего размера должен быть легко доступен
Получить разрешение на огневые работы, если сварка не выполняется в ранее утвержденной зоне, например, на сварочной станции
Если необходимо разрешение на огневые работы, зона сварки должна находиться под пожарным дежурством не менее 30 минут после окончания огневых работ
Средства индивидуальной защиты и другие меры безопасности при проведении сварочных работ
Сварочные работы требуют строгого соблюдения техники безопасности для снижения вероятности несчастных случаев и травм и могут быть выполнены безопасно, если работники осторожны и бдительны.
Вдыхание дыма —По возможности используйте местную вытяжную вентиляцию. При наличии хорошей вентиляции средства защиты органов дыхания могут не понадобиться. Сварщик также может помочь контролировать воздействие сварочного дыма, работая в утвержденной зоне сварки и контролируя положение и скорость сварки.
Травмы глаз — Защитите глаза от разлетающихся осколков, оптического излучения (ультрафиолетового и инфракрасного), ожогов горячим металлическим шлаком и паров, паров и химического воздействия, надев защитные очки, одобренные ANSI, и сварочный шлем с затемненными линзами класса не ниже № 6 (чем выше цифра, тем темнее линза).
Телесные повреждения —Защитите все тело от летящего расплавленного металла/искр, надев прочные кожаные перчатки, головные уборы, фартуки и куртки с длинными рукавами и брюки поверх хлопчатобумажной одежды. Не следует носить одежду из синтетики или полусинтетики, поскольку она может расплавить и обжечь кожу при контакте с горячими искрами. Носите защитную кожаную обувь или сапоги со стальными носками и опорами для плюсневых костей, которые помогают защитить ногу от падающих предметов.
Шум — Некоторое сварочное оборудование может издавать высокочастотный шум или использовать высокочастотный переменный ток, что может повлиять на кардиостимуляторы. Посторонние лица должны находиться на расстоянии не менее трех футов от сварочных работ. Также настоятельно рекомендуется носить средства защиты органов слуха.
Эргономические риски — Сварка может включать в себя точную работу в неудобных, ограниченных или тесных местах. Это создает риск заболеваний опорно-двигательного аппарата, в основном спины, шеи и плеч. Ваше рабочее место должно быть сосредоточено на уменьшении или устранении сильных нагрузок и неудобных поз во время сварки.
Ювелирные изделия — Не надевайте кольца или другие украшения во время сварки.
Резервуары — Если в процессе сварки используется инертный газ, баллоны следует хранить в вертикальном положении и предохранять от опрокидывания.
Отказ от ответственности: этот материал разработан и предназначен только для общих информационных целей и не предназначен и не должен толковаться или рассматриваться как конкретная юридическая консультация.
Как работает сварочный инвертор – Конструкция и особенности ✓ Новости
Сварочный инвертор — Обобщение
Сегодня на рынке, с развитием электросварки, появилось огромное множество предложений по оборудованию, особой популярностью среди которого пользуются сварочные инверторы. На волне своей популярности в интернете гуляет очень много информации от фирм относительно своих аппаратов и их преимуществ. Очень часто покупателю тяжело разобраться в актуальности и корректности относительно оборудования, перед покупкой сварочного инвертора. Именно поэтому, мы попробуем простыми словами донести что же собой являет аппарат инверторного типа и как он работает, чтобы выбирая инвертор для себя, вы могли понимать на что обратить внимание
Сварочный инвертор по сути является преобразователем тока, который пропуская его через себя, несколько раз изменяет его показатели, добиваясь характеристик, пригодных для возбуждения сварочной дуги, в процессе которой происходит расплавление металла на обрабатываемой поверхности и электроде (как пример) с последующим плавным переносом его в сварочный шов.
Наиболее распространенными и применяемым в широкой области выступают сварочные аппараты для работы с электродами, большинство пользователей ассоциирует само понятие сварочного инвертора именно с такими аппаратами, хотя все инверторы имеют похожий принцип работы. В статье мы будем придерживаться такой же линии, хотя по большому счету она не совсем верна, ведь сварочным инвертором можно назвать любой аппарат, который в своей конструкции имеет диоды и силовые транзисторы. Таким образом по инверторной технологии могут работать не только сварочники для работы с электродами (ручная дуговая сварка, или РДС, ММА), но и полуавтоматы (MIG, MAG) или аппараты для работы с неплавящимся электродом (TIG, TAG).
Итак, первое что нужно понимать — Сварочный инвертор — это тип устройства, конструкции аппарата, которая преобразовывает ток, но никак не вид аппарата по назначению.
Принцип работы сварочного инвертора
Перед тем как понять, что же делает инвертор с током, необходимо вспомнить некоторые характеристики, которые свойственны току.
Зависимо от частоты, ток бывает переменным или постоянным.
Переменный ток имеет высокую частоту, в стандартной розетке 50 Герц (это количество раз которое частицы переносящие заряд в потоке за 1 секунду меняют направление движения). Поток образует постоянное колебание, волнение, которое выглядит как синусоида
Постоянный ток – это когда в потоке заряженные частицы движутся строго в одном направлении, без колебаний, его график стремиться к ровной линии, направление движения не меняется, а соответственно частота стремиться к 0.
Ключевым фактором здесь выступает частота тока (именно она и определяет каким будет ток)
Можно выделить 4 основных момента в процессе трансформации тока аппаратом
Из сети электропитания переменный ток (с частотой 50-60 Гц) попадая в инвертор (на сетевой выпрямитель) преобразуется в постоянный, другими словами его частота выравнивается (задается строгое направление движения частицам в потоке, и убираются их колебания).
Затем ток попадает на транзисторы, которые получая постоянный ток, снова задают хаотичное движение, только теперь значительно увеличивая его частоту, вплоть до 50 кГц (это в тысячу раз больше чем частота изначального переменного тока из розетки). Это ключевой элемент, который в последующем позволяет избежать применения громоздких и тяжелых элементов в устройстве сварочного оборудования.
Далее на трансформаторе понижается напряжение высокочастотного тока с 220 Вольт из розетки до 60-70 Вольт (в 6 раз ниже) что значительно увеличивает его силу. Так как транзисторы до этого задали току высокую частоту, в сварочном инверторе нет необходимости применять большую катушку, поэтому трансформатор здесь используется маленький, что значительно уменьшает массу и размеры устройства.
Теперь, ток с низким напряжением, высокой силой и частотой отправляется на выходной выпрямитель, где снова преобразуется в постоянный, подходящий для сварки с высокой силой и низким напряжением. Что позволяет концентрировано плавить металл, плавно и мягко не разбрызгивая его, вести сварочный шов аккуратно и просто, добиваясь отличного результата, даже не имея большого опыта сварщика.
Помимо указанных этапов, параллельно протекает и множество других процессов, связанных с контролем и управлением процессом внутри сварочного инвертора, обеспечивающих изменение и корректировку показателей, чтобы вы могли настроить аппарат под необходимые условия сварки, и получить комфортные характеристики тока.
Отличия в ключевых деталях сварочных инверторов
Сегодня прогресс шагает очень быстро и уже внутри инверторных технологий произошел ряд модификаций. Так первое на что можно обратить внимание в сварочном инверторе это тип силовых транзисторов:
MOSFET – простые силовые ключи (их называют полевые). В виду своей простой структуры, требуют больший блок для управления, чем следующий вид, а соответственно сварочный инвертор становиться несколько массивней, да и самих транзисторов, как правило, требуется больше в таком аппарате.
IGBT – более новый, сложный и совершенный по структуре тип транзисторов, они требуют меньше управления, являясь более самостоятельными, что позволяет снизить вес и размер сварочного инвертора.
В последнее время нововведения появились и в способе компоновки деталей на плату сварочного инвертора. Можно выделить такие варианты монтажа:
Пайка обычных выводных элементов
Такой вид внутренней компоновки в сварочном инверторе часто предполагает ручную сборку, даже если на заводе процесс автоматизирован, то некоторые детали часто все равно паяют мастера. По итогу качество и надежность работы инвертороного сварочника во многом зависит от качества сборки.
SMT или поверхностный монтаж
Компоненты, используемые в таком сварочном инверторе называются SMD, – они выглядят как небольшие, почти плоские прямоугольники, которые в разы меньше обычных деталей. Такие элементы впечатываются в плату на заводе, как правило процесс полностью автоматизирован, такой способ обеспечивает лучший контакт и более эффективную передачу сигналов, с меньшими потерями, по сравнению с обычными деталями. Исключается вероятность брака что положительно сказывается на точности работы всего сварочного инвертора, исключая вероятность брака.
Размер SMD деталей в несколько раз меньше, при этом сварочный инвертор становиться еще компактней, вместе с IGBT транзисторами, производители добиваются размеров сопоставимых с тостером.
К недостаткам такой технологии можно отнести сложность обратной пайки без специализированного оборудования. Другими словами, не каждый мастер сможет заменить детали на такой плате, что сужает круг мастерских, которые занимаются ремонтом подобных сварочных инверторов.
В нашем интернет магазине представлен широкий выбор аппаратов, и если вы надумаете купить сварочный инвертор, мы поможем подобрать модель, которая будет соответствовать вашим требованиям и задачам, которые необходимо решать.
Если у вас остались вопросы про устройство или отличия сварочных инверторов, пишите в комментариях к этой статье и мы с удовольствием дополним материал, интересующей информацией.
Устройство сварочного инвертора.
В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения .
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа.
Часть 1. Силовой блок.
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.
Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).
Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
А что в железе?
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С°. Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I0) — 35А, обратное напряжение (VR) — 800V.
После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.
Инвертор.
Схема инвертора собрана по схеме так называемого «косого моста». В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.
Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.
Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr < 50 ns (50 наносекунд).
Это свойство очень важно, поскольку они выпрямляют переменный ток высокой частоты (десятки килогерц). Обычные выпрямительные диоды с такой задачей бы не справились – они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
В выпрямителе используются сдвоенные диоды марок STTH6003CW, FFh40US30DN, VS-60CPH03 (с ними мы ещё встретимся ). Все эти диоды являются аналогами, рассчитаны на прямой ток 30 ампер на один диод (60 ампер на оба) и обратное напряжение 300 вольт. Устанавливаются на радиатор.
Для защиты диодов выпрямителя используется демпфирующая RC-цепочка R60C32 (см. схему силовой части).
Схема запуска и реализация «мягкого пуска».
Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт – LM7815A. Он установлен на радиатор. Напряжение питания на стабилизатор поступает с основного выпрямителя PD1 через два последовательно включенных резистора R18, R35 (6,8 кОм 5W). Эти резисторы понижают напряжение и участвуют при запуске схемы.
Напряжение +15 со стабилизатора U3 (LM7815A) поступает на управляющую схему. Далее, когда схема управления и драйвер «раскачали» мощную схему инвертора, то на дополнительной вторичной обмотке трансформатора T3 (обмотка 3-4) появляется напряжение, которое выпрямляется диодом D11.
Через диод D9 напряжение питания поступает на интегральный стабилизатор LM7815A и теперь схема «запитывает» как бы сама себя. Вот такой вот хитрый «приём».
Выпрямленное напряжение после диода D11 также служит для питания реле RL1, охлаждающего вентилятора V1 и индикаторного светодиода D10 (Verde – «Зелёный»). Резисторы R40, R41, R65, R37 гасят излишки напряжения. Для стабилизации напряжения питания вентилятора V1 (12V) применяется 5-ти ваттный стабилитрон D36 на 12V.
Реле RL1 обеспечивает плавный запуск инвертора («мягкий пуск»). Разберёмся с этим подробнее.
В момент включения сварочного аппарата начинается заряд электролитических конденсаторов. В самом начале зарядный ток очень велик и может вызвать перегрев и выход из строя диодов выпрямителя. Чтобы уберечь диодную сборку от повреждения зарядным током применяется схема ограничения заряда (или «мягкого пуска»). Взглянем на схему.
Основным элементом схемы «мягкого пуска» служит резистор R4, мощность которого 8W (8 ватт). Сопротивление резистора – 47 ом. Именно на него возложена роль ограничения зарядного тока в первые моменты после включения.
После того, как заряд конденсаторов закончился, а инвертор начал работу в штатном режиме, электромагнитного реле RL1 замыкает контакты. Контакты реле шунтируют резистор R4, и в дальнейшем он не участвует в работе схемы, так как весь ток проходит через контакты реле. Таким образом реализован плавный запуск.
На плате инвертора TELWIN Force 165 также можно найти элементы схемы «мягкого пуска». В качестве реле RL1 выступает электромагнитное реле модели Finder на рабочее напряжение 24V (параметры контактов реле – 16A 250V~).
Итак, мы узнали о том, что сварочный инвертор состоит из сетевого выпрямителя 220V, мощного инвертора на транзисторах, понижающего трансформатора и выходного выпрямителя. Это силовые части схемы. Через них протекают огромные токи. Но где же «мозги» этого устройства? Кто управляет работой инвертора?
Об этом мы узнаем из следующей части нашего повествования. Читать далее.
Главная » Мастерская » Текущая страница
Также Вам будет интересно узнать:
Обозначение полевого транзистора на схеме.
Параметры MOSFET транзисторов.
Химические источники тока.
Инверторные сварщики объяснили и сравнили с трансформаторами
Если вам когда-нибудь понадобится начать дискуссию в группе сварщиков, просто задайте вопрос: « что лучше: аппарат, инверторы или трансформатор сварщики ?». Дебаты могут продолжаться часами, но на самом деле ответ зависит от множества факторов, в том числе от ваших потребностей и требований?
Инверторы могут поместиться в чемодане и весить всего 5 кг, а трансформатор может весить около 50 кг. Существует также разница в стоимости, инверторные сварочные аппараты обычно стоят немного дороже по сравнению с трансформаторами, но, с другой стороны, инвертор будет потреблять меньше энергии, экономя ваши деньги. Помимо всего прочего, есть преимущество в эффективности.
Давайте подробно рассмотрим каждый из этих плюсов и минусов.
ЧТО ТАКОЕ ИНВЕРТОРНЫЕ СВАРОЧНЫЕ АППАРАТЫ
Содержание
Инверторная технология появилась в 1980-х и стала популярной в 90-х, и в некотором роде стал отраслевым стандартом . Но многие профессиональные сварщики все еще используют трансформаторы по разным причинам.
Самый простой способ понять, что такое инвертор, — представить его как электронное устройство , используемое для регулирования напряжения . Если говорить конкретно о инверторных сварочных аппаратах, то в основном они преобразуют источник переменного тока в более полезный, с более низким выходным напряжением. Возьмем пример инвертора, преобразующего выходное напряжение 240 В переменного тока в 20 В постоянного тока.
Инверторные устройства состоят из ряда электронных систем, преобразующих мощность , которые по сравнению с обычными трансформаторами раньше полагались на один большой трансформатор для регулирования напряжения.
ПРЕИМУЩЕСТВА ИНВЕРТОРНОЙ СВАРОЧНОЙ МАШИНЫ
У инверторных сварочных аппаратов может быть много преимуществ перед трансформаторами, давайте рассмотрим некоторые из них:
Размер и вес
Одним из самых больших преимуществ использования инверторов является преимущество в размере и весе . Подумайте об этом, устройство, которое весит около 5 кг и может быть сравнимо с размером портфеля или чемодана, можно сравнить по выходной мощности с 50-килограммовым трансформатором. Эта причина сама по себе является большим плюсом для многих людей, которым нравится портативность инверторов.
Эффективность инверторных сварочных аппаратов
Другим важным фактором является повышение эффективности по сравнению с обычными устройствами. Из-за высокого сопротивления больших трансформаторов потери мощности из-за рассеивания тепла больше. В то время как обычный трансформатор обеспечивает КПД около 50%, некоторые из лучших инверторов могут обеспечить КПД где-то между 80-90% . Подумайте об этом, выбирая для себя подходящее устройство.
Кроме того, более эффективные машины могут выдерживать более высокие рабочие циклы . Во многом из-за разницы в размерах используемых трансформаторов. Одним из недостатков является быстрый перегрев мелких компонентов, но обычно их можно так же быстро охладить. В обычных сварочных аппаратах компоненты намного крупнее, поэтому для их нагрева может потребоваться больше времени, но из-за их размера требуется больше времени и для их охлаждения.
Универсальность и удобство использования инверторов
Еще одним фактором, который играет большую роль в процессе принятия решений, является большая универсальность с использованием инверторов вместо трансформаторов . Позвольте мне объяснить: некоторые из обычных трансформаторов обеспечивают только выходную мощность переменного тока, что означает, что вы можете использовать только специальные электроды переменного тока. С инверторами намного проще преобразовать его в источник постоянного тока, что делает ваш потенциальный выбор электродов намного более широким, чем раньше.
Многие сварщики также утверждают, что сварка намного проще и поддерживать дугу при использовании инверторов , это обычно утверждают люди, использующие метод сварки MMA (палка). Это может быть связано с более высокими напряжениями холостого хода, возможными при использовании инверторов. Еще одним преимуществом является легкое изменение силы тока и других настроек с помощью электроники (функция автоматической настройки), некоторые из новых сварочных аппаратов даже оснащены сенсорными экранами.
ИСПОЛЬЗУЮТ ЛИ ИНВЕРТОРНЫЕ СВАРОЧНЫЕ МАШИНЫ МЕНЬШЕ МОЩНОСТИ (НАСКОЛЬКО МЕНЬШЕ)
Вначале многие люди пытаются продать вам инверторный сварочный аппарат сильно преувеличит энергопотребление устройства . На самом деле, в среднем ваш счет за электроэнергию будет уменьшен примерно на 10-15% , так что да, они потребляют меньше электроэнергии, но ненамного. Интересно, что в конечном итоге вы сэкономите много денег на сварочном газе и расходных материалах из-за повышенной стабильности дуги.
КАК РАБОТАЮТ СВАРОЧНЫЕ АППАРАТЫ С ИНВЕРТОРОМ
На самом нетехническом уровне инвертор работает, изменяя частоту основного источника питания . Это достигается путем изменения обычного источника питания с частотой 50 Гц на частоту около 20 000–100 000 Гц с использованием различных электронных переключателей, присутствующих в инверторе, которые в основном очень быстро включают и выключают питание несколько раз. Таким образом, 9Трансформатору 0003 не нужно много делать самому, и его размер можно уменьшить в геометрической прогрессии .
КАК ДОЛГО РАБОТАЕТ СВАРОЧНЫЙ АППАРАТ С ИНВЕРТОРОМ?
Срок службы инверторного сварочного аппарата у всех разный, в зависимости от того, как вы его используете и насколько хорошо вы о нем заботитесь. Я не уверен в точном сроке службы инвертора, , но многие люди утверждают, что около 10-12 лет — хороший диапазон, если вы позаботитесь о нем. Некоторые исключительные случаи утверждают, что их инверторы прослужили около 20 лет.
КАК ПОЛЬЗОВАТЬСЯ ИНВЕРТОРНОЙ СВАРОЧНОЙ МАШИНОЙ
Короче говоря, они работают одинаково. — это не ракетостроение, чтобы использовать любую из машин. Однако следует отметить, что раньше вы использовали только трансформаторные сварочные аппараты, использование причудливых инверторов со всеми свистками может занять некоторое время, чтобы привыкнуть к .
Обязательно изучите функциональность и работу любого сварщика у профессионала в реальной жизни, а не в Интернете, так как важны многие меры предосторожности, и в работе могут быть некоторые различия в зависимости от вашего населенного пункта. Одним из преимуществ инверторных сварочных аппаратов является более простая настройка силы тока и выходного тока благодаря наличию электроники.
ИНВЕРТОРНЫЕ СВАРОЧНЫЕ МАШИНЫ ПРОТИВ СТАРЫХ ТРАНСФОРМАТОРОВ
Большинство различий примерно одинаковы, если посмотреть на преимущества использования инвертора, но есть несколько вещей, которые я не упомянул.
Один из важнейших факторов, влияющих на то, почему людям может быть трудно решить, для какой технологии нужна цена. Обычно инвертор стоит гораздо дороже, чем трансформатор старой школы , хотя разница в цене становилась все меньше и меньше за последние 15 лет из-за лучшего производственного процесса и более дешевой стоимости компонентов.
Еще одна вещь, которую следует учитывать, это более высокая стоимость обслуживания инверторов по сравнению с трансформаторами , особенно после окончания гарантии. Еще один фактор, который до сих пор вызывает споры, — это затраты на простои, связанные с инверторами. Они более подвержены воздействию условий окружающей среды и пыли, ржавчине по сравнению с обычными трансформаторами . Тяжелые медные трансформаторы по-прежнему предпочтительны для более промышленных машин.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Если вы находитесь в процессе принятия решения о том, в какую технологию инвестировать, у вас обычно возникает много вопросов по этой теме. Я постараюсь ответить на наиболее распространенные вопросы об обоих этих методах, надеюсь, это поможет вам принять решение.
ПОТРЕБЛЯЮТ ЛИ ИНВЕРТОРЫ МЕНЬШЕ ЭНЕРГИИ ПО СРАВНЕНИЮ С ОБЫЧНЫМИ ТРАНСФОРМАТОРАМИ?
Как я упоминал выше, одним из самых больших преимуществ использования инверторов является разница в энергопотреблении, что может оправдать дополнительные расходы, поскольку со временем деньги, сэкономленные на энергопотреблении, будут больше, чем дополнительные деньги, потраченные на инверторный сварочный аппарат. .
ЕСТЬ ЛИ РАЗНИЦА В КАЧЕСТВЕ СВАРКИ МЕЖДУ ДВУМЯ МЕТОДАМИ?
Это одна из тех тем, которая широко обсуждается в мире сварщиков. Многие люди утверждают, что инверторы обеспечивают более гладкую сварку и повышение производительности, в то время как некоторые люди утверждают, что инверторы могут привести к непровару.
КАКОВА РАЗНИЦА В ВЕСЕ ИНВЕРТОРОВ И ОБЫЧНЫХ ТРАНСФОРМАТОРОВ?
Как я уже говорил, одна только разница в размере и весе может решить или разрушить сделку. В то время как средний трансформатор может весить около 110 фунтов, инвертор может весить около 11 фунтов и помещаться в небольшой чемодан.
ЗАКЛЮЧЕНИЕ
В то время как использование инверторов становится все более и более распространенным как среди любителей, так и среди профессионалов, все еще существует огромное сообщество сварщиков, которые доверяют традиционным методам. И, честно говоря, у обоих есть свои плюсы и минусы, поэтому, в конце концов, выбор за вами в зависимости от бюджета и использования, для которого вы находитесь на рынке.
Сварочный аппарат с инвертором может стоить дороже, но он сэкономит ваши деньги на энергопотреблении, в то время как он обеспечит большую эффективность, он также подвержен влиянию условий окружающей среды и требует больше затрат на обслуживание. Обычные методы также действуют в течение более длительного времени. Учитывайте эти моменты при выборе.
Что такое инверторный сварочный аппарат?
Инверторный сварочный аппарат — это относительно новый и инновационный тип сварочного аппарата, который имеет множество преимуществ по сравнению с обычными сварочными аппаратами, к которым привыкло большинство из нас. Инверторные сварочные аппараты используют сложную технологию на основе кремния по сравнению с тяжелыми медно-алюминиевыми трансформаторами и выпрямителями, используемыми в традиционных сварочных аппаратах.
Нельзя отрицать, что, когда инверторные сварочные аппараты были впервые представлены, они создали довольно много проблем, связанных с прорезыванием зубов, как и любая новая технология. Однако с тех пор инверторная технология стала надежной, экономичной и имеет свои достоинства.
Одним из главных преимуществ инверторного сварочного аппарата является его небольшой размер, компактность и портативность, и его можно носить с собой, как легкий портфель. В инверторах используются трансформаторы гораздо меньшего размера, поэтому они гладкие, более компактные, легкие и портативные. Это разительно отличается от обычного сварочного аппарата , который, как известно, громоздок и не может поместиться в узких местах.
Кроме того, они потребляют меньше энергии и могут работать от обычного бытового тока. Меньшее энергопотребление означает, что инверторный сварочный аппарат можно подключить к любой обычной настенной розетке на 110 В с бытовым током, а не с током высокого напряжения.
Это разительно отличается от обычного сварочного аппарата , который, как известно, громоздок и не может поместиться в узких местах. Инверторный сварочный аппарат можно подключить к любой обычной настенной розетке на 110 В, имеющей бытовой ток вместо тока высокого напряжения, что устраняет необходимость в использовании промышленного генератора.
Более низкое энергопотребление означает экономию общих затрат на электроэнергию. Кроме того, инверторный сварочный аппарат лучше воспринимает нечистую энергию от генераторов, чем обычные сварочные аппараты, и это может привести к более быстрой работе и меньшему количеству плохих сварных швов.
Поскольку выходная мощность инверторов регулируется электронным способом, у вас есть широкий диапазон регулировки мощности от нуля до 100%, что позволяет точно настроить их в соответствии с вашими конкретными потребностями. Например, в отношении сварочных аппаратов MIG иногда значение 2 может означать недостаточную мощность, а значение 3 может быть избыточным.
Перовое сверло по дереву. Идеальный компромисс диаметра и веса
Поменял и забыл |
11.03.2016
Перовое сверло по дереву отличается более высокой производительностью по сравнению со стандартным спиральным. Перовая насадка хорошо справляется с высверливанием отверстий большого диаметра как в обычной древесине, так и в клеёной, а также в пластике и гипсокартоне. По качеству и точности работы они несовершенны, а потому обычно используются для проведения грубых операций.
Что представляет собой перовое сверло?
Сверло имеет вид стержня, на одном конце которого расположена рабочая часть, а на другом – шестигранный наконечник. Режущая лопатка имеет вид «пера», имеющего центровальное остриё и два резца, отходящих от него.
Все перовые свёрла можно разделить на односторонние и двусторонние, предназначенные для работы в одну и две стороны соответственно. Угол среза резца одностороннего пера составляет 75-90°, а двустороннего – 120-135°.
Перовое сверло по дереву имеет несколько преимуществ. Несомненно, главное из них – это стоимость. В соотношении цена-эффективность ему нет равных. В сравнении со сверлом Фостнера перьевая насадка намного дешевле и имеет более широкий диапазон рабочих диаметров.
Длина сверла составляет 15 см. Используя дополнительный удлинитель, глубину высверливаемого отверстия можно увеличить на 3 см. Сверло идеально подходит для создания небольших отверстий диаметром до 60 мм.
К тому же, простая форма пера позволяет осуществлять заточку собственноручно напильником или на станке. Как показывает практика, сверлить ими можно даже жесть и листовой металл небольшой толщины. Благодаря шестигранному наконечнику вероятность проворачивания сверла в патроне исключается вовсе.
Преимущества и недостатки перового сверла
Главным минусом является невозможность высверливания отверстий диаметров больше 60 мм. В процессе сверления материал разрушают только заострённые резцы торцевой части насадки. В это время закруглённые боковые стороны пера трутся о края отверстия, оставляя при этом на них небольшие волоски дерева, и предавая поверхности небольшую шероховатость. Это немного портит вид.
К отрицательным моментам можно отнести и тот факт, что перовое сверло по дереву относительно быстро теряет свои режущие свойства.
Наименование
Преимущества
Недостатки
Спиральное
· Гладкая поверхность краёв отверстия;
· Большая глубина.
· Самое большое сверло имеет относительно малый диаметр;
· Только сквозные отверстия
Сверло Форстнера
· Ровные стенки;
· Возможность высверливания отверстий больших диаметров;
· Большой срок эксплуатации.
· Высокая стоимость;
· Короткий хвостовик, который не даёт возможность хорошо углубиться в древесину
Перовое
· Низкая цена;
· Большое количество диаметров от 5 до 60 мм;
· Возможность использования удлинителя, позволяющего увеличить глубину прохода сверла на 30 мм;
· Можно затачивать самостоятельно.
· Шероховатые края отверстия.
Перовые свёрла по дереву. Размеры
Приобрести свёрла можно как по отдельности, так и в наборе. Зачастую мастера покупают сразу целый набор. В его состав обычно входят перовые насадки следующих диаметров: 10, 12, 16, 18, 20, 25 – это наиболее ходовые размеры, которые достаточно легко справляются со своими задачами.
Поштучно или под заказ можно купить перовое сверло по дереву абсолютно любого размера вплоть до 60 мм. Производить и использовать перовые насадки диаметром свыше 60 мм нецелесообразно – из-за большой охватываемой площади резцы с большим трудом разрушают дерево.
Правила использования
Эксплуатировать сверло необходимо с учётом следующих нюансов:
перед началом сверления необходимо наметить место, где будет сверлиться отверстие, и сделать небольшое углубление керном;
для проведения работ лучше всего использовать дрель с регулятором числа оборотов. Скорость работы дрели напрямую зависит от диаметра используемого пера – чем больше сверло, тем с меньшей частотой должен вращаться вал. Работа на больших оборотах приведёт к быстрому износу резцов или поломке самого сверла;
если перовую насадку предполагается использовать для высверливания глубоких отверстий, то необходимо сразу приобрести удлинитель. В нём имеется специальный замок, который зажимается шестигранным ключом на 3 мм, тем самым позволяя сверлу и удлинителю работать как единое целое;
чтобы правильно очертить контур отверстия, на самой начальной стадии необходимо как можно медленнее вращать вал. Важно установить сверло перпендикулярно поверхности, на которой планируется отверстие, и с небольшой силой прижимать наконечник;
перо устроено так, что опилки высверливаемого дерева не выходят наружу и остаются в отверстии. Поэтому необходимо периодически останавливать работу и выдувать стружки из канавки.
Производством перовых свёрел занимается очень большое количество компаний и фирм. Чтобы не разочароваться в инструменте, при покупке необходимо обращать внимание на следующие моменты:
форма – перо должно иметь симметричность;
резцы должны быть идеально ровными, что может говорить о заводских условиях изготовления;
присутствие сколов и неровностей указывает только на то, что инструмент был изготовлен в кустарных условиях, что не добавляет плюсов к качеству;
цвет.
На последний внешний признак стоит обратить особое внимание. Цвет сверла может сказать о том, насколько хорошо была проведена обработка металла.
Цвет
Особенности технологической обработки
Стальной с серым оттенком
Обработке деталь не подвергалась
Тёмный
Была проведена обработка нагретым паром, благодаря чему прочность металла увеличилась
Золотой
Была применена специальная технология обработки со снятием материала внутренним давлением
Ярко-золотистый
Говорит о наличии на поверхности сверла слоя нитрида титана, который существенно повышает срок эксплуатации и увеличивает прочностные характеристики
Заточка
Из всех существующих свёрл, перовое сверло по дереву можно считать самыми лёгким в обслуживании. Затачивать его в домашних условиях очень просто, достаточно иметь под рукой плоский напильник или точильный станок.
Для заточки необходимо взять за образец новое перо. По нему нужно вывести резцы, при этом сверяя форму с образцом. Особое внимание нужно уделить острию. Его необходимо выточить максимально по центру – даже небольшое смещение относительно оси сверла сильно затруднит работу из-за разных длин резцов.
Если рабочая часть сверла деформировалась сильно, тратить силы на её восстановление не стоит – лучше купить новое, благо их стоимость невелика.
https://www.youtube.com/watch?v=KGKZ3ntsaIM
Пневмозаклёпочник. Быстро и надёжно!
Вязальный пистолет для арматуры. Свяжем всё за пару минут!
Сверло по дереву 3*60мм Макита (D-07026)
Сверло по дереву с центровочным наконечником, с заточенными боковыми резцами и спиралью. Диаметр 3 мм.
Технические характеристики
Основные Подробные
Рабочая длина, мм
30
Диаметр, мм
3
Назначение
дерево
Тип хвостовика
цилиндрический
Общая длина, мм
60
Подходит для инструмента
дрель
Тип сверла
Спиральное
Комплектация
Сверло 1 шт
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
.60 мм HSS Jobber Длина сверла | DWDMM.60
Артикул:
ДВДММ.60
Отправка сегодня! (Заказ до 15:00 по восточноевропейскому стандартному времени с понедельника по пятницу)
Список цен:
1,48 доллара США
В настоящее время:
Цена: $0,80
(Вы сэкономили
0,68 доллара США)
Список цен:
1,48 доллара США
В настоящее время:
Цена: $0,80
(Вы сэкономили
0,68 доллара США)
Артикул:
ДВДММ. 60
Марка
Квалтек
СКП:
887861022095
MPN:
ДВДММ.60
Наличие:
Отправка сегодня! (Заказ до 15:00 по восточноевропейскому стандартному времени с понедельника по пятницу)
Текущий запас:
Рекомендуемое количество в упаковке: 12
БЕСПЛАТНАЯ двухдневная доставка при заказе на сумму более 100 долларов США
Часто покупают вместе:
Описание
Характеристики продукта
Видео
Описание
0,60 мм сверло из черной оксидной стали для быстрорежущей стали
Надежное сверло общего назначения, идеально подходящее для производственных, ремонтных или переносных работ по сверлению
Для использования в широком спектре материалов, таких как алюминий, латунь, медь, металл, пластик и дерево
Поверхность обработана износостойким черным оксидом
Изготовлен из быстрорежущей стали с 118° обычным наконечником
Jobber (standard) length drill bit
Round shank for use in a wide range of tool holding systems
Suggested Pack Quantity: 12
View AllClose
Product Specs
Size:
0,60 мм
Материал:
Быстрорежущая сталь
Отделка:
Черный оксид
Длина канавки:
8,00 мм
Общая длина:
24,00 мм
Тип хвостовика:
Круглый
Стиль:
Джоббер
Угол резки:
118
Тип точки:
Обычный наконечник
Количество канавок:
2
Направление резки:
Правосторонняя
Рекомендуемое количество в упаковке:
12
Альтернативная упаковка КОЛ-ВО SKU:
DWDMM. 60P12
Просмотреть всеЗакрыть
Видео
Сверла с черным оксидом от Drill America
Сверла с черным оксидом от Drill America www.DrillAmerica.net…
Посмотреть всеЗакрыть
Жители Калифорнии: см. Предложение 65 Информация
Стоковые фотографии иногда используются для представления нескольких размеров в категории. Товар, который вы получите, будет соответствовать описанию.
сопутствующие товары
Сопутствующие товары
Mengshen Forstner 660мм ступенчатое сверло Цена в ОАЭ
Mengshen Forstner 660мм ступенчатое сверло Цена в ОАЭ | канбкам
×
Канбкам
iCloudit
Бесплатно — Google Play
Скачать
Фильтр
Категория
Колонки и домашний кинотеатр 1
Бренд
Мэншен 5
Ценовой диапазон
Падение цен
Продавец
Продавцы Амазонки
Амазон Прайм
Популярность
Цена: от низкой до высокой
Цена: от высокой к низкой
Последние обновления
Актуальны
Верхнее падение
Фильтр
Категория
Колонки и домашний кинотеатр 1
Бренд
Мэншен 5
Ценовой диапазон
Падение цен
Продавец
Продавцы Амазонки
Амазон Прайм
Набор сверл Mengshen Forstner 30-60 мм, 6 шт.
, петля для сверления отверстий с плоским крылом, петля из цементированного карбида, углеродистая быстрорежущая сталь, сверло для деревообработки, перфоратор с круглым хвостовиком
72,00 дирхама ОАЭ
73.02
-1%
Сверла Mengshen Forstner 15-35 мм, 16 шт., углеродистая быстрорежущая сталь, деревообрабатывающая кольцевая пила, перфоратор, деревянные плиты, плоское крыло, сверло, петля, наборы для сверления из цементированного карбида
фреза для межкомнатных дверей, шаблон для петель, установка и приспособление
Качественно установить межкомнатную дверь можно при помощи специального фрезера для врезки
Каждый человек хочет, чтобы его межкомнатная дверь была установлена красиво и без повреждений, и поэтому всегда стоит обращаться к профессионалам, знающих свое дело, пусть это будет несколько дороже, но зато есть уверенность в качественном исполнении работ.
Содержание материала:
1 Фреза для врезки замков в межкомнатные двери: необходимые инструменты
2 Разновидности фрез для врезки замков
3 Как врезать петли в дверь фрезером: инструкция
4 Использование шаблонов для врезки петель и замков
Фреза для врезки замков в межкомнатные двери: необходимые инструменты
Если говорить о методах врезки замов, то можно выделить 2 основных подхода. Это профессиональный, с применением высокоточных электрических инструментов, и кустарный, с применением молотка и зубила.
Перед тем как приступать к монтажу двери, лучше заранее подготовить необходимые материалы и инструменты для работы
В обоих случаях потребуется примерно следующий список инструментов:
Ручной фрезер, насадка для врезки замков;
Молоток;
Стамески разных размеров;
Плоская и крестовая отвертки;
Дрель или шуруповерт;
Набор перьевых сверл по дереву;
Рулетка.
Высокие обороты фрезы сделают углубления под замок, не повреждая покрытия двери. Молоток в основном нужен для кустарного метода, но и может пригодиться при профессиональном подходе.
Стамесками придется вырезать место для посадки замка, но этим инструментом можно легко повредить дверное покрытие и ухудшить внешний вид.
Плоская и крестовая отвертки понадобятся для закручивания саморезов, на которых держится замок и сама ручка. Рекомендуется использовать именно их, поскольку при закручивании с помощью шруповерта, высока вероятность повредить дверное покрытие. Дрелью или шуруповертом можно легко, а главное точно, соблюдая чертеж, проделать глубокое посадочное отверстие под замок и для ручки. Набор перьевых сверл по дереву устанавливается на дрель или шуруповерт. Рулетка необходима для замеров, чтобы не ошибиться при посадке замка.
Разновидности фрез для врезки замков
Фрезерный станок – приспособление для дверных коробок и полотен, которое обеспечит высокую точность посадочных углублений. В настоящие время, для ручного фрезера существует просто огромное количество разных фрез. Все их можно разделить на 3 группы – кромочные, пазовые и фигирийные.
Существует несколько разновидностей фрез для врезки замков, подбирать которые можно на свое усмотрение
А именно:
Кромочные – используются при изготовлении кромок изделия, а также для различных резных элементов на материале.
Пазовые – с их помощью делают желобки, углубления, выемки, пазы на деревянных изделиях.
Фигирийные – предназначены для создания декоративных резаных элементов на фасадах мебели и дверей.
Если рассматривать более подробно, то можно выделить 9 часто используемых фрезеров. Прямой пазовый фрезер предназначен для обработки прямых паз, а в сочетании с копировальной втулкой, можно применять для фигурных и прямых деталей по шаблону. Гантельные V- образные пазовые фрезеры предназначены для декоративной резьбы или как направляющая для перемещения.
Конструкционный пазовый фрезер предназначен для изготовления соединений типа ласточкин хвост либо П-образного паза. Фрезер для сращивания на миро-шип применяются для соединения длинномерных полотен по длине.
Фасонные пазовые фрезы применяются для фасонных боковых пазов в поверхностях.
Прямые кромочные фразы применяются в работе, используя самодельные шаблоны. Фрезы с кромочной и дисковой формой используют при выборке фальца, отличаются высокой точностью. Фигурные кромочные фрезы применяются для обработки кромок филёнок, фасадных рам и плинтусов. Фрезы горизонтального типа служат для декорирования фрезерованных кромок.
Как врезать петли в дверь фрезером: инструкция
Как отмечалось выше, лучше доверить дело профессионалу, но если же полны решимости сделать петли в двери фразером самостоятельно, то эта инструкция будет актуальна. Для начала нужно определиться, какая из сторон двери будет лицевая, и с какой стороны, будут располагаться петли. Желательно пометить дверь, чтобы потом не осознать, что они прикручены не стой стороны.
Для того чтобы правильно врезать петли в дверь при помощи фрезера, необходимо ознакомиться с подробной инструкцией
Определившись с местом расположения:
Прикладываем петлю к двери;
Обводим простым карандашом;
После по получившемуся контору аккуратно обрабатываем стамеской.
Последнее необходимо во избежание трещин и повреждений двери, которые могу возникнуть во время вращения фрезы. Самый важный момент – настройка на ручном фрезере глубины погружения и параллельный упор. Длинную кромку следует фрезеровать от верха до низа. Верхнею и нижнею линию контура следует обрабатывать не доходя пары миллиметров, после чего срубить стамеской. Это не обходимо, чтоб избежать повреждений двери.
Расстояния от верхних и нижних краев двери до петель следует выбирать от 17 до 22 см.
Далее прикладываем петлю и прикручиваем. Прикладываем брус буквой «Г», делам поправку на зазор между дверью и коробкой и отмеряем местоположение петель. Переходим к фрезеровке дверной коробки – оставляем пероральный упор на фрезере, уточняем глубину погружения фрезы и делаем все в точности, как для двери. После всего прикручиваем петли с дверью к дверной коробке.
Сам процесс врезки петель может занять несколько часов. Если нет полной уверенности в своих силах и умения пользоваться ручным фрезером, то лучше обратиться к профессионалам, или же на крайний случай позвать товарища, который поможет с врезкой петель.
Использование шаблонов для врезки петель и замков
Шаблоны могут существенно облегчить задачу их установки. Такие шаблоны можно сделать самостоятельно или же купить в строительном магазине. Изготовление шаблона не займет много времени.
Дополнительно можно использовать специальные шаблоны для врезки петель и замков
Для изготовления понадобится:
Доска толщиной от 20 мм, длиной от 40 мм;
Древесноволокнистая плитка размером 100х100 мм;
Деревянный брус небольшого размера;
Рейка длиной от 150 мм;
Дрель, лобзик;
Крепежные детали и болты с барашками.
На древесноволокнистой плите делается необходимый по размерам отрез, просверливается 6 квадратных параллельных отверстий (по 3 с каждой стороны). Проделываем еще одно отверстие в центре размерами 140х70. На один из краев рейки приделывается брусок, который будет ограничителем. Далее следует прикрепить саморезами рейку с бруском к плитке. Вырезаем из доски 3 накладки – одну для вертикального крепления и 2 одинакового размера для горизонтального. В каждой вкладке делается 2 параллельных пропила, это позволит регулировать размеры отверстий. Накладки крепятся к МДФ плите.
Шаблон готов, следует уточнить, что все выше названные размеры условны, их не обязательно соблюдать.
Применять шаблоны для врезки петель и замков очень легко. Для этого необходимо зафиксировать дверь на полу. Далее определяемся со стороной, где будут располагаться петли, и наносим предварительную разметку. В месте где должны устанавливаться петли, прикладываем шаблон. Ручным фразером снимается фаска. Глубина фаски должна быть равной толщине петли.
Как пользоваться фрезером для врезки замков (видео)
Осуществляя самостоятельно монтаж петель и прочей фурнитуры на дверное полотно, необходимо обязательно соблюдать технику безопасности. При правильном подходе и соблюдении всех рекомендаций, описанных выше, получатся красивые двери на долгие годы.
Каким фрезером врезать замок и петли в дверь: описание фрез
Содержание статьи Свернуть
Врезка замка в деревянную межкомнатную или входную дверь является одним из самых ответственных процессов при установке данной ограждающей конструкции. Устаревшая методика выдалбливания пазов стамеской и молотком давно ушла в прошлое. Сегодня профессионалы активно применяют специальные электроприборы – фрезеры. Чтобы добиться ожидаемого результата, нужно точно знать, каким фрезером врезать замок в дверь.
Врезка замка с помощью ручного фрезера
Виды фрезеров
Для врезки замков в деревянные дверные полотна применяются ручные фрезеры, которые фиксируются на торце конструктивного элемента и выполняются выборку материала строго в установленном месте. Фрезеры, представленные в широкой продаже, подразделяются на следующие базовые типы:
Вертикальный, или погружной – самый популярный инструмент – фреза располагается строго перпендикулярно обрабатываемой плоскости, глубина погружения определяется мастером при приложении усилий к пружинному механизму, на котором зафиксирован прибор.
Вертикальный фрезер
Кромочный, или окантовочный – миниатюрные фрезы, а также высокоточный ход прибора позволяют выполнить филигранную работу по обработке кромок деревянного дверного полотна с точностью до десятых долей миллиметра.
Комбинированный – один из наиболее востребованных среди профессионалов приборов – конструкция совмещает в себе сразу два типа фрезеров – вертикальный и кромочный, что позволяет вести комплексную обработку полотна при врезке замков любой сложности.
Специального назначения, дюбельные, ламельные – сугубо профессиональные машины, которые предназначены для выполнения какой-либо одной технологической операции.
Кромочный фрезер
Обывателям следует учесть, что покупка фрезеров с набором рабочих органов не гарантирует высокое качество обработки полотна и точность врезки замков, так как от мастера требуется соблюдение технологической карты и продолжительный опыт работы с оборудованием.
Классификация фрез
При покупке фрезера также необходимо дополнительно приобрести режущие органы (фрезы) с необходимой кромкой и конструкцией. Данные съёмные детали подразделяются на несколько категорий:
Пазовые – предназначены для выборки пазов, желобов и других протяжённых, либо глубинных выемок, классифицируются на несколько типов:
Конструкционные – классические вырезы, позволяют выполнить ровную выборку с ортогональными гранями.
Прямые – выполняют прямолинейные пропилы.
Пазовые фрезы
Галтельные – используются для устройства глубоких отверстий.
Кромочные – идеально подходят для прорезки сложных пазов под накладные пластины замка, либо для формирования художественных узоров на полотне. Классификация:
Прямые – позволяют обработать прямолинейную кромку на полотне.
Дисковые – предназначены для выборки и обработки плоскости фальца.
Горизонтальные – незаменимый инструмент для доработки каждой кромки перед установкой замка в получившийся паз.
Фигурные – тонкий рабочий орган позволяет обработать любой тип поверхности, вне зависимости от его формы и габаритов.
Кромочные фрезы
Фигирийные – предназначены для финишной обработки кромок или граней выборки основного объёма древесины, подходят для любой криволинейной поверхности. Классификация:
Горизонтальные – поставляются в виде диска, предназначены для доработки пазов небольшой глубины.
Вертикальные – имеют малый диаметр и большую глубину, легко проникают в самые глубокие пазы для доработки кромки.
Односторонние – позволяют обрабатывать плоскость только в зоне контакта.
Двусторонние – универсальный инструмент с режущей кромкой по всему периметру фрезы.
Фигирийные фрезы
Эксперты рекомендуют приобретать фрезы от известных производителей, изготовленных из легированной стали с качественной пайкой и лазерной заточкой. Все высокотехнологичные приборы от надёжных поставщиков снабжаются паспортом качества с указанием гарантийного срока безаварийной эксплуатации.
Как правильно выбрать инструмент
При покупке фрезера для врезки замка в деревянные дверные полотна, необходимо учитывать ряд важных нюансов:
Природный материал прост в обработке, из-за чего мастеру не потребуется машина повышенной мощности. Средний показатель производительности оборудования составляет не более 2,5 – 3,5 кВт.
Бытовой ручной фрезер
Чтобы избежать сложной ручной доработки пазов после выборки материала фрезером, необходимо заранее приобрести машину с нужной амплитудой хода рабочей головки. Эксперты рекомендуют выбирать данный параметр с незначительным запасом.
Масса прибора должна быть такой, чтобы мастер мог легко перемещать фрезер двумя руками.
Штатный электрический шнур должен быть покрыт упругой резиновой изоляцией и иметь достаточную длину для комфортной эксплуатации.
Функционал и количество режимов фрезера должны полностью удовлетворять предъявляемым к нему эксплуатационным требованиям.
Режимы работы электроинструмента
Электроинструмент должен быть оснащён съёмной рабочей головкой для возможности быстрой замены фрез с разными диаметрами и характеристиками.
Прибор должен обеспечивать полный беспрепятственный обзор обрабатываемой плоскости.
Одним из самых главных параметров выбора надёжной машины является известность бренда, год основания компании, а также наличие положительных отзывов о продукции марки в сети.
Какие вспомогательные инструменты потребуются для выборки пазов под замки
Помимо фрезера, домашнему мастеру потребуется ряд дополнительных ручных инструментов:
Для разметки полотна двери:
Лазерная или стандартная рулетка со стальным полотном.
Столярный уголок повышенной точности.
Строительная металлическая линейка с длиной полотна 1000 мм.
Простой карандаш или маркер.
Инструменты для разметки
Для фиксации дверного полотна:
Мягкая подстилка на верстак или пол, чтобы исключить повреждение торца дверного полотна во время работы.
Стапель для фиксации изделия в нужном положении.
Струбцины для зажима дверного полотна после установки на стапель.
Струбцины для фиксации полотна
Для выборки материала под монтаж замка:
2 или 3 сменных головки с цангами для фрезера.
Набор фрез всех категорий, описанных выше.
Для доработки выборки после проточки фрезером:
Набор фрез
Стамеска с узкой режущей кромкой.
Молоток с массой бойка до 300 – 500 г.
Напильник с грубым абразивом.
Наждачная бумага для финишной обработки пазов.
Для фиксации замка в теле полотна:
Набор саморезов.
Дрель с тонким сверлом для разметки отверстий под саморезы.
Шуруповёрт с изменением скорости вращения и набором бит.
Ручная шлицевая или крестовая отвёртка для затяжки саморезов.
Шуруповёрт с набором бит
Все инструменты должны быть высокого качества, хорошо заточены, очищены от грязи и масляных пятен, готовы к работе.
Как правильно настроить фрезер
Перед тем, как начать работу с фрезером, необходимо подготовить его к работе, путём выполнения следующих шагов:
Фрезер монтируется на станине, которая закрепляется к плоскости полотна двери при помощи прижимных струбцин.
Главный штифт, который отвечает за перемещение прибора в станине, ослабляется ручным способом.
Настройка фрезера
В рабочую головку фрезера вставляется нужная фреза, которая зажимается на цанге.
Фреза с рабочей головкой аккуратно опускается до нужной глубины, в зависимости от типа обрабатываемой плоскости.
На шкале, отвечающей за положение фрезы и глубину выработки, выставляется положение «0».
Прижимной винт станины прочно фиксируется вместе с фрезером в выбранном положении.
Положение станины фрезера
Одним из важнейших подготовительных этапов к работе является выбор количества оборотов вращения фрезы. Данный параметр определяется индивидуально, в зависимости от типа древесины. Для сосны может быть достаточно 2 – 3 тыс. оборотов в минуту, а для дуба или тика, скорость вращения нужно увеличить в 2 раза.
Подготовка дверного полотна
Перед началом работы, после отладки фрезера и установки нужного рабочего органа, необходимо подготовить полотно двери к работе. Для этого потребуется выполнить ряд шагов, в соответствии со следующим алгоритмом:
Полотно должно быть освобождено от старых замков, ручек и петель.
Лучшим решением будет установка изделия, подлежащего обработке, на противоположную торцевую плоскость.
Перед началом фрезеровки, дверь рекомендуется зафиксировать струбцинами или в тисках.
Фиксация дверного полотна
Учитывая, что фрезер имеет массу от 3 кг и более, перед началом работ рекомендуется установить обрабатываемый торец двери таким образом, чтобы фрезер располагался в горизонтальном положении, опускался частично под действием собственного веса.
После фиксации двери, рекомендуется приложить к ней усилие, чтобы проверить неизменность положения. В случае перекоса или падения полотна во время фрезеровки, рабочий орган может нанести древесине непоправимые повреждения.
Правила работы с фрезером
Для самостоятельной врезки замка в полотно деревянной двери фрезером, необходимо выполнить все пункты следующей пошаговой инструкции:
Дверное полотно фиксируется в нужном положении, в тисках или на струбцинах.
Обрабатываемая плоскость должна занимать горизонтальное положение и располагаться на высоте не более 1 – 1,2 м от пола.
Установка фрезера на дверном полотне
Перед началом фрезеровки, дверное полотно размечается с помощью линейки, рулетки, столярного уголка и простого карандаша.
Для разметки мест под установку радиусных накладок, рекомендуется использовать эти стальные детали в качестве шаблонов.
Фрезер фиксируется над обрабатываемой плоскостью с помощью собственных струбцин.
Электроинструмент выставляется на нужную глубину проточки паза.
Прибор включается в сеть, после чего мастер выполняет выборку в строгом соответствии с заранее нанесённой разметкой.
Разметка двери перед обработкой
По завершении работ, фрезер демонтируется, а мастер примеряет замок в образовавшийся паз.
В случае несовпадения габаритов, кромка дорабатывается малыми фрезами, либо хорошо заточенной стамеской с узким полотном.
В подготовленное отверстие фиксируется замок, который впоследствии закрепляется саморезами.
После врезки и монтажа замка, необходимо сразу навесить дверь на петли, после чего проверить мягкость хода и запирания дверного полона, в случае обнаружения каких-либо нестыковок, рекомендуется скорректировать положение замка, путём дополнительной доработки выборки в двери фрезером.
Возможные ошибки при работе с фрезером и пути их исправления
При врезке замка в деревянную дверь с помощью фрезера, домашний мастер может столкнуться с рядом сложностей, которые приведут к негативным последствиям:
При проверке работоспособности замка, отверстия на ответной пластине в зоне расположения коробки двери не совпадают – перед выборкой паза в коробке, рекомендуется навесить дверь с уже установленным замком и произвести разметку по факту.
Прорезка ответной пластины
При установке замка в заранее подготовленный паз, наблюдается образование уклона относительно вертикальной оси – при установке фрезера на струбцины, необходимо проверить соблюдение ортогонального положения рабочего органа по отношению к обрабатываемой плоскости.
При установке замка, наблюдается его свободный ход и люфт – если проточка оказалась больших габаритов, чем размеры ригеля запирающего механизма, необходимо установить распирающие подкладки их дерева или пластика в тело выборки.
Перекос замка, установленного в паз
При попытке монтажа ригеля замка выявляется сложность его погружения – ни в коем случае нельзя забивать замок молотком, так как дополнительные распирающие усилия могут вызвать образование трещин в дереве. Для нормальной установки, рекомендуется расширить отверстие ручной стамеской.
Если фреза не отвечает требуемой глубине будущей выборки, необходимо заранее подготовить нужный режущий орган, либо проводить работы в 2 этапа, с последовательной регулировкой настроек ручного фрезера.
Готовая дверь с врезанным запирающим устройством.
Если следовать всем перечисленным выше рекомендациям, дверь с врезанным в неё замком будет служить не менее заявленного производителем срока. Перед началом фрезеровки, домашнему мастеру рекомендуется ознакомиться с мастер-классами от профессионалов и выполнить все работы в строго соответствии с технологической картой
Внутренние головки дверных дверей и шкафа.
НОВЫЙ ПРОДУКТ
В НАЛИЧИИ
БЕСТСЕЛЛЕРЫ
РАСПРОДАЖА
Беспокорный и подержанный товары
Сохранить 14 %
Образец
Бесплатная доставка
IGM F641 One Piece Rail и Stile Cutter Man
Код заказа: F6411111111111111111111111111111111111111111111111111111111111111Р1У.
174,12 вкл. НДС
БЕСПЛАТНАЯ ДОСТАВКА. НДС
БЕСПЛАТНАЯ ДОСТАВКА. НДС
БЕСПЛАТНАЯ ДОСТАВКА. НДС
БЕСПЛАТНАЯ ДОСТАВКА
CMT Профили и контрпрофили Набор режущих головок MAN
Дополнительные опции
Подробно
530,48
636,58 вкл. НДС
БЕСПЛАТНАЯ ДОСТАВКА. НДС
БЕСПЛАТНАЯ ДОСТАВКА. НДС
БЕСПЛАТНАЯ ДОСТАВКА
Подъемная режущая головка CMT MAN
Дополнительные опции НДС
Я согласен Настройки Дополнительная информация
Политика конфиденциальности и файлы cookie
Мы используем файлы cookie для улучшения и персонализации наших услуг, для маркетинга и социальной активности. Пожалуйста, ознакомьтесь с нашей политикой конфиденциальности для получения дополнительной информации о том, как и почему мы используем ваши данные. Вы можете изменить настройки файлов cookie в любое время. Продолжая, вы соглашаетесь на использование нами файлов cookie.
 Благодаря компактному дизайну данные насосы практически не занимают места на лабораторном столе. Mембраны и клапана выполнены из ПТФЭ, что обеспечивает беспрецедентную химическую стойкость и механическую прочность. Опционально насосы ME 1 и ME 1C могут быть дополнены вентилем плавной ручной регулировки со стрелочными вакуумметрами (для установки необходимой скорости откачки).
Благодаря компактному дизайну данные насосы практически не занимают места на лабораторном столе. Mембраны и клапана выполнены из ПТФЭ, что обеспечивает беспрецедентную химическую стойкость и механическую прочность. Опционально насосы ME 1 и ME 1C могут быть дополнены вентилем плавной ручной регулировки со стрелочными вакуумметрами (для установки необходимой скорости откачки). производительн. 50/60 Гц
производительн. 50/60 Гц only
only 7
7 1
1 198 mmca. 243 mmca. 11.1 kg20732300
198 mmca. 243 mmca. 11.1 kg20732300 балласта
балласта балласта
балласта темп. (рабочий)
темп. (рабочий)
 75
75 0
0 8
8 Это результат постоянного совершенствования продукции и тесных отношений с нашими клиентами. Благодаря небольшому весу и компактной конструкции пользователи могут легко перемещать насосы в разные места для использования в различных областях.
Это результат постоянного совершенствования продукции и тесных отношений с нашими клиентами. Благодаря небольшому весу и компактной конструкции пользователи могут легко перемещать насосы в разные места для использования в различных областях.


 0 m 3 /h
0 m 3 /h Все смачиваемые детали изготовлены из отборных фторопластов. Они характеризуются отличной химической стойкостью и низкой адгезией к материалам.
Все смачиваемые детали изготовлены из отборных фторопластов. Они характеризуются отличной химической стойкостью и низкой адгезией к материалам.
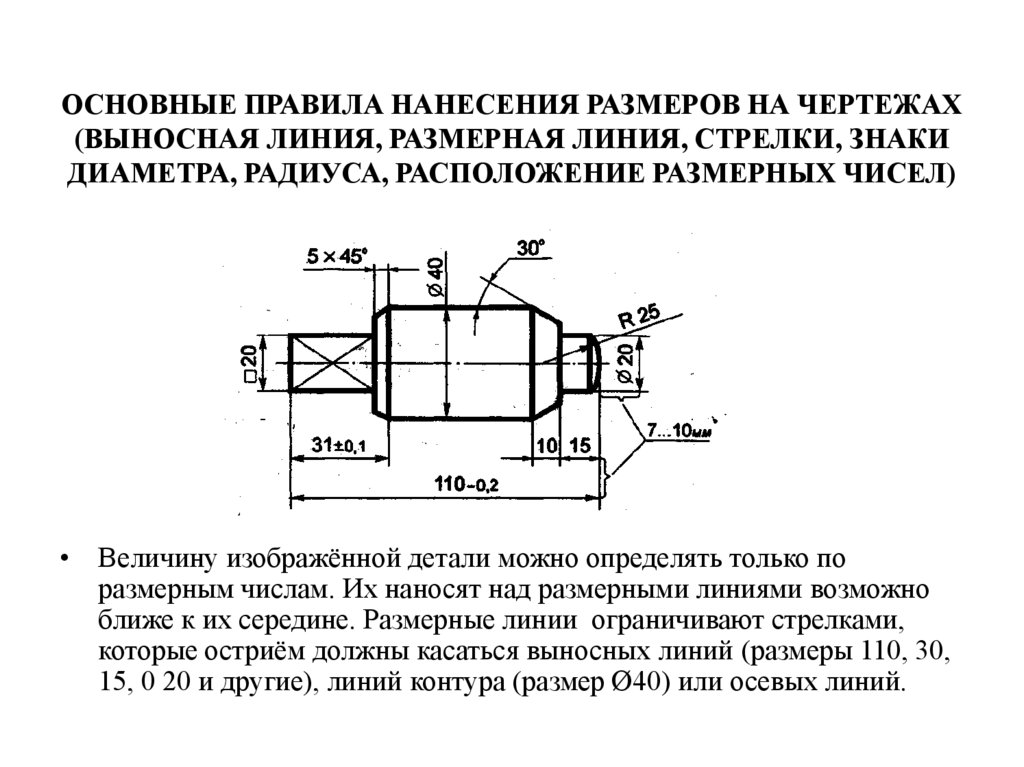 Оси симметрии, проведенные в окружности, называются центровыми линиями. При обработке деталей ( особенно на расточных станках) положение таких линий имеет особенно важное значение, так как очень часто настройка детали ведется именно по этим линиям, нанесенным на поверхности детали при разметке.
Оси симметрии, проведенные в окружности, называются центровыми линиями. При обработке деталей ( особенно на расточных станках) положение таких линий имеет особенно важное значение, так как очень часто настройка детали ведется именно по этим линиям, нанесенным на поверхности детали при разметке.
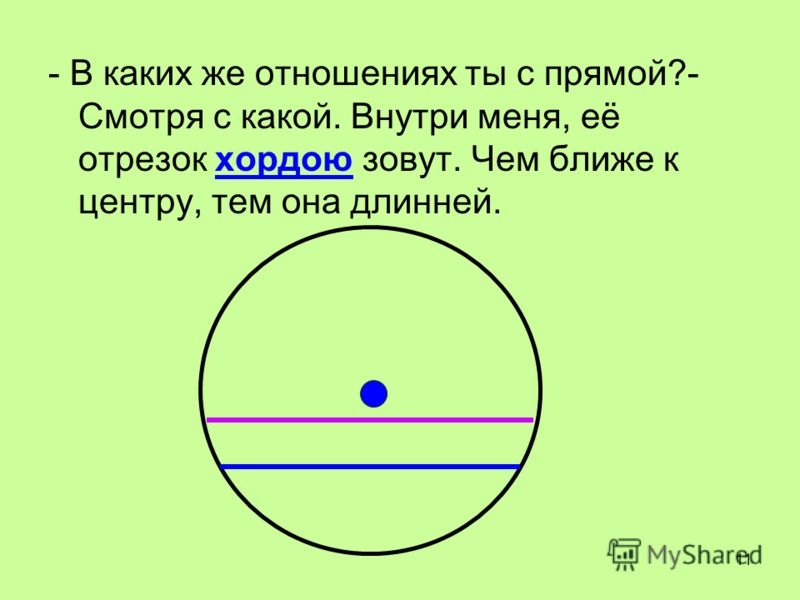
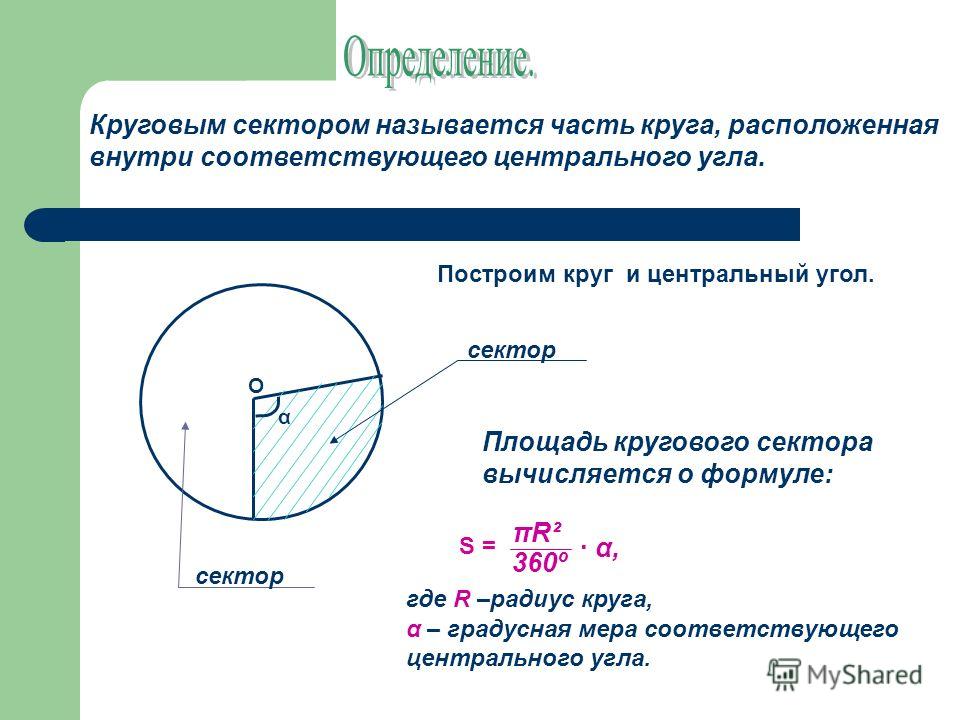



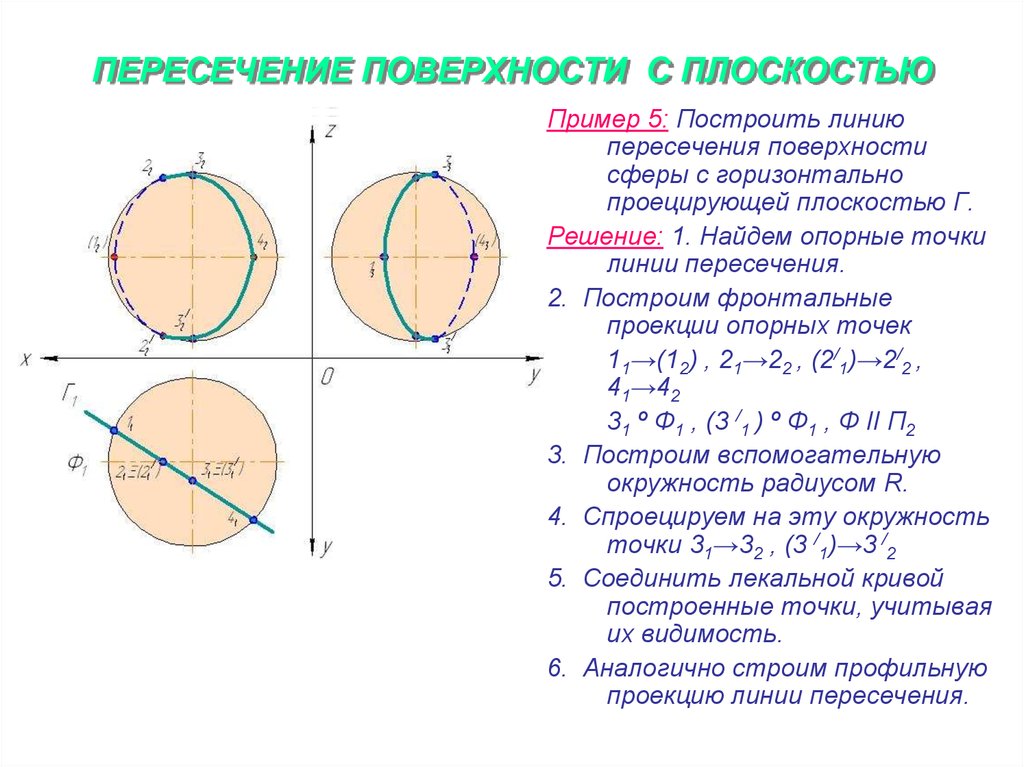 Студент поделился своим мнением о правильном использовании осевых линий в инженерных чертежах, которое было немного консервативным, поскольку им не хватало ключевого применения этой важной функции чертежа.
Студент поделился своим мнением о правильном использовании осевых линий в инженерных чертежах, которое было немного консервативным, поскольку им не хватало ключевого применения этой важной функции чертежа.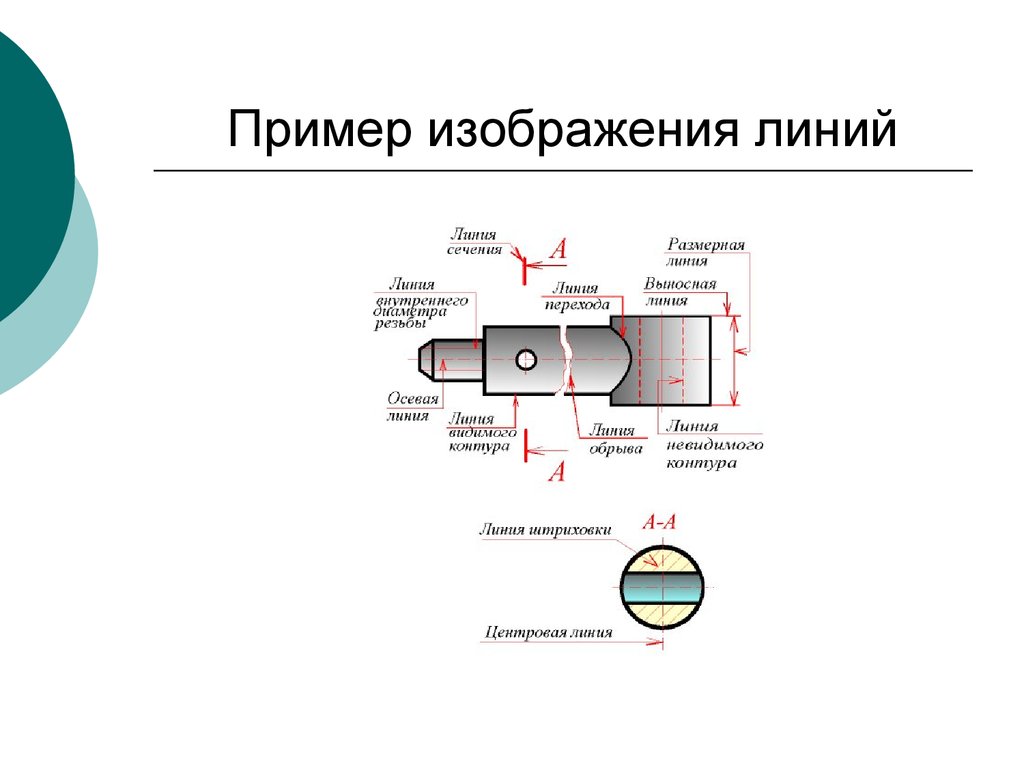 Типичными примерами таких элементов являются отверстия под болты, штифты, диски и т. д.
Типичными примерами таких элементов являются отверстия под болты, штифты, диски и т. д.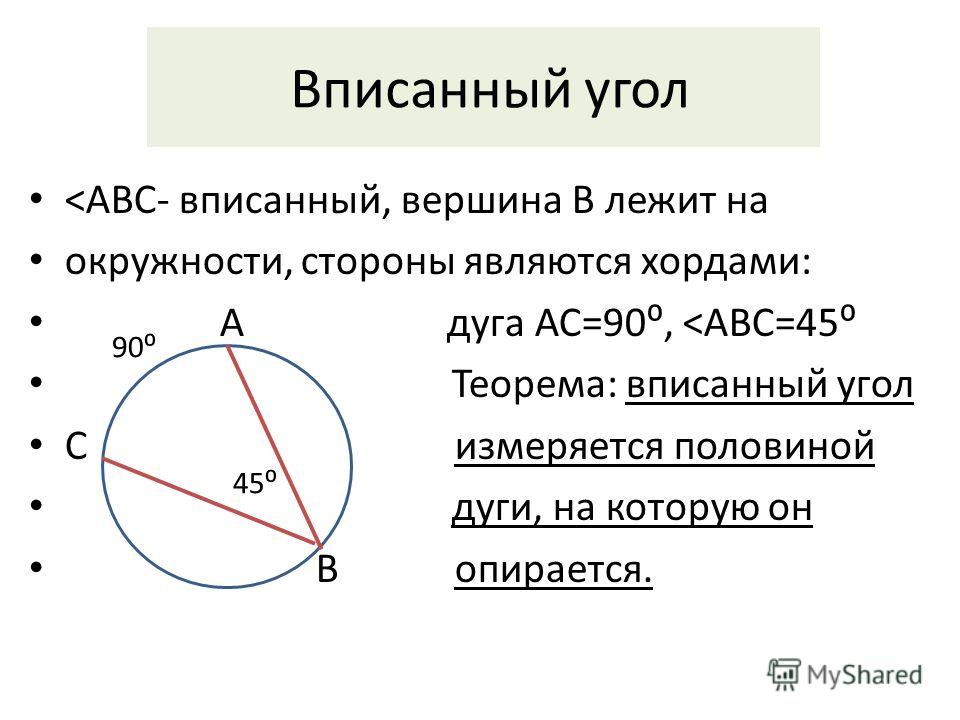 На рисунке 2, если кто-то хочет показать расстояние между отверстиями или отверстиями и боковыми краями, можно использовать для этого осевые линии, а не стенки отверстий.
На рисунке 2, если кто-то хочет показать расстояние между отверстиями или отверстиями и боковыми краями, можно использовать для этого осевые линии, а не стенки отверстий.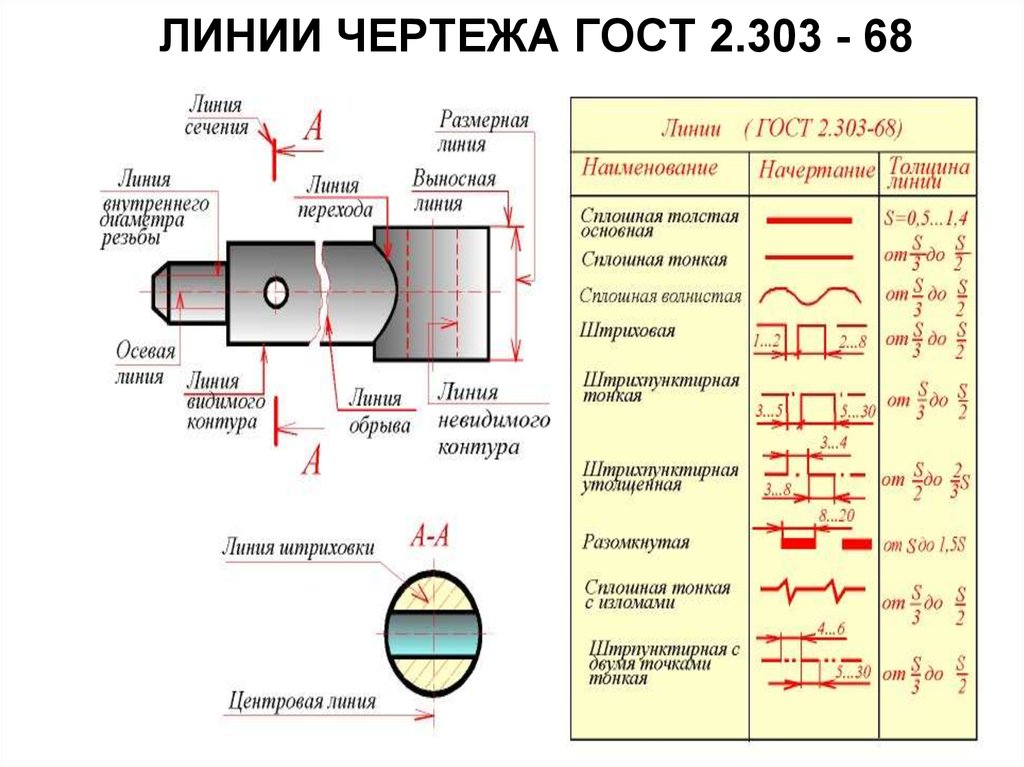
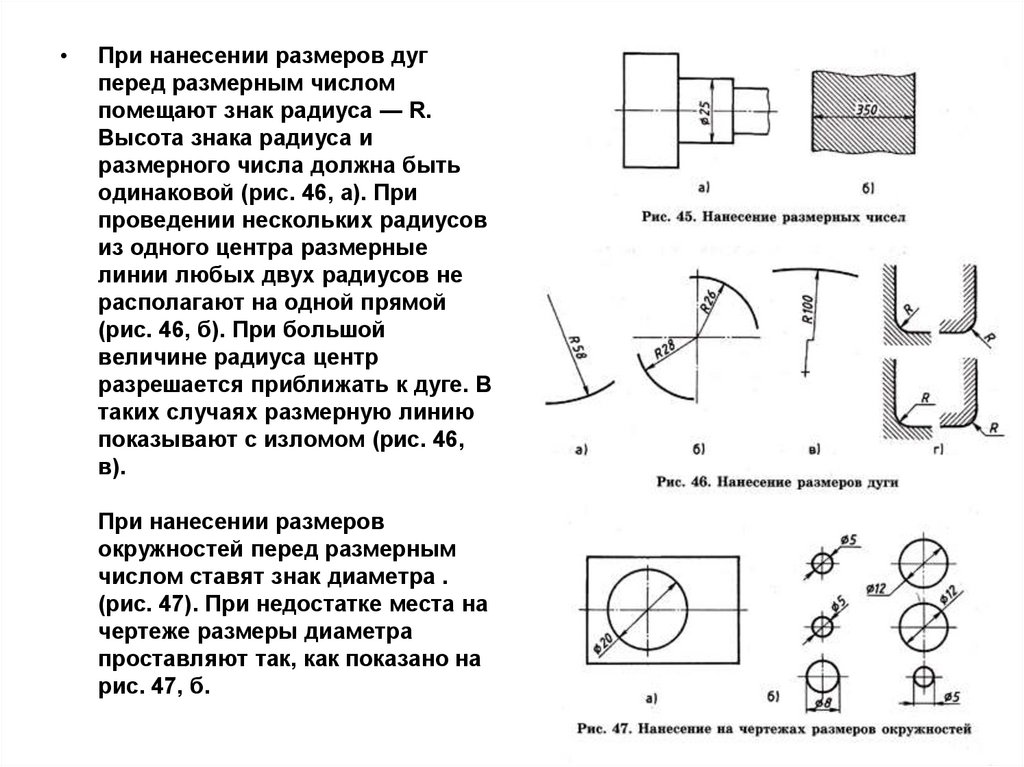 Это входит в правило того, чем на самом деле является осевая линия.
Это входит в правило того, чем на самом деле является осевая линия.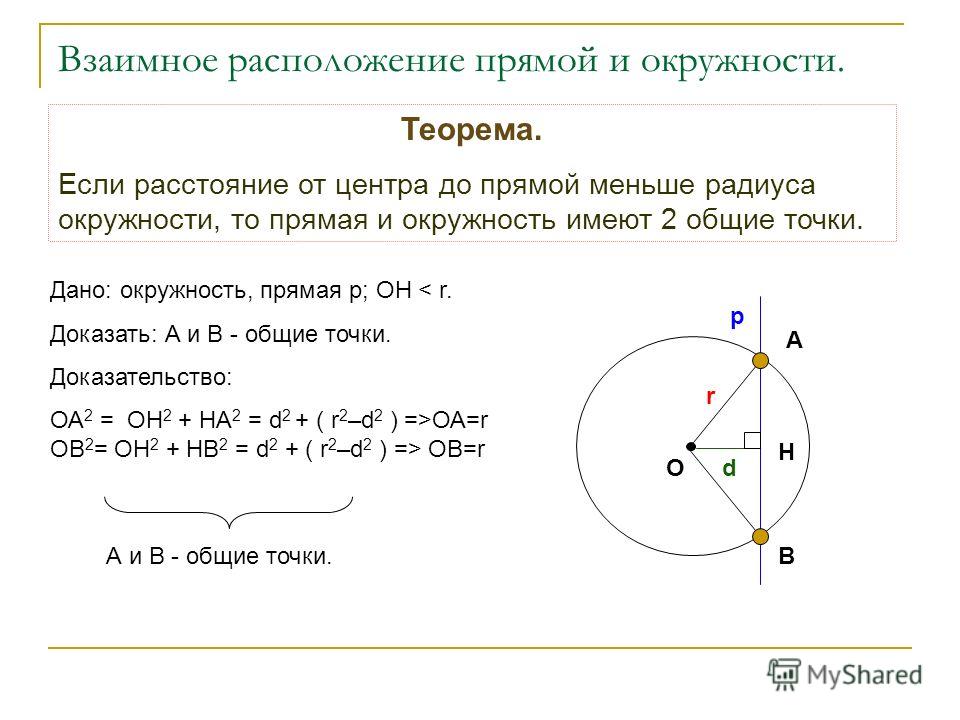 Таким образом, нам нужно было бы иметь центральную линию, чтобы показать, что в идеальном мире основное измерение или цель их — быть точно такой же осью. Вот почему на многих рисунках у нас есть какая-то общая позиция (например, если не указано иное — вы можете видеть все UOS или если не указано иное
Таким образом, нам нужно было бы иметь центральную линию, чтобы показать, что в идеальном мире основное измерение или цель их — быть точно такой же осью. Вот почему на многих рисунках у нас есть какая-то общая позиция (например, если не указано иное — вы можете видеть все UOS или если не указано иное  Теперь это немного более расплывчато, потому что
Теперь это немного более расплывчато, потому что 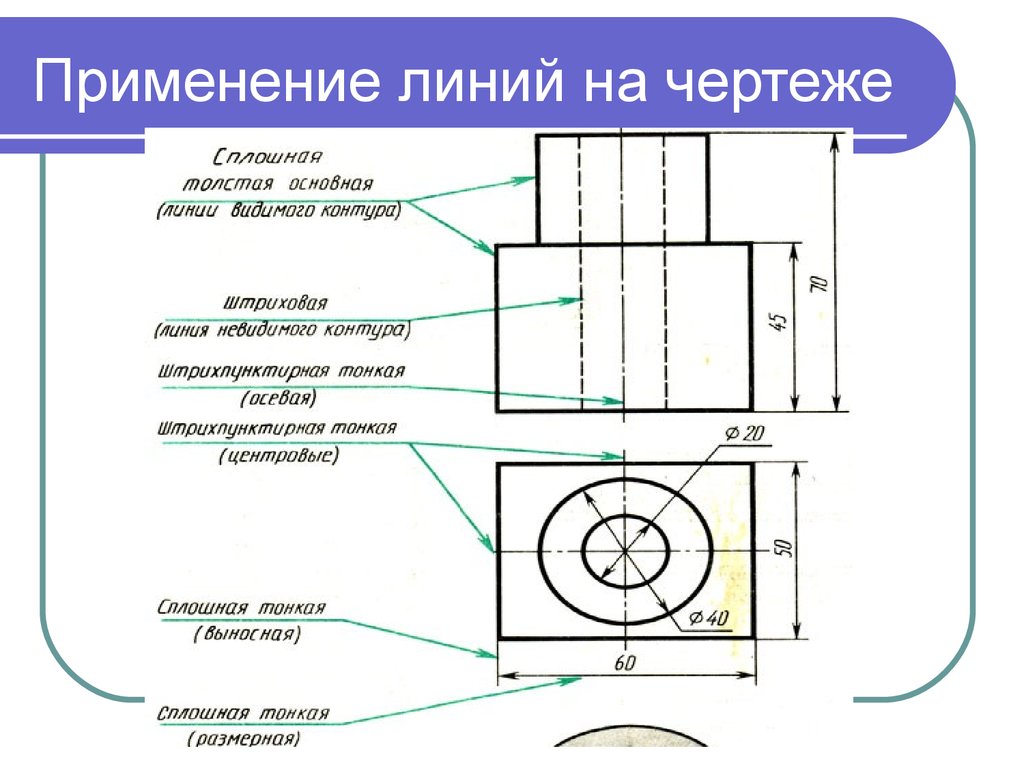 Еще одна вещь, о которой следует помнить, это когда вы измеряете осевую линию. (Допустим, у нас было 10 ± 0,025 от отверстия к отверстию.) Имейте в виду, что это похоже на 2X там, потому что у нас есть одна ось здесь и одна ось там. У нас здесь одна ось в одной оси и здесь.
Еще одна вещь, о которой следует помнить, это когда вы измеряете осевую линию. (Допустим, у нас было 10 ± 0,025 от отверстия к отверстию.) Имейте в виду, что это похоже на 2X там, потому что у нас есть одна ось здесь и одна ось там. У нас здесь одна ось в одной оси и здесь.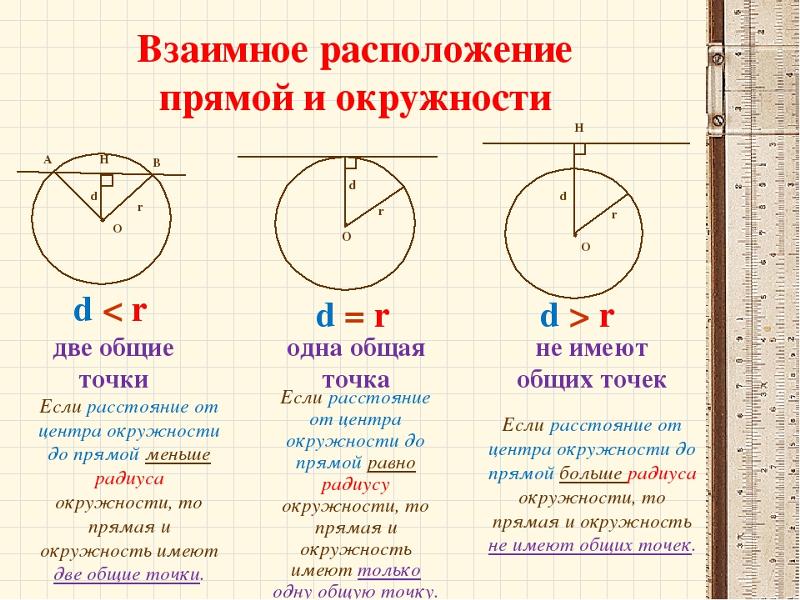 Так что не забудьте проверить это, дайте нам знать, если у вас есть еще вопросы по осевым линиям, потому что это то, что возникает довольно часто.
Так что не забудьте проверить это, дайте нам знать, если у вас есть еще вопросы по осевым линиям, потому что это то, что возникает довольно часто.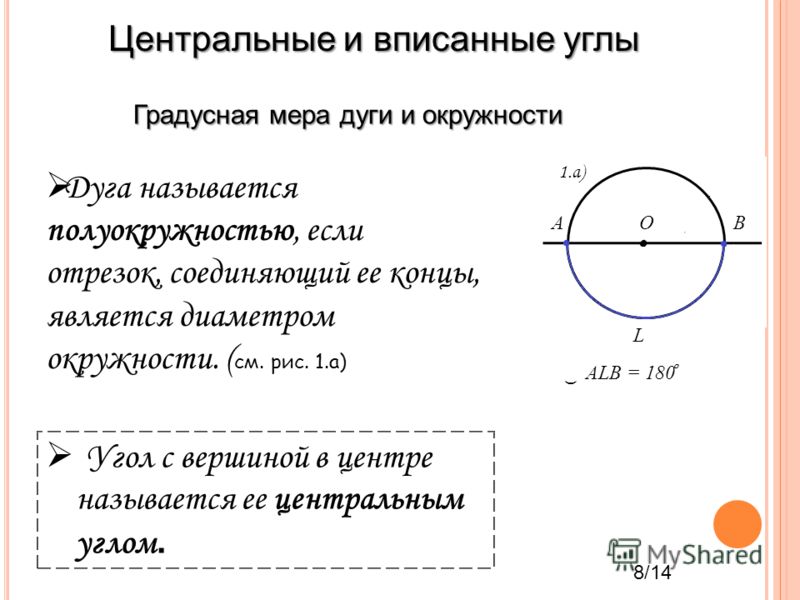
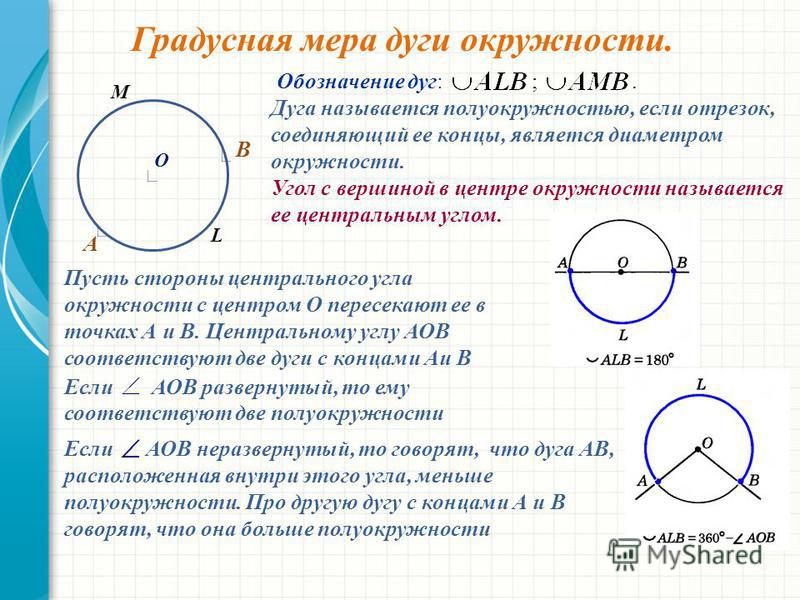
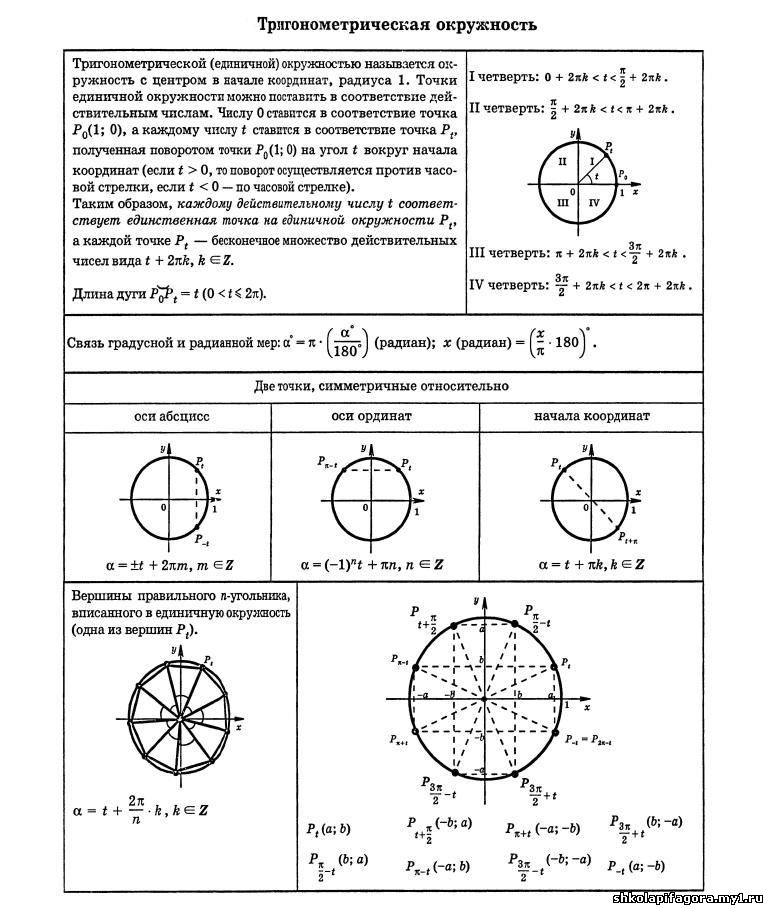
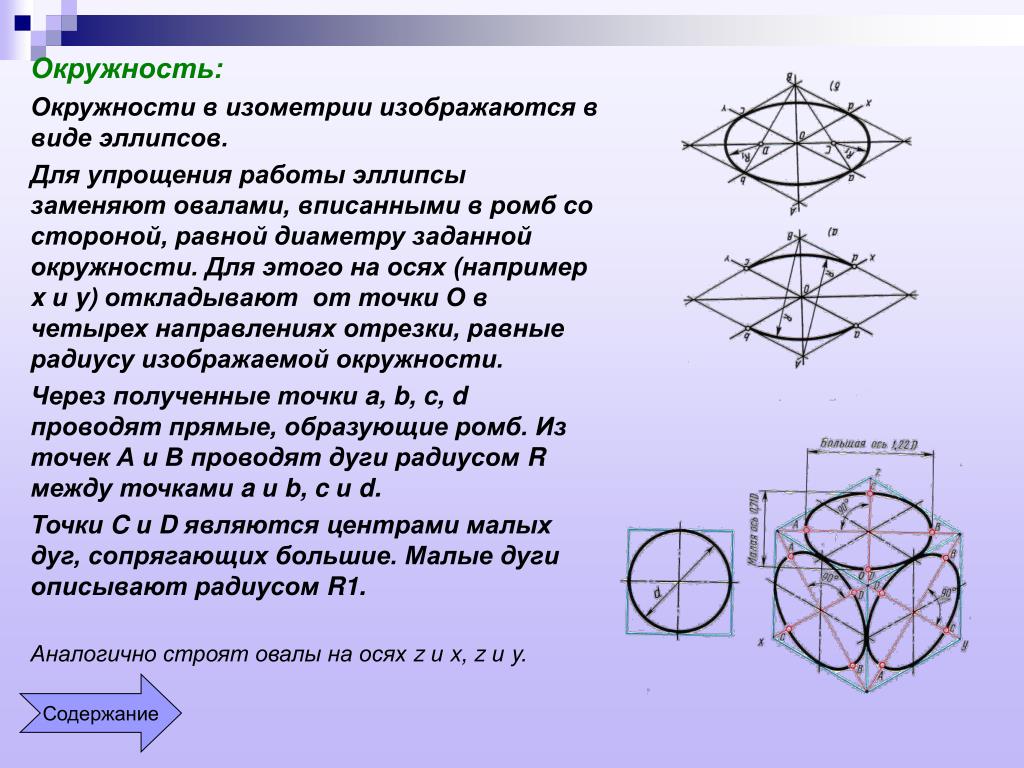
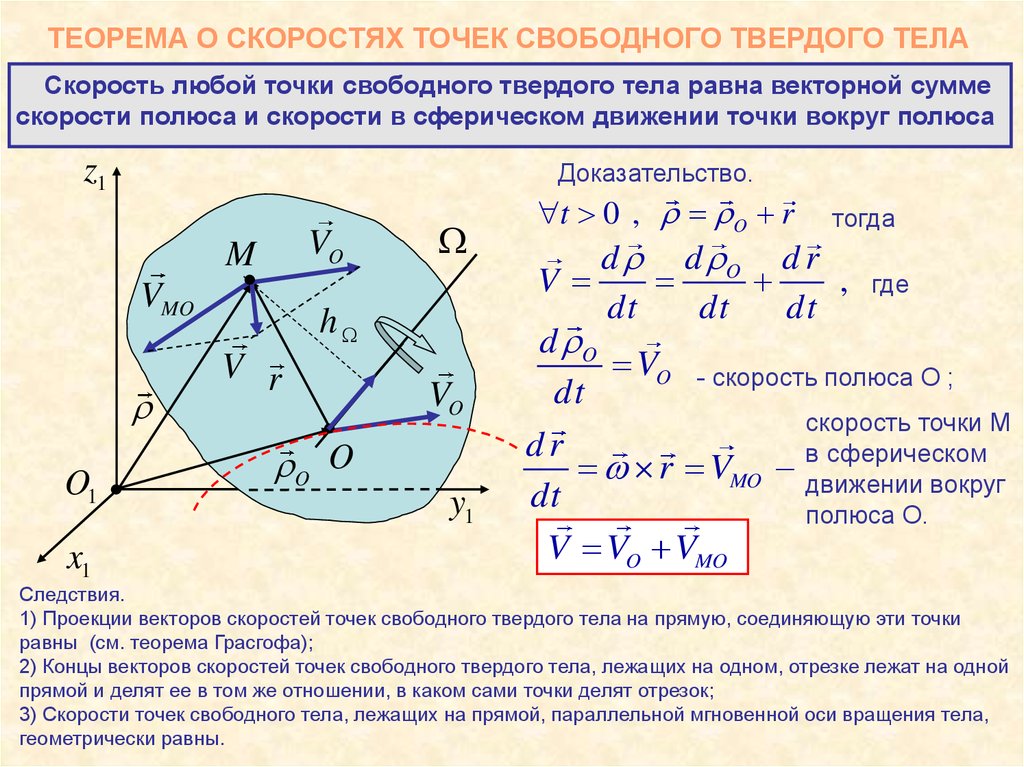
 Одинаковый инструмент, скорость и материал, в разных руках дают различный результат.
Одинаковый инструмент, скорость и материал, в разных руках дают различный результат.
 Также не забудьте о подготовке рабочего места, если есть стол для фрезера, то это лучший вариант.
Также не забудьте о подготовке рабочего места, если есть стол для фрезера, то это лучший вариант. А это может привести к травме.
А это может привести к травме.


 Меняя краевые фрезы, вы можете изготовить просто ровный торец, край с закруглением, фигурный или наклонный профиль. Причем ваше изделие будет эксклюзивным на фоне стандартных фабричных заготовок.
Меняя краевые фрезы, вы можете изготовить просто ровный торец, край с закруглением, фигурный или наклонный профиль. Причем ваше изделие будет эксклюзивным на фоне стандартных фабричных заготовок.
 Применяется в основном для изготовления оконных рам с внутренними перемычками.
Применяется в основном для изготовления оконных рам с внутренними перемычками.
 Можно изготовить универсальный шаблон самостоятельно, при помощи того же фрезера.
Можно изготовить универсальный шаблон самостоятельно, при помощи того же фрезера. Наш курс по работе с фрезером позволит Вам приобрести профессиональные навыки работы с базовым столярным оборудованием.
Наш курс по работе с фрезером позволит Вам приобрести профессиональные навыки работы с базовым столярным оборудованием. !
!

 ) в день завершения курса
) в день завершения курса Врезные и шиповые, коробчатые соединения и ласточкины хвосты — это только начало! Даже составные углы легко монтировать и резать. Ознакомьтесь с нашим разделом «Начало работы», где вы найдете практическое руководство и другие ресурсы. В нашем разделе PantoProjects есть множество замечательных проектов клиентов. Посмотрите на нашем сайте и, пожалуйста, отправьте нам сообщение, если мы можем ответить на какие-либо вопросы.
Врезные и шиповые, коробчатые соединения и ласточкины хвосты — это только начало! Даже составные углы легко монтировать и резать. Ознакомьтесь с нашим разделом «Начало работы», где вы найдете практическое руководство и другие ресурсы. В нашем разделе PantoProjects есть множество замечательных проектов клиентов. Посмотрите на нашем сайте и, пожалуйста, отправьте нам сообщение, если мы можем ответить на какие-либо вопросы. Коробчатые соединения, ласточкины хвосты или нестандартные формы выполняются быстро, точно и с повторяемостью на деревообрабатывающем станке PantoRouter™.
Коробчатые соединения, ласточкины хвосты или нестандартные формы выполняются быстро, точно и с повторяемостью на деревообрабатывающем станке PantoRouter™. Мы используем функцию, уникальную для PantoRouter, чтобы установить идеально подходящий индексный штифт, поэтому вам не нужно делать несколько пропилов на пиле.
Мы используем функцию, уникальную для PantoRouter, чтобы установить идеально подходящий индексный штифт, поэтому вам не нужно делать несколько пропилов на пиле.
 Конечно, вы всегда можете отменить одним щелчком мыши в любое время. Нажмите ниже, чтобы зарегистрироваться, и еще раз, мы обещаем уважать ваше время и конфиденциальность.
Конечно, вы всегда можете отменить одним щелчком мыши в любое время. Нажмите ниже, чтобы зарегистрироваться, и еще раз, мы обещаем уважать ваше время и конфиденциальность. что часто происходит, когда биты и лезвия используются в поперечно-волокнистой древесине.
что часто происходит, когда биты и лезвия используются в поперечно-волокнистой древесине. Никогда не пытайтесь отрезать слишком много любой фрезой, неглубокие, многократные разрезы ВСЕГДА являются лучшими с точки зрения безопасности и лучшего качества реза.
Никогда не пытайтесь отрезать слишком много любой фрезой, неглубокие, многократные разрезы ВСЕГДА являются лучшими с точки зрения безопасности и лучшего качества реза. Под этим я подразумеваю, что мы начнем с противоположного конца и пропустим фрезер обратно через лес.
Под этим я подразумеваю, что мы начнем с противоположного конца и пропустим фрезер обратно через лес. конец пропила и перемещение фрезера назад через древесину, известное как ползучий пропил, потому что фреза начинается с задней части дерева и проходит через древесину, что помогает уменьшить отрыв, который является причиной или грубые срезы, и их всегда трудно отшлифовать, а если срезы действительно плохие и рваные, их невозможно исправить, не сделав еще один надрез.
конец пропила и перемещение фрезера назад через древесину, известное как ползучий пропил, потому что фреза начинается с задней части дерева и проходит через древесину, что помогает уменьшить отрыв, который является причиной или грубые срезы, и их всегда трудно отшлифовать, а если срезы действительно плохие и рваные, их невозможно исправить, не сделав еще один надрез. 
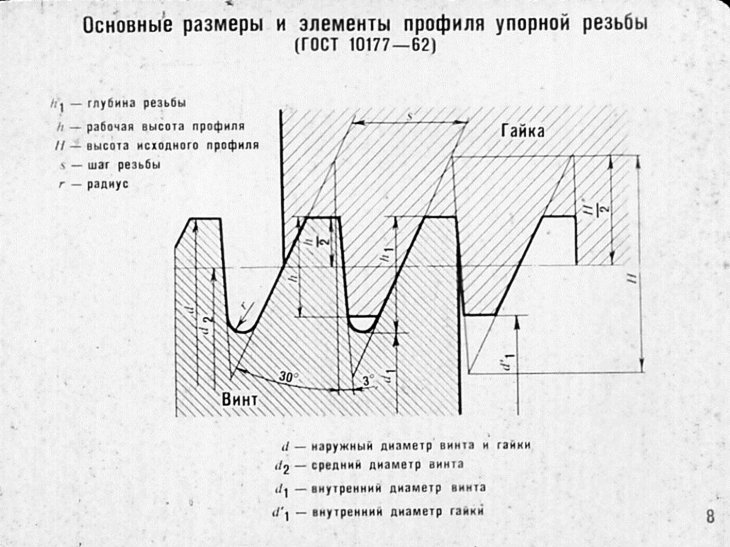 Обе разновидности нарезания используются для превращения вращательного вида движения в поступательное, обладают свойством самоторможения и не имеют точных стандартов изготовления. Тем не менее прямоугольная резьба уступает трапецеидальной по показателям прочности и технологичности. Также ленточная резьба имеет более простую технологию изготовления, располагает высокими показателями силы трения и не требует дополнительного фиксирования. Но она уступает резьбе с прямоугольным сечением по величине КПД. Сейчас прямоугольная резьба постепенно заменяется трапецеидальной во многих сферах промышленности из-за большого количество недостатков.
Обе разновидности нарезания используются для превращения вращательного вида движения в поступательное, обладают свойством самоторможения и не имеют точных стандартов изготовления. Тем не менее прямоугольная резьба уступает трапецеидальной по показателям прочности и технологичности. Также ленточная резьба имеет более простую технологию изготовления, располагает высокими показателями силы трения и не требует дополнительного фиксирования. Но она уступает резьбе с прямоугольным сечением по величине КПД. Сейчас прямоугольная резьба постепенно заменяется трапецеидальной во многих сферах промышленности из-за большого количество недостатков. В ней зазоры устраняются при помощи стягивания разрезной гайки.
В ней зазоры устраняются при помощи стягивания разрезной гайки. Шпильки применяются в тех случаях, когда соединить детали невозможно при помощи болтов, что связано с высокими показателями толщины изделия.
Шпильки применяются в тех случаях, когда соединить детали невозможно при помощи болтов, что связано с высокими показателями толщины изделия.
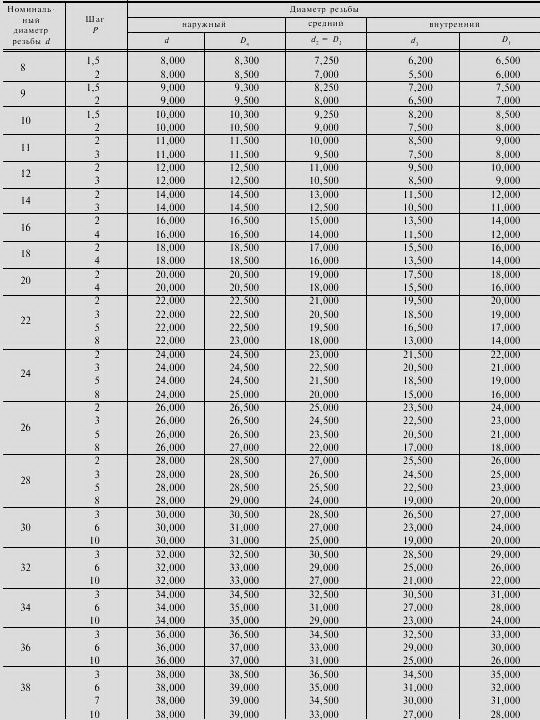 Поэтому на чертеже для ее изготовления приводится вся необходимая информация о размерах нарезки.
Поэтому на чертеже для ее изготовления приводится вся необходимая информация о размерах нарезки.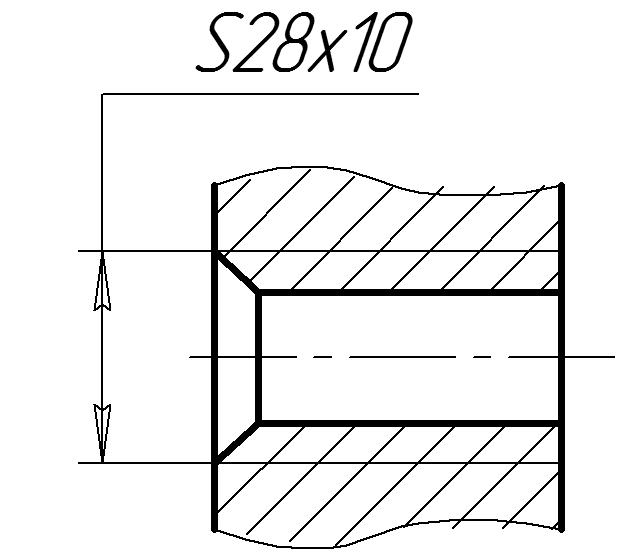 Невидимые участки нарезки обозначаются пунктирными линиями. В этом случае линию, определяющую границу нарезания, рисуют на стержне до начала сбега.
Невидимые участки нарезки обозначаются пунктирными линиями. В этом случае линию, определяющую границу нарезания, рисуют на стержне до начала сбега. Зданий угол резца отклоняется на 8°. Для снижения трения инструмента об поверхность изделия дополнительно устанавливаются вспомогательные углы.
Зданий угол резца отклоняется на 8°. Для снижения трения инструмента об поверхность изделия дополнительно устанавливаются вспомогательные углы. Этот прибор позволяет мастеру не производить повторную переточку режущего инструмента при изменении внутреннего или внешнего диаметра.
Этот прибор позволяет мастеру не производить повторную переточку режущего инструмента при изменении внутреннего или внешнего диаметра.
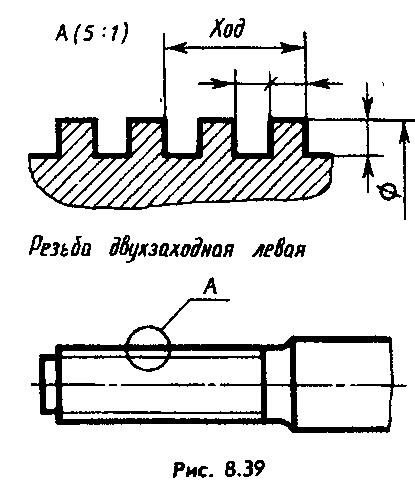
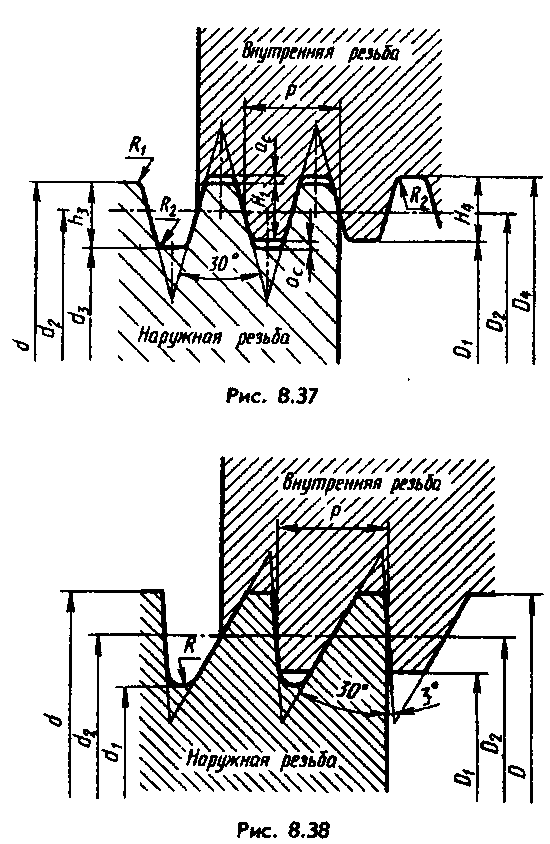
 д. ‑ наносят на полке
д. ‑ наносят на полке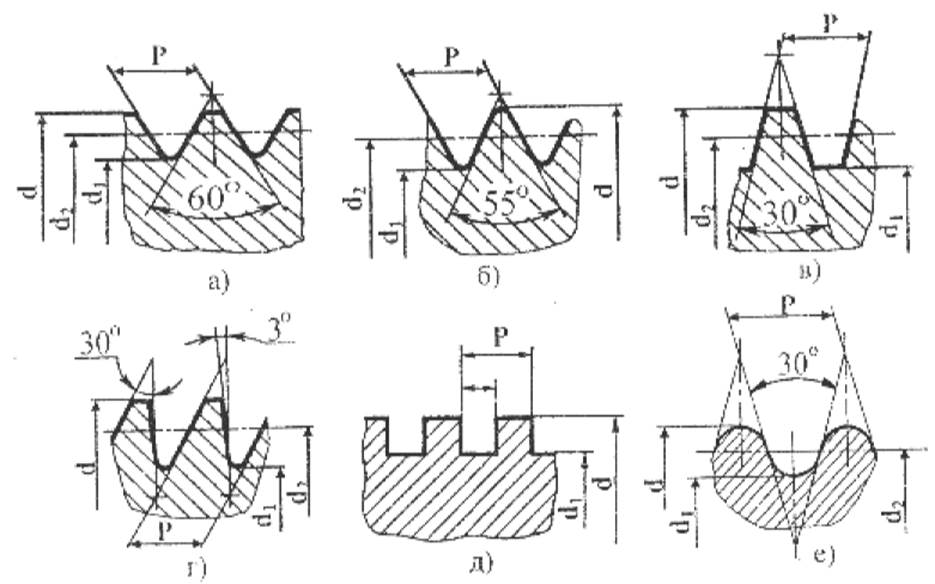


 6229
6229
 Их главные отличия заключаются в наличии в кристаллической решётке элементов, определяющих основные характеристики. Помимо хрома, используют такие добавки, как Ni, Mo, Co, Ti, No и другие. Разница в характеристиках и сферах использования зависит не только от наименования добавки, но и от её процентного содержания. Помимо железа и вспомогательных элементов? в нержавеющих металлах присутствует углерод. Он обеспечивает готовому металлу повышенную твёрдость и прочность.
Их главные отличия заключаются в наличии в кристаллической решётке элементов, определяющих основные характеристики. Помимо хрома, используют такие добавки, как Ni, Mo, Co, Ti, No и другие. Разница в характеристиках и сферах использования зависит не только от наименования добавки, но и от её процентного содержания. Помимо железа и вспомогательных элементов? в нержавеющих металлах присутствует углерод. Он обеспечивает готовому металлу повышенную твёрдость и прочность. Это сплавы, в составе которых содержатся хром и никель. Их концентрация составляет не менее 33%. На эти металлы высокий спрос во всех отраслях. Их отличается коррозионная устойчивость, прочность и привлекательный вид;
Это сплавы, в составе которых содержатся хром и никель. Их концентрация составляет не менее 33%. На эти металлы высокий спрос во всех отраслях. Их отличается коррозионная устойчивость, прочность и привлекательный вид; Они все благополучно используются в современной промышленности. Одним из основных поставщиков высококачественных сплавов является компания «Ориннокс». Она занимает лидирующие позиции среди металлотрейдеров РФ. На сайте можно заказать продукцию и узнать подробную информацию о металлах.
Они все благополучно используются в современной промышленности. Одним из основных поставщиков высококачественных сплавов является компания «Ориннокс». Она занимает лидирующие позиции среди металлотрейдеров РФ. На сайте можно заказать продукцию и узнать подробную информацию о металлах.
 Он по-прежнему подвержен коррозии в определенных ситуациях.
Он по-прежнему подвержен коррозии в определенных ситуациях.

 Дождь, конденсат или другие источники влаги могут действовать как электролит в присутствии электрического тока, вызывая ускоренную коррозию одного металла.
Дождь, конденсат или другие источники влаги могут действовать как электролит в присутствии электрического тока, вызывая ускоренную коррозию одного металла. Другие соображения включают pH, концентрацию хлоридов и температуру окружающей среды, в которой используется сталь.
Другие соображения включают pH, концентрацию хлоридов и температуру окружающей среды, в которой используется сталь.

 Он также находит применение в химической, нефтяной и нефтехимической промышленности
Он также находит применение в химической, нефтяной и нефтехимической промышленности


 4539
4539 


 Поэтому операторы пескоструйных аппаратов должны работать в специальных костюмах.
Поэтому операторы пескоструйных аппаратов должны работать в специальных костюмах.
 Очень часто, желающие купить пескоструйное оборудование, ошибочно думают, что в комплекты входят компрессоры. Это не так. Компрессор является сердцем данного оборудования, тем не менее он продается отдельно.
Очень часто, желающие купить пескоструйное оборудование, ошибочно думают, что в комплекты входят компрессоры. Это не так. Компрессор является сердцем данного оборудования, тем не менее он продается отдельно.

 Продаем только то, что есть в наличии.
Продаем только то, что есть в наличии. Пескоструйные машины делятся на самотечные, прямонапорные и воздуходувные. Среда для струйной обработки рециркулирует внутри пылесборника с помощью силы всасывания и отделяется от посторонних предметов по мере рециркуляции и повторной струйной обработки. Сухой метод безопасен для атмосферы. Как Пескоструйная машина Производитель в Индии, клиенты получают самые доступные пескоструйные машины с высочайшими стандартами качества, которые соответствуют как индийским, так и европейским производственным стандартам. Цена пескоструйной машины начинается от рупий. 28000 тысяч и доходит до рупий. 85 000 тысяч.
Пескоструйные машины делятся на самотечные, прямонапорные и воздуходувные. Среда для струйной обработки рециркулирует внутри пылесборника с помощью силы всасывания и отделяется от посторонних предметов по мере рециркуляции и повторной струйной обработки. Сухой метод безопасен для атмосферы. Как Пескоструйная машина Производитель в Индии, клиенты получают самые доступные пескоструйные машины с высочайшими стандартами качества, которые соответствуют как индийским, так и европейским производственным стандартам. Цена пескоструйной машины начинается от рупий. 28000 тысяч и доходит до рупий. 85 000 тысяч.  Эти мелкозернистые абразивные материалы чрезвычайно эффективны для очистки, удаления заусенцев, удаления окалины, сглаживания, придания блеска и травления различных металлических поверхностей автомобильных компонентов, а также строительного оборудования.
Эти мелкозернистые абразивные материалы чрезвычайно эффективны для очистки, удаления заусенцев, удаления окалины, сглаживания, придания блеска и травления различных металлических поверхностей автомобильных компонентов, а также строительного оборудования. Чем большее давление производит пескоструйный аппарат, тем интенсивнее будет скорость ударов абразива о металлическую поверхность, и может быть достигнута более качественная очистка, но слишком жесткая пескоструйная обработка нанесет вред различным материалам. Поэтому важно поговорить с производителем пескоструйной машины, который может указать уровни давления и требования к сжатому воздуху. Стоимость портативного пескоструйного аппарата начинается от 1 000 000 рублей. 28000 тысяч.
Чем большее давление производит пескоструйный аппарат, тем интенсивнее будет скорость ударов абразива о металлическую поверхность, и может быть достигнута более качественная очистка, но слишком жесткая пескоструйная обработка нанесет вред различным материалам. Поэтому важно поговорить с производителем пескоструйной машины, который может указать уровни давления и требования к сжатому воздуху. Стоимость портативного пескоструйного аппарата начинается от 1 000 000 рублей. 28000 тысяч.

 скорость уборки (кв. м/час) 3–4 5–911-15 15-19
скорость уборки (кв. м/час) 3–4 5–911-15 15-19 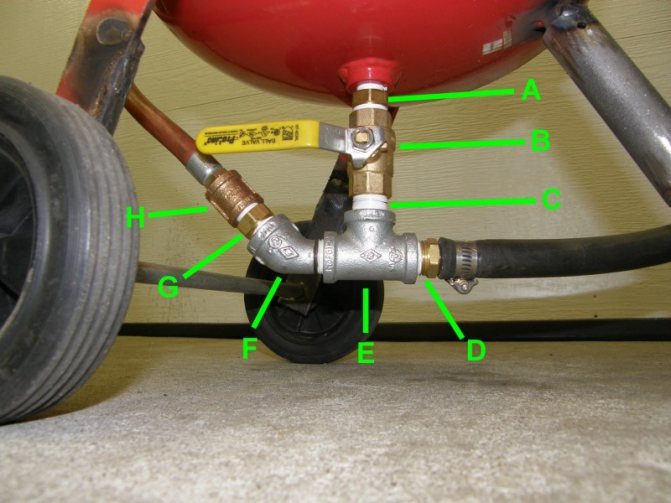
 Вы можете прочитать больше о национальных профессиональных стандартах, когда речь идет об использовании пескоструйной обработки.
Вы можете прочитать больше о национальных профессиональных стандартах, когда речь идет об использовании пескоструйной обработки. Столяры, машинисты, автомеханики и представители других отраслей промышленности будут использовать пескоструйные машины в своей работе, особенно после того, как они полностью осознают различные способы, которыми часто используется пескоструйная обработка.
Столяры, машинисты, автомеханики и представители других отраслей промышленности будут использовать пескоструйные машины в своей работе, особенно после того, как они полностью осознают различные способы, которыми часто используется пескоструйная обработка. Отвертки, гаечные ключи и различные металлические инструменты, которые загрязнились или заржавели, быстро и оперативно очищаются с помощью быстрого применения пескоструйного аппарата
Отвертки, гаечные ключи и различные металлические инструменты, которые загрязнились или заржавели, быстро и оперативно очищаются с помощью быстрого применения пескоструйного аппарата Поскольку ручное шлифование является крайне неэффективным процессом, очистка металлических поверхностей становится практически невозможной, и здесь на помощь приходит пескоструйная машина.
Поскольку ручное шлифование является крайне неэффективным процессом, очистка металлических поверхностей становится практически невозможной, и здесь на помощь приходит пескоструйная машина. Процесс пескоструйной обработки использовался в различных отраслях промышленности в качестве метода очистки и подготовки поверхности на протяжении сотен лет. MGI является производителем пескоструйных машин в Индии, обслуживающим автомобильную, строительную и авиационную промышленность, поставляя лучшие пескоструйные машины по доступным ценам.
Процесс пескоструйной обработки использовался в различных отраслях промышленности в качестве метода очистки и подготовки поверхности на протяжении сотен лет. MGI является производителем пескоструйных машин в Индии, обслуживающим автомобильную, строительную и авиационную промышленность, поставляя лучшие пескоструйные машины по доступным ценам.

 65 000
65 000
 com
com  Это предотвратит попадание загрязненного воздуха на впуск компрессора.
Это предотвратит попадание загрязненного воздуха на впуск компрессора.



 В первом случае материал, из которого состоит электрод, войдет в состав сварного шва. В случае использования неплавящихся электродов применяются флюсовые добавки, которые чаще всего просыпаются вдоль стыка в виде специального порошка.
В первом случае материал, из которого состоит электрод, войдет в состав сварного шва. В случае использования неплавящихся электродов применяются флюсовые добавки, которые чаще всего просыпаются вдоль стыка в виде специального порошка. Помимо этого, создается огромная плотность, показатель которой составляет несколько тысяч А/м2.
Помимо этого, создается огромная плотность, показатель которой составляет несколько тысяч А/м2. Сварочный прочес полностью автоматизирован. Оборудование без вмешательства человека разжигает дугу, перемещает его по стыку, регулирует показатели длины пламени, обеспечивает подачу расходных материалов.
Сварочный прочес полностью автоматизирован. Оборудование без вмешательства человека разжигает дугу, перемещает его по стыку, регулирует показатели длины пламени, обеспечивает подачу расходных материалов. Метод дает возможность заметно повысить производительность. При выполнении работ стержень зажимается в обойме, которая перемещается по стойке под воздействием своего веса. То есть, сварочная дуга разжигается, в результате чего плавятся электроды. По мере уменьшения его размеров вниз опускается и удерживающая обойма.
Метод дает возможность заметно повысить производительность. При выполнении работ стержень зажимается в обойме, которая перемещается по стойке под воздействием своего веса. То есть, сварочная дуга разжигается, в результате чего плавятся электроды. По мере уменьшения его размеров вниз опускается и удерживающая обойма.
 Для этого электрод подносится к стыку и с помощью постукивания о поверхность добывается электрическая дуга.
Для этого электрод подносится к стыку и с помощью постукивания о поверхность добывается электрическая дуга. Широкое распространение получили инверторы. Они рассчитаны на применение электродов разного диаметра. Для начала работы стержень устанавливается в держатель, а масса подключается к рабочей поверхности. После включения аппарата концом электрода нужно провести пару раз по металлу деталей, чтобы разжечь дугу. Важно, чтобы до этого момента рабочие параметры, в особенности ток, были выставлены на оптимальные значения.
Широкое распространение получили инверторы. Они рассчитаны на применение электродов разного диаметра. Для начала работы стержень устанавливается в держатель, а масса подключается к рабочей поверхности. После включения аппарата концом электрода нужно провести пару раз по металлу деталей, чтобы разжечь дугу. Важно, чтобы до этого момента рабочие параметры, в особенности ток, были выставлены на оптимальные значения.





 bovenit.ru/katalog/svarochnoe-oborudovanie/materialy-dlya-svarochnyh-rabot
bovenit.ru/katalog/svarochnoe-oborudovanie/materialy-dlya-svarochnyh-rabot
 Будьте уверены, что
Будьте уверены, что Следующее
Следующее
 Некоторые чистящие и обезжиривающие составы, а также
Некоторые чистящие и обезжиривающие составы, а также В определенных сварочных ситуациях это может
В определенных сварочных ситуациях это может Всегда избегайте одежды с прорехами, зацепками, прорехами,
Всегда избегайте одежды с прорехами, зацепками, прорехами, Никогда не используйте шлем, если фильтрующая пластина
Никогда не используйте шлем, если фильтрующая пластина

 С горячим металлом следует обращаться с помощью металлических щипцов или плоскогубцев. При закалке горячего металла в воде следует соблюдать осторожность.
С горячим металлом следует обращаться с помощью металлических щипцов или плоскогубцев. При закалке горячего металла в воде следует соблюдать осторожность.
 Желательно, чтобы один человек
Желательно, чтобы один человек
 Информация, включенная в
Информация, включенная в или охранники
или охранники
 Посторонние лица должны находиться на расстоянии не менее трех футов от сварочных работ. Также настоятельно рекомендуется носить средства защиты органов слуха.
Посторонние лица должны находиться на расстоянии не менее трех футов от сварочных работ. Также настоятельно рекомендуется носить средства защиты органов слуха.

 Что позволяет концентрировано плавить металл, плавно и мягко не разбрызгивая его, вести сварочный шов аккуратно и просто, добиваясь отличного результата, даже не имея большого опыта сварщика.
Что позволяет концентрировано плавить металл, плавно и мягко не разбрызгивая его, вести сварочный шов аккуратно и просто, добиваясь отличного результата, даже не имея большого опыта сварщика.
 Исключается вероятность брака что положительно сказывается на точности работы всего сварочного инвертора, исключая вероятность брака.
Исключается вероятность брака что положительно сказывается на точности работы всего сварочного инвертора, исключая вероятность брака.
 Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования. Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).
Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор. Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.
Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165. Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования. Это и необходимо для проведения сварочных работ.
Это и необходимо для проведения сварочных работ. Устанавливаются на радиатор.
Устанавливаются на радиатор. Вот такой вот хитрый «приём».
Вот такой вот хитрый «приём».
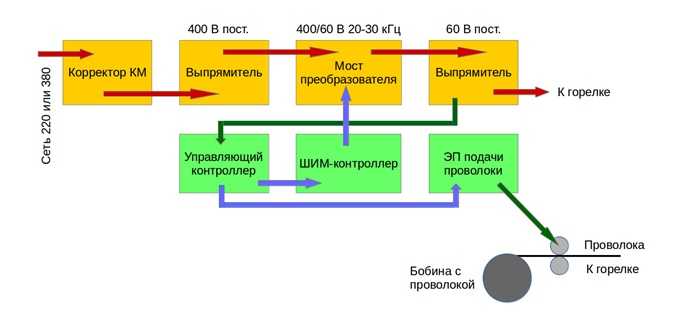
 Но многие профессиональные сварщики все еще используют трансформаторы по разным причинам.
Но многие профессиональные сварщики все еще используют трансформаторы по разным причинам. Подумайте об этом, устройство, которое весит около 5 кг и может быть сравнимо с размером портфеля или чемодана, можно сравнить по выходной мощности с 50-килограммовым трансформатором. Эта причина сама по себе является большим плюсом для многих людей, которым нравится портативность инверторов.
Подумайте об этом, устройство, которое весит около 5 кг и может быть сравнимо с размером портфеля или чемодана, можно сравнить по выходной мощности с 50-килограммовым трансформатором. Эта причина сама по себе является большим плюсом для многих людей, которым нравится портативность инверторов. В обычных сварочных аппаратах компоненты намного крупнее, поэтому для их нагрева может потребоваться больше времени, но из-за их размера требуется больше времени и для их охлаждения.
В обычных сварочных аппаратах компоненты намного крупнее, поэтому для их нагрева может потребоваться больше времени, но из-за их размера требуется больше времени и для их охлаждения.  Это может быть связано с более высокими напряжениями холостого хода, возможными при использовании инверторов. Еще одним преимуществом является легкое изменение силы тока и других настроек с помощью электроники (функция автоматической настройки), некоторые из новых сварочных аппаратов даже оснащены сенсорными экранами.
Это может быть связано с более высокими напряжениями холостого хода, возможными при использовании инверторов. Еще одним преимуществом является легкое изменение силы тока и других настроек с помощью электроники (функция автоматической настройки), некоторые из новых сварочных аппаратов даже оснащены сенсорными экранами. Это достигается путем изменения обычного источника питания с частотой 50 Гц на частоту около 20 000–100 000 Гц с использованием различных электронных переключателей, присутствующих в инверторе, которые в основном очень быстро включают и выключают питание несколько раз. Таким образом, 9Трансформатору 0003 не нужно много делать самому, и его размер можно уменьшить в геометрической прогрессии .
Это достигается путем изменения обычного источника питания с частотой 50 Гц на частоту около 20 000–100 000 Гц с использованием различных электронных переключателей, присутствующих в инверторе, которые в основном очень быстро включают и выключают питание несколько раз. Таким образом, 9Трансформатору 0003 не нужно много делать самому, и его размер можно уменьшить в геометрической прогрессии .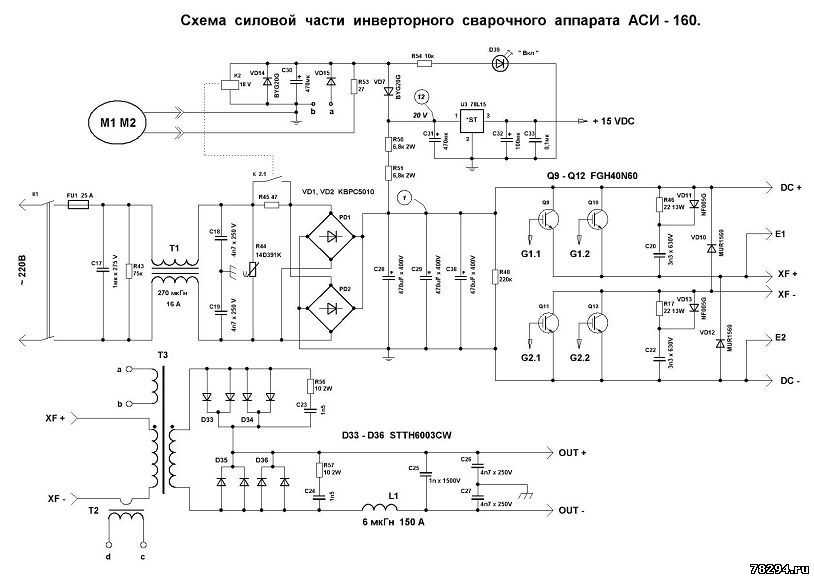 Однако следует отметить, что раньше вы использовали только трансформаторные сварочные аппараты, использование причудливых инверторов со всеми свистками может занять некоторое время, чтобы привыкнуть к .
Однако следует отметить, что раньше вы использовали только трансформаторные сварочные аппараты, использование причудливых инверторов со всеми свистками может занять некоторое время, чтобы привыкнуть к .
 .
.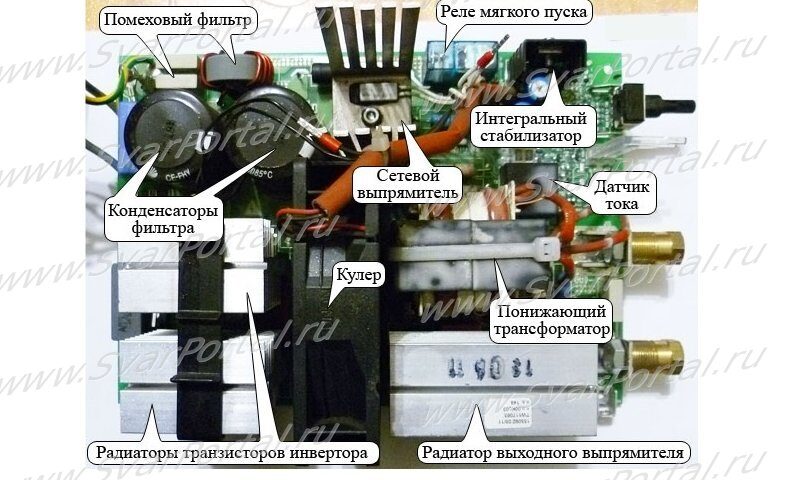

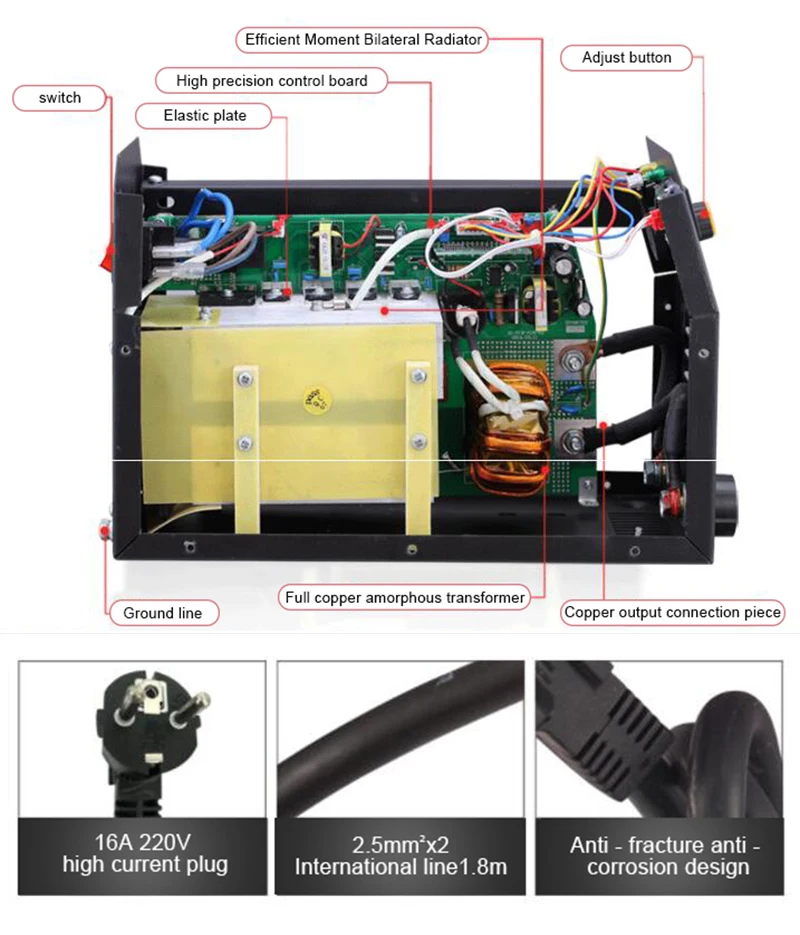
 В это время закруглённые боковые стороны пера трутся о края отверстия, оставляя при этом на них небольшие волоски дерева, и предавая поверхности небольшую шероховатость. Это немного портит вид.
В это время закруглённые боковые стороны пера трутся о края отверстия, оставляя при этом на них небольшие волоски дерева, и предавая поверхности небольшую шероховатость. Это немного портит вид.
 Скорость работы дрели напрямую зависит от диаметра используемого пера – чем больше сверло, тем с меньшей частотой должен вращаться вал. Работа на больших оборотах приведёт к быстрому износу резцов или поломке самого сверла;
Скорость работы дрели напрямую зависит от диаметра используемого пера – чем больше сверло, тем с меньшей частотой должен вращаться вал. Работа на больших оборотах приведёт к быстрому износу резцов или поломке самого сверла; youtube.com/embed/lGvYFbm10yA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/lGvYFbm10yA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Затачивать его в домашних условиях очень просто, достаточно иметь под рукой плоский напильник или точильный станок.
Затачивать его в домашних условиях очень просто, достаточно иметь под рукой плоский напильник или точильный станок. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.

 60
60 60P12
60P12 , петля для сверления отверстий с плоским крылом, петля из цементированного карбида, углеродистая быстрорежущая сталь, сверло для деревообработки, перфоратор с круглым хвостовиком
, петля для сверления отверстий с плоским крылом, петля из цементированного карбида, углеродистая быстрорежущая сталь, сверло для деревообработки, перфоратор с круглым хвостовиком
 Дрелью или шуруповертом можно легко, а главное точно, соблюдая чертеж, проделать глубокое посадочное отверстие под замок и для ручки. Набор перьевых сверл по дереву устанавливается на дрель или шуруповерт. Рулетка необходима для замеров, чтобы не ошибиться при посадке замка.
Дрелью или шуруповертом можно легко, а главное точно, соблюдая чертеж, проделать глубокое посадочное отверстие под замок и для ручки. Набор перьевых сверл по дереву устанавливается на дрель или шуруповерт. Рулетка необходима для замеров, чтобы не ошибиться при посадке замка. 
 Фрезы горизонтального типа служат для декорирования фрезерованных кромок.
Фрезы горизонтального типа служат для декорирования фрезерованных кромок. Длинную кромку следует фрезеровать от верха до низа. Верхнею и нижнею линию контура следует обрабатывать не доходя пары миллиметров, после чего срубить стамеской. Это не обходимо, чтоб избежать повреждений двери.
Длинную кромку следует фрезеровать от верха до низа. Верхнею и нижнею линию контура следует обрабатывать не доходя пары миллиметров, после чего срубить стамеской. Это не обходимо, чтоб избежать повреждений двери. Такие шаблоны можно сделать самостоятельно или же купить в строительном магазине. Изготовление шаблона не займет много времени.
Такие шаблоны можно сделать самостоятельно или же купить в строительном магазине. Изготовление шаблона не займет много времени. Накладки крепятся к МДФ плите.
Накладки крепятся к МДФ плите. Устаревшая методика выдалбливания пазов стамеской и молотком давно ушла в прошлое. Сегодня профессионалы активно применяют специальные электроприборы – фрезеры. Чтобы добиться ожидаемого результата, нужно точно знать, каким фрезером врезать замок в дверь.
Устаревшая методика выдалбливания пазов стамеской и молотком давно ушла в прошлое. Сегодня профессионалы активно применяют специальные электроприборы – фрезеры. Чтобы добиться ожидаемого результата, нужно точно знать, каким фрезером врезать замок в дверь.


 Эксперты рекомендуют выбирать данный параметр с незначительным запасом.
Эксперты рекомендуют выбирать данный параметр с незначительным запасом.